Cím: Mechanikai ötletek
Írta: gaben Dátum 2024 április 09, 15:37
Írta: gaben Dátum 2024 április 09, 15:37
Korábbi topik folytatása...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 19, 12:47
Írta: 000000000 Dátum 2005 február 19, 12:47
Tanácsot szeretnék kérni. Az X tengelyem meghajtásához jelenleg egy 2 méteres ISEL golyósorsót használok (az ISEL egyébként remek cég, sokat segítettek a gépem összeállításánál, csak nagyon drágák). Ki szeretném váltani 2 darab menetes szárral. Az a kérdésem, hogy aki sime menetes szárat használ a meghajtásra, milyenek a tapasztalatai, nem fogja-e vissza nagyon a motort, nem túl nagy-e a sórlódás, stb. A motorom egy 4.5 Nm-es nyomatékú VEXTRA, a meghajtott tömeg kb. 40 kg, és 5-ös menetemelkedése van a golyósorsónak.
Előre is köszönök minden segítséget.
Giorgio
Előre is köszönök minden segítséget.
Giorgio
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 19, 19:01
Írta: 000000000 Dátum 2005 február 19, 19:01
Remek eredményt lehet elérni ha a Mechanikai ötletek alatt található görgős megoldást használod! Nagyon dicsérik ha precíz a megmunkálása!
De miért kell kiváltani egy görgős orsót? Durva az emelkedése?
De miért kell kiváltani egy görgős orsót? Durva az emelkedése?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 19, 23:51
Írta: 000000000 Dátum 2005 február 19, 23:51
Az ISEL golyósorsót semmiképp nem cserélném menetes szárra. Ha a menetemelkedésed túl nagy, inkább egy áttátelt javasonék. Bordásszíjjal. Szerintem ez pontosabb és költséghatékonyabb megoldás mint a msz. és a görgős megoldás. Az ISEL valóban komoly cég, én is jártam náluk.
Cím: Re:Mechanikai ötletek
Írta: fs9s63xkf Dátum 2005 február 20, 20:46
Írta: fs9s63xkf Dátum 2005 február 20, 20:46
Hali
jó hogy elindult ez a fórum... sokat tudunk majd egymásnak segíteni (de vajon ki csinálta ;) )
Én menetes szárat használok bár csak 700 mm-en de nincs vele semmi bajom... egy műanyag rúdba vágtam 12-es menetet és megfelelően működik...
jó hogy elindult ez a fórum... sokat tudunk majd egymásnak segíteni (de vajon ki csinálta ;) )
Én menetes szárat használok bár csak 700 mm-en de nincs vele semmi bajom... egy műanyag rúdba vágtam 12-es menetet és megfelelően működik...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 20, 21:49
Írta: 000000000 Dátum 2005 február 20, 21:49
Legközelebb megmérem a menetesszár menetemelkedésének pontosságát ill. ismétlési pontosságát. Azt tudom, hogy az isel orsók 0.01mm ismétlési pontosságúak 3m-es hosszra vonatkoztatva. Ha már megtette valaki a mérést, kérem ossza meg velem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 21, 08:29
Írta: 000000000 Dátum 2005 február 21, 08:29
Jó a golyósorsó menetemelkedése és én is nagyon elégedett vagyok vele amúgy. Egészen egyszerűen két problémám van vele: magas az ára, kb. 25* annyiba kerül, mint a menetes száras megoldás, és csak több hét alatt tudják Magyarországra behozni.
Giorgio
Giorgio
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 21, 08:35
Írta: 000000000 Dátum 2005 február 21, 08:35
Egy kis érdekesség: nemrégiben olvastam egy angol könyben, hogy az USA-ban lehet kapni profi menetes szárakat, amiknek a gyártója oprikai szkennerrel végigellenőrzi a menetet, és a kis ezred-inches eltéréseket az elméleti értékektől egy táblázatban mellékeli a szárhoz. Ez azért profi, mert a drágább vezérlők (Thermwood rendszerek, stb.) képesek kezelni ezeket az adatokat, és eszerint állítgatják az adott tengelyt, kompenzálva a menetes szár hibáit.
Giorgio
Giorgio
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 21, 10:24
Írta: 000000000 Dátum 2005 február 21, 10:24
Giorgiocnc !
Ez nekünk valóban csak érdekesség.
Ez nekünk valóban csak érdekesség.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 21, 17:10
Írta: 000000000 Dátum 2005 február 21, 17:10
A lézeres szerszám bemérés is }: ))
Cím: Re:Mechanikai ötletek
Írta: fs9s63xkf Dátum 2005 február 21, 18:36
Írta: fs9s63xkf Dátum 2005 február 21, 18:36
az ISEL-nek a lineáris vezetősineiről van valamilyen tapaszatlotok? Mert nézegettem öket és kértem róluk árlistát is... Nem rosszak az árok például az INA-hoz képest kb 30 ezerből kijön egy vezeték csúszkával...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 21, 20:02
Írta: 000000000 Dátum 2005 február 21, 20:02
Üdvözlet az uraknak!
Először is Minden tiszteletem az oldal készítőjének, pompás oldalt sikerült összehozni.
Én is töröm a fejem egy cnc maró elkészítésén, egyenlőre az információgyüjtésnél tartok :)) Ezért is nagyon örülök, hogy elindult a fórum. Sok kérdésem van. :))
psychobilly: Megtennéd hogy megosztod velem az ISEL árlistádat? ha nem vagyok túl pofátlan...
Előre is nagyon köszönöm.
tht79@freemail.hu
Először is Minden tiszteletem az oldal készítőjének, pompás oldalt sikerült összehozni.
Én is töröm a fejem egy cnc maró elkészítésén, egyenlőre az információgyüjtésnél tartok :)) Ezért is nagyon örülök, hogy elindult a fórum. Sok kérdésem van. :))
psychobilly: Megtennéd hogy megosztod velem az ISEL árlistádat? ha nem vagyok túl pofátlan...
Előre is nagyon köszönöm.
tht79@freemail.hu
Cím: Re:Mechanikai ötletek
Írta: fs9s63xkf Dátum 2005 február 21, 21:23
Írta: fs9s63xkf Dátum 2005 február 21, 21:23
Akit érdekel szóljon elküldöm szivesen!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 21, 21:55
Írta: 000000000 Dátum 2005 február 21, 21:55
Psychobilly ! Engem az ISEL T-profilos munkaasztalok ára érdekelne. Küld el légyszíves.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 22, 10:51
Írta: 000000000 Dátum 2005 február 22, 10:51
az Isel honlapján egy termékre kattintva kérhető e-mailben a termékről bármilyen információ, ez azt jelenti,hogy elküldik a teljes árlistát fél napon belül. www.isel.hu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 22, 10:53
Írta: 000000000 Dátum 2005 február 22, 10:53
ISEL LF3-as síneket használok hozzá való kocsikkal. Nem voltak olcsó darabok, de nagyon masszívak. A kocsik görgőit excentesen lehet állítgatni, ha rászánja az ember az időt, nagyon jól be lehet lőni.
A T-nútos profilból egy méter kb. 60000 Ft volt tavaly az ISEL-nél.
giorgiocnc
A T-nútos profilból egy méter kb. 60000 Ft volt tavaly az ISEL-nél.
giorgiocnc
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 22, 19:38
Írta: 000000000 Dátum 2005 február 22, 19:38
Egy 250*400-as T profilos munkaasztal nekem 19500Ft-ba kerülne az ISEL-nél. Méregdrága.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 22, 23:17
Írta: 000000000 Dátum 2005 február 22, 23:17
A legfrisebb árlista szerint a PT profilok árai a következők:
PT25 125x20 20 956 Ft/m
PT25 250x20 39 546 Ft/m
PT25 375x20 55 770 Ft/m
PT50 250x20 39 546 Ft/m
PT50 375x20 55 770 Ft/m
Javaslatom a kis munkatérfogatú gépek építőinek:
szerintem egy 250x250x20 munkaasztal bőven elég mondjuk nyák marásra, ugy se lehet kapni A4- nél nagyobb nyákokat ill. ha lehet is kapni, minek akkora, továbbá a gravírozás /névtáblák stb./ se igényel nagyobb munkatérfogatú gépet. Ezért ha 3-4 asztali cnc gép tulajdonos vesz meg 1db 1m-es vagy 3m-es PT profilt, akkor az azt jelenti, h 250x250x20 munkaasztal esetén a költség áfásan is "csak" 10pénz!
PT25 125x20 20 956 Ft/m
PT25 250x20 39 546 Ft/m
PT25 375x20 55 770 Ft/m
PT50 250x20 39 546 Ft/m
PT50 375x20 55 770 Ft/m
Javaslatom a kis munkatérfogatú gépek építőinek:
szerintem egy 250x250x20 munkaasztal bőven elég mondjuk nyák marásra, ugy se lehet kapni A4- nél nagyobb nyákokat ill. ha lehet is kapni, minek akkora, továbbá a gravírozás /névtáblák stb./ se igényel nagyobb munkatérfogatú gépet. Ezért ha 3-4 asztali cnc gép tulajdonos vesz meg 1db 1m-es vagy 3m-es PT profilt, akkor az azt jelenti, h 250x250x20 munkaasztal esetén a költség áfásan is "csak" 10pénz!
Cím: Re:Mechanikai ötletek
Írta: vf86grp5p Dátum 2005 február 23, 17:01
Írta: vf86grp5p Dátum 2005 február 23, 17:01
Sziasztok!
Nincs tippetek profi maróra?
Az ilyen olyan Baumaxban kapható kézimarókkal
már van negatív tapasztalat. A Nincs nyomatéka,
üt, stb, stb.
A Proxxon termékeit már ismerem.
Esetleg más alternatíva, 50-100eFt közt?
Üdv
Nincs tippetek profi maróra?
Az ilyen olyan Baumaxban kapható kézimarókkal
már van negatív tapasztalat. A Nincs nyomatéka,
üt, stb, stb.
A Proxxon termékeit már ismerem.
Esetleg más alternatíva, 50-100eFt közt?
Üdv
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 február 23, 19:30
Írta: knifemaster Dátum 2005 február 23, 19:30
http://www.google.co.hu/search?hl=hu&q=fels%C5%91mar%C3%B3&meta=lr%3Dlang_hu
:)
:)
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2005 február 23, 20:05
Írta: j3rx6bsjd Dátum 2005 február 23, 20:05
Keress rá a "KRESS FM6990E" gépre,ez 900w-ot tud,
rpm:8000-26000U/min.Németországban 150 eurót kérnek érte,itt nem tudom ki forgalmazza,de én majd ilyet szeretnék.
Ha esetleg valaki már használt ilyet és negatív tapasztalata volt vele,ne kíméljen.Érdekel minden info.
rpm:8000-26000U/min.Németországban 150 eurót kérnek érte,itt nem tudom ki forgalmazza,de én majd ilyet szeretnék.
Ha esetleg valaki már használt ilyet és negatív tapasztalata volt vele,ne kíméljen.Érdekel minden info.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 23, 20:06
Írta: 000000000 Dátum 2005 február 23, 20:06
Vendég !
Profi marómotorok beszerzésében ugyancsak tud segíteni az ISEL hungária.
Mások előszeretettel haszálják a KRESS marómotorokat. Én is.
Profi marómotorok beszerzésében ugyancsak tud segíteni az ISEL hungária.
Mások előszeretettel haszálják a KRESS marómotorokat. Én is.
Cím: Re:Mechanikai ötletek
Írta: fs9s63xkf Dátum 2005 február 23, 20:57
Írta: fs9s63xkf Dátum 2005 február 23, 20:57
Hali
én a Proxxon maróját használom. Nekem eddig bevált bár egy kicsit nehéz és a CNC-m is nyög alatta egy kicst de már készül a következő :)
én a Proxxon maróját használom. Nekem eddig bevált bár egy kicsit nehéz és a CNC-m is nyög alatta egy kicst de már készül a következő :)
Cím: Re:Mechanikai ötletek
Írta: vf86grp5p Dátum 2005 február 23, 21:01
Írta: vf86grp5p Dátum 2005 február 23, 21:01
Szia!
>Keress rá a "KRESS FM6990E" gépre,ez 900w-ot tud,
>rpm:8000-26000U/min
Túl nagy a fordulatszáma.
Legalább is bizonyos anyagokhoz nem jó.
Nekem 10000U/min lenne a maximum.
Üdv
>Keress rá a "KRESS FM6990E" gépre,ez 900w-ot tud,
>rpm:8000-26000U/min
Túl nagy a fordulatszáma.
Legalább is bizonyos anyagokhoz nem jó.
Nekem 10000U/min lenne a maximum.
Üdv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 24, 09:27
Írta: 000000000 Dátum 2005 február 24, 09:27
Apró, csak gravírozásra és fúrásra használható motorok olcsón megvásárolhatóak innen :
http://www.donau-elektronik.com/index_e.htm
Magyarországi forgalmazó a SOLAMEX Bt.
http://www.donau-elektronik.com/index_e.htm
Magyarországi forgalmazó a SOLAMEX Bt.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 február 24, 16:04
Írta: Bicska Dátum 2005 február 24, 16:04
Hello
Marófejeket, esztergakéseket, hűtőcsöveket..stb a Nóniusz KFT-nél lehet kapni, Kőbányán van. www.noniusz.hu. Velem mindig segítőkészek voltak, vannak vitrinek meg katalógusok is, szal nem muszály mindent fejből tudni.
Bicska
Marófejeket, esztergakéseket, hűtőcsöveket..stb a Nóniusz KFT-nél lehet kapni, Kőbányán van. www.noniusz.hu. Velem mindig segítőkészek voltak, vannak vitrinek meg katalógusok is, szal nem muszály mindent fejből tudni.
Bicska
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 24, 19:48
Írta: 000000000 Dátum 2005 február 24, 19:48
Nincs valaki vállalkozó kedvű ,aki tudna használni egy modell távirányítót vevővel ?
Sanwa RD6000 a típusa...
Sanwa RD6000 a típusa...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 25, 08:21
Írta: 000000000 Dátum 2005 február 25, 08:21
Ha adsz hozz egy repülőgépet is én szívesen eljátszogatok vele.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 25, 11:31
Írta: 000000000 Dátum 2005 február 25, 11:31
Ki milyen vastag huzalt használ habvágáshoz?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 25, 11:49
Írta: 000000000 Dátum 2005 február 25, 11:49
2,2Ohm/m 0.7mm átmérő CrNi huzalt használtam, igaz nem nc gépben, vágókeretben. Extra erős és gyárilag vágószálként alkalmazandó.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 25, 11:55
Írta: 000000000 Dátum 2005 február 25, 11:55
Én amit láttam, az olyan hajszál vékony volt, hogy csak lestem. Cserélgette is a gazdája sűrűn! (Nyomada ipari szakkiállítás, német kiállító) Én is 0.5-0.7 körülit használok, de viszonylag nagy a vágási szélesség. Meg keményebb hab esetében 46-50V is kell neki.
Talasztalta valaki, hogy a HŐ beszorul a habba? Vagyis keményebb habok vágása esetén a hab közepén homorú felület alakul ki, mert a szál bent a hőszigetelő anyagban nem tud visszahülni. Én vágtam egy hópihét, és nem jött ki, mert a külső felületen jó volt a vágás, csak belül összemelegedett az egész!
Ha valaki nem érti szóljon és küldök fotót!
Talasztalta valaki, hogy a HŐ beszorul a habba? Vagyis keményebb habok vágása esetén a hab közepén homorú felület alakul ki, mert a szál bent a hőszigetelő anyagban nem tud visszahülni. Én vágtam egy hópihét, és nem jött ki, mert a külső felületen jó volt a vágás, csak belül összemelegedett az egész!
Ha valaki nem érti szóljon és küldök fotót!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 25, 12:39
Írta: 000000000 Dátum 2005 február 25, 12:39
Ismerős a dolog, valóban késik kicsit a vágószál a keményebb habokban, legalábbis nálam ez eredményezte a nem megfeleő vágási alakot. A hőmérséklettel nem volt gond. A megfelelő vágófeszültség és sebesség beállítása sok kísérletet igényel. Nekem a 8-8.5 V lett megfelelő, de ezt a vágószál paraméterei befolyásolják. Nekem szerencsére nem szakadt sokszor, csak a hőtágulással volt némi gondom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 25, 13:08
Írta: 000000000 Dátum 2005 február 25, 13:08
Én állandóan feszítem rugóval.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 25, 18:33
Írta: 000000000 Dátum 2005 február 25, 18:33
A Mech 10. alatti Szabolcs gépén van ilyen megoldás is!
Cím: Re:Mechanikai ötletek
Írta: 9v9rb6gau Dátum 2005 február 26, 06:24
Írta: 9v9rb6gau Dátum 2005 február 26, 06:24
slogan:
Mennyi lenne a Sanwa RD6000 ára?
gépész
Mennyi lenne a Sanwa RD6000 ára?
gépész
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 26, 21:41
Írta: 000000000 Dátum 2005 február 26, 21:41
30 pénz
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 28, 10:31
Írta: 000000000 Dátum 2005 február 28, 10:31
Van valakinek tapasztalata az SKF lineáris csapágyairól?
Nem sok ötlet van a hajtásokat illetően, leszámítva a golyós anyát, és a (legalábbis nekem) méregdrága golyós orsót. Ezért leírom az én megoldásomat: Az OBI-ban lehet kapni különböző profilú előfúrt acéllemezeket, fa vasalatokat. Tengelyenként egy lapos (180×40×3mm), és egy derékszögű (90×40×3mm)profilt használtam. Méretrevágás után, a gyári furatokat használva összerögzítettem őket egymással szemben. Távtartónak a rögzítő csavarokra húzott 17mm hosszúra vágott alu csövet használtam. a középen lévő nagyobb furatba került 2db anya, 3db alátéttel (alátét-anya-alátét-anya-alátét). A 4db rögzítőcsavart gyengén meghúzva és egy 8-as csavar segítségével beállítottam az anyák egymáshoz való viszonyát. Sok vacakolás után meg lehet találni azt a pontot, ahol a kotyogás, és a súrlódás a legkissebb. Beállítás után meg kell húzni a csavarokat, esetleg még egy kis korrekció szükséges (korrekció esetén, újra rá kell húzni a 4db csavarra).
Tudom, hogy ez nem a legprofibb megoldás, de figyelembe véve, hogy szánonként még az 500Ft-ot sem érte el az ára, és jó beállításokkal merőleges irányban kottyanásmentes, úgy gondoltam megosztom veletek. Ha kell kép küldhetek.
Nem sok ötlet van a hajtásokat illetően, leszámítva a golyós anyát, és a (legalábbis nekem) méregdrága golyós orsót. Ezért leírom az én megoldásomat: Az OBI-ban lehet kapni különböző profilú előfúrt acéllemezeket, fa vasalatokat. Tengelyenként egy lapos (180×40×3mm), és egy derékszögű (90×40×3mm)profilt használtam. Méretrevágás után, a gyári furatokat használva összerögzítettem őket egymással szemben. Távtartónak a rögzítő csavarokra húzott 17mm hosszúra vágott alu csövet használtam. a középen lévő nagyobb furatba került 2db anya, 3db alátéttel (alátét-anya-alátét-anya-alátét). A 4db rögzítőcsavart gyengén meghúzva és egy 8-as csavar segítségével beállítottam az anyák egymáshoz való viszonyát. Sok vacakolás után meg lehet találni azt a pontot, ahol a kotyogás, és a súrlódás a legkissebb. Beállítás után meg kell húzni a csavarokat, esetleg még egy kis korrekció szükséges (korrekció esetén, újra rá kell húzni a 4db csavarra).
Tudom, hogy ez nem a legprofibb megoldás, de figyelembe véve, hogy szánonként még az 500Ft-ot sem érte el az ára, és jó beállításokkal merőleges irányban kottyanásmentes, úgy gondoltam megosztom veletek. Ha kell kép küldhetek.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2005 február 28, 11:08
Írta: RogerCo Dátum 2005 február 28, 11:08
Kép az jó lenne, mert igy elsö olvasatra nehéz elképzelnem...
Admins@RogerCo.hu
Köszi.
Admins@RogerCo.hu
Köszi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 28, 11:34
Írta: 000000000 Dátum 2005 február 28, 11:34
Nekem is :)
köszi !
slogan@externet.hu
köszi !
slogan@externet.hu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 28, 11:45
Írta: 000000000 Dátum 2005 február 28, 11:45
Én is örülnék a kép(ek)nek
bertalan.istvan@axelero.hu
bertalan.istvan@axelero.hu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 28, 12:08
Írta: 000000000 Dátum 2005 február 28, 12:08
elküldve
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 28, 12:21
Írta: 000000000 Dátum 2005 február 28, 12:21
thx
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 28, 12:31
Írta: 000000000 Dátum 2005 február 28, 12:31
Van valakinek tapasztalata a trapézmenetes mozgatásról? Ilyen orsót és bronzanyát lehet kapni. Igaz. hogy drágább, de precíznek tűnik. Csak az a kérdés, hogy mekkora a súrlódása?
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2005 február 28, 12:47
Írta: j3rx6bsjd Dátum 2005 február 28, 12:47
Nekem kb.1-2 hét múlva érkezik postán a 12x3-as trapézmenetes orsó polírozott felülettel bronz anyával,ha megjön közzéteszem a tapasztalatokat,összehasonlítani nem tudom, mással,mert nincs tapasztalatom ez az első próba.
Ezt tünt a legjobb választásnak ár/precizitás viszonylatban.
Ezt tünt a legjobb választásnak ár/precizitás viszonylatban.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 28, 14:14
Írta: 000000000 Dátum 2005 február 28, 14:14
Hol és mennyiért rendeltél trapézmenetes orsót és anyát?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 28, 14:57
Írta: 000000000 Dátum 2005 február 28, 14:57
Milyen a menetemelkedése?
Apropó polírozott... nem is hülyeség felpolírozni a menetesszárat :)
Apropó polírozott... nem is hülyeség felpolírozni a menetesszárat :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 28, 15:29
Írta: 000000000 Dátum 2005 február 28, 15:29
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2005 február 28, 19:04
Írta: j3rx6bsjd Dátum 2005 február 28, 19:04
Az e-Bay-ról rendeltem,ezen az oldalon sokmindent találhattok:
e-Bay
e-Bay
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 február 28, 21:07
Írta: 000000000 Dátum 2005 február 28, 21:07
Polírozás mellett ajánlom a teflon spray-t. Igen tartós teflon bevonatot képez a menetesszáron (és a mozgó alkatrészeken), utána ugyanúgy lehet zsírozni. Cökken a surlódás és a kopás. Fura jószág, mert olyan mintha beépülne a fém felületébe. A kocsiban a vízpumpa évek óta visított, mindennel bekentük. 3 hónapja lett teflon spray-el lefújva és azóta meg sem nyikkant. (ez nem a TV Shop:))
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 március 01, 12:56
Írta: Bicska Dátum 2005 március 01, 12:56
És ilyet hol lehet kapni? Mármint sima barkácsboltban ill. bevársárlóközpontban is?
Bicska
Bicska
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 01, 14:47
Írta: 000000000 Dátum 2005 március 01, 14:47
Ez az ebay oldal nem semmi. Talán valamelyik cég itt szabadul meg a fölösleges raktárkészleteitől?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 01, 15:48
Írta: 000000000 Dátum 2005 március 01, 15:48
Légyszi,légyszi!
Mert hogy vizuális tipus vagyok.
Mert hogy vizuális tipus vagyok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 01, 20:47
Írta: 000000000 Dátum 2005 március 01, 20:47
Ha jól tudom még a teszkóban is van.
Molyoló képet akarsz?
Különben a sima anyákat lecserélem acélra, a menetesszárat pedig rézre... csak hogy kb. egyformán kopjanak.
Molyoló képet akarsz?
Különben a sima anyákat lecserélem acélra, a menetesszárat pedig rézre... csak hogy kb. egyformán kopjanak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 01, 20:49
Írta: 000000000 Dátum 2005 március 01, 20:49
Ja a cserével kapcsolatban várok ellenérveket is. Mármint szerintetek mennyire tartós a réz meneteszár? Az biztos, hogy a megmunkálása szebb és surlódása kisebb.
ui.: bocs a flood-ért :)
ui.: bocs a flood-ért :)
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 március 01, 21:01
Írta: Bicska Dátum 2005 március 01, 21:01
Én úgy tudom, hogy a réz nem helyettesíti a bronzot. Szal mindenféleképpen a szerkezetben az acél mellett bronznak kellene szerepelnie (persze tudom, hogy réz cucc sokkal könyebben beszerezhető)E mellett sztem jobb, ha a menetes szár az acél, mert arra nehezedik azért némi nyomás, ezért előtérbe kerülhetnek azok a tulajdonságok, amik csak az acélnak vannak: szívós, merev még is rugalmas=visszanyeri az alakját..
Bicska
Bicska
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 március 01, 21:04
Írta: Bicska Dátum 2005 március 01, 21:04
Boccs, azt elfelejtettem, hogy én elég brutális mechanikákban gondolkodom és azért törekszem a strapabíroságra. Sokak által már épített kis gravírozógéphez nem szükséges minden apróságra figyelni..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 01, 21:22
Írta: 000000000 Dátum 2005 március 01, 21:22
Köszi a választ... én jelenleg egy kompakt gépet építek, de tervben van egy nagyobb kb. 200×150 cm-es munkaterülettel (asztalosipari marásokhoz)
A rézre csak azért gondoltam mert szebb a megmunkálása. Talán holnap sikerül elmennem a Fabory-ba, ott majd megnézem milyen minőséget kínálnak acélból. A bronznak milyen mechanikai tulajdonságai vannak, amitől célszerűbb használni? (bronz tömböt még tudnék is szerezni, a megmunkálás probléma)
A rézre csak azért gondoltam mert szebb a megmunkálása. Talán holnap sikerül elmennem a Fabory-ba, ott majd megnézem milyen minőséget kínálnak acélból. A bronznak milyen mechanikai tulajdonságai vannak, amitől célszerűbb használni? (bronz tömböt még tudnék is szerezni, a megmunkálás probléma)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 01, 22:04
Írta: 000000000 Dátum 2005 március 01, 22:04
Igen, azt szeretnék.Építés előtt vagyok és minden ötlet érdekel.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 március 01, 22:11
Írta: Bicska Dátum 2005 március 01, 22:11
Maga, hogy ötvözet, az ón teszi olyanná a súrlódási tényezőjét amiylen. Mélyebben én se merültem bele a dologba.:) Egyébként én sem tudtam megoldani a strapabíróság problémáját. Nem azért, mert nincs hozzá szerszámom vagy tehetségem, de hosszas tervezés, anyagválogatás és pénzügyi számolgatás után rájöttem, hogy olyan marógépet amivel acélt is tudok marni akár 30mm-es marófejjel, házilag "olcsón" képtelenség csinálni. (nem véletlenül 1 tonna egy ilyen gép, meg öntöttvas..meg 380-as bika motor van benne:) ) Lényeg=megoldás: kellett vennem 1 igazi régebbi marógépet..most azt alakítom cnc-vé.
Bicska
Bicska
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 01, 22:22
Írta: 000000000 Dátum 2005 március 01, 22:22
A Fabory-boltban polírozott acél orsó Tr16x4 1m 3150+Áfa, Tr12x3 1m 1975+Áfa. Bronz anya Tr16x4 átm.36x32 8025+Áfa, Tr12x3 átm.27x18 5625+Áfa. Tavalyi árak!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 01, 22:46
Írta: 000000000 Dátum 2005 március 01, 22:46
Ok Molyoló küldöm.
Bicska: igazad van... azok a gépek nem véletlenül tonnás nagyságrendűek. Nade egy Hobby, vagy fa munkára használt gépnél nincsenek akkora terhelések. Szóval mindent a célnak megfelelően kell méretezni, ha másért nem is csak az árért.
Azthiszem, ha azt mondanák bármelyikünknek, hogy "nesze 2 milla" tökéletesebbnél tökéletesebb gépek születnének. Az "olcsó" árkategóriában viszont sokkal nagyobb teret kap a kreativitás és a leleményesség, persze a legtöbb ilyen gép egyáltalán nem profi. Épp ezért az a véleményem, hogy az isel, skf és egyéb (méregdrága) cuccok mellett, sokkal több egyedileg kivitelezhető komplett megoldásra lenne szükség (épp ezért jó, hogy elindult ez a fórum). ISEL cuccokból azthiszem nem kéne sokat gondolkoznom azon, hogy miből legyen.
Elnézve Bertalan árlistáját, úgy vélem, hogy ha még gyakrabban is kell cserélni orsót, akkor sem éri meg pl. a bronz anya. Hozzáteszem, hogy ezt most egy Hobby gépre értem. SKF csapágyakkal, japán motorokkal, és elektronikával a kezemben most járok 33ezernél. Hátra van még az MDF pozdorja szerkezet a golyós sínek, és vélhetően fotodiódás végálláskapcsolók. Sajnos drágább cuccokra már nem futja. Itt jegyezném meg, hogy hiába kell kb. 1m2 MDF pozdorja, egy egész táblát meg kell vennem, ami megint 10ezer+szabás. Mindezzel csak azt akarom mondani, hogy szép és jó dolog a gépgaléria, de nem lenne gond, ha a képek beküldői egy előrelátható költségvetéssel segítenék a kezdő építőket. Sajnos minden csak akkor derül ki, amikor az ember már kénytelen megvenni.
Bocs, ha hosszúra sikeredett...
a kép meg megy Molyoló :)
Bicska: igazad van... azok a gépek nem véletlenül tonnás nagyságrendűek. Nade egy Hobby, vagy fa munkára használt gépnél nincsenek akkora terhelések. Szóval mindent a célnak megfelelően kell méretezni, ha másért nem is csak az árért.
Azthiszem, ha azt mondanák bármelyikünknek, hogy "nesze 2 milla" tökéletesebbnél tökéletesebb gépek születnének. Az "olcsó" árkategóriában viszont sokkal nagyobb teret kap a kreativitás és a leleményesség, persze a legtöbb ilyen gép egyáltalán nem profi. Épp ezért az a véleményem, hogy az isel, skf és egyéb (méregdrága) cuccok mellett, sokkal több egyedileg kivitelezhető komplett megoldásra lenne szükség (épp ezért jó, hogy elindult ez a fórum). ISEL cuccokból azthiszem nem kéne sokat gondolkoznom azon, hogy miből legyen.
Elnézve Bertalan árlistáját, úgy vélem, hogy ha még gyakrabban is kell cserélni orsót, akkor sem éri meg pl. a bronz anya. Hozzáteszem, hogy ezt most egy Hobby gépre értem. SKF csapágyakkal, japán motorokkal, és elektronikával a kezemben most járok 33ezernél. Hátra van még az MDF pozdorja szerkezet a golyós sínek, és vélhetően fotodiódás végálláskapcsolók. Sajnos drágább cuccokra már nem futja. Itt jegyezném meg, hogy hiába kell kb. 1m2 MDF pozdorja, egy egész táblát meg kell vennem, ami megint 10ezer+szabás. Mindezzel csak azt akarom mondani, hogy szép és jó dolog a gépgaléria, de nem lenne gond, ha a képek beküldői egy előrelátható költségvetéssel segítenék a kezdő építőket. Sajnos minden csak akkor derül ki, amikor az ember már kénytelen megvenni.
Bocs, ha hosszúra sikeredett...
a kép meg megy Molyoló :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 01, 23:56
Írta: 000000000 Dátum 2005 március 01, 23:56
33pénz, az még kevés, lessz az 50-60is, ha meg fémvázasat akar az ember 100-tól a csillagos ég }: ((((
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 00:09
Írta: 000000000 Dátum 2005 március 02, 00:09
Tudom én azt :(
épp azért mondtam a 33pénzt, mert ez még édeskevés.....
megj.: ha elérem az 50-et félreteszem :)
épp azért mondtam a 33pénzt, mert ez még édeskevés.....
megj.: ha elérem az 50-et félreteszem :)
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 március 02, 17:22
Írta: Bicska Dátum 2005 március 02, 17:22
Sajnos ez van. Én sem vagyok tele pénzzel, de én réz-acél anyagokat szeretnék megmunkálni, muszály volt iylen gépet építenem. Egyébként sztem nekünk, "Hobbycnc"-seknek össze kellene fognunk és segíteni 1másnak a szerekzetek építésében. Én a későbiekben ( ha kész lesz a gép)szívesen segítek az esztergámmal és a marógépemmel kis cnc alkatrészeinek az előállításában. Kizárólag anyagárban..
Bicska
Bicska
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 17:39
Írta: 000000000 Dátum 2005 március 02, 17:39
Mi a véleményetek az ilyen stílusú kuplungokról?

Azt hallottam valakitől, hogy a spirál vágás miatt egyik irányba húzni akar, a másikba pedig nyomni és ezért sok energiát elnyel. Magyarul használhtó az ilyen, vagy inkább a párhuzamosan irdalt (nekem az tűnik jobb nak)?
Azt hallottam valakitől, hogy a spirál vágás miatt egyik irányba húzni akar, a másikba pedig nyomni és ezért sok energiát elnyel. Magyarul használhtó az ilyen, vagy inkább a párhuzamosan irdalt (nekem az tűnik jobb nak)?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 17:52
Írta: 000000000 Dátum 2005 március 02, 17:52
Szerintem a párhuzamosan bevagdalt verzió jobb, ennél a változatnál szerintem nem 100%-os az erőátvitel (legalábbis induláskor).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 17:55
Írta: 000000000 Dátum 2005 március 02, 17:55
Én is úgy érzem, hogy inkább az a jobb. köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 17:57
Írta: 000000000 Dátum 2005 március 02, 17:57
Milyen anyagból érdemes csináltatni, hogy kellő rugalmas és szívós legyen de ne legyen nagy a tömege (ne lendkerékké váljon)?
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 március 02, 18:07
Írta: Bicska Dátum 2005 március 02, 18:07
rugóacél[#confused]..valamilyen króm-vanádium ötvözet...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 18:09
Írta: 000000000 Dátum 2005 március 02, 18:09
A króm-vanádium ötvözet nem túl nehéz (ha a villáskulcsomból indulok ki)?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 18:10
Írta: 000000000 Dátum 2005 március 02, 18:10
Szóval valamilyen aluból nem lehet?
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 március 02, 18:40
Írta: knifemaster Dátum 2005 március 02, 18:40
Aluminium silicium magnézium ötvözetü alumíniumból esetleg.De ez drága dolog.
Fajsúlyra könnyű viszont tulajdonságai változtathatók,az ötvözők % arányos változtatásával.
CrVa inkább szívós mint rugalmas.
Rugóacél nem rossz megoldás talán ha egy húzórugó teste lenne felhasználva.Minél nagyobb anyagátmérő minél kisebb tekercselési átmérő,hogy legyen tartása,hőkezelve.Az hogy lendkerékké válna e,passzolom,nincsenek ilyen irányú tapasztalataim a rugóval:)
Fajsúlyra könnyű viszont tulajdonságai változtathatók,az ötvözők % arányos változtatásával.
CrVa inkább szívós mint rugalmas.
Rugóacél nem rossz megoldás talán ha egy húzórugó teste lenne felhasználva.Minél nagyobb anyagátmérő minél kisebb tekercselési átmérő,hogy legyen tartása,hőkezelve.Az hogy lendkerékké válna e,passzolom,nincsenek ilyen irányú tapasztalataim a rugóval:)
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 március 02, 18:55
Írta: knifemaster Dátum 2005 március 02, 18:55
A spirál vágással kapcsolatban....ha hosszirányban van mozgási tere a kuplungnak,tehát mondjuk négyszög kimunkálással vannak illesztve a tengelyvégek és a kuplung egymáshoz,de tud csuszkálni ~1 mm-t a kuplung,akkor csak csavaró erő lép fel,mert ugye nincsenek a végek rögzítve így húzó níomó erő nincs.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 18:58
Írta: 000000000 Dátum 2005 március 02, 18:58
Az ISEL-kuplung nekem nagyon bejött, bár még elég lassú a gépem. Az ebay-en ugyanazt áruják gyakorlatilag
Itt a hivatkozás hozzá:
Ebay-kuplung
Két darab aluminium, szerintem még csináltatni is lehet, és közötte különbözö keménységü müanyagok, igény szerint.
Itt a hivatkozás hozzá:
Ebay-kuplung
Két darab aluminium, szerintem még csináltatni is lehet, és közötte különbözö keménységü müanyagok, igény szerint.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 19:29
Írta: 000000000 Dátum 2005 március 02, 19:29
Kis tömegű, szívós és olcsó anyag leget valamilyen ABS műanyag.
Spirál vágás szerintem felesleges, mivel az orsó két végen rögzített. Hosszirányban nincs mozgás, baj is lenne. Indításkor a motor forgatni akar, az orsó viszont nem szeretne. Spirálvágásnál (igaz csak minimálisan) szabadon tud tekeredni a kuplung, vagyis csekély mértékben az indulás-megállás és gyorsítás során pontatlanság keletkezik.
Ha valahogy mégis le kell vezetni a hosszirányú mozgást (pl.: gyengébb minőségű motor, ahol a forgórész kotyog), akkor is a párhuzamos vágást ajánlom, az egyes vágásokat a körív mentén eltolva. Viszont ennél jóval egyszerűbb csinálni egy membránkuplungot.
Spirál vágás szerintem felesleges, mivel az orsó két végen rögzített. Hosszirányban nincs mozgás, baj is lenne. Indításkor a motor forgatni akar, az orsó viszont nem szeretne. Spirálvágásnál (igaz csak minimálisan) szabadon tud tekeredni a kuplung, vagyis csekély mértékben az indulás-megállás és gyorsítás során pontatlanság keletkezik.
Ha valahogy mégis le kell vezetni a hosszirányú mozgást (pl.: gyengébb minőségű motor, ahol a forgórész kotyog), akkor is a párhuzamos vágást ajánlom, az egyes vágásokat a körív mentén eltolva. Viszont ennél jóval egyszerűbb csinálni egy membránkuplungot.
Cím: Re:Mechanikai ötletek
Írta: fs9s63xkf Dátum 2005 március 02, 19:52
Írta: fs9s63xkf Dátum 2005 március 02, 19:52
Üdv!
Nem értem én ezt a kuplung dolgot! Tulajdonképpen miért van rá szügség? Én egy textilbakelit rudat kifúrtam, vágtam rá két menetet és kész is volt az összeköttetés. Nem vettem észre semmi olyan hibát amit ennek tudnék felróni. Valami nyomaték kérdés van a dologban vagy az egytengelyűség a lényeg vagy miért...?
Még nem vagyok egy gépészmérnök hisz még csak 18 vagyok szóval nézzétek el nekem a tudatlanságom :)
Előre is köszi a válaszokat!
Nem értem én ezt a kuplung dolgot! Tulajdonképpen miért van rá szügség? Én egy textilbakelit rudat kifúrtam, vágtam rá két menetet és kész is volt az összeköttetés. Nem vettem észre semmi olyan hibát amit ennek tudnék felróni. Valami nyomaték kérdés van a dologban vagy az egytengelyűség a lényeg vagy miért...?
Még nem vagyok egy gépészmérnök hisz még csak 18 vagyok szóval nézzétek el nekem a tudatlanságom :)
Előre is köszi a válaszokat!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 20:24
Írta: 000000000 Dátum 2005 március 02, 20:24
Jól látod... az egytengelyűség a legfőbb oka. Merev (rugalmatlan) kötés esetén a legkisebb szögbeli, helyzetbeli eltérés fordulatonként megfeszíti a motortengelyt és az orsót. A kis feszülést a motor nem veszi észre, ha elég ereje van hozzá, de darabos hajtást eredményezhet, vagyis az adott ponton át akarja dobni magát. Egyébként szerintem is tökéletes a csőkuplung, kissebb terheléseknél. Ugyanilyen jó még főként az egykori NDK gyártmányú autók kormányművében használt hardi tárcsa, ez lényegében ugyanaz, mint a membránkuplung, csak egy membrán (tárcsa) van benne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 20:26
Írta: 000000000 Dátum 2005 március 02, 20:26
Ja a membrán anyaga keménygumi, textil szálas erősítéssel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 02, 21:25
Írta: 000000000 Dátum 2005 március 02, 21:25
örülök, hogy ilyen fiatalok is foglalkoznak ezzel a témával.
A kuplungokra visszatérve a szakirodalom azt írja, hogy a kuplungokra ill. tengelykapcsolókra az erőátvitel miatt van szükség, ezenkívül a meghajtó és a meghajtott tengely központatlanságát hivatott kiküszöbölni. Másodlagos szempont, nekünk az elsődleges a különböző fellépő nem kívánatos erőhatások elnyelése.
A kuplungokra visszatérve a szakirodalom azt írja, hogy a kuplungokra ill. tengelykapcsolókra az erőátvitel miatt van szükség, ezenkívül a meghajtó és a meghajtott tengely központatlanságát hivatott kiküszöbölni. Másodlagos szempont, nekünk az elsődleges a különböző fellépő nem kívánatos erőhatások elnyelése.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 03, 08:46
Írta: 000000000 Dátum 2005 március 03, 08:46
Köszönöm a hozzászólásokat! Elvileg lehetne csinálni olyat, hogy egy nagyobb átmérőjü spirálrugót befogatni a motor és az orsó közé és magát a spirálrugót felhasználni torziós kuplungként? A befogást úgy képzelem el, hogy a tengelyekre esztergálni egy a rugó átmérőjétől kissé nagyobb hengert, mejbe beleesztergálni a rugó menetemelkedésével megeggyező hornyot és a rogót rá hajtani mint egy csavart, majd a valahogy rögzíteni a rugót a lecsavarodás ellen. Ezt viszonylag rövid szakaszon kellene, hogy a rugó csavarodása alkalmábol oldalra ne akarjon kitörni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 03, 09:15
Írta: 000000000 Dátum 2005 március 03, 09:15
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 március 03, 16:06
Írta: Bicska Dátum 2005 március 03, 16:06
Hmm, azt tanultam múlt évben..[#rolleyes]Nem gondoltam volna, hogy valaha használhatom valamire. [#smile]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 03, 17:15
Írta: 000000000 Dátum 2005 március 03, 17:15
nem csonka, csak nem az egész.[#circling]ez most viccesen hangzott, mi?! na szal már írtam valakinek, hogy idő hiányában csak részletekben tudom elküldeni a teljes anyagot, hasonló 3-4oldalas doksikban.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 március 03, 17:16
Írta: knifemaster Dátum 2005 március 03, 17:16
Elvileg lehet csinálni,a gyakorlatban derül ki úgyis ,hogy életképes e.
Legegyszerűbben talán úgy lehetne rögzíteni,hogy a rugó végeit behajlítva majdnem teljes átmérőben meghagyni a hosszát,(2.sor 2. kép) a hengerekbe hornyot marni,majd illeszteni.Ha kell,akkor egy külső gyűrűt ráhúzni.

Legegyszerűbben talán úgy lehetne rögzíteni,hogy a rugó végeit behajlítva majdnem teljes átmérőben meghagyni a hosszát,(2.sor 2. kép) a hengerekbe hornyot marni,majd illeszteni.Ha kell,akkor egy külső gyűrűt ráhúzni.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 március 03, 17:18
Írta: knifemaster Dátum 2005 március 03, 17:18
Hoppsz! Bocs ahol találtam a képet sokkal kisebb volt[#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 03, 19:17
Írta: 000000000 Dátum 2005 március 03, 19:17
Jó ötlet, köszi!
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2005 március 04, 14:07
Írta: ebalint Dátum 2005 március 04, 14:07
T. Kollegák!
Régóta szeretnék egy 3D digitalizálót. Készen láttam
már, de az olcsóbbak is 100 eFt körül járnak.
/ a drágák kb. 4-5 MFt /
Csinált már vki ilyesmit?
Üdv.
Régóta szeretnék egy 3D digitalizálót. Készen láttam
már, de az olcsóbbak is 100 eFt körül járnak.
/ a drágák kb. 4-5 MFt /
Csinált már vki ilyesmit?
Üdv.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 04, 15:11
Írta: 000000000 Dátum 2005 március 04, 15:11
Ezek a meghajtott tengly és encoder összekötésére
valók,az igénybevételt nem nagyon birják.Viszont
láttam a lapodon néhány kialakítás amit az ipari gépekben is használnak. TDK beültetők ill. UNIVERSAL stb.
valók,az igénybevételt nem nagyon birják.Viszont
láttam a lapodon néhány kialakítás amit az ipari gépekben is használnak. TDK beültetők ill. UNIVERSAL stb.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 04, 18:33
Írta: 000000000 Dátum 2005 március 04, 18:33
Találtam a neten egy házilag is elkészíthatő érintőtűt, ráadásul Mach2 beállításokat is mellékelnek hozzá.
www.industrialhobbies.com
Tips&How To szekcióban a legutolsó, a Touch Probe
jó angol nyelvtudás kell mondjuk hozzá
Én pár héten belül nekiállok, és megcsinálom
www.industrialhobbies.com
Tips&How To szekcióban a legutolsó, a Touch Probe
jó angol nyelvtudás kell mondjuk hozzá
Én pár héten belül nekiállok, és megcsinálom
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2005 március 04, 19:16
Írta: ebalint Dátum 2005 március 04, 19:16
Hali!
Megnéztem. Sajnos angolul éppen csak néhány nagyon szükséges dolgot értek meg...
Kíváncsi leszek az eredményre.
Üdv, ebalint
Megnéztem. Sajnos angolul éppen csak néhány nagyon szükséges dolgot értek meg...
Kíváncsi leszek az eredményre.
Üdv, ebalint
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 04, 20:06
Írta: 000000000 Dátum 2005 március 04, 20:06
Siasztok !
Áruljátok el nekem (akinek fém a mechanika) ,hogy lehet a szánoknak olyan pontosan párhuzamos furatokat készíteni hogy ne "kotyogjon" ,de ne is szoruljon meg ?Nemtom érthető e a kérdés ?
köszi
Áruljátok el nekem (akinek fém a mechanika) ,hogy lehet a szánoknak olyan pontosan párhuzamos furatokat készíteni hogy ne "kotyogjon" ,de ne is szoruljon meg ?Nemtom érthető e a kérdés ?
köszi
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2005 március 04, 20:09
Írta: RogerCo Dátum 2005 március 04, 20:09
Leginkább ugy, hogy hagysz állitási lehetöséget.
Legalábbis én igy oldottam meg.
Roger
Legalábbis én igy oldottam meg.
Roger
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 04, 20:11
Írta: 000000000 Dátum 2005 március 04, 20:11
Én a "kocsira" gondolok
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2005 március 04, 20:14
Írta: RogerCo Dátum 2005 március 04, 20:14
Milyen hosszan (mélységben) kell átfunod ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 04, 20:16
Írta: 000000000 Dátum 2005 március 04, 20:16
általánosságban beszélek ,tudtam hogy nem tudom kifúrni hosszan ,párhuzamosan a "tömböt" ,ezért nem is így csináltam ...
de látom itt a kollégáknak sikerült....
helyzetfúró ,vagy sima marógépen ,vagy hogy ?
de látom itt a kollégáknak sikerült....
helyzetfúró ,vagy sima marógépen ,vagy hogy ?
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2005 március 04, 20:22
Írta: RogerCo Dátum 2005 március 04, 20:22
Ezen az oldalon nézzél szét.
http://www.5bears.com/cnc.htm
Roger
http://www.5bears.com/cnc.htm
Roger
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 04, 20:39
Írta: 000000000 Dátum 2005 március 04, 20:39
köszi
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 március 04, 20:57
Írta: Bicska Dátum 2005 március 04, 20:57
Nem semmi ember ez, le a kalappal, amit csinált..nem kis munka..[#smile]
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 március 04, 23:20
Írta: knifemaster Dátum 2005 március 04, 23:20
Slogan,
fúrhatod marhatod,esztergálhatod,a párhuzamosság szempontjból mindegy,mert a vezetőrudat/lecet/lécet:) kellene állítani majd igazából,amin a kocsi fut majd.Fúrásnál,viszont elő kell fúrni,a tervezett átmérőnél kisebb furóval,finoman,hogy a központból nem másszon el a fúró,egyenes furatot kapj.Aztán lehet méretre fúrni izomból,mert így nem lesz ovális a furat,központban marad,mert a kisebb furat megvezeti,és könyebb is így fúrni,nem kell izom hozzá:)
fúrhatod marhatod,esztergálhatod,a párhuzamosság szempontjból mindegy,mert a vezetőrudat/lecet/lécet:) kellene állítani majd igazából,amin a kocsi fut majd.Fúrásnál,viszont elő kell fúrni,a tervezett átmérőnél kisebb furóval,finoman,hogy a központból nem másszon el a fúró,egyenes furatot kapj.Aztán lehet méretre fúrni izomból,mert így nem lesz ovális a furat,központban marad,mert a kisebb furat megvezeti,és könyebb is így fúrni,nem kell izom hozzá:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 05, 02:11
Írta: 000000000 Dátum 2005 március 05, 02:11
Talaltam meg egy érintőtűt, ez is viszonylag költség-hatékony, de megintcsak angoltudás segít.
Érintőtű
Érintőtű
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 05, 08:54
Írta: 000000000 Dátum 2005 március 05, 08:54
Nekem az az érzésem, hogy ez a 3D érintőtű nem egy nagy durranás lehet technikailag. Szerintem egy fejjel lefelé lévő jostic nak képzelhető el, aminek a belseje egy henger (körkörös felület), ami egy külső hengerben található. A két henger apró légréssel elszigetelve villamosan egymástok. Lényege, hogyha bármelyik iránybol megnyomjuk egy picit, össze ér a két henger és mint egy 360°-os kapcsoló, zárja a Mach2 egyik portbitjét a GND-hez. Az egésznek csak az a lényege, hogy bármilyen iránybol a lehető legkissebb nyomásra biztonsággal (pergésmentesen) zárjon (pakcsoljon).
A pergésmentesítést lehet elektronikailag is javítani (időzítőkkel), maga a 3D letapogatás viszonylag lassú folyamat lehet.
A pergésmentesítést lehet elektronikailag is javítani (időzítőkkel), maga a 3D letapogatás viszonylag lassú folyamat lehet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 05, 19:00
Írta: 000000000 Dátum 2005 március 05, 19:00
pergésmentesítés történhet schmitt-triggerel vagy sima d tárolóval...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 05, 19:13
Írta: 000000000 Dátum 2005 március 05, 19:13
A tárolós megoldásnál kellene egy ellen pólus is, amit a "hengeres" megoldásnál nem tudom, hogyan lehet kivitelezni. A schmitt-triger csak hiszterézises billenő, nem pergésmentesítő.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 március 05, 21:57
Írta: yuagaci9g Dátum 2005 március 05, 21:57
Na, en meg ezt talaltam, szerintem tuti.
http://www.indoor.flyer.co.uk/probe.htm
http://www.indoor.flyer.co.uk/probe.htm
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 05, 22:39
Írta: 000000000 Dátum 2005 március 05, 22:39
én ugy tudtam,hogy smit-trógerrel ki lehet küszöbölni a Prel effektust.... és ha schmittrigger és kettős inverter /már egyben jelerősítés is/???
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 március 06, 02:41
Írta: knifemaster Dátum 2005 március 06, 02:41
http://www.rainnea.com/cnc.htm (5 tengely)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 06, 08:30
Írta: 000000000 Dátum 2005 március 06, 08:30
Valóban használják pre mentesítésre a scmith-et, de nekem önállóan soha nem vált be, csak egy kis kondi kiséretében, ami kellően lomhává tette a kopcsolást a mechanikai pre ellen. A schmith-troger "csak" szép határozott pontu kapcsolássá alakította a kondi töltési gorbélyét. Kettő együt már ok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 06, 21:42
Írta: 000000000 Dátum 2005 március 06, 21:42
értem
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 március 07, 08:52
Írta: 35kpazcgr Dátum 2005 március 07, 08:52
Lehet, hogy hülyeség, amit kérdezek, de valaki gondolkodott már azon, esetleg saját maga próbált léptető motort építeni?
Üdv:
tomahawk
Üdv:
tomahawk
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 07, 09:36
Írta: 000000000 Dátum 2005 március 07, 09:36
A neten találtam valakit, aki maga kezdett motorokat építeni, főként az áruk miatt. Nem is a tekercselést macerás összerakni, hanem a forgórész /állórész rovátkáit bemarni. Nagyon precíznek kell lennie hiszen ez határozza meg az elfordulás szögét. 0,7°-os motort biztos nem tudsz csinálni, de nagyobb talán sikerülhet, megfelelő gépekkel.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 március 07, 09:44
Írta: 35kpazcgr Dátum 2005 március 07, 09:44
Köszi.
Én is olvastam. Az illető (nem jut eszembe a neve) a porszívó motor állórészét haszználta, a forgórészt saját maga csinálta.
Szerszámgépileg fel vagyok szerelve (eszterga, marógép - osztófejjel, stb).
Üdv:
tomahawk
Én is olvastam. Az illető (nem jut eszembe a neve) a porszívó motor állórészét haszználta, a forgórészt saját maga csinálta.
Szerszámgépileg fel vagyok szerelve (eszterga, marógép - osztófejjel, stb).
Üdv:
tomahawk
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 07, 12:49
Írta: 000000000 Dátum 2005 március 07, 12:49
http://dbudai.fpn.hu/_dwad_/frameset.php?path=http://dbudai.fpn.hu/
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 március 07, 16:22
Írta: knifemaster Dátum 2005 március 07, 16:22
Lenne egy tesztkérdésem:)
Surlódás szempontjából melyik a jobb,egy gördülőcsapágyas vagy egy siklócsapágyas megoldás?
Vagy elenyésző a különbség?
Surlódás szempontjából melyik a jobb,egy gördülőcsapágyas vagy egy siklócsapágyas megoldás?
Vagy elenyésző a különbség?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 március 07, 16:56
Írta: yuagaci9g Dátum 2005 március 07, 16:56
Surlodas szempontjabol termeszetesen a gördülőcsapágyas a jobb, (egy jol bealitott szan magatol elindul, ha a vezetekeit kicsit megdontod)
Nem mindegy, viszont terhelesnel, mivel a csapagyak csak pontszeruen erintkeznek, elmeletileg a nyomas vegtelen. A siklo megoldas sokkal nagyobb feluleten fekszik fel, nem olyan erzekeny a szenyezodesekre es a rezgeseket is jobban csillapitja.
Nem mindegy, viszont terhelesnel, mivel a csapagyak csak pontszeruen erintkeznek, elmeletileg a nyomas vegtelen. A siklo megoldas sokkal nagyobb feluleten fekszik fel, nem olyan erzekeny a szenyezodesekre es a rezgeseket is jobban csillapitja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 07, 19:11
Írta: 000000000 Dátum 2005 március 07, 19:11
Lampasnak mindenben igaza van.
Rezgéseknek és nagyobb dinamikus terheléseknek kitett mechanikáknál inkább siklócsapágyat alkalmaznak. Láttam pár kéregedzett lineáris tengelyt, melyeket pár hónap után dobtak el a golyók okozta mélyedések miatt. Ráadásul a golyók általában hosszában, ugyanott koptatják a tengelyt.
Létezik pár cég (nem jut eszembe, de ha valakit érdekel utánanézek), mely foglalkozik grfitbetétes bronz sikócsapágyak gyártásával. Pontszerűen vagy kérésnek megfelelően helyezik el a csapágyköpenyben a kenőanyagot.
Rezgéseknek és nagyobb dinamikus terheléseknek kitett mechanikáknál inkább siklócsapágyat alkalmaznak. Láttam pár kéregedzett lineáris tengelyt, melyeket pár hónap után dobtak el a golyók okozta mélyedések miatt. Ráadásul a golyók általában hosszában, ugyanott koptatják a tengelyt.
Létezik pár cég (nem jut eszembe, de ha valakit érdekel utánanézek), mely foglalkozik grfitbetétes bronz sikócsapágyak gyártásával. Pontszerűen vagy kérésnek megfelelően helyezik el a csapágyköpenyben a kenőanyagot.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2005 március 08, 11:40
Írta: D.Laci Dátum 2005 március 08, 11:40
A3D-S DIGITALIZÁLOHOZ SZOLNÉK PÁR SZÓT. ellöszöris ha mach2 használtok akor elegendö ha a tapintó egy kapcsolóbol áll nem kell 360°-ban tapintani mrt a mach2 ugy járja be a tapintani kivánt felületet mint egy varógép, de érdemes elgondolkodni hogy megtervezük az adot alkatrészt (kivéve faragot dombormüt) vagy digitalizáljuk mert számoljátok ki hogy 100*100 kb 50mm vastag alkatrészt 1 mm fellbontásal 1000000mm (1000m) az-az 1000 mm/min tapogatási sebeséggel 16.66 óra na persze nem ennyi mert nem mindenhol kell teljesen ekora utat megtenie, és elég durva a felület, meg ugyanakora tapintokel mint amekora lesz a szerszám. én kiprobáltam csináltam mechanikus és fotoelenálásos megoldással. a mechanikus bevált a fotoelenálásos nem, a gyári lézertapogatokat is nagyon befolyásolja a fény és a felület érdesége.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 március 08, 15:05
Írta: knifemaster Dátum 2005 március 08, 15:05
Lámpás,Makraz,köszöntem a választ,
bár azt nem értem a grafitbetétet miért jó bronzba ültetni..műanyagban gondolkodom...http://muanyagsiklocsapagy.holes.hu/
Bár árakat még nem tudok.
bár azt nem értem a grafitbetétet miért jó bronzba ültetni..műanyagban gondolkodom...http://muanyagsiklocsapagy.holes.hu/
Bár árakat még nem tudok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 08, 15:58
Írta: 000000000 Dátum 2005 március 08, 15:58
természetesen egy bizonyos pontosságig és felhasználási területig megfelenek a műanyag csapágyazások.
Nem épp lágy grafitról van szó. A csapágybronz már magában is kellő kenési tulajdonságokkal van felvértezve, ha mondjuk X46Cr, vagy X90CrMo övözeteken csúszik, biztosan nem rágódik fel sosem. Plussz jön a grafit, ami még csökkenti a surlúdást, mivel a csapággyal együtt kopik. Alkalmazása inkább nehezen hozzáférhető helyeken javasolt.
Nem épp lágy grafitról van szó. A csapágybronz már magában is kellő kenési tulajdonságokkal van felvértezve, ha mondjuk X46Cr, vagy X90CrMo övözeteken csúszik, biztosan nem rágódik fel sosem. Plussz jön a grafit, ami még csökkenti a surlúdást, mivel a csapággyal együtt kopik. Alkalmazása inkább nehezen hozzáférhető helyeken javasolt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 08, 16:09
Írta: 000000000 Dátum 2005 március 08, 16:09
A mechanikai ötletek rovatban bemutatott "lineáris anya" gyári változata megvásárolható az SKF-nél. 1-2-3mm-es menetemelkedéssel különböző tengelyátmérőkben.
Van némi működébeli (felépítés) különbség is.
Állítólag ilyet használnak az atomerőművekben a fékezőrudak le-fel mozgatásához, mivel igen megbízhatóak és nagyon terhelhetőek.
Próbálok képet is keríteni
Van némi működébeli (felépítés) különbség is.
Állítólag ilyet használnak az atomerőművekben a fékezőrudak le-fel mozgatásához, mivel igen megbízhatóak és nagyon terhelhetőek.
Próbálok képet is keríteni
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 09, 09:33
Írta: 000000000 Dátum 2005 március 09, 09:33
Sziasztok szeretnék foglalkozni a hobby cnc vel!
Már néhány lépést tettem e-felé de még biztos lenne néhány (száz) kérdésem töletek :Remélem nem nagyon foglak zavarni benneteket,És remélem valamit én is tudok majd nektek segíteni!
Talán ennyit a bejelentkezésről.Mégegyszer üdv mindenkinek!!Tiba[#wave]
Már néhány lépést tettem e-felé de még biztos lenne néhány (száz) kérdésem töletek :Remélem nem nagyon foglak zavarni benneteket,És remélem valamit én is tudok majd nektek segíteni!
Talán ennyit a bejelentkezésről.Mégegyszer üdv mindenkinek!!Tiba[#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 09, 09:34
Írta: 000000000 Dátum 2005 március 09, 09:34
Üdv a csapatban!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 09, 09:51
Írta: 000000000 Dátum 2005 március 09, 09:51
Köszi mindenkinek!!
Szóval kezdeném a rongálást!Nagyob gépet szeretnék építeni (1200x1000mm)
A vázhoz alu profilt szeretnék .(bár ha van valakinek jobb ötlete)Hol lehetne olcsón(természetesen hisz magyarok vagyunk) és választékosan beszerezni?
Isel,Bosch,May-Tec kilőve k.va drága!!Vagy ne is álmodjak olcsóbbról?A tervezést Solid Edge ,Rhino 3D,vel csinálom(már egy két dolgot terveztem,és kiviteleztem is)Ezenkívül a géphez Edgecam-et fogok használni!(a G kódok generálásához)Ebben ha valaki igényli tudnék segíteni is!Köszi
Szóval kezdeném a rongálást!Nagyob gépet szeretnék építeni (1200x1000mm)
A vázhoz alu profilt szeretnék .(bár ha van valakinek jobb ötlete)Hol lehetne olcsón(természetesen hisz magyarok vagyunk) és választékosan beszerezni?
Isel,Bosch,May-Tec kilőve k.va drága!!Vagy ne is álmodjak olcsóbbról?A tervezést Solid Edge ,Rhino 3D,vel csinálom(már egy két dolgot terveztem,és kiviteleztem is)Ezenkívül a géphez Edgecam-et fogok használni!(a G kódok generálásához)Ebben ha valaki igényli tudnék segíteni is!Köszi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 09, 10:14
Írta: 000000000 Dátum 2005 március 09, 10:14
Szerintem mindenképpen próbálkozz valamelyik tüzépen, vastelepen. Szinte ott is minden kapható, és kilóra megy :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 09, 10:42
Írta: 000000000 Dátum 2005 március 09, 10:42
hu de rendes vagy !!Erre még nem gondoltam!!Köszi mégegyszer
Cím: Re:Mechanikai ötletek
Írta: 9v9rb6gau Dátum 2005 március 09, 19:12
Írta: 9v9rb6gau Dátum 2005 március 09, 19:12
MakraZ,
ezt a lineáris anyát az SKF pontosan hogyan nevezi? És mennyi lehet az ára kb. a 10 - 16 mm
átmérőben?
Ez esetleg nem a visszavezetett görgős, vagy a
bolygógörgős orsók valamelyike?
Üdv!
gépész
ezt a lineáris anyát az SKF pontosan hogyan nevezi? És mennyi lehet az ára kb. a 10 - 16 mm
átmérőben?
Ez esetleg nem a visszavezetett görgős, vagy a
bolygógörgős orsók valamelyike?
Üdv!
gépész
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 09, 21:02
Írta: 000000000 Dátum 2005 március 09, 21:02
Jól mondod gépész, két típusa van:
- Recirculating roller screws
- Planetary roller screws
nem igazán precíz pozícionálásra ajánlják, inkább nagyobb ipari robotok, daruk, izmosabb mozgatásokhoz.
Holnap kérek be árat, engem is érdekelne.
- Recirculating roller screws
- Planetary roller screws
nem igazán precíz pozícionálásra ajánlják, inkább nagyobb ipari robotok, daruk, izmosabb mozgatásokhoz.
Holnap kérek be árat, engem is érdekelne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 10, 12:49
Írta: 000000000 Dátum 2005 március 10, 12:49
Sziasztok itt egy link a kapcsolódó témához.
Kérnek néhany adatot de érdemes körül nézni.
www.linearmotion.skf.com
Kérnek néhany adatot de érdemes körül nézni.
www.linearmotion.skf.com
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 11, 15:44
Írta: 000000000 Dátum 2005 március 11, 15:44
Itt vannak a gyári SKF lineáris anyák képei :


Árajánlatok még nem érkeztek meg.
Árajánlatok még nem érkeztek meg.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 11, 15:49
Írta: 000000000 Dátum 2005 március 11, 15:49
Érdekességképpen egy ipari megoldás a menetes szárak vagy orsók axiálisan előfeszített kottyanásmenetes megoldására. A tengely másik végét ilyenkor elég megfogni egy mélyhornyú golyóscsapággyal. Lényeges, hogy az előfeszítési oldalon ferde hatásvonalú axiális cspágyakat fordítsunk szembe egymással.

Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 március 13, 18:26
Írta: Kristály Árpád Dátum 2005 március 13, 18:26
Hello MarkaZ!
Légyszíves ha megjön az árajánlatod, ha mód van rá ad tovább! Nagyon profi megoldásnak látszik, de nem látom az útánállítási lehetőséget. Úgyan mintha a menetprofil darabok exentrikus tárcsán lennének, de nem biztos
Én egy rögen gépből búheráltam ki hasonlót.
Légyszíves ha megjön az árajánlatod, ha mód van rá ad tovább! Nagyon profi megoldásnak látszik, de nem látom az útánállítási lehetőséget. Úgyan mintha a menetprofil darabok exentrikus tárcsán lennének, de nem biztos
Én egy rögen gépből búheráltam ki hasonlót.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 március 14, 11:54
Írta: s5f8tmfv3 Dátum 2005 március 14, 11:54
Hello Mindenkinek! Van egy ötletem, bár nem biztos hogy ér is valamit. A Z tengely menetes szárának tehermentesítésére gondoltam, olyanformán, hogy a mill plusz egyéb mozgó alkatrészek súlyávak megegyező ellensúlyt helyeznék el a mill mögött, mondjuk görgőkön átvezetett vékony bowdennel, így a fel és a le mozgáshoz is azonos erőt kellene a motornak kifejteni. ( Lift módszer) Megéri a fáradozást? Robotron SPA 52/60 motor, M10 menetes szár, a mill és egyebek súlya kb. 1,5~2kg. Köszi ha valakinek van ötlete vagy csinált már ilyet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 14, 12:01
Írta: 000000000 Dátum 2005 március 14, 12:01
Ilyenkor az Y viszi az egész szánt és az ellensúlyt is! Jobb a rugós visszahúzás (lásd Mech.9.)!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 14, 12:03
Írta: 000000000 Dátum 2005 március 14, 12:03
Az ötlet nem rossz, de így az Y tengelyed cipelheti a dupla súlyt. Erősebb motor ?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2005 március 14, 12:24
Írta: D.Laci Dátum 2005 március 14, 12:24
A rugós megoldás sem tökéletes! Mert nem egyenletesen fejti ki az erőt.Ha az Y tengely könyen gördül akor elbirja a plusz súlyt.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 március 14, 19:26
Írta: s5f8tmfv3 Dátum 2005 március 14, 19:26
Piszok gravitáció![#wink]Valamit majd csinálok vele. Más: olvasgattam a fórumot, és a kuplungok kapcsán gyakran szóba kerül, hogy nem működhet lendkerékként. Miért olyan fontos ez? A motor forgórésze, a menetesszár meg a rögzítőelemei helyből lendkerekek a tehetetlenségük miatt, a súlyuk meg nagyságrendekkel nagyobb mint egy kuplungé.Vagy rosszul gondolom?
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 március 14, 20:03
Írta: Kristály Árpád Dátum 2005 március 14, 20:03
Szerintem kinlodunk a fél lépésmegoldással, akkor csak fonjtos a lendkerék efektus. Még az a szerencse, hogy a menetesszár stb. van némi surlodása. Így csökentve a lendkerék hatást. Szerintem mivel nics viszacsatolás mint az encoderes megoldásnál igen is fontos, hogy ne legyen lendkerék hatás. A gép lépéspontossága fontos hiszen a precizitás kárára megy!?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 24, 23:36
Írta: 000000000 Dátum 2005 március 24, 23:36
A Mechanika9 Sürgösen eladó!kemericnc@freemail.hu
350.000Ft
350.000Ft
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 március 28, 19:37
Írta: s5f8tmfv3 Dátum 2005 március 28, 19:37
Hello! Ez a lendkerék dolog arra késztetett hogy górcső alá vegyem a már kész kézikerekeimet. Fix kerék helyett íme egy másik módszer: a menetes orsóba kell rögzíteni egy kisebb imbusz csavart, aztán már csak egy kulcsot kell a gép közelében tartani, így még kisebb a szár tehetetlenségi nyomatéka.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 március 28, 19:40
Írta: s5f8tmfv3 Dátum 2005 március 28, 19:40

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 28, 19:50
Írta: 000000000 Dátum 2005 március 28, 19:50
Jó az ötlet! Viszont szerintem nem szükséges a kézi tekerentyűk kialakítása mert minden szoftver támogatja a kézi Jog módot (és az gyorsabb mint kézzel tekergetni)!
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 március 28, 20:05
Írta: s5f8tmfv3 Dátum 2005 március 28, 20:05
A szoftveres tekerentyűzésről nem tudtam ,a gépem ugyanis még nincs kész és a progit sem vettem még meg:( Csak azért gondoltam erre a megoldásra, mert másoknál láttam már ilyen kézi megoldást. Most dobhatom is ki a kész kézikerekeket [#shakehead]
Más: pár sorral lentebb feszegettem hogy hogyan lehetne a Z tengely menetes orsóját tehermentesíteni. Van egy másik- használhatóbb -ötletem, ha sikerül képet is faragnom hozzá, közzéteszem.
Más: pár sorral lentebb feszegettem hogy hogyan lehetne a Z tengely menetes orsóját tehermentesíteni. Van egy másik- használhatóbb -ötletem, ha sikerül képet is faragnom hozzá, közzéteszem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 28, 20:09
Írta: 000000000 Dátum 2005 március 28, 20:09
Tölsd le és ted fel a Mach2-őt! 1000 G sorig full (majdnem).
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 március 28, 20:22
Írta: s5f8tmfv3 Dátum 2005 március 28, 20:22
OK, sikerült. Szóval itt az a lényeg hogy az ellensúly nem terheli az Y szánt, mert nem arra van rögzítve, hanem mondjuk a gép keretére. A bowden rugalmasan követi a szán elmozdulását. (elvileg) Mivel ez csak egy ötlet , légyszíves aki tudja kommentálja, hátha ez sem olyan jó, ahogy azt én gondolom.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 március 29, 18:27
Írta: yuagaci9g Dátum 2005 március 29, 18:27
Szerintem igen nagy a surlodas egy bowdenben. Ez meg nem baj, csakhogy a statikus surlodas nagyobb minta mozgo, es itt szerintem indulskor meg rosszabb lenne a helyzet, mint ellensuly nelkul.
Mast ajanlok; sokmenetu csiga rugo, az ami a regi orakat hajtotta. A legjobbat kimustralt irogepben talaltam, ez huzza vissza a szant sor vegen. Ezeknel nagyon nagy az elmozdulas es az ero alig valtozik.
Mast ajanlok; sokmenetu csiga rugo, az ami a regi orakat hajtotta. A legjobbat kimustralt irogepben talaltam, ez huzza vissza a szant sor vegen. Ezeknel nagyon nagy az elmozdulas es az ero alig valtozik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 március 30, 17:07
Írta: 000000000 Dátum 2005 március 30, 17:07
Üdvözlök mindenkit!A CnC-én kivül még akad nálam 3db golyosorsó
Skf golyós anyával 16*5-ös 3Db.2db 900mm 22.000ft és 1db 800mm 20.000ft-ért. kemericnc@freemail.hu Gép: Mechanika 9.
Skf golyós anyával 16*5-ös 3Db.2db 900mm 22.000ft és 1db 800mm 20.000ft-ért. kemericnc@freemail.hu Gép: Mechanika 9.
Cím: Re:Mechanikai ötletek
Írta: x5azftpr Dátum 2005 április 02, 15:13
Írta: x5azftpr Dátum 2005 április 02, 15:13
Tisztelt Lámpás és tanúlt barátaim a csúszó és gördülő csapágyazásnak is vannak előnyei,hátrányai.De pl:nagyobbgépeknél 1000-2000mm hossz jobban bevált a gördülő csapágy.Én kora ifjúságomban építtetem egy féautomata kör illetve vonal heggesztő gépet az asztalát amin a pisztoly előtló huzldob h.tolm.volt. 2 azaz két újjal lehetet mozgatni.4*3 120 f.-ban elhelyezet csapágyon mozgot csendben tudniillik kotya sem volt. A bowden és egyensúlyikérdések mindegy,hogy hogy csak jó legyen én ey szikra fúró (aki nem tudja mi az majd elmondom) felyét kiegyensújozandó csapágyazott csigán átvezetett bowden+ellesúj tartota. Egy elektomágnases szervó mozgatta.A vezetétés itt is gödülő csapágyas volt. csav.
Cím: Re:Mechanikai ötletek
Írta: x5azftpr Dátum 2005 április 02, 18:09
Írta: x5azftpr Dátum 2005 április 02, 18:09
Sajna sietségben egyjó pár he.-hib csus. be de a köteleség el szóllított nem értem rá átnézni bocs.Még annyi ,hogy én abban az időben kókányoltam amikor a vaskarikát is fából csinátuk ha nem volt vas!!!.A lépttő mot .nagyon jó de a dc. szervó sem kutya és még erelye is van a motoroknak , lasd régi cnc esztergák.Na jó sok h.-éggel kábítalk benneteket de annak idejéén is igy voltam.
Sok sikert mindenkinek
Csavargoo.
Sok sikert mindenkinek
Csavargoo.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 02, 19:09
Írta: 000000000 Dátum 2005 április 02, 19:09
legközelebb ne rövidíts ennyit ,mert alig lehet kihámozni
üdv
üdv
Cím: Re:Mechanikai ötletek
Írta: x5azftpr Dátum 2005 április 02, 21:48
Írta: x5azftpr Dátum 2005 április 02, 21:48
Igazad van barátom de lusta vagyok írni (az ellenség azt mondja akkor minek írsz igazuk van)
Csavar-goo
Csavar-goo
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 03, 00:56
Írta: 000000000 Dátum 2005 április 03, 00:56
ha lenne ellenség, akkor a mondat tagolására is felhívná a figyelmed, mert így tényleg nehezen érthető. de nincs ellenség.
rtece
rtece
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 április 03, 20:01
Írta: s5f8tmfv3 Dátum 2005 április 03, 20:01
Mit szóltok ehhez a kuplunghoz? A Conradnál kapható 2000 pénzért. Kibírja ez a Robotron motorokat? Apropó motor: tudja valaki hogy mennyi egy Robotron SPA 52/60-5682 motor forgatónyomatéka? Sehol nem találom... http://www.conrad.hu/product.asp?product_id=183784&catalog_name=Conrad&category_name=002723_GuidD8F69D3F308243B9E10000000A010233&variant_id=&MSCSProfile=&lSlikaNR=1
Cím: Re:Mechanikai ötletek
Írta: fs9s63xkf Dátum 2005 április 03, 20:52
Írta: fs9s63xkf Dátum 2005 április 03, 20:52
Hali
Végre (4 hét) megérkeztek az ISEL alkatrészek szóval elkezdtük összerakni az új CNC-ket!! :)
Felraktam néhány képet a http://kep.tar.hu -ra!
Az egészet 1 újjal lehet bárhova elvezetni... Még a végén egész jó lesz :)
Végre (4 hét) megérkeztek az ISEL alkatrészek szóval elkezdtük összerakni az új CNC-ket!! :)
Felraktam néhány képet a http://kep.tar.hu -ra!
Az egészet 1 újjal lehet bárhova elvezetni... Még a végén egész jó lesz :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 04, 09:10
Írta: 000000000 Dátum 2005 április 04, 09:10
Szimpatikus! Csak a tengely átmérőjét kell igazítani hozzá.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 04, 10:52
Írta: 000000000 Dátum 2005 április 04, 10:52
átviteli nyomaték 70Ncm, max.
szerintem ez nagyon kevés. azok a robotron mocik 1,6 - 2 Nm nyomatékkal mennek ha jól tudom
szerintem ez nagyon kevés. azok a robotron mocik 1,6 - 2 Nm nyomatékkal mennek ha jól tudom
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 04, 11:26
Írta: 000000000 Dátum 2005 április 04, 11:26
Sajnos rosszúl tudod (egy 1Nm-es motor kb 3× hosszabb)!
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 április 04, 17:14
Írta: yuagaci9g Dátum 2005 április 04, 17:14
Hogy nezhetnenk meg azokat a kepeket, vezess mar oda egy ujjal!
Cím: Re:Mechanikai ötletek
Írta: fs9s63xkf Dátum 2005 április 04, 20:20
Írta: fs9s63xkf Dátum 2005 április 04, 20:20
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 április 04, 20:22
Írta: yuagaci9g Dátum 2005 április 04, 20:22
Sikerult megneznem, mostmar csak azt mond meg mibe kerult, ha nem titok. Van az Isel lapjan arlista?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 04, 20:28
Írta: 000000000 Dátum 2005 április 04, 20:28
Szia Lampas!
Lenne kedved bemutatni a gépedet, amit építettél? Képekkel ilusztrálva.
Lenne kedved bemutatni a gépedet, amit építettél? Képekkel ilusztrálva.
Cím: Re:Mechanikai ötletek
Írta: fs9s63xkf Dátum 2005 április 04, 20:46
Írta: fs9s63xkf Dátum 2005 április 04, 20:46
100e volt a komplett ISEL "csomag"...
A neten nics árlista viszont mailben küldenek...
Vagy elküldehtem azt amit nekem küldtek ha kell ?!
A neten nics árlista viszont mailben küldenek...
Vagy elküldehtem azt amit nekem küldtek ha kell ?!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 április 04, 21:31
Írta: Kristály Árpád Dátum 2005 április 04, 21:31
Hallihó mindenkinek!
Légyszíves nekem is küld ell!
kösz!
Hallihó!
Légyszíves nekem is küld ell!
kösz!
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 április 04, 21:57
Írta: s5f8tmfv3 Dátum 2005 április 04, 21:57
Bocs de nem igazán világos. Szóval mennyi is pontosan a nyomaték? Köszi[#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 04, 22:04
Írta: 000000000 Dátum 2005 április 04, 22:04
küldd el nekem is légyszi.
köszönöm!
köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 04, 22:08
Írta: 000000000 Dátum 2005 április 04, 22:08
szia Amatőr!
bár nem értek hozzá, de gondolom, hogy ha egy 1Nm-es motor háromszor hosszabb, akkor ennek a nyomatéka olyan 30 Ncm körül lehet.
(tényleg csak gondolom)
bár nem értek hozzá, de gondolom, hogy ha egy 1Nm-es motor háromszor hosszabb, akkor ennek a nyomatéka olyan 30 Ncm körül lehet.
(tényleg csak gondolom)
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 április 04, 22:16
Írta: s5f8tmfv3 Dátum 2005 április 04, 22:16
No igen, én is erre jutottam, ezek szerint a 70Ncm-es kuplung is elég, csak szerettem volna egy konkrét adatot... de azért köszönöm!
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 április 05, 18:08
Írta: yuagaci9g Dátum 2005 április 05, 18:08
A most epult gep lathato a hobbycnc honlapon Istvan jovoltabol, a 12-es mehanika.
Az ez elott keszultekrol feltettem par kepet;
Az ``elso gepem hulladekbol`` es ``A3 Gravirozo``.
Kerdezzetek, ha valami edekel, szivesen valaszolok.
Psychobilly, kuld el legyszi azt az arlistat!
Az ez elott keszultekrol feltettem par kepet;
Az ``elso gepem hulladekbol`` es ``A3 Gravirozo``.
Kerdezzetek, ha valami edekel, szivesen valaszolok.
Psychobilly, kuld el legyszi azt az arlistat!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 április 05, 19:27
Írta: Kristály Árpád Dátum 2005 április 05, 19:27
Hallihó mindenkinek!
Az árlistát megkaptam, köszönettel! Még jó, hogy ültem. István sokat köszönhetünk neked.
Úraim kissebb géphez marad az NDK Robotron gép kocsija. Probáljátok ki nekem bevált, teszek fel majd képet.
Hallihó!
Az árlistát megkaptam, köszönettel! Még jó, hogy ültem. István sokat köszönhetünk neked.
Úraim kissebb géphez marad az NDK Robotron gép kocsija. Probáljátok ki nekem bevált, teszek fel majd képet.
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 05, 19:49
Írta: 000000000 Dátum 2005 április 05, 19:49
Sziasztok!
Valaki küldje át nekem is legyen szíves, azt az árlistát.
köszönettel
rece
Valaki küldje át nekem is legyen szíves, azt az árlistát.
köszönettel
rece
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 április 05, 20:21
Írta: Bicska Dátum 2005 április 05, 20:21
hello
Csak a poén kedvéért nekem is:)-kössz
Csak a poén kedvéért nekem is:)-kössz
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 05, 20:43
Írta: 000000000 Dátum 2005 április 05, 20:43
üdv a csapatnak!
Ha nem fárasztalak én is kérnék egy listát.
Köszönöm
Ha nem fárasztalak én is kérnék egy listát.
Köszönöm
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 05, 20:44
Írta: 000000000 Dátum 2005 április 05, 20:44
az emilem kar314@freemail.hu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 05, 20:53
Írta: 000000000 Dátum 2005 április 05, 20:53
halihó !
hol lehet robotron cuccost beszerezni ?
üdv : istván
hol lehet robotron cuccost beszerezni ?
üdv : istván
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 06, 07:07
Írta: 000000000 Dátum 2005 április 06, 07:07
Ha valaki elküldi a listát nekem is, kitehetem a netre, hogy mindenki szabadon letölthesse és böngészhesse!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 április 06, 09:59
Írta: Kristály Árpád Dátum 2005 április 06, 09:59
HALLIHÓ SLOGAN!
Én MÉH.-...!, telepeken szerzem be, de ha ismeretségi körödet végigkérdezed biztos van egy pár embernek mert a leselejtezésekkor hazamentették.. jó lesz valamire!?
Szerintem a legnagyobbat válszd, úgyan a függölegesnek jó a kicsi is. Azt a typ-us keresd mejnek a mozgó kocsija acélból készült!
Hallihó mindenkinek
Én MÉH.-...!, telepeken szerzem be, de ha ismeretségi körödet végigkérdezed biztos van egy pár embernek mert a leselejtezésekkor hazamentették.. jó lesz valamire!?
Szerintem a legnagyobbat válszd, úgyan a függölegesnek jó a kicsi is. Azt a typ-us keresd mejnek a mozgó kocsija acélból készült!
Hallihó mindenkinek
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 április 06, 10:00
Írta: Kristály Árpád Dátum 2005 április 06, 10:00
Bócsi a helyesírási hibáért!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 06, 20:35
Írta: 000000000 Dátum 2005 április 06, 20:35
köszönöm
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2005 április 08, 10:20
Írta: j3rx6bsjd Dátum 2005 április 08, 10:20
Szia Árpád!
Tudnál adni néhány MÉH telep címet,ahol érdemes nézelődni?
Pest környéki vagyok.
Előre is köszi.
Tudnál adni néhány MÉH telep címet,ahol érdemes nézelődni?
Pest környéki vagyok.
Előre is köszi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 08, 15:07
Írta: 000000000 Dátum 2005 április 08, 15:07
[#felkialtas]Az emlegetett árlista letölthető innét:
lineáris egységek, orsók árlistája (xls)
[#wow1]
lineáris egységek, orsók árlistája (xls)
[#wow1]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 április 09, 15:01
Írta: Kristály Árpád Dátum 2005 április 09, 15:01
Hallihó Lakatos!
Bp. III. ker Bécsi út ALUKOR KFT.
Ua. CÉG Reiter Ferenc sarka, házszámokat nem tudok. Nagyon sok kissebb telep van ami haszonvasat vesz fell. Én ismerek Szentendrén, Pomázon Tahitotfaluban, Dunabogdányba, Csillaghegyen és pest több pontján vannak hulladékgyüjtő udvarok!
Egy jó tanács: vígyázzatok a mechanika szétszedésénél, mert van egy vissszahuzó rúgó, és egy kilincsmű, ezeket kell minnél előbb leszedni. Egyszer kegyetlenül beszorult az újjam!!! Magát a kocsit két csavar tartja, így könyü megszabadulni a feleslegtől!
Hallihó Mindenkinek!
Bp. III. ker Bécsi út ALUKOR KFT.
Ua. CÉG Reiter Ferenc sarka, házszámokat nem tudok. Nagyon sok kissebb telep van ami haszonvasat vesz fell. Én ismerek Szentendrén, Pomázon Tahitotfaluban, Dunabogdányba, Csillaghegyen és pest több pontján vannak hulladékgyüjtő udvarok!
Egy jó tanács: vígyázzatok a mechanika szétszedésénél, mert van egy vissszahuzó rúgó, és egy kilincsmű, ezeket kell minnél előbb leszedni. Egyszer kegyetlenül beszorult az újjam!!! Magát a kocsit két csavar tartja, így könyü megszabadulni a feleslegtől!
Hallihó Mindenkinek!
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2005 április 09, 17:29
Írta: j3rx6bsjd Dátum 2005 április 09, 17:29
Köszi,hétfőn megyek,aztán szétnézek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 10, 10:54
Írta: 000000000 Dátum 2005 április 10, 10:54
Árpád!
A Bécsi úti Alukorból kb 1 hónapja elhajtottak,hogy itt nincs árúsítás, a pomázi telepen sem lehet guberálni mert a bejövő cucc megy egy hatalmas konténerbe és szinte naponta szállítanak. A szentendrei (Kőzúzó út) valóban jó. Kis A4-es A3-as nyomtató szinte mindíg van de ezekben a motorok nagyon kis teljesítményűek.
Valaki mondta, hogy a lézer nyomtatókban vannak combosabb motorok (unipoláris 10 V 1A) de ez nem biztos.
A Bécsi úti Alukorból kb 1 hónapja elhajtottak,hogy itt nincs árúsítás, a pomázi telepen sem lehet guberálni mert a bejövő cucc megy egy hatalmas konténerbe és szinte naponta szállítanak. A szentendrei (Kőzúzó út) valóban jó. Kis A4-es A3-as nyomtató szinte mindíg van de ezekben a motorok nagyon kis teljesítményűek.
Valaki mondta, hogy a lézer nyomtatókban vannak combosabb motorok (unipoláris 10 V 1A) de ez nem biztos.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 április 10, 18:07
Írta: Kristály Árpád Dátum 2005 április 10, 18:07
Hallihó mindenkinek!
Helló motyoros!
Az kell mondjam nekem sem volt könnyü, de rendszeresen járok ezekre telepekre. Régebbi A/3-as nyomtatókból lehet combosabb motorokat kitermelni. lézerben is találsz, de többnyire a tengelyük ferdefogazású fogaskerék, így nehezebb csatlakozni. Ha a környékbeli vagy személyesen is beszélhetünk. Én lineáris tengelytől kezve, menet órsókat mindent ott szedtem össze, profi léptetőkről nem is beszélve. Természetesen kell a kitartás.
Hallihó!
Helló motyoros!
Az kell mondjam nekem sem volt könnyü, de rendszeresen járok ezekre telepekre. Régebbi A/3-as nyomtatókból lehet combosabb motorokat kitermelni. lézerben is találsz, de többnyire a tengelyük ferdefogazású fogaskerék, így nehezebb csatlakozni. Ha a környékbeli vagy személyesen is beszélhetünk. Én lineáris tengelytől kezve, menet órsókat mindent ott szedtem össze, profi léptetőkről nem is beszélve. Természetesen kell a kitartás.
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 18, 20:26
Írta: 000000000 Dátum 2005 április 18, 20:26
Sziasztok !
Nem tudom valakinek eszébe jutott e már ,ezért elmondom...
Minap készítettünk a műhelyben célszerszámot.
Kellett egy x tengely is ,ami kísértetiesen hasonlít a marógépeink tengelyeire :)
Megoldás : simán letéve egy alapra egy köszörült tengely, mellé egy 6 lapfejű bronz ,fölé pedig maga a kocsi ,aminek az alján (elöl - hátul ) egy egy prizma.A két prizma csúszik a kösz. tengelyen ,a kocsi másik széle pedig a bronzzon.
Hátránya : kicsit nehéz lesz így a gép ,és nem megoldható az Y tengely ...
Előnye : súlyból adódó rázkódásmentesség , nagyon pontos ,könnyen mozdítható (súlya ellenére).Egyszerűen megoldható, sosem szorul meg ,nem kell bajlódni a párhuzamokkal.Nem kell félni nem fog FELESNI :)))
üdv:
ps : próbálok képet küldeni
Nem tudom valakinek eszébe jutott e már ,ezért elmondom...
Minap készítettünk a műhelyben célszerszámot.
Kellett egy x tengely is ,ami kísértetiesen hasonlít a marógépeink tengelyeire :)
Megoldás : simán letéve egy alapra egy köszörült tengely, mellé egy 6 lapfejű bronz ,fölé pedig maga a kocsi ,aminek az alján (elöl - hátul ) egy egy prizma.A két prizma csúszik a kösz. tengelyen ,a kocsi másik széle pedig a bronzzon.
Hátránya : kicsit nehéz lesz így a gép ,és nem megoldható az Y tengely ...
Előnye : súlyból adódó rázkódásmentesség , nagyon pontos ,könnyen mozdítható (súlya ellenére).Egyszerűen megoldható, sosem szorul meg ,nem kell bajlódni a párhuzamokkal.Nem kell félni nem fog FELESNI :)))
üdv:
ps : próbálok képet küldeni
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 április 18, 21:55
Írta: Kristály Árpád Dátum 2005 április 18, 21:55
Hallihó mindenkinek!
Én úgy gondolom, hogy csapágyon...akon ami egy ekcetrikus tengelyen van felszerelve az állíthatóság miatt, jobb és egyszerübb megoldást nem ismerek. Az hogy a csapágy külső palástjának milyen profilja van, újjabb lehetőség. A minap kezembe került egy tolókapunak a görgöje, mely létezik prizmás és félkerek profilban, több méretben az ára: 2-3.000-ft/db. Tehát lehet a pálya anyaga hengeres, vagy négyszög alakú.
A közeljöjőben felteszek egy képet egy hasonló megoldásról, mely előnye, hogy kevés szerszám kel a megvalósításhoz (eszterga nem) sikító, heg trafó, fúrógép és némi kézügyesség amiben gondolom nincs hiány!
Hallihó mindenkinek!
Én úgy gondolom, hogy csapágyon...akon ami egy ekcetrikus tengelyen van felszerelve az állíthatóság miatt, jobb és egyszerübb megoldást nem ismerek. Az hogy a csapágy külső palástjának milyen profilja van, újjabb lehetőség. A minap kezembe került egy tolókapunak a görgöje, mely létezik prizmás és félkerek profilban, több méretben az ára: 2-3.000-ft/db. Tehát lehet a pálya anyaga hengeres, vagy négyszög alakú.
A közeljöjőben felteszek egy képet egy hasonló megoldásról, mely előnye, hogy kevés szerszám kel a megvalósításhoz (eszterga nem) sikító, heg trafó, fúrógép és némi kézügyesség amiben gondolom nincs hiány!
Hallihó mindenkinek!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 18, 22:03
Írta: 000000000 Dátum 2005 április 18, 22:03
Sziasztok !
Nálunk a mühelyben (féltengelyes) sokszor dobunk ki görgős csillagot.Autóba már nem használható ,ide viszont kitűnő lenne.
Nálunk a mühelyben (féltengelyes) sokszor dobunk ki görgős csillagot.Autóba már nem használható ,ide viszont kitűnő lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 19, 14:38
Írta: 000000000 Dátum 2005 április 19, 14:38
a 11. mechanikánál a prizmás tolókapu görgőt alkalmaztam /900.-Ft.darabja/. Tökéletesen bevált.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 19, 21:29
Írta: 000000000 Dátum 2005 április 19, 21:29
Sziasztok,
Új vagyok errefelé, de jóideje kacérkodom a CNC gép építésén (hobbim a modellezés, ebben szeretném hasznát venni). Próbált már valaki Proxxon 3D marót CNC-re átépíteni ?
Új vagyok errefelé, de jóideje kacérkodom a CNC gép építésén (hobbim a modellezés, ebben szeretném hasznát venni). Próbált már valaki Proxxon 3D marót CNC-re átépíteni ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 19, 22:21
Írta: 000000000 Dátum 2005 április 19, 22:21
Szia !
Modell ,vagy makett ?
Mi a profil ?
üdv : istván
Modell ,vagy makett ?
Mi a profil ?
üdv : istván
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 19, 22:37
Írta: 000000000 Dátum 2005 április 19, 22:37
Vasútmodellezés... :-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 20, 06:45
Írta: 000000000 Dátum 2005 április 20, 06:45
Volt ilyen megrendelőm aki erre épített Vezérlőt, nem tudom milyen sikerrel (nem beszéltem vele azóta)!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 20, 10:22
Írta: 000000000 Dátum 2005 április 20, 10:22
Szia !
Csak mert én repültem ....(modell)
Maradt egy Sanwa RD6000 rádióm ,vevővel ,dobozában,ha érdekel valakit.
Üdv : István
Csak mert én repültem ....(modell)
Maradt egy Sanwa RD6000 rádióm ,vevővel ,dobozában,ha érdekel valakit.
Üdv : István
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 24, 18:52
Írta: 000000000 Dátum 2005 április 24, 18:52
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 április 24, 19:43
Írta: 35kpazcgr Dátum 2005 április 24, 19:43
Mintha nem damil lenne az!
Én bowdennek nézem! Van olyan vékony bowden, ami kívül átlátszó és kemény műanyaggal (poliamid) van bevonva. Nekem is van ilyen. A bowden 2 mm átmérőjű, a műanyag külseje 3 mm-es. Előnye: szinte semmi nyúlás.
A linken szereplő gépen valószínüleg ennél vékonyabb bowden van.
Én bowdennek nézem! Van olyan vékony bowden, ami kívül átlátszó és kemény műanyaggal (poliamid) van bevonva. Nekem is van ilyen. A bowden 2 mm átmérőjű, a műanyag külseje 3 mm-es. Előnye: szinte semmi nyúlás.
A linken szereplő gépen valószínüleg ennél vékonyabb bowden van.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 25, 06:52
Írta: 000000000 Dátum 2005 április 25, 06:52
Lehetséges! Nagyon ötletesnek tartom a menetesszár menetét használni bowden terelőnek! Ötletes. Nagyobb és könyebb gépeknél (pl. habvágóknál) használható megoldásnak találom!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 25, 12:14
Írta: 000000000 Dátum 2005 április 25, 12:14
A menetes száron a kis felület miatt a gyors irányváltásnál megcsúszhat, a rugós feszító is utánaengedhet gravírgéphez szerintem nem célszerű, de habvágóhoz zseniális nincs kottyanás stb és olcsó is
A nagyméretű fénymásolók tükrös kocsiját is bowden viszi, sőt egy ősrégi sornyomtatónál is a bordás szíj helyett bowdent mozgatott egy DC motor aminek a tengelyére jeladót szereltek.
A nagyméretű fénymásolók tükrös kocsiját is bowden viszi, sőt egy ősrégi sornyomtatónál is a bordás szíj helyett bowdent mozgatott egy DC motor aminek a tengelyére jeladót szereltek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 25, 12:51
Írta: 000000000 Dátum 2005 április 25, 12:51
Az esetleges megcsúszás ellen lehet, hogy nem 1 hanem 2-3 menetet kell feltekerni. Persze ez a végek felé problémát okozhat, de egy távolabbi befogással kompenzálható (max 2-3 menetnyit). Ha műanyaggal bevont, az csak javíthatja a tapadást.
Cím: Re:Mechanikai ötletek
Írta: 6dvb4peg3 Dátum 2005 április 25, 20:21
Írta: 6dvb4peg3 Dátum 2005 április 25, 20:21
Üdvözletem!
Szép gondolat utána járt már valaki lehet-e olyan sodronyt kapni ami elég vékony, erős, hajlékony, műanyaggal bevont, stb?
...mert én igen ui. az ötlet már akkor megszületett számomra miszerint a mozgatást acélsodronnyal oldom meg, amikor először lecsupasztottam a burkolatokat a meglévő roland DPX 3300 sík rajzplotteremről, ebben van ilyen (persze nem menetes szárra tekerve)
A lényeg: biztos nem néztem meg minden lehetőséget, de ém csak egy megoldást találtam, a többi túl sprőd ahhoz, hogy kis átmérő-re fel lehessen tekerni. Lehet hogy röhelyesen hangzik a horgász előkezsinór említése, de az talán meggyőz hogy "kevlar titanium steel " 9,8kg-s teherbírás rángatásra.
Persze nem gigantikus méretű gépekhez, de olyan hajlékony mint egy vastagabb cérna, 10 méter hosszban kapható, megfizethető és még bevonatos is. A hajlékonyságát illetőleg az acél része nincs több 0,5 mm-nél, ha jól számoltam 7 pászmából áll amiknek mindegyike szintén...
Szép gondolat utána járt már valaki lehet-e olyan sodronyt kapni ami elég vékony, erős, hajlékony, műanyaggal bevont, stb?
...mert én igen ui. az ötlet már akkor megszületett számomra miszerint a mozgatást acélsodronnyal oldom meg, amikor először lecsupasztottam a burkolatokat a meglévő roland DPX 3300 sík rajzplotteremről, ebben van ilyen (persze nem menetes szárra tekerve)
A lényeg: biztos nem néztem meg minden lehetőséget, de ém csak egy megoldást találtam, a többi túl sprőd ahhoz, hogy kis átmérő-re fel lehessen tekerni. Lehet hogy röhelyesen hangzik a horgász előkezsinór említése, de az talán meggyőz hogy "kevlar titanium steel " 9,8kg-s teherbírás rángatásra.
Persze nem gigantikus méretű gépekhez, de olyan hajlékony mint egy vastagabb cérna, 10 méter hosszban kapható, megfizethető és még bevonatos is. A hajlékonyságát illetőleg az acél része nincs több 0,5 mm-nél, ha jól számoltam 7 pászmából áll amiknek mindegyike szintén...
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 április 25, 21:26
Írta: yuagaci9g Dátum 2005 április 25, 21:26
A Rolandnak is van bowdenes meghajtasu 3D-s marogepe, ez volt az elso amit lattam mukodni, pici, ha jol emlekszem A5 meretu de gyors.
Apro diszontvenyek (jelveny, csatt, stb) matricazasara hasznalja egy ismerosom.
Apro diszontvenyek (jelveny, csatt, stb) matricazasara hasznalja egy ismerosom.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 április 25, 21:28
Írta: Kristály Árpád Dátum 2005 április 25, 21:28
Hallihó mindenkinek!
Nekem van egy ilyen illetve kető db gyári (japán olympus mechanikám. Laborműszerből termeltem ki. A szabad mozgása 700-mmm-er Ott a bowdwnen nincs bevonat hasonlóan van megoldva mint a régi rádióknál a skála (léptető motor tengelyén) több menet van feltekerce és a végén egy rúgóval rögzitve. gyakorlatilag a bordásszíj egy újabb találmány. Most már igérem, hogy a jövő héten legkésőbb lefényképezem és ezt is, mint atöbbit felteszem!
Hallihó mindenkinek
Nekem van egy ilyen illetve kető db gyári (japán olympus mechanikám. Laborműszerből termeltem ki. A szabad mozgása 700-mmm-er Ott a bowdwnen nincs bevonat hasonlóan van megoldva mint a régi rádióknál a skála (léptető motor tengelyén) több menet van feltekerce és a végén egy rúgóval rögzitve. gyakorlatilag a bordásszíj egy újabb találmány. Most már igérem, hogy a jövő héten legkésőbb lefényképezem és ezt is, mint atöbbit felteszem!
Hallihó mindenkinek
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 25, 23:17
Írta: 000000000 Dátum 2005 április 25, 23:17
Így van... a bordásszíj egy újabb találmány, amit vétek nem használni ilyen igény esetén. Egyébként szerintem vékony az a menetesszár amire tekerték a bowdent. Minél nagyobb a motoron lévő bowden vezető henger átmérője, annál kisebb a megcsúszás esélye (szerintem), a felbontást lehetett volna egy külső áttétellel növelni nagyobb henger esetén.
Azért, ha ilyen meghajtáson törném a fejem biztosan bordásszíjjat használnék, két végét lerögzítve és a motor a szánon lenne 2db ráfeszítőgörgővel.
Azért, ha ilyen meghajtáson törném a fejem biztosan bordásszíjjat használnék, két végét lerögzítve és a motor a szánon lenne 2db ráfeszítőgörgővel.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 április 26, 21:16
Írta: Kristály Árpád Dátum 2005 április 26, 21:16
Hallihó mindenkinek!
A megcsuszást úgy oldják meg, hogy több menet van rátekerve és a méret jóval nagyobb mint a képen látható menetes szár.
hallihó mindenkinek!
A megcsuszást úgy oldják meg, hogy több menet van rátekerve és a méret jóval nagyobb mint a képen látható menetes szár.
hallihó mindenkinek!
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 április 26, 21:55
Írta: Bicska Dátum 2005 április 26, 21:55
A barkácsáruházakban simán lehet kapni műanyaggal bevont sodronyt.
Cím: Re:Mechanikai ötletek
Írta: 6dvb4peg3 Dátum 2005 április 26, 22:07
Írta: 6dvb4peg3 Dátum 2005 április 26, 22:07
Persze lehet, a legkisebb méeret 2,5-3 mm lehet ...próbáld meg feltekerni ne kisebbre M16 sok szerencsét.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 26, 22:45
Írta: 000000000 Dátum 2005 április 26, 22:45
A bowden hajtáshoz:néhány évvel (10?) ezelött már láttam ilyet a BNV-n.Ott egy kb. 2000*1000 es asztalméretű faipri célra készített magyar építésű gép volt. A kivitele ma már a mi barkács szintünknek felelne meg, de tutin működött.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 április 27, 19:38
Írta: Bicska Dátum 2005 április 27, 19:38
Nem tudtam, hogy nektek milyen méretben kellene, csak gondoltam szólok, hogy van ilyen...
Cím: Re:Mechanikai ötletek
Írta: 6dvb4peg3 Dátum 2005 április 27, 21:12
Írta: 6dvb4peg3 Dátum 2005 április 27, 21:12
Bicska köszi az infót, bocs ha túl agresszív voltam
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 április 27, 21:27
Írta: 000000000 Dátum 2005 április 27, 21:27
Slogan !
Írjál nekem légyszíves pár sort mailben a rádiódról és a vevőről. Pl. hány csatorna, hatótávolsága, elemek száma-fajtája ... ára, stb. Nekem egy elég gagyi van sajnos és a repcsimet is rendesen összetörtem néhány napja. Szóval lehet, hogy érdekelne.
Írjál nekem légyszíves pár sort mailben a rádiódról és a vevőről. Pl. hány csatorna, hatótávolsága, elemek száma-fajtája ... ára, stb. Nekem egy elég gagyi van sajnos és a repcsimet is rendesen összetörtem néhány napja. Szóval lehet, hogy érdekelne.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 április 28, 18:17
Írta: Bicska Dátum 2005 április 28, 18:17
Nem para, lehet, hogy utaltatok a méretre a szövegben..csak kicsit már álmosan olvastam végig..lehet, hogy átsiklottam felette
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 01, 21:18
Írta: 000000000 Dátum 2005 május 01, 21:18
Sziasztok!
Végre elészült a meghajtásom, gondoltam közzéteszem:
A ház egy 60×40×30-as donomit tömb 4db szerelöfurattal. A 40×30-as oldallapban van egy 22mm-es furat hosszirányban. Ebbe a furatba került az M10-es 6cm hosszú (egy anyagból) bronzanya. Se hosszirányú, se oldalirányú kottyanása sincs, a brozanyát Motip teflonspray-el kezeltem.
BYEZ!
Végre elészült a meghajtásom, gondoltam közzéteszem:

A ház egy 60×40×30-as donomit tömb 4db szerelöfurattal. A 40×30-as oldallapban van egy 22mm-es furat hosszirányban. Ebbe a furatba került az M10-es 6cm hosszú (egy anyagból) bronzanya. Se hosszirányú, se oldalirányú kottyanása sincs, a brozanyát Motip teflonspray-el kezeltem.
BYEZ!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 01, 22:36
Írta: 000000000 Dátum 2005 május 01, 22:36
Hali!
Denkiki! Rendelesre is csinalsz ilyet?
Denkiki! Rendelesre is csinalsz ilyet?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 02, 08:38
Írta: 000000000 Dátum 2005 május 02, 08:38
Üdv!
Sajnos nekem nincsenek gépeim, így nem tudok rendelésre készíteni ilyeneket. Épp ezért tartott nekem is ilyen sokáig amíg elkészült. Ebben az egész gépépítésben ez a legroszabb számomra, mármint az, hogy hónapok teltek már el az elkezdés óta. Ha rajz kell róla, azt szívesen adok.
Üdv!
Sajnos nekem nincsenek gépeim, így nem tudok rendelésre készíteni ilyeneket. Épp ezért tartott nekem is ilyen sokáig amíg elkészült. Ebben az egész gépépítésben ez a legroszabb számomra, mármint az, hogy hónapok teltek már el az elkezdés óta. Ha rajz kell róla, azt szívesen adok.
Üdv!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 május 02, 10:42
Írta: Kristály Árpád Dátum 2005 május 02, 10:42
Hallihó mindenkinek!
Én tudnám vállalni, csak egy kis időt kérek, mert a mühely átalakítás alatt van. Szándékaim szerint sok mechanikus dologban számithatnátok rám!
Hallihó mindenkinek!
Én tudnám vállalni, csak egy kis időt kérek, mert a mühely átalakítás alatt van. Szándékaim szerint sok mechanikus dologban számithatnátok rám!
Hallihó mindenkinek!
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 május 03, 14:28
Írta: t334wehtf Dátum 2005 május 03, 14:28
A mechanika megépítésének 2 legnehezebb pontja az orsó és a szán kivitelezése.
Természetesen mindkettőt meg lehet vásárolni készen, de meglehetősen borsos áron.
Épülő maróm orsójára én magam is bolygóműves anyát fogok csináltatni. Miután nincsen esztergám, ez értelem szerűen egy plussz költséget fog jelenteni, de a kotyogásmentessége, és kis surlódási vesztesége miatt megéri.
Viszont a szán egy sokkal problémásabb téma. A cél, hogy pontos, kotyogásmentes legyen, és mindemellett kicsi legyen a surlódási ellenállása.
Egy nyomtató takarítása közben jöttem rá, hogy a nyomtatók fejvezető köszörült, esetenként krómozott rúdját és esetleg a hozzá való perselyt is felhasználhatom erre a célra.
Ismerősöktől elkunyeráltam/felvásároltam az összes A3-as mátrixnyomtatót (vastagabb a vezetőrúd), így szert tettem 2 db 1/2 collos (d12,65mm), 570mm-es és 2 darab d12mm, 500mm-es vezetőrúdra a perselyeikkel együtt, plussz még vagy 5 darab 300mm körüli hosszúságúra (z tengelynek jó lesz). Ezekkel egy kb. x280, y250, z150-as munkaterű gépet tudok kialakítani, úgy hogy viszonylag merev lesz a szánszerkezet.
A probléma ott kezdődött, hogy a perselyeket elnézegetve be kellett látnom, hogy határozott kottyanással bírnak, üresen és frissen kenve sem voltam megelégedve a surlódásukkal, pláne nem terhelve (tömeg és forgácsoló erők), ráadásul ha már egy egészen kicsit is ferde volt, akkor megszorulnak...
A perselyes megoldást elvetettem, görgős medoldáson kezdtem gondolkodni. Az első ötletem az volt, hogy egy csapágyazott görgőt egy 90°-os esztergakéssel ki kéne esztergáltatni, és páronként alkalmazva 4 ponton történő felfekvéssel működne. Az ötlet jó lenne, de nincs esztergám, így ismét bérmunkára szorulok, és ha számolgatom, akkor kéne 24 görgő, bele 48 csapágy, plussz, hogy a hézagmentesítést precizen meg lehessen oldani, kéne 12 mart tartó. Ez szép, igényes kivitelezés lenne, de költséges.
Aztán elkezdtem gondolkodni, hogy mi lenne, ha maga a csapágy futna a vezetéken, felfekvési pontonként 3 darab, összesen 36 darab. Na hozzászólásom lényege itt kezdődik, megmutatom, hogy mire jutottam:

A dolog lényege, hogy a vezetéket ha szükséges, akkor alulról meg lehet támasztani, azaz a görgős szerkezet alulról nyitott.
A kivitelezés úgy néz ki, hogy venni kell mondjuk 30*30*3-as alumínium L szelvényt, amit mondjuk satuban ~120°-ra ki kell nyitni, majd a megfelelő helyeken megfúrni, a fölső csapágyat (csapágyak 1-essel jelölve) távtartókkal beszerelni, rögzítő anyáját jól meghúzni. A két oldalsó csapágyat szintén távtartóval beszerelni, és rögzíteni. No ha eddig eljutottunk, akkor konstatálhatjuk, hogy semmit nem ér, amit csináltunk, mert kotyog, mint az állat...
A trükk abban van, hogy a 2 oldalsó csapágyat egy feszítőcsavarral ráfeszítjük a rúdra. Ezzel minden kotyogás megszünik, és meglehetősen könnyű marad a járása a szánnak.
A feszítás valahogy úgy néz ki, hogy egy megfelelő hosszúságúra vágott menetes szár egyik végétől kb 5 mm-rel beljebb rögzítünk egy anyát (pl: kontraanyával, vagy legyen önzáró anya) ezt átbújtatjuk a neki kialakított furaton, a másik oldalra is fölrakjuk az anyá(ka)t, majd minkét végére fölrakunk egy maróval csonkított cső-távtatrót (2-essel jelölve). A még nem rögzített anyákkal szétfeszítjük az egészet, majd rögzítjük az anyát.
Ennek az egésznak a rögzítése a minkalaphoz további L profillal (mindkettő vastagon rajzolva) és csavarokkal történik.
Eléggé kókány és igénytelen, de pontos, és kis ellenállású.
Természetesen mindkettőt meg lehet vásárolni készen, de meglehetősen borsos áron.
Épülő maróm orsójára én magam is bolygóműves anyát fogok csináltatni. Miután nincsen esztergám, ez értelem szerűen egy plussz költséget fog jelenteni, de a kotyogásmentessége, és kis surlódási vesztesége miatt megéri.
Viszont a szán egy sokkal problémásabb téma. A cél, hogy pontos, kotyogásmentes legyen, és mindemellett kicsi legyen a surlódási ellenállása.
Egy nyomtató takarítása közben jöttem rá, hogy a nyomtatók fejvezető köszörült, esetenként krómozott rúdját és esetleg a hozzá való perselyt is felhasználhatom erre a célra.
Ismerősöktől elkunyeráltam/felvásároltam az összes A3-as mátrixnyomtatót (vastagabb a vezetőrúd), így szert tettem 2 db 1/2 collos (d12,65mm), 570mm-es és 2 darab d12mm, 500mm-es vezetőrúdra a perselyeikkel együtt, plussz még vagy 5 darab 300mm körüli hosszúságúra (z tengelynek jó lesz). Ezekkel egy kb. x280, y250, z150-as munkaterű gépet tudok kialakítani, úgy hogy viszonylag merev lesz a szánszerkezet.
A probléma ott kezdődött, hogy a perselyeket elnézegetve be kellett látnom, hogy határozott kottyanással bírnak, üresen és frissen kenve sem voltam megelégedve a surlódásukkal, pláne nem terhelve (tömeg és forgácsoló erők), ráadásul ha már egy egészen kicsit is ferde volt, akkor megszorulnak...
A perselyes megoldást elvetettem, görgős medoldáson kezdtem gondolkodni. Az első ötletem az volt, hogy egy csapágyazott görgőt egy 90°-os esztergakéssel ki kéne esztergáltatni, és páronként alkalmazva 4 ponton történő felfekvéssel működne. Az ötlet jó lenne, de nincs esztergám, így ismét bérmunkára szorulok, és ha számolgatom, akkor kéne 24 görgő, bele 48 csapágy, plussz, hogy a hézagmentesítést precizen meg lehessen oldani, kéne 12 mart tartó. Ez szép, igényes kivitelezés lenne, de költséges.
Aztán elkezdtem gondolkodni, hogy mi lenne, ha maga a csapágy futna a vezetéken, felfekvési pontonként 3 darab, összesen 36 darab. Na hozzászólásom lényege itt kezdődik, megmutatom, hogy mire jutottam:
A dolog lényege, hogy a vezetéket ha szükséges, akkor alulról meg lehet támasztani, azaz a görgős szerkezet alulról nyitott.
A kivitelezés úgy néz ki, hogy venni kell mondjuk 30*30*3-as alumínium L szelvényt, amit mondjuk satuban ~120°-ra ki kell nyitni, majd a megfelelő helyeken megfúrni, a fölső csapágyat (csapágyak 1-essel jelölve) távtartókkal beszerelni, rögzítő anyáját jól meghúzni. A két oldalsó csapágyat szintén távtartóval beszerelni, és rögzíteni. No ha eddig eljutottunk, akkor konstatálhatjuk, hogy semmit nem ér, amit csináltunk, mert kotyog, mint az állat...
A trükk abban van, hogy a 2 oldalsó csapágyat egy feszítőcsavarral ráfeszítjük a rúdra. Ezzel minden kotyogás megszünik, és meglehetősen könnyű marad a járása a szánnak.
A feszítás valahogy úgy néz ki, hogy egy megfelelő hosszúságúra vágott menetes szár egyik végétől kb 5 mm-rel beljebb rögzítünk egy anyát (pl: kontraanyával, vagy legyen önzáró anya) ezt átbújtatjuk a neki kialakított furaton, a másik oldalra is fölrakjuk az anyá(ka)t, majd minkét végére fölrakunk egy maróval csonkított cső-távtatrót (2-essel jelölve). A még nem rögzített anyákkal szétfeszítjük az egészet, majd rögzítjük az anyát.
Ennek az egésznak a rögzítése a minkalaphoz további L profillal (mindkettő vastagon rajzolva) és csavarokkal történik.
Eléggé kókány és igénytelen, de pontos, és kis ellenállású.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 május 03, 20:43
Írta: s5f8tmfv3 Dátum 2005 május 03, 20:43
Az ötlet egész tetszetős, kár hogy nem két hónappal ezelőtt dobtad fel -bár biztos akad olyan is akinek nem késő. Az én mechanikám is szinte csak hulladékból készül (csigalassan), van is gondom vele elég :)Ez a szán biztos könnyebben mozog mint egy perselyezett, a gyárinál meg jóval olcsóbb, aki munkával igyekszik pótolni a pénztárca hiányosságait, annak érdemes kipróbálni.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 május 03, 20:57
Írta: s5f8tmfv3 Dátum 2005 május 03, 20:57
Akadt egy kis (kis?) gondom a menetesszár rögzítésénél. Gondoltam két oldalról rögzítem, ahogy pl. a bolygóműves anyánál is látható -két anya közé van kontrázva a csapágy. A gond a következő: a csapágy belső átmérője 10mm, a menetesszár viszont kb. 9,7 szóval akárhogy rakom össze, kézzel megforgatva is látszi hogy üt. Bolti mszárról van szó, azt tudom hogy az esztergáltatott pontosabb, de hiába is csináltatnék, csap nem lehet rajta, max egy, hogy az anyába tudjam hajtani.
Mit lehet ezzel kezdeni? Hogyan lehet a mszárat központosan a csapágyba rögzíteni? Tekerjek vmit a menethornyokba csapágyhosszban? Aki csinált már ilyet légyszi segítsen. [#confused]
Mit lehet ezzel kezdeni? Hogyan lehet a mszárat központosan a csapágyba rögzíteni? Tekerjek vmit a menethornyokba csapágyhosszban? Aki csinált már ilyet légyszi segítsen. [#confused]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 03, 22:02
Írta: 000000000 Dátum 2005 május 03, 22:02
Én pont most fejeztem be a küzdelmet a menetesszárral. Szerencsére sikerült megoldani. Nálam M10-es a menetesszár, amin (a lentibb képen látható #208) donomit-bronzanya fut. A kétoldali csapágyazás viszont 8mm belső átmérőjű. Pont az ilyen gondok miatt terveztem 8mm-es csapágyakat. A problémám csak azzal volt, hogy nincs esztergám, így fúrógép és reszelő (szegény ember esztergálya) segítségével állítottam elő a 8mm-es tengelyvégeket. Reményeimhez, és a tegnapi próbámhoz képest nagyon jól sikerült (pont 8mm, és nem üt, vagyis központos). A gond összerakás után jött, mert a dupla csapágyazás összeszorult. Azt hittem vághatom ki az újonnan készült csapágyházakat, mivel abból többé sehogysem jön ki a csapágy (egy számmal kisebb furat, és ragasztó). Szerencsémre elég volt egy ütés, majd a már jól bevált teflon spray és ez is megoldódott... most két ujjal lehet forgatni a 400mm-es "X" tengely orsóját. A lenti képen látható bronzanya meg egyenesen szuper, ami egyrészt a pontos megmunkálásnak, másrészt a Nicro Thermocup 1200 nevezetű fém-grafit bázisúspray-nek köszönhető. Szóval már "csak" az "Y" és a "Z" tengelyek vannak hátra. Ja ha már sinek... én kétsoros fiókcsúszót használtam. Ennek előnye a sima fióksínnel szemben, hogy itt sokkal hosszabb a sínt megvezető csapágysor. Először az alsó csúszó, majd utána a felső csúszó tolódik ki, így a csapágysor mindég a marómotor alatt marad, tökéletesen megtámasztva azt. Maradandó sérülés nélkül ~90kg-t bír ki az "X" szánom, ami kb. 20kg-os munkaterhelést jelent. Ez a fajta fióksín meglehetősen drága volt (a fióksínek viszonylatában) 8000HUF. A kuplungom pedig drótharisnyás magasnyomású gumicső (csőkuplung).
Amatőr: próbáld meg kihézagolni pl. rozsdamentes fóliával, aztán csapágyragasztóval ragaszd be.
Sziasztok!
Amatőr: próbáld meg kihézagolni pl. rozsdamentes fóliával, aztán csapágyragasztóval ragaszd be.
Sziasztok!
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 május 04, 00:21
Írta: knifemaster Dátum 2005 május 04, 00:21
Amatör, fémragasztóval bekent anyát tekerj a végekre,majd kötés után,esztergáltasd le...ez elég központos
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 május 04, 21:15
Írta: s5f8tmfv3 Dátum 2005 május 04, 21:15
Ha így csinálom, hogyan hajtom be a menetesszárat az anyába? Valami bontható megoldás kellene, összepróbáltam 0,1-es hézagolólemezzel, már csak be kéne ragasztanom a csapágyba. Milyen ragasztó lenne OK? Nekem itthon ez a kék színű Loctite-om van, 243-as. Ez jó? Azt írja: schraubensicherung -csavarrögzítő, ha igaz.
Barkács haverom szerint kúpos anya jó volna, ha a csapágyakat kiesztergáltatnám. A ragasztott anyát meg fogom próbálni, mondjuk a motor felőli oldalon, így már csak a másik felével kell kezdenem valamit. Köszönöm a segítséget! [#smile]
Barkács haverom szerint kúpos anya jó volna, ha a csapágyakat kiesztergáltatnám. A ragasztott anyát meg fogom próbálni, mondjuk a motor felőli oldalon, így már csak a másik felével kell kezdenem valamit. Köszönöm a segítséget! [#smile]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 04, 21:34
Írta: 000000000 Dátum 2005 május 04, 21:34
én nem értem biztos világosan ezt a hézagolólemez dolgot (csapágyba, vagy menetesszárra ragasztod), de sejtésem szerint nem fogod tudni szépen ívre hajtani azt a 0,1-es lemezt. ha nem sikerül, akkor meg ütni fog (pontossabban feszülni fog minden fordulatnál)
knifemaster javaslata célravezetőbbnek tűnik.
knifemaster javaslata célravezetőbbnek tűnik.
Cím: Re:Mechanikai ötletek
Írta: 6dvb4peg3 Dátum 2005 május 04, 22:36
Írta: 6dvb4peg3 Dátum 2005 május 04, 22:36
Ha van rá lehetőséged, esztergáld le a szár végét 8-as átmérőre (tokmányba fogáskor ne a szárat fogd meg mert megsérül a menet, tekerj rá két anyát amit összekontrázol.)csúcsfurat, támasztás, aztán hadd forogjon.
Ha, már nem akarsz másik csapágygarnitúrát venni, gondolom így van, ez után jön a java ui. kell olyan perselyszerű gyűrűt esztergálni, pontosat ami rácsúszik a szár vékonyított részére és külső részén se kotyog a csapágy, és nem hosszabb a csapágy belső futógyűrűjénél. 3.-4. re szerintem profi módra sikerülni fog. A 8-asra nyurgult szárra vágsz egy M8-at és máris kész.
A macerásabb ha a gűrűbe is fúrsz M8 menetet feltekered és a szárral együtt esztergálod vissza 10-esre, viszont ha a belső oldalán hagysz egy peremet spórolhatsz egy 10-es anyát, így nyerhetsz néhány mm-t is
Ha, már nem akarsz másik csapágygarnitúrát venni, gondolom így van, ez után jön a java ui. kell olyan perselyszerű gyűrűt esztergálni, pontosat ami rácsúszik a szár vékonyított részére és külső részén se kotyog a csapágy, és nem hosszabb a csapágy belső futógyűrűjénél. 3.-4. re szerintem profi módra sikerülni fog. A 8-asra nyurgult szárra vágsz egy M8-at és máris kész.
A macerásabb ha a gűrűbe is fúrsz M8 menetet feltekered és a szárral együtt esztergálod vissza 10-esre, viszont ha a belső oldalán hagysz egy peremet spórolhatsz egy 10-es anyát, így nyerhetsz néhány mm-t is
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 05, 08:09
Írta: 000000000 Dátum 2005 május 05, 08:09
Amatőr!
Ha nincs esztergád vidd el az első utadba eső esztergályoshoz a menetes szárat, biztos megvárhatod és ezért nem fog semmit kérni.Vidd a csapágyat is hogy illessze rá.
A menet nem fog megsérűlni ha direktbe befogja, persze a tokmányt nem fogja megtépni, A gondosabb esetleg 3/4 részét betekeri finom csiszolópapírba, az érdes része a menet felől lesz és kész. Kis fogással nem fog elforogni.
A kontraanyás esetben akkorát üt mint Pap Laci valamikor.Ha a mángorolt M10 et (ami kivül 9.8) leveszed 8-ra akkor a menet alja még picit látszik persze ez lehet hogy nem baj.Az esztergán vágott menet egyébként nem jobb mint a bolti mángorolt válogatott menetes szár, viszont legalább 10x es pénz. A motorral átellenes végén nem volna elég egy golyós megtámasztás ekkor csak egy központfurat kell a tengely végébe. Persze ez csak egy ötlet.
Ha nincs esztergád vidd el az első utadba eső esztergályoshoz a menetes szárat, biztos megvárhatod és ezért nem fog semmit kérni.Vidd a csapágyat is hogy illessze rá.
A menet nem fog megsérűlni ha direktbe befogja, persze a tokmányt nem fogja megtépni, A gondosabb esetleg 3/4 részét betekeri finom csiszolópapírba, az érdes része a menet felől lesz és kész. Kis fogással nem fog elforogni.
A kontraanyás esetben akkorát üt mint Pap Laci valamikor.Ha a mángorolt M10 et (ami kivül 9.8) leveszed 8-ra akkor a menet alja még picit látszik persze ez lehet hogy nem baj.Az esztergán vágott menet egyébként nem jobb mint a bolti mángorolt válogatott menetes szár, viszont legalább 10x es pénz. A motorral átellenes végén nem volna elég egy golyós megtámasztás ekkor csak egy központfurat kell a tengely végébe. Persze ez csak egy ötlet.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 május 05, 08:15
Írta: Kristály Árpád Dátum 2005 május 05, 08:15
Hallihó mindenkinek!
Uraim azért nem ártana, a befogás előtt ráhuzni egy hasított aluminium cső darabot!
Természetesen nem lehet esztergán ilyen hoszban M-10-es menetet vágni úgy, hogy összehasonlítod a mángorólt menettel, de nagyobb átmérőnél azért más!
Üdv.
Uraim azért nem ártana, a befogás előtt ráhuzni egy hasított aluminium cső darabot!
Természetesen nem lehet esztergán ilyen hoszban M-10-es menetet vágni úgy, hogy összehasonlítod a mángorólt menettel, de nagyobb átmérőnél azért más!
Üdv.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 05, 20:24
Írta: 000000000 Dátum 2005 május 05, 20:24
Szerintem felesleges túllihegni. Egy bolti menetes szár cirka 1m hosszú, ami az esetek többségében még sok is egy orsóhoz. Szóval én simán befogtam a menetes részt a tokmányba, majd a tokmányból kiálló részt (méreteknek megfelelöen)leesztergáltam. Esztergálás után pedig levágtam a sérült és felesleges darabot. Anyával befogni nem túl jó, mert egy anya sem teljesen központos. Egyébként egy acél menetesszár nem is sérül annyira, hogy ok lenne ennyi aggodalomra.
Amatör, mi lenne, ha 8-as csapágyat használnál? ...nem kéne ennyit barkácsolni. Egy 8-as csapágy 22-es külsö átmérövel, kb 300 HUF.
Amatör, mi lenne, ha 8-as csapágyat használnál? ...nem kéne ennyit barkácsolni. Egy 8-as csapágy 22-es külsö átmérövel, kb 300 HUF.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 május 05, 20:39
Írta: s5f8tmfv3 Dátum 2005 május 05, 20:39
Uraim, nagyon köszönöm a segítségeteket![#eljen]
Máris jobban érzem magam, a helyzet nem is olyan reménytelen. A csapágyházak megvannak, csapágyból csak 3db használt van hogy próbálni lehessen. Utána kell néznem létezik-e olyan csapágy ami kívül akkora mint 6000-es, belül viszont kisebb mint 10mm. Ha nem, az sem baj, ennyi jó ötlettel felvértezve már biztosan megoldom. (recece: a lemezt a csapágyba ragasztottam, úgy hogy a mszár is benne volt, feszítette a lemezt kifelé, de tényleg nem lett valami szuper)
Még egyszer köszi mindenkinek!
Máris jobban érzem magam, a helyzet nem is olyan reménytelen. A csapágyházak megvannak, csapágyból csak 3db használt van hogy próbálni lehessen. Utána kell néznem létezik-e olyan csapágy ami kívül akkora mint 6000-es, belül viszont kisebb mint 10mm. Ha nem, az sem baj, ennyi jó ötlettel felvértezve már biztosan megoldom. (recece: a lemezt a csapágyba ragasztottam, úgy hogy a mszár is benne volt, feszítette a lemezt kifelé, de tényleg nem lett valami szuper)
Még egyszer köszi mindenkinek!
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 május 05, 20:52
Írta: t334wehtf Dátum 2005 május 05, 20:52
A 629-es, de az is csak 9 mm-es (d9, b8, D26, C4.64kN).
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 május 05, 21:03
Írta: s5f8tmfv3 Dátum 2005 május 05, 21:03
Olyan van ami kívül 26, belül meg nagyobb mint 10mm? ( csak azért kérdezem, mert a gyors válaszból ítélve otthon vagy csapágyak terén ) Köszi!
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 május 05, 21:34
Írta: 35kpazcgr Dátum 2005 május 05, 21:34
Oyan nincs.
Olyan van, ami kívül 24 mm, (61901).
Olyan is, ami 28 mm (6001).
Sőt, olyan is ami kívül csak 21 mm! (61801).
Olyan van, ami kívül 24 mm, (61901).
Olyan is, ami 28 mm (6001).
Sőt, olyan is ami kívül csak 21 mm! (61801).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 05, 21:50
Írta: 000000000 Dátum 2005 május 05, 21:50
Szerintem tügörgösben biztos van.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 május 05, 21:57
Írta: 35kpazcgr Dátum 2005 május 05, 21:57
Van, de annak 20 mm-es a belső átmérője.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 05, 22:08
Írta: 000000000 Dátum 2005 május 05, 22:08
Ja... azt nem tudtam :)
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 május 05, 23:12
Írta: t334wehtf Dátum 2005 május 05, 23:12
Már hogy ne volna!!!!!!
61803 d17mm b5mm D26mm c1,68kN
61803 d17mm b5mm D26mm c1,68kN
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 május 06, 21:39
Írta: s5f8tmfv3 Dátum 2005 május 06, 21:39
Azt is meg tudod mondani, hogy hol lehet beszerezni és mennyiért? Miért nem találok kis országunk csapágyforgalmazói között olyat aki közzéteszi a részletes választékot, no meg az árakat:( ? Lehet hogy a 8-as csapágy új csapágyházakkal olcsóbb mint egy spéci darab (megtaláltam ezt a típust a bocabearings-nél, 17.95$ az alja)
Azért köszi[#circling]
Azért köszi[#circling]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 06, 23:03
Írta: 000000000 Dátum 2005 május 06, 23:03
Kyrk felvetette a kérdést, és egyben az ötletet, hogy a 208-as hozzászólásban látható donomitba ágyazott 6cm hosszú bronzanyát nem-e készíteném rendelésre. Nos úgy néz ki megoldható, de viszonylag nagyobb tételben (legalább 6db), kb. 10ezer Ft/db áron. Szerintem reális ár érte, figyelembe véve egy sima bronzanya árát. Akit érdekel, az írjon e-mailt a denkiki@freemail.hu címre. Amint összejön egy nagyobb tétel megy a gyártás.
Üdv.: Denkiki
Üdv.: Denkiki
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 május 07, 13:56
Írta: 35kpazcgr Dátum 2005 május 07, 13:56
A Bearing KFT (Budapest,Fehérvári út 44) online boltjában megrendelheted postán, ha regisztrálod magad!
A 61803 csapágy ára 500 Ft és 4135 Ft között mozog, gyártótól (és minőségtől) függöen.
Ezen a linken megtekintheted:
http://www.store-wizard.com/cgi-bin/bearing/htmlos/003670.8.1758950309613554240
A 61803 csapágy ára 500 Ft és 4135 Ft között mozog, gyártótól (és minőségtől) függöen.
Ezen a linken megtekintheted:
http://www.store-wizard.com/cgi-bin/bearing/htmlos/003670.8.1758950309613554240
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 május 07, 15:05
Írta: s5f8tmfv3 Dátum 2005 május 07, 15:05
Ez a link tényleg jó, főleg az online bolt miatt, a címet be is írom a likek közé, biztos másnak is jól jön majd. Köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 07, 19:19
Írta: 000000000 Dátum 2005 május 07, 19:19
Hali!
Tamadt egy mechanikai 5letem!
A problemam a kovetkezo volt:
Fabol probaltam epiteni tengelyt, tulajdonkeppen az oldalon lathato megoldasokat hasznalva. Az elso "mukodo" cnc -gepem sajnos nem valtotta be a hozza fuzott remenyeket. Eloszor papirra rajzoltam (volna) vele egyenes vonalakat. Azonnal feltunt, hogy a munkalap nem siman jar, hanem inkabb hullamozva. Biztos ismeritek a jelenseget! Ez meg is latszodott a vonalakon. Az oka egesz egyszeruen annyi, hogy a tengely nem egyenes, es ezt koveti a munkalap.
Az 5let a kovetkezo:
Hosszas fejtores utan rajottem, hogy olyan tengelyre van szuksegem amelynel a munkalap fuggetlen a tengelytol. Tegyuk fel, hogy 3 vonszolo lap lenne a tengelyen. Igy: vonszololap-rugo-vonszololap-vonszololap A ket szelso nem lenne rogzitve a munkalaphoz csak lazan ,azaz forgatonyomateknak ellenalljon. A kozepso pedig a tengelyhez nem lenne rogzitve, hanem csak a munkalaphoz. Errol a megoldasrol azt hiszem, hogy megoldana a problemamat, mert a munkalap igazabol fuggetlen a tengelytol, az ot mozgato vonszololapot egyik iranyban a rugo masik iranyba pedig a masik vonszololap kenyszeritene. A ket vonszololap pedig kepes egymason elcsuszni, igy a tengely egyenetlensege ki lenne kuszobolve.
Mi a velemenyetek errol a megoldasrol?
Tamadt egy mechanikai 5letem!
A problemam a kovetkezo volt:
Fabol probaltam epiteni tengelyt, tulajdonkeppen az oldalon lathato megoldasokat hasznalva. Az elso "mukodo" cnc -gepem sajnos nem valtotta be a hozza fuzott remenyeket. Eloszor papirra rajzoltam (volna) vele egyenes vonalakat. Azonnal feltunt, hogy a munkalap nem siman jar, hanem inkabb hullamozva. Biztos ismeritek a jelenseget! Ez meg is latszodott a vonalakon. Az oka egesz egyszeruen annyi, hogy a tengely nem egyenes, es ezt koveti a munkalap.
Az 5let a kovetkezo:
Hosszas fejtores utan rajottem, hogy olyan tengelyre van szuksegem amelynel a munkalap fuggetlen a tengelytol. Tegyuk fel, hogy 3 vonszolo lap lenne a tengelyen. Igy: vonszololap-rugo-vonszololap-vonszololap A ket szelso nem lenne rogzitve a munkalaphoz csak lazan ,azaz forgatonyomateknak ellenalljon. A kozepso pedig a tengelyhez nem lenne rogzitve, hanem csak a munkalaphoz. Errol a megoldasrol azt hiszem, hogy megoldana a problemamat, mert a munkalap igazabol fuggetlen a tengelytol, az ot mozgato vonszololapot egyik iranyban a rugo masik iranyba pedig a masik vonszololap kenyszeritene. A ket vonszololap pedig kepes egymason elcsuszni, igy a tengely egyenetlensege ki lenne kuszobolve.
Mi a velemenyetek errol a megoldasrol?
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 május 08, 00:42
Írta: t334wehtf Dátum 2005 május 08, 00:42
Valami kegyetlenül nincs jól megcsinálva a te gépeden, ha az orsó (gondolom, az a "tengely") képes a munkalapot mozgatni... Rég rossz, ha ennyire nagy a szán holtjátéka.
A "laza" konstrukció alapvető hibája a pontatlanság lesz. Tény, hogy létezik pl. a Mach-okban kottyanáskompenzáció, de nem arra kéne alapozni.
A "laza" konstrukció alapvető hibája a pontatlanság lesz. Tény, hogy létezik pl. a Mach-okban kottyanáskompenzáció, de nem arra kéne alapozni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 08, 14:47
Írta: 000000000 Dátum 2005 május 08, 14:47
Hali!
Jol gondolod! Az orso mozgatja fel le a munkalapot. Nem tudom, hogy masok akik fabol keszitenek gepet, hogyan oldjak ezt meg. Az OBIban vett menetes rossz eleve nem egyenes. A butorsin pedig megengedi hogy a munkalap fel-le jarjon.
Menetes rosszbol olyan kellene ami erosebb anyagbol keszult es valoban egyenes. Butorsinbol en viszonylag hosszut hasznalok es eszrevettem, hogy a szelein egyre nagyobb kilengest enged meg, mivel ott nincs alatamasztva.
Azt hiszem hogy az 5let azert meger egy probat. Utana meg beszamolok, hogy miert volt jo/rossz.
Jol gondolod! Az orso mozgatja fel le a munkalapot. Nem tudom, hogy masok akik fabol keszitenek gepet, hogyan oldjak ezt meg. Az OBIban vett menetes rossz eleve nem egyenes. A butorsin pedig megengedi hogy a munkalap fel-le jarjon.
Menetes rosszbol olyan kellene ami erosebb anyagbol keszult es valoban egyenes. Butorsinbol en viszonylag hosszut hasznalok es eszrevettem, hogy a szelein egyre nagyobb kilengest enged meg, mivel ott nincs alatamasztva.
Azt hiszem hogy az 5let azert meger egy probat. Utana meg beszamolok, hogy miert volt jo/rossz.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 május 08, 16:16
Írta: t334wehtf Dátum 2005 május 08, 16:16
Így most csípőböl nem vágom, hogy milyen bútorsint használhatsz, de próbáld meg - feltébe ha a kialakítása engedi - összébbhajlítani, hogy ne lehyen akkora a játéka. Menetesszárból meg próbáld kiválasztani a lehető legegyenesebbet.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 május 08, 17:27
Írta: 35kpazcgr Dátum 2005 május 08, 17:27
Nem akarom senkinek a boltját rontani, és ha reklámnak tűnik a hozzászólásom, akkor István, kérlek, töröld (ha tudod!).
Látom, hogy sokaknak problémát okoz a CNC gépek forgácsolt alkatrészeinek legyártatása. Ha ezzel segíteni tudok, kérésre vállalom a részegységek legyártását, jutányos áron.
Az alábbi gépparkkal rendelkezem:
Estergagép, marógép, asztali fúrógép, CO2 hegesztő, AWI hegesztő, lánghegesztő és mindenféle egyéb kisgép. Kérésre anyagot is be tudok szerezni (menetes szár, csapágyak, bronzperselyek, krómozott rudak, bordásszíjak, stb.).
El tudom készíteni a csapágyházakat, vezetőoszlopokat, menetes szárhoz illesztett kotyogásmentes bronzanyákat, fogaskerekeket, bordáskerekeket (ezeket alumíniumból vagy műanyagból), stb.
Részleteket e-mail-ben, vagy telefonon tudunk megbeszélni. Én Kaposvár környékén lakom (Somogy megye), de postai utánvéttel bárhova el tudom küldeni a kért részegységet.
Remélem, ezzel segíteni tudok sokaknak.
Üdv:
Tomahawk
Látom, hogy sokaknak problémát okoz a CNC gépek forgácsolt alkatrészeinek legyártatása. Ha ezzel segíteni tudok, kérésre vállalom a részegységek legyártását, jutányos áron.
Az alábbi gépparkkal rendelkezem:
Estergagép, marógép, asztali fúrógép, CO2 hegesztő, AWI hegesztő, lánghegesztő és mindenféle egyéb kisgép. Kérésre anyagot is be tudok szerezni (menetes szár, csapágyak, bronzperselyek, krómozott rudak, bordásszíjak, stb.).
El tudom készíteni a csapágyházakat, vezetőoszlopokat, menetes szárhoz illesztett kotyogásmentes bronzanyákat, fogaskerekeket, bordáskerekeket (ezeket alumíniumból vagy műanyagból), stb.
Részleteket e-mail-ben, vagy telefonon tudunk megbeszélni. Én Kaposvár környékén lakom (Somogy megye), de postai utánvéttel bárhova el tudom küldeni a kért részegységet.
Remélem, ezzel segíteni tudok sokaknak.
Üdv:
Tomahawk
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 08, 17:40
Írta: 000000000 Dátum 2005 május 08, 17:40
Hali!
Tomahawk! El tudnad kuldeni az e-mail cimed a kyrk@villamvadasz.hu -ra? Meg jol johet esetleg!
Butorsinbol un. precizios butorsint hasznalok. Osszebb nem nagyon tudom hajlitani. Szerintem le lesz cserelve valamilyen mas megoldasra. Jovo heten megyek valoszinu PC bontoba. Egyik haverom azt mondta tud egy helyet ahol rengeteg rossz nyomtato var megvetelre. Ezzel a bontott anyaggal kapcsolatban feltartasiam vannak, mert az ebbol keszult konstrukciok nem utangyarthatoak 1 az 1ben.
Tomahawk! El tudnad kuldeni az e-mail cimed a kyrk@villamvadasz.hu -ra? Meg jol johet esetleg!
Butorsinbol un. precizios butorsint hasznalok. Osszebb nem nagyon tudom hajlitani. Szerintem le lesz cserelve valamilyen mas megoldasra. Jovo heten megyek valoszinu PC bontoba. Egyik haverom azt mondta tud egy helyet ahol rengeteg rossz nyomtato var megvetelre. Ezzel a bontott anyaggal kapcsolatban feltartasiam vannak, mert az ebbol keszult konstrukciok nem utangyarthatoak 1 az 1ben.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 május 08, 18:18
Írta: 35kpazcgr Dátum 2005 május 08, 18:18
Hali!
Az e-mail címem: arrowhead@freemail.hu.
Az e-mail címem: arrowhead@freemail.hu.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 08, 18:35
Írta: 000000000 Dátum 2005 május 08, 18:35
Uraim, csak a nevekre kell kattintani egyet![#wink][#heureka]
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 május 08, 22:40
Írta: knifemaster Dátum 2005 május 08, 22:40
Off:
Olyat nem lehetne,hogy csak a gépparkot venném igénybe? :))
Olyat nem lehetne,hogy csak a gépparkot venném igénybe? :))
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 május 08, 23:08
Írta: Kristály Árpád Dátum 2005 május 08, 23:08
Hallihó mindenkinek!
A butorsín megoldást jónak tartom, de nem iagazán állítható precizen. Már régebben írtam és kiprobáltam, (pl. a "Y" kettő darabb lett felfova egy 5-millis acéllemezre mely a merevítést adta, képet majd később, NDK elektromos írógép kocsija, mely prízmák között, acélgőrdőkön fut és útánállítható, több méret létezik. Állítom, hogy század pontosan
beállítható!
Sok síkert!
Hallihó mindenkinek!
A butorsín megoldást jónak tartom, de nem iagazán állítható precizen. Már régebben írtam és kiprobáltam, (pl. a "Y" kettő darabb lett felfova egy 5-millis acéllemezre mely a merevítést adta, képet majd később, NDK elektromos írógép kocsija, mely prízmák között, acélgőrdőkön fut és útánállítható, több méret létezik. Állítom, hogy század pontosan
beállítható!
Sok síkert!
Hallihó mindenkinek!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 május 12, 13:55
Írta: keri Dátum 2005 május 12, 13:55
Hali,
Van egy tescogazdaságos ötletem, nem tudom volt e már, olvasgattam a forumot, de nem akadtam ilyenre:
Arra gondoltam, hogy a vezetést meg lehetne spórolni, ha tengelyenként 2-2 masszív orsót használnék. A szán/kocsi/híd az egyszerre forgó párhuzamos orsókon mozogna és ez is vezetné.
A még egyszerübb mechanika érdekében a 2 orsót külön motorok hajtanák (sok motor van a fiokomban :)
Na igen látom én is a problémákat, pl hogy szabadon van egy 2 végén támasztott rúd, így kihajlás lehetséges. Dehát láttam már szabad vezetékes megoldást is. Aztán ugye ez forog, tehát ha kicsit is excentrikus az a pontosság rovására megy, de ezt egy utólagos menet esztergálással ki lehet küszöbölni. Végül ha kicsit nem egyenes az is hibát visz be. A külön meghatás pedig csúszás esetén megszorulást okoz.
Nade ezeket leszámitva szerintetek működhet? :))
Van egy tescogazdaságos ötletem, nem tudom volt e már, olvasgattam a forumot, de nem akadtam ilyenre:
Arra gondoltam, hogy a vezetést meg lehetne spórolni, ha tengelyenként 2-2 masszív orsót használnék. A szán/kocsi/híd az egyszerre forgó párhuzamos orsókon mozogna és ez is vezetné.
A még egyszerübb mechanika érdekében a 2 orsót külön motorok hajtanák (sok motor van a fiokomban :)
Na igen látom én is a problémákat, pl hogy szabadon van egy 2 végén támasztott rúd, így kihajlás lehetséges. Dehát láttam már szabad vezetékes megoldást is. Aztán ugye ez forog, tehát ha kicsit is excentrikus az a pontosság rovására megy, de ezt egy utólagos menet esztergálással ki lehet küszöbölni. Végül ha kicsit nem egyenes az is hibát visz be. A külön meghatás pedig csúszás esetén megszorulást okoz.
Nade ezeket leszámitva szerintetek működhet? :))
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 május 12, 16:38
Írta: t334wehtf Dátum 2005 május 12, 16:38
Az ötlet jó, de nagyon sok benne a pontatlanságot okozó részlet. Szerintem úgy lehetne ezt pontosra megcsinálni, ha a menetes orsót előtte fölköszörülnéd, és szontén köszörült bolygóműves anyákat kéne használni. A másik, hogy nem lenne eég merev (le és kihajlás). De egyébként jó az ötlet.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 május 12, 17:50
Írta: yuagaci9g Dátum 2005 május 12, 17:50
Elso gondloatom nekem is ez volt, mikor kezbevettem egy gyonyoru golyosorsot, 24mm vastag es 1m hoszu, elofeszitett anyakkal, ha kicsit megdontottem, magatol eindult rajta az anya lefele.
Feltamasztottam a ket veget, es sajna mar egy ujjal (max 1-2kg) jo milimeteres elhajlast lehetett produkalni; az otlet esett. Ha a ket veget konzolban rogzited, negyedere csokken az elhajlas, de egy testes marofetettel csak szamottevo, es megmunkalas kozben a dinamikus erok biztos rezgesbe hozzak, mint egy hurt.
Feltamasztottam a ket veget, es sajna mar egy ujjal (max 1-2kg) jo milimeteres elhajlast lehetett produkalni; az otlet esett. Ha a ket veget konzolban rogzited, negyedere csokken az elhajlas, de egy testes marofetettel csak szamottevo, es megmunkalas kozben a dinamikus erok biztos rezgesbe hozzak, mint egy hurt.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 május 12, 18:01
Írta: Bicska Dátum 2005 május 12, 18:01
Mi lenne, ha a szán alján lennének kerékféleségek (pl a két oldalán 3-3), itt én golyóscsapágyra gondolok, ez pedig egy talplemezen gördülne? Ebben az esetben nem lenne behajlás, a csapágy pedig felvenné a terhelést, ráadásul megszorulást is kizárhatjuk!?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 12, 18:22
Írta: 000000000 Dátum 2005 május 12, 18:22
Valami ilyesmi?

Felette csapágyakon gördül egy sík lapon a tárgyasztal. Alul csak egy vonszoló van...
Hobby CNC CD2.
Felette csapágyakon gördül egy sík lapon a tárgyasztal. Alul csak egy vonszoló van...
Hobby CNC CD2.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 12, 18:31
Írta: 000000000 Dátum 2005 május 12, 18:31
Felülről így néz ki:

Igaz itt mint ha fioksin lenne, de ezt bármire ki lehet cserélni csak oldaltámasztással is bírjon!
Igaz itt mint ha fioksin lenne, de ezt bármire ki lehet cserélni csak oldaltámasztással is bírjon!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 május 13, 10:23
Írta: keri Dátum 2005 május 13, 10:23
Szóval akkor működhet az ötlet, csak nagyon bénán :) Nemgond, ezt nem is véglegesre gondoltam,csak az elektronikam teszteléséhez jó lenne egy mechanika :)) A végleges gépemet úgy is rendes lineáris tengelyekből, meg masszív vasbeton vázból gondoltam összerakni, de amíg tanulom a szakmát első gépemet szuper olcsón akarom kihozni mert úgysem lesz olyan amit szeretnék, aztán ha már mozog akkor lehet fejleszteni vezetésekkel meg alátamasztással. A behajlás miatt lesz egyébként nagyon kicsi (MAX 20cm) lökethossz, mert ekkora fesztávon még nem tapasztalható manuális terheléskor deformació, erőt meg úgy sem akarok kifejteni vele, csak játszani. A görgös megoldásra én is gondoltam, de elég drága lenne annyi csapágy a tescos gépemhez.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 május 13, 10:34
Írta: keri Dátum 2005 május 13, 10:34
Kérdeznék még:
Lehet egy jól megcsinált géppel preciziós munkát végezni, vagy ne is remlénykedjek? (természetesen csak egyedi alkatrészeket akarok, nem szériában)
Értem ez alatt, hogy acélmegmunkálás, fogaskerék, és egyébb finommechanikai alkatrészgyartás, amihez mondjuk 0,01mm pontosság kellene nekem.
Feltételezem, lineáris tengelyekhez érdemesebb sikló csapágyat használni ilyenkor, meg orsónak is valami jobbat, de vázból össze lehet rakni olyat ami megfelel ennek a követelménynek? Esetleg még ennél pontosabbat is lehetne?
Mérte már meg valaki, hogy mennyi a valós megmunkálási pontossága a gépének?
Lehet egy jól megcsinált géppel preciziós munkát végezni, vagy ne is remlénykedjek? (természetesen csak egyedi alkatrészeket akarok, nem szériában)
Értem ez alatt, hogy acélmegmunkálás, fogaskerék, és egyébb finommechanikai alkatrészgyartás, amihez mondjuk 0,01mm pontosság kellene nekem.
Feltételezem, lineáris tengelyekhez érdemesebb sikló csapágyat használni ilyenkor, meg orsónak is valami jobbat, de vázból össze lehet rakni olyat ami megfelel ennek a követelménynek? Esetleg még ennél pontosabbat is lehetne?
Mérte már meg valaki, hogy mennyi a valós megmunkálási pontossága a gépének?
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 május 13, 11:58
Írta: t334wehtf Dátum 2005 május 13, 11:58
Elvileg lehet. Viszont az már nem a tescogazdaságos kategória (bár még mindig viszonylag olcsón megvalósítható.).
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 május 13, 17:40
Írta: Bicska Dátum 2005 május 13, 17:40
Nem szeretnék kötekedni, csak kérdezem, tényleg vasbetonból vagy vasbeton=betonvas= pl zártszelvény?[#wink]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 május 13, 20:19
Írta: Kristály Árpád Dátum 2005 május 13, 20:19
Hallihó mindenkinek!
Nem hiszek a szememnek! Vasbeton stb., nem semmi!
De azért leírom egy tapasztalatom, amit láttam!
Az egyik kiállításon a japánok egy nagyon preciz gépet állítottak ki, s lőn csoda az egász alap egy hatalmas csiszolt márványtömb volt amin valamilyen golyósoron siklott a csiszolt felületen. Hátha van köztünk sirköves vagy ilyesmi! Különben valószínű, hogy az ötlet a hőtágulás, berezgés és ilyenek miatt találták ki
Hallihó!
Nem hiszek a szememnek! Vasbeton stb., nem semmi!
De azért leírom egy tapasztalatom, amit láttam!
Az egyik kiállításon a japánok egy nagyon preciz gépet állítottak ki, s lőn csoda az egász alap egy hatalmas csiszolt márványtömb volt amin valamilyen golyósoron siklott a csiszolt felületen. Hátha van köztünk sirköves vagy ilyesmi! Különben valószínű, hogy az ötlet a hőtágulás, berezgés és ilyenek miatt találták ki
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 május 13, 20:24
Írta: t334wehtf Dátum 2005 május 13, 20:24
Ha a zártszelvényt az ember kitölti betonnal, azzal drasztikusan meg lehet növelni a vázszerkezet csillapító képességét. Ezt használják a nagyobb gépeknél is. A gép dög nehéz lesz, dz a rezonanciára való hajlama sokkal kissebb.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 május 13, 20:31
Írta: Kristály Árpád Dátum 2005 május 13, 20:31
Oké értem!
De kiváncsi lennék egyébb tulajdonságára pl.: hőtágulás stb. Ha a zártszelvénybe beledugunk egy megfelelő méretű huzott csővet szerintem akkor is hatalmas vátozás áll be.
Hallihó!
De kiváncsi lennék egyébb tulajdonságára pl.: hőtágulás stb. Ha a zártszelvénybe beledugunk egy megfelelő méretű huzott csővet szerintem akkor is hatalmas vátozás áll be.
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 május 13, 20:50
Írta: yuagaci9g Dátum 2005 május 13, 20:50
Huu,az annyat! megsem en talaltam fel a melegvizet?
Ezt a betonnal toltott zartszelvenyt hasznaltam vagy tizenot eve elso faesztergam a`gya`nak, es eddig megvoltam gyozodve, hogy egyedi.
Ezt a betonnal toltott zartszelvenyt hasznaltam vagy tizenot eve elso faesztergam a`gya`nak, es eddig megvoltam gyozodve, hogy egyedi.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 május 13, 20:54
Írta: t334wehtf Dátum 2005 május 13, 20:54
A beton és a vas hőtágulási együtthatója nagyon közel esik egymáshoz, nem véletlenül alkalmazzák az építőiparban is.
A zártszelvénybe digott cső a rezgések szempontjából sokat nem segít, miután nem képvisel jelentős tömegnövekedést.
A zártszelvénybe digott cső a rezgések szempontjából sokat nem segít, miután nem képvisel jelentős tömegnövekedést.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 május 13, 20:56
Írta: yuagaci9g Dátum 2005 május 13, 20:56
A beton es a betonacel hotagulasa nagyon hasonlo, ezert lehet oket eggyutt hasznalni roppant hosszakon.
A zartszelveny es a beton egyutt nem csupan a hajlito nyomatekot fokozza, hanem renkivul csokkenti a berezges hajlamot.
A zartszelveny es a beton egyutt nem csupan a hajlito nyomatekot fokozza, hanem renkivul csokkenti a berezges hajlamot.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 május 13, 21:20
Írta: 35kpazcgr Dátum 2005 május 13, 21:20
Léteznek beton gépágyas CNC gépek!
Nálunk, a cégnél is van ilyen (EPA 320)! Speciális betonból készült a gépágya, a csúszóvezetékek acélbetétekből vannak kiképezve! Rendkívül stabil, rezgésmentes megoldás.
Hogy hobby gépen is alkalmazható-e ez, az meggondolandó.
Nálunk, a cégnél is van ilyen (EPA 320)! Speciális betonból készült a gépágya, a csúszóvezetékek acélbetétekből vannak kiképezve! Rendkívül stabil, rezgésmentes megoldás.
Hogy hobby gépen is alkalmazható-e ez, az meggondolandó.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 május 16, 20:42
Írta: Bicska Dátum 2005 május 16, 20:42
Ma támadt egy ötletem a gép holtjáték méréséhez, illetve bonyolultabb áttételeknél maga az elmozdulás kiszámításhoz. (lehet, hogy ez bevett gyakorlat..azért leírom) Az én marógépemen( eredetileg mechanikus gép) már gyárilag be vannak skálázva a "tekerők" 5/100-ra, illetve az asztal elmozdulása is leolvasható egy "mm" skálán, de a mm ugyebár nekem nem elég pontos. A kalibráláshoz az összes mm/step dolgot ki kellene számolnom, meg a kottyanást is. Elöbbire szerintem nem kapnék pontos eredményt, ha a szíjtárcsáim átmérőit tolómérővel megnézném..aztán számolgatnék, esetleg a késöbbiekben a motort léptetném és a munkaasztalon lévő papíron húzott vonalat mérném le tólómérővel..stb.. LÉNYEG: Egy indikátorórát teszek a a marógépre, megérintem vele a munkaasztalt, léptetek a motororral leolvasom az óra által mutatott 1/100(esetleg 1/1000)-ra pontos eredményt.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 május 16, 21:01
Írta: s5f8tmfv3 Dátum 2005 május 16, 21:01
Ez biztos nagyon pontos eredményt ad. Hasonló megoldáson gondolkodtam én is, ha majd kész lesz a gép (már három hónapja is azt gondoltam: egy hét és befejezem). Szóval nekem nincs mérőórám, így arra jutottam hogy feláldozok egy régi tolómérőt, az egyik felét az asztalhoz rögzítem, a csúszkát meg a Z tengelyhez illesztem, így le tudom olvasni a valós elmozdulást elég pontosan. (Elvileg ugye, mert majd ha megcsinálom, kiderül működik-e) Ha sikerül, akkor olcsó és pontos mérőeszközhöz jutottam - hobby célra elég az 5/100-ados mérés, ha azt ott mérem ahol majd a gép munkaterülete lesz - szerintem ki fogja adni a hibákat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 16, 21:19
Írta: 000000000 Dátum 2005 május 16, 21:19
Láttam egy weboldalon, hogy egy párhuzamos, védett felületen egy (x/y) a mozgó szánhoz rögzített klasszikus (golyós) egér haladt, ennek a jeleit fogadta egy mikrovezérlő, ezt jelezte ki x és y koordinátaként. Tudom, hogy por, olaj, stb, de ötletnek nem rossz, talán megfelelő védelemmel és karbantartással működhet is
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2005 május 16, 21:19
Írta: vthgizrff Dátum 2005 május 16, 21:19
Sziasztok Bicskának:az ötlet jó, az ipari gépeket is így ellenőrizzük. Hasonlokban gondolkodom mint a te géped a kérdésem az lenne, hogy milyen motort használsz, főleg a teljesítménye érdekelne köszi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 17, 00:03
Írta: 000000000 Dátum 2005 május 17, 00:03
Szia Amatőr! Egy cipőben járunk. Én is úgy gondoltam, 3-4 hét elegendő a mechanikának,ennek harmadik hónapja. Az X tengelyt sikerült megalkotnom eddig. A mérésre bevált a digitális tojómérő. Az ismétlési potosságot v. pontatlanságot tökéletesen lehet vele mérni. 15.00 mm helyett 15.08 mm mérek kb 2 órai teszt végén.Hogy ez mennyire jó, nem tudom. De lehet vele szöszölni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 május 17, 13:53
Írta: keri Dátum 2005 május 17, 13:53
Arra gondoltam, hogy pl 40-es negyszog acelbol megcsinalom a vazat, jol kimerevitve, es a vaz belso reszét kiontom betonnal. Igy kelloen eros es merev vazat kapnek. A fosulin a CNC eszterga szanszerkezete is acelvazas betonbol volt kiontve.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 május 17, 13:55
Írta: keri Dátum 2005 május 17, 13:55
A marvanynak nagyon jo a vibracio elnyelo hatasa foleg ha gumi agyban van, esetleg valami megfinomabb felfuggesztese. Nalunk a laborokban a precizios merlegek amik mikroram pontossagot tudnak mindegyik marvanytombon all ezert.A beton hasonlo tulajdonsagokkal rendelkezik, de persze nem anyira jo mint a marvany, de olcso.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 május 17, 14:08
Írta: keri Dátum 2005 május 17, 14:08
Alkalmazni biztosan lehet, de kerdes hogy erdemes e :)) szerintem nem hulyeseg igy novelni a szerkezet masszivitasat, hiszen a beton kevesbe rugalmas mint az acel ezert merevebb lesz a szerkezet. A vibraciocsokkentesnek lehet hogy nincs ertelme egy hobby gepen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 17, 18:22
Írta: 000000000 Dátum 2005 május 17, 18:22
Sziasztok!
Láttam néhányan ProEngineer-rel rajzoltak itt a fórumon. Nekem is ez volt, helyesebben a Prodesktop, de a cég 2004.jan.-tól megszüntette az ingyenes regisztrációt, így nem tudom a diákjaimnak készült mechanizmusokat megmutatni, továbbiakat építeni. Kérdésem, van-e valakinek valamilyen "okos" javaslata? Köszi: Fred
Láttam néhányan ProEngineer-rel rajzoltak itt a fórumon. Nekem is ez volt, helyesebben a Prodesktop, de a cég 2004.jan.-tól megszüntette az ingyenes regisztrációt, így nem tudom a diákjaimnak készült mechanizmusokat megmutatni, továbbiakat építeni. Kérdésem, van-e valakinek valamilyen "okos" javaslata? Köszi: Fred
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 május 17, 18:26
Írta: Bicska Dátum 2005 május 17, 18:26
Szia! Én a BIBUS kft-nél vettem motorokat, az L33-as típust használom, kapaszkodj meg, 50 000/db, egyébként 8Nm-es + dobtam rá egy 1:3 áttételt. Még nem próbáltam, de remélem jó lesz. Vásárlás elött érdemes lemérni a "tekerőknél", hogy mennyi erőre lenne szükség.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 május 17, 21:59
Írta: knifemaster Dátum 2005 május 17, 21:59
Mi van akkor ha a golyós egeret kicserélnénk infrásra?[#heureka][#confused] 3000.ért már adnak..:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 17, 22:07
Írta: 000000000 Dátum 2005 május 17, 22:07
...igaz, és az egér alján körben filc-csík, tisztítani.
...ProE, olvasta valaki please?
...ProE, olvasta valaki please?
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 május 18, 06:23
Írta: 35kpazcgr Dátum 2005 május 18, 06:23
A PE helyett az Inventor is megfelel?
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2005 május 18, 12:21
Írta: RogerCo Dátum 2005 május 18, 12:21
Szia,
Keress meg E-mail on és "talán" tudok rajtad segiteni..
Roger
Keress meg E-mail on és "talán" tudok rajtad segiteni..
Roger
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2005 május 18, 19:29
Írta: vthgizrff Dátum 2005 május 18, 19:29
Szia! Ha 50 rugó egy motor az még annyira nem gáz, ha kicsinek bizonyul akkor van probléma.Az István által épített vezérlő elboldogul vele? hogyan tudom lemérni a tekerentyüknél a nyomatékot?A mehanikus nyomatékszabályzó 500 kp erőnél old le, ez mond valakinek valamit? Az a baj, hogy az elektronikához sík hüle vagyok, a mehanikus részt jáccva megoldanám de az meg már megvan.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 május 26, 13:16
Írta: keri Dátum 2005 május 26, 13:16
Az alabbi linken van egy keresztasztal nevu valami. Szerintetek jo? A munkaterulet nem tul nagy, de nagyon masszivnak nez ki.
39000+afa
http://www.cooptim.hu/www/wslist.php?uac=&headersor=Modellezõ készülékek&Szerint=Tematika&Keres=041
39000+afa
http://www.cooptim.hu/www/wslist.php?uac=&headersor=Modellezõ készülékek&Szerint=Tematika&Keres=041
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 május 26, 14:27
Írta: 000000000 Dátum 2005 május 26, 14:27
134*46mm-es mozgaster (x-y) nem túl bíztató. Még egy valamire való réz névtábla is hosszabb. Valóban robosztusnak tűnik a gép.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 május 26, 18:59
Írta: keri Dátum 2005 május 26, 18:59
Mondjuk nem is rez nevtablat akarok forgacsolni[#smile] hanem preciz alkatreszeket.
Tulajdonkeppen erre mar csak a motorokat kell rapakolni meg egy "finom elotolas" nevezetu ketyeret ugyan ettol a cegtol es kesz a CNC maro. Gravirozashoz szerintem a hazi mechanikak bosegesen megfelelnek es olcsobbak.
Tulajdonkeppen erre mar csak a motorokat kell rapakolni meg egy "finom elotolas" nevezetu ketyeret ugyan ettol a cegtol es kesz a CNC maro. Gravirozashoz szerintem a hazi mechanikak bosegesen megfelelnek es olcsobbak.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 május 27, 21:44
Írta: Kristály Árpád Dátum 2005 május 27, 21:44
Hallihó Mindenkinek!
Tisztelt Keri!
Ezzel a méret problémácal csak egy baj van, mindig evés közben jön meg az étvágy!
Először csak nyák, aztán akármi, amire szükséged van.
Tehát a vélemémyem az, hogy jól néz körül mielőtt megveszed azt a kötyüt.
Javaslom néz végi tütelmesen WWW.cncitalia.net itt több igen jó megoldást találsz köztük egy alu u-profilból, csapágyas axiális csuszkákkal stb.
Na minden jót és sok sikert!
Azért ha sikerült meggyőznöm, érdekelne.
Hallihó!
Tisztelt Keri!
Ezzel a méret problémácal csak egy baj van, mindig evés közben jön meg az étvágy!
Először csak nyák, aztán akármi, amire szükséged van.
Tehát a vélemémyem az, hogy jól néz körül mielőtt megveszed azt a kötyüt.
Javaslom néz végi tütelmesen WWW.cncitalia.net itt több igen jó megoldást találsz köztük egy alu u-profilból, csapágyas axiális csuszkákkal stb.
Na minden jót és sok sikert!
Azért ha sikerült meggyőznöm, érdekelne.
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 június 08, 10:03
Írta: keri Dátum 2005 június 08, 10:03
Ujabb oteltem van :)
Bocs hogy terhelem a forumot, de szeretek uj utakat keresni, a vegso megoldas, az egyszeruseg miatt ugyis valami gyari csuszka lesz, de azert gondolkodni szabad :)
Ahogy nezegetem a kulonbozo vezetesi megoldasokat arra jutottam, hogy a legjobban terhelheto es legprecizebb megoldasok a csuszo vezetesek, mert a feluleti hiba kiatlagolodik a nagy erintkezo felulet miatt, mig gorgosnel a legkisebb hiba is azonnal kijon es a feluleti nyomas is nagyobb ezert kemenyebb felulet kell.
Olcso, preciz megoldast a szem elott tartva tehat kell egy tokeletes, kemeny sima felulet, amibol pl fecskefarkas megoldassal nagyon preciz csuszkat lehet epiteni. Mi ez a tokeletes sik felulet? En az uvegre gondoltam, mert kemeny, eros es vitathatattlanul sik felulet. Acelprofilbol meg lehet csinalni a tartovazat ettol eros lesz, erre mugyantaval fel lehet ragasztani az uvegcsikokat, ez pedig a tokeletes kopasallo feluletet adja.
Kiprobaltam hogy csuszik az uveg az uvegen keves olajjal es nagyon szepen finoman siklik. Mivel az uveg eleg eros anyag, szerintem a terhelest is birhatja, az osszeragasztasnal kell preciznek lenni, de azt egy sablonnal meg lehet oldani szerintem.
Velemeny?
Bocs hogy terhelem a forumot, de szeretek uj utakat keresni, a vegso megoldas, az egyszeruseg miatt ugyis valami gyari csuszka lesz, de azert gondolkodni szabad :)
Ahogy nezegetem a kulonbozo vezetesi megoldasokat arra jutottam, hogy a legjobban terhelheto es legprecizebb megoldasok a csuszo vezetesek, mert a feluleti hiba kiatlagolodik a nagy erintkezo felulet miatt, mig gorgosnel a legkisebb hiba is azonnal kijon es a feluleti nyomas is nagyobb ezert kemenyebb felulet kell.
Olcso, preciz megoldast a szem elott tartva tehat kell egy tokeletes, kemeny sima felulet, amibol pl fecskefarkas megoldassal nagyon preciz csuszkat lehet epiteni. Mi ez a tokeletes sik felulet? En az uvegre gondoltam, mert kemeny, eros es vitathatattlanul sik felulet. Acelprofilbol meg lehet csinalni a tartovazat ettol eros lesz, erre mugyantaval fel lehet ragasztani az uvegcsikokat, ez pedig a tokeletes kopasallo feluletet adja.
Kiprobaltam hogy csuszik az uveg az uvegen keves olajjal es nagyon szepen finoman siklik. Mivel az uveg eleg eros anyag, szerintem a terhelest is birhatja, az osszeragasztasnal kell preciznek lenni, de azt egy sablonnal meg lehet oldani szerintem.
Velemeny?
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 június 08, 19:01
Írta: Bicska Dátum 2005 június 08, 19:01
Tapasztalaim szerint a nagy ipari gépeknek a szánrendszere is így működik..esztergák, marógépek. Nekem úgy néz ki a dolog, hogy a géprészen 2 "fecskefarok" van, a "2."-at csavarokal lehet feszíteni kifelé géprész "1." részéhez képest-->így szorul a szánon lévő (3.)fecskefarokhoz. fecskefarok=rombusz
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 június 08, 21:13
Írta: knifemaster Dátum 2005 június 08, 21:13
Az üveg kemény,és egyben rideg is...
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 június 08, 21:16
Írta: knifemaster Dátum 2005 június 08, 21:16
De minek bonyolítani,ha ipari alkalmazásnál bevált a köszörült felület,kórlemezből vagy edzhető,nemesíthető acélból még mindíg egyszerűbb betétezni,ha már olcsó egyszerű megoldást tartasz szem előtt.Illeszteni mindenképp kell..
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 június 09, 12:32
Írta: keri Dátum 2005 június 09, 12:32
Najo, de uveg van itthon, sikba koszorult edzett lemez pedig nincs :)) amugy igazad van, tenyleg jobb megoldasnak tunik amit mondasz.
A ridegsegetol nem felek, mert nagy feluleten oszlik el a nyomas, igy talan nem keletkezik olyan feszultseg amitol eltorik, amugy meg jol viseli az ilyen jellegu terhelest.
A ridegsegetol nem felek, mert nagy feluleten oszlik el a nyomas, igy talan nem keletkezik olyan feszultseg amitol eltorik, amugy meg jol viseli az ilyen jellegu terhelest.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2005 június 09, 18:45
Írta: knifemaster Dátum 2005 június 09, 18:45
Ha nem tudod az üveg alatt a tökéletes felfekvést biztosítani akkor eltörhet...Persze ez csak egy vélemény,sosem dolgoztam üveggel.Lakatos vagyok azért preferálom inkább a vasat:)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2005 június 10, 10:58
Írta: keri Dátum 2005 június 10, 10:58
Ezert kell mugyantaval felragasztani, az eleg merev, de tokeletesen alatamasztja.
A problemat szerintem az jelentheti, hogy alacsony sebessegnel amig nem alakul ki az olajfilm az uveg az uvegen eleg problemasan csuszik, mig a fem a femen viszonylag problema mentes.
A problemat szerintem az jelentheti, hogy alacsony sebessegnel amig nem alakul ki az olajfilm az uveg az uvegen eleg problemasan csuszik, mig a fem a femen viszonylag problema mentes.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 június 10, 20:01
Írta: yuagaci9g Dátum 2005 június 10, 20:01
Elso gepem felragasztott tukorfenyes acelcsuszkakkal epult. Ezek nyomdaipari szakboltokban kaphato, un.
bigelo`` kesek, a kartondobozok kivagasara, vagy az es eloformazasara( hajlitas elott megnyomjak) hasznaljak. 30mm szeles 1mm vastag meteres acelszallagok ezek, aruk nem tul draga.
Az elso probalkozasom a felragasztassal csodbemen, en is ketkomponensu femragasztot hasznaltam, de nemsikerult egyenletes vastagsagban felhordani, igy a csuszka, ami teflon betetekkel keszult, helyenkent szorult. Ezutan ujra ragasztottam ketoldalas ragasztoszalaggal (Ne rohogjel!), a mai napig is igy uzemel kifogastalanul.
Ha annak idejen eszembejut az uveg, lehet, hogy abbol csinalom, de csak teflon csuszkakkal!
(Teflon lapot Bp.-en a Nagy Lajos Kiraly uton a Kolofol kft-nel vettem (szazharmincvalahanyszam, a Pako disco center mellett.)
Udv. Lampas
bigelo`` kesek, a kartondobozok kivagasara, vagy az es eloformazasara( hajlitas elott megnyomjak) hasznaljak. 30mm szeles 1mm vastag meteres acelszallagok ezek, aruk nem tul draga.
Az elso probalkozasom a felragasztassal csodbemen, en is ketkomponensu femragasztot hasznaltam, de nemsikerult egyenletes vastagsagban felhordani, igy a csuszka, ami teflon betetekkel keszult, helyenkent szorult. Ezutan ujra ragasztottam ketoldalas ragasztoszalaggal (Ne rohogjel!), a mai napig is igy uzemel kifogastalanul.
Ha annak idejen eszembejut az uveg, lehet, hogy abbol csinalom, de csak teflon csuszkakkal!
(Teflon lapot Bp.-en a Nagy Lajos Kiraly uton a Kolofol kft-nel vettem (szazharmincvalahanyszam, a Pako disco center mellett.)
Udv. Lampas
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 03, 13:38
Írta: 000000000 Dátum 2005 július 03, 13:38
Nincs valakinek véletlenül egy komolyabb munkaterülettel rendelkező CNC terve? És szivesen megoszaná velem? Nagyon megköszönném mert eddig még el sem tudtam indulni a dologgal mert nincs elég tapasztalatom és infóm hozzá.
Köszönöm szépen!
Köszönöm szépen!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 04, 21:40
Írta: 000000000 Dátum 2005 július 04, 21:40
Sziasztok!
Ti hogyan állítanátok elő 120kN (12t) nyomóerőt?
természetesen low-cost otthoni megoldás érdekelne, a kívánt elmozdulás 50mm
Köszi tibirici
Ti hogyan állítanátok elő 120kN (12t) nyomóerőt?
természetesen low-cost otthoni megoldás érdekelne, a kívánt elmozdulás 50mm
Köszi tibirici
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 04, 22:14
Írta: 000000000 Dátum 2005 július 04, 22:14
Valami extenteres hajtómű jöhet számításba, présgépeknél, lemezhajtogató gépeknél is használatos.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 július 05, 05:46
Írta: 35kpazcgr Dátum 2005 július 05, 05:46
Hali!
A legegyszerűbb megoldás:
Veszel egy 12 t-ás olajemelőt! Van ilyen! A kereskedelemben (autósboltokban, teherautós alkatrész kereskedőknél, mezőgazdasági gépalkatrész kereskedőknél) kapható! Ennek a lökete (emelési képessége) kb. 200-250 mm!
Újonnan kb. 8-12 ezer Ft-ba kerül gyármánytól függően. Nekem is van ilyen, igaz, csak 10 t-ás, "román" piacon vettem 5000 Ft-ért! Ha van teherautós söfőr ismerősöd, kérd kölcsön tőle, (neki biztos van, kerékcserénél ezzel emeli meg a teherautót) ha csak egyszeri alkalomra kell.
Üdv:
Tomahawk
A legegyszerűbb megoldás:
Veszel egy 12 t-ás olajemelőt! Van ilyen! A kereskedelemben (autósboltokban, teherautós alkatrész kereskedőknél, mezőgazdasági gépalkatrész kereskedőknél) kapható! Ennek a lökete (emelési képessége) kb. 200-250 mm!
Újonnan kb. 8-12 ezer Ft-ba kerül gyármánytól függően. Nekem is van ilyen, igaz, csak 10 t-ás, "román" piacon vettem 5000 Ft-ért! Ha van teherautós söfőr ismerősöd, kérd kölcsön tőle, (neki biztos van, kerékcserénél ezzel emeli meg a teherautót) ha csak egyszeri alkalomra kell.
Üdv:
Tomahawk
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 július 05, 05:59
Írta: 35kpazcgr Dátum 2005 július 05, 05:59
Itt van egy link, ahol találhatsz ilyen emelőt:
http://www.kelemen-muvek.hu
(Az Árlista - ALkatrészcsoportok - Felszerelés útvonalon keresd! Van 2 t-tól 20 t-ig. A 12 t-ás 6830 Ft bruttó!!!!)
Üdv:
Tomahawk
http://www.kelemen-muvek.hu
(Az Árlista - ALkatrészcsoportok - Felszerelés útvonalon keresd! Van 2 t-tól 20 t-ig. A 12 t-ás 6830 Ft bruttó!!!!)
Üdv:
Tomahawk
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 10, 20:09
Írta: 000000000 Dátum 2005 július 10, 20:09
Sziasztok!
Szeretnék az általunk gyátott fakamerákhoz (www.argentumcamera.com)szükséges profilok kivágására valami megoldást találni. Jelenleg ezt egy céggel csináltatjuk, de ez nem elég rugalmas.
2-3mm vastag alulemezből kell kivágni nem túl nagy profilokat, viszont elég pontosan.
Az a helyzet, hogy kevés a penzünk és annak örűlnénk a legjobban ha valakit érdekelne az amit mi csinálunk és tudnánk bartelezni.
Várok minden építő jellegü választ.
Szeretnék az általunk gyátott fakamerákhoz (www.argentumcamera.com)szükséges profilok kivágására valami megoldást találni. Jelenleg ezt egy céggel csináltatjuk, de ez nem elég rugalmas.
2-3mm vastag alulemezből kell kivágni nem túl nagy profilokat, viszont elég pontosan.
Az a helyzet, hogy kevés a penzünk és annak örűlnénk a legjobban ha valakit érdekelne az amit mi csinálunk és tudnánk bartelezni.
Várok minden építő jellegü választ.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 20, 10:41
Írta: 000000000 Dátum 2005 július 20, 10:41
Sziasztok!
Elösször is nagyon tetszik a fórum!Használható ötletek vannak!Én is szeretnék cnc-t építeni egyenlőre az infó gyüjtésnél tartok.Nekem alu és vörösréz megmunkálásához kellene(vízhűtés pc-hez).Ezekhez az anyakokhoz tutommal alacson fordulatszám kell 1500-3000-es.Mert nagy fordulaton kenődik az anyag (hűtőfolyadék is fog kelleni).Arra gondoltam hogy nagyobb teljesítményű motort teszek bele a marófej forgatásához (230/500w) hogy esetlek keményebb anyagokhoz is tudjam haszmálni(ha bírja a mechanika).A gond ott kezdödik hogy ekkor teljesítményű motornak nagy a súlya, nehéz mozgatni.De mi lenne ha csak a marófejet mozgatnám a motort nem(mit egy oszlopos fúrónál)!? .A rajz nem a végleges!Csak egy elgondolás.Az asztal 600x600 lenne (X,Y tengely).A közepére be lógatva a rajzon látható fej 250mm mozgással (z tengely).A véleményetekre lennék kivéncsi.Mennyire müködhet ez az elgondolás.
.A rajz nem a végleges!Csak egy elgondolás.Az asztal 600x600 lenne (X,Y tengely).A közepére be lógatva a rajzon látható fej 250mm mozgással (z tengely).A véleményetekre lennék kivéncsi.Mennyire müködhet ez az elgondolás.
Köszönöm elöre is.
üdv:
Atko
Elösször is nagyon tetszik a fórum!Használható ötletek vannak!Én is szeretnék cnc-t építeni egyenlőre az infó gyüjtésnél tartok.Nekem alu és vörösréz megmunkálásához kellene(vízhűtés pc-hez).Ezekhez az anyakokhoz tutommal alacson fordulatszám kell 1500-3000-es.Mert nagy fordulaton kenődik az anyag (hűtőfolyadék is fog kelleni).Arra gondoltam hogy nagyobb teljesítményű motort teszek bele a marófej forgatásához (230/500w) hogy esetlek keményebb anyagokhoz is tudjam haszmálni(ha bírja a mechanika).A gond ott kezdödik hogy ekkor teljesítményű motornak nagy a súlya, nehéz mozgatni.De mi lenne ha csak a marófejet mozgatnám a motort nem(mit egy oszlopos fúrónál)!?
Köszönöm elöre is.
üdv:
Atko
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 20, 10:42
Írta: 000000000 Dátum 2005 július 20, 10:42
atko.uw.hu -n vannak a rajzok
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 20, 12:35
Írta: 000000000 Dátum 2005 július 20, 12:35
A meghajtást milyenre tervezted? A motor tengelye fix pozícióban van, a marófej befogó egység mozog. De lehet, hogy csak én vagyok szűk látókörű...
A "bonyolítás" helyett nem érné meg jobban, hogy ha kevés a jelenlegi teljesítménye arra a tengelyre, akkor oda veszel egy nagyobb nyomatékú motort?
Ha csak blokkokat szeretnél gyártani, akkor minek a 600*600-as munkaterület?
A "bonyolítás" helyett nem érné meg jobban, hogy ha kevés a jelenlegi teljesítménye arra a tengelyre, akkor oda veszel egy nagyobb nyomatékú motort?
Ha csak blokkokat szeretnél gyártani, akkor minek a 600*600-as munkaterület?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 20, 12:49
Írta: 000000000 Dátum 2005 július 20, 12:49
>Ha csak blokkokat szeretnél gyártani, akkor minek a 600*600-as munkaterület?
ja ezt én sem értem.... én is monstrumot akartam aztán jelenelg 300*300 mm asztalt készítek, kis motorokkal.
1ébként mindek akkora teljesítményû motor ?
ha gravírozni akarsz ahhoz bôven elég a kicsi, ha marni vasat ahhoz meg úgyis kevés lesz az elôtolás, akkor inkább vasipari marógépre tegyél cnc-t.
zsolt
ja ezt én sem értem.... én is monstrumot akartam aztán jelenelg 300*300 mm asztalt készítek, kis motorokkal.
1ébként mindek akkora teljesítményû motor ?
ha gravírozni akarsz ahhoz bôven elég a kicsi, ha marni vasat ahhoz meg úgyis kevés lesz az elôtolás, akkor inkább vasipari marógépre tegyél cnc-t.
zsolt
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 20, 15:01
Írta: 000000000 Dátum 2005 július 20, 15:01
Közben agyaltam - egy állandó harmadik kerékkel, ami állandóan feszíti az ékszíjat, kivitelezhető az a variáns amit tervezel.
A nagyobb marómotor nem olyan rossz ötlet. Én azt vettem alapnak, hogy ha kell, akár napokat legyen képes egyfolytában dolgozni. Elképzelhető, hogy bírná a kis motor is, de ezen már ne múljon. De itt is fenntartom, hogy lehet - felesleges.
A nagyobb marómotor nem olyan rossz ötlet. Én azt vettem alapnak, hogy ha kell, akár napokat legyen képes egyfolytában dolgozni. Elképzelhető, hogy bírná a kis motor is, de ezen már ne múljon. De itt is fenntartom, hogy lehet - felesleges.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 20, 19:23
Írta: 000000000 Dátum 2005 július 20, 19:23
Hali!
Teszteltem egy 24v/180w-os kapunyitó motort.Ez a motor 400kg-os tolokaput képes megmozgatni.Kézzel le tudtam fogni.Eléggé elszomorított mert ezt akartam használni marofejnek.Szerintem gyenge.Az hittem ezeknek a motoroknak nagyobb a nyomatékuk.Kicsit nagyobb az előtolás és lefogja a marófejet az anyag.Vagy felforrosodik a motor az erölködéstől ha hosszú ideig megy.Nem kockáztatnék.Ekkor jött az ötlet hogy egy nagyobb teljesítményű motort kéne használnom.Csak az meg nehéz.Nem mozgatható.Fontos még az alacsony fordulatszám.Ha gravirozáshoz kellene akkor kézimarót használnék csak azoknak 8000-10000 körül indul a fordulatszámuk.Az nagyon sok puha anyaghoz.Jó lenne egy olyan motor ami könnyű,alacsony a fordulata és kellő nyomatékkal rendelkezik.Az előtolás a léptetőmotor nyomatékától függ?A vasipari marógép nem lenne rossz csak az nincs.Leginkább hűtőblokkok készítésére használnám.Ahoz téyleg nem kell 600x600-as.Még ez is változhat.Azért is hoztam fel a témát.
Köszi
atko
Teszteltem egy 24v/180w-os kapunyitó motort.Ez a motor 400kg-os tolokaput képes megmozgatni.Kézzel le tudtam fogni.Eléggé elszomorított mert ezt akartam használni marofejnek.Szerintem gyenge.Az hittem ezeknek a motoroknak nagyobb a nyomatékuk.Kicsit nagyobb az előtolás és lefogja a marófejet az anyag.Vagy felforrosodik a motor az erölködéstől ha hosszú ideig megy.Nem kockáztatnék.Ekkor jött az ötlet hogy egy nagyobb teljesítményű motort kéne használnom.Csak az meg nehéz.Nem mozgatható.Fontos még az alacsony fordulatszám.Ha gravirozáshoz kellene akkor kézimarót használnék csak azoknak 8000-10000 körül indul a fordulatszámuk.Az nagyon sok puha anyaghoz.Jó lenne egy olyan motor ami könnyű,alacsony a fordulata és kellő nyomatékkal rendelkezik.Az előtolás a léptetőmotor nyomatékától függ?A vasipari marógép nem lenne rossz csak az nincs.Leginkább hűtőblokkok készítésére használnám.Ahoz téyleg nem kell 600x600-as.Még ez is változhat.Azért is hoztam fel a témát.
Köszi
atko
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 20, 19:59
Írta: 000000000 Dátum 2005 július 20, 19:59
Feleslegektől megszabadított kézi felsőmaró (fogantyúk, gyári vezető sinek, stb)? Kézi fordulatszámszabályzóval szerelt is létezik
Lyukköszörű? Ebből sajnos még nem láttam fordulatszám szabályzósat - de lehet, hogy létezik. Ami biztos, hogy ez méretre-, súlyra is kisebb, mint a felsőmaró.
Mindkettő patronos befogó fejjel rendelkezik gyárilag. Minőségi gépek esetén a csapágyazás is kifogástalan, stb...
Lyukköszörű? Ebből sajnos még nem láttam fordulatszám szabályzósat - de lehet, hogy létezik. Ami biztos, hogy ez méretre-, súlyra is kisebb, mint a felsőmaró.
Mindkettő patronos befogó fejjel rendelkezik gyárilag. Minőségi gépek esetén a csapágyazás is kifogástalan, stb...
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 július 20, 21:30
Írta: t334wehtf Dátum 2005 július 20, 21:30
Atko!
Alapvető tévedésben vagy. Adott szerszám-anyag pároshoz adott vágósebesség és fogankénti előtolás tartozik (a szerszám anyagminőségére és kialakítására jellemző adat). Ezt a vágósebességet és előtolást kell betartani az ideális szerszámélettartamhoz. (további információk, mindenkinek ajánlott!!!!!!!)
A vágósebesség alu és réz esetében (amit te is akarsz marni) 100-400 m/perc között lehet szerszámtól függően.
Te ha jól tudom CPU/GPU/NB hűtőblokkokat akarsz marni, tehát kicsi (d~3mm és alatti) szerszámokat kell használnod. Ekkora átmérőhöz (pl: d3, v=200m/p) már ~22000/perces (!!!) fordulatszám tartozik.
Szóval neked egy jó minőségű gravírozóra van szükséged.
Itt egy táblázat, benne megtalálod a vágósebességeket átmérő és fordulatszám függvényében.
Alapvető tévedésben vagy. Adott szerszám-anyag pároshoz adott vágósebesség és fogankénti előtolás tartozik (a szerszám anyagminőségére és kialakítására jellemző adat). Ezt a vágósebességet és előtolást kell betartani az ideális szerszámélettartamhoz. (további információk, mindenkinek ajánlott!!!!!!!)
A vágósebesség alu és réz esetében (amit te is akarsz marni) 100-400 m/perc között lehet szerszámtól függően.
Te ha jól tudom CPU/GPU/NB hűtőblokkokat akarsz marni, tehát kicsi (d~3mm és alatti) szerszámokat kell használnod. Ekkora átmérőhöz (pl: d3, v=200m/p) már ~22000/perces (!!!) fordulatszám tartozik.
Szóval neked egy jó minőségű gravírozóra van szükséged.
Itt egy táblázat, benne megtalálod a vágósebességeket átmérő és fordulatszám függvényében.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 július 20, 21:32
Írta: t334wehtf Dátum 2005 július 20, 21:32
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 július 20, 21:34
Írta: t334wehtf Dátum 2005 július 20, 21:34
Nem én rontottam el, hanem a fórummotor.
Itt a jó: www.tomktom.hu/vegyes/vagoseb.xls
Itt a jó: www.tomktom.hu/vegyes/vagoseb.xls
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 21, 17:13
Írta: 000000000 Dátum 2005 július 21, 17:13
Köszönöm tomktom az infót.Sajnos az xls file nem nyitható meg.A forgadatok.pdf müködik.Ez alapján átgondolom.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 július 21, 17:58
Írta: t334wehtf Dátum 2005 július 21, 17:58
Na most már jó kell, hogy legyen az a nyavajás xls.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 21, 18:08
Írta: 000000000 Dátum 2005 július 21, 18:08
Király ez az xls.Köszi mégegyszer.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 július 21, 21:42
Írta: t334wehtf Dátum 2005 július 21, 21:42
www.tomktom.hu/vegyes/vagoseb.xls
Bővítettem az XLS-t, a táblázatot kiegészítettem, illetve behelyettesítős számolótáblát is csináltam.
Ajánlom mindenkinek (340kb), remélem nem rontottam el. Ha valaki bele akar javítani, akkor az Eszközök/Védelem/Lapvédelem feloldása menüponttal feloldhatja a korlátozást (így csak a 4 inputmezőbe lehet írni).
Bővítettem az XLS-t, a táblázatot kiegészítettem, illetve behelyettesítős számolótáblát is csináltam.
Ajánlom mindenkinek (340kb), remélem nem rontottam el. Ha valaki bele akar javítani, akkor az Eszközök/Védelem/Lapvédelem feloldása menüponttal feloldhatja a korlátozást (így csak a 4 inputmezőbe lehet írni).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 22, 07:42
Írta: 000000000 Dátum 2005 július 22, 07:42
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2005 július 22, 08:38
Írta: t334wehtf Dátum 2005 július 22, 08:38
Köszönöm, csak nekem ha linkként rakom be, akkor a fórummotor berak a link elé egy "http://forum.supergamez.hu/" kiegészítést... [#schmoll2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 22, 11:23
Írta: 000000000 Dátum 2005 július 22, 11:23
Érdekes! Nálam ezt nem csinálja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 24, 20:34
Írta: 000000000 Dátum 2005 július 24, 20:34
Üdv.
Tudna valaki ajánlani olyan oldalt ahol árulnak lineáris csapágyakat, szánokat.
Tudna valaki ajánlani olyan oldalt ahol árulnak lineáris csapágyakat, szánokat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 25, 10:49
Írta: 000000000 Dátum 2005 július 25, 10:49
skf, retrox, bdi, ...stb.
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2005 július 25, 18:12
Írta: f6kuxbs9f Dátum 2005 július 25, 18:12
ina.hu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 29, 10:07
Írta: 000000000 Dátum 2005 július 29, 10:07
Sziasztok
Lenne egy kérdésem.A fogazottszijas meghajtás és a menetesszáras meghajtás közűl melyiket érdemesebb használni(x,y,z tengelyre).Elönyökről és hátrányokról szeretnék véleményt kérni töletek.A mechanika 12-ben mind a két fajta meghajtásból van példa.Az x,y tengely fogazottsijjas (valószinű a nagy méret végett)a z tengely már menetszárral van megoldva.
Köszönöm
Atko
Lenne egy kérdésem.A fogazottszijas meghajtás és a menetesszáras meghajtás közűl melyiket érdemesebb használni(x,y,z tengelyre).Elönyökről és hátrányokról szeretnék véleményt kérni töletek.A mechanika 12-ben mind a két fajta meghajtásból van példa.Az x,y tengely fogazottsijjas (valószinű a nagy méret végett)a z tengely már menetszárral van megoldva.
Köszönöm
Atko
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 29, 10:20
Írta: 000000000 Dátum 2005 július 29, 10:20
A fogazott szíjnál nincs kottyanás viszont nehéz nagy áttételt létrehozni és gondoskodni kell a szíj feszítéséről is.
Menetesszárnál könnyű nagy áttételt létrehozni (eleve adott), viszont gondoskodni kell a kottyanásmentességről.
A motorfelé ható fékezősurlódás a fogazott hajtásnál lényegesen kisebb, menetesszárnál külön megoldás kell (pl. bolygóműves anya) ennek eléréséhez.
A menetesszár olcsóbb (már ha nem profi megoldást választasz), viszont nem mindig lineáris a menetemelkedés végig.
A fogazott szíj + a hozzávaló kerekek drágábbak, viszont nincs linearitási probléma. Ellenben nagy tömegek hirtelen mozgatásánál számolni kell a szíj nyúlási, megugrási veszélyével (hobby CNC-nél elhanyagolható veszély).
A menetesszár igényel kenést, a szíj nem (de tisztán kell tartani mend a kettőt).
Menetesszárnál könnyű nagy áttételt létrehozni (eleve adott), viszont gondoskodni kell a kottyanásmentességről.
A motorfelé ható fékezősurlódás a fogazott hajtásnál lényegesen kisebb, menetesszárnál külön megoldás kell (pl. bolygóműves anya) ennek eléréséhez.
A menetesszár olcsóbb (már ha nem profi megoldást választasz), viszont nem mindig lineáris a menetemelkedés végig.
A fogazott szíj + a hozzávaló kerekek drágábbak, viszont nincs linearitási probléma. Ellenben nagy tömegek hirtelen mozgatásánál számolni kell a szíj nyúlási, megugrási veszélyével (hobby CNC-nél elhanyagolható veszély).
A menetesszár igényel kenést, a szíj nem (de tisztán kell tartani mend a kettőt).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 július 29, 10:55
Írta: 000000000 Dátum 2005 július 29, 10:55
Tiszt és világos. Köszönöm
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 02, 14:41
Írta: 000000000 Dátum 2005 augusztus 02, 14:41
SquirrelTech gépe!

A többi kép itt!
Adatok:
"500x320 mm a munkaterülete, és 100 mm a Z engely munkahossza. Aszerint igyekeztem módosítani a Mechanika1 elgondolását, hogy egy vaskosabb gipszstukkóból, egy RC autómodell kaszniját is be tudja járni. (Pl. üvegszálhoz, vagy PET vákuumhoz pozitív sablonnak.) Illetve a 19"-os rack szabványnak megfelelő előlap aláférjen, mint általam ismert legnagyobb szabvány méret. Tk. ez a két kritérium hozta a méretválasztást."
A többi kép itt!
Adatok:
"500x320 mm a munkaterülete, és 100 mm a Z engely munkahossza. Aszerint igyekeztem módosítani a Mechanika1 elgondolását, hogy egy vaskosabb gipszstukkóból, egy RC autómodell kaszniját is be tudja járni. (Pl. üvegszálhoz, vagy PET vákuumhoz pozitív sablonnak.) Illetve a 19"-os rack szabványnak megfelelő előlap aláférjen, mint általam ismert legnagyobb szabvány méret. Tk. ez a két kritérium hozta a méretválasztást."
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 augusztus 02, 18:33
Írta: s5f8tmfv3 Dátum 2005 augusztus 02, 18:33
Letisztult formák! Király![#eljen]
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 augusztus 02, 18:35
Írta: s5f8tmfv3 Dátum 2005 augusztus 02, 18:35
Válasz HobbyCNC üzenetére! :)
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2005 augusztus 03, 01:29
Írta: SquirrelTech Dátum 2005 augusztus 03, 01:29
Sziasztok!
Köszönöm Istvánnak, hogy felmásolta a képeket, Amatőrnek pedig az elismerő szavakat! :).
Tamás
Köszönöm Istvánnak, hogy felmásolta a képeket, Amatőrnek pedig az elismerő szavakat! :).
Tamás
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 06, 09:59
Írta: 000000000 Dátum 2005 augusztus 06, 09:59

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 06, 19:37
Írta: 000000000 Dátum 2005 augusztus 06, 19:37
mintha ezen is áttételes meghajtás lenne..., sôt ahogy nézem 5-6:1 es.
Az eddigi aggályok szerint akkor ez a gép olyan lassú, hogy nyaralni lehet mellette menni ??? :)
asszem ilyen távolságokkal mint ez a gép olcsóbb a bowden mint a mentes orsó...
zsolt
Az eddigi aggályok szerint akkor ez a gép olyan lassú, hogy nyaralni lehet mellette menni ??? :)
asszem ilyen távolságokkal mint ez a gép olcsóbb a bowden mint a mentes orsó...
zsolt
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 10, 14:30
Írta: 000000000 Dátum 2005 augusztus 10, 14:30
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 11, 20:40
Írta: 000000000 Dátum 2005 augusztus 11, 20:40
Hali!
Keszult nehany kep a kandos CNC-geprol:
http://kyrk.villamvadasz.hu/cnc/
Keszult nehany kep a kandos CNC-geprol:
http://kyrk.villamvadasz.hu/cnc/
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 17, 18:55
Írta: 000000000 Dátum 2005 augusztus 17, 18:55
Üdv!
Küldtem egy képet Istvánnak. Egy variáció a menetesorsó kottyanásának kiküszöbölésére,egyszerű
és nálam működik,gondolom majd felrakja a képet.
Küldtem egy képet Istvánnak. Egy variáció a menetesorsó kottyanásának kiküszöbölésére,egyszerű
és nálam működik,gondolom majd felrakja a képet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 18, 06:45
Írta: 000000000 Dátum 2005 augusztus 18, 06:45
Kis türelmet kérek, majd kiteszem!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2005 augusztus 18, 18:48
Írta: 3vv2btrhv Dátum 2005 augusztus 18, 18:48
mindeki
Bocsi de nem találom ki kérte a elszivásrol a képeket
Hunka tibor
felrakom
Bocsi de nem találom ki kérte a elszivásrol a képeket
Hunka tibor
felrakom
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2005 augusztus 18, 18:48
Írta: 3vv2btrhv Dátum 2005 augusztus 18, 18:48
mindeki
Bocsi de nem találom ki kérte a elszivásrol a képeket
Hunka tibor
felrakom
Bocsi de nem találom ki kérte a elszivásrol a képeket
Hunka tibor
felrakom
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2005 augusztus 18, 18:48
Írta: 3vv2btrhv Dátum 2005 augusztus 18, 18:48
mindeki
Bocsi de nem találom ki kérte a elszivásrol a képeket
Hunka tibor
felrakom
Bocsi de nem találom ki kérte a elszivásrol a képeket
Hunka tibor
felrakom
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2005 augusztus 18, 18:52
Írta: 3vv2btrhv Dátum 2005 augusztus 18, 18:52
nem megy mert ahol vagyok a feltöltés nem lehetséges
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 18, 20:40
Írta: 000000000 Dátum 2005 augusztus 18, 20:40
Kint van a Mechanikai ötleteknél!
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 augusztus 19, 10:40
Írta: s5f8tmfv3 Dátum 2005 augusztus 19, 10:40
Hello sev!
Hogyan határozod meg hogy mekkora feszítés kell a két anya közé? Gondolom ha kicsi a rugóerő akkor nem veszi ki a kottyanást, ha meg túl sok akkor feleslegesen koptatja a m.szárat.
Köszi!
Hogyan határozod meg hogy mekkora feszítés kell a két anya közé? Gondolom ha kicsi a rugóerő akkor nem veszi ki a kottyanást, ha meg túl sok akkor feleslegesen koptatja a m.szárat.
Köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 21, 13:35
Írta: 000000000 Dátum 2005 augusztus 21, 13:35
Helló!
Egyenlőre még tesztelek,a rúgóerőt úgy álítom be,hogy a motorok még könnyen meghajtsák a tengelyeket,minnél erősebb annál jobb. Az orsók természetesen kopnak,de utánna is álítódik,ezek cseréje nem jelenthet gondot.
Egyenlőre még tesztelek,a rúgóerőt úgy álítom be,hogy a motorok még könnyen meghajtsák a tengelyeket,minnél erősebb annál jobb. Az orsók természetesen kopnak,de utánna is álítódik,ezek cseréje nem jelenthet gondot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 22, 19:20
Írta: 000000000 Dátum 2005 augusztus 22, 19:20
© Hunka Tibor kérte a következő képek feltöltését (Elszívás):

A többi a képtárban!
A többi a képtárban!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2005 augusztus 26, 17:05
Írta: 3vv2btrhv Dátum 2005 augusztus 26, 17:05
T István
Nagyon köszönöm , hogy felraktad a képet ,mert lehet ,hogy mást is érdekel.
Megprobálok kivitelezöt találni a kefére , nekem már készitet egyedi megrendelésre ecsetet és tökéletes lett.
A freemail megint nem megy !!!
Tibor
Nagyon köszönöm , hogy felraktad a képet ,mert lehet ,hogy mást is érdekel.
Megprobálok kivitelezöt találni a kefére , nekem már készitet egyedi megrendelésre ecsetet és tökéletes lett.
A freemail megint nem megy !!!
Tibor
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2005 augusztus 26, 21:25
Írta: f6kuxbs9f Dátum 2005 augusztus 26, 21:25
Sziasztok!
Letezik ajto also elere szerelheto hosszu kefe, ami a huzatot fogja. Meg lehetne probalni abbol kort hajlitani, vagy szogletesen korulvenni a szerszamot.
Udv
Letezik ajto also elere szerelheto hosszu kefe, ami a huzatot fogja. Meg lehetne probalni abbol kort hajlitani, vagy szogletesen korulvenni a szerszamot.
Udv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 27, 09:03
Írta: 000000000 Dátum 2005 augusztus 27, 09:03
Ennél a kefés dolognál nekem csak egy problémám lenne, hogyan látom az anyag megírintését (0,0,0 pont felvételnél)?!
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2005 augusztus 27, 12:01
Írta: f6kuxbs9f Dátum 2005 augusztus 27, 12:01
Eltudom kepzelni, hogy az elso elen levo kefet felhajthatoan lehet kialakiatani, esetleg magnessel rogziteni.
Udv
Udv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 27, 12:20
Írta: 000000000 Dátum 2005 augusztus 27, 12:20
Lehet.
Vagy valami hasonló...
Vagy valami hasonló...
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2005 augusztus 27, 13:08
Írta: f6kuxbs9f Dátum 2005 augusztus 27, 13:08
A Z tengely 0 pontjat csak szemre allitod be, vagy valahogy indikalod a megerintest?
Udv
Udv
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 augusztus 27, 13:35
Írta: yuagaci9g Dátum 2005 augusztus 27, 13:35
A Z tengely beallitasat ugy oldottam meg, hogy kivezettem a Z also vegallaskapcslojat egy dugaszra, amihez egy vekony , alul szigetelt femlemezt kotottem. A lemezcsik 0.1mm vastag. Ezt a maro ala teszem, es lassan erintesig kozelitem, tovabb nem megy, mert vegallaskent kezeli. Itt nullazom, majd kiveszem a lemezt. A 0.1mm-t hozzaadom a szukseges elotolashoz, igy az is biztositott, hogy nem karcol bele indulaskor.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 augusztus 27, 14:12
Írta: 000000000 Dátum 2005 augusztus 27, 14:12
Én szemre érintem meg, de Lámpásé sem rossz módszer!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 szeptember 16, 10:24
Írta: 000000000 Dátum 2005 szeptember 16, 10:24
Sziasztok!
Még csak kezdő vagyok ezért a gurukhoz fordulnék.
Imádom a hajmeresztő ötleteket! Olvastam nálatok az üvegcsikok esetleges alkalmazésáról a lináris csúszkáknál. Van néhány hosszú, eztrudált aluminium rudam 30x30-as, "nyilaskereszt" metszettel. Leellenőriztem őket. Nagyon simák és ami fontosabb nagyon egyenesek. Még üvegsikkal ellenőrizve is. Ha darabokra vágom, részenként a felületi simaságot és az egyenességet még tovább fokozhatom azáltal, hogy polirpapirral "töltött" hengercsiszolóval utáncsiszolom a rudakat. Ezekre a rudakra azután felragasztanám az üvegcsikokat pl valamilyen (pl. szilikonos) ragasztóval. Természatesen a felragasztást is üvegtábla sablon segitségével végezném. Az ellendarabul szolgáló csuszkákat aluminium "L" profilból késziteném. Itt sablonként a már elkészitett "üvegelt" sineket használnám, számozva, párositva biztos ami biztos alapon. Gondolom tengelyenként 20-50 cm2 érintezési felletnél nem állna fenn az üvegek összeroppanásának veszélye. Magukat az extudált szálakat is alátámasztanám a lehajlás elkerülése miatt. Edzett, 4-6 mm-es üveg használata esetén a nyomószilárdság is fokozható lenne. Mésrészt szerintem matt, de felolajozott üveget még jobb lenne használni.Mit szóltok ehhez a barom ötlet-
hez? Lehetne esetleg üveg helyett müanyag (pl. sima teflon) csikokat használni. Itt a problémát azonban a rögzizés okozza mert ragasztás nem lehetséges.
Még csak kezdő vagyok ezért a gurukhoz fordulnék.
Imádom a hajmeresztő ötleteket! Olvastam nálatok az üvegcsikok esetleges alkalmazésáról a lináris csúszkáknál. Van néhány hosszú, eztrudált aluminium rudam 30x30-as, "nyilaskereszt" metszettel. Leellenőriztem őket. Nagyon simák és ami fontosabb nagyon egyenesek. Még üvegsikkal ellenőrizve is. Ha darabokra vágom, részenként a felületi simaságot és az egyenességet még tovább fokozhatom azáltal, hogy polirpapirral "töltött" hengercsiszolóval utáncsiszolom a rudakat. Ezekre a rudakra azután felragasztanám az üvegcsikokat pl valamilyen (pl. szilikonos) ragasztóval. Természatesen a felragasztást is üvegtábla sablon segitségével végezném. Az ellendarabul szolgáló csuszkákat aluminium "L" profilból késziteném. Itt sablonként a már elkészitett "üvegelt" sineket használnám, számozva, párositva biztos ami biztos alapon. Gondolom tengelyenként 20-50 cm2 érintezési felletnél nem állna fenn az üvegek összeroppanásának veszélye. Magukat az extudált szálakat is alátámasztanám a lehajlás elkerülése miatt. Edzett, 4-6 mm-es üveg használata esetén a nyomószilárdság is fokozható lenne. Mésrészt szerintem matt, de felolajozott üveget még jobb lenne használni.Mit szóltok ehhez a barom ötlet-
hez? Lehetne esetleg üveg helyett müanyag (pl. sima teflon) csikokat használni. Itt a problémát azonban a rögzizés okozza mert ragasztás nem lehetséges.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2005 szeptember 17, 17:33
Írta: 3vv2btrhv Dátum 2005 szeptember 17, 17:33
Géza
Imádni foglak , mert a teflonos megoldást már más ügyben kiprobáltam . Létezik öntapados teflon folia nagyon sok kivitelben a sütöipari gépekhez használják.Csak az agyament ötletek viszik elöre a témát tehát ne agyalj hanem csináld meg!!
Tibor
Imádni foglak , mert a teflonos megoldást már más ügyben kiprobáltam . Létezik öntapados teflon folia nagyon sok kivitelben a sütöipari gépekhez használják.Csak az agyament ötletek viszik elöre a témát tehát ne agyalj hanem csináld meg!!
Tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 07, 18:41
Írta: 000000000 Dátum 2005 október 07, 18:41
Ezt hogyan lehet kottyanásmentesíteni?

Érdekes megoldás.
Érdekes megoldás.
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2005 október 07, 18:46
Írta: f6kuxbs9f Dátum 2005 október 07, 18:46
Fogaslécet láttam úgy kottyanásmentesíteni, hogy két fogaskerék volt a tengelyen, amiket egymáshoz képest rugó fordított el. Ezzel beszorították a léc fogait a kerekek fogai közé.
Üdv
Üdv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 07, 18:47
Írta: 000000000 Dátum 2005 október 07, 18:47
Ez van olyan jó mint a görgős anya (surlódás mentes megoldás). Már csak az a kérdés, hogyan lehet fogaslecet venni, gyártatni, stb.
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2005 október 07, 18:53
Írta: f6kuxbs9f Dátum 2005 október 07, 18:53
Kertkapukhoz van olocsón, de precizitásról szó sem lehet
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 07, 18:57
Írta: 000000000 Dátum 2005 október 07, 18:57
marógép, meg hosszû vasdarab.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 07, 18:58
Írta: 000000000 Dátum 2005 október 07, 18:58
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2005 október 08, 11:01
Írta: dg8n4i8x Dátum 2005 október 08, 11:01
Sziasztok!
A fogaslécnek egyszerű trapéz profilja van, tehát könnyen gyártható akár egy kupos maróval! Csak egy kicsit számolgatni kell osztás, fogmagasság stb.
A fogaslécnek egyszerű trapéz profilja van, tehát könnyen gyártható akár egy kupos maróval! Csak egy kicsit számolgatni kell osztás, fogmagasság stb.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 október 08, 16:47
Írta: Kristály Árpád Dátum 2005 október 08, 16:47
Hallihó!
Én, maradok a bordásszíj megoldásnál, szerintem többet tud: egyszerűbb, könyen újjítható illetve cserélhető, kottyanásmentes, kicsi a súrlódás stb.
Üdv.: Árpád
Hallihó!
Én, maradok a bordásszíj megoldásnál, szerintem többet tud: egyszerűbb, könyen újjítható illetve cserélhető, kottyanásmentes, kicsi a súrlódás stb.
Üdv.: Árpád
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2005 október 08, 17:37
Írta: f6kuxbs9f Dátum 2005 október 08, 17:37
Sziasztok!
Láttam olyan megoldást, ahol a szíj két végét rögzítették és a kocsin elhelyezett motoron átvezették, két feszítőgörgővel. A szíj egy omega alakban mentés a motor forgása a szíjon mozgatta a kocsit.
Üdv
Láttam olyan megoldást, ahol a szíj két végét rögzítették és a kocsin elhelyezett motoron átvezették, két feszítőgörgővel. A szíj egy omega alakban mentés a motor forgása a szíjon mozgatta a kocsit.
Üdv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 15, 11:21
Írta: 000000000 Dátum 2005 október 15, 11:21
[#heureka]Újabb infóhalmaz a bolygóműves anyákról és működésükről!

VAN Menetelt görgős változat is!!! Csak bonyolultabb!
Ajánlom figyelmetekbe a Mechanikai ötletek menüt!
VAN Menetelt görgős változat is!!! Csak bonyolultabb!
Ajánlom figyelmetekbe a Mechanikai ötletek menüt!
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2005 október 16, 09:46
Írta: lari Dátum 2005 október 16, 09:46
Szia István!
Letöltöttem a bolygóműves anya ismertetőjét, de a képek nem jelennek meg, csak sötét foltok....Nem tudod miért?
köszi!
Letöltöttem a bolygóműves anya ismertetőjét, de a képek nem jelennek meg, csak sötét foltok....Nem tudod miért?
köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 16, 10:38
Írta: 000000000 Dátum 2005 október 16, 10:38
nekem sem jelennek meg a képek, de mintha azt üzente volna a reader, hogy újabb verzió kellene !!!
Nekem nem sötét foltok vannak hanem 1általán nincs kép.
Nekem nem sötét foltok vannak hanem 1általán nincs kép.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2005 október 16, 11:44
Írta: lari Dátum 2005 október 16, 11:44
Valóban, egy szoftver frissítés megoldotta a problémát! Már láthatóak a képek! :-)
üdv!
üdv!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 16, 17:06
Írta: 000000000 Dátum 2005 október 16, 17:06
min 6.0-ás reader kell!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 18, 18:02
Írta: 000000000 Dátum 2005 október 18, 18:02
Ez milyen szíj?

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 18, 18:04
Írta: 000000000 Dátum 2005 október 18, 18:04
Itt találtam:
Vibration
Vibration
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 október 18, 18:38
Írta: Bicska Dátum 2005 október 18, 18:38
Semmi okosat nem tudok mondani, de a tárcsa alapján semmi extra, laposszíj, de evvel az érdekes módszerrel próbálták a tapadást elősegíteni.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2005 október 18, 19:00
Írta: s5f8tmfv3 Dátum 2005 október 18, 19:00
Itt a gyártó címe. Ezek a szíjak a motorról a meghajtott alkatrészek felé kevésbé viszik át a rezgéseket, így kímélve azokat.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 október 18, 19:56
Írta: Kristály Árpád Dátum 2005 október 18, 19:56
Hallihó Mindenkinek!
Ha jól látom akkor ebben az is nagy durranás, hogy méterben kapod és akkorák raksz belőlke össze amilyen kell, úgy mint a láncfűrész láncát, csak ott össszekell szegecselni!
Üdv.:Árpád
Ha jól látom akkor ebben az is nagy durranás, hogy méterben kapod és akkorák raksz belőlke össze amilyen kell, úgy mint a láncfűrész láncát, csak ott össszekell szegecselni!
Üdv.:Árpád
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 18, 20:02
Írta: 000000000 Dátum 2005 október 18, 20:02
Az eredeti ajánlás szerint úgy tűnik, hogy tetszőleges hosszúságú konvejorszalag állítható össze belőle.Nem igazi nagysebességű erőátviteli cucc. Erre jobb a bordáskerékés bordásszíj.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 október 18, 20:15
Írta: Bicska Dátum 2005 október 18, 20:15
A marómotor áttételéhez talán használható, ha az nem nagy teljesítményű. Egyébként én úgy tudom, hogy a gömbszíj, ill. néhány laposszíj "házilag" is "összeköthető".
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 október 18, 20:17
Írta: Bicska Dátum 2005 október 18, 20:17
Jah, -és ebből kifolyólag méterben is kapható.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 19, 08:21
Írta: 000000000 Dátum 2005 október 19, 08:21
Ugye nem gondoltad komolyan, hogy ezt a szivacsos vackot büntetlenül megpörgetheted hatezerrel?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 19, 08:29
Írta: 000000000 Dátum 2005 október 19, 08:29
Komolytalannak tűnik első látásra. Kíváncsi lennék, ha mondjuk egy 63mm-es lapkás marót tennék a befogóba és nekimennék egy darab acélnak vele, kibírná-e.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2005 október 19, 18:16
Írta: Bicska Dátum 2005 október 19, 18:16
[#nyes]Akkor nincs több tipem, hogy mire lehetne használni:) (A nagy 380-as marómotorhoz a nyomaték miatt nem jó, a kis 24V-oshoz a magas ford. szám miatt, léptetőmotorhoz a megcsúszás miatt nem. )
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2005 október 19, 18:48
Írta: f6kuxbs9f Dátum 2005 október 19, 18:48
Sziasztok!
Az eredeti képen egy asztali oszlopos fúró-marógép látható, legalábbis a szöveg szerint. Ez a magas fordulatszámokon rázkódott (sajna az én oszlopos fúróm is), amire ez a szíj volt a megoldás.
Ez nem az a géposztály, ahol 63-as szerszámokra lehet gondolni. Ez a méret inkább az asztal elmozdulása lehet #awink]
Üdv
Az eredeti képen egy asztali oszlopos fúró-marógép látható, legalábbis a szöveg szerint. Ez a magas fordulatszámokon rázkódott (sajna az én oszlopos fúróm is), amire ez a szíj volt a megoldás.
Ez nem az a géposztály, ahol 63-as szerszámokra lehet gondolni. Ez a méret inkább az asztal elmozdulása lehet #awink]
Üdv
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 október 20, 06:25
Írta: 35kpazcgr Dátum 2005 október 20, 06:25
A képen egy speciális, elemekből összerakható szíj látható. Ékszíjak kiváltására találták ki. Teljesen egyenértékű (terhelés, élettartam) a neki méretileg megfelelő ékszíjjal. A cégnél mi is használjuk. Folyóméterben kapható, így csak pár profilméretet kell raktároznunk. Előnye: kisebb zaj, nagyobb élettartam, ha elszakad, csak a szakadt szemet kell pótolni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 20, 06:54
Írta: 000000000 Dátum 2005 október 20, 06:54
Miből van ez?
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 október 20, 07:33
Írta: 35kpazcgr Dátum 2005 október 20, 07:33
Kevlárral erősített valamilyen kopásálló, jól tapadó műanyag. A Kevlár szakítószilárdsága nagyobb az acélnál (alkalmazzák: teheremelő kötelek, hegymászó kötelek, golyóálló mellény).
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2005 október 20, 07:47
Írta: Motoros Dátum 2005 október 20, 07:47
Meglévő ékszíjtárcsához, hogy kell illeszteni? Nem a tárcsa alján kell felfeküdnie?
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2005 október 20, 07:56
Írta: f6kuxbs9f Dátum 2005 október 20, 07:56
Az ékszíj sose a tárcsa alján fekszik fel, mindig az oldalain.
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2005 október 20, 07:57
Írta: f6kuxbs9f Dátum 2005 október 20, 07:57
Meg tudod kérdezni, van-e idehaza beszerzési forrás? Esetleg ár?
Köszi
Köszi
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2005 október 20, 08:04
Írta: Motoros Dátum 2005 október 20, 08:04
Az ékszíj az persze hogy az oldalán fexik fel, de ez ha jól látom nem ékszíj hanem laposszíj, és annak meg a paláston kell felfeküdnie-- vagy rosszul tudom?
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 október 20, 08:05
Írta: 35kpazcgr Dátum 2005 október 20, 08:05
Az oldalán fekszik fel. Az elemek oldala épolyan kúpos, mint az ékszíjnak.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2005 október 20, 08:11
Írta: Motoros Dátum 2005 október 20, 08:11
Kösz . Mostmár értem[#vigyor0]
Így mingyá más
Így mingyá más
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 20, 09:52
Írta: 000000000 Dátum 2005 október 20, 09:52
Sziasztok!
István a #356 hozzászólásában említette a menetes bolygóműves anyát. Ha jól értem ez olyan aminél a központban lévő orsó és a támasztó orsók jobb illetve bal menetesek? Mert egyforma menettel nem tudom elképzelni a szerkezetet. És ha így van akkor nem is olyan bonyolult.Ti is így látjátok?
István a #356 hozzászólásában említette a menetes bolygóműves anyát. Ha jól értem ez olyan aminél a központban lévő orsó és a támasztó orsók jobb illetve bal menetesek? Mert egyforma menettel nem tudom elképzelni a szerkezetet. És ha így van akkor nem is olyan bonyolult.Ti is így látjátok?
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 október 20, 10:27
Írta: 35kpazcgr Dátum 2005 október 20, 10:27
Itt találsz adatokat:
http://www.powerbelt.hu/?page=L2&cn=WEB_SPECIALISHAJTOSZIJAK#WEB_HAJTO_FOLYOMETERBOL_VEGTELENITHETO
http://www.powerbelt.hu/?page=L2&cn=WEB_SPECIALISHAJTOSZIJAK#WEB_HAJTO_FOLYOMETERBOL_VEGTELENITHETO
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 20, 12:13
Írta: 000000000 Dátum 2005 október 20, 12:13
Nem!
Ezt már sokszor kitárgyaltuk, kérlek olvasd el a Mechanikai ötletek menü alatt és a Fórumon e témában a hozzászólásokat!
Ezt már sokszor kitárgyaltuk, kérlek olvasd el a Mechanikai ötletek menü alatt és a Fórumon e témában a hozzászólásokat!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 október 20, 13:39
Írta: 000000000 Dátum 2005 október 20, 13:39
Ja! Már értem! Olyan menet amelyik 60°-os de nem egyenes hanem a gördűlés miatt körívdarabot ír le a profil.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 október 20, 23:27
Írta: Kristály Árpád Dátum 2005 október 20, 23:27
Hallihó Mindenkinek!
Ma voltam a buhera telepen, (MÉH) és találtam egy Szuzuki elektromos ablakemelő szerkezetet.
Szétszedtem, és ekkor jött az ötlet, lehetne használni bowdwnws hajtáshoz. Egy 12-voltos motor hajtja, egy csigahajtáson keresztül bowdennal, semmi kotyogása, logása nics.
A csigaáttételt máshol is lehetne használni, mert, önnáloan is müködik, pl.: 4.-5.-axisnál.
Hát ennyi!
Hallihó!
Ma voltam a buhera telepen, (MÉH) és találtam egy Szuzuki elektromos ablakemelő szerkezetet.
Szétszedtem, és ekkor jött az ötlet, lehetne használni bowdwnws hajtáshoz. Egy 12-voltos motor hajtja, egy csigahajtáson keresztül bowdennal, semmi kotyogása, logása nics.
A csigaáttételt máshol is lehetne használni, mert, önnáloan is müködik, pl.: 4.-5.-axisnál.
Hát ennyi!
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2005 október 21, 16:08
Írta: 3vv2btrhv Dátum 2005 október 21, 16:08
T mindenki
http://www.cronsrud.com/video/video_cnc_web.html
Az elszivásra nagyon szellemes megoldás !!
http://www.cronsrud.com/video/video_cnc_web.html
Az elszivásra nagyon szellemes megoldás !!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2005 október 21, 16:19
Írta: 3vv2btrhv Dátum 2005 október 21, 16:19
T Mindenki
elérendö cél!
http://www.qarm.com.au/videos/video_5a.htm
Tibor
elérendö cél!
http://www.qarm.com.au/videos/video_5a.htm
Tibor
Cím: Re:Mechanikai ötletek
Írta: dw576aerx Dátum 2005 október 23, 20:51
Írta: dw576aerx Dátum 2005 október 23, 20:51
Üdvözlet mindenkinek!
A napokban ollvastam a fórumon egy olyan címet ahol fogasszíjhoz való kerekek méreteinek katalógusát lehetett letölteni.
Sajnos azáta nem találom, aki tud segíteni kérem tegye meg.Köszönettel
Endre
A napokban ollvastam a fórumon egy olyan címet ahol fogasszíjhoz való kerekek méreteinek katalógusát lehetett letölteni.
Sajnos azáta nem találom, aki tud segíteni kérem tegye meg.Köszönettel
Endre
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 október 23, 20:58
Írta: 35kpazcgr Dátum 2005 október 23, 20:58
http://www.ggk-gulyas.hu/
Itt találhatsz adatokat.
Itt találhatsz adatokat.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2005 október 23, 21:02
Írta: 35kpazcgr Dátum 2005 október 23, 21:02
Itt is:
(fogasszíjak és a fogasszíjtárcsák között keresd)
http://www.powerbelt.hu/index.php?PHPSESSID=7f0a03a85daf33ac824f78017769a464
(fogasszíjak és a fogasszíjtárcsák között keresd)
http://www.powerbelt.hu/index.php?PHPSESSID=7f0a03a85daf33ac824f78017769a464
Cím: Re:Mechanikai ötletek
Írta: dw576aerx Dátum 2005 október 23, 21:08
Írta: dw576aerx Dátum 2005 október 23, 21:08
Kedves tomahawk!
Nagyon köszönöm a segítséget, már meg is találtam és rögzítettem.
Üdv.
Endre
Nagyon köszönöm a segítséget, már meg is találtam és rögzítettem.
Üdv.
Endre
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 01, 12:14
Írta: 000000000 Dátum 2005 december 01, 12:14
Egy forgató megoldás:

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 05, 16:42
Írta: 000000000 Dátum 2005 december 05, 16:42
[#heureka]Néhány új kép a Tárházban:
Profi1-essel épített esztergagép előzetes!





Profi1-essel épített esztergagép előzetes!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 27, 21:17
Írta: 000000000 Dátum 2005 december 27, 21:17
Sziasztok.
Megtudná mondani valaki hogy mi annak a kábelvezetönek a neve ami ugynézki mint a lánc és abban megy a kábel.
Hol lehetne ilyet kapni?
Elöreis köszönöm.: zoli
Megtudná mondani valaki hogy mi annak a kábelvezetönek a neve ami ugynézki mint a lánc és abban megy a kábel.
Hol lehetne ilyet kapni?
Elöreis köszönöm.: zoli
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2005 december 27, 21:55
Írta: dg8n4i8x Dátum 2005 december 27, 21:55
Energi láncnak v. röviden e-láncnak hívják.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2005 december 27, 21:56
Írta: dg8n4i8x Dátum 2005 december 27, 21:56
Energia akart lenni! Bocs!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 27, 22:24
Írta: 000000000 Dátum 2005 december 27, 22:24
Az ISEL-nél lehet kapni, elég borsos az ára, de máshol még nem nagyon láttam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 28, 08:05
Írta: 000000000 Dátum 2005 december 28, 08:05
Máshol is kapható, de mindenütt nagyon drága! Szerintem egy jobb műanyag öntő, hobbi célú energia láncot simán tudna gyártani (csak egy láncszemet kell jól megtervezni)!
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2005 december 28, 10:26
Írta: dg8n4i8x Dátum 2005 december 28, 10:26
A majosoft oldalán van is rajz egy hobby lánchoz:
Üdv!
Balu
Üdv!
Balu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 28, 11:40
Írta: 000000000 Dátum 2005 december 28, 11:40
Hát ez eléggé ...! A láncnak egyik irányba öntartónak kell lennie (a befele hajlást ütközővel meg kell akadályoztatni, viszont alá fordulnia tudni kell mint egy lánctalpnak).
Esetleg fejjel lefele használható lenne, ha az itteni "alja" összeér mint egy ütköző. De lehet ettől sokkal jobbat és szebbet is kitalálni!
Esetleg fejjel lefele használható lenne, ha az itteni "alja" összeér mint egy ütköző. De lehet ettől sokkal jobbat és szebbet is kitalálni!
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2005 december 28, 12:53
Írta: dg8n4i8x Dátum 2005 december 28, 12:53
Szerintem ez pont úgy műkszik mint a gyári, azt is fel tudod tekerni az egyik irnyban a másikban viszont tartja magát! Tudom, hogy ez elég primitív, meg nem túl szép de ez a legegyszerűbb talán. A füleket meghajtva, lehetne szépíteni rajta, hogy a szemek egyvonalba kerüljenek.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2005 december 28, 12:59
Írta: dg8n4i8x Dátum 2005 december 28, 12:59
Hozzáteszem, én sem csinálnák ilyet megamnak... Bonyolultabbat gyártani hobby célra meg megint csak meggondolandó, mivel nem egy két darab kell belőle.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2005 december 28, 13:08
Írta: dg8n4i8x Dátum 2005 december 28, 13:08
Valóban hiányzik belőle az ütköző ami a minimális rdiuszt meghatározza...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 28, 13:09
Írta: 000000000 Dátum 2005 december 28, 13:09
Ebben a pozícióban lefele behajlik (nem öntartó)! Csak fejjel lefele működik!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 28, 13:10
Írta: 000000000 Dátum 2005 december 28, 13:10
Az is hiányzik belőle, igaz! És oldalirányba a csapok mentén elcsúszhat...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 december 28, 16:51
Írta: Kristály Árpád Dátum 2005 december 28, 16:51
Hallihó!
Én láttam egy olcsó megoldást!
Vastag falu szilikoncső felvolt hasítva végig spirálisan, és ez volt ráhuzva a kábelekre, meglepően rugalmas, és érdekes módon nem lifeget jobbra -balra.
Az energialáncra van más forgalmazó is "Google"
Üdv.:Árpád
Én láttam egy olcsó megoldást!
Vastag falu szilikoncső felvolt hasítva végig spirálisan, és ez volt ráhuzva a kábelekre, meglepően rugalmas, és érdekes módon nem lifeget jobbra -balra.
Az energialáncra van más forgalmazó is "Google"
Üdv.:Árpád
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 december 28, 16:58
Írta: Kristály Árpád Dátum 2005 december 28, 16:58
Hallihó!
Nagyon jó minőségü menetes szárat vettem a Menet-Trend Kft.-nél, ( 1033. Bp. Szőlőskert köz 9) ha kell lehet rendelni 2-méteres szárat is.kb.10-nap. És ami a lényeg rozsdamentes anyag, sokkal szívósabb és kopássállób mint a normál menetes szár. M-8-as Ára.:667-Ft+Áfa
Nagyon jó minőségü menetes szárat vettem a Menet-Trend Kft.-nél, ( 1033. Bp. Szőlőskert köz 9) ha kell lehet rendelni 2-méteres szárat is.kb.10-nap. És ami a lényeg rozsdamentes anyag, sokkal szívósabb és kopássállób mint a normál menetes szár. M-8-as Ára.:667-Ft+Áfa
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 29, 11:13
Írta: 000000000 Dátum 2005 december 29, 11:13
Köszi az infót!
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 december 29, 16:19
Írta: yuagaci9g Dátum 2005 december 29, 16:19
Energialanc helyett talaltam ki, es jol bevalt:
(lasd 12-es mehanika)
Alap: acel meroszalag, rajta szalagkabel, bevonatnak lapos ``taskaful`` gurtni osszevarva.
(lasd 12-es mehanika)
Alap: acel meroszalag, rajta szalagkabel, bevonatnak lapos ``taskaful`` gurtni osszevarva.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 29, 20:09
Írta: 000000000 Dátum 2005 december 29, 20:09
Üdv.Próbált valaki marómotornak használni egy indítómotort?Jó jó........Tudom nehéz nagy stb.De nem gravírhoz gondoltam.Komolyabb munkákhoz.Erő nyomaték van bőven.Áttételt is elbír.Én modell indításnál használtam és hát ha a villanymotoron mult volna akkor még tör volna a modellmotor is.
Cím: Re:Mechanikai ötletek
Írta: 6fgemi55d Dátum 2005 december 29, 20:39
Írta: 6fgemi55d Dátum 2005 december 29, 20:39
Gépjármű indítómotorra gondolsz? Azok nem igazán erre valók. Nem igazán "szeretik" a tartós (percekig tartó) üzemeltetést, soros gerjesztésű lévén nem lenne szabad terhelés nélkül üzemeltetni , és mivel 12V-os, komoly tápegységet igényelne.
Cím: Re:Mechanikai ötletek
Írta: 6fgemi55d Dátum 2005 december 29, 20:42
Írta: 6fgemi55d Dátum 2005 december 29, 20:42
De beültetted a bogarat a fülembe!
Ha esetleg áttekercselnénk nagyobb feszejre, és átkötnénk párhuzamos (vagy vegyes)gerjesztésűre, akkor talán használható lenne, közel változatlan teljesítménnyel.
Ha esetleg áttekercselnénk nagyobb feszejre, és átkötnénk párhuzamos (vagy vegyes)gerjesztésűre, akkor talán használható lenne, közel változatlan teljesítménnyel.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 december 29, 21:36
Írta: Kristály Árpád Dátum 2005 december 29, 21:36
Hallihó!
Valószínű, hogy plusz hűtést kell, hogy kapjon, hiszen ezeket a motorokat szakaszos űzemre tervezték! Ráadásul csúszócsapágyas kivitelüek!
Szereintem,az újfajta mosogépekben vannak szénkefés motorok (400-1200W-ig) ráadásúl Tirisztoros vezérlés is van bennük, különben a motorokon encoder is van a fordulat stabilitás érdekében amikor centrifugál a gép.
Üdv.: Árpád
Valószínű, hogy plusz hűtést kell, hogy kapjon, hiszen ezeket a motorokat szakaszos űzemre tervezték! Ráadásul csúszócsapágyas kivitelüek!
Szereintem,az újfajta mosogépekben vannak szénkefés motorok (400-1200W-ig) ráadásúl Tirisztoros vezérlés is van bennük, különben a motorokon encoder is van a fordulat stabilitás érdekében amikor centrifugál a gép.
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 29, 22:16
Írta: 000000000 Dátum 2005 december 29, 22:16
Hát én bizony perceken át pörgettem néha.Még langyosnak sem volt mondható.Igaz amihez én használtam nem volt terhelés neki:)Amikor a gyári indítók a nagyköbcentis motoroknál kifeküdtek én még vígan csomót köthettem volna a hajtókarra:)Az igaz hogy én is kiváltottam a csapágyakat golyósra mivel másik pajzsokat kapott.Hát az áramfelvétel a terheléstől függően mondhatni "végtelen".Valóban... nagy terhelésnél combos táp kéne.Esetleg a hűtést bordákkal,venti.lapáttal lehetne növelni.Bár ezt a felhasználási módot én még nem próbáltam.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 december 30, 16:57
Írta: Kristály Árpád Dátum 2005 december 30, 16:57
Hallihó!
Én ezeket a plusz hűtés megoldásokat mindenkinek ajánlom , gyakorlatilag talán mindenhol, ahol a bekapcsolási idő több mint a gyári adat. Rengeteg bosszúságtól óv meg, Lásd léptető motor túlhajtás!
Évekkel ezelőtt egy hegesztő trafó mely bekapcsolási ideje 20% körüli, hűtéssel gyakorlatilag végtelen lett, havi 2q-2-es pácát használtam el!
Üdv.: Árpád
Én ezeket a plusz hűtés megoldásokat mindenkinek ajánlom , gyakorlatilag talán mindenhol, ahol a bekapcsolási idő több mint a gyári adat. Rengeteg bosszúságtól óv meg, Lásd léptető motor túlhajtás!
Évekkel ezelőtt egy hegesztő trafó mely bekapcsolási ideje 20% körüli, hűtéssel gyakorlatilag végtelen lett, havi 2q-2-es pácát használtam el!
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2005 december 30, 17:01
Írta: 3vv2btrhv Dátum 2005 december 30, 17:01
T Lámpás
Légyszives kicsit részletesebben az energialánc táskafül részét !!
Tibor
Légyszives kicsit részletesebben az energialánc táskafül részét !!
Tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 30, 19:14
Írta: 000000000 Dátum 2005 december 30, 19:14
Ez így igaz:)
Erről eszembejutott hogy az elektromos versenyhajó modelleknél bevált volt a motor és a kefetartó hűtése vizzel:)
Erről eszembejutott hogy az elektromos versenyhajó modelleknél bevált volt a motor és a kefetartó hűtése vizzel:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 31, 09:36
Írta: 000000000 Dátum 2005 december 31, 09:36
Valakinek nics véletlenül elfekvöben 2-db 500-600mm 18-as átmérő rozsdamentes köranyagja?
Vagy cimet tudtok ahonan lehetne rendelni?
Zoli
BÚÉK.
Vagy cimet tudtok ahonan lehetne rendelni?
Zoli
BÚÉK.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2005 december 31, 11:27
Írta: Kristály Árpád Dátum 2005 december 31, 11:27
Hallihó!
Rendelni, illetve venni A Ferroglobus (Tysen Ag)-nél lehet,az M-3 budapesti feluljárónál (TÁKI)lemész jobbra és megint jobbra a vasut mellett végig és megtalálod. Bp. Késmárki út.
Jelszó: Google!!!!!
BUÉK! MINDENKINEK!
Hallihó!
Rendelni, illetve venni A Ferroglobus (Tysen Ag)-nél lehet,az M-3 budapesti feluljárónál (TÁKI)lemész jobbra és megint jobbra a vasut mellett végig és megtalálod. Bp. Késmárki út.
Jelszó: Google!!!!!
BUÉK! MINDENKINEK!
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 31, 11:45
Írta: 000000000 Dátum 2005 december 31, 11:45
Rév és Társa nemesacél kereskedelmi kft. A többit megtalálod a weblapjukon.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 31, 15:52
Írta: 000000000 Dátum 2005 december 31, 15:52
Most eszt nemértem léci nézétek meg az oldalt:
eszt irja..130.0mm hántolt Menyiség: 4.254kg Az Akcios ár/kg:649/kg/+áfa
Most eszt métere kell értenem vagy 3-méters szálra:)
Nekem 18-as kellene de aszt nemtalálom.
eszt irja..130.0mm hántolt Menyiség: 4.254kg Az Akcios ár/kg:649/kg/+áfa
Most eszt métere kell értenem vagy 3-méters szálra:)
Nekem 18-as kellene de aszt nemtalálom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 31, 15:54
Írta: 000000000 Dátum 2005 december 31, 15:54
Energialánc alternatíva (ötlet):

Fém gégecső (zuhanyzó?)!
Fém gégecső (zuhanyzó?)!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 31, 16:18
Írta: 000000000 Dátum 2005 december 31, 16:18
Szia!
Van köszörült tengelyem 500X17,9 mm-ben
tolómérövel mértem.
BUÉK mindenkinek
Üdv balkari
Van köszörült tengelyem 500X17,9 mm-ben
tolómérövel mértem.
BUÉK mindenkinek
Üdv balkari
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2005 december 31, 16:27
Írta: 000000000 Dátum 2005 december 31, 16:27
Helló!
Elméleti síkon csak elkezdtem összeállítani a második marógépem vázát. Az első elkészítésével hamarosan készen leszek.
A második vázát ilyen alumínium profil anyagból tudnám elkészíteni:
alimínium profil (1298 x 621 pixel - 56.72KB)
Kivitelezési ötletekre lenne szükségem. Nem az alapot képező vázzszerkezet, hanem a szánok kivitelezése, ami gondokodóba ejtett. Golyóskosár (20mm-es rúd befogadására képes), hozzá illő acélrudak, ZZ csapágyak felhasználásával szeretném mmegoldani majd.
Célom, hogy nagyon masszív, terhelhető, mégis könnyen mozgatható, precíz szánokat építsek az ua. ilyen tulajdonsággokkal bíró vázhoz.
Üdvözlettel, A.
Elméleti síkon csak elkezdtem összeállítani a második marógépem vázát. Az első elkészítésével hamarosan készen leszek.
A második vázát ilyen alumínium profil anyagból tudnám elkészíteni:
alimínium profil (1298 x 621 pixel - 56.72KB)
Kivitelezési ötletekre lenne szükségem. Nem az alapot képező vázzszerkezet, hanem a szánok kivitelezése, ami gondokodóba ejtett. Golyóskosár (20mm-es rúd befogadására képes), hozzá illő acélrudak, ZZ csapágyak felhasználásával szeretném mmegoldani majd.
Célom, hogy nagyon masszív, terhelhető, mégis könnyen mozgatható, precíz szánokat építsek az ua. ilyen tulajdonsággokkal bíró vázhoz.
Üdvözlettel, A.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2005 december 31, 18:37
Írta: yuagaci9g Dátum 2005 december 31, 18:37
``Energia szalag``
Alap: acel meroszalag, az olcso 5-7m-est vegyed, az jo szeles.
Vezetekek: negy eres audio zsionor, ami tulajdonkepp 8 vezetek, (lapos) egymas mellett akar ketto is elfer, az mar 16 er.
Kulso burkolat: lapos , 35-40mm szeles gurtni, (taskaful), az olcsobb vekohyabb. Ezeket a ket szelukon varrogeppel vegigvarrni es mar kesz is a lapos cso``.
Mindezt ovatosan egybehuzva jo tartasu vezetekszalag lesz.
Hogy jol mukodjon, a vegeiken szilardan le kell szoritani. A drotokat ne ragaszd a meroszalagra, mert akkor nem csusznak egymason a feluletek es nem hajlik szepen.
Alap: acel meroszalag, az olcso 5-7m-est vegyed, az jo szeles.
Vezetekek: negy eres audio zsionor, ami tulajdonkepp 8 vezetek, (lapos) egymas mellett akar ketto is elfer, az mar 16 er.
Kulso burkolat: lapos , 35-40mm szeles gurtni, (taskaful), az olcsobb vekohyabb. Ezeket a ket szelukon varrogeppel vegigvarrni es mar kesz is a lapos cso``.
Mindezt ovatosan egybehuzva jo tartasu vezetekszalag lesz.
Hogy jol mukodjon, a vegeiken szilardan le kell szoritani. A drotokat ne ragaszd a meroszalagra, mert akkor nem csusznak egymason a feluletek es nem hajlik szepen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 01, 11:00
Írta: 000000000 Dátum 2006 január 01, 11:00
Lámpás! Utólagos engedelmeddel a Mechanikai ötletenknél felhasználtam az ötletedet (energia szalag)! Köszi![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 02, 20:43
Írta: 000000000 Dátum 2006 január 02, 20:43
Helló!
Ne gondoljátok, hogy türelmetlen vagyok! De rákérdezek, mert lehet, hogy nem teljesen érthető, hogy mire is gondoltam.
#425-ös postra van kivitelezési ötlete valakinek?
Üdvözlettel, A.
Ne gondoljátok, hogy türelmetlen vagyok! De rákérdezek, mert lehet, hogy nem teljesen érthető, hogy mire is gondoltam.
#425-ös postra van kivitelezési ötlete valakinek?
Üdvözlettel, A.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 január 02, 21:47
Írta: Kristály Árpád Dátum 2006 január 02, 21:47
Hallihó!
Én jónak tartom, de attól is függ, hogy mekkora méretekben gondolkodsz, mert azért a 20-as anyagtól ne várj csodákat, gondolok itt arra, hogy mit akarsz marni? (Fémet, (milyet?), fát, műanyagot) persze mégegyszer hangsúlyozom milyen méret?
Saját tapasztalatom, hogy ez az átmérő 500-600-milliméterig elfogadható, Valahol itt lent a topikok közöt már valaki közölt számitási példákat a meghajlás mértékére.
Üdv.: Árpád
Én jónak tartom, de attól is függ, hogy mekkora méretekben gondolkodsz, mert azért a 20-as anyagtól ne várj csodákat, gondolok itt arra, hogy mit akarsz marni? (Fémet, (milyet?), fát, műanyagot) persze mégegyszer hangsúlyozom milyen méret?
Saját tapasztalatom, hogy ez az átmérő 500-600-milliméterig elfogadható, Valahol itt lent a topikok közöt már valaki közölt számitási példákat a meghajlás mértékére.
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 január 02, 22:20
Írta: dg8n4i8x Dátum 2006 január 02, 22:20
Inkább méretezd túl egy kicsit minthogy egy beremegős mechanikád legyen! Abból baj nem lehet!
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2006 január 03, 02:03
Írta: SquirrelTech Dátum 2006 január 03, 02:03
Aszbolit én ammondó lennék, hogy kicsit lapozgasd a netet is. Ilyen profilokkal nagyon sok külföldi hobbysta épít gépeket. Azokból a konstrukcióból teli szedhetnéd magad ötletekkel, illetve az ottani tapasztalatokkal is gazdagodnál.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 03, 18:10
Írta: 000000000 Dátum 2006 január 03, 18:10
Helló!
Nézelődtem interneten. Nem sokkal jutottam előrébb - valószínűleg a "bénaságomnak" tudható be.
Találtam viszont egy szimpatikus, masszívnak tűnő gépet:
marógép
Mondhatom azt, hogy célspecifikus: vízhűtő blokkok készítésére lett építve. Én is erre használnám kizárólag a második gépem. Színesfémek, akril lapok, színezett kemény gumi. Minden más kizárva!
Sajnálatos módon a szánok csúszó részeiről nem készültek képek. Pedig ezt a vázat (is) elképzelhetőnek tartom megépíteni a rendelkezésemre álló profil anyagból.
Esetleg konkrét hivatkozásokat tudnátok mondani, ahol az ilyen részletekre is kitérnek?
Jelen oldal keretein belül végignéztem az összes gépet, nem találtam sajnos. Esetleg a 15-ös sz. gép. Ennek a tulajdonosával megpróbálom felvenni a kapcsolatot.
Üdvözlettel, A.
Nézelődtem interneten. Nem sokkal jutottam előrébb - valószínűleg a "bénaságomnak" tudható be.
Találtam viszont egy szimpatikus, masszívnak tűnő gépet:
marógép
Mondhatom azt, hogy célspecifikus: vízhűtő blokkok készítésére lett építve. Én is erre használnám kizárólag a második gépem. Színesfémek, akril lapok, színezett kemény gumi. Minden más kizárva!
Sajnálatos módon a szánok csúszó részeiről nem készültek képek. Pedig ezt a vázat (is) elképzelhetőnek tartom megépíteni a rendelkezésemre álló profil anyagból.
Esetleg konkrét hivatkozásokat tudnátok mondani, ahol az ilyen részletekre is kitérnek?
Jelen oldal keretein belül végignéztem az összes gépet, nem találtam sajnos. Esetleg a 15-ös sz. gép. Ennek a tulajdonosával megpróbálom felvenni a kapcsolatot.
Üdvözlettel, A.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2006 január 03, 20:18
Írta: SquirrelTech Dátum 2006 január 03, 20:18
A tárházat pl. nem nézted át, ott van két gép is ilyen profilokkal :). Igaz olyan részletes rajzok nincsenek, mint amire Te hivatkoztál.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 január 03, 20:26
Írta: dg8n4i8x Dátum 2006 január 03, 20:26
Nem piti a csávó! Annyi sárgaréz árából már megépíthette volna isel-ből vagy ilyesmiből a gépet...
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2006 január 03, 21:07
Írta: SquirrelTech Dátum 2006 január 03, 21:07
Az az érdekes Balu, hogy nekem is itthon méteres szálakban vannak 4*10-es sárgaréz laposrudak. Egyszerűen úgy "esedeztek" (nem kell semmi rosszra gondolni, újraöntéstől megmentett anyag :). Nem vettem őket. Viszont csak arra használom, amihez télleg sr. kell, mert még így is sajnálnám elpazarolni.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 január 03, 21:09
Írta: Kristály Árpád Dátum 2006 január 03, 21:09
Gondolhatod, hogy nem vette....észre!?
aszbolit!
Huzzál bele, bátraké a szerencse!
Így csak a nyúl jut eszenbe a baltával....!
A prólémát neked kell megoldanod.
Üdv.: Árpád
aszbolit!
Huzzál bele, bátraké a szerencse!
Így csak a nyúl jut eszenbe a baltával....!
A prólémát neked kell megoldanod.
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 január 03, 21:12
Írta: Kristály Árpád Dátum 2006 január 03, 21:12
Hallihó!
Nekem vörösrézre lenne szükségem akár 100-milimétreres darabokra. Minden anyag jó, amiből 10-12-est tudok esztergálni. Természetesen a rúd lenne a legjobb. Aki tud segítsen!
Köszönöm!
Üdv.: Árpád
Nekem vörösrézre lenne szükségem akár 100-milimétreres darabokra. Minden anyag jó, amiből 10-12-est tudok esztergálni. Természetesen a rúd lenne a legjobb. Aki tud segítsen!
Köszönöm!
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2006 január 03, 21:50
Írta: SquirrelTech Dátum 2006 január 03, 21:50
Szervusz Árpád!
Régebben a bádogosok használta pákákban pont ilyesmik voltak a hegyek, vörösrézből. Újabban már talányos ötvözetek helyettesítik. 15 mm körüli átmérő és kb. az általad emlíett hossz. Egyetlen darab ilyenem nekem is van valahol jól elbújva...
Kevésbé olcsó alternatíva: Pest, XIII. ker. Jász u. Metalloglobus. 6-8 éve még 50-100 mm átmérőjű tömör rézrudakat is láttam náluk sok méteres szálakban. [#wow1]
Régebben a bádogosok használta pákákban pont ilyesmik voltak a hegyek, vörösrézből. Újabban már talányos ötvözetek helyettesítik. 15 mm körüli átmérő és kb. az általad emlíett hossz. Egyetlen darab ilyenem nekem is van valahol jól elbújva...
Kevésbé olcsó alternatíva: Pest, XIII. ker. Jász u. Metalloglobus. 6-8 éve még 50-100 mm átmérőjű tömör rézrudakat is láttam náluk sok méteres szálakban. [#wow1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 03, 22:23
Írta: 000000000 Dátum 2006 január 03, 22:23
Helló!
Nem sokkal jutottam előrébb, de köszönöm, hogy hozzászóltatok! Próbálom megtalálni a legoptimálisabb megoldást.
Üdvözlettel, A.
Nem sokkal jutottam előrébb, de köszönöm, hogy hozzászóltatok! Próbálom megtalálni a legoptimálisabb megoldást.
Üdvözlettel, A.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 január 03, 23:36
Írta: Kristály Árpád Dátum 2006 január 03, 23:36
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 04, 16:10
Írta: 000000000 Dátum 2006 január 04, 16:10
Ez is érdekes... http://www.solsylva.com/cnc/cnc3.html
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 04, 16:22
Írta: 000000000 Dátum 2006 január 04, 16:22
Azok a régi szép idők! Akkor bezzeg még az alállomásokon a gyűjtősínek is gőzölt bükkfából voltak!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 04, 16:38
Írta: 000000000 Dátum 2006 január 04, 16:38
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 január 04, 17:36
Írta: Motoros Dátum 2006 január 04, 17:36
A pali egy zseni, nem misztifikálja a dolgokat, meglásd meg fogja csinálni a vezérlőt is fából[#falbav] Az isel sem gazdaxik meg rajta, megcsinálta a lin tengely alátámasztását is fából
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 04, 19:20
Írta: 000000000 Dátum 2006 január 04, 19:20
Ha megcsinálja fából, akkor én meg liszenszelem majd tőle![#bohoc]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 január 04, 20:49
Írta: Kristály Árpád Dátum 2006 január 04, 20:49
Hallihó!
A Pali tényleg ZSENI! Nem akarok senkit sem bántani, de itt kezdődik a hobby gép!
Szerintem az ez évi talin ott volna a helye!
Ezt nem vicnek szántam!
Az energia lánc sem piskóta!
Most már eltudom képzelni acél szalag betéttel, vagy valami más rugalmas anyaggal
Üdv.: Árpád
A Pali tényleg ZSENI! Nem akarok senkit sem bántani, de itt kezdődik a hobby gép!
Szerintem az ez évi talin ott volna a helye!
Ezt nem vicnek szántam!
Az energia lánc sem piskóta!
Most már eltudom képzelni acél szalag betéttel, vagy valami más rugalmas anyaggal
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 05, 09:39
Írta: 000000000 Dátum 2006 január 05, 09:39
Sziasztok.
Tudja valaki hohy hol lehet kapni bolygomüves anyát?
Melyik cég csinálja.
Üdv.:zoli
Tudja valaki hohy hol lehet kapni bolygomüves anyát?
Melyik cég csinálja.
Üdv.:zoli
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 január 05, 11:40
Írta: Kristály Árpád Dátum 2006 január 05, 11:40
Halihó!
Én a tiba papájától vettem egy kész y-tengelyt melyet nagyon profi módon oldot meg.
(90-fokonkét van egy menetprofil)kottyanásmentes és nagyon kis erő kell hozzá!
Üdv.: Árpád
Én a tiba papájától vettem egy kész y-tengelyt melyet nagyon profi módon oldot meg.
(90-fokonkét van egy menetprofil)kottyanásmentes és nagyon kis erő kell hozzá!
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 január 05, 14:17
Írta: 3vv2btrhv Dátum 2006 január 05, 14:17
T Mindenki
Nem kellene a fát enyire lenézni !!!
Nagyon sok gép fábol gészült elöszörre és müködtek !!
Japánban nagyon üzik a fábol készült dolgokat , néha több száz évig is eltartanak , csak jól kell mrgcsinálni.
Tibor
UI : amugy mást is érdemes tanulmányozni.
Nem kellene a fát enyire lenézni !!!
Nagyon sok gép fábol gészült elöszörre és müködtek !!
Japánban nagyon üzik a fábol készült dolgokat , néha több száz évig is eltartanak , csak jól kell mrgcsinálni.
Tibor
UI : amugy mást is érdemes tanulmányozni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 10, 15:58
Írta: 000000000 Dátum 2006 január 10, 15:58
Érdekes...
http://www.teaser.fr/~abrea/cncnet/cnc_pres.phtml
http://www.teaser.fr/~abrea/cncnet/table/spartia/spartia.phtml
Ilyen is van?
volt...
http://www.teaser.fr/~abrea/cncnet/cnc_pres.phtml
http://www.teaser.fr/~abrea/cncnet/table/spartia/spartia.phtml
Ilyen is van?
volt...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 10, 16:17
Írta: 000000000 Dátum 2006 január 10, 16:17
G kód példatár:http://www.nct.hu/Letolt/letolt.htm
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 január 10, 16:39
Írta: dg8n4i8x Dátum 2006 január 10, 16:39
Nekem a teaser.fr-en közölt bb2001 vezérlő volt az első cnc-m.[#nyes] 4 tengelyes habvágó, szoftverrel v. potméteres pwm vágószál fűtéssel, választható 25 v. 40Hz fűtés vezérlés. Fél v. egész lépés, kapcsolható a motoron legyen-e tartó nyomaték, 2-4-8Mhz órajel, dip kapcsolós setup.
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2006 január 10, 18:56
Írta: j3rx6bsjd Dátum 2006 január 10, 18:56
Ez a példatár csak kifejezetten az NCT gépek által használt kódokat tartalmazza.
Általában a Mach2 és a hobby szoftverek az ISO szabvány szerinti kódokat használják.
Általában a Mach2 és a hobby szoftverek az ISO szabvány szerinti kódokat használják.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 január 10, 22:25
Írta: Kristály Árpád Dátum 2006 január 10, 22:25
Halihó Balu!
Lehet, hogy rosszúl értelmeztem, de az egy webcim lenne,nem?
Kiváncsivá tettél de nem jön be nekem a kerest téma. Segíts, légy szíves!
Köszönöm!
Hallihó!
Lehet, hogy rosszúl értelmeztem, de az egy webcim lenne,nem?
Kiváncsivá tettél de nem jön be nekem a kerest téma. Segíts, légy szíves!
Köszönöm!
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 január 11, 05:47
Írta: dg8n4i8x Dátum 2006 január 11, 05:47
Kicsit nehézkes a francia nyelv miatt, én is kínlódtam vele egy csomót. azóta van pic-es vezérlő rajz is. A rosszhír az, hogy a vágószoftver aminek régen volt free verzioja is, csak ezzel a vezérlővel megy, mert keresi az elektronika órajelét. Ezen a linken megtalálod! Electronique alatt vannak a vezérlők.
Üdv!
Balu
Üdv!
Balu
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 január 11, 05:49
Írta: dg8n4i8x Dátum 2006 január 11, 05:49
Ja! A pichez a HEX fájlok is letölthetők! Ez egy önfejlesztő rendszer, a csávó mindent nyilvánosságra hozott csak ha fejlesztesz rajta azt küld vissza, ennyit kér.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2006 január 11, 19:17
Írta: svejk Dátum 2006 január 11, 19:17
Helló Balu!
A GMFC progiról van szó ugye?
Én régebben szemezgettem vele de free verziót nem találtam, így abbamaradt.
Te használtad? Van tapasztalatod vele?
Lehet hogy ezt a témát átkellene rakni a habvágó topicba.Szerintem sok embert érdekelne a tapasztalat.
Üdv: Németh István
A GMFC progiról van szó ugye?
Én régebben szemezgettem vele de free verziót nem találtam, így abbamaradt.
Te használtad? Van tapasztalatod vele?
Lehet hogy ezt a témát átkellene rakni a habvágó topicba.Szerintem sok embert érdekelne a tapasztalat.
Üdv: Németh István
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 január 11, 22:09
Írta: Kristály Árpád Dátum 2006 január 11, 22:09
Hallihó!
Kösz Balu!
Kösz Balu!
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 január 12, 06:07
Írta: dg8n4i8x Dátum 2006 január 12, 06:07
Sziasztok!
Igen az a progi! Én még 2000-2001-ben építettem a gépet akkor még volt free verziója, igaz ekkor még kimondottan szárnyvágásra lehetett használni. Ez a free verzió meg is van! Nagyon jól használható az újabbak ugyan többet tudnak és időlimitesek! Az újabb verziót én úgy hazsnáltam, hogy egy kissebb vinyón volt egy 98 amit ghostal archiváltam és ha kelett csak a ghostolni kellett és a habvágó prigit újra rakni. Az xp alatt is futó verziókat még nem próbáltam ki.
Üdv!
Balu
Igen az a progi! Én még 2000-2001-ben építettem a gépet akkor még volt free verziója, igaz ekkor még kimondottan szárnyvágásra lehetett használni. Ez a free verzió meg is van! Nagyon jól használható az újabbak ugyan többet tudnak és időlimitesek! Az újabb verziót én úgy hazsnáltam, hogy egy kissebb vinyón volt egy 98 amit ghostal archiváltam és ha kelett csak a ghostolni kellett és a habvágó prigit újra rakni. Az xp alatt is futó verziókat még nem próbáltam ki.
Üdv!
Balu
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2006 január 12, 10:55
Írta: svejk Dátum 2006 január 12, 10:55
Köszönöm.
Azt hiszem kipróbálom.
Azt hiszem kipróbálom.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 január 15, 21:11
Írta: s5f8tmfv3 Dátum 2006 január 15, 21:11
Van valakinek infója a trapézmenetek lelkivilágáról? Pl. egy adatbázis a méretekről ,anyagokról... stb. Egy link is nagy segítség volna. Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2006 január 15, 22:05
Írta: SquirrelTech Dátum 2006 január 15, 22:05
Az anyaga az anyagismeret tárgykör. A menet meg inkább "gépelemek" c. témakör. A méretekről, illetve egyéb dolgairól tudnám ajánlani a Műszakiak Zsebkönyvét. Táblázatosan sokminden benne van erről (is). Scannelhetek, ha gondolod, másegyébként könyvtár.
Cím: Re:Mechanikai ötletek
Írta: 6fgemi55d Dátum 2006 január 16, 09:56
Írta: 6fgemi55d Dátum 2006 január 16, 09:56
Hali!
A Sárközi féle könyvben ennyit találtam:


A Sárközi féle könyvben ennyit találtam:
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 16, 12:08
Írta: 000000000 Dátum 2006 január 16, 12:08
Szia
www.gszi.bme.hu
oktatás
segédletek
szabványos elemek és kialakítások
menetek, menetkifutások
Anyagra nézve, kapható acél, és rozsdamentes acél kivitelben. A rozsdamentes a megfizethetelen kategória.
www.gszi.bme.hu
oktatás
segédletek
szabványos elemek és kialakítások
menetek, menetkifutások
Anyagra nézve, kapható acél, és rozsdamentes acél kivitelben. A rozsdamentes a megfizethetelen kategória.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 január 16, 16:38
Írta: s5f8tmfv3 Dátum 2006 január 16, 16:38
Nagyon köszönöm, tudtam hogy mindig akad aki segítőkész. [#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 21, 09:26
Írta: 000000000 Dátum 2006 január 21, 09:26
Egy Brazil kollega (Mr. Maurício Dias, szintén P1-et használ) küldte az összecsukható (desktop) CNC gépéről a képeket (sajnos ilyen gyenge minőségben):





Kis helyen lakóknak jó ötlet![#eljen]
Kis helyen lakóknak jó ötlet![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 25, 10:21
Írta: 000000000 Dátum 2006 január 25, 10:21
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 25, 10:33
Írta: 000000000 Dátum 2006 január 25, 10:33
Jó ötlet![#eljen]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 január 25, 20:12
Írta: Kristály Árpád Dátum 2006 január 25, 20:12
Hallihó!
István, de mire?
Fa helyet gondoltad, mérjetek már meg egy zárszelvényt.
Üdv.: Árpád
István, de mire?
Fa helyet gondoltad, mérjetek már meg egy zárszelvényt.
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 25, 21:18
Írta: 000000000 Dátum 2006 január 25, 21:18
De pontosan[#circling]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 26, 06:39
Írta: 000000000 Dátum 2006 január 26, 06:39
Bocs, nem értelek! Mire gondolsz?
Ha megnézed a hozzászólásomat, én a linkre válaszoltam.
Ha megnézed a hozzászólásomat, én a linkre válaszoltam.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 január 26, 07:01
Írta: dg8n4i8x Dátum 2006 január 26, 07:01
Sziasztok!
István! Szerintem Árpád arra gondolt, hogy a zártszelvények nem igazán egyenletes méretűek! Én is gondolkodtam ilyen megoldásban amíg nem kezdtem el méregetni egy darab zártszelvényt. Sajnos bármilyen zártszelvényt néztem 0,2-0,3mm eltérések voltak. Ha meg már után kell munkálni stb., akkor ott vagy ahol a part szekad...
István! Szerintem Árpád arra gondolt, hogy a zártszelvények nem igazán egyenletes méretűek! Én is gondolkodtam ilyen megoldásban amíg nem kezdtem el méregetni egy darab zártszelvényt. Sajnos bármilyen zártszelvényt néztem 0,2-0,3mm eltérések voltak. Ha meg már után kell munkálni stb., akkor ott vagy ahol a part szekad...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 26, 07:19
Írta: 000000000 Dátum 2006 január 26, 07:19
Köszi, így már világos a probléma! Erre nem gondoltam! Akkor ez nem jó ötlet...[#rinya]
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 január 26, 08:49
Írta: dg8n4i8x Dátum 2006 január 26, 08:49
Esetleg rozsdamentes csővel lehet próbálkozni ezeknél sokkal jobb a helyzet! Amit én mértem ott a egy vonalban nem volt nagy eltérés! Körkörösségben viszont nem volt tökéletes, de ha csapágy fut rajta akkor ez nem gond!
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2006 január 26, 15:25
Írta: SquirrelTech Dátum 2006 január 26, 15:25
Üdv!
A csövet "úgy-ahogy" pontosabb átmérőre lehet húzni egy bizonyos hosszig esztergapadon, de ez nem feltétlen jelent előnyös megoldást.
A csövet "úgy-ahogy" pontosabb átmérőre lehet húzni egy bizonyos hosszig esztergapadon, de ez nem feltétlen jelent előnyös megoldást.
Cím: Re:Mechanikai ötletek
Írta: pn76ruzzi Dátum 2006 január 26, 17:50
Írta: pn76ruzzi Dátum 2006 január 26, 17:50
Sziasztok!
Vettem fájintos precíziós fióksíneket, de csak a két végén tudom csavarozni, mert:
1; csak ott van luk, ami épp nem akadály
2; akármekkora kicsi csavart teszek bele, mindig megakad a műanyag golyótartó a csavar fejében.
Ti hogyan oldottátok meg? Utólag lereszeljem a csavar fejét?
dzsolt
Vettem fájintos precíziós fióksíneket, de csak a két végén tudom csavarozni, mert:
1; csak ott van luk, ami épp nem akadály
2; akármekkora kicsi csavart teszek bele, mindig megakad a műanyag golyótartó a csavar fejében.
Ti hogyan oldottátok meg? Utólag lereszeljem a csavar fejét?
dzsolt
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 január 26, 17:59
Írta: Bicska Dátum 2006 január 26, 17:59
Hello
Valamiylen vastagfalu/merevített húzott alu zártszelvény is pontatlan? (én még soha nem mértem)Persze ilyen megoldást kis terhelésű géphez gondoltam...
Valamiylen vastagfalu/merevített húzott alu zártszelvény is pontatlan? (én még soha nem mértem)Persze ilyen megoldást kis terhelésű géphez gondoltam...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 26, 18:09
Írta: 000000000 Dátum 2006 január 26, 18:09
A kisméretű süllyeztett fejű és a hozzá adott csavar nálunk jól bevált!
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2006 január 26, 18:13
Írta: SquirrelTech Dátum 2006 január 26, 18:13
Zsebeszterga :)
Asszem nem CNC, de külön érdekessége, hogy a kés teljesen fix, nem mozdul semerre. A főorsó forog is meg szánkázik is!

Asszem nem CNC, de külön érdekessége, hogy a kés teljesen fix, nem mozdul semerre. A főorsó forog is meg szánkázik is!
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2006 január 26, 18:24
Írta: SquirrelTech Dátum 2006 január 26, 18:24
Hát Zsolti, nemtom fiókra szerleve akkor hogyan csavarozzák fel azt a sint. Ott is két csavar kell legyen, egy a fiókba, egy meg a bútor falába. Ha nagyon nem megy, akkor: fúrj egy fém vagy egy fa tuskóba (inkább fémbe) egy picivel kisebb furatot, mint amekkora a csavar fej átmérője, fektesd fel rá a kihúzott sint és üsd bele egy 90 fokos kúpos hegyű "valamit" (pl. pontozó). Egy "tölcsér" lesz a lemezben. Ne üsd agyon! Csak annyira, hogy a sin ne deformálódjon meg egy süllyesztettfejű csavar is beleüljön valamennyire. Viszont utána vázat is süllyeszteni kell, hogy a sin rendesen felfeküdjön.
Én nemértem miért koccan a csavarba, semmiképp nem lenne neki szabad (akármilyen fióksin legyen).
Én nemértem miért koccan a csavarba, semmiképp nem lenne neki szabad (akármilyen fióksin legyen).
Cím: Re:Mechanikai ötletek
Írta: pn76ruzzi Dátum 2006 január 26, 19:19
Írta: pn76ruzzi Dátum 2006 január 26, 19:19
a deformálást el szeretném kerülni, ezért nem süllyesztem inkább. Ti csak a két végén csavaroztátok?
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2006 január 26, 19:23
Írta: SquirrelTech Dátum 2006 január 26, 19:23
Az 500 mm-es sint 6 vagy 8 ponton csavaroztam. A rövidebbeket csak 3 helyen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 26, 19:55
Írta: 000000000 Dátum 2006 január 26, 19:55
Ki van az találva... a megfelelő csavarokkal nem akadhat el.
Feltéve, hogy párhuzamosan fut a sín és nem feszíted valamerre.
Feltéve, hogy párhuzamosan fut a sín és nem feszíted valamerre.
Cím: Re:Mechanikai ötletek
Írta: pn76ruzzi Dátum 2006 január 26, 22:13
Írta: pn76ruzzi Dátum 2006 január 26, 22:13
Még csak az egyik végén rözítettem az álló részt. A párhuzamosságot még nem tudtam elrontani, a mozgó rész pontosan lett rögzítve. A vele adott csavar fejébe is beleakad, pedig elég kicsi. A süllyesztett fejű csavarok pedig nem tetszenek. A kisebbek rövidnek tűnnek, míg a nagyobbak....
Mindenesetre holnap keresek egyéb csavarokat.
dzsolt
Mindenesetre holnap keresek egyéb csavarokat.
dzsolt
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 26, 23:05
Írta: 000000000 Dátum 2006 január 26, 23:05
Én leköszörültem(proxon)a kiálló nyelvet kissebbre és igy nem akadt bele a csavarba.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 január 31, 14:52
Írta: 000000000 Dátum 2006 január 31, 14:52
Hi!
L=1100 mm-es, D=16 mm golyós orsót keresek.
Tud-e valaki segíteni, hogy hol a legkedvezőbb
a beszerzés.
L=1100 mm-es, D=16 mm golyós orsót keresek.
Tud-e valaki segíteni, hogy hol a legkedvezőbb
a beszerzés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 02, 18:28
Írta: 000000000 Dátum 2006 február 02, 18:28
Vízcső CNC [#vigyor4]


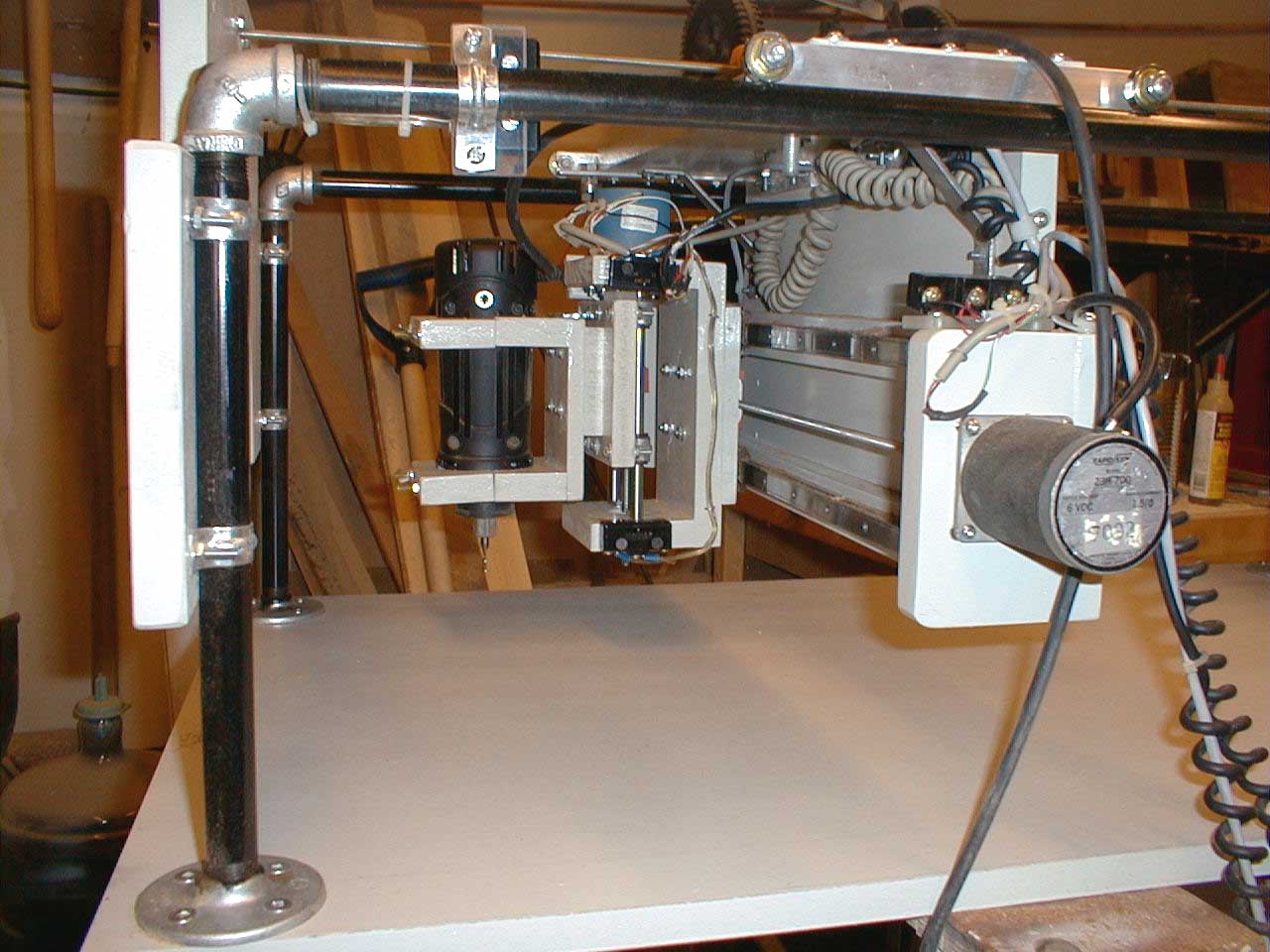
Elég meredek alkotás...
Elég meredek alkotás...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 02, 18:41
Írta: 000000000 Dátum 2006 február 02, 18:41
És a példa ragadós volt:





Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 február 02, 18:45
Írta: dg8n4i8x Dátum 2006 február 02, 18:45
Az amcsik szeretik ezt a megoldást úgy vettem észre. Biztos, hogy olcsó és könnyen kivitelezhető, nameg látványos is. Persze oda kéne menni és "megcibálni" mennyire stabil és kotyogásmentes...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 02, 18:49
Írta: 000000000 Dátum 2006 február 02, 18:49
Szerintem az a cső nagyon hajlékony lehet! Tuti, hogy középen belóg a teher alatt!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 február 02, 20:03
Írta: Kristály Árpád Dátum 2006 február 02, 20:03
Hallihó!
Nemcsak, hogy beloghat, hanem azért az egész kivitel szerintem a pontosság rovására megy.
Azért szeretném látni, a max tízeden belüli pontosságot.
Ha jóll látom inkább... modelezők használják, hol van már az öreg kézi lombfűrész?
Nemcsak, hogy beloghat, hanem azért az egész kivitel szerintem a pontosság rovására megy.
Azért szeretném látni, a max tízeden belüli pontosságot.
Ha jóll látom inkább... modelezők használják, hol van már az öreg kézi lombfűrész?
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 február 02, 20:22
Írta: dg8n4i8x Dátum 2006 február 02, 20:22
Márpedig egy szárnynál nem nagyon engedhető meg a pontatlanság... Sok energiát visz el ha trimmeléssel kell egyenesben tartani egy gépet... A lombfűrész már szinte kihalt, nagyon kevesen építünk már rajzból sajnos. :( Jobb esetben is kitből dolgozik szinte mindenki.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 02, 23:26
Írta: 000000000 Dátum 2006 február 02, 23:26
Sziasztok!
Na ezek voltak azok az un. gázcsöves megoldások amiket én annak idején említettem. De akkor még nem hitt nekem senki, hogy ilyen van a nagy Ámerikában! De honnan tudjátok, hogy az amcsi csövek belógnak. Ott minden nagyon szép, minden nagyon jó. Még a gázcsövek is erősebbek....
DZSOLT! Lehet kapni m5-ös lencsefejű imbusz kulcsnyílású csavarokat. Én a készülő gépemben ilyenekkel rögzítettem a síneket min 6-8 helyen. Precízen illesztenek és nem akadnak el, különösen akkor ha a sín végén a kifutásgátló behajlítást egy kicsit leköszörülöd sikítóval. Persze ha fa géped lesz akkor a csavarokhoz előzetesen pillangós anyákat kell beültetned a pozdorja vagy az mdf lapokba.
Na ezek voltak azok az un. gázcsöves megoldások amiket én annak idején említettem. De akkor még nem hitt nekem senki, hogy ilyen van a nagy Ámerikában! De honnan tudjátok, hogy az amcsi csövek belógnak. Ott minden nagyon szép, minden nagyon jó. Még a gázcsövek is erősebbek....
DZSOLT! Lehet kapni m5-ös lencsefejű imbusz kulcsnyílású csavarokat. Én a készülő gépemben ilyenekkel rögzítettem a síneket min 6-8 helyen. Precízen illesztenek és nem akadnak el, különösen akkor ha a sín végén a kifutásgátló behajlítást egy kicsit leköszörülöd sikítóval. Persze ha fa géped lesz akkor a csavarokhoz előzetesen pillangós anyákat kell beültetned a pozdorja vagy az mdf lapokba.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 február 03, 05:59
Írta: dg8n4i8x Dátum 2006 február 03, 05:59
Sziasztok!
Ha jól belegondolok lehet ezek vastagfalú csövek. Nálunk a cégnél elég sok amcsi gép van, és a minap alakítottunk át egyet. Amikor szétvágtuk a 40x40-es zártszelvény keretet igen csak meglepődtünk! Nem mértem de olyan 5-6mm körüli falvastagsága volt! Egyébként rosszat nem nagyon tudok mondani a gépeikre, ezekkel van talán a legkevesebb gond! Amikor baj van viszont mi is bajban vagyunk mrt minden collos, withwort menet stb...
Ha jól belegondolok lehet ezek vastagfalú csövek. Nálunk a cégnél elég sok amcsi gép van, és a minap alakítottunk át egyet. Amikor szétvágtuk a 40x40-es zártszelvény keretet igen csak meglepődtünk! Nem mértem de olyan 5-6mm körüli falvastagsága volt! Egyébként rosszat nem nagyon tudok mondani a gépeikre, ezekkel van talán a legkevesebb gond! Amikor baj van viszont mi is bajban vagyunk mrt minden collos, withwort menet stb...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 03, 13:01
Írta: 000000000 Dátum 2006 február 03, 13:01
Láttam valahol egy gépet, amin az x-y tehngelyt régi írógép kocsival oldották meg.
Tapasztalata, ötlete van valakinek ezzel kapcsolatban? (ponosság stb...)[#confused]
Tapasztalata, ötlete van valakinek ezzel kapcsolatban? (ponosság stb...)[#confused]
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 február 03, 15:38
Írta: yuagaci9g Dátum 2006 február 03, 15:38
Elso gondolatom, par eve, nekem is ez volt
Beszereztem nehany A3 irogep roncsot es eljutottam egy vaz konstrukcioig, aztan elajandekoztam az egeszet. Szoval ha fem (ontveny) szerkezetre fogod a vezetekeket, mint az irogepnel, biztos prima, de nekem az apro gorgok, vekonyka lecek eleg halovanynak tuntek, ezert nem is folytattam a projektet.
Beszereztem nehany A3 irogep roncsot es eljutottam egy vaz konstrukcioig, aztan elajandekoztam az egeszet. Szoval ha fem (ontveny) szerkezetre fogod a vezetekeket, mint az irogepnel, biztos prima, de nekem az apro gorgok, vekonyka lecek eleg halovanynak tuntek, ezert nem is folytattam a projektet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 04, 22:25
Írta: 000000000 Dátum 2006 február 04, 22:25
Sziasztok!
Gyenge gépi felszereltségem miatt néha baromi ötleteim támadnak... Gondolkodtam a Kalmus féle öntészeten abból a célból, hogy egy erősebb gépet építsek, melyhez az alumínium szerelvé- nyeket magam készíteném. Az öntéssel kapcsolatos gondokon kívül azonban további problémákat jelentene számomra az alkatrészek utólagos mechanikai megmunkálása. Pontatlan és gyenge fúrógépem és esztergám van, marni pedig egyáltalán nem tudok. Ekkor jött az ötlet: mi lenne ha a jövendőbeli gépem legkritikusabb elemeit (csapágyházak, tengelycsatlakozások) nem alcsiból, hanem kompozit anyagokból készíteném. Először csak valamiféle üveg szén ill. kevlár laminátra gondoltam ui. modellező révén a formakészítés számomra nem gond. Nemrég olvastam azonban azokról az új, készen kapható anyagokról melyek segítségével az egész művelet nagymérték- ben leegyszerűsíthető. A Devcon cég pl. olyan epoxy bázisú kompozitokat (pl folyékony alumi- nium, vas ill. titán!) gyárt, amelyek segítsé- gével a kritikus gépelemeket nagy pontossággal tudnám elkészíteni különösebb forgácsolástech- nikai felszereltség és ismeretek nélkül. Mivel az említett kompozitgyanták valószínüleg drágák én arra gondoltam, hogy a jövendő nagygépem vázát zártszelvényekből hegeszteném de azon csapágyházakat, stb. az ilyen anyagokkal történő "hézagkitömés" módszerével csinálnám úgy, hogy pontosan beállított, köszörült és leválasztózott tengelycsonkok biztosítsák a 100%-os párhuza- mosságot, merőlegességet stb. Kapható un. bronz- tartalmú epoxy is melynek segítségével akár még csúszócsapágyat is tudnék csinálni anélkül, hogy precízen tudnék esztergálni. Elvileg megoldható szerintem a gép komplexebb szerelvényeinek (pl. tartókonzol, komplett Z tengely ház,stb) ilyen módszerrel történő elkészítése pláne akkor, ha a szerelvénybe acéldrótvázat helyeznék. Sajnos ez a módszer a magas költségek miatt nem biztos, hogy gazdaságos. Nem tudom mi a különbség a Devcon cég által forgalmazott epoxygyanta és az itthon kapható gyanta között. Én mindenesetre megpróbálok a saját gyantám és alupor felhasz- nálásával ilyen kompozitot készíteni, azt fúrni, faragni, esetleg szilárdságtanilag bemérni, stb. A zártszelvényből készített vázat eredetileg is vasporral töltött epoxival akartam kiönteni, hogy bivalyerős és nehéz legyen. Mellesleg az említett un. TITANIUM PUTTY nyomószilárdsága kb. 1300 kg/cm2, hajlítószilárdsága pedig kb 500 kg/cm2. Nézzétek meg a neten. Most kérem az ellenvetéseket, kacajokat stb.
Gyenge gépi felszereltségem miatt néha baromi ötleteim támadnak... Gondolkodtam a Kalmus féle öntészeten abból a célból, hogy egy erősebb gépet építsek, melyhez az alumínium szerelvé- nyeket magam készíteném. Az öntéssel kapcsolatos gondokon kívül azonban további problémákat jelentene számomra az alkatrészek utólagos mechanikai megmunkálása. Pontatlan és gyenge fúrógépem és esztergám van, marni pedig egyáltalán nem tudok. Ekkor jött az ötlet: mi lenne ha a jövendőbeli gépem legkritikusabb elemeit (csapágyházak, tengelycsatlakozások) nem alcsiból, hanem kompozit anyagokból készíteném. Először csak valamiféle üveg szén ill. kevlár laminátra gondoltam ui. modellező révén a formakészítés számomra nem gond. Nemrég olvastam azonban azokról az új, készen kapható anyagokról melyek segítségével az egész művelet nagymérték- ben leegyszerűsíthető. A Devcon cég pl. olyan epoxy bázisú kompozitokat (pl folyékony alumi- nium, vas ill. titán!) gyárt, amelyek segítsé- gével a kritikus gépelemeket nagy pontossággal tudnám elkészíteni különösebb forgácsolástech- nikai felszereltség és ismeretek nélkül. Mivel az említett kompozitgyanták valószínüleg drágák én arra gondoltam, hogy a jövendő nagygépem vázát zártszelvényekből hegeszteném de azon csapágyházakat, stb. az ilyen anyagokkal történő "hézagkitömés" módszerével csinálnám úgy, hogy pontosan beállított, köszörült és leválasztózott tengelycsonkok biztosítsák a 100%-os párhuza- mosságot, merőlegességet stb. Kapható un. bronz- tartalmú epoxy is melynek segítségével akár még csúszócsapágyat is tudnék csinálni anélkül, hogy precízen tudnék esztergálni. Elvileg megoldható szerintem a gép komplexebb szerelvényeinek (pl. tartókonzol, komplett Z tengely ház,stb) ilyen módszerrel történő elkészítése pláne akkor, ha a szerelvénybe acéldrótvázat helyeznék. Sajnos ez a módszer a magas költségek miatt nem biztos, hogy gazdaságos. Nem tudom mi a különbség a Devcon cég által forgalmazott epoxygyanta és az itthon kapható gyanta között. Én mindenesetre megpróbálok a saját gyantám és alupor felhasz- nálásával ilyen kompozitot készíteni, azt fúrni, faragni, esetleg szilárdságtanilag bemérni, stb. A zártszelvényből készített vázat eredetileg is vasporral töltött epoxival akartam kiönteni, hogy bivalyerős és nehéz legyen. Mellesleg az említett un. TITANIUM PUTTY nyomószilárdsága kb. 1300 kg/cm2, hajlítószilárdsága pedig kb 500 kg/cm2. Nézzétek meg a neten. Most kérem az ellenvetéseket, kacajokat stb.
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2006 február 04, 22:40
Írta: f6kuxbs9f Dátum 2006 február 04, 22:40
Sziasztok!
Nem rossz ötlet, elvégre a gépvázaknak használt polimerbeton is egyfajta kompozit anyag.
Ha a megmunkálás elkerülése a célod, akkor szerintem a gyanták kötés közbeni zsugorodása lehet gond. A siklócsapágy a leválasztózott felületre is rászorulhat, pusztán a zsugorodása miatt. Egy-egy csapágyháznál meg a csapágy esetleges cseréje tűnik problémásnak.
Azért érdemes gondolkodni a dolgon, főleg, ha fel vagy szerelkezve a gyantás kompozit technológiára, pl. egy vákuumszivattyúval. A gyári gyantákat valószínűleg tényleg aranyért adják, és csak az óperencián túlról lehet beszállíttani :-((
Üdv
Nem rossz ötlet, elvégre a gépvázaknak használt polimerbeton is egyfajta kompozit anyag.
Ha a megmunkálás elkerülése a célod, akkor szerintem a gyanták kötés közbeni zsugorodása lehet gond. A siklócsapágy a leválasztózott felületre is rászorulhat, pusztán a zsugorodása miatt. Egy-egy csapágyháznál meg a csapágy esetleges cseréje tűnik problémásnak.
Azért érdemes gondolkodni a dolgon, főleg, ha fel vagy szerelkezve a gyantás kompozit technológiára, pl. egy vákuumszivattyúval. A gyári gyantákat valószínűleg tényleg aranyért adják, és csak az óperencián túlról lehet beszállíttani :-((
Üdv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 05, 08:27
Írta: 000000000 Dátum 2006 február 05, 08:27
Zongorával is lehet tüzelni - csak egy kicsit drága. Tiszta kompozit gépet azt hiszem még senki nem készített, tehát ennek oka van. Egy gépváznak merevnek kell lennie, a kompozitok pedig általában rugalmasak (lásd: pecabot). A zártszelvény belsejének kiöntése vajmi keveset hozhat a konyhára. A zártszelvények csövek azért merevek mert a ún. szélső szál (a terhelt anyag) távol van a hajlítási tengelytől. Hézagolásra, a gyártási pontatlanságok eltüntetésére, csapágybeágyazásra tökéletesek az adalékolt gyanták. Az ún. szerszámgyanták pedig zsugorodásmentesek is. De ezeket is csak nyomásra illik igénybe venni mert a húzást nem szereti egyik anyag (ragasztás, kitöltés) sem. Egy szónak is száz a vége: inkább keress, kutass guberálj a már bevált anyagok után. Ha pedig valamire mégis költeni kell, az ne az aranyért (vagy két aranyért) vásárolt,nem teljesen ismert használhatóságú anyag, hanem egy ügyes marós legyen.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 február 05, 10:29
Írta: dg8n4i8x Dátum 2006 február 05, 10:29
Sziasztok!
Géza! Egy rugóra jár az agyunk, a modellező az modellező![#wave] Én a lineáris csapágyak ágyazásánál gondoltam az gyanta+üvegszál megoldásra. Egyszer kell egy jó formát csinálni aztán le lehet gyártani az alkatrészeket.
Üdv!
Balu
Géza! Egy rugóra jár az agyunk, a modellező az modellező![#wave] Én a lineáris csapágyak ágyazásánál gondoltam az gyanta+üvegszál megoldásra. Egyszer kell egy jó formát csinálni aztán le lehet gyártani az alkatrészeket.
Üdv!
Balu
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 február 05, 11:52
Írta: Kristály Árpád Dátum 2006 február 05, 11:52
Hallihó!
Én ezt az írógép kocsiból csináltam első gépem,
szerintem jóval jobb mint a fióksín, precíz, utána lehet állítani, edzett acél prízmákban futó, acél görgők s a nagyobbik kocsi
430-millimétert tud tisztán.
Én egymás mellé kettőt foktam egy acél lapra és köztük fut a menetes orsó. Nem jó minden tipus, csak az acélbetétes.
Kezdőknek mindenkép ajánlom, főleg ha nem rendelkezik komoly műhelyel.
Üdv.: Árpád
Én ezt az írógép kocsiból csináltam első gépem,
szerintem jóval jobb mint a fióksín, precíz, utána lehet állítani, edzett acél prízmákban futó, acél görgők s a nagyobbik kocsi
430-millimétert tud tisztán.
Én egymás mellé kettőt foktam egy acél lapra és köztük fut a menetes orsó. Nem jó minden tipus, csak az acélbetétes.
Kezdőknek mindenkép ajánlom, főleg ha nem rendelkezik komoly műhelyel.
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 05, 20:51
Írta: 000000000 Dátum 2006 február 05, 20:51
Mi közel 25 éve gyártunk kompozit (főleg üveg és szénszálerősítésű) dolgokat. Szuper anyagok, de kifejezetten drágák. Gépváznak nem ajánlanám, mert főleg dinamikus terhelésre vannak tervezve, ahogy Imi mondta: rugalmasak. Zártszelvény kiöntésére használhatók, de nem merevítés céljából, hanem rezegés csillapítására, tompítására, csak kicsit drága erre, vannak olcsóbb anyagok. Egy dolgot kell még figyelembe venni: a gyanták, meg úgy általában a kompozitok megfelelő felületkezelés nélkül nem igazán kopásállóak, akármilyen adalékot adsz is hozzájuk.(persze bizots vannak kivételek, csak mi még nem taláékoztunk velük) Üdv: Giorgio
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 február 05, 22:10
Írta: dg8n4i8x Dátum 2006 február 05, 22:10
Gépvázra én sem használnám, viszont apróbb dolgokra jó lehet, mint az említett csapágyház. Én egyszer javítási céllal egy munkalap szélét kezeltem le polyésztergyanta és homok keverékével. Ugye ezek a konyhai munkalapok belül bútorlapból vannak, és az meg nem szereti a vizet. A lap a mai napig bírja pedig télen nyáron kint van eső éri stb. Amikor le a kartam puculni az aljáról a lecsöppent gyantát nem nagyon sikerült. A homok miatt még a véső sem vitte csk szikrázott.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 február 06, 18:37
Írta: 3vv2btrhv Dátum 2006 február 06, 18:37
Sziasztok
A lelkemet melengetitek a kompozit témával .
Régebben irtam , hogy nekem ez volt a kutatási témám a MÜKI - ben . igazi kompozitot csak autoklávban lehet késziteni lásd F_1 versenyauto.Házilag nem kivitelezhetö!!!
gioriocnc - töl kérdezném kiscit bövebben a kompozit gyártást mit és hol ?
A polimer betonnal most foglalkozom Hobbysta változatot szeretnék nektek csinálni!
Tibor
A lelkemet melengetitek a kompozit témával .
Régebben irtam , hogy nekem ez volt a kutatási témám a MÜKI - ben . igazi kompozitot csak autoklávban lehet késziteni lásd F_1 versenyauto.Házilag nem kivitelezhetö!!!
gioriocnc - töl kérdezném kiscit bövebben a kompozit gyártást mit és hol ?
A polimer betonnal most foglalkozom Hobbysta változatot szeretnék nektek csinálni!
Tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 06, 22:16
Írta: 000000000 Dátum 2006 február 06, 22:16
Szia Tibor!
Felsőörsün kezdtük, 25 éve, hajók, csónakok viziniciklik gyártásával, ma már nagyon sok karosszériaelemet meg ipari úszót gyártunk, többi telephelyen (B.fűzfő, B.Kenese) kerti medencék,úszómedencék gyártása, komplett fürdőszobakabinok, stb. főleg kézi laminálással és szálszórással, de vákuum-infúzióval is gyártunk. Foglalkozunk még SMC, BMC gyártással, préstermékekkel, pultrúzióval, hullámlemezgépsorunk is van, pre-preget is gyártunk, meg még elég sokmindent. Poliuretán habokkal is foglalkozunk cipőtalpakat gyártunk, meg néhány terméket ezzel töltünk ki. Ha van még kérdésed, szívesen válaszolok. Üdv: Giorgio
Felsőörsün kezdtük, 25 éve, hajók, csónakok viziniciklik gyártásával, ma már nagyon sok karosszériaelemet meg ipari úszót gyártunk, többi telephelyen (B.fűzfő, B.Kenese) kerti medencék,úszómedencék gyártása, komplett fürdőszobakabinok, stb. főleg kézi laminálással és szálszórással, de vákuum-infúzióval is gyártunk. Foglalkozunk még SMC, BMC gyártással, préstermékekkel, pultrúzióval, hullámlemezgépsorunk is van, pre-preget is gyártunk, meg még elég sokmindent. Poliuretán habokkal is foglalkozunk cipőtalpakat gyártunk, meg néhány terméket ezzel töltünk ki. Ha van még kérdésed, szívesen válaszolok. Üdv: Giorgio
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 06, 22:17
Írta: 000000000 Dátum 2006 február 06, 22:17
Bocs, vizibicikli akart lenne. Erről jut eszembe, jó lenne ha már nyár lenne :-)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 február 08, 17:31
Írta: 3vv2btrhv Dátum 2006 február 08, 17:31
Szia giorgiocnc
A pre-preg -böl nincs szénszálas ?
Poliuretán habbol mi a legnagyobb sürüségü?
Tibor
A pre-preg -böl nincs szénszálas ?
Poliuretán habbol mi a legnagyobb sürüségü?
Tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 08, 17:59
Írta: 000000000 Dátum 2006 február 08, 17:59
Szia Tibor,
csak üvegszálas pre-pregünk van 20-25-30% -os száltartalommal, van égésgátolt is, meg mér pár verzió. Esetleg van recepted szénszálas pre-preghez, mi is gondolkodtunk rajta, hogy időszerű lenne, de nagyon gyenge a laborunk.Nem kisérleteztetek esetleg ilyesmivel a MÜKI-ben?
PU habból többfajtát is használunk, ami cipőtalpakhoz kell, azt én nem ismerem annyira, a többi Elastogran termék, ha jól emlékszem 30-45kg/m3 sűrűség körül vannak, zártcellás habok.
Üdv: Giorgio
csak üvegszálas pre-pregünk van 20-25-30% -os száltartalommal, van égésgátolt is, meg mér pár verzió. Esetleg van recepted szénszálas pre-preghez, mi is gondolkodtunk rajta, hogy időszerű lenne, de nagyon gyenge a laborunk.Nem kisérleteztetek esetleg ilyesmivel a MÜKI-ben?
PU habból többfajtát is használunk, ami cipőtalpakhoz kell, azt én nem ismerem annyira, a többi Elastogran termék, ha jól emlékszem 30-45kg/m3 sűrűség körül vannak, zártcellás habok.
Üdv: Giorgio
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 február 08, 18:10
Írta: 3vv2btrhv Dátum 2006 február 08, 18:10
Szia gcnc
Igen a mükiben kisérleteztünk és volt egy autokláv is .
A többit szeméjesen kellene megbeszélnünk , légyszi ird meg emailbe a cimedet
Tibor
Igen a mükiben kisérleteztünk és volt egy autokláv is .
A többit szeméjesen kellene megbeszélnünk , légyszi ird meg emailbe a cimedet
Tibor
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 február 08, 18:22
Írta: 3vv2btrhv Dátum 2006 február 08, 18:22
auzoclávkompozit
tibor
tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 08, 21:57
Írta: 000000000 Dátum 2006 február 08, 21:57
Sziasztok!
Szóval öntöttem egy kb 40 mm átmérőjű és kb 50 mm hosszú hengert közepén 9mm-es furattal apró tört aluforgács + alumíniumpor keverékkel sűrűn töltött epoxigyantából. Meg sem edzettem, mert a központi fűtött helyiségben 28 fok volt. Most gyötröm a mintát de mondhatom bitang erős! Fúrhatom trehálhatom ahogy akarom. A polírozott tengelyről is símán (csavarással) lejött. Megpróbáltam egy nagy satuban összeszorítva összetörni. Nem ment! Nem akartam a satut széttörni. Most kísérletezem szénszál + aluminiumporos eleggyel és hőkezeléssel. Meggyőződésem, hogy bitang erős gépet lehetne csinálni kompozit technológiával. Azt olvastam, hogy a fenolgyanták még keményebbek. Azokból készül ui. a bakelit. Textil helyett szénszál és fémszál töltettel szerintem szilárdságtanilag verhetetlen kütyüt lehetne csinálni.
Szóval öntöttem egy kb 40 mm átmérőjű és kb 50 mm hosszú hengert közepén 9mm-es furattal apró tört aluforgács + alumíniumpor keverékkel sűrűn töltött epoxigyantából. Meg sem edzettem, mert a központi fűtött helyiségben 28 fok volt. Most gyötröm a mintát de mondhatom bitang erős! Fúrhatom trehálhatom ahogy akarom. A polírozott tengelyről is símán (csavarással) lejött. Megpróbáltam egy nagy satuban összeszorítva összetörni. Nem ment! Nem akartam a satut széttörni. Most kísérletezem szénszál + aluminiumporos eleggyel és hőkezeléssel. Meggyőződésem, hogy bitang erős gépet lehetne csinálni kompozit technológiával. Azt olvastam, hogy a fenolgyanták még keményebbek. Azokból készül ui. a bakelit. Textil helyett szénszál és fémszál töltettel szerintem szilárdságtanilag verhetetlen kütyüt lehetne csinálni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 09, 10:13
Írta: 000000000 Dátum 2006 február 09, 10:13
Ha mindenáron ezt akarod, hát tedd. De a tartók tervezésénél mindenképpen nagyon vedd figyelembe a mechanikában tanultakat. Ahol csak tudsz, használj "I" vagy "T" profilú oszlopokat, hogy legyen a terhelésre merőleges keresztmetszeted. Az megfogás felé mindig szélesedjen a tartó, és minden kereszmetszetváltásnál nagy rádiuszt használj. A por vagy aprószemcséjű adalék csak ront a terhelhetőségen, kivéve a nyomóigénybevételt. (viszont ócsó) Bőven használj hosszúszálú üveg vagy szénszálkötegeket. Az utólagos hőkezelés (80-100 fok pár órára) sokat javít az epoxin. A fenolgyantát felejtsd el, mert kb 200 fokon kell néhány száz bár nyomással sajtolni úgy 10 percig.
Sok sikert!!!
Sok sikert!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 09, 10:39
Írta: 000000000 Dátum 2006 február 09, 10:39
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 09, 18:07
Írta: 000000000 Dátum 2006 február 09, 18:07
A lenti linken a most készülő gépem van,még a festés hiányzik.Valamiért nemtudtam beszurni a képet.[#wave]
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2006 február 09, 18:25
Írta: 2nbj3n5m Dátum 2006 február 09, 18:25
Hello Tramp.
Nekem tetszik.Jó kis massziv gépnek néz ki.
Nálatok nics lomtalanitás?
Bocsi!!
janko
Nekem tetszik.Jó kis massziv gépnek néz ki.
Nálatok nics lomtalanitás?
Bocsi!!
janko
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 február 09, 18:34
Írta: Motoros Dátum 2006 február 09, 18:34
[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 09, 18:45
Írta: 000000000 Dátum 2006 február 09, 18:45
Sajnálom kidobni,amugy ráférnemár a műhelyre[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 10, 11:12
Írta: 000000000 Dátum 2006 február 10, 11:12
Szia Tibor,
elküldtem a cimemet. Giorgio
elküldtem a cimemet. Giorgio
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 február 10, 11:44
Írta: 3vv2btrhv Dátum 2006 február 10, 11:44
Szia GCNC
légyszi mégegyszer mert tele volt a ládám
Tibor
légyszi mégegyszer mert tele volt a ládám
Tibor
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 február 10, 13:01
Írta: dg8n4i8x Dátum 2006 február 10, 13:01
Tibor!
Akkor az én mailomat sem kaptad meg?
Üdv!
Balu
Akkor az én mailomat sem kaptad meg?
Üdv!
Balu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 11, 11:50
Írta: 000000000 Dátum 2006 február 11, 11:50
Valaki esetleg nincs otthon olyanban, hogy pl menniybe kerül egy golyósorsó?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 11, 12:14
Írta: 000000000 Dátum 2006 február 11, 12:14
Szia Shockman!
Nézd meg az ISEL honlapját. Emailban teljesen friss árakat küldenek bárkinek, csak regisztrálnod kell, és leírni, mi érdekel tőlük.
Nézd meg az ISEL honlapját. Emailban teljesen friss árakat küldenek bárkinek, csak regisztrálnod kell, és leírni, mi érdekel tőlük.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 11, 12:16
Írta: 000000000 Dátum 2006 február 11, 12:16
Ja és ha hivatkozol a HOBBYCNC-re akkor még kisebb kedvezményt is adnak. Balodalon a Kedvezmények alatt megtalálod.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 11, 13:52
Írta: 000000000 Dátum 2006 február 11, 13:52
Attol fugg milyen kell, amennyire emlekszem tavaly egy 130 cm hosszú, 16-os átmérőjű, 5-ös menetemelkedésű 20 rugó körül volt, kb. ennyi hozzá a golyós anya is. Üdv: Giorgio
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 11, 16:34
Írta: 000000000 Dátum 2006 február 11, 16:34
Én amit rendeltem az Isel-töl 25-ös átmérő 5-ös emelkedés 1500mm hosszú 2-db golyos anyával és 2-db szenylehűzóval 68.000ft Végmegmunkálás nélkül.-5% kedvezmény.De ha kérsz árlistát küldik egyböl.[#email]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 11, 18:59
Írta: 000000000 Dátum 2006 február 11, 18:59
Köszönöm szépen a gyors válaszokat: )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 12, 14:31
Írta: 000000000 Dátum 2006 február 12, 14:31
Sziasztok.
Lefestettem a gépemet ha valakit érdekel itt a kép.
Lefestettem a gépemet ha valakit érdekel itt a kép.
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2006 február 12, 15:35
Írta: Rinaldo Dátum 2006 február 12, 15:35
Nincs merevítve oldalirányban az nem gond?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 12, 15:50
Írta: 000000000 Dátum 2006 február 12, 15:50
100*10mm es laposvas,ez böven elég alu marásra.Nincs remegés.Probáltam vasalis eléggé jól birja.350*350*150mm a legnagyobb megmunkálható anyag.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 12, 20:19
Írta: 000000000 Dátum 2006 február 12, 20:19
Szia Tramp!
Zseniálisan egyszerű és frappáns konstrukciójú a géped, szinte a boldogság kék madara.
Milyen "kajakosak" lesznek a léptecseid? Marómotorként valamiféle felsőmarót használsz majd?
Zseniálisan egyszerű és frappáns konstrukciójú a géped, szinte a boldogság kék madara.
Milyen "kajakosak" lesznek a léptecseid? Marómotorként valamiféle felsőmarót használsz majd?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 12, 20:25
Írta: 000000000 Dátum 2006 február 12, 20:25
Szia.
A motorok sanyo denki 3.8A 1.35A.A maro egy olcsó felsőmaró, párnap és összerakom akkor majd látszik minden.Eddig vezérlő nélkül probáltam alut nagyon harapja [#nyes] a vas az kicsit gázos de majd kiderül hogy mittud, nekem amugyis alurakell.
A motorok sanyo denki 3.8A 1.35A.A maro egy olcsó felsőmaró, párnap és összerakom akkor majd látszik minden.Eddig vezérlő nélkül probáltam alut nagyon harapja [#nyes] a vas az kicsit gázos de majd kiderül hogy mittud, nekem amugyis alurakell.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 13, 19:54
Írta: 000000000 Dátum 2006 február 13, 19:54
Szia Tramp!
Azért kérdeztem, mert majd második gépként én is hasonló konstrukciót szeretnék készíteni. Én elsősorban bitang kemény fákat maratnék mert hobbyból elektromos gitárokat csinálok. Nekem nincsenek köszörült tengelyeim ezért csapágyas megoldáson és "bivalyabb" menetes szár használatán gondolkodom. A szerkót magad hegesztetted?
Azért kérdeztem, mert majd második gépként én is hasonló konstrukciót szeretnék készíteni. Én elsősorban bitang kemény fákat maratnék mert hobbyból elektromos gitárokat csinálok. Nekem nincsenek köszörült tengelyeim ezért csapágyas megoldáson és "bivalyabb" menetes szár használatán gondolkodom. A szerkót magad hegesztetted?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 február 13, 20:02
Írta: 000000000 Dátum 2006 február 13, 20:02
Minden részét én csináltam és igen én hegesztettem.A huzott rozsdamentes köracélt nemnézted az eléggé pontos.Igaz még nemmérgettem mikroval.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 február 18, 13:30
Írta: 3vv2btrhv Dátum 2006 február 18, 13:30
Szia tramp
megsasoltam a gépedet és lenne egy észrevételem.
nekem a tervezésnél a legnagyobb problémát a Z -tengejen lévö motor rögzitése okozta.
Azt látom , hogy a befogott szerszám és a rögzitéshez használt csavar tul közel vannak egymáshoz , mármint Z mozgás irányába!!.
Tehát szerintem nem fogsz tudni méjet marni mert fel fog ütközni a csavar a munkadarabra !!
Ha nincs igazan annak én örülnék a legjobban !!
Tibor
megsasoltam a gépedet és lenne egy észrevételem.
nekem a tervezésnél a legnagyobb problémát a Z -tengejen lévö motor rögzitése okozta.
Azt látom , hogy a befogott szerszám és a rögzitéshez használt csavar tul közel vannak egymáshoz , mármint Z mozgás irányába!!.
Tehát szerintem nem fogsz tudni méjet marni mert fel fog ütközni a csavar a munkadarabra !!
Ha nincs igazan annak én örülnék a legjobban !!
Tibor
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 február 18, 14:13
Írta: 3vv2btrhv Dátum 2006 február 18, 14:13
tramp
találtam egy rajzot
tibor
találtam egy rajzot
tibor
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 február 18, 14:25
Írta: 3vv2btrhv Dátum 2006 február 18, 14:25
bocsi elszurtamrajz a munkadarabrol
tibor
tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 06, 10:27
Írta: 000000000 Dátum 2006 március 06, 10:27
Sziasztok
Talán ide fér be leginkább a kérdésem. A vezetők kenésére vonatkozóan lenne szükségem néhány tanácsra, tapasztalatra.
A vezetők precíziós acélcsőből készültek, aminek a felületét eszterbában vízpapírral fényesre csiszoltuk. A perselyek dörzsárazott bronz perselyek. Sikerült végre beállítani úgy, hogy könnyen csússzanak, de a kenéssel folyamatosan bajok vannak. Szárazon értelemszerűen nem a legjobb. Hirtelen megfújtuk szilikonnal, ami jó is addig, amíg meg nem szárad, onnantól viszont eszméletlenül ragad. Momentán valami közönséges olajjal van megkenve, amit a műhelyben találtunk. Ezzel úgyahogy jó, de lehetne még rajta finomítani. Milyen kenőanyagot ajánlanátok?
Talán ide fér be leginkább a kérdésem. A vezetők kenésére vonatkozóan lenne szükségem néhány tanácsra, tapasztalatra.
A vezetők precíziós acélcsőből készültek, aminek a felületét eszterbában vízpapírral fényesre csiszoltuk. A perselyek dörzsárazott bronz perselyek. Sikerült végre beállítani úgy, hogy könnyen csússzanak, de a kenéssel folyamatosan bajok vannak. Szárazon értelemszerűen nem a legjobb. Hirtelen megfújtuk szilikonnal, ami jó is addig, amíg meg nem szárad, onnantól viszont eszméletlenül ragad. Momentán valami közönséges olajjal van megkenve, amit a műhelyben találtunk. Ezzel úgyahogy jó, de lehetne még rajta finomítani. Milyen kenőanyagot ajánlanátok?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 06, 10:48
Írta: 000000000 Dátum 2006 március 06, 10:48
A szilikonok sokmindenre jók, de nem kimondott kenőanyagok. A bronzcsapágyat tulajdonképpen folyamatosan kenni kellene valamilyen híg orsóolajjal vagy esetleg műszerolajjal. Ezt esetleg megoldhatod egy kis tartállyal amiből egy vastag pamutszál viszi ki a kenőanyagot. (a pamutszál felül jön ki a tartályból, és a kapilláris hatás következtében emeli ki az oljat) Gondold meg a zsugorbronz perselyek használatát. A telhelést biztosan elbírják, méretre dörzsölhetők és önkenők hosszú ideig. Lásd pl. a régi printerek kocsivezetését.
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2006 március 06, 12:03
Írta: 2nbj3n5m Dátum 2006 március 06, 12:03
Hello Coco.
A broz perselyek furatába spirális hornyot
kell (vagy kellett)volna 0.2-03mm mélyen
esztergálni ott tovább marad a kenőanyag.
Janko
A broz perselyek furatába spirális hornyot
kell (vagy kellett)volna 0.2-03mm mélyen
esztergálni ott tovább marad a kenőanyag.
Janko
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 06, 12:34
Írta: 000000000 Dátum 2006 március 06, 12:34
Ne aggódj "coco"! Van még ötlet, csak győzd megvalósítani. Pl. rögzíts a bronzcsapágyak két végére egy-egy olajjal átitatott filcgyűrűt. Ez még a tengelyt is tisztíccsa.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 március 06, 18:09
Írta: 3vv2btrhv Dátum 2006 március 06, 18:09
sZIASSTOK
A filces ötletet köszönöm mert én is ebben a cipöpen járok.
Tibor
A filces ötletet köszönöm mert én is ebben a cipöpen járok.
Tibor
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 március 06, 18:12
Írta: Bicska Dátum 2006 március 06, 18:12
Szia! Az skf honlapján láttam régebben egy olyan vicces dolgot, hogy: egy kis tartály, amiben olaj van, bele van töltve valami gáz, ami nyomást ad neki, aminek a hatására folyamatosan adagolja az olajat a kívánt felületre. Most megpróbáltam visszakeresni, de nem találtam..[#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 március 06, 18:17
Írta: dg8n4i8x Dátum 2006 március 06, 18:17
Sziasztok!
Esetleg hidraulika szenylehúzó gyűrűt is lehet elkalmazni, ez olyasmi mint a szimering csak műanygból van. Hátránya. hogy nagyobb az ellenállása mint a filcé, de szinte semilyen koszt nem enged a perselyhez! Természetesen az olaj viszont bent marad.
Üdv!
Balu
Esetleg hidraulika szenylehúzó gyűrűt is lehet elkalmazni, ez olyasmi mint a szimering csak műanygból van. Hátránya. hogy nagyobb az ellenállása mint a filcé, de szinte semilyen koszt nem enged a perselyhez! Természetesen az olaj viszont bent marad.
Üdv!
Balu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 06, 20:07
Írta: 000000000 Dátum 2006 március 06, 20:07
Hello!
Ez nem skf de az amire gondolsz remélem :)
http://www.yeruham.hu/kenesragasztas.html
Ez nem skf de az amire gondolsz remélem :)
http://www.yeruham.hu/kenesragasztas.html
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 március 06, 20:21
Írta: Bicska Dátum 2006 március 06, 20:21
Thx. Hát igen:), csak arra emlékeztem, hogy létezik iylesmi, csak azt nem tudtam, hogy hol. Egyébként ez jó dolog?-valaki ismeri bővebben?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 08, 13:08
Írta: 000000000 Dátum 2006 március 08, 13:08
Sziasztok
Köszönöm a válaszokat kenés ügyben. Az az igazság, hogy ötletem nekem is lenne bőven kenésre, szennylehúzókra, de nem ez ízgat most.
Átfogalmazom a kérdést úgy, hogy a meglévő bronzperselyes mechanikában szeretném a szánok surlódásából adódó veszteséget minimálisra csökkenteni. Milyen kenőanyag javallott erre? Gondoltam teflonos zsírspray-re, mert ez van a polcon valahol, de félek, hogy kiszáradás után ragadni fog. Láteznek száraz teflon spray-k. Ezekkel van valakinek tapasztalata? Egy ilyen kezelés után vajon hogy fog reagálni az olajra a teflonnal kezelt felület? lehet, hogy adok a sza...k egy pofont?
Köszönöm a válaszokat kenés ügyben. Az az igazság, hogy ötletem nekem is lenne bőven kenésre, szennylehúzókra, de nem ez ízgat most.
Átfogalmazom a kérdést úgy, hogy a meglévő bronzperselyes mechanikában szeretném a szánok surlódásából adódó veszteséget minimálisra csökkenteni. Milyen kenőanyag javallott erre? Gondoltam teflonos zsírspray-re, mert ez van a polcon valahol, de félek, hogy kiszáradás után ragadni fog. Láteznek száraz teflon spray-k. Ezekkel van valakinek tapasztalata? Egy ilyen kezelés után vajon hogy fog reagálni az olajra a teflonnal kezelt felület? lehet, hogy adok a sza...k egy pofont?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 09, 19:17
Írta: 000000000 Dátum 2006 március 09, 19:17
Sziasztok!
Megépítettem az egyik tengely görgőjét.A tengely 25 mm-es húzott köracél, a kocsi csapágyakon (6202)gördül,a beállítócsavarokkal teljesen kotyogásmentesen lehet beállítani,és mégis könnyen gördül.Képek a képtárban.
Megépítettem az egyik tengely görgőjét.A tengely 25 mm-es húzott köracél, a kocsi csapágyakon (6202)gördül,a beállítócsavarokkal teljesen kotyogásmentesen lehet beállítani,és mégis könnyen gördül.Képek a képtárban.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 március 26, 19:17
Írta: s5f8tmfv3 Dátum 2006 március 26, 19:17

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 26, 23:07
Írta: 000000000 Dátum 2006 március 26, 23:07
A papír cnc után már vártam egy ilyet nagyon! :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 27, 06:38
Írta: 000000000 Dátum 2006 március 27, 06:38
Nem semmi! Vajon mibe mar bele (amit még kibír a "mechanika")?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 27, 18:23
Írta: 000000000 Dátum 2006 március 27, 18:23
valószínűleg ilyenekkel gyártják a papír cnc-ket
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 március 27, 18:32
Írta: 3vv2btrhv Dátum 2006 március 27, 18:32
Sziasztok
A Lego Cnc visszaemlékeztet amikor ( 25 ével ezelöt) a fiammal épitetümk megmunkálo központot csak akkor még kézi hajtást tudtunk csinálni.
Valoszinü hogy viaszt munkál meg (létezik profi gépekhez ojan anyag amivel a proba marást végzik )tulajdonképpen nincsen ellenálása mégis tökéletes darab készithetö belöle. Erröl aztán bármien végsö darabot lehet késziteni.
Tibor
A Lego Cnc visszaemlékeztet amikor ( 25 ével ezelöt) a fiammal épitetümk megmunkálo központot csak akkor még kézi hajtást tudtunk csinálni.
Valoszinü hogy viaszt munkál meg (létezik profi gépekhez ojan anyag amivel a proba marást végzik )tulajdonképpen nincsen ellenálása mégis tökéletes darab készithetö belöle. Erröl aztán bármien végsö darabot lehet késziteni.
Tibor
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 március 27, 21:45
Írta: s5f8tmfv3 Dátum 2006 március 27, 21:45
Az Y tengelyt figyeltétek? Nem lineáris, hanem egy tengely körül fordul. Milyen szoftver képes erre?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 27, 21:48
Írta: 000000000 Dátum 2006 március 27, 21:48
Sziasztok!
Néhány képet a kínok között készített első gépemről betettem a képtárba. Aluprofil, bakelit, fióksínes konstrukció 60 Ncm-es léptecsekkel. Gravírozáson kívül balsa és rétegeslemez marására szánom. A gép jelenleg még nyúzópróba alatt van.
Néhány képet a kínok között készített első gépemről betettem a képtárba. Aluprofil, bakelit, fióksínes konstrukció 60 Ncm-es léptecsekkel. Gravírozáson kívül balsa és rétegeslemez marására szánom. A gép jelenleg még nyúzópróba alatt van.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 28, 06:43
Írta: 000000000 Dátum 2006 március 28, 06:43
Gratulálok!
A szöveg megjegyzéseket sajnos nem tudom elolvasni mert nagyon apró.
A szöveg megjegyzéseket sajnos nem tudom elolvasni mert nagyon apró.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 28, 21:05
Írta: 000000000 Dátum 2006 március 28, 21:05
Szia István!
A szöveget eredetileg az eredeti formátumban (1200X1200-) készítettem.
A kép-tár megkötések miatt sajnos a szövegek nem olvashatók. Röviden: 320X350X80 mm a mozgástér. 100X25 mm-es alu zártszelvény (Y), 30X30-as húzott aluprofil (X), átm. 9mm-es Z tengelyek teflon csúszkákkal. 60 Ncm-es Teco léptecsek. A maró Dremel multitool. A gép rendkívül merev a rengeteg beépített acélcsavar és a keresztát- kötések miatt. A marót 90 fokban lehet jobbra balra dönteni. Csináltam egy 25 cm-es habvágó keretet is amellyel az XY, az XZ, valamint az YZ síkokban is tudok habot vágni. Eddig még csak habot, fát és műanyagot martam de szerintem alura, rézre is tudok majd gravírozni esetleg a központi területen kisebb alu alkatrészeket készíteni vele. Köszi a támogatásért!
A szöveget eredetileg az eredeti formátumban (1200X1200-) készítettem.
A kép-tár megkötések miatt sajnos a szövegek nem olvashatók. Röviden: 320X350X80 mm a mozgástér. 100X25 mm-es alu zártszelvény (Y), 30X30-as húzott aluprofil (X), átm. 9mm-es Z tengelyek teflon csúszkákkal. 60 Ncm-es Teco léptecsek. A maró Dremel multitool. A gép rendkívül merev a rengeteg beépített acélcsavar és a keresztát- kötések miatt. A marót 90 fokban lehet jobbra balra dönteni. Csináltam egy 25 cm-es habvágó keretet is amellyel az XY, az XZ, valamint az YZ síkokban is tudok habot vágni. Eddig még csak habot, fát és műanyagot martam de szerintem alura, rézre is tudok majd gravírozni esetleg a központi területen kisebb alu alkatrészeket készíteni vele. Köszi a támogatásért!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 március 30, 17:46
Írta: 3vv2btrhv Dátum 2006 március 30, 17:46
Szia Géza
gratulálok a gépedhez mert müködik !!
Sajnos én nagyon megakadtam mert nekem kicsik a motorjaim és nem mozditják meg a mechanikát.
Tibor
gratulálok a gépedhez mert müködik !!
Sajnos én nagyon megakadtam mert nekem kicsik a motorjaim és nem mozditják meg a mechanikát.
Tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 március 30, 19:48
Írta: 000000000 Dátum 2006 március 30, 19:48
Hi Tibor!
Próbáld áttételezni hátha elindul csak lassú lesz.
Próbáld áttételezni hátha elindul csak lassú lesz.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 április 01, 13:27
Írta: 3vv2btrhv Dátum 2006 április 01, 13:27
Szia géza
Végsö estre tartogatom az átételezést , elöbb megprobálok nagyobb motort szerezni.
Tibor
Végsö estre tartogatom az átételezést , elöbb megprobálok nagyobb motort szerezni.
Tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 április 20, 19:14
Írta: 000000000 Dátum 2006 április 20, 19:14
3D gépekre egy lehetséges habvágó adapter:

Nem rossz!
Nem rossz!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 április 21, 07:30
Írta: 000000000 Dátum 2006 április 21, 07:30
P1-essel készült plazma vágó:

Jó tervezéssel még az NDK-s motorok is megfelelnek ekkora géphez! Csigakerék+bovdenes hajtás.[#eljen]
Jó tervezéssel még az NDK-s motorok is megfelelnek ekkora géphez! Csigakerék+bovdenes hajtás.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2006 április 21, 09:22
Írta: f6kuxbs9f Dátum 2006 április 21, 09:22
Szép darab!
Gondolom nem volt szükség nagy sebességekre, gyors irányváltásokra.
Üdv
Gondolom nem volt szükség nagy sebességekre, gyors irányváltásokra.
Üdv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 április 21, 09:58
Írta: 000000000 Dátum 2006 április 21, 09:58
Épp ellenkezőleg! A sebesség (és így az irányváltás) a legfontosabb a plasma esetén (ha meg állsz, nagyobb lyukat éget, csúnya felülettel)! Ellenben a felbontás nem annyira kritikus.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 április 21, 15:22
Írta: 3vv2btrhv Dátum 2006 április 21, 15:22
Sziasztok
Nincs részletesebb foto ?
Tibor
Nincs részletesebb foto ?
Tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 április 21, 15:35
Írta: 000000000 Dátum 2006 április 21, 15:35
A habvágó feltéttel kapcsolatban;
a fűtőszálat gondolom állandó hőmérsékleten kell tartani, hogy lehet ezt megoldani?
(mint pl. vasaló hőkapcsoló:-)??)
a fűtőszálat gondolom állandó hőmérsékleten kell tartani, hogy lehet ezt megoldani?
(mint pl. vasaló hőkapcsoló:-)??)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 április 21, 17:42
Írta: 000000000 Dátum 2006 április 21, 17:42
Szia Bélabá!
Sajnos a fűtőszálat egész hosszában azonos hőmérsékleten tartani nem lehet, mivel az a habba "beágyazva" mindíg egyenlőtlen hőeloszlású lesz. A hab két szélén forróbb és a hab közepe felé hidegebb. Ezért aztán a vágási felület sem lesz tökéletes mert a vágás közben a szál középső része némileg elmarad a szélektől. Hosszabb darabok (pl. repülőgépszárny) vágásánál tapasztalatom szerint jobb vékony acéldrótot (pl. 12-es citerahúr) használni mert azt jobban lehet feszíteni a belógás csökkentése érdekében. Sajnos itt meg az a gond, hogy az acéldrót kis ohmikus ellenállása miatt igen kis feszültséggel és viszonylag nagy árammal kell a vágást elvégezni. Néhány cm vastagságú hab vágása azonban minden ügyeskedés nélkül megoldható még vastagabb ellenállásdróttal is.
Sajnos a fűtőszálat egész hosszában azonos hőmérsékleten tartani nem lehet, mivel az a habba "beágyazva" mindíg egyenlőtlen hőeloszlású lesz. A hab két szélén forróbb és a hab közepe felé hidegebb. Ezért aztán a vágási felület sem lesz tökéletes mert a vágás közben a szál középső része némileg elmarad a szélektől. Hosszabb darabok (pl. repülőgépszárny) vágásánál tapasztalatom szerint jobb vékony acéldrótot (pl. 12-es citerahúr) használni mert azt jobban lehet feszíteni a belógás csökkentése érdekében. Sajnos itt meg az a gond, hogy az acéldrót kis ohmikus ellenállása miatt igen kis feszültséggel és viszonylag nagy árammal kell a vágást elvégezni. Néhány cm vastagságú hab vágása azonban minden ügyeskedés nélkül megoldható még vastagabb ellenállásdróttal is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 április 21, 18:33
Írta: 000000000 Dátum 2006 április 21, 18:33
Kértem többet is és az engedélyt is, hogy a Mechanikák közé (26.) kirakhassam!
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 április 21, 21:04
Írta: dg8n4i8x Dátum 2006 április 21, 21:04
Sziasztok! Szia Géza!
Én is rég foglalkozom habvágással, pont rpcsi ügyben.:) Az én gépemen PWM-es fűtésvezérlés van, ezzel sikerült a legjobb eredményt elérni ellenálláshuzallal. Ha a szál elmarad az azt jelenti, hogy túl nagy a vágósebesség! Tapasztalatom szerint a hab közepén melegszik fel jobban a huzal épp a hab szigetelő tulajdonsága miatt. Nehéz eltalálni a megfeleleő értéket de ha sikerül, akkor úgy lehet vágni (legalábbis az én szabályzómmal), hogy a habot rögzítés nélkül sem tolja el a szál és nem olvaszt benne túl vastag rést. Neked hogy van megoldva a fűtés? Nálam a 30V kürüli feszt szabályoz PWM-el az elektronika 40Hz-en. Ezzel 110cm-es szállal is gyönyörűen tudok vágni.
Üdv!
Balu
Én is rég foglalkozom habvágással, pont rpcsi ügyben.:) Az én gépemen PWM-es fűtésvezérlés van, ezzel sikerült a legjobb eredményt elérni ellenálláshuzallal. Ha a szál elmarad az azt jelenti, hogy túl nagy a vágósebesség! Tapasztalatom szerint a hab közepén melegszik fel jobban a huzal épp a hab szigetelő tulajdonsága miatt. Nehéz eltalálni a megfeleleő értéket de ha sikerül, akkor úgy lehet vágni (legalábbis az én szabályzómmal), hogy a habot rögzítés nélkül sem tolja el a szál és nem olvaszt benne túl vastag rést. Neked hogy van megoldva a fűtés? Nálam a 30V kürüli feszt szabályoz PWM-el az elektronika 40Hz-en. Ezzel 110cm-es szállal is gyönyörűen tudok vágni.
Üdv!
Balu
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 április 21, 21:12
Írta: dg8n4i8x Dátum 2006 április 21, 21:12
Ja! Durva jó a géped!!! Gratulálok, szép munka!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 április 25, 20:55
Írta: 000000000 Dátum 2006 április 25, 20:55
Szia Balu!
Én a habvágást egy nagyteljesítményű, változtat- ható feszültségű toroid autótrafóval végzem. Semmilyen hőfokszabályzóm nincs. Hosszabb darabokat egy H profilú alumíniumsínekből készített 1.5 méteres "fűrésszel" csinálom. Pengére feszített 12-es acél citerahúrt használok. Nálam ez vált be a legjobban. CNC gépemhez csináltam egy mini (25 cm-es) habvágó feltétet amellyel az XY, valamint az XZ síkokban tudok habot vágni. Eddig csak a Turbocnc-vel kísérleteztem a habvágással. Sajnos ammiatt, hogy a vágósebességet a TCNC a köríveknél nem tartja, némi "beégés" van ezeken a helyeken. Remélem Mach2 alatt ez a probléma majd eltűnik. Gépemmel különben meg vagyok elégedve. Elég pontos és relatívan masszív is. Most éppen keményebb anyagok farigcsálásával kísérletezem. Sajnos a képek felbontásának leredukálása miatt szövegeim nem igen olvashatóak.
Én a habvágást egy nagyteljesítményű, változtat- ható feszültségű toroid autótrafóval végzem. Semmilyen hőfokszabályzóm nincs. Hosszabb darabokat egy H profilú alumíniumsínekből készített 1.5 méteres "fűrésszel" csinálom. Pengére feszített 12-es acél citerahúrt használok. Nálam ez vált be a legjobban. CNC gépemhez csináltam egy mini (25 cm-es) habvágó feltétet amellyel az XY, valamint az XZ síkokban tudok habot vágni. Eddig csak a Turbocnc-vel kísérleteztem a habvágással. Sajnos ammiatt, hogy a vágósebességet a TCNC a köríveknél nem tartja, némi "beégés" van ezeken a helyeken. Remélem Mach2 alatt ez a probléma majd eltűnik. Gépemmel különben meg vagyok elégedve. Elég pontos és relatívan masszív is. Most éppen keményebb anyagok farigcsálásával kísérletezem. Sajnos a képek felbontásának leredukálása miatt szövegeim nem igen olvashatóak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 01, 10:54
Írta: 000000000 Dátum 2006 május 01, 10:54
Sziasztok!
Cnct építenék, ami itt egyáltalán nem ritkaság!
Elsősorban nagy méretű fa, sőt akár márvány szobrok egyedi(!!!) elkészítésére használnám, másodsorban pedig szintén egyedi(!) bútorok elkészítésére (mert mellesleg asztalos is volnék), ahol talán szintén kamatoztathatnám a szobrászati tevékenységemet.
A fentiekből adódóan igen nagy és robosztus gépre van szükségem.
Most leírom, hogy mire is jutottam. Számítok a segítségetekre, hiszen a részletek a legfontosabbak. És ki tudja, talán segíthetek is valamiben.[#vigyor0]
Cnct építenék, ami itt egyáltalán nem ritkaság!
Elsősorban nagy méretű fa, sőt akár márvány szobrok egyedi(!!!) elkészítésére használnám, másodsorban pedig szintén egyedi(!) bútorok elkészítésére (mert mellesleg asztalos is volnék), ahol talán szintén kamatoztathatnám a szobrászati tevékenységemet.
A fentiekből adódóan igen nagy és robosztus gépre van szükségem.
Most leírom, hogy mire is jutottam. Számítok a segítségetekre, hiszen a részletek a legfontosabbak. És ki tudja, talán segíthetek is valamiben.[#vigyor0]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 01, 12:53
Írta: 000000000 Dátum 2006 május 01, 12:53
Az építendő gépem részletei.
Az elektronika:
Természetesen István vezérlője, méghozzá a Profi2!
Tengelyek száma:
kezdetben 4, majd később 6 (de legelőszőr csak 3, a forgató a köv. fázis)
A gép megmunkálási mérete:
X: 3M!, Y: 1,5M! Z:0,5-0,6M! (Szóval marha nagy)
A váz:
Legalább 15-18cm acélszelvény (vagy 2 össze hegesztett U profil) betonnal kiöntve!
alul fékekkel ellátott nagy teherbírású gumírozott kerekeken. az 2db "X" sínt hordozó betonos áthidalót igen magasra teszem, kb. fél méterrel az asztal síkja fölé, és sehol sem támasztom alá! (ez a nagy méretű domborművek több menetben való marásánál fontos, mivel így szinte korlátlan a "Y" befogadási méret! Én ráérek majd illeszteni, hiszen mindenből egyet csinálok!) A vázat mindenütt hegesztem, és utólag hozom síkba az X sínek alátámasztását.
Az "X" sínek:
két db Isel MLF 2 sín a váz két szélén, sűrűn alátámasztva.
Az "Y" sín:
Két párhuzamos, egymás fölött/alatt elhelyezkedő Isel MLF 4-es sín, egymástól kb. 40cm (külső!) távolsággal.
a "Z" sín:
egy 1m hosszú MLF 4-es, a fent leírtakból adódóan kb. 40cm megvezetéssel, a többi szabadon belóghat (az mlf4 szilárdsági mutatói igen jók, remélem, a rezonancia nem eszi meg...)
A kocsik:
saját készítésű, de Isel prizmás görgőkkel ellátott. a hosszuk X: 2x40cm Y: 2x25-30cm Z: 1x40cm. minden kocsi 2 koncentrikus és 2 excentrikus görgővel lesz felszerelve (a kottyanás mentes beállíthatóság érdekében).
Hajtás:
16mm-es 5mm menetemelkedésű golyós orsók. Ez jól is hangzik, ám az X tengelyen problémás, ugyanis 3 méter hosszon biztos, hogy belóg, és magas fordulaton a centrifugális erő miatt mindent szétrázna. az átmérőt is hiába növelném 25mm-re, mert ilyen hosszon még az is behajolna és önmagában is jelentős megmozgatandó tömeget képviselne a motorok számára. a fogas szíjat elvetettem, a nagy hosszon való nyúlása és a kis "áttétele" miatt. A megoldásom a következő:
Mivel a golyósorsó szakítószilárdságára nyilván nem lehet panasz, ezért azt a 2X sín mellé fixen építem be, és az anya fog forogni, egy a mozgó felépítményre szerelt csapágyakkal ellátott spéci forgó házban, ami bele(!) lesz helyezve egy fogas szíjhoz való kerékbe. ebből értelem szerűen 2 lesz, és az X motorom is a felépítményen fog utazni, fogas szíjakkal hajtva meg a spéci házas anyáimat.
MIT SZÓLTOK HOZZÁ[#circling]? azért használnék itt két külön szíjat, mert, noha egy hosszúval is megoldhatnám, a nyúlási tényező miatt a két forgásirányban nem lenne teljesen azonos a két anyám mozgása. ez talán apróság, de én nem siklanék el az abszolút szinkron fölött!
A motorok:
6,4 Nm, az X esetében némi áttétellel (de lehet hogy 2 db-ot teszek bele[#hamm]??) Az Y és Z tengelyen direkt (kuplungos) meghajtást kapnak az orsók. Figyelmetekbe ajánlanám ezeket a nagyobb (6.4 Nm) motorokat! Érdemes átszámolni!
És még egy apróság (síkba marás):
Az X tengelyek alátámasztása mint írtam: "vasbeton" lesz. a rá szerelendő MLF2 sín csak mérsékelten önhordó, és felfekvés szempontjából nem számíthat semmi jóra. Ezért a "vasbeton áthidalóra Pl.: 10-15cm-enként alumínium lapokat szerelnék 2-2 süllyesztett csavarral ezek után (ideiglenesen) fölé szerelném az ekkor még egyben (3 méteres szálban) lévő MLF4-es sínt, erre agy kocsit, a kocsira egy flexet (harang alakú tárcsával) és gondos beállítás után végigtolnám az X áthidaló fölött. Síkba marva ezzel a fölszerelt alut. MIT GUNDOLTOK, BEVÁLLHAT [#circling]? elegendő ehhez 3 méter hosszon egy MLF4, ráadásul a kézi előtolás?
Na ez egy kicsit hosszú lett, de remélem nem haszontalanul!
KÉRLEK BENNETEKET, ÍRJÁTOK MEG A VÉLEMÉNYETEKET ezekkel kapcsolatban. Minden segítséget és aggályt szívesen vennék!
Üdv.: Áron
[#wave]
Az elektronika:
Természetesen István vezérlője, méghozzá a Profi2!
Tengelyek száma:
kezdetben 4, majd később 6 (de legelőszőr csak 3, a forgató a köv. fázis)
A gép megmunkálási mérete:
X: 3M!, Y: 1,5M! Z:0,5-0,6M! (Szóval marha nagy)
A váz:
Legalább 15-18cm acélszelvény (vagy 2 össze hegesztett U profil) betonnal kiöntve!
alul fékekkel ellátott nagy teherbírású gumírozott kerekeken. az 2db "X" sínt hordozó betonos áthidalót igen magasra teszem, kb. fél méterrel az asztal síkja fölé, és sehol sem támasztom alá! (ez a nagy méretű domborművek több menetben való marásánál fontos, mivel így szinte korlátlan a "Y" befogadási méret! Én ráérek majd illeszteni, hiszen mindenből egyet csinálok!) A vázat mindenütt hegesztem, és utólag hozom síkba az X sínek alátámasztását.
Az "X" sínek:
két db Isel MLF 2 sín a váz két szélén, sűrűn alátámasztva.
Az "Y" sín:
Két párhuzamos, egymás fölött/alatt elhelyezkedő Isel MLF 4-es sín, egymástól kb. 40cm (külső!) távolsággal.
a "Z" sín:
egy 1m hosszú MLF 4-es, a fent leírtakból adódóan kb. 40cm megvezetéssel, a többi szabadon belóghat (az mlf4 szilárdsági mutatói igen jók, remélem, a rezonancia nem eszi meg...)
A kocsik:
saját készítésű, de Isel prizmás görgőkkel ellátott. a hosszuk X: 2x40cm Y: 2x25-30cm Z: 1x40cm. minden kocsi 2 koncentrikus és 2 excentrikus görgővel lesz felszerelve (a kottyanás mentes beállíthatóság érdekében).
Hajtás:
16mm-es 5mm menetemelkedésű golyós orsók. Ez jól is hangzik, ám az X tengelyen problémás, ugyanis 3 méter hosszon biztos, hogy belóg, és magas fordulaton a centrifugális erő miatt mindent szétrázna. az átmérőt is hiába növelném 25mm-re, mert ilyen hosszon még az is behajolna és önmagában is jelentős megmozgatandó tömeget képviselne a motorok számára. a fogas szíjat elvetettem, a nagy hosszon való nyúlása és a kis "áttétele" miatt. A megoldásom a következő:
Mivel a golyósorsó szakítószilárdságára nyilván nem lehet panasz, ezért azt a 2X sín mellé fixen építem be, és az anya fog forogni, egy a mozgó felépítményre szerelt csapágyakkal ellátott spéci forgó házban, ami bele(!) lesz helyezve egy fogas szíjhoz való kerékbe. ebből értelem szerűen 2 lesz, és az X motorom is a felépítményen fog utazni, fogas szíjakkal hajtva meg a spéci házas anyáimat.
MIT SZÓLTOK HOZZÁ[#circling]? azért használnék itt két külön szíjat, mert, noha egy hosszúval is megoldhatnám, a nyúlási tényező miatt a két forgásirányban nem lenne teljesen azonos a két anyám mozgása. ez talán apróság, de én nem siklanék el az abszolút szinkron fölött!
A motorok:
6,4 Nm, az X esetében némi áttétellel (de lehet hogy 2 db-ot teszek bele[#hamm]??) Az Y és Z tengelyen direkt (kuplungos) meghajtást kapnak az orsók. Figyelmetekbe ajánlanám ezeket a nagyobb (6.4 Nm) motorokat! Érdemes átszámolni!
És még egy apróság (síkba marás):
Az X tengelyek alátámasztása mint írtam: "vasbeton" lesz. a rá szerelendő MLF2 sín csak mérsékelten önhordó, és felfekvés szempontjából nem számíthat semmi jóra. Ezért a "vasbeton áthidalóra Pl.: 10-15cm-enként alumínium lapokat szerelnék 2-2 süllyesztett csavarral ezek után (ideiglenesen) fölé szerelném az ekkor még egyben (3 méteres szálban) lévő MLF4-es sínt, erre agy kocsit, a kocsira egy flexet (harang alakú tárcsával) és gondos beállítás után végigtolnám az X áthidaló fölött. Síkba marva ezzel a fölszerelt alut. MIT GUNDOLTOK, BEVÁLLHAT [#circling]? elegendő ehhez 3 méter hosszon egy MLF4, ráadásul a kézi előtolás?
Na ez egy kicsit hosszú lett, de remélem nem haszontalanul!
KÉRLEK BENNETEKET, ÍRJÁTOK MEG A VÉLEMÉNYETEKET ezekkel kapcsolatban. Minden segítséget és aggályt szívesen vennék!
Üdv.: Áron
[#wave]
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 május 01, 13:45
Írta: yuagaci9g Dátum 2006 május 01, 13:45
Lenyugozo terv, regen dedelgetek valami hasonlot;
Az elso problemat a hosszu X sinek hordozojanal latom, probaltam mar hasonlo vazat hegeszteni,(faeszterga vaza lett), a legnagyobb elovigyazatossag ellenere sem sikerult 3mm-en belul tartani a toleranciat. Vegul is ez utolag korrigalhato az alatamasztasokkal, de mindenkeppen csinalj szamitasokat a belogasra.
A betont nagyon pontosan kell keverni, semmi felesleges viz, mert (nincs hol tavozzon), ezert az ontesnel eros vibratort kell hasznalni.
Ekkor elojon a gondolat; erdemes e nehez U profilokathasznalni, az egesz megoldhato elofeszitett beton elemekkel, de ezekhez is daru kell.
A masik dolog, amitol idegenkedem, a kocsik, ami csupan negy ponton tamaszkodik, rettento nagy erok lesznek ebben a negy pontban.
Az elso problemat a hosszu X sinek hordozojanal latom, probaltam mar hasonlo vazat hegeszteni,(faeszterga vaza lett), a legnagyobb elovigyazatossag ellenere sem sikerult 3mm-en belul tartani a toleranciat. Vegul is ez utolag korrigalhato az alatamasztasokkal, de mindenkeppen csinalj szamitasokat a belogasra.
A betont nagyon pontosan kell keverni, semmi felesleges viz, mert (nincs hol tavozzon), ezert az ontesnel eros vibratort kell hasznalni.
Ekkor elojon a gondolat; erdemes e nehez U profilokathasznalni, az egesz megoldhato elofeszitett beton elemekkel, de ezekhez is daru kell.
A masik dolog, amitol idegenkedem, a kocsik, ami csupan negy ponton tamaszkodik, rettento nagy erok lesznek ebben a negy pontban.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 május 01, 14:11
Írta: yuagaci9g Dátum 2006 május 01, 14:11
Folytatnam kicsit az akadekoskodast,(ezert kerdezted, remelem)
A ket motoros meghajtassal az a baj, hogy mar ki sem lehet probalni; a motortuningnal, maximalis sebessegnel az egyik lepest veszit, nagy kinlodas ujra szinkronba allitani. Es ezt jonehanyszor el kell majd jatszani.
Azt ajanlom, hasznalj egy konnyu tengelyt, pl alucsobol, a ket motor kozott, (vagy csak egyik oldalon motorral), a fogazott szij hajtasnal, ha eleg tavol vannak, akar merolegesek is lehetnek a tengelyek.
A ket motoros meghajtassal az a baj, hogy mar ki sem lehet probalni; a motortuningnal, maximalis sebessegnel az egyik lepest veszit, nagy kinlodas ujra szinkronba allitani. Es ezt jonehanyszor el kell majd jatszani.
Azt ajanlom, hasznalj egy konnyu tengelyt, pl alucsobol, a ket motor kozott, (vagy csak egyik oldalon motorral), a fogazott szij hajtasnal, ha eleg tavol vannak, akar merolegesek is lehetnek a tengelyek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 01, 14:34
Írta: 000000000 Dátum 2006 május 01, 14:34
Szia Lampas!
Köszönöm az aggályoskodást, hiszen ez lendít mindent előre!
Ami a kocsik négy pontos támaszkodását illeti, abban kétségtelenül igazad lehet, de azt gondolom, hogy ha már lemértem azokat a bizonyos erőket, még mindig ráérek felszerelni néhány pótgörgőt.
Az X síneket hordozó áthidalók esetén én is gondoltam hasonlóra, csakhogy az ilyesmihez egyáltalán nem konyítok: hogyan szereljem egymáshoz, vagy az alu alátámasztókhoz, hol szerezzem? Talán épületeknél alkalmazott beton födémgerendákra gondolsz?
A speciális forgó anyákhoz mit szólsz? Nálam ez az egyik legkritikusabb pont, illetve a síkba marás, hogy milyen pontosan tudom ezzel a módszerrel kivitelezni.
Előre is köszönöm a választ:
Áron
Köszönöm az aggályoskodást, hiszen ez lendít mindent előre!
Ami a kocsik négy pontos támaszkodását illeti, abban kétségtelenül igazad lehet, de azt gondolom, hogy ha már lemértem azokat a bizonyos erőket, még mindig ráérek felszerelni néhány pótgörgőt.
Az X síneket hordozó áthidalók esetén én is gondoltam hasonlóra, csakhogy az ilyesmihez egyáltalán nem konyítok: hogyan szereljem egymáshoz, vagy az alu alátámasztókhoz, hol szerezzem? Talán épületeknél alkalmazott beton födémgerendákra gondolsz?
A speciális forgó anyákhoz mit szólsz? Nálam ez az egyik legkritikusabb pont, illetve a síkba marás, hogy milyen pontosan tudom ezzel a módszerrel kivitelezni.
Előre is köszönöm a választ:
Áron
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 01, 14:57
Írta: 000000000 Dátum 2006 május 01, 14:57
Kösz Lampas!
Az alu csövet "tengelyt" úgy érted, hogy vigyem végig az egész Y sín hosszán (1,5M) esetleg a sínprofil belsejében?
Szerinted szükségem lesz egyáltalán a 6.4-nál nagyobb nyomatékra az X-en? S ha igen, két azonos motor merev kapcsolata helyett jobb az egy nagy? Ha a két motor azonosan, egyként kezelve van kötve az elektronikára, esetleg mégis mást csinálnak?
Milyen távolságon oldható megy a merőleges tengely fogas szíjjal?
Köszönöm: Áron
Az alu csövet "tengelyt" úgy érted, hogy vigyem végig az egész Y sín hosszán (1,5M) esetleg a sínprofil belsejében?
Szerinted szükségem lesz egyáltalán a 6.4-nál nagyobb nyomatékra az X-en? S ha igen, két azonos motor merev kapcsolata helyett jobb az egy nagy? Ha a két motor azonosan, egyként kezelve van kötve az elektronikára, esetleg mégis mást csinálnak?
Milyen távolságon oldható megy a merőleges tengely fogas szíjjal?
Köszönöm: Áron
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 május 01, 16:53
Írta: yuagaci9g Dátum 2006 május 01, 16:53
Az athidalokat, ugy gondoltam, kionthetned betonbol, feszitett drotvazra. a zsaluzat keszulhet mdf-bol festve, nehany ontest kibir.
A feszitett betonban az armatura elo van feszitve, igy ontik be, feszites alatt, (pl a beton lampaoszlopok, ahol az armatura acel sodrony)
Nem lenne konnyu kivitelezni, az biztos.
A rogziteseknel hegesztett bajuszokkal beontott acel lemez darabok, ami szukseg eseten meretre munkalhato.
A forgo anyak jo otletnek tunnek, csak ez esetben itt kell lotyogesmentes csapagyazast kesziteni, ami legegyszerubben ket szembeforditott radial axialis csapaggyal oldhato meg.
A sikba marast nemigen tudom elkepzelni a leirt modszerrel.
Az alucso tengelyt meglathatod a 12-es mehanikamnal. A tengelyek meroleges meghajtasahoz 10mm-es szijjal legalabb18-20cm kell, de ez nagyon fugg a kerekek nagysagatol.
Ket kissebb motorral tobb a veszodseg, de gyorsabb forgasra birhato a kissebb indukcioja miatt, mint a nagy, de lomha motorok. Eppen a fenti okbol nem szoktak tulmeretezni a motorvalasztast.
Holnap elokeresek par kepet a gyujtemenyembol, van ott egy nagy szobraszgep, ami tanulsagos lehet. Az egy szerelogodor fole van epitve, vaza se nagyon van ebbol kifolyolag, csak valami a betonba ontott sin. Ekkora mereteknel es a felhasznalast tekinve nincsen semmi ertelme a szazad milimeteres pontossagnak, a munkadarabon ugysem latszik, csak a koltsegeket noveli exponencialisan.
A feszitett betonban az armatura elo van feszitve, igy ontik be, feszites alatt, (pl a beton lampaoszlopok, ahol az armatura acel sodrony)
Nem lenne konnyu kivitelezni, az biztos.
A rogziteseknel hegesztett bajuszokkal beontott acel lemez darabok, ami szukseg eseten meretre munkalhato.
A forgo anyak jo otletnek tunnek, csak ez esetben itt kell lotyogesmentes csapagyazast kesziteni, ami legegyszerubben ket szembeforditott radial axialis csapaggyal oldhato meg.
A sikba marast nemigen tudom elkepzelni a leirt modszerrel.
Az alucso tengelyt meglathatod a 12-es mehanikamnal. A tengelyek meroleges meghajtasahoz 10mm-es szijjal legalabb18-20cm kell, de ez nagyon fugg a kerekek nagysagatol.
Ket kissebb motorral tobb a veszodseg, de gyorsabb forgasra birhato a kissebb indukcioja miatt, mint a nagy, de lomha motorok. Eppen a fenti okbol nem szoktak tulmeretezni a motorvalasztast.
Holnap elokeresek par kepet a gyujtemenyembol, van ott egy nagy szobraszgep, ami tanulsagos lehet. Az egy szerelogodor fole van epitve, vaza se nagyon van ebbol kifolyolag, csak valami a betonba ontott sin. Ekkora mereteknel es a felhasznalast tekinve nincsen semmi ertelme a szazad milimeteres pontossagnak, a munkadarabon ugysem latszik, csak a koltsegeket noveli exponencialisan.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 01, 18:00
Írta: 000000000 Dátum 2006 május 01, 18:00
Köszönöm szépen! Egyenlőre szétnézek a födémgerendák között, és újragondolom a kérdéses részeket. Érdeklődéssel várom a képeket!
Üdv.: Áron
Üdv.: Áron
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 01, 18:32
Írta: 000000000 Dátum 2006 május 01, 18:32
A tömegekre és mechanikai ellenállásokra figyelj oda! A léptetőmotor nem csodamotor![#wink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 01, 20:09
Írta: 000000000 Dátum 2006 május 01, 20:09
Köszönöm, figyelek:
a mozgó felépítmény természetesen aluból lesz kb. 50-60 kg összsúllyal.
a mozgó felépítmény természetesen aluból lesz kb. 50-60 kg összsúllyal.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 01, 20:27
Írta: 000000000 Dátum 2006 május 01, 20:27
Szia Szobrász!
Nekem is elég nagy gépem van (2m*1m*0,3m). Az elmúlt másfél év tapasztalata: az X tengelyhez két golyósorsót kell a két végére, egyszerűen nem lehet olyan merev kocsit építeni (az enyém kb. 50 kg, acél, mindkét X sínen kb. 60 cm-t támaszkodik fel) hogy ha szélén marsz ne csavarodjon el egy kicsit. Én úgy oldottam meg, hogy erősebb motorra váltottam (szervo), a két szélén az asztalnak két 25 mm-es golyósorsó, és az 1 db motor fogasszíjjal hajta meg mindkét orsót. Azon is gondolkodtam, hogy két motor kéne, de a mi szintünkön nem lehet megoldani a szinkronizációjukat, plusz ha valami hiba van, keresztbe fordul az egész mechanika. A Z tengelyre lehet hogy kicsit felesleges 6.4 Nm-es motor, ha csökkenteni akarod a kocsi súlyát, szerintem oda fele akkora motor is elég. (bár ha akarsz A, B tengelyt is, akkor nem tudom.) Üdv:
Giorgio
Nekem is elég nagy gépem van (2m*1m*0,3m). Az elmúlt másfél év tapasztalata: az X tengelyhez két golyósorsót kell a két végére, egyszerűen nem lehet olyan merev kocsit építeni (az enyém kb. 50 kg, acél, mindkét X sínen kb. 60 cm-t támaszkodik fel) hogy ha szélén marsz ne csavarodjon el egy kicsit. Én úgy oldottam meg, hogy erősebb motorra váltottam (szervo), a két szélén az asztalnak két 25 mm-es golyósorsó, és az 1 db motor fogasszíjjal hajta meg mindkét orsót. Azon is gondolkodtam, hogy két motor kéne, de a mi szintünkön nem lehet megoldani a szinkronizációjukat, plusz ha valami hiba van, keresztbe fordul az egész mechanika. A Z tengelyre lehet hogy kicsit felesleges 6.4 Nm-es motor, ha csökkenteni akarod a kocsi súlyát, szerintem oda fele akkora motor is elég. (bár ha akarsz A, B tengelyt is, akkor nem tudom.) Üdv:
Giorgio
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 01, 22:14
Írta: 000000000 Dátum 2006 május 01, 22:14
Szia Giorgiocnc!
Igen, én is két db "X"-es orsót fogok használni.
Tudnál nekem képeket küldeni a gépedről?
Neked nem jelentkezik a 2 méteres orsók belógásából és a centrifugális erőből adódóan rezonancia a nagyobb fordulatokon?
Mekkorák voltak a lecserélt léptecseid? Nagyjából hány Nm-es léptecseknek felelnek meg a mostani szervóid, ha lehet egyáltalán ilyet kérdezni?
Üdv.: Áron
Igen, én is két db "X"-es orsót fogok használni.
Tudnál nekem képeket küldeni a gépedről?
Neked nem jelentkezik a 2 méteres orsók belógásából és a centrifugális erőből adódóan rezonancia a nagyobb fordulatokon?
Mekkorák voltak a lecserélt léptecseid? Nagyjából hány Nm-es léptecseknek felelnek meg a mostani szervóid, ha lehet egyáltalán ilyet kérdezni?
Üdv.: Áron
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 01, 23:53
Írta: 000000000 Dátum 2006 május 01, 23:53
nekem is 2*1 m-es gépem van , de a szobor marás nem egyszerü feladat, én irtam hozzá speciális programot ami a 3dimenzios polygonvázat átszámitja használható adatokra, de még valakinek meg is kell ám tervezni azt a szobrot ami nem kis feladat ám :)
a tancsom hogy vegyél egy kisebb olcsobb gépet, és keresd meg a nagyobb árát
ezért tuti meg leszek kövezve, de nekem ez a tapasztalatom, még ugyis rengeteg az elpocsékolt idö pénz hogy a gép már megvan :)
a tancsom hogy vegyél egy kisebb olcsobb gépet, és keresd meg a nagyobb árát
ezért tuti meg leszek kövezve, de nekem ez a tapasztalatom, még ugyis rengeteg az elpocsékolt idö pénz hogy a gép már megvan :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 02, 11:00
Írta: 000000000 Dátum 2006 május 02, 11:00
Tudod Vers, neked teljesen igazad van!
Ám fiatal korom ellenére én már túl "öreg" vagyok ehhez.
1.
A helyzet az, hogy, már jó pár szervemet dobták ki a kutyáknak, de most is négyszeres áttétem van... Szóval nemigen gondolkodhatok több lépcsőben, sőt, "megélni" sem akarok, hisz én úgysem adom el, amiket csinálok! A kenyérre ott a rokkantnyugdíj. Én pusztán jelet szeretnék hagyni ezen a világon a még meg sem született fiam (vagy fiaim![#papakacsint]) számára
2.
A szobor tervezés, persze valóban nagy feladat, esetemben a legfontosabb. Nekem azonban már rendelkezésemre áll egy teljes életműnyi 3ds Max-el rajzolt "virtuális szobrom", amelyek ( mások, az ország legnevesebb művészettörténészei szerint) "kifogástalan színvonalúak”
3.
Még csak nem is "karriert" szeretnék, hiszen ezt már megcsináltam így is (Műcsarnok, nívódíj, stb.),azon kívül az én helyzetemből nézvést még a szó is kissé bizarr.
4.
Mással lemaratni a munkáimat, sem pénzem, sem szándékom nincsen. Ezt biztosan nekem kell végigcsinálnom, hogy a végén nyugodt szívvel írhassam alá.
Summa-summarom: ilyen ember is van [#vigyor4]!
A programod viszont nagyon érdekelne!
Mit gondolsz, meg tudnánk egyezni? Segítesz nekem?
Üdvözlettel: Áron
Ám fiatal korom ellenére én már túl "öreg" vagyok ehhez.
1.
A helyzet az, hogy, már jó pár szervemet dobták ki a kutyáknak, de most is négyszeres áttétem van... Szóval nemigen gondolkodhatok több lépcsőben, sőt, "megélni" sem akarok, hisz én úgysem adom el, amiket csinálok! A kenyérre ott a rokkantnyugdíj. Én pusztán jelet szeretnék hagyni ezen a világon a még meg sem született fiam (vagy fiaim![#papakacsint]) számára
2.
A szobor tervezés, persze valóban nagy feladat, esetemben a legfontosabb. Nekem azonban már rendelkezésemre áll egy teljes életműnyi 3ds Max-el rajzolt "virtuális szobrom", amelyek ( mások, az ország legnevesebb művészettörténészei szerint) "kifogástalan színvonalúak”
3.
Még csak nem is "karriert" szeretnék, hiszen ezt már megcsináltam így is (Műcsarnok, nívódíj, stb.),azon kívül az én helyzetemből nézvést még a szó is kissé bizarr.
4.
Mással lemaratni a munkáimat, sem pénzem, sem szándékom nincsen. Ezt biztosan nekem kell végigcsinálnom, hogy a végén nyugodt szívvel írhassam alá.
Summa-summarom: ilyen ember is van [#vigyor4]!
A programod viszont nagyon érdekelne!
Mit gondolsz, meg tudnánk egyezni? Segítesz nekem?
Üdvözlettel: Áron
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 02, 15:41
Írta: 000000000 Dátum 2006 május 02, 15:41
Szia Szobrász!
Addig még nem érzékeltem semmiféle belógás okozta rezonanciát magasabb fordulatszámon sem. Nem is lóg be sokat, ha a kocsi teljesen az asztal végén van, akkor kevesebb mint fél mm-t
lóg be. Az X tengelyen unipolárisan 2 Nm-es motor volt, a szevo meg 300 W-os, Nominális teljesítményű (72 V, 4.5 A áramfelvételű) szervo, a nyomatékát nem tudom, de bőven elég. Képeket küldtem. Üdv: Giorgio
Addig még nem érzékeltem semmiféle belógás okozta rezonanciát magasabb fordulatszámon sem. Nem is lóg be sokat, ha a kocsi teljesen az asztal végén van, akkor kevesebb mint fél mm-t
lóg be. Az X tengelyen unipolárisan 2 Nm-es motor volt, a szevo meg 300 W-os, Nominális teljesítményű (72 V, 4.5 A áramfelvételű) szervo, a nyomatékát nem tudom, de bőven elég. Képeket küldtem. Üdv: Giorgio
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 02, 23:17
Írta: 000000000 Dátum 2006 május 02, 23:17
Szóval te inkább a szervót ajánlanád ekkora mechanikához?
Mik a tapasztalataid, nincsen semmiféle hátránya (gondolok itt a beállításokra: driver, szoftver, bonyolultság) a léptetőmotorhoz képest? Vannak hozzájuk fékmotorok is, vagy a nélkül vagy vele megelégedve? És végül: mi nálad az X orsók legmagasabb fordulatszáma?
Kösz a képeket, megnézem!
Üdv.: Áron
Mik a tapasztalataid, nincsen semmiféle hátránya (gondolok itt a beállításokra: driver, szoftver, bonyolultság) a léptetőmotorhoz képest? Vannak hozzájuk fékmotorok is, vagy a nélkül vagy vele megelégedve? És végül: mi nálad az X orsók legmagasabb fordulatszáma?
Kösz a képeket, megnézem!
Üdv.: Áron
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 03, 08:15
Írta: 000000000 Dátum 2006 május 03, 08:15
Szerintem jól bekonfigurált léptetőmotorral meg lehet oldani a dolgot ugyanolyan jól. Nekem egyedül az encoderes visszajelzés miatt volt érdekes, de pl. a Z tengelyemen a mai napig léptetőmotor van, Profi 1 vezérlővel. Nincs fékmotor rajtuk. X-orsók áttétel után kb. 600/percet pörögnek, egyenlőre. Giorgio
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 04, 22:21
Írta: 000000000 Dátum 2006 május 04, 22:21
Szevasztok CNC vadászok!!2-napja fedeztem fel ezt az oldalt de ma már elis kezdtem épiteni eggy 2,2x1,1m-es gépet.DE van 1.kérdésem a 2.2m-es menetet seholsem találtam.ezért szeretném tudni hogy az x-tengejt lánchajtással szerintetek pontosan meglehet-e mozgatni ugyan úgy mintha orsó mozgatná??? szerintetek???[#nemtudom][#nemtudom][#nemtudom][#vigyor1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 04, 22:53
Írta: 000000000 Dátum 2006 május 04, 22:53
Szia Maffia!
Lehet kapni 3 méteres orsót a Faborynál metrikus és trapéz kivitelben is. De precízebb megoldás pl. Az ISEL golyós orsója. Szóval azt ajánlom mielőtt építeni kezded a géped szorgalmasan olvasd el az ezen az oldalakon található információkat.
Üdv Kalmus
Lehet kapni 3 méteres orsót a Faborynál metrikus és trapéz kivitelben is. De precízebb megoldás pl. Az ISEL golyós orsója. Szóval azt ajánlom mielőtt építeni kezded a géped szorgalmasan olvasd el az ezen az oldalakon található információkat.
Üdv Kalmus
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 06:28
Írta: 000000000 Dátum 2006 május 05, 06:28
Egy 2.2m-es menetes orsó, két végén megtámasztva, nem fog behajlani?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 08:55
Írta: 000000000 Dátum 2006 május 05, 08:55
Köszi a kérdést HobbyCNC.szerintem sem jó ötlet ez de mit tudnál ajánlani hejette???
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 09:02
Írta: 000000000 Dátum 2006 május 05, 09:02
Helló István!
Szerintem, ha megfelelő a megvezető rudazat nyugodtan lehet használni. Persze nem 6-8-as menetre gondolok akkor sem, hanem pl. Tr16x4-es vagy nagyobb menetes szárra. Ekkora méreteknél már az orsó mérete is tekintélyes kell, hogy legyen.
Üdv
Kalmus
Szerintem, ha megfelelő a megvezető rudazat nyugodtan lehet használni. Persze nem 6-8-as menetre gondolok akkor sem, hanem pl. Tr16x4-es vagy nagyobb menetes szárra. Ekkora méreteknél már az orsó mérete is tekintélyes kell, hogy legyen.
Üdv
Kalmus
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 09:05
Írta: 000000000 Dátum 2006 május 05, 09:05
Olvasva elképzeléseidet és álmaidat, felajállom küldök számodra annyi motort (Hibrid) -ingyen- a postát is állom. amennyit szeretnél! (Az emlegetett - Istvánnál régebben vásárolhatott Góliát kategóriát.) Légyszives tedd ki ide és csak ide a címedet. Én tudom azt, így tudok a leggyorsabban segíteni mivel az idő az nagy Úr.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 09:14
Írta: 000000000 Dátum 2006 május 05, 09:14
Kedves maffia1!
Ha az orsót a két végén kúpgörgős csapággyal előfeszíted (meghúzod) az 99,9% hogy nem fog behajulni, de legyen legalább 16-os és ha tudod akkor 8.8-as minőségű. Amúgy az anya is tart ám a kihajlás ellen!!! SZERINTEM
Ha az orsót a két végén kúpgörgős csapággyal előfeszíted (meghúzod) az 99,9% hogy nem fog behajulni, de legyen legalább 16-os és ha tudod akkor 8.8-as minőségű. Amúgy az anya is tart ám a kihajlás ellen!!! SZERINTEM
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 09:17
Írta: 000000000 Dátum 2006 május 05, 09:17
Kedves balkari!
Nekem is van egy nagy álmom félig összerakva (300kg)Ehhez kellene GÓLIÁT motor 3db. Ha lenne megköszönném.
toonyooka@freemail.hu
70/317-4776
Nekem is van egy nagy álmom félig összerakva (300kg)Ehhez kellene GÓLIÁT motor 3db. Ha lenne megköszönném.
toonyooka@freemail.hu
70/317-4776
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 09:20
Írta: 000000000 Dátum 2006 május 05, 09:20
Szerintetek a lános meghajtás vagy fogasszíjjas megoldás lenne -e a jobb??????????????????
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 09:24
Írta: 000000000 Dátum 2006 május 05, 09:24
köszi teebee! ezzel csak 1-problémám van hogy szabolcs-megyében csak 1m-es menetet lehet venni.és a toldás nem hixem hogy tökéletesen meglehet oldani. amúgy az ötleted szerintem tökéletes[#taps]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 09:26
Írta: 000000000 Dátum 2006 május 05, 09:26
Egy pillant!
Az ajánlás csak Szobrász-nak szól. Ha olvasól a sorai között akkor megéérted, miért. (De ne éld meg azt soha amit Ő!)
Az ajánlás csak Szobrász-nak szól. Ha olvasól a sorai között akkor megéérted, miért. (De ne éld meg azt soha amit Ő!)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 09:37
Írta: 000000000 Dátum 2006 május 05, 09:37
Kedves Áron!
Egerben van egy kolegám és megfogom kérni, hogy segítsen.
Egerben van egy kolegám és megfogom kérni, hogy segítsen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 10:09
Írta: 000000000 Dátum 2006 május 05, 10:09
Ha hosszú a menetes orsó, a gyári gépeken is feszítve (két végén kúpgörgős csapágyak)szerelik be, így nem fog belógni.
16-os szárat 1 m-ig, 25-ös szárat 1,5 m-ig nem kell előfeszíteni, afelett szükséges.
16-os szárat 1 m-ig, 25-ös szárat 1,5 m-ig nem kell előfeszíteni, afelett szükséges.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 10:43
Írta: 000000000 Dátum 2006 május 05, 10:43
Kedves Áron!
Telefonon beszéltem kolegámmal, és minden általa ismeretanyaggal, elérhető infomációval segít!
Milyen az a asztalméret amire szükséged lenne?
Mert ha kell, egy elindított mehanikám van, ami még hiányos, de hátha van aki aki tud segíteni befejezni.
Telefonon beszéltem kolegámmal, és minden általa ismeretanyaggal, elérhető infomációval segít!
Milyen az a asztalméret amire szükséged lenne?
Mert ha kell, egy elindított mehanikám van, ami még hiányos, de hátha van aki aki tud segíteni befejezni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 16:00
Írta: 000000000 Dátum 2006 május 05, 16:00
Kedves Balkari!
Már vagy dél óta hüledezek, és alig hiszek a szememnek! – Igen ritkán – de találkozom én igazán rendes és önzetlen emberekkel, NA, DE ILYENNEL?!... mint a fehér holló.
Le írom, mert ide kívánkozik:
- Apám még a munkássága kezdetén ismerkedett meg az öreg, de penge elméjű Kassák Lajossal. E szavakat mondta: "Jegyezd meg barátom: mindenki csak akkora művész lehet, amekkora EMBER. Alatta persze lehet teljesíteni - ez még nem szégyen - de fölötte, soha!"
Magam is e szerint próbálok élni, és vallom, hogy ez minden más pályára is igaz!
De jól meggondoltad te ezt? ez egy soktengelyes gép lesz, igen nagy nyomatékokkal! Tényleg nem szényen visszakozni, hiszen ez nagyon nagy felajánlás! Én persze meghatott örömmel elfogadnám. És a jövőben feltétlenül viszonoznám!!! Így, vagy úgy, munkával, művemmel, vagy bármivel, aminek hasznát látnád...
Itt most következhetne egy csomó, mosolygós, hajbókolós figura, de ez elvenné a köszönetnyilvánításom komolyságát.
Őszinte köszönettel:
Áron
Eger -3300-, Gárdonyi kert 2. (művésztelep)
Már vagy dél óta hüledezek, és alig hiszek a szememnek! – Igen ritkán – de találkozom én igazán rendes és önzetlen emberekkel, NA, DE ILYENNEL?!... mint a fehér holló.
Le írom, mert ide kívánkozik:
- Apám még a munkássága kezdetén ismerkedett meg az öreg, de penge elméjű Kassák Lajossal. E szavakat mondta: "Jegyezd meg barátom: mindenki csak akkora művész lehet, amekkora EMBER. Alatta persze lehet teljesíteni - ez még nem szégyen - de fölötte, soha!"
Magam is e szerint próbálok élni, és vallom, hogy ez minden más pályára is igaz!
De jól meggondoltad te ezt? ez egy soktengelyes gép lesz, igen nagy nyomatékokkal! Tényleg nem szényen visszakozni, hiszen ez nagyon nagy felajánlás! Én persze meghatott örömmel elfogadnám. És a jövőben feltétlenül viszonoznám!!! Így, vagy úgy, munkával, művemmel, vagy bármivel, aminek hasznát látnád...
Itt most következhetne egy csomó, mosolygós, hajbókolós figura, de ez elvenné a köszönetnyilvánításom komolyságát.
Őszinte köszönettel:
Áron
Eger -3300-, Gárdonyi kert 2. (művésztelep)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 16:25
Írta: 000000000 Dátum 2006 május 05, 16:25
Ami a "szükséges megmunkálási méretet" illeti, nos ilyet nem tudok mondani, mert mindennek örülnék én, mint sivatagban a víznek, de (ha olvastál a "gépem"-ről) jelenleg egy víztározót építenék ebben a sivatagban. Ez persze csak a maximális méreteknél fontos. Az első munkáknál még biztosan nem fogom kihasználni, de a későbbiekben törekedni fogok rá!
Ami az egri kolléga szakmai segítségét illeti, biztosan rá fogok szorulni, és már előre is köszönöm!
Áron
Ami az egri kolléga szakmai segítségét illeti, biztosan rá fogok szorulni, és már előre is köszönöm!
Áron
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 16:43
Írta: 000000000 Dátum 2006 május 05, 16:43
A "gépemhez" eddig az 576#-os hozzászólásban leírtakból megvannak a sínek (még nem láttam, remélem jók lesznek), az orsók, az anyák és a kuplungok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 18:26
Írta: 000000000 Dátum 2006 május 05, 18:26
Telefonszámot légyszives írj!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 20:14
Írta: 000000000 Dátum 2006 május 05, 20:14
06/30 254-35-01
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 20:47
Írta: 000000000 Dátum 2006 május 05, 20:47
dohnalaron@chello.hu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 21:46
Írta: 000000000 Dátum 2006 május 05, 21:46
Szevasztok fórumozók!!! No én megoldottam h,2x1m-es menetből 2.-métert csináljak úgy hogy a futás zökkenés mentes legyen!!! ha valakit érdekel
meegosztom mással is ha cserébe az én KÉRDÉSEIMRE is válaszolna valaki és nem csak magatokkal lennétek elfoglalva!![#boxer]Ugyanis az én kérdéseimre nagyon ritkán válaszoltok[#violent]
meegosztom mással is ha cserébe az én KÉRDÉSEIMRE is válaszolna valaki és nem csak magatokkal lennétek elfoglalva!![#boxer]Ugyanis az én kérdéseimre nagyon ritkán válaszoltok[#violent]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 05, 21:51
Írta: 000000000 Dátum 2006 május 05, 21:51
De azért KÖSZÖNÖM tebee-nek mert ő legalább az újaknak is válaszol...[#eljen][#worship]
Pedig én is BÁRKINEK segitenék..AMIBEn tudok!!!!Mert az én gépem ma estére már készis van
és a MÉRETE 215x103
és Úgy fut mint egy nyuszi a hegyen!![#beka3]
Pedig én is BÁRKINEK segitenék..AMIBEn tudok!!!!Mert az én gépem ma estére már készis van
és a MÉRETE 215x103
és Úgy fut mint egy nyuszi a hegyen!![#beka3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 06, 07:17
Írta: 000000000 Dátum 2006 május 06, 07:17
Helló maffia!
Lehet, hogy azért "nem vállaszolunk" mert nem értünk hozzá! Szerintem a láncos hajtás csörög-csattog, behajlik (ezért kottyanhat egyik irányba), és nagy a tömege. Én nem javaslom nagy gépeknél!
Lehet, hogy azért "nem vállaszolunk" mert nem értünk hozzá! Szerintem a láncos hajtás csörög-csattog, behajlik (ezért kottyanhat egyik irányba), és nagy a tömege. Én nem javaslom nagy gépeknél!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 06, 07:17
Írta: 000000000 Dátum 2006 május 06, 07:17
Attól már sokkal jobb lehet egy bovdenes hajtás.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 május 06, 20:08
Írta: Bicska Dátum 2006 május 06, 20:08
Boccs maffia1, tegnap nem volt időm fórumozni! Kérdésedre--> A fogasszíj a jobb, mert az nem kottyan, ráadául nem kell bajlódni a olajzással stb..Másrészt olcsóbb, nemutolsó sorban halkabb. rosszintem a láncnnál nincs is rosszabb megoldás.
Gratula a gépedhez!
Gratula a gépedhez!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 06, 20:40
Írta: 000000000 Dátum 2006 május 06, 20:40
Sziasztok!
Üdv. Lámpás
Nos körülnéztem az előfeszített betongerendák között, rettenetesek!
Magam nem szívesen öntenék (nem is igen tudnék), úgyhogy maradnék az 576#-os hozzászolásomban leírtaknál. Rögvest részletezem, mert biztosra veszem, hogy működni fog, és hátha valakinek használ.[#papakacsint]
Üdv. Lámpás
Nos körülnéztem az előfeszített betongerendák között, rettenetesek!
Magam nem szívesen öntenék (nem is igen tudnék), úgyhogy maradnék az 576#-os hozzászolásomban leírtaknál. Rögvest részletezem, mert biztosra veszem, hogy működni fog, és hátha valakinek használ.[#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 06, 22:14
Írta: 000000000 Dátum 2006 május 06, 22:14
Nos, a 2db "X" tengely alátámasztásáról van szó, ami esetemben igen hosszú: 3-3 méter! a dolog szépsége az, hogy én csakis a két végén támaszthatom alá.
PROBLÉMÁK:
1.
Kevés a keretem [#lookaround], ezért a lehető legolcsóbban kell megoldanom és bérmunka nélkül.
2.
Igen nagy, behajlás szilárdságra lenne szükségem , minél kevesebb rezonanciával.
3.
A végére nyíl egyenesnek kell lennie a fölső felületének, hogy fogadhassa az eléggé gyengécske (de azért pontos) MLF2-es síneket.
MEGOLDÁSI TERVEM::
(Kicsit macerás, sok munka, de szerintem működni fog.)
Mindkét áthidaló alapvetően betonnal kiöntött 160x160-as 6mm-es falvastagságú vasszelvény lesz, 3-3 méter hosszban.
Az öntés, precízen és kevés vízzel kevert betonnal, nagy erejű vibráció mellett történik, ez esetemben valószínűleg egy kölcsönkért benzinmotoros döngölőgép lesz.
Mind e mellett dugnék még a szelvénybe betonvasat is, szabályos közönként ráhegesztett x alakú bajszokkal.
Öntés után pihenni hagyom legalább egy hetet, mert a víz nagyon nehezen fog kipárologni!
Ez szerintem a legkritikusabb pont! Vagy betonvas helyett használjak csövet sűrűn átfurdalva - a párolgás miatt - és szintén az x bajszok, amik nagyjából középen is tartják?
No ha ez kész, (segítséggel) fölhegesztem a lábakra - esetemben igen magasra, hiszen azt akarom, hogy át tudjam dugni alatta a munkadarabot - és akkor látom majd, hogy teljesen girbe-gurba.
Ezek után süllyesztett csavarokkal rá szerelek egy vastagabb alumínium lapot, és bizony így is girbe-gurba lesz!
Itt következne a Balkánkodás![#vigyor2]
Mivel nekem ekkor még lesz egy egyben lévő 3 méteres MLF4-es önhordó sínem - amiből később szétvágva majd az Y(!) tengelyt készítem -, ezzel marom síkba az X alátámasztásokat, a következő képen:
Az MLF4-es sínt ideiglenesen fölé szerelem - vagy 20 cm-vel fölé(!) - a betonos X szelvényeimnek, úgy, hogy nem csak a két végén (bár ekkor kell gondosan beállítani a helyét), hanem közte is kap "alátámasztást" valahugy úgy, mint a modern függővasutaknál, azaz fölülről(!) (ezeknél a kis kókány "bitóknál" nem kell már állítgatni - ennyire van az a sín önhordó - csak rögzíteni. Na ekkor szerelem föl a kocsit, szintén, mint a függővasutat, amire fölkerül egy jókora flex, harang alakú koronggal.
előtolásnak pedig (szintén ideiglenesen) használhatom a meglévő X-es orsómat kézi hajtással, aztán: uccu neki! Végig tolom az alun (persze lassan). Az orsó - bizonyos korlátok közt korlátok közt - nyugodtan lötyöghet kedvére, itt most ez nem fontos.
Ezek után leszerelem az MLF4-et és megismétlem az egész procedúrát a másik X alátámasztáson, majd kettévágom az MLF4-et,és megépítem belőlük az "Y"-t.
Így kellően egyenes felülethez jutok, ami már fogadni tudja a csak részben önhordó MLF2-t.
Na mit szóltok? Tudom, hogy nem volt szakmai, de talán ez nem baj.[#integet2]
Üdv. mindenkinek!
PROBLÉMÁK:
1.
Kevés a keretem [#lookaround], ezért a lehető legolcsóbban kell megoldanom és bérmunka nélkül.
2.
Igen nagy, behajlás szilárdságra lenne szükségem , minél kevesebb rezonanciával.
3.
A végére nyíl egyenesnek kell lennie a fölső felületének, hogy fogadhassa az eléggé gyengécske (de azért pontos) MLF2-es síneket.
MEGOLDÁSI TERVEM::
(Kicsit macerás, sok munka, de szerintem működni fog.)
Mindkét áthidaló alapvetően betonnal kiöntött 160x160-as 6mm-es falvastagságú vasszelvény lesz, 3-3 méter hosszban.
Az öntés, precízen és kevés vízzel kevert betonnal, nagy erejű vibráció mellett történik, ez esetemben valószínűleg egy kölcsönkért benzinmotoros döngölőgép lesz.
Mind e mellett dugnék még a szelvénybe betonvasat is, szabályos közönként ráhegesztett x alakú bajszokkal.
Öntés után pihenni hagyom legalább egy hetet, mert a víz nagyon nehezen fog kipárologni!
Ez szerintem a legkritikusabb pont! Vagy betonvas helyett használjak csövet sűrűn átfurdalva - a párolgás miatt - és szintén az x bajszok, amik nagyjából középen is tartják?
No ha ez kész, (segítséggel) fölhegesztem a lábakra - esetemben igen magasra, hiszen azt akarom, hogy át tudjam dugni alatta a munkadarabot - és akkor látom majd, hogy teljesen girbe-gurba.
Ezek után süllyesztett csavarokkal rá szerelek egy vastagabb alumínium lapot, és bizony így is girbe-gurba lesz!
Itt következne a Balkánkodás![#vigyor2]
Mivel nekem ekkor még lesz egy egyben lévő 3 méteres MLF4-es önhordó sínem - amiből később szétvágva majd az Y(!) tengelyt készítem -, ezzel marom síkba az X alátámasztásokat, a következő képen:
Az MLF4-es sínt ideiglenesen fölé szerelem - vagy 20 cm-vel fölé(!) - a betonos X szelvényeimnek, úgy, hogy nem csak a két végén (bár ekkor kell gondosan beállítani a helyét), hanem közte is kap "alátámasztást" valahugy úgy, mint a modern függővasutaknál, azaz fölülről(!) (ezeknél a kis kókány "bitóknál" nem kell már állítgatni - ennyire van az a sín önhordó - csak rögzíteni. Na ekkor szerelem föl a kocsit, szintén, mint a függővasutat, amire fölkerül egy jókora flex, harang alakú koronggal.
előtolásnak pedig (szintén ideiglenesen) használhatom a meglévő X-es orsómat kézi hajtással, aztán: uccu neki! Végig tolom az alun (persze lassan). Az orsó - bizonyos korlátok közt korlátok közt - nyugodtan lötyöghet kedvére, itt most ez nem fontos.
Ezek után leszerelem az MLF4-et és megismétlem az egész procedúrát a másik X alátámasztáson, majd kettévágom az MLF4-et,és megépítem belőlük az "Y"-t.
Így kellően egyenes felülethez jutok, ami már fogadni tudja a csak részben önhordó MLF2-t.
Na mit szóltok? Tudom, hogy nem volt szakmai, de talán ez nem baj.[#integet2]
Üdv. mindenkinek!
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2006 május 06, 23:11
Írta: D.Laci Dátum 2006 május 06, 23:11
És a beton sulyát mitartja majd?
a betonnak normális körülmények köztis 3-4 hét a kötés ideje..
rajzolok egy-kétt ötletet és küdöm...
a betonnak normális körülmények köztis 3-4 hét a kötés ideje..
rajzolok egy-kétt ötletet és küdöm...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 06, 23:19
Írta: 000000000 Dátum 2006 május 06, 23:19
Ezt még a következő 2hétben meg kellene csinálnom, mert utána jön a havi terápia, ami úgy hókon nyom [#vomit] hogy vagy egy hétig fekszem tőle (sajnos még fórumozni sem tudok majd) de mindig kijövök belőle![#crazya]
Üdvözlök mindenkit:
Áron
[#wave]
Üdvözlök mindenkit:
Áron
[#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 06, 23:28
Írta: 000000000 Dátum 2006 május 06, 23:28
Szia Laci!
3-4 hét? No igen... Lehet hogy a kényszerpihenőmet erre kell használnom...
A betont jó lenne, ha (vasalva) önmaga tartaná, a két végén pedig ugyanilyen lábak, csak talán 140x140-esek.
3-4 hét? No igen... Lehet hogy a kényszerpihenőmet erre kell használnom...
A betont jó lenne, ha (vasalva) önmaga tartaná, a két végén pedig ugyanilyen lábak, csak talán 140x140-esek.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2006 május 06, 23:34
Írta: D.Laci Dátum 2006 május 06, 23:34
Én arra gondoltam hogy a saját sulyátol megfog hajolni. felesleges kiönteni betonnal... nem fémipari gépet csinálsz hogy akkora legyen a rezonancia..ha 2 zártszelvényt létra szerüen össze hegesztel, de ugy hogy a 2 végéhez képest középpen kb. 10mm-rel szélesebbre hegeszted akor igy elölesz feszítve és ropant teherbirólesaz mindamellet hogy könyü...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2006 május 06, 23:49
Írta: D.Laci Dátum 2006 május 06, 23:49
a másik komoly probléma a nagy sulyú gépekkel, hogy (te is irtad hogy mozgathatóra szeretnéd) ha aréb teszed a talaj egyenletlenségét követi, tehát ha aréb teszed akor már rögtön tekeredik...inkább könyű és merev gépet csinálj mint nehezet...
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 május 06, 23:56
Írta: sasi Dátum 2006 május 06, 23:56
Kedves Szobrász!
Csodálva ambíciódat, és műszaki érzékedet, lenne néhány megjegyzésem a terveddel kapcsolatba.
- az összefordított, és hegesztett „U” profiloktól behajlásra, merevségre azonos tömeg mellett sokkal alkalmasabb az „I” szelvény.
- A betonnak a szilárdság növelésében csak akkor látom szerepét, ha az erős fizikai kapcsolatban van az U szelvénnyel, ezt pedig csak úgy lehet elérni, ha annak belsejébe tüskéket hegesztünk, ami geometriai torzulásokat hoz létre
- hegesztés hatására, - akár milyen technológiával történik – erősen deformálódik az anyag, és a bevitt feszültség tovább „dolgozik”, és nem egyszerű feladat ilyen méretek mellett a feszültségtelenitő hőkezelés – esetünkben megoldhatatlan
- nem sikerült megértenem, hogy miért csak a két végén tudod alátámasztani az X tengely?
- Mér akarsz egy ekkora szerkezetet „mobilnak” kialakítani? – mert ha nem, akár a mennyezet is bevonható a merevítésbe.
Üdv sasi
Csodálva ambíciódat, és műszaki érzékedet, lenne néhány megjegyzésem a terveddel kapcsolatba.
- az összefordított, és hegesztett „U” profiloktól behajlásra, merevségre azonos tömeg mellett sokkal alkalmasabb az „I” szelvény.
- A betonnak a szilárdság növelésében csak akkor látom szerepét, ha az erős fizikai kapcsolatban van az U szelvénnyel, ezt pedig csak úgy lehet elérni, ha annak belsejébe tüskéket hegesztünk, ami geometriai torzulásokat hoz létre
- hegesztés hatására, - akár milyen technológiával történik – erősen deformálódik az anyag, és a bevitt feszültség tovább „dolgozik”, és nem egyszerű feladat ilyen méretek mellett a feszültségtelenitő hőkezelés – esetünkben megoldhatatlan
- nem sikerült megértenem, hogy miért csak a két végén tudod alátámasztani az X tengely?
- Mér akarsz egy ekkora szerkezetet „mobilnak” kialakítani? – mert ha nem, akár a mennyezet is bevonható a merevítésbe.
Üdv sasi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 07, 00:55
Írta: 000000000 Dátum 2006 május 07, 00:55
Köszönöm szépen! Ezeken alaposan elgondolkodok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 07, 09:16
Írta: 000000000 Dátum 2006 május 07, 09:16
Szeva bicska-megcsináltam a 2-m orsót két darabból
jónak jó-csak 1-kérdés:12v-1a a léptetőmotor amit rendeltem hozzá és nem tedom mennyi 1 ijen motor max fordulata megtudnád nekem válaszolni??][#falbav][#falbav][#nemtudom][#integet2]
jónak jó-csak 1-kérdés:12v-1a a léptetőmotor amit rendeltem hozzá és nem tedom mennyi 1 ijen motor max fordulata megtudnád nekem válaszolni??][#falbav][#falbav][#nemtudom][#integet2]
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 május 07, 15:04
Írta: yuagaci9g Dátum 2006 május 07, 15:04
Kedves Szobrász!
Szerintem Sasinak teljes mertekben igaza van, kb en is ezt modtam volna, ha hamarabb olvasom.
Viszont az O otletet tovabbfejlesztve elkepzelheto lenne egy feszitett athidalo epitese, ami pl egy bazi zartszelveny, mondjuk 100X100, ami ala labak keulnenek haromszogelve, parabolikusan valtozo hosszusaggal, kozepen a legnagyobb. (max20cm) Ezeken vezetnel keresztul egy acelsodronyt, vegein menetes feszitessel.
Most jo lenne meretezni egy kicsit, talan meg a rezonancia is kiszamithato, ami igen hasznos lenne. Ha a labakat nem hegesztessel, hanem csavarozasal rogzitened, biztos kihozhato egyenesre. A tetejere meg szepen racsavarozni az MLF sint, esetleg valami vekony keplekeny szalag kozbeiktatasaval, az esetleges egyenetlensegek es a rezgeshajlam csokkentesere.
Az aluminium lap egyengetese koszorukorongal bizos kudarc; az alu tul lagy, koszorulesnel beolvad a kobe, nem lehet koszorulni, max marozni nagyon eles szerszammal.
Szerintem Sasinak teljes mertekben igaza van, kb en is ezt modtam volna, ha hamarabb olvasom.
Viszont az O otletet tovabbfejlesztve elkepzelheto lenne egy feszitett athidalo epitese, ami pl egy bazi zartszelveny, mondjuk 100X100, ami ala labak keulnenek haromszogelve, parabolikusan valtozo hosszusaggal, kozepen a legnagyobb. (max20cm) Ezeken vezetnel keresztul egy acelsodronyt, vegein menetes feszitessel.
Most jo lenne meretezni egy kicsit, talan meg a rezonancia is kiszamithato, ami igen hasznos lenne. Ha a labakat nem hegesztessel, hanem csavarozasal rogzitened, biztos kihozhato egyenesre. A tetejere meg szepen racsavarozni az MLF sint, esetleg valami vekony keplekeny szalag kozbeiktatasaval, az esetleges egyenetlensegek es a rezgeshajlam csokkentesere.
Az aluminium lap egyengetese koszorukorongal bizos kudarc; az alu tul lagy, koszorulesnel beolvad a kobe, nem lehet koszorulni, max marozni nagyon eles szerszammal.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 május 07, 17:48
Írta: Bicska Dátum 2006 május 07, 17:48
Hello! Még csak közelítő választ sem tudok mondani, mert teljesen gyártó/motortuning-beállítás függő.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 08, 15:51
Írta: 000000000 Dátum 2006 május 08, 15:51
Tipus:ML 321/24
15fok/lépés
12V/1A
1Ncm(150Hz)
IP20
0-300Hz
Tengely átmérő:4mm
[#lama]
15fok/lépés
12V/1A
1Ncm(150Hz)
IP20
0-300Hz
Tengely átmérő:4mm
[#lama]
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 május 08, 18:35
Írta: Bicska Dátum 2006 május 08, 18:35
Tényleg nem tudom megmondani, mindenki azt a motort ismeri amivel már volt tapasztalata. Bővebb infót csak az tud, akinek a léptetőmotorokkal nagyobb tapaszatlata van.(mint nekem)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 08, 18:37
Írta: 000000000 Dátum 2006 május 08, 18:37
Azért köszi.és bocs ha megsértetelek.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 május 08, 18:59
Írta: Bicska Dátum 2006 május 08, 18:59
Nem gáz, de ilyen adatokat nem tudok fejből megszülni.
Cím: Re:Mechanikai ötletek
Írta: yhwx2ew89 Dátum 2006 május 09, 22:38
Írta: yhwx2ew89 Dátum 2006 május 09, 22:38
Átmérő 25-ös vezetőre bronz vagy lineáris csapágy!Mi a véleményetek?(marási célokra)
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 május 10, 09:55
Írta: Kristály Árpád Dátum 2006 május 10, 09:55
Hallihó!
Ha fémet is szeretnél marni, szerintem csakis a lineáris megoldás jőhet szóba, ráadásul időállóbb.
Üdv.: Árpád
Ha fémet is szeretnél marni, szerintem csakis a lineáris megoldás jőhet szóba, ráadásul időállóbb.
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 11, 22:53
Írta: 000000000 Dátum 2006 május 11, 22:53
Üdvözlök mindenkit!
[#wave]
Köszönöm, hogy nem hurrogtok le azonnal egy-egy butaságért, hanem mind segítetek a helyes út megtalálásában.
Aludtam párat az "X" főtartóra. A betonnal kiöntött szelvény tényleg nem jó! [#schmoll2](nem vagyok statikus, nézzétek el nekem)
Most a következő gondolataim vannak:
(Fontos: a valós áthidalandó távolság nem 3 méter! Ez csak a "bruttó" sínhossz. a kocsihossz miatt a netto "X" mozgás csak kb. 2,5 méter, így a lábak belső távolsága sem kell, hogy nagyobb legyen. -Sasi: azért nem támaszthatom több helyen alá, mert át szeretnék dugni alatta nagyobb táblásított munkadarabokat, és részletekben megmunkálni, így növelve meg az "Y" irányt. Mobillá tenni egy ekkora szerkezetet beláttam már, hogy nem lehet, ezért nem is akarom)
A kézenfekvő az, hogy rátok hallgassak (Lámpás, Sasi, Imi). Az alsó feszítés biztosnak tűnik, de van néhány félelmem is:
1. Rezonancia (fánál nincs ekkora, de jó lenne a márványig is eljutni)
2. A szelvénnyel (Pl.: I) együtt már meglehetősen magas, így csökkenti az alatta átdugható munkadarab max magasságát.
3. Ez biztos amatőr félelem: Nem lesz ettől rugalmas? És oldal irányban kellően merev lesz?
A következő ötletem:
Mi lenne, ha mégis visszakanyarodnék az építészetben használatos előfeszített "I" betongerenda háza tájára, de a következő módon:
Megnéztem őket, a teteje tényleg rettenetes, illetve (természetesen) íves is, de az oldala nem! (talán nem kell mondjam, marha olcsó, esetünkben jelentéktelenül, és bivaly erős, merev)
Szerelési gond:
Beszéltem építész statikusokkal, és arra jutottunk, hogy (elméletileg) az I nyakánál vizszintes furatokkal meg lehet gyengíteni, elég sűrűn is. (természetesen ráhagyással nagyobb átmérővel, mint amire szükségem volna, és átmenő csavarokkal már tudnék rá alátámasztásokat (akár teljes hosszon, akár szakaszosan) szerelni, amit utána síkba hozhatnék. (Ez esetben az mlf2 sínjeimet ugyebár a gerenda oldalára szerelném, mintegy 90 fokban elforgatva a talpán állásához képest.) A fúrókalapács biztosan átviszi a gerendát. Én az ütve fúrás miatti rezonanciától félek! Nem okozhat ez a rázás olyan belső hajszálrepedéseket, elvállásokat, amik tönkre tehetik, az egészet???
[#help]
Kérlek benneteket, mondjátok el, hogy mi a véleményetek erről!
Előre is köszönöm!
Üdv. mindenkinek:
Áron
[#wave]
Köszönöm, hogy nem hurrogtok le azonnal egy-egy butaságért, hanem mind segítetek a helyes út megtalálásában.
Aludtam párat az "X" főtartóra. A betonnal kiöntött szelvény tényleg nem jó! [#schmoll2](nem vagyok statikus, nézzétek el nekem)
Most a következő gondolataim vannak:
(Fontos: a valós áthidalandó távolság nem 3 méter! Ez csak a "bruttó" sínhossz. a kocsihossz miatt a netto "X" mozgás csak kb. 2,5 méter, így a lábak belső távolsága sem kell, hogy nagyobb legyen. -Sasi: azért nem támaszthatom több helyen alá, mert át szeretnék dugni alatta nagyobb táblásított munkadarabokat, és részletekben megmunkálni, így növelve meg az "Y" irányt. Mobillá tenni egy ekkora szerkezetet beláttam már, hogy nem lehet, ezért nem is akarom)
A kézenfekvő az, hogy rátok hallgassak (Lámpás, Sasi, Imi). Az alsó feszítés biztosnak tűnik, de van néhány félelmem is:
1. Rezonancia (fánál nincs ekkora, de jó lenne a márványig is eljutni)
2. A szelvénnyel (Pl.: I) együtt már meglehetősen magas, így csökkenti az alatta átdugható munkadarab max magasságát.
3. Ez biztos amatőr félelem: Nem lesz ettől rugalmas? És oldal irányban kellően merev lesz?
A következő ötletem:
Mi lenne, ha mégis visszakanyarodnék az építészetben használatos előfeszített "I" betongerenda háza tájára, de a következő módon:
Megnéztem őket, a teteje tényleg rettenetes, illetve (természetesen) íves is, de az oldala nem! (talán nem kell mondjam, marha olcsó, esetünkben jelentéktelenül, és bivaly erős, merev)
Szerelési gond:
Beszéltem építész statikusokkal, és arra jutottunk, hogy (elméletileg) az I nyakánál vizszintes furatokkal meg lehet gyengíteni, elég sűrűn is. (természetesen ráhagyással nagyobb átmérővel, mint amire szükségem volna, és átmenő csavarokkal már tudnék rá alátámasztásokat (akár teljes hosszon, akár szakaszosan) szerelni, amit utána síkba hozhatnék. (Ez esetben az mlf2 sínjeimet ugyebár a gerenda oldalára szerelném, mintegy 90 fokban elforgatva a talpán állásához képest.) A fúrókalapács biztosan átviszi a gerendát. Én az ütve fúrás miatti rezonanciától félek! Nem okozhat ez a rázás olyan belső hajszálrepedéseket, elvállásokat, amik tönkre tehetik, az egészet???
[#help]
Kérlek benneteket, mondjátok el, hogy mi a véleményetek erről!
Előre is köszönöm!
Üdv. mindenkinek:
Áron
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2006 május 12, 06:06
Írta: f6kuxbs9f Dátum 2006 május 12, 06:06
Szia Szobrász!
A feszített beton gerenda rugalmas, nem biztos, hogy elég merev lesz.
Nem tudom, hegesztésre és utólagos megmunkálásokra milyen lehetőségeid vannak, de érdemes lenne hegesztett rácsszerkezetben gondolkodni. A méretek miatt olyan tömegű szerkezettel lehetne csak a szükséges merevséget elérni, amiknek a mozgatása, gyorsítása, megállítása komoly problémákat fog okozni.
Többször is belefutottam már a neten egy szoborfaragó cnc gépbe, persze most nem találom :-(
A megmunkálandó tömböt egy forgatható síktárcsára állították (pl. selejtezett karuszell esztergából). A szerkezet maga egy fuggőlegesen álló oszlopon magasságában mozgatott, elforduló kar volt, amin egy kocsin mozgott a megmunkáló motor. Valamelyik amerikai egyetemen fejlesztették, ha jól emelékszem.
Senki sem emlékszik az URL-re?
Üdv
A feszített beton gerenda rugalmas, nem biztos, hogy elég merev lesz.
Nem tudom, hegesztésre és utólagos megmunkálásokra milyen lehetőségeid vannak, de érdemes lenne hegesztett rácsszerkezetben gondolkodni. A méretek miatt olyan tömegű szerkezettel lehetne csak a szükséges merevséget elérni, amiknek a mozgatása, gyorsítása, megállítása komoly problémákat fog okozni.
Többször is belefutottam már a neten egy szoborfaragó cnc gépbe, persze most nem találom :-(
A megmunkálandó tömböt egy forgatható síktárcsára állították (pl. selejtezett karuszell esztergából). A szerkezet maga egy fuggőlegesen álló oszlopon magasságában mozgatott, elforduló kar volt, amin egy kocsin mozgott a megmunkáló motor. Valamelyik amerikai egyetemen fejlesztették, ha jól emelékszem.
Senki sem emlékszik az URL-re?
Üdv
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 május 12, 07:48
Írta: Motoros Dátum 2006 május 12, 07:48
Szia Szobrász!
Hátha segítek ezzel a címmel: http://www.nmine.com/5axis.htm Itt kimondottan nagyméretű gépek találhatók és jól látható a megvalósítás mikéntje. Jellemző mindegyikre hogy hegesztett fémvázúak javarészt és az egyenesbevezetés fel van csavarozva a robusztus tehertartó vázra. Szerintem a hegesztett váz nincs síkbamunkálva hanem az egyenetlenségeket a lin. elemek felcsavarozásánál hézagoló lemezekkel is ki lehet egyenlíteni. A sűrű csavarmegfogás elég merevséget ad. A rezgéseket a gép együttes jelentős tömege nyeli el, valószinü betonnal nincs kiöntve. Figyelemre méltó ez a megoldás:
http://www.nmine.com/5axis/images/SB-44X_400.jpg. A lábakon álló általad elképzelt gigantikus gépet házilagosan elkészíteni szerintem nagy nehézségbe ütközik. Ha csak arra gondolok hogy az elemeket emelgetni kell amihez csőrlő szükséges és egy kisebb üzemcsarnok, és emberek és sok dohány--
Persze valamit mindíg könnyeb megmagyarázni, hogy miért nem lehet-- mint megcsinálni. Sok sikert kívánok hozzá.
Üdvözöl:Motoros
Hátha segítek ezzel a címmel: http://www.nmine.com/5axis.htm Itt kimondottan nagyméretű gépek találhatók és jól látható a megvalósítás mikéntje. Jellemző mindegyikre hogy hegesztett fémvázúak javarészt és az egyenesbevezetés fel van csavarozva a robusztus tehertartó vázra. Szerintem a hegesztett váz nincs síkbamunkálva hanem az egyenetlenségeket a lin. elemek felcsavarozásánál hézagoló lemezekkel is ki lehet egyenlíteni. A sűrű csavarmegfogás elég merevséget ad. A rezgéseket a gép együttes jelentős tömege nyeli el, valószinü betonnal nincs kiöntve. Figyelemre méltó ez a megoldás:
http://www.nmine.com/5axis/images/SB-44X_400.jpg. A lábakon álló általad elképzelt gigantikus gépet házilagosan elkészíteni szerintem nagy nehézségbe ütközik. Ha csak arra gondolok hogy az elemeket emelgetni kell amihez csőrlő szükséges és egy kisebb üzemcsarnok, és emberek és sok dohány--
Persze valamit mindíg könnyeb megmagyarázni, hogy miért nem lehet-- mint megcsinálni. Sok sikert kívánok hozzá.
Üdvözöl:Motoros
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 12, 10:39
Írta: 000000000 Dátum 2006 május 12, 10:39
Szia Viktorhu!
Félre érthettél!? Itt most csak az X alátámasztásáról van szó!
Ami a mozgó felépítményt illeti, attól nem félek, mivel az természetesen alumíniumból lesz. Az "Y" tengely MLF 4-esből lesz (önhordó, jó statikai adatokkal), 1,5 méteres teljes hosszal, és abból is 2 db párhuzamosan, egymás alatt/fölött, Úgy 25 cm-re egymástól, azaz 40 cm külső él távolsággal (lehet hogy 45 fokos bordákat is teszek bele végig a 1,5 méteren cikk-cakkban 80x40-es alu profilból).
Így már kellően erős lesz!
A "Z" tengelyem szintén MLF 4-es lesz, 1 db. ezt is megfelelőnek látom...
Az egész mozgó felépítmény így nem haladja majd meg a 60 kilót.
Motoros! (vagy Motyoros[#awink])
Az előfeszített beton I gerenda nem is olyan súlyos, mint első hallásra! én a 3,2 méterest ("30"-as a jele, 20 cm a ráhagyás) néztem ki :ez 137 kiló (a 260 cm-s 117 kiló).
Ehhez még nem kell daru! Van segítségem, rendes gyerekek, tegnap emeltünk ennél többet is.
De a GERENDÁK ÁTFURÁSA KÖZBENI REZONANCIA!!!
NEM OKOZ KATASZTROFÁLIS BELSŐ ELVÁLLÁSAKAT, HAJSZÁLREPEDÉSEKET???
[#help]
Félre érthettél!? Itt most csak az X alátámasztásáról van szó!
Ami a mozgó felépítményt illeti, attól nem félek, mivel az természetesen alumíniumból lesz. Az "Y" tengely MLF 4-esből lesz (önhordó, jó statikai adatokkal), 1,5 méteres teljes hosszal, és abból is 2 db párhuzamosan, egymás alatt/fölött, Úgy 25 cm-re egymástól, azaz 40 cm külső él távolsággal (lehet hogy 45 fokos bordákat is teszek bele végig a 1,5 méteren cikk-cakkban 80x40-es alu profilból).
Így már kellően erős lesz!
A "Z" tengelyem szintén MLF 4-es lesz, 1 db. ezt is megfelelőnek látom...
Az egész mozgó felépítmény így nem haladja majd meg a 60 kilót.
Motoros! (vagy Motyoros[#awink])
Az előfeszített beton I gerenda nem is olyan súlyos, mint első hallásra! én a 3,2 méterest ("30"-as a jele, 20 cm a ráhagyás) néztem ki :ez 137 kiló (a 260 cm-s 117 kiló).
Ehhez még nem kell daru! Van segítségem, rendes gyerekek, tegnap emeltünk ennél többet is.
De a GERENDÁK ÁTFURÁSA KÖZBENI REZONANCIA!!!
NEM OKOZ KATASZTROFÁLIS BELSŐ ELVÁLLÁSAKAT, HAJSZÁLREPEDÉSEKET???
[#help]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 12, 10:49
Írta: 000000000 Dátum 2006 május 12, 10:49
Ja! Nekem nem kell ám "termelésszerű" masszív márványmarógép! Azét elsősorban fáról van szó! Csak (nagy lassú előtolás mellett) jó lenne ha keményebb anyagokkal is magbírkózna...[#finom]
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2006 május 12, 11:35
Írta: f6kuxbs9f Dátum 2006 május 12, 11:35
Szia Szobrász!
Nem értettelek félre, csak nem pont arra írtam, hanem általánosabban.
Az Általad leírt portál természetesen elég merev lesz, függőleges erőhatásokkal szemben. Ne felejtsd el a vízszintes irányú erők ellen is merevvé tenni.
Az a 60 kg nem kevés ám! A léptetőmotorok - elméletileg - nem folyamatosan mozgatják, hanem lépésenként "rángatják" ezt a tömeget + a megmunkáláshoz szükséges erőt is le kell adják.
A fa megmunkálása során elég magas előtolási sebességekre is szükséged lehet, ehhez kellenek a nagy motorok.
Az én mechanikámon a portál nincs 20 kg, amit most 2 db kb. 1,2 Nm nyomatékú motor hajt. Lehetne akár gyorsabb is.
Még egy tapasztalat: a portál két végén, két tengelyt hajt a két motor. Azonos gyártó, azonos típusú motorjai, mégis az egyik hamarabb veszt lépést, mint a másik (ez határolja az elérhető sebességet). Ennek az a nyűgje, hogy ha az egyik oldal lépést veszít, az egész portál elferdül, rossz esetben befeszül, de legalább is lehet újra párhuzamosra állítani. Jó lenne a két tengely szinkronizálását megoldani, de ez még a jövő feladata.
Gondolj arra is, hogy fánál csak elszívásra van szükséged, de pl. kőnél már hűtésre is. Ehhez az egész munkadarabot egy tepsibe kell beállítsd, ahonnan egy szivattyúval keringetheted a hűtőfolyadékot.
Egy darabig nem fogsz unatkozni ;-)
Üdv
Nem értettelek félre, csak nem pont arra írtam, hanem általánosabban.
Az Általad leírt portál természetesen elég merev lesz, függőleges erőhatásokkal szemben. Ne felejtsd el a vízszintes irányú erők ellen is merevvé tenni.
Az a 60 kg nem kevés ám! A léptetőmotorok - elméletileg - nem folyamatosan mozgatják, hanem lépésenként "rángatják" ezt a tömeget + a megmunkáláshoz szükséges erőt is le kell adják.
A fa megmunkálása során elég magas előtolási sebességekre is szükséged lehet, ehhez kellenek a nagy motorok.
Az én mechanikámon a portál nincs 20 kg, amit most 2 db kb. 1,2 Nm nyomatékú motor hajt. Lehetne akár gyorsabb is.
Még egy tapasztalat: a portál két végén, két tengelyt hajt a két motor. Azonos gyártó, azonos típusú motorjai, mégis az egyik hamarabb veszt lépést, mint a másik (ez határolja az elérhető sebességet). Ennek az a nyűgje, hogy ha az egyik oldal lépést veszít, az egész portál elferdül, rossz esetben befeszül, de legalább is lehet újra párhuzamosra állítani. Jó lenne a két tengely szinkronizálását megoldani, de ez még a jövő feladata.
Gondolj arra is, hogy fánál csak elszívásra van szükséged, de pl. kőnél már hűtésre is. Ehhez az egész munkadarabot egy tepsibe kell beállítsd, ahonnan egy szivattyúval keringetheted a hűtőfolyadékot.
Egy darabig nem fogsz unatkozni ;-)
Üdv
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 május 12, 16:49
Írta: 3vv2btrhv Dátum 2006 május 12, 16:49
Szia Szobrász.
Megkapdat a DVD - ét ??.
Néz meg ezeket
szobor1
szobr2
Ha valami ijent szeretnél csinálni akkor inkább másol le az ö gépüket .
Tibor
Megkapdat a DVD - ét ??.
Néz meg ezeket
szobor1
szobr2
Ha valami ijent szeretnél csinálni akkor inkább másol le az ö gépüket .
Tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 12, 17:30
Írta: 000000000 Dátum 2006 május 12, 17:30
Szia Tibor!
Ma kaptam meg a lemezt, köszi!
De nem éppen ilyesmit szeretnék, azért kösz.
Üdv.: Áron
Ma kaptam meg a lemezt, köszi!
De nem éppen ilyesmit szeretnék, azért kösz.
Üdv.: Áron
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 12, 17:33
Írta: 000000000 Dátum 2006 május 12, 17:33
Erről senki? [#pardon1]
"De az ELŐFESZÍTETT GERENDÁK ÁTFURÁSA KÖZBENI REZONANCIA!!!
NEM OKOZ KATASZTROFÁLIS BELSŐ ELVÁLLÁSAKAT, HAJSZÁLREPEDÉSEKET??? "
[#nemtudom]
"De az ELŐFESZÍTETT GERENDÁK ÁTFURÁSA KÖZBENI REZONANCIA!!!
NEM OKOZ KATASZTROFÁLIS BELSŐ ELVÁLLÁSAKAT, HAJSZÁLREPEDÉSEKET??? "
[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2006 május 12, 17:40
Írta: f6kuxbs9f Dátum 2006 május 12, 17:40
Ha kellően éles fúróval dolgozol, és több lépésben fúrod fel a kívánt átmérőre, akkor nem lesz baja. Szerintem.
Arra erősen oda kell figyelni, hogy ne a benne levő vasalást találja el az ember.
Nézd meg, hogy létezik-e még beton kiváltó gerenda. Az nem feszített, ettől merevebb szerkezet. A súlyproblémákkal persze még annyira sem leszel előrébb ;-)
Üdv
Arra erősen oda kell figyelni, hogy ne a benne levő vasalást találja el az ember.
Nézd meg, hogy létezik-e még beton kiváltó gerenda. Az nem feszített, ettől merevebb szerkezet. A súlyproblémákkal persze még annyira sem leszel előrébb ;-)
Üdv
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 május 12, 22:42
Írta: sasi Dátum 2006 május 12, 22:42
Szia Szobrász!
Az előfeszített betongerendákról nem sokat tudok, de azt gondolom, ezek belső feszültségét nem lehet büntetlenül megbontani, valamint nagy kihívás a vasalás elkerülése a fúrásnál, melyet csak röntgennel lehetne biztonságosan megoldani.
Ha nekem kellene ilyen gerendával megoldani az X pályát, ragasztással rögzítenék rá húzott fényes C45-ös minőségű laposacélt, és erre rögzíteném a lineáris vezetéket. Mivel hozzám a vas közelebb áll, szimpatikusabb megoldásnak látom az „I”-vas alkalmazását.
sasi
Az előfeszített betongerendákról nem sokat tudok, de azt gondolom, ezek belső feszültségét nem lehet büntetlenül megbontani, valamint nagy kihívás a vasalás elkerülése a fúrásnál, melyet csak röntgennel lehetne biztonságosan megoldani.
Ha nekem kellene ilyen gerendával megoldani az X pályát, ragasztással rögzítenék rá húzott fényes C45-ös minőségű laposacélt, és erre rögzíteném a lineáris vezetéket. Mivel hozzám a vas közelebb áll, szimpatikusabb megoldásnak látom az „I”-vas alkalmazását.
sasi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 12, 23:47
Írta: 000000000 Dátum 2006 május 12, 23:47
Szia Sasi!
Nagyon érdekel, amit a ragasztásról írsz!
Nagyon megköszönném, ha részleteznéd nekem #worship]!!!
Létezik ilyen anyag, ami a betonhoz ragasztaná a vasat??? (Elérhető áron) És ezek után egyenesbe marni még a húzott lapos acélt, vagy azt nem kell már? (bocsánat, de mi az a c45?)
Beszéltem statikusokkal, szerintük az előfeszített "I" gerenda nyugodtan könnyíthető, de csakis a nyakánál. Itt egyébként nincs benne vas!
Csak a fúrási rezonanciától tartok.
Üdv: Áron
Nagyon érdekel, amit a ragasztásról írsz!
Nagyon megköszönném, ha részleteznéd nekem #worship]!!!
Létezik ilyen anyag, ami a betonhoz ragasztaná a vasat??? (Elérhető áron) És ezek után egyenesbe marni még a húzott lapos acélt, vagy azt nem kell már? (bocsánat, de mi az a c45?)
Beszéltem statikusokkal, szerintük az előfeszített "I" gerenda nyugodtan könnyíthető, de csakis a nyakánál. Itt egyébként nincs benne vas!
Csak a fúrási rezonanciától tartok.
Üdv: Áron
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 12, 23:48
Írta: 000000000 Dátum 2006 május 12, 23:48
#worship]!!! =[#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 12, 23:54
Írta: 000000000 Dátum 2006 május 12, 23:54
Ja! És ha már létezik ilyen ragasztó, nem ragaszthatnám-e egyből a betonra a sínjeimet? Vagy enyire azért nem erős? És ha erös is, nem mállhat ott le a beton (a cement)?
Üdv.: Áron
Üdv.: Áron
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 május 13, 07:05
Írta: sasi Dátum 2006 május 13, 07:05
- No igen, miért is lenne a betongerenda semleges szálában vas? Ha oda fúrsz lukakat, az valóban nem csökkenti a szilárdságát.
- A betont ütvefúróval szokták fúrni, az összetöri a kavicsokat, és így halad előre. A gerenda gyártásakor nyilván osztályozott, kisméretű sódert használnak, így talán az ütések hatására keletkező repedések nem tudnak messze terjedni, azaz csak a kavics határfelületéig.
Ütvefúrás nélkül is ki lehet fúrni a betont, csak közben vízhűtést kell alkalmazni.
- Léteznek olyan, általában kétkomponenses ragasztók, melyek alkalmasak tartós kapcsolatot létesíteni a fém és a beton között. Ajánlani nem tudok típust, kicsit körbe kellene járni a témát. MLF 4 beragasztását nem javasolnám, meg kellene hagyni az oldhatóságot, a jusztírozás lehetőségét.
- A C45 egy szénacél jelzés, edzhető anyag, pl. ebből készül a beton farigcsálására alkalmas szerszám is. Az ebből húzott laposacél nagymértékben mérethű, felülete egysíkú, valamint elég nagy a szilárdsága, de még jól megmunkálható. Három méteres szálakban lehet kapni a
Ferroglobus-nál.
Üdv sasi
- A betont ütvefúróval szokták fúrni, az összetöri a kavicsokat, és így halad előre. A gerenda gyártásakor nyilván osztályozott, kisméretű sódert használnak, így talán az ütések hatására keletkező repedések nem tudnak messze terjedni, azaz csak a kavics határfelületéig.
Ütvefúrás nélkül is ki lehet fúrni a betont, csak közben vízhűtést kell alkalmazni.
- Léteznek olyan, általában kétkomponenses ragasztók, melyek alkalmasak tartós kapcsolatot létesíteni a fém és a beton között. Ajánlani nem tudok típust, kicsit körbe kellene járni a témát. MLF 4 beragasztását nem javasolnám, meg kellene hagyni az oldhatóságot, a jusztírozás lehetőségét.
- A C45 egy szénacél jelzés, edzhető anyag, pl. ebből készül a beton farigcsálására alkalmas szerszám is. Az ebből húzott laposacél nagymértékben mérethű, felülete egysíkú, valamint elég nagy a szilárdsága, de még jól megmunkálható. Három méteres szálakban lehet kapni a
Ferroglobus-nál.
Üdv sasi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 13, 23:19
Írta: 000000000 Dátum 2006 május 13, 23:19
Köszönöm Sasi!
Azt hiszem, ki is alakult bennem az X főtartók kivitelezésének menete:
A 3 méteres előfeszített beton I gerendákat hűtés mellett, "ütés" nélkül fúrom. Megpróbálom minél pontosabban, de ráhagyással nagyobb lyukat fúrok, mint a csavarjaim.
Ezek után a betont(!) marom valahogyan síkba, és közvetlenül erre szerelem az MLF2 (alulról rögzítendő lineáris vezetéket.
A síkba maráshoz valami hasonló módszert alkalmaznék, mint amit már korábban leírtam. Bemásolom ide:
"Mivel nekem ekkor még lesz egy egyben lévő 3 méteres MLF4-es önhordó sínem - amiből később szétvágva majd az Y(!) tengelyt készítem -, ezzel marom síkba az X alátámasztásokat, a következő képen:
Az MLF4-es sínt ideiglenesen fölé szerelem - vagy 20 cm-vel fölé(!) - a betonos X szelvényeimnek, úgy, hogy nem csak a két végén (bár ekkor kell gondosan beállítani a helyét), hanem közte is kap "alátámasztást" valahogy úgy, mint a modern függővasutaknál, azaz fölülről(!) (ezeknél a kis kókány "bitóknál" nem kell már állítgatni - ennyire van az a sín önhordó - csak rögzíteni. Na ekkor szerelem föl a kocsit, szintén, mint a függővasutat, amire fölkerül egy jókora flex, harang alakú koronggal.
előtolásnak pedig (szintén ideiglenesen) használhatom a meglévő X-es orsómat kézi hajtással, aztán: uccu neki! Végig tolom"
Persze víz hűtés mellett, és talán maróval.
De milyen késsel is kellene ezt csinálnom?
Marás előtt nem kellene esetleg valami homogénebb összetételű aljzatkiegyenlítőt használnom? Esetleg valami nyomás álló műgyantát?
Előre is köszönöm:
Áron
[#wave]
Azt hiszem, ki is alakult bennem az X főtartók kivitelezésének menete:
A 3 méteres előfeszített beton I gerendákat hűtés mellett, "ütés" nélkül fúrom. Megpróbálom minél pontosabban, de ráhagyással nagyobb lyukat fúrok, mint a csavarjaim.
Ezek után a betont(!) marom valahogyan síkba, és közvetlenül erre szerelem az MLF2 (alulról rögzítendő lineáris vezetéket.
A síkba maráshoz valami hasonló módszert alkalmaznék, mint amit már korábban leírtam. Bemásolom ide:
"Mivel nekem ekkor még lesz egy egyben lévő 3 méteres MLF4-es önhordó sínem - amiből később szétvágva majd az Y(!) tengelyt készítem -, ezzel marom síkba az X alátámasztásokat, a következő képen:
Az MLF4-es sínt ideiglenesen fölé szerelem - vagy 20 cm-vel fölé(!) - a betonos X szelvényeimnek, úgy, hogy nem csak a két végén (bár ekkor kell gondosan beállítani a helyét), hanem közte is kap "alátámasztást" valahogy úgy, mint a modern függővasutaknál, azaz fölülről(!) (ezeknél a kis kókány "bitóknál" nem kell már állítgatni - ennyire van az a sín önhordó - csak rögzíteni. Na ekkor szerelem föl a kocsit, szintén, mint a függővasutat, amire fölkerül egy jókora flex, harang alakú koronggal.
előtolásnak pedig (szintén ideiglenesen) használhatom a meglévő X-es orsómat kézi hajtással, aztán: uccu neki! Végig tolom"
Persze víz hűtés mellett, és talán maróval.
De milyen késsel is kellene ezt csinálnom?
Marás előtt nem kellene esetleg valami homogénebb összetételű aljzatkiegyenlítőt használnom? Esetleg valami nyomás álló műgyantát?
Előre is köszönöm:
Áron
[#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 14, 14:21
Írta: 000000000 Dátum 2006 május 14, 14:21
vizszintes es ezert meglehetosen egyenes sikot lehet onteni mugyantabol ha a felulet folul van...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 14, 14:47
Írta: 000000000 Dátum 2006 május 14, 14:47
A betongerenda helyett egesz biztosan jobbmegoldas a jo magas gerincu acel I gerenda.
Nem is kell tomornek lennie!
Lehet un. racsos tarto szerkezetu...azaz
alul-folul egy lemezcsik vagy zartszelveny, koztuk csobol/zartszelvenybol ferde rudazat mint a hidaknal,csarnokoknal, toronydaru vazaknal lathato...
Ennek a racsos tartonak kicsi az ONSULYA es a ezert a LEHAJLASA is a TERHELHETOSEGEHEZ kepest.
A gerincere pedig konnyu a sineket jol beallitahatoan felszerelni.
Modszer:
a gerendaval parhuzamosan de attol es eygmastol elszigetelve!!! 2 vekony acel huzal (citerahur, gitarhur) kifeszit, olyan tavolsagra mint amilyen atmeroju koszorult rud darab keznel van eppen.
Aztan az MLF sin naygjabol felszerel, a kocsira a koszorult rud darb keresztben felfog, ugyhogy
a huzalok koze essen.
A sinre es az elszigetelt huzalokra zseblampa elem+izzo rakot....aztan a kocsit vegig tolva a szintezo csavarzattal az MLF sin beallit ugy, hogy az izzo mindehol eppen elaludjon...azaz a 2 huzal es koszorult rud kozott eppen megszunjon a kontakt mindket oldalon !
Beallitas utan a talp alatti reseket mugyantaval kionteni ...rezgesek ellen)
Igy parmeteren nehany szazadon belul egyenes lesz az MLF sin mindenfele vaz sikba munkalas nelkul is.
20 meteres langvago vazaknal is partized mm -en belul van igy beallitva a palya barhol ...
A vashoz egyebkent is konnyebb barmit hozzaerositeni mint a betonhoz es a hotagulas miatti meretvaltozasok is kissebbek...
+ barmilyen beton szerkezet CSAK osszenyomasra terhelheto jol, huzasra/hajlitasra szinte azonnal torik !
Szoval nagy es eros gerenda= racsos tarto !
Bellitashoz egyenes= erosen feszitett huzalpar.
Beallitashoz "muszer"= kontaktus
Nem is kell tomornek lennie!
Lehet un. racsos tarto szerkezetu...azaz
alul-folul egy lemezcsik vagy zartszelveny, koztuk csobol/zartszelvenybol ferde rudazat mint a hidaknal,csarnokoknal, toronydaru vazaknal lathato...
Ennek a racsos tartonak kicsi az ONSULYA es a ezert a LEHAJLASA is a TERHELHETOSEGEHEZ kepest.
A gerincere pedig konnyu a sineket jol beallitahatoan felszerelni.
Modszer:
a gerendaval parhuzamosan de attol es eygmastol elszigetelve!!! 2 vekony acel huzal (citerahur, gitarhur) kifeszit, olyan tavolsagra mint amilyen atmeroju koszorult rud darab keznel van eppen.
Aztan az MLF sin naygjabol felszerel, a kocsira a koszorult rud darb keresztben felfog, ugyhogy
a huzalok koze essen.
A sinre es az elszigetelt huzalokra zseblampa elem+izzo rakot....aztan a kocsit vegig tolva a szintezo csavarzattal az MLF sin beallit ugy, hogy az izzo mindehol eppen elaludjon...azaz a 2 huzal es koszorult rud kozott eppen megszunjon a kontakt mindket oldalon !
Beallitas utan a talp alatti reseket mugyantaval kionteni ...rezgesek ellen)
Igy parmeteren nehany szazadon belul egyenes lesz az MLF sin mindenfele vaz sikba munkalas nelkul is.
20 meteres langvago vazaknal is partized mm -en belul van igy beallitva a palya barhol ...
A vashoz egyebkent is konnyebb barmit hozzaerositeni mint a betonhoz es a hotagulas miatti meretvaltozasok is kissebbek...
+ barmilyen beton szerkezet CSAK osszenyomasra terhelheto jol, huzasra/hajlitasra szinte azonnal torik !
Szoval nagy es eros gerenda= racsos tarto !
Bellitashoz egyenes= erosen feszitett huzalpar.
Beallitashoz "muszer"= kontaktus
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 14, 14:49
Írta: 000000000 Dátum 2006 május 14, 14:49
Szia Proximus!
Nem fölül van, de az öntéshez elfordíthatom.
Mi a neve, és hol szerezhetném be?
Nem fölül van, de az öntéshez elfordíthatom.
Mi a neve, és hol szerezhetném be?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 14, 14:57
Írta: 000000000 Dátum 2006 május 14, 14:57
Köszönöm Proximus!
Ez remekül hangzik! De nem fog rezonálni?
Ez remekül hangzik! De nem fog rezonálni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 14, 15:00
Írta: 000000000 Dátum 2006 május 14, 15:00
Szóval a műnyantának mi a neve és hol szerezhető be?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 14, 15:08
Írta: 000000000 Dátum 2006 május 14, 15:08
Ha a vaz sajat rezgesi frekvenciaja nem esik
egybe a szerszam rezgesekevel akkor nem.
Ekkora szerkezetnek marpedig eleg alacsony lesz a sajat rezgesi frekvenciaja, szerintem.
Ha megis ...akkor meg mindig kimerevitheto/kiontheto utolag itt-ott es maris szetlehet hangolni a rendszert a nyugalom iranyaba.
+ ekkora vazaknal fontos a kocsi megvezetes nagy
L/d viszonya, azaz a megvzetes hossza sokszorosa legyen a megvezetes atmerojenek.
Ekkor nem fog ugralva haladni kis sebessegnel sem a kocsi...
En ekkor gepnel az MLF-re nem egy hanem ket kocsit raknek egymastol legalabb felmeterre
a latszolagos L/d arany javitas okan.
De, ugy erzem a szerszam frekvencia es a vaz frekvencis nagyon messze lesz egymastol eleve is....
egybe a szerszam rezgesekevel akkor nem.
Ekkora szerkezetnek marpedig eleg alacsony lesz a sajat rezgesi frekvenciaja, szerintem.
Ha megis ...akkor meg mindig kimerevitheto/kiontheto utolag itt-ott es maris szetlehet hangolni a rendszert a nyugalom iranyaba.
+ ekkora vazaknal fontos a kocsi megvezetes nagy
L/d viszonya, azaz a megvzetes hossza sokszorosa legyen a megvezetes atmerojenek.
Ekkor nem fog ugralva haladni kis sebessegnel sem a kocsi...
En ekkor gepnel az MLF-re nem egy hanem ket kocsit raknek egymastol legalabb felmeterre
a latszolagos L/d arany javitas okan.
De, ugy erzem a szerszam frekvencia es a vaz frekvencis nagyon messze lesz egymastol eleve is....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 14, 15:11
Írta: 000000000 Dátum 2006 május 14, 15:11
epoxy alapu gyantak jok
kicsiben festekbolt, uverapid, eporapid, ablonczy
kicsiben festekbolt, uverapid, eporapid, ablonczy
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 14, 15:13
Írta: 000000000 Dátum 2006 május 14, 15:13
...ha elforditod akkor az nem lesz jo!
Mivel ugye a masik iranyba hajlott elotte ...
amikor kiegyenlitetted az ontessel.
Mivel nem vegtelen a merevsege, igy forditas utan mar ujra gorbe lesz az iment ontott sik.
Mivel ugye a masik iranyba hajlott elotte ...
amikor kiegyenlitetted az ontessel.
Mivel nem vegtelen a merevsege, igy forditas utan mar ujra gorbe lesz az iment ontott sik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 14, 15:25
Írta: 000000000 Dátum 2006 május 14, 15:25
KÖSZÖNÖM SZÉPEN!
Szóval a betont eleve elvetnéd? Nem kell a súly a rezonancia minimalizálásáhaz? Elég a merevítés és kész?[#nevetes1]
Szóval a betont eleve elvetnéd? Nem kell a súly a rezonancia minimalizálásáhaz? Elég a merevítés és kész?[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 14, 15:46
Írta: 000000000 Dátum 2006 május 14, 15:46
A (be)rezges frekvenciaja alapvetoen ket parametertol fugg merevseg es tomeg...
Mivel itt a merettartas miatt a merevseg helybol nagy kell legyen igy a tomeg kevesbe aggaszt, de termeszetesen jot tesz a minel nagyobb tomegu es a minel jobb csillapito hatasu anyag hasznalata is a vazban....
Csak szerintem vassal banni konnyebb es modositani is konnyebb barmit ha vasbol van
Mivel itt a merettartas miatt a merevseg helybol nagy kell legyen igy a tomeg kevesbe aggaszt, de termeszetesen jot tesz a minel nagyobb tomegu es a minel jobb csillapito hatasu anyag hasznalata is a vazban....
Csak szerintem vassal banni konnyebb es modositani is konnyebb barmit ha vasbol van
Cím: Re:Mechanikai ötletek
Írta: f6kuxbs9f Dátum 2006 május 14, 17:31
Írta: f6kuxbs9f Dátum 2006 május 14, 17:31
Sziasztok!
Műgyanta forrás:
NOVIA 1149.Bp.Nagy Lajos kiraly.108
P + M Kft. 1238 Helsinki út 114
Üdv
Műgyanta forrás:
NOVIA 1149.Bp.Nagy Lajos kiraly.108
P + M Kft. 1238 Helsinki út 114
Üdv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 15, 20:14
Írta: 000000000 Dátum 2006 május 15, 20:14
Sziasztok.
Valaki tudna belinkelni egy fortuárol képet mert sajna nemtalálom a forumon a régi képet.
Vagy esetleg egy linke kellene ahol megtalálom.
Valaki tudna belinkelni egy fortuárol képet mert sajna nemtalálom a forumon a régi képet.
Vagy esetleg egy linke kellene ahol megtalálom.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 május 15, 20:57
Írta: sasi Dátum 2006 május 15, 20:57
Szia tramp!
Az egyik képen a fortuna hajtás nélül, a másikon a meghajtó motorral. A képek valahonnan a net-rő származnak.


Az egyik képen a fortuna hajtás nélül, a másikon a meghajtó motorral. A képek valahonnan a net-rő származnak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 15, 21:02
Írta: 000000000 Dátum 2006 május 15, 21:02
Köszi!
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 május 15, 21:25
Írta: sasi Dátum 2006 május 15, 21:25
tramp!
Megtaláltam a fortuna készítéséról a képeket!
Megtaláltam a fortuna készítéséról a képeket!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 május 15, 22:30
Írta: Kristály Árpád Dátum 2006 május 15, 22:30
Hallihó!
Igen, de azért jobb lenne mondjuk két kúpgörgős csapágy állítható lehetőséggel, mert a nagy fordulat miatt, nem árt ha utána lehehessen állítani
(kopás stb., kottyanásmentesség) hiszen csak így lehet elérni bizonyos precízitást!
Üdv.: Árpád
Igen, de azért jobb lenne mondjuk két kúpgörgős csapágy állítható lehetőséggel, mert a nagy fordulat miatt, nem árt ha utána lehehessen állítani
(kopás stb., kottyanásmentesség) hiszen csak így lehet elérni bizonyos precízitást!
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 26, 20:55
Írta: 000000000 Dátum 2006 május 26, 20:55
Hali!
Egy jó áttétel és szíj számoló oldal, fogasszijas meghajtásokhoz.http://www.sdp-si.com/Cd/default.htm
Nekem sokat segített.
Használjátok egészséggel.
Üdv karsa
Egy jó áttétel és szíj számoló oldal, fogasszijas meghajtásokhoz.http://www.sdp-si.com/Cd/default.htm
Nekem sokat segített.
Használjátok egészséggel.
Üdv karsa
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 26, 22:33
Írta: 000000000 Dátum 2006 május 26, 22:33
sziasztok.még nagyon kezdő vagyok és most áll össze az első gépem.kérdeznék valami,ami nektek alapvető:a vezérlő milyen határok között tudja a marómotor ford.számát szabályozni??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 27, 08:34
Írta: 000000000 Dátum 2006 május 27, 08:34
0...13000 Step/sec (a P1).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 27, 16:06
Írta: 000000000 Dátum 2006 május 27, 16:06
Sziasztok! Egy cnc plazmavágó elkészítésén munkálkodom, és felmerült az az ötlet, hogy az X-Y tengelyeket fogasszíj helyett egy vékogy bowdennel hajtsam. Úgy gondoltam, hogy a motorok tengelyére készítek egy megfelelő méretű tárcsát, arra rátekerem egyszer a bowdent,a többi rész mint a fogasszíjnál. Szkennerekben láttam ezt a megoldást. Van erről a modszerről információtok? Működhet így cucc? Köszi, Robert
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 27, 16:59
Írta: 000000000 Dátum 2006 május 27, 16:59
Én láttam élőben is ilyet! Ott egy hengerre volt 1 menet tekerve (ezt forgatta egy léptetőmotor), az egyik vége fix a másikat rugó feszítette. Működött!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 május 28, 09:51
Írta: Kristály Árpád Dátum 2006 május 28, 09:51
T.Robert!
Igen, ha voltál az első CNChobby talin, akkor ez a megoldás látható volt az asztalomon eredeti Olympus (japán) kívitelben. Amenyiben személyesen is meg akarod nézni, úgy megoldható.
Képet nem érdemes küldeni, mert elég nagy méret s így csak részletek láthatók.,
Az István a lényeget leírta, de ha megnézel egy régi skálás rádiót, úgyan az a megoldás.
Hallihó!
Igen, ha voltál az első CNChobby talin, akkor ez a megoldás látható volt az asztalomon eredeti Olympus (japán) kívitelben. Amenyiben személyesen is meg akarod nézni, úgy megoldható.
Képet nem érdemes küldeni, mert elég nagy méret s így csak részletek láthatók.,
Az István a lényeget leírta, de ha megnézel egy régi skálás rádiót, úgyan az a megoldás.
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 28, 10:14
Írta: 000000000 Dátum 2006 május 28, 10:14
T.Robert!
Nekem van egy bontott japán plottrem amelyben egy kb. 3 mm-es bowden húzza az írókocsit úgy, hogy a bowden alsó és felső szála külön külön fel ill. letekeredik egy kb 60 mm-es hengerre. A hengeren a középtől számítva alulra ill. felülre 5-5 menet fér rá a bowdenhuzalból. A hengert egy léptecs dörzskerekes módon hajtja meg. Azaz a módszer működik és precíznek is kell lennie hiszen mégiscsak egy japcsi plotterről van szó.
Nekem van egy bontott japán plottrem amelyben egy kb. 3 mm-es bowden húzza az írókocsit úgy, hogy a bowden alsó és felső szála külön külön fel ill. letekeredik egy kb 60 mm-es hengerre. A hengeren a középtől számítva alulra ill. felülre 5-5 menet fér rá a bowdenhuzalból. A hengert egy léptecs dörzskerekes módon hajtja meg. Azaz a módszer működik és precíznek is kell lennie hiszen mégiscsak egy japcsi plotterről van szó.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 28, 10:45
Írta: 000000000 Dátum 2006 május 28, 10:45
Köszönöm a segítséget, örülök, hogy működőképes a módszer.Sokat lehet így faragni a költségeken. Még lenne egy kérdésem, a meghajtó kerék méretével kapcsolatban. Kb milyen fordulatszámon szeretnek működni a léptetőmotorok? Nekem 1,9V-os 0,75A-es 200 lépés/ford. motorjaim vannak.(Minebea 23lq-c202-01h)
Árpád köszi, küldtem levelet.
Árpád köszi, küldtem levelet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 28, 10:50
Írta: 000000000 Dátum 2006 május 28, 10:50
0...1000 (de ez nagyon függ a motortól, vezérlőtől, sőt még a CNC szoftver impulzus egyenletességétől is)!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 28, 11:40
Írta: 000000000 Dátum 2006 május 28, 11:40
Értem. Megpróbálom áttétel nélkül, vékony bowdennel hajtani, ami hajlandó kb. 15mm átmérőjű tárcsán megfordulni. így elegendő lesz az elérhető legkisebb elmozdulás is. 0.23mm
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 május 28, 18:43
Írta: 000000000 Dátum 2006 május 28, 18:43
Ha van lehetőséged, ismerősőd aki tud neked mutatni fénymásoló mech.- át ott pont ez a megoldás!!!! a 46. motor pont ezt valósítja meg:
- Típus: VEXTA A3380-9215 (JAPAN)
- Tekercsrendszer: öt fázisú, Bipoláris (6 kivezetéses)!!!
- Lépés: 0.72°/Step
- Feszültség: 3V=
- Áram: 0.75A
- Tekercs ellenállása: 5x4 Ohm/fázis
- Súlya: ~0.5kg
- Motortengely átmérője: 6.4 mm
- Felfogó csavartávolságok: 4x47mm (M5)
- Típus: VEXTA A3380-9215 (JAPAN)
- Tekercsrendszer: öt fázisú, Bipoláris (6 kivezetéses)!!!
- Lépés: 0.72°/Step
- Feszültség: 3V=
- Áram: 0.75A
- Tekercs ellenállása: 5x4 Ohm/fázis
- Súlya: ~0.5kg
- Motortengely átmérője: 6.4 mm
- Felfogó csavartávolságok: 4x47mm (M5)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 június 07, 10:38
Írta: 000000000 Dátum 2006 június 07, 10:38
Sziasztok!
Ehhez mit szóltok?:
(Lineáris vezeték felszerelése)
..."Nem biztos, hogy az egész felső részt tökéletesen síkba kell munkálnod, mert az piszok nagy meló. Minden rögzítési ponton gondosan ki kell hézagolni vékony (0,05 - 0,15 mm-es)acél, sárgaréz vagy bronz szalaggal az MLF2-t. Ezután az egészet leszerelve a rögzítési pontok közötti részt kiöntöd (kikened) valamilyen lassan kötő paszta konzisztenciájú zsugorodásmentes műgyantával. Ezután visszateheted a sínt és az előzőleg pontosan beállított méterű hézagolókat. A felesleges gyanta mindenütt kinyomódik csak a pontosan szükséges vastagságú réteg marad ott. Ezek az anyagok a nyomást igen jól tűrik, ezért ha megkötött, bika erős lesz. Ha nem akarod "örökre vasalva" kategóriába tenni a síneket, a gyantába nyomás előtt simíts az aljára és részben az oldalára egy réteg háztartási alufóliát, vagy öntapadós aluszalagot. Ez tökéletesen rásimítható, és ha nem lyukad ki bármikor leszerelhető a sín mert a fólia elválasztja a ragacstól."...
Az érdem nem az enyém, Imi ötlete!
Szóval: hézagolás+alufólia[#heureka]
Ehhez mit szóltok?:
(Lineáris vezeték felszerelése)
..."Nem biztos, hogy az egész felső részt tökéletesen síkba kell munkálnod, mert az piszok nagy meló. Minden rögzítési ponton gondosan ki kell hézagolni vékony (0,05 - 0,15 mm-es)acél, sárgaréz vagy bronz szalaggal az MLF2-t. Ezután az egészet leszerelve a rögzítési pontok közötti részt kiöntöd (kikened) valamilyen lassan kötő paszta konzisztenciájú zsugorodásmentes műgyantával. Ezután visszateheted a sínt és az előzőleg pontosan beállított méterű hézagolókat. A felesleges gyanta mindenütt kinyomódik csak a pontosan szükséges vastagságú réteg marad ott. Ezek az anyagok a nyomást igen jól tűrik, ezért ha megkötött, bika erős lesz. Ha nem akarod "örökre vasalva" kategóriába tenni a síneket, a gyantába nyomás előtt simíts az aljára és részben az oldalára egy réteg háztartási alufóliát, vagy öntapadós aluszalagot. Ez tökéletesen rásimítható, és ha nem lyukad ki bármikor leszerelhető a sín mert a fólia elválasztja a ragacstól."...
Az érdem nem az enyém, Imi ötlete!
Szóval: hézagolás+alufólia[#heureka]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 június 07, 10:41
Írta: 000000000 Dátum 2006 június 07, 10:41
"és ha nam lyukad ki"
Nem lyukad ki?
Nem lyukad ki?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 június 20, 15:46
Írta: 000000000 Dátum 2006 június 20, 15:46
Hali!
Szeretnék építeni egy kicsi és gyors mechanikát.
A 0.1mm-es lépés lenne az optimális.
Arra gondoltam, bowdennel vagy bordásszíjjal hajtom meg, 120 lépéses motorokkal.
Nem kéne nagy nyomaték, nem marásra, hanem csak gyémánt-tűs karcolásra használnám.
A lényeg, hogy gyors legyen.
Erre jutottam:
motor=120 lépés
szükséges felbontás=0.1mm
meghajtó tárcsa kerülete:120x0.1=12 mm
-->átmérője: Ko=2rxPi = 12/3.14=2r = 3.821!!
Tehát a szükséges átmérő 3.821mm lenne !!!
[#szomoru1]
Most vagy lényegesen nagyobb felbontású motort alkalmazok, vagy áttételezek....vagy hagyom a fenébe az egészet
[#alien]
Van valakinek tapasztalata bowdenes hajtással kapcsolatban, és megosztaná velem?
Szeretnék építeni egy kicsi és gyors mechanikát.
A 0.1mm-es lépés lenne az optimális.
Arra gondoltam, bowdennel vagy bordásszíjjal hajtom meg, 120 lépéses motorokkal.
Nem kéne nagy nyomaték, nem marásra, hanem csak gyémánt-tűs karcolásra használnám.
A lényeg, hogy gyors legyen.
Erre jutottam:
motor=120 lépés
szükséges felbontás=0.1mm
meghajtó tárcsa kerülete:120x0.1=12 mm
-->átmérője: Ko=2rxPi = 12/3.14=2r = 3.821!!
Tehát a szükséges átmérő 3.821mm lenne !!!
[#szomoru1]
Most vagy lényegesen nagyobb felbontású motort alkalmazok, vagy áttételezek....vagy hagyom a fenébe az egészet
[#alien]
Van valakinek tapasztalata bowdenes hajtással kapcsolatban, és megosztaná velem?
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 június 20, 16:37
Írta: Kristály Árpád Dátum 2006 június 20, 16:37
Hallihó Bélabá!
Gondba leszel mert nagyon jó bowden kell (spéci müanyagbevonatos a megcsúszás ellen). (fénymásolókban is ezt használják)
Személyesen tudok neked Japán Olympus, profi megoldást mutatni. Az elv a régi skálás rádióban megtalálható.
Tel:20-361-4563
Üdv.: Árpád
Gondba leszel mert nagyon jó bowden kell (spéci müanyagbevonatos a megcsúszás ellen). (fénymásolókban is ezt használják)
Személyesen tudok neked Japán Olympus, profi megoldást mutatni. Az elv a régi skálás rádióban megtalálható.
Tel:20-361-4563
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 június 22, 13:32
Írta: 000000000 Dátum 2006 június 22, 13:32
Üdv. Bélabá!
Milyen kicsi az a mechanika? Ha elég kicsi akkor tudok ajánlani 25.4 mm menetemelkedésü orsót kottyanásmentes anyuval.Ez 1.8 fokos motorral direktben 0.127mm/lépés.
Milyen kicsi az a mechanika? Ha elég kicsi akkor tudok ajánlani 25.4 mm menetemelkedésü orsót kottyanásmentes anyuval.Ez 1.8 fokos motorral direktben 0.127mm/lépés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 június 23, 09:50
Írta: 000000000 Dátum 2006 június 23, 09:50
Helló!
Tibor, engem érdekelne az orsód, 2 darab kéne elég a kb 100mm-es hosszúság.
A Tiéd milyen hosszú?[#vigyor]
Köszi!
A 25,4-es emelkledés kicsit soknak tűnik, golyós anya van az orsóhoz?
Tibor, engem érdekelne az orsód, 2 darab kéne elég a kb 100mm-es hosszúság.
A Tiéd milyen hosszú?[#vigyor]
Köszi!
A 25,4-es emelkledés kicsit soknak tűnik, golyós anya van az orsóhoz?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 június 23, 17:20
Írta: 000000000 Dátum 2006 június 23, 17:20
FIJÚÚK!
Tibor 25,4 mérete több mint szép, biztos örülnek neki a lányok.
Tibor 25,4 mérete több mint szép, biztos örülnek neki a lányok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 június 25, 21:47
Írta: 000000000 Dátum 2006 június 25, 21:47
Sziasztok!
Márpedig 25.4 -es. Igaz hogy mm-ben. Ennek pedig a párom sem örülne.Nem golyós anya van hozzá hanem valami önbeállós kütyü.feltennék egy képet de nemtudom hogy hogyan kell.
Márpedig 25.4 -es. Igaz hogy mm-ben. Ennek pedig a párom sem örülne.Nem golyós anya van hozzá hanem valami önbeállós kütyü.feltennék egy képet de nemtudom hogy hogyan kell.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 június 26, 10:13
Írta: 000000000 Dátum 2006 június 26, 10:13
Hellló!
Elüldhetnéd mail-ben...
alfagravir@freemail.hu
Köszi!
Elüldhetnéd mail-ben...
alfagravir@freemail.hu
Köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 június 26, 14:13
Írta: 000000000 Dátum 2006 június 26, 14:13
Hali!
Nezzetek meg a www.homar.hu -t. Van rajta egy erdekes cikk az alabbi cimmel:
Szórakoztató filmecske a jövõ graffitiseinek
Lenyeg, hogy az urge fellogatott ket kotelre egy festekszorot. Majd lapitopival vezerelve a koteleket rajzolt.
Nezzetek meg a www.homar.hu -t. Van rajta egy erdekes cikk az alabbi cimmel:
Szórakoztató filmecske a jövõ graffitiseinek
Lenyeg, hogy az urge fellogatott ket kotelre egy festekszorot. Majd lapitopival vezerelve a koteleket rajzolt.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 június 26, 17:16
Írta: 3vv2btrhv Dátum 2006 június 26, 17:16
SZIASZTOK
INENTÖL FOGVA NEM lessz grafiti mentes falfelület !
Tibor
Ui amugy nagyon jo
INENTÖL FOGVA NEM lessz grafiti mentes falfelület !
Tibor
Ui amugy nagyon jo
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 július 18, 19:39
Írta: 000000000 Dátum 2006 július 18, 19:39
Jók ezek a kis görgők a lineáris egységben:

De érdekes a marómotor "hűtőbordája" is!
De érdekes a marómotor "hűtőbordája" is!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 július 19, 00:17
Írta: 000000000 Dátum 2006 július 19, 00:17
Ötletes az egész gép megoldása, bár nem látom, hogy az Y szánt hogyan hajtja meg. Az sem világos, hogy hogyan tudja a kis csapágygörgőket állítani.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 július 19, 12:28
Írta: 000000000 Dátum 2006 július 19, 12:28
Sajnos csak ennyi kép van róla.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2006 július 19, 12:42
Írta: D.Laci Dátum 2006 július 19, 12:42
Itt tallsz még 1-2 képet róla!
Honlap
Honlap
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 július 19, 15:55
Írta: 000000000 Dátum 2006 július 19, 15:55
Köszi, ismerem, de több részlettel nem szolgálnak azok sem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 július 19, 23:21
Írta: 000000000 Dátum 2006 július 19, 23:21
Köszi, megnéztem a site-ot és értem a mechanikát. Az egyik X tengely alatt van a menetes orsó, csak az adott képen ez takarásban van. Ötletes a kütyü.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 július 20, 13:23
Írta: 000000000 Dátum 2006 július 20, 13:23
Hali!
Kis méretű behúzómágnest keresek, van ötlete valakinek, hogy miből lehetne berhálni?
Köszi!
Kis méretű behúzómágnest keresek, van ötlete valakinek, hogy miből lehetne berhálni?
Köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 július 20, 14:38
Írta: 000000000 Dátum 2006 július 20, 14:38
Z tengelyre kerülne mint feltét, egy 'pontozót' mozgatna fel-le...
Halli!
Halli!
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2006 július 20, 15:41
Írta: ra8nsmk6w Dátum 2006 július 20, 15:41
Én a te helyedben egy mágnesszelep tekercsét és vasmagját használnám fel.Szinte bármilyen az iparban használatos feszültség (egyen- váltó)léteznek,teljesitményben is van választék.A tekercs lehet kör keresztmetszetü v négyzetes.A csatlakozás is megbizható,ipari minöség,bontható.
üdv
lovas gyula
üdv
lovas gyula
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 július 20, 17:20
Írta: Motoros Dátum 2006 július 20, 17:20
A Robotron nyomtatóban a margaréta fejen lévő betűket egy mágnes (szolenoid) püföli a papírhoz. Az egész 30x20 mm-es házban van, a vasmag kb 8 mm-t mozog, a vége 3 mm átmérőjű. Talán ez jó lenne?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 július 21, 08:09
Írta: 000000000 Dátum 2006 július 21, 08:09
Talán...
Majd utána nézek.
Köszönöm a tippeket!
Majd utána nézek.
Köszönöm a tippeket!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 augusztus 24, 20:20
Írta: 000000000 Dátum 2006 augusztus 24, 20:20
rc!
Gratulálok az új (Mechanika 11.) konstrukciódhoz! Inpozáns gép lett![#taps]
Gratulálok az új (Mechanika 11.) konstrukciódhoz! Inpozáns gép lett![#taps]
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2006 szeptember 04, 20:09
Írta: e7c897sd8 Dátum 2006 szeptember 04, 20:09
Sziasztok!
Nincs valakinek véletlenül lerajzolva a gravírozáshoz használható felületkövető (golyós orr)? Esetleg valamilyen egyéb módszer rajza?
Nincs valakinek véletlenül lerajzolva a gravírozáshoz használható felületkövető (golyós orr)? Esetleg valamilyen egyéb módszer rajza?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 04, 21:15
Írta: 000000000 Dátum 2006 szeptember 04, 21:15
Erre én is vevő lennék! Sőt arra is ha valaki vállalná a megcsinálását.
Hali
Hali
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 04, 21:19
Írta: 000000000 Dátum 2006 szeptember 04, 21:19
Ez engem is felizgatna! De az még jobban ha valaki vállalná a legyártását, és igérem, hogy nem az orromat, hanem a zsebemet piszkálnám a végén.
Üdv reátok grvírozók gyöngyei!
Üdv reátok grvírozók gyöngyei!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 szeptember 04, 23:01
Írta: Kristály Árpád Dátum 2006 szeptember 04, 23:01
Hallihó!
Motoros kolléga profi megoldást csinált!
Üdv.: Árpád
Motoros kolléga profi megoldást csinált!
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 05, 07:22
Írta: Motoros Dátum 2006 szeptember 05, 07:22
Kösz Árpád! Valóban tökéleteset alkottam.[#fogmosas]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 10, 19:56
Írta: 000000000 Dátum 2006 szeptember 10, 19:56
Helló No ez az én maró mocim 4 sebesség + poti szabájzással!
Hogy tetszik fórum társak?
 [#fejvakaras]
[#fejvakaras]
Hogy tetszik fórum társak?
[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 10, 19:58
Írta: 000000000 Dátum 2006 szeptember 10, 19:58
Helló miért ijen ....... nagy lett a kép már megint elszúrtam!!??
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 11, 06:48
Írta: Motoros Dátum 2006 szeptember 11, 06:48
Legalább szóban mond el mit kell nézni, mert Én csak egy koszos rongyot,egy ócska tokmányt,egy fúrócsonkot látok 1850x1090 pixeles méretben amit fél óra amíg betöltök (persze ez az én egyéni szoc problémám).
Szerencsésebb lenne ha csak egy kis ikonszerű képet tennél ide mondjuk 400x500-as méretben, és aki ezt a defókuszos fotót akarja nézni annak adnál egy url-t.
Várjuk a maró mocit a4 sebességet és a potis szabáLYzást! [#gun][#boxer][#confused]
Szerencsésebb lenne ha csak egy kis ikonszerű képet tennél ide mondjuk 400x500-as méretben, és aki ezt a defókuszos fotót akarja nézni annak adnál egy url-t.
Várjuk a maró mocit a4 sebességet és a potis szabáLYzást! [#gun][#boxer][#confused]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 11, 07:28
Írta: 000000000 Dátum 2006 szeptember 11, 07:28
[#love11][#ejnye1]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 szeptember 11, 18:35
Írta: 3vv2btrhv Dátum 2006 szeptember 11, 18:35
Ém sem látom .
amugy nagyon müvészi a rongy .
Tibor
amugy nagyon müvészi a rongy .
Tibor
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 szeptember 11, 18:35
Írta: 3vv2btrhv Dátum 2006 szeptember 11, 18:35
Ém sem látom .
amugy nagyon müvészi a rongy .
Tibor
amugy nagyon müvészi a rongy .
Tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 11, 20:45
Írta: 000000000 Dátum 2006 szeptember 11, 20:45
Csatlakozom a kollégákhoz, azaz én is a rongyot tartom a "legművészibbnek".
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2006 szeptember 12, 07:14
Írta: ebalint Dátum 2006 szeptember 12, 07:14
Melyik MÉH telepen készült a kép?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 12, 07:17
Írta: Motoros Dátum 2006 szeptember 12, 07:17
Bocs hogy leszóltam a fotót és a művészi értékét nem fedeztem fel- persze ebben az eldúrvúlt rohanó világban ez nem csoda.
Úgyhogy álljunk meg egy pillanatra és merengjünk el maffia alkotásán, ezzel a fotóval bekerült a halhatatlanok közé, miközben ezt lehet, hogy még Ő sem tudja.
Úgyhogy álljunk meg egy pillanatra és merengjünk el maffia alkotásán, ezzel a fotóval bekerült a halhatatlanok közé, miközben ezt lehet, hogy még Ő sem tudja.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 12, 07:20
Írta: Motoros Dátum 2006 szeptember 12, 07:20
A talira ezt a fotót kérném kinagyítva kitenni!
Célszerű lenne ha a címerünkben is szerepelne.
Célszerű lenne ha a címerünkben is szerepelne.
Cím: Re:Mechanikai ötletek
Írta: 6dvb4peg3 Dátum 2006 szeptember 12, 08:21
Írta: 6dvb4peg3 Dátum 2006 szeptember 12, 08:21
Na de Urak!
Mire ez a sok cinikus megjegyzés? Nem biztos, hogy mindig azt kell vizsgálnunk mit látunk ill. nem egy képen, részemről értékelem az elszántságot, a hobbysta fából vaskarikát is elvet és legfőképp az igyekezetet, hogy ezt meg is szerette volna mutatni nekünk. Bár valószínűleg már úgy érzi kár volt.
Mire ez a sok cinikus megjegyzés? Nem biztos, hogy mindig azt kell vizsgálnunk mit látunk ill. nem egy képen, részemről értékelem az elszántságot, a hobbysta fából vaskarikát is elvet és legfőképp az igyekezetet, hogy ezt meg is szerette volna mutatni nekünk. Bár valószínűleg már úgy érzi kár volt.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 12, 09:11
Írta: Motoros Dátum 2006 szeptember 12, 09:11
Teljesen igazad van! És tényleg bocs, nem volt kár, mert hiszen a fotóban megvan a lehetőség hogy értékké váljon, és azzá is lett.
Én például szivesen megvenném ha eladó
Én például szivesen megvenném ha eladó
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 12, 10:48
Írta: 000000000 Dátum 2006 szeptember 12, 10:48
Fijjug!
Ne cikizzük szegény Maffit! Tényleg remekművet alkotott. A zártszelvényekből épített gépe is prímán műkszik. Lóvét keres vele! Nem művészet ui. aranyáron, spéci alkatrészekből gépecskét kreálni. Viszont vashulladékból és mosogatórongyból igazi kihívást jelent.
Ne cikizzük szegény Maffit! Tényleg remekművet alkotott. A zártszelvényekből épített gépe is prímán műkszik. Lóvét keres vele! Nem művészet ui. aranyáron, spéci alkatrészekből gépecskét kreálni. Viszont vashulladékból és mosogatórongyból igazi kihívást jelent.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 szeptember 12, 12:38
Írta: dg8n4i8x Dátum 2006 szeptember 12, 12:38
Nektek nincs alul vízszintes gördítősáv amit elhúzva meg tudjátok nézni a kép másik felét is? Én látom a szíjhajtást is! :)
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 szeptember 12, 12:56
Írta: Kristály Árpád Dátum 2006 szeptember 12, 12:56
Hallihó!
Azért a mércét tarsuk olyan színten ami mára elfogadott a Hobbycnc világában.
Semmi kifogásom a deszka modellelkel szemben, főleg ha valami extra dolgot csinál.
Az is igaz, hogy nem mindenkinek van olyan műhelye mint nekem, vagy általam igen nagyra tisztelt MOTOROS Kollégának!!!
Hallihó!
Azért a mércét tarsuk olyan színten ami mára elfogadott a Hobbycnc világában.
Semmi kifogásom a deszka modellelkel szemben, főleg ha valami extra dolgot csinál.
Az is igaz, hogy nem mindenkinek van olyan műhelye mint nekem, vagy általam igen nagyra tisztelt MOTOROS Kollégának!!!
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 12, 18:42
Írta: Motoros Dátum 2006 szeptember 12, 18:42
Ha ez dicsekvés akar lenni akkor ez így egy kicsit büdös, ha írónia akkor viszont a saját műhelyedbe kotorássz és rakj rendet,van ott elég kacat, az én szemétdombomon én jól érzem magam.[#boxer][#gun][#violent][#falbav]
A nagy tisztelet viszont jogos[#schmoll2]
A nagy tisztelet viszont jogos[#schmoll2]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 12, 18:49
Írta: Motoros Dátum 2006 szeptember 12, 18:49
Mostmár így gördítve a képet látom hogy ez egy vízszintes maró feltét amit pl esztergára tudsz szerelni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 12, 18:53
Írta: 000000000 Dátum 2006 szeptember 12, 18:53
Uraim! Nem értem ezt a felfokozott érzelmeket!
Szegény maffia1-nek nem adtunk lehetőséget a kép megmagyarázására (mit és hogyan kell látnunk rajta), e helyett egyből földbedöngöltük!
Most meg mindha mindenki mindenki felé kezdene vagdalkozni! Nyugalom!
Mindenkinek más a képessége, lehetősége és szabadideje! Nem vagyunk egyformák! [#love11]
Szegény maffia1-nek nem adtunk lehetőséget a kép megmagyarázására (mit és hogyan kell látnunk rajta), e helyett egyből földbedöngöltük!
Most meg mindha mindenki mindenki felé kezdene vagdalkozni! Nyugalom!
Mindenkinek más a képessége, lehetősége és szabadideje! Nem vagyunk egyformák! [#love11]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 12, 19:00
Írta: Motoros Dátum 2006 szeptember 12, 19:00
OK nincs itt semmi baj. Sőt örülünk, hogy van miről beszéni végre. Közösen felfedeztük a gördítősávot és a kép relytélye is mególdódni látszik.[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 szeptember 12, 20:57
Írta: Bicska Dátum 2006 szeptember 12, 20:57
Mindenesetre tanulság, hogy mielött feltesz valaki a gépéről képet feltétlenül takarítsa le, esetleg polírozza tükörre...[#wow3]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 13, 07:00
Írta: Motoros Dátum 2006 szeptember 13, 07:00
Így érthetőbb lett volna:

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 13, 12:07
Írta: 000000000 Dátum 2006 szeptember 13, 12:07
Aért Köszzi!!!
Ez egyébként eggy "fortuna" akar lenni.Az is és kiválóan működik 180-24000ig változtatható a fordulata. és 1-12mm ig fogad szerszámokat!
( miért kellene polírozni ?? ez nem kiálitásra készül!!!
Ez egyébként eggy "fortuna" akar lenni.Az is és kiválóan működik 180-24000ig változtatható a fordulata. és 1-12mm ig fogad szerszámokat!
( miért kellene polírozni ?? ez nem kiálitásra készül!!!
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 szeptember 13, 12:10
Írta: dg8n4i8x Dátum 2006 szeptember 13, 12:10
Szia maffia1!
A motorról írnál pár infót? Ha jól sejtem úgy termelted ji valamiből!?
Üdv!
Balu
A motorról írnál pár infót? Ha jól sejtem úgy termelted ji valamiből!?
Üdv!
Balu
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 szeptember 13, 14:07
Írta: sasi Dátum 2006 szeptember 13, 14:07
Szia maffia1!
Ne hagyd magad, nálam egész jól mutat a képed!
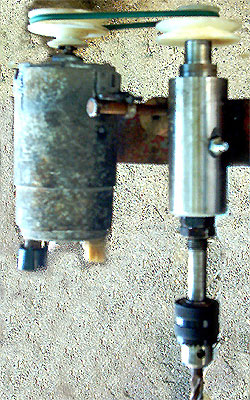
A fordulatszám tartományod lenyügöző!
Üdv sasi
Ne hagyd magad, nálam egész jól mutat a képed!
A fordulatszám tartományod lenyügöző!
Üdv sasi
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2006 szeptember 13, 17:27
Írta: ebalint Dátum 2006 szeptember 13, 17:27
Kedves Mindenki!
Eddig arról voltam meggyőződve, hogy maffia1 ugrat bennünket. Tképpen még mindig...
Akárhogyan lehet forgatni, vágni ezt a képet, de ezen a képen látható szerkezet egy betonozott részen fekszik, körülötte tán némi nedvesség is van, vmint min. két db falevél, meg egyebek.
Gondolom ez volt a gép akkor, amikor még nem forgott 24 ooo-t.
Üdv.
Eddig arról voltam meggyőződve, hogy maffia1 ugrat bennünket. Tképpen még mindig...
Akárhogyan lehet forgatni, vágni ezt a képet, de ezen a képen látható szerkezet egy betonozott részen fekszik, körülötte tán némi nedvesség is van, vmint min. két db falevél, meg egyebek.
Gondolom ez volt a gép akkor, amikor még nem forgott 24 ooo-t.
Üdv.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 13, 20:33
Írta: 000000000 Dátum 2006 szeptember 13, 20:33
El a kezekkel és szájakkal MAFFI barátomtól! Öveges prof is megoldást talált a barackmagból atommag készítés problémájára. Egy fortunát csinálni mégiscsak könnyebb.....
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2006 szeptember 13, 20:36
Írta: ra8nsmk6w Dátum 2006 szeptember 13, 20:36
üdv
Én úgy gondolom, hogy ez egy leszerelhető adapter és csak a fényképezés történt a betonon.
Az, hogy ez egy munkában lévő eszköz az meglátszik rajta.Kigondolom és megcsinálom minden sallang nélkül...tiszteletreméltó! Sokunkból hiányzó szemlélet.
üdv
lovas gyula
Én úgy gondolom, hogy ez egy leszerelhető adapter és csak a fényképezés történt a betonon.
Az, hogy ez egy munkában lévő eszköz az meglátszik rajta.Kigondolom és megcsinálom minden sallang nélkül...tiszteletreméltó! Sokunkból hiányzó szemlélet.
üdv
lovas gyula
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 14, 07:32
Írta: Motoros Dátum 2006 szeptember 14, 07:32
Hali Maffia
A fotóból nem derűl ki csak sejteni lehet hogy ez egy combosabb gépre való...a tokmány méretéből gondolom.. Tehát talán nem is annyira hobby kategória. Mennyit nyom ez így bruttó? A motor csapágy bírja a legalább (áttételből gondolom) 15 ezres fordulatot, vagy cserélve lett?
A fortuna ... a zsírzószem miatt gondolom.... fel van nyomva telibe zsírral, ez nem fogja e nagyon vissza a nagy viszkozitása miatt? A szimeringes tömítés és olajos feltöltés nem volna e jobb? A fortuna csapágya miféle-- hogy bírja a 24ezres fordulatot? A nagy tokmány helyett nem volna e megoldható egy patronos maróbefogás? Több kérdés most nem jut eszembe. Üdv: Motoros
A fotóból nem derűl ki csak sejteni lehet hogy ez egy combosabb gépre való...a tokmány méretéből gondolom.. Tehát talán nem is annyira hobby kategória. Mennyit nyom ez így bruttó? A motor csapágy bírja a legalább (áttételből gondolom) 15 ezres fordulatot, vagy cserélve lett?
A fortuna ... a zsírzószem miatt gondolom.... fel van nyomva telibe zsírral, ez nem fogja e nagyon vissza a nagy viszkozitása miatt? A szimeringes tömítés és olajos feltöltés nem volna e jobb? A fortuna csapágya miféle-- hogy bírja a 24ezres fordulatot? A nagy tokmány helyett nem volna e megoldható egy patronos maróbefogás? Több kérdés most nem jut eszembe. Üdv: Motoros
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 14, 10:42
Írta: 000000000 Dátum 2006 szeptember 14, 10:42
Sziasztok!
Segítséget szeretnék kérni tapasztaltabb személyektől! Én is készítettem egy fa vázú cnc gépet de sajnos nem igazán vált be. Az én marómotorom ugyanis levegővel működő kézi gravírozó gép, ami 18000 fordulat/perc sebességgel forog. A fa váz sajnos beremegett, ezért most építem a fém szerkezetű gépet. Most jutottam el odáig, hogy a csapágyházakat esztergáltatnám, de nem tudom eldönteni, hogy tengelyvégenként dupla vagy egyes csapágyazás legyen-e? Akinek van ilyen téren tapasztalata kérem segítsen? Ötletek kellenének. Egyes vagy kettes?
Segítségeteket előre is köszönöm!
Segítséget szeretnék kérni tapasztaltabb személyektől! Én is készítettem egy fa vázú cnc gépet de sajnos nem igazán vált be. Az én marómotorom ugyanis levegővel működő kézi gravírozó gép, ami 18000 fordulat/perc sebességgel forog. A fa váz sajnos beremegett, ezért most építem a fém szerkezetű gépet. Most jutottam el odáig, hogy a csapágyházakat esztergáltatnám, de nem tudom eldönteni, hogy tengelyvégenként dupla vagy egyes csapágyazás legyen-e? Akinek van ilyen téren tapasztalata kérem segítsen? Ötletek kellenének. Egyes vagy kettes?
Segítségeteket előre is köszönöm!
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2006 szeptember 14, 11:04
Írta: e7c897sd8 Dátum 2006 szeptember 14, 11:04
Ha gravírozni akarsz elég a tengelyvégenként 1 db.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 14, 11:08
Írta: 000000000 Dátum 2006 szeptember 14, 11:08
Köszönöm a gyors segítséget "kozmaj"!
A gép csak gravírozásra és nyák marásra lesz használva.
A gép csak gravírozásra és nyák marásra lesz használva.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 14, 12:51
Írta: 000000000 Dátum 2006 szeptember 14, 12:51
Szia mezeiegér (azaz POCOK)!
Ha jól megépíted és kimerevíted a gépedet akkor semmi problémát nem okozhat az, hogy a gép fából készült. Ha viszont minden lötyög és kotyog rajta akkor viszont nincs az a fémváz ami jó lenne. Elméletileg a fa sokkal jobban csillapítja a rezgéseket mint a fém. Persze megfelelő erősségű faanyagot (pl. 28-40 mm-es MDF-et) kell használni ebben az esetben. A rezgések csillapítása szempontjából a gép súlya is döntő. Könnyű, alu zártszelvlényekből felépített, de egyébként merev fémváz is beremeg sőt mindenféle trombitahangot ad.
Ha jól megépíted és kimerevíted a gépedet akkor semmi problémát nem okozhat az, hogy a gép fából készült. Ha viszont minden lötyög és kotyog rajta akkor viszont nincs az a fémváz ami jó lenne. Elméletileg a fa sokkal jobban csillapítja a rezgéseket mint a fém. Persze megfelelő erősségű faanyagot (pl. 28-40 mm-es MDF-et) kell használni ebben az esetben. A rezgések csillapítása szempontjából a gép súlya is döntő. Könnyű, alu zártszelvlényekből felépített, de egyébként merev fémváz is beremeg sőt mindenféle trombitahangot ad.
Cím: Re:Mechanikai ötletek
Írta: 5bzs27u7 Dátum 2006 szeptember 14, 19:47
Írta: 5bzs27u7 Dátum 2006 szeptember 14, 19:47
Üdv.
Megnyugtatás képp, nekem is favázas.És stabil,
a lényeg, hogy a lineális pályák jók legyenek, kotyogás mentes stb...Amúgy MDF helyett én rétegelt lemezt használtam, stabilabb.
Merevíteni ezt is kell.
Megnyugtatás képp, nekem is favázas.És stabil,
a lényeg, hogy a lineális pályák jók legyenek, kotyogás mentes stb...Amúgy MDF helyett én rétegelt lemezt használtam, stabilabb.
Merevíteni ezt is kell.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 23, 20:50
Írta: 000000000 Dátum 2006 szeptember 23, 20:50
Üdv a csapatnak!
Segitséget kérnék menetes szár anyával kapcsolatban.Tudtok valami jó megoldás a kotyanás menetesitésre?A rugos megoldáson kivul.
A mechanikám nem a legkönyebben mozog nagy a surlodás és ezért nemjó a rugos anya feszités valami más ötlet kellene.
Megköszöném ha valaki adna tipet!Bronz anya van most rajta de eléggé kotyog a danamitot brobéltam de azmeg nagyon szorul:(
Segitséget kérnék menetes szár anyával kapcsolatban.Tudtok valami jó megoldás a kotyanás menetesitésre?A rugos megoldáson kivul.
A mechanikám nem a legkönyebben mozog nagy a surlodás és ezért nemjó a rugos anya feszités valami más ötlet kellene.
Megköszöném ha valaki adna tipet!Bronz anya van most rajta de eléggé kotyog a danamitot brobéltam de azmeg nagyon szorul:(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 24, 09:21
Írta: 000000000 Dátum 2006 szeptember 24, 09:21
Például a főlapon a "Mechanikai ötletek" között található BOLYGÓMŰVES ANYA
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 24, 10:11
Írta: 000000000 Dátum 2006 szeptember 24, 10:11
Valami egyszerübb kellene.
Ha mondjuk két anyát öszehuzatok és igy megszüntethető a kotyanás ehez mitszoltok?Jó ötlet?
Ha mondjuk két anyát öszehuzatok és igy megszüntethető a kotyanás ehez mitszoltok?Jó ötlet?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 24, 13:03
Írta: 000000000 Dátum 2006 szeptember 24, 13:03
A bolygóműves anya képei alatt találsz egy ilyen megoldást. Viszont ezzel is az a baj mint az előfeszítettel, hogy surlódik. Azt vedd figyelembe, hogy a gördülés és a surlódás között - megoldástól függően - kb öt-tízszeres az eltérés a gördülő ellenállás javára. Ezt nem tudod megkerülni sehogy, tehát válaszd az általad megvalósítható legegyszerőbb görgős megoldást.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 24, 13:29
Írta: 000000000 Dátum 2006 szeptember 24, 13:29
helló imi!
Nézz be a file-tárba és keresd ott a maffia-képeket azok közt találsz eggy nehéz mechanikához való hajtást, amit én használok a 250x100 gépemen eznagyon könyen és kotyanás mentesen fut az orsón[#gonosz3][#wow1]
Nézz be a file-tárba és keresd ott a maffia-képeket azok közt találsz eggy nehéz mechanikához való hajtást, amit én használok a 250x100 gépemen eznagyon könyen és kotyanás mentesen fut az orsón[#gonosz3][#wow1]
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 szeptember 24, 14:01
Írta: s5f8tmfv3 Dátum 2006 szeptember 24, 14:01
Igen, jó ötlet, ha a két anyát egymáshoz képest állítani lehet akkor elvileg nullára vehető a kottyanás. Ilyenkor nincs rugóerő ami a súrlódást növelné. Egyszerűsége miatt applikáltam én is a gépemre plusz anyákat, a kottyanást megszüntetendő. Hátrányai azonban vannak! -Sűrű géphasználat mellett folyamatos utánállítást igényel. -Mivel a menetasszár nem egyformán kopik a teljes hosszon, ha egy kopott részen nulla kottyanást állítasz akkor a kevésbé kopott részeken megszorulhat. (Ilyenkor jó a rugós feszítés, az érzéketlenebb a változó kopásokra a m.száron) Azt javaslom inkább válassz valami komolyabb megoldást, szerintem megtérül.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 24, 15:54
Írta: 000000000 Dátum 2006 szeptember 24, 15:54
Én ilyen anyákat csináltam a gépemre.
A nagy anyában van egy bronz amiben menet van és az egyik oldalt lehet álitani a kotyanásmentesitést. A másik oldalt levettem az amyát mert az felesleges.Uránna jöttem rá[#vigyor5]
A nagy anyában van egy bronz amiben menet van és az egyik oldalt lehet álitani a kotyanásmentesitést. A másik oldalt levettem az amyát mert az felesleges.Uránna jöttem rá[#vigyor5]
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2006 szeptember 24, 22:22
Írta: 2nbj3n5m Dátum 2006 szeptember 24, 22:22
Halló. Én műanyag anyát készittem (16x4-es)
tengelyből menetfúrot kreáltam.Majd a két anya
közé egy rugót raktam. Kitünő és kotyogásmentes.
A talira elviszem bemutatni.
Jankó
tengelyből menetfúrot kreáltam.Majd a két anya
közé egy rugót raktam. Kitünő és kotyogásmentes.
A talira elviszem bemutatni.
Jankó
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 24, 22:49
Írta: 000000000 Dátum 2006 szeptember 24, 22:49
Helló Janko! Én most készítek egy CNC marót, és gondolkozom valami kottyanásmentes anyán. Légyszi, kuldjél egy képet róla! Koszi
Cím: Re:Mechanikai ötletek
Írta: rcnn85cxp Dátum 2006 szeptember 25, 06:55
Írta: rcnn85cxp Dátum 2006 szeptember 25, 06:55
Sziasztok!
Egy ötlet.: Műanyag, danamid, szuszi, vagy teflon, esetleg, a legjobb zx100 műanyagrúd.
Ennek a közepébe befúrod a magméretet. Utána az egyik hosszoldalt egy fűrésszel felhasítod. Utána, a hasítékot, egy a hasadéknál 2-3 tizeddel nagyobb anyaggal kitámasztod, úgy, hogy a menetfúró ne ütközzön bele. Ezután, belevágod a menetet. A végén eltávolítod a támasztékot, és kész az anya. Ez a tengelyre ráfezül, de nem annyira, hogy megszoruljon. Próbáljátok ki! Hátha bejön!
Üdv: mechanikus
Egy ötlet.: Műanyag, danamid, szuszi, vagy teflon, esetleg, a legjobb zx100 műanyagrúd.
Ennek a közepébe befúrod a magméretet. Utána az egyik hosszoldalt egy fűrésszel felhasítod. Utána, a hasítékot, egy a hasadéknál 2-3 tizeddel nagyobb anyaggal kitámasztod, úgy, hogy a menetfúró ne ütközzön bele. Ezután, belevágod a menetet. A végén eltávolítod a támasztékot, és kész az anya. Ez a tengelyre ráfezül, de nem annyira, hogy megszoruljon. Próbáljátok ki! Hátha bejön!
Üdv: mechanikus
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 11:30
Írta: 000000000 Dátum 2006 szeptember 25, 11:30
Mechanikus koszi az otletet. Ez elég egyszeru megoldás, úgy gondolod, hogy ez kotyanásmentes?
Cím: Re:Mechanikai ötletek
Írta: rcnn85cxp Dátum 2006 szeptember 25, 12:08
Írta: rcnn85cxp Dátum 2006 szeptember 25, 12:08
Üdv!
Úgy gondolom, hogy igen. De ezt még cifrázhatod úgy is, hogy előbb befúrod a magméretet, majd belevágod a menetet, ezután a tömbödet hosszirányban kettévágod. az egyik félanyát rögzíted a mozgatni kívánt elemhez, majd a másik félanyát egy rugóval rányomod a menetesszárra. Ez is egy olcsó megoldás. Mindenképpen olyan anyagot használj, ami jól csúszik az acélon. azért mondtam a zx100+as műanyagot, mert annak a kopásállósága is rendkívül jó. Sok sikert!
mechanikus
Úgy gondolom, hogy igen. De ezt még cifrázhatod úgy is, hogy előbb befúrod a magméretet, majd belevágod a menetet, ezután a tömbödet hosszirányban kettévágod. az egyik félanyát rögzíted a mozgatni kívánt elemhez, majd a másik félanyát egy rugóval rányomod a menetesszárra. Ez is egy olcsó megoldás. Mindenképpen olyan anyagot használj, ami jól csúszik az acélon. azért mondtam a zx100+as műanyagot, mert annak a kopásállósága is rendkívül jó. Sok sikert!
mechanikus
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 13:08
Írta: 000000000 Dátum 2006 szeptember 25, 13:08
Bronz anyához milyen meoldást ajálsz?
Hogyan lehet kotyanásmenetesiteni?
Hogyan lehet kotyanásmenetesiteni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 13:10
Írta: 000000000 Dátum 2006 szeptember 25, 13:10
Még annyi hogy a zx100-as műanyagot hol lehet kapni tudsz valami cimet?
Kb mennyibe kerül ft/kg?
Kb mennyibe kerül ft/kg?
Cím: Re:Mechanikai ötletek
Írta: cv4yrkgc Dátum 2006 szeptember 25, 15:04
Írta: cv4yrkgc Dátum 2006 szeptember 25, 15:04
hello
A mechanikáknál láttam hogy sok gépet kb 1mm vastag alu lemezből csináltak. Ilyet hol lehet kapni és kb milyen árban van?
A mechanikáknál láttam hogy sok gépet kb 1mm vastag alu lemezből csináltak. Ilyet hol lehet kapni és kb milyen árban van?
Cím: Re:Mechanikai ötletek
Írta: cv4yrkgc Dátum 2006 szeptember 25, 15:07
Írta: cv4yrkgc Dátum 2006 szeptember 25, 15:07
hello
A mechanikáknál láttam hogy sok gépet kb 1mm vastag alu lemezből csináltak. Ilyet hol lehet kapni és kb milyen árban van?
A mechanikáknál láttam hogy sok gépet kb 1mm vastag alu lemezből csináltak. Ilyet hol lehet kapni és kb milyen árban van?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 15:23
Írta: 000000000 Dátum 2006 szeptember 25, 15:23
1mm?
Nem 10?
Nem 10?
Cím: Re:Mechanikai ötletek
Írta: cv4yrkgc Dátum 2006 szeptember 25, 16:29
Írta: cv4yrkgc Dátum 2006 szeptember 25, 16:29
de és is azt akartam irni...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 16:50
Írta: 000000000 Dátum 2006 szeptember 25, 16:50
Holnap tudok árat mondani 100*10 alu laposanyagra 3méteres szálban van.
Milyen érdekelne ha irsz pontos méreteket akkor tudok mondani árat.
Milyen érdekelne ha irsz pontos méreteket akkor tudok mondani árat.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 szeptember 25, 17:52
Írta: s5f8tmfv3 Dátum 2006 szeptember 25, 17:52
Bocs az OFF-ért!
A rugós előfeszítéssel kapcsolatban: azt addig értem hogy mondjuk az egyébként kotyogó anyát egy rugóval a menetesszáron az egyik irányban eltoljuk és ráfeszítjük. Mi történik akkor ha a marás közben keletkező erő nagyobb mint a rugó ereje? Visszatolja az anyát a másik oldalra? Ez megint kottyanáshoz vezet. Vagy ez a módszer csak kis oldalirányú erők esetén alkalmazható pl. gravírozás kis fogással? Ha kb másfélszer akkora erejű rugót használnék mint a várható legnagyobb oldalirányú erő a marón az már biztosan jókora veszteséget eredményezne a motorteljesítményből. Vagy az egészet rosszul gondolom? Légyszi aki már készített ilyet írja le a tapasztalatait! Köszönöm!
ON
A rugós előfeszítéssel kapcsolatban: azt addig értem hogy mondjuk az egyébként kotyogó anyát egy rugóval a menetesszáron az egyik irányban eltoljuk és ráfeszítjük. Mi történik akkor ha a marás közben keletkező erő nagyobb mint a rugó ereje? Visszatolja az anyát a másik oldalra? Ez megint kottyanáshoz vezet. Vagy ez a módszer csak kis oldalirányú erők esetén alkalmazható pl. gravírozás kis fogással? Ha kb másfélszer akkora erejű rugót használnék mint a várható legnagyobb oldalirányú erő a marón az már biztosan jókora veszteséget eredményezne a motorteljesítményből. Vagy az egészet rosszul gondolom? Légyszi aki már készített ilyet írja le a tapasztalatait! Köszönöm!
ON
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 18:36
Írta: 000000000 Dátum 2006 szeptember 25, 18:36
Koszi mechanikus a jó tanácsokat. Engem is érdekelne az alu lemez, de szerintem 10mm az nem valami masszív. Nekem 20mm-esre volna szukségem és valami 100x30 -as alu profilra (Y-tengely konstrukciója)700mm hosszú(belulrol merevített, ha tud valaki ilyet, kérem jelentkezzen. Nálunk, szlovákiában ez elég problematikus.(Ilyen kis mennyiségben nem állnak szóba velem - a bunkók)! A lin. vezetékeket(LF-3) is nálatok, az ISEL-nél rendeltem.Ez itt a reklám helye: Koszonom Miskey Károlynak hozzáállását és segítokeszségét! Ilyennel nálunk ritkán találkozik az ember. . . . Ja és Maggi Úr is készuljon fel, mert szukségem lenne H1 vezérlore, tápegységre és motorokra. Koszonom nektek is a fórumot, rengeteget tanultam belole, igaz eddig csak mint passzív olvasó, de úgy néz ki, már aktiváltam magam(talán nagyon is ugye?!)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 19:09
Írta: 000000000 Dátum 2006 szeptember 25, 19:09
Sok sikert és állunk rendelkezésedre (Magi[#eljen])!
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2006 szeptember 25, 19:25
Írta: e7c897sd8 Dátum 2006 szeptember 25, 19:25
Srácok! Az ötvözött aluból gyártottak közepes acélhoz hasonló szilárdságú dur-alu ötvözetet. A repülőkhöz fejlesztették, és harmadannyi volt a tömege. Körbe kellene nézni hol árulhatnak ilyet. Gondoljatok bele mennyivel könnyebb gépek épülhetnének! Sajnos már régesrégen nem dolgozom a Sz.fehérvári Könnyűfémműben, így a forrásokról nem tudok biztosat mondani! Annyi bizonyos, hogy préseléssel mindenféle profil készült belőle hajdanán... még belső merevítésű is. Azért körbeérdeklődök a régi osztálytársaimtól, hátha valaki még a szakmában dolgozik.
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2006 szeptember 25, 19:30
Írta: 2nbj3n5m Dátum 2006 szeptember 25, 19:30
T. Amatör. Én két anyaközé raktam azt a rúgot.
És ugy rögzitettem a 'Y' tengelyt mozgató laphoz.A nagyfogás az anyafalát terheli,nem a
rúgot.
Jankó
És ugy rögzitettem a 'Y' tengelyt mozgató laphoz.A nagyfogás az anyafalát terheli,nem a
rúgot.
Jankó
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 szeptember 25, 20:00
Írta: s5f8tmfv3 Dátum 2006 szeptember 25, 20:00
Tehát mindkét anya a laphoz van fixálva? A rugó csak a beállítást segíti hogy szétfeszített állapotban lehessen rögzíteni őket?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 20:36
Írta: 000000000 Dátum 2006 szeptember 25, 20:36
Az egyik anya az fixen van, a másik pedig a lapon csuszik és igy a rugó széttudja fesziteni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 20:37
Írta: 000000000 Dátum 2006 szeptember 25, 20:37
Gondolom én.
Cím: Re:Mechanikai ötletek
Írta: cv4yrkgc Dátum 2006 szeptember 25, 21:13
Írta: cv4yrkgc Dátum 2006 szeptember 25, 21:13
Köszönöm a segítséget.
A 100x10 es szálak is érdekelnének majd de egyenlőre egy 500x500x10es lap kéne munkapadnak a cnc-re.
A 100x10 es szálak is érdekelnének majd de egyenlőre egy 500x500x10es lap kéne munkapadnak a cnc-re.
Cím: Re:Mechanikai ötletek
Írta: msas Dátum 2006 szeptember 25, 21:23
Írta: msas Dátum 2006 szeptember 25, 21:23
/#760- #755/-re
Gyártásból visszamaradt LV=6- 40 mm-ig különböző tip Alu. lapos anyagok beszerezhetők
Szfvár-tól cca. 5 Km-re Sárpentele nevü községben.
Egy bérmunkát végző Kft, (Pontos név. holnap)
Nagyméretű táblákból darabol megrendelőinek és a visszamaradt széleket árulja . A darabok nem egyformák, de össze lehet válogatni közel azonos darabokat.
Nyár elején 800- és 1300- Huf volt egy kiló nettó ára,/minőségtől függőően/ jelenleg a szinesfém ára a csillagos égben van.üdv: Makó Sanyi /+36704552355/
Gyártásból visszamaradt LV=6- 40 mm-ig különböző tip Alu. lapos anyagok beszerezhetők
Szfvár-tól cca. 5 Km-re Sárpentele nevü községben.
Egy bérmunkát végző Kft, (Pontos név. holnap)
Nagyméretű táblákból darabol megrendelőinek és a visszamaradt széleket árulja . A darabok nem egyformák, de össze lehet válogatni közel azonos darabokat.
Nyár elején 800- és 1300- Huf volt egy kiló nettó ára,/minőségtől függőően/ jelenleg a szinesfém ára a csillagos égben van.üdv: Makó Sanyi /+36704552355/
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 21:40
Írta: 000000000 Dátum 2006 szeptember 25, 21:40
Szia "msas"! 6-40 - ez a vastagság? . . . Ja, és hol van Sárpentele?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 21:42
Írta: 000000000 Dátum 2006 szeptember 25, 21:42
Nem tudom mi az a Szfvár.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 22:16
Írta: 000000000 Dátum 2006 szeptember 25, 22:16
Székesfehárvár
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 25, 22:21
Írta: 000000000 Dátum 2006 szeptember 25, 22:21
Ize, elirtam: Székesfehérvár
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 09:48
Írta: 000000000 Dátum 2006 szeptember 26, 09:48
Hú! Az egy kicsit messze van, nem éri meg lemenni érte. Én Kassa mellett lakom, Szfvár kb. 300km innen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 09:49
Írta: 000000000 Dátum 2006 szeptember 26, 09:49
Hú! Az egy kicsit messze van, nem éri meg lemenni érte. Én Kassa mellett lakom, Szfvár kb. 300km innen.[#csodalk]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 10:10
Írta: 000000000 Dátum 2006 szeptember 26, 10:10
Posta elviszi![#wink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 12:30
Írta: 000000000 Dátum 2006 szeptember 26, 12:30
Tudom, csak most is amit rendeltem azISEL-tol, 50000HUF a posta. Inkább lemegyek személyesen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 12:45
Írta: 000000000 Dátum 2006 szeptember 26, 12:45
Hasonló gépet építek, mint a 25mechanika(Makra Z.)csak a lin. vezetékek lesznek masszívabbak és gorgos kocsik lesznek rajta. Azt szeretném kérdezni, hogy milyen motorokat használjak? Ja, máskulomben a CNC dologban totális kezdo vagyok. Véletlenul találtam rá erre az oldalra, és nagyon megfogott a dolog.Értek valamit a mechanikához, a számítástechnikához és van otthon tobbekkozott egy elég komoly esztergám.[#help]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 12:56
Írta: 000000000 Dátum 2006 szeptember 26, 12:56
Olyan brutális a posta?![#wow1]
Minimum 1Nm-es motorokat ajánlanék (de lehet több is)![#circling]
Minimum 1Nm-es motorokat ajánlanék (de lehet több is)![#circling]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 15:50
Írta: 000000000 Dátum 2006 szeptember 26, 15:50
A posta engem is meglepett, lehet a vezeték hossza miatt (2,5m). Én kb. 3-4Nm motorokra gondoltam. Lesz ilyen a raktáron? 3drb[#confused]
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 17:22
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 17:22
Közben megnéztem a képeket, ha úgy van ahogy Tramp írja: a jobb oldali anya csak elfordulás ellen van rögzítve akkor a rugó összenyomható nem? Próbálok összehozni valami illusztrációt hátha nem is egyről beszélünk. Azért köszönöm hogy segítesz tisztázni a kérdést.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 17:53
Írta: 000000000 Dátum 2006 szeptember 26, 17:53
Nekem akkora motorok sajnos nincsenek (max kb. 0.5Nm-esek)! 1-2 Nm-est tudok szerezni, de nagyobbat nem biztos!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 18:01
Írta: 000000000 Dátum 2006 szeptember 26, 18:01
Utána néztem, ha kell, tudok nagyobbakat is szerezni!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 18:15
Írta: 000000000 Dátum 2006 szeptember 26, 18:15
A ... oldalán találtam 4Nm-eket, szerintem jó árban. De ha tud valami ilyesmit, megrendelném Ontol (90-re lakom Miskolctól - Rozsnyón), nem probléma leszaladni. Még a vezérlorol és a tápegységrol is érdeklodeni szeretnék. Milyet ajánlana: H1 vagy PROFI1?
Nekem az lenne a legjobb, ha komplett volna minden és egy kicsit be is tanítana.[#worship]
Nekem az lenne a legjobb, ha komplett volna minden és egy kicsit be is tanítana.[#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 18:21
Írta: 000000000 Dátum 2006 szeptember 26, 18:21
Magán mail ment![#wave]
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 18:24
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 18:24
No sikerült összeütnöm valami képfélét, talán segít tisztázni a kételyeimet a rugós előfeszítéssel kapcsolatosan. Először is adott egy anya a menetesszáron aminek legyen mondjuk 0,5mm kottyanása. Ez az anya a marót tartó hordozólaphoz van rögzítve, így a maró kottyanása is 0,5.

Ha felteszek mégegy anyát és a kettő közé rugót szerelek (zöld csíkok, kéretik nem kiröhögni) akkor az eredeti anya jobbra, a másik balra feszül ki a m.száron. 1 még mindíg rögzített, 2 elfordulás ellen van fixálva. A kérdés az hogy mi akadályozza meg az 1-es anya -és vele a maró- jobbra csúszását a rugó ellenében ha a maró és az anyag közötti erő ( piros nyíl) nagyobb mint a rugóé?

Ha felteszek mégegy anyát és a kettő közé rugót szerelek (zöld csíkok, kéretik nem kiröhögni) akkor az eredeti anya jobbra, a másik balra feszül ki a m.száron. 1 még mindíg rögzített, 2 elfordulás ellen van fixálva. A kérdés az hogy mi akadályozza meg az 1-es anya -és vele a maró- jobbra csúszását a rugó ellenében ha a maró és az anyag közötti erő ( piros nyíl) nagyobb mint a rugóé?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 18:25
Írta: 000000000 Dátum 2006 szeptember 26, 18:25
Szerintem semmi, és ez a lehetőség fenáll!
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 18:27
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 18:27
Az eredeti anya balra, a másik jobbra feszül...
Belekeveredtem rendesen [#circling]
Belekeveredtem rendesen [#circling]
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 18:27
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 18:27
Akkor hol van itt a kottyanásmentesítés?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 18:28
Írta: 000000000 Dátum 2006 szeptember 26, 18:28
A rugó erejéig kottyanás mentes (csak)! Felette össze nyomja a rugót és kottyan!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 18:29
Írta: 000000000 Dátum 2006 szeptember 26, 18:29
Ennek csak az az előnye, hogy a kopás után áll automatikusan (cserébe súrlódik mint a fene)!
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 18:36
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 18:36
Ezek szerint kis fogásnál , gravírozáshoz jó, cserébe koptatja a menetesszárat és terheli a motort?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 18:40
Írta: 000000000 Dátum 2006 szeptember 26, 18:40
Szerintem is ez a lényege! Egyetlen egy "komolyabb" előnye van, ha a szár nem egyenletesen kopik (ugye 0-ponthoz közelebb és a közepén többet használjuk), akkor is kompenzál a rugó erejéig végig, míg minden más megoldásnál (fix odaszoritósdinál) vagy kotyogni fog középen, vagy a kevésbé hasznát végeken megszorul (nem automatikus a kompenzálása)! Ezt esetleg egy rugós-bolygóműves anyás megoldással lehetne tökéletesíteni (az egyik görgőt rugó nyomja a szárhoz, ne fix csavar)![#eljen]
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 18:46
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 18:46
Igen, nekem is fix anyák vannak a meneteszáron és szinte lehetetlen normálisan beállítani az egyenetlen kopások miatt.[#shakehead]
A bolygóműves kombinálása rugóval közel tökéletes ötletnek tűnik, agyalni kell rajta.
Ha majd a golyós anyák nem aranyárban lesznek...
A bolygóműves kombinálása rugóval közel tökéletes ötletnek tűnik, agyalni kell rajta.
Ha majd a golyós anyák nem aranyárban lesznek...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 18:49
Írta: 000000000 Dátum 2006 szeptember 26, 18:49
"Ha majd a golyós anyák nem aranyárban lesznek... " = Kánaán! [#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 19:02
Írta: 000000000 Dátum 2006 szeptember 26, 19:02
Az alsó görgőt kellene rugóval felfele nyomatni:

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 19:05
Írta: 000000000 Dátum 2006 szeptember 26, 19:05
Az első gépemet menetes szárral építettem "görgős anyával" és két éve tökéletesen ( kopás, kottyanás mentesen) működik. A régi 11. mechanika.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 19:08
Írta: 000000000 Dátum 2006 szeptember 26, 19:08
Igen, elvileg kevésbé kopik mint a szétfeszítősdi megoldások (gördül, nem súrlódik)! Ha meg már beszorúl valamelyik végén, hát ki kell cserélni a menetesszárat (megérett úgy is a cserére)![#taps]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 19:10
Írta: 000000000 Dátum 2006 szeptember 26, 19:10
Valóban:

[#eljen]
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 19:11
Írta: s5f8tmfv3 Dátum 2006 szeptember 26, 19:11
Saját készítésű a görgős megoldásod? (Kíváncsi volnék hogy cirka mennyiből hozná ki az esztergályos, majd megkérdezem).
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 szeptember 26, 19:37
Írta: sasi Dátum 2006 szeptember 26, 19:37
Szia lorant!
A Metalloglobus nyíregyházi áruházában lehet különböző húzott Al rudakat kapni. Utoljára 20x100-ast vásároltam. Méretre vágják, és a kilós árhoz néhány száz Ft vágási költséget számítanak fel. Húzott termékekből nagyobb a választék, mint amit a weblapjukon bevallanak.
Üdv sasi
A Metalloglobus nyíregyházi áruházában lehet különböző húzott Al rudakat kapni. Utoljára 20x100-ast vásároltam. Méretre vágják, és a kilós árhoz néhány száz Ft vágási költséget számítanak fel. Húzott termékekből nagyobb a választék, mint amit a weblapjukon bevallanak.
Üdv sasi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 szeptember 26, 22:33
Írta: 000000000 Dátum 2006 szeptember 26, 22:33
Szia sasi!
Koszi, hogy gondolsz rám! Át nézem az oldalt.[#eljen]
Koszi, hogy gondolsz rám! Át nézem az oldalt.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 szeptember 28, 15:09
Írta: Motoros Dátum 2006 szeptember 28, 15:09
ITT találni egy kottyanásmentesítést már meglévő maró vagy eszterga orsójához való, és az eredetit nem kell kicserélni. Nagyon egyszerű és olcsó.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 szeptember 30, 10:08
Írta: bmejdz9nu Dátum 2006 szeptember 30, 10:08
Gondoltam beteszem ezt a képet...
Eszterga... de CNC...

Eszterga... de CNC...
Cím: Re:Mechanikai ötletek
Írta: 6fgemi55d Dátum 2006 szeptember 30, 21:13
Írta: 6fgemi55d Dátum 2006 szeptember 30, 21:13
Ez nem eszterga, hanem 4tengelyes maró. Az a forgatható tokmány a 4. tengely, ami leszerelhető az asztalról.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 01, 17:55
Írta: 000000000 Dátum 2006 október 01, 17:55
Ezt láttátok?
Tekercselőgép Mach3-mal és még screenje is van (fejlesztés alatt)![#vigyor4]

Videó a működéséről (12 MB, mpg)!
Tekercselőgép Mach3-mal és még screenje is van (fejlesztés alatt)![#vigyor4]
Videó a működéséről (12 MB, mpg)!
Cím: Re:Mechanikai ötletek
Írta: 6fgemi55d Dátum 2006 október 05, 13:20
Írta: 6fgemi55d Dátum 2006 október 05, 13:20
Tegnap este gondolkoztam azon, hogy lenne-e értelme vasbetonból elkészíteni egy CNC gépet? Úgy gondoltam, hogy elkészíteni egy fémvázat (csavarozva, hegesztve...), aztán kiönteni betonnal. Így munka közben még kevésbé vetemedne, tömegével és szilárdságával felvenné a rezgéseket, és egyszerűbb kialakítani, mint pl. öntöttvasból. A megvezetések és egyéb alkatrészek rögzítése vagy dübellel, vagy pedig a fémváz megfelelő kialakításával (a rögzítési pontok nem kapnának betont) lenne megoldható.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 október 05, 15:52
Írta: Motoros Dátum 2006 október 05, 15:52
Szia
Ezt a témát jól kitárgyaltuk már valahol. Szobrász volt aki felvetett valami hasonlót. A betonra volt aki helyeselt de a többség ha jól emlékszem elutasította, több a hátrány mint előny alapon (pl nagy a mozgatott tömeg, szervó kell, stb)
Apropo: hol van Szobrász?? ( remélem jól van)
Ezt a témát jól kitárgyaltuk már valahol. Szobrász volt aki felvetett valami hasonlót. A betonra volt aki helyeselt de a többség ha jól emlékszem elutasította, több a hátrány mint előny alapon (pl nagy a mozgatott tömeg, szervó kell, stb)
Apropo: hol van Szobrász?? ( remélem jól van)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 október 05, 16:53
Írta: 3vv2btrhv Dátum 2006 október 05, 16:53
Szia bodgabo
A gépeket polimer betonbol készitik jobb hejeken és a GOOglival találsz nagyon sok leirást erröl a témárol . Nekem a következö gépem váza polimerbetonbol lessz .
Szomrász nagyon beteg !!!
Tibor
A gépeket polimer betonbol készitik jobb hejeken és a GOOglival találsz nagyon sok leirást erröl a témárol . Nekem a következö gépem váza polimerbetonbol lessz .
Szomrász nagyon beteg !!!
Tibor
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 október 05, 17:17
Írta: dg8n4i8x Dátum 2006 október 05, 17:17
Sziasztok!
Már akartam is kérdezni mi van Szobrász barátunkal, mert nagyon rég nem jelentkezett, pedig ő nagyon lelkes és aktív forumos!? Jobbulást kívánok neki ha valaki tudja adja át neki!!! :(((
Tibor! Még mindíg nem jött meg a fájl!?
Üdv!
Balu
Már akartam is kérdezni mi van Szobrász barátunkal, mert nagyon rég nem jelentkezett, pedig ő nagyon lelkes és aktív forumos!? Jobbulást kívánok neki ha valaki tudja adja át neki!!! :(((
Tibor! Még mindíg nem jött meg a fájl!?
Üdv!
Balu
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 október 05, 18:52
Írta: Motoros Dátum 2006 október 05, 18:52
Én is jobbulást kívánok Szobrásznak!!!![#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 05, 19:02
Írta: 000000000 Dátum 2006 október 05, 19:02
Jobbulást kívánok én is neki![#integet2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 05, 19:04
Írta: 000000000 Dátum 2006 október 05, 19:04
Én is jobbulást kívánok neki![#integet2]
Cím: Re:Mechanikai ötletek
Írta: tumnmsi57 Dátum 2006 október 05, 20:29
Írta: tumnmsi57 Dátum 2006 október 05, 20:29
Alumínium nyerasnyagokért (vastaglemez, húzott profil stb) ajánlom az ALCAN Hungária Kft-t.
Néha lehet kapni olcsóbban maradék darabokat.
honlap
Néha lehet kapni olcsóbban maradék darabokat.
honlap
Cím: Re:Mechanikai ötletek
Írta: tumnmsi57 Dátum 2006 október 05, 20:30
Írta: tumnmsi57 Dátum 2006 október 05, 20:30
Alumínium nyerasnyagokért (vastaglemez, húzott profil stb) ajánlom az ALCAN Hungária Kft-t.
Néha lehet kapni olcsóbban maradék darabokat.
honlap
Néha lehet kapni olcsóbban maradék darabokat.
honlap
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 22, 18:20
Írta: 000000000 Dátum 2006 október 22, 18:20
Figyelmetekbe ajánlom a Mechanika 28-ast, főleg a tárgyasztal alján lévő tálcás megoldást! Hűtővízzel hűthető CNC![#eljen]
Felfogja az olajat, forgácsot és egyéb szennyeződéseket.
Gratulálok a konstruktőrének, szép gép!
Felfogja az olajat, forgácsot és egyéb szennyeződéseket.
Gratulálok a konstruktőrének, szép gép!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 22, 18:46
Írta: 000000000 Dátum 2006 október 22, 18:46
Mi akadályozza meg a hűtőfolyadék szétverődését a forgács által?
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 október 22, 20:34
Írta: s5f8tmfv3 Dátum 2006 október 22, 20:34
Nagyon szép gép, kár hogy nincs több közeli kép a részletekről (pl orsók, anyák, végállások. Az imbuszkulcs az csak dekoráció vagy van valami funkciója? Jól látom hogy állítható vele a Z tengely fel-le?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 október 22, 21:55
Írta: sasi Dátum 2006 október 22, 21:55
Szia Amatőr!
Jól látod, valóban állítható a Z tengely magassága. Élőben is szépen, precízen megépített gép, profi kivitel!
Üdv sasi
Jól látod, valóban állítható a Z tengely magassága. Élőben is szépen, precízen megépített gép, profi kivitel!
Üdv sasi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 23, 09:29
Írta: 000000000 Dátum 2006 október 23, 09:29
Csak ennyi fotót kaptam, de ezeket is köszönöm!
Sajnos részleteket nem ismerem. A konstruktőrének kellene itt is nyilatkozni!
Sajnos részleteket nem ismerem. A konstruktőrének kellene itt is nyilatkozni!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 október 23, 09:46
Írta: Kristály Árpád Dátum 2006 október 23, 09:46
Gratula!
Büszke lehetsz a munkádra.
Jó lenne a talin is látni....
Sok sikert.
Árpád
Büszke lehetsz a munkádra.
Jó lenne a talin is látni....
Sok sikert.
Árpád
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 október 23, 13:20
Írta: sasi Dátum 2006 október 23, 13:20
Ha jól értem, elnézést kell kérem, amiért hozzászóltam a témához?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 23, 16:29
Írta: 000000000 Dátum 2006 október 23, 16:29
Dehogy! Félre értettél!!! Nem azt modntam, hogy Te ne szolj hozzá (eszem ágában sem volt ilyesmi), csak azt, hogy a konstruktőrét is szívesen olvasnánk![#wave]
Te ismered a konstruktőrt (láttad személyesen a gépet)?
Te ismered a konstruktőrt (láttad személyesen a gépet)?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 október 23, 22:31
Írta: sasi Dátum 2006 október 23, 22:31
Megnyugtató, hogy félreértettelek!
Ismerem a 28-as gépet, és készítőjét, mind ketten profik! Úgy tudom, nincs fórumos regisztrációja, de néha be néz hozzánk.
Ismerem a 28-as gépet, és készítőjét, mind ketten profik! Úgy tudom, nincs fórumos regisztrációja, de néha be néz hozzánk.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 24, 06:46
Írta: 000000000 Dátum 2006 október 24, 06:46
Az írott szöveget sajnos sokféle képp lehet hangsújozni és így értelmezni is.
A gépen engem az X tengelyen (tálca alatt) lévő kerék elhelyezése érdekelne (oldalt van, hogy van kialakítva a hajtás alul)?!
A gépen engem az X tengelyen (tálca alatt) lévő kerék elhelyezése érdekelne (oldalt van, hogy van kialakítva a hajtás alul)?!
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 október 24, 19:50
Írta: sasi Dátum 2006 október 24, 19:50
A konstruktőr további fényképeket fog a részletekről küldeni.
Az x tengelyhez a kézikerék tengelye kúpfogaskerékkel csatlakozik.
Az x tengelyhez a kézikerék tengelye kúpfogaskerékkel csatlakozik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 24, 20:24
Írta: 000000000 Dátum 2006 október 24, 20:24
Tanácsra volna szukségem! Egy kis problémám van a trapézmenetu orsóval, 12x3-ra nehéz anyát esztergázni. 14x3-asat csak egy hónap múlva tud bisztosítani a BIBUS, az késo. 16x4 -es van nekik, az ideális lenne, nagyobb pontosság, kisebb kopás, konnyebb anyát esztergázni. Azt szeretném kérdezni, hogy nem-e lesz nagy a 4mm -es menetemelkedés, átméro.Nem szeretnék áttételt használni. Ilyen motorjaim vannak: NEMA 34 (86mm), 2 fásisú , 1.8º, 2,8Nm (az 1.8°azt jelenti, hogy ennyit fordul egy lépésben?) Még elég buta vagyok, kérlek segítsetek!
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 október 24, 20:58
Írta: Motoros Dátum 2006 október 24, 20:58
A Tr 12x3 nál a 8mm átmérőt már tisztára adja. Ehez miért nehéz anyát esztergálni???
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 október 24, 21:04
Írta: Motoros Dátum 2006 október 24, 21:04
Miért nehezebb mint a 14x3-ra, vagy a 16x4-re???
Ha kell szólj, kűldök a 12x3 -ra teflonos anyát alu házban, vagy réz anyát(réz házban) 20x20 vagy 25x25 méretben.
Ha kell szólj, kűldök a 12x3 -ra teflonos anyát alu házban, vagy réz anyát(réz házban) 20x20 vagy 25x25 méretben.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 24, 21:26
Írta: 000000000 Dátum 2006 október 24, 21:26
Nem férsz be késsel. Ezt mondta az esztergájos.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 24, 22:13
Írta: 000000000 Dátum 2006 október 24, 22:13
dehogynem befer az....csakhat ugye finomabb melo
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 október 24, 22:26
Írta: bmejdz9nu Dátum 2006 október 24, 22:26
Na gondoltam bedobok egy-két mechanika képet...
Az Óperenciás tengeren túlról... a wwww-ről
További konzultációra...

http://varsanyipeter.com/cnc/Mechanika/cnc3_02.jpg


http://varsanyipeter.com/cnc/Mechanika/cnc3_05.jpg
http://varsanyipeter.com/cnc/Mechanika/cnc3_07.jpg





Az Óperenciás tengeren túlról... a wwww-ről
További konzultációra...
http://varsanyipeter.com/cnc/Mechanika/cnc3_02.jpg
http://varsanyipeter.com/cnc/Mechanika/cnc3_05.jpg
http://varsanyipeter.com/cnc/Mechanika/cnc3_07.jpg
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 október 24, 22:30
Írta: bmejdz9nu Dátum 2006 október 24, 22:30
Kiegészítés - amit elrontottam -
Esteleg valaki rendbe tehetné... így nagyon kesze-kusza...



Esteleg valaki rendbe tehetné... így nagyon kesze-kusza...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 24, 22:35
Írta: 000000000 Dátum 2006 október 24, 22:35
2,8 Nm az nem keves am azert..
Azzal mar komolyabb erot lehet osszehozni
az anyanal...hobby szinten alighanem
ez mar az erosebb motorok koze tartozik
Felbontas:
egesz lepesben
4mm/200lepes=0,02mm/lepes
fellepes uzemmodban 4mm/400lepes=0,01/lepes
az elmeleti felbontas, de mivel a mechanika alighanem ettol pontatlanabb lesz...
szerintem ez igy boven OK.
(a hobby gepek valos abszolut
pontossaga 0,03-0,05 mm korul jellemzo
a relativ pedig ...attol fugg...)
A max sebesseg:
Mondjuk a 10 ford/sec egy ilyen motorral
jo vezerlovel jo esellyel elerheto, ami 4*10=40mm/sec azaz 60*40=2400 mm/perc szan sebesseget fog eredmenyezni.
(a 10 fordulat az ugye 2000 egeszlepes
vagy 4000 fellepes masodpercenkent
azaz 2KHz ill. 4Khz step frekvencia a vezerlonel)
A fellepest jobban szeretem a simabb futas
es nagyobb felbontas miatt...
A jol mukodo uzemi tartomany a 200-1200 lepes/sec savban szokott lenni fellepes modban
ami 4mm menet emelkedes eseten 2-12 mm/sec
azaz a 120-720mm/perc tartomany lesz
A kerdes mire kell gep azaz, hoyg jo-e ez neked igy..
Ha nem akkor attetel vagy mas menet kell.
Azzal mar komolyabb erot lehet osszehozni
az anyanal...hobby szinten alighanem
ez mar az erosebb motorok koze tartozik
Felbontas:
egesz lepesben
4mm/200lepes=0,02mm/lepes
fellepes uzemmodban 4mm/400lepes=0,01/lepes
az elmeleti felbontas, de mivel a mechanika alighanem ettol pontatlanabb lesz...
szerintem ez igy boven OK.
(a hobby gepek valos abszolut
pontossaga 0,03-0,05 mm korul jellemzo
a relativ pedig ...attol fugg...)
A max sebesseg:
Mondjuk a 10 ford/sec egy ilyen motorral
jo vezerlovel jo esellyel elerheto, ami 4*10=40mm/sec azaz 60*40=2400 mm/perc szan sebesseget fog eredmenyezni.
(a 10 fordulat az ugye 2000 egeszlepes
vagy 4000 fellepes masodpercenkent
azaz 2KHz ill. 4Khz step frekvencia a vezerlonel)
A fellepest jobban szeretem a simabb futas
es nagyobb felbontas miatt...
A jol mukodo uzemi tartomany a 200-1200 lepes/sec savban szokott lenni fellepes modban
ami 4mm menet emelkedes eseten 2-12 mm/sec
azaz a 120-720mm/perc tartomany lesz
A kerdes mire kell gep azaz, hoyg jo-e ez neked igy..
Ha nem akkor attetel vagy mas menet kell.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 október 24, 22:36
Írta: bmejdz9nu Dátum 2006 október 24, 22:36
Szerintem van benne egy-két eredeti ötlet...
Pl. a tengely feltámasztás...?
Pl. a tengely feltámasztás...?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 24, 23:44
Írta: 000000000 Dátum 2006 október 24, 23:44
Proximus koszi a segítséget. Kimeríto és foleg értheto volt a magyarázatod. Én csak attól féltem, hogy ez a moci nem bírna egy ilyen terhelést. A vezetékek az ISEL-tol vannak, gorgos kocsikat itthon gyártottuk, nagyon jól és konnyen futnak, úgyhogy itt nincs probléma. Megpróbálom a 16x4 -es orsót, szerintem pontosabb és tobbet is bír.[#worship]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 október 26, 15:41
Írta: 3vv2btrhv Dátum 2006 október 26, 15:41
Szia Péter
A feltámasztás jo ha oda van csavarozva !!
Tibor
A feltámasztás jo ha oda van csavarozva !!
Tibor
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 október 26, 16:09
Írta: bmejdz9nu Dátum 2006 október 26, 16:09
Szia Tibor
Lehet hogy bemarták... beragasztották.
Ezek a vezetők sokkal olcsóbbak mint bármelyik másik és van hozzájuk nyított csúszó...
De magán a gépem nem látom...
Lehet hogy bemarták... beragasztották.
Ezek a vezetők sokkal olcsóbbak mint bármelyik másik és van hozzájuk nyított csúszó...
De magán a gépem nem látom...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 október 28, 13:46
Írta: 3vv2btrhv Dátum 2006 október 28, 13:46
Szia Péter
A nyitott csuszo nagyon érdekell mert a következö gépemet csak ezzel épitem !
Tibor
A nyitott csuszo nagyon érdekell mert a következö gépemet csak ezzel épitem !
Tibor
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 október 28, 15:25
Írta: yuagaci9g Dátum 2006 október 28, 15:25
Nezegettem en is a kepeket, igencsak halovany a ket vegen felfuggesztett vezetek, lehet,hogy konstruktore is radobbent, hogy kozepen belog, rezges erzekeny es athidalo megoldaskent hasznalja az alatamasztast. Ez magyarazat lehet, miert nincsen az osszerakott gepen.
Pepe, a te geped is valami hasonlo konstrukcio; ha kozepen ranehezkedsz a vezetekre, mennyit hajlik? merd mar ki, szerintem sokat.
Pepe, a te geped is valami hasonlo konstrukcio; ha kozepen ranehezkedsz a vezetekre, mennyit hajlik? merd mar ki, szerintem sokat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 29, 00:25
Írta: 000000000 Dátum 2006 október 29, 00:25
Üdv. Mindenkinek!
Pár hete kezdtem egy lángvágó automatát készíteni. Az alváz(3700×2300)stabíl, heg.60×60;80×80-as zártszelv-ből készül, most a vezetősín (60×12 hideg.heng.laposacél) rőgzítésénél tartok.
Segítő ötleteket kérek Tőletek, hogyan lehet ebben a hosszban tuti egyenesen beállítani a síneket. És sajna nincsen 4m egyenes líneám, valami lézer teechnika kéne...pár napja ezen agyalok. Súgjatok valami tippet!(e-mailban is lehet)
Előre is köszönöm!
S. Miklós
Pár hete kezdtem egy lángvágó automatát készíteni. Az alváz(3700×2300)stabíl, heg.60×60;80×80-as zártszelv-ből készül, most a vezetősín (60×12 hideg.heng.laposacél) rőgzítésénél tartok.
Segítő ötleteket kérek Tőletek, hogyan lehet ebben a hosszban tuti egyenesen beállítani a síneket. És sajna nincsen 4m egyenes líneám, valami lézer teechnika kéne...pár napja ezen agyalok. Súgjatok valami tippet!(e-mailban is lehet)
Előre is köszönöm!
S. Miklós
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 29, 08:16
Írta: 000000000 Dátum 2006 október 29, 08:16
De egy szál damilod, vagy egy néhány tized mm-es acélhúrod csak van! Ezt a sín két végén pl. egy 2mm-es fúróval , illesztőszeggel vagy bármilyen hengeres kacattal alátámasztva feszíts meg, de úgy rendesen. Ezután raporterrel végigmérheted a tényleges távolságokat. A sínt lehetőleg ne hegeszd, mert akkor olyan lesz, mint a hullámvasút. Előre felszerelt lecsavarozható talpakkal minden irányban finoman állíthatod. Végül minden talpat stiftelj le a végleges helyén.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 29, 08:21
Írta: 000000000 Dátum 2006 október 29, 08:21
Lézeres vízszintmérő (és egy kocsi amin bejelölve a célt, tólogatva ellenőrizhető a szintezés, még oldal irányokba is)?!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 október 29, 08:22
Írta: bmejdz9nu Dátum 2006 október 29, 08:22
T. Tibor
Nekem nincs nyított csúszom, de hányas kell?
Görgős vagy bronz. Utána nézek.. mert láttam itt-ott...
Nekem nincs nyított csúszom, de hányas kell?
Görgős vagy bronz. Utána nézek.. mert láttam itt-ott...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 29, 21:39
Írta: 000000000 Dátum 2006 október 29, 21:39
Köszönöm a tippeket![#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 30, 13:16
Írta: 000000000 Dátum 2006 október 30, 13:16
1. acelszal az alvaztol elszigtelve jol kifeszitve
2. LED es laposelem >> nyitott aramkor
3. egy koszorult tengelydarab vegigtolasa
az alvazon...ahol a LED vilagit tul magas
..leenged eppen elalvasig
masik hasonloan beallithato
parhuzamossag szinten
Elerheto pontossag cirka 0,1 mm/meter
2. LED es laposelem >> nyitott aramkor
3. egy koszorult tengelydarab vegigtolasa
az alvazon...ahol a LED vilagit tul magas
..leenged eppen elalvasig
masik hasonloan beallithato
parhuzamossag szinten
Elerheto pontossag cirka 0,1 mm/meter
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 30, 13:16
Írta: 000000000 Dátum 2006 október 30, 13:16
acelszal=tekercses gitarhur pl.
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2006 október 30, 19:57
Írta: 2nbj3n5m Dátum 2006 október 30, 19:57
Tisztelt Úrak. Gépépítök.
A talira viszek 16x4mm-es menetfurot.Akinek
szüksége van rá szivesen ott a helyszinen bevágom a hozott műanyagjába a menetet.
Satut viszek.
Jankó
A talira viszek 16x4mm-es menetfurot.Akinek
szüksége van rá szivesen ott a helyszinen bevágom a hozott műanyagjába a menetet.
Satut viszek.
Jankó
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 október 30, 21:20
Írta: 000000000 Dátum 2006 október 30, 21:20
..12 menet stip-stop
Mennyibe fog fajni... ?
Mennyibe fog fajni... ?
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2006 október 30, 23:15
Írta: dg8n4i8x Dátum 2006 október 30, 23:15
Szia janko!
Mekkorát kell előfúrni neki?
Üdv!
Balu
Mekkorát kell előfúrni neki?
Üdv!
Balu
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 november 04, 14:17
Írta: 3vv2btrhv Dátum 2006 november 04, 14:17
Szia Varsányi P.
Ha tudsz keresni légyszi a neten !
Tibor
Ui : a talin többet
Ha tudsz keresni légyszi a neten !
Tibor
Ui : a talin többet
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 08, 14:29
Írta: 000000000 Dátum 2006 november 08, 14:29
Sziasztok!
Lenne egy kérdésem: hol lehet viszonylag jóáron siklócsapágyt beszerezni?
Illetve hogyan kell azt rögzíteni?(pl. a mechanika 29.-ben)
Mechanikai tudásom kissé korlátozott[#vigyor5]
Lenne egy kérdésem: hol lehet viszonylag jóáron siklócsapágyt beszerezni?
Illetve hogyan kell azt rögzíteni?(pl. a mechanika 29.-ben)
Mechanikai tudásom kissé korlátozott[#vigyor5]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 08, 15:23
Írta: 000000000 Dátum 2006 november 08, 15:23
Ha nem csal a szemem, akkor a 29-es mechanikában a tömb széle van felhasítva, majd összehuzatva. De van olyan fajta is, amikor a siklócsapágy van felhasítva és csak simán bele kell sajtolni egy megfelelő furatba. Összezár és így adja a 0-ás belső átmérőt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 08, 17:45
Írta: 000000000 Dátum 2006 november 08, 17:45
Hali!
Szerintetek a menetes szár vagy a menetes orsó jobb és miért?
Előre is köszi!!
Szerintetek a menetes szár vagy a menetes orsó jobb és miért?
Előre is köszi!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 08, 17:58
Írta: 000000000 Dátum 2006 november 08, 17:58
Szia Aszbolit!
Köszi a segítséget.
Tehát akkor nem kell csavarozni, ragasztani vagy bármi ilyesmi, igaz?
És hol lehet ilyet beszerezni jó minőségűt viszonylag olcsón?
Köszi a segítséget.
Tehát akkor nem kell csavarozni, ragasztani vagy bármi ilyesmi, igaz?
És hol lehet ilyet beszerezni jó minőségűt viszonylag olcsón?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 08, 18:06
Írta: Motoros Dátum 2006 november 08, 18:06
a 29. mech-ban INA csapágy van 16-os tengelyre való kb 1500ft/drb. Pesten vettem az Váci út Árpád híd környékén a Minőségi Csapágy boltban. De szerintem bármelyik csapágyboltba meghozzák.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2006 november 08, 19:10
Írta: 4mjnxdwuu Dátum 2006 november 08, 19:10
Sziasztok.
tyutyi. ha esetleg brutális méretekben gondolkozol, van 40-es köszörült anyagom, 2 db kb 125 cm. Bocsi lehet, hogy a csere-berébe kellett volna?
tyutyi. ha esetleg brutális méretekben gondolkozol, van 40-es köszörült anyagom, 2 db kb 125 cm. Bocsi lehet, hogy a csere-berébe kellett volna?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 08, 20:06
Írta: 000000000 Dátum 2006 november 08, 20:06
Sziasztok!
Trapista: köszi a felajánlást, de van már rúdanyagom.
Motoros: köszönöm a segítséget, szóval az golyós siklócsapágy. Én valami bronz vagy műanyag perselyben gondolkodom, csak mechanikát nem nagyon tanultam. Az igazi kérdésem az lenne, hogy hogyan lehet rögzíteni egy ilyen persely, mi tartja a helyén??
A te mechanikádban mi tartja? A bevágások miatt nem esik ki a helyéről, vagy van valami spéci rögzítési módszer, amit én nem ismerek?
Trapista: köszi a felajánlást, de van már rúdanyagom.
Motoros: köszönöm a segítséget, szóval az golyós siklócsapágy. Én valami bronz vagy műanyag perselyben gondolkodom, csak mechanikát nem nagyon tanultam. Az igazi kérdésem az lenne, hogy hogyan lehet rögzíteni egy ilyen persely, mi tartja a helyén??
A te mechanikádban mi tartja? A bevágások miatt nem esik ki a helyéről, vagy van valami spéci rögzítési módszer, amit én nem ismerek?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 08, 21:15
Írta: 000000000 Dátum 2006 november 08, 21:15
Ott vannak a szorító csavarok, ami összehúzzák a bevágást. Így oké már?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 08, 21:28
Írta: 000000000 Dátum 2006 november 08, 21:28
Igen, mégegyszer köszi a segítséget.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 09, 13:45
Írta: 000000000 Dátum 2006 november 09, 13:45
Sziasztok!
Menetes szár vagy a nagyobb hézagú de drágább orsó jobb-e. És miért?. Mert ugye a menetes szárral pontosabbban lehet dolgozni, de jóval lassabb, nembeszélve a stepper fordulatszáménak növekedésével csökken a nyomaték.
Előre is köszi!!
Menetes szár vagy a nagyobb hézagú de drágább orsó jobb-e. És miért?. Mert ugye a menetes szárral pontosabbban lehet dolgozni, de jóval lassabb, nembeszélve a stepper fordulatszáménak növekedésével csökken a nyomaték.
Előre is köszi!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 09, 14:06
Írta: 000000000 Dátum 2006 november 09, 14:06
A menetes szárakat mángorolják tudomásom szerint. Nincs meg az a felületi keménységük, hiába használsz 10.X akárhányast, mint pl. egy HRC 50-es golyósorsónak. A zsinórmenetre a golyós anyát pillanatok alatt be tudod állítani holtjáték mentesre. Metrikus menetnél azért el lehet játszadozni. Továbbá teljesen egyenes menetes szárral én még nem találkoztam. Tehát ezt is bele kell kalkulálni. Talán nem hagytam ki semmi fontosat.
Mit gyártanál, hogy nem elég a golyósorsóval elérhető pontosság?
Mit gyártanál, hogy nem elég a golyósorsóval elérhető pontosság?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 09, 14:26
Írta: 000000000 Dátum 2006 november 09, 14:26
Köszi a gyors választ. Azzal a pontossággal max dicskedhetznék nagyon semmire sem jó:) így is megvan kb 0.01 mm csak érdelkődésképpen kérdeztem.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 13, 12:09
Írta: Motoros Dátum 2006 november 13, 12:09
Sziasztok!
Varsányi Péter hiányolta hogy a gépemen nincsen kuplung. Valóban nincs, de ez nem új dolog, már
láttam ilyet valahol. Gondoltam ha másnál megy akkor én is meg tudom csinálni.
A kuplung végül is azért kell hogy a szöghibákat kivegye, de ha nagyon odafigyelünk
mindenre akkor nincs rá szükség. A kuplung elhagyásával elhagyható a 4drb motor távtartó bak és a motor felőli csapágy is. Persze az a feltétel teljesüljön hogy az orsó és a
léptetőmotor nagyon egytengelyű legyen a toldás ellenére.
Tehát ha a motor tengelye mondjuk 8 mm akkor az orsó vége is 8 mm legyen 1 századon belül.
Ezt esztergapadon is meg lehet csinálni, de ajánlott a jó eszterga, a mikrométer, a patron
használata, és a végső méretre csiszolás polírpapírral. A toldó furata dörzsölt legyen és az imbusz csavarok egyvonalba, egyoldalt legyenek.
A léptetőmotor csapágya (ami nagyon jó minőségű) így átveszi a motorfelőli csapágy szerepét.
Viszont a motortengely eggyik irányba tud kottyanni (nyomásra van pár tized játéka egy rugó ellenébe) -- ezt a kottyanást a túloldali csapágy veszi ki, ide kerül a forgatókerék is.
Az azért mérlegelendő, hogy megéri e a leírtak szerinti megoldás, vagy nem e egyszerűbb a kuplung használata.
Ha lesz időm írok a köszörűlt csapágyakról és az alu házba sajtolt teflon anyáról is.

fotó:Varsányi
Varsányi Péter hiányolta hogy a gépemen nincsen kuplung. Valóban nincs, de ez nem új dolog, már
láttam ilyet valahol. Gondoltam ha másnál megy akkor én is meg tudom csinálni.
A kuplung végül is azért kell hogy a szöghibákat kivegye, de ha nagyon odafigyelünk
mindenre akkor nincs rá szükség. A kuplung elhagyásával elhagyható a 4drb motor távtartó bak és a motor felőli csapágy is. Persze az a feltétel teljesüljön hogy az orsó és a
léptetőmotor nagyon egytengelyű legyen a toldás ellenére.
Tehát ha a motor tengelye mondjuk 8 mm akkor az orsó vége is 8 mm legyen 1 századon belül.
Ezt esztergapadon is meg lehet csinálni, de ajánlott a jó eszterga, a mikrométer, a patron
használata, és a végső méretre csiszolás polírpapírral. A toldó furata dörzsölt legyen és az imbusz csavarok egyvonalba, egyoldalt legyenek.
A léptetőmotor csapágya (ami nagyon jó minőségű) így átveszi a motorfelőli csapágy szerepét.
Viszont a motortengely eggyik irányba tud kottyanni (nyomásra van pár tized játéka egy rugó ellenébe) -- ezt a kottyanást a túloldali csapágy veszi ki, ide kerül a forgatókerék is.
Az azért mérlegelendő, hogy megéri e a leírtak szerinti megoldás, vagy nem e egyszerűbb a kuplung használata.
Ha lesz időm írok a köszörűlt csapágyakról és az alu házba sajtolt teflon anyáról is.
fotó:Varsányi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 14, 09:21
Írta: bmejdz9nu Dátum 2006 november 14, 09:21
Én bamba most vettem észre, hogy az én német gépembe sincs kupplung... de azért ma szétszedem hátha el van rejtve valahol az alu házba... de nem híszem...
Nyissál egy topikot a gépednek! Jobb időben... mert minden téma itt vagy a csevegőben végzi... szerintem jobb ha több topik lenne... sok kérdés van még...
A "HELP! Sürgős kérdések"-ben éppen nagy szerszámokhoz patronbefogási egyeztetés van...
Ez nem "mechanikai ötlet" ez egy Tali2006 dobogós gép !!!
Még várok egy kicsit aztán ha te nem nyittasz akkor én megteszem, de akkor olyan cime lesz hogy törlést fogsz kérni...
Nyissál egy topikot a gépednek! Jobb időben... mert minden téma itt vagy a csevegőben végzi... szerintem jobb ha több topik lenne... sok kérdés van még...
A "HELP! Sürgős kérdések"-ben éppen nagy szerszámokhoz patronbefogási egyeztetés van...
Ez nem "mechanikai ötlet" ez egy Tali2006 dobogós gép !!!
Még várok egy kicsit aztán ha te nem nyittasz akkor én megteszem, de akkor olyan cime lesz hogy törlést fogsz kérni...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 14, 13:21
Írta: Motoros Dátum 2006 november 14, 13:21
Szia Péter
Hagyd mert jó ez így itt. Végül is ide való.
Inkább elmondom hogy a csapágy ami a fotón is látszik, két közönséges csapágyból tevődik
össze. A csapágy széle megfelelően köszörűgépen le van köszörűlve.
2 csapágy összeforgatva egymás mellé téve egyszerűen egy csavarral összefogva nagyon jó
minőségű, kismértékben állítható egyenesbe vezetést tesz lehetővé, olcsó áron.
A V alak miatt a szennyeződésre porra nem érzékeny, a felület edzett köszörűlt--úgyhogy
tartós.
Nem igényel excentrikus tengelyt sem.
A sin amin csúszik az egész, az kapható, nem kell neki különösebb gépi megmunkálás--persze
ezeket a profilokat mindenki ismeri.
Üdv.:
Misi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 14, 14:32
Írta: bmejdz9nu Dátum 2006 november 14, 14:32
A talin mondtad, de már elfelejtettem ezeknek a profiloknak a nevét ill. forgalmazóját. Megtudnád mégegyszer adni...
Ez a csapágyazás tökéletes megoldás ! és költégkimélő... Egy kérdés: Milyen formára van köszörűlve? (amilyen tengelyen fut? vagy?)
Na és a ha kizárták volna a versenyből az ültetőgépeket .... mert az nem is annyira igazi CNC - mert nem is tud marni?
Akkor ez a gép lenne:
AZ ÉV GÉPE!
(hobbycnc kategóriában)
A mechanikák közé mikor kerül fel a dobogós "kicsike" - vagy hogy nevezzük...?
Ez a csapágyazás tökéletes megoldás ! és költégkimélő... Egy kérdés: Milyen formára van köszörűlve? (amilyen tengelyen fut? vagy?)
Na és a ha kizárták volna a versenyből az ültetőgépeket .... mert az nem is annyira igazi CNC - mert nem is tud marni?
Akkor ez a gép lenne:
AZ ÉV GÉPE!
(hobbycnc kategóriában)
A mechanikák közé mikor kerül fel a dobogós "kicsike" - vagy hogy nevezzük...?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 14, 17:24
Írta: Motoros Dátum 2006 november 14, 17:24
Ez Item profil, de van Rexroth-Bosch is, ki mire esküszik. A csapágy csak simán fokba van köszörűlve, tehát semmi rádiusz, mert az érzékenyebb a koszra, meg nehezebb is jól megcsinálni. Tehát a rúddal csak két ponton érintkezik.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 14, 18:13
Írta: bmejdz9nu Dátum 2006 november 14, 18:13
Köszi a választ én is erre tippeltem.
A menetes szár le esztergálásáról is írhatnál valamit... hogy fogod be az esztergába, milyen segéd eszközök kellenek hozzá, hogy ne csapdosson...
A menetes szár le esztergálásáról is írhatnál valamit... hogy fogod be az esztergába, milyen segéd eszközök kellenek hozzá, hogy ne csapdosson...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 14, 18:28
Írta: Motoros Dátum 2006 november 14, 18:28
A menetes szárat mindenképpen tanácsos patronba fogni, hogy az esztergált átmérő ne üssön, és a menet se nyomódjon meg. Ha csak tokmány van akkor ajánlott a hárompofás, és a tokmány kiórázása ha lehetséges.
Ezek rövid tengelyek- nem csapkodnak. A kívánt méretet 3 századra meg kell közelíteni--mikróval méricskélve--majd a maradékot polírpapírral levenni. Jó ha van egy kaliber is esetleg mert könnyíti az ellenőrzést.
Szóval minden ugyanúgy megy mintha egy csapágyat illesztenénk.
Hali. Misi
Ezek rövid tengelyek- nem csapkodnak. A kívánt méretet 3 századra meg kell közelíteni--mikróval méricskélve--majd a maradékot polírpapírral levenni. Jó ha van egy kaliber is esetleg mert könnyíti az ellenőrzést.
Szóval minden ugyanúgy megy mintha egy csapágyat illesztenénk.
Hali. Misi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 14, 18:47
Írta: bmejdz9nu Dátum 2006 november 14, 18:47
Misi C011-es mail ment.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 14, 19:04
Írta: bmejdz9nu Dátum 2006 november 14, 19:04
Más téma.
Tegnap Carbont martam egyik ismerősömnek... Modellező alkatrészeket.
Megjegyzem persze turbó maró volt hozzá a legjobbb...
Elképzeltem, hogy a leendő CN gépemen szinte az egész felépítményt meg lehetne ebből az anyagból csinálni.... A végeknél kellene csak egy alu blokk sok (több) csavarral és persze minden írányan dupplázva pár cm tavolsággal...Iszonyú merev lenne és rendkívül könnyű... Akkor csak a tengelyt és a motort kellene cipelnie... gyorsítások os jobbak lennének...
Talán ezt az üvegszálas anyagból (pl. nyák lemarva) is mnegtenné? Persze én 5mm-es carbonra gondoltam... Valaki már gondolt vagy csinált ílyen módon súly csökkentést?
Vagy van a carbonról/üvegszálasról tapasztalata?
Tegnap Carbont martam egyik ismerősömnek... Modellező alkatrészeket.
Megjegyzem persze turbó maró volt hozzá a legjobbb...
Elképzeltem, hogy a leendő CN gépemen szinte az egész felépítményt meg lehetne ebből az anyagból csinálni.... A végeknél kellene csak egy alu blokk sok (több) csavarral és persze minden írányan dupplázva pár cm tavolsággal...Iszonyú merev lenne és rendkívül könnyű... Akkor csak a tengelyt és a motort kellene cipelnie... gyorsítások os jobbak lennének...
Talán ezt az üvegszálas anyagból (pl. nyák lemarva) is mnegtenné? Persze én 5mm-es carbonra gondoltam... Valaki már gondolt vagy csinált ílyen módon súly csökkentést?
Vagy van a carbonról/üvegszálasról tapasztalata?
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2006 november 14, 19:12
Írta: j3rx6bsjd Dátum 2006 november 14, 19:12
Egy szerszámgépnek szükséges a tömeg,a tehetetlenség miatt nehezebben alakulnak ki a rezonanciák,remegések.Ha építesz egy szuperkönnyű gépet az lehet,hogy gyors lesz,de a szép felületet és a pontosságot szerintem elfelejtheted.Persze mértékkel biztos lehet alkalmazni ilyen anyagokat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 14, 19:18
Írta: 000000000 Dátum 2006 november 14, 19:18
Egyszer már kollektiv kitárgyaltuk a műanyag és kompozit vázakat. Miből gondolod, hogy jó ha könnyű? Biztosan be fog rezegni. A kompozit anyagoknak nem a merevség a fő erényük, hanem a kis súly, nagy szilárdság és rendkívüli rugalmasság. Ez utóbbi viszont egy marónál egyértelműen káros. Dehát próba-szekerce!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 14, 22:02
Írta: bmejdz9nu Dátum 2006 november 14, 22:02
jó akkor leteszek róla...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 18, 10:09
Írta: bmejdz9nu Dátum 2006 november 18, 10:09
Miért jó a tengelyekre v. motorok másik felére "kézi" tekerőket szerelni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 18, 12:31
Írta: 000000000 Dátum 2006 november 18, 12:31
Azért, hogy áramszünet esetén sem kelljen lemondani a kedvenc időtöltésedről.[#hehe]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 18, 12:34
Írta: bmejdz9nu Dátum 2006 november 18, 12:34
De ezt generátorral is meg lehetne oldani !
És még jó hangos is...
Más ötlet még miért jó a kézi tekereő...
És még jó hangos is...
Más ötlet még miért jó a kézi tekereő...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 18, 12:35
Írta: 000000000 Dátum 2006 november 18, 12:35
A marómotort meg íjjal forgatja, nem?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 18, 12:36
Írta: 000000000 Dátum 2006 november 18, 12:36
Semmire nem való.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 18, 13:36
Írta: 000000000 Dátum 2006 november 18, 13:36
Házi vákuum asztal (példa):

Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 november 18, 13:56
Írta: s5f8tmfv3 Dátum 2006 november 18, 13:56
Ezek a vákuumasztalok nekem fehér foltok. Hogy is van ez? Ráteszed a munkadarabot, aztán a többi lyukat le kell takarni? Mi van ha a munkadarab szabálytalan formájú? Mondjuk egy henger sík, kör alakú felületével érintkezik az asztallal, akkor lehetnek félig fedett lyukak is. Ezzel mi a teendő?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 18, 13:58
Írta: 000000000 Dátum 2006 november 18, 13:58
Csak akkor hatásos, ha a lyukat teljesen fedi (felfekszik rá). Minnél több lyukat takar, annál erősebben fog.
Nem mindenre használható.
Nem mindenre használható.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 18, 15:31
Írta: bmejdz9nu Dátum 2006 november 18, 15:31
Én már csináltam ilyet.
Csak műanyag vágáshoz tudom használni, de azt is úgy, hogy pl. a 3mm-es vastag műanyaglapból csak 2,8-2,9 mm mélyen marok és a végén kipattintom... Erre nagyon jó !!! és gyors...
Ha teljesen átmarom akkor elveszti a leszívásí képességet meg persze az asztal is sérül...
Árulnak "olyan" speciális légátersztő lapokat "druchfrasematte" semmit nem érnek...
Csak műanyag vágáshoz tudom használni, de azt is úgy, hogy pl. a 3mm-es vastag műanyaglapból csak 2,8-2,9 mm mélyen marok és a végén kipattintom... Erre nagyon jó !!! és gyors...
Ha teljesen átmarom akkor elveszti a leszívásí képességet meg persze az asztal is sérül...
Árulnak "olyan" speciális légátersztő lapokat "druchfrasematte" semmit nem érnek...
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2006 november 18, 15:57
Írta: 2nbj3n5m Dátum 2006 november 18, 15:57
Halló HobbyCNC.
Rakjálrá egy 0.5mm-es gumit,szivasd le,és utána
rakj egy alulemez keretet.Mikor leszívod ,egy
varrótüvel szurd ki.Nagyon jól müködik.
A talira vittem egy müködö példányt de ti elvoltatok telve a beültető géppel és gyárirag
vásárolt esztergával amit készöbb cnc-sítettek.
Üdv.Száraz János (Jankó)
Rakjálrá egy 0.5mm-es gumit,szivasd le,és utána
rakj egy alulemez keretet.Mikor leszívod ,egy
varrótüvel szurd ki.Nagyon jól müködik.
A talira vittem egy müködö példányt de ti elvoltatok telve a beültető géppel és gyárirag
vásárolt esztergával amit készöbb cnc-sítettek.
Üdv.Száraz János (Jankó)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 18, 17:27
Írta: 000000000 Dátum 2006 november 18, 17:27
[#taps]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 18, 17:35
Írta: 000000000 Dátum 2006 november 18, 17:35
Bocsika Hobbync de megbeszéljük a nagy semmit[#confused][#vigyor4]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 18, 17:35
Írta: 000000000 Dátum 2006 november 18, 17:35
[#confused][#wow1]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 18, 20:45
Írta: bmejdz9nu Dátum 2006 november 18, 20:45
Na a következő lesz a CNC esztérga. Alap a semmi..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 19, 07:53
Írta: 000000000 Dátum 2006 november 19, 07:53
Itt valami képzavar lehet (ezt a képet csak találtam, gondoltam esetleg érdekelhet valakit).
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2006 november 19, 19:49
Írta: 2nbj3n5m Dátum 2006 november 19, 19:49
Bocsi de én aszthittem,hogy azt a leszívot te
készítetted.Az alap az jó de kell rá egy gumilap
és a lapot valamivel rögziteni kell.Ezért aján-
lottam az alu keretet.Majd rárakni a munkalapot.
A leszíváskor egy kis kráter keletkezik,és ez
fogja le a megmunkálandó pl. nyákot.De mivel a
szivattyú közbe erölködik ezért kell a krátert
varrótűvel kiszurni.De igyis megmarad a leszoritó szívóerő.
Kedves V.Péter neked is ezt ajánlom és utána
lehet a panelt is vágni.Ha olyan pontos a géped
akkor nyugogtan 0.1mm-ert belevághatsz a gumiba.
Esetleg utána egy kis csiszilópapir eltünteti a
vágást. Nem értem''Alap a semmi''
Üdv. Száraz János (Jankó)
készítetted.Az alap az jó de kell rá egy gumilap
és a lapot valamivel rögziteni kell.Ezért aján-
lottam az alu keretet.Majd rárakni a munkalapot.
A leszíváskor egy kis kráter keletkezik,és ez
fogja le a megmunkálandó pl. nyákot.De mivel a
szivattyú közbe erölködik ezért kell a krátert
varrótűvel kiszurni.De igyis megmarad a leszoritó szívóerő.
Kedves V.Péter neked is ezt ajánlom és utána
lehet a panelt is vágni.Ha olyan pontos a géped
akkor nyugogtan 0.1mm-ert belevághatsz a gumiba.
Esetleg utána egy kis csiszilópapir eltünteti a
vágást. Nem értem''Alap a semmi''
Üdv. Száraz János (Jankó)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 19, 22:37
Írta: bmejdz9nu Dátum 2006 november 19, 22:37
Janko (Száraz János)
Ilyen gumilapot hol lehet venni, mert ezt még nem póbáltam? De jónak tünik...
Persze a ragsztó spray-hez képest hangos... mármint a porszívó...
Alap semmi = teljesen más téma: CNC eszrega a semmiből tehát nem a mostani kínai eztergám CNC-s-re alakítva....
Ilyen gumilapot hol lehet venni, mert ezt még nem póbáltam? De jónak tünik...
Persze a ragsztó spray-hez képest hangos... mármint a porszívó...
Alap semmi = teljesen más téma: CNC eszrega a semmiből tehát nem a mostani kínai eztergám CNC-s-re alakítva....
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2006 november 20, 14:27
Írta: 4mjnxdwuu Dátum 2006 november 20, 14:27
Üdv.
Jankó a találkozón mivel csinálta a vákuumot, mert elég halk volt, csak ha az alu serlegbe kötötte akkor volt kmpresszor hangja????
Jankó a találkozón mivel csinálta a vákuumot, mert elég halk volt, csak ha az alu serlegbe kötötte akkor volt kmpresszor hangja????
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 november 20, 16:32
Írta: Kristály Árpád Dátum 2006 november 20, 16:32
Hallihó!
Sajnos nem tudom, de szerintem egy kiszuperált hűtőgépkrompressszor kitűnő erre a feladatra, és ráadásul olcsó!!!
Hallihó!
Sajnos nem tudom, de szerintem egy kiszuperált hűtőgépkrompressszor kitűnő erre a feladatra, és ráadásul olcsó!!!
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2006 november 20, 18:34
Írta: 2nbj3n5m Dátum 2006 november 20, 18:34
A vákumot egy olajos vákumpumpával állitottam elő.Sajnos az ára nem Hobby.Gumilap helyett
jó a pelenkagumi(gyógyszertár,bébi felszerelés)üzlet.Az alu serleg egy vákumpapucs volt.Egy
Székelyudvarhelyi ismerösnek készitettem mert ö
a fatálat megmunkálás után körbetudja a marni.
A papucsok variállhatók attol függöen,hogymekkora a munkadarab mérete.Többet is fellehet használni egy nagyobb tálhoz.
Én rendeltem németböl 8000Ft volt egy, ez meg
2000Ft leöntetve megmunkálva gomibele.Na csók a
családnak. Száraz János (jankó)
jó a pelenkagumi(gyógyszertár,bébi felszerelés)üzlet.Az alu serleg egy vákumpapucs volt.Egy
Székelyudvarhelyi ismerösnek készitettem mert ö
a fatálat megmunkálás után körbetudja a marni.
A papucsok variállhatók attol függöen,hogymekkora a munkadarab mérete.Többet is fellehet használni egy nagyobb tálhoz.
Én rendeltem németböl 8000Ft volt egy, ez meg
2000Ft leöntetve megmunkálva gomibele.Na csók a
családnak. Száraz János (jankó)
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 november 20, 18:59
Írta: Bicska Dátum 2006 november 20, 18:59
Gumilap-->talán a szilikon is jó lehet-->Bondex kft.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 20, 19:34
Írta: bmejdz9nu Dátum 2006 november 20, 19:34
Erről amiről itt szó van kép nem lenne?
Na bemegyek a pelekagumiért ...
Na bemegyek a pelekagumiért ...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 27, 20:30
Írta: bmejdz9nu Dátum 2006 november 27, 20:30
Beteszek most egy "jópofa" Cnc-t.
Ez tényleg 1 hétvégés !!!
Mindenki talál a garázsba hozzá alapanyagot... Csak körül kell nézni...
Ha lemásoljátok nehogy a sorjákat leszedjétek ! Mert már akkor nem lesz ugyanolyan mint az eredeti !!!

Utóirat: Nem én csináltam... és nem is a szomszédom...
Ez tényleg 1 hétvégés !!!
Mindenki talál a garázsba hozzá alapanyagot... Csak körül kell nézni...
Ha lemásoljátok nehogy a sorjákat leszedjétek ! Mert már akkor nem lesz ugyanolyan mint az eredeti !!!
Utóirat: Nem én csináltam... és nem is a szomszédom...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 27, 20:52
Írta: Motoros Dátum 2006 november 27, 20:52
Inkább pihent volna a hétvégén.
Vagy ha gravírozni akar mindenáron akkor kézbefogva azt a kéket biztos jobb eredményt ér el mint ezzel.
Vagy ha gravírozni akar mindenáron akkor kézbefogva azt a kéket biztos jobb eredményt ér el mint ezzel.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2006 november 27, 21:03
Írta: ra8nsmk6w Dátum 2006 november 27, 21:03
A csatlakozót nézve ez tengerentúli. Ott vannak
ilyen "elmebetegek" szigorúan pozitiv értelemben.Ngyon csipem, bár nagyon messze áll
tölem.
ilyen "elmebetegek" szigorúan pozitiv értelemben.Ngyon csipem, bár nagyon messze áll
tölem.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2006 november 27, 21:08
Írta: ra8nsmk6w Dátum 2006 november 27, 21:08
Annak nagyon örülnék ha az én szomszédom ilyet
tudna csinálni, de a kocsmában itt a kárpátmedencében nem lehet ennyi 20x20 zártszelvényt kapni.
tudna csinálni, de a kocsmában itt a kárpátmedencében nem lehet ennyi 20x20 zártszelvényt kapni.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 november 27, 21:09
Írta: Kristály Árpád Dátum 2006 november 27, 21:09
Hallihó Péter!
Ne szégyeld, a következő biztos jobb lesz, higy nekem.....
Ha én lennék a szomszédod, nem szégyelnélek....
Hallihó!!!!!!
Ne szégyeld, a következő biztos jobb lesz, higy nekem.....
Ha én lennék a szomszédod, nem szégyelnélek....
Hallihó!!!!!!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 27, 21:14
Írta: bmejdz9nu Dátum 2006 november 27, 21:14
Gondoltam letesztelem, hogy itt vagytok e?
Baba holmi, de még ráakadtam néhány ilyen "Jópofa" Cnc-re...
Most ott tartok a géptervezésnél, hogy a szörnyű erős Z-tengely (már megvan nincs vissza út)úgy kilógatja a motort, hogy akár minden irányba lehetne mozgó asztalom is...
Vagy azt kell válsztani, hogy az orsó áll és a Z motor is a marómotorral jár fel és le... plusz pár kg... a Z tengelynek... ismeritek ezt a megoldást.... Makra Z II. gépe pl. ilyen... (persze kevés van ilyen konstrukció)
Baba holmi, de még ráakadtam néhány ilyen "Jópofa" Cnc-re...
Most ott tartok a géptervezésnél, hogy a szörnyű erős Z-tengely (már megvan nincs vissza út)úgy kilógatja a motort, hogy akár minden irányba lehetne mozgó asztalom is...
Vagy azt kell válsztani, hogy az orsó áll és a Z motor is a marómotorral jár fel és le... plusz pár kg... a Z tengelynek... ismeritek ezt a megoldást.... Makra Z II. gépe pl. ilyen... (persze kevés van ilyen konstrukció)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 november 27, 21:15
Írta: yuagaci9g Dátum 2006 november 27, 21:15
Peter, elsore nem is rosz!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 27, 21:18
Írta: bmejdz9nu Dátum 2006 november 27, 21:18
Árpi látod próbálkozok... A nagyobbik, következő a maradék "Salgó" polcból lesz... és szervóval a Zsiguli ablaktörlő motorbókból...[#schmoll2][#schmoll2][#schmoll2]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 november 27, 22:43
Írta: Kristály Árpád Dátum 2006 november 27, 22:43
Hallihó Péter!
Csak azt ne mond, hogy uhu.....
Hallihó!
Csak azt ne mond, hogy uhu.....
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 27, 23:01
Írta: bmejdz9nu Dátum 2006 november 27, 23:01
Na már megint semmit sem értek, úgy mint múltkor amikor arról a bipoláris motoros robotvezérlőről írtál... Na majd a Salgópolcos CNC-be...
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 november 28, 21:39
Írta: Kicsa Dátum 2006 november 28, 21:39
Szevasztok!
felraktam egy tervet : kicsa.atw.hu/asztal.dwg
Légyszi nézzétek meg és ha azt mondjátok hogy eddig jó akkor folytatom tovább...az alapja 19es mdf lap lenne az egésznek,abból épülne fel az egész váz... köszi szépen...
felraktam egy tervet : kicsa.atw.hu/asztal.dwg
Légyszi nézzétek meg és ha azt mondjátok hogy eddig jó akkor folytatom tovább...az alapja 19es mdf lap lenne az egésznek,abból épülne fel az egész váz... köszi szépen...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 28, 22:01
Írta: 000000000 Dátum 2006 november 28, 22:01
Amíg valami csak papíron vagy a képernyőn van, addig biztos jó. De mekkora bejárható alapterületet terveztél? Nem lesz egy kicsit rövid "Y" irányban? Ezenkívül gondolj a sínek (rudak) állíthatóságára, mert arra biztosan szükség lesz.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 28, 23:57
Írta: bmejdz9nu Dátum 2006 november 28, 23:57
A mai nap CNC-je - ez már komolyabb...
Ez péntek - szombat - vasárnapos...

Ez péntek - szombat - vasárnapos...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 29, 07:01
Írta: Motoros Dátum 2006 november 29, 07:01
Na ez azéé mingyá más!
Nekem nagyon tetszik. Ami szép az jó is lehet, ehez már több a bizalmam ..látszik hogy agyalt rajta az ürge.
Bár a sinek nem látszanak de biztos használható próbálgatásra, rajzolgatásra, valószinű a műanyagot is viszi.
Az alaplap is milyen szépen le van fazettázva.
Vette a fáradtságot a dizájnra, festegetésre. Lehet hogy jobban szereti mint a ....
Én is a piciket szeretem.
Nekem nagyon tetszik. Ami szép az jó is lehet, ehez már több a bizalmam ..látszik hogy agyalt rajta az ürge.
Bár a sinek nem látszanak de biztos használható próbálgatásra, rajzolgatásra, valószinű a műanyagot is viszi.
Az alaplap is milyen szépen le van fazettázva.
Vette a fáradtságot a dizájnra, festegetésre. Lehet hogy jobban szereti mint a ....
Én is a piciket szeretem.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 november 29, 07:07
Írta: Kicsa Dátum 2006 november 29, 07:07
Hát az alap rudak állíthatóságát nem tudom h hogyan tudnám megoldani...mert így fixen van lecsavarozva úgy hogy az mdf lapba van egy nagyobb horony belemarva,ebbe csúszik bele a sín ütközésig,és kívülről pedig egy egy csavarral lenne rögzítve (a rúd 2 végébe menetet vágnék) Szóval akkor annak milyen irányban kellene állíthatónak lenni?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 29, 08:01
Írta: bmejdz9nu Dátum 2006 november 29, 08:01
további (hátsó) kép erről a gépről a ftp-n...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 november 29, 09:33
Írta: Kristály Árpád Dátum 2006 november 29, 09:33
Hallihó Kicsa!
Szerintem lehet, hogy nincs is "alap rúd", mert az oldalsó alluminium?, csusznak valamilyen...poljamid....lapocskákon, oldalt látod a képen.
Aprópó....., Motoros, ha levan valami festve, látom az már barátságos!!!!
Szerintem a hónap cnc-je akkor is az első kép.....
Én reá szavazok!!!!
Hallihó!
Szerintem lehet, hogy nincs is "alap rúd", mert az oldalsó alluminium?, csusznak valamilyen...poljamid....lapocskákon, oldalt látod a képen.
Aprópó....., Motoros, ha levan valami festve, látom az már barátságos!!!!
Szerintem a hónap cnc-je akkor is az első kép.....
Én reá szavazok!!!!
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 29, 10:20
Írta: 000000000 Dátum 2006 november 29, 10:20
A File tárban találsz jó ötleteket a CNC Router pdf-ben
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 29, 12:44
Írta: bmejdz9nu Dátum 2006 november 29, 12:44
A szavazásnak még nincs vége.....
Lesznek rémisztőbbek is... ha kész leszek...
Lesznek rémisztőbbek is... ha kész leszek...
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 november 29, 17:06
Írta: Kicsa Dátum 2006 november 29, 17:06
köszi szépen..akkor meglesem azt a pdf-t...
Cím: Re:Mechanikai ötletek
Írta: 8kakgh7c Dátum 2006 november 29, 17:45
Írta: 8kakgh7c Dátum 2006 november 29, 17:45
Sziasztok !
Ismet eltelt 1 het es nem jutok dullore egy dologgal. Mostmar odaig jutottam hogy megkerdezlek benneteket.
A kovetkezo dolgot szerettem volna megcsinalni:
A marogep X Y Z tengelyeket szeretnem mozgatni egy kezikerek segitsegevel.
Input beallitasoknal az ++X -et kivalasztottam es beallitottam, egy optocsatoloval csinaltam egy fenysorompot es amikor eleteszek valamit akkor eloremegy, es ha elvesze elole akkor megall. Erre gondolva ebbol lehetne csinalni egy kezikerek mozgatast, DE HOGYAN ?
Oda vissza valo mozgast hogyan lehetne megoldani ? Valakinek valami otlete lenne szamomra az legyen szives ossza meg velem.
Mint irtam 1 hete kuszkodok ezzel a kerdessel. sry.
Elore is koszonom.
Ismet eltelt 1 het es nem jutok dullore egy dologgal. Mostmar odaig jutottam hogy megkerdezlek benneteket.
A kovetkezo dolgot szerettem volna megcsinalni:
A marogep X Y Z tengelyeket szeretnem mozgatni egy kezikerek segitsegevel.
Input beallitasoknal az ++X -et kivalasztottam es beallitottam, egy optocsatoloval csinaltam egy fenysorompot es amikor eleteszek valamit akkor eloremegy, es ha elvesze elole akkor megall. Erre gondolva ebbol lehetne csinalni egy kezikerek mozgatast, DE HOGYAN ?
Oda vissza valo mozgast hogyan lehetne megoldani ? Valakinek valami otlete lenne szamomra az legyen szives ossza meg velem.
Mint irtam 1 hete kuszkodok ezzel a kerdessel. sry.
Elore is koszonom.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 29, 17:58
Írta: Motoros Dátum 2006 november 29, 17:58
Jó a szemed, tényleg mintha a műanyagon csúszna.Látod ez is milyen ötletes, ezekhez kell a gógyi.
Az a vasgép lentebb olyan mintha valakinek rohama lett volna és addig heggesztett amíg meg nem vakúlt vagy jöttek az ápolók.
Ez azon is látszik hogy a legalsó orsóra már nem jutott ideje, ott lett elege az egészből, kiesett az elektróda a kezéből. Én is vagyok így, de az ilyen fércmunkámat legalább nem fotózom le, és gyorsan elrejtem valahol a sufniba.
Ha viszont a gép a Péteré csak nem meri bevallani -így teszteli a publikumot-- akkor az egészen más, akkor nem is olyan rossz, csak így tovább, a következő biztos még jobb lesz.[#duhos2]
Az a vasgép lentebb olyan mintha valakinek rohama lett volna és addig heggesztett amíg meg nem vakúlt vagy jöttek az ápolók.
Ez azon is látszik hogy a legalsó orsóra már nem jutott ideje, ott lett elege az egészből, kiesett az elektróda a kezéből. Én is vagyok így, de az ilyen fércmunkámat legalább nem fotózom le, és gyorsan elrejtem valahol a sufniba.
Ha viszont a gép a Péteré csak nem meri bevallani -így teszteli a publikumot-- akkor az egészen más, akkor nem is olyan rossz, csak így tovább, a következő biztos még jobb lesz.[#duhos2]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 30, 16:11
Írta: Motoros Dátum 2006 november 30, 16:11
Sziasztok!
Van valaki aki meg tudná mondani hogy a szinter bronz csapágyak használhatók e magas fordulatra /pár tizezer/?
Van valaki aki meg tudná mondani hogy a szinter bronz csapágyak használhatók e magas fordulatra /pár tizezer/?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 16:37
Írta: 000000000 Dátum 2006 november 30, 16:37
Szia!
http://www.gszi.bme.hu/oktatas/Egyetem/Gepeszmernok/Geptmodul/GE14GT_Tribologia/meresek/meres6.pdf
http://www.gszi.bme.hu/oktatas/Egyetem/Gepeszmernok/Geptmodul/GE14GT_Tribologia/meresek/meres6.pdf
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 30, 17:23
Írta: Motoros Dátum 2006 november 30, 17:23
Kösz szépen, átolvastam. Végűl is használható nagy fordulatra is. Érdekes amit írnak: van fa golyóscsapágy, és a fából készűlt csúszócsapágy is. Fa csúszócsapágyról tudtam de golyósról?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 17:34
Írta: 000000000 Dátum 2006 november 30, 17:34
A CARBOSINT Kft gyárt szinterbronz csapágykat. EZEN a lapon találsz egy terhelés-kerületi sebesség diagrammot. 2 m/s-ig vannak az adatok, ami pl. egy 6 mm-es tengelynél max 6300 f/p. Hát nem az amire vágytál! Ugyanők gyártanak grafit siklócsapágyat is. Megfelelő terhelési viszonyok között 20 m/s kerületi sebesség alkalmazható. Ez már 63000 f/p.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 17:41
Írta: 000000000 Dátum 2006 november 30, 17:41
Hááát az elég zombi. Viszont a szinterbronz önkenő. Erről (meg magáról a szinterbronzról)nem írnak. Porkohászatilag készül, ha jól tudom. A kenőanyagot impregnálják. Kérdés, hogy mekkora az élettartama.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 17:46
Írta: 000000000 Dátum 2006 november 30, 17:46
Hopp! Motorosnak válaszoltam, időközben írt Rabb Ferenc. De legalább jól tudtam[#circling]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 17:52
Írta: 000000000 Dátum 2006 november 30, 17:52
Hát ez a fagolyós facsapágy szerintem inkább képzőművészeti alkotás, mintsem műszaki termék. Olyan mint az 1982 januári EZERMESTER címlapján lévő Black&Decker fúrógép. De ott legalább leírták a szobrász nevét is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 17:56
Írta: 000000000 Dátum 2006 november 30, 17:56
[#wink]
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 november 30, 18:46
Írta: Kicsa Dátum 2006 november 30, 18:46
Szevasztok! Kicsit átterveztem a rajzomat,a motort tengelye egy síkba került a fix sinek tengelyével,viszont van egy kis bibi : Látszik a képen hogy hogy akartam megoldani először a csúszást de nemtudom hogy jó lenne-e így.Esetleg még valami egyszerű csapágyas megoldás jönne szóba csak erre a tengelyre nemtudom h hogyan lehetne úgy illeszteni csapágyat hogy ne keljen mindegyik köré ilyen műanyag 'kupakot' esztergálni amit V alakban bemarunk és így nem csúszik le a sínről.Tehát esetleg nincs valami 5letetek?
Ha valakit érdekel,itt egy kép illetve kérésre felrakhatom a .dwg rajzot is,csak gonoltam így egyszerűbb.
www.kicsa.atw.hu/asztal3.JPG
Ha valakit érdekel,itt egy kép illetve kérésre felrakhatom a .dwg rajzot is,csak gonoltam így egyszerűbb.
www.kicsa.atw.hu/asztal3.JPG
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 30, 19:04
Írta: Motoros Dátum 2006 november 30, 19:04
A szinter bronz akkor talán nem jó, viszont ha a grafit csapágy jó akkor a grafitos teflon is jó lehet, olyanom van és ki tudom majd próbálni.
A terhelés nem nagy csak egy 3 mm-es tengely fog benne forogni 60-80 ezret.
Kösz
A terhelés nem nagy csak egy 3 mm-es tengely fog benne forogni 60-80 ezret.
Kösz
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 30, 19:12
Írta: Motoros Dátum 2006 november 30, 19:12
A szinterbronz lelkivilága elég bonyolúlt, úgy tudom hogy a tengely kicsit mínuszos a csapágyhoz képest, hogy az olajfilm ki tudjon alakúlni.
A csapágyat meg készre csinálják, utólag nem jó dörzsölni a furatot, meg nem jó esztergálni mert eltömődnek a pólusok. Persze lehet tévedek.
A csapágyat meg készre csinálják, utólag nem jó dörzsölni a furatot, meg nem jó esztergálni mert eltömődnek a pólusok. Persze lehet tévedek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 19:33
Írta: 000000000 Dátum 2006 november 30, 19:33
Sziasztok Motoros és Rabb Ferenc!
Nem mérvadó a CARBOSINT diagramja, mert a GLACIER olajjal impregnált szinterbronz csapágyaira már 10 m/s -ot ad meg. Az majd 32000 1/min fordulatszám. Szerintem, Motoros ha lehetséges derítsd ki a csapágyad gyártóját, valószínűleg ahány gyártó, annyi minőség.
Nem mérvadó a CARBOSINT diagramja, mert a GLACIER olajjal impregnált szinterbronz csapágyaira már 10 m/s -ot ad meg. Az majd 32000 1/min fordulatszám. Szerintem, Motoros ha lehetséges derítsd ki a csapágyad gyártóját, valószínűleg ahány gyártó, annyi minőség.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 19:47
Írta: 000000000 Dátum 2006 november 30, 19:47
3mm-es tengely 10m/s-mal számolva 63694 1/min. Tehát a Glacieré alulról már jó lenne Neked. Beszerezhető itthon. A csapágyat NE forgácsold.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 19:54
Írta: 000000000 Dátum 2006 november 30, 19:54
A tengelyt kell az adott csapágy tűréséhez köszörülni. Ha a tengely nem mínuszos, nem megy össze a csapággyal. De vásárolni is tudsz köszörült acélt szálban.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 20:08
Írta: 000000000 Dátum 2006 november 30, 20:08
A Ferroglobus-nál lehet kapni acél szálakat, akár saválló kivitelben is, húzottat és köszörültet is...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 20:14
Írta: 000000000 Dátum 2006 november 30, 20:14
A CARBOSINT lapján kicsit szűkszavú a tervezési segédlet, de régebben volt egy nyomtatott ismertetőjük is. A csapágyperselyt plusszosra készítik. Ezt kell besajtolni a megadott tűrésű házába. Ekkor nyomódik össze a névleges méretre. Ha kell esztergálható de utána javasolt a feldörzsölés a pontos tengelyre illesztéskor. Ha megtalálom a leírást beszkennelem, és felteszem a File-tárba. Addig esetleg kérdezd meg a cég okosait telefonon vagy e-mailban. A grafitos teflon nem biztos, hogy jó ötlet. Rossz hővezető és ezért szinte biztosan felmelegszik és beragad. A sima grafit izzásig használható.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 20:15
Írta: 000000000 Dátum 2006 november 30, 20:15
Motoros!
A "Csevegő szobában" lévő áttételes szerszámhajtást akarod elkészíteni, "kissé" profibban?
A "Csevegő szobában" lévő áttételes szerszámhajtást akarod elkészíteni, "kissé" profibban?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 20:35
Írta: 000000000 Dátum 2006 november 30, 20:35
A #914-ben ajánlott rajzokban szereplő megoldás miért nem tetszik? A "V" alakban álló csapágyak egyszerűen elkészíthetők könnyen beállíthatók. Ha kell, a rudat a csapágyakkal szemközti oldalról meg is támaszthatod, ha esetleg behajlana. (CNC_assy_08;9;10;12) Persze minden problémára mindig van legalább tíz jó megoldás. De hogy kinek mi a jó az már magányügy.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 30, 21:28
Írta: Motoros Dátum 2006 november 30, 21:28
Bingó
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 30, 21:44
Írta: Motoros Dátum 2006 november 30, 21:44
Igen, a teflon kitágul és megszorúlhat.
Ilyen gond vana a teflon anyánál. Lámpás hívta fel a figyelmemet hogy ha passzos az anya akkor már kézmelegtől is egy kicsit nehezebben jár.
Grafit csapágy ??..hmmm ezt még nekem szokni kell.
Ilyen gond vana a teflon anyánál. Lámpás hívta fel a figyelmemet hogy ha passzos az anya akkor már kézmelegtől is egy kicsit nehezebben jár.
Grafit csapágy ??..hmmm ezt még nekem szokni kell.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 30, 22:12
Írta: bmejdz9nu Dátum 2006 november 30, 22:12
Jó a téma... akkor ma nem zavarom meg a dolgokat újabb rém cnc képpel...
Ez a direkt szerszám forgatás tuti dolog lesz...
Mert szerencsére minden CNC szerszám szára egyforma... ennél tökéletesebbet nem is lehetne csinálni... ütésmentes... csak az a fránya fordulat...
Kerámia csúszó csapágy házilag... persze Herendiből..
Ez a direkt szerszám forgatás tuti dolog lesz...
Mert szerencsére minden CNC szerszám szára egyforma... ennél tökéletesebbet nem is lehetne csinálni... ütésmentes... csak az a fránya fordulat...
Kerámia csúszó csapágy házilag... persze Herendiből..
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 november 30, 22:15
Írta: Motoros Dátum 2006 november 30, 22:15
A kerámia is lehet megtenné, csak erre a 3.175 mm méretre??
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 november 30, 22:24
Írta: bmejdz9nu Dátum 2006 november 30, 22:24
A fúrószárnak addíg kell csak bírnia amíg a vágófelület el nem kopik... ez elégséges ... megoldott a másik felére két dolgot lehet tenni - szerintem.
- valamit ami addíg bírja mint a szerszám és olcsó és gyorsan cserélhető...
- vagy tartósabb és nagyon kemény... szerintem... de nem tudom de jó lenne...tudni...
- valamit ami addíg bírja mint a szerszám és olcsó és gyorsan cserélhető...
- vagy tartósabb és nagyon kemény... szerintem... de nem tudom de jó lenne...tudni...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 23:53
Írta: 000000000 Dátum 2006 november 30, 23:53
Ne keverjétek már a műszaki kerámiát az égetett porcelánnal...
Mihez kell 50e fordulat?
Mihez kell 50e fordulat?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 november 30, 23:56
Írta: 000000000 Dátum 2006 november 30, 23:56
Nagyon kemény és nagyon kopásálló mi?
Igazából elvesztettem a fonalat, hogy ennek minek is kellene lennie.
Igazából elvesztettem a fonalat, hogy ennek minek is kellene lennie.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 01, 06:48
Írta: Motoros Dátum 2006 december 01, 06:48
Szia! Arról csevegünk hogy jó lenne csinálni (ha lehet) egy kis fortuna szerűséget amit közvetlenűl hajtana egy 30 000 fordulatú marómotor, lenne egy 3-as áttétel, és szíj hajtással meg lenne pörgetve egy gravírtű vagy fúró aminek a csapágyazása siklócsapágy lenne.
A csevegő szoba #486-os fotója az alap.
A csevegő szoba #486-os fotója az alap.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 01, 07:57
Írta: 000000000 Dátum 2006 december 01, 07:57
Oké. De miért szükséges 50.000 f/min?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 01, 13:41
Írta: 000000000 Dátum 2006 december 01, 13:41
Sziasztok!
Például akkor lehet szükség 50000 RPM-es ford.számra, ha kétoldalas nyákon a VIA-kat fúrjuk, mivel azokat lyukgalvanizálni kell és ha alacsonyabb fordulaton fúrod ki, akkor a galván cucc nem fogja be a lyukat az apró üvegszál-szőrök miatt.
Ez az én példám, de biztosan van több dolog, amihez magas fordulat kell.
Például akkor lehet szükség 50000 RPM-es ford.számra, ha kétoldalas nyákon a VIA-kat fúrjuk, mivel azokat lyukgalvanizálni kell és ha alacsonyabb fordulaton fúrod ki, akkor a galván cucc nem fogja be a lyukat az apró üvegszál-szőrök miatt.
Ez az én példám, de biztosan van több dolog, amihez magas fordulat kell.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 01, 15:59
Írta: Kicsa Dátum 2006 december 01, 15:59
Szevasztok! Ha az M8as menetes szárról leesztergálom a menetet akkor ott 8 mm-es tengely marad?Mert elvileg az M8 azt jelenti hog Metrikus,8as magátmérővel rendelkező orsó.Igaz?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 01, 16:14
Írta: 000000000 Dátum 2006 december 01, 16:14
NEM!!! A külső névleges átmérő a 8 mm. A magátmérő a normál metrikus kötőelemeknél a névleges külső átmérő kb. 0,82-szerese, tehát a Te esetedben 6,5 mm körüli.
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2006 december 01, 16:14
Írta: e7c897sd8 Dátum 2006 december 01, 16:14
M8 menet magfurat 6.75 mm! A 8 mm a külső átmérőt jelenti!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 december 01, 16:23
Írta: Kristály Árpád Dátum 2006 december 01, 16:23
Jesz.....szőr
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 december 01, 16:25
Írta: Kristály Árpád Dátum 2006 december 01, 16:25
Illetve ha menetet vágsz akkor 6,5-tel fúrd ki...
sZAMÁRSZORZÓNAK NEVEZET M-12-IG SZORÓZD MEG NYOLCAL, DE ATTÓL IS FÜGg, HOGY GÉPI MENETFÚRÓVAL FÚRÓD, VAGY NORMÁLLAL!!!!!!!!!!!
sZAMÁRSZORZÓNAK NEVEZET M-12-IG SZORÓZD MEG NYOLCAL, DE ATTÓL IS FÜGg, HOGY GÉPI MENETFÚRÓVAL FÚRÓD, VAGY NORMÁLLAL!!!!!!!!!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 01, 17:13
Írta: 000000000 Dátum 2006 december 01, 17:13
Magméret=Névleges méret-menetemelkedés.
Pl.:M6 menetemelkedése 1, magfurata 5
M4 menetemelkedése 0.7, magfurata 3.3
M8x1 menetemelkedése 1, magfurata 7 ...stb.
M8 menetemelkedése 1.25, magfurata 6.75,
6.8-al fúrható.
Pl.:M6 menetemelkedése 1, magfurata 5
M4 menetemelkedése 0.7, magfurata 3.3
M8x1 menetemelkedése 1, magfurata 7 ...stb.
M8 menetemelkedése 1.25, magfurata 6.75,
6.8-al fúrható.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 01, 18:29
Írta: 000000000 Dátum 2006 december 01, 18:29
Lehet hogy hosszú lesz de ebből minden kderül:)
Menetméretek
Külső Emelk. Magfurat Menet
2,00 0,40 1,60 M 2
2,18 0,45 1,80 UNC Nr.2-56
2,18 0,40 1,85 UNF Nr.2-64
2,50 0,45 2,05 M 2,5
2,52 0,53 2,10 UNC Nr.3-48
2,52 0,45 2,15 UNF Nr.3-56
2,85 0,64 2,30 UNC Nr.4-40
2,85 0,53 2,35 UNF Nr.4-48
3,00 0,50 2,50 M 3
3,18 0,64 2,60 UNC Nr.5-40
3,18 0,58 2,65 UNF Nr.5-44
3,18 0,36 2,55 W 1/8-70
3,50 0,60 2,90 M 3,5
3,51 0,79 2,75 UNC Nr.6-32
3,51 0,64 2,95 UNF Nr.6-40
3,97 0,79 3,10 W 5/32-32
4,00 0,70 3,30 M 4
4,00 0,50 3,50 MF 4x0,5
4,00 0,75 3,25 MF 4x0,75
4,17 0,79 3,40 UNC Nr.8-32
4,17 0,71 3,50 UNF Nr.8-36
4,76 1,06 3,60 W 3/16-24
4,83 1,06 3,80 UNC Nr.10-24
4,83 0,79 4,10 UNF Nr.10-32
5,00 0,80 4,20 M 5
5,00 0,75 4,25 MF 5x0,75
5,00 0,90 4,10 MF 5x0,9
5,48 1,06 4,50 UNC Nr.12-24
5,48 0,91 4,70 UNF Nr.12-28
5,56 1,06 4,40 W 7/32-24
6,00 1,00 5,00 M 6
6,00 0,75 5,25 MF 6x0,75
6,35 1,27 5,10 UNC 1/4-20
6,35 0,91 5,50 UNF 1/4-28
6,35 1,27 5,10 W 1/4-20
6,35 0,98 5,20 BSF 1/4-26
7,00 1,00 6,00 M 7
7,94 1,41 6,50 UNC 5/16-18
7,94 1,06 6,90 UNF 5/16-24
7,94 1,41 6,50 W 5/16-18
7,94 1,15 6,60 BSF 5/16-22
8,00 1,25 6,75 M 8
8,00 0,75 7,25 MF 8x0,75
8,00 1,00 7,00 MF 8x1
9,00 1,25 7,75 M 9
9,00 1,00 8,00 MF 9x1
9,53 1,59 8,00 UNC 3/8-16
9,53 1,06 8,50 UNF 3/8-24
9,53 1,59 7,90 W 3/8-16
9,53 1,27 8,10 BSF 3/8-20
9,73 0,91 8,80 G 1/8-28
10,00 1,50 8,50 M 10
10,00 0,75 9,25 MF 10x0,75
10,00 1,00 9,00 MF 10x1
10,00 1,25 8,75 MF 10x1,25
Külső Emelk. Magfurat Menet
11,00 1,50 9,50 M 11
11,00 1,00 10,00 MF 11x1
11,11 1,81 9,20 W 7/16-14
11,11 1,41 9,50 BSF 7/16-18
11,11 1,81 9,40 UNC 7/16-14
11,11 1,27 9,90 UNF 7/16-20
12,00 1,75 10,25 M 12
12,00 0,75 11,25 MF 12x0,75
12,00 1,00 11,00 MF 12x1
12,00 1,25 10,75 MF 12x1,25
12,00 1,50 10,50 MF 12x1,5
12,50 1,27 11,40 Pg 7-20
12,70 1,95 10,80 UNC 1/2-13
12,70 1,27 11,50 UNF 1/2-20
12,70 2,12 10,50 W 1/2-12
12,70 1,59 11,00 BSF 1/2-16
13,16 1,34 11,80 G 1/4-19
14,00 2,00 12,00 M 14
14,00 1,00 13,00 MF 14x1
14,00 1,50 12,50 MF 14x1,5
14,29 2,12 12,20 UNC 9/16-12
14,29 1,41 12,90 UNF 9/16-18
14,29 2,12 12,00 W 9/16-12
14,29 1,59 12,50 BSF 9/16-16
15,00 1,00 14,00 MF 15x1
15,00 1,50 13,50 MF 15x1,5
15,20 1,41 14,00 Pg 9-18
15,88 2,31 13,80 UNC 5/8-11
15,88 1,41 14,50 UNF 5/8-18
15,88 2,31 13,50 W 5/8-11
15,88 1,81 14,00 BSF 5/8-14
16,00 2,00 14,00 M 16
16,00 1,00 15,00 MF 16 x 1
16,00 1,50 14,50 MF 16x1,5
16,66 1,34 15,25 G 3/8-19
18,00 2,50 15,50 M 18
18,00 1,50 16,50 MF 18x1,5
18,00 2,00 16,00 MF 18x2
18,60 1,41 17,25 Pg 11-18
19,05 2,54 16,50 UNC 3/4-10
19,05 1,59 17,50 UNF 3/4-16
19,05 2,54 16,25 W 3/4-10
19,05 2,12 16,50 BSF 3/4-12
20,00 2,50 17,50 M 20
20,00 1,50 18,50 MF 20x1,5
20,00 2,00 18,00 MF 20x 2
20,40 1,41 19,00 Pg 13,5-18
20,96 1,81 19,00 G 1/2-14
22,00 2,50 19,50 M 22
22,00 1,50 20,50 MF 22x1,5
22,00 2,00 20,00 MF 22x2
22,23 2,82 19,50 UNC 7/8-9
22,23 1,81 20,50 UNF 7/8-14
22,23 2,82 19,25 W 7/8-9
22,23 2,31 19,50 BSF 7/8-11
Külső Emelk. Magfurat Menet
22,50 1,41 21,25 Pg 16-18
22,91 1,81 21,00 G 5/8-14
24,00 3,00 21,00 M 24
24,00 1,50 22,50 MF 24x1,5
24,00 2,00 22,00 MF 24x2
25,00 1,50 23,50 MF 25x1,5
25,40 3,18 22,25 UNC 1"-8
25,40 2,12 23,25 UNF 1"-12
25,40 3,18 21,75 W 1"-8
25,40 2,54 22,50 BSF 1"-10
26,00 1,50 24,50 MF 26x1,5
26,44 1,81 24,50 G 3/4-14
27,00 3,00 24,00 M 27
28,00 1,50 26,50 MF 28x1,5
28,30 1,59 26,90 Pg 21-16
28,58 3,63 24,75 W 1.1/8-7
30,00 3,50 26,50 M 30
30,00 1,50 28,50 MF 30x1,5
30,20 1,81 28,25 G 7/8-14
31,75 3,63 27,75 W 1.1/4-7
32,00 1,50 30,50 MF 32x1,5
33,00 3,50 29,50 M 33
33,25 2,31 30,75 G 1"-11
34,00 1,50 32,50 MF 34x1,5
34,93 4,23 30,50 W 1.3/8-6
36,00 4,00 32,00 M 36
36,00 1,50 34,50 MF 36x1,5
37,00 1,59 35,50 Pg 29-16
37,90 2,31 35,50 G 1.1/8-11
38,00 1,50 36,50 MF 38x1,5
38,10 4,23 33,50 W 1.1/2-6
39,00 4,00 35,00 M 39
40,00 1,50 38,50 MF 40x1,5
41,28 5,08 35,50 W 1.5/8-5
41,91 2,31 39,50 G 1.1/4-11
42,00 4,50 37,50 M 42
42,00 1,50 40,50 MF 42x1,5
44,34 2,31 41,90 G 1.3/8-11
44,45 5,08 39,00 W 1.3/4-5
45,00 4,50 40,50 M 45
47,00 1,59 45,50 Pg 36-16
47,63 5,64 41,50 W 1.7/8-4,5
47,80 2,31 45,25 G 1.1/2-11
48,00 5,00 43,00 M 48
50,80 5,64 44,50 W 2"-4,5
52,00 5,00 47,00 M 52
53,75 2,31 51,00 G 1.3/4-11
54,00 1,59 52,50 Pg 42-16
59,30 1,59 58,00 Pg 48-16
59,61 2,31 57,00 G 2"-11
Menetméretek
Külső Emelk. Magfurat Menet
2,00 0,40 1,60 M 2
2,18 0,45 1,80 UNC Nr.2-56
2,18 0,40 1,85 UNF Nr.2-64
2,50 0,45 2,05 M 2,5
2,52 0,53 2,10 UNC Nr.3-48
2,52 0,45 2,15 UNF Nr.3-56
2,85 0,64 2,30 UNC Nr.4-40
2,85 0,53 2,35 UNF Nr.4-48
3,00 0,50 2,50 M 3
3,18 0,64 2,60 UNC Nr.5-40
3,18 0,58 2,65 UNF Nr.5-44
3,18 0,36 2,55 W 1/8-70
3,50 0,60 2,90 M 3,5
3,51 0,79 2,75 UNC Nr.6-32
3,51 0,64 2,95 UNF Nr.6-40
3,97 0,79 3,10 W 5/32-32
4,00 0,70 3,30 M 4
4,00 0,50 3,50 MF 4x0,5
4,00 0,75 3,25 MF 4x0,75
4,17 0,79 3,40 UNC Nr.8-32
4,17 0,71 3,50 UNF Nr.8-36
4,76 1,06 3,60 W 3/16-24
4,83 1,06 3,80 UNC Nr.10-24
4,83 0,79 4,10 UNF Nr.10-32
5,00 0,80 4,20 M 5
5,00 0,75 4,25 MF 5x0,75
5,00 0,90 4,10 MF 5x0,9
5,48 1,06 4,50 UNC Nr.12-24
5,48 0,91 4,70 UNF Nr.12-28
5,56 1,06 4,40 W 7/32-24
6,00 1,00 5,00 M 6
6,00 0,75 5,25 MF 6x0,75
6,35 1,27 5,10 UNC 1/4-20
6,35 0,91 5,50 UNF 1/4-28
6,35 1,27 5,10 W 1/4-20
6,35 0,98 5,20 BSF 1/4-26
7,00 1,00 6,00 M 7
7,94 1,41 6,50 UNC 5/16-18
7,94 1,06 6,90 UNF 5/16-24
7,94 1,41 6,50 W 5/16-18
7,94 1,15 6,60 BSF 5/16-22
8,00 1,25 6,75 M 8
8,00 0,75 7,25 MF 8x0,75
8,00 1,00 7,00 MF 8x1
9,00 1,25 7,75 M 9
9,00 1,00 8,00 MF 9x1
9,53 1,59 8,00 UNC 3/8-16
9,53 1,06 8,50 UNF 3/8-24
9,53 1,59 7,90 W 3/8-16
9,53 1,27 8,10 BSF 3/8-20
9,73 0,91 8,80 G 1/8-28
10,00 1,50 8,50 M 10
10,00 0,75 9,25 MF 10x0,75
10,00 1,00 9,00 MF 10x1
10,00 1,25 8,75 MF 10x1,25
Külső Emelk. Magfurat Menet
11,00 1,50 9,50 M 11
11,00 1,00 10,00 MF 11x1
11,11 1,81 9,20 W 7/16-14
11,11 1,41 9,50 BSF 7/16-18
11,11 1,81 9,40 UNC 7/16-14
11,11 1,27 9,90 UNF 7/16-20
12,00 1,75 10,25 M 12
12,00 0,75 11,25 MF 12x0,75
12,00 1,00 11,00 MF 12x1
12,00 1,25 10,75 MF 12x1,25
12,00 1,50 10,50 MF 12x1,5
12,50 1,27 11,40 Pg 7-20
12,70 1,95 10,80 UNC 1/2-13
12,70 1,27 11,50 UNF 1/2-20
12,70 2,12 10,50 W 1/2-12
12,70 1,59 11,00 BSF 1/2-16
13,16 1,34 11,80 G 1/4-19
14,00 2,00 12,00 M 14
14,00 1,00 13,00 MF 14x1
14,00 1,50 12,50 MF 14x1,5
14,29 2,12 12,20 UNC 9/16-12
14,29 1,41 12,90 UNF 9/16-18
14,29 2,12 12,00 W 9/16-12
14,29 1,59 12,50 BSF 9/16-16
15,00 1,00 14,00 MF 15x1
15,00 1,50 13,50 MF 15x1,5
15,20 1,41 14,00 Pg 9-18
15,88 2,31 13,80 UNC 5/8-11
15,88 1,41 14,50 UNF 5/8-18
15,88 2,31 13,50 W 5/8-11
15,88 1,81 14,00 BSF 5/8-14
16,00 2,00 14,00 M 16
16,00 1,00 15,00 MF 16 x 1
16,00 1,50 14,50 MF 16x1,5
16,66 1,34 15,25 G 3/8-19
18,00 2,50 15,50 M 18
18,00 1,50 16,50 MF 18x1,5
18,00 2,00 16,00 MF 18x2
18,60 1,41 17,25 Pg 11-18
19,05 2,54 16,50 UNC 3/4-10
19,05 1,59 17,50 UNF 3/4-16
19,05 2,54 16,25 W 3/4-10
19,05 2,12 16,50 BSF 3/4-12
20,00 2,50 17,50 M 20
20,00 1,50 18,50 MF 20x1,5
20,00 2,00 18,00 MF 20x 2
20,40 1,41 19,00 Pg 13,5-18
20,96 1,81 19,00 G 1/2-14
22,00 2,50 19,50 M 22
22,00 1,50 20,50 MF 22x1,5
22,00 2,00 20,00 MF 22x2
22,23 2,82 19,50 UNC 7/8-9
22,23 1,81 20,50 UNF 7/8-14
22,23 2,82 19,25 W 7/8-9
22,23 2,31 19,50 BSF 7/8-11
Külső Emelk. Magfurat Menet
22,50 1,41 21,25 Pg 16-18
22,91 1,81 21,00 G 5/8-14
24,00 3,00 21,00 M 24
24,00 1,50 22,50 MF 24x1,5
24,00 2,00 22,00 MF 24x2
25,00 1,50 23,50 MF 25x1,5
25,40 3,18 22,25 UNC 1"-8
25,40 2,12 23,25 UNF 1"-12
25,40 3,18 21,75 W 1"-8
25,40 2,54 22,50 BSF 1"-10
26,00 1,50 24,50 MF 26x1,5
26,44 1,81 24,50 G 3/4-14
27,00 3,00 24,00 M 27
28,00 1,50 26,50 MF 28x1,5
28,30 1,59 26,90 Pg 21-16
28,58 3,63 24,75 W 1.1/8-7
30,00 3,50 26,50 M 30
30,00 1,50 28,50 MF 30x1,5
30,20 1,81 28,25 G 7/8-14
31,75 3,63 27,75 W 1.1/4-7
32,00 1,50 30,50 MF 32x1,5
33,00 3,50 29,50 M 33
33,25 2,31 30,75 G 1"-11
34,00 1,50 32,50 MF 34x1,5
34,93 4,23 30,50 W 1.3/8-6
36,00 4,00 32,00 M 36
36,00 1,50 34,50 MF 36x1,5
37,00 1,59 35,50 Pg 29-16
37,90 2,31 35,50 G 1.1/8-11
38,00 1,50 36,50 MF 38x1,5
38,10 4,23 33,50 W 1.1/2-6
39,00 4,00 35,00 M 39
40,00 1,50 38,50 MF 40x1,5
41,28 5,08 35,50 W 1.5/8-5
41,91 2,31 39,50 G 1.1/4-11
42,00 4,50 37,50 M 42
42,00 1,50 40,50 MF 42x1,5
44,34 2,31 41,90 G 1.3/8-11
44,45 5,08 39,00 W 1.3/4-5
45,00 4,50 40,50 M 45
47,00 1,59 45,50 Pg 36-16
47,63 5,64 41,50 W 1.7/8-4,5
47,80 2,31 45,25 G 1.1/2-11
48,00 5,00 43,00 M 48
50,80 5,64 44,50 W 2"-4,5
52,00 5,00 47,00 M 52
53,75 2,31 51,00 G 1.3/4-11
54,00 1,59 52,50 Pg 42-16
59,30 1,59 58,00 Pg 48-16
59,61 2,31 57,00 G 2"-11
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 01, 18:47
Írta: 000000000 Dátum 2006 december 01, 18:47
Hát...
Nem sajnáltad az idődet. Grt. Legalább aki nincs tisztában a menetekkel, itt megtalálja a nevezetesebb menetek paramétereit.[#eljen]
Nem sajnáltad az idődet. Grt. Legalább aki nincs tisztában a menetekkel, itt megtalálja a nevezetesebb menetek paramétereit.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 01, 19:09
Írta: 000000000 Dátum 2006 december 01, 19:09
Megoldható.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 01, 19:48
Írta: Kicsa Dátum 2006 december 01, 19:48
Nagyon szépen köszönöm a segítséget : ezexerint elb@sztam :-)Szóval akkor 6.75 mm..köszi még1x
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 02, 05:25
Írta: Motoros Dátum 2006 december 02, 05:25
Tehát megoldható lenne a kerámia csapágy tetszőleges tengelyméretre (3.175) és erre a fordulatra?
Használatos dolog ez? Kenés ide gondolom nem kell, a melegedésre, biztos nem érzékeny, hogyan lehet egy adott tűréssel elkészíteni, mert mind a belső mind a kűlső átmérőnek stimmelni kell, mert ugye belülre lesz a tengely, kívülre meg a csapágynak bele kell mennie egy befoglaló házba.A gyártónak ezt már kész méretre kell csinálnia, hisz ezen már utólag alakítani nem lehet.
Használatos dolog ez? Kenés ide gondolom nem kell, a melegedésre, biztos nem érzékeny, hogyan lehet egy adott tűréssel elkészíteni, mert mind a belső mind a kűlső átmérőnek stimmelni kell, mert ugye belülre lesz a tengely, kívülre meg a csapágynak bele kell mennie egy befoglaló házba.A gyártónak ezt már kész méretre kell csinálnia, hisz ezen már utólag alakítani nem lehet.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 02, 06:59
Írta: Motoros Dátum 2006 december 02, 06:59

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 02, 09:33
Írta: 000000000 Dátum 2006 december 02, 09:33
Most lehet, hogy én keverem. Csúszócsapágyról lenne szó?
Kerámiaház, benne a tengely, körülötte olajfilm.
Kerámiaház, benne a tengely, körülötte olajfilm.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 02, 10:01
Írta: Motoros Dátum 2006 december 02, 10:01
Igen .. csúszócsapágy, benne a tengely ami maga a maró. Most hogy a kerámia csapágynál is kell olajfilm azt nem tudom, meg azt sem hogy a keletkezett hőtöl mi lesz az olajjal.
Felvetődött a grafitcsúszó csapágy- még eddig ez a legszimpatikusabb.
Lehet hogy hülyeség az egész, de a hozzá nem értő bátorságával próbálom kitalálni az egyszerű és jól működő megoldást.
Ha a csapágyazást sikerűlne olcsón megoldani akkor lehetne csinálni nagy fordulatú fortunát a bruhsless motorhoz.
Felvetődött a grafitcsúszó csapágy- még eddig ez a legszimpatikusabb.
Lehet hogy hülyeség az egész, de a hozzá nem értő bátorságával próbálom kitalálni az egyszerű és jól működő megoldást.
Ha a csapágyazást sikerűlne olcsón megoldani akkor lehetne csinálni nagy fordulatú fortunát a bruhsless motorhoz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 02, 10:27
Írta: 000000000 Dátum 2006 december 02, 10:27
Szia Motoros!
A motorodban van golyós csapágy, nem bírja
tartósan a nagy fordulatot?
A motorodban van golyós csapágy, nem bírja
tartósan a nagy fordulatot?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 02, 10:44
Írta: Motoros Dátum 2006 december 02, 10:44
Szia Tibor!
A motorban lévő csapágy hogy mit bír az még nem derűlt ki.
Egyenlőre még bírja. Viszont a maró direkt rögzítése a tengelyre még mindíg nem megoldott. Valami kis spéci patronos kellene, ami nem üt csak esetleg max 1-2 századot-- de az még nincs. A mostani toldó 1 tizedet üt és ez sok a nagy fordulaton.
Különben is inkább azon spekulálok hogy a motor csapágyat hogyan lehetne tehermentesíteni. Ehhez volna talán jó egy pót tengely ahol a maró nem terheli a motor csapágyat, egyben megoldódna a jó szaladás is.
Mi a véleményed?
A motorban lévő csapágy hogy mit bír az még nem derűlt ki.
Egyenlőre még bírja. Viszont a maró direkt rögzítése a tengelyre még mindíg nem megoldott. Valami kis spéci patronos kellene, ami nem üt csak esetleg max 1-2 századot-- de az még nincs. A mostani toldó 1 tizedet üt és ez sok a nagy fordulaton.
Különben is inkább azon spekulálok hogy a motor csapágyat hogyan lehetne tehermentesíteni. Ehhez volna talán jó egy pót tengely ahol a maró nem terheli a motor csapágyat, egyben megoldódna a jó szaladás is.
Mi a véleményed?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 02, 10:47
Írta: Motoros Dátum 2006 december 02, 10:47
Az alapötlet a csevegő szoba #483-as fotóján látható.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 02, 11:21
Írta: 000000000 Dátum 2006 december 02, 11:21
Akkor egyre gondoltunk. A probléma, hogy pár darab ilyen kis hüvelynek nem érdemes szerintem nekiállni. A megmunkálás az még hagyján, de a kemence felfűtése... Szóval irreálisan magas költsége lenne pár darabnak.
Viszont hőingadozásra és kopásállóságra érzéketlenebb anyagot nem igen fogsz találni. Most érkeztek nem régen új alapanyagok. Nagyon bíztatóak a tesztek.
Viszont hőingadozásra és kopásállóságra érzéketlenebb anyagot nem igen fogsz találni. Most érkeztek nem régen új alapanyagok. Nagyon bíztatóak a tesztek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 02, 16:49
Írta: 000000000 Dátum 2006 december 02, 16:49
Ez praktikus, mint a cseréppipa, ha leejted, csak össze kell söpörni[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 02, 17:14
Írta: Motoros Dátum 2006 december 02, 17:14
Igen, annál már csak az öt tengelyes nyalógép jobb.[#beka3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 02, 18:08
Írta: 000000000 Dátum 2006 december 02, 18:08
[#hehe]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 december 02, 21:33
Írta: Kristály Árpád Dátum 2006 december 02, 21:33
Szia Misi!
Látom megtaláltad a Viagrát ami elgurult.........
Látom megtaláltad a Viagrát ami elgurult.........
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 december 02, 21:36
Írta: s5f8tmfv3 Dátum 2006 december 02, 21:36
Tudod milyen színű belül a Viagra? Nem? Te sem felet szedsz...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 03, 14:09
Írta: Motoros Dátum 2006 december 03, 14:09
Nem emlékszel? Amikor dicsekedtél hogy mit szedsz,leejtetted. Ha nem találom meg mi lett volna veled? Cavintont is kapj be mellé.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 december 03, 16:38
Írta: Kristály Árpád Dátum 2006 december 03, 16:38
A tiedébe is......
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 03, 16:57
Írta: Kicsa Dátum 2006 december 03, 16:57
Szevasztok! Nagyjából kész a mechanika tervem,már csak mocik hiányzanak róla meg egy két apróság.de a lényeg látszik...
www.kicsa.atw.hu/a1.JPG
www.kicsa.atw.hu/a2.JPG
Véleményeket kérnék szépen... :-) ,elsősorban a köszörült tengely+csapágy megoldás sztetek működni fog-e hosszabb távon?
www.kicsa.atw.hu/a1.JPG
www.kicsa.atw.hu/a2.JPG
Véleményeket kérnék szépen... :-) ,elsősorban a köszörült tengely+csapágy megoldás sztetek működni fog-e hosszabb távon?
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 03, 17:00
Írta: Kicsa Dátum 2006 december 03, 17:00
illetve ittvan még1 :
www.kicsa.atw.hu/aszt3.JPG
www.kicsa.atw.hu/aszt3.JPG
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 december 03, 17:17
Írta: yuagaci9g Dátum 2006 december 03, 17:17
Ha ezt igy megepited, lehet majd vele gravirozni, de az sem biztos.
Szamits arra, hogy a vezetekek mar kis ero hatasara is meghajlanak, mar a kocsi terhelese lotyogest fog okozni. (a felso sor gorgo terheletlen marad.
Mindenkepp legalabb harom gorgot hasznalj, (120fokban, vagy esetedben jo a 90 es 135+135) de ha maradnal az elgondolasodnal, legalabb merevitsd ki a vezetekeket egy parhuzamos aluprofillal, alul es felul.
Szamits arra, hogy a vezetekek mar kis ero hatasara is meghajlanak, mar a kocsi terhelese lotyogest fog okozni. (a felso sor gorgo terheletlen marad.
Mindenkepp legalabb harom gorgot hasznalj, (120fokban, vagy esetedben jo a 90 es 135+135) de ha maradnal az elgondolasodnal, legalabb merevitsd ki a vezetekeket egy parhuzamos aluprofillal, alul es felul.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 03, 17:29
Írta: Kicsa Dátum 2006 december 03, 17:29
Akkor milyen más megoldás jöhet szóba ami egyszerű? Az X tengely maradhat ezzel a megoldással?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 03, 17:53
Írta: 000000000 Dátum 2006 december 03, 17:53
Például (fritzek által gyártott hasított, teflon csúszópersely):
"RedeemeR"
23H7-es furatba kell belesajtolni, akkor zár tökéletesen a 20.0mm-es tengelyre. Két csepp olaj, aztán jóélet.
"RedeemeR"
23H7-es furatba kell belesajtolni, akkor zár tökéletesen a 20.0mm-es tengelyre. Két csepp olaj, aztán jóélet.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 december 03, 17:53
Írta: yuagaci9g Dátum 2006 december 03, 17:53
Lehetseges megoldas meg, ha a ket Y vezeteket egyesited kozepen, egy szelesebb alu udommal es a gorgoket kihelyezed alulra es folulre.
Az X nel a jelenseg nem olyan vegzetes, de itt sem art kimereviteni.
Az X nel a jelenseg nem olyan vegzetes, de itt sem art kimereviteni.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 03, 18:39
Írta: Kicsa Dátum 2006 december 03, 18:39
Esetleg nem tudok helyet ahol lehet kapni műanyag cucot perselynek illetve ilyen alu idomot? Mert ugye vagy szerencsém van és pont ilyen alakút tudok szerezni - aminek kicsi a valószínűsége - vagy öntök amit megint nem tudok.Tehát ez nekem kicsit zsákutca.. :S De nem rossz 5let a merevítés csak ha kihelyezem a görgőket az alu idomra akkor már szerintem mindegy hogy tengely van középen vagy zártszelvény vagy akármi.Mert úgyis z alu-n fog futni a csapágy,jól értem?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 03, 18:50
Írta: 000000000 Dátum 2006 december 03, 18:50
Szia Kicsa!
Valamikor én is bele voltam habarodva ebbe az amcsik által preferált 45 fokos, csapágyas, a tengely két oldalán állítható megoldásba. De azóta meggyőztek róla, 1. a tengelyenkénti 4 csapágy kevés (legalább 6 kell, 2 vonalban 120 fokosan elhelyezett 3-3 csapágy), 2. tengely állíthatóság egyben vibrációforrás is lehet, 3. az y tengelyeket mindenképpen célszerű függőleges irányban mereven összekötni a lehajlás csökkentése miatt. A gép akkor igazán jó ha nagyon merev és meglehetősen súlyos is. Ekkor ui nem "muzsikál" és vibrál semmi a munka közben.
Valamikor én is bele voltam habarodva ebbe az amcsik által preferált 45 fokos, csapágyas, a tengely két oldalán állítható megoldásba. De azóta meggyőztek róla, 1. a tengelyenkénti 4 csapágy kevés (legalább 6 kell, 2 vonalban 120 fokosan elhelyezett 3-3 csapágy), 2. tengely állíthatóság egyben vibrációforrás is lehet, 3. az y tengelyeket mindenképpen célszerű függőleges irányban mereven összekötni a lehajlás csökkentése miatt. A gép akkor igazán jó ha nagyon merev és meglehetősen súlyos is. Ekkor ui nem "muzsikál" és vibrál semmi a munka közben.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 03, 18:52
Írta: 000000000 Dátum 2006 december 03, 18:52
Mindegy, melyik oldalon van a csapágy. Mint azt a #936-ban is írtam - és a többiek is megerősítették - ha szükséges, a csapággyal szemközti oldalról támaszd meg. Esetedben a csapágyak 90 fokra vannak egymástól, tehát a szögfelelző síkjába tedd a támasztást szemből. (ami persze "Lámpás" javaslataalapján lehet a két tengely összefogása is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 03, 19:12
Írta: 000000000 Dátum 2006 december 03, 19:12
Keress meg e-mailen!!!
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 03, 21:54
Írta: Kicsa Dátum 2006 december 03, 21:54
Értem...hát akkor még töröm a fejem meg nézek kész megoldásokat,ezt akkor így elfelejtem illetve erősítem...köszi szépen
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 03, 23:02
Írta: bmejdz9nu Dátum 2006 december 03, 23:02
Az én gépem lesz a mechanikai csoda...
Ahogy kinéz a rajzokon a T34-es és az állványos fóró keveréke... Ilyesztő lett a 220mm-es Z emelés miatt... (a munkaterület csak 320x320) és minden nap találok benne hibákat... Első gépnek talán kisebbet kellett volna válsztani ... fő próbának...
Ahogy kinéz a rajzokon a T34-es és az állványos fóró keveréke... Ilyesztő lett a 220mm-es Z emelés miatt... (a munkaterület csak 320x320) és minden nap találok benne hibákat... Első gépnek talán kisebbet kellett volna válsztani ... fő próbának...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 december 03, 23:19
Írta: Kristály Árpád Dátum 2006 december 03, 23:19
Szerintem ez a második...a zárszelvényből már a múlt-é?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 03, 23:34
Írta: bmejdz9nu Dátum 2006 december 03, 23:34
A stabilitás a legfontosab... Járai is ezt mondta a tv-ben...
Majd leszz hozzá szervós darú... aztán fütyülünk rá... vagy vele...
Majd leszz hozzá szervós darú... aztán fütyülünk rá... vagy vele...
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 05, 20:32
Írta: Kicsa Dátum 2006 december 05, 20:32
www.kicsa.atw.hu/szan.JPG
www.kicsa.atw.hu/szan.dxf
Itt van a saját 5letem a szánokra. (120 fokos csapágyazás) csapágyak úgy vannak rögzítve hogy anya-tartófül-anya-csapágy-anya-tartófül-anya. (Metszeti ábrázolásban) csak sajna most nincs több időm megrajzolni...
www.kicsa.atw.hu/szan.dxf
Itt van a saját 5letem a szánokra. (120 fokos csapágyazás) csapágyak úgy vannak rögzítve hogy anya-tartófül-anya-csapágy-anya-tartófül-anya. (Metszeti ábrázolásban) csak sajna most nincs több időm megrajzolni...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 05, 21:06
Írta: bmejdz9nu Dátum 2006 december 05, 21:06
Valószinűleg le kell csavarozni az asztalra mert felborul magától... olyan magas...
Jut eszembe találtam egy képet amikor állványos fúróból csináltak CNC-t... ez olcsó ...
Jut eszembe találtam egy képet amikor állványos fúróból csináltak CNC-t... ez olcsó ...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 december 05, 21:55
Írta: Kristály Árpád Dátum 2006 december 05, 21:55
Több cég is forgalmaz hasónló felépítésűeket. Az én KINAI fúró-maró gépen is hasonlít az álványos fúróra......
A te kis fúródat nem éri meg átalakitani, mert sok macera.........
Pl.: Meg kell erősíteni a (Z-tengelyek szánt tengelyt, el kel látni egy csigahajtóművel....stb).
Úgyhogy lebeszéllek róla........
bár ezt ritkán szoktam tenni......
hallihó!
A te kis fúródat nem éri meg átalakitani, mert sok macera.........
Pl.: Meg kell erősíteni a (Z-tengelyek szánt tengelyt, el kel látni egy csigahajtóművel....stb).
Úgyhogy lebeszéllek róla........
bár ezt ritkán szoktam tenni......
hallihó!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 05, 22:09
Írta: bmejdz9nu Dátum 2006 december 05, 22:09
Miért beszélsz le róla...
Az én állványos fúróm eredeti.. k...i
csak asztalt kell csinálni és Z tegelyt...
és még meg is maradt az egész...
Az én állványos fúróm eredeti.. k...i
csak asztalt kell csinálni és Z tegelyt...
és még meg is maradt az egész...
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 08, 18:00
Írta: Kicsa Dátum 2006 december 08, 18:00
a 986os HSz-emmel kapcs.ban írok : ha egy kicsit alacsonyabb lenne az egész,az már jó lenne? Vagy esetleg más baj nem is nagyon van vele? Mert akkor lassan elkezdeném a 'gyártását'... köszi szépen
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 08, 18:10
Írta: 000000000 Dátum 2006 december 08, 18:10
Valamelyikünknek rossz a szögmérője!!! A csapágyak csak 60 fokra vannak egymástól. Így a felemelkedéstől (felbillenéstől) csak a gravitáció tartja az egész asztalt. A csapágyhármasokat a tengelyek köré 120 fokban helyezd el. Akkor minden irányban terhelhető lesz.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 08, 19:14
Írta: Kicsa Dátum 2006 december 08, 19:14
Jah értem....nemtudom miért csesztem el... :-) valszeg azért mert a másik irányban 120 fokot mutat..nam ind1..értem már a hibát és rajta vagyok a dolgon...
köszi szépen,majd jelentkezem
köszi szépen,majd jelentkezem
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 09, 18:51
Írta: Kicsa Dátum 2006 december 09, 18:51
www.kicsa.atw.hu/jav1.JPG
www.kicsa.atw.hu/jav2.JPG
Nah itt vannak az újabb rajzok,nézzétek meg pls aztán jöhetnek a vélemények... :-) köszi
www.kicsa.atw.hu/jav2.JPG
Nah itt vannak az újabb rajzok,nézzétek meg pls aztán jöhetnek a vélemények... :-) köszi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 09, 19:40
Írta: 000000000 Dátum 2006 december 09, 19:40
Ohh... Vannak erről további képei?
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 09, 19:55
Írta: Kicsa Dátum 2006 december 09, 19:55
Hát ha érdekel akkor tudok csinálni...épp most alakítok még rajta 1 picit...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 09, 19:56
Írta: 000000000 Dátum 2006 december 09, 19:56
Motorosnak válaszolt...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 09, 20:04
Írta: 000000000 Dátum 2006 december 09, 20:04
Sebaj, minden érdekel. :-)
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 09, 20:08
Írta: Kicsa Dátum 2006 december 09, 20:08
Nah...
www.kicsa.atw.hu/szan.zip
Itt van 6 kép,megpróbáltam úgy csinálni hogy mindnt lehessen látni...
www.kicsa.atw.hu/szan.zip
Itt van 6 kép,megpróbáltam úgy csinálni hogy mindnt lehessen látni...
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 09, 20:09
Írta: Kicsa Dátum 2006 december 09, 20:09
Jah nem nem is nekem :S:S:S :-) Mind1,azért dobtam fel néhány képet,de tényleg érdekelne a véleményetek ám :-)
Cím: Re:Mechanikai ötletek
Írta: 9v9rb6gau Dátum 2006 december 09, 20:50
Írta: 9v9rb6gau Dátum 2006 december 09, 20:50
Szia Kicsa!
A tervedhez:
- citerahúrból nem célszerű gépet építeni, kell a merevség.
-a vezető rudakon csak az egyikre kell 120 fokban a 3 - 3 csapágy, a másikon csak a terhelés síkjában kell megtámasztani. Pl.:függőlegesen alulról és felülről 2 - 2 csapágy. Igy le tudsz csalni 2 csapágyat, 2 csapágytartót sem kell megcsinálni és a szán szorulásmentes beállítása is sokkal egyszerűbb lesz. Emlékezz vissza az oskola gépműhelyében az esztergákra! Csak az ágy egyik oldalán van prizma, ami a szán oldalvezetését végzi, a masik oldalon csak lapos vezeték van, amihez a szán csúszófelülete alulról és felülről ér hozzá.
Ahogy ismerem, Kefe (Feri) tanár úr biztosan megengedi, hogy újból megnézd, és megkérdezd tőle: melyik gépész a legfontosabb gépész?
Egyébként az sem rossz megoldás, ahogy rajzoltad, csak ahhoz marha pontosan kell tudni a vezetőrudak páhuzamosságát minden irányból beállítani.
Üdv: gépész
A tervedhez:
- citerahúrból nem célszerű gépet építeni, kell a merevség.
-a vezető rudakon csak az egyikre kell 120 fokban a 3 - 3 csapágy, a másikon csak a terhelés síkjában kell megtámasztani. Pl.:függőlegesen alulról és felülről 2 - 2 csapágy. Igy le tudsz csalni 2 csapágyat, 2 csapágytartót sem kell megcsinálni és a szán szorulásmentes beállítása is sokkal egyszerűbb lesz. Emlékezz vissza az oskola gépműhelyében az esztergákra! Csak az ágy egyik oldalán van prizma, ami a szán oldalvezetését végzi, a masik oldalon csak lapos vezeték van, amihez a szán csúszófelülete alulról és felülről ér hozzá.
Ahogy ismerem, Kefe (Feri) tanár úr biztosan megengedi, hogy újból megnézd, és megkérdezd tőle: melyik gépész a legfontosabb gépész?
Egyébként az sem rossz megoldás, ahogy rajzoltad, csak ahhoz marha pontosan kell tudni a vezetőrudak páhuzamosságát minden irányból beállítani.
Üdv: gépész
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 09, 21:30
Írta: Kicsa Dátum 2006 december 09, 21:30
Tehát akkor elég csak az 1ik oldalon a 120 fokos..akkor azt hnap át fogom rajzolni aztán megint fel fogom tenni :-)
Amúgy ki az a Kefe tanárúr? :-)
Amúgy ki az a Kefe tanárúr? :-)
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 09, 21:37
Írta: Kicsa Dátum 2006 december 09, 21:37
Rájöttem h egyszerűen át lehet alakítani :
www.kicsa.atw.hu/1.JPG így gondoltad?
www.kicsa.atw.hu/1.JPG így gondoltad?
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 09, 21:40
Írta: Kicsa Dátum 2006 december 09, 21:40
Egyébként a párhuzamosság könnyedén állítható lenne másik esetben is :
terveim szerint igen pontos CNC géppel lenne kimarva az elő és hátlap,amiben a rudak lennének rögzíteve...és ugye elején hátulján lenne egy ilyen 4csavaros idommal rögzítve.felrakni a szánt,csavarokat kiengedni teljesen.Az asztalt végiglökni raja egyik végéig:itt beállítani hogy ne legyen oldalirányú játéka.Átlökni a másik oldalra és ott is hasonlóan eljárni:szerintem működne.De nembaj...ha így is jó,akkor inkább ilyen lesz...
ui.:bocsi a sok üziért...
terveim szerint igen pontos CNC géppel lenne kimarva az elő és hátlap,amiben a rudak lennének rögzíteve...és ugye elején hátulján lenne egy ilyen 4csavaros idommal rögzítve.felrakni a szánt,csavarokat kiengedni teljesen.Az asztalt végiglökni raja egyik végéig:itt beállítani hogy ne legyen oldalirányú játéka.Átlökni a másik oldalra és ott is hasonlóan eljárni:szerintem működne.De nembaj...ha így is jó,akkor inkább ilyen lesz...
ui.:bocsi a sok üziért...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 09, 22:08
Írta: 000000000 Dátum 2006 december 09, 22:08
Olyasmi, igen.
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2006 december 09, 23:37
Írta: eivmhrm04 Dátum 2006 december 09, 23:37
Nemtudja valaki hogy a 15/5 golyósorsót muszaj áttételezni?Nem igazán szeretném
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 10, 08:33
Írta: 000000000 Dátum 2006 december 10, 08:33
Ezt döntsd el Te magad! Egy átlagosnak mondható 200 lépéses motorral 5/200=0,025 mm-es legkisebb elmozdulást érhetsz el. Ugyanezzel féllépéses üzemmódban 0,0125 mm-t. Ha ettől finomabb kell, akkor vagy mikrolépéses vezérlést alkalmazz vagy az áttételt.
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2006 december 10, 14:09
Írta: eivmhrm04 Dátum 2006 december 10, 14:09
Köszi a tanácsot,de most jöttem rá hogy kétbekezdéses,vagyis akkor 10mm az emelkedés.Ez viszont már sok nem?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 10, 14:12
Írta: Motoros Dátum 2006 december 10, 14:12
Szia © UnitedParcelService!
A fotót egy angolnyelvű fórumon találtam, nehezen találnék oda vissza. Ha hasonló konstrukciót akarsz és ha vasat is akarsz marni akkor ezt igencsak meg kell erősítened, különös tekintettel a Z tengelyre. A vashoz alacsony fordulat--szerszámtól függően pár százas--kell, és nagyon rezgésmentes megoldás.
De ha rezet marsz akkor is gondolom nem tizedenként akarsz kínlódni hanem egy fogásból levinni a felesleget a kulcsból.
Én ha ilyenbe kezdenék akkor egy asztali marót cnc-sítenék akár az Einhelt vagy az Optimum BF 20 variót. Oda a satut is fel tudod rakni és az alacsony fordulat is alapból megoldott. Az öntvény is segít a rezgések elnyelésében és a fecskefarkas csúszó megoldás is ilyen célra jobb mint a golyós megvezetés.
A fotót egy angolnyelvű fórumon találtam, nehezen találnék oda vissza. Ha hasonló konstrukciót akarsz és ha vasat is akarsz marni akkor ezt igencsak meg kell erősítened, különös tekintettel a Z tengelyre. A vashoz alacsony fordulat--szerszámtól függően pár százas--kell, és nagyon rezgésmentes megoldás.
De ha rezet marsz akkor is gondolom nem tizedenként akarsz kínlódni hanem egy fogásból levinni a felesleget a kulcsból.
Én ha ilyenbe kezdenék akkor egy asztali marót cnc-sítenék akár az Einhelt vagy az Optimum BF 20 variót. Oda a satut is fel tudod rakni és az alacsony fordulat is alapból megoldott. Az öntvény is segít a rezgések elnyelésében és a fecskefarkas csúszó megoldás is ilyen célra jobb mint a golyós megvezetés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 10, 15:08
Írta: 000000000 Dátum 2006 december 10, 15:08
Szia, köszönöm a választ! Az alapvető felhasználás valóban a kulcsmarás, mellékesen gravíroznék és 3d marnék is, de kezdek rájönni hogy egy géppel nem úszom meg. A belinkelt www.cnckeycut.com oldalon is kimondotten cnc mill-t, nem routert javasolnak, ezek szerint a router nem lenne elég masszív. Gondolom. Úgy látom mindenki így gondolja. :-( Pénteken volt alkalmam megfogdosni a Proxxon BFW 40-es maróját, az ugyanúgy fecskefarkas csúszószános. Tetszett, csak kissé nehezen mozognak a szánjai, ezért gondoltam inkább más vezetésre. Miért jobb ez, mint egyéb módszerek, kevésbbé hajlamos a kotyogásra?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 10, 15:27
Írta: Motoros Dátum 2006 december 10, 15:27
Ne a kotyogás talán a legfontosabb.
Ha a vasba beleharap a maró akkor olyan ellenerők hatnak vissza a gépre ami rezegteti csavarja az egészet. A merevség a legfontosabb, ha nincs meg a gépednek a kellő tömege akkor nincs ami elvezesse és elnyelje a rezgéseket, kitámassza a marót. Két összefekvő síkon jobban eloszlik a terhelés és átadódik a gépalapnak. A csapágyak pontszerű felfekvésénél érintkezésénél, nagy terhelésnél szerintem jobb megoldás, és főleg beváltabb. Nem véletlenűl daruskocsi emelgeti a vasipari marókat már ősidők óta. Gyors gépnek műanyaghoz jó persze a könnyű hobby cnc is.
Ha a vasba beleharap a maró akkor olyan ellenerők hatnak vissza a gépre ami rezegteti csavarja az egészet. A merevség a legfontosabb, ha nincs meg a gépednek a kellő tömege akkor nincs ami elvezesse és elnyelje a rezgéseket, kitámassza a marót. Két összefekvő síkon jobban eloszlik a terhelés és átadódik a gépalapnak. A csapágyak pontszerű felfekvésénél érintkezésénél, nagy terhelésnél szerintem jobb megoldás, és főleg beváltabb. Nem véletlenűl daruskocsi emelgeti a vasipari marókat már ősidők óta. Gyors gépnek műanyaghoz jó persze a könnyű hobby cnc is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 10, 15:49
Írta: 000000000 Dátum 2006 december 10, 15:49
Értem. Időközben megnéztem az Opti BF20-as marógépén. Nagyon szép, a lentiek alapján valami ilyesmire lesz szükségem, talán meglepem magam vele karácsony alkalmából. Sajnos a cnc kitekről nem találtam semmit a weboldalon, vajh mennyibe kerülhet egy ilyen szett?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 10, 15:51
Írta: Motoros Dátum 2006 december 10, 15:51
Asziszem kb 1000 euro a cnc szet, a góglival szerintem találni fogsz direkt hozzá valót is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 10, 16:28
Írta: 000000000 Dátum 2006 december 10, 16:28
Van bizony. emitt
Nem tudom a fecskefarkas csúszóizénél milyen betétek vannak, ezt megérdeklődöm majd. Illik ezeket kenni valamivel? Lejjebb olvastam valakinek az elméletét, csúszó üveg betétekről, kiváncsi vagyok a gyakorlatban alkalmazató-e.
Nem tudom a fecskefarkas csúszóizénél milyen betétek vannak, ezt megérdeklődöm majd. Illik ezeket kenni valamivel? Lejjebb olvastam valakinek az elméletét, csúszó üveg betétekről, kiváncsi vagyok a gyakorlatban alkalmazató-e.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 10, 17:09
Írta: 000000000 Dátum 2006 december 10, 17:09
A "cnczone.com"-on találkoztam ezzel a kis tömzsi vázas gép képével a galériában. Pár hasonló még akad.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 10, 18:40
Írta: Kicsa Dátum 2006 december 10, 18:40
Szevasztok! Lehet h már kicsit elegetek van belőlem,akkor szóljatok :-)
Szóval elkészült a 'végleges' tervem a szánra /ami persze akármikor változhat még :D /, wwww.kicsa.atw.hu/suli.zip -ben van néhány kép meg fentvan a dxf is.
www.kicsa.atw.hu/szankesz.dxf
Tudjátok,a szokásos : véleményeket kérnék :-) Egyébként itt látszik hogy miért nem jó az 1ik oldalon csak 4 csapágyat használni : a szánok alá vannak támasztva...
Szóval elkészült a 'végleges' tervem a szánra /ami persze akármikor változhat még :D /, wwww.kicsa.atw.hu/suli.zip -ben van néhány kép meg fentvan a dxf is.
www.kicsa.atw.hu/szankesz.dxf
Tudjátok,a szokásos : véleményeket kérnék :-) Egyébként itt látszik hogy miért nem jó az 1ik oldalon csak 4 csapágyat használni : a szánok alá vannak támasztva...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 10, 18:51
Írta: Motoros Dátum 2006 december 10, 18:51
Semmiféle betét nincsen hanem az öntvény csúszik az öntvényen, persze kenni kell.Pont azért hogy az olaj ne nyomódjon ki, a felület fel van hántolva ami olyan mintha kis kagyló szerű bemélyedések lennének a felületen. Ebben megmarad az olaj. A szánok kotyogását pedig a fecskefarok részen állítható lécek biztosítják.
Ezek bevált dolgok.
Ezek bevált dolgok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 10, 19:29
Írta: 000000000 Dátum 2006 december 10, 19:29
Hántolva? Ez biztos?
Én úgy tudom, hogy hántolással pont, hogy síkolni lehet egy felületet, nagyon kis anyagleválasztással.
Én úgy tudom, hogy hántolással pont, hogy síkolni lehet egy felületet, nagyon kis anyagleválasztással.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 december 10, 22:18
Írta: sasi Dátum 2006 december 10, 22:18
Mint Motoros írja, a (jobb) szerszámgépeknél a csúszó felületeket hántolják, így a kenőanyagnak és a szemétnek is helyet biztosítunk. Természetesen a hántolási műveletnek az egysíkúság biztosítása is célja.
Olcsóbb gépeken köszörült a csúszófelület, ennek hátránya –alapos kenés ellenére is-, hogy a bekerült szennyeződés a sík felületek között gördül, így intenzíven koptatja az érintkező felületeket.
sasi
Olcsóbb gépeken köszörült a csúszófelület, ennek hátránya –alapos kenés ellenére is-, hogy a bekerült szennyeződés a sík felületek között gördül, így intenzíven koptatja az érintkező felületeket.
sasi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 10, 22:30
Írta: 000000000 Dátum 2006 december 10, 22:30
Egy ilyen felületet mutassatok már légyszíves, mert egy kép van a szemem előtt, amitől nem tudok elszakadni...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 10, 22:34
Írta: 000000000 Dátum 2006 december 10, 22:34
A proxxon fecskefarkú csúszószános gépével kapcsolatban is hasonló az aggodalmam, alu öntvény a talp, félek, ha szétkopik, azt nem nagyon lehet újracsapágyazni. Az optimum talán vas, holnap megnézem a cégnél. Persze ők gyártanak marógépet világszerte, nem én, valszeg nem véletlenül csinálják úgy ahogy.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 december 10, 23:04
Írta: sasi Dátum 2006 december 10, 23:04
Ez a kép ugyan nem a hántolás bemutatására készült, de azért látszik az esztergapad prizmás vezetékének hántolt felülete.
A kép, amit magad előtt látsz a témáról talán egy mérőlap, mert azt is hántolják, hasonló okok miatt, mint a csúszófelületeket.

A kép, amit magad előtt látsz a témáról talán egy mérőlap, mert azt is hántolják, hasonló okok miatt, mint a csúszófelületeket.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 11, 07:15
Írta: Motoros Dátum 2006 december 11, 07:15
A hántolást anno kézzel csinálták, és ez egy bizalmi dolog volt, nem bízták akárkire, lelkiismeretes spéci szakember volt a hántoló.Ém ismertem egy ilyet, most tolószékben várja a nyugdíjat.
Ma már ilyen szerintem nincsen. A köszörülás egyszerűbb és ha az edzett ágyat köszörülik akkor nagyon tartós lesz az is. Az E3N eszterga is ilyen meg az EE-250 is.A két felulet összerágódni sem tud ha edzett legalább az eggyik. A koszt az EE250 nél pl egy szilikongumi tolja le a pályáról.
Ma már ilyen szerintem nincsen. A köszörülás egyszerűbb és ha az edzett ágyat köszörülik akkor nagyon tartós lesz az is. Az E3N eszterga is ilyen meg az EE-250 is.A két felulet összerágódni sem tud ha edzett legalább az eggyik. A koszt az EE250 nél pl egy szilikongumi tolja le a pályáról.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 11, 07:17
Írta: Motoros Dátum 2006 december 11, 07:17
Az alu öntvényt Én is meggondolnám mert összerágódhat és hamar kopik meg könnyű. Az Optimum az merem remélni hogy öntöttvas-asziszem hántolva, de ez nem biztos.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 11, 08:36
Írta: 000000000 Dátum 2006 december 11, 08:36
A köszörülés teljesen tiszta. A hántolás is, csak megzavart az, hogy "kagyló szerű bemélyedések a felületen" és "kenőanyagnak és a szemétnek is helyet biztosít". Én amit hántolt felületeket láttam, az mind tökéletesen homogén, sík felület volt. De ezek szerint még keveset láttam-e téren.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 december 11, 09:39
Írta: sasi Dátum 2006 december 11, 09:39
A baloldali kép dekorációs hántolást, a jobboldali egy mérőlap felületét mutatja. A világos részek egy síkban vannak, az ellendarab itt fekszik fel, a sötét részek a mélyedések. A homogénnek tűnő felület nem hántolt, köszörült, vagy más finommegmunkálással készült.

Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2006 december 11, 09:43
Írta: sasi Dátum 2006 december 11, 09:43
na még egyszer...

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 11, 10:06
Írta: 000000000 Dátum 2006 december 11, 10:06
Hm, nagyon érdekes. Pedig előttem készítette a hántoló gép. Minden nap látok-, tanulok valami újat. Köszönöm! :)
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 december 11, 18:32
Írta: Bicska Dátum 2006 december 11, 18:32
Sziasztok! Tudnátok linkeli képet egy hántólógépről? Felkeltette az én érdeklődésemet is a dolog..(azt hittem köszörülik)
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 12, 17:25
Írta: Kicsa Dátum 2006 december 12, 17:25
Szevasztok! Ismét frissült a szánterv,mostmár megvalósításhoz közel kerültem viszont örülnék hogyha mondanátok véleményeket,miben kéne még javítani rajta.
www.kicsa.atw.hu/szan01.JPG
www.kicsa.atw.hu/szan02.JPG
www.kicsa.atw.hu/szan03.JPG
köszi szépen
www.kicsa.atw.hu/szan01.JPG
www.kicsa.atw.hu/szan02.JPG
www.kicsa.atw.hu/szan03.JPG
köszi szépen
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 12, 18:41
Írta: 000000000 Dátum 2006 december 12, 18:41
A FAIRTOOL oldalán többet is találsz. 
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 12, 18:47
Írta: Motoros Dátum 2006 december 12, 18:47
Szia Kicsa
Megnéztem a rajzokat és a következőt mondanám persze ez csak az Én véleményem.
A négy tájoló tuskót megcsinálni nem túl nagy feladat, de ha a két lapot összefogva marógépen kiesztergálod vagy kiesztergáltatod akkor az tökéletesen párhuzamos lesz és a tuskók elhagyhatók, állítgatni sem kell, csak a 4 drb hernyócsavarral rögzíteni egyirányból a cuppanósan becsúszó tengelyeket.
A csapágytartó bakok elkészítése viszont már nem kis meló, nagyságrendekkel többe fog kerűlni még ha magad csinálod is mint ha vennél 4 drb megfelelő lin csapágyat, ezekhez ház is van, azt csak felszereled a tengelyre és kész. Amit rajzoltál az egy 3D-s szerkezet ha marod egydarabból akkor azért lesz drága, ha több részből csavarozod össze akkor gagyi lesz, ha leönteted akkor az öntőminta + öntés + marás fogja drágítani. A csapágyak nem lötyöghetnek semerre a tengelye és a tartó háza mind nagyon pontos illesztést igényel, az állíthatósága sem látszik a rajzon--gondolom egy excenteres tengellyel lenne megoldva. Szóval Én biztos nem ílyet csinálnék.
Nem az a jó konstrukció ami bonyolúlt. Valami miatt az embernek mindíg előbb a bonyolúlt megoldás jut eszébe és csak sok agyalás után az egyszerű. Az igazi letisztúlt jó megoldások mindíg egyszerűek, a dolgozó ilyenkor a homlokára csap hogy miért nem ez jutott eszembe elsőnek.
De mondom ez csak az Én véleményem, és ha Te ilyet akarsz csinálni akkor ugorj neki, nem lesz kis feladat, ha kész lesz és jó lesz akkor megemelem a kalapom elsőnek.
Misi
Megnéztem a rajzokat és a következőt mondanám persze ez csak az Én véleményem.
A négy tájoló tuskót megcsinálni nem túl nagy feladat, de ha a két lapot összefogva marógépen kiesztergálod vagy kiesztergáltatod akkor az tökéletesen párhuzamos lesz és a tuskók elhagyhatók, állítgatni sem kell, csak a 4 drb hernyócsavarral rögzíteni egyirányból a cuppanósan becsúszó tengelyeket.
A csapágytartó bakok elkészítése viszont már nem kis meló, nagyságrendekkel többe fog kerűlni még ha magad csinálod is mint ha vennél 4 drb megfelelő lin csapágyat, ezekhez ház is van, azt csak felszereled a tengelyre és kész. Amit rajzoltál az egy 3D-s szerkezet ha marod egydarabból akkor azért lesz drága, ha több részből csavarozod össze akkor gagyi lesz, ha leönteted akkor az öntőminta + öntés + marás fogja drágítani. A csapágyak nem lötyöghetnek semerre a tengelye és a tartó háza mind nagyon pontos illesztést igényel, az állíthatósága sem látszik a rajzon--gondolom egy excenteres tengellyel lenne megoldva. Szóval Én biztos nem ílyet csinálnék.
Nem az a jó konstrukció ami bonyolúlt. Valami miatt az embernek mindíg előbb a bonyolúlt megoldás jut eszébe és csak sok agyalás után az egyszerű. Az igazi letisztúlt jó megoldások mindíg egyszerűek, a dolgozó ilyenkor a homlokára csap hogy miért nem ez jutott eszembe elsőnek.
De mondom ez csak az Én véleményem, és ha Te ilyet akarsz csinálni akkor ugorj neki, nem lesz kis feladat, ha kész lesz és jó lesz akkor megemelem a kalapom elsőnek.
Misi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 12, 18:48
Írta: 000000000 Dátum 2006 december 12, 18:48
Ha az "X" irányú görgőket befelé (egymás felé) fordítod, akkor pont két teljes görgőhosszal nagyobb lesz a mozgástered. De most már építsd meg, mert a tett halála az okoskodás! Mindig lesz aki beleszól, hogy van még jobb. Sok sikert!
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 12, 18:52
Írta: Motoros Dátum 2006 december 12, 18:52
ITT VAN EGY állítható házú lineáris csapágy amire csak az asztalt fel kell csavaroznod
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 12, 19:06
Írta: Motoros Dátum 2006 december 12, 19:06
Sziasztok!
Megnéztem a Me...ba az Einhel asztali marógépét és ahhoz a pénzhez képest nem rossz szerintem. A csúszóvezeték hántolt, az orsók 0.1 mm-t kottyannak és nagyon egyenletesen könnyen járnak. A munkaterület 100x250 x180 mm ami nem sok de ez van. A fordulatszám csak 2000 körüli, ezt hogyan lehetne növelni valami pótfejjel vagy mivel azt nem tudom. Szóval a pénzét azt biztos megéri de egy ilyen átalakításnak biztos sok a buktatója.
Megnéztem a Me...ba az Einhel asztali marógépét és ahhoz a pénzhez képest nem rossz szerintem. A csúszóvezeték hántolt, az orsók 0.1 mm-t kottyannak és nagyon egyenletesen könnyen járnak. A munkaterület 100x250 x180 mm ami nem sok de ez van. A fordulatszám csak 2000 körüli, ezt hogyan lehetne növelni valami pótfejjel vagy mivel azt nem tudom. Szóval a pénzét azt biztos megéri de egy ilyen átalakításnak biztos sok a buktatója.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 12, 19:32
Írta: 000000000 Dátum 2006 december 12, 19:32
Árulja el már VALAKI, hogy mire ez a nagy titkolózás. Ki a fene tiltja és miért, hogy kimondhassam a sarki fűszeres nevét? Miért titok, hogy a METRÓ-ban jártál? Bűn, szándékos károkozás? Vagy törvény tiltja? Hát ez a tiszta amerika! Ahol a négyéves ovist feljelenti az ovinéni szexuális zaklatásért. ITT A CIKK!! Lehet hogy így a jó, de nem nekem. És ez az összes kipontozott névre vonatkozik, nemcsak a Tiédre.
Sajnálom, de ma ilyen napom van.
Sajnálom, de ma ilyen napom van.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 12, 19:44
Írta: Kicsa Dátum 2006 december 12, 19:44
Szevasztok! Értem,ez a befelé fordítás jó 5let.Viszont ezt a tuskós részt nem nagyon értem...A 4 tájoló tuskó alatt a tengelyrögzítést érted a végeken?Namost ami a csapágyakat tartja...hát az állíthatóság tényleg jó kérdés,nem tudom hogy lenne megoldva...De mostmár tényleg azt érzem hogy annyi féle dolog van...és mindig jön vmi újabb ami vmiben jobb de így tényleg sosem lesz kész :-) Sajna a suliban van cnc központ de a tanárnak nagyon sok munkája van,ezért is gondolkoztam egyszerűbb alakzatokban.Esztergához meg maróhoz viszont hozzáférek én is tehát ez jó.Ha valami megoldást találnék a mostani tervemhez a csapágyállításra akkor boldog ember lennék és nekiállnék...:-) Na mind1,töröm még egy kicsit a fejemet,hátha be5lik valami rém egyszerű dolog :-)köszi szépen a segítésget,majd jelentkezem ha jutok vmire...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 12, 19:45
Írta: Motoros Dátum 2006 december 12, 19:45
Nézd erre én sem tudom a feleletet, vagy csak annyit hogy a hülyeség ragadós és most ebben az esetben rám is rám ragadt. Lehet hogy a reklámmal függ ez össze, vagy mit tudom én mivel?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 12, 19:47
Írta: Motoros Dátum 2006 december 12, 19:47
Igen a négy tuskó a csavarokkal a tengelyek végein
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 12, 19:53
Írta: 000000000 Dátum 2006 december 12, 19:53
Bocs' Misi, igazán nem Téged akartalak megbántani, csak ezt az eszement szemléletet.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 12, 19:58
Írta: Kicsa Dátum 2006 december 12, 19:58
www.kicsa.atw.hu/all.JPG
Hát ez a legegyszerűbb eset ami így estefele eszembe jutott :-) Egyébként azt csak amolyan biztosnási állításnak szántam volna de akkor ha felesleges akkor nem lesz...Szal az a 3 cső az 3 csavar akar lenni...félve kérdezem hogy mik a vélemények...elég meredek 5letnek tűnik még nekem is :D
Hát ez a legegyszerűbb eset ami így estefele eszembe jutott :-) Egyébként azt csak amolyan biztosnási állításnak szántam volna de akkor ha felesleges akkor nem lesz...Szal az a 3 cső az 3 csavar akar lenni...félve kérdezem hogy mik a vélemények...elég meredek 5letnek tűnik még nekem is :D
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 12, 20:11
Írta: Motoros Dátum 2006 december 12, 20:11
Nincs semmi gond mivel igazad van. Átvesszük automatikusan a sok hülyeséget, nincs idő semmin elgondolkodni. Azért az jó ha valaki néha szól.Kitakarják a bűnözőt, az átcimkézőt sem tudhatjuk kicsoda mert a jogai. Mi meg zabáljuk a rosszt, a gyerek meg szexuális bűnöző mert hiányzik az anyja- hát ez jó tényleg.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 12, 20:15
Írta: Motoros Dátum 2006 december 12, 20:15
Tényleg meredek és újszerű, mindig arra gondolj hogy hogy fogod megcsinálni.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 12, 20:24
Írta: Kicsa Dátum 2006 december 12, 20:24
Hát a terv: A lukat úgy fúrni a csapágytartó tengelynek hogy kicsit 'befelé essen a tengely fele.Tehát durván fogalmazva a V kivágás felé eltolni kicsit a furatot így ha belevernénk a tengelyt akkor lötyögne rrajta az egész. Megcsinálni mind2 oldaon és ha már megy a szögben fúrás :d akkor annyi hogy a 3-3 lukat megcsinálni ugyan úgy,és a 3 menetfúróból csak 2-t hajatni bele. (asszem ez az 5let is a fórumról való :-) ) Szal 2-t bele és akkor mikor a 3 csavart egyenletesen meghúzzuk mind2 oldalon akkor feszül rá a csapágy a tengelyre.Tehát összefoglalva fúrni egy olyan lukat amiben a tengely lötyög,és a csavarmeghúzás után feszülne be. Talán így nem is kell olyan pontos furatot csinálni.Vagy tévedek? :-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 12, 20:59
Írta: 000000000 Dátum 2006 december 12, 20:59
Bocsánat, mennyiért adják? Még mindig agyalgok ezen a gépen, vagyis az Optimum BF 20-ason. Szívem szerint inkább nekiállnék építeni valamit, de visszatart a gondolat, mi van ha nem felel meg a feladatnak, amit lejjebb vázoltam volt.
Lesz mostanában találkozó?
Szívesen megfűznék valakit, akinek jó masszív gépe van, hogy segítsen tesztelni, vajon egy merevebb "router" megfelel-e? A feladat, rezet marni, 2-3 mm-es végmaróval (hívják így?) X-Y irányban, 1 mm mélységben, egy fogásra, továbbá rezet "fúrni", vagyis Z irányban marni, 6-os átmárőjű, 90 fokos kúpos maróval (kulcsmásológép marója, gravírtű jellegű), maximum 2.5 mm-es mélységben. Tehát nem a teljes 6 mm vastag marót kell beletolni a rézbe, azt biztos nem bírja egy könnyebb gép.
Az okozott károkat természetesen megtérítem. :-)
Nincs tapasztalatom a cnc-zésben, ezért nem tudom, ezek a hobby gépek bírnak-e ennyit, vagy tényleg masszív, öntvénytalpas marógép kell-e.
Sajnálom ha bárkit fáraszt az hogy ennyit szenvedek a kérdéssel. A szükséges gubát rászánom a dologra, de ha mellényúlok, mégegyszer ugyanazt nem könnyen tudom kiadni, és persze egy fölösleges gépet sem nagyon tudok hova tenni. Nem volna baj jó döntést hozni. :-)
Lesz mostanában találkozó?
Szívesen megfűznék valakit, akinek jó masszív gépe van, hogy segítsen tesztelni, vajon egy merevebb "router" megfelel-e? A feladat, rezet marni, 2-3 mm-es végmaróval (hívják így?) X-Y irányban, 1 mm mélységben, egy fogásra, továbbá rezet "fúrni", vagyis Z irányban marni, 6-os átmárőjű, 90 fokos kúpos maróval (kulcsmásológép marója, gravírtű jellegű), maximum 2.5 mm-es mélységben. Tehát nem a teljes 6 mm vastag marót kell beletolni a rézbe, azt biztos nem bírja egy könnyebb gép.
Az okozott károkat természetesen megtérítem. :-)
Nincs tapasztalatom a cnc-zésben, ezért nem tudom, ezek a hobby gépek bírnak-e ennyit, vagy tényleg masszív, öntvénytalpas marógép kell-e.
Sajnálom ha bárkit fáraszt az hogy ennyit szenvedek a kérdéssel. A szükséges gubát rászánom a dologra, de ha mellényúlok, mégegyszer ugyanazt nem könnyen tudom kiadni, és persze egy fölösleges gépet sem nagyon tudok hova tenni. Nem volna baj jó döntést hozni. :-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 12, 21:02
Írta: 000000000 Dátum 2006 december 12, 21:02
Hogy teljes egyen a kép, valaki valamelyik topicon írta hogy megnézte a BF 20-ast de nem volt elragadtatva, szerinte lóg, kotyog, satöbbi. Felteszem nem jobban mint az Einhell. ?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 12, 21:06
Írta: bmejdz9nu Dátum 2006 december 12, 21:06
Szerintem is...
De sokan veszik... nem értem... van benne valami amiről nem tudunk? Miért?
De sokan veszik... nem értem... van benne valami amiről nem tudunk? Miért?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 12, 21:39
Írta: 000000000 Dátum 2006 december 12, 21:39
Szép?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 13, 06:58
Írta: Motoros Dátum 2006 december 13, 06:58
© UnitedParcelService!
156 000 áfával, de valaki mondta hogy kapni 20-30 000-el olcsóbban is máshol. Szerintem mindkét gép (Einhel-Optimum) megéri az árát, de ezt csak persze ránézésre mondom, ki is kéne próbálni. A közkézen forgó routerek ilyen fogásokra nem alkalmasak, ehhez masszív gép kell. Régen voltak a kulcsmásoló öntvényes pantográfok, 1 drb 200-300 kg-na azokkal lehetett fogást venni, nem tizedenként pilickázni.
A rézben 1mm-el nyomúltak.
Van egy ismerősöm egy erős géppel, megkérdem tud e foglalkozni a dolgoddal, ha igen akkor küldök egy emailt
156 000 áfával, de valaki mondta hogy kapni 20-30 000-el olcsóbban is máshol. Szerintem mindkét gép (Einhel-Optimum) megéri az árát, de ezt csak persze ránézésre mondom, ki is kéne próbálni. A közkézen forgó routerek ilyen fogásokra nem alkalmasak, ehhez masszív gép kell. Régen voltak a kulcsmásoló öntvényes pantográfok, 1 drb 200-300 kg-na azokkal lehetett fogást venni, nem tizedenként pilickázni.
A rézben 1mm-el nyomúltak.
Van egy ismerősöm egy erős géppel, megkérdem tud e foglalkozni a dolgoddal, ha igen akkor küldök egy emailt
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 13, 10:30
Írta: 000000000 Dátum 2006 december 13, 10:30
Ez kedvezőbb, a BF kicsit drágább, olyan 250-260 KHUF, na meg a cnc szett, ha a gyárit veszem hozzá.
Gondolkodom a meglévő átalakításán is, ez ilyen:
Gondolkodom a meglévő átalakításán is, ez ilyen:
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 13, 10:31
Írta: 000000000 Dátum 2006 december 13, 10:31
Na!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 13, 10:31
Írta: 000000000 Dátum 2006 december 13, 10:31
A fene!
http://img297.imageshack.us/img297/8655/hpim5718cd6.jpg
http://img297.imageshack.us/img297/8655/hpim5718cd6.jpg
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 13, 10:37
Írta: bmejdz9nu Dátum 2006 december 13, 10:37
Itthon olcsóbb az Optimum BF20-as?
Ezt a 156.000-ret megéri...
Kint 1100 Euro...? Biztos ugyanarra gondolunk?
Ezt a 156.000-ret megéri...
Kint 1100 Euro...? Biztos ugyanarra gondolunk?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 13, 10:41
Írta: 000000000 Dátum 2006 december 13, 10:41
Brrr... Szóval a BF 20-as ára 250-260 ezer Ft. Itthon. Külföldön is. Biztos élreérthetően írtam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 13, 10:43
Írta: 000000000 Dátum 2006 december 13, 10:43
...félre....
Nem megy ez ma.
Nem megy ez ma.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 13, 10:44
Írta: bmejdz9nu Dátum 2006 december 13, 10:44
Motoros írta 156.000 bruttót rá...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 13, 13:36
Írta: 000000000 Dátum 2006 december 13, 13:36
Most beszéltem a céggel, 290 + Áfa. Megyek, megfogdosom jól :-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 13, 13:36
Írta: 000000000 Dátum 2006 december 13, 13:36
Mármint a BF 20-as.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 14, 00:36
Írta: 000000000 Dátum 2006 december 14, 00:36
Elvoltam, megnéztem, megfogdostam az Optimum Hungáriánál. Van egy összerakott gépük, rajta van a cnc készlet, csak a számítógép nincs rádugva, ezért kipróbálni munka közben nem lehetett. Mindösszesen 290 ezer + ÁFA, plusz a cnc átalakító készlet 600 euro. Plusz áfa. Ebben persze nincs vezérlő meg szoftver, csak a motorok és fogaskerekek, szíjak, stb. Van egy öreg mókus náluk, hatvan körüli mogorva fráter, biztos átemelték a Bánkiból. Amúgy készséges, és ért is hozzá jól, csak megerősítet abban a félelmemben, hogy a fecskefarkas szánt, illik nagyon gyakran olajozni, és ennek ellenére is hamar kikophat, ha kis tartományban használom sokat. X-Y irányban maximum 50-50 mm-t mozgatnám. Külön golyós orsó tengelyenként 250 euro. Plusz ÁFA. A gép mindenek ellenére tetszik, csak kicsit elbizonytalanodtam, hátha mégsem ez a megfelelő.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 14, 00:40
Írta: 000000000 Dátum 2006 december 14, 00:40
A segítséget előre és visszamenőleg is hálásan köszönöm.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 14, 18:04
Írta: Motoros Dátum 2006 december 14, 18:04
Sajnos nem tudom elérni telefonon a géptulajt, de még próbálozok.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 14, 19:43
Írta: bmejdz9nu Dátum 2006 december 14, 19:43
Azért megjegyzem:
Ma olvastam: A BF20-at a gyártó leírása alapján is Kínában készítík (és fejleszik...)
A kottyanás elég magas !
Szerintem Preciziós munkákhoz felhasználása kétséges... de nem rossz...
Ma olvastam: A BF20-at a gyártó leírása alapján is Kínában készítík (és fejleszik...)
A kottyanás elég magas !
Szerintem Preciziós munkákhoz felhasználása kétséges... de nem rossz...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 14, 19:51
Írta: Motoros Dátum 2006 december 14, 19:51
Kedves Péter!
Minden hagyományos azaz nem CNC gépnek van kottyanása, ezb teljesen természetes dolog, és ennél a kis gépnél a 0.1 mm egy csöppet sem sok, azaz normális. A dolgozó azért van hogy kivegye a holtjátékot, ezt az iskolába tanítják neki(je)
Ez semmiben nem gátolja a preciziós munka elvégzésében, ha egyébként arra alkalmas.
Misi
Minden hagyományos azaz nem CNC gépnek van kottyanása, ezb teljesen természetes dolog, és ennél a kis gépnél a 0.1 mm egy csöppet sem sok, azaz normális. A dolgozó azért van hogy kivegye a holtjátékot, ezt az iskolába tanítják neki(je)
Ez semmiben nem gátolja a preciziós munka elvégzésében, ha egyébként arra alkalmas.
Misi
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 14, 20:08
Írta: Motoros Dátum 2006 december 14, 20:08
Egyébként nem vagyok sem az Optimum sem az Einhel ügynöke csak valami miatt vonzódom ezekhez a régi de jól kitalált hagyományos konstrukciókhoz-lehet hogy a koromból is adódik.
A gépemre is szereltem forgatógombot pedig semmi értelme, csak azért hogy legalább lehessen valamit megtekerni, és ne mindent más tekerjen helyettem.
Szeretek szabadidőmben gépkereskedésben bogarászni (Gál) és ott minden tekerhetőt megtekergetni.[#nemtudom]
A gépemre is szereltem forgatógombot pedig semmi értelme, csak azért hogy legalább lehessen valamit megtekerni, és ne mindent más tekerjen helyettem.
Szeretek szabadidőmben gépkereskedésben bogarászni (Gál) és ott minden tekerhetőt megtekergetni.[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 14, 23:10
Írta: 000000000 Dátum 2006 december 14, 23:10
Hahó LÁMPÁS!
Betelt a postaládád!
Áron
Betelt a postaládád!
Áron
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 december 15, 18:35
Írta: Bicska Dátum 2006 december 15, 18:35
Én ott Halásztelken el is tudnák lakni simán..nekem az egy múzeum..vagy nem is tudom..[#vigyor][#vigyor][#idiota]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 15, 18:53
Írta: Motoros Dátum 2006 december 15, 18:53
Hát igen ott minden van.
Na jó elárulom-- mert már lemondtam róla-- a múlt héten még volt Optimum BF20 is teljesen újszerűen.
A múltkor olyan satut vettem ami 2 részből áll, a T nútos aztalra lefogod az eggyik felét, a másik állítható részt oda teszed ahová akarod- a befogott hossznak csak a géped nagysága szab határt. Szóval el kell tölteni ott mindíg egy pár órát hogy megtaláld ami neked kell- de ott van az csak meg kell keresni.
Na jó elárulom-- mert már lemondtam róla-- a múlt héten még volt Optimum BF20 is teljesen újszerűen.
A múltkor olyan satut vettem ami 2 részből áll, a T nútos aztalra lefogod az eggyik felét, a másik állítható részt oda teszed ahová akarod- a befogott hossznak csak a géped nagysága szab határt. Szóval el kell tölteni ott mindíg egy pár órát hogy megtaláld ami neked kell- de ott van az csak meg kell keresni.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 december 15, 19:05
Írta: Bicska Dátum 2006 december 15, 19:05
Egyszer volt nála egy olyan eszterga, aminek majdnem akkora volt a tokmánya, mint én magam. (186cm vagyok..:)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 15, 19:46
Írta: Motoros Dátum 2006 december 15, 19:46
© UnitedParcelService-nek üzenem. sajnos a gép már nincs meg, de mint megtudtam 0.5 mm mélyen 6mm maróval f200-al rezgésmentesen vitte a vasat (A40) igaz a súlya 120 kg volt
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 15, 22:27
Írta: bmejdz9nu Dátum 2006 december 15, 22:27
Na ja... Sajnos én nem vagyok marós... ez mind iaz amit leírtál aki tud az tud ... én nem ez vagyok.
Nekem is tetszik a BF20. A brutalitása miatt...
Sokan szeretik és használják, tehát népszerű... ez nem kérdés.
Csak CNC-re átalakítani a saját menetes orsóival - szerintem nem célszerű...gondolom... (pedíg csinálják)
De mégegyszer leírom én egy hagyományos maróval biztos nem tudnék marni... annyíra nem ahogy a hagyományos esztergával sem tudok szinte semmit...
(csak reszelő helyett tudom használni...)
Nekem is tetszik a BF20. A brutalitása miatt...
Sokan szeretik és használják, tehát népszerű... ez nem kérdés.
Csak CNC-re átalakítani a saját menetes orsóival - szerintem nem célszerű...gondolom... (pedíg csinálják)
De mégegyszer leírom én egy hagyományos maróval biztos nem tudnék marni... annyíra nem ahogy a hagyományos esztergával sem tudok szinte semmit...
(csak reszelő helyett tudom használni...)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 16, 00:16
Írta: 000000000 Dátum 2006 december 16, 00:16
Egye fenyő! :-)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 16, 06:12
Írta: Motoros Dátum 2006 december 16, 06:12
Sajnos Én sem vagyok se marós sem esztergályos, önképzőköri módon meg nagyon lassan lehet előrehaladni, 20 éve van esztergapadom marógépem, de egy jó szaki biztos sokmindenben kiröhögne.
A BF 20 nál van egy közbenső megoldás is: nem cserélnek orsót hanem csak anyát méghozzá amit láttam ott műanyag -nem teflon-anyára cserélték. úgy hogy a műanyag tömb fel volt hasítva és a kopás esetén egy csavarral a holtjátékot ki lehetett venni. Mindez kényelmesen elfér. A menet az valami zsinórmenet szerűség, úgyhogy azt késsel kell vágni, menetfúrót venni ide nem éri meg.
A BF 20 nál van egy közbenső megoldás is: nem cserélnek orsót hanem csak anyát méghozzá amit láttam ott műanyag -nem teflon-anyára cserélték. úgy hogy a műanyag tömb fel volt hasítva és a kopás esetén egy csavarral a holtjátékot ki lehetett venni. Mindez kényelmesen elfér. A menet az valami zsinórmenet szerűség, úgyhogy azt késsel kell vágni, menetfúrót venni ide nem éri meg.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 16, 08:20
Írta: bmejdz9nu Dátum 2006 december 16, 08:20
Ha nekem már 20 éve lenne motocsónakom... akkor én ma már kapitány vagyok...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2006 december 16, 12:14
Írta: Motoros Dátum 2006 december 16, 12:14
Na jó ezt a magaslabdát lecsaptad, de mostmár jobban figyelek a kottyanásokra.
Szép karrier lenne 20 év alatt egy csónak kapitányi hídjáig feljutni[#szomoru1]
Szép karrier lenne 20 év alatt egy csónak kapitányi hídjáig feljutni[#szomoru1]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 16, 12:18
Írta: bmejdz9nu Dátum 2006 december 16, 12:18
Csak megfelelően kicsi csónak kell akkor könnyebb... a feljutás...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 16, 12:20
Írta: bmejdz9nu Dátum 2006 december 16, 12:20
Mechanikai ötlet:
CNC marógép beépített számítógéppel és hobbycnc fórummal... Na megyek vissza marni...
CNC marógép beépített számítógéppel és hobbycnc fórummal... Na megyek vissza marni...
Cím: Re:Mechanikai ötletek
Írta: juh0557j0 Dátum 2006 december 16, 23:40
Írta: juh0557j0 Dátum 2006 december 16, 23:40
Lenne egy kérdésem:
Habvágót építek és a mozgatást úgy gondoltam, hogy nem menetes orsóval oldanám meg, hanem bordásszíjjal, úgy mint a nyomtatókban van. Van ennek valami hátránya, vagy jó az elgondolás?
Habvágót építek és a mozgatást úgy gondoltam, hogy nem menetes orsóval oldanám meg, hanem bordásszíjjal, úgy mint a nyomtatókban van. Van ennek valami hátránya, vagy jó az elgondolás?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 17, 05:12
Írta: 000000000 Dátum 2006 december 17, 05:12
Az ISEL 2007-es katalógusában van már 2 ilyen komplett lineáris egység. Akár jó is lehet. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 17, 08:22
Írta: 000000000 Dátum 2006 december 17, 08:22
Inkább fogazott szíjjat használj (a bordás hosszanti irányba bordás, nem keresztbe)!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 17, 09:01
Írta: 000000000 Dátum 2006 december 17, 09:01
Szia Attila!
Vigyázz, mert egy ilyen megoldás 30-100 szoros
áttétel változást jelent az orsós mozgatáshoz
képest ennek minden előnyével és hátrányával.
Ezeket gondold végig.
Pl. két fontos dolog:
- a felbontásod néhány tized mm is lehet,
ezért javasolt legalább a féllépéses hajtásmód.
- a hajtásod így nem önzáró, kikapcsoláskor kis
erők hatására elmozdulhat a tengelyed.
Üdv.:Tibor45
Vigyázz, mert egy ilyen megoldás 30-100 szoros
áttétel változást jelent az orsós mozgatáshoz
képest ennek minden előnyével és hátrányával.
Ezeket gondold végig.
Pl. két fontos dolog:
- a felbontásod néhány tized mm is lehet,
ezért javasolt legalább a féllépéses hajtásmód.
- a hajtásod így nem önzáró, kikapcsoláskor kis
erők hatására elmozdulhat a tengelyed.
Üdv.:Tibor45
Cím: Re:Mechanikai ötletek
Írta: juh0557j0 Dátum 2006 december 17, 09:48
Írta: juh0557j0 Dátum 2006 december 17, 09:48
Igen, a bordásszíjnál én is keresztbe bordásra gondoltam, mivel az autók vezérlésének bordásszíja
is keresztben bordás (vagyis fogazott).
is keresztben bordás (vagyis fogazott).
Cím: Re:Mechanikai ötletek
Írta: juh0557j0 Dátum 2006 december 17, 09:52
Írta: juh0557j0 Dátum 2006 december 17, 09:52
Szia Tibor!
Pont ettől féltem, hogy ez esetben nem lesz elég a felbontás, mert egy 25mm átmérőjü tengelynél 1.8 fokos léptetést feltételezve 0.39 mm lenne egy lépésre az elmozdulás. Ha ezt meg is felezem, lehet, hogy akkor is kevés lesz.
Köszi!
Attila.
Pont ettől féltem, hogy ez esetben nem lesz elég a felbontás, mert egy 25mm átmérőjü tengelynél 1.8 fokos léptetést feltételezve 0.39 mm lenne egy lépésre az elmozdulás. Ha ezt meg is felezem, lehet, hogy akkor is kevés lesz.
Köszi!
Attila.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 17, 10:28
Írta: 000000000 Dátum 2006 december 17, 10:28
Viszont fogazott szíjjal könnyebb jó áttételeket létrehozni (kottyanás mentesek)!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 17, 10:58
Írta: bmejdz9nu Dátum 2006 december 17, 10:58
Arra gondoltam csinálok T-nutos asztalt:
Veszek rozsdamentes laposacélokat és ezeket egymás fölé és eltolva kialakítok belőle T-nutos asztalt? (sok csavarral összefogatva és szintbe szüllyesztve...)
Szerintetek ez jó ötlet? Járható ez a megoldás?
Korranyag a legjobb ehhez? Vagy másból? (nem akorom túl vastagra...)
Van valami szabvány a T-nutos asztalokban, raszter távolság? rögzítő anya mérete és a járat kialakítására?
Veszek rozsdamentes laposacélokat és ezeket egymás fölé és eltolva kialakítok belőle T-nutos asztalt? (sok csavarral összefogatva és szintbe szüllyesztve...)
Szerintetek ez jó ötlet? Járható ez a megoldás?
Korranyag a legjobb ehhez? Vagy másból? (nem akorom túl vastagra...)
Van valami szabvány a T-nutos asztalokban, raszter távolság? rögzítő anya mérete és a járat kialakítására?
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2006 december 17, 11:43
Írta: vthgizrff Dátum 2006 december 17, 11:43
Ezen már én is gondolkodtam, de szerintem felesleges rozsdamentes acél. Húzot reteszacél is megfelelne a célra. Ha készen van akkor meg síkba kellene marni
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2006 december 17, 11:53
Írta: ra8nsmk6w Dátum 2006 december 17, 11:53
Évtizedek óta dolgozom rozsdamentes anyaggal,lemez, rúd, szelvények, laposacél.Szép esztétikus, higiénikus és elég nehéz megmunkálni.A HSS-E a minimum a gond nélküli forgácsoláshoz.Gondolom ez nálad nem jelent problémát.Mivel rosz hővezető ezért megmunkálásnál intenziven kell hüteni(főként a mm vagy vékonyabb lemezek esetén vetemedik) Szerkezeti elemként nem elterjedt mert nem rugalmas és a tartós szoritás, hajlitás,nyomás mind elviszi az eredeti mérettől ezért egy-két dimenzióval nagyobb méretbe gondolkodj.Nagyon sok elönye is van és ha kellő körültekintésü a tervezés megfelelő megoldás lehet.
Cím: Re:Mechanikai ötletek
Írta: juh0557j0 Dátum 2006 december 17, 12:11
Írta: juh0557j0 Dátum 2006 december 17, 12:11
Igen és nem kell olyan precízen illeszteni + csapágyazni, csak a motor tengelyre kell egy fogazott szíjtárcsa, a másik végén lehet sima is.
Sokkal egyszerűbb lenne kivitelezni, mint az orsós megoldást. Azon is gondolkodom, hogy lehetne 2 szíjjal. A motor hajtana egy rövid szíjjal egy nagyobb szíjtárcsát, majd arról a tengelyről egy kicsi szíjtárcsával vinném tovább a mozgatáshoz szükséges hosszú szíjat.
De ez esetben is fennáll az, ha kikapcsolom a motorokat, akkor a függőlegesen mozgó kocsi leesik :-((
Sokkal egyszerűbb lenne kivitelezni, mint az orsós megoldást. Azon is gondolkodom, hogy lehetne 2 szíjjal. A motor hajtana egy rövid szíjjal egy nagyobb szíjtárcsát, majd arról a tengelyről egy kicsi szíjtárcsával vinném tovább a mozgatáshoz szükséges hosszú szíjat.
De ez esetben is fennáll az, ha kikapcsolom a motorokat, akkor a függőlegesen mozgó kocsi leesik :-((
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 17, 12:21
Írta: bmejdz9nu Dátum 2006 december 17, 12:21
Könnyebb megmunkálni a húzott acélt?
Tartósabb?
6x80 m-es korr anyagot találtam...
A síkbamarás természetes... ez a lényeg...
Tartósabb?
6x80 m-es korr anyagot találtam...
A síkbamarás természetes... ez a lényeg...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 17, 12:22
Írta: bmejdz9nu Dátum 2006 december 17, 12:22
mm ....
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 17, 12:23
Írta: bmejdz9nu Dátum 2006 december 17, 12:23
6x80 mmm-es korr. anyagot találtam... Ebből lenne...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 17, 12:25
Írta: bmejdz9nu Dátum 2006 december 17, 12:25
Szabvány létezik? Metrikus vagy Zoll alapon?
Van valami raszter? Félek maj szinte semmit sem tudok majd befogatni... Pl. satu... rögzítők... stb...
Van valami raszter? Félek maj szinte semmit sem tudok majd befogatni... Pl. satu... rögzítők... stb...
Cím: Re:Mechanikai ötletek
Írta: juh0557j0 Dátum 2006 december 17, 12:38
Írta: juh0557j0 Dátum 2006 december 17, 12:38
Valahogy így képzeltem el a mechanikát:
http://kep.tar.hu/szati2/50407885#2
A nyarancs váz 40*40-es zártszelvény lenne.
A csapágyak alu profilokban gurulnának.
A függőlegesen mozgó kocsi menetes oróval lenne hajtva a vízszintes pedig szíjjal.
Szerintetek menetes orsónak megfelel a csavarboltban kapható 8-as 1 méteres menetes szár, vagy ide speciális precízebb szükséges?
Előre is köszi minden hozzászólást!
http://kep.tar.hu/szati2/50407885#2
A nyarancs váz 40*40-es zártszelvény lenne.
A csapágyak alu profilokban gurulnának.
A függőlegesen mozgó kocsi menetes oróval lenne hajtva a vízszintes pedig szíjjal.
Szerintetek menetes orsónak megfelel a csavarboltban kapható 8-as 1 méteres menetes szár, vagy ide speciális precízebb szükséges?
Előre is köszi minden hozzászólást!
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2006 december 17, 15:15
Írta: vthgizrff Dátum 2006 december 17, 15:15
Könyebb megmunkálni, meg olcsóbb is. De ha a rozsdamentes már megvan..
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2006 december 17, 15:17
Írta: vthgizrff Dátum 2006 december 17, 15:17
Én a úgy csinálnám, hogy a sima hatlapfejű csavar beférjen, de ne tudjon elfordulni
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2006 december 17, 16:18
Írta: ra8nsmk6w Dátum 2006 december 17, 16:18
Megint és mindig felmerülő kérdés, hogy mire használjuk a gépet.Egy-egy testesebb fémtárgy befogásához már jó minőségű csavarok és komoly szoritóerő kell.Javasolnám, hogy a hatlapfejű csavarok helyett használj a horony keresztmetszetét maximálisan kitöltő menetes fémlécet, ebbbe a fémlécbe több menetet is célszerű vágni. A lényege, hogy nagyobb felületen oszlik el a szoritóerő.Természetesen ennek a lécnek könnyen kell mozognia. A hossza, át kell fedje a T hornyot összeerősitő csavarok távolságát.A cél az, hogy ne kelljen minden nagyobb munka után sikot marni.Sajnos szabványról mm vagy collos nem tudok, fájdalom még ökölszabályt sem.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 17, 16:51
Írta: bmejdz9nu Dátum 2006 december 17, 16:51
Köszi az infót, jó ötleteket adtál !
Erős és pontos befogatást akarok...
Ezért is nem merem aluból... vagy...?
Marni a t-nutot nem tudok... ezért van ez a csavaros gondolat...
Először tele akartam fúrni menettel az asztalt, de a forgács és a hűtőfolyadék el fogja tömeiteni... gondolom.. Ezért ezt a variációt elvetettem...
Erős és pontos befogatást akarok...
Ezért is nem merem aluból... vagy...?
Marni a t-nutot nem tudok... ezért van ez a csavaros gondolat...
Először tele akartam fúrni menettel az asztalt, de a forgács és a hűtőfolyadék el fogja tömeiteni... gondolom.. Ezért ezt a variációt elvetettem...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 17, 16:52
Írta: bmejdz9nu Dátum 2006 december 17, 16:52
Ezt hogyan gondolod megvalósítani és becsavarni...?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 17, 16:55
Írta: bmejdz9nu Dátum 2006 december 17, 16:55
Nincs még meg a rozsdamentes alapanyag...
Azt meg végképp nem tudom, hogy statikailag mennyíre kölönbözik a húzott acéltól...
Megmunkálni nem gond...
A carbide anyagú szerszámok viszik mint a vajat...
Azt meg végképp nem tudom, hogy statikailag mennyíre kölönbözik a húzott acéltól...
Megmunkálni nem gond...
A carbide anyagú szerszámok viszik mint a vajat...
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2006 december 17, 22:13
Írta: vthgizrff Dátum 2006 december 17, 22:13
A két végét nyitottra hagynám és ott lehetne betolni a csavart, meg takarítani is egyszerűbb
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 december 18, 09:29
Írta: Kristály Árpád Dátum 2006 december 18, 09:29
Hallihó Péter!!!!
Azért erre kiváncsi lennék...."A carbide anyagú szerszámok viszik mint a vajat..."
Szerintem a normál acélhoz viszonyitva jóval szívósabb.....
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 18, 17:47
Írta: bmejdz9nu Dátum 2006 december 18, 17:47
Hát a vaj... az olyan közmodás...
Én pl. a vajat műanyag szerszámmal marom ... bent a hűtőben...
Én pl. a vajat műanyag szerszámmal marom ... bent a hűtőben...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 18, 17:51
Írta: bmejdz9nu Dátum 2006 december 18, 17:51
Na szabvány kialakításhoz...
mert valamit csak bele kell fogatni a T-nutos leendő asztalba...
Ezt rendeltem:

Ehhez csinálom a szabványt... (10mm-es, M8) 52 darabos szett.
mert valamit csak bele kell fogatni a T-nutos leendő asztalba...
Ezt rendeltem:
Ehhez csinálom a szabványt... (10mm-es, M8) 52 darabos szett.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 december 18, 18:29
Írta: yuagaci9g Dátum 2006 december 18, 18:29
Attila!
Hahvagohoz a bordasszij a leg megfelelobb, ezzel biztosithatod a legnagyobb sebesseget is. A menetes orsorol lebeszelnelek, nagyon lassu lenne a geped, habvagashoz nem eleg. Az atteteltol is megszabadulhatsz, ha a 2 Nm-es motor tengelyere leheto legkissebb fogaskereket szerelsz; (10-11 fog), es a felbontas sem lesz rosz.
Nezd meg ezt a nyulzavarogepet, mar vagy ket eve jol mukodik.
Hahvagohoz a bordasszij a leg megfelelobb, ezzel biztosithatod a legnagyobb sebesseget is. A menetes orsorol lebeszelnelek, nagyon lassu lenne a geped, habvagashoz nem eleg. Az atteteltol is megszabadulhatsz, ha a 2 Nm-es motor tengelyere leheto legkissebb fogaskereket szerelsz; (10-11 fog), es a felbontas sem lesz rosz.
Nezd meg ezt a nyulzavarogepet, mar vagy ket eve jol mukodik.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2006 december 18, 18:30
Írta: yuagaci9g Dátum 2006 december 18, 18:30
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2006 december 18, 19:25
Írta: Kicsa Dátum 2006 december 18, 19:25
Péter! Egy ilyen készletet hol és mennyiért lehet kapni?Kiváncsi lennék rá,suliban is ilyenek vannak.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 december 18, 20:44
Írta: Bicska Dátum 2006 december 18, 20:44
Úgy rémlik, hogy neked van otthon marógéped..!? Miért nem marsz "T"-alakú profilokat és uána csavarozod rá az alaplapra..? Egyszerűbb, mint az "eltolásos" módszer, nem?
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2006 december 18, 20:48
Írta: Bicska Dátum 2006 december 18, 20:48
Egy kis kiegészítés: Bár meg kell, hogy mondjam, nekem nem sok kedvem lenne 15-20 db iylen laposprofilt erős anyagból 2oldalról is megmunkálni. (kézi marógéppel)[#wow3] Bár, ha meglátnám a gyári árát egy iylennnek, akkor lehet, hogy egyből nekiállnék inkább:)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 19, 19:17
Írta: 000000000 Dátum 2006 december 19, 19:17
Szia Laszlo! Köszönöm, megkaptam a leveled! (csak valaszolni nem tudok)
Nagyon is ertekeltem a rögzitett orsot, sot elkotelezett hive vagyok, csak az
en anyaim (2 db) teljesen egyben vannak a hazzal, ami rögziteshez lett
kitalalva, es nem tudom megforgatni... (Y,Z)
Van masik ket anyam, ami klasszikus, azaz megforgathatjuk! Így az X mindket
orsojan forgo anya lesz!
Most nem nyuzlak tovabb.
Kitartast!
Es nagyon boldog Karacsonyt kivanok nektek! (A felesegem a lelkemre kototte,
hogy irjam le: O is udvozol es a kis Tisztaapja is!)
Aron
U.i.:
(a linked minden nyulat megzavar :-) gondolom a 12. mechanikára akar mutatni)
Nagyon is ertekeltem a rögzitett orsot, sot elkotelezett hive vagyok, csak az
en anyaim (2 db) teljesen egyben vannak a hazzal, ami rögziteshez lett
kitalalva, es nem tudom megforgatni... (Y,Z)
Van masik ket anyam, ami klasszikus, azaz megforgathatjuk! Így az X mindket
orsojan forgo anya lesz!
Most nem nyuzlak tovabb.
Kitartast!
Es nagyon boldog Karacsonyt kivanok nektek! (A felesegem a lelkemre kototte,
hogy irjam le: O is udvozol es a kis Tisztaapja is!)
Aron
U.i.:
(a linked minden nyulat megzavar :-) gondolom a 12. mechanikára akar mutatni)
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2006 december 19, 22:47
Írta: 4mjnxdwuu Dátum 2006 december 19, 22:47
Üdv
Az lenne a kérdés, valaki használt-e már THK SR15-ös vezetéket és vezetékenként két W-s kocsit, mennyire lenne stabil?( négy golyósoros) Adatlap szerint, elbírná.
Oldalkarok 35-ös AL "lemez" lenne csökkentve a vezetéken való csavarodást,mivel ez a leggyengébb pontja.
Y (keresztszán) min 40*80 AL idom, vastagfalú 740mm hosszú ( vagy 2 összefogva ?). A vezeték, az alu idom alján és tetején helyezkedne el, a kocsik 120mm széles szánkót alkotva rajta.
X a gépvázra csavarozva, a kocsik 200mm-es szánkót alkotva, mozgatnák a 35-ös lemez karokat ...
Z maximum 150-120mm.
Szerintem jó lenne de, szeretném kikérni az itteni tapasztaltabb emberkék véleményét, alut szeretnék marni vele.
Az lenne a kérdés, valaki használt-e már THK SR15-ös vezetéket és vezetékenként két W-s kocsit, mennyire lenne stabil?( négy golyósoros) Adatlap szerint, elbírná.
Oldalkarok 35-ös AL "lemez" lenne csökkentve a vezetéken való csavarodást,mivel ez a leggyengébb pontja.
Y (keresztszán) min 40*80 AL idom, vastagfalú 740mm hosszú ( vagy 2 összefogva ?). A vezeték, az alu idom alján és tetején helyezkedne el, a kocsik 120mm széles szánkót alkotva rajta.
X a gépvázra csavarozva, a kocsik 200mm-es szánkót alkotva, mozgatnák a 35-ös lemez karokat ...
Z maximum 150-120mm.
Szerintem jó lenne de, szeretném kikérni az itteni tapasztaltabb emberkék véleményét, alut szeretnék marni vele.
Cím: Re:Mechanikai ötletek
Írta: juh0557j0 Dátum 2006 december 19, 22:48
Írta: juh0557j0 Dátum 2006 december 19, 22:48
Köszönöm, pont erre gondoltam ma, hogy valami kis fogaskerék kellene. A motorom tegnap érkezett meg. Nem tudom, hogy hány NM, de elégnek tűnik.
http://kep.tar.hu/szati2/50407885/27494653#2
A jelenlegi felállás szerint a motoron 28 fogú kerék ami egy 72 fogút hajt ( ez volt a kapható legnagyobb) Ez össze lesz fogatva egy másik 28 fogúval, ami viszi a szíjat.
Ilyen hosszú szíjat sem sikerült szerezni, tehát az is kettőből lesz megoldva. Még jó, hogy csak oda-vissza kell mozognia.
A szíjtárcsákat érdemes csapágyazni, vagy elég ha egy sima tengelyen forognak megfelelő illesztéssel és kenéssel? Holnap megyek ugyanis az esztergályoshoz.
A nyúlzavarót sajnos nem tudtam megnézni, mert csak a főoldal jön be :-((
http://kep.tar.hu/szati2/50407885/27494653#2
A jelenlegi felállás szerint a motoron 28 fogú kerék ami egy 72 fogút hajt ( ez volt a kapható legnagyobb) Ez össze lesz fogatva egy másik 28 fogúval, ami viszi a szíjat.
Ilyen hosszú szíjat sem sikerült szerezni, tehát az is kettőből lesz megoldva. Még jó, hogy csak oda-vissza kell mozognia.
A szíjtárcsákat érdemes csapágyazni, vagy elég ha egy sima tengelyen forognak megfelelő illesztéssel és kenéssel? Holnap megyek ugyanis az esztergályoshoz.
A nyúlzavarót sajnos nem tudtam megnézni, mert csak a főoldal jön be :-((
Cím: Re:Mechanikai ötletek
Írta: juh0557j0 Dátum 2006 december 19, 22:50
Írta: juh0557j0 Dátum 2006 december 19, 22:50
még egy kérdés: 1.5 méter hosszban mozog a szán. Milyen vezetéket lehet használni erre a célra, ami bírja a sok hajtogatást?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 19, 22:58
Írta: bmejdz9nu Dátum 2006 december 19, 22:58
Optimum hungariától ...a helyi kereskedőtől.. sopron... 19.000 +fa
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 19, 23:04
Írta: bmejdz9nu Dátum 2006 december 19, 23:04
Ja és megjött !
NAGYON JÓ...
már használom... Sok bosszúságtól ment meg ...
52 db-os mindenféle és nagyon ki van találva...
Rengetek variáció a lefogatáshoz... !!!
... és a minőség is jó... Made in Taiwan...!?
Csak azt nem értem alsó távtartókat (a t-asztal és munkadarab közé miért nem adnak hozzá... persze ez legyen a legkevesebb gondom...
Megéri az árát...
NAGYON JÓ...
már használom... Sok bosszúságtól ment meg ...
52 db-os mindenféle és nagyon ki van találva...
Rengetek variáció a lefogatáshoz... !!!
... és a minőség is jó... Made in Taiwan...!?
Csak azt nem értem alsó távtartókat (a t-asztal és munkadarab közé miért nem adnak hozzá... persze ez legyen a legkevesebb gondom...
Megéri az árát...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 19, 23:05
Írta: bmejdz9nu Dátum 2006 december 19, 23:05
Bicska kössz....
Egyre jobbakat hallok !!!
Ez tényleg jó !
Egyre jobbakat hallok !!!
Ez tényleg jó !
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 19, 23:08
Írta: bmejdz9nu Dátum 2006 december 19, 23:08
A gép viszi... Ma 30mm-es alutömböt martam...
Szegénynek nem volt egyszerű dolga 60x ugyanazon a pályán végigmenni... a maró meg csak 15mm-es... hűtés és porszívózás ... kimerítő hadmüvelet volt...
Ezért is csinálom ezt az erős gépet...
Szegénynek nem volt egyszerű dolga 60x ugyanazon a pályán végigmenni... a maró meg csak 15mm-es... hűtés és porszívózás ... kimerítő hadmüvelet volt...
Ezért is csinálom ezt az erős gépet...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 19, 23:11
Írta: bmejdz9nu Dátum 2006 december 19, 23:11
Egyenlőre azt tudom a 15-ös egy nagyon jó méret... van nekem 2 és 4 soros is... erős...
A 15-ös közelebb áll a 20-ashoz mint a 12-es hez...
A 15-ös közelebb áll a 20-ashoz mint a 12-es hez...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 19, 23:22
Írta: bmejdz9nu Dátum 2006 december 19, 23:22
Gépi satut csinált már valaki?
Lapos kellene, erős és párhuzamos...
Arra gondoltam maradtak kisebb golyós linárok abból kellene... szépet, erőset és pontosat...?
Lapos kellene, erős és párhuzamos...
Arra gondoltam maradtak kisebb golyós linárok abból kellene... szépet, erőset és pontosat...?
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2006 december 19, 23:38
Írta: Kristály Árpád Dátum 2006 december 19, 23:38
Hallihó Péter!
Te úgy látszik itt egyedül vagy....?
szerintem jó az ötlet....., csak lehet, hogy egy kicsit drága......
Én inas koromban gyártottam gépsatut, még ma is megvan.......
Nem egy lehetetlen dolog, ha gondolod köldök képet.....
Hallihó!
Te úgy látszik itt egyedül vagy....?
szerintem jó az ötlet....., csak lehet, hogy egy kicsit drága......
Én inas koromban gyártottam gépsatut, még ma is megvan.......
Nem egy lehetetlen dolog, ha gondolod köldök képet.....
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 20, 00:01
Írta: 000000000 Dátum 2006 december 20, 00:01
Nézz szét a RÖHM kínálatában. Meg úgy általában. Nem kell lineáris egység hozzá.
Nekem ilyen (is) van a kis gépemen:
=1022&cHash=fe406994c4]RÖHM PL-F
A profilokat a kimaráshoz ebben fogtam meg egyenként, mindenféle mellék alátámasztás, stb nélkül (Te tudod miről van szó). Nagy gépeken szintén ilyen satuk vannak, csak ugye méretben odaillő.
Nekem ilyen (is) van a kis gépemen:
=1022&cHash=fe406994c4]RÖHM PL-F
A profilokat a kimaráshoz ebben fogtam meg egyenként, mindenféle mellék alátámasztás, stb nélkül (Te tudod miről van szó). Nagy gépeken szintén ilyen satuk vannak, csak ugye méretben odaillő.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 20, 00:02
Írta: 000000000 Dátum 2006 december 20, 00:02
http://www.roehm.biz/86.html?&user_products_pi1[showUid]=1022&cHash=fe406994c4
Beillesztem a linket.
Beillesztem a linket.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 21, 07:33
Írta: bmejdz9nu Dátum 2006 december 21, 07:33
Én azért gondoltam görgős lináris megvezetésre mert szélesre gondoltam és laposra...
200mm széles 30-50mm alap + 50mm pofa magasság...
Ezt párhuzamban tartani... a legkisebb megassággal talán 20-as THK görgős dologgal jól lehetne...
Azért is kellene csinálni... mert az aztalon precizen (4 luk...) megcsinálnám a felfogatás helyét és a satu pozíciója nagyon biztos lenne...
De sajnos még nem tartok itt ...ott...
200mm széles 30-50mm alap + 50mm pofa magasság...
Ezt párhuzamban tartani... a legkisebb megassággal talán 20-as THK görgős dologgal jól lehetne...
Azért is kellene csinálni... mert az aztalon precizen (4 luk...) megcsinálnám a felfogatás helyét és a satu pozíciója nagyon biztos lenne...
De sajnos még nem tartok itt ...ott...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 21, 07:55
Írta: 000000000 Dátum 2006 december 21, 07:55
Szerintem felesleges vesződni. 70k a kis satu, amit linkeltem. A nagyok is benne vannak 200k-ban. Meg kell venni, vigyázni kell rá. Onnantól kezdve örök darabok.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2006 december 21, 09:29
Írta: bmejdz9nu Dátum 2006 december 21, 09:29
Tegnap hirtelen felindulásból majdnem vettem egy Optimum BF20-at... Alkatrésznek persze...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2006 december 22, 00:12
Írta: 4mjnxdwuu Dátum 2006 december 22, 00:12
Sziasztok.
Sürgős kérdés!!!!!!!!!!
Én csak a mechanika 20-hoz hasonló kialakítást szoktam csinálni, de most kellene egy mechanika 25-ös forma. Az lenne a kérdés, milyen hosszúnak kellene lenni az alsó szánoknak, hogy a keresztbe fordulás elkerülhető legyen???????
Egy 750mm keresztszán esetén, illetve egy 820mm-nél???
Van-e valami ökölszabály?????????
Mennyit segít ha a csúszkákat nem a gép szélén hanem beljebb helyezem el ( a gépasztal alatt )???????????
Sürgős kérdés!!!!!!!!!!
Én csak a mechanika 20-hoz hasonló kialakítást szoktam csinálni, de most kellene egy mechanika 25-ös forma. Az lenne a kérdés, milyen hosszúnak kellene lenni az alsó szánoknak, hogy a keresztbe fordulás elkerülhető legyen???????
Egy 750mm keresztszán esetén, illetve egy 820mm-nél???
Van-e valami ökölszabály?????????
Mennyit segít ha a csúszkákat nem a gép szélén hanem beljebb helyezem el ( a gépasztal alatt )???????????
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2006 december 22, 13:41
Írta: 3vv2btrhv Dátum 2006 december 22, 13:41
Szia Trapista
Egy profi gépen láttam azt a megoldást , hogy a szán egészen az asztal alatt volt , meglepöen közel egymáshoz . A többi egyezett a 25 - össel .
Tibor
Egy profi gépen láttam azt a megoldást , hogy a szán egészen az asztal alatt volt , meglepöen közel egymáshoz . A többi egyezett a 25 - össel .
Tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 22, 16:33
Írta: 000000000 Dátum 2006 december 22, 16:33
Nézd meg a Kezdő vagyok #648-at!
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2006 december 22, 17:16
Írta: 4mjnxdwuu Dátum 2006 december 22, 17:16
Imi köszönöm.
Még egy kérdés, golyós megvezetésnél kb mennyi az u értéke, Az a baj hogy szereztem két 35mm-es alu háromszöget és csak akkora, hogy egyszer próbálkozhatok, a két kocsi teljesen összetolva kb 100-110mm, csak ezt olyan harmatosnak látom. én kb 150-190-re tippelném, a jót. Vagy golyósnál felesleges ezen tökölni.(csak túl sem akarok nagyon lőni, mert a munkaterületből veszem el.
Még egy kérdés, golyós megvezetésnél kb mennyi az u értéke, Az a baj hogy szereztem két 35mm-es alu háromszöget és csak akkora, hogy egyszer próbálkozhatok, a két kocsi teljesen összetolva kb 100-110mm, csak ezt olyan harmatosnak látom. én kb 150-190-re tippelném, a jót. Vagy golyósnál felesleges ezen tökölni.(csak túl sem akarok nagyon lőni, mert a munkaterületből veszem el.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 22, 18:13
Írta: 000000000 Dátum 2006 december 22, 18:13
A golyós vezetékek gördülő ellenállása kb. 0,05 - 0,08 körüli. Ennek ellenére a lehető legtávolabb tedd a kocsikat, mert a megmunkálóerő a kis karon nagyon igénybe veszi a szerkezetet. Na nem megy tönkre, csak úgy finoman - okosabb enged alapon - megcsavarodik, és ez vissza nem követhető pontatlansághoz vezethet.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2006 december 22, 18:52
Írta: 4mjnxdwuu Dátum 2006 december 22, 18:52
Szia, hát ilyesmire gondoltam én is, mert ha 0,1-el számoltam akkor is a két összetolt kocsi hossza alá jött ki az érték, és mint mondtam a két összetolt kocsi karcsúnak tünik nekem ( csak úgy saccra ).
Köszi a pontos infót!!!!
Köszi a pontos infót!!!!
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2006 december 22, 18:53
Írta: s5f8tmfv3 Dátum 2006 december 22, 18:53
Szia Imi!
Az általad megválaszolt mechanikai probléma - és még sok egyéb - gyakran előfordul itt a fórumon, meg gondolom még többször megkérdezetlenül és megválaszolatlanul. Nincs kedved - sokunk okulására - mint a mechanikai tervezést értő szakember egy kis összefoglalót írni? Sokkal kézzelfoghatóbb és áttekinthetőbb volna egy ilyen alapvető szabályokat tartalmazó leírás mint a fórumban szétszórt infók. Persze ezek is nagyon hasznosak, és nem tudom van-e időd ilyesmire, nem zaklatni akarlak vele.
Az általad megválaszolt mechanikai probléma - és még sok egyéb - gyakran előfordul itt a fórumon, meg gondolom még többször megkérdezetlenül és megválaszolatlanul. Nincs kedved - sokunk okulására - mint a mechanikai tervezést értő szakember egy kis összefoglalót írni? Sokkal kézzelfoghatóbb és áttekinthetőbb volna egy ilyen alapvető szabályokat tartalmazó leírás mint a fórumban szétszórt infók. Persze ezek is nagyon hasznosak, és nem tudom van-e időd ilyesmire, nem zaklatni akarlak vele.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2006 december 22, 19:14
Írta: 4mjnxdwuu Dátum 2006 december 22, 19:14
Ezekszerint jóval stabilabb, ha a kocsikat beteszi az ember a gép alá, viszont ha csúszó csapágyas, akkor a kotyogása nagyobb lesz(ha van)ha a gép a szélén dolgozik!
Érdemes beljebb tenni, vagy kár vele vesződni, esetleg ott nagyobb erővel csavarodik??
Érdemes beljebb tenni, vagy kár vele vesződni, esetleg ott nagyobb erővel csavarodik??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2006 december 22, 19:59
Írta: 000000000 Dátum 2006 december 22, 19:59
A második mondatod vége a megoldás nyitja! Minél közelebb vannak a kocsik, annál nagyobb a csavarodás az asztal szélén történő munka esetén. Tehát tedd a lehető legtávolabbra őket egymástól. Persze ez a munkateret szűkíti, de stabilabb megoldást ad. Keresd meg azt az optimumot, amekkora mozgástér már elegendő és a legmesszebb vannak az alátámasztások egymástól.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2006 december 22, 20:44
Írta: ra8nsmk6w Dátum 2006 december 22, 20:44
Minden gépépités alapvető problémája és itt nagyon ésszerű átgondolt kompromisszumot kell kötni.Ha kis forgácsoló erővel is beéred használhatsz nagyobb munkateret.
Cím: Re:Mechanikai ötletek
Írta: bxc3pws2n Dátum 2006 december 26, 21:14
Írta: bxc3pws2n Dátum 2006 december 26, 21:14
23LM- C 701 01 -es léptető motorjaim vannak és 1 kínai multifunction eszterga és marógép átalakításán dolgozom.
- A Z tengellyel van gondom.
A Z tengely mozgatását 4mm menetsmelkedésű golyós orsó, 2,5 áttételű bordás szíjj hajtással képzeltem el.
A mozgatott tömeg 5Kg! na ez az én kédésem és dilemám, műdödik ez a gyakorlatban?
- A Z tengellyel van gondom.
A Z tengely mozgatását 4mm menetsmelkedésű golyós orsó, 2,5 áttételű bordás szíjj hajtással képzeltem el.
A mozgatott tömeg 5Kg! na ez az én kédésem és dilemám, műdödik ez a gyakorlatban?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 17, 19:20
Írta: bmejdz9nu Dátum 2007 január 17, 19:20
Na akkor még a tárcsás aluminium vágásról...
(itt folytatom a kérdezgetést, hogy rend is legyen...)
Milyen fogazatú és mekkora lap az igazi aluminiumhoz?
Mekkora az optimális fordulatszám?
Hűteni kell? Mivel?
Lináris megvezetést alkalmaztok e a munkadarab befogatásához - hogy a derékszög tényleg derékszög legyen...? vagy hogyan?
(itt folytatom a kérdezgetést, hogy rend is legyen...)
Milyen fogazatú és mekkora lap az igazi aluminiumhoz?
Mekkora az optimális fordulatszám?
Hűteni kell? Mivel?
Lináris megvezetést alkalmaztok e a munkadarab befogatásához - hogy a derékszög tényleg derékszög legyen...? vagy hogyan?
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 január 17, 21:59
Írta: vthgizrff Dátum 2007 január 17, 21:59
Erre a kérdésedre nem lehet így egyértelmű választ adni. Az hogy milyen tárcsával darabolsz attól is függ, hogy milyen profilt akarsz vágni. Egy vékony falú csőhöz vagy zárt szelvényhez apró fogak kellenek, míg nagyobb tömör darabokhoz nagyobb fogak. És hűteni böségesen,(ehez is tökéletesen megfelel az emulzio) itt a folyadéknak az is a szerepe, hogy kimossa a forgácsot így kissebb az esélye annak hogy megszoruljon. Az én gépemen a munkadarab satuba van fogva a korong jár föl-le.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 17, 22:15
Írta: bmejdz9nu Dátum 2007 január 17, 22:15
Olyan fogakkal rendelkezőt ajánlanak alu-hoz aminek minden második foga trapéz formájú...?
Erről tudtok valamit? A másik "normális" fogazatú is jó?
Persze azt már tudom, hogy sok fogának kell lennie...
Fordulatszám? pl. 230-250 mm-es tárcsának aminek 64 foga van?
Erről tudtok valamit? A másik "normális" fogazatú is jó?
Persze azt már tudom, hogy sok fogának kell lennie...
Fordulatszám? pl. 230-250 mm-es tárcsának aminek 64 foga van?
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 január 17, 22:32
Írta: vthgizrff Dátum 2007 január 17, 22:32
250-es átmérőn 64 fog? Az baromi kevés! Majd egy centis fogak? Az a tárcsa akáchoz jó. Konkrétan milyen profilú alut akarsz darabolni? A trapéz alak azért van, hogy ne szoruljon meg a tárcsa, kicsit szélesebbet vigyen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 17, 22:34
Írta: 000000000 Dátum 2007 január 17, 22:34
Olyannal vágom a tüzifát[#buck]
Az nem igazán alura való, hamar kitörnek majd a fogak, ha egyáltalán visz az alu-n valamit?!
Az nem igazán alura való, hamar kitörnek majd a fogak, ha egyáltalán visz az alu-n valamit?!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 17, 23:00
Írta: bmejdz9nu Dátum 2007 január 17, 23:00
gyorsan fogtam egy példát:
Ez egy 80 fogú 250mm-es...
Nem hiszem, hogy nagy a különbség 230/64 és a 250/80-as között...

Ez egy 80 fogú 250mm-es...
Nem hiszem, hogy nagy a különbség 230/64 és a 250/80-as között...
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 január 17, 23:28
Írta: vthgizrff Dátum 2007 január 17, 23:28
Tudod Péter, ezzel a koronggal az a baj, hogy annyira egy célra kitalált, speciális korong, hogy csak arra az egy feladatra használható persze abban biztosan profi. De ilyet csak akkor vesz az ember, ha valóban nincs másra igény. Én inkább olyan szerszámokat vásárlok amit több feladathoz is fel tudok használni. Ha veszel egy gépet, az egy dolog, sok esetben többe kerül felszerszámozni. De a kis esztergádnál már biztosan kezded ezt is megtapasztalni
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 17, 23:32
Írta: bmejdz9nu Dátum 2007 január 17, 23:32
Bizony ... nem a gép drága...
De fát nem akarok vágni akkor ilyen trapéz és normál vátakozású fogazott lapot kell vennem... aluhoz... meg a persze a laphoz gépet...
Te normál fogazatúval vágod az alut? Ez alatt azt értem, hogy olyan fogazat kialakítása, hogy egyik jobbra másik balra áll egy kicsit?
De fát nem akarok vágni akkor ilyen trapéz és normál vátakozású fogazott lapot kell vennem... aluhoz... meg a persze a laphoz gépet...
Te normál fogazatúval vágod az alut? Ez alatt azt értem, hogy olyan fogazat kialakítása, hogy egyik jobbra másik balra áll egy kicsit?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 17, 23:39
Írta: bmejdz9nu Dátum 2007 január 17, 23:39
Most néztem utánna az nem biztos, hogy az aluhoz való vágó lap trapéz és normál váltakozású...
Van olyan is aminek a fogai egyformák... (tehát nem jobra és ballra köszörült...)
DE! írnak valami negatív beállítást a kialakításnál: ez azt jelenti, hogy a fogak hátrafelé(!) vannak (kb.5 fokot) döntve!!! Na ez meg mire lehet jó...?
Van olyan is aminek a fogai egyformák... (tehát nem jobra és ballra köszörült...)
DE! írnak valami negatív beállítást a kialakításnál: ez azt jelenti, hogy a fogak hátrafelé(!) vannak (kb.5 fokot) döntve!!! Na ez meg mire lehet jó...?
Cím: Re:Mechanikai ötletek
Írta: 6dvb4peg3 Dátum 2007 január 18, 08:40
Írta: 6dvb4peg3 Dátum 2007 január 18, 08:40
1181 Bp. Besence u. 4 www.paliszander.hu kb. egy hete vettem -3fokos homlokszögűt Omas átmérő 250mm 80 fog brutto 9944ft cikkszám:17503462530803F úgy viszi az alut mint a vajat, a negatív élszög, azért kell, hogy ne az anyagba húzza a vágás közben a lapot, hanem inkább kicsit tolja el attól, igy nem kap bele, nem szorul meg, nem kell parázni vágáskor, hogy mikor nem tudod megtartani a gépet ha kézzel tolod rá az anyagra. Bocs, ha esetleg ismételtem valakit nem volt időm átolvasni minden hozzászólást.
Tajti József
Tajti József
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 18, 09:27
Írta: bmejdz9nu Dátum 2007 január 18, 09:27
Nagyon kössz a választ.
A negatívot akkor most értem...
Ennek a lapnak váltakozó a fogazása vagy egyformák a fogai?
A negatívot akkor most értem...
A negatívot akkor most értem...
Ennek a lapnak váltakozó a fogazása vagy egyformák a fogai?
A negatívot akkor most értem...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 18, 10:32
Írta: 000000000 Dátum 2007 január 18, 10:32
Aluhoz nyugodtan használd a trapéz/egyenes fogazású lapot. Ha még kenőcsölöd is valamivel, gyönyörűen vág.
Cím: Re:Mechanikai ötletek
Írta: 6dvb4peg3 Dátum 2007 január 18, 11:02
Írta: 6dvb4peg3 Dátum 2007 január 18, 11:02
Nem egyszerű az élezése ui. felváltva egy "egyenes" és a következő szintén egyenes, de kétoldalt ferdén lecsapott a fog széle, és ennek a lecsapottnak kiáll az egyeneshez képest a külső éle néhány tizedet ami, így magyarázták, azért van, hogy egy kicsit elővágjon, így lesz gyakorlatilag sorjamentes fényes felületű a vágás.
( engem is megdöbbentett a vágási minőség és sebesség közötti eltérés a hagyományos élezésű 60 fogas tárcsához képest amit a géppel adtak. Nem akarok tudálékosnak tűnni, de nagyon sokat vágtam aluprofilokat, és most már tudom mi a külömbség. Csak ajánlani tudom, az ára meg kifejezetten baráti, eddig azért nem vettem mert 20-25000 alatt nem találtam )
( engem is megdöbbentett a vágási minőség és sebesség közötti eltérés a hagyományos élezésű 60 fogas tárcsához képest amit a géppel adtak. Nem akarok tudálékosnak tűnni, de nagyon sokat vágtam aluprofilokat, és most már tudom mi a külömbség. Csak ajánlani tudom, az ára meg kifejezetten baráti, eddig azért nem vettem mert 20-25000 alatt nem találtam )
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 18, 13:39
Írta: bmejdz9nu Dátum 2007 január 18, 13:39
Ez tényleg a legjobb lap!
Ahogy utánna néztem a neten ez a fog kialakítás a legjobb aluhoz!!!
Felhívom őket - remélem postán is elküldik...
Hálás vagyok az infóért!
... Tehetnél be képeket az ez által vágott felületről... és a vágó gépedről...
Ahogy utánna néztem a neten ez a fog kialakítás a legjobb aluhoz!!!
Felhívom őket - remélem postán is elküldik...
Hálás vagyok az infóért!
... Tehetnél be képeket az ez által vágott felületről... és a vágó gépedről...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 18, 14:54
Írta: bmejdz9nu Dátum 2007 január 18, 14:54
Vettem a zgonc-ban egy ilyen gépet:

leírás itt
Csak: 79 Euro !
A pontos neve: Tischkressage 1500/2W
A képen látható állvánnyal... mert asztalra is tehető ezek nélkül... és faipari HM vágótárcsával... nem kotyog ! 250mm-es.
Lehet a magasságot és dölést állítani rajta...
Aluminum az asztal (600x440mm) és plusz kitoldó asztalok...
Most ez a cég 50 éves... szülinapi akcióban van... (Bécsben és Wr. Neustadt-ban is van... dögivel)
leírás itt
Csak: 79 Euro !
A pontos neve: Tischkressage 1500/2W
A képen látható állvánnyal... mert asztalra is tehető ezek nélkül... és faipari HM vágótárcsával... nem kotyog ! 250mm-es.
Lehet a magasságot és dölést állítani rajta...
Aluminum az asztal (600x440mm) és plusz kitoldó asztalok...
Most ez a cég 50 éves... szülinapi akcióban van... (Bécsben és Wr. Neustadt-ban is van... dögivel)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 január 18, 15:30
Írta: yuagaci9g Dátum 2007 január 18, 15:30
Peter, nem akarlak elkeseriteni, de egy eve en is vettem egy pont ilyet; a fiuk csak vegszukseg eseten hasznaljak. A megvezetes vacak, a hangja remiszto es a tarcsa; mindha gumira lenne rogzitve a motorral eggyutt, olyan pontosan fut.
Szoval leceket darabolni milimeter pntosan, jo.
Szoval leceket darabolni milimeter pntosan, jo.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 január 18, 15:41
Írta: yuagaci9g Dátum 2007 január 18, 15:41
Zoli!
Huteni az alu vagasnal, semmi ertelme!
A vagas olyan gyors, hogy az a nyag meg sem langysodik. Nemi kenes neha javitja a vagas minoseget, de huteni...?
Tomor anyagnal, ha gyenge a furesz, megmelegszik, de meg itt is csak kezzel fogjuk a darabot. (A furesz mozog az asztal alatt)
Huteni az alu vagasnal, semmi ertelme!
A vagas olyan gyors, hogy az a nyag meg sem langysodik. Nemi kenes neha javitja a vagas minoseget, de huteni...?
Tomor anyagnal, ha gyenge a furesz, megmelegszik, de meg itt is csak kezzel fogjuk a darabot. (A furesz mozog az asztal alatt)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 18, 16:53
Írta: bmejdz9nu Dátum 2007 január 18, 16:53
Igen így van... most szedem szét... teszek fel képeket a belsejéről, ha valakit érdekel...
Egy gumiányban van felfüggesztve a motor... talán lehet fejleszteni... vagy nem is olyan nagy probléma...
De a csapágyazás az igen jónak tűnik. Gondolom azért mert egy ékszíjon kersztül van mneghajtva a tárcsa és ezért külön cspaágyházat alkalmaztak és nem a motort terheli...?
De nem hangos! Nagyon szép hangja van...
Az asztalt sem tudtam volna olcsóbban kihozni...
A megvezetése nem számít... mert két IKO 15-ös golyós lináris viszi rajta az acél T-nulos asztalt... ehhez lesz fogatva a munkadarab...
Talán kap egy "barkácsboltos" menetes szárat anyával és egy akkus fúrógépet... (automata lesz HaHa....)
Lámpás te mekkora fordulattal és milyen lappal vágsz és milyen fogazatúval...?
Mekkora jelentősége van ennek - mármint a fogak formájának...
Egy gumiányban van felfüggesztve a motor... talán lehet fejleszteni... vagy nem is olyan nagy probléma...
De a csapágyazás az igen jónak tűnik. Gondolom azért mert egy ékszíjon kersztül van mneghajtva a tárcsa és ezért külön cspaágyházat alkalmaztak és nem a motort terheli...?
De nem hangos! Nagyon szép hangja van...
Az asztalt sem tudtam volna olcsóbban kihozni...
A megvezetése nem számít... mert két IKO 15-ös golyós lináris viszi rajta az acél T-nulos asztalt... ehhez lesz fogatva a munkadarab...
Talán kap egy "barkácsboltos" menetes szárat anyával és egy akkus fúrógépet... (automata lesz HaHa....)
Lámpás te mekkora fordulattal és milyen lappal vágsz és milyen fogazatúval...?
Mekkora jelentősége van ennek - mármint a fogak formájának...
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 január 18, 17:11
Írta: yuagaci9g Dátum 2007 január 18, 17:11
Mar leirtam, de megegyszer:
A motor 2.2KW, dupla szijhajtassal pergeti a vagotarcsat, kb.3300- as fordulattal. A tarcsa aranylag kicsi, pontosan nem emlekszem, kb 170-180 mm. Az egesz motor egyseg tengellyel egyutt mozog az asztal alatt egy vezeteken. A megoldas elonye az allo asztal, azt rogzitesz ra amit akarsz. Hatranya a korlatozott vagashosz, nalam 200mm.
A motor 2.2KW, dupla szijhajtassal pergeti a vagotarcsat, kb.3300- as fordulattal. A tarcsa aranylag kicsi, pontosan nem emlekszem, kb 170-180 mm. Az egesz motor egyseg tengellyel egyutt mozog az asztal alatt egy vezeteken. A megoldas elonye az allo asztal, azt rogzitesz ra amit akarsz. Hatranya a korlatozott vagashosz, nalam 200mm.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 18, 17:18
Írta: bmejdz9nu Dátum 2007 január 18, 17:18
Ez igen... jó lehet...
Fogak milyenek?
Fordulatra akkor csökkentsek mert ez kb. 5000-et ír...
Én töröm a buksimat 440mm-en.... talán...
Fogak milyenek?
Fordulatra akkor csökkentsek mert ez kb. 5000-et ír...
Én töröm a buksimat 440mm-en.... talán...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 18, 17:57
Írta: 000000000 Dátum 2007 január 18, 17:57
Nagy fogak aluhoz. Számszerűleg fogalmam sincs mennyit foroghat a sajátom. Akkor jó, ha hűtés nélkül, újságpapír vékonyságú forgácsok szállnak szanaszét. Ilyenkor tükrös lesz a felület. A vágott anyagok nem melegszenek, viszont az a rossz kis "pernye" forgács mocskosul meleg tud lenni.
Amúgy itt is egy EINHELL gép van, csak "picit" átpofoztam a szájízem szerint...
Amúgy itt is egy EINHELL gép van, csak "picit" átpofoztam a szájízem szerint...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 18, 18:28
Írta: bmejdz9nu Dátum 2007 január 18, 18:28
Én is ezen barkácsolok...
Szétszedtem, nem gumi ágy... a finom mozgás alpja hanem az hogy az oldal lemezre felszik a támasztás egyik fele... ha teljesen a lap felemelve akkor elég stabil...
De az oldalát könnyen meg lehetne erősíteni egy kereszt tartóval...
Kell egyáltalán állítani a lap magasságát...? mivan ha mindíg max.-on van kint? Kb 60-80mm ez.. mert akkor lelehetne stabilízálni az emelő szerkezetet egy két csavarral...?
A fogak kialakítására lennék kiváncsi...? milyenek? Ez nagyon számít? vagy nem?
Persze negatív... mert ez lejjebb már le lett tárgyalva miért... ez logikusnak tünik... nem huzza meg az anyag a tárcsát tehát a vágás pontosabb...
Szétszedtem, nem gumi ágy... a finom mozgás alpja hanem az hogy az oldal lemezre felszik a támasztás egyik fele... ha teljesen a lap felemelve akkor elég stabil...
De az oldalát könnyen meg lehetne erősíteni egy kereszt tartóval...
Kell egyáltalán állítani a lap magasságát...? mivan ha mindíg max.-on van kint? Kb 60-80mm ez.. mert akkor lelehetne stabilízálni az emelő szerkezetet egy két csavarral...?
A fogak kialakítására lennék kiváncsi...? milyenek? Ez nagyon számít? vagy nem?
Persze negatív... mert ez lejjebb már le lett tárgyalva miért... ez logikusnak tünik... nem huzza meg az anyag a tárcsát tehát a vágás pontosabb...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 18, 19:21
Írta: 000000000 Dátum 2007 január 18, 19:21
Én többféle fogú lapot próbáltam, hogy melyik jó. Elég sok volt, amelyik kente az alut. Pedig újak, azonos átmérőjűek voltak. Csak mégis másabb a fog. Meg nem tudom mondani, mert felraktam egy vágás erejéig, tetszett-nem tetszett. Ment gyorsan a szelektálás. Egyik cimbora jött ki kisebb készlettel.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 18, 20:08
Írta: bmejdz9nu Dátum 2007 január 18, 20:08
A csúcs ez lehet: #1143 ...
Nekem most olyat adtak el alu-hoz, hogy 230mm-es azonos fogazatú... és szinte 0-as ... vagy kicsit negatív... meglátjuk...
Nekem most olyat adtak el alu-hoz, hogy 230mm-es azonos fogazatú... és szinte 0-as ... vagy kicsit negatív... meglátjuk...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 18, 20:49
Írta: 000000000 Dátum 2007 január 18, 20:49
Nem tudom, nekem eleve nem ilyen felépítésű a gép. Az a rábillentős fajta, amit fél kézzel billentesz a vágandó anyagra. Van egy ütköző fal, annak a vágási erő nekinyomja az anyagot. Maga a gép forgatható az anyag felett fokba. Jó, mert ha gáz van, elengeded a kart, gép felvágódik, anyag két oldalra lenyílik és ennyi. Volt már rá példa, semmi komoly.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 19, 16:28
Írta: bmejdz9nu Dátum 2007 január 19, 16:28
Lámpás
Lenne egy kérdésem... lehet, hogy hüleséget kérdezek... de ez már szokásom...
A vágólap megasságát (nálad mélységét) állítod az anyag vastagsághoz?
tehát ha kílóg a lap 80 mm-t és pl. 15mm-es anyagot akarok vágni az gond...?
Mert most csinálom a szerkezetet, de ugyebár szívesen fixálnám a motor magasság állítást mert stabilabb lenne a lapfogatása... de félek, hogy jobb és szebb felületet eredményez akkor ha az összes fog dolgozik az anyagban...?
Ha valaki erről tud írni ne sajnálja az ujja koptatását...
Lenne egy kérdésem... lehet, hogy hüleséget kérdezek... de ez már szokásom...
A vágólap megasságát (nálad mélységét) állítod az anyag vastagsághoz?
tehát ha kílóg a lap 80 mm-t és pl. 15mm-es anyagot akarok vágni az gond...?
Mert most csinálom a szerkezetet, de ugyebár szívesen fixálnám a motor magasság állítást mert stabilabb lenne a lapfogatása... de félek, hogy jobb és szebb felületet eredményez akkor ha az összes fog dolgozik az anyagban...?
Ha valaki erről tud írni ne sajnálja az ujja koptatását...
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 január 19, 17:42
Írta: vthgizrff Dátum 2007 január 19, 17:42
Szia Lámpás!
Nem egyről beszélünk, az én gépem inkább ehez hasonlít. Az eszembe sem jutott, hogy cirkulával daraboljak alut. Mindíg tanul az ember..
Nem egyről beszélünk, az én gépem inkább ehez hasonlít. Az eszembe sem jutott, hogy cirkulával daraboljak alut. Mindíg tanul az ember..
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 19, 23:51
Írta: bmejdz9nu Dátum 2007 január 19, 23:51
még mindíg kuncsorgok a válaszért... #1159
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 január 20, 12:09
Írta: Kristály Árpád Dátum 2007 január 20, 12:09
Hallihó!
Szerintem az a jó, ha minnél több fog dolgozik, hiszen így nagyobb lehet az előtolás is minha csak az anyagvastagságban vannak munkára fogva azok a fránya fogak,
Szerintem az a jó megoldás amikor álítható a magasság.
Szerintem az a jó, ha minnél több fog dolgozik, hiszen így nagyobb lehet az előtolás is minha csak az anyagvastagságban vannak munkára fogva azok a fránya fogak,
Szerintem az a jó megoldás amikor álítható a magasság.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 január 20, 13:42
Írta: 3vv2btrhv Dátum 2007 január 20, 13:42
Szia Varsányi P.
Nekem is ez van . alut ne vágj rajta !!!!!
Tibor
Nekem is ez van . alut ne vágj rajta !!!!!
Tibor
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 20, 13:57
Írta: bmejdz9nu Dátum 2007 január 20, 13:57
Lapcsere, tárcsa erősítés.... lináris vezetőkön kb. 10 kg-os T-nutos vas asztal...mozgatva
Mi lehet a baj?
Mi lehet a baj?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 január 20, 14:31
Írta: 3vv2btrhv Dátum 2007 január 20, 14:31
Igy már jobb lessz !!
Tibor
Tibor
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 20, 15:24
Írta: bmejdz9nu Dátum 2007 január 20, 15:24
lehet, hogy felültárcsás csempevágót kellett volna venni... a vezetés is megoldott és a mélység állandó... persze lapcserével...
valami ilyesmit...

Lámpás masinája is ilyesmi lehet...
valami ilyesmit...
Lámpás masinája is ilyesmi lehet...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 20, 16:03
Írta: bmejdz9nu Dátum 2007 január 20, 16:03
... és ennél a felül futós variációnál még sík köszörülést is meg lehetett volna oldani... ha kellett volna... de nekem most szerencsére nem... de ha mégegyszer...
Ennél jobb ilyen masinákat lehet kapni 550mm vágás hosszal 160 Euro-ért.... felül négy golyóscsapágy fut, stabil...
Ennél jobb ilyen masinákat lehet kapni 550mm vágás hosszal 160 Euro-ért.... felül négy golyóscsapágy fut, stabil...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 20, 18:01
Írta: 000000000 Dátum 2007 január 20, 18:01
Helló peti!
Nem értem miért irsz ilyen sokat a fórumba, ha még eggy ilyen fürész is venni akarsz, bármelyik kolega a fórumon 10perc alatt, össze rak eggy ilyet.ne a pénzed villogtasd ez nem a monopoli.(hobby cnc saját kezüleg )
[#gonosz2]
Nem értem miért irsz ilyen sokat a fórumba, ha még eggy ilyen fürész is venni akarsz, bármelyik kolega a fórumon 10perc alatt, össze rak eggy ilyet.ne a pénzed villogtasd ez nem a monopoli.(hobby cnc saját kezüleg )
[#gonosz2]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 20, 18:06
Írta: bmejdz9nu Dátum 2007 január 20, 18:06
Ezek a gépek alapban csak alkatrészek...
Olcsóbb mintha darabokban venném...
Olcsóbb mintha darabokban venném...
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 január 20, 18:39
Írta: yuagaci9g Dátum 2007 január 20, 18:39
A magassag allitas akkor jon jol, ha vekony lemezeket akarsz darabolni, ui. nem mindegy, milyen szog alatt tamad a fog az anyagnak.( ha nem vilagos, amit irtam, rajzold le es meglatod)
En altalaban profilokat darabolok, itt hiaba spekulalunk szogeken, az mindig valtozo.
Bevett szokas a szamitasra, hogy vagaskor legalabb minimum 1.5 fog tamadjon az anyagba, akkor ui. nincs olyan, hogy uresen tolod elore es aztan beakaszt a fog. Na, ekkor szokott torni valami, joesetben az anyag.
A magassagalitas megkerulheto egy elotolas fekezo gazos ajtoemelovel.
En altalaban profilokat darabolok, itt hiaba spekulalunk szogeken, az mindig valtozo.
Bevett szokas a szamitasra, hogy vagaskor legalabb minimum 1.5 fog tamadjon az anyagba, akkor ui. nincs olyan, hogy uresen tolod elore es aztan beakaszt a fog. Na, ekkor szokott torni valami, joesetben az anyag.
A magassagalitas megkerulheto egy elotolas fekezo gazos ajtoemelovel.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 20, 18:52
Írta: bmejdz9nu Dátum 2007 január 20, 18:52
Köszi a választ.
Nagyon örülök neki mert ilyen módon itt kevesen vágnak aluminiumot... nem tudom mível csinálják?
Te gyakorlatból "vágod" az alut...
Ha az előtolással gond lesz ... menetes szár és kiszuperált akkus fúró..., vagy amit írtál..
Az alu derékszög profilvágás nem lehet egy egyszerű feladat. Gondolom tökéletes derékszög nincs... Csak megjegyzem a német gépemen úgy vannak a profilok összefogatva, hogy kötésenként a külső horonyban (persze keresztmetszet átfúrva) 4 ponton kötötték össze... tehát a finombeállítás ezzel a módszerrel adott (400-as fémipari derékszög = ok)
Nagyon örülök neki mert ilyen módon itt kevesen vágnak aluminiumot... nem tudom mível csinálják?
Te gyakorlatból "vágod" az alut...
Ha az előtolással gond lesz ... menetes szár és kiszuperált akkus fúró..., vagy amit írtál..
Az alu derékszög profilvágás nem lehet egy egyszerű feladat. Gondolom tökéletes derékszög nincs... Csak megjegyzem a német gépemen úgy vannak a profilok összefogatva, hogy kötésenként a külső horonyban (persze keresztmetszet átfúrva) 4 ponton kötötték össze... tehát a finombeállítás ezzel a módszerrel adott (400-as fémipari derékszög = ok)
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 január 20, 22:25
Írta: Kristály Árpád Dátum 2007 január 20, 22:25
Szia Péter!
No koment!
No koment!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 20, 22:28
Írta: bmejdz9nu Dátum 2007 január 20, 22:28
vasfűrész... estleg csak vasfűrész lap...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 január 20, 22:56
Írta: Kristály Árpád Dátum 2007 január 20, 22:56
Szerintem!
Alapnak nem rossz az a gép!
Egy menetorsó az előtólásnak.....
Rögziteni kell az anyagot!!!
Valamikor rég... sok kis kockát kellet vágnom és egy kőrfűrész alakítottam át orsós előtolással amit kézzel tekertem, mert nem volt más.....
Manapság vagy fém szallagfűrésszel, vagy sikítóval vágom 1 milkos fémhez való tárcsával, rögzített laposvas mellett!
Alapnak nem rossz az a gép!
Egy menetorsó az előtólásnak.....
Rögziteni kell az anyagot!!!
Valamikor rég... sok kis kockát kellet vágnom és egy kőrfűrész alakítottam át orsós előtolással amit kézzel tekertem, mert nem volt más.....
Manapság vagy fém szallagfűrésszel, vagy sikítóval vágom 1 milkos fémhez való tárcsával, rögzített laposvas mellett!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 21, 12:58
Írta: bmejdz9nu Dátum 2007 január 21, 12:58
MITE BITE
Na akkor belinkeltem...
Ezek azok az oldalszórítók a T-nutos asztalhoz... nem megy neki a maró a fogatásnak... ők úgy fogalmaznak könnyebb így az NC programozás...
Tehát "jojós" csavar mindennek az alapja... Nagy ötlet !
Ez a cég munkadarab befogatásokra specialízálta magát... nem semmi ötletekkel!
Itthon is megvehetők. Van magyar katalógus is.
Nézzétek meg! Házilag is elkészíthetők...
Na akkor belinkeltem...
Ezek azok az oldalszórítók a T-nutos asztalhoz... nem megy neki a maró a fogatásnak... ők úgy fogalmaznak könnyebb így az NC programozás...
Tehát "jojós" csavar mindennek az alapja... Nagy ötlet !
Ez a cég munkadarab befogatásokra specialízálta magát... nem semmi ötletekkel!
Itthon is megvehetők. Van magyar katalógus is.
Nézzétek meg! Házilag is elkészíthetők...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 21, 13:13
Írta: 000000000 Dátum 2007 január 21, 13:13
Itt melyiket is kellene nézni pontosan?
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:17
Írta: s5f8tmfv3 Dátum 2007 január 21, 13:17
Péter!
Neked van excenteresen állítható tokmányod meg esztergád, készíthetnél néhány darabot a honi piacra.
Neked van excenteresen állítható tokmányod meg esztergád, készíthetnél néhány darabot a honi piacra.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 21, 13:27
Írta: bmejdz9nu Dátum 2007 január 21, 13:27
1. fixture clamps
2. knife-edge clamps
ezek vannak csak kis méretben azaz 6-os és 8-as... De gyártanak nem edzett tehát megmunkálható változatokat is... érdemes végignézni a szórítós megoldások sem semmik...
2. knife-edge clamps
ezek vannak csak kis méretben azaz 6-os és 8-as... De gyártanak nem edzett tehát megmunkálható változatokat is... érdemes végignézni a szórítós megoldások sem semmik...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 21, 13:32
Írta: bmejdz9nu Dátum 2007 január 21, 13:32
Az, hogy mim van... tudod, hogy véletlenül... azért még véletlenül sem tudok ilyet csinálni... egyenlőre... tehát rendeltem 4db 6-ost és 4db 8-ast a fixture clamps-ból.
De aki tud az tud...
Jójó = excentrikus... tanulok még...
A csavarboltban kellene vadászni hibás darabokat, aminek a feje nem középre sikerült...[#mf1]
De aki tud az tud...
Jójó = excentrikus... tanulok még...
A csavarboltban kellene vadászni hibás darabokat, aminek a feje nem középre sikerült...[#mf1]
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 január 21, 17:18
Írta: D.Laci Dátum 2007 január 21, 17:18
"A csavarboltban kellene vadászni hibás darabokat, aminek a feje nem középre sikerült"
vagy talán a csavar fejét excenteresre esztergálni...
vagy talán a csavar fejét excenteresre esztergálni...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 21, 21:04
Írta: 000000000 Dátum 2007 január 21, 21:04
Lehet csak én vagyok így vele, de nekem ezek egyáltalán nem újdonságok. Igaz magamnak gyártom őket, nem adok ki ilyenért pénzt.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 21, 23:27
Írta: bmejdz9nu Dátum 2007 január 21, 23:27
Igaz én még nem tudom megcsinálni...
De én olyan vagyok először látni akarom a referenciát... vagy azt amit annak mondanak... aztán van mihez mérni a dolgot...
De jó cuccok ezek!... életkönnyítők...
De én olyan vagyok először látni akarom a referenciát... vagy azt amit annak mondanak... aztán van mihez mérni a dolgot...
De jó cuccok ezek!... életkönnyítők...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 23, 14:04
Írta: 000000000 Dátum 2007 január 23, 14:04
megvan a következö cnc-m váza, egy régi stabil gépet buhertam széjjel, a váz 1 tonna :D
mozgo asztalu lesz pedig nem akartam de igy adja magát, igy erös lesz nagyon
2000*1200*400-as lesz az asztal,nem lesz kicsi:D
mozgo asztalu lesz pedig nem akartam de igy adja magát, igy erös lesz nagyon
2000*1200*400-as lesz az asztal,nem lesz kicsi:D
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 23, 15:56
Írta: bmejdz9nu Dátum 2007 január 23, 15:56
Na ugye a mozgo asztal... ennek nincs párja.
De a méretek alapján látható nagy ablak is kell, hogy tudjon mozogni a asztal... és ezt sem hozod el a tali 3-ra...
De a méretek alapján látható nagy ablak is kell, hogy tudjon mozogni a asztal... és ezt sem hozod el a tali 3-ra...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 23, 16:02
Írta: 000000000 Dátum 2007 január 23, 16:02
több maróorsot szeretnák rátenni , kell a massziv hid azt mozgatni nem célszerü szerintem
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 23, 17:38
Írta: bmejdz9nu Dátum 2007 január 23, 17:38
Na régen tettem be csámcsogásra CNC gépet.
Most találtam megint valami egyedit...
(figyeljétek a kőlapokat a vezetők alatt...)





Most találtam megint valami egyedit...
(figyeljétek a kőlapokat a vezetők alatt...)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 23, 17:46
Írta: 000000000 Dátum 2007 január 23, 17:46
én ilyet szeretnék persze ennyire massziv nem kell :D

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 23, 17:59
Írta: bmejdz9nu Dátum 2007 január 23, 17:59
Ezek a felső vezetések engem is megfognak...
Mert álló asztalos és mégsem cipel... annyit...
Alul akár kerti slaggal is lehetne hűteni az anyagot, vagy tálcában egy márványlapot megdolgozni úgy hogy tele van vízzel stb... szóval jó, csak általában 2x tengely + motort alkalmaznak a felső hosszban...
Mert álló asztalos és mégsem cipel... annyit...
Alul akár kerti slaggal is lehetne hűteni az anyagot, vagy tálcában egy márványlapot megdolgozni úgy hogy tele van vízzel stb... szóval jó, csak általában 2x tengely + motort alkalmaznak a felső hosszban...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 23, 18:00
Írta: bmejdz9nu Dátum 2007 január 23, 18:00
... és ha a képen lévő gép marói egymásnak mennek?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 23, 18:15
Írta: 000000000 Dátum 2007 január 23, 18:15
olyan megoldást szeretnék hogy ne csak 1 motor legyen rajt hanem bövithetö és ha akarom 5 motort is rárakhassak
ezért is nálam ez a hid 2 méteres lesz
gondolkodtam hogy veszek iselnél komplett hidat de az fél milla körül lehet
sokkal olcsobb az ami a képen van , felköszürültetek egy acél hidat amit kilora lehet kapni, és arra veszek vezetö sineket
ha van jobb ötletetek ne kiméljetek :)
ezért is nálam ez a hid 2 méteres lesz
gondolkodtam hogy veszek iselnél komplett hidat de az fél milla körül lehet
sokkal olcsobb az ami a képen van , felköszürültetek egy acél hidat amit kilora lehet kapni, és arra veszek vezetö sineket
ha van jobb ötletetek ne kiméljetek :)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 január 23, 18:27
Írta: Motoros Dátum 2007 január 23, 18:27
Péter! ezek a fotók nem véletlenűl egy szétszedett vagy még össze sem rakott smd beültetőt mutatnak---mert ott valami hasonló a geometria a tárak hozzáférhetősége miatt??
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2007 január 23, 18:32
Írta: 2nbj3n5m Dátum 2007 január 23, 18:32
Minek köszörültetni? Jó a sima marás is.Csak a
hegesztésnél vigyázz, ellentétesek legyenek a feszülés miat.Arra a 2 méterre ráfog férni az a
4-5-6 'Z'tengely.Sorozatba akarsz valamit gyártani?
Janko
hegesztésnél vigyázz, ellentétesek legyenek a feszülés miat.Arra a 2 méterre ráfog férni az a
4-5-6 'Z'tengely.Sorozatba akarsz valamit gyártani?
Janko
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 23, 18:35
Írta: bmejdz9nu Dátum 2007 január 23, 18:35
Hát igen. Én is felfigyeltem hogy a maró motornak semmi hely sem maradt...
De azért ilyen bika szerkezet SMD-hez? Nem hiszem. Egyébként vannak még képek az elektronikáról - szervo...
De azért ilyen bika szerkezet SMD-hez? Nem hiszem. Egyébként vannak még képek az elektronikáról - szervo...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 23, 18:42
Írta: 000000000 Dátum 2007 január 23, 18:42
elég pontos marva is?
a hegesztés dolgot nem értem mit? hogyan? :)
igen sorozatban akarok gyártani , mivel nem tudom gyorsaban marni a fát:)
a hegesztés dolgot nem értem mit? hogyan? :)
igen sorozatban akarok gyártani , mivel nem tudom gyorsaban marni a fát:)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 január 23, 18:58
Írta: Motoros Dátum 2007 január 23, 18:58
Az smd-hez mesterségesen nehezítik a gépet mert a gyors fejmozgások miatt belengene. Az MS 72 beültetőgépem 1.3 tonna éppen ezért. Persze lehet hogy a mai modern gépek könnyű fejegységgel karcsúbbak.
A márvány sinalap is azt mutatja hogy ez nem valami mezei gravírgép hanem valami olyan ahol számít a pontos vissza és beállás, meg a rezgésmentes működés.
A márvány sinalap is azt mutatja hogy ez nem valami mezei gravírgép hanem valami olyan ahol számít a pontos vissza és beállás, meg a rezgésmentes működés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 23, 19:10
Írta: 000000000 Dátum 2007 január 23, 19:10
Igen böven elég lesz marva is!
Csak adj meg neki egy szép felületi érdeséget meg szép türést!
Ki tudják marni és olcsobb mint a köszörülés!
Csak adj meg neki egy szép felületi érdeséget meg szép türést!
Ki tudják marni és olcsobb mint a köszörülés!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 23, 19:21
Írta: bmejdz9nu Dátum 2007 január 23, 19:21
Próbáltam vissza keresni de nem tudom...
így csak a találgatás marad... sajnálom...
így csak a találgatás marad... sajnálom...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 január 23, 19:27
Írta: 4mjnxdwuu Dátum 2007 január 23, 19:27
Hali én hegesztést csak megmunkálás előtt javasolnék, majd csavaros kötéseket.
Én pl előszeretettel alkalmazom a ragasztós módszert.( kihegesztem a vázat, majd uverapid, a tetejére alu-fólia és szilikonnal lefújt csavarokkal nekihúzatom valami sík tárgynak, /kisebb gépeknél tökéletesen bevált, 1-2 tized de akár mm is kivehető vele.
Én pl előszeretettel alkalmazom a ragasztós módszert.( kihegesztem a vázat, majd uverapid, a tetejére alu-fólia és szilikonnal lefújt csavarokkal nekihúzatom valami sík tárgynak, /kisebb gépeknél tökéletesen bevált, 1-2 tized de akár mm is kivehető vele.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2007 január 23, 19:33
Írta: ra8nsmk6w Dátum 2007 január 23, 19:33
Péter! magam is hasonló gépet tervezek mint amit belinkeltél. Vannak rajta jó ötletek, ugy látom valami adott feladathoz készül és a környezet sem kifejezetten hobby. Amin én változtatnék: a párhuzamos vázszerkezet az azonos méretek mind a rezonancia melegágya, legyen az mégoly brutális kinézetü is.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 január 23, 19:33
Írta: 4mjnxdwuu Dátum 2007 január 23, 19:33
Ja én a nagyobbik gépemre egy szabadon futó pótkocsit terveztem, ami lehet extra keskeny( akár 1 lin csapágy széles is ) amin van egy fél z tengely (1 orsó + 1 megvezetés ) ha nincs használatban ki lehet lökni a gép szélére, ha kell akkor az eredeti z és a pót z közé akármekkora idom felrakható, amire akárhány maró szerelhető.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 23, 20:11
Írta: 000000000 Dátum 2007 január 23, 20:11
ez jol hangzik képet tudnál linkelni hogy néz ez kb ki?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 23, 20:13
Írta: bmejdz9nu Dátum 2007 január 23, 20:13
A fotótáramban van még egy ilyen gép ami még jobb !!!
tölts le mind aztán megtalálod... érdemes... szerintem ftp-vel...
tölts le mind aztán megtalálod... érdemes... szerintem ftp-vel...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 január 23, 23:15
Írta: 4mjnxdwuu Dátum 2007 január 23, 23:15
Hali.
A gond az, hogy a nagyobbik gépem még kb 15 darabban 3 helyiségben van. Rajzot meg nem igen szokásom készíteni.
Bíznom a képzelőerődben.
Képzeld el ugyanazt a gépet mint amit belinkeltél csak a hídon lévő kocsik közül csak az egyikre van bekötve a hajtás ( a másikon nincs anya ami mozgatná, szabadon lehet lökdösni, jobbra-balra) És amikor sok marót akarsz használni egyszerre, fogsz egy alu idomot, ami épp a kezedbe került, és keresztbe rácsavarozod, a két z-re. Úgy, hogy annyi szabad mozgása legyen az együttesnek amekkora a kivágandó alakzat szélessége.
Nálam a pótkocsi csak azért lesz extra keskeny, hogy minnél kevesebb munkaterületet vegyen el a géptől ha nem használom, de a lenti gépnél ez nem szükséges, mert ott a marót el lehet küldeni a munkaterületről.
A gond az, hogy a nagyobbik gépem még kb 15 darabban 3 helyiségben van. Rajzot meg nem igen szokásom készíteni.
Bíznom a képzelőerődben.
Képzeld el ugyanazt a gépet mint amit belinkeltél csak a hídon lévő kocsik közül csak az egyikre van bekötve a hajtás ( a másikon nincs anya ami mozgatná, szabadon lehet lökdösni, jobbra-balra) És amikor sok marót akarsz használni egyszerre, fogsz egy alu idomot, ami épp a kezedbe került, és keresztbe rácsavarozod, a két z-re. Úgy, hogy annyi szabad mozgása legyen az együttesnek amekkora a kivágandó alakzat szélessége.
Nálam a pótkocsi csak azért lesz extra keskeny, hogy minnél kevesebb munkaterületet vegyen el a géptől ha nem használom, de a lenti gépnél ez nem szükséges, mert ott a marót el lehet küldeni a munkaterületről.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 január 23, 23:31
Írta: 000000000 Dátum 2007 január 23, 23:31
és a 2 Z-t hogy mozgatod? 2 motorral? vagy szijhajtással ?
a töbit má értem , nagyon jo az ötlet :)
a töbit má értem , nagyon jo az ötlet :)
Cím: Re:Mechanikai ötletek
Írta: Messer Dátum 2007 január 24, 00:11
Írta: Messer Dátum 2007 január 24, 00:11
Üdv mindenkinek !
A márványnak és kőlapnak is titulált "sinalap" az bizony gránit. (nagyon pontosra köszörülve)A márványra már szólnom kellett, mert az olyan a gránithoz képest, mint a kréta a "kőlaphoz".[#smile]
A márványnak és kőlapnak is titulált "sinalap" az bizony gránit. (nagyon pontosra köszörülve)A márványra már szólnom kellett, mert az olyan a gránithoz képest, mint a kréta a "kőlaphoz".[#smile]
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 január 24, 06:34
Írta: 4mjnxdwuu Dátum 2007 január 24, 06:34
A szíj nem jó mert akkor fix lenne a távolság a két z között, saját motor mindkettőn, a pótkocsié lekapcsolható,(minek mocorogjon ha nem használod)
#1205- re egyetértek, és nem igazán hajlik( inkább ez a mérvadó mint a súlya( kerekek vannak alatta)
#1205- re egyetértek, és nem igazán hajlik( inkább ez a mérvadó mint a súlya( kerekek vannak alatta)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 január 24, 06:50
Írta: Motoros Dátum 2007 január 24, 06:50
Szia Messer
Biztos úgy van ahogy mondod mert nekem a kő az csak kő alig látom a különbséget, viszont Neked hiszek mivel már láttam a márvány alapú azaz bocs gránit alapú géped ami nem volt semmi
Biztos úgy van ahogy mondod mert nekem a kő az csak kő alig látom a különbséget, viszont Neked hiszek mivel már láttam a márvány alapú azaz bocs gránit alapú géped ami nem volt semmi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 29, 22:13
Írta: bmejdz9nu Dátum 2007 január 29, 22:13
Az #1186 gép... megtaláltam újból...
A Misinek valahol igaza volt... Ez egy 3D lézer szkenner (volt)...
CNC Complete System
Well made frame with X, Y and Z axes with Japanese NSK slides mounted on granite blocks and a Heidenhain digital read-out.
The machine is heavy, approximately 2000 lbs. It originally mounted a high precision 3D laser scanner made by View Engineering. Motors, scales, servodrivers, power supply and interface are still connected in their original configuration.
The frames are constructed from heavy rectangular and square steel tubing with wall thicknesses between 1/4" and 1/2".
The tubes were first welded, then precision ground where required. It is very well coated.
The small white squares are the original cable mounts attached with adhesive.
Each major component (upper frame, lower frame, granite blocks) rests on bolts that allow precise adjustment between the components. Secondary bolts secure the components in their adjusted position.
The upper frame holds the slides and servo motors. It is 42" x 43" x 23".
The lower frame holds servodrivers, interface and power supply, and has a large open space for your work surface. Dimensions: 47" x 49" x 40"
The upper and lower frames may be separated. They are attached by precisely adjustable bolts.
Two heavy manufacterer-installed C-Beams on the bottom of the lower frame allow easy handling with a forklift.
Manufacturer: View Engineering
Model: SVS Gantry
Power Supply: 110 or 220
X Motor: Glentex Model CM2395-1001
Y Motor: Glentex Model CM2395-1001
Z Motor: Glentex (smaller than X and Y, model # hidden)
Servo Drivers: Glentex GA4555 P-1
Scales: Heidenhain ML520 Digital Readout (115 Commerce Drive, Schaumburg, IL 60143) Lengths: X = 29", Y = 25", Z = 7" (gives approx. travels for each axis)
Condition:
All Wiring Connectors: In place, there is no PLC.
Some unpainted surfaces have tiny rust stains, but the slides are nearly new looking.
Ball Screw: In wonderful shape, shiny and well greased.
A Misinek valahol igaza volt... Ez egy 3D lézer szkenner (volt)...
CNC Complete System
Well made frame with X, Y and Z axes with Japanese NSK slides mounted on granite blocks and a Heidenhain digital read-out.
The machine is heavy, approximately 2000 lbs. It originally mounted a high precision 3D laser scanner made by View Engineering. Motors, scales, servodrivers, power supply and interface are still connected in their original configuration.
The frames are constructed from heavy rectangular and square steel tubing with wall thicknesses between 1/4" and 1/2".
The tubes were first welded, then precision ground where required. It is very well coated.
The small white squares are the original cable mounts attached with adhesive.
Each major component (upper frame, lower frame, granite blocks) rests on bolts that allow precise adjustment between the components. Secondary bolts secure the components in their adjusted position.
The upper frame holds the slides and servo motors. It is 42" x 43" x 23".
The lower frame holds servodrivers, interface and power supply, and has a large open space for your work surface. Dimensions: 47" x 49" x 40"
The upper and lower frames may be separated. They are attached by precisely adjustable bolts.
Two heavy manufacterer-installed C-Beams on the bottom of the lower frame allow easy handling with a forklift.
Manufacturer: View Engineering
Model: SVS Gantry
Power Supply: 110 or 220
X Motor: Glentex Model CM2395-1001
Y Motor: Glentex Model CM2395-1001
Z Motor: Glentex (smaller than X and Y, model # hidden)
Servo Drivers: Glentex GA4555 P-1
Scales: Heidenhain ML520 Digital Readout (115 Commerce Drive, Schaumburg, IL 60143) Lengths: X = 29", Y = 25", Z = 7" (gives approx. travels for each axis)
Condition:
All Wiring Connectors: In place, there is no PLC.
Some unpainted surfaces have tiny rust stains, but the slides are nearly new looking.
Ball Screw: In wonderful shape, shiny and well greased.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 január 31, 23:07
Írta: bmejdz9nu Dátum 2007 január 31, 23:07
Egy fórum társunk áttérni készül a nanotechnikai panelgyártásra...
neki készítettem és linkelem be a speciális objektívvel (zoom) ellátott CCD kamerával készített makro videókat...
A mélységi fókusz elég csekély... de egy jól beállított és felfogatott mechanika szükséges a kamerához...
Itt kb. 1cm anyag - kameratávolság... speciális világítást igényelt volna... talán hátulról kellene megvilágítani...
Ez a kamera szintén alkalmas a CNC panelmarás közbeni kontrollra...
Video 1 - "H1 vez. közelről"
Egy 0,2mm-es CNC fúró
neki készítettem és linkelem be a speciális objektívvel (zoom) ellátott CCD kamerával készített makro videókat...
A mélységi fókusz elég csekély... de egy jól beállított és felfogatott mechanika szükséges a kamerához...
Itt kb. 1cm anyag - kameratávolság... speciális világítást igényelt volna... talán hátulról kellene megvilágítani...
Ez a kamera szintén alkalmas a CNC panelmarás közbeni kontrollra...
Video 1 - "H1 vez. közelről"
Egy 0,2mm-es CNC fúró
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 február 01, 12:55
Írta: Kristály Árpád Dátum 2007 február 01, 12:55
Gratula!
Azért nanotechnikáról szó sincs, csak be szeretném forrasztania A39..... chippet.
Teljes képernyős a kép?
Mekkora a felbontás?
A világítást problémát nem értem, mert Te mint LED Guru.... A Tőled kapot leddekel mi kitőnően meg tudtuk világitani!
Azért Péter az a minőséget amit az a kis mikroszkóp tud nehezen fogjuk elérni...
Hallihó!
Azért nanotechnikáról szó sincs, csak be szeretném forrasztania A39..... chippet.
Teljes képernyős a kép?
Mekkora a felbontás?
A világítást problémát nem értem, mert Te mint LED Guru.... A Tőled kapot leddekel mi kitőnően meg tudtuk világitani!
Azért Péter az a minőséget amit az a kis mikroszkóp tud nehezen fogjuk elérni...
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 01, 12:58
Írta: 000000000 Dátum 2007 február 01, 12:58
Motorosnak van kemencéje nem?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 01, 14:54
Írta: bmejdz9nu Dátum 2007 február 01, 14:54
Lesz egy ilyen "munkahengerem":
Ötleteket keresek a méltó felhasználásra!!!!!
Eredeti Harmonic Drive termék: LA-30B-10-F
(igen jól látjátok az adatok um-ben vannak!!!... belül egy kis DC motor? szervó? golyós orsó? meg persze a HD!)
Nanotechnikai CNC építéshez?!

Harmonic Drive - General Catalog - 36. oldal... pdf...
Ötleteket keresek a méltó felhasználásra!!!!!
Eredeti Harmonic Drive termék: LA-30B-10-F
(igen jól látjátok az adatok um-ben vannak!!!... belül egy kis DC motor? szervó? golyós orsó? meg persze a HD!)
Nanotechnikai CNC építéshez?!
Harmonic Drive - General Catalog - 36. oldal... pdf...
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 február 06, 18:05
Írta: Bicska Dátum 2007 február 06, 18:05
Sziasztok! Mostanság kaptam a "Rath"-aól egy katalógust, amiben sok okosság van, de az egyik náluk is kapható Fibro gyártmány megragadta a fantáziámat, gondoltam megosztom veletek. Nemtudom, hogy ki-hogy van vele, de én sokat töröm a fejemet, (itt a fórumon talán egyedül[#rolleyes]), hogy miként tudnám a gép tisztítását, vagyis inkább tisztántartását megkönnyíteni. Már a mechanikus gépemen is untam a forgács ecsettel való sepregetését. Egy cnc gép meg még érzékenyebb, akár a lieáris vezetőket, akár az orsókat nézzük. Lehet kapni gumiharmonikákat(horror áron), meg láttunk már házilag készült harmonikát is, de ezek általában (nem gyári gépeknél) nem az egéz asztalt takarják. (ha házilag csinánál egy 1*1m-es gépet teljes egészében takaró harmonikát, akkor az nagyon hülyén állna, sok helyet foglalna, és nem lenne tartása sem.) Na a lényeg, hogy most ennél a cégnél találtam aluminium "redőnyt", amit mindkét oldalra felcsavarozol, és gondolom én rugósan vissza is húzza magát. Működéséről többet nem írok, a képekből úgyis mindenki megérti. Talán ablakra való kicsi alu redőnyből is lehetne ilyesmit csinálni...(azért majd megérdeklődöm az árát)
25-28. oldal
25-28. oldal
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 06, 18:43
Írta: bmejdz9nu Dátum 2007 február 06, 18:43
Igen ez jó!
Amit leírtál ez egy fontos dolog... de nem sokat foglalkozunk a kérdéssel... pedíg...
Én már gondoltam olyan hüleségre is (kérem nem röhögni...), hogy a tengelyeket - amikor a gép a végső helyén van) egy "vályúba" tenni és olajjal feltölteni az egészet (végeken szimmering)... kopás és mocsok szinte kizárt... és a tetejére valami ilyen alu harmonika...
Rezonancia is csökkene.... és egy müa. anyás trapézmenet is örök lenne...
Amit leírtál ez egy fontos dolog... de nem sokat foglalkozunk a kérdéssel... pedíg...
Én már gondoltam olyan hüleségre is (kérem nem röhögni...), hogy a tengelyeket - amikor a gép a végső helyén van) egy "vályúba" tenni és olajjal feltölteni az egészet (végeken szimmering)... kopás és mocsok szinte kizárt... és a tetejére valami ilyen alu harmonika...
Rezonancia is csökkene.... és egy müa. anyás trapézmenet is örök lenne...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 február 07, 16:24
Írta: Motoros Dátum 2007 február 07, 16:24
Sziasztok
Ha az energialáncot szalagkábelből csinálnánk --valami olyasmiből mint a kis asztali nyomtatókban van ---akkor az jóval olcsóbb lenne.
Kérdésem: lehet ilyet kapni méterbe valahol??
Ha az energialáncot szalagkábelből csinálnánk --valami olyasmiből mint a kis asztali nyomtatókban van ---akkor az jóval olcsóbb lenne.
Kérdésem: lehet ilyet kapni méterbe valahol??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 07, 16:28
Írta: 000000000 Dátum 2007 február 07, 16:28
Persze lehet kapni mindenféle szélességben és keresztmetszetben (azért motor áramok szállítására korlátozottan használható)!
Én is ezt használom (Mechanika 1).
Elektronikai boltokban m-re kaphatsz.
Én is ezt használom (Mechanika 1).
Elektronikai boltokban m-re kaphatsz.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 február 07, 16:37
Írta: Motoros Dátum 2007 február 07, 16:37
Kösz, kipróbálom.Ha esetleg kevés a keresztmetszet le is lehetne párhuzamosítani kettőt-persze ez is csak egy ötlet.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 február 07, 16:42
Írta: Motoros Dátum 2007 február 07, 16:42
Megnéztem az 1. mechanikát és tényleg... Úgy látszik nincs új a nap alatt.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 február 07, 16:46
Írta: Kristály Árpád Dátum 2007 február 07, 16:46
Erre mondják minden újszülöttnek, minden vicc Új!
Hallihó!
Misi Miért nem jó amit Te találtál ki?
Hallihó!
Misi Miért nem jó amit Te találtál ki?
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2007 február 07, 16:51
Írta: j3rx6bsjd Dátum 2007 február 07, 16:51
Tedd be a szallagkábelt 2db mérőszallagból kibuherált acélszallag közé és bandázsold ahogy jólesik,majdnem tökéletes megoldást kapsz.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 február 07, 16:56
Írta: Motoros Dátum 2007 február 07, 16:56
Na jó hát persze, amit én kitaláltam az nagyon jó, nagyon meg vagyok vele elégedve[#fogmosas]
Csak hát kicsit melós összehozni. A szalagkábelnél az a jó hogy hamar kész.
Egyébként én nem teljesen erre a klasszikus sokeres szalagkábelre gondoltam, hanem ami leginkább a hajlékony nyákra hasonlít. Azt is lehet valahol méterre kapni?
Csak hát kicsit melós összehozni. A szalagkábelnél az a jó hogy hamar kész.
Egyébként én nem teljesen erre a klasszikus sokeres szalagkábelre gondoltam, hanem ami leginkább a hajlékony nyákra hasonlít. Azt is lehet valahol méterre kapni?
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 február 07, 20:08
Írta: 4mjnxdwuu Dátum 2007 február 07, 20:08
Nagy méretben én reluxát használok, a 2,5 x 3 eres kábellt is elbírja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 07, 20:11
Írta: 000000000 Dátum 2007 február 07, 20:11
Na ez is egy érdekes ötlet![#circling]
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 február 07, 20:31
Írta: 4mjnxdwuu Dátum 2007 február 07, 20:31
Ja és utánna bicikli belsőbe bele is lehet húzni.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 február 07, 20:41
Írta: vthgizrff Dátum 2007 február 07, 20:41
Ezen már én is sokat gondolkodtam hogyan tudnám az orsókat portól megvédeni. Csak egy ötlet: Vékony lemezt tekertem fel mint a rugót, úgy hogy a "menetek" fedjék egymást.
Cím: Re:Mechanikai ötletek
Írta: uzahitefr Dátum 2007 február 07, 20:43
Írta: uzahitefr Dátum 2007 február 07, 20:43
sziasztok mekkora az a fordulat amin egy léptetömotor stabilan müködik ? köszi a válaszokat.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 07, 21:46
Írta: bmejdz9nu Dátum 2007 február 07, 21:46
szerintem max.1000 f/p... de motorra is válogatja ... de csak kicsit... csoda nincs... talán...
A német gépemben (S400) 500-700 az optimális...
A német gépemben (S400) 500-700 az optimális...
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 február 07, 22:42
Írta: dg8n4i8x Dátum 2007 február 07, 22:42
Kis méretben a gégecső és egy darab U profil is megteszi
http://cnctar.hobbycnc.hu/Balu/IMG_6990.JPG
http://cnctar.hobbycnc.hu/Balu/IMG_6995.jpg
http://cnctar.hobbycnc.hu/Balu/IMG_6990.JPG
http://cnctar.hobbycnc.hu/Balu/IMG_6995.jpg
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 07, 22:49
Írta: bmejdz9nu Dátum 2007 február 07, 22:49
De ha már téma...
Miért ilyen drágák ezek a "gyári" energialáncok? Semmi nem indokolja...
Miért ilyen drágák ezek a "gyári" energialáncok? Semmi nem indokolja...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 07, 23:33
Írta: 000000000 Dátum 2007 február 07, 23:33
Megerősíteni tudom!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 11:09
Írta: bmejdz9nu Dátum 2007 február 08, 11:09
Miért nem "gyárt" valaki ilyet kis hazánkban?
Ezt a kinaiak nem gyártják...
Nem egy ördöngős dolog lenne egy műanyagiparosnak... azonos szemek... egy kezdőelem...egy végelem...
Lám - lám mennyi lehetőség van még...
Ezt a kinaiak nem gyártják...
Nem egy ördöngős dolog lenne egy műanyagiparosnak... azonos szemek... egy kezdőelem...egy végelem...
Lám - lám mennyi lehetőség van még...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 12:13
Írta: 000000000 Dátum 2007 február 08, 12:13
Én már annyi kört futottam emberekkel ez ügyben, hogy elképzelni sem tudod! Pedig nem volna túl bonyolult, csak egy jó fröcsöntő kellene és egy szerszámkészítő! Egymásba pattintható lácsszemet kellene tervezni, ami egyik irányba tud csuklani, a másikban pedig öntartő és a vezetékeknek van egy vájuja (nem árt ha a váju bezárható, vagy labirint zárású)!
Esetleg egy végtagot is (ami ugye egyben kezdőtag is)!
A láncszemből akárhány m-ert össze lehetne pattintani és eladni!!! Olcsón!!
Esetleg egy végtagot is (ami ugye egyben kezdőtag is)!
A láncszemből akárhány m-ert össze lehetne pattintani és eladni!!! Olcsón!!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 12:27
Írta: bmejdz9nu Dátum 2007 február 08, 12:27
Ezek az energialáncok...tök egyformák... le kell másolni... és kész...
A műanyagiparosnak jobban megéri füdőszoba akasztót csinálni? 5 Ft-ért? ... és küzdeni az 1 Ft-os kínai árral? Ennyit tudnak...
Ha tudsz valakit aki meg tudja ezt HIGH-TECH dolgot csinálni beszálok a buliba... Tuti biznisz...
A műanyagiparosnak jobban megéri füdőszoba akasztót csinálni? 5 Ft-ért? ... és küzdeni az 1 Ft-os kínai árral? Ennyit tudnak...
Ha tudsz valakit aki meg tudja ezt HIGH-TECH dolgot csinálni beszálok a buliba... Tuti biznisz...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 12:28
Írta: 000000000 Dátum 2007 február 08, 12:28
Ezt már én is akartam, de NINCS senki!!!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 12:44
Írta: bmejdz9nu Dátum 2007 február 08, 12:44
Látod ilyen az egész magyar gazdaság nem veszik észre mi az a szegmens amiben megtalálnák a helyüket...
www.hobbyfröccsöntés.hu
www.hobbyfröccsöntés.hu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 13:06
Írta: 000000000 Dátum 2007 február 08, 13:06
Van egy barátom itt, aki fröccsöntéssel foglalkozik. Elég komoly masinája van, automata. Szerintem cak a forma a probléma! Egy ilyen forma elkészítése komoly dolog, komoly gépekkel. Ezért nagyon drága, 300-600ez. Ft.
Ha tudtok valami okosat, én is szívesen beszálok.[#eljen]
Ha tudtok valami okosat, én is szívesen beszálok.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 február 08, 13:28
Írta: dg8n4i8x Dátum 2007 február 08, 13:28
Szerszámgyártást megkérdezhetem! Egy hozzávetőleges árat kérek...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 14:52
Írta: bmejdz9nu Dátum 2007 február 08, 14:52
A formát nem tudjuk mi megmarni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 15:03
Írta: 000000000 Dátum 2007 február 08, 15:03
A legjobb ötlet az lenne, ha a műanyagot ujrahasznosított anyagokból gyártanánk (pl. pillepalack, tejfülös pohár, stb.), ami ennyi mennyiségben szinte ingyen beszerezhető lenne (kuka?) és még az álambácsitól is kérnénk környezetvédelmi támogatást rá![#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 február 08, 15:16
Írta: dg8n4i8x Dátum 2007 február 08, 15:16
Pont az anyag kérdése jutott még eszembe! Ha minden igaz ezek üvegszállal töltött polyamidból vannak, ami nagyon jól bírja a strapát!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 16:09
Írta: 000000000 Dátum 2007 február 08, 16:09
Hamar az 5leteles zajlik, akkor egy kis zajt hadd vigyek itt a kommunikacioba;)
A bonyolult format nem lehet tobb egyszeru formabol osszepattintani?
Csak egyszer kellene osszepattintani.
balu: elkepzelni se tudom minek ide uvegszal. Annyira csak nem kell strapabironak lenni, ha jonehany helyen a szimpla gegecso is megfelel ...
A bonyolult format nem lehet tobb egyszeru formabol osszepattintani?
Csak egyszer kellene osszepattintani.
balu: elkepzelni se tudom minek ide uvegszal. Annyira csak nem kell strapabironak lenni, ha jonehany helyen a szimpla gegecso is megfelel ...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 16:14
Írta: bmejdz9nu Dátum 2007 február 08, 16:14
Mechanikai ötlet számomra... :)
és azok számára (hátha még van valaki..) akik nem tudnak pontos csapágyházat csinálni de szeretnék a csapágyat pontossan a helyére tenni...
LOCTITE 638 csapágyragasztó.
A maximális kitölthető rés: 0,25mm
Használ(t) már valaki ilyesmit?
Loctite - csapagyrogzites.pdf


és azok számára (hátha még van valaki..) akik nem tudnak pontos csapágyházat csinálni de szeretnék a csapágyat pontossan a helyére tenni...
LOCTITE 638 csapágyragasztó.
A maximális kitölthető rés: 0,25mm
Használ(t) már valaki ilyesmit?
Loctite - csapagyrogzites.pdf
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 február 08, 16:20
Írta: vthgizrff Dátum 2007 február 08, 16:20
A ragasztó nem helyettesítheti a pontos megmunkálást. Dondolj bele abba, hogy ha rosszul ragasztod, ugyan ennyit üthet is
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2007 február 08, 16:59
Írta: j3rx6bsjd Dátum 2007 február 08, 16:59
Igen.Ez akkor jó ha egy meglévő fészekben vagy tengelyen az eredeti csapágy beállt és megforgott.Az új csapágyat ezzel a ragasztóval tudod rögzíteni,hogy ne lötyögjön és ne forogjon meg újra.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 17:20
Írta: bmejdz9nu Dátum 2007 február 08, 17:20
Ez természetes...
de ez amit könnyebb megoldani... előre beállítom tutira és jöhet a ragasztás...
de ez amit könnyebb megoldani... előre beállítom tutira és jöhet a ragasztás...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 17:26
Írta: bmejdz9nu Dátum 2007 február 08, 17:26
... és ezzel a ragasztóval:
Jelenleg egy jó csapágyházat (csapágytartó blokra gondolok) 4 pofás egyesével állítható pofájú esztergán készítik - ha jól tudom...
Ezzel a ragasztóval megoldható a csapágyfészek CNC marása is !!! ...Szerintem....
Jelenleg egy jó csapágyházat (csapágytartó blokra gondolok) 4 pofás egyesével állítható pofájú esztergán készítik - ha jól tudom...
Ezzel a ragasztóval megoldható a csapágyfészek CNC marása is !!! ...Szerintem....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 17:43
Írta: 000000000 Dátum 2007 február 08, 17:43
Nem akar senki energialánccal meg gazdagodni?! Kár, pedig szívesen támogatnám!!!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 18:05
Írta: bmejdz9nu Dátum 2007 február 08, 18:05
Abszolút nincs elfelejtve...
Itt sopronban van egy cég aki preciziós műanyag alkatrészeket gyárt... számítástechnikai eszközökhöz... megpróbálkozok... de szinte csak exportra termelnek... ha oké... ebből lesz a 12 hengeres 500LE-s Bayliner-em...
Más nem akar pénzt keresni?
Mert mondjatok még egy ilyen egyszerű dolgot... ár/súly/érték arányban... mert ennek métere 7.000-10.000 vagy több... és a vékonyabb meg hiánycikk is...
Itt sopronban van egy cég aki preciziós műanyag alkatrészeket gyárt... számítástechnikai eszközökhöz... megpróbálkozok... de szinte csak exportra termelnek... ha oké... ebből lesz a 12 hengeres 500LE-s Bayliner-em...
Más nem akar pénzt keresni?
Mert mondjatok még egy ilyen egyszerű dolgot... ár/súly/érték arányban... mert ennek métere 7.000-10.000 vagy több... és a vékonyabb meg hiánycikk is...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 18:53
Írta: 000000000 Dátum 2007 február 08, 18:53
Valakinek nincs véletlen egy-két szem lánca?
Ha valaki küldene nekem mintának, körbejárnám az öntösöket itt a környéken.
Ha valaki küldene nekem mintának, körbejárnám az öntösöket itt a környéken.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 18:53
Írta: 000000000 Dátum 2007 február 08, 18:53
Nem tudom ti hogy gondoljátok ezt az egész dolgot de ahogy olvastam nem birtam nem irni :D
Szóval szerintetek ebbe akkora üzlet van???
A Cégeknek,gépgyártoknak az energialánc (még ha nekünk drágának is tünik) filléres dolog!!!
Ha te jönnél egy olcsobbal akkor se töled vennék
mert a megszokott az jó és mebizható és nem ezen a müanyag "rosszon" fognak sporolni.
Akinek eladhatnátok az meg csak mi vagyunk ill egykét hobbysta nagyon kevés!!! Ezenkivül ez nem is fogyocikk ergo nem kell belölle sok.
De kivánom hogy legyen igazatok gazdagodjatok meg mind. Ez a lehetöséget meghagyom nektek :D
De ha lesz olcso energialáncotok én is veszek belölle megigérem csak hogy támogassam a magyar piacot!
Szóval szerintetek ebbe akkora üzlet van???
A Cégeknek,gépgyártoknak az energialánc (még ha nekünk drágának is tünik) filléres dolog!!!
Ha te jönnél egy olcsobbal akkor se töled vennék
mert a megszokott az jó és mebizható és nem ezen a müanyag "rosszon" fognak sporolni.
Akinek eladhatnátok az meg csak mi vagyunk ill egykét hobbysta nagyon kevés!!! Ezenkivül ez nem is fogyocikk ergo nem kell belölle sok.
De kivánom hogy legyen igazatok gazdagodjatok meg mind. Ez a lehetöséget meghagyom nektek :D
De ha lesz olcso energialáncotok én is veszek belölle megigérem csak hogy támogassam a magyar piacot!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 18:53
Írta: 000000000 Dátum 2007 február 08, 18:53
Feltétlenül muszáj műanyagból lennie?
Jó, tudom így gazdaságosabb, nem kell felületkezelni, stb. De egy többlépcsős présszerszám nem probléma nekem, sem a gyártás. Házon belül lezavarok mindent. Csak eddig nem láttam értelmét, hogy nekiálljak magamnak gyártani három energialáncot. Mondjuk kipufogó dobba való perforált lemez lyukasztó szerszámot már csináltam hirtelen felindulásból, mikor csak egy tenyérnyi darab kellett volna... (:
Jó, tudom így gazdaságosabb, nem kell felületkezelni, stb. De egy többlépcsős présszerszám nem probléma nekem, sem a gyártás. Házon belül lezavarok mindent. Csak eddig nem láttam értelmét, hogy nekiálljak magamnak gyártani három energialáncot. Mondjuk kipufogó dobba való perforált lemez lyukasztó szerszámot már csináltam hirtelen felindulásból, mikor csak egy tenyérnyi darab kellett volna... (:
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 február 08, 19:07
Írta: Bicska Dátum 2007 február 08, 19:07
Néztem a fém energialáncot, de mindegyiknél külön anyagból van a 2oldala és az azok közötti távtató. A távtartó meg oylan, mintha rúdanyagból lenne esztergálva...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 február 08, 19:11
Írta: Motoros Dátum 2007 február 08, 19:11
Osztom Nyári Gergő véleményét. Elég összetett alámetszéses a darab,
a szerszám nem jönne ki 1.5-2.5 millió alatt, soha nem térűlne meg. Az üvegszálas erősítés is az ilyen bepattanós daraboknál szükséges.
Maradjunk a hajlékony nyáklemeznél, vagy a fémszalagnál de a gégecső sem rossz.
a szerszám nem jönne ki 1.5-2.5 millió alatt, soha nem térűlne meg. Az üvegszálas erősítés is az ilyen bepattanós daraboknál szükséges.
Maradjunk a hajlékony nyáklemeznél, vagy a fémszalagnál de a gégecső sem rossz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 19:17
Írta: 000000000 Dátum 2007 február 08, 19:17
Biztosan ki lehet találni, mi lenne az optimális teríték, végső forma. De megéri-e?
Én is inkább úgy voltam, hogy megveszem aztán kész. Pedig magamnak piszok olcsón, ingyen dolgozom.
Én is inkább úgy voltam, hogy megveszem aztán kész. Pedig magamnak piszok olcsón, ingyen dolgozom.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 február 08, 19:42
Írta: Motoros Dátum 2007 február 08, 19:42
Hali Bicska! Ez a fém energialánc hogyan néz ki? Nincs róla valahol esetleg egy fotó?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 19:48
Írta: 000000000 Dátum 2007 február 08, 19:48
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 február 08, 19:55
Írta: Motoros Dátum 2007 február 08, 19:55
Kösz.
A legelső fotón látszó nem is tűnik bonyolúltnak.
A legelső fotón látszó nem is tűnik bonyolúltnak.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 február 08, 20:10
Írta: Bicska Dátum 2007 február 08, 20:10
Én is ezt néztem elsőnek. Valahogy nem szimpi nekem a fém...fröcsköl a hűtűfolyadék, tehát felületkezelni kell...Meg forgáspontonként megolajozni....[#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 20:18
Írta: 000000000 Dátum 2007 február 08, 20:18
Hűtőfolyadéknak csak a hűtő tulajdonságát ismered?
Ha már ott tartanánk, én kipróbálnám horganyzott lemezből. Egyedül a vágás menti éleknél lenne csupasz.
Ha már ott tartanánk, én kipróbálnám horganyzott lemezből. Egyedül a vágás menti éleknél lenne csupasz.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 20:32
Írta: bmejdz9nu Dátum 2007 február 08, 20:32
Energialánc...
1. Kedves "nyugati" CNC-s barátaink is építenek sok sok CNC-t... és általában ők megveszik. (90%)
2. Én még nem láttam olyan hobbyCNC építő "profi" céget - megincsak nyugati példával...- aki energialáncnak "valami hasonlót" alkalmazott volna...
Tehát a piac adott. ez nem kérdés.
A "nagy" felhasználókat meg ellátja az az 1-2 cég... mert nincs több... ez nem is érdekes...
(Félmilliós golyósorsót is megveszik ezek....)
De senkit sem akarok meggyőzni... sőt felejtsétek el...[#wave]
1. Kedves "nyugati" CNC-s barátaink is építenek sok sok CNC-t... és általában ők megveszik. (90%)
2. Én még nem láttam olyan hobbyCNC építő "profi" céget - megincsak nyugati példával...- aki energialáncnak "valami hasonlót" alkalmazott volna...
Tehát a piac adott. ez nem kérdés.
A "nagy" felhasználókat meg ellátja az az 1-2 cég... mert nincs több... ez nem is érdekes...
(Félmilliós golyósorsót is megveszik ezek....)
De senkit sem akarok meggyőzni... sőt felejtsétek el...[#wave]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 február 08, 20:42
Írta: Kristály Árpád Dátum 2007 február 08, 20:42
Hallihó Péter!
Ennyiért fából is kifaragjuk.....
Ennyiért fából is kifaragjuk.....
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 20:44
Írta: bmejdz9nu Dátum 2007 február 08, 20:44
Nem is rossz... lesz színválaszték is... a fényesre pácoltat meg csak az amcsi piacra dobunk...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 21:06
Írta: 000000000 Dátum 2007 február 08, 21:06
Egy pár fajta energialánc.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 21:15
Írta: 000000000 Dátum 2007 február 08, 21:15
Talán igy.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 21:16
Írta: bmejdz9nu Dátum 2007 február 08, 21:16
Aluból is eltudnám képzelni.. Sőt!
Menne fazonban a Hobby gépekhez!
Elgondolkodtató...
Menne fazonban a Hobby gépekhez!
Elgondolkodtató...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 21:17
Írta: 000000000 Dátum 2007 február 08, 21:17
Létezik aluból is, kicsit belemerültem a témába és keresgélek.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 21:21
Írta: bmejdz9nu Dátum 2007 február 08, 21:21
Ha lehet kisebbeket...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 21:22
Írta: 000000000 Dátum 2007 február 08, 21:22
???
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 21:26
Írta: 000000000 Dátum 2007 február 08, 21:26
Lassan lesett mire gondolsz:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 21:29
Írta: 000000000 Dátum 2007 február 08, 21:29
Megkellene kérdezni url=http://www.yxjcpj.com/enproduct.asp]eszt a céget menyiért mérik a láncot.
Megkérdeznéd?
Megkérdeznéd?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 08, 21:39
Írta: bmejdz9nu Dátum 2007 február 08, 21:39
Ok. holnap írok nekik...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 08, 21:57
Írta: 000000000 Dátum 2007 február 08, 21:57
...hát, néztem az energia láncomat, nem semmi ilyen formát elkészíteni. Az a legrosszab, hogy nem is tudom elképzelni a formát. Mind a két oldalról zárt és egy darabból készult a láncszem.[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 07:12
Írta: 000000000 Dátum 2007 február 09, 07:12
Egyébként létezik fa energia lánc! Itt a fórumba valahol 1000 évvel ezelőtt be is lett linkelve egy fa CNC kiséretében![#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 16:00
Írta: 000000000 Dátum 2007 február 09, 16:00
Erre gondolsz.


Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 16:04
Írta: 000000000 Dátum 2007 február 09, 16:04
Vagy van ez az egyszerübb.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 16:50
Írta: 000000000 Dátum 2007 február 09, 16:50
nem nehéz láncot csinálni, legegyszerübb müanyag lemzböl , és az összekötök is kis lemezek amelyeknk a végét elsütjük pákával
legalábbis ezt birtam kitalálni, 1 napos melo több méter
legalábbis ezt birtam kitalálni, 1 napos melo több méter
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 február 09, 17:49
Írta: Bicska Dátum 2007 február 09, 17:49
Én vízzel keverem mindig, úgyhogy sajnos oxidál.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 február 09, 17:50
Írta: Bicska Dátum 2007 február 09, 17:50
Vagy a "nyikorgásra" utaltál?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 február 09, 17:59
Írta: Szalai György Dátum 2007 február 09, 17:59
Fáziskésésben vagyok hozzátok képest, mert napokig sötétségben éltem. (elszigetelve a hálózattól) Most kezdek felzárkózni. Az energialánc kérdést én hobbi szinten megoldottnak látom, most is irtatok több megoldást. Ami szíven ütött az a csapágyazott csigakerék áttétel. (33. oldal) Egyáltalán nem látom bonyolultnak, és ideális lehet ilyen alkalmazásokra. Biztos kevésbé precíz, mint a hullámhajtómű, de házilag kivitelezhetőnek látszik. Mi erről a szakemberek véleménye? A csigahajtás súrlódás problémáját ez kiküszöböli, de lehet-e elég kis kotyogásúra készíteni sufnigépekkel?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 09, 18:10
Írta: bmejdz9nu Dátum 2007 február 09, 18:10
Energialáncot hajtom... a világban... 10-15 cének küldtem levelet...
már kérdezgetnek... tapogatnak?
... Ha megneszelik, hogy hüle vagyok hozzá... vége! Kispályára tesznek...
Azért nem vagyok "amatőr" nem direkbe írtam nekik...abból 1000-et kapnak mindennap... erre van egy jobb módszer... van egy 5 éves tagságom egy import-beszerző portálon... (ez számít - referenciákkal...)
Milyen méretek szerintetek a legjobban használatosak? Persze keresztmetszet...
Úgy nézem egy 100m-rel már kiszolgálnak...
Ez optimális nekem is...
már kérdezgetnek... tapogatnak?
... Ha megneszelik, hogy hüle vagyok hozzá... vége! Kispályára tesznek...
Azért nem vagyok "amatőr" nem direkbe írtam nekik...abból 1000-et kapnak mindennap... erre van egy jobb módszer... van egy 5 éves tagságom egy import-beszerző portálon... (ez számít - referenciákkal...)
Milyen méretek szerintetek a legjobban használatosak? Persze keresztmetszet...
Úgy nézem egy 100m-rel már kiszolgálnak...
Ez optimális nekem is...
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 február 09, 18:13
Írta: Bicska Dátum 2007 február 09, 18:13
Ezt a csigakereket kimaratni nem 2Ft lenne...[#wow3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 18:21
Írta: 000000000 Dátum 2007 február 09, 18:21
Hogyan lehet rákeresni angolul?
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 február 09, 18:42
Írta: dg8n4i8x Dátum 2007 február 09, 18:42
pl. energy chain
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 18:43
Írta: 000000000 Dátum 2007 február 09, 18:43
cable chain
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 18:45
Írta: 000000000 Dátum 2007 február 09, 18:45
vagyis cable chains
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 19:24
Írta: 000000000 Dátum 2007 február 09, 19:24
Köszi, majd rákeresek!
Közben aztán megszületett a hobby megoldás.
Van a kábelvezeték, ami a villanyosok használnak. Két U fél összepattintva. Ezt szakaszosan V alakban be kell vágni, hogy csak az egyik U alak alsó része maradjon meg. Kézzel "betörni", meghajlítgatni párszor és már lehet is telepakolni. Fedelet rápattintani és kész
Közben aztán megszületett a hobby megoldás.
Van a kábelvezeték, ami a villanyosok használnak. Két U fél összepattintva. Ezt szakaszosan V alakban be kell vágni, hogy csak az egyik U alak alsó része maradjon meg. Kézzel "betörni", meghajlítgatni párszor és már lehet is telepakolni. Fedelet rápattintani és kész
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 20:03
Írta: 000000000 Dátum 2007 február 09, 20:03
Műanyag kábelcsatorna a hivatalos neve. Szerintem egy idő után el fog törni és meglehetősen merev és egyik irányba sem öntartó (behajlik).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 20:08
Írta: 000000000 Dátum 2007 február 09, 20:08
Valaki mintha csinált volna már ilyet, de nememlékszem ki.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 február 09, 20:37
Írta: D.Laci Dátum 2007 február 09, 20:37
Energialánc alternativa: Lada - BMW vezérműlánc.
Egyszerűen rákel fogatni a kábelt és kész.
Egyszerűen rákel fogatni a kábelt és kész.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 20:38
Írta: 000000000 Dátum 2007 február 09, 20:38
Én úgy emlékeztem, hogy ha be van járatva, akkor puha lesz és nagyon nem akar eltörni. A behajlásról nem tudok mit mondani, nem próbáltam. De elhiszem!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 21:34
Írta: 000000000 Dátum 2007 február 09, 21:34
Csináltam egy darabot a kábelcsatornából,eléggé
jól müködik.
A minőségét ne nézétek mert öt perc alatt csináltam.


jól müködik.
A minőségét ne nézétek mert öt perc alatt csináltam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 21:37
Írta: 000000000 Dátum 2007 február 09, 21:37


Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 21:38
Írta: 000000000 Dátum 2007 február 09, 21:38
Töltsd fel a hunbay-re a képeket!
Van valami azonosítási lehetősége a kábelcsatornáknak? Megnéztem, ami nekem van itthon (sajnos vékony), képtelenség, hogy eltörjön! Nem tudom ez melyik fajtája a műanyagnak, de ezt kell keresni.
Van valami azonosítási lehetősége a kábelcsatornáknak? Megnéztem, ami nekem van itthon (sajnos vékony), képtelenség, hogy eltörjön! Nem tudom ez melyik fajtája a műanyagnak, de ezt kell keresni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 21:39
Írta: 000000000 Dátum 2007 február 09, 21:39
Töltsd fel a hunbay-re a képeket!
Van valami azonosítási lehetősége a kábelcsatornáknak? Megnéztem, ami nekem van itthon (sajnos vékony), képtelenség, hogy eltörjön! Nem tudom ez melyik fajtája a műanyagnak, de ezt kell keresni.
Van valami azonosítási lehetősége a kábelcsatornáknak? Megnéztem, ami nekem van itthon (sajnos vékony), képtelenség, hogy eltörjön! Nem tudom ez melyik fajtája a műanyagnak, de ezt kell keresni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 21:41
Írta: 000000000 Dátum 2007 február 09, 21:41
Ez bisztos nem törik el.
Iboco TMC 30/1*10 ez van rajta.
Iboco TMC 30/1*10 ez van rajta.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 21:52
Írta: 000000000 Dátum 2007 február 09, 21:52
Köszi, megnézem majd a sajátom is!
Oldalirányban milyen? Tart eléggé?
A záró fedelek nem akarnak lecsúszni mozgás hatására?
Oldalirányban milyen? Tart eléggé?
A záró fedelek nem akarnak lecsúszni mozgás hatására?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 21:52
Írta: 000000000 Dátum 2007 február 09, 21:52
Amúgy biZtos, nem bisztos... (:
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 22:00
Írta: 000000000 Dátum 2007 február 09, 22:00
Ha a két vége levan rögzitve akkor van tartása oldal irányba,fedelek kicsit csuszkálnak ha mozgatom de ha benne lessz a kábel mozoge nemtudom.
Pontosan meg kell csinálni és letesztelni.
Ha aszt nézzük hogy 2-méter 400Ft ahoz képest jó!
Pontosan meg kell csinálni és letesztelni.
Ha aszt nézzük hogy 2-méter 400Ft ahoz képest jó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 09, 22:01
Írta: 000000000 Dátum 2007 február 09, 22:01
Elég olcsó lenne, az tény. Azért nézegettem ezt a kábelcsatornát itthon. De nem volt kedvem vagdalkozni vele.
Meg ugye műanyag, ha már kritérium volt.
Meg ugye műanyag, ha már kritérium volt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 10, 07:43
Írta: 000000000 Dátum 2007 február 10, 07:43
Nem önzáró és így a vezetékek súllya alatt hosszabtávon be fog hajlani (berogyik). A jó enegialánc csak egyik irányba hajolhat, a másikban mereven tartania kellene a benne lévő cuccok súlyát (mehet abba akár hűtőfolyadékos csővezeték is)!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 10, 08:05
Írta: 000000000 Dátum 2007 február 10, 08:05
Ha felfekszik a gépvázra, akkkor nem látom miért lenne probléma, hogy nem öntartó.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 10, 19:20
Írta: 000000000 Dátum 2007 február 10, 19:20
A felső mire fekszik fel?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 10, 21:36
Írta: 000000000 Dátum 2007 február 10, 21:36
Ha esetleg még egy mérőszalagot is beletennétek szerintem javítaná a konstrukciót és megoldaná a felső szál merevítését. Ezzel kapcsolatban Istvánnak igaza van. Ugyanis a hosszabb lánc, benne sprődebb vezetékkel felfelé esetleg "kipukkadhat".
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 10, 23:26
Írta: 000000000 Dátum 2007 február 10, 23:26
A pattintós részeket rá kell gyógyítani. Összeolvasztani, vagy ragasztani.
István, már értem mire gondoltál. A felső hajlat fel van erősítve valahova, amitől viszi magával a gép azt a végét. Illetve a benne lévő kábelek is adnak neki merevséget, amitől nem lesz beesős. De nem próbáltam még mindig ki, gondolom pl. 6m-es hosszban nem a legideálisabb megoldás.
István, már értem mire gondoltál. A felső hajlat fel van erősítve valahova, amitől viszi magával a gép azt a végét. Illetve a benne lévő kábelek is adnak neki merevséget, amitől nem lesz beesős. De nem próbáltam még mindig ki, gondolom pl. 6m-es hosszban nem a legideálisabb megoldás.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 február 10, 23:32
Írta: Kristály Árpád Dátum 2007 február 10, 23:32
Mi lenne ha a lenteb említett reluxát tennétek bele, szerintem van olyan széles is....
Mivel a kábelcsatorna összepattintos részébe kellene beledugni....
Mivel a kábelcsatorna összepattintos részébe kellene beledugni....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 13, 18:08
Írta: 000000000 Dátum 2007 február 13, 18:08
Ha érdekel valakit:
Ma megkerdeztem a Faboryban a trapézmenetes orsok árát
Tr12x3 2873Ft
Tr14x4 3594Ft
Tr16x4 3687Ft
+ darab 1 méteres vétele esetén
Ma megkerdeztem a Faboryban a trapézmenetes orsok árát
Tr12x3 2873Ft
Tr14x4 3594Ft
Tr16x4 3687Ft
+ darab 1 méteres vétele esetén
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 13, 18:50
Írta: 000000000 Dátum 2007 február 13, 18:50
Acímüket tudod?
Van weblapojuk?
Van weblapojuk?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 13, 20:16
Írta: 000000000 Dátum 2007 február 13, 20:16
Látom Gergő szépen haladsz előre.
Boldogulsz?
Boldogulsz?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 13, 20:40
Írta: 000000000 Dátum 2007 február 13, 20:40
http://www.fabory.com/smartsite.dws?ch=HUN
ez a weblapjuk
Sok helyen még nincsenek magyarországon.
Haladok haladok ... csak szépen lassan ahogy csillag megy az égen :D
Melo is van meg a barátnömmel is kell foglalkozni :D
Elméletben márt összeált. Most probálom számitógépre vinni utánna meg gyakorlatba :D
ez a weblapjuk
Sok helyen még nincsenek magyarországon.
Haladok haladok ... csak szépen lassan ahogy csillag megy az égen :D
Melo is van meg a barátnömmel is kell foglalkozni :D
Elméletben márt összeált. Most probálom számitógépre vinni utánna meg gyakorlatba :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 13, 21:42
Írta: 000000000 Dátum 2007 február 13, 21:42
Most akkor melyiket akarod a számítógépre vinni?[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 11:08
Írta: 000000000 Dátum 2007 február 15, 11:08
csináltam 5 méter energialáncot, mindegyik eleme marva , 1 nap alatt kész lett
anyagköltsége ezer forint :)

anyagköltsége ezer forint :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 12:20
Írta: 000000000 Dátum 2007 február 15, 12:20
Egy fotót esetleg?!
Kíváncsi lennénk rá!
Kíváncsi lennénk rá!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 15, 12:41
Írta: bmejdz9nu Dátum 2007 február 15, 12:41
Én is megnézném... tedd fel...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 13:05
Írta: 000000000 Dátum 2007 február 15, 13:05
fekete müanyagbol akartam, de csak ilyen volt lomiban olcson:D
a fekete müanyag 3 ezer ft, 1 m2 elég 5 méterhez

a fekete müanyag 3 ezer ft, 1 m2 elég 5 méterhez
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 15, 13:36
Írta: bmejdz9nu Dátum 2007 február 15, 13:36
Szerintem totál divatos lett ebből a "plexi?"-ből...
Fehér műanyag lapokat lehet venni viszonylag olcsón a papírboltokban. Ezeket dekoratőröknek árulják... Talán ez a legolcsóbb alapanyag...
Közelről egy láncszemről nem csinálnál egy képet?
Mindjárt teszek fel egy linket... egy koreai cég energialánc katalogusát... hátha van benne ötlet...
Oldaltartása jó lett? A 15x15 külsű átmérűjő "gyárinak" azt hiszem 1 méter körül van...
Fehér műanyag lapokat lehet venni viszonylag olcsón a papírboltokban. Ezeket dekoratőröknek árulják... Talán ez a legolcsóbb alapanyag...
Közelről egy láncszemről nem csinálnál egy képet?
Mindjárt teszek fel egy linket... egy koreai cég energialánc katalogusát... hátha van benne ötlet...
Oldaltartása jó lett? A 15x15 külsű átmérűjő "gyárinak" azt hiszem 1 méter körül van...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 15, 14:11
Írta: bmejdz9nu Dátum 2007 február 15, 14:11
A koreai HSC (Hanshin) gyártmányai.
Szép nagy képek vannak a pdf-ekben...
talán használható infók...Nem is olcsók ezek...
Energia Láncok könyvtár
Feltöltés alatt...
Szép nagy képek vannak a pdf-ekben...
talán használható infók...Nem is olcsók ezek...
Energia Láncok könyvtár
Feltöltés alatt...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 14:33
Írta: 000000000 Dátum 2007 február 15, 14:33
az oldaltarto muanyagokat bepattintottad? (nem jonnek szet?)
Azokat a szegecseket kozelrol lefotoznad? Milyen szegecsek ezek?
Azokat a szegecseket kozelrol lefotoznad? Milyen szegecsek ezek?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 14:54
Írta: 000000000 Dátum 2007 február 15, 14:54
Köszi!
Egyik irányba öntartó?
Egyik irányba öntartó?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 15:39
Írta: 000000000 Dátum 2007 február 15, 15:39
2 méteres darab is lazán megtartja magát
az oldaltarto müanyagok végei kicsit kilognak , és egyforro vassal szét kell nyomni, 200 fok alatt lehetöleg mert fölötte monomerré bomlik, legalábbis a plexi
puhább müanyag jobb lett volna , de hát ez volt kéznél
az oldaltarto müanyagok végei kicsit kilognak , és egyforro vassal szét kell nyomni, 200 fok alatt lehetöleg mert fölötte monomerré bomlik, legalábbis a plexi
puhább müanyag jobb lett volna , de hát ez volt kéznél
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 15:48
Írta: 000000000 Dátum 2007 február 15, 15:48
azt hiszem 12 ezer métere a hasonlo méretünek 5 centis egy szem, 60 ezer forint 5 méterm azért madárnak ne nézzenek máá
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 15, 16:17
Írta: bmejdz9nu Dátum 2007 február 15, 16:17
Hát bizony elég drágák ezek a koreai termékek...
(nem kinai árak...)
De érdemes megnézni a pdf-eket... mert nagy felbontású képek is vannak bennük...
De te már megoldottad... ez igen ... gratulálok.
Tennél be valami közelebbi képet?
(nem kinai árak...)
De érdemes megnézni a pdf-eket... mert nagy felbontású képek is vannak bennük...
De te már megoldottad... ez igen ... gratulálok.
Tennél be valami közelebbi képet?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 16:25
Írta: 000000000 Dátum 2007 február 15, 16:25
Én is gratulálok hozzá!
Szerintem gyártsad mert igen versenyképes vagy![#vigyor3]
Szerintem gyártsad mert igen versenyképes vagy![#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 16:30
Írta: 000000000 Dátum 2007 február 15, 16:30
igazábol fröccsöntö géppel kéne ezt nyomni azzal 300 ft alatt lenne métere:)
ezért is raktam be az dxf képet, csináljatok magatoknak
ezért is raktam be az dxf képet, csináljatok magatoknak
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 február 15, 20:12
Írta: Kristály Árpád Dátum 2007 február 15, 20:12
Gratula!!!!
Azért az áron lenne egy kis vitám....
De, hadjuk....
Hallihó!
Azért az áron lenne egy kis vitám....
De, hadjuk....
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 21:19
Írta: 000000000 Dátum 2007 február 15, 21:19
csak ird le amit akarsz hátha tanulunk valamit:)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 15, 21:53
Írta: bmejdz9nu Dátum 2007 február 15, 21:53
Egy közeli képet nem kaphatnánk...
Ha a szabadalmi hivatalba ma nem értél be és azért nem teszel be közeli képet, természetesen ezt tiszteletben tartjuk...[#confused]
Ha a szabadalmi hivatalba ma nem értél be és azért nem teszel be közeli képet, természetesen ezt tiszteletben tartjuk...[#confused]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 15, 21:58
Írta: 000000000 Dátum 2007 február 15, 21:58
kimerültek az elemek a fényképezömben , ezért nincs közeli, a cad rajz nem jo , vagy mi érdekel konkrétan?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 15, 22:15
Írta: bmejdz9nu Dátum 2007 február 15, 22:15
A szegecselés, illesztés, zarórész megvalósíthatósága... ez a cad rajzból nem derül ki...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 február 22, 17:42
Írta: 3vv2btrhv Dátum 2007 február 22, 17:42
Sziasztok
egy kicsit más felfogásu Z mozgatás
Tibor
egy kicsit más felfogásu Z mozgatás
Tibor
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 25, 20:28
Írta: bmejdz9nu Dátum 2007 február 25, 20:28
Néztétek az alkoholista szervós Uli gépét?
A megoldás nagyon megfogott... persze mozgó asztalos... de a tengely is mozog... tehát teljesen védett !!! (pont fordítva mind szokott)
Csinált már valaki ilyen megoldást?
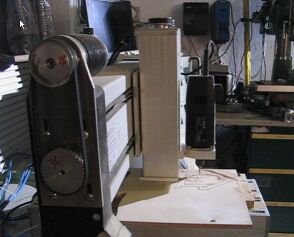
Itt a videoja....
A megoldás nagyon megfogott... persze mozgó asztalos... de a tengely is mozog... tehát teljesen védett !!! (pont fordítva mind szokott)
Csinált már valaki ilyen megoldást?
Itt a videoja....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 25, 21:18
Írta: 000000000 Dátum 2007 február 25, 21:18
Jankó, léptecses gyári gépén láttam hasonló szeméremrés szerű védelmet.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 26, 08:59
Írta: bmejdz9nu Dátum 2007 február 26, 08:59
Ez nagyon jónak tűnik...
Igaz az asztal mozgatott súlya nő mert cipeli a komplett tengelyt sőt a linárok vezetőit is... (a kocsik vannak az aljára rögzítve)
De... én úgy kalkulálom, hogy a nagy Z-magasságból és a leendő erős merevítés miatt ez még mindíg jobb mint az eyész hidat mozgatni...
A híd súlya több mint (vagy azonos) mint az asztal és a megmunkálandó anyag súlya*... X és Y motor közel azonos(!) terhelést fog kapni....
(a 4. forgató tengely is belekalkulálva...)
Talán jól gondolom...(???)
... és lesz egy nagyon jól védett gép ! A képen látható Uli is nagyon nem szereti a forgácsot... még a többi tengelyt is becsomagolta! Biztos nem az első gépe...
(Harmonikát nem szeretnék... macerásnak tartom...)
Ismeritek a marás utáni szomorú "fegyver" tisztítás örömeit... meg a forgács kicsinálja előbb utóbb a vezetést és tengelyt...
Igaz az asztal mozgatott súlya nő mert cipeli a komplett tengelyt sőt a linárok vezetőit is... (a kocsik vannak az aljára rögzítve)
De... én úgy kalkulálom, hogy a nagy Z-magasságból és a leendő erős merevítés miatt ez még mindíg jobb mint az eyész hidat mozgatni...
A híd súlya több mint (vagy azonos) mint az asztal és a megmunkálandó anyag súlya*... X és Y motor közel azonos(!) terhelést fog kapni....
(a 4. forgató tengely is belekalkulálva...)
Talán jól gondolom...(???)
... és lesz egy nagyon jól védett gép ! A képen látható Uli is nagyon nem szereti a forgácsot... még a többi tengelyt is becsomagolta! Biztos nem az első gépe...
(Harmonikát nem szeretnék... macerásnak tartom...)
Ismeritek a marás utáni szomorú "fegyver" tisztítás örömeit... meg a forgács kicsinálja előbb utóbb a vezetést és tengelyt...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 26, 09:02
Írta: bmejdz9nu Dátum 2007 február 26, 09:02
Akinek van ilyen megoldású (hobbyCNC) gépről fotója adjon linket... mert az én gyűjteményeben nincs... persze a legtöbb gyári így megy...
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2007 február 26, 09:35
Írta: ra8nsmk6w Dátum 2007 február 26, 09:35
Jó lenne tudni, hogy mire is készült ez a gép! Ha Uli ugy tervezte, hogy fát vagy müanyagot esetleg aluminiumot karcolgat demó célzattal, elérte a kitüzött célt.Én úgy látom, hogy már 100mm munkadarab magasság elhelyezése is komoly problémát jelentene.Az viszont bizonyos, hogy az öninditó méretű szervó nem kérdőjelezi meg az egyébként nem túl szerencsés konstrukciót.Magánvélemény!!!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 26, 10:09
Írta: bmejdz9nu Dátum 2007 február 26, 10:09
Nálam 220mm lesz az aktív Z magasság... ezt erősre csinálni = 30-40 kg lesz... (híd és motor..)
Szerintem Uli fára csinálta... a porvédők miatt gondolom... Én főleg alura akarom... felül nem lesz védem... 220mm-re csak nem repül a forgács... annyíra...
A konstrukció elég érdekes, mert az "alaplemez" nek nagyon masszívnak kell lennie... így van ez a gyári öntvény gépeken is... Uli gépét én is furcsállom... csak ezt az egyet találtam ilyen megoldásut... pedíg szinte összes "gyári" konstrukció ilyen...
Szerintem Uli fára csinálta... a porvédők miatt gondolom... Én főleg alura akarom... felül nem lesz védem... 220mm-re csak nem repül a forgács... annyíra...
A konstrukció elég érdekes, mert az "alaplemez" nek nagyon masszívnak kell lennie... így van ez a gyári öntvény gépeken is... Uli gépét én is furcsállom... csak ezt az egyet találtam ilyen megoldásut... pedíg szinte összes "gyári" konstrukció ilyen...
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2007 február 26, 12:10
Írta: ra8nsmk6w Dátum 2007 február 26, 12:10
Nem tudom, hogy Uli ismeri e azt a mondást "Kinek a pap kinek a papné"Nekem a papné ha 30 as és 70 kg alatti.A viccet félretéve saját véleményem, hogy minden konstrukció egyfajta tükörképe tervezöje gondolatiságának és ez még a hobby gépekre is igaz.Bizonyára egy fényképező méretű CNC géppel is lehet milliókat keresni a gyémántiparban v hasonlóban.Az igazi hobby gép a méretein belül legyen alkalmas ha kell: üveget, fát, habot gravirozni, de ha szükséges egy autó hengerfejét is képes legyen megmunkálni.Ebben a kérdésben sokaknak más a véleménye- csináljon csak egy dolgot de abból döljön a pénz. Itt viszont nem látom a HOBBY CNC
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 február 26, 18:34
Írta: Bicska Dátum 2007 február 26, 18:34
Péter, a ~25cm "z" (nálam y) mozgástérbe, hogy fér bele a 4. tengely-ed? ("osztófej") Vagy az egy másik géphez lesz?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 február 26, 19:20
Írta: 000000000 Dátum 2007 február 26, 19:20
Csak annyit: Ez a megoldás csak addig GROMEK, amíg valahogy mégis bekerül valami a gumicippzárba. És azután a sötétség..... Nekem az a véleményem, hogy sokkal jobb könnyen pucolható síneket alkalmazni, amelyeket esetleg minden meló után tisztítani lehet. Mint az esztergát. Nem véletlen, hogy ez a megoldás viszonylag ritka.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 26, 20:21
Írta: bmejdz9nu Dátum 2007 február 26, 20:21
Miért nem fér alá? 220mm magasságba a 125mm-es tokmány...??? mire gondolsz? Persze ehhez lesz...
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 február 27, 18:34
Írta: Bicska Dátum 2007 február 27, 18:34
Úgy rémlett, hogy nagyobb a tokmány, bocsesz...Másrészt érthetetlen oknál fogva(agyalapi rövidzár) az ugrott be, hogy a 125-ös tokmányba be tudsz fodni 250-es anaygot is:)... Egyébként sokat gondolkodtam/gondolkodom én is azon, hogy, ha 40cm mozgásteret akarok, akkor azt hogy lehet költséghatékonyan megoldani.(gondolok itt a beremegés lehetősége miatti erősebb lineáris vezetés kiváltására..az erősítés miatti súlynövekedés..stb)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 27, 19:40
Írta: bmejdz9nu Dátum 2007 február 27, 19:40
Ezen én is filóztam...
Két megoldás van... az egyik a német gépem... két hosszírányú tengely... azztal levesz és alatta a végtelen mélység... pl. így teszik be a relatíve magas gépsatut.... wwww.cnc-step.de
A másik megoldás igen pontos munkával igen pontos kivehető közbetét a hidszerkezetben.... Ha kell csak akkor van betéve... Az egész nem aluból, hanem valamami köszörült anyagból... talán...
Két megoldás van... az egyik a német gépem... két hosszírányú tengely... azztal levesz és alatta a végtelen mélység... pl. így teszik be a relatíve magas gépsatut.... wwww.cnc-step.de
A másik megoldás igen pontos munkával igen pontos kivehető közbetét a hidszerkezetben.... Ha kell csak akkor van betéve... Az egész nem aluból, hanem valamami köszörült anyagból... talán...
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 február 27, 20:35
Írta: Bicska Dátum 2007 február 27, 20:35
Igen, ez a kettő eddig megvolt. A 3., hogy a függőleges ("y") lineáris egységek a tartópilléreken vannak, tehát együtt mozog az "X"-szel. Itt viszont azt nem tudom, hogy ha az orsó valamelyik oldalra (ráadául perifériára) esik, az mennyire "baj".
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 27, 20:59
Írta: bmejdz9nu Dátum 2007 február 27, 20:59
Ezt én elvetettem... ez a legbonyolultabb is... és "műszeres" beállítást igényel... váltáskor...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 február 28, 18:39
Írta: bmejdz9nu Dátum 2007 február 28, 18:39
Semmi több a #1332 ...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 március 01, 17:39
Írta: 3vv2btrhv Dátum 2007 március 01, 17:39
Sziasztok
látam egy képet amin mintha hidraulikus hengerek lenének beépitve és ugy emelik a kereszt szánt a megfelelö magaságba .
én is agyaltam ezen azért , hogy mindig a legideálisabb magaságban legyen a maromotor .
ha megtalálom a képet feltöltöm !
Tibor
látam egy képet amin mintha hidraulikus hengerek lenének beépitve és ugy emelik a kereszt szánt a megfelelö magaságba .
én is agyaltam ezen azért , hogy mindig a legideálisabb magaságban legyen a maromotor .
ha megtalálom a képet feltöltöm !
Tibor
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 március 01, 17:40
Írta: 3vv2btrhv Dátum 2007 március 01, 17:40
Sziasztok
látam egy képet amin mintha hidraulikus hengerek lenének beépitve és ugy emelik a kereszt szánt a megfelelö magaságba .
én is agyaltam ezen azért , hogy mindig a legideálisabb magaságban legyen a maromotor .
ha megtalálom a képet feltöltöm !
Tibor
látam egy képet amin mintha hidraulikus hengerek lenének beépitve és ugy emelik a kereszt szánt a megfelelö magaságba .
én is agyaltam ezen azért , hogy mindig a legideálisabb magaságban legyen a maromotor .
ha megtalálom a képet feltöltöm !
Tibor
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 01, 18:42
Írta: bmejdz9nu Dátum 2007 március 01, 18:42
Hát igen ez jó kérdés... Mert csak "néha" kell a nagy Z magasság... és ezért nem akarja az ember feleslegesen monstrumra csinálni...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 02, 15:51
Írta: bmejdz9nu Dátum 2007 március 02, 15:51
Semmi több a #1332 ... akkor csinálom...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 02, 20:19
Írta: 000000000 Dátum 2007 március 02, 20:19
Sziasztok!
Néhányan már saját magukkal tereferélnek, néha 3X is. Ezért olyan "husi" már a fórum.
Néhányan már saját magukkal tereferélnek, néha 3X is. Ezért olyan "husi" már a fórum.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 március 02, 21:18
Írta: Kristály Árpád Dátum 2007 március 02, 21:18
Nem értelek Géza!
Miért baj, ha valaki magában beszél?......
Legalább nem veszik össze senkivel....
Arra azért már Te is rájöttél, hogy ez lassan nem forúm, hanem egy blog....
Kérdés csak az ki a tulaj?
Hallihó!
Miért baj, ha valaki magában beszél?......
Legalább nem veszik össze senkivel....
Arra azért már Te is rájöttél, hogy ez lassan nem forúm, hanem egy blog....
Kérdés csak az ki a tulaj?
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 02, 21:31
Írta: bmejdz9nu Dátum 2007 március 02, 21:31
Géza rám gondoltál...?
Nem, hogy írnál valamit... Sőt akár kötözködhetünk is... (persze barátian)
Látod sajnos megkezdődött a tavaszi szünet a fórumon...
Engem meg felbéreltek, hogy hajtsam a biteket... nehogy berozsdásodjon a rendszer...
Nem, hogy írnál valamit... Sőt akár kötözködhetünk is... (persze barátian)
Látod sajnos megkezdődött a tavaszi szünet a fórumon...
Engem meg felbéreltek, hogy hajtsam a biteket... nehogy berozsdásodjon a rendszer...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 március 03, 13:37
Írta: 3vv2btrhv Dátum 2007 március 03, 13:37
Szia Géza
Csak a redszer volt lassu és nem adta vissza a lapot !
Tibor
ui : megprobálom feltölteni amit igértem .
Tibor
Csak a redszer volt lassu és nem adta vissza a lapot !
Tibor
ui : megprobálom feltölteni amit igértem .
Tibor
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 március 03, 13:47
Írta: 3vv2btrhv Dátum 2007 március 03, 13:47
Na fent van a HT -Z- mozgatás - ban
lehet fikázni !!!
Tibor
lehet fikázni !!!
Tibor
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 16, 08:30
Írta: bmejdz9nu Dátum 2007 március 16, 08:30
Na itt jól látható a "csinált" T-nutos asztal... Én is ilyesmit akarok...

Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2007 március 17, 15:56
Írta: mfrfj8vv3 Dátum 2007 március 17, 15:56
Egy könnyebb anyagból készülő munkadarab... : http://www.cncmultitool.com/images/video/video_15.wmv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 17, 17:48
Írta: 000000000 Dátum 2007 március 17, 17:48
Helló Péter!
Jól látom, hogy nem látom ott ahhol látni kéne a "T" nutos asztalt?
Jól látom, hogy nem látom ott ahhol látni kéne a "T" nutos asztalt?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 18, 10:20
Írta: bmejdz9nu Dátum 2007 március 18, 10:20

Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 március 19, 19:15
Írta: 3vv2btrhv Dátum 2007 március 19, 19:15
Szia Szmutku
Mostmár csak azt kellene kideriteni hol lehet laminátos rétegelt lemezt kapni !!
Tibor
Mostmár csak azt kellene kideriteni hol lehet laminátos rétegelt lemezt kapni !!
Tibor
Cím: Re:Mechanikai ötletek
Írta: tumnmsi57 Dátum 2007 március 20, 20:32
Írta: tumnmsi57 Dátum 2007 március 20, 20:32
A felhasználói mappában, Tramp mappájában láttam, hogy csinált energialáncot kábenlcsatornából. Én ugyanilyennel probálkoztam, annyi különbséggel, hogy a csatornából rövid darabokat vágtam és gumiszalagra ragasztottam kis térközökkel.
Tramp:Utólagos engedelmeddel felhasználtam a képedet
http://cnctar.hobbycnc.hu/tramp/DSCF1745.JPG
Tramp:Utólagos engedelmeddel felhasználtam a képedet
http://cnctar.hobbycnc.hu/tramp/DSCF1745.JPG
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2007 március 20, 21:02
Írta: 2nbj3n5m Dátum 2007 március 20, 21:02
T.Hunka Tibor.
Légyszi hívjál fel sajnos az T-onleném nem
működik.Munka ügybe!!!!
Janko
Légyszi hívjál fel sajnos az T-onleném nem
működik.Munka ügybe!!!!
Janko
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2007 március 21, 07:57
Írta: mfrfj8vv3 Dátum 2007 március 21, 07:57
Gondolom bármelyik nagyobb lapszabászatban ... vagy nem ?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 március 21, 15:43
Írta: Szalai György Dátum 2007 március 21, 15:43
Sziasztok!
Laminátos rétegelt lemez?
Hát nem mindegyiket laminát rétegek keresztirányú egymásra ragasztásával állítják elő?
Vecsésen van egy vállalkozás (BARANYAI MÉRNÖKIRODA Járműfelépítmény -Tervező és -Gyártó Kft.) ott is használnak ilyen lemezeket platónak. Műgyanta kötőanyagú, vízmentesített, az egyik oldala fényes a másik érdes. Ugyan ilyen barna. Egyszer bele tettem egy darabot egy vödör vízbe és lesúlyoztam egy téglával, ott volt vagy egy hétig, de szemre nem nőtt a vastagsága. Biztos nem dolgoznak hulladék nélkül, mert láttam egyik ismerősömnél ebből készült hangfalakat. Erdért fatelepen is találkoztam ilyennel, úgy emlékszem 10 000 körül volt egy tábla, 10-14mm közötti vastag, de vagy két éve már.
Laminátos rétegelt lemez?
Hát nem mindegyiket laminát rétegek keresztirányú egymásra ragasztásával állítják elő?
Vecsésen van egy vállalkozás (BARANYAI MÉRNÖKIRODA Járműfelépítmény -Tervező és -Gyártó Kft.) ott is használnak ilyen lemezeket platónak. Műgyanta kötőanyagú, vízmentesített, az egyik oldala fényes a másik érdes. Ugyan ilyen barna. Egyszer bele tettem egy darabot egy vödör vízbe és lesúlyoztam egy téglával, ott volt vagy egy hétig, de szemre nem nőtt a vastagsága. Biztos nem dolgoznak hulladék nélkül, mert láttam egyik ismerősömnél ebből készült hangfalakat. Erdért fatelepen is találkoztam ilyennel, úgy emlékszem 10 000 körül volt egy tábla, 10-14mm közötti vastag, de vagy két éve már.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 22, 11:43
Írta: 000000000 Dátum 2007 március 22, 11:43
Ide is írok. :-)
Gépem kupplungajai (lamellás műanyag) recsgnek-ropognak, közepes fordulaton. Legalább is remélem hogy azok szólnak ilyen csúnyán, nem a motorok. Pozicionáláskor, teljes sebességnél csöndesek. Tapasztalt már más is ilyet? Megoldhatja egy rugalmas betétes betétesre való csere?
Gépem kupplungajai (lamellás műanyag) recsgnek-ropognak, közepes fordulaton. Legalább is remélem hogy azok szólnak ilyen csúnyán, nem a motorok. Pozicionáláskor, teljes sebességnél csöndesek. Tapasztalt már más is ilyet? Megoldhatja egy rugalmas betétes betétesre való csere?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 22, 12:41
Írta: bmejdz9nu Dátum 2007 március 22, 12:41
Tenyél fel fényképet róla... (kupplungról..)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 március 22, 16:11
Írta: 3vv2btrhv Dátum 2007 március 22, 16:11
szia
Sz.Gy
Vecsés nincs messze , meglátogathatnálak ?
Tibor
Sz.Gy
Vecsés nincs messze , meglátogathatnálak ?
Tibor
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 március 22, 16:16
Írta: Szalai György Dátum 2007 március 22, 16:16
Persze. De előtte csörögj rám légyszives, hogy én is ott lehessek.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 március 22, 16:17
Írta: Szalai György Dátum 2007 március 22, 16:17
Épp csak a számom felejtettem el ideirni.
06 20 444 59 80
06 20 444 59 80
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 március 22, 16:31
Írta: 3vv2btrhv Dátum 2007 március 22, 16:31
hétfön megyek gyömröre , elöte telefonálok
Cím: Re:Mechanikai ötletek
Írta: udr95i4vu Dátum 2007 március 24, 19:43
Írta: udr95i4vu Dátum 2007 március 24, 19:43
Hali mindenkinek
Van egy kérdésem a szakikhhoz.
Épített vagy látott már valaki hobby cnc kategóriában szerszámcserélős gépet?
Vagy van-e valakinek ötlete hogy hogyan kellene megoldani a befogást(befogó cserét,vagy hogy hogyan működik a levegős befogó)
Üdv
Abit
Van egy kérdésem a szakikhhoz.
Épített vagy látott már valaki hobby cnc kategóriában szerszámcserélős gépet?
Vagy van-e valakinek ötlete hogy hogyan kellene megoldani a befogást(befogó cserét,vagy hogy hogyan működik a levegős befogó)
Üdv
Abit
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 március 24, 20:48
Írta: dg8n4i8x Dátum 2007 március 24, 20:48
itt van egy alapnak jó lehet..
http://www.buildyouridea.com/cnc/atc/atc.html
http://www.buildyouridea.com/cnc/atc/atc.html
Cím: Re:Mechanikai ötletek
Írta: yx5zjs8he Dátum 2007 március 24, 21:18
Írta: yx5zjs8he Dátum 2007 március 24, 21:18
Hobby kategóriában még nem láttam, iparit elég sokat.
A szerszám befogó kúposan illeszkedik a főorsó furatába (azt hiszem MK40 szabványú). A kúp végén egy gomba-fejű csap van. A főorsó furatában végigfut egy behúzószár, melyet egy köteg tányérrugó húz felfelé. Végén körmös (vagy újabban golyós) mechanizmus van, amely kapcsolódik a gombafejű csappal. Ahhoz, hogy a szerszám kivehető legyen a behúzószárat a rugók ellenében le kell nyomni, ekkor a körmös mechanizmus elengedi a szerszámbefogót és az kivehető. Ezt végzi az orsó tetején lévő pneuhenger.
Az erőről: általában 2-3db kb 120mm átm. dugattyú tandemben működve, 6 bar-on működve 8000-10000 N. Fémipari cnc-ken hidraulikával oldják meg.
A szerszámtár általában tányér-szerű alkatrész, külső pontjain tájolva, rugalmasan rögzítve (sugár irányba kihúzhatóan) vannak függőleges tengellyel a szerszámbefogók, 8-12-24 darab.
A tányérnak saját pozícionált hajtása van, lényegében még egy tengely.
Szerszám-cserénél a tár beáll pozícióba, a főorsó megközelíti, majd lassú járattal oldalról betolja az üres helyre a szerszámot. Ezután a behúzószár old, a főorsó most már szerszám nélkül függőlegesen felemelkedik. Befordul a tányér a szükséges pozícióba, a főorso lemegy az új szerszámért, behúzószár rögzít és az orsó oldalra mozdulva kihúzza a szerszámot a tárból.
Fémiparban használnak egy másik ötletes módszert. Itt a szerszámok egy egyenes mentén, a megmunkálótér szélén vannak tájoltan elhelyezve, innen veszi fel, teszi vissza a főorsó. Egy tengely megtakarítva.
A szerszám befogó kúposan illeszkedik a főorsó furatába (azt hiszem MK40 szabványú). A kúp végén egy gomba-fejű csap van. A főorsó furatában végigfut egy behúzószár, melyet egy köteg tányérrugó húz felfelé. Végén körmös (vagy újabban golyós) mechanizmus van, amely kapcsolódik a gombafejű csappal. Ahhoz, hogy a szerszám kivehető legyen a behúzószárat a rugók ellenében le kell nyomni, ekkor a körmös mechanizmus elengedi a szerszámbefogót és az kivehető. Ezt végzi az orsó tetején lévő pneuhenger.
Az erőről: általában 2-3db kb 120mm átm. dugattyú tandemben működve, 6 bar-on működve 8000-10000 N. Fémipari cnc-ken hidraulikával oldják meg.
A szerszámtár általában tányér-szerű alkatrész, külső pontjain tájolva, rugalmasan rögzítve (sugár irányba kihúzhatóan) vannak függőleges tengellyel a szerszámbefogók, 8-12-24 darab.
A tányérnak saját pozícionált hajtása van, lényegében még egy tengely.
Szerszám-cserénél a tár beáll pozícióba, a főorsó megközelíti, majd lassú járattal oldalról betolja az üres helyre a szerszámot. Ezután a behúzószár old, a főorsó most már szerszám nélkül függőlegesen felemelkedik. Befordul a tányér a szükséges pozícióba, a főorso lemegy az új szerszámért, behúzószár rögzít és az orsó oldalra mozdulva kihúzza a szerszámot a tárból.
Fémiparban használnak egy másik ötletes módszert. Itt a szerszámok egy egyenes mentén, a megmunkálótér szélén vannak tájoltan elhelyezve, innen veszi fel, teszi vissza a főorsó. Egy tengely megtakarítva.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 24, 21:30
Írta: bmejdz9nu Dátum 2007 március 24, 21:30
Mindenki álma... az automata cserélő... jó téma... de eddíg itt senkinek sem sikerült... ez a rossz hír...
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2007 március 24, 21:31
Írta: Rinaldo Dátum 2007 március 24, 21:31
Szia tajeno,
Küldj mail-t, küldök részletes rajzot.
Küldj mail-t, küldök részletes rajzot.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 24, 21:36
Írta: bmejdz9nu Dátum 2007 március 24, 21:36
Ez így van... te tapasztalt szaki vagy...
A megoldás A HF motoron is van... csak nem SK40-nel hanem egy ugyanolyan de kisebbel...
A HF motor leírása a szerszámcseréhez úgy van ahogy írtad... 5,5 bar kell neki...
De még senkinek nem sikerült "amatőr" gyakorlatban megcsinálni...
Talán ezeket a szárakat amiket én is és Balu is vett.... egy másodlagos (ER16) patronba cserélgetni? .... és ezt automatizálni...
Pedíg a programok ismerik a szerszámcserét és a szerszám hosszn mérést is... (nekem. WinPC-NC Economy)
A megoldás A HF motoron is van... csak nem SK40-nel hanem egy ugyanolyan de kisebbel...
A HF motor leírása a szerszámcseréhez úgy van ahogy írtad... 5,5 bar kell neki...
De még senkinek nem sikerült "amatőr" gyakorlatban megcsinálni...
Talán ezeket a szárakat amiket én is és Balu is vett.... egy másodlagos (ER16) patronba cserélgetni? .... és ezt automatizálni...
Pedíg a programok ismerik a szerszámcserét és a szerszám hosszn mérést is... (nekem. WinPC-NC Economy)
Cím: Re:Mechanikai ötletek
Írta: udr95i4vu Dátum 2007 március 24, 21:43
Írta: udr95i4vu Dátum 2007 március 24, 21:43
Köszi a sok infót
Szerintem is sok embernek az álma
Belemerülhetnénk akár egy új topikkal is!!!
Rinaldó én is kaphatnék részletes rajzot?Feltéve ha arról a témáról van szó(1371)köszi
Üdv
Abit
Szerintem is sok embernek az álma
Belemerülhetnénk akár egy új topikkal is!!!
Rinaldó én is kaphatnék részletes rajzot?Feltéve ha arról a témáról van szó(1371)köszi
Üdv
Abit
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2007 március 24, 22:03
Írta: Rinaldo Dátum 2007 március 24, 22:03
#1375
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 24, 22:05
Írta: bmejdz9nu Dátum 2007 március 24, 22:05
A "talis" szerszámcserélős rajz fent van az ftp-n azt hiszem... olyan mind...
De szerintem lehetséges más megoldás is... de egy biztos csak a szerszámot a maró szárat nem lehet cserélni... befogatva valamibe ... csak úgy...
De szerintem lehetséges más megoldás is... de egy biztos csak a szerszámot a maró szárat nem lehet cserélni... befogatva valamibe ... csak úgy...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 március 24, 22:17
Írta: svejk Dátum 2007 március 24, 22:17
Pedig hobby szinten úgy lenne értelme és költséghatékonyabb is. Képzeld el az összes 1/8-os szárú minimaródat felsorakoztathatnád az asztal szélén, egyéb költség nélkül. Azok a színes gyűrűk is a befogás miatt vannak rajta.
A plusz befogó a futáspontosságot is gyengítheti.
Én úgy tudom elképzelni mint az ER patron csak nem menetes anyával húzná be hanem valami kis hiraulika.
valahol láttam olyat is hogy az ER-es patron saját anyáját használták, valami dörzshajtással húzta -lazította az anyát
A plusz befogó a futáspontosságot is gyengítheti.
Én úgy tudom elképzelni mint az ER patron csak nem menetes anyával húzná be hanem valami kis hiraulika.
valahol láttam olyat is hogy az ER-es patron saját anyáját használták, valami dörzshajtással húzta -lazította az anyát
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 24, 22:34
Írta: bmejdz9nu Dátum 2007 március 24, 22:34
Igen... de tudod két HF motort láttam az elmúlt héten. Mind kettő automata cserélős...
A régebbi úgy ment ahogy irod... az újabb pedíg a kúpot is cseréli... Miért változtattak rajta?
Mindkét motor ugyanaz a cég gyártmánya: Precise.
A második HF motor az enyém... szerszámcserélős... olyan kúp van benne mint az SK40 de kicsiben.... a megfogás olyan mint a talin a rajz... korrektül működik... 1 azaz egy patronom van hozzá... nem merem megírni az emailt a gyártónak mennyi ennek darabja.... mert kellene még... nagyon spéci a magas fordulat miatt olyan kiegyensúlyozás van benne hogy ezt nem lehet reprodukálni... mert ha nem ok. akkor a csapágyak mennek a másvilágra... és ott a vége a motornak...
A második amit írsz... ezen töröm a fejemet... pont úgy látom ahogy te is... de hogy afe..be legyen??? Olyan egyszerűnek látszik... de mégsem... pedíg nem is akarok nagy fordulatot...
Érdekes... még a neten sem láttam, hogy valaki csinált volna ilyet... de olyat(!), hogy árulni is merné.... miért??? sok a kérdőjel?
Itt sem sikerült még senkinek...
A régebbi úgy ment ahogy irod... az újabb pedíg a kúpot is cseréli... Miért változtattak rajta?
Mindkét motor ugyanaz a cég gyártmánya: Precise.
A második HF motor az enyém... szerszámcserélős... olyan kúp van benne mint az SK40 de kicsiben.... a megfogás olyan mint a talin a rajz... korrektül működik... 1 azaz egy patronom van hozzá... nem merem megírni az emailt a gyártónak mennyi ennek darabja.... mert kellene még... nagyon spéci a magas fordulat miatt olyan kiegyensúlyozás van benne hogy ezt nem lehet reprodukálni... mert ha nem ok. akkor a csapágyak mennek a másvilágra... és ott a vége a motornak...
A második amit írsz... ezen töröm a fejemet... pont úgy látom ahogy te is... de hogy afe..be legyen??? Olyan egyszerűnek látszik... de mégsem... pedíg nem is akarok nagy fordulatot...
Érdekes... még a neten sem láttam, hogy valaki csinált volna ilyet... de olyat(!), hogy árulni is merné.... miért??? sok a kérdőjel?
Itt sem sikerült még senkinek...
Cím: Re:Mechanikai ötletek
Írta: yx5zjs8he Dátum 2007 március 24, 22:41
Írta: yx5zjs8he Dátum 2007 március 24, 22:41
Rinaldo
Igen, ez az elv. Kössz a rajzot.
Igen, ez az elv. Kössz a rajzot.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 24, 22:42
Írta: bmejdz9nu Dátum 2007 március 24, 22:42
tovább írom...
A "megmunkáló központokban" más elvet használnak...
Nem sétál a fej a szerszámért... egy sínen vannak és tologatja a sínt...
Azt is megoldották, hogy a marómtor egy szervó motor is egyben... azaz beáll abba a pozicióba...hogy a szerszámfej és a szerszám csatlakozzék... ugyanígy teszik a forgatóval... eszerga tokmány is (nagy fordulat) és forgató (4.tengely) is.... ez is egy megoldás lehet...
Ha megoldanánk a fél világ felnézne a magyar CNC-sekre !!! Sőt... szemtelenül... pénzt is érne...
A "megmunkáló központokban" más elvet használnak...
Nem sétál a fej a szerszámért... egy sínen vannak és tologatja a sínt...
Azt is megoldották, hogy a marómtor egy szervó motor is egyben... azaz beáll abba a pozicióba...hogy a szerszámfej és a szerszám csatlakozzék... ugyanígy teszik a forgatóval... eszerga tokmány is (nagy fordulat) és forgató (4.tengely) is.... ez is egy megoldás lehet...
Ha megoldanánk a fél világ felnézne a magyar CNC-sekre !!! Sőt... szemtelenül... pénzt is érne...
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2007 március 24, 22:55
Írta: Rinaldo Dátum 2007 március 24, 22:55
tajeno
Nincs mit,...tanulmányozd és ha netán megépíted írd meg a tapasztalatokat.
Nincs mit,...tanulmányozd és ha netán megépíted írd meg a tapasztalatokat.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 24, 23:04
Írta: bmejdz9nu Dátum 2007 március 24, 23:04
Talán ha belinkelnétek...
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2007 március 24, 23:10
Írta: Rinaldo Dátum 2007 március 24, 23:10
Ismered a talisról van szó, semmi extra.
Cím: Re:Mechanikai ötletek
Írta: udr95i4vu Dátum 2007 március 24, 23:20
Írta: udr95i4vu Dátum 2007 március 24, 23:20
hol lehet megnézni mert én a talin nem vettem észre
tudja valaki a cimet?
tudja valaki a cimet?
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2007 március 24, 23:29
Írta: Rinaldo Dátum 2007 március 24, 23:29
abit nézd meg a ládádat.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 március 24, 23:49
Írta: Kristály Árpád Dátum 2007 március 24, 23:49
Hallihó!
Szerintem a file tárban fentvan.....
De megvan még a talis rajz is, az olaszok sorozatban csinálják!!!
Szerintem a file tárban fentvan.....
De megvan még a talis rajz is, az olaszok sorozatban csinálják!!!
Cím: Re:Mechanikai ötletek
Írta: yhwx2ew89 Dátum 2007 március 25, 09:03
Írta: yhwx2ew89 Dátum 2007 március 25, 09:03
Üdv!
A szerszámbehuzónál a hidraulika csak az oldást végzi,a behuzást egy erős rugó!Azért van igy ha meghibásodna a hidraulika nem ejti ki a szeraszámot!
A szerszámbehuzónál a hidraulika csak az oldást végzi,a behuzást egy erős rugó!Azért van igy ha meghibásodna a hidraulika nem ejti ki a szeraszámot!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 25, 09:10
Írta: bmejdz9nu Dátum 2007 március 25, 09:10
Igen a szerszámcserélőnél az alap a szerszám benne van... és levegővel nyit...addíg nyit amíg van levegő... 5-6 bar... kevés liter...
De mintha láttam volna elektromágneses megoldást is a neten...
Foroghatna is a szerszámcserélő... egy Harmonic Drive-al tuti pontosan lehetne pozicionálni... de ez sem új... ez a megoldás is van az iparban...
De mintha láttam volna elektromágneses megoldást is a neten...
Foroghatna is a szerszámcserélő... egy Harmonic Drive-al tuti pontosan lehetne pozicionálni... de ez sem új... ez a megoldás is van az iparban...
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2007 március 26, 23:37
Írta: ki005gz70 Dátum 2007 március 26, 23:37
Sziasztok !
Építettem egy tök saját spec gépet ,2000 Ft-omba se került !
Nézzétek meg:
http://mastergy.fw.hu/scanner-cnc
Üdv:
MasterGy
Építettem egy tök saját spec gépet ,2000 Ft-omba se került !
Nézzétek meg:
http://mastergy.fw.hu/scanner-cnc
Üdv:
MasterGy
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 26, 23:44
Írta: 000000000 Dátum 2007 március 26, 23:44
Balam olyba tunik, toroltek a lapot, vagy valami hasonlo. FW egy rakas ..., toltsd fel a Peter tarhelyere!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 26, 23:48
Írta: 000000000 Dátum 2007 március 26, 23:48
Balam - nekem akart lenni. Nem kicsit elirtam... ((:
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 27, 07:27
Írta: 000000000 Dátum 2007 március 27, 07:27
Gratulálok! Ez aztán tényleg érdekes konstrukció!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 27, 08:18
Írta: 000000000 Dátum 2007 március 27, 08:18
Visszavonom, tegnap mikor neztem kuka volt a fw...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 27, 08:38
Írta: 000000000 Dátum 2007 március 27, 08:38
Kénytelen voltam egyik képedet a File Tárba feltölteni mert az fw. tényleg s..r!

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 27, 11:20
Írta: 000000000 Dátum 2007 március 27, 11:20
Gratulálok! Szerintem ez egy igazi hobby CNC, mert nem a pénzrol szól, kinek mennyi van![#taps]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 március 27, 12:16
Írta: Kristály Árpád Dátum 2007 március 27, 12:16
Hát Ez Az...........!!!!
Ez nevezem hobbyCNC-nek.
Gratula!!!
Ez nevezem hobbyCNC-nek.
Gratula!!!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 27, 15:09
Írta: bmejdz9nu Dátum 2007 március 27, 15:09
Microtek Szkenner volt a donor?
Nekem is van egy a padláson... akkoriban félmillió volt...
megindilt az agyam...
Nekem is van egy a padláson... akkoriban félmillió volt...
megindilt az agyam...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 27, 15:35
Írta: bmejdz9nu Dátum 2007 március 27, 15:35
A "félmillós" Umax Powerlook2-es van a padláson 2 db... parányi stepper motor... 4 kivezetéssel... 2 szenner ... 2 írány... majd egyszer...
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2007 március 27, 21:09
Írta: ki005gz70 Dátum 2007 március 27, 21:09
Sziasztok ! Köszönöm a grat-okat ! :)
A scanner ScanMagic 4800 e...nekem nem sokat mond. Azért csaptam le rá, mert ritka az a scanner amiben két vezetősín fut. Tehát erre már könnyű építeni !
A scanner ScanMagic 4800 e...nekem nem sokat mond. Azért csaptam le rá, mert ritka az a scanner amiben két vezetősín fut. Tehát erre már könnyű építeni !
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 március 27, 22:16
Írta: 4mjnxdwuu Dátum 2007 március 27, 22:16
Üdv.
Kipróbáltam a technikád.
Én ahogy észrevettem, kell hogy a mechanika kicsit lógjon, vagy kotyogjon, mert ha pont merőlegesen nyomod bele, a festék lejön, de a foncsor ott marad.Ha kicsit ferdén csaptam bele, el tudott csúszni 1-2 tizedet a hegy, akkor lejött a foncsor is. (6W-os ersa tűhegyes pákával, még ha izzásig melegítettem és folyamatosan odanyomtam sem jött le, csak elcsúsztatva)Vagy te a pontoknál is húzod a tükrön??
Üdv.
Kipróbáltam a technikád.
Én ahogy észrevettem, kell hogy a mechanika kicsit lógjon, vagy kotyogjon, mert ha pont merőlegesen nyomod bele, a festék lejön, de a foncsor ott marad.Ha kicsit ferdén csaptam bele, el tudott csúszni 1-2 tizedet a hegy, akkor lejött a foncsor is. (6W-os ersa tűhegyes pákával, még ha izzásig melegítettem és folyamatosan odanyomtam sem jött le, csak elcsúsztatva)Vagy te a pontoknál is húzod a tükrön??
Üdv.
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2007 március 28, 17:39
Írta: ki005gz70 Dátum 2007 március 28, 17:39
Szia !
Pontosan ! Egy pont marásánál is kell csúsztatni ! A programban minden állítható.
Pontosan ! Egy pont marásánál is kell csúsztatni ! A programban minden állítható.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 29, 00:28
Írta: 000000000 Dátum 2007 március 29, 00:28
Ez vala a recsegős kupplung. Ez olyan ami másnál is recseg?
http://img259.imageshack.us/my.php?image=daaspn3.jpg[img]
http://img259.imageshack.us/my.php?image=daaspn3.jpg[img]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 29, 00:28
Írta: 000000000 Dátum 2007 március 29, 00:28
http://img259.imageshack.us/my.php?image=daaspn3.jpg
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 29, 00:29
Írta: 000000000 Dátum 2007 március 29, 00:29
Nem megy ez a képbeszúrás. :-(
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 március 29, 06:29
Írta: 4mjnxdwuu Dátum 2007 március 29, 06:29
Miért nem fordulsz a gyártójához???...
/Szerintem nem a kuplung, ha 150-250 léptetési frekinél hallod, bár ott inkább búg alatta "recseg"/
/Szerintem nem a kuplung, ha 150-250 léptetési frekinél hallod, bár ott inkább búg alatta "recseg"/
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 29, 08:36
Írta: 000000000 Dátum 2007 március 29, 08:36
Van nekem ilyen elado:
rotex kuplung
Ezek biztosan nem "recsegnek". (:
Utolso harom darab, vadonat ujak. 8H7-es furattal. Igeny szerint 12H7-ig bovithetem.
rotex kuplung
Ezek biztosan nem "recsegnek". (:
Utolso harom darab, vadonat ujak. 8H7-es furattal. Igeny szerint 12H7-ig bovithetem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 29, 11:06
Írta: 000000000 Dátum 2007 március 29, 11:06
Valóban, nagyobb sebességnél szépen szól, alatta recseg. Mindjárt jól megkérdem a gyártót.
RATM úr, mennyibe kerül három ilyen kupplung?
RATM úr, mennyibe kerül három ilyen kupplung?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 29, 12:11
Írta: 000000000 Dátum 2007 március 29, 12:11
E-mailben elkuldtem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 29, 14:59
Írta: 000000000 Dátum 2007 március 29, 14:59
Találtam egy oldalt, lehet hogy nem újdonság.
http://www.majosoft.com/engraving/html/wooden_hobby_cnc_engraving_mac.htm
http://www.majosoft.com/engraving/html/wooden_hobby_cnc_engraving_mac.htm
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 29, 18:11
Írta: bmejdz9nu Dátum 2007 március 29, 18:11
Nagyon jó a link...
Ugye milyen jó emberek vannak...
Megcsinálja - ez már valami...
Lefotózza - ez már nem semmi
Weblapot összehozza - ez már nekünk szinte érthetetlen... nem, hogy titokban tartaná amit tud... [#wave]
Ugye milyen jó emberek vannak...
Megcsinálja - ez már valami...
Lefotózza - ez már nem semmi
Weblapot összehozza - ez már nekünk szinte érthetetlen... nem, hogy titokban tartaná amit tud... [#wave]
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2007 március 29, 21:19
Írta: 2nbj3n5m Dátum 2007 március 29, 21:19
Jónapot, a rotex kuplungok érdekelnének.
Janko
Janko
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 30, 11:06
Írta: 000000000 Dátum 2007 március 30, 11:06
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 30, 11:06
Írta: 000000000 Dátum 2007 március 30, 11:06
E-mailt kuldtem!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 30, 11:32
Írta: 000000000 Dátum 2007 március 30, 11:32
Hello,
nem teljesen új, azt hiszem már itt a fórumon is találtam rá hivatkozást.
Ha elküldöd az úriembernek a CNC-d fotóját, küld neked egy ingyenes CNC szoftware-t. (igaz "csak" a Conrad SMC 800, ill. SNC 1500-as kártyajához jó, talán van valakinek ilyen)
Üdv mindenkinek
nem teljesen új, azt hiszem már itt a fórumon is találtam rá hivatkozást.
Ha elküldöd az úriembernek a CNC-d fotóját, küld neked egy ingyenes CNC szoftware-t. (igaz "csak" a Conrad SMC 800, ill. SNC 1500-as kártyajához jó, talán van valakinek ilyen)
Üdv mindenkinek
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 31, 07:54
Írta: bmejdz9nu Dátum 2007 március 31, 07:54

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 31, 09:13
Írta: 000000000 Dátum 2007 március 31, 09:13
Nezem, olyan ismeros a vezetek. Itthon hasonlot, edzett, koszorult szelekkel elektromos irogepek szanrendszerebol lehet kitermelni. A tobbi nem okozhat problemat. Nem rossz.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 31, 09:55
Írta: bmejdz9nu Dátum 2007 március 31, 09:55
Ugye... egész jó...
Már elképzelem ahogy két belőtt "Kress" között áthúzom az anyagot...
Függőleges irányban a merevsége össze sem hasonlítható a köszörült vezetékkel... és még olcsóbb... is talán... és golyós...
Olvastad... a kocsi alu a vezető korr anyag...
Már elképzelem ahogy két belőtt "Kress" között áthúzom az anyagot...
Függőleges irányban a merevsége össze sem hasonlítható a köszörült vezetékkel... és még olcsóbb... is talán... és golyós...
Olvastad... a kocsi alu a vezető korr anyag...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 március 31, 12:47
Írta: Kristály Árpád Dátum 2007 március 31, 12:47
Hallihó!
Ilyen volt az én lineáris motorom, amit Józsival elbotoltunk, hihetetlen maszív....
Nagyon érzékeny a koszra, valami kefeféle elkelne rajta, különben jól látod Péter sokkal merevebb és nem hajlik meg legalábbis kézi erő hatására, mert ha a 20-as tengelyt menyomod úgy 800-milis hosszban, hát igencsak melepödsz....
Hallihó!
Ilyen volt az én lineáris motorom, amit Józsival elbotoltunk, hihetetlen maszív....
Nagyon érzékeny a koszra, valami kefeféle elkelne rajta, különben jól látod Péter sokkal merevebb és nem hajlik meg legalábbis kézi erő hatására, mert ha a 20-as tengelyt menyomod úgy 800-milis hosszban, hát igencsak melepödsz....
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 március 31, 13:40
Írta: 000000000 Dátum 2007 március 31, 13:40
Pont hasonlorol gondolkodtam este. Csak nagyobb keresztmetszetekeben. Szivos, edzheto teglalap profil. Elore kifurni a lefogato csavarok helyet. Megedzeni es tukrosre koszorulni. Egyedul a csapagyak excenteres felfogatasa nem tetszik tulzottan. Igaz meg nem probaltam...
Hasonlo a cortini gepunk szanszerkezete. Ott a kocsi korulolel egy T koszorult vezetot. A kocsi nem csapagyakon, hanem cserelheto muanyag betetlapokon csuszik. Utanallithato, nagyon precizen beloheto. A lapok vegei ra vannak nyomva kulon csavarokkal a sinekre. Ez letolja a koszt. Belul kis uregek vannak kialakitva. Ezekbe porlaszt idonkent olajat egy - egy injektor. En is nehezen akartam elhinni...
Hasonlo a cortini gepunk szanszerkezete. Ott a kocsi korulolel egy T koszorult vezetot. A kocsi nem csapagyakon, hanem cserelheto muanyag betetlapokon csuszik. Utanallithato, nagyon precizen beloheto. A lapok vegei ra vannak nyomva kulon csavarokkal a sinekre. Ez letolja a koszt. Belul kis uregek vannak kialakitva. Ezekbe porlaszt idonkent olajat egy - egy injektor. En is nehezen akartam elhinni...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 31, 13:41
Írta: bmejdz9nu Dátum 2007 március 31, 13:41
Kár, hogy Misi nem látja... mert most "elvonókúrán" van...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 március 31, 20:18
Írta: bmejdz9nu Dátum 2007 március 31, 20:18
Egy kis mechanikai ötlet a BF20 topikban...
Ezzel a "feltéttel" (szerintem) bármely kisebb munkaterületű gépet - szükség estén - meg lehet nagyobbítani...
Egy hasonló CNC géphez is készül... ott az asztalt - hogy pontosan legyen "odébb tolva" maga a maró szár tolja-húzza... majd...

Ezzel a "feltéttel" (szerintem) bármely kisebb munkaterületű gépet - szükség estén - meg lehet nagyobbítani...
Egy hasonló CNC géphez is készül... ott az asztalt - hogy pontosan legyen "odébb tolva" maga a maró szár tolja-húzza... majd...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 március 31, 21:24
Írta: Kristály Árpád Dátum 2007 március 31, 21:24
Hallihó Péter!
Na ilyen maró kellene nekem, de ha lehet kerek betétkéssel.....abból van 100-db-om!!!
Azt szerintem, hogy a marószár tólja.... Szerintem!
Felejsd el!!!!!
Na ilyen maró kellene nekem, de ha lehet kerek betétkéssel.....abból van 100-db-om!!!
Azt szerintem, hogy a marószár tólja.... Szerintem!
Felejsd el!!!!!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 április 01, 07:32
Írta: bmejdz9nu Dátum 2007 április 01, 07:32
Milyenek a betétjeid mérete? A BF20 topikban láthatóak ezek is... ebből 80-as a legnagyobb...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 április 09, 11:09
Írta: bmejdz9nu Dátum 2007 április 09, 11:09
Nem semmi... miket csinálnak egyesek...

Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 április 09, 11:15
Írta: sasi Dátum 2007 április 09, 11:15
Ügyes, habár ennyi munkával szalagfűrészt is készíthetett volna, melyet sokkal jobban ki lehet használni.
Apropó, bimetalos szalagot hol lehet vásárolni, méretre végtelenitve?
Apropó, bimetalos szalagot hol lehet vásárolni, méretre végtelenitve?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 április 09, 11:26
Írta: bmejdz9nu Dátum 2007 április 09, 11:26
Árpi tudja... mármit a a szallagot...
... De azért ez az "automata vasfűrész" elég jópofa...
... De azért ez az "automata vasfűrész" elég jópofa...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 április 09, 12:16
Írta: 000000000 Dátum 2007 április 09, 12:16
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 április 09, 12:17
Írta: 000000000 Dátum 2007 április 09, 12:17
szalag
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 április 09, 20:18
Írta: Kristály Árpád Dátum 2007 április 09, 20:18
A NÓniusznál!
Meg is várhatod...
800-milliméter hosszban
1"-ban 14 fog 1100-Ft
Meg is várhatod...
800-milliméter hosszban
1"-ban 14 fog 1100-Ft
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 április 09, 20:20
Írta: Kristály Árpád Dátum 2007 április 09, 20:20
Szerintem a vasfűrész nagyon JÓ.... a szallagfűrész ezt a munkát nem helyetesíti!
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 április 09, 23:58
Írta: sasi Dátum 2007 április 09, 23:58
Köszönöm a szalagfűrész tippeket, majd jól körüljárom.
Árpáddal egyetértek fűrészügyben, kinek a papné, kinek a pap…
Árpáddal egyetértek fűrészügyben, kinek a papné, kinek a pap…
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 április 15, 09:49
Írta: bmejdz9nu Dátum 2007 április 15, 09:49
Barnítás - Kipróbálva - Jó!
De! Drága...
Valaki itt adta az ötletet, hogy a fegyverboltokban lehet kapni barnító folyadékot... valóban.
Nagyon jó! 1mp alatt fekete-barna "gyári kinézetű" lesz a "késztermék"... de olyan pici adagot (18ml) adnak 960 Ft-ért... hogy ez igen drága megoldás...
Nincs valakinek más ötlete a megoldásra... vagy olcsóbb beszerzési forrása?
Ez van a "fityulára" írva: Metal Burnishing - Contain selenium dioxide 1%. Márka: Excalibur.
De! Drága...
Valaki itt adta az ötletet, hogy a fegyverboltokban lehet kapni barnító folyadékot... valóban.
Nagyon jó! 1mp alatt fekete-barna "gyári kinézetű" lesz a "késztermék"... de olyan pici adagot (18ml) adnak 960 Ft-ért... hogy ez igen drága megoldás...
Nincs valakinek más ötlete a megoldásra... vagy olcsóbb beszerzési forrása?
Ez van a "fityulára" írva: Metal Burnishing - Contain selenium dioxide 1%. Márka: Excalibur.
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2007 április 15, 10:59
Írta: j3rx6bsjd Dátum 2007 április 15, 10:59
Szia Péter!
Küldtem levelet.
Küldtem levelet.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 április 15, 11:10
Írta: bmejdz9nu Dátum 2007 április 15, 11:10
Na ez igen... ez sem túl olcsó de ez már haaználható... Holnap hívom őket...
Nagyon-nagyon köszi!
Nagyon-nagyon köszi!
Cím: Re:Mechanikai ötletek
Írta: nffab2gnr Dátum 2007 április 15, 15:09
Írta: nffab2gnr Dátum 2007 április 15, 15:09
Péter!
Próbálkozz a kénmájjal, ragyogóan barnít.
Próbálkozz a kénmájjal, ragyogóan barnít.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 április 15, 16:20
Írta: bmejdz9nu Dátum 2007 április 15, 16:20
Most viccelsz? Mi az a kénmáj... Olyan mint a libamáj... az sem olcsó de... :)
Cím: Re:Mechanikai ötletek
Írta: nffab2gnr Dátum 2007 április 15, 17:31
Írta: nffab2gnr Dátum 2007 április 15, 17:31
Péter!
Ez tok egyszeru. A legegyszerubb modszer szerint 2 resz hamuzsirt es 1 resz kenport a
levego kizarasa mellet 250 fokon osszeolvasztanak. Ez a kenmaj gyartasanak
eljarasa. Ha oldatra van szukseg, akkor a dolog meg
egyszerubb. Kalium-hidrogen-karbonat vizes oldataba szamitott mennyisegu
kenport oldanak. A ken relativ mennyisegetol, ill. a KHCO3
koncentraciojatol fuggoen K2Sx osszetetel
alakul ki ahol: x= 2-7
Udv: Tibor
Ez tok egyszeru. A legegyszerubb modszer szerint 2 resz hamuzsirt es 1 resz kenport a
levego kizarasa mellet 250 fokon osszeolvasztanak. Ez a kenmaj gyartasanak
eljarasa. Ha oldatra van szukseg, akkor a dolog meg
egyszerubb. Kalium-hidrogen-karbonat vizes oldataba szamitott mennyisegu
kenport oldanak. A ken relativ mennyisegetol, ill. a KHCO3
koncentraciojatol fuggoen K2Sx osszetetel
alakul ki ahol: x= 2-7
Udv: Tibor
Cím: Re:Mechanikai ötletek
Írta: nffab2gnr Dátum 2007 április 15, 17:35
Írta: nffab2gnr Dátum 2007 április 15, 17:35
...de most nehogy megkérdezd,hogy mi a hamuzsír.(Nem a hamuba ejtett zsíroskenyér):)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 április 15, 17:51
Írta: yuagaci9g Dátum 2007 április 15, 17:51
A kenmaj tenyleg remekul barnit rezet, bronzot, az acellal nem tudom, mit kezd. Probald ki, tok egyszeru:
kis konzerves dobozban (a kiserlet utan eldobhato), hevitsel gazlangon 2 resz zsirosszodat, ha megolvadt, tegyel hozza egy resz finom kenport. Kalium poliszulfid keletkezik, roppant buuz kisereteben. (asszonyt tavoltartani) Meg igy melegen adj hozza vizet, hogy ellepje, mert ha kihul, mar nagyon nehezen oldodik. Az igy nyert fekete lotyit ecseteld a femre, rogton hat.
kis konzerves dobozban (a kiserlet utan eldobhato), hevitsel gazlangon 2 resz zsirosszodat, ha megolvadt, tegyel hozza egy resz finom kenport. Kalium poliszulfid keletkezik, roppant buuz kisereteben. (asszonyt tavoltartani) Meg igy melegen adj hozza vizet, hogy ellepje, mert ha kihul, mar nagyon nehezen oldodik. Az igy nyert fekete lotyit ecseteld a femre, rogton hat.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 április 15, 18:07
Írta: bmejdz9nu Dátum 2007 április 15, 18:07
Hát... és közbe kell, hogy "mormoljak" valmit a boszorkányok könyvéből? Vagy csak úgy simán...[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 április 15, 18:07
Írta: 3vv2btrhv Dátum 2007 április 15, 18:07
Készen lehet kapni a vegyszerboltban !!
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2007 április 15, 18:45
Írta: ebalint Dátum 2007 április 15, 18:45
Valóban jó lesz, ha mormolsz egy imát, a familiát kizárod, mert esetleg elhervadsz kénhidrogén mérgezésben...
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 április 15, 18:58
Írta: sasi Dátum 2007 április 15, 18:58
Cím: Re:Mechanikai ötletek
Írta: nffab2gnr Dátum 2007 április 15, 19:01
Írta: nffab2gnr Dátum 2007 április 15, 19:01
Péter!
Mit szeretnél barnítani? Nem fér bele egy szolárium ágyba? Az majdnem 2 méteres.
Mit szeretnél barnítani? Nem fér bele egy szolárium ágyba? Az majdnem 2 méteres.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 április 15, 19:40
Írta: bmejdz9nu Dátum 2007 április 15, 19:40
Ezt ajánlotta Lakatos is, mail-ben... Talán ehhez nem kell kémikusnak lennem...
20e ft a kezdő szet.. de talán ki lehet hagyni az "alapozót"...?
De megjegyzem ámulok és bámulok miket tud a csapat...
20e ft a kezdő szet.. de talán ki lehet hagyni az "alapozót"...?
De megjegyzem ámulok és bámulok miket tud a csapat...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 április 15, 19:42
Írta: bmejdz9nu Dátum 2007 április 15, 19:42
Végül is itt a nyár... lekenem a vasat... kiteszem a napra... aztán várom a hatást...
Ha nem megy lefestem... :)
Ha nem megy lefestem... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 április 15, 21:58
Írta: 000000000 Dátum 2007 április 15, 21:58
Ne kend le semmivel! Sokkal hamarabb lesz egyenletes rozsdabarna. De ha vársz mekkeresem a boszorkánykönyvemet és kiírok belőle pár vasbarnító fürdőt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 április 15, 22:23
Írta: 000000000 Dátum 2007 április 15, 22:23
Csak a tisztesség kedvéért: Losonci-Pető-Tihanyi Galvanotechnikai zsebkönyv.
Vas és ötvözeteinek színezése:
I. Sárga színezés
Réz(II) szulfát-víz (1/5) 5 g/l T=18-25 fok
Ón(II)klorid-víz (1/2) 5 g/l
II. Fekete színezés
Nátrium-hidroxid 1200-1500 g/l T=140-150 fok
Nátrium nitrát v. kálium nitrát 30 g/l t=5-30 perc
Víz 1000 ml
Hát ez egy kicsit rázós !!!
III. Kék színezés
Nátrium tioszulfát 60 g/l forrás közben használható
Ólom(II)acetát 15 g/l
IV. Fekete színezés rozsdamentas acélra
Kénsav (tömény) 180 tömegrész T=98 fok
Víz 200 tömegrész
Kálium dikromát 50 tömegrész
Hát lehet, hogy mégis jobb a gyári? Vigyázzatok!!!!
Vas és ötvözeteinek színezése:
I. Sárga színezés
Réz(II) szulfát-víz (1/5) 5 g/l T=18-25 fok
Ón(II)klorid-víz (1/2) 5 g/l
II. Fekete színezés
Nátrium-hidroxid 1200-1500 g/l T=140-150 fok
Nátrium nitrát v. kálium nitrát 30 g/l t=5-30 perc
Víz 1000 ml
Hát ez egy kicsit rázós !!!
III. Kék színezés
Nátrium tioszulfát 60 g/l forrás közben használható
Ólom(II)acetát 15 g/l
IV. Fekete színezés rozsdamentas acélra
Kénsav (tömény) 180 tömegrész T=98 fok
Víz 200 tömegrész
Kálium dikromát 50 tömegrész
Hát lehet, hogy mégis jobb a gyári? Vigyázzatok!!!!
Cím: Re:Mechanikai ötletek
Írta: tumnmsi57 Dátum 2007 április 17, 22:03
Írta: tumnmsi57 Dátum 2007 április 17, 22:03
gondolom senki nem vesz, de a képek adhatnak infót
http://www.pro.com.sg/
http://www.pro.com.sg/
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 április 17, 22:38
Írta: bmejdz9nu Dátum 2007 április 17, 22:38
ezektől valók a golyósorsók amik a gépembe lesznek... nagyon jókat küldtek....
www.pro.com.sg
www.pro.com.sg
Cím: Re:Mechanikai ötletek
Írta: tumnmsi57 Dátum 2007 április 17, 22:58
Írta: tumnmsi57 Dátum 2007 április 17, 22:58
Használt vagy új?
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 április 26, 12:26
Írta: 4mjnxdwuu Dátum 2007 április 26, 12:26
Hali, most láttam meg...

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 április 26, 12:43
Írta: 000000000 Dátum 2007 április 26, 12:43
Ennek van egy masik verzioja, amikor O gyuru huzza ossze a nyulvanyokat.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 április 26, 13:56
Írta: 4mjnxdwuu Dátum 2007 április 26, 13:56
Ez azért tetszik, mert ha a kúp rátolódik nehezebb szétnyitni, (nem lazul meg) és ítt a kúpot nem a menetprofil szöge adja, az sokkal nagyobb. (könyebben nyilik szét, szerintem)/-ez talán biztosabb...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 április 26, 13:58
Írta: 4mjnxdwuu Dátum 2007 április 26, 13:58
Üdv, ha jól emlékszem te csinálsz anyát golyósorsóhoz, hogy megy, esetleg kép???
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 április 27, 08:43
Írta: 000000000 Dátum 2007 április 27, 08:43
Igen, de nem publikus...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 április 28, 17:06
Írta: 000000000 Dátum 2007 április 28, 17:06


Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 április 28, 19:43
Írta: 000000000 Dátum 2007 április 28, 19:43
Akartam mondani "világ baró"!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 május 02, 15:09
Írta: bmejdz9nu Dátum 2007 május 02, 15:09
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 május 04, 07:08
Írta: 000000000 Dátum 2007 május 04, 07:08
Tibor! Próbálj meg a 600-as vizszintes méreten belül maradni, mert ez roppant csúnya így!
Ha ez nem lehetséges, rakd bele linkként (nem képként)!
Ha ez nem lehetséges, rakd bele linkként (nem képként)!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 május 04, 08:05
Írta: 3vv2btrhv Dátum 2007 május 04, 08:05
Szia
linkként raktam be és nem látam , hogy mekora ,légyszi tölöld le megkeresem az eredetit és lekicsinyitem
Tibor
linkként raktam be és nem látam , hogy mekora ,légyszi tölöld le megkeresem az eredetit és lekicsinyitem
Tibor
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 május 04, 08:27
Írta: 3vv2btrhv Dátum 2007 május 04, 08:27
a teljes weblap
Varsányi jovoltábol
Varsányi jovoltábol
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 május 04, 08:32
Írta: bmejdz9nu Dátum 2007 május 04, 08:32
Már miért a "jóvoltamból" ?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 május 04, 08:33
Írta: 3vv2btrhv Dátum 2007 május 04, 08:33
érdemes végignézni pl a marok árai miatt is , ajánlom lakatosnak .
tibor
tibor
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 május 04, 08:34
Írta: 3vv2btrhv Dátum 2007 május 04, 08:34
te raktad föl a gyüjteményt én csak belenéztem
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 május 16, 09:58
Írta: 000000000 Dátum 2007 május 16, 09:58
Fogazott szij eseteben hogyan tudom megkozelitoleg meghatarozni, hogy mekkora nyomatekhoz lehet hasznalni adott szelesseg mellett?
Melyik fogazas alkalmas finom pozicionalasra, de emelett nagy nyomateknal nyulasmentes atvitelre?
OPTIBELT ZR szijrol van szo, L-es fogazas. 8mm szelesseg. De nem biztos, hogy ez a fajta fogazas az idealis. Csak nem tudom mire kellene ugyelni...
Melyik fogazas alkalmas finom pozicionalasra, de emelett nagy nyomateknal nyulasmentes atvitelre?
OPTIBELT ZR szijrol van szo, L-es fogazas. 8mm szelesseg. De nem biztos, hogy ez a fajta fogazas az idealis. Csak nem tudom mire kellene ugyelni...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 május 19, 15:27
Írta: bmejdz9nu Dátum 2007 május 19, 15:27
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 07, 08:03
Írta: 000000000 Dátum 2007 június 07, 08:03
Van már keresztasztalom, egy mikroszkóp tárgyasztalából, áldott legyen a soós (kedvenc fotós bizim):-)
Viszont:
Kéne emelőbak hozzá, ez jó, vagy van ennél jobb konstrukció?

Viszont:
Kéne emelőbak hozzá, ez jó, vagy van ennél jobb konstrukció?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 07, 09:30
Írta: 000000000 Dátum 2007 június 07, 09:30
persze ez csak vázlat, de az elmélet nem jó?
Két oldalt vezetősín lesz, csak lusta voltam felrajzolni:-)
Két oldalt vezetősín lesz, csak lusta voltam felrajzolni:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 08, 10:29
Írta: 000000000 Dátum 2007 június 08, 10:29
Közben továbbléptem a dolgon, fotót a jövő héten teszek fel:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 08, 11:16
Írta: 000000000 Dátum 2007 június 08, 11:16
Ötletes. Robotlámpákban is ilyesmi a mozgató mechanika, bár nem léptetőmotorokat szoktak használni, mert egy stúdióba túl hangosak...
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2007 június 08, 11:40
Írta: ki005gz70 Dátum 2007 június 08, 11:40
Sziasztok !
Nem tom így nevem alapján tudjátok-e ,én a tükörbe gravírozást technikát próbálom fejlesztgetni.
Tegnap kis újítást csináltam, és eddig soha nem látott sebességet értem el a géppel !!!!!
Nézzétek meg, és a videót feltétlenül !
http://mastergy.fw.hu
Nem tom így nevem alapján tudjátok-e ,én a tükörbe gravírozást technikát próbálom fejlesztgetni.
Tegnap kis újítást csináltam, és eddig soha nem látott sebességet értem el a géppel !!!!!
Nézzétek meg, és a videót feltétlenül !
http://mastergy.fw.hu
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 08, 12:42
Írta: 000000000 Dátum 2007 június 08, 12:42
Szia!
Gratula, ügyes szerkezet. Ha jól láttam, a "beütő" szerkezetet egy szolenoid mozgatja?!
Van egy gyorsítási ötletem: A kódot úgy kéne generálni, hogy ne mindig előlről kezdje a sort, hanem az egyik sort megcsinálj, a következő sort pedig a visszafelé mozgáskor... Ezzel minden sornál megspórolhatod a sor elejére visszaállási időt.
Gratula, ügyes szerkezet. Ha jól láttam, a "beütő" szerkezetet egy szolenoid mozgatja?!
Van egy gyorsítási ötletem: A kódot úgy kéne generálni, hogy ne mindig előlről kezdje a sort, hanem az egyik sort megcsinálj, a következő sort pedig a visszafelé mozgáskor... Ezzel minden sornál megspórolhatod a sor elejére visszaállási időt.
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2007 június 08, 13:05
Írta: ki005gz70 Dátum 2007 június 08, 13:05
Szia !
Köszi !
Nem tudom mi az a szolenoid..:) egy másneskapcsolóból szedtem ki a tekercset, meg a vasmagot.
Nincs semmit kódgenerálás, meg ilyenek, basicben írtam a progit ami csinálja.
Az az oka hogy üresjáratban megy vissza, mert a scannermechanika úgy van megoldva hogy bowden húzza a "kocsit", és egyik oldalán rúgó van, a másik végén merev csak szal az egyik irány csak pozicionálásra jó. Elcsúszna a kép ha hosszútávon dolgozná azt az utat is.
Köszi !
Nem tudom mi az a szolenoid..:) egy másneskapcsolóból szedtem ki a tekercset, meg a vasmagot.
Nincs semmit kódgenerálás, meg ilyenek, basicben írtam a progit ami csinálja.
Az az oka hogy üresjáratban megy vissza, mert a scannermechanika úgy van megoldva hogy bowden húzza a "kocsit", és egyik oldalán rúgó van, a másik végén merev csak szal az egyik irány csak pozicionálásra jó. Elcsúszna a kép ha hosszútávon dolgozná azt az utat is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 08, 13:25
Írta: 000000000 Dátum 2007 június 08, 13:25
Szia!
Így már érthető, hogy miért kell visszamenni a sor elejére. Itt találsz ipari szolenoidokat: http://www.solenoids.com/linear_solenoids.html
A szolenoid pont az, amit te csináltál házilag. Régi mátrixnyomtatókban is ilyen van a fejben, ha fesz.-t adsz neki, akkor üt egyet...
Így már érthető, hogy miért kell visszamenni a sor elejére. Itt találsz ipari szolenoidokat: http://www.solenoids.com/linear_solenoids.html
A szolenoid pont az, amit te csináltál házilag. Régi mátrixnyomtatókban is ilyen van a fejben, ha fesz.-t adsz neki, akkor üt egyet...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 08, 13:25
Írta: Motoros Dátum 2007 június 08, 13:25
Szolenoid azaz elektromágneses püfölő van vagyis volt a régifajta margarétafejese írógépekbe, ez csapodta a papírhoz a forgó tárcsán lévő betűket. A robotronokban is ilyen van, ha kell kűldök, erre a célra nagyon ideális.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 08, 13:26
Írta: Motoros Dátum 2007 június 08, 13:26
Na ez pont egyszerre volt, kár hogy a mp-ket nem mutatja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 08, 13:33
Írta: 000000000 Dátum 2007 június 08, 13:33
[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 08, 14:05
Írta: 000000000 Dátum 2007 június 08, 14:05
Gratulálok!
Sajnos a videódat valamiért nem tudom megnézni...
A tükreid nagyon szépek.
Igen..., ha a visszafelé mozgásnál is dogozna, sokkal gyorsabb lenne.
Illetve, egymás mellé kerülő képpontokat kezelhetne szakaszként, így sok Z irányú mozgást is megspórolhatnál....én legalább is így oldottam meg.
Sajnos a videódat valamiért nem tudom megnézni...
A tükreid nagyon szépek.
Igen..., ha a visszafelé mozgásnál is dogozna, sokkal gyorsabb lenne.
Illetve, egymás mellé kerülő képpontokat kezelhetne szakaszként, így sok Z irányú mozgást is megspórolhatnál....én legalább is így oldottam meg.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 08, 16:45
Írta: bmejdz9nu Dátum 2007 június 08, 16:45
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 június 08, 16:56
Írta: 3vv2btrhv Dátum 2007 június 08, 16:56
sziasztok
mint gyakorlo képkeretezö nagy jövöt josolok a tükörnek , csak még szélesebb körben kellene ismerté tenni . Szakmai szempontbol nekem az a csucs , hogy nem töri el az üveget a hangbol itélve .
tibor
mint gyakorlo képkeretezö nagy jövöt josolok a tükörnek , csak még szélesebb körben kellene ismerté tenni . Szakmai szempontbol nekem az a csucs , hogy nem töri el az üveget a hangbol itélve .
tibor
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2007 június 08, 20:57
Írta: ki005gz70 Dátum 2007 június 08, 20:57
Köszi Péter !
De én Gyula vagyok :) Mind1, nem érdekes :)
először úgy volt, hogy a szakaszt egynek vette !
de jött a probléma, hogy nyomás erősség, sebesség, a fej hegyessége mind mind más szélességű csikot húzott
Így, hogy egy pont egy csapás, egységes minden pixel
Ha jobban megnézitek, a visszahúzásnál sem takarítanék meg sok időt, mivel az 2-3s-ig tart. pár perccel növeli meg ha egy 1 órás munkát csinál, elhanyagolható
A gyorsaságot a motor sebességén lehetne még gyorsítani, meg valami nagyon spec fej..
de ahoz meg nagyon pontos feülete kell legyen az aszalnak, az meg ilyen cuccokból nem lehet normálisan ezt megcsinálni, még ez is csoda hogy így működik :)
De én Gyula vagyok :) Mind1, nem érdekes :)
először úgy volt, hogy a szakaszt egynek vette !
de jött a probléma, hogy nyomás erősség, sebesség, a fej hegyessége mind mind más szélességű csikot húzott
Így, hogy egy pont egy csapás, egységes minden pixel
Ha jobban megnézitek, a visszahúzásnál sem takarítanék meg sok időt, mivel az 2-3s-ig tart. pár perccel növeli meg ha egy 1 órás munkát csinál, elhanyagolható
A gyorsaságot a motor sebességén lehetne még gyorsítani, meg valami nagyon spec fej..
de ahoz meg nagyon pontos feülete kell legyen az aszalnak, az meg ilyen cuccokból nem lehet normálisan ezt megcsinálni, még ez is csoda hogy így működik :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 08, 21:06
Írta: 000000000 Dátum 2007 június 08, 21:06
Szia!
Ez az igazi Hobby költségvetésű gép, nekem
nagyon tetszik, gratulálok hozzá.
A saját DOS-os progidhoz is gratula, én is
sokszor ebben oldok még meg mindent, amikor
nem kell a csicsa, meg a divat, viszont fő a
gyorsaság, megbízhatóság, alacsony költség.
Ez az igazi Hobby költségvetésű gép, nekem
nagyon tetszik, gratulálok hozzá.
A saját DOS-os progidhoz is gratula, én is
sokszor ebben oldok még meg mindent, amikor
nem kell a csicsa, meg a divat, viszont fő a
gyorsaság, megbízhatóság, alacsony költség.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 08, 21:47
Írta: bmejdz9nu Dátum 2007 június 08, 21:47
Elnézést... csak a Gy. betűről - gondolkodás nélkül - valamilyen ösztönből... :)
Írd át a nevedet! Sokkal jobb lesz szerintem...
Írd át a nevedet! Sokkal jobb lesz szerintem...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 09, 12:38
Írta: Motoros Dátum 2007 június 09, 12:38
Szia Gyula!
Átolvasgattam az oldalad, és minden elismerésem.
Ez egy olyan műszaki technika ami igen eredeti és a produktum az lehet pl egy művész által papírra vetett grafika is, és nem csak tükörre hanem pl egy csempe méretű vékony kerámia lapra ami valami elütő szinű réteggel van bevonva (fémgőzölve pl) amit a tű lepontoz. Fűrdőszobába ez lehet jól mutatna.
Képzeld: a csempén a gyerek fotója vagy egy grafika.
Persze ez csak egy ötlet--azzal meg gondolom tele a padlás.
A tárgyra térek: A te mechanikáddal szemben támasztott követelmények teljesen megeggyeznek az én hobby smd beültető gépem mech. igénybevételével---
azaz egy könnyű fejet kell minnél egyszerűbben és gyorsabban mozgatni egy adott felület felett a megfelelő helyre.
Az én megoldásomat megnézheted a http://www.smd21.fw.hu oldalamon.
Én is mostanában a gép gyorsításán ügyködök.
Ha esetleg ezen a téren akarsz továbblépni akkor beszélhetnénk róla.
Misi
Átolvasgattam az oldalad, és minden elismerésem.
Ez egy olyan műszaki technika ami igen eredeti és a produktum az lehet pl egy művész által papírra vetett grafika is, és nem csak tükörre hanem pl egy csempe méretű vékony kerámia lapra ami valami elütő szinű réteggel van bevonva (fémgőzölve pl) amit a tű lepontoz. Fűrdőszobába ez lehet jól mutatna.
Képzeld: a csempén a gyerek fotója vagy egy grafika.
Persze ez csak egy ötlet--azzal meg gondolom tele a padlás.
A tárgyra térek: A te mechanikáddal szemben támasztott követelmények teljesen megeggyeznek az én hobby smd beültető gépem mech. igénybevételével---
azaz egy könnyű fejet kell minnél egyszerűbben és gyorsabban mozgatni egy adott felület felett a megfelelő helyre.
Az én megoldásomat megnézheted a http://www.smd21.fw.hu oldalamon.
Én is mostanában a gép gyorsításán ügyködök.
Ha esetleg ezen a téren akarsz továbblépni akkor beszélhetnénk róla.
Misi
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 június 09, 14:18
Írta: Kristály Árpád Dátum 2007 június 09, 14:18
Na.... ez volt reklám helye....
Hallihó!
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 12:27
Írta: 000000000 Dátum 2007 június 10, 12:27
Nu:-) Kicsit ütni:-) Mikroszkóphoz kéne majd okulár, mert az nem volt rajta, amúgy komplett, és csak 16 000 birodalmi forintba fájt:-)
mikroszkóposított dremel:-)
Tapasztalat: nagyon merev, 4-5 mm alut 3 mm-es ujjmaróval jól visz, ami gond, hogy a mikroszkóp tárgyasztala nem rögzíthető fixen, ezt még kell oldanom, mert így elvándorol a beállított pozícióbol. A mozgási területe minden irányba 3 cm (fel-le is).
mikroszkóposított dremel:-)
Tapasztalat: nagyon merev, 4-5 mm alut 3 mm-es ujjmaróval jól visz, ami gond, hogy a mikroszkóp tárgyasztala nem rögzíthető fixen, ezt még kell oldanom, mert így elvándorol a beállított pozícióbol. A mozgási területe minden irányba 3 cm (fel-le is).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 12:29
Írta: 000000000 Dátum 2007 június 10, 12:29
Nu:-) Kicsit ütni:-) Mikroszkóphoz kéne majd okulár, mert az nem volt rajta, amúgy komplett, és csak 16 000 birodalmi forintba fájt:-)
mikroszkóposított dremel:-)
Tapasztalat: nagyon merev, 4-5 mm alut 3 mm-es ujjmaróval jól visz, ami gond, hogy a mikroszkóp tárgyasztala nem rögzíthető fixen, ezt még kell oldanom, mert így elvándorol a beállított pozícióbol. A mozgási területe minden irányba 3 cm (fel-le is).
mikroszkóposított dremel:-)
Tapasztalat: nagyon merev, 4-5 mm alut 3 mm-es ujjmaróval jól visz, ami gond, hogy a mikroszkóp tárgyasztala nem rögzíthető fixen, ezt még kell oldanom, mert így elvándorol a beállított pozícióbol. A mozgási területe minden irányba 3 cm (fel-le is).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 12:35
Írta: 000000000 Dátum 2007 június 10, 12:35
(vagyis 6 cm a mozgási pálya)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 10, 12:43
Írta: Motoros Dátum 2007 június 10, 12:43
Ezeket a fotókat Te csináltad??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 12:44
Írta: 000000000 Dátum 2007 június 10, 12:44
Jaja, ma reggel, miért?:-) Nehogy azt mondd, hogy pont most építettél te is ilyet:-)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 10, 12:51
Írta: Motoros Dátum 2007 június 10, 12:51
Műszaki tárgyfotózásból megélhetnél.
A mikroszkópért nem kár, nagyon kicsi lessz a munkatere, az az emelőbak szerintem nem igazán gömbölyű, a húzó anya végének is csúsznia kell, az éknek is. Lefele hogy megy----a gravitáció.
És a kottyanásmentességet is kis helyen meg kell oldani.
A mikroszkópért nem kár, nagyon kicsi lessz a munkatere, az az emelőbak szerintem nem igazán gömbölyű, a húzó anya végének is csúsznia kell, az éknek is. Lefele hogy megy----a gravitáció.
És a kottyanásmentességet is kis helyen meg kell oldani.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 10, 12:52
Írta: Motoros Dátum 2007 június 10, 12:52
Bocs ..olvasom hogy már letettél róla.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 10, 12:56
Írta: Motoros Dátum 2007 június 10, 12:56
Nyithatnál itt egy topikot a fotózásról, montírozásról, műszaki tárgyfotózás címen. Biztos sokakat érdekelne: makrózás, megvilágítás beállítások stb.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 12:56
Írta: 000000000 Dátum 2007 június 10, 12:56
Egyelőre jó lesz, csak fotós alkatrészeket akarok buherálni vele:-) A mikroszkóp asztal az tutira kottyanásmentes, igaz az mindenhol fogasléces, feszítős, a vízszintes pluszba még golyóscsapágyas...
Műszaki tárgyfotó - ugyanmár... semmi trükk, csak nem teszem ki a napra amit fotóznék meg nem világítok rá direktben lámpával = szórt fény.
Műszaki tárgyfotó - ugyanmár... semmi trükk, csak nem teszem ki a napra amit fotóznék meg nem világítok rá direktben lámpával = szórt fény.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 13:02
Írta: 000000000 Dátum 2007 június 10, 13:02
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 10, 13:16
Írta: Motoros Dátum 2007 június 10, 13:16
Hát igen erről beszélek. Sokunknak ez sajna nem megy pedig érdemes volna megtanúlni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 13:22
Írta: 000000000 Dátum 2007 június 10, 13:22
OFF: majd megerőletetem magam és próbálok egy rövid ismertetőt írni, de a lényeg tényleg az, hogy ne közvetlenül világítsd meg és ne vakuzz rá... meg rakjál mögé fehér papírt, pl. makulatúrapapírt.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 10, 13:34
Írta: bmejdz9nu Dátum 2007 június 10, 13:34
Most fotózom az új CNC szerszámokat ... Nem egyszerű... főleg a makrofotózás...
A fiam vett egy Canon 350D-t... én meg hozzá (neki) "objektívkitoldót" vagy hogy hívják... közbetétek...az az objektív és gépváz közé...különböző nagyságúak és sorolni is lehet... Jól működik, pedíg olcsó volt...
De nem ment... a mélységélesség olyan kicsi lett a benne lévő nagyméretű CCD miatt (máskülönben ezért szeretik ezt a gépet)... hogy a marónak csak a tizede éles... :)
pl. ha jól csinálod akkor a légy szeme lesz csak éles... :)
Itt nem vált be... kellett volna sok-sok fény... és kevés idő(zités)... de a makrónál ez is gond... nem lehet odatenni egy 500W-os refit... mert megolvad a gép és a tárgy is... :)
Egy ilyen tükrörreflexes géphez már érteni kell... nem lehet megtanulni 1-2óra alatt... de ha belejönnék (ami nem lesz) akkor már "meghálálná a dolog magát"...
A a régi, bevált gépemmel... sikerültek...
A fiam vett egy Canon 350D-t... én meg hozzá (neki) "objektívkitoldót" vagy hogy hívják... közbetétek...az az objektív és gépváz közé...különböző nagyságúak és sorolni is lehet... Jól működik, pedíg olcsó volt...
De nem ment... a mélységélesség olyan kicsi lett a benne lévő nagyméretű CCD miatt (máskülönben ezért szeretik ezt a gépet)... hogy a marónak csak a tizede éles... :)
pl. ha jól csinálod akkor a légy szeme lesz csak éles... :)
Itt nem vált be... kellett volna sok-sok fény... és kevés idő(zités)... de a makrónál ez is gond... nem lehet odatenni egy 500W-os refit... mert megolvad a gép és a tárgy is... :)
Egy ilyen tükrörreflexes géphez már érteni kell... nem lehet megtanulni 1-2óra alatt... de ha belejönnék (ami nem lesz) akkor már "meghálálná a dolog magát"...
A a régi, bevált gépemmel... sikerültek...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 10, 13:35
Írta: bmejdz9nu Dátum 2007 június 10, 13:35
Nyissunk fotós-videós topikot is?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 13:44
Írta: 000000000 Dátum 2007 június 10, 13:44
OFF: ez így igaz! Kompakt géppel makrózz! SLR-nek csak akkor van értelme, ha van körvakud, tudod manuálisan kezelni, a rekeszt f32-re állítani... szal bonyi. A kevés fény megoldható úgy, hogy egy elől kivágott papírhengert teszel az apró kütyüdre és a papírhengert kívülről megvilágítod. még egy tipp: fogj egy kis hungarocelkockát, a függőleges oldalára erősítsd fel valahogy a makrobigyódat és akkor állvány se kell, pár könyvre ráteszed a gépet, hogy a tárggyal egymagasságban legyen, így szinte biztos, hogy nem mozdulsz be és síkban = kicsi mélységi terjedelemmel tudsz fotózni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 13:46
Írta: 000000000 Dátum 2007 június 10, 13:46
Hát ezek szerint lehetne... Megtennéd, hogy elhangzottakat teleportálod oda?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 10, 14:02
Írta: bmejdz9nu Dátum 2007 június 10, 14:02
Még várjunk...
Ki szeretne még fotós-vdeós topikot???
"Teleportálni" sajnos ebben a fórum motorban nem lehet...
Az SLR-t visszaadtam a fiacskámnak ő még fogékony... Ő szeret portré képeket csinálni... ott pdíg az a nyerő...
Ha én aktfotós lennék.......
... na de azt majd az új topikban...[#nyes]
Ki szeretne még fotós-vdeós topikot???
"Teleportálni" sajnos ebben a fórum motorban nem lehet...
Az SLR-t visszaadtam a fiacskámnak ő még fogékony... Ő szeret portré képeket csinálni... ott pdíg az a nyerő...
Ha én aktfotós lennék.......
... na de azt majd az új topikban...[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 14:34
Írta: 000000000 Dátum 2007 június 10, 14:34
Lehet, hogy nekem is jól jonne. Már kb.6 éve csak tükrörreflexes gépeket használok. Most egy Olympus E500-assal próbálok megbarátkozni...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 10, 15:06
Írta: bmejdz9nu Dátum 2007 június 10, 15:06
Elöször mindenkinek nyiltakozni kllene, hogy van e fényképezője...
Mert utánna már mindenki letagadná! Hogy ezért nem fotozza le a dolgait mert nincs... :)
Az a baj ez egy nagyon nehéz kérdéskör... meg ugyebár semmi köze a CNC-hez...
Én pár éve vettem egy könyvet... azóta már elfogadhatóak csinálok... de jól fotózni az már egy szakma!
Mert utánna már mindenki letagadná! Hogy ezért nem fotozza le a dolgait mert nincs... :)
Az a baj ez egy nagyon nehéz kérdéskör... meg ugyebár semmi köze a CNC-hez...
Én pár éve vettem egy könyvet... azóta már elfogadhatóak csinálok... de jól fotózni az már egy szakma!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 10, 15:14
Írta: 000000000 Dátum 2007 június 10, 15:14
Valami kis koze azért mégis van a CNC-hez... ...egy jó fotó tobbet elárul, mintha nemtom hány oldalt írnál ide...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 10, 15:18
Írta: bmejdz9nu Dátum 2007 június 10, 15:18
Na igen...
De egy szép nőről is ez igaz... Addíg tanulmányozd a portré fotózást... :)
De egy szép nőről is ez igaz... Addíg tanulmányozd a portré fotózást... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 11, 09:33
Írta: 000000000 Dátum 2007 június 11, 09:33
Gyorsan feltöltöttem egy kis rajzot a cnctárba, stgellert mappába:
Nem rajzoltam alá a marómotort, de szvsz érthető.
felső daru
A léptetőmotor fórumból lehetne törölni... Köszi!
Nem rajzoltam alá a marómotort, de szvsz érthető.
felső daru
A léptetőmotor fórumból lehetne törölni... Köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 11, 09:34
Írta: 000000000 Dátum 2007 június 11, 09:34
A kép előzménye:
Érdeklődve olvasom a mozgó asztal vs. mozgó maró tanakodásokat...
Én a mikroszkópos kisérlet alapján a mozgó asztal ellen vagyok, kicsi nagyon a hasznos munkaterület...
Viszont nagyon nagy a maró merevsége (a "gagyi" dremel a mikroszkópon mint az állat ül és mar). Meglepően sokat számít, hiába a forgácsoló élnek kéne dolgozni...
Amin gondolkozom, de mivel mindjárt nyaralok,és arra készülődök, majd ti kitaláljátok, mi a jó...
Szal a felső daruk járnak a fejemben... tudniillik akkor egy felső kereten futhat a marómotor, amit szerintem lényegesen merevebbre meg lehet építeni, mint a mostani alsó szános konstrukciókat és tele asztalod van...
Érdeklődve olvasom a mozgó asztal vs. mozgó maró tanakodásokat...
Én a mikroszkópos kisérlet alapján a mozgó asztal ellen vagyok, kicsi nagyon a hasznos munkaterület...
Viszont nagyon nagy a maró merevsége (a "gagyi" dremel a mikroszkópon mint az állat ül és mar). Meglepően sokat számít, hiába a forgácsoló élnek kéne dolgozni...
Amin gondolkozom, de mivel mindjárt nyaralok,és arra készülődök, majd ti kitaláljátok, mi a jó...
Szal a felső daruk járnak a fejemben... tudniillik akkor egy felső kereten futhat a marómotor, amit szerintem lényegesen merevebbre meg lehet építeni, mint a mostani alsó szános konstrukciókat és tele asztalod van...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 11, 09:35
Írta: bmejdz9nu Dátum 2007 június 11, 09:35
Léptető motor #1220-ra válasz: Stgellert úrnak
Ezen én is sokat filóztam... mert "nagyon védett" ez a megoldás és a munkadarab akár a hűtőfolyadékba is merülhetne...
Csak nem volt 2 db hossz irányú tenelyem.... meg nem is olyan nagy gépet akartam...
A kedvenc képem erről a megoldásról: (ha erre gondolsz...:) Persze ez sem marógép, ha jól látom... de az elv... talán..
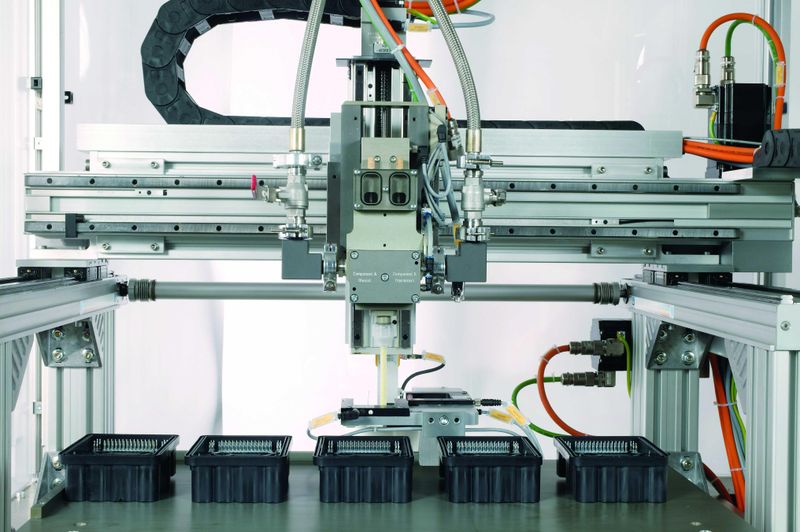
Ajánlom figyelmeteke a több mint 5 GigaByte terjedelmű "felhalmozott" gyűjteményemet: (képek, videók, adatlapok...
https://cnctar.hobbycnc.hu/VarsanyiPeter/
Ezen én is sokat filóztam... mert "nagyon védett" ez a megoldás és a munkadarab akár a hűtőfolyadékba is merülhetne...
Csak nem volt 2 db hossz irányú tenelyem.... meg nem is olyan nagy gépet akartam...
A kedvenc képem erről a megoldásról: (ha erre gondolsz...:) Persze ez sem marógép, ha jól látom... de az elv... talán..
Ajánlom figyelmeteke a több mint 5 GigaByte terjedelmű "felhalmozott" gyűjteményemet: (képek, videók, adatlapok...
https://cnctar.hobbycnc.hu/VarsanyiPeter/
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 11, 09:39
Írta: 000000000 Dátum 2007 június 11, 09:39
Nyamm[#szeret]
Ezt értem, de ha az aljához megvan mindened, gyakorlatilag "csk" felülre kéne átszerelni... ja és az asztalt emelhetővé tenni...
Ezt értem, de ha az aljához megvan mindened, gyakorlatilag "csk" felülre kéne átszerelni... ja és az asztalt emelhetővé tenni...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 11, 09:40
Írta: bmejdz9nu Dátum 2007 június 11, 09:40
Azt a stabilitást és gyorsulást(!)... talán nem tudná...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 11, 09:41
Írta: 000000000 Dátum 2007 június 11, 09:41
és ha megnézed az én rajzom, furcsább... mert a te képed egy gyönyörű hidas daru, az enyémet meg inkább keresztdaru néven ismerik, fotózásban nagy softboxokat mozgatnak vele nagy műtermekben.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 11, 09:42
Írta: 000000000 Dátum 2007 június 11, 09:42
nem tudom, ezen a témán nálam okosabbaknak kell rágódni... ami lényeges, nagyon pontosan szinkronban kell mozognia az én ötletemnél a két tengelynek.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 11, 09:49
Írta: bmejdz9nu Dátum 2007 június 11, 09:49
A szinkron nem gond... itt a képen egy kereszt tengely teszi... de pl. szervóval... ez sem kellene csak két motor...
Azért is vetettem el a dolgot mert nem volt semmi infó....
Az ipar még nem fedezte fel?
A képtáramban van még egy-két ilyen megoldás, de azok vagy mérők vagy SMD ültetők... miért?
Azért is vetettem el a dolgot mert nem volt semmi infó....
Az ipar még nem fedezte fel?
A képtáramban van még egy-két ilyen megoldás, de azok vagy mérők vagy SMD ültetők... miért?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 11, 09:55
Írta: 000000000 Dátum 2007 június 11, 09:55
a kereszttengely a maró felfogatást szolgálná leginkább, szal egyelőre ne dobd ki:-)))
Elsődleges gyanúm: nagyon precíz, mindig oda áll (abszolút pontos mátrix, ha jól sejtem nem függ még a motorok pontatlanságától sem), de valószínűleg relatíve lassú... kérdés a maróteljesítményhez képest is e...
Elsődleges gyanúm: nagyon precíz, mindig oda áll (abszolút pontos mátrix, ha jól sejtem nem függ még a motorok pontatlanságától sem), de valószínűleg relatíve lassú... kérdés a maróteljesítményhez képest is e...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 11, 09:58
Írta: 000000000 Dátum 2007 június 11, 09:58
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 11, 20:33
Írta: Motoros Dátum 2007 június 11, 20:33
Örülök hogy tetszik, de ez nem marásra való.
Viszont van egy ugyanilyen mechanikám csak nagyobb kicsit.
Tökéletesen ugyanaz amit Te felraktál a darus skicceden.
30 mm-es tengelyeken fut és a munkaterülete kb 250mmx 300mm.
Sajnos most nincs fotóm róla de ha akarod összerakom és lekapom . Rendkívűl robuszus valami.
Viszont van egy ugyanilyen mechanikám csak nagyobb kicsit.
Tökéletesen ugyanaz amit Te felraktál a darus skicceden.
30 mm-es tengelyeken fut és a munkaterülete kb 250mmx 300mm.
Sajnos most nincs fotóm róla de ha akarod összerakom és lekapom . Rendkívűl robuszus valami.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 11, 21:19
Írta: Motoros Dátum 2007 június 11, 21:19
De ITT is van valami olyasmi amire gondolsz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 11, 22:44
Írta: 000000000 Dátum 2007 június 11, 22:44
Sziasztok!
Péter gratulálok az 5 Giga byte-os gyüjteményedhez,nagy hasznát veszem,köszönöm
Péter gratulálok az 5 Giga byte-os gyüjteményedhez,nagy hasznát veszem,köszönöm
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 11, 23:39
Írta: bmejdz9nu Dátum 2007 június 11, 23:39
Na végre valaki használja...
Sajnos egyenlőre csak http alapon érhető el... (ftp nem)
Letöltés vezérlővel az egészet le lehet rántani !!!
Ha valahol megakadok a gépcsinálásban... mindíg elkezdem turkálni... és a képeket/videókat nézegetni... feltöltöm megamat ötletekkel! Ez többször bevált!
Majdnem minden nap szinkronizálom a merevlemezem tartalmával! (frissítem)
https://cnctar.hobbycnc.hu/VarsanyiPeter/
Sajnos egyenlőre csak http alapon érhető el... (ftp nem)
Letöltés vezérlővel az egészet le lehet rántani !!!
Ha valahol megakadok a gépcsinálásban... mindíg elkezdem turkálni... és a képeket/videókat nézegetni... feltöltöm megamat ötletekkel! Ez többször bevált!
Majdnem minden nap szinkronizálom a merevlemezem tartalmával! (frissítem)
https://cnctar.hobbycnc.hu/VarsanyiPeter/
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 12, 07:33
Írta: 000000000 Dátum 2007 június 12, 07:33
Az lenne a kérdésem, miért nem marásra használod? Vagyis én is meg Varsányi is arra vagyunk kiváncsiak, marásnál mi a hátránya?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 12, 07:35
Írta: Motoros Dátum 2007 június 12, 07:35
Az #1525-re válaszoltál?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 12, 07:48
Írta: 000000000 Dátum 2007 június 12, 07:48
Bocsánat, igen!
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 12, 08:01
Írta: Motoros Dátum 2007 június 12, 08:01
Azért mert az egy smd beültető ( ez a reklám helye) a bordásszíj meghajtás miatt alkalmatlan marásra. De megpróbálom lefotózni az egykoron elkövetett megoldásomat, ami egy olyan lábakon álló daruszerű akár hordozható agymenés volt amiről Te is filózol. Darabokban hever, össze kell raknom, de nem nagy meló. Este ha ide benézel addigra fent lesz a fotója.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 12, 08:02
Írta: 000000000 Dátum 2007 június 12, 08:02
Holnap utazom el dél körül, szal látni fogom még:-)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 12, 08:31
Írta: Motoros Dátum 2007 június 12, 08:31
Igyekszem.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 12, 17:42
Írta: Motoros Dátum 2007 június 12, 17:42
Na megvan, így néz ki az a bizonyos szerkezet. A tengelyek 30mm átm. kéregedzett,- minden tömmbben lineáris csapágyak.
A 4 tuskó láb persze lehet hosszabb is, esetleg márványra gravírozásnál tapadókorong.
Az Y irányra 2 motort kell szerelni szinkronban.
A Z tengelyt lesz a legnehezebb kitalálni, úgy hogy elég erős is legyen, kicsi is legyen, mozgástartománynak elég a 20mm. Ez a szerkezet nem egy 3D-s bajnok, de viszont jól megcsinálva nagyon erős lehet. Helyszinre szállítható és a megmunkálandó felületre szerelhető, helyezhető. Csak be kéne fejezni.

A 4 tuskó láb persze lehet hosszabb is, esetleg márványra gravírozásnál tapadókorong.
Az Y irányra 2 motort kell szerelni szinkronban.
A Z tengelyt lesz a legnehezebb kitalálni, úgy hogy elég erős is legyen, kicsi is legyen, mozgástartománynak elég a 20mm. Ez a szerkezet nem egy 3D-s bajnok, de viszont jól megcsinálva nagyon erős lehet. Helyszinre szállítható és a megmunkálandó felületre szerelhető, helyezhető. Csak be kéne fejezni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 13, 07:15
Írta: 000000000 Dátum 2007 június 13, 07:15
Nagyon tetszik!
Na most a kérdésem... miért nem ilyen konstrukciót használsz amúgy a marógépeidnél?
Na most a kérdésem... miért nem ilyen konstrukciót használsz amúgy a marógépeidnél?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 13, 07:40
Írta: Motoros Dátum 2007 június 13, 07:40
Ez a megoldás nem vált be a gyakorlatba, csak bizonyos esetekben használjá pl smd beültetők, vagy monstrumgépek. Csak látszólag egyszerűbb mondjuk az álló sztalos megoldásnál. Az Y iránynál eleve 2 meghajtást igényel.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 június 13, 08:40
Írta: 4mjnxdwuu Dátum 2007 június 13, 08:40
Miért csigákon drót(bovden) vagy fogazott szíjjal átlóba kötöd őket. A kereszt pontot pedig eltolod, hogy ne a munkatartományba essen???
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 13, 09:56
Írta: 000000000 Dátum 2007 június 13, 09:56
Nem muszaj 2 meghajtas egyik tengelyre sem. A nagy epitett gepemet ugyan ilyen felso szanrendszeresre terveztem es epitettem. Egy oldalas az (nekem) X hajtasa golyosorsoval, csuszoperselyes vezetes 40mm-es rudon. 2m-es hosszban. Nincs se akadas, se karos rezges/rezonancia gyorsjarat kozben sem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 13, 12:50
Írta: 000000000 Dátum 2007 június 13, 12:50
Képeket tudnál küldeni vagy felrakni a nagy gépről?Főleg az y-om érdeklne.Énis most csinálok egy nagy gépet 30-as rudak csuszóperselyes középen 16-os golyos orsó két anyával.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 13, 13:21
Írta: Motoros Dátum 2007 június 13, 13:21
Dróttal mozgatni egy maró tengelyt, hmmm ilyet nem láttam még. Még a fogazott szíjban sem bíznék, a felbontás is leromlana.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 13, 13:26
Írta: Motoros Dátum 2007 június 13, 13:26
Lehet hogy elég lenne egy oldal is. Inkább csak megérzés hogy jobb mindkét végén.
Amit leírsz azt el sem tudom képzelni befeszülés nélkűl. Nem lehetne egy két fotót róla?
Amit leírsz azt el sem tudom képzelni befeszülés nélkűl. Nem lehetne egy két fotót róla?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 13, 13:26
Írta: 000000000 Dátum 2007 június 13, 13:26
Fogazott szij az jo siman. Felbontas meg marad ugyan az, amit a motor kepes leadni. Egy hatranya van, hogy duplan kell az egyik megvezetes. Ket orso, ket anya.
hirtelen nem talaltam jobbat
hirtelen nem talaltam jobbat
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 13, 13:28
Írta: 000000000 Dátum 2007 június 13, 13:28
Lehet... Maganban keress meg, nem publikus meg az ajtozarszerkezet sem. Mert csak...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 13, 13:35
Írta: Motoros Dátum 2007 június 13, 13:35
Nekem ez nem tetszik, csak ilyen kis pilicka gépeknél lehet jó, A kétmotoros, menetes orsókkal szerintem jobb.
A Te gépedre lennék kíváncsi, a 40mm-es tengelyekkel 2 m hosszban, az egyik oldalon mozgatva.
A Te gépedre lennék kíváncsi, a 40mm-es tengelyekkel 2 m hosszban, az egyik oldalon mozgatva.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 13, 13:37
Írta: Motoros Dátum 2007 június 13, 13:37
Jó, kösz
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 13, 13:41
Írta: bmejdz9nu Dátum 2007 június 13, 13:41
[#wink]

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 13, 13:56
Írta: 000000000 Dátum 2007 június 13, 13:56
Vegeselemanalizis (CAE). Nem tudok mast mondani...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 14, 12:03
Írta: 000000000 Dátum 2007 június 14, 12:03
Szia Motoros!
És Te mernéd ezt alkalmazni - mármint a duplamotoros X meghajtást - nagy léptetőmotoros gépek esetében mechanikai összeköttetés nélkül???

És hogyan? Egy vezérlővel, vagy kettővel?
Merész!
És Te mernéd ezt alkalmazni - mármint a duplamotoros X meghajtást - nagy léptetőmotoros gépek esetében mechanikai összeköttetés nélkül???
És hogyan? Egy vezérlővel, vagy kettővel?
Merész!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 14, 12:05
Írta: 000000000 Dátum 2007 június 14, 12:05
NAGY Gépnél!?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 14, 20:45
Írta: Motoros Dátum 2007 június 14, 20:45
Nagy gépnél? hát nem tudom.
Egy barkács lógós gépnél a motor és orsó hibái még nem okoznak bajt, de nagy gépnél nem tudom mi a helyzet. Talán egy lágyabb gumival szerelt kuplung megoldást jelenthet ott is.
Egy barkács lógós gépnél a motor és orsó hibái még nem okoznak bajt, de nagy gépnél nem tudom mi a helyzet. Talán egy lágyabb gumival szerelt kuplung megoldást jelenthet ott is.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 14, 20:46
Írta: Motoros Dátum 2007 június 14, 20:46
Ha már két motor akkor két vezérlőt neki csakis.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 14, 21:43
Írta: 000000000 Dátum 2007 június 14, 21:43
ket motor ket vezerlo ...eddig jo ! jateknak
komolyabb esetben, 1 (eros) motor es mechanikai szinkron a ket oldalnak....
komolyabb esetben, 1 (eros) motor es mechanikai szinkron a ket oldalnak....
Cím: Re:Mechanikai ötletek
Írta: uzahitefr Dátum 2007 június 14, 22:47
Írta: uzahitefr Dátum 2007 június 14, 22:47
sziasztok én is most fogok késziteni egy plasma vágot. ott én is ugy tervezem hogy egy tengelyen 2 motor mehanikai őszekötés nélkül!!
Cím: Re:Mechanikai ötletek
Írta: uzahitefr Dátum 2007 június 14, 22:49
Írta: uzahitefr Dátum 2007 június 14, 22:49
elég nagy masina lesz, a mozgástartománya 1050 x 2050 mm
Cím: Re:Mechanikai ötletek
Írta: uzahitefr Dátum 2007 június 14, 22:51
Írta: uzahitefr Dátum 2007 június 14, 22:51
persze minden tengely golyos orsoval!!!
Cím: Re:Mechanikai ötletek
Írta: uzahitefr Dátum 2007 június 14, 23:08
Írta: uzahitefr Dátum 2007 június 14, 23:08
5.6 méter golyos orso megy rá 3 anyával sajna én csak a gép kivitelezöje leszek! de számomra ezis öröm!!! az anyagiakat a főnököm álja! egy nagy kihivásbol sokat tanul az ember!! persze nem egy sufniban készül hanem egy mühelyben. komoly gépparkal!
Cím: Re:Mechanikai ötletek
Írta: uzahitefr Dátum 2007 június 14, 23:11
Írta: uzahitefr Dátum 2007 június 14, 23:11
jó éjt minden hobbi cnc-és nek!!!
Cím: Re:Mechanikai ötletek
Írta: uzahitefr Dátum 2007 június 14, 23:15
Írta: uzahitefr Dátum 2007 június 14, 23:15
ha elkészül rakok fel képeket és videokat!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 14, 23:24
Írta: 000000000 Dátum 2007 június 14, 23:24
És ha az egyik oldalon valami hiba lép föl, a másik meg hajt tovább? Széttekeri a mechanikát. Vagy van valami ötlet? (Persze a főnöké [#vigyor3])
Én valami olyasmit gondolnék (magam inkább maradnék az egy nagy motorosnál), hogy a két külön motoros X1 és X2 orsót össze kellene kötni valami igazán gagyi szalaggal, amit egy opto (vagy jó helyen lévő mikrokapcsoló) figyel, hogy egyáltalán még létezik-e. Ha megszűnne a szinkron, szalag szakad, kapcsoló jelzi, gép leáll, mani a zsebben marad. (sajnos a főnökében...[#ravasz1])
Én valami olyasmit gondolnék (magam inkább maradnék az egy nagy motorosnál), hogy a két külön motoros X1 és X2 orsót össze kellene kötni valami igazán gagyi szalaggal, amit egy opto (vagy jó helyen lévő mikrokapcsoló) figyel, hogy egyáltalán még létezik-e. Ha megszűnne a szinkron, szalag szakad, kapcsoló jelzi, gép leáll, mani a zsebben marad. (sajnos a főnökében...[#ravasz1])
Cím: Re:Mechanikai ötletek
Írta: uzahitefr Dátum 2007 június 14, 23:35
Írta: uzahitefr Dátum 2007 június 14, 23:35
a 2 motort sorba kötöm 2 db 2.5 nm es .én is gondolkoztam rajta amit irsz valamilyen szinten őszekötni a 2 tengelyt.
Cím: Re:Mechanikai ötletek
Írta: uzahitefr Dátum 2007 június 14, 23:47
Írta: uzahitefr Dátum 2007 június 14, 23:47
én avégett gondoltam rá mert ven nálunj 1-2 (dinnye ember aki esetleg kikapcsolt álapotban eltekeri az egyik orsot! elég egy kicsi és máris az x - y derékszögnek anyi! azért köszi jótanácsot mindig el kell fogadni!!
Cím: Re:Mechanikai ötletek
Írta: uzahitefr Dátum 2007 június 14, 23:53
Írta: uzahitefr Dátum 2007 június 14, 23:53
lehet hogy láncal összekötöm a 2 tengelyt ha mégis történne valami az max 2-3 lépés eltérés lehet amitöl a gép nem szenved marado alakváltozást!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 15, 06:40
Írta: 000000000 Dátum 2007 június 15, 06:40
Ez a habvágás tewchnikában mindennapos megoldás! Ott 1 vezérlő 1 tengelyén 2 motor van szinkronban hajtva (H1 esetén soros kötésben)! Ez tökéletesen működik, sőt vn lehetőség 4D megoldásra ha minden motor külön vezérlővel megy (ilyenkor ha kell szoftveresen van összefogatva)!
A direkt eltekerés ellen persze védtelen (szabotázs)!
A láncot nem javaslom használni semmire mert belógása miatt impulzus elnyelő hatása van (lépés késéssel reagál) és csörög, csattog, nehéz, kenést igényel, stb.! Inkább bocden, fogazott szíj, stb. (ha már muszály)!
A direkt eltekerés ellen persze védtelen (szabotázs)!
A láncot nem javaslom használni semmire mert belógása miatt impulzus elnyelő hatása van (lépés késéssel reagál) és csörög, csattog, nehéz, kenést igényel, stb.! Inkább bocden, fogazott szíj, stb. (ha már muszály)!
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 június 15, 07:11
Írta: 35kpazcgr Dátum 2007 június 15, 07:11
Hasonló masinát építgetek immár 1 éve (ha időm engedi). Átrágtam magam én is sokféle megoldáson. A kétoldali hajtás jó megoldás, de mechanikusan is össze kell kötni! Legjobb a bordásszíj. Plazma- és lángvágó gép esetén a hajtáshoz felesleges a golyósorsó! A pontosság nem igényli, hiszen bőven elég, ha az 0,1 - 0,2 mm körül van. A profi gyári gépek sem tudnak többet! A plazmavágásnál keletkező nagyon finom por keményen lerakódik mindenre. A golyósorsódat rövid idő alatt hazavágja! A legjobb megoldás (a profi, több 10 milliós gépeken is ez van) a fogaskerék - fogasléc hajtás! Ez megfelelően védhető a por ellen is! Persze rugósan előfeszítve a holtjáték és a kopások kiküszöbölése miatt. A fogasléces hajtást az egyik tengelyen mindkét oldalt fel lehet szerelni, a motor közvetlenül (vagy bordás-szíjas lassító áttételen keresztül) csak az egyik oldali fogaskereket hajtja, a másik oldalra pedig merev tengelyen keresztül lehet átvinni a hajtást!
Javaslom, hogy nézz körül ezen az oldalon!
Nagyon sok jó ötletet találsz plazmavágókra (még kittet is rendelhetsz, mely a vázon kívül mindent tartalmaz! Ha már ugy is a főnököd fizeti! :o))
TORCHMATE plazmavágók
Javaslom, hogy nézz körül ezen az oldalon!
Nagyon sok jó ötletet találsz plazmavágókra (még kittet is rendelhetsz, mely a vázon kívül mindent tartalmaz! Ha már ugy is a főnököd fizeti! :o))
TORCHMATE plazmavágók
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 június 15, 08:04
Írta: 35kpazcgr Dátum 2007 június 15, 08:04
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 15, 21:59
Írta: 000000000 Dátum 2007 június 15, 21:59

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 15, 22:01
Írta: 000000000 Dátum 2007 június 15, 22:01

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 15, 22:03
Írta: 000000000 Dátum 2007 június 15, 22:03

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 15, 22:05
Írta: 000000000 Dátum 2007 június 15, 22:05

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 15, 22:07
Írta: 000000000 Dátum 2007 június 15, 22:07

Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2007 június 18, 12:24
Írta: 2vkx6unz Dátum 2007 június 18, 12:24
Szia Szobrász
A #1462 hozzászólásban mitatott képek milyen eszközről vannak? Holl lehet kapni és mennyiért?
Érdekelne még a Trapista által lefotózott anya miben van ?
A #1462 hozzászólásban mitatott képek milyen eszközről vannak? Holl lehet kapni és mennyiért?
Érdekelne még a Trapista által lefotózott anya miben van ?
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 június 18, 16:33
Írta: 4mjnxdwuu Dátum 2007 június 18, 16:33
Hali, nem tudom, a neten találtam. Megtetszett mint ötlet...
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 június 25, 14:40
Írta: vthgizrff Dátum 2007 június 25, 14:40
Sasi oldalán találtam egy ötletes megoldást: csigakerék készítése esztergán.
Elsőre ilyen lett:

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Elsőre ilyen lett:

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 június 25, 15:01
Írta: D.Laci Dátum 2007 június 25, 15:01
Jól sikerült! Gratulálok!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 június 25, 17:09
Írta: 3vv2btrhv Dátum 2007 június 25, 17:09
sziasztok
most néztem meg egy amerikai gépet ami ugy volt megoldva hogy 1 motor és mechanikusan rudazaton keresztül hajtotta a második orsot . érdekessége még az volt hogy nem golyos orso hanem fogazott szij volt a hajtás fölül a motor és két kerék oldalt volt a feszités .
ami még érdekes hogy ezzel az elvel csinálják az összes gépüket akár 2 méter x 1.5 méteres méretben . a megvezetése pedig alu profilon gördülö kerekek , a kerék széle le volt esztergálva 45 fokban és ez ölt bele az alu projil mélyedésébe . a gép nagyon megbizhato 24 orás üzemre tervezték .
most néztem meg egy amerikai gépet ami ugy volt megoldva hogy 1 motor és mechanikusan rudazaton keresztül hajtotta a második orsot . érdekessége még az volt hogy nem golyos orso hanem fogazott szij volt a hajtás fölül a motor és két kerék oldalt volt a feszités .
ami még érdekes hogy ezzel az elvel csinálják az összes gépüket akár 2 méter x 1.5 méteres méretben . a megvezetése pedig alu profilon gördülö kerekek , a kerék széle le volt esztergálva 45 fokban és ez ölt bele az alu projil mélyedésébe . a gép nagyon megbizhato 24 orás üzemre tervezték .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 június 25, 17:10
Írta: 3vv2btrhv Dátum 2007 június 25, 17:10
bocsi de nem orso !!!! csak szij
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 25, 18:06
Írta: 000000000 Dátum 2007 június 25, 18:06
Üdv!
Első gépem építem, és kérdezném a tapasztaltakat, hogy mondjuk egy 2Nm-es motor áttétel nélkül hogy viseli ezt a 19-es átmérőjű menetes szárat?! Emelkedés 6mm körül... Mit javasoltok? Szerintem elég lenne vékonyabb is, kisebb lenne a tehetetlensége.

Klikk a nagyításhoz!!
Első gépem építem, és kérdezném a tapasztaltakat, hogy mondjuk egy 2Nm-es motor áttétel nélkül hogy viseli ezt a 19-es átmérőjű menetes szárat?! Emelkedés 6mm körül... Mit javasoltok? Szerintem elég lenne vékonyabb is, kisebb lenne a tehetetlensége.

Klikk a nagyításhoz!!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 június 25, 19:06
Írta: Kristály Árpád Dátum 2007 június 25, 19:06
Hallihó fonda!
Nem kekckedni akarok, de mi az a körül....
Nem kekckedni akarok, de mi az a körül....
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 június 25, 19:17
Írta: dg8n4i8x Dátum 2007 június 25, 19:17
Szia fonda!
Nekem 14mm-es van 6-os emelkedéssel semmi gond vele 3000mm/p-ig megy az előtolás, igaz ez csak 600mm hosszú orsó... Ja és csak 24V-ot kap a motor H1-el.
Nekem 14mm-es van 6-os emelkedéssel semmi gond vele 3000mm/p-ig megy az előtolás, igaz ez csak 600mm hosszú orsó... Ja és csak 24V-ot kap a motor H1-el.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 25, 19:36
Írta: bmejdz9nu Dátum 2007 június 25, 19:36
Szerintem nem...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 25, 21:38
Írta: 000000000 Dátum 2007 június 25, 21:38
Árpi: Igazad van! Kedvedért megmértem, és 4mm-es az emelkedés, a tömege pedig 1405gramm.
Balu: az enyémnek is 600mm a hasznos része, és úgyszint H1-el fog menni.
V.Péter: szerinted nem ok?
köszi
Balu: az enyémnek is 600mm a hasznos része, és úgyszint H1-el fog menni.
V.Péter: szerinted nem ok?
köszi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 25, 21:54
Írta: bmejdz9nu Dátum 2007 június 25, 21:54
Kb. szerintem 3-4Nm-től... Nema34-ben gondolkozva... Ehhez már szerintem a 2Nm-es Nema 23 tuti kevés lesz... (vagy áttétel... de az egy másik töténet...)
De 2-3Nm is csak akkor is ha igencsak össze van párosítva a motor a vezérlővel... és táppal...
Milyen vezérlés? milyen motor?.... de előszörre jobb ha túlméretezed... max. a végsebesség/gyorsítás lesz valamivel gyengébb de bírni fogja...
Nem egyszerű erre a válasz... talán nem is tudunk segíteni... csak osztjuk a tippeket... de ez neked kevés most...
Több infóra lenne szükség... milyen pontosan az orsó?
De 2-3Nm is csak akkor is ha igencsak össze van párosítva a motor a vezérlővel... és táppal...
Milyen vezérlés? milyen motor?.... de előszörre jobb ha túlméretezed... max. a végsebesség/gyorsítás lesz valamivel gyengébb de bírni fogja...
Nem egyszerű erre a válasz... talán nem is tudunk segíteni... csak osztjuk a tippeket... de ez neked kevés most...
Több infóra lenne szükség... milyen pontosan az orsó?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 00:17
Írta: 000000000 Dátum 2007 június 26, 00:17
Értem. Az orsóról annyit, hogy csak 1 van belőle-régről-, úgyhogy ezennel szerintem el is felejtem ezt az egyet, inkább csináltatok 3 ugyan olyat. Főleg, hogy danamitba akarok menetet furni, egyet fel is kell áldoznom(vagy legalább az egyik végét). Sokkal könnyebb lesz az életem, ha vékonyabb orsót használok.-gondolom én-
ui.: köszi a tippeket, nem vártam életmentést, nekem pont erre van szükségem, még biztos jövök fárasztani. [#circling]
ui.: köszi a tippeket, nem vártam életmentést, nekem pont erre van szükségem, még biztos jövök fárasztani. [#circling]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 08:35
Írta: 000000000 Dátum 2007 június 26, 08:35
DANAMID
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 08:47
Írta: bmejdz9nu Dátum 2007 június 26, 08:47
A tengely átmérő...
Azért ha hosszú lesz, legyen egy kis átmérője is... nehogy belengjen... szerintem...
Pl. ahogy elnézem a képet egy 20/4-es trapézmenet pont jó lenne...
A héten fog érkezni nekem egy 3 lépcsős TR20/4-es gyári trapézmenetfúró...
... küldöm a "Motorosnak" tesztelésre... :)
estetleg keresd őt...
Egy kép a vágóról:
Azért ha hosszú lesz, legyen egy kis átmérője is... nehogy belengjen... szerintem...
Pl. ahogy elnézem a képet egy 20/4-es trapézmenet pont jó lenne...
A héten fog érkezni nekem egy 3 lépcsős TR20/4-es gyári trapézmenetfúró...
... küldöm a "Motorosnak" tesztelésre... :)
estetleg keresd őt...
Egy kép a vágóról:
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 10:28
Írta: 000000000 Dátum 2007 június 26, 10:28
Durva egy szerszám;) Érdekelne a dolog! Ti pestiek vagytok? Én a messzi Veszprémből...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 11:03
Írta: bmejdz9nu Dátum 2007 június 26, 11:03
Én Soproni... A "Misi Mester" Pest közeli...
Ez a "spéci" trapézmenetvágó nem egy olcsó dolog... de teljesen más mint pl. egy menetes szárból készített metsző... mert ez illeszett, tehát egy lehelettel kisebbet vág...
Azért küldöm "motorosnak", hogy tesztelje... mert neki már van rutinja ebben... több gépet is csinált már trapézmenettel... és ez a szerszám egy régi "álom"...
Vedd majd fel vele a kapcsolatot mert szerintem komplett trapéz tengelyeket is tud csinálni neked csapágyazva... van felszereltsége és tapasztalata...
Ez a "spéci" trapézmenetvágó nem egy olcsó dolog... de teljesen más mint pl. egy menetes szárból készített metsző... mert ez illeszett, tehát egy lehelettel kisebbet vág...
Azért küldöm "motorosnak", hogy tesztelje... mert neki már van rutinja ebben... több gépet is csinált már trapézmenettel... és ez a szerszám egy régi "álom"...
Vedd majd fel vele a kapcsolatot mert szerintem komplett trapéz tengelyeket is tud csinálni neked csapágyazva... van felszereltsége és tapasztalata...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 11:10
Írta: 000000000 Dátum 2007 június 26, 11:10
Köszi!!! Megkeresem mindenképpen.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 11:11
Írta: bmejdz9nu Dátum 2007 június 26, 11:11
Jól jársz...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 11:48
Írta: 000000000 Dátum 2007 június 26, 11:48
Pontosan honnan? En is Veszpremben rontom a levegot. (:
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 14:18
Írta: bmejdz9nu Dátum 2007 június 26, 14:18
Sőt az előbb meghozta a postás bácsi a "csodaszerszámot"... holnap küldöm tovább... Aki tudja mi ebben a jó... az érti az örömöt... :)
TR20/4-es 3 lépcsős trapéz menetfúró... (300mm hosszú!)


TR20/4-es 3 lépcsős trapéz menetfúró... (300mm hosszú!)
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 június 26, 14:46
Írta: vthgizrff Dátum 2007 június 26, 14:46
Hogyé adták?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 14:58
Írta: bmejdz9nu Dátum 2007 június 26, 14:58
Szürkeimport :) alkudozás... nem megismételhető...
Itt van egy egyszerűbb kivitelű...egymenetes...
Ez "csak" 240 Euro...

Itt van egy egyszerűbb kivitelű...egymenetes...
Ez "csak" 240 Euro...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 15:04
Írta: 000000000 Dátum 2007 június 26, 15:04
Ennyier itthon is kapsz. (:
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 15:11
Írta: bmejdz9nu Dátum 2007 június 26, 15:11
Próbáltam... ha nem vicceltek akkor az egymenetes... kb. 45-50 ezer?
Tudsz te olcsóbban? érdekel? Jó lenne 3 menetes...
Tudsz te olcsóbban? érdekel? Jó lenne 3 menetes...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 15:26
Írta: 000000000 Dátum 2007 június 26, 15:26
Most hirtelen a noniusz-t talalom csak. De keresem tovabb...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 15:29
Írta: bmejdz9nu Dátum 2007 június 26, 15:29
Várom... mert nekem nem sikerült...
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 június 26, 15:35
Írta: vthgizrff Dátum 2007 június 26, 15:35
Péter, írtam Neked egy mailt, megkaptad?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 16:07
Írta: bmejdz9nu Dátum 2007 június 26, 16:07
Meg... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 16:10
Írta: 000000000 Dátum 2007 június 26, 16:10
Sziasztok!
Valaki ismer olyan gépi menetfúró megoldást, amit lehet használni oszlopos fúrógépen?
Létezik valami spéci menetfúró szerkentyű, befogó?? Sajnos nem értek a dologhoz, az ötleteket szívesen fogadom :)
Valaki ismer olyan gépi menetfúró megoldást, amit lehet használni oszlopos fúrógépen?
Létezik valami spéci menetfúró szerkentyű, befogó?? Sajnos nem értek a dologhoz, az ötleteket szívesen fogadom :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 17:06
Írta: bmejdz9nu Dátum 2007 június 26, 17:06
Güde Mod.55
Sosem volt még használva/kipróbálva... dobozában...

Megtalálod a cég honlapján...
Ha kell. 12.000 Ft
Sosem volt még használva/kipróbálva... dobozában...
Megtalálod a cég honlapján...
Ha kell. 12.000 Ft
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 26, 18:11
Írta: Motoros Dátum 2007 június 26, 18:11
A menetfúró megfogásához a sima fúrótokmány teljesen alkalmatlan.A négyzetes részén kell meneszteni + központosítani. Nekem a motoros irányváltás vált be legjobban, de jó még a kúpkerekes dörzsmegoldás is.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 18:14
Írta: bmejdz9nu Dátum 2007 június 26, 18:14
Ez a "valami" Güde... irányváltós... még nem próbáltam... de hát valamiért csak csinálják...?
Valahogy csak megy? Sőt ilyeneket több száz Euróért is lehet venni...
Valahogy csak megy? Sőt ilyeneket több száz Euróért is lehet venni...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 26, 18:22
Írta: Motoros Dátum 2007 június 26, 18:22
Nekem a méregdrága svájci sem vált be, irányváltáskor recsegnek ropognak, műszerészkedni lehet hogy jó, de szériára csak a direkt erre a célra készített meneteelő gép a jó..szerintem. A menetfúró megfogására is spec fej kell.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 június 26, 18:24
Írta: Motoros Dátum 2007 június 26, 18:24
Régen a magyarok csináltak menetelő fejet zöld kalapácslakkos volt minden méretben. Na ez is jó volt. Persze ma már egy jukat sem tudnak kifúrni...nemhogy menetelőfejet csinálni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 22:42
Írta: 000000000 Dátum 2007 június 26, 22:42
Köszi a segítséget Péter és Motoros.
Ez a Güde cucc hogyan működik?
Még nem látom át a működését.
Hogyan vált irányt?
Ez a Güde cucc hogyan működik?
Még nem látom át a működését.
Hogyan vált irányt?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 22:44
Írta: 000000000 Dátum 2007 június 26, 22:44
Túl sok leírás nincs a gyártó honlapján. Van egy ugynilyen márkájú körfűrészem, az jól szuperál :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 26, 22:47
Írta: bmejdz9nu Dátum 2007 június 26, 22:47
Ha nyom-és húz irányt vált... biztos megy... csak nem csinálnak olyat ami nem megy?... végül is nem rossz a Güde név...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 26, 22:59
Írta: 000000000 Dátum 2007 június 26, 22:59
Aha, trükkös, most már értem :) köszi.
Aluba M3..M6 menetet milyen sebességgel optimális fúrni? Az a gyanum, hogy egy frekiváltó is kellene akkor az állványos fúrógépemre?! Szerintem túl gyors a menetfúráshoz. 600RPM a legalja. :(
Aluba M3..M6 menetet milyen sebességgel optimális fúrni? Az a gyanum, hogy egy frekiváltó is kellene akkor az állványos fúrógépemre?! Szerintem túl gyors a menetfúráshoz. 600RPM a legalja. :(
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 27, 08:40
Írta: bmejdz9nu Dátum 2007 június 27, 08:40
Nekem Güde állványosom van... ahhoz való valahol... 500 fordulatot tud "minimum-ba" percenként...
De ha már frekiváltón filózol akkor ez nem is kell, mert ott az irányváltást tudja majd a freliváltó... de akkor 3 fázisú motor is kell... vagy ?
De ha már frekiváltón filózol akkor ez nem is kell, mert ott az irányváltást tudja majd a freliváltó... de akkor 3 fázisú motor is kell... vagy ?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 27, 08:43
Írta: bmejdz9nu Dátum 2007 június 27, 08:43
K2 CNC Router - Tool Indicator - Tool Zero Block
Talán ez mechanikai ötlet? Mi kapcsolja le a Z-tengelyt? olyan gyorsan? Mi a felülete? kapcsoló? Fémlap?

Talán ez mechanikai ötlet? Mi kapcsolja le a Z-tengelyt? olyan gyorsan? Mi a felülete? kapcsoló? Fémlap?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 június 27, 09:53
Írta: 3vv2btrhv Dátum 2007 június 27, 09:53
szerszám cseréhez nagyon jó , mi az ára ?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 27, 21:11
Írta: bmejdz9nu Dátum 2007 június 27, 21:11
klick" a linkre...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 28, 10:00
Írta: bmejdz9nu Dátum 2007 június 28, 10:00
Találtam újabb trapézmenetvágót... Ez is 20/4-es [#hawaii]
Ez egy kicsit drágább... 348 Euro.. Miért?
Ez is "csak" egymenetes...

Ez egy kicsit drágább... 348 Euro.. Miért?
Ez is "csak" egymenetes...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 28, 10:37
Írta: 000000000 Dátum 2007 június 28, 10:37
Nem egymenetes, hanem egy fokozatu. Mert gepi...
Megtalaltam a cegeket, 2-3 fokozatu 68e + afa.
De lehet elrontottam az e-mailt, 16/5-osre kertem arajanlatot. Az meg nem szabvany... ((:
Gepi, egyfokozatu 113e + afa.
Meg kell venni, aztan " olcson, profi menetfurast vallalok"-ot meg kuldeni a celkozonsegnek! (:
Megtalaltam a cegeket, 2-3 fokozatu 68e + afa.
De lehet elrontottam az e-mailt, 16/5-osre kertem arajanlatot. Az meg nem szabvany... ((:
Gepi, egyfokozatu 113e + afa.
Meg kell venni, aztan " olcson, profi menetfurast vallalok"-ot meg kuldeni a celkozonsegnek! (:
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 28, 11:12
Írta: 000000000 Dátum 2007 június 28, 11:12
Megerdeklodtem a gepi, egyfokozatu Tr16/4 menetfuro. 52e + afa
1-1.5 het szallitasi idovel, ha nincs raktaron. Nagyon jo!!! ((:
1-1.5 het szallitasi idovel, ha nincs raktaron. Nagyon jo!!! ((:
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 28, 14:27
Írta: bmejdz9nu Dátum 2007 június 28, 14:27
#1592 Akkor szerintem már ne öld bele a pénzedet... [#vigyor2] Majd sokat csinálunk :)
Tehát a hárommenetes a kézi (#1592) és a (#1616) egymenetes a gépi...?
De akkor itthon sem egy "filléres" dolog ez a trapézmenetfúró....
Tehát a hárommenetes a kézi (#1592) és a (#1616) egymenetes a gépi...?
De akkor itthon sem egy "filléres" dolog ez a trapézmenetfúró....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 28, 15:03
Írta: 000000000 Dátum 2007 június 28, 15:03
Nem mozgat meg a trapezorsos hajtas, tehat nem olok bele semmit sem...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 28, 15:47
Írta: 000000000 Dátum 2007 június 28, 15:47
Tudom, hogy okvetlenkedésnek hangzik, de miért nem mozgat meg a trapézorsós hajtás? Mármint úgy értem, hogy okod van rá, de mi?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 28, 15:54
Írta: 000000000 Dátum 2007 június 28, 15:54
Nem fontos...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 június 28, 20:37
Írta: 000000000 Dátum 2007 június 28, 20:37
ja úgy oké, azthittem mechanikai téren van kifogásod, arra meg kiváncsi lettem volna:-)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 június 28, 21:19
Írta: bmejdz9nu Dátum 2007 június 28, 21:19
Engem meg minden mozgat... [#hehe]
Mindíg, minden jó lehet valamikor...!
Mindíg, minden jó lehet valamikor...!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 01, 18:30
Írta: bmejdz9nu Dátum 2007 július 01, 18:30
Kupplung:

Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 július 01, 18:42
Írta: Szalai György Dátum 2007 július 01, 18:42
Ez hobby cucc!
Hogy rögzitetted oda a végét?
Fogkrémmel?
(Bocsánat. Valami fehér massza látszik a képen.)
Hogy rögzitetted oda a végét?
Fogkrémmel?
(Bocsánat. Valami fehér massza látszik a képen.)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 01, 19:02
Írta: bmejdz9nu Dátum 2007 július 01, 19:02
Azt nem néztem :)... sziloplast?
Majd fejlesztjük... pl. forrasztjuk?
De honnét lehet ilyen acél "harmonika csövet" szerezni?
Majd fejlesztjük... pl. forrasztjuk?
De honnét lehet ilyen acél "harmonika csövet" szerezni?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 július 01, 19:17
Írta: svejk Dátum 2007 július 01, 19:17
Víz-gáz-fűtés szerelvényboltban...
Most már a gázt csak ilyennel engedik bekötni a gumi-fémharisnya flexibilis cső helyett.
Most már a gázt csak ilyennel engedik bekötni a gumi-fémharisnya flexibilis cső helyett.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 01, 19:24
Írta: bmejdz9nu Dátum 2007 július 01, 19:24
Te már láttál ilyet? Használható? Flexibilis valamennyire?
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2007 július 01, 19:32
Írta: mfrfj8vv3 Dátum 2007 július 01, 19:32
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 01, 20:08
Írta: 000000000 Dátum 2007 július 01, 20:08
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 július 01, 20:21
Írta: svejk Dátum 2007 július 01, 20:21
Mint a gyári..:)
Talán kicsit vastagabb a fala,és ezért hosszab kellhet, de biztos van több féle méretben, falvastagságban.
Illetve a gyárit amit láttam szétszedve kettős falú volt.
Talán kicsit vastagabb a fala,és ezért hosszab kellhet, de biztos van több féle méretben, falvastagságban.
Illetve a gyárit amit láttam szétszedve kettős falú volt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 06, 19:41
Írta: 000000000 Dátum 2007 július 06, 19:41
Érdemes megnézni!
Revorvel fej
Revorvel fej
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 06, 21:48
Írta: bmejdz9nu Dátum 2007 július 06, 21:48
Nem semmi...

Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 július 07, 16:22
Írta: Kristály Árpád Dátum 2007 július 07, 16:22
Hallihó!
Na....példáúl ezért van a CNC.....
Na....példáúl ezért van a CNC.....
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 július 07, 18:53
Írta: HJózsi Dátum 2007 július 07, 18:53
Sziasztok! Megosztom veletek amit Lengyel barátainknál láttam, precÍziós asztalosszorÍtó ...
Itt[#circling]
Itt[#circling]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 07, 19:08
Írta: 000000000 Dátum 2007 július 07, 19:08
Offspring l,,l*.*l,,l [#circling]
Jófejek ezek a lengyelek.
Jófejek ezek a lengyelek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 11, 00:13
Írta: 000000000 Dátum 2007 július 11, 00:13
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 12, 10:20
Írta: 000000000 Dátum 2007 július 12, 10:20
aprilia SL 750 (V2)
Gazmarkolattal egy potmetert allitasz. A pillangoszelepeket egy kozponti szamitogep es egy LEPTETOMOTOR szabalyozza. "DRIVE BY WIRE" system
Piaggio - group
Az elso naked bringa, ezzel a technologiaval. Egyelore meg szokatlan, de van fantazia benne.
Gazmarkolattal egy potmetert allitasz. A pillangoszelepeket egy kozponti szamitogep es egy LEPTETOMOTOR szabalyozza. "DRIVE BY WIRE" system
Piaggio - group
Az elso naked bringa, ezzel a technologiaval. Egyelore meg szokatlan, de van fantazia benne.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 július 12, 23:22
Írta: 3vv2btrhv Dátum 2007 július 12, 23:22
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 18, 18:57
Írta: 4mjnxdwuu Dátum 2007 július 18, 18:57
Sziasztok. fontos lenne...
Nem emlékszik valaki arra, hogy hol volt szó a hűtőgép kompresszor átalakításáról, folyamatos üzemre????
Van nagy kompresszorom, de azt nem akarom 50 métert húzogatni, ha kell 0,5 liter levegő...
Köszike
Nem emlékszik valaki arra, hogy hol volt szó a hűtőgép kompresszor átalakításáról, folyamatos üzemre????
Van nagy kompresszorom, de azt nem akarom 50 métert húzogatni, ha kell 0,5 liter levegő...
Köszike
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 július 18, 19:23
Írta: 3vv2btrhv Dátum 2007 július 18, 19:23
szia tr.
a balu a nagymester ebben .
a balu a nagymester ebben .
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 július 18, 20:04
Írta: dg8n4i8x Dátum 2007 július 18, 20:04
Mennyire folyamatos üzemről van szó? Akkor jó ha kevesebbet használsz mint amit nyom mert akkor időnként ki tud kapcsolni! Egy ventillátoros kényszerhűtés sokat segít rajta!
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 18, 20:44
Írta: 4mjnxdwuu Dátum 2007 július 18, 20:44
Hali,
Egyszer; használnám por fújásra, néha feltöltenék vele vagy egy 2 literes poroltó tartályt, vagy egy kb 25 literes tágulásit, ez csak 1-2 szisszentés( ezek vannak kéznél, nemtudom melyik lenne jó)Akár elzáró csapokkal, hogy egy-két hét múlva is meglegyen a nyomás(ez persze csak a nagyobb tartály esetén, mert hát azt mégse fujná fel pik-pak)
A másik; kicsi vákuum asztal ha jó egyátalán arra a célra, mert a nagy szívattyúm csak nagy felület esetén fog rendesen, és azt inkább elszívónak használnám...
Na itt lenne inkább a folyamatos üzem.
Valahol volt már róla szó, hogy az olajat kiköpködi, és hamar tönkremegy... szét kell szedni és .... ?
Egyszer; használnám por fújásra, néha feltöltenék vele vagy egy 2 literes poroltó tartályt, vagy egy kb 25 literes tágulásit, ez csak 1-2 szisszentés( ezek vannak kéznél, nemtudom melyik lenne jó)Akár elzáró csapokkal, hogy egy-két hét múlva is meglegyen a nyomás(ez persze csak a nagyobb tartály esetén, mert hát azt mégse fujná fel pik-pak)
A másik; kicsi vákuum asztal ha jó egyátalán arra a célra, mert a nagy szívattyúm csak nagy felület esetén fog rendesen, és azt inkább elszívónak használnám...
Na itt lenne inkább a folyamatos üzem.
Valahol volt már róla szó, hogy az olajat kiköpködi, és hamar tönkremegy... szét kell szedni és .... ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 18, 22:15
Írta: 000000000 Dátum 2007 július 18, 22:15
Nemkel szétszedni, mert attól megy tönkre. A bemenő csövére feltétlenül tegyél légszűrőt, mert hamar tönkremegy a levegő portartalmából esetleg a belejutó egyéb szennyeződéstől. A kimenetre érdemes újnyi vastag csőből spirált hajtani úgy, hogy a spirál a motor fölött legyen és visszavezesse az esetleg kijutó olajat a cső falán. Javítható még a dolog a kompresszorokon használatos olajfelfogóval. A tartályt úgy válaszd meg, hogy a hűtőgépkompresszor 10-12 légkörnyomással dolgozik. Feltétlenül ajánlott 5-10 percnél tovább használva ventillátoros hűtés.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 18, 23:06
Írta: 4mjnxdwuu Dátum 2007 július 18, 23:06
Köszike.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 július 19, 20:03
Írta: dg8n4i8x Dátum 2007 július 19, 20:03
Nyomáskapcsolót tegyél rá, hogy ne menjen folyamatosan (5-6bar mellett még simán tudnak indulni), és egy biztonsági szelepet mindenképp!!! Egy jobb hűtőmotor 20bar-t is tudhat, tehát egy 8bar-os lefújószelep ajánlott! A bemenő szűrő kell ahogy Danibá is mondta, vákumra csak akkor jó, ha nem tud falsotszívni csak egy beállítóstzelepen keresztül. Hosszú vákumozásnál baj lehet a melegedéssel, mert ugye az egész "köcsögben" alacsony a nyomás így a motor nehezebben tudja leadni a hőt!
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 19, 20:40
Írta: 4mjnxdwuu Dátum 2007 július 19, 20:40
Hali.
Már szereztem nyomáskapcsolót, 4,5 alatti bekapcsolásra, a kikapcsolást 6 bar-ra állítottam, a 2 literes tartályt ezzel a beállítással "gyorsan " feltölti, tettem rá egy fesz-mérőt 0-10bar-ig, a 15-t sajnáltam rátenni.
Csak most szívok vele, mert az egyik hegesztésnél volt 2 tűszúrásnyi lyuk (Lángal csinálták) próbáltam ívvel eltüntetni, de csak rosszabb lett, úgyhogy megint megy hegesztésre, pedig már tök jól felszerelvényeztem... a csöveket a vastag résznél vágtam el, közvetlen a köcsögnél, a bemenőnek pedig mindkettőt meghagytam, így " egész gyors lett" nem fogja le a hosszú vélkony szívócső...
Elég nagy vákuumot tud...
(egyet azért szétszedek, hogy mi dorombol benne...)
Már szereztem nyomáskapcsolót, 4,5 alatti bekapcsolásra, a kikapcsolást 6 bar-ra állítottam, a 2 literes tartályt ezzel a beállítással "gyorsan " feltölti, tettem rá egy fesz-mérőt 0-10bar-ig, a 15-t sajnáltam rátenni.
Csak most szívok vele, mert az egyik hegesztésnél volt 2 tűszúrásnyi lyuk (Lángal csinálták) próbáltam ívvel eltüntetni, de csak rosszabb lett, úgyhogy megint megy hegesztésre, pedig már tök jól felszerelvényeztem... a csöveket a vastag résznél vágtam el, közvetlen a köcsögnél, a bemenőnek pedig mindkettőt meghagytam, így " egész gyors lett" nem fogja le a hosszú vélkony szívócső...
Elég nagy vákuumot tud...
(egyet azért szétszedek, hogy mi dorombol benne...)
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 július 20, 12:11
Írta: dg8n4i8x Dátum 2007 július 20, 12:11
Én már jó párat szétszedtem. Arra figyelj, hogy az összeresztésnél vágd szét ott ahol dupla fala van, a hegesztés alatt! Így nem kell majd órákig pucolgatni belőle a forgácsot... Nagyon jól oldották meg az egészet majd meglátod! A motor tengelye és a forgattyús rész az olajszivattyúja... Én amikor a tartályba behegesztettem a csonkot és ilyen kis ponton szivárgott akkor ipari ezüstel megfuttattam és tökéletes lett! Most csináltam magamnak egy kis kompakt kompresszort majd teszek fel képet róla nagyon jó lett! :)
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 július 20, 13:04
Írta: dg8n4i8x Dátum 2007 július 20, 13:04
Lementem a pincébe és csináltam képet a kompriról! Ami még hiányzik róla az a nyomáskapcsoló és a bemenő szűrő.


A két tartály egyenként 930ml-es 100bar-os...
A két tartály egyenként 930ml-es 100bar-os...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 július 20, 15:22
Írta: Kristály Árpád Dátum 2007 július 20, 15:22
Hallihó Balu!
Látom, hű vagy Önmagadhoz....
Gratula!!!
Üdv.: Árpi
Látom, hű vagy Önmagadhoz....
Gratula!!!
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 július 20, 17:11
Írta: dg8n4i8x Dátum 2007 július 20, 17:11
Köszönöm! [#wave]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 július 21, 12:57
Írta: 3vv2btrhv Dátum 2007 július 21, 12:57
.jpg)
nem értem , hogy mi az ami az asztalon belül van ??
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 július 21, 20:59
Írta: eivmhrm04 Dátum 2007 július 21, 20:59
A fehér lapra gondolsz?
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 július 21, 21:02
Írta: eivmhrm04 Dátum 2007 július 21, 21:02
Kétszintü az asztal,a negyediktengelyre godolva.Meg aztán van egy hosszúnyakú maróm is.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 július 21, 22:12
Írta: 3vv2btrhv Dátum 2007 július 21, 22:12
forgatot akarsz csinálni de hogy kerül a képbe még egy vezetösin ??
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 július 22, 00:00
Írta: eivmhrm04 Dátum 2007 július 22, 00:00
Az csak asztalként szolgál,könnyen lehet állitani.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 július 22, 12:33
Írta: Bicska Dátum 2007 július 22, 12:33
Ez aztán gyári lett!! Nagyon [#worship][#worship][#worship].
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 25, 08:12
Írta: bmejdz9nu Dátum 2007 július 25, 08:12
Nem semmi... Szuper!
Ezt a talira elhozod?
Ezt a talira elhozod?
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 július 25, 08:24
Írta: eivmhrm04 Dátum 2007 július 25, 08:24
Péter mikor tudod küldeni a megrendelt szerszámokat/marók/?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 25, 08:45
Írta: bmejdz9nu Dátum 2007 július 25, 08:45
mail ment.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 július 25, 16:13
Írta: Motoros Dátum 2007 július 25, 16:13
Szuper, ez tényleg nagyon "gyári" lett!
Egy tapasztalat a hűtőkompresszorhoz: Az SMD beültetőhöz kell a vákum és szereztem a méh telepről egy közepes köcsögöt. A gond csak az volt hogy zárt helységben egy idő után a kiköhögött olajat lehetett érezni. Ha kivezetem a szabadba akkor meg utántölteni kell kölönben besűl. Előbb csak arra gondoltam hogy megfogom az olajat egy vizespalackkal úgy hogy a kimenő csövet átbuborékoltattam a vizen.
De érdekes módon a víz nem lett olajos és ebből adódik hogy az olaj is bentmaradt.
Az okát nem tudom--lehet hogy a vízoszlop (kb 10 cm) nyomása ellentartott az olajnak vagy mi a csoda??
Egy tapasztalat a hűtőkompresszorhoz: Az SMD beültetőhöz kell a vákum és szereztem a méh telepről egy közepes köcsögöt. A gond csak az volt hogy zárt helységben egy idő után a kiköhögött olajat lehetett érezni. Ha kivezetem a szabadba akkor meg utántölteni kell kölönben besűl. Előbb csak arra gondoltam hogy megfogom az olajat egy vizespalackkal úgy hogy a kimenő csövet átbuborékoltattam a vizen.
De érdekes módon a víz nem lett olajos és ebből adódik hogy az olaj is bentmaradt.
Az okát nem tudom--lehet hogy a vízoszlop (kb 10 cm) nyomása ellentartott az olajnak vagy mi a csoda??
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 július 25, 17:38
Írta: dg8n4i8x Dátum 2007 július 25, 17:38
Elvihetem, ez egy "laptop" kompresszor... [#smile]
A minimal hűtőt fogja vinni a gépemen, csináltam egy szórófejet...
A minimal hűtőt fogja vinni a gépemen, csináltam egy szórófejet...
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 július 25, 17:43
Írta: dg8n4i8x Dátum 2007 július 25, 17:43
Ez elég érdekes! Nem tudok ésszerű magyarázatot rá. [#nemtudom]Elég büdös tud lenni egy idő után ezért is kell a leválasztás, amúgy nagyon finom ködöt csinál az olajból.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 július 27, 07:37
Írta: Bicska Dátum 2007 július 27, 07:37
Esetleg nem lehetne egy olyat csinálni, hogy az ember kifúrja a burkolatot valahol alul meg felül, csonkot szerel rá, átköti egy kis csővel és akkor látszik az olajszint..!? így könnyebben jut az ember tudomására, hogy mikor van fogyóban az olaj.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 július 27, 11:37
Írta: dg8n4i8x Dátum 2007 július 27, 11:37
De lehet! Csak úgy kell kifúrni, hogy ne kerüljön bele forgács... :) Le kell kapni róla akupakot kivenni a motort és úgy lehet megcsinálni... Én egyszerűen nívópálcát tettem az egyikbe amit szét kellett szednem mert szelepes volt. A pálca helyén fel is tölthető. Vagy van egy olyan megoldás is, hogy egy kis tartályt kell szerelni a tetejére és egy cső megy le az olajszintig. A zárható tartály alatt kell lennie egy kis csapnak, így ha a tartály zárva van a csap pedig nyitva akkor autómatikusan utánnaengedi az olajat. Ha kifogyott a tartály, akkor csap elzár és utántölt...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 27, 12:18
Írta: 000000000 Dátum 2007 július 27, 12:18
Lehet, hogy érdemes lenne egy Kompresszor építés topic-ot is nyitni?!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 27, 13:05
Írta: bmejdz9nu Dátum 2007 július 27, 13:05
"Csináld magad" kupplung. "Made in Germany"

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 27, 15:36
Írta: 000000000 Dátum 2007 július 27, 15:36
Tegnap csináltam hasonlo kuplungot de ez nem publikálható:))))
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 július 27, 18:03
Írta: 3vv2btrhv Dátum 2007 július 27, 18:03
És venni sem lehet belölle ??
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 27, 21:59
Írta: bmejdz9nu Dátum 2007 július 27, 21:59
Na de miért nem publikálható... ezt nem értem... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 28, 08:07
Írta: 000000000 Dátum 2007 július 28, 08:07
Csak azért mert csúnyácskára sikerült.:)
De azért csak rakok fel képet róla.
De azért csak rakok fel képet róla.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 28, 14:15
Írta: 000000000 Dátum 2007 július 28, 14:15
Ezeket ma csináltam szerintem jobbak mist a másik tipus.
A minőségén lehet még mit javitani:)
De tiz perc alatt mit vár az ember.


A minőségén lehet még mit javitani:)
De tiz perc alatt mit vár az ember.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 július 28, 16:17
Írta: 3vv2btrhv Dátum 2007 július 28, 16:17
szia tramp
nem szeretnélek elkeseriteni de ez a konstrukcio a legrosszab !! Mivel nekem ez van a gépemen van némi tapasztalatom !!
A legnagyobb hibája hogy nagyon hangos a vékony lehez berezonál a PWM inpulzustol : ugy viselkedik mint egy hangszoró !!
a másik hibája , hogy kilazulnak a csavarok , és lépésvesztést okoznak .
tibor
nem akarlak bántani !!!!!!!!!
nem szeretnélek elkeseriteni de ez a konstrukcio a legrosszab !! Mivel nekem ez van a gépemen van némi tapasztalatom !!
A legnagyobb hibája hogy nagyon hangos a vékony lehez berezonál a PWM inpulzustol : ugy viselkedik mint egy hangszoró !!
a másik hibája , hogy kilazulnak a csavarok , és lépésvesztést okoznak .
tibor
nem akarlak bántani !!!!!!!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 28, 16:22
Írta: 000000000 Dátum 2007 július 28, 16:22
Még nem probáltam de ha valami hajlékony műanyag lap lenne a lemez helyett akkor talán az segitene valamit.
A csavarok kilazulására pedig ott a ragasztó.
Majd ha kiprobálom kiderül hogy milyen:)
A csavarok kilazulására pedig ott a ragasztó.
Majd ha kiprobálom kiderül hogy milyen:)
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 július 29, 19:51
Írta: eivmhrm04 Dátum 2007 július 29, 19:51
Nem is tudom hol kezdjem,talán ottan hogy szátvettem egy szervó motrot egy áttételszekrénytől.Na most az az árdekes hogy meg akartam számolni az áttételi arányt.Megjelöltem a kimenő csonkot ás elkezdtem forgatni 1:4 jött ki.Az érdekes csak az benne,hogy ujból kezdtem körbe forgatni és a jel már odébb került és minden átforditás után mindig odébb.Majd kezdtem a másik végét forgatni és ugyan az történt.Lötyenés nincs, ez hogyan lehetséges?Megtudja ezt valaki magyarázni,mert én ezt valahogy nem értem,Nem látok bele mert tele van olajjal 2,5l van benne legalább is ennyi van ráirva.A motor egy Seidel 6SM 56-s 3000 1,1kw.Valahogy ezt nagyon nem értem,persze lehet hogy van rá magyarázat/biztos/.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 29, 22:27
Írta: bmejdz9nu Dátum 2007 július 29, 22:27
Planet Drive...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 30, 05:02
Írta: 4mjnxdwuu Dátum 2007 július 30, 05:02
Hali.
1.5 hétig nem voltam, visszaolvasva valaki minimál hűtőt akar csinálni, Mivel agyon vagyok pihenve most összedobtam 1,5 óra alatt egyet, amit bárki megcsinálhat, csak 3 db innnnyekciós tű kell..






És ezzel megy..

1.5 hétig nem voltam, visszaolvasva valaki minimál hűtőt akar csinálni, Mivel agyon vagyok pihenve most összedobtam 1,5 óra alatt egyet, amit bárki megcsinálhat, csak 3 db innnnyekciós tű kell..
És ezzel megy..
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 július 30, 07:31
Írta: eivmhrm04 Dátum 2007 július 30, 07:31
Kicsit pontosabban,mert ez nekem nem sokat mond.Köszönön.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 30, 08:17
Írta: bmejdz9nu Dátum 2007 július 30, 08:17
A kis áttetelezéseknél használják... pl. Szervónál...(szinte) kottyanás mentes... persze 10x "rosszabb" mint a HD... de min.10x pontosabb mint az ékszíj... (és gondozásmentes, kompakt :) - gondolom...
Ez majdnem olyan jó mint a Harmonic drive... Persze Harmonic drive-ból nincs 50-es osztás alatt. (elvéből lehetetlen...)
Planetary gearbox 3:1 Ratio - egy példa.... nem olcsó...
Itt még több infó...
Valami ilyesmi:
Ez majdnem olyan jó mint a Harmonic drive... Persze Harmonic drive-ból nincs 50-es osztás alatt. (elvéből lehetetlen...)
Planetary gearbox 3:1 Ratio - egy példa.... nem olcsó...
Itt még több infó...
Valami ilyesmi:
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 július 30, 08:42
Írta: eivmhrm04 Dátum 2007 július 30, 08:42
Nagyon szépen köszönöm.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 30, 09:15
Írta: bmejdz9nu Dátum 2007 július 30, 09:15
Persze a megoldás van más fogaskerék elrendezésben is... de az elv marad...
Goggle: planetengetriebe (németül) képes találatai...
Goggle: planetengetriebe (németül) képes találatai...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 30, 09:16
Írta: bmejdz9nu Dátum 2007 július 30, 09:16
Persze a megoldás van más fogaskerék elrendezésben is... de az elv marad...
Goggle: planetengetriebe (németül) képes találatai...
Goggle: planetengetriebe (németül) képes találatai...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 július 30, 09:29
Írta: Motoros Dátum 2007 július 30, 09:29
Ugyanezen az elven van golyóscsapágyas kivitel is, csak ott az átvihető nyomaték jóval kissebb, meg tán meg is tud csúszni.
A csapágyas áttétel egy kb 30 évvel ezelőtti Ezermester újságban jelent meg.
A csapágyas áttétel egy kb 30 évvel ezelőtti Ezermester újságban jelent meg.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 július 30, 09:30
Írta: D.Laci Dátum 2007 július 30, 09:30
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 30, 09:38
Írta: 000000000 Dátum 2007 július 30, 09:38
Ez szép:

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 30, 09:47
Írta: bmejdz9nu Dátum 2007 július 30, 09:47
Na mennyi infó...
Bárcsak olcsón lehetne szerezni ilyeneket... szervós rendszerhez jól jönne... pl. 1:2 - 1:3-as... Mert a legtöbb szervómotor 3000-4000-en tudja a max-ot... és golyosorsó 5mm emelkedés alatt nem nagyon van... meg nem is lenne jó túl nagy fordulattal pörgetni...
Pl. Nema34-es felfogatással... semmi szívás... fix und fertig...
Persze az akkus furókban is ilyen jellegű az áttételezés... de az finoman szólva sem kottyanásmentes...
Bárcsak olcsón lehetne szerezni ilyeneket... szervós rendszerhez jól jönne... pl. 1:2 - 1:3-as... Mert a legtöbb szervómotor 3000-4000-en tudja a max-ot... és golyosorsó 5mm emelkedés alatt nem nagyon van... meg nem is lenne jó túl nagy fordulattal pörgetni...
Pl. Nema34-es felfogatással... semmi szívás... fix und fertig...
Persze az akkus furókban is ilyen jellegű az áttételezés... de az finoman szólva sem kottyanásmentes...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 július 30, 10:31
Írta: bmejdz9nu Dátum 2007 július 30, 10:31
Látod én ilyen vagyok... szomorú...
Először angolul aztán németül keresek... valami ösztön, beidegződés... nem tudom...
... és a végén zavarba kerülök mert egy csomó dolognak nem tudom a magyar nevét...
Ettől a szomorú "eseménytől" már többször égtem...
Először angolul aztán németül keresek... valami ösztön, beidegződés... nem tudom...
... és a végén zavarba kerülök mert egy csomó dolognak nem tudom a magyar nevét...
Ettől a szomorú "eseménytől" már többször égtem...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 július 30, 11:29
Írta: D.Laci Dátum 2007 július 30, 11:29
A neten én is angolul keresek márha tudom hogy mit is akarok. Több mindent lehet találni.
Egy ár listát légyszi dobjál nekem is.
Egy ár listát légyszi dobjál nekem is.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 30, 12:56
Írta: 4mjnxdwuu Dátum 2007 július 30, 12:56
Ha valakit érdekel, ezzel a megoldással a kompresszor 3,5-4 bar nyomást tud folyamatos üzemben /kikapcsolás nélkül/ 2 bar -nál már kifogástalanul működik. Kis orvosi tűs elzáró csappal 0,1-0,05 ml / perc folyadék felhasználással, (alatta már én nem láttam, hogy megy-e / majd beszinezem a vizet.../ a 0,1 ml-el "piszkosul hűt", kis idő múlva fázott a kezem.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 július 30, 14:54
Írta: svejk Dátum 2007 július 30, 14:54
Ügyes!
Milyen folyadékkal szándékozod használni? Gondolom a csapvíztől hamar eldugulna.
Ilyen mennyiségnél már szóba jöhet valamilyen alkoholszármazék.
(Látom azért néha átlátogatsz a szomszéd műhelyekbe :):) (lsd. Sauter) )
Milyen folyadékkal szándékozod használni? Gondolom a csapvíztől hamar eldugulna.
Ilyen mennyiségnél már szóba jöhet valamilyen alkoholszármazék.
(Látom azért néha átlátogatsz a szomszéd műhelyekbe :):) (lsd. Sauter) )
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 július 30, 18:47
Írta: 3vv2btrhv Dátum 2007 július 30, 18:47
szia trapista
Nincs kedved ezt sorozatban gyártani , mert nekünk magyaroknak az a hibájuk ha van egy jo dolog abbol nem lessz piaci termék , hogy miért az bonyolult dolog . szerintem sokaknak jó lenne .a fához sajnos nem használhato , bár ki kéne probálni !!
tibor
Nincs kedved ezt sorozatban gyártani , mert nekünk magyaroknak az a hibájuk ha van egy jo dolog abbol nem lessz piaci termék , hogy miért az bonyolult dolog . szerintem sokaknak jó lenne .a fához sajnos nem használhato , bár ki kéne probálni !!
tibor
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 30, 19:26
Írta: 4mjnxdwuu Dátum 2007 július 30, 19:26
Hali, a folyadékot nem tudom, talán víz, vagy valami hűtő biz-basz. A dugulás ... hát nem hiszem, hogy annyira érzékeny lenne, max a tűs csap, de az meg könnyen szétszedhető... (a fecskendő tűk külső átmérője (fekete: 0,68mm, barna: 0,71mm, zöld: 0,8mm, lila 1,28mm) itt két fekete, és egy lila van használva, a lilába beletoltam egy feketét, + oldalról egy másik feketét.
Az átmérő külömbség kb 0,4mm a két tű belső, és külső átmérője között ahol a folyadék megy... Nem tudom gyári hűtőfolyadéknak elegendő-e???? A végét kicsit el lehet lapítani, hogy kevesebb levegőt használjon, de a belső tü felülete alá nem szabad menni mert akkor a folyadékot nem szívja fel.
Ja, néha kőrbenézek, itt - ott...
Sorozat gyártást, anyag híjján nem tervezem, de általában mindenkinél van otthon egy-két tű a műhelyben.
Csak ötletnek szántam...
Az átmérő külömbség kb 0,4mm a két tű belső, és külső átmérője között ahol a folyadék megy... Nem tudom gyári hűtőfolyadéknak elegendő-e???? A végét kicsit el lehet lapítani, hogy kevesebb levegőt használjon, de a belső tü felülete alá nem szabad menni mert akkor a folyadékot nem szívja fel.
Ja, néha kőrbenézek, itt - ott...
Sorozat gyártást, anyag híjján nem tervezem, de általában mindenkinél van otthon egy-két tű a műhelyben.
Csak ötletnek szántam...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 július 30, 19:40
Írta: svejk Dátum 2007 július 30, 19:40
Nekem tetszik az ötlet!
A víz esetében a vízkőre gondoltam, mint dugulásokozó. Az emulziós víz szerintem túl sűrű ehhez, az alkoholoknál meg odafigyelni a tűz és robbanásveszélyre...
(nem is tudtam hogy az injekciós tűk is méret szerint vannak színezve... :( )
A víz esetében a vízkőre gondoltam, mint dugulásokozó. Az emulziós víz szerintem túl sűrű ehhez, az alkoholoknál meg odafigyelni a tűz és robbanásveszélyre...
(nem is tudtam hogy az injekciós tűk is méret szerint vannak színezve... :( )
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 július 30, 20:49
Írta: eivmhrm04 Dátum 2007 július 30, 20:49
Látod én meg nem tudok mit kezdeni vele /pedig 1.1kw os szervo motorral van/mert nincs hozzá semim.
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 július 30, 21:16
Írta: eivmhrm04 Dátum 2007 július 30, 21:16
Pedig most kezdek egy 2*2m es gépet épiteni.Sikerült is egy ipari cnc gép egy részét megszerezni.Nagyon profi x és z tengely lessz belöle.Spec alu profilból van a z tengely THK SR45 lin csapágyakon van.Erős mint a bivaly.Az x tengely igy 2m lessz ami egy HTD8m es 50mm széles fogasszijjal van mozgatva/4.5m/ami a profil belsejében futt.Mégis eszméletlen könnyen mozdul az egész szerkezet.Na de majd ha ekészül/valaha/megmutatom
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 31, 15:05
Írta: 4mjnxdwuu Dátum 2007 július 31, 15:05
Balu, vagy valaki aki tudja,
Lecseréltem a kompresszort, (a méh telepen hozzám vágtak egyet, ) a régi 100 mp alatt töltötte fel a cuccot 5 bar-ra, ez az "új) 30 mp alatt. de ami furcsa ha lekapcsolom, majd újra be, akkor kb 1 perc után indul el, de van amikor elindulna, de csak búg. még soha nem szedtem szét ilyet, a hegesztés az újra miatt. Szorulása lehet vagy valami elektronika is lehet benne???
( láttam a telepen, hűtő konténer dolgait is, kb 35 cm átmérőjű, és 35 cm magas köcsögöt is, mennyit tudhat?? ... azthiszem 1100, vagy 1300 W )
Lecseréltem a kompresszort, (a méh telepen hozzám vágtak egyet, ) a régi 100 mp alatt töltötte fel a cuccot 5 bar-ra, ez az "új) 30 mp alatt. de ami furcsa ha lekapcsolom, majd újra be, akkor kb 1 perc után indul el, de van amikor elindulna, de csak búg. még soha nem szedtem szét ilyet, a hegesztés az újra miatt. Szorulása lehet vagy valami elektronika is lehet benne???
( láttam a telepen, hűtő konténer dolgait is, kb 35 cm átmérőjű, és 35 cm magas köcsögöt is, mennyit tudhat?? ... azthiszem 1100, vagy 1300 W )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 július 31, 15:33
Írta: 000000000 Dátum 2007 július 31, 15:33
Ezt az elektronika csinálja, biztonságból, hogy ne túl sűrűn kapcsolgasson, ezzel oldják meg a hűtő hőmérsékletszabályzásnál a hiszterézist :))
Én is használtam már ilyen kompresszort és pont így működik. Az a kis kütyü a felelős érte, ami általában sarukkal csatlakozik és a készülék alja-oldalán van...
Én is használtam már ilyen kompresszort és pont így működik. Az a kis kütyü a felelős érte, ami általában sarukkal csatlakozik és a készülék alja-oldalán van...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 31, 15:42
Írta: 4mjnxdwuu Dátum 2007 július 31, 15:42
Köszike, leszedem, és kipróbálom
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 31, 17:32
Írta: 4mjnxdwuu Dátum 2007 július 31, 17:32
Na kipróbáltam, ledobtam onnan mindent, oda jutottam, hogy az a jobbik kompresszor nem tud elindulni csak akkor ha a nyomás 1,8 bar alatt van. ( a rosszabbik 8-nál is röhögve elindul) Szétszedjem, vagy ez alapból ilyen lehet, ( a hosszú kivárási idő a két kapcsolás között lehet hogy azért van mert addíg kiegyenlítődik a szívó és nyomó oldali nyomás...?)
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 július 31, 18:16
Írta: 4mjnxdwuu Dátum 2007 július 31, 18:16
Ja érdekes, 3 kivezetése van , az egyik közös, ahhoz képest a másik kettőre kell feszkó hogy elinduljon, de ha már megy, a kettő közül mindegy melyikről veszem le a tápot a moci tovább megy. Az a kis biz-basz amit levettem, zárja össze a két véget, mintha lenne valami indító tekercse??? (azért is búg ha rögtön újrainítom, mert az a vacak nem hül le és nem zárja a két kivezetést / de nem bimetál,.. olyan kis pogácsa mint ami a monitor lemágnesezést kikapcsolja)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 01, 01:24
Írta: 000000000 Dátum 2007 augusztus 01, 01:24
Így látatlanban nem tudom, de ha lesz időm, megnézem... de nem ígérek semmit :(
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2007 augusztus 01, 13:46
Írta: Rinaldo Dátum 2007 augusztus 01, 13:46
Szia Trapista,
Ezek a kompresszorok általában segédfázisú motorokkal vannak szerelve (főfazis,segédfázis sorba mind három pont van kivezetve)Vigyázz hogy kötöd be mert ha leég a segédfázis vége!
Az a kis kütyü vélhetően a klixon rajta ami megvédi a kompresszort a nem megfelelő időben történö ki-be kapcsolástól.Egy jó kompi magas nyomóoldali nyomásra nem tud elindulni csak ha már valamelyest kiegyenlítődött a nyomás.
Sok sikert.
Ezek a kompresszorok általában segédfázisú motorokkal vannak szerelve (főfazis,segédfázis sorba mind három pont van kivezetve)Vigyázz hogy kötöd be mert ha leég a segédfázis vége!
Az a kis kütyü vélhetően a klixon rajta ami megvédi a kompresszort a nem megfelelő időben történö ki-be kapcsolástól.Egy jó kompi magas nyomóoldali nyomásra nem tud elindulni csak ha már valamelyest kiegyenlítődött a nyomás.
Sok sikert.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 01, 17:37
Írta: 000000000 Dátum 2007 augusztus 01, 17:37
Hello mindenkinek
én is mint már ellőttem sokan egy cnc marót szeretnék készíteni, és ebben szeretném segítségeteket kérni.
Alapelveim: legyen olcsó, pontos egyszerű.
én is mint már ellőttem sokan egy cnc marót szeretnék készíteni, és ebben szeretném segítségeteket kérni.
Alapelveim: legyen olcsó, pontos egyszerű.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 01, 17:39
Írta: 000000000 Dátum 2007 augusztus 01, 17:39
pár kép



minden 40*20 rozsdamentes zárt szelvény...
minden 40*20 rozsdamentes zárt szelvény...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 01, 19:17
Írta: 3vv2btrhv Dátum 2007 augusztus 01, 19:17
szia eia
valamikor én is hasonlo elgondolással kezdtem csuszo felületek .(ha jol értelmezem a rajzot)
egy oldalu meghajtás menetes szár
Z mozgatás még nincs megrajzolva
ha igy gondolod akkor leirom a kifogásaimat
valamikor én is hasonlo elgondolással kezdtem csuszo felületek .(ha jol értelmezem a rajzot)
egy oldalu meghajtás menetes szár
Z mozgatás még nincs megrajzolva
ha igy gondolod akkor leirom a kifogásaimat
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 01, 19:48
Írta: 000000000 Dátum 2007 augusztus 01, 19:48
igen valahogy igy
és a z tengely is hasonlo lenne.
várom véleményed, észrevételedet.
és a z tengely is hasonlo lenne.
várom véleményed, észrevételedet.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 01, 19:57
Írta: 3vv2btrhv Dátum 2007 augusztus 01, 19:57
nekem az volt a tapasztalatom hogy a csuszo felületek tul nagy ellenálást fejtenek ki , ha kicsi a motorod teljesitménye ami ezt le tudja gyözni . Világosabban fogalmazva amig nem tudom hogy mivel szeretnéd mozgatni ezt a mechanikát addig nekem kételyeim vannak .vagy lazára veszed és akkor jön be a kottyanás lehetösége vagy nagyon pontosan illeszted , de akor meg erös motor kell . Összegezve még nem találkoztam olyannal akinek ez sikerült volna .
Tanácsom a görgös megoldás lenne , mert errre van sok példa amit nyugottan lemásolhatsz .
tibor
Tanácsom a görgös megoldás lenne , mert errre van sok példa amit nyugottan lemásolhatsz .
tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 01, 21:26
Írta: 000000000 Dátum 2007 augusztus 01, 21:26
Zseniálprimitív egy megoldás!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 01, 21:39
Írta: 000000000 Dátum 2007 augusztus 01, 21:39
Észrevételeim:
1. a rozsdamentes anyagok azonos falvastagságban gyengébbek mint az un "fekete" anyagok.
2. az üres zártszelvények miatt a váz mocskosul fog "muzsikálni" ill. rezonálni.
3. a közölt megoldás szerintem csak egy rajzgépnek megfelelő. Más a helyzet ha a "kütyű" viszonylag kicsi. Pl. 400X500-as Oda talán még a 40X20-as zártszelvények is megfelelnek.
Tanácsaim:
Sokkal vastagabb, fekete zártszelvényeket használj, és tömd ki azokat pl. műgyantával kevert kvarchommokkal. Vagy pedig használj pl. húzott I ill. C vasgerendákat.
1. a rozsdamentes anyagok azonos falvastagságban gyengébbek mint az un "fekete" anyagok.
2. az üres zártszelvények miatt a váz mocskosul fog "muzsikálni" ill. rezonálni.
3. a közölt megoldás szerintem csak egy rajzgépnek megfelelő. Más a helyzet ha a "kütyű" viszonylag kicsi. Pl. 400X500-as Oda talán még a 40X20-as zártszelvények is megfelelnek.
Tanácsaim:
Sokkal vastagabb, fekete zártszelvényeket használj, és tömd ki azokat pl. műgyantával kevert kvarchommokkal. Vagy pedig használj pl. húzott I ill. C vasgerendákat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 04, 18:24
Írta: 000000000 Dátum 2007 augusztus 04, 18:24
Milyen anyagot hasznaltal a csuszo feluletek kozott? Olajzasod milyen volt?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 04, 19:34
Írta: 3vv2btrhv Dátum 2007 augusztus 04, 19:34
teflon spray használtam , használok mai napig
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 05, 20:14
Írta: 000000000 Dátum 2007 augusztus 05, 20:14
Nem volt jo a kerdesem...
Fem csuszott amugy a femen? Vagy muanyag a femen?
Fem csuszott amugy a femen? Vagy muanyag a femen?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 05, 20:34
Írta: 3vv2btrhv Dátum 2007 augusztus 05, 20:34
aluminium-derlin kombinácio volt
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 06, 17:02
Írta: 000000000 Dátum 2007 augusztus 06, 17:02
Egy kollegám ígért nekem egy Proxxon KT-150-es koordináta asztalt. Csak képeket és a paramétereit találtam a neten, valakinek véleménye ,tapasztalata van a cuccal kapcsolatban?
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 augusztus 06, 17:32
Írta: eivmhrm04 Dátum 2007 augusztus 06, 17:32
Tanácsot szeretnék kérni valakitől akinek van tapasztalata a plexi marással kapcsolatban.Milyen kés,milyen fordulat stb.Megköszönném ha valaki tudna segiteni.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 06, 17:37
Írta: bmejdz9nu Dátum 2007 augusztus 06, 17:37
hűteni... max. 2 élű maró... jó fogácskidobási alakkal... a fordulatot majd megtalálod... :)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 06, 17:49
Írta: 3vv2btrhv Dátum 2007 augusztus 06, 17:49
szia Karcsi
Jankó dolgozik plexivel minden nap öt keresd meg .
Jankó dolgozik plexivel minden nap öt keresd meg .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 06, 17:51
Írta: 3vv2btrhv Dátum 2007 augusztus 06, 17:51
szia szkároly
nem lehet rossz mert sokan alakitják át cnc - re , ha a méret megfelelö vállalhato a dolog .
tibor
nem lehet rossz mert sokan alakitják át cnc - re , ha a méret megfelelö vállalhato a dolog .
tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 06, 19:57
Írta: 000000000 Dátum 2007 augusztus 06, 19:57
Köszönöm a gyors válaszod, azt hiszem a 150x150 munkaterület nekem megfelelő, ez lesz az első cnc próbálkozásom...
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 augusztus 06, 20:20
Írta: eivmhrm04 Dátum 2007 augusztus 06, 20:20
Köszönöm a tanácskat
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 augusztus 06, 20:22
Írta: eivmhrm04 Dátum 2007 augusztus 06, 20:22
Te melyiket ajánlanád a maróid közül?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 06, 20:35
Írta: bmejdz9nu Dátum 2007 augusztus 06, 20:35
fishtail... 511 és 512 esteleg... Kemmer 515
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 06, 20:36
Írta: bmejdz9nu Dátum 2007 augusztus 06, 20:36
Kapcsolóüzemű táp és vezérlő...
"Ajándék" automatikus ventilátoros hűtéssel... :)
"Ajándék" automatikus ventilátoros hűtéssel... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 07, 09:26
Írta: 000000000 Dátum 2007 augusztus 07, 09:26
hello
© Merkel Géza:
1 én ugy tudom hogy a rozsdamentes [] sokkal keményebb mint a fekete társai. És kopásállobb.
2 igen ez nagyon valoszinü de vajon jo ha purhabbal fujom ki?
3 munka terület Kb 700*800mm
© Hunka Tibor:
minden képpen csuszofelületekkel lesz megoldva (a régi esztergákon és a maroknál bevált)
és egy lineális vezeték sokkal drágább mint hogyha nagyobb motorokat vennék.
© Merkel Géza:
1 én ugy tudom hogy a rozsdamentes [] sokkal keményebb mint a fekete társai. És kopásállobb.
2 igen ez nagyon valoszinü de vajon jo ha purhabbal fujom ki?
3 munka terület Kb 700*800mm
© Hunka Tibor:
minden képpen csuszofelületekkel lesz megoldva (a régi esztergákon és a maroknál bevált)
és egy lineális vezeték sokkal drágább mint hogyha nagyobb motorokat vennék.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 augusztus 07, 10:17
Írta: 4mjnxdwuu Dátum 2007 augusztus 07, 10:17
Hali, mi a véleményetek a két golyósoros ferde hatásvonalú csapágyról???? pl: Z golyós orsóra. (mennyi időnként kell állítani, ha két ferdéből raknám össze, mert ha több 10 év akkor jó az is ami egyben van)???? ( ZKL 3201 CSSR XK )
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 07, 14:16
Írta: 3vv2btrhv Dátum 2007 augusztus 07, 14:16
A KIÖNTÉST én polimer betonnal oldanám meg !!
ha nem tudsz rákeresni itt a forumon erre a témára , mert erröl is részletesen irtam , akkor ujbol reirom hogyan kell csinálni.
tibor
ha nem tudsz rákeresni itt a forumon erre a témára , mert erröl is részletesen irtam , akkor ujbol reirom hogyan kell csinálni.
tibor
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 07, 14:21
Írta: 000000000 Dátum 2007 augusztus 07, 14:21
Trapista!
Én ilyeneket használok a CNCsítet esztergámban átm 10-es és 12-es méretüek, külső átm. úgy 30 mm körüli. Sokáig még nem mentek, de gondolom nem lesz velük gond.
Eia!
A rozsdamentes valóban kopásállóbb, de szerintem gyengébb. A habbal való kifújás nem jó mert a rezgést a vibrációt nemcsökkenti. Ahhoz súlyos tehetetlen tömeg kell. További gondod lehet azzal, hogy az Y hidat csak az egyik oldalon hajtod meg. Ezért esetleg megszorulhat a szerkó. Vagy használj kédoldali szinkronizált meghajtást vagy alternatív esetben gondolkodj a központi meghajtásról.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 07, 15:50
Írta: 000000000 Dátum 2007 augusztus 07, 15:50
üdv mindenkinek!
Egy kis segítségre volna szükségem.Szeretnék csinálni egy kisebb méretű ámde komolyan megszerkesztett cnc-marót esetleg "mini" megmunkálóközpontot.A gépemet névjegytáblák gravírozásától kezdve prototípusok gyártásáig bezáróan szeretném használni /tömbbe marás, munkatartományon belüli nagyobb fogásmélységű lefejtések stb./ és nagyon merev konstrukciót szeretnék prizmatikus vezetékekkel.A kérdésem az,h "hagyományos" marógép elrendezésű legyen vagy portál elrendezésű......szerintem a hagyományos "oszlopos" elrendezés /pl.Opti BF20, BF45, BF46/ merevebb mint a portálos, de várom a véleményeket!
előre is köszi mindenkinek, aki esetleg hozzászólásaival segít!
Egy kis segítségre volna szükségem.Szeretnék csinálni egy kisebb méretű ámde komolyan megszerkesztett cnc-marót esetleg "mini" megmunkálóközpontot.A gépemet névjegytáblák gravírozásától kezdve prototípusok gyártásáig bezáróan szeretném használni /tömbbe marás, munkatartományon belüli nagyobb fogásmélységű lefejtések stb./ és nagyon merev konstrukciót szeretnék prizmatikus vezetékekkel.A kérdésem az,h "hagyományos" marógép elrendezésű legyen vagy portál elrendezésű......szerintem a hagyományos "oszlopos" elrendezés /pl.Opti BF20, BF45, BF46/ merevebb mint a portálos, de várom a véleményeket!
előre is köszi mindenkinek, aki esetleg hozzászólásaival segít!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 07, 15:51
Írta: 000000000 Dátum 2007 augusztus 07, 15:51
üdv mindenkinek!
Egy kis segítségre volna szükségem.Szeretnék csinálni egy kisebb méretű ámde komolyan megszerkesztett cnc-marót esetleg "mini" megmunkálóközpontot.A gépemet névjegytáblák gravírozásától kezdve prototípusok gyártásáig bezáróan szeretném használni /tömbbe marás, munkatartományon belüli nagyobb fogásmélységű lefejtések stb./ és nagyon merev konstrukciót szeretnék prizmatikus vezetékekkel.A kérdésem az,h "hagyományos" marógép elrendezésű legyen vagy portál elrendezésű......szerintem a hagyományos "oszlopos" elrendezés /pl.Opti BF20, BF45, BF46/ merevebb mint a portálos, de várom a véleményeket!
előre is köszi mindenkinek, aki esetleg hozzászólásaival segít!
Egy kis segítségre volna szükségem.Szeretnék csinálni egy kisebb méretű ámde komolyan megszerkesztett cnc-marót esetleg "mini" megmunkálóközpontot.A gépemet névjegytáblák gravírozásától kezdve prototípusok gyártásáig bezáróan szeretném használni /tömbbe marás, munkatartományon belüli nagyobb fogásmélységű lefejtések stb./ és nagyon merev konstrukciót szeretnék prizmatikus vezetékekkel.A kérdésem az,h "hagyományos" marógép elrendezésű legyen vagy portál elrendezésű......szerintem a hagyományos "oszlopos" elrendezés /pl.Opti BF20, BF45, BF46/ merevebb mint a portálos, de várom a véleményeket!
előre is köszi mindenkinek, aki esetleg hozzászólásaival segít!
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 augusztus 07, 16:23
Írta: 4mjnxdwuu Dátum 2007 augusztus 07, 16:23
kis méretnél szerintem mindenképp válaszd a mozgó asztalt, mert még munkadarabbal együtt a mozgatott tömeg midíg kevesebb mint egy izmos maró..., és az oszlopot jól kitudod merevíteni. ( annak ellenére írom ezt, hogy ( a portálos gépek jobban tetszenek )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 07, 17:11
Írta: 000000000 Dátum 2007 augusztus 07, 17:11
:))....hát nekem is ez a "gondom"
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 07, 20:34
Írta: 000000000 Dátum 2007 augusztus 07, 20:34
Velemenyem szerint ess neki egy bf20 atalakitasanak.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 augusztus 07, 21:08
Írta: Kristály Árpád Dátum 2007 augusztus 07, 21:08
Mielőtt megteszed....keres rá a GOOGLEVAL a syil szóra, természetesen magyar lapok között....
Üdv.: Árpád
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 08, 01:55
Írta: 000000000 Dátum 2007 augusztus 08, 01:55
Ha megnézitek közelebbről ezeknek a kinai gépeknek a kidolgozását,...hát nem kimondottan bizalom gerjesztő! Persze eladni biztos jó üzlet valakinek!...ha eltudja adni! De ameddig ló....van addig veréb is!![#nevetes1]
Üdv Péter ( mechanika 24 )
Üdv Péter ( mechanika 24 )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 08, 08:31
Írta: 000000000 Dátum 2007 augusztus 08, 08:31
eszem ágában sincs átalakítani a BF20L-emet.Azt nem én csináltam, rárakni léptecseket meg nem kihívás.DE akkor ezekszerint mindenki azt javasolja,h egy igazán merev géphez "oszlopos" elren dezés kell.nekem ennyi elég is.már megyek is a vaslóba 120-as kazánlemezt vágatni géptalpnak :))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 08, 08:52
Írta: 000000000 Dátum 2007 augusztus 08, 08:52
goggle: marógép képek keresése
Azert nézz rá egy-ket ipari gepre is, ötletadonak, szekrenyes szerkezet...
pl. http://gepfelujitas.hu/uploaded/FA%205%20U%20TOS.jpg
Azert nézz rá egy-ket ipari gepre is, ötletadonak, szekrenyes szerkezet...
pl. http://gepfelujitas.hu/uploaded/FA%205%20U%20TOS.jpg
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 08, 11:07
Írta: 000000000 Dátum 2007 augusztus 08, 11:07
ezen már túlvagyok...de azért thx
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 augusztus 08, 15:22
Írta: Motoros Dátum 2007 augusztus 08, 15:22
Sziasztok!
A nyákgyártók az üvegszálas lemez darabolására valami spec. tömör keményfém vagy keményfém lapkás fűrésztárcsát használnak.
Nem tud e valaki erről közelebbit, mármint: tipus, megnevezés, szokásos átmérő, vastagság, fordulatszám, és ami a legfontosabb: hol lehet ilyet kapni.
Előre is köszönöm.
A nyákgyártók az üvegszálas lemez darabolására valami spec. tömör keményfém vagy keményfém lapkás fűrésztárcsát használnak.
Nem tud e valaki erről közelebbit, mármint: tipus, megnevezés, szokásos átmérő, vastagság, fordulatszám, és ami a legfontosabb: hol lehet ilyet kapni.
Előre is köszönöm.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 08, 15:38
Írta: bmejdz9nu Dátum 2007 augusztus 08, 15:38
A Proxxon-nak van...
Kicsi tárcsa, keményfém betétekkel...
De nem egyszerűbb kontúrmarni?
Kicsi tárcsa, keményfém betétekkel...
De nem egyszerűbb kontúrmarni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 08, 16:10
Írta: 000000000 Dátum 2007 augusztus 08, 16:10

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 08, 19:11
Írta: 000000000 Dátum 2007 augusztus 08, 19:11
Ha ezen a szinten mozogsz mar, akkor keress egy MORI SEIKI-t...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 augusztus 08, 20:14
Írta: Motoros Dátum 2007 augusztus 08, 20:14
Köszi Tramp pont erre gondoltam, csak mostmár le kéne ütnöm, de ahoz regisztrálnom kéne vagy mi?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 08, 20:17
Írta: 000000000 Dátum 2007 augusztus 08, 20:17
Regelni kéne igen!
Vagy leüssem én, temeg elutalod neki a pénzt.
Vagy leüssem én, temeg elutalod neki a pénzt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 08, 20:19
Írta: 000000000 Dátum 2007 augusztus 08, 20:19
Mail ment.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 augusztus 11, 20:26
Írta: Szalai György Dátum 2007 augusztus 11, 20:26
Szép estét az összes fórumozónak.
Ez a nagy ötlet.
Szerintem ezt mindenkinek látni kell aki még nem látta.
És még ettől is tudok jobbat.
Azt, hogy megyek az udvarra bográcsozni, meg sörözni.
Ezt űbereljétek.
Ez a nagy ötlet.
Szerintem ezt mindenkinek látni kell aki még nem látta.
És még ettől is tudok jobbat.
Azt, hogy megyek az udvarra bográcsozni, meg sörözni.
Ezt űbereljétek.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 augusztus 11, 20:30
Írta: Szalai György Dátum 2007 augusztus 11, 20:30
Ja, egy kicsit nagyocska fájlocska, 2,8Mb .pdf
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 18, 14:19
Írta: 000000000 Dátum 2007 augusztus 18, 14:19
Janco!
Nem is mondod milyen jó kis habvágó feltétet csináltatok 3D géphez!





Gratula![#eljen]
Nem is mondod milyen jó kis habvágó feltétet csináltatok 3D géphez!
Gratula![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 18, 14:26
Írta: 000000000 Dátum 2007 augusztus 18, 14:26
Többi kép:
www.cnc-hobby.eu
www.cnc-hobby.eu
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 augusztus 20, 18:54
Írta: Motoros Dátum 2007 augusztus 20, 18:54
Zseniális!!! Gratulálok, és kösz, csak a tápot meg egyebet kéne rendszerbe foglalni és leírni, hogy bárki megcsinálhassa magának.[#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 20, 20:40
Írta: 000000000 Dátum 2007 augusztus 20, 20:40
A habvágó feltétet janco csinálta egyszerű és zseniális!
Én csak a gépet csináltam[#smile]
Én csak a gépet csináltam[#smile]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 20, 20:58
Írta: 000000000 Dátum 2007 augusztus 20, 20:58
Sziasztok!
Szerintem én egy ennél sokkal jobb habvágó feltétet csináltam. Egy alu H idomokból készített, egyik oldalán rugóval feszíthető fűrészkeret szerü cuccot a Z tengelyre az Y tengellyel párhuzamos irányban rögzítettem. Így vele az XZ síkban hosszú anyagokat (pl. szárnyprofilok) vághatok. Ha pedig ugyanezt a keretet a Z tengelyre függőleges irányban rögzítem akkor pedig az XY síkban vághatok, igaz Y irányban nem túl mélyen.
Szerintem én egy ennél sokkal jobb habvágó feltétet csináltam. Egy alu H idomokból készített, egyik oldalán rugóval feszíthető fűrészkeret szerü cuccot a Z tengelyre az Y tengellyel párhuzamos irányban rögzítettem. Így vele az XZ síkban hosszú anyagokat (pl. szárnyprofilok) vághatok. Ha pedig ugyanezt a keretet a Z tengelyre függőleges irányban rögzítem akkor pedig az XY síkban vághatok, igaz Y irányban nem túl mélyen.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 20, 22:06
Írta: bmejdz9nu Dátum 2007 augusztus 20, 22:06
Jó lenne képek... mert az meggyőzőbb! :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 21, 08:37
Írta: 000000000 Dátum 2007 augusztus 21, 08:37
hello
nem találtam a polimer betonrol semmit átküldenéd.
köszi
nem találtam a polimer betonrol semmit átküldenéd.
köszi
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 21, 09:25
Írta: 3vv2btrhv Dátum 2007 augusztus 21, 09:25
hol laksz?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 22, 17:20
Írta: bmejdz9nu Dátum 2007 augusztus 22, 17:20
Most néztem az adatit egy 16-os 5mm-es em. és egy 16-os 10mm-es em. golyósorsónak...
Ugyanannyi terhelést bír mindkettő... Kb. 6500-7500N (dinamikusan)
Miért szertejük az 5mm-es em. orsókat?
Amikor egy léptető motor jobban szeret kis fordulaton? Ezen filózok...
Ugyanannyi terhelést bír mindkettő... Kb. 6500-7500N (dinamikusan)
Miért szertejük az 5mm-es em. orsókat?
Amikor egy léptető motor jobban szeret kis fordulaton? Ezen filózok...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 augusztus 22, 18:38
Írta: 4mjnxdwuu Dátum 2007 augusztus 22, 18:38
Ezt én sem értem, úgy is mindenki legalább 1,5 Nm-es mocikat használ ( hobbi gépre a 0,5 is elég)
Nem hiszem hogy mindenkinek szüksége van a 250-1000 kg tolóerőre. Kis emelkedésű orsóval. (fele erő, de duppla sebesség!!!)
Talán edíg a mikrostep hiánya, indokolja, mert hát fél lépésben az én kb 500kg-s gépem is nagyon csúnyán berreg 200 mm/perc alatt. Viszont 3 m/percnél még bőven ereje teljében van, 6 m/percnél még elég erős, nem igazán tudom lefogni ( mondjuk nem pici motor van rajta)
Nem hiszem hogy mindenkinek szüksége van a 250-1000 kg tolóerőre. Kis emelkedésű orsóval. (fele erő, de duppla sebesség!!!)
Talán edíg a mikrostep hiánya, indokolja, mert hát fél lépésben az én kb 500kg-s gépem is nagyon csúnyán berreg 200 mm/perc alatt. Viszont 3 m/percnél még bőven ereje teljében van, 6 m/percnél még elég erős, nem igazán tudom lefogni ( mondjuk nem pici motor van rajta)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 22, 19:03
Írta: bmejdz9nu Dátum 2007 augusztus 22, 19:03
Hát ezaz... újra kellene gondolnunk a dolgokat... a motorok is erősebbek lettek... microstep is van...
A Szervónál persze fordított a helyzet... talán.
Most szereztem 2db 15mm/10mm em.-es orsót... ez indította meg az agyamat...
Semmi kottyanás nincs rajta... a gyári adatai is olyanok minden szempontból mint az 5mm-es...
A Szervónál persze fordított a helyzet... talán.
Most szereztem 2db 15mm/10mm em.-es orsót... ez indította meg az agyamat...
Semmi kottyanás nincs rajta... a gyári adatai is olyanok minden szempontból mint az 5mm-es...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 22, 19:53
Írta: 3vv2btrhv Dátum 2007 augusztus 22, 19:53
polimer beton lényege !
Mosott és osztályozott kavicsot kell használni .
A kavics szemcse eloszlását ugy kell kiszámitani , hogy a legideálisabban töltse ki a teret . Ez nagyon elméleti - de létezik egy képlet ami vel ezt még annak idején a MÜKI-ben számolták , sajnos nekem nincs meg.
A kötöanyag legideálisabb az epoxi gyanta , ezt a megfelelö térhálositoval kell öszekeverni és a gyantához KVARCLISZTET kell adagolni .
A kavicsot és a gyantát végül egy keveröszárral kézi furogéppel kell öszekeverni .
A sablonba valo öntés közben vibráltatni kell ezt akkor vibrátor asztalon csináltuk és a vibrálást a B állapot eléréséig kell fentartani .
Bármit amit nem értessz nyugodtan kérdezz !!
A talira viszek mintákat !
tibor
Mosott és osztályozott kavicsot kell használni .
A kavics szemcse eloszlását ugy kell kiszámitani , hogy a legideálisabban töltse ki a teret . Ez nagyon elméleti - de létezik egy képlet ami vel ezt még annak idején a MÜKI-ben számolták , sajnos nekem nincs meg.
A kötöanyag legideálisabb az epoxi gyanta , ezt a megfelelö térhálositoval kell öszekeverni és a gyantához KVARCLISZTET kell adagolni .
A kavicsot és a gyantát végül egy keveröszárral kézi furogéppel kell öszekeverni .
A sablonba valo öntés közben vibráltatni kell ezt akkor vibrátor asztalon csináltuk és a vibrálást a B állapot eléréséig kell fentartani .
Bármit amit nem értessz nyugodtan kérdezz !!
A talira viszek mintákat !
tibor
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 23, 09:21
Írta: bmejdz9nu Dátum 2007 augusztus 23, 09:21
Nézzétek meg ezt a gépet...
Profi munka a mechanika...
De nézzétek az orsók nagyon eltérő menetemelkedését!!!
Sőt a motorok nagyságát is!
Pont emelgetni a T-tengelyt a nehezzebb...
Miért csinálta így??? nem bírom megérteni...
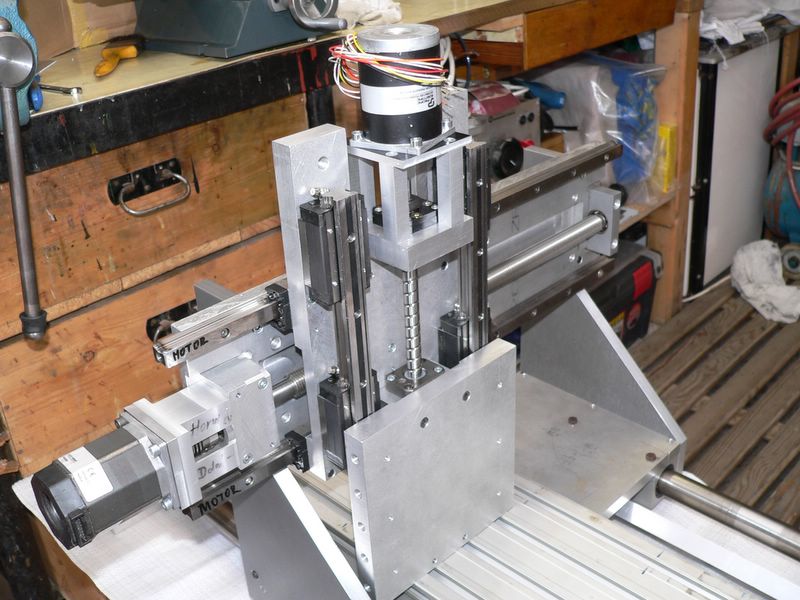
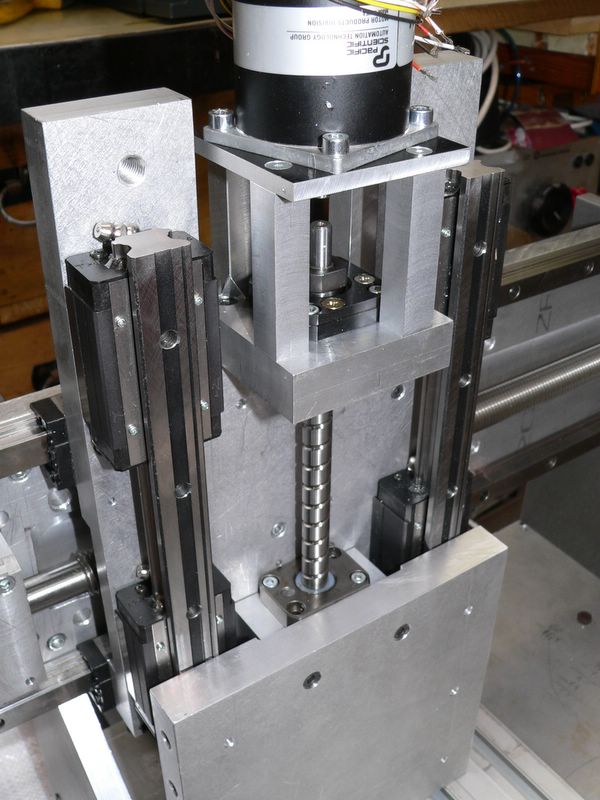
Profi munka a mechanika...
De nézzétek az orsók nagyon eltérő menetemelkedését!!!
Sőt a motorok nagyságát is!
Pont emelgetni a T-tengelyt a nehezzebb...
Miért csinálta így??? nem bírom megérteni...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 augusztus 23, 09:30
Írta: HJózsi Dátum 2007 augusztus 23, 09:30
Z irány tényleg... Nem kovácsműhely?... [#nyes]
A háttérben nála is ott figyel a BF20 ...
A háttérben nála is ott figyel a BF20 ...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 23, 10:49
Írta: bmejdz9nu Dátum 2007 augusztus 23, 10:49
Miért akar egy állati erős és lassú kerszt tengelyeket és nagyon gyenge de eszméletlen gyors Z-tengelyt. A Z-tengely kb. 10mm em. lehet...
Pedíg dudja mit akar... igen jó a mechanika kialakítása! Ezért nem hiszem, hogy balek...
... nem értem...
Hát igen BF20 nélkül nehéz az élet... szinte reménytelen...
Ilyen pofáknak mint mi és ő... talán a legjobb választás...
Pedíg dudja mit akar... igen jó a mechanika kialakítása! Ezért nem hiszem, hogy balek...
... nem értem...
Hát igen BF20 nélkül nehéz az élet... szinte reménytelen...
Ilyen pofáknak mint mi és ő... talán a legjobb választás...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 23, 11:06
Írta: 000000000 Dátum 2007 augusztus 23, 11:06
Azért én nem ájulok el a két kép alapján:
- Y hajtás metes szár?
- X nem alátámasztásos lin tengely?
Remélem nem.
- Y hajtás metes szár?
- X nem alátámasztásos lin tengely?
Remélem nem.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 23, 11:38
Írta: bmejdz9nu Dátum 2007 augusztus 23, 11:38
"Elájulni" nem kell... mert akkor nem látjuk :)
... de a 100-as skálán 50 felett van a mechanika... és az már jó...Nem követett el "szörnyű" hibákat...
pl. Aki igy illeszti össze a kereszt tengelyt a Z-tengellyel, hogy a vezetősínek azt mervítik is... az tudja mit csinál.
Ez a megoldás a legjobb és rezonancia mentes megoldás lehet...
A motor felfogatás és tengyelyek mind stabil kialakításra vall...
Az, hogy menesszár ... az most mindegy...
A menetemelkedési különbségekre nincs logikus elképzelésem...
... de a 100-as skálán 50 felett van a mechanika... és az már jó...Nem követett el "szörnyű" hibákat...
pl. Aki igy illeszti össze a kereszt tengelyt a Z-tengellyel, hogy a vezetősínek azt mervítik is... az tudja mit csinál.
Ez a megoldás a legjobb és rezonancia mentes megoldás lehet...
A motor felfogatás és tengyelyek mind stabil kialakításra vall...
Az, hogy menesszár ... az most mindegy...
A menetemelkedési különbségekre nincs logikus elképzelésem...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 23, 11:53
Írta: 000000000 Dátum 2007 augusztus 23, 11:53
Mert gyors és kottyanás mentes Z tengelyt akart.
Nincs is bajom a Z tengellyel. De a többi?
Nincs is bajom a Z tengellyel. De a többi?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 23, 12:09
Írta: bmejdz9nu Dátum 2007 augusztus 23, 12:09
A Z-tegelyen a vezetősínek is erősek, motor relatíve gyenge ehhez a 10-es orsóhoz...
mechanika pedíg erős... nem passzol...
Ezzel max. egy Dreamel-t tehet rá... Na de akkor minek a sok alu anyag...
mechanika pedíg erős... nem passzol...
Ezzel max. egy Dreamel-t tehet rá... Na de akkor minek a sok alu anyag...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 23, 13:01
Írta: 3vv2btrhv Dátum 2007 augusztus 23, 13:01
Ezzel max. egy Dreamel-t tehet rá... Na de akkor minek a sok alu anyag...
szerintem ebben tévedsz , mer ez elbir nagyobb motort is
szerintem ebben tévedsz , mer ez elbir nagyobb motort is
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2007 augusztus 23, 13:02
Írta: e3h0cv4ph Dátum 2007 augusztus 23, 13:02
Én azt nem értettem, hogy a Z tengelyen a lineáris vezetéknek miért a sin részét tette a mozgó részre és miért nem fordítva, nem úgy szokott lenni?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 23, 15:16
Írta: 3vv2btrhv Dátum 2007 augusztus 23, 15:16
már láttam mindkét megoldást jól müködni
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 23, 15:39
Írta: bmejdz9nu Dátum 2007 augusztus 23, 15:39
Gondold végig... ez a tutibb! szerintem...
Ha tehetem én is így csinálom...
Ha tehetem én is így csinálom...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 23, 15:54
Írta: 000000000 Dátum 2007 augusztus 23, 15:54
Ez a jobb verzio. Ennel van egy picivel meg jobb (alapelv ugyan ez).
Cím: Re:Mechanikai ötletek
Írta: 5bzs27u7 Dátum 2007 augusztus 23, 16:02
Írta: 5bzs27u7 Dátum 2007 augusztus 23, 16:02
Nekem is fordított, semmi gond ezzel a megoldással.
Talán könnyeb a mehanikai kialakítás.
Talán könnyeb a mehanikai kialakítás.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 augusztus 23, 16:27
Írta: 4mjnxdwuu Dátum 2007 augusztus 23, 16:27
nálam is a Z mindenestől emelgeti magát, nem nyúlik ki hosszú aludarab merevítettlenül, mert a vezeték rajta van, egy motorral többet kell emelni neki, de merevebb..
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 23, 18:23
Írta: bmejdz9nu Dátum 2007 augusztus 23, 18:23
Ha ránezek egy gépre vagy egy gép fotóra mindíg először a Z-tengely megoldását nézem... ez talán a legfontosabb a rezonanciák miatt.
Ezen áll vagy bukik a mutatvány...
Ezen áll vagy bukik a mutatvány...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 augusztus 23, 20:24
Írta: 3vv2btrhv Dátum 2007 augusztus 23, 20:24
Ez a jobb verzio. Ennel van egy picivel meg jobb (alapelv ugyan ez).
meg tudnád mutatni??
meg tudnád mutatni??
Cím: Re:Mechanikai ötletek
Írta: yx5zjs8he Dátum 2007 augusztus 23, 20:36
Írta: yx5zjs8he Dátum 2007 augusztus 23, 20:36
A Z-tengely vezetési megoldása egy jó példa arra, hogyan nem szabad csinálni.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 augusztus 23, 20:41
Írta: Motoros Dátum 2007 augusztus 23, 20:41
Mond el mire gondolsz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 23, 20:44
Írta: 000000000 Dátum 2007 augusztus 23, 20:44
Ez engem is erdekelne. Sejtesem van azonban. kivancsian varom...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 augusztus 23, 20:48
Írta: Motoros Dátum 2007 augusztus 23, 20:48
A csámpás motorfelszereléstől persze tekintsünk el. Elcseszte a távtartók lyukkörét az alsó tömbnél.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 23, 20:50
Írta: 000000000 Dátum 2007 augusztus 23, 20:50
Szerintem a hatso tavtartokba meno csavarok utban lettek volna... De tekintsunk el. (:
Cím: Re:Mechanikai ötletek
Írta: yx5zjs8he Dátum 2007 augusztus 23, 21:08
Írta: yx5zjs8he Dátum 2007 augusztus 23, 21:08
A síneket mindenképp végig fel kell fektetni a lapra. Igazság szerint párhuzamra mart vállaknak kellene biztosítani a sínek párhuzamosságát. A szűz sínek nem egyenesek, enyhén görbültek (pláne a kiskeresztmetszetűek).A saját helyükre felcsavarozva válnak igazi vezetékké. Másrészt a tárgyalt megoldásnál a szán alsó helyzetében igen nagy a rezgésveszély. Ez inkább már hangszer. Két pipaszáron lóg a szán.
A sínt az állórészre tenném, a kocsikat a mozgóra. Igaz több alu kell, de ha már lineális vezetéket használok, akkor élvezném az előnyeit.
A sínt az állórészre tenném, a kocsikat a mozgóra. Igaz több alu kell, de ha már lineális vezetéket használok, akkor élvezném az előnyeit.
Cím: Re:Mechanikai ötletek
Írta: yx5zjs8he Dátum 2007 augusztus 23, 21:09
Írta: yx5zjs8he Dátum 2007 augusztus 23, 21:09
A síneket mindenképp végig fel kell fektetni a lapra. Igazság szerint párhuzamra mart vállaknak kellene biztosítani a sínek párhuzamosságát. A szűz sínek nem egyenesek, enyhén görbültek (pláne a kiskeresztmetszetűek).A saját helyükre felcsavarozva válnak igazi vezetékké. Másrészt a tárgyalt megoldásnál a szán alsó helyzetében igen nagy a rezgésveszély. Ez inkább már hangszer. Két pipaszáron lóg a szán.
A sínt az állórészre tenném, a kocsikat a mozgóra. Igaz több alu kell, de ha már lineális vezetéket használok, akkor élvezném az előnyeit.
A sínt az állórészre tenném, a kocsikat a mozgóra. Igaz több alu kell, de ha már lineális vezetéket használok, akkor élvezném az előnyeit.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 23, 21:32
Írta: 000000000 Dátum 2007 augusztus 23, 21:32
osztom a véleményt...ha a monorailt merevítésre használjuk, már rég rossz.Elég terhelés neki, meg a kocsiknak az adott szabadságfok biztosítása kottyanás mentesen, nemhogy még tartó szerepet is vállaljon!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 23, 21:32
Írta: bmejdz9nu Dátum 2007 augusztus 23, 21:32
Abban tényleg igazad van, hogy a vezetősínek nem egyenesek... és egy fix azaz erősebb "dologra" kell ráhuzatni...
Annak síkbamarva és/vagy (én ezt preferálom) 0.02-0.03 - 0.04 -0.05mm-es stb... biztos ismeritek... hézagoló szallaggal és márőórával beállítani...
De egy jól merevített Z mozgórásznek eleve ilyennek kell lennie... és ha össze van lőve! akkor egymást is merevítik. Igy lesz belőle előny.
Annak síkbamarva és/vagy (én ezt preferálom) 0.02-0.03 - 0.04 -0.05mm-es stb... biztos ismeritek... hézagoló szallaggal és márőórával beállítani...
De egy jól merevített Z mozgórásznek eleve ilyennek kell lennie... és ha össze van lőve! akkor egymást is merevítik. Igy lesz belőle előny.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 23, 21:35
Írta: 000000000 Dátum 2007 augusztus 23, 21:35
Plussz az Y sínek hosszát nem használja ki. Ez pedig pénzkidobás a köbön.
Cím: Re:Mechanikai ötletek
Írta: ag8iuddv9 Dátum 2007 augusztus 23, 21:41
Írta: ag8iuddv9 Dátum 2007 augusztus 23, 21:41
Osztom a véleményét tajenó-nak.
A sineket rögzítik és azon mozognak a kocsik és nem fordíva.
A sineket rögzítik és azon mozognak a kocsik és nem fordíva.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 augusztus 23, 21:45
Írta: Motoros Dátum 2007 augusztus 23, 21:45
Igaz, nagyon igaz.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 23, 21:49
Írta: bmejdz9nu Dátum 2007 augusztus 23, 21:49
Érveket úraim!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 23, 21:53
Írta: bmejdz9nu Dátum 2007 augusztus 23, 21:53
Mechanika 25-ben (Makra Zoltán) láttam először a megoldást:

(A hátul elhelyezett golyósorsóval nem értek egyet, de értem miért jó...de ez egy külön történet)
(A hátul elhelyezett golyósorsóval nem értek egyet, de értem miért jó...de ez egy külön történet)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 23, 22:06
Írta: bmejdz9nu Dátum 2007 augusztus 23, 22:06
persze ez a megoldás csak akkor járható, ha a motor és a meghajtás erős...
Cím: Re:Mechanikai ötletek
Írta: ag8iuddv9 Dátum 2007 augusztus 23, 22:21
Írta: ag8iuddv9 Dátum 2007 augusztus 23, 22:21
A magyarázat csak annyi hoogy a sin eltud hajolni,nem beszélve a rezgésről.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 augusztus 23, 22:26
Írta: 4mjnxdwuu Dátum 2007 augusztus 23, 22:26
Nekem az vált be, ha a z mindenestől mozog. Ha tehetem minden gépemen ilyen van. Szerintem merevebb, és alu takarékosabb.
Az első kreálmányomon igy nézett ki (nem egy izom gép, de működött)
Az első kreálmányomon igy nézett ki (nem egy izom gép, de működött)
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 augusztus 23, 22:26
Írta: 4mjnxdwuu Dátum 2007 augusztus 23, 22:26
bocsi kiebbre emlékeztem....
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 augusztus 23, 22:33
Írta: 4mjnxdwuu Dátum 2007 augusztus 23, 22:33
miért nem lett kisebb, letöltöttem a képet, kicsinyítettem, és visszamásoltam.??
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 augusztus 23, 22:38
Írta: 4mjnxdwuu Dátum 2007 augusztus 23, 22:38
Ja- jó
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 23, 23:09
Írta: 000000000 Dátum 2007 augusztus 23, 23:09
...szerintem túl hosszú a kinyúlása a vezetőknek.Lehet merevíteni kéne egy íves merevítővel a végén és akkor kímélné a kocsikat is.
HA megnéztek egy adatlapot erről a rendszerről, hát nem semmi,h miket bírnak dinamikusan is, nemhogy statikusan, de nyírásnál, csavarásnál tizede a teherbírása.És bár párban vannak , erősítik egymást, de sztem nem ártana egy merevítő, márcsak a rezonancia csökkentésére is, mert egy Dremelt bőven elbír, combosabb előtolással is, de lesz kilengése az biztos....én rátennék egy mérőórát az asztalra, tapintócsúcs a Z tengely kocsijára és finoman pofozgatnám gumikalapáccsal csak a kíváncsiság kedvéért...
HA megnéztek egy adatlapot erről a rendszerről, hát nem semmi,h miket bírnak dinamikusan is, nemhogy statikusan, de nyírásnál, csavarásnál tizede a teherbírása.És bár párban vannak , erősítik egymást, de sztem nem ártana egy merevítő, márcsak a rezonancia csökkentésére is, mert egy Dremelt bőven elbír, combosabb előtolással is, de lesz kilengése az biztos....én rátennék egy mérőórát az asztalra, tapintócsúcs a Z tengely kocsijára és finoman pofozgatnám gumikalapáccsal csak a kíváncsiság kedvéért...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 23, 23:11
Írta: 000000000 Dátum 2007 augusztus 23, 23:11
...na mire megszültem a gondolataim, már lett 20 hozzászólás :) ez még a #1761 képhez szól
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 23, 23:37
Írta: 000000000 Dátum 2007 augusztus 23, 23:37
Meglatasom szerint a problema az altalad javasolt kivitelezessel, hogy ha Z-ben nem csak 50-80mm munkautat akar az ember, akkor igen erdekesen neznenek ki a szanszerkezetek aranyai egymashoz viszonyitva...
Ettol fuggetlenul a kepen szereplo tenyleg rossz, mivel a z homloklap szinte a levegoben log.
Ettol fuggetlenul a kepen szereplo tenyleg rossz, mivel a z homloklap szinte a levegoben log.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 augusztus 24, 07:52
Írta: Bicska Dátum 2007 augusztus 24, 07:52
Sziasztok! Esetleg úgy lehetne még erősebbre csinálni "ezzel" a módszerrel, hogy az x tengely hátsó részére is tesz 1 pár sínt+kocsit, majd az első+hátsót összeépíti. Persze ez nagyon anyag=pénz igényes. Egyébként már láttam olyan gyári vezetőket, ahol maga a sín pl ~20*6cm-es, a kocsi pedig mind a 4 oldalán felfekszik és talán egy-az-egyben alkalmazható z tengelynek.[#whatever]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 24, 07:54
Írta: bmejdz9nu Dátum 2007 augusztus 24, 07:54
Most a kereszt tengelyt csinálom... utánna jön a Z-tengely... Attól a résztől tartok a legjobban :)
Ilyen "fordítottra" szeretném... ha meg tudom oldani... sajnos nem mindíg lehet... (majd meglátjátok miért nem ha nem)...
A merevség mindíg nagyon fontos a Z-tengelyen.
A gumikalapács és mérőóra... az a minimum mérés! Sőt vaskalapács! Végül is nem vajba fog menni! Ez olyan merevnek kell(ene) lenni mint magának a marómotornak...
Ha ráteszed a mérőórát a maró végére és kézzel megcibálod... azonnal látni, hogy nemcsak a 0.01mm lépesektől, precíz golyósorsóktól lesz egy gép jó...
Nemcsak kg-ban mérve az alu... a merevség kialakítható... valamennyire tervezhető...
Na de ez a Z-tengely megoldás is olyan jó téma mint a "mozgó és álló asztal" volt ... Mikor... kinek... melyik...
Ilyen "fordítottra" szeretném... ha meg tudom oldani... sajnos nem mindíg lehet... (majd meglátjátok miért nem ha nem)...
A merevség mindíg nagyon fontos a Z-tengelyen.
A gumikalapács és mérőóra... az a minimum mérés! Sőt vaskalapács! Végül is nem vajba fog menni! Ez olyan merevnek kell(ene) lenni mint magának a marómotornak...
Ha ráteszed a mérőórát a maró végére és kézzel megcibálod... azonnal látni, hogy nemcsak a 0.01mm lépesektől, precíz golyósorsóktól lesz egy gép jó...
Nemcsak kg-ban mérve az alu... a merevség kialakítható... valamennyire tervezhető...
Na de ez a Z-tengely megoldás is olyan jó téma mint a "mozgó és álló asztal" volt ... Mikor... kinek... melyik...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 24, 08:06
Írta: 000000000 Dátum 2007 augusztus 24, 08:06
Péter!
Rendszer merevséget nem elsősorban anyag tömeggel
tudsz elérni, hanem a megfelelő mechanikai
igénybevételre jól tervezett keresztmetszeti
tényezővel. Így pl. egy 3 mm falvastagságú
profilrendszer sokkal erősebb lehet, mint egy
15 mm tömör anyag. A tömegnek a dinamikánál
van jelentősége.
Rendszer merevséget nem elsősorban anyag tömeggel
tudsz elérni, hanem a megfelelő mechanikai
igénybevételre jól tervezett keresztmetszeti
tényezővel. Így pl. egy 3 mm falvastagságú
profilrendszer sokkal erősebb lehet, mint egy
15 mm tömör anyag. A tömegnek a dinamikánál
van jelentősége.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 24, 08:22
Írta: bmejdz9nu Dátum 2007 augusztus 24, 08:22
Pontosan!
Nem kell messze menni, csak egy alu profilt megnézni... súly/merevség...
pl. ha két 10mm-es alu lapot 30mm-re párhuzamosan tesezek és közbe pár 30mm-es kocka... kész a "méhsejt" szerkezet...
De nem teljesen szép az élet mert a rezonanciákra is (sajnos) kell gondolni...
Nem kell messze menni, csak egy alu profilt megnézni... súly/merevség...
pl. ha két 10mm-es alu lapot 30mm-re párhuzamosan tesezek és közbe pár 30mm-es kocka... kész a "méhsejt" szerkezet...
De nem teljesen szép az élet mert a rezonanciákra is (sajnos) kell gondolni...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 26, 13:45
Írta: bmejdz9nu Dátum 2007 augusztus 26, 13:45
Na akkor beírom ide mert a Z-tengely dolog emúlt... :)
A leendő gépembe ha egy adott ponton kevés hely van... akkor "kompozit - szendvics" megoldásokat alkalmazok...
Azaz 10mm-es 4,5-ös alu és 3mm-es korr anyag sok csavarral össze és előtte fémragasztóval megkenve.... vagy dupplán mindezt 3mm kor- 10mm alu - 3mm korr... nagyon erős és "rezonanciabiztosnak" tünű a megoldás !
Az alu a rezonanciákat csökkenti, az korr anyag pedíg igen erős... Ilyet már csinált valaki?
A leendő gépembe ha egy adott ponton kevés hely van... akkor "kompozit - szendvics" megoldásokat alkalmazok...
Azaz 10mm-es 4,5-ös alu és 3mm-es korr anyag sok csavarral össze és előtte fémragasztóval megkenve.... vagy dupplán mindezt 3mm kor- 10mm alu - 3mm korr... nagyon erős és "rezonanciabiztosnak" tünű a megoldás !
Az alu a rezonanciákat csökkenti, az korr anyag pedíg igen erős... Ilyet már csinált valaki?
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 augusztus 26, 13:54
Írta: Kristály Árpád Dátum 2007 augusztus 26, 13:54
Hallihó Péer!
Én még nem!
De jónak tünik az ötlet...csak azt nem tudom mivel nem egyezik a hőtágulásuk, lásd bimetálfém...esetleg pontatlansági problémák léphetnek fel...de igazán ebből nem lehet gond csak ha előveszed újabban beszerzet MÉRŐÓRÁDAT!!!
Hallihó!
Én még nem!
De jónak tünik az ötlet...csak azt nem tudom mivel nem egyezik a hőtágulásuk, lásd bimetálfém...esetleg pontatlansági problémák léphetnek fel...de igazán ebből nem lehet gond csak ha előveszed újabban beszerzet MÉRŐÓRÁDAT!!!
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 26, 14:29
Írta: bmejdz9nu Dátum 2007 augusztus 26, 14:29
Erre én is gondoltam... de olyan helyeken lesz csak ahol nem melegszik...
Pl. nem golyósorsó felfogatásnál... [#nyes] amelyik 2000 rpm-el fog forogni...
Egyébként mennyire térhet el a hőtágulása az alu a korr anyagtól? Csak kb.-ra nem tudja valaki?
Pl. nem golyósorsó felfogatásnál... [#nyes] amelyik 2000 rpm-el fog forogni...
Egyébként mennyire térhet el a hőtágulása az alu a korr anyagtól? Csak kb.-ra nem tudja valaki?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 26, 21:14
Írta: 000000000 Dátum 2007 augusztus 26, 21:14
próba:
http://www.indumark.hu/lexikon/Al.htm
http://www.indumark.hu/lexikon/Al.htm
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 26, 22:21
Írta: bmejdz9nu Dátum 2007 augusztus 26, 22:21
ez jó az aluról és a rozdamentes? Jó lenne egy összehasonlítás... hőtágulásról... mert a "dolog" igen jól viselkedik... használható... a szedvicspanel...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 27, 09:14
Írta: 000000000 Dátum 2007 augusztus 27, 09:14
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 augusztus 27, 09:16
Írta: Kristály Árpád Dátum 2007 augusztus 27, 09:16
Hallihó Péter!
Lehet, hogy bővűlt, ha jól emlékszem a Mengyelejev táblázat....
Ez minimum Nobeldíj!
Lehet, hogy bővűlt, ha jól emlékszem a Mengyelejev táblázat....
Ez minimum Nobeldíj!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 27, 10:15
Írta: bmejdz9nu Dátum 2007 augusztus 27, 10:15
Köszi!
Nem áll az alu mesze a savállótól... ez jó...
Nem áll az alu mesze a savállótól... ez jó...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 27, 11:55
Írta: 000000000 Dátum 2007 augusztus 27, 11:55
De a réz közelebb van hozzá :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 augusztus 27, 16:13
Írta: Szalai György Dátum 2007 augusztus 27, 16:13
A Cu-ról jut eszembe: A Cu és az Al egymással galvánelemet képez. Ez megoldhatja a gép energiaellátásának egy részét, de közben elfogy a gép! Ebből a szempontból is nézzetek utána, mert lehet hogy kémiai anyagmegmunkáló gép lesz.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 augusztus 27, 16:40
Írta: Szalai György Dátum 2007 augusztus 27, 16:40
Átjöttem ide az áttételbajommal, talán inkább ide való.
Szegény ember planetary drive-ja.
Felleltem egy (Esetleg házilag is kivitelezhető.) planet meghajtó megoldást.
A Belt lehetne kétoldalt fogazott szíj, és a Revolving table belső oldalán is fogakkal befelé felragasztott szíj. Kottyanásmentesre készíthető és nem kell kemény anyagokat ezredre megmunkálni.
Szegény ember planetary drive-ja.
Felleltem egy (Esetleg házilag is kivitelezhető.) planet meghajtó megoldást.
A Belt lehetne kétoldalt fogazott szíj, és a Revolving table belső oldalán is fogakkal befelé felragasztott szíj. Kottyanásmentesre készíthető és nem kell kemény anyagokat ezredre megmunkálni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 augusztus 27, 16:42
Írta: Szalai György Dátum 2007 augusztus 27, 16:42
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 27, 17:05
Írta: bmejdz9nu Dátum 2007 augusztus 27, 17:05

Hasonló van az akkus fúrókban... persze az nem kottyanás menetes... :)
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2007 augusztus 27, 19:11
Írta: 7vpav5d32 Dátum 2007 augusztus 27, 19:11
Hali Mindenkinek!
Lehet butaság, de szerintem nem kell kétségbe esni az áttételtől, szerintem sima poly-v szijjal megoldható és marha nagy áttételt lehet elérni. Megcsuszás kizárt.Nekem van egy gépen 8 bordás poly-v és 12 kw-ot ad át minden tompitás nélkül. Itt pedig viszonylag lágy inditásról beszélünk( szerintem).
Lehet butaság, de szerintem nem kell kétségbe esni az áttételtől, szerintem sima poly-v szijjal megoldható és marha nagy áttételt lehet elérni. Megcsuszás kizárt.Nekem van egy gépen 8 bordás poly-v és 12 kw-ot ad át minden tompitás nélkül. Itt pedig viszonylag lágy inditásról beszélünk( szerintem).
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 27, 19:15
Írta: bmejdz9nu Dátum 2007 augusztus 27, 19:15
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 augusztus 27, 19:33
Írta: Szalai György Dátum 2007 augusztus 27, 19:33
Szerintem a poli-v nem szervóba való. Lehet, hogy neked nem csúszik meg, de semmiképp nem nevezném szinkron átvitelnek. Viszont a nagy áttétel miatt jó lehet fortunához.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 27, 19:34
Írta: bmejdz9nu Dátum 2007 augusztus 27, 19:34
Én nem csinálnák áttételt... inkább szereznék valami nagy léptetőket aztán microstep...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 augusztus 27, 19:45
Írta: Szalai György Dátum 2007 augusztus 27, 19:45
Mit vettél észre rajta?
30:36 fogú. 1:0,8 áttételű. Nem vitte túlzásba.
Jó nagy motor, de csak két szénkefés. Talán 5mm emelkedésű orsó, vagy nem sokkal több.
Mást nem tudok kisütni belőle.
30:36 fogú. 1:0,8 áttételű. Nem vitte túlzásba.
Jó nagy motor, de csak két szénkefés. Talán 5mm emelkedésű orsó, vagy nem sokkal több.
Mást nem tudok kisütni belőle.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 augusztus 27, 19:59
Írta: Szalai György Dátum 2007 augusztus 27, 19:59
Nem barátságos nekem a sztepperhajtás, ha nincs hozzá encoderes visszacsatolás. Azt kell kitalálni. Méghozzá úgy, hogy az encoder nem a motoron van, hanem utat mér. Akkor tetszeni fog. Számlálólánc számolja a step jeleket, másik számlálólánc az encoder impulzusait, digitális komparátor összehasonlítja a számlálók értékeit, a komparátor kimenete megmondja mikor egyenlő. Akkor van befejezve a művelet. Valami efféle.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 27, 20:34
Írta: bmejdz9nu Dátum 2007 augusztus 27, 20:34
Laza és lötyög az ékszíj! Ez oda-visza kottyanásmentes? Lehetetlen!
Húzodik - lazul...
Ez pedíg a német szervós ULI reklám videója...
Húzodik - lazul...
Ez pedíg a német szervós ULI reklám videója...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 27, 20:44
Írta: bmejdz9nu Dátum 2007 augusztus 27, 20:44
Ne vedd halottra a léptető meghajtást! A Gecko sem vette... A legújabb fejlesztésük egy sima léptetővezérlő... (nem a G-rex...)
Most én is "szervó lázban" vagyok... de mindkét rendszernek meg van az előnye és hátránya...
Egy jó léptető hajtás persze drágább mint egy szervó...
De ha jó akkor az nagyon tuti tud lenni...
Nekem lépésvesztésem soha nem volt a német gépemen... sőt az új gazdija azt sem tudja mi az, pedíg reggeltől estig mar.. (gyárt vele valamit)
Beállítod lépésvesztésre...és visszaveszel 30%-ot... kész...
A szervó még rondább dolgokat tud művelni, mint a lépésvesztés... de erről sajnos nem sokat beszélünk :) Még sokat kell kisérleteznem... :)
(Túlfutás és gyorsítás kérdése...)
Vagy vegyél másik orsókat...
Most én is "szervó lázban" vagyok... de mindkét rendszernek meg van az előnye és hátránya...
Egy jó léptető hajtás persze drágább mint egy szervó...
De ha jó akkor az nagyon tuti tud lenni...
Nekem lépésvesztésem soha nem volt a német gépemen... sőt az új gazdija azt sem tudja mi az, pedíg reggeltől estig mar.. (gyárt vele valamit)
Beállítod lépésvesztésre...és visszaveszel 30%-ot... kész...
A szervó még rondább dolgokat tud művelni, mint a lépésvesztés... de erről sajnos nem sokat beszélünk :) Még sokat kell kisérleteznem... :)
(Túlfutás és gyorsítás kérdése...)
Vagy vegyél másik orsókat...
Cím: Re:Mechanikai ötletek
Írta: gvox Dátum 2007 augusztus 27, 20:56
Írta: gvox Dátum 2007 augusztus 27, 20:56
Az ONA szikraforgácsoló xy meghajtása léptetőmotoros szervó Az asztalra van felszerelve a 20u-nos encoder a stepmotor egy lépése 4u-n elmozdulást okoz, 5 lépésenként ad az encoder jelet, a hiba így 4 u-n
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2007 augusztus 28, 07:52
Írta: e3h0cv4ph Dátum 2007 augusztus 28, 07:52
Én egy ilyen léptetőmeghajtón töröm most a fejem. Még képlékeny a dolog, de úgy néz ki, hogy az enkódernak és a léptetőfelbontásnak nem kell egyezni, viszont azzal egyet értek, ha az encoder nem a motortengelyen van abból bajok lehetnek. De van egy-két buktatója a dolognak! Üdv: TT
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 augusztus 28, 09:18
Írta: sasi Dátum 2007 augusztus 28, 09:18
Régi, margaréta tárcsás nyomtatónál találkoztam encoderes léptetőmotoros hajtással. Az encoder a motortengelyre volt szerelve.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 28, 09:52
Írta: 000000000 Dátum 2007 augusztus 28, 09:52
Varsanyi Peti kolleganknak volt a high-z gepe, aminek az orsovegek csapagyazasa igy volt megoldva:
high-z orsoveg csapagyazas
Miert van szukseg a nyomcsapagyra a motor nyaka es az osszekoto henger kozott? Hogyan lehet szerelve? Kezzel "osszenyomjak" a nyomcsapagyat es meghuzzak a hernyocsavart?
high-z orsoveg csapagyazas
Miert van szukseg a nyomcsapagyra a motor nyaka es az osszekoto henger kozott? Hogyan lehet szerelve? Kezzel "osszenyomjak" a nyomcsapagyat es meghuzzak a hernyocsavart?
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2007 augusztus 28, 13:09
Írta: e3h0cv4ph Dátum 2007 augusztus 28, 13:09
Az lenne egy fontos kérdés az encoderes léptetőmeghajtóhoz, hogy az elektronika csak hibajelzésre használja az encoder és leállítja a vezérlést, vagy pedig megpróbálja a motorral korrigáltatni a dolgot? Ez utóbbinak vannak azért buktatói (motorkarakterisztika).
Vagy esetleg ötvözni a két eljárást?
Vagy esetleg ötvözni a két eljárást?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 augusztus 28, 14:21
Írta: Motoros Dátum 2007 augusztus 28, 14:21
Kihasználják a Z tengely kottymentesítéséhez a motorban lévő csapágyat. A motor tengely húzásra kottyanásmentes, nyomásra nem (legtöbb esetben) Ez a csapágy ezt megoldja. Persze ilyenkor kuplung nincsen, csak egy merev kapcsolat. Kis terhelésű Z tengelynél ez olcsó és jó megoldás lehet. A hernyócsavar meg úgy működik ahogy mondod.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 28, 14:41
Írta: 000000000 Dátum 2007 augusztus 28, 14:41
Koszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 29, 08:25
Írta: 000000000 Dátum 2007 augusztus 29, 08:25
Ha mar igy szoba kerult tegnap a gyari gep orso - motor osszekapcsolasa...
Ti hogyan oldjatok meg?
Hogyan csapagyazzatok? Oros fuggetlenul a motortol elofeszitve a vazban, ket vegen csapagy? Vagy?
Ti hogyan oldjatok meg?
Hogyan csapagyazzatok? Oros fuggetlenul a motortol elofeszitve a vazban, ket vegen csapagy? Vagy?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 29, 09:52
Írta: bmejdz9nu Dátum 2007 augusztus 29, 09:52
Gondolom erre a megoldásra vagy kiváncsi... én sem tudom pontossan, hogyan kell megvalósítan...

De talán valaki leírja...
De talán valaki leírja...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 augusztus 29, 10:14
Írta: Kristály Árpád Dátum 2007 augusztus 29, 10:14
Hallihó Péter!
Elől menet kell, s két anya, az elsővel kontrázod, nem árt ha ezek koronás anyák, spéci alátéttel..... csak így tudod normálisan és stabilan beállítani az előfeszítést!
Üdv.: Árpi
Elől menet kell, s két anya, az elsővel kontrázod, nem árt ha ezek koronás anyák, spéci alátéttel..... csak így tudod normálisan és stabilan beállítani az előfeszítést!
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2007 augusztus 29, 10:38
Írta: 2vkx6unz Dátum 2007 augusztus 29, 10:38
Menetes de általában valamilyen finommenet pl ISEL esetében 10x1 finommenet. Kontraanyaás megoldás helyett jó lehet valamilyen csavarrögzítő is pl. Loctite 243. A rajzon látható kialakítást egy kicsit finomítani kell mert a belső csapágy ebben a konstrukcióban csak a gördülőelemen keresztül nyomható ki a házból így ismételt felhasználára alkalmatlanná válhat. Az orsó másik vége nincs előfeszítve ott mélyhornyú vagy tűgőrgős csapágyat alkalmaznak. Egyébként ilyen helyekre csak párosítható csapágyat szabad beépíteni, ellenkező esetben a csapágy gyorsan tönkremehet!
Egyébként a főorsó csapágyak is ilyen módon vannak elkészítve mert az előfeszíts miatt pontosabb a futás és nagyobb határfordulatszám érhető el. Az SKF honlapján sok hasznos információ van a csapágyazással kapcsolatban.
Egyébként a főorsó csapágyak is ilyen módon vannak elkészítve mert az előfeszíts miatt pontosabb a futás és nagyobb határfordulatszám érhető el. Az SKF honlapján sok hasznos információ van a csapágyazással kapcsolatban.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 29, 11:49
Írta: bmejdz9nu Dátum 2007 augusztus 29, 11:49
Azt kellene valakinek leírnia, hogy pl. egy nem végmegmunkált orsót, hogy csinál meg... A finommenet anyát pl. lehet venni? stb...
Van aki úgy csinálja, hogy sima mélyhornyú csapágy és egy támcsapágy "párossal" ...
Sajnos most erről nem találtam képet, de egyszerűbbnek nézet ki a dolog...
Van aki úgy csinálja, hogy sima mélyhornyú csapágy és egy támcsapágy "párossal" ...
Sajnos most erről nem találtam képet, de egyszerűbbnek nézet ki a dolog...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 29, 11:51
Írta: bmejdz9nu Dátum 2007 augusztus 29, 11:51
Ha valóban - erre nem is gondoltam pedíg logikus - párban kell lennie a csapágyaknak az nagyon drága - ha jól tudom...?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 augusztus 29, 13:51
Írta: svejk Dátum 2007 augusztus 29, 13:51
Ennek a kötelező párosításnak mi a müszaki magyarázata? Ha én egymás mellé szembefordítok két normál ferde hatásvonalú csapágyat akkor mi történik?
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 augusztus 29, 14:07
Írta: Kristály Árpád Dátum 2007 augusztus 29, 14:07
Hallihó Svejk!
Szerintem csak nagyobb fordúlaton van jelentősége..........
Régebben a gépeken, gondolom Te is találkoztám már vele, egy sima illetve max mélyhornyú csapágy és egy támcsapággyal volt megodva. Ha nagyon precíz akarsz lenni erre a fordulatra igazán megfelelő egymással szemben két kúpgőgös csapágy........(lásd: autó fútómű)
A régi kispoláknak a külső csapágya pl.
Üdv.: Árpi
Szerintem csak nagyobb fordúlaton van jelentősége..........
Régebben a gépeken, gondolom Te is találkoztám már vele, egy sima illetve max mélyhornyú csapágy és egy támcsapággyal volt megodva. Ha nagyon precíz akarsz lenni erre a fordulatra igazán megfelelő egymással szemben két kúpgőgös csapágy........(lásd: autó fútómű)
A régi kispoláknak a külső csapágya pl.
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 29, 15:00
Írta: bmejdz9nu Dátum 2007 augusztus 29, 15:00
végül is... az SKF "csapágykönyv" elvei szerint igen...
Ha két csapágy "teljesen össze van dugva egymásba" akkor "teljesen ugyanolyannak" kell lennie... mikron pontosan...
Az azonosak között válogatják az "ikertestvéreket"... nagyon nagy precizitással... ezért a munkáért 4x díj felár jár...
De szerintem nekünk elmegy a "sima saját" párosítás is... :) Egyébkén szerintem a gyártók sem hiszem, hogy párba (ikreket :) vennék őket...
Ha két csapágy "teljesen össze van dugva egymásba" akkor "teljesen ugyanolyannak" kell lennie... mikron pontosan...
Az azonosak között válogatják az "ikertestvéreket"... nagyon nagy precizitással... ezért a munkáért 4x díj felár jár...
De szerintem nekünk elmegy a "sima saját" párosítás is... :) Egyébkén szerintem a gyártók sem hiszem, hogy párba (ikreket :) vennék őket...
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2007 augusztus 29, 15:04
Írta: 2vkx6unz Dátum 2007 augusztus 29, 15:04
Sziasztok!
A párosítható pontosabban univerzálisan beépíthető (2-3-x egymás mellé építhető a terhelésnek megfelelően) csapágyak közvetlenül egymás mellé építhetők az SKF-nél BECBP kód a normál az BEP kód. Feltételezésem szerint a párosítható csapágyak szigorúbb tűréssel készülnek. A BEP kódú csapágyakat úgy építik be hogy a két csapágy a tengely két végére kerül ilyen esetben figyelni kell a hőtágulásra és a tengely kihajlásra. Én a Confidenzától kértem ajánlatot 7200-as csapágyra és nem volt drága ez a méret kell az ISEL csapágyházakba 16 os orsóhoz . SKF nél egy pár ebből ~8-9000 HUF. A kúpgörgős nagyobb terhelést bír de szerintem viszonylag kevesen építenek akkora gépet amiben a kispolszki kerékcsapágy az alkalmazandó csapágyméret ;) és szerintem az sem olcsóbb sokkal. Persze vannak speciális 2 soros O elrendezésű ferdehatásvonalú csapágyak de ezk drágák. akit részletesebben érdekel a téma mindenképpen javaslom az SKF és a Confidenza honlapját tanulmányozásra.
A párosítható pontosabban univerzálisan beépíthető (2-3-x egymás mellé építhető a terhelésnek megfelelően) csapágyak közvetlenül egymás mellé építhetők az SKF-nél BECBP kód a normál az BEP kód. Feltételezésem szerint a párosítható csapágyak szigorúbb tűréssel készülnek. A BEP kódú csapágyakat úgy építik be hogy a két csapágy a tengely két végére kerül ilyen esetben figyelni kell a hőtágulásra és a tengely kihajlásra. Én a Confidenzától kértem ajánlatot 7200-as csapágyra és nem volt drága ez a méret kell az ISEL csapágyházakba 16 os orsóhoz . SKF nél egy pár ebből ~8-9000 HUF. A kúpgörgős nagyobb terhelést bír de szerintem viszonylag kevesen építenek akkora gépet amiben a kispolszki kerékcsapágy az alkalmazandó csapágyméret ;) és szerintem az sem olcsóbb sokkal. Persze vannak speciális 2 soros O elrendezésű ferdehatásvonalú csapágyak de ezk drágák. akit részletesebben érdekel a téma mindenképpen javaslom az SKF és a Confidenza honlapját tanulmányozásra.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 29, 15:08
Írta: bmejdz9nu Dátum 2007 augusztus 29, 15:08
szerintem lépjünk tovább a gyakorlati részéhez...
Pl. a csapágyház egyszerű kialakítása... a finommenet elkerülése... előfeszítés megvalósítása...
Egyébként amit Sanyi ír az ok... vannak olcsóbb párosíthatóak is, nem párok... (fél ikertestvérek :)
Pl. a csapágyház egyszerű kialakítása... a finommenet elkerülése... előfeszítés megvalósítása...
Egyébként amit Sanyi ír az ok... vannak olcsóbb párosíthatóak is, nem párok... (fél ikertestvérek :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 29, 17:34
Írta: 000000000 Dátum 2007 augusztus 29, 17:34
lenyegeben szerintem a csapagyhaz egyaltalan nem kritikus. lehet nagyobb a csapagy nevleges kulso atmerojenel (pl. bf20). "beall"
Svejkkel egyetertek, teljesen felesleges parba valogatott - foleg, ha a kulso hengeres felulet nem erintkezik.
Menetet legegyszerubben menetvagoval tudsz kesziteni (ISEL-es orsora siman), anya meg kaphato, nem hianycikk.
De a kerdes meg all, konkretan, az eddig bemutatott 2x gep kozul itt az oldalon, ki hogy oldotta meg???
Svejkkel egyetertek, teljesen felesleges parba valogatott - foleg, ha a kulso hengeres felulet nem erintkezik.
Menetet legegyszerubben menetvagoval tudsz kesziteni (ISEL-es orsora siman), anya meg kaphato, nem hianycikk.
De a kerdes meg all, konkretan, az eddig bemutatott 2x gep kozul itt az oldalon, ki hogy oldotta meg???
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 29, 17:49
Írta: 000000000 Dátum 2007 augusztus 29, 17:49
Sorry, igy onmagaban hulyeseg az eleje. a motorral ellentetes oldalon is kell egy csapagyhaz, stb...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 augusztus 29, 18:13
Írta: Szalai György Dátum 2007 augusztus 29, 18:13
Sziasztok!
Nem vagyok csapágyból professzionális, ezért a Confidenzától én is kikönyörögtem egy katalógust pár éve.
Szerintem a párosítható pontosságú ferde hatásvonalú csapágy alkalmazásának hobbycnc golyósorsón semmi jelentőssége nincs. Sőt véleményem szerint teljesen felesleges és pénzkidobás.
Mivel magas fordulatszám ott nincsen, elég oda két szembefordított kúpgörgős is, ha akkora nyomaték lenne rajta amit egy pár szembefordított közönséges pontosságú ferde hatásvonalú nem visel el. A kúpgörgős csapágy jelentősen olcsóbb, mint a közönséges pontosságú ferde hatásvonalú. A párosíthatóságnak szerintem, ott van jelentőssége ahol a beépítés nem egymással szembeni, (Mint Péter rajzán.) hanem egymást segítő, tandem. (Mint egy nagy fordulatszámú marómotor nyakcsapágyazása)
Ezzel kapcsolatban annyira nincs bennem ellentmondás, (Mondhatni egyetértek magammal.) hogy a leendő gépem 40mm-es orsójának 28mm-es végére nem is vettem mást, mint 2db 4T-32006X kúpgörgős csapágyat. Nagyon merev lesz és pontosan beállítható. Óriási erőket elvisel és feleannyi az ára, mint a közönséges ferde hatásvonalúnak. Szerintem tökéletes.
Nem vagyok csapágyból professzionális, ezért a Confidenzától én is kikönyörögtem egy katalógust pár éve.
Szerintem a párosítható pontosságú ferde hatásvonalú csapágy alkalmazásának hobbycnc golyósorsón semmi jelentőssége nincs. Sőt véleményem szerint teljesen felesleges és pénzkidobás.
Mivel magas fordulatszám ott nincsen, elég oda két szembefordított kúpgörgős is, ha akkora nyomaték lenne rajta amit egy pár szembefordított közönséges pontosságú ferde hatásvonalú nem visel el. A kúpgörgős csapágy jelentősen olcsóbb, mint a közönséges pontosságú ferde hatásvonalú. A párosíthatóságnak szerintem, ott van jelentőssége ahol a beépítés nem egymással szembeni, (Mint Péter rajzán.) hanem egymást segítő, tandem. (Mint egy nagy fordulatszámú marómotor nyakcsapágyazása)
Ezzel kapcsolatban annyira nincs bennem ellentmondás, (Mondhatni egyetértek magammal.) hogy a leendő gépem 40mm-es orsójának 28mm-es végére nem is vettem mást, mint 2db 4T-32006X kúpgörgős csapágyat. Nagyon merev lesz és pontosan beállítható. Óriási erőket elvisel és feleannyi az ára, mint a közönséges ferde hatásvonalúnak. Szerintem tökéletes.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 29, 19:11
Írta: bmejdz9nu Dátum 2007 augusztus 29, 19:11
Nem is tudtam, hogy van finom menetevágó... talán nem is kerestem :) Azt hittem esztergával kell kisérleteznem...
Anyát is lehet kapni finom menethez a csavarboltokban?
Anyát is lehet kapni finom menethez a csavarboltokban?
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 augusztus 29, 19:25
Írta: Bicska Dátum 2007 augusztus 29, 19:25
A fabory-nál biztos kapsz, náluk minden van!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 29, 19:56
Írta: 000000000 Dátum 2007 augusztus 29, 19:56
a szoba kerult 10x1-est biztosan. de ha nem kapsz, akkor esztergapadon belefursz menetfuroval amit akarsz, utanna meg leszurod. ket lapolast ra es kesz. kis nyakat is keszithetsz ra, ami a csapagy belso reszere fekszik fel.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 augusztus 29, 21:25
Írta: Kristály Árpád Dátum 2007 augusztus 29, 21:25
Hallihó Péter!!
Például az szerintem az SKF forgalmaz koronás anyát... természetesen meg kell nézni milyet szeretnél.
De mivel nem kell nagy fordulat ...van egy olyan megoldás is, hogy az anya oldalt meg van hasitva és kereszben egy szórító csavar van benne.
Általában mindenféle átmérő és menet emelkedéshez kapni menetfúrót, de horor áron.
Anya ügyben érdemes benézni jobb autós boltba, elég sok finonmenetes létezik
üdv.: Árpi
Például az szerintem az SKF forgalmaz koronás anyát... természetesen meg kell nézni milyet szeretnél.
De mivel nem kell nagy fordulat ...van egy olyan megoldás is, hogy az anya oldalt meg van hasitva és kereszben egy szórító csavar van benne.
Általában mindenféle átmérő és menet emelkedéshez kapni menetfúrót, de horor áron.
Anya ügyben érdemes benézni jobb autós boltba, elég sok finonmenetes létezik
üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 31, 08:39
Írta: bmejdz9nu Dátum 2007 augusztus 31, 08:39
Egyre megfizethetőbbek az érintőképernyős monitorok...
Egy kényelmes vezérléshez... ideális lenne?
Sőt videó bemenettel is rendelkeznek... tehát figyelő kamerát is lehetne rá kötni...
A felbontás nem túl nagy de ez egy érintőképernyősnél még előny is lehet...
Egy példa...

Egy kényelmes vezérléshez... ideális lenne?
Sőt videó bemenettel is rendelkeznek... tehát figyelő kamerát is lehetne rá kötni...
A felbontás nem túl nagy de ez egy érintőképernyősnél még előny is lehet...
Egy példa...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 31, 09:52
Írta: 000000000 Dátum 2007 augusztus 31, 09:52
Valahol láttam hogy létezik olyan hogy a meglévő lcd montorra lehet érintő képrenyőt /foliát/ rakni erről van valami infod?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 31, 09:53
Írta: 000000000 Dátum 2007 augusztus 31, 09:53
Nem a védő foliára gondoltam:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 31, 09:56
Írta: 000000000 Dátum 2007 augusztus 31, 09:56
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 augusztus 31, 10:47
Írta: HJózsi Dátum 2007 augusztus 31, 10:47
Nagyon trükkösen fényképezték... A kéz és a monitor aránya pont olyan mint az én 20"-os monitorom és a kezemé...
8" ~= 20 cm! ... only ... :(
8" ~= 20 cm! ... only ... :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 31, 13:31
Írta: 000000000 Dátum 2007 augusztus 31, 13:31
van keszlet is amit meglevo monitorra lehet szerelni pl. http://www.mscbp.hu
es van mar gyarilag erintosen szerelt monitor is... pl. http://www.mscbp.hu es
www.ramiris.eu LG monitorok kozott
es van mar gyarilag erintosen szerelt monitor is... pl. http://www.mscbp.hu es
www.ramiris.eu LG monitorok kozott
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 31, 14:13
Írta: bmejdz9nu Dátum 2007 augusztus 31, 14:13
Igen vannak "utolagos" fóliák is... de ez szerintem fából vaskarika lehet... persze nem tudom... :)
Az LG 80.000 Ft a depo.hu-n... ez egy 1024x768-as... 15"-os... biztos tuti...
De én azért linkeltem be ezt a "kicsit" mert "kezesebb" lehet, végül is ezen a monitoron nem szerkeszt az ember... csak a progit és a gépet vezérli...
pl. koszos kézzel... egér nélkül... profi gépeknél már láttam ilyet...
Ez native 600x800-as felbontású, tehát nagyobbak lehetnek a gombok a WinPC-NC-t... könnyebb "újbeggyel" nyomogatni... adja magát...
Sőt ezen van vidóbemenet is... olcsóbb is...
Egy házba beépíteni a számítógépet, vezérlőket, tápegységet, monitort... könnyen lehetne mozgatni pl. két különböző gép között... ezáltal takarékos... :)
Munka közbeni és közeli megfigyelésére már beszereztem korábban egy zoom-os Sony színes ipari kamerát... jó minőségű képet ad...
Át lehetne kapcsolni videó bemenetre, ha a marás beindult...
Olyan közeli megfigyelést mint a kamera ad szemmel nem is lehet és balesetveszély forrása is....
Az LG 80.000 Ft a depo.hu-n... ez egy 1024x768-as... 15"-os... biztos tuti...
De én azért linkeltem be ezt a "kicsit" mert "kezesebb" lehet, végül is ezen a monitoron nem szerkeszt az ember... csak a progit és a gépet vezérli...
pl. koszos kézzel... egér nélkül... profi gépeknél már láttam ilyet...
Ez native 600x800-as felbontású, tehát nagyobbak lehetnek a gombok a WinPC-NC-t... könnyebb "újbeggyel" nyomogatni... adja magát...
Sőt ezen van vidóbemenet is... olcsóbb is...
Egy házba beépíteni a számítógépet, vezérlőket, tápegységet, monitort... könnyen lehetne mozgatni pl. két különböző gép között... ezáltal takarékos... :)
Munka közbeni és közeli megfigyelésére már beszereztem korábban egy zoom-os Sony színes ipari kamerát... jó minőségű képet ad...
Át lehetne kapcsolni videó bemenetre, ha a marás beindult...
Olyan közeli megfigyelést mint a kamera ad szemmel nem is lehet és balesetveszély forrása is....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 31, 14:26
Írta: 000000000 Dátum 2007 augusztus 31, 14:26
Köszi a címet!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 31, 20:17
Írta: 000000000 Dátum 2007 augusztus 31, 20:17
Jó lenne, ha nemcsak érintős de egyben domború ill. homorú is lenne a képernyő. Akkor még a "búrák" bögyét is taperolhatnánk. Ha meg szagos is lenne ráadásul, akkor meg be is szagolhatnánk!
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 augusztus 31, 21:14
Írta: Bicska Dátum 2007 augusztus 31, 21:14
Sziasztok! Nem akarom szétoffolni a topicot, de mivel a PC-kről beszélünk megemlítem, hogy én pár hónapja vettem oylan miniszámítógépet, ami kb 20*20*10cm-es, bankautomatákban használják, mindent tud, ami nekünk kell, kicsi moduláris. Hátha valakinek megindítja a fantáziáját... url=http://users.atw.hu/alpos/sbca1.JPG]KÉP
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 augusztus 31, 21:49
Írta: 4mjnxdwuu Dátum 2007 augusztus 31, 21:49
Nagyon korrekt, mit tud, mennyiért, honnan?????????
Az érintőképernyőről részemről annyit, hogy tök jó, de a hobbista gépe nem olyan mint egy gyári a bemutatókon, full tiszta környezet, külön személy aki a gépet kezeli, és aki a munkadarabokat cipeli stb...
Belegondoltatok hogy nézne ez ki félév használat után, vagy a hobbycncsek között megnő a tisztítószer használata... ( nem azt mondom hogy a cuccaim csupa ganéj, de azért a kinti gépen többet megengedek magamnak...)
Az érintőképernyőről részemről annyit, hogy tök jó, de a hobbista gépe nem olyan mint egy gyári a bemutatókon, full tiszta környezet, külön személy aki a gépet kezeli, és aki a munkadarabokat cipeli stb...
Belegondoltatok hogy nézne ez ki félév használat után, vagy a hobbycncsek között megnő a tisztítószer használata... ( nem azt mondom hogy a cuccaim csupa ganéj, de azért a kinti gépen többet megengedek magamnak...)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 augusztus 31, 21:55
Írta: bmejdz9nu Dátum 2007 augusztus 31, 21:55
Vannak ezekhez is mint a PocketPc-khez is védőfoliák... ez egy matrica... lehet cserélni... nem túl drága...
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 augusztus 31, 22:09
Írta: Bicska Dátum 2007 augusztus 31, 22:09
Prociból 2***MHz körül van a legdúrvább, ami belemegy, a winyo és a ram pedig rajtad áll. Használtan vettem egy bankautomata szerelőtől fórumon (nem ezen) keresztül:) Másrészt:
INTEL Low Power Embedded CPU (BGA2) or Socket 370 for all Celeron or Pentium III-CPUs
INTEL 443 BX PCI-Chipset (100 MHz Front Side Bus)
CHIPS® 69030 LCD Controller 4MB on chip Video RAM
100Base-Tx Fast Ethernet (RJ45)
Flat Panel Interface
PISA Bus-Interface (PISA = PCI + ISA)
PC/104 Interface
All Standard PC-Interfaces (Harddisk, Floppy, Parallel, Serial 4x, USB, Keyboard, Mouse, CRT)
DiskOnChip® M-Systems Flashdisk
Boot from USB
Systemmonitoring
Kép mégegyszer.
INTEL Low Power Embedded CPU (BGA2) or Socket 370 for all Celeron or Pentium III-CPUs
INTEL 443 BX PCI-Chipset (100 MHz Front Side Bus)
CHIPS® 69030 LCD Controller 4MB on chip Video RAM
100Base-Tx Fast Ethernet (RJ45)
Flat Panel Interface
PISA Bus-Interface (PISA = PCI + ISA)
PC/104 Interface
All Standard PC-Interfaces (Harddisk, Floppy, Parallel, Serial 4x, USB, Keyboard, Mouse, CRT)
DiskOnChip® M-Systems Flashdisk
Boot from USB
Systemmonitoring
Kép mégegyszer.
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2007 augusztus 31, 23:23
Írta: airfoil6205 Dátum 2007 augusztus 31, 23:23
Ha már mini Pc-ről beszélünk nézzétek meg ezt, ez egy kategóriával korszerűbb és a tápegység + a ház kivételével a felszereltsége megegyezik Bicska gépével, SZERINTEM.Mini-itx alaplap beépített processzorral
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 augusztus 31, 23:47
Írta: 000000000 Dátum 2007 augusztus 31, 23:47
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 01, 07:00
Írta: bmejdz9nu Dátum 2007 szeptember 01, 07:00
Ez tényleg nem rossz...

miniITX 171,5 x 171,5 mm
Procival együtt 15e bruttó... nem is sok...
Beépített processzor:
Intel Celeron M 215 (1,3GHz, 512KB Cache, 533MHz FSB, 65nm, 27W)
... kicsit lehetne erősebb a proci... persze nekem még a fele is bőven elég lesz ... :)
miniITX 171,5 x 171,5 mm
Procival együtt 15e bruttó... nem is sok...
Beépített processzor:
Intel Celeron M 215 (1,3GHz, 512KB Cache, 533MHz FSB, 65nm, 27W)
... kicsit lehetne erősebb a proci... persze nekem még a fele is bőven elég lesz ... :)
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2007 szeptember 01, 14:04
Írta: airfoil6205 Dátum 2007 szeptember 01, 14:04
Kellemes vásárlást, a kiegészítőket se felejtds el megvenni!
Pico-itx
Pico-itx
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 01, 14:26
Írta: bmejdz9nu Dátum 2007 szeptember 01, 14:26
17 USD-ért is van már ilyen kicsi?

Ez egy kicsit nagyobb és proci sincs benne... talán jobb a célnak... mert nagyobb is lehet.
Ez egy kicsit nagyobb és proci sincs benne... talán jobb a célnak... mert nagyobb is lehet.
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2007 szeptember 01, 14:35
Írta: airfoil6205 Dátum 2007 szeptember 01, 14:35
Én a kis méret, alacsony fogyasztás és ár mellett tenném le a garast, milliónyi megoldás létezik PC építésére, ezek közül eddig az intel d201glyl alaplap (s775) a br 15k árával volt a legyszinpatikusabb
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 01, 15:15
Írta: bmejdz9nu Dátum 2007 szeptember 01, 15:15
Jó lenne kb. 2GHz...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 01, 17:29
Írta: 000000000 Dátum 2007 szeptember 01, 17:29
Ahogy a Peter szokta mondani, ez hobby... (:
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2007 szeptember 01, 18:40
Írta: e7c897sd8 Dátum 2007 szeptember 01, 18:40
PÉTER! Az én gépemet most egy ilyen (ill. 1.6-os) vezérli:
Compaq EVO D500 P4 PC:
- 2000MHz Pentium 4 processzor
- 256MB ram
- 20GB HDD
- 16MB nVidia VGA (low profile)
- int. 10/100Mbit LAN (Intel)
- int. hangkártya
- CD, FDD
Szép fekete dobozban. Elöl 2db usb + mic + fülhallgató.
A www.mogyoro.hu oldalon tudsz hozzájutni.
Nálam a 20 gigás partíció kettéosztva az egyiken mach a másikon emc2 tesztelésre. Rajzolok a géppel, nomeg innen olvasom a fórumot.
A vezérlő persze Magi gyártmány. ;-)
Ár: 32900 Ft
Compaq EVO D500 P4 PC:
- 2000MHz Pentium 4 processzor
- 256MB ram
- 20GB HDD
- 16MB nVidia VGA (low profile)
- int. 10/100Mbit LAN (Intel)
- int. hangkártya
- CD, FDD
Szép fekete dobozban. Elöl 2db usb + mic + fülhallgató.
A www.mogyoro.hu oldalon tudsz hozzájutni.
Nálam a 20 gigás partíció kettéosztva az egyiken mach a másikon emc2 tesztelésre. Rajzolok a géppel, nomeg innen olvasom a fórumot.
A vezérlő persze Magi gyártmány. ;-)
Ár: 32900 Ft
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 szeptember 01, 19:04
Írta: Bicska Dátum 2007 szeptember 01, 19:04
Hozzátennén, hogy 10k-ért vettem vinyo, proci és RAM nélkül, nem használom egyelőre semmire, de ennyiért muszály volt megvennem...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 04, 09:35
Írta: 000000000 Dátum 2007 szeptember 04, 09:35
Mit jelent az pontosan, hogy Intel Celeron M 215 (1,3GHz, 512KB Cache, 533MHz FSB, 65nm, 27W)
Most akkor 1,3 GHz -es a proci vagy 533 MHz -es ?
Most akkor 1,3 GHz -es a proci vagy 533 MHz -es ?
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2007 szeptember 04, 10:27
Írta: 2vkx6unz Dátum 2007 szeptember 04, 10:27
Szia Molinari
a kérdésedre a válasz: A proci 1,3 GHz-en megy, a 533 FSB (Front Side Bus)az a memóriabusz maximális frekvenciáját jelenti. Minél nagyobb ez az érték annál gyorsabban képes adatot írni/olvasni a memóriából, és ennek megfelelően kell választani memóriát is.
a kérdésedre a válasz: A proci 1,3 GHz-en megy, a 533 FSB (Front Side Bus)az a memóriabusz maximális frekvenciáját jelenti. Minél nagyobb ez az érték annál gyorsabban képes adatot írni/olvasni a memóriából, és ennek megfelelően kell választani memóriát is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 04, 13:14
Írta: 000000000 Dátum 2007 szeptember 04, 13:14
Köszi !
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2007 szeptember 04, 16:40
Írta: airfoil6205 Dátum 2007 szeptember 04, 16:40
Hozzátenném sanyi-hoz, hogy a processzor órajelet is az 533 MHz (FSB) többszöröseként állítják elő, mig Bicska gépében ez 100MHz, ha estleg EMC2 + Ubuntu linux használatára adnád a fejed akkor elegendő az 1,3 GHz proci, mert a linux 1G RAMmal már kiválóan működik, ott ugyanis a több RAM nagyobb teljesítményt is jelent, nem úgy mint B.Genyáéknál. Virtuálisan (vezérlő nélkül) kipróbáltam +3200 SEMPRON AMD procin, 256M RAMmal működött, csak a videó vezérlőre allergiás kicsit, nem szereti az alaplapi NVidia vezérlőket.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 09, 21:41
Írta: bmejdz9nu Dátum 2007 szeptember 09, 21:41
Figyelem! Mechanikai ötlet (vagy spanyol viasz :) ?
A végső beállítást úgy állítom be a mechanikán, hogy kb. 5V-ról lassan járatom a szervó motort...
Persze ezt a megoldást lehet(ne) alkalmazni léptető motoros gépekhez is, csak a beállításhoz kell egy DC motort tenni a mechanikára.
(szerintem bármilyen motor megteszi)
Talán egy Nema 23 vagy Nema34 "kerettel" ellátott motort kellene csinálni és azt mint beállító eszközt "nyilvántartásba" venni... :)
Lehetne a tartó keret univerzális is...
Öszehasonlítva a "kézzel való tekerssel" ez a módszer sokkal pontosabb! A kéz nem olyan jó műszer... ez így egy nagyságrenndel pontosabb.
Ha nem pontosan futtnak a vezetők és a vezetőkkel a golyósorsó az idő előtti elkopáshoz és melegedéshez vezethet. Főleg nagy sebességnél.
Tehát ...megfigyelem az áramfelvtelét a motornak... ha az egész pályán azonos és minnél kisebb akkor ok!!!
Sőt előtte szép sorjában... golyósorsó... aztán lineáris vezetések...(a kocsikat a köszörült felét párhuzam hasáb készlettel... alapozásnak:)
Előszőr persze mérőóra (durvázás :)... de azt elég nehéz pontosan vezetni a felületeken...
A végső beállítást, hézagoló szallagokkal csinálom... és "fakalapács" pontosabban egy fejlettebbb kalapácsom van belül golyók és műanyag...
Csavarok megtép (már ki vagyok) aztán lazít megint... belső kulcsos 5-ös és 6-os süllyesztővel(közbe csere mert elkopnak a megtépéstől :)
(A felület síkbamarás sem felejtős... sokat segít az "alapozásban" azaz kevesebb meló lesz :)
Ezeket a hézagóló szallagokat 5m-es tekercsekben lehet venni... 13mm széles... német gyártmány... felíratozva... direkt erre való...
(0.02-től százados lépesekben... de a 0.03+0.04=0.07mm = tehát nem az egész sort vettem meg...)
Persze ez csak akkor probléma, ha minden totál pontos és nem enged... (orsó és vezetés)...
Sőt a dolgot nehezíti, hogy a golyosorsó nem tud engedni mert széltől-szélig megy... középen enged egy két századot (behajlik), pedíg 20mm-es átmérőjű... de ez jó mert ott teszem bele a bak és a mechanika közé a százados szallagokat... aztán írány a csapágytartó bak... árammérés...
Szerintetek?
A végső beállítást úgy állítom be a mechanikán, hogy kb. 5V-ról lassan járatom a szervó motort...
Persze ezt a megoldást lehet(ne) alkalmazni léptető motoros gépekhez is, csak a beállításhoz kell egy DC motort tenni a mechanikára.
(szerintem bármilyen motor megteszi)
Talán egy Nema 23 vagy Nema34 "kerettel" ellátott motort kellene csinálni és azt mint beállító eszközt "nyilvántartásba" venni... :)
Lehetne a tartó keret univerzális is...
Öszehasonlítva a "kézzel való tekerssel" ez a módszer sokkal pontosabb! A kéz nem olyan jó műszer... ez így egy nagyságrenndel pontosabb.
Ha nem pontosan futtnak a vezetők és a vezetőkkel a golyósorsó az idő előtti elkopáshoz és melegedéshez vezethet. Főleg nagy sebességnél.
Tehát ...megfigyelem az áramfelvtelét a motornak... ha az egész pályán azonos és minnél kisebb akkor ok!!!
Sőt előtte szép sorjában... golyósorsó... aztán lineáris vezetések...(a kocsikat a köszörült felét párhuzam hasáb készlettel... alapozásnak:)
Előszőr persze mérőóra (durvázás :)... de azt elég nehéz pontosan vezetni a felületeken...
A végső beállítást, hézagoló szallagokkal csinálom... és "fakalapács" pontosabban egy fejlettebbb kalapácsom van belül golyók és műanyag...
Csavarok megtép (már ki vagyok) aztán lazít megint... belső kulcsos 5-ös és 6-os süllyesztővel(közbe csere mert elkopnak a megtépéstől :)
(A felület síkbamarás sem felejtős... sokat segít az "alapozásban" azaz kevesebb meló lesz :)
Ezeket a hézagóló szallagokat 5m-es tekercsekben lehet venni... 13mm széles... német gyártmány... felíratozva... direkt erre való...
(0.02-től százados lépesekben... de a 0.03+0.04=0.07mm = tehát nem az egész sort vettem meg...)
Persze ez csak akkor probléma, ha minden totál pontos és nem enged... (orsó és vezetés)...
Sőt a dolgot nehezíti, hogy a golyosorsó nem tud engedni mert széltől-szélig megy... középen enged egy két századot (behajlik), pedíg 20mm-es átmérőjű... de ez jó mert ott teszem bele a bak és a mechanika közé a százados szallagokat... aztán írány a csapágytartó bak... árammérés...
Szerintetek?
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 szeptember 10, 05:44
Írta: Kristály Árpád Dátum 2007 szeptember 10, 05:44
Hallihó Péter!
Méghogy Hobbysta...!!!
Méghogy Hobbysta...!!!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 10, 07:22
Írta: bmejdz9nu Dátum 2007 szeptember 10, 07:22
#1877... Ha ez tényleg újszerű :)?
Van még egy-két ilyen dolgom... csak hosszú leírni... képekkel kellene illusztrálni...
De attól tartok a spanyol viaszt találok fel... :) Aztán röhögnek a markukban..., hogy a balek rájött... pedíg el sem árultuk.. :)
Vagy azért mert hüleség... :) Hadd sz..pjon..
Van még egy-két ilyen dolgom... csak hosszú leírni... képekkel kellene illusztrálni...
De attól tartok a spanyol viaszt találok fel... :) Aztán röhögnek a markukban..., hogy a balek rájött... pedíg el sem árultuk.. :)
Vagy azért mert hüleség... :) Hadd sz..pjon..
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 10, 11:57
Írta: bmejdz9nu Dátum 2007 szeptember 10, 11:57
#1877:
Kicsit még átírtam... talán így érthetőbb... és a módszer léptetőmotoros gépeknél is alkalmazható...
Kicsit még átírtam... talán így érthetőbb... és a módszer léptetőmotoros gépeknél is alkalmazható...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 13, 09:12
Írta: bmejdz9nu Dátum 2007 szeptember 13, 09:12
Ilyet lehetne csinálni is:



Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 13, 09:43
Írta: Motoros Dátum 2007 szeptember 13, 09:43
Ezt én ötletes és jó módszernek tartom.
Kellene csinálni egy ötlet topikot amiben a hasonlókat gyüjtenénk, lehetne szavazni, és lenne díjazás. (Első hely. egy hangszóróként még használható léptetőmotor.:-) )
Kellene csinálni egy ötlet topikot amiben a hasonlókat gyüjtenénk, lehetne szavazni, és lenne díjazás. (Első hely. egy hangszóróként még használható léptetőmotor.:-) )
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 13, 09:49
Írta: bmejdz9nu Dátum 2007 szeptember 13, 09:49
Az a baj, hogy csak 15 USD azaz 3000Ft... Nem europai változatban :, tehát ez)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 13, 09:58
Írta: Motoros Dátum 2007 szeptember 13, 09:58
A #1877-re válaszoltam és nem a szögtapintós mérőórára, de különben ez is jó ötlet.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 13, 10:02
Írta: bmejdz9nu Dátum 2007 szeptember 13, 10:02
Ja végigolvastad! ... és mit szólsz az ötlethez?
Igen ez a mechanikai ötletek topik annyira vegyes...hogy KO az egész... Fel kellene osztani témakörökre... de hogyan?
Igen ez a mechanikai ötletek topik annyira vegyes...hogy KO az egész... Fel kellene osztani témakörökre... de hogyan?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 szeptember 13, 10:32
Írta: 3vv2btrhv Dátum 2007 szeptember 13, 10:32
a Forum II igazán alkalmas erre !!!
Fel kellene osztani témakörökre... de hogyan?
Fel kellene osztani témakörökre... de hogyan?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 szeptember 13, 10:33
Írta: 3vv2btrhv Dátum 2007 szeptember 13, 10:33
a Forum II igazán alkalmas erre !!!
Fel kellene osztani témakörökre... de hogyan?
Fel kellene osztani témakörökre... de hogyan?
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 szeptember 13, 10:40
Írta: HJózsi Dátum 2007 szeptember 13, 10:40
Ennyiért inkább megvesz... persze szállítás....
kulcs szó?
kulcs szó?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 13, 11:04
Írta: bmejdz9nu Dátum 2007 szeptember 13, 11:04
1. lehetőség

2. lehetőség ( ez drágább de nem az óperenciás tengeren túlról)

Az első olcsóbb és mintha jobban nézne ki... jók tapintóhoz és mérőórához is!?
2. lehetőség ( ez drágább de nem az óperenciás tengeren túlról)
Az első olcsóbb és mintha jobban nézne ki... jók tapintóhoz és mérőórához is!?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 14, 21:25
Írta: bmejdz9nu Dátum 2007 szeptember 14, 21:25
Mechanikai és "pénzügyi" ötlet:
Z Achse für CNC Fräsmaschine / Graviermaschine
Most ment el (és szokott) az Ebay-on egy Z-tengely 165 Euro-ért... Jó persze nem akármilyen 1Nm-es motorral! Mi ilyet nem tudunk?

Z Achse für CNC Fräsmaschine / Graviermaschine
Most ment el (és szokott) az Ebay-on egy Z-tengely 165 Euro-ért... Jó persze nem akármilyen 1Nm-es motorral! Mi ilyet nem tudunk?
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 szeptember 14, 22:13
Írta: Kristály Árpád Dátum 2007 szeptember 14, 22:13
Hallihó!
Ahogy Téged és a műhelyedet ismerem...semi akadálya!
Alud van bőven és ha elfogy hozunk!!!!!!!!
Ahogy Téged és a műhelyedet ismerem...semi akadálya!
Alud van bőven és ha elfogy hozunk!!!!!!!!
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2007 szeptember 15, 21:25
Írta: 2nbj3n5m Dátum 2007 szeptember 15, 21:25
Én az enyémet aluból öntettem (2500Ft)
Megmunkálás 3000Ft, 12-es tengely+4db golyos
persely 24000,trapémenetes tengely+anya (sajátkészítésü)talán 2500, motor 6000.
Talán kilehet hozni !A kuplugról meg nem is
szolva.4000Ft.
Janko
Megmunkálás 3000Ft, 12-es tengely+4db golyos
persely 24000,trapémenetes tengely+anya (sajátkészítésü)talán 2500, motor 6000.
Talán kilehet hozni !A kuplugról meg nem is
szolva.4000Ft.
Janko
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 15, 21:30
Írta: bmejdz9nu Dátum 2007 szeptember 15, 21:30
Listázd fel az Ebay-ra!
Hetente egy-két darab... 100.000 profit havonta... kis pénz is pénz... [#wave]
Hetente egy-két darab... 100.000 profit havonta... kis pénz is pénz... [#wave]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 szeptember 17, 19:16
Írta: 3vv2btrhv Dátum 2007 szeptember 17, 19:16
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 17, 19:23
Írta: bmejdz9nu Dátum 2007 szeptember 17, 19:23
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2007 szeptember 17, 20:14
Írta: ra8nsmk6w Dátum 2007 szeptember 17, 20:14
Sajnos csak látványterv. Képzeletben fogjatok be egy max átméröjű anyagot és szimulálni a forgácsolást-a keresztszán kitekerve a véghelyzetbe, szinte "0" az alátámasztás pedig ennél a müveletnél van a maximális igénybevétel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 18, 15:25
Írta: 000000000 Dátum 2007 szeptember 18, 15:25
A CNC találkozóig még össze lehetne hozni egy komplett gépet is. Ez az illető sem bonyolította túl a dolgokat: http://cratel.wichita.edu/blogs/tommcguire/desktop-milling/
Itt egy videó arról, hogyan készült: Easy to build Desktop CNC Mill
Itt egy videó arról, hogyan készült: Easy to build Desktop CNC Mill
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 18, 15:53
Írta: 000000000 Dátum 2007 szeptember 18, 15:53
Egy papír CNC-t pláne... [#circling]

Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 szeptember 18, 17:08
Írta: Szalai György Dátum 2007 szeptember 18, 17:08
Lenyűgöző az egyszerűsége. De, hogy mire lehet alkalmas?
Időtöltésre?
Tapasztalat szerzésre?
Talán lágyabb tejszinhabot megmunkálni.
Időtöltésre?
Tapasztalat szerzésre?
Talán lágyabb tejszinhabot megmunkálni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 18, 22:45
Írta: 000000000 Dátum 2007 szeptember 18, 22:45
Ez már igazi hobbi gép. Annyira egyszeru és jó, hogy már fáj. Igaz, biztos nem az a pár perc kell az eloállításhoz, de egy nap alatt simán meg van. Befektetés = majdnem nulla. Ha osszehasonlítsuk a mi gépeinket (befektetés kontra mit kapok érte), ez messze folulmúl ... ...legalábbis engem. Ez a hobbi zsenialitás. Most már én is azt mondom: ez semmi... nincs benne semmi, de soha nem ezt az egyszeruséget keresem, pedig itt kellene kezdeni...[#worship]
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 szeptember 19, 01:45
Írta: HJózsi Dátum 2007 szeptember 19, 01:45
Ez az, ami a tervezés során megelőzi a deszkamodellt ... [#buck]
Valószínű Artsoft-ék is így kezdték, ezért állítható be a sw-ben kottyanás... [#nyes]
Valószínű Artsoft-ék is így kezdték, ezért állítható be a sw-ben kottyanás... [#nyes]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 19, 11:31
Írta: bmejdz9nu Dátum 2007 szeptember 19, 11:31

Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 szeptember 20, 01:12
Írta: HJózsi Dátum 2007 szeptember 20, 01:12
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 szeptember 20, 11:02
Írta: Kristály Árpád Dátum 2007 szeptember 20, 11:02
Hallihó Józsi!
Én valami ilyet csináltam 40-ével ezelőtt...
Beteszem a képét!
Üdv.: Árpi
Én valami ilyet csináltam 40-ével ezelőtt...
Beteszem a képét!
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 szeptember 20, 11:10
Írta: HJózsi Dátum 2007 szeptember 20, 11:10
Ok! Tegnap keresgéltem, mert szeretnék egyet összedobni... Elég nehezen találni kisebb élhajlítókat, az áruk meg túl magas a hozzá beszerezhető anyagokéhoz képest... Nekem max 600mm
széles bőven elég, nagyobbat helyem sincs beállítani...
A Vaterán van egy, de erre mondom, inkább megcsinálom max 5K HUF-ból ..

széles bőven elég, nagyobbat helyem sincs beállítani...
A Vaterán van egy, de erre mondom, inkább megcsinálom max 5K HUF-ból ..
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2007 szeptember 20, 12:47
Írta: j3rx6bsjd Dátum 2007 szeptember 20, 12:47
Sziasztok!
Na egy ehhez hasonló dolgot keresek én is mostanában,csak annak az lenne a neve,hogy hogyan készítsünk lemezvágó ollót.
Nem karos ollóra gondolok,hanem rendes gerendás tipusúra,de csak 500-as méret kellene.
Nagy hiány van belőle a piacon,szinte nincs is.
Ha valaki tud ilyesmit,ne kíméljen az infótol.
Köszi.
Na egy ehhez hasonló dolgot keresek én is mostanában,csak annak az lenne a neve,hogy hogyan készítsünk lemezvágó ollót.
Nem karos ollóra gondolok,hanem rendes gerendás tipusúra,de csak 500-as méret kellene.
Nagy hiány van belőle a piacon,szinte nincs is.
Ha valaki tud ilyesmit,ne kíméljen az infótol.
Köszi.
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 szeptember 20, 13:54
Írta: HJózsi Dátum 2007 szeptember 20, 13:54

Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 szeptember 20, 13:58
Írta: HJózsi Dátum 2007 szeptember 20, 13:58
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2007 szeptember 20, 14:22
Írta: j3rx6bsjd Dátum 2007 szeptember 20, 14:22
Köszi.
Én is néztem már az ebayt is,de ott sem van.
Sajnos 500-as méretben csak karosat találok,azt meg rángassa hóhér.Lehet kénytelen leszek egyet saját kútfőből készíteni,de az nagy szenvedés lesz valószínű.
Én is néztem már az ebayt is,de ott sem van.
Sajnos 500-as méretben csak karosat találok,azt meg rángassa hóhér.Lehet kénytelen leszek egyet saját kútfőből készíteni,de az nagy szenvedés lesz valószínű.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 20, 14:59
Írta: Motoros Dátum 2007 szeptember 20, 14:59
Szia!
Excenterprésre szerelhető ha esetleg megfelel akkor abban tudok segíteni, igaz ez csak kb 400 hosszban vág. Lefotózom ha érdekel.
Excenterprésre szerelhető ha esetleg megfelel akkor abban tudok segíteni, igaz ez csak kb 400 hosszban vág. Lefotózom ha érdekel.
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2007 szeptember 20, 18:09
Írta: j3rx6bsjd Dátum 2007 szeptember 20, 18:09
Köszi!
Szívesen megnézném,azzal már el lehet indulni.
Van saját vezetéke?
Szívesen megnézném,azzal már el lehet indulni.
Van saját vezetéke?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 20, 22:43
Írta: Motoros Dátum 2007 szeptember 20, 22:43
Igen, van két vezetőoszlop a két végén.
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2007 szeptember 20, 22:49
Írta: j3rx6bsjd Dátum 2007 szeptember 20, 22:49
Ha van időd fényképezd le,érdekelne nagyon.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 20, 22:49
Írta: Motoros Dátum 2007 szeptember 20, 22:49
Rendben, holnap megpróbálom.
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2007 szeptember 20, 22:51
Írta: j3rx6bsjd Dátum 2007 szeptember 20, 22:51
Küldtem mailt.Köszi.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 21, 08:00
Írta: Motoros Dátum 2007 szeptember 21, 08:00
Elküldtem a fotókat emailban.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 21, 10:57
Írta: 000000000 Dátum 2007 szeptember 21, 10:57
Ha nem titkosak a fotók és is szívesen megnézném őket. Akár ide is betehetnéd.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 21, 12:34
Írta: Motoros Dátum 2007 szeptember 21, 12:34
Excenterprésre szerelhető, valamikor egy 40T-s gépen volt. Kétemberes darab. 600mm hosszban vág.
fotó1
fotó2
fotó1
fotó2
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 21, 14:12
Írta: 000000000 Dátum 2007 szeptember 21, 14:12
Lehet, hogy hülyeség amit kérdezek, de az ilyen lemezolló hidraulikus présen is működhet, vagy a vágásnál fontos a sebesség is ?
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2007 szeptember 21, 14:30
Írta: ybm4ifb Dátum 2007 szeptember 21, 14:30
Szevasztok
Nem nagyon akarok beleszolni,de ez az olló teljes hosszon egyszerre vág?
Mert ha igen..akkor elég nagy erő kell hozzá.
Nem nagyon akarok beleszolni,de ez az olló teljes hosszon egyszerre vág?
Mert ha igen..akkor elég nagy erő kell hozzá.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 21, 19:05
Írta: Motoros Dátum 2007 szeptember 21, 19:05
Működtethető hidraulikus gépen is, végűl is a lemezollóknak két fajtája van: hidraulikus, és excenteres.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 21, 19:06
Írta: Motoros Dátum 2007 szeptember 21, 19:06
Igen ez teljes hosszban egyszerre vág, nagyobb erő kell hozzá, viszont nem csavarja a leeső darabot.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2007 szeptember 21, 19:21
Írta: ybm4ifb Dátum 2007 szeptember 21, 19:21
Szevasztok
Ebben egyetértek.
Ebben egyetértek.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 21, 19:28
Írta: Motoros Dátum 2007 szeptember 21, 19:28
Esetleg egy körkéses olló nem felelne meg? vékony anyagnál talán ez is megteszi, és egyszerűbb az elkészítése is.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 szeptember 21, 19:49
Írta: Kristály Árpád Dátum 2007 szeptember 21, 19:49
Hallihó Motoros!
Nálad miden rozsdás????
Nálad miden rozsdás????
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 22, 08:28
Írta: Motoros Dátum 2007 szeptember 22, 08:28
Nem rozsda---patina. Különben a rozsda alatt nemes anyag lapúl. :-)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 22, 13:39
Írta: bmejdz9nu Dátum 2007 szeptember 22, 13:39

Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 szeptember 22, 13:44
Írta: Kristály Árpád Dátum 2007 szeptember 22, 13:44
Hallihó!
Ettől féltem!
Mint a Pomázi mosolygó .....s
Nagyon jó lett az anya...pedig csak anya csak egy van, illetve három!
Üdv.: Árpi!
Ettől féltem!
Mint a Pomázi mosolygó .....s
Nagyon jó lett az anya...pedig csak anya csak egy van, illetve három!
Üdv.: Árpi!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 23, 08:08
Írta: bmejdz9nu Dátum 2007 szeptember 23, 08:08

Hát igen... ilyen is van... csak elég drágák...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 23, 08:21
Írta: 000000000 Dátum 2007 szeptember 23, 08:21
Kanyar CNC?...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 szeptember 23, 10:24
Írta: Kristály Árpád Dátum 2007 szeptember 23, 10:24
Hallihó Péter!
Már megint mit csináltál?
Csak nem hagytad kint a napon!
Üdv.: Árpi
Már megint mit csináltál?
Csak nem hagytad kint a napon!
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 23, 11:10
Írta: bmejdz9nu Dátum 2007 szeptember 23, 11:10
A THK katalogusban már régebben felfedeztem... de ez a kis darab az Ebay-on 250 Euro... tehát meg van az ára...
Nem én csináltam :)
Nem én csináltam :)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 23, 12:28
Írta: Motoros Dátum 2007 szeptember 23, 12:28
Én ezt photoshop gyártmánynak nézem. Azzal lehet a leghamarabb megcsinálni.
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2007 szeptember 23, 13:40
Írta: j3rx6bsjd Dátum 2007 szeptember 23, 13:40
Valóban létezik,szerintem robotkiszolgáló pályákhoz használhatják,vagy valami ilyesmihez.
60°-os THK sín
60°-os THK sín
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 23, 14:17
Írta: 000000000 Dátum 2007 szeptember 23, 14:17
És akkor létezik külömböző ivekkel is? (gondold el, hogy két pálya kellene egy szánhoz és a pályák távolsága változhat, sőt...)?!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 23, 14:27
Írta: bmejdz9nu Dátum 2007 szeptember 23, 14:27
Tényleg azt hittétek, hogy viccelek...? Ennyire ráérek a Phoposhop-pal... :)
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2007 szeptember 23, 15:42
Írta: j3rx6bsjd Dátum 2007 szeptember 23, 15:42
Fel kell ütni a THK katalógust,hogy mi az ajánlás.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 23, 23:08
Írta: bmejdz9nu Dátum 2007 szeptember 23, 23:08
Misinek szeretettel!




Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 24, 07:39
Írta: Motoros Dátum 2007 szeptember 24, 07:39
Kösz, így már értem. Tényleg egyszerűbb, sőt kis terhelésnél talán egy csapágy is elég a szabad tengelyvégen, vagy a motornál amit valahol már vki mutatott itt a fórumon.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 24, 07:45
Írta: Motoros Dátum 2007 szeptember 24, 07:45
Gógyis ez a Márkus gyerek.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 24, 07:46
Írta: bmejdz9nu Dátum 2007 szeptember 24, 07:46
Hát igen... A "Mester" német módra... jó dolgai vannak...
Tőle vettem a Noga hűtőt... is...
Tőle vettem a Noga hűtőt... is...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 24, 07:48
Írta: bmejdz9nu Dátum 2007 szeptember 24, 07:48
"Letisztult" formavilág... :)
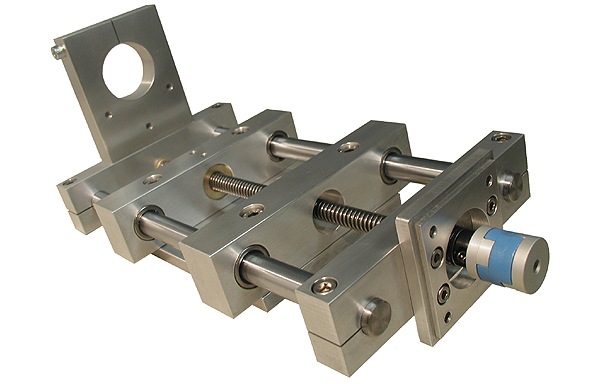
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 24, 07:56
Írta: Motoros Dátum 2007 szeptember 24, 07:56
Hát ez az, nekem is az tetszik, minden célszerű, egyszerű. Semmi cicó.
Az ürge tisztában van hogy mit hogyan kell megtervezni hogy gyártható legyen, Pont ilyennek képzeltem a Z tengelyt. Kösz.
Az ürge tisztában van hogy mit hogyan kell megtervezni hogy gyártható legyen, Pont ilyennek képzeltem a Z tengelyt. Kösz.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 24, 08:01
Írta: Motoros Dátum 2007 szeptember 24, 08:01
Egy hiba mégis van: a motortartó feleslegesen van körbemarva peremesen, ez csak amolyan dizájnolás lehet[#smile]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 szeptember 24, 08:28
Írta: svejk Dátum 2007 szeptember 24, 08:28
Szép-szép, csakhogy legtöbbünknek maximum egy kis asztali oszlopos furógépje van, azzal meg ilyen nem gyártható :(
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 szeptember 24, 08:34
Írta: Motoros Dátum 2007 szeptember 24, 08:34
Ez igaz, a furatokat pontosan helyzetbe kell esztergályozni--ez a lelke. De megoldható.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 24, 08:59
Írta: bmejdz9nu Dátum 2007 szeptember 24, 08:59
Szereposztás:
Akkor te leszel a "vevő " aki tudja az pedíg az "eladó" [#vigyor2]
Akkor te leszel a "vevő " aki tudja az pedíg az "eladó" [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 szeptember 24, 09:06
Írta: svejk Dátum 2007 szeptember 24, 09:06
Ja, eladom a fúrógépet és veszek Z egységet :)[#circling]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 24, 10:06
Írta: bmejdz9nu Dátum 2007 szeptember 24, 10:06
Nem. Fejleszted a fúrógépet! (kereszt asztal) és máris átkerülsz a másik oldalra :)

Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 szeptember 24, 16:08
Írta: Kristály Árpád Dátum 2007 szeptember 24, 16:08
Hallihó!
Szerintem ez pont azért jó mert legyártható Akár fúrógépen is!!!
(Z tengely) gondoljátok végig....
Üdv.:Árpi
Szerintem ez pont azért jó mert legyártható Akár fúrógépen is!!!
(Z tengely) gondoljátok végig....
Üdv.:Árpi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 24, 16:29
Írta: bmejdz9nu Dátum 2007 szeptember 24, 16:29
Fontos a jó test helyzet és kitartás is!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 24, 19:27
Írta: bmejdz9nu Dátum 2007 szeptember 24, 19:27
Mindenki a műhelybe... [#wilting] még a viccet sem olvassák...[#confused][#circling]
Én is ott vagyok... csak hűl a gép és pihen a kezem... [#buck]
Én is ott vagyok... csak hűl a gép és pihen a kezem... [#buck]
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 szeptember 25, 19:56
Írta: vthgizrff Dátum 2007 szeptember 25, 19:56
Össze kell fogni a négy elemet és egyszerre megmunkálni, tutira jó lesz a pozició [#circling]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 25, 20:08
Írta: bmejdz9nu Dátum 2007 szeptember 25, 20:08
Lelőtted a poént... :)
... amit éppen akartam írni... most csináltam két-két elemet a forgatóhoz... úgy csináltam, hogy (mindkét felén) öntapadóssal össze megmunkál és szét...
... amit éppen akartam írni... most csináltam két-két elemet a forgatóhoz... úgy csináltam, hogy (mindkét felén) öntapadóssal össze megmunkál és szét...
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 szeptember 25, 20:14
Írta: vthgizrff Dátum 2007 szeptember 25, 20:14
Én hegeszteni szoktam, utána azt a részt lemarom. Az öntapadós megfogja annyira, hogy a megmunkálás során egyben marad?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 25, 20:18
Írta: bmejdz9nu Dátum 2007 szeptember 25, 20:18
A Tesa igen, de egybe szorítottam... fúrásnál nem volt de ok.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 28, 09:20
Írta: bmejdz9nu Dátum 2007 szeptember 28, 09:20
Műanyagbetétes kupplungok...
A Rotex (talán az egyik legjobb a piacon) műanyagbetétes kupplung pár órás járatás után ciripelni kezdett sőt még nyikorokgni is...
Mi sem egyszerűbb - gondoltam - szilikon (spray) olajat adtam neki... de nem sokáig bírta... :)
Kipróbáltam a Berner Teflon spray-t... Az igen! A probléma megoldodottnak látszik...

A Rotex (talán az egyik legjobb a piacon) műanyagbetétes kupplung pár órás járatás után ciripelni kezdett sőt még nyikorokgni is...
Mi sem egyszerűbb - gondoltam - szilikon (spray) olajat adtam neki... de nem sokáig bírta... :)
Kipróbáltam a Berner Teflon spray-t... Az igen! A probléma megoldodottnak látszik...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 28, 11:17
Írta: 000000000 Dátum 2007 szeptember 28, 11:17
Ovatosan, nehogy adalekanyag kontra gumikozdarab meccs legyen a vege...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 28, 11:28
Írta: bmejdz9nu Dátum 2007 szeptember 28, 11:28
már mire gondolsz?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 szeptember 28, 12:33
Írta: 000000000 Dátum 2007 szeptember 28, 12:33
Van amelyik gumi nem szereti a silicone spray-t. Nem tudom miert...
Bar a ROTEX kuplungok elvileg "oil resistance"-ok. (:
Bar a ROTEX kuplungok elvileg "oil resistance"-ok. (:
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 28, 12:56
Írta: bmejdz9nu Dátum 2007 szeptember 28, 12:56
A szilikon spray-re az van ráírva. (Conradtól való), hogy kimondottan műanyag alkatrészek kenésére való...
ilyen anyagot használnak műanyag fogaskerekeknél is... videók belselyében stb...
A Teflon Spray is elvileg ilyen... remélem, nem eszi meg... mert azért valamennyi kenés kell...
most ezzel ok...
ilyen anyagot használnak műanyag fogaskerekeknél is... videók belselyében stb...
A Teflon Spray is elvileg ilyen... remélem, nem eszi meg... mert azért valamennyi kenés kell...
most ezzel ok...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 szeptember 28, 18:08
Írta: 3vv2btrhv Dátum 2007 szeptember 28, 18:08
"oil resistance"-ok. (: mert polyuretán !!
A szilikonbol nem csinálnak kuplungot .
A szilikonbol nem csinálnak kuplungot .
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 29, 11:47
Írta: bmejdz9nu Dátum 2007 szeptember 29, 11:47
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 szeptember 29, 12:04
Írta: bmejdz9nu Dátum 2007 szeptember 29, 12:04
Ezt is érdemes áttalmányozni... komplett lineaáris megoldások a THK-tól...
... hogy a golyosorsót és a lináris vezetőt hogyan illesztik egymáshoz... főként oldalt... talán így fut a leg párhuzamosabban...
... hogy a golyosorsót és a lináris vezetőt hogyan illesztik egymáshoz... főként oldalt... talán így fut a leg párhuzamosabban...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 03, 10:58
Írta: 000000000 Dátum 2007 október 03, 10:58
Hello!
Építek egy zajvédő dobozt a gépemre, mert a lakók már ki akarnak nyírni a házban.
Milyen anyaggal lenne érdemes kibélelni, valakinek tapasztalat?
Köszi!
Üdv!
Építek egy zajvédő dobozt a gépemre, mert a lakók már ki akarnak nyírni a házban.
Milyen anyaggal lenne érdemes kibélelni, valakinek tapasztalat?
Köszi!
Üdv!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 03, 11:14
Írta: 000000000 Dátum 2007 október 03, 11:14
A maromotor hangjarol van szo?
Nem mindegy a freki. Magas, visito hangnal nekem a legolcsobb elfogadhato megoldasnak az egyszeru talcas tojastartoval valo beleles jott be. Piramis formaju kituremkedessel keszult hangsugarzokhoz valo szivacsok nem.
Nem mindegy a freki. Magas, visito hangnal nekem a legolcsobb elfogadhato megoldasnak az egyszeru talcas tojastartoval valo beleles jott be. Piramis formaju kituremkedessel keszult hangsugarzokhoz valo szivacsok nem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 03, 11:34
Írta: 000000000 Dátum 2007 október 03, 11:34
Igen, a marómotor...visít.
A tojástartó eszembe sem jutott.
Asszem a 'Pirx kalandjai'-ban láttam ilyen megoldást:-)
Kipróbálom.
Köszi!
A tojástartó eszembe sem jutott.
Asszem a 'Pirx kalandjai'-ban láttam ilyen megoldást:-)
Kipróbálom.
Köszi!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 03, 11:35
Írta: bmejdz9nu Dátum 2007 október 03, 11:35
szervóhajtás + asszinkron marómotor. Biztos beszállnak a nyugalmuk érdekében [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 03, 11:42
Írta: 000000000 Dátum 2007 október 03, 11:42
Majd talán a következő gép...
bár a rézlemez is vonyít rendesen amikor megkapja a fordulatot... lehet hogy lehetne okosabban rögzíteni, elnyeletni a rezonanciát..
bár a rézlemez is vonyít rendesen amikor megkapja a fordulatot... lehet hogy lehetne okosabban rögzíteni, elnyeletni a rezonanciát..
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 03, 11:45
Írta: bmejdz9nu Dátum 2007 október 03, 11:45
Optimális fordulatszám választás amikor "szép" forgácsok jönnek le... de ezt mindíg túllépjük mert ezzel "takarjuk" a gép rezonanciális gondjait...
Leragasztani kétoldalt öntapadóssal Ragasztósray-el? Nem tudom...
Leragasztani kétoldalt öntapadóssal Ragasztósray-el? Nem tudom...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 03, 15:27
Írta: 000000000 Dátum 2007 október 03, 15:27
Nagy méretű gépnek vázat zártszelvénybő érdemes(lehet) készíteni? Vastag falu zártszelvényre gondoltam, az az aggályom, hogy a zártszelvény nem kimondottan pontos, főleg ekkora hosszban(2méter). Ha rácsvarozom a thk vezetőmet, az esetleg megdobja magát.... alu profilban is gondolkodtam de az túl költséges. Ezt hogy szokták megoldani (felköszörülik?) hlp
Üdv!
Üdv!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 03, 15:51
Írta: 000000000 Dátum 2007 október 03, 15:51
Lin vezetők párhuzamosságát és derékszögűségét mivel méritek?
A mérőszalag nálam nem jött be...:-)
A mérőszalag nálam nem jött be...:-)
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 október 03, 18:14
Írta: Bicska Dátum 2007 október 03, 18:14
Nem tudom milyen súlyú gépre gondoltál, de ha batárra, akkor csináld meg nyugodtan a gépvázat, esetleg rá is tehesz valami öntöttvas alaplapot, és pl elviheted sikköszörültetni.. Másrészt akármiylen egyenes is lenne a zártszelvény, a hegesztés (HŐ) úgyis elviszi. Egyébként többen javasolták a fórumról, hogy a zártszelvényt érdemes kiönteni ezzel-azzal.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 október 03, 20:12
Írta: 4mjnxdwuu Dátum 2007 október 03, 20:12
Hali,
Én síkot úgy szoktam csinálni, hogy leöntöm uverapiddal azt a részt ahova a vezeték kerül, Vagy aminek síknak kell lenni, majd becsíkozom a hozzáadott ki lapáttal. Majd alufóliát teszek rá gyűrődés mentesen, és valami sík dolgot ráteszek- ráhúzatom.
Én síkot úgy szoktam csinálni, hogy leöntöm uverapiddal azt a részt ahova a vezeték kerül, Vagy aminek síknak kell lenni, majd becsíkozom a hozzáadott ki lapáttal. Majd alufóliát teszek rá gyűrődés mentesen, és valami sík dolgot ráteszek- ráhúzatom.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 03, 20:32
Írta: bmejdz9nu Dátum 2007 október 03, 20:32
A DC motoros - Árammérős dolgomat javaslom... ebben a topikban van leírva... a leg végére.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 09, 15:59
Írta: 000000000 Dátum 2007 október 09, 15:59
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 09, 16:02
Írta: 000000000 Dátum 2007 október 09, 16:02
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 09, 16:14
Írta: bmejdz9nu Dátum 2007 október 09, 16:14
Sőt... minden dolga jó!... Nagyon jó...
Hogy mi magyarok miért nem tudunk ilyet... [#rinya] legalább egy lenne...:)
Fő oldal - japánul
Fő oldal - angolul
NEM SEMMI... NÉZZÉTEK MEG!

Hogy mi magyarok miért nem tudunk ilyet... [#rinya] legalább egy lenne...:)
Fő oldal - japánul
Fő oldal - angolul
NEM SEMMI... NÉZZÉTEK MEG!
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 október 09, 20:00
Írta: HJózsi Dátum 2007 október 09, 20:00
Tudunk, csak titokban fejlesztünk, nehogy lelessék...[#buck]
Itt van egy copyright-os példa amin dolgozok, három titkos szabadalmat is tartalmaz :
1. Anyag - ezt nem is árulom el, mert bárki rájönne, hol szerezze be a 12*12-es melegenhengerelt acélt...
2. Késmagasság automatikus beállítása a különböző késszáraknál. Ez bonyolult számításokat igényel, szintén titkos - minden laphkahely úgy lett kimarva, hogy a vágóél magassága egyforma legyen...
3. A késszár pozícionálása indexeléshez - ez a legtitkosabb - ezt senkinek nem fogom elárulni. Egy váll lett kialakítva a késszáron amit a késtartóba ütközésig kell behelyezni. Így az indexelés megmarad, a kés mindig (kb.
[#nyes]) ugyanoda kerül, tehát nem kell új beállítgatás.
Alkalmazni, ha majd publikálom, csak engedélyemmel lehet, ami 1 sörrel megváltható. ( Nem szomjas vagyok, hanem sörözőt szeretnék nyitni [#mf2] )
Képet pedig nem küldök.



Ezek még manuálisan készültek, a terv a BF20 cnc-sítése...[#vigyor2]
Itt van egy copyright-os példa amin dolgozok, három titkos szabadalmat is tartalmaz :
1. Anyag - ezt nem is árulom el, mert bárki rájönne, hol szerezze be a 12*12-es melegenhengerelt acélt...
2. Késmagasság automatikus beállítása a különböző késszáraknál. Ez bonyolult számításokat igényel, szintén titkos - minden laphkahely úgy lett kimarva, hogy a vágóél magassága egyforma legyen...
3. A késszár pozícionálása indexeléshez - ez a legtitkosabb - ezt senkinek nem fogom elárulni. Egy váll lett kialakítva a késszáron amit a késtartóba ütközésig kell behelyezni. Így az indexelés megmarad, a kés mindig (kb.
[#nyes]) ugyanoda kerül, tehát nem kell új beállítgatás.
Alkalmazni, ha majd publikálom, csak engedélyemmel lehet, ami 1 sörrel megváltható. ( Nem szomjas vagyok, hanem sörözőt szeretnék nyitni [#mf2] )
Képet pedig nem küldök.
Ezek még manuálisan készültek, a terv a BF20 cnc-sítése...[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 09, 20:31
Írta: robroy007 Dátum 2007 október 09, 20:31
Üdv Mindenkinek!
végignéegettem a Péter linkjét és a következőkre jutottam: ügyes emberkéről van szó de ezt mindet csak akkor lehet megtenni ha van már esztergád meg maród addig sajnos csak álom. De mindezek mellett minden elismerésem és rengeteg pénzt fogok ezek láttán megtakarítani ezekből az ötletekből!
csak jussak el odáig
Robi
végignéegettem a Péter linkjét és a következőkre jutottam: ügyes emberkéről van szó de ezt mindet csak akkor lehet megtenni ha van már esztergád meg maród addig sajnos csak álom. De mindezek mellett minden elismerésem és rengeteg pénzt fogok ezek láttán megtakarítani ezekből az ötletekből!
csak jussak el odáig
Robi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 09, 20:41
Írta: bmejdz9nu Dátum 2007 október 09, 20:41
Lehet, hogy valaki mindezt meg tudja csinálni nálunk is...(láthatatlanban gratula.)
DE! a Japán több mint szépen(!) publikálta is!
Mi magyarok meg nem szoktuk... Így mindenki a ZERO-ról kezdi... sajnos.
Ha ilyen lenne az egész világ akkor még a kőkorszakban lennénk...
Így nehezzen fogunk előre menni... Ez a gond!!!
Azt nem értem, ha valaki dolgozik valamin napokat, heteket, éveket... és nincs +1 órája, hogy lefotózza és betegye???
DE! a Japán több mint szépen(!) publikálta is!
Mi magyarok meg nem szoktuk... Így mindenki a ZERO-ról kezdi... sajnos.
Ha ilyen lenne az egész világ akkor még a kőkorszakban lennénk...
Így nehezzen fogunk előre menni... Ez a gond!!!
Azt nem értem, ha valaki dolgozik valamin napokat, heteket, éveket... és nincs +1 órája, hogy lefotózza és betegye???
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 09, 21:21
Írta: robroy007 Dátum 2007 október 09, 21:21
végig néztem Péter linkjét
akartam volt írni
akartam volt írni
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 09, 23:10
Írta: 000000000 Dátum 2007 október 09, 23:10
Na ezert nem publikalok szemely szerint! Mert minden a "Petere" ugy is... ((:
Olvass csak eggyel visszabb!
Meg ido... Kitalalsz valamit, megcsinalod, jo. Sz*rsz a dokumentalasra, ami szinte ua. idot vesz el. Komoly fejlesztesnel persze minden mas, de azt meg senki sem koti a masik orrara. Ez a nagy helyzet.
Olvass csak eggyel visszabb!
Meg ido... Kitalalsz valamit, megcsinalod, jo. Sz*rsz a dokumentalasra, ami szinte ua. idot vesz el. Komoly fejlesztesnel persze minden mas, de azt meg senki sem koti a masik orrara. Ez a nagy helyzet.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 07:04
Írta: bmejdz9nu Dátum 2007 október 10, 07:04
Erre is van ötletem... ha nem is "mechanikai"...
Ha valami szerény dolgomat publikálom, jelszavas lesz (a lényeg)...
jelszót csak azoknak adok akik már publikáltak valamit... itt a fórumon...
Sőt! Erre egy külön (zárt) mappa lenne a szerveren... mások is használhatnák, ha bevállik... kényszerintézkedés...:)
Szerinted? Az információ is cserebere tárgy?
Tudod kapni is jó és adni is... mint karácsonykor ajándékot...
Ha valami szerény dolgomat publikálom, jelszavas lesz (a lényeg)...
jelszót csak azoknak adok akik már publikáltak valamit... itt a fórumon...
Sőt! Erre egy külön (zárt) mappa lenne a szerveren... mások is használhatnák, ha bevállik... kényszerintézkedés...:)
Szerinted? Az információ is cserebere tárgy?
Tudod kapni is jó és adni is... mint karácsonykor ajándékot...
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2007 október 10, 07:17
Írta: ebalint Dátum 2007 október 10, 07:17
Nagyon jól mutatnak!!!
Üdv.
Üdv.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 10, 07:25
Írta: 3vv2btrhv Dátum 2007 október 10, 07:25
Máshol ez bevált modszer , hogy csak jelszoval lehet bizonyos dolgokhoz hozzáférni pl : artcam topik
TÁMOGATOM
TÁMOGATOM
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 08:28
Írta: 000000000 Dátum 2007 október 10, 08:28
Egyszer majd ha sok szabadidonk lesz, talalkozhatnank... VIP belepot adnal... ((;
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 08:31
Írta: 000000000 Dátum 2007 október 10, 08:31
"Szerinted? Az információ is cserebere tárgy?"
Valahol egyszer finoman reagaltam Tibornak azert, mert kp-t. kert egy artcam doksiert. Szerinted?
Valahol egyszer finoman reagaltam Tibornak azert, mert kp-t. kert egy artcam doksiert. Szerinted?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 09:37
Írta: 000000000 Dátum 2007 október 10, 09:37
Az informacio/tudas az ERTEK!
A megszerzese altalaban rohadt sok idot es energiat igenyel. Az most mindegy, hogy evekig jarsz erte az iskolaba, napokig ulsz a konyvtarban vagy a modern vilagban ejszakakon at turod az internet bugyrait....
Az aki az informaciot megszerezte altalaban hasznositani is akarja azt, kulonben ugye minek neki... ?!
Innentol pedig a dolog lefordithato penzre...
Aki sajnalja erte a penzt az nosza szerezze meg a sajat szinten penzt ero idejebol/enrgiajabol.
..vagy donthet ugy, hogy a sjat ideje/energiaja annal is dragabb, mint amit az infoert kernek es akkor fizesse ki az info arat.
Mas kerdes, hogy idovel az informaciok inflalodnak es szep lassan atmennek "ertektelenba", mert kozismertnek szamitanak es ezert konnyen-gyorsan megtalalhatokka valnak.
Ez akkor kovtekezik be jellemzoen amikor mar az adott informacio birtoklasa nem jelent extra piaci/anyagi elonyt...
A még elonyt jelento informaciot ingyen gyakorlatilag soha nem lehet megkapni!
Ha ugy tetszik egy artcam doksi-t sem...mert akinek van az vagy fizetett erte vagy a sajat szivos nyomozasval/munkajaval jutott hozza.
Miert ne donthetne ugy, hogy nem adja gratis... ?
A kero meg eldonti, hogy inkabb nyomoz tovabb hatha mashol ingyen kapja, vagy er neki annyit
amennyiert azonnal megkaphatja....
Jomagam is szelektalok amikor ide irok.
Van info amit gratis elhintek es van amit kerdesre sem...
Az okok kozott elofordul uzleti es ecceru emberi megfontolas is.
Nem hiszem, hoyg barkinek joga lenne szamon kerni barkin, hogy miert nem segit neki gratis?!
Forditva kell hozzaallni!
Ha valaki kap erdemi infot/segitseget valakitol gratis akkor oruljon es kesz!
Oruljon mert megsporolt sok-sok idot/energiat/koltseget.
Ha meg nem kapja meg akkor ne mvaltozott semmi, tovabbr ai selotet lehetoseg, hogy megszerezze nem gratis uton, vagy onerobol...
A megszerzese altalaban rohadt sok idot es energiat igenyel. Az most mindegy, hogy evekig jarsz erte az iskolaba, napokig ulsz a konyvtarban vagy a modern vilagban ejszakakon at turod az internet bugyrait....
Az aki az informaciot megszerezte altalaban hasznositani is akarja azt, kulonben ugye minek neki... ?!
Innentol pedig a dolog lefordithato penzre...
Aki sajnalja erte a penzt az nosza szerezze meg a sajat szinten penzt ero idejebol/enrgiajabol.
..vagy donthet ugy, hogy a sjat ideje/energiaja annal is dragabb, mint amit az infoert kernek es akkor fizesse ki az info arat.
Mas kerdes, hogy idovel az informaciok inflalodnak es szep lassan atmennek "ertektelenba", mert kozismertnek szamitanak es ezert konnyen-gyorsan megtalalhatokka valnak.
Ez akkor kovtekezik be jellemzoen amikor mar az adott informacio birtoklasa nem jelent extra piaci/anyagi elonyt...
A még elonyt jelento informaciot ingyen gyakorlatilag soha nem lehet megkapni!
Ha ugy tetszik egy artcam doksi-t sem...mert akinek van az vagy fizetett erte vagy a sajat szivos nyomozasval/munkajaval jutott hozza.
Miert ne donthetne ugy, hogy nem adja gratis... ?
A kero meg eldonti, hogy inkabb nyomoz tovabb hatha mashol ingyen kapja, vagy er neki annyit
amennyiert azonnal megkaphatja....
Jomagam is szelektalok amikor ide irok.
Van info amit gratis elhintek es van amit kerdesre sem...
Az okok kozott elofordul uzleti es ecceru emberi megfontolas is.
Nem hiszem, hoyg barkinek joga lenne szamon kerni barkin, hogy miert nem segit neki gratis?!
Forditva kell hozzaallni!
Ha valaki kap erdemi infot/segitseget valakitol gratis akkor oruljon es kesz!
Oruljon mert megsporolt sok-sok idot/energiat/koltseget.
Ha meg nem kapja meg akkor ne mvaltozott semmi, tovabbr ai selotet lehetoseg, hogy megszerezze nem gratis uton, vagy onerobol...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 10:38
Írta: bmejdz9nu Dátum 2007 október 10, 10:38
"felfedezzük" hetente háromszor a spanyolviaszt... Helybe-topi magyar módra...
Nekem más a véleményem... el kellene jutni egy magasabb szintre... és utánna lehet titkolozni a feltti (tényleges értkékes) részt... de még nem tartunk ott...
Nincs ember a földön aki maga egyedül meg tud valamit csinálni... mindent... tökéletesre...
Nagyobb cégeknél egy fejlesztőcsapat csinál pl. egy-egy "iparcikket" nem egy maga valaki... mert az lehetetlen, hogy mindent tudjon és a saját hibáját észrevegye...
Szerintem akkoriban... a "garázsban" ....Bill Gates sem volt egyedül... amikor a DOS-t írta...
Ismeritek az a viccet amikor az ördög egy üstbe főzi a különböző "nemzeteket"...? Na az a legjobb példa...
Nekem más a véleményem... el kellene jutni egy magasabb szintre... és utánna lehet titkolozni a feltti (tényleges értkékes) részt... de még nem tartunk ott...
Nincs ember a földön aki maga egyedül meg tud valamit csinálni... mindent... tökéletesre...
Nagyobb cégeknél egy fejlesztőcsapat csinál pl. egy-egy "iparcikket" nem egy maga valaki... mert az lehetetlen, hogy mindent tudjon és a saját hibáját észrevegye...
Szerintem akkoriban... a "garázsban" ....Bill Gates sem volt egyedül... amikor a DOS-t írta...
Ismeritek az a viccet amikor az ördög egy üstbe főzi a különböző "nemzeteket"...? Na az a legjobb példa...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 10:50
Írta: 000000000 Dátum 2007 október 10, 10:50
Nem jo pelda. Ott is lopas tortent. (:
Amugy ez a levedem, "te nezheted - te nem" egy hulyeseg. Egy ember kell csak, aki ellenzi es megis bekerult a korbe...
Sokan meg el fognak partolni emiatt. Utanna meg ugyan ott vagy. Van egy szuk kis mag, aki kifogy az otletekbol es topogtok egy helyben, kevesen, szinte magatokat kikozositve.
Amugy ez a levedem, "te nezheted - te nem" egy hulyeseg. Egy ember kell csak, aki ellenzi es megis bekerult a korbe...
Sokan meg el fognak partolni emiatt. Utanna meg ugyan ott vagy. Van egy szuk kis mag, aki kifogy az otletekbol es topogtok egy helyben, kevesen, szinte magatokat kikozositve.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 október 10, 10:58
Írta: Motoros Dátum 2007 október 10, 10:58
A DOS-t úgy tudom nem a Bill írta.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 11:01
Írta: bmejdz9nu Dátum 2007 október 10, 11:01
Ebben igazad van...
De én pl. már akkor tetem fel dolgokat (nézd vissza) amikor még...
Talán a mérőórás beeállítós nyák felület marás beállítás... (amit azóta is jónak tartok)...
Videók és képek is voltak...
Mi a megoldás?
De én pl. már akkor tetem fel dolgokat (nézd vissza) amikor még...
Talán a mérőórás beeállítós nyák felület marás beállítás... (amit azóta is jónak tartok)...
Videók és képek is voltak...
Mi a megoldás?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 11:11
Írta: 000000000 Dátum 2007 október 10, 11:11
Most Te azt serelmezed, hogy sokat adtal - keveset kapsz. Nem tudom megitelni. Nem is tisztem...
Ha van kitartasod, folytasd! Ne szigetelodj el, kellenek ezek a peldaerteku dologok. RC kollega is megjegyezte mar, hogy ezekbol rengeteget lehet tanulni. Szerintem ha mindenki annyira raerne, mint Te, publikalna.
De hidd el, este mikor tenyleg a hobby dolgokkal foglalkozik az ember, nem hataridos munkat csinal, stb - f*sznak sincs kedve kamerat allitgatni, mindent tukorre fenyezni az olajfoltoktol, stb.
Emlekszem regebben mikor meg a fortunat csak elvetve emlitettuk, Maffia felrakta a sajatjarol keszult kepeket. Volt rajta egy olajos rongy, volt talan egy kis forgacs is es egy szeken keszult a fenykep. Meg is lett a reakcio... (:
Ha van kitartasod, folytasd! Ne szigetelodj el, kellenek ezek a peldaerteku dologok. RC kollega is megjegyezte mar, hogy ezekbol rengeteget lehet tanulni. Szerintem ha mindenki annyira raerne, mint Te, publikalna.
De hidd el, este mikor tenyleg a hobby dolgokkal foglalkozik az ember, nem hataridos munkat csinal, stb - f*sznak sincs kedve kamerat allitgatni, mindent tukorre fenyezni az olajfoltoktol, stb.
Emlekszem regebben mikor meg a fortunat csak elvetve emlitettuk, Maffia felrakta a sajatjarol keszult kepeket. Volt rajta egy olajos rongy, volt talan egy kis forgacs is es egy szeken keszult a fenykep. Meg is lett a reakcio... (:
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 11:23
Írta: bmejdz9nu Dátum 2007 október 10, 11:23
Valójában többen voltak az elkövetők... :) Csapatmunka volt?
Ma az 500-as listán ("világ leggazdagabjai") 4 akkori munkatársa is fent van... az utolsó hely is millárdok... dollárban... :)
Ma az 500-as listán ("világ leggazdagabjai") 4 akkori munkatársa is fent van... az utolsó hely is millárdok... dollárban... :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 11:31
Írta: bmejdz9nu Dátum 2007 október 10, 11:31
Pl. Halottam, hogy valaki állványos fúróból csinált marót... nem publikálta.
Én publikáltam az a saját "fejlsztésű" :) esztergakéseket... volt is kemény reakció... na és? Azóta más is csinált...
Sőt kiderült, hogy spanyolviasz volt... (a japán gyerek... amit belinkeltél...)
Publikálni kellene mindent, akkor is ha hülyeség... több szem többet lát... Csak jobb lehet a publikálónak is!... a legnagyobb hüleség is...
De nem teszik... Egy éve sokkal több volt...!
Minden egyszerű dolog jól jöhet pl. egy kezdőnek... bármi!!!
... és nem az olajos rongy és forgács ennek az oka...
Én publikáltam az a saját "fejlsztésű" :) esztergakéseket... volt is kemény reakció... na és? Azóta más is csinált...
Sőt kiderült, hogy spanyolviasz volt... (a japán gyerek... amit belinkeltél...)
Publikálni kellene mindent, akkor is ha hülyeség... több szem többet lát... Csak jobb lehet a publikálónak is!... a legnagyobb hüleség is...
De nem teszik... Egy éve sokkal több volt...!
Minden egyszerű dolog jól jöhet pl. egy kezdőnek... bármi!!!
... és nem az olajos rongy és forgács ennek az oka...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 11:52
Írta: 000000000 Dátum 2007 október 10, 11:52
Nem kizarolag az olajos rongy - forgacs. De az ember ha mar publikal, foleg szakmabelieknek (teljesen mindegy, lila, vagy fekete oves), igenyessegre torekszik. Nekem erre szemely szerint nincs idom. Egy peldat mar emlitettem:
Barmit gyorsabban lemodellezek 3D-ben, mint hogy muszaki rajzot, stb keszitsek hozza. Gyakorlat hianya? Nem hiszem... De lehet. (:
Amibol elek, abbol lathattal egy kis nuansznyi darabot a "muanyagos" topikban. Az itt torteno lenyegi dolgok negy fal kozott maradnak. De ez mar nem hobby... Igaz a folyamat ua., kiserletezesek, meresek, stb.
Barmit gyorsabban lemodellezek 3D-ben, mint hogy muszaki rajzot, stb keszitsek hozza. Gyakorlat hianya? Nem hiszem... De lehet. (:
Amibol elek, abbol lathattal egy kis nuansznyi darabot a "muanyagos" topikban. Az itt torteno lenyegi dolgok negy fal kozott maradnak. De ez mar nem hobby... Igaz a folyamat ua., kiserletezesek, meresek, stb.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 12:40
Írta: bmejdz9nu Dátum 2007 október 10, 12:40
Lehet, hogy csak a "láz" beszél belőlem, mert lebetegedtem...
De Árpinak igaza van az ügyben, hogy a Talin kellett volna tartani egy előadást a képek és videók belinkeléséről és azok előmunkáiról...
(sokan azt mondják azért... mert... nem tudják...nekem meg igencsak gyorsan megy... :) stb... de nem feltétlen ez szerintem.
Az aztán már végképp nem "szakmai szégyen" ha valaki nem tud videót konvertálni, vagy nem ismeri a Photoshop-ot...
Na de semmire sem volt (szinte) idő a Tali-n...
De hagyjuk mert "csevegőt csinálunk" a topikból... :)
De Árpinak igaza van az ügyben, hogy a Talin kellett volna tartani egy előadást a képek és videók belinkeléséről és azok előmunkáiról...
(sokan azt mondják azért... mert... nem tudják...nekem meg igencsak gyorsan megy... :) stb... de nem feltétlen ez szerintem.
Az aztán már végképp nem "szakmai szégyen" ha valaki nem tud videót konvertálni, vagy nem ismeri a Photoshop-ot...
Na de semmire sem volt (szinte) idő a Tali-n...
De hagyjuk mert "csevegőt csinálunk" a topikból... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 12:50
Írta: 000000000 Dátum 2007 október 10, 12:50
Nem egeszen ezt irtam, vagyis lehet csak nem konkretan arra reagaltal. Egy masik, kisebb problema megletet vetetted fel.
drag 'n drop to chat topic
#1981- #2000
drag 'n drop to chat topic
#1981- #2000
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 15:54
Írta: 000000000 Dátum 2007 október 10, 15:54
A Fórum II.-es már most is ismeri (most is van rejtett Fóruma amit csak meghívottak láthatnak)...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 15:57
Írta: 000000000 Dátum 2007 október 10, 15:57
Teljesen egyet értek veled...
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2007 október 10, 18:17
Írta: ybm4ifb Dátum 2007 október 10, 18:17
Szevasztok
Na!!
Elég olvasni....mostmeg még nézni is......
Na!!
Elég olvasni....mostmeg még nézni is......
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 18:36
Írta: 000000000 Dátum 2007 október 10, 18:36
Péter!
Bill Gates nem írt semmilyen DOSt sem a garázsban sem pedig máshol. A DOStm bagóért vásárolta meg egy kis cégtől és óriási profittal adta tovább az IBM-nek. A WINDOWSt pedig a XEROX-tól ill. az Apple LISÁ-járól lopta. Erről egy film is volt. Sok hasonló ember lett hasonló módon gazdag. Pl. Leo Feder, a gitárgyáros aki az amcsi Bill Bigsby gitárjának megoldásait lopta el, szabadalmaztatta és így gazdagodott meg. Mindkét kétes figurának azonban mégis köszönhető valami. Mégpedig az, hogy termékeiket a legszélesebb körök is használhatják. Pl analfabéta romák is netelhetnek, ill. csóró "kutyák" is gitározhatnak....
Bill Gates nem írt semmilyen DOSt sem a garázsban sem pedig máshol. A DOStm bagóért vásárolta meg egy kis cégtől és óriási profittal adta tovább az IBM-nek. A WINDOWSt pedig a XEROX-tól ill. az Apple LISÁ-járól lopta. Erről egy film is volt. Sok hasonló ember lett hasonló módon gazdag. Pl. Leo Feder, a gitárgyáros aki az amcsi Bill Bigsby gitárjának megoldásait lopta el, szabadalmaztatta és így gazdagodott meg. Mindkét kétes figurának azonban mégis köszönhető valami. Mégpedig az, hogy termékeiket a legszélesebb körök is használhatják. Pl analfabéta romák is netelhetnek, ill. csóró "kutyák" is gitározhatnak....
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 18:38
Írta: bmejdz9nu Dátum 2007 október 10, 18:38
Na Lámpás ezt visszakapod... csak idő kérdése :)... [#nyes][#vigyor1] Én vagyok a mechanikai ötlet? :) Itt villogok... legalább lassabbra csináltad volna... :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 18:39
Írta: bmejdz9nu Dátum 2007 október 10, 18:39
Magamat is alíg bírom... [#kacsint]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 18:42
Írta: bmejdz9nu Dátum 2007 október 10, 18:42
Jó akkor rossz példa volt... [#circling]
De a lényeget értitek...
Nem engem kell betenni... Ha nem amit csináltok!
De a lényeget értitek...
Nem engem kell betenni... Ha nem amit csináltok!
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 10, 18:49
Írta: robroy007 Dátum 2007 október 10, 18:49
Kedves ABSZOLIT!!!!
Ha te tetted volna fel tegnap a linket a japán csókáról akkor a mondat így íródott volna:
"végig néztem ABSZOLIT linkjét"
vagy Buga Jakab is feltehette volna, de nem tette! szerintem teljesen fölösleges bárkinek is ilyen véleményeket írni mivel akár enyém is lehetne de nem én találtam rá!
szerintem legalább itt ne viselkedjünk úgy mint a bírkák, hogy valaki közzétesz valamit aztán jó magyar szokás szerint lehurrogjuk, hogy fényezi magát már megint
(nem áll szándékomban megbántani senkit sem, de nem tetszett a hozzászólásod)
Robi
Ha te tetted volna fel tegnap a linket a japán csókáról akkor a mondat így íródott volna:
"végig néztem ABSZOLIT linkjét"
vagy Buga Jakab is feltehette volna, de nem tette! szerintem teljesen fölösleges bárkinek is ilyen véleményeket írni mivel akár enyém is lehetne de nem én találtam rá!
szerintem legalább itt ne viselkedjünk úgy mint a bírkák, hogy valaki közzétesz valamit aztán jó magyar szokás szerint lehurrogjuk, hogy fényezi magát már megint
(nem áll szándékomban megbántani senkit sem, de nem tetszett a hozzászólásod)
Robi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 19:39
Írta: 000000000 Dátum 2007 október 10, 19:39
Kedves robroy007!
Aszbolit kerlek, nem abszolit.
Teljesen felreertetted amit irtam... Teljesen...
Peter hozzaszolasa elott ketszer is linkeltem a csoka weblapjarol. DE!!! Nem is ez a lenyeg, lesz*rom ki linkeli! A lenyeg ezen volt, csak feluletesen olvas a forumozok 99%-a!!!
Szoval a lenyeg: " ((: "
Ez mit jelent? Semmi komolysagot! Tudtommal.
((:
Aszbolit kerlek, nem abszolit.
Teljesen felreertetted amit irtam... Teljesen...
Peter hozzaszolasa elott ketszer is linkeltem a csoka weblapjarol. DE!!! Nem is ez a lenyeg, lesz*rom ki linkeli! A lenyeg ezen volt, csak feluletesen olvas a forumozok 99%-a!!!
Szoval a lenyeg: " ((: "
Ez mit jelent? Semmi komolysagot! Tudtommal.
((:
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2007 október 10, 21:05
Írta: e3h0cv4ph Dátum 2007 október 10, 21:05
"Nem hiszem, hoyg barkinek joga lenne szamon kerni barkin, hogy miert nem segit neki gratis?! "
Van erre egy viccem:
Egy férfi eltéved a hőlégballonjával.
Lejjebb ereszkedik, lenn a földön meglát egy nőt, és odakiált neki:
- Elnézést, tudna nekem segíteni?
Megígértem egy barátomnak, hogy találkozom vele egy órával ezelőtt, de eltévedtem, és most azt sem tudom, hogy hol vagyok.
A nő a földön így felel:
- Ön egy hőlégballonban tartózkodik, körülbelül 10 méterrel a talaj felett, az északi szélesség 40. és 41. , illetve a nyugati hosszúság 59.és 60. foka között.
- Maga biztosan mérnök - mondja a hőlégballonos férfi.
- Az vagyok.- feleli a nő - Honnan tudta?
A hőlégballonos férfi így válaszol:
- Minden, amit mondott nekem, technikailag korrekt, de fogalmam sincs, hogy mit kezdjek az Öntöl kapott információkkal, és az a helyzet, hogy még mindig nem tudom, hol vagyok. Öszintén szólva nem volt túlzottan segítségemre. Csak feltartott az utamban.
A nő erre így vélekedik:
- Maga pedig szerintem menedzser.
- Igen, - bólint a hőlégballonos férfi egyetértően - de ezt honnan
tudta?
A nő azt feleli:
- Nem tudja, hogy hol van, sem azt, hogy hová tart.
Jelenlegi poziciójába a kedvező széljárás sodorta.
Olyan igéretet tett, amiről fogalma sincs, hogy hogyan fogja betartani, és a maga alatt lévő emberektöl várja, hogy megoldják az Ön problémáit.
Igazság szerint pontosan ugyanabban a helyzetben van, mint mielőtt találkoztunk volna, de most már engem okol érte!
Van erre egy viccem:
Egy férfi eltéved a hőlégballonjával.
Lejjebb ereszkedik, lenn a földön meglát egy nőt, és odakiált neki:
- Elnézést, tudna nekem segíteni?
Megígértem egy barátomnak, hogy találkozom vele egy órával ezelőtt, de eltévedtem, és most azt sem tudom, hogy hol vagyok.
A nő a földön így felel:
- Ön egy hőlégballonban tartózkodik, körülbelül 10 méterrel a talaj felett, az északi szélesség 40. és 41. , illetve a nyugati hosszúság 59.és 60. foka között.
- Maga biztosan mérnök - mondja a hőlégballonos férfi.
- Az vagyok.- feleli a nő - Honnan tudta?
A hőlégballonos férfi így válaszol:
- Minden, amit mondott nekem, technikailag korrekt, de fogalmam sincs, hogy mit kezdjek az Öntöl kapott információkkal, és az a helyzet, hogy még mindig nem tudom, hol vagyok. Öszintén szólva nem volt túlzottan segítségemre. Csak feltartott az utamban.
A nő erre így vélekedik:
- Maga pedig szerintem menedzser.
- Igen, - bólint a hőlégballonos férfi egyetértően - de ezt honnan
tudta?
A nő azt feleli:
- Nem tudja, hogy hol van, sem azt, hogy hová tart.
Jelenlegi poziciójába a kedvező széljárás sodorta.
Olyan igéretet tett, amiről fogalma sincs, hogy hogyan fogja betartani, és a maga alatt lévő emberektöl várja, hogy megoldják az Ön problémáit.
Igazság szerint pontosan ugyanabban a helyzetben van, mint mielőtt találkoztunk volna, de most már engem okol érte!
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 10, 21:23
Írta: robroy007 Dátum 2007 október 10, 21:23
Aszbolit
elnézést az elírásért
mindkettőtök linkjét megnéztem, de a rész nem egész
mindíg az kapja a nagyobb figyelmet aki jobban tálalja a dolgokat még ha nem is Ő az aki fellelte sajnos
sokat nyom a latba tálalás akér már 1 fénykép is
a másik témához a segítség adásról:
én általában segítek ha tudok
sőtt akkor főleg ha nagy szívásról van szó, akkor talán elvárható a viszont segítség is
Üdv Robi
elnézést az elírásért
mindkettőtök linkjét megnéztem, de a rész nem egész
mindíg az kapja a nagyobb figyelmet aki jobban tálalja a dolgokat még ha nem is Ő az aki fellelte sajnos
sokat nyom a latba tálalás akér már 1 fénykép is
a másik témához a segítség adásról:
én általában segítek ha tudok
sőtt akkor főleg ha nagy szívásról van szó, akkor talán elvárható a viszont segítség is
Üdv Robi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 21:46
Írta: bmejdz9nu Dátum 2007 október 10, 21:46
Ez a japán gyerek... Azonkivül, hogy ügyes...(#1979)
A "germany Optimum"(!) esztergával és ,hogy angolul is megcsinálta az oldalát... és olyan dolgokat is megcsinált amiket olcsón lehet kapni a kínai piacon is...de megcsinálta...
Dalai láma legyek, ha értem... holnap küldök neki egy mailt... gratulálok neki és megírom, hogy köszönjük...
Érdemes megfigyelni mikor mihez, milyen szerszámot használ...
Ha nem is csinálunk meg semmit a dolgaiból akkor is hasznosak a "részletek"...
A "germany Optimum"(!) esztergával és ,hogy angolul is megcsinálta az oldalát... és olyan dolgokat is megcsinált amiket olcsón lehet kapni a kínai piacon is...de megcsinálta...
Dalai láma legyek, ha értem... holnap küldök neki egy mailt... gratulálok neki és megírom, hogy köszönjük...
Érdemes megfigyelni mikor mihez, milyen szerszámot használ...
Ha nem is csinálunk meg semmit a dolgaiból akkor is hasznosak a "részletek"...
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 október 10, 22:24
Írta: Kristály Árpád Dátum 2007 október 10, 22:24
Hallihó Lápás!
Nagyon JÓÓÓÓÓÓ!!!![#eljen][#eljen][#eljen][#worship]
Nagyon JÓÓÓÓÓÓ!!!![#eljen][#eljen][#eljen][#worship]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 10, 22:33
Írta: bmejdz9nu Dátum 2007 október 10, 22:33
Neked is megjegyzem ezt... [#violent]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 22:39
Írta: 000000000 Dátum 2007 október 10, 22:39
Ha úgy mindenki magába száll..., egy kicsit elgondolkozik..., ki az a f.sz aki viszi a fórumot........ ...Neki konnyu, nem fél hujeséget kérdezni..., nekunk nehéz nem akarunk úgy nézni ki mint a hujegyerekek.
Ki az aki a legtobbet fejlodott az utóbbi év alatt?! ... és ne mondja senki sem, hogy azért mert pénznél van... ... elvégre mindenkinek adva van....
Ki az aki a legtobbet fejlodott az utóbbi év alatt?! ... és ne mondja senki sem, hogy azért mert pénznél van... ... elvégre mindenkinek adva van....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 10, 23:52
Írta: 000000000 Dátum 2007 október 10, 23:52
Valahol egyszer elhangzott egy "szabad europat", vagy "szabad cnc forumot" felkialtas. Ezert nem ertem...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 október 11, 00:33
Írta: HJózsi Dátum 2007 október 11, 00:33
Nem is rossz a marógép cnc-sítése, tetszik a megoldása a kézikerékkel. Kuplunggal kikapcsolható ...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 11, 15:14
Írta: 000000000 Dátum 2007 október 11, 15:14
Hogy lehet ilyen feketítést csinálni házilag ?

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 11, 15:47
Írta: bmejdz9nu Dátum 2007 október 11, 15:47
Hidegbarnítás
--- topik: Alkatrészek beszerzése és szolgáltatások igénybevétele ...#25 vagy fegyverboltban kapható...
Nekem már megvan a készlet a győriektől, de még nem próbáltam... a fegyverboltos is jó... nagyjából.
--- topik: Alkatrészek beszerzése és szolgáltatások igénybevétele ...#25 vagy fegyverboltban kapható...
Nekem már megvan a készlet a győriektől, de még nem próbáltam... a fegyverboltos is jó... nagyjából.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 11, 15:53
Írta: 000000000 Dátum 2007 október 11, 15:53
Nem barnításra gondolok, hanem feketítésre. Vagy ez lenne az?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 11, 16:18
Írta: bmejdz9nu Dátum 2007 október 11, 16:18
igen. szerintem... majdnem fekete lesz... anyag keménységtől is függ... de nem vagyok kémikus....:) (sem)
A győriek "hatóanyaga" is hasonló mint a "puskaboltos"... csak van előkezelés és egy jobb fixálás... tartósabb... gondolom...
Mintakép: ("Varsányi féle esztergakések") több kép az eszterga topikban... (ezek a fegyverboltossal készültek és tuti jó...)
Napokon belül kipróbálom a győriek szereit is...
Ez az egyetlen módszer amit házilag meg lehet csinálni és olyan lesz mint a "gyári" azaz mint az eredeti kínai :) :) :)

A győriek "hatóanyaga" is hasonló mint a "puskaboltos"... csak van előkezelés és egy jobb fixálás... tartósabb... gondolom...
Mintakép: ("Varsányi féle esztergakések") több kép az eszterga topikban... (ezek a fegyverboltossal készültek és tuti jó...)
Napokon belül kipróbálom a győriek szereit is...
Ez az egyetlen módszer amit házilag meg lehet csinálni és olyan lesz mint a "gyári" azaz mint az eredeti kínai :) :) :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 11, 16:24
Írta: 000000000 Dátum 2007 október 11, 16:24
Ez így jónak néz ki. Azért ha használod a másikat majd arról is szívesen megnéznék képeket.
Kösz, Molinari
Kösz, Molinari
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 11, 16:48
Írta: bmejdz9nu Dátum 2007 október 11, 16:48
Mit kapok, cserébe ha dokumentálom... jó csak vicceltem... meglesz... :)
Én is nagy reményeket fűzök a győriek dolgához... mert a puskaboltos, kicsi mennyiség és drága...
tehát ha nagyobb pl. gép elemeket kellene barnítani...
Profinak néz ki a cuccuk... meglátjuk...
Én is nagy reményeket fűzök a győriek dolgához... mert a puskaboltos, kicsi mennyiség és drága...
tehát ha nagyobb pl. gép elemeket kellene barnítani...
Profinak néz ki a cuccuk... meglátjuk...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 11, 17:05
Írta: bmejdz9nu Dátum 2007 október 11, 17:05
Milyen jó a por és forgács elleni védelme ennek a gépnek:
http://www.actioncnc.com/images/tabletoplc3.jpg
(Hotlink protection - nem tudom betenni :)
http://www.actioncnc.com/images/tabletoplc3.jpg
(Hotlink protection - nem tudom betenni :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 11, 17:36
Írta: 000000000 Dátum 2007 október 11, 17:36
Azt nem ertem, miert nem hagytal radiuszt a lapkafeszkeknel levo elnel...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 11, 18:08
Írta: bmejdz9nu Dátum 2007 október 11, 18:08
működik.. jó... minek bonyolítsam...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 11, 22:18
Írta: 000000000 Dátum 2007 október 11, 22:18
Vegul is akkor ennyi hozzaallassal minek kuzdesz a servo rendszereddel... ((:
Forog, nem?
Forog, nem?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 11, 22:22
Írta: bmejdz9nu Dátum 2007 október 11, 22:22
Na az más :) az a végtermék az a cél... magamat győzködöm [#kacsint] nem látni?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 12, 19:41
Írta: 3vv2btrhv Dátum 2007 október 12, 19:41
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 13, 10:30
Írta: 000000000 Dátum 2007 október 13, 10:30
jo cuccok...és tényleg nem tool bonyolult.....az osztós számbeütő nagyon ott van....
...én ha bábot csinálnék golyós lenne a csúcs...
...de az még odébb van..egyenlőre a BF20 előtolás a projekt
...én ha bábot csinálnék golyós lenne a csúcs...
...de az még odébb van..egyenlőre a BF20 előtolás a projekt
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 13, 10:37
Írta: bmejdz9nu Dátum 2007 október 13, 10:37
Előtoló motor mi lesz rajt?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 13, 11:51
Írta: 000000000 Dátum 2007 október 13, 11:51
egyszer majd talán az amit elcseréltünk volna,ha kijutottam volna a talira....
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 13, 12:28
Írta: bmejdz9nu Dátum 2007 október 13, 12:28
Valamit írjál mit tudnál adni... és megegyezünk... ha gondolod... én is jobban tudnám "koppintani" aztán a dolgodat :)
Nekem van kb. 10 ilyen motorom... :)
Nekem van kb. 10 ilyen motorom... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 13, 13:33
Írta: 000000000 Dátum 2007 október 13, 13:33
jólhangzik.....de egyenlőre csak a terveket,meg a méretezést tudnád koppintani,mert ellvitte a bömösöm a körasztal árát....de ha van kb.10 mocid,akkor lehet tudok várni pár hetet az üzlettel és akkor már valószínüleg a körasztal is meglesz és kezdhetem darálni a fogaskerekeket.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 13, 13:48
Írta: bmejdz9nu Dátum 2007 október 13, 13:48
MegVár... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 13, 18:31
Írta: 000000000 Dátum 2007 október 13, 18:31
Szia V Péter.
Megkaptad a levelem?
Lehet túl pofátlan voltam és azért nem kaptam választ???
Megkaptad a levelem?
Lehet túl pofátlan voltam és azért nem kaptam választ???
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 13, 18:33
Írta: bmejdz9nu Dátum 2007 október 13, 18:33
nem jött mail...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 13, 18:35
Írta: 000000000 Dátum 2007 október 13, 18:35
Akkor most én irom hogy bummm:)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 13, 18:40
Írta: bmejdz9nu Dátum 2007 október 13, 18:40
küldtem neked egy másik címet most...
Fel vagyok csigázva... mert olyan "pofátlan" mailt még sosem kaptam amire még nem válaszoltam volna... [#nyes]
Fel vagyok csigázva... mert olyan "pofátlan" mailt még sosem kaptam amire még nem válaszoltam volna... [#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 13, 18:42
Írta: 000000000 Dátum 2007 október 13, 18:42
Na elment![#nyes]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 13, 18:45
Írta: bmejdz9nu Dátum 2007 október 13, 18:45
Azt hittem pofátlanabb lesz, válasz ment... [#hehe]
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 13, 21:48
Írta: robroy007 Dátum 2007 október 13, 21:48
Üdv mindenkinek!
találtam egy újabb barkácsoló kedvű embert
MCTech
hasonló dolgokat csinál mint a japán gyerek
a kiesztergáló fejet lehet, hogy egymástól "licencelték"
Jó maszolázgatást
találtam egy újabb barkácsoló kedvű embert
MCTech
hasonló dolgokat csinál mint a japán gyerek
a kiesztergáló fejet lehet, hogy egymástól "licencelték"
Jó maszolázgatást
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 16, 09:51
Írta: 3vv2btrhv Dátum 2007 október 16, 09:51
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 16, 10:06
Írta: 3vv2btrhv Dátum 2007 október 16, 10:06
FRIMVARE
Valaki nézze meg ezt !!
Valaki nézze meg ezt !!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 16, 10:12
Írta: 3vv2btrhv Dátum 2007 október 16, 10:12
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 16, 11:24
Írta: bmejdz9nu Dátum 2007 október 16, 11:24
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 16, 13:20
Írta: 3vv2btrhv Dátum 2007 október 16, 13:20
a gép senkit nem érdekell ???
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 október 16, 17:34
Írta: yuagaci9g Dátum 2007 október 16, 17:34
Evek ota nezem a fabber oldalakat, egy ilyen gepet sokal konnyebb elkesziteni, mint egy marot, nics szukseg akkora merevsegre, lasd. muanyagbol is lehet.
Itt egyetlen nagy gond van; nincs hozza megfelelo modellezo anyag, mindegyiknek van valami hatulutoje.
Nekem legjobban a betonfalat onto verzio tetszett, annak van jovoje biztos.
Itt egyetlen nagy gond van; nincs hozza megfelelo modellezo anyag, mindegyiknek van valami hatulutoje.
Nekem legjobban a betonfalat onto verzio tetszett, annak van jovoje biztos.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 16, 18:33
Írta: 3vv2btrhv Dátum 2007 október 16, 18:33
az extruderes megoldás van a profi gépekben , ha ezt sikerülne hobby szinten kivitelezni igenis van alkalmazási területe . a betonos hol van ??
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 16, 19:26
Írta: 3vv2btrhv Dátum 2007 október 16, 19:26

Ez a modell Stockholmról, Svédországban készült HUNKA 3D nyomtatóval. A feladat elkészítése hagyományos kézi módszerrel évekbe telt volna, de a HUNKA-val csak néhány hónapba telt.
EZ CSAK ÁLMOM !!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 17, 17:46
Írta: bmejdz9nu Dátum 2007 október 17, 17:46
Na minden napra egy csoda... (vagy legalábis nekem... :)
Ez egy golyósorsó... levehető anyával !!! (Hobbysta biztos :)
Látott már valaki ilyet? HYDREL WGTS 12.10 10mm-es emelkedés, 12mm átmérő...
Mérőórás teszt videó
Működésben ... Videó !!! :) :) :)

Mede in Switzerland...
Találjátok ki, hogyan megy... Nem semmi... a megoldás miatt teljesen (por, stb) védett!!!
Ez egy golyósorsó... levehető anyával !!! (Hobbysta biztos :)
Látott már valaki ilyet? HYDREL WGTS 12.10 10mm-es emelkedés, 12mm átmérő...
Mérőórás teszt videó
Működésben ... Videó !!! :) :) :)
Mede in Switzerland...
Találjátok ki, hogyan megy... Nem semmi... a megoldás miatt teljesen (por, stb) védett!!!
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 17, 17:58
Írta: robroy007 Dátum 2007 október 17, 17:58
Helló!
Na ebből a tengelygől jól lehet bűvésztrükköt csinálni, kis gyakorlás és teltházas lessz a műhely cirkusz :)
[#wow1][#worship][#taps]
de lehet belőle akár cnc-s építő versenyt is csinálni vagy Forma1 kerékcsere helyett tengely csere!
Üdv Robi!
Na ebből a tengelygől jól lehet bűvésztrükköt csinálni, kis gyakorlás és teltházas lessz a műhely cirkusz :)
[#wow1][#worship][#taps]
de lehet belőle akár cnc-s építő versenyt is csinálni vagy Forma1 kerékcsere helyett tengely csere!
Üdv Robi!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 17, 18:05
Írta: bmejdz9nu Dátum 2007 október 17, 18:05
Jó lett volna a Talira elvinni... ha megjött volna...
"Bemeséltem volna", hogy én csináltam... az ötletdíj tuti lett volna... [#nyes]
"Bemeséltem volna", hogy én csináltam... az ötletdíj tuti lett volna... [#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 17, 18:10
Írta: 000000000 Dátum 2007 október 17, 18:10
Nekem is egybol a "csak a kezemet figyeld" dolog jutott az eszembe...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 17, 18:14
Írta: bmejdz9nu Dátum 2007 október 17, 18:14
Nem csalok... tényleg ilyen...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 17, 19:07
Írta: 3vv2btrhv Dátum 2007 október 17, 19:07
De MI a LÉNYEGE MI VAN AZ ANYÁBAN ?????
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 17, 20:04
Írta: bmejdz9nu Dátum 2007 október 17, 20:04
Csapágyak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 17, 20:09
Írta: 000000000 Dátum 2007 október 17, 20:09
A csapagy kulso haza fut a golyosorso profilban?
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2007 október 17, 20:18
Írta: ebalint Dátum 2007 október 17, 20:18
Ha az ősembernek lett volna ilyen bűvészbotja, milyen egyszerűen feltalálhatta volna a tüzet...
/persze előbb a kiforrt tervet kőbe véste volna, majd kifaragtatta volna az asszonykával/
/persze előbb a kiforrt tervet kőbe véste volna, majd kifaragtatta volna az asszonykával/
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 17, 20:24
Írta: bmejdz9nu Dátum 2007 október 17, 20:24
Nem a belső...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 17, 20:39
Írta: 000000000 Dátum 2007 október 17, 20:39
Majdnem... (:
Erdekes megoldas. Vajon mennyire terhelheto? Lehet allitani rajta?
Az elony, hogy nem erzekeny a porra. De akkor miert nem alkalmazzak?
Erdekes megoldas. Vajon mennyire terhelheto? Lehet allitani rajta?
Az elony, hogy nem erzekeny a porra. De akkor miert nem alkalmazzak?
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 október 17, 20:44
Írta: vthgizrff Dátum 2007 október 17, 20:44
Egy csapágy van benne, vagy több is?
Meg van döntve, hogy az éle érintkezzen csak az orsóval?
Erről nem lehetne egy dokumentációt feltenni?(Szétszedve képeket?) Valaki itt a fórumon ugyis mindíg ezt hiányolja.
A tegnapi mailt meg köszönöm, elgondolkodtató.
Meg van döntve, hogy az éle érintkezzen csak az orsóval?
Erről nem lehetne egy dokumentációt feltenni?(Szétszedve képeket?) Valaki itt a fórumon ugyis mindíg ezt hiányolja.
A tegnapi mailt meg köszönöm, elgondolkodtató.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 október 17, 20:49
Írta: vthgizrff Dátum 2007 október 17, 20:49
Megvan döntve a csapágy, hogy csak az éleinél érintkezzen az orsóval?
Egy van benne vagy több is?
Erről dokumentációt nem lehetne feltenni?
(képeket szétszedve)
Valaki itt a fórumon ugyis mindíg ezt hiányolja.
A tegnapi mailt meg köszönöm, elgondolkodtató
Egy van benne vagy több is?
Erről dokumentációt nem lehetne feltenni?
(képeket szétszedve)
Valaki itt a fórumon ugyis mindíg ezt hiányolja.
A tegnapi mailt meg köszönöm, elgondolkodtató
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 17, 21:14
Írta: 000000000 Dátum 2007 október 17, 21:14
Az en elmeletem szerint is ugy van, ahogy leirtad. En tobb csapagyra tippelek. Szamszerint 4 darabra. De lehet, hogy nem. Majd mindjart megtudjuk....
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 17, 21:26
Írta: bmejdz9nu Dátum 2007 október 17, 21:26
4 csapágy, kicsit nagyobb, belső perem csatlakozik az orsó hornyába... háromszög forma.... (tehát nem +közönséges" csapágy)
Majd lefotózom, mert lehet, hogy az elv hasznosítható...
Majd lefotózom, mert lehet, hogy az elv hasznosítható...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 17, 21:30
Írta: bmejdz9nu Dátum 2007 október 17, 21:30
4 csapágy, kicsit nagyobb, belső perem csatlakozik az orsó hornyába... háromszög forma.... (tehát nem "közönséges" csapágy)
Majd lefotózom, mert lehet, hogy az elv hasznosítható...
Majd lefotózom, mert lehet, hogy az elv hasznosítható...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 18, 09:12
Írta: bmejdz9nu Dátum 2007 október 18, 09:12
#2052 "csoda golyósorsó" ... megoldás:




Itt lehet látni, hogy 2 imbusszal, gyakorlatilag mind a 4 csapágyat elő lehet feszíteni... (gondolom)
(azért itt mindennek igen pontosnak kell lenni)

További képek és videó....
Itt lehet látni, hogy 2 imbusszal, gyakorlatilag mind a 4 csapágyat elő lehet feszíteni... (gondolom)
(azért itt mindennek igen pontosnak kell lenni)
További képek és videó....
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 18, 09:22
Írta: 3vv2btrhv Dátum 2007 október 18, 09:22
Ha hiszitek ha nem de hasonlo megoldást találtam egy MOM gyártmányu infuzio adagoloban . Csak az volt a külömgség hogy normál csapágy és esztergált osó volt hozzá , nem találom , valahol megvan . Tehát az a véleményem megoldható lenne a gyártása :
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 18, 09:49
Írta: bmejdz9nu Dátum 2007 október 18, 09:49
Az a kérdés hol használhatták ezt...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 18, 09:58
Írta: D.Laci Dátum 2007 október 18, 09:58
Tipikus esete a sanyolviasznak!!! Évekel ezelö valaki belinkelt egy házi készitésüt...
Egy bajvan vele legalább. akora a surlódása mint a gördüláse...(némi tulzéssal..) A lényeg jó megoldás használható, de a golyósanyához képest jóval nagyobb a surlódása és eböl adodóan a kopássa.
A görgösanyámat is sokan alkalmazták az eredeti formályában. Azis a maga modján jól szuperál, de egy kicsit kopot (pláne ha sima edzetlen menetesszárat és görgöt alkalmaztak) de edig senki nem oldota meg a kopás problémáját... Pedig milyen egyszerü... (nem szeretnek gondolkodni az emberek)
Egy bajvan vele legalább. akora a surlódása mint a gördüláse...(némi tulzéssal..) A lényeg jó megoldás használható, de a golyósanyához képest jóval nagyobb a surlódása és eböl adodóan a kopássa.
A görgösanyámat is sokan alkalmazták az eredeti formályában. Azis a maga modján jól szuperál, de egy kicsit kopot (pláne ha sima edzetlen menetesszárat és görgöt alkalmaztak) de edig senki nem oldota meg a kopás problémáját... Pedig milyen egyszerü... (nem szeretnek gondolkodni az emberek)
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 október 18, 10:11
Írta: Kristály Árpád Dátum 2007 október 18, 10:11
Hallihó!
Kérdés: Lehet hogy hüle...nem képződik valami áttétel....hiszen a csapágy beseje forog....?
Valaki tényleg belinkelt valami hasonlót....
Üdv.:
Árpi
Kérdés: Lehet hogy hüle...nem képződik valami áttétel....hiszen a csapágy beseje forog....?
Valaki tényleg belinkelt valami hasonlót....
Üdv.:
Árpi
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 18, 10:53
Írta: D.Laci Dátum 2007 október 18, 10:53
Nem képzödik áttétel (ez amugyis jóindulatu daganat...[#hehe] )
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 18, 11:03
Írta: 3vv2btrhv Dátum 2007 október 18, 11:03
Péter légyszives csinálj egy közeli képet az orsorol , hogy láthasuk a menetes részét !!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 18, 11:18
Írta: 000000000 Dátum 2007 október 18, 11:18
Ilyen belső kiképzésű csapágyat láttam régebben valamelyik katalógusban, de fogalmam nincs melyikben.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 október 18, 11:28
Írta: Motoros Dátum 2007 október 18, 11:28
Ez nem valami olyasmi mint amikor valaki egy itt a fórumon egy golyóscsapágyat ferdén ráfeszített egy menetes orsóra, csak itt szebb a csomagolás?
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2007 október 18, 11:48
Írta: 2vkx6unz Dátum 2007 október 18, 11:48
De igen csak itt speciális csapágyat használnak. Valószínű meg lehet csinálni hagyományos capágyba sajtolt, megfelelően esztergált (köszörült) gyűrűvel is.
Kérdés a terhelhetőség. Szerintem sokkal kisebb mint egy golyósorsó esetében, ráadásul elég spaciális terhelést kap a csapágy.
Kérdés a terhelhetőség. Szerintem sokkal kisebb mint egy golyósorsó esetében, ráadásul elég spaciális terhelést kap a csapágy.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 18, 11:58
Írta: bmejdz9nu Dátum 2007 október 18, 11:58
Már a Hidrel cég már az INA-hoz tartozik...
Csinálják... de hol lehet a felhasználási profil... talán iparilag nem egyszerűbb ezt sem megcsinálni mint egy "klasszikus" golyósorsót...
De csinálják... elég érzéketlen lehet szennyeződésre? Szerény méreseim szerint pontos... Terhelhetőség biztos elmarad egy "sok golyóstól" de nem lehet gyenge...
Semmi infót nem találtam a neten... A hivatalos megnevezés: "Wälzringgewindetrieb"...
Csinálják... de hol lehet a felhasználási profil... talán iparilag nem egyszerűbb ezt sem megcsinálni mint egy "klasszikus" golyósorsót...
De csinálják... elég érzéketlen lehet szennyeződésre? Szerény méreseim szerint pontos... Terhelhetőség biztos elmarad egy "sok golyóstól" de nem lehet gyenge...
Semmi infót nem találtam a neten... A hivatalos megnevezés: "Wälzringgewindetrieb"...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 18, 12:49
Írta: 000000000 Dátum 2007 október 18, 12:49
Nagyon tetszik ez a megoldás. Elvében tényleg ugyanaz, mint az a bizonyos régen belinkelt menetesszárnak támasztott golyóscsapágy. Az az amatőr változat volt, ez a profi/félprofi. Vajon melyik volt előbb? Péter azt meg tudnád nézni, hogy itt egy csapágy mindkét felével felfekszik-e az orsóra? Bár ahogy elnézem a képeket, valószínű, hogy csak az egyik oldalon érintkeznek.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 18, 13:01
Írta: bmejdz9nu Dátum 2007 október 18, 13:01
Az orsó szárán pont olyan forma kialakítású vályat van mint a csapágy belső pereme... (ránézésre)
Persze ha teljesen belefeküdne akkor az előfeszítés állítási lehetősége... nem lehetne?
De nagyon prímán megy... egy óráíg azt hittem olyan mint a szokásos...
Persze ha teljesen belefeküdne akkor az előfeszítés állítási lehetősége... nem lehetne?
De nagyon prímán megy... egy óráíg azt hittem olyan mint a szokásos...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 18, 13:04
Írta: 000000000 Dátum 2007 október 18, 13:04
Közben rájöttem, hogy egy-egy csapágy valóban csak az egyik oldalról feszül az orsónak és ott középen azzal a két hernyócsavarral lehet kottyanásmentesíteni. Egyszerűen zseniális. Leginkább az tetszik benne, hogy házilag is sokkal egyszerűbben kivitelezhető mint pl. egy golyós anya.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 18, 13:05
Írta: 000000000 Dátum 2007 október 18, 13:05
Teherbírásról nincs valami katalógus adat ?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 18, 13:11
Írta: D.Laci Dátum 2007 október 18, 13:11
Vicc irás helyt feltaláltam a spanyol viaszt!!!!
Mivan akor ha a csapágy belső gyürüjét kiszedjük és a megmaradt külsö gyürüt golyóval , kosárral teszük a gyári golyós orsóra, nyilván 3-4 db csapágy kel 120- 90 fokban elforgatva menet szögnek megfelelöen szögbe állitva...???
vélemények???
Mivan akor ha a csapágy belső gyürüjét kiszedjük és a megmaradt külsö gyürüt golyóval , kosárral teszük a gyári golyós orsóra, nyilván 3-4 db csapágy kel 120- 90 fokban elforgatva menet szögnek megfelelöen szögbe állitva...???
vélemények???
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 október 18, 13:14
Írta: Motoros Dátum 2007 október 18, 13:14
Ez tényleg zseniális. Az meg elképesztő hogy a mai modern világban ilyen tök egyszerű dolog még nem lett feltalálva. Talán vannak még lehetőségek.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 október 18, 13:16
Írta: Motoros Dátum 2007 október 18, 13:16
Órsó kicsavarásnál szétgurulnak a golyók, itt meg nem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 18, 13:21
Írta: 000000000 Dátum 2007 október 18, 13:21
Na tessék, itt a következő remek ötlet !
Motoros, ha a kosár is megmarad szerintem nem szaladnak szét a golyók.
Motoros, ha a kosár is megmarad szerintem nem szaladnak szét a golyók.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 18, 13:27
Írta: D.Laci Dátum 2007 október 18, 13:27
Ha kiveszed a kosarat több golyó kel bele de nagyobb a teherbirás, ugyanakor széthulik ha kitekered az orsót. Ha bene hagyod a kosarat kisebb a teher birása de bármikor szédszedheted a szétesés vesszélye nélkül...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 október 18, 13:28
Írta: Motoros Dátum 2007 október 18, 13:28
Igen kosár mindenképpen kellene, mert a nem felfekvő (gördülő) részen a golyók vezetés nélkűl maradnának, viszont a kosár számára meg nem elég szerintem a hely--
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 18, 13:28
Írta: bmejdz9nu Dátum 2007 október 18, 13:28
Nem találtam... lehet, hogy neked sikerül a neten... mindent látni és tudni amit én tudok...[#wave]
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2007 október 18, 13:28
Írta: 7vpav5d32 Dátum 2007 október 18, 13:28
szerintem a golyó átmérőjének legalább 30-40% mélyen benne kellene lenni a külsőgyűrűben ahhoz, hogy hossz irányú igénybe vételhez is használhasd(akkor viszont nincs kosár)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 október 18, 13:29
Írta: Motoros Dátum 2007 október 18, 13:29
Kosár vagy csapágy belső nélkül egyáltalán nem működne, mert torlódnának a golyók. Egy üreg keletkezne.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 18, 13:32
Írta: bmejdz9nu Dátum 2007 október 18, 13:32
menetemelkedés problémája? Meg hát akkor kell a "Gyári"...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 18, 13:37
Írta: D.Laci Dátum 2007 október 18, 13:37
A golyós orsóban sem mélyen fekszenek fel a golyók, sőt egy valamire való golyós orsó hornya sem teljes rádiuszos.Kosár nélkül nem müködne... a golyós orsó és a lineáris vezetökben sem alkalmaznak kosarat.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 18, 13:39
Írta: D.Laci Dátum 2007 október 18, 13:39
"menetemelkedés problémája?" konkrétan miregondolsz?
kell a gyári... megoldjuk aztis valahogy...
kell a gyári... megoldjuk aztis valahogy...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 október 18, 13:41
Írta: Motoros Dátum 2007 október 18, 13:41
Nem amiatt nem működne. Hanem a golyókat a munkaszakasz után is kordában..pályán kell tartani valaminek, különben torlódnak.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 18, 13:41
Írta: D.Laci Dátum 2007 október 18, 13:41
A kosaras megoldást tartom életképesebnek...
A kosár nélküli max akor müködik, ha a csapágy méret megfelelöen van megválasztva. nem lehet tul nagy mert szétesik ha meg tul kicsi akor a menet magával viszi a golyót, és beragad. Tehát a kosaras változaté a jövö...
A kosár nélküli max akor müködik, ha a csapágy méret megfelelöen van megválasztva. nem lehet tul nagy mert szétesik ha meg tul kicsi akor a menet magával viszi a golyót, és beragad. Tehát a kosaras változaté a jövö...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 október 18, 13:42
Írta: Motoros Dátum 2007 október 18, 13:42
Lehetséges.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 18, 13:53
Írta: D.Laci Dátum 2007 október 18, 13:53
"Meg hát akkor kell a "Gyári"... "
veszel 2m 12mm köracélt, meg 6m 3mm laptávu hatszög anyagot. a hatszöget rátekered a köracélra és kész a kb. 5mm menet emelkedésü orsód, persze nemárt edzeni!!! [#crazya]
veszel 2m 12mm köracélt, meg 6m 3mm laptávu hatszög anyagot. a hatszöget rátekered a köracélra és kész a kb. 5mm menet emelkedésü orsód, persze nemárt edzeni!!! [#crazya]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 18, 15:18
Írta: 000000000 Dátum 2007 október 18, 15:18
Senki többet harmadszor ?
Akkor kijelenthetjük, hogy D.Laci feltalálta az egymenetes golyós anyát ?
Akkor kijelenthetjük, hogy D.Laci feltalálta az egymenetes golyós anyát ?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 18, 16:57
Írta: D.Laci Dátum 2007 október 18, 16:57
"egymenetes golyós anyát"
ezt nem egészen értem!?
ezt nem egészen értem!?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 18, 18:42
Írta: bmejdz9nu Dátum 2007 október 18, 18:42
Kellene csinálni egy "célgépet" ami pl. az edzett kör anyagra ezt a pályát felmarja (felköszörüli, gyámánt is lehetne a tárcsa)... (Harmonic Drive :)
Hasonló példa:

Utána a már "csak" a csapágyakat kellene elhelyezni... [#wow1]
Hasonló példa:
Utána a már "csak" a csapágyakat kellene elhelyezni... [#wow1]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 18, 19:01
Írta: 3vv2btrhv Dátum 2007 október 18, 19:01
ezt már többször javasoltam csak soha nem figyeltek rám !!
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 október 18, 19:14
Írta: vthgizrff Dátum 2007 október 18, 19:14
Célgépnek tökéletes lenne egy menetvágásra alkalmas eszterga :-)
Nagyon lassú fordulaton több fogásból talán még meg is lehetne csinálni.
A palást felületet is fel kellene küszörülni. Ha meg hosszú vékony munkadarabot szeretnél, a közepe biztosan vastagabb lesz. Szóval nem olyan egyszerű feladat ez. Mozgóbáb meg sok türelem biztosan kell hozzá
Nagyon lassú fordulaton több fogásból talán még meg is lehetne csinálni.
A palást felületet is fel kellene küszörülni. Ha meg hosszú vékony munkadarabot szeretnél, a közepe biztosan vastagabb lesz. Szóval nem olyan egyszerű feladat ez. Mozgóbáb meg sok türelem biztosan kell hozzá
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 18, 19:37
Írta: 000000000 Dátum 2007 október 18, 19:37
Azért a kecskeméti Szimikron Kft.-nél tudnának a gyártás buktatóiról beszélni.
Pedig az országban Ők gyártják a legprofibb golyósorsókat.
Pedig az országban Ők gyártják a legprofibb golyósorsókat.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 október 18, 20:14
Írta: vthgizrff Dátum 2007 október 18, 20:14
Egyszer jártam náluk, de a műhelybe nem engedtek be
pedig..[#wow1]
pedig..[#wow1]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 18, 23:09
Írta: bmejdz9nu Dátum 2007 október 18, 23:09
Mert kik csinálnak még idehaza golyósorsót?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 09:16
Írta: 000000000 Dátum 2007 október 19, 09:16
Lehet, hogy rosszul használom a kifejezést. Arra gondolok, hogy a golyós anyában a golyósor tesz néhány kört, majd kívül visszavezetik az elejére, itt meg egy fordulaton belül visszajut az elejére.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 10:21
Írta: 000000000 Dátum 2007 október 19, 10:21
Évekkel ezelőtt volt szerncsém megnézni, de az ámulattól eleinte nem kaptam levegőt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 10:24
Írta: 000000000 Dátum 2007 október 19, 10:24
Ma már csak egyedül Ők gyártanak mindent, a többiek külföldi beszállítóktól hozatnak részegységeket.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 19, 10:27
Írta: D.Laci Dátum 2007 október 19, 10:27
Ok! Igy értem ( értem hogy villany motor de mi hajtja?? [#nemtudom][#vigyor1] )
Csak azért kérdeztem mert akár lehet több bekezdésü orsonál is használni az uggy akor már 2-3-4 menetes... a te szemszögedböl nézve akoris csak egy menetes lesz.
Csak azért kérdeztem mert akár lehet több bekezdésü orsonál is használni az uggy akor már 2-3-4 menetes... a te szemszögedböl nézve akoris csak egy menetes lesz.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 19, 10:28
Írta: bmejdz9nu Dátum 2007 október 19, 10:28
Igaz magyar "technológia" hősök! Büszkék lehetünk rájuk...
Kár, hogy a végtermékek árai nem publikusak, így nem tudunk "számolni" velük...
Kár, hogy a végtermékek árai nem publikusak, így nem tudunk "számolni" velük...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 19, 10:32
Írta: D.Laci Dátum 2007 október 19, 10:32
A legolcsóbb (ár érték arányban) a golyós orsó- teflon anya a legjobb megoldás...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 10:33
Írta: 000000000 Dátum 2007 október 19, 10:33
Hát nem a hobbysoknak gyártanak, talán 20 mm átmérő alatt nem is csinálnak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 10:47
Írta: 000000000 Dátum 2007 október 19, 10:47
Az idei Mac-Tech kiállításon említették, hogy nagy precizitású golyós orsókat gyártanak olyan nagy gépekhez külföldre, amellyel aztán tömeg gyártásban csinálnak golyós orsókat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 10:50
Írta: 000000000 Dátum 2007 október 19, 10:50
Mennyivel jobb így, mint a trapézmenetes?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 19, 11:02
Írta: bmejdz9nu Dátum 2007 október 19, 11:02
A golyósorsó gyártáshoz, golyósorsót...
Állítólag "mindegy milyen"... (egy kis túlzással)
Ott az a lényeg, hogy végigmérik századonként, ezredenként és betáplálják a forgató motor szervó vezérlőjébe... és a "hibáknak" megfelelően szabályozzák... és ez benne a High-Tech...
Ezáltal a "késztermék" akár jobb is lehet mint a "szülő orsó"...
Állítólag "mindegy milyen"... (egy kis túlzással)
Ott az a lényeg, hogy végigmérik századonként, ezredenként és betáplálják a forgató motor szervó vezérlőjébe... és a "hibáknak" megfelelően szabályozzák... és ez benne a High-Tech...
Ezáltal a "késztermék" akár jobb is lehet mint a "szülő orsó"...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 11:06
Írta: 000000000 Dátum 2007 október 19, 11:06
A köszörülteknél talán úgy csinálják, de a tömeg mángoroltnál nem hiszem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 11:28
Írta: 000000000 Dátum 2007 október 19, 11:28
Ismer valamelyikotok olyan anyagot, ami fagyaszthato, viszont ez nincs kihatassal a terfogatara? Tovabbi elony lenne, ha valami hajzsele allagu dolog lenne.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 19, 11:35
Írta: 3vv2btrhv Dátum 2007 október 19, 11:35
hogyan csinálod ??
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 19, 11:48
Írta: D.Laci Dátum 2007 október 19, 11:48
Szemmel látható a felületi különbség.Sokal kisebb a surlódási tényezöje.
Csak a teherbirása kisebb, mint a trapézmenetesnek.
Az nem vitás hogy drágább mint a trapézmenetes orsó, de atol füg hohy mire használod, ezis csak anak a kérdése hogy kelle pontosabb mint a trapézmenetes vagy nem...
Csak a teherbirása kisebb, mint a trapézmenetesnek.
Az nem vitás hogy drágább mint a trapézmenetes orsó, de atol füg hohy mire használod, ezis csak anak a kérdése hogy kelle pontosabb mint a trapézmenetes vagy nem...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 19, 11:51
Írta: D.Laci Dátum 2007 október 19, 11:51
A Mach-nak van egy ilyen funkciója. Lineáris encoder ha felvan szerelve, tudja pompenzálni a hibákat....
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 19, 11:53
Írta: D.Laci Dátum 2007 október 19, 11:53
Az anyába kinagyolom a menetet. Az orsóbol csinálok egy menetfúrót, azzal besimitom....
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 19, 12:39
Írta: bmejdz9nu Dátum 2007 október 19, 12:39
Persze az más...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 12:43
Írta: 000000000 Dátum 2007 október 19, 12:43
Ismer valamelyikotok olyan anyagot, ami fagyaszthato, viszont ez nincs kihatassal a terfogatara? Tovabbi elony lenne, ha valami hajzsele allagu dolog lenne.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 19, 13:02
Írta: D.Laci Dátum 2007 október 19, 13:02
Talán ha tudnánk hogy mire akarod hsználni!
De ez apszolút nem mechanikai ötlethez tartozik.
De ez apszolút nem mechanikai ötlethez tartozik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 13:23
Írta: 000000000 Dátum 2007 október 19, 13:23
Kionteni egy igen serulekeny dolgot, majd megszuntetni a kitoltest. Szallitani szeretnek. Viszont a gyantak nem jok, mert utolag nem tudom lebontani serules mentesen. Ezert gondoltam fagyasztasra. Megfagyasztom, adott helyen felengedem. Terfogat emiatt nem valtozhat.
Nedvesedes nem problema (tehat a viz is jo lenne, ha nem valtozna a terfogata). De elonyosebb lenne zsele, gel szeru allapot.
Te hova irtad volna a kerdest? Szerintem egy mechanikai otlet, meg ha nem is szo szerint...
Nedvesedes nem problema (tehat a viz is jo lenne, ha nem valtozna a terfogata). De elonyosebb lenne zsele, gel szeru allapot.
Te hova irtad volna a kerdest? Szerintem egy mechanikai otlet, meg ha nem is szo szerint...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 13:24
Írta: 000000000 Dátum 2007 október 19, 13:24
Felreertheto, a terfogat azert nem valtozhat, mert osszeroppantana.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 19, 13:49
Írta: D.Laci Dátum 2007 október 19, 13:49
2 lezárható tasak közéteszed, enyhén felfujod hogy ne sérüljön, majd légmentesen lezárod.Aztán már ugy csomagolod ahogy akarod.
Vagy ha már itt vagyunk ebben a topikban, beteszed egy vízel teli zacsezba, lezárod felfügeszted egy másik tartályba ami megint csak vÍzel televan...
De akár szilikon bol csinálsz 2 fél sablont beleteszed és kész...
én inkább a segitség béna vagyok topikba raktam volna, esetleg a csevegöbe...
Vagy ha már itt vagyunk ebben a topikban, beteszed egy vízel teli zacsezba, lezárod felfügeszted egy másik tartályba ami megint csak vÍzel televan...
De akár szilikon bol csinálsz 2 fél sablont beleteszed és kész...
én inkább a segitség béna vagyok topikba raktam volna, esetleg a csevegöbe...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 14:12
Írta: 000000000 Dátum 2007 október 19, 14:12
Gyere at kerlek akkor a csevegobe.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 október 19, 14:44
Írta: 4mjnxdwuu Dátum 2007 október 19, 14:44
Hali, a zselatin + víz nem jó???, és ha mégis megsérül legalább tortának jó lesz :) csak szinezéket tegyél bele...
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 19, 18:35
Írta: robroy007 Dátum 2007 október 19, 18:35
Mekkora dologról van szó?
akár finom homokot is használhatsz viszonylag jól takarítható
akár finom homokot is használhatsz viszonylag jól takarítható
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 19, 20:35
Írta: robroy007 Dátum 2007 október 19, 20:35
szerintem nincs két egyforma hőtágulású anyag amit használhatnál erre (munkadarab és hordozó)
miről van szó egyébbként teljesen pontosan?
a zselatinos kiöntés talán a legjobb fagyasztás nélkül is "szilárd" ha kihül csak, hogy távolítod majd el?
fagyasztásnál mi van akkor ha szállítás közben kiolvad a motyó?
Üdv Robi
miről van szó egyébbként teljesen pontosan?
a zselatinos kiöntés talán a legjobb fagyasztás nélkül is "szilárd" ha kihül csak, hogy távolítod majd el?
fagyasztásnál mi van akkor ha szállítás közben kiolvad a motyó?
Üdv Robi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 19, 22:12
Írta: 000000000 Dátum 2007 október 19, 22:12
Csevegoben folytattuk. Borotvagel bevalt (g. fusion). Nem ovlad ki, folyamatosan fagypont alatt van tartva.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 21, 11:20
Írta: bmejdz9nu Dátum 2007 október 21, 11:20
Rögzítéstechnika....
Ez jó, egyszerű, nagyszerű! A satu általában nem fér el... Ez pedíg gyors is !

Ez jó, egyszerű, nagyszerű! A satu általában nem fér el... Ez pedíg gyors is !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 21, 11:37
Írta: 000000000 Dátum 2007 október 21, 11:37
Na ez adta meg a végső lökést nekem, hogy hasonlót csináljak.
A Blicc fogó elvén fog működni, hacsak ez nem olyan olcsó, hogy nem érdemes vele bütykölni.
Szabad tudni az árát?
A Blicc fogó elvén fog működni, hacsak ez nem olyan olcsó, hogy nem érdemes vele bütykölni.
Szabad tudni az árát?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 21, 11:52
Írta: bmejdz9nu Dátum 2007 október 21, 11:52
Nincs ára... nem kereskedelmi helyről való a kép...
Ilyen kicsi leszorítókat hol lehet kapni? (Nagyok vannak nekem is...) Általában ezek nagyon olcsók... Ebből van felső szorítású és oldalt "nyomó" kivitel is...
Aztán csak egy T-slot csúszóra kell tenni...
Ilyen kicsi leszorítókat hol lehet kapni? (Nagyok vannak nekem is...) Általában ezek nagyon olcsók... Ebből van felső szorítású és oldalt "nyomó" kivitel is...
Aztán csak egy T-slot csúszóra kell tenni...
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2007 október 21, 12:04
Írta: ebalint Dátum 2007 október 21, 12:04
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 21, 12:12
Írta: 000000000 Dátum 2007 október 21, 12:12
köszi!
Ezek tényleg jók és olcsók.
Ezek tényleg jók és olcsók.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 21, 12:28
Írta: bmejdz9nu Dátum 2007 október 21, 12:28
Mennyit filóztam én ezen az egészen... most meg itt a megoldás...
Sőt ezt még fejleszteni is lehetne... pl. emelő közdarabok...(oldalt sliccelve... stb...)
Főleg az oldalról szorítás a lenne lényeges nekem... azok a Mite-Bite szorítók jók úgyan... de kissé macerás feltenni egy-egy fogáshoz...
Persze a tökéletes rögzítés csak álom marad... mert pl. egy nagyobb és hosszabb aluminum lap (10mm, esetleg lemez) befogatása űgy hogy ne rezonáljon a közepe... még mindíg a kétoldalas ragasztó szallag + oldalán fogatás az egyetlen járható megoldás...
A tökeletes az olyan lenne mint az acélnál a mágnes asztal... alunál ez lenne a vákum asztal... de azzal is sok gond van... pl. átmarás stb... nagyon erős vákum asztal és vákumszivattyú kellene... szóval van még min filózni...
Sőt ezt még fejleszteni is lehetne... pl. emelő közdarabok...(oldalt sliccelve... stb...)
Főleg az oldalról szorítás a lenne lényeges nekem... azok a Mite-Bite szorítók jók úgyan... de kissé macerás feltenni egy-egy fogáshoz...
Persze a tökéletes rögzítés csak álom marad... mert pl. egy nagyobb és hosszabb aluminum lap (10mm, esetleg lemez) befogatása űgy hogy ne rezonáljon a közepe... még mindíg a kétoldalas ragasztó szallag + oldalán fogatás az egyetlen járható megoldás...
A tökeletes az olyan lenne mint az acélnál a mágnes asztal... alunál ez lenne a vákum asztal... de azzal is sok gond van... pl. átmarás stb... nagyon erős vákum asztal és vákumszivattyú kellene... szóval van még min filózni...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 október 21, 12:28
Írta: 3vv2btrhv Dátum 2007 október 21, 12:28
Most a méret a lényeg !! Nagyon praktikus , pedig szerintem nem házi gyártmány
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 21, 12:32
Írta: bmejdz9nu Dátum 2007 október 21, 12:32
Persze a síkbamarásra gondolok... amikor nem lehet felülről fogatni...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 21, 12:33
Írta: bmejdz9nu Dátum 2007 október 21, 12:33
Maga a szorító persze nem házi... de a megoldás a T-nutba...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 21, 13:45
Írta: 000000000 Dátum 2007 október 21, 13:45
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 21, 13:47
Írta: 000000000 Dátum 2007 október 21, 13:47
Ha nem is ez, de az elv használható.
Minek is kellene nekünk folyamatos szívás? Csak a vákum kell.
Minek is kellene nekünk folyamatos szívás? Csak a vákum kell.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 21, 14:04
Írta: bmejdz9nu Dátum 2007 október 21, 14:04
nem jó... szerintem.
Nagy és nem olyan jó a felülete a munkadarbnak mint az üveg... felszorítása fordított (vákumszívása)... stb.
Nagy és nem olyan jó a felülete a munkadarbnak mint az üveg... felszorítása fordított (vákumszívása)... stb.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2007 október 21, 14:14
Írta: 7vpav5d32 Dátum 2007 október 21, 14:14
Rövid idejű lefogatáshoz használtam 30mm-es tapancsokat amit nem vákuumszivatyúval hanem egy levegős munkahenger széthuzásával szívattam. Jó felületnél akár félórát is tudott tartani. Egy 30-as körüli papucs 2500-3000ft.Vagy van ejektoros megoldás ami sima kompresszor nyomásból csinál vákuumot, 2-bár nyomást már nagyon komoly szívássá alakit csak ehhez folyamatosan megy a levegő a semmibe. Ejektor 30000ft körül van
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 21, 14:26
Írta: bmejdz9nu Dátum 2007 október 21, 14:26
Az ebay-on lehet kapni olcsón olyan vákumszivattyukat amiket a klimaszerelők használnak... ezek jók lehetnek?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2007 október 21, 14:33
Írta: 7vpav5d32 Dátum 2007 október 21, 14:33
Egy minőségi papucs nagyon kicsi vákuummal műkszik. Szerintem elég lehet az is.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2007 október 21, 14:40
Írta: 7vpav5d32 Dátum 2007 október 21, 14:40
Ja persze kicsit át kell variálni az asztalt. A papucs 3-4 cm magas és kell mellé valami amire rá tudja huzni az anyagot.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 október 21, 20:31
Írta: Kristály Árpád Dátum 2007 október 21, 20:31
Hallihó Mindenkinek!
A lapomon van egy cég mely a leszórítók spacialistálya......Lapokat oldalról így nem akadályozza a síkmarást...
Hallihó!
A lapomon van egy cég mely a leszórítók spacialistálya......Lapokat oldalról így nem akadályozza a síkmarást...
Hallihó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 21, 20:39
Írta: 000000000 Dátum 2007 október 21, 20:39
És ide miért nem teszed be?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 21, 20:40
Írta: 000000000 Dátum 2007 október 21, 20:40
És ide miért nem teszed be?
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2007 október 21, 21:06
Írta: Robika37 Dátum 2007 október 21, 21:06
Üdv az Uraknak!
Régi cégemnél hegesztéshez használták, összeállító készülékekhez. Szerintem forgácsoláshoz nem túl szerencsés. Ahhoz hogy rezgésálló legyen a megfogás relatív nagy erővel kell megfeszíteni. Kb. úgy mint a blicfogót.
További szép estét! Robika
Régi cégemnél hegesztéshez használták, összeállító készülékekhez. Szerintem forgácsoláshoz nem túl szerencsés. Ahhoz hogy rezgésálló legyen a megfogás relatív nagy erővel kell megfeszíteni. Kb. úgy mint a blicfogót.
További szép estét! Robika
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 22, 17:14
Írta: 000000000 Dátum 2007 október 22, 17:14
Hali!
Nem tudtok segíteni? Volt régen valamelyik linken (elszállt a winyóm és vele a tudásom egy része) egy fogasszíj számító szolgáltatás. Be kellett ütni a kerekek fogszámát, és tipusát, ő meg kiszámolta a különböző hosszúságú szijjakhoz tartozó tengelytávot. Nagyon kellemes volt, mert csak leolvastam a megfelelő értéket oszt kész. Most meg számolgatok több kevesebb sikerrel.
Nem tudtok segíteni? Volt régen valamelyik linken (elszállt a winyóm és vele a tudásom egy része) egy fogasszíj számító szolgáltatás. Be kellett ütni a kerekek fogszámát, és tipusát, ő meg kiszámolta a különböző hosszúságú szijjakhoz tartozó tengelytávot. Nagyon kellemes volt, mert csak leolvastam a megfelelő értéket oszt kész. Most meg számolgatok több kevesebb sikerrel.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 22, 18:36
Írta: robroy007 Dátum 2007 október 22, 18:36
a nyomdagépeken is használnak vákuumot a papírlapok mozgatásához, finom, puha 2-3cm átmérőjű tapadó korongokkal -0,2-0,5 bar vákuummal
vagy perforált asztal gumírozott felülettel az szabad részek egyzserűen kitakarhatók papírral
ilyet a szitanyomók szoktak használni
porszívóval ami szabályozható kényelmesen be lehet állítani a fogás!
a klímás sziattyú 0,005 bar vákuumot csinál ami luxus bekerülési költségét tekintve
Üdv Robi
vagy perforált asztal gumírozott felülettel az szabad részek egyzserűen kitakarhatók papírral
ilyet a szitanyomók szoktak használni
porszívóval ami szabályozható kényelmesen be lehet állítani a fogás!
a klímás sziattyú 0,005 bar vákuumot csinál ami luxus bekerülési költségét tekintve
Üdv Robi
Cím: Re:Mechanikai ötletek
Írta: hduf42fua Dátum 2007 október 22, 19:04
Írta: hduf42fua Dátum 2007 október 22, 19:04
Karsa Istvánnak!
Bordásszíj számító : WWW.sasovics.hu/tudástár
Üdv
Bordásszíj számító : WWW.sasovics.hu/tudástár
Üdv
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 október 22, 20:33
Írta: yuagaci9g Dátum 2007 október 22, 20:33
Egy kis korrekcio:http://www.sasovits.hu/cnc/irodalom/bordasszij_kalkulacio.xls
Bordásszíj számító
Bordásszíj számító
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 22, 20:52
Írta: 000000000 Dátum 2007 október 22, 20:52
köszönöm a linket és a pontositást!
De nem müxik a dolog. A pitc beállításnál a mező dátum formátumú, tehát nem tudom az eredeti értéket érdemben változtatni, a
Makrai Zoli pedig levédte az oldalt (jelszó), így módosítani sem lehet. Volt valami német vagy angol lap, ahol rajz is volt, és minden paraméter állítható volt, még azt is megmondta, hogy az általam kitalált képtelenséghez van e szabványos szíjméret.
De azért köszönöm a segítséget!
Üdv rátok
De nem müxik a dolog. A pitc beállításnál a mező dátum formátumú, tehát nem tudom az eredeti értéket érdemben változtatni, a
Makrai Zoli pedig levédte az oldalt (jelszó), így módosítani sem lehet. Volt valami német vagy angol lap, ahol rajz is volt, és minden paraméter állítható volt, még azt is megmondta, hogy az általam kitalált képtelenséghez van e szabványos szíjméret.
De azért köszönöm a segítséget!
Üdv rátok
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2007 október 22, 20:57
Írta: 7vpav5d32 Dátum 2007 október 22, 20:57
mükszik csak le kell mentened
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 október 22, 21:01
Írta: sasi Dátum 2007 október 22, 21:01
Azt hiszem ezt keresed.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 23, 10:02
Írta: 000000000 Dátum 2007 október 23, 10:02
Pontosan ez volt az! Köszönöm!!!!!!!
És köszönöm a többi segítséget is mindenkinek.
Most gyorsan kiszámolom, hogy ha Szentendrén van a hajtó kerék, és Pécsen a hajtott, akkor hány fogú a meghajtó szíj.
Hali
És köszönöm a többi segítséget is mindenkinek.
Most gyorsan kiszámolom, hogy ha Szentendrén van a hajtó kerék, és Pécsen a hajtott, akkor hány fogú a meghajtó szíj.
Hali
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 23, 10:18
Írta: 000000000 Dátum 2007 október 23, 10:18
Utólagos engedelmeddel beteszem a linktárba, mert másnak is nagyon hasznos lehet.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 23, 15:30
Írta: bmejdz9nu Dátum 2007 október 23, 15:30
Z-tegely(em)
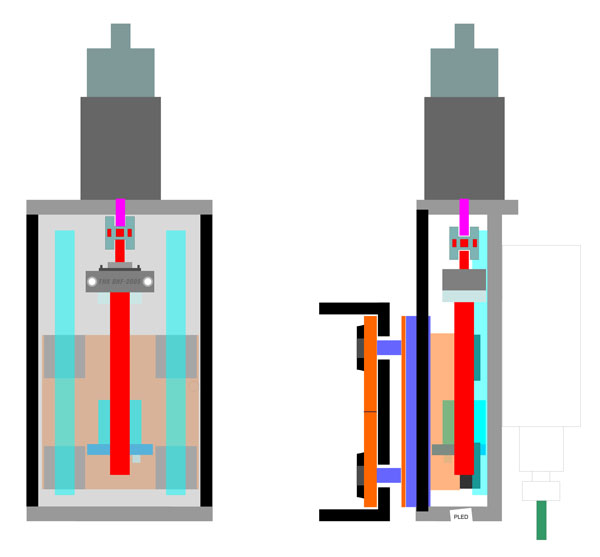
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2007 október 25, 11:20
Írta: 7vpav5d32 Dátum 2007 október 25, 11:20
Fóliákhoz, vékony lemezek lefogatásához próbáljátok ki a "Henzo" tubusos fotoragasztót. Könnyen kenhető, vékony és könnyedén eltávolítható.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 27, 21:43
Írta: bmejdz9nu Dátum 2007 október 27, 21:43
Szerintem...
Ha gépet terveztek... ne használjátok ki a teljes golyósorsó tartományt... azaz ne menyjen az anya "falig"...
Nekem gyári csapágyházas orsóim vannak, acél csapágyblokkal a végén...
Tolerancia = Zero!
Tehát min.0.01 ponosan kell minden írányból az anyának érkeznie... ha csak 10mm lett volna "rákalkulálva" akkor nem egy egész napos műsor a beállítása.... kicsit önbeálló lenne...
Persze - gondolom - ha a csapágyház legalább alu lenne akkor talán engedne egy "leheletet"... de így nem...
Szerintem nem lenne jelentős a hiba...
Persze egy műnyag alátét mindent megoldana... de akkor oda az egész... [#hehe]
Ha gépet terveztek... ne használjátok ki a teljes golyósorsó tartományt... azaz ne menyjen az anya "falig"...
Nekem gyári csapágyházas orsóim vannak, acél csapágyblokkal a végén...
Tolerancia = Zero!
Tehát min.0.01 ponosan kell minden írányból az anyának érkeznie... ha csak 10mm lett volna "rákalkulálva" akkor nem egy egész napos műsor a beállítása.... kicsit önbeálló lenne...
Persze - gondolom - ha a csapágyház legalább alu lenne akkor talán engedne egy "leheletet"... de így nem...
Szerintem nem lenne jelentős a hiba...
Persze egy műnyag alátét mindent megoldana... de akkor oda az egész... [#hehe]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 28, 16:05
Írta: bmejdz9nu Dátum 2007 október 28, 16:05
Alternatíva két marómotor gyorsan cserélhető felfogatására...
10mm-es tartólapok, nincsenek süllyesztve a csavarok a jobb mechanikai tartás miatt, a hordozó lapon (Z-tengely) süllyesztve a csavarok fejének a helye, a felfogató csavarok acél betétes bele préselt és fémragasztott, a két hordozó lemez, hogy egyforma legyen egyszerre munkált (kétoldalas ragasztószalag...)
A befurható anyák mindjárt az illesztőszeg szerepét is eljátszák... Együtt lett fúrva a Z-tartó a motortartó lemezekkel...
Ha minden nagyon passzol akkor a Z-tengelyt is "további merevítésben részesíti"... (sőt akkor a Teknomotornál a hőt is átvezeti)
Csere idő: majdnem F1...
A HF motor kijebb van, hogy azonos legyen a két motor maró pozíciója... 6xM8 csavar... de most csak 1-1 fogja... :)
Csavarok: jobb ha minnél közelebb a vezető sinekhez! itt 1mm hely van csak (nem látható másik felén van ugyebár) és minnél közelebb a marómotor felfogatási pontjaihoz! Rezonanciaveszély elkerülése...
Képek:
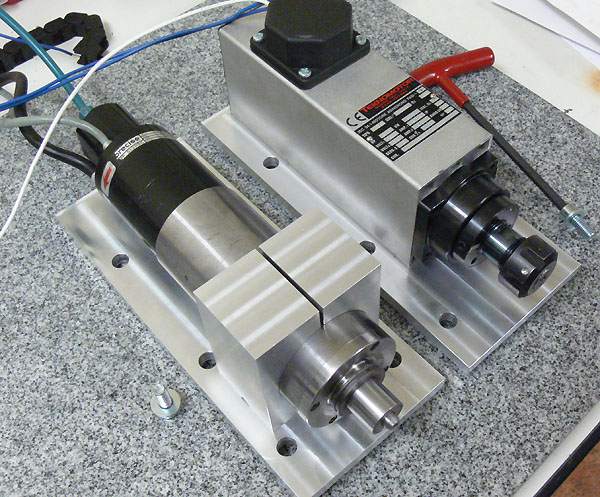


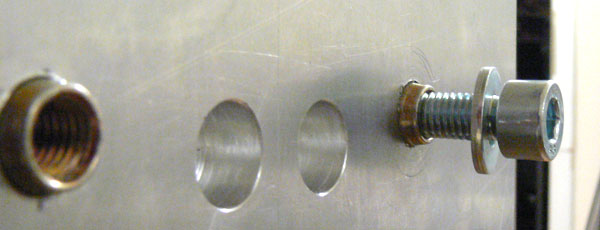
10mm-es tartólapok, nincsenek süllyesztve a csavarok a jobb mechanikai tartás miatt, a hordozó lapon (Z-tengely) süllyesztve a csavarok fejének a helye, a felfogató csavarok acél betétes bele préselt és fémragasztott, a két hordozó lemez, hogy egyforma legyen egyszerre munkált (kétoldalas ragasztószalag...)
A befurható anyák mindjárt az illesztőszeg szerepét is eljátszák... Együtt lett fúrva a Z-tartó a motortartó lemezekkel...
Ha minden nagyon passzol akkor a Z-tengelyt is "további merevítésben részesíti"... (sőt akkor a Teknomotornál a hőt is átvezeti)
Csere idő: majdnem F1...
A HF motor kijebb van, hogy azonos legyen a két motor maró pozíciója... 6xM8 csavar... de most csak 1-1 fogja... :)
Csavarok: jobb ha minnél közelebb a vezető sinekhez! itt 1mm hely van csak (nem látható másik felén van ugyebár) és minnél közelebb a marómotor felfogatási pontjaihoz! Rezonanciaveszély elkerülése...
Képek:
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2007 október 28, 16:19
Írta: Szedlay Pál Dátum 2007 október 28, 16:19
Péter!
Egy kúpos illesztőszeg nem lett volna az illesztésre korrektebb megoldás? könnyen oldható és nagyon pontosan pozicionál.
Egy kúpos illesztőszeg nem lett volna az illesztésre korrektebb megoldás? könnyen oldható és nagyon pontosan pozicionál.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 28, 17:05
Írta: bmejdz9nu Dátum 2007 október 28, 17:05
Ez kúpos.... az a része... és 6x... tökéletesen passzentos... persze egy szbályos illesztőszeg az azért más de itt "elmegy" mert gondold végig ha van egy-két század... dölésben pl. akkor az hány század fok...
Motorcsere után ugyis fel kell venni újból a 0 pontot...
Motorcsere után ugyis fel kell venni újból a 0 pontot...
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 október 29, 19:52
Írta: sasi Dátum 2007 október 29, 19:52
Egy kis adalék a merevséghez.
Az alábbi videón Rockwell/Brinnel keménységmérő gép látható, 98 N előterheléssel beállítva. A gép váza robusztus acélöntvény, a súlyát nem ismerem, de több emberes. Méréskor a legnagyobb erő, mely igyekszik szétfeszíteni 250 kp.
A mérőóra ugyan HRC-ben kalibrált, de egy osztás 0,01 mm elmozdulásnak felel meg, azaz két ujjal 0,02 mm-t tudok hajlítani rajta, mondjuk kb. 20 kilóval.
Azt hiszem, érdemes elgondolkodni rajta.
A video.
Az alábbi videón Rockwell/Brinnel keménységmérő gép látható, 98 N előterheléssel beállítva. A gép váza robusztus acélöntvény, a súlyát nem ismerem, de több emberes. Méréskor a legnagyobb erő, mely igyekszik szétfeszíteni 250 kp.
A mérőóra ugyan HRC-ben kalibrált, de egy osztás 0,01 mm elmozdulásnak felel meg, azaz két ujjal 0,02 mm-t tudok hajlítani rajta, mondjuk kb. 20 kilóval.
Azt hiszem, érdemes elgondolkodni rajta.
A video.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 október 29, 19:56
Írta: sasi Dátum 2007 október 29, 19:56
Egy kis adalék a merevséghez.
Az alábbi videón Rockwell/Brinnel keménységmérő gép látható, 98 N előterheléssel beállítva. A gép váza robusztus acélöntvény, a súlyát nem ismerem, de több emberes. Méréskor a legnagyobb erő, mely igyekszik szétfeszíteni 250 kp.
A mérőóra ugyan HRC-ben kalibrált, de egy osztás 0,01 mm elmozdulásnak felel meg, azaz két ujjal 0,02 mm-t tudok hajlítani rajta, mondjuk kb. 20 kilóval.
Azt hiszem, érdemes elgondolkodni rajta.
Video.
- Ma délután a hozzászólásaim 3-4 kisérlet utánn...
Az alábbi videón Rockwell/Brinnel keménységmérő gép látható, 98 N előterheléssel beállítva. A gép váza robusztus acélöntvény, a súlyát nem ismerem, de több emberes. Méréskor a legnagyobb erő, mely igyekszik szétfeszíteni 250 kp.
A mérőóra ugyan HRC-ben kalibrált, de egy osztás 0,01 mm elmozdulásnak felel meg, azaz két ujjal 0,02 mm-t tudok hajlítani rajta, mondjuk kb. 20 kilóval.
Azt hiszem, érdemes elgondolkodni rajta.
Video.
- Ma délután a hozzászólásaim 3-4 kisérlet utánn...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 október 29, 21:15
Írta: bmejdz9nu Dátum 2007 október 29, 21:15
hát igen... a mi álmaink és a valóság...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 30, 08:22
Írta: 000000000 Dátum 2007 október 30, 08:22
Elég meglepő a látvány, de azért én szívesen megnézném egy közeli képen a mechanikai kialakítást, felfogatást stb. Ezzel azt akarod mondani, hogy az a hatalmas acél öntvény deformálódik 0.02 mm-t kb. 20 kiló hatására?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 október 30, 10:14
Írta: sasi Dátum 2007 október 30, 10:14
Az öntvény egybe van öntve, a felső részen lévő nyílást öntvény lap takarja.
Lemértem az ujjaim erejét, csak 12 kg körül mozog.
1373N (140kp) hatására, (98N előterheléssel, mert csak így tudtam mérni) 0,4 mm-t nyílik a szerkezet…
Lemértem az ujjaim erejét, csak 12 kg körül mozog.
1373N (140kp) hatására, (98N előterheléssel, mert csak így tudtam mérni) 0,4 mm-t nyílik a szerkezet…
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2007 október 30, 10:50
Írta: Szedlay Pál Dátum 2007 október 30, 10:50
Hali!
Az Isel fóorsót is lehet 0.08mm-t ujjal nyomkodni. Pedig nem olcsó cucc. HSC-Prémium 4820
Az Isel fóorsót is lehet 0.08mm-t ujjal nyomkodni. Pedig nem olcsó cucc. HSC-Prémium 4820
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 október 30, 12:57
Írta: sasi Dátum 2007 október 30, 12:57
[#confused]
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2007 október 30, 13:34
Írta: airfoil6205 Dátum 2007 október 30, 13:34
Látom azért nem vagyok egyedül, mérés és pontosság ügyben. Egy néhány szász kilós marógéptől felesleges ezredes pontosságot(saccográf) elvárni, azért találták ki a köszörű gépet. Ráadásul a hőmérséklet és a páratartalom is jelentős tényező a mikrométeres tűréseknél, nem beszélve a környezeti hatásokról, láttam olyat, hogy a koordinátafúrógép, egy hónap alatt egyetlen tűrésen belüli munkadarabot sem termelt a körülötte szabálytalanul elhelyezett forgácsoló gépek miatt, pedig 10t-nál nehezebb volt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 30, 14:25
Írta: 000000000 Dátum 2007 október 30, 14:25
Már többször megnéztem a videót, de nem látom elég világosan, hogy a mérőóra minek az elmozdulását méri. Mi mozdul el mihez képest? Azt, hogy ezt az öntvényt el tudd hajlítani, hogy az alsó és felső szára között 12 kg hatására ekkora kitérés legyen azt nagyon nehezemre esne elhinni.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 október 30, 14:52
Írta: sasi Dátum 2007 október 30, 14:52
Itt találsz két fotót a gépről.
A mérőóra a felső részhez van rögzítve, és igen, az ötvény rugalmas deformációját mutatja (ebben a megközelítésben).
A mérőóra a felső részhez van rögzítve, és igen, az ötvény rugalmas deformációját mutatja (ebben a megközelítésben).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 30, 17:29
Írta: 000000000 Dátum 2007 október 30, 17:29
Ez nem hit kérdése, hanem a szilárdsági
méretezési képletek alapján egyértelműen
meghatározható az adott terhelés hatására
létrejövő lehajlás, elcsavarodás, egyéb
alakváltozások. Ilyen képletgyűjteményt egy
középiskolás mechanika könyvben is találsz.
Ha meg annyira hihetetlen ez Neked továbbra
is, akkor könyökölj rá saját CNC gépedre, és
nézd meg, hogy ugrál majd a százados mérőóra.
méretezési képletek alapján egyértelműen
meghatározható az adott terhelés hatására
létrejövő lehajlás, elcsavarodás, egyéb
alakváltozások. Ilyen képletgyűjteményt egy
középiskolás mechanika könyvben is találsz.
Ha meg annyira hihetetlen ez Neked továbbra
is, akkor könyökölj rá saját CNC gépedre, és
nézd meg, hogy ugrál majd a százados mérőóra.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 október 30, 17:58
Írta: nb8v4eyzr Dátum 2007 október 30, 17:58
Helló!
Lehet hogy alap dolog, de nem tudja valaki megmondani, hogy egy léptetőmotornál hogyan lehet kiszámolni - a hajtott orsó ismeretében - a motor tolóerejét?
Sajna egy könyvemben sem találtam meg, pedig nem egyben néztem meg.
Előre is köszi.
Lehet hogy alap dolog, de nem tudja valaki megmondani, hogy egy léptetőmotornál hogyan lehet kiszámolni - a hajtott orsó ismeretében - a motor tolóerejét?
Sajna egy könyvemben sem találtam meg, pedig nem egyben néztem meg.
Előre is köszi.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 október 30, 18:17
Írta: yuagaci9g Dátum 2007 október 30, 18:17
Talan D Laci? ;-)
Ft=M*2pi/menetemelkedes. Idealis esetben.
Golyos orsonal ennek 90-95 szazaleka,
Trapez orsonal ennek alig 15-20 szazaleka.
Ugyelj a mertekegysegekre.
Ft=M*2pi/menetemelkedes. Idealis esetben.
Golyos orsonal ennek 90-95 szazaleka,
Trapez orsonal ennek alig 15-20 szazaleka.
Ugyelj a mertekegysegekre.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 október 30, 18:34
Írta: nb8v4eyzr Dátum 2007 október 30, 18:34
Köszi szépen!
Hálám a sírig üldözni fog, de soha ne érjen utol!!! :-)))))))))))))))))))))))))9
Hálám a sírig üldözni fog, de soha ne érjen utol!!! :-)))))))))))))))))))))))))9
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 október 30, 18:35
Írta: nb8v4eyzr Dátum 2007 október 30, 18:35
Köszi szépen!
Hálám a sírig üldözni fog, de soha ne érjen utol!!! :-)))))))))))))))))))))))))9
Hálám a sírig üldözni fog, de soha ne érjen utol!!! :-)))))))))))))))))))))))))9
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 31, 13:24
Írta: 000000000 Dátum 2007 október 31, 13:24
Tudna valaki segíteni, hogyan lehetne egy ilyen testnél kiszámítani adott erő esetén a lehajlást?
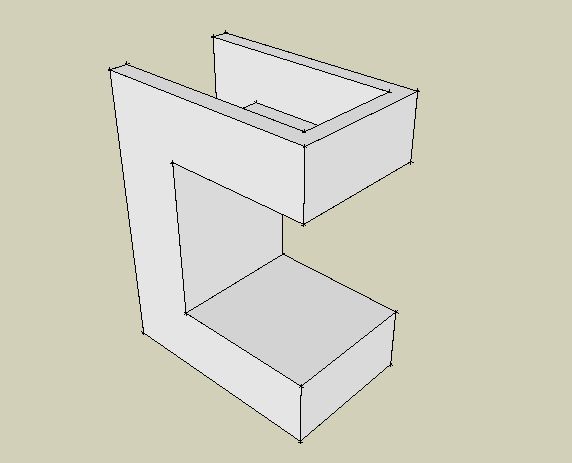
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 31, 14:17
Írta: D.Laci Dátum 2007 október 31, 14:17
Talán Lámpás? ;-)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 31, 14:18
Írta: D.Laci Dátum 2007 október 31, 14:18
Talán Lámpás? ;-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 31, 14:32
Írta: 000000000 Dátum 2007 október 31, 14:32
Komolyan érdekelne.
Tibor!
Neked biztosan megvan a középiskolás mechanika könyved. Nem szúrnál be néhány ide vonatkozó képletet?
Egy kicsit összetetteb dologra gondolok, mint ami pl. itt van:
Hook törvény
Tibor!
Neked biztosan megvan a középiskolás mechanika könyved. Nem szúrnál be néhány ide vonatkozó képletet?
Egy kicsit összetetteb dologra gondolok, mint ami pl. itt van:
Hook törvény
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2007 október 31, 14:41
Írta: D.Laci Dátum 2007 október 31, 14:41
Komolyan írtam![#vigyor5]
Senkit nem érdekelt, hogy az én könyvemben mit találtam, és a neten....
De majd a Tibor...
Senkit nem érdekelt, hogy az én könyvemben mit találtam, és a neten....
De majd a Tibor...
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 31, 14:49
Írta: robroy007 Dátum 2007 október 31, 14:49
talán a Mechanical Desktop vagy statikus, mechanika de leginkább egy gépelem tanár
anultunk mi is valamit róla de előbb abbahagytam a fősulit minthogy befejeztem volna
de szerintem akkor sem ugranék neki
anultunk mi is valamit róla de előbb abbahagytam a fősulit minthogy befejeztem volna
de szerintem akkor sem ugranék neki
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 31, 14:52
Írta: 000000000 Dátum 2007 október 31, 14:52
Sajnos ehhez nem nagyon tudok hozzászólni, legföljebb csak annyit, hogy engem érdekel mit találtál. Tényleg mi az?
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 31, 14:57
Írta: robroy007 Dátum 2007 október 31, 14:57
amúgy meg kellenek: méretek, anyag, erők nagysága, erő támadásponja, egy vagy több darabból lenne, kötésmód több darab esetén, csavarozás, hegesztési eljárás, varrat méret
akarod még mindíg tudni mekkora az elhajlás
csak halkan megjegyzem (stori)
nemrég bementem egy tömítéses boltba tudtam mit keresek (akkor még)
mondom az eladónak munkagépre kéne vezértömb 6 irányos tolólap vezérléshez
öt percig csak kérdezett paramétereket fél perc után már csak saccolni tudtam a végére meg feladtam a dolgot és teljesen analfabéta hülyének éreztem magam, hogy nehézgépkezelő lévén égtem mint a Reistag, azóta ha oda megyek csak szolídan pianóba kérdezek
valakit nem érdekel egy lánctalpas munkagép ha már itt tartunk?
akarod még mindíg tudni mekkora az elhajlás
csak halkan megjegyzem (stori)
nemrég bementem egy tömítéses boltba tudtam mit keresek (akkor még)
mondom az eladónak munkagépre kéne vezértömb 6 irányos tolólap vezérléshez
öt percig csak kérdezett paramétereket fél perc után már csak saccolni tudtam a végére meg feladtam a dolgot és teljesen analfabéta hülyének éreztem magam, hogy nehézgépkezelő lévén égtem mint a Reistag, azóta ha oda megyek csak szolídan pianóba kérdezek
valakit nem érdekel egy lánctalpas munkagép ha már itt tartunk?
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 31, 15:16
Írta: robroy007 Dátum 2007 október 31, 15:16
A méretezéshez tudni kell a méreteket, anyagminőséget, erő nagyságát, -támadáspontját, egy vagy több darabból készül, összeállítás módját, hegesztés fajtáját, varratminőséget, varratméretet stb...
én egyszer bementem egy tömítéses boltba ahol pneumatika cuccokat is árulnak, munkagépre kerestem elektromos vezértömböt 6 irányos tolólaphoz

5 percig csak paramétereket kérdeztek, hogy legyen kiindulási alap fél perc után kezdett kellemetlen lenni a helyzet, a végére teljesen analfabéta hülyének éreztem magam nehézgépkezelő lévén, hogy még ennyit sem tudok arról amivel reggeltől estig dolgoztam
(//%3CIMG%20SRC=%22http://cnctar.hobbycnc.hu/robroy007/img/jcb.jpg%22%20border=0%3E)
jut eszembe valakit nem érdekel egy ilyen munkagép már csak az optikai tuning hiányzik róla a többi kész van csak nincs időm meg pénzem befejezni

én egyszer bementem egy tömítéses boltba ahol pneumatika cuccokat is árulnak, munkagépre kerestem elektromos vezértömböt 6 irányos tolólaphoz
5 percig csak paramétereket kérdeztek, hogy legyen kiindulási alap fél perc után kezdett kellemetlen lenni a helyzet, a végére teljesen analfabéta hülyének éreztem magam nehézgépkezelő lévén, hogy még ennyit sem tudok arról amivel reggeltől estig dolgoztam
(//%3CIMG%20SRC=%22http://cnctar.hobbycnc.hu/robroy007/img/jcb.jpg%22%20border=0%3E)
jut eszembe valakit nem érdekel egy ilyen munkagép már csak az optikai tuning hiányzik róla a többi kész van csak nincs időm meg pénzem befejezni
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 31, 15:18
Írta: robroy007 Dátum 2007 október 31, 15:18
ezen dolgoztam király szerkezet de nincs benne semmi cnc

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 31, 15:31
Írta: 000000000 Dátum 2007 október 31, 15:31
Igazad van, kezdjük valami egyszerűbbel.
Itt van egy "a" oldalú négyzet keresztmetszetű l hosszúságú rúd:
Egyik vége szilárdan rógzítve, másik végén "F" erő hat lefelé. Mekkora lesz a lehajlása?
Itt van egy "a" oldalú négyzet keresztmetszetű l hosszúságú rúd:
Egyik vége szilárdan rógzítve, másik végén "F" erő hat lefelé. Mekkora lesz a lehajlása?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 31, 15:32
Írta: 000000000 Dátum 2007 október 31, 15:32
Igazad van, kezdjük valami egyszerűbbel.
Itt van egy "a" oldalú négyzet keresztmetszetű l hosszúságú rúd:
Egyik vége szilárdan rógzítve, másik végén "F" erő hat lefelé. Mekkora lesz a lehajlása?
Itt van egy "a" oldalú négyzet keresztmetszetű l hosszúságú rúd:
Egyik vége szilárdan rógzítve, másik végén "F" erő hat lefelé. Mekkora lesz a lehajlása?
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2007 október 31, 15:48
Írta: Devecz Miklós Dátum 2007 október 31, 15:48
f=F*l/3/I/E
f lehajlás
l rud hossza
F erő
I másodrendű nyomaték
E rugalmassági modulus
f lehajlás
l rud hossza
F erő
I másodrendű nyomaték
E rugalmassági modulus
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2007 október 31, 15:49
Írta: Devecz Miklós Dátum 2007 október 31, 15:49
A rud hossza a köbön
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 31, 16:06
Írta: 000000000 Dátum 2007 október 31, 16:06
Tudom, hogy sajnos nem nagyon van lehetőség, törtek meg kitevők beírására, de ebből nekem most csak annyi jön le, hogy a lehajlás arányos az F erővel és az l hosszúság harmadik hatványával, továbbá, hogy valahol (számláló vagy nevező) szerepel benne a rugalmassági modulus is (az egyszerűség kedvéért legyen 200 GPa) És még egy kérdés: mi az a másodrendű nyomaték ?
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 október 31, 16:13
Írta: robroy007 Dátum 2007 október 31, 16:13
ezt találtam
ebben van rá képlet legalábbis az egyszerű esere amit kérdeztél
szilárd testek alakváltozása
mechanika kézirat
ebben van rá képlet legalábbis az egyszerű esere amit kérdeztél
szilárd testek alakváltozása
mechanika kézirat
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 31, 16:20
Írta: 000000000 Dátum 2007 október 31, 16:20
Köszi, ezt most alaposan átböngészem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 31, 17:30
Írta: 000000000 Dátum 2007 október 31, 17:30
Molinari!
Linkelted azt a C vazat. Az alatamasztott reszt ertem. De melyik reszen kapja a terhelest?
Linkelted azt a C vazat. Az alatamasztott reszt ertem. De melyik reszen kapja a terhelest?
Cím: Re:Mechanikai ötletek
Írta: 9v9rb6gau Dátum 2007 október 31, 17:32
Írta: 9v9rb6gau Dátum 2007 október 31, 17:32
Szervusz Molinari!
Ehhez a feladathoz egy középiskolás mecha tankönyvből pár képlet talán egy kicsit kevés lesz!
A legtöbb segítséget ebben a könyvben találod:
dr Farkas József:Fémszerkezetek
Ez egy (miskolci) egyetemi tankönyv, hegesztett acélszerkezetek méretezéséhez.
Ehhez a feladathoz egy középiskolás mecha tankönyvből pár képlet talán egy kicsit kevés lesz!
A legtöbb segítséget ebben a könyvben találod:
dr Farkas József:Fémszerkezetek
Ez egy (miskolci) egyetemi tankönyv, hegesztett acélszerkezetek méretezéséhez.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 október 31, 17:43
Írta: yuagaci9g Dátum 2007 október 31, 17:43
A masodrendu nyomatekot nevezhetjuk tehetetlensegi nyomateknak is. A probara tett gerenda keresztmetszetet kepzeld el egy lemeznek. amint a sulypontjaban elkezded forgatni. Kis atmero, kis nyomatek, nagyobb atmero, nagy nyomatek.
Ha ezt erzed, megerted azt is, miert merevebb egy cso, a vele azonos tomegu rudanyagnal.
Ha ezt erzed, megerted azt is, miert merevebb egy cso, a vele azonos tomegu rudanyagnal.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 október 31, 21:35
Írta: 35kpazcgr Dátum 2007 október 31, 21:35
Ha megadod a méreteket és az anyagminőseget,valamint az erő nagyságát és a támadáspontját, akkor Autodesk Inventor progival lemodelezem neked. Ez a progi képes a deformációt, az ébredő feszültség nagyságát és a biztonsági tényezőt is lemodelezni végeselem analízissel. Jelzi a feszültség eloszlást, és a max, valamint a min. terhelési helyeket a modelen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 október 31, 23:39
Írta: 000000000 Dátum 2007 október 31, 23:39
Erre kivancsi leszek. Ugyan ezt masik ket programban is meg tudom csinalni. A vegeredmenyre leszek kivancsi, osszehasonlitas, realitas szintjen. Nem versenges...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 01, 17:57
Írta: 000000000 Dátum 2007 november 01, 17:57
Ez az egész történet nálam a Sasi által a #2170 -ben gondolatébresztőként belinkelt video hatására indult. Nos én tényleg elgondolkoztam a dolgon, tehát Sasi már elérte a célját. A videót megnézve számomra hihetetlen, hogy egy ilyen masszívnak tűnő szerkezet ennyit deformálódjon kb. 12 kg -nak megfelelő erő hatására, tehát elkezdem gondolkozni, hogyan is lehetne kiszámolni a lehajlást. Ezért alkottam egy egyszerűsített modellt, amivel számolni lehetne. Itt egy kép a tényleges gépről:

Saccolt adatok:
falvastagság: 8-10 mm
a felső kinyúló rész szélessége: 120-150 mm
magassága: 80-100 mm
hossza: 200-250 mm
a függőleges oszlop magassága: 300 mm
a talpazat magassága: 120-150 mm
anyagminőség: acél öntvény
Az erő (120 N) támatáspontja a felső kinyúló rész végpontján középen, függőlegesen lefelé.
(sajnos méretezett rajzot most nem tudok készíteni, mert nem vagyok a megszokott környezetemben)
Pontos adatokkal persze Sasi tudna szolgálni, akit ezúton szeretnék megkérni, ha nem túl nagy fáradság, hogy mérje már le nekünk a számoláshoz szükséges fontosabb méreteket. Előre is köszönöm!
Azt hiszem mindannyiunk számára hasznos és tanulságos lesz egy ilyen konkrét példának a végigszámolása, bármilyen eredmény is szülessen. Akinek van kedve szálljon be és segítsen, hogy milyen modellt vegyünk alapul, no meg persze a számolásban is lehet segíteni. Milyen klassz is, hogy van egy ilyen csapat!
Saccolt adatok:
falvastagság: 8-10 mm
a felső kinyúló rész szélessége: 120-150 mm
magassága: 80-100 mm
hossza: 200-250 mm
a függőleges oszlop magassága: 300 mm
a talpazat magassága: 120-150 mm
anyagminőség: acél öntvény
Az erő (120 N) támatáspontja a felső kinyúló rész végpontján középen, függőlegesen lefelé.
(sajnos méretezett rajzot most nem tudok készíteni, mert nem vagyok a megszokott környezetemben)
Pontos adatokkal persze Sasi tudna szolgálni, akit ezúton szeretnék megkérni, ha nem túl nagy fáradság, hogy mérje már le nekünk a számoláshoz szükséges fontosabb méreteket. Előre is köszönöm!
Azt hiszem mindannyiunk számára hasznos és tanulságos lesz egy ilyen konkrét példának a végigszámolása, bármilyen eredmény is szülessen. Akinek van kedve szálljon be és segítsen, hogy milyen modellt vegyünk alapul, no meg persze a számolásban is lehet segíteni. Milyen klassz is, hogy van egy ilyen csapat!
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 november 01, 18:45
Írta: 35kpazcgr Dátum 2007 november 01, 18:45
Szia Molinari!
Na, akkor lemodeleztem a te körülbelüli méreteiddel. A terhelő erő 120 N (12 kg).
A max. deformáció (az ábrán ez a legpirosabb résznek felel meg) 0,0141 mm. A biztonsági tényező moindenhol nagyobb, mint 15. A maximális feszültség: 1,14 Mpa (11,4 kp/cm2).

(a kép ékezetes file név miatt nem jelenik meg!)
Na, akkor lemodeleztem a te körülbelüli méreteiddel. A terhelő erő 120 N (12 kg).
A max. deformáció (az ábrán ez a legpirosabb résznek felel meg) 0,0141 mm. A biztonsági tényező moindenhol nagyobb, mint 15. A maximális feszültség: 1,14 Mpa (11,4 kp/cm2).
(a kép ékezetes file név miatt nem jelenik meg!)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 01, 18:47
Írta: 000000000 Dátum 2007 november 01, 18:47
ÉKEZET!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 01, 19:04
Írta: 000000000 Dátum 2007 november 01, 19:04
Elerhetove tenned a modellt? Csak hogy ua. legyen.
Teljesen mindegy milyen 3D formatum.
Az erot feluletre adtad meg, vagy pont szzeruen, mintha ujjal lenne nyomva? Milyen anyagot definialtal?
Teljesen mindegy milyen 3D formatum.
Az erot feluletre adtad meg, vagy pont szzeruen, mintha ujjal lenne nyomva? Milyen anyagot definialtal?
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 november 01, 19:05
Írta: 35kpazcgr Dátum 2007 november 01, 19:05
Se ékezettel, se anélkül nem megy.
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2007 november 01, 19:08
Írta: 2nbj3n5m Dátum 2007 november 01, 19:08
Már elnézést de mi a francnak kell egy ilyen
mérést elvégezi egy HOBBYCNC gép építéséhez?
Én egy kis gépet építettem és Én repülőgép
szárnyainak a profilját szeretném kivágni vele.
És nem érdekel,hogy 0.001 belog az ISEL golyosórsom ha rárakom a 10Kg sulyú satut a
19mm vastag butorlap asztalra.
Janko
mérést elvégezi egy HOBBYCNC gép építéséhez?
Én egy kis gépet építettem és Én repülőgép
szárnyainak a profilját szeretném kivágni vele.
És nem érdekel,hogy 0.001 belog az ISEL golyosórsom ha rárakom a 10Kg sulyú satut a
19mm vastag butorlap asztalra.
Janko
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 november 01, 19:10
Írta: 35kpazcgr Dátum 2007 november 01, 19:10
Milyen programot használsz?
.ipt kiterjesztésű fájlként (Inventor alakatrész fájl) tudom elküldeni, ha gondolod.
Esetleg STEP-ben, azt a legtöbb 3D tervező progi ismeri. Egyébként a Solid Edge is hasonló eredményt hozott ki.
.ipt kiterjesztésű fájlként (Inventor alakatrész fájl) tudom elküldeni, ha gondolod.
Esetleg STEP-ben, azt a legtöbb 3D tervező progi ismeri. Egyébként a Solid Edge is hasonló eredményt hozott ki.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 01, 19:16
Írta: 000000000 Dátum 2007 november 01, 19:16
Mindegy miben kuldod. Van egy konvertalo programom, megesz mindent 3d-ben (CAD formatumok). IPT is jo.
SE V20-ban csak femap express-em van. Abban csinaltad? Nalam a modell komplexitasa hibauzenettel elhalalozott. Ez mitol lehet?
Solid Works-ben neztem, 2007, 2008 - egy altalam, a leiras alapjan krealt modellt. 120N, szurkeontveny, pontszeru terheleskent. 0.012mm elmozdulas mindket teszt vegeredmenye. Az elobb ott benaztam, hogy a solid works N/m2-ben keri az erot. vagy PSI-ben. Szoval lemaradt par nulla a N/m2-nel... (:
De megnezem a Te modelled is!
SE V20-ban csak femap express-em van. Abban csinaltad? Nalam a modell komplexitasa hibauzenettel elhalalozott. Ez mitol lehet?
Solid Works-ben neztem, 2007, 2008 - egy altalam, a leiras alapjan krealt modellt. 120N, szurkeontveny, pontszeru terheleskent. 0.012mm elmozdulas mindket teszt vegeredmenye. Az elobb ott benaztam, hogy a solid works N/m2-ben keri az erot. vagy PSI-ben. Szoval lemaradt par nulla a N/m2-nel... (:
De megnezem a Te modelled is!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 01, 19:21
Írta: 000000000 Dátum 2007 november 01, 19:21

Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 november 01, 19:26
Írta: 35kpazcgr Dátum 2007 november 01, 19:26
Egyszerü modelt csináltam, nincs benne semmi különös. A 2184-ben vázoltak szerint és a magadott méretek alapján.
(Megpróbálom a képet mégegyszer, amíg ki nem vágnak!)

(Megpróbálom a képet mégegyszer, amíg ki nem vágnak!)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 01, 19:29
Írta: 000000000 Dátum 2007 november 01, 19:29
Ha elolvasod, megtalaltam a hibam! Fura volt, nem adott elmozdulasra erteket... (:
SE alatt mivel dolgoztal? FEMAP express, vagy FEMAP? Ottani problemamra (modell komplexitas) van otleted?
SE alatt mivel dolgoztal? FEMAP express, vagy FEMAP? Ottani problemamra (modell komplexitas) van otleted?
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 november 01, 19:39
Írta: 35kpazcgr Dátum 2007 november 01, 19:39
A SE V19 magyar verziót használom, de nagyon nagyon ritkán. Nekem az Inventor szimpatikusabb, sokkal jobban ismerem, a cégnél is ezt nyúzzuk.
Itthon egy buherált magyar nyelvű prof. 9-essel tervezgetek.
Ezt a modelt nem próbáltam SE-vel, csak azért említettem, hogy ua. modellekre nagyon hasonló eredményeket ad, mint az Inventor.
Itthon egy buherált magyar nyelvű prof. 9-essel tervezgetek.
Ezt a modelt nem próbáltam SE-vel, csak azért említettem, hogy ua. modellekre nagyon hasonló eredményeket ad, mint az Inventor.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 november 01, 19:40
Írta: robroy007 Dátum 2007 november 01, 19:40
Egy kicsit ismét besegítek a képek megjelenítésében!
Remélem egyszer majd valaki meghálája, hogy javítgatom a hibás linkeket.

amúgy ha valakinek gondja van a képek feltöltésével szivesen segítek, ha majd egyszer kiérdemlek valami komolyabb jogosultágot akkor a fórumtól függően talán még a egyszerűbb lessz a jaítgatás
Robi
Remélem egyszer majd valaki meghálája, hogy javítgatom a hibás linkeket.
amúgy ha valakinek gondja van a képek feltöltésével szivesen segítek, ha majd egyszer kiérdemlek valami komolyabb jogosultágot akkor a fórumtól függően talán még a egyszerűbb lessz a jaítgatás
Robi
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 november 01, 19:41
Írta: robroy007 Dátum 2007 november 01, 19:41
kicsit kicsit elkéstem úgylátom de legalább fent van a kép
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 november 01, 19:42
Írta: 35kpazcgr Dátum 2007 november 01, 19:42
Köszi!
Közben rájöttem, pedig régebben már tettem be ide képeket.
:o)
Közben rájöttem, pedig régebben már tettem be ide képeket.
:o)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 01, 19:51
Írta: 000000000 Dátum 2007 november 01, 19:51
Ertem. Anno inventorral kezdtem, de 11-nel abbahagytam. Kivancsi vagyok, vajon egy komplexebb modellnel is ennyire egy huron pendulnenek?
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 november 01, 20:11
Írta: 35kpazcgr Dátum 2007 november 01, 20:11
Szerintem igen. Nagy eltérés nem lehet közöttük, mindegyik a végeselem amalízises módszert használja. Ezek külön beépülő modulok.
Külső fejlesztő cégek termékei.
Külső fejlesztő cégek termékei.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 02, 08:01
Írta: 000000000 Dátum 2007 november 02, 08:01
A lényeg, hogy ékezeteket a file nevében ne használj!
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 november 02, 08:36
Írta: robroy007 Dátum 2007 november 02, 08:36
Szia István!
a szóköz és kisbetű nagybetű is számít sajnos!!
szőköz amúgy is kerülni kell mer "%20" lessz belőle és már nem feltétlen egyezik a forummotorjának a jelentése a valósággal
Üdv Robi
a szóköz és kisbetű nagybetű is számít sajnos!!
szőköz amúgy is kerülni kell mer "%20" lessz belőle és már nem feltétlen egyezik a forummotorjának a jelentése a valósággal
Üdv Robi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 02, 09:23
Írta: 000000000 Dátum 2007 november 02, 09:23
Sikerült hozzájutnom néhány miskolci egyetemi tankönyvhöz, jegyzethez, úgyhogy azokat is olvasgatom bőszen, meg számolok is, de így képen a leglátványosabb. Köszönöm mindenkinek a közreműködést!
Egyelőre tehát maradok az eddigi álláspontomnál, miszerint túl soknak tartom azt a 0.02 mm-es lehajlást, szerintem azon a videón nem csak a tartószerkezet deformációját látjuk, hanem valami más elmozdulás is lehet. A pontosabb számoláshoz persze jó lenne tudni a tényleges méret adatokat.
Egyelőre tehát maradok az eddigi álláspontomnál, miszerint túl soknak tartom azt a 0.02 mm-es lehajlást, szerintem azon a videón nem csak a tartószerkezet deformációját látjuk, hanem valami más elmozdulás is lehet. A pontosabb számoláshoz persze jó lenne tudni a tényleges méret adatokat.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2007 november 06, 11:07
Írta: xkbv3nx0d Dátum 2007 november 06, 11:07
Üdv.
Segítségeteket kérném habvágó gép építésében.
Terveim szerint a 2 tengely kb mérete 1500 illetve 800mm melyet 16-os lineáris tengely képez. Kérdésem az lenne, hogy érdemes-e golyósorsóra költeni vagy elegendő lehet a trapézmenetes orsó is. Akinek van tapasztalata ossza meg velem !
Segítségeteket kérném habvágó gép építésében.
Terveim szerint a 2 tengely kb mérete 1500 illetve 800mm melyet 16-os lineáris tengely képez. Kérdésem az lenne, hogy érdemes-e golyósorsóra költeni vagy elegendő lehet a trapézmenetes orsó is. Akinek van tapasztalata ossza meg velem !
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 november 06, 16:32
Írta: Kristály Árpád Dátum 2007 november 06, 16:32
Hallihó szokes!
Szerintem értelmetlen!!!!
A 16-os lineáris tengely????, szerintem a görgős megoldás erre a célra jobb (nagy távolság)
behajlik, tekeredik,stb.
De talász itt a gépek közőtt ötleteket nézd végig!
Üdv.: Árpád
Szerintem értelmetlen!!!!
A 16-os lineáris tengely????, szerintem a görgős megoldás erre a célra jobb (nagy távolság)
behajlik, tekeredik,stb.
De talász itt a gépek közőtt ötleteket nézd végig!
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2007 november 06, 18:33
Írta: Bicska Dátum 2007 november 06, 18:33
Csatlakozom Árpádhoz, ha nem alátámasztott a vezetőd, akkor iylen hosszon már nem megfelelő, sztem tripla iylen vastag is karcsú lenne...Üdv!
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2007 november 06, 19:04
Írta: xkbv3nx0d Dátum 2007 november 06, 19:04
lineáris tengely 16-os edzettacél, tömör, erre lineáris golyóscsapággyal menne a szán, a két tengely szélen, kb egymástól 50cm-re középen pedig egy 12-es trapézmenetes tengely hajtani, ez igy nem kivitelezhető ?
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 november 06, 20:05
Írta: Kristály Árpád Dátum 2007 november 06, 20:05
Hallihó!
Én, javaslom a két oldal független hajtását...ebből több előny származik...pl. képes leszel kúpos dolgokat vágni....
Javaslom a lapomon a linkek...közöt megtalálod az egyik habvágással foglalkozó oldalt:
http://www.cnchungary.hu/news.php
Üdv.: Árpád
Én, javaslom a két oldal független hajtását...ebből több előny származik...pl. képes leszel kúpos dolgokat vágni....
Javaslom a lapomon a linkek...közöt megtalálod az egyik habvágással foglalkozó oldalt:
http://www.cnchungary.hu/news.php
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2007 november 06, 20:23
Írta: ybm4ifb Dátum 2007 november 06, 20:23
Szevasztok
Megfelelő ajánlat esetén elado a File Tár-ban a Stojcsics..nevü képeken szereplő szerkezet.
Ha valami kérdés van..csak bátran.
Megfelelő ajánlat esetén elado a File Tár-ban a Stojcsics..nevü képeken szereplő szerkezet.
Ha valami kérdés van..csak bátran.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2007 november 06, 20:24
Írta: ybm4ifb Dátum 2007 november 06, 20:24
Szevasztok
Megfelelő ajánlat esetén elado a File Tár-ban a Stojcsics..nevü képeken szereplő szerkezet.
Ha valami kérdés van..csak bátran.
Megfelelő ajánlat esetén elado a File Tár-ban a Stojcsics..nevü képeken szereplő szerkezet.
Ha valami kérdés van..csak bátran.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2007 november 06, 20:59
Írta: xkbv3nx0d Dátum 2007 november 06, 20:59
Hello.
Lehet elbeszélünk egymás mellett..
Szóval tervek szerint 4 motor lesz a gép, tehát tengelyenként 2-2 a két oldalnak, oldalanként a hajtótengely 1-1 12-es 3mm-es trapézmenetes orsó, valamint ezek mellett 2-2 lineáris vezetőtengely gyolyóscsapággyal, amin csúszkál a szán hogy merev maradjon.
Tehát nem arra gondoltam, hogy egyik oldalon a hajtás a másikon meg csak vezetés, hanem minden oldalon a hajtás mellett dupla megvezetés ! remélem érthető amit irok :)
Lehet elbeszélünk egymás mellett..
Szóval tervek szerint 4 motor lesz a gép, tehát tengelyenként 2-2 a két oldalnak, oldalanként a hajtótengely 1-1 12-es 3mm-es trapézmenetes orsó, valamint ezek mellett 2-2 lineáris vezetőtengely gyolyóscsapággyal, amin csúszkál a szán hogy merev maradjon.
Tehát nem arra gondoltam, hogy egyik oldalon a hajtás a másikon meg csak vezetés, hanem minden oldalon a hajtás mellett dupla megvezetés ! remélem érthető amit irok :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 06, 21:41
Írta: 000000000 Dátum 2007 november 06, 21:41
Ekkora gepre a 4 motor eleg...
1. egyik vegen vizszintes hajtas (1500 mm)
2. masik vegen vizszintes hajtas (1500 mm)
3. egyik vegen fuggoleges hajtas (800 mm)
4. masik vegen fuggoleges hajtas (800 mm)
Ehhez kell negy fuggetlen lepteto vezerlo is.
Amiket alapesetben (szoftverbol) parban leptetsz 2D hajtaskent (1es2 illetve 3es4 egyutt), szukseg eseten pedig 4D-ben kapjak a leptetest.....
Mind a 4 motorhoz(tengelyhez) kellenek kulon-kulon vegallas kapcsolok (azaz 8 darab), hogy barmelyik is vadul meg a tobbit is tiltsa azonnal megpedig ugy huzalozva, hogy direktben egyszerre a vezerloben hardveresen ! tiltson.
Nalam ilyenkor a (sajat) vezerlo is azonnal PAUSE modba kerul es igy a rajzhoz kpest megamarad a szinkron..lasd kesobb miert.
Baleset es gepvedelem....
Nem art 4-nel a vegalalassal parhuzamosan kotni egy veszkapcsolot sem a vaz sarkain...soxor jol jon ha rosszfele indulsz el vagy valami nem stimmel es valamelyikre ranyomva azonnal megall a mozgas anelkul, hogy a sw emiatt lepest vesztene...mert a konzol soxor nincs kezkozelben egy ekkora gepnel...
1. egyik vegen vizszintes hajtas (1500 mm)
2. masik vegen vizszintes hajtas (1500 mm)
3. egyik vegen fuggoleges hajtas (800 mm)
4. masik vegen fuggoleges hajtas (800 mm)
Ehhez kell negy fuggetlen lepteto vezerlo is.
Amiket alapesetben (szoftverbol) parban leptetsz 2D hajtaskent (1es2 illetve 3es4 egyutt), szukseg eseten pedig 4D-ben kapjak a leptetest.....
Mind a 4 motorhoz(tengelyhez) kellenek kulon-kulon vegallas kapcsolok (azaz 8 darab), hogy barmelyik is vadul meg a tobbit is tiltsa azonnal megpedig ugy huzalozva, hogy direktben egyszerre a vezerloben hardveresen ! tiltson.
Nalam ilyenkor a (sajat) vezerlo is azonnal PAUSE modba kerul es igy a rajzhoz kpest megamarad a szinkron..lasd kesobb miert.
Baleset es gepvedelem....
Nem art 4-nel a vegalalassal parhuzamosan kotni egy veszkapcsolot sem a vaz sarkain...soxor jol jon ha rosszfele indulsz el vagy valami nem stimmel es valamelyikre ranyomva azonnal megall a mozgas anelkul, hogy a sw emiatt lepest vesztene...mert a konzol soxor nincs kezkozelben egy ekkora gepnel...
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 06, 21:48
Írta: nb8v4eyzr Dátum 2007 november 06, 21:48
Helló szokes!
Szerintem nem beszéltek el egymás mellett. Árpád nem mond hülyeséget, csak nem érted, hogy mit akar neked mondani. Amit Árpád mond, az a baloldali menüben a H1 spec. alkalmazások-4D habvágásnál szerepel.Gondold át, nem hülyeség.
Szerintem nem beszéltek el egymás mellett. Árpád nem mond hülyeséget, csak nem érted, hogy mit akar neked mondani. Amit Árpád mond, az a baloldali menüben a H1 spec. alkalmazások-4D habvágásnál szerepel.Gondold át, nem hülyeség.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 06, 21:49
Írta: nb8v4eyzr Dátum 2007 november 06, 21:49
Helló szokes!
Szerintem nem beszéltek el egymás mellett. Árpád nem mond hülyeséget, csak nem érted, hogy mit akar neked mondani. Amit Árpád mond, az a baloldali menüben a H1 spec. alkalmazások-4D habvágásnál szerepel.Gondold át, nem hülyeség.
Szerintem nem beszéltek el egymás mellett. Árpád nem mond hülyeséget, csak nem érted, hogy mit akar neked mondani. Amit Árpád mond, az a baloldali menüben a H1 spec. alkalmazások-4D habvágásnál szerepel.Gondold át, nem hülyeség.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2007 november 06, 21:54
Írta: xkbv3nx0d Dátum 2007 november 06, 21:54
átgondoltam, csak tényleg nem értem, mert tényleg 4 motor hajtaná a tengelyeket és a tengelyek képesek egymástól függetlenül mozogi !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 06, 22:10
Írta: 000000000 Dátum 2007 november 06, 22:10
Ja, igen a fuggoleges hajtas motorostol, mindenestol utazhat a vizszintes kocsijan.
A kabelet meg vonszolja ide-oda :-)
Az az 5-6 kilo bakfitty... es eygszerubb igy a mechanika, mintha a 2 helyen van vezetve-hajtva
A kabelet meg vonszolja ide-oda :-)
Az az 5-6 kilo bakfitty... es eygszerubb igy a mechanika, mintha a 2 helyen van vezetve-hajtva
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 06, 23:14
Írta: 000000000 Dátum 2007 november 06, 23:14
Kepek a habvagas forumban... a #415 alatt
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 08, 07:38
Írta: 4mjnxdwuu Dátum 2007 november 08, 07:38
Hali,
Mit gondoltok járható út-e az hogy a hűtőfolyadékot átfecskendezni a patronos befogón keresztül.????
ER-25-re gondoltam, a végén bele lenne kötve a folyadék, és így a parton résein menne ki a cucc. Alacsony fordulatra 500-3000-ig lenne használva. így nem annyira hasonlít még egy öntözőre, talán [#circling][#confused] és minden írányból kapná az anyag
Gondolom a patron csak nem rohad be tőle[#nemtudom]
Mit gondoltok járható út-e az hogy a hűtőfolyadékot átfecskendezni a patronos befogón keresztül.????
ER-25-re gondoltam, a végén bele lenne kötve a folyadék, és így a parton résein menne ki a cucc. Alacsony fordulatra 500-3000-ig lenne használva. így nem annyira hasonlít még egy öntözőre, talán [#circling][#confused] és minden írányból kapná az anyag
Gondolom a patron csak nem rohad be tőle[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 08, 08:03
Írta: bmejdz9nu Dátum 2007 november 08, 08:03
szerintem nem... Ha át is megy akkor sem fog lemenni a szerszám végéig (az anyagig) a centrifugális erő miatt...
Ez már nagyon kicsi fordulaton bekövetkezhet a vízkozítástól függően...
A patront nem bántaná, de a szerszámcsere elég trutyis művelet lenne... szerintem... :)
Ez már nagyon kicsi fordulaton bekövetkezhet a vízkozítástól függően...
A patront nem bántaná, de a szerszámcsere elég trutyis művelet lenne... szerintem... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 08, 12:00
Írta: 000000000 Dátum 2007 november 08, 12:00
Szia! A Péternek van igaza! A folyadék nem folyna le az aljára. Viszont vannak olyan marók, amik direkt ilyen hűtésre vannak kitalálva, hogy eredetileg már benne van a viz csatorna, egészen a maró aljáig, de ezek a marók nagyon drágák!
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 november 08, 12:50
Írta: dg8n4i8x Dátum 2007 november 08, 12:50
Ráadásul a hűtőcsatornás szerszámokhoz nem jó az ER befogó! Spéci kell, ami szintén nem hobby kategória... Csak megjegyzem, hogy a katalógusban a legtöbb ilyen szerszámhoz azt írják minimum 25bar nyomású hűtőfolyadék kell, de lehet levegőt is adni neki...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 08, 14:24
Írta: 4mjnxdwuu Dátum 2007 november 08, 14:24
OK. csak tipp volt, hamár üreges a tengelyem, és a patronon is kicsik a hézagok...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 november 08, 16:00
Írta: Szalai György Dátum 2007 november 08, 16:00
Na és akkor mi lenne, ha levegőt nyomnál bele, vagy 7 bárral.
Az is hűtené a szerszámot. Legalább is a szárát. Dehát a fémek jó hővezetők nem?
Elfújná talán a forgácsot is.
Az is hűtené a szerszámot. Legalább is a szárát. Dehát a fémek jó hővezetők nem?
Elfújná talán a forgácsot is.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2007 november 08, 19:54
Írta: robroy007 Dátum 2007 november 08, 19:54
ez leginkább attól függ hogy helyezkedek el a rések mert lehet hogy fúj de az örvénylés kicsit sem segít neked a folyadék már 50-100/perc fordulatnál sem érkezne a közelébe a maró hegyének
nekem van egy végig furatos (csiga) fúrószáram arra lennék kiváncsi valakinek van fogalma róla hogy csinálhatják?
a kanyarfúróra gondoltam de még senki sem látott olyat meg 6 Amperes fatiplit a reszelőzsír mellett
nekem van egy végig furatos (csiga) fúrószáram arra lennék kiváncsi valakinek van fogalma róla hogy csinálhatják?
a kanyarfúróra gondoltam de még senki sem látott olyat meg 6 Amperes fatiplit a reszelőzsír mellett
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 08, 20:15
Írta: 4mjnxdwuu Dátum 2007 november 08, 20:15
Lapos anyag, kifúrva megtekerve, feledzve...
És kész..
És kész..
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 08, 20:15
Írta: 4mjnxdwuu Dátum 2007 november 08, 20:15
Lapos anyag, kifúrva megtekerve, feledzve...
És kész..
És kész..
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2007 november 08, 21:26
Írta: 2nbj3n5m Dátum 2007 november 08, 21:26
Jónapot. Ezek a szerszámok.marók.furok,
porkohászati eljárással készülnek és
föleg keményfém szerkezetüek(vidia)
A préselésután egyszerüen kihuzzák és marad a
hűtőfolyadéknak a furat.Stb..
Janko
porkohászati eljárással készülnek és
föleg keményfém szerkezetüek(vidia)
A préselésután egyszerüen kihuzzák és marad a
hűtőfolyadéknak a furat.Stb..
Janko
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 11, 18:54
Írta: bmejdz9nu Dátum 2007 november 11, 18:54
"Nyílós-gumis" védelem... Egy életmű...:) senkinek sem ajánlom...:) olyan egyszerűnek néz ki a dolog... de megtervezni, megcsinálni... Ha ezt előre tudom... [#falbav]
Video
Kép, középső takaró levétele után...
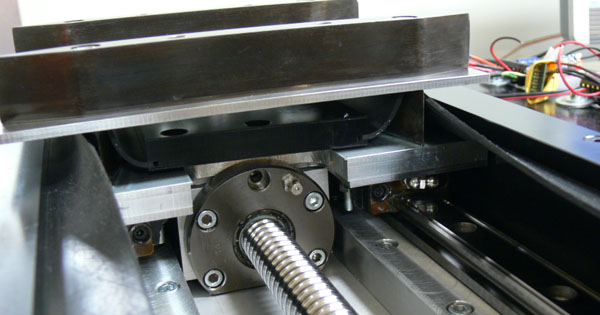
Video
Kép, középső takaró levétele után...
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 11, 19:08
Írta: yuagaci9g Dátum 2007 november 11, 19:08
Semmi gond, csak csinald rovidebbre az ekeket!
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 11, 19:14
Írta: yuagaci9g Dátum 2007 november 11, 19:14
Semmi gond, csak csinald rovidebbre az ekeket!
Az elezes, meg mint a keseke, holkeres.
Az elezes, meg mint a keseke, holkeres.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 11, 19:26
Írta: bmejdz9nu Dátum 2007 november 11, 19:26
Már mire gondolsz? Rövidebbek, keskenyebbek nem lehetnek... így is acélból vannak... át kell vinni az erőt... rezonancia mentesen...
Az ékek pedíg a szélességből adódóan kell magasnak is lenniük, hogy a gumi pont elférjen, pont bezáródjon...
Sajnos ezzel a szerkezettel +60mm-et van kijebb a Z-tengely.... legyengítés szóba sem kerülhet... :)
A Z- tengely valamivel szlesebb és így mechanikalig "rátakar" a szerkezetre... tehát az ékeknek még laposabban kellene emelkedni... de ez gyengítette volna... így van egy kis záródási hiba... ezt takarja...
Ez már a harmadik változat... :) először kisebbek voltak az ékek... másodszor nem elég magas... :) Szóval tök.m ki az egésszel... :) hogy erős is legyen meg vékony is... azaz optimális... nem egyszerű... nekem.
Az ékek pedíg a szélességből adódóan kell magasnak is lenniük, hogy a gumi pont elférjen, pont bezáródjon...
Sajnos ezzel a szerkezettel +60mm-et van kijebb a Z-tengely.... legyengítés szóba sem kerülhet... :)
A Z- tengely valamivel szlesebb és így mechanikalig "rátakar" a szerkezetre... tehát az ékeknek még laposabban kellene emelkedni... de ez gyengítette volna... így van egy kis záródási hiba... ezt takarja...
Ez már a harmadik változat... :) először kisebbek voltak az ékek... másodszor nem elég magas... :) Szóval tök.m ki az egésszel... :) hogy erős is legyen meg vékony is... azaz optimális... nem egyszerű... nekem.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 11, 19:27
Írta: bmejdz9nu Dátum 2007 november 11, 19:27
Már mire gondolsz? Rövidebbek, keskenyebbek nem lehetnek... így is acélból vannak... át kell vinni az erőt... rezonancia mentesen...
Az ékek pedíg a szélességből adódóan kell magasnak is lenniük, hogy a gumi pont elférjen, pont bezáródjon...
Sajnos ezzel a szerkezettel +60mm-et van kijebb a Z-tengely.... legyengítés szóba sem kerülhet... :)
A Z- tengely valamivel szlesebb és így mechanikalig "rátakar" a szerkezetre... tehát az ékeknek még laposabban kellene emelkedni... de ez gyengítette volna... így van egy kis záródási hiba... ezt takarja...
Ez már a harmadik változat... :) először kisebbek voltak az ékek... másodszor nem elég magas... :) Szóval tök.m ki az egésszel... :) hogy erős is legyen meg vékony is... azaz optimális... nem egyszerű... nekem.
Az ékek pedíg a szélességből adódóan kell magasnak is lenniük, hogy a gumi pont elférjen, pont bezáródjon...
Sajnos ezzel a szerkezettel +60mm-et van kijebb a Z-tengely.... legyengítés szóba sem kerülhet... :)
A Z- tengely valamivel szlesebb és így mechanikalig "rátakar" a szerkezetre... tehát az ékeknek még laposabban kellene emelkedni... de ez gyengítette volna... így van egy kis záródási hiba... ezt takarja...
Ez már a harmadik változat... :) először kisebbek voltak az ékek... másodszor nem elég magas... :) Szóval tök.m ki az egésszel... :) hogy erős is legyen meg vékony is... azaz optimális... nem egyszerű... nekem.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 11, 19:43
Írta: yuagaci9g Dátum 2007 november 11, 19:43
Arra gondolok, hogy az ekeket ne balta fomara elezd, hanem mint a borotvat, holkeresen, valojaban kepezd le a nyilo gumi altal rajzolt vonalat. Hamarabb fog zarodni. Guminak meg valami rovidebb emlekezetu kellene, de erre nincs otletem.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 11, 19:50
Írta: yuagaci9g Dátum 2007 november 11, 19:50
Arra gondolok, hogy az ekeket ne balta fomara elezd, hanem mint a borotvat, holkeresen, valojaban kepezd le a nyilo gumi altal rajzolt vonalat. Hamarabb fog zarodni. Guminak meg valami rovidebb emlekezetu kellene, de erre nincs otletem.
Percek ota probalkozom elkuldeni ezt az uzenetet, de azt mondja``Nincs ilyen forum``, pedig tudom, hogy van![#csodalk]
Percek ota probalkozom elkuldeni ezt az uzenetet, de azt mondja``Nincs ilyen forum``, pedig tudom, hogy van![#csodalk]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 11, 19:55
Írta: 000000000 Dátum 2007 november 11, 19:55
A nyilásnövelésnek és zárásnak ezt a módját a női puninál semmi sem csinálja jobban! Ezért ezzel ne kísérletezzetek mert ráfáztok a surlódás miatt ami ugye ott kizárt. Gondolkodjatok inkább a tangóharmunika ill. csúszózsalus módszeren melyek a komoly nagy gépeken láthatók.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 11, 19:57
Írta: bmejdz9nu Dátum 2007 november 11, 19:57
Gyötrelem ma a fórum... vasárnap... sok-sok ingyenfórum fut ilyenkor az SG-nél...
Hát tudom mire gondolsz... de nem tudom megcsinálni BF20-al... CNC meg ugyebár nincs még... így marad a "hiba" de ez legyen a legkevesebb bajom... :) Örülök, hogy eddíg eljutottam... nagyot szop.am vele... :)
Hát tudom mire gondolsz... de nem tudom megcsinálni BF20-al... CNC meg ugyebár nincs még... így marad a "hiba" de ez legyen a legkevesebb bajom... :) Örülök, hogy eddíg eljutottam... nagyot szop.am vele... :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 11, 20:03
Írta: bmejdz9nu Dátum 2007 november 11, 20:03
Védelem lehet harmonikás, szallagos (körbe fut), labirint... mind végig gondoltam...
A harmonika ronda és piszok ragad rá, nem porszívózható, fujatható... Fémből zsalus az ok. lenne de azt megcsinálni ekkora sebességre... hát... nem tudom...
A legjobb lett volna a labirint (surlódás mentes)... ezt használják a nagysebességű gépeken... persze ez még nem az... :)
Ezt persze zsírozni kell belülről, de nem veszélyes...
A harmonika ronda és piszok ragad rá, nem porszívózható, fujatható... Fémből zsalus az ok. lenne de azt megcsinálni ekkora sebességre... hát... nem tudom...
A legjobb lett volna a labirint (surlódás mentes)... ezt használják a nagysebességű gépeken... persze ez még nem az... :)
Ezt persze zsírozni kell belülről, de nem veszélyes...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 11, 20:05
Írta: bmejdz9nu Dátum 2007 november 11, 20:05
Jó lett volna erre írányuló tapasztalat... de csak (tangó) harmikásokat láttam... de azt nem akartam.... a helyigény miatt sem...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 11, 20:56
Írta: 000000000 Dátum 2007 november 11, 20:56
Mi szétkaptunk egy nagy gépet kevlár harmunikákkal amelyek mocskosak, zsírosk voltak de belűl a sínek patyolat tiszták. A tépőzáras harmunikákat pedig viszonylag könnyen lehetett lekapni. Csak ezért mondom...
Ha pedig gumirésbe valami mégis bejut akkor ott "megfogan" a kosz, a por, a rozsda stb. Azt takarítani pedig még nehezebb. Én szívesen hajtogatnék harmunikát de nem tudom hogyan kell, mert az ára,- gondolom- nagyon húzós lenne..
Ha pedig gumirésbe valami mégis bejut akkor ott "megfogan" a kosz, a por, a rozsda stb. Azt takarítani pedig még nehezebb. Én szívesen hajtogatnék harmunikát de nem tudom hogyan kell, mert az ára,- gondolom- nagyon húzós lenne..
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2007 november 11, 21:51
Írta: sasi Dátum 2007 november 11, 21:51
Némi origami ismerettel a harmonika készítés megoldható, csak legyen hozzá türelmed…
Egy nyíregyházi fotóművész, Soltész István fakameráihoz a harmonikákat (is) maga készíti, művész szinten,
melyet itt megnézhetsz.
Egy nyíregyházi fotóművész, Soltész István fakameráihoz a harmonikákat (is) maga készíti, művész szinten,
melyet itt megnézhetsz.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 11, 22:46
Írta: 4mjnxdwuu Dátum 2007 november 11, 22:46

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 12, 09:45
Írta: bmejdz9nu Dátum 2007 november 12, 09:45
Lámpás felvetette, hogy ha acél lineáris vezetőket használunk alu profilokon (ill alun.) akkor a hűtágulás elég különböző a fémeknél - deformációhoz vezethet...
Ebben van valami... sőt! Ha pl. nagy sebességű a gép és pl. melegszik (változik) a vezetés, vezetési rendszer...
Azt találtam ki, hogy az alu profil másik oldalára egy a vezetősínnel azonos acélt kellene feltszerelni pl. ugyanolyan lukakkal stb. (barnítva szépen...:), így "kinullázható" vagy jelentősen csökkenthető lenne a "kockázat"...
Sőt még merevítené is a lineáris egységet... mit szóltok hozzá?
Ebben van valami... sőt! Ha pl. nagy sebességű a gép és pl. melegszik (változik) a vezetés, vezetési rendszer...
Azt találtam ki, hogy az alu profil másik oldalára egy a vezetősínnel azonos acélt kellene feltszerelni pl. ugyanolyan lukakkal stb. (barnítva szépen...:), így "kinullázható" vagy jelentősen csökkenthető lenne a "kockázat"...
Sőt még merevítené is a lineáris egységet... mit szóltok hozzá?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 november 12, 11:34
Írta: 3vv2btrhv Dátum 2007 november 12, 11:34
Szedvics szerkezet igy hivják !! Igen jó megoldás .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 12, 17:46
Írta: 000000000 Dátum 2007 november 12, 17:46
Sziasztok!
Trapista,a porvédő harmonikát milyen anyagból hajtogattad? Vasalva is van?
Trapista,a porvédő harmonikát milyen anyagból hajtogattad? Vasalva is van?
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 12, 18:09
Írta: 4mjnxdwuu Dátum 2007 november 12, 18:09
Itatott len vászon, nem engedi át még a vizet sem... ( egy darabig... )
Nem vasaltam, felesleges, kipróbáltam de semmivel sem lett jobb.
Nem vasaltam, felesleges, kipróbáltam de semmivel sem lett jobb.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 12, 18:10
Írta: 4mjnxdwuu Dátum 2007 november 12, 18:10
Itatott len vászon, nem engedi át még a vizet sem... ( egy darabig... )
Nem vasaltam, felesleges, kipróbáltam de semmivel sem lett jobb.
Nem vasaltam, felesleges, kipróbáltam de semmivel sem lett jobb.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 13, 15:08
Írta: bmejdz9nu Dátum 2007 november 13, 15:08
Érdekes szerkezetek...


http://www.nookindustries.com/modularactuator/ModularGantrySystemGallery.cfm
http://www.nookindustries.com/modularactuator/ModularGantrySystemGallery.cfm
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 13, 15:17
Írta: bmejdz9nu Dátum 2007 november 13, 15:17

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 13, 16:00
Írta: 000000000 Dátum 2007 november 13, 16:00
Vegtelenitve van, nem? A kocsi egyik felen egyesitve a ket veg. A negy sarokban pedig 4 gorgo.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 13, 16:05
Írta: bmejdz9nu Dátum 2007 november 13, 16:05
Ok. végtelen, görgő... de hol megy vissza? Belül, de hol?
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2007 november 13, 16:06
Írta: Rinaldo Dátum 2007 november 13, 16:06
A védőszalag két vége rögzítve ill. feszítve van, a kocsin a szalag átvan fűzve terelőkön keresztül hogy tökéletesen zárjon.
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2007 november 13, 16:41
Írta: fifp6rjch Dátum 2007 november 13, 16:41
Valami ilyesmi megoldással van megcsinálva.
A sinek végeinél vannak a görgők, a burkolat alatt a szánoknál van a szalag két vége.
Ez ugyanannak a cégnek egy másik, burkolat nélküli terméke.

A sinek végeinél vannak a görgők, a burkolat alatt a szánoknál van a szalag két vége.
Ez ugyanannak a cégnek egy másik, burkolat nélküli terméke.
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2007 november 13, 16:43
Írta: fifp6rjch Dátum 2007 november 13, 16:43
Nem ment kép [#boxer]
A piros a szalag [#circling]

A piros a szalag [#circling]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 13, 16:45
Írta: bmejdz9nu Dátum 2007 november 13, 16:45
a képet tedd fel a hunbay-ra... (leírás: hunbay 10GB tárhely topik)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 13, 16:46
Írta: bmejdz9nu Dátum 2007 november 13, 16:46
...és a kocsik mögött megy vissza... azaz zárodik?
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2007 november 13, 17:13
Írta: fifp6rjch Dátum 2007 november 13, 17:13
Ja a kocsik mögött. A képet a File tárba, a Képek közé tettem, als135.jpg néven.
Nekem nincs saját mappám [#shakehead]
Nekem nincs saját mappám [#shakehead]
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2007 november 13, 17:19
Írta: Szedlay Pál Dátum 2007 november 13, 17:19
Péter!
Ebben a doksiban pontosan látod a 19. oldalon.
http://www.parkermotion.com/manuals/HD/HDMaintmanREV2.pdf
Ha meg tudod venni a portékámat kapsz tölem ajándékba 10m 0.05mm rozsdamentes szalagot. Azt jól meg lehet feszíteni.
Ebben a doksiban pontosan látod a 19. oldalon.
http://www.parkermotion.com/manuals/HD/HDMaintmanREV2.pdf
Ha meg tudod venni a portékámat kapsz tölem ajándékba 10m 0.05mm rozsdamentes szalagot. Azt jól meg lehet feszíteni.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 13, 17:40
Írta: bmejdz9nu Dátum 2007 november 13, 17:40
ment a mail... ötlettel!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 13, 17:57
Írta: bmejdz9nu Dátum 2007 november 13, 17:57
Tényleg jó a megoldás... biztos nem egy hét alatt filózták ki... :)
Miből lehet a szallag? Azon a másik képen nem rozsdamentes anyag... valami más...
Miből lehet a szallag? Azon a másik képen nem rozsdamentes anyag... valami más...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 13, 17:58
Írta: bmejdz9nu Dátum 2007 november 13, 17:58
Tényleg jó a megoldás... biztos nem egy hét alatt filózták ki... :)
Miből lehet a szallag? Azon a másik képen nem rozsdamentes anyag... valami más...
Miből lehet a szallag? Azon a másik képen nem rozsdamentes anyag... valami más...
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2007 november 13, 18:23
Írta: Szedlay Pál Dátum 2007 november 13, 18:23
Péter!
Itt lapozz a 34. oldalra itt látni hogy rozsdamentes acél, legalábbis ennél csak nem értem ez hogyan muxik.
http://www.daedalpositioning.com/Support/Product_Manuals/412LXR_Manual.pdf
Itt lapozz a 34. oldalra itt látni hogy rozsdamentes acél, legalábbis ennél csak nem értem ez hogyan muxik.
http://www.daedalpositioning.com/Support/Product_Manuals/412LXR_Manual.pdf
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 13, 19:37
Írta: bmejdz9nu Dátum 2007 november 13, 19:37
Az... de szinte "rémisztő" sebességet tud... zsírozni kell a vezető pályát a szallagnak...
Erre mondom szerzek egy ilyet és megnézzük!
Nagyon kiváncsi lettem... Van belőle több általában az Ebay-on, de nem ez a védett vagyis nem Parker...
Erre mondom szerzek egy ilyet és megnézzük!
Nagyon kiváncsi lettem... Van belőle több általában az Ebay-on, de nem ez a védett vagyis nem Parker...
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2007 november 13, 22:22
Írta: Szedlay Pál Dátum 2007 november 13, 22:22
Péter!
Ma láttam elkészültek a marógépem alkatrészei, pénteken teszek fel róla fotókat.
Ma láttam elkészültek a marógépem alkatrészei, pénteken teszek fel róla fotókat.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 13, 22:40
Írta: bmejdz9nu Dátum 2007 november 13, 22:40
Na végre töténik valami!... :) Akkor már csak 3 kell aludni... :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 18, 09:41
Írta: bmejdz9nu Dátum 2007 november 18, 09:41
Egy portálmaró képei --- 20 nagy felbontású kép !!! Nézzetek meg!
(1000pixel szélessek, nem akarom meglinkelni)
(1000pixel szélessek, nem akarom meglinkelni)
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 18, 10:06
Írta: eivmhrm04 Dátum 2007 november 18, 10:06
Na valami hasonlót szeretnék én épiteni.Csak még gyüjtögetnem kell a hozzá valókat.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 november 18, 10:09
Írta: 3vv2btrhv Dátum 2007 november 18, 10:09
GRATULA
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 18, 10:15
Írta: bmejdz9nu Dátum 2007 november 18, 10:15
Nem az én gépem... :)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 november 18, 11:45
Írta: 3vv2btrhv Dátum 2007 november 18, 11:45
a linkért
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 18, 12:54
Írta: eivmhrm04 Dátum 2007 november 18, 12:54
Ezek a képek segitettek eldönteni hogy mégis csaka fogasszijhajtás mellet döntök,Van golyósorsóm is 2m es meg 3m es de azzal macerásabb lenne.Vagy nektek más a véleményetek?Ki mit javasolna?
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 18, 12:56
Írta: eivmhrm04 Dátum 2007 november 18, 12:56
Fogasszijat könnyebb karbantartani meg miegymás.Az orsók 32*32 esek amik vannak.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 18, 13:35
Írta: bmejdz9nu Dátum 2007 november 18, 13:35
halkabb is... de ilyen széles borásszíj mennyibe kerülhet 1 méter?
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 18, 15:14
Írta: eivmhrm04 Dátum 2007 november 18, 15:14
Kb olyan 1800 Sk /m az 50mm széles és 8mm fogazat
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 18, 16:07
Írta: eivmhrm04 Dátum 2007 november 18, 16:07
13320 Ft
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 18, 16:07
Írta: eivmhrm04 Dátum 2007 november 18, 16:07
13320 Ft
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 18, 16:49
Írta: bmejdz9nu Dátum 2007 november 18, 16:49
Hűha ezt sem adják ingyen... de akkor itt jobb...
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 18, 20:34
Írta: yuagaci9g Dátum 2007 november 18, 20:34
Felepiteseben nagyon hasonlit az en egyik gepemhez, azt hiszem a ``12-es mehanika``,
csak egy ilyen konstrukciohoz az a kis Kress nagyon halovany.
Jol tudom, mert mar evek ota nyuzom.
A szijas hajtas famegmunkalasra tokeletes, bevalt.
csak egy ilyen konstrukciohoz az a kis Kress nagyon halovany.
Jol tudom, mert mar evek ota nyuzom.
A szijas hajtas famegmunkalasra tokeletes, bevalt.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 18, 20:42
Írta: bmejdz9nu Dátum 2007 november 18, 20:42
egy ilyen gépnél, egy ilyen bordásszíjjal mekkora visszaállási pontosság érhető el? Erő hatására.... ilyen hosszban nem nyúlik? vagy mennyit? van rajta vagy 2-4 méter összesen egy írányba... gondolom (oda-vissza)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 18, 21:13
Írta: yuagaci9g Dátum 2007 november 18, 21:13
A szij a ket vegen rogzitett, 1.5m, acelbetetes, elofeszitve, gond nincsen vele. A homerseklet valtozasra viszont erzekeny a gep, mert alu vazon van es most kb. 8-10 fok van a muhelyben; ilyenkor ha jot akarok, megfeszitem kicsit.
Visszaallasi pontoosagot nem mertem, de sokszor hasznalom 10mm-es plexi vagasra, harom atmenetbol; a vagasi feluleten nem latszik lepcso, szep sima.
Visszaallasi pontoosagot nem mertem, de sokszor hasznalom 10mm-es plexi vagasra, harom atmenetbol; a vagasi feluleten nem latszik lepcso, szep sima.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 18, 21:14
Írta: yuagaci9g Dátum 2007 november 18, 21:14
A szij a ket vegen rogzitett, 1.5m, acelbetetes, elofeszitve, gond nincsen vele. A homerseklet valtozasra viszont erzekeny a gep, mert alu vazon van es most kb. 8-10 fok van a muhelyben; ilyenkor ha jot akarok, megfeszitem kicsit.
Visszaallasi pontoosagot nem mertem, de sokszor hasznalom 10mm-es plexi vagasra, harom atmenetbol; a vagasi feluleten nem latszik lepcso, szep sima.
Visszaallasi pontoosagot nem mertem, de sokszor hasznalom 10mm-es plexi vagasra, harom atmenetbol; a vagasi feluleten nem latszik lepcso, szep sima.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 18, 21:17
Írta: bmejdz9nu Dátum 2007 november 18, 21:17
Lámpás... olvastad a #2268-et?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 18, 21:23
Írta: yuagaci9g Dátum 2007 november 18, 21:23
Ez nem megoldas, csak a feszultsegek eroviszonyat borogatod, attol a csavar szakad am!
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 18, 21:58
Írta: 4mjnxdwuu Dátum 2007 november 18, 21:58
hali,
mekkora a felbontása?? moci??
azzal a kress-el menyit tud ? / vágási sebesség, mélység? pl 8-as maró MDF-be?
mekkora a felbontása?? moci??
azzal a kress-el menyit tud ? / vágási sebesség, mélység? pl 8-as maró MDF-be?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 18, 22:14
Írta: yuagaci9g Dátum 2007 november 18, 22:14
A felbontasa nagy, tul nagy a pontossagahoz, ami nem jobb a tized mm-nel. Itt minden osszeadva, elhajlasok, nyulasok, szerszamgep befogas, korulmenyek, szoval jol hasznalhato a dekor iparban. Ha megegyszer csinalnam, talan nagyobb motorokat kapna, de a megvezetes bevalt, a meghajtas az adott celra tobb, mint eleg.
F5000-el tud szantani, csak a Kress birna erovel.
Konkret kerdesedre; 6-os marot hasznalok MDF-be, 8, max 10 mm melyen 1200mm/perc a vagas.
Faragas valtozo melyseggel 30-as V maroval 1500mm/perc, mert turelmetlen vagyok.
Olyat, hogy lepesvesztes, meg nem hallottam.
F5000-el tud szantani, csak a Kress birna erovel.
Konkret kerdesedre; 6-os marot hasznalok MDF-be, 8, max 10 mm melyen 1200mm/perc a vagas.
Faragas valtozo melyseggel 30-as V maroval 1500mm/perc, mert turelmetlen vagyok.
Olyat, hogy lepesvesztes, meg nem hallottam.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 18, 22:24
Írta: 4mjnxdwuu Dátum 2007 november 18, 22:24
köszike.
és mekkora az a túl nagy felbontás???
és mekkora az a túl nagy felbontás???
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 18, 23:47
Írta: eivmhrm04 Dátum 2007 november 18, 23:47
Én most rendeltem egy 1050w os kreszt.Az remélem fogja birni.Lámpás akkor azt mondod nyugodtan gondolkozhatm a szijas meghajtással.Az y kétoldalt 25mmm es szij,hossza 2,5m /tehát 5m hosszu kell.Vagy bajlódjak inkább a golyóssal?Csak azt nagyon kell védeni a portól.
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 19, 00:52
Írta: eivmhrm04 Dátum 2007 november 19, 00:52
Már mint egy oldalra 5m.A gép 2.5m/2m lesz majd...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 19, 06:29
Írta: 4mjnxdwuu Dátum 2007 november 19, 06:29
miért akarsz 2* szíjjat felhasználni, ha a fele is elég??? Szerintem felesleges végteleníteni, kifeszíted és kész...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 19, 06:41
Írta: 4mjnxdwuu Dátum 2007 november 19, 06:41
Csak azért faggatlak, mert nem tudom, hogy pl külömböző fa, illetve MDF és hasonló anyagokban mekkora sebességet lehet, kell használni. PL: nem tudom hány kiló tolóerő szükséges MDF-hez 10mm mélyen 10-es maróval, S20000-nél( feleslegesen ne méretezzek túl, és mekkora minimális sebesség, hogy ne égessen?) Nincs valami táblázat, hogy kb mennyi kell? Martam már párszor de azok csak tippre voltak beállítva és az optimumot nem tudom...
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 19, 08:06
Írta: eivmhrm04 Dátum 2007 november 19, 08:06
Ugy akarom megcsinálni mint ahogyan a képen is van amita Péter belenkelt.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 19, 08:45
Írta: nb8v4eyzr Dátum 2007 november 19, 08:45
Szerintem ez úgy van, hogy ha 2x olyan hosszú szíjat használsz, akkor nem csak a költségedet 2x-ezed meg, hanem a szíj terheléskor bekövetkező nyúlása is majdnem 2x akkora lesz. És ez ugye pontatlanná teszi a rendszert. Szerintem a 12-es mechanika szíjhajtása sokkal jobb, de te tudod.
Mellesleg Lámpás: Meg tudnád írni, hogy a 12-es mechanikában mik a fogasszíjad méretei (fogosztás, szíjszélesség), és hogy mekkora motorokkal hajtottad meg az egyes tengelyeket?
Mellesleg Lámpás: Meg tudnád írni, hogy a 12-es mechanikában mik a fogasszíjad méretei (fogosztás, szíjszélesség), és hogy mekkora motorokkal hajtottad meg az egyes tengelyeket?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 19, 09:01
Írta: bmejdz9nu Dátum 2007 november 19, 09:01
egyébként szerintem is jobb minimálisra venni a szíj hosszát... fele hossz = fele nyúlás... a fogasszíj ekkor majdnem "tesó" a fogasléccel... :)
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 19, 09:14
Írta: nb8v4eyzr Dátum 2007 november 19, 09:14
Szerintem csináld úgy mint Lámpás. Használj széles szíjat. Úgy azért már bika erőket lehet tobábbítani, és még mindig nem kerül annyiba, mintha 2x olyan hosszú szíjat vennél valamelyik véknyabb fajából. Nem beszélve arról, hogy a szélesebb szíj nem nyúlik annyira mint a véknyabb.
Bár mondjuk ez is jó, hogy itt érvelgetek a szíjhajtás mellett, de még mindig nem tudtam eldönteni, hogy mivel hajtsam meg a saját gépemet (szíj vagy anya-orsó):-))))))))))
Bár mondjuk ez is jó, hogy itt érvelgetek a szíjhajtás mellett, de még mindig nem tudtam eldönteni, hogy mivel hajtsam meg a saját gépemet (szíj vagy anya-orsó):-))))))))))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 november 19, 09:21
Írta: svejk Dátum 2007 november 19, 09:21
Csak ne feltsd hogy a 12-esnél "omegában" van a szíj a motornál, és így már még csak nem is rokonok a fogasléccel:)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 19, 10:09
Írta: bmejdz9nu Dátum 2007 november 19, 10:09
Érdekes tényleg, hogy a legtöbb "hobby jellegű" faipari gép fogasléces.... (link Ez-router)
Fogaslécet és hozzá fogaskereket lehet venni valahol?
Méterben,vagy pontos darabokban? Persze olyat ami megfelelelne pontosságra... és nem kellene előfeszíteni...
Egy asztalos barátom akar CNC-t csinálni, de még tippet sem tudtam adni neki... ami azért pontos, porvédett(!) és megfizethető... megcsinálható egyszerűen...
Fogaslécet és hozzá fogaskereket lehet venni valahol?
Méterben,vagy pontos darabokban? Persze olyat ami megfelelelne pontosságra... és nem kellene előfeszíteni...
Egy asztalos barátom akar CNC-t csinálni, de még tippet sem tudtam adni neki... ami azért pontos, porvédett(!) és megfizethető... megcsinálható egyszerűen...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 november 19, 10:22
Írta: svejk Dátum 2007 november 19, 10:22
Az utolsó 3-4 feltétel általában kizárja egymást :) :)
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 19, 10:26
Írta: eivmhrm04 Dátum 2007 november 19, 10:26
Nem tud valaki segiteni ilyen LFR 5204 16KDD tipusú csapagyat hol lehet szerezni és mennyiért.Nálunk /szlovakia/ nem tudok ráakadni.Ezek ina csapágyak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 19, 11:52
Írta: 000000000 Dátum 2007 november 19, 11:52
Plazmavágó gépeknél a 11.hozzászólás. Csak az a bibi, hogy cseh oldal. Betettem egy pár fogasléc árát is, szorozd be kb. tízzel... Legalább annyi, hogy tudjál orientálódni az árakban. Ha vlki tudna olcsóbban, szívesen megnézném... [#wave]
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 19, 12:08
Írta: eivmhrm04 Dátum 2007 november 19, 12:08
Nem tud valaki egy jó üzletet magyarorszégon fogasszijakra ahollehet méterre venni 25AT5 tipusú szijjat?Elöre is köszönom.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2007 november 19, 14:09
Írta: 35kpazcgr Dátum 2007 november 19, 14:09
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 19, 14:53
Írta: 000000000 Dátum 2007 november 19, 14:53
...nem találtam a regisztrációs lehetoséget a webáruházban...[#confused]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2007 november 19, 17:08
Írta: 7kcyndjdg Dátum 2007 november 19, 17:08
Szia Peter,
en itt vettem http://www.teatechnik.cz/?lang=en
2db. 3m fogaslec, 2db. 2m fogaslec es 6db. 12fogu fogaskerek. Ossz ar kb. 42 000Ft A szalitasi ido 2 het. Ha erdekel tudok segiteni mert ez egy Czech ceg.
en itt vettem http://www.teatechnik.cz/?lang=en
2db. 3m fogaslec, 2db. 2m fogaslec es 6db. 12fogu fogaskerek. Ossz ar kb. 42 000Ft A szalitasi ido 2 het. Ha erdekel tudok segiteni mert ez egy Czech ceg.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 19, 17:26
Írta: bmejdz9nu Dátum 2007 november 19, 17:26
Előre is kössz... de még odébb van a dolog... nem tűnik soknak... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 19, 17:44
Írta: 000000000 Dátum 2007 november 19, 17:44
milyen modulú fogasléc?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 19, 18:02
Írta: yuagaci9g Dátum 2007 november 19, 18:02
Szijas gep famegmunkalasra, dekor celra nagyon jo, mert gyors es csendes.
Fogaslecet kotelezo elofesziteni, maskulonben nem biztosithato a jatekmentesseg az egesz hosszon. Nameg jo zajos, epp az elofeszites miatt.
Fogaslecet kotelezo elofesziteni, maskulonben nem biztosithato a jatekmentesseg az egesz hosszon. Nameg jo zajos, epp az elofeszites miatt.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 19, 18:14
Írta: yuagaci9g Dátum 2007 november 19, 18:14
MDF et vagni csak hatos maroval szoktam, sokszor meg ehez is kicsi a maromotor. Ha erre akarsz vetemedni, vegyel legalabb 2 KW-os motort. (Az EZ Routeren is negy loeros moci van.
Es ami meg megjegyzendo, a Mach-al mindig beeg valahol az anyag, mert nem allando a sebessege,
Ha ``Exact Stop``-ot hasznalsz, megall a vonal vegen, ha nem hasznalsz, akkor viszont csunyan lekerekiti a sarkokat nagy sebessegnel.
Figyeljetek meg az EZRouter Mach-al arulja a gepet, de a videokon kis ugyes dosos program hajtja, mi lehet az? mert az allando sebesseggel szant.
Es ami meg megjegyzendo, a Mach-al mindig beeg valahol az anyag, mert nem allando a sebessege,
Ha ``Exact Stop``-ot hasznalsz, megall a vonal vegen, ha nem hasznalsz, akkor viszont csunyan lekerekiti a sarkokat nagy sebessegnel.
Figyeljetek meg az EZRouter Mach-al arulja a gepet, de a videokon kis ugyes dosos program hajtja, mi lehet az? mert az allando sebesseggel szant.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 19, 18:39
Írta: bmejdz9nu Dátum 2007 november 19, 18:39
Mi az, hogy nem állandó? Egyenesbe vagy ha ív van? Ezt kifejtenéd?
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2007 november 19, 18:40
Írta: 2nbj3n5m Dátum 2007 november 19, 18:40
Lámpás megkaptad a levelemmel küldött programot?Janko
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 19, 18:43
Írta: yuagaci9g Dátum 2007 november 19, 18:43
Nem kaptam levelet.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 19, 18:45
Írta: yuagaci9g Dátum 2007 november 19, 18:45
Nem kaptam levelet.
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2007 november 19, 18:46
Írta: 2nbj3n5m Dátum 2007 november 19, 18:46
2.5MB-t küldtem.Oda fog érkezni időbe.
Janko
Janko
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 19, 18:48
Írta: yuagaci9g Dátum 2007 november 19, 18:48
Igen, pl. ha iv van.
Szoval repesztenie kene folyamatosan, nem lelassitani a kanyarban.
Szoval repesztenie kene folyamatosan, nem lelassitani a kanyarban.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 19, 19:05
Írta: 000000000 Dátum 2007 november 19, 19:05
Nem tudom megnyugtat-e, de nalam egy magasabb arkategoriaju, ipari cnc is lelassit kanyarvetel elott... Nekem is banatomra...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 19, 19:29
Írta: bmejdz9nu Dátum 2007 november 19, 19:29
... és nem lehet a sebességet a Mach-ban a körre azaz a szögre állítani?
A WinPC-NC-nél (mind fajtája) azt be lehet állítani, hogy mekkor az a "szerszámszög" eltérés amikor használja (ismét) a gyorsítási értéket azaz lassuljon.. Mert ugyebár 90 fokot bevenni a szerszámnak és gépnek már nem lehet (full gázzal:)... de az azt jelenti, hogy pl. (beállítás lehetőség) hogy egy 30mm-es kört lasabban egy 100mm-est gyorsabban fogja... tehát ha van egy 100x200mm-es ellípszis (ha a gép is tudja) akkor az azonos sebességgel fogja csinálni, de ha van benne egy 10mm-es "pup" akkor a pupnál visszavesz...
lehet, hogy a Machb-an is ezt lehet konfigurálni...?
A WinPC-NC-nél (mind fajtája) azt be lehet állítani, hogy mekkor az a "szerszámszög" eltérés amikor használja (ismét) a gyorsítási értéket azaz lassuljon.. Mert ugyebár 90 fokot bevenni a szerszámnak és gépnek már nem lehet (full gázzal:)... de az azt jelenti, hogy pl. (beállítás lehetőség) hogy egy 30mm-es kört lasabban egy 100mm-est gyorsabban fogja... tehát ha van egy 100x200mm-es ellípszis (ha a gép is tudja) akkor az azonos sebességgel fogja csinálni, de ha van benne egy 10mm-es "pup" akkor a pupnál visszavesz...
lehet, hogy a Machb-an is ezt lehet konfigurálni...?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 19, 19:31
Írta: 000000000 Dátum 2007 november 19, 19:31
De lehet, és már volt téma régebben ez is (még képet is linkeltünk, hogy hol)!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 19, 19:35
Írta: bmejdz9nu Dátum 2007 november 19, 19:35
De akkor nem értem lámpás gondját...? Te érted? Az azos sebességtartáshoz... vagy a gépe túl lassan gyorsul? Akkor ez lehetséges?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 19, 19:36
Írta: 000000000 Dátum 2007 november 19, 19:36
Lehet beállítási finomhangolási gond, vagy amit írsz...
Cím: Re:Mechanikai ötletek
Írta: gvox Dátum 2007 november 19, 19:38
Írta: gvox Dátum 2007 november 19, 19:38
Üdvözöllek Lámpás!
Ha repesztene a kanyarban az sok szerszámba kerülne...
A gépvezérlők finombeállításával ideális állapotot állíthatsz be majdnem minden vezérlőn
A winpc-nc a pcnc, acncgraf..és atöbbiek is lehetővé teszik az egyenesvonalú mozgástól eltérő szögben történő továbbhaladás esetén a rampen profil belépését (lassítás-gyorsítás) a szögéték modosításával határozod meg mikortól lépjen be a rampen. HPGL esetén de más programoknál az ívet apró egyenes szakaszokból képzik , a szögeltérés finomításával beállítható egy elfogadható állapot
Ha repesztene a kanyarban az sok szerszámba kerülne...
A gépvezérlők finombeállításával ideális állapotot állíthatsz be majdnem minden vezérlőn
A winpc-nc a pcnc, acncgraf..és atöbbiek is lehetővé teszik az egyenesvonalú mozgástól eltérő szögben történő továbbhaladás esetén a rampen profil belépését (lassítás-gyorsítás) a szögéték modosításával határozod meg mikortól lépjen be a rampen. HPGL esetén de más programoknál az ívet apró egyenes szakaszokból képzik , a szögeltérés finomításával beállítható egy elfogadható állapot
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 19, 19:40
Írta: 000000000 Dátum 2007 november 19, 19:40
Ez pontosan így van Mach3 esetén is:

(CV Control mező)
(CV Control mező)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 19, 19:58
Írta: bmejdz9nu Dátum 2007 november 19, 19:58
Akkor ezek a "gondok" a gép lassítás-gyorsítás képességeiben vannak...
Az természetes, hogy a szerszámtörés lenne ha az a leggyengébb láncszem... de szerintem Lámpás úgy érzi nem ez a vége a "bulinak"...
Az természetes, hogy a szerszámtörés lenne ha az a leggyengébb láncszem... de szerintem Lámpás úgy érzi nem ez a vége a "bulinak"...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 19, 20:08
Írta: 4mjnxdwuu Dátum 2007 november 19, 20:08
Köszike,
És tolóerőről van valami infód??? Akkor 6-os maró, 10 mélység 5 m/perc, hány kiló ellenálása van az MDF-nek?? Ha érted mire gondolok..
És tolóerőről van valami infód??? Akkor 6-os maró, 10 mélység 5 m/perc, hány kiló ellenálása van az MDF-nek?? Ha érted mire gondolok..
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 19, 21:17
Írta: yuagaci9g Dátum 2007 november 19, 21:17
Hat igen, volt mar szo rola, de megnyugtato megoldas nem szuletett!
Epp ez a ket gomb, amirol beszelek;
Allando sebessegnel miert kerekiti le a sarkokat? es ha mar lekerekiti, miert nem mindet egyforman?
Tegnap is 10-es plexit vagtam, es teglalap helyett valami formatlan lekerekites lett az egyk sarkan. (Szerencsere ez a resz takarva lesz)
Ha meg ``exact stop`` -ot irok, beolvad a maro.
Epp ez a ket gomb, amirol beszelek;
Allando sebessegnel miert kerekiti le a sarkokat? es ha mar lekerekiti, miert nem mindet egyforman?
Tegnap is 10-es plexit vagtam, es teglalap helyett valami formatlan lekerekites lett az egyk sarkan. (Szerencsere ez a resz takarva lesz)
Ha meg ``exact stop`` -ot irok, beolvad a maro.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 19, 21:38
Írta: bmejdz9nu Dátum 2007 november 19, 21:38
állítsd a kettő közé... :)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 19, 21:39
Írta: yuagaci9g Dátum 2007 november 19, 21:39
Ez nagyban fugg a maro szerszamtol, hiaba keresel tablazatot, az biztos az idealis vagoelre vonatkozik. Reg megszoktam a hegesztett lapkas piaci marokat, gyakran eltortek, de olcsosaguk miatt azthittem, megeri. De nem lehet osszehasonlitani egy borotvaeles teljes kemenyfem maro teljesitmenyevel; azt bele engedhetem teljes hosszan mdf vagasba, ki jon beleole egyben.
Toloerore meg kene merjem azt a szijas gepet, azt meg tudom allitani, ha nekifeszulok. Volt mar, hogy elfulladt a maro es elakadt a gep, nem tort el semmi.
Toloerore meg kene merjem azt a szijas gepet, azt meg tudom allitani, ha nekifeszulok. Volt mar, hogy elfulladt a maro es elakadt a gep, nem tort el semmi.
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 19, 21:41
Írta: eivmhrm04 Dátum 2007 november 19, 21:41
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 19, 21:41
Írta: eivmhrm04 Dátum 2007 november 19, 21:41
www.cheatsvideogames.com/video_GcWiFiwCxG0.html
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2007 november 19, 21:42
Írta: eivmhrm04 Dátum 2007 november 19, 21:42
Na ezek már nem semmik
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2007 november 19, 21:57
Írta: 7kcyndjdg Dátum 2007 november 19, 21:57
1-es modul a lec.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 19, 22:12
Írta: 4mjnxdwuu Dátum 2007 november 19, 22:12
Köszike.
Akkor gondolom 150 kg körül már jó, egy ilyen gép...
Akkor gondolom 150 kg körül már jó, egy ilyen gép...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 19, 22:14
Írta: 4mjnxdwuu Dátum 2007 november 19, 22:14
már csak az a kérdés mekkora sebességnél tudtad lefogni? a mocikat elnézve nem nagy sebességnél?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 20, 18:01
Írta: 000000000 Dátum 2007 november 20, 18:01
Nem a nyilak álltal mutatott beállításról van szó (a kép máshoz készült), hanem a jobb oldalon lévő CV Control mezőről.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 21, 14:43
Írta: nb8v4eyzr Dátum 2007 november 21, 14:43
Szia Lámpás!
Lenne egy kérdésem a 12-es mechanikával kapcsolatban:
Nézegettem a Z tengelyedet. Az ugyebár szépen csapágyakon gördül, de észrevettem, hogy a csapágyak felfogató tengelyei fixek, nem lehet álítani. Ezt hogy hoztad össze? A vezeték pár századdal nagyobb, mint a csapágyak közötti rés, aztán rányomtad a szánt és annyi? Meg még annyi, hogy ha kopik a csapágy (ami persze jó sok idő) akkor hogy kalibrálsz? Vagy csak egyszerűen lecseréled a csapágyat?
Ez persze nem kötekedés, csak érdekel, mert lineáris vezetékre nincs fedezetem, és lehet hogy lekoppintom az ötletet.
Lenne egy kérdésem a 12-es mechanikával kapcsolatban:
Nézegettem a Z tengelyedet. Az ugyebár szépen csapágyakon gördül, de észrevettem, hogy a csapágyak felfogató tengelyei fixek, nem lehet álítani. Ezt hogy hoztad össze? A vezeték pár századdal nagyobb, mint a csapágyak közötti rés, aztán rányomtad a szánt és annyi? Meg még annyi, hogy ha kopik a csapágy (ami persze jó sok idő) akkor hogy kalibrálsz? Vagy csak egyszerűen lecseréled a csapágyat?
Ez persze nem kötekedés, csak érdekel, mert lineáris vezetékre nincs fedezetem, és lehet hogy lekoppintom az ötletet.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 november 21, 19:36
Írta: yuagaci9g Dátum 2007 november 21, 19:36
Neem,neem!
A csapagyak excentrikus tengelyre vannak szerelve, (ezert a hatlap forma a tamasztovallon).
A tengelyt, forgatva beallithato a szukseges szoritas, majd rogzites az ellencsavarral hatulrol.
A csapagyak excentrikus tengelyre vannak szerelve, (ezert a hatlap forma a tamasztovallon).
A tengelyt, forgatva beallithato a szukseges szoritas, majd rogzites az ellencsavarral hatulrol.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 21, 19:41
Írta: nb8v4eyzr Dátum 2007 november 21, 19:41
ÁHÁ!!!!!
Megvilágosodtam. Nagyon köszi, erre nem is gondoltam, pedig alap. Mégis igaz az a mondás, hogy a legegyszerübb dolgok a legjobbak.
Megvilágosodtam. Nagyon köszi, erre nem is gondoltam, pedig alap. Mégis igaz az a mondás, hogy a legegyszerübb dolgok a legjobbak.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 21, 19:41
Írta: nb8v4eyzr Dátum 2007 november 21, 19:41
ÁHÁ!!!!!
Megvilágosodtam. Nagyon köszi, erre nem is gondoltam, pedig alap. Mégis igaz az a mondás, hogy a legegyszerübb dolgok a legjobbak.
Megvilágosodtam. Nagyon köszi, erre nem is gondoltam, pedig alap. Mégis igaz az a mondás, hogy a legegyszerübb dolgok a legjobbak.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 21, 19:42
Írta: nb8v4eyzr Dátum 2007 november 21, 19:42
ÁHÁ!!!!!
Megvilágosodtam. Nagyon köszi, erre nem is gondoltam, pedig alap. Mégis igaz az a mondás, hogy a legegyszerübb dolgok a legjobbak.
Megvilágosodtam. Nagyon köszi, erre nem is gondoltam, pedig alap. Mégis igaz az a mondás, hogy a legegyszerübb dolgok a legjobbak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 23, 12:32
Írta: 000000000 Dátum 2007 november 23, 12:32
Van itt klassz szerszám cserélő, nem tudom láttátok-e már:
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2007 november 23, 17:01
Írta: Kristály Árpád Dátum 2007 november 23, 17:01
Hallihó!
Sőt aki kint volt a Machtechken...ha jól írtam....irdatlan sebességre képes.... volt kiállítva egy gép melyen ilyen szerszámcserélő volt...1 másodpecen belül!!!! cserélt egy szerszámot és elvitte legalább másfél méterre....Ha jól emlékszem 0.8-volt a pontos idő...egy direkt demó gép volt!
Szerintem amatör viszonylatban is megépíthető lenne!?
Üdv.: Árpi
Sőt aki kint volt a Machtechken...ha jól írtam....irdatlan sebességre képes.... volt kiállítva egy gép melyen ilyen szerszámcserélő volt...1 másodpecen belül!!!! cserélt egy szerszámot és elvitte legalább másfél méterre....Ha jól emlékszem 0.8-volt a pontos idő...egy direkt demó gép volt!
Szerintem amatör viszonylatban is megépíthető lenne!?
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 23, 21:56
Írta: 000000000 Dátum 2007 november 23, 21:56
Sziasztok!!
Egy kis segítségre lenne szükségem. Szeretnék építeni házilag egy aztali lombfűrészt( de lehetséges, ha már én készítem, hogy a lombfűrészlap helyett rendes fűrészlapot szeretnék használni). Egy elektromos motorral hajtatnám meg, csak a mechanikával vannak gondjaim. Valaki tudna képet vagy valamilyen információt küldeni arról, hogyan is néznek ki ezek a gépek belülről, hogyan szokták a hajtásláncukat megoldani?
Nekem is van egy ötletem( egy forgattyústengellyel oldanám meg) , de szerintem lehetne egyszerűbben is. Persze más ötleteket is szívesen várok.
Üdv.
Egy kis segítségre lenne szükségem. Szeretnék építeni házilag egy aztali lombfűrészt( de lehetséges, ha már én készítem, hogy a lombfűrészlap helyett rendes fűrészlapot szeretnék használni). Egy elektromos motorral hajtatnám meg, csak a mechanikával vannak gondjaim. Valaki tudna képet vagy valamilyen információt küldeni arról, hogyan is néznek ki ezek a gépek belülről, hogyan szokták a hajtásláncukat megoldani?
Nekem is van egy ötletem( egy forgattyústengellyel oldanám meg) , de szerintem lehetne egyszerűbben is. Persze más ötleteket is szívesen várok.
Üdv.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 november 24, 10:48
Írta: Motoros Dátum 2007 november 24, 10:48
Szia
Egy olcsó bolti dekopir fűrész talán jó lenne meghajtásnak, persze a rögzítő keretet megoldani hozzá, a megvezetést megcsinálni nem kis gond.
Ha rendes vas fűrészlapot akarsz beletenni, és pl vasat vágni, akkor a merevség stabilitás is probléma lehet. Valamikor volt egy RUHLA reszelőgépem, abba lehetett vas fűrészlapot is tenni. Az egész volt kb 300 kg, de nem véletlenűl.
Ha nyomtam neki az anyagot akkor vitte, és nem akart felborúlni. Ennek ellenére a hatékonysága messze elmaradt a szalagos fűrészétől.
Egy olcsó bolti dekopir fűrész talán jó lenne meghajtásnak, persze a rögzítő keretet megoldani hozzá, a megvezetést megcsinálni nem kis gond.
Ha rendes vas fűrészlapot akarsz beletenni, és pl vasat vágni, akkor a merevség stabilitás is probléma lehet. Valamikor volt egy RUHLA reszelőgépem, abba lehetett vas fűrészlapot is tenni. Az egész volt kb 300 kg, de nem véletlenűl.
Ha nyomtam neki az anyagot akkor vitte, és nem akart felborúlni. Ennek ellenére a hatékonysága messze elmaradt a szalagos fűrészétől.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2007 november 24, 11:13
Írta: mfrfj8vv3 Dátum 2007 november 24, 11:13
Hello,
Nem lenne egyszerű átalakítani mondjuk egy régi Singer varrógépet ? ... 2-3 ezerért már kaphatók.
Nem lenne egyszerű átalakítani mondjuk egy régi Singer varrógépet ? ... 2-3 ezerért már kaphatók.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 november 24, 11:36
Írta: Motoros Dátum 2007 november 24, 11:36
Ez is jó, de mindkettőnél (dekopir fűrész, Singer varógép) az a baj hogy a kis löket miatt a fűrész egy helyen kopik de ott ngyon.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 24, 12:38
Írta: 4mjnxdwuu Dátum 2007 november 24, 12:38
Kapolcson láttam, egy figuránál, egy kb 0,5 m szárú U alak, a végén egy csapággyal., rákötve egy hajtókar, + moci. A hosszú kar azért volt, hogy nagy anyag beférjen alá, és még előtolást is ad ( mint a dekopírokon - lüktet előre-hátra /ezért is lényeges a hosszú kar) Egy kis gumimembrános pumpa is volt rajta, ezzel fújta le a fapor az anyagról, hogy lássa a rajzolatot.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2007 november 24, 12:57
Írta: 4mjnxdwuu Dátum 2007 november 24, 12:57
Ja az U alak nem egy darabból volt, a felső részét egy kemény rugó feszítette, ( szálfeszítés )
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2007 november 24, 13:36
Írta: Farkas Ádám Dátum 2007 november 24, 13:36
Nekem is van olcsó Praktiker-es - de működik - levettem a burkolatot, hogy látszódjon a működése, egy tengelyen fordul el a burkolat alatt talán látszik.



Válasz 'száncsó' üzenetére (#2365
Válasz 'száncsó' üzenetére (#2365
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 25, 17:28
Írta: 000000000 Dátum 2007 november 25, 17:28
Sziasztok!
Nagyon leült a topik beteszek pár képet,amit tegnap csináltam.A gépem lineáris tengelyének a tartóbakját csinálom alumíniumból.A réselést esztergapadon csinálom marótárcsával.A házilag készített gépsatu a késtartó helyére került.A munkadarab kész mérete 100x100x60 mm a luk átmérője 50 mm öntött alumínium tömbböl.A lukkést 20x20-as négyzetacélból készítettem,nagyon jól viszi az alumíniumot.

Nagyon leült a topik beteszek pár képet,amit tegnap csináltam.A gépem lineáris tengelyének a tartóbakját csinálom alumíniumból.A réselést esztergapadon csinálom marótárcsával.A házilag készített gépsatu a késtartó helyére került.A munkadarab kész mérete 100x100x60 mm a luk átmérője 50 mm öntött alumínium tömbböl.A lukkést 20x20-as négyzetacélból készítettem,nagyon jól viszi az alumíniumot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 25, 17:29
Írta: 000000000 Dátum 2007 november 25, 17:29
http://www.bodika.gallery.extra.hu/gallery/userview/bodika/1196000415_12a2d2dba4fb8483f9ac349c4c19a361/1196002205_31e33f787e07a543b93ed0499e62ed6b
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 25, 17:31
Írta: 000000000 Dátum 2007 november 25, 17:31
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 25, 17:33
Írta: 000000000 Dátum 2007 november 25, 17:33
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 25, 17:51
Írta: 000000000 Dátum 2007 november 25, 17:51
http://bodika.gallery.extra.hu/gallery/user/bodika
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 25, 17:53
Írta: 000000000 Dátum 2007 november 25, 17:53
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 25, 18:04
Írta: 000000000 Dátum 2007 november 25, 18:04
Bocs ezt jól elkúrtam.
Ti hogyan linkeltek kőzvetlenül képet a fórumba?képek
Ti hogyan linkeltek kőzvetlenül képet a fórumba?képek
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2007 november 25, 19:18
Írta: Szedlay Pál Dátum 2007 november 25, 19:18
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 25, 19:25
Írta: bmejdz9nu Dátum 2007 november 25, 19:25
Ezen a képen jól látható a folyamatos zsírzás/olajzás csatlakozója...
Gondoltam belinkelem, mert itt volt erről már szó...[#wave]

Gondoltam belinkelem, mert itt volt erről már szó...[#wave]
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 28, 13:20
Írta: nb8v4eyzr Dátum 2007 november 28, 13:20
Helló!
Olvasgattam a mechanikai ötletek között, és támadt egy-két kérdésem:
A "Alternatív kottyanás mentes hajtás II. (Teflon, Danamid anya)" pontban azt írják, hogy a már kész danamid anyát ki kell főzni olajban, így önkenő lesz. Ok, ezt vágom, de most jönnek a kérdéseim:
1. Milyen olajban kell kifőzni?
2. Milyen hőmérsékleten?
3. Nem fog az anya esetleg deformálódni a hő miatt?
A válaszokat előre is köszönöm.
Olvasgattam a mechanikai ötletek között, és támadt egy-két kérdésem:
A "Alternatív kottyanás mentes hajtás II. (Teflon, Danamid anya)" pontban azt írják, hogy a már kész danamid anyát ki kell főzni olajban, így önkenő lesz. Ok, ezt vágom, de most jönnek a kérdéseim:
1. Milyen olajban kell kifőzni?
2. Milyen hőmérsékleten?
3. Nem fog az anya esetleg deformálódni a hő miatt?
A válaszokat előre is köszönöm.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 28, 15:04
Írta: bmejdz9nu Dátum 2007 november 28, 15:04
Szerintem, ha a legjobbat akarod a trapézmenethez akkor már elérhető a ZX100-ből készült és pontosan illesztett anyák.
Ez egy "csapágyműanyag" többet én sem tudok... csapágyboltokban is árulják, ill a belőle gyártott dolgokat.
Kersed "Motoros" fúromtársunkat...
Ez egy "csapágyműanyag" többet én sem tudok... csapágyboltokban is árulják, ill a belőle gyártott dolgokat.
Kersed "Motoros" fúromtársunkat...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 28, 15:26
Írta: bmejdz9nu Dátum 2007 november 28, 15:26
Léptetőmotor trapéztengellyel :)

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 28, 15:44
Írta: bmejdz9nu Dátum 2007 november 28, 15:44
HAASE AL1065profi - die NEUE 3D CNC Fräse Fräsmaschine :::: 6000mm/min - 1000x650x125mm -T-Nuten - WinPC-NC Economy
Fejlesztenek a németek is...

Fejlesztenek a németek is...
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 28, 18:46
Írta: nb8v4eyzr Dátum 2007 november 28, 18:46
Köszi Péter, majd érdeklődök.
Mellesleg ezt szerintem érdemes megnézni:
http://www.rolanddg.hu/
Érdekes gépek vannak itt, és árlistát is feltettek.
Mellesleg ezt szerintem érdemes megnézni:
http://www.rolanddg.hu/
Érdekes gépek vannak itt, és árlistát is feltettek.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 28, 18:48
Írta: nb8v4eyzr Dátum 2007 november 28, 18:48
Köszi Péter, majd érdeklődök.
Mellesleg ezt szerintem érdemes megnézni:
Érdekesek a gépek, és árlistát is feltettek. http://www.rolanddg.hu/
Mellesleg ezt szerintem érdemes megnézni:
Érdekesek a gépek, és árlistát is feltettek. http://www.rolanddg.hu/
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 november 30, 06:34
Írta: 3vv2btrhv Dátum 2007 november 30, 06:34
A TALI I -en már ott voltak .
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2007 november 30, 07:35
Írta: nb8v4eyzr Dátum 2007 november 30, 07:35
Ja jó!
Én csak a nyáron találtam rá az oldalra, nem voltam még találkozón. Na én meg azt hittem, hogy újjat mutatok [#falbav][#rinya]
Én csak a nyáron találtam rá az oldalra, nem voltam még találkozón. Na én meg azt hittem, hogy újjat mutatok [#falbav][#rinya]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 november 30, 21:17
Írta: bmejdz9nu Dátum 2007 november 30, 21:17
Kezitekerő... Euchner... 2x100 imp. kimenet...
A mechanikai megoldás: 100 finom arretálás mágneses megoldással...
Elektronika: (na ez a bibi.. :) Nem egy szokványos encoder van benne... egyszerűen fogalmazva a tekerési íránytól függően az egyik kimeneten előbb jelenik meg a jel és utánna a másik... és nyugalmi helyzetben mindkét kimenet (A+B) GND-n van... Hogy lesz ebből step/dir... 100-as osztással? Van valakinak valami ötlete? Látott már valaki ilyet?
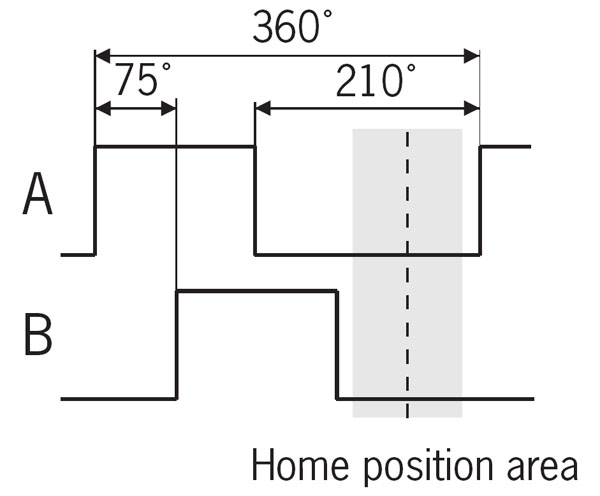

Persze az egész szerkezet - nagyon patent...
Adatlapok it... HKD100 a tipusa...
A mechanikai megoldás: 100 finom arretálás mágneses megoldással...
Elektronika: (na ez a bibi.. :) Nem egy szokványos encoder van benne... egyszerűen fogalmazva a tekerési íránytól függően az egyik kimeneten előbb jelenik meg a jel és utánna a másik... és nyugalmi helyzetben mindkét kimenet (A+B) GND-n van... Hogy lesz ebből step/dir... 100-as osztással? Van valakinak valami ötlete? Látott már valaki ilyet?
Persze az egész szerkezet - nagyon patent...
Adatlapok it... HKD100 a tipusa...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 november 30, 22:42
Írta: 000000000 Dátum 2007 november 30, 22:42
Nem értem a problémádat. Ez egy tipikus A, B
csatornás jelkimenet, némi asszimetriával.
Egy olcsóbb kategóriájú sem 90 fok szimmetrikus,
hanem +- 20-30 fokkal is eltérhet. Ezért
veszélyes minden szorzás (amit Te annyira
szeretsz), mert ilyenekből is jön majd a
lépésvesztés.:)
csatornás jelkimenet, némi asszimetriával.
Egy olcsóbb kategóriájú sem 90 fok szimmetrikus,
hanem +- 20-30 fokkal is eltérhet. Ezért
veszélyes minden szorzás (amit Te annyira
szeretsz), mert ilyenekből is jön majd a
lépésvesztés.:)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 07:10
Írta: bmejdz9nu Dátum 2007 december 01, 07:10
Tibor itt most más a szitú... másról van szó...
(Egyébként az encoder jelet még soha nem szoroztam és osztottam... :)
Ebből az encoder jelből kellene "kikapuzni" a 100 step jelet egy fordulatra és "mellektermékként" a dir jelet?
Erre van ötleted? Ha jól néztem a neten az összes kézitekerő ilyen "encoderral" van...
Persze megértem, ha még nem láttál ilyet, még nem volt ilyen feladatod...
(Egyébként az encoder jelet még soha nem szoroztam és osztottam... :)
Ebből az encoder jelből kellene "kikapuzni" a 100 step jelet egy fordulatra és "mellektermékként" a dir jelet?
Erre van ötleted? Ha jól néztem a neten az összes kézitekerő ilyen "encoderral" van...
Persze megértem, ha még nem láttál ilyet, még nem volt ilyen feladatod...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 07:50
Írta: 000000000 Dátum 2007 december 01, 07:50
Nem értelek én sem! Ez egy tipikus incrementáló, quadrat (remélem jól írom), encoder jelalak! Csak nyugalmihelyzete GND! Ezt simán egy felfutó élre detektáló dekoderrel lehet értelmezni (PIC-el 5 perces munka lenne, akár duplázva is)! A lefutó élt nem értelmezném mert a nyugalmi helyzetbe való áttéréskor téves detektálás lenne! Sima ügy...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 07:58
Írta: bmejdz9nu Dátum 2007 december 01, 07:58
Neked jó... :) De én satu hüle vagyok a PIC-hez... Gondolom a szervóvezérlőben a jel feldolgozásnál ez az első lépés... tehát persze, hogy te tudod... :)
Válalsz ilyen "áramkör" legyártását? Próbapanelen is persze jó... vagy sima 74xx-esből van ötleted?
Válalsz ilyen "áramkör" legyártását? Próbapanelen is persze jó... vagy sima 74xx-esből van ötleted?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 08:07
Írta: 000000000 Dátum 2007 december 01, 08:07
A lényeg, hogy ez sima encoder jelalak, csak a lefutó élt el kell dobni, mert az nem mindig hordoz információt (leállásakor is generálódik)!
Persze hagyományos 74LS..-al is megoldható, csak ha valami nem kóser, akkor nehezebb változtatni rajta (és több IC kell hozzá)! PIC-el nagyon egyszerú és lehet bele mindenféle okosságokat rakni (pl. jel duplázást, pergésmentesítést, kijelzést, pufferolást, sebesség limitet, dinamika fokozást, stb.)! Ráadásul ez nem egy "sebesség" érzékeny feladat (ha csak nem 3000 f/min-el tekeri valaki), ezért lehet ragozni bőven...
Persze hagyományos 74LS..-al is megoldható, csak ha valami nem kóser, akkor nehezebb változtatni rajta (és több IC kell hozzá)! PIC-el nagyon egyszerú és lehet bele mindenféle okosságokat rakni (pl. jel duplázást, pergésmentesítést, kijelzést, pufferolást, sebesség limitet, dinamika fokozást, stb.)! Ráadásul ez nem egy "sebesség" érzékeny feladat (ha csak nem 3000 f/min-el tekeri valaki), ezért lehet ragozni bőven...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 08:17
Írta: 000000000 Dátum 2007 december 01, 08:17
Miért Step/Dir kimenet kellene? Közvetlenül akarsz valamilyen vezérlőt hajtani vele?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 08:34
Írta: 000000000 Dátum 2007 december 01, 08:34
Péter! Megint beszélsz össze-vissza.:)
"(Egyébként az encoder jelet még soha nem
szoroztam és osztottam... :)"
Akkor hogyan lesz a 125-ös encoderedből 500-as?
Nyilván 4X üzemmódban. Ez szerinted nem 4-
szeres szorzás?
A másik:
"Persze megértem, ha még nem láttál ilyet, még
nem volt ilyen feladatod..."
Hát ez is érdekes megállapításod. A szervómban
gondolod hogy nem kell ezzel foglalkozni?
Én erre speciális gyári IC-t használok, ugyanis
minden más megoldás előbb-utóbb hibázott,
amikor több órán keresztül egségugrás
teszttel nyúztam a rendszert 40-50 Hz-el.
A kézi tekerés egyébként nagyon is tud
veszélyes prelleket eredményezni, alap
jelfeldolgozó algoritmusok simán meghülyülnek
tőle.
És természetesen ilyen csicsa baromságokért
nem adok pénzt, henem fogok egy encodert,
és rászerelek egy kézikereket, és kész.
"(Egyébként az encoder jelet még soha nem
szoroztam és osztottam... :)"
Akkor hogyan lesz a 125-ös encoderedből 500-as?
Nyilván 4X üzemmódban. Ez szerinted nem 4-
szeres szorzás?
A másik:
"Persze megértem, ha még nem láttál ilyet, még
nem volt ilyen feladatod..."
Hát ez is érdekes megállapításod. A szervómban
gondolod hogy nem kell ezzel foglalkozni?
Én erre speciális gyári IC-t használok, ugyanis
minden más megoldás előbb-utóbb hibázott,
amikor több órán keresztül egségugrás
teszttel nyúztam a rendszert 40-50 Hz-el.
A kézi tekerés egyébként nagyon is tud
veszélyes prelleket eredményezni, alap
jelfeldolgozó algoritmusok simán meghülyülnek
tőle.
És természetesen ilyen csicsa baromságokért
nem adok pénzt, henem fogok egy encodert,
és rászerelek egy kézikereket, és kész.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 08:37
Írta: bmejdz9nu Dátum 2007 december 01, 08:37
Sajnos a (ha jól tudom) a WinPC-NC nem támogatja az encoderes kézi állítást. (csak joy bemenet) [#rinya]... nem mint a jó kis Mach-otok..." :)
Tehát csak a vezérlő bemenetével tudmám párhuzamosan kapcsolni... (step/dir-re)
Ezt is csak úgy ha olyan az "osztás", hogy egy lépés =0.01mm... (de ez pont így van)
Sajnos még ekkor is nagyon rossz lesz, mert a referenciapontot (és ezzel mindent) is elállít...
De van egy másik ötletem is amihez a rossz hozzáférés miatt szervó motoros hajtás kellene... azaz szervómotor+vezérlő+kerék... semmi pc-s vezérlés... :)
Tehát egy step/dir generátor...
Hibajel duplázási védelem:
itt - ennél a szerkezetnél elég határozott az arretálás és a jelek közötti távolság... tehát szerintem erre védelem nélkül is megtenné... erre készült...
(teszteltem számlálóval és szkóppal.)
Persze ha "sima" encoderből csinálnánk a kézitekerőt az más... ott kellene sőt annélkül :)... szerintem.
Tehát csak a vezérlő bemenetével tudmám párhuzamosan kapcsolni... (step/dir-re)
Ezt is csak úgy ha olyan az "osztás", hogy egy lépés =0.01mm... (de ez pont így van)
Sajnos még ekkor is nagyon rossz lesz, mert a referenciapontot (és ezzel mindent) is elállít...
De van egy másik ötletem is amihez a rossz hozzáférés miatt szervó motoros hajtás kellene... azaz szervómotor+vezérlő+kerék... semmi pc-s vezérlés... :)
Tehát egy step/dir generátor...
Hibajel duplázási védelem:
itt - ennél a szerkezetnél elég határozott az arretálás és a jelek közötti távolság... tehát szerintem erre védelem nélkül is megtenné... erre készült...
(teszteltem számlálóval és szkóppal.)
Persze ha "sima" encoderből csinálnánk a kézitekerőt az más... ott kellene sőt annélkül :)... szerintem.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 08:44
Írta: bmejdz9nu Dátum 2007 december 01, 08:44
Tibi nem tudod hogyan megy a gyufásdoboz???
A bemeneti step jelek vannak sokszorozva = semmi köze az encoder kezeléshez! Az nincs manipulálva = mindíg 4x-es üzemmód!!!
Ha nem érted kitárgyalhatjuk mégegyszer :)
Őrülök, hogy neked ez megy... köszi a segítséget, körülnézek az encoder feldolgozó IC-k között... ha típust írnál könnyebb lenne :)
A bemeneti step jelek vannak sokszorozva = semmi köze az encoder kezeléshez! Az nincs manipulálva = mindíg 4x-es üzemmód!!!
Ha nem érted kitárgyalhatjuk mégegyszer :)
Őrülök, hogy neked ez megy... köszi a segítséget, körülnézek az encoder feldolgozó IC-k között... ha típust írnál könnyebb lenne :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 08:48
Írta: 000000000 Dátum 2007 december 01, 08:48
Akkor ez egy kicsit ragozódik! Ilyenkor a Step és a Dir jeleket is össze kell kapuzni (PC prioritással), nehogy egymást bekavarják!
De ezzel a módszerrel semmilyen visszacsatolásod nem lesz a PC (soft) felé...
De ezzel a módszerrel semmilyen visszacsatolásod nem lesz a PC (soft) felé...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 08:53
Írta: bmejdz9nu Dátum 2007 december 01, 08:53
sajnos igen... semmi vissza... de ha kikapcsolom a munkatér figyelést stb.. akkor... a nullpontot a tekerés után felvehetem az adott pontban...
Maga az "össze kapuzás" az talán nem gond... gondolom...
Maga az "össze kapuzás" az talán nem gond... gondolom...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 08:58
Írta: 000000000 Dátum 2007 december 01, 08:58
Egy ilyen IC önmaga majdnem 10.000 forint.
Ezért nehéz az én szemléleletem alapján
20 ezerből szervót csinálni, de másoknak megy.:)
Mivel először 25 éve fogtam a kezemben encodert,
egyelőre ne tárgyaljunk ki semmit.
Inkább azt javasolnám, a saját tudatlanságodra
ne építs fel állandóan újabb és újabb viszont
kérdéseket, mert így már reggel nagyon
lezsibbadok a sötétség miatt.[#eplus2]
Ezért nehéz az én szemléleletem alapján
20 ezerből szervót csinálni, de másoknak megy.:)
Mivel először 25 éve fogtam a kezemben encodert,
egyelőre ne tárgyaljunk ki semmit.
Inkább azt javasolnám, a saját tudatlanságodra
ne építs fel állandóan újabb és újabb viszont
kérdéseket, mert így már reggel nagyon
lezsibbadok a sötétség miatt.[#eplus2]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 09:11
Írta: bmejdz9nu Dátum 2007 december 01, 09:11
Tehát akkor az IC-t az 50-57 USD... kategóriában keresem... gondolom titkos a tipusa... [#smile]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 09:19
Írta: 000000000 Dátum 2007 december 01, 09:19
Sajnos igen, de gondolom megérted, mivel
több évnyi teszt tapasztalat szerzés van benne.
De erre építve bárkinek szívesen csinálok olyan
"tutibiztos feketedobozt", aminek a bemenete
A, B encoder jel, a kimenete step-dir
(1X, ///4X///), f max.= 1 MHz.
dboutánnyi munka 6
több évnyi teszt tapasztalat szerzés van benne.
De erre építve bárkinek szívesen csinálok olyan
"tutibiztos feketedobozt", aminek a bemenete
A, B encoder jel, a kimenete step-dir
(1X, ///4X///), f max.= 1 MHz.
dboutánnyi munka 6
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 09:21
Írta: 000000000 Dátum 2007 december 01, 09:21
Az utolsó sor értelmetlen töredék, elnézést.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 09:23
Írta: bmejdz9nu Dátum 2007 december 01, 09:23
Megjegyzem, hogy egyetértek persze a tuti biztos encoder jel feldolgozás fontosságával... ez a lelke egy vezérlésnek... de itt ennél a "tekerőnél" talán egy egyszerűbb megoldás is elég volna...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 10:32
Írta: bmejdz9nu Dátum 2007 december 01, 10:32

Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 december 01, 10:46
Írta: 3vv2btrhv Dátum 2007 december 01, 10:46
vedd meg és másoljuk le
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 december 01, 10:49
Írta: HJózsi Dátum 2007 december 01, 10:49
[#wink] Hát Péter , itt az ideje ... ehhez a kütyühöz a Mach3 már aprópénz ... Sikerül egyre jobban kidomborítanod a WinPC-NC hátrányait ... [#eplus2]
Ha átturbózod magad Mach-ra, az a topik sem fog kihalni jövőre ... [#nyes][#nyes][#nyes]
Ha átturbózod magad Mach-ra, az a topik sem fog kihalni jövőre ... [#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 11:19
Írta: bmejdz9nu Dátum 2007 december 01, 11:19
Az ami lehetetlen... persze sose mond, hogy soha... [#hehe]
Viszont a WinPC-NC tud olyat ami 10x jobb... tahát... dög..meg a kerék... ha ezen múlik.
De írok a Lewetz-nek, hogy sürgőssen csináljon valamit :)
De a német Ebay-on is árulnak egy ilyen tekerőt - kompletten - és írják... WinPC-NC... na ennek még utanna járok a német fórumon...
Viszont a WinPC-NC tud olyat ami 10x jobb... tahát... dög..meg a kerék... ha ezen múlik.
De írok a Lewetz-nek, hogy sürgőssen csináljon valamit :)
De a német Ebay-on is árulnak egy ilyen tekerőt - kompletten - és írják... WinPC-NC... na ennek még utanna járok a német fórumon...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 11:20
Írta: bmejdz9nu Dátum 2007 december 01, 11:20
Nem lehetséges, mert drágább lenne...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 december 01, 13:06
Írta: 3vv2btrhv Dátum 2007 december 01, 13:06
akkor csak vedd meg
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 13:22
Írta: bmejdz9nu Dátum 2007 december 01, 13:22
megcsinálom magamnak, mert nekem csak 200Ft-os az órabérem... hobbyban, magamnak. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 december 01, 13:46
Írta: 3vv2btrhv Dátum 2007 december 01, 13:46
és akkor miért nem forgalmazod ??
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 14:14
Írta: bmejdz9nu Dátum 2007 december 01, 14:14
én hobbysta vagyok... másból élek... tudod...
Ha mégis csinálnák akkor egyszerre 100 db-ot...akkor lenne piacképes az ár... de "Mach-om sincs" ... [#vigyor]
Ha mégis csinálnák akkor egyszerre 100 db-ot...akkor lenne piacképes az ár... de "Mach-om sincs" ... [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 14:29
Írta: svejk Dátum 2007 december 01, 14:29
Ez lesz a Te barátod:
LS7084
LS7084
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 14:30
Írta: svejk Dátum 2007 december 01, 14:30
Ez lesz a Te barátod:
LS7084
LS7084
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 15:46
Írta: 000000000 Dátum 2007 december 01, 15:46
Így van! LS7084 pdf
Egyből azt csinálja ami neked kell (Step/Dir kimenet)...
Egyből azt csinálja ami neked kell (Step/Dir kimenet)...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 15:59
Írta: 000000000 Dátum 2007 december 01, 15:59
Péter!
Ha érdekel még a téma, egy sima 7474-es D flip-
flop IC-vel is megoldhatod, alapfokon. Annak
idején csináltam ilyet, egy ilyen IC csak 20 Ft.
Kézi tekergetéshez tökéletes, amikor úgyis
a szemed a visszacsatoló.:)
Majd nézek egy kapcsolási rajzot is.
Ha érdekel még a téma, egy sima 7474-es D flip-
flop IC-vel is megoldhatod, alapfokon. Annak
idején csináltam ilyet, egy ilyen IC csak 20 Ft.
Kézi tekergetéshez tökéletes, amikor úgyis
a szemed a visszacsatoló.:)
Majd nézek egy kapcsolási rajzot is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 16:08
Írta: svejk Dátum 2007 december 01, 16:08
most nézem csak ennek a tekerentyűnek az adatlapját...
A 25-öshöz sima ügy az cél IC, vagy akár egy két kapu, de milyen értelmetlennek tűnő kimenete van ennek a 100-asnak???
Kíváncsi vagyok mire jó egy ilyen kimenet...
A 25-öshöz sima ügy az cél IC, vagy akár egy két kapu, de milyen értelmetlennek tűnő kimenete van ennek a 100-asnak???
Kíváncsi vagyok mire jó egy ilyen kimenet...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 16:17
Írta: 000000000 Dátum 2007 december 01, 16:17
Szia Svejk!
Miért lenne értelmetlen?
Attól, hogy nem szimmetrikus 90 fok, még nincs
baj, csak ezt tartsa pontosan. Gondolod, hogy a
Te ecodered pontosan 90-os lenne?
Miért lenne értelmetlen?
Attól, hogy nem szimmetrikus 90 fok, még nincs
baj, csak ezt tartsa pontosan. Gondolod, hogy a
Te ecodered pontosan 90-os lenne?
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2007 december 01, 16:26
Írta: csg67 Dátum 2007 december 01, 16:26
Ha kézikerékről van szó, akkor nem probléma, de ha egy szervoba teszed, akkor már gond (a motor egyenletes sebességgel forog, viszont a jeladó nem egyenletes időközönként küldi a jeleket). Egy minőségi forgóadó meglepően közel van a 90 fokhoz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 17:06
Írta: 000000000 Dátum 2007 december 01, 17:06
Abban igazad van, minél minőségibb egy jeladó,
annál inkább törekednek a 90 fok betartására.
De ha megnézed a komoly cégek jeladó adatlapjait,
bizony van egy tűrésmező amit megadnak, ami nem
ritkán +-15 fok is lehet.
Azt meg nem értem, miért jönne egyenlőtlenül
X1 üzemmódban a step jel, ezt szerintem érdemes
átgondolnod mégegyszer.
annál inkább törekednek a 90 fok betartására.
De ha megnézed a komoly cégek jeladó adatlapjait,
bizony van egy tűrésmező amit megadnak, ami nem
ritkán +-15 fok is lehet.
Azt meg nem értem, miért jönne egyenlőtlenül
X1 üzemmódban a step jel, ezt szerintem érdemes
átgondolnod mégegyszer.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 17:08
Írta: svejk Dátum 2007 december 01, 17:08
Nézd csak meg tüzetesebben az adatlapon a 25 és 100-as kimenetét...
a 100-as megállás után L-be rakja minkét csatornát, és biztos nem véletlen a 75 meg 210 fok sem
a 100-as megállás után L-be rakja minkét csatornát, és biztos nem véletlen a 75 meg 210 fok sem
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 17:17
Írta: 000000000 Dátum 2007 december 01, 17:17
Gondolom ez azon egyszerű oknál fogva van
így, mert minden negyedik részciklusban
A=0 és B=0. És úgy állítják be a racsnit,
hogy pont ilyenkor legyen fix helyzete a
kézikeréknek. Ezt nem értette már Péter
sem az elején. Szerintem ilyen egyszerű
a konstrukció "logikája".
így, mert minden negyedik részciklusban
A=0 és B=0. És úgy állítják be a racsnit,
hogy pont ilyenkor legyen fix helyzete a
kézikeréknek. Ezt nem értette már Péter
sem az elején. Szerintem ilyen egyszerű
a konstrukció "logikája".
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 17:32
Írta: svejk Dátum 2007 december 01, 17:32
Az túl egyszerű lenne, meg különben is akkor minek a 100 impulzus ha csak minden 4.-nél lehet megállítani...
meg a másiknál (25-ös) meg tudták oldani a 90 fokot itt meg nem?
meg a másiknál (25-ös) meg tudták oldani a 90 fokot itt meg nem?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 17:55
Írta: 000000000 Dátum 2007 december 01, 17:55
Nem értelek én Téged, nekem minden világos.
Amit az előbb írtam, attól az még 100 alap
imulzust ad ki. Ha pedig valaki nagyon akarja,
akkor X4-ben ez még 400 is lehet.
A 75 fokra meg pl. az lehet a magyarázat, hogy
mágneses jeladó van benne, és így tudták a
hiszterézis mezőket korrekten beállítani.
Amit az előbb írtam, attól az még 100 alap
imulzust ad ki. Ha pedig valaki nagyon akarja,
akkor X4-ben ez még 400 is lehet.
A 75 fokra meg pl. az lehet a magyarázat, hogy
mágneses jeladó van benne, és így tudták a
hiszterézis mezőket korrekten beállítani.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 17:57
Írta: 000000000 Dátum 2007 december 01, 17:57
Nem értelek én Téged, nekem minden világos.
Amit az előbb írtam, attól az még 100 alap
imulzust ad ki. Ha pedig valaki nagyon akarja,
akkor X4-ben ez még 400 is lehet.
A 75 fokra meg pl. az lehet a magyarázat, hogy
mágneses jeladó van benne, és így tudták a
hiszterézis mezőket korrekten beállítani.
Amit az előbb írtam, attól az még 100 alap
imulzust ad ki. Ha pedig valaki nagyon akarja,
akkor X4-ben ez még 400 is lehet.
A 75 fokra meg pl. az lehet a magyarázat, hogy
mágneses jeladó van benne, és így tudták a
hiszterézis mezőket korrekten beállítani.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 17:59
Írta: 000000000 Dátum 2007 december 01, 17:59
Megnéztem én is...
Hát ez pofon egyszerű.. A 0 állapot egyértelműen az Index csatornát helyettesíti. A 0-0 állapotból könnyen lehet Index jelet előállítani, mert az egy előre meghatározott mechanikai pontokon jöhet csak létre (lás a mindegyik encoder adatlapján). Ezt általában impulzus vesztés felderítésére használják, esetleg fordulatszámlálásra (bár itt több index jel generálódok fordulatonként)! Ezért nem szimetrikus a jel eltolás, ami abszolút nem okoz gondot (még nagy sebességű encoderek esetén sem), mivel az eltolódás teljesen egyenletes (nem hullámzó), a servo motorknál sem okoz gondot (csak a két irányból származó impulzusok szélessége lesz külömböző).
A feldolgozás szempontjából érdektelen (nem is kell eldobni a lefutó éleket, ezt előszőr rosszul értelmeztem..). Simán használható bármelyik encoder feldolgozó áramkör (az Index képzéséhez az egyidejű L-L szintet figyelve lehet jutni.
Szerintem ezzel a tárcsán és a kapukon megspóroltak 1-1 réssávot és kaput (gazdasági oka lehet), mivel ezt így is létre lehet hozni, ráadásul egy ilyen kézi keréknél a kutya sem fogja hiányolni!
Hát ez pofon egyszerű.. A 0 állapot egyértelműen az Index csatornát helyettesíti. A 0-0 állapotból könnyen lehet Index jelet előállítani, mert az egy előre meghatározott mechanikai pontokon jöhet csak létre (lás a mindegyik encoder adatlapján). Ezt általában impulzus vesztés felderítésére használják, esetleg fordulatszámlálásra (bár itt több index jel generálódok fordulatonként)! Ezért nem szimetrikus a jel eltolás, ami abszolút nem okoz gondot (még nagy sebességű encoderek esetén sem), mivel az eltolódás teljesen egyenletes (nem hullámzó), a servo motorknál sem okoz gondot (csak a két irányból származó impulzusok szélessége lesz külömböző).
A feldolgozás szempontjából érdektelen (nem is kell eldobni a lefutó éleket, ezt előszőr rosszul értelmeztem..). Simán használható bármelyik encoder feldolgozó áramkör (az Index képzéséhez az egyidejű L-L szintet figyelve lehet jutni.
Szerintem ezzel a tárcsán és a kapukon megspóroltak 1-1 réssávot és kaput (gazdasági oka lehet), mivel ezt így is létre lehet hozni, ráadásul egy ilyen kézi keréknél a kutya sem fogja hiányolni!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 18:03
Írta: svejk Dátum 2007 december 01, 18:03
Nyilván igazatok lehet, és lehet azért asszimmetrikus hogy a nyugvó helyzetben 135 fok a holtjáték így nehezebb véletlen kibillenteni.
Akkor viszont minden oké, jöhet bármelyik A/B--step/dir átalakító...
Akkor viszont minden oké, jöhet bármelyik A/B--step/dir átalakító...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 18:04
Írta: svejk Dátum 2007 december 01, 18:04
Index jel 1 fordulat altt általában csak 1-szer van..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 18:09
Írta: 000000000 Dátum 2007 december 01, 18:09
Igen, általában (de nem törvényszerű), de más okot nem tudok kitalálni...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 18:11
Írta: svejk Dátum 2007 december 01, 18:11
Meg egyébként is a hibás jelből nem tudsz hibát detektálni, éppen ezért van a külön rés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 18:12
Írta: 000000000 Dátum 2007 december 01, 18:12
A 25-ösin is látom az L-L -t...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 18:13
Írta: 000000000 Dátum 2007 december 01, 18:13
Hmm... lehet, akkor pasz...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 18:14
Írta: 000000000 Dátum 2007 december 01, 18:14
Szerintem István ennek az indexeléshez semmi
köze nincs. Milyen idex az, amimor egy
körölfordulásra 100 referencia jelet is kapok?
Egyszerűean a 0-0 állapothoz szinronozták
az arettálót. Egyébként teljesen logikus
még két további ok miatt is:
- ebben a helyzetben kevésbé zavarérzékeny,
akár meg is szakadhat a jelvezeték.
- primitíven rövidzár biztos, mivel ilyenkor
fix helyzetben nincs aktív jel.
köze nincs. Milyen idex az, amimor egy
körölfordulásra 100 referencia jelet is kapok?
Egyszerűean a 0-0 állapothoz szinronozták
az arettálót. Egyébként teljesen logikus
még két további ok miatt is:
- ebben a helyzetben kevésbé zavarérzékeny,
akár meg is szakadhat a jelvezeték.
- primitíven rövidzár biztos, mivel ilyenkor
fix helyzetben nincs aktív jel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 18:17
Írta: 000000000 Dátum 2007 december 01, 18:17
Elképzelhető!
Végül is a feldolgozás szempontjából érdektelen, nem okoz zavart...
Az is lehet, hogy a kerék pozícionált (pattogó) és a pozícióban megülve L-L (de ez is csak ötlet, nincs a kezembe)!
Végül is a feldolgozás szempontjából érdektelen, nem okoz zavart...
Az is lehet, hogy a kerék pozícionált (pattogó) és a pozícióban megülve L-L (de ez is csak ötlet, nincs a kezembe)!
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2007 december 01, 21:39
Írta: csg67 Dátum 2007 december 01, 21:39
+-10 fok az adatlapi érték, de ennek általában az ötöde, tizede egy új forgóadó (ahogy kezd megdögleni a csapágy, úgy megy el az érték)
Ha 90 fokos lenne a két fázis eltolása, akkor egy periódus (360 fok) alatt a négy megkülönböztethető állapot is pontosan negyedelné a periódust. Vagyis négyszeres kiértékelés mellett (ahogy minden valamirevaló TTL bemenetes CNC dolgozik) bizony lüktetve jönnek a jelek, ha nem 90 fokra vannak egymástól a fázisok (jobb CNC-k nem is fogadják a TTL jeladókat, a szinuszos jeleket pedig 1024-4096 szoros kiértékeléssel dolgozzák fel!).
Abban igazad van, hogy a periódus 1x-es kiértékelésénél nincs ilyen gond.
Ha 90 fokos lenne a két fázis eltolása, akkor egy periódus (360 fok) alatt a négy megkülönböztethető állapot is pontosan negyedelné a periódust. Vagyis négyszeres kiértékelés mellett (ahogy minden valamirevaló TTL bemenetes CNC dolgozik) bizony lüktetve jönnek a jelek, ha nem 90 fokra vannak egymástól a fázisok (jobb CNC-k nem is fogadják a TTL jeladókat, a szinuszos jeleket pedig 1024-4096 szoros kiértékeléssel dolgozzák fel!).
Abban igazad van, hogy a periódus 1x-es kiértékelésénél nincs ilyen gond.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 22:01
Írta: 000000000 Dátum 2007 december 01, 22:01
Bocs, de megint nem értek Veled egyet.
Az X4 encoderjel feldolgozás sokkal
veszélyesebb, és zavarérzékenyebb, mint az X1.
Erről már régebben írogattam, valószínűleg
nem olvastad őket.
Az kétfajta mérési minőség, amikor fizikailag
ott van pl. 2000 teljes ciklus az encoderben,
vagy van egy 500-as, és megnégyszerezi valaki.
Az X4 encoderjel feldolgozás sokkal
veszélyesebb, és zavarérzékenyebb, mint az X1.
Erről már régebben írogattam, valószínűleg
nem olvastad őket.
Az kétfajta mérési minőség, amikor fizikailag
ott van pl. 2000 teljes ciklus az encoderben,
vagy van egy 500-as, és megnégyszerezi valaki.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 22:25
Írta: bmejdz9nu Dátum 2007 december 01, 22:25
Na nem voltam delután... miből maradtam ki :) (egy fórumtársunknál voltam látogatóba :)
Örülök, hogy nem hagyott benneteket hidegen a tekerő problématika... már megijedtem, hogy teljes csönd lesz... érdektelenség...
Magánba kapott linkeket és adatlapokat is köszönöm! Nem felejtek senkinek semmit!
Hát az tényleg érdekes, hogy van ebből 25cpr-es változat is... de azt még nem láttam eladót... kb. 4-5 különbözőt lehet kapni ilyet de mind 100-as (adatlap)
Tehát valamiérrt az az elterjedtebb... gondolom...
Azonkívül megjegyzem, hogy (az adatlapokon biztos láttátok) két minőségi osztály van a mechanikai arretálás tekintetében:
Mégneses elvű (ez az) kikopás mentes :) és a hagyományos golyó és luk azaz mechanikus megoldású...
Örülök, hogy észrevettétek a hagyományos encodertől való különbséget!
Talán elméletben(?) el lehetne filózni azon is , hogyan lehetne csinálni egy ilyen tárcsát. (encodert :)
Elég nagy lehet... elég nagy átmérőn lehetne furni esetleg lukakat... nem is sokat... és az arretálás miatt talán nincs is szükség talán ezred mm. pontosságra...
Mert ilyen jelkimenetű encodert külön venni... nem hiszem... szerintem a gyártó cégek (nem sok van) ezeket sajátmaguk gyártják...
Örülök, hogy nem hagyott benneteket hidegen a tekerő problématika... már megijedtem, hogy teljes csönd lesz... érdektelenség...
Magánba kapott linkeket és adatlapokat is köszönöm! Nem felejtek senkinek semmit!
Hát az tényleg érdekes, hogy van ebből 25cpr-es változat is... de azt még nem láttam eladót... kb. 4-5 különbözőt lehet kapni ilyet de mind 100-as (adatlap)
Tehát valamiérrt az az elterjedtebb... gondolom...
Azonkívül megjegyzem, hogy (az adatlapokon biztos láttátok) két minőségi osztály van a mechanikai arretálás tekintetében:
Mégneses elvű (ez az) kikopás mentes :) és a hagyományos golyó és luk azaz mechanikus megoldású...
Örülök, hogy észrevettétek a hagyományos encodertől való különbséget!
Talán elméletben(?) el lehetne filózni azon is , hogyan lehetne csinálni egy ilyen tárcsát. (encodert :)
Elég nagy lehet... elég nagy átmérőn lehetne furni esetleg lukakat... nem is sokat... és az arretálás miatt talán nincs is szükség talán ezred mm. pontosságra...
Mert ilyen jelkimenetű encodert külön venni... nem hiszem... szerintem a gyártó cégek (nem sok van) ezeket sajátmaguk gyártják...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 22:40
Írta: bmejdz9nu Dátum 2007 december 01, 22:40
4X... a legtöbb "gyári" eszköz így csinálja... ha jók az infóim... bizztos nehezzebb és érzékenyebb de ez a "vállalati divat" ... :)
De ez a kérdéskör az encoder topikba való... lenene...
Gondolj bele a legtöbb mai szervó (amit láttam - DC) szinte mind 1000cpr-es encoderrel van szerelve (sajnos)... 1000 osztás/fordulat max. ? nem hiszem, hogy az ipar ezzel beérné... a 4000 elképzelhetőbb... számomra.
De ez a kérdéskör az encoder topikba való... lenene...
Gondolj bele a legtöbb mai szervó (amit láttam - DC) szinte mind 1000cpr-es encoderrel van szerelve (sajnos)... 1000 osztás/fordulat max. ? nem hiszem, hogy az ipar ezzel beérné... a 4000 elképzelhetőbb... számomra.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 22:57
Írta: svejk Dátum 2007 december 01, 22:57
Ne fárasszátok magatokat, Tibor45-öt úgy sem tudjátok meggyőzni a 4-szeres felbontás lehetőségéről.
Ezt már jópárszor-jópáran megpróbáltuk...
Azt azért érdekesnek találom hogy ez ellen tűzzel-vassal viaskodik, a servo motoros vezérlés topicban pedig ( #3304 ) egy legyintéssel elintézi a nagy zavarvédettségű jelátvitelt.
Ezt már jópárszor-jópáran megpróbáltuk...
Azt azért érdekesnek találom hogy ez ellen tűzzel-vassal viaskodik, a servo motoros vezérlés topicban pedig ( #3304 ) egy legyintéssel elintézi a nagy zavarvédettségű jelátvitelt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 23:01
Írta: 000000000 Dátum 2007 december 01, 23:01
Péter! Egyébként van 0 forintos megoldás is.
Nyugodtan fogjad a kézikerekedet, és kösd rá az
A, B csatornát a szervód step-dir bementére.
Működni fog, majd a kezeddel kitapasztalod
a lépésvesztési pontokat. Az A, B jel ugynis
már önmaga is felfogható egy step-dir jelnek.
Érdemes kipróbálnod.
Nyugodtan fogjad a kézikerekedet, és kösd rá az
A, B csatornát a szervód step-dir bementére.
Működni fog, majd a kezeddel kitapasztalod
a lépésvesztési pontokat. Az A, B jel ugynis
már önmaga is felfogható egy step-dir jelnek.
Érdemes kipróbálnod.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 23:06
Írta: 000000000 Dátum 2007 december 01, 23:06
Osszatok emberek, ne szorozzatok.:)
Megnézném én azt, hogy 8 órán át 50 Hz-es
egységugrással járatnánk a 4X rendszereiteket,
és 0 maradna a hiba.:)
Megnézném én azt, hogy 8 órán át 50 Hz-es
egységugrással járatnánk a 4X rendszereiteket,
és 0 maradna a hiba.:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 23:09
Írta: svejk Dátum 2007 december 01, 23:09
Ez így igaz!
Csak a jelszintekre kell figyelni.
Pár Ft plusszal pedig a step bemenetet kondival leválasztva a step jel tűimpulzus lesz.
(azért egy szkóp nem árt :))
Csak a jelszintekre kell figyelni.
Pár Ft plusszal pedig a step bemenetet kondival leválasztva a step jel tűimpulzus lesz.
(azért egy szkóp nem árt :))
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 23:12
Írta: bmejdz9nu Dátum 2007 december 01, 23:12
Valamit ezen már kapisgáltam... peresze az én kis agyam alapján... majdnem jó...
csak fordul írányváltáskor a step és a dir szerepköre...
De a lényeget jól látod!... csak még én nem látom... az a jó, hogy az egyik jel előbb jön egy kicsit ez lenne a dir a második a step... ...
de fordul... :) az a baj.
csak fordul írányváltáskor a step és a dir szerepköre...
De a lényeget jól látod!... csak még én nem látom... az a jó, hogy az egyik jel előbb jön egy kicsit ez lenne a dir a második a step... ...
de fordul... :) az a baj.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 23:12
Írta: svejk Dátum 2007 december 01, 23:12
A gyári szerkezeteknek mi lehet a titkuk?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 23:16
Írta: 000000000 Dátum 2007 december 01, 23:16
Svejk! Te imádod a zavarérzékeny megoldásokat!:)
Be ne tegyél differenciáló kondit,
"életveszélyes" lenne. A differenciáló elemeket
ha csak lehet, kerüljük minden téren.
Lehetőleg integrálni kell, azt lehet korlátlanul.:)
Be ne tegyél differenciáló kondit,
"életveszélyes" lenne. A differenciáló elemeket
ha csak lehet, kerüljük minden téren.
Lehetőleg integrálni kell, azt lehet korlátlanul.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 23:19
Írta: 000000000 Dátum 2007 december 01, 23:19
Nincs itt semmi baj, gondold végig.
Egy A,B csatornás encoder jel maga a step-dir
jel. Irányváltáskor, és rezonanciapontoknál
lehet csak baj, de a Te kézikereked racsnis,
ami itt zavarszűrű elem.
Egy A,B csatornás encoder jel maga a step-dir
jel. Irányváltáskor, és rezonanciapontoknál
lehet csak baj, de a Te kézikereked racsnis,
ami itt zavarszűrű elem.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 23:22
Írta: bmejdz9nu Dátum 2007 december 01, 23:22
Nem osztok... :)
Nem csak a Gecko csinálja már a szorzást... újabb "hobby" szervó vez. gyártó is erre a megoldásra jutott... a legújabb fejlesztésű áramköre alapján...
Egy Jumper... 4x-es ... jumper eldob...1X-es lesz... 4x-es bemeneti jel sokszorozás!!! Szintén!!!
egységugratás... már megint... de hagyjuk most... [#smile] De ha megnézel egy encoder adatlapot külön oszlopban szokták szerepeltetni a 4X-et... mint standart értéket... Jókat szoktam vigyorogni...a mérnökök nem tudnak számolni? vagy eleve erre tervezik (tervezték) az encodereket?
Nem kötekedésként, de én úgy vettem észre a 4X-es jelfeldolgozás* merevebben tartja a tengelyt az adott pozicióban... de ez már szervós téma lenne megintcsak a szervó topikban.
* Azonos cpr.
Nem csak a Gecko csinálja már a szorzást... újabb "hobby" szervó vez. gyártó is erre a megoldásra jutott... a legújabb fejlesztésű áramköre alapján...
Egy Jumper... 4x-es ... jumper eldob...1X-es lesz... 4x-es bemeneti jel sokszorozás!!! Szintén!!!
egységugratás... már megint... de hagyjuk most... [#smile] De ha megnézel egy encoder adatlapot külön oszlopban szokták szerepeltetni a 4X-et... mint standart értéket... Jókat szoktam vigyorogni...a mérnökök nem tudnak számolni? vagy eleve erre tervezik (tervezték) az encodereket?
Nem kötekedésként, de én úgy vettem észre a 4X-es jelfeldolgozás* merevebben tartja a tengelyt az adott pozicióban... de ez már szervós téma lenne megintcsak a szervó topikban.
* Azonos cpr.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 23:25
Írta: 000000000 Dátum 2007 december 01, 23:25
Szomorú vagyok, hogy nem műszaki érzéked
nem tesz különbséget 4X és 1X között.
Én a maradék 3X-et inkáb hibanalízisre tartogatok
a biztos döntés érdekében, és ezzel minden
komoly ipari jelfeldolgozó elmélet is így van.
Te meg menj direktbe, és hegyezd ki a
végletekig a technikádat, mit bánom én, mit
csináltok. Tanácsként pofázok erről már
kezdettől fogva, a műszaki érvek úgysem
számítanak.:)
nem tesz különbséget 4X és 1X között.
Én a maradék 3X-et inkáb hibanalízisre tartogatok
a biztos döntés érdekében, és ezzel minden
komoly ipari jelfeldolgozó elmélet is így van.
Te meg menj direktbe, és hegyezd ki a
végletekig a technikádat, mit bánom én, mit
csináltok. Tanácsként pofázok erről már
kezdettől fogva, a műszaki érvek úgysem
számítanak.:)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 23:28
Írta: bmejdz9nu Dátum 2007 december 01, 23:28
De fordul a dolog írányváltáskor... ez a baj!
Ha pl. óramutató járásával azonosan lassan tekerem minden ok. Pl. A kimentet dir. B kimenet step.
De ha óramutató járásával ellenkezőleg akkor A kimenet step és a B kimenet lesz a dir!
Tehát a forgásíránytól függ, hogy melyik kimeneten lesz előbb jel (ez lenne hivatni a dir-t) !? [#fejvakaras]
Rezonancia mentes eléggé... a mechanikai megoldás miatt.... azzal nincs gond...
Ha pl. óramutató járásával azonosan lassan tekerem minden ok. Pl. A kimentet dir. B kimenet step.
De ha óramutató járásával ellenkezőleg akkor A kimenet step és a B kimenet lesz a dir!
Tehát a forgásíránytól függ, hogy melyik kimeneten lesz előbb jel (ez lenne hivatni a dir-t) !? [#fejvakaras]
Rezonancia mentes eléggé... a mechanikai megoldás miatt.... azzal nincs gond...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 23:29
Írta: 000000000 Dátum 2007 december 01, 23:29
Na ezért is ilyen sz@r dinamikájú a szervód,
mert szorzol, és nevetséges 125-ös encoderből
csinálsz 500-asat. Egységugrás teszt kimutatta,
nem emlékeszel?:) Persze tudom, makacs vagy...
mert szorzol, és nevetséges 125-ös encoderből
csinálsz 500-asat. Egységugrás teszt kimutatta,
nem emlékeszel?:) Persze tudom, makacs vagy...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 01, 23:31
Írta: 000000000 Dátum 2007 december 01, 23:31
Próbáld már ki, mert nem érted az egészet,
csak írsz, írsz, írsz.
csak írsz, írsz, írsz.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 23:40
Írta: svejk Dátum 2007 december 01, 23:40
Ez is igaz..de itt mégiscsak egy kézikerékről van szó..
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 23:43
Írta: bmejdz9nu Dátum 2007 december 01, 23:43
Tibor. Úgy utálom ezt a 4x-et mint te!
Utálom mert valóban igazad van a 125-ös encoder nem jó! hiába szorozza fel 4x-re... nem ok!!! Nem tartja meg a tengelyt exaktul az 500 él!
Sajnos csak egy tökéletes megoldás van, és ez plusz 39 USD... a sokszorozó G902 opció a G320-hoz vagy eleve G340 ... (az is átkötve...4 szerezésre... emlékszel rajzoltuk, vázoltuk a sokszorót az encoder topikban)
Így (speciálisan átkötve) egy 500cpr-es encoder 500-as lesz... de 2000-es (4x500) pontossággal tartja a tengelyt... Ha nem így van... akkor jönnek az instabil és szinte beállíthatatlan effektek*... túlfutás főként, ha nem exponenciális a görbe ill. kicsi a ramp time(!).... stb...
Bárcsak a tiedről ill. mások vezérlőjéről lenne egy block vázlat (mint a Gecko-ról)... talán másként látnám a dolgot... te a titok az titok... a titok marad... én meg szeretem azokat a dolgokat amiket értek és átlátom!
* A Machnál más a helyzet... ott ha nagy a kimenetei freki mellőzhető a sokszorozó... ha tud min. 60Khz-et... értelemszerű... a Mach maga a sokszorozó... :)
Utálom mert valóban igazad van a 125-ös encoder nem jó! hiába szorozza fel 4x-re... nem ok!!! Nem tartja meg a tengelyt exaktul az 500 él!
Sajnos csak egy tökéletes megoldás van, és ez plusz 39 USD... a sokszorozó G902 opció a G320-hoz vagy eleve G340 ... (az is átkötve...4 szerezésre... emlékszel rajzoltuk, vázoltuk a sokszorót az encoder topikban)
Így (speciálisan átkötve) egy 500cpr-es encoder 500-as lesz... de 2000-es (4x500) pontossággal tartja a tengelyt... Ha nem így van... akkor jönnek az instabil és szinte beállíthatatlan effektek*... túlfutás főként, ha nem exponenciális a görbe ill. kicsi a ramp time(!).... stb...
Bárcsak a tiedről ill. mások vezérlőjéről lenne egy block vázlat (mint a Gecko-ról)... talán másként látnám a dolgot... te a titok az titok... a titok marad... én meg szeretem azokat a dolgokat amiket értek és átlátom!
* A Machnál más a helyzet... ott ha nagy a kimenetei freki mellőzhető a sokszorozó... ha tud min. 60Khz-et... értelemszerű... a Mach maga a sokszorozó... :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 23:45
Írta: bmejdz9nu Dátum 2007 december 01, 23:45
próbáltam... de holnap majd megegyszer... de ezt láttam a szkópon...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 23:47
Írta: svejk Dátum 2007 december 01, 23:47
Én is szomorú vagyok hogy a "nem műszaki" érzékemre akarsz hatni , ahelyett hogy a kérdésemre válaszolnál érdemben.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 01, 23:53
Írta: bmejdz9nu Dátum 2007 december 01, 23:53
Biztos spórol a az encoder feldolgozó IC-n... Ezért kell még egy csomó jel neki... A pénzt is biztos kétszer is átszámolja... biztos ami biztos ... [#nyes]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 01, 23:59
Írta: svejk Dátum 2007 december 01, 23:59
Rajzold le magadnak a két csatorna jelét mindkét irány esetén, és megfigyelheted hogy az egyik irányban a A csatorna felfutó élei a B csatorna L szintjére esik, másik irányban pedig a H szintjére.
(feltételezve, hogy a vezérlőd step bemenete + élvezérelt, és a B csatornát a Dir bemenetre kötöd)
(feltételezve, hogy a vezérlőd step bemenete + élvezérelt, és a B csatornát a Dir bemenetre kötöd)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 00:01
Írta: bmejdz9nu Dátum 2007 december 02, 00:01
Holnap mégegyszer megnézem... és videót is csinálok... ahogy a szkópon változnak a jelek... :) meglátjuk. Remélem rosszul láttam. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 08:54
Írta: 000000000 Dátum 2007 december 02, 08:54
svejk-nek igaza van! Minden quadrat egyben Step/Dir is, csak egy adott csatorna, egy adott típusú élre (pl. A csatorna felfutó élére) kell vonatkoztatni!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 09:31
Írta: bmejdz9nu Dátum 2007 december 02, 09:31
Megcsináltam a tesztet...
A és B kimenet látszik a szkópon... Elég nehéz volt a két osztás között megtartani ilyen finoman... 20 videót csináltam mire 2 imigy amúgy sikerült... ez egyikbe van egy prellezés :) (Tudom Harmonic drive-al kellene... :)
Ha ez olyan egyszerű... melyik a step és dir? mert én még most sem látom így... olyan egyszerűnek... a nulla forintos megoldást :)
Az egyik jel előbb jön a másik utánna... ez ok. de forgás irányváltáskor a dolog megfordul...
Óramutatóval azonos forgásirány VIDEO.
Óramutató forgásával ellentétes VIDEO.
A és B kimenet látszik a szkópon... Elég nehéz volt a két osztás között megtartani ilyen finoman... 20 videót csináltam mire 2 imigy amúgy sikerült... ez egyikbe van egy prellezés :) (Tudom Harmonic drive-al kellene... :)
Ha ez olyan egyszerű... melyik a step és dir? mert én még most sem látom így... olyan egyszerűnek... a nulla forintos megoldást :)
Az egyik jel előbb jön a másik utánna... ez ok. de forgás irányváltáskor a dolog megfordul...
Óramutatóval azonos forgásirány VIDEO.
Óramutató forgásával ellentétes VIDEO.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 09:35
Írta: 000000000 Dátum 2007 december 02, 09:35
Szúrjál ki egy csatorna felfutó élét és nézd hozzá a másik csatorna szintjét! Az egyik irányba magas, a másikba alacsony lesz! pont ez kell a Step/Dir-hez! És kész...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 09:36
Írta: 000000000 Dátum 2007 december 02, 09:36
Erősen átt ment ez a topic elektronikába...[#pardon1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 09:37
Írta: 000000000 Dátum 2007 december 02, 09:37
Tök mindegy melyiket tekinted Step-nek, a másik Dir lesz!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 09:38
Írta: bmejdz9nu Dátum 2007 december 02, 09:38
Na akkor iszok még egy kávét mert ez magas nekem... :)
Pontosabban nem írnád le... [#miaz]
Pontosabban nem írnád le... [#miaz]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 09:39
Írta: bmejdz9nu Dátum 2007 december 02, 09:39
Ez egy mechanikai ötlet... a kerék... és megoldása... szerintem. Talán utángyártható is...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 09:40
Írta: bmejdz9nu Dátum 2007 december 02, 09:40
De a Dir jelnek előbb kell érkezni mint a step jelnek... ha a forgásirány megváltozik akkor ez nem teljesül...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 09:45
Írta: 000000000 Dátum 2007 december 02, 09:45
Áhhh, majd lerajzolom![#wink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 09:49
Írta: 000000000 Dátum 2007 december 02, 09:49
Reménytelen eset vagy Péter!:)
Csak azon csodálkozom, hogy ezen "tudásod"
alapján hogy is mersz ilyen bátran szervo témákban
állást foglalni, amikor még egy alap encoder
működését sem érted.:)[#nyes]
Csak azon csodálkozom, hogy ezen "tudásod"
alapján hogy is mersz ilyen bátran szervo témákban
állást foglalni, amikor még egy alap encoder
működését sem érted.:)[#nyes]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 09:51
Írta: bmejdz9nu Dátum 2007 december 02, 09:51
Köszi!!!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 09:54
Írta: bmejdz9nu Dátum 2007 december 02, 09:54
Rájöttem, hogy nem élekben gondolkodok mint ti...hanem logikai jelekben... ez a baj.... Ez ez persze égő... de lehet, hogy te sem tudod? Vagy nem akarod?
Ezért láthatóan szervógyártás ügyben olyan "veszélytelen" vagyok mint az impotens férfi a háremben... [#nyes]
Tehát én csak a legjobban akarom felhasználni az elérhető technikákat = hobbysta.
Ezért láthatóan szervógyártás ügyben olyan "veszélytelen" vagyok mint az impotens férfi a háremben... [#nyes]
Tehát én csak a legjobban akarom felhasználni az elérhető technikákat = hobbysta.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 09:58
Írta: 000000000 Dátum 2007 december 02, 09:58
Ha még van értelme...

Előre irány

hátra irány
A lényeg az él detektálása és abban a pillanatban a B csatorna szintje!
Előre irány
hátra irány
A lényeg az él detektálása és abban a pillanatban a B csatorna szintje!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 10:03
Írta: bmejdz9nu Dátum 2007 december 02, 10:03
Ráolvasol = ? [#miaz]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 10:05
Írta: 000000000 Dátum 2007 december 02, 10:05
Vagy letárolod (pl. 74LS74-el)!
Én PIC-ben gondolkodok (ott is tárolom és később olvasom le).
Ez olyan lassú feladat, hogy PIC-el simán "ráolvashatok" akár és ok lesz!
Én PIC-ben gondolkodok (ott is tárolom és később olvasom le).
Ez olyan lassú feladat, hogy PIC-el simán "ráolvashatok" akár és ok lesz!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 10:14
Írta: bmejdz9nu Dátum 2007 december 02, 10:14
Ok megnézem a 74LS74-et... csak én Nullaforontos :) megoldást kerestem magamban... :)
Sajnos PIC-hez nem értek... (és nem is fogok)... A 74xx-eseket (és hasonló) még nagyjából ismerem, de a suliban nem a digitális tudásommal voltam elektronikából 5-ös, hanem az analóg dolgaimmal (főleg hangtechnika, pedíg csak 2-en voltunk 5-ös... hogy "felvágjak"... Tibornak :)
Sajnos PIC-hez nem értek... (és nem is fogok)... A 74xx-eseket (és hasonló) még nagyjából ismerem, de a suliban nem a digitális tudásommal voltam elektronikából 5-ös, hanem az analóg dolgaimmal (főleg hangtechnika, pedíg csak 2-en voltunk 5-ös... hogy "felvágjak"... Tibornak :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 10:37
Írta: 000000000 Dátum 2007 december 02, 10:37
A ráolvasást a PC (akár WinPC-NC) végzi el!!!
(én meg már vezérlőben gondolkottam...)
(én meg már vezérlőben gondolkottam...)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 11:04
Írta: bmejdz9nu Dátum 2007 december 02, 11:04
Ez nekem nem való... :) Meghaladja a képességeimet... :)
Már lesegetem az encoder jel feldolgozó cél IC-ket... szép számmal vannak... de olyan drágát mint Tibor írt nem találok... :)
Benük van "minden mi finom falat" és egyszerűek... (csak itthon nem találtam, 1-2 db-ot rendelni meg nem érdemes... :) X1, X2,X4 választható választható kimeneti mód, jel szélesség...filter... stb...mindezt 8 lábon! :) én sajnos csak ennyit tudok...
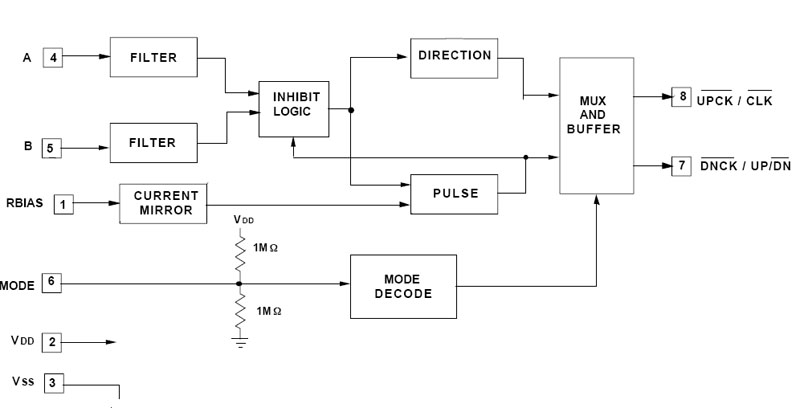
Már lesegetem az encoder jel feldolgozó cél IC-ket... szép számmal vannak... de olyan drágát mint Tibor írt nem találok... :)
Benük van "minden mi finom falat" és egyszerűek... (csak itthon nem találtam, 1-2 db-ot rendelni meg nem érdemes... :) X1, X2,X4 választható választható kimeneti mód, jel szélesség...filter... stb...mindezt 8 lábon! :) én sajnos csak ennyit tudok...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 11:48
Írta: 000000000 Dátum 2007 december 02, 11:48
Péter! Összeszedem minden türelmem, és
megpróbálok Neked segíteni. A #2443-ban
leírtam, mit kellene csinálni.
A kézikereked A csatornáját kösd össze a
szervo STEP bemenetével, a B csatornáját
pedig a DIR bemenetével. A GND-k összekötése
a harmadik drót. Ennyi az egész.
Ahogyan forgatod majd a kézikereket, úgy fog
a motor is fordulni.
Azt azért nézd meg, hogy mekkora kimenő árama
van max. a kézikeréknek, nehogy a szervo
bemenete leterhelje, bár ezt nem hinném.
megpróbálok Neked segíteni. A #2443-ban
leírtam, mit kellene csinálni.
A kézikereked A csatornáját kösd össze a
szervo STEP bemenetével, a B csatornáját
pedig a DIR bemenetével. A GND-k összekötése
a harmadik drót. Ennyi az egész.
Ahogyan forgatod majd a kézikereket, úgy fog
a motor is fordulni.
Azt azért nézd meg, hogy mekkora kimenő árama
van max. a kézikeréknek, nehogy a szervo
bemenete leterhelje, bár ezt nem hinném.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 11:54
Írta: bmejdz9nu Dátum 2007 december 02, 11:54
ok. köszi, megpróbálom...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 14:41
Írta: 000000000 Dátum 2007 december 02, 14:41
Lehet, hogy Vcc is kell neki...[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2007 december 02, 17:57
Írta: csg67 Dátum 2007 december 02, 17:57
Lehet, hogy az általad ismert elméletek a 1X kiértékelést favorizálják, de az én tudomásom szerint a TTL-es ipari CNC-k mindegyike 4X kiértékelést csinál.
Egyébként nem értelek, hogy miért kellene 1X kiértékelést csinálni és a 3X-et hibaanalízisre fordítani. Miért ne lehetne 4X kiértékelés és hibaanalízis? Persze ez nem kérdés, mert az ipari CNC-k így csinálják. Ha hiba van, akkor úgyis meg kell állni.
Persze a TTL jel -úgy ahogy van- használhatatlan, nem véletlen, hogy a mai ipari CNC-k szinuszos jeleket fogadnak.
Egyébként nem értelek, hogy miért kellene 1X kiértékelést csinálni és a 3X-et hibaanalízisre fordítani. Miért ne lehetne 4X kiértékelés és hibaanalízis? Persze ez nem kérdés, mert az ipari CNC-k így csinálják. Ha hiba van, akkor úgyis meg kell állni.
Persze a TTL jel -úgy ahogy van- használhatatlan, nem véletlen, hogy a mai ipari CNC-k szinuszos jeleket fogadnak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 18:47
Írta: 000000000 Dátum 2007 december 02, 18:47
"Miért ne lehetne 4X kiértékelés és hibaanalízis?"
Mert nem marad mit kiértékelni, hiszen minden
encoder él éles döntési alap, míg a másiknál van 3
szabad él, amiket lehet analizálni és a
beérkező negyedikkel összevetni.
Eleve a legjobb ipari CNC gépek absolut jeladókat
használnak, tehát tárgytalan az X1 vagy X4.
Mert nem marad mit kiértékelni, hiszen minden
encoder él éles döntési alap, míg a másiknál van 3
szabad él, amiket lehet analizálni és a
beérkező negyedikkel összevetni.
Eleve a legjobb ipari CNC gépek absolut jeladókat
használnak, tehát tárgytalan az X1 vagy X4.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 19:24
Írta: bmejdz9nu Dátum 2007 december 02, 19:24
4x-en már túl...
az ember már a 4. X túl mindent 4x meggondol... 4x számol mindent... mert semmi sem biztos... [#wink]
Én más miatt (leírtam már) szeretem és egyben nem szeretem a 4X-es módot...
az ember már a 4. X túl mindent 4x meggondol... 4x számol mindent... mert semmi sem biztos... [#wink]
Én más miatt (leírtam már) szeretem és egyben nem szeretem a 4X-es módot...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 02, 20:18
Írta: svejk Dátum 2007 december 02, 20:18
Ja , tápot nem elfelejteni..:)
Szerencséje van Péternek mert még felhúzó ellenállás sem kell,(TP-s a kimenet, tényleg 0 forintos lesz:)) illetve az adatlapot elnézve 15/20 mA-ral terhelhető a kimenet ami jóval több mint amit még az optoval leválsztott vezérlők is felvesznek.
(tényleg azt nem irtad hány voltos változatod van?)
Ha mégis többet számol a vezérlő egy kattanásra, akkor pedig a step jelre egy monostabil melynek időzítése rövidebb mint a leggyorsabb tekerésed impulzusszélességei.
Szerencséje van Péternek mert még felhúzó ellenállás sem kell,(TP-s a kimenet, tényleg 0 forintos lesz:)) illetve az adatlapot elnézve 15/20 mA-ral terhelhető a kimenet ami jóval több mint amit még az optoval leválsztott vezérlők is felvesznek.
(tényleg azt nem irtad hány voltos változatod van?)
Ha mégis többet számol a vezérlő egy kattanásra, akkor pedig a step jelre egy monostabil melynek időzítése rövidebb mint a leggyorsabb tekerésed impulzusszélességei.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 20:25
Írta: 000000000 Dátum 2007 december 02, 20:25
Látod Péter én nem írtam a tápot, mert azért
arra már nem gondoltam, hogy még tápfeszt sem
adsz a kézikerekednek! Látod mégis én tartalak
a legtöbbre!:)[#nevetes1]
arra már nem gondoltam, hogy még tápfeszt sem
adsz a kézikerekednek! Látod mégis én tartalak
a legtöbbre!:)[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2007 december 02, 20:40
Írta: Rinaldo Dátum 2007 december 02, 20:40
Tibor45 ezt nagyon frappánsan sikerült megoldanod..[#taps]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2007 december 02, 20:57
Írta: svejk Dátum 2007 december 02, 20:57
Én például hajlamos vagyok az ilyenekre (tápfeszt elfelejteni) :(
Egyébként rengeteg mechanikus, A/B kimenetű kézikerék létezik...Persze nem ipari alkalmazásokhoz...
Gyakorlatilag az A/B csatornát egy-egy mechanikus kapcsoló testre huzogatja a 90 fokos eltéréssel.
Egyébként rengeteg mechanikus, A/B kimenetű kézikerék létezik...Persze nem ipari alkalmazásokhoz...
Gyakorlatilag az A/B csatornát egy-egy mechanikus kapcsoló testre huzogatja a 90 fokos eltéréssel.
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2007 december 02, 21:35
Írta: csg67 Dátum 2007 december 02, 21:35
"Mert nem marad mit kiértékelni, hiszen minden
encoder él éles döntési alap, míg a másiknál van 3
szabad él, amiket lehet analizálni és a
beérkező negyedikkel összevetni."
Ez egyáltalán nem zárja ki a 4X kiértékelést, csupán annyit tesz, hogy egy-két impuzust esetleg még beszámol mielőtt vészleállást csinál. Így működnek. Tudom.
Szerinted egy abszolút jeladóban "belül" mi van? Ott is minden negyedik élváltozást vesznek csak komolyan?
encoder él éles döntési alap, míg a másiknál van 3
szabad él, amiket lehet analizálni és a
beérkező negyedikkel összevetni."
Ez egyáltalán nem zárja ki a 4X kiértékelést, csupán annyit tesz, hogy egy-két impuzust esetleg még beszámol mielőtt vészleállást csinál. Így működnek. Tudom.
Szerinted egy abszolút jeladóban "belül" mi van? Ott is minden negyedik élváltozást vesznek csak komolyan?
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2007 december 02, 21:42
Írta: csg67 Dátum 2007 december 02, 21:42
Esetleg utána is nézhetsz, hogy csak egy hazai példát mutassak:
http://www.nct.hu/pdf/NC_Documents/Magyar/Telepites/magtel.pdf
2.8.2 fejezet: A jeladók csatlakozóinak bekötése
http://www.nct.hu/pdf/NC_Documents/Magyar/Telepites/magtel.pdf
2.8.2 fejezet: A jeladók csatlakozóinak bekötése
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 21:50
Írta: bmejdz9nu Dátum 2007 december 02, 21:50
5V-os verzió.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 21:51
Írta: bmejdz9nu Dátum 2007 december 02, 21:51
5V-os verzió.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 21:51
Írta: bmejdz9nu Dátum 2007 december 02, 21:51
[#worship]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 02, 21:51
Írta: bmejdz9nu Dátum 2007 december 02, 21:51
[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 02, 22:28
Írta: 000000000 Dátum 2007 december 02, 22:28
"Szerinted egy abszolút jeladóban "belül" mi van? Ott is minden negyedik élváltozást vesznek csak komolyan?"
A kérdésedből arra következtetek, hogy
még a jeladók absolut és relatív minősítését
is másképpen értelmezzük.
Az említett pdf leírás pedig egy konkrét
vezérlő jelfeldolgozására vonatkozik,
ők is a veszélyesebb utat választották.
Sajnálom, hogy Veled sem tudtam megértetni,
műszaki érveimet, miért tartom rosszabbnak
z X4 üzemmódod.
Azért egy 8 órán át tartó folyamatos 50 Hz-es
egységugrás tesztet javasolnék Neked is,
ha már ennyire magabiztos vagy a szorzásban,
és nem látsz kockázati különbséget.
Többet erről a témáról sem szeretnék senkivel
vitázni, felőlem 64-szeres szorzással működő
szabályzót is használhattok.:)[#csodalk]
A kérdésedből arra következtetek, hogy
még a jeladók absolut és relatív minősítését
is másképpen értelmezzük.
Az említett pdf leírás pedig egy konkrét
vezérlő jelfeldolgozására vonatkozik,
ők is a veszélyesebb utat választották.
Sajnálom, hogy Veled sem tudtam megértetni,
műszaki érveimet, miért tartom rosszabbnak
z X4 üzemmódod.
Azért egy 8 órán át tartó folyamatos 50 Hz-es
egységugrás tesztet javasolnék Neked is,
ha már ennyire magabiztos vagy a szorzásban,
és nem látsz kockázati különbséget.
Többet erről a témáról sem szeretnék senkivel
vitázni, felőlem 64-szeres szorzással működő
szabályzót is használhattok.:)[#csodalk]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 03, 08:00
Írta: bmejdz9nu Dátum 2007 december 03, 08:00
Milyen encoder szorzásra gondolsz ilyenkor... amikor encoder szorzást emlegetsz? Kifejtenéd?
Encoder jelet szorozni lehetetlen (azaz teljesen értelmetlen) tudtommal.
A 4x-es encoder üzemmód = a 4 él figyelése, feldolgozása, ha jól tudom.
Encoder jelet szorozni lehetetlen (azaz teljesen értelmetlen) tudtommal.
A 4x-es encoder üzemmód = a 4 él figyelése, feldolgozása, ha jól tudom.
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2007 december 03, 08:05
Írta: csg67 Dátum 2007 december 03, 08:05
"Azért egy 8 órán át tartó folyamatos 50 Hz-es
egységugrás tesztet javasolnék Neked is,
ha már ennyire magabiztos vagy a szorzásban,
és nem látsz kockázati különbséget"
Minden CNC gyártó alaposan teszteli a vezérléseit, különös tekintettel a jeladó jeleinek fogadására. Az említett gyártó is sok év fejlesztését és tapasztalatát építette bele ebbe a funkcióba.
Azok az ipari vezérlők, melyek TTL jeleket (is) fogadnak, kihasználják a 4X lehetőségét. A példában említett vezérlőkből ezres darabszám működik nap-nap után jeladó hiba, illetve méretszórás nélkül.
Ezekről a tényekről tényleg nincs mit vitatkozni, említeni is csupán azért bátorkodtam, hogy a tisztelt hálótársaknak legyen ismeretük az ipari megoldásokról.
Egyébként egy korábbi hozzászólásomban a TTL jeleket úgy ahogy vannak elképesztő hülyeségnek mondtam a mérőrendszereknél. Szinuszos jeleket, illetve adatokat (abszolút jeladók) sokkal nagyobb biztonsággal lehet továbbítani az esetenként többször tíz méteres távolságban lévő vezérlőhöz.
egységugrás tesztet javasolnék Neked is,
ha már ennyire magabiztos vagy a szorzásban,
és nem látsz kockázati különbséget"
Minden CNC gyártó alaposan teszteli a vezérléseit, különös tekintettel a jeladó jeleinek fogadására. Az említett gyártó is sok év fejlesztését és tapasztalatát építette bele ebbe a funkcióba.
Azok az ipari vezérlők, melyek TTL jeleket (is) fogadnak, kihasználják a 4X lehetőségét. A példában említett vezérlőkből ezres darabszám működik nap-nap után jeladó hiba, illetve méretszórás nélkül.
Ezekről a tényekről tényleg nincs mit vitatkozni, említeni is csupán azért bátorkodtam, hogy a tisztelt hálótársaknak legyen ismeretük az ipari megoldásokról.
Egyébként egy korábbi hozzászólásomban a TTL jeleket úgy ahogy vannak elképesztő hülyeségnek mondtam a mérőrendszereknél. Szinuszos jeleket, illetve adatokat (abszolút jeladók) sokkal nagyobb biztonsággal lehet továbbítani az esetenként többször tíz méteres távolságban lévő vezérlőhöz.
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2007 december 03, 08:11
Írta: csg67 Dátum 2007 december 03, 08:11
Van rá ipari példa. Olyankor alkalmazzák, amikor a jeladó jeléből állítják elő a tacho jelet a hajtásnak (hogy lassú fordulatnál ne legyen darabos, és persze senkit sem zavar, ha egy-két impulzus időnként elvész, vagy ha nem teljesen egyenletes). Megjegyzem elég igénytelen megoldás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 20:47
Írta: 000000000 Dátum 2007 december 03, 20:47

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 20:47
Írta: 000000000 Dátum 2007 december 03, 20:47

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 20:49
Írta: 000000000 Dátum 2007 december 03, 20:49

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 20:52
Írta: 000000000 Dátum 2007 december 03, 20:52
Szükségmegoldás,gyártom a következő géphez az alkatrészeket.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 20:54
Írta: 000000000 Dátum 2007 december 03, 20:54

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 21:14
Írta: 000000000 Dátum 2007 december 03, 21:14
A következő gépem80x80x4-es zártszelvény, betonnal kiöntve,olyan nehéz,alíg bírom megemelni,a talin majd számítok a segítségetekre.1000x680mm magassága 700mm.A tengelyek 50mm átmérőjű huzott köracél,műanyag csúszócsapággyal szeretném mozgatni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 21:16
Írta: 000000000 Dátum 2007 december 03, 21:16
Az y-tengely magassága állítható lessz.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 03, 22:17
Írta: bmejdz9nu Dátum 2007 december 03, 22:17
tehát a kereszt hidat lehet emelni... Na akkor sietek, hogy én legyek az első... [#wink] Ebben a "műfajban" ... [#smile] Már alakulok...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 22:22
Írta: 000000000 Dátum 2007 december 03, 22:22
Péter!
tegyél be képet,jól jön az ötlet
tegyél be képet,jól jön az ötlet
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 22:26
Írta: 000000000 Dátum 2007 december 03, 22:26
A tengely tartóbakjai 100x100x60mm a luk átmérője 50mm
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 03, 22:34
Írta: bmejdz9nu Dátum 2007 december 03, 22:34
Teszek, de most készül... két 15-ös lináron 2-2 kocsival, 16/4-es trapézmenet, 100mm fix emelés... talán a motoros hajtásról leteszek... :) végül is csak 2,5 fordulat :)
Persze alul felül (állítható) referencia pontba kell ütköznie... hogy pontos legyen... az alsó állásban főként! Emelés csak satu és forgatóegység alkalmazásnál lesz szükség... hátra van még a végpontokon a mechanikai rögzítés a rezonanciák elkerülése végett...
Persze alul felül (állítható) referencia pontba kell ütköznie... hogy pontos legyen... az alsó állásban főként! Emelés csak satu és forgatóegység alkalmazásnál lesz szükség... hátra van még a végpontokon a mechanikai rögzítés a rezonanciák elkerülése végett...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 22:57
Írta: 000000000 Dátum 2007 december 03, 22:57
Én a rögzítést az alu tömbök réselésével,és imbuszcsavarral való szorításával oldom meg
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 03, 22:57
Írta: 000000000 Dátum 2007 december 03, 22:57
Én a rögzítést az alu tömbök réselésével,és imbuszcsavarral való szorításával oldom meg
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 04, 06:51
Írta: bmejdz9nu Dátum 2007 december 04, 06:51
A tökéletes az lennne ha az ütközők acélból lennének (ferdén, hogy valamennnyire összefeszüljenek) és a szorítócsavarok valami szárnyas csavar szerrű azaz kézzel szorítható...
Ha motorok hajtanák, akkor a reteszelést elvégezné a feszítőerő... (ha kicsit ferdén lennének az ütköző bakok.)
Ha motorok hajtanák, akkor a reteszelést elvégezné a feszítőerő... (ha kicsit ferdén lennének az ütköző bakok.)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2007 december 04, 18:36
Írta: yuagaci9g Dátum 2007 december 04, 18:36
Meselj mar kicsit a beton kiontesrol, megvibraltad?
mennyire pontosan adtad hozza a szamitott vizet,
vagy mi lett a folosleggel?
kirosszad e valaha?
mennyire pontosan adtad hozza a szamitott vizet,
vagy mi lett a folosleggel?
kirosszad e valaha?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 04, 20:11
Írta: 000000000 Dátum 2007 december 04, 20:11
A betont olyan sűrűre kevertem.hogy éppen follyon,egy léccel gyömöszköltem,és gumikalapáccsal ütögettem.A töltendő zártszelvénynek az alját befenekeltem,függőbe állítottam és úgy toltottem bele a betont,ha megtelt,lefedtem és leheggesztettem.Gondolom, hogy acement kötéskor elhasználja a benne lévő vizet.Amikor töltöttem, az utolsó 10 centimétert száraz keverékkel töltöttem meg, hogy tudjak heggeszteni a képződő gőz miatt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 04, 20:20
Írta: 000000000 Dátum 2007 december 04, 20:20
Én az y-híd mozgatását kézi kerékkel tervezem megoldani,úgyis csak alkalomszerűen kell használni.A pontos magasság beállításához pedig jobbról-balról egy-egy 300mm-es digitális tolómérőt szerelek fel ezzel 0,01mm pontosan beállítható.A Vaterán viszonylag olcsón lehet venni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 04, 20:22
Írta: 000000000 Dátum 2007 december 04, 20:22
Vbodí barátunknak igaza van. A cementben lévő márga nevü anyag (hasonlóan a gipszhez) önmagától kiszárad amikor felveszi az un. kristályvizét. Persze tudni kell mennyi vizet képes maradéktalanul a kristályszerkezetébe beépíteni. Kémiai tanulmányaimból emlékezve elég sok vízet (kb. saját súlyának megfelelőt is) meg tud megkajálni. Egyébként ennek pontosan utána lehet nézni a márga nevű ásvány paramétereinél. Természetesen a megkötött víz mennyisége függ a cement szárazságától is. Ezért azt ha kell, még pótlólag hevíteni, azaz műszárítani is lehet...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 04, 21:16
Írta: bmejdz9nu Dátum 2007 december 04, 21:16
Minek a digitális tolómérő? több helyzete is lesz azért? Ha csak kettő... alul - felül akkor egyszer elég kalibrálni az ütközőket...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 04, 21:24
Írta: 000000000 Dátum 2007 december 04, 21:24
Igen, tetszőleges helyzetben rögzíthető, elég nagy a mozgástér.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 04, 21:48
Írta: bmejdz9nu Dátum 2007 december 04, 21:48
Hát akkor az talán a legjobb megoldás...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 04, 22:32
Írta: bmejdz9nu Dátum 2007 december 04, 22:32
Ezt a gépet sasoljátok meg...
Ezt... hogyan tette bele pontosan...?
Itt a honlapja.... vannak nagyobb képek is... www.vk-technik.de


Ezt... hogyan tette bele pontosan...?
Itt a honlapja.... vannak nagyobb képek is... www.vk-technik.de
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 05, 07:11
Írta: 000000000 Dátum 2007 december 05, 07:11
Talan excenteresen allithatok a gorgok. Iseles kocsik is ilyenek, amelyiknel gorgo van.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 december 05, 08:42
Írta: Motoros Dátum 2007 december 05, 08:42
Én nem használok excenteres tengelyt, egyszer kijátszottam a tengelytávot és a furatokat ha pontosan készítem akkor egyformán húzósan gurul. Persze a lyukakat nem kirnerrel vagy fúrósablonnal kell feljelölni.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 05, 09:18
Írta: bmejdz9nu Dátum 2007 december 05, 09:18
Én is szeretnék egyszer ilyen megoldást csinálni... Egy nagy munkaterületű gépnél... Ahol már megfizethetetlen a lináris kocsik...:)
De mindíg aggodalmaim vannak... persze nem gyári speciális profilt szeretnék, ha elkerülhető...
Arra is gondoltam, hogyha pl. 2,5 méteren van 0.1mm hiba...(egy ekkora munkafelületnél elmegy...) akkor nem lenne jó valami erős rugóval feszíteni a csapágyak egyik felét? Azaz nagyobb erővel mint amit munka közbe kaphat...
Így ha "törmelék" kerülne a vezetőre... át is tudná... mert engedne...
De mindíg aggodalmaim vannak... persze nem gyári speciális profilt szeretnék, ha elkerülhető...
Arra is gondoltam, hogyha pl. 2,5 méteren van 0.1mm hiba...(egy ekkora munkafelületnél elmegy...) akkor nem lenne jó valami erős rugóval feszíteni a csapágyak egyik felét? Azaz nagyobb erővel mint amit munka közbe kaphat...
Így ha "törmelék" kerülne a vezetőre... át is tudná... mert engedne...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 december 05, 10:19
Írta: Motoros Dátum 2007 december 05, 10:19
Egy rugós feszítéssel ezt a bevált egyszerű dolgot is csak el lehetne bonyolítani. A 2 méteres gépnél örülnél Te az 1 tizednek.
Fix feszítés kell. A koszra egy csöppet sem érzékeny, de ha nagy a por akkor elé mögé lehet egy seprűt tenni. A csapágykerék csak két ponton érintkezik a rúddal..szinte lenyomja a koszt, ez ezért jobb is mint a félkörösre köszörűlt. A csapágy maga teljesen porvédett--ha belegondolsz akkor ez mennyivel biztonságosabb mint a lin kocsi.
Ilyen az Isel kerék amit a legjobbnak tartok ( a sajátom után :)) ) A belinkelt képen is Isel kerekek vannak.
Fix feszítés kell. A koszra egy csöppet sem érzékeny, de ha nagy a por akkor elé mögé lehet egy seprűt tenni. A csapágykerék csak két ponton érintkezik a rúddal..szinte lenyomja a koszt, ez ezért jobb is mint a félkörösre köszörűlt. A csapágy maga teljesen porvédett--ha belegondolsz akkor ez mennyivel biztonságosabb mint a lin kocsi.
Ilyen az Isel kerék amit a legjobbnak tartok ( a sajátom után :)) ) A belinkelt képen is Isel kerekek vannak.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 05, 11:05
Írta: bmejdz9nu Dátum 2007 december 05, 11:05
Ezt tudom, de ha két köszörölt köranyagot kapnál és egy erős alu profilt... abból is meg tudnád csinálni...?
Az általad kedvelt "vezető" kiválló és pontos... tehát értem... de ha nem pl. lenne? nem létezne? (csak elméletileg...)
Az általad kedvelt "vezető" kiválló és pontos... tehát értem... de ha nem pl. lenne? nem létezne? (csak elméletileg...)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 december 05, 12:01
Írta: Motoros Dátum 2007 december 05, 12:01
Akkor bizony gondba lennék, hogy hogy rakom bele az aluba a rudat, szinte század pontosan a meglévő gépeimmel De lehet hogy megoldanám valami olyasmival mint a Te fűrészeden lévő pótasztal Persze ez több lenne mint két forint.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 december 05, 12:02
Írta: Motoros Dátum 2007 december 05, 12:02
Mert ez a megoldás kilövi a marógép pontatlanságait. Is.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2007 december 05, 12:04
Írta: Motoros Dátum 2007 december 05, 12:04
Ja nem is a fűrészen van hanem a BF 20-on.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2007 december 05, 13:07
Írta: bmejdz9nu Dátum 2007 december 05, 13:07
Én egy olyan megoldásra gondoltam (lehet röhögni :)
1. Kifurkálom az ezett köranyagot... bele süllyesztett csavarok és mikorméterrel távolság behuzatás... :)
Csavar helyek "becsinálása" pl. epoxival .... vagy az sem...
2. Mivel a csapágyag a feléig sem mennek (érnek)... tehát oldalról szorítani a köranyagot... állíthatóan...
1. Kifurkálom az ezett köranyagot... bele süllyesztett csavarok és mikorméterrel távolság behuzatás... :)
Csavar helyek "becsinálása" pl. epoxival .... vagy az sem...
2. Mivel a csapágyag a feléig sem mennek (érnek)... tehát oldalról szorítani a köranyagot... állíthatóan...
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2007 december 05, 14:31
Írta: ebalint Dátum 2007 december 05, 14:31
Edzett köracélt előre "kifúrva, menettel" lehet kapni, pl. az Iselnél is.
/Így emlékszem.../
.
/Így emlékszem.../
.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 december 05, 19:09
Írta: vthgizrff Dátum 2007 december 05, 19:09
Ha sikerülne is menetet vágnod egy edzett rúranyagba, (amit kétlek) akkor sem lenne jó.
Mire végeznél vele olyan lenne mint egy kifli
Mire végeznél vele olyan lenne mint egy kifli
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 december 05, 19:16
Írta: dg8n4i8x Dátum 2007 december 05, 19:16
Ha megnézitek a bal oldali képet (#2521), akkor jól látszik, hogy a jobb oldali köracél alattvan valami betét... Gondolom pont a beállítás miatt... [#wow1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 05, 19:42
Írta: 000000000 Dátum 2007 december 05, 19:42
Erre gondolsz?

Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 december 05, 19:44
Írta: dg8n4i8x Dátum 2007 december 05, 19:44
Igen! De így kinagyítva már nem is olyan egyértelmű...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 05, 19:46
Írta: 000000000 Dátum 2007 december 05, 19:46
Arra a félkörre gondoltál?
Szerintem az kosz.
Szerintem az kosz.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2007 december 05, 19:50
Írta: dg8n4i8x Dátum 2007 december 05, 19:50
Optikai csalódás... Jól benéztem... [#vigyor1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 05, 19:52
Írta: 000000000 Dátum 2007 december 05, 19:52
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 december 06, 08:05
Írta: Szalai György Dátum 2007 december 06, 08:05
Mi van, ha beleragasztotta?
És a félkör (amit a rúd körül látunk) ragasztó, kitöltőanyaggal, hogy kellően vastag és ne túl merev legyen.
Igen jó ragasztók is léteznek ma már.
Készitett egy belső sablont (pl. keményfából) annak a külső oldalán lévő nútba ragasztotta halványan a köracélokat, behelyezte a véleges helyre és kötés után kiütötte a fát.
Igy akár egy gyári lapszabász gép pontosságát vihette át a saját termékébe.
(Ezen a fórumon olvastam, hogy valaki használja ezt a bútorlapos beállitós módszert.)
És a félkör (amit a rúd körül látunk) ragasztó, kitöltőanyaggal, hogy kellően vastag és ne túl merev legyen.
Igen jó ragasztók is léteznek ma már.
Készitett egy belső sablont (pl. keményfából) annak a külső oldalán lévő nútba ragasztotta halványan a köracélokat, behelyezte a véleges helyre és kötés után kiütötte a fát.
Igy akár egy gyári lapszabász gép pontosságát vihette át a saját termékébe.
(Ezen a fórumon olvastam, hogy valaki használja ezt a bútorlapos beállitós módszert.)
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2007 december 06, 08:21
Írta: x4rhew5r3 Dátum 2007 december 06, 08:21
van valami két komponensű massza (gitt), ami acélkeménységre köt egy 20 perc után. Az lehet, hogy jó ide. Precízen beállítani, és hagyni megkötni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 06, 15:44
Írta: 000000000 Dátum 2007 december 06, 15:44
egykomponensű,levegőre szilárduló:
Ceys - SUperbarra ...gyúrható,gyurma szerű,fekete színű,5 perc alatt térhálósodik,24óra alatt köt 100%ra,90Kg/cm2 terhelhetőségű,kipufogókat ragasztanak vele,stb.
Két vagy több komponensű:
LocTite epokitt műgyanta aluminium vagy vasporral dúsítva,12-24 óra kötési idő.
Ceys - SUperbarra ...gyúrható,gyurma szerű,fekete színű,5 perc alatt térhálósodik,24óra alatt köt 100%ra,90Kg/cm2 terhelhetőségű,kipufogókat ragasztanak vele,stb.
Két vagy több komponensű:
LocTite epokitt műgyanta aluminium vagy vasporral dúsítva,12-24 óra kötési idő.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2007 december 06, 18:32
Írta: Szalai György Dátum 2007 december 06, 18:32
Rég kezdtem gyűjtögetni és olvasgatni a ragasztós címeket.
A ragasztástechnika területe már áttekinthetetlenül szerteszétágazó lett.
Teszek ide pár érdekeset, hátha más se akar már alumíniumot hegeszteni, hanem ragasztana inkább. De forrasztani is lehet.
Az Alvinék oldalán fórum is van. Tapasztaltam, hogy „Vegyész” a lehetetlen kérdésekre is megpróbál válaszolni.
http://www.alvin-plast.hu/forum.php?topic=4
http://www.chetra.hu/termek/egyeb.htm
http://www.farix.hu/index.php?oldal=9#fem
http://www.freemansupply.com/catalog/FR_Adhesives.pdf
http://www.silverglue.hu/ragasztok.htm
http://www.sika.hu/Sika_LOCK.pdf
http://www.pmpolimer.hu/ragaszto.htm
http://www.thermofol.hu/index22.html
http://www.polychem.hu/?t=acrystal
http://www.kvazar.hu/ragasztok_spray.html
http://www.uniobt.hu/index.php?page=loctite
A ragasztástechnika területe már áttekinthetetlenül szerteszétágazó lett.
Teszek ide pár érdekeset, hátha más se akar már alumíniumot hegeszteni, hanem ragasztana inkább. De forrasztani is lehet.
Az Alvinék oldalán fórum is van. Tapasztaltam, hogy „Vegyész” a lehetetlen kérdésekre is megpróbál válaszolni.
http://www.alvin-plast.hu/forum.php?topic=4
http://www.chetra.hu/termek/egyeb.htm
http://www.farix.hu/index.php?oldal=9#fem
http://www.freemansupply.com/catalog/FR_Adhesives.pdf
http://www.silverglue.hu/ragasztok.htm
http://www.sika.hu/Sika_LOCK.pdf
http://www.pmpolimer.hu/ragaszto.htm
http://www.thermofol.hu/index22.html
http://www.polychem.hu/?t=acrystal
http://www.kvazar.hu/ragasztok_spray.html
http://www.uniobt.hu/index.php?page=loctite
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2007 december 06, 19:36
Írta: airfoil6205 Dátum 2007 december 06, 19:36
"Vegyész" főnyeremény mindenkinek, nála szakavatottabb ember NINCS ebben az országban műgyanta témában, a modellező fórumról ismerem, amit Ő mod, az úgy van.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 december 06, 20:39
Írta: 3vv2btrhv Dátum 2007 december 06, 20:39
polimerbeton témába is ö a legjobb ??
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 december 06, 20:39
Írta: 3vv2btrhv Dátum 2007 december 06, 20:39
polimerbeton témába is ö a legjobb ??
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 december 06, 21:48
Írta: 3vv2btrhv Dátum 2007 december 06, 21:48
Dobos Antal-tol kérdezem
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 december 06, 21:49
Írta: 3vv2btrhv Dátum 2007 december 06, 21:49
baromságokat ir ki VÁLASZ rovatba !!
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2007 december 06, 22:07
Írta: vthgizrff Dátum 2007 december 06, 22:07
Nem ír ki baromságokat, Dobos Antal=airfoil6205
Csak az egyik avatar
Csak az egyik avatar
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 december 06, 22:20
Írta: 3vv2btrhv Dátum 2007 december 06, 22:20
JA - nem tudtam
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2007 december 06, 22:23
Írta: airfoil6205 Dátum 2007 december 06, 22:23
Itt próbálkozz! Én megbízok benne, a barátaim voltak náluk vásárolni, felkészültek elötte mit vegyenek kiderült, hogy van olcsóbb és jobb annál amit venni akartak (üvegszövet, epoxi műgyanta), a Vegyész nemcsak a pénztárcájukat kímélte, hanem a felhasználásra vonatkozóan is ellátta Őket tanácsokkal. Ez a modellező topic, olvass bele, vagy keress rá a Vegyész-re! 2004 óta tagja a fórumnak, jejenleg 554 hozzászólása van, alkalmazástechnikai szaktanácsadó az Alvin-plast-nál
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2007 december 06, 22:37
Írta: airfoil6205 Dátum 2007 december 06, 22:37
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2007 december 11, 22:45
Írta: s5f8tmfv3 Dátum 2007 december 11, 22:45
Tudja valaki hogy pontosan hogyan működik egy homokszóró pisztoly? Lehet ilyet készíteni otthon? Egészen kicsire gondoltam finomabb munkákhoz. Mint pl. ez:

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 11, 23:09
Írta: 000000000 Dátum 2007 december 11, 23:09
Azt nem tudom, de nem oly drága, talán egyszerubb megvenni pl. itt
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2007 december 12, 06:59
Írta: 7vpav5d32 Dátum 2007 december 12, 06:59
Hali!
Két alap tipus van. A komolyabbak a nyomott rendszerek mikor a szemcse közös tömlőn érkezik a pisztolyba a levegővel, a másik az egyszerűbb, mint az alvázvédő pisztoly csak a fuvoka kiképzése más egy kicsit. Nincs értelme vele kinlodni hiszen alsotartályos homokpisztolyt 7-10 ezerért kapsz az üzletekben számlára(pl. unimax)viszomt a szóroanyagért megfejnek rendesen :-D
Két alap tipus van. A komolyabbak a nyomott rendszerek mikor a szemcse közös tömlőn érkezik a pisztolyba a levegővel, a másik az egyszerűbb, mint az alvázvédő pisztoly csak a fuvoka kiképzése más egy kicsit. Nincs értelme vele kinlodni hiszen alsotartályos homokpisztolyt 7-10 ezerért kapsz az üzletekben számlára(pl. unimax)viszomt a szóroanyagért megfejnek rendesen :-D
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 december 12, 07:11
Írta: 3vv2btrhv Dátum 2007 december 12, 07:11
Köszi a linket - ért hozzá !!
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2007 december 12, 14:42
Írta: s5f8tmfv3 Dátum 2007 december 12, 14:42
Csiki És Lóránt!
Köszönöm a válaszotokat! Nem az a baj hogy nem lehet kapni, hanem hogy a vadiúj Agre pisztoly is szétmállott a szemcsétől mindössze 8 órai munka után. A fúvókát kéne cserélni, ez 3k, ami nem sok, de ha csak ennyit bír akkor néznem kell valami komolyabbat.
Köszönöm a válaszotokat! Nem az a baj hogy nem lehet kapni, hanem hogy a vadiúj Agre pisztoly is szétmállott a szemcsétől mindössze 8 órai munka után. A fúvókát kéne cserélni, ez 3k, ami nem sok, de ha csak ennyit bír akkor néznem kell valami komolyabbat.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2007 december 12, 15:07
Írta: 7vpav5d32 Dátum 2007 december 12, 15:07
csináld meg cserélhetőre és keress bele valami gumirozott vagy műanyag csövet azt nem veri szét a homok olyan gyorsan
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2007 december 12, 15:20
Írta: Szedlay Pál Dátum 2007 december 12, 15:20
Én használok több félét is a keményfém fúvoka kb. 5000Ft a bornitrid 25E körül van. Attól is függ milyen nyomáson és milyen szemcsével használod.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 12, 21:30
Írta: 000000000 Dátum 2007 december 12, 21:30
Én is koszonom a válaszodat! Ennyivel okosabb lettem... Legalább egyszer tanultam más kár(ó)án! [#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2007 december 12, 21:34
Írta: 000000000 Dátum 2007 december 12, 21:34
Ne vedd rossz néven, ez nem károrom, csak tanulság, hogy ilyet ne vásárolj! Sajnálom, hogy a Te pénzedbol, jovok egy-két sorrel...
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2007 december 15, 18:14
Írta: s5f8tmfv3 Dátum 2007 december 15, 18:14
Erre való a fórum, aki figyel tanulhat mások hibáiból.[#pias]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2007 december 25, 10:07
Írta: 3vv2btrhv Dátum 2007 december 25, 10:07
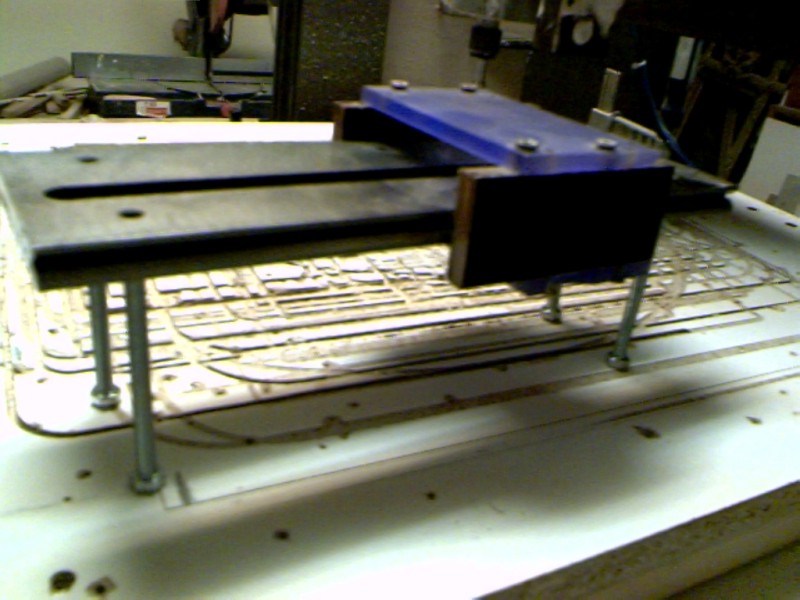
A beigért foto , ez egy deszkamodell a hidrol , golyos V-alaku megvezetés .
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 december 31, 17:18
Írta: HJózsi Dátum 2007 december 31, 17:18
Úgy jártam, hogy ... golyósanya és golyói reláció .. szóval megbomlott ...
Az újratöltéshez beindítottam a 'BallScrew Reloaded...' projektet ami egész jól muzsikál érdemes alkalmazni... A lényege egy esztergált csap amit a golyósanya alucsövébe kell illeszteni, fel a gumigyűrü, fel a központosító gyűrü, anyába be, mint a rajzon, másik központosító be, az egészet függőlegesen tartva beszórjuk a marék golyót, majd az alucsövet csavargatva rázogatva áttoljuk az áhitott helyzetbe ...

A PartMasterTurn-el készült G-kód ITT. B.U.É.K.!
Én a központosító gyűrül nélkül 1 perc alatt újratöltöttem a golyósanyát. D= 16 mm, emelkedés 2.5mm, golyók átmérője 2mm...
Az újratöltéshez beindítottam a 'BallScrew Reloaded...' projektet ami egész jól muzsikál érdemes alkalmazni... A lényege egy esztergált csap amit a golyósanya alucsövébe kell illeszteni, fel a gumigyűrü, fel a központosító gyűrü, anyába be, mint a rajzon, másik központosító be, az egészet függőlegesen tartva beszórjuk a marék golyót, majd az alucsövet csavargatva rázogatva áttoljuk az áhitott helyzetbe ...
A PartMasterTurn-el készült G-kód ITT. B.U.É.K.!
Én a központosító gyűrül nélkül 1 perc alatt újratöltöttem a golyósanyát. D= 16 mm, emelkedés 2.5mm, golyók átmérője 2mm...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 december 31, 17:20
Írta: HJózsi Dátum 2007 december 31, 17:20
A G-kód a kontúr tükörképét munkálja meg, jobbos késhez...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2007 december 31, 18:58
Írta: HJózsi Dátum 2007 december 31, 18:58
Képek:
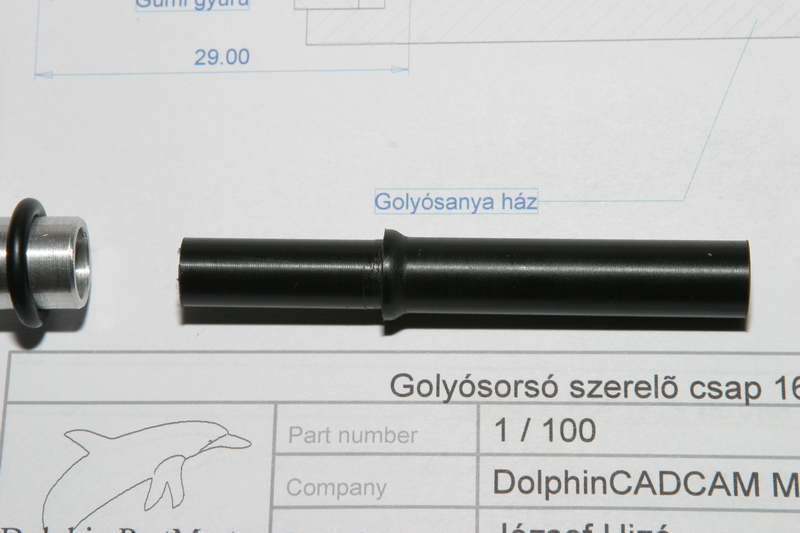
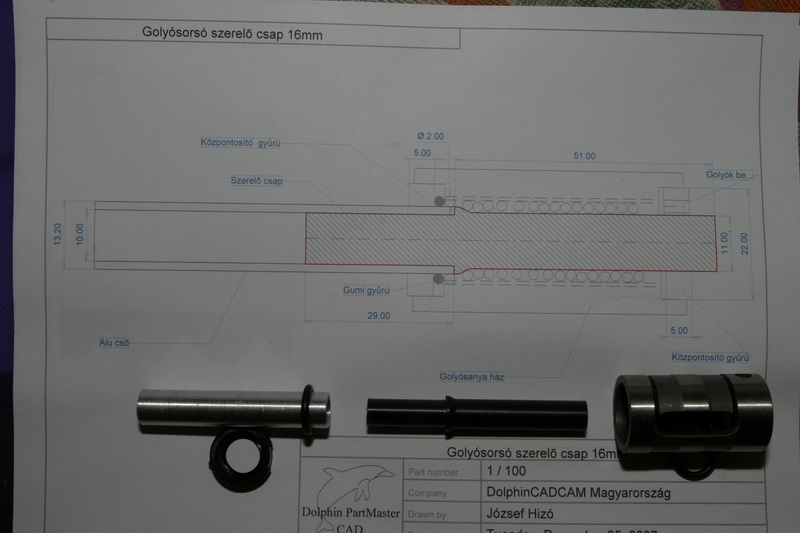
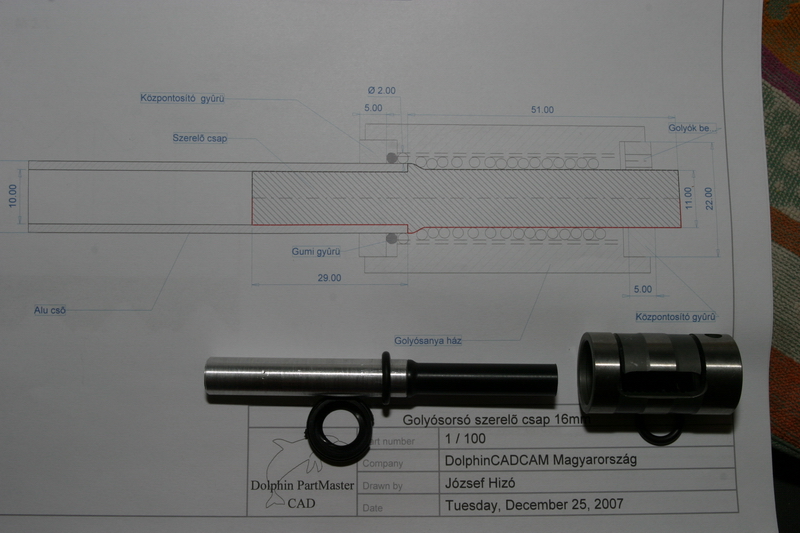


Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2007 december 31, 23:14
Írta: mfrfj8vv3 Dátum 2007 december 31, 23:14
Hello,
Valamikor régen beszéltem valakivel, aki elmondása szerint porcelán olvadóbiztosítékok házát használta fúvóka gyanánt... szerinte jó volt
Valamikor régen beszéltem valakivel, aki elmondása szerint porcelán olvadóbiztosítékok házát használta fúvóka gyanánt... szerinte jó volt
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 január 01, 11:15
Írta: s5f8tmfv3 Dátum 2008 január 01, 11:15
Próbáltuk mi is, de macerás lett volna a befogatása.
A megoldás megint egy öreg szakitól jött: egy a pisztolyba illeszkedő, a fúvóka felfogatásával egyező közdarab a fúvóka helyére, benne egy M14-es belső menetes furat. Ebbe jön az esztergán igény szerint 6; 8; stb. furattal ellátott 8.8-as 14-es csavar (60Ft [#ravasz1]). Eddig két órát ment, nem nagyon kopott. Ha tönkremegy kuka, van helyette bőven.
Használjátok egészséggel!
A megoldás megint egy öreg szakitól jött: egy a pisztolyba illeszkedő, a fúvóka felfogatásával egyező közdarab a fúvóka helyére, benne egy M14-es belső menetes furat. Ebbe jön az esztergán igény szerint 6; 8; stb. furattal ellátott 8.8-as 14-es csavar (60Ft [#ravasz1]). Eddig két órát ment, nem nagyon kopott. Ha tönkremegy kuka, van helyette bőven.
Használjátok egészséggel!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 01, 13:27
Írta: 000000000 Dátum 2008 január 01, 13:27
Ugyes! (:
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 02, 12:10
Írta: bmejdz9nu Dátum 2008 január 02, 12:10
Ma vettem 2 db ilyet:

1700Ft darabja (20mm-es belső)... csapággyal és házzal... tehát nem drága...
Úgy néz ki mintha nem kottyanna? Mi van ebben? vagy csak a látszat? Kell előfeszítés ezzel egy tengelyhez? és hogyan?
Sok munka egy csapágyház... ez meg oly egyszerűnek tűnik... :)
1700Ft darabja (20mm-es belső)... csapággyal és házzal... tehát nem drága...
Úgy néz ki mintha nem kottyanna? Mi van ebben? vagy csak a látszat? Kell előfeszítés ezzel egy tengelyhez? és hogyan?
Sok munka egy csapágyház... ez meg oly egyszerűnek tűnik... :)
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 január 02, 15:17
Írta: HJózsi Dátum 2008 január 02, 15:17
Rajz, adatlap róla? ...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 02, 15:29
Írta: 000000000 Dátum 2008 január 02, 15:29
Hol lehet, ilyen jóárú, árút venni??
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 02, 15:33
Írta: bmejdz9nu Dátum 2008 január 02, 15:33
Csapágyboltban... (made in China :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 02, 15:37
Írta: bmejdz9nu Dátum 2008 január 02, 15:37
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 január 02, 16:07
Írta: HJózsi Dátum 2008 január 02, 16:07
A csapágy benne egysoros golyós ... UC204 204-12 KATALOG ...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 02, 16:23
Írta: bmejdz9nu Dátum 2008 január 02, 16:23
Akkor 2db kell belőle? :) ... és akkor valahogy megfeszíteni...
Cím: Re:Mechanikai ötletek
Írta: yx5zjs8he Dátum 2008 január 02, 21:19
Írta: yx5zjs8he Dátum 2008 január 02, 21:19
Y-csapágyazásnak hívják.
A külső gyürü gömb felületű, a házban így szögbeállási lehetősége van. Ott használják, ahol nem biztosítható a ház felfekvő felületének egysíkúsága.(pl. hegesztett szerkezetek, lemezből készült vázak) Nincs különösebb futáspontossága, a mélyhornyú csapággyal megegyező. A tengelyillesztés h5 minőségű, henyócsavarral, vagy excentergyürüvel rögzíthető. Sokféle kialakítású ház létezik, még lemezből készült sorozatok is vannak.
Ja és BUÉK mindnkinek!
A külső gyürü gömb felületű, a házban így szögbeállási lehetősége van. Ott használják, ahol nem biztosítható a ház felfekvő felületének egysíkúsága.(pl. hegesztett szerkezetek, lemezből készült vázak) Nincs különösebb futáspontossága, a mélyhornyú csapággyal megegyező. A tengelyillesztés h5 minőségű, henyócsavarral, vagy excentergyürüvel rögzíthető. Sokféle kialakítású ház létezik, még lemezből készült sorozatok is vannak.
Ja és BUÉK mindnkinek!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 03, 20:47
Írta: 000000000 Dátum 2008 január 03, 20:47
Az 50 mm átmérőjű lin. tengely csúszó csapágya 100x100x60mm.A danamid perselyt közelítő méretre esztergáltam, majd kifőztem olajban.Megdagadt, jól megszívta magát.Ezután a külső átmérőt csapon méretre esztergáltam és belepréseltem az alu tömbbe.A belső átmérőt ezután esztergáltam pontos méretre.A jobb kenés érdekében csináltam középre egy 2mm széles,0,5mm mély beszúrást.Ezután köszörültem egy kést és 4db 2mm széles 0,5mm mély hornyot gyalultam bele a hosszánnal.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 03, 20:49
Írta: 000000000 Dátum 2008 január 03, 20:49
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 03, 20:55
Írta: 000000000 Dátum 2008 január 03, 20:55

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 03, 22:02
Írta: 000000000 Dátum 2008 január 03, 22:02
Jéééé! Az én BöhönCNC gépem csapágyát látom csak teflon helyett danamidból. Nálam ez a megoldás tökélyen működik. Stiftet ne felejts el berakni, mert akárhogy illeszted a műanyag kimászik az alu házból.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 03, 22:53
Írta: 000000000 Dátum 2008 január 03, 22:53
Szia Géza!
Természetesen rögzítem 2 db M6-os csavarral,alul fel lessz hasítva a kottyanásmentes beállítás miatt egy szétfeszítő és egy összehúzó csavarral.Ezen kívül szerelek rá jobbról-balról olajozó filcgyűrűknek házat.
Természetesen rögzítem 2 db M6-os csavarral,alul fel lessz hasítva a kottyanásmentes beállítás miatt egy szétfeszítő és egy összehúzó csavarral.Ezen kívül szerelek rá jobbról-balról olajozó filcgyűrűknek házat.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2008 január 04, 09:42
Írta: nb8v4eyzr Dátum 2008 január 04, 09:42
Helló vbodi!
A danamidot hány fokon, mennyi idejig, és milyen olajban főzted ki?
A danamidot hány fokon, mennyi idejig, és milyen olajban főzted ki?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 04, 17:42
Írta: 000000000 Dátum 2008 január 04, 17:42
Géza!
A Te gépeden milyen átmérőjű lin. tengelyek vannak?
A Te gépeden milyen átmérőjű lin. tengelyek vannak?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 04, 17:46
Írta: 000000000 Dátum 2008 január 04, 17:46
Szia!
A danamidot 120-130 C-on főztem kb 30 percig. Jól megdagadtak,legközelebb mérni fogom, hogy mennyire.A danamid egyébbként nedv szívó remélem az olajban való főzés után ezt a tulajdonságát elveszíti.
A danamidot 120-130 C-on főztem kb 30 percig. Jól megdagadtak,legközelebb mérni fogom, hogy mennyire.A danamid egyébbként nedv szívó remélem az olajban való főzés után ezt a tulajdonságát elveszíti.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 január 04, 18:08
Írta: yuagaci9g Dátum 2008 január 04, 18:08
A muanyag perselyt en kivul megmenetelem, majd a hazat is, jo szorosan osszecsavarom es utana megmunkalom belulrol.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 04, 18:18
Írta: 000000000 Dátum 2008 január 04, 18:18
Szia Lámpás!
Ha esetleg kopik a persely, van éllításim lehetőséged?
Ha esetleg kopik a persely, van éllításim lehetőséged?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 január 04, 18:27
Írta: yuagaci9g Dátum 2008 január 04, 18:27
Nincs allitasi lehetoseg, de en meg nem lattam
teflon betetet tukofenyes acelon elkopni, arra nagyon sokat kell varni.
De, meg mindig konnyebb ma ket csereperselyt csinalni, mint bonyolitani a szerkezetet.
teflon betetet tukofenyes acelon elkopni, arra nagyon sokat kell varni.
De, meg mindig konnyebb ma ket csereperselyt csinalni, mint bonyolitani a szerkezetet.
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2008 január 04, 18:30
Írta: nb8v4eyzr Dátum 2008 január 04, 18:30
Helló!
Köszi a segítséget!
Mellesleg nem úgy van, hogy ez a danamid kopásállóbb mint az acél? Vagy csak valamilyen lágyabb vasaknál? Mintha valahol ezt olvastam volna, de nem biztos.
Köszi a segítséget!
Mellesleg nem úgy van, hogy ez a danamid kopásállóbb mint az acél? Vagy csak valamilyen lágyabb vasaknál? Mintha valahol ezt olvastam volna, de nem biztos.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 január 04, 18:46
Írta: ra8nsmk6w Dátum 2008 január 04, 18:46
Kopni én sem láttam még jól méretezett teflon vagy danamid perselyeket, viszont extrém igénybevételnél a müanyag szinte kifolyik a terhelés alól. Ami a perselyt oválissá formázza.Ezzel a jelenséggel már több helyen is találkoztam. Nem gondolnám, hogy ez a probléma körültekintő tervezésnél és megfelelő gépsúly esetén a jelen alkalmazásnál előfordulna.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 január 04, 18:53
Írta: yuagaci9g Dátum 2008 január 04, 18:53
Ez igy van.
Ezenkivul azt sem art megfontolni, hogy a muanyag az rugalmas, minel vekonyabb retegben kell alkalmazni, minel nagyobb alatamasztasi feuleten rogziteni.
Es nagyon nem szereti a melegedest, mivel hotagulasa sokszorosa az acelnak, megszorulhat.
Ezenkivul azt sem art megfontolni, hogy a muanyag az rugalmas, minel vekonyabb retegben kell alkalmazni, minel nagyobb alatamasztasi feuleten rogziteni.
Es nagyon nem szereti a melegedest, mivel hotagulasa sokszorosa az acelnak, megszorulhat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 04, 18:58
Írta: 000000000 Dátum 2008 január 04, 18:58
AZ X és Y Átm 25-ös, a Z Átm 14-es keménykrómozott, polirozott hidraulika tengelyek.Sajnos pontosan ezért nem használhattam golyós vagy bronz csúszkákat félve, hogy megeszik a tengelyt.
Az M14-es anyáim is teflonból készültek.
Az M14-es anyáim is teflonból készültek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 04, 20:48
Írta: 000000000 Dátum 2008 január 04, 20:48

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 14, 19:36
Írta: bmejdz9nu Dátum 2008 január 14, 19:36
X-kereszt tengely azaz Z emelő... (azaz egy gép a Z-tengelyen áll vagy bukik :)
Mivel a Z-tengely mozgása (tesztjeim szerint) rezonancia biztosan nem lehet több mint 100mm... (minél kisebb a célhoz... annál jobb!)
A 200mm-es teljes Z-tengely megoldással több pontatlanság is keletkezett volna...
Persze egy igen-igen nagy merevítéssel és ezáltal borzasztó nagy súly... (min. 100Kg-os Z-tengely...:) ami ugye szinte lehetetlen...
Az össszefüggés nem lineáris - sokkal rosszabb a helyzet!!! de volt más gond is... de az hosszú...
de... 200mm volt a cél, amire egyben talán soha nem lesz szükség... így 100+100mm-es lett a Z magyassága...
Az emelés gyakorlatilag két fokozatú... 0 vagy +100mm... a megemelt Z-re forgató tengely ill. satu alkalmazásakor lesz előreláthatólag szükségem...
A végállások (kalibrált - hézagolható - állítható) ütközökkel van megoldva... az emelés kézi tekerős lett csak :) egyenlőre...
Megoldások: THK vezető (ami csak vezet, nem az tart.), TR16/4-es trapézmenet bronz anyával ... a kottyanás itt ugyebár nem számít mert az alsó és felső állásban nekifeszítős ütközés + megszorítás (ez még nem látható)... tengely csapágyazás alul és felül...
A tartó 12mm + 30mm +12mm aluból van... azért van ketté osztva, hogy a rejtett kereszt tengely felcsavarozása megoldható legyen a felső rész leszerelésével...
... A többi részen a csavarozás mellett még fémragasztva is lett = 54mm! ... és még egy kereszt merevítő 40x40-es alu is lesz a kereszt tengely közepénél (alsó állás)... csavarhelyek (4+4) már láthatók.

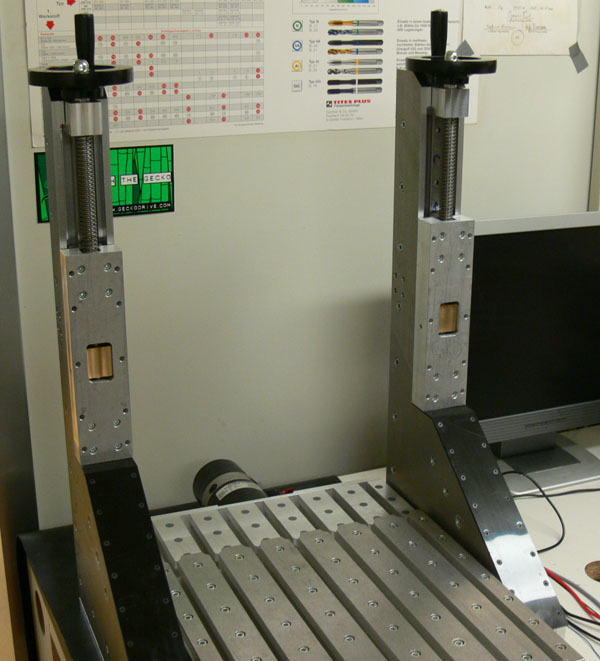
TOVÁBBI KÉPEK ITT ! :::: szerelés közben is..., hogy átlátható legyen a megoldás...
Mivel a Z-tengely mozgása (tesztjeim szerint) rezonancia biztosan nem lehet több mint 100mm... (minél kisebb a célhoz... annál jobb!)
A 200mm-es teljes Z-tengely megoldással több pontatlanság is keletkezett volna...
Persze egy igen-igen nagy merevítéssel és ezáltal borzasztó nagy súly... (min. 100Kg-os Z-tengely...:) ami ugye szinte lehetetlen...
Az össszefüggés nem lineáris - sokkal rosszabb a helyzet!!! de volt más gond is... de az hosszú...
de... 200mm volt a cél, amire egyben talán soha nem lesz szükség... így 100+100mm-es lett a Z magyassága...
Az emelés gyakorlatilag két fokozatú... 0 vagy +100mm... a megemelt Z-re forgató tengely ill. satu alkalmazásakor lesz előreláthatólag szükségem...
A végállások (kalibrált - hézagolható - állítható) ütközökkel van megoldva... az emelés kézi tekerős lett csak :) egyenlőre...
Megoldások: THK vezető (ami csak vezet, nem az tart.), TR16/4-es trapézmenet bronz anyával ... a kottyanás itt ugyebár nem számít mert az alsó és felső állásban nekifeszítős ütközés + megszorítás (ez még nem látható)... tengely csapágyazás alul és felül...
A tartó 12mm + 30mm +12mm aluból van... azért van ketté osztva, hogy a rejtett kereszt tengely felcsavarozása megoldható legyen a felső rész leszerelésével...
... A többi részen a csavarozás mellett még fémragasztva is lett = 54mm! ... és még egy kereszt merevítő 40x40-es alu is lesz a kereszt tengely közepénél (alsó állás)... csavarhelyek (4+4) már láthatók.
TOVÁBBI KÉPEK ITT ! :::: szerelés közben is..., hogy átlátható legyen a megoldás...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 14, 19:47
Írta: 000000000 Dátum 2008 január 14, 19:47
Szép munka! Olyat kérdezhetek hogy ilyen 10-15mm-es lemezt (amiből az alsó része van) honnan lehet szerezni, vagy venni? Persze amit én gondoltam az jóval kissebb lenne...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 14, 19:49
Írta: bmejdz9nu Dátum 2008 január 14, 19:49
Hát nem is lemez... hanem 12-es alulap... itt sopronban hozta egy ismerősöm...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 14, 19:57
Írta: 000000000 Dátum 2008 január 14, 19:57
[#taps][#taps][#taps] Nagyon szép munka! Gratula!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 14, 19:59
Írta: 000000000 Dátum 2008 január 14, 19:59
Azért köszönöm! azt hittem lehet ilyet venni valahol... bár biztosan lehet, csak a "boltban" 1000x2000mm-es táblát adnak, ugye jój tudom? Az pedig egy kicsit sok lenne.. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 14, 20:00
Írta: 000000000 Dátum 2008 január 14, 20:00
Én is gratulálok! Tekeréskor vajon könnyen befeszülhet (nem sérül a mechanika)?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 14, 20:14
Írta: bmejdz9nu Dátum 2008 január 14, 20:14
[#smile] Előre láthatólag... mert ugyebár a kereszt konzol még nincs raja...
Szóval szépen és egyszerre kell tekerni (ezért is akartam "dual" szervómotorosra :)... de annyit (menet közben) engedni fog... (sajnos, gondolom :)... kétkezes... és sokszor nem kell (gondolom) emelni... csak a forgatónál... tehát a probléma alkalomszerű...
Szóval szépen és egyszerre kell tekerni (ezért is akartam "dual" szervómotorosra :)... de annyit (menet közben) engedni fog... (sajnos, gondolom :)... kétkezes... és sokszor nem kell (gondolom) emelni... csak a forgatónál... tehát a probléma alkalomszerű...
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 január 14, 20:16
Írta: Egyújabbgépépítő Dátum 2008 január 14, 20:16
Régen az ALCAN 10-es alut kis méretre is levágott. Valamint volt náluk hulladék is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 14, 20:48
Írta: 000000000 Dátum 2008 január 14, 20:48
Egyújabbgépépítő, köszönöm a segítséget, most nem működik a honlapjuk mert felújítják, de lehet hogy majd felhívom őket, és megkérdezem hogy adnak-e kissebb darabokat, vagy hulladékot!
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 január 14, 21:05
Írta: Szedlay Pál Dátum 2008 január 14, 21:05
Én is úgy tudom adnak, csak meg kell venni a
Tábla hosszát, a szélességet Te adod meg.
Ha jól tudom.
Tábla hosszát, a szélességet Te adod meg.
Ha jól tudom.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 január 14, 21:06
Írta: Szedlay Pál Dátum 2008 január 14, 21:06
Péter!
Én is gratula, nagyon jól nér ki.
Várom a fejleményeket.[#worship]
Én is gratula, nagyon jól nér ki.
Várom a fejleményeket.[#worship]
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 január 14, 21:06
Írta: Szedlay Pál Dátum 2008 január 14, 21:06
Péter!
Én is gratula, nagyon jól nér ki.
Várom a fejleményeket.[#worship]
Én is gratula, nagyon jól nér ki.
Várom a fejleményeket.[#worship]
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 január 14, 22:00
Írta: dg8n4i8x Dátum 2008 január 14, 22:00
Ez igen! Elismerésem, megint hoztad a formád... Gondolom össze lesz kötve felül a kettő, hogy merev távtartása legyen... Nagyon jól néz ki gratula![#taps]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 január 14, 22:02
Írta: svejk Dátum 2008 január 14, 22:02
Eddig ez a legmerevebb gép amit láttam..
Ma élőben megvizsgáltam, irtózatos sok és precíz munka van benne.
Kár hogy apránként lelövöd a poént, így nem lesz akkora durranás ha kész lesz teljesen.
Ma élőben megvizsgáltam, irtózatos sok és precíz munka van benne.
Kár hogy apránként lelövöd a poént, így nem lesz akkora durranás ha kész lesz teljesen.
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 január 14, 22:22
Írta: HJózsi Dátum 2008 január 14, 22:22
Készül a BF30? ...[#nyes] Le sem tagadhatnád, hogy szeretsz kurblizni ! ... Szinkronrendező? (Gerhardt Pál?) ...
Gondolom a kézikerekek helyére jön majd a hajtás... léptető? szervo?
Gratulálok SZÉP MUNKA! ... és érdekes, nemszokványos megoldás... kíváncsi leszek a kész gépre... [#integet2]
Gondolom a kézikerekek helyére jön majd a hajtás... léptető? szervo?
Gratulálok SZÉP MUNKA! ... és érdekes, nemszokványos megoldás... kíváncsi leszek a kész gépre... [#integet2]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 08:16
Írta: bmejdz9nu Dátum 2008 január 15, 08:16
Mondtam nem vagyok annak a híve, hogy a majd a végén durranás :) Hátha valaki ír valamit amitől még jobb lehet...
Marad a végére is elég meglepetés... speciális megoldás... :)
Marad a végére is elég meglepetés... speciális megoldás... :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 08:17
Írta: bmejdz9nu Dátum 2008 január 15, 08:17
Igen... írtam is... nem felül, hanem a fő munkapontban... azaz középen...
Ha felül van akkor ugyis kevesebb erőt tud... meg ott ritkábban lesz...
Ha felül van akkor ugyis kevesebb erőt tud... meg ott ritkábban lesz...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 08:19
Írta: bmejdz9nu Dátum 2008 január 15, 08:19
"Sajnos" szeretem a nem "szokványos" megoldásokat... :)::: Hát igen... a kurbli lett... egyenlőre... szégyenletes...:)
Ha majd tudja a BF20 merevségét már elégedett lennék... mert annál sokkal gyorsabb lesz...
Ha majd tudja a BF20 merevségét már elégedett lennék... mert annál sokkal gyorsabb lesz...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 január 15, 10:39
Írta: HJózsi Dátum 2008 január 15, 10:39
Beindítottad a fantáziámat ... két motor - egy motor? ... Ha együtt tudnád vezérelni, 2db 200W-os Sanyo D ... ;) ... a step - dir jeleket végül is megkaphatja két vezérlő is, amelyeket azonosan állítasz be ( paraméterezel... ) már is kár volt a bagoly-röptetésért ... :( a bagoly merevebb...
Lehet, hogy egy motor is elég lenne + bordásszíj , tudom nem szereted, mert nem próbáltad, pedig 25 éves kis cnc esztergán a felhasználója azt mondja, ezredre lehet vele dolgozni !!! ... bordásszíjas hajtás ...
Amire kiváncsi vagyok, hogy mi fogja a Z irányt megtartani kikapcsolt állapotban? A golyósorsó + lin vezeték sztem nem ad annyi surlódást, hogy le ne zuttyanjon ... ??? Fék, ... ??? [#fejvakaras]
Lehet, hogy egy motor is elég lenne + bordásszíj , tudom nem szereted, mert nem próbáltad, pedig 25 éves kis cnc esztergán a felhasználója azt mondja, ezredre lehet vele dolgozni !!! ... bordásszíjas hajtás ...
Amire kiváncsi vagyok, hogy mi fogja a Z irányt megtartani kikapcsolt állapotban? A golyósorsó + lin vezeték sztem nem ad annyi surlódást, hogy le ne zuttyanjon ... ??? Fék, ... ??? [#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 január 15, 10:46
Írta: dg8n4i8x Dátum 2008 január 15, 10:46
Tényleg direkt hajtás golyósorsó simán letekeredik... Egy áramszünet katasztrófát csinálhat! Relé ami ha elenged rövidre zárja a morort? Persze úgy, hogy ha meg van húzva akkor ezen a relén folyik a motor árama... Ettől még persze le tud tekeredni de felgyorsulni nem tud...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 január 15, 11:40
Írta: Szalai György Dátum 2008 január 15, 11:40
Ide lehet olcsó, mégis megfelelő megoldás az ablaktörlőszerű, csigakerék áttételes DC motor, ami axishajtásra annyira vitatott. (Bár Svejknél bevált!) Be is tartalékoltam belőle hármat. Időleges használatban sokára fog csak szétkopni. És talán jobb lenne, ha végállástól vágállásig vezérlő nélkül járna. Csak végállás-érzékelők, kapcsoló és relék. Szerintem ekkora távolságon, azonos típusú motorok között, azonos feszültségen, sinkronozás nélkül sem lehet számottevő úteltérés. Csak a végállások pontossága számit.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 11:48
Írta: bmejdz9nu Dátum 2008 január 15, 11:48
Csavaros fék... lehet, hogy "ferodol" betétekkel? Talán mágnes fék? :) Stift? "Bakhoz" feszítés?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 11:54
Írta: bmejdz9nu Dátum 2008 január 15, 11:54
Majdnem... Az áttételes motorok persze megvannak... de! Ha a Z-tengely jobb vagy bal oldalon állt éppen meg... számotvető különbséget erdményezhet! Ezért is napoltam (kizikerékkel) a dolgot...
Kell a szinkronizáció! Persze egy motor és bordásszíj... de az nem lesz...
Gondoltam egy erőkaros megoldásra a hátulján... azaz két kar és tolómotor... de ott meg szükségem van a helyre... mert ott lesz a tápegység és frekiváltó...
Kell a szinkronizáció! Persze egy motor és bordásszíj... de az nem lesz...
Gondoltam egy erőkaros megoldásra a hátulján... azaz két kar és tolómotor... de ott meg szükségem van a helyre... mert ott lesz a tápegység és frekiváltó...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 január 15, 11:54
Írta: Szalai György Dátum 2008 január 15, 11:54
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 január 15, 12:03
Írta: dg8n4i8x Dátum 2008 január 15, 12:03
De itt nagyon merev lesz ez a cucc, és jó a megvezetés... Nem tudom mennyit fog engedni talán pár tizedet... Nem lesz egyszerű... Leburkoltan fogasszíj, hogy ne lásd? :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 12:04
Írta: bmejdz9nu Dátum 2008 január 15, 12:04
Persze... nekem is ilyesmik vannak... több fajta is.. olyan is ami "oldalt kihajtásos" és olyan is ami szembe...
De két léptetőmotor vagy szervómotor a végső megoldás... majd... persze fékes :)
De két léptetőmotor vagy szervómotor a végső megoldás... majd... persze fékes :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 12:07
Írta: bmejdz9nu Dátum 2008 január 15, 12:07
Nem lehet fogasszíj! Azért sem mert pont ott lesz az energialánc! Tele mindennel... Tudod HF motor... szerszámcsere levegő, hűtővíz ki-be... hűtőfolyadék... motor vez. kábelek... stb.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 január 15, 12:08
Írta: dg8n4i8x Dátum 2008 január 15, 12:08
Szerintem a féket Józsi nem ide gondolta, hanem a Z-re! Ez a trapézmenet még önzáró kell, hogy legyen...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 12:10
Írta: bmejdz9nu Dátum 2008 január 15, 12:10
Kell azért... főleg a felső állásban, ha kicsit is berezonál... akkor lemászhat...
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 január 15, 12:26
Írta: dg8n4i8x Dátum 2008 január 15, 12:26
Oda nem valami manuális rögzítést szántál? Csavaros szorítás vagy ilyesmi...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 13:04
Írta: bmejdz9nu Dátum 2008 január 15, 13:04
Egyenlőre, igen. De ha motoros lenne... akkor vagy nem kellene... vagy az is elektromos.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 január 15, 18:54
Írta: Motoros Dátum 2008 január 15, 18:54
Péter!
Én is gratulálok, tényleg nem szokványos megoldás. És persze irdatlan munka, rengeteg marás és az a rengeteg menet. Az én gépemen sosem lesz hasonló, mert lelkileg sem tudnám rászánni magam ennyi melóra.
Kár hogy a fotók között nincs olyan ahol éppen szügyig állsz a forgácsban...az igen hatásos tud lenni.
A szánok rögzítésének tökéletesnek kéne lenni, különben az Y és X tengely közé bekerűl egy esetleges rezonancia, ami hazavágja az egészet, ezt így utólag kitalálni a már meglévőre, nem biztos hogy kis gond. A fék meg a stift meg a hasonlók....hát nem tudom.... annak olyannak kéne lenni mintha odaheggesztették volna. Egy befeszítéses megoldás is csak akkor jó ha van mihez mit feszíteni. Persze nem akarok akadékoskodni, ez legyen a Te gondod, úgy is kitalálsz valamit ahogy ismerlek.
Én is gratulálok, tényleg nem szokványos megoldás. És persze irdatlan munka, rengeteg marás és az a rengeteg menet. Az én gépemen sosem lesz hasonló, mert lelkileg sem tudnám rászánni magam ennyi melóra.
Kár hogy a fotók között nincs olyan ahol éppen szügyig állsz a forgácsban...az igen hatásos tud lenni.
A szánok rögzítésének tökéletesnek kéne lenni, különben az Y és X tengely közé bekerűl egy esetleges rezonancia, ami hazavágja az egészet, ezt így utólag kitalálni a már meglévőre, nem biztos hogy kis gond. A fék meg a stift meg a hasonlók....hát nem tudom.... annak olyannak kéne lenni mintha odaheggesztették volna. Egy befeszítéses megoldás is csak akkor jó ha van mihez mit feszíteni. Persze nem akarok akadékoskodni, ez legyen a Te gondod, úgy is kitalálsz valamit ahogy ismerlek.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 január 15, 19:37
Írta: Motoros Dátum 2008 január 15, 19:37
A THK sinen mi csúszik? mert a fotókból nem értem hogy hogy van megoldva. Kis kocsik, amit az a 2x4 csavar fog?
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2008 január 15, 19:48
Írta: Bicska Dátum 2008 január 15, 19:48
Amíg nem raksz rá motorokat, addig talán lánc-lánckerék megoldással együtt tudna tekeredni.. Üdv!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 20:17
Írta: bmejdz9nu Dátum 2008 január 15, 20:17
Hát igen jól látod... a síneket nem akarom terhelni a rezonanciával...
De ez is olyan dolog mint a többi... azaz nem a "marás idő" sok... hanem a kifilózás :)
Ennek már mindenét csak egyszer csináltam... :) azaz veszteségmentesen...
De ez is olyan dolog mint a többi... azaz nem a "marás idő" sok... hanem a kifilózás :)
Ennek már mindenét csak egyszer csináltam... :) azaz veszteségmentesen...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 20:20
Írta: bmejdz9nu Dátum 2008 január 15, 20:20
Csak!: THK15 vezető és 2-2 kocsi... és azok a csavarok 5-ösök... de viszonylag sok... de a feszítést nem a sínhez és kocsikhoz akarom, hanem a tartóoszlop és kereszt tartó közé! (tehát a kocsik akkor kiesnek a "játékból"...:)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 20:21
Írta: bmejdz9nu Dátum 2008 január 15, 20:21
Hát az én két kezem mint egy PLL áramkör ugy van szinkoronizálva... azaz két balkezes... de azt pontosan... :)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 január 15, 20:37
Írta: Motoros Dátum 2008 január 15, 20:37
Értem, kösz, csak azt nem értettem hogy hogy fér be oda egy kocsi. Egy kicsi kocsi befér.
Én olyan lusta vagyok hogy a menetes orsót is elspóroltam volna. Híd középen megfog,kézzel megemel a felső végállás ütközőig, és rögzít.
Lefele meg csak ráengedni az aló ütközőre és kész.
Én olyan lusta vagyok hogy a menetes orsót is elspóroltam volna. Híd középen megfog,kézzel megemel a felső végállás ütközőig, és rögzít.
Lefele meg csak ráengedni az aló ütközőre és kész.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 15, 21:50
Írta: bmejdz9nu Dátum 2008 január 15, 21:50
Ezek normál méretű kocsik...csak be van marva mélyre, oldalról burkolva... nem kicsik... THK15 négysoros...
Kézzel emelni... hát azért szép súlya van a kereszt konzolnak és Z-egységnek... marómotornak...
... és a harmadik kezeddel szórítanád meg pozicióba?:)
Ezeket a képeket láttad? itt még több van róla...
Kézzel emelni... hát azért szép súlya van a kereszt konzolnak és Z-egységnek... marómotornak...
... és a harmadik kezeddel szórítanád meg pozicióba?:)
Ezeket a képeket láttad? itt még több van róla...
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 január 16, 18:58
Írta: yuagaci9g Dátum 2008 január 16, 18:58
Nem kell kezzel emelni;
Az Z tengellyel is felemelheted, ha alateszel valamit.
Az Z tengellyel is felemelheted, ha alateszel valamit.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 16, 19:36
Írta: bmejdz9nu Dátum 2008 január 16, 19:36
Autó emelőre gondolsz? :) de azért elég passzentos a szerkezet... mindkét felét azonosan kell...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 16, 19:59
Írta: 000000000 Dátum 2008 január 16, 19:59
Szia Péter!
Szép ez a dolog, gratula, de szerintem teljesen
fölösleges, sok buktatója van és a végcélt nem
is éred el vele igazán. Itt ugyanis összesen
3 sorkapacsolt vezeték rendszer is van, ami
soha nem lehet olyan merev, mintha csak 2 lenne. Ráadásul ezek szilárdságtechnikailag
(lehajlás, deformáció) nem lineáris renszerek,
hanem erőseb köbösek inkább. Sokkal merevebb
rendszer hozható létre, ha az alap asztallapra
szükség esetén felfogsz egy 100 mm magas vagy
(amennyi kell) párhuzamos távtartó referencia
síklapot, az Y híd pedig mereven van
felcsavarozva.
Szép ez a dolog, gratula, de szerintem teljesen
fölösleges, sok buktatója van és a végcélt nem
is éred el vele igazán. Itt ugyanis összesen
3 sorkapacsolt vezeték rendszer is van, ami
soha nem lehet olyan merev, mintha csak 2 lenne. Ráadásul ezek szilárdságtechnikailag
(lehajlás, deformáció) nem lineáris renszerek,
hanem erőseb köbösek inkább. Sokkal merevebb
rendszer hozható létre, ha az alap asztallapra
szükség esetén felfogsz egy 100 mm magas vagy
(amennyi kell) párhuzamos távtartó referencia
síklapot, az Y híd pedig mereven van
felcsavarozva.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 január 16, 20:52
Írta: Szedlay Pál Dátum 2008 január 16, 20:52
És egy gépészmérnök véleményét olvashattuk, érdemes megfontolni.
Osztom a véleményed.
A párhuzamos aztal egy nagyon egyszerű, de nagyon jó megoldás.
Osztom a véleményed.
A párhuzamos aztal egy nagyon egyszerű, de nagyon jó megoldás.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 január 16, 20:52
Írta: Szedlay Pál Dátum 2008 január 16, 20:52
És egy gépészmérnök véleményét olvashattuk, érdemes megfontolni.
Osztom a véleményed.
A párhuzamos aztal egy nagyon egyszerű, de nagyon jó megoldás.
Osztom a véleményed.
A párhuzamos aztal egy nagyon egyszerű, de nagyon jó megoldás.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 január 16, 20:55
Írta: Szedlay Pál Dátum 2008 január 16, 20:55
Tovább megyek!
A távtartókkal az esetleges derékszögüségi problémákat is egyszerően be lehet lőni.
A távtartókkal az esetleges derékszögüségi problémákat is egyszerően be lehet lőni.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 január 16, 20:56
Írta: Szedlay Pál Dátum 2008 január 16, 20:56
Tovább megyek!
A távtartókkal az esetleges derékszögüségi problémákat is egyszerően be lehet lőni.
A távtartókkal az esetleges derékszögüségi problémákat is egyszerően be lehet lőni.
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2008 január 16, 21:26
Írta: 2nbj3n5m Dátum 2008 január 16, 21:26
Öreg csináld készre és leld örömödet a gépeddel
készített darabokba.
Janko
készített darabokba.
Janko
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 16, 21:34
Írta: bmejdz9nu Dátum 2008 január 16, 21:34
Ez az egész szerkezet az alsó állásban... mintha nem is lenne! Ez a lényege!
Nem megy át az erő a lin. vezetéken... ott (még nem tudom hogyan) de pl. 8x db 10-es csavar "kiiktatja"...
Az emelés lehetősége van meg és tudom, hogy a felső állásban a negyedét sem fogja tudni...
De mit tehet az ember? Ha akar forgatót? Persze utólag már én is ugy látom, hogy egy külön forgató CNC jobb megoldás... :) Eleve magas Z-vel...
De gondolj arra, ha az alsó állásban (elfeljetve a lin. vezető) pl. meghegeszted? mi van? semmi... felette van egy kilógás :)
Nem megy át az erő a lin. vezetéken... ott (még nem tudom hogyan) de pl. 8x db 10-es csavar "kiiktatja"...
Az emelés lehetősége van meg és tudom, hogy a felső állásban a negyedét sem fogja tudni...
De mit tehet az ember? Ha akar forgatót? Persze utólag már én is ugy látom, hogy egy külön forgató CNC jobb megoldás... :) Eleve magas Z-vel...
De gondolj arra, ha az alsó állásban (elfeljetve a lin. vezető) pl. meghegeszted? mi van? semmi... felette van egy kilógás :)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 16, 21:59
Írta: 3vv2btrhv Dátum 2008 január 16, 21:59
Kicsit leegyszerüsitve de nekem igy van a gépem megcsinálva a kicsi darabot marok felteszek egy plussz asztalt ha meg magasabb akor leveszem .
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 január 16, 22:01
Írta: Szedlay Pál Dátum 2008 január 16, 22:01
Csak azt nem tudjuk ki az "Öreg"
és kinek szántad a megjegyzést.
Tehát biztos nem nekem, mert én még
nagyon fiatal vagyok.
Akkor Tibor45_nek?
és kinek szántad a megjegyzést.
Tehát biztos nem nekem, mert én még
nagyon fiatal vagyok.
Akkor Tibor45_nek?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 16, 22:04
Írta: bmejdz9nu Dátum 2008 január 16, 22:04
Ezen filózok én is...:) Lehet, hogy nekem? [#rinya] Ezért is jó a válasz gombot használni...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 január 16, 22:25
Írta: HJózsi Dátum 2008 január 16, 22:25
Neked Öreg, mit csodálkozol ! ... [#buck] ez egy kedves megszólítás, mint a rádióamatőröknél OM, öregem ... nem is kéne magyarázni... szrintem... [#integet2][#lama]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 január 20, 12:40
Írta: 7kcyndjdg Dátum 2008 január 20, 12:40
na ez már igen! Golyos orso megoldás
[#wow1]ITT
[#wow1]ITT
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 20, 12:50
Írta: 3vv2btrhv Dátum 2008 január 20, 12:50
ujszülötnek minden megoldás uj !!
Három éve volt ez téma !!
Három éve volt ez téma !!
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 január 20, 12:59
Írta: 7kcyndjdg Dátum 2008 január 20, 12:59
hát igazad van, nekem új [#circling]. Gondoljátok hogy ez a megoldás mukodóképes lehet?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 20, 13:01
Írta: 3vv2btrhv Dátum 2008 január 20, 13:01
Van benne valami mert nekem egy bontott infuzio adagoloban hasonlo megoldás van csak ott három csapágy . ha érdekell belinkelem
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 január 20, 13:08
Írta: 7kcyndjdg Dátum 2008 január 20, 13:08
perszse hogy érdekell.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 20, 16:15
Írta: 3vv2btrhv Dátum 2008 január 20, 16:15

Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 20, 16:17
Írta: 3vv2btrhv Dátum 2008 január 20, 16:17
ebben az az érdekes hogy szerintem az orsot lehetne házilagosan is gyártani de nem értek az esztergáláshoz hátha valaki véleményezi .
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 január 20, 16:40
Írta: 7kcyndjdg Dátum 2008 január 20, 16:40
Van egy kerdésem, én egy 3000x2000 méretu gépet épitek és a meghajtás fogazott rúd és fogaskerék lessz. Gondoljátok hogy elég DIREKThajtást használni, vagy fontos a RUGÓS, RUGÓS 2feszítes?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 január 20, 16:47
Írta: 7kcyndjdg Dátum 2008 január 20, 16:47
nem sikerult a harmadik link, tehát még egyszer: RUGÓ 2
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 20, 16:49
Írta: 3vv2btrhv Dátum 2008 január 20, 16:49
láttam mindkettöt gyári gépen , nem tudom .
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 január 20, 17:13
Írta: 7kcyndjdg Dátum 2008 január 20, 17:13
A gépet PVC és plexi maráshoz fogom használni (reklám feliratok, betu gravírozás stb.) nagy pontoságra nincs szukségem. Nekem egyszerubbnek tunik a fogasléc/fogaskerék direkt meghajása. Segítene ha volna valakinek tapasztalatja ezzel a megoldásal és hajlandó volna segíteni.
Cím: Re:Mechanikai ötletek
Írta: rcnn85cxp Dátum 2008 január 20, 17:21
Írta: rcnn85cxp Dátum 2008 január 20, 17:21
Én olyat láttam gyári gépen, hogy a meghajtó fogaskerék nem egy db volt, hanem két fél, ami egy erős rugúval, nyíró irányban elő van feszítve. Így a kottyanás teljesen ki van küszöbölve és nem kell a fogaskereket a fogaslécnek feszíteni. Ha én fogasléces masinát építenék, így csinálnám meg. De szerintem a te céljaidnak jobb lenne, ha kiváltanád a fogaslécet egy bordásszíjal, aminek a két végét rögzíted, és a bordáskerék egy feszítőgörgövel vontatná magát a szíjon.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 január 20, 17:46
Írta: 7kcyndjdg Dátum 2008 január 20, 17:46
Szia, tudok errol a megoldásról de nálam használhatatlan mert a fogaskerék átméroje 14mm, úgy hogy nincs hely a feszíto rugóra. Fogazott szíj meghajtást is ismerem használom is egy 2500x1500mm habvágogépemenn. Ebbenn az esetbenn nem akarom alkalmazni (és már megvettem a fogazott rudakat es fogaskerekeket).Gondolod hogy lessznek problémák hogy ha nem feszítem a meghajtást? Hozzáfuzom hogy szervó motorok lessznek alkalmazva a gépen.
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2008 január 20, 21:20
Írta: 2nbj3n5m Dátum 2008 január 20, 21:20
Hello.Corgon.
Én egy 2000x1200mm-es gépen dolgozom.Én vágom az
OTP új logoit.Plexi,és müanyag 20mm-ig.
Én a golyosórsos megoldást választanám,és
minimum 25mm-es orsóval.Ha BP-i vagy gyere el
a melóhelyemre és megmutatom a gépet.
Janko (0630/9543081)
Én egy 2000x1200mm-es gépen dolgozom.Én vágom az
OTP új logoit.Plexi,és müanyag 20mm-ig.
Én a golyosórsos megoldást választanám,és
minimum 25mm-es orsóval.Ha BP-i vagy gyere el
a melóhelyemre és megmutatom a gépet.
Janko (0630/9543081)
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 január 20, 22:12
Írta: 7kcyndjdg Dátum 2008 január 20, 22:12
Szia Janko, én Szlovákiárol vagyok de Budapest nincs messze. Szivesenn látnám a gépet, holnap felhívlak és megbeszélunk egy tali idopontot.
Cím: Re:Mechanikai ötletek
Írta: crgs7u9wg Dátum 2008 január 20, 22:54
Írta: crgs7u9wg Dátum 2008 január 20, 22:54
en ugy tudom az ilyesmit koszorulni szoktak, persze nem kezbol, hanem geppel, ugy tudom ezt elkepzelni hazilag, hogy valami nagyon kedvezo anyagbol megcsinalni az orsot esztergan persze hagyva ra egy keveset, utana kene egy csiszolo/koszorulo fejegyseg harom motorral es azon egyszer attolni, utana a kotty mar csak a csapagyon meg a bekerult koszon mulna...
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2008 január 21, 00:05
Írta: eivmhrm04 Dátum 2008 január 21, 00:05
ha eljösz hozzám akkor megnézheted ezt a megoldást gyárilag hogyan oldották meg.Egy nagy cseh plotteron igy oldották meg -Svaty Peter
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 21, 10:02
Írta: 3vv2btrhv Dátum 2008 január 21, 10:02
azt látom hogy ami nekem van az esztergált felület és csak ezért bátorkodtam berakni hátha valaki elgondolkozik a gyárthatoságán .
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 január 21, 10:49
Írta: 7kcyndjdg Dátum 2008 január 21, 10:49
Szia Karcsi,
e-mailt kuldtem.
e-mailt kuldtem.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2008 január 21, 19:56
Írta: Miki2 Dátum 2008 január 21, 19:56
Szervusztok!
Lehet, hogy senkit nem érdekel, azért megpróbálok egy képet ide betenni.
Ez a "CNC-sített" STRIGON marógépről készült. Meglepően jól működik.

Lehet, hogy senkit nem érdekel, azért megpróbálok egy képet ide betenni.
Ez a "CNC-sített" STRIGON marógépről készült. Meglepően jól működik.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2008 január 21, 20:00
Írta: Miki2 Dátum 2008 január 21, 20:00
Persze készül a másik gép is. Sok olyan dolgot készítek hozzá, amitől egy gép olcsó lehet.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 21, 21:14
Írta: bmejdz9nu Dátum 2008 január 21, 21:14
szép nagy mocik hajtják... persze gondolom kell is... tehetnél még fel képeket... pl. a hunbay.com-on van még hely...:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 22, 07:52
Írta: 000000000 Dátum 2008 január 22, 07:52
Hány Nm-esek a motorok,és milyen áttétellel hajtod a tengelyeket?
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2008 január 22, 16:21
Írta: Miki2 Dátum 2008 január 22, 16:21
Szervusztok!
A motorok:"X" és "Y" 6.4 Nm, "Z" 12 Nm.
Az áttételek úgy lettek beállítva, hogy az "X" és az "Y" a motor egy fordulatára 2 mm-t mozdúl, Míg a "Z" 1 mm-t.
A max sebességek "X" 1500 mm/perc, "Y" 1000 mm/perc, a "Z" 200 mm/perc. A gép eredetileg 750, illetve 320 mm/perc gyorsjárati sebességgel működött. Ezen terheléseket úgy sikerült elérni, hogy közben megmaradtak az eredeti előtolómű elemei is. Továbbra is használható konvencionális gépként. Ez nagyon jól jön PL.: osztófejes, vagy körasztalos egyedi munkáknál. Vagy csak egyszerű síklapolásoknál, amikor lusta vagyok egyetlen darab miatt programot írni.
Üdv
Miki
A motorok:"X" és "Y" 6.4 Nm, "Z" 12 Nm.
Az áttételek úgy lettek beállítva, hogy az "X" és az "Y" a motor egy fordulatára 2 mm-t mozdúl, Míg a "Z" 1 mm-t.
A max sebességek "X" 1500 mm/perc, "Y" 1000 mm/perc, a "Z" 200 mm/perc. A gép eredetileg 750, illetve 320 mm/perc gyorsjárati sebességgel működött. Ezen terheléseket úgy sikerült elérni, hogy közben megmaradtak az eredeti előtolómű elemei is. Továbbra is használható konvencionális gépként. Ez nagyon jól jön PL.: osztófejes, vagy körasztalos egyedi munkáknál. Vagy csak egyszerű síklapolásoknál, amikor lusta vagyok egyetlen darab miatt programot írni.
Üdv
Miki
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 22, 18:10
Írta: 000000000 Dátum 2008 január 22, 18:10
Hátha valaki nem ismeri, így is lehet merőleges menetet fúrni egyszerű kis segédeszközzel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 22, 18:11
Írta: 000000000 Dátum 2008 január 22, 18:11
Hátha valaki nem ismeri, így is lehet merőleges menetet fúrni egyszerű kis segédeszközzel.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 22, 20:01
Írta: bmejdz9nu Dátum 2008 január 22, 20:01
Mindíg tanul az ember :) Jó ötlet! Köszönettel!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 22, 20:10
Írta: 000000000 Dátum 2008 január 22, 20:10
Szia! Nem igazán értem, mi a szerepe a kézi hajtóvasnok? Ahozképest ha a tokmányba fognád a szerszámot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 22, 20:16
Írta: 000000000 Dátum 2008 január 22, 20:16
Szia Danibá!
A fúrógépet nem hajtom, az csak a merőleges pozíciót biztosítja, a fúrógép mozgatókarjára eősített gépsatu megakadályozza, hogy a főorsót a rugó felemelje. Magát a menetfúrást a hajtókarral végzem.
A fúrógépet nem hajtom, az csak a merőleges pozíciót biztosítja, a fúrógép mozgatókarjára eősített gépsatu megakadályozza, hogy a főorsót a rugó felemelje. Magát a menetfúrást a hajtókarral végzem.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 22, 20:21
Írta: 3vv2btrhv Dátum 2008 január 22, 20:21
ZSENIÁLIS !!! kérek egy ijen hajtovasat postán utánvétellel . KOMOLY !!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 22, 20:36
Írta: 000000000 Dátum 2008 január 22, 20:36
Kösz! Jó ötlet. Most vettem észre a karra akasztott gépsatut.
Mondok én is egy ötletet erre a témára. Ha készítesz egy patron szerü betétet a tokmányba, amibe kisé lazán illeszkedik a menetfúró és elinditod a gépet. A kart megfelelő magasságban megállítod, kihuzza a menetfúrót a megfelelő menethossz elérésekor a patronból és megál.
Mondok én is egy ötletet erre a témára. Ha készítesz egy patron szerü betétet a tokmányba, amibe kisé lazán illeszkedik a menetfúró és elinditod a gépet. A kart megfelelő magasságban megállítod, kihuzza a menetfúrót a megfelelő menethossz elérésekor a patronból és megál.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 22, 20:38
Írta: 000000000 Dátum 2008 január 22, 20:38
Tibor!
Ez egy egyszerű hajtóvas, benne a furat az adott (M12) menetfúró szárátmérőjére lett kifúrva, más métethez másik kell.Az M8-as csavar a szögletes végén a menetfúrónak elfordulás ellen biztosít.
Ez egy egyszerű hajtóvas, benne a furat az adott (M12) menetfúró szárátmérőjére lett kifúrva, más métethez másik kell.Az M8-as csavar a szögletes végén a menetfúrónak elfordulás ellen biztosít.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 22, 21:04
Írta: 000000000 Dátum 2008 január 22, 21:04
Szia Tibor!
Tudok javasolni egy másik megoldást szabályos kúposra köszörülsz egy 6-6mm átmérőjű köracélt,befogod az álványos fúrógéped tokmányába alátaszed a munkadarabot, a kúppal központosítod, lesúlyozod a fúrógép mozgatókarját, utána a hajtóvasba befogott menetfúrót a magfuratba helyezed, ráengeded a kúpot,és forgatod a hajtóvasat, a kúp merőleges irányban tartja a menetfúrót.
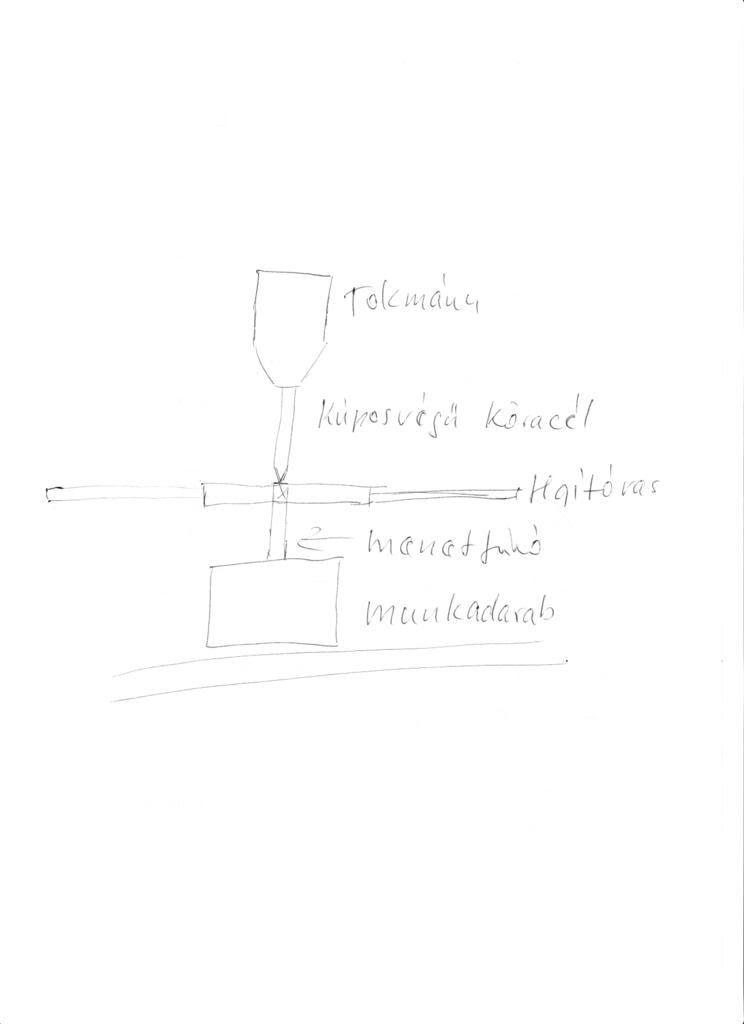
Tudok javasolni egy másik megoldást szabályos kúposra köszörülsz egy 6-6mm átmérőjű köracélt,befogod az álványos fúrógéped tokmányába alátaszed a munkadarabot, a kúppal központosítod, lesúlyozod a fúrógép mozgatókarját, utána a hajtóvasba befogott menetfúrót a magfuratba helyezed, ráengeded a kúpot,és forgatod a hajtóvasat, a kúp merőleges irányban tartja a menetfúrót.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 22, 21:05
Írta: 000000000 Dátum 2008 január 22, 21:05
6-6=6-8mm
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 22, 22:49
Írta: 3vv2btrhv Dátum 2008 január 22, 22:49
ez még jobb mert univerzális KÖSZI !!!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 22, 23:27
Írta: 000000000 Dátum 2008 január 22, 23:27
Ez sem rosz.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 január 23, 14:47
Írta: Motoros Dátum 2008 január 23, 14:47
Ezt a módszert az is sikerrel alkalmazhatja akinek esztergálya van. A szegnyeregbe a forgócsúcsot kell betenni, ez megy bele a menetfúró végébe lévő fúrócsúcsba ( ez minden menetfúrónál gyárilag megtalálható) a menesztést egy egyszerű villáskulcsal megoldhatod, hisz pl.: a M10 menetfúróhoz a 8mm-es villáskulcs, az M8 m.fúróhoz a 6mm-es villáskulcs a jó. Itt a központos megfogás természetesen a tokmánybafogással automatikusan adódik ha a darab valamiféle forgástest.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 23, 15:46
Írta: 000000000 Dátum 2008 január 23, 15:46
Acelhoz valo, zold, kek jelolesu menetfurokat hasznalok M3-M10-ig. Titex markaval. Ezekkel ezt pl. nem tudod megcsinalni...
Meg van egy marka, amit hasznalok, E... - de ezt fejbol nem tudom. Azon sincs furat.
Meg van egy marka, amit hasznalok, E... - de ezt fejbol nem tudom. Azon sincs furat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 23, 15:48
Írta: 000000000 Dátum 2008 január 23, 15:48
Azt nem merem biztosra allitani, hogy a kulonbseg nem a GEPI - KEZI kulonbsegbol adodik...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 január 23, 17:49
Írta: Motoros Dátum 2008 január 23, 17:49
Na ez érdekes, most direkt átnéztem az összes menetfúrómat és függetlenül attól hogy kézi vagy gépi, Titex vagy Gühring vagy Narex vagy bármi...szóval mindegyiknél ott van a csúcsfurat a végében.
Márcsak azért is van ez így mert a gyártás során ez szükséges volt.
Lehet hogy ujabban már nem teszik bele?
Az igaz hogy vannak olyan anyamenetfúrók ahol nem csúcsfurat van hanem a vége meg van köszörülve kúposra, a célhoz viszont ez is jó hisz csak egy negatív kúp kell a szegnyeregbe a megtámasztáshoz :-)
Márcsak azért is van ez így mert a gyártás során ez szükséges volt.
Lehet hogy ujabban már nem teszik bele?
Az igaz hogy vannak olyan anyamenetfúrók ahol nem csúcsfurat van hanem a vége meg van köszörülve kúposra, a célhoz viszont ez is jó hisz csak egy negatív kúp kell a szegnyeregbe a megtámasztáshoz :-)
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2008 január 23, 21:53
Írta: csg67 Dátum 2008 január 23, 21:53
És mire valók azok a Heidenhain kijelzők? Mondjuk RS232-n le lehet kérdezni a pozíciót róluk.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 24, 08:59
Írta: 000000000 Dátum 2008 január 24, 08:59
Ezek mindegyikere kup van koszorulve. Van regebbrol is titexem (gyakorlatilag mast nem hasznalok). Ezek is kuposak.
Csak ugy erdekesseg keppen megemlitettem. En egy talpas, furatos megvezetot szoktam hasznalni menetfurashoz. Gyorsabb, mint jatszani a furogeppel, stb. Elerhetetlen helyeken is hasznalhato.
Csak ugy erdekesseg keppen megemlitettem. En egy talpas, furatos megvezetot szoktam hasznalni menetfurashoz. Gyorsabb, mint jatszani a furogeppel, stb. Elerhetetlen helyeken is hasznalhato.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 24, 09:45
Írta: 3vv2btrhv Dátum 2008 január 24, 09:45
képet rolla légyszives
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 24, 11:44
Írta: 000000000 Dátum 2008 január 24, 11:44

Ennyi az egesz. A vezeto furatnal ugyelni kell, hogy a menetfuro ne kapjon bele, de ne is lotyogjon. A hasznalata gondolom egyertelmu.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 24, 11:46
Írta: 000000000 Dátum 2008 január 24, 11:46
Gyakorlatilag ua., mint a menetmetszoknel a vezeto. Csak ez menetfurohoz.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 január 24, 12:29
Írta: 3vv2btrhv Dátum 2008 január 24, 12:29
köszi nagyon egyszerü !!
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2008 január 24, 15:00
Írta: ybm4ifb Dátum 2008 január 24, 15:00
A méertezés még nem tökéletes...de nemis az a lényeg...
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2008 január 24, 15:00
Írta: ybm4ifb Dátum 2008 január 24, 15:00
Ahogy az én gépelésem semm.....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 25, 08:07
Írta: 000000000 Dátum 2008 január 25, 08:07
Jo a meretezes is, csak hulye szogben keszitettem a fenykepet... (:
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2008 január 25, 21:34
Írta: 4mjnxdwuu Dátum 2008 január 25, 21:34
Egy újabb ötlet pointer felhasználásához...
Az egyik készülö gépem 1,6m széles, két orsó húzza, a hidat de nincs kedvem szinkronizálni láncal, vagy szíjjal, illetve nem lenne olyan egyszerű. Arra gondoltam, hogy egy pici csődarabba teszek egy fotodiódát az egyik Y tartó karra-ba, a másikra megy egy pointert, (lehetőleg minnél közelebb a lineáris vezetékhez, hogy ha kiesik szinkronból, minnél kevésbé forduljon a lézer a tekeredő oldalkarral. 1-2 step hiba biztos nem számít neki, de nem is ez a cél hanem, hogy a drasztikus hibát pl: orsó befeszülés esetén ne csavarja szét a hidat... ha otthagytam fél napra a gépet, persze csak elszívó mellett, nehogy repülő forgácsdarab kikapcsolja... )
Az egyik készülö gépem 1,6m széles, két orsó húzza, a hidat de nincs kedvem szinkronizálni láncal, vagy szíjjal, illetve nem lenne olyan egyszerű. Arra gondoltam, hogy egy pici csődarabba teszek egy fotodiódát az egyik Y tartó karra-ba, a másikra megy egy pointert, (lehetőleg minnél közelebb a lineáris vezetékhez, hogy ha kiesik szinkronból, minnél kevésbé forduljon a lézer a tekeredő oldalkarral. 1-2 step hiba biztos nem számít neki, de nem is ez a cél hanem, hogy a drasztikus hibát pl: orsó befeszülés esetén ne csavarja szét a hidat... ha otthagytam fél napra a gépet, persze csak elszívó mellett, nehogy repülő forgácsdarab kikapcsolja... )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 20:59
Írta: 000000000 Dátum 2008 január 29, 20:59
Sziasztok!
Ma elkészítettem a lin. csúszóperselyem filcgyűrűs olajkenését.Az olajcsövek kivezethetők az asztal oldalára, így gond nélkül megoldható az olajozás.

Ma elkészítettem a lin. csúszóperselyem filcgyűrűs olajkenését.Az olajcsövek kivezethetők az asztal oldalára, így gond nélkül megoldható az olajozás.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 január 29, 21:07
Írta: bmejdz9nu Dátum 2008 január 29, 21:07
Filc... szimmering? vagy az nem jó lehúzásra...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 21:10
Írta: 000000000 Dátum 2008 január 29, 21:10
Bocs a képméretezést elnéztem, 600 pix helyett 800-ast írtam be.
A filcgyűrűk házát aluból öntöttem és esztergáltam.
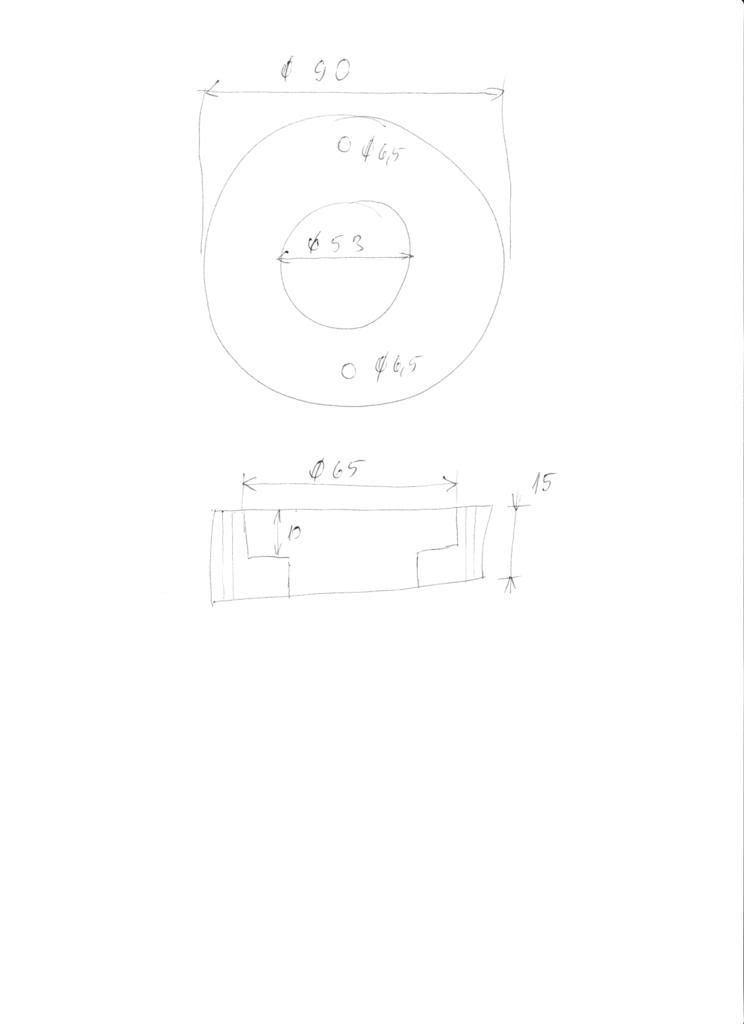
A filcgyűrűk házát aluból öntöttem és esztergáltam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 21:19
Írta: 000000000 Dátum 2008 január 29, 21:19
A filcgyűrűk elkészítéséhez egy szerszámot esztergáltam keményfából.Ebben egy 65mm átmérőjű, 3mm mély bemélyedés van, ebbe helyezem az előre kivágott fictárcsát és az alu tárcsával két Reiser csavarral rögzítem,Az esztergán egy spec. késsel kiszúrom az 50mm belső átmérőt.Egy aluházba 2db 5mm vastagságú ficgyűrű kerül hasítva elforgatva így könnyen cserélhető.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 21:20
Írta: 000000000 Dátum 2008 január 29, 21:20

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 21:23
Írta: 000000000 Dátum 2008 január 29, 21:23

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 21:24
Írta: 000000000 Dátum 2008 január 29, 21:24

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 21:26
Írta: 000000000 Dátum 2008 január 29, 21:26

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 21:27
Írta: 000000000 Dátum 2008 január 29, 21:27

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 21:28
Írta: 000000000 Dátum 2008 január 29, 21:28
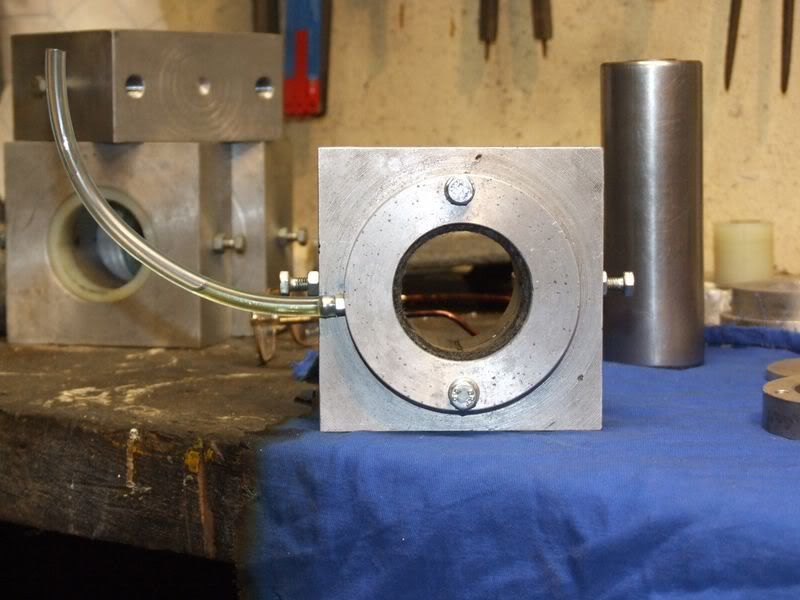
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 21:29
Írta: 000000000 Dátum 2008 január 29, 21:29

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 21:32
Írta: 000000000 Dátum 2008 január 29, 21:32
Egy ötlet, M16-os imbuszcsavar fejének sülyasztése.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 január 29, 22:54
Írta: 000000000 Dátum 2008 január 29, 22:54
Szerintem a szimering nagyon fogná. Ki kellene próbálni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 03, 15:47
Írta: 000000000 Dátum 2008 február 03, 15:47
Végre tudtam venni rendes táblás filcet,nem kell a cipőbetéttel rosszakodni, vagyis egy befogással ki tudom vágni a gyűrűt.Elösször kiszúrom a közepét, utána a szélét és kész, a két reiser lazítása és mehet be a következő filc lap.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 03, 15:50
Írta: 000000000 Dátum 2008 február 03, 15:50
Szerintem szimering helyett jobb a filc mert ha át van olajjal itatva,körben mindenhol keni a lin. tengelyt.
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2008 február 03, 18:25
Írta: Robika37 Dátum 2008 február 03, 18:25
Hát nem tudom. Nagyon szépen megcsináltad,de az esztergámnál is van a szánoknál törlő filc mégis alámegy a kosz. Sőt ha belelül a filcbe akkor képes behuzni a felületet. Én hidraulika szennylehuzó gyürüket tettem be úgy tünik nem fogja,de szépen lassan ki is engedi a kőanyagot. nem állóhelyében hanem menetközben... a fene sem tudja mindig van egy kis kompromisszum.
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2008 február 03, 18:28
Írta: Robika37 Dátum 2008 február 03, 18:28
Szoktak a siklóperselyekbe kenőhornyot esztergálni. Olyan nagyemelkedésű menet rádiuszos késsel 0,5-1 mm mélyen.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 február 03, 19:03
Írta: s5f8tmfv3 Dátum 2008 február 03, 19:03
Belül filc, kívül szennylehúzó?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 03, 21:02
Írta: 000000000 Dátum 2008 február 03, 21:02
Csak 2db filcgyűrű van, a folyamatos olajjal kenést akarom biztosítani , a perselyben van kenőhorony.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 04, 20:08
Írta: 000000000 Dátum 2008 február 04, 20:08
Ma kipróbáltam egy szimeriggel és belül egy filckoronggal az eradmény biztató
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 február 11, 21:00
Írta: Farkas Ádám Dátum 2008 február 11, 21:00
Z tengely:
Abszolút kotyogás mentes vezetővel. Már dolgozom az orsón habár nincsen sok hely. Köszönet Varsányi Péternek a dupla-hengergörgős lineáris vezetőért.



Abszolút kotyogás mentes vezetővel. Már dolgozom az orsón habár nincsen sok hely. Köszönet Varsányi Péternek a dupla-hengergörgős lineáris vezetőért.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 február 11, 21:33
Írta: 3vv2btrhv Dátum 2008 február 11, 21:33
Bameg ez NAGYON brutáll !!!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 február 11, 21:37
Írta: 3vv2btrhv Dátum 2008 február 11, 21:37
csak szivni fogsz amikor belerakod a motort és a szerszámot , majd meglátod miért .
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 február 11, 22:08
Írta: vthgizrff Dátum 2008 február 11, 22:08
A probléma az, ami a középső képen jól látható.
Ebben az állásban szerszám körűlbelül egy vonalban lesz az alsó alu lemezzel, amire a vezetők vannak felszerelve.
Szerintem Tíbor is erre gondolt.
Egyébbként egyszerű és nagyszerű.
Ebben az állásban szerszám körűlbelül egy vonalban lesz az alsó alu lemezzel, amire a vezetők vannak felszerelve.
Szerintem Tíbor is erre gondolt.
Egyébbként egyszerű és nagyszerű.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 február 11, 22:22
Írta: 3vv2btrhv Dátum 2008 február 11, 22:22
ja
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 12, 07:59
Írta: bmejdz9nu Dátum 2008 február 12, 07:59
Nem igazán értem a problémát amit itt felvetettek, de lehet, hogy arra gondolnak...
Szóval amikor a maró felül van akkor "kilógnak" a vezetők... pont ott ahol marni fog... azaz a vezetőre kerül a forgács - könnyen... pl. egy nyákmarásnál az üvegszálas por nagyon "gyilkos" tud lenni. (persze ez rossz példa mert akkor lent lesz :)
Talán csak oda kellene fogatni egy "védőlapot" - akár műanyagból is... (azaz hoszabbra kellett volna az alulapot hagyni - de az pedíg csak súly lett volna...:)
Persze meg is lehetne fordítani az egészet... azaz a motor tartó a kereszt tartóra... stb.)
... meg talán szükség lesz az "alaplap" közepének kimarása... (kb. fél anyag vastagságig)... jobb lesz az orsó elhelyezkedése és könnyebb a motor elhelyezése... mert ugyebár annyira (túl:) speckón lapossak ezek a vezetők... (Ha gondolod jelöld be és kimarom...a BF20-on...10 perc...)
De látom jó helyre került a lineár, gyorsan befogtad ... :)
... de nem akarok okoskodni... mert azért sincs még gépem mert magammal is ezt csinálom egész nap... :)
Szóval amikor a maró felül van akkor "kilógnak" a vezetők... pont ott ahol marni fog... azaz a vezetőre kerül a forgács - könnyen... pl. egy nyákmarásnál az üvegszálas por nagyon "gyilkos" tud lenni. (persze ez rossz példa mert akkor lent lesz :)
Talán csak oda kellene fogatni egy "védőlapot" - akár műanyagból is... (azaz hoszabbra kellett volna az alulapot hagyni - de az pedíg csak súly lett volna...:)
Persze meg is lehetne fordítani az egészet... azaz a motor tartó a kereszt tartóra... stb.)
... meg talán szükség lesz az "alaplap" közepének kimarása... (kb. fél anyag vastagságig)... jobb lesz az orsó elhelyezkedése és könnyebb a motor elhelyezése... mert ugyebár annyira (túl:) speckón lapossak ezek a vezetők... (Ha gondolod jelöld be és kimarom...a BF20-on...10 perc...)
De látom jó helyre került a lineár, gyorsan befogtad ... :)
... de nem akarok okoskodni... mert azért sincs még gépem mert magammal is ezt csinálom egész nap... :)
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2008 február 12, 08:27
Írta: xkbv3nx0d Dátum 2008 február 12, 08:27
Üdv.
Érdekelne a véleményetek a szijhajtásról.
Habvágómhoz az x tengely kb 1500mm eléggé instabil a 12-es trapézmenetes orsó, a golyósorsó meg drága. viszonylag könnyen mozgatható szánt kellene ráncigálni, kivitelezhető ez inkább szijjal ? mondjuk az elején a motorra rögzitett fogaskerékkel a végén pedig automata feszítőssel ?
Érdekelne a véleményetek a szijhajtásról.
Habvágómhoz az x tengely kb 1500mm eléggé instabil a 12-es trapézmenetes orsó, a golyósorsó meg drága. viszonylag könnyen mozgatható szánt kellene ráncigálni, kivitelezhető ez inkább szijjal ? mondjuk az elején a motorra rögzitett fogaskerékkel a végén pedig automata feszítőssel ?
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 február 12, 09:46
Írta: dg8n4i8x Dátum 2008 február 12, 09:46
Szerintem ide tökéletes, de akár a bowden is jó, nincsenek nagy erők és túl gyors mozgások sem...
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 február 12, 09:51
Írta: dg8n4i8x Dátum 2008 február 12, 09:51
Nem is kell feltétlen végtalanített szíj! El is vághatod ha a notor a szánra kerül, így jóval olcsóbb is lesz a dolog... Amúgy ezt még nagy ipari gépeken is alkalmazzák, amikor az ultrahangos hegesztő volt a kezem alatt egy szíjjal cibálta a másfél tonnás szerszámot szerszámcserénél...
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2008 február 12, 10:19
Írta: xkbv3nx0d Dátum 2008 február 12, 10:19
aha, gondolom ilyen hosszban ha végtelen (3m) a szij se olcsó, de azt hogy tudom megcsinálni ha nem végtelen, akkor hogy feszítem a szijjat meg ilyenek ?
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 február 12, 10:48
Írta: dg8n4i8x Dátum 2008 február 12, 10:48
Mechanika12-t nézd meg! Ott van jó kép a meghajtásról, a feszítés pedig annyi, hogy egyik vége fixen a másik mondjuk egy menetorsóval, vagy rugóval előfeszítve...
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2008 február 12, 11:56
Írta: xkbv3nx0d Dátum 2008 február 12, 11:56
Aha kezdem érteni, mondjuk a feszítése még nem teljesen tiszta a végén, de ezekszerint kezdem érteni apránként !
köszi már csak szijat kell találni értelmes áron :)
köszi már csak szijat kell találni értelmes áron :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 február 12, 12:08
Írta: Farkas Ádám Dátum 2008 február 12, 12:08
Megvan az oka, hogy így csináltam, nem fog bemenni a por, ha készen lesz lefényképezem, de elöbb az orsó jön...
Gondoltam én is hogy megkérem a BF20-adat egy marásra de olyan rend volt nálad, se egy forgács hogy inkább, megoldom máshogy. (nálam mostanában derékig van az alu forgács:)
Gondoltam én is hogy megkérem a BF20-adat egy marásra de olyan rend volt nálad, se egy forgács hogy inkább, megoldom máshogy. (nálam mostanában derékig van az alu forgács:)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 12, 12:40
Írta: bmejdz9nu Dátum 2008 február 12, 12:40
Rend? Megy a BF20 szinte mindennap... csak van seprű és porszívó is mellette :)
Én olyan vagyok, hogy minden "fogás után" mindent a helyére teszek, seprés és porszívózás... jöhet a következő... :)
Akár ma is áthozhatod... bármikor... a "rend" csak a látszat...:)
Én olyan vagyok, hogy minden "fogás után" mindent a helyére teszek, seprés és porszívózás... jöhet a következő... :)
Akár ma is áthozhatod... bármikor... a "rend" csak a látszat...:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 12, 12:42
Írta: 000000000 Dátum 2008 február 12, 12:42
látod Péter a rend se jo elrisztja a kuncsaftot:)
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 február 12, 12:55
Írta: vthgizrff Dátum 2008 február 12, 12:55
Én nem a porvédelemre gondoltam:

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 12, 13:22
Írta: 000000000 Dátum 2008 február 12, 13:22
Turelem-turelem! ((:
Amig nem tudjuk mekkora munkateruleten fog dolgozni a gep, addig meg akar jo is lehet...
Amig nem tudjuk mekkora munkateruleten fog dolgozni a gep, addig meg akar jo is lehet...
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 február 12, 13:27
Írta: vthgizrff Dátum 2008 február 12, 13:27
Jó is lesz az, ez a probléma csak akkor jelentkezik ha "magas" munkadarabot kell megmunkálni.
Szerintem jobb lenne ha fordítva, a másik oldalra lenne felszerelve a motor.
Szerintem jobb lenne ha fordítva, a másik oldalra lenne felszerelve a motor.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 február 12, 13:37
Írta: 3vv2btrhv Dátum 2008 február 12, 13:37
Na végre KECSAP
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 február 12, 13:54
Írta: Farkas Ádám Dátum 2008 február 12, 13:54
Az a pont ahova a kevés hely van írva, az amarógép hídjának alsó élével lesz egy vonalba, vagyis ami ott nem fér át az amúgysem férne át, a szerszám pedíg legfelső állásban (nem sokat de túllóg ezen.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 február 12, 14:17
Írta: Farkas Ádám Dátum 2008 február 12, 14:17
Inkább azt modjátok meg látott-e már valaki olyan orsó megoldást aminek csak az egyik fele volt megtámasztva, két szembefordított axiális csapágy segítségével egyenesbe feszítve munkaút nem nagy 100mm
[/img]http://www.kepfeltoltes.hu/080212/zzz_www.kepfeltoltes.hu_.jpg[/img]
[/img]http://www.kepfeltoltes.hu/080212/zzz_www.kepfeltoltes.hu_.jpg[/img]
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 február 12, 14:17
Írta: Farkas Ádám Dátum 2008 február 12, 14:17
itt a kép:

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 12, 14:17
Írta: bmejdz9nu Dátum 2008 február 12, 14:17
Ez nem gond... sőt... Nálam (is) úgy van megoldva, hogy a maróbefogató fej pont szintbe van azzal a bizonyos aluval!!! Tehát csak a szerszám lóg ki...
Hátrány: nem tud a maró többet belehatolni az anyagba mint amekkora a szerszám hossza... kérdés kell e?
Előny: pl. (kerámicsapágyas motornál)... véd! azaz az alu megy neki elősztör (valószinűleg) egy rosszul "tájolt" befogatónak... nem a fej...
Hátrány: nem tud a maró többet belehatolni az anyagba mint amekkora a szerszám hossza... kérdés kell e?
Előny: pl. (kerámicsapágyas motornál)... véd! azaz az alu megy neki elősztör (valószinűleg) egy rosszul "tájolt" befogatónak... nem a fej...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 február 12, 14:31
Írta: 3vv2btrhv Dátum 2008 február 12, 14:31
igy van nállam is
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2008 február 12, 16:13
Írta: 4mjnxdwuu Dátum 2008 február 12, 16:13
Rövid orsóval, semmi probléma nincs ezzel az elrendezéssel. Viszont ha nagyon laza az anya lehet csúnya hangja, ha az anya távol van a csapágytól, és nagy fordulattal pörög. -szerintem-
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 12, 20:12
Írta: 000000000 Dátum 2008 február 12, 20:12
[#heureka]sunyo1 küldte nekem ezt a szép Görgős-anyát!

.jpg)
.jpg)
.jpg)
.jpg)
Szép munka és állítólag jól is szuperál!
Több infóval Ő tud szolgálni!
Szép munka és állítólag jól is szuperál!
Több infóval Ő tud szolgálni!
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2008 február 13, 00:02
Írta: 7vpav5d32 Dátum 2008 február 13, 00:02
Tényleg látványos, de én egy picit sem tudok az elvben megbizni ( lehet csak én látom igy) ha forog a görgő akkor dupla a menet emelkedés ha egy pillanatra is meg áll (egy csepp olaj) akkor csak egyszeres. Szerintem meddő. Persze senki sem tökéletes. pl. belőlem is hiányzik a hiba [#nevetes1]Talán ha a görgők nem menetesek lennének? Akkor nincs ez a nagy hiba lehetőség.
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2008 február 13, 07:04
Írta: e7c897sd8 Dátum 2008 február 13, 07:04
A görgők nem menetesek, hanem a menetprofilnak megfelelő hornyok vannak rajta. Hobby gépekben működik a dolog. Kicsi a surlódás hiszen gördülnek a görgők a menetes orsón. Valahol István oldalain fellelhető egy részletes leírás. En is onnan töltöttem le valaha.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2008 február 13, 07:17
Írta: 4mjnxdwuu Dátum 2008 február 13, 07:17
Csak egy baj van vele, csapágyzabáló. Az egyik gépemen csak a Z nem ilyen kialakítású, ezért csak 26 db csapágy van a gépben 32 helyett.. (az Y két orsós)És ha korrekt akarsz lenni ferde h. kellene mindenhova, de a gatyád is rámenne. (nekem mákom van volt otthon annyi...)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 13, 08:14
Írta: bmejdz9nu Dátum 2008 február 13, 08:14
Egy kis esztergálás CNC maróval...::::: Video:::: "pálya" szerkesztés Corelban Video
A meghajtó motor egy sarokcsiszoló... :) Nem nagy ügy a dolgot másolni... :)

A meghajtó motor egy sarokcsiszoló... :) Nem nagy ügy a dolgot másolni... :)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 február 13, 08:49
Írta: D.Laci Dátum 2008 február 13, 08:49
Jó az ötlet, de úgy látom kb. 5 év alatt sem jött rá senki a titkára...[#wave][#taps][#worship][#confused]
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 február 13, 08:54
Írta: D.Laci Dátum 2008 február 13, 08:54
Ilyenek kell nekünk képek videók minden dokumentálva…
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2008 február 13, 13:47
Írta: 4mjnxdwuu Dátum 2008 február 13, 13:47
az a mini tokmány tetszik nagyon...
Cím: Re:Mechanikai ötletek
Írta: nb8v4eyzr Dátum 2008 február 13, 13:59
Írta: nb8v4eyzr Dátum 2008 február 13, 13:59
Az a tokmány nekem is tetszik. Valaki nem tud valami bővebbet róla?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 15:15
Írta: 000000000 Dátum 2008 február 13, 15:15
Nem olvastad a Mechanikai ötleteket!
Akkor tudnád miről van szó...
Akkor tudnád miről van szó...
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 február 13, 15:20
Írta: 3rymb5s35 Dátum 2008 február 13, 15:20
Ilyen tokmányt az EMCO esztergapadokon látni.
Pl: EMCO Unimat3
Pl: EMCO Unimat3
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 15:41
Írta: 000000000 Dátum 2008 február 13, 15:41
Oras esztergatokmany. Valamelyik topikban mar en is kerestem. RDG tools-nal van. Itthon webes aruhazban en nem talaltam. Erdekel, ha lenne megis.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 17:17
Írta: 000000000 Dátum 2008 február 13, 17:17
Megjött a Holes-tól a ZX100-asom csináltam lineáris perselyt.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 17:22
Írta: 000000000 Dátum 2008 február 13, 17:22
Mondja már meg valaki, mi a rossz, a képet a tárhelyen megnyitottam, tulajdonságok, kijelölés, Cltrl+C, kép,Ctrl+V, mehet.Lehet, hogy a fórummal van valami gond? Már nem merek képet küldeni, mindenki azt hiszi, hogy HÜJE vagyok.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 13, 17:25
Írta: bmejdz9nu Dátum 2008 február 13, 17:25
Használd a www.cnctar.hunbay.com tárhelyet : Ebből photobucket.com ... már voltak másnak is keveredések... (szerintem)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 18:01
Írta: 000000000 Dátum 2008 február 13, 18:01

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 18:03
Írta: 000000000 Dátum 2008 február 13, 18:03
Volt egy kis egyenetlenség kikentem Uverapiddal, száradás után szintbe csiszoltam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 18:04
Írta: 000000000 Dátum 2008 február 13, 18:04

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 18:14
Írta: 000000000 Dátum 2008 február 13, 18:14
ZX100-ból készítettem 20X4-es "MOTOROS-féle" trapézmenetes anyát is, tökéletes. Padon kiesztergáltam a menetet majdnem készre, majd trapézmenetes orsóból csinált "menetfűróval" készre munkáltam.Teljesen kottyanásmentes, ha kopik két db M8-as imbuszcsavarral utánállítható. Köszönöm az ötletet Misi. 
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 18:16
Írta: 000000000 Dátum 2008 február 13, 18:16
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 18:17
Írta: 000000000 Dátum 2008 február 13, 18:17
Péter!
Innen is bekavar a fórum.
Innen is bekavar a fórum.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 18:22
Írta: 000000000 Dátum 2008 február 13, 18:22
Készül a trapézmenetes orsó csapágyháza.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 13, 18:24
Írta: 000000000 Dátum 2008 február 13, 18:24

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 13, 18:32
Írta: bmejdz9nu Dátum 2008 február 13, 18:32
A szöveg után csapj egy (vagy kettő) entert és utánna linkeld a képet!
De majd megcsinálgatom... Te legalább teszel be valamit ami "közönség érdek" :) ... és ez a lényeg!!!
De majd megcsinálgatom... Te legalább teszel be valamit ami "közönség érdek" :) ... és ez a lényeg!!!
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 február 14, 08:39
Írta: Motoros Dátum 2008 február 14, 08:39
Szia vbodi
Örülök hogy Neked is bevált az ötlet. A használat során jelentkező tapasztalatokról is írj majd légyszives.
Pl.: érdekes lehet az hogy maga a ZX 100 hogyan kopik, és hogy az orsót hogy koptatja.
Örülök hogy Neked is bevált az ötlet. A használat során jelentkező tapasztalatokról is írj majd légyszives.
Pl.: érdekes lehet az hogy maga a ZX 100 hogyan kopik, és hogy az orsót hogy koptatja.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 február 14, 09:23
Írta: Motoros Dátum 2008 február 14, 09:23
vbodi: Még egy dolog: a kenésről mi a véleményed....kenni vagy nem kenni.
Én szárazon futtatom, félek hogy a por szenny beleragadhatna kenve. De nem biztos hogy ez az optimális, bár eddig semmi gondom.
Én szárazon futtatom, félek hogy a por szenny beleragadhatna kenve. De nem biztos hogy ez az optimális, bár eddig semmi gondom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 14, 09:40
Írta: 000000000 Dátum 2008 február 14, 09:40
Szia Motoros!
A gépen még nem próbáltam, csak kézzel forgattam,de szerintem jobb finom műszerolajjal kenve, azzal kenem a lin. perselyt is.Talán meg lehetne oldani a menetes orsó szenylehúzását és kenését paszentos filc gyűrűkkel, majd kipróbálom. Ha kell 5mm-es filc, írjál, küldök.
A gépen még nem próbáltam, csak kézzel forgattam,de szerintem jobb finom műszerolajjal kenve, azzal kenem a lin. perselyt is.Talán meg lehetne oldani a menetes orsó szenylehúzását és kenését paszentos filc gyűrűkkel, majd kipróbálom. Ha kell 5mm-es filc, írjál, küldök.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 február 14, 18:52
Írta: 3vv2btrhv Dátum 2008 február 14, 18:52
Már többször irtam nekem a TEFLON spray vált be
OKS 3751 a tipusa
OKS 3751 a tipusa
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 15, 12:56
Írta: 000000000 Dátum 2008 február 15, 12:56
Viszont lenne egy kérdésem:
Van egy fortuna orsóm (talán mk1, vagy mk2, nem értek hozzá, ezek az adatai:
11.7mm az alapja
11mm a vége
és 16.7 mm hosszú a kúp)amire pontos tokmányt szeretnék feltenni (oszlopos fúróból
szeretnék marógépet csinálni apróbb munkákhoz.
Ha tudnátok erre adni egy pontos fúrógép tokmányt 1-12 mm-ig, vagy esetleg patronbefogót patronokkal, szóljatok!
Illetve ha gyári megoldás nincs, akkor a barkácstippeket várnám:-)
Van egy fortuna orsóm (talán mk1, vagy mk2, nem értek hozzá, ezek az adatai:
11.7mm az alapja
11mm a vége
és 16.7 mm hosszú a kúp)amire pontos tokmányt szeretnék feltenni (oszlopos fúróból
szeretnék marógépet csinálni apróbb munkákhoz.
Ha tudnátok erre adni egy pontos fúrógép tokmányt 1-12 mm-ig, vagy esetleg patronbefogót patronokkal, szóljatok!
Illetve ha gyári megoldás nincs, akkor a barkácstippeket várnám:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 15, 12:58
Írta: 000000000 Dátum 2008 február 15, 12:58
Mini tokmányt a Hajós u-i modellező boltban láttam! Szerintem proxxonos.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 15, 17:42
Írta: 000000000 Dátum 2008 február 15, 17:42
Szia !
Ha Pesten jársz, nézz ki a kínai bazárba, mindenféle tokmányt találsz, olcsón.Sokminden van, vigyél pénzt, nagy a csábítás.
Ha Pesten jársz, nézz ki a kínai bazárba, mindenféle tokmányt találsz, olcsón.Sokminden van, vigyél pénzt, nagy a csábítás.
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 február 18, 08:30
Írta: 3rymb5s35 Dátum 2008 február 18, 08:30
Hol található a "kínai bazár"?
Nagyságrendileg mennyibe kerülnek a tokmányok?
Csak azért szeretném tudni, mert a hétvégén voltam vásárban (Mórahalmon. Felénk ez a legnagyobb)és az Ukránoknál akartam venni indikátor óra állványt. Az egyik 7,5eFt-ért, a másik 8eFt-ért akarta adni, viszont az Olajbányász téri szerszámboltban kb két hét mulva lessz kd.:4500Ft-ért számlával, garival.
Hát nem mindegy az ár.
Nagyságrendileg mennyibe kerülnek a tokmányok?
Csak azért szeretném tudni, mert a hétvégén voltam vásárban (Mórahalmon. Felénk ez a legnagyobb)és az Ukránoknál akartam venni indikátor óra állványt. Az egyik 7,5eFt-ért, a másik 8eFt-ért akarta adni, viszont az Olajbányász téri szerszámboltban kb két hét mulva lessz kd.:4500Ft-ért számlával, garival.
Hát nem mindegy az ár.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 18, 08:32
Írta: 000000000 Dátum 2008 február 18, 08:32
Köszi vbodi, de ez melyik? Én az ecserit (Tangó) ismerem, meg a verseny u.-it, gondolom ez a kőbányai ugye? Ott merrefelé? Én csak a ruhásokat látom arra mindig.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 február 18, 09:02
Írta: 2vkx6unz Dátum 2008 február 18, 09:02
A Sidexnél 2890+áfáért kapsz mágneses állványt www.sidex.hu
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 február 18, 10:41
Írta: Kristály Árpád Dátum 2008 február 18, 10:41
Jó!
De, marha drága!!!!...........
Üdv.: Árpi
De, marha drága!!!!...........
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 18, 12:17
Írta: 000000000 Dátum 2008 február 18, 12:17
Lenne egy nagyon mafla kérdésem...
Ha veszek egy patronos befogót, hogyan kell, van e esélyem morse kúpot marni, esztergálni a végébe...
A hogyan kell érdekel ettől függetlenül:)
Ha veszek egy patronos befogót, hogyan kell, van e esélyem morse kúpot marni, esztergálni a végébe...
A hogyan kell érdekel ettől függetlenül:)
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 február 18, 12:20
Írta: 3rymb5s35 Dátum 2008 február 18, 12:20
JA!
+szállítás= kb. annyin, minha Szegeden venném.
+szállítás= kb. annyin, minha Szegeden venném.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 18, 14:58
Írta: 000000000 Dátum 2008 február 18, 14:58
Csak köszörülni lehet, de minek! Morsekuposat kell venni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 18, 15:19
Írta: 000000000 Dátum 2008 február 18, 15:19
Szal izé... a lényeg: van egy fortunám, amire szeretnék patronbefogót feltenni... fortunatengelyem van. Vagyis olyan patronbefogó kellene, ami olyan, mint a fúrógép tokmányok...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 18, 15:26
Írta: 000000000 Dátum 2008 február 18, 15:26
Jaaa.. neked belső merse kúpos kellene?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 18, 15:41
Írta: 000000000 Dátum 2008 február 18, 15:41
Így van! Most már legalább a nevét is tudom:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 18, 20:00
Írta: 000000000 Dátum 2008 február 18, 20:00
Szia!
A kínai bazár a Maglódi úton van, a börtön mellett.A 37-es villamossal tudsz kimenni.Én kocsival mentem,GPS-el.
A kínai bazár a Maglódi úton van, a börtön mellett.A 37-es villamossal tudsz kimenni.Én kocsival mentem,GPS-el.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 február 18, 20:32
Írta: svejk Dátum 2008 február 18, 20:32
Az nem a Kőbánya bazár? Vagy az ugyan az?
Maglódi-Venyige sarok.
Maglódi-Venyige sarok.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2008 február 18, 20:40
Írta: xkbv3nx0d Dátum 2008 február 18, 20:40
Üdv.
Ismét a segítségetekre lenne szükségem, szíjhajtáson gondolkodom, mivel a tengely hossza miatt az orsó megbukott...
csatoltam egy képet, melyen sematikusan látható 2 gorgő és a motor tengelyére felrakott fogasszíjtárcsa, kérdésem az lenne, hogy elbirja-e a motor a tengelyére nehlzkedő radiális terhelést ha a tengely tuloldala nincs megtámasztva, csak úgy a levegőben van ?!
Ismét a segítségetekre lenne szükségem, szíjhajtáson gondolkodom, mivel a tengely hossza miatt az orsó megbukott...
csatoltam egy képet, melyen sematikusan látható 2 gorgő és a motor tengelyére felrakott fogasszíjtárcsa, kérdésem az lenne, hogy elbirja-e a motor a tengelyére nehlzkedő radiális terhelést ha a tengely tuloldala nincs megtámasztva, csak úgy a levegőben van ?!
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2008 február 18, 20:41
Írta: xkbv3nx0d Dátum 2008 február 18, 20:41
csatoltam egy képet, melyen sematikusan látható 2 gorgő és a motor tengelyére felrakott fogasszíjtárcsa, kérdésem az lenne, hogy elbirja-e a motor a tengelyére nehlzkedő radiális terhelést ha a tengely tuloldala nincs megtámasztva, csak úgy a levegőben van ?!
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 február 18, 21:31
Írta: 7kcyndjdg Dátum 2008 február 18, 21:31
én már három éve igy használom a habvágogépemen. Itt egy kép: <a href="http://www.ecomedia.sk/obr/habvago.jpg" target="_blank">HABVAGÓ</a>
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 február 18, 21:33
Írta: 7kcyndjdg Dátum 2008 február 18, 21:33
bocs elszurtam a html tagot :-)
itt látható: http://www.ecomedia.sk/obr/habvago.jpg
itt látható: http://www.ecomedia.sk/obr/habvago.jpg
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2008 február 18, 21:35
Írta: xkbv3nx0d Dátum 2008 február 18, 21:35
szuper, én is ilyesmit építek csak nem ennyire profi kivitelűt :) még a szijról tudnál infót adni ? t5-ös szij ez van milyen ? nincs véletlenül több képed a hajtás részről :)
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 február 18, 21:42
Írta: 7kcyndjdg Dátum 2008 február 18, 21:42
a szij T2,5-os 7mm széles ecél kordal, a fogazott tárcsa átméro 16mm.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 18, 21:54
Írta: 000000000 Dátum 2008 február 18, 21:54
Szerintem így is úgy is mondják.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 08:41
Írta: 000000000 Dátum 2008 február 19, 08:41
Köszönöm, az lesz az! Majd elbóklászok oda!
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 február 19, 09:03
Írta: 3rymb5s35 Dátum 2008 február 19, 09:03
stgellert!
Légyszi nézd meg kb mennyibe kerülnek a kicsi eszterga tokmányok. Engem főként 80-as négypofás érdekelne. ...na meg az érdemes-e felutaznom?
Légyszi küldj üzit!
Előre is köszi!
Légyszi nézd meg kb mennyibe kerülnek a kicsi eszterga tokmányok. Engem főként 80-as négypofás érdekelne. ...na meg az érdemes-e felutaznom?
Légyszi küldj üzit!
Előre is köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 09:58
Írta: 000000000 Dátum 2008 február 19, 09:58
Oké.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 10:09
Írta: 000000000 Dátum 2008 február 19, 10:09
Szal a kedvenc kérdésemre visszakóvályogva:
Szerintetek van rá esélyem, hogy pl. 20-as szárú maróba belső morse kúpot esztergáljak, mondjuk mk1-et? Vagy ez kimeríti az önveszély fogalmát?
Szerintetek van rá esélyem, hogy pl. 20-as szárú maróba belső morse kúpot esztergáljak, mondjuk mk1-et? Vagy ez kimeríti az önveszély fogalmát?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 10:23
Írta: 000000000 Dátum 2008 február 19, 10:23
A marot ugy ertsuk, hogy maroszerszam rosszaba?
HSS, kemenyfem altalaban - szerintem hanyagold az otletet. En mondjuk nem ertem az alap problemad sem... Esetleg rajzolhatnal egy skiccet, ha ennyire fontos a valasz.
HSS, kemenyfem altalaban - szerintem hanyagold az otletet. En mondjuk nem ertem az alap problemad sem... Esetleg rajzolhatnal egy skiccet, ha ennyire fontos a valasz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 10:29
Írta: 000000000 Dátum 2008 február 19, 10:29
Van egy fortunaorsóm, gyári, oszlopos fúrógépé volt. Ezen volt egy orosz, halott tokmány, kb mk1-es.
Namármost most szerzek hozzá tokmányt, de felmerült bennem, hogy a tengelyt valahogy multifunkcionálissá tegyem, pláne, hogy a fúrógép tokmányok nem a pontosságukról híresek...
Természetesen abszolút barkács célokra kell, max. 3000 fordulatig.
Namármost most szerzek hozzá tokmányt, de felmerült bennem, hogy a tengelyt valahogy multifunkcionálissá tegyem, pláne, hogy a fúrógép tokmányok nem a pontosságukról híresek...
Természetesen abszolút barkács célokra kell, max. 3000 fordulatig.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 10:45
Írta: 000000000 Dátum 2008 február 19, 10:45
A furo foorsojanak a vege egy kulso morse kupban vegzodik. Tehat egy csonk van gyakorlatilag. Jol ertettem?
Ez fix? Nem lehet kiutni?
Ez fix? Nem lehet kiutni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 10:49
Írta: 000000000 Dátum 2008 február 19, 10:49
Ahogy írtam már, a patronbefogót nemtudod esztergálni! Csak köszörültetni tudnád ahol ijet tudnak. Kérdés, megéri e. Meg, az eredmény mennyire használható. Belső morsés patronbefogóról nehhallottam de lehet. Jobban jársz ha csináltatsz eggy patronbefogót komplett.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 11:00
Írta: 000000000 Dátum 2008 február 19, 11:00
Igen! Sajnos elég rövid csonk, pont a tokmány belső kúpjának megfelelő.
Persze, lehet, megbarátkozom a gondolattal és maradnak azok a marók, amiket a tokmányba be tudok fogni...
Persze, lehet, megbarátkozom a gondolattal és maradnak azok a marók, amiket a tokmányba be tudok fogni...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 11:01
Írta: 000000000 Dátum 2008 február 19, 11:01
Ezen agyalok, hogy csinálok... elvben nem lenne túl nehéz, de egyszerűbb lenne kész patron befogóba belső morse kúpot esztergálni, marni... nem tudom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 11:04
Írta: 000000000 Dátum 2008 február 19, 11:04
Tehát a cél nem önmagam kiirtása, csak próbálkozom:-) Meg hátha van valakinek bevált ötlete...
Motoros írta a brushless topikban, hogy a tengelybe mart patronfészket...
Motoros írta a brushless topikban, hogy a tengelybe mart patronfészket...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 február 19, 11:21
Írta: svejk Dátum 2008 február 19, 11:21
Na maradjunk annyiban, hogy neked van egy oszlopos fúród amin sztm. B16-os kúp van. Ne keverd ide a morse-t.
Ezek a fúrótokmányos kúpok nem alkalmasak marásra mert kilazulnak (még a morse-t is be szokták húzni ilyen esetben)
Ezek a fúrótokmányos kúpok nem alkalmasak marásra mert kilazulnak (még a morse-t is be szokták húzni ilyen esetben)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 11:24
Írta: 000000000 Dátum 2008 február 19, 11:24
Max b12...:-( Nade a b12 nem belső morse kúp?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 február 19, 11:31
Írta: svejk Dátum 2008 február 19, 11:31
Sajnos nincsenek köszönőviszonyban :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 február 19, 11:33
Írta: svejk Dátum 2008 február 19, 11:33
De ha biztosra akarsz menni jobb lenne ha keresnél egy táblázatot, vagy legalább írdd ide a kúp két átmárőjét és a köztes távolságot.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 február 19, 11:34
Írta: dg8n4i8x Dátum 2008 február 19, 11:34
A B kúpsorozatot rövidkúpnak is hívják és nem összetévesztendő a morse kúppal! A morse, a b, az iso, mind más más jellemzőkkel bíró kúpsorozatokat takar...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 19, 11:51
Írta: 000000000 Dátum 2008 február 19, 11:51
ezek az adatai:
11.7mm az alapja
11mm a vége
és 16.7 mm hosszú a kúp)amire pontos tokmányt szeretnék feltenni (oszlopos fúróból
szeretnék marógépet csinálni apróbb munkákhoz.
Rákeresek a rövidkúpra, ez is valami:-) De ha meg tudjátok ez alapján mondani, milyen kúp ez, nagyon megköszönném!
11.7mm az alapja
11mm a vége
és 16.7 mm hosszú a kúp)amire pontos tokmányt szeretnék feltenni (oszlopos fúróból
szeretnék marógépet csinálni apróbb munkákhoz.
Rákeresek a rövidkúpra, ez is valami:-) De ha meg tudjátok ez alapján mondani, milyen kúp ez, nagyon megköszönném!
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2008 február 19, 20:04
Írta: 2nbj3n5m Dátum 2008 február 19, 20:04
Ebbe a kupcsonkba kellene egy 5vagy6-os menetet
furni.Egy esztergályossal egy csonkot készíttetni mely egyik oldalán egy a csondra
illestkedő belső kup van,amásik oldalán egy
R16-os vagy R20-as patronnak hely és a patron
felöl rögziteni egy ibusz csavarral.
Ezt egy jó esztergályos két csucs között szépen
eltudja készíteni. Remélem,hogy tudtam ötletemmel segíteni.
Janko
furni.Egy esztergályossal egy csonkot készíttetni mely egyik oldalán egy a csondra
illestkedő belső kup van,amásik oldalán egy
R16-os vagy R20-as patronnak hely és a patron
felöl rögziteni egy ibusz csavarral.
Ezt egy jó esztergályos két csucs között szépen
eltudja készíteni. Remélem,hogy tudtam ötletemmel segíteni.
Janko
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2008 február 19, 20:07
Írta: 2nbj3n5m Dátum 2008 február 19, 20:07
Kuposság.
d-D ostva2xL = Tangens (táblázatból kikeresni)
d-D ostva2xL = Tangens (táblázatból kikeresni)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 08:36
Írta: 000000000 Dátum 2008 február 20, 08:36
Sokat segítettél, köszönöm! A kúposságot próbálom megérteni, de matekból gyenge voltam mindig:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 10:50
Írta: 000000000 Dátum 2008 február 20, 10:50
A kupszog ezert erdekes mert ha szog
kissebb az anyagpar surlodasi tenyezojenel akkor
a kup ÖNZÁRÓ lesz azaz ero (forgatonyomatek) atvitelre is alkalmas lesz...
Ha nem onzaro akkor csak kozpontosit ill. iranyab allit, de erot nem visz at...csak
ha kulon osszevan huzatva valamivel (csavar pl.)
A rovid kup tehat CSAK pozicional.
A hosszu kup pedig pozicional es rogzit is.
kissebb az anyagpar surlodasi tenyezojenel akkor
a kup ÖNZÁRÓ lesz azaz ero (forgatonyomatek) atvitelre is alkalmas lesz...
Ha nem onzaro akkor csak kozpontosit ill. iranyab allit, de erot nem visz at...csak
ha kulon osszevan huzatva valamivel (csavar pl.)
A rovid kup tehat CSAK pozicional.
A hosszu kup pedig pozicional es rogzit is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 10:51
Írta: 000000000 Dátum 2008 február 20, 10:51
...azert a 6. osztaly táncsak megvan ?!
:-)))
:-)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 11:16
Írta: 000000000 Dátum 2008 február 20, 11:16
Mijazza a 6? ... :-D
Most ezek a fúrógép tokmány kúpok elvben önzáróak, nem?
Mindegy, ha megérkezik, kiderül:-)
Most ezek a fúrógép tokmány kúpok elvben önzáróak, nem?
Mindegy, ha megérkezik, kiderül:-)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 február 20, 16:46
Írta: Szalai György Dátum 2008 február 20, 16:46
Egyszer én is gondoltam már rá, hogy jó lenne oszlopos fúrógépen marni.
Gondoltam alá hajítok egy kereszt asztalt aztán marógép.
De az enyém tokmányát oldal irányba rángatva több tizedet mozog. Láttam már az enyémtől sokkal jobb fúrógépeket is, azok is mozogtak oldalra. A marógép tengelyének precízebb a csapágyazása és abba sem vagyok biztos, hogy egy fúrógépet fel lehet eléggé javítani.
Inkább abban vagyok biztos, hogy nem. Nekem nem érte meg a fáradtságot, mert csak gányolni tudtam volna vele. A témát ejtettem. Marógép fortuna kell.
Gondoltam alá hajítok egy kereszt asztalt aztán marógép.
De az enyém tokmányát oldal irányba rángatva több tizedet mozog. Láttam már az enyémtől sokkal jobb fúrógépeket is, azok is mozogtak oldalra. A marógép tengelyének precízebb a csapágyazása és abba sem vagyok biztos, hogy egy fúrógépet fel lehet eléggé javítani.
Inkább abban vagyok biztos, hogy nem. Nekem nem érte meg a fáradtságot, mert csak gányolni tudtam volna vele. A témát ejtettem. Marógép fortuna kell.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 február 20, 16:49
Írta: Szalai György Dátum 2008 február 20, 16:49
Vagy eszterga orsó. Hát az meg van csapágyazva bivajul.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 február 20, 17:37
Írta: Kristály Árpád Dátum 2008 február 20, 17:37
Pedig ilyen gépek léteznek!
Természetesen jó csapágyazással....
Probáld kúpcsapágyasra átállítani...mint az autó első kereke...így mindig utánállítható...persze max fordulat a csapágyhoz igazítva!
Üdv.:
Árpi
Természetesen jó csapágyazással....
Probáld kúpcsapágyasra átállítani...mint az autó első kereke...így mindig utánállítható...persze max fordulat a csapágyhoz igazítva!
Üdv.:
Árpi
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 február 20, 18:49
Írta: Szalai György Dátum 2008 február 20, 18:49
Nem merem szétszedni, pedig van benne gyakorlatom.
Csak az összerakásban nincs.
Mi a véleményed a fortunáimról?
Adok-Veszek #3442
Szerintem jó a csapágyazásuk, ha nem is nagy fordulatra.
Csak az összerakásban nincs.
Mi a véleményed a fortunáimról?
Adok-Veszek #3442
Szerintem jó a csapágyazásuk, ha nem is nagy fordulatra.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 20:06
Írta: 000000000 Dátum 2008 február 20, 20:06
Ma leterheltem épülő gépem asztalát 55 kg súllyal, a belógás 0,03 mm.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 20:18
Írta: 000000000 Dátum 2008 február 20, 20:18

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 20:24
Írta: 000000000 Dátum 2008 február 20, 20:24
Felszereltem a mozgatható hídra a két 300mm-es digi sublert, a hidat jobbról-balról 0,01 mm pontosan lehet állítani, utána 4 db M12 imbusz csavarral stabilan rögzíteni.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 20:25
Írta: 000000000 Dátum 2008 február 20, 20:25

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 20, 20:25
Írta: bmejdz9nu Dátum 2008 február 20, 20:25
Látni szemre is, hogy ezzel nem lesz gond... :) Mekkorák a vezetők átmérője? Mekkora az asztal? Mekkora a csúszó és felfogatás közötti távolság pl. középen...? :) Több mint jó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 20:26
Írta: 000000000 Dátum 2008 február 20, 20:26

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 20:26
Írta: 000000000 Dátum 2008 február 20, 20:26

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 20:38
Írta: 000000000 Dátum 2008 február 20, 20:38
Szia Péter!
A vezetők átmérője 50 mm,ez csak az asztal alapja. Erre kerül majd a T-nútos asztal, még nem döntöttem el a méretét, aluból akarom önteni, két darabból és utána síkbamarni, T-nútot marni.
A vezetők átmérője 50 mm,ez csak az asztal alapja. Erre kerül majd a T-nútos asztal, még nem döntöttem el a méretét, aluból akarom önteni, két darabból és utána síkbamarni, T-nútot marni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 20:46
Írta: 000000000 Dátum 2008 február 20, 20:46
150 W-os szervoval tervezem meghajtani, 1:3 fogasszíjas hajtással.Az ideiglenes kézi forgató erőkarja 100 mm 1,2 kg ráakasztott súllyal tudtam megmozgatni. Ezek a lin perselyek még olajban kifőzőtt danamidból vannak, az Y tengely már ZX 100-as perselyt kap, kíváncsi leszek a kettő közti surlódási különbségre. A trapézmenet anya ZX100-as.Kézi aksis fúróval tudtam pörgetni.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 20, 20:47
Írta: bmejdz9nu Dátum 2008 február 20, 20:47
Bika lesz!:) És ha maga marja az asztalt ... az a legjobb...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 20:48
Írta: 000000000 Dátum 2008 február 20, 20:48
Az csak természetes.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 20, 22:29
Írta: 000000000 Dátum 2008 február 20, 22:29
Nagyon erős stabil gépet készítessz, gratulálok a sok melód gyümölcséhez. Látszik, hogy nem nyák gravírozásra készülsz. Már töbször volt eszembe, hogy mondjam. A nagyok, a csúszópersejt úgy készítik a sürlódás csökkentése miatt, hogy tengely irányban megnútozzák kb 5mm enként kb ugyananyi a nut és a felfekvő szélessége. De én mégjobbnak tartanám a csavarodó nútot az egyenletes kopások miatt. De még az az előnye is van, hogy az esetleges koszt nem magaalá túrja hanem a nuton keresztül tud távozni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 21, 06:21
Írta: 000000000 Dátum 2008 február 21, 06:21
Én is megnútoltam,hosszirányban 4 helyen, meg középen körben, a jobb kenés érdekében. Az egész persely szimeringgel lezárva műszerolajjal feltöltve álladó kenést kap.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 21, 07:48
Írta: bmejdz9nu Dátum 2008 február 21, 07:48
Erről csinálhatnál egy közeli képet! A német gépemen volt ilyen megoldás (kicsiben) ... és mindíg ezt akartam megvalósítani hozzá... de eladtam.
Az "automata" kenést... és lehúzást...
Az "automata" kenést... és lehúzást...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 21, 07:56
Írta: 000000000 Dátum 2008 február 21, 07:56
Olyan mint ez csak még van benne egy szimerig is,és molajjal fel van töltve.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 21, 09:41
Írta: 000000000 Dátum 2008 február 21, 09:41
Hála az égnek, b12-es a kúp, oké rajta a fúrógép tokmány, 0.04-et üt, mármint a marószár, amit bele tudtam tenni (varsányi féle 3-as).
Szal köszönöm a hozzászólásokat, a következő projekt a jankó féle patronbefogó:-)
Szal köszönöm a hozzászólásokat, a következő projekt a jankó féle patronbefogó:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 21, 09:49
Írta: 000000000 Dátum 2008 február 21, 09:49
Uhhh... nagyon szép! Nagyobb, mint a konyhám...:-)))
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2008 február 21, 18:42
Írta: Bicska Dátum 2008 február 21, 18:42
És mik a tapasztalatok, a szimering mennyit fog? (mondjuk a filchez képest)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 21, 19:40
Írta: 000000000 Dátum 2008 február 21, 19:40
Szerintem nem jelentős, a persely súrlódáshoz képest, most csak egy filc van benne, meg a szimering.Kb 1,2Nm kell az orsó megmozdításához.Akkus fúró viszi.Majd ha meglesznek a fogasszíjtárcsák és a fogasszíj, kíváncsi leszek a 150W-os szervó áram felvételére.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 24, 09:39
Írta: bmejdz9nu Dátum 2008 február 24, 09:39
Ezek az olaszok...

Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 február 24, 10:27
Írta: 3vv2btrhv Dátum 2008 február 24, 10:27
Az Y nem igazán világos számomra , de HORDOZHATÓ !!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 február 24, 10:28
Írta: 3vv2btrhv Dátum 2008 február 24, 10:28
Ja és a motor az szerintetek mi ??
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 február 24, 11:50
Írta: dg8n4i8x Dátum 2008 február 24, 11:50
Hááááát... Olasz... Az az x igen gyengének tűnik, gondolom a közepén belóg pár tizedet az yz súja alatt... Gondolom csak penelfúró lehet... Hát szóval ezért kerülöm az olasz technikai cuccokat... Sajnos a cégnél az olasz szerelősor is hasonló hibákkal küzd... China már beelőzte őket...
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2008 február 24, 12:05
Írta: airfoil6205 Dátum 2008 február 24, 12:05
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 február 24, 12:54
Írta: 3vv2btrhv Dátum 2008 február 24, 12:54
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 február 24, 12:56
Írta: 3vv2btrhv Dátum 2008 február 24, 12:56
a vaacum asztal szerintem meg igazán jó
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 24, 15:30
Írta: bmejdz9nu Dátum 2008 február 24, 15:30
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 24, 16:45
Írta: 000000000 Dátum 2008 február 24, 16:45
Ez egy használható porfogó:
Porfogó!
Porfogó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 24, 17:07
Írta: 000000000 Dátum 2008 február 24, 17:07
Na pontosan ilyet szeretnék Servo teszt padnak (mármint a mozgatására gondolok az X tengelynél)!
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 február 24, 19:52
Írta: dg8n4i8x Dátum 2008 február 24, 19:52
És Macgayver mart magának kulcsot a pinceajtóhoz ahová bezárták a rosszfiúk... :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 24, 20:05
Írta: bmejdz9nu Dátum 2008 február 24, 20:05
Nem vagyok "szíjjas" párti (sem :)... és szerintem az elkészült "géparányokból" következtetve más sem...
kb. 100 gépből egy "szíjas"... tehát én egy szervó tesztet nem tudnák "szíjason" érdemben értékelni... azaz a fejembe pozicionálni...
Mi lenne az előnye egy "szíjjas" próbapadnak?
Bemutatni egy szervóhajtást szerintem "menetes" megoldáson kellene... azaz közelebb áll a felhasználokhoz...
kb. a gépek kb. fele-fele arányban trapézmenettel vagy golyósorsóval készülnek... (Mindegyinek meg van az előnye és hátránya)
kb. 100 gépből egy "szíjas"... tehát én egy szervó tesztet nem tudnák "szíjason" érdemben értékelni... azaz a fejembe pozicionálni...
Mi lenne az előnye egy "szíjjas" próbapadnak?
Bemutatni egy szervóhajtást szerintem "menetes" megoldáson kellene... azaz közelebb áll a felhasználokhoz...
kb. a gépek kb. fele-fele arányban trapézmenettel vagy golyósorsóval készülnek... (Mindegyinek meg van az előnye és hátránya)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 25, 17:36
Írta: 000000000 Dátum 2008 február 25, 17:36
Mint ahogyan megírtam levélben is, ezzel a meghajtással lehet a legjobban asszimetrikus terhelést szimulálni (ha felállítom függőbe és sullyokkal terhelem). A menetesszár messze nem eléggé terhel vissza, mivel önzáró! Ez a megoldás hasonlít a legjobban a "madzagos" tesztre (ami remek teszt).
Egy servo hajtás (Vezérlő+motor), ha ilyen tesztben jól szerepel, akkor menetes orsóval csak jobb lehet (gondold el itt a teljes terhet a motor gerjesztés tartja meg és le-fel mozgatva teljesen más állapotok vannak)! Ezt vízszintbe rakva szimetrikus teszteket is lehet végezni (az már hasonlít a menetesorsóra).
Ezzel a módszerrel a tartóágat és a PWM+PID "mozgási" tartományát, felbontását lehet vizsgálni. Ettől durvább üzemi állapotok nem nagyon lesznek egy CNC gépben (még ilyenek sem)! A menetesszárral "csak" a lendületet lehet vizsgálni (azt meg "olcsóbban" is tudom tanulmányozni (már van lendkerekes fékpadom). Ez viszont alkalmatlan az asszimetrikus tesztekre...
Egy servo hajtás (Vezérlő+motor), ha ilyen tesztben jól szerepel, akkor menetes orsóval csak jobb lehet (gondold el itt a teljes terhet a motor gerjesztés tartja meg és le-fel mozgatva teljesen más állapotok vannak)! Ezt vízszintbe rakva szimetrikus teszteket is lehet végezni (az már hasonlít a menetesorsóra).
Ezzel a módszerrel a tartóágat és a PWM+PID "mozgási" tartományát, felbontását lehet vizsgálni. Ettől durvább üzemi állapotok nem nagyon lesznek egy CNC gépben (még ilyenek sem)! A menetesszárral "csak" a lendületet lehet vizsgálni (azt meg "olcsóbban" is tudom tanulmányozni (már van lendkerekes fékpadom). Ez viszont alkalmatlan az asszimetrikus tesztekre...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 február 25, 18:24
Írta: bmejdz9nu Dátum 2008 február 25, 18:24
Mit írjak... hogy nem vagyok még mindíg "meggyőzve"... kb. értem... de a rendszer a végén csak egy orsót fog hajtani 97%-ban, (2%-ban Harmonic Drive-ot :)
Akkor kettő féle is el kellene... vagy a szíjjas helyett a madzagos nem teszi meg...?
Én is 20-as emelkedésű majd egy méteres orsóval akartam a tesztpadomat (hogy a hibák jól kijöjjenek:) de lett egy teljesen azonos párja az orsómnak :) (és nagyon jók) ezért "beraktározásra" kerültek...
Gondoltam a tesztpad az ellenkező felére egy generátort is... (akár BL is jó lenne) és egy áramgenerátor jellegű (mű)terhelés... (esetleg teljesítmény kijelzővel)
Persze egy lineáris encoder is jól jöhetne rá... mérésre (vagy a különböző motorokra nem kellene mindíg encoder...)
De ha megterheled a menetest "úgy rendesen" a tengelyt függőlegesen... kb. 50Kg-al...(Z-teszt)... lemegy az magától is... :) Beáll az "idilli" állapot :)
Akkor kettő féle is el kellene... vagy a szíjjas helyett a madzagos nem teszi meg...?
Én is 20-as emelkedésű majd egy méteres orsóval akartam a tesztpadomat (hogy a hibák jól kijöjjenek:) de lett egy teljesen azonos párja az orsómnak :) (és nagyon jók) ezért "beraktározásra" kerültek...
Gondoltam a tesztpad az ellenkező felére egy generátort is... (akár BL is jó lenne) és egy áramgenerátor jellegű (mű)terhelés... (esetleg teljesítmény kijelzővel)
Persze egy lineáris encoder is jól jöhetne rá... mérésre (vagy a különböző motorokra nem kellene mindíg encoder...)
De ha megterheled a menetest "úgy rendesen" a tengelyt függőlegesen... kb. 50Kg-al...(Z-teszt)... lemegy az magától is... :) Beáll az "idilli" állapot :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 február 25, 18:39
Írta: 000000000 Dátum 2008 február 25, 18:39
A Te álltalad írt "módszer" nekem nem elég asszimetrikus (persze 5t-val az, de akkor meg nem "szobatiszta")![#vigyor5]
Nem Demo padot akarok, hanem tesztpadot! Ráadásul egy 3. emeleti kisszobában kell használnom... az 50kg-ot szerintem az alattamlakó "földrengésnek" élné meg és pánikot keltene az egész házban![#lookaround]
Marketing célra a Te megoldásod lenne jó (majd azt később...)!
Nem Demo padot akarok, hanem tesztpadot! Ráadásul egy 3. emeleti kisszobában kell használnom... az 50kg-ot szerintem az alattamlakó "földrengésnek" élné meg és pánikot keltene az egész házban![#lookaround]
Marketing célra a Te megoldásod lenne jó (majd azt később...)!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 február 29, 21:50
Írta: svejk Dátum 2008 február 29, 21:50
Sziasztok!
Egy 30mm széles 400 mm hosszú 6mm-es polikarbonát lemezből kellene egy hengerpalástot hajlítani és az összeillesztésnél összeragasztani.
Milyen ragasztó alkalmas erre, illetve mekkora hőmérsékleten kellene a műanyagot hajlítani hogy aránylag öntartó legyen de a felülete ne mattuljon be.
Amit eddig találtam hogy hidegen az anygvastagság 160-szorosánál kisebb átmérőre nem hajtható, illetve csak szálirányban szabad hajlítani.
Hogy állapítom meg a szálirányát a polikarbonát lemeznek?
(A plexit annak idején gözben hajlítottuk és a kloroform az ideális ragasztója. Ezek közül még ha alkalmas is a dolog egyik sem kivitelezhető ebben az esetben számomra)
Egy 30mm széles 400 mm hosszú 6mm-es polikarbonát lemezből kellene egy hengerpalástot hajlítani és az összeillesztésnél összeragasztani.
Milyen ragasztó alkalmas erre, illetve mekkora hőmérsékleten kellene a műanyagot hajlítani hogy aránylag öntartó legyen de a felülete ne mattuljon be.
Amit eddig találtam hogy hidegen az anygvastagság 160-szorosánál kisebb átmérőre nem hajtható, illetve csak szálirányban szabad hajlítani.
Hogy állapítom meg a szálirányát a polikarbonát lemeznek?
(A plexit annak idején gözben hajlítottuk és a kloroform az ideális ragasztója. Ezek közül még ha alkalmas is a dolog egyik sem kivitelezhető ebben az esetben számomra)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 február 29, 21:59
Írta: 2vkx6unz Dátum 2008 február 29, 21:59
Cső nem jó? Vagy nincs a kívánt méretben?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 február 29, 22:14
Írta: svejk Dátum 2008 február 29, 22:14
Hogyne lenne jó..:)
Merre keresgéljek ahol levágnának nekem pl.50mm-t? 140mm külső átmérő kellene.
Merre keresgéljek ahol levágnának nekem pl.50mm-t? 140mm külső átmérő kellene.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2008 március 01, 07:50
Írta: 7vpav5d32 Dátum 2008 március 01, 07:50
Szia! tetrahidrofurán-nal ragasztom a plexit. A polikarbonátot nem ismerem, talán ahhoz is jó lehet. Hajlitni a plexit pedig ugy szoktam, hogy hőlégfuvóval teljesen lágyra melegitem fűggőlegesen, mikor teljesen hajlékony mindenhol akkor sima hideg levegővel a két oldalát kicsit meghűtöm(ezzel elérem, hogy hajlitható is és nem sérül a felülete). Ha kész ráfektetem az elkészitett formára és valami rugalmas pl. gumilappal ráfeszitem és hagyom hülni. Kissebb karcok sérülések visszamelegitéssel eltüntethetők.
Szerintem csak két félből fogod tudni pontosra megcsinálni. Jó szórakozást hozzá(nagyon látványos tud lenni az eredmény). üdv. csiki
Szerintem csak két félből fogod tudni pontosra megcsinálni. Jó szórakozást hozzá(nagyon látványos tud lenni az eredmény). üdv. csiki
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 március 01, 10:31
Írta: 2vkx6unz Dátum 2008 március 01, 10:31
Érdeklődj az aplast kft-nél www.aplast.hu vagy Balatonfűzfőn a a NIKE-nél ott kívánságra bármilyen formát készítenek minta alapján pl. motorokra szélvédőt.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 március 01, 16:39
Írta: Szalai György Dátum 2008 március 01, 16:39
Polikarbonát és plexikirályság !!!
Váknak is, sőt maradék darabok is vannak.
Váknak is, sőt maradék darabok is vannak.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 március 01, 20:00
Írta: Szalai György Dátum 2008 március 01, 20:00
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 március 02, 07:31
Írta: Szalai György Dátum 2008 március 02, 07:31
A polikarbonát szerkezete 110 C°-ig ép marad, lágyul 148 C°-tól, 320 C°-tól extrudálható, gyulladási hőmérséklet 481 C° . Ez szerint 150-200 C° környékén kell hajtogatni. Hogy melegítésre mattulna, arra nem találtam utalást. Talán csak hidegalakításkor teszi.
A szálirányú hajlítási adat szerintem az üregkamrás lemezre vonatkozik, ahol a szálirány látható. Tömör lemezek szerkezete minden irányban homogén, bármerre görbíthető.
A szálirányú hajlítási adat szerintem az üregkamrás lemezre vonatkozik, ahol a szálirány látható. Tömör lemezek szerkezete minden irányban homogén, bármerre görbíthető.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 március 02, 10:13
Írta: svejk Dátum 2008 március 02, 10:13
Köszi a rengeteg infót és utánajárást!
A gyakorlatban arra jutottam hogy irtó szívós egy anyag.
Hőlégfúvóval próbálkoztam, voltak olyan részek az ívben ami egész jól sikerült, de mindbe becsúszott egy-egy hiba.
Rengeteg hőt kell beleinvesztálni..
A szálirány így már persze logikus..:)
Mattulásra valóban nem hajlamos, inkább ha közel raktam a hőlégfúvót levegőbuburékok keletkeztek benne.
Egyébként még egy fontos adat, a lineáris hőtágulása 3 szorosa az alumíniuménak.
Ez egyoldali melegítéskor rögtön meg is mutatkozik, a 4mm-es is rögtön kiflisedik :)
Más: plexiről sok érdekes kérdés-felelet.
plexi
A gyakorlatban arra jutottam hogy irtó szívós egy anyag.
Hőlégfúvóval próbálkoztam, voltak olyan részek az ívben ami egész jól sikerült, de mindbe becsúszott egy-egy hiba.
Rengeteg hőt kell beleinvesztálni..
A szálirány így már persze logikus..:)
Mattulásra valóban nem hajlamos, inkább ha közel raktam a hőlégfúvót levegőbuburékok keletkeztek benne.
Egyébként még egy fontos adat, a lineáris hőtágulása 3 szorosa az alumíniuménak.
Ez egyoldali melegítéskor rögtön meg is mutatkozik, a 4mm-es is rögtön kiflisedik :)
Más: plexiről sok érdekes kérdés-felelet.
plexi
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 március 02, 11:44
Írta: Szalai György Dátum 2008 március 02, 11:44
A feleségem olajsütője (fritőz?) 150-190 C° között szabályozható.
Polikarbonát egyenletes melegítésére is jó lehet.
Bár én a rántotthúst jobban szeretem.
Polikarbonát egyenletes melegítésére is jó lehet.
Bár én a rántotthúst jobban szeretem.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 március 02, 17:35
Írta: Kristály Árpád Dátum 2008 március 02, 17:35
Hallihó Svejk!
Szerinted miért van reá 10-év világarancia....Nap, Jég stb.
Üdv.: Árpi[#wink][#wave][#worship]
Szerinted miért van reá 10-év világarancia....Nap, Jég stb.
Üdv.: Árpi[#wink][#wave][#worship]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 március 02, 20:01
Írta: 3vv2btrhv Dátum 2008 március 02, 20:01

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 03, 09:33
Írta: 000000000 Dátum 2008 március 03, 09:33
Hello!
"Nagyobb" tömegű (30-40kg) felépítmény gyors, dinamikus (servo) mozgatásánál mit bírnak a "házi készítésű" műanyag anyák.
Vannak két-bekezdéses, átmérő 14-es, 6mm emelkedésű orsóim... érdemes ezzel foglalkozni?
Vagy felejtő? Van valakinek tapasztalata ebben?
Üdv!
Köszi!
"Nagyobb" tömegű (30-40kg) felépítmény gyors, dinamikus (servo) mozgatásánál mit bírnak a "házi készítésű" műanyag anyák.
Vannak két-bekezdéses, átmérő 14-es, 6mm emelkedésű orsóim... érdemes ezzel foglalkozni?
Vagy felejtő? Van valakinek tapasztalata ebben?
Üdv!
Köszi!
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2008 március 03, 20:14
Írta: 2nbj3n5m Dátum 2008 március 03, 20:14
Tibor.
Irigykedsz?
Janko
Irigykedsz?
Janko
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 március 04, 12:30
Írta: 7kcyndjdg Dátum 2008 március 04, 12:30
Sziasztok,
szerintetek melyik megoldás jobb az Y híd felfogatáshoz? A híd hossza 2000mm, mérete 120x120/6mm.
http://img179.imageshack.us/my.php?image=cncao0.gif
szerintetek melyik megoldás jobb az Y híd felfogatáshoz? A híd hossza 2000mm, mérete 120x120/6mm.
http://img179.imageshack.us/my.php?image=cncao0.gif
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 04, 13:44
Írta: 000000000 Dátum 2008 március 04, 13:44
Szia!
Vannak itt hozzább értő emberek is (kb. mindenki), de szerintem nem lehet gond, ha a súrlódási veszteséggel már megbarátkoztál.
1.
Tudni kéne, mit nevezel, dinamikusnak, hogy ki lehessen számolni az anyára ható (dinamikus) erőt (Newton). Itt a gyorsulás a kulcs. Mekkora lesz a gyorsulás?
2.
Az anya önmagában biztosan bír "mindent", csak azon múlik, milyen hosszú lesz.
A trapézmenetes anya egyébként erő szempontjából mindíg erősebb, mint a golyós, csak nagyobb a surlódása ill. a kopása.
Áron
Vannak itt hozzább értő emberek is (kb. mindenki), de szerintem nem lehet gond, ha a súrlódási veszteséggel már megbarátkoztál.
1.
Tudni kéne, mit nevezel, dinamikusnak, hogy ki lehessen számolni az anyára ható (dinamikus) erőt (Newton). Itt a gyorsulás a kulcs. Mekkora lesz a gyorsulás?
2.
Az anya önmagában biztosan bír "mindent", csak azon múlik, milyen hosszú lesz.
A trapézmenetes anya egyébként erő szempontjából mindíg erősebb, mint a golyós, csak nagyobb a surlódása ill. a kopása.
Áron
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 05, 08:36
Írta: 000000000 Dátum 2008 március 05, 08:36
Szerintem az elso.....
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 március 05, 10:46
Írta: 7kcyndjdg Dátum 2008 március 05, 10:46
Szia, nekem a 3. megoldás tunik a legjobbnak. Profik is így csinálják Flexicam, Comagrav stb...
Csak a neten nem találtam konkrét fotót vagy rajzot a híd felfogatásáról azért kérdezem.
Csak a neten nem találtam konkrét fotót vagy rajzot a híd felfogatásáról azért kérdezem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 05, 11:18
Írta: 000000000 Dátum 2008 március 05, 11:18
2-3. esetben szelesebb lehet az X tartomany is.
Alul gondolom osszekotod majd a ket oszlopot. Mivel?
Alul gondolom osszekotod majd a ket oszlopot. Mivel?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 március 05, 11:26
Írta: 7kcyndjdg Dátum 2008 március 05, 11:26
nem lessz alul osszekotve nem is lehet. Az egész gép váz 300x200/8mm vas profilbol van. A rajzonn látható hogy van a gép megoldva. Konkéten <a href="http://en.flexicam.de/stealth.html" target="_blank">így</a> .
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 március 05, 11:27
Írta: 7kcyndjdg Dátum 2008 március 05, 11:27
így:
http://en.flexicam.de/stealth.html
http://en.flexicam.de/stealth.html
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 05, 11:57
Írta: 000000000 Dátum 2008 március 05, 11:57
Hogyan es hol csatlakozik az orso(k)?
Vagy fogaslec hajtasod lesz?
Vagy fogaslec hajtasod lesz?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 05, 12:18
Írta: 000000000 Dátum 2008 március 05, 12:18
a 2-es nem tunik elég masszívnak, a 3-as jó megoldás, csak egy kicsit tobb a baj vele. Igaza van aszbolitnak, hogy ennél szélesebb lehet az X tartomány....
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 március 05, 12:40
Írta: 7kcyndjdg Dátum 2008 március 05, 12:40
mindenhol fogas léc hajtás lessz.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 március 05, 12:41
Írta: 7kcyndjdg Dátum 2008 március 05, 12:41
a híd tartók 25mm tomor alu lapból lessznek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 19, 23:58
Írta: 000000000 Dátum 2008 március 19, 23:58
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 20, 00:27
Írta: 000000000 Dátum 2008 március 20, 00:27
...valakinek olcsó de minőségi csapágyazás ötlete?
Üdv!
Üdv!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 24, 16:43
Írta: 000000000 Dátum 2008 március 24, 16:43
Sziasztok!
Esztergáltam aluból egy 100mm átm. tárcsát, a lin. tengelyek elmozdításához szükséges nyomaték mérésére.Az erőkar így 50mm, a ráakasztott súlyok kg-ja osztva 2-vel a nyomaték Nm.

Esztergáltam aluból egy 100mm átm. tárcsát, a lin. tengelyek elmozdításához szükséges nyomaték mérésére.Az erőkar így 50mm, a ráakasztott súlyok kg-ja osztva 2-vel a nyomaték Nm.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 24, 16:54
Írta: 000000000 Dátum 2008 március 24, 16:54
A tengely megforgatásához szükséges súly:1,52 kg.
Afogatáshoz szükséges nyomaték:0.76 Nm.
Elösször a tramézmenetes szár két végén egy-egy kúpgörgős csapággyal próbáltam, akkor a nyomaték igény közel a duplája volt, most kettő-kettő sima mélyhornyú van benne.Remélem a két-két csapágy jobban bírja a tengelyirányú terhelést.

Afogatáshoz szükséges nyomaték:0.76 Nm.
Elösször a tramézmenetes szár két végén egy-egy kúpgörgős csapággyal próbáltam, akkor a nyomaték igény közel a duplája volt, most kettő-kettő sima mélyhornyú van benne.Remélem a két-két csapágy jobban bírja a tengelyirányú terhelést.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 március 24, 17:16
Írta: 2vkx6unz Dátum 2008 március 24, 17:16
Sima golyós ferde hatásvonalú csapággyal nem próbáltad? Mekkora nyomatékkal lett előfeszítve a kúpgörgős csapágy? Nem húztad túl feszesre?
A ferde hatásvonalú cspágyakat viszonylag közel építik be egymáshoz, gyakran követlenül egymás mellé, de csak a tengely egyik végére. Ilyen esetben párosítható csapágy kell.
Mekkora nyomaték kell ha ráteszel az asztalra mondjuk egy 5-10 kg tömegű testet? Ez az adat is érdekes lehet. Egyébként tetszik a dokumentálás minősége szerintem sokaknak van benne tanulságos dolog. Sok sikert!
A ferde hatásvonalú cspágyakat viszonylag közel építik be egymáshoz, gyakran követlenül egymás mellé, de csak a tengely egyik végére. Ilyen esetben párosítható csapágy kell.
Mekkora nyomaték kell ha ráteszel az asztalra mondjuk egy 5-10 kg tömegű testet? Ez az adat is érdekes lehet. Egyébként tetszik a dokumentálás minősége szerintem sokaknak van benne tanulságos dolog. Sok sikert!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 25, 17:37
Írta: 000000000 Dátum 2008 március 25, 17:37
Központos magfurat fúrás.
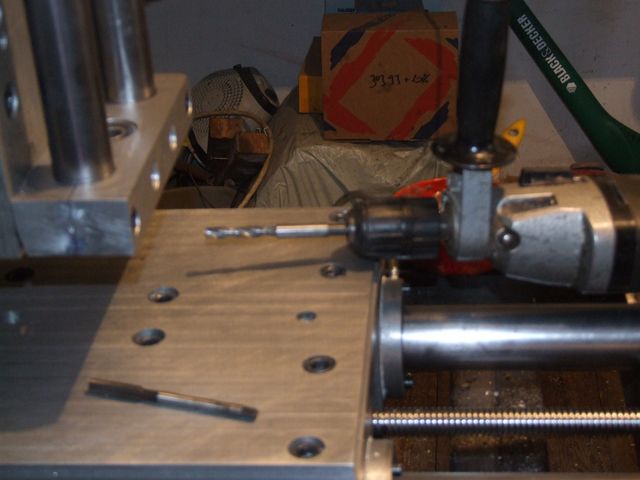
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 március 25, 17:38
Írta: 000000000 Dátum 2008 március 25, 17:38
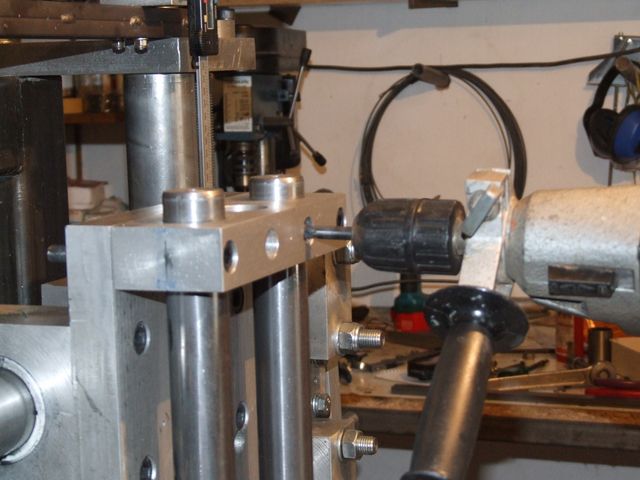
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 07, 01:08
Írta: 000000000 Dátum 2008 április 07, 01:08
Sziasztok!
Néhány hete figyelem a fórumot, és tanulgatok tőletek!
Szeretnék egy 3tengelyes CNC gépet forgatóegységgel összeépítve. Ez így ugye elég húzós ár lenne, ezért úgy gondoltam, hogy gépépítési tapasztalatok híján, talán elektromos írógépekből raknám össze az első gépemet. Készített már ilyet valaki?
Amennyiben megvannak az írógépek, és készítek hozzá valamilyen mechanikát, akkor ugye kell egy vezérlőegység. Na, ettől félek nagyon, mert az elekromosság, és a vezérléstechnika nem erősségem! :-(
Szívesen olvasnék arról itt a fórumban, mire ügyeljek.
Ötleteiteket várom!
Néhány hete figyelem a fórumot, és tanulgatok tőletek!
Szeretnék egy 3tengelyes CNC gépet forgatóegységgel összeépítve. Ez így ugye elég húzós ár lenne, ezért úgy gondoltam, hogy gépépítési tapasztalatok híján, talán elektromos írógépekből raknám össze az első gépemet. Készített már ilyet valaki?
Amennyiben megvannak az írógépek, és készítek hozzá valamilyen mechanikát, akkor ugye kell egy vezérlőegység. Na, ettől félek nagyon, mert az elekromosság, és a vezérléstechnika nem erősségem! :-(
Szívesen olvasnék arról itt a fórumban, mire ügyeljek.
Ötleteiteket várom!
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 április 07, 07:49
Írta: ra8nsmk6w Dátum 2008 április 07, 07:49
A vezérlőegységel lesz a legkisebb problémád. Az igazán nagy feladat egy jól funkcionáló mechanika 3-4 tengely készitése. Ha fel vagy vértezve megfelelő kompromisszum készséggel, ami az eredeti elképzeléshez képest sajnos szinte mindig egy kis visszalépés. Akkor nyugodtan állj neki irógépekből épitkezni és az elvárásaidat is ehez igazitani.Vannak itt a fórumon akik már túl vannak az "irógépeken"
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2008 április 07, 08:30
Írta: eivmhrm04 Dátum 2008 április 07, 08:30
Szerintem nyugodtan állj neki,menetközben majd megoldódik minden.Én is igy álltam neki s most már 2,5szer 2m eset kezdem épiteni.A tandijat persze mindenkinek meg kell fizetni.Sok sikert hozzá
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 07, 21:49
Írta: 000000000 Dátum 2008 április 07, 21:49
Köszönöm a bíztatásokat!
Ma már be is szereztem két Robotront, S 6125 és S 6130-as típusokat.
Aki "írógépről indult", és van valami tanácsa, esetlég rajza, szívesen fogadom!
Hétvégén gépbontás lesz! [#wink]
Ma már be is szereztem két Robotront, S 6125 és S 6130-as típusokat.
Aki "írógépről indult", és van valami tanácsa, esetlég rajza, szívesen fogadom!
Hétvégén gépbontás lesz! [#wink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 08:17
Írta: 000000000 Dátum 2008 április 10, 08:17
Sziasztok!
Hátha valaki nem ismeri.
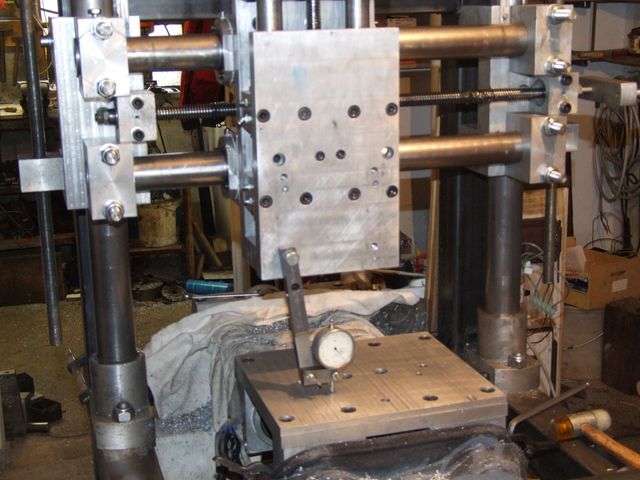
Hátha valaki nem ismeri.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 08:18
Írta: 000000000 Dátum 2008 április 10, 08:18

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 08:25
Írta: 000000000 Dátum 2008 április 10, 08:25
Az első próbamarás.A motor 1KW-os 2800/min,a frekiváltó Omron 1,1KW-os.4-5 Hz-nél olyan erelye van, hogy kesztyűs kézzel nem tudtam lefogni.100 Hz-val süvít.A maró 8mm horonymaró, az alu öntvényben 3mm fogással, spriccelős hűtéssel,amilyen gyorsan tudom kézzel tekerni az Y kerekét.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 08:26
Írta: 000000000 Dátum 2008 április 10, 08:26
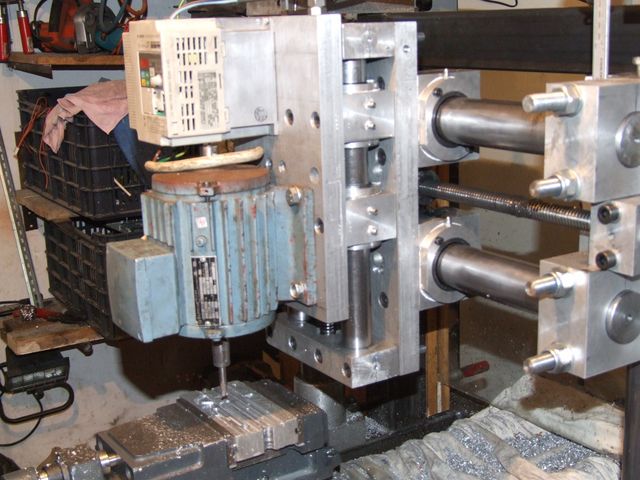
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 08:26
Írta: 000000000 Dátum 2008 április 10, 08:26

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 08:27
Írta: 000000000 Dátum 2008 április 10, 08:27
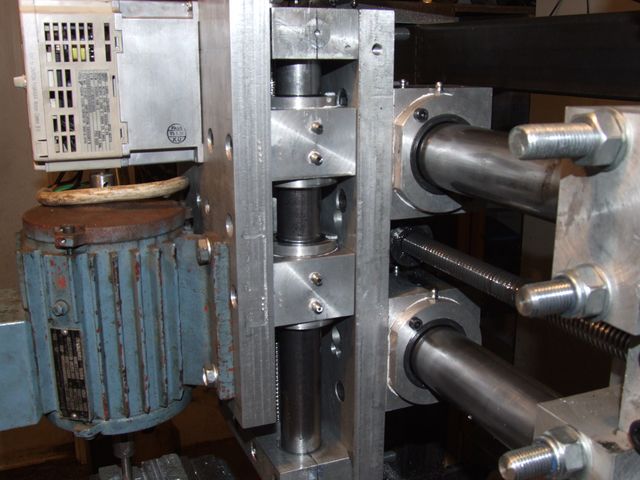
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 08:28
Írta: 000000000 Dátum 2008 április 10, 08:28
A végén természetesen fortuna lessz, ez csak próba.

Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 április 10, 11:48
Írta: 2vkx6unz Dátum 2008 április 10, 11:48
Hajrá! A dokumentáció megérne egy külön honlapot!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 április 10, 14:58
Írta: Kristály Árpád Dátum 2008 április 10, 14:58
Hallihó Vbodi!!!!
Hát nem semmi!!!!
Látom nagyon kitartó vagy!
Apám...ezt sajnos a talira nem tudod elhozni mert minimum targonca kell....
Azért szívesen megnézném személyesen....
Gratula!
Üdv.: Árpi
Hát nem semmi!!!!
Látom nagyon kitartó vagy!
Apám...ezt sajnos a talira nem tudod elhozni mert minimum targonca kell....
Azért szívesen megnézném személyesen....
Gratula!
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2008 április 10, 15:55
Írta: eivmhrm04 Dátum 2008 április 10, 15:55
Na ez már nem piskóta,gratula[#worship]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 április 10, 18:11
Írta: Szalai György Dátum 2008 április 10, 18:11
Huhhúúú !!!
Nem ám, ez nem piskóta !
Egy masszívum. Sugárzik belőle az őserő. Hány kilót nyom?
Milyen motorok, milyen áttétellel, milyen orsóval, mekkora felbontással, mekkora tömegeket mozgatnak, mekkora utakon, mekkora gyorsulással, végsebességgel, menyi erő marad forgácsolni, stb?
Minden hol trapézorsó lesz?
Vannak terveid, rajzaid, számításaid, vagy agyból készíted, esetleg próbálgatással?
Fú…. Millió kérdés. De jó lenne, ha nem is kéne feltenni, hanem mindenki szépen dokumentálna mindent.
Az én gépemhez is megvan már minden vázelem, merevítő elem, sin, kocsi, orsó, csapágy, motor. Az X-hez a fogasszíj áttétel kerekei, kúpos tengelyszorítói és a fogasszíj is. De nincsenek csapágyházaim.
Minden meglévő anyagot mérethelyesen megrajzoltam PC-n. 3D-ben szerettem volna, vettem hozzá új PC-t, programom is került, rengeteget kínlódtam vele, de nem ment, sajnáltam rá az időt, ezért 2D-ben maradtam, az jól megy. Mikor van időm, készítem az X összeállítási rajzokat, ezekből kialakulnak a hiányzó, főelemeket összetartó, mellékelemek formái, elhelyezkedései. Lassan megy, de élvezem.
És már nem nagyon kell gyűjtögetnem a gépalkatrészeket. Már nem mindent szedek össze, hogy majd jól jön az még, hanem csak ha illeszkedik az elképzelésembe és jobb a meglévőtől, akkor csapok le rá. Számításaim sajnos még nincsenek. Előbb méregetek. Tömegeket, rugalmas behajlásokat. Mikronos órával. Én vagyok a terhelés. 85kg. Nehéz eset.
Nincs esztergám, marógépem, ezért jól meg kell mindent terveznem, rajzolnom, mert nem szeretnék szívesség munkát kérni senkitől azért, hogy aztán kidobjam a szemétbe a nem illeszkedő, hasznavehetetlen, eredményt.
Én is gratulálok a gépedhez. Ha lehet, írj róla minél többet. Nevet adtál már neki?
Nem ám, ez nem piskóta !
Egy masszívum. Sugárzik belőle az őserő. Hány kilót nyom?
Milyen motorok, milyen áttétellel, milyen orsóval, mekkora felbontással, mekkora tömegeket mozgatnak, mekkora utakon, mekkora gyorsulással, végsebességgel, menyi erő marad forgácsolni, stb?
Minden hol trapézorsó lesz?
Vannak terveid, rajzaid, számításaid, vagy agyból készíted, esetleg próbálgatással?
Fú…. Millió kérdés. De jó lenne, ha nem is kéne feltenni, hanem mindenki szépen dokumentálna mindent.
Az én gépemhez is megvan már minden vázelem, merevítő elem, sin, kocsi, orsó, csapágy, motor. Az X-hez a fogasszíj áttétel kerekei, kúpos tengelyszorítói és a fogasszíj is. De nincsenek csapágyházaim.
Minden meglévő anyagot mérethelyesen megrajzoltam PC-n. 3D-ben szerettem volna, vettem hozzá új PC-t, programom is került, rengeteget kínlódtam vele, de nem ment, sajnáltam rá az időt, ezért 2D-ben maradtam, az jól megy. Mikor van időm, készítem az X összeállítási rajzokat, ezekből kialakulnak a hiányzó, főelemeket összetartó, mellékelemek formái, elhelyezkedései. Lassan megy, de élvezem.
És már nem nagyon kell gyűjtögetnem a gépalkatrészeket. Már nem mindent szedek össze, hogy majd jól jön az még, hanem csak ha illeszkedik az elképzelésembe és jobb a meglévőtől, akkor csapok le rá. Számításaim sajnos még nincsenek. Előbb méregetek. Tömegeket, rugalmas behajlásokat. Mikronos órával. Én vagyok a terhelés. 85kg. Nehéz eset.
Nincs esztergám, marógépem, ezért jól meg kell mindent terveznem, rajzolnom, mert nem szeretnék szívesség munkát kérni senkitől azért, hogy aztán kidobjam a szemétbe a nem illeszkedő, hasznavehetetlen, eredményt.
Én is gratulálok a gépedhez. Ha lehet, írj róla minél többet. Nevet adtál már neki?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 21:06
Írta: 000000000 Dátum 2008 április 10, 21:06
Ma mértem meg a súlyát,295kg, a furgonomba belefér,a talin majd számítok a segítségetekre. A lábai kicsavarhatóak.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 április 10, 21:15
Írta: bmejdz9nu Dátum 2008 április 10, 21:15
Én szintén (mindenhez) gratulálok!!! Különösképp nagyon ürülök, hogy publikálod a dolgaidat !!!
(Én is most tesztelgetek és kisérletezgetek... de egyenlőre "magamban"... :) Meg van az oka...
(Én is most tesztelgetek és kisérletezgetek... de egyenlőre "magamban"... :) Meg van az oka...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 21:28
Írta: 000000000 Dátum 2008 április 10, 21:28
Mindhárom tengelyen 20X4-es trapézmenetes orsó van, a lin tengelyeken olajjal feltöltött műanyag csúszóperselyek vannak.Az X és az tengely átmérője 50mm, a Z 35mm hidegen húzott köracél.Az X és a Z persely anyaga Danamid, az Y anyga ZX100.A trapézmenetes anyák anyaga ZX100,padon kiesztergáltam a menetet, majd trapézmenetes orsóból készült menetfúróval készre símítottam.150W-os szervomotorral próbáltam, az áttétel 1:3 ,jól viszi.A mozgatáshoz szükséges nyomatékot súllyal mértem, lásd előrébb.Még egy skiccet sem rajzoltam.a fejemben állt össze az egész, elötte csináltam egy próbagépet 25mm-es tengelyekkel és 120 fokban beállított csapágas kocsikkal, nagyon könnyen gördült, de a csapágyak bemángorolták a tengelyt, ez a megoldás edzetlen köracéllal zsákutca.A siklócsapágyhoz nagyobb motor kell, de stabilabb és rezonancia mentesebb.Szerintem most már Neked is neki kell gyürkőznöd a gépednek, sok sikert és örömöt kívánok hozzá.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 21:29
Írta: 000000000 Dátum 2008 április 10, 21:29
Mindhárom tengelyen 20X4-es trapézmenetes orsó van, a lin tengelyeken olajjal feltöltött műanyag csúszóperselyek vannak.Az X és az tengely átmérője 50mm, a Z 35mm hidegen húzott köracél.Az X és a Z persely anyaga Danamid, az Y anyga ZX100.A trapézmenetes anyák anyaga ZX100,padon kiesztergáltam a menetet, majd trapézmenetes orsóból készült menetfúróval készre símítottam.150W-os szervomotorral próbáltam, az áttétel 1:3 ,jól viszi.A mozgatáshoz szükséges nyomatékot súllyal mértem, lásd előrébb.Még egy skiccet sem rajzoltam.a fejemben állt össze az egész, elötte csináltam egy próbagépet 25mm-es tengelyekkel és 120 fokban beállított csapágas kocsikkal, nagyon könnyen gördült, de a csapágyak bemángorolták a tengelyt, ez a megoldás edzetlen köracéllal zsákutca.A siklócsapágyhoz nagyobb motor kell, de stabilabb és rezonancia mentesebb.Szerintem most már Neked is neki kell gyürkőznöd a gépednek, sok sikert és örömöt kívánok hozzá.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 10, 21:38
Írta: 000000000 Dátum 2008 április 10, 21:38
Árpi! Kitartás nélkül semmi nem megy, egész télen bütyköltem, szerencsére, mivel villanyszerelő mester vagyok, a tél holtidő egy-egy hibaelhárítástól eltekintve volt szabadidőm.
De elejétől fogva minden percét élveztem és nagyon sokat tanultam TőLETEK is.Nem beszélve az első marás sikerélményéről.
Természetesen bármikor szívesen látlak egy eszmecserére Téged és ez a meghívás minden fórumtársra érvényes.
De elejétől fogva minden percét élveztem és nagyon sokat tanultam TőLETEK is.Nem beszélve az első marás sikerélményéről.
Természetesen bármikor szívesen látlak egy eszmecserére Téged és ez a meghívás minden fórumtársra érvényes.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 16, 19:31
Írta: 3vv2btrhv Dátum 2008 április 16, 19:31

Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 16, 19:34
Írta: 3vv2btrhv Dátum 2008 április 16, 19:34
Szoval van élet a trapézmenet és a golyosorson tul is .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 16, 19:51
Írta: 000000000 Dátum 2008 április 16, 19:51
Érdekes megoldás, de szerintem a csapágyak az alu felületet hamar legyalogolják. Itt kéne alkalmazni D.Laci ötletét a szallagfűrészlap ragasztást, úgy örökéletű lenne.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 április 16, 22:59
Írta: Kristály Árpád Dátum 2008 április 16, 22:59
Hallihó!
Igen!
A múlt héten láttam Én is gyári...Profi gépen ezt a ragasztásos technikát, na persze nem szallagfűrészlap volt rajta....mert az olyan blamázs lenne egy több millkos gépnél....
Üdv.: Árpi
Igen!
A múlt héten láttam Én is gyári...Profi gépen ezt a ragasztásos technikát, na persze nem szallagfűrészlap volt rajta....mert az olyan blamázs lenne egy több millkos gépnél....
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 április 16, 23:03
Írta: Kristály Árpád Dátum 2008 április 16, 23:03
Köszönöm!
Tudom mert még belék nevelték, hogy olyan nincs, hogy nem megy csak akarni kell.
Ezért Jó látni olyan fiatal embereket mint például általam oly nagyra becsült BALU, MasteGy stb.!!!!!!
A eszmecserére való invitálás KÖSZÖNÖM!
Élni szeretnék vele...remélem nem az ország másik végében laksz.....
Üdv.: Árpi
Tudom mert még belék nevelték, hogy olyan nincs, hogy nem megy csak akarni kell.
Ezért Jó látni olyan fiatal embereket mint például általam oly nagyra becsült BALU, MasteGy stb.!!!!!!
A eszmecserére való invitálás KÖSZÖNÖM!
Élni szeretnék vele...remélem nem az ország másik végében laksz.....
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 16, 23:09
Írta: 3vv2btrhv Dátum 2008 április 16, 23:09
Ha lehet akkor én is csatlakoznék a látogatokhoz . Mostmár csak szervezésen mulik .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 17, 12:18
Írta: 000000000 Dátum 2008 április 17, 12:18
Szia Tibor!
Természetesen szívesen Látlak Téged is, árpinak írtam mailt.
Természetesen szívesen Látlak Téged is, árpinak írtam mailt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 17, 12:27
Írta: 000000000 Dátum 2008 április 17, 12:27
Bocs Árpinak
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 17, 21:46
Írta: 000000000 Dátum 2008 április 17, 21:46
Nézzétek meg a francia Octopus nevű gépet. Ott is ugyanez a megoldás, acélszalag van ragasztva aluszelvényekre. A gép maga hatalmas méretű, famunkára készült.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 17, 21:59
Írta: 000000000 Dátum 2008 április 17, 21:59
Géza!
Linkeld már be légyszi! Kösz.
Linkeld már be légyszi! Kösz.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 17, 22:39
Írta: 3vv2btrhv Dátum 2008 április 17, 22:39
Létezik un. Stancolo acél , szerintem azt használják .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 17, 22:40
Írta: 3vv2btrhv Dátum 2008 április 17, 22:40
stancolo acél szalag
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 április 18, 18:20
Írta: ra8nsmk6w Dátum 2008 április 18, 18:20
http://www.rc-network.de/forum/showthread.php?t=72450&page=32Egy gyorsan kivitelezhető energialánc.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 18, 19:38
Írta: 000000000 Dátum 2008 április 18, 19:38
A gépem X és Y csúszócsapágyainak olajozása.
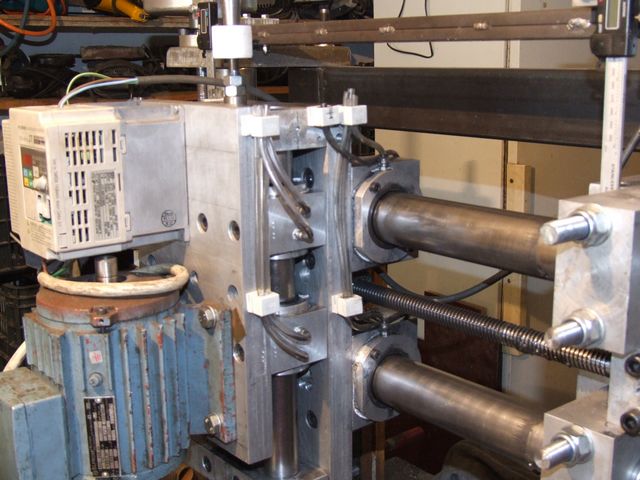
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 18, 19:38
Írta: 000000000 Dátum 2008 április 18, 19:38
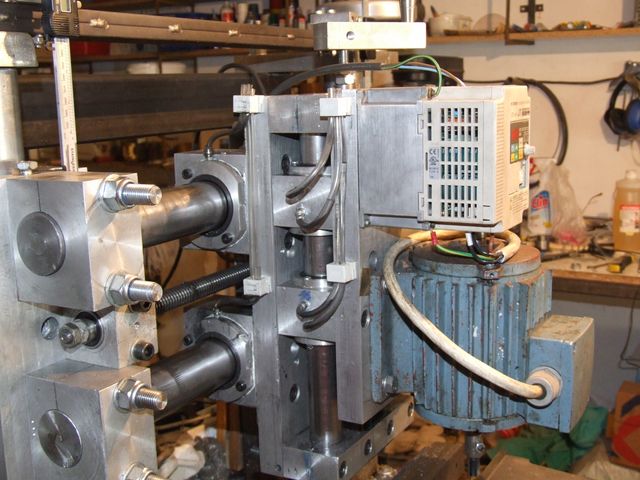
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 18, 20:20
Írta: 3vv2btrhv Dátum 2008 április 18, 20:20
Mikor fog dolgozni a gép ??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 18, 21:37
Írta: 000000000 Dátum 2008 április 18, 21:37
Még csak az X tengelyen van szervo motor, ez megy Gyíkkal és imp. generátorral, az Y és a Z kézzel. De marni már így is tudok vele.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 20, 18:58
Írta: 000000000 Dátum 2008 április 20, 18:58
Sziasztok!
Ma elkezdtem egy fortuna építését ez az erős, lassú fordulatú(max 6-7000 ) később építek majd egy nagyfordulatút is (25-30000).A tengely anyaga 40mm átmérőjű húzott köracél, C45-ös. Egyik végén kiesztergáltam egy MK-3-as kúpot, ebbe kerül egy MK3/2 átalakító hüvely, az alkalmazható szerszám méret MK-2-es.Az MK-2-es hüvelybe belenyomtam egy MK-2-B16 szárat. A kőracél másik végét oldalazás után központfúrtam.
Befogtam egy 25mm-es köracélt a tokmányba és csúcsot esztergáltam,befogtam az anyagot két csúcs közé és menesztettem egy egyszerű menesztővel. A két csúcs között méretre esztergáltam, és kiesztergáltam a csapágyfészket. A pontos méretre esztergáláskor nagy segítség a keresztszánon egy mérőóra. A csapágy helyeket +0,04-0,05 mm-re szoktam esztergálni mikrométeres átmérő ellenőrzés mellett, utána már csak finom csiszolópapírral húzom fel méretre, gyakori csapágy próbálgatással.Fontos hogy a tengely hideg legyen a próba idején, akkor jó, ha kézzel cuppanósan fel lehetnyomni a helyére. Az általam használt csapágy 35/72 mm-es, 30207 kúpgörgős, olajban fogom járatni anyás előfeszítéssel.

Ma elkezdtem egy fortuna építését ez az erős, lassú fordulatú(max 6-7000 ) később építek majd egy nagyfordulatút is (25-30000).A tengely anyaga 40mm átmérőjű húzott köracél, C45-ös. Egyik végén kiesztergáltam egy MK-3-as kúpot, ebbe kerül egy MK3/2 átalakító hüvely, az alkalmazható szerszám méret MK-2-es.Az MK-2-es hüvelybe belenyomtam egy MK-2-B16 szárat. A kőracél másik végét oldalazás után központfúrtam.
Befogtam egy 25mm-es köracélt a tokmányba és csúcsot esztergáltam,befogtam az anyagot két csúcs közé és menesztettem egy egyszerű menesztővel. A két csúcs között méretre esztergáltam, és kiesztergáltam a csapágyfészket. A pontos méretre esztergáláskor nagy segítség a keresztszánon egy mérőóra. A csapágy helyeket +0,04-0,05 mm-re szoktam esztergálni mikrométeres átmérő ellenőrzés mellett, utána már csak finom csiszolópapírral húzom fel méretre, gyakori csapágy próbálgatással.Fontos hogy a tengely hideg legyen a próba idején, akkor jó, ha kézzel cuppanósan fel lehetnyomni a helyére. Az általam használt csapágy 35/72 mm-es, 30207 kúpgörgős, olajban fogom járatni anyás előfeszítéssel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 20, 18:59
Írta: 000000000 Dátum 2008 április 20, 18:59

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 20, 19:01
Írta: 000000000 Dátum 2008 április 20, 19:01
A csapágyhely futáspontossága 0,01mm.
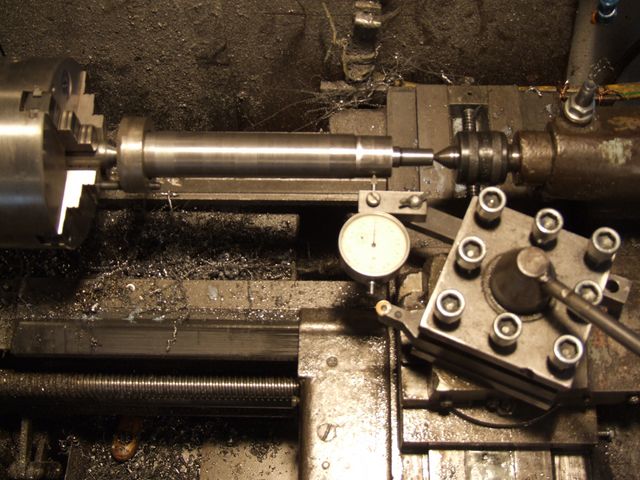
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 20, 19:03
Írta: 000000000 Dátum 2008 április 20, 19:03
A piacon vettem kiesztergáló fejeket 3000/db áron.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 20, 19:04
Írta: 000000000 Dátum 2008 április 20, 19:04
Az egyszerű menesztő.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 20, 19:06
Írta: 000000000 Dátum 2008 április 20, 19:06
A csúcsot, ha kiveszem a tokmányból, mindig újraesztergálom.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 21, 10:17
Írta: 3vv2btrhv Dátum 2008 április 21, 10:17
Géptervem
Vitára bocsájtom marógép tervemet ,Talán igy többen meg tudják nézni .
Vitára bocsájtom marógép tervemet ,Talán igy többen meg tudják nézni .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 21, 10:24
Írta: 000000000 Dátum 2008 április 21, 10:24
Szia vbodi, nagyon örülök, hogy felteszed a képeket, jó kedvcsinálók!
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 április 21, 10:41
Írta: HJózsi Dátum 2008 április 21, 10:41
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 április 21, 11:47
Írta: D.Laci Dátum 2008 április 21, 11:47
Az „EZ-Router” gépek ilyen elrendezésűek. Az Z tengely csak egy ponton találkozok az Y-nal semmi megtámasztást nem látok így elég karcsú. A Z tengelynél nem derül ki, hogy milyen a szán elrendezés, (gondolok itt arra, hogy mi mozog és mi áll).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 21, 12:04
Írta: 000000000 Dátum 2008 április 21, 12:04
Tibor!
Fordítsd el fejtetőről a talpára, vagy küldd el az skp -t és elforgatom neked, mert ez így nem OK.
Fordítsd el fejtetőről a talpára, vagy küldd el az skp -t és elforgatom neked, mert ez így nem OK.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 április 21, 12:16
Írta: D.Laci Dátum 2008 április 21, 12:16
Forgasd el magadnak! :)
Ez egy 3D-s PDF fájl, ha Adobe Reader 8-at használsz engedélyezned kel a 3D-s megjelenítést, és akkor forgathatod, metszetet készíthet stb..
Ez egy 3D-s PDF fájl, ha Adobe Reader 8-at használsz engedélyezned kel a 3D-s megjelenítést, és akkor forgathatod, metszetet készíthet stb..
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 április 21, 12:39
Írta: svejk Dátum 2008 április 21, 12:39
Direkt ez miatt feltelepítettem a 8.0-ás reader-t, de kár volt :)
Nem bántásként de ez nem terv hanem esetleg elképzelés.
Ilyet már sokat láttunk tőled :(
Éjszaka álmomban részletesebben elképzelem a dolgaimat.
Tibor, így sosem lesz normális géped!
Hibát mindenben lehet találni.
Tessék nekiállni fürészelni, hegeszteni, fúrni faragni, és ha kész lesz Te magad is rájösz hogy mit kell majd másképp csinálni.
És többet tanulsz belőle mint amit itt mi tanácsolni tudunk szinte látatlanba.
Nem bántásként de ez nem terv hanem esetleg elképzelés.
Ilyet már sokat láttunk tőled :(
Éjszaka álmomban részletesebben elképzelem a dolgaimat.
Tibor, így sosem lesz normális géped!
Hibát mindenben lehet találni.
Tessék nekiállni fürészelni, hegeszteni, fúrni faragni, és ha kész lesz Te magad is rájösz hogy mit kell majd másképp csinálni.
És többet tanulsz belőle mint amit itt mi tanácsolni tudunk szinte látatlanba.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 21, 12:56
Írta: 3vv2btrhv Dátum 2008 április 21, 12:56
Svejk = vázlat . igen igy pontososabb .
D.Laci = Igen EZ az alap ötlet de a megvezetés az teljesen más .
Molinari = Kiváncsi vagyok hányan tugják megnézni és értelmezni . ( nem csak azok akik beirnak , hanem sokan vannak aklk csak olvassák a forumot )
D.Laci = Igen EZ az alap ötlet de a megvezetés az teljesen más .
Molinari = Kiváncsi vagyok hányan tugják megnézni és értelmezni . ( nem csak azok akik beirnak , hanem sokan vannak aklk csak olvassák a forumot )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 21, 13:14
Írta: 000000000 Dátum 2008 április 21, 13:14
Nem az a bajom, hogy nem tudom megnézni, meg forgatni, meg metszeteket készíteni, hanem, hogy ez egy feje tetejére állított gép. Tudom, hogy lehet forgatni, de nem tetszőlegesen. Próbálj egy talpán álló modellt körbevizslatni, meg egy fejtetőn állót is és tapasztalni fogod a különbséget. Az skp-t nem azért említettem, hogy azt tedd itt közzé, a 3d pdf sokkal alkalmasabb a publikálásra.
Most látom csak, hogy nem is fejtetőn áll, hanem csak az orrára billent.
Most látom csak, hogy nem is fejtetőn áll, hanem csak az orrára billent.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 21, 14:51
Írta: 3vv2btrhv Dátum 2008 április 21, 14:51
Molinari = ha az abode 8.1 -el nézed meg akkor ugy forgatod ahogy akarod , de az alap értelmezett beállitás lehez hogy nem jó , erre még figyelnem kell . De mi legyen az alap beállitás ??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 21, 16:06
Írta: 000000000 Dátum 2008 április 21, 16:06
Alapbeállításnak nem lenne rossz, ha a gépből kiálló lábak függőlegesen lefelé mutatnának.
Nézd meg pl. a pdf -edben a felülnézetet. (Modellstruktúra be/kikapcsolása ... Top)
Tényleg ez lenne a géped felülnézete ?
Nézd meg pl. a pdf -edben a felülnézetet. (Modellstruktúra be/kikapcsolása ... Top)
Tényleg ez lenne a géped felülnézete ?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 21, 17:56
Írta: 3vv2btrhv Dátum 2008 április 21, 17:56
A Kecsapban kezdtem el rosszul rajzolni , ott volt fejreállitva . Köszi a kijavitást , figyelni fogok erre is !!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 21, 18:43
Írta: 3vv2btrhv Dátum 2008 április 21, 18:43
Javitottam , most nézzétek meg
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 21, 19:57
Írta: 000000000 Dátum 2008 április 21, 19:57
Ez lényegében egy EZ router!
Maffi barátunk hasonló elvű gépével már jól megszedte magát úgy, hogy bagóért csinálta
a mechanikáját. Köszörült tengelyek nélkül, csapágyak a szögvasak tetetjén és kész. Még a festésre, sőt még a rozsdamaróra sem költött egy kanyit sem....
Maffi barátunk hasonló elvű gépével már jól megszedte magát úgy, hogy bagóért csinálta
a mechanikáját. Köszörült tengelyek nélkül, csapágyak a szögvasak tetetjén és kész. Még a festésre, sőt még a rozsdamaróra sem költött egy kanyit sem....
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2008 április 21, 20:32
Írta: 2nbj3n5m Dátum 2008 április 21, 20:32
Tibor.
Kivánom,hogy elkészüljön a géped és a mostani
gépedet összetartó 30Db asztalosszoritot eltudd
a kert végébe jó mélyre ásni.
Janko
Kivánom,hogy elkészüljön a géped és a mostani
gépedet összetartó 30Db asztalosszoritot eltudd
a kert végébe jó mélyre ásni.
Janko
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 21, 20:45
Írta: 3vv2btrhv Dátum 2008 április 21, 20:45
Janko= ez a filingje a gépemnek . ettöl egyedi !
Géza = ami jó azt utánozni kell !!
Géza = ami jó azt utánozni kell !!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 21, 20:49
Írta: 000000000 Dátum 2008 április 21, 20:49
Szia janko!
Küldtem e-mail-t, megkaptad?
Küldtem e-mail-t, megkaptad?
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 április 21, 21:12
Írta: vthgizrff Dátum 2008 április 21, 21:12
Szia vbodi!
Nekem nem vált be fortunához a kúpgörgős csapágy. Már 3-3500 fordulaton is túlmelededett.
kíváncsian várom, hogy Te milyen eredményeket érsz el vele.
Nekem nem vált be fortunához a kúpgörgős csapágy. Már 3-3500 fordulaton is túlmelededett.
kíváncsian várom, hogy Te milyen eredményeket érsz el vele.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 22, 09:01
Írta: 000000000 Dátum 2008 április 22, 09:01
Igen, erre gondoltam, így jó lesz. (Bár mintha mostanra meg a megmunkáló motor elvégezte volna a haladó jóga tanfolyamot és erőteljes levitációba fogott volna. :))
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 22, 12:46
Írta: 3vv2btrhv Dátum 2008 április 22, 12:46
csak a szemlélhetöség miatt (robbantott ábra )
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 22, 12:48
Írta: 3vv2btrhv Dátum 2008 április 22, 12:48
Ki tud árakat : acél zártszelvény és U gerendáról ??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 22, 15:44
Írta: 000000000 Dátum 2008 április 22, 15:44
Ha még nem találtál, akkor pl. nézd meg itt:
http://www.samata.hu/html/html/termekek.html
http://www.samata.hu/html/html/termekek.html
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 22, 15:49
Írta: 3vv2btrhv Dátum 2008 április 22, 15:49
Köszi , ez menyire jó ár ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 22, 15:56
Írta: 000000000 Dátum 2008 április 22, 15:56
Szerintem iránymutatónak nem rossz. Aztán keresd meg a legközelebbi vaskereskedést és +/- 5-10 %-on belül ennyiért megkapod ott is. (Gondolom én) De ha pontosabb ár kell kérdezz meg nálam tapasztaltabbakat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 22, 16:14
Írta: 000000000 Dátum 2008 április 22, 16:14
Nem gondoltál arra, hogy átsétálj a Nagykátai Tüzépre?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 22, 18:22
Írta: 000000000 Dátum 2008 április 22, 18:22
Mi van a nagykátai Tüzépen?
Olcsóbbak a lányok?
Olcsóbbak a lányok?
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2008 április 22, 18:29
Írta: 4mjnxdwuu Dátum 2008 április 22, 18:29
Csak kb 10 km Tibortól.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 23, 20:22
Írta: 000000000 Dátum 2008 április 23, 20:22
Elkészítettem a fortuna tengelyem,remélem, jó lesz.A képen mélyhornyú csapágyak vannak,ez kúpgörgős lesz. Balról jobbra haladva: szimmering; seeger gyűrű; 35/72mm csapágy; csapágy; távtartó gyűrű; szimmerig; 2db 30x1 anya; szíjtárcsa; 2db 25x1 anya.
http://cnctar.hobbycnc.hu/Vbody/fortuna/dscf0978.jpg
http://cnctar.hobbycnc.hu/Vbody/fortuna/dscf0978.jpg
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 23, 20:23
Írta: 000000000 Dátum 2008 április 23, 20:23

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 23, 20:24
Írta: 000000000 Dátum 2008 április 23, 20:24
A benne lévő kúp MK-2-es.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 23, 20:25
Írta: 000000000 Dátum 2008 április 23, 20:25
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 23, 20:29
Írta: 000000000 Dátum 2008 április 23, 20:29
Az anyák saját készítésűek, anyaguk C45 köracél, a marást már a géppel készítettem, egy rádiuszlapkával készített ütőkéssel, kézi mozgatással.

Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 április 23, 21:40
Írta: Kristály Árpád Dátum 2008 április 23, 21:40
[#eljen][#eljen][#eljen][#wave][#worship]
Vbodi Gratula!!!
Üdv. Árpi
Vbodi Gratula!!!
Üdv. Árpi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 08:20
Írta: 000000000 Dátum 2008 április 29, 08:20
Egy kérdésem lenne:
Ha nem tudok kúpfogaskereket szerezni az adokveszekben leírt vertikálfejhez, a tengelyt meg lehet hajlékony csővel hajtani, olyanformán, mint a proxon meg dremelek hajlékony miafenéje?
Persze nagyobb arányban, 450 w-os motorról?
Hol kaphatnék ehhez illő hajlékony miafenét?
Elnézést a szakszerű fogalmazásért:-)
Ha nem tudok kúpfogaskereket szerezni az adokveszekben leírt vertikálfejhez, a tengelyt meg lehet hajlékony csővel hajtani, olyanformán, mint a proxon meg dremelek hajlékony miafenéje?
Persze nagyobb arányban, 450 w-os motorról?
Hol kaphatnék ehhez illő hajlékony miafenét?
Elnézést a szakszerű fogalmazásért:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 08:42
Írta: 000000000 Dátum 2008 április 29, 08:42
Na ezt értem a hajlékony miafenén:
http://www.necsaknezd.hu/components/com_virtuemart/shop_image/product/225.jpg
http://www.necsaknezd.hu/components/com_virtuemart/shop_image/product/225.jpg
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 április 29, 08:52
Írta: 3vv2btrhv Dátum 2008 április 29, 08:52
Van egy amerikai fa megmunkálo gép ami igy van megoldva .Járható ut !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 08:54
Írta: 000000000 Dátum 2008 április 29, 08:54
Köszönöm! A szárra nincsen ötleted, hol lehet kapni? Mert gondolom a dremel szár az vékony, nem bírná a nagyobb orsó-, marótömeg tehetetlenségi igénybevételét.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 09:08
Írta: 000000000 Dátum 2008 április 29, 09:08
Bocsánat a zajongásért, most már találtam többet, logikusan az egyenescsiszolókhoz (kress, metabo árulnak ilyent, nem is olyan horror áron).
Köszönöm a segítséget! [#vigyor2]
Köszönöm a segítséget! [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 09:50
Írta: 000000000 Dátum 2008 április 29, 09:50
Zajongok tovább:-)
Itt a második képnél nagyon extra tengelyek
Én persze maradok a gagyiknál, de hátha valaki extra hajtáshoz szeretné...
Itt a második képnél nagyon extra tengelyek
Én persze maradok a gagyiknál, de hátha valaki extra hajtáshoz szeretné...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 11:01
Írta: 000000000 Dátum 2008 április 29, 11:01
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 április 29, 11:55
Írta: 3rymb5s35 Dátum 2008 április 29, 11:55
Az ország melyik részén laksz?
Biztosan van a közeledben olyan iskola, ahol forgácsolókat tanítanak. Ott biztosan tudnak kúpfogaskereket készíteni. (bár biztos nem olcsón)
Esetleg nézz körül mezőgazdasági gépalkatrészesnél. A kombájnok kukorica adapterének százlehúzó hengereit is kúpfogaskerekek hajtják. Emlékeim szerint a nagyobbak kb 100mm-esek lehetnek.
Esetleg autóbontóban nézni olyan fogaskerékpárt, amit át lehet alakítani.
A flexibilis hajtásban én nem bíznék. ..csak, ha fát akarsz marni.
Biztosan van a közeledben olyan iskola, ahol forgácsolókat tanítanak. Ott biztosan tudnak kúpfogaskereket készíteni. (bár biztos nem olcsón)
Esetleg nézz körül mezőgazdasági gépalkatrészesnél. A kombájnok kukorica adapterének százlehúzó hengereit is kúpfogaskerekek hajtják. Emlékeim szerint a nagyobbak kb 100mm-esek lehetnek.
Esetleg autóbontóban nézni olyan fogaskerékpárt, amit át lehet alakítani.
A flexibilis hajtásban én nem bíznék. ..csak, ha fát akarsz marni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 12:03
Írta: 000000000 Dátum 2008 április 29, 12:03
Hmmmm. Megkérdezem a bánki donátot, pont szembe van (blaha, népszínház u.).
Egyelőre be vagyok lelkesülve a flexi szárért, és természetesen fémre kellene, rendes, marós fogásmélységgel...:-)
Lehet, hogy nem lesz jó, nemtom.
Mi miatt nem bíznál? Dremelen is jó...
Én meg a 450w-os villanymocit kötném össze a dönthető fejjel...
Egyelőre be vagyok lelkesülve a flexi szárért, és természetesen fémre kellene, rendes, marós fogásmélységgel...:-)
Lehet, hogy nem lesz jó, nemtom.
Mi miatt nem bíznál? Dremelen is jó...
Én meg a 450w-os villanymocit kötném össze a dönthető fejjel...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 12:06
Írta: 000000000 Dátum 2008 április 29, 12:06
Vagyis a flexi szár csak erőközvetítő, ténylegesen egy tengely.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 12:17
Írta: 000000000 Dátum 2008 április 29, 12:17
Szal nagyon tág mozgásteret engedne, hiszen a marófejet, ha úgy szottyan kedvem, rögzíthetem akár a T nútos gépasztalra vízszintesen, vagy amit akarok, hiszen a motor is arrébbrakható, nem muszáj rögzíteni nagyon fixen...
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 április 29, 12:39
Írta: 3rymb5s35 Dátum 2008 április 29, 12:39
..lehet hogy igazad van. Azt kivénim sikerüljön!
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 április 29, 12:40
Írta: 3rymb5s35 Dátum 2008 április 29, 12:40
Bocy mellé ütöttem!: Azt kivánom sikerüljön!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 12:49
Írta: 000000000 Dátum 2008 április 29, 12:49
Lehet nekem csaloka a kep, amin egy marogepen van a vertikalis fej - mekkora tulajdonkeppen?
Mekkora kup van benne?
Mekkora kup van benne?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 13:01
Írta: 000000000 Dátum 2008 április 29, 13:01
Sajnos, nem pont ugyanolyan. 20 cm magas, 16 cm az átmérő, a főorsó finom állítása 3 cm, patron megy bele, 12-ig. A nyakra viszont az eszterga tokmánya prímán felmegy! A főorsó átmérője 4 cm. Az egész szép halvány almazöld színű. A csapágyak magyarok, és csinos zsírkeverő lapátkák vannak rájuk szerelve.
Ígérem, jövő héten lesz fénykép!
Ígérem, jövő héten lesz fénykép!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 13:27
Írta: 000000000 Dátum 2008 április 29, 13:27
Csak azert szoltam hozza, mert megszolalasig ui. vertikal fejem van az egyik gepemen. Az viszont "ket emberes" es "picit" nagyobb, mint egy 450W-os villanymotor. Ami neked van, az ennel sokkal finomabb joszag akkor.
Dobtam egy e-mailt is.
Dobtam egy e-mailt is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 13:41
Írta: 000000000 Dátum 2008 április 29, 13:41
Köszönöm, mindjárt nézem! (ui: szerintem az enyém kézi egyetemes marógép vertikálfeje lehet).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 13:59
Írta: 000000000 Dátum 2008 április 29, 13:59
Ez is az: forgo zsamolyos, egyetemes marogep.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 19:13
Írta: 000000000 Dátum 2008 április 29, 19:13
Elkészült a fortunám, már csak a felfogatás és a hajtás van hátra.Az MK3-as kúp méretre sztergálását a tengely saját helyén végeztem el.A szíjtárcsa felőli végén behúzószár 10,5mm átmérőjű furatába fúrtam M12-es menetet, ebbe csavartam M12-es menetesszárat és le kontraanyáztam.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 19:16
Írta: 000000000 Dátum 2008 április 29, 19:16
A fortunát befogtam a tokmányba és kióráztam, századra pontosan.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 19:18
Írta: 000000000 Dátum 2008 április 29, 19:18
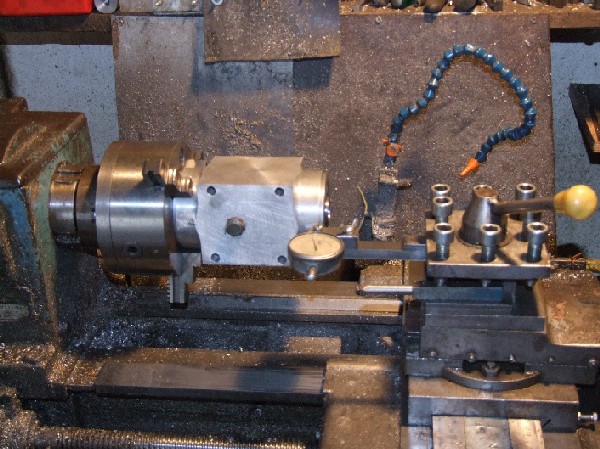
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 21:21
Írta: 000000000 Dátum 2008 április 29, 21:21
A menetes szárat kilógattam a főorsón, a főorsó végébe tettem egy perselyt, egy gumicsődarabbal összekuplungoltam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 21:23
Írta: 000000000 Dátum 2008 április 29, 21:23
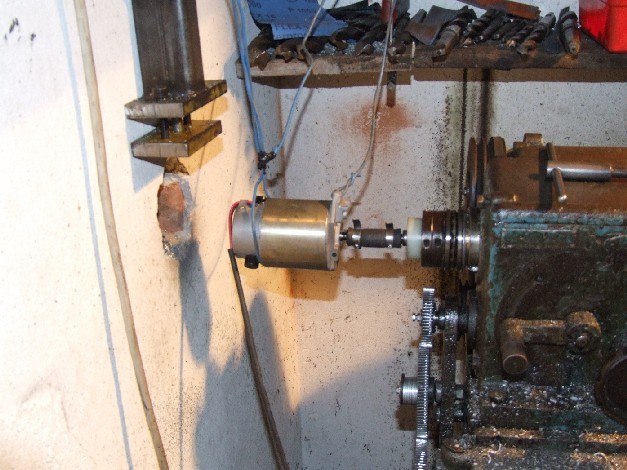
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 21:25
Írta: 000000000 Dátum 2008 április 29, 21:25
A tokmány áll, a kis DC motor forgatja a fortunát,a kúpot esztergálom.
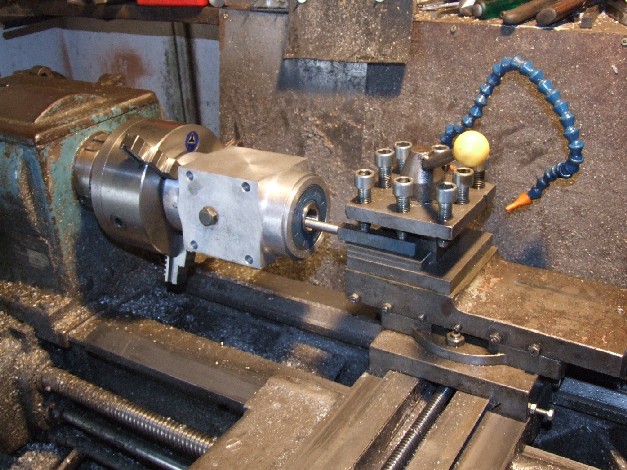
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 29, 22:52
Írta: 000000000 Dátum 2008 április 29, 22:52
Szia! Nagyonjó ötleteid vannak. Köszönjük, hogy közvetíted felénk. Sok sikert a továbbiakban is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 április 29, 23:10
Írta: svejk Dátum 2008 április 29, 23:10
A Fortuna házát ehhez miért is kellett kiórázni?
A szöget hogy vetted fel a kéziszánnal? Referenciakúpról, vagy maradt a jó öreg és biztos krétázásos módszer?
A szöget hogy vetted fel a kéziszánnal? Referenciakúpról, vagy maradt a jó öreg és biztos krétázásos módszer?
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2008 április 29, 23:16
Írta: 4mjnxdwuu Dátum 2008 április 29, 23:16
Hát... Van kitartásod...[#awink]
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 április 30, 11:38
Írta: Egyújabbgépépítő Dátum 2008 április 30, 11:38
Szia Svejk!
Átjöttem ide a MACH topikból.
Fogas cuccok:
1. 27 T5 10 Fogasszíj tárcsa 700.- + ÁFA / db
2. 27 T5 30 Fogasszíj tárcsa 1400.- + ÁFA / db
3. T5 245-16 Fogasszíj 1450.- + ÁFA / db
Újak 1:3 áttétel.
A mechanika még nincs teljesen kész. A legnagyobb probléma az X tengely tartó lemez nagyon vékony, tervezem kicserélni 15mm-re. A marómotornál is szeretnék nagyobbat, pénz kérdése.
Az UHU-val meg vagyok elégedve, eddig egy hibát sem csinált. Nem melegszik, noha nem módosítottam az eredeti kapcsolás FET meghajtóját de ilyen kis motornál azt hiszem nem lényeges. Az encóder illesztést alakítottam át szimmetrikusra.
Néhány kép:





Átjöttem ide a MACH topikból.
Fogas cuccok:
1. 27 T5 10 Fogasszíj tárcsa 700.- + ÁFA / db
2. 27 T5 30 Fogasszíj tárcsa 1400.- + ÁFA / db
3. T5 245-16 Fogasszíj 1450.- + ÁFA / db
Újak 1:3 áttétel.
A mechanika még nincs teljesen kész. A legnagyobb probléma az X tengely tartó lemez nagyon vékony, tervezem kicserélni 15mm-re. A marómotornál is szeretnék nagyobbat, pénz kérdése.
Az UHU-val meg vagyok elégedve, eddig egy hibát sem csinált. Nem melegszik, noha nem módosítottam az eredeti kapcsolás FET meghajtóját de ilyen kis motornál azt hiszem nem lényeges. Az encóder illesztést alakítottam át szimmetrikusra.
Néhány kép:
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 április 30, 11:50
Írta: svejk Dátum 2008 április 30, 11:50
Klasz!
Én még csak ennek a duplájára kaptam árajánlatot áttételre.
Ez a T5-ös szíj stabilan áll a 10-es keréken is?
Holtjáték nem lehetséges?
Nem nagy a veszteség?
Én eddig MXL-es szíjban gondolkodtam az EC motorhoz.
Ezek a Motoros (R) féle trapézanyák?
Én még csak ennek a duplájára kaptam árajánlatot áttételre.
Ez a T5-ös szíj stabilan áll a 10-es keréken is?
Holtjáték nem lehetséges?
Nem nagy a veszteség?
Én eddig MXL-es szíjban gondolkodtam az EC motorhoz.
Ezek a Motoros (R) féle trapézanyák?
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 április 30, 11:58
Írta: Egyújabbgépépítő Dátum 2008 április 30, 11:58
A szíj 16 mm széles. Féltem hogy a 10-es tárcsával gond lessz, de úgy néz ki hogy jó.
Eddig nem tapasztaltam holtjátékra utaló jeleket.
Motoros féle anyák, meg vagyok velük elégedve.
Eddig nem tapasztaltam holtjátékra utaló jeleket.
Motoros féle anyák, meg vagyok velük elégedve.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 30, 12:55
Írta: 000000000 Dátum 2008 április 30, 12:55
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 április 30, 13:07
Írta: D.Laci Dátum 2008 április 30, 13:07

Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 április 30, 13:11
Írta: D.Laci Dátum 2008 április 30, 13:11
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 április 30, 14:13
Írta: dg8n4i8x Dátum 2008 április 30, 14:13
Gratula a gépedhez! Nagyon jól néz ki! Remélem lassan nekem is lesz időm összerekni az UHU-t és én is kipróbálhatom az e240-et, meg a nagyobb szervómat is... Aztán megalapítjuk az UHU-e240 fun clubot... :)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 30, 19:25
Írta: 000000000 Dátum 2008 április 30, 19:25
Ha nem órázom ki a fortuna házát, akkor nem központos és a kúpszög nem stimmel. Befogtam egy MK3-as kúpot két csúcs közé és a késszánt mérőórával hozzá állítottam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 30, 19:34
Írta: 000000000 Dátum 2008 április 30, 19:34
Szia Egyújabbgépépítő!
Gratulálok a gépedhez, nagyon jól néz ki.
A Powerbeltnek nagyon jó árai vannak,e-mail-ben rendelted meg?
Gratulálok a gépedhez, nagyon jól néz ki.
A Powerbeltnek nagyon jó árai vannak,e-mail-ben rendelted meg?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 30, 19:44
Írta: 000000000 Dátum 2008 április 30, 19:44
Nagyon jó ez az oldal .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 április 30, 19:51
Írta: 000000000 Dátum 2008 április 30, 19:51
Ez is jó oldal, nem semmi, amit csinált.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 április 30, 20:50
Írta: Egyújabbgépépítő Dátum 2008 április 30, 20:50
Telefonon, nagyon remdesek voltak és 2 nap alatt megjött postán. A szállító:
Sós István
Bánki-Sós Kft
1221.Budapest Baross u. 8.
Tel./fax : 06-1-226-7649
Mobil : 06-70-315-4311
Sós István
Bánki-Sós Kft
1221.Budapest Baross u. 8.
Tel./fax : 06-1-226-7649
Mobil : 06-70-315-4311
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 április 30, 21:15
Írta: Kristály Árpád Dátum 2008 április 30, 21:15
Hallihó!
Nekem a Z-tengely tetszett a legjobban....
Nagyon jó ötlet letisztult forma stb.
Aprópó....
Sok jó ötlet....végig kell nézni...
Üdv.: Árpi
Nekem a Z-tengely tetszett a legjobban....
Nagyon jó ötlet letisztult forma stb.
Aprópó....
Sok jó ötlet....végig kell nézni...
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 01, 14:29
Írta: 000000000 Dátum 2008 május 01, 14:29
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 01, 15:26
Írta: svejk Dátum 2008 május 01, 15:26
Egyújabbgépépítő!
A gépezeteden látható T-nútos asztalról még mesélhetnél egy kicsit...
Nagyon gyárinak néz ki.
Tudod, beszerzés helye, ár, stb...
A gépezeteden látható T-nútos asztalról még mesélhetnél egy kicsit...
Nagyon gyárinak néz ki.
Tudod, beszerzés helye, ár, stb...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 01, 18:34
Írta: 000000000 Dátum 2008 május 01, 18:34
Nagyon úgy néz ki, mint az ISEL PT25/375. 100 mm-ként darabolják. Tavaly egy 500 mm-es darab kb 35e Ft volt. Nade majd az gazdája megmondja a frankót.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 május 03, 09:02
Írta: Egyújabbgépépítő Dátum 2008 május 03, 09:02
Hát igen a kíváncsiság.
A talin vettem egy fél gépet.
Az asztalt látjátok, sajnos kissé rövid. Asztal mozgás 500 mm, a hossza csak 400.
Volt benne egy darab golyós orsó és 4 lin tengely csapágyakkal, abból lett a Z tengely minden problémájával együtt.
Van még egy léptető motor.
A talin vettem egy fél gépet.
Az asztalt látjátok, sajnos kissé rövid. Asztal mozgás 500 mm, a hossza csak 400.
Volt benne egy darab golyós orsó és 4 lin tengely csapágyakkal, abból lett a Z tengely minden problémájával együtt.
Van még egy léptető motor.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 03, 09:13
Írta: bmejdz9nu Dátum 2008 május 03, 09:13
A gépedről nem tennél fel egy "előzetes" videót? (#2991) Te vagy az első aki valóságban befogta az E240-es motort... Oly kiváncsi lennék... :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 03, 09:44
Írta: svejk Dátum 2008 május 03, 09:44
Igen, egy jó videó és az áttélről írt barátságos ár lehet hogy egy párunkat elmozdítana az áttételezés/direkthajtás ügyében.
(Nálam az áttételezésnél leginkább az ára okozott eddig fejtörést. (10 ezernél alább nem kaptam árajánlatot egy tengelyre :( )
(Nálam az áttételezésnél leginkább az ára okozott eddig fejtörést. (10 ezernél alább nem kaptam árajánlatot egy tengelyre :( )
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 03, 10:18
Írta: bmejdz9nu Dátum 2008 május 03, 10:18
Hát ugyebár erről már sok-sok "eszmecsere" volt... Jó lenne ha valaki "megtérítene"...
Sajnos a videó gyűjteményeben sincs ehhez a géphez hasonló (sőt áttételes sem nagyon) videó...
Nem kertelek... nagyon kiváncsi vagyok! Nem csak az áttétel ára miatt, mert szerintem az áttétel ára már szinte "semmi" a "kész gép" árához képpest...
Annyi E240-van már a fórumtársak birtokában... hogy gondolom más is kiváncsi lenne... Akkor is ha csak egy tengely mozogna...
(ma meglesem majd a német fúrumon is nincs e valami fejlemény... E240 ügyben...)
Sajnos a videó gyűjteményeben sincs ehhez a géphez hasonló (sőt áttételes sem nagyon) videó...
Nem kertelek... nagyon kiváncsi vagyok! Nem csak az áttétel ára miatt, mert szerintem az áttétel ára már szinte "semmi" a "kész gép" árához képpest...
Annyi E240-van már a fórumtársak birtokában... hogy gondolom más is kiváncsi lenne... Akkor is ha csak egy tengely mozogna...
(ma meglesem majd a német fúrumon is nincs e valami fejlemény... E240 ügyben...)
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 03, 12:08
Írta: 3rymb5s35 Dátum 2008 május 03, 12:08
...egy álmatlan éjszakán elgondolkodtam azon, vajon flexibilis hajtásnak megfelelne-e a hidraulikus hajtás?
Mi a véleményetek?????
Villanymotor hajtaná a hidraulika szivattyút. Kellene még egy kb.1l-es tartály, nyomásszabályozó és útváltó szelep. Esetleg egy hűtő. Plusz Plusz flexibilis csövek. (esetleg gyorscsatlakozókkal a gyorsabb átszereléshez, ha az orsót át akarjuk rakni...)
Hidromotornak megtenné egy pici hidroszivattyú (Pl. egy MTZ traktor kormányszivattyúja).
Elvileg fokozatmentasen lehetne változtatni a fordulatszámot... szerintem. De nem vagyok otthon a hidraulikában annyira, hogy biztosnak vegyem.
Tudom-tudom! Ha mindent meg kell venni, egyszerűbb a villanymotorhoz frekiváltót venni. (És talán olcsóbb is)
De mégis? Elvileg lehetséges lenne, hisz vannak hidraulikus hajtású gépek!
Foglalkozik valaki hidraulikával?
Mi a véleményetek?????
Villanymotor hajtaná a hidraulika szivattyút. Kellene még egy kb.1l-es tartály, nyomásszabályozó és útváltó szelep. Esetleg egy hűtő. Plusz Plusz flexibilis csövek. (esetleg gyorscsatlakozókkal a gyorsabb átszereléshez, ha az orsót át akarjuk rakni...)
Hidromotornak megtenné egy pici hidroszivattyú (Pl. egy MTZ traktor kormányszivattyúja).
Elvileg fokozatmentasen lehetne változtatni a fordulatszámot... szerintem. De nem vagyok otthon a hidraulikában annyira, hogy biztosnak vegyem.
Tudom-tudom! Ha mindent meg kell venni, egyszerűbb a villanymotorhoz frekiváltót venni. (És talán olcsóbb is)
De mégis? Elvileg lehetséges lenne, hisz vannak hidraulikus hajtású gépek!
Foglalkozik valaki hidraulikával?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 03, 12:57
Írta: 3vv2btrhv Dátum 2008 május 03, 12:57
Nyomatékod az lenne , de fordulat az nem biztos , de ne törödj semmivel épitsd meg !!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 03, 16:06
Írta: Szalai György Dátum 2008 május 03, 16:06
„de ne törödj semmivel épitsd meg !!” [#conf][#falbav]
Na ez pont az ellenkezője volna az én esetemnek.
(Mindennel törődök, és nem építek semmit.)
Ha a géped a jó ötletek ellenére mégsem lesz alkalmas arra, amire szántad, akkor majd szánd másra, amire alkalmas. Vagy köss a libák ball lábára piros rongyot és figyeld, hogy javul-e a helyzet. Hát ilyen tanácsokat én is tudok adni. Akkor már okos vagyok?
Ha elindulsz ezen az olajos úton, garantáltan lesz még pár álmatlan éjszakád, és nagyokat fogsz esni. Azzal a villanymotorral hajtanád a hidroszivattyút, amivel marószerszámot is hajthatnál közvetlenül. Akkor minek is ez az egész hidraulika? Mert imádsz álmatlan éjszakákon okos dolgokat kitalálni? Villanydrótból is van flexibilis, sőt nagyon flexibilis is van. Sokkal hajlékonyabb, mint egy 1kbar-os acélszövet-harisnyás tömlő. (Mert egy kerti slag az itt szóba sem jön.) A hidraulikára az alacsony fordulat, óriási nyomaték a jellemző. Akkor vennéd hasznát, ha erre lenne igényed, mert a hidraulika maga a majdnem tökéletes áttétel. De nem hinném, hogy vonatkerekeket akarsz megmunkálni. Az Diósgyőrben sem rentábilis már.
Neked ettől nagyobb fordulatszámokra és alacsonyabb nyomatékra lehet szükséged. Nem optimális ide az olaj. Hol van 10k/min környéki olajos hajtás? Nagy fordulatú csapágyakat sem kenik-hűtik olajjal, hanem csak olaj köddel. Famegmunkálás olajos környezetben biztos nem nyerő. Szerintem műanyag és hab sem. Maradna a fémmarás, alacsony fordulaton, nagy átmérőjű sokélű szerszámmal, a hagyományos, lassú, gazdaságtalan módon, atomstabil, öntöttvas vázú gépen. Nem valami jövőbe mutató lehetőség. Talán, ha minden alkatrésze az öledbe potyogna ajándékba, akkor sem lenne érdemes belevágnod egy ilyen projektbe.
Ha már hidroszivattyú és óriási nyomás akkor nem a maró, hanem a vizesvágó jut eszembe.
Szerintem. De én sem értek hozzá.
Na ez pont az ellenkezője volna az én esetemnek.
(Mindennel törődök, és nem építek semmit.)
Ha a géped a jó ötletek ellenére mégsem lesz alkalmas arra, amire szántad, akkor majd szánd másra, amire alkalmas. Vagy köss a libák ball lábára piros rongyot és figyeld, hogy javul-e a helyzet. Hát ilyen tanácsokat én is tudok adni. Akkor már okos vagyok?
Ha elindulsz ezen az olajos úton, garantáltan lesz még pár álmatlan éjszakád, és nagyokat fogsz esni. Azzal a villanymotorral hajtanád a hidroszivattyút, amivel marószerszámot is hajthatnál közvetlenül. Akkor minek is ez az egész hidraulika? Mert imádsz álmatlan éjszakákon okos dolgokat kitalálni? Villanydrótból is van flexibilis, sőt nagyon flexibilis is van. Sokkal hajlékonyabb, mint egy 1kbar-os acélszövet-harisnyás tömlő. (Mert egy kerti slag az itt szóba sem jön.) A hidraulikára az alacsony fordulat, óriási nyomaték a jellemző. Akkor vennéd hasznát, ha erre lenne igényed, mert a hidraulika maga a majdnem tökéletes áttétel. De nem hinném, hogy vonatkerekeket akarsz megmunkálni. Az Diósgyőrben sem rentábilis már.
Neked ettől nagyobb fordulatszámokra és alacsonyabb nyomatékra lehet szükséged. Nem optimális ide az olaj. Hol van 10k/min környéki olajos hajtás? Nagy fordulatú csapágyakat sem kenik-hűtik olajjal, hanem csak olaj köddel. Famegmunkálás olajos környezetben biztos nem nyerő. Szerintem műanyag és hab sem. Maradna a fémmarás, alacsony fordulaton, nagy átmérőjű sokélű szerszámmal, a hagyományos, lassú, gazdaságtalan módon, atomstabil, öntöttvas vázú gépen. Nem valami jövőbe mutató lehetőség. Talán, ha minden alkatrésze az öledbe potyogna ajándékba, akkor sem lenne érdemes belevágnod egy ilyen projektbe.
Ha már hidroszivattyú és óriási nyomás akkor nem a maró, hanem a vizesvágó jut eszembe.
Szerintem. De én sem értek hozzá.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 03, 16:54
Írta: 000000000 Dátum 2008 május 03, 16:54
Szia Gyuri!
Ide írók hogy ne zavarjon a női név.
Hajtomű sulya 2,9 kg motor felőli hajtott csötengely 14mm A fogaskerék felöli tengely 18mm Kotyanást kézzel nem érzek rajta .És nem önzáró
ÜdvZotyo
http://www.vatera.hu/hajtomu_66928349.html
Ide írók hogy ne zavarjon a női név.
Hajtomű sulya 2,9 kg motor felőli hajtott csötengely 14mm A fogaskerék felöli tengely 18mm Kotyanást kézzel nem érzek rajta .És nem önzáró
ÜdvZotyo
http://www.vatera.hu/hajtomu_66928349.html
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 03, 19:20
Írta: Szalai György Dátum 2008 május 03, 19:20
[#ravasz1]Pucoljunk innen a csevegőbe, mert görbén fog nézni a témagazda.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 május 03, 20:15
Írta: Kristály Árpád Dátum 2008 május 03, 20:15
Halihó Gyurka!
Egyetértek veled....a csalán efektus jutott az eszembe...[#rolleyes][#shakehead][#smile][#confused][#wave][#wink][#worship]
Egyetértek veled....a csalán efektus jutott az eszembe...[#rolleyes][#shakehead][#smile][#confused][#wave][#wink][#worship]
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 május 03, 20:23
Írta: Egyújabbgépépítő Dátum 2008 május 03, 20:23
Egy rövid videó a gépről. Írjátok meg milyen tesztet érdemes elvégezni ami esetleg befolyásolja az áttételről alkotott véleményeteket.
Különben senkit nem akarok meggyőzni maximum segíteni a választást.
CNC
Különben senkit nem akarok meggyőzni maximum segíteni a választást.
CNC
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 03, 21:03
Írta: 3vv2btrhv Dátum 2008 május 03, 21:03
Én ara lenék kiváncsi , ha megpakolod az asztalt sulyokkal hogyan változik a mozgása , és mikor adja meg magát ??
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2008 május 03, 21:08
Írta: Robika37 Dátum 2008 május 03, 21:08
Üdv!
Nem akarok cinikus lenni, de ne egyél annyit vacsira.....
Na akkor komolyan: anno készítettem hidraulikus előtolású és vezérlésű ("tapintós") faesztergát.Már ez is annyi problémát vetett fel,hogy szét szereltem inkább (működött a végére tökéletesen csak a CNC tudásának nyomába sem ért). Na mármost a hidr. hajtástechnika az egy külön világ speciális alkatrészek tömkelegével , álltalában relatív alacsony fordulatokat hoznak ki belőlük (max. 3000/min) nagy nyomatékkal jó szabályozhatósággal nem ritkán 300 bar feletti üzemi nyomással.
Ezekhez állítható folyadékhozamú szívattyút olajhűtöt spec vezérléstechnikát és természetesen dugattyús hidromotorokat alkalmaznak.....na elijesztésnek ennyit.
Ha érdekel a téma a neten sok mindent megtalálsz.
Robi
Nem akarok cinikus lenni, de ne egyél annyit vacsira.....
Na akkor komolyan: anno készítettem hidraulikus előtolású és vezérlésű ("tapintós") faesztergát.Már ez is annyi problémát vetett fel,hogy szét szereltem inkább (működött a végére tökéletesen csak a CNC tudásának nyomába sem ért). Na mármost a hidr. hajtástechnika az egy külön világ speciális alkatrészek tömkelegével , álltalában relatív alacsony fordulatokat hoznak ki belőlük (max. 3000/min) nagy nyomatékkal jó szabályozhatósággal nem ritkán 300 bar feletti üzemi nyomással.
Ezekhez állítható folyadékhozamú szívattyút olajhűtöt spec vezérléstechnikát és természetesen dugattyús hidromotorokat alkalmaznak.....na elijesztésnek ennyit.
Ha érdekel a téma a neten sok mindent megtalálsz.
Robi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 03, 21:14
Írta: bmejdz9nu Dátum 2008 május 03, 21:14
Egy Úr vagy!!! Köszönettel!!!
Egyébként még magamat sem tudom közbe-közbe meggyőzni ... :) semmiről... :)
Egyébként még magamat sem tudom közbe-közbe meggyőzni ... :) semmiről... :)
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 május 03, 21:18
Írta: Egyújabbgépépítő Dátum 2008 május 03, 21:18
Amit látsz az egy 10kg-os ólomdarab az asztalon. Te arra gondolsz hogy törjön a gép?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 03, 21:35
Írta: 3vv2btrhv Dátum 2008 május 03, 21:35
NEM NEM !!!!!
azt hittem az egy fadarab .
Csak ovatosan gondoltam emelni a sulyt , mégis hogyan reagál rá ???
azt hittem az egy fadarab .
Csak ovatosan gondoltam emelni a sulyt , mégis hogyan reagál rá ???
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 03, 21:44
Írta: svejk Dátum 2008 május 03, 21:44
Én sajnos csak holnap otthon tudom megnézni, most csak mobilnetem van.
Azért köszönjük a fáradozást.
Azért köszönjük a fáradozást.
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 május 03, 22:52
Írta: HJózsi Dátum 2008 május 03, 22:52
Gratula a géphez és köszi a videót!
Hány V-ról járatod a motorokat? Nálam 70V-ról elég fickósak a bagollyal, a németek meg 75V-ra esküsznek ... :)
Hány V-ról járatod a motorokat? Nálam 70V-ról elég fickósak a bagollyal, a németek meg 75V-ra esküsznek ... :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 04, 08:26
Írta: svejk Dátum 2008 május 04, 08:26
Megnéztem, klassz!
Mekkora a sebesség amikor üresben az ólmot viszi? Szerintem ezt még lehetne növelni.
Mekkora a sebesség amikor üresben az ólmot viszi? Szerintem ezt még lehetne növelni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 04, 08:27
Írta: svejk Dátum 2008 május 04, 08:27
Igen, én is a 80 V-ot ajánlom a vezérlő tápjának.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 május 04, 14:43
Írta: Egyújabbgépépítő Dátum 2008 május 04, 14:43
Üresben az ólmot 4000mm/perc-el viszi. A táp 65V (ilyen trafóm volt). Lehetne még növelni, az elméleti sebesség maximum 6000, de ehez nagyobb feszültség kellene.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 15:07
Írta: bmejdz9nu Dátum 2008 május 04, 15:07
Szereted a "konstruktív" kötekedést? [#szeret]
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 május 04, 15:53
Írta: Egyújabbgépépítő Dátum 2008 május 04, 15:53
Jöhet!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 04, 16:17
Írta: 3vv2btrhv Dátum 2008 május 04, 16:17
Szoval nekem is van ijen motorom és azért eröltetem a suly tesztet , hogy legyen valami infirmáciom a méretezéshez a tervezett gépemhez .
Nekem nem a sebesség a lényeg hanem menyit tudna ez a motor biztonsáhógosan mozgatni (tömeg )
Nekem nem a sebesség a lényeg hanem menyit tudna ez a motor biztonsáhógosan mozgatni (tömeg )
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 16:23
Írta: bmejdz9nu Dátum 2008 május 04, 16:23
Hát elöször is... :)
Ezeket a "menet teljesítményeket" szerintem ki lehetet volna hozni léptetőmotoros megoldással is.
pl. 1,5Nm-es motor, 2,5A-el... hogy egy olcsó vezélőt, azaz vezérlést vegyünk alapul (házilagosan is könnyű max 2,5A-re.. pl. TOSHIBA)... mert ugyebár felette jóval drágábbak a (kész) step vezérlők :)
Össz árban mindenképp olcsóbb is lett volna...
(Áttetel anyagár+muka, vezérlő stb...)
Alapvetően szervó párti vagyok... de egy jól belőtt step-es rendszer is tud jó lenni...
Ezeket a "menet teljesítményeket" szerintem ki lehetet volna hozni léptetőmotoros megoldással is.
pl. 1,5Nm-es motor, 2,5A-el... hogy egy olcsó vezélőt, azaz vezérlést vegyünk alapul (házilagosan is könnyű max 2,5A-re.. pl. TOSHIBA)... mert ugyebár felette jóval drágábbak a (kész) step vezérlők :)
Össz árban mindenképp olcsóbb is lett volna...
(Áttetel anyagár+muka, vezérlő stb...)
Alapvetően szervó párti vagyok... de egy jól belőtt step-es rendszer is tud jó lenni...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 04, 16:33
Írta: 000000000 Dátum 2008 május 04, 16:33
Szia!
Jól tetted, hogy 1:3 áttételt alkalmaztál.
Így a maximumot tudod kihozni a motorból.
Ha azt szeretnéd, hogy sokáig tartson a
motorod, 3000-4000 1/min fölé ne menj vele,
és átlagban max. 2A-t vegyen csak fel (sajnos
már ekkor is min. 25W hő fejlődik benne).
Áttétel nélkül nem is javasolnám ezt a motort
senkinek, illetve lehet direktben is,
ha 1-1.3 mm az egy motor fordulatra eső
elmozdulás.
Jól tetted, hogy 1:3 áttételt alkalmaztál.
Így a maximumot tudod kihozni a motorból.
Ha azt szeretnéd, hogy sokáig tartson a
motorod, 3000-4000 1/min fölé ne menj vele,
és átlagban max. 2A-t vegyen csak fel (sajnos
már ekkor is min. 25W hő fejlődik benne).
Áttétel nélkül nem is javasolnám ezt a motort
senkinek, illetve lehet direktben is,
ha 1-1.3 mm az egy motor fordulatra eső
elmozdulás.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 16:55
Írta: bmejdz9nu Dátum 2008 május 04, 16:55
Egyébként a német fórumon a "kollégák" TR12/3-ashoz 1/4-ben "állapodtak" meg... (E240 és gravír gép)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 04, 16:58
Írta: svejk Dátum 2008 május 04, 16:58
Értem, akkor csak az a baj hogy már fél éve nencs gépem és nem tudtam a videóról megítélni a sebességet:(
Az enyém is 4800 illetve 6000mm/percet ment.
Az enyém is 4800 illetve 6000mm/percet ment.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 május 04, 17:00
Írta: Egyújabbgépépítő Dátum 2008 május 04, 17:00
Igazad lehet, de....
Kiváncsi voltam a szervo technikára. Ezek a kis motorok olcsón elérhetőek voltak.
Nem vagyok meggyőződve hogy ebből az árból kijött volna egy hasonló léptetőmotoros rendszer.
Lehet hogy hülyeség de léptetőmotor esetében nagy menetemelkedésű orsó kell ilyen sebességhez alkalmazni, viszont akkor meg erősen csökken a felbontás.
Kiváncsi voltam a szervo technikára. Ezek a kis motorok olcsón elérhetőek voltak.
Nem vagyok meggyőződve hogy ebből az árból kijött volna egy hasonló léptetőmotoros rendszer.
Lehet hogy hülyeség de léptetőmotor esetében nagy menetemelkedésű orsó kell ilyen sebességhez alkalmazni, viszont akkor meg erősen csökken a felbontás.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 17:02
Írta: bmejdz9nu Dátum 2008 május 04, 17:02
0,2Nm (cont.) és 1mm - 1,3mm emelkedés ez valami "házi szabály"? Vagy csak itt és most?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 17:10
Írta: bmejdz9nu Dátum 2008 május 04, 17:10
Pont erre a válaszra számítottam, és igazad van... élvezetes és ismerni kell... (én is ezért is...)
De akkor nem hiszel a mikrostep pontosságában (avagy pontatlanságában)?
Szerintem a mikrostep pontossága jobb mint amilyen mechanikát (sajnos) tudunk csinálni...
Az 512-es encoder viszont nem kerek érték...ha már "szőrszálhasogatási" pontosságról van szó... Tehát ha egy-egy századot akarsz "léptetni" sosem lesz kerek... De ezt jó ha tudja a trapézmenet... :) Tehát (dehát) ez csak elmélet... :)
De akkor nem hiszel a mikrostep pontosságában (avagy pontatlanságában)?
Szerintem a mikrostep pontossága jobb mint amilyen mechanikát (sajnos) tudunk csinálni...
Az 512-es encoder viszont nem kerek érték...ha már "szőrszálhasogatási" pontosságról van szó... Tehát ha egy-egy századot akarsz "léptetni" sosem lesz kerek... De ezt jó ha tudja a trapézmenet... :) Tehát (dehát) ez csak elmélet... :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 04, 17:13
Írta: svejk Dátum 2008 május 04, 17:13
Hmmm, érdekes amiket írsz.
Én sajnos lehet időnek előtt elhagytam a léptetőmotorokat, egyrész mert nem tudtam megfelelő nagyságút, minőségűt olcsón beszerezni, másrészt a rezonanciák, és az erősen eső fordulatszám/nyomaték görbe miatt.
Tehát:
Egyújabbgépépítőnél állapodjunk meg a 4800 mm/perc sebességben 4mm-es orsónál.
Akkor Te azt állítod hogy egy 1.5 Nm-es léptetővel 1200-as motorfordulatot tudod tartani még a megefelelő nyomatékkal?
(ugye az áttételt kizártad)
Én sajnos lehet időnek előtt elhagytam a léptetőmotorokat, egyrész mert nem tudtam megfelelő nagyságút, minőségűt olcsón beszerezni, másrészt a rezonanciák, és az erősen eső fordulatszám/nyomaték görbe miatt.
Tehát:
Egyújabbgépépítőnél állapodjunk meg a 4800 mm/perc sebességben 4mm-es orsónál.
Akkor Te azt állítod hogy egy 1.5 Nm-es léptetővel 1200-as motorfordulatot tudod tartani még a megefelelő nyomatékkal?
(ugye az áttételt kizártad)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 17:19
Írta: bmejdz9nu Dátum 2008 május 04, 17:19
2. [#smile]
Kis munkaterületű gépnél én is mozgó asztal párti vagyok... De miért nem fordítottad meg az asztalt, hogy a motort is vigye?
Akkor "nem jönne" elő a trapézmenet...
Mível nyák garvírozással mutattad be a gépedet... gondolom ez lesz az egyik "fő felhasználás" :)
DE! ha az üvegszálas "forgács-por" könnyen(!) rátapadhat a láthatóan megfelelően felzsírzott trapézmenetre és azt előbb-utóbb bekerül az anyába...
Az trapézmenet anyának (és menetes szárnak is) pedíg ennél jobb koptatószer talán nincs is...(A dolog a lináris vezetékekre is fent áll)
Ugyanezért (persze kisebb kockázat) az áttételt is burkolni kellene. (meg estleg balesetveszély? Persze nem túl nagyok az erők így nem veszélyes talán)
Kis munkaterületű gépnél én is mozgó asztal párti vagyok... De miért nem fordítottad meg az asztalt, hogy a motort is vigye?
Akkor "nem jönne" elő a trapézmenet...
Mível nyák garvírozással mutattad be a gépedet... gondolom ez lesz az egyik "fő felhasználás" :)
DE! ha az üvegszálas "forgács-por" könnyen(!) rátapadhat a láthatóan megfelelően felzsírzott trapézmenetre és azt előbb-utóbb bekerül az anyába...
Az trapézmenet anyának (és menetes szárnak is) pedíg ennél jobb koptatószer talán nincs is...(A dolog a lináris vezetékekre is fent áll)
Ugyanezért (persze kisebb kockázat) az áttételt is burkolni kellene. (meg estleg balesetveszély? Persze nem túl nagyok az erők így nem veszélyes talán)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 04, 17:25
Írta: 000000000 Dátum 2008 május 04, 17:25
Elméletileg is levezethető optimum egy ilyesmi
motorra, sőt még az egységugrás tesztek alapján
még jobban is lehetne lassítani.
De azt is mondhatnám, Tibor45 féle ajánlás:)))
ebben a motorkategóriában és forgácsolást
megvalósító szervó mellékhajtásoknál.
Csak Neked hiába mondom az áttétel fontosságát
már ezer éve, nem hallgatsz rám.
Persze az más, ha van hely, energia 500++ W-os
szervo motorokra, de minek is?:)
motorra, sőt még az egységugrás tesztek alapján
még jobban is lehetne lassítani.
De azt is mondhatnám, Tibor45 féle ajánlás:)))
ebben a motorkategóriában és forgácsolást
megvalósító szervó mellékhajtásoknál.
Csak Neked hiába mondom az áttétel fontosságát
már ezer éve, nem hallgatsz rám.
Persze az más, ha van hely, energia 500++ W-os
szervo motorokra, de minek is?:)
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 május 04, 17:25
Írta: Egyújabbgépépítő Dátum 2008 május 04, 17:25
Sajnos méregettem mikrolépéses rendszereket, Messze nem lineárisak a mikrolépések. Az 512 ből adódó hiba sokkal kisebb. Persze ezek csak elméleti megfontolások mert van egy trapézmenetes orsó és egy mechanika. De én azt vallom hogy ha lehet az elektronika legyen legalább 1 nagyság rendel pontosabb, mert akkor a végeredményt a mechanika jósága határozza meg.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 május 04, 17:28
Írta: Egyújabbgépépítő Dátum 2008 május 04, 17:28
Már készen van a trapézmenet burkolat, nem fog ráhullani a por. Jövő héten felkerül rá.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 17:35
Írta: bmejdz9nu Dátum 2008 május 04, 17:35
Tudjuk, hogy nem értünk egyet ebben a kérdésben :)... pedíg mindketten szeretjük a szervót...
Csak én "kicsiben" nem látom értelmét... mint írtam a kicsi léptetőmotorok olcsók és kb. 2,5A-ig a vezérlők is...
Felette ha nagyobb erő kell azaz Nema34-es motor és nagyobb áram... akkor fordul a kocka a szervó javára...
Tehát akkor Ár/Érték arányban kimondottan megéri... Sőt több pénzért több előny...
Nem számolok... mert a 4-es orsó és az 1/3 áttétel kevésnek tűnik nekem a végeredményhez... (a 4800rpm és fellete pedíg kicsit soknak :)
A 1,5Nm-es motor az 1,5Nm ha mar - ott a native erő... azaz kis sebességnél... Ekkor a szervómotor is lassan forog...
Az lehet (de csak lehet) hogy "szabadpályás" futtatásban gyorsabb lesz valamivel... de nem biztos... (itt és most ebben az esetben :)
Csak én "kicsiben" nem látom értelmét... mint írtam a kicsi léptetőmotorok olcsók és kb. 2,5A-ig a vezérlők is...
Felette ha nagyobb erő kell azaz Nema34-es motor és nagyobb áram... akkor fordul a kocka a szervó javára...
Tehát akkor Ár/Érték arányban kimondottan megéri... Sőt több pénzért több előny...
Nem számolok... mert a 4-es orsó és az 1/3 áttétel kevésnek tűnik nekem a végeredményhez... (a 4800rpm és fellete pedíg kicsit soknak :)
A 1,5Nm-es motor az 1,5Nm ha mar - ott a native erő... azaz kis sebességnél... Ekkor a szervómotor is lassan forog...
Az lehet (de csak lehet) hogy "szabadpályás" futtatásban gyorsabb lesz valamivel... de nem biztos... (itt és most ebben az esetben :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 17:39
Írta: bmejdz9nu Dátum 2008 május 04, 17:39
Dobj képet a fórumba majd a védelemről! Akkor semmi újat nem tudtam "kontárkodni"... [#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 04, 18:11
Írta: 000000000 Dátum 2008 május 04, 18:11
"Az 512 ből adódó hiba sokkal kisebb."
Az 512-ből semmilyen hiba nem származik,
ne dőlj be Péter kerek szám magyarázatának.
Az más kérdés, hogy 512 helyett pl. egy 288-as
encoder is elég lenne, hiszen a lassítás
"mellékes" előnyeként még ekkor is fél század
alatt vagyunk, ami sokkal jobb, mint a gép
mechanikai pontossága főleg golyósorsó nélküli
gép esetén.
Az 512-ből semmilyen hiba nem származik,
ne dőlj be Péter kerek szám magyarázatának.
Az más kérdés, hogy 512 helyett pl. egy 288-as
encoder is elég lenne, hiszen a lassítás
"mellékes" előnyeként még ekkor is fél század
alatt vagyunk, ami sokkal jobb, mint a gép
mechanikai pontossága főleg golyósorsó nélküli
gép esetén.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 18:18
Írta: bmejdz9nu Dátum 2008 május 04, 18:18
pl. 4mm-es em. orsó: 4mm/512= 0.0078mm/egy lépés. Hogyan csinál (pl. kézi léptetéssel) 1 százados lépést? Végül is metrikus környezetben élünk... :)
Persze ez csak elmélet... a mechanika összességében úgysem tudja... :)
Persze ez csak elmélet... a mechanika összességében úgysem tudja... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 04, 18:33
Írta: 000000000 Dátum 2008 május 04, 18:33
Te meg hogyan csinálsz 0.0078-as lépést?:)
Viszont abban a pillanatban, ha egy kör vagy
bármilyen más függvény mentén kell mozognod,
semmit sem érsz a kerek 1 századoddal, sőt kb.
25%-al nagyobb hibával közelíted a pályát.
Azaz ha jó a vezérlő program interpolátor
algoritmusa, akkor az a nyerő minél nagyobb
felbontás, hiszen ezáltal a lehetséges
digitális rácspontok száma is XYZ térben
köbösen nő. Azaz az említett példa esetén
a Te legnagyobb elvi pozicionálási hibád
+-0.005 mm, míg a másik esetben +-0.0039 mm.
A matek jelenlegi állása szerint a
0.0039 < 0.0050. Akkor hogy is van ez ???:)
Viszont abban a pillanatban, ha egy kör vagy
bármilyen más függvény mentén kell mozognod,
semmit sem érsz a kerek 1 századoddal, sőt kb.
25%-al nagyobb hibával közelíted a pályát.
Azaz ha jó a vezérlő program interpolátor
algoritmusa, akkor az a nyerő minél nagyobb
felbontás, hiszen ezáltal a lehetséges
digitális rácspontok száma is XYZ térben
köbösen nő. Azaz az említett példa esetén
a Te legnagyobb elvi pozicionálási hibád
+-0.005 mm, míg a másik esetben +-0.0039 mm.
A matek jelenlegi állása szerint a
0.0039 < 0.0050. Akkor hogy is van ez ???:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 04, 18:40
Írta: svejk Dátum 2008 május 04, 18:40
Ezzel a "kerek" értékkel nem kell foglalkozni!
eleinte amig csak terveztem ,de nem dolgoztam a gépezettel én is görcsösen ragaszkodtam az egész számokhoz.
De amint elkezdel dolgozni vele, rögtön rájösz egy görbe követésénél semmi jelentősége nincs mert az szinte sosem párosul egész koordinátákkal.
3D-s CNC gépet pedig általában nem azért épít az ember hogy pl. 100x100x100mm-es kockákat marjon ki.
Sokkal lényegesebb a minél nagyobb felbontás és így jobb az elméleti megközelítés.
eleinte amig csak terveztem ,de nem dolgoztam a gépezettel én is görcsösen ragaszkodtam az egész számokhoz.
De amint elkezdel dolgozni vele, rögtön rájösz egy görbe követésénél semmi jelentősége nincs mert az szinte sosem párosul egész koordinátákkal.
3D-s CNC gépet pedig általában nem azért épít az ember hogy pl. 100x100x100mm-es kockákat marjon ki.
Sokkal lényegesebb a minél nagyobb felbontás és így jobb az elméleti megközelítés.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 18:40
Írta: bmejdz9nu Dátum 2008 május 04, 18:40
Csak pl. 50,00mm x 50,00mm-es négyzeteket csinálok... Mert az élet szögletes ... [#hawaii]
A körök is szebbek szabályos 0.01mm-es "cikával"... :) Azaz majd a maró lekerekíti... úgysem olyan kicsi szerszámokat használok (0,01-es átmérő alatt nem :)
A körök is szebbek szabályos 0.01mm-es "cikával"... :) Azaz majd a maró lekerekíti... úgysem olyan kicsi szerszámokat használok (0,01-es átmérő alatt nem :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 04, 18:43
Írta: svejk Dátum 2008 május 04, 18:43
A vezérlőszoftverek pedig vannak annyira intelligensek hogy tudnak számolni.
A Mach-nél talán 6 tizedesjegy felbontásig lehet az egy mm-re eső lépések számát megadni.
A Mach-nél talán 6 tizedesjegy felbontásig lehet az egy mm-re eső lépések számát megadni.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 18:44
Írta: bmejdz9nu Dátum 2008 május 04, 18:44
Persze hüleség... de itt a microstepp hibája(!) kapcsán vetődött fel... és ott is mindegy...
Csak szertnénk ezt a hibát látni... olyan mechanikát csinálni...
Na persze ha tesztelem a mechanikámat akkor ha az mondom neki lépjél 1 századott az akkor 1 század...(5mm orso/500-as felbontás)... ez 512-vel nem megy... de mondom... végül is mindegy... ahogy a mikrostepp is...
Csak szertnénk ezt a hibát látni... olyan mechanikát csinálni...
Na persze ha tesztelem a mechanikámat akkor ha az mondom neki lépjél 1 századott az akkor 1 század...(5mm orso/500-as felbontás)... ez 512-vel nem megy... de mondom... végül is mindegy... ahogy a mikrostepp is...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 04, 18:46
Írta: svejk Dátum 2008 május 04, 18:46
Szerintem még a Te mehcanikáddal is (pedig az tényleg erős) kívül leszel az 50 +-0.0039 mm-es szóráson :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 04, 18:49
Írta: svejk Dátum 2008 május 04, 18:49
Megjegyzem szerintem egyújabbgépépítő gépénél az 512 pl. 1024 kapásból.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2008 május 04, 18:57
Írta: Egyújabbgépépítő Dátum 2008 május 04, 18:57
Azt hiszem kár a sok matematika, a gép elméleti felbontása 0.00065 mm. Lehet hogy nem jön ki pont 1 század, de örülnék ha ez lenne a legnagyobb gondom.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 19:13
Írta: bmejdz9nu Dátum 2008 május 04, 19:13
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2008 május 04, 20:13
Írta: 2nbj3n5m Dátum 2008 május 04, 20:13
Én ezt találtam.
WWW.cnc-router.de
Janko
WWW.cnc-router.de
Janko
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 04, 20:40
Írta: 000000000 Dátum 2008 május 04, 20:40
Sziasztok!
Kész lett a fortunám, MK2-es kúpot tud fogadni 10mm-es behúzószárral.Ma megmértem a futás pontosságát, 0,025mm, szerintem ez ebben a kategóriában megfelelő. Majd a nagy fordulatú talán pontosabb lesz.
Kész lett a fortunám, MK2-es kúpot tud fogadni 10mm-es behúzószárral.Ma megmértem a futás pontosságát, 0,025mm, szerintem ez ebben a kategóriában megfelelő. Majd a nagy fordulatú talán pontosabb lesz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 04, 20:41
Írta: 000000000 Dátum 2008 május 04, 20:41

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 20:49
Írta: bmejdz9nu Dátum 2008 május 04, 20:49
Nem éretem a szerkezetet... melyik felére mi fog csatlakozni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 04, 20:56
Írta: 000000000 Dátum 2008 május 04, 20:56
Pedig szerintem egyszerű. Baloldalt az MK2-es kúpban van egy MK2/B16 tüske, jobboldalra kerül majd a szíjtárcsa.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 04, 20:57
Írta: 000000000 Dátum 2008 május 04, 20:57
Péter, ha visszaolvasol a topikban, le van írva minden.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 04, 21:18
Írta: bmejdz9nu Dátum 2008 május 04, 21:18
Csak arra gondoltam, hogy a BF20 MK2-es kúpban alig alig mérek hibát... de amikor már az MK2/ER befogató is bent van + a szerszám... hát... már nem rózsás a helyzet... "felnagyolódik" a hiba...
A Teknomotornál pl. (remélem nem reklám :) a ER patron kúpban szinte semmit nem tudtam mérni* (ezredes órával)...
DE! A patron hibája + szerszám... már nem zéró!
* Van egy sanda gyanum... a kúpot - legalábis a legvégső finomító esztergálást - saját magával csinálják... azaz a motor maga forog... az esztergakésnek :) Másként hogyan lehet ilyen kicsi hiba, hogy "mérhetetlen" az ezredes tapintóval... ?
A Teknomotornál pl. (remélem nem reklám :) a ER patron kúpban szinte semmit nem tudtam mérni* (ezredes órával)...
DE! A patron hibája + szerszám... már nem zéró!
* Van egy sanda gyanum... a kúpot - legalábis a legvégső finomító esztergálást - saját magával csinálják... azaz a motor maga forog... az esztergakésnek :) Másként hogyan lehet ilyen kicsi hiba, hogy "mérhetetlen" az ezredes tapintóval... ?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2008 május 04, 21:44
Írta: 7vpav5d32 Dátum 2008 május 04, 21:44
Hali!
Én is futtattam már a kis 240-es mocikat. 1:1-ben 16/4-es tr orsóval. Reggel 6-tól mostanáig szaladgált a kicsike. Most már van vagy 25fokos a motor. 5-6000mm simán megy csak a gép lábait kell megerősitenem mert ingadozik a 60X40X3 z szelvény. 7000mm-nél már a hüllő köhög egy kicsit.
Én is futtattam már a kis 240-es mocikat. 1:1-ben 16/4-es tr orsóval. Reggel 6-tól mostanáig szaladgált a kicsike. Most már van vagy 25fokos a motor. 5-6000mm simán megy csak a gép lábait kell megerősitenem mert ingadozik a 60X40X3 z szelvény. 7000mm-nél már a hüllő köhög egy kicsit.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 május 04, 21:59
Írta: Kristály Árpád Dátum 2008 május 04, 21:59
Péter!
A végső méret szerintem köszörűléssel érik el....esztergán ez a hibahatár nehezen hozható...
üdv.: Árpi
A végső méret szerintem köszörűléssel érik el....esztergán ez a hibahatár nehezen hozható...
üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 04, 22:09
Írta: 3vv2btrhv Dátum 2008 május 04, 22:09
csiki !!!
mit mozgattál vele ???
mit mozgattál vele ???
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 04, 22:12
Írta: 000000000 Dátum 2008 május 04, 22:12
A Te fantázia világodat mozgatta!:)))))))))
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 május 04, 22:36
Írta: Szedlay Pál Dátum 2008 május 04, 22:36
Mekkora volt a tömeg amit mozgatott?
Itt nem a gép össztömegére az asztaléra gondolok.
Itt nem a gép össztömegére az asztaléra gondolok.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2008 május 05, 06:37
Írta: 7vpav5d32 Dátum 2008 május 05, 06:37
Hidas gép. Talán 15-20kg lehet az a tömeg amit annak a motornak kell mozgatni. Ha megkapja a ruháját akkor lesznek képek is.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 május 05, 08:09
Írta: D.Laci Dátum 2008 május 05, 08:09
Akkor lazán be lehet iktatni egy 1:2, vagy akár 1:3 áttételt.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 05, 08:39
Írta: bmejdz9nu Dátum 2008 május 05, 08:39
Persze.. lehet de a köszörülést mint olyant sajnos még nem ismerem...Tehát ezt pontosan megitélni sem tudom... (de tudod, hogy megfogott a vásárban :) Majd egyszer...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 05, 08:43
Írta: bmejdz9nu Dátum 2008 május 05, 08:43
Jesszus :) Valami terhelés is van már rajt?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2008 május 05, 09:18
Írta: 7vpav5d32 Dátum 2008 május 05, 09:18
Egy gagyi felsőmaróval próbáltam. Nem mertem csak styrolban járatni. Félelmetes :-). Az jutott eszembe mikor gyerek koromban tv-ben néztem a hoki meccseket. Mail megy.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 05, 09:18
Írta: 3vv2btrhv Dátum 2008 május 05, 09:18
nagyon várom a képeket !!
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 05, 09:59
Írta: 3rymb5s35 Dátum 2008 május 05, 09:59
Köszi a hozzászólásokat!
Robika37-nek különösen. ... vacsira kevesebbet eszek.
A hidraulikás téma azért vetődött fel bennem, mert ahoz a két szivattyúm megvan. Nyomásszabályozót meg kapnék valamelyik cimborámtól.
A legfőbb érv az lenne csak mellette, hogy talán nem lenne olyan nehéz a függőleges tengely.
De már kezdem elvetni a dolgot.
Robika37-nek különösen. ... vacsira kevesebbet eszek.
A hidraulikás téma azért vetődött fel bennem, mert ahoz a két szivattyúm megvan. Nyomásszabályozót meg kapnék valamelyik cimborámtól.
A legfőbb érv az lenne csak mellette, hogy talán nem lenne olyan nehéz a függőleges tengely.
De már kezdem elvetni a dolgot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 05, 13:34
Írta: 000000000 Dátum 2008 május 05, 13:34
Igaz ugyan, hogy nem kapcsolódik szorosan a CNC témához, de talán ide illik:
Szívesen elszórakoznék a hidraulikával, de nem igazán tudom, hogy merre lenne érdemes elindulni, milyen alkatrészeket, építő elemeket lenne érdemes beszerezni. Első körben arra gondoltam, hogy építenék egy lemez élhajlító gépet, valami ilyesmit, csak kisebb méretben.

Arra gondoltam, hogy egy hidraulikus emelő alkalmas lenne az erő biztosítására, de kellene valami módszer, a kézi pumpálás kiváltására.
Ha valakinek van javaslata, azt szívesen venném. Elméleti írományok is érdekelnének a témában. Hátha van valamilyen "Nagy hidraulika tankönyv", vagy leírás az interneten, de sajnos eddig nem nagyon találtam.
Szívesen elszórakoznék a hidraulikával, de nem igazán tudom, hogy merre lenne érdemes elindulni, milyen alkatrészeket, építő elemeket lenne érdemes beszerezni. Első körben arra gondoltam, hogy építenék egy lemez élhajlító gépet, valami ilyesmit, csak kisebb méretben.
Arra gondoltam, hogy egy hidraulikus emelő alkalmas lenne az erő biztosítására, de kellene valami módszer, a kézi pumpálás kiváltására.
Ha valakinek van javaslata, azt szívesen venném. Elméleti írományok is érdekelnének a témában. Hátha van valamilyen "Nagy hidraulika tankönyv", vagy leírás az interneten, de sajnos eddig nem nagyon találtam.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 05, 17:10
Írta: svejk Dátum 2008 május 05, 17:10
Autók kormányszervo szivattyúja. általában 40-100 bár nyomást tudnak, vannak villanymotorral (12V)egybeépített tipusok.
Vagy komplett hidraulika tápegység tartállyal motorral cakommpakk kb 1/8 köbméteres méretben.
40-300 Bár-ig. a használt árak is a nyomással négyzetesen emelkednek :)
Vagy komplett hidraulika tápegység tartállyal motorral cakommpakk kb 1/8 köbméteres méretben.
40-300 Bár-ig. a használt árak is a nyomással négyzetesen emelkednek :)
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2008 május 05, 17:44
Írta: ybm4ifb Dátum 2008 május 05, 17:44
Sziasztok
Azthiszem hogy nekem van ilyen kormányszervo szivattyum (ugygondolom hogy a meghajtó motor miatt cserélték garanciába ki)
Ha érdekel valakít..valamire elcserélném.
Azthiszem hogy nekem van ilyen kormányszervo szivattyum (ugygondolom hogy a meghajtó motor miatt cserélték garanciába ki)
Ha érdekel valakít..valamire elcserélném.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2008 május 05, 18:03
Írta: Bicska Dátum 2008 május 05, 18:03
Vaterán néha szoktam látni eladó targonca hidraulika-szivattyúkat, régi békebeli gépekhez való, de még "zsírpapiros" alkatrészek.
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2008 május 05, 18:16
Írta: Robika37 Dátum 2008 május 05, 18:16
Üdv!
Ha egyedi dolgokat akarsz hajlítani esetleg préselni akkor inkább haggyd kézi hajtányosra. Azzal lehet "érzéssel" dolgozni. Különben kell hozzá egy állítható nyomáshatároló olyan ami bírja az állandó állítgatást, tekergetést (na olcsóba még nem láttam)
Nyomóerőt ki tudod számolni: dugattyú felület X nyomás
Ehhez szükséges elektromos teljesítmény: nyomás (bar)*folyadékhozam(liter/perc)/600= szüks. teljesítmény (kw)
Csalafintaság a dologban álltalában a szivattyúknak a szállított mennyiségét cm*3/ford-ban adják meg. Kérdés mennyire pörögjön. Fogaskerék szivattyút álltalában 400-500 ford/min alá 1500 ford/min fölé nem szokták forgatni, ha áttételezni támad kedved.
Mert ugye az a teljesítmény igény szokott érdekesen alakulni.
Álltalában az alapcélokat érdemes fejben letisztázni, mert itt nem nagyon vannak kompromisszumok, sajnos ezek a kütyük ismerik legjobban a fizikát.
A vezetékes ivóvízhállózatban van kb 3-6 bar itt meg , hogy erő is legyen kb 60bar- csillagos ég(vagy a leggyengébb elem szilárdsága).
Nagyon veszélyes dolgok ezek, tessék észben tartani!!!!
További szép estét Robi
Ha egyedi dolgokat akarsz hajlítani esetleg préselni akkor inkább haggyd kézi hajtányosra. Azzal lehet "érzéssel" dolgozni. Különben kell hozzá egy állítható nyomáshatároló olyan ami bírja az állandó állítgatást, tekergetést (na olcsóba még nem láttam)
Nyomóerőt ki tudod számolni: dugattyú felület X nyomás
Ehhez szükséges elektromos teljesítmény: nyomás (bar)*folyadékhozam(liter/perc)/600= szüks. teljesítmény (kw)
Csalafintaság a dologban álltalában a szivattyúknak a szállított mennyiségét cm*3/ford-ban adják meg. Kérdés mennyire pörögjön. Fogaskerék szivattyút álltalában 400-500 ford/min alá 1500 ford/min fölé nem szokták forgatni, ha áttételezni támad kedved.
Mert ugye az a teljesítmény igény szokott érdekesen alakulni.
Álltalában az alapcélokat érdemes fejben letisztázni, mert itt nem nagyon vannak kompromisszumok, sajnos ezek a kütyük ismerik legjobban a fizikát.
A vezetékes ivóvízhállózatban van kb 3-6 bar itt meg , hogy erő is legyen kb 60bar- csillagos ég(vagy a leggyengébb elem szilárdsága).
Nagyon veszélyes dolgok ezek, tessék észben tartani!!!!
További szép estét Robi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 05, 18:23
Írta: bmejdz9nu Dátum 2008 május 05, 18:23
Én el bírnák képzelni egy "hidraulika és légtechnika" (vagy valami hasonlót - nem tudom a gyűjtő megnevezését) topikot is...
... mert ugyebár szorosan kacsolódik a téma az ipari vezérléshez és hajtás technikához... azaz a CNC kiegészítője.(?)
... azaz más a célja... de azért "tesó" a dolog ...
... mert ugyebár szorosan kacsolódik a téma az ipari vezérléshez és hajtás technikához... azaz a CNC kiegészítője.(?)
... azaz más a célja... de azért "tesó" a dolog ...
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2008 május 05, 18:58
Írta: lari Dátum 2008 május 05, 18:58
www.gimex.hu
Ez a cég győrben található és szinte mindent megtalálhattok náluk ami hidraulika és pneumatika. Hónolt csövektől a krómozott hengerszáron át a lekülönfélébb szelepekig, szivattyúkig minden megtalálható. Én már voltam náluk vevő. Árak tekintetében mindenki döntse el maga, hogy jó áraik vannak-e vagy sem....? :-)
Ez a cég győrben található és szinte mindent megtalálhattok náluk ami hidraulika és pneumatika. Hónolt csövektől a krómozott hengerszáron át a lekülönfélébb szelepekig, szivattyúkig minden megtalálható. Én már voltam náluk vevő. Árak tekintetében mindenki döntse el maga, hogy jó áraik vannak-e vagy sem....? :-)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 május 05, 19:22
Írta: yuagaci9g Dátum 2008 május 05, 19:22
Hello Peter!
Kerlek, csinalj egy topikot!
Legyen, mondjuk ``Muhely Forgacsok``
Igerem, mar holnap toltok bele par jol hasznalhato fenykepes otletet, kezdetnek.
Molinarinak is van mutatnivalom, 50cm-es lemezhajlito, autoemelovel.
Kerlek, csinalj egy topikot!
Legyen, mondjuk ``Muhely Forgacsok``
Igerem, mar holnap toltok bele par jol hasznalhato fenykepes otletet, kezdetnek.
Molinarinak is van mutatnivalom, 50cm-es lemezhajlito, autoemelovel.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 05, 19:38
Írta: bmejdz9nu Dátum 2008 május 05, 19:38
[#hehe] Meg világítástechnika topikot... ahol Lámpás lenne a "topikvezető" ... [#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 05, 20:08
Írta: 000000000 Dátum 2008 május 05, 20:08
Szerintem a gimex elégé drága bolt ,de kiszolgáást és választékot tekintve messzemenően tulmutat a versenytársakon.Árait nézve inkább a hidraulikabolt a nyerő. Aki gondolja keressen rá
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 május 05, 20:39
Írta: yuagaci9g Dátum 2008 május 05, 20:39
Komolyan kertelek!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 05, 20:50
Írta: bmejdz9nu Dátum 2008 május 05, 20:50
Komolyan? Nem bírom elhinni... :) Mégis mi lenne a téma ott? Ha egy webkamerát lehetne beüzemelni nálad akkor érteném ... :)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 május 05, 21:21
Írta: yuagaci9g Dátum 2008 május 05, 21:21
Hosszu vajudas utan sikerult ujra felepiteni a muhelyem, ami sokak alma lehetne, de nekem megelhetes. Egy ilyen sosem keszul el, soha sincs vege az ujitasoknak, terveknek.
Rengeteg hasznos otletet megvalositottam, es hasznalok, falom masok hasonlo hozzaszolasait.
(itt csak egy nev jut eszembe...vbodi)
Szivesen megosztanek par otletet, munkafogast.
Aki hasznositani tudja, az megerdemli, a tobbinek meg mindegy.
Rengeteg hasznos otletet megvalositottam, es hasznalok, falom masok hasonlo hozzaszolasait.
(itt csak egy nev jut eszembe...vbodi)
Szivesen megosztanek par otletet, munkafogast.
Aki hasznositani tudja, az megerdemli, a tobbinek meg mindegy.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 05, 21:35
Írta: bmejdz9nu Dátum 2008 május 05, 21:35
Megcsináltam... kiváncsi vagyok... :) Tied az első szó... !
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 május 05, 21:46
Írta: yuagaci9g Dátum 2008 május 05, 21:46
Koszi, lattam,... holnap jovok par otlettel, mar ugyis biztos hianyoztam. (csak remelem)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 05, 22:31
Írta: bmejdz9nu Dátum 2008 május 05, 22:31
Várjuk... "égjen" a topik ... [#wave]... és hiányoztál...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 06, 07:55
Írta: 000000000 Dátum 2008 május 06, 07:55
Nagyon várom én is!
Tegnap sokat szívtam nagyon cuppanós tengely esztergálásával... A végén már kézzel forgattam a tokmányt és egy hosszú élű leszúró kést nyomtam neki, szinte már nem is esztergáltam, csak gyalultam, tömörítettem.
Szal a kérdés adott, van e gyorsabb, profibb megoldás erre? Illetve biztos van, szal hogyan kell csinálni:-)
Tegnap sokat szívtam nagyon cuppanós tengely esztergálásával... A végén már kézzel forgattam a tokmányt és egy hosszú élű leszúró kést nyomtam neki, szinte már nem is esztergáltam, csak gyalultam, tömörítettem.
Szal a kérdés adott, van e gyorsabb, profibb megoldás erre? Illetve biztos van, szal hogyan kell csinálni:-)
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 06, 08:39
Írta: 3rymb5s35 Dátum 2008 május 06, 08:39
Engem is érdekel!!!
Az "öreg" tapasztalt rókák sokat tudnak tanítani nekünk pici rókáknak.
...meg sokszor egy pici ötlet többet ér, mint egy egyetemi diploma!
A kollégám amikor építkezett, egy öreg hajléktalant fogadott meg segédmunkásnak. Az az öreg a tapasztalatánál fogva rengeteg segítséget adott neki. Átsegítette a zökkenőkön.
Az öregnek volt egy nagyonjó mondása: "Ferikém! Nincsolyan buta ember, akitől ne tanulhatnánk valamit!"
Ezt én is vallom!
Itt van egy egyszerű, de hasznos dolog: Ha nincs nálad vinkli (derékszög-a fiatalok kedvéért-), fektess le két deszkát egymásra merőlegesen. Egy pontból kiindulva az egyikre 60cm-t, a másikra 80cm-t jelölünk föl. Ha a két pont pont között 100cm van akkor derékszögű a háromszögünk. (Tehát addig kell mozgatni a deszkát míg az átló 100cm nem lessz.) Pl. alapok kitűzésénél nagyon hasznos módszer. Nekem legutóbb egy kertkapu összehegesztésénél segített.
Az "öreg" tapasztalt rókák sokat tudnak tanítani nekünk pici rókáknak.
...meg sokszor egy pici ötlet többet ér, mint egy egyetemi diploma!
A kollégám amikor építkezett, egy öreg hajléktalant fogadott meg segédmunkásnak. Az az öreg a tapasztalatánál fogva rengeteg segítséget adott neki. Átsegítette a zökkenőkön.
Az öregnek volt egy nagyonjó mondása: "Ferikém! Nincsolyan buta ember, akitől ne tanulhatnánk valamit!"
Ezt én is vallom!
Itt van egy egyszerű, de hasznos dolog: Ha nincs nálad vinkli (derékszög-a fiatalok kedvéért-), fektess le két deszkát egymásra merőlegesen. Egy pontból kiindulva az egyikre 60cm-t, a másikra 80cm-t jelölünk föl. Ha a két pont pont között 100cm van akkor derékszögű a háromszögünk. (Tehát addig kell mozgatni a deszkát míg az átló 100cm nem lessz.) Pl. alapok kitűzésénél nagyon hasznos módszer. Nekem legutóbb egy kertkapu összehegesztésénél segített.
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 06, 08:41
Írta: 3rymb5s35 Dátum 2008 május 06, 08:41
Bocs! Nem olvastam végig a hozzászólásokat. Viszem át oda a leírást.
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 06, 09:10
Írta: 3rymb5s35 Dátum 2008 május 06, 09:10
Hidraulikával és pneumatikával foglalkozó cég az Entrasys Kft. Entrasys
Én náluk vásároltam Szegeden. (Nem olcsók, de ebben a témában nincs olcsó megoldás.)
Hidraulika szívattyút magánszemélyektől, bontásból érdemes venni. Pl.Billencs IFA, vagy traktor bontásából. Arra kell figyelni, hogy amikor megtekered kézzel a tengelyét, az nagyon nehezen járjon. Az az igazi, ha nem is bírod megtekerni, csak valamekkora erőkerral. (Pl.: egy 4-5cm átmérőjű gogaskereket ha ráraksz, azzal is "szorosan kell mennie") Ha túl könnyen jár a szívattyú akkor az ki van kopva. Nem képes elegendő nyomást létrehozni.
Én náluk vásároltam Szegeden. (Nem olcsók, de ebben a témában nincs olcsó megoldás.)
Hidraulika szívattyút magánszemélyektől, bontásból érdemes venni. Pl.Billencs IFA, vagy traktor bontásából. Arra kell figyelni, hogy amikor megtekered kézzel a tengelyét, az nagyon nehezen járjon. Az az igazi, ha nem is bírod megtekerni, csak valamekkora erőkerral. (Pl.: egy 4-5cm átmérőjű gogaskereket ha ráraksz, azzal is "szorosan kell mennie") Ha túl könnyen jár a szívattyú akkor az ki van kopva. Nem képes elegendő nyomást létrehozni.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 május 06, 09:14
Írta: D.Laci Dátum 2008 május 06, 09:14
"Itt van egy egyszerű, de hasznos dolog: Ha nincs nálad vinkli (derékszög-a fiatalok kedvéért-), fektess le két deszkát egymásra merőlegesen. Egy pontból kiindulva az egyikre 60cm-t, a másikra 80cm-t jelölünk föl. Ha a két pont pont között 100cm van akkor derékszögű a háromszögünk. (Tehát addig kell mozgatni a deszkát míg az átló 100cm nem lessz.) Pl. alapok kitűzésénél nagyon hasznos módszer. Nekem legutóbb egy kertkapu összehegesztésénél segített. "
Ez így majdnem igaz már csak egy nagy adag szerencse kel hozzá, hogy derék szög legyen vagy egy vinkli. Gondold, végig aztán pontosíts, mert így amennyit segítesz legalább annyit félre is vezetsz.
Ez így majdnem igaz már csak egy nagy adag szerencse kel hozzá, hogy derék szög legyen vagy egy vinkli. Gondold, végig aztán pontosíts, mert így amennyit segítesz legalább annyit félre is vezetsz.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 május 06, 10:01
Írta: 2vkx6unz Dátum 2008 május 06, 10:01
Nem tudom miért lenne szerencse. Ez a módszer Pitagorasz óta ez bizonyított tény. Minél nagyobbra választod a befogókat annál pontosabb derékszöget kapsz. Persze ha van egy teodolitod akkor könnyebb kitűzni egy épületet, de egy kertkapu méretű tárgy esetében ez a módszer jobb lehet mint egy kicsi vinkli.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 május 06, 10:32
Írta: D.Laci Dátum 2008 május 06, 10:32
Nem kötözködésképen írtam! Én is őrülök, ha valaki egyszerű, de nagyszerű tanulságos dolgokat oszt meg a nagyérdeművel pl.: Vbodi!
Ez is egy egyszerű, de sokak által nem ismert módszer.
A problémám a következő: „fektess le két deszkát egymásra merőlegesen” pont a derékszög lenne a cél. Derékszög nélkül hogyan? Meg sorolhatnám…
Megpróbáltam a leírás alapján elkészíteni a vinklit (egymásra merőlegesen fektetve a két deszkát (ellenkező esetben még rosszabb eredményre jutottam volna!)). A leírás annak jó, aki ismeri a módszert. DE ANNAK MEG MINEK? Egy kezdő meg csak felbosszantja magát rajta…..
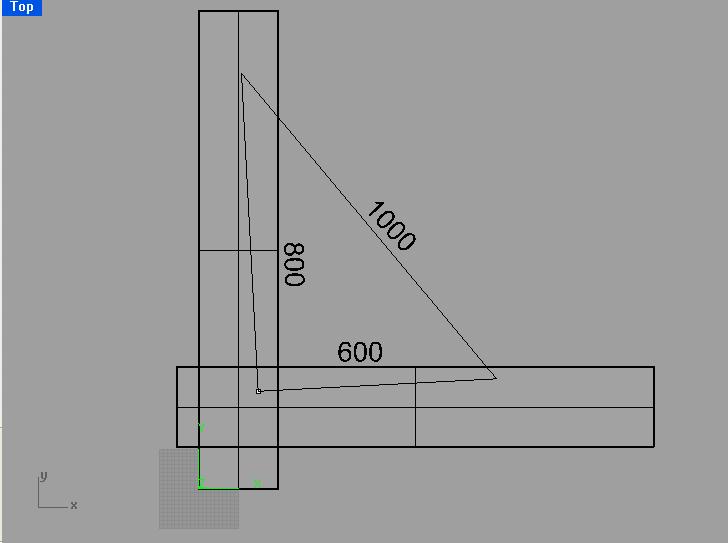
Ez is egy egyszerű, de sokak által nem ismert módszer.
A problémám a következő: „fektess le két deszkát egymásra merőlegesen” pont a derékszög lenne a cél. Derékszög nélkül hogyan? Meg sorolhatnám…
Megpróbáltam a leírás alapján elkészíteni a vinklit (egymásra merőlegesen fektetve a két deszkát (ellenkező esetben még rosszabb eredményre jutottam volna!)). A leírás annak jó, aki ismeri a módszert. DE ANNAK MEG MINEK? Egy kezdő meg csak felbosszantja magát rajta…..
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2008 május 06, 10:57
Írta: airfoil6205 Dátum 2008 május 06, 10:57
Ez a módszer nagyon jó egy kőművesnek vagy esetleg egy asztalosnak, de a mikrométeres pontosságú saccográfot használó hobbystáknál kicsit idejétmúlt szerintem!Olyan dolgokat osszunk meg itt amiből pontos, üzembiztos CNC lesz és nem kerítés vagy tyúkól.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 06, 11:38
Írta: 000000000 Dátum 2008 május 06, 11:38
Lassu lehet a felfogasom...
Amit lerajzoltal a 800 - 600 metszespontjanal is ott a 90fok. A haromszog ezen csucspontjat meg tedd a jelolt metszespontba:

Innentol kezdve meg nem ertem mi az ELVI problematok a modszerrel...
Amit lerajzoltal a 800 - 600 metszespontjanal is ott a 90fok. A haromszog ezen csucspontjat meg tedd a jelolt metszespontba:
Innentol kezdve meg nem ertem mi az ELVI problematok a modszerrel...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 május 06, 11:39
Írta: D.Laci Dátum 2008 május 06, 11:39
Nekem semmi bajom, ha tyúkól lesz belőle, ha az alap ötletet fel tudjuk használni. Csak korrekt és egyértelmű legyen a leírás, hogy később egy egyszerű dologgal ne keljen később oldalakat tele írni, mert a legújabb gépépítő nem érti az egyszerűnek tűnő segítséget.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 május 06, 11:41
Írta: Motoros Dátum 2008 május 06, 11:41
Ha jól értem akkor mondjuk egy csapágyat akarsz illeszteni egy tengelyre, hogy csak úgy cuppanjon??
Közelítsd meg a méretet plusz 1..2 századra (mikrométerrel mérj) és utána a felesleget csiszolóvászonnal vedd le nagy fordulaton....miközben az ADOTT csapágyat próbálgatod. Az utolsó esztergályozó fogás 2..3 tizednél ne legyen több, és a kés jó éles legyen.
Ez persze csak az én módszerem, lehet hogy mások másképpen csinálják.
Közelítsd meg a méretet plusz 1..2 századra (mikrométerrel mérj) és utána a felesleget csiszolóvászonnal vedd le nagy fordulaton....miközben az ADOTT csapágyat próbálgatod. Az utolsó esztergályozó fogás 2..3 tizednél ne legyen több, és a kés jó éles legyen.
Ez persze csak az én módszerem, lehet hogy mások másképpen csinálják.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 május 06, 11:47
Írta: D.Laci Dátum 2008 május 06, 11:47
Na, ja…. Ha már vinklibe állítottam…
Ha nem állítanám vinklibe a két deszkát az elején….
Nem az elvvel van a probléma!!!!!!!!! A Leírással.
„Egy pontból kiindulva az egyikre”, de hol legyen az a pont? „az egyikre 60cm-t, a másikra 80cm-t jelölünk föl” , de hova??? A deszka közepére, vagy a deszka másik szélére?
Ha nem állítanám vinklibe a két deszkát az elején….
Nem az elvvel van a probléma!!!!!!!!! A Leírással.
„Egy pontból kiindulva az egyikre”, de hol legyen az a pont? „az egyikre 60cm-t, a másikra 80cm-t jelölünk föl” , de hova??? A deszka közepére, vagy a deszka másik szélére?
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 06, 11:52
Írta: 3rymb5s35 Dátum 2008 május 06, 11:52
Igazad van!
Most nem tudom pontosítani, de még ma rajrral ilusztrálva leírom.
Most nem tudom pontosítani, de még ma rajrral ilusztrálva leírom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 06, 11:59
Írta: 000000000 Dátum 2008 május 06, 11:59
Köszönöm a hidraulikával kapcsolatos hozzászólásokat, tanulságos volt, közben találtam egy kis olvasnivalót is: Hidraulika - tankönyv
Egyelőre olvasgatok, valószínűleg maradok a kézi hajtásnál, de kíváncsian várom Lámpás leírásait is.
Egyelőre olvasgatok, valószínűleg maradok a kézi hajtásnál, de kíváncsian várom Lámpás leírásait is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 06, 12:21
Írta: 000000000 Dátum 2008 május 06, 12:21
Ertem mar, mi volt a problemad. Nekem fel sem tunt... A forumon jelenlevokrol feltetelezem, hogy azert nem problema megerteni egy ilyen dolgot. Persze meg mindig fenall az a lehetoseg, hogy magas IQ-val rendelkezik es Kasparov (nem tudja megkotni a cipofuzojet), stb mintajara alap dolgokat nem tud megoldani. (:
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2008 május 06, 12:55
Írta: airfoil6205 Dátum 2008 május 06, 12:55
Akinek ilyen egyszerű segítségre van szüksége biztosan nem CNC-t épít, nagyon nehéz olvasni a fórumot ebben a formában, az ilyen hozzászólások miatt hamar eltűnnek a jó mechanikai ötletek, én ezt nagyon sajnálom, amúgy magam is használtam már a bemutatott módszert, kutyaházat építetünk akkor éppen és nagyon jól jött hozzá az ötlet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 06, 13:07
Írta: 000000000 Dátum 2008 május 06, 13:07
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 május 06, 14:26
Írta: Kristály Árpád Dátum 2008 május 06, 14:26
HalihóÓÓÓÓÓ.... LÁMPÁS!
Azt hittem elvesztél a nagy munkálatokban.....
Ezek szerint minden rendben....?
Műhely indulásra kész?
Üdv.:Árpi
Azt hittem elvesztél a nagy munkálatokban.....
Ezek szerint minden rendben....?
Műhely indulásra kész?
Üdv.:Árpi
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 május 06, 16:01
Írta: vthgizrff Dátum 2008 május 06, 16:01
Lehet, hogy megköveztek érte, de muszály vitatkoznom azokkal akik azt állítják hogy ez a fajta derékszög mérés-ellenörzés az építőiparba való. Lakatos szakmában bevált dolog, hogy négyszögeknek a két átlóját hasonlítják össze. Ezzel ellenőrzik a merőlegességet. Ez a módszer gyakorlatilag ugyan azon az elven alapul.
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2008 május 06, 16:38
Írta: airfoil6205 Dátum 2008 május 06, 16:38
[#worship][#worship][#worship]
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 06, 17:16
Írta: 3rymb5s35 Dátum 2008 május 06, 17:16
No itt a kép: derékszög
Tegyük fel, hogy két zártszelvényt akarunk összehegeszteni, úgy ahogy a képen van, derékszögben.
Tegyük fel, hogy két zártszelvényt akarunk összehegeszteni, úgy ahogy a képen van, derékszögben.
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2008 május 06, 18:26
Írta: Robika37 Dátum 2008 május 06, 18:26
Üdv!
Nem kötözködés képpen, de amit leírsz az csupán arra jó, hogy két kupacot alakíts ki. "Aluminium hulladék/ vizsgáljuk még?" nevü halmazokra gondoltam. Ifa gépjármű és traktorok környezetét hanyagoljuk mint beszerzési forrást.
Szép napot! Robi
Nem kötözködés képpen, de amit leírsz az csupán arra jó, hogy két kupacot alakíts ki. "Aluminium hulladék/ vizsgáljuk még?" nevü halmazokra gondoltam. Ifa gépjármű és traktorok környezetét hanyagoljuk mint beszerzési forrást.
Szép napot! Robi
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2008 május 06, 18:31
Írta: Robika37 Dátum 2008 május 06, 18:31
A könyv OK !
Ajánlom mindenki figyelmébe aki ilyen dolgokkal kezd foglalatoskodni.
Üdv: Robi
Ajánlom mindenki figyelmébe aki ilyen dolgokkal kezd foglalatoskodni.
Üdv: Robi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 06, 20:58
Írta: 000000000 Dátum 2008 május 06, 20:58
tg 60/80=36,869897645844021296855612559093
tg 60,2/80=36,961460939072769872099013930976
Nem olyan rossz ... tized fokos a pontossag...egy meroszalaggal is.
tg 60,2/80=36,961460939072769872099013930976
Nem olyan rossz ... tized fokos a pontossag...egy meroszalaggal is.
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 07, 08:04
Írta: 3rymb5s35 Dátum 2008 május 07, 08:04
Szemmértékkel sem kisebb. Ha nincs más...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 07, 08:34
Írta: 000000000 Dátum 2008 május 07, 08:34
Szia!
Amit írtál az nem igaz matematikailag!
Csak hogy nagy hiba ne legyen a linkben,
kijavítanám.
Így helyes: arctg(60/80)=~36.87 fok
Amit írtál az nem igaz matematikailag!
Csak hogy nagy hiba ne legyen a linkben,
kijavítanám.
Így helyes: arctg(60/80)=~36.87 fok
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 07, 08:36
Írta: 000000000 Dátum 2008 május 07, 08:36
link -> topic
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 07, 20:38
Írta: 3vv2btrhv Dátum 2008 május 07, 20:38
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2008 május 08, 18:10
Írta: robroy007 Dátum 2008 május 08, 18:10
Üdv Néktek!
Kovacsk hidraulikus hajtású gépéhez szólnék hozzá!
a cégnél használunk 1 54000-et forgó kézi pneumatikus köszörűt!!! (nincs elírva semmi) félelmetes hangja a fogorvos is megirigyelné
véleményem szerint egy sima pneumatika cső (jelenleg textilborításút használunk, nagyon puha)könnyedén megoldja az meghajtó erő továbítását 7-8 bar nyomással hajtjuk a kicsikét ha kap egy kis műszerolajat még félelmetesebben forog szóval kenésérzékeny a technika
ebben a formályában csak egyetlen hátrányát látom, ha nagyot fog munka közben, akár meg is állhat a maró, akkor persze törik a cucc
az egész amúgy 15mm átmérőjű és 15 cm hosszú kiválóan befogható ketyere plussz levegő cső 1m
Üdv Robi
Kovacsk hidraulikus hajtású gépéhez szólnék hozzá!
a cégnél használunk 1 54000-et forgó kézi pneumatikus köszörűt!!! (nincs elírva semmi) félelmetes hangja a fogorvos is megirigyelné
véleményem szerint egy sima pneumatika cső (jelenleg textilborításút használunk, nagyon puha)könnyedén megoldja az meghajtó erő továbítását 7-8 bar nyomással hajtjuk a kicsikét ha kap egy kis műszerolajat még félelmetesebben forog szóval kenésérzékeny a technika
ebben a formályában csak egyetlen hátrányát látom, ha nagyot fog munka közben, akár meg is állhat a maró, akkor persze törik a cucc
az egész amúgy 15mm átmérőjű és 15 cm hosszú kiválóan befogható ketyere plussz levegő cső 1m
Üdv Robi
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 09, 08:33
Írta: 3rymb5s35 Dátum 2008 május 09, 08:33
Köszi az ötletet és a bátorítást.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 12, 12:29
Írta: 000000000 Dátum 2008 május 12, 12:29
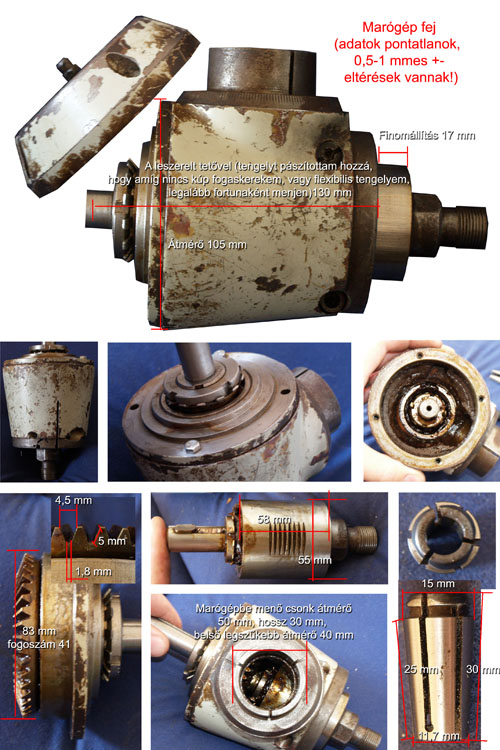
nagy méretű kép
Na ebből szeretnék flexibilis tengelyel működő marógépet csinálni. Nameg kúpfogaskereket szerezni hozzá:-)
A tengelyt én pászítottam hozzá, a tető lezárja egyébként.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 13, 07:09
Írta: Szalai György Dátum 2008 május 13, 07:09
Kapcsolódva © tomktom tegnap 21:37 #4106-hoz.
Látom, te is a kereszthuzal megoldást választottad a híd két oldalának merev szinkronban tartására.

Az én gépemen is hasonlóan kéne majd működnie. A különbség csak az, hogy két fordítógörgővel többért cserébe, a huzal a széleken megy majd, nem középen keresztezi egymást. (És talán nem is huzal, hanem acélszalag.) Egyszer kérdeztem már itt, hogy van-e valakinek ezzel kapcsolatos véleménye, tapasztalata.
(Segítség, béna vagyok!!!SzalaiGyörgy2008. ápr.21.19:58 #2157)
De akkor mindenkinek süket volt a fülében, vagy nagyon fontos dolga volt. Nem jött egyetlen reakció sem. Hasznos lenne a számomra, és talán a jövőben másnak is, ha írnál pár sort a megoldás gyakorlati oldaláról.
Milyen huzalt használtál? Kipróbáltál-e több félét is? Nem jelentett-e problémát a fordítógörgők tengelyrögzítésének esetleges rugalmassága? El tudtál-e érni vele nagyobb merevséget, mint a gép elméleti felbontása? A huzal fordítgatása a görgőkön mennyivel növelte az előtoló motor terhelését? Stb.
Köszönettel.
Látom, te is a kereszthuzal megoldást választottad a híd két oldalának merev szinkronban tartására.
Az én gépemen is hasonlóan kéne majd működnie. A különbség csak az, hogy két fordítógörgővel többért cserébe, a huzal a széleken megy majd, nem középen keresztezi egymást. (És talán nem is huzal, hanem acélszalag.) Egyszer kérdeztem már itt, hogy van-e valakinek ezzel kapcsolatos véleménye, tapasztalata.
(Segítség, béna vagyok!!!SzalaiGyörgy2008. ápr.21.19:58 #2157)
De akkor mindenkinek süket volt a fülében, vagy nagyon fontos dolga volt. Nem jött egyetlen reakció sem. Hasznos lenne a számomra, és talán a jövőben másnak is, ha írnál pár sort a megoldás gyakorlati oldaláról.
Milyen huzalt használtál? Kipróbáltál-e több félét is? Nem jelentett-e problémát a fordítógörgők tengelyrögzítésének esetleges rugalmassága? El tudtál-e érni vele nagyobb merevséget, mint a gép elméleti felbontása? A huzal fordítgatása a görgőkön mennyivel növelte az előtoló motor terhelését? Stb.
Köszönettel.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 13, 18:10
Írta: 3k74cecek Dátum 2008 május 13, 18:10
Nehogy most is válasz nélkül maradjál.
1. nem tudom mire vonatkozik az első sorod, mert ebben a topikban még nincs 4106-os számú hozzászólás.
2.véleményem: Nem látom egyenlőre, hogy miért jobb ha a szélén vezeted a huzalt és nem középen keresztezik egymást?
Ennek egyenlőre csak hátrányát látom:
a. több görgő drágább
b. a több hajlítás miatt nagyobb terhelést jelent (ez ugyan elhanyagolható lehet ha jó a huzal vagy a szalag)
c. a több görgő hosszabb huzalt jelent aminek nagyobb a rugalmas alakváltozása. Ez is rontja a pontosságot.
A görgőket persze a lehető legmerevebb módon kell megoldani, mert az bizony nagyon számít a pontosságban.
Nem tudom, hogy mennyi az elméleti felbontás amire kérdezel, de ha pl. 0.01mm akkor biztosan állítható, hogy a huzallal
ez a pontosság nem érhető el.
A (Segítség, béna vagyok!!!SzalaiGyörgy2008. ápr.21.19:58 #2157) hozzászólásodban több centi széles acél szalagot emlegetsz. Hol lehet ilyet beszerezni a kivánt hosszúságban ?
A több centis szélesség elég sok gondot fog okozni a terelőgörgők kialakításánál, a két szalag kereszteződésének megoldásáról nem is szólva.
Elsőre ennyi jutott eszembe.
1. nem tudom mire vonatkozik az első sorod, mert ebben a topikban még nincs 4106-os számú hozzászólás.
2.véleményem: Nem látom egyenlőre, hogy miért jobb ha a szélén vezeted a huzalt és nem középen keresztezik egymást?
Ennek egyenlőre csak hátrányát látom:
a. több görgő drágább
b. a több hajlítás miatt nagyobb terhelést jelent (ez ugyan elhanyagolható lehet ha jó a huzal vagy a szalag)
c. a több görgő hosszabb huzalt jelent aminek nagyobb a rugalmas alakváltozása. Ez is rontja a pontosságot.
A görgőket persze a lehető legmerevebb módon kell megoldani, mert az bizony nagyon számít a pontosságban.
Nem tudom, hogy mennyi az elméleti felbontás amire kérdezel, de ha pl. 0.01mm akkor biztosan állítható, hogy a huzallal
ez a pontosság nem érhető el.
A (Segítség, béna vagyok!!!SzalaiGyörgy2008. ápr.21.19:58 #2157) hozzászólásodban több centi széles acél szalagot emlegetsz. Hol lehet ilyet beszerezni a kivánt hosszúságban ?
A több centis szélesség elég sok gondot fog okozni a terelőgörgők kialakításánál, a két szalag kereszteződésének megoldásáról nem is szólva.
Elsőre ennyi jutott eszembe.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 13, 19:20
Írta: 000000000 Dátum 2008 május 13, 19:20
Én csak azt tudom, hogy a flexibilis tengelyes hajtás azért izgat, mert a fortunás hajtás, hacsak nem bordásszíjat használok, szintén csúszhat...
ergo a flexibilis tengelyes hajtás kismérvű csúszása tán még jobb is erőátvitelre, mint a síma szíjas hajtás.
Amire elméletileg (mindennémű gyakorlati alapot nélkülözve, tehát lehet, hogy olyan bődületes marhaság, mint, hogy vashajó nem úszhat a vízen) jutottam, hogy a fogaskerekes, "merev hajtás" előnye a pontos terhelés számíthatóság... x lóerő/kilowatt y fordulatszámon xy fogásmélységgel xyx előtolással xyxy forgácsleválasztást eredményez...
Ez rugalmasabb rendszernél nem egzakt, iparilag nem megfelelő, illetve nagyon kényes szerszámoknál (keményfémbetét, forgácslapka) modellezhetetlenebb hibajelenségeket okozhat...
De ezek csak tippek.
Ez csak annyiban kapcsolódik Szalai kérdés-válaszfeltevéséhez, hogy biztosan kell tudni, adott terhelésnél megcsúszhat e valami, vagy nem.
Pozicionálásnál a bowdent gáznak érzem, mint rugalmas rendszert...
Erőátvitelnél nem, de ez majd a saját bőrömön kiderül:-)
ergo a flexibilis tengelyes hajtás kismérvű csúszása tán még jobb is erőátvitelre, mint a síma szíjas hajtás.
Amire elméletileg (mindennémű gyakorlati alapot nélkülözve, tehát lehet, hogy olyan bődületes marhaság, mint, hogy vashajó nem úszhat a vízen) jutottam, hogy a fogaskerekes, "merev hajtás" előnye a pontos terhelés számíthatóság... x lóerő/kilowatt y fordulatszámon xy fogásmélységgel xyx előtolással xyxy forgácsleválasztást eredményez...
Ez rugalmasabb rendszernél nem egzakt, iparilag nem megfelelő, illetve nagyon kényes szerszámoknál (keményfémbetét, forgácslapka) modellezhetetlenebb hibajelenségeket okozhat...
De ezek csak tippek.
Ez csak annyiban kapcsolódik Szalai kérdés-válaszfeltevéséhez, hogy biztosan kell tudni, adott terhelésnél megcsúszhat e valami, vagy nem.
Pozicionálásnál a bowdent gáznak érzem, mint rugalmas rendszert...
Erőátvitelnél nem, de ez majd a saját bőrömön kiderül:-)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 13, 22:57
Írta: Szalai György Dátum 2008 május 13, 22:57
Abszolút igazad van, ebben a topikban nincs 4106. sor, azt meg nem írtam oda, hogy Adok, Veszek, Cserélek. Elnézést kérek a pontatlanságomért. Azt remélem, talán tomktom érti, hogy neki címeztem a kérdéseket. (Persze mindenki véleménye jól jön)
Azért tartom célszerűbbnek, ha az asztal közepe alatt nincs keresztben a két huzal, mert oda más terveim vannak. 60cm átmérőjű forgó asztal, aminek középen lóg le a motorja.
a. Több görgő drágább, de van ha kell, több is mint kéne.
b. A több hajlítás nagyobb terhelés akkor igaz, ha nem elég nagyok a görgők, a huzal vastagságához képest. Ezért gondoltam vékony szalagra inkább.
c. A több görgő, hosszabb huzal, nagyobb nyúlás, engem is aggaszt, de ezt a szalag szélesség választásakor kell majd figyelembe vennem.
A görgőket a lehető legmerevebb módon kell megoldani, ezért hibásnak látom tomktom tervében, hogy a görgök tengelyét csak az alsó végükön rögzíti. Így a görgő tengelye az asztal közepe felé rugalmasan elhajolhat. Én az alsó és felső végüket is rögzíteném.
Igen az elméleti felbontást 0.01mm-re tervezem és magam is azt gondolom, hogy ez acélhuzallal (pláne egy sodrott bowdennel) nem érhető el. Ezért gondoltam szalagra inkább. Szerintem, az kevésbé nyúlik és jobban hajlik. A vitorlás sport kevlár köteleket is használ, ahol nem szabad, hogy nyúljon a kötél. Egy párhuzamos kevlárszál köteg fut bennük, fonás nélkül, és ezt egy szövött külső réteg fogja össze. Talán érdemes lenne nyúlásméréseket végeznem velük.
Ebben az ügyben ez a legnagyobb kérdés a számomra. Hol lehet ilyet beszerezni a kívánt hosszúságban? Hát, egyenlőre fogalmam nincs. Ez az egyik ok, amiért kikérem a vének tanácsának véleményét.
A két szalag keresztezése nehéz kérdés. Talán a görgőtengelyek enyhe döntésével megoldható.
Köszönöm a hasznos észrevételeidet.
Azért tartom célszerűbbnek, ha az asztal közepe alatt nincs keresztben a két huzal, mert oda más terveim vannak. 60cm átmérőjű forgó asztal, aminek középen lóg le a motorja.
a. Több görgő drágább, de van ha kell, több is mint kéne.
b. A több hajlítás nagyobb terhelés akkor igaz, ha nem elég nagyok a görgők, a huzal vastagságához képest. Ezért gondoltam vékony szalagra inkább.
c. A több görgő, hosszabb huzal, nagyobb nyúlás, engem is aggaszt, de ezt a szalag szélesség választásakor kell majd figyelembe vennem.
A görgőket a lehető legmerevebb módon kell megoldani, ezért hibásnak látom tomktom tervében, hogy a görgök tengelyét csak az alsó végükön rögzíti. Így a görgő tengelye az asztal közepe felé rugalmasan elhajolhat. Én az alsó és felső végüket is rögzíteném.
Igen az elméleti felbontást 0.01mm-re tervezem és magam is azt gondolom, hogy ez acélhuzallal (pláne egy sodrott bowdennel) nem érhető el. Ezért gondoltam szalagra inkább. Szerintem, az kevésbé nyúlik és jobban hajlik. A vitorlás sport kevlár köteleket is használ, ahol nem szabad, hogy nyúljon a kötél. Egy párhuzamos kevlárszál köteg fut bennük, fonás nélkül, és ezt egy szövött külső réteg fogja össze. Talán érdemes lenne nyúlásméréseket végeznem velük.
Ebben az ügyben ez a legnagyobb kérdés a számomra. Hol lehet ilyet beszerezni a kívánt hosszúságban? Hát, egyenlőre fogalmam nincs. Ez az egyik ok, amiért kikérem a vének tanácsának véleményét.
A két szalag keresztezése nehéz kérdés. Talán a görgőtengelyek enyhe döntésével megoldható.
Köszönöm a hasznos észrevételeidet.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 13, 23:01
Írta: Szalai György Dátum 2008 május 13, 23:01
Ha jól értem, a fő problémád, hogy a slip miatt nem egzakt a pontos terhelés számíthatóság.
Mindegy honnan ered a valós érték csúszása a számítotthoz képest. Használhatnál bordásszíjat is, vagy fogaskerék áttételt, akár hidraulikát, ha a motorod kicsi úgy is leesik a fordulat. A motor már az elején eldönti a dolgot. Nem véletlen a régi gépeken a több kilóvattos rövidrezárt forgórészű motor. Ehhez képest (fordulatszám tartás terén) nagy előrelépés, ha a motor kommutátoros. Pláne, ha fordulatszám érzékelésen alapuló visszacsatolt szabályzás táplálja. Az után már csak annyi a dolgod, hogy a pontos fordulatszámtartást ne told el egy megcsúszó erőátvitellel.
És végül, amire az elején gondoltam drágábbért, az a BL motor, fordulatszám tartó szabályzókörben, közvetlen szerszám befogással. Flexibilis rézvezetéken hajtva.
Pozicionálásnál a sodrott bowdent én is gáznak érzem, ezért zártam ki az elején, és gondolkodtam a szalag irányában. Sajnos nanocső szalaggal személyesen még nem találkoztam, pedig meghatározó lesz a jövőben, az biztos. Viszont a kevlár már elérhető.
Sok sikert.
Mindegy honnan ered a valós érték csúszása a számítotthoz képest. Használhatnál bordásszíjat is, vagy fogaskerék áttételt, akár hidraulikát, ha a motorod kicsi úgy is leesik a fordulat. A motor már az elején eldönti a dolgot. Nem véletlen a régi gépeken a több kilóvattos rövidrezárt forgórészű motor. Ehhez képest (fordulatszám tartás terén) nagy előrelépés, ha a motor kommutátoros. Pláne, ha fordulatszám érzékelésen alapuló visszacsatolt szabályzás táplálja. Az után már csak annyi a dolgod, hogy a pontos fordulatszámtartást ne told el egy megcsúszó erőátvitellel.
És végül, amire az elején gondoltam drágábbért, az a BL motor, fordulatszám tartó szabályzókörben, közvetlen szerszám befogással. Flexibilis rézvezetéken hajtva.
Pozicionálásnál a sodrott bowdent én is gáznak érzem, ezért zártam ki az elején, és gondolkodtam a szalag irányában. Sajnos nanocső szalaggal személyesen még nem találkoztam, pedig meghatározó lesz a jövőben, az biztos. Viszont a kevlár már elérhető.
Sok sikert.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 14, 01:23
Írta: 3k74cecek Dátum 2008 május 14, 01:23
Amit írsz a középen kereszteződés ellen az valóban indokolja a széleken vezetést. Ez jogos érv.
Pusztán az, hogy egy görgő tengelyének csak az egyik fele van megfogva, még nem jelenti azt, hogy az nem elég merev.
Ezt csak akkor lehet eldönteni, ha tudjuk a a kialakítás pontos méreteit és a terhelő erőket.
A kétoldali megfogással persze könnyebb merevebbet kialakítani, viszont esetleg rosszabb gyártani és szerelni.
A bowden sem jelenti egyértelműen azt, hogy az sokkal rosszabb mint a szalag. Ez megint méret és terhelés kérdése.
Lehet, hogy két (vagy több) bowdennel egyszerübb megoldani mint széles szalaggal.
A több centi széles szalagnál elég körülményesnek tartom a gögők döntésével megoldani a kereszteződést.
Ehhez ugyanis nagyon precizen kell pozicionálni a görgő tengelyét. Persze semmi sem lehetetlen, de minek nehezítsük a dolgunkat ha nem muszáj.
A kevlár műszaki adatait és a tulajdonságait nem ismerem, de lehet, hogy ami megfelel a vitorlás sportnak az használhatatlan a gépiparban.
A nyúlás csak egy jellemző, és még soknak meg kell feleljen a kiválasztott anyag.
A pontosságra: ha a híd két oldalát szeretnéd 0.01 mm pontossággal pozicionálni, akkor az ilyen görgős bowdenes/szalagos megoldást el kell felejteni, mert sosem lesz ilyen pontos. Ebben az esetben szerintem csak a két orsó jöhet szóba, de még ott is kételyeim vannak az ilyen pontossággal. Nem tudom mit akarsz csinálni a géppel, de szükség van ekkora pontosságra, ilyen méretek mellett? Ekkora gépnél a rugalmas alakváltozás sokkal nagyobb ennél.
Pusztán az, hogy egy görgő tengelyének csak az egyik fele van megfogva, még nem jelenti azt, hogy az nem elég merev.
Ezt csak akkor lehet eldönteni, ha tudjuk a a kialakítás pontos méreteit és a terhelő erőket.
A kétoldali megfogással persze könnyebb merevebbet kialakítani, viszont esetleg rosszabb gyártani és szerelni.
A bowden sem jelenti egyértelműen azt, hogy az sokkal rosszabb mint a szalag. Ez megint méret és terhelés kérdése.
Lehet, hogy két (vagy több) bowdennel egyszerübb megoldani mint széles szalaggal.
A több centi széles szalagnál elég körülményesnek tartom a gögők döntésével megoldani a kereszteződést.
Ehhez ugyanis nagyon precizen kell pozicionálni a görgő tengelyét. Persze semmi sem lehetetlen, de minek nehezítsük a dolgunkat ha nem muszáj.
A kevlár műszaki adatait és a tulajdonságait nem ismerem, de lehet, hogy ami megfelel a vitorlás sportnak az használhatatlan a gépiparban.
A nyúlás csak egy jellemző, és még soknak meg kell feleljen a kiválasztott anyag.
A pontosságra: ha a híd két oldalát szeretnéd 0.01 mm pontossággal pozicionálni, akkor az ilyen görgős bowdenes/szalagos megoldást el kell felejteni, mert sosem lesz ilyen pontos. Ebben az esetben szerintem csak a két orsó jöhet szóba, de még ott is kételyeim vannak az ilyen pontossággal. Nem tudom mit akarsz csinálni a géppel, de szükség van ekkora pontosságra, ilyen méretek mellett? Ekkora gépnél a rugalmas alakváltozás sokkal nagyobb ennél.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 14, 05:23
Írta: 000000000 Dátum 2008 május 14, 05:23
Köszönöm a válaszod, rágódom rajta (főleg a bl motor rézkábel dolog érdekes, ez eszembe se jutott), én most a nagy teljesítmény alacsonyabb fordulatszám bűvöletében élek... majd meglátjuk, mi lesz belőle:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 14, 05:26
Írta: 000000000 Dátum 2008 május 14, 05:26
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 május 14, 08:33
Írta: 2vkx6unz Dátum 2008 május 14, 08:33
A kevlárral csak óvatosan, negatív a tk-ja. Bár ekkora méretben ez nem biztos, hogy sokat számít. A belinkelt kötelet nem erre a feladatra találták ki ami persze nem jelenti azt, hogy nem lehet erre használni, de szerintem nem lenne tartós. Inkább egy kevlár betétes fogazott szíj lehetne a megoldás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 14, 09:00
Írta: 000000000 Dátum 2008 május 14, 09:00
Szia!
"én most a nagy teljesítmény alacsonyabb
fordulatszám bűvöletében élek..."
Akkor pedig véleményem szerint az egész
flexibilis főorsó motorhajtást ötletedet
jobb ha elfelejted, ezek komolytalan dolgok
ilyen célra.
Csak néhány problémát említenék a sok közül:
- a hajlékony cső és a "tengely" nagy súrlódási veszteséget okoz.
- nyomaték hatására elhajolni, csavarodni
szeretne a forgó tengely, ezzel az egész cső
egy lengő-ingadozó mozgásba mehet át, a belső
súrlódás, kopás így még intenzívebb.
- még komolyabb, jó minőségű gyári
megoldásoknál a fenti problémák miatt is
a megengedett hajlítási rádiusz elég magas.
- rövididejű max. néhányszor 5-10 perces szakszos
üzemmódban javasolt dolgozni ezzel a
módszerrel, egy CNC marás pedig akár órákig
is tarthat.
"én most a nagy teljesítmény alacsonyabb
fordulatszám bűvöletében élek..."
Akkor pedig véleményem szerint az egész
flexibilis főorsó motorhajtást ötletedet
jobb ha elfelejted, ezek komolytalan dolgok
ilyen célra.
Csak néhány problémát említenék a sok közül:
- a hajlékony cső és a "tengely" nagy súrlódási veszteséget okoz.
- nyomaték hatására elhajolni, csavarodni
szeretne a forgó tengely, ezzel az egész cső
egy lengő-ingadozó mozgásba mehet át, a belső
súrlódás, kopás így még intenzívebb.
- még komolyabb, jó minőségű gyári
megoldásoknál a fenti problémák miatt is
a megengedett hajlítási rádiusz elég magas.
- rövididejű max. néhányszor 5-10 perces szakszos
üzemmódban javasolt dolgozni ezzel a
módszerrel, egy CNC marás pedig akár órákig
is tarthat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 14, 12:17
Írta: 000000000 Dátum 2008 május 14, 12:17
Köszönöm szépen az írásod!
Mivel nem fogalmaztam elég részletesen, kifejtem az elképzelésem (ezzel együtt mindaz amit leírsz igaz, csak talán, nem határfeltételek).
A motor fordulatszáma max. 3000 (400-600 w-os kefe nélküli, rövidrezárt forgórészű motorjaim vannak).
A flexibilis kábel, amihez Szalai jóvoltából hozzájutottam, a belső szál 10 mm vastag, a motor amihez csatlakoztatva van/volt 3000-es fordulatszámú.
A fej/fortuna amit meghajtani akarok, az a #3121 hozzászólásomban van.
Az elképzelés az, hogy a motor "függesztve" lesz a plafonra és enyhe rádiusszal csatlakozik a tengely a marógép fejhez, amit ha elforgatok, a motor helyzetét is símán tudom változtatni.
Amiért próbálkozom ezzel, az az, hogy a marógép fej tényleg flexibilis helyzetű lehessen, illetve kisebb alépítmény is megfeleljen, ne kelljen pluszba egy motor súlyát, elhelyezését is beleterveznem.
Kézi marásra szolgálna, cnc-és sajnos nem jön szóba, mégpedig kifejezetten amiatt, mert elektronikai antitalentum vagyok:-)
(az áram persze szeret, mindig megrázza a kezem, akárhányszor közelebbi viszonyba kerülök vele:-) )
Mivel nem fogalmaztam elég részletesen, kifejtem az elképzelésem (ezzel együtt mindaz amit leírsz igaz, csak talán, nem határfeltételek).
A motor fordulatszáma max. 3000 (400-600 w-os kefe nélküli, rövidrezárt forgórészű motorjaim vannak).
A flexibilis kábel, amihez Szalai jóvoltából hozzájutottam, a belső szál 10 mm vastag, a motor amihez csatlakoztatva van/volt 3000-es fordulatszámú.
A fej/fortuna amit meghajtani akarok, az a #3121 hozzászólásomban van.
Az elképzelés az, hogy a motor "függesztve" lesz a plafonra és enyhe rádiusszal csatlakozik a tengely a marógép fejhez, amit ha elforgatok, a motor helyzetét is símán tudom változtatni.
Amiért próbálkozom ezzel, az az, hogy a marógép fej tényleg flexibilis helyzetű lehessen, illetve kisebb alépítmény is megfeleljen, ne kelljen pluszba egy motor súlyát, elhelyezését is beleterveznem.
Kézi marásra szolgálna, cnc-és sajnos nem jön szóba, mégpedig kifejezetten amiatt, mert elektronikai antitalentum vagyok:-)
(az áram persze szeret, mindig megrázza a kezem, akárhányszor közelebbi viszonyba kerülök vele:-) )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 14, 12:18
Írta: 000000000 Dátum 2008 május 14, 12:18
(hogy őszinte legyek, a legegyszerűbb, ha egy túlméretezett fogászati kezelőegységet képzeltek magatok elé:-) )
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 május 14, 18:55
Írta: yuagaci9g Dátum 2008 május 14, 18:55
Gyuri!
Milyen hosszu szalag kell, tiz meterig biztos talalsz.
Sot, azt mondom, nyulj be a fiokodba es vedd elo, mert neked is van par meter beleole.
Az acel meroszalag visszahuzo rugojara gondolok, ami ugyanolyan hosszu mint a meteres, csak nem domboritott.
A keresztezesnel meg meg kell csavarni.
Milyen hosszu szalag kell, tiz meterig biztos talalsz.
Sot, azt mondom, nyulj be a fiokodba es vedd elo, mert neked is van par meter beleole.
Az acel meroszalag visszahuzo rugojara gondolok, ami ugyanolyan hosszu mint a meteres, csak nem domboritott.
A keresztezesnel meg meg kell csavarni.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 május 14, 22:47
Írta: Szedlay Pál Dátum 2008 május 14, 22:47
Van 1000méter egybe 22mm széles 0.05mm vastag KO36-os szalagom. 200Ft-ért vettem méterét. Ha tudod használni írd meg hány métert kell belőle.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 15, 00:26
Írta: 000000000 Dátum 2008 május 15, 00:26
22*0,05=1,1 mm2
Ezt azert... még tán kézzel is megnyujtom :-)
Azert egy nagyobb marógép vázán röpködnek ám 100 Nm-ek amik hajlitgatni akarjak ide-oda.
Már a tized mm-es pontossaghoz is komoly vazak kellenek!... 2-300 mm munkater meret folott...
Ezt azert... még tán kézzel is megnyujtom :-)
Azert egy nagyobb marógép vázán röpködnek ám 100 Nm-ek amik hajlitgatni akarjak ide-oda.
Már a tized mm-es pontossaghoz is komoly vazak kellenek!... 2-300 mm munkater meret folott...
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 15, 01:22
Írta: 3k74cecek Dátum 2008 május 15, 01:22
Köszi, ez már több a semminél. Sajnos a 7% nyúlás nagyon sok. Ugyan az erő is elég szép. Ha felteszem hogy lineáris az erő/nyúlás diagramm akkor ez gyakorlatilag használhatatlan CNC géphez. Ha csak 65N erőt számolok ami simán előfordulhat egy méteres méretű gépnél, akkor a nyúlás 0.07% Vagyis egy 1 méteres darab nyúlása 0.7mm !! Ezzel kellene elérni a 0.01 mm pontosságot ! Ez lehetetlen.
Erre írtam, hogy ami megfelel a vitorlázásnál az egyáltalán nem biztos, hogy megfelel a gépészetben. Most már biztosan állítható, hogy nem felel meg.
Erre írtam, hogy ami megfelel a vitorlázásnál az egyáltalán nem biztos, hogy megfelel a gépészetben. Most már biztosan állítható, hogy nem felel meg.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 15, 01:28
Írta: 3k74cecek Dátum 2008 május 15, 01:28
Jogos !! Nagyon jó az ötleted. A kereszteződésnél csavarás már nem annyira szimpatikus. Nem is lehet jól megoldani hiszen a szalagot elég rendesen meg kell feszíteni hogy pontos legyen. Hely sincs elég, mert a csavaráshoz nagy hossz kellene ha nem akarunk túl nagy plusz terhelést adni a szalagnak.
Valami más megoldást kellene kitalálni.
Valami más megoldást kellene kitalálni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 15, 11:14
Írta: Szalai György Dátum 2008 május 15, 11:14
Mindenkinek köszönöm a sok értékes gondolatot. Hiába, együtt csak nagyobb a fejünk, mint külön-külön. Pláne, ha az egész több mint a részek összege.
© Szigma #3127-re.
Két orsó: Ha találnék két egyformát, gyári megmunkált véggel, utánállítható anyával 1m körüli munkahosszal, elcserélhetőt, még mindég meggondolnám. De a mostani megoldásban már sok fáradtság és tőke benne van. Ha most változtatok ezen, az nem olcsó. Ezért töröm a fejem.
Kell-e a 0,01 pontosság: Azt gondolom, ha már az ember golyós orsóval épít, akkor ne tegye a lécet ettől alacsonyabbra. Ehhez képest igyekszem a többi részt kialakítani. Ha mégis elfuserálom valahol, talán akkor is lesz 0,1 pontosságom. Dekorációt marni fából, az is bőven jó, de csapágyházat marni alumíniumba, már nem jó.
Rugalmas alakváltozás: Az alapváz merev részei 80X80mm-es item profilból vannak elképzelve. Nem a könnyített változat.
Csináltam pár hajlító próbát. Betonon, egymástól egy méterre két ponton alátámasztottam, középen rátettem a mérőórát és az anyagra térdeltem. (85kg) Rugalmas behajlás kb 0,001mm környékén, ahány próba annyi érték. Erre lesz rácsavarozva a THK35 sin. Szerintem állat merev. Ha mégsem bizonyul annak, utólag alácsavarozok egy 80X40-es profilt függőlegesen, távtartókkal, rácsos tartó szerűen. Inkább a rezonanciától tartok, mert viszonylag könnyű lesz a váz, az üreges profiloktól. Nem szeretném, ha a profilok belsejét a végén (a rezonancia elnyomás céljából) ki kéne töltenem száraz kvarchomokkal.
A mozgó híd egyből rácsos tartó szerűre van kitalálva, de 80X40 és 40X40mm-es profilokból, viszont szélesebb ráccsal.
© stgellert #3129-re
Köszönöm a linket! A kevlárkötél ott megadott 7% nyúlása szerintem nekem nem mérvadó adat. Véleményem szerint az 0-tól a minimális szilárdsági 6500N-ig mérhető. Nálam, az előfeszített hosszhoz képest, szerintem legalább egy-két nagyságrenddel kisebb. Sajnos egyelőre nincs ismeretem arról, hogy a kevlár esetében (Acélnál sem.) a húzóerő növekedés és a nyúlásnövekedés között milyen matematikai összefüggés áll fent. (A névleges terhelhetőség határán belül.) Gondolom nem lineáris. Jó lenne látni egy szakítógép mérésének adatait, hogy hol a leg kisebb a nyúlás. Kár, hogy nem a KFKI-ban dolgozok.
© sanyi #3130-ra
Így gondolkodik egy profi gyári mérnök. De nem a vékonypénzű hobbyista. A kevlár bordásszíj szerintem is profi megoldás lehetne nyúlás szempontjából. De ennek a gépnek majdnem kizárólag „szemétből” kell épülnie. És még így is marha drága. Tehát: Dobjon már ki valaki kb12m kevlár bordásszíjat. Ha lesz, beleteszem, az biztos.
Lámpás #3134-re
Van 50m-es acél mérőszalagom. Innen jött az alapgondolat. Persze nem áldoznám fel, és többször olyan széles kéne. A megcsavarás de jó gondolat! És kézenfekvő, ha keresztezi magát a szalag. De tudod mi a még jobb? Ha nem keresztezi! Rajzoltam egy kettős U alakot, egyik u a másikban. A végeit egy-egy félkörrel összekötöttem. Próbáld ki. Ilyen pályát szeretnék, 6db görgővel, egy síkban.
© Szedlay Pál #3135-re
Köszönöm a lehetőséget. Ha nem lesz szélesebb és sikerül kitalálni, hogyan párhuzamosítható egyszerűen, hogy közel azonos húzóerő essen mindre, élni fogok vele. Ott ahol az volt, nincs szélesebb is véletlenül?
© Szigma #3137 és 38-ra
Ha úgy használnám a gépészetben, mint a vitorlázásban, akkor biztos igazad lenne.
De nem úgy használnám, hanem alaposan előfeszítve. Menyit nyúlhat 200N és 265N között?
Remélem lényegesen kevesebbet. Jó lenne valami bizonyosság.
A valami más, ki van találva. A kettős U vonalvezetés. Éppen hogy szeretnék az előtoló erőhöz képest többszörös pluszterhelést (előfeszítő erőt) adni a szalagnak. Attól várom a merevséget. Az acél nyúlása lineáris a terheléshez képest?
Remek dolog együtt gondolkodni. Doktor House-on szocializálódok mostanában. Nagyon bírom a csapat differenciál diagnózis módszerét. Tanítani kéne.
Mindenkinek nagyon köszönöm.
© Szigma #3127-re.
Két orsó: Ha találnék két egyformát, gyári megmunkált véggel, utánállítható anyával 1m körüli munkahosszal, elcserélhetőt, még mindég meggondolnám. De a mostani megoldásban már sok fáradtság és tőke benne van. Ha most változtatok ezen, az nem olcsó. Ezért töröm a fejem.
Kell-e a 0,01 pontosság: Azt gondolom, ha már az ember golyós orsóval épít, akkor ne tegye a lécet ettől alacsonyabbra. Ehhez képest igyekszem a többi részt kialakítani. Ha mégis elfuserálom valahol, talán akkor is lesz 0,1 pontosságom. Dekorációt marni fából, az is bőven jó, de csapágyházat marni alumíniumba, már nem jó.
Rugalmas alakváltozás: Az alapváz merev részei 80X80mm-es item profilból vannak elképzelve. Nem a könnyített változat.
Csináltam pár hajlító próbát. Betonon, egymástól egy méterre két ponton alátámasztottam, középen rátettem a mérőórát és az anyagra térdeltem. (85kg) Rugalmas behajlás kb 0,001mm környékén, ahány próba annyi érték. Erre lesz rácsavarozva a THK35 sin. Szerintem állat merev. Ha mégsem bizonyul annak, utólag alácsavarozok egy 80X40-es profilt függőlegesen, távtartókkal, rácsos tartó szerűen. Inkább a rezonanciától tartok, mert viszonylag könnyű lesz a váz, az üreges profiloktól. Nem szeretném, ha a profilok belsejét a végén (a rezonancia elnyomás céljából) ki kéne töltenem száraz kvarchomokkal.
A mozgó híd egyből rácsos tartó szerűre van kitalálva, de 80X40 és 40X40mm-es profilokból, viszont szélesebb ráccsal.
© stgellert #3129-re
Köszönöm a linket! A kevlárkötél ott megadott 7% nyúlása szerintem nekem nem mérvadó adat. Véleményem szerint az 0-tól a minimális szilárdsági 6500N-ig mérhető. Nálam, az előfeszített hosszhoz képest, szerintem legalább egy-két nagyságrenddel kisebb. Sajnos egyelőre nincs ismeretem arról, hogy a kevlár esetében (Acélnál sem.) a húzóerő növekedés és a nyúlásnövekedés között milyen matematikai összefüggés áll fent. (A névleges terhelhetőség határán belül.) Gondolom nem lineáris. Jó lenne látni egy szakítógép mérésének adatait, hogy hol a leg kisebb a nyúlás. Kár, hogy nem a KFKI-ban dolgozok.
© sanyi #3130-ra
Így gondolkodik egy profi gyári mérnök. De nem a vékonypénzű hobbyista. A kevlár bordásszíj szerintem is profi megoldás lehetne nyúlás szempontjából. De ennek a gépnek majdnem kizárólag „szemétből” kell épülnie. És még így is marha drága. Tehát: Dobjon már ki valaki kb12m kevlár bordásszíjat. Ha lesz, beleteszem, az biztos.
Lámpás #3134-re
Van 50m-es acél mérőszalagom. Innen jött az alapgondolat. Persze nem áldoznám fel, és többször olyan széles kéne. A megcsavarás de jó gondolat! És kézenfekvő, ha keresztezi magát a szalag. De tudod mi a még jobb? Ha nem keresztezi! Rajzoltam egy kettős U alakot, egyik u a másikban. A végeit egy-egy félkörrel összekötöttem. Próbáld ki. Ilyen pályát szeretnék, 6db görgővel, egy síkban.
© Szedlay Pál #3135-re
Köszönöm a lehetőséget. Ha nem lesz szélesebb és sikerül kitalálni, hogyan párhuzamosítható egyszerűen, hogy közel azonos húzóerő essen mindre, élni fogok vele. Ott ahol az volt, nincs szélesebb is véletlenül?
© Szigma #3137 és 38-ra
Ha úgy használnám a gépészetben, mint a vitorlázásban, akkor biztos igazad lenne.
De nem úgy használnám, hanem alaposan előfeszítve. Menyit nyúlhat 200N és 265N között?
Remélem lényegesen kevesebbet. Jó lenne valami bizonyosság.
A valami más, ki van találva. A kettős U vonalvezetés. Éppen hogy szeretnék az előtoló erőhöz képest többszörös pluszterhelést (előfeszítő erőt) adni a szalagnak. Attól várom a merevséget. Az acél nyúlása lineáris a terheléshez képest?
Remek dolog együtt gondolkodni. Doktor House-on szocializálódok mostanában. Nagyon bírom a csapat differenciál diagnózis módszerét. Tanítani kéne.
Mindenkinek nagyon köszönöm.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 15, 11:20
Írta: svejk Dátum 2008 május 15, 11:20
Milyen orsó is kell neked?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 15, 12:06
Írta: Szalai György Dátum 2008 május 15, 12:06
Két egyforma golyós, szinkronizálható, gyári megmunkált külső menetes szabvány véggel, utánállítható anyával, 1m körüli munkahosszal, 25mm-es menettel, 10mm körüli emelkedéssel. Annak a 40X15-ösnek a kiváltására, ami téged boldogított rég. És elfelejthetném ezt az acélszalagos, kevlárköteles kényszerpályát. Pedig annak az orsónak a pontossága nagyon imponáló.
Már írtam Santa Claus-nak, de még a régebbi levelemre sem jött válasz. (Amit hat évesen írtam.) Programoztam magamnak agykontroll módszerrel is. Lehet, hogy azért kérdezed?
Már írtam Santa Claus-nak, de még a régebbi levelemre sem jött válasz. (Amit hat évesen írtam.) Programoztam magamnak agykontroll módszerrel is. Lehet, hogy azért kérdezed?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 15, 12:12
Írta: svejk Dátum 2008 május 15, 12:12
gyere magánba...
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 15, 23:24
Írta: 3k74cecek Dátum 2008 május 15, 23:24
A két U egymásba nagyon jó ötlet, akkor nincs keresztezés, és a közepe is szabad marad.
A nyúlásra a rugalmassági határon belül acélnál lineáris az összefüggés az erő és a nyúlás között. Gyanítom, hogy a kevlárnál is ilyen. Ebből viszont az következik, hogy tök mindegy hogy 0-65 vagy 200-265N között nézed, a nyúlás mindkét esetben a már előzőkben kiszámolt 0.7mm lesz. A 7% valóban 0-6500N közöttre vonatkozik, de én ebből kiszámoltam a 0-65N-ra jutó értéket.
A 7% ugyanis 1m esetén 70mm nyúlást jelent Ez szinte gatyagumi. Persze az ehhez tartozó erő nem fordul elő egy olyan gépnél amit tervezel. Szerintem a kevlárt el kell felejteni itt. A LÁMPÁS által javasolt mérőszalag szerintem tökéletes és nem is drága.
A tervezett vázad a leírásod alapján elég merevnek tűnik. Ugyan a 0.001mm behajlást igy érzésre keveslem (vagyis én többre tippeltem volna). Mivel könnyű, így a rezonancia félelmed nem alaptalan.
Sok sikert hozzá.
A nyúlásra a rugalmassági határon belül acélnál lineáris az összefüggés az erő és a nyúlás között. Gyanítom, hogy a kevlárnál is ilyen. Ebből viszont az következik, hogy tök mindegy hogy 0-65 vagy 200-265N között nézed, a nyúlás mindkét esetben a már előzőkben kiszámolt 0.7mm lesz. A 7% valóban 0-6500N közöttre vonatkozik, de én ebből kiszámoltam a 0-65N-ra jutó értéket.
A 7% ugyanis 1m esetén 70mm nyúlást jelent Ez szinte gatyagumi. Persze az ehhez tartozó erő nem fordul elő egy olyan gépnél amit tervezel. Szerintem a kevlárt el kell felejteni itt. A LÁMPÁS által javasolt mérőszalag szerintem tökéletes és nem is drága.
A tervezett vázad a leírásod alapján elég merevnek tűnik. Ugyan a 0.001mm behajlást igy érzésre keveslem (vagyis én többre tippeltem volna). Mivel könnyű, így a rezonancia félelmed nem alaptalan.
Sok sikert hozzá.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 15, 23:49
Írta: Szalai György Dátum 2008 május 15, 23:49
A kevlar (aramid) jobban nyúlik mint az acél.
Úgy tűnik az acél a célszerűbb anyag.
Úgy tűnik az acél a célszerűbb anyag.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 16, 08:33
Írta: 000000000 Dátum 2008 május 16, 08:33
"Az alapváz merev részei 80X80mm-es item profilból"
ez micsoda? érdekelne engem is...
ez micsoda? érdekelne engem is...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 16, 11:38
Írta: Szalai György Dátum 2008 május 16, 11:38
http://catalog.item-international.com/Onlinekatalog/index.jsp?sprache=EN
Itt találsz adatokat és rajzokat. Ha megnyitottad az oldalt, kattogtass.
Basic Elements // Profiles // Profiles 8 // Construction Profiles 8 // Profile 8 80x80
Itt találsz adatokat és rajzokat. Ha megnyitottad az oldalt, kattogtass.
Basic Elements // Profiles // Profiles 8 // Construction Profiles 8 // Profile 8 80x80
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 16, 11:48
Írta: 000000000 Dátum 2008 május 16, 11:48
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 16, 21:46
Írta: 4um5b65d Dátum 2008 május 16, 21:46
Szevasztok ! Érdeklődnék, hogy ki látott már esetleg olyan mechanikus elven működő menetvágó gépet ami úgy vágja késsel a menetet mint egy esztergagép. Építeni szeretnék egyet és elkelne némi információ a működési elvéről. Természetesen automata vagy félautomata kivitelű érdekelne. Ha valakinek lenne esetleg használható információja vagy linkje az adott témakörben az kérném sikítson egyet. Bármi apró részlet vagy részinfo is érdekel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 16, 21:57
Írta: 000000000 Dátum 2008 május 16, 21:57
Ha, esetleg bővebben is írnál, mire akasz meneteket vágni?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 16, 22:11
Írta: 4um5b65d Dátum 2008 május 16, 22:11
Teljesen általános felhasználásra szánnám a gépet. Amit esztergán készítenék menetet azt egy külön célgépre szeretném áttenni. Egyszerűen csak azért mert például a tavalyi évben kb 11000 db menetet vágtam esztergán és ebből nagyon sok olyan menet volt amit metszővel vagy pitler fejjel nem igazán lehet vagy nem érdemes metszeni. És még az is probléma, hogy ebből sok volt a nemesített anyag és ezeknél már érdemesebb lenne tiszta olajkenéssel vágni a menetet, az esztergát pedig nem szeretném feltölteni olajjal erre a célra. Úgyhogy egy célgépen gondolkodom. Léteznek ilyen gépek, ezeken még egy M6-os menet is hamarabb elkészül mint metszővel és fontos szempont az is, hogy esztétikailag is szebb lesz a menet felülete.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 16, 22:29
Írta: 000000000 Dátum 2008 május 16, 22:29
Azt akartam tudni, hogy szál anyagból akarsz e csavart készíteni, vagy csőre. Felig-medig kibogoztam hogy mit akarsz. Pitlerfejes menet automattát akartam ajánlani, de ezekszerint az neked nemjó. Másik lehetőség egy menetmángorló. Ezt, tudnék én is adni, egy bizonyos dologért cserébe. Vagy, lehet kapni menetfésűhöz hasonló menetkést,(nem, menet esztergakésre gondoltam) erre alapozva kellene készítened egy célgépet.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 16, 22:45
Írta: 4um5b65d Dátum 2008 május 16, 22:45
Nem szálanyagból készíteném, hanem a már ledarabolt, megmunkált.....szinte minden egyéb műveleten átesett alkatrészek legutolsó fázisához kellene a gép. Nem is magával a menetvágó szerszámmal van a gond arra mindenképp egy 1-élű váltólapkás menetkést használnék, hanem a gép mechanikája a nagyobb gond. Gyakorlatilag egy lebutított esztergagép formát képzeltem el maximum 100 mm hosszirányú elmozdulással ami a rövid alkatrészek gyors menetvágására alkalmas. Na és persze az egészet relatíve nagy fordulat mellett képzeltem el. Valami olyasmin gondolkodom mint egy békebeli gőzmozdonynak a kerekei és a kerekekhez rögzített rudazatnak a mozgása. Tehát forgó mozgásból egyenes irányú mozgást előállító mechanika, csak itt a lineáris mozgásssal van a gond, mert ugye ez a gőzmozdonyos megoldás önmagában nem adja azt az előtolást és hirtelen megálást az anyag végén majd a visszamenetelt amire itt szükség lenne. Főleg, hogy ezt észveszejtő tempóban kellene végrehajtani. Valójában ugyanaz a működési struktúra kellene mint egy CNC menetvágásnál csak ezt mechanikusan szeretném kivitelezni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 16, 23:14
Írta: 000000000 Dátum 2008 május 16, 23:14
Éppen ezért mondtam a többélű menetkést mert az, ha belekapott az anyagba vezeti és húzza magát mint a menetmetsző, ha nekivan nyomva az anyagnak. PL. a rudad amit írtál rugóval kombinálva pontos előtolás nélkül is tudná a pontos menetemelkedést produkálni. Ha, ezt a toló rudat két résben megvezeted, egyiken oda a másikon vissza, és egy mehanizmus a menet végénél áttolja a távolabbi visza résbe, akkor megvan oldva az eltávolítás és az akadájmentes visszatérés, és a következő tolásnál minden kezdődik előlről.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 17, 00:50
Írta: 4um5b65d Dátum 2008 május 17, 00:50
Ezt a megoldást már rég elvetettem, nagyon nehezen állítható be a kivánt menethossz és a folyamatos ütközések miatt hamar tönkremenne a végpontokon levő pályarész. Ezek a gépek egészen másképp kell hogy működjenek. Van egy régebbi kollégám aki dolgozott már ilyen gépen, de sajna semmi működési elvet nem tud róla. Ez egy teljesen csendben dolgozó gép, biztos hogy nem pályán megy az egész művelet. Az egyélű kivitelnek viszont mindenképp maradnia kell. A több élnél túl nagy a felület ami az anyaghoz ér, sokkal nagyobb a remegési hajlam. És szeretném megoldani azt is, hogy az egyik előtoló ütemnél a menetprofil egyik oldalát forgácsolja, a másik ütemnél meg a másik oldalát. Mindenképp a Vidia és/vagy származékai kellenek 1 éllel, a HSS vagy a HSSE szerszámok nem elegendők. Nagyon sokat agyaltam már ezen az egészen , több mint 20 féle megoldást vizslattam meg. Olyan gondok is vannak, ha megindul a mechanika előre, gyakorlatilag egy pillanat alatt meg kell állnia anélkül hogy a mozgásban levő tömeg tovább akarna lendülni, ezt egy ellensúly ellentétes irányú elmozdulásával lehetne kijátszani. Nagyon gyors mozgást szeretnék elérni, úgyhogy nem annyira egyszerű a megoldást megtalálni. De itt igazából az segíthet ha egy működő gépről tudna valaki valami infót.....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 00:55
Írta: 000000000 Dátum 2008 május 17, 00:55
Üdv Mindenkinek !
Egy benzinmotoros, de elektromosan hajtott fűnyíró kerekeihez kellenének ötletek. Minden keréknek hajtottnak és kormányozhatónak kell lennie egyszerre, ugyanakkor egyszerűen kivitelezhető és erőteljes megoldás kellene. Az ablaktörlő motorokat el kell felejteni, valódi és tartós használatra kell megépíteni, meredek helyeken is használva lesz, akár húsz centis fűben. A kerékkel szemben támasztott igények: A mechanikába nem kerülhet bele a fű, sem por vagy víz. A kereket lehessen egyszerű cserével többféle kapaszkodó felülettel felszerelni. Rezgéscsillapító felfüggesztések kellenek a meghajtó elektromos részek miatt. Megköszönnék minden ötletet, mert ez a néhány mondatban leírt kerék nem is olyan egyszerű feladat. Üdv: Sz B
Egy benzinmotoros, de elektromosan hajtott fűnyíró kerekeihez kellenének ötletek. Minden keréknek hajtottnak és kormányozhatónak kell lennie egyszerre, ugyanakkor egyszerűen kivitelezhető és erőteljes megoldás kellene. Az ablaktörlő motorokat el kell felejteni, valódi és tartós használatra kell megépíteni, meredek helyeken is használva lesz, akár húsz centis fűben. A kerékkel szemben támasztott igények: A mechanikába nem kerülhet bele a fű, sem por vagy víz. A kereket lehessen egyszerű cserével többféle kapaszkodó felülettel felszerelni. Rezgéscsillapító felfüggesztések kellenek a meghajtó elektromos részek miatt. Megköszönnék minden ötletet, mert ez a néhány mondatban leírt kerék nem is olyan egyszerű feladat. Üdv: Sz B
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 17, 01:17
Írta: 4um5b65d Dátum 2008 május 17, 01:17
Na erre a problémádra vagy 2 éve gyártottam részegységeket. Képzelj el egy sarokköszörűt...más néven Flex-et. Veszel az ócskapiacon 4 db-ot belőle aminek a fejében levő 2 hipoid fogaskerék rendben van és ezt az egész fejegységet teszed a fűnyíróra, úgy hogy a kerék azon a tengelyen legyen amin eredetileg a vágókorong volt , a másikat pedig felfelé ki kell hozni a gép tetejére. Ha az egész fejet forgatod akkor kanyarodik, középen meg megy a hajtás. Fent akár ékszijjal vagy lánccal összekötheted a hajtást. A kanyarodást meg csak lánccal érdemes. Amit én csináltam ott a két első keréknél a lánc belső fele ért hozzá a lánckerékhez, a hátsónál meg a külső fele, így eléred azt hogy az első meg a hátsó kerekek épp ellentétes irányban állnak kanyarban.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 07:56
Írta: 000000000 Dátum 2008 május 17, 07:56
Szia Laslie!
Olyan igényeid vannak ezzel a menetesztergával
kapcsolatban, amiket csak mechanikával a mai
világban sokkal drágábban, bonyolultabban
lehetne megvalósítani, mint némi CNC-vel
fűszererve. A könnyű átállíthatóságról,
flexibilitásról már nem is beszélve.
Ha van kedved, légyszi keress meg magánban,
hátha tudok ötleteket adni, segíteni a célgéped
megoldásában.
Olyan igényeid vannak ezzel a menetesztergával
kapcsolatban, amiket csak mechanikával a mai
világban sokkal drágábban, bonyolultabban
lehetne megvalósítani, mint némi CNC-vel
fűszererve. A könnyű átállíthatóságról,
flexibilitásról már nem is beszélve.
Ha van kedved, légyszi keress meg magánban,
hátha tudok ötleteket adni, segíteni a célgéped
megoldásában.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 május 17, 09:08
Írta: Motoros Dátum 2008 május 17, 09:08
Hali Laslie!
Pont egy hasonló gépen agyalok egy ideje, a megoldás már teljesen összeállt a gépmechanika is megvan, A kényszerkapcsolatot a fóorsó és a menetvágó között nem mechanikusan hanem Tibor45 elektronikájával és szoftverével fogom megoldani. Szerintem ennél költséghatékonyabb, rugalmasabb megoldás nem igen van. A rugalmasságot úgy értem hogy ezzel szinte bármit megoldhatsz..tetszőleges menetemelkedés, bekezdés szám, akár kúpra is vághatsz menetet..tehát bármilyen elképesztő akár eszement ötlet is megoldható. Automatákról leesett darabok készremunkálásához is jó, és ami a lényeg egy manuális revolveresztergát tudsz cnc-síteni
Pont egy hasonló gépen agyalok egy ideje, a megoldás már teljesen összeállt a gépmechanika is megvan, A kényszerkapcsolatot a fóorsó és a menetvágó között nem mechanikusan hanem Tibor45 elektronikájával és szoftverével fogom megoldani. Szerintem ennél költséghatékonyabb, rugalmasabb megoldás nem igen van. A rugalmasságot úgy értem hogy ezzel szinte bármit megoldhatsz..tetszőleges menetemelkedés, bekezdés szám, akár kúpra is vághatsz menetet..tehát bármilyen elképesztő akár eszement ötlet is megoldható. Automatákról leesett darabok készremunkálásához is jó, és ami a lényeg egy manuális revolveresztergát tudsz cnc-síteni
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 17, 10:40
Írta: 4um5b65d Dátum 2008 május 17, 10:40
Köszönöm Motoros és Tibor, de az elektronikát ha egy mód van első lépésként kihagynám, de nem vetem el teljesen. A programozás és az elektronika már régóta a hobbikörömbe tartozik, ha másképp nem menne akkor "ráfanyalodnék" erre a megoldásra, de valamiért mégis a mechanikai megoldás érdekelne. Amennyit tudok erről a gépről nem túl bonyolult a mechanikája csak nem jövök rá arra a bizonyos megoldásra, igaz ez a gép nem tud több bekezdésű menetet, de a menetemelkedés, a hossz, és a kúpos menet az benne van a repertoárban. Egy példát említett a volt kollégám... Egy M20x1,5 menetet 20mm hosszan 9 másodpercig csinálta a gép és ezt csak mechanikával. Azért ez nem semmi.. Motoros a Te mechanikád golyósorsós mozgatási elven működik?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 10:52
Írta: 000000000 Dátum 2008 május 17, 10:52
sziasztok!
tudnátok nekem segíteni? van két léptetőmotorom amikről elég keveset tudok és az interneten nem találok semmit. mikroma FA-34-4-2 legalább a feszültséget megszeretném tudni. előre is köszi!
tudnátok nekem segíteni? van két léptetőmotorom amikről elég keveset tudok és az interneten nem találok semmit. mikroma FA-34-4-2 legalább a feszültséget megszeretném tudni. előre is köszi!
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 május 17, 11:00
Írta: vthgizrff Dátum 2008 május 17, 11:00
Szia Laslie!
Revolver esztergágon alkalmazott menetmásoló készülékek tökéletesen megfelelnek az általad leírt paramétereknek. Ha nem ismered a működési elvet, szívesen készítek pár rajzot
Revolver esztergágon alkalmazott menetmásoló készülékek tökéletesen megfelelnek az általad leírt paramétereknek. Ha nem ismered a működési elvet, szívesen készítek pár rajzot
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 május 17, 11:06
Írta: D.Laci Dátum 2008 május 17, 11:06
Rá kel, hogy legyen írva! 4,6V
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 11:08
Írta: 000000000 Dátum 2008 május 17, 11:08
4,6A van ráírva!
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 május 17, 11:35
Írta: D.Laci Dátum 2008 május 17, 11:35
Itt nézelődtél már?????????
http://cnctar.hobbycnc.hu/D.Laci/
http://cnctar.hobbycnc.hu/D.Laci/
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 május 17, 11:41
Írta: Motoros Dátum 2008 május 17, 11:41
Nem, sima trapéz menetes. A TOS R12..R16 revolver eszterga (kézi)gépek tényleg tudnak ilyen menetmásolást, de azért ez egy kemény meló, több ezer darabot végigtalpalni a gép mellett, betanúlva az összes mozdulatot, nem egy leányálom.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 12:34
Írta: svejk Dátum 2008 május 17, 12:34
A léptetőmotor feszültsége nem sokat mond. Ha csak nem akarod állandóan álló helyzetben tartani, mert akkor valóban azt a feszültséget kell rákapcsolni.
A lényeg az áramerősség, melyet meg kell próbálni minden körülmények között tartani a maximális kihasználtsághoz.
(Persze a fesz adatból is kiszámolható az áram a tekercs ellenállásának megmérése után)
A lényeg az áramerősség, melyet meg kell próbálni minden körülmények között tartani a maximális kihasználtsághoz.
(Persze a fesz adatból is kiszámolható az áram a tekercs ellenállásának megmérése után)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 12:35
Írta: svejk Dátum 2008 május 17, 12:35
Brrr.... ne okozzon gondot már az Ohm bácsi törvényét alkalmazni..
Gondolom egy ellenállást már csak meg tudsz mérni!
Gondolom egy ellenállást már csak meg tudsz mérni!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 12:44
Írta: 000000000 Dátum 2008 május 17, 12:44
Én, a "hülyevagy" stillus helyett szimpatikusabbnak tartom az olyan segítséget ha leírom a konkrét megoldási képletet. Bocs!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 17, 13:02
Írta: Szalai György Dátum 2008 május 17, 13:02
Mindenkinek jó hétvéget!
Saját tisztánlátásom kedvéért (és akit még esetleg érdekel) végeztem egy igazi barkács kísérletet, a mérőszalag vontatókötélként való felhasználásával kapcsolatban.
http://magiist.fpn.hu/Egyeb/Szalaghuzas.doc
Tanulságos.
A dokumentációt csak .doc-ba tudtam összeállítani, de talán követhető. Párszor átnéztem, jó lenne, ha leellenőrizné valaki, hátha alaposan mellészámoltam valamit és nem is annyira elkeserítő az eredmény.
Köszönöm.
(Sikerült feltennem ékezetes file-névvel is. Törölni kéne. Köszönöm.)
Saját tisztánlátásom kedvéért (és akit még esetleg érdekel) végeztem egy igazi barkács kísérletet, a mérőszalag vontatókötélként való felhasználásával kapcsolatban.
http://magiist.fpn.hu/Egyeb/Szalaghuzas.doc
Tanulságos.
A dokumentációt csak .doc-ba tudtam összeállítani, de talán követhető. Párszor átnéztem, jó lenne, ha leellenőrizné valaki, hátha alaposan mellészámoltam valamit és nem is annyira elkeserítő az eredmény.
Köszönöm.
(Sikerült feltennem ékezetes file-névvel is. Törölni kéne. Köszönöm.)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 13:03
Írta: svejk Dátum 2008 május 17, 13:03
Jóóó!
Bár én csak gondolkodásra sarkalltam a kollégát:)
Tehát :
Először is megméred a motor ellenállását.
ehhez kell egy multiméter, (jobb esetben kettő, vagy egy precíz tápegység)
Tehát a multimétert 200 Ohmos állásba tekered és mérsz.
Négyvezetékes motornál egyszerű mert csak két-két szál vezetéknél lehetséges.
5-vagy 6 vezetékesnél megkeresed azt a két vezetéket amelyiknél a legkisebb értéket méred.
az értékeknek kb. 1-10 Ohm-ig kell lennie.
vedd figyelembe a műszered mérőzsinórjának és egyéb elenállásainak értékét.
(mérés előtt összekötöd a két mérőzsinórt és a mutatott értéket kivonod a majdan motorral együtt mért értékből)
ha ez meg van akkor alkalmazd az Ohm törvényét: R=U/I átrendezve a Te esetedre U=I*R
Tehát ha 1.2 Ohm-ot mértél akkor 4.5A * 1.2Ohm =5.4 V
(Precizebb ellenállásméréshez alkalmazd a négyvezetékes módszert, azaz rákötsz egy rúdelemet a motor kivezetéseire az egyik müszerenkeresztül mely árammérő állásban van, a másik műszerrel közvetlen méred a motor kivezetésein eső feszültséget.
Az igy kapott eredményekből a fenti képlet alapján pontosabban meg tudod határozni a tekercs ellenállását)
Bár én csak gondolkodásra sarkalltam a kollégát:)
Tehát :
Először is megméred a motor ellenállását.
ehhez kell egy multiméter, (jobb esetben kettő, vagy egy precíz tápegység)
Tehát a multimétert 200 Ohmos állásba tekered és mérsz.
Négyvezetékes motornál egyszerű mert csak két-két szál vezetéknél lehetséges.
5-vagy 6 vezetékesnél megkeresed azt a két vezetéket amelyiknél a legkisebb értéket méred.
az értékeknek kb. 1-10 Ohm-ig kell lennie.
vedd figyelembe a műszered mérőzsinórjának és egyéb elenállásainak értékét.
(mérés előtt összekötöd a két mérőzsinórt és a mutatott értéket kivonod a majdan motorral együtt mért értékből)
ha ez meg van akkor alkalmazd az Ohm törvényét: R=U/I átrendezve a Te esetedre U=I*R
Tehát ha 1.2 Ohm-ot mértél akkor 4.5A * 1.2Ohm =5.4 V
(Precizebb ellenállásméréshez alkalmazd a négyvezetékes módszert, azaz rákötsz egy rúdelemet a motor kivezetéseire az egyik müszerenkeresztül mely árammérő állásban van, a másik műszerrel közvetlen méred a motor kivezetésein eső feszültséget.
Az igy kapott eredményekből a fenti képlet alapján pontosabban meg tudod határozni a tekercs ellenállását)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 13:18
Írta: svejk Dátum 2008 május 17, 13:18
Én kb. ezt vártam :(
És akkor még nem vetted figyelembe a hőtágulást.
(mivel úgy vettem ki az írásaidból hogy a gép keret aluprofilból lesz, igen nem fér össze az acélhuzallal)
Persze neked a pincében közelítőleg azonos hőmérséklet van, de nálam a garázsban 0-35 C fokig változik :(
És akkor még nem vetted figyelembe a hőtágulást.
(mivel úgy vettem ki az írásaidból hogy a gép keret aluprofilból lesz, igen nem fér össze az acélhuzallal)
Persze neked a pincében közelítőleg azonos hőmérséklet van, de nálam a garázsban 0-35 C fokig változik :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 14:03
Írta: 000000000 Dátum 2008 május 17, 14:03
Kösz a helyesbítést. Úriember vagy!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 14:12
Írta: 000000000 Dátum 2008 május 17, 14:12
Sajnos, én is sokszor elkövetem azt a hibát, hogy csak utalok a megoldásra, de nemgondolok arra, hogy ami nekem tiszta és mindennapi, az másnak nem az. És csodálkozom, ha nem azt készitik el vagy nem úgy, amire én gondoltam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 14:56
Írta: 000000000 Dátum 2008 május 17, 14:56
Szevasztok!
Egy jó kérdésem lenne hozzátok, Tisztelt fórum társak.
Nekem a gépem 2,5m hoszban az x-tenelyt drótkötél húzza , de van egy felmerülő probléma vele, ugyan is az: hogy a csapágyakkal megvezettet drót alul ugye ahol csak a csapágyak vannak 2,5m a teljes drót hossz, viszont felül ahol csatlakozik az y-tengelytartójához ott csak 2m a drót hossza, no és itt lép fel a gond ,,,,felül ahol2m ott ugye a feszités az tökély, de alul ahol 2.5m ott sokkal lazább,mint felül, és emiatt mikor az x-mozgás irányt vált van egy pontosan 1,2mm úgymond kottyanás ,de csak -x irányban, az érdekesség hogy a nullára álás minden irányból tökéletesen pontos,
de ha az x-elmegy 100 ra akkor a mért eredmény a nullától számitva 100, de ha x-100 ra megy akkor csak 98,8mm de nullára jól vissza áll.
Kérdésem az lenne hogy ez kottyanásként be lehet -e álítani, vagy valami más megoldás lenne-e erre a probblémára??
Tisztelettel: S.I
Egy jó kérdésem lenne hozzátok, Tisztelt fórum társak.
Nekem a gépem 2,5m hoszban az x-tenelyt drótkötél húzza , de van egy felmerülő probléma vele, ugyan is az: hogy a csapágyakkal megvezettet drót alul ugye ahol csak a csapágyak vannak 2,5m a teljes drót hossz, viszont felül ahol csatlakozik az y-tengelytartójához ott csak 2m a drót hossza, no és itt lép fel a gond ,,,,felül ahol2m ott ugye a feszités az tökély, de alul ahol 2.5m ott sokkal lazább,mint felül, és emiatt mikor az x-mozgás irányt vált van egy pontosan 1,2mm úgymond kottyanás ,de csak -x irányban, az érdekesség hogy a nullára álás minden irányból tökéletesen pontos,
de ha az x-elmegy 100 ra akkor a mért eredmény a nullától számitva 100, de ha x-100 ra megy akkor csak 98,8mm de nullára jól vissza áll.
Kérdésem az lenne hogy ez kottyanásként be lehet -e álítani, vagy valami más megoldás lenne-e erre a probblémára??
Tisztelettel: S.I
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 15:10
Írta: svejk Dátum 2008 május 17, 15:10
Hogy is néz ez ki? Nem igazán világos a drót vezetése :(
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 17, 15:33
Írta: 4um5b65d Dátum 2008 május 17, 15:33
Előre is köszönöm, ha tollat ragadsz és leskicceled a főbb alkatrészeket. Nagyon kíváncsi lennék a megoldásra... Most egy kicsit felfelé görbül a szám széle..... Várom a rajzot...Köszi
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 17, 15:47
Írta: 4um5b65d Dátum 2008 május 17, 15:47
Látod ez a gyenge pontja a leendő gépednek, én épp egy orsó nélküli megoldáson gondolkodom. Ha trapézorsóval csinálod akkor a sokat használt részek kopnak és amikor átfut az anya egy ritkán használt részre akkor megváltozik a menet hosszirányú struktúrája ha a kopott és a kevésbé kopott részen egyszerre kell dolgoznia a gépnek. És sajnos nem használható az a forgácsolási módszer, hogy egyik fogásnál a menetprofil bal oldalát míg a második fogásnál a jobb oldalát forgácsolod. Vagy a keresztirányú mozgás nem 90 fokos a hossztengelyhez képest hanem a profilszög felével kevesebb, tehát egy metrikus menetnél nem 90 fokban hanem mínusz 30 fok...azaz 60 fokos szögben közelítesz az anyaghoz fogásvételnél. Gondolom a te elképzelésed szerint is a tokmány forgásiránya állandó marad akármerre is indul el a szánszerkezeted előtolás közben.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 május 17, 15:51
Írta: yuagaci9g Dátum 2008 május 17, 15:51
Te a meroszalagot cibaltad! En nem arra gondoltam, hanem a visszahuzo rugojara, ami vastagabb.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 május 17, 16:26
Írta: Motoros Dátum 2008 május 17, 16:26
Na jó ez igaz, de nálam ez nem szempont, mert a menethossz csak 15 mm és a darabszám sem millió.
Különben kritikus esetben ott a golyósorsó, vagy te nilyen meghajtásra gondolsz orsó nélkűl??
Ha a menetet késsel vágod (és nem marod) akkor a több lépés miatt hogy gondolod azt a 9 másodpercet..itt szerintem vmi cnc megoldás jöhet szóba, és akkor a kés kiréntása sem gond akár 15 fokon belűl. Nálam egy fogásból lesz marva a menet...a kés forog (mint egy ütőkés) 6000-el .. menetkifutás itt nem is lesz szinte.
Különben kritikus esetben ott a golyósorsó, vagy te nilyen meghajtásra gondolsz orsó nélkűl??
Ha a menetet késsel vágod (és nem marod) akkor a több lépés miatt hogy gondolod azt a 9 másodpercet..itt szerintem vmi cnc megoldás jöhet szóba, és akkor a kés kiréntása sem gond akár 15 fokon belűl. Nálam egy fogásból lesz marva a menet...a kés forog (mint egy ütőkés) 6000-el .. menetkifutás itt nem is lesz szinte.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 16:33
Írta: 000000000 Dátum 2008 május 17, 16:33
Ügyes marószerszám készítés...
Hátha ütőkés helyett jobb lenne vmi ilyesmi...
A végét sajna nem értem, pedig okosságokat ír többélű marók készítéséről...
(megy a linkek közé is)
Hátha ütőkés helyett jobb lenne vmi ilyesmi...
A végét sajna nem értem, pedig okosságokat ír többélű marók készítéséről...
(megy a linkek közé is)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 16:36
Írta: 000000000 Dátum 2008 május 17, 16:36
Sajnos valoban ez van....
(lasd mar a 3136-ban is a velemenyem)
Felmeteres-meteres-tobbmeteres meretekenel mar komoly dolog a nyulas, behajlas, csavarodas ...több negyzetcentis vasaknal is!
Ha szazadokban gondolkodunk...elvaraskent.
Nomeg elojon a hotagulas problemaja is...
(lasd mar a 3136-ban is a velemenyem)
Felmeteres-meteres-tobbmeteres meretekenel mar komoly dolog a nyulas, behajlas, csavarodas ...több negyzetcentis vasaknal is!
Ha szazadokban gondolkodunk...elvaraskent.
Nomeg elojon a hotagulas problemaja is...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 május 17, 16:47
Írta: Motoros Dátum 2008 május 17, 16:47
Érdekes a fotón látható 6 pofás tokmány. Külön állítható egyszerre három pofa és talán külön külön a másik három? Sok mindent nem láttam, még ilyet sem. Nem igazán látom az értelmét.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 16:54
Írta: 000000000 Dátum 2008 május 17, 16:54
tőlem ilyet ne kérdezz:-))) Fogalmam sincs, mire jó, csak a marószár elkészítése nagyon ésszerűen le van írva:-)
(ha más is erre vetemedne, akárcsak én a közeljövőben, a lapka alátámasztása fontos és el nem hagyható, emiatt a szelephez hasonló végű szár!)
(ha más is erre vetemedne, akárcsak én a közeljövőben, a lapka alátámasztása fontos és el nem hagyható, emiatt a szelephez hasonló végű szár!)
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 17, 18:07
Írta: 3k74cecek Dátum 2008 május 17, 18:07
Első nekifutásra azt látom, hogy a viz térfogat számolásánál a képlet jó (r2*pi...) a behelyettesítésben azonban már az átmérőt emeled négyzetre.
Még nézem tovább ...
Még nézem tovább ...
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 17, 18:10
Írta: 3k74cecek Dátum 2008 május 17, 18:10
Utánaszámoltam, csak rosszul írtad a végérték jó.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 18:13
Írta: 000000000 Dátum 2008 május 17, 18:13

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 18:16
Írta: 000000000 Dátum 2008 május 17, 18:16
No itt a rajz
egyszerü de nagyszerü....
Mostmár csak valhogy orvosolni kén a hibáját!!
Vajon a machban csak minusz irányu kottyanást lehet e álítni??
egyszerü de nagyszerü....
Mostmár csak valhogy orvosolni kén a hibáját!!
Vajon a machban csak minusz irányu kottyanást lehet e álítni??
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 17, 18:28
Írta: 3vv2btrhv Dátum 2008 május 17, 18:28
Én kicserélném a drotkötelet dordás szijra Lámpás-nál nagyon bevált
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 17, 18:40
Írta: 3k74cecek Dátum 2008 május 17, 18:40
Átnéztem és utánaszámoltam a húzásra vonatkozó képlettel és tökéletes volt a mérésed. Viszont örüljél, mert ez kb. 10-szer jobb a kevlár kötélnél. Viszont ha jól emlékszem a hídad mozgása elég kevés lenne, így esetleg egyes darabokon a szalag kiváltható lenne jóval nagyobb keresztmetszetű anyaggal, így rövidebb lehete a nagyon nyúló hossz.
Persze ez újabb problémákat vet fel.
Szerintem amire neked kell a masina ott abszolút felesleges az 1 százados pontosság.
Már csak azért is mert a fa mérete ennél nagyságrenddel többet változik a nedvességtartalom hatására.
Persze ez újabb problémákat vet fel.
Szerintem amire neked kell a masina ott abszolút felesleges az 1 százados pontosság.
Már csak azért is mert a fa mérete ennél nagyságrenddel többet változik a nedvességtartalom hatására.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 19:22
Írta: 000000000 Dátum 2008 május 17, 19:22
Én hasonló marót csináltam, rádiusz késselés MK2-es szárral, szépen dolgozik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 20:34
Írta: 000000000 Dátum 2008 május 17, 20:34
Hány késest? több késessel, mármint készítésével nincs tapasztalatod?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 május 17, 20:41
Írta: yuagaci9g Dátum 2008 május 17, 20:41
A felfuggesztesed vajon mennyit erszkedett a meresnel?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 20:49
Írta: svejk Dátum 2008 május 17, 20:49
Hát ha így van akkor bizony egyforma feszes mind a két szál maxi a belógása nagyobb az alsónak.
Nem lehet hogy egyik irányban többet vándorol oldalra a drótod és háromszögelési hiba keletkezik. Gyanús...!?
Nem lehet hogy egyik irányban többet vándorol oldalra a drótod és háromszögelési hiba keletkezik. Gyanús...!?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 20:53
Írta: svejk Dátum 2008 május 17, 20:53
Vannak itt jó matek-fizikások valaki számolja ki az elméleti nyúlást ekkora terhelés hatására.
Ha átlagos acél tulajdonságait veszi nem tévedhet nagyot.
A szalag keresztmetszetét majd Szalai Gyuri megadja...
Ha átlagos acél tulajdonságait veszi nem tévedhet nagyot.
A szalag keresztmetszetét majd Szalai Gyuri megadja...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 20:54
Írta: svejk Dátum 2008 május 17, 20:54
Boccs, a #3194-et Lámpás kérdésére válaszoltam
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 20:57
Írta: svejk Dátum 2008 május 17, 20:57
Amikor az asztalod középúton van, akkor kell a kötélnek 90 fokot bezárnia a hajtótengellyel.
Ebben az esetben a +- értékrknrk stimmelni kellene, csak linearitási hiba lehet.
Ebben az esetben a +- értékrknrk stimmelni kellene, csak linearitási hiba lehet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 17, 21:09
Írta: 000000000 Dátum 2008 május 17, 21:09
Pityuli!
Csak azt nem értem, hogy évekig jó volt, azaz asztalosiparilag megfelelő volt a megoldásod most pedig már nem. Szerintem a kottyanási hibát vagy megcsúszás, vagy pedig megnyúlás okozhatja. Egyébként a felső szál rögzítését sem egy merev szakaszon (híd) keresztül hanem annak csak egy rögzített pontján kellene végezned. Így ui. az alsó lll. felső szál majdnem azonos hosszú és és ezáltal közel azonos viselkedésű lenne. Ha a hibát a rugalmasság miatti megnyúlás okozza akkor érthető, hogy az egyik irányban miért téved a mechanikád. Egyébként szerintem a Mach kotty logikája minden irányban azonosmódon viselkedik. Irányváltásoknál egy azonos nagyságú jobbra ill. balra történő plussz léptetést iktat be a konkrét elmozduláshoz szükséges "munkaléptetések" elé. Ha pl. a Mach-ban egy nagyobb kottyanási értéket adsz meg ugyanakkor sebesség százalékát nagyon alacsony-ra veszed optikailag látod is ezt a folyamatot. Nagyot kottyanó esztergámon ezt ki is próbáltam.
A javasolt bordásszíj vagy esetleg fogasléc (lásd EZ router) tökéletes megoldás lenne, de ezt annak idején, mint emlékszel, az óriási költségek miatt elvetettük. Kb 14 m bordásszíj + a kerekek drágábbak lettek volna mint az egész "vasparipád"!
Csak azt nem értem, hogy évekig jó volt, azaz asztalosiparilag megfelelő volt a megoldásod most pedig már nem. Szerintem a kottyanási hibát vagy megcsúszás, vagy pedig megnyúlás okozhatja. Egyébként a felső szál rögzítését sem egy merev szakaszon (híd) keresztül hanem annak csak egy rögzített pontján kellene végezned. Így ui. az alsó lll. felső szál majdnem azonos hosszú és és ezáltal közel azonos viselkedésű lenne. Ha a hibát a rugalmasság miatti megnyúlás okozza akkor érthető, hogy az egyik irányban miért téved a mechanikád. Egyébként szerintem a Mach kotty logikája minden irányban azonosmódon viselkedik. Irányváltásoknál egy azonos nagyságú jobbra ill. balra történő plussz léptetést iktat be a konkrét elmozduláshoz szükséges "munkaléptetések" elé. Ha pl. a Mach-ban egy nagyobb kottyanási értéket adsz meg ugyanakkor sebesség százalékát nagyon alacsony-ra veszed optikailag látod is ezt a folyamatot. Nagyot kottyanó esztergámon ezt ki is próbáltam.
A javasolt bordásszíj vagy esetleg fogasléc (lásd EZ router) tökéletes megoldás lenne, de ezt annak idején, mint emlékszel, az óriási költségek miatt elvetettük. Kb 14 m bordásszíj + a kerekek drágábbak lettek volna mint az egész "vasparipád"!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 21:23
Írta: svejk Dátum 2008 május 17, 21:23
Most látom megadta a keresztmetszetet: 3 mm2
Viszont:
Nem tudom mi az az I2 és I3 azaz 80 és 100, de az biztos hogy még a 13,7kg-ból eredő kb 130N-os erő elég sovány egy olyan komoly híd gyorsításáshoz és irányváltásához mint amilyet Te akarsz készíteni.
Csak emlékeztetőül egy 1Nm-es moci 10-es orsóval 628 N erővel nyomul alapból.
Ha szervód lesz az ennek csúcsban a többszörösét tudja majd.
Viszont:
Nem tudom mi az az I2 és I3 azaz 80 és 100, de az biztos hogy még a 13,7kg-ból eredő kb 130N-os erő elég sovány egy olyan komoly híd gyorsításáshoz és irányváltásához mint amilyet Te akarsz készíteni.
Csak emlékeztetőül egy 1Nm-es moci 10-es orsóval 628 N erővel nyomul alapból.
Ha szervód lesz az ennek csúcsban a többszörösét tudja majd.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 17, 21:25
Írta: svejk Dátum 2008 május 17, 21:25
Ja, hülye vagyok, nálad lesz orsó, a szalag csak stabilizálásra lenne ugye?
Tehát csak akkor éri igazán terhelés a szalagot ha kint dolgozol a szélén az asztalnak.
Oké, bocsi hogy gyorsabban írtam mint gondolkodtam.....:( :(
Tehát csak akkor éri igazán terhelés a szalagot ha kint dolgozol a szélén az asztalnak.
Oké, bocsi hogy gyorsabban írtam mint gondolkodtam.....:( :(
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 18, 13:15
Írta: 4um5b65d Dátum 2008 május 18, 13:15
Ez a 9 másodperces adat egy működő gép produktuma, nem állítom, hogy meg tudom csinálni, de legalább megpróbálom kitalálni, hogy ezt miképp érték el. Valami 1000-es körüli fordulaton csinálja a gép és több fogásból, gondolom legalább 4 kell ennél a menetnél. Az orsó nélküli megoldást már előzőekben írtam, biztos elkerülte a figyelmedet. Egy forgó tárcsán levő állítható excentritású csap hajt egy rudazatot...oda vissza, csak 1 ilyen kerék nem elegendő. Több kerék és rúd kombinációjával képzelem el a működést. Ezzel valahogy ki tudnám küszöbölni azt a problémát, hogy a 0-45 fokig történő elforgás ugyanazt az utat adja a rúdon mint a 45-90 fokig terjedő szakasz. Ezt ugye 1 tárcsával nem lehet elérni. Az excenter csapok tologatásával azonos tárcsaforgás mellett gyakorlatilag egy fokozatmentes menetemelkedést lehetne állítani, míg a másik tárcsarendszerrel a menethosszt lehetne beállítani. A hatpofás tokmányt meg hibásan használta az ürge köranyagnál....oda csak 3 ofa kell, de ugyanezt a tokmányt használhatja 4 pofás tokmányként is. Amúgy a pofák ennél egyszerre mozognak.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 18, 15:38
Írta: 3k74cecek Dátum 2008 május 18, 15:38
Annyival nem vastagabb, ami már csak századokat nyúlna. Sajnos a 4m hossz az elég tekintélyes.
A hőtágulás is rátesz még egy lapáttal 4m 10fokra már 0.4 mm tágul. Sajnos ilyen méreteknél úgy látom nem úszható meg a két orsó használata.
A hőtágulás is rátesz még egy lapáttal 4m 10fokra már 0.4 mm tágul. Sajnos ilyen méreteknél úgy látom nem úszható meg a két orsó használata.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 18, 15:48
Írta: 3k74cecek Dátum 2008 május 18, 15:48
Az L2 és L3 a karáttétel, mert a hordó közelebb van az alátámasztáshoz mint a szalag megfogása.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 18, 16:07
Írta: Szalai György Dátum 2008 május 18, 16:07
Lámpás #3178 és 3192-ra
A visszahúzó rugó vastagabb, de nincs kéznél. A mérőszalagot a télen mentettem meg az autópálya építkezésnél. Eldobták, mert hiányzott az elejéből egy darab. Szerintem a rugószalag anyagnak rugalmasnak kell lennie, nem csak kereszt, hanem hosszirányban is. A mérőszalag pedig rideg, merev. Gondoltam, kisebb lehet a nyúlása. Ilyen pontosságú méréshez a felfüggesztő pontom merevsége semmiképp sem tekinthető etalonnak. (40cm ikersejt téglafal, 20mm-es átmenő csavar, tartószerkezet 40X40X3mm zártszelvényből, átlós alátámasztással. De valahonnan el kellett indulnom már végre. Már keresek egy 50kg-os digitális horgászmérleget, vagy erőmérő cellát, azzal képes leszek vízszintes húzópróbákat csinálni egy 150mm-es acélgerenda oldalán. Az pontosabb lesz.
© Szigma #3185 és 3189-re
Köszönöm az ellenőrzést. A kevlárkötél jobban nyúlik, de könnyebb és hajlékonyabb szerkezet. Abból könnyen lehetne használni 10-20mm átmérőjűt is,(de szalag is létezik belőle) ami acélbowdenből már nekem kezelhetetlen átmérő. A szalag kiváltása nagyobb keresztmetszetű anyaggal az egyenes szakaszokon, új lehetőségeket nyitna, de sajnos a pálya arányai miatt a kiváltható szakaszok az egész hosszhoz képest jelentéktelenek. A fával kapcsolatban is teljesen egyetértek veled, (Századra pontosan egy csíkot sem tudok húzni!) csak sajnálom elvesztegetni a nagy golyósorsó precizitását.
© svejk #3198 és 3199-re
l2 (Kis ell kettő) A terhelés (vizeshordó) hatáspontjának a forgásponttól (vízszintes létra falfelőli vége) mért távolsága.
l3 (Kis ell három) A mérőszalag alsó befogási pontjának a forgásponttól (vízszintes létra falfelőli vége) mért távolsága.
Ez a két távolság, egykarú emelőt alkot, ezért muszáj számolnom vele. Ha a mérőszalagot a vizeshordó függőleges középvonalában rögzíthettem volna, akkor ezek nem lennének.
Sajnos gőzöm sincsen, hogy hogyan tudnám majd kiokoskodni a gépem hídtömegének ismeretében az irányváltáskor fellépő erőmaximumot. Pillanatnyilag csak saccolható a teljes mozgó tömeg és a maximális sebesség értéke is. Szerencsére forgácsoláskor a sebesség alacsony, ekkor irányváltáskor nem óriási a lendület. Gyorsmenetkor pedig nem sokat számít a rugalmas nyúlás. (Talán még jól is jön.) 1Nm-es moci 10-es orsóval 628 N erővel nyomul alapból, ha a falnak nyomom, de a hidat csak annyival nyomja, amennyi annak elmozdításához szükséges. Hogy az mennyi? Szerintem senki sem mérte még megmunkálás közben. Talán egyedül neked vannak torziós erőmérőid. Ezeket beépítve az erőátviteli láncba, mindég pontosan mérhető lenne, a pillanatnyi nyomaték. De ehhez kell egy akkora gép mint az enyém lesz. Igen a gép jobb oldalán helyt áll az a kifogástalan orsó. A ball oldalon viszont a szalagnak (vagy kötélnek) kell helytállnia, különben keresztbe fordul a híd. Szerintem ez a probléma a középorsós gépeken is megvan, az asztal két szélén, csak még senki sem foglalkozott vele, mert a gépméretek és a pontossági elvárások nem indokolták.
A visszahúzó rugó vastagabb, de nincs kéznél. A mérőszalagot a télen mentettem meg az autópálya építkezésnél. Eldobták, mert hiányzott az elejéből egy darab. Szerintem a rugószalag anyagnak rugalmasnak kell lennie, nem csak kereszt, hanem hosszirányban is. A mérőszalag pedig rideg, merev. Gondoltam, kisebb lehet a nyúlása. Ilyen pontosságú méréshez a felfüggesztő pontom merevsége semmiképp sem tekinthető etalonnak. (40cm ikersejt téglafal, 20mm-es átmenő csavar, tartószerkezet 40X40X3mm zártszelvényből, átlós alátámasztással. De valahonnan el kellett indulnom már végre. Már keresek egy 50kg-os digitális horgászmérleget, vagy erőmérő cellát, azzal képes leszek vízszintes húzópróbákat csinálni egy 150mm-es acélgerenda oldalán. Az pontosabb lesz.
© Szigma #3185 és 3189-re
Köszönöm az ellenőrzést. A kevlárkötél jobban nyúlik, de könnyebb és hajlékonyabb szerkezet. Abból könnyen lehetne használni 10-20mm átmérőjűt is,(de szalag is létezik belőle) ami acélbowdenből már nekem kezelhetetlen átmérő. A szalag kiváltása nagyobb keresztmetszetű anyaggal az egyenes szakaszokon, új lehetőségeket nyitna, de sajnos a pálya arányai miatt a kiváltható szakaszok az egész hosszhoz képest jelentéktelenek. A fával kapcsolatban is teljesen egyetértek veled, (Századra pontosan egy csíkot sem tudok húzni!) csak sajnálom elvesztegetni a nagy golyósorsó precizitását.
© svejk #3198 és 3199-re
l2 (Kis ell kettő) A terhelés (vizeshordó) hatáspontjának a forgásponttól (vízszintes létra falfelőli vége) mért távolsága.
l3 (Kis ell három) A mérőszalag alsó befogási pontjának a forgásponttól (vízszintes létra falfelőli vége) mért távolsága.
Ez a két távolság, egykarú emelőt alkot, ezért muszáj számolnom vele. Ha a mérőszalagot a vizeshordó függőleges középvonalában rögzíthettem volna, akkor ezek nem lennének.
Sajnos gőzöm sincsen, hogy hogyan tudnám majd kiokoskodni a gépem hídtömegének ismeretében az irányváltáskor fellépő erőmaximumot. Pillanatnyilag csak saccolható a teljes mozgó tömeg és a maximális sebesség értéke is. Szerencsére forgácsoláskor a sebesség alacsony, ekkor irányváltáskor nem óriási a lendület. Gyorsmenetkor pedig nem sokat számít a rugalmas nyúlás. (Talán még jól is jön.) 1Nm-es moci 10-es orsóval 628 N erővel nyomul alapból, ha a falnak nyomom, de a hidat csak annyival nyomja, amennyi annak elmozdításához szükséges. Hogy az mennyi? Szerintem senki sem mérte még megmunkálás közben. Talán egyedül neked vannak torziós erőmérőid. Ezeket beépítve az erőátviteli láncba, mindég pontosan mérhető lenne, a pillanatnyi nyomaték. De ehhez kell egy akkora gép mint az enyém lesz. Igen a gép jobb oldalán helyt áll az a kifogástalan orsó. A ball oldalon viszont a szalagnak (vagy kötélnek) kell helytállnia, különben keresztbe fordul a híd. Szerintem ez a probléma a középorsós gépeken is megvan, az asztal két szélén, csak még senki sem foglalkozott vele, mert a gépméretek és a pontossági elvárások nem indokolták.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 május 18, 19:15
Írta: Szedlay Pál Dátum 2008 május 18, 19:15
De van szélesebb olyan amilyet szeretnél egy a probléma 1000 méter a minimum rendelhető mennyiség.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 május 18, 19:22
Írta: s5f8tmfv3 Dátum 2008 május 18, 19:22
Ezt most találtam, hátha érdekel valakit. Üdv!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 18, 22:20
Írta: 3vv2btrhv Dátum 2008 május 18, 22:20
Nem rossz , vajon alkalmi vagy gyári cuc ??
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2008 május 18, 22:59
Írta: sasi Dátum 2008 május 18, 22:59
Szia Gyuri!
Az acéloknak terhelés hatására van egy rugalmas, majd egy maradandó nyúlása, és végül szakad. Terhelni csak a rugalmas határon belül szabad, itt is megfelelő biztonsági tényező figyelembevételével. A mérőszalag rideg kemény anyag, ezért szakító vizsgálatnál nincs mérhető folyáshatára, csak un. egyezményes folyáshatára, ami azt jelenti, hogy megmérjük a 0,2%-os nyúláshoz tartozó erőt, ezt osztjuk a vizsgált keresztmetszettel. Ez az adat mérőszalagnál kb. 1000 MPa körül lehet (vagy kevesebb…?). Ötvözött rugóacélnál elérheti az 1500 MPa értéket is, az ötvözetlen 600 MPa körűli.
Száz szónak is egy a vége, 0,2%-os nyúlástól kevesebbel kel számolnod az acélszalagos meghajtásnál. Ha a mérőszalag mérete 0,15x19 mm, a max. terhelhetősége 2850 N, illetve a felére lehet méretezni.
Drótkötélnél más a helyzet, az rendesen nyúlik terhelés hatására, itt ilyen rugalmassági szakaszt nem lehet meghatározni. Szakadása alatt az első elemi szál elpattanását értjük.
Tudok méréssel segíteni, ha konkréttá válik az ügy…
Üdv sasi
Az acéloknak terhelés hatására van egy rugalmas, majd egy maradandó nyúlása, és végül szakad. Terhelni csak a rugalmas határon belül szabad, itt is megfelelő biztonsági tényező figyelembevételével. A mérőszalag rideg kemény anyag, ezért szakító vizsgálatnál nincs mérhető folyáshatára, csak un. egyezményes folyáshatára, ami azt jelenti, hogy megmérjük a 0,2%-os nyúláshoz tartozó erőt, ezt osztjuk a vizsgált keresztmetszettel. Ez az adat mérőszalagnál kb. 1000 MPa körül lehet (vagy kevesebb…?). Ötvözött rugóacélnál elérheti az 1500 MPa értéket is, az ötvözetlen 600 MPa körűli.
Száz szónak is egy a vége, 0,2%-os nyúlástól kevesebbel kel számolnod az acélszalagos meghajtásnál. Ha a mérőszalag mérete 0,15x19 mm, a max. terhelhetősége 2850 N, illetve a felére lehet méretezni.
Drótkötélnél más a helyzet, az rendesen nyúlik terhelés hatására, itt ilyen rugalmassági szakaszt nem lehet meghatározni. Szakadása alatt az első elemi szál elpattanását értjük.
Tudok méréssel segíteni, ha konkréttá válik az ügy…
Üdv sasi
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 18, 23:28
Írta: 4um5b65d Dátum 2008 május 18, 23:28
Eszembe jutott valami Amatőr fogasléce kapcsán....Sokan épitettetek sokféle megoldással gépeket, és soxor probléma a holtjátékok kiküszöbölése a gépek mozgatásakor. Nem tudom, hogy láttatok e már olyan megoldást ami egy fogaslécre épül,de a kapcsolódó fogaskerék az valójában 2db fogaskerék egymás mellett , tehát a fogasléc olyan széles mint a két egymás melleti fogaskerék szélessége. A trükk a dologban, hogy mig az egyik fogaskerék fixen rögzül a tengelyre , a másik fogaskerék viszont elforog a tengelyen, és ezen fogaskerekek belsejében van egy erős csigavonal szerű rugó ami a két fogaskereket el akarja forgatni egymás mellől. Olyan rugó kb mint egy régi vekker órában az a bizonyos felhúzó rugó, csak kevesebb menetszámmal. A fogaslécbe való illesztés előtt gyakorlatilag felhúzzuk a rugót és a fogaskereket mint az órát tettük és úgy illesztjük bele a fogaslécbe. Teljesen kotyogásmentes lesz az erőátvitel. Ez a megoldás lényegesebben kevesebb kopással jár mint mondjuk egy trapézorsós mozgatás. Igaz célszerű mindkettőnek edzettnek lenni.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 18, 23:31
Írta: 3vv2btrhv Dátum 2008 május 18, 23:31

rajzolo toll , a maro szerszám helyébe kell befogni
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 18, 23:33
Írta: 3vv2btrhv Dátum 2008 május 18, 23:33
laslie , ez érdekell , mert a következö gépem fogasléces lessz .
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 18, 23:42
Írta: 4um5b65d Dátum 2008 május 18, 23:42
Majd előkotrom valahonnan a mintapéldányt, nekem ez a megoldás egy esztergagéphez rögzített mérőrendszerben "volt-van-lesz" csak ott nem hajtásra használják hanem a fogaskerék tengelye egy szögadóhoz van rögzítve és 0,01-os elmozdulást precízen érzékel.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 május 19, 02:33
Írta: 3k74cecek Dátum 2008 május 19, 02:33
Ez egy gyakran használt megoldás a finommechanikában, de nem szerencsés komolyabb terhelés esetén.
Ugyanis a fogakat olyan erővel kell a fogasléchez szórítani ami nagyobb, mint az üzemben előfordulható legnagyobb erő. Enélkül nem lesz kottyanás mentes a dolog. Így viszont a fogak állandóan nagy terhelésen vannak. Üzem közben a terhelése pedig a kétszerese lehet, mint enélkül lenne. Ezt azért jó szem elött tartani a tervezésnél.
Ugyanis a fogakat olyan erővel kell a fogasléchez szórítani ami nagyobb, mint az üzemben előfordulható legnagyobb erő. Enélkül nem lesz kottyanás mentes a dolog. Így viszont a fogak állandóan nagy terhelésen vannak. Üzem közben a terhelése pedig a kétszerese lehet, mint enélkül lenne. Ezt azért jó szem elött tartani a tervezésnél.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 május 19, 08:02
Írta: Motoros Dátum 2008 május 19, 08:02
Esztergályozásnál ha csak egy irányba forgácsolsz..márpedig ez a jellemző a késélek miatt.. akkor a kottyanásmentesség nem lényeges, azaz bőségesen megfelel a szoftveres holtjátékkompenzáció.
Ha viszont mégis fontos akkor itt van egy nagyon egyszerű módszer, használatánál sajna a motorterhelés növekszik ugyanúgy mint a "félbevágott fogaslécnél"

Ha viszont mégis fontos akkor itt van egy nagyon egyszerű módszer, használatánál sajna a motorterhelés növekszik ugyanúgy mint a "félbevágott fogaslécnél"
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 május 19, 08:05
Írta: Motoros Dátum 2008 május 19, 08:05
Természetesen itt is igaz amit Szigma ír a #3212 ben.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 május 19, 08:17
Írta: Motoros Dátum 2008 május 19, 08:17
Laslie4
Ötletesnek tartom ezt az excenteres megoldást, kíváncsian várom az eredményt.
Én azt mondom hogy elektronikával kevesebb munkával jutok célba, de nem biztos hogy igazam van.
A hatpofás tokmányhoz:
A pofák nem biztos hogy egyszerre mozognak, mert he jól megnézed a fotót akkor a látható hogy két szinten helyezkednek el a pofáknak a mozgatását lehetővé tevő tokmánykulcs befogadására szolgálo négyzetesre kialakított nyillások . (( ezt a mondatot nem tudom már tovább bonyolítani:(( ))
Ötletesnek tartom ezt az excenteres megoldást, kíváncsian várom az eredményt.
Én azt mondom hogy elektronikával kevesebb munkával jutok célba, de nem biztos hogy igazam van.
A hatpofás tokmányhoz:
A pofák nem biztos hogy egyszerre mozognak, mert he jól megnézed a fotót akkor a látható hogy két szinten helyezkednek el a pofáknak a mozgatását lehetővé tevő tokmánykulcs befogadására szolgálo négyzetesre kialakított nyillások . (( ezt a mondatot nem tudom már tovább bonyolítani:(( ))
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 19, 08:21
Írta: 3rymb5s35 Dátum 2008 május 19, 08:21
Azokat a fogasléceket egy öreg szokta árulni a Mórahalmi vásárban (minden hónap 3. vasárnapján van). Én úgy emlékszem 1000Ft-ért vetzem tőle.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 május 19, 10:06
Írta: D.Laci Dátum 2008 május 19, 10:06
Fogasléccel úgyis megoldható, hogy egy kerék 2 léc. Az egyik léc fix a másik állítható.
De mikronos pontosságú gépet soha nem fogtok így építeni! Mert a fogasléces megoldásnak van egy kis problémája, fogankénti linearitás. Ahhoz, hogy egy igen precíz fogaslécet elő állítsanak az nem 2fillér.
De mikronos pontosságú gépet soha nem fogtok így építeni! Mert a fogasléces megoldásnak van egy kis problémája, fogankénti linearitás. Ahhoz, hogy egy igen precíz fogaslécet elő állítsanak az nem 2fillér.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 19, 12:58
Írta: 4um5b65d Dátum 2008 május 19, 12:58
A 6 pofás tokmánnyal kapcsolatban most lett egy kis képzavarom. Ha ez így van ahogy mondod akkor nem értem a tokmány működését. Ha megnézed azt a képet amin két dió is látszik akkor azt mondanám hogy fizikai lehetetlenség külön állítani a pofákat. Ha a pofáktól befelé haladva nézzük a tokmány belső alkatrészeinek elhelyezkedését akkor ugye így jönnek sorban. Tokmánypofa - síkmenetes tárcsa - tokmánydió. Az nagyon jól látszik a képen, hogy a négyzet kulcsnyílású dió van közelebb a tokmány elejéhez, és az biztos hogy ez mozgatja a pofákat. Ami síkban mögötte van az viszont egy hatszög kulcsnyílású és menetesen befelé tekerhető, de az a dió már semmiképp nem érhet hozzá egyik tokmánypofához sem mert ugye köztük van a belső tárcsa....tehát útban lennének egymásnak. A hatszög nyílású az tuti nem erőátviteli kulcsnyílás. Lehet hogy most sci-fi dolgot mondok, de szerintem az inkább valami excenteres állíthatóságra találták ki, talán épp a síkmenetes tárcsát állítja. Bár ilyen tokmány belülről még sosem láttam, lehet hogy jókorát tévedek,de akkor viszont ez egy teljesen más belső elrendezésű tokmány, mint egy hagyományos.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 19, 13:23
Írta: 4um5b65d Dátum 2008 május 19, 13:23
Igazad van a pontosságot illetően, de azt hiszem a mikronos mozgás nem lehet elvárás egy hobbi gépnél, hisz a profi gépek sem képesek rá, vagy csak igen kis százalékuk. 1 mikron = 1 ezred miliméter. Ahol ezt a pontosságot igénylik azok már nem a marógépek és esztergák és gravírozók kategóriájában vannak, Csak edzett, köszörült alkatrészeknél érdemes ebbe a pontossági kategóriába merészkedni. Bár személyes véleményem szerint 5-6 ezred-en belüli megmunkálás a fémiparban már-már hülyeség számba megy és értelmetlen. Csak az etalonok, kaliberek és egyéb mérőeszközöknél látom értelmét. A fogaslécre ható erőkkel kapcsolatban viszont nem értek veled egyet. Nyilván hogy a rugó szorító erejének nagyobbnak kell lenni mint a forgácsoló erőnek, de ha az erőt nézzük akkor szóba sem jöhetne a műanyagból készült trapézmenetes anya, hisz nagy erő hatására összenyomódik valamelyest az anyag. Jó ha a fogasléc és a fogaskerék edzett és köszörült, ez kétségtelen,de a rugó szorítóerejével nem érdemes nagyon foglalkozni mert a fogak ezt simán elviselik, hisz nem papírból vannak ugyebár.....és ráadásul a súrlódási jelenség itt nem igen van jelen úgy mint egy rugófeszítésű trapézanyánál, mert gördülnek a felületek egymáson.....Nem mondom, hogy mindenhová lehet használni ezt az elvet,de gravírozás, nyákmarás, habok, fa és egyéb kisebb fémforgácsolásra simán jó lehet...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 május 19, 17:07
Írta: Szalai György Dátum 2008 május 19, 17:07
Szia Sasi!
Köszönöm a szakszerű segítséget. Végre egy-két szám, amivel már lehet számolgatni valamit. Most találtam egy táblázatot.
http://hu.wikipedia.org/wiki/Szak%C3%ADt%C3%B3szil%C3%A1rds%C3%A1g
Itt van egy-két használhatónak tűnő adat. Melyik anyagot ajánlanád belőle, erre a feladatra?
A Folyáshatár vagy a Legnagyobb feszültség oszlopot érdemes nézni? Sajnos direkt nyúlási adatokat nem találok, a gyártók honlapján sem. Vagy rosszul keresem.
Köszönöm a szakszerű segítséget. Végre egy-két szám, amivel már lehet számolgatni valamit. Most találtam egy táblázatot.
http://hu.wikipedia.org/wiki/Szak%C3%ADt%C3%B3szil%C3%A1rds%C3%A1g
Itt van egy-két használhatónak tűnő adat. Melyik anyagot ajánlanád belőle, erre a feladatra?
A Folyáshatár vagy a Legnagyobb feszültség oszlopot érdemes nézni? Sajnos direkt nyúlási adatokat nem találok, a gyártók honlapján sem. Vagy rosszul keresem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 19, 19:21
Írta: 000000000 Dátum 2008 május 19, 19:21
Rosszul...fajlagos adatot adnak meg...
lasd a wiki-ben pl.
a mechanikai feszültég cimszo alatt
lasd a wiki-ben pl.
a mechanikai feszültég cimszo alatt
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2008 május 19, 20:44
Írta: sasi Dátum 2008 május 19, 20:44
A wiki szócikke korrekt, csak az egyezményes folyáshatár leírásánál téved, mert az nem a maradó 0,2% nyúláshoz tartozó feszültség, hanem a szakító diagramból szerkesztett-számítot érték (MSZ EN szabvány). Annyiban lehet igaz, hogy a korábbi, ma már érvénytelen MSZ szabvány szerint létezett terhelt, és terheletlen állapotban mérhető egyezményes folyáshatár, de az alapanyag szabványok akkoriban is a terhelt adatot adták meg, azaz ez a nyúlás inkább rugalmas, de van olyan anyag is, melynél maradandó (ha közel van az Rp0,2 és az Rm).
A táblázatból a folyáshatárt célszerű figyelembe venni, hiszen a folyáshatár és a szakadás között, különösen nagy szilárdságú anyagoknál csak az időtényező van. Régebben nagy jelentőséget tulajdonítottunk a szakító szilárdságnak, de ma már elvesztette jelentőségét.
A táblázatból a zongorahúr, illetve a kevlar a nyerő, habár az utóbbiról nincs személyes tapasztalatom.
A nyúlás számításánál, pl. a zongorahúr 0,2%-os egyezményes folyáshatára 2000 MPa. Akkor 500 MPa-nál már csak 0,05 %, mert 2000 MPa alatt a lineáris, rugalmas szakaszban vagyunk.
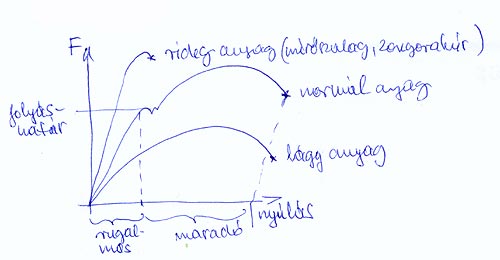
A táblázatból a folyáshatárt célszerű figyelembe venni, hiszen a folyáshatár és a szakadás között, különösen nagy szilárdságú anyagoknál csak az időtényező van. Régebben nagy jelentőséget tulajdonítottunk a szakító szilárdságnak, de ma már elvesztette jelentőségét.
A táblázatból a zongorahúr, illetve a kevlar a nyerő, habár az utóbbiról nincs személyes tapasztalatom.
A nyúlás számításánál, pl. a zongorahúr 0,2%-os egyezményes folyáshatára 2000 MPa. Akkor 500 MPa-nál már csak 0,05 %, mert 2000 MPa alatt a lineáris, rugalmas szakaszban vagyunk.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 24, 21:19
Írta: 000000000 Dátum 2008 május 24, 21:19

Ugyanez nagyban
Szóval köszönöm mindenkinek a hozzászólását és segítségét a Segítség, béna vagyok topicban!
Mint kiderült, a hőmérő, amivel elsőre méregettem, rossz. Most két másik hőmérőt használtam, azok ugyanazt az eredményt adták, így megnyugodtam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 24, 21:31
Írta: 000000000 Dátum 2008 május 24, 21:31
Most nagyon bizakodó vagyok, ha minden jól megy, jövő héten tudok egy durva marógépvázat szerkeszteni hozzá, és abszolút élesben kipróbálni, mit szól a fém maráshoz a motor, meg a flexibilis tengely.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 25, 01:20
Írta: 000000000 Dátum 2008 május 25, 01:20
LAslie ! Köszönöm a fűnyíróval kapcsolatos kerék ötletet. Megcsinálom. Üdvözlettel: Sz B
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 május 25, 12:00
Írta: bmejdz9nu Dátum 2008 május 25, 12:00
Tettem be egy gép derékszög pálya beállítási módszert és videókat a szervó topikba #5083...
Persze ez nem csak szervós géphez használható megoldás...
Persze ez nem csak szervós géphez használható megoldás...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 május 25, 14:12
Írta: 4um5b65d Dátum 2008 május 25, 14:12
SZ B , örülök hogy elnyerte tetszésedet, de vigyázz a hajtással mert azt ugye elfelejtettem mondani, hogy lehetőleg csak valamelyik oldalon hajtsad az első és hátsó kereket mert a külső íven forduló keréknek többet kell forognia kanyarban. Diferenciál művet meg gondolom nem szeretnél beletenni. Vagy teszel minden kerékhez szabadonfutó tűgörgős csapágyakat. Ezek az egyik irányban hajtanak a másik irányban szabadon elfordulnak, így a kanyarban a külső ívű kerekek le tudnak "diferálni".
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 május 26, 07:03
Írta: 3vv2btrhv Dátum 2008 május 26, 07:03

Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 30, 10:58
Írta: 3rymb5s35 Dátum 2008 május 30, 10:58
stgellert kérésére:
A gépem terve
Az aztalok és a gépállvány nagyrésze már megvan, csak az állványhoz méretre kell szabnom. A fortuna egyenlőre fikszen áll majd. (ez is alakulóban van már.) 4-es morse kúp van benne, és egy 100-as esztergatokmányt is rá lehet rakni.van némi alakítani való mág rajta, ami időközben jutott eszembe...
A gépem terve
Az aztalok és a gépállvány nagyrésze már megvan, csak az állványhoz méretre kell szabnom. A fortuna egyenlőre fikszen áll majd. (ez is alakulóban van már.) 4-es morse kúp van benne, és egy 100-as esztergatokmányt is rá lehet rakni.van némi alakítani való mág rajta, ami időközben jutott eszembe...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 30, 11:09
Írta: 000000000 Dátum 2008 május 30, 11:09
Ez nagyon komolynak tűnik... Az emelést hogyan oldod meg? Olajemelő? Hogyan biztosítod, hogy tökéletesen vizszintben emelkedjen?
Az enyém jóval szegényesebb[#shakehead]
Ugye a függőleges tengelyt (eszterga ágy-főorsóval) símán felcsavarozom a falra, és megy alá egy nehezebb asztal... ha kész lesz majd lefotózom, de szerintem, azzal tömeges harakirit fogok okozni:-)
Az enyém jóval szegényesebb[#shakehead]
Ugye a függőleges tengelyt (eszterga ágy-főorsóval) símán felcsavarozom a falra, és megy alá egy nehezebb asztal... ha kész lesz majd lefotózom, de szerintem, azzal tömeges harakirit fogok okozni:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 30, 11:14
Írta: 000000000 Dátum 2008 május 30, 11:14
A másik: Ha a motor-kúpfogaskereket ékszíjjal hajtod meg, nem lenne símább ügy a fortunát, motort összekötni közvetlenül?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 május 30, 11:26
Írta: D.Laci Dátum 2008 május 30, 11:26
Az nem fortuna, hanem egy vertlikál fej.
A motort nem akarja emelni, meg forgatni.
A motort nem akarja emelni, meg forgatni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 30, 11:40
Írta: 000000000 Dátum 2008 május 30, 11:40
Köszi, így már értem!
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 30, 12:04
Írta: 3rymb5s35 Dátum 2008 május 30, 12:04
Ez még elég képlékeny dolog.
Nemrég kaptam egy hiányos elektromos lánckűrészt. Annak a motorját gondoltam rárakni, mert elég könnyű, 1,5kW van ráírva (és ha 1kW-ot lead az talán elég lessz kezdetnek) és a szénkefés motorok fordulatszámát könnyebb szabályozni.
Ez a rajz még egy régi vázlat kiegészítése.
Az asztalemelést egy menetes orsóval oldom meg, amit csigakerekes áttételle hajtok.
A függőleges irányú elmozdulást egy 400x200mm-esz prizmás szán vezeti.
Vagy valami hasonló lessz...
Nemrég kaptam egy hiányos elektromos lánckűrészt. Annak a motorját gondoltam rárakni, mert elég könnyű, 1,5kW van ráírva (és ha 1kW-ot lead az talán elég lessz kezdetnek) és a szénkefés motorok fordulatszámát könnyebb szabályozni.
Ez a rajz még egy régi vázlat kiegészítése.
Az asztalemelést egy menetes orsóval oldom meg, amit csigakerekes áttételle hajtok.
A függőleges irányú elmozdulást egy 400x200mm-esz prizmás szán vezeti.
Vagy valami hasonló lessz...
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 május 30, 12:38
Írta: vthgizrff Dátum 2008 május 30, 12:38
Írhatnál pár sort hogyan akarod a fordulatszám szabályzást megoldani. Nekem az a tapasztalatom, hogy a fordulattal a nyomaték is csökken.
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 30, 12:47
Írta: 3rymb5s35 Dátum 2008 május 30, 12:47
Lehet találni a neten kapcsolási rajzokta. Valamilyen áteresztő elemet kapcsolgatnak a szinuszhullám null-átmenetéhez képest. De. lehet, hogy egy fúrógép kapcsolója is megfelel. (ezügyben még konzultálni akarok egy szekival)
Ha a nyomaték csökken, az talán nem akkora baj, mert az OBI-s, Praktiker-es, Baumax-os gépeken sincs nagyobb motor 500W-nál, és szerintem azokon is így oldották meg a fordulatszám változtatását. (+van rajtun egy kétsebességes fogaskerekes váltó)
Ha a nyomaték csökken, az talán nem akkora baj, mert az OBI-s, Praktiker-es, Baumax-os gépeken sincs nagyobb motor 500W-nál, és szerintem azokon is így oldották meg a fordulatszám változtatását. (+van rajtun egy kétsebességes fogaskerekes váltó)
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 május 30, 14:31
Írta: vthgizrff Dátum 2008 május 30, 14:31
Igen, csak a gond az, hogy ezek általában univerzális soros motorok. Közel 30.000 fordulatuk van. Ezt csökkentik le a fogaskerék segítségével. Elsőre én is ilyen motorral próbálkoztam. 5000 fordulaton két ujjal könnyedén le lehetett fogni. Persze ez nem azt jelenti, hogy az elképzelésed nem lehet jó. Csak a buktatóira szerettem volna felhívni a figyelmed.
Sőt! Ha találsz hozzá olyan elektronikát ami a nyomatékot is tartja, akkor gondolj rám is.
Sőt! Ha találsz hozzá olyan elektronikát ami a nyomatékot is tartja, akkor gondolj rám is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 30, 15:53
Írta: svejk Dátum 2008 május 30, 15:53
Komolyabb ipari kéziszerszámok fordulatszámszabályzójai nyomatéktartóak, de lehet házilag is készíteni akár tirisztorosat is csak jó legyen a szűrés.
IxR kompenzációnak hívják az elvet.
A lényeg hogy a motoron átfolyó áramerősséget kell figyelni, és pozitívan visszacsatolni a fordulatszabályzóba.
Bizonyos határok közt be lehet állítani elég jól, lengésmentesen.
Van erre speckó IC TDA1185.
Ha tudsz tachót szerelni a motorra akkor pedig TDA1085, ez már stabilabb megoldás.
Mindkettőt alkalmazzák pl.mosógépekben.
Egy jobb megoldás lehet amit D.Laci annak idején a gyakorlatban kipróbált:
Servokörbe kötötte a soros univerzális motort.
IxR kompenzációnak hívják az elvet.
A lényeg hogy a motoron átfolyó áramerősséget kell figyelni, és pozitívan visszacsatolni a fordulatszabályzóba.
Bizonyos határok közt be lehet állítani elég jól, lengésmentesen.
Van erre speckó IC TDA1185.
Ha tudsz tachót szerelni a motorra akkor pedig TDA1085, ez már stabilabb megoldás.
Mindkettőt alkalmazzák pl.mosógépekben.
Egy jobb megoldás lehet amit D.Laci annak idején a gyakorlatban kipróbált:
Servokörbe kötötte a soros univerzális motort.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 30, 15:57
Írta: 000000000 Dátum 2008 május 30, 15:57
:))))))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 30, 16:13
Írta: svejk Dátum 2008 május 30, 16:13
Gondolom az utolsó mondat hozta ki belőled a kacajt,nem provokálásnak szántam :)
Én nem próbáltam, állítólag működött...
Őt pedig hiteles embernek ismerem..
Ez a része részemről lezárva a dolognak.
A TDA 1185-öt viszont régebben használtam én is, de csak egy bizonyos fordulatot kellett tartani. Széles terhelés hatására azért voltak lengések.
Én nem próbáltam, állítólag működött...
Őt pedig hiteles embernek ismerem..
Ez a része részemről lezárva a dolognak.
A TDA 1185-öt viszont régebben használtam én is, de csak egy bizonyos fordulatot kellett tartani. Széles terhelés hatására azért voltak lengések.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 május 30, 17:00
Írta: vthgizrff Dátum 2008 május 30, 17:00
Én ezt mind értem, csak az a gond, hogy a komolyabb ipari kéziszerszámok is 10.000 és 27.000 fordulat között állíthatóak. Már amelyiken nincs lassítóáttétel. kovacsk terveit elnézve ez nem egy gravírozó gép lesz. Szóval szerintem ő is inkább 500-5000 fordulaton szeretné használni. Ebben a tartományban pont nincs nyomaték. Hacsak nem iktat be egy lassító áttételt. Pedig milyen szép lenne egy motorral (ami bontásból ingyen van) megoldani a gravírozást, és a kis fordulaton történő nagyolást is.
"Ha tudsz tachót szerelni a motorra akkor pedig TDA1085, ez már stabilabb megoldás."
Ez a tahós megoldás mekkora nyomatékot biztosítana egy 1000W motornál 500 fordulaton?
Mennyire lenne állandó a fordulat?
Nekem az volt a legnanyobb gond, hogy amikor beleért az anyagba a maró leesett a fordulat. Mire nagynehezen kipörgött, már rég eltört a szerszám. Szóval ezt nehéz megoldani: a beállított fordulatot tartsa terhelés hatására is.
Bár én szervókörben nem próbáltam.
"Ha tudsz tachót szerelni a motorra akkor pedig TDA1085, ez már stabilabb megoldás."
Ez a tahós megoldás mekkora nyomatékot biztosítana egy 1000W motornál 500 fordulaton?
Mennyire lenne állandó a fordulat?
Nekem az volt a legnanyobb gond, hogy amikor beleért az anyagba a maró leesett a fordulat. Mire nagynehezen kipörgött, már rég eltört a szerszám. Szóval ezt nehéz megoldani: a beállított fordulatot tartsa terhelés hatására is.
Bár én szervókörben nem próbáltam.
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 május 30, 17:23
Írta: 3rymb5s35 Dátum 2008 május 30, 17:23
Zoltán!
Köszi az infókat!
Svejknek is köszi!
Nem tudom a láncfűrésznek mekkora a fordulata. Valami lassító, nomatéknövelő áttétel már van benne gyárilag, de gondolom, azt még tovább kell lassítanom.
Nem tudom,hogy a nagyobb fúrógépek kis fordulaton járatásánál mekkora a nyomaték csökkenés? (no ilyesmikről is kell még beszélnem a szakival)
Egyenlőre most a gépváz összeállítása ami leköt.
Pillanatnyilag már annak is örülni tudnék, ha csak úgy próbának sikerülne összeraknom hétvégén.(erre csekély az esélyem)
A többin később agyalok.
Az sem biztos, hogy cnct csinálok a gépből. Bár épp ma ültettem be hozzá a nyákot.(ezt is ki kellene próbálnom)
Csak időm kevés...
Köszi az infókat!
Svejknek is köszi!
Nem tudom a láncfűrésznek mekkora a fordulata. Valami lassító, nomatéknövelő áttétel már van benne gyárilag, de gondolom, azt még tovább kell lassítanom.
Nem tudom,hogy a nagyobb fúrógépek kis fordulaton járatásánál mekkora a nyomaték csökkenés? (no ilyesmikről is kell még beszélnem a szakival)
Egyenlőre most a gépváz összeállítása ami leköt.
Pillanatnyilag már annak is örülni tudnék, ha csak úgy próbának sikerülne összeraknom hétvégén.(erre csekély az esélyem)
A többin később agyalok.
Az sem biztos, hogy cnct csinálok a gépből. Bár épp ma ültettem be hozzá a nyákot.(ezt is ki kellene próbálnom)
Csak időm kevés...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 30, 19:30
Írta: svejk Dátum 2008 május 30, 19:30
Én speciel a komolyabb kézifúrógépekre gondoltam, de abban igazad van hogy abban is van lassító áttétel.
TDA1085-öt használtam de nem motorvezérlésre így arról nem tudok nyilatkozni, de ha a mosógépekben tudja mosást és a centrifugálást állandó értéken tartani biztos jó megoldás.
ott kb. 1:5-1:10-es átfogás.
(félreértések elkerülése végett az újabb autómata mosógépekről beszélünk melyekben szénkefés univerzális moci van, kb 1kW teljesítményű)
Visszatérve a Ti esetetekre, ezek a motorok alptulajdonsága hogy kis fordulaton óriási nyomatékuk van a felépítésükből adódóan. (soros motor)
Tehát az esetedben a nem jó szabályzás lehetett a gond. (gondolom csak egy mezei fázishasító volt ami nem is szabályzás)
Természetesen a névleges teljesítményt csak névleges fordulaton adja le, de nyomatéknak lenni kell kis fordulaton is.
Viszont kis fordulaton valószínű hogy kényszerhűtést kellene alkalmazni.
TDA1085-öt használtam de nem motorvezérlésre így arról nem tudok nyilatkozni, de ha a mosógépekben tudja mosást és a centrifugálást állandó értéken tartani biztos jó megoldás.
ott kb. 1:5-1:10-es átfogás.
(félreértések elkerülése végett az újabb autómata mosógépekről beszélünk melyekben szénkefés univerzális moci van, kb 1kW teljesítményű)
Visszatérve a Ti esetetekre, ezek a motorok alptulajdonsága hogy kis fordulaton óriási nyomatékuk van a felépítésükből adódóan. (soros motor)
Tehát az esetedben a nem jó szabályzás lehetett a gond. (gondolom csak egy mezei fázishasító volt ami nem is szabályzás)
Természetesen a névleges teljesítményt csak névleges fordulaton adja le, de nyomatéknak lenni kell kis fordulaton is.
Viszont kis fordulaton valószínű hogy kényszerhűtést kellene alkalmazni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 30, 19:34
Írta: svejk Dátum 2008 május 30, 19:34
Mindezektől függetlenül én inkább komoly feladatokra nagyobb aszinkron vagy párhuzamos DC motort javasolnák, melyek jól szabályozhatók, gravírozáshoz inkább gyors motorcserében gondolkodnnék.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 30, 19:54
Írta: 000000000 Dátum 2008 május 30, 19:54
"Egyenlőre most a gépváz összeállítása ami leköt.
Pillanatnyilag már annak is örülni tudnék, ha csak úgy próbának sikerülne összeraknom hétvégén.(erre csekély az esélyem) "
Az esztergatokmányt mindenképp rögzítsd valamilyen retesszel, és ne a legnagyobb maróddal kezd a próbát! (mai, friss tapasztalat...:-) )
Benne van a konyhafalba (mármint a gépváz, ami príma és merev így, a tokmányt már kiszedtem a falból...:-) ).
Szal a részletekben is sok ördög bújik meg, nem lazulhatott volna le, de mivel átugrott az anyagon, ellentétes irányból kapta el a maró, egyenirányú lett a marás és az egy ezredmásodperc alatt lekapta a tokmányt a menetről...
Szal rögzítsd a tokmányt valahogy!
Pillanatnyilag már annak is örülni tudnék, ha csak úgy próbának sikerülne összeraknom hétvégén.(erre csekély az esélyem) "
Az esztergatokmányt mindenképp rögzítsd valamilyen retesszel, és ne a legnagyobb maróddal kezd a próbát! (mai, friss tapasztalat...:-) )
Benne van a konyhafalba (mármint a gépváz, ami príma és merev így, a tokmányt már kiszedtem a falból...:-) ).
Szal a részletekben is sok ördög bújik meg, nem lazulhatott volna le, de mivel átugrott az anyagon, ellentétes irányból kapta el a maró, egyenirányú lett a marás és az egy ezredmásodperc alatt lekapta a tokmányt a menetről...
Szal rögzítsd a tokmányt valahogy!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 30, 20:00
Írta: 000000000 Dátum 2008 május 30, 20:00
Én vitáznék Veled.
Ezek a soros motorok komolytalanok.
Nem egy kategóriájú egy állandó mágneses kefés
motorral. Igazából a nagy furdulatuk miatt
szeretik, és az olcsóságuk miatt. Alacsonyabb
fordulatokra teljesen használhatatlan egy
30-40 ezres névleges fordulatú ilyen motor.
Azon is csodálkozom, hogy a mai korszerű
mosógépekbe ilyet építenek.
Ezek a soros motorok komolytalanok.
Nem egy kategóriájú egy állandó mágneses kefés
motorral. Igazából a nagy furdulatuk miatt
szeretik, és az olcsóságuk miatt. Alacsonyabb
fordulatokra teljesen használhatatlan egy
30-40 ezres névleges fordulatú ilyen motor.
Azon is csodálkozom, hogy a mai korszerű
mosógépekbe ilyet építenek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 május 30, 20:15
Írta: 000000000 Dátum 2008 május 30, 20:15
(viszont amíg nem csavarta le magát, addig a 23-as ujjmaró 5 mm fogásmélységgel és 0,5 mm-es előtolással prímán marta a vasat - hulladék satudarab, arégifajta, nem a mai öntöttvas) - emlékeztetőül ez egy 550 w/3000 ford/perc motorral és flexibilis tengelyel hajtott marógép fejjel).
Tibort amúgy védőszentemmé avatom, nem felém repült ugyan a esztergatokmány, de szerintem csak azért, mert félrepöckölte:-)
Tibort amúgy védőszentemmé avatom, nem felém repült ugyan a esztergatokmány, de szerintem csak azért, mert félrepöckölte:-)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 30, 20:53
Írta: svejk Dátum 2008 május 30, 20:53
Mint írtam a #3244-ben én sem ajálom ezeket a motorokat marómotornak....
Hogy miért használják(ták?) ezeket mosógépben nem tudom, de gondolom a kis fordulaton is nagy nyomaték miatt.
Az utóbbi időkig egyeduralkodó volt a villamos vontatásban is a soros motor a nagy indítónyomaték miatt minden nyűgje ellenére.
Ma már a frekvenciaváltók ott is megjelentek..
Lehet a legmodernebb mosógépek is frekiváltósak??
Hogy miért használják(ták?) ezeket mosógépben nem tudom, de gondolom a kis fordulaton is nagy nyomaték miatt.
Az utóbbi időkig egyeduralkodó volt a villamos vontatásban is a soros motor a nagy indítónyomaték miatt minden nyűgje ellenére.
Ma már a frekvenciaváltók ott is megjelentek..
Lehet a legmodernebb mosógépek is frekiváltósak??
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 30, 20:58
Írta: svejk Dátum 2008 május 30, 20:58
Igazából a 30-40ezres fordulat ezen motoroknál az üresjárati fordulat, a névleges ahol már van használható nyomaték úgy 5-15 ezer közt lehet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 30, 21:41
Írta: svejk Dátum 2008 május 30, 21:41
Azt hiszem a #3243-ben ezzel hülyeséget írtam:
"Természetesen a névleges teljesítményt csak névleges fordulaton adja le"
Mivel a soros motornál a fordultszám csökkenésével a nyomaték növekszik, ráadásul négyzetesen(?) ezért kis fordulaton is leadja a teljesítményt.
"Természetesen a névleges teljesítményt csak névleges fordulaton adja le"
Mivel a soros motornál a fordultszám csökkenésével a nyomaték növekszik, ráadásul négyzetesen(?) ezért kis fordulaton is leadja a teljesítményt.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 május 30, 22:01
Írta: vthgizrff Dátum 2008 május 30, 22:01
Mekkora feszültséget kellene adjak neki?
Egyen vagy váltakozóáramot?
Sajnos a gyakorlat ennek épp az ellenkezőjét igazolta.
Egyen vagy váltakozóáramot?
Sajnos a gyakorlat ennek épp az ellenkezőjét igazolta.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 30, 22:16
Írta: svejk Dátum 2008 május 30, 22:16
Mindenféleképpen szabályzott körbe kell rakni, mert ez a motorfajta nem szabályozza magát mint a shöntmotor.
Ez a motor alapból egyáltalán nem fordulattartó, csak állandó terhelésre alkalmas helyből, pl. porszívó. (ott beáll egy egyensúlyi állapot)
A felépítéséből adódóan megy egyen és váltakozó árammal is. (ezért hívják univerzális motornak)
A névleges feszültségről kell járatni a rendszert, és majd a szabályzó eldönti mennyit ad rá.
Milyen motorra mennyit kapcsoltál, és mi volt az az elenkező igazolás?
De szerintem ne foglalkozz vele mert ezen motorok lelki világa talán még bonyolultabb mint a párhuzamos DC motorokénál is....
Ez a motor alapból egyáltalán nem fordulattartó, csak állandó terhelésre alkalmas helyből, pl. porszívó. (ott beáll egy egyensúlyi állapot)
A felépítéséből adódóan megy egyen és váltakozó árammal is. (ezért hívják univerzális motornak)
A névleges feszültségről kell járatni a rendszert, és majd a szabályzó eldönti mennyit ad rá.
Milyen motorra mennyit kapcsoltál, és mi volt az az elenkező igazolás?
De szerintem ne foglalkozz vele mert ezen motorok lelki világa talán még bonyolultabb mint a párhuzamos DC motorokénál is....
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2008 május 30, 22:34
Írta: vthgizrff Dátum 2008 május 30, 22:34
720VA torroid transzformátorról próbálgattam.
Az én motorom egy nagynyomású mosoból való.
24 és 48 Voltnál még simán lefogom két ujjal. Egyenáramnál talán kicsit nehezebben, de ugy sincs benne sokkal több erő. 110V fölött már kezd alakulni, csak mint írtam, terhelésre sokat esik a fordulat.
Kár érte, egybe van már építve egy kis fortunával. (ezt ugy két éve csináltam) De akkor megy vissza a szekrénybe, örizgetem még egy darabig.
Az én motorom egy nagynyomású mosoból való.
24 és 48 Voltnál még simán lefogom két ujjal. Egyenáramnál talán kicsit nehezebben, de ugy sincs benne sokkal több erő. 110V fölött már kezd alakulni, csak mint írtam, terhelésre sokat esik a fordulat.
Kár érte, egybe van már építve egy kis fortunával. (ezt ugy két éve csináltam) De akkor megy vissza a szekrénybe, örizgetem még egy darabig.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 május 30, 22:59
Írta: svejk Dátum 2008 május 30, 22:59
Értem, amit írsz természetes...
Nyűgös a szabályzása..
Majd egyszer kipróbálom én is és majd beszámolok.
Nyűgös a szabályzása..
Majd egyszer kipróbálom én is és majd beszámolok.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 június 02, 17:53
Írta: bmejdz9nu Dátum 2008 június 02, 17:53

Cím: Re:Mechanikai ötletek
Írta: crgs7u9wg Dátum 2008 június 02, 18:13
Írta: crgs7u9wg Dátum 2008 június 02, 18:13
egy olyan kerdesem volna, hogy viszonylag kis atmeroben, pl. 8mm milyen precizios hajtasi megoldasok jonnek szoba? elso gondolat a golyosorso volt, de 16-osnal vekonyabb atmerot nem talaltam...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 június 02, 18:56
Írta: svejk Dátum 2008 június 02, 18:56
Ilyesmi megoldás Dolphi gépezete is..
Mint ahogy Motoros a múltkor megjegyezte, nem is tudjuk miért nem ilyeneket gyártunk.
Nincsenek azok az instabil "gólyalábak" az Y híd alatt.
Oldalra egyébként sem nyúlhat ki a munkadarab a régi megoldásnál sem. Esetleg ha egy nagy kiterjedésű munkadarab egyik szélét kell megmunkálni akkor hátrányos ez a szerkezet.
Mint ahogy Motoros a múltkor megjegyezte, nem is tudjuk miért nem ilyeneket gyártunk.
Nincsenek azok az instabil "gólyalábak" az Y híd alatt.
Oldalra egyébként sem nyúlhat ki a munkadarab a régi megoldásnál sem. Esetleg ha egy nagy kiterjedésű munkadarab egyik szélét kell megmunkálni akkor hátrányos ez a szerkezet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 június 02, 19:50
Írta: svejk Dátum 2008 június 02, 19:50
Boccs, Dolphi=Dolfi...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 június 02, 19:59
Írta: HJózsi Dátum 2008 június 02, 19:59
Tényleg jó ... elgondolkoztató ... még előtte vagyok ... [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 június 02, 20:11
Írta: bmejdz9nu Dátum 2008 június 02, 20:11
Valamiért az alap valami öntvény lehet... 400 kg ez a kis gép... ha jól olvastam... talán valamit nem tudunk?
Pedíg ez forácsbiztos megoldás... :)
Pedíg ez forácsbiztos megoldás... :)
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 június 02, 20:33
Írta: HJózsi Dátum 2008 június 02, 20:33
Polimer beton?...
Cím: Re:Mechanikai ötletek
Írta: crgs7u9wg Dátum 2008 június 02, 20:44
Írta: crgs7u9wg Dátum 2008 június 02, 20:44
szoktam latni, hogy a felso hidat egy-egy lepteto-motor hajtja es mindig ilyenkor az motoszkal a fejemben, hogy egy ilyen megoldasnal, ha az egyik lepteto egy kicsit is elobb mozdul meg akkor az kvazi beekelodik, ha csak egy picit is, ertem en azt, hogy ha megy bele az amper akkor szinte semmit nem venni eszre ebbol :) de mi van ha csak keves aramunk/gyenge motorunk van? lehetne erre egy megoldas, ha a leptetok tekercset sorbakotjuk? na ugy ertem, hogy az a motor 1-es tekercset a b motor 1-esevel...
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 június 02, 21:17
Írta: ra8nsmk6w Dátum 2008 június 02, 21:17
Azért erre biztos gondoltak a tervezök és csak-csak le lehet venni a gép hátsó lemezét.Még nagyon jól emlékezem a vitára az álló és mozgó asztal volt a téma. Kettő éve tervezem a hasonló gépem elkészitését, talán az idén. Ami nagyon megfogott a hasonló konstrukciókban, hogy a stabilitása mellett még egyszerübb is elkésziteni.A Misivel azonos véleményen vagyok.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 június 02, 21:28
Írta: svejk Dátum 2008 június 02, 21:28
Nekem is egyre szimpibb, olyanyira hogy mégiscsak kellene egy gépezetet csinálni..
Bár én kis gépnél eddig a mozgó asztal híve voltam, de ez a fenti sínek és orsók...
Még a két vonoórsó szinkronizálása is megoldható a híd magasságában.
Bár én kis gépnél eddig a mozgó asztal híve voltam, de ez a fenti sínek és orsók...
Még a két vonoórsó szinkronizálása is megoldható a híd magasságában.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 június 02, 22:20
Írta: 3vv2btrhv Dátum 2008 június 02, 22:20
IGEN Polimer beton
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 június 02, 22:33
Írta: bmejdz9nu Dátum 2008 június 02, 22:33
... és láttam ebben a konstrukcióban olyat is... (megoldható ugyebár), hogy egy "tálkába" volt a munkadarab a hűtőfolyadékban...
Egy-két kérdést mindenképp felvet a megoldás...
1. 2 motor hossz írányban azaz tengelyenként 1-1
2. áthajtás - kardántengellyel vagy szíjjal.
3. csak egyik oldalon hajtani... mint Dolfi gépe és erős kereszt tengyely.
... Ha "két motoros" (márpedíg ez talán a legjobb és egyszerűbb) akkor hogyan viselkedik step ill. szervóhajtással ha eltérés keletkezik...
A német gépemen is két motor és két hossz tengely/orsó volt... Ha egyik lépést vesztett akkor megfeszült, de a mechanika kibírta...
"Kalibrálás" : nekimenni a mechanika végének... de erre azért ritkán volt szükség... De pl. szervóval ez hogyan?
OK. persze feltételezzük, hogy sosem megy el a két motor egymástól... de azért egy duppla refferencia (párhuzamosító :) kapcsolású megoldás nem ártana...
Egy-két kérdést mindenképp felvet a megoldás...
1. 2 motor hossz írányban azaz tengelyenként 1-1
2. áthajtás - kardántengellyel vagy szíjjal.
3. csak egyik oldalon hajtani... mint Dolfi gépe és erős kereszt tengyely.
... Ha "két motoros" (márpedíg ez talán a legjobb és egyszerűbb) akkor hogyan viselkedik step ill. szervóhajtással ha eltérés keletkezik...
A német gépemen is két motor és két hossz tengely/orsó volt... Ha egyik lépést vesztett akkor megfeszült, de a mechanika kibírta...
"Kalibrálás" : nekimenni a mechanika végének... de erre azért ritkán volt szükség... De pl. szervóval ez hogyan?
OK. persze feltételezzük, hogy sosem megy el a két motor egymástól... de azért egy duppla refferencia (párhuzamosító :) kapcsolású megoldás nem ártana...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 03, 09:25
Írta: 000000000 Dátum 2008 június 03, 09:25
Igen.. talán a bordásszíjas áthajtás...
- Egyink tengely megtekerve a motorral, a túloldalon a tengelyek között bordásszíjas kapcsolat.
- Középen a motor, a tengelyek külön-külön ugyanazon motorral hajtva... ide rövidebb bordásszíjak kellenek, ez elvileg merevebb.
nemtom???
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 07, 14:46
Írta: 0gbwyh99 Dátum 2008 június 07, 14:46
Üdv. mindenkinek,
Nagyon megfogot engem Sasi plazmavágó gépén a Z tengely ekcenteres magasságállitási megoldása ! Nagyon egyszerűnek tartom . A kérdésem az volna hogy ha a csigaáttételes motor helyett egy 4Nm -es NEMA 34-es motort raknák 1:6 szijtárcsás áttétellel, 4X-es mikrolépéssel - meg birná a motor tartani a Z tengely súlyát ha mondjuk olyan 3 kg-rol volna szó ?
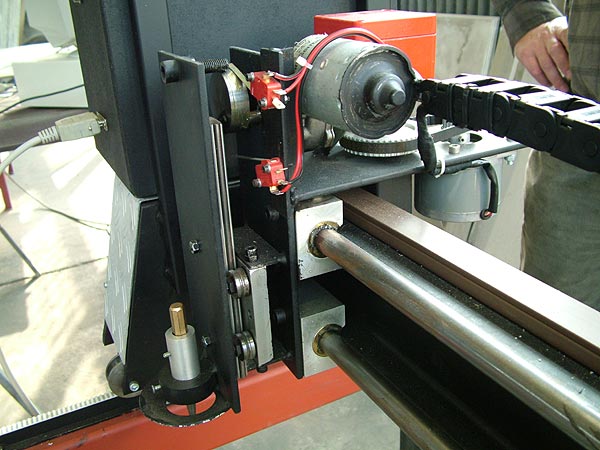
Nagyon megfogot engem Sasi plazmavágó gépén a Z tengely ekcenteres magasságállitási megoldása ! Nagyon egyszerűnek tartom . A kérdésem az volna hogy ha a csigaáttételes motor helyett egy 4Nm -es NEMA 34-es motort raknák 1:6 szijtárcsás áttétellel, 4X-es mikrolépéssel - meg birná a motor tartani a Z tengely súlyát ha mondjuk olyan 3 kg-rol volna szó ?
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 június 08, 00:54
Írta: 3k74cecek Dátum 2008 június 08, 00:54
Nem minden részletet értek a képen. Úgy látom a lemez tetején
lévő csavart mozgatja az excenter.
Elég furcsa mert úgy néz ki mintha a menet éle érintkezne az excenter tárcsa palástjával.
Ez nem túl szerencsés, mert kicsi az érintkező felület, gyorsan kopik.
Ha a csavar pontosan az excenter tengelye fölött van, akkor a Z kocsi súlya közvetlenül nem akarja
elforgatni az excentert, csak az excentricitáson mint lejtőn keresztül van nyomatéka.
Ha ez a lejtöszög az önzáráson belül van, akkor bármilyen nehéz lehetne elvileg.
AZ emeléséhez/süllyesztéséhez szükséges nyomaték a lejtő alapján számolható.
Tehát a megtartható súly erősen függ az excentricitás nagyságától.
Pontosat csak a méretek ismeretében lehet mondani, de nagy valószinűséggel megtartaná.
lévő csavart mozgatja az excenter.
Elég furcsa mert úgy néz ki mintha a menet éle érintkezne az excenter tárcsa palástjával.
Ez nem túl szerencsés, mert kicsi az érintkező felület, gyorsan kopik.
Ha a csavar pontosan az excenter tengelye fölött van, akkor a Z kocsi súlya közvetlenül nem akarja
elforgatni az excentert, csak az excentricitáson mint lejtőn keresztül van nyomatéka.
Ha ez a lejtöszög az önzáráson belül van, akkor bármilyen nehéz lehetne elvileg.
AZ emeléséhez/süllyesztéséhez szükséges nyomaték a lejtő alapján számolható.
Tehát a megtartható súly erősen függ az excentricitás nagyságától.
Pontosat csak a méretek ismeretében lehet mondani, de nagy valószinűséggel megtartaná.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 június 08, 11:46
Írta: s5f8tmfv3 Dátum 2008 június 08, 11:46
Elég volna egy kis csapágy a menet végére, így a kis felület ellenére is nagyságrendekkel nőne az élettartam. Azonfelül így is nagy ötlet az excenter.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 június 08, 13:16
Írta: Kristály Árpád Dátum 2008 június 08, 13:16
Halihó!
Ezt a megoldást már láthattuk az első Talin....
Sajnos a névre nem emlékszem, annyi még megvan, hogy az illető a Kandón tanít s még annyi,hogy gépét ha jól emlékszem egy PLC vezérelte....
Aprópó.... nyák készítésre használta.
(bal sarokban volt)....
Üdv.: Árpi
Ezt a megoldást már láthattuk az első Talin....
Sajnos a névre nem emlékszem, annyi még megvan, hogy az illető a Kandón tanít s még annyi,hogy gépét ha jól emlékszem egy PLC vezérelte....
Aprópó.... nyák készítésre használta.
(bal sarokban volt)....
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 08, 16:38
Írta: 0gbwyh99 Dátum 2008 június 08, 16:38
Üdv. mindenkinek,
Rájöttem egy furcsaságra azzal az ekcenterrel kapcsolatban . Mennyire lineáris a mozgása a Z tengelynek az ekcenter körivének egyes részein ? Másképpen : a motor minden egyes lépésére a Z tengely ugyan annyit mozdul meg fel(vagy le)felé , vagy attol függ hogy az ekcenter körivén éppen hol tart a dolog ? Nem tom jól fogalmaztam-e a kérdést ? Van valaki aki ezt ki tudja számolni ?
Rájöttem egy furcsaságra azzal az ekcenterrel kapcsolatban . Mennyire lineáris a mozgása a Z tengelynek az ekcenter körivének egyes részein ? Másképpen : a motor minden egyes lépésére a Z tengely ugyan annyit mozdul meg fel(vagy le)felé , vagy attol függ hogy az ekcenter körivén éppen hol tart a dolog ? Nem tom jól fogalmaztam-e a kérdést ? Van valaki aki ezt ki tudja számolni ?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 08, 17:00
Írta: 0gbwyh99 Dátum 2008 június 08, 17:00
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 június 08, 17:01
Írta: Motoros Dátum 2008 június 08, 17:01
nem lineáris, de ez nem is fontos a plazma emelésénél sztem. Valami sínus görbe ugrik be.
Cím: Re:Mechanikai ötletek
Írta: crgs7u9wg Dátum 2008 június 08, 17:07
Írta: crgs7u9wg Dátum 2008 június 08, 17:07
ha meg nagyon kell a linearis lehet rakni bele egy transzformacios tablat, oszt jol van :)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 június 08, 17:09
Írta: Motoros Dátum 2008 június 08, 17:09
:)))
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 június 08, 17:11
Írta: Motoros Dátum 2008 június 08, 17:11
Ez nagyon spec és drága görgős csapágy (2500 huf), olcsóbb golyós is jó lenne egy tengellyel..
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 08, 17:11
Írta: 0gbwyh99 Dátum 2008 június 08, 17:11
Elmesélnéd ezt részletesebben ? Hogy néz ki az a tábla, és hová lehet bele rakni ? A MACH-ba, vagy hová ?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 június 08, 17:15
Írta: Motoros Dátum 2008 június 08, 17:15
A táblát a kör helyére kell tenni, persze nem kör alakúra kell faragni hanem valami elipszis talán...ezt Tibor45 tudná valami függvénnyel megközelíteni :)))
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 08, 17:16
Írta: 0gbwyh99 Dátum 2008 június 08, 17:16
Én láttam már fele annyiért is, és ezek viszont nagyon strapa biróak - direkt felület követésre vannak kitalálva . Egyszer megveszed és elfelejted !Na persze időközönkét meg kell kenni !
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 június 08, 17:19
Írta: yuagaci9g Dátum 2008 június 08, 17:19
Neem, szerintem alfcoder az orso liearizacios tablazatra gondolt a Mach-ban.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 június 08, 17:22
Írta: Motoros Dátum 2008 június 08, 17:22
Igen..meg a terhelhetősége is nagy a kis mérete (13 mm) ellenére. Hasonló tűgörgőst lehet kapni (Tech-Con) 4000ft körüli áron de abba bele van köszörűlve a 6 mm-es rúdhoz való profil..ami kis Z tengelyhez is jó..csak drága.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 08, 17:24
Írta: 0gbwyh99 Dátum 2008 június 08, 17:24
Ha valaki fel tudna rakni egy pontos rajzot hogy milyen formájúra faragjam azt az ekcentert , nagyon nagyon hálás volnák . Még annyit hogy 80 milis Z-tengely mozgatást szeretnék vele végezni .
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 08, 17:28
Írta: 0gbwyh99 Dátum 2008 június 08, 17:28
Szia Lámpás!
Hogy is gondoltad azt ? A MACH-ban hová lehet ilyesmit be tenni ?
Hogy is gondoltad azt ? A MACH-ban hová lehet ilyesmit be tenni ?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 június 08, 17:32
Írta: Motoros Dátum 2008 június 08, 17:32
Van olyan is?? Én a saját ötletemet csak viccnek szántam...lásd: szmájli.
De ha belegondolsz nem is akkora hülyeség.
De ha belegondolsz nem is akkora hülyeség.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 június 08, 17:36
Írta: yuagaci9g Dátum 2008 június 08, 17:36
80 mm hez jo nagy karika kell,
Szerintem a cardoid alak megfelelobb, ez nyujtottabb elmozdulast ad.
Igy szerkeszd meg:
Szerintem a cardoid alak megfelelobb, ez nyujtottabb elmozdulast ad.
Igy szerkeszd meg:
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 08, 17:49
Írta: 0gbwyh99 Dátum 2008 június 08, 17:49
Elnézést ha bénázom, de most látok ilyet életemben először ! Hogyan szerkeztedted ezt ? mik azok a kis körök ? Légyszi elküldenéd ezt nekem DXF vagy valamilyen AUTOCAD formátumban ? Nekem ACAD 2004.-es verzióm van . Az a MACH orsó linearizációs táblás dolog is érdekel .
Köszi szépen !!!
Köszi szépen !!!
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 08, 17:56
Írta: 0gbwyh99 Dátum 2008 június 08, 17:56
Ok , meg van , a WIKIMEDIA-rol töltödted le . A MACH táblázat azért továbra is érdekel !!
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 június 08, 21:39
Írta: 3k74cecek Dátum 2008 június 08, 21:39
Sajnos ez a kardioid alak nem ad lineáris elmozdulást az elfordulás függvényében.
Ehhez csigavonal alakú tárcsa kellene.
Ráadásul nem szükséges, hogy a tárcsa szimmetrikus legyen. A visszaeresztés megoldható a tárcsa visszaforgatásával, így jobb felbontás érhető el.
A legegyszerűbb mm papíron kiszerkeszteni, illetve hogy a kaptafánál maradjak, CAD-ben megrajzolni.
Ehhez csigavonal alakú tárcsa kellene.
Ráadásul nem szükséges, hogy a tárcsa szimmetrikus legyen. A visszaeresztés megoldható a tárcsa visszaforgatásával, így jobb felbontás érhető el.
A legegyszerűbb mm papíron kiszerkeszteni, illetve hogy a kaptafánál maradjak, CAD-ben megrajzolni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 08, 21:43
Írta: 000000000 Dátum 2008 június 08, 21:43
haat ha egyenes aranyossagot akar az emberfia
az elfordulas-emeles kozott es allando eroszuksegletet ... akkor az gondolom a lejto feltekerve a palastra...
az elfordulas-emeles kozott es allando eroszuksegletet ... akkor az gondolom a lejto feltekerve a palastra...
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2008 június 08, 22:15
Írta: sasi Dátum 2008 június 08, 22:15
Szia István!
Az excenter semmi mást nem csinál, mint a Z tengelyt alsó (munka), vagy felső pozícióba állítja. A piros miltac kapcsolók az excenter alsó-felső állását érzékelik, tehát ez a megoldás nem tartalmaz automatikus magasságszabályozást.
Figyelembe véve az igénybevételt, a támasztó csavar végéről elég leesztergálni a menetet.
4 Nm-es motorral, közvetlen hajtás esetén, 10 mm-es excentricitással -20mm lökethossz- közel 40 kg-os Z tengely emelhető meg…
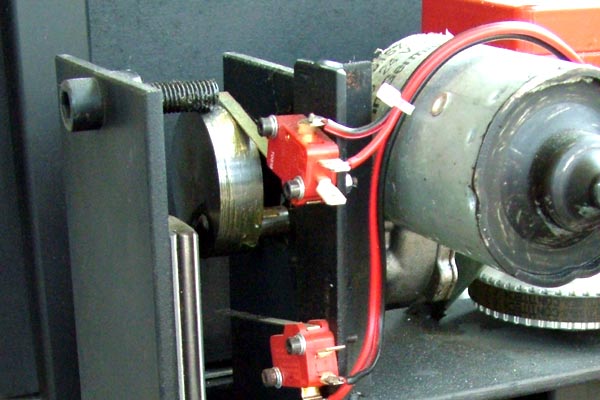
tomas #3290 [#eljen]
Az excenter semmi mást nem csinál, mint a Z tengelyt alsó (munka), vagy felső pozícióba állítja. A piros miltac kapcsolók az excenter alsó-felső állását érzékelik, tehát ez a megoldás nem tartalmaz automatikus magasságszabályozást.
Figyelembe véve az igénybevételt, a támasztó csavar végéről elég leesztergálni a menetet.
4 Nm-es motorral, közvetlen hajtás esetén, 10 mm-es excentricitással -20mm lökethossz- közel 40 kg-os Z tengely emelhető meg…
tomas #3290 [#eljen]
Cím: Re:Mechanikai ötletek
Írta: crgs7u9wg Dátum 2008 június 08, 22:49
Írta: crgs7u9wg Dátum 2008 június 08, 22:49
azonban ha a vegallas-kapcsolok helyett egy egyszeru szervo-potmetert teszunk be, akkor a vezerlo program maris tudja, hogy hol vagyunk a z tengelyen es maris lehet, ha kell! linearizalni ill. automatikusan allitani a magassagot...
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 június 09, 00:34
Írta: 3k74cecek Dátum 2008 június 09, 00:34
Nem a palástra, mert abból a menet lesz, nem pedig az excenter. A forgástengelyre merőlegesen kell "feltekerni" a lejtőt, abból lesz a spirál tárcsa.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 június 09, 11:25
Írta: 4um5b65d Dátum 2008 június 09, 11:25
A spiráltárcsa is menet....csak annak az a neve, hogy síkmenet :))) Ha valakinek épp ilyenre fáj a foga akkor egy kibuherált esztergatokmány tárcsája épp megfelelő a célra....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 09, 13:17
Írta: 000000000 Dátum 2008 június 09, 13:17
A masik "iranyba" ...es akkor excenter :-)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 09, 19:35
Írta: 0gbwyh99 Dátum 2008 június 09, 19:35
Üdv. mindenkinek!
Nagyon szépen köszönöm minkenkinek hogy segittettetek egy kezdö CNC-snek hogy jobban megértsen bizonyos dolgokat !
Sasinak is köszönöm a plazma vágójának a részletes és pontos,Z-tengely müködásének a leirását .
Ha jól értem akkor sokkal egyszerűbb golyósorsót tenni a Z-tengely végére ... Csak hát megtetszett ez az ekcenteres dolog ... és mennyivel olcsób mind a golyósorsó+anya+csapágyak !!! Azért még nem akarok ilyen könnyen lemondani erröl a dologrol ! Nem vagyok túl jó matekbol, és nem értem ezeket a "görbéket" . Légyszi, tegyen fell egy képet vagy rajzot valaki - aki ért hozzá hogy milyen az az alak (vagy görbe) amiböl forgás után lineáris magasság emelkedést lehet kapni .
Köszi !!!!
Nagyon szépen köszönöm minkenkinek hogy segittettetek egy kezdö CNC-snek hogy jobban megértsen bizonyos dolgokat !
Sasinak is köszönöm a plazma vágójának a részletes és pontos,Z-tengely müködásének a leirását .
Ha jól értem akkor sokkal egyszerűbb golyósorsót tenni a Z-tengely végére ... Csak hát megtetszett ez az ekcenteres dolog ... és mennyivel olcsób mind a golyósorsó+anya+csapágyak !!! Azért még nem akarok ilyen könnyen lemondani erröl a dologrol ! Nem vagyok túl jó matekbol, és nem értem ezeket a "görbéket" . Légyszi, tegyen fell egy képet vagy rajzot valaki - aki ért hozzá hogy milyen az az alak (vagy görbe) amiböl forgás után lineáris magasság emelkedést lehet kapni .
Köszi !!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 09, 20:27
Írta: 000000000 Dátum 2008 június 09, 20:27
Szia!
Neked egy lineáris Archimédeszi spirálisra van
szükséged ehhez. Így néz ki:

Itt két menet (kék, és zöld)látható, origóból
indul a görbe. A világoskék egy középponi kör
viszonyításképpen.
Ha komolyan érdekel, egyszer megcsinálom Neked
a lefejtő eszterga-maró rendszeremmel.
Ez ott gyerekjáték feladat, csak a
polárkoordinátás egyenletet kell megadni.
Neked egy lineáris Archimédeszi spirálisra van
szükséged ehhez. Így néz ki:
Itt két menet (kék, és zöld)látható, origóból
indul a görbe. A világoskék egy középponi kör
viszonyításképpen.
Ha komolyan érdekel, egyszer megcsinálom Neked
a lefejtő eszterga-maró rendszeremmel.
Ez ott gyerekjáték feladat, csak a
polárkoordinátás egyenletet kell megadni.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 09, 21:08
Írta: 0gbwyh99 Dátum 2008 június 09, 21:08
Üdv. Tibor45!
Köszönöm szépen , azt hiszem most már értem . Nekem abbol egy spirál kell - ha jó értem , vagy a kék , vagy a zöld, a külömbség annyi hogy az eggyik kissebb mozgást eredményez mint a másik ?
Köszönöm szépen , azt hiszem most már értem . Nekem abbol egy spirál kell - ha jó értem , vagy a kék , vagy a zöld, a külömbség annyi hogy az eggyik kissebb mozgást eredményez mint a másik ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 09, 21:14
Írta: 000000000 Dátum 2008 június 09, 21:14
Tudom, hogy nem itt kéne megkérdeznem, de ez volt az egyik legaktívabb fórum rész és nagyon sürgősen szükségem lenne a válaszra.
Egy gép gyártmányának a nevét úgy kell kimondani, hogy "viszbrót", de nem tudom hogyan kell leírni.
Ha valaki esetleg leírná, nagyon sokat segítene vele.
Előre is köszönöm Horváth Csaba.
Egy gép gyártmányának a nevét úgy kell kimondani, hogy "viszbrót", de nem tudom hogyan kell leírni.
Ha valaki esetleg leírná, nagyon sokat segítene vele.
Előre is köszönöm Horváth Csaba.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 09, 21:43
Írta: 000000000 Dátum 2008 június 09, 21:43
Az Archimedeszi sipral emelkedese ALLANDO...
... ezert a meretetol fuggetlenul azonos elfordulasra, azonos emelkedese lesz.
(...hogy eppen mennyi az ameretezo adata ennek a spiralnak)
A kek vegek kozott tehat azonos a tavolsag... mint a zold vegek kozott.
... ezert a meretetol fuggetlenul azonos elfordulasra, azonos emelkedese lesz.
(...hogy eppen mennyi az ameretezo adata ennek a spiralnak)
A kek vegek kozott tehat azonos a tavolsag... mint a zold vegek kozott.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 09, 21:51
Írta: 000000000 Dátum 2008 június 09, 21:51
Tomasz közben leírta, itt állandó két szomszédos
spirál vonal között sugár irányban a távolság.
Ettől lineáris. Így egy fordulatra mindig
ugyanannyi az elmozdulás (a világoskék kör
átmérője), bármelyik szakaszát használod fel.
spirál vonal között sugár irányban a távolság.
Ettől lineáris. Így egy fordulatra mindig
ugyanannyi az elmozdulás (a világoskék kör
átmérője), bármelyik szakaszát használod fel.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 09, 22:11
Írta: 0gbwyh99 Dátum 2008 június 09, 22:11
Akkor, ha jól értem mindegy hogy a kissebb vagy a nagyobb spirált vágom ki 10-es lemezből, és a Sasi ekcentere helyére teszem - a Z tengely magassági mozdulása ugyan akkora lesz minden motor lépés után ? Akkor mitöl függ hogy mégis mennyi lesz az a elmozdulás ? Attol hogy mekkora a világoskék kör átmérője ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 09, 22:31
Írta: 000000000 Dátum 2008 június 09, 22:31
Az elmozdulás paraméterezhető, konkrét
esetben ennek alapján lehet kiszámítani a
spirális pontjait.
esetben ennek alapján lehet kiszámítani a
spirális pontjait.
Cím: Re:Mechanikai ötletek
Írta: crgs7u9wg Dátum 2008 június 09, 22:45
Írta: crgs7u9wg Dátum 2008 június 09, 22:45
nem weisbrot? ez valami zsido csaladi nev lehet, szerintem...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 09, 22:57
Írta: 000000000 Dátum 2008 június 09, 22:57
A legkisebb atmero szabadon valaszthato
A legnagyobb meg a szukseges emelessel lesz nagyobb...mondjuk 10-as tengelyen akarsz emelni
max 72 mm-et...
Akkor a belso indulo atmero lehet pl. 20 mm
es a kulso 92 mm lesz.
HA pont egy körön akarod emelni a 72 mm-t
akkor 72mm/360fok lesz a parameter, azaz
0,2mm/fok...
Igyhat 30 foknal 6 mm az emeles, ezert
a spiral pontja a 26 mm-hez kerul
90 foknal a 18+20=38mm-hez
180 foknal 36+20=56 mm-hez
...es vegul 360 foknal 72+20=92 mm-hez
A 30 fokos lepeskoz azert kenyelmes mert azt
a 6.-os geometria lapjan egyszal korzovel is konnyen elorajzolhato !
- 60 fokos osztas (sugarral metszes)
- 60 szog felezese korzovel
A legnagyobb meg a szukseges emelessel lesz nagyobb...mondjuk 10-as tengelyen akarsz emelni
max 72 mm-et...
Akkor a belso indulo atmero lehet pl. 20 mm
es a kulso 92 mm lesz.
HA pont egy körön akarod emelni a 72 mm-t
akkor 72mm/360fok lesz a parameter, azaz
0,2mm/fok...
Igyhat 30 foknal 6 mm az emeles, ezert
a spiral pontja a 26 mm-hez kerul
90 foknal a 18+20=38mm-hez
180 foknal 36+20=56 mm-hez
...es vegul 360 foknal 72+20=92 mm-hez
A 30 fokos lepeskoz azert kenyelmes mert azt
a 6.-os geometria lapjan egyszal korzovel is konnyen elorajzolhato !
- 60 fokos osztas (sugarral metszes)
- 60 szog felezese korzovel
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 09, 23:00
Írta: 000000000 Dátum 2008 június 09, 23:00
Ize... a kulso sugar lesz 92 mm...
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 10, 16:22
Írta: 0gbwyh99 Dátum 2008 június 10, 16:22
Hát, Tomasz, mit mondjak ? Hállás köszönet neked erre a magyarázatra ! Igy hirtelen még nem biztos hogy teljesen értem a körzős dolgot, de valaha a suliban szerettem a témát. Majd le ülök egy papir lap elé egy körzővel és addig kinlódok még meg nem szerkeztem .
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 június 10, 16:42
Írta: D.Laci Dátum 2008 június 10, 16:42
A körzős módszert nem alkalmaznám egy CNC építésénél.
Akkor már jobb, ha egy cérnát feltekersz egy megfelelő átmérőjű hengerre, a másik végérre egy ceruzát és elkezded letekerni a cérnát, miközben kifeszíted a cérnát…
De bármelyik CAD progi kirajzolja neked.
Akkor már jobb, ha egy cérnát feltekersz egy megfelelő átmérőjű hengerre, a másik végérre egy ceruzát és elkezded letekerni a cérnát, miközben kifeszíted a cérnát…
De bármelyik CAD progi kirajzolja neked.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 június 10, 16:43
Írta: D.Laci Dátum 2008 június 10, 16:43
Add meg a paramétereket meg, hogy milyen formátumba kéred és meg kapod.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 június 10, 17:40
Írta: 0gbwyh99 Dátum 2008 június 10, 17:40
Szia Laci!
Köszi szépen, ténleg kedves tőled hogy időt szánsz rám !! Mondjuk azt hogy az a bizonyos spirál egy 16 milis átmérőjü csapágyon fut(Sasi gépén az csavar volt-és éppen a menetes fele amit az ekcenter emelgetett), és a spirál 360 fokos elfordulása - 80 milis mozgást engedélyez a Z-tengelynek . Lehet bármilyen CAD formátum , ha bár AUTOCAD2004-est részesitem előnyben (ezt szoktam meg). Azon kivül van : corelX3, skechup, artcam8, inventor9, rhinoceros
Köszi szépen, ténleg kedves tőled hogy időt szánsz rám !! Mondjuk azt hogy az a bizonyos spirál egy 16 milis átmérőjü csapágyon fut(Sasi gépén az csavar volt-és éppen a menetes fele amit az ekcenter emelgetett), és a spirál 360 fokos elfordulása - 80 milis mozgást engedélyez a Z-tengelynek . Lehet bármilyen CAD formátum , ha bár AUTOCAD2004-est részesitem előnyben (ezt szoktam meg). Azon kivül van : corelX3, skechup, artcam8, inventor9, rhinoceros
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 10, 17:59
Írta: 000000000 Dátum 2008 június 10, 17:59
Szia Laci!
"Akkor már jobb, ha egy cérnát feltekersz egy megfelelő átmérőjű hengerre, a másik végérre egy ceruzát és elkezded letekerni a cérnát, miközben kifeszíted a cérnát…"
Ez sajnos egy evolvens görbe, és nem lineáris.
"Akkor már jobb, ha egy cérnát feltekersz egy megfelelő átmérőjű hengerre, a másik végérre egy ceruzát és elkezded letekerni a cérnát, miközben kifeszíted a cérnát…"
Ez sajnos egy evolvens görbe, és nem lineáris.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 június 10, 18:44
Írta: yuagaci9g Dátum 2008 június 10, 18:44
`` itt állandó két szomszédos
spirál vonal között sugár irányban a távolság. ``
Akkor mia kulonbseg? A cernanal is egyenlo.

spirál vonal között sugár irányban a távolság. ``
Akkor mia kulonbseg? A cernanal is egyenlo.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 10, 19:02
Írta: 000000000 Dátum 2008 június 10, 19:02
Szia Lámpás!
Mint ahogyan az animáción is látszik, a piros
kör érintője és nem sugara mentén keletkeznek
a görbe pontok. Ezért nem lineáris, és
ezért nevezik ezt evolvensnek, és nem
Archimédesz spirálnak. Az egyenletük sem
egyforma.
Sajnos csak első ránézésre hasonlóak, az
viszont igaz: mind a kettő görbe.:)
Mint ahogyan az animáción is látszik, a piros
kör érintője és nem sugara mentén keletkeznek
a görbe pontok. Ezért nem lineáris, és
ezért nevezik ezt evolvensnek, és nem
Archimédesz spirálnak. Az egyenletük sem
egyforma.
Sajnos csak első ránézésre hasonlóak, az
viszont igaz: mind a kettő görbe.:)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 június 10, 19:30
Írta: yuagaci9g Dátum 2008 június 10, 19:30
Ertem a kulonbseget, a ket gorbe kozott, de szerintem a mi esetunkben hasznalhato ez is, mivel minden fordulatnal egy keruletnyi vel novekszik a sugar.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 10, 19:44
Írta: 000000000 Dátum 2008 június 10, 19:44
"mivel minden fordulatnal egy keruletnyivel
novekszik a sugar."
Gondold ezt az állításodat végig.
Sajnos nem így van. Csak végtelen hosszú cérna
lefejtése esetén konvergál a két görbe
egymáshoz.
A végtelen pedig mind tudjuk elsősorban csak
elméletben létezik, a gyakorlatban pár 100 mm
a végtelentől nagyon messze van...:)
novekszik a sugar."
Gondold ezt az állításodat végig.
Sajnos nem így van. Csak végtelen hosszú cérna
lefejtése esetén konvergál a két görbe
egymáshoz.
A végtelen pedig mind tudjuk elsősorban csak
elméletben létezik, a gyakorlatban pár 100 mm
a végtelentől nagyon messze van...:)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2008 június 10, 20:39
Írta: yuagaci9g Dátum 2008 június 10, 20:39
Igaz, tenleg ugy van.
Attol meg hasznalhato, az elteres a linearistol kompenzalhato a Mach ``Orsoterkep`` funkciojaval.
Es akkor is megoldom amator modon;
A szerkeszteshez a cseve kozeppontjaba kepzelj el egy szabadon forgo kart egy likkal, amin a szalat atvezeted, ezaltal mindig a kozeppontbol indul a sugar, es egyenletesen novekszik.
Persze, minderre nincs szukseg a mai szanmitogepes vilagban.
Attol meg hasznalhato, az elteres a linearistol kompenzalhato a Mach ``Orsoterkep`` funkciojaval.
Es akkor is megoldom amator modon;
A szerkeszteshez a cseve kozeppontjaba kepzelj el egy szabadon forgo kart egy likkal, amin a szalat atvezeted, ezaltal mindig a kozeppontbol indul a sugar, es egyenletesen novekszik.
Persze, minderre nincs szukseg a mai szanmitogepes vilagban.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 június 10, 21:23
Írta: D.Laci Dátum 2008 június 10, 21:23
Tibor! Mint mindig most is igazad van….
Én csak a pontatlanságra akartam rátapintani… Írhattam volna azt is, hogy a kutya farkát lecövekeli és elkezdi körbe forgatni… :)
Én csak a pontatlanságra akartam rátapintani… Írhattam volna azt is, hogy a kutya farkát lecövekeli és elkezdi körbe forgatni… :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 11, 23:31
Írta: 000000000 Dátum 2008 június 11, 23:31
Mennyire hülyeség erre erre építeni gépet?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 11, 23:33
Írta: 000000000 Dátum 2008 június 11, 23:33
Gondolom, jó húzása lehet, és elég stabilnak tünik...[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 12, 13:06
Írta: 000000000 Dátum 2008 június 12, 13:06
Az a fránya hőtágulás...elsokent azt kene megnezni...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 június 12, 13:16
Írta: svejk Dátum 2008 június 12, 13:16
Beton-acél majdnem azonos, azért nem konyulnak le a vasbeton épületek :)
A műkő meg majdnem beton..
A komolyabb mérőgépek és asztalok is gránit alapúak..
A műkő meg majdnem beton..
A komolyabb mérőgépek és asztalok is gránit alapúak..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 12, 20:44
Írta: 000000000 Dátum 2008 június 12, 20:44
Ittvan egy-két profi gránitasztal.
..de ez sajnos nem hobby kategória...
A műkő talán érdekes lehet...esetleg márvány?
..de ez sajnos nem hobby kategória...
A műkő talán érdekes lehet...esetleg márvány?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 13, 10:55
Írta: 000000000 Dátum 2008 június 13, 10:55

Cím: Re:Mechanikai ötletek
Írta: crgs7u9wg Dátum 2008 június 13, 11:51
Írta: crgs7u9wg Dátum 2008 június 13, 11:51
hat arra talan nem, de el tudom kepzelni, hogy egy ilyen bogar jo szolgalatot tehetne egy tetovalo-studioban, na persze csak a batrak reszere :)
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 június 13, 12:00
Írta: HJózsi Dátum 2008 június 13, 12:00
3D-s tetkó ... [#eplus2][#nyes][#taps]
Cím: Re:Mechanikai ötletek
Írta: t6t6sjg67 Dátum 2008 június 13, 12:40
Írta: t6t6sjg67 Dátum 2008 június 13, 12:40
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2008 június 13, 18:50
Írta: robroy007 Dátum 2008 június 13, 18:50
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 13, 19:53
Írta: 000000000 Dátum 2008 június 13, 19:53
Sziasztok!
Analóg és digitális technika az öreg esztergapadon.

Analóg és digitális technika az öreg esztergapadon.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 13, 19:54
Írta: 000000000 Dátum 2008 június 13, 19:54

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 13, 19:54
Írta: 000000000 Dátum 2008 június 13, 19:54

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 13, 19:55
Írta: 000000000 Dátum 2008 június 13, 19:55

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 13, 20:11
Írta: 000000000 Dátum 2008 június 13, 20:11
Elhatároztam, hogy az 50mm-es tengelyekhez csinálok görgős lin. megvezetést is.C-45-ös anyagból leszúrtam 50mm hosszú hengereket, két végükre esztergáltam csapágyfészket 6202 cspágyak számára.Csapágyastól befogtam két csúcs közé és menesztettem egy M6-os csavarral.
Készítettem egy készüléket a kiesztergáláshoz 20x20-as négyzetacél végébe rögzítettem egy 6mm átmérőlyű központfúróból készűlt rádiuszvégű esztergakést. A négyzetacélba fúrtam egy lyukat, melyet paszentosra dörzsáraztam az alaplapba rögzített csaphoz, egy M12-es anyával rögzítettem.A csapközép és a kés vége közötti távolság pontosan 25mm, vagyis a tengely rádiusza.Folyadék hűtés mellet 0,2mm-es fogásokkal lassú jobbra-balra történő mozgatással készre esztergáltam, a felület megfelelő lett.

Készítettem egy készüléket a kiesztergáláshoz 20x20-as négyzetacél végébe rögzítettem egy 6mm átmérőlyű központfúróból készűlt rádiuszvégű esztergakést. A négyzetacélba fúrtam egy lyukat, melyet paszentosra dörzsáraztam az alaplapba rögzített csaphoz, egy M12-es anyával rögzítettem.A csapközép és a kés vége közötti távolság pontosan 25mm, vagyis a tengely rádiusza.Folyadék hűtés mellet 0,2mm-es fogásokkal lassú jobbra-balra történő mozgatással készre esztergáltam, a felület megfelelő lett.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 13, 20:12
Írta: 000000000 Dátum 2008 június 13, 20:12
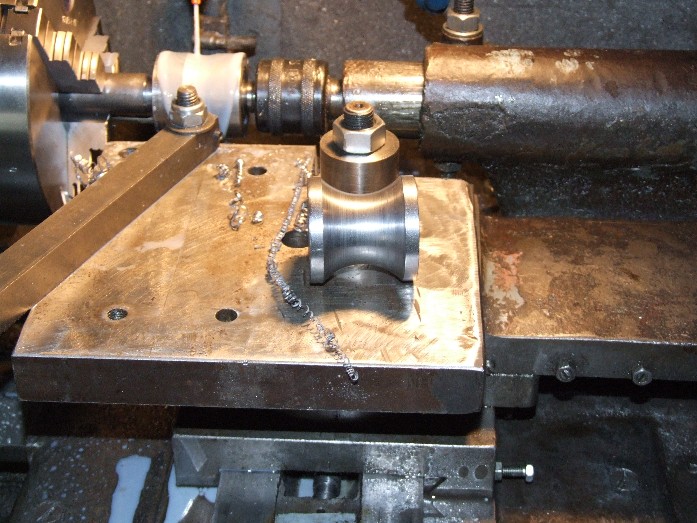
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 13, 20:13
Írta: 000000000 Dátum 2008 június 13, 20:13

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 június 13, 20:34
Írta: bmejdz9nu Dátum 2008 június 13, 20:34
Vagy én vagyok zöldfülű (ez a valószínűbb :) de ez a félkör esztergálás szenzációs!!! Ilyet még nem láttam... Gratula!!!
Csinálok is egy ilyen szerszámot az esztergámhoz... persze jól "megbonyolítom" ... ahogy szoktam a dolgokat:)
Két kisebb csapágy a forgópontba (előfeszítve) és a karon egy huzagolás vagy hasonló amível lehet állítani a távolságot...
... Vagy lineáris vezeték előtolásnak és Harmonic drive :) és persze egy szervómotorral és magától mozog ... :)
Persze látni te profi esztergályos vagy...
Csinálok is egy ilyen szerszámot az esztergámhoz... persze jól "megbonyolítom" ... ahogy szoktam a dolgokat:)
Két kisebb csapágy a forgópontba (előfeszítve) és a karon egy huzagolás vagy hasonló amível lehet állítani a távolságot...
... Vagy lineáris vezeték előtolásnak és Harmonic drive :) és persze egy szervómotorral és magától mozog ... :)
Persze látni te profi esztergályos vagy...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 13, 20:42
Írta: 000000000 Dátum 2008 június 13, 20:42
Szia Péter!
A fordítottjával lehet gömböt esztergálni.
A fordítottjával lehet gömböt esztergálni.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 június 13, 21:12
Írta: bmejdz9nu Dátum 2008 június 13, 21:12
[#smile] azt már láttam... valahol... de ez érdekesebb és hasznosabb, azaz többször kell... "ráduszt" esztergálni... vagy hogy is mondják... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 14, 11:34
Írta: 000000000 Dátum 2008 június 14, 11:34
Szia! Igen, ezek a képek bizonyítják, hogy ésszel, lehet pótolni a sokmílliós gápet is pár forintból. A fiatalok jórésze ezt else tudja képzelni. Van aki a tejbegrizt is a boltból veszi, készen. Persze ez igaz az élet más területére is. Gratulálok! Köszönöm mások nevében is, hogy közzé tetted.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 június 14, 11:49
Írta: 3vv2btrhv Dátum 2008 június 14, 11:49
De hova lessz a görgö !!
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 június 14, 12:05
Írta: D.Laci Dátum 2008 június 14, 12:05
Ne csak nézz, láss is!
© vbodi
tegnap 20:11 | Válasz | #3332
Elhatároztam, hogy az 50mm-es tengelyekhez csinálok görgős lin. megvezetést is.
© vbodi
tegnap 20:11 | Válasz | #3332
Elhatároztam, hogy az 50mm-es tengelyekhez csinálok görgős lin. megvezetést is.
Cím: Re:Mechanikai ötletek
Írta: yx5zjs8he Dátum 2008 június 14, 12:33
Írta: yx5zjs8he Dátum 2008 június 14, 12:33
Ügyes a célszerszámod!
Az ilyen kialakítású görgővel vigyázz, mert nincs tiszta gördülés, hanem fellép egy relatív csúszás is. (kopás!)
Ha ragaszkodsz hozzá, akkor célszerű az ív közepét kikönnyíteni.
Az ilyen kialakítású görgővel vigyázz, mert nincs tiszta gördülés, hanem fellép egy relatív csúszás is. (kopás!)
Ha ragaszkodsz hozzá, akkor célszerű az ív közepét kikönnyíteni.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 június 14, 14:37
Írta: bmejdz9nu Dátum 2008 június 14, 14:37
Egy "sorozatban" gyártott Z-tegely... (még a ref kapcsoló is bent van... ügyes :)





Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 14, 19:59
Írta: 000000000 Dátum 2008 június 14, 19:59
Szia tajeno!
Milyen széles hornyot tanácsolsz középre?
Milyen széles hornyot tanácsolsz középre?
Cím: Re:Mechanikai ötletek
Írta: yx5zjs8he Dátum 2008 június 15, 11:55
Írta: yx5zjs8he Dátum 2008 június 15, 11:55
Hát,kb. 2/3-ad ívhossznyit
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 15, 12:18
Írta: 000000000 Dátum 2008 június 15, 12:18
Ha középről veszel ki, akkor pont a széle, vagyis a legjobban csúszó rész marad meg. Ugyanis itt változik a legmeredekebben az átmérő és vele együtt a megtett út. Ha a közepén hagyod meg a jelenlegi felét-kétharmadát, kisebb lesz a csúszás és a kopás. Viszont a sekélyebb horony miatt kisebb erővel is terhethető oldalirányban, mert nagyobb lesz a felületi nyomás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 15, 13:32
Írta: 000000000 Dátum 2008 június 15, 13:32
Talán, ha jobban előfeszítem az excenteres tengellyel, kissebb lesz acsúszás?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 15, 17:06
Írta: 000000000 Dátum 2008 június 15, 17:06
A csúszás nem függ az előfeszítés mértékétől. Attől van, hogy az ív közepén kisebb, míg a szélein nagyobb sugáron forog a görgő. Emiatt ezek arányában különbözö lesz (lenne) a megtett út is. A tényleges út viszont azonos a konkrét elmozdulással. Olyan ez, mint a kanyarodó gépkocsi külső és belső íven haladó kerekei. Ott a csúszást a differenciálmű küszöböli ki.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 június 15, 17:28
Írta: s5f8tmfv3 Dátum 2008 június 15, 17:28
Nem volna jobb a V alakú beszúrás? Az a szennyeződésre is érzéketlenebb, igaz csak két ponton érintkezik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 15, 17:52
Írta: 000000000 Dátum 2008 június 15, 17:52
Hát ez az! Ezt szerette volna elkerülni vbodi is, hogy csak két gördülő él mángoroljon árkot a vezetékbe. Szerintem a sekély árokkal kell megalkudni, mert az csúszik a legkevesebbet, kicsi a koszfelvevő felülete de azért csökkenti a felületi nyomást. Elvégre a trapézmenetes orsók is csúsznak rendesen. Kenni kell, és időnként utánállítani. A lényeg, hogy a két felület keménysége eltérő legyen, mert különben összerágódnak. (lásd edzett köszörült tengely - lágy csapágyfém) El kell dönteni, mi kopjon. A görgő lehet persze műanyag is (pl ZX100) Az a HOLES szerint kenhető, zsírozható és ettől nem duzzad meg, mérettartó marad, csak tovább javul az amúgy is jó siklási tulajdonsága.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 június 15, 18:11
Írta: D.Laci Dátum 2008 június 15, 18:11
Én nem rontanék el egy ilyen masszív gépet görgőkkel, úgysem tudja a Tibor féle csillag tesztet 10mp alatt megcsinálni. Akkor meg hova a nagy sietség? Ha már (homár :) ), akkor én inkább hatszög anyagot használnék, ha csak a 2 végén lenne alátámasztva, akkor akár körbe lehet csapágyazni (6db), teljes felülettel felfeküdne a csapágy… Max a tehertől mángorolná… Ha meg egy lapja alá van támasztva akkor is 3-5 csapágy simán elfér.
Cím: Re:Mechanikai ötletek
Írta: yx5zjs8he Dátum 2008 június 15, 19:24
Írta: yx5zjs8he Dátum 2008 június 15, 19:24
Azért javasoltam az ív közepének kikönnyítését, mert így nagyobb szögtartományú (~90 fok) terhelések közvetítésére képes.
Kompromisszum kérdése.
Kompromisszum kérdése.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 15, 23:11
Írta: 000000000 Dátum 2008 június 15, 23:11
Szia Imi!
Szerintem görgös megoldásnál nem kell az egyiknek puhábbnak lenni, sőt: az edzett rudakon edzett csapágyak, golyós kocsik futnak. Nekem a tengely és a görgő is C45-ös anyagból van, ezért gondolom, hogy nem mángorolják egymást, mivel nem pontszerűen érintkeznek.A csúszást félreértettem,azt hittem, hogy a görgők tengelyen való megcsúszására gondolsz.
Szerintem görgös megoldásnál nem kell az egyiknek puhábbnak lenni, sőt: az edzett rudakon edzett csapágyak, golyós kocsik futnak. Nekem a tengely és a görgő is C45-ös anyagból van, ezért gondolom, hogy nem mángorolják egymást, mivel nem pontszerűen érintkeznek.A csúszást félreértettem,azt hittem, hogy a görgők tengelyen való megcsúszására gondolsz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 15, 23:27
Írta: 000000000 Dátum 2008 június 15, 23:27
A görgők relatív csúszására meg talán használható lesz a Teflon spray, a szennyeződés mentesítést úgyis meg kell oldani,"harmonikás" megoldásra gondolok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 16, 07:52
Írta: 000000000 Dátum 2008 június 16, 07:52
Próba - szekerce! Aztán fél év üzem után küldhetsz egy rövid tájékoztatást az eredményről, melyik elméletet követte a valóság. Addig is sikere építést ée jó munkát!
Üdv: Rabb Ferenc
Üdv: Rabb Ferenc
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 június 16, 08:14
Írta: D.Laci Dátum 2008 június 16, 08:14
Görgő átmérő 50mm mag átmérő 35mm-rel számolva (157-109.9=47.1) osztó körrel számolva ~23 mm-t csúszik ~160mm elmozdulás esetén…
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 16, 09:15
Írta: 000000000 Dátum 2008 június 16, 09:15
Még egy utolsó hozzáböffenés, mert nem akarok "Okoskatörp" lenni. Meg különben is Te gépépítéshez gyűjtesz infót, és nem könyvíráshoz forrásmunkát :-) Az a megjegyzésed, miszerint - az edzett rudakon edzett csapágyak, golyós kocsik futnak - csak a tiszta gördülésre vonatkoznak. És azok CSAK gördülnek. Ha két azonos keménységű anyag csúszik egymáson, csupán idő és terhelés kérdése, mikor rágódnak össze. És ne feledkezz meg beszámolni a tapasztalatokról mindannyiunk okulására. Na csá!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 20, 09:50
Írta: 000000000 Dátum 2008 június 20, 09:50
Ötletes porvédelem.
Ha jól értelmezem a gumi szalag a kocsikkal fut, gondolom a két végén meg van vezetve valami görgővel...
Üdv!
Ha jól értelmezem a gumi szalag a kocsikkal fut, gondolom a két végén meg van vezetve valami görgővel...
Üdv!
Cím: Re:Mechanikai ötletek
Írta: rbbhbyvfs Dátum 2008 június 20, 10:09
Írta: rbbhbyvfs Dátum 2008 június 20, 10:09
Ezt merre találtad?
Cím: Re:Mechanikai ötletek
Írta: Messer Dátum 2008 június 20, 11:05
Írta: Messer Dátum 2008 június 20, 11:05
Képen jobb egér gomb klikk, majd a tulajdonságokra klikk és ott a válasz.
Cím: Re:Mechanikai ötletek
Írta: rbbhbyvfs Dátum 2008 június 20, 12:28
Írta: rbbhbyvfs Dátum 2008 június 20, 12:28
Köszi, hát nem olcsó, főleg, hogy még nem is golyós orsós...
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 június 25, 18:29
Írta: 3rymb5s35 Dátum 2008 június 25, 18:29
Ez igazán remek kis megoldás. Amikor elkészül a marógépem, lehet, hogy csinálok egy hasonlót.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 25, 19:11
Írta: 000000000 Dátum 2008 június 25, 19:11
[#heureka]Bővült a lista:
Mechanika 40. (Professzionális 2D habvágógép):

Részletek a menüje alatt (baloldalt)...[#eljen]
Mechanika 40. (Professzionális 2D habvágógép):
Részletek a menüje alatt (baloldalt)...[#eljen]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 június 25, 19:18
Írta: bmejdz9nu Dátum 2008 június 25, 19:18
Gratulálok a készítőnek... Precíz és nagyon szép munka! Nem kevés munka lehet benne...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 június 25, 19:23
Írta: 000000000 Dátum 2008 június 25, 19:23
Az nem kifejezés!!!
A srác nagyon ügyes, nagyon sokat dolgozik és kockáztat (anyagiakat)! Aki teheti, tanuljon Tőle (és ne a saját kárán)!
Képes volt német (nagy) befektetőket szerezni és megyőzni a technológiájáról...[#worship]
A srác nagyon ügyes, nagyon sokat dolgozik és kockáztat (anyagiakat)! Aki teheti, tanuljon Tőle (és ne a saját kárán)!
Képes volt német (nagy) befektetőket szerezni és megyőzni a technológiájáról...[#worship]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 június 25, 20:06
Írta: bmejdz9nu Dátum 2008 június 25, 20:06
Sajnos a habvágáshoz abszolút nem értek... Persze sok minden máshoz sem :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 július 20, 21:24
Írta: 000000000 Dátum 2008 július 20, 21:24
A gyémánttárcsámhoz csináltam egy szögbe állítható asztalt 80x40-es Item profilból.
Lehet állítani az asztal sögét és a szerszámtámasz szögét, így pontosabb észögeget lehet köszörűlni.A gyémánttárcsa tükrös felületet ad.

Lehet állítani az asztal sögét és a szerszámtámasz szögét, így pontosabb észögeget lehet köszörűlni.A gyémánttárcsa tükrös felületet ad.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 július 20, 21:24
Írta: 000000000 Dátum 2008 július 20, 21:24

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 július 20, 21:25
Írta: 000000000 Dátum 2008 július 20, 21:25

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 július 20, 21:25
Írta: 000000000 Dátum 2008 július 20, 21:25

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 július 20, 21:26
Írta: 000000000 Dátum 2008 július 20, 21:26

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 július 20, 21:27
Írta: 000000000 Dátum 2008 július 20, 21:27

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 július 20, 21:27
Írta: 000000000 Dátum 2008 július 20, 21:27
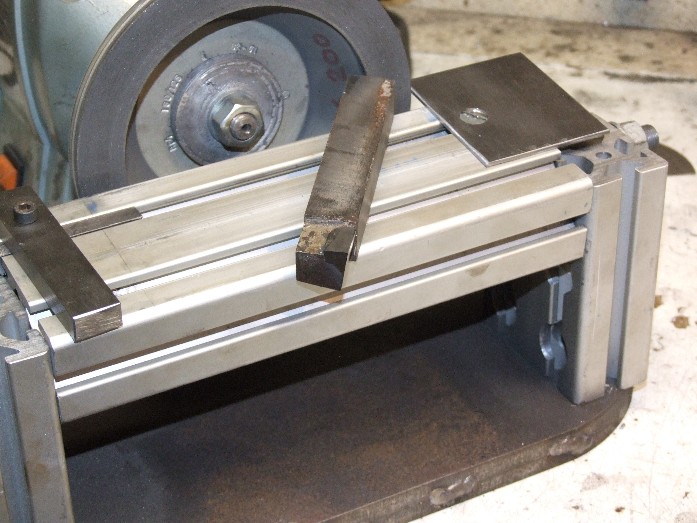
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 július 31, 19:39
Írta: bmejdz9nu Dátum 2008 július 31, 19:39
Nemsemmi mit ki nem hoznak ebből a kis Proxxonból...)

Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 augusztus 01, 02:07
Írta: 3k74cecek Dátum 2008 augusztus 01, 02:07
Ennek a hűtést vezető kék színű dolognak mi a hivatalos megnevezése és hol lehet ilyet kapni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 augusztus 01, 07:39
Írta: 000000000 Dátum 2008 augusztus 01, 07:39
LocLine vezeték importőr Lutter kft
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 01, 07:53
Írta: bmejdz9nu Dátum 2008 augusztus 01, 07:53
Itt a helyi szerszámboltban is van ilyen "ráfolyatós cső" de ennél persze sokkal jobb (kisgéphez) a Noga spray hűtűje... persze drágább is...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 01, 07:55
Írta: bmejdz9nu Dátum 2008 augusztus 01, 07:55
A háttérben látható befogató-leszorító rendszert is kitárgyalták... olyan mint a BF20-hoz való de kisebbek...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 01, 08:28
Írta: bmejdz9nu Dátum 2008 augusztus 01, 08:28
Én meg mindíg azon mosolygok ilyen gép fotókon... hogy milyen szép tiszta és rendezett a környezete...
Nade ha bekápcsolják?:)
Jól szétszórja majd a forgácsot... sőt ha réngedi a hűtőfolyadékot az meg aztán... [#smile]
Még a környezetét porszívózni sem egyszerű pl. itt a képen mert sok-sok kis helyre be tud ülni a forgács és a "Dzsuva" :)
Én már több hetet gondolkodtam mit csináljak a forgácsvédelemmel...
Terveztem egy szekrényt neki... (egy másra nem igazán jó) aluprofil lett volna...
Terveztem, hogy ablakgyártó cégnél rendelek (vékonyabb) műanyag ablak kereteket és abból lessz...
Persze a belső merevítő fémek kiahagyásával és üveg helyett plexivel...
Terveztem, védő paravánokat ahol a plexi lapokat alul egy nehéz "valami"-be martam volna és így könnyen mozgathatóak lettek volna...
Majdnem vettem az OBI-ba egy "dög" olcsó zuhanykabint aminek plexi volt az oldala... persze ezt magasságban kettévágva :)
A gépem a forgácsot akár 3 méterre is elrepítette! Ha a hűtőt be sem mertem kapcsolni mert még ragadt is volna a forgács...:)
Mindent végig gondolva egy külön "szobát kap"-ot... azaz egy falal leválasztva... egy "spájzot" ahol kedvére "Dzuvázhat" :)
A számítógép, a vízhűtő egység, a hűtőlevegő kompresszor, kicsi és halk szerszámcsere levegő kompresszor (de ugyebár kell a 6-8 bar.), vákumszivattyú kompresszora mind beférnek a gépet tartó műhely asztal alá... ez a legvédettebb hely :) sajnos a porszívó "láb alatt" maradt azaz csetlik-botlik az ember miatta... ezt még tökéletesíteni kell :)
Talán már ma majd teszek fel képeket ...
Nade ha bekápcsolják?:)
Jól szétszórja majd a forgácsot... sőt ha réngedi a hűtőfolyadékot az meg aztán... [#smile]
Még a környezetét porszívózni sem egyszerű pl. itt a képen mert sok-sok kis helyre be tud ülni a forgács és a "Dzsuva" :)
Én már több hetet gondolkodtam mit csináljak a forgácsvédelemmel...
Terveztem egy szekrényt neki... (egy másra nem igazán jó) aluprofil lett volna...
Terveztem, hogy ablakgyártó cégnél rendelek (vékonyabb) műanyag ablak kereteket és abból lessz...
Persze a belső merevítő fémek kiahagyásával és üveg helyett plexivel...
Terveztem, védő paravánokat ahol a plexi lapokat alul egy nehéz "valami"-be martam volna és így könnyen mozgathatóak lettek volna...
Majdnem vettem az OBI-ba egy "dög" olcsó zuhanykabint aminek plexi volt az oldala... persze ezt magasságban kettévágva :)
A gépem a forgácsot akár 3 méterre is elrepítette! Ha a hűtőt be sem mertem kapcsolni mert még ragadt is volna a forgács...:)
Mindent végig gondolva egy külön "szobát kap"-ot... azaz egy falal leválasztva... egy "spájzot" ahol kedvére "Dzuvázhat" :)
A számítógép, a vízhűtő egység, a hűtőlevegő kompresszor, kicsi és halk szerszámcsere levegő kompresszor (de ugyebár kell a 6-8 bar.), vákumszivattyú kompresszora mind beférnek a gépet tartó műhely asztal alá... ez a legvédettebb hely :) sajnos a porszívó "láb alatt" maradt azaz csetlik-botlik az ember miatta... ezt még tökéletesíteni kell :)
Talán már ma majd teszek fel képeket ...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 augusztus 01, 08:40
Írta: HJózsi Dátum 2008 augusztus 01, 08:40
A zuhanykabint kellett volna, ... biztos átvette volna valaki a másik felét ... [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 01, 08:51
Írta: bmejdz9nu Dátum 2008 augusztus 01, 08:51
Csak a "nyíthatósága" volt kevés és nem úgy ahogy én akartam (jó hozzáférés miatt)...
De ez volt a legjobb (és legolcsóbb) ötlet...persze nem lett volna lehetetlen alakítani rajta...
Még olcsóbb és egyszerűbb a zuhany függöny plafonra felszerelve :)
Ismered a mondásomat... 1 óra marás... 2 óra porszívózás... akkor/ekkor mit számít milyen gyors a gép :)
De ez volt a legjobb (és legolcsóbb) ötlet...persze nem lett volna lehetetlen alakítani rajta...
Még olcsóbb és egyszerűbb a zuhany függöny plafonra felszerelve :)
Ismered a mondásomat... 1 óra marás... 2 óra porszívózás... akkor/ekkor mit számít milyen gyors a gép :)
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 augusztus 01, 08:54
Írta: HJózsi Dátum 2008 augusztus 01, 08:54
Nálam marad a plexi lap nehéz lábbal ... bárhova áthelyezhető... "spanyolfal megoldás" - nem spanyol viasz -[#circling]
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2008 augusztus 01, 12:34
Írta: ki005gz70 Dátum 2008 augusztus 01, 12:34
Sziasztok !
Az elmúlt időszakban is alkottam ezt-azt, elektronika,mechanika, nem minden dolog cnc-s, de pár gépről raktam ki fotókat, amik készültek.
Nézzétek meg:
http://mastergy.fw.hu
Üdv:
Gyula
Az elmúlt időszakban is alkottam ezt-azt, elektronika,mechanika, nem minden dolog cnc-s, de pár gépről raktam ki fotókat, amik készültek.
Nézzétek meg:
http://mastergy.fw.hu
Üdv:
Gyula
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2008 augusztus 01, 12:36
Írta: ki005gz70 Dátum 2008 augusztus 01, 12:36
Ja, ne mozillával nézzétek meg ,lehetőleg IE-t használjátok a képmegjelenítés miatt.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2008 augusztus 01, 12:55
Írta: 4mjnxdwuu Dátum 2008 augusztus 01, 12:55
Hali,
Miért nem lehet megnézni az 1-5-ig gépeket, ?? A múltkor engedte legalább az első 2-t megnézni...
Miért nem lehet megnézni az 1-5-ig gépeket, ?? A múltkor engedte legalább az első 2-t megnézni...
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2008 augusztus 01, 13:30
Írta: airfoil6205 Dátum 2008 augusztus 01, 13:30
Döglött a weboldalad, csak a baloldali nyomógombsor él, vagy a hozzájuk kapcsolódó linkek a rosszak, vagy néhány html-file eltűnt![#confused][#confused][#confused]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 augusztus 02, 01:41
Írta: 3k74cecek Dátum 2008 augusztus 02, 01:41
Köszönöm szépen. [#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 augusztus 02, 18:10
Írta: Farkas Ádám Dátum 2008 augusztus 02, 18:10




Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 augusztus 02, 18:31
Írta: HJózsi Dátum 2008 augusztus 02, 18:31
Valaha nekem is a ZX81 volt az első "komoly" számítógépem ... [#wave][#wink]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 02, 18:50
Írta: bmejdz9nu Dátum 2008 augusztus 02, 18:50
Jó.... De azt hittem a hossz tengelyekre másként kerül az ékszíj... vagy egyik oldalra... vagy középre, de egy szíjra gondoltam... de elgondolkodtató... mert lehet, hogy így 2db szíj... csak fele-fele hosszú... ami jó...
A motor befelé van a "munkatérbe" vagy nem zavarja a munkateret? Egy "hátsó állási" képet is csinálhattál volna... mert érdekes ez is...
Ha a Z-tengely lent van... nem megy neki az oldalsó vezetőnek a "hosszúkás" motor? :)
De persze biztos minden ok. és így persze nem állnak ki a gépből a motorok...
A motor befelé van a "munkatérbe" vagy nem zavarja a munkateret? Egy "hátsó állási" képet is csinálhattál volna... mert érdekes ez is...
Ha a Z-tengely lent van... nem megy neki az oldalsó vezetőnek a "hosszúkás" motor? :)
De persze biztos minden ok. és így persze nem állnak ki a gépből a motorok...
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 augusztus 02, 21:21
Írta: Farkas Ádám Dátum 2008 augusztus 02, 21:21
az X motor holttérben van, és az asztallapnak sincs útban, a Z motor 5mm-re megy el az álló résztől. a hosszú ékszíj nagy sebességnél berezonál ezért megfeleztem a távot, a motor tachométeres oldalán hosszan kiállt a tengely ezért elfért rajta két tárcsa.(szerencsére nem vágtam le:)

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 02, 21:38
Írta: bmejdz9nu Dátum 2008 augusztus 02, 21:38
Nagyon jó... Nagyon jó... Erre nem is gondoltam...
Végülis tényleg a hid alá megy a motor...
Mint tudod egy hasonló szerkezeten jár az eszem... ha a motort így befordítanám befelé... és ha a kereszt tengely alá befér...
és ha a motor hossza nem éri el a marómotor távolságát... szóval elgondolkodtató...
A hosszú ékszíj... próbáltad? vagy csak gondolod?
Soha nem csináltam ékszíjjal semmit... végül is nem szeretem az ékszíjat... de azt hiszem szükségem lesz rá... direkhajtás lesz (azaz 1:1)... de át kell vinnem valahogy az erőt a szemközti tengelyre... és nem igazán tudom, hogy csinájam meg ezt...
Végülis tényleg a hid alá megy a motor...
Mint tudod egy hasonló szerkezeten jár az eszem... ha a motort így befordítanám befelé... és ha a kereszt tengely alá befér...
és ha a motor hossza nem éri el a marómotor távolságát... szóval elgondolkodtató...
A hosszú ékszíj... próbáltad? vagy csak gondolod?
Soha nem csináltam ékszíjjal semmit... végül is nem szeretem az ékszíjat... de azt hiszem szükségem lesz rá... direkhajtás lesz (azaz 1:1)... de át kell vinnem valahogy az erőt a szemközti tengelyre... és nem igazán tudom, hogy csinájam meg ezt...
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 augusztus 02, 21:44
Írta: Farkas Ádám Dátum 2008 augusztus 02, 21:44
Nekem is és még léptetőmotor meghajtó programot is irtam rá, csak nem CNC-hez hanem robotkar-hoz. Ja és a képen kicsit látszik egy Atari portfolió amit ma is használok néha: DOS van rajta, párhuzamos port, és három ceruzaelemről akár egy hétig is elmegy.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 augusztus 02, 22:18
Írta: Farkas Ádám Dátum 2008 augusztus 02, 22:18
látom kerestél köszörült edzett tengelyt. Én itt vettem:Hidropress Kft, hosszú ékszíjt nem vettem meg de más dolognál már használtam, ha nagyon gyorsan hajtatom még ezek is egy kicsit berezonálnak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 augusztus 02, 23:01
Írta: 000000000 Dátum 2008 augusztus 02, 23:01
Ádám! A szíjfeszítést nemlátom?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 augusztus 02, 23:04
Írta: 000000000 Dátum 2008 augusztus 02, 23:04
Péter! Én úgylátom ezek fogasszíjak. De, megnézem mégegyszer!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 augusztus 02, 23:32
Írta: 000000000 Dátum 2008 augusztus 02, 23:32
Milyen atmeroben vasaroltal es mennyibe kerult folyometere?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 augusztus 02, 23:39
Írta: 000000000 Dátum 2008 augusztus 02, 23:39
A szíj rezonálása nagyban csökkenthetó ha középtályon mindkét ágát megfeszitjük nyomógörgővel.
Gratulálok a szép kivitelezéshez!
Nekem ez a megoldás nem szimpatikus mert a forgácsot ráveri a menetes orsóra és a tengelyre. Másrészt az alátámasztásnélkülli tengely (tengely = lineáris vezető) hajlamos a hajlásra és a remegésre.
Gratulálok a szép kivitelezéshez!
Nekem ez a megoldás nem szimpatikus mert a forgácsot ráveri a menetes orsóra és a tengelyre. Másrészt az alátámasztásnélkülli tengely (tengely = lineáris vezető) hajlamos a hajlásra és a remegésre.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 03, 07:37
Írta: bmejdz9nu Dátum 2008 augusztus 03, 07:37
Keresek, de ezek nem jók mert golyós vezetést akarok és ahhoz a hidraulika szár nem jó...
De még a csúszó vezetés lehetőségét sem zártam ki... még tanulmányoszom a dolgot melyik tud nagyobb sebességet és persze hangja se legyen magas... mert a golyós megoldásnak elég nagy a hangja...
De még a csúszó vezetés lehetőségét sem zártam ki... még tanulmányoszom a dolgot melyik tud nagyobb sebességet és persze hangja se legyen magas... mert a golyós megoldásnak elég nagy a hangja...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 03, 07:39
Írta: bmejdz9nu Dátum 2008 augusztus 03, 07:39
Persze, persze csak elírtam... [#hawaii]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 03, 07:46
Írta: bmejdz9nu Dátum 2008 augusztus 03, 07:46
Vannak ennek a konstrukciónak előnyei is... Keretszerkezetű gép... azaz asztal nélkül "megnőhet" a Z-munkatere...ha a maró motor leengedhető...
pl. nagyobb satu, forgató egység... stb de még egy (gép nagyságát meghaladó) ajtólapra is lehet vele marni, gravírozni... ez pedíg néha nagy előny...
A forgácsvédelem pedíg egyszerűen megoldgható azaz két alu lemez, persze plexi is jó...: (pl.)

Az alátámasztás... hát igen, talán ez a leggyengébb láncszem... de használható... persze nem egy BF20...:) de nem is azt váltják ki vele...:)
pl. nagyobb satu, forgató egység... stb de még egy (gép nagyságát meghaladó) ajtólapra is lehet vele marni, gravírozni... ez pedíg néha nagy előny...
A forgácsvédelem pedíg egyszerűen megoldgható azaz két alu lemez, persze plexi is jó...: (pl.)
Az alátámasztás... hát igen, talán ez a leggyengébb láncszem... de használható... persze nem egy BF20...:) de nem is azt váltják ki vele...:)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 augusztus 03, 09:10
Írta: Farkas Ádám Dátum 2008 augusztus 03, 09:10
Köszönöm, nekem megfelel a gép, a lényeget Péter elmondta, terveztem szíjfeszítést, de olyan minimális a szíjrezonancia, hogy egyenlőre ettől eltekintettem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 augusztus 03, 10:26
Írta: 000000000 Dátum 2008 augusztus 03, 10:26
Nem kötöszködni akartam! Csak a tapasztalatom.....
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 07, 13:54
Írta: bmejdz9nu Dátum 2008 augusztus 07, 13:54
Hát ez a mi általunk használt "drótos" marófej és munka asztal merőleges beállításának a hivatalos ezköze ? :)
... Nem egy nagy dolog ezt megcsinálni...csak két óra kell hozzá... :) (amit már igen olcsón lehet venni - kínait:)


... Nem egy nagy dolog ezt megcsinálni...csak két óra kell hozzá... :) (amit már igen olcsón lehet venni - kínait:)
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2008 augusztus 07, 20:24
Írta: robroy007 Dátum 2008 augusztus 07, 20:24
erre sokkal egyszerűbbet tudok 1 órával de akár óra nélkül is !![#buck][#nyes]
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2008 augusztus 07, 20:25
Írta: robroy007 Dátum 2008 augusztus 07, 20:25
sőt ettől pontosabbat is tudok
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 augusztus 07, 21:06
Írta: 000000000 Dátum 2008 augusztus 07, 21:06
Szia!
Kiváncsian várom a megoldásodat.
Kiváncsian várom a megoldásodat.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 07, 21:18
Írta: bmejdz9nu Dátum 2008 augusztus 07, 21:18
képet, leírást...:)
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2008 augusztus 13, 19:57
Írta: robroy007 Dátum 2008 augusztus 13, 19:57
a legegyszerűkk megoldás a következő:
befogsz a maróba egy rudat mindegy milyen görbe kajla, görcs van rajta egy a fontos stabilan álljon a főorsóban
aztán a mérőóra álványt ketté veszed (előnyben akinek olyan van a mi nem csuklós hanem 2 rúdból áll) és felteszed a befogott rúdra úgy hogy a lehető legnagyobb legyen az óra álltal leírt kör
aztán minden ugyan úgy történik mint a képen lévő gyári célszerszámmal
nekem kb 25 centis körön max 2 század hibát sikerült mérni ami lehet az asztalban vagy amit rá tettem lemezben
visszaszámolva ezt maró szerszámra már csak ezredes nagyságrendű a hiba
a gyári csak annyiból másabb, hogy 2 óra van rajta és egyből befogható az orsóba
de szerintem mindenki körbe tudja árni egyszer a gépét, hogy 90°-onként leolvassa az értékeket
üdv Robi
befogsz a maróba egy rudat mindegy milyen görbe kajla, görcs van rajta egy a fontos stabilan álljon a főorsóban
aztán a mérőóra álványt ketté veszed (előnyben akinek olyan van a mi nem csuklós hanem 2 rúdból áll) és felteszed a befogott rúdra úgy hogy a lehető legnagyobb legyen az óra álltal leírt kör
aztán minden ugyan úgy történik mint a képen lévő gyári célszerszámmal
nekem kb 25 centis körön max 2 század hibát sikerült mérni ami lehet az asztalban vagy amit rá tettem lemezben
visszaszámolva ezt maró szerszámra már csak ezredes nagyságrendű a hiba
a gyári csak annyiból másabb, hogy 2 óra van rajta és egyből befogható az orsóba
de szerintem mindenki körbe tudja árni egyszer a gépét, hogy 90°-onként leolvassa az értékeket
üdv Robi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 13, 20:03
Írta: bmejdz9nu Dátum 2008 augusztus 13, 20:03
Ok. Ez így... Én is így csinálom... de miért tesznek rá két mérőórát... [#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 augusztus 13, 21:10
Írta: 4um5b65d Dátum 2008 augusztus 13, 21:10
Mert maradtt még nekik az Ugandai exportra szánt sima mezei mérőórákból egy vesszőkosárra való, aztán gondolták, így dupla mennyiséget tudnak eladni a Magyaroknak :))))))
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2008 augusztus 13, 22:10
Írta: robroy007 Dátum 2008 augusztus 13, 22:10
mert akkor nem kell teljesen körbe forgatni csak 90°-ot az orsót és adja a méretet
persze a két óra is mérhet másként szóval a tuti biztos szerintem akkor is teljes fordulatból áll aztán már mutatja is a hibát
a gyors megoldás pedig: befogod a legnagyobb marót amit csak lehet aztán lehelet finoman veszel egy érintő fogást nem olyat mint pista bácsi az esztergán, hogy oda is van az anyag fele
éppen csak annyit, hogy a maró megkarcolja az anyagot ha szerencséd van és van hiba akkor holdat fog rajzolni a maró amiből már tudod merre kell dönteni az orsót
vagy egy ütőkést beteszel ami nagyobbat tud vinni, mint a legnagyobb szármaró és ott is ugyan ezt megcsinálod csak akkor nem 10mm átmérőn hanem esetleg 50mm-en látod a hibát
nekem 8-as volt a gépbe és írtam a néeteknek egyből szerelmes levelet annó
persze a két óra is mérhet másként szóval a tuti biztos szerintem akkor is teljes fordulatból áll aztán már mutatja is a hibát
a gyors megoldás pedig: befogod a legnagyobb marót amit csak lehet aztán lehelet finoman veszel egy érintő fogást nem olyat mint pista bácsi az esztergán, hogy oda is van az anyag fele
éppen csak annyit, hogy a maró megkarcolja az anyagot ha szerencséd van és van hiba akkor holdat fog rajzolni a maró amiből már tudod merre kell dönteni az orsót
vagy egy ütőkést beteszel ami nagyobbat tud vinni, mint a legnagyobb szármaró és ott is ugyan ezt megcsinálod csak akkor nem 10mm átmérőn hanem esetleg 50mm-en látod a hibát
nekem 8-as volt a gépbe és írtam a néeteknek egyből szerelmes levelet annó
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 14, 08:41
Írta: bmejdz9nu Dátum 2008 augusztus 14, 08:41
Szerintem azért csinálták két órával... mert így gyorsabb a művelet... talán... azaz nem kell körbe forgatni és nem akad el közben a T-nutokan...
Persze ez csak akkor lehet jó ha naponta többször állítják át a gépet... és nagygépnél... és nem kell 3. kéz... a műszer forgatásához...
Ennél a megoldásnál teljesen pontos derékszögnek kell lennie a befogató szárnak a mérőóra tartónak...(hibalehetőség :)
Amít írtál... mind így csinálom... szerintem mások is...
Egyébként egy nagyobb(acska) maróval marni és arra finom állítani a legtutibb - szerintem.
persze előtte egy kar, egy drót:) a patronba...
Persze ez csak akkor lehet jó ha naponta többször állítják át a gépet... és nagygépnél... és nem kell 3. kéz... a műszer forgatásához...
Ennél a megoldásnál teljesen pontos derékszögnek kell lennie a befogató szárnak a mérőóra tartónak...(hibalehetőség :)
Amít írtál... mind így csinálom... szerintem mások is...
Egyébként egy nagyobb(acska) maróval marni és arra finom állítani a legtutibb - szerintem.
persze előtte egy kar, egy drót:) a patronba...
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2008 augusztus 14, 10:29
Írta: sasi Dátum 2008 augusztus 14, 10:29
Nekem úgy tűnik, a főorsó szögbeállításához való eszköz. Az órák közötti távolság 100 mm, az egyszerübb számolás miatt. Egy sík mérőlapra helyezve nullázhatók az órák, majd a gép asztalára helyezett, szögbe állított, vagy sík tárgy felületét tapintva beállítható a kívánt főorsó szög. Ez utóbbi esetben az előre döntés szöge az órákról leolvasható (szinuszvonalzós mérési elv).
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 14, 11:23
Írta: bmejdz9nu Dátum 2008 augusztus 14, 11:23
[#smile] Bizony... bizony... ez több mindenre is használható akkor...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 augusztus 14, 17:11
Írta: 4um5b65d Dátum 2008 augusztus 14, 17:11
Látjátok kollégák, szinte mindenkinél van egy pici igazság az órákkal kapcsolatosan. Ha csak az asztal pontosságát kell leellenőrizni akkor az 1 órás körbeforgatott módszer a legjobb. De a két órás módszer az nem erre való. Sasi nagyon jól mondta, egy etalon felületen nullázzák az órákat ez biztos. Ekkor leér mindkét alapfelület és az órák mérőcsúcsa. Mikor ez be van állítva akkor két módon lehet folytatni a használatot. Az egyik amikor már egy meglevő kúpos alkatrészfelületre kell ráállni pontosan. Ekkor már nem ültetjük le a készülék két alapfelületét csak az órák mérőcsúcsait és addig pofozgatjuk a főorsót míg azonosat nem mutat mindkét óra. A másik felhasználáshoz viszont egy fokba köszörült és leppelt mérőhasáb készlet kell. Rakok fel képet róla, ha valakit érdekel. Ekkor az etalon kúpra állunk rá az előbb említett módszerrel és ha minden oké akkor lehet kezdeni a marást. Persze ezt csak akkor érdemes csinálni ha piszkosul pontos kúposságra van szükség. Ja és mindkét esetben a két órás készülék oldalfelületét ki kell órázni hossz irányban és a készülék patronba fogot csapját. Kicsit macerás ez az egész, de hát ez van.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 augusztus 14, 20:01
Írta: bmejdz9nu Dátum 2008 augusztus 14, 20:01
Ezt szeretem a fórumban - több szem többet lát!
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 augusztus 25, 11:30
Írta: 0gbwyh99 Dátum 2008 augusztus 25, 11:30
Üdv. mindenkinek!
Ezt a megoldást már láttátok ?
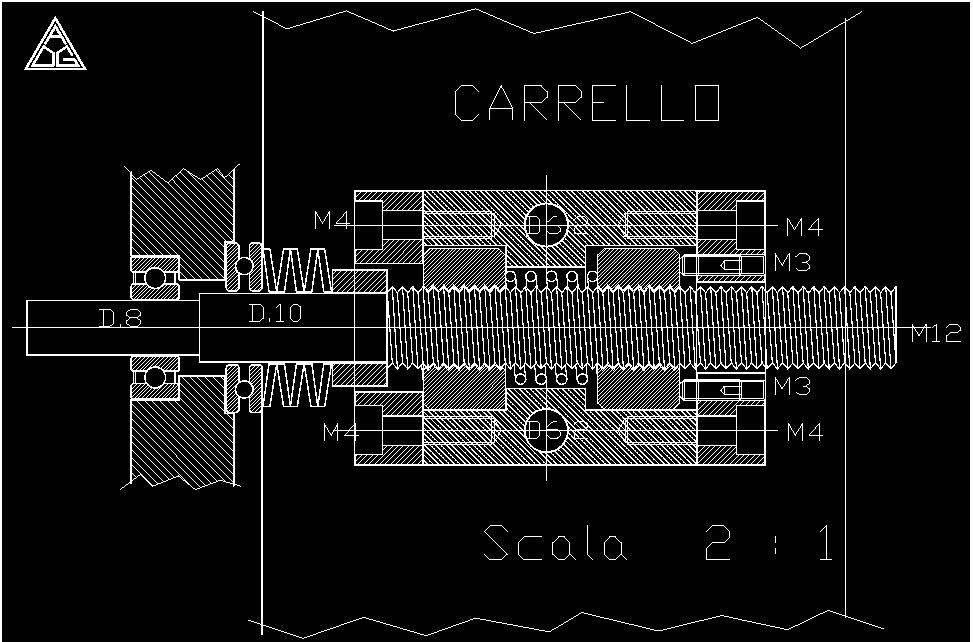
Ezt a megoldást már láttátok ?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 augusztus 25, 11:32
Írta: 0gbwyh99 Dátum 2008 augusztus 25, 11:32
Upsz , kicsit nagy lett a kép !!
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2008 augusztus 28, 18:51
Írta: ki005gz70 Dátum 2008 augusztus 28, 18:51
Sziasztok !
Sok munkásságom tárult ki a weboldalamra, de sokan mégsem tudtátok megnézni. Ezt egy IE-mozilla nemkompatibilitás okozta. Ezt kijavítottam, mindenki meg tudja nézni az új "dolgaimat" akit érdekel.
A cnc#4-et ajánlom mindenkinek aki ezt olvassa, mert olyan tengeytmozgatást valósítottam meg olcsón, amit sztem kvesen eddig rajtam kívül.
Nagynyomatékú motor+bowden+orsó+nagyléptekű léptetőmotorvezérlő.
http://mastergy.fw.hu
És elnézést mindenkitől a webproblémák miatt !
Üdvzözlettel:
Tóth Gyula
Sok munkásságom tárult ki a weboldalamra, de sokan mégsem tudtátok megnézni. Ezt egy IE-mozilla nemkompatibilitás okozta. Ezt kijavítottam, mindenki meg tudja nézni az új "dolgaimat" akit érdekel.
A cnc#4-et ajánlom mindenkinek aki ezt olvassa, mert olyan tengeytmozgatást valósítottam meg olcsón, amit sztem kvesen eddig rajtam kívül.
Nagynyomatékú motor+bowden+orsó+nagyléptekű léptetőmotorvezérlő.
http://mastergy.fw.hu
És elnézést mindenkitől a webproblémák miatt !
Üdvzözlettel:
Tóth Gyula
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 03, 16:53
Írta: bmejdz9nu Dátum 2008 szeptember 03, 16:53
Nekem új... vagy nem láttam... vagy nem volt még szó róla...
Duppla soros csapágy...
Egy golyósorsó motorfelöli csapágyazását akartam megoldani két csapággyal... előfeszíteni... ahogy szokás...
Ezt a csapágyat nézegettem...(aztán már is megvettem 3 db-ot:) Double Row Angular Contact Ball Bearings 5201ZZ
Elmentem a helyi kereskedőhöz... ilyen méretben nem volt neki... de egy hasonlót 15/35/15,9mm tudott adni 2000Ft-ért...
Ez gyakorlatilag két csapágy egy tokban... előfeszítve... nem kotyog... egy csomó munkát meg lehet vale spórolni...
Felfedeztem a spanyolviaszt:) megint :) ?



Duppla soros csapágy...
Egy golyósorsó motorfelöli csapágyazását akartam megoldani két csapággyal... előfeszíteni... ahogy szokás...
Ezt a csapágyat nézegettem...(aztán már is megvettem 3 db-ot:) Double Row Angular Contact Ball Bearings 5201ZZ
Elmentem a helyi kereskedőhöz... ilyen méretben nem volt neki... de egy hasonlót 15/35/15,9mm tudott adni 2000Ft-ért...
Ez gyakorlatilag két csapágy egy tokban... előfeszítve... nem kotyog... egy csomó munkát meg lehet vale spórolni...
Felfedeztem a spanyolviaszt:) megint :) ?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 szeptember 03, 17:36
Írta: ra8nsmk6w Dátum 2008 szeptember 03, 17:36
Mifelénk ezt orsócsapágynak hivják. Ez igy igaz jó sok munkát lehet vele megspórolni a jó erdmény boritékolható. Sajnos ez Skf minőségben több mint 10 000 ft (mifelénk) Én viszont alább nem adom.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 03, 17:57
Írta: bmejdz9nu Dátum 2008 szeptember 03, 17:57
Köszi! Ez a hivatalos neve? Orsócsapágy vagy csak ti hívjátok így?
NSK-ból 12-esre "csak" 4700Ft-ot mondtak... amit én is keveseltem... de végül is csak 12mm-es belül...
Ez amit adtak 2000Ft-ért... "Made in Italy" van ráírva... de szerintem kínai... :)
NSK-ból 12-esre "csak" 4700Ft-ot mondtak... amit én is keveseltem... de végül is csak 12mm-es belül...
Ez amit adtak 2000Ft-ért... "Made in Italy" van ráírva... de szerintem kínai... :)
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 szeptember 03, 18:21
Írta: ra8nsmk6w Dátum 2008 szeptember 03, 18:21
Amit Én vettem 3203B FAG 11 ezer valamennyi+ áfa amiben nincs benne a törzsvásárlói kedvezmény. Szerintem a Fag valamivel jobb csapágy mint az Skf. Mivel Én mindent a lehető legkisebb motorral hajtok igy minden hajtásomon az ampermérő alapfelszereltség. Egy kinai és egy minőségi csapágy között minimum van 15-20% áramfelvétel különbség de ez hallható fülre is. Mig az egyik zenél a másik serceg, kavar valamit forgat megában. Tehát nem bizalomkeltő.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 03, 18:27
Írta: bmejdz9nu Dátum 2008 szeptember 03, 18:27
Hát ezt már én is tapasztaltam... de ki lehet "fogni" a szerencsét is... Meg itt egy lassan forgó orsóhoz lesz...
Ha megvennék egy 10.000Ft-os csapágyat... már-már elérné a golyósorsó árát :) Ez aztán ez behatárolja a dolgot...
Főorsónál, nagy fordulatnál... én sem habozok(nék)... NSK-t vagy a drágább SKF-et (Explorer szériát) szoktam...
Ha megvennék egy 10.000Ft-os csapágyat... már-már elérné a golyósorsó árát :) Ez aztán ez behatárolja a dolgot...
Főorsónál, nagy fordulatnál... én sem habozok(nék)... NSK-t vagy a drágább SKF-et (Explorer szériát) szoktam...
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 szeptember 03, 18:47
Írta: ra8nsmk6w Dátum 2008 szeptember 03, 18:47
Mostanában volt alkalmam megnéznitöbb nagysebbeségű nehéz mechanikát egy komolyabb golyósorsó csapágyazása szinte brutális méreteket ölt. A sajátoméról ami szitén gyári (star) átmérő 25x5 golyósorsó csapágya 65 mm külső átmérővel 40mm széles. A rögzitése mint egy golyósanyáé 4 db átmenő csavarral, választhatóan homloklapi vagy az illesztett átmérőn való zsirzásal. A súlyát el tudod képzelni egy rosszvast 100-ról agyonütne.A belső gyürü mint eggyes autók kerékcsapágyai osztottak igy folyamatosan kézben tartható a csapágyhézag.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 03, 19:00
Írta: bmejdz9nu Dátum 2008 szeptember 03, 19:00
A csapágyazás... azaz a jó csapágyazás az egy külön szakma...
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 szeptember 03, 19:36
Írta: ra8nsmk6w Dátum 2008 szeptember 03, 19:36
Bizonyára erre is vannak képletek több ismeretlennel.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 szeptember 03, 21:02
Írta: 2vkx6unz Dátum 2008 szeptember 03, 21:02
Persze, elég megnézni az SKF idevágó katalógusát ;) Mindjárt néhány adat. A dupla csapágy és a "hagyományos" egysoros között van néhány alapvető eltérés pl. a dupla csak 30°-ban támaszt míg az egysoros 40°-ban. A dupla érzékenyebb a az egytengelyűségre, és kisebb a határfordulata a Péter által választott méretben 24-18000 az egysoros javára, bár nem főorsóba kerül így nem számít. Sajnos a duplát nem lehet előfeszíteni így én nem tenném be golyósorsó csapágynak inkább választanék két hagyományos egysorost X elrendezéssel de nem szorosan egymáshoz illesztve. Az én esetemben megfelelne akár kínai is ~900 HUF/darab és elő lehet feszíteni.
Péter feltehetnél egy metszetet a tervezett beépítésről.
Péter feltehetnél egy metszetet a tervezett beépítésről.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 szeptember 03, 21:03
Írta: 2vkx6unz Dátum 2008 szeptember 03, 21:03
Persze, elég megnézni az SKF idevágó katalógusát ;) Mindjárt néhány adat. A dupla csapágy és a "hagyományos" egysoros között van néhány alapvető eltérés pl. a dupla csak 30°-ban támaszt míg az egysoros 40°-ban. A dupla érzékenyebb a az egytengelyűségre, és kisebb a határfordulata a Péter által választott méretben 24-18000 az egysoros javára, bár nem főorsóba kerül így nem számít. Sajnos a duplát nem lehet előfeszíteni így én nem tenném be golyósorsó csapágynak inkább választanék két hagyományos egysorost X elrendezéssel de nem szorosan egymáshoz illesztve. Az én esetemben megfelelne akár kínai is ~900 HUF/darab és elő lehet feszíteni.
Péter feltehetnél egy metszetet a tervezett beépítésről.
Péter feltehetnél egy metszetet a tervezett beépítésről.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 03, 21:17
Írta: svejk Dátum 2008 szeptember 03, 21:17
Kisebb és közepes golyósorsókhoz a kétsoros ferde hatásvonalút szoktak rakni osztott belsőgyűrűvel, ezekbe több golyó fér, jobban terhelhetők axiálisan, de sokkal kisebb a gördülési ellenállásuk mint a kúpgörgősőké
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 03, 21:23
Írta: svejk Dátum 2008 szeptember 03, 21:23
Persze nem az alapsorozatokból hanem speciálisakat, pl. szélesített kivitelű, speciális szimmeringel ellátott tipusok.
A modern autókerékcsapágyakhoz hasonlítanak, mint ahogy Lovas Gyula is írta.
A modern autókerékcsapágyakhoz hasonlítanak, mint ahogy Lovas Gyula is írta.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 03, 21:37
Írta: bmejdz9nu Dátum 2008 szeptember 03, 21:37
A csapágyazás célja egy 20/20-as orsó vége... Egy 800x800mm területű gravírgép kereszt tengelye lesz...
Egy kicsit azért én is nagyobbat tennék be szívem szerint... mert a 20-as emelkedésű orsó "kimenete" úgyan nem lesz túl erős (a nagy emelkedés miatt), de a meghajtó (szervó) motor az nagyon erős lesz*... (de egy kis fordulatú típus - max. 1440 rpm.) De - elvileg - azaz adatlap szerint elég... A "tolóerő" nem magas.
Pontosság...
Csak 0.02mm lesz a felbontása a leendő gépnek... viszont nagyon gyors...
mível az első gépemnél a "tervet" nem tudtam hozni (az 5mm em. preciziós köszörült golyosorsó melegedése miatt) most a másik véglet jön a változosság kedvéért :)
... 20-as emelkedésű orsóval...:)
A cél 480mm/sec... itt a golyósorsó biztos nem fog melegedni mert nagy emelkedésű (tehát benne a golyók kevesebbet forognak) és az orsó nem köszörült preciziós hanem (csak) mángorolt.
* 20-as orsó direkthajtás = nem 100%-ban eldöntött tény... de elősszörre meg akarom próbálni - szerintem ok. lesz. azaz járható a dolog... meglátjuk.
Egy kicsit azért én is nagyobbat tennék be szívem szerint... mert a 20-as emelkedésű orsó "kimenete" úgyan nem lesz túl erős (a nagy emelkedés miatt), de a meghajtó (szervó) motor az nagyon erős lesz*... (de egy kis fordulatú típus - max. 1440 rpm.) De - elvileg - azaz adatlap szerint elég... A "tolóerő" nem magas.
Pontosság...
Csak 0.02mm lesz a felbontása a leendő gépnek... viszont nagyon gyors...
mível az első gépemnél a "tervet" nem tudtam hozni (az 5mm em. preciziós köszörült golyosorsó melegedése miatt) most a másik véglet jön a változosság kedvéért :)
... 20-as emelkedésű orsóval...:)
A cél 480mm/sec... itt a golyósorsó biztos nem fog melegedni mert nagy emelkedésű (tehát benne a golyók kevesebbet forognak) és az orsó nem köszörült preciziós hanem (csak) mángorolt.
* 20-as orsó direkthajtás = nem 100%-ban eldöntött tény... de elősszörre meg akarom próbálni - szerintem ok. lesz. azaz járható a dolog... meglátjuk.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2008 szeptember 03, 22:30
Írta: 4mjnxdwuu Dátum 2008 szeptember 03, 22:30
Hali, akkor én most csinálom a párját, csak 8-10 Nm-es léptetőkkel, x,y 16*20-as Z 12,7*12,7-es orsóval... Már csak a Z-re kell a mocit feltennem, meg a burkolatokat, aztán mehet bele az elektronika meg a mindenféle kompresszor, elszívó stb...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 03, 22:38
Írta: bmejdz9nu Dátum 2008 szeptember 03, 22:38
Na akkor (majdnem) "egycipőben" járunk :)
Te léptetővel, én szervóval... de te előbb leszel kész vele :) Én még egy csavart sem csináltam hozzá... de összedobom ahogy illik :) semmi cicó... :) Brrrr...
Itt a motor kb. alapnyomatéka csak kb. 2-3Nm... a csúcsnyomatékát nem is tudom... van adatlap de igen zavaros... de teszteltem igen erős... de kisfordulatú...(ezért is lettek a 20-as em. orsók beszerezve)
Te léptetővel, én szervóval... de te előbb leszel kész vele :) Én még egy csavart sem csináltam hozzá... de összedobom ahogy illik :) semmi cicó... :) Brrrr...
Itt a motor kb. alapnyomatéka csak kb. 2-3Nm... a csúcsnyomatékát nem is tudom... van adatlap de igen zavaros... de teszteltem igen erős... de kisfordulatú...(ezért is lettek a 20-as em. orsók beszerezve)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 szeptember 03, 22:39
Írta: 2vkx6unz Dátum 2008 szeptember 03, 22:39
A kulcs az osztott belső gyűrű. Ezeket elő lehet feszíteni. Egyetlen gond, hogy a külső gyűrűt a házba rögzíteni két egysoros csapágyat könnyebb mint egy kétsorosat. Az előbbinél a golyósorsó tengelyére került anya rögzíti és megfelelően előfeszíti, míg a második esetben kell még egy alkatrész ami lehet néhány csavar is ami rögzíti a házban a csapágyat.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2008 szeptember 04, 06:14
Írta: 4mjnxdwuu Dátum 2008 szeptember 04, 06:14
Hali,
A " régi gépedre " azokat a fekete műanyagokat honnan vetted, merre lehet beszerezni olyasmiket ?? Egyébként a Z-re tegnap tettem fel olyan csapágyat amiról az előbb beszéltetek... #3420.
A " régi gépedre " azokat a fekete műanyagokat honnan vetted, merre lehet beszerezni olyasmiket ?? Egyébként a Z-re tegnap tettem fel olyan csapágyat amiról az előbb beszéltetek... #3420.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:19
Írta: bmejdz9nu Dátum 2008 szeptember 06, 20:19
Mechanikai ötlet? Nem tudom... de hátha :)
A mozgó asztalos gépemre hátul tettem egy plexi lapot... sokat segít... nem hordja hátulra (annyira) a forgácsot...
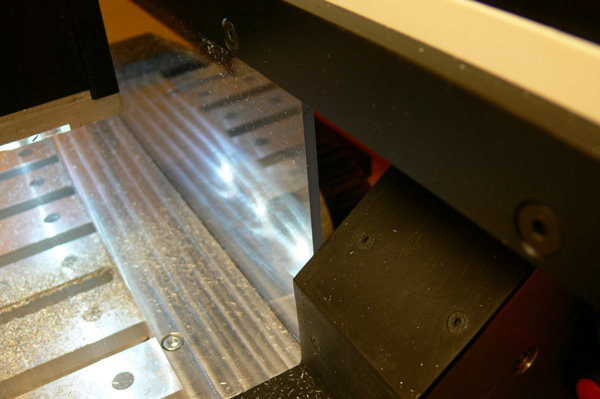
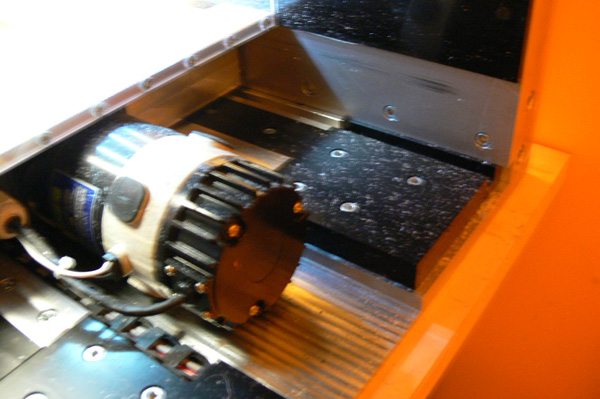

A mozgó asztalos gépemre hátul tettem egy plexi lapot... sokat segít... nem hordja hátulra (annyira) a forgácsot...
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 07, 16:25
Írta: e3h0cv4ph Dátum 2008 szeptember 07, 16:25
Sziasztok!
Van egy kis gondom a gépemmel, tudnátok segíteni. CNC faesztergáról van szó (aki nem tudná) és a hosszirányú mozgatását akarom átvariálni mert eddig bovdenes megoldású volt (korábban már linkeltem) de nem jól működik ezért orsóval szeretném megoldani a kocsi (szán) mozgatását.
A gondom annyi, hogy a tokmánytól a csúcsig kb. 1500 -as nagyságú munkadarabot lehet befogni, ez azt jelenti, hogy a mozgató orsó hossza 2050 mm kéne, hogy legyen (lemértem). A kérdésem hol lehetne ilyen orsót szerezni vagy hogyan lehetne ilyet csinálni (olcsón meg akarom úszni, pontosság nem kell - a gép 0,1 mm pontos), illetve milyen átmérőjűt kellene betennem?
1. Lenne egy olyan megoldás hogy vennék két (ill. 3) darab 1 méteres csavarmenetű szárat és azokat összetoldanám, de hogyan heggesztve? vagy illesztett kötésel? csinált már valaki illyet?
2. Esztergagépben menetmetszővel legyártani? De a forgácsolós kollégáim hosszas tanakodás után (egymással vitatkozva) lebeszéltek róla, ill. azt mondták, hogy ezt itt nem lehet megcsinálni (vagy csak nem akarták).
3. Bontóból szerezni illyet? De honnan? illyet nem ismerek (főleg illyen hosszban).
Vagy esetleg van valakinek otthon elfekvőben egy barab, amitől nem túl horribilis áron megválna?
A menetemelkedése szinte tetszőleges mert utána csinálok hozzá ÁTTÉTELLEL SZERELT szervós meghajtást.
Várom az ötleteiteket! Köszönettel: Tatai Tamás
Van egy kis gondom a gépemmel, tudnátok segíteni. CNC faesztergáról van szó (aki nem tudná) és a hosszirányú mozgatását akarom átvariálni mert eddig bovdenes megoldású volt (korábban már linkeltem) de nem jól működik ezért orsóval szeretném megoldani a kocsi (szán) mozgatását.
A gondom annyi, hogy a tokmánytól a csúcsig kb. 1500 -as nagyságú munkadarabot lehet befogni, ez azt jelenti, hogy a mozgató orsó hossza 2050 mm kéne, hogy legyen (lemértem). A kérdésem hol lehetne ilyen orsót szerezni vagy hogyan lehetne ilyet csinálni (olcsón meg akarom úszni, pontosság nem kell - a gép 0,1 mm pontos), illetve milyen átmérőjűt kellene betennem?
1. Lenne egy olyan megoldás hogy vennék két (ill. 3) darab 1 méteres csavarmenetű szárat és azokat összetoldanám, de hogyan heggesztve? vagy illesztett kötésel? csinált már valaki illyet?
2. Esztergagépben menetmetszővel legyártani? De a forgácsolós kollégáim hosszas tanakodás után (egymással vitatkozva) lebeszéltek róla, ill. azt mondták, hogy ezt itt nem lehet megcsinálni (vagy csak nem akarták).
3. Bontóból szerezni illyet? De honnan? illyet nem ismerek (főleg illyen hosszban).
Vagy esetleg van valakinek otthon elfekvőben egy barab, amitől nem túl horribilis áron megválna?
A menetemelkedése szinte tetszőleges mert utána csinálok hozzá ÁTTÉTELLEL SZERELT szervós meghajtást.
Várom az ötleteiteket! Köszönettel: Tatai Tamás
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 07, 16:27
Írta: e3h0cv4ph Dátum 2008 szeptember 07, 16:27
Ja, a BIBUS-tól már kértem árajánlatot de minden e-mail visszajön, hogy ismeretlen cím.
Mit tudtok róluk? Eltüntek? Felszámolták a céget? Vagy van más alternatíva is?
Mit tudtok róluk? Eltüntek? Felszámolták a céget? Vagy van más alternatíva is?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 07, 16:40
Írta: svejk Dátum 2008 szeptember 07, 16:40
Szerintem keresd D.Lacit..
Úgy tudom van neki 25x25 mm-es golyós 2,7 m hosszban..
Úgy tudom van neki 25x25 mm-es golyós 2,7 m hosszban..
Cím: Re:Mechanikai ötletek
Írta: msas Dátum 2008 szeptember 07, 18:18
Írta: msas Dátum 2008 szeptember 07, 18:18
Ha neked megfelel a sima menetesszár akkor az építőiparban használnak 3000 mm -ig, ha jól tudom a Hilti is tart M 20x3000-est,
Gondolom az ára is húzós, Ha M16x3000-es megfelel abban tudok segíteni.
Üdv Makó Sanyi
Gondolom az ára is húzós, Ha M16x3000-es megfelel abban tudok segíteni.
Üdv Makó Sanyi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 07, 18:39
Írta: 000000000 Dátum 2008 szeptember 07, 18:39
Szia! Ha szükséged lenne hosszú 25X25-ös golyósorsóra, nekem is van belőle...
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 07, 19:06
Írta: e3h0cv4ph Dátum 2008 szeptember 07, 19:06
Nekem jó a sima menetes szár is.
Mindkét méret jó (16, 20), de hogy tudnám beszerezni, tudnál ebben segíteni.
Mit jelent az, hogy az ára is húzós, tudnál saccolni?
Köszi.
Mindkét méret jó (16, 20), de hogy tudnám beszerezni, tudnál ebben segíteni.
Mit jelent az, hogy az ára is húzós, tudnál saccolni?
Köszi.
Cím: Re:Mechanikai ötletek
Írta: msas Dátum 2008 szeptember 07, 19:18
Írta: msas Dátum 2008 szeptember 07, 19:18
Én a Hilti-re gondoltam, mert ők nagyon drágák.
Ami nekem van az sajnos csak 2000 mm hosszú (bocs , de most mértem meg, úgy emlékeztem, hogy 3000-es. Két éve vettem több szálat ,hungarocell vágógéphez, nagyon jó minőség, máig tökéletesen működik.
Akkor 1200- ft volt egy szál, ennyibe oda is tudom adni, vagy értelmes csere is jó, ha megfelel. Fellelhető vagok Barcskán (Fejér megye) de hetente előfordulok Bp, Szfvár-on is.Ha elég a 2000- mm., jelelezd és megoldjuk.
Ami nekem van az sajnos csak 2000 mm hosszú (bocs , de most mértem meg, úgy emlékeztem, hogy 3000-es. Két éve vettem több szálat ,hungarocell vágógéphez, nagyon jó minőség, máig tökéletesen működik.
Akkor 1200- ft volt egy szál, ennyibe oda is tudom adni, vagy értelmes csere is jó, ha megfelel. Fellelhető vagok Barcskán (Fejér megye) de hetente előfordulok Bp, Szfvár-on is.Ha elég a 2000- mm., jelelezd és megoldjuk.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 07, 19:42
Írta: 4um5b65d Dátum 2008 szeptember 07, 19:42
Hátha jó neked a 16-os akkor Msas szálához két oldalról be tudnál ültetni 1-1 hengeres csapot a csapágyaknak meg a hajtásnak. Behegesztés után egy 500-as paddal meg egy álóbábbal már fel lehet szabályozni a csapágyméreteket. Na persze a pad főorsójába némi műanyag hézagolóperselyt muszáj csinálni meg hátul a kilógó részt is valamivel megtámasztani. Csak nehogy kicsi legyen a 16-os átmérő ....Bár a meghajtás fordulatszáma az döntő lehet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 07, 20:19
Írta: svejk Dátum 2008 szeptember 07, 20:19
Hát ez az!
faipari gépnél az M16-ot (2mm-es emelkedés) igencsak kell pörgetni, amit a több mint 2000 mm nem fog szeretni...
a súrlódási veszteségről nem is beszélve..
nem olyan drága az a 25x25-ös golyós hogy ne lehessen megfizetni...
faipari gépnél az M16-ot (2mm-es emelkedés) igencsak kell pörgetni, amit a több mint 2000 mm nem fog szeretni...
a súrlódási veszteségről nem is beszélve..
nem olyan drága az a 25x25-ös golyós hogy ne lehessen megfizetni...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 07, 20:26
Írta: 4um5b65d Dátum 2008 szeptember 07, 20:26
A 16-osat nem lehet nagyon megpörgetni mert kihajlik mint a pinty. Jól számolom ? 1000-es fordulattal 1 percig tart míg végig ér? 1000-nél a rúd közepe már "kiugrik" a helyéből.....Talán sokkal megfelelőbb lenne a fogasléc vagy a lefektetett lánc...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 07, 21:08
Írta: 000000000 Dátum 2008 szeptember 07, 21:08
Bizony kene a jo nagy menet emelkedes...
Megpedig trapezbol vagy meg inkabb golyos orsobol.
Megpedig trapezbol vagy meg inkabb golyos orsobol.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 szeptember 07, 21:23
Írta: Farkas Ádám Dátum 2008 szeptember 07, 21:23
Én a helyedbe bemennék egy komolyabb csapágyboltba és bordás szíjat vennék. (az gyorsan is megy. és nincs nagy súrlódás)
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2008 szeptember 07, 22:20
Írta: robroy007 Dátum 2008 szeptember 07, 22:20
Üdv ha jól emlékszem Hiltiéknél a menetes szár 6-8 eFt körül van rozsdamentesből 35 eFt asszem
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 07, 22:54
Írta: e3h0cv4ph Dátum 2008 szeptember 07, 22:54
Erre már gondoltam én is, a kérdés, hogy mennyire nem olyan drága? Tudnál tippelni! (persze anyával együtt kéne)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 08, 08:16
Írta: svejk Dátum 2008 szeptember 08, 08:16
nem akarok más üzletébe beleszólni inkább kérdezd D.Lacit...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 08, 14:19
Írta: 3vv2btrhv Dátum 2008 szeptember 08, 14:19
Ha segitenél abban , hogy a tervezett gépemhez mekkora bordás szij lenne megfelelö , azt megköszöném .(csevegö szobában van kép rolla )
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 08, 14:21
Írta: 3vv2btrhv Dátum 2008 szeptember 08, 14:21
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 08, 15:08
Írta: 000000000 Dátum 2008 szeptember 08, 15:08
Ha javasolhatok valamit, 1000 mm felett már ne a bordásszíj mozogjon, hanem a meghajtó motor.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 08, 18:56
Írta: 3vv2btrhv Dátum 2008 szeptember 08, 18:56
Ahol most dolgozom . ott van egy gép ami bordás szij meghajtású , és joval 1m feletti az egyik szán . Igaz végig alátámasztással van megoldva .
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 08, 22:01
Írta: e3h0cv4ph Dátum 2008 szeptember 08, 22:01
Ma megmértem pontosan a gépemen és elég lenne a 2m -es (2000 mm) darab is, (kicsit máshová kell tennem a csapágyazást de megoldható).
Úgyhogy nekem a 2m -es 16 os menetes szár is elég lenne, a kérdés csak az, hogy megpörgethetem -e azt 1000 1/ford -al vagy nem. Mert itt többen írjátok, hogy hát az már nem túl jó meg lehet, hogy kihajlik, berezonál. Most akkor jó vagy nem? Mert eleve halálra ítélt dolgot nem szertnék csinálni.
kössz:TT
Úgyhogy nekem a 2m -es 16 os menetes szár is elég lenne, a kérdés csak az, hogy megpörgethetem -e azt 1000 1/ford -al vagy nem. Mert itt többen írjátok, hogy hát az már nem túl jó meg lehet, hogy kihajlik, berezonál. Most akkor jó vagy nem? Mert eleve halálra ítélt dolgot nem szertnék csinálni.
kössz:TT
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 szeptember 09, 00:58
Írta: 3k74cecek Dátum 2008 szeptember 09, 00:58
Szerintem nem fogja bírni. Jól írták, berezonál és megszorul.[#szomoru1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 09, 02:17
Írta: 000000000 Dátum 2008 szeptember 09, 02:17
Én, nemmennék 30- as alá, vagy zártrendszerü fogasszíj hajtás. 30 alatt esetleg, az anyát pörgetni. De, 25 alatt már az is problémás lehet ilyen távon.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 09, 08:27
Írta: 4um5b65d Dátum 2008 szeptember 09, 08:27
Eleve halálra ítélt ! A saját önsúlyától is belógna....Forgáskor meg akkora kilengése lenne, hogy nem mernél mellé állni, aztán egyszercsak reccs.....
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2008 szeptember 09, 19:58
Írta: 2nbj3n5m Dátum 2008 szeptember 09, 19:58
Én egy 2000x1100mm-es CNC kívágógépen dolgozom.
A gépet a Csengelyei Tóth Tibor készitette.
Két db 16x5mm tengely húzza az Y hídat.
A géppel nem merek mximális sebességgel dolgozni
mert ellép!Képes a golyósorsó 5-10mm-ert kilengeni.A tengelyeken semmilyen feszítés nincs.Szó
val 25-30mm-nél ilyen hosszon alább
soha se!!
Janko(Száraz János)
A gépet a Csengelyei Tóth Tibor készitette.
Két db 16x5mm tengely húzza az Y hídat.
A géppel nem merek mximális sebességgel dolgozni
mert ellép!Képes a golyósorsó 5-10mm-ert kilengeni.A tengelyeken semmilyen feszítés nincs.Szó
val 25-30mm-nél ilyen hosszon alább
soha se!!
Janko(Száraz János)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 09, 20:07
Írta: 4um5b65d Dátum 2008 szeptember 09, 20:07
Mekkora fordulatnál jön létre a lengésed?
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2008 szeptember 09, 20:18
Írta: 2nbj3n5m Dátum 2008 szeptember 09, 20:18
Sajnos erre nem tudok válaszolni mert egy
Dos-os vezérlés és százalékba kell beadni a
sebességet.De azért jó sok OTP neoncsüves, dobozos
betüt kivágtam már a géppel.
Janko
Dos-os vezérlés és százalékba kell beadni a
sebességet.De azért jó sok OTP neoncsüves, dobozos
betüt kivágtam már a géppel.
Janko
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 09, 20:33
Írta: 4um5b65d Dátum 2008 szeptember 09, 20:33
Én még a 25-30 -as tengelyt is keveslem. Ha egy 50-es átmérőjű 1 méter hosszú tengelyt esztergálok 700-as fordulaton az úgy berezonál, hogy nem látom, hogy hol az anyag széle.... Szerintem 2000 mm hosszra már nem golyósorsó kellene vagyha igen akkor jóval vastagabb...ami meg egy vagyon lehet...Szóval Tatai fórumtárs szerintem a szíjat válaszd amit RC javasolt....
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 szeptember 09, 20:59
Írta: 3k74cecek Dátum 2008 szeptember 09, 20:59
Ezt a gépet léptető vagy szervó motorral tervezed hajtani ?
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 09, 22:10
Írta: e3h0cv4ph Dátum 2008 szeptember 09, 22:10
Köszönöm mindenkinek az infót. 16-os menetes szár kilőve. Ugyhogy msas -nak üzenem, hogy köszönöm de egyenlőre nem kell.
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 09, 22:13
Írta: e3h0cv4ph Dátum 2008 szeptember 09, 22:13
Nagyméretű faipari marógépeken (2 m X 3 m munkaterület) golyósorsóval láttam megoldva a mozgatást, pedig aztán gyorsjáratba mentek ám mint a szélvész (8...10 m/perc -el).
Úgyhogy szerintem a 25x25 -ös golyósorsónak van realitása.
Úgyhogy szerintem a 25x25 -ös golyósorsónak van realitása.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 szeptember 10, 00:07
Írta: 3k74cecek Dátum 2008 szeptember 10, 00:07
25*25-ös golyósnak igen. De ha utána számolsz, akkor ezt "csak" 400/perc-el kell forgatni a 10 m/perc sebességhez. Tatai pedig 1000-el akarta forgatni a menetes szárat, ami már járhatatlan, részint a kihajlás, részint a surlódás miatt.
A golyósorsót az anya elég mereven megfogja, míg a menetes orsónál mindíg van sugárirányú játék, ami miatt berezonál az orsó az anyában még jóval kisebb fordulaton is. Nekem most kell majd kicsit átalakítani a gépemet, pont ilyen problémák miatt.
A golyósorsót az anya elég mereven megfogja, míg a menetes orsónál mindíg van sugárirányú játék, ami miatt berezonál az orsó az anyában még jóval kisebb fordulaton is. Nekem most kell majd kicsit átalakítani a gépemet, pont ilyen problémák miatt.
Cím: Re:Mechanikai ötletek
Írta: rcnn85cxp Dátum 2008 szeptember 10, 06:23
Írta: rcnn85cxp Dátum 2008 szeptember 10, 06:23
Én lézergépen láttam golyósorsós megoldást, de ott nem az orsót forgatták, hanem a motor tengelye lyukas volt, abban volt a golyós anya. Az orsó a felénél alá volt támasztva egy pneumatikus henger segítségével, és amikor a motor közeledett az orsó feléhez, akkor az alátámasztás megszűnt, majd amikor elhaladt, ismét alátámasztotta az orsót. Egyébként az a gép 60m/perc-el közlekedett G0-nál. Ijesztő volt amikor elindult felém.
Cím: Re:Mechanikai ötletek
Írta: e6bkdgi5f Dátum 2008 szeptember 10, 09:34
Írta: e6bkdgi5f Dátum 2008 szeptember 10, 09:34
Sziasztok!
Egyelőre teljesen kezdőként szeretnék belevágni egy kis cnc gépbe, amivel nyákot akarok maratni.
Sajnos egyáltalán nem értek a mechanikához, így jól jönne segítség.
Érdeklődnék, hogy valami egyszerű, viszonylag olcsón megépíthető mechanika tervek letölthetők-e valahonnan? Esetleg valaki megegyezéses alapon megosztaná-e velem?
Köszi és üdv.
Egyelőre teljesen kezdőként szeretnék belevágni egy kis cnc gépbe, amivel nyákot akarok maratni.
Sajnos egyáltalán nem értek a mechanikához, így jól jönne segítség.
Érdeklődnék, hogy valami egyszerű, viszonylag olcsón megépíthető mechanika tervek letölthetők-e valahonnan? Esetleg valaki megegyezéses alapon megosztaná-e velem?
Köszi és üdv.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 szeptember 10, 09:44
Írta: s5f8tmfv3 Dátum 2008 szeptember 10, 09:44
Nézz körül itt!
Cím: Re:Mechanikai ötletek
Írta: e6bkdgi5f Dátum 2008 szeptember 10, 12:09
Írta: e6bkdgi5f Dátum 2008 szeptember 10, 12:09
Köszi a tippet!
Az a CNC router névre hallgató plan elég részletesnek tűnik viszont elég bonyolult.
Nekem valami olyasmi kellene, mint a Hegyi zoltán féle Mechanika14, viszont az ő elérhetősége hibás a honlapon, így meg sem tudtam kérdezni, hogy segítene-e...
De az a megoldás elég egyszerűnek és masszívnak tűnik...
Az a CNC router névre hallgató plan elég részletesnek tűnik viszont elég bonyolult.
Nekem valami olyasmi kellene, mint a Hegyi zoltán féle Mechanika14, viszont az ő elérhetősége hibás a honlapon, így meg sem tudtam kérdezni, hogy segítene-e...
De az a megoldás elég egyszerűnek és masszívnak tűnik...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 10, 13:53
Írta: 000000000 Dátum 2008 szeptember 10, 13:53
Milyen nem egyedileg készített csavart tudtok ajánlani a mélyhornyú golyóscsapágyak ilyesmi rögzítéséhez?

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 10, 14:16
Írta: 000000000 Dátum 2008 szeptember 10, 14:16
Sullyesztett feju, imbusz nyilassal. Szepen tengelyvonalba huzza es tartja is egyben a kupos resz. Igaz kicsit jobban kilog a csapagy sikja fole, de nem fog zavarni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 10, 14:31
Írta: 000000000 Dátum 2008 szeptember 10, 14:31
Köszi, ennek utánajárok.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 szeptember 10, 18:46
Írta: s5f8tmfv3 Dátum 2008 szeptember 10, 18:46
Egész véletlenül biztosan tudom hogy segít ha tud.[#smile]
Anno ilyesmik készültek a géppel.
Anno ilyesmik készültek a géppel.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2008 szeptember 10, 20:07
Írta: Bicska Dátum 2008 szeptember 10, 20:07
Szia, csak csatlakozni tudok aszbolit-hoz, nézz körül a fabory.hu-n, esetleg szerez katalógust tőlük. Üdv!
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 10, 23:02
Írta: e3h0cv4ph Dátum 2008 szeptember 10, 23:02
Sziasztok.
A hosszirányú hajtásom (a 2000mm-es) körvonalazódni látszik, de a keresztirányút is ki akarom cserélni mert kotyog.
Ehhez szügségem lenne egy golyósorsóra (természetesen anyával együtt) ami 500 mm hosszú és 10...14 mm az átmérője (a menetemelkedés most is másodlagos, az utólagos áttételezés miatt).
Ha valakinek van ilyenje (mondjuk bontott) amitől reális áron megválna akkor kérem jelezze.
Köszönettel: Tatai Tamás
A hosszirányú hajtásom (a 2000mm-es) körvonalazódni látszik, de a keresztirányút is ki akarom cserélni mert kotyog.
Ehhez szügségem lenne egy golyósorsóra (természetesen anyával együtt) ami 500 mm hosszú és 10...14 mm az átmérője (a menetemelkedés most is másodlagos, az utólagos áttételezés miatt).
Ha valakinek van ilyenje (mondjuk bontott) amitől reális áron megválna akkor kérem jelezze.
Köszönettel: Tatai Tamás
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 szeptember 11, 09:38
Írta: 3k74cecek Dátum 2008 szeptember 11, 09:38
Szerintem azért ennyire nem egyszerű a dolog, mert olyan megoldás kell amivel állítható a csapágyak poziciója. Valami excenteres megoldás, hogy beállíthasd a csapágyakat pontosan a gördülő felülethez.
Szóval nem nagyon úszható meg az egyedi gyártású csavar. Persze ha mazohista vagy és szenvedni akarsz a beállítással, az más dolog.
Szóval nem nagyon úszható meg az egyedi gyártású csavar. Persze ha mazohista vagy és szenvedni akarsz a beállítással, az más dolog.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 11, 09:42
Írta: 000000000 Dátum 2008 szeptember 11, 09:42
Ez igy van. Nekem a foto alapjan nem jott at, hogy excenteres. Azt viszont esztergalni kellene.
Igaz eleg lenne ket sor eseten, csak az egyik sort allithatora kesziteni. Felteve, ha a vele szemkozti fix sor tokeletesen egyvonalban van.
Igaz eleg lenne ket sor eseten, csak az egyik sort allithatora kesziteni. Felteve, ha a vele szemkozti fix sor tokeletesen egyvonalban van.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 szeptember 11, 09:51
Írta: ra8nsmk6w Dátum 2008 szeptember 11, 09:51
Úgy látom, hogy az excenter nem a csapágy oldalon van hanem a másik oldalon, a ház oldalán. Azért van a lapolás a csapágy mögött. Szerintem
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 11, 20:22
Írta: 000000000 Dátum 2008 szeptember 11, 20:22
Sziasztok!
Csináltam ma kuplungot, anyaga C45-ös húzott acél, átmérő:25 hossz:40 furat:12/10. Először kiesztergáltam a furatot, majd egy keskeny késsel 4mm-es emelkedéssel kb 1mm-t esztergáltam bele, ezután flexel több fogéssal , közben forgatva kivágtam.Természetesen nem a padban!A futatokat pontosra dörzsáraztam, 4 db M6-os menetet fúrtam bele.
Csináltam ma kuplungot, anyaga C45-ös húzott acél, átmérő:25 hossz:40 furat:12/10. Először kiesztergáltam a furatot, majd egy keskeny késsel 4mm-es emelkedéssel kb 1mm-t esztergáltam bele, ezután flexel több fogéssal , közben forgatva kivágtam.Természetesen nem a padban!A futatokat pontosra dörzsáraztam, 4 db M6-os menetet fúrtam bele.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 11, 20:23
Írta: 000000000 Dátum 2008 szeptember 11, 20:23

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 11, 20:24
Írta: 000000000 Dátum 2008 szeptember 11, 20:24

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 11, 20:25
Írta: 000000000 Dátum 2008 szeptember 11, 20:25

Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 11, 20:29
Írta: svejk Dátum 2008 szeptember 11, 20:29
Jé!! Te rugót csináltál ami négyzet keresztmetszetű anyagból van tekerve :) :) :)
Na és hogy vált be? nem rugózik torziósan?
Na és hogy vált be? nem rugózik torziósan?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 szeptember 11, 20:40
Írta: ra8nsmk6w Dátum 2008 szeptember 11, 20:40
Hát igen, ez már képzőmüvészet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 11, 20:45
Írta: 000000000 Dátum 2008 szeptember 11, 20:45
4Nm-es és 6Nm-es léptetőkre teszem, remélem ilyen nyomatéknál nem csavarodik, van elég keresztmetszet.Ha kell, csinálok nagyobbat.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 11, 20:48
Írta: 4um5b65d Dátum 2008 szeptember 11, 20:48
Nem akartad készen megvenni?? :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 11, 21:11
Írta: 000000000 Dátum 2008 szeptember 11, 21:11
Nem,mert így érdekesebb, Szerinted jó lesz?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 11, 21:13
Írta: 4um5b65d Dátum 2008 szeptember 11, 21:13
Hát többet fog bírni mint a gyári alu kivitel, de nem is lesz akkora korrekciós lehetősége. Nem hinném hogy csavarodna, ahhoz ez túl merev...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 11, 21:21
Írta: 000000000 Dátum 2008 szeptember 11, 21:21
Nem hiszed el, de vettem a Klavionál hétfőn egy 4Nm-es mebrános kuplungot, de a gépemen 10-15 irányváltás után széjjel szakadt. Remélem az általam gyártott sokáig bírja, meg élvezet kitalálni és megcsinálni, gondolom Te is így vagy a dolgokkal.Egyébbként elég jó a kuplung flexibilitása.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 11, 21:24
Írta: 4um5b65d Dátum 2008 szeptember 11, 21:24
Hát ha nagyon mocorog oldalra akkor nem biztos, hogy beválik...Majd kiderül, hogy a két figura közül melyiket írod pár próba után..
[#vigyor2]
vagy
[#guluszem1]
[#vigyor2]
vagy
[#guluszem1]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 szeptember 11, 22:43
Írta: 3k74cecek Dátum 2008 szeptember 11, 22:43
Attól függ, hogy mekkora a motor egy lépése (vagy mikrolépése)és mekkora a szükséges tartó nyomaték. Ha nincs nagy nyomaték (gyorsításkor sem!!) akkor jó lehet. Én inkább precízen fogom fel a motort és nem használok ilyen kuplungot.
Van enélkül is épp elég dolog ami rontja a pontosságot.
Van enélkül is épp elég dolog ami rontja a pontosságot.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 11, 22:51
Írta: 4um5b65d Dátum 2008 szeptember 11, 22:51
Igen, én is inkább a direkt kapcsolatra szavaznék, ha már választani lehet. Bár láttam itt az oldalon, ha jól emlékszem az adok-veszekben volt.... Farkas Ádám tett fel képet valami kis apró "gömcsukló" féle alkatrészt a léptetőihez...az nagyon korreknek látszott.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 12, 07:52
Írta: bmejdz9nu Dátum 2008 szeptember 12, 07:52
Van azért egy másik alternatíva is kupplungra...
A tengelyt és motortengelyt fixen hüvejjel összekötni...
A motort pedíg motortartó gumibakokra (4 db) szerelni (amin mindkét felén menet van)
Ilyesmi: (egész kicsiket is lehet kapni, pl. csapágyboltokban)

Vagy hasonlót csinálni... "csavar+gumicső" stb...
az eredmény ugyanaz... csak fordítva... nagyobb erőknél ez olcsóbb... (pár száz Ft egy ilyen)
A tengelyt és motortengelyt fixen hüvejjel összekötni...
A motort pedíg motortartó gumibakokra (4 db) szerelni (amin mindkét felén menet van)
Ilyesmi: (egész kicsiket is lehet kapni, pl. csapágyboltokban)
Vagy hasonlót csinálni... "csavar+gumicső" stb...
az eredmény ugyanaz... csak fordítva... nagyobb erőknél ez olcsóbb... (pár száz Ft egy ilyen)
Cím: Re:Mechanikai ötletek
Írta: e6bkdgi5f Dátum 2008 szeptember 12, 08:28
Írta: e6bkdgi5f Dátum 2008 szeptember 12, 08:28
Sziasztok!
Szeretném kérni a véleményetek! Most találtam egy kis gépet a praktikerben, viszonylag olcsón.
Első látásra felcsillant a szemem, mert nagyon precíz kis mechanikának tűnik.
A kérdésem az lenne, ha a kézi tekerők helyett egy tengelykapcsolóval léptetőmotorokat raknék be, akkor mennyire lehet ebből életképes CNC gép ???


Szeretném kérni a véleményetek! Most találtam egy kis gépet a praktikerben, viszonylag olcsón.
Első látásra felcsillant a szemem, mert nagyon precíz kis mechanikának tűnik.
A kérdésem az lenne, ha a kézi tekerők helyett egy tengelykapcsolóval léptetőmotorokat raknék be, akkor mennyire lehet ebből életképes CNC gép ???
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 12, 08:42
Írta: 000000000 Dátum 2008 szeptember 12, 08:42
Biztosas jó ötletnek tartod egy többszáz f/p-el jobbra-balra forgó motort ugrabugráltatni a golyósorsó végén? Azt hiszem a környező csapágyak és a motortengely nem lesz túl hosszú életű
Cím: Re:Mechanikai ötletek
Írta: e6bkdgi5f Dátum 2008 szeptember 12, 08:50
Írta: e6bkdgi5f Dátum 2008 szeptember 12, 08:50
Pedig laikusként elsőre jó ötletnek tűnt... :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 12, 09:20
Írta: 000000000 Dátum 2008 szeptember 12, 09:20
Ezek szerint láttad a "Volt egyszer egy vadnyugat" című filmet. Ott hangzott el ez a mondat. És a folytatását is elmondták [#gun]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 12, 09:54
Írta: bmejdz9nu Dátum 2008 szeptember 12, 09:54
Már próbáltam ezt... a gyakorlatban is.
Ilyen megoldás van a forgatóm hátulján, HD és szervó motor kapcsolat (3000rpm-re!)
Persze először is szükséges a minimális különbségre törekedni a két tengely között... az mindíg fontos! (akkor ez szinte csak "díszlet")
Nem ugáltatni!... azt a kupplung sem szereti! (kikészül:) Ha jó az egész szinte meg sem rezzenik...
Minnél pontosabb (egyvonalú) a kapcsolat annál keményebb azaz rövidebb gumbakok használhatóak = szögeltérési hiba minimális.
Ilyen megoldás van a forgatóm hátulján, HD és szervó motor kapcsolat (3000rpm-re!)
Persze először is szükséges a minimális különbségre törekedni a két tengely között... az mindíg fontos! (akkor ez szinte csak "díszlet")
Nem ugáltatni!... azt a kupplung sem szereti! (kikészül:) Ha jó az egész szinte meg sem rezzenik...
Minnél pontosabb (egyvonalú) a kapcsolat annál keményebb azaz rövidebb gumbakok használhatóak = szögeltérési hiba minimális.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2008 szeptember 12, 13:43
Írta: ebalint Dátum 2008 szeptember 12, 13:43
Nem értettél félre vmit?
Szerintem Imi a Varsányinak válaszolt #3499 -ban.
Még korai csüggedni.
ebalint
Szerintem Imi a Varsányinak válaszolt #3499 -ban.
Még korai csüggedni.
ebalint
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2008 szeptember 12, 13:44
Írta: ebalint Dátum 2008 szeptember 12, 13:44
Bocs :
#3498 -ban!!
.
#3498 -ban!!
.
Cím: Re:Mechanikai ötletek
Írta: e6bkdgi5f Dátum 2008 szeptember 12, 13:51
Írta: e6bkdgi5f Dátum 2008 szeptember 12, 13:51
Sziasztok!
Jah, tényleg azt hittem, hogy a válasz nekem jött..
Közben találtam egy opensource géptervet részletes leírásokkal és precízen dokumentálva:
Terv
Olyan kérdéseim lennének, hogy fából kb mennyiért gyárthatnák le nekem az idomokat? Valamint létezik-e olyan cég MO-n, aki ezeket valamilyen erős műanyagból megcsinálná? Ha igen, akkor mennyiért?
Köszi előre is!
Üdv
Jah, tényleg azt hittem, hogy a válasz nekem jött..
Közben találtam egy opensource géptervet részletes leírásokkal és precízen dokumentálva:
Terv
Olyan kérdéseim lennének, hogy fából kb mennyiért gyárthatnák le nekem az idomokat? Valamint létezik-e olyan cég MO-n, aki ezeket valamilyen erős műanyagból megcsinálná? Ha igen, akkor mennyiért?
Köszi előre is!
Üdv
Cím: Re:Mechanikai ötletek
Írta: pa0n9mw Dátum 2008 szeptember 12, 14:08
Írta: pa0n9mw Dátum 2008 szeptember 12, 14:08
Üdv
Nekem is ilyen gépem van és ebben a cipőben járok én is.
A gond szerintem a Z tengelyel lesz.
A fogasléces mozgás állitólag nem ad elég pontosságot és a sulya is igen tetemes egy léptető moci számára.
Talán a Z finomállitóján át meg lehet könyebben hajtani a kotyogást meg talán a CNC programban kompanzálni.
végyé
Nekem is ilyen gépem van és ebben a cipőben járok én is.
A gond szerintem a Z tengelyel lesz.
A fogasléces mozgás állitólag nem ad elég pontosságot és a sulya is igen tetemes egy léptető moci számára.
Talán a Z finomállitóján át meg lehet könyebben hajtani a kotyogást meg talán a CNC programban kompanzálni.
végyé
Cím: Re:Mechanikai ötletek
Írta: hduf42fua Dátum 2008 szeptember 12, 14:46
Írta: hduf42fua Dátum 2008 szeptember 12, 14:46
kedves Csaplar !
A téma előtted hever csak le kell érte hajolni vagyis megnézni "Mechanika 2"-t. kezdésnek az nagyon kiválló.Folytatásként pedig fel lehet szerelni lin.vezetőkkel és golyós orsóval is.
ÜDV
A téma előtted hever csak le kell érte hajolni vagyis megnézni "Mechanika 2"-t. kezdésnek az nagyon kiválló.Folytatásként pedig fel lehet szerelni lin.vezetőkkel és golyós orsóval is.
ÜDV
Cím: Re:Mechanikai ötletek
Írta: e6bkdgi5f Dátum 2008 szeptember 12, 15:03
Írta: e6bkdgi5f Dátum 2008 szeptember 12, 15:03
Igen, már nézegettem a Mecha2-est és beszéltem is róla Veres Lászlóval.
Nem vetettem el a dolgot, csak nézelődök más lehetőségek után is.
Sajnos diákként nagyon meg kell gondolni, hogy mire gyűjtsem össze a zsebpénzem! ;)
Nem vetettem el a dolgot, csak nézelődök más lehetőségek után is.
Sajnos diákként nagyon meg kell gondolni, hogy mire gyűjtsem össze a zsebpénzem! ;)
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 szeptember 12, 17:58
Írta: HJózsi Dátum 2008 szeptember 12, 17:58
Sokan átalakították már előtted, pl. Ő is...
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2008 szeptember 13, 11:19
Írta: robroy007 Dátum 2008 szeptember 13, 11:19
figyelmetekbe ajánlom ez a megoldás, ha nem néztétek volna végig az oldalt
4. tengely és eszterga egyben
4. tengely és eszterga egyben
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2008 szeptember 13, 11:26
Írta: robroy007 Dátum 2008 szeptember 13, 11:26
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 13, 17:27
Írta: bmejdz9nu Dátum 2008 szeptember 13, 17:27
Egy "fórumtársunknak" akinek már pont ilyen műszer is van...
Én erre is használom... nem csak körfutás tesztelésre.
0.001-es tapintóval satu beállítása az asztalon. VIDEO:::::::::
Látni, hogy még egy kicsit "koccogtatni" kell :)... sőt a satu legvégét a kínaiak lesarkították :)
(az LCD kijelzési íránya is fordítható... 180 fokkal...)

Én erre is használom... nem csak körfutás tesztelésre.
0.001-es tapintóval satu beállítása az asztalon. VIDEO:::::::::
Látni, hogy még egy kicsit "koccogtatni" kell :)... sőt a satu legvégét a kínaiak lesarkították :)
(az LCD kijelzési íránya is fordítható... 180 fokkal...)
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 szeptember 13, 22:00
Írta: 3k74cecek Dátum 2008 szeptember 13, 22:00
Ez sajnos felettéb rossz ötlet.[#ejnye1] Ráadásul pont te ajánlod, aki ha lehetne 5 tizedesre mérnéd a méreteket.
Nem könnyű számszerű példát adni, mert a gumibakok mérete és keménysége szinte végtelen variációt jelent, és majd azt fogod mondani, hogy más gumibak kell.
Azért egy egyszerű példát megeresztek neked.
Ha pl. a 4 gumibakot egy 23SH motorra teszed 66.6mm osztókörre, és a gumibak csak 0.5mm-t enged oldalra, (márpedig ennyit fog engedni)
akkor az a motor kb. 1 foknyi elcsavarodását jelenti. Irányváltás esetén már majdnem 2 fok.
Ez komolytalanná teszi az egész hajtást. A fogazottszíjas áttétel közel sem hibázik ennyit, mégis sokan ódzkodnak tőle, hogy hibát visz a rendszerbe.
Állítható motorfelfogást kell csinálni és azt precízen beállítani, meghúzni és kész.[#eljen]
Nem könnyű számszerű példát adni, mert a gumibakok mérete és keménysége szinte végtelen variációt jelent, és majd azt fogod mondani, hogy más gumibak kell.
Azért egy egyszerű példát megeresztek neked.
Ha pl. a 4 gumibakot egy 23SH motorra teszed 66.6mm osztókörre, és a gumibak csak 0.5mm-t enged oldalra, (márpedig ennyit fog engedni)
akkor az a motor kb. 1 foknyi elcsavarodását jelenti. Irányváltás esetén már majdnem 2 fok.
Ez komolytalanná teszi az egész hajtást. A fogazottszíjas áttétel közel sem hibázik ennyit, mégis sokan ódzkodnak tőle, hogy hibát visz a rendszerbe.
Állítható motorfelfogást kell csinálni és azt precízen beállítani, meghúzni és kész.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 13, 22:54
Írta: 4um5b65d Dátum 2008 szeptember 13, 22:54
[#eljen][#taps][#worship]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 14, 10:26
Írta: bmejdz9nu Dátum 2008 szeptember 14, 10:26
0,5mm?
Mondjuk több nagyságrenddel kisebb hibára gondoltam... azaz szükséges toleranciára.
Azaz ahogy te írod: pontosan aztán fixre húzva... de zero hiba nincs... ezért valami kell oda... (vagy a csapágyazás látja kárát :)
Én Nema34-es motornagysághoz, használtam egészen lapos kivitelűt... sokfélét lehet kapni... nem csak azt a "klasszikust" amit a képen belinkeltem...
De mardhatunk egy "gumi alátétben" is ha az elfogadhatóbb... és nem preciziós géphez gondoltam... :)
Ja és a téma indítás a Vbodi kupplungja volt... szerintem azonos erőket feltételezve az is csavarodik... mint minden ilyen gyári is...
Nekem van alu (szörnyű) és van roszdamentesből is... (kevésbé szörnyű)... pedíg eredeti Helical...
Érdemes megnézni ezt a linket... méreteket és max. erőket...
Talán ebben a "hasított" kupplung műfajban a Helical a világon a legjobb. A legtöbb ajánlás encoder és motor csatlakozás...:) Tehát nem igazán erőkhöz...
Mondjuk több nagyságrenddel kisebb hibára gondoltam... azaz szükséges toleranciára.
Azaz ahogy te írod: pontosan aztán fixre húzva... de zero hiba nincs... ezért valami kell oda... (vagy a csapágyazás látja kárát :)
Én Nema34-es motornagysághoz, használtam egészen lapos kivitelűt... sokfélét lehet kapni... nem csak azt a "klasszikust" amit a képen belinkeltem...
De mardhatunk egy "gumi alátétben" is ha az elfogadhatóbb... és nem preciziós géphez gondoltam... :)
Ja és a téma indítás a Vbodi kupplungja volt... szerintem azonos erőket feltételezve az is csavarodik... mint minden ilyen gyári is...
Nekem van alu (szörnyű) és van roszdamentesből is... (kevésbé szörnyű)... pedíg eredeti Helical...
Érdemes megnézni ezt a linket... méreteket és max. erőket...
Talán ebben a "hasított" kupplung műfajban a Helical a világon a legjobb. A legtöbb ajánlás encoder és motor csatlakozás...:) Tehát nem igazán erőkhöz...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 14, 10:31
Írta: bmejdz9nu Dátum 2008 szeptember 14, 10:31
[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 14, 10:54
Írta: 000000000 Dátum 2008 szeptember 14, 10:54
Szerintem az öt tizedes nem azt akarta jelenteni, hogy öt tized.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 14, 12:02
Írta: 4um5b65d Dátum 2008 szeptember 14, 12:02
Te is 5 tört helyiértékre gondoltál?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 14, 12:31
Írta: bmejdz9nu Dátum 2008 szeptember 14, 12:31
"a gumibak csak 0.5mm-t enged oldalra"
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 14, 12:44
Írta: 4um5b65d Dátum 2008 szeptember 14, 12:44
Azért össze lehet azt hozni, hogy nagyon jól fusson az orsó és a motor tengelye. Talán tényleg nem kellene hagyni, hogy ezen két alkatrész kapcsolata ne legyen direkt hajtással megoldva. Pontatlan lesz bármit is raksz a két csonk közé...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 14, 12:51
Írta: 4um5b65d Dátum 2008 szeptember 14, 12:51
Most jutott eszembe ! Talán nem véletlenül van a léptető motorokon a házrészen egy illesztő átmérő kiképezve. Hosszú csapágyházat kellene alkalmazni az orsó és a motor összeillesztésekor, és egy merev tengelykapcsolót abban kellene elhelyezni...
A csapágyházon pedig furatokat hagyni amin benyúlva meg lehet szorítani az összekötő elem rögzítőcsavarjait.
A csapágyházon pedig furatokat hagyni amin benyúlva meg lehet szorítani az összekötő elem rögzítőcsavarjait.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 14, 12:58
Írta: bmejdz9nu Dátum 2008 szeptember 14, 12:58
Van két csapágy:
Egyik a motorban a másik a tengely csapágyazás... A tengelyt összekötöd... (közötte egy erős kapcsolat és kis távolság)
A két csapágy mechanikus kényszer kapcsolatba kerül... mi történik?
A csapágy nyeli el a hibát? Vagy mikron pontos együtfutási kapcsolat lesz?
Na ezért kell valami...* Mert ha nagyon kicsi is... de kell ami "eresszen kicsit" mert a golyók a csapágyban a pályán nem szeretnek "korrigálni"...
* El lehet kerülni a kupplungot: Ha a tengely a motorcsapágyon van és nincs külön tengelycsapágyazás...
Ekkor szoktak tenni egy támcsapágyat a motorra... hogy a benne lévővel együtt előfeszítsék...
Ez a módszer kisebb maró és gravírozó gépeknél járható... és nem árt ha nagy és terhelhető csapágya van a motornak, mert az tartja a tengelyt.
Egyik a motorban a másik a tengely csapágyazás... A tengelyt összekötöd... (közötte egy erős kapcsolat és kis távolság)
A két csapágy mechanikus kényszer kapcsolatba kerül... mi történik?
A csapágy nyeli el a hibát? Vagy mikron pontos együtfutási kapcsolat lesz?
Na ezért kell valami...* Mert ha nagyon kicsi is... de kell ami "eresszen kicsit" mert a golyók a csapágyban a pályán nem szeretnek "korrigálni"...
* El lehet kerülni a kupplungot: Ha a tengely a motorcsapágyon van és nincs külön tengelycsapágyazás...
Ekkor szoktak tenni egy támcsapágyat a motorra... hogy a benne lévővel együtt előfeszítsék...
Ez a módszer kisebb maró és gravírozó gépeknél járható... és nem árt ha nagy és terhelhető csapágya van a motornak, mert az tartja a tengelyt.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 14, 13:14
Írta: 4um5b65d Dátum 2008 szeptember 14, 13:14
Értem a fő gondodat, de pont ezért írtam az egy csapágyházban való elhelyezést. Egyik oldalán az orsó csapágya a másik oldalán meg a motor illesztő átmérője és a perem amin felfogatod... azonnal tengelyvonalba kerülnek az elemek és a motorperem derékszögűsége is biztosítva lesz...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 14, 13:39
Írta: bmejdz9nu Dátum 2008 szeptember 14, 13:39
Ezt majd próbáld ki a gyakorlatban...
Az "önbeállás" feltételezése miatt már volt egy kéthetes felesleges munkám...
Gondoltam majd forgás közben meghúzom a csvarokat és minden beáll :) de nem...
A motor és a felfogónak teljesen merőlegesnek kell(ene) lennie... mint a párosított csapágyaknál... mikronra...
Egyébként gondom egy száll se... műanyagbetétes kupplungokat használtam...
A fémmembrános persze sokkal jobb, de nem volt... és ugyebár a fémmembránoshoz "majdnem" tökéletes motor tengyely és orsó tengely futás kell (jobb mint a műa. betétesnek)... mert ha nem = szétmegy. (adatlapok - szögtoleranciák...)
Az "önbeállás" feltételezése miatt már volt egy kéthetes felesleges munkám...
Gondoltam majd forgás közben meghúzom a csvarokat és minden beáll :) de nem...
A motor és a felfogónak teljesen merőlegesnek kell(ene) lennie... mint a párosított csapágyaknál... mikronra...
Egyébként gondom egy száll se... műanyagbetétes kupplungokat használtam...
A fémmembrános persze sokkal jobb, de nem volt... és ugyebár a fémmembránoshoz "majdnem" tökéletes motor tengyely és orsó tengely futás kell (jobb mint a műa. betétesnek)... mert ha nem = szétmegy. (adatlapok - szögtoleranciák...)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 14, 13:49
Írta: 4um5b65d Dátum 2008 szeptember 14, 13:49
Peremes motort és hidraulika szivattyút már raktam össze ily módon, de nem volt még vele gondom. Szerintem ott rontják el sokan, hogy fognak egy darab anyagot....átfúrják hosszában aztán beleengedik a dörzsárat és kész. De a furatot valójában kiesztergálni kell és párban kell a csavarokat rakni , méghozzá 90 fokban egymástól. Tehát egy ilyen kapcsolathoz 4db csavar kell. A merőlegesség az döntő szempont, az tuti,de nem azért nyüglődöm huszon-pár éve a szakmában, hogy ezt ne tudjam megcsinálni....
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 14, 13:50
Írta: bmejdz9nu Dátum 2008 szeptember 14, 13:50
Na ja ... én nem vagyok szaki... :)
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2008 szeptember 14, 15:51
Írta: sasi Dátum 2008 szeptember 14, 15:51
Egy kis előzetes:
Energialánc megoldás hulladékhasznosítással.

Vákumasztal készítés, szivattyúval együtt, fillérekből (legdrágább alkatrésze a kb. 250 W-os villanymotor).
http://www.sasovits.hu/cnc/vegyes/P9123379_vakumasztal.jpg
Energialánc megoldás hulladékhasznosítással.
Vákumasztal készítés, szivattyúval együtt, fillérekből (legdrágább alkatrésze a kb. 250 W-os villanymotor).
http://www.sasovits.hu/cnc/vegyes/P9123379_vakumasztal.jpg
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2008 szeptember 14, 15:53
Írta: sasi Dátum 2008 szeptember 14, 15:53
Elbénáztam...
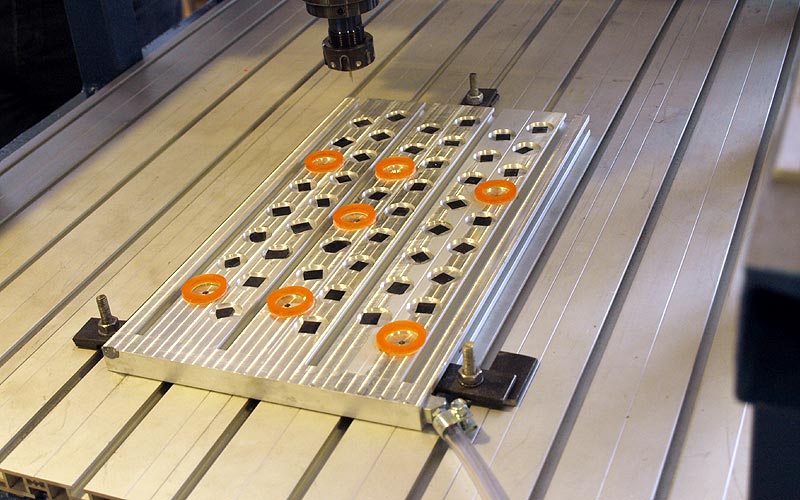
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 szeptember 14, 22:16
Írta: 3k74cecek Dátum 2008 szeptember 14, 22:16
Törtem a fejemet, hogy vajon mi van elbénázva ezen a vákumasztalon [#falbav], mire nagy nehezen leesett, hogy nem az asztal csak a link a #3526-ban. Ennél nagyobb hibát sose vétsél [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 szeptember 14, 22:30
Írta: 3k74cecek Dátum 2008 szeptember 14, 22:30
Azt hiszem félreértettél. Nem az egytengelyűségben van 0.5 mm hiba. A gumibakokra felerősített motor a nyomaték hatására
elfordul a vázhoz képest gumibakokon, mert a gumikak nem csak a tengelye irányában rugalmas, hanem arra merőleges irányba is.
Az pedig egy véletlen, hogy az elején 5 tizedesre mérést emlegettem és a példában is éppen 0.5 tized szerepelt.
Az 5 tizedesre mérés azt jelenti (mint azt rc és Laslie is rögtön értette), hogy te legszivesebben 0.00001 mm pontossággal
mérnél (egyébként abszolút feleslegesen) de emellett olyat javasolsz amiben nagyságrendekkel nagyobb hiba lenne beépítve a rendszerbe.
elfordul a vázhoz képest gumibakokon, mert a gumikak nem csak a tengelye irányában rugalmas, hanem arra merőleges irányba is.
Az pedig egy véletlen, hogy az elején 5 tizedesre mérést emlegettem és a példában is éppen 0.5 tized szerepelt.
Az 5 tizedesre mérés azt jelenti (mint azt rc és Laslie is rögtön értette), hogy te legszivesebben 0.00001 mm pontossággal
mérnél (egyébként abszolút feleslegesen) de emellett olyat javasolsz amiben nagyságrendekkel nagyobb hiba lenne beépítve a rendszerbe.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 szeptember 14, 22:59
Írta: 3k74cecek Dátum 2008 szeptember 14, 22:59
"A motor és a felfogónak teljesen merőlegesnek kell(ene) lennie... .. mikronra... "
Azt hiszem kissé túlzásba viszed a dolgot. Egyrészt nincs értelme mikronos pontosságról beszélni ha mart vagy esztergált felületekről beszélünk.
Másrészt ezek nem abszolút merev testek. A motor csapágyazása simán enged 1-2 századot. A hozzá kapcsolt tengely is könnyedén tud engedni
pár századot. Ilyen pontossággal pedig össze lehet hozni a csatlakozást. Aztán ne hidd, hogy az a motor csapágy 5 fordulat után kettétörik ha netán (de nem feltétlenül)
egy kicsit megterheli a "pontatlan" tengelykapcsolat. Nekem az említett merev kapcsolat ellenére sem szorult a tengely, a motorfelfogás meghúzása után is ugyanolyan könnyen lehetett kézzel forgatni, mint a meghúzás elött.
Ezek után a magam részéről nem fogok semmiféle csicsa és ennek megfelelő árú, csoda kuplungokat beépíteni.
De ne hallgass rám, te építsél be gumibakokat meg márkás kuplungokat, ha ez kell a lelki nyugalmadhoz. Mindenki más pedig döntsön belátása és pénztárcája szerint.
Azért félreértés ne legyen, nem azt állítom, hogy bárki, mindenféle tapasztalat nélkül olyan pontosra tudja csinálni a tengelyeket, hogy felesleges legyen bármiféle kuplungot használni.
Azt hiszem kissé túlzásba viszed a dolgot. Egyrészt nincs értelme mikronos pontosságról beszélni ha mart vagy esztergált felületekről beszélünk.
Másrészt ezek nem abszolút merev testek. A motor csapágyazása simán enged 1-2 századot. A hozzá kapcsolt tengely is könnyedén tud engedni
pár századot. Ilyen pontossággal pedig össze lehet hozni a csatlakozást. Aztán ne hidd, hogy az a motor csapágy 5 fordulat után kettétörik ha netán (de nem feltétlenül)
egy kicsit megterheli a "pontatlan" tengelykapcsolat. Nekem az említett merev kapcsolat ellenére sem szorult a tengely, a motorfelfogás meghúzása után is ugyanolyan könnyen lehetett kézzel forgatni, mint a meghúzás elött.
Ezek után a magam részéről nem fogok semmiféle csicsa és ennek megfelelő árú, csoda kuplungokat beépíteni.
De ne hallgass rám, te építsél be gumibakokat meg márkás kuplungokat, ha ez kell a lelki nyugalmadhoz. Mindenki más pedig döntsön belátása és pénztárcája szerint.
Azért félreértés ne legyen, nem azt állítom, hogy bárki, mindenféle tapasztalat nélkül olyan pontosra tudja csinálni a tengelyeket, hogy felesleges legyen bármiféle kuplungot használni.
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2008 szeptember 16, 20:50
Írta: ki005gz70 Dátum 2008 szeptember 16, 20:50
Nézzétek meg mit csinált aranykezű cimborám:
http://mastergy.fw.hu
"6.cnc gépem" - -re kattintsatok !
Üdv:
Gyula
http://mastergy.fw.hu
"6.cnc gépem" - -re kattintsatok !
Üdv:
Gyula
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2008 szeptember 17, 07:13
Írta: e7c897sd8 Dátum 2008 szeptember 17, 07:13
A honlapod még mindig furcsa dolgokat csinál mozillával!
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 szeptember 17, 07:59
Írta: Motoros Dátum 2008 szeptember 17, 07:59
Fogadd őszinte gratulációmat.
Érdemes lesz a talira is eljönnöd mert biztos lesznek akik megint rád szavaznak.
Ha lenne "legkreatívabb hobby cnc" díj akkor ott is vinnéd a pálmát.
Érdemes lesz a talira is eljönnöd mert biztos lesznek akik megint rád szavaznak.
Ha lenne "legkreatívabb hobby cnc" díj akkor ott is vinnéd a pálmát.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 17, 08:17
Írta: bmejdz9nu Dátum 2008 szeptember 17, 08:17
Ha a merev tengelykapcsolat kotyanásmentes és nem melegszenek a csapágyak nagyobb fordulaton akkor sikerült... azaz valami tudot engedni...
De megjegyzem, hogy a tengelyen két ferdehatásvonalú előfeszített csapágy pároshoz kötni fixen a motor csapágyát nem szokták...
Szerintem előbb utóbb a gyengébb kikészül... ami várhatóan a motorban lévő csapágy. Ezért ez nem szokványos megoldás.
De megjegyzem, hogy a tengelyen két ferdehatásvonalú előfeszített csapágy pároshoz kötni fixen a motor csapágyát nem szokták...
Szerintem előbb utóbb a gyengébb kikészül... ami várhatóan a motorban lévő csapágy. Ezért ez nem szokványos megoldás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 17, 17:03
Írta: 000000000 Dátum 2008 szeptember 17, 17:03
Gratulálok, ügyes és találékony a barátod. Ilyet még nem láttam.
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2008 szeptember 18, 13:39
Írta: ki005gz70 Dátum 2008 szeptember 18, 13:39
Köszönöm a gratokat !
Mi a baj a weboldallal még mindig ?
Pedig már egy csomó böngészővel kipróbáltam, végre jónak tünt.
Mi a baj a weboldallal még mindig ?
Pedig már egy csomó böngészővel kipróbáltam, végre jónak tünt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 18, 18:30
Írta: 000000000 Dátum 2008 szeptember 18, 18:30
Szia!
Az Operaval szuperül megy.
Az Operaval szuperül megy.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 12:32
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 12:32
Sziasztok, lassan készul a 2x3 méretu gépem PVC és plexi maráshoz. Már csak 3db. HD hajtás hijánzik CSF-17-2HU. Így képzelem el a megvalósítást:
http://www.ecomedia.sk/obr/freza1.jpg
http://www.ecomedia.sk/obr/freza2.jpg
A "X" meghajtás 2db. 150W DC szervo motor lessz, "Y" 1db. 150W dc szervo detto fogaskerék fogazot rúd + Harmonic drive hajtás lessz. A "Z" hajtás 5mm em. golyós orsó hajtás lessz. A gép teoretikus gyorsasága 15m/perc.
http://www.ecomedia.sk/obr/freza1.jpg
http://www.ecomedia.sk/obr/freza2.jpg
A "X" meghajtás 2db. 150W DC szervo motor lessz, "Y" 1db. 150W dc szervo detto fogaskerék fogazot rúd + Harmonic drive hajtás lessz. A "Z" hajtás 5mm em. golyós orsó hajtás lessz. A gép teoretikus gyorsasága 15m/perc.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 21, 12:44
Írta: 3vv2btrhv Dátum 2008 szeptember 21, 12:44
Nekem még nem dölt el , hogy a két motor hogyan lessz szinkronizálva , de én a kényszer kapcsolat hive vagyok . Igaz bonyolitja az ügyet , meg HD -ra nekem nincs pénzem . Kérketnék egy Iso nézeti képet ?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 21, 12:46
Írta: 3vv2btrhv Dátum 2008 szeptember 21, 12:46
Valami miatt nem tudok feltölteni a Humbaycomra
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 13:05
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 13:05
én flexicam és comagrav gépekrol inspiráltam magam. A szinkron mindig ha a gép null pontba jon akkor a oldajhajtás pontosan szinkronizálodik. Esszt a szoftwer és HW vezérlo mindig automatikusan csinálja. A motor meghajtója Geckodrive lessz, a verérlo SW egy Cseh gyártmányú GRAVOSTAR + hardwer interpolátor 128MB flash memóriaval USB komunikáció a PC-vel. A gép mukodesehez nem kell vezérlo PC.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 21, 13:44
Írta: bmejdz9nu Dátum 2008 szeptember 21, 13:44
Érdekes megoldás... Mire jó ez, hogy a hidat lehet dönteni... ha jól látom... Kész gép kép nincs valami hasonlóról?
(ne tegyél be 800pixelnél nagyobb képeket...de inkább csak 600pixel szélest... korrigáltam)
(ne tegyél be 800pixelnél nagyobb képeket...de inkább csak 600pixel szélest... korrigáltam)
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 15:39
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 15:39
szervusz Péter, képet találsz itt: http://www.comagrav.com/routing_machine_zonda.html
vagy: http://en.flexicam.de/stealth-3.html
Az én gépem 200x300x6mm preciz hegesztet vas profilokbol van, az az alap. A hid 120x120x5mm vas profil. A oldal aluminiun lemez 20mm vastag. A konstrukció nagyon egyszeru csak csavarozva lessz. Minimum hegesztés hogy ne deformálodjon a profil. A profilokat nagyméretu CNC fureszgépen vágattam. Az alap sujja eddig kb. 700kg. A hídat a végén fogom rogzíteni azért lehet donteni és csúsztatni így egyszerybb a beálitás.
vagy: http://en.flexicam.de/stealth-3.html
Az én gépem 200x300x6mm preciz hegesztet vas profilokbol van, az az alap. A hid 120x120x5mm vas profil. A oldal aluminiun lemez 20mm vastag. A konstrukció nagyon egyszeru csak csavarozva lessz. Minimum hegesztés hogy ne deformálodjon a profil. A profilokat nagyméretu CNC fureszgépen vágattam. Az alap sujja eddig kb. 700kg. A hídat a végén fogom rogzíteni azért lehet donteni és csúsztatni így egyszerybb a beálitás.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 21, 16:51
Írta: 3vv2btrhv Dátum 2008 szeptember 21, 16:51
A belinkelt megoldások is HD-vel vannak megoldva ??
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 17:02
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 17:02
nem, ott "planetary gearbox"-ot használnak. De az elv detto azaz fogasléc. Szerintem drágább, tobb karbantartást akar, és tobb a kotyanás lehetoség. HD hajtást például Messer cég használ a nagyméretu lángvágóknál egyik itteni cégnél mukodik 6x3m lángvágó AC szervo és HD + fogazott léc hajtásal.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 17:11
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 17:11
tobb képet itt találsz: http://www.comac.cz/flexicam/PRO.html
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 21, 18:17
Írta: 3vv2btrhv Dátum 2008 szeptember 21, 18:17

Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 18:30
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 18:30
érdekes, nekem nagyméretu plexi táblára kell a gép ami 10mm vastag plexit tud megmunkálni. Amit belinkeltél szerintem csak papírt vagy max. 5mm komacell-t tud megmunkálni. De érdekes megoldás.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 21, 18:36
Írta: 3vv2btrhv Dátum 2008 szeptember 21, 18:36
MechMate
Itt csak egy léptetö motor van egy rugoval nekifeszitve a fogas léchez .
Igen csak papirt vágok vele , de a megoldása az nagyon jonak látom . Kár hogy letörölték a rajzomat igy nem tudom megmutatni és feltölteni sem tudok .
Itt csak egy léptetö motor van egy rugoval nekifeszitve a fogas léchez .
Igen csak papirt vágok vele , de a megoldása az nagyon jonak látom . Kár hogy letörölték a rajzomat igy nem tudom megmutatni és feltölteni sem tudok .
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 18:48
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 18:48
ismerem a megoldást, eloszor én is igy akartam megoldani. Egyszeru és mukodik.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 szeptember 21, 20:24
Írta: 3k74cecek Dátum 2008 szeptember 21, 20:24
Szép darab gép lesz.[#eljen][#taps]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 21, 21:10
Írta: bmejdz9nu Dátum 2008 szeptember 21, 21:10
De, hogy jön ide a HD... azaz a hid döntése... Mekkora lesz a munkaterület?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 21:26
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 21:26
akkor roszul értelmeszted (én roszul fogalmasztam) a HD a hidat mozgassa nem donti. netto munkaterulet 1820x2750mm lessz.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 21, 21:33
Írta: bmejdz9nu Dátum 2008 szeptember 21, 21:33
Hűha...
Azaz átttel a meghajtás azaz a golyósorsó előtt?
Milyen emelkedésű golyósorsó, milyen HD áttetel... milyen a szervómotor fordulata? milyen a kivánt erő és sebesség a gépnél?
Azaz átttel a meghajtás azaz a golyósorsó előtt?
Milyen emelkedésű golyósorsó, milyen HD áttetel... milyen a szervómotor fordulata? milyen a kivánt erő és sebesség a gépnél?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 21:48
Írta: 7kcyndjdg Dátum 2008 szeptember 21, 21:48
golyos orso csak a "Z"-ten van. "X-X" és "Y" hajtása fogaskerék és fogazott rúdon keresztul van megoldva lásd. az http://www.ecomedia.sk/obr/freza1.jpg képet. Szervomotor fordulat max. 3000/perc. HD áttétel 1:50, fogaskerék átméro 80mm ez asszt mondja hogy: 3000/50=60ford./perc. Fogaskerék 80mm átméro tehát 1 perc alatt 15072mm-tert mozdul (2*pi*40=251,2mm) 251,2*60=15072mm/perc a teoretikus gép gyorsasága. Az kb. detto mind a 5mm elelkedesu golyosorsó (3000*5=15000}.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 22, 15:54
Írta: 3vv2btrhv Dátum 2008 szeptember 22, 15:54

Igy képzelem el a meghajtást . Lapos fogazott szij két végén rögzitve .
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2008 szeptember 22, 16:00
Írta: sasi Dátum 2008 szeptember 22, 16:00
Tibi! én látok itt egy fölösleges motort...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 szeptember 22, 17:13
Írta: 4um5b65d Dátum 2008 szeptember 22, 17:13
Az egyik generátor...[#nyes]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2008 szeptember 22, 17:21
Írta: ANTAL GÁBOR Dátum 2008 szeptember 22, 17:21
Tibor! egy ötlet
Kb 1 éve építgetek egy plazmavágót.Én a szinkrontengelyt középen elfeleztem és olyan motort használok aminek mindkét végén ki van vezetve a tengelye .Persze nincs áttétel
Kb 1 éve építgetek egy plazmavágót.Én a szinkrontengelyt középen elfeleztem és olyan motort használok aminek mindkét végén ki van vezetve a tengelye .Persze nincs áttétel
Cím: Re:Mechanikai ötletek
Írta: rcnn85cxp Dátum 2008 szeptember 22, 17:47
Írta: rcnn85cxp Dátum 2008 szeptember 22, 17:47
szerintem neincs fölös motor, csak a hídat mindkét oldalon egy-egy motor viszi kifeszített bordásszíjjal.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 szeptember 22, 18:10
Írta: D.Laci Dátum 2008 szeptember 22, 18:10
Két oldalt egy – egy moci, a hídon átvezetve egy tengely mellyel szinkronizálja….
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 22, 18:28
Írta: 3vv2btrhv Dátum 2008 szeptember 22, 18:28
E240-es motorjaim vannak , és a kérdés hogy elég erösek ehez a feledathoz ??
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 22, 19:34
Írta: 7kcyndjdg Dátum 2008 szeptember 22, 19:34
milyen lessz az áttétel? A HD elott én is fogasszij áttételt akartam használni. Motoron 10fog/T5 kerék, nagy kerék 60fog/T5, 16mm széles szíj acél kordal. A hajtás kerék 8fogú T5 25mm széles. Kép itt: www.ecomedia.sk/obr/remen.jpg
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 22, 22:08
Írta: e3h0cv4ph Dátum 2008 szeptember 22, 22:08
Két motor és a szinkrontengely is, nem lesz így túlhatározott a rendszer? Lehet hogy a két motor egymás ellen is fog dolgozni (ha nem halál pontosan állítod be a PID-et - márpedig 2 potmétert tök egyformára beállítani? (ja és ebből 4-et?))
Ezt gondold át újra! Én levenném az egyik motort
Ezt gondold át újra! Én levenném az egyik motort
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 23, 11:14
Írta: svejk Dátum 2008 szeptember 23, 11:14
A gyári szervovezérlők ismerik az encoderkövető
módot.
Ezt meg lehetne a hobby vezérlőkkel is csinálni a master tengely encoderéről egy pl. LS7284-es IC vel előálítani a slave tengely vezérlőjének a step/dir jelét.
Ez annyiból lenne előnyösebb mint közvetlen mindkettőre a step/dir-t kötni hogy az esetleges késések-csuszásokat a másik hűebben követné.
Az valószínű hogy a master motor kicsit jobban terhelődne..
módot.
Ezt meg lehetne a hobby vezérlőkkel is csinálni a master tengely encoderéről egy pl. LS7284-es IC vel előálítani a slave tengely vezérlőjének a step/dir jelét.
Ez annyiból lenne előnyösebb mint közvetlen mindkettőre a step/dir-t kötni hogy az esetleges késések-csuszásokat a másik hűebben követné.
Az valószínű hogy a master motor kicsit jobban terhelődne..
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 23, 16:37
Írta: e3h0cv4ph Dátum 2008 szeptember 23, 16:37
Szerintem ez nem lenne előnyösebb mert így a slave-nél összeadódnának a csúszások, ez még rontana a helyzeten.
A két motor csak úgy jöhetne számításba ha levenné az összekötő tengelyt.
De szerintem az összekötő tengely és egy motor a jobb megoldás!
A két motor csak úgy jöhetne számításba ha levenné az összekötő tengelyt.
De szerintem az összekötő tengely és egy motor a jobb megoldás!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 23, 17:38
Írta: svejk Dátum 2008 szeptember 23, 17:38
Természetesen master/slave-nél nem kell összekötőtengely
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2008 szeptember 23, 18:50
Írta: x4rhew5r3 Dátum 2008 szeptember 23, 18:50
Nem tartozik közvetlenül a témához, de ide vág.
Nekem is két orsó hajtja. Leveszem az mechanikai összekötést és teszek a másikra is vezérlő+motort (szervo).
A vezérlőbe beépítem, hogy a master küldje a slave-nek az enkóder pozíciót, a slave meg összeveti a sajátjával. Ha az eltérés nagyobb egy limitnél, akkor mindkettő leáll.
Bekapcsolásnál a slave várja a master-től a bázist, és ha megjön akkor indul a védelem.
Nekem is két orsó hajtja. Leveszem az mechanikai összekötést és teszek a másikra is vezérlő+motort (szervo).
A vezérlőbe beépítem, hogy a master küldje a slave-nek az enkóder pozíciót, a slave meg összeveti a sajátjával. Ha az eltérés nagyobb egy limitnél, akkor mindkettő leáll.
Bekapcsolásnál a slave várja a master-től a bázist, és ha megjön akkor indul a védelem.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 23, 18:54
Írta: svejk Dátum 2008 szeptember 23, 18:54
Ezt most nem látom át, de biztos jó..
a lényeg ha van egy illetve ebben az esetben két "fekete doboz" vezérlő ne kelljen belenyúlni.
Természetesen ha gond van egymást le kell állítaniuk minden esetben.
a lényeg ha van egy illetve ebben az esetben két "fekete doboz" vezérlő ne kelljen belenyúlni.
Természetesen ha gond van egymást le kell állítaniuk minden esetben.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 23, 21:50
Írta: 3vv2btrhv Dátum 2008 szeptember 23, 21:50
És mi van akkor ha a megoldásod átétellel van kombinálva mindkét motor kivezetésnél ??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 szeptember 23, 21:58
Írta: 000000000 Dátum 2008 szeptember 23, 21:58
Jó a megoldás, de csak léptecsnél alkalmazható, mert ott elterjedt a két kivezetés.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 24, 07:53
Írta: bmejdz9nu Dátum 2008 szeptember 24, 07:53
Ez a master/slave dolog nem tűnik rossznak... Erről még írhatnál...
Sajnos még az ikertengelyes azaz két szervómotoros meghajtást nem bírtam kiverni az agyamból...
Mível még csak a kereszt tengyelyt csinálom a géphez... még ráér a dolog...
Tatai határozottan állítja, hogy két motort és két vezérlőt nem lehet párhuzamba járatni mert a PID-ben és a végeredményben eltérés lehet...
Kiszámoltam, hogy a két tengely egymástól min. 800mm-re lesz... és egy "128bit-es leoldású vezérlőt" alapul véve (A300) és 20-as em orsókat(0.02-es felbontás)... kb. 2mm eltérésnél leold a vezérlő..
Ekkor a szöghiba a két tengely/vezető között 0.15 fok max. tehát több nem tud lenni... Ha persze pontosan indult a referenciáról...
Kibírja ezt ha szükség lenne rá? ... egy alu profilból készült mechanika? Szerintem ki... sajnos :)...
Sajnos még az ikertengelyes azaz két szervómotoros meghajtást nem bírtam kiverni az agyamból...
Mível még csak a kereszt tengyelyt csinálom a géphez... még ráér a dolog...
Tatai határozottan állítja, hogy két motort és két vezérlőt nem lehet párhuzamba járatni mert a PID-ben és a végeredményben eltérés lehet...
Kiszámoltam, hogy a két tengely egymástól min. 800mm-re lesz... és egy "128bit-es leoldású vezérlőt" alapul véve (A300) és 20-as em orsókat(0.02-es felbontás)... kb. 2mm eltérésnél leold a vezérlő..
Ekkor a szöghiba a két tengely/vezető között 0.15 fok max. tehát több nem tud lenni... Ha persze pontosan indult a referenciáról...
Kibírja ezt ha szükség lenne rá? ... egy alu profilból készült mechanika? Szerintem ki... sajnos :)...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 24, 17:55
Írta: bmejdz9nu Dátum 2008 szeptember 24, 17:55
Másnak sincs ötlete...?
Ha szíjjal bizonsági :) összekötetést csinálni... persze úgy, hogy ne a szíj vigye az erőt...
Valami pedíg kell... mert ha véletlenül csak az egyik motor indul be ... akkor tutira szétfeszíti a mechanikát...
Talán szíjjal (mint diszlettel) le lehetne menni az asztal szintje alá (több kerék), hogy a duppla tengelyes konstrukció "értke" is megmaradjon...
Ekkor hosszú is lehetne... "laza" is lehetne...
Ha szíjjal bizonsági :) összekötetést csinálni... persze úgy, hogy ne a szíj vigye az erőt...
Valami pedíg kell... mert ha véletlenül csak az egyik motor indul be ... akkor tutira szétfeszíti a mechanikát...
Talán szíjjal (mint diszlettel) le lehetne menni az asztal szintje alá (több kerék), hogy a duppla tengelyes konstrukció "értke" is megmaradjon...
Ekkor hosszú is lehetne... "laza" is lehetne...
Cím: Re:Mechanikai ötletek
Írta: crgs7u9wg Dátum 2008 szeptember 24, 18:30
Írta: crgs7u9wg Dátum 2008 szeptember 24, 18:30
velemenyem szerint a ket tengelyen levo motort elektromosan sorba kell kapcsolni es csak az egyikre tenni jeladot, amint az egyik motor a nagy sietsege miatt kezd megszorulni, abban a pillanatban a masik motor erore kap es kompenzal...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 24, 18:36
Írta: svejk Dátum 2008 szeptember 24, 18:36
Vond vissza mert én régebben kaptam a bucimra a soros kapcsolásért :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 24, 19:27
Írta: bmejdz9nu Dátum 2008 szeptember 24, 19:27
Ez szerintem nem kézben tartható megoldás... Sőt a mechanikát kínyírhatja ha egyik felgyorsul...
Ugyebár a motorkra ható erők attól változnak, hogy a kereszt tengelyen a Z éppen hol mar...
Ugyebár a motorkra ható erők attól változnak, hogy a kereszt tengelyen a Z éppen hol mar...
Cím: Re:Mechanikai ötletek
Írta: crgs7u9wg Dátum 2008 szeptember 24, 19:59
Írta: crgs7u9wg Dátum 2008 szeptember 24, 19:59
felgyorsulni nem fog az egyik, a kenyszerkapcsolat miatt, hanem csak elkezd megszorulni, de ebben a pillanatban a masik radolgozik, mert azon a motoron megno a feszultseg
Cím: Re:Mechanikai ötletek
Írta: crgs7u9wg Dátum 2008 szeptember 24, 20:01
Írta: crgs7u9wg Dátum 2008 szeptember 24, 20:01
visszavonas helyett inkabb csinalni kene egy kiserletet, vagy neked mit mondtak mi a problema a ket motor sorbakapcsolasaval? :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 24, 20:31
Írta: bmejdz9nu Dátum 2008 szeptember 24, 20:31
Nagyon erős motorok lesznek rajta...
Azaz a "kis megszorulásra játszás" nem hiszem, hogy bejönne...
Azaz a "kis megszorulásra játszás" nem hiszem, hogy bejönne...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 24, 21:04
Írta: svejk Dátum 2008 szeptember 24, 21:04
Alapjában elvetette a fejemre koppintó fórumtárs, mert az elektromos időállandót lerontjuk vele...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 24, 21:11
Írta: svejk Dátum 2008 szeptember 24, 21:11
Mondjuk akkor azt hiszem-egy orsó, mindkét végére egy-egy motor-a nyomaték növelése volt célul kitűzve..
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 24, 21:17
Írta: bmejdz9nu Dátum 2008 szeptember 24, 21:17
Az még talán mehetne... de párhuzamos lineárokon 800mm-távolságra... egy lehetséges eltéréssel... nem hiszem...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 24, 21:24
Írta: svejk Dátum 2008 szeptember 24, 21:24
Pedig finoman szabályozzák ám egymást..
A villamos vasúti vontatásban használják, ott egy baj van ha kipörög az egyik..erre van külön védelem..
De itt nem tud elpörögni egyik sem...
A villamos vasúti vontatásban használják, ott egy baj van ha kipörög az egyik..erre van külön védelem..
De itt nem tud elpörögni egyik sem...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 szeptember 24, 21:25
Írta: svejk Dátum 2008 szeptember 24, 21:25
Lényeg, hogy egy próbát megérne...
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2008 szeptember 24, 22:18
Írta: e3h0cv4ph Dátum 2008 szeptember 24, 22:18
Bocsi, én azt állítottam, hogy az összekötőtengely is, és a két motor is - az túlhatározott. És ebben az esetben nem lehetne beállítani a két PID-et.
Gondolj bele csak (vegyünk egy E240-es motor - Tibor ilyennel akarja) egy merev tengely (mondjuk 20-as átmérőjű) egyik végét rögzíted, a másik végét egy inkremensnyi elcsavaráshoz mekkora erő kéne (512-es encoder), csak úgy saccra, (talán egy izmos csőfogóval el tudnád csavarni egy inkremensnyit) - de ekkora nyomatéknál ez a motor meghal, márpedig hogy egy inkremensnyi eltérés se legyen a két független szervó pályakövetésében - na ebben én nem hiszek.
Ha külön járna a két motor (összekötőtengely nélkül) az egy másik történet, ennek már látnám realitását (ezt be lehetne állítani) hiszen enged annyit a rendszer (sajnos).
Gondolj bele csak (vegyünk egy E240-es motor - Tibor ilyennel akarja) egy merev tengely (mondjuk 20-as átmérőjű) egyik végét rögzíted, a másik végét egy inkremensnyi elcsavaráshoz mekkora erő kéne (512-es encoder), csak úgy saccra, (talán egy izmos csőfogóval el tudnád csavarni egy inkremensnyit) - de ekkora nyomatéknál ez a motor meghal, márpedig hogy egy inkremensnyi eltérés se legyen a két független szervó pályakövetésében - na ebben én nem hiszek.
Ha külön járna a két motor (összekötőtengely nélkül) az egy másik történet, ennek már látnám realitását (ezt be lehetne állítani) hiszen enged annyit a rendszer (sajnos).
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2008 szeptember 25, 07:41
Írta: x4rhew5r3 Dátum 2008 szeptember 25, 07:41
Segédszíj helyett én elektronikával oldom meg a védelmet. Egy plusz kis panel, ami figyeli mindkét oldal enkóderét, és ha határértéknél nagyobb az eltérés, akkor meghúzza az e-stoppot.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 25, 08:37
Írta: bmejdz9nu Dátum 2008 szeptember 25, 08:37
Igaz... más mechanikai megoldásra írtad ezt.. bocsi!
Az, hogy megy... az mondjuk ok....
A szinkronban tartásban sem látog problémát...
DE! a két tengely szinkronizációban azaz a ref felvételében már igen...
Pl. egy leoldás után... a két motoron különböző erők voltak... azaz ha leoldottak a vezérlők akkor a "szabadfutásuk" különböző lessz... tehát eltérnek...
Ez várhatóan nem nagy különbség lesz... így még elvihető a mechanika a ref. pontig...
De... ott mi és hogyan történjen... na ez a nagy kérdés...
Több variáció is lehetséges... és kétséges :)
Az, hogy megy... az mondjuk ok....
A szinkronban tartásban sem látog problémát...
DE! a két tengely szinkronizációban azaz a ref felvételében már igen...
Pl. egy leoldás után... a két motoron különböző erők voltak... azaz ha leoldottak a vezérlők akkor a "szabadfutásuk" különböző lessz... tehát eltérnek...
Ez várhatóan nem nagy különbség lesz... így még elvihető a mechanika a ref. pontig...
De... ott mi és hogyan történjen... na ez a nagy kérdés...
Több variáció is lehetséges... és kétséges :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 25, 08:43
Írta: bmejdz9nu Dátum 2008 szeptember 25, 08:43
Persze... ahogy pl. az A300-asban az összehasonlító áramköri része...
Csak itt 2 db LS7184-es dolgozna a bemenetén, egyik mint most az encodert fogadja a másik pedíg a Step/dir bemenet előtt lenne...
És... kialakul egy analóg hibajel... a két tengely eltéréséről...
Kb. erre gondolsz?
Csak itt 2 db LS7184-es dolgozna a bemenetén, egyik mint most az encodert fogadja a másik pedíg a Step/dir bemenet előtt lenne...
És... kialakul egy analóg hibajel... a két tengely eltéréséről...
Kb. erre gondolsz?
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2008 szeptember 25, 08:57
Írta: x4rhew5r3 Dátum 2008 szeptember 25, 08:57
A step/dir-hez nem nyúlnék, az egészet az enkóderekre alapozom. A védelem a két oldal enkóderrel "mért" pozíciójának eltérése alapján avatkozik be. Avr van benne, nem diszkrét áramkör. Diszkrétből túl nagy és drága lenne.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 25, 09:03
Írta: bmejdz9nu Dátum 2008 szeptember 25, 09:03
Nem... nem itt és most másra gondoltam...
Mégegyszer...
Van két encoder a motorokon...erre pluszba "rákapcsolunk" 1-1db LS7184-es IC az hajt majd 1-1 8 bites előre-hátra számlálót...
Aztán összehasonlító áramkör... D/A konverter... és van egy analóg hibajel...
A valóságban pl. két A300-hoz már semmi nem kell már... mert ezek az áramkörök már benne vannak... csak fel kell használni...
Mégegyszer...
Van két encoder a motorokon...erre pluszba "rákapcsolunk" 1-1db LS7184-es IC az hajt majd 1-1 8 bites előre-hátra számlálót...
Aztán összehasonlító áramkör... D/A konverter... és van egy analóg hibajel...
A valóságban pl. két A300-hoz már semmi nem kell már... mert ezek az áramkörök már benne vannak... csak fel kell használni...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 25, 09:36
Írta: bmejdz9nu Dátum 2008 szeptember 25, 09:36
A referencia felvételére is van egy "vad ötletem"... duppla tengelyhez...
Kb.
1. Elindulnak a motorok a referencia írányába...
2. A mechanikán mindkét tengelyhez van egy-egy ref. kapcsoló (egymáshoz, tengely derékszög, stb. szépen belőve)
3. Az "első" motor amelyik először zárja a ref. kapcsolót... nevezzük "győztes motornak" leállítja saját magát...
4. a másik még megy...(na persze ez gyorsan lejátszódik)
5. A mikor a második motor célba ér... azaz zárja a ref kapcsolóját akkor visszakapcsolja a "nyertes" (elsőnek célba ért) motort.
6. megindítja a szoftver a referencia kapcsolóról a "lemenetet" ez már pontos és akármeyik ref kapcsoló bontására azaz az LPT portra küldött jelel meghatározza a ref. pontot...
Elvileg ez sima (akár egy:) 7400-ás IC-vel megoldható... Tessék kötekedni :) Várom!
Kb.
1. Elindulnak a motorok a referencia írányába...
2. A mechanikán mindkét tengelyhez van egy-egy ref. kapcsoló (egymáshoz, tengely derékszög, stb. szépen belőve)
3. Az "első" motor amelyik először zárja a ref. kapcsolót... nevezzük "győztes motornak" leállítja saját magát...
4. a másik még megy...(na persze ez gyorsan lejátszódik)
5. A mikor a második motor célba ér... azaz zárja a ref kapcsolóját akkor visszakapcsolja a "nyertes" (elsőnek célba ért) motort.
6. megindítja a szoftver a referencia kapcsolóról a "lemenetet" ez már pontos és akármeyik ref kapcsoló bontására azaz az LPT portra küldött jelel meghatározza a ref. pontot...
Elvileg ez sima (akár egy:) 7400-ás IC-vel megoldható... Tessék kötekedni :) Várom!
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2008 szeptember 25, 10:22
Írta: x4rhew5r3 Dátum 2008 szeptember 25, 10:22
Na azért ez nem egy 7400!
Feltételezem, hogy amikor azt mondod, hogy elindulnak a motorok, a pc hajtja a ref. felvételét. Valóban egy kombinációs kapcsolással meg lehetne oldani. Csak egy a bibi, nem tudjuk, hogy a pc mikor hajt ref. felvételre.
Ez a kombinációs hálózat úgy is működhetne, hogy ha bármelyik motor ráfut a saját ref.kapcsolójára, akkor ez az áramkör átvált "ref. felvétel" állapotba, és az lesz a mester, aki hamarabb futott rá. A saját vezérlőjére nem enged több step-et, amíg a segéd is el nem éri a kapcsolót. Ha közben a dir vált, akkor azonnal visszakapcso normál állapotba, mert akor ez nem ref felvételi step sorozat. A ref felvételnél a pc addig nem vált irányt, amíg nem kapott ref jelet.
Ha a segéd is eléri a kapcsolót, akkor megy a pc felé a ref jel, az áramkör a engedi a további step jelet a mesternek is. A pc lehúzza a motorokat a kapcsolóról, és ha mind a két kapcsolóról lement, akkor elveszi a pc-től a ref jelet, és visszaáll normál állapotba.
Feltételezem, hogy amikor azt mondod, hogy elindulnak a motorok, a pc hajtja a ref. felvételét. Valóban egy kombinációs kapcsolással meg lehetne oldani. Csak egy a bibi, nem tudjuk, hogy a pc mikor hajt ref. felvételre.
Ez a kombinációs hálózat úgy is működhetne, hogy ha bármelyik motor ráfut a saját ref.kapcsolójára, akkor ez az áramkör átvált "ref. felvétel" állapotba, és az lesz a mester, aki hamarabb futott rá. A saját vezérlőjére nem enged több step-et, amíg a segéd is el nem éri a kapcsolót. Ha közben a dir vált, akkor azonnal visszakapcso normál állapotba, mert akor ez nem ref felvételi step sorozat. A ref felvételnél a pc addig nem vált irányt, amíg nem kapott ref jelet.
Ha a segéd is eléri a kapcsolót, akkor megy a pc felé a ref jel, az áramkör a engedi a további step jelet a mesternek is. A pc lehúzza a motorokat a kapcsolóról, és ha mind a két kapcsolóról lement, akkor elveszi a pc-től a ref jelet, és visszaáll normál állapotba.
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2008 szeptember 25, 10:27
Írta: x4rhew5r3 Dátum 2008 szeptember 25, 10:27
Az lemaradt a végéről, hogy semmi újat nem mondtam, Te is ezt írtad. Csak ebből talán látszik, hogy nem egy 7400[#lookaround]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 25, 10:34
Írta: bmejdz9nu Dátum 2008 szeptember 25, 10:34
1. Jó lehet, hogy 2 db 7400-ás :) De nem PIC-re "szoruló" a logikai áramkör :)
2. Akkor hajt a PC ref-re amikor a szoftverban kiadod a "referenciafutás" parancsot. (vagy mire gondolsz?)
3. Igen pont erről van szó!
Bármelyik lehet a "győztes" motor és akkor Ő lesz a Master:) aki gondoskodik a maga leállításáról azaz elveszi magától a step jeleket és a másodiknak befutó motor pedíg visszaadja a "Master"-nel a stepjeleket... (Flip-Flop) és együtt menek le a referencia kapcsolóról...
(Ha minden ok. akkor szinte egyszerre mennek le... azaz bármelyiket figyelhetjük vagy egy "AND" logikával mindkettőt.?)
Akkor ez jó ötlet? Járható?
2. Akkor hajt a PC ref-re amikor a szoftverban kiadod a "referenciafutás" parancsot. (vagy mire gondolsz?)
3. Igen pont erről van szó!
Bármelyik lehet a "győztes" motor és akkor Ő lesz a Master:) aki gondoskodik a maga leállításáról azaz elveszi magától a step jeleket és a másodiknak befutó motor pedíg visszaadja a "Master"-nel a stepjeleket... (Flip-Flop) és együtt menek le a referencia kapcsolóról...
(Ha minden ok. akkor szinte egyszerre mennek le... azaz bármelyiket figyelhetjük vagy egy "AND" logikával mindkettőt.?)
Akkor ez jó ötlet? Járható?
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2008 szeptember 25, 10:48
Írta: x4rhew5r3 Dátum 2008 szeptember 25, 10:48
Csak azt nem értem, hogy miért jobb 10 db 74-es tok egy sütőlapátnyi nyákon, mint egy 130 Ft-os pic, avr, ... akármi (Renesas 98Ft).
Mi ez a diszkrimináció?[#csodalk]
Mi ez a diszkrimináció?[#csodalk]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 25, 11:14
Írta: bmejdz9nu Dátum 2008 szeptember 25, 11:14
Az ám, de talán csak részemről :) Mert én nem értek hozzá :)
De szerintem egy-két alap 74XX-esből ez ok. és realízálható...
Deha kifilózod "sima" TTL szériából... ne fogd vissza magadat... tedd közzé :)
Attól még te berakhatod PIC&PUK ba :)
Ezért is van nekem az A300-as :) Kézben (azaz kezemben) tartható...:)
Sőt ugyebár ez/az egy szervó "alapkapcsolás" hagyományos IC-kkel... tehát semmi "fekete-doboz" nincs benne...
Így aztán megértem (talán megértettem) a szervóvezérlés elvét és ha kell bele is "drótozhatok" ... pl. encoder összehasonlítót (pl. ##3590)
Egyébként (mint halottam) ez a dolog nem teljesen új... Az ACM szervó vezérlők is tudnak "slave" üzemmódot... az amit Svejk írt...
Reméljük, hogy István ezt a topikot is olvassa:)
És ha még nem volt elég a "kivánságműsor" a vezérlőjéhez... hát itt talál még megoldani valókat (plusz-okat)... azaz bele lehetne tenni ezt az egész master/slave kéttengelyes (értéknövelő és egyedülálló?:) elvet is... [#smile]
De szerintem egy-két alap 74XX-esből ez ok. és realízálható...
Deha kifilózod "sima" TTL szériából... ne fogd vissza magadat... tedd közzé :)
Attól még te berakhatod PIC&PUK ba :)
Ezért is van nekem az A300-as :) Kézben (azaz kezemben) tartható...:)
Sőt ugyebár ez/az egy szervó "alapkapcsolás" hagyományos IC-kkel... tehát semmi "fekete-doboz" nincs benne...
Így aztán megértem (talán megértettem) a szervóvezérlés elvét és ha kell bele is "drótozhatok" ... pl. encoder összehasonlítót (pl. ##3590)
Egyébként (mint halottam) ez a dolog nem teljesen új... Az ACM szervó vezérlők is tudnak "slave" üzemmódot... az amit Svejk írt...
Reméljük, hogy István ezt a topikot is olvassa:)
És ha még nem volt elég a "kivánságműsor" a vezérlőjéhez... hát itt talál még megoldani valókat (plusz-okat)... azaz bele lehetne tenni ezt az egész master/slave kéttengelyes (értéknövelő és egyedülálló?:) elvet is... [#smile]
Cím: Re:Mechanikai ötletek
Írta: fs9s63xkf Dátum 2008 szeptember 25, 20:50
Írta: fs9s63xkf Dátum 2008 szeptember 25, 20:50
Persze aki nem WinPCNC-t használ, annak fel sem merül ilyen probléma! [#crazya]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 25, 20:59
Írta: bmejdz9nu Dátum 2008 szeptember 25, 20:59
Ez nem probléma hanem egy egyszerű megoldás... bármilyen vezérléshez...
Ötlet hozzá? Szerinted?
Persze az komoly probléma lenne ha nem lenne a WinPC-NC... [#vigyor3]...
Ötlet hozzá? Szerinted?
Persze az komoly probléma lenne ha nem lenne a WinPC-NC... [#vigyor3]...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 27, 14:11
Írta: 3vv2btrhv Dátum 2008 szeptember 27, 14:11
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 27, 17:04
Írta: 3vv2btrhv Dátum 2008 szeptember 27, 17:04
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 27, 17:46
Írta: 3vv2btrhv Dátum 2008 szeptember 27, 17:46
Hajtás
Mi lenne ha ezt a megoldást alkalmaznám , akkor elég lenne egy motor is .
Mi lenne ha ezt a megoldást alkalmaznám , akkor elég lenne egy motor is .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 27, 19:13
Írta: 3vv2btrhv Dátum 2008 szeptember 27, 19:13

rajztechnikailag nem jó , de mint ötlet ???
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 szeptember 27, 19:18
Írta: 3vv2btrhv Dátum 2008 szeptember 27, 19:18

Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 szeptember 27, 19:44
Írta: Kristály Árpád Dátum 2008 szeptember 27, 19:44
Halihó Tibor!
A nagyobból van plusszom!
A nagyobból van plusszom!
Cím: Re:Mechanikai ötletek
Írta: airfoil6205 Dátum 2008 szeptember 27, 19:51
Írta: airfoil6205 Dátum 2008 szeptember 27, 19:51
A csiga önzáró?
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2008 szeptember 27, 20:07
Írta: Kristály Árpád Dátum 2008 szeptember 27, 20:07
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 szeptember 28, 19:30
Írta: 7kcyndjdg Dátum 2008 szeptember 28, 19:30
ismerem, ez a hajtás nem kotyanás mentes de olcsó :-)) Én Harmonic drive-ot választottam.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 szeptember 28, 21:33
Írta: Farkas Ádám Dátum 2008 szeptember 28, 21:33
32-es menetemelkedésű linear:VIDEO
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2008 szeptember 28, 21:42
Írta: e7c897sd8 Dátum 2008 szeptember 28, 21:42
Elég durva sebesség.... :-)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 szeptember 28, 21:47
Írta: Farkas Ádám Dátum 2008 szeptember 28, 21:47
még nem tudom mire jó, talán diszkoszvető ...:D
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 29, 08:21
Írta: bmejdz9nu Dátum 2008 szeptember 29, 08:21
Hol vagyok én ettől a 20-as orsómmal :)
Szervót tesztelni kiválló azaz minden rezzenésnyi hiba jól kijön rajta...
Azaz mérhető, lineárisan... Egy tesztpadnak maga a tökély :)
Ha "meguntad" szóljál :)
Egyébként lehet, hogy Harmonic Drive-al kellene meghajtani... vagy valami nagyon gyors alkalmazást keresni neki...
Ha videót csinálsz jobb a wmv formátum...
Szervót tesztelni kiválló azaz minden rezzenésnyi hiba jól kijön rajta...
Azaz mérhető, lineárisan... Egy tesztpadnak maga a tökély :)
Ha "meguntad" szóljál :)
Egyébként lehet, hogy Harmonic Drive-al kellene meghajtani... vagy valami nagyon gyors alkalmazást keresni neki...
Ha videót csinálsz jobb a wmv formátum...
Cím: Re:Mechanikai ötletek
Írta: rbbhbyvfs Dátum 2008 szeptember 29, 09:24
Írta: rbbhbyvfs Dátum 2008 szeptember 29, 09:24
Kötőgéphez még jó lehet :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 szeptember 29, 10:31
Írta: Farkas Ádám Dátum 2008 szeptember 29, 10:31
tényleg a HD nem is rossz ötlet csak kicsit drága, egyébként megmértem az anyába kb 100mm-en fogják a golyók úgyhogy van mibe kapaszkodnia. este megnézem ezredes órával.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 29, 13:22
Írta: bmejdz9nu Dátum 2008 szeptember 29, 13:22
Van egy 50-es átt. (csak!) HD-m... rajta egy gyárilag szerelt SanyoDenki szervómotorral + encoder... :) Zsír új...
Persze erre mondják: többe kerül a hús mint a leves :) :) :)
De majd ha elcseréljük :) majd megátod ilyen lett... :) :) :)
Persze erre mondják: többe kerül a hús mint a leves :) :) :)
De majd ha elcseréljük :) majd megátod ilyen lett... :) :) :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 szeptember 29, 15:09
Írta: Farkas Ádám Dátum 2008 szeptember 29, 15:09
mire tudnánk cserélni?[#conf]]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 29, 15:50
Írta: bmejdz9nu Dátum 2008 szeptember 29, 15:50
Csak ha már meguntad... :) Biztos van/lesz mire...
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 szeptember 29, 18:47
Írta: Farkas Ádám Dátum 2008 szeptember 29, 18:47
még nem unom meg, most keresek hozzá motort, és beüzemelem hozzá a vezérlődet..
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 29, 20:17
Írta: bmejdz9nu Dátum 2008 szeptember 29, 20:17
Nagyon lassú fordulatú motor kell... vagy nagyon jó áttétel...
Van itthon egy új (profi?) Maxxon Planetary Drive is... 1:42-es de kicsit kottyanik... legalábis messze nem HD minőség...:)
Szerintem hajtsál fel egy erős motort, attól várható a jobb (és olcsóbb) megoldás...
Mondjuk kicsit "túlmértest" mert ilyen kicsi fordulatra úgysincs DC szervómotor...tegyél rá egy nagy encodert... pl. 2000cpr-es =(4X mód) 8000ppr = egy fordulatra... azaz 32mm/8000= már akár 0.4 századnál vagy...(vagy 2X mód = 0.8 század., vagy 1000-es encoder vagy...500-as? lehet, hogy elég?)
A max fordulat... Ha pl. 320mm/sec-et akarsz.. akkor az már 32mmx10 ford/mp... azaz 60x10 = 600rpm...
Kottyanást is figyelme kellene venni... mérted?
Ha gondolod gyere át és adok kölcsön egy viszonylag kisfordulatú motort... próbára... azt meglátjuk...
Van itthon egy új (profi?) Maxxon Planetary Drive is... 1:42-es de kicsit kottyanik... legalábis messze nem HD minőség...:)
Szerintem hajtsál fel egy erős motort, attól várható a jobb (és olcsóbb) megoldás...
Mondjuk kicsit "túlmértest" mert ilyen kicsi fordulatra úgysincs DC szervómotor...tegyél rá egy nagy encodert... pl. 2000cpr-es =(4X mód) 8000ppr = egy fordulatra... azaz 32mm/8000= már akár 0.4 századnál vagy...(vagy 2X mód = 0.8 század., vagy 1000-es encoder vagy...500-as? lehet, hogy elég?)
A max fordulat... Ha pl. 320mm/sec-et akarsz.. akkor az már 32mmx10 ford/mp... azaz 60x10 = 600rpm...
Kottyanást is figyelme kellene venni... mérted?
Ha gondolod gyere át és adok kölcsön egy viszonylag kisfordulatú motort... próbára... azt meglátjuk...
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 szeptember 29, 21:38
Írta: Farkas Ádám Dátum 2008 szeptember 29, 21:38
Mértem méregettem: kézzel megragadva a kocsit 5 ezredet (0.005) persze ha ráterpeszkedem a dupláját kottyanik(0.01)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 29, 22:49
Írta: bmejdz9nu Dátum 2008 szeptember 29, 22:49
Az ok... egy ekkora emelkedésű orsónál az több mint jó! Szerintem...
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2008 szeptember 30, 08:21
Írta: Farkas Ádám Dátum 2008 szeptember 30, 08:21
találtam egy encódert:ITT
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 30, 08:35
Írta: bmejdz9nu Dátum 2008 szeptember 30, 08:35
Ilyen is van itthon pár darab... persze új... 2000-es... Ha kell...
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2008 szeptember 30, 15:22
Írta: 3rymb5s35 Dátum 2008 szeptember 30, 15:22
Cím: Re:Mechanikai ötletek
Írta: hje3wyntn Dátum 2008 szeptember 30, 16:22
Írta: hje3wyntn Dátum 2008 szeptember 30, 16:22
Péter, engem érdekelne egy ilyen 2000-es enkcoder! Még 200-as is jó lenne. Ha jól emlékszek 2mm emelkedésű a BF20 orsói. Előtolás lesz ráépítve és a pozició kijelzésére kellene. Ha megválnál egy dalabtól írj magánba. Kösz!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 szeptember 30, 16:56
Írta: bmejdz9nu Dátum 2008 szeptember 30, 16:56
Eltra EL58B2000Z5L6X3PR - (2000cpr)
Itt megtalálod a pdf-ben... Vadi újak... házban, csapágyazással...(A/B, fordulatonkénti kimenet, asszimetrikus...) De ennek sajnos ára is van: 12.000Ft/db...
Itt megtalálod a pdf-ben... Vadi újak... házban, csapágyazással...(A/B, fordulatonkénti kimenet, asszimetrikus...) De ennek sajnos ára is van: 12.000Ft/db...
Cím: Re:Mechanikai ötletek
Írta: hje3wyntn Dátum 2008 szeptember 30, 17:16
Írta: hje3wyntn Dátum 2008 szeptember 30, 17:16
Ok, még átgondolom.
Cím: Re:Mechanikai ötletek
Írta: cipk5xtny Dátum 2008 szeptember 30, 18:54
Írta: cipk5xtny Dátum 2008 szeptember 30, 18:54
Sziasztok én egy 800*370-es gépet épitgetek.8-as
menetesszárból aminek a menetemelkedése 1,25 asszem.. ez müködhet??
menetesszárból aminek a menetemelkedése 1,25 asszem.. ez müködhet??
Cím: Re:Mechanikai ötletek
Írta: cipk5xtny Dátum 2008 szeptember 30, 18:55
Írta: cipk5xtny Dátum 2008 szeptember 30, 18:55
JA a motorokat nyomtatoból operáltam ki még ismeretlen egyenlöre...
Cím: Re:Mechanikai ötletek
Írta: cipk5xtny Dátum 2008 szeptember 30, 18:55
Írta: cipk5xtny Dátum 2008 szeptember 30, 18:55
JA a motorokat nyomtatoból operáltam ki még ismeretlen egyenlöre...
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 október 01, 01:02
Írta: 3k74cecek Dátum 2008 október 01, 01:02
Nem lesz kissé vékony az 800-as hosszon?
Cím: Re:Mechanikai ötletek
Írta: cipk5xtny Dátum 2008 október 01, 07:55
Írta: cipk5xtny Dátum 2008 október 01, 07:55
a 800 alá lessz támasztva 6 os vagy 8-as acéltengellyel amire támaszkodhat.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 október 01, 08:12
Írta: bmejdz9nu Dátum 2008 október 01, 08:12
Szerintem az orsóra gondolt...
Cím: Re:Mechanikai ötletek
Írta: cipk5xtny Dátum 2008 október 01, 13:52
Írta: cipk5xtny Dátum 2008 október 01, 13:52
az lenne az orso ?
no ha van 1 motorom ami 1.8 fokot lép és közvetlen tengelymeghajtást alkalmazok jol gondolom e a következőt???
teljes fordulat 360 fok
az adott motor ezt 200 lépésből teszi meg ami
8-as menetesszár esetében 1,25 mm
hogy 1mm haladjon a szerszám a menetesszáron
ahoz 200/5=40
40 lépés ez 0,25mm
40*4=160
1mm = 160 lépés
0,1 mm = 16 lépés
ez helyes??
[#vigyor5]
no ha van 1 motorom ami 1.8 fokot lép és közvetlen tengelymeghajtást alkalmazok jol gondolom e a következőt???
teljes fordulat 360 fok
az adott motor ezt 200 lépésből teszi meg ami
8-as menetesszár esetében 1,25 mm
hogy 1mm haladjon a szerszám a menetesszáron
ahoz 200/5=40
40 lépés ez 0,25mm
40*4=160
1mm = 160 lépés
0,1 mm = 16 lépés
ez helyes??
[#vigyor5]
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 október 01, 15:00
Írta: 2vkx6unz Dátum 2008 október 01, 15:00
Kicsit komplikált de igen.
Cím: Re:Mechanikai ötletek
Írta: cipk5xtny Dátum 2008 október 01, 15:11
Írta: cipk5xtny Dátum 2008 október 01, 15:11
Köszönöm Sanyi, Szerintetek jo megoldás a közvetlen hajtás???
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2008 október 01, 20:19
Írta: svejk Dátum 2008 október 01, 20:19
Ekkora menetemelkedésnél messzemenően...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 október 03, 17:32
Írta: HJózsi Dátum 2008 október 03, 17:32

Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 október 03, 17:34
Írta: HJózsi Dátum 2008 október 03, 17:34


Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 október 03, 17:44
Írta: HJózsi Dátum 2008 október 03, 17:44
Lineáris kocsi:

Cím: Re:Mechanikai ötletek
Írta: cipk5xtny Dátum 2008 október 03, 17:45
Írta: cipk5xtny Dátum 2008 október 03, 17:45
ez nagyon tetszett
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 október 03, 18:05
Írta: Motoros Dátum 2008 október 03, 18:05
JÉÉÉ ez meg az én díjnyertes megoldásom.!! Akkor nem is olyan rossz ha még a bulgároknak is teccik. Hiába senki nem lehet próféta a saját hazájában :))

Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 október 03, 18:07
Írta: bmejdz9nu Dátum 2008 október 03, 18:07
A Németeknél pedíg az SMD ültetőd a menő... :)
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 október 03, 18:10
Írta: HJózsi Dátum 2008 október 03, 18:10
Ugye jól látom, egy modellezős BL moci a marómotor ?...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 október 03, 18:11
Írta: bmejdz9nu Dátum 2008 október 03, 18:11
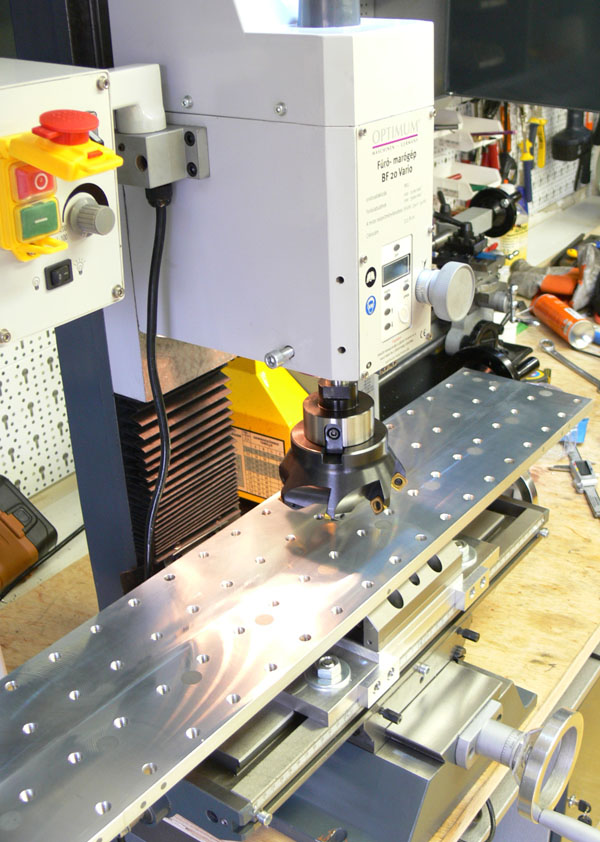
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2008 október 03, 18:21
Írta: ra8nsmk6w Dátum 2008 október 03, 18:21
Hát akinek ennyi "anya" van az nem árvagyerek
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 október 03, 18:21
Írta: Motoros Dátum 2008 október 03, 18:21
Igen ITT még van róla fotó. Tartós üzemre nem az igazi a melegedés miatt, és a marót sem célszerű direktbe a tengelyre szerelni. Amúgy egy hobbystának megteszi.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 október 03, 18:26
Írta: Motoros Dátum 2008 október 03, 18:26
Hihi! SMD...néha kapok egy-egy emailt, hogy forgalmazom e? meg mibe kerül. Egy orosz meg be akart társulni az üzletbe és viszonteladó szeretne lenni. Azóta is várják a válaszomat.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 október 03, 18:30
Írta: Motoros Dátum 2008 október 03, 18:30
Ezt a Duracell hajtotta csapágy megoldást próbáltam...nem az igazi, csámpázik ide oda, legalább két csapágy kéne belülre beragasztva..akkor talán?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 október 03, 18:36
Írta: Motoros Dátum 2008 október 03, 18:36
Na ez nem véletlen mert ez tényleg ötletes és jó megoldás.
Ne félj a ragasztószalagos alu rögzítéseddel nem fogsz bekerülni a németekhez hacsak nem a "cnc hősi halottai" rovatba nem [#alien][#csodalk]
Ne félj a ragasztószalagos alu rögzítéseddel nem fogsz bekerülni a németekhez hacsak nem a "cnc hősi halottai" rovatba nem [#alien][#csodalk]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 október 03, 18:38
Írta: bmejdz9nu Dátum 2008 október 03, 18:38
Hát egy ilyen... igen hiánycikk... míg CNC gép egyre több eladó... de ez sosem lesz tömegcikk... tehát értékes...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 október 03, 18:42
Írta: bmejdz9nu Dátum 2008 október 03, 18:42
Ez a "rögzítéstechnika" bonyolultabb kérdéskör mint gondoltam... és nagyon fontos!
Szinte semmi sem jó... azaz mindent meg kell ismerni és tudni mikor melyiket kell alkalmazni...
Egy vákumos megoldáson filózgatok... de egy alu nagyon pontos "lefogatásához" igen csak nagy "légüres tér" kell :)
A klimatechnikában, hűtőtechnikában használnak ilyen nagyon-nagyon vákumszivattyúkat... de még nem tudom...
Szinte semmi sem jó... azaz mindent meg kell ismerni és tudni mikor melyiket kell alkalmazni...
Egy vákumos megoldáson filózgatok... de egy alu nagyon pontos "lefogatásához" igen csak nagy "légüres tér" kell :)
A klimatechnikában, hűtőtechnikában használnak ilyen nagyon-nagyon vákumszivattyúkat... de még nem tudom...
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2008 október 03, 19:01
Írta: Motoros Dátum 2008 október 03, 19:01
Hát nehéz az biztos, főleg ha kontúrmarni akarod a darabot. Én lehet hogy tennék rá fúrógépen legalább két technológiai furatot, ezen keresztűl jól le tudnám húzni az asztalhoz. Persze alá tennék legalább 5 mm távtartó lapot, vagy egybeköszörült léceket.
A két felesleges furatot pedig valami bepattinthatós dugóval zárnám le.
A két felesleges furatot pedig valami bepattinthatós dugóval zárnám le.
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 október 03, 19:36
Írta: HJózsi Dátum 2008 október 03, 19:36
Aha... látom, már sokat hallottam róla, remélem hamarosan nekem is kell majd egy követő ... :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 október 03, 20:20
Írta: bmejdz9nu Dátum 2008 október 03, 20:20
Hát igen... ez már eszembe jutott... de az új ötlet az hogy miért is ne az aktív felületen lenne... nem rossz ötlet... kit zavar pár furat, ha ettől lesz jó...
Mondjuk a síkbamarásnál elég kellemetlen... de lehetne süllyeszteni is...
"Alátétnek" egy viszonylag olcsó nem metrikus (tök mindegy:) párhuzamkészletetet használok.
Ezt lehet látni a képeken és a videókon is...
Ehhez készültek magasságban az oldaltszorítók is. (Magasság= 1/4" = 6,35mm - mindegyiknél)
Mondjuk a síkbamarásnál elég kellemetlen... de lehetne süllyeszteni is...
"Alátétnek" egy viszonylag olcsó nem metrikus (tök mindegy:) párhuzamkészletetet használok.
Ezt lehet látni a képeken és a videókon is...
Ehhez készültek magasságban az oldaltszorítók is. (Magasság= 1/4" = 6,35mm - mindegyiknél)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 október 04, 16:25
Írta: 000000000 Dátum 2008 október 04, 16:25
Gratulálok Misi! Világhírű lettél.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 október 04, 16:30
Írta: 000000000 Dátum 2008 október 04, 16:30
Ez jó ötlet, én is így szoktam csinálni,biztos rögzítést ad, egy-két furattal több vagy kevesebb nem számít.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2008 október 13, 13:11
Írta: 3vv2btrhv Dátum 2008 október 13, 13:11
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 október 22, 11:09
Írta: bmejdz9nu Dátum 2008 október 22, 11:09
Loctite - Hengeres alkatrészek rögzítése 603, 638, 641 Magyarul!
Ennél sokal többet tud azaz több mindenre használható!
Ragasztva nincs az a csapágylehuzó ami 150 fokra melegítés nélkül le tudná húzni!

Ennél sokal többet tud azaz több mindenre használható!
Ragasztva nincs az a csapágylehuzó ami 150 fokra melegítés nélkül le tudná húzni!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 október 27, 15:24
Írta: bmejdz9nu Dátum 2008 október 27, 15:24
Ez nagyon hasonlít valamire...

Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 október 27, 16:41
Írta: D.Laci Dátum 2008 október 27, 16:41
Dikmá ez egy bolygóműves anya, orsóval... :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 október 27, 16:47
Írta: bmejdz9nu Dátum 2008 október 27, 16:47
Ezt akartátok a kínaiaknak eladni ? :)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 október 27, 16:54
Írta: D.Laci Dátum 2008 október 27, 16:54
Nem!!!! A görgős anyát...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 október 27, 16:55
Írta: bmejdz9nu Dátum 2008 október 27, 16:55
Mert ennek az elve nem azonos azzal?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2008 október 27, 17:16
Írta: D.Laci Dátum 2008 október 27, 17:16
Nem!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 02, 15:02
Írta: bmejdz9nu Dátum 2008 november 02, 15:02
Sokszor gond volt felszerelni a gépre a tapintókat mível főként aluminiumból van és ezért a mágneses elvű rögzítés nem volt járható...
A különböző tapintó és mérőora állványok sem mindíg a legszilárdabbak...
A legjobbak abból is drágák... Pl. van egy kicsi NOGA tartóm... na az igen...
Vettem két olcsó Mitutoyo "csak" 0.01mm-es osztású tapintót...
Ezekhez adtak két-két felfogatót (horonyból 6mm-es és 8mm-es henger adaptert.)
Ezteket az "adaptereket" felszereltem egy 10mm-es alu lapra... furatok és kicsi hernyócsavarok...
Ugyebár sokszor kell egy satu, munkadarab stb. pontos (párhuzamos) poziciónálása...
így kézreáll... akár a felhúzott állapotban maradhat munka közben a Z- tengelyen...
Előlről 2db felfogató...
Mert az ideális pozicó helyzet nem teljesül... azaz a szerszám helyett nem lehet befogni a műszereket...
Vagy elfordul vagy túl magasra kell emelni... macerea és bizonytalanság.
Oldalról 2db felfogató...
Itt is hasonló a helyzet... azaz a munkadarab helyzetéhez alkalmazkodik...
A mérés le és fel írányokban is használható, mert a tapintók mérőszára elfordítható...(kép)
Ha már 3D tapintó nem fért el a gépen :) Meg ez még olcsóbb is...
kis VIDEO a használatáról, azaz az magasság állításról és le szerelésről....
További képek itt.


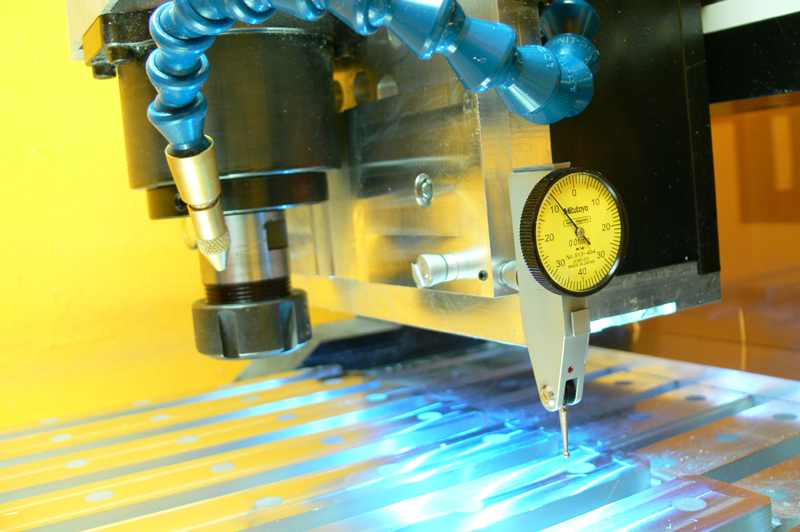
A különböző tapintó és mérőora állványok sem mindíg a legszilárdabbak...
A legjobbak abból is drágák... Pl. van egy kicsi NOGA tartóm... na az igen...
Vettem két olcsó Mitutoyo "csak" 0.01mm-es osztású tapintót...
Ezekhez adtak két-két felfogatót (horonyból 6mm-es és 8mm-es henger adaptert.)
Ezteket az "adaptereket" felszereltem egy 10mm-es alu lapra... furatok és kicsi hernyócsavarok...
Ugyebár sokszor kell egy satu, munkadarab stb. pontos (párhuzamos) poziciónálása...
így kézreáll... akár a felhúzott állapotban maradhat munka közben a Z- tengelyen...
Előlről 2db felfogató...
Mert az ideális pozicó helyzet nem teljesül... azaz a szerszám helyett nem lehet befogni a műszereket...
Vagy elfordul vagy túl magasra kell emelni... macerea és bizonytalanság.
Oldalról 2db felfogató...
Itt is hasonló a helyzet... azaz a munkadarab helyzetéhez alkalmazkodik...
A mérés le és fel írányokban is használható, mert a tapintók mérőszára elfordítható...(kép)
Ha már 3D tapintó nem fért el a gépen :) Meg ez még olcsóbb is...
kis VIDEO a használatáról, azaz az magasság állításról és le szerelésről....
További képek itt.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 november 15, 17:26
Írta: 7kcyndjdg Dátum 2008 november 15, 17:26
Sziasztok, lassan készul a HD hajtás a nagy gépemre. Motor és HD hajtás öszekötés <a href="http://www.ecomedia.sk/obr/hd2.jpg">ITT</a> és <a href="http://www.ecomedia.sk/obr/hd1.jpg">ITT</a>
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 november 15, 17:29
Írta: 7kcyndjdg Dátum 2008 november 15, 17:29
elnézés elszúrtam a HTML tagot. Még egyszer:
http://www.ecomedia.sk/obr/hd2.jpg
http://www.ecomedia.sk/obr/hd1.jpg
http://www.ecomedia.sk/obr/hd2.jpg
http://www.ecomedia.sk/obr/hd1.jpg
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 november 15, 20:45
Írta: 2vkx6unz Dátum 2008 november 15, 20:45
Brutális motort tettél rá. Az eredeti ennél sokkal kisebb. Ha jó a szemmértékem akkor ez egy 14-es HD. Ehhez van egy felesleges gyári motorom encoderrel ha érdekel.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 november 15, 21:14
Írta: dg8n4i8x Dátum 2008 november 15, 21:14
Nálam ez így néz ki... Még nem próbáltam ki élesben...

Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2008 november 15, 21:40
Írta: 7kcyndjdg Dátum 2008 november 15, 21:40
igen ez 14-es HD. Három darab lessz a gépen. 2bd a két szélén fogazottrúd és fogaskerék hajtás, 1db a hídon lessz. A gép mérete 2x3m. Egyet próbára öszeraktam, megdöbbentő milyen ereje van!
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 november 15, 21:58
Írta: 2vkx6unz Dátum 2008 november 15, 21:58
Amint Péter megküldi a felhasználónevet és a jelszót teszek fel képeket az enyémről is. Bár az még nincs kész teljesen.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 november 15, 22:28
Írta: 4um5b65d Dátum 2008 november 15, 22:28
Jópofa összeállítás, hol is lehet hozzájutni ilyen HD-hez? És mennyiért is? :)))
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 november 15, 22:36
Írta: 2vkx6unz Dátum 2008 november 15, 22:36
Talán Varsányi Péternek van még 14-es komplett hajtóműve, talán ad el belőle. Utoljára 390 EUR+szállításért láttam az E-bay-en 14-es HD-t motorral és encoderrel. Most csak 1 darab 20-as használt van 1054 EURO az ára, meg persze HD-alkatrész 400-1200 EURO közötti áron mérettől függően bár ezek mind nagyobbak.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 november 15, 22:39
Írta: 4um5b65d Dátum 2008 november 15, 22:39
Köszi, amindenit van ám ára a cuccosnak.....Na akkor tekerhetem tovább kézzel a mákdarálót :))))))
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 november 15, 22:45
Írta: 2vkx6unz Dátum 2008 november 15, 22:45
Itt van még egy komplett. Ez az ár is kevesebb mint a gyári ár fele.
http://cgi.ebay.de/Brand-New-Harmonic-Hi-T-Drive-DC-Servo-Actuator_W0QQitemZ130254752600QQcmdZViewItemQQptZLH_DefaultDomain_0?hash=item130254752600&_trksid=p3286.c0.m14&_trkparms=72%3A1229|66%3A2|65%3A12|39%3A1|240%3A1318
http://cgi.ebay.de/Brand-New-Harmonic-Hi-T-Drive-DC-Servo-Actuator_W0QQitemZ130254752600QQcmdZViewItemQQptZLH_DefaultDomain_0?hash=item130254752600&_trksid=p3286.c0.m14&_trkparms=72%3A1229|66%3A2|65%3A12|39%3A1|240%3A1318
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 november 16, 12:31
Írta: 2vkx6unz Dátum 2008 november 16, 12:31
Kaptam jelszót így feltöltöttem egy fotót a forgatóról és a motorról.
Íme:


Sajnos a forgató tartószerkezete még hiányzik...
Íme:
Sajnos a forgató tartószerkezete még hiányzik...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 16, 14:09
Írta: bmejdz9nu Dátum 2008 november 16, 14:09
Ezeket a HD és forgató dolgokat miért nem a 4. tengely és HD topikba teszitek?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 16, 14:09
Írta: bmejdz9nu Dátum 2008 november 16, 14:09
Baba lesz! Arányos....
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 16, 14:11
Írta: bmejdz9nu Dátum 2008 november 16, 14:11
Én itt a tokmány súlyát sokallom a 14-es HD-hoz...
Azaz szerintem egy kétsoros csapágy tokmány feltámasztásnak azért jó lenne... vagy nem?...:)
Azaz szerintem egy kétsoros csapágy tokmány feltámasztásnak azért jó lenne... vagy nem?...:)
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 november 16, 14:14
Írta: dg8n4i8x Dátum 2008 november 16, 14:14
Szerintem is! Én még a pici tokmányhoz is raktam egy csapágyat pluszba...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 16, 14:30
Írta: bmejdz9nu Dátum 2008 november 16, 14:30
Túlzásba vitted :) Elbírta volna...
Én úgy tervezem, hogy M12-es menetet vágok direkt a HD-ra... egy 12mm-es csapágy belső gyürűt ragasztok és felteker a tokmány ... kész :)
(kis tokmány - 50mm-es - azaz olyan mint a tiéd)
Én úgy tervezem, hogy M12-es menetet vágok direkt a HD-ra... egy 12mm-es csapágy belső gyürűt ragasztok és felteker a tokmány ... kész :)
(kis tokmány - 50mm-es - azaz olyan mint a tiéd)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2008 november 16, 15:22
Írta: 2vkx6unz Dátum 2008 november 16, 15:22
A tokmány egy 4 pofás 80mm-es tos tokmány max1,5 kg. A HD-hajtóműben két O elrendezésű ferde hatásvonalú csapágy van ha hinni lehet a rajzoknak. Szerintem elbírja. A szingapúri fickó megoldása is kb. ilyen volt, csak ő egy léptetőt használt nem szervót.
Ha nagy dolgot kell befogni akkor egyébként is meg kell támasztani a másik oldalt egy csúccsal.
Péter én a helyedben nem vágnék menetet a HD tengelyre egyrészt mert kemény másrészt meg szét kellene szedni a megmunkáláshoz.
Mint moderátor átteheted a forgató topic-ba mert valóban ott jobb helyen lenne.
Ha nagy dolgot kell befogni akkor egyébként is meg kell támasztani a másik oldalt egy csúccsal.
Péter én a helyedben nem vágnék menetet a HD tengelyre egyrészt mert kemény másrészt meg szét kellene szedni a megmunkáláshoz.
Mint moderátor átteheted a forgató topic-ba mert valóban ott jobb helyen lenne.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 16, 15:55
Írta: bmejdz9nu Dátum 2008 november 16, 15:55
Az van benne... 2 ferde...
Végül is igazad van...
Szerinted edzett a kimeneti tengely? Szet nem szedem az tuti :) úgy ahogy van gondoltam a menet metszést...
Mint moderátor sem tudom átteni ezeket...
Max. ti újból = (vágólap stb...) stb... megírjátok... ezeket iit pedíg törlöm...
Végül is igazad van...
Szerinted edzett a kimeneti tengely? Szet nem szedem az tuti :) úgy ahogy van gondoltam a menet metszést...
Mint moderátor sem tudom átteni ezeket...
Max. ti újból = (vágólap stb...) stb... megírjátok... ezeket iit pedíg törlöm...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 november 16, 16:05
Írta: 4um5b65d Dátum 2008 november 16, 16:05
Péter, még ha késsel vágod a menetet az orsóra is és a furatba is akkor is nagyon ott kell lenned a top-on ha azt szeretnéd, hogy fusson is az a tokmány. Metszővel ez halálraítélt dolog. Próbáld csak ki egy puhább anyagnál, hogy mennyire is fut egy metszett és egy fúrt menet amikor összerakod őket.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 16, 16:36
Írta: bmejdz9nu Dátum 2008 november 16, 16:36
Szerintem, csak a tokmány-HD tengely derékszöge számít...(azaz 90.00 fok)
Arra lenne a 12-es ütköztető gyűrü egy olyan átm. csapágyból aminek a furata 12-es...
A menet persze nem lesz centrikus...
De a kész "tokmányosított" HD-t... azaz annak a pofáit a végén úgyis be kell "köszörülni" saját magának a maximális körfutás pontosság miatt...
Arra lenne a 12-es ütköztető gyűrü egy olyan átm. csapágyból aminek a furata 12-es...
A menet persze nem lesz centrikus...
De a kész "tokmányosított" HD-t... azaz annak a pofáit a végén úgyis be kell "köszörülni" saját magának a maximális körfutás pontosság miatt...
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2008 november 16, 16:43
Írta: dg8n4i8x Dátum 2008 november 16, 16:43
El biztos elbírja, én inkább a rezonanciától félek...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 november 18, 18:27
Írta: 000000000 Dátum 2008 november 18, 18:27
Szia Péter!
Az olcsó Mitutoyo tapintós százados mérőórát hol vetted és mennyiért? Szükséged van mindkettőre?
Az olcsó Mitutoyo tapintós százados mérőórát hol vetted és mennyiért? Szükséged van mindkettőre?
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2008 november 18, 18:40
Írta: ybm4ifb Dátum 2008 november 18, 18:40
Sziasztok
A Vaterán láttam bilenthetős mérőórát..azthiszem ezredes volt..talán azis Mitutoyo
A Vaterán láttam bilenthetős mérőórát..azthiszem ezredes volt..talán azis Mitutoyo
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 november 18, 19:08
Írta: 000000000 Dátum 2008 november 18, 19:08
Szia!
Köszönöm, majd megnézem.
Köszönöm, majd megnézem.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 20, 11:04
Írta: bmejdz9nu Dátum 2008 november 20, 11:04

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 november 20, 18:24
Írta: 000000000 Dátum 2008 november 20, 18:24
Köszi Péter!
Csak 17 dollár az ára?
Csak 17 dollár az ára?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 20, 18:31
Írta: bmejdz9nu Dátum 2008 november 20, 18:31
Állvánnyal, de azokat ingyen neked adom :)
Persze + a szálllítás... az még 13 USD/db... (A hüle semmirevaló nehéz állvány miatt...)
Persze + a szálllítás... az még 13 USD/db... (A hüle semmirevaló nehéz állvány miatt...)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 november 20, 19:19
Írta: 000000000 Dátum 2008 november 20, 19:19
Ok.A talira hozd már el légyszíves! Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 november 22, 23:23
Írta: 000000000 Dátum 2008 november 22, 23:23
Sziasztok!
Megmutatnám lassan elkészülő gépemről készült filmecskét. Quantum servo vezérlővel és smoothstepperrel működött a mai napig.
http://www.youtube.com/watch?v=9x8OkL5mutc
Szép nagyra sikeredett a gép. Azért csak a mai napig, mert óriási baleset történt. Valahogy a nagyáramú rész pozitív pólusa hozáért a vezérlés kis áramú negatív pólusához (azt hiszem) és gyakorlatilag elpusztult minden. Min. 1 Quantum vezérlő ic, 1 másikon a fetek, a harmadikon nem mennek be az encoder jelei, szegény smoothstepperben is elpukkant 3-4 ic és a számítógépem sem kapcsol be azóta. Pedig olyan szépen alakult...
Megmutatnám lassan elkészülő gépemről készült filmecskét. Quantum servo vezérlővel és smoothstepperrel működött a mai napig.
http://www.youtube.com/watch?v=9x8OkL5mutc
Szép nagyra sikeredett a gép. Azért csak a mai napig, mert óriási baleset történt. Valahogy a nagyáramú rész pozitív pólusa hozáért a vezérlés kis áramú negatív pólusához (azt hiszem) és gyakorlatilag elpusztult minden. Min. 1 Quantum vezérlő ic, 1 másikon a fetek, a harmadikon nem mennek be az encoder jelei, szegény smoothstepperben is elpukkant 3-4 ic és a számítógépem sem kapcsol be azóta. Pedig olyan szépen alakult...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2008 november 23, 07:00
Írta: Szalai György Dátum 2008 november 23, 07:00
Fogadd részvétemet a géped miatt.
Bár nekem mások az elképzeléseim, és egyelőre csak az elképzeléseim vannak, mégis megérdemel szegény egy posztumusz dicséretet. Remélem, azért feltámasztod még. Jó, hogy gépeknél már megvalósul a reinkarnáció.
Arról a smoothstepperről írhatnál tapasztalatokat. Magam nem nagyon hittem benne, amikor felbukkant itt a fórumon. Ki tudtad aknázni a képességeit? Nem okozott problémákat?
Hogyha a „nagyáramú rész pozitív pólusa hozzáért a vezérlés kis áramú negatív pólusához” akkor az nem mindössze a nagyáramú rész totális zárlatát okozza? Hiszen a nagy és kisáramú rész, negatív pólusa mereven egy potenciálon van. Vagy nem?
Ha meg a nagy és kisáramú rész külön tápról jár, galvanikusan leválasztva és a kettő között csak optikai kapcsolat van, akkor nyugodtan összeérhet. Vagy nem?
Azért az eseted rámutat a régi igazságra, hogy az alkatrészek valamilyen rögzítettségére, és a vezetékezés rendezettségére, még kísérletek közben is szükséges. A korrekt túláramvédelem, pláne a zárlatvédelem, pedig elengedhetetlen. Hobby felhasználásnál, ahol gyakoriak az áramköri változtatások, nagyon célszerű a blokkok között az optikai kapcsolat és a minél több külön tápegység.
Bár nekem mások az elképzeléseim, és egyelőre csak az elképzeléseim vannak, mégis megérdemel szegény egy posztumusz dicséretet. Remélem, azért feltámasztod még. Jó, hogy gépeknél már megvalósul a reinkarnáció.
Arról a smoothstepperről írhatnál tapasztalatokat. Magam nem nagyon hittem benne, amikor felbukkant itt a fórumon. Ki tudtad aknázni a képességeit? Nem okozott problémákat?
Hogyha a „nagyáramú rész pozitív pólusa hozzáért a vezérlés kis áramú negatív pólusához” akkor az nem mindössze a nagyáramú rész totális zárlatát okozza? Hiszen a nagy és kisáramú rész, negatív pólusa mereven egy potenciálon van. Vagy nem?
Ha meg a nagy és kisáramú rész külön tápról jár, galvanikusan leválasztva és a kettő között csak optikai kapcsolat van, akkor nyugodtan összeérhet. Vagy nem?
Azért az eseted rámutat a régi igazságra, hogy az alkatrészek valamilyen rögzítettségére, és a vezetékezés rendezettségére, még kísérletek közben is szükséges. A korrekt túláramvédelem, pláne a zárlatvédelem, pedig elengedhetetlen. Hobby felhasználásnál, ahol gyakoriak az áramköri változtatások, nagyon célszerű a blokkok között az optikai kapcsolat és a minél több külön tápegység.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 november 23, 07:27
Írta: 000000000 Dátum 2008 november 23, 07:27
Sajnos nem tudom pontosan mi történhetett, csak erre gyanakszom. Tényleg oda kellett volna figyelnem a sok kusza vezetékre, de már nagyon be voltam sózva. Még jó, hogy a mechanika ép maradt, nem égett le az egész ház, vagy az egész város..:)
A smoothstepper annyiból volt jó, hogy sokkal magasabb frekvenciára képes mint külön a Mach. Nekem 2000-es encoderek vannak a motorokon, és így nagy sebességgel tudtam hajtani őket. Egyéb jó tulajdonságát nem tudom felsorolni.Ami kellemetlen volt, néha kiírta: megszakadt az USB kapcsolat. Ez üzem közben a marófej és a munkadarab végét okozta. Most, hogy az egyik encoder is elpusztult nem hiszem, hogy fogok még egy smoothsteppert venni hanem felszerelek valahogy a motorokra kisebb felbontású encodereket. Lesz így is elég költségem...
Azért ha valaki eladná a társulásban vásárolt smoothstepperét dobjon nekem egy emailt. Köszi
A smoothstepper annyiból volt jó, hogy sokkal magasabb frekvenciára képes mint külön a Mach. Nekem 2000-es encoderek vannak a motorokon, és így nagy sebességgel tudtam hajtani őket. Egyéb jó tulajdonságát nem tudom felsorolni.Ami kellemetlen volt, néha kiírta: megszakadt az USB kapcsolat. Ez üzem közben a marófej és a munkadarab végét okozta. Most, hogy az egyik encoder is elpusztult nem hiszem, hogy fogok még egy smoothsteppert venni hanem felszerelek valahogy a motorokra kisebb felbontású encodereket. Lesz így is elég költségem...
Azért ha valaki eladná a társulásban vásárolt smoothstepperét dobjon nekem egy emailt. Köszi
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 23, 09:44
Írta: bmejdz9nu Dátum 2008 november 23, 09:44
Részvétem...
Szükséges volt gyakorlatilag a géphez a smoothstepper?
Igen magas sebesség igény mellett nagy pontosság is kellett? Azaz kellett a magas step frekvencia?
... vagy csak azért mert túl nagy volt az encoder? pl. 1X-es üzemmódban "csak" 2000step jel kell fordulat... vagy:
Szerintem ilyenkor egyszerűbb, olcsóbb, biztosabb encodereket cserélni...kisebbre. (a gyakorlatban egy 400-500cpr jó érték...)
Szükséges volt gyakorlatilag a géphez a smoothstepper?
Igen magas sebesség igény mellett nagy pontosság is kellett? Azaz kellett a magas step frekvencia?
... vagy csak azért mert túl nagy volt az encoder? pl. 1X-es üzemmódban "csak" 2000step jel kell fordulat... vagy:
Szerintem ilyenkor egyszerűbb, olcsóbb, biztosabb encodereket cserélni...kisebbre. (a gyakorlatban egy 400-500cpr jó érték...)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 november 23, 10:03
Írta: 000000000 Dátum 2008 november 23, 10:03
Idéznék a mach3 kézikönyvből ami pont ide vág. " Ha Ön ehelyett egy ˝patkányfészket˝ épít, megkísérti az esetleges rövidzárlatot és tragédiát " Ami itt be is következett.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 november 23, 11:28
Írta: 000000000 Dátum 2008 november 23, 11:28
Jól látod a helyzetet, csak az encoder miatt. Nem volt akkor lehetőségem 1x szorzóra csak a 4x-re (gyík vezérlő) de azóta már vettem 3db quantumot. Az egész rendszer jó volt így. Most viszont lecserélem az encodereket kisebbre. Azt hittem ami gyárilag a motoron rajta van az biztos valami szuper jó cucc. Volt itthon egy HEDS 5540-es encoderem ráraktam a motorra, és smoothstepper nélkül is tökéletes. Nincs véletlenül a tarsolyodban néhány hasonló encoder?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 november 23, 11:32
Írta: 0gbwyh99 Dátum 2008 november 23, 11:32
Üdv. T.Robert !
Volna 2 kérdésem . Mi az a fura hang - mind ha valami morzsolna a maró motorban ? Miért ment a maró motor mindig egy kicsit vissza felé amikor a négyzet jobb alsó sarkába megy ? Jó , tudom hogy a g-kód diktálja igy , de ézt kész akarva történt igy , vagy a CAM progi generálta ezt valamijért ?
Volna 2 kérdésem . Mi az a fura hang - mind ha valami morzsolna a maró motorban ? Miért ment a maró motor mindig egy kicsit vissza felé amikor a négyzet jobb alsó sarkába megy ? Jó , tudom hogy a g-kód diktálja igy , de ézt kész akarva történt igy , vagy a CAM progi generálta ezt valamijért ?
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2008 november 23, 11:33
Írta: eivmhrm04 Dátum 2008 november 23, 11:33
De mikor az ember türelmetlen,s már allig várja hogy beininduljon a dolog akkor hajlamos az ember ezt a hibát elkövetni.De azért éleszd ujra
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 23, 11:35
Írta: bmejdz9nu Dátum 2008 november 23, 11:35
Milyen kellene? HEDS 400-as is van és 500-as is?
Vagy van Profi 8 kivezetéses (A+/- B+/- 0+/-) + táp... Amcsi DRO márka házzal 400cpr-es?
Mindjárt ezeket beteszem az adok veszekbe... :)
Szerintem sokan "kínlódnak" feleslegesen nagy encoderekkel...:) De minek?
Vagy van Profi 8 kivezetéses (A+/- B+/- 0+/-) + táp... Amcsi DRO márka házzal 400cpr-es?
Mindjárt ezeket beteszem az adok veszekbe... :)
Szerintem sokan "kínlódnak" feleslegesen nagy encoderekkel...:) De minek?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 november 23, 11:42
Írta: 000000000 Dátum 2008 november 23, 11:42
Szia!
Igen a CAM progi generálta. Az artcam-ban van erre sokféle lehetőség, finomabbnak éreztem ha a Z tengely lefelé mozdulásakor nem csak egyszerűen lefúr az anyagba, hanem oldalra is halad egy keveset. Jön abból a motorból sokféle hang is :) néha morzsol, néha darál, néha meg olyan, hogy azt hiszem menten lerobban a helyéről.:) Ez egy egyszerű villanymotor, ami véletlenül bírja a 200hz-et is. Marómotornak alkalmatlan, nagyon vékony a tengelye, és van mikor berezonál. Vagy marómotor lesz a gépen, vagy egy normálisabb fortuna..
Igen a CAM progi generálta. Az artcam-ban van erre sokféle lehetőség, finomabbnak éreztem ha a Z tengely lefelé mozdulásakor nem csak egyszerűen lefúr az anyagba, hanem oldalra is halad egy keveset. Jön abból a motorból sokféle hang is :) néha morzsol, néha darál, néha meg olyan, hogy azt hiszem menten lerobban a helyéről.:) Ez egy egyszerű villanymotor, ami véletlenül bírja a 200hz-et is. Marómotornak alkalmatlan, nagyon vékony a tengelye, és van mikor berezonál. Vagy marómotor lesz a gépen, vagy egy normálisabb fortuna..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 november 23, 11:44
Írta: 000000000 Dátum 2008 november 23, 11:44
Az 500-ast választanám, ami van nekem az is az. Írok mailt.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 23, 11:48
Írta: bmejdz9nu Dátum 2008 november 23, 11:48
OK.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 november 23, 11:54
Írta: 0gbwyh99 Dátum 2008 november 23, 11:54
Köszi az őszinte választ . Amúgy gratula , hasznos ketyerét szereltél össze . Ne add fell és csak igy tovább !
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 november 23, 13:18
Írta: HJózsi Dátum 2008 november 23, 13:18
Erről nem hiányzik egy 'o' betű?

fake?
fake?
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 november 23, 13:23
Írta: HJózsi Dátum 2008 november 23, 13:23
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2008 november 23, 13:41
Írta: 7vpav5d32 Dátum 2008 november 23, 13:41
Ezt a tojtoj katalogusban találtad?? [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 23, 14:11
Írta: bmejdz9nu Dátum 2008 november 23, 14:11
Lesatírozták a képen (pár hete :)... gondolom leesett áru...:)
A valóságban Mitotuyo (o val) :) érkeztek... és nem úgy néz ki mintha hamis lenne :)
A valóságban Mitotuyo (o val) :) érkeztek... és nem úgy néz ki mintha hamis lenne :)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 23, 14:19
Írta: bmejdz9nu Dátum 2008 november 23, 14:19
Csináltam róla képeket.... Mindenki döntse el, hogy ez micsoda... :)
(feltöltés alatt még... teljes felbontású képek lesznek...) Én két alkalommal rendeltem és mindíg ezt kaptam... :)
(feltöltés alatt még... teljes felbontású képek lesznek...) Én két alkalommal rendeltem és mindíg ezt kaptam... :)
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 november 23, 14:47
Írta: HJózsi Dátum 2008 november 23, 14:47
Péter linkjén ... viszont amik küldtek neki, úgy látom nem hiányos, minden 'o' betű megvan ... :)
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 november 23, 14:48
Írta: HJózsi Dátum 2008 november 23, 14:48
Utólag ráírtad ? [#nyes]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 november 23, 14:52
Írta: bmejdz9nu Dátum 2008 november 23, 14:52
Nem. Én gyártom itthon ezeket a Mitutoyo műszereket és exportálom Kínába... 5USD-t kapok darabjáért :)
Na és hogy tetszik a kivitel? a képeken? :)
Na és hogy tetszik a kivitel? a képeken? :)
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 november 23, 15:39
Írta: HJózsi Dátum 2008 november 23, 15:39
[#buck] Egész meggyőző ... ha nem lenne egy first class orosz a fiókban ...[#hawaii]
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 december 25, 14:00
Írta: HJózsi Dátum 2008 december 25, 14:00
Időközben berendeltem egy "teszt" :) példányt, nos Péternek van igaza, a fotó hibás, az enyémről sem hiányzik az "o" betű ... Nagyon klassz és sokoldaluan felfogható ... majd összemérem a saccográffal ...
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2008 december 25, 16:04
Írta: lari Dátum 2008 december 25, 16:04
Nos tehát megpróbálok egy fotót belinkelni az eszterga hosszán betétlécek gyakorlati megvalósulásáról.

Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2008 december 25, 16:15
Írta: lari Dátum 2008 december 25, 16:15
Másik képen valós fénykép egy általam készített keresztszán útmérő megoldásról... Persze nem tökéletes de olykor a célnak megfelelhet...
Az egyik képen talán kivehető a hosszán előtti forgácsvédő saválló lemez.
Az olasz? Késtartót is érdemes megnézni... Gyáriról lett koppintva de magam készítettem néhány betéttel egyetemben. Szóval amolyan félhobbi kategória de ugyanolyan jó mint a gyári csak nem került annyiba... :-)



Az egyik képen talán kivehető a hosszán előtti forgácsvédő saválló lemez.
Az olasz? Késtartót is érdemes megnézni... Gyáriról lett koppintva de magam készítettem néhány betéttel egyetemben. Szóval amolyan félhobbi kategória de ugyanolyan jó mint a gyári csak nem került annyiba... :-)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2008 december 25, 20:06
Írta: ywathzay Dátum 2008 december 25, 20:06
A késtartót kicsit részletesebben is megmutathatnád, esetleg arról képet, v. rajzot. Elég egyszerűnek tűnik, hátha én is megcsinálnám magamnak.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 december 25, 20:13
Írta: bmejdz9nu Dátum 2008 december 25, 20:13
... és szerinted hamis a Mitutoyo? :) Szerintem nem... de, hogy ennyiért... döbbenet...:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 25, 21:33
Írta: 000000000 Dátum 2008 december 25, 21:33
Gratulálok, egyszerű, de nagyon hatásos. Plussz kaptál egy db. 0,02 százados útmérőt!
Egy kérdés: Kalibrált az a tolómérő? Vagy csak rá van írva a pontossága?
Egy kérdés: Kalibrált az a tolómérő? Vagy csak rá van írva a pontossága?
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2008 december 25, 21:46
Írta: HJózsi Dátum 2008 december 25, 21:46
Az eBay-os képen csak Mitutoy látszik, #3707 ... ami jött az Mitutoyo ... :) no problem ... Most MT2-es patronkészletet várok tőlük EZT...

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 26, 08:44
Írta: 000000000 Dátum 2008 december 26, 08:44
Az E400 láttán rögtön nosztalgiázni kezdtem …
A filc helyett gumi nem tudom, hogy jó ötlet –e?
Persze, ha gondoskodtál a szánok külön olajzásáról, az más.
Ha „túl jó” lett a gumi tömítése az is probléma lehet. Szerintem a véletlenül is bekerülő rozsdát is bent tarthatja és mintegy csiszolópor roncsolja az ágyat. (A rozsda bekerülhet egy rozsdás vasdarab megmunkálásakor is)
Lehet hogy feleslegesek az aggodalmaim. Csak felvettem.
A késtartód nagyon ötletes. Bár, sokat nem látni belőle. Az „olasz” késtartóra azért én is emlékszem. Ha az ötlet onnan van, rossz már nem is lehet a gyártmányod.
A filc helyett gumi nem tudom, hogy jó ötlet –e?
Persze, ha gondoskodtál a szánok külön olajzásáról, az más.
Ha „túl jó” lett a gumi tömítése az is probléma lehet. Szerintem a véletlenül is bekerülő rozsdát is bent tarthatja és mintegy csiszolópor roncsolja az ágyat. (A rozsda bekerülhet egy rozsdás vasdarab megmunkálásakor is)
Lehet hogy feleslegesek az aggodalmaim. Csak felvettem.
A késtartód nagyon ötletes. Bár, sokat nem látni belőle. Az „olasz” késtartóra azért én is emlékszem. Ha az ötlet onnan van, rossz már nem is lehet a gyártmányod.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2008 december 26, 09:30
Írta: lari Dátum 2008 december 26, 09:30
Köszönöm!
Atolómérőt egyébként a Lidl áruházban vettem talán 3000 Ft ért és azt szerkesztettem rá a keresztszánra de úgy, hogy bármikor ki lehet venni és tolómérőként használni...
A a hátránya, hogy nem közvetlenül azt mutatja amekkora fogást akarok venni hanem mindíg osztani kell kettővel...de hát nem lehet mindígminden tökéletes.... :)
Atolómérőt egyébként a Lidl áruházban vettem talán 3000 Ft ért és azt szerkesztettem rá a keresztszánra de úgy, hogy bármikor ki lehet venni és tolómérőként használni...
A a hátránya, hogy nem közvetlenül azt mutatja amekkora fogást akarok venni hanem mindíg osztani kell kettővel...de hát nem lehet mindígminden tökéletes.... :)
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2008 december 26, 09:33
Írta: lari Dátum 2008 december 26, 09:33
Nekem a gumi porvédő beváltmertnem enged besemmit.... Olyan mint egy jó tömszelence vagy szimering.... Az olajozás pedig nem kívülről a prizma részen történik, hanem vannak illjzó nyílások a szánon ami közvetlen bevezeti az olajat a csúszó felülethez.
A késtartóról majd igyekszem felrakni néhány (jobban látható) fotót
A késtartóról majd igyekszem felrakni néhány (jobban látható) fotót
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 26, 09:53
Írta: 000000000 Dátum 2008 december 26, 09:53
„Az olajozás pedig nem kívülről a prizma részen történik, hanem vannak illjzó nyílások a szánon ami közvetlen bevezeti az olajat a csúszó felülethez. „
Ilyesmire gondoltam én is a külön olajzásra.
Bizonyára profi megoldás lehet.
Ilyesmire gondoltam én is a külön olajzásra.
Bizonyára profi megoldás lehet.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2008 december 26, 14:45
Írta: lari Dátum 2008 december 26, 14:45
A képek amit ígértem
A szerkezet tényleg nem túl bonyolult viszont a kivitelezése sok munkát türelmet , némi felszereltséget, és nem utólsósorban hozzáértést igényel.










A szerkezet tényleg nem túl bonyolult viszont a kivitelezése sok munkát türelmet , némi felszereltséget, és nem utólsósorban hozzáértést igényel.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2008 december 26, 19:52
Írta: Szedlay Pál Dátum 2008 december 26, 19:52
Most vettem csak észre a bejegyzést.
Mivel mindig az a kifogásod, hogy soha nem dokumentálok és ebben igazad van, most egy kicsivel több időm van, megteszem.
Nekem egy gyári számlás hivatalos helyről vásárolt műszerem van. Én a mérőműszerekból nem szeretem a szürke importot.
Nézd meg a feliratot pl. a 0,01mm egyesét egészen más betűtípus. A mutató rövidebbik végének kiképzését. He szembe tartod a műszert nem a jobb oldala bontható hanem a bal. A sorszám helyét és betűtípusát. Nincs a csavaron piros festék. Stb.
Tehát a gyári egyészen más, de ettől még ez is lehet jó csak a feliraton kívül semmi sem Mitutoyo
http://cnctar.hobbycnc.hu/Szedlay/mitutoyo/
Mivel mindig az a kifogásod, hogy soha nem dokumentálok és ebben igazad van, most egy kicsivel több időm van, megteszem.
Nekem egy gyári számlás hivatalos helyről vásárolt műszerem van. Én a mérőműszerekból nem szeretem a szürke importot.
Nézd meg a feliratot pl. a 0,01mm egyesét egészen más betűtípus. A mutató rövidebbik végének kiképzését. He szembe tartod a műszert nem a jobb oldala bontható hanem a bal. A sorszám helyét és betűtípusát. Nincs a csavaron piros festék. Stb.
Tehát a gyári egyészen más, de ettől még ez is lehet jó csak a feliraton kívül semmi sem Mitutoyo
http://cnctar.hobbycnc.hu/Szedlay/mitutoyo/
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2008 december 26, 20:02
Írta: 3k74cecek Dátum 2008 december 26, 20:02
Ez a késtartó nagyszerű, de ezt a "fogazást" elkészíteni nem egyszerű dolog. Pláne a csere darabok belső részén. Ez szerintem már nem a hobby kategória.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2008 december 26, 22:12
Írta: lari Dátum 2008 december 26, 22:12
A külső fogazás egyébként egy harántgyalugépen történt osztófejes felfogással. Ekkor még nem volt marógépem. A belső fogazás pedig már marógépen történt, de itt is véséssel mivel a marás körülményesebbnektűnt...
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2008 december 27, 08:54
Írta: ywathzay Dátum 2008 december 27, 08:54
Lehet hogy ezt azért mégis körülényesebb elkészíteni, mint a másik fajta "olaszt". Ennek valóban nagy a gépigénye, igaz a másikhoz is kell marás rendesen.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 december 27, 12:47
Írta: 0gbwyh99 Dátum 2008 december 27, 12:47
Üdv. mindenkinek!
Volna egy problémám ! Megjöttek a lin vezetők és a lin csapágyak . Na most a gondom az hogy ez a kinai minőség eleve kicsit kotyogós . Attol a beszerzőtöl akitöl rendeltem csak ilyen sima csapágyházak voltak :
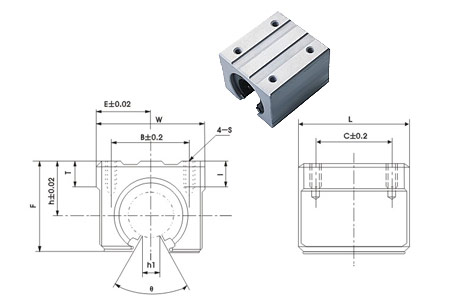
A nagy kérdésem az lenne hogy tudok e abból ilyet csinálni ? :
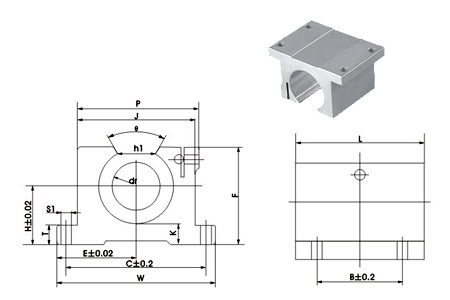
Ami felveti bennem a kétséget az az hogy ilyen csapágyaim vannak benne :

Birni fogom-e azokat a csapágyakat csavarral annyira össze nyomni hogy azt a kicsi kotyogást megszüntessem ? A csapágy külső acél köppenye van-e annyira elasztikus ?
Mit tudtok javasolni ?
[#falbav][#schmoll2][#shakehead][#help]
Volna egy problémám ! Megjöttek a lin vezetők és a lin csapágyak . Na most a gondom az hogy ez a kinai minőség eleve kicsit kotyogós . Attol a beszerzőtöl akitöl rendeltem csak ilyen sima csapágyházak voltak :
A nagy kérdésem az lenne hogy tudok e abból ilyet csinálni ? :
Ami felveti bennem a kétséget az az hogy ilyen csapágyaim vannak benne :
Birni fogom-e azokat a csapágyakat csavarral annyira össze nyomni hogy azt a kicsi kotyogást megszüntessem ? A csapágy külső acél köppenye van-e annyira elasztikus ?
Mit tudtok javasolni ?
[#falbav][#schmoll2][#shakehead][#help]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 december 27, 13:00
Írta: 0gbwyh99 Dátum 2008 december 27, 13:00
Amúgy NAGYON OLCSÓ VOLT !!!
Ha valakit érdekel ITT van a kinai gyártó linkje ! Én egy beszállitótol vettem , és meg igy is aprópénz !
Ha valakit érdekel ITT van a kinai gyártó linkje ! Én egy beszállitótol vettem , és meg igy is aprópénz !
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 december 27, 13:36
Írta: 4um5b65d Dátum 2008 december 27, 13:36
A beszállítónak is van elérhetősége? Amúgy mennyi volt az annyi ?
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2008 december 27, 14:32
Írta: ANTAL GÁBOR Dátum 2008 december 27, 14:32
szia irtam egy mailt
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 27, 15:12
Írta: 000000000 Dátum 2008 december 27, 15:12
A feszítőcsavarost igen után tudod állítani és megszűnik a kottyanás, de ahhoz olyan csapágyház kell.
Nekem ilyen csapágyakkal megy a gépem és nincs problémám.
Átalakítani nem lehet egyszerű.
Nekem ilyen csapágyakkal megy a gépem és nincs problémám.
Átalakítani nem lehet egyszerű.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2008 december 27, 16:57
Írta: Devecz Miklós Dátum 2008 december 27, 16:57
Engem is érdekelne a beszállító címe, ha ennyire olcsó!
Cím: Re:Mechanikai ötletek
Írta: 27idyu84u Dátum 2008 december 27, 17:45
Írta: 27idyu84u Dátum 2008 december 27, 17:45
Engem is (na meg persze az ár)!
Köszi és üdv.
Köszi és üdv.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 december 27, 22:20
Írta: 0gbwyh99 Dátum 2008 december 27, 22:20
Üdv. mindenkinek!
A szállitó Szerbiában van : www.lagerton.com
Az árakról ennyit :
- fi 25-ös lin. vezető 63 HRC keménységű = 5800 Ft / m
- fi 25-ös lin. vezetőhöz alu rögzitő talp = 7300 Ft / m
- Ha nem akarod alátámasztani : alu szoritóblokk amivel a
kerek lin.vezető végeit szokták lerögziteni = 1100 Ft !
- amit belinkeltem nyitott alu lin.csapágyház (szánkó)
(benne a lin.csapágy+olajzó csöcs+a végein porlehúzók
és biztositógyűrűk) = 3600 Ft !
- Bele való csere lin.csapágy = 1800 Ft
(az árakat 260 Ft-s euró árban számoltam(kerekitve) ,
és tartalmazzák a PDV-t (ÁFA-t) is ) !!!
Na , ezért rendeltem meg - egy próbát megér ! Kár hogy
nincsen náluk az az állitható fajta ,
mert ez a 'sima' kicsit kotyog (nem maga a lin.csapágy
hanem komplett bele szerelve a házába (szánkóba) és a
vezetőre húzva !! ) .
A szállitó Szerbiában van : www.lagerton.com
Az árakról ennyit :
- fi 25-ös lin. vezető 63 HRC keménységű = 5800 Ft / m
- fi 25-ös lin. vezetőhöz alu rögzitő talp = 7300 Ft / m
- Ha nem akarod alátámasztani : alu szoritóblokk amivel a
kerek lin.vezető végeit szokták lerögziteni = 1100 Ft !
- amit belinkeltem nyitott alu lin.csapágyház (szánkó)
(benne a lin.csapágy+olajzó csöcs+a végein porlehúzók
és biztositógyűrűk) = 3600 Ft !
- Bele való csere lin.csapágy = 1800 Ft
(az árakat 260 Ft-s euró árban számoltam(kerekitve) ,
és tartalmazzák a PDV-t (ÁFA-t) is ) !!!
Na , ezért rendeltem meg - egy próbát megér ! Kár hogy
nincsen náluk az az állitható fajta ,
mert ez a 'sima' kicsit kotyog (nem maga a lin.csapágy
hanem komplett bele szerelve a házába (szánkóba) és a
vezetőre húzva !! ) .
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 december 27, 22:48
Írta: 4um5b65d Dátum 2008 december 27, 22:48
Talán, ha egy külön ház lenne hozzá csinálva némileg szűkebb illesztéssel akkor csökkenne a kotyogás.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 december 27, 23:04
Írta: 0gbwyh99 Dátum 2008 december 27, 23:04
Olyanra gondoltam hogy fogom és nagyon vékony tárcsával bevágatom és utána menetet fúrok bele , majd kukac csavar és feszit . Lehet hogy a lin. csapágyba is középen hosszába végig kellene mennem vékony flex lappal ?(hogy tudjon kicsit hajlani) .
[#nemtudom]
Valami ilyesmire gondoltam
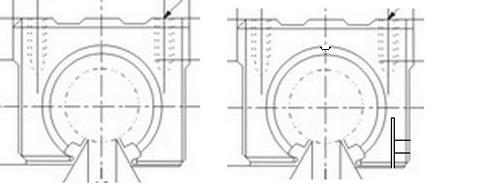
[#nemtudom]
Valami ilyesmire gondoltam
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 december 27, 23:05
Írta: 0gbwyh99 Dátum 2008 december 27, 23:05
Hoppá , ez nagy lett [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 december 27, 23:15
Írta: 0gbwyh99 Dátum 2008 december 27, 23:15
Jé , kijavitotam a rajzot , és lás csodát - már nem is olyan nagyban jelenik meg mind először !!
[#taps][#taps]
[#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2008 december 27, 23:19
Írta: s7manbs8 Dátum 2008 december 27, 23:19
Persze, mert mikor újratöltődik az oldal, akkor az új képet teszi bele. Így ha módosítjuk, akkor olyan lesz, mint amilyen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 28, 09:01
Írta: 000000000 Dátum 2008 december 28, 09:01
A csapágyba nem kell belemarni! A ház oldaláról feszítő csavar tökéletesen elég (mint a rajzon), mert az befeszíti a csapágyat.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 december 28, 09:29
Írta: bmejdz9nu Dátum 2008 december 28, 09:29
Van nekem egy "gyári komplett(?)" SKF lináris... ilyen itthon...(25-ös)
Ott az feszítést csapágyanként egy hernyócsavar... csak egyik oldalról...
Annyira jól be lehet lőni, hogy csak hosszába tud menni azaz forgatni már nem lehet...
Ott az feszítést csapágyanként egy hernyócsavar... csak egyik oldalról...
Annyira jól be lehet lőni, hogy csak hosszába tud menni azaz forgatni már nem lehet...
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 december 28, 12:45
Írta: 0gbwyh99 Dátum 2008 december 28, 12:45
Üdv. Péter!
Nagyon baba i kis Rexroth orsó[#worship]
Azt tudom hogy vannak 'gyári állithatós komplett' , csak ennél a beszerzőnél nincs . Gondoltam jó lesz a 'sima' is [#sir]
Nagyon baba i kis Rexroth orsó[#worship]
Azt tudom hogy vannak 'gyári állithatós komplett' , csak ennél a beszerzőnél nincs . Gondoltam jó lesz a 'sima' is [#sir]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 december 28, 12:47
Írta: 0gbwyh99 Dátum 2008 december 28, 12:47
Üdv. rc!
Kösz , ez jó hir , bár azt hiszem az állithatós változatú házakba más tipusú csapágyak mennek . Mindegy , megpróbálom - lesz ami lesz [#wave]
Kösz , ez jó hir , bár azt hiszem az állithatós változatú házakba más tipusú csapágyak mennek . Mindegy , megpróbálom - lesz ami lesz [#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 28, 13:55
Írta: 000000000 Dátum 2008 december 28, 13:55
Ugyanaz a csapágy való mind a két házba.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2008 december 28, 18:23
Írta: bmejdz9nu Dátum 2008 december 28, 18:23
Ahogy RC írja... Nincs különbség...
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2008 december 28, 22:54
Írta: 0gbwyh99 Dátum 2008 december 28, 22:54
Akkor nyugi van nálam , majd csak kitalálok valamit [#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 30, 09:14
Írta: 000000000 Dátum 2008 december 30, 09:14
Ez ugyan nem a mi ötletünk, de tetszik...
fortuna valamicsoda
fortuna valamicsoda
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 december 30, 09:56
Írta: s5f8tmfv3 Dátum 2008 december 30, 09:56
Ventillátor?[#confused]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 30, 10:52
Írta: 000000000 Dátum 2008 december 30, 10:52
Neeem, hanem gyorsfordulatú fej, a főorsóról meghajtva és a rács védi a fortunaáttételt a forgácsoktól.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 december 30, 20:44
Írta: s5f8tmfv3 Dátum 2008 december 30, 20:44
Aha, már értem miért a két ékszíj. Trükkös!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 30, 21:09
Írta: 000000000 Dátum 2008 december 30, 21:09
Őszinte leszek, ne röhögj nagyon... én nem értem:-) Vicc nélkül, pedig ugye én tettem be, de azóta sem értem 100%-an, hogyan van az, hogy hajt a főorsó és ez a fordulat hogyan adódik át a kúpba??? épített fortunának.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 30, 21:15
Írta: 000000000 Dátum 2008 december 30, 21:15
(vagyis nem értem, hogy a főorsó kúp forog és hogyhogy nem csap pofán ez a miskulancia, mondjuk 900 x percenként:-) )
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 december 30, 21:22
Írta: s5f8tmfv3 Dátum 2008 december 30, 21:22
Szerintem jól látod, a kúpba van becsapágyazva a patronbefogó, a főorsó hajtja a hozzá közelebb lévő tárcsát, onnan egy gyorsító áttétel van a közlőkerékre, majd még egy gyorsító vissa a szerszám felé. Gondolom én...
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2008 december 30, 21:23
Írta: s5f8tmfv3 Dátum 2008 december 30, 21:23
Tuti hogy a holmi le van rögzítve valahol, különben jó kis vihart kavarna :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 30, 22:27
Írta: 000000000 Dátum 2008 december 30, 22:27
Ezt én nem értem, szerintem egy halott ötlet a szijfeszítés megoldhatatlan művelet
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 december 30, 23:04
Írta: 4um5b65d Dátum 2008 december 30, 23:04
Tök egyértelmű a dolog. A kúp is be van csapágyazva a fekete "vazsdarabba" és külön csapágyazva a patron befogó a kúpba.
A fekete acélt pedig muszáj rögzíteni elforgás ellen. Szerintem még a feszítés is meg van oldva, igaz nem 100%-os módszerrel, de van ott egy excenter csonk a kúp alatti részen. Legalább is úgy néz ki mintha nem egy tengelyen lenne az alsó szíjtárcsákkal.
A fekete acélt pedig muszáj rögzíteni elforgás ellen. Szerintem még a feszítés is meg van oldva, igaz nem 100%-os módszerrel, de van ott egy excenter csonk a kúp alatti részen. Legalább is úgy néz ki mintha nem egy tengelyen lenne az alsó szíjtárcsákkal.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 december 30, 23:43
Írta: 4um5b65d Dátum 2008 december 30, 23:43
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2008 december 30, 23:55
Írta: s7manbs8 Dátum 2008 december 30, 23:55
Az egy elektromos és kémiai úton működő gravírozó tű, mi nem érthető belőle ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 december 30, 23:59
Írta: 4um5b65d Dátum 2008 december 30, 23:59
Ja, hát így már majdnem érthető......[#crazya]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2008 december 31, 00:01
Írta: s7manbs8 Dátum 2008 december 31, 00:01
Mire vagy kiváncsi, a működési elvére ? Vagy az angol miatt nem érted ? De lehet hogy én még annyira sem értem mint te.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 december 31, 00:12
Írta: 4um5b65d Dátum 2008 december 31, 00:12
Az angol miatt nem értem a működési elvét, persze lehet, hogy előbb fogok rájönni, mint hogy megtanuljak perfekt angolul.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2008 december 31, 00:16
Írta: s7manbs8 Dátum 2008 december 31, 00:16
Nem túl hosszú a szöveg, vagy 100 szó, szótárral megy ? Nekem is van benne vagy 10-15 ismeretlen szó, vagy pedig nem tudok esztergálni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2008 december 31, 01:14
Írta: 000000000 Dátum 2008 december 31, 01:14
A stencil papir olyan kulonos dolog ami LYUKAS (atjarhato) lesz ott ahol mechanikai behatas eri...a lyukakon regen a tinta folyt at amikor papirra stencilztek valamit (sokszorositas cimen)
Azaz volt egy feher lap
Azon a stencil papir a masolni valoval
(pl gepirassal lyuggatva a stencilt)
Azatn a stencilt megkentek tintaval
es a tinta lyukakon atfolyava "nyomtatott" egy masolat peldanyt...a tintzas utan a kesz nyomat kivesz es orul...
Aztan megint ures pair megint tintazas.
Egy stencilrol tobbszaz peldanyt is lehetett sokszorositani. Persze nem ekzezl adgoltak tintaztak, hanem kis tekeros stencil geppel.
Amit a Kádár rendszerben nem is birtokolhattak magánszemélyek legalisan, cegek is csak szigoru szamadassal...
Ilyen stencil gepen keszultek pl. a 80-as evek szamizdatjai amiket anno Magyar Balint, Demszky Gabor es sokan masok irtak-terjesztttek...
az arra fogekonyak koreben.
Nos ez garvir annyitcsinal, hogy tinta helyett aramot folyat at lyukakon es igy a lyukak helyen
a fem megmarodik...es letre jon a masolat gravir szeruen...
Azaz volt egy feher lap
Azon a stencil papir a masolni valoval
(pl gepirassal lyuggatva a stencilt)
Azatn a stencilt megkentek tintaval
es a tinta lyukakon atfolyava "nyomtatott" egy masolat peldanyt...a tintzas utan a kesz nyomat kivesz es orul...
Aztan megint ures pair megint tintazas.
Egy stencilrol tobbszaz peldanyt is lehetett sokszorositani. Persze nem ekzezl adgoltak tintaztak, hanem kis tekeros stencil geppel.
Amit a Kádár rendszerben nem is birtokolhattak magánszemélyek legalisan, cegek is csak szigoru szamadassal...
Ilyen stencil gepen keszultek pl. a 80-as evek szamizdatjai amiket anno Magyar Balint, Demszky Gabor es sokan masok irtak-terjesztttek...
az arra fogekonyak koreben.
Nos ez garvir annyitcsinal, hogy tinta helyett aramot folyat at lyukakon es igy a lyukak helyen
a fem megmarodik...es letre jon a masolat gravir szeruen...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2008 december 31, 10:31
Írta: 4um5b65d Dátum 2008 december 31, 10:31
Köszíííí, de jó hogy sokan vagyunk itt a fórumon. Mindig van valaki akinek vannak infói az adott problémáról.
[#worship]
[#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 01, 18:57
Írta: 000000000 Dátum 2009 január 01, 18:57
Van e valakinek tapasztalata az epoxigránittal? Angol leírásokat találtam, a kérdésem a következő lenne: gépágynak jó, vagy akár pl orsó felfogatást, csapágyházat is lehet belőle önteni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 01, 19:35
Írta: 000000000 Dátum 2009 január 01, 19:35
Ez nagyon jó ötlet lenne.Hol lehet itthon ilyesmit kapni,és milyen árban?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 02, 09:11
Írta: 000000000 Dátum 2009 január 02, 09:11
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 02, 09:13
Írta: 000000000 Dátum 2009 január 02, 09:13
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 02, 10:43
Írta: 4um5b65d Dátum 2009 január 02, 10:43
A gépágy alatt mit értesz, a csúszóvezetéket, vagy csak magát az öntvény váz részt?
Na csak azért kérdem, mert a vázat betonból talán lényegesebben olcsóbb lenne kiönteni, a csúszóvezetékeket meg gondolom köszörülni kellene.
Na csak azért kérdem, mert a vázat betonból talán lényegesebben olcsóbb lenne kiönteni, a csúszóvezetékeket meg gondolom köszörülni kellene.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 02, 11:11
Írta: 000000000 Dátum 2009 január 02, 11:11
Ha jól értem, a csúszóvezetéket, a precíziós alkatrészeket külön szerelik fel, vagyis ilyenformán gépváz. A beton hibája, hogy nem lesz ennyire homogén és szívós.
Ha jól tudom (nem biztos)a sieg x2 komplett váza, alkatrésze ez az epoxy granite, vagy epoxy concrate nevű kulimász...
Ha jól tudom (nem biztos)a sieg x2 komplett váza, alkatrésze ez az epoxy granite, vagy epoxy concrate nevű kulimász...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 02, 11:12
Írta: 000000000 Dátum 2009 január 02, 11:12
(első benyomásaim szerint príma öntöttvas helyettesítő anyag, magyarán mechanikai szempontból is ilyen helyek kiváltására tervezhető)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 02, 11:17
Írta: 000000000 Dátum 2009 január 02, 11:17
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 02, 11:25
Írta: 000000000 Dátum 2009 január 02, 11:25
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 02, 16:00
Írta: 4um5b65d Dátum 2009 január 02, 16:00
Létezik valami "cement esztrich" nevű építőanyag is. (lehet, hogy nem írtam jól a nevét) Ez valami fokozott szilárdságú betonféleség. Bár abban kételkednék, hogy a sima beton (természetesen bevasalva) nem felelne meg egy gép vázának. Esetleg üvegszállal erősíteni is lehet. Nekem valahogy idegen ez a gránitos dolog. Ezt kifejezetten erre találhatták ki, vagy csak erre is alkalmazható? Gondolom az ára sem ismert még.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 02, 16:27
Írta: 2vkx6unz Dátum 2009 január 02, 16:27
Az esztrich erre biztosan nem jó. Ezeket az anyagokat erre találták ki. Találkozhatsz vele egy jobb konyhabútor üzletben is. Használják mosogató tálcák készítéséhez illetve konyhai munkalapok készítéséhez is.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 02, 16:39
Írta: 2vkx6unz Dátum 2009 január 02, 16:39
Műgránittal kapcsolatban a következő helyen érdemes érdeklődni: www.alvinplast.hu
Vegyész biztosan segít majd.
Egyébként Budaörsön vannak.
Vegyész biztosan segít majd.
Egyébként Budaörsön vannak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 03, 06:14
Írta: 000000000 Dátum 2009 január 03, 06:14
Írtam nekik, ha tudok bővebbet, leírom.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2009 január 04, 17:43
Írta: robroy007 Dátum 2009 január 04, 17:43
nem tudom ki volt aki korábban műbetonból akarta csinálni a gépét de ez már készen van:

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 04, 17:47
Írta: 000000000 Dátum 2009 január 04, 17:47
Én hoztam fel a műbetont, amiből korszerű cnc-ket csináltak már, töltőanyagként használva, az öntvényt kiváltva.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 04, 19:51
Írta: 0gbwyh99 Dátum 2009 január 04, 19:51
Üdv. mindenkinek!
Mondtam hogy teszek fell rajzot a készülő gépemröl , most csak az Y-hidat teszem be . Tessék kritikákat irni : jó , nem jó , miért nem , hogyan kéne , stb.
Egy kérdésem mindjárt volna : mivel lehetne az alu profil helyettesiteni ?
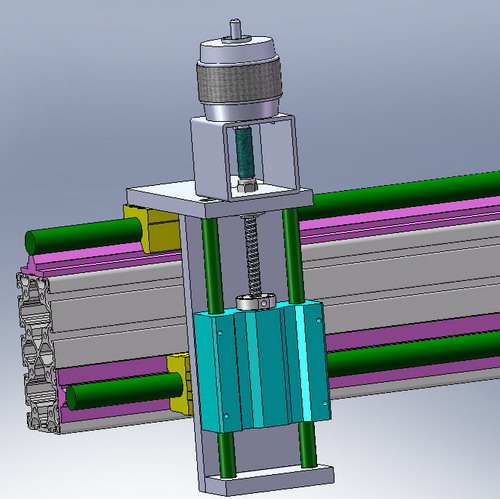
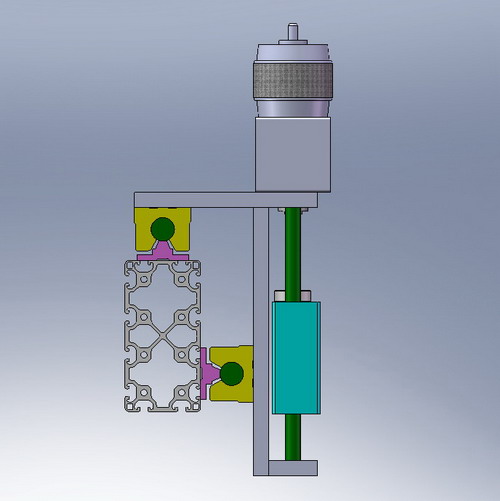
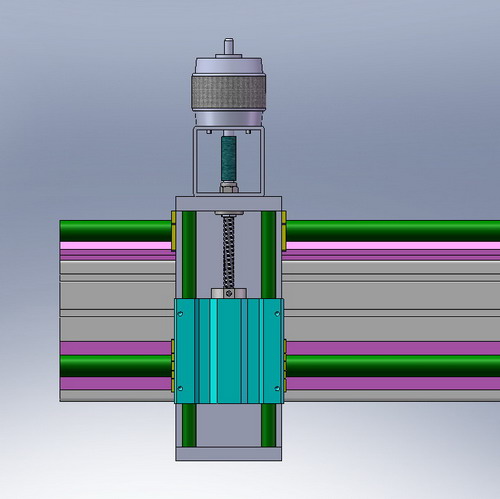
Mondtam hogy teszek fell rajzot a készülő gépemröl , most csak az Y-hidat teszem be . Tessék kritikákat irni : jó , nem jó , miért nem , hogyan kéne , stb.
Egy kérdésem mindjárt volna : mivel lehetne az alu profil helyettesiteni ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 04, 20:02
Írta: 000000000 Dátum 2009 január 04, 20:02
na ez a másik,ami miatt izgat az epoxis váz, meg anyag... mi van, ha az alu profilt kiönti valamivel az ember?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 04, 20:03
Írta: 000000000 Dátum 2009 január 04, 20:03
mármint, betonnal, epoxi gránittal... asszem jelentősen fokozná a merevséget.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 január 04, 20:38
Írta: ra8nsmk6w Dátum 2009 január 04, 20:38
A polimerbeton már két éve is volt téma elég hosszú ideig.Akkor Szobrász mondott valami meghökkentően magas beszerzési árat amitől mindenki dobott egy hátast.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 04, 20:45
Írta: 2vkx6unz Dátum 2009 január 04, 20:45
Ki lehet önteni, de mielőtt ilyet teszel vedd figyelembe a következőket:
1 Hőtágulás. Hogy fog viselkedni, vetemedni a híd ha változik a hőmérséklet?
2 Ha mozog a hidad akkor miért jó ha többszörösére növeled a tömegét? A kompozit anyagból épült gépeknél az asztal és a Z mozog. Egy ilyen ITEM profik 80x160-as a Z tengely irányában nagyon erős. Ha méretezni vagy számítani akarod a katalógusban benne van minden.
Én csak 80x80-as profit terveztem igaz Heavy változat és 700mm fesztávon 30kg teher hatására 0,015mm a lehajlása. Nekem ez egyelőre megfelel.
A merevséget fokozhatod ha az alsó vezető a felsőhöz hasonlóan az élére kerül, igaz ekkor az Y orsó elhelyezése lesz macerásabb. Viszont a maró kevésbé csavarja a hidat.
1 Hőtágulás. Hogy fog viselkedni, vetemedni a híd ha változik a hőmérséklet?
2 Ha mozog a hidad akkor miért jó ha többszörösére növeled a tömegét? A kompozit anyagból épült gépeknél az asztal és a Z mozog. Egy ilyen ITEM profik 80x160-as a Z tengely irányában nagyon erős. Ha méretezni vagy számítani akarod a katalógusban benne van minden.
Én csak 80x80-as profit terveztem igaz Heavy változat és 700mm fesztávon 30kg teher hatására 0,015mm a lehajlása. Nekem ez egyelőre megfelel.
A merevséget fokozhatod ha az alsó vezető a felsőhöz hasonlóan az élére kerül, igaz ekkor az Y orsó elhelyezése lesz macerásabb. Viszont a maró kevésbé csavarja a hidat.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 04, 21:07
Írta: 0gbwyh99 Dátum 2009 január 04, 21:07
Üdv. sanyi!
Gondolom az ITEM profilos rész nekem szólt .
Ha jól értettem akkor nekem is ide elég volna a 80X80-as profil , hiszen én is kb. 700mm-es fesztávot tervezek (a lin. vezető hossza 600mm) !
Ebben az esetben a vezetők felűre és alúra kerülnének .
Gondolom az ITEM profilos rész nekem szólt .
Ha jól értettem akkor nekem is ide elég volna a 80X80-as profil , hiszen én is kb. 700mm-es fesztávot tervezek (a lin. vezető hossza 600mm) !
Ebben az esetben a vezetők felűre és alúra kerülnének .
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 04, 21:21
Írta: 7vpav5d32 Dátum 2009 január 04, 21:21
Hali!
Szerintem az Y-on hajlékonysága elhanyagolható a Z "lengő sínes vezetése mellett. Bár nem rajongok az ilyen sínek keresztbe meg fejel lefelé szereléséért (a kocsik belső szerkezete miatt). Szerintem ezek csak akkor érik el a feladatukat ha talpal lentre vannak szerelve, de ha már meg vannak akkor én is az alsó lapra tenném az alsó sínt. kb: 1/4-el megnövelné a két sín közti távolságot és még a Z is közelebb kerülhetne a hídhoz. Gondolom azért tetted ki így, hogy az orsó is elférjen amit én védettebb helyre inkább hátsó oldalra tennék.
Szerintem az Y-on hajlékonysága elhanyagolható a Z "lengő sínes vezetése mellett. Bár nem rajongok az ilyen sínek keresztbe meg fejel lefelé szereléséért (a kocsik belső szerkezete miatt). Szerintem ezek csak akkor érik el a feladatukat ha talpal lentre vannak szerelve, de ha már meg vannak akkor én is az alsó lapra tenném az alsó sínt. kb: 1/4-el megnövelné a két sín közti távolságot és még a Z is közelebb kerülhetne a hídhoz. Gondolom azért tetted ki így, hogy az orsó is elférjen amit én védettebb helyre inkább hátsó oldalra tennék.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 04, 21:30
Írta: 0gbwyh99 Dátum 2009 január 04, 21:30
Üdv. csiki!
A Z-vezetői 16-os rudak a felső és alsó vezetők 25-ösek . Szerinted a 80X160-as helyett mehetne a 80X80-as , vagy inkább maradjon a 80X160 ?
Megjegyzem , az ITEM profilon kivül minden adatott úgy hogy azokat nem fogom cserélni , esetleg van még egy 20-as BOSCH sinem és csak 1 db. kocsim ! Azt lehetne valamelyik vezető helyett berakni ?
A Z-vezetői 16-os rudak a felső és alsó vezetők 25-ösek . Szerinted a 80X160-as helyett mehetne a 80X80-as , vagy inkább maradjon a 80X160 ?
Megjegyzem , az ITEM profilon kivül minden adatott úgy hogy azokat nem fogom cserélni , esetleg van még egy 20-as BOSCH sinem és csak 1 db. kocsim ! Azt lehetne valamelyik vezető helyett berakni ?
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 január 04, 21:31
Írta: 279nwbpsa Dátum 2009 január 04, 21:31
Szervusz!
Ha nem tévedek a cement kikezdi az alut.
Ezzel nem biztos,hogy meg kéne próbálkozni.
Ha nem tévedek a cement kikezdi az alut.
Ezzel nem biztos,hogy meg kéne próbálkozni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 04, 22:01
Írta: 4um5b65d Dátum 2009 január 04, 22:01
Sanyi, szerintem rossz irányban gondolkodsz. A merevséget nem lehet eléggé fokozni, abból sosem elég. Egy betonnal kiöntött üreges alkatrésznél jócskán csillapítja a rezgést. Ha van rá lehetőség és egyéb okból nem gond a súlynövekedés akkor meg kell lépni a dolgot. Bár amit Tamás mond, hogy kikezdi az alut a cement akkor egy belső festéssel talán lehet védekezni. A beton még a hőtágulást is csökkenti, csak egy pár helyen fém dűbelt kell elhelyezni az üreges részben a a beton öntés előtt.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 január 04, 22:26
Írta: ra8nsmk6w Dátum 2009 január 04, 22:26
A polimerbetonban nincs cement, ott a kötőanyag egyfajta műgyanta
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 04, 22:34
Írta: 2vkx6unz Dátum 2009 január 04, 22:34
Egy epoxi/gránit vagy epoxi/kvarchomok kompozit nem kezdi ki az alut a cement viszont igen. A szerkezet rezgéscsillapítása is megnőne, de ez azt is jelentené, hogy a 80*160*700-as híd tömege vezetők nélkül ~24kg lenne a kiöntés nélküli ~5kg tömeggel szemben. Szerintem nem mindegy mekkora tömeget kell mozgatni. Az sem derült ki milyen a gép felépítése, mert ha ez egy mozgó portálos gép akkor én nem önteném ki, de ha a híd áll és az asztal mozog akkor igen ráadásul a tartóoszlopokkal vagy a teljes gépvázzal együtt. Az összes ilyen kompozit gép amit eddig láttam mind mozgóasztalos kivitelű volt. A hőtágulás viszont játszik mert az alu és az acél(vas) jelentősen különbözik és egy ilyen kompozit anyag a vashoz áll közelebb. Ezt az anyagot többnyire gépalapnak használják. A #3778 ról indulva elég sok infó gyűjthető.
A merevsége nem tudom mennyivel lenne nagyobb, mivel a beöntött anyag nem egy tömböt alkot hanem 4 kisebbet.
A merevsége nem tudom mennyivel lenne nagyobb, mivel a beöntött anyag nem egy tömböt alkot hanem 4 kisebbet.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 04, 22:50
Írta: 0gbwyh99 Dátum 2009 január 04, 22:50
AZ Y-hid fog mozogni az én esetemben !
[#confused]
[#confused]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 04, 22:57
Írta: 4um5b65d Dátum 2009 január 04, 22:57
Valamelyik topicban épp arról folyt a diszkurzus, hogy képtelen a kisméretű és könnyű esztergagépét használni az illető, mert annyira rezonál az egész szerkezet. Nagyon érdemes megfontolni, hogy vajon kihagyható e a tömeg az adott gépből. Én igazából még az alut is kihagynám. Helyette ha már választanom kellene akkor az acél zártszelvényt választanám és ha nem szeretném nagyon megterhelni a gépet akkor a zártszelvénybe pár kilogramm ólom "sörétet" tennék. Az is nagyon sokat képes tompítani. De hát mindenki maga dönti el.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 04, 23:01
Írta: 2vkx6unz Dátum 2009 január 04, 23:01
Valami info a gép szerkezetéről? Két "láb" tartja a hidat vagy egy magasított oldalfalon fog mozogni mint pl. a "Forgácstörő" esetében?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 04, 23:17
Írta: 0gbwyh99 Dátum 2009 január 04, 23:17
Az X-hid 80X80-as vastagfalú vas zártszelvényre oldalt szerelt szintén 25-ös talpas vezetők , 120mm széles és 16mm vastag ITEM alu "lap" , de lehet hogy 8mm-es vas lemez lesz - ferdén felszerelve a szánokra (hogy a marószerszám kb. az X-hid szánok irányába jöjjön .
Egy link a "Forgácstörőröl" ?
Egy link a "Forgácstörőröl" ?
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 január 04, 23:19
Írta: 279nwbpsa Dátum 2009 január 04, 23:19
Azért én ezt nem értem!
Ez olyan,mint a kör négyszögesítése.
Eddig én úgy képzeltem,hogy a jó gép az nehéz.
Ebből kifolyólag én az aluval nem szimpatizálok.
Ugyanakkor a mozgatások miatt rendszerint szóba kerül,hogy a lehető legkissebb súly legyen alkalmazva.Vagy inkább csak mérlegelni kéne,hogy a gép mire is kell majd?Pl:plazmavágó,gravírozó
alumínlumból,komolyabb maró,eszterga valamilyen öntvényből,akár ebből a "bűvös betonból".
Ez olyan,mint a kör négyszögesítése.
Eddig én úgy képzeltem,hogy a jó gép az nehéz.
Ebből kifolyólag én az aluval nem szimpatizálok.
Ugyanakkor a mozgatások miatt rendszerint szóba kerül,hogy a lehető legkissebb súly legyen alkalmazva.Vagy inkább csak mérlegelni kéne,hogy a gép mire is kell majd?Pl:plazmavágó,gravírozó
alumínlumból,komolyabb maró,eszterga valamilyen öntvényből,akár ebből a "bűvös betonból".
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 04, 23:31
Írta: 0gbwyh99 Dátum 2009 január 04, 23:31
Ezt a gépet úgy tervezem hogy gravirozásra és fa marásra használom . A munka asztalt MDF-böl csinálom , méghozzá úgy hogy ki lehessen szedni és a gépet mondjuk egy konyha bútornak az ajtaját (vagy valamit) alárakva meglehessen munkálni , azaz a gépet rábirom majd tenni egy esetleg nagyobb megmunkálni kivánt darabra !
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 04, 23:31
Írta: 4um5b65d Dátum 2009 január 04, 23:31
Szerintem sokan csak azért állnak neki a hobbi gépnek, mert nemes egyszerűséggel csak élvezni szeretnék a "robottechnikát". Aki komolyabb munkára szeretné használni az majd tesz bele anyagot is.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 január 04, 23:48
Írta: 279nwbpsa Dátum 2009 január 04, 23:48
Azért egy magamfajta laikusnak elég nehéz optimális arányt találni a még jól mozgatható súly és a már kicsit komolyabban is terhelhető,masszív szerkezet között.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 05, 00:25
Írta: 3k74cecek Dátum 2009 január 05, 00:25
Nehéz úgy kritizálni valamit, ha csak részmegoldásokat lehet tudni, mivel minden mindennel összefügg.
Jó lenne lehetőleg egy írásban látni az infókat, hogy ne a szétszórt válaszokból kelljen összeszedni.
A rajzról nem tudom eldönteni a méreteket. Valami támpontot adhatnál. A gép leendő méretei is jók lennének.
Hasznos lenne a mozgó híd megvezetési és mozgatási megoldását is látni.
Az elemek összefogatását hogy képzelted, csavarokkal?
Az elképzelt felhasználásról már írtál.
Nem látszik az Y mozgatás megoldása sem.
Én az Alu profilt elhagynám, mert szerintem irreálisan drága, ugyan mutatós. Persze nem ismerem a lehetőségeidet, így csak ötletelek.
Én acél zártszelvényt használnék, akár többfélét is, és összehegeszteném (persze nekem nem gond a hegesztés, meg esetleg présen az egyengetés utána, ha kell. Az én gépem teljesen hegesztett acélvázas.)
Az oldalra tervezett vezető sínt én alulra tenném, hogy a Z kocsi minél közelebb legyen az Y sínhez. Így ugyanis jelentősen csökkenthető az Y híd csavaró igénybevétele. Egyben nőne is a Z fej megvezetés merevsége, mert távolabb kerülne a két megfogási pontja.
Mondhatod, hogy "csak" gravírozni meg fát marni akarsz, és ahhoz ez is elég.
DE: egyrészt evés közben jön meg az étvágy, és még 20 féle dolgot akarsz majd később csinálni, ahol már jól jöhet a merevebb gép.
Másrészt ha semmibe sem kerül erősebb, merevebb megoldást használni, akkor azt meg kell lépni, mert ahogy Laslie is írta, a merevségből sosem elég. Ezek a gépek elve elég rugalmasak sajnos. Mindent el kell követni, hogy a lehető legmerevebbre csináljuk. Rezgéscsillapításra én pl. száraz homokkal tölteném meg a zártszelvényt.
Gondolni kellene az orsók és a vezető sinek por és forgács védelmére. Ezt jól megoldani nem egyszerű.
Nem látom, hogy a tengelyek merőlegességét hogyan akarod beállítani? Jó persze fánál ez nem túl kritikus, de azért nem árt ha van jusztírozási lehetőség. Meglátod akarsz majd még ezen a gépen kisebb fém alkatrészeket marni, és akkor milyen jó lenne ha a derékszög tényleg 90 fok lenne.
Én azt az elvet vallom, hogy maximálisan erős, pontos, merev, stb. gépet kell tervezni (persze az ésszerűség határain belül), mert a konstrukció teljes kialakítása közben számtalan dolog miatt kell kompromisszumot kötni, ami mind rontja ezeket a jellemzőket. Viszont ha már eleve nem is törekszem a maximumra, akkor a végeredmény egy középszer vagy még az sem lesz.
Jó lenne lehetőleg egy írásban látni az infókat, hogy ne a szétszórt válaszokból kelljen összeszedni.
A rajzról nem tudom eldönteni a méreteket. Valami támpontot adhatnál. A gép leendő méretei is jók lennének.
Hasznos lenne a mozgó híd megvezetési és mozgatási megoldását is látni.
Az elemek összefogatását hogy képzelted, csavarokkal?
Az elképzelt felhasználásról már írtál.
Nem látszik az Y mozgatás megoldása sem.
Én az Alu profilt elhagynám, mert szerintem irreálisan drága, ugyan mutatós. Persze nem ismerem a lehetőségeidet, így csak ötletelek.
Én acél zártszelvényt használnék, akár többfélét is, és összehegeszteném (persze nekem nem gond a hegesztés, meg esetleg présen az egyengetés utána, ha kell. Az én gépem teljesen hegesztett acélvázas.)
Az oldalra tervezett vezető sínt én alulra tenném, hogy a Z kocsi minél közelebb legyen az Y sínhez. Így ugyanis jelentősen csökkenthető az Y híd csavaró igénybevétele. Egyben nőne is a Z fej megvezetés merevsége, mert távolabb kerülne a két megfogási pontja.
Mondhatod, hogy "csak" gravírozni meg fát marni akarsz, és ahhoz ez is elég.
DE: egyrészt evés közben jön meg az étvágy, és még 20 féle dolgot akarsz majd később csinálni, ahol már jól jöhet a merevebb gép.
Másrészt ha semmibe sem kerül erősebb, merevebb megoldást használni, akkor azt meg kell lépni, mert ahogy Laslie is írta, a merevségből sosem elég. Ezek a gépek elve elég rugalmasak sajnos. Mindent el kell követni, hogy a lehető legmerevebbre csináljuk. Rezgéscsillapításra én pl. száraz homokkal tölteném meg a zártszelvényt.
Gondolni kellene az orsók és a vezető sinek por és forgács védelmére. Ezt jól megoldani nem egyszerű.
Nem látom, hogy a tengelyek merőlegességét hogyan akarod beállítani? Jó persze fánál ez nem túl kritikus, de azért nem árt ha van jusztírozási lehetőség. Meglátod akarsz majd még ezen a gépen kisebb fém alkatrészeket marni, és akkor milyen jó lenne ha a derékszög tényleg 90 fok lenne.
Én azt az elvet vallom, hogy maximálisan erős, pontos, merev, stb. gépet kell tervezni (persze az ésszerűség határain belül), mert a konstrukció teljes kialakítása közben számtalan dolog miatt kell kompromisszumot kötni, ami mind rontja ezeket a jellemzőket. Viszont ha már eleve nem is törekszem a maximumra, akkor a végeredmény egy középszer vagy még az sem lesz.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 05, 00:59
Írta: 0gbwyh99 Dátum 2009 január 05, 00:59
Hát igen , hiba volt hogy a gépnek csak egy részét rajzoltam meg és úgy raktam ide fell ! Mégis nagyon sok kérdésemre kaptam igy is választ .
Annyit tudok még mondani hogy az X és Y orsók M12-es menetes szárak lesznek , a Z-re a Rexroth kis orsót teszem (11,5mm átmérő, 5mm-es emelkedés) . Az X és Y vezetők 600mm hosszúak a Z lin. tengelye 16mm átmérő és 300mm hosszú . X,Y,Z munkatartomány : 460X460X110.
Arra válaszóljál , légyszi , hogy az alu profil helyet milyen méretű acél zártszelvényt (és milyen elrendezésben) tennél be ? Az alu lapok helyet milyen vastag acélt célszerű tenni (értem ezt a Z-tengely szerkezetét és az Y-hid oldaltartását is!) ? Az M12-es menetesszárra milyen anyát javasólnál (és miből) ?
Persze az állithatóságra én is gondoltam csak nem rajzoltam be ! A heggesztés sem gond .
A tanácsoknál figyelembe venni az aránylag kicsi költségvetést .
Köszönöm .[#help][#worship]
Annyit tudok még mondani hogy az X és Y orsók M12-es menetes szárak lesznek , a Z-re a Rexroth kis orsót teszem (11,5mm átmérő, 5mm-es emelkedés) . Az X és Y vezetők 600mm hosszúak a Z lin. tengelye 16mm átmérő és 300mm hosszú . X,Y,Z munkatartomány : 460X460X110.
Arra válaszóljál , légyszi , hogy az alu profil helyet milyen méretű acél zártszelvényt (és milyen elrendezésben) tennél be ? Az alu lapok helyet milyen vastag acélt célszerű tenni (értem ezt a Z-tengely szerkezetét és az Y-hid oldaltartását is!) ? Az M12-es menetesszárra milyen anyát javasólnál (és miből) ?
Persze az állithatóságra én is gondoltam csak nem rajzoltam be ! A heggesztés sem gond .
A tanácsoknál figyelembe venni az aránylag kicsi költségvetést .
Köszönöm .[#help][#worship]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 05, 01:11
Írta: 0gbwyh99 Dátum 2009 január 05, 01:11
Megleltem a "Forgácstörő" képeit .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 05, 06:19
Írta: 000000000 Dátum 2009 január 05, 06:19
Köszönöm! Mármint a polimerbeton szót:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 05, 06:33
Írta: 000000000 Dátum 2009 január 05, 06:33
(akit érdekel a gépváz kiöntés, egyéb: ezen a fórumon a topicok között a Pügmalión projekt - 95-ös hozzászólástól)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 05, 15:00
Írta: 000000000 Dátum 2009 január 05, 15:00
Boltban ugyanúgy vehetsz trapézmenetes szárat, mint métermenetest.Akkor már inkább trapézmenet bronz anyákkal.(ha tudja valaki hol lehet venni olyan átmérő 12-es köszörült legalább C-s acélt 350mm minimális hosszban, az írjon már)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 05, 15:02
Írta: 000000000 Dátum 2009 január 05, 15:02
Opssz...lineáris vezetéknek kellene.Azt kifelejtettem. átmérő 12-16 hossz 350mm. Köszörült. Vásárolni valahol?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 05, 16:44
Írta: 0gbwyh99 Dátum 2009 január 05, 16:44
Lehet hogy nem a legolcsóbbak , de nekem méretre adtak : klik ide
Szabadkán bizony nem tudtam trapézmenetest találni SEHOL ![#confused]
Szabadkán bizony nem tudtam trapézmenetest találni SEHOL ![#confused]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 január 05, 19:21
Írta: Motoros Dátum 2009 január 05, 19:21
A Bibusnál is van mindenféle trapézmenet és jó minőségű.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 05, 19:46
Írta: 000000000 Dátum 2009 január 05, 19:46
A Hydropressnél kapsz mindenféle méretben elfogadható árban.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 január 05, 19:50
Írta: Motoros Dátum 2009 január 05, 19:50
"Az M12-es menetesszárra milyen anyát javasólnál (és miből) ? "
A közönséges menetes szár "szőrös" ezért teflon vagy ZX100 anya direktbe nem javallott. Egy öntvény anyát felhasítasz, majd összehúzod szorosra+ csiszolópor és jó párszor végigjáratod a száron, esetleg más csiszolóeszközzel felcsiszolod. Utána már mehet akár a teflonos anya is alu házban. Nagyon bevált, csendes, ismerek valakit akinél évek óta megy.
A közönséges menetes szár "szőrös" ezért teflon vagy ZX100 anya direktbe nem javallott. Egy öntvény anyát felhasítasz, majd összehúzod szorosra+ csiszolópor és jó párszor végigjáratod a száron, esetleg más csiszolóeszközzel felcsiszolod. Utána már mehet akár a teflonos anya is alu házban. Nagyon bevált, csendes, ismerek valakit akinél évek óta megy.
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2009 január 05, 20:50
Írta: sanka74 Dátum 2009 január 05, 20:50
Üdv mindenkinek,sziasztok!
Én most kezdek tervezni egy cnc gépet a vezérlő már meg van meg a szervó motorok egy két mechanikai alkatrész.Ennek a megépítéséről fog szólni a szakdolgozatom, és teszek említést a hobbycnc oldalról is illetve fényképeket az általatok készített gépekről természetesen a készítő nevével eggyütt!! a problémám az hogy a bevezetésben a cnc kalakulásáról történetéről kellene írni, amihez vannak általános anyagok de pl hogy alakult ki a golyós orsó a lin vezeték vagy éppen a vezérlők kik építettek elsőként ilyet stb. Akinek esetleg van valamilyen tippje hogy milyen forrásokból lehhetne ezeknek utána nézni, milyen könyvekből stb az kérem segítsen a címek vagy az elérhetőségek megadásával.Köszönettel Vincze Sándor
Én most kezdek tervezni egy cnc gépet a vezérlő már meg van meg a szervó motorok egy két mechanikai alkatrész.Ennek a megépítéséről fog szólni a szakdolgozatom, és teszek említést a hobbycnc oldalról is illetve fényképeket az általatok készített gépekről természetesen a készítő nevével eggyütt!! a problémám az hogy a bevezetésben a cnc kalakulásáról történetéről kellene írni, amihez vannak általános anyagok de pl hogy alakult ki a golyós orsó a lin vezeték vagy éppen a vezérlők kik építettek elsőként ilyet stb. Akinek esetleg van valamilyen tippje hogy milyen forrásokból lehhetne ezeknek utána nézni, milyen könyvekből stb az kérem segítsen a címek vagy az elérhetőségek megadásával.Köszönettel Vincze Sándor
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 05, 21:34
Írta: 0gbwyh99 Dátum 2009 január 05, 21:34
Üdv. Motoros!
Elmondanád "paraszt nyelven" mi is a ZX100 jelzésű anyag ? Hogyan érted az öntvény anyát ? Fogok egy darab öntvényt és menetet fúrok bele ?
[#nemtudom][#worship][#wave]
Elmondanád "paraszt nyelven" mi is a ZX100 jelzésű anyag ? Hogyan érted az öntvény anyát ? Fogok egy darab öntvényt és menetet fúrok bele ?
[#nemtudom][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 05, 22:08
Írta: Szalai György Dátum 2009 január 05, 22:08
© Svertel Istvan #3785 felvéteséből kiindulva, az alábbi pár gondolatotok mellé szeretném odatenni a sajátomat. Még messze nem szakvélemény, de már formálódik. Tudom, profi fórumon nem állná meg a helyét a hozzászólásom, de itt csak a fórum profi, a fórumtársak inkább jó értelemben Hobbyisták. A nem tőlem származó gondolatokat tiszteletből pontosan másoltam ide, idézőjelbe tettem, zárójelben jelöltem a forrást is.
Én pont így kezdtem:
„Forrasztani tudok, hajrá” (© Tibor45 Szervó motoros vezérlés #7982)
Ahogy kissé jobban beleláttam a dolgokba, ráébredtem, hogy:
„Azért egy magamfajta laikusnak elég nehéz optimális arányt találni a még jól mozgatható súly és a már kicsit komolyabban is terhelhető,masszív szerkezet között.” (© VTamás #3804)
Esetemben ugyan ez a homály vonatkoztatható volt a teljes hajtásláncra is.
Azért nincs gépem ma sem, mert azonosultam a:
„Viszont ha már eleve nem is törekszem a maximumra, akkor a végeredmény egy középszer vagy még az sem lesz.” (© Szigma #3805) Tehát ez nekem zsákutca lett, még ha igaz is!
Ahogy az ismereteim szélesednek, formálódik a véleményem, álláspontom.
Szerintem ma:
Ha mozgó hidas gépet tervezek, akkor a hídszerkezetnek minél merevebbnek és könnyebbnek kell lennie. Megkérdőjelezhetetlenül. Beton, kő, homok, pláne ólomsörét kizárva, mert nehéz. A hidszerkezet súlyának javát a sínek, és a motorok kell hogy kitegyék, nem a vázanyag. A sínek jó esetben a vázba integrálhatók, a motorokkal ez nehezebb.
Válasz kell a következő kérdésekre:
Mit fogok megmunkálni, milyen szerszámmal, mekkora pontossággal?
Azt mekkora szerszám fordulattal kell, mekkora előtoló sebességgel, mekkora előtoló erővel?
Ha ezekre megvan a válasz, akkor számolható a többi adat:
Munka közben mekkora erőket, mekkora rezgést kelt a szerszám, mekkora frekvencián.
Ebből fog kiderülni, hogy:
Mekkora erőknek kell hogy ellenálljon a hídszerkezet, mekkora rugalmas görbülés mellett.
Milyen frekvencia tartományban nem lehet a híd rezonanciapontja.
Tegye fel a kezét, aki legalább ezeket végiggondolta mielőtt nekiállt zártszelvényt szabni.
Írjátok meg, hogy ki tette fel a kezét. Hi…
Ez után lehet anyagokat és szerkezeti megoldásokat keresnem, amik teljesítik az elvárásokat.
(Lomha, rezgésmentes, nehéz hidat készíthetek öntöttvasból, betonból, gránitból. Azzal soha nem tudok fát, MDF-et marni, mert ahhoz nagy szerszámfordulat kell, hogy szép legyen a felület. A nagy szerszámfordulathoz pedig nagy előtoló sebesség kell, másképp megég az anyag. Nem locsolhatom hűtő emulzióval. A nehéz hidat pedig csak iszonyú energia befektetéssel, megengedhetetlenül hosszú úton tudnám felgyorsítani a kívánt sebességre. És az a rengeteg mozgási energia sok bajt okoz, amikor fékezni kell. Pedig azt is kell, legalább annyiszor, mint gyorsítani. Hi…
„A merevséget nem lehet eléggé fokozni, abból sosem elég.” „Ha van rá lehetőség és egyéb okból nem gond a súlynövekedés akkor meg kell lépni a dolgot.” (© Laslie #3794)
Ha a megmunkáláshoz szükségtelenül nagy merevség, az indokolatlanul nagy súlya miatt, feleslegesen rontja a dinamikai tulajdonságokat, akkor kevesebb is elég lett volna belőle.
Mozgó szerkezetnél, nem egyéb okból, gond a súlynövekedés. Passzív gépalap építésnél nem gond.
Nekem sokkal könnyebb híd kell. Nem lehet acél zártszelvény, mert azt ki kéne öntenem valami nehézzel, hogy ne rezegjen. A vázanyag csak speciális alumínium profil, vagy kompozit műanyag lehet. A szálerősített kompozitok közül az üvegszálas kizárva, az üvegszál nagy nyúlása miatt. Merevebb kellene, szénszálas vázzal. Elérhető, utána kell olvasni. Nem olcsó és nagyon kitalált geometria kell hozzá. Nagyon megkonstruált szálelrendezés.
Lásd: http://muanyagesgumi.hu/archive/M867.pdf
A 80X80mm alumínium vázépítő profil egyszerűbb sokkal. Erre van kitalálva. Üreges könnyű. Használtan is elérhető, megfizethető. Itt a fórumon is és telepeken is többször felbukkant már. Nem rezeg, mint egy zártszelvény! (Ha nem hiszed, üsd meg, és figyeld a hangját. Nagyon hamar lecsengő, alacsony frekvenciás, tompa hangja van.)
„Ezt a gépet úgy tervezem hogy gravirozásra és fa marásra használom” (© Svertel Istvan #3802) „Az X-hid 80X80-as vastagfalú vas zártszelvényre oldalt szerelt szintén 25-ös talpas vezetők” (© Svertel Istvan #3800) „hiszen én is kb. 700mm-es fesztávot tervezek” (© Svertel Istvan #3790)
Szerintem ne csinálj ilyet. Pont abban a frekvencia tartományban fog rezegni ahol a megmunkálásod történne. Azután tényleg kénytelen leszel beleönteni valamit, hogy ne rezegjen, pedig célszerűbb anyagválasztással elkerülhetted volna. A kis súly, az kisseb motorokat enged. Kisebb motor is kisebb súly. Így sokat javul a helyzet.
„az acél zártszelvényt választanám és ha nem szeretném nagyon megterhelni a gépet akkor a zártszelvénybe pár kilogramm ólom "sörétet" tennék.” ( © Laslie #3798)
Szerintem ez nagyon rossz ötlet. Nem fog rezegni, de fát megmunkálni sem. Így úthengert kell építeni. (De már oda sem jó, mert már azokat is rezgetik.) Kalapácsba jó az ilyen, mert nem rúg vissza.
Biztos bennem van a hiba, de nem mindég fedezem fel a szakmai tudatosságot az itt a fórumon bemutatott Hobbygép építésekben, elképzelésekben. Pedig arra egy Hobbyistának is törekednie kell.
Szerintem, megérdemelné ez a fórum, ennyi éves korára, hogy végre összeálljon itt valami tervezési sorrend, (CNC szakácskönyv) amin tudatosan, logikusan „szakszerűen” elindulhat, végigmehet egy kezdő és lépésről lépésre végigmehet a tervezés, kiválasztás, átgondolás lépésein, szempontjain, módszerein. Mindenki hozzátehetné azt a szakterületet, amit ért, átlát. Kezdve talán azzal, hogy milyen anyagokat, milyen szerszámokkal kell megmunkálni, milyen forgácsolási paraméterek mellett, mekkora erők ébrednek eközben, stb. Ez után jöhetne, hogy akkor ehhez milyen vázszerkezet, milyen anyagból megfelelő, mit kell kibírnia, minek feleljen meg. Az után következhetne a hajtáslánc mechanikus elemeinek lehetőségei, durva méretezése. Majd a szükséges motorok kiválasztási szempontjai, mikor servo mikor léptető. Ahhoz a vezérlők, ahhoz a tápok. Végül a programok. Mert van itt már minden adat, vélemény, útmutatás, csak nem szisztematikus sorrendben és ezt így nagyon rossz tananyag. Pedig mindenki azért mondja el, írja le a véleményét, mert azt szeretné, hogy a többi tanuljon belőle. (Aki nem írja le a véleményét, arról nem beszélek.) Aki elolvassa, az pedig okulni akar.
Off: Ezt tegnap találtam.
Amikor egyikőtök elbukik, a mögötte haladókért bukik el, hogy figyelmeztessen a kőre, melyben elbotlott. ...Igen, és azokért bukik el, akik előtte járnak; akik gyorsabbak voltak, és lábuk biztosabb, ám a követ el nem távolították.
/Kahlil Gibran/
Gondolkodtam rajta, hogy a csevegőbe teszem, ha tűrhetetlen, kérem töröljétek.
Én pont így kezdtem:
„Forrasztani tudok, hajrá” (© Tibor45 Szervó motoros vezérlés #7982)
Ahogy kissé jobban beleláttam a dolgokba, ráébredtem, hogy:
„Azért egy magamfajta laikusnak elég nehéz optimális arányt találni a még jól mozgatható súly és a már kicsit komolyabban is terhelhető,masszív szerkezet között.” (© VTamás #3804)
Esetemben ugyan ez a homály vonatkoztatható volt a teljes hajtásláncra is.
Azért nincs gépem ma sem, mert azonosultam a:
„Viszont ha már eleve nem is törekszem a maximumra, akkor a végeredmény egy középszer vagy még az sem lesz.” (© Szigma #3805) Tehát ez nekem zsákutca lett, még ha igaz is!
Ahogy az ismereteim szélesednek, formálódik a véleményem, álláspontom.
Szerintem ma:
Ha mozgó hidas gépet tervezek, akkor a hídszerkezetnek minél merevebbnek és könnyebbnek kell lennie. Megkérdőjelezhetetlenül. Beton, kő, homok, pláne ólomsörét kizárva, mert nehéz. A hidszerkezet súlyának javát a sínek, és a motorok kell hogy kitegyék, nem a vázanyag. A sínek jó esetben a vázba integrálhatók, a motorokkal ez nehezebb.
Válasz kell a következő kérdésekre:
Mit fogok megmunkálni, milyen szerszámmal, mekkora pontossággal?
Azt mekkora szerszám fordulattal kell, mekkora előtoló sebességgel, mekkora előtoló erővel?
Ha ezekre megvan a válasz, akkor számolható a többi adat:
Munka közben mekkora erőket, mekkora rezgést kelt a szerszám, mekkora frekvencián.
Ebből fog kiderülni, hogy:
Mekkora erőknek kell hogy ellenálljon a hídszerkezet, mekkora rugalmas görbülés mellett.
Milyen frekvencia tartományban nem lehet a híd rezonanciapontja.
Tegye fel a kezét, aki legalább ezeket végiggondolta mielőtt nekiállt zártszelvényt szabni.
Írjátok meg, hogy ki tette fel a kezét. Hi…
Ez után lehet anyagokat és szerkezeti megoldásokat keresnem, amik teljesítik az elvárásokat.
(Lomha, rezgésmentes, nehéz hidat készíthetek öntöttvasból, betonból, gránitból. Azzal soha nem tudok fát, MDF-et marni, mert ahhoz nagy szerszámfordulat kell, hogy szép legyen a felület. A nagy szerszámfordulathoz pedig nagy előtoló sebesség kell, másképp megég az anyag. Nem locsolhatom hűtő emulzióval. A nehéz hidat pedig csak iszonyú energia befektetéssel, megengedhetetlenül hosszú úton tudnám felgyorsítani a kívánt sebességre. És az a rengeteg mozgási energia sok bajt okoz, amikor fékezni kell. Pedig azt is kell, legalább annyiszor, mint gyorsítani. Hi…
„A merevséget nem lehet eléggé fokozni, abból sosem elég.” „Ha van rá lehetőség és egyéb okból nem gond a súlynövekedés akkor meg kell lépni a dolgot.” (© Laslie #3794)
Ha a megmunkáláshoz szükségtelenül nagy merevség, az indokolatlanul nagy súlya miatt, feleslegesen rontja a dinamikai tulajdonságokat, akkor kevesebb is elég lett volna belőle.
Mozgó szerkezetnél, nem egyéb okból, gond a súlynövekedés. Passzív gépalap építésnél nem gond.
Nekem sokkal könnyebb híd kell. Nem lehet acél zártszelvény, mert azt ki kéne öntenem valami nehézzel, hogy ne rezegjen. A vázanyag csak speciális alumínium profil, vagy kompozit műanyag lehet. A szálerősített kompozitok közül az üvegszálas kizárva, az üvegszál nagy nyúlása miatt. Merevebb kellene, szénszálas vázzal. Elérhető, utána kell olvasni. Nem olcsó és nagyon kitalált geometria kell hozzá. Nagyon megkonstruált szálelrendezés.
Lásd: http://muanyagesgumi.hu/archive/M867.pdf
A 80X80mm alumínium vázépítő profil egyszerűbb sokkal. Erre van kitalálva. Üreges könnyű. Használtan is elérhető, megfizethető. Itt a fórumon is és telepeken is többször felbukkant már. Nem rezeg, mint egy zártszelvény! (Ha nem hiszed, üsd meg, és figyeld a hangját. Nagyon hamar lecsengő, alacsony frekvenciás, tompa hangja van.)
„Ezt a gépet úgy tervezem hogy gravirozásra és fa marásra használom” (© Svertel Istvan #3802) „Az X-hid 80X80-as vastagfalú vas zártszelvényre oldalt szerelt szintén 25-ös talpas vezetők” (© Svertel Istvan #3800) „hiszen én is kb. 700mm-es fesztávot tervezek” (© Svertel Istvan #3790)
Szerintem ne csinálj ilyet. Pont abban a frekvencia tartományban fog rezegni ahol a megmunkálásod történne. Azután tényleg kénytelen leszel beleönteni valamit, hogy ne rezegjen, pedig célszerűbb anyagválasztással elkerülhetted volna. A kis súly, az kisseb motorokat enged. Kisebb motor is kisebb súly. Így sokat javul a helyzet.
„az acél zártszelvényt választanám és ha nem szeretném nagyon megterhelni a gépet akkor a zártszelvénybe pár kilogramm ólom "sörétet" tennék.” ( © Laslie #3798)
Szerintem ez nagyon rossz ötlet. Nem fog rezegni, de fát megmunkálni sem. Így úthengert kell építeni. (De már oda sem jó, mert már azokat is rezgetik.) Kalapácsba jó az ilyen, mert nem rúg vissza.
Biztos bennem van a hiba, de nem mindég fedezem fel a szakmai tudatosságot az itt a fórumon bemutatott Hobbygép építésekben, elképzelésekben. Pedig arra egy Hobbyistának is törekednie kell.
Szerintem, megérdemelné ez a fórum, ennyi éves korára, hogy végre összeálljon itt valami tervezési sorrend, (CNC szakácskönyv) amin tudatosan, logikusan „szakszerűen” elindulhat, végigmehet egy kezdő és lépésről lépésre végigmehet a tervezés, kiválasztás, átgondolás lépésein, szempontjain, módszerein. Mindenki hozzátehetné azt a szakterületet, amit ért, átlát. Kezdve talán azzal, hogy milyen anyagokat, milyen szerszámokkal kell megmunkálni, milyen forgácsolási paraméterek mellett, mekkora erők ébrednek eközben, stb. Ez után jöhetne, hogy akkor ehhez milyen vázszerkezet, milyen anyagból megfelelő, mit kell kibírnia, minek feleljen meg. Az után következhetne a hajtáslánc mechanikus elemeinek lehetőségei, durva méretezése. Majd a szükséges motorok kiválasztási szempontjai, mikor servo mikor léptető. Ahhoz a vezérlők, ahhoz a tápok. Végül a programok. Mert van itt már minden adat, vélemény, útmutatás, csak nem szisztematikus sorrendben és ezt így nagyon rossz tananyag. Pedig mindenki azért mondja el, írja le a véleményét, mert azt szeretné, hogy a többi tanuljon belőle. (Aki nem írja le a véleményét, arról nem beszélek.) Aki elolvassa, az pedig okulni akar.
Off: Ezt tegnap találtam.
Amikor egyikőtök elbukik, a mögötte haladókért bukik el, hogy figyelmeztessen a kőre, melyben elbotlott. ...Igen, és azokért bukik el, akik előtte járnak; akik gyorsabbak voltak, és lábuk biztosabb, ám a követ el nem távolították.
/Kahlil Gibran/
Gondolkodtam rajta, hogy a csevegőbe teszem, ha tűrhetetlen, kérem töröljétek.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 05, 22:25
Írta: s7manbs8 Dátum 2009 január 05, 22:25
Nagyon jó dolgokat írtál le ide. Még szerencse, hogy én kb. a harmadik gép építésén vagyok túl, ami semmilyen szempontnak nem felel meg az általad leírtakhoz képest. Igaz szerencsére még nem költöttem rá 2 milliót se, csak vagy 20ezret anyagban persze. Az időt inkább nem számolom, mert akkor már milliomos lennék. Nem tudom ilyen szakkönyvet lehet kapni valahol, hogyan építsünk CNC-t ? Azt itt nagyon reklámozni kellene.
Azonkívül egy teljes gép felépítése, az összes részét tekintve nemigen fér bele egy diplomába sem, vagy 3 nem ért hozzá, gépész, villamosmérnök, programozó. Ha nem is kell persze róla papír, hobbi szinten nem árt mind a 3 területen sejteni a dolgokat. Azonkívül még művésznek sem árt lenni, ugyanis egy jó formatervezett alkatrészt se tud mindenki megtervezni. Tehát elég nagy fába vágjuk mi a a kis csorba fejszénket.
Azonkívül egy teljes gép felépítése, az összes részét tekintve nemigen fér bele egy diplomába sem, vagy 3 nem ért hozzá, gépész, villamosmérnök, programozó. Ha nem is kell persze róla papír, hobbi szinten nem árt mind a 3 területen sejteni a dolgokat. Azonkívül még művésznek sem árt lenni, ugyanis egy jó formatervezett alkatrészt se tud mindenki megtervezni. Tehát elég nagy fába vágjuk mi a a kis csorba fejszénket.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 00:51
Írta: 3k74cecek Dátum 2009 január 06, 00:51
Sajnos igaza van Szalai Gyurinak, hogy a mozgó tömegeket nem szabad nagyon növelni. Emiatt nem szimpatikus nekem a mozgó hidas megoldás. Én a gépemen az asztalt mozgatom. Van egy fix híd amin az Y sin van. Ezen mozog egy kocsi ami tartja a Z sínt és a Z kocsit.
Nekem a Z mozgásom kb 330 mm, így a Zkocsi 15 kg lett, amit a trapéz orsó kimélése miatt kiegyensúlyoztam egy ellensúllyal. Így a Z orsó terhelése kb. 3-5 kg lett csak.
Sajnos a tervezés mindíg kompromisszumok sorozata. Nincsenek egyedül üdvözítő megoldások.
Én az alu profil helyett 40*100 vagy 50*100-as zártszelvényt használnék.( ez most egy első érzésre közelítés csak, mert millió dolgot kell még figyelembe venni, amitől esetleg változhat) minimum 3mm falvastagsággal, de inkább 4mm-el. Olyan pozicióban ahogy te az alu profilt rajzoltad. Az alu lapok helyett 6-8 mm acél lemezt használnék, a szükséges helyeken hegesztve, és sarokmerevített megoldással.
Most ne várd el tőlem, hogy minden szempontot végig veszek. Egyrészt nem ismerem minden szempontodat, másrészt én a saját gépemet kb. 1 hónapig terveztem (és rajzoltam rögtön, meg a kritikus alkatrészek müveleti sorrendjét is megterveztem és adminisztráltam), úgy hogy magamtól gyorsan választ kaptam a kérdéseimre, és elég határozott elképzelésem volt
hogy mit tudjon a gép. A költségvetésben nem a minimumra törekedtem, hanem egy ésszerű kompromisszumra az ár/minőség viszonyban.
Én nem használnék menetes szárat. Azokat nem erre a célra csinálják. Sem a felület minősége, sem a pontossága, sem az anyagminősége nem erre való. Nem olyan veszélyesen drága egy 16*4-es trapézmenetes tengely a hozzá való bronz anyával.
Hidd el, sokszorosan megtérül. Nem öröm egy kész gépet szétszedni a menetes orsó cseréje miatt.
De hangsúlyozom bizonyos fokig a saját szemléletemet tükrözik ezek a vélemények. Én nem szeretek semmit sem kétszer csinálni.
Elsőre kell jóra csinálni. Úgyis lesznek részek amiket másodszorra már másképp csinálnék.
A megfontolások tekintetében lásd még #3818-ra adott váaszomat is.
Nekem a Z mozgásom kb 330 mm, így a Zkocsi 15 kg lett, amit a trapéz orsó kimélése miatt kiegyensúlyoztam egy ellensúllyal. Így a Z orsó terhelése kb. 3-5 kg lett csak.
Sajnos a tervezés mindíg kompromisszumok sorozata. Nincsenek egyedül üdvözítő megoldások.
Én az alu profil helyett 40*100 vagy 50*100-as zártszelvényt használnék.( ez most egy első érzésre közelítés csak, mert millió dolgot kell még figyelembe venni, amitől esetleg változhat) minimum 3mm falvastagsággal, de inkább 4mm-el. Olyan pozicióban ahogy te az alu profilt rajzoltad. Az alu lapok helyett 6-8 mm acél lemezt használnék, a szükséges helyeken hegesztve, és sarokmerevített megoldással.
Most ne várd el tőlem, hogy minden szempontot végig veszek. Egyrészt nem ismerem minden szempontodat, másrészt én a saját gépemet kb. 1 hónapig terveztem (és rajzoltam rögtön, meg a kritikus alkatrészek müveleti sorrendjét is megterveztem és adminisztráltam), úgy hogy magamtól gyorsan választ kaptam a kérdéseimre, és elég határozott elképzelésem volt
hogy mit tudjon a gép. A költségvetésben nem a minimumra törekedtem, hanem egy ésszerű kompromisszumra az ár/minőség viszonyban.
Én nem használnék menetes szárat. Azokat nem erre a célra csinálják. Sem a felület minősége, sem a pontossága, sem az anyagminősége nem erre való. Nem olyan veszélyesen drága egy 16*4-es trapézmenetes tengely a hozzá való bronz anyával.
Hidd el, sokszorosan megtérül. Nem öröm egy kész gépet szétszedni a menetes orsó cseréje miatt.
De hangsúlyozom bizonyos fokig a saját szemléletemet tükrözik ezek a vélemények. Én nem szeretek semmit sem kétszer csinálni.
Elsőre kell jóra csinálni. Úgyis lesznek részek amiket másodszorra már másképp csinálnék.
A megfontolások tekintetében lásd még #3818-ra adott váaszomat is.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 01:32
Írta: 3k74cecek Dátum 2009 január 06, 01:32
Mozgó hidas gép: Kis erőket és/vagy kis pontosságot igénylő munkákhoz (gravírozás, NYÁK marás, Lézer vágás, hasonlók) alkalmas, de máshoz szerintem nem.
Ha tehát termelékenyen akarunk fát, esetleg acélt megmunkálni, akkor a mozgó híd szerintem felejtős.
Mozgó asztal és fix híd kell. Jó erős és merev konstrukcióval.
Nagyon jól látod a tervezés lépéseit, de úgy érzem helyenként túlzásba viszed a számításokat, illetve talán a gyakorlati tapasztalat hiányát próbálod ellensúlyozod vele. Én nem sokat számoltam a tervezéskor. Azt is megmondom miért. Még a statikai méretezés is annyira bonyolult, hogy nekem nem érte volna meg (pedig gépész vagyok, tehát nem kellene egy hétig keresgélnem a számítási módszereket). Gyakorlatból érzem, hogy kb. mit fog bírni egy szögvas, vagy zártszelvény. Azért egy egyszerű modellt persze számoltam, de messze nem a valóságnak megfelelő bonyolultságban.
Rezonanciát viszont egyáltalán nem számoltam. Mégpedig azért mert egyszerűen lehetetlen kiszámolni.
Ha meg csak annyit ér az egy heti számítgatás, hogy 500Hz és 6KHz között lesz valahol, akkor teljesen felesleges számolni.
A rezonancia ugyanis függ a gép pillanatnyi koordinátáitól (hol állnak a mozgó részek), a szerszámtól, a motortól, a technológiai adatoktól, a hőmérséklettől meg a szomszédasszony havi ciklusának állásától, szóval egyszerüen kezelhetetlen még csak nagyságrendi számításokra is.
Ha munka közben rezonancia lép fel, akkor a felsoroltak valamelyikét kicsit megváltoztatva megszüntethető a rezonancia.
Teljesen igazad van, hogy más gép az ideális fa megmunkálásra, és más a fémre. Azért ha egy 1000mm/perces előtolást stabilan tud a gép, akkor az már bőven elég a fához. Fémhez meg úgyis jóval lejebb kell menni, mert nem fogja bírni a gép ha nincs legalább fél tonna tömege, és 2kW-os motorja.
Abban nem értek egyet veled, hogy az acélból készült gép biztosan rezegni fog, míg ha aluból lesz akkor nem.
Nagyon egyszerűen el lehet hangolni, ha valami nagy pech miatt tényleg a szokásos megmunkálási tartományba esne a rezonanciája.
Ami egy összefoglaló tervezési segédletet illet, szerintem járhatatlan a kivitelezése.
5000 oldal lehetne és akkor is hiányos lenne. Olyan kusza, a sok millió szempont szerinti elágazásrendszerrel lehetne leírni a folyamatot, hogy gyakorlatilag használhatatlan lenne.
Ha jól bele gondolsz szinte egyetlen mérnöki alkotásra sincs ilyen leírás. Ez a konstruktőrre van bízva, hogy az adott igények és lehetőségek figyelembevételével tervezzen valamit. Aztán a jó mérnök elsőre egészen jól megközelíti a jó állapotot, a következőre pedig már kiválót alkot. A rossz mérnök pedig ötszörös költségből, háromszori nekifutásra összeeszkábál valamit, ami messziről nézve hasonlít az elképzelt masinára.
Sajnos a tervezésnek ezt a folyamatát eddig még nem sikerült ennyire leegyszerűsíteni.
Ha lehetne, akkor már régen lennének olyan tervező programok, amiknek megadod az elvárásaidat, meg minden egyéb szempontodat, és a végén a nyomtatóból kijönnének az alkatrész rajzok. Egyelőre nem tudok ilyen programról.
És pontosan ezért nagyon nehéz bárkinek is egyértelműen követendő megoldásokat mondani.
Csak egyes részek megoldásainak kiválasztásához lehet némi megfontolásokat felvázolni, aztán a kérdező majd dönt a maga szempontjai szerint.
Ha tehát termelékenyen akarunk fát, esetleg acélt megmunkálni, akkor a mozgó híd szerintem felejtős.
Mozgó asztal és fix híd kell. Jó erős és merev konstrukcióval.
Nagyon jól látod a tervezés lépéseit, de úgy érzem helyenként túlzásba viszed a számításokat, illetve talán a gyakorlati tapasztalat hiányát próbálod ellensúlyozod vele. Én nem sokat számoltam a tervezéskor. Azt is megmondom miért. Még a statikai méretezés is annyira bonyolult, hogy nekem nem érte volna meg (pedig gépész vagyok, tehát nem kellene egy hétig keresgélnem a számítási módszereket). Gyakorlatból érzem, hogy kb. mit fog bírni egy szögvas, vagy zártszelvény. Azért egy egyszerű modellt persze számoltam, de messze nem a valóságnak megfelelő bonyolultságban.
Rezonanciát viszont egyáltalán nem számoltam. Mégpedig azért mert egyszerűen lehetetlen kiszámolni.
Ha meg csak annyit ér az egy heti számítgatás, hogy 500Hz és 6KHz között lesz valahol, akkor teljesen felesleges számolni.
A rezonancia ugyanis függ a gép pillanatnyi koordinátáitól (hol állnak a mozgó részek), a szerszámtól, a motortól, a technológiai adatoktól, a hőmérséklettől meg a szomszédasszony havi ciklusának állásától, szóval egyszerüen kezelhetetlen még csak nagyságrendi számításokra is.
Ha munka közben rezonancia lép fel, akkor a felsoroltak valamelyikét kicsit megváltoztatva megszüntethető a rezonancia.
Teljesen igazad van, hogy más gép az ideális fa megmunkálásra, és más a fémre. Azért ha egy 1000mm/perces előtolást stabilan tud a gép, akkor az már bőven elég a fához. Fémhez meg úgyis jóval lejebb kell menni, mert nem fogja bírni a gép ha nincs legalább fél tonna tömege, és 2kW-os motorja.
Abban nem értek egyet veled, hogy az acélból készült gép biztosan rezegni fog, míg ha aluból lesz akkor nem.
Nagyon egyszerűen el lehet hangolni, ha valami nagy pech miatt tényleg a szokásos megmunkálási tartományba esne a rezonanciája.
Ami egy összefoglaló tervezési segédletet illet, szerintem járhatatlan a kivitelezése.
5000 oldal lehetne és akkor is hiányos lenne. Olyan kusza, a sok millió szempont szerinti elágazásrendszerrel lehetne leírni a folyamatot, hogy gyakorlatilag használhatatlan lenne.
Ha jól bele gondolsz szinte egyetlen mérnöki alkotásra sincs ilyen leírás. Ez a konstruktőrre van bízva, hogy az adott igények és lehetőségek figyelembevételével tervezzen valamit. Aztán a jó mérnök elsőre egészen jól megközelíti a jó állapotot, a következőre pedig már kiválót alkot. A rossz mérnök pedig ötszörös költségből, háromszori nekifutásra összeeszkábál valamit, ami messziről nézve hasonlít az elképzelt masinára.
Sajnos a tervezésnek ezt a folyamatát eddig még nem sikerült ennyire leegyszerűsíteni.
Ha lehetne, akkor már régen lennének olyan tervező programok, amiknek megadod az elvárásaidat, meg minden egyéb szempontodat, és a végén a nyomtatóból kijönnének az alkatrész rajzok. Egyelőre nem tudok ilyen programról.
És pontosan ezért nagyon nehéz bárkinek is egyértelműen követendő megoldásokat mondani.
Csak egyes részek megoldásainak kiválasztásához lehet némi megfontolásokat felvázolni, aztán a kérdező majd dönt a maga szempontjai szerint.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 01:56
Írta: 3k74cecek Dátum 2009 január 06, 01:56
Jól látod a dolgokat. Nem véletlen, hogy profi szinten sosem egy mérnök tervez egy ilyen komplex berendezést.
Legalább 3-5 szakma képviselteti magát egy komoly tervező gárdában. Persze az nagyon hasznos, sőt mondhatnám elengedhetetlen, hogy mindegyik szakember ismerje valamennyire a többiek területét is, mert különben sosem fognak közös nevezőre jutni.
Én sem csak egy szakmához értek. Különben nem sikerült volna az ötlettől a megvalósításig eljutni egyedül.
Ezért vannak fenntartásaim, amikor itt az egyes kész gépek képeit meglátva és belelkesülve, az általad írt 3 szakmát esetleg csak névről ismerve, akar valaki egy komoly gépet csinálni magának, mindenféle hasonló területen szerzett tapasztalat nélkül.
Mert persze kisebb nagyobb tanácsokkal, ötletekkel segítünk, de azért a gépet nem fogjuk megcsinálni az illető helyett.
Még az átgondolt tanácsadás sem kis munka. Ha megnézed, hogy a mostani három kis irományom közt mennyi idők teltek el, akkor látható, hogy nem 5 percet töltöttem vele. És igazából elég kevés konkrét dolgot írtam, inkább pár általános megfontolást ecseteltem csak.
De ezt nem mindenki és nem mindig tudja megtenni (így én sem) .
A költségekről már nem is beszélek. Működő modellt lehet csinálni 20ezerből, de használható gépet szerintem nem.
Szinte kizárt, hogy mindent bontóból tudjál venni hozzá kilóra. De még akkor sem hozható ki ennyiből.
Ez szerintem kb. olyan költséges hobby mint a modellezés (repülő, helikopter).
Nagy előnye, hogy otthon, és télen is végezhető. Továbbá nehezebb totálkárossá tenni egy CNC gépet mint egy repülő modellt.
Legalább 3-5 szakma képviselteti magát egy komoly tervező gárdában. Persze az nagyon hasznos, sőt mondhatnám elengedhetetlen, hogy mindegyik szakember ismerje valamennyire a többiek területét is, mert különben sosem fognak közös nevezőre jutni.
Én sem csak egy szakmához értek. Különben nem sikerült volna az ötlettől a megvalósításig eljutni egyedül.
Ezért vannak fenntartásaim, amikor itt az egyes kész gépek képeit meglátva és belelkesülve, az általad írt 3 szakmát esetleg csak névről ismerve, akar valaki egy komoly gépet csinálni magának, mindenféle hasonló területen szerzett tapasztalat nélkül.
Mert persze kisebb nagyobb tanácsokkal, ötletekkel segítünk, de azért a gépet nem fogjuk megcsinálni az illető helyett.
Még az átgondolt tanácsadás sem kis munka. Ha megnézed, hogy a mostani három kis irományom közt mennyi idők teltek el, akkor látható, hogy nem 5 percet töltöttem vele. És igazából elég kevés konkrét dolgot írtam, inkább pár általános megfontolást ecseteltem csak.
De ezt nem mindenki és nem mindig tudja megtenni (így én sem) .
A költségekről már nem is beszélek. Működő modellt lehet csinálni 20ezerből, de használható gépet szerintem nem.
Szinte kizárt, hogy mindent bontóból tudjál venni hozzá kilóra. De még akkor sem hozható ki ennyiből.
Ez szerintem kb. olyan költséges hobby mint a modellezés (repülő, helikopter).
Nagy előnye, hogy otthon, és télen is végezhető. Továbbá nehezebb totálkárossá tenni egy CNC gépet mint egy repülő modellt.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 06, 04:17
Írta: 0gbwyh99 Dátum 2009 január 06, 04:17
NA !
Ime az újabb változat !
A gép méretei kb. 900X900 , megmunkáló felület 460X460X110 .
Az alu Y-hidat lecseréltem 120X60X4mm-es acél zártszelvényre , az alu lapokat (többségében) 8mm vastag acél lapokra , az alap szerkezet pedig 80X80X4mm-es szintén acél zártszelvény !
Mindent előbb csavarral állitanék és rögzitenék , utána többnyire heggeszteném ! Az állithatóságot úgy gondoltam ell hogy az összeillesztendő alkatrészek eggyik felére menetet furnék , a másikon pedig a csavarnál kicsit nagyobb átmenő furatot (vagy nútot) csinálnék . A rajzon még sok csiszolni való van , de a lényeg az megvan ! Talán még annyit tennék hozzá , hogy az Y-hid tartó lemezeket még megerősiteném legalább 2-2 háromszeg alakú 8mm-es acéllemezzel ! Persze az X-tengelyre mindkét oldalt kell tenni orsót , csak nem tom hogyan - 2 motort tegyek , vagy fogasszij áttételt ? Mi az olcsóbb : az áttétel , vagy + egy moci meg vezérlő ? [#nemtudom]
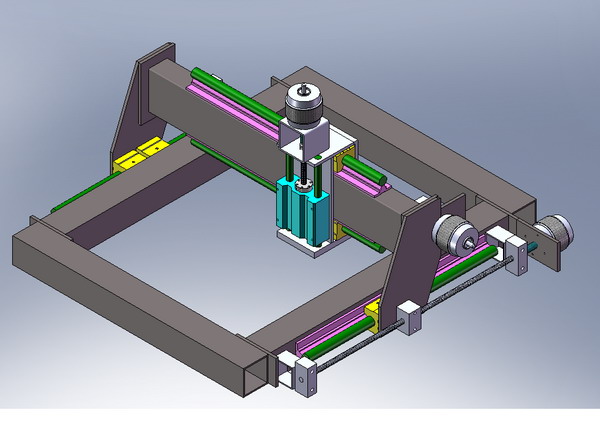
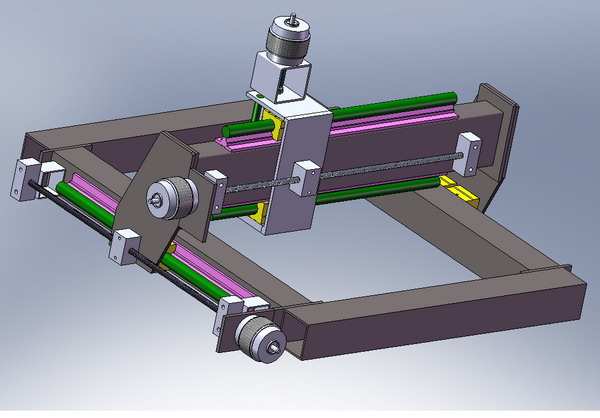
Ime az újabb változat !
A gép méretei kb. 900X900 , megmunkáló felület 460X460X110 .
Az alu Y-hidat lecseréltem 120X60X4mm-es acél zártszelvényre , az alu lapokat (többségében) 8mm vastag acél lapokra , az alap szerkezet pedig 80X80X4mm-es szintén acél zártszelvény !
Mindent előbb csavarral állitanék és rögzitenék , utána többnyire heggeszteném ! Az állithatóságot úgy gondoltam ell hogy az összeillesztendő alkatrészek eggyik felére menetet furnék , a másikon pedig a csavarnál kicsit nagyobb átmenő furatot (vagy nútot) csinálnék . A rajzon még sok csiszolni való van , de a lényeg az megvan ! Talán még annyit tennék hozzá , hogy az Y-hid tartó lemezeket még megerősiteném legalább 2-2 háromszeg alakú 8mm-es acéllemezzel ! Persze az X-tengelyre mindkét oldalt kell tenni orsót , csak nem tom hogyan - 2 motort tegyek , vagy fogasszij áttételt ? Mi az olcsóbb : az áttétel , vagy + egy moci meg vezérlő ? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 06, 06:43
Írta: Szalai György Dátum 2009 január 06, 06:43
„Mindent előbb csavarral állitanék és rögzitenék , utána többnyire heggeszteném !”
A csavarral előzőleg pontosan beállított szerkezetedet, pontosan az utána hegesztett varrat fogja eldeformálni? Nem lenne jobb csavarozva hagyni?
„Persze az X-tengelyre mindkét oldalt kell tenni orsót , csak nem tom hogyan - 2 motort tegyek , vagy fogasszij áttételt ? Mi az olcsóbb : az áttétel , vagy + egy moci meg vezérlő ?”
Az -egy moci középen hátul, két irányba fogasszíj a zártszelvényen belül- megoldás nem barátságos?
„az alap szerkezet pedig 80X80X4mm-es szintén acél zártszelvény !”
Alapkeretnek miért tartod barátságosabbnak a négyszög szelvényt, a téglalappal szemben?
Vagy ilyen áll rendelkezésre? Ha veszed, akkor nem volna jobb egyformát?
A csavarral előzőleg pontosan beállított szerkezetedet, pontosan az utána hegesztett varrat fogja eldeformálni? Nem lenne jobb csavarozva hagyni?
„Persze az X-tengelyre mindkét oldalt kell tenni orsót , csak nem tom hogyan - 2 motort tegyek , vagy fogasszij áttételt ? Mi az olcsóbb : az áttétel , vagy + egy moci meg vezérlő ?”
Az -egy moci középen hátul, két irányba fogasszíj a zártszelvényen belül- megoldás nem barátságos?
„az alap szerkezet pedig 80X80X4mm-es szintén acél zártszelvény !”
Alapkeretnek miért tartod barátságosabbnak a négyszög szelvényt, a téglalappal szemben?
Vagy ilyen áll rendelkezésre? Ha veszed, akkor nem volna jobb egyformát?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 06:57
Írta: 000000000 Dátum 2009 január 06, 06:57
Nagyon tetszett az irományod, az utánnad következőket még nem volt időm elolvasni:-)
Mindenesetre a itt egy link, angol, de talán annyira nem nehéz és egy gépkonstrukció születését viszi végig, nagyon sok terhelési és rezgési meg felépítési ábrával körítve:
Gépkonstrukció - ipari, de hobby cnc-s méretben is elképzelhető, PDF
Mindenesetre a itt egy link, angol, de talán annyira nem nehéz és egy gépkonstrukció születését viszi végig, nagyon sok terhelési és rezgési meg felépítési ábrával körítve:
Gépkonstrukció - ipari, de hobby cnc-s méretben is elképzelhető, PDF
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 08:26
Írta: 000000000 Dátum 2009 január 06, 08:26
Én pont így kezdtem György. Hogy miért annyi az annyi? Miért 12-es menetes szár, és miért 2Nm-es motor? Sok esetben pedig meg is válaszolták a fórumon a kérdést.
Itt nem célgépek készülnek.Mindenki univerzális célokat fogalmaz meg(gravírozás famarás-gravírozás alumarás...stb stb...).
Van aki nem tudja mire képes a gépe és van aki nem is akarja tudni, hanem lassan felfedezni, ezért jócskán túlméretezi, vagy építí a következő gépét:)
Rezonanciavizsgálat? Mesélhetnék róla, a diplomamunkám jelentős része arról szólt. Van az elmélet, ami szép és jó, meg van az hogy 2 csavar helyett 3-at teszel a készülékedbe akárhová és el is hangoltad a rezonanciatartományod. Meg van az, hogy számodra észrevétlen anyaghiba van a vázadba, meg nem egyenletes a hegesztésed. Meg mindent ideálisnak feltételezel...meg..meg..
Mit érsz vele ha belőtted nagyjából a rezonanciatartományt? Gyakorlatban fogod úgy is látni, hogy mi a kritikus a gépednek, aztán majd ott nem használod, vagy utólag merevítesz rajta. Sőt talán már elve kidolgozod a lehetőségét a merevítésnek. Ha ne adj isten...Pont az a fordulat és előtolás és fogásvétel és szerszám és főmotorra van szükséged.
De nálam ez viszi a prímet:
"Pont abban a frekvencia tartományban fog rezegni ahol a megmunkálásod történne."...
Hogy ez hogyan lett megjövendölve?!?!
Elnézést, nem kötekedni akarok.
De akkor most egyen vagy váltóáram?
Tapasztalat vagy számítás?
Ezt gondolja át aki gépet akar építeni. Utánna határozzon meg befoglalóméretet, meg forgácsolási célokat, különben nincs miről beszélni.
Itt nem célgépek készülnek.Mindenki univerzális célokat fogalmaz meg(gravírozás famarás-gravírozás alumarás...stb stb...).
Van aki nem tudja mire képes a gépe és van aki nem is akarja tudni, hanem lassan felfedezni, ezért jócskán túlméretezi, vagy építí a következő gépét:)
Rezonanciavizsgálat? Mesélhetnék róla, a diplomamunkám jelentős része arról szólt. Van az elmélet, ami szép és jó, meg van az hogy 2 csavar helyett 3-at teszel a készülékedbe akárhová és el is hangoltad a rezonanciatartományod. Meg van az, hogy számodra észrevétlen anyaghiba van a vázadba, meg nem egyenletes a hegesztésed. Meg mindent ideálisnak feltételezel...meg..meg..
Mit érsz vele ha belőtted nagyjából a rezonanciatartományt? Gyakorlatban fogod úgy is látni, hogy mi a kritikus a gépednek, aztán majd ott nem használod, vagy utólag merevítesz rajta. Sőt talán már elve kidolgozod a lehetőségét a merevítésnek. Ha ne adj isten...Pont az a fordulat és előtolás és fogásvétel és szerszám és főmotorra van szükséged.
De nálam ez viszi a prímet:
"Pont abban a frekvencia tartományban fog rezegni ahol a megmunkálásod történne."...
Hogy ez hogyan lett megjövendölve?!?!
Elnézést, nem kötekedni akarok.
De akkor most egyen vagy váltóáram?
Tapasztalat vagy számítás?
Ezt gondolja át aki gépet akar építeni. Utánna határozzon meg befoglalóméretet, meg forgácsolási célokat, különben nincs miről beszélni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 08:47
Írta: 000000000 Dátum 2009 január 06, 08:47
Tetszik a géped abban a tekintetben, hogy készítettél egy modellt.Én is ezt teszem jelenleg. Látszik, hogy határozott elképzelésed van. Örülök, hogy betetted a fotókat. Van miről beszélni. De az a konstrukció így be fog feszülni.
Alul ekkora fesztávon nem kell jósnak lenni, hogy csak két orsóval fogsz tudni boldogulni. Így meg sem fog tudni mozdulni a gép X írányba.
Alul ekkora fesztávon nem kell jósnak lenni, hogy csak két orsóval fogsz tudni boldogulni. Így meg sem fog tudni mozdulni a gép X írányba.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 06, 09:54
Írta: s7manbs8 Dátum 2009 január 06, 09:54
Meg lehet kérdezni, hogy ilyen szép rajzot milyen nevű programmal lehet rajzolni ?
Amit "badclyde" mond, hogy X irányba ez így nem fog tudni mozogni nagyon alá tudom támasztani, egyrészt már én is próbáltam ilyesmi elrendezést, bár sejtettem, hogy nem lesz jó, aztán ki is derült. Az irodalom is azt mondja, hogy maximum az X hosszon levő kocsi vagy csúszka hosszával lehet egyenlő, de inkább annak fele , harmada az Y hossz.
Amit "badclyde" mond, hogy X irányba ez így nem fog tudni mozogni nagyon alá tudom támasztani, egyrészt már én is próbáltam ilyesmi elrendezést, bár sejtettem, hogy nem lesz jó, aztán ki is derült. Az irodalom is azt mondja, hogy maximum az X hosszon levő kocsi vagy csúszka hosszával lehet egyenlő, de inkább annak fele , harmada az Y hossz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 11:14
Írta: 000000000 Dátum 2009 január 06, 11:14
Szerintem ez a program a Solid Works. Bár a Solid Edge is ilyesmi megjelenítésű.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 11:20
Írta: 000000000 Dátum 2009 január 06, 11:20
Amúgy nekem nagyon tetszik ez a konstrukció. Gondolj csak bele... miért kellene neki tárgyasztal? És ha a gépet teszed rá a bútorlapra, vagy az anyagra? Én erre a gépre kivehetős asztalt tennék, és a Z-t olyanra alakítanám, hogy tudjon a legalsó sík(amin felfekszik az egész gép) alá dolgozni.
Ezt a gépet egy függőleges síkú bútorra is fel lehetne rögzíteni, aztán mintát marni bele:) Akár a legutolsó műveletként, mikor kész a szekrény, mondjuk:) (persze, akkor aztán lehet figyelni a súlyra és harcolni a grammokkal.)
Ezt a gépet egy függőleges síkú bútorra is fel lehetne rögzíteni, aztán mintát marni bele:) Akár a legutolsó műveletként, mikor kész a szekrény, mondjuk:) (persze, akkor aztán lehet figyelni a súlyra és harcolni a grammokkal.)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 06, 12:02
Írta: 2vkx6unz Dátum 2009 január 06, 12:02
Ha mindkét orsó szinkronban van akkor miért ne mozogna?
A feltétel amit írsz nem engedne meg csak az x-en levő kocsik hosszánál alacsonyabb y hidat.
A feltétel amit írsz nem engedne meg csak az x-en levő kocsik hosszánál alacsonyabb y hidat.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 06, 12:30
Írta: 7vpav5d32 Dátum 2009 január 06, 12:30
Gyuri!! Ha belegondolsz a középre szerelt motor a legrosszabb. Vagy az egyik oldali orsó közvetlen hajtása és a két orsó összeszíjazása vagy az orsóhoz minél közelebbi motor a szíjkörben a jobb elrendezés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 12:33
Írta: 000000000 Dátum 2009 január 06, 12:33
Sanyi te a képen hány orsót látsz az x-en? Én csak egyet.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 06, 12:35
Írta: 7vpav5d32 Dátum 2009 január 06, 12:35
"Persze az X-tengelyre mindkét oldalt kell tenni orsót , csak nem tom hogyan - 2 motort tegyek , vagy fogasszij áttételt ? Mi az olcsóbb : az áttétel , vagy + egy moci meg vezérlő ? " #3823
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 06, 13:14
Írta: 4mjnxdwuu Dátum 2009 január 06, 13:14
Valahol van egy számítási módszer, hogy milyen távol kell tenni a papucsokat, hogy a szerkezet ne forduljon keresztbe 1 orsós hajtásnál. ( csak nem tudom hol...) Egyszer kiszámoltam, és normál keretek között ( talán 600-700-as Y-ra számoltam) kevesebbre jött ki mint a két teljesen összetolt kocsi hossza. Persze golyós megvezetésnél, Középen elhelyezett orsónál. (de ezt mindíg karcsúnak találja az ember, ezért legalább 170-200mm-re szokás tenni... Legalábbis felénk.... [#vigyor4]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 13:16
Írta: 000000000 Dátum 2009 január 06, 13:16
Elnézést...igaz. Két orsót írt valóban. elektron meg az én egyorsós problémámra reagált. Tiszta minden! [#wink]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 15:03
Írta: 3k74cecek Dátum 2009 január 06, 15:03
"Ezt a gépet egy függőleges síkú bútorra is fel lehetne rögzíteni, aztán mintát marni bele:) "
Ezt el kell felejteni !!
Ez a gép nem 1.5 kg lesz.
Mi elfér a kereten azt lehet majd megmunkálni.
A Z-t sem érdemes olyan hosszúra csinálni, hogy az alapkeret alsó sikja alá tudjon menni, mert ez már komoly merevségi problémákat vet fel.
Persze nem megoldhatatlan, csak akor már merevebb Y híd kell, akkor meg már az X megvezetés sem elég merev, szóval pillanatok alatt egy egészen más gépről van szó.
Ezt el kell felejteni !!
Ez a gép nem 1.5 kg lesz.
Mi elfér a kereten azt lehet majd megmunkálni.
A Z-t sem érdemes olyan hosszúra csinálni, hogy az alapkeret alsó sikja alá tudjon menni, mert ez már komoly merevségi problémákat vet fel.
Persze nem megoldhatatlan, csak akor már merevebb Y híd kell, akkor meg már az X megvezetés sem elég merev, szóval pillanatok alatt egy egészen más gépről van szó.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 06, 15:11
Írta: 0gbwyh99 Dátum 2009 január 06, 15:11
Üdv. mindenkinek!
HÚHA , köszi az észrevételeket és az ötleteket !
[#wow1][#worship][#worship][#worship]
© Szalai György : #3824
"Fogasszíj a zártszelvényen belül- megoldás nem barátságos? "
- DEHOGYNEM !! Nem is gondoltam rá , pedig ahogyan lerajzoltam (némi modifikációval) nagyon is meglehet csinálni !
© badclyde : #3830
"... miért kellene neki tárgyasztal? És ha a gépet teszed rá a bútorlapra, vagy az anyagra? Én erre a gépre kivehetős asztalt tennék, és a Z-t olyanra alakítanám, hogy tudjon a legalsó sík(amin felfekszik az egész gép) alá dolgozni."
- NA , ÉN IS PONT IGY KÉPZELTEM ELL !!! Azért a mozgo Y-hid és nem asztal !!
© elektron : #3828
"Meg lehet kérdezni, hogy ilyen szép rajzot milyen nevű programmal lehet rajzolni ? "
-Persze , megmondom : SolidWorks(2007) !!!!!
NAGYON KIRÁLY a progi !!!!
Köszönet © Aszbolit fórumtársnak hogy ezt ajánlotta nekem , az Inventor-al megettem a s...t !
Kellemes napot !
[#eljen][#taps][#taps][#worship][#worship][#worship][#worship][#worship][#wave]
HÚHA , köszi az észrevételeket és az ötleteket !
[#wow1][#worship][#worship][#worship]
© Szalai György : #3824
"Fogasszíj a zártszelvényen belül- megoldás nem barátságos? "
- DEHOGYNEM !! Nem is gondoltam rá , pedig ahogyan lerajzoltam (némi modifikációval) nagyon is meglehet csinálni !
© badclyde : #3830
"... miért kellene neki tárgyasztal? És ha a gépet teszed rá a bútorlapra, vagy az anyagra? Én erre a gépre kivehetős asztalt tennék, és a Z-t olyanra alakítanám, hogy tudjon a legalsó sík(amin felfekszik az egész gép) alá dolgozni."
- NA , ÉN IS PONT IGY KÉPZELTEM ELL !!! Azért a mozgo Y-hid és nem asztal !!
© elektron : #3828
"Meg lehet kérdezni, hogy ilyen szép rajzot milyen nevű programmal lehet rajzolni ? "
-Persze , megmondom : SolidWorks(2007) !!!!!
NAGYON KIRÁLY a progi !!!!
Köszönet © Aszbolit fórumtársnak hogy ezt ajánlotta nekem , az Inventor-al megettem a s...t !
Kellemes napot !
[#eljen][#taps][#taps][#worship][#worship][#worship][#worship][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 06, 15:15
Írta: 0gbwyh99 Dátum 2009 január 06, 15:15
[#schmoll2][#wink]
Tudom hogy egy univerzális gépnél sokmindenben sok kompromisszumot kell tenni , de hát ez egy hobbista makcs álma ! [#worship][#worship][#wave][#wave][#wave]
Tudom hogy egy univerzális gépnél sokmindenben sok kompromisszumot kell tenni , de hát ez egy hobbista makcs álma ! [#worship][#worship][#wave][#wave][#wave]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 06, 15:55
Írta: Szalai György Dátum 2009 január 06, 15:55
Mivel indokolod? Jelenlegi meggyőződésem szerint én áttétel párti vagyok, és azt hiszem maradok is, míg utol nem érjük az AC servo technikát. Akkor majd direkthajtás párti leszek.
Ha mindenképpen raknék áttételt, akkor pedig nem tenném oldalra a motort, mert úgy a túlsó oldal hajtására hosszú szíjat lennék kénytelen rakni. Középen hátra tenném, úgy mindkét oldalra fele hosszú szíj kell, ami fele akkora belógás, fele akkora nyúlás, de főleg szép, szimmetrikus rendszer. Nem kerül többe, mint az oldalt rakott motor esetében. Ha a motor tengelyét, rajta a két szíjtárcsával, középen bedugom a zártszelvénybe, akkor az, nagyon védett konstrukció lesz. A két egyforma szíj meg szépen ellentétes irányba feszíti a motortengelyt, majdnem kiegyenlítve a motorcsapágyak oldal irányú terhelését. Mikor fog tönkremenni a motorcsapágy? De ízlések és pofonok…
Ha mindenképpen raknék áttételt, akkor pedig nem tenném oldalra a motort, mert úgy a túlsó oldal hajtására hosszú szíjat lennék kénytelen rakni. Középen hátra tenném, úgy mindkét oldalra fele hosszú szíj kell, ami fele akkora belógás, fele akkora nyúlás, de főleg szép, szimmetrikus rendszer. Nem kerül többe, mint az oldalt rakott motor esetében. Ha a motor tengelyét, rajta a két szíjtárcsával, középen bedugom a zártszelvénybe, akkor az, nagyon védett konstrukció lesz. A két egyforma szíj meg szépen ellentétes irányba feszíti a motortengelyt, majdnem kiegyenlítve a motorcsapágyak oldal irányú terhelését. Mikor fog tönkremenni a motorcsapágy? De ízlések és pofonok…
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 06, 16:39
Írta: Szalai György Dátum 2009 január 06, 16:39
Az Y hidat az X kocsikkal összekötő, trapézszerű lemezek Y irányban rugalmasan hajlanak. Ez is rezgő rendszer. Mindegy hogy kicsit. Ha könnyen elkerülhető én elkerülném.
A probléma megoldása annál fontosabb, minél hosszabbra készíted a hídlábakat.
A rezgést még inkább lehetővé teszi, hogy a hídszerkezeted nem zárt keret. (A két függőleges hídláb a vízszintes alapkeret alatt nincs mereven összekötve, mint a középorsós megoldások esetében.) Ráadásul az X vezeték körszelvényű, amin az X kocsi kissé elfordulhat. (Nem merev, mint ha ott sínszelvényű vezeték lenne.) Ha már az anyag a zártszelvény lett, a hídlábakat is zártszelvényből készíteném, hogy legalább dupla falú, sokkal merevebb szerkezet alakuljon ki, mint a mostani lemez. Ha még is a lemez a szimpatikusabb, vagy már utólag kell módosítani, rászerelhető egy-két merőleges merevítő lap. Kialakulna egy döntött U profil féle megoldás, ami sokkal kevésbé rezeg. U profilú hídláb, a híddal azonos zártszelvény anyagból is nyerhető, ha hosszában kettévágom.
A probléma megoldása annál fontosabb, minél hosszabbra készíted a hídlábakat.
A rezgést még inkább lehetővé teszi, hogy a hídszerkezeted nem zárt keret. (A két függőleges hídláb a vízszintes alapkeret alatt nincs mereven összekötve, mint a középorsós megoldások esetében.) Ráadásul az X vezeték körszelvényű, amin az X kocsi kissé elfordulhat. (Nem merev, mint ha ott sínszelvényű vezeték lenne.) Ha már az anyag a zártszelvény lett, a hídlábakat is zártszelvényből készíteném, hogy legalább dupla falú, sokkal merevebb szerkezet alakuljon ki, mint a mostani lemez. Ha még is a lemez a szimpatikusabb, vagy már utólag kell módosítani, rászerelhető egy-két merőleges merevítő lap. Kialakulna egy döntött U profil féle megoldás, ami sokkal kevésbé rezeg. U profilú hídláb, a híddal azonos zártszelvény anyagból is nyerhető, ha hosszában kettévágom.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 06, 16:40
Írta: 7vpav5d32 Dátum 2009 január 06, 16:40
Az áttételhez nincs köze, mert onnan hajtod ahonnan akarod.
Ugye te tesztelted a nyulásokat?? A szíj nyúlását nézed akkor ha két orsó közé teszed a motort akkor durván 1/3-2/3 arányban van a huzó és a lefutó szíj. Mivel a szíj tolni nem tud csak huzni ezért lehetőleg 1/2-1/2 arányra érdemes törekedni. (szerintem)
Tetszik a zártszelvényben vezetett szíj :-) .
Ugye te tesztelted a nyulásokat?? A szíj nyúlását nézed akkor ha két orsó közé teszed a motort akkor durván 1/3-2/3 arányban van a huzó és a lefutó szíj. Mivel a szíj tolni nem tud csak huzni ezért lehetőleg 1/2-1/2 arányra érdemes törekedni. (szerintem)
Tetszik a zártszelvényben vezetett szíj :-) .
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 06, 16:56
Írta: 0gbwyh99 Dátum 2009 január 06, 16:56
Nem rosz ötlet az U-profil , megfontollandó !
[#worship][#wave]
[#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 06, 17:01
Írta: Szalai György Dátum 2009 január 06, 17:01
Biztosan azonos megoldásban gondolkodunk?
Mint ha Te arra gondolnál, hogy én arra gondolok, hogy középen motor, egy szíjtárcsával a tengelyén, egy hosszú szíjat hajt, két oldalra. Vagyis a motor sorosan hajtja a két orsót.
Pedig arra gondoltam, hogy középen motor, két szíjtárcsával a tengelyén, két rövid szíjat hajt, két oldalra. Vagyis a motor párhuzamosan hajtja a két orsót.
Az első esetben szerintem is igazad lenne, azt csapni való megoldásnak tartom. A második szerintem ideális.
„Tetszik a zártszelvényben vezetett szíj :-)” A Te tiszted lett volna szóba hozni. Nem az én tollam, csak ékeskedek vele. Majd beszélsz róla, ha akarsz.
Mint ha Te arra gondolnál, hogy én arra gondolok, hogy középen motor, egy szíjtárcsával a tengelyén, egy hosszú szíjat hajt, két oldalra. Vagyis a motor sorosan hajtja a két orsót.
Pedig arra gondoltam, hogy középen motor, két szíjtárcsával a tengelyén, két rövid szíjat hajt, két oldalra. Vagyis a motor párhuzamosan hajtja a két orsót.
Az első esetben szerintem is igazad lenne, azt csapni való megoldásnak tartom. A második szerintem ideális.
„Tetszik a zártszelvényben vezetett szíj :-)” A Te tiszted lett volna szóba hozni. Nem az én tollam, csak ékeskedek vele. Majd beszélsz róla, ha akarsz.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 06, 17:08
Írta: 7vpav5d32 Dátum 2009 január 06, 17:08
OK. Így már egyértelmű és ebben az esetben igazad van. Én közös szíjban gondolkoztam.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 06, 17:21
Írta: Szalai György Dátum 2009 január 06, 17:21
AÁÁÁÁÁÓÓÓÓ !!!!
De nagyszerű volna ezt anyanyelven olvasni!
Úgy sem állítom, hogy maradéktalanul megérteném.
Az ábrák, a számítások és szöveg nélkül is nagyon beszédesek.
Akik odaírták a nevüket az elejére semmiképp sem akartak szégyenben maradni evvel a munkával. (Írhattak volna NIC nevet is? Hi…)
Na ezzel elleszek egy darabig.
Nagyon köszi!
Ugye itt senki sem akarná lefordítani. Egy kicsit sem. Pedig de sok kérdésre ott lehet benne a válasz.[#worship]
De nagyszerű volna ezt anyanyelven olvasni!
Úgy sem állítom, hogy maradéktalanul megérteném.
Az ábrák, a számítások és szöveg nélkül is nagyon beszédesek.
Akik odaírták a nevüket az elejére semmiképp sem akartak szégyenben maradni evvel a munkával. (Írhattak volna NIC nevet is? Hi…)
Na ezzel elleszek egy darabig.
Nagyon köszi!
Ugye itt senki sem akarná lefordítani. Egy kicsit sem. Pedig de sok kérdésre ott lehet benne a válasz.[#worship]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 17:51
Írta: 3k74cecek Dátum 2009 január 06, 17:51
Ez már szuper kép, van honnan elindulni a kritikával.
"Mindent előbb csavarral állitanék és rögzitenék , utána többnyire heg(g)eszteném !"
Ezt nem javaslom. Felesleges plusz munka.
A hegesztés úgyis el fogja húzni, és egyengetni kell majd.
Amit állítani kell tudni azt csavarozd, amit pedig nem azt hegeszteni, és szükség esetén egyengetni kell.
Ahol csavarozol több csavart használjál sose csak egyet. A géped méreteit figyelembe véve a legtöbb helyen M8-as csavarokat javaslok és minimum 8.8-as anyagminőségű csavarokkal.
Én a gépemen majd mindenhol 4 db M8-ast használtam (már ahol csavarozva van). Csak oda használj csavart ahová muszály.
A sarkokat háromszög betétekkel merevítsd. Az Y hídat ne lemez tartsa hanem azt is zártszelvény. Sokkal merevebb lesz.
Jól meg kell gondolni, hogy az X sínen milyen messzire teszed egymástól a két kocsit. Ettől is nagyon függ a szerkezet merevsége.
Az alapkeret sarkait gérbe vágva célszerű összehegeszteni, mert ahogy rajzoltad úgy kisebb a merevsége.
Viszont nem kell feltétlenül a 80*80-as méret, lehet 60*60 is. Az is bőven elég erős lesz a te céljaidnak.
Hogy lesz az X sin a zártszelvényhez rögzítve? Valami kis rajzot adjál róla ha tudsz!
"Mindent előbb csavarral állitanék és rögzitenék , utána többnyire heg(g)eszteném !"
Ezt nem javaslom. Felesleges plusz munka.
A hegesztés úgyis el fogja húzni, és egyengetni kell majd.
Amit állítani kell tudni azt csavarozd, amit pedig nem azt hegeszteni, és szükség esetén egyengetni kell.
Ahol csavarozol több csavart használjál sose csak egyet. A géped méreteit figyelembe véve a legtöbb helyen M8-as csavarokat javaslok és minimum 8.8-as anyagminőségű csavarokkal.
Én a gépemen majd mindenhol 4 db M8-ast használtam (már ahol csavarozva van). Csak oda használj csavart ahová muszály.
A sarkokat háromszög betétekkel merevítsd. Az Y hídat ne lemez tartsa hanem azt is zártszelvény. Sokkal merevebb lesz.
Jól meg kell gondolni, hogy az X sínen milyen messzire teszed egymástól a két kocsit. Ettől is nagyon függ a szerkezet merevsége.
Az alapkeret sarkait gérbe vágva célszerű összehegeszteni, mert ahogy rajzoltad úgy kisebb a merevsége.
Viszont nem kell feltétlenül a 80*80-as méret, lehet 60*60 is. Az is bőven elég erős lesz a te céljaidnak.
Hogy lesz az X sin a zártszelvényhez rögzítve? Valami kis rajzot adjál róla ha tudsz!
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 17:59
Írta: 3k74cecek Dátum 2009 január 06, 17:59
"Tetszik a zártszelvényben vezetett szíj :-) . "
Ez sok szempontból valóban jó, de a szerelhetőségre azért gondolni kell !
Ez sok szempontból valóban jó, de a szerelhetőségre azért gondolni kell !
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 18:12
Írta: 3k74cecek Dátum 2009 január 06, 18:12
Ha kérhetem fel tudnád tenni az ftp-re a neved alá. Nekem ugyanis nem akar lejönni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 06, 18:12
Írta: s7manbs8 Dátum 2009 január 06, 18:12
Én le akarnám fordítani, ha valaki azt mondaná, hogy oldalanként kapok érte X eurót.
Én is gyorsan kimentettem magamnak, majd ha ráérek olvasgatom. Csak hát az a 200 oldal elég sok, még elolvasni is, nemhogy fordítani. [#integet2]
Én is gyorsan kimentettem magamnak, majd ha ráérek olvasgatom. Csak hát az a 200 oldal elég sok, még elolvasni is, nemhogy fordítani. [#integet2]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 06, 18:16
Írta: 0gbwyh99 Dátum 2009 január 06, 18:16
Üdv. Szigma!
Olyanra gondoltam hogy a zártszelvénybe nagyobb furatot csinálok mint a csavar átmérője , egy kb. 50X6mm-es lapos vasba a lin. vezetők talpaival megeggyező elrendezésű meneteket furkálok és azt befűzöm a zártszelvénybe (csavar a lin. vezetőn , és a zártszelvényen át a laposvasba )- igy a lin. vezető beállithatósága is adatott ! Előtte , talán , nemártana a zártszelvény két ellentétes oldalát lemaratni (vagy leköszörűltetni) ahova majd a lin.vezető fekszik ?!
Mi van ha az X-nek a vezetői nem a zártszelvény oldalaira , hanem a tetejére kerülnének ? Akkor a lin.kocsik tetejére egy darab zártszelvény , vagy akár mindjárt az Y-hid (esetleg egy lemez talppal) . [#fejvakaras][#nemtudom]
Olyanra gondoltam hogy a zártszelvénybe nagyobb furatot csinálok mint a csavar átmérője , egy kb. 50X6mm-es lapos vasba a lin. vezetők talpaival megeggyező elrendezésű meneteket furkálok és azt befűzöm a zártszelvénybe (csavar a lin. vezetőn , és a zártszelvényen át a laposvasba )- igy a lin. vezető beállithatósága is adatott ! Előtte , talán , nemártana a zártszelvény két ellentétes oldalát lemaratni (vagy leköszörűltetni) ahova majd a lin.vezető fekszik ?!
Mi van ha az X-nek a vezetői nem a zártszelvény oldalaira , hanem a tetejére kerülnének ? Akkor a lin.kocsik tetejére egy darab zártszelvény , vagy akár mindjárt az Y-hid (esetleg egy lemez talppal) . [#fejvakaras][#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 18:22
Írta: 3k74cecek Dátum 2009 január 06, 18:22
Ezen ne múljon, Én adok érte oldalanként
0.0000001 Eurót[#wave][#worship][#nevetes1]
0.0000001 Eurót[#wave][#worship][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 18:29
Írta: 3k74cecek Dátum 2009 január 06, 18:29
Ne meneteket fúrkálj a laposvasba, hanem két hefttel 8.8-as anyákat tegyél oda.
Arra figyelj, hogy amikor hegeszted, akkor egy csavarral jól szorítsd a laposvashoz az anyát.
A zártszelvényt valóban célszerű sikra maratni ahol majd felfekszik a sín rajta.
A sarkok hegesztésénél a sorrendre ügyelni kell, hogy minél kevésbé deformálódjon.
Meg leginkább legyen pontos a gérbe vágás, hogy ne legyenek nagy hézagok, mert az nagyon növeli az elhúzódást.
A lin vezető szerintem jobb helyen lenne oldalt, mert könnyebb megoldani a porvédelmét.
Arra figyelj, hogy amikor hegeszted, akkor egy csavarral jól szorítsd a laposvashoz az anyát.
A zártszelvényt valóban célszerű sikra maratni ahol majd felfekszik a sín rajta.
A sarkok hegesztésénél a sorrendre ügyelni kell, hogy minél kevésbé deformálódjon.
Meg leginkább legyen pontos a gérbe vágás, hogy ne legyenek nagy hézagok, mert az nagyon növeli az elhúzódást.
A lin vezető szerintem jobb helyen lenne oldalt, mert könnyebb megoldani a porvédelmét.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 06, 18:34
Írta: s7manbs8 Dátum 2009 január 06, 18:34
Hát ettől nem is ér ma Magyarországon többet a tudás, meg kell becsülni. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 06, 18:41
Írta: 0gbwyh99 Dátum 2009 január 06, 18:41
Na , ez nem jutna eszembe soha [#falbav] !
Úgy könnyebb is ! Ha a furat azonos a csavar átmérőjével , akkor ha az anyán egy kicsit jobban áthajtom a csavart és úgy dugom a vasba - már meg is van vezetve !![#taps][#taps][#circling][#worship][#worship][#worship][#wave]
Úgy könnyebb is ! Ha a furat azonos a csavar átmérőjével , akkor ha az anyán egy kicsit jobban áthajtom a csavart és úgy dugom a vasba - már meg is van vezetve !![#taps][#taps][#circling][#worship][#worship][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 06, 18:57
Írta: Szalai György Dátum 2009 január 06, 18:57
Megtörtént.
Varsányi Péter!
Kérlek szépen, nézd ezt meg, ha időd engedi.
Ha úgy ítéled, hogy jogilag problémás valamiért, akkor töröld inkább.
Én még ennyire komoly munkát nem láttam.
Köszönöm.
Varsányi Péter!
Kérlek szépen, nézd ezt meg, ha időd engedi.
Ha úgy ítéled, hogy jogilag problémás valamiért, akkor töröld inkább.
Én még ennyire komoly munkát nem láttam.
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2009 január 06, 19:17
Írta: Bicska Dátum 2009 január 06, 19:17
Pl. én, ha nem folyadéktól kell védeni a szíjat (nem fröcscenőre gondolok), akkor ilyen ujjnyi vastag zsanért hegesztenék, az egyik felét U-vasra, a másikat a gépváz zárszelvényére....[#wilting]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 06, 20:07
Írta: Szalai György Dátum 2009 január 06, 20:07
Én akkor is le akarnám, ha a tudást kapnám cserébe, ami benne van.
Anyagi ellenszolgáltatás nélkül. De nincs hozzá nyelvtudásom, szakértelmem, tehetségem.
Neked van?
Azt nem merem megkockáztatni, hogy én egyedül megveszlek kilóra és fordítsd, de ha verbuválódna egy kíváncsi kis társaság, akik vállalnak némi vagyonközösséget, (mint ahogy már többször előfordult) akkor nem hátrálnék ki én sem.
X értékét mennyire tartod?
Anyagi ellenszolgáltatás nélkül. De nincs hozzá nyelvtudásom, szakértelmem, tehetségem.
Neked van?
Azt nem merem megkockáztatni, hogy én egyedül megveszlek kilóra és fordítsd, de ha verbuválódna egy kíváncsi kis társaság, akik vállalnak némi vagyonközösséget, (mint ahogy már többször előfordult) akkor nem hátrálnék ki én sem.
X értékét mennyire tartod?
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2009 január 06, 20:12
Írta: e7c897sd8 Dátum 2009 január 06, 20:12
Ha összefogunk és áldozunk rá, akkor x/n részét vállalom. Mint a "Mach" fordításnál. Angolul sajnos én sem értek megfelelően...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 06, 20:48
Írta: s7manbs8 Dátum 2009 január 06, 20:48
Nyelvtudásom olvasás és értés szintjén van elég jó, azt hiszem, nyilván le is tudom írni magyarul. Tehetségem azt hiszem szintén van, de lehet nem a legtöbb itt a fórumtársak közt. Szakértelmem, nem vagyok gépészmérnök, csak programozó, de az olyan szakkifejezéseket nyilván meg kell nézni, stb.
Hogy mennyi az X értéke, nem tudnék ilyet hirtelen mondani, de ha lenne valami értelmes munka, tényleg érdekelne, meg vagyunk itt többen is, ki lehet találni valamit.
Ideje meg senkinek sincs elég persze, mindenre.
Azonkívül van egy angol tanárnő ismerősöm, ha meghívnám egy két pizzára, lehet segítene ő is, remélem.
Hogy mennyi az X értéke, nem tudnék ilyet hirtelen mondani, de ha lenne valami értelmes munka, tényleg érdekelne, meg vagyunk itt többen is, ki lehet találni valamit.
Ideje meg senkinek sincs elég persze, mindenre.
Azonkívül van egy angol tanárnő ismerősöm, ha meghívnám egy két pizzára, lehet segítene ő is, remélem.
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2009 január 06, 21:08
Írta: e7c897sd8 Dátum 2009 január 06, 21:08
Akkor hajrá!! ;-)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 január 06, 21:11
Írta: svejk Dátum 2009 január 06, 21:11
És ha meglesz magyarul fogjuk érteni?
Aligha...Én nem nagyon látom értelmét..
Aligha...Én nem nagyon látom értelmét..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 21:33
Írta: 000000000 Dátum 2009 január 06, 21:33
Én is Solid works-ben tervezem a gépem. 2008-as Sp3- változat. Már sikerült kifagyasztanom. Nem is egyszer. És nem hardverhiba miatt:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 21:54
Írta: 000000000 Dátum 2009 január 06, 21:54
Az a documentum: végeselemes módszerekkel vizsgált vázmodellek. A solid works-ben, pro engineerben, catia, inventor, mindben van valamilyen véges elemes vizsgálat, de mind annyira egyszerű problémákat kezel. Ezek valami speckós programmal dolgoznak.
Ami a bajom vele, mint általában a végeselemes módszerekkel, teljesen elvi az egész! (Nézd meg a modelleket sehol egy heggesztés, sehol egy csavar!!!!!)
Arra viszont tökéletes, ha valaki ki akar merevíteni valamit és le akarja szimulálni, hogy ha ide teszek egy bordát, akkor hogy alakváltozik, ha oda akkor hogy csavarodik!
Erre pedig minden 3d-s tervezőrendszer képes.
A solid works a Cosmost használja beépülő modulnak. Nem titok, az egyik legnagyobb múlttal rendelkező végeselemes szoftver.
Ami a bajom vele, mint általában a végeselemes módszerekkel, teljesen elvi az egész! (Nézd meg a modelleket sehol egy heggesztés, sehol egy csavar!!!!!)
Arra viszont tökéletes, ha valaki ki akar merevíteni valamit és le akarja szimulálni, hogy ha ide teszek egy bordát, akkor hogy alakváltozik, ha oda akkor hogy csavarodik!
Erre pedig minden 3d-s tervezőrendszer képes.
A solid works a Cosmost használja beépülő modulnak. Nem titok, az egyik legnagyobb múlttal rendelkező végeselemes szoftver.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 06, 21:56
Írta: 0gbwyh99 Dátum 2009 január 06, 21:56
Az enyém sima 2007-es sp0.0 , és tők jó !
[#eljen]
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 22:00
Írta: 000000000 Dátum 2009 január 06, 22:00
a badclyde mappában a felhasználók mappái között találtok egy vázszerkezetnek a vizsgálatát, ezt én csináltam. Nem túl beszédes, de a képek igen.
Ha ide-oda helyezek fel erőket, különböző sajátfrekvenciákon, hogyan viselkedik. Ez a dokumantum okkal készült, nem példafeladat.
De látható, hogy mennyire elméleti.
Ha ide-oda helyezek fel erőket, különböző sajátfrekvenciákon, hogyan viselkedik. Ez a dokumantum okkal készült, nem példafeladat.
De látható, hogy mennyire elméleti.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 06, 22:03
Írta: 000000000 Dátum 2009 január 06, 22:03
A drótváz az I másodrendű inercianyomatékokkal van meghatározva. Valójában azok I gerendák és U acélok. És amint látható az is, hogy nagyon sok forgó tengely van felfűzve a 6 keresztgerendán és mind azonos fordulatszámmal forog. Na tessék...ott már van rezgésforrás bőven.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 22:07
Írta: 3k74cecek Dátum 2009 január 06, 22:07
Fordítva !!
A laposvasba fúrt lyukon átdugod a csavart, és a túloldalon ráteszed az anyát, meghúzod (nem kell megtépni) és az anyát két hefttel megfogod.
A csavar vége ne lógjon ki az anyából, legyen egysíkba az anya tetejével. Ha kilóg akkor ráfröcskölhet a hegesztés és tönkreteszi a menetet mikor ki akarod tekerni.
Vagy ha hosszabb a csavar, akkor tegyél egy darab csövet a kilógó részre.
A laposvasba fúrt lyukon átdugod a csavart, és a túloldalon ráteszed az anyát, meghúzod (nem kell megtépni) és az anyát két hefttel megfogod.
A csavar vége ne lógjon ki az anyából, legyen egysíkba az anya tetejével. Ha kilóg akkor ráfröcskölhet a hegesztés és tönkreteszi a menetet mikor ki akarod tekerni.
Vagy ha hosszabb a csavar, akkor tegyél egy darab csövet a kilógó részre.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 06, 22:18
Írta: 0gbwyh99 Dátum 2009 január 06, 22:18
HÁT PERSZE , DE HÜLYE VAGYOK , mindegy , a lényed hogy a lényeget megértettem ! [#falbav][#falbav][#wilting][#worship][#worship][#worship]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 06, 22:19
Írta: 0gbwyh99 Dátum 2009 január 06, 22:19
a lényed = a lényeg [#email][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 06, 22:35
Írta: s7manbs8 Dátum 2009 január 06, 22:35
Minek nem látod értelmét ? A mátrixok összeszorzásának ? Vagy, hogy hiába írom le magyarul, hogy mit írnak azt mi úgyse tudjuk használni ? Legalább egy példát mutassatok belőle, mi nem érthető. Én tegnap átolvastam gyorsolvasással az egészet, aztán mondtam magamnak, már megint okosodtam.
Ez ugyanolyan, mint mikor megláttam 9 éves koromban Einstein híres képletét e=m*c*c. Ebbe bele is törődtem, azóta se akarok fénysebességgel gyorsabban repülni. Aztán mikor felvételiztem, pont ezt kérdezte az egyik tanár, felírtam a táblára. És ekkor kérdezte, hogy na és a bizonyítást is tudom ? Én erre: hanyadik oldalnál kezdjem ? [#vigyor2]
Ez ugyanolyan, mint mikor megláttam 9 éves koromban Einstein híres képletét e=m*c*c. Ebbe bele is törődtem, azóta se akarok fénysebességgel gyorsabban repülni. Aztán mikor felvételiztem, pont ezt kérdezte az egyik tanár, felírtam a táblára. És ekkor kérdezte, hogy na és a bizonyítást is tudom ? Én erre: hanyadik oldalnál kezdjem ? [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 06, 22:56
Írta: 3k74cecek Dátum 2009 január 06, 22:56
Köszönöm. Már át is néztem sebtében.
Vannak benne jó részek, de a túl elméletiek szerintem nem hobbystáknak valók.
Jó nagy meló lenne tisztességesen lefordítani.
Nem tudom, hogy megéri-e?
Mindenesetre a lektorálásba beszállnék.
Esetleg egy kis fordításba is.
Vannak benne jó részek, de a túl elméletiek szerintem nem hobbystáknak valók.
Jó nagy meló lenne tisztességesen lefordítani.
Nem tudom, hogy megéri-e?
Mindenesetre a lektorálásba beszállnék.
Esetleg egy kis fordításba is.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 06, 23:04
Írta: s7manbs8 Dátum 2009 január 06, 23:04
Így is lehet.



Bocs nem volt rajtam a szemüvegem.
Bocs nem volt rajtam a szemüvegem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 07, 08:23
Írta: 000000000 Dátum 2009 január 07, 08:23
Beteszem a linkek közé a linkcsokrot, amit aszbolit küldött nekem, abban volt ez is:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 07, 09:05
Írta: 000000000 Dátum 2009 január 07, 09:05
Mi történik egy utcai aknafedéllel, ha megnyomják 40 tonnával.
A valóságban darabokra tört.
Középen volt egy 100-átmérőjű dugattyúval préselve, körbe pedig egy 20mm-es szegélyen feküdt fel a lap.
Véges elemes módszerrel ezt látod:
http://rapidshare.com/files/180623823/probacosmos-COSMOSXpressStudy_displacement_1.avi.html
A valóságban darabokra tört.
Középen volt egy 100-átmérőjű dugattyúval préselve, körbe pedig egy 20mm-es szegélyen feküdt fel a lap.
Véges elemes módszerrel ezt látod:
http://rapidshare.com/files/180623823/probacosmos-COSMOSXpressStudy_displacement_1.avi.html
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 07, 09:06
Írta: 000000000 Dátum 2009 január 07, 09:06
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 07, 09:09
Írta: 000000000 Dátum 2009 január 07, 09:09
Ugyanígy lehet CNC vázat is vizsgálni! De előre jelzem, hogy összeállítási modellt nem lehet végeselems módszerrel vizsgálni. CSak egy egy testből álló modellt. Tehát ha heggeszted, akkor a heggesztést oda kell rajzolnod, de a végeselemes rendszer nem fogja tudni, hogy az egy heggesztés ott, vagy ha csavart rajzolsz bele, azt is a váz anyagának tekinti majd. Persze a valósághoz elég közel álló eredményeket kaphatsz.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 07, 10:28
Írta: 7vpav5d32 Dátum 2009 január 07, 10:28
Tizenötödike körül összeáll a dolog. Szépen alakult azóta is, de majd az éles teszt megmutatja. Külömben is elvesztettem a tár jelszavát.:-)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 07, 11:55
Írta: 0gbwyh99 Dátum 2009 január 07, 11:55
Üdv.
Az egy rajzoló+vágo plotter féleség ? Komolyabb alkalmazási teret nem tudnék elkébzelni neki .
[#eljen][#circling]
Az egy rajzoló+vágo plotter féleség ? Komolyabb alkalmazási teret nem tudnék elkébzelni neki .
[#eljen][#circling]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 07, 12:29
Írta: s7manbs8 Dátum 2009 január 07, 12:29
Egyrészt a csapágyakkal való kocsimegoldást próbáltam ki vele, és csak mozgatásra, ragasztó pozícióba helyezésre lesz majd jó, ilyesmi. Semmi erőigénybevétel, erre viszont pont elég, meg csak 8 csapágy van benne, nem sokba kerül.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 07, 16:35
Írta: Szalai György Dátum 2009 január 07, 16:35
Na még egyet, hátha van értelme!
Gondolom a rajzolt gépkonstrukciódat a többiek által már elkészített, nekik már valamire bevált gépek fényképei ihlették.
Engem elgondolkodtat hogy aránylag sokan építettek ilyen sík alapzatú konstrukciót, ahol a híddal együtt mozog a két hídláb is. Pedig rég ismert ettől célszerűbb felépítés.
Itt a hídnak nincs lába. Probléma sincs vele.
És amit a zsűri is a legjobbnak értékelt. (Az a kék)
Összehasonlítva a két felépítést szembetűnik a hasonlóság.
A hídláb átkerül a statikus tömegbe, lehet bármilyen nehéz, és ettől nagyon merev is.
A dinamikus tömeg pedig a hídláb tömegével csökken.
A merevség is javult és a dinamika is. Huszárvágás.
Gondolom a rajzolt gépkonstrukciódat a többiek által már elkészített, nekik már valamire bevált gépek fényképei ihlették.
Engem elgondolkodtat hogy aránylag sokan építettek ilyen sík alapzatú konstrukciót, ahol a híddal együtt mozog a két hídláb is. Pedig rég ismert ettől célszerűbb felépítés.
Itt a hídnak nincs lába. Probléma sincs vele.
És amit a zsűri is a legjobbnak értékelt. (Az a kék)
Összehasonlítva a két felépítést szembetűnik a hasonlóság.
A hídláb átkerül a statikus tömegbe, lehet bármilyen nehéz, és ettől nagyon merev is.
A dinamikus tömeg pedig a hídláb tömegével csökken.
A merevség is javult és a dinamika is. Huszárvágás.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 07, 17:01
Írta: 2vkx6unz Dátum 2009 január 07, 17:01
Nem véletlen, hogy én is ilyen vázra építem a gépemet [#circling]
Egyedül a munkadarab elhelyezése a gépbe problémásabb egy kicsit.
Bár ez az első képre nem vonatkozik.
Egyedül a munkadarab elhelyezése a gépbe problémásabb egy kicsit.
Bár ez az első képre nem vonatkozik.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 január 07, 19:49
Írta: ra8nsmk6w Dátum 2009 január 07, 19:49
Ahogy elnézem a munkadarabot, az sem sima ügy
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 07, 19:51
Írta: 0gbwyh99 Dátum 2009 január 07, 19:51
© Svertel Istvan : #3851 (Válasz 'Szigma' üzenetére (#3847)
- "Mi van ha az X-nek a vezetői nem a zártszelvény oldalaira , hanem a tetejére kerülnének ? Akkor a lin.kocsik tetejére egy darab zártszelvény , vagy akár mindjárt az Y-hid (esetleg egy lemez talppal) ."
NA , EZT KÉRDEZTEM ÉN MÁR TEGNAP IS !!!
Szóval egyröl beszélünk ! Csak nem olyan hülyeség amiröl gondolkodtam . [#buck][#circling][#crazya][#hehe][#taps][#taps][#worship][#worship][#worship][#worship][#wave][#wave]
- "Mi van ha az X-nek a vezetői nem a zártszelvény oldalaira , hanem a tetejére kerülnének ? Akkor a lin.kocsik tetejére egy darab zártszelvény , vagy akár mindjárt az Y-hid (esetleg egy lemez talppal) ."
NA , EZT KÉRDEZTEM ÉN MÁR TEGNAP IS !!!
Szóval egyröl beszélünk ! Csak nem olyan hülyeség amiröl gondolkodtam . [#buck][#circling][#crazya][#hehe][#taps][#taps][#worship][#worship][#worship][#worship][#wave][#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 07, 19:52
Írta: 0gbwyh99 Dátum 2009 január 07, 19:52
Neked cimeztem az előbbi hozzászólásomat .[#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 07, 19:56
Írta: 0gbwyh99 Dátum 2009 január 07, 19:56
Persze akkor a lin. vezetők és az orsó forgácsvédelme macerásabb feladat (ezt már mondták nekem) , de ha a megmunkáló darab úgy is az X-tengely zártszelvényének az alsó sikjába (vagy akár az alá) esik , akkor nem hiszem hogy nagy baj volna .[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 07, 20:41
Írta: Szalai György Dátum 2009 január 07, 20:41
Ezeknél a gépeknél (Kék) a vezetékek és az orsók a megmunkálási horizont fölött vannak.
Nem nagyon repül fel a forgács, de ha felrepülne is, alulról védi őket a gépváz, amire szerelve vannak. Fentről leszálló por ellen is lehet védeni egy fölé szerelt műanyag lappal, (Akár átlátszóval) az védi a külső oldal felől is. Egyedül a vízszintesen, a munkatér felől repülő szennyeződés a problémás, olyan meg nem nagyon van. Ha mégis van lebegő por (Famegmunkálás) akkor legegyszerűbben porelszívást lehet alkalmazni, de lehetne harmonikás takarás is a belső oldalon. Mi ebbe a macerás?
Nekem legjobban a körbefutó szalag módszer tetszik.
Nem nagyon repül fel a forgács, de ha felrepülne is, alulról védi őket a gépváz, amire szerelve vannak. Fentről leszálló por ellen is lehet védeni egy fölé szerelt műanyag lappal, (Akár átlátszóval) az védi a külső oldal felől is. Egyedül a vízszintesen, a munkatér felől repülő szennyeződés a problémás, olyan meg nem nagyon van. Ha mégis van lebegő por (Famegmunkálás) akkor legegyszerűbben porelszívást lehet alkalmazni, de lehetne harmonikás takarás is a belső oldalon. Mi ebbe a macerás?
Nekem legjobban a körbefutó szalag módszer tetszik.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 07, 20:43
Írta: Szalai György Dátum 2009 január 07, 20:43
Akkor átrajzolod?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 07, 20:55
Írta: 0gbwyh99 Dátum 2009 január 07, 20:55
Igen !
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 07, 22:42
Írta: 0gbwyh99 Dátum 2009 január 07, 22:42
Ime , tisztelt fórumtársak javaslatára beteszem a módositot gép rajzát . Hangsúlyozom hogy ez még csak skicc jellegű , ha meglesz a végleges forma akkor természetesen a részletek is ki lesznek javitva (kétoldali meghajtás az X-tengelyen , áttételek az orsókon , ...).
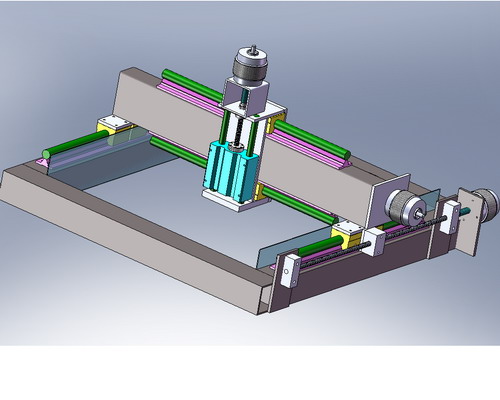
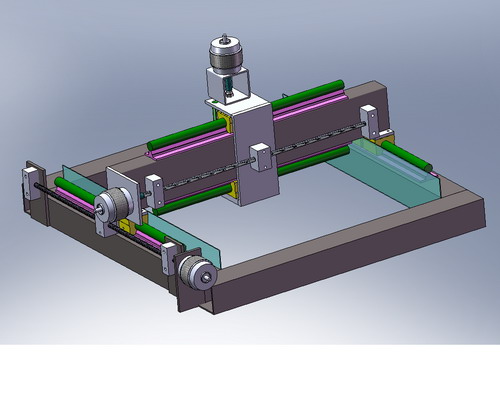
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 08, 06:35
Írta: Szalai György Dátum 2009 január 08, 06:35
Az X orsót tartó csapágybakok alatti függőleges lemezek okát nem értem.
Letisztultabb lenne, ha a zártszelvény keretre tudnád szerelni a csapágybakokat.
A két orsó meghajtó szíjait ismét be lehetne fűzni a hátsó zártszelvénybe.
Ekkor a híd végén lévő lemezt meg kellene hosszabbítani, hogy leérjen az anyatömbig.
Letisztultabb lenne, ha a zártszelvény keretre tudnád szerelni a csapágybakokat.
A két orsó meghajtó szíjait ismét be lehetne fűzni a hátsó zártszelvénybe.
Ekkor a híd végén lévő lemezt meg kellene hosszabbítani, hogy leérjen az anyatömbig.
Cím: Re:Mechanikai ötletek
Írta: sh0kx0c7 Dátum 2009 január 09, 12:00
Írta: sh0kx0c7 Dátum 2009 január 09, 12:00
Szerintetek alkalmas ez x tengelyre? Függőleges irányú terhelésnél hogyan viselkedik? Mire lett ez kitalálva?

Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 09, 20:15
Írta: 0gbwyh99 Dátum 2009 január 09, 20:15
Üdv. Gzörgy!
Köszönöm az ismételten épitő kritikákat !
Tegnap ilkezdtem dolgozni (szabi után) úgy hogy most nem birok olyan gyakran eme tisztelt fórumra látogatni . Pár nap múlva beteszem a javitott rajzott , akkor ismét lesz egy kérdésem a hajtást illetően (ami a rajzon ki lesz nagyitva ) .
Kellemes estét mindenkinek !
[#worship][#integet2]
Köszönöm az ismételten épitő kritikákat !
Tegnap ilkezdtem dolgozni (szabi után) úgy hogy most nem birok olyan gyakran eme tisztelt fórumra látogatni . Pár nap múlva beteszem a javitott rajzott , akkor ismét lesz egy kérdésem a hajtást illetően (ami a rajzon ki lesz nagyitva ) .
Kellemes estét mindenkinek !
[#worship][#integet2]
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 10, 16:59
Írta: 4mjnxdwuu Dátum 2009 január 10, 16:59
Hali,
Nem tudom, hogy valaki foglalkozott-e már a gép üreges részeinek fel-kitöltésével...?
Osztályozott gránitzúzalékot kevertem műgyantával, 3 külömböző keverési arányban. A gyanta csak annyi volt, hogy nedvesítse a kavicsot,
26,5*30*150,
27,5*25*175,
28,5*21*180 mm-es csíkok lettek leöntve.
Az elsőnél 40ml gyanta és 10ml térhálósító, a másik kettőnél 50ml gyanta, és 12ml térhálósító lett bekeverve. Átlagban mondható, hogy 1,83-1,95 g/cm3 lett a sűrűsége, ( a külömböző méretű gránit zúzalékok külömböző keverési aránya miatt) tehát még az alu-tól is könnyebb.
Villáskulcsal megütve mintha egy darab keményfát ütöttem volna meg... Majd beviszem a melóhelyre, és próbálok rajta elhajlást, és töréspróbát...









Nem tudom, hogy valaki foglalkozott-e már a gép üreges részeinek fel-kitöltésével...?
Osztályozott gránitzúzalékot kevertem műgyantával, 3 külömböző keverési arányban. A gyanta csak annyi volt, hogy nedvesítse a kavicsot,
26,5*30*150,
27,5*25*175,
28,5*21*180 mm-es csíkok lettek leöntve.
Az elsőnél 40ml gyanta és 10ml térhálósító, a másik kettőnél 50ml gyanta, és 12ml térhálósító lett bekeverve. Átlagban mondható, hogy 1,83-1,95 g/cm3 lett a sűrűsége, ( a külömböző méretű gránit zúzalékok külömböző keverési aránya miatt) tehát még az alu-tól is könnyebb.
Villáskulcsal megütve mintha egy darab keményfát ütöttem volna meg... Majd beviszem a melóhelyre, és próbálok rajta elhajlást, és töréspróbát...
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 január 10, 17:35
Írta: 3vv2btrhv Dátum 2009 január 10, 17:35
GRATULA !!!!
Végre valaki elolvasta amit már töbször birtam a polimerbeton témában .
Még azzal tudod a témát tökéletesiteni ha a gyantához adagolsz KVARCLISZT-et , igy a szilárdságot nagyságrendekkel növelheted .
Tehát a gyanta elenyészö tömegü a végsö tömeghez képest . Kár hogy a Szobrászra jobban halgatatok (drága gyanta )
Végre valaki elolvasta amit már töbször birtam a polimerbeton témában .
Még azzal tudod a témát tökéletesiteni ha a gyantához adagolsz KVARCLISZT-et , igy a szilárdságot nagyságrendekkel növelheted .
Tehát a gyanta elenyészö tömegü a végsö tömeghez képest . Kár hogy a Szobrászra jobban halgatatok (drága gyanta )
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 10, 17:40
Írta: 4mjnxdwuu Dátum 2009 január 10, 17:40
Van itthon kvarclisztem is, de csak gránitból akartam, az általam belekevert legfinobabb gránitszemcsék elég kicsik, ( bár ez alatt is van még 2-3 lépcsőfok. )
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 január 10, 17:43
Írta: 3vv2btrhv Dátum 2009 január 10, 17:43
A liszt a gyanta tapadását növeli a gránithoz .
Vanak adalékok amik kimondottan a nedvesitést segitik elö , meg hogy ne legyen buborékos .
Vanak adalékok amik kimondottan a nedvesitést segitik elö , meg hogy ne legyen buborékos .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 10, 17:55
Írta: 000000000 Dátum 2009 január 10, 17:55
Szia!
Nagyon tetszik az összeállításod így prezentációval.Kíváncsi leszek a töréstesztekre.
Nem hittem volna, hogy a polimerbeton ilyen könnyű, sokkal nehezebbnek gondoltam.
A műgyanta nem bírt volna el több zúzalékot?
Nagyon tetszik az összeállításod így prezentációval.Kíváncsi leszek a töréstesztekre.
Nem hittem volna, hogy a polimerbeton ilyen könnyű, sokkal nehezebbnek gondoltam.
A műgyanta nem bírt volna el több zúzalékot?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 10, 20:26
Írta: Szalai György Dátum 2009 január 10, 20:26
Eporezit FM-20 villamosipari öntőtőgyanta?
De mi a térhálósitó? (T-3, T-16, T-30, T-54)
Kvarclisztet nem tettél bele?
Mennyi kötési időt ért már meg?
Ha a gyanta csak nedvesített akkor nem lyukacsos szerkezetet kaptál?
A képen tömörnek látszik.
40-50ml gyanta és 10-12ml térhálósító az jó térfogat aránynak néz ki?
100 : 20-35 az ajánlott keverési tömegarány. (Nem tudom a fajsúlyát.)
Ha egyforma a fajsúlyuk akkor kb. jó lehet.
Miért mérsz rajta elhajlást és törést, ha kitöltő anyagnak szánod? Más terved is van vele?
A tömör gránit sűrűségét 2,6kg/dm3 re adja meg a táblázat, az ötvözött alu is 2,4-2.8 tehát nagyjából azonos. A gyanta 1,15 az könnyit rajta. Ha térkitölteni akarsz, de tömeget növelni nem nagyon, akkor tehetsz bele üreges üveggyöngyöt. Ha a merevségét növelnéd akkor a szélére vágott szórórovingot. Így könnyű viszonylag merev szerkezet lesz, még egyszerű házi előállíthatóság mellett.
Engem is nagyon érdekelnek ezek a technikák és anyagok.
Jó kísérletezést.
De mi a térhálósitó? (T-3, T-16, T-30, T-54)
Kvarclisztet nem tettél bele?
Mennyi kötési időt ért már meg?
Ha a gyanta csak nedvesített akkor nem lyukacsos szerkezetet kaptál?
A képen tömörnek látszik.
40-50ml gyanta és 10-12ml térhálósító az jó térfogat aránynak néz ki?
100 : 20-35 az ajánlott keverési tömegarány. (Nem tudom a fajsúlyát.)
Ha egyforma a fajsúlyuk akkor kb. jó lehet.
Miért mérsz rajta elhajlást és törést, ha kitöltő anyagnak szánod? Más terved is van vele?
A tömör gránit sűrűségét 2,6kg/dm3 re adja meg a táblázat, az ötvözött alu is 2,4-2.8 tehát nagyjából azonos. A gyanta 1,15 az könnyit rajta. Ha térkitölteni akarsz, de tömeget növelni nem nagyon, akkor tehetsz bele üreges üveggyöngyöt. Ha a merevségét növelnéd akkor a szélére vágott szórórovingot. Így könnyű viszonylag merev szerkezet lesz, még egyszerű házi előállíthatóság mellett.
Engem is nagyon érdekelnek ezek a technikák és anyagok.
Jó kísérletezést.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 10, 20:58
Írta: 4mjnxdwuu Dátum 2009 január 10, 20:58
Válasz mindenkinek...
Egy minimálisal többet elbírt volna, ( mondjuk a 40ml-es már nem nagyon, esetleg lisztet) csak arra mentem, hogy el tudjam keverni. Mert a nagy darabok miatt nehéz.... Rázás után, és utólagos melegítés után jobban tömörödik, a felszínre feljön a felesleges folyós része.
Buborék ellen vákuumozni is lehetne, de ha megmelegítem akkor is elég sok kijön belőlle.
Eporezit FM-20 és T-16. A fényképezéskor még meleg volt... Nem lett lukacsos, Monjuk a 40 ml-t kicsit tapicskolni kellett, abban belül lehet, hogy van, bár utólag azt is melegítettem, és folyós lett a teteje.
Én a 100:20 keverést használom, nekem bevált. Álltalában 1 napot hagyom, vagy legalább 1 éjszakát. De ha sietek akkor előmelegítem az anyagokat, és öntés után is melegítek rajta egyet.
A tervem az hogy vas lapokból kellene összerakni a gép oldalkarját, asszimetrikus oldalú zártszelvényeket kellene rá hegeszteni oldalra mint merevítést, benne acél szálakat kifeszíteni, és kiönteni gyantával. Tehát nem ártana ha merevebb is lenne... Így nem is kell sok kiöntöanyag ha nem telibe lenne öntve csak a merevítők.
Egy minimálisal többet elbírt volna, ( mondjuk a 40ml-es már nem nagyon, esetleg lisztet) csak arra mentem, hogy el tudjam keverni. Mert a nagy darabok miatt nehéz.... Rázás után, és utólagos melegítés után jobban tömörödik, a felszínre feljön a felesleges folyós része.
Buborék ellen vákuumozni is lehetne, de ha megmelegítem akkor is elég sok kijön belőlle.
Eporezit FM-20 és T-16. A fényképezéskor még meleg volt... Nem lett lukacsos, Monjuk a 40 ml-t kicsit tapicskolni kellett, abban belül lehet, hogy van, bár utólag azt is melegítettem, és folyós lett a teteje.
Én a 100:20 keverést használom, nekem bevált. Álltalában 1 napot hagyom, vagy legalább 1 éjszakát. De ha sietek akkor előmelegítem az anyagokat, és öntés után is melegítek rajta egyet.
A tervem az hogy vas lapokból kellene összerakni a gép oldalkarját, asszimetrikus oldalú zártszelvényeket kellene rá hegeszteni oldalra mint merevítést, benne acél szálakat kifeszíteni, és kiönteni gyantával. Tehát nem ártana ha merevebb is lenne... Így nem is kell sok kiöntöanyag ha nem telibe lenne öntve csak a merevítők.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 10, 20:59
Írta: 4mjnxdwuu Dátum 2009 január 10, 20:59
Ja a gyanta azért ez a gyanta, mert pont ez volt kéznél...
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 10, 21:27
Írta: 4mjnxdwuu Dátum 2009 január 10, 21:27
"szélére vágott szórórovingot" ez micsoda ???
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 10, 22:21
Írta: Szalai György Dátum 2009 január 10, 22:21
Egyforma darabokra vágott (pl 10cm) rengeteg üvegszál. Ahogy rászórod a friss felületre, egy síkban, de nem egy irányban rendeződik. Előre síkba ragasztva is kapható,(akkor már nem szórónak hívják) lemez féle forma, de nem szövet. Ollóval vágható.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 10, 23:49
Írta: 2vkx6unz Dátum 2009 január 10, 23:49
A neten fellelhető anyagokban én még a fotókon láthatónál is finomabb gránitőrleményeket használnak. Érdemes lenne megpróbálni kvarchomokot. A száraz finomhomok 0.1-0.4 mm szemcseméretű.
A megfelelő gyantákról infót itt lehet kérni: www.alvinplast.hu
Általában 1:4 a gyanta:töltőanyag tömegarány
Nekem a fotók alapján soknak tűnik a gyanta.
Egyébként mi a cél? Kitöltőanyag rezgéscsillapításhoz vagy a gép tömegének növelése vagy esetleg gépalap építés?
A megfelelő gyantákról infót itt lehet kérni: www.alvinplast.hu
Általában 1:4 a gyanta:töltőanyag tömegarány
Nekem a fotók alapján soknak tűnik a gyanta.
Egyébként mi a cél? Kitöltőanyag rezgéscsillapításhoz vagy a gép tömegének növelése vagy esetleg gépalap építés?
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 11, 00:19
Írta: 4mjnxdwuu Dátum 2009 január 11, 00:19
Igazából az RB2 és a T30 lenne a legjobb. Csak kíváncsi vagyok ez mit tudhat...
Epoxi.hu-n szoktam nézelődni. Nem ezt akartad írni : http://www.alvin-plast.hu/
Ha oldalról nézem a rudat akkor látszik hogy kicsit sok, de ez az egyik 50ml-ről készült kép. A 40ml-n már éppen hogy van "hígabb rész"
A fő cél: rezgés csillapítás, mellesleg ha merevséget is adna pluszban az még jobb lenne...
/Esetleg később gépalap oly módon, hogy vasból meglenne a váz külső burkolata, a lin vezetékeknél megerősítve legalább 15mm vastagságra ( csavaroknál persze anyák belülről felhegesztve+menet a 15-s anyagban) Így meglenne munkálva, és utánna kiöntve. Illetve az a gond, hogy meg lehetne-e munkálni előrre? nem fogja-e majd a kiöntőanyag tömege elnyomni a keretet..? Ebben az tetszene, hogy nem kellene bazi nehéz cuccokal szaladgálnom...
Epoxi.hu-n szoktam nézelődni. Nem ezt akartad írni : http://www.alvin-plast.hu/
Ha oldalról nézem a rudat akkor látszik hogy kicsit sok, de ez az egyik 50ml-ről készült kép. A 40ml-n már éppen hogy van "hígabb rész"
A fő cél: rezgés csillapítás, mellesleg ha merevséget is adna pluszban az még jobb lenne...
/Esetleg később gépalap oly módon, hogy vasból meglenne a váz külső burkolata, a lin vezetékeknél megerősítve legalább 15mm vastagságra ( csavaroknál persze anyák belülről felhegesztve+menet a 15-s anyagban) Így meglenne munkálva, és utánna kiöntve. Illetve az a gond, hogy meg lehetne-e munkálni előrre? nem fogja-e majd a kiöntőanyag tömege elnyomni a keretet..? Ebben az tetszene, hogy nem kellene bazi nehéz cuccokal szaladgálnom...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 11, 08:19
Írta: Szalai György Dátum 2009 január 11, 08:19
Sajnos, ha a fő cél a rezgéscsillapítás, akkor szerintem, lehetőség szerint puhább összeállítást kell választani. Az viszont a merevség rovására történik természetesen. (A hangtecnikában a hangsugárzók beágyazására egy fajta szurkot használtak rég. Nagyon sűrű, de folyadék marad. Így a hangszórókosár rezgései nagyon csillapítva kerültek át a tartószerkezetre.) Az anyag, amire vágysz, ellentétes elvárásoknak kell, hogy megfeleljen. (Merev is, rezgéscsillapító is.) Ebben jók a kompozitok. A belső mag rezgéscsillapít, a külső héj merevséget ad. Esetedben a merevséget az acél váz adja, a kitöltő anyag csillapít. A feszített acélszál is bevált gyakorlat a merevség növelésére, ha nem is a műanyagok esetében. Villanyoszlopokat így készítik. Az üres formában előfeszítik a nagyon kemény acél szálakat, és ráöntik a betont. Ez is kompozit. Pár éve a gyűrű szelvényű „pörgetett” oszlopok terjednek, ezek a kör minden irányában egyformán terhelhetők. A napokban olvastam valahol, hogy talán Brazíliában alkalmaznak műgyanta kompozit villanyoszlopokat.
Szerintem jó úton vagy.
Szerintem jó úton vagy.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 09:08
Írta: 000000000 Dátum 2009 január 11, 09:08
Jó a példád a terhelés-súly optimalizálásra.
Én az igazi előrelépést a súly-terhelés-rezgés szentháromságban a modellezésben már régóta (az F1-ben két évtizede) használt karbon-kevlár könnyű, de nagy szilárdságú kompozitban látnám.
Az ebből készített mozgó híd és Z tengely bizton a legkiválóbb lenne az egységugrás teszteken és a marózások alkalmával.
Két dologban azonban sajnos alulmaradna az általunk most használt anyagoktól elsősorban az árban, másodsorban a munkaigényes precíz sablonok elkészítésében. Igaz a jó sablon kárpótolna, hogy sorozatban lehetne önteni utána benne.
Elgondolkodtam, hogy mivel az utóbbi időben többet foglalkozom új hobbymmal a cnc-vel mint régi szenvedélyemmel a modellezéssel és sok karbon, üveg és kevlár szövet meg gyanta vár felhasználásra, el kellene kezdenem a sablon készítést. Csak az a baj, hogy nem tudom mit halasszak el emiatt .....?
Én az igazi előrelépést a súly-terhelés-rezgés szentháromságban a modellezésben már régóta (az F1-ben két évtizede) használt karbon-kevlár könnyű, de nagy szilárdságú kompozitban látnám.
Az ebből készített mozgó híd és Z tengely bizton a legkiválóbb lenne az egységugrás teszteken és a marózások alkalmával.
Két dologban azonban sajnos alulmaradna az általunk most használt anyagoktól elsősorban az árban, másodsorban a munkaigényes precíz sablonok elkészítésében. Igaz a jó sablon kárpótolna, hogy sorozatban lehetne önteni utána benne.
Elgondolkodtam, hogy mivel az utóbbi időben többet foglalkozom új hobbymmal a cnc-vel mint régi szenvedélyemmel a modellezéssel és sok karbon, üveg és kevlár szövet meg gyanta vár felhasználásra, el kellene kezdenem a sablon készítést. Csak az a baj, hogy nem tudom mit halasszak el emiatt .....?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 09:18
Írta: 000000000 Dátum 2009 január 11, 09:18
A próbálkozásodat annyiban módosítottam volna, hogy a sablon belsejébe és a tetejére legalább két réteg üvegszövetet tettem volna.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 11, 10:15
Írta: 4mjnxdwuu Dátum 2009 január 11, 10:15
Köszike, legközelebb ha gyantáért megyek hozok üvegszálat is.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 11, 10:18
Írta: 4mjnxdwuu Dátum 2009 január 11, 10:18
Akkor a legjobb megoldás valamilyen puha gyanta lenne? van amelyik zselé jellegűre szilárdul meg.
De akkor rosszabb hatásfokkal müködnének a kifeszített acélszálak nem ?
De akkor rosszabb hatásfokkal müködnének a kifeszített acélszálak nem ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 10:43
Írta: 000000000 Dátum 2009 január 11, 10:43
A betonnál az acélszál felülete bordázott, hogy ne legyen képes megcsúszni a betonba (nyomó igénybevétel).
Műgyanta kompozit esetén a gyártás során eleve érdesített üveg vagy szénszál adja ugyan ezt a hatást. Ide közönséges acélszál nem alkalmas!
A tartót persze meg kell előre tervezni, hogy hova kerüljenek a bordák ill. az itteni szóhasználattal rácsozatok, hogy mindenhol a húzó-nyomó igénybevételek ébredjenek, a többi részt pedig szilikon bázisú habbal vagy ha elvisel további súlyt az általad megöntött műbetonnal kitölteni.
Műgyanta kompozit esetén a gyártás során eleve érdesített üveg vagy szénszál adja ugyan ezt a hatást. Ide közönséges acélszál nem alkalmas!
A tartót persze meg kell előre tervezni, hogy hova kerüljenek a bordák ill. az itteni szóhasználattal rácsozatok, hogy mindenhol a húzó-nyomó igénybevételek ébredjenek, a többi részt pedig szilikon bázisú habbal vagy ha elvisel további súlyt az általad megöntött műbetonnal kitölteni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 11, 10:51
Írta: 4um5b65d Dátum 2009 január 11, 10:51
Urak !
Mielőtt nagyon belemásznátok ebbe a gyanta dologba, nem ártana ha elfogadnátok azt az arany szabályt, hogy rezgést csillapítani egy forgácsoló gépnél csak a tömeg jelentős növelésével lehet elérni. Lehet csűrni csavarni a dolgokat, de ezen nem fogtok tudni változtatni.
Mielőtt nagyon belemásznátok ebbe a gyanta dologba, nem ártana ha elfogadnátok azt az arany szabályt, hogy rezgést csillapítani egy forgácsoló gépnél csak a tömeg jelentős növelésével lehet elérni. Lehet csűrni csavarni a dolgokat, de ezen nem fogtok tudni változtatni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 10:57
Írta: 000000000 Dátum 2009 január 11, 10:57
A merevség növelése szórórovinggal nagyon rossz hatásfokú.
Ugyan ez lenne, ha a pörgetett vill oszlop esetén csak betonvas darabkákat szórnának bele, nagyon lecsökkenne a hajlító szilárdság.
Ugyan ez lenne, ha a pörgetett vill oszlop esetén csak betonvas darabkákat szórnának bele, nagyon lecsökkenne a hajlító szilárdság.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 11, 11:09
Írta: 4mjnxdwuu Dátum 2009 január 11, 11:09
Nem 1-2 Kg-s cucc lenne, csak annyi, hogy kiöntés előtt még be tudjam tenni a kocsiba, ( el tudjam vinni megmunkáltatni targonca nélkül.)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 11:09
Írta: 000000000 Dátum 2009 január 11, 11:09
Ez igaz a hagyományos megmunkálási technológiáknál (nagy főorsó teljesítmény, nagy szerszám átmérő, nagy forgácsolási erők és lassú előtolások).
De az új irányzatoknál (kisebb de jóval nagyobb főorsó fordulatok, kisebb szerszámátmérők, gyors de kicsi fogások ....), már nem ez az arany szabály a mérvadó szerintem.
De az új irányzatoknál (kisebb de jóval nagyobb főorsó fordulatok, kisebb szerszámátmérők, gyors de kicsi fogások ....), már nem ez az arany szabály a mérvadó szerintem.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 11, 11:37
Írta: 4um5b65d Dátum 2009 január 11, 11:37
Lehet abban valami amit mondasz, de én nem csak a kis átmérőjű újj és hosszlyukmarókban gondolkodom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 11:52
Írta: 000000000 Dátum 2009 január 11, 11:52
Közel egy éve figyelem a 4. 5. esetleg a 6. tengelyes megmunkálásokat és gépeiket, mivel most ez a fő csapásirány nálam, mert már 4.-ig eljutottam.
És ott más szempontokat is figyelembe kell venni, mint amit Te a 2-3 tengelyes forgácsoló gépeknél alkalmazható feltételekről írsz.
És ott más szempontokat is figyelembe kell venni, mint amit Te a 2-3 tengelyes forgácsoló gépeknél alkalmazható feltételekről írsz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 12:12
Írta: 000000000 Dátum 2009 január 11, 12:12
Ő izéééé.:)
Szóval talán én úgy mondanám, hogy van ugyan
a gépedre szereve egy negyedik tengely, de
sajna valós időben ebből csak max. 3-at
használsz, tehát ez továbbra is csak 3D.
Azaz messze vagy Te nagyon még a 4D-től is,
nem hogy a magasabb verzióktól.
És a Hobby CNC és a 3+X tengelyek világa
nem is egy kategória, ha valaki picit is komolyan vesszi ennek a kooordináta transzformációknak az értelmét.
Ez megint picit a Hobbysta vakló bátorsága.
Arról nem is beszélek, hogy a léptecses hajtású
gép eleve majdnem hogy kizáró ok itt már.
Szóval talán én úgy mondanám, hogy van ugyan
a gépedre szereve egy negyedik tengely, de
sajna valós időben ebből csak max. 3-at
használsz, tehát ez továbbra is csak 3D.
Azaz messze vagy Te nagyon még a 4D-től is,
nem hogy a magasabb verzióktól.
És a Hobby CNC és a 3+X tengelyek világa
nem is egy kategória, ha valaki picit is komolyan vesszi ennek a kooordináta transzformációknak az értelmét.
Ez megint picit a Hobbysta vakló bátorsága.
Arról nem is beszélek, hogy a léptecses hajtású
gép eleve majdnem hogy kizáró ok itt már.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 12:19
Írta: s7manbs8 Dátum 2009 január 11, 12:19
Az mit jelent, hogy eljutottál a 4.-ig ? Van valami olyan géped, és milyen dolgokat készítel vele ? Pusztán érdeklődöm a vakló kíváncsiságával. [#integet2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 12:48
Írta: 000000000 Dátum 2009 január 11, 12:48
Abban tévedsz, hogy max 3 tengelyt használok.
Mert az CAD-CAM kérdése, hogy hány tengelyre osztja szét az útvonalat. Nekem mind a négy tengely egyidőben vezérelhető.
A megmunkálás pedig innentől nem meghajtó motor kérdése, hanem megmunkálási idő hossza.
Persze idővel majd én is szervózok, de most még mindenre elég a léptecs, és ezzel olcsóbb a végső konstrukciót kialakítani.
Azt egyébként tényleg nem tudom, hogy hívják ha négy tengely végez egy megmunkálás során műveletet, mert a programban A-X-Y-Z is dolgozik.
Mikor fogok közelebb kerülni a 4D világához?
Tudsz segítséget adni!
Mert az CAD-CAM kérdése, hogy hány tengelyre osztja szét az útvonalat. Nekem mind a négy tengely egyidőben vezérelhető.
A megmunkálás pedig innentől nem meghajtó motor kérdése, hanem megmunkálási idő hossza.
Persze idővel majd én is szervózok, de most még mindenre elég a léptecs, és ezzel olcsóbb a végső konstrukciót kialakítani.
Azt egyébként tényleg nem tudom, hogy hívják ha négy tengely végez egy megmunkálás során műveletet, mert a programban A-X-Y-Z is dolgozik.
Mikor fogok közelebb kerülni a 4D világához?
Tudsz segítséget adni!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 12:57
Írta: 000000000 Dátum 2009 január 11, 12:57
Valamit nagyon nem egyformán értelmezünk.
Mutassál légyszi már egy olyan általad készített
munkadarabról képet nekünk, amit Te készítettél
a gépeden 4D-ben, és a G kódokat is Te tervezted
meg hozzá egy akármilyen CAD-CAM progival.
Mutassál légyszi már egy olyan általad készített
munkadarabról képet nekünk, amit Te készítettél
a gépeden 4D-ben, és a G kódokat is Te tervezted
meg hozzá egy akármilyen CAD-CAM progival.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 január 11, 12:57
Írta: Szalai György Dátum 2009 január 11, 12:57
Igen. Viszont egyszerű. És a kitöltő, rezgéscsillapitó anyagtól indultunk. Sokkal terhelhetőbb a folyamatos szálas, pláne a tudományosan, szabályosan húzásirányba fektetett folyamatos szálas megoldás. Nagyon látványos példa egy áttetsző, szálerősítésű vitorlavászon, ahol jól látható a gyönyörű belső elrendezés.
Azért a beton példánál maradva, a vágott acélszál erősítésű, géppel szórható beton is remek találmány. Igaz, hogy szinte kizárólag acélvázra szórva alkalmazzák.
#3915. Én is így gondolom. Párszor 10kn/min megmunkálásnál más a helyzet. Csak sajnos egy fél négyzetméteres felület simítását még nehéz elképzelnem 5mm-es maróval. És nem akarom kizárni ezt a megmunkálást sem. Tehát néha fel kell majd tennem egy alacsony fordulatú és nagyobb nyomatékú motort is.
Azért a beton példánál maradva, a vágott acélszál erősítésű, géppel szórható beton is remek találmány. Igaz, hogy szinte kizárólag acélvázra szórva alkalmazzák.
#3915. Én is így gondolom. Párszor 10kn/min megmunkálásnál más a helyzet. Csak sajnos egy fél négyzetméteres felület simítását még nehéz elképzelnem 5mm-es maróval. És nem akarom kizárni ezt a megmunkálást sem. Tehát néha fel kell majd tennem egy alacsony fordulatú és nagyobb nyomatékú motort is.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 11, 13:34
Írta: 4um5b65d Dátum 2009 január 11, 13:34
Feltételezem, a kedves fórumtársak egyike sem dolgozott még a negyedik dimenzióban. De talán RC gépét bátran lehet 4 tengelyesnek nevezni , függetlenül attól, hogy egyidőben dolgozik e a 4 tengely vagy sem. Sőt még a léptető motor sem akadály, hisz nem "4 qrva jó szervós" gépnek nevezzük, hanem 4 tengelyesnek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 13:40
Írta: 000000000 Dátum 2009 január 11, 13:40
Tibor!
Én minden sorodat átolvasok mielőtt reagálok rá.
De! Könyörgöm mikor írtam, hogy 4D-be dolgozom.
Azt írtam: "Közel egy éve figyelem a 4. 5. esetleg a 6. tengelyes megmunkálásokat és gépeiket, mivel most ez a fő csapásirány nálam, mert már 4.-ig eljutottam."
Azaz nem elégit ki, hogy pl. egy szobornál a Z tengely csak függőlegesen tudjon mozogni.
Tehát közbe vagy a tárgy vagy a marómotor is mozoghasson.
Eddig jutottam. Szeretnék - és magamat ismerve nem adom fel - eljutni minél előbb még egy plusz tengely (nálam ez lenne az 5.) mozgatásáig.
Remélem a szoftver lehetőségek is így akarják.
Most egyenlőre azt tudom megvalósítani, hogy a forgótengely először vízszinten áll és ha a tárgy úgy kívánja függőlegesbe állítja és úgy is elvégzi a kívánt feladatokat, ehhez a forgótengelyt a mostani asztal síkja alá kell szerelni, hogy legyen elegendő magasság.
A szerencsétlen léptetőmotornak meg aztán tényleg nem értem mi köze van mindehhez.
Én minden sorodat átolvasok mielőtt reagálok rá.
De! Könyörgöm mikor írtam, hogy 4D-be dolgozom.
Azt írtam: "Közel egy éve figyelem a 4. 5. esetleg a 6. tengelyes megmunkálásokat és gépeiket, mivel most ez a fő csapásirány nálam, mert már 4.-ig eljutottam."
Azaz nem elégit ki, hogy pl. egy szobornál a Z tengely csak függőlegesen tudjon mozogni.
Tehát közbe vagy a tárgy vagy a marómotor is mozoghasson.
Eddig jutottam. Szeretnék - és magamat ismerve nem adom fel - eljutni minél előbb még egy plusz tengely (nálam ez lenne az 5.) mozgatásáig.
Remélem a szoftver lehetőségek is így akarják.
Most egyenlőre azt tudom megvalósítani, hogy a forgótengely először vízszinten áll és ha a tárgy úgy kívánja függőlegesbe állítja és úgy is elvégzi a kívánt feladatokat, ehhez a forgótengelyt a mostani asztal síkja alá kell szerelni, hogy legyen elegendő magasság.
A szerencsétlen léptetőmotornak meg aztán tényleg nem értem mi köze van mindehhez.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 13:40
Írta: 000000000 Dátum 2009 január 11, 13:40
Hát persze, a veréb is bebújhat sas jelmezbe,
meg még egy N kerekű biciklire is szálhat.
Ettől sajna veréb marad.:)
meg még egy N kerekű biciklire is szálhat.
Ettől sajna veréb marad.:)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 11, 13:45
Írta: 4um5b65d Dátum 2009 január 11, 13:45
Igen, de akkor azt is meg kell említenünk, hogy lehet egy alu szerkezetes 6 tengelyes gépen a legkitűnőbb szervo rendszer akkor is csak játékszer marad.
(Csak követtem az irányvonalat)
Na de hol húzódik a határ 4D és 4 tengely közt....
(Csak követtem az irányvonalat)
Na de hol húzódik a határ 4D és 4 tengely közt....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 13:51
Írta: 000000000 Dátum 2009 január 11, 13:51
"mert már 4.-ig eljutottam."
Az előbbiek alapján most ismerted be, hogy
egyelőre igazi 4D-ben sem dolgoztál, így
szerintem kár 5 meg 6 tengelyben gondolkoznod még.
Én pusztán ezt szerettem volna leszögezni,
pontosítani, hogy vigyázzunk a 3+X tengelyes
CNC megmunkálás kifejezéssel, és ebben akkor
meg is egyezhetünk talán.
Persze ha Te attól boldog vagy, hogy redundás
forgó tengelyekkel tele pakolod a géped,
de közben csak igazából mindig 3D-ben maradsz,
az a Te ügyed.
Az előbbiek alapján most ismerted be, hogy
egyelőre igazi 4D-ben sem dolgoztál, így
szerintem kár 5 meg 6 tengelyben gondolkoznod még.
Én pusztán ezt szerettem volna leszögezni,
pontosítani, hogy vigyázzunk a 3+X tengelyes
CNC megmunkálás kifejezéssel, és ebben akkor
meg is egyezhetünk talán.
Persze ha Te attól boldog vagy, hogy redundás
forgó tengelyekkel tele pakolod a géped,
de közben csak igazából mindig 3D-ben maradsz,
az a Te ügyed.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 13:59
Írta: 000000000 Dátum 2009 január 11, 13:59
4D CNC --> Google --> 305000 találat.
Csak meg találod köztük a helyes választ.:)
Csak meg találod köztük a helyes választ.:)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 14:01
Írta: s7manbs8 Dátum 2009 január 11, 14:01
És te Tibor dolgoztál már 4D-ben, ha már itt tartunk, vagy csak elméleti síkon ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 14:02
Írta: 000000000 Dátum 2009 január 11, 14:02
Bocsánat, apróságok de a sietségben most
látom pár elütésemet:
megtalálod, szállhat így helyes magyarul.
látom pár elütésemet:
megtalálod, szállhat így helyes magyarul.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 14:07
Írta: 000000000 Dátum 2009 január 11, 14:07
Nen dolgoztam, egyelőre a gyakorlatban
kifog rajtam. De rajta vagyok a témán
folyamatosan, nagyon szép a matematikája.:)
kifog rajtam. De rajta vagyok a témán
folyamatosan, nagyon szép a matematikája.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 14:18
Írta: 000000000 Dátum 2009 január 11, 14:18
Na most aztán tényleg nem tudom mit szóljak.
"Persze ha Te attól boldog vagy, hogy redundás
forgó tengelyekkel tele pakolod a géped,
de közben csak igazából mindig 3D-ben maradsz,
az a Te ügyed."
Hát hogy a fenébe lehet másképp igazi 3D-be marni.
Erre taníts meg kérlek!
Mert én buta nem tudok másképpen alámarásokat megcsinálni csak további tengelyek mozgatásával, hiszen a két önálló forgatási síkban megtervezett G coddal a Mach végzi a 4 tengely mozgatását.
De tudod mit, ha ez tényleg ennyire sületlenség amit eddig elértem akkor itt nem érdemes erről tovább vitáznom.
"Persze ha Te attól boldog vagy, hogy redundás
forgó tengelyekkel tele pakolod a géped,
de közben csak igazából mindig 3D-ben maradsz,
az a Te ügyed."
Hát hogy a fenébe lehet másképp igazi 3D-be marni.
Erre taníts meg kérlek!
Mert én buta nem tudok másképpen alámarásokat megcsinálni csak további tengelyek mozgatásával, hiszen a két önálló forgatási síkban megtervezett G coddal a Mach végzi a 4 tengely mozgatását.
De tudod mit, ha ez tényleg ennyire sületlenség amit eddig elértem akkor itt nem érdemes erről tovább vitáznom.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 14:26
Írta: s7manbs8 Dátum 2009 január 11, 14:26
És milyen szoftverek segítenek a megoldásban, vagy G kód generálásában ? A matematikája pedig nem csoda hogy szép, mivel itt már nem egyértelműen meghatározott, hogy melyik térbeli pontot hogyan érjük el a szerszámokkal, erre gondolom van jónéhány algoritmus, amit alkalmazni kell a követelményektől függően. Nem beszélve az optimalizálásról.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 11, 14:41
Írta: 4um5b65d Dátum 2009 január 11, 14:41
"Hát hogy a fenébe lehet másképp igazi 3D-be marni."
Szájjal ! [#nyes]
Szájjal ! [#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 15:01
Írta: 000000000 Dátum 2009 január 11, 15:01
"Hát hogy a fenébe lehet másképp igazi 3D-be
marni. Erre taníts meg kérlek!"
Sajnos egy általam írt nagyon fontos jelző
elkerülte a figyelmedet, nevezetesen
a "redundáns".
Ami röviden itt annyit jelent: minimumon
felüli, ezért fölösleges többlet.
Tudományos szinten pl.
itt olvashatsz róla.
marni. Erre taníts meg kérlek!"
Sajnos egy általam írt nagyon fontos jelző
elkerülte a figyelmedet, nevezetesen
a "redundáns".
Ami röviden itt annyit jelent: minimumon
felüli, ezért fölösleges többlet.
Tudományos szinten pl.
itt olvashatsz róla.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 15:08
Írta: 000000000 Dátum 2009 január 11, 15:08
A száj emlegetése valóban fontos a te esetedben,
mert a csodálatos lineáris orsókkal
megvalósított forgatós sületlenséged (lásd 1
hónapja 4. tengely forgató topik) és "stílusos" válaszaid
kapcsán saját magadad is egy hétre eltüntetted
innen.:)
mert a csodálatos lineáris orsókkal
megvalósított forgatós sületlenséged (lásd 1
hónapja 4. tengely forgató topik) és "stílusos" válaszaid
kapcsán saját magadad is egy hétre eltüntetted
innen.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 15:28
Írta: 000000000 Dátum 2009 január 11, 15:28
Tibor!
Az a baj, hogy nem tudom abbahagyni, pedig látom hiába való!
De azért még egyszer nekifutok. Kérlek röviden csak a kérdésekre válaszolj:
1. tehát a "redundáns" forgó tengely egy fölösleges tengely?
2. akkor enélkül hogy lehetne 3D-t megcsinálni?
3. szerinted van e esélyem a Te általad a jövőben megírandó programon kívül 4. 5. tengelyt mozgatni?
4. az szerinted nem eredmény, hogy így ki tudok marni valós 3D-s tárgyat?
5. tehát mivel nincs 4D.,-5D.-s programom akkor nem is lenne szabad ennyi tengelyere alkalmassá tenni a gépem?
6. most még a Machba bevitt G codom egymásután hajtja végre a különböző program részeket, de ez lehet hogy csak ez én tudatlanságom, hisz nem ismerem a piacon lévő összes CAD-CAM programot és lehetne valamelyikkel útvonalat optimalizálni?
Várom korrekt válaszod!
Az a baj, hogy nem tudom abbahagyni, pedig látom hiába való!
De azért még egyszer nekifutok. Kérlek röviden csak a kérdésekre válaszolj:
1. tehát a "redundáns" forgó tengely egy fölösleges tengely?
2. akkor enélkül hogy lehetne 3D-t megcsinálni?
3. szerinted van e esélyem a Te általad a jövőben megírandó programon kívül 4. 5. tengelyt mozgatni?
4. az szerinted nem eredmény, hogy így ki tudok marni valós 3D-s tárgyat?
5. tehát mivel nincs 4D.,-5D.-s programom akkor nem is lenne szabad ennyi tengelyere alkalmassá tenni a gépem?
6. most még a Machba bevitt G codom egymásután hajtja végre a különböző program részeket, de ez lehet hogy csak ez én tudatlanságom, hisz nem ismerem a piacon lévő összes CAD-CAM programot és lehetne valamelyikkel útvonalat optimalizálni?
Várom korrekt válaszod!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 15:51
Írta: 000000000 Dátum 2009 január 11, 15:51
RC. Hagyjuk az egészet, ha nem érted vagy
megsértődtél. A lényeg a lényeg: nem vagy túl
a 4D-n, mint ahogyan azt írtad, el se kezdted.
Feltettél egy redundáns forgatőt, de ettől még
maradtál 3D-ben, mert egy lineáris tengelyed
viszont azoknál a munkadaraboknál, amiket eddig
gyártottál csak áll, azaz felesleges.
Majdha olyan felületet hozol létre, amihez
kell a szimultán 4D, akkor írhattad volna az a
mondatot, emiből ez az egész észrevételem
kindult. Én pusztán ennyit állítok.
megsértődtél. A lényeg a lényeg: nem vagy túl
a 4D-n, mint ahogyan azt írtad, el se kezdted.
Feltettél egy redundáns forgatőt, de ettől még
maradtál 3D-ben, mert egy lineáris tengelyed
viszont azoknál a munkadaraboknál, amiket eddig
gyártottál csak áll, azaz felesleges.
Majdha olyan felületet hozol létre, amihez
kell a szimultán 4D, akkor írhattad volna az a
mondatot, emiből ez az egész észrevételem
kindult. Én pusztán ennyit állítok.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 11, 15:55
Írta: 4um5b65d Dátum 2009 január 11, 15:55
Arra gondoltam, hogy ugyanmár nem fogok leállni veled semmilyen vitára. Meghúztam a határt akivel leállok és te alatta vagy a vonalnak.
Sajnálom, talán majd máskor. Pusszantalak
Sajnálom, talán majd máskor. Pusszantalak
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 16:54
Írta: 000000000 Dátum 2009 január 11, 16:54
Kár , hogy válaszra sem méltatod a kérdéseimet!
Most már tényleg mutasd már meg hol írtam hogy túl vagyok a 4D-n!
A hiányos programismeretem miatt kell a különböző marási síkokat önállóan megszerkeszteni és önálló 3 tengelyes programrészekből összeállítani a végleges G codot. De a tárgy elkészítésekor mind a 4 tengely is részt vehet, igaz nem egyszerre. Pl. az elkészített szobor talpába egy négyzet hasábot is süllyesztettem és ott az eddig álló Y tengelynek is mozognia kellett és az A tengely állt.
Vagy akkor az mi, ha pl. a fából forgótengellyel kimart 3D oszlopba a végénél még egy átmenő négyzetes csapot is kell marni. ebben az esetben is szükség lesz mind a négy tengely mozgatására a programból.
Mire elkészül az 5. mozgatási axisom, addig remélem fellelem a korrekt útvonal generáló programot is.
Az pedig, hogy Te redundánsnak vagy másnak nevezed nem zavar.
Nekem az a fontos megtudok valamit csinálni vagy sem.
Kösz, hogy időt fordítottál rám, de közelebb nem vittél a megoldáshoz.
Most már tényleg mutasd már meg hol írtam hogy túl vagyok a 4D-n!
A hiányos programismeretem miatt kell a különböző marási síkokat önállóan megszerkeszteni és önálló 3 tengelyes programrészekből összeállítani a végleges G codot. De a tárgy elkészítésekor mind a 4 tengely is részt vehet, igaz nem egyszerre. Pl. az elkészített szobor talpába egy négyzet hasábot is süllyesztettem és ott az eddig álló Y tengelynek is mozognia kellett és az A tengely állt.
Vagy akkor az mi, ha pl. a fából forgótengellyel kimart 3D oszlopba a végénél még egy átmenő négyzetes csapot is kell marni. ebben az esetben is szükség lesz mind a négy tengely mozgatására a programból.
Mire elkészül az 5. mozgatási axisom, addig remélem fellelem a korrekt útvonal generáló programot is.
Az pedig, hogy Te redundánsnak vagy másnak nevezed nem zavar.
Nekem az a fontos megtudok valamit csinálni vagy sem.
Kösz, hogy időt fordítottál rám, de közelebb nem vittél a megoldáshoz.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 január 11, 17:10
Írta: svejk Dátum 2009 január 11, 17:10
Én reszelni szoktam 4D-ben..
Először reszelem mind a három (x,y,z) síkot, majd ha elfáradok, kicsit pihenek és folytatom.
Mert ugye a 4. dimenzió az idő...
[#circling]
Először reszelem mind a három (x,y,z) síkot, majd ha elfáradok, kicsit pihenek és folytatom.
Mert ugye a 4. dimenzió az idő...
[#circling]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 11, 17:16
Írta: 4um5b65d Dátum 2009 január 11, 17:16
Én meg még azt is tudom, hogy mi az összefüggés Tér és Idő közt.......
Ha jó az idő sokan vannak a téren....
[#vigyor2]
Ha jó az idő sokan vannak a téren....
[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 17:26
Írta: 000000000 Dátum 2009 január 11, 17:26
"Most már tényleg mutasd már meg hol írtam hogy
túl vagyok a 4D-n!"
A #3917-ben ezt írtad, innen indult az egész,
erre reagáltam:
"Közel egy éve figyelem a 4. 5. esetleg a 6.
tengelyes megmunkálásokat és gépeiket, mivel
most ez a fő csapásirány nálam, mert már 4.-ig
eljutottam."
Bocs, de ez úgy értendő szerintem, hogy már a 4
tengelyes megmunkálást sikerrel teljesítetted,
és jöhet majd a többi. Kiderült, hogy egyelőre
3D-ben vagy függetlenül a fizikailag ott lévő
forgatódtól. A kérdéseiddel azért nem
foglalkoztam, mert elbeszélünk egymás mellett,
de íme, ezek a válaszaim:
1. Ha redundáns, akkor igen.
2. Milyen 3D-t?
3. Valószínűség elméleti kategória, esélyekkel
kár foglalkoznom, 0 és 100 % között bármi
lehet.
4. Eredmény, de ez csak 3D.
5. Szabad. Felőlem akár összesen 7 forgatót is
építhetsz a gépedre.
6. Ha valami fölöslges, akkor azt optimalizálni sem szabad.
túl vagyok a 4D-n!"
A #3917-ben ezt írtad, innen indult az egész,
erre reagáltam:
"Közel egy éve figyelem a 4. 5. esetleg a 6.
tengelyes megmunkálásokat és gépeiket, mivel
most ez a fő csapásirány nálam, mert már 4.-ig
eljutottam."
Bocs, de ez úgy értendő szerintem, hogy már a 4
tengelyes megmunkálást sikerrel teljesítetted,
és jöhet majd a többi. Kiderült, hogy egyelőre
3D-ben vagy függetlenül a fizikailag ott lévő
forgatódtól. A kérdéseiddel azért nem
foglalkoztam, mert elbeszélünk egymás mellett,
de íme, ezek a válaszaim:
1. Ha redundáns, akkor igen.
2. Milyen 3D-t?
3. Valószínűség elméleti kategória, esélyekkel
kár foglalkoznom, 0 és 100 % között bármi
lehet.
4. Eredmény, de ez csak 3D.
5. Szabad. Felőlem akár összesen 7 forgatót is
építhetsz a gépedre.
6. Ha valami fölöslges, akkor azt optimalizálni sem szabad.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 17:42
Írta: 000000000 Dátum 2009 január 11, 17:42
Hát igen, hol is vagyok én a te szakmai
és emberi magasságaidhoz képest!:)
Az egész Fórum is csak kullog utánad
szaktudásban és emberi értékekben.
Fő a magabiztosság barátom!:)
és emberi magasságaidhoz képest!:)
Az egész Fórum is csak kullog utánad
szaktudásban és emberi értékekben.
Fő a magabiztosság barátom!:)
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 11, 17:53
Írta: 3k74cecek Dátum 2009 január 11, 17:53
Az a gond a 4D, 5D stb. megnevezéssel, hogy ez nem szabatos.
Valójában szabadságfokot kellene mondani. Nem tudom miért alakult ki ez a "dimenzió" megnevezés.
Ugyanis nincsenek 3-nál több dimenziós tárgyaink. Így szigorúan véve, értelmetlen 4 dimenziós megmunkálásról beszélni.
Az más kérdés, hogy egy olyan géppel ami csak 3 tengely menti lineáris mozgást tud végezni, avval nem tudunk minden 3D-s
tárgyat elkészíteni. Ez a gép ugyanis csak 3 szabadságfokú, sok tárgyhoz pedig ennyi kevés.
Ehhez az kell, hogy a gép további szabadságfokkal (fokokkal) (és nem dimenzióval!) rendelkezzen.
Sok esetben elég lehet a 3 szabadságfokú gép is, ha az úgy áll elő, hogy 2 tengely mentén lineáris mozgás, és az (kettő közül az) egyik tengely körüli forgást tud a gép. Most attól tekintsünk el, hogy a szerszámnak is forognia kell esetleg.
Tibor45 azért mondja, hogy csak 3D-ben dolgoztál eddig, mert még nem készítettél olyan tárgyat aminek elkészítéséhez elvileg is szükség lett volna mindhárom lineáris mozgás mellett még az egyik tengely körüli forgatásra is.
Tehát nem a géped nem képes rá, hanem te eddig nem csináltál ilyet (az nem tudom, hogy ez igaz-e vagy sem, de nem is érdekes).
Azt most ne ragozzuk, hogy ez miért nem tudja rendesen elmagyarázni neked, és miért csak az ő pökhendi stilusában képes válaszolni.
Azonban akárhány forgatót is szerelsz fel a gépedre, mindíg lehet olyan testet találni amit nem tudsz majd elkészíteni vele.
Igaz ezeknek túl nagy gyakorlati jelentőségük nincsen, csak elvileg ez a helyzet.
Valójában szabadságfokot kellene mondani. Nem tudom miért alakult ki ez a "dimenzió" megnevezés.
Ugyanis nincsenek 3-nál több dimenziós tárgyaink. Így szigorúan véve, értelmetlen 4 dimenziós megmunkálásról beszélni.
Az más kérdés, hogy egy olyan géppel ami csak 3 tengely menti lineáris mozgást tud végezni, avval nem tudunk minden 3D-s
tárgyat elkészíteni. Ez a gép ugyanis csak 3 szabadságfokú, sok tárgyhoz pedig ennyi kevés.
Ehhez az kell, hogy a gép további szabadságfokkal (fokokkal) (és nem dimenzióval!) rendelkezzen.
Sok esetben elég lehet a 3 szabadságfokú gép is, ha az úgy áll elő, hogy 2 tengely mentén lineáris mozgás, és az (kettő közül az) egyik tengely körüli forgást tud a gép. Most attól tekintsünk el, hogy a szerszámnak is forognia kell esetleg.
Tibor45 azért mondja, hogy csak 3D-ben dolgoztál eddig, mert még nem készítettél olyan tárgyat aminek elkészítéséhez elvileg is szükség lett volna mindhárom lineáris mozgás mellett még az egyik tengely körüli forgatásra is.
Tehát nem a géped nem képes rá, hanem te eddig nem csináltál ilyet (az nem tudom, hogy ez igaz-e vagy sem, de nem is érdekes).
Azt most ne ragozzuk, hogy ez miért nem tudja rendesen elmagyarázni neked, és miért csak az ő pökhendi stilusában képes válaszolni.
Azonban akárhány forgatót is szerelsz fel a gépedre, mindíg lehet olyan testet találni amit nem tudsz majd elkészíteni vele.
Igaz ezeknek túl nagy gyakorlati jelentőségük nincsen, csak elvileg ez a helyzet.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 17:59
Írta: s7manbs8 Dátum 2009 január 11, 17:59
És hol van a határ a CNC és a robotok közt ? Vagy az nem olyan éles ? Mert, ha túlzásba visszük a szabadsági fokok növelését, átmegyünk robotba ? Lehet rc valójában már nem is CNC-ben gondolkodik.
Cím: Re:Mechanikai ötletek
Írta: 27idyu84u Dátum 2009 január 11, 18:05
Írta: 27idyu84u Dátum 2009 január 11, 18:05
A szakirodalom szerint
"Ahány tengely összhangban vezérelhető, annyi dimenziós pályavezérlésről (D) beszélhetünk. Tehát a dimenziószám az eredő sebességvektor különböző tengelyek irányába eső sebességkomponensek száma. Ha az NC nem képes minden tengelyt összhangban mozgatni (azaz pályavezérelni) a fennmaradó (csak szakaszvezérelhető) tengelyeket fél dimenziószámmal jelölték"
valamint
"valódi térbeli alakzatok általában 5D pályavezérléssel munkálhatók meg, mert a geometria lekövetése mellett a maró optimális élszögeit is be kell állítani"
"Ahány tengely összhangban vezérelhető, annyi dimenziós pályavezérlésről (D) beszélhetünk. Tehát a dimenziószám az eredő sebességvektor különböző tengelyek irányába eső sebességkomponensek száma. Ha az NC nem képes minden tengelyt összhangban mozgatni (azaz pályavezérelni) a fennmaradó (csak szakaszvezérelhető) tengelyeket fél dimenziószámmal jelölték"
valamint
"valódi térbeli alakzatok általában 5D pályavezérléssel munkálhatók meg, mert a geometria lekövetése mellett a maró optimális élszögeit is be kell állítani"
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 11, 18:26
Írta: 3k74cecek Dátum 2009 január 11, 18:26
Köszönöm. Mindíg tanul az ember.[#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 18:34
Írta: 000000000 Dátum 2009 január 11, 18:34
Nagyszerű, csak akkor jobb lenne betartani
a sorrendet. Először tanulj, utána írkálj
"okossságokat".:)
a sorrendet. Először tanulj, utána írkálj
"okossságokat".:)
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 11, 18:34
Írta: 3k74cecek Dátum 2009 január 11, 18:34
Biztosan nem szakszerű definició, de én ott húznám meg a határt, ahol a gép már ember nélkül képes dolgozni.
Ez alatt azt értem, hogy egy adott helyről felveszi a munkadarabot, elvégzi vele amit kell, és utána egy adott helyre leteszi. Eközben észreveszi ha a szerszám megsérült, vagy bármi olyan probléma van ami selejtet eredményezne. (Lehet kritizálni)
Ez alatt azt értem, hogy egy adott helyről felveszi a munkadarabot, elvégzi vele amit kell, és utána egy adott helyre leteszi. Eközben észreveszi ha a szerszám megsérült, vagy bármi olyan probléma van ami selejtet eredményezne. (Lehet kritizálni)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 19:00
Írta: 000000000 Dátum 2009 január 11, 19:00
Összefoglalnám a mai nap termését az én nézőpontomból:
- jelenleg egyszerre 3 axist tudok egyidejűleg vezérelni, de ez a négy közül bármikor bármelyik lehet
- ha elkészül az 5. axis akkor a jelenlegi szoftvereimmel az 5 közül bármikor bármelyik 3-mat
- a gyorsabb megmunkálás az lenne, ha tudnék 5 tengelynek egyszerre marópályát generálni, mert így nem kellene megmunkálási síkot váltani még akkoris, ha ezt most is gépi vezérléssel teszem
- ha egy gépnek több axisa van mint 3, azzal nő az esélyem a bonyolultabb 3D testek megmunkálására
Remélem ezzel a hozzáértők is egyetértenek.
- jelenleg egyszerre 3 axist tudok egyidejűleg vezérelni, de ez a négy közül bármikor bármelyik lehet
- ha elkészül az 5. axis akkor a jelenlegi szoftvereimmel az 5 közül bármikor bármelyik 3-mat
- a gyorsabb megmunkálás az lenne, ha tudnék 5 tengelynek egyszerre marópályát generálni, mert így nem kellene megmunkálási síkot váltani még akkoris, ha ezt most is gépi vezérléssel teszem
- ha egy gépnek több axisa van mint 3, azzal nő az esélyem a bonyolultabb 3D testek megmunkálására
Remélem ezzel a hozzáértők is egyetértenek.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 19:37
Írta: s7manbs8 Dátum 2009 január 11, 19:37
Mert milyen szoftvert használsz, hogy csak 3 tengely lehet velük egyszerre mozgatni ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 19:43
Írta: 000000000 Dátum 2009 január 11, 19:43
Ez szerintem a G-kódtól függ, nem (csak) a vezérlő szoftvertől!
Tudtommal Mach3-ast használ rc, ami ugye max. 6 tengelyt tud egyszerre vezérelni.
Tudtommal Mach3-ast használ rc, ami ugye max. 6 tengelyt tud egyszerre vezérelni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 19:59
Írta: 000000000 Dátum 2009 január 11, 19:59
István! Neked van olyan mérésed, tapasztalatod,
hogy pl. a Mach hogyan és mennyire lassul le az
egyidejűleg vezérelt tengelyek számával arányosan?
Mert páran már nekem panaszkodtak,
hogy a biztos 50-60 kHz step frekije romlani
kezd a valós idejű tengelyek számának
növelésével, és anno egy Mach2-nél ezt én is
tapasztaltam már 2 tengely esetén is.
hogy pl. a Mach hogyan és mennyire lassul le az
egyidejűleg vezérelt tengelyek számával arányosan?
Mert páran már nekem panaszkodtak,
hogy a biztos 50-60 kHz step frekije romlani
kezd a valós idejű tengelyek számának
növelésével, és anno egy Mach2-nél ezt én is
tapasztaltam már 2 tengely esetén is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 20:00
Írta: 000000000 Dátum 2009 január 11, 20:00
A Mach tudna egyszerre akár hatot is vezérelni, de marópályát nem tudok jelenleg egyidejű megmunkálásra csak 3-ra generálni és emiatt egy egy tárgynak különböző, most legalább két irányból kell marópályát generálni.
Mondok egy példát:
fogtechnikus barátom hozott egy rágófognak a 3D-s vektorrajzát. Most a forgatóval kimarva szép a fog, de a a rágófelület sima mert vagy a marót kelle vízszintesbe forgatni , vagy a forgatót a foggal függőlegesbe és ehhez is egy marópályát generálni.
Persze tudom, nekem is már meg kellene tanulnom már komolyabb CAD-CAM-okat és könnyebb lenne.
Mondok egy példát:
fogtechnikus barátom hozott egy rágófognak a 3D-s vektorrajzát. Most a forgatóval kimarva szép a fog, de a a rágófelület sima mert vagy a marót kelle vízszintesbe forgatni , vagy a forgatót a foggal függőlegesbe és ehhez is egy marópályát generálni.
Persze tudom, nekem is már meg kellene tanulnom már komolyabb CAD-CAM-okat és könnyebb lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 20:10
Írta: 000000000 Dátum 2009 január 11, 20:10
Papíron tud...De ha jól emlékszem, Te írtál
tegnap pont a forgatós kísérletek kapcsán arról, hogy
már 2 tengelynél is egy bizonyos sebesség
fölött leáll, vagy ez már megoldódott?
Mert ne felejtsük el a 3+X tengelyes gépeknél
ez nagyon fontos, hol a vezérlő progi határa
ilyen szempontból.
tegnap pont a forgatós kísérletek kapcsán arról, hogy
már 2 tengelynél is egy bizonyos sebesség
fölött leáll, vagy ez már megoldódott?
Mert ne felejtsük el a 3+X tengelyes gépeknél
ez nagyon fontos, hol a vezérlő progi határa
ilyen szempontból.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 20:21
Írta: 000000000 Dátum 2009 január 11, 20:21
Valóban a "lefejtéses marásos" kísérletnél volt egy kis furcsaság.
Azt hiszem viszont megint nem a Mach volt hülye hanem én.
Ugyanis azt látom azóta, hogy nem lehet úgy sebességet növelni ahogy én csináltam. Azaz ki kell a behívott G cód-bol is lépni, ha megnövelem. De még a műhelybe nem csináltam újabb tesztet csak bent a szobába a laptopon.
Azt hiszem viszont megint nem a Mach volt hülye hanem én.
Ugyanis azt látom azóta, hogy nem lehet úgy sebességet növelni ahogy én csináltam. Azaz ki kell a behívott G cód-bol is lépni, ha megnövelem. De még a műhelybe nem csináltam újabb tesztet csak bent a szobába a laptopon.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 20:30
Írta: 000000000 Dátum 2009 január 11, 20:30
Köszi, akkor ez talán megoldódik.
De az még nyitott kérdés, mitől
és menynire lassul le a tengelyszám növeléstől
a step freki, ha ugyan tényleg lelassul. Mert
Nálad minden jó szokott lenni a végén, és
ezekszerint az is mindegy, hogy 1 vagy 6 tengely
dolgozik, ott a kőkemyény stabil 100 kHz.:)
De az még nyitott kérdés, mitől
és menynire lassul le a tengelyszám növeléstől
a step freki, ha ugyan tényleg lelassul. Mert
Nálad minden jó szokott lenni a végén, és
ezekszerint az is mindegy, hogy 1 vagy 6 tengely
dolgozik, ott a kőkemyény stabil 100 kHz.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 20:47
Írta: 000000000 Dátum 2009 január 11, 20:47
Tibor!
Azt se nem mértem se nem számoltam, hogy mennyire stabil a freki. Akinek van gépe az pár év után megismeri mozgásáról, hogy mennyi 10 -20-30 mm/s sebesség és ha ez lassulna észrevenné. Nekem még csak három különböző tengely ment egyszerre.
Mérés nélkül állítom, hogy 10%-nál nem lehet nagyobb ha van, mert azt észrevenném.
És nekem csak az a fontos meg tudok e valamit csinálni vagy sem, nem pedig a normaidő.
Szerintem ezt pár ember pillanatok alatt ki tudja mérni neked.
Azt se nem mértem se nem számoltam, hogy mennyire stabil a freki. Akinek van gépe az pár év után megismeri mozgásáról, hogy mennyi 10 -20-30 mm/s sebesség és ha ez lassulna észrevenné. Nekem még csak három különböző tengely ment egyszerre.
Mérés nélkül állítom, hogy 10%-nál nem lehet nagyobb ha van, mert azt észrevenném.
És nekem csak az a fontos meg tudok e valamit csinálni vagy sem, nem pedig a normaidő.
Szerintem ezt pár ember pillanatok alatt ki tudja mérni neked.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 21:01
Írta: s7manbs8 Dátum 2009 január 11, 21:01
Azért kérdeztem, hogy mit használ, mert a közismert Mach szoftver is hat tengelyt meghajt minimum és nem is piskóta sebességgel dolgozik, jól meg az csinálva, ha meg valakinek nem elég a sebesség, használjon gyorsabb gépet. Manapság már ez nem gond a P4-ek korában. Ha még csak 286-osnál tartanánk, akkor bizony nehezebb lenne ilyen dolgokat hobbi szinten megcsinálni. Füllel meg lehet hallani ha nagy az eltérés a sebességben ha duplázzuk a sebességet, hallatszik, hogy egy oktávot emelkedik e a hangja, akinek van rendes hallása annak ez nem gond. Persze ez léptetőmotoroknál jobban hallható gondolom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 21:08
Írta: 000000000 Dátum 2009 január 11, 21:08
Most jut eszembe kísérleteztem egyszer amikor 4 tengely dolgozott egyidejűleg:
ha feltettem a tangencionális fejet és nem szikét hanem a 45 fokos gravírtűbe forgácstörőt köszörültem és úgy állítottam be hogy túrja az anyagot akkor a nem állandó mélységű (V carve) betűmarást szépen irányba is állította. A kézi gravírozáshoz ill. véséshez nagyon hasonlító szépségű így a felirat. De sajna gyenge ez a késforgatóm igazából fóliához csináltam nem bír igazából fémet túrni.
Na pedig akkor ezt is elterveztem hogy erősebbre megcsinálom, hogy bicskába lehessen vésni vele.
ha feltettem a tangencionális fejet és nem szikét hanem a 45 fokos gravírtűbe forgácstörőt köszörültem és úgy állítottam be hogy túrja az anyagot akkor a nem állandó mélységű (V carve) betűmarást szépen irányba is állította. A kézi gravírozáshoz ill. véséshez nagyon hasonlító szépségű így a felirat. De sajna gyenge ez a késforgatóm igazából fóliához csináltam nem bír igazából fémet túrni.
Na pedig akkor ezt is elterveztem hogy erősebbre megcsinálom, hogy bicskába lehessen vésni vele.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 21:15
Írta: s7manbs8 Dátum 2009 január 11, 21:15
És ismersz olyan szoftvert amivel ilyen 5D-s pályát lehet generálni, engem is érdekelne mivel lehet ilyeneket csinálni vagy csak a nagyon drága szoftverek tudnak ilyesmit ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 21:33
Írta: 000000000 Dátum 2009 január 11, 21:33
Ok. Köszi a válaszodat.
Lassan "beleszeretek" ebbe a progiba, olyan
szépeket, kedvező tapasztalatokat írsz mindig
róla.:)
Lassan "beleszeretek" ebbe a progiba, olyan
szépeket, kedvező tapasztalatokat írsz mindig
róla.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 21:34
Írta: 000000000 Dátum 2009 január 11, 21:34
Szerintem a google kidob sokat talán ezek is tudhatják:
-deskproto
-mastercam
-rhinoceros
- stb.
-deskproto
-mastercam
-rhinoceros
- stb.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 21:36
Írta: 000000000 Dátum 2009 január 11, 21:36
Ez egy szép alkalmazás lenne, ha beválna, és
igazi 4D is lehet akár belőle beállításoktól
függően.
igazi 4D is lehet akár belőle beállításoktól
függően.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 21:43
Írta: 000000000 Dátum 2009 január 11, 21:43
Ha úgy tudnék marópálya egyenleteket írni mint Te én sem windosos futtatású progikat használnék.
De hálistennek a Mach segített, hogy ezen tudás nélkül is legyen sikerélményem.
De hálistennek a Mach segített, hogy ezen tudás nélkül is legyen sikerélményem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 21:56
Írta: 000000000 Dátum 2009 január 11, 21:56
Igen szerintem is kár hogy megfeledkeztem róla, mert szebb mint ha gyémánt tűvel csinálok felületkövetős gavírozást, sőt a forgó gravírtűvel készítt marás sincs olyan szép, mert az oldalfelület így szebben csillog.
Na ma kiéltem levelezési mániámat, holnaptól sok az elfoglaltság.
Na viszlát!
Na ma kiéltem levelezési mániámat, holnaptól sok az elfoglaltság.
Na viszlát!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 21:57
Írta: 000000000 Dátum 2009 január 11, 21:57
Nagyon bonyolult dolog egy általános
felületet de akár csak egy egyenest is
létrehozni, ha pl. áttérünk csukló
koordinátás szerszám rendszerbe is.
Gondolj bele, hogy pl. egy hegesztő KUKA robot
ha pontosan egy általános helyzetű térbeli
egyenes mentén akar 4-5-6 HD hajtóműves
rendszerében mozogni, micsoda mennyiségű
valós idejű mátrix transzformációra van szükség. Aztán micsoda encoder felbontásokra
egy fél méter sugarú kar ív mentén is, ha
néhány század mm pályakövetési pontosságot el
is várunk eredőben. Na és micsoda merevségű, csomó trükkel, specilis anyaggal ellátott
mechanika kell ezekhez a minimális J, és
torziós merevség miatt.
Ezek tengelyenként is többprocesszoros,
csúcs technológiák, ne álmodozzunk ilyesmiről
egy Hobby CNC fórumon, nincs realitása a
közeljövőben.
felületet de akár csak egy egyenest is
létrehozni, ha pl. áttérünk csukló
koordinátás szerszám rendszerbe is.
Gondolj bele, hogy pl. egy hegesztő KUKA robot
ha pontosan egy általános helyzetű térbeli
egyenes mentén akar 4-5-6 HD hajtóműves
rendszerében mozogni, micsoda mennyiségű
valós idejű mátrix transzformációra van szükség. Aztán micsoda encoder felbontásokra
egy fél méter sugarú kar ív mentén is, ha
néhány század mm pályakövetési pontosságot el
is várunk eredőben. Na és micsoda merevségű, csomó trükkel, specilis anyaggal ellátott
mechanika kell ezekhez a minimális J, és
torziós merevség miatt.
Ezek tengelyenként is többprocesszoros,
csúcs technológiák, ne álmodozzunk ilyesmiről
egy Hobby CNC fórumon, nincs realitása a
közeljövőben.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 22:24
Írta: s7manbs8 Dátum 2009 január 11, 22:24
Hát én azt tudom mondani, hogy nem is a szoftveroldalról lenne itt a probléma meg a számítógép tekintetében, hanem ahogy te is említed a mechanikában kellene még leginkább a zsebbe nyúlni, ha az általad példának felhozott pontossági és egyéb követelményeket szeretnénk elérni. Sajnos a mechanika része nem fog csökkeni árban, szemben a gépek számítási kapacitásaival szemben. Ha azt nézzük, mint ahogy a forgácsolóerőktől kezdve a gépek mindenféle igénybevételéhez való méretezést, ugyanúgy a számítási kapacitásigényt is lehet számolni előre, az adott feladattól függően, így előre meg lehet mondani egy dologról, hogy az az álomkategóriába tartozik e vagy sem. Mindenesetre minden olyan dologról, amit már valaki megcsinált csak azt lehet mondani, hogy meg lehet csinálni, persze nem biztos hogy könnyen, vagy még hozzáteszem azt is, hogy nem egyedül. De ha példának okáért összefog 30 hobbista ember, csudákat tudna művelni, főleg akiknek amúgy is ez a mániájuk. A hobbit is lehet csoportosan űzni, nem kell hogy mindenki magában matasson otthon csak a gépein.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 11, 22:48
Írta: 000000000 Dátum 2009 január 11, 22:48
"De ha példának okáért összefog 30 hobbista
ember, csudákat tudna művelni..."
Sajnos ebben nem értünk egyet. Világosan kell
látni "egyszerű és játékos" Hobby dolgaink,
lehetőségeink" határait pont amiatt, mert némi kollektív
és egyéni tudás birtokában ilyesmikről
beszélgetünk itt a Fórumon, és van műszaki
realitásérzék is a világon.
Egy igazi, ipari 5-8 D CNC technika
itt
Ez a példa talán segít meggyőzni Téged is, az
egy más világ, amikor komolyan vesszük a 3+X
CNC tengelyt.
ember, csudákat tudna művelni..."
Sajnos ebben nem értünk egyet. Világosan kell
látni "egyszerű és játékos" Hobby dolgaink,
lehetőségeink" határait pont amiatt, mert némi kollektív
és egyéni tudás birtokában ilyesmikről
beszélgetünk itt a Fórumon, és van műszaki
realitásérzék is a világon.
Egy igazi, ipari 5-8 D CNC technika
itt
Ez a példa talán segít meggyőzni Téged is, az
egy más világ, amikor komolyan vesszük a 3+X
CNC tengelyt.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 22:57
Írta: s7manbs8 Dátum 2009 január 11, 22:57
Jól van, be ne mutasd már, hogy találtál rá ? A sakkozó robotnak én írtam a vezérlő szoftverét ...
[#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2]
Remélem a humorérzéked most nem hagy el.
Engem azért az tölt el büszkeséggel, hogy azért a sarki újságárustól kicsit többet sejtünk a dolgokról, látom nem vagyok egyedül ebben, és itt a többiek is felmutatnak egy kis tudományt, hajrá, csak így tovább mindenki.
[#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2]
Remélem a humorérzéked most nem hagy el.
Engem azért az tölt el büszkeséggel, hogy azért a sarki újságárustól kicsit többet sejtünk a dolgokról, látom nem vagyok egyedül ebben, és itt a többiek is felmutatnak egy kis tudományt, hajrá, csak így tovább mindenki.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 23:07
Írta: s7manbs8 Dátum 2009 január 11, 23:07
Amúgy még azt nem tudom, hogy mondjuk pl. 1980-ban, amikor gondolom már voltak robotok is szép számmal, azokat ugyan mivel vezérelték ? Vagy titokban már akkor is volt P4-es processzor, csak még mi nem hallottunk róla, ahogy írod, hogy micsoda többprocesszoros technológia kell hozzá ? Meg hát vannak speciálisan erre a célra kifejlesztett mátrixtranszformáció számító, vagy kinek mire van szüksége processzor is, persze az is igaz, hogy ezeket nem árulják a sarki hentesboltban, így mi még lehet manapság se jutunk hozzá könnyen.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 11, 23:13
Írta: 4um5b65d Dátum 2009 január 11, 23:13
1980 - Commodore64
Többprocesszoros rendszer esetén 2 db C64
[#nyes]
Többprocesszoros rendszer esetén 2 db C64
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 23:16
Írta: s7manbs8 Dátum 2009 január 11, 23:16
Na tessék itt a jó példa, már kész is a rendszer, hozhatjátok a "Kuka"-t, rákötjük és annyi ... [#integet2][#integet2][#integet2]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 11, 23:36
Írta: 4um5b65d Dátum 2009 január 11, 23:36
Nem véletlen, hogy a C64-eseket már mind a KUKÁ-ba dobták.....
[#nyes]
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2009 január 11, 23:36
Írta: Szedlay Pál Dátum 2009 január 11, 23:36
Beszéltem egy forgalmazó céggel kb. 2 hónappal ezelött. Kb 6,5 M Forintnak!!!!!!!!!!!!
megfelelő öszegért már a megfelelő postprocesszorral felvértezett programot futtathattam volna és martam volna 5 tengelyen szimultán . Na ez nem hobby kategória.
megfelelő öszegért már a megfelelő postprocesszorral felvértezett programot futtathattam volna és martam volna 5 tengelyen szimultán . Na ez nem hobby kategória.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 11, 23:41
Írta: s7manbs8 Dátum 2009 január 11, 23:41
Köszönöm az infót, most már legalább van egy kézzelfogható összegszerű példa arra, hogy miben is gondolkodjon egy hobbysta, aki csak álmodozik esetleg.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 11, 23:43
Írta: 4um5b65d Dátum 2009 január 11, 23:43
Majd Elektron fórumtárs szépen nekifexik a szoftvernek és megoldja a problémát.
Gyorsan segítek is neki egy kicsit. Így kezdődik a program, már csak a kérdőjeles részekre kell ezt azt beírnia.... :)
Var x,y,z,a,b,c,d,e : Real;
BEGIN
??????
??????
END.
Gyorsan segítek is neki egy kicsit. Így kezdődik a program, már csak a kérdőjeles részekre kell ezt azt beírnia.... :)
Var x,y,z,a,b,c,d,e : Real;
BEGIN
??????
??????
END.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2009 január 11, 23:57
Írta: Szedlay Pál Dátum 2009 január 11, 23:57
Nem ajánlották a szimultán 5 tengelyt.
Nagyon sok a probléma és a megoldatlan szál.
Volt rá pálda, hogy sok 10 M forint értékű gép ment galyra, mert a program másként értelmezte az 1 fokot neki ez 359 fok.
Azt mondták óvatosan a szimultán 5 tengellyel.
Nagyon sok a probléma és a megoldatlan szál.
Volt rá pálda, hogy sok 10 M forint értékű gép ment galyra, mert a program másként értelmezte az 1 fokot neki ez 359 fok.
Azt mondták óvatosan a szimultán 5 tengellyel.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 12, 00:03
Írta: s7manbs8 Dátum 2009 január 12, 00:03
Ha az első sorba beírod, hogy
program RobotControl5D;
és kihagyod a közepén a kérdőjeleket, egy tökéletes, bár funkcionálisan kissé keveset tudó vezérlőprogramot kapunk, ami ráadásul egy 286-oson is rendkívül gyorsan fut ...
Progamozásból ezért adományozok neked egy tiszteletbeli 5-ös jegyet.
[#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2]
program RobotControl5D;
és kihagyod a közepén a kérdőjeleket, egy tökéletes, bár funkcionálisan kissé keveset tudó vezérlőprogramot kapunk, ami ráadásul egy 286-oson is rendkívül gyorsan fut ...
Progamozásból ezért adományozok neked egy tiszteletbeli 5-ös jegyet.
[#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 12, 00:09
Írta: s7manbs8 Dátum 2009 január 12, 00:09
Hát az biztos, hogy be kell tartani minden a szoftver bemenőadataira vonatkozó határértékeket, és értelmezési problémák se szerencsés ha vannak, mert nem a munkadarabbal fog foglalkozni a gép, hanem pofánveri a közelében csodálattal nézelődő, érdeklődő emberkét. Vigyázat a gépnek sose szabad hinni, akármilyen kedvesen is duruzsol néha!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 12, 07:10
Írta: 000000000 Dátum 2009 január 12, 07:10
Sajnos nincs ilyen mérésem. Csak azt tapasztaltam (ami normális), hogy a CPU terhelés egységesen emelkedik (jelentősen) a használt tengelyek számával.
Egy ilyen mérésre én is kíváncsi lennék (2 csatornáig tudok mérni csak sajnos, ide valami logikai analizátor kellene, 6 csatornával).
Egy ilyen mérésre én is kíváncsi lennék (2 csatornáig tudok mérni csak sajnos, ide valami logikai analizátor kellene, 6 csatornával).
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2009 január 12, 11:44
Írta: HJózsi Dátum 2009 január 12, 11:44
Mi ez a jó nagy semmi?... [#ijedt]
valami gond van a képekkel...
valami gond van a képekkel...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2009 január 12, 11:46
Írta: HJózsi Dátum 2009 január 12, 11:46
Valamit benyalt az Opera ... - bocs! ... az IE-ben 3 integető ... Néha a tökéletes sem tökéletes ...
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2009 január 12, 12:10
Írta: Szedlay Pál Dátum 2009 január 12, 12:10
Lehetne egy kicsit részletesebben?
Nem látom térben a problémát.
Veszek egy fogat és belerakok egy tengelyt aminél fogva forgatom vagy mesial-distal vagy bucco-lingualis irányba. Utána generálok egy pályát az occlusalis felszín felöl, majd elforgatom vagy az x vagy az y tengely mentén ( attól fögg hol van a forgató) 180 fokkal és generálok még egy pályát. Miért kell ezt forgatva marni?
Nem látom térben a problémát.
Veszek egy fogat és belerakok egy tengelyt aminél fogva forgatom vagy mesial-distal vagy bucco-lingualis irányba. Utána generálok egy pályát az occlusalis felszín felöl, majd elforgatom vagy az x vagy az y tengely mentén ( attól fögg hol van a forgató) 180 fokkal és generálok még egy pályát. Miért kell ezt forgatva marni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 12, 13:25
Írta: 000000000 Dátum 2009 január 12, 13:25
Biztos úgy is lehet, de én pont a forgatóst akartam próbálgatni és a rágófelületet csak a forgató rendszer pozícionált 90 fokos átfordítása után lehetséges kialakítani. Azt utána meg lehetne forgótengelyesen, vagy x-y síkon is már csinálni. De ha már be van fogva a forgatóba akkor inkább azt forgatnám továbbra is.
De mindezt csak akkor tudom, ha lesz egy 90 fokos pozicionálóm.
Azért az az érzésem, ha már az első fázist is forgótengellyel csinálom pontosabb felületet kapok mert a maró szerszám mindig azonos pontja
végzi a megmunkálást (nem pedig néhol az oldala) ha állna a tárgy.
De hangsúlyozom nagyon amatőr vagyok én ebben a cnc-zésben és nem biztos, hogy jól látok mindent.
A modellezésben évtizedek alatt hozzászoktam, hogy mindent meg lehet csinálni valamilyen módon.
Ezért van aztán, hogy ha elkészül valamim már nem érdekel annyira, hanem újabb dolgot szeretnék létrehozni.
Milyen jó lenne még megérnem, hogy robotkaros gépet is összedobok......
De mindezt csak akkor tudom, ha lesz egy 90 fokos pozicionálóm.
Azért az az érzésem, ha már az első fázist is forgótengellyel csinálom pontosabb felületet kapok mert a maró szerszám mindig azonos pontja
végzi a megmunkálást (nem pedig néhol az oldala) ha állna a tárgy.
De hangsúlyozom nagyon amatőr vagyok én ebben a cnc-zésben és nem biztos, hogy jól látok mindent.
A modellezésben évtizedek alatt hozzászoktam, hogy mindent meg lehet csinálni valamilyen módon.
Ezért van aztán, hogy ha elkészül valamim már nem érdekel annyira, hanem újabb dolgot szeretnék létrehozni.
Milyen jó lenne még megérnem, hogy robotkaros gépet is összedobok......
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 12, 13:32
Írta: s7manbs8 Dátum 2009 január 12, 13:32
Ha csak pakolászni akarsz robotkarral, azt még simán össze tudod rakni. De ha megmunkálásra gondolsz, vedd figyelembe Tibor45 nemrég írott hozzászólását is, mielőtt belekezdel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 12, 13:51
Írta: 000000000 Dátum 2009 január 12, 13:51
Igen, figyelmesen elolvastam mindent.
Már néha azon fantáziálok, hogy karbon karokat öntök formába és szerelem rájuk a HD-ket......
Csak ezek a fránya programozók és matematikusok lassúak és piszkosúl drágák.....
Milyen jó lenne, ha közöttük is lenne egy megszállott modellező....
Már néha azon fantáziálok, hogy karbon karokat öntök formába és szerelem rájuk a HD-ket......
Csak ezek a fránya programozók és matematikusok lassúak és piszkosúl drágák.....
Milyen jó lenne, ha közöttük is lenne egy megszállott modellező....
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 12, 13:57
Írta: s7manbs8 Dátum 2009 január 12, 13:57
Érdekes, pl. a lassúság, vagy mondhatnám lustaság, pl. én is kivülállók szemében lehet annak tűnök, közben csak az az oka,hogy szeretek azon gondolkodni, hogy valamit hogy lehet úgy megcsinálni, hogy nekem ne kelljen csinálni semmit és ezért inkább programokat írok, majd azok dolgoznak helyettem. Drága meg azért vagyok, mert mindennap libacombot kell ennem, ha nem akarok éhes maradni.[#vigyor2][#vigyor2][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 12, 17:04
Írta: 4um5b65d Dátum 2009 január 12, 17:04
Látom törekedsz a hibamentes programkód megírására. Nagyon dícséretes !
[#papakacsint]
[#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 12, 17:11
Írta: s7manbs8 Dátum 2009 január 12, 17:11
Igyekszik az ember.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2009 január 12, 18:04
Írta: Szedlay Pál Dátum 2009 január 12, 18:04
Kösz, hogy leírtad.
Próbáld így is, úgy is.
Még mindig nem vagyok teljesen képben, mit miért, de nem is annyira fontos. A lényeg a szabadidő hasznos eltöltése.
Próbáld így is, úgy is.
Még mindig nem vagyok teljesen képben, mit miért, de nem is annyira fontos. A lényeg a szabadidő hasznos eltöltése.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 január 12, 18:52
Írta: 3vv2btrhv Dátum 2009 január 12, 18:52
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 12, 19:51
Írta: 000000000 Dátum 2009 január 12, 19:51
" Igy is lehet "
De mit?
De mit?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 január 12, 20:03
Írta: svejk Dátum 2009 január 12, 20:03
Az eszterga szerszámcserélőről jut eszembe:
Kinek van itt Home Made szerszámcserélője marógépre?
Ha publikus írhatna róla pár szót.
Kinek van itt Home Made szerszámcserélője marógépre?
Ha publikus írhatna róla pár szót.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2009 január 13, 10:20
Írta: Szedlay Pál Dátum 2009 január 13, 10:20
Forgarta marni. pl. ékszereket gyűrűket
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 13, 10:42
Írta: 000000000 Dátum 2009 január 13, 10:42
a googlival keress erre a sorra rá:
Automatic Tool Change for a Small Sieg Mill Using a Compressed Air Kwik Change
Automatic Tool Change for a Small Sieg Mill Using a Compressed Air Kwik Change
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 13, 10:47
Írta: 000000000 Dátum 2009 január 13, 10:47
Igazából én értem miről szólna.
De, ez a mechanikai ötletek topic és az hogy beteszek az internetről egy forgatós tengelyes honlapot ( a google több százat dob ki), milyen tanácsot ad. Ugyan ezt tudja a nálunk elterjedt Artcam JewelSmith is. És föleg amire nekem válaszolt (#3986) nem sokra megyek vele.
Igen jó lenne nekem, pl. ha az az Artcam-ot tökéletesen tudnám használni, de jó ha a 10-20%-át vagyok képes kihasználni.
A fordításra meg sajna nem jön össze elég érdekelt.
De, ez a mechanikai ötletek topic és az hogy beteszek az internetről egy forgatós tengelyes honlapot ( a google több százat dob ki), milyen tanácsot ad. Ugyan ezt tudja a nálunk elterjedt Artcam JewelSmith is. És föleg amire nekem válaszolt (#3986) nem sokra megyek vele.
Igen jó lenne nekem, pl. ha az az Artcam-ot tökéletesen tudnám használni, de jó ha a 10-20%-át vagyok képes kihasználni.
A fordításra meg sajna nem jön össze elég érdekelt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 14, 06:33
Írta: 000000000 Dátum 2009 január 14, 06:33
Svejk! Ezt neked ajánlom!
a googlival keress erre a sorra rá, bökjél rá az első találatra (blog), valahol a közepe táján lesz, ha a videót megnézed érteni is fogod:
Automatic Tool Change for a Small Sieg Mill Using a Compressed Air Kwik Change
a googlival keress erre a sorra rá, bökjél rá az első találatra (blog), valahol a közepe táján lesz, ha a videót megnézed érteni is fogod:
Automatic Tool Change for a Small Sieg Mill Using a Compressed Air Kwik Change
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 január 14, 08:29
Írta: svejk Dátum 2009 január 14, 08:29
Nem a nemértéssel van a baj, hanem hogy csinált-e már valaki és beszámolna a tapasztalatokról.
De úgy látom nem :(
De úgy látom nem :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 14, 08:41
Írta: 000000000 Dátum 2009 január 14, 08:41
Ja értem:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 14, 08:44
Írta: 000000000 Dátum 2009 január 14, 08:44
(szvsz, de csak erősen és életveszélyesen:-) szvsz hobbiszinten a termelékenységet nem fokozza... kisipari körülmények között már talán igen)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 14, 13:38
Írta: s7manbs8 Dátum 2009 január 14, 13:38
Lenne egy kérdésem, mégpediglen, hogy ezen a skiccen látható függőleges tengely hajtásához, ilyen kis méretű kúpfogaskereket lehet e valahol beszerezni, 4-5 mm-es tengelyre valót ?

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 14, 14:17
Írta: 000000000 Dátum 2009 január 14, 14:17
Az anyagát is írjad! Sok hulladék nyomtatóban vannak műanyagból ilyenek.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 14, 15:43
Írta: s7manbs8 Dátum 2009 január 14, 15:43
Kösz az ötletet, műanyagból is jó lenne lehet, nagy erőt nem kell neki kifejteni, kb. 5-10 cm hosszú lenne az egész szerkezet.
Cím: Re:Mechanikai ötletek
Írta: rcnn85cxp Dátum 2009 január 14, 16:16
Írta: rcnn85cxp Dátum 2009 január 14, 16:16
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 15, 00:43
Írta: s7manbs8 Dátum 2009 január 15, 00:43
Van még egy másik ötletem, de arról sajnos nem teszek fel képet, mert az kimeríti a 21. század legelsöprőbb erejű találmányának nevezhető újdonságról szóló szabadalmi bejegyzést. Kérem a támogatók pénzüket az alábbi számlaszámra küldjék ... majd később megadom..
[#vigyor2][#vigyor2][#vigyor2]
[#vigyor2][#vigyor2][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 15, 01:48
Írta: s7manbs8 Dátum 2009 január 15, 01:48
Volt egy tanárom a középiskolában, aki néha azt mondta, ha nem megy valami, hogy ha Mohammed nem megy a hegyhez, a hegy megy Mohammedhez. Na ekkor most én kérdezem, ha a szerszám nem megy a munkadarabhoz, a munkadarab megy a szerszámhoz ?
És ez nem vicc, ha nem tudtok valamit megoldani, gondoljatok erre.
És ez nem vicc, ha nem tudtok valamit megoldani, gondoljatok erre.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 15, 19:48
Írta: 000000000 Dátum 2009 január 15, 19:48
Na ezzel a fórumtagokat jó megdöbbentetted. Nem is ide már többet senki. Le kell zárni ezt a szekciót. [#falbav][#wow3][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 15, 19:48
Írta: 000000000 Dátum 2009 január 15, 19:48
nem is ír, ide már többet senki... [#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 16, 08:18
Írta: 000000000 Dátum 2009 január 16, 08:18
Khm... Csak vicceltem![#falbav][#falbav]
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 09:29
Írta: 7vpav5d32 Dátum 2009 január 16, 09:29
Hali! Tettem fel pár képet az épülő kicsikémről.
Lehet bírálni.[#papakacsint]
http://cnctar.hobbycnc.hu/csiki/csikimax/
Lehet bírálni.[#papakacsint]
http://cnctar.hobbycnc.hu/csiki/csikimax/
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 16, 10:20
Írta: 2vkx6unz Dátum 2009 január 16, 10:20
Nekem tetszik! A váz azért készült lemezből mert ki akarod önteni valamilyen gránit műgyanta keverékkel vagy csak így adódott.
A gép méreteiről valami adat?
Mekkora az Y híd tömege?
Megmunkálási tartomány?
A gép méreteiről valami adat?
Mekkora az Y híd tömege?
Megmunkálási tartomány?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 10:29
Írta: 7vpav5d32 Dátum 2009 január 16, 10:29
Szinte az egész 6-os lemezből van és erősen be lett merevítve alul is és oldalt is ezért nem gondolom, hogy ki kellene öntenem. Az asztal és az Xsín alá 40X16-os laposacél került ami egy állásból lett felmarva. Kb 1 tonna lesz mikorra beindul.
Az Y híd kb 60kg, de iszonyatosan könnyen szalad(bár még csak rá van téve a kocsikra)
1400X800X250mm a mozgástere.
Az Y híd kb 60kg, de iszonyatosan könnyen szalad(bár még csak rá van téve a kocsikra)
1400X800X250mm a mozgástere.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 január 16, 10:52
Írta: knifemaster Dátum 2009 január 16, 10:52
A skicchez képest miért lett elforgatva a a lineáris vezetékek pozíciója a hídon? Így volt könyebb?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 10:58
Írta: 7vpav5d32 Dátum 2009 január 16, 10:58
Igen ez egy nagy változás lett a tervhez képest.
Eléggé beszűkült volna a motor helyzete ez volt az egyik indok a másik pedig, hogy eredetileg aluprofilból gondoltam a hidat és csak később jött a 100X50-es zártszelvény és laposacél kombináció ötlete. Az aluprofil tesztelés közben nagyot bukott. :-)Pedig nagyon tetszett a bölcsőszerűen beépített maromotor ötlete.
Eléggé beszűkült volna a motor helyzete ez volt az egyik indok a másik pedig, hogy eredetileg aluprofilból gondoltam a hidat és csak később jött a 100X50-es zártszelvény és laposacél kombináció ötlete. Az aluprofil tesztelés közben nagyot bukott. :-)Pedig nagyon tetszett a bölcsőszerűen beépített maromotor ötlete.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 16, 11:03
Írta: 000000000 Dátum 2009 január 16, 11:03
Gratulálok a géphez.
Látom jó helyre kerültek az encoderek.
Hány munkaórád fekszik a gépbe?
Látom jó helyre kerültek az encoderek.
Hány munkaórád fekszik a gépbe?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 11:09
Írta: 7vpav5d32 Dátum 2009 január 16, 11:09
Köszi! Valamikor december elején kezdtem, de az órákat előre megfontolt szándékkal nem jegyeztem.A lemez szabáson kívül egyedül csináltam az egészet. A látványos része 5-6 nap volt. azota az aproságok, részletek fogyasztják a napokat.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 16, 11:47
Írta: 2vkx6unz Dátum 2009 január 16, 11:47
Elárulnád mi miatt bukott az alu profil? Az én gépem is ilyen szerkezetű csak kisebb és még csak a most van a marósnál és én is alu profilt használnék y hídnak (80x80 ITEM heavy profil), de még lehet változtatni.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 16, 11:50
Írta: 4mjnxdwuu Dátum 2009 január 16, 11:50
Hali,
Gratula, nagyon tetszik.
Mekkora vetetékeket, és orsókat használtál fel ? mi az a zöld színű lemez a csikimax3.JPG-n ? mekkora a papucsok közötti távolság. Én is most készülök egy izmosabb gépre, ezért kérdezném, hogy a sok hegesztés nem húzott rajta sokat ?
Mégegyszer gratulálok, szép darab.
Gratula, nagyon tetszik.
Mekkora vetetékeket, és orsókat használtál fel ? mi az a zöld színű lemez a csikimax3.JPG-n ? mekkora a papucsok közötti távolság. Én is most készülök egy izmosabb gépre, ezért kérdezném, hogy a sok hegesztés nem húzott rajta sokat ?
Mégegyszer gratulálok, szép darab.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 11:57
Írta: 7vpav5d32 Dátum 2009 január 16, 11:57
Felfogattam a vázra a skicc szerinti elrendezésben. A Z leengedve az Y közepén és egy kis csavargatás teszt. Nem túlzom ha azt mondom, hogy milimétereket tudtam húzni rajta persze erőből és hozzá tartozik, hogy 1100mm hosszú az Y és a Z is komoly erőkar.
A Z 250mm-es mozgását nem szűkithettem mert szükségem van rá. Terveim szerint kap majd egy asztalra szerelhető magasított pótasztal a keményebb anyagokhoz ha így
valami csavarodást tapasztalok.
A Z 250mm-es mozgását nem szűkithettem mert szükségem van rá. Terveim szerint kap majd egy asztalra szerelhető magasított pótasztal a keményebb anyagokhoz ha így
valami csavarodást tapasztalok.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 12:05
Írta: 7vpav5d32 Dátum 2009 január 16, 12:05
Köszi, de még kicsit korai. :-) Majd a teszt után kiderül. Vezetékek 20-as HIWIN-ek az X orsója 20X5-ös a másik kettő 16X5-ös és mind 2:1-ben lesz lassítva. A kocsik távolsága durván mindenhol 250-300mm. Az a zöld az csak a mart felület megvédésére lett rátéve, de marad is mert jól néz ki. Hegesztész után lettek felmarva a fontosabb dolgok, de ha odafigyelsz az összeállításra akkor nem vészes a vetemedés.
Ha jól sejtem te Nagykátai vagy az csak 25-30km ha tudok segítek.
Ha jól sejtem te Nagykátai vagy az csak 25-30km ha tudok segítek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 január 16, 12:09
Írta: 43pbwjg8s Dátum 2009 január 16, 12:09
Nagyon komoly! Gratulálok!
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 16, 12:27
Írta: 4mjnxdwuu Dátum 2009 január 16, 12:27
Lehet egyszer meglátogatlak.Köszi. A csikimax1.JPG-ben mi az a valami baloldalt? szivattyú ?
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 január 16, 12:27
Írta: 2vkx6unz Dátum 2009 január 16, 12:27
Milyen volt a profil?
Nekem csak 800mm az Y a feltámasztás nélküli hossz 700mm
Nekem csak 800mm az Y a feltámasztás nélküli hossz 700mm
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 január 16, 12:27
Írta: 4mjnxdwuu Dátum 2009 január 16, 12:27
Mármint a vázba beépítve.?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 12:33
Írta: 7vpav5d32 Dátum 2009 január 16, 12:33
Az ott egy hűtőszivattyú és alatta egy kb40literes tartály, de a vázba kerül az egész elektronika, vezérlés, vákuumszivattyú+puffer tartály, marómotor hűtője
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 12:34
Írta: 7vpav5d32 Dátum 2009 január 16, 12:34
Maytec-es profillal próbáltam 80X80. Könnyedén letudod tesztelni, annyit mindenképpen megér.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 16, 15:03
Írta: 000000000 Dátum 2009 január 16, 15:03
Hegesztésnél milyen kritériumokat tartottál szem előtt?Mekkora marógép kellet ennek a síkbamerásához?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 január 16, 15:35
Írta: 43pbwjg8s Dátum 2009 január 16, 15:35
Szia Elektron:
A tech-kon nál minden van. Meglepődsz hogy mennyire olcsón.
A tech-kon nál minden van. Meglepődsz hogy mennyire olcsón.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 16:41
Írta: 7vpav5d32 Dátum 2009 január 16, 16:41
Nagyon pontosan kellene szabni ami természetesen plazmával nem fog sikerulni a tábla feszültsége miatt. Egy napot köszörültem, hogy szinte hézag mentesre össze tudjam állítani.
Van nekem a mintakészítéshez egy "marha nagy" marógépem amivel fel tudtam marni. Annak a méreteihez igazítottam a tervet is. Ha bármely méret 5mm-el nagyobb akkor már nem tudom megcsinálni itthon. Ez a mozgástér ez meg is felel az én dolgaimhoz.
Encoderek jó helyen vannak, de nem erre kerülnek. Azért köszi.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2009 január 16, 17:39
Írta: Bicska Dátum 2009 január 16, 17:39
Boccs, csak nem tudom elképzelni, ezt az egész monstrumot betoltad egy marrógép ála vagy hogy?? Egyébként előre gratulálok, sztem 1-2 évre előre megelőlegezhető neked a "legnagyobb hobbycnc gép" kategória.:)
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 17:48
Írta: 7vpav5d32 Dátum 2009 január 16, 17:48
Pedig csak el kell képzelned egy akkora marógépet aminek ez elfér az asztalán.
Ha ez meg van akkor már csak a targoncát kell elképzelni.[#circling]
1500-as rádiuszú kört elvileg körbe tud munkálni.
Ha ez meg van akkor már csak a targoncát kell elképzelni.[#circling]
1500-as rádiuszú kört elvileg körbe tud munkálni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 16, 17:58
Írta: 4um5b65d Dátum 2009 január 16, 17:58
Nem egy horizontál maróra fogtad fel ?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 18:08
Írta: 7vpav5d32 Dátum 2009 január 16, 18:08
Nem. Ez egy speciális TOS gép. Sejtelmem sincs mire gyártották eredetileg. Az asztala 1400X800-as ami egyben kör asztal is és a tornyot is ki tudom fordítani.Ha lennének pót asztalok akkor 3000mm kőrt sikba tudna marni. 6 tonnán dromedár.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 16, 18:25
Írta: s7manbs8 Dátum 2009 január 16, 18:25
Köszönöm a linket, ott tényleg van minden.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 16, 18:33
Írta: 4um5b65d Dátum 2009 január 16, 18:33
Na, erről tehetnél majd fel képet amikor már megy az CNC-d és épp unatkozol a gép mellett, szeretnénk szőrnyűlködni. Ez tényleg valami célgép lehetett.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 január 16, 18:52
Írta: Motoros Dátum 2009 január 16, 18:52
Ez hatalmas
Na még egy gép amit a talikon sosem fogunk meglátni.Ha kész lesz akkor egy kihelyezett talit kéne tartani :))
Gratulálok a "kicsikédhez". Van már neve?
A kedvemért csinálhatnál egy fotót amin a gép méreteit is arányítani lehetne valamihez...mondjuk egy pezsgősüveghez... a fotókon ez nem igazán jön át.
Meg a marógéped is érdekes lenne.
Tényleg egy ekkora építkezés végefelé kellene egy gépavatót tartani, a pezsgősüveget is nyugodtan hozzá lehetne vágni, nemigen venné észre. Az elkészülés ideje is rekordgyanús.
Engem különben nem is annyira a méret fog meg hanem a jó megválasztott elrendezés, és a nagyon példás megmunkálás, a hegesztett, mart, esztergált alkatrészek igényes kivitelezése.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 16, 19:00
Írta: 7vpav5d32 Dátum 2009 január 16, 19:00
Köszi Misi! Örülök hogy tetszik. (szerintem sem rossz egy asztalostól) :-) A Hatvani talin ott lesz, ezt megigértem Danibának. Ugy csináltam az alját hogyha a talptárcsákat betekerem akkor kerekeken áll.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 16, 19:05
Írta: 4um5b65d Dátum 2009 január 16, 19:05
Gondolom a kormányt lefelejtetted róla......
bassszzzz , ha nem figyelek rád akkor mindjárt hibázol......
[#nyes]
bassszzzz , ha nem figyelek rád akkor mindjárt hibázol......
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 16, 19:24
Írta: 0gbwyh99 Dátum 2009 január 16, 19:24
Szia Csiki!
G R A T U L Á L O K ! ! ! ! !
Ez igen! Ez ténleg maximális !
Igy befestve gyönyörű lett!
Csal igy tovább ! Az a 6 tonnás gép a tiéd ?
Ezt a gépet magadnak csináltad , vagy megrendelésre ?
[#taps][#taps][#taps][#taps][#taps][#schmoll2][#schmoll2][#schmoll2][#wow1][#wow1][#circling][#circling][#vigyor2][#vigyor2][#wink][#worship][#worship][#worship][#worship][#wave][#wave][#integet2][#integet2]
G R A T U L Á L O K ! ! ! ! !
Ez igen! Ez ténleg maximális !
Igy befestve gyönyörű lett!
Csal igy tovább ! Az a 6 tonnás gép a tiéd ?
Ezt a gépet magadnak csináltad , vagy megrendelésre ?
[#taps][#taps][#taps][#taps][#taps][#schmoll2][#schmoll2][#schmoll2][#wow1][#wow1][#circling][#circling][#vigyor2][#vigyor2][#wink][#worship][#worship][#worship][#worship][#wave][#wave][#integet2][#integet2]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 január 16, 20:35
Írta: 3k74cecek Dátum 2009 január 16, 20:35
Gratulálok. Nagyon profi munka a képek alapján.
Ha nem titok, milyen jellegű munkákra készíted?
Ha nem titok, milyen jellegű munkákra készíted?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 17, 07:28
Írta: 000000000 Dátum 2009 január 17, 07:28
Csiki én is gratulálok! Tényleg, végre egy jó kis maszív, acélra is jó gép:-) Mármint vbodién kívül, és ha másnak is van, ne sértődjön meg, hogy nem említem meg:-)
Dromedár gép: érdekes lehet, a ruszkik csináltak ilyen célgépeket főleg (ugye répa helyett is tankot termesztettek:-) ).
Dromedár gép: érdekes lehet, a ruszkik csináltak ilyen célgépeket főleg (ugye répa helyett is tankot termesztettek:-) ).
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 17, 07:48
Írta: 7vpav5d32 Dátum 2009 január 17, 07:48
Köszönöm mindenkinek. Még nagyon sok apróság van hátra(este számolják a libát). Remélem már nagy bakit nem tudok elkövetni rajta.
Tegnap jött meg a szíj és a tárcsák az X anyáinak hajtásaihoz, ma azt szeretném helyre tenni. Az alsó zárt szelvényen lesz átvezetve. Így a hidra kerül minden mozgó elem. Utána még a motorok elhelyezése lesz egy komolyabb mozzanat, na és a vezetékelés és csövezés. Már most látom, hogy kicsi lesz a tervezett energialánc.
- A nagy maró az enyém. Ezzel szoktam csinálni a mintákat. Sok ismerősöm is itt csinálja a nagyobb vasakat.
- Magamnak építem. Próbáltam lehetőleg univerzálisra tervezni(tudom ez nem szokott bejönni). Van mikor csak habot marok, MDF-et,alut, talán ezzel vasnak is neki lehet majd menni ovatosan.
Szép napot mindenkinek! (én meg megyek ki a gulágra) :-).
Tegnap jött meg a szíj és a tárcsák az X anyáinak hajtásaihoz, ma azt szeretném helyre tenni. Az alsó zárt szelvényen lesz átvezetve. Így a hidra kerül minden mozgó elem. Utána még a motorok elhelyezése lesz egy komolyabb mozzanat, na és a vezetékelés és csövezés. Már most látom, hogy kicsi lesz a tervezett energialánc.
- A nagy maró az enyém. Ezzel szoktam csinálni a mintákat. Sok ismerősöm is itt csinálja a nagyobb vasakat.
- Magamnak építem. Próbáltam lehetőleg univerzálisra tervezni(tudom ez nem szokott bejönni). Van mikor csak habot marok, MDF-et,alut, talán ezzel vasnak is neki lehet majd menni ovatosan.
Szép napot mindenkinek! (én meg megyek ki a gulágra) :-).
Cím: Re:Mechanikai ötletek
Írta: hyn6ys8wt Dátum 2009 január 17, 08:18
Írta: hyn6ys8wt Dátum 2009 január 17, 08:18
Csiki! Kicsi vagy rövid az energialánc? Adok-veszek (#6102)
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 17, 08:31
Írta: 7vpav5d32 Dátum 2009 január 17, 08:31
Amp! Köszi. Nekem is 15X35 van, de nem fogok beleférni.
Misi. Tettem egy képet neked, de pezsgőt nem találtam. :-) Ez munkahely nem kocsma.[#pias]
Misi. Tettem egy képet neked, de pezsgőt nem találtam. :-) Ez munkahely nem kocsma.[#pias]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 január 17, 08:49
Írta: Motoros Dátum 2009 január 17, 08:49
Na azéé. Kösz. Így mostmár jobban érzem a méreteket.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 január 17, 13:34
Írta: 3vv2btrhv Dátum 2009 január 17, 13:34
Trapistával megbeszélve szivesen megnézném én is a gépedet . GRATULA .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 17, 13:50
Írta: 000000000 Dátum 2009 január 17, 13:50
Szia!
Gratulálok.
Nagyon vártam már a képeket a gépedről, nagyon tetszik. Rengeteg munka és tervezés van benne.Ez a gép tényleg bajnok, nemcsak nagyságban, hanem minőségben és kivitelezésben is.A kittelést milyen anyaggal csináltad és mivel festetted?
Gratulálok.
Nagyon vártam már a képeket a gépedről, nagyon tetszik. Rengeteg munka és tervezés van benne.Ez a gép tényleg bajnok, nemcsak nagyságban, hanem minőségben és kivitelezésben is.A kittelést milyen anyaggal csináltad és mivel festetted?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 17, 14:23
Írta: 7vpav5d32 Dátum 2009 január 17, 14:23
Köszi. A bajnok cím az marad a tiéd. Az már bizonyított a munkájával.
Hogy haladsz?
Kittet Görög gyártmányu Budakalászi forgalmazó (neked könnyen megjegyezhető) "Body" sorozatot használok. Sokkal jobb mint az a magyar vacak. Szépen huzható és csiszolhat meg gyors is no meg olcsó.
Festéket Tikkurilás "Miranol"-t használok.
Nagyon jó olaj és sav álló, ön feszítős, szinre kevertethető, megfizethető. Egy baja van, hogy egy komponensű ezért lassú főleg így télen.
Hogy haladsz?
Kittet Görög gyártmányu Budakalászi forgalmazó (neked könnyen megjegyezhető) "Body" sorozatot használok. Sokkal jobb mint az a magyar vacak. Szépen huzható és csiszolhat meg gyors is no meg olcsó.
Festéket Tikkurilás "Miranol"-t használok.
Nagyon jó olaj és sav álló, ön feszítős, szinre kevertethető, megfizethető. Egy baja van, hogy egy komponensű ezért lassú főleg így télen.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 17, 14:25
Írta: 7vpav5d32 Dátum 2009 január 17, 14:25
Szivesen látlak csak előre idő egyeztetést ne felejtsétek mert elég rendszeres az időbeosztásom. (rendszeresen rendszertelen)[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 január 17, 14:48
Írta: 3vv2btrhv Dátum 2009 január 17, 14:48
Kittet Görög gyártmányu Budakalászi forgalmazó .
Ez nagyon érdekelne !!Mert a marato szere az tökéletes .
Ez nagyon érdekelne !!Mert a marato szere az tökéletes .
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 január 17, 20:23
Írta: 7vpav5d32 Dátum 2009 január 17, 20:23
Ő az.
http://cnctar.hobbycnc.hu/csiki/csikimax/BODY_kitt.JPG
Több tipusa van. Ez, utólsó festés előtti kis javításokhoz van.
http://cnctar.hobbycnc.hu/csiki/csikimax/BODY_kitt.JPG
Több tipusa van. Ez, utólsó festés előtti kis javításokhoz van.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 január 17, 20:33
Írta: s7manbs8 Dátum 2009 január 17, 20:33
Nemrégen eszembe jutott egy olyan ötlet, hogy lehetne olyan szerkezet csinálni egy CNC gépnek is, mint amilyen pl. a hidak esetén, boltív felül, tartóoszlopok, stb. az egész könnyebb lenne, mégis hasonló súlyt elbírna, stb., persze nyilván megfelelő méretezéssel. Ugyanígy egy Y tengelyt, ha ilyen hídszerkezet tartaná, az is könnyebb lenne. Most itt rajzot nem mutatok, elég egy boltíves hídra gondolni, remélem érthető amit írtam.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 január 17, 20:57
Írta: ra8nsmk6w Dátum 2009 január 17, 20:57
Ezek az épitmények nem merev szerkezetek szerencsére. Nekünk viszont nem szerencse.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 január 19, 18:13
Írta: 3vv2btrhv Dátum 2009 január 19, 18:13
Van egy oriási méretü marogép csalás ami szerintem ezen az elven müködik , ha nekik jó érdemes elgondolkozni rajta .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 január 19, 18:14
Írta: 3vv2btrhv Dátum 2009 január 19, 18:14
Csalás = család
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 január 20, 05:57
Írta: 000000000 Dátum 2009 január 20, 05:57
Kérdésem lenne, szokás szerint, kivételesen nem a kis széndarab fityeg a drót végén jellegű:-)
Szal amikor fortunás megoldás van, vagyis nem marómotorban van a szerszám, hanem a motor fordulata áttételesen jut el a maróorsóra, szoktátok valamivel rezgésmentesíteni? Pl. szilentblokk a motor alá, egyéb?
Szal amikor fortunás megoldás van, vagyis nem marómotorban van a szerszám, hanem a motor fordulata áttételesen jut el a maróorsóra, szoktátok valamivel rezgésmentesíteni? Pl. szilentblokk a motor alá, egyéb?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 január 20, 08:33
Írta: bmejdz9nu Dátum 2009 január 20, 08:33
Ilyen megoldású gépet akartam csinálni... (persze a főorsót nem így...)
... és az asztalt fel és le mozgatással...

... és az asztalt fel és le mozgatással...
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 január 20, 09:36
Írta: knifemaster Dátum 2009 január 20, 09:36
Miért jobb több tíz(száz) kilót emelgetni,mint a forgácsoló fejegységet?
Ráadásul egy ilyen mutatványhoz a gépváznak nem kicsit kell masszívnak lennie.
Tudom,hogy Te az egyedi megoldások felé hajlasz,de ezt a megoldás szvsz.csak pénzkidobás.
Ráadásul egy ilyen mutatványhoz a gépváznak nem kicsit kell masszívnak lennie.
Tudom,hogy Te az egyedi megoldások felé hajlasz,de ezt a megoldás szvsz.csak pénzkidobás.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 január 20, 11:59
Írta: bmejdz9nu Dátum 2009 január 20, 11:59
Kb. 40-70Kg a Z.. Az szinte semmi egy normális méretű szervómotornak... (Z sebesség sem szempont - nem nyákfuró :)
Hát igen, sok anyag kell bele...hogy merev legyen... mind minden erős gépnél...
Ezért is talán jobb átalakítani (persze a hossz irány növelésével) egy régi, kidobott gépet új vezetőkkel...
Azaz csak a gépvázat felhasználni...MEH telepi kilós áron :)
Ezért sem lesz megcsinálva...
Pedíg Sopronban csináltak egy ilyen elrendezésű gépet...
Igen-igen jó lett csak sajnos a tulaj nem akarja közkincsé tenni a képeket... kár...
Hát igen, sok anyag kell bele...hogy merev legyen... mind minden erős gépnél...
Ezért is talán jobb átalakítani (persze a hossz irány növelésével) egy régi, kidobott gépet új vezetőkkel...
Azaz csak a gépvázat felhasználni...MEH telepi kilós áron :)
Ezért sem lesz megcsinálva...
Pedíg Sopronban csináltak egy ilyen elrendezésű gépet...
Igen-igen jó lett csak sajnos a tulaj nem akarja közkincsé tenni a képeket... kár...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 január 20, 12:06
Írta: bmejdz9nu Dátum 2009 január 20, 12:06
Ha jól tudom innét van az ötlet...6.oldal... Tehát nem egyedi az elrendezés :) DeckelMaho...
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 január 20, 18:12
Írta: knifemaster Dátum 2009 január 20, 18:12
Ezek hány d-s gépek?
Mert itt még mindig "csak" tengely körüli elfordulást tud az asztal,igaz azt 2 tengelyen.
Hagyományos (egyetemes ?) marógépeknél találkoztam ilyen megoldással sokszor de ott nem a motornak kellett pozícióban tartani az asztalt.
Bár hozzáteszem,mezei lakatosként még hülyeséget is beszélhetek,de a tévedés jogát fenttartom.... :)
Mert itt még mindig "csak" tengely körüli elfordulást tud az asztal,igaz azt 2 tengelyen.
Hagyományos (egyetemes ?) marógépeknél találkoztam ilyen megoldással sokszor de ott nem a motornak kellett pozícióban tartani az asztalt.
Bár hozzáteszem,mezei lakatosként még hülyeséget is beszélhetek,de a tévedés jogát fenttartom.... :)
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 január 20, 18:13
Írta: knifemaster Dátum 2009 január 20, 18:13
Az "ilyen megoldást" az asztal Z irányú mozgására értem.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 január 20, 18:22
Írta: bmejdz9nu Dátum 2009 január 20, 18:22
Az aszal mint 4.tengely foroghat... egyébként nem szükséges.
A Z a szokásos megoldás... látni a piros kocsikat a képen.
A Z a szokásos megoldás... látni a piros kocsikat a képen.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2009 január 21, 02:13
Írta: Szedlay Pál Dátum 2009 január 21, 02:13
Én is láttam működni egy DeckelMaho maró gépet ilyen elrendezésben, nem is érttem miért így csinálták meg. De ennek a cégnek vannak más elrendezésű gépei is.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 január 21, 10:31
Írta: bmejdz9nu Dátum 2009 január 21, 10:31
könnyű a munkadarabbal az élet :) Azaz könnyű hozzáférni...Mint hagyományos maróknál...
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 január 31, 22:24
Írta: 0gbwyh99 Dátum 2009 január 31, 22:24
Üdv. tisztelt gépépitő mesterek!
Végre lett egy kis időm hogy lerajzóljam a szij áttétel 2 verzióját . Az eggyiken a motor az X-tengely eggyik végén van és egy hosszú szij megy át a másik végére .
A második képen a motor középen van és két darab szij megy az X-tengely két végére . Mind két esetben felülről feszitő görgők vannak .
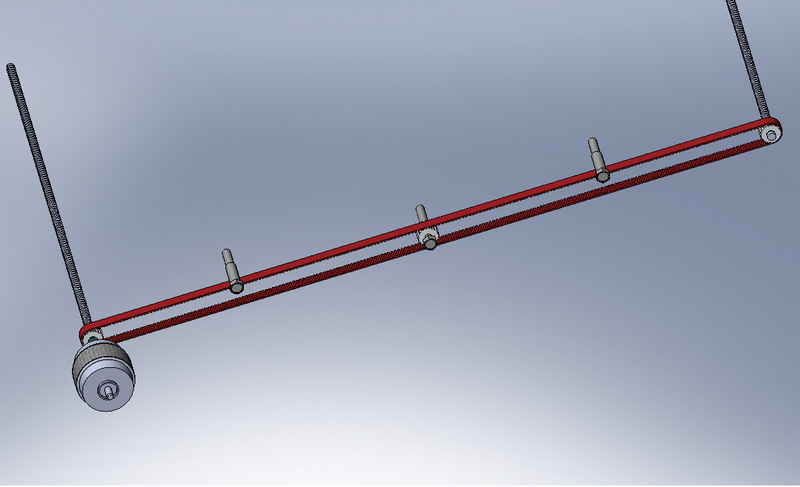
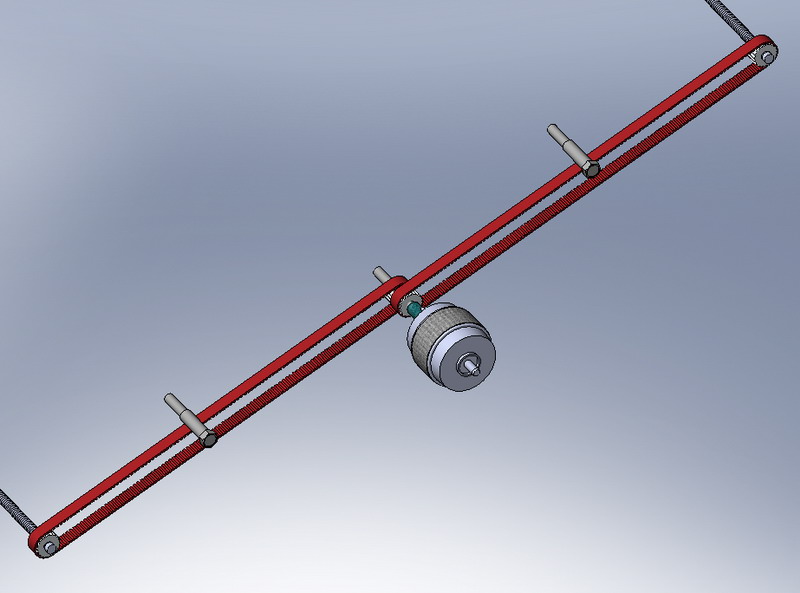
Most is várnám az épitő kritikákat !
Jó éjt mindenkinek ! [#worship][#wave][#integet2]
Végre lett egy kis időm hogy lerajzóljam a szij áttétel 2 verzióját . Az eggyiken a motor az X-tengely eggyik végén van és egy hosszú szij megy át a másik végére .
A második képen a motor középen van és két darab szij megy az X-tengely két végére . Mind két esetben felülről feszitő görgők vannak .
Most is várnám az épitő kritikákat !
Jó éjt mindenkinek ! [#worship][#wave][#integet2]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 31, 22:55
Írta: 4um5b65d Dátum 2009 január 31, 22:55
Én a második verzióra szavazok.
- Rövidebb szíjak - kisebb nyúlás.
- egyenletesebb motorcsapágy terhelődés
Amit viszont másképp csinálnék:
Nem befelé, hanem kifelé feszíteném a szíjakat, vagy ha már befelé feszítős akkor sokkal közelebb vinni valamelyik kerékhez.
De ha spórolni is szeretnél akkor egyáltalán nem raksz feszítőket, hanem a motort viszed feljebb lejjebb. Na persze egy kis oldalirányú elmozdulást is kell neki hagyni. Ami pénzt meg ezzel nyertél annak a felét átutalhatod nekem.
[#vigyor3]
- Rövidebb szíjak - kisebb nyúlás.
- egyenletesebb motorcsapágy terhelődés
Amit viszont másképp csinálnék:
Nem befelé, hanem kifelé feszíteném a szíjakat, vagy ha már befelé feszítős akkor sokkal közelebb vinni valamelyik kerékhez.
De ha spórolni is szeretnél akkor egyáltalán nem raksz feszítőket, hanem a motort viszed feljebb lejjebb. Na persze egy kis oldalirányú elmozdulást is kell neki hagyni. Ami pénzt meg ezzel nyertél annak a felét átutalhatod nekem.
[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 január 31, 23:29
Írta: svejk Dátum 2009 január 31, 23:29
Első ránézésre ugye a második..
Gondolom nem méretarányos a rajz..
De servonál a két rugalmas hosszú szíj beállítási nehézséget okozhat, ott lehet az első jobb megoldás.
Gondolom nem méretarányos a rajz..
De servonál a két rugalmas hosszú szíj beállítási nehézséget okozhat, ott lehet az első jobb megoldás.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 január 31, 23:52
Írta: 4um5b65d Dátum 2009 január 31, 23:52
Ezt kifejtenéd, ha megkérlek.
Miért jobb az első megoldás szervo esetén.
Én azt látom az elsőnél, hogy a közvetlen a motoron levő orsó biztosan jobban követi a motor forgását mind a távolabbi orsó. Ott jócskán közbeszólhat a szíj rugalmasága.
A két szíjas megoldásnál pedig ez a nyúlás és késés azonos.
Miért jobb az első megoldás szervo esetén.
Én azt látom az elsőnél, hogy a közvetlen a motoron levő orsó biztosan jobban követi a motor forgását mind a távolabbi orsó. Ott jócskán közbeszólhat a szíj rugalmasága.
A két szíjas megoldásnál pedig ez a nyúlás és késés azonos.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 február 01, 08:22
Írta: ra8nsmk6w Dátum 2009 február 01, 08:22
Létezik egy harmadik megoldás is ugyan még hosszabb fogazott szij kell hozzá de egyenletesebb teherelosztásal. A motor van középen de nem azonos sikban az orsókkal, a két feszitőgörgő pedig kivülröl a meghajtó fogazott tárcsára iveli a szijat. Igy a szij egy egész rövid szárú "T" betű vonalán fut
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 01, 09:35
Írta: svejk Dátum 2009 február 01, 09:35
Ez már többször fel lett említve több topicban.
A hosszú szíj mintegy kottyanást vihet be a motor és tengely közé és ez bizonyos esetekben, (egyszerű vezérlő,stb) megbolondítja a vezérlőt, vagy legalább is nehezebben beállíthatóvá teszi.
Egyik tengelyről átvinni a másik tengelyre a hajtást még nyúlás esetén sem fog befeszülést vagy különösebben mérhető derékszögelési hibát okozni.
Igaz így a "master" tengely mindig jobban van terhelve
A hosszú szíj mintegy kottyanást vihet be a motor és tengely közé és ez bizonyos esetekben, (egyszerű vezérlő,stb) megbolondítja a vezérlőt, vagy legalább is nehezebben beállíthatóvá teszi.
Egyik tengelyről átvinni a másik tengelyre a hajtást még nyúlás esetén sem fog befeszülést vagy különösebben mérhető derékszögelési hibát okozni.
Igaz így a "master" tengely mindig jobban van terhelve
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 01, 17:16
Írta: 0gbwyh99 Dátum 2009 február 01, 17:16
Tisztelt fórumtársak!
Köszönet a véleményekért! Először is : a képek méretarányosak , az áthidalandó fesztáv kb. 1m , a rajzon lévő szijak AT5-ös és 16mm szélesek , a tárcsák átmérője 35mm , H1-es léptecs vezérlés lesz rajta !
Most azon gondolkodom össze vegyitem a "Lovas Gyula " és "Laslie" féle megoldásokat az alsó (második) rajzon lévö megoldással !
A cél , a hosszú fesztáv véget , a közbetett feszitő görgőkell megakadályozni a szij rezonálását !!! Esetleg , szélesebb szijat is rakni (20mm vagy 25m) ?? [#nemtudom][#conf]
[#worship][#worship][#worship][#wave][#wave]
Köszönet a véleményekért! Először is : a képek méretarányosak , az áthidalandó fesztáv kb. 1m , a rajzon lévő szijak AT5-ös és 16mm szélesek , a tárcsák átmérője 35mm , H1-es léptecs vezérlés lesz rajta !
Most azon gondolkodom össze vegyitem a "Lovas Gyula " és "Laslie" féle megoldásokat az alsó (második) rajzon lévö megoldással !
A cél , a hosszú fesztáv véget , a közbetett feszitő görgőkell megakadályozni a szij rezonálását !!! Esetleg , szélesebb szijat is rakni (20mm vagy 25m) ?? [#nemtudom][#conf]
[#worship][#worship][#worship][#wave][#wave]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 február 01, 18:05
Írta: bmejdz9nu Dátum 2009 február 01, 18:05
Én most egy 1000x1000-es gravírgépet készítek...(Z=60mm)
Dupla tengelyes lesz, két szervómotorral és két vezérlővel...
Nagyon szomorú leszek, ha a párhuzamos hajtást nem tudom frappánsan megoldani...
Sajnos erre eddig erre még egy referenciát sem láttam...
Dupla tengelyes lesz, két szervómotorral és két vezérlővel...
Nagyon szomorú leszek, ha a párhuzamos hajtást nem tudom frappánsan megoldani...
Sajnos erre eddig erre még egy referenciát sem láttam...
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 február 01, 18:17
Írta: 7vpav5d32 Dátum 2009 február 01, 18:17
Nem kell félni a szíjtól. Ebben a kategóriában mérhetetlen a nyúlás miatt a méret hiba. Gondoljatok bele ha 0.2mm-et nyulik a szíj egy 60-as tárcsán akkor az kb 0.4 szögperc ami 5-ös orsora 0.004-0.005mm. Engem ez nem zavar. Abban is biztos vagyok, hogy egy léptecs vagy egy kis szervó szétszakadna mikorra 0.2mm-et nyujtana a szíjon.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 01, 20:03
Írta: Szalai György Dátum 2009 február 01, 20:03
A középmotoros megoldást tartom jobbnak
A hídnak mindég az az oldala terheltebb, ahol a megmunkálás épen folyik. Szélső helyzetben a túlsó orsón alig van erő. Egyik szélső helyzetben az egyik szíj viszi a terhet, középen mindkettő fele arányban. Tehát a szíjak ugyanakkora max erőnek vannak kitéve. Nem is a megmunkáláshoz szükséges előtoló erő veszi őket igazán igénybe, hanem a feszítésükhöz szükséges erő. Egy darab hosszú szíj alkalmazásakor ezt mind ráterheled a motor tengelycsapágyára is. Mekkora erő ez egy méteres fesztávnál? Ezért is tartom jónak a rövid szíjra törekvést. Akkor a két szíj egyenlő előfeszítő ereje szépen kiegyenlítődik a középen lévő motor tengelyén. Jóformán csak a hasznos, előtoláshoz szükséges erő marad. Nem baj az, ha sokáig tart a csapágy.
Ha mindenképp az egy szíj, oldalsó motor megoldás mellett döntesz, akkor legalább minél hosszabban támaszd alá a szíj odamenő és visszatérő ágát is. (Lemez és rá teflon vagy grafit szalag.)
A hídnak mindég az az oldala terheltebb, ahol a megmunkálás épen folyik. Szélső helyzetben a túlsó orsón alig van erő. Egyik szélső helyzetben az egyik szíj viszi a terhet, középen mindkettő fele arányban. Tehát a szíjak ugyanakkora max erőnek vannak kitéve. Nem is a megmunkáláshoz szükséges előtoló erő veszi őket igazán igénybe, hanem a feszítésükhöz szükséges erő. Egy darab hosszú szíj alkalmazásakor ezt mind ráterheled a motor tengelycsapágyára is. Mekkora erő ez egy méteres fesztávnál? Ezért is tartom jónak a rövid szíjra törekvést. Akkor a két szíj egyenlő előfeszítő ereje szépen kiegyenlítődik a középen lévő motor tengelyén. Jóformán csak a hasznos, előtoláshoz szükséges erő marad. Nem baj az, ha sokáig tart a csapágy.
Ha mindenképp az egy szíj, oldalsó motor megoldás mellett döntesz, akkor legalább minél hosszabban támaszd alá a szíj odamenő és visszatérő ágát is. (Lemez és rá teflon vagy grafit szalag.)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 február 01, 20:40
Írta: 2vkx6unz Dátum 2009 február 01, 20:40
Pedig van rá példa. A találkozón volt Omron/yaskawa AC szero és ott van ilyen master-slave üzemmód.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 február 01, 20:48
Írta: 2vkx6unz Dátum 2009 február 01, 20:48
Egy apróságot azért még figyelembe kell venni. A szíjat nem lehet tetszőleges erővel előfeszíteni mert nem fogja bírni a motor vagy a főorsó csapágya, ezért nem csak a nyúlás hanem a belógás miatt is lehet eltérés. Érdekes lenne végre egyszer végigszámolni tulajdonképpen miről is vitázunk, milyen hatása van a pontosságra. Én egyébként szjí párti vagyok mivel ez a hajtásmód két számomra fontos dologgal rendelkezik: 1 áttétel kialakításának lehetősége, 2 kuplung kiváltása.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 01, 22:02
Írta: 0gbwyh99 Dátum 2009 február 01, 22:02
Üdv. mindenkinek!
Csináltam még egy rajzot . Most fogtok csak szörnyűlködni ! Azt hiszem túlbonyolitottam , nyugodtan kritizáljátok ! Hm , hosszan alátámasztani ... nyilván lesz még egy rajz .[#wave]
Csináltam még egy rajzot . Most fogtok csak szörnyűlködni ! Azt hiszem túlbonyolitottam , nyugodtan kritizáljátok ! Hm , hosszan alátámasztani ... nyilván lesz még egy rajz .[#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 01, 22:03
Írta: 0gbwyh99 Dátum 2009 február 01, 22:03
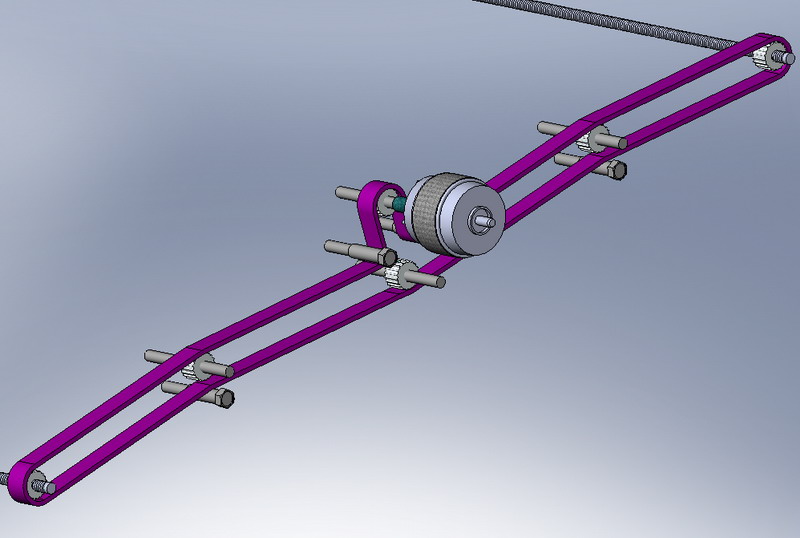
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 01, 22:12
Írta: 4um5b65d Dátum 2009 február 01, 22:12
Mi lesz itt még......?!?!
[#fejvakaras][#vigyor3]
[#fejvakaras][#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 01, 22:23
Írta: svejk Dátum 2009 február 01, 22:23
Mivel kijelentetted hogy léptetős lesz, szinte mindegy milyen hajtást választasz.
Éppen a léptetős miatt ne feszítsd túl a szíjt mert éppen akkor kapsz több rezonanciát, vagyis a motorét átviszed a vázra, valamint ahogy Sanyi írta nagyon végesek lesznek a csapágyak élettartama.
Az már többen kitapasztalták, hogy a mikrostepp a pontosságot nem igazából javítja, ha pedig marad a féllépés akkor a normál feszítésnél sem fogod meghaladni a motor lépésének a szögét.
Azontúl a kicsit rugalmas (fél motorlépésnél nem több) hajtás szintén javítja a hajtás tulajdonságait.
Legelterjedtebb az "omegás" egy szíjjal (gondolom olcsóbb mint két kisebb szíj meg a motoron dupla tárcsa)
Éppen a léptetős miatt ne feszítsd túl a szíjt mert éppen akkor kapsz több rezonanciát, vagyis a motorét átviszed a vázra, valamint ahogy Sanyi írta nagyon végesek lesznek a csapágyak élettartama.
Az már többen kitapasztalták, hogy a mikrostepp a pontosságot nem igazából javítja, ha pedig marad a féllépés akkor a normál feszítésnél sem fogod meghaladni a motor lépésének a szögét.
Azontúl a kicsit rugalmas (fél motorlépésnél nem több) hajtás szintén javítja a hajtás tulajdonságait.
Legelterjedtebb az "omegás" egy szíjjal (gondolom olcsóbb mint két kisebb szíj meg a motoron dupla tárcsa)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 01, 22:37
Írta: 0gbwyh99 Dátum 2009 február 01, 22:37
Mondtam hogy lesz szörnyűlködés !!
Erre mit mondtok ?
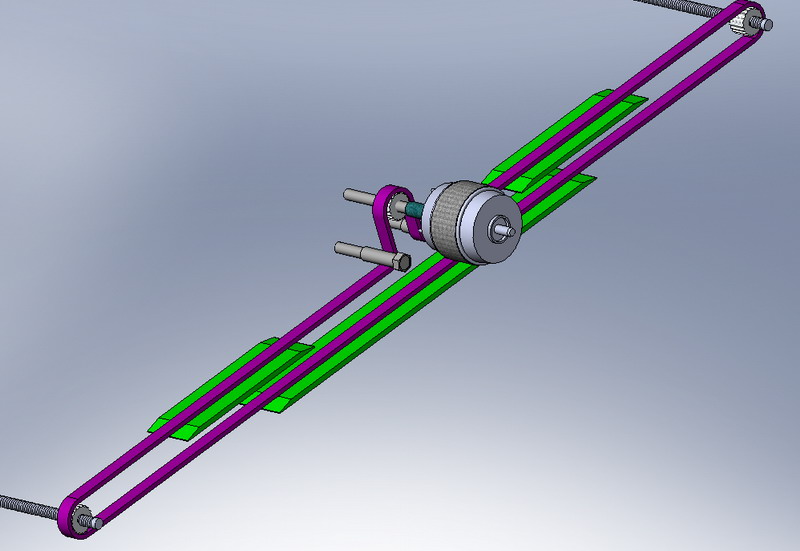
Erre mit mondtok ?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 01, 22:38
Írta: 0gbwyh99 Dátum 2009 február 01, 22:38
HOPPÁ , valami forditva van !
Cím: Re:Mechanikai ötletek
Írta: nffab2gnr Dátum 2009 február 01, 22:39
Írta: nffab2gnr Dátum 2009 február 01, 22:39
Péter! Az enyém csak 500*700-as két léptető két vezérlő viszi, de idönként én is "szomorú" vagyok mert van olyan eset,hogy kiesik a szinkronbol az egyik motor. Direkt hajtással mennek az 10 mm orsók.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 01, 22:42
Írta: 4um5b65d Dátum 2009 február 01, 22:42
Szép zöld....
A 90 fokos hajlásnál nagyobb görgőkkel dolgozz, mert előbb megy tönkre a szíjad a kis hajlítási sugártól.
A 90 fokos hajlásnál nagyobb görgőkkel dolgozz, mert előbb megy tönkre a szíjad a kis hajlítási sugártól.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 01, 22:42
Írta: svejk Dátum 2009 február 01, 22:42
Egyébként lett számítva a tárcsák átmérője a szíjsebesség, méret és nyomaték függvényében, vagy csak hasraütés?
Tényleg tudtommal még ilyen számítást sem vezetett le itt a fórumon senki, pedig hasznos lenne, állítólag sokat számít.
Tényleg tudtommal még ilyen számítást sem vezetett le itt a fórumon senki, pedig hasznos lenne, állítólag sokat számít.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 01, 23:04
Írta: 0gbwyh99 Dátum 2009 február 01, 23:04
Na , azt hiszem ez lesz a végső változat !
Valakinek még valami ellenvetése ?
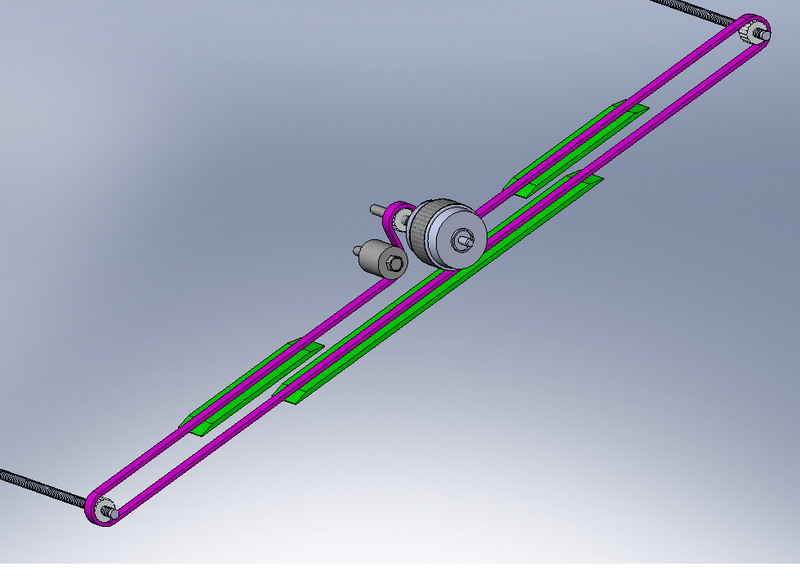
Valakinek még valami ellenvetése ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 01, 23:14
Írta: 4um5b65d Dátum 2009 február 01, 23:14
Á, még nem hagyunk pihenni.....
A felső két zöld "bizb@sz" a bordázattal találkozik. Jó ez így ?
A felső két zöld "bizb@sz" a bordázattal találkozik. Jó ez így ?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 01, 23:28
Írta: 0gbwyh99 Dátum 2009 február 01, 23:28
[#rinya] IGAZAD VAN !
Mi van ha a 2 felső bizbaszt kihagyom és csak az alsó marad ? Szerintetek az (már)jó lesz ?
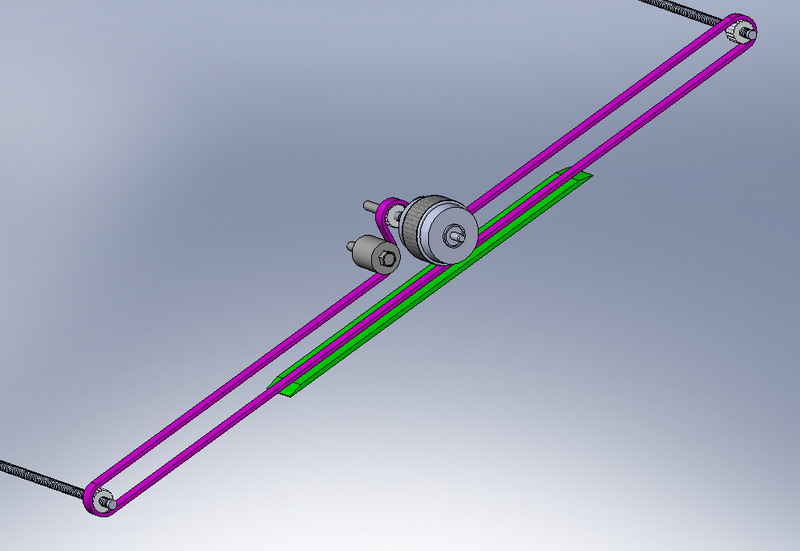
Mi van ha a 2 felső bizbaszt kihagyom és csak az alsó marad ? Szerintetek az (már)jó lesz ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 01, 23:31
Írta: 4um5b65d Dátum 2009 február 01, 23:31
Megépíted bizbasz nélkül , de kihagyod a helyét, még a felsőknél is egy görgőnek, aztán ha kell odarakod és minden happy.
[#vigyor2]
[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 01, 23:38
Írta: 000000000 Dátum 2009 február 01, 23:38
Így csináltam a szíjas hajtást:

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 01, 23:57
Írta: 000000000 Dátum 2009 február 01, 23:57
Két dolog szokta okozni általában ezt a hibát.
Vagy szorul a mechanika itt-ott, vagy túl van hajtva a motor. Léptetőnél ez könnyen előfordul. Esetleg, kontakt hiba.
Nálam az fordult elő, hogy az egyik kuplung meglazult.
A tulhajtás megelőzése érdekében kikel mérni azt, ahol már kezdődik a lépésvesztés és vesszavenni kb. 30 szézalékot a sebességből. Én ezt igy csinálom.
De, valahol a fórumon is van erről ajánlás.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 02, 00:04
Írta: 0gbwyh99 Dátum 2009 február 02, 00:04
Igen , de nálam 1m lesz a fesztáv ! [#ijedt][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 02, 00:04
Írta: 0gbwyh99 Dátum 2009 február 02, 00:04
ÚGY LESZ !!! [#vigyor1][#worship][#worship][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 02, 00:10
Írta: 0gbwyh99 Dátum 2009 február 02, 00:10
Még annyit tennék hozzá hogy nem a motor tengelyén lesz a szijtárcsa , hanem előtte külön tengelyen felcsapágyazva és műanyagcső-kuplungal összekötve .[#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 02, 00:40
Írta: 0gbwyh99 Dátum 2009 február 02, 00:40
SRÁCOK , VAN EGY GONDOM !
Megnéztem a beszerzők listáján , T5-ös és AT5-ös változatban 1500mm a leghosszabb , nekem pedig legalább 2000mm kell !!
Mi van ha T10-est teszek ? Az már nem felel meg a célnak ? Ha nem , akkor marad a 2 szijas megoldás [#shakehead][#sir][#rinya][#nemtudom]
Megnéztem a beszerzők listáján , T5-ös és AT5-ös változatban 1500mm a leghosszabb , nekem pedig legalább 2000mm kell !!
Mi van ha T10-est teszek ? Az már nem felel meg a célnak ? Ha nem , akkor marad a 2 szijas megoldás [#shakehead][#sir][#rinya][#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 02, 01:06
Írta: 3k74cecek Dátum 2009 február 02, 01:06
Attól függ, hogy a legkisebb fogazott kerék mekkora lehet. Gondolom ez a motoron lévő lenne.
Ha a szij legalább 5-6 foggal érintkezik a kerékkel akkor az már elég. Ha ez nem jön össze akkor inkább 2 szij a T5-ből.
Ha a szij legalább 5-6 foggal érintkezik a kerékkel akkor az már elég. Ha ez nem jön össze akkor inkább 2 szij a T5-ből.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 02, 01:08
Írta: 3k74cecek Dátum 2009 február 02, 01:08
Minden a szíjsebességtől függ. Ha ez kicsi, akkor valószínűleg egy sem kell. Tedd úgy ahogy Laslie ajánlotta. Kihagyod a helyet mindegyiknek, és szükség esetén beteszed.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 02, 01:08
Írta: 000000000 Dátum 2009 február 02, 01:08
Csinálják méretre is...szerintem.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 február 02, 07:05
Írta: bmejdz9nu Dátum 2009 február 02, 07:05
A motornál és a tengelyeknél a bordás szíj keréktárcsát mindkét felét(külső és belső!) csapágyazd meg... szerintem.
Feszítés és elhúzódás... + élettartam miatt...
Szervónál a - nagy sebesség miatt - én próbálom elkerülni...
Feszítés és elhúzódás... + élettartam miatt...
Szervónál a - nagy sebesség miatt - én próbálom elkerülni...
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 február 02, 07:06
Írta: 7vpav5d32 Dátum 2009 február 02, 07:06
Méretre is legyártják az AT5-öst. Nem is annyira drága, de van egy szépség hibája. Legalább négy darabot kell rendelni ahhoz, hogy neki fogjanak.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 február 02, 13:31
Írta: Devecz Miklós Dátum 2009 február 02, 13:31
Valaki tudna nekem segíteni, hogy egy 2 Nm-es léptető motorhoz milyen fogasszíjat kell használni? (szélesség, modul)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 02, 15:46
Írta: svejk Dátum 2009 február 02, 15:46
Hmm..a #4088-bani feltevésem nyilván valós lehet, vagyis csak mindenki ex-hasibus választja a szíjakat, semmi tudományos számítás nem előzi meg:)
Pedig van ennek is szép irodalma... valahol..:(_
Pedig van ennek is szép irodalma... valahol..:(_
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 02, 15:48
Írta: svejk Dátum 2009 február 02, 15:48
De hogy előbbre is vigyem a dolgot, olyan helyen ahol a szíjat rendeled, (általában csapágyboltok) szokott lenni nekik egy adatlap és ha azt kitöltöd Ők(vagy a nagyker?) kiszámolják az optimális méreteket.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 február 02, 15:53
Írta: Devecz Miklós Dátum 2009 február 02, 15:53
Végigböngésztem a netet, de csak egy szabványt találtam, de ez is vissza van vonva.
MSZ-05-24.4901
MSZ-05-24.4901
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 02, 16:17
Írta: svejk Dátum 2009 február 02, 16:17
Én nem szabványt mondtam hanem hogy a terhelés és fordulatszám, valamint még egy csomó apróbb kérdésre adott válasz után adnak egy optimális ajánlást.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 február 02, 16:18
Írta: 7vpav5d32 Dátum 2009 február 02, 16:18
Tettem fel két képet egy AC szervo motorrol amire T2.5-ös tárcsát szerelt a Japó. 12mm széles T2.5-ös szíjjal hajtott egy 300W-s AC motor 20-as emelkedésű orsót ami kb 60-70 kg. szánt rángatott 5 évig a Samsungban. 5mm-es retesszel szerelt a szíjtárcsa a tengelyre. Szerintem kiindulásnak ez is elég, hogy nem kell a léptető motoroktól félteni a szíjat.
Ja a szíj 650mm hosszu volt. Sebessége meg a fényével vetekedett [#wave]
http://cnctar.hobbycnc.hu/csiki/t2.5/
Ja a szíj 650mm hosszu volt. Sebessége meg a fényével vetekedett [#wave]
http://cnctar.hobbycnc.hu/csiki/t2.5/
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 02, 16:37
Írta: Szalai György Dátum 2009 február 02, 16:37
Linkek #722
Cím: Re:Mechanikai ötletek
Írta: urpwig5xe Dátum 2009 február 02, 17:36
Írta: urpwig5xe Dátum 2009 február 02, 17:36
Az Inventor 10-ben találkoztam komplett magyar nyelvű fogasszíj méretezéssel. Megadható a tengelytáv, áttétel, nyomaték, átfogási szög, feszítők száma, stb. és szintén választható szabvány alapján számolja a szíj és a kerekek összes paraméterét, a terhelő erőket. Ja és kirajzolja a kerekek geometriáját 2d/3d-ben, ha valaki le akarná gyártani. Bár gyanítom biztos oka van hogy nem marógépeken készülnek ezek a kerekek. Vagy igen?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 02, 18:03
Írta: Szalai György Dátum 2009 február 02, 18:03
Akkor, ha le akarod gyártatni, az Inventor a megoldás.
És ha meg akarod érteni?
És ha meg akarod érteni?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 február 02, 19:50
Írta: bmejdz9nu Dátum 2009 február 02, 19:50
"T2.5-ös szíjjal hajtott egy 300W-s AC motor"
Egy videót csinálnál?
Ez lenne az első AC szervó amit látnák élőben...
(nem komplett rendszer azaz motor + vezérlő és persze step/dir-es)
Egy videót csinálnál?
Ez lenne az első AC szervó amit látnák élőben...
(nem komplett rendszer azaz motor + vezérlő és persze step/dir-es)
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 03, 00:03
Írta: 3k74cecek Dátum 2009 február 03, 00:03
Alapvetően a motoron lévő kerék méretétől függ, de nyugodtan használhatsz T5-öt 8-10mm szélességgel.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 03, 22:10
Írta: 0gbwyh99 Dátum 2009 február 03, 22:10
Üdv. mindenkinek!
Köszi mindenkinek a válaszokat ! Asszem megpróbálom előbb 1 drb. T10-es szijal (ahoz tudok most hozzájutni "ingyen" [#eplus2] , ha nem válik be ... hát akkor majd újra agyalok [#fejvakaras][#falbav]
Jó éjt mindenkinek ! [#wave]
Köszi mindenkinek a válaszokat ! Asszem megpróbálom előbb 1 drb. T10-es szijal (ahoz tudok most hozzájutni "ingyen" [#eplus2] , ha nem válik be ... hát akkor majd újra agyalok [#fejvakaras][#falbav]
Jó éjt mindenkinek ! [#wave]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 február 04, 06:49
Írta: bmejdz9nu Dátum 2009 február 04, 06:49
Egy "gép-kép" egy vezetővel...

Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 04, 07:16
Írta: Szalai György Dátum 2009 február 04, 07:16
Biztos ez vót neki ocsóér! Megalkuvás, kompromisszum. Kényszer szülte megoldás.
Menyivel jobb is lehetne az Y felépítése, ha két vékony vezetéket alkalmaz négy kocsival, ahogy kell.
Sajnos piszokul befolyásolja a merevséget, (szerencsére nem az enyémet) hogy az Y két szélső golyósora függőlegesen milyen távol van egymástól. Meg hogy ez a távolság, hogy aránylik az Y alsó golyósorától a leeresztett Z mellett a szerszám alsó végéig mérhető távolsághoz. Az is végzetesen meghatározó, hogy a szerszám hegye milyen mesze esik az Y golyósorainak függőleges síkjától.
Ezek az összefüggések azt jelentik, hogy az egy nagy sínes Y felépítés fizikailag nem ideális. Pénzügyileg lehet az.
De ezeket szerintem minden gépépítő tudja. Még én is, nullagépes létem ellenére. Vagy nem?
Menyivel jobb is lehetne az Y felépítése, ha két vékony vezetéket alkalmaz négy kocsival, ahogy kell.
Sajnos piszokul befolyásolja a merevséget, (szerencsére nem az enyémet) hogy az Y két szélső golyósora függőlegesen milyen távol van egymástól. Meg hogy ez a távolság, hogy aránylik az Y alsó golyósorától a leeresztett Z mellett a szerszám alsó végéig mérhető távolsághoz. Az is végzetesen meghatározó, hogy a szerszám hegye milyen mesze esik az Y golyósorainak függőleges síkjától.
Ezek az összefüggések azt jelentik, hogy az egy nagy sínes Y felépítés fizikailag nem ideális. Pénzügyileg lehet az.
De ezeket szerintem minden gépépítő tudja. Még én is, nullagépes létem ellenére. Vagy nem?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 február 04, 09:35
Írta: bmejdz9nu Dátum 2009 február 04, 09:35
Nincsenek azaz nem lehetnek helyzethibák a két vezető között...(szög, párhuzam, azonos magasság stb...) nem kell pl. alap síkbamarás...
Egy ekkora vezetőről "lecsavarni" az a szép nagy kocsit... hát előbb hajlik meg és esik szét a mechanika :)
Egy ekkora vezetőről "lecsavarni" az a szép nagy kocsit... hát előbb hajlik meg és esik szét a mechanika :)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 február 04, 09:55
Írta: 2vkx6unz Dátum 2009 február 04, 09:55
Van igazság abban amit Péter ír és abban is mit te írsz. Ha megnézel pl. egy Hiwin katalógust, hogy mít bír egy ilyen sín meg a kocsi. Ekkora gépnél kb. 1/3 ár és minimális merevség csökkenés. Nagyobb gépméretném meg mindenképpen jobb a több sínes több kocsis megoldás egyrészt mert hatalmas kocsik és sínek kellenének másrészt ott a híd merevít és a sín csak sín itt viszont a sín erősebb lehet mint maga a híd.
Az asztal mozgatásához már itt sem ilyen megoldást használtak.
Az asztal mozgatásához már itt sem ilyen megoldást használtak.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 február 04, 10:07
Írta: knifemaster Dátum 2009 február 04, 10:07
Szerintetek emmnyire elvetemült ötlet ha,a lineáris rúd kijárna a golyósperselyekből, mozgás közben?
Elékpzelésem merev híd,mozgó asztal,és az asztalra lenne erősítve a gömbanyag,a vázra meg a golyósperselyek.
Elékpzelésem merev híd,mozgó asztal,és az asztalra lenne erősítve a gömbanyag,a vázra meg a golyósperselyek.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 február 04, 10:09
Írta: knifemaster Dátum 2009 február 04, 10:09
Pontosítok:FIX híd,mert merevnek mindenki merevet akar... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 04, 10:33
Írta: 000000000 Dátum 2009 február 04, 10:33
Sziasztok ojan kérdésem lenne,hogy hol lehetne veni és menyibe kerülne 2db advanced motion controls 50A 20t verérlö.
ha valaki tudna segiteni megköszöném!!
ha valaki tudna segiteni megköszöném!!
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2009 február 04, 10:55
Írta: x4rhew5r3 Dátum 2009 február 04, 10:55
Ha újat akarsz akkor AMC magyar képviselet.
Ha használtat, akkor ebay.com, de ezt még nem láttam. 30A8T már gyakoribb, de az neked kicsi.
Ha használtat, akkor ebay.com, de ezt még nem láttam. 30A8T már gyakoribb, de az neked kicsi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 04, 11:19
Írta: 000000000 Dátum 2009 február 04, 11:19
köszi körül nézek.
és kb milyen árban van?
és kb milyen árban van?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 február 04, 11:21
Írta: bmejdz9nu Dátum 2009 február 04, 11:21
20USD-től vannak...az Ebay-on persze ez már 5000Ft...
A step/dir vezérlésűek általában drágábbak... ha DC (kefés-brush) és step/dir-es akkor már nagyon...
A step/dir vezérlésűek általában drágábbak... ha DC (kefés-brush) és step/dir-es akkor már nagyon...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 04, 11:32
Írta: 000000000 Dátum 2009 február 04, 11:32
köszönöm
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2009 február 04, 12:47
Írta: x4rhew5r3 Dátum 2009 február 04, 12:47
Mekkora motort kell meghajtani?
A Digiflex a DC motort is meg tudja hajtani, meg step/dir-es is, de a vezérlő beállításához CAN-bus interface kell. De nem tudja az 50/25 ampert, csak 75VDC és 15/8 A.
A Digiflex a DC motort is meg tudja hajtani, meg step/dir-es is, de a vezérlő beállításához CAN-bus interface kell. De nem tudja az 50/25 ampert, csak 75VDC és 15/8 A.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 04, 14:06
Írta: 000000000 Dátum 2009 február 04, 14:06
Megmondom öszintén nem nekem hanem az egyik ismerösöm mondta,hogy nézek utána.
de azért köszönöm a segitségeteket!!
de azért köszönöm a segitségeteket!!
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2009 február 04, 14:41
Írta: Sys_m Dátum 2009 február 04, 14:41
Sziasztok!
Hátha valakinek segít:
A Kezdő vagyok topik #2120 #2124 -es kérdésre "tükörgravírozáshoz motor felfogatása" goldolathoz a következő megoldás látszik a leg egyszerűbbnek.
************************************************
A Z tengely függőleges paneljára 2 db golyós fióksínt fogatok fel, majd ezekre a gravmotort. Egy nyomó vagy húzórugóval és ütközökkel már be lehet állítani a határolt mozgás. Ez a kis reduktor gyorsan le illetve felszerelhető. Nagyon fontos számomra, hogy a már meglévő Z tengely mechanikát nem kell hozzá buherálni.
************************************************
Sys_m
Hátha valakinek segít:
A Kezdő vagyok topik #2120 #2124 -es kérdésre "tükörgravírozáshoz motor felfogatása" goldolathoz a következő megoldás látszik a leg egyszerűbbnek.
************************************************
A Z tengely függőleges paneljára 2 db golyós fióksínt fogatok fel, majd ezekre a gravmotort. Egy nyomó vagy húzórugóval és ütközökkel már be lehet állítani a határolt mozgás. Ez a kis reduktor gyorsan le illetve felszerelhető. Nagyon fontos számomra, hogy a már meglévő Z tengely mechanikát nem kell hozzá buherálni.
************************************************
Sys_m
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2009 február 04, 20:01
Írta: eivmhrm04 Dátum 2009 február 04, 20:01
Igy van nekem is ezt próbálta leirni,de neked jobban sikerült
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 05, 16:54
Írta: 000000000 Dátum 2009 február 05, 16:54
Találkoztam egy brutál megoldással:

Ugye ez nem nevezhető kottyanás mentes áttételnek?!
Ugye ez nem nevezhető kottyanás mentes áttételnek?!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 05, 21:08
Írta: PSoft Dátum 2009 február 05, 21:08
Hát nem tudom az első gépemnél én is sokat gondolkodtam rajta,de mire odáig jutottam,mégiscsak az irdalt alukupplungok győztek és azokkal épitettem meg.
A második gépemnél ami most épül bordáskerekek és szijak lesznek.
Visszatérve a kérdésedre szerintem a lánc hangos,főleg gyorsjáratoknál,ami csak fokozza a zajt(PWM).
És szerintem ahogy idővel kopnak a görgők,lánckerék,akkor már nyúlása is van és onnantól kottyanik is... ,De ez csak az én elmélkedésem... Lehet hogy nem igy van.
A második gépemnél ami most épül bordáskerekek és szijak lesznek.
Visszatérve a kérdésedre szerintem a lánc hangos,főleg gyorsjáratoknál,ami csak fokozza a zajt(PWM).
És szerintem ahogy idővel kopnak a görgők,lánckerék,akkor már nyúlása is van és onnantól kottyanik is... ,De ez csak az én elmélkedésem... Lehet hogy nem igy van.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 05, 21:20
Írta: PSoft Dátum 2009 február 05, 21:20
Mi a véleményetek a valamikori NDK-s irogépek kocsijáról mint gravirozógép lineáris vezeték?
Preciznek tűnő görgős csapágyazás,könnyű járás.
Aki esetleg épitett már vele vagy tapasztalata van kérem ossza meg velem.
Köszönöm...
Preciznek tűnő görgős csapágyazás,könnyű járás.
Aki esetleg épitett már vele vagy tapasztalata van kérem ossza meg velem.
Köszönöm...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 05, 21:31
Írta: svejk Dátum 2009 február 05, 21:31
Ha a mechanika többi részét meg tudod erősre csinálni és preciz orsót is illesztesz hozzá, akkor maga az írógépkocsi nem akadály.
A hasznos hosz függvényében, minél több görgöt használj benne. Én annak idején csináltam hozzá másik "görgőkosarat".
A hasznos hosz függvényében, minél több görgöt használj benne. Én annak idején csináltam hozzá másik "görgőkosarat".
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 05, 22:18
Írta: PSoft Dátum 2009 február 05, 22:18
Igazából már készül a mechanika.
Esztergapad,marógép,nálam megoldott,az öregem ebben a szakmában dolgozott 40-évet.Még nem volt olyan,amit ne tudtunk volna megoldani.
Azt mondod "preciz orsó...".
M12-es KO35-ös menetesszár,saját gyártású görgős anyákkal??...
Tudom hogy az M12-nél az 1.75 nem midig igaz.
Már mértem 1.63-at,1.72-őt is de ezt szerintem a számolásnál ha figyelembe veszed,akkor pontos a mechanika.
Természetesen a kocsik "csapágymegerősitésére"én is gondoltam.
Ha lesz időm teszek fel egykét képet a készülő mechanikáról
Esztergapad,marógép,nálam megoldott,az öregem ebben a szakmában dolgozott 40-évet.Még nem volt olyan,amit ne tudtunk volna megoldani.
Azt mondod "preciz orsó...".
M12-es KO35-ös menetesszár,saját gyártású görgős anyákkal??...
Tudom hogy az M12-nél az 1.75 nem midig igaz.
Már mértem 1.63-at,1.72-őt is de ezt szerintem a számolásnál ha figyelembe veszed,akkor pontos a mechanika.
Természetesen a kocsik "csapágymegerősitésére"én is gondoltam.
Ha lesz időm teszek fel egykét képet a készülő mechanikáról
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 05, 22:19
Írta: 3k74cecek Dátum 2009 február 05, 22:19
De, nyugodtan nevezhető annak.[#nevetes2]
Az más kérdés, hogy valójában nem az.[#wave]
Az más kérdés, hogy valójában nem az.[#wave]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 05, 22:42
Írta: svejk Dátum 2009 február 05, 22:42
Ha a befogás nem enged nem lesz ott probléma...
Főleg ha ott a szakértelem is...
Gyári precíz, nagy terhelésű helyeken is ilyen rendszerű "csúszkákat" használnak.
Főleg ha ott a szakértelem is...
Gyári precíz, nagy terhelésű helyeken is ilyen rendszerű "csúszkákat" használnak.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 05, 23:21
Írta: PSoft Dátum 2009 február 05, 23:21
A "befogásnál" a csapágyazásra gondolsz?
Winchesterek olvasófej csapágyazása.Szerintem nagyon preciz csapágypárosok vannak benne házzal együtt.Az igaz hogy kicsi méretekben,de tökéletes kialakitásban.Én például ebben gondolkodom.
Méreteiben jól illeszthetőek az M12-es menetes orsókhoz,és szerintem a terhelést is jól birnák.
Van belőlük golyós,és tűgörgös is.
Ja,a görgös anyákat is ilyen csapágyakkal szereltem és tutijók lettek.
Winchesterek olvasófej csapágyazása.Szerintem nagyon preciz csapágypárosok vannak benne házzal együtt.Az igaz hogy kicsi méretekben,de tökéletes kialakitásban.Én például ebben gondolkodom.
Méreteiben jól illeszthetőek az M12-es menetes orsókhoz,és szerintem a terhelést is jól birnák.
Van belőlük golyós,és tűgörgös is.
Ja,a görgös anyákat is ilyen csapágyakkal szereltem és tutijók lettek.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 06, 14:40
Írta: svejk Dátum 2009 február 06, 14:40
Nem, ahova az írógép prizmáit befogod..
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 07, 10:25
Írta: 0gbwyh99 Dátum 2009 február 07, 10:25
Üdv. mindenkinek!
Valaki egyszer azt mondta hogy ha trapéz orsóhoz műanyag anyát csinálunk , akkor célszerű olajban kifőzni . Ezt a "főzést" nyers anyaggal kell megcsinálni , vagy amelyik előre van fúrva a menetkészités előtt , vagy a már kész anyával ? Gondolom valamennyit dagadni fog amikor magábaszivja az olajat . [#nemtudom][#conf][#dumcsi][#wave]
Valaki egyszer azt mondta hogy ha trapéz orsóhoz műanyag anyát csinálunk , akkor célszerű olajban kifőzni . Ezt a "főzést" nyers anyaggal kell megcsinálni , vagy amelyik előre van fúrva a menetkészités előtt , vagy a már kész anyával ? Gondolom valamennyit dagadni fog amikor magábaszivja az olajat . [#nemtudom][#conf][#dumcsi][#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 07, 12:16
Írta: 4um5b65d Dátum 2009 február 07, 12:16
"PA6 OIL" annak a poliamidnak a megnevezése amiben speckó olajtöltet van gyárilag. Ha otthon főzöd akkor nem fogod tudni, hogy milyen olaj kell bele. A legtöbb olaj roncsolja az alapanyagot. Egyébként előnagyolt anyaggal kell megtenni, nem a nyers anyaggal.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 07, 12:51
Írta: 0gbwyh99 Dátum 2009 február 07, 12:51
Nos , hozzájutottam ingyen 2 nagyobb műanyag tömbbhez amiknek a közepében lyuk van . Abba voltak belehúzva csövek . A 2 tömb közé vizszintesen be volt fogva 2 henger . Az egész dolog függőlegesen ált és a tömbök a hengerekell eggyüt "lebegtek" fel-le a csöveken . Idővel minden kicsit elkopott és szorulni kezdett (az adott alkalmazásban nem volt szabad használni semmilyen kenőanyagot mert élelmiszer iparrol van szó ).
A tömbök fehér szinűek , de nem olyan a szine mint a teflonnak , valami keményebb dologrol van szó . POM ? [#nemtudom]
Mi van ha csak úgy szárazon készitem ell ? Hosználat közben (a trapéz anyát) kell valamivel kenni ?
A tömbök fehér szinűek , de nem olyan a szine mint a teflonnak , valami keményebb dologrol van szó . POM ? [#nemtudom]
Mi van ha csak úgy szárazon készitem ell ? Hosználat közben (a trapéz anyát) kell valamivel kenni ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 07, 14:14
Írta: 4um5b65d Dátum 2009 február 07, 14:14
Tapizd meg az anyagot.
-milyen a tapintása? (pl viasz szerű vagy semleges)
Vágjál le egy szikével egy vékony réteget valahonnan a sarkáról és gyújtsd meg. Figyeld az égését.
-Milyen füstje van (ha van)
-csöpög e égéskor
-milyen a szaga égéskor (pl égett rosszú (haj) vagy erős fullasztó szag?
-Könnyen ég vagy folyton kialszik az égés?
Aztán írd le.....
-milyen a tapintása? (pl viasz szerű vagy semleges)
Vágjál le egy szikével egy vékony réteget valahonnan a sarkáról és gyújtsd meg. Figyeld az égését.
-Milyen füstje van (ha van)
-csöpög e égéskor
-milyen a szaga égéskor (pl égett rosszú (haj) vagy erős fullasztó szag?
-Könnyen ég vagy folyton kialszik az égés?
Aztán írd le.....
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 07, 15:07
Írta: PSoft Dátum 2009 február 07, 15:07
Valaki egyengetett már közületek golyósorsót?
2300mm hosszú,a két végén csapágyakban megfogva középtájon kb:7-8mm a kihajlása.
Van erre valami technikai megoldás?
Ha tudtok okosat ne titkoljátok.
Irjatok,köszi.
2300mm hosszú,a két végén csapágyakban megfogva középtájon kb:7-8mm a kihajlása.
Van erre valami technikai megoldás?
Ha tudtok okosat ne titkoljátok.
Irjatok,köszi.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 február 07, 15:21
Írta: s7manbs8 Dátum 2009 február 07, 15:21
Én már próbáltam, meg én is kértem tanácsot, azt hiszem, Laslie mester írta le, hogy hogyan próbáljam, bár nekem csak 1-2 milliméter a kihajlása, de azóta még nem próbáltam. Valamelyik topikban van, de hogy hol már nem tudnám megmondani. Bár az eredménye elég kétséges, ha belegondolsz, mert pont ott megnyomni, hogy tökéletesen visszanyerje az alakját, nem sok esélye van.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 07, 16:03
Írta: Szalai György Dátum 2009 február 07, 16:03
Soha sem próbáltam. De belebeszélni, azt igen.
Nem úgy van az, hogy amikor görbül, akkor az ív külső oldalán megnyúlik az anyag, azután ha „visszagörbítem” akkor az eredeti ívnek mostmár a belső oldalán is megnyúlik?
Tehát egyenes az lesz, de pontos menetemelkedésű az soha többé. Akkor hogy fut rajta az anya?
Nem úgy van az, hogy amikor görbül, akkor az ív külső oldalán megnyúlik az anyag, azután ha „visszagörbítem” akkor az eredeti ívnek mostmár a belső oldalán is megnyúlik?
Tehát egyenes az lesz, de pontos menetemelkedésű az soha többé. Akkor hogy fut rajta az anya?
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 február 07, 16:14
Írta: ybm4ifb Dátum 2009 február 07, 16:14
Szeríntem az egyengetéstől egyszerübb lenne ha az anyát forgatnád..gondolom azért kéne egyengetni,mert forgatésnál az ütése gondot okoz.
Én kifeszíteném a két végénél..és az anyát hajtanám meg.
Én kifeszíteném a két végénél..és az anyát hajtanám meg.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 február 07, 19:00
Írta: 7vpav5d32 Dátum 2009 február 07, 19:00
Érdekességnek!!!
15X2-es négybekezdésű menet bolygósanyával.
http://cnctar.hobbycnc.hu/csiki/15X2/
V alaki vállalná a klónozását??? [#eplus2][#crazya]
15X2-es négybekezdésű menet bolygósanyával.
http://cnctar.hobbycnc.hu/csiki/15X2/
V alaki vállalná a klónozását??? [#eplus2][#crazya]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 07, 19:21
Írta: svejk Dátum 2009 február 07, 19:21
Én is a napokban szerettem bele a Rollviss-be :)
De az enyémek "csak" átm. 8x4-esek.
Svájci technika a javából.
A találkozún levő DRO prezentáció mechanikájában is ilyenek futottak.
De az enyémek "csak" átm. 8x4-esek.
Svájci technika a javából.
A találkozún levő DRO prezentáció mechanikájában is ilyenek futottak.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 február 07, 19:25
Írta: 7vpav5d32 Dátum 2009 február 07, 19:25
Ez dolgozott már vagy 25 évet üvegpor és víz keveredésében és totál kotymentes. Hihetetlen cucc. Először azt hittem, hogy durva esztergált felület.[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 07, 19:29
Írta: 4um5b65d Dátum 2009 február 07, 19:29
Basszus kellet két perc mire rájöttem, hogy miről beszélsz.....[#falbav]
Csak annyit kaptam el a szövegedből, hogy 15x2 meg hogy bolygós anya. Aztán csak nézem a képeket nézem, de nem fogtam agyilag, hogy mi is van....
Még mérgelődtem is hogy milyen vacak felülete van a tengelynek, meghogy hol van itt a menet ?
Aztán még1szer átolvastam a szövegedet. Akkor vertem bele a fejemet a monitorba, hogy 4 bekezdésű. Ez kimaradtt az első olvasatomban.
[#falbav][#falbav][#integet2]
Csak annyit kaptam el a szövegedből, hogy 15x2 meg hogy bolygós anya. Aztán csak nézem a képeket nézem, de nem fogtam agyilag, hogy mi is van....
Még mérgelődtem is hogy milyen vacak felülete van a tengelynek, meghogy hol van itt a menet ?
Aztán még1szer átolvastam a szövegedet. Akkor vertem bele a fejemet a monitorba, hogy 4 bekezdésű. Ez kimaradtt az első olvasatomban.
[#falbav][#falbav][#integet2]
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 február 07, 19:33
Írta: 7vpav5d32 Dátum 2009 február 07, 19:33
Akkor vállalod???[#confused][#nevetes1]
Tiszta esztergályos munka!
Tiszta esztergályos munka!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 07, 19:48
Írta: svejk Dátum 2009 február 07, 19:48
Itt egy jó kis pdf
róluk, még nagyon f@sza kis motorszámítás is van benne.
nyomaték, gyorsulás, inercia, stb..
róluk, még nagyon f@sza kis motorszámítás is van benne.
nyomaték, gyorsulás, inercia, stb..
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 07, 20:04
Írta: 4um5b65d Dátum 2009 február 07, 20:04
Szeretek foglalkozni az ilyen finom munkákkal !
Vállalom !
Addig kezd el összeírni az otthoni cuccaidat amit el kell majd adnod ha kiállítom a számlát.
[#nyes]
Vállalom !
Addig kezd el összeírni az otthoni cuccaidat amit el kell majd adnod ha kiállítom a számlát.
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 07, 20:07
Írta: 0gbwyh99 Dátum 2009 február 07, 20:07
Sajnos még nem hoztam haza [#schmoll2] , majd hétfőn !
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 07, 20:54
Írta: PSoft Dátum 2009 február 07, 20:54
Köszi stojka de a te megoldásod nálam nem járható út,mert mindenképpen az orsónak kellforognia.
Ez egy kész gépnek az egyik X orsója,hatalmas munka lenne átalakitani az egész hajtást.
Ez egy kész gépnek az egyik X orsója,hatalmas munka lenne átalakitani az egész hajtást.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 07, 22:18
Írta: 3k74cecek Dátum 2009 február 07, 22:18
Ez most azt jelenti, hogy görbe az orsó, vagy a saját súlya miatt ennyi a behajlása?
Mekkora az átmérője ?
Mekkora az átmérője ?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 07, 23:02
Írta: PSoft Dátum 2009 február 07, 23:02
Nem a saját súlyától hajlik be hanem görbe.
Úgy képzeld el hogy a két végén alátámasztod,és középtájon megnyomod a kezeddel.Egy egyenletes iv van az egész hosszban.
Az átmérőjét most pontosan nem tudom megmondani,de kb:25-30mm között van,és ötbekezdésű.
Úgy képzeld el hogy a két végén alátámasztod,és középtájon megnyomod a kezeddel.Egy egyenletes iv van az egész hosszban.
Az átmérőjét most pontosan nem tudom megmondani,de kb:25-30mm között van,és ötbekezdésű.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 07, 23:02
Írta: 0gbwyh99 Dátum 2009 február 07, 23:02
Valami motoszkál a fejemben . Tudjuk hogy a műanyag trapéz anyák felszivják a nedveséget (viz , olaj , szir , ...) , valamivel mégis illene (szerintem) kenni a TR orsót !? Van a "WÜRTH"-nek olyan spray fajtája amit úgy hivnak hogy "DRY LUBE" (SZÁRAZ KENÉS) ! Le fújod vele a motyót , pillanatok alatt megszárad és egy száraz sikos réteget hagy maga után ! Nem ragadós , nem zsiros !
Mit gondoltok róla ? [#confused]
Mit gondoltok róla ? [#confused]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 07, 23:08
Írta: 4um5b65d Dátum 2009 február 07, 23:08
Meg lehet oldani ennek az egyengetését, de hogy fogod ezt forgatni ebben a hosszban? Ki fog hajolni az anyag. Tényleg csak az anyát tudod majd forgatni a tengelyen.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 07, 23:11
Írta: 4um5b65d Dátum 2009 február 07, 23:11
Az biztos jó lesz kenésnek. Egyébként a műanyag adatlapok írják azt, hogy milyen sebességig lehet szárazfutással használni egy anyagot.
A poliamid és a polietilén nagyon jól elfut szárazon is, de anyát a polietilénből nem célszerű csinálni.
A poliamid és a polietilén nagyon jól elfut szárazon is, de anyát a polietilénből nem célszerű csinálni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 07, 23:14
Írta: 4um5b65d Dátum 2009 február 07, 23:14
Most jutott eszembe, bár nem ismerem az orsó előéletét, de nem lehetséges, hogy szándékos a görbítés ?
El tudnám képzelni, hogy a levegőben áll az egész orsó és a természetes behajlást ellensúlyoznák egy ilyen hajlítással.
El tudnám képzelni, hogy a levegőben áll az egész orsó és a természetes behajlást ellensúlyoznák egy ilyen hajlítással.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 07, 23:36
Írta: PSoft Dátum 2009 február 07, 23:36
Az előéletéről amit tudok: Hobby CNC gép,épitője eladta szétszerelve elvitték új helyén összerakták és üt az orsó.
Valószinű hogy a szállitásnál,összerakásnál történt vele valami.
Ezt a "szándékost" kifejtenéd egy kicsit részletesebben? Mire gondolsz??
Valószinű hogy a szállitásnál,összerakásnál történt vele valami.
Ezt a "szándékost" kifejtenéd egy kicsit részletesebben? Mire gondolsz??
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 07, 23:50
Írta: 4um5b65d Dátum 2009 február 07, 23:50
Ha ez az orsó egy forgó alkatrész akkor nem lehet szándékos a hajlítás.
Amire én gondoltam, hogy az orsó fixen áll és csak a két vége van feltámasztva. Ebben az esetben van egy bizonyos belógása. Ezt a belógást lehet orvosolni esetleg úgy, hogy meggörbítik az orsót felfelé és mikor visszaengedik akkor beáll egyenesbe. De ez csak akkor lehetséges, ha az anyát forgatják , az orsó meg áll.
De szerintem valami nem stimel ezzel az orsóval. Ilyen hossz és átmérő adatokkal csak igen lassú forgást képes elviselni kihajlás nélkül. Rázkódna az egész ha kicsit is túlpörgetik. Igaz azt nem tudom, hogy voltaképp milyen gépről is van szó....
Amire én gondoltam, hogy az orsó fixen áll és csak a két vége van feltámasztva. Ebben az esetben van egy bizonyos belógása. Ezt a belógást lehet orvosolni esetleg úgy, hogy meggörbítik az orsót felfelé és mikor visszaengedik akkor beáll egyenesbe. De ez csak akkor lehetséges, ha az anyát forgatják , az orsó meg áll.
De szerintem valami nem stimel ezzel az orsóval. Ilyen hossz és átmérő adatokkal csak igen lassú forgást képes elviselni kihajlás nélkül. Rázkódna az egész ha kicsit is túlpörgetik. Igaz azt nem tudom, hogy voltaképp milyen gépről is van szó....
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 08, 00:03
Írta: PSoft Dátum 2009 február 08, 00:03
Asztalosműhelyben használták előtte,ajtólapokat bútorlapokat munkáltak meg rajta.
Az új helyén a Z tengely átépitése után lézeres márvány,gránit gravirozás lenne a fő feladata.
Az új helyén a Z tengely átépitése után lézeres márvány,gránit gravirozás lenne a fő feladata.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 08, 07:55
Írta: 3k74cecek Dátum 2009 február 08, 07:55
Mivel öt bekezdésű, így elég szép emelkedése lehet, tehát nem kell olyan eszeveszett fordulattal forgatni, hogy haladjon rajta az anya.
Aztán a gép konstrukciójától függően esetleg lehet valami ügyes módon még segíteni rajta, hogy ne nagyon hajoljon ki.
Az egyengetése sem lehetetlen. Rengeteg mérés és a megfelelő helyen terhelés után, szerintem használható állapotba hozható. Persze nem fél órás munka annyi biztos. 1m-es menetes orsót már egyengettem, és szépen futott utána.
Aztán a gép konstrukciójától függően esetleg lehet valami ügyes módon még segíteni rajta, hogy ne nagyon hajoljon ki.
Az egyengetése sem lehetetlen. Rengeteg mérés és a megfelelő helyen terhelés után, szerintem használható állapotba hozható. Persze nem fél órás munka annyi biztos. 1m-es menetes orsót már egyengettem, és szépen futott utána.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 08, 10:55
Írta: 0gbwyh99 Dátum 2009 február 08, 10:55
A kenéssel főleg a TR-orsót szeretném megvédeni a kopástól !
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 08, 19:26
Írta: svejk Dátum 2009 február 08, 19:26
Segítsetek már egy linkkel, ahol porvédő harmonika hajtogatása van bemutatva.
Talán valamelyik fórumtársunk honlapján van?
Valamint az a speciális kezelt vászon beszerzési forrása is érdekelne.
Talán valamelyik fórumtársunk honlapján van?
Valamint az a speciális kezelt vászon beszerzési forrása is érdekelne.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 08, 19:37
Írta: Szalai György Dátum 2009 február 08, 19:37
Cím: Re:Mechanikai ötletek
Írta: korbendallas Dátum 2009 február 08, 19:46
Írta: korbendallas Dátum 2009 február 08, 19:46
Üdv!
Az lenne a kérdésem, hogy mennyire csereszabatosak egymással a különböző cégek golyósanyái. Arra gondoltam, hogy a meglévő thk golyósanyámat, mondjuk hiwin anyával feszíteném elő. Szerintetek ez járható út?
Az lenne a kérdésem, hogy mennyire csereszabatosak egymással a különböző cégek golyósanyái. Arra gondoltam, hogy a meglévő thk golyósanyámat, mondjuk hiwin anyával feszíteném elő. Szerintetek ez járható út?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 08, 19:47
Írta: 0gbwyh99 Dátum 2009 február 08, 19:47
Sajnos azt nem mentettem le [#shakehead]
Van egy darabom ithon amit egy gyári porvédő alapján méreteztem le és hjtogadtam ki papirból [#vigyor3]
Aza vászon , az viszont engem is érdekel !! [#eljen][#help][#awink]
Van egy darabom ithon amit egy gyári porvédő alapján méreteztem le és hjtogadtam ki papirból [#vigyor3]
Aza vászon , az viszont engem is érdekel !! [#eljen][#help][#awink]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 08, 19:51
Írta: svejk Dátum 2009 február 08, 19:51
Köszi, de volt valami szöveges anyag is, mintha valami régi fotomasinákat készítő ember honlapján lett volna.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 08, 19:58
Írta: 0gbwyh99 Dátum 2009 február 08, 19:58
Szerintem nem hogy a különböző gyártmányu , hanem az ugyan az gyárnak az anyáit sem szabad oszekeverni ! Legalábis a köszörülteket nem . Mi a baja a THK anyának ? Kotyog ? Használt , kopott ? Ha maga az anyán nem lehet állitani , akkor én úgy csinálnám hogy le mérném a sörétek átmérőjét és 1-2 ezreddel nagyobbakra cserélném [#csodalk][#zavart1] .
A viccet kizárva , itt a fórumon olvastam hogy valahol lehet rendelni söréteket minden méretben .
Amúgy meg , ha már rá birod tenni a HIWIN anyát , akkor minek rajta még a THK is ? Olyat vegyél amit gyárilag előlehet fesziteni (ha rámegy egyáltalán) ! Próba szerencse ! [#wave]
A viccet kizárva , itt a fórumon olvastam hogy valahol lehet rendelni söréteket minden méretben .
Amúgy meg , ha már rá birod tenni a HIWIN anyát , akkor minek rajta még a THK is ? Olyat vegyél amit gyárilag előlehet fesziteni (ha rámegy egyáltalán) ! Próba szerencse ! [#wave]
Cím: Re:Mechanikai ötletek
Írta: korbendallas Dátum 2009 február 08, 20:05
Írta: korbendallas Dátum 2009 február 08, 20:05
Vadi új az anya és az orsó is, csak a leírása szerint 0,1mm szabad mozgása van. Gondoltam még egy anya és kész. A gyári anyák is gyakorlatilag 2 anyából állnak.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 08, 20:05
Írta: 0gbwyh99 Dátum 2009 február 08, 20:05
Cím: Re:Mechanikai ötletek
Írta: korbendallas Dátum 2009 február 08, 20:06
Írta: korbendallas Dátum 2009 február 08, 20:06
mármint az előfeszítettek.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 08, 20:08
Írta: 0gbwyh99 Dátum 2009 február 08, 20:08
EZEN a honlapon foglalkoznak a régi fotomasinákkal [#ticking]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 08, 20:11
Írta: 0gbwyh99 Dátum 2009 február 08, 20:11
0,1mm [#csodalk][#csodalk][#csodalk][#conf][#gonosz2] , AZ RENGETEG ! Bele lehet valahol kukkantani abba a leirásba ?
Cím: Re:Mechanikai ötletek
Írta: korbendallas Dátum 2009 február 08, 20:32
Írta: korbendallas Dátum 2009 február 08, 20:32
Természetesen:
pdf[/url
ajánlom figyelmedbe a 170. oldalt
pdf[/url
ajánlom figyelmedbe a 170. oldalt
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 08, 20:42
Írta: 0gbwyh99 Dátum 2009 február 08, 20:42
ŐŐŐŐ , HHMMM , sajnos én ott nem látok semmit [#nemtudom][#guluszem1]
Cím: Re:Mechanikai ötletek
Írta: korbendallas Dátum 2009 február 08, 20:47
Írta: korbendallas Dátum 2009 február 08, 20:47
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 08, 21:13
Írta: 0gbwyh99 Dátum 2009 február 08, 21:13
Hát , bizony a mángoroltakra valóban azt irja ![#wow3]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 09, 21:35
Írta: 0gbwyh99 Dátum 2009 február 09, 21:35
Szia!
Végre leteszteltem a bizonyos műanyag tömböt !
Akkor sorban:
- a szine olyan "piszkos" fehér (nem elefántcsont szin!)
- tapintásra (és vágásra is) kemény , sima - nem viaszkos .
- szikéve vágtam le széléböl vékony csikot (nehezen adta magát ) . A fágot felület nagyon sima és fényes . Amikor azt a vékony darabkát félbehajtottam a hajlatban megfehéredett , újboli hajlitás után eltört . Ha szikével a szélét kaparom , vékony szálakat kapok , de ha ősszemorzsolom az ujjaim közt akkor majdnem porrá töredezik . Darabkák a vizben rögtön lesűjednek .
- Amikor meggyújtom gyorsan és sisteregve ég !
- nem csöpög , nem nyúlik , ha elveszem a lángot akkor is tovább ég .
- füstje nincsen , szagát nem érezni , csak ha nagyon közelröl szagoltam , akkor aztán olyan szúros volt hogy majd kilyukadt a kisagyam !
Na azt most már todom hogy mi nem : nem PE , nem PP , nem PVC , nem PTFE .
A leirtak alapján tudja-e valaki hogy milyen anyag ez ?
[#nemtudom][#nezze][#conf][#fejvakaras][#dumcsi][#wave]
Végre leteszteltem a bizonyos műanyag tömböt !
Akkor sorban:
- a szine olyan "piszkos" fehér (nem elefántcsont szin!)
- tapintásra (és vágásra is) kemény , sima - nem viaszkos .
- szikéve vágtam le széléböl vékony csikot (nehezen adta magát ) . A fágot felület nagyon sima és fényes . Amikor azt a vékony darabkát félbehajtottam a hajlatban megfehéredett , újboli hajlitás után eltört . Ha szikével a szélét kaparom , vékony szálakat kapok , de ha ősszemorzsolom az ujjaim közt akkor majdnem porrá töredezik . Darabkák a vizben rögtön lesűjednek .
- Amikor meggyújtom gyorsan és sisteregve ég !
- nem csöpög , nem nyúlik , ha elveszem a lángot akkor is tovább ég .
- füstje nincsen , szagát nem érezni , csak ha nagyon közelröl szagoltam , akkor aztán olyan szúros volt hogy majd kilyukadt a kisagyam !
Na azt most már todom hogy mi nem : nem PE , nem PP , nem PVC , nem PTFE .
A leirtak alapján tudja-e valaki hogy milyen anyag ez ?
[#nemtudom][#nezze][#conf][#fejvakaras][#dumcsi][#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 09, 22:22
Írta: 4um5b65d Dátum 2009 február 09, 22:22
Na ez frankó !
Ilyen műanyag nincs is.....
Egyet még ki kellene próbálni. A nitrohigító az oldja e ?
Ezzel pár anyagot ki lehet zárni.
Az általam ismert műanyagokra nem jellemzőek ezen tulajdonságok így együttesen.
Melyiket mi alapján zártad ki ???
Ilyen műanyag nincs is.....
Egyet még ki kellene próbálni. A nitrohigító az oldja e ?
Ezzel pár anyagot ki lehet zárni.
Az általam ismert műanyagokra nem jellemzőek ezen tulajdonságok így együttesen.
Melyiket mi alapján zártad ki ???
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 09, 22:24
Írta: 4um5b65d Dátum 2009 február 09, 22:24
Remélem ezeket az égési teszteket legalább egy 1,5x1,5 mm-es csíkkal végezted és vízszintesen tartottad a műanyagot...
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 09, 22:37
Írta: 0gbwyh99 Dátum 2009 február 09, 22:37
- nem PE , az lebeg a vizen , kormol és össze lehet rágni
- a PP ha olvadáskor hozzányúlok akkor hosszú szálat birok belöle kihúzni .
ennek a kettőnek nem olyan szúrós égéskor a szaga .
- PTFE avagy teflon nemigen akar égni , és puhább (bele megy a körmöm)
- PVC - ha elveszem a lángot azonnal elalszik . Förtelem a szaga .
Most nincsen nálam nitró higgitó , úgy hogy az most elmarad .
Egy biztos : kibaszot szivos anyagrol van szó , mert olyan helyen dolgozot csúszóként , ahol igen csak igénybe volt véve , és a gépgyártó aki bele épitette nem kis pályás , csak a csúcs minőséget használják - TETRAPAK !!
- a PP ha olvadáskor hozzányúlok akkor hosszú szálat birok belöle kihúzni .
ennek a kettőnek nem olyan szúrós égéskor a szaga .
- PTFE avagy teflon nemigen akar égni , és puhább (bele megy a körmöm)
- PVC - ha elveszem a lángot azonnal elalszik . Förtelem a szaga .
Most nincsen nálam nitró higgitó , úgy hogy az most elmarad .
Egy biztos : kibaszot szivos anyagrol van szó , mert olyan helyen dolgozot csúszóként , ahol igen csak igénybe volt véve , és a gépgyártó aki bele épitette nem kis pályás , csak a csúcs minőséget használják - TETRAPAK !!
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 09, 22:39
Írta: 0gbwyh99 Dátum 2009 február 09, 22:39
volt az vastagabb is , és vizszintesen tartottam.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 09, 22:53
Írta: 4um5b65d Dátum 2009 február 09, 22:53
Jók a kizárásos tesztjeid.
Akkor nem kell a nitro, látom kitűnően felismered a PVC jellemzőit.
Meg kell kérni azokat az emberkéket akik forgácsoltak már ebből a zx100-as anyagból, hogy gyújtson meg már valaki belőle egy csíkot.
Az is PE származék, de valamivel felturbózták.
A zx 530 pedig teflon származék, úgyhogy az valószínű nem égne jól. Bár ki tudja.
Ezek biztosan kizárhatók:
PA ,PE, POM, PTFE, PVC, ABS, PETP, PC, PP
Tehát ha anyának szeretnéd felhasználni akkor a két ZX-es anyagban bízhatsz csak. Én ezeket viszont nem forgácsoltam még és nem is ismerem a tulajdonságait.
Akkor nem kell a nitro, látom kitűnően felismered a PVC jellemzőit.
Meg kell kérni azokat az emberkéket akik forgácsoltak már ebből a zx100-as anyagból, hogy gyújtson meg már valaki belőle egy csíkot.
Az is PE származék, de valamivel felturbózták.
A zx 530 pedig teflon származék, úgyhogy az valószínű nem égne jól. Bár ki tudja.
Ezek biztosan kizárhatók:
PA ,PE, POM, PTFE, PVC, ABS, PETP, PC, PP
Tehát ha anyának szeretnéd felhasználni akkor a két ZX-es anyagban bízhatsz csak. Én ezeket viszont nem forgácsoltam még és nem is ismerem a tulajdonságait.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 09, 23:01
Írta: 0gbwyh99 Dátum 2009 február 09, 23:01
Az lesz , hogy próba , szerencse ! Majd ha (egyszer) meglesz , majd beszámolok . [#sniffles][#fogmosas][#wave][#worship][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 12, 23:57
Írta: 43pbwjg8s Dátum 2009 február 12, 23:57
Egy kérdés: Valaki csinált már olyan mechanikát, amikor az asztalt emelte Z irányban?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 február 12, 23:58
Írta: s7manbs8 Dátum 2009 február 12, 23:58
Csak nem fixre akarod venni a marószerszámodat ?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 13, 00:08
Írta: Szalai György Dátum 2009 február 13, 00:08
Az asztalt és rajta a munkadarabot emelgetni, akkor értelmes, ha a tömegük kisebb, mint a Z plusz a marószerszám tömege. Azt kell emelgetni, ami kisebb energiával emelgethető.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 13, 00:21
Írta: 43pbwjg8s Dátum 2009 február 13, 00:21
Ez egyértelmű.
E mellett kérdeztem.
E mellett kérdeztem.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 13, 00:25
Írta: 43pbwjg8s Dátum 2009 február 13, 00:25
Még az is lehet....
Nem kell megilyedni, Csak gondolkodok minden lehetőségen. De akkor rányomhatnék akármekkora motort a tetelyére. Az orsó kinyúlásának egy optimális hossznál nem kellene nagyobbnak lennie.
Azon még nem is akarok gondolkodni, hogy ez mennyire (tudom nagyon) bonyolítana meg mindent.
Valakinek nincs kisméretű fogaskerék, nagyméretű koszorúkerék párja. Mondjuk egy modulos. Ezt nem láttam a Tech-kon-nál...
Nem kell megilyedni, Csak gondolkodok minden lehetőségen. De akkor rányomhatnék akármekkora motort a tetelyére. Az orsó kinyúlásának egy optimális hossznál nem kellene nagyobbnak lennie.
Azon még nem is akarok gondolkodni, hogy ez mennyire (tudom nagyon) bonyolítana meg mindent.
Valakinek nincs kisméretű fogaskerék, nagyméretű koszorúkerék párja. Mondjuk egy modulos. Ezt nem láttam a Tech-kon-nál...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 13, 00:29
Írta: 43pbwjg8s Dátum 2009 február 13, 00:29
Viszont itt (ha megvan hozzá a megfelelő teljesítményed) a Z kottyanása felejthető ugyanis az asztal súlya miatt olcsóbb(?) megoldással is hajthatod a Z-t.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 13, 00:31
Írta: Szalai György Dátum 2009 február 13, 00:31
Van még az a megoldás is, hogy csak a fortuna, meg benne a szerszám van a Z-n.
Aztán a motor lóg a plafonról, és bowdenen hajtja a fortunát. Csakhát megint az átvihető erő meg a fordulatszám… Valaki már bütykölt itt valami ilyesmit. Lett is neki hivatásos helyzetfúrógép bowdenje hozzá.
Aztán a motor lóg a plafonról, és bowdenen hajtja a fortunát. Csakhát megint az átvihető erő meg a fordulatszám… Valaki már bütykölt itt valami ilyesmit. Lett is neki hivatásos helyzetfúrógép bowdenje hozzá.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 13, 00:50
Írta: 43pbwjg8s Dátum 2009 február 13, 00:50
Igen ez sem rossz gondolat.
Nehogy komolynak vegyétek ezeket a kérdéseket. (mág vita lesz belőle) csak puhatolózok. mindenfelé. :)
Nehogy komolynak vegyétek ezeket a kérdéseket. (mág vita lesz belőle) csak puhatolózok. mindenfelé. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 február 13, 00:54
Írta: s7manbs8 Dátum 2009 február 13, 00:54
Van levegővel működtetett, hajtott fortuna is, oda egy csőben megy csak a pár báros nyomású levegő, az hajtja. Egy ismerősöm valami 35 ezerért vette újan, az nagyfordulatú több 10000, gravírozni acélba. Autószerelő műhelyben is láttam ilyesmi szerszámot.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 13, 07:51
Írta: Szalai György Dátum 2009 február 13, 07:51
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 13, 09:37
Írta: 43pbwjg8s Dátum 2009 február 13, 09:37
NEg fogsz lepődni.... :)
Ilyen levegős szerszámom is van. Nagyon jó a csapágyazása, egy peppet sem kottyan.
De amit gyuri mond az is érdekes.
Az elektromérnök (és ezermester) kollégám már az elején ezzel kezdte. A kormánymű szerelő sorokon a pozicionálás hidraulikus.
Ő már csinált ilyen gépeket (nem megmunkálót) és folyton azt bizonygatta, hogy mennyire pontos és szerinte egyszerű.
Én nem értek hozzá sajnos.
Ilyen levegős szerszámom is van. Nagyon jó a csapágyazása, egy peppet sem kottyan.
De amit gyuri mond az is érdekes.
Az elektromérnök (és ezermester) kollégám már az elején ezzel kezdte. A kormánymű szerelő sorokon a pozicionálás hidraulikus.
Ő már csinált ilyen gépeket (nem megmunkálót) és folyton azt bizonygatta, hogy mennyire pontos és szerinte egyszerű.
Én nem értek hozzá sajnos.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 13, 09:40
Írta: 43pbwjg8s Dátum 2009 február 13, 09:40
Egyébként mekkora lehet egy hidraulikus kéziemelő oldalirányú kottyanása?
Mert még azt is el tudnám képzelni, hogy egy ilyenbe teszi bele az ember a fortunát.
Mondjuk tuti bonyolult lenne (mechanikusan) ki-be mozgatni....
Mert még azt is el tudnám képzelni, hogy egy ilyenbe teszi bele az ember a fortunát.
Mondjuk tuti bonyolult lenne (mechanikusan) ki-be mozgatni....
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 13, 21:36
Írta: PSoft Dátum 2009 február 13, 21:36
Szia Gyuri.
Kicsit elméláztam ezen a hidromotoros fortunahajtáson...
Mi a véleményed a köznyelvben "sterimobnak" nevezett magasnyomású (90-110 bar-os)mosóról,mint hidraulika tápszivattyú???
Ez hajtaná a hidromotoros fortunát.
Ismerem ezeknek az axiálszivattús mosóknak a belső felépitését,szerintem némelyik elég jó konstrukció.Könnyen át lehetne alakitani a viz helyett olajos zárt rendszerre,és már csak az elég kicsi méretű(geometriai)hidromotor lenne a kérdés a fortunához.
Szerinted érdemes tovább agyalni rajta???
Kicsit elméláztam ezen a hidromotoros fortunahajtáson...
Mi a véleményed a köznyelvben "sterimobnak" nevezett magasnyomású (90-110 bar-os)mosóról,mint hidraulika tápszivattyú???
Ez hajtaná a hidromotoros fortunát.
Ismerem ezeknek az axiálszivattús mosóknak a belső felépitését,szerintem némelyik elég jó konstrukció.Könnyen át lehetne alakitani a viz helyett olajos zárt rendszerre,és már csak az elég kicsi méretű(geometriai)hidromotor lenne a kérdés a fortunához.
Szerinted érdemes tovább agyalni rajta???
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 13, 21:47
Írta: 4um5b65d Dátum 2009 február 13, 21:47
Ha már arról megy a diszkurzus, hogy milyen megoldással lehetne kikerülni , hogy a Z orsónak ne kelljen az egész motor tömegét cipelni akkor igen kézenfekvő lehetne az a megoldás amit a oszlopos fúrógépekben már ezer éve használnak. Amikor fúrsz vele, ott sem megy a motor fel és le....csak a fúrótokmány mozog.
De egy másik megoldás szerint úgy is el lehet járni mint ahogy liftek ellensúly rendszere van kivitelezve. Ha azonos súlyú acéltömbőt teszel az Y híd túloldalára mint az egész Z tengely + a motor súlya akkor szinte pehelynyi erővel lehet mozgatni a Z mechanikát.
De egy másik megoldás szerint úgy is el lehet járni mint ahogy liftek ellensúly rendszere van kivitelezve. Ha azonos súlyú acéltömbőt teszel az Y híd túloldalára mint az egész Z tengely + a motor súlya akkor szinte pehelynyi erővel lehet mozgatni a Z mechanikát.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 13, 22:07
Írta: PSoft Dátum 2009 február 13, 22:07
Laslie.
Oszlopos,vagy asztali fúrógépeknél a max.fordulatszám amit használsz három-négyezer körül van.
A fortunánál egy nagyságrenddel is nagyobb lehet.Szerintem ekkora fordulatoknál egy ilyen "csúszóhüvelyes" megoldással lehetnek kiegyensúlyozatlansági problémák.
Akkor inkább a "liftes" megoldás,legalábbis én azt választanám.
Oszlopos,vagy asztali fúrógépeknél a max.fordulatszám amit használsz három-négyezer körül van.
A fortunánál egy nagyságrenddel is nagyobb lehet.Szerintem ekkora fordulatoknál egy ilyen "csúszóhüvelyes" megoldással lehetnek kiegyensúlyozatlansági problémák.
Akkor inkább a "liftes" megoldás,legalábbis én azt választanám.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 13, 22:14
Írta: 4um5b65d Dátum 2009 február 13, 22:14
Szinte minden forgó mechanikát ki lehet egyensúlyozni, de én sem használnám 3000 fölött. De ez csak egy ötlet volt. Például vbodi féle gépnél akár megoldás is lehet.
A liftes dologban meg az a jó, hogy akár 200Kg-os Z tengely is lehet így csinálni.
Én pont ezen agyalok. Nem szeretném apróvasból összerakni a járgányt.
A liftes dologban meg az a jó, hogy akár 200Kg-os Z tengely is lehet így csinálni.
Én pont ezen agyalok. Nem szeretném apróvasból összerakni a járgányt.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 13, 22:23
Írta: PSoft Dátum 2009 február 13, 22:23
Hoppá!!!
Most jut eszembe,az én szekrényemben évek óta lapul egy festo levegős "marokfúrógép" vadi új.
Holnap előveszem, meglátom mit lehet belőle kihozni,hátha a fortuna rám mosolyog!!?
Most jut eszembe,az én szekrényemben évek óta lapul egy festo levegős "marokfúrógép" vadi új.
Holnap előveszem, meglátom mit lehet belőle kihozni,hátha a fortuna rám mosolyog!!?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 13, 22:26
Írta: 4um5b65d Dátum 2009 február 13, 22:26
Ha állandó kompresszor dübörgést szeretnél hallgatni akkor ilyennel kell megcsinálni.
[#vigyor3]
[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 13, 22:28
Írta: PSoft Dátum 2009 február 13, 22:28
Főleg az Y tengelyedhez ne használj "apróvasat"!!!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 13, 22:43
Írta: svejk Dátum 2009 február 13, 22:43
Való igaz hogy kiegyensúlyozni bármekkora tömeget ki lehet, de számolni kell a tehetetlenséggel is.
Ha nincs kiegyensúlyozva akkor asszimetrikus lesz a le-fel mozgás dinamikája, kiegyensúlyozás esetén szimmetrikus lesz de mindkét irányban csökken.
Valaki hozzáértő gyorsan kiszámolhatná egy adott mondjuk 30 kg tömegű Z egység tehetetlenségi nyomatékát mindkét esetre.
Ha nincs kiegyensúlyozva akkor asszimetrikus lesz a le-fel mozgás dinamikája, kiegyensúlyozás esetén szimmetrikus lesz de mindkét irányban csökken.
Valaki hozzáértő gyorsan kiszámolhatná egy adott mondjuk 30 kg tömegű Z egység tehetetlenségi nyomatékát mindkét esetre.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 13, 22:43
Írta: PSoft Dátum 2009 február 13, 22:43
Laslie.
A kompresszor lehetne mondjuk hátul a "sufniban"... Csak tömlő kérdése az egész.
Nem mondtam hogy ebből lesz,csak megpróbálom hogy mit tud a festo.
A kompresszor lehetne mondjuk hátul a "sufniban"... Csak tömlő kérdése az egész.
Nem mondtam hogy ebből lesz,csak megpróbálom hogy mit tud a festo.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 13, 22:55
Írta: svejk Dátum 2009 február 13, 22:55
Nekem van egy ilyen fúrógépszerű precíz szerkezetem, automata előtolás is van rajta (de az is lehet hogy menetet vágott)
A szerszámcsatlakozás talán 1:10-es (vagy valamelyik B) kúppal történik. A csúszóegység kb. 150 mm hosszú, szimmeringezve, a bordástengelyek/agyak is nagyon precizek.
Az előtolást egy cserélhető kb. 50 mm hosszú 20 mm átmérőjű bronz anya, acél orsó páros biztosította. Most 0,8 mm-es van benne.
Az előtoló egységet is a főorsómotor hajtotta, így szinkronizálva van az előtolás a főorsó fordulatához.
Az egységben benne vannak a beállítható végálláskapcsolók is.
Az egész egység roppant szellemes és precíz.
A szerszámcsatlakozás talán 1:10-es (vagy valamelyik B) kúppal történik. A csúszóegység kb. 150 mm hosszú, szimmeringezve, a bordástengelyek/agyak is nagyon precizek.
Az előtolást egy cserélhető kb. 50 mm hosszú 20 mm átmérőjű bronz anya, acél orsó páros biztosította. Most 0,8 mm-es van benne.
Az előtoló egységet is a főorsómotor hajtotta, így szinkronizálva van az előtolás a főorsó fordulatához.
Az egységben benne vannak a beállítható végálláskapcsolók is.
Az egész egység roppant szellemes és precíz.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 13, 22:57
Írta: 4um5b65d Dátum 2009 február 13, 22:57
Így van, de valamit mindig fel kell áldozni egy más cél érdekében. Mégis inkább a tömeg felé mennék el, még ha ez minden más rovására is megy....
Kinek a pap, kinek a pap-lan
[#vigyor3]
Kinek a pap, kinek a pap-lan
[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 13, 23:01
Írta: 4um5b65d Dátum 2009 február 13, 23:01
Látod milyen vagy......
Kincseken ücsörögsz , mások meg megcsodálnák a csillogását.....
Gondolom ez nem egy gyakori géptípus, érdemes lenne a mappádban bemutatni...
Kincseken ücsörögsz , mások meg megcsodálnák a csillogását.....
Gondolom ez nem egy gyakori géptípus, érdemes lenne a mappádban bemutatni...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 13, 23:01
Írta: Szalai György Dátum 2009 február 13, 23:01
A Magyar Királyi Operaházban 1884. szeptember 27.-től üzemelt egy óriási vízzel mozgatott hidraulikus dugattyúrendszer, ami a színpad elemeit és a zenekari árok elemeit emelte, sűlyesztette. Hibátlanul, 1976-ig, amikor az egyik henger elrepedt, ezért leállították. (92 év üzemidő.) 1980-ban, a felújításkor, ezt az ipari remekművet egy óriás daruval egyszerűen kitermelték. Láttam. 1984. szeptember 27-én, a 100 éves évfordulón elektromos színpadtechnikával indult az felújított Operaház. Soha nem volt baj, hogy nem olajjal, hanem vízzel üzemelt.
A "sterimobnak" nevezett berendezést nem ismerem. A Balatonon, hajókiemelés után szokás leveretni az algát a fenékről. (Hi…) Ezt régebben kicsi, sárga KÄRCHER hidegvizes, nagy nyomású mosóval csináltuk. Vagy négy-öt évig bírta. Tavaly vettek helyette egy szép új Bosch-t. Az se rossz márka. Nem húzta ki a nyár végéig. Egyre jobban bírom a sárgákat.
Szerintem mindenen érdemes tovább agyalni. Az agyalás ingyen van, a szegény ember is képes rá. Nem fáj, jó holtidő kihasználás. Mikor semmi sincs, agyalás még akkor is lehet.
A "sterimobnak" nevezett berendezést nem ismerem. A Balatonon, hajókiemelés után szokás leveretni az algát a fenékről. (Hi…) Ezt régebben kicsi, sárga KÄRCHER hidegvizes, nagy nyomású mosóval csináltuk. Vagy négy-öt évig bírta. Tavaly vettek helyette egy szép új Bosch-t. Az se rossz márka. Nem húzta ki a nyár végéig. Egyre jobban bírom a sárgákat.
Szerintem mindenen érdemes tovább agyalni. Az agyalás ingyen van, a szegény ember is képes rá. Nem fáj, jó holtidő kihasználás. Mikor semmi sincs, agyalás még akkor is lehet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 13, 23:10
Írta: svejk Dátum 2009 február 13, 23:10
Friss hús még.. :)
Egy-két fénykép nem adja át az ízét, ezt meg kell fogdosni :) Vagy legalább egy jó leírást készíteni hozzá.
Egy-két fénykép nem adja át az ízét, ezt meg kell fogdosni :) Vagy legalább egy jó leírást készíteni hozzá.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 13, 23:14
Írta: 4um5b65d Dátum 2009 február 13, 23:14
Értem én ,irígy vagy !
[#nyes]
Azt hittem , hogy ez valami régebbi darab. Mostanság tettél szert rá ?
[#nyes]
Azt hittem , hogy ez valami régebbi darab. Mostanság tettél szert rá ?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 13, 23:17
Írta: PSoft Dátum 2009 február 13, 23:17
Gyuri,ha már a szinekről beszélsz...
Ugye a Bosch-nak a szinei a zöld,na meg a kék?
Azt hiszem most világosodtam meg!!!
Nem lehet hogy már azt is a "sárgák" csinálják???
Ugye a Bosch-nak a szinei a zöld,na meg a kék?
Azt hiszem most világosodtam meg!!!
Nem lehet hogy már azt is a "sárgák" csinálják???
Cím: Re:Mechanikai ötletek
Írta: motion Dátum 2009 február 13, 23:20
Írta: motion Dátum 2009 február 13, 23:20
Lehet, hogy egy sületlenség. Nem nagyon értek hozzá.
De "ellensúlynak" nem lehet felhasználni azokat a tehermentesítő (mittudoménmianeve) valamiket?
Egy rugó erőt lehet benne állítani, és ennek megfelelő súlyt tart meg egy bovdenen keresztül.
Hasonlít a yo-yo vagy jojóó ra.
Nekem van egy ilyen, azt 0.5-1kg között lehet állítani.A saját súlya meg vagy 20dkg. Egy ilyennel már pl. 80dkg-ot lehet "spórolni".
Egy ilyen nem használható Z ellensúlynak?
De "ellensúlynak" nem lehet felhasználni azokat a tehermentesítő (mittudoménmianeve) valamiket?
Egy rugó erőt lehet benne állítani, és ennek megfelelő súlyt tart meg egy bovdenen keresztül.
Hasonlít a yo-yo vagy jojóó ra.
Nekem van egy ilyen, azt 0.5-1kg között lehet állítani.A saját súlya meg vagy 20dkg. Egy ilyennel már pl. 80dkg-ot lehet "spórolni".
Egy ilyen nem használható Z ellensúlynak?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 13, 23:26
Írta: Szalai György Dátum 2009 február 13, 23:26
Sajnos szerintem az ellensúly rendszer több mint megduplázza a mozgó tömeget, ezért a dinamikát, kevesebb mint felére csökkenti. Pedig pont azért agyalunk a fortuna marómotor dolgon, hogy csökkenteni tudjuk a mozgó tömeget és növelni a dinamikát. Mert ha nem számit a dinamika, akkor úgy is lehet bármekkora a mozgó tömeg. Manuális marógépnél nem is számit, de CNC-nél igen. Ezért oda lukadtam ki, hogy vagy könnyű motor kell, vagy nem kell rátenni a Z-re, vagy ellensúlyozni kell valami könnyűvel. Hoppá. Nem mindegy, hogy 10kg ólom vagy 10kg libatoll? Nem. Az nem mindegy, hogy 10kg ólom, vagy 10kg-megtartására képes nyomású levegő. Tehát a megoldás szerintem: A Z-re, a motor mellé egy könnyű pneumatika munkahenger, róla egy szál vékony műanyagcső egy tartályig, és a tartályra egy bicikliszelep. A tartály lehet akár az üreges híd is. Fontos, hogy a tartály térfogata, legalább egy nagyságrenddel nagyobb legyen, mint a munkahenger belső térfogata. Így a rendszer nyomása nem változik jelentősen, akár kint van a dugattyú, akár bent. Azután már csak fel kell pumpálni a rendszert akkora nyomásra, hogy éppen ellensúlyozza a Z mozgó tömegét. Vélemények?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 13, 23:27
Írta: 4um5b65d Dátum 2009 február 13, 23:27
Elméletileg szerintem fel lehet használni, csak egy kicsit bután nézne ki a dolog. A kisgépesek majd megfontolják.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 13, 23:32
Írta: 4um5b65d Dátum 2009 február 13, 23:32
Nem is hülyeség az ötleted, erre még nem is gondoltam. Szerintem ez tökre megvalósítható.
[#taps]
[#taps]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 13, 23:35
Írta: 4um5b65d Dátum 2009 február 13, 23:35
Vajon alkalmazzák ezt valahol ???
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 13, 23:36
Írta: 000000000 Dátum 2009 február 13, 23:36
Szerintem balanszer-re gondolsz
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 13, 23:37
Írta: Szalai György Dátum 2009 február 13, 23:37
Pont ma kaptam egy vadonat új BOSCH akkumulátoros flexet, vagy sikítót, vagy gyorsvágót, vagy mi ez. Kék színű. Kimondhatatlanul hitvány. A sárgák már minőségben is megelőzték őket. (DEWALT ) A kb. húsz éves Hilti bőröndöm sokkal masszívabb. Na jó, az vörös, tehát nagy és erős mint az ural hegység.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 13, 23:41
Írta: 4um5b65d Dátum 2009 február 13, 23:41
Továbbgondolva az ötletedet, ezt akár vízoszloppal is meg lehet tenni a közlekedő edények elve alapján....
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 13, 23:46
Írta: PSoft Dátum 2009 február 13, 23:46
Első hallásra is jónak tűnik!!!
Nem ezt hivják "légrugónak"???
Járműipar használja,vagy valami hasonlót (teherautók,autóbuszok).
Nem ezt hivják "légrugónak"???
Járműipar használja,vagy valami hasonlót (teherautók,autóbuszok).
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 13, 23:59
Írta: Szalai György Dátum 2009 február 13, 23:59
Tévedtem. A cső nem lehet vékony. Muszáj a lehető legnagyobbra hagyni az áramlási keresztmetszetet, mert ha a kis keresztmetszettel lelassítjuk az áramlást, akkor nem csak légrugót, hanem lengéscsillapítót is csinálunk. Akkor megint oda a jó dinamika.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 14, 00:02
Írta: PSoft Dátum 2009 február 14, 00:02
Az a "vörös" az ku...jó!!!
Ismerem én is. Na persze azt nem adják még húsz évesen se két forintér.
Nehogy lecseréld valami mostani zöldre,vagy kékre!!!...De még rikitó sárgára se.
Ma is használtam ilyen " kék" akksis gépet,tudod mire? Fogpiszkálót hegyeztem vele gyufaszálból.
Ismerem én is. Na persze azt nem adják még húsz évesen se két forintér.
Nehogy lecseréld valami mostani zöldre,vagy kékre!!!...De még rikitó sárgára se.
Ma is használtam ilyen " kék" akksis gépet,tudod mire? Fogpiszkálót hegyeztem vele gyufaszálból.
Cím: Re:Mechanikai ötletek
Írta: motion Dátum 2009 február 14, 00:09
Írta: motion Dátum 2009 február 14, 00:09
Ahhh. Igen. A nyelvemen volt a neve...A lényeg, hogy ezzel szinte semmit sem kell tenni, csak beakasztani a két végét. Plafon<-->"Z".
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 14, 00:17
Írta: PSoft Dátum 2009 február 14, 00:17
Vizoszloppal nem bitos hogy megoldható.
Nem tudod összenyomni...
Gyurit idézve:"mert a folyadék nem nyomható össze,mint a levegő".
Nem tudod összenyomni...
Gyurit idézve:"mert a folyadék nem nyomható össze,mint a levegő".
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 14, 00:26
Írta: 3k74cecek Dátum 2009 február 14, 00:26
Az ötlet jónak tűnik elsőre (még másodikra is[#eljen]). Tökéletes kiegyensúlyozást mindkét irányba persze ne várj, mert ott van a tömítések surlódása. Ez persze jelentős tömeg esetén elhanyagolható.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 14, 00:35
Írta: 3k74cecek Dátum 2009 február 14, 00:35
Csak sajnos egy hidromotor ára keményen veri egy süritett levegős cucc árát.
Kis méretekben és teljesítményben még nem találkoztam vele (ettől persze még lehet hogy van).
Szerintem nem gazdaságos (nagyon drága más megoldáshoz viszonyítva) egy bizonyos teljesítmény alatt.
Ja és több tizezres fordulatúról sem hallottam még. Levegősben viszont vannak ilyenek. Pl. fogorvosi fúrógép.
Kis méretekben és teljesítményben még nem találkoztam vele (ettől persze még lehet hogy van).
Szerintem nem gazdaságos (nagyon drága más megoldáshoz viszonyítva) egy bizonyos teljesítmény alatt.
Ja és több tizezres fordulatúról sem hallottam még. Levegősben viszont vannak ilyenek. Pl. fogorvosi fúrógép.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 14, 00:36
Írta: 4um5b65d Dátum 2009 február 14, 00:36
Hát nem is összenyomni gondoltam....
A közlekedő edények a vízoszlop magasságával és vele együtt a nyomásával variálnak. Magyarán a vízoszlop teteje nyitott.
A közlekedő edények a vízoszlop magasságával és vele együtt a nyomásával variálnak. Magyarán a vízoszlop teteje nyitott.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 14, 00:38
Írta: 3k74cecek Dátum 2009 február 14, 00:38
Nem is kell összenyomni. Közlekedő edényről volt szó. Az más kérdés, hogy ebben a megoldásban eléggé korlátozott az alkalmazható nyomás. A sűritett levegő szerintem jobb megoldás.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 14, 00:48
Írta: 43pbwjg8s Dátum 2009 február 14, 00:48
Szia Psoft!
Ha valamire jutsz vele kérlek írd ide!
Ha valamire jutsz vele kérlek írd ide!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 14, 00:51
Írta: PSoft Dátum 2009 február 14, 00:51
Ja,Gyuri az előbb elfelejtettem...a vizzel semmi bajom,még iszom is ha szomjas vagyok(meg ha nincs sör a közelben).
Ma is működő több mint 80-éves vizes prést én is látok ha akarom akár naponta,és még mindig tud 400bar-ral nyomni.
De az olaj valahogy mégis jobbann illik a XXI.-ik századhoz.
Ma is működő több mint 80-éves vizes prést én is látok ha akarom akár naponta,és még mindig tud 400bar-ral nyomni.
De az olaj valahogy mégis jobbann illik a XXI.-ik századhoz.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 14, 00:55
Írta: PSoft Dátum 2009 február 14, 00:55
Ok. Igy már értelek.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 14, 00:57
Írta: PSoft Dátum 2009 február 14, 00:57
A Festo-ra gondolsz?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 14, 01:04
Írta: 43pbwjg8s Dátum 2009 február 14, 01:04
Igen. Nálam is leledzik egy ilyesféle. Csak a jelenlegi kompresszorom 10 literes csak.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 14, 01:17
Írta: 43pbwjg8s Dátum 2009 február 14, 01:17
Gyuri!
A Z és az Y közé pedig fel lehetne szerelni egy (mondjuk éppen nekem is ilyen van) FESTO peumatikus munkahengert
Bár azt nem tudom mennyire pontosak ezek, de ez akár még a megvezetést/sínt is helyettesíthetik.
Elég széles a skála a méretekből ha az ember választani akar.
Csak ennyit kell tenni, hogy a rajta futó, fortuát tartó lapon oldalt kell csatlakozni a mozgatás mechanikus meghajtásával.
A Z és az Y közé pedig fel lehetne szerelni egy (mondjuk éppen nekem is ilyen van) FESTO peumatikus munkahengert
Bár azt nem tudom mennyire pontosak ezek, de ez akár még a megvezetést/sínt is helyettesíthetik.
Elég széles a skála a méretekből ha az ember választani akar.
Csak ennyit kell tenni, hogy a rajta futó, fortuát tartó lapon oldalt kell csatlakozni a mozgatás mechanikus meghajtásával.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 14, 01:35
Írta: PSoft Dátum 2009 február 14, 01:35
Na,úgy látom nincs kapás már hosszú percek óta.
Most úgy csinálok mint a jó horgász: odébbállok.
Azaz megetetem a macskámat,mert már egy jó ideje itt nyervog a fülembe,és megyek aludni.
Jó éjt mindenkinek.
Most úgy csinálok mint a jó horgász: odébbállok.
Azaz megetetem a macskámat,mert már egy jó ideje itt nyervog a fülembe,és megyek aludni.
Jó éjt mindenkinek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 14, 01:41
Írta: 43pbwjg8s Dátum 2009 február 14, 01:41
Jó éjt!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 14, 07:42
Írta: Szalai György Dátum 2009 február 14, 07:42
„De az olaj valahogy mégis jobbann illik a XXI.-ik századhoz.”
20 éve volt egy ezermester kollégám, aki kiszámolta, hogy az új lakásának központi fűtésébe víz helyett transzformátorolajat kell tenni. (Azzal dolgoztunk volt bőven és a szocializmusban a melósé volt a gyár, tehát haza is vitte.) Azt fel lehet melegíteni száz fok fölé is, anélkül hogy felforrna. Ez jó sok megtakarítás, mert sokkal kisebb hőleadó felületű radiátorral is ki lehet fűteni a lakást. A csőradiátorokat is maga készítette volna. Azzal sem lehetett lebeszélni, hogy mi lesz, ha valaki megfogyja a 150 fokos csövet, vagy radiátort. Pénz az pénz. Aztán egy másik kolléga lakótelepi, második emeleti lakásában üdébb lett a zöld szőnyeg színe, mert meglocsolta. Kilyukadt a lemezradiátor, és mire hazaértek, majdnem küszöb magasságig állt a víz a szobában. Ez hatott az ezermesterre, és az új házába mégis vizes fűtést csinált inkább.
Szerintem az olaj a 20. század átkos öröksége. El kéne már felejteni. Csak hát a pénz, az pénz.
20 éve volt egy ezermester kollégám, aki kiszámolta, hogy az új lakásának központi fűtésébe víz helyett transzformátorolajat kell tenni. (Azzal dolgoztunk volt bőven és a szocializmusban a melósé volt a gyár, tehát haza is vitte.) Azt fel lehet melegíteni száz fok fölé is, anélkül hogy felforrna. Ez jó sok megtakarítás, mert sokkal kisebb hőleadó felületű radiátorral is ki lehet fűteni a lakást. A csőradiátorokat is maga készítette volna. Azzal sem lehetett lebeszélni, hogy mi lesz, ha valaki megfogyja a 150 fokos csövet, vagy radiátort. Pénz az pénz. Aztán egy másik kolléga lakótelepi, második emeleti lakásában üdébb lett a zöld szőnyeg színe, mert meglocsolta. Kilyukadt a lemezradiátor, és mire hazaértek, majdnem küszöb magasságig állt a víz a szobában. Ez hatott az ezermesterre, és az új házába mégis vizes fűtést csinált inkább.
Szerintem az olaj a 20. század átkos öröksége. El kéne már felejteni. Csak hát a pénz, az pénz.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 február 14, 07:50
Írta: 7vpav5d32 Dátum 2009 február 14, 07:50
Azt sem felejtsétek, hogy az olajat ilyen esetben annyira kellene "törni", hogy komoly hűtést is igényelne. Nincs az a hidromotor ami ekkora sebeséget képes lenne produkálni. Persze lehet áttételezni mert nyomatéka az határtalan.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 14, 08:06
Írta: Szalai György Dátum 2009 február 14, 08:06
Igen, és van belőlük a zsibvásárban olcsóért is.
Ennyiből nem kapni egy sima sínt egy kocsival.
Ennyiből nem kapni egy sima sínt egy kocsival.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 14, 11:08
Írta: 43pbwjg8s Dátum 2009 február 14, 11:08
Tervezzünk?
Szívesen skiccelgetek ha úgy gondoljátok. Adjatok irányvonalat, mert a pneumatika (mint olyan sok más) nem az erősségem.
Szívesen skiccelgetek ha úgy gondoljátok. Adjatok irányvonalat, mert a pneumatika (mint olyan sok más) nem az erősségem.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 14, 11:46
Írta: Szalai György Dátum 2009 február 14, 11:46
Jó lenne tudni, hogy mekkora belső keresztmetszetűek is a kisebb munkahengerek, és üzemi nyomáson, mekkora sújt lépesek megtartani. És hogy a belső keresztmetszetükhöz képest menyivel vékonyabb a ki/beömlő csatakozó keresztmetszetük.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 14, 11:55
Írta: svejk Dátum 2009 február 14, 11:55
F=p*A :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 14, 12:06
Írta: 43pbwjg8s Dátum 2009 február 14, 12:06
A FESTO-hoz be tudsz regisztrálni. Ott megtalálhatóak a katalógusok.
Amit én találtam az D18-as volt legkissebb hengerátmérő.
Sajnos a többi paraméterét idő, és leginkább hozzáértés hiányában nem tudtam értelmezni.
De itt egy példa:
Festo példa
Amit én találtam az D18-as volt legkissebb hengerátmérő.
Sajnos a többi paraméterét idő, és leginkább hozzáértés hiányában nem tudtam értelmezni.
De itt egy példa:
Festo példa
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 14, 12:09
Írta: 43pbwjg8s Dátum 2009 február 14, 12:09
egyébként az 55. oldalon találhatóból nekem van egy. Arról veszem a síneket éppen.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 14, 12:09
Írta: Szalai György Dátum 2009 február 14, 12:09
Köszi. p = 10bar. De A = ?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 14, 12:18
Írta: Szalai György Dátum 2009 február 14, 12:18
Aha… Hát itt megadja egyből, hogy Theoretical force at 6bar (Nm) a kissebbeknél 153 és 295.
Ez kész adat. Számolni sem kell.
Na megyek én is a Boat Show-ra. Az is olyan tali féle.
Ez kész adat. Számolni sem kell.
Na megyek én is a Boat Show-ra. Az is olyan tali féle.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 14, 12:57
Írta: svejk Dátum 2009 február 14, 12:57
A=felület, tehát a dugattyú felülete..
Egy átm. 40 mm-es munkahenger 10 bar-nál kb 125 kg-mal tart egyensúlyt
Egy átm. 40 mm-es munkahenger 10 bar-nál kb 125 kg-mal tart egyensúlyt
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 14, 17:44
Írta: Szalai György Dátum 2009 február 14, 17:44
Köszönöm ezt értem. Nem számolási a problémám, hanem nem ismerem a dugattyú méreteket, így az átmérőt sem. Ezért nem volt miből keresztmetszetet számolni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 14, 18:32
Írta: svejk Dátum 2009 február 14, 18:32
Ja..értem. Nyugodtan számolhatsz 5-10 mm-es lépésekkel.
Átmérő 20,25,32,40,50-es létező gyakori érték,
A közteseket pedig a nyomással változtatásával kiegyenlíted..
Átmérő 20,25,32,40,50-es létező gyakori érték,
A közteseket pedig a nyomással változtatásával kiegyenlíted..
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 14, 23:20
Írta: svejk Dátum 2009 február 14, 23:20
Most olvasom csak mit találtál fel..
Olyan gépnél ahol x és y irányban is az asztal mozog még csak el tudnám képzelni. Ott nem kellene flexi cső.
De az az igazság ezeknek a levegős cuccoknak nem túl hosszú az élettertamuk, szerintem nem sokáig bírná a z tengely gyors mozgását. (már ha gyors kellene)
De igazából nem olyan nagy gond ez a nehéz Z egység.
5mm-es orsón 0,7 Nm elég egy 100kg-os egység tartásához.
Manapság egy nagyobb motor beszerzése nem gond, és a maradék elég a gyorsításra.
Olyan gépnél ahol x és y irányban is az asztal mozog még csak el tudnám képzelni. Ott nem kellene flexi cső.
De az az igazság ezeknek a levegős cuccoknak nem túl hosszú az élettertamuk, szerintem nem sokáig bírná a z tengely gyors mozgását. (már ha gyors kellene)
De igazából nem olyan nagy gond ez a nehéz Z egység.
5mm-es orsón 0,7 Nm elég egy 100kg-os egység tartásához.
Manapság egy nagyobb motor beszerzése nem gond, és a maradék elég a gyorsításra.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 február 14, 23:32
Írta: s7manbs8 Dátum 2009 február 14, 23:32
0.781Nm-es forgatónyomaték kell kb. 100kg-ot tartani. Hagy kérdezzek már egy olyat, hogy gyorsításkor, mennyi egy átlagos elvárt gyorsulási érték egy gépnél, tudom ez így nem egyértelmű kérdés, mert sokféle gép van, de mondjuk egy gravírozó gépnél pl. , egy példát tudnál mondani, mindegy milyen mértékegységben adod meg, majd átszámolgatom itt magamnak.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 14, 23:42
Írta: 4um5b65d Dátum 2009 február 14, 23:42
Mi történik egy 100Kg-os Z tengelynél ha áramszünet van?
Nem forgatja meg a golyós orsót ?
Nem forgatja meg a golyós orsót ?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 14, 23:47
Írta: svejk Dátum 2009 február 14, 23:47
Megoldás a fék.
Amíg van áram oldva van, ha nincs befékez.
Az iparban is ez van.
Amíg van áram oldva van, ha nincs befékez.
Az iparban is ez van.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 február 14, 23:56
Írta: s7manbs8 Dátum 2009 február 14, 23:56
Attól függ, hogy léptetőmotor hajtja , vagy szervó. A szervónak alapból nincs tartóereje, a léptetőmotornak van a mágnesei egy pozícióban tartják valamekkora erővel, ha jól gondolom.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 00:18
Írta: Szalai György Dátum 2009 február 15, 00:18
A festo azt írja „Maintenance-free (for up to 5000 km with a recirculating ball bearing guide)”
Ötezer kilométer az ötszázmillió centiméter. Húsz csentis Z tengelyen az tizenkétmillió ötszázezer fel le ciklus. Nekem elég.
Ha bírná a sebességet is, akkor szerinted működhetne az elgondolás?
Ötezer kilométer az ötszázmillió centiméter. Húsz csentis Z tengelyen az tizenkétmillió ötszázezer fel le ciklus. Nekem elég.
Ha bírná a sebességet is, akkor szerinted működhetne az elgondolás?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 15, 00:42
Írta: PSoft Dátum 2009 február 15, 00:42
És az a "valamekkora" erő 100 kilónál mennyi?..
Akármennyi???
Akármennyi???
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 február 15, 01:03
Írta: s7manbs8 Dátum 2009 február 15, 01:03
Az a motortól függ, melyik milyen, ha léptetőmotor volt már a kezedben, tudod, hogy ha forgatni akarod erő kell hozzá, ennyi erejű forgatónyomatékot képvisel, erre gondoltam itt.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 február 15, 01:05
Írta: s7manbs8 Dátum 2009 február 15, 01:05
100kg-ot semmiképp sem tart meg, mert annak csak töredéke ez az erő, mint mikor gerjeszted a motor tekercseit a neki előírt árammal. Tehát a súly lehúzza szépen.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 15, 01:11
Írta: PSoft Dátum 2009 február 15, 01:11
Ha rövidrezárod a léptetőmotorod kivezetéseit,akkor meg mégtöbb erő kell hozzá,hogy forgasd!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 15, 01:16
Írta: PSoft Dátum 2009 február 15, 01:16
A 100kg-ot,ha jól emlékszem Laslie kérdezte Svejk-től áramszünet esetén.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 február 15, 01:25
Írta: s7manbs8 Dátum 2009 február 15, 01:25
Az igaz, de rövidrezárt esetben, amíg nem forog addig semmi több erő nincs, az arányos a forgási sebességével, úgyhogy csak megindul , de nem tud úgy begyorsulni, mintha nem kötnéd rövidre.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 15, 01:33
Írta: PSoft Dátum 2009 február 15, 01:33
Már megint ugyanaz van, mint tegnap éjjel.
"megetetem a macskámat,mert már egy jó ideje itt nyervog a fülembe,és megyek aludni".
Jó éjszakát mindenkinek.
"megetetem a macskámat,mert már egy jó ideje itt nyervog a fülembe,és megyek aludni".
Jó éjszakát mindenkinek.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 február 15, 01:38
Írta: s7manbs8 Dátum 2009 február 15, 01:38
Én is.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 15, 01:45
Írta: 43pbwjg8s Dátum 2009 február 15, 01:45
Gyuri!
Válassz egy típust a FESTO oldalon, és elkezdem a szerkesztgetést! Aztán majd mondjátok merre haladjak.
Válassz egy típust a FESTO oldalon, és elkezdem a szerkesztgetést! Aztán majd mondjátok merre haladjak.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 10:03
Írta: Szalai György Dátum 2009 február 15, 10:03
Mert nem kell kifizetnem, kibicnek semmi sem drága, a DGPL 18-HD18-350-000-0-B-GK-D1-CT típust választom, kiegészítő tartozékok nélkül, mert szerény vagyok. (46.oldaltól)
A korrekt megvezetést is magába foglalja. Kocsi hossza L8 160mm, ez elég egy szép nekem való Z-nek. Nem kell mellé plusz sin és kocsi. Dugattyú átmérője a legkisebb, 18mm, ezért annak súrlódó felülete és mozgó tömege is a legkisebb a családban. Állítható útvég csillapítása ennek nincsen.
Legnagyobb sebessége 3m/s, bőven elég.
6 bar levegőnyomás mellett 153 N erőt fejt ki tehát nagyjából 15kg-ot tart meg. Kb. ideális.
Kocsi hossza L8:160mm ezért az ideális ütéshossz ennek kétszerese + egy kicsi, 350mm. Akkor a teljes hossz 350mm + 2 x L5azaz25mm, tehát éppen 400mm.
Tetszik?
A korrekt megvezetést is magába foglalja. Kocsi hossza L8 160mm, ez elég egy szép nekem való Z-nek. Nem kell mellé plusz sin és kocsi. Dugattyú átmérője a legkisebb, 18mm, ezért annak súrlódó felülete és mozgó tömege is a legkisebb a családban. Állítható útvég csillapítása ennek nincsen.
Legnagyobb sebessége 3m/s, bőven elég.
6 bar levegőnyomás mellett 153 N erőt fejt ki tehát nagyjából 15kg-ot tart meg. Kb. ideális.
Kocsi hossza L8:160mm ezért az ideális ütéshossz ennek kétszerese + egy kicsi, 350mm. Akkor a teljes hossz 350mm + 2 x L5azaz25mm, tehát éppen 400mm.
Tetszik?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 15, 10:45
Írta: 43pbwjg8s Dátum 2009 február 15, 10:45
OK Gyuri!
Ahogy időm engedi rajzolgatok.
Én leszek a szerkesztőd! :)
Ahogy időm engedi rajzolgatok.
Én leszek a szerkesztőd! :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 11:59
Írta: svejk Dátum 2009 február 15, 11:59
Van fogalmad róla mennyi egy ilyen egység újonnan?
Mert használtban tuti kicsi az esélye hogy találsz még haznélhatót.
De ugye az orsó mégmarad mellette, tehát nem levegős vezérlést akarsz?
Egyébként a közös ismerősünknek vanak ilyen cuccai..
Mert használtban tuti kicsi az esélye hogy találsz még haznélhatót.
De ugye az orsó mégmarad mellette, tehát nem levegős vezérlést akarsz?
Egyébként a közös ismerősünknek vanak ilyen cuccai..
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 12:45
Írta: Szalai György Dátum 2009 február 15, 12:45
Fogggalmam nincs. Ahhoz még az én fantáziám is kicsi.
Az orsót meghagynám, mert a levegőt nem tudnám akkora dinamikával mozgatni mint szeretném, és mivel a gáz összenyomható, nem is lenne kellően merev az előtolás. De így már, hogy a motor forgatónyomatékából nem kell egy csomót a teher emelgetésére fordítanom és tudom már azt is, hogy a megmunkálásnak az emelgetéshez képest alig van nyomatékigénye, a motor nyomatékának java részét arra fordíthatom amire szeretném. Gyorsításra. Tehát választanék egy 15-20mm emelkedésű orsót, ferdehatásvonalú golyós végcsapágyazással, és 3:1 áttételen át kergetném egy vasmentes forgórészű 9000n/min fordulatú motorral. A féket az orsóra tenném. De azután sajnos csörögne a vekker és felébrednék.
Igen, már nagyon sokszor kellemesen meglepődtem azon, hogy mi minden szemétrevetett, új korában számomra megfizethetetlen dolog bukkan fel időnként, lelkes megmentők, hozzáértő újrahasznosítók kezeiben. Hála nekik.
Az orsót meghagynám, mert a levegőt nem tudnám akkora dinamikával mozgatni mint szeretném, és mivel a gáz összenyomható, nem is lenne kellően merev az előtolás. De így már, hogy a motor forgatónyomatékából nem kell egy csomót a teher emelgetésére fordítanom és tudom már azt is, hogy a megmunkálásnak az emelgetéshez képest alig van nyomatékigénye, a motor nyomatékának java részét arra fordíthatom amire szeretném. Gyorsításra. Tehát választanék egy 15-20mm emelkedésű orsót, ferdehatásvonalú golyós végcsapágyazással, és 3:1 áttételen át kergetném egy vasmentes forgórészű 9000n/min fordulatú motorral. A féket az orsóra tenném. De azután sajnos csörögne a vekker és felébrednék.
Igen, már nagyon sokszor kellemesen meglepődtem azon, hogy mi minden szemétrevetett, új korában számomra megfizethetetlen dolog bukkan fel időnként, lelkes megmentők, hozzáértő újrahasznosítók kezeiben. Hála nekik.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 13:31
Írta: Szalai György Dátum 2009 február 15, 13:31
Ezt a típust a fesztóék Magyar nyelvű onlájn katalógusában nem is találom.
Nem tartanak minket egyenrangú vásárlónak például a szászokkal.
Terringettét ! Holnap meggyógyítom a lókolbászt, hogy ismét ráülhessek, és veszek pár szittya magyar hátrafelé nyilazó leckét, mert már nem tisztelnek.
Nem tartanak minket egyenrangú vásárlónak például a szászokkal.
Terringettét ! Holnap meggyógyítom a lókolbászt, hogy ismét ráülhessek, és veszek pár szittya magyar hátrafelé nyilazó leckét, mert már nem tisztelnek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 15, 13:36
Írta: 43pbwjg8s Dátum 2009 február 15, 13:36
Enné meg a fene, hogy a multkor a MÉH telephelyén járva láttam egy párat... :(
Én marha meg nem hoztam el. :(
Persze így az állapot kérdéses.
Én marha meg nem hoztam el. :(
Persze így az állapot kérdéses.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 15, 13:39
Írta: 43pbwjg8s Dátum 2009 február 15, 13:39
Ki is tolsz velem.
Reménykedtem hogy letölthetem a 3D modellt.
Megrajzoljam? Csak időt kérek, mert most a munkahelyi gondok vannak előtérben pár napig.
Utána majd pontosítjuk az orsót és a további elemeket. Már ha egyáltalán kívánod a segítségemet.
Reménykedtem hogy letölthetem a 3D modellt.
Megrajzoljam? Csak időt kérek, mert most a munkahelyi gondok vannak előtérben pár napig.
Utána majd pontosítjuk az orsót és a további elemeket. Már ha egyáltalán kívánod a segítségemet.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 13:42
Írta: Szalai György Dátum 2009 február 15, 13:42
Csak az alumínium vázprofilja, meg a két vége is nagyon célszerű dolog !!!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 13:48
Írta: Szalai György Dátum 2009 február 15, 13:48
Nem tudom, ha megrajzolnád, mire mennél vele. Szerintem, ez megmarad álomnak. Ha találunk valamit hozzá, és kezd az álom valósággá változni, akkor majd érdemes lesz rajzolgatni. A motort azt hiszem megtaláltam, de aki rajtam kívül ismerte a részleteket, az nem él már.[#smile]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 15, 13:54
Írta: 43pbwjg8s Dátum 2009 február 15, 13:54
Ahogy gondolod.
Ha ilyesmi segítség kell csak szólj!
Ha ilyesmi segítség kell csak szólj!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 15, 13:55
Írta: 43pbwjg8s Dátum 2009 február 15, 13:55
"....de aki rajtam kívül ismerte a részleteket, az nem él már...."
Inkább kiszálnék! Még lehet? :)
Inkább kiszálnék! Még lehet? :)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 15, 14:29
Írta: 0gbwyh99 Dátum 2009 február 15, 14:29
Üdv!
Akkor , ha jól értettem , Te arra a munkahengerre bizonyos légnyomást adnál , ami kb. akkora hogy a Z-tengely súlyát kb. 0-ba tartsa ? Az volna az ellensúly , vagy húzó rugó helyettesitése ?
Akkor , ha jól értettem , Te arra a munkahengerre bizonyos légnyomást adnál , ami kb. akkora hogy a Z-tengely súlyát kb. 0-ba tartsa ? Az volna az ellensúly , vagy húzó rugó helyettesitése ?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 15, 14:38
Írta: 0gbwyh99 Dátum 2009 február 15, 14:38
Olyan munkahengerem nekem is van : 20-as REXROTH lin. vezetővel és golyós kocsival . Allig használt . Képet most nem tudok csinálni (nincsen ide haza) . A lin. vezeték hasznos hossza 435mm . Igazság szerint én a dugattyút ki akartam szerelni belőle , és a helyébe trapéz orsót szereltem volna bele . Az lenne az Y-hid eggyik vezetője , amolyan kompakt , porvédett lin. egység ! Mi a véleményetek , megfelelne-e annak ?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 14:57
Írta: svejk Dátum 2009 február 15, 14:57
Jut eszembe Szalai györgy!
Nem Te szóltad meg Varsányit a múltkor hogy 1 kocsi nem kocsi vezetőnek? :)
Ha nem Te voltál akkor storno.
Nem Te szóltad meg Varsányit a múltkor hogy 1 kocsi nem kocsi vezetőnek? :)
Ha nem Te voltál akkor storno.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 15:06
Írta: Szalai György Dátum 2009 február 15, 15:06
Igen, így képzeltem. Azzal a pontosítással, hogy a munkahenger és a légtartály egy közel állandó nyomású teret alkotna, és a tartály térfogata egy nagyságrenddel nagyobb kell legyen mint a henger teljes belső térfogata. Másképp zavaró mértékű lehet a nyomásváltozás a kitolt és behúzott dugattyújú állások között.
Nagyon jó hogy van neked ilyened. Ha arra jársz, akaszthatnál rá egy rugós halmérleget és megmérhetnéd, hogy mekkora húzóerő hatására indul el a dugattyúja.
Nagyon jó hogy van neked ilyened. Ha arra jársz, akaszthatnál rá egy rugós halmérleget és megmérhetnéd, hogy mekkora húzóerő hatására indul el a dugattyúja.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 15:09
Írta: svejk Dátum 2009 február 15, 15:09
Ha már pneumatikázunk..
Azok a gázrugók, amik pl. az autók csomag vagy motortérajtaját tartják hogy működnek?
Ott mintha benyomott és kitolt helyzetben is azonos lenne a nyomóerő.
Azok a gázrugók, amik pl. az autók csomag vagy motortérajtaját tartják hogy működnek?
Ott mintha benyomott és kitolt helyzetben is azonos lenne a nyomóerő.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 15, 15:10
Írta: 0gbwyh99 Dátum 2009 február 15, 15:10
Gondolom a levegő csatlakozókat szabadon-nyitva hagyva gondoltad a dolgot .[#smile]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 15, 15:54
Írta: 0gbwyh99 Dátum 2009 február 15, 15:54
© Szalai György ma 10:03 | Válasz | #4271
"A korrekt megvezetést is magába foglalja. Kocsi hossza L8 160mm, ez elég egy szép nekem való Z-nek."
"A korrekt megvezetést is magába foglalja. Kocsi hossza L8 160mm, ez elég egy szép nekem való Z-nek."
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 15, 16:30
Írta: 0gbwyh99 Dátum 2009 február 15, 16:30
Aztaaaa! Most néztem meg a katalógusban - az egy komoly egység amit sasoltál ! Duplasines massziv konstrukció . Az egy vagyont kostál újonan !
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 17:15
Írta: Szalai György Dátum 2009 február 15, 17:15
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 17:31
Írta: Szalai György Dátum 2009 február 15, 17:31
Leltem egy rajzot róla.
Elég jó az oldal.
Elég jó az oldal.
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2009 február 15, 17:40
Írta: kmajer Dátum 2009 február 15, 17:40
WWW.MOLITON.hu
made in hungary gázrugók, egyedi kivitelben is
made in hungary gázrugók, egyedi kivitelben is
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 17:52
Írta: Szalai György Dátum 2009 február 15, 17:52
„Jut eszembe Szalai györgy!” Jó, hogy nem nemecsek ernő!
De bizony az én voltam, és még mindég hitvány megoldásnak tartom.
Akkor az Y hídon vízszintesen futó kocsiról beszéltünk és az volt a problémám, hogy (tisztesség ne essék) Varsányi Péter golyói túl közel vannak egymáshoz. Már hogy az egy kocsiban lévő két golyósor egymáshoz képesti távolsága, szerintem túl kicsi a leeresztett Z hosszához képest. Ezért nagyon nagyok a kocsin a csavaró irányú erők. Amit az valószínűleg röhögve elbír, de hamar fog tönkremenni, és a kocsi minden kicsi kotyogása felnagyítva jelentkezik majd Péter leeresztett szerszámának alsó végén.
Ezért választottam én most olyan munkahenger típust, aminek elég stabil a megvezetése, elég hosszú és elég széles a kocsija, ahhoz hogy önmagában is platformként funkcionáljon.
De bizony az én voltam, és még mindég hitvány megoldásnak tartom.
Akkor az Y hídon vízszintesen futó kocsiról beszéltünk és az volt a problémám, hogy (tisztesség ne essék) Varsányi Péter golyói túl közel vannak egymáshoz. Már hogy az egy kocsiban lévő két golyósor egymáshoz képesti távolsága, szerintem túl kicsi a leeresztett Z hosszához képest. Ezért nagyon nagyok a kocsin a csavaró irányú erők. Amit az valószínűleg röhögve elbír, de hamar fog tönkremenni, és a kocsi minden kicsi kotyogása felnagyítva jelentkezik majd Péter leeresztett szerszámának alsó végén.
Ezért választottam én most olyan munkahenger típust, aminek elég stabil a megvezetése, elég hosszú és elég széles a kocsija, ahhoz hogy önmagában is platformként funkcionáljon.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 február 15, 18:14
Írta: 7vpav5d32 Dátum 2009 február 15, 18:14
Tartok tőle, hogy a levegő átáramlása sokat tompít a dinamikán. (persze azt sem értem, hogy miért is nem elég ha 5-6-10000mm/perc-el rohangál a Z tehermentesítés nélkül is.)
Ha már kisérleteztek akkor talán a tartálynak lehetne a gumimembrános hidrofol vagy kiegyenlítőtartályt használni.
Ha már kisérleteztek akkor talán a tartálynak lehetne a gumimembrános hidrofol vagy kiegyenlítőtartályt használni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 18:55
Írta: Szalai György Dátum 2009 február 15, 18:55
Most dinamikára játszunk, nem sebességre. Az a sebesség változási sebessége. Mikor Tibor45 3D-t mart, ez számított neki. Hogy mennyi idő alatt, mekkora út alatt képes felgyorsulni a Z az elvárt sebességre. Ott nincs sem sok hely sem sok idő, hogy elérje az elvárt sebességet. Ezért fontos a gyorsulás/lassulás. Dinamika.
Szerintem is a vékony átáramlási keresztmetszeten vérezhet el az ötlet. Ideális esetben a munkahengert a tartállyal összekötő csőszakasznak azonos keresztmetszetűnek kéne lennie a henger belső keresztmetszetével. Ilyen gyártmányt még képen sem láttam. Ha volna is ekkora csatlakozású munkahenger, ekkora csövet nehéz lenne végigvezetni az energialáncokon. Tehát a tartálynak célszerűen az Y híd üregében kéne lennie. Szerencsére a munkahengert mereven a hídhoz kell rögzíteni. A henger alját eltávolítva, egy vastag U vagy L csővel csatlakoztatható lehetne a hídban kiképzett tartályhoz. Így ideális volna a levegőáramlás, rövid és vastag a légút.
Egyéb probléma is van. Nem tudom, hogy a pneumatika dugattyúk, munka közben honnan kapnak kenést. Kell e nekik a működtető levegőbe kevert olajkenés, vagy szárazon is futnak.
Ha olaj kell, akkor most honnan kapnának.
Szerintem is a vékony átáramlási keresztmetszeten vérezhet el az ötlet. Ideális esetben a munkahengert a tartállyal összekötő csőszakasznak azonos keresztmetszetűnek kéne lennie a henger belső keresztmetszetével. Ilyen gyártmányt még képen sem láttam. Ha volna is ekkora csatlakozású munkahenger, ekkora csövet nehéz lenne végigvezetni az energialáncokon. Tehát a tartálynak célszerűen az Y híd üregében kéne lennie. Szerencsére a munkahengert mereven a hídhoz kell rögzíteni. A henger alját eltávolítva, egy vastag U vagy L csővel csatlakoztatható lehetne a hídban kiképzett tartályhoz. Így ideális volna a levegőáramlás, rövid és vastag a légút.
Egyéb probléma is van. Nem tudom, hogy a pneumatika dugattyúk, munka közben honnan kapnak kenést. Kell e nekik a működtető levegőbe kevert olajkenés, vagy szárazon is futnak.
Ha olaj kell, akkor most honnan kapnának.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 19:09
Írta: svejk Dátum 2009 február 15, 19:09
Köszi!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 19:10
Írta: svejk Dátum 2009 február 15, 19:10
Ez a tuti oldal, és milyen egyszerű :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 19:13
Írta: svejk Dátum 2009 február 15, 19:13
Jól van no, bocsi!
Gondolhatod hogy nem direkt volt..
Hogy Te mennyit tudsz írni más nemi szervéről :)))
Nem kerestem ki a pontos tipust, de ha ez ilyen nagy batár akkor oké.
Gondolhatod hogy nem direkt volt..
Hogy Te mennyit tudsz írni más nemi szervéről :)))
Nem kerestem ki a pontos tipust, de ha ez ilyen nagy batár akkor oké.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 19:17
Írta: svejk Dátum 2009 február 15, 19:17
Tudni nem tudhatom de a szétszedések alkalmával olajmaradványokat nemigen szoktam találni a hengerben csak azt a speciális fehér színű zsírt a karmantyún. Persze az olaj el is távozhat a leürítések alkalmával..
Volt egy kollégám az azt mondta mindig,csak kevés zsírt mert kisluszzan a levegő :))
Volt egy kollégám az azt mondta mindig,csak kevés zsírt mert kisluszzan a levegő :))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 február 15, 19:41
Írta: Szalai György Dátum 2009 február 15, 19:41
Rossz az, aki rosszra gondol. Tagadhatnám is, de nem teszem. Bevallom, hogy vontam némi képzeletbeli párhuzamot az oldottabb hangulat kedvéért. Bocsáttassék meg nekem. A következő mondatban már semmi kétséget sem hagytam az felől, hogy miről van igazából szó.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 15, 19:41
Írta: 4um5b65d Dátum 2009 február 15, 19:41
Az a fehér valami az szerintem nem zsír, hanem a kompresszor olaja és a levegő párájának keveréke. Ilyen fehér trutyit tudsz leereszteni a víztelenítő szelepen is.
De szokás a levegő útjában egy olajzó egységet tenni ami permetet juttat a levegőáramba.
De egy ilyen alkalmazásnál nem kell ez sem, hisz a henger felső beömlőnyílása szabadon van ott be lehet tölteni egy kevés olajat.
Az áramlási sebesség talán a legfőbb gond.
De szokás a levegő útjában egy olajzó egységet tenni ami permetet juttat a levegőáramba.
De egy ilyen alkalmazásnál nem kell ez sem, hisz a henger felső beömlőnyílása szabadon van ott be lehet tölteni egy kevés olajat.
Az áramlási sebesség talán a legfőbb gond.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 15, 19:56
Írta: PSoft Dátum 2009 február 15, 19:56
Régebben a volt kollegáim is foglalkoztak pneumatikus rendszerekkel,vezérlésekkel.(én magam nem, csak láttam hogyan csinálják).
A nyomáscsökkentő után mindig tettek a rendszerbe valami kis üvegcsészés kütyüt, aminek a szakszerű nevét nem tudom és olaj volt benne. Azt mondták kell az olajfilmes kenés a pneumatika elemeknek.(azt sm tudom milyen olaj volt).
Én nem értek hozzá,ők igy mondták.
A nyomáscsökkentő után mindig tettek a rendszerbe valami kis üvegcsészés kütyüt, aminek a szakszerű nevét nem tudom és olaj volt benne. Azt mondták kell az olajfilmes kenés a pneumatika elemeknek.(azt sm tudom milyen olaj volt).
Én nem értek hozzá,ők igy mondták.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 21:22
Írta: svejk Dátum 2009 február 15, 21:22
Ismerem az olaj-viz keverékét, én zsírról beszélek.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 15, 21:23
Írta: 0gbwyh99 Dátum 2009 február 15, 21:23
Nem szeretnék okoskodni , de az én , lejjebb említett munkahengerem BIZTOSAN hogy száraz levegővel műkodik ! Azért tudom ilyem biztosan mert az egész üzem ahol dolgozom (és ahonnan a munkahenger származik) száraz levegővel dolgozik és eggyik gépen sincs levegőt olajjal dúsító berendezés - ha bár létezik ilyen az iparban , de az élelmiszeri iparban nem !!
Az a fehér valami amit Svejk talált az nem emulzió volt hanem kenő zsír ami a dugattyú surlódásmentes működését biztosítja . [#wave]
Az a fehér valami amit Svejk talált az nem emulzió volt hanem kenő zsír ami a dugattyú surlódásmentes működését biztosítja . [#wave]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 21:24
Írta: svejk Dátum 2009 február 15, 21:24
Valóban szinte mindig van olajzó,(főleg a forgó gépekhez) de ha csak kimondottan ez az egy munkahenger lesz valószínű elég a zsír.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 15, 21:26
Írta: 0gbwyh99 Dátum 2009 február 15, 21:26
SŐT! Külön levegő szárító berendezés van a kompresszor után és az üzemben is a fő bejövő vezetéken - utána ágazódik mindenfelé .
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 15, 21:32
Írta: PSoft Dátum 2009 február 15, 21:32
Igazad van István.
Pár hónapja tudtam is egy ilyen eladó szárítót.
Pár hónapja tudtam is egy ilyen eladó szárítót.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 21:32
Írta: svejk Dátum 2009 február 15, 21:32
Nálunk a melóhelyen csak egyszerűen fékzsírnak volt mondva, ugyanis a levegős fékcuccokhoz hasznltuk, de már rég nem kaptunk.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 15, 21:42
Írta: svejk Dátum 2009 február 15, 21:42
Közben a kollégám felvilágosított, most Renolit HLT-2 használjuk és van is belőle :)
A színe ugyan az a piszkos/sárgásfehér (mint az avas szalonna) mint a réginek.
A színe ugyan az a piszkos/sárgásfehér (mint az avas szalonna) mint a réginek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 15, 23:58
Írta: 43pbwjg8s Dátum 2009 február 15, 23:58
Mert ott éppen ez a lényeg, a csillapítás. Az ide nem jó, mert attól még hogy ellentart a a tömegnek a csillapítást neked is le kell küzdened.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 16, 00:02
Írta: svejk Dátum 2009 február 16, 00:02
Nem ide gondoltam csak eszembe jutott a pneumatikáról hogy nem tudtam hogy működik.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2009 február 16, 11:41
Írta: Szedlay Pál Dátum 2009 február 16, 11:41
Nagyon jó cucc! Nekem is van. A levegőt harmatpont alá hűti és visszamelegíti. Amíg nem hül 3C fok alá a vezeték hőmérséklete nem válik ki belőle víz. Elötte még célszerű egy 40-10-1 mikronos szűrő sorozatot is beépíteni.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 február 16, 11:50
Írta: 0gbwyh99 Dátum 2009 február 16, 11:50
Hát igen , te asszem fogász vagy .? Nem is nézne ki valami jól ha az emberfija fogsorát összeköpködnéd olajjal vagy/és vízzel ! [#guluszem1] Milyen volna a szája Íze ? [#merges2][#vomit]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 16, 23:19
Írta: 43pbwjg8s Dátum 2009 február 16, 23:19
A hétvégén kimegyek a garázsba és megnézem azt a munkahengert ami nekem van, (lentebb kép róla)hogy milyen méretei vannak. Ha tudok (és megtalálom a halmérlegemet) mérek rajta elmozdításhoz szükséges erőt.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 február 17, 19:22
Írta: 7kcyndjdg Dátum 2009 február 17, 19:22
Cím: Re:Mechanikai ötletek
Írta: ztti28t3n Dátum 2009 február 17, 19:45
Írta: ztti28t3n Dátum 2009 február 17, 19:45
Azért azt a "Mitutoyo"-t nagyon idézőjelek közé kell tenni! Nekem is van egy ilyen, de azért itt az intelem is: clone
Mindezek ellenére azért tökéletesen műxik. [#wink]
Mindezek ellenére azért tökéletesen műxik. [#wink]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 február 17, 20:05
Írta: 7kcyndjdg Dátum 2009 február 17, 20:05
Hát igen, hamis a dolog de tökéletesen működik.
Cím: Re:Mechanikai ötletek
Írta: ztti28t3n Dátum 2009 február 17, 20:39
Írta: ztti28t3n Dátum 2009 február 17, 20:39
Ahogy ezt leírtam, elkezdett bújkálni bennem a kis ördög. Tényleg pontos? Csináltam hirtelen egy mérést. Feltettem a maróra, és megmértem az elmozdulást. Mitutoyo 0: Kép, referencia 0: Kép, noniusz 0: Kép. Eltekertem 3 tizedet: Mitutoyo: Kép, referencia: Kép, noniusz: Kép. Szerintem nem is olyan rossz ennyi pénzért.
Cím: Re:Mechanikai ötletek
Írta: ztti28t3n Dátum 2009 február 18, 08:46
Írta: ztti28t3n Dátum 2009 február 18, 08:46
Sikerült ftp-ről linkelnem :(
Akkor ismét:
Mitutoyo 0
Referencia 0
Noniusz 0
Mitutoyo 0,3
Referencia 0,3
Noniusz 0,3
Akkor ismét:
Mitutoyo 0
Referencia 0
Noniusz 0
Mitutoyo 0,3
Referencia 0,3
Noniusz 0,3
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 február 18, 11:41
Írta: svejk Dátum 2009 február 18, 11:41
Igazából szerintem itt nem is az abszolute pontosság a lényeg, hanem hogy a mérőeszköz mechanikája legyen precíz kottyanás és szorulásmentes, mivel javarészt csak indikációra használják.
Cím: Re:Mechanikai ötletek
Írta: ztti28t3n Dátum 2009 február 18, 13:47
Írta: ztti28t3n Dátum 2009 február 18, 13:47
Teljesen igazad van. Én is csak indikációra használom. Viszont kiderült, hogy mérésre is elég pontos (legalább is az enyém). Az eddigi ár-érték aránya (ami idáig sem volt rossz), sokat javult a szememben. Néha kellemesen csalódok a "kici kinai" cuccokban [#wink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 21, 20:51
Írta: 000000000 Dátum 2009 február 21, 20:51
Sziasztok!
Én egy cnc 3D marót és egyben gravírozót szeretnék összerakni !
Tudna nekem valaki segíteni a mechanikai részében?
Mert azzal teljesen nem vagyok tisztában hogy a tengelyek milyen módon vannak illesztve stb.Elöre is köszi!
Én egy cnc 3D marót és egyben gravírozót szeretnék összerakni !
Tudna nekem valaki segíteni a mechanikai részében?
Mert azzal teljesen nem vagyok tisztában hogy a tengelyek milyen módon vannak illesztve stb.Elöre is köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 21, 20:52
Írta: 000000000 Dátum 2009 február 21, 20:52
Az üzeneteket a garrone17@freemail.hu címre várom!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 21, 21:23
Írta: 4um5b65d Dátum 2009 február 21, 21:23
Nem nézted még a kész mechanikákat ?
Cím: Re:Mechanikai ötletek
Írta: hduf42fua Dátum 2009 február 21, 21:30
Írta: hduf42fua Dátum 2009 február 21, 21:30
Szia gaga1988 !
Az illesztések min. H7 ,mert ha "AHS"vagyis "ahogy sikerül" akkor azzal a géppel a Qtyát sem tudod megdobálni. Én már csak
tudom,mert az enyém épphogy eltelálta szegény ebet.
Az illesztések min. H7 ,mert ha "AHS"vagyis "ahogy sikerül" akkor azzal a géppel a Qtyát sem tudod megdobálni. Én már csak
tudom,mert az enyém épphogy eltelálta szegény ebet.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 22, 21:43
Írta: 43pbwjg8s Dátum 2009 február 22, 21:43
Bár nem tudtam mérni a munkahenger mozgatásához szükséges erőd, de perhas kicsinyke. Könnyedén tologattam nyitott csatlakozókkal két ujjal.
Egyébként a könyvtáramban az OBI alkönyvtárban van egy kép egy bútoripari légrugóról.
Olcsó, felfogás, csatlakozási elemeket adják vele. Csak meg kell fúrni a hengert felül, alul szintén és ott csatlakozni rá. Egy próbát megér ennyi pénzért.
Egyébként a könyvtáramban az OBI alkönyvtárban van egy kép egy bútoripari légrugóról.
Olcsó, felfogás, csatlakozási elemeket adják vele. Csak meg kell fúrni a hengert felül, alul szintén és ott csatlakozni rá. Egy próbát megér ennyi pénzért.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 február 23, 23:22
Írta: 4um5b65d Dátum 2009 február 23, 23:22
Svejk doktor !
A multkor foglalkoztál a kérdéssel, hogy csigahajtást miként lehet holtjátékmentesre varázsolni.
Duplex csiga !
A pdf 12. oldal alja....
ITT...
A multkor foglalkoztál a kérdéssel, hogy csigahajtást miként lehet holtjátékmentesre varázsolni.
Duplex csiga !
A pdf 12. oldal alja....
ITT...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 24, 17:16
Írta: 000000000 Dátum 2009 február 24, 17:16
Hófehérke:

[#vigyor4]
[#vigyor4]
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 február 24, 17:20
Írta: 7vpav5d32 Dátum 2009 február 24, 17:20
Olyan szüzies[#finom]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 24, 22:02
Írta: PSoft Dátum 2009 február 24, 22:02
Megcsinálom Lucifert feketéből,csak küldj egy képet róla!
[#wow1][#vigyor2]
[#wow1][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 24, 23:41
Írta: 43pbwjg8s Dátum 2009 február 24, 23:41
Aranyos!!! Danamid?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 24, 23:43
Írta: 43pbwjg8s Dátum 2009 február 24, 23:43
Tudjátok, ha ez az anyag jó (ilyen méretekkel), akkor nem félek a műfától sem majdan.
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2009 február 25, 20:25
Írta: ki005gz70 Dátum 2009 február 25, 20:25
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2009 február 25, 20:32
Írta: robroy007 Dátum 2009 február 25, 20:32
számomra kicsit fura kivitelű gépezet

Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2009 február 25, 21:09
Írta: s5f8tmfv3 Dátum 2009 február 25, 21:09
Fantasztikusak a munkáid! Eddig is azok voltak, de mindig rácsodálkozom hogy milyen szép tárgyakat készítesz ezekkel a gépekkel.
Gratulálok!
Gratulálok!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 február 25, 21:28
Írta: PSoft Dátum 2009 február 25, 21:28
Én is gratulálok,nagyon frankó a gép is,meg a munkáid is.
Kacsintgatok a téma felé...
Kacsintgatok a téma felé...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 25, 21:46
Írta: 000000000 Dátum 2009 február 25, 21:46
Gratulálok a gépedhez és a munkáidhoz,tehetnél fel videót is a lézeres megmunkálásról.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 25, 22:13
Írta: 000000000 Dátum 2009 február 25, 22:13
szia Gyula!át tértél a lézerre?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 25, 22:18
Írta: 000000000 Dátum 2009 február 25, 22:18
http://cgi.ebay.com/NEW-LASER-ENGRAVER-40-Watts-of-CO2-Desktop-
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 25, 23:21
Írta: 3k74cecek Dátum 2009 február 25, 23:21
Mi a fura benne?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 február 26, 10:12
Írta: 43pbwjg8s Dátum 2009 február 26, 10:12
valami bibi van a linkkel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 26, 14:11
Írta: 000000000 Dátum 2009 február 26, 14:11
tudom,és meg csinálok egy uj linket.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 26, 14:13
Írta: 000000000 Dátum 2009 február 26, 14:13
ez egy másik link,de érdemes megnézni,hogy mennyivel olcsobbak az árak az ittenitől!http://cgi.ebay.com/2-water-cooled-800w-motor-spindles-65-160mm_W0QQitemZ250333046501QQcmdZViewItemQQptZLH_DefaultDomain_0?_trksid=p3286.m20.l1116
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 26, 14:20
Írta: 000000000 Dátum 2009 február 26, 14:20
no Péter itt az űrge linkje,és mit mondjak nem drága,csak a forint gyenge!:)))http://stores.ebay.com/Prancer1940
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 február 26, 14:23
Írta: 000000000 Dátum 2009 február 26, 14:23
emberek,már árul kűlőn is lézer csővet!!!!!!!!40 w-os Co!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!300 dollár!!!eddig hallani se akart rola!!!!
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2009 február 26, 18:27
Írta: robroy007 Dátum 2009 február 26, 18:27
Szia Szigma!
a felépítményen az orsó elhelyezése
semmi sincs takarva ahogy sikerült elrendezés
az y elég hosszúra sikerült az aszal szélességéhez képest
sehol nem látom az elektromos vezetékeket
viszont nem az orsó forog hanem az anya, ha jól látom az y híd lábánál ott figyel a motor is
a felépítményen az orsó elhelyezése
semmi sincs takarva ahogy sikerült elrendezés
az y elég hosszúra sikerült az aszal szélességéhez képest
sehol nem látom az elektromos vezetékeket
viszont nem az orsó forog hanem az anya, ha jól látom az y híd lábánál ott figyel a motor is
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2009 február 26, 21:51
Írta: ki005gz70 Dátum 2009 február 26, 21:51
Köszönöm a gratokat !
Hát igen, a sebességnek már csak a lézer sebessége szab határt. 40W..nekem álom egyelőre :)
Ezúton is szeretném jelezni a legközelebbi cnc-tali rendező-szervezőnek, hogy ezt a gépet szeretném bemutatni amint adódik rá alkalom.
Üdv:
Gyula
Hát igen, a sebességnek már csak a lézer sebessége szab határt. 40W..nekem álom egyelőre :)
Ezúton is szeretném jelezni a legközelebbi cnc-tali rendező-szervezőnek, hogy ezt a gépet szeretném bemutatni amint adódik rá alkalom.
Üdv:
Gyula
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 február 26, 23:57
Írta: 3k74cecek Dátum 2009 február 26, 23:57
Ennyire nem mélyedtem bele, de jogosak az észrevételeid.
Talán a vezetékezésre lehetne mondani, hogy részben az Y híd háta mögött van, meg a X vezeték tulsó oldalán.
De az is lehet, hogy ez félkész állapotban készült kép.
Talán a vezetékezésre lehetne mondani, hogy részben az Y híd háta mögött van, meg a X vezeték tulsó oldalán.
De az is lehet, hogy ez félkész állapotban készült kép.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 01, 16:06
Írta: 000000000 Dátum 2009 március 01, 16:06
Ha nagy a munkadarab és nem lehet oszlopos fúrógépen fúrni a munkadarabot,a kézi fúráshoz készítettem különböző méretű vezető "harangokat". Ezt a megoldást szoktam alkalmazni a menetfúrók merőleges megvezetéséhez is.Némelyok provizórikus megoldás, azonnal kellett,4-perces munka.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 01, 16:07
Írta: 000000000 Dátum 2009 március 01, 16:07

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 01, 16:12
Írta: 000000000 Dátum 2009 március 01, 16:12
4 perces,de nagyon praktikus és jo!:)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 01, 17:04
Írta: 4um5b65d Dátum 2009 március 01, 17:04
Mi ezt szamárvezetőnek hívtuk......
[#nyes][#nyes][#nyes]
Na persze a harang sokkal jobban hangzik....
[#nyes][#nyes][#nyes]
Na persze a harang sokkal jobban hangzik....
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 március 01, 20:28
Írta: 3k74cecek Dátum 2009 március 01, 20:28
Nem a szamárvezető használata a szégyen, hanem a ferde furat, ha annak merőlegesnek kellene lenni.
Végül is az oszlopos fúrógép is tekinthető szamárvezetőnek[#vigyor2]
Végül is az oszlopos fúrógép is tekinthető szamárvezetőnek[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 01, 21:32
Írta: 4um5b65d Dátum 2009 március 01, 21:32
Ne is mond.....ma jól megvezetett az oszloposom. Fellazult a tárgyasztal és 1-1,5 fokban oldalra billent. Csodálkoztam, hogy nem ott jött ki a fúró a 40-es négyzetacél túloldalán mint ahol bement....
[#falbav][#rinya]
[#falbav][#rinya]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 02, 16:36
Írta: 7kcyndjdg Dátum 2009 március 02, 16:36
Sziasztok, lassan épül a nagyterületű maró gép. Eddig szárazon ösze álitottam a Z tengelyit, és a Y HD drive-os meghajtást.

Többi kép itt: 1,2,3,4,
Többi kép itt: 1,2,3,4,
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 02, 16:38
Írta: 7kcyndjdg Dátum 2009 március 02, 16:38
kép: 5,
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 02, 16:46
Írta: 7kcyndjdg Dátum 2009 március 02, 16:46
Egy nagy köszonet jár Abit fórum társnak a precíz munkához.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 02, 17:06
Írta: 43pbwjg8s Dátum 2009 március 02, 17:06
Ha jól értem a képet az Y-od fogaskerékkel lesz hajtva? Emelelett homlokkerekes hajtással?
Hogy veszed ki a kerékkapcsolat kottyanását?
Hogy veszed ki a kerékkapcsolat kottyanását?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 02, 17:18
Írta: 7kcyndjdg Dátum 2009 március 02, 17:18
Szia, sehogy :-) A fogaskerék átmérője 120mm a kottyanás csak 0,01 század. A gép csak plexit és PVC-t fog marni. A X is így lessz hajtva.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 02, 17:30
Írta: 43pbwjg8s Dátum 2009 március 02, 17:30
Egyébként nagyjából fixnek veheted. Így ha MACH-ból hajtod ott be is tudod állítani a kompenzációt.
Egyébként nekem is van egy 1 modulos fogaslécem és anno régen gondolkodtam rajta, hogy ha az egyikkel az egyik irányban, a másikkal a másik irányban hajtanám, akkor a pihenő motoron lévő kerék visszafeszülne a mozgással ellentétes fogoldalra. csak rajta kellene tartani valahogy, hogy álló helyzetben is azt simogassa.
Aztán ha ez kezd el hajtani akkor már hézagmentesen azonnal indulna.
De ennél ezerszer egyszerűbb a szoftveres kottyanásmentesítés.
Egyébként nekem is van egy 1 modulos fogaslécem és anno régen gondolkodtam rajta, hogy ha az egyikkel az egyik irányban, a másikkal a másik irányban hajtanám, akkor a pihenő motoron lévő kerék visszafeszülne a mozgással ellentétes fogoldalra. csak rajta kellene tartani valahogy, hogy álló helyzetben is azt simogassa.
Aztán ha ez kezd el hajtani akkor már hézagmentesen azonnal indulna.
De ennél ezerszer egyszerűbb a szoftveres kottyanásmentesítés.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 02, 17:31
Írta: 43pbwjg8s Dátum 2009 március 02, 17:31
A legfontosabbat elfelejtettem:
Gratulálok! Tetszik a cucc!
Gratulálok! Tetszik a cucc!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 02, 19:53
Írta: 000000000 Dátum 2009 március 02, 19:53
Szép munka, jók a képek, csak így tovább.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 02, 20:14
Írta: 7kcyndjdg Dátum 2009 március 02, 20:14
Köszi, már a garázsba van a megmunkált Y híd is. Vas profil lessz 120x120x2300mm 5-ös falvastagság. Ahogy készül a gép közben dokumentálom.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 02, 20:34
Írta: 7kcyndjdg Dátum 2009 március 02, 20:34
Ismerős a Electrocraft moci? Igen, tőled vettem a multévi talin. Egy kicsit áttuningoltam csapágy csere és kimenet fordítás lett a vége :-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 02, 21:09
Írta: 000000000 Dátum 2009 március 02, 21:09
Jólnézki! Viszont a Z nél a sinenkénti 1 kocsi kevés lessz. Talán, még nem késő átgondolni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 02, 21:22
Írta: 000000000 Dátum 2009 március 02, 21:22
Használd sokáig gond nélkül.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 március 02, 21:32
Írta: bmejdz9nu Dátum 2009 március 02, 21:32
Frankó...
A motor tartó alu lemez oldalára még tennék egy kis segéd "merevítőt"... Ha teljesen lent van a Z...
Nem nagy súly... elfér ha jól nézem... az esetleges rezonanciák miatt is...
Sőt még védené a lin. vezetőt a forgácsoktól... Na persze nem akarok okoskodni :)
A motor tartó alu lemez oldalára még tennék egy kis segéd "merevítőt"... Ha teljesen lent van a Z...
Nem nagy súly... elfér ha jól nézem... az esetleges rezonanciák miatt is...
Sőt még védené a lin. vezetőt a forgácsoktól... Na persze nem akarok okoskodni :)
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 03, 11:02
Írta: 7kcyndjdg Dátum 2009 március 03, 11:02
Jó ötlet a merevítés, megcsinálom.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 03, 11:07
Írta: 7kcyndjdg Dátum 2009 március 03, 11:07
Remélem mem fog remegni, két kocsi sajnos nem fér be. A marómotor csak 440W-os.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 03, 11:50
Írta: 000000000 Dátum 2009 március 03, 11:50
Sajnos, egésszen biztos, remegni fog. Tapasztalatom alapján.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 06, 11:10
Írta: svejk Dátum 2009 március 06, 11:10
A Loctite 638-hoz alimíniumnál nem kell activátort használni?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 06, 11:12
Írta: svejk Dátum 2009 március 06, 11:12
Varsányi írta:
A felületi oxidáció mentesítésítésére gondolsz?
Nem írták... vagy elkerülte a figyelmemet...
De ha összeragasztom azt hűlégfúvó nélkül nem lehet még szétverni sem... (150C-nál old a kötés - néha kell)
A felületi oxidáció mentesítésítésére gondolsz?
Nem írták... vagy elkerülte a figyelmemet...
De ha összeragasztom azt hűlégfúvó nélkül nem lehet még szétverni sem... (150C-nál old a kötés - néha kell)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 06, 11:12
Írta: svejk Dátum 2009 március 06, 11:12
Ezen ragasztók működési mehanizmusa általában az hogy a levegőtől elzártan a fémmel (vas) reakcióba kerülnek és ezáltal keményednek ki.
Az ugynevezett passzív fémek mint alumínium, rozsdamentes acél, illetve műanyagok ezt a hatást nem indítják be a ragasztóban, így az csak nagy nehezen vagy egyáltalán nem szilárdul meg.
(ugye ezért nem köt bele a dobozba vagy kicseppentve az asztalra még több nap múlva is hígfolyós marad.)
(A Loctite270 adatlapján ez egyértelműen olvasható)
Sajnos egy kis 20-30 ml-es activátor is 3-4 ezer Ft.
Az ugynevezett passzív fémek mint alumínium, rozsdamentes acél, illetve műanyagok ezt a hatást nem indítják be a ragasztóban, így az csak nagy nehezen vagy egyáltalán nem szilárdul meg.
(ugye ezért nem köt bele a dobozba vagy kicseppentve az asztalra még több nap múlva is hígfolyós marad.)
(A Loctite270 adatlapján ez egyértelműen olvasható)
Sajnos egy kis 20-30 ml-es activátor is 3-4 ezer Ft.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 06, 11:21
Írta: svejk Dátum 2009 március 06, 11:21
Hmm..Úgy látom a 638 -as activátor nélkül alunál csak 72 óra alatt, és akkor is csak a 75 %-át éri el a maximális kötésének.
A 270 -es ilyen szempontból még rosszabb.
A 270-esről magyarul
Érdekes hogy ezeket az adatlapokat a Henkel oldalán nem találtam, a Farnell online katalógusából kellett levadászni..
A 270 -es ilyen szempontból még rosszabb.
A 270-esről magyarul
Érdekes hogy ezeket az adatlapokat a Henkel oldalán nem találtam, a Farnell online katalógusából kellett levadászni..
Cím: Re:Mechanikai ötletek
Írta: pa0n9mw Dátum 2009 március 06, 16:14
Írta: pa0n9mw Dátum 2009 március 06, 16:14
Üdv
Nekem van aktivátorom.
Ha másképp nem boldogulsz kölcsönadhatom.
végyé
Nekem van aktivátorom.
Ha másképp nem boldogulsz kölcsönadhatom.
végyé
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 06, 17:46
Írta: svejk Dátum 2009 március 06, 17:46
Köszi, igazából egyszer akartam műanyagba csapágyat ragasztani és ugye nem fogta, akkor homályosítottak fel a csapágyboltban ennek a miértjére.
Gondoltam rákérdezek hogy a 638-hoz kell-e..
Egyébként mik a a tapasztalatok vele, tényleg hatékony?
Gondoltam rákérdezek hogy a 638-hoz kell-e..
Egyébként mik a a tapasztalatok vele, tényleg hatékony?
Cím: Re:Mechanikai ötletek
Írta: pa0n9mw Dátum 2009 március 06, 18:58
Írta: pa0n9mw Dátum 2009 március 06, 18:58
Még nem használtam, mivel a vas és réz, rézötvözethez nem kellett, csak úgy van még az "átkosból" :).
végyé
végyé
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2009 március 07, 15:55
Írta: ki005gz70 Dátum 2009 március 07, 15:55
Sziasztok !
Bajban vagyok. Lineáris vezeték+hozzá kocsi kellene (vagy valami alternatív megoldás) 2m hosszúságú út bejárásához.
2m ,nagyon precíz, kottyanásmentes tengely.
Ötlete van valakinek ?
Üdv:
MasterGy
Bajban vagyok. Lineáris vezeték+hozzá kocsi kellene (vagy valami alternatív megoldás) 2m hosszúságú út bejárásához.
2m ,nagyon precíz, kottyanásmentes tengely.
Ötlete van valakinek ?
Üdv:
MasterGy
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 07, 15:57
Írta: 000000000 Dátum 2009 március 07, 15:57
szasz Gyula!valaki nem rég ajánlgatott lineárist,és szerintem nézzél vissza pár oldalt!
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2009 március 07, 16:01
Írta: ki005gz70 Dátum 2009 március 07, 16:01
Köszi, megnézem !
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 07, 17:37
Írta: svejk Dátum 2009 március 07, 17:37
40-es rudam van, de ennek az össz. hossza 2m és nem alátámasztott
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2009 március 08, 09:30
Írta: ki005gz70 Dátum 2009 március 08, 09:30
Milyen az a nem alátámasztott ?
Lehet hogy érdekelne a rúd, amit említesz, mert igazából 1.5 x 2m -es bejárható felület kellene, és ez talán a rövidebb tengelyhez jó lenne.
Lehet hogy érdekelne a rúd, amit említesz, mert igazából 1.5 x 2m -es bejárható felület kellene, és ez talán a rövidebb tengelyhez jó lenne.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 08, 10:13
Írta: svejk Dátum 2009 március 08, 10:13
Mégegyszer átolvasva, neked nyilván nem ilyen kell, de azért nézd meg:
40mm-es
40mm-es
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 08, 10:22
Írta: svejk Dátum 2009 március 08, 10:22
Egyébként adok-veszek #6528
Az ára csak durva irányár volt, nekem már nincs szükségem rá, a belőle készülni akaró gépezet okafogyottá vált.
Az ára csak durva irányár volt, nekem már nincs szükségem rá, a belőle készülni akaró gépezet okafogyottá vált.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 08, 21:19
Írta: 43pbwjg8s Dátum 2009 március 08, 21:19
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 08, 21:22
Írta: 43pbwjg8s Dátum 2009 március 08, 21:22
Bocsánat! A teljes napi sorozat az archívumban!
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 március 08, 21:47
Írta: Teaway Dátum 2009 március 08, 21:47
És ki fogja élfóliázni a lapokat? :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 08, 21:49
Írta: 43pbwjg8s Dátum 2009 március 08, 21:49
ORCA17 adott egy nagyon jó tippet.
Nem lesz élfóliázás, hanem egy faipari ragasztóval lesz bevonva az egész.
Allja a nedvességet, és festhető is.
Nem lesz élfóliázás, hanem egy faipari ragasztóval lesz bevonva az egész.
Allja a nedvességet, és festhető is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 08, 21:50
Írta: svejk Dátum 2009 március 08, 21:50
Biztos gittelve lesz..
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 08, 21:54
Írta: 43pbwjg8s Dátum 2009 március 08, 21:54
Bizony eltaláltad. Lesz olyan rész ahol az egyeletlenséget fagittel fogom kitömni.
Ahogy Irtam a lapon is: Ez egy Tesco Gazdaságos gép lesz.
Semmi olyat nem akarok használni a mechanikában ami meghaladja az 1-2 ezer forintot.
Az eszközeimről pedig nem is érdemes beszélni.
Ennek a fagépnek így kell elkészülnie!
Ahogy Irtam a lapon is: Ez egy Tesco Gazdaságos gép lesz.
Semmi olyat nem akarok használni a mechanikában ami meghaladja az 1-2 ezer forintot.
Az eszközeimről pedig nem is érdemes beszélni.
Ennek a fagépnek így kell elkészülnie!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 08, 22:36
Írta: 4um5b65d Dátum 2009 március 08, 22:36
Jó is ez a fa gép ! Ahogy a kínai mondaná: Occó, ném lénni drágá ....
És van egy hatalmas előnye: Nem rozsdásodik.
Tapasztalatot meg lehet belőle szerezni bőven.
Mindent bele KisKZ !!!
[#eljen][#papakacsint]
És van egy hatalmas előnye: Nem rozsdásodik.
Tapasztalatot meg lehet belőle szerezni bőven.
Mindent bele KisKZ !!!
[#eljen][#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 08, 22:39
Írta: 43pbwjg8s Dátum 2009 március 08, 22:39
Köszönöm Laslie!
Ez a cél. A tapasztalatszerzés.
Ebben a tekintetben (mármint a tapasztalat és persze sokminden másban is) bizony sehol nem vagyok.
De jó tanulni!
Remélem egyszer még el is fog indulni!
Ez a cél. A tapasztalatszerzés.
Ebben a tekintetben (mármint a tapasztalat és persze sokminden másban is) bizony sehol nem vagyok.
De jó tanulni!
Remélem egyszer még el is fog indulni!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 08, 22:49
Írta: 4um5b65d Dátum 2009 március 08, 22:49
Adok egy tanácsot ! Ingyen :))))
Ha véletlenül nem indul el akkor ne csinálj róla video-t, csak állóképeket. Írsz mellé pár hihető sebességi és fogásmélység adatot aztán már el is van boronálva az ügy. Ja és kell egy kis forgács amit rászósz a gépre. (azt majd küldök neked)
Én is így csináltam a készülő weblapomra a főoldali bemutatkozó képet. Fogtam egy alkatrészt, melléraktam egy menetvágó kést és kerestem egy jóképű forgácsdarabot amit odabiggyesztettem a kés csúcsára, aztán fényképeztem. Tökre úgy néz ki mint, ha épp forgácsolna a kés......
[#buck][#vigyor3][#vigyor2]
Ha véletlenül nem indul el akkor ne csinálj róla video-t, csak állóképeket. Írsz mellé pár hihető sebességi és fogásmélység adatot aztán már el is van boronálva az ügy. Ja és kell egy kis forgács amit rászósz a gépre. (azt majd küldök neked)
Én is így csináltam a készülő weblapomra a főoldali bemutatkozó képet. Fogtam egy alkatrészt, melléraktam egy menetvágó kést és kerestem egy jóképű forgácsdarabot amit odabiggyesztettem a kés csúcsára, aztán fényképeztem. Tökre úgy néz ki mint, ha épp forgácsolna a kés......
[#buck][#vigyor3][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 08, 23:08
Írta: 43pbwjg8s Dátum 2009 március 08, 23:08
tudod...
Szép tanács, de lehet meglepő, inkább azt szeretném látni,hogy működik. És akkor sem kell hogy videó legyen róla. Ha méteres pontossággal is, de jó lenne ha elindulna. Ugyhogy nem hiszem, hogy mutogatnivaló lesz a dolog.
Egy másik gép tervezéséhez gyüjtöm vele a tapasztalatot (amihez persze ugysem lesz elég).
Szép tanács, de lehet meglepő, inkább azt szeretném látni,hogy működik. És akkor sem kell hogy videó legyen róla. Ha méteres pontossággal is, de jó lenne ha elindulna. Ugyhogy nem hiszem, hogy mutogatnivaló lesz a dolog.
Egy másik gép tervezéséhez gyüjtöm vele a tapasztalatot (amihez persze ugysem lesz elég).
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 08, 23:09
Írta: 43pbwjg8s Dátum 2009 március 08, 23:09
Help!
Valaki lefodítaná nekem VAN tanácsát? A kommentek között van.
Túl bonyolult vagyok hogy megértsem! :)
Valaki lefodítaná nekem VAN tanácsát? A kommentek között van.
Túl bonyolult vagyok hogy megértsem! :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 08, 23:12
Írta: 4um5b65d Dátum 2009 március 08, 23:12
Ne tessék már ennyire komolyan venni a tanácsomat......[#wave]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 08, 23:15
Írta: 43pbwjg8s Dátum 2009 március 08, 23:15
A fene! Már megint lehagytam a smileyt!
A multkoris megkaptam érte, hogy hogyan merek olyat írni hogy kiverem belőletek a választ! :)
Ott is elmaradt a smiley. Bocsánat!
A multkoris megkaptam érte, hogy hogyan merek olyat írni hogy kiverem belőletek a választ! :)
Ott is elmaradt a smiley. Bocsánat!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 08, 23:32
Írta: 4um5b65d Dátum 2009 március 08, 23:32
Hát a fene sem tudja, valahogy a "kiverem a válasz" szöveg szerintem vigyori pofa nélkül is érthető, hogy csak vicc kategóriának szántad. De erre nekem is rá kellett jönnöm, hogy nem mindenki vevő az ilyenre. Mondjuk nem is szívesen lennék barátja egy olyan embernek akiben nincs a még szikrája sem a humornak, vagy a humor érzéknek.... de sajna ilyen is van.
Te azért kapsz tőlem egy haveri vállveregetést....
[#vigyor3]
Te azért kapsz tőlem egy haveri vállveregetést....
[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 08, 23:36
Írta: 43pbwjg8s Dátum 2009 március 08, 23:36
ADMIN!!!!!!
LASLIE VEREKSZIK!!!!!!!! :)
Na visszakapod azt a lapogatást csak várj!!! :)
Na ennyi az OFFFTOPIC-ból. :)
Az esztergán a megtámasztást, amit kitettem az oldalamra ezért ingyen licenceled mostantól! :)
Ez a bosszúm. :)
LASLIE VEREKSZIK!!!!!!!! :)
Na visszakapod azt a lapogatást csak várj!!! :)
Na ennyi az OFFFTOPIC-ból. :)
Az esztergán a megtámasztást, amit kitettem az oldalamra ezért ingyen licenceled mostantól! :)
Ez a bosszúm. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 08, 23:44
Írta: 4um5b65d Dátum 2009 március 08, 23:44
Hol van az az ingyen licenc ???
Hiába nézem, nem hallom.... :)))
Hiába nézem, nem hallom.... :)))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 09, 00:16
Írta: 43pbwjg8s Dátum 2009 március 09, 00:16
A márciusi archívum. Bal oldalon van az archivum lista.
De kapaszkodj előtte meg! :)
Tudt baj van az izlelőbimbóiddal! :)
De kapaszkodj előtte meg! :)
Tudt baj van az izlelőbimbóiddal! :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 09, 18:11
Írta: 000000000 Dátum 2009 március 09, 18:11
Szia!
Pillanatragasztót használtál a forgácsnál?A website-od mikor lesz kész? Kíváncsian várom.
Pillanatragasztót használtál a forgácsnál?A website-od mikor lesz kész? Kíváncsian várom.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 09, 18:46
Írta: 4um5b65d Dátum 2009 március 09, 18:46
Nem használtam pillanatragasztót, csak jól választottam meg a forgácsot és olyan szépen beállt a helyére. Az elkészülés időpontja még elég távol van....nagyon sok infót gyűjtök egy helyre, rengeteg grafikai munkával és képi anyaggal.
Kép
Kép
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 09, 18:50
Írta: s7manbs8 Dátum 2009 március 09, 18:50
Majdnem kérdezni is akartam, hogy mi lesz benne több, a humor, vagy a szakma, de úgy látom nem kell. Máris tetszik.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 09, 18:57
Írta: 4um5b65d Dátum 2009 március 09, 18:57
Mindkettő lesz ! Bár egy marketinges asszonta eccer, hogy nem jó az, ha komolytalanság van az oldalon. Pedig elég egyedi lesz az anyag. Legfeljebb majd megyek segélyért, ha nem válik be..... a felkopó államra meg leukoplaszt kerül.
[#wink]
[#wink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 09, 18:59
Írta: 000000000 Dátum 2009 március 09, 18:59
Valamiről lemaradtam... mit készítesz most?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 09, 19:06
Írta: 4um5b65d Dátum 2009 március 09, 19:06
Jelentem weboldal lesz a drága, de csak mostanság tanulom a HTML-t meg társait.
[#vigyor2]
[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 09, 19:07
Írta: 000000000 Dátum 2009 március 09, 19:07
És a linkje? Vagy még nem élő?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 09, 19:14
Írta: 4um5b65d Dátum 2009 március 09, 19:14
Még nem él....illetve csak egy ingyenes szerveren van fent, de csak tesz céllal. Az még nem publikus, mert igen sehogy nem néz még ki az oldal. Na de a "Hol vagyok helyileg" részt majd felrakom, az a komolyság jegyében készült.
[#buck]
[#buck]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 09, 19:16
Írta: 000000000 Dátum 2009 március 09, 19:16
Ok, kíváncsian várom![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 09, 19:52
Írta: 7kcyndjdg Dátum 2009 március 09, 19:52
Sziasztok, a készülő gépemhez Hall effect végkacsolót használok NdFeB korong mágnes-el. Pontosabban eszt a tipust TLE4905L. Csináltam egy pár pontosság tesztet mérő órával, a pozíció referálás jobb mind 0,005mm. Ha érdekel feltöltök egy pár képet és pontosság teszt videót.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 09, 20:43
Írta: svejk Dátum 2009 március 09, 20:43
Minket minden érdekel :)
Hőmérséklet érzékenységét tesztelted?
Hőmérséklet érzékenységét tesztelted?
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2009 március 09, 20:44
Írta: ki005gz70 Dátum 2009 március 09, 20:44
Minden elismerésem az építőnek!
Végre valaki nem csak a drága aluban, vagy preciziós bla..blá-kban gondolkozik !
Hobby célra qrvajó !!!!! :)
Végre valaki nem csak a drága aluban, vagy preciziós bla..blá-kban gondolkozik !
Hobby célra qrvajó !!!!! :)
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 09, 20:52
Írta: 7kcyndjdg Dátum 2009 március 09, 20:52
igen, kb 5fok tól 29fok-ig, jobb mind 0.01mm.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 09, 20:57
Írta: svejk Dátum 2009 március 09, 20:57
Profi vagy ha már ezen is túl vagy :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 09, 21:04
Írta: 000000000 Dátum 2009 március 09, 21:04
Végre már, hogy benéztél!
Qbasicban lenne szükségem segítségre.
Számíthatnék nagylelkűségedre?
Előre is köszi!
Qbasicban lenne szükségem segítségre.
Számíthatnék nagylelkűségedre?
Előre is köszi!
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 március 09, 21:53
Írta: 7kcyndjdg Dátum 2009 március 09, 21:53
Hát nem volt túl hi-tech profi teszt [#nevetes1]
Először a teraszon mértem asztán pedig bent a kandallónál [#nyes]
Először a teraszon mértem asztán pedig bent a kandallónál [#nyes]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 09, 22:56
Írta: 43pbwjg8s Dátum 2009 március 09, 22:56
Köszönöm Matster!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 09, 22:58
Írta: 000000000 Dátum 2009 március 09, 22:58
na na Gyula,nem tudom ki keres lineáris sint.....[#taps][#taps][#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2009 március 10, 08:17
Írta: ki005gz70 Dátum 2009 március 10, 08:17
Na jó ok, ha megkívánja az "ipar" akkor kell a jó cucc ! :)
Sándor ! Persze segítek, ha tudok !Miről lenne szó ?
Sándor ! Persze segítek, ha tudok !Miről lenne szó ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 10, 09:19
Írta: 000000000 Dátum 2009 március 10, 09:19
Írom a csevegőbe.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 március 11, 21:19
Írta: 7vpav5d32 Dátum 2009 március 11, 21:19
Vízi kolléga készített egy "csep kis" csapágylehúzót.

Több kép itt http://cnctar.hobbycnc.hu/csiki/Vizi/
Több kép itt http://cnctar.hobbycnc.hu/csiki/Vizi/
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 11, 22:17
Írta: 000000000 Dátum 2009 március 11, 22:17
A múlthéten eset szó a csapágy lehúzókrol de sajna akkor még nem voltam kész vele hogy felrakjam.Esetleg ha még nincs ilyen valakinek, tudok segíteni!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 14:41
Írta: 43pbwjg8s Dátum 2009 március 12, 14:41
Egy kis segítséget kérnék.
Egy előzetes encoder számításhoz lenne szükségem az adatokra.
Láttam van másnak kész bútorlap gépe.
Körülbelül milyen sebességi és gyorsulási adatokkal lehet számolni ezeknél? Tudom hogy ez sokmindentől függ, de valami közelítő kellene. Úgyis fölé fogok lőni a számításnál.
Előre is köszönöm!
Egy előzetes encoder számításhoz lenne szükségem az adatokra.
Láttam van másnak kész bútorlap gépe.
Körülbelül milyen sebességi és gyorsulási adatokkal lehet számolni ezeknél? Tudom hogy ez sokmindentől függ, de valami közelítő kellene. Úgyis fölé fogok lőni a számításnál.
Előre is köszönöm!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 12, 17:09
Írta: s7manbs8 Dátum 2009 március 12, 17:09
Az encodert mire akarod használni, annak ehhez mi köze van ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 17:21
Írta: 43pbwjg8s Dátum 2009 március 12, 17:21
De kíváncsi! De kíváncsi!!! :)
Egyelőre csupán feltételezett a feladat.
Az orsók végére tenném fel az encodereket és azzal mérnék utat.
De a mintavételezési frekvencia meghatározásához jó lenne egy max érték amivel ezek az orsók foroghatnak.
Egyelőre csupán feltételezett a feladat.
Az orsók végére tenném fel az encodereket és azzal mérnék utat.
De a mintavételezési frekvencia meghatározásához jó lenne egy max érték amivel ezek az orsók foroghatnak.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 12, 17:48
Írta: s7manbs8 Dátum 2009 március 12, 17:48
Ha ez egy vezérelt tengelyed lesz, amit léptetőmotorral hajtasz, annak a maximális fordulata 2000/perc-tól nemigen több, ezáltal 2000/60 = kb. 33/s.
Ha az encoder-eden van 100 rés, és két optóval nézed a jelet, akkor ezt még 4-gyel kell szorozni, azaz 400*33 jelváltást kell figyelni másodpercenként, vagyis frekvencia kb. 12000Hz,
magyarul ha a tárcsád sem tökéletesen pontos, meg a z optók lhelyezése sem, akkor ettől még gyorsabb kell. Nekem házilag kifurkált tárcsát felszerelve és nagyjából beállítva, 20kHz-es frekvenciával olvasva a bemeneteket úgy elég.
Ha az encoder-eden van 100 rés, és két optóval nézed a jelet, akkor ezt még 4-gyel kell szorozni, azaz 400*33 jelváltást kell figyelni másodpercenként, vagyis frekvencia kb. 12000Hz,
magyarul ha a tárcsád sem tökéletesen pontos, meg a z optók lhelyezése sem, akkor ettől még gyorsabb kell. Nekem házilag kifurkált tárcsát felszerelve és nagyjából beállítva, 20kHz-es frekvenciával olvasva a bemeneteket úgy elég.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 18:04
Írta: 43pbwjg8s Dátum 2009 március 12, 18:04
Köszönöm! Ez jó kiindulás.
Az encoder egy H9700 egy százas tárcsával. (3 db van belőle szerencsére).
H9700
Nekem az 50-es típus van.
Az adatokat köszönöm.
Stimmel a jeladónkénti kétszeres jelfreki is. (elmagyarázták hála az égnek) :)
Ami nem jó hír az az, hogy az ATmega168 16MHz en ketyeg.
A kérdés csupán az most már, hogy milyen sebességgel tudom a feldolgozás eredményét közölni az illesztett hardverrel (legyen az PC akár, de akár a kis kijelző).
A 9600 Baud a max kommunkációs lehetőségem a PC felé soros port módban?
Az encoder egy H9700 egy százas tárcsával. (3 db van belőle szerencsére).
H9700
Nekem az 50-es típus van.
Az adatokat köszönöm.
Stimmel a jeladónkénti kétszeres jelfreki is. (elmagyarázták hála az égnek) :)
Ami nem jó hír az az, hogy az ATmega168 16MHz en ketyeg.
A kérdés csupán az most már, hogy milyen sebességgel tudom a feldolgozás eredményét közölni az illesztett hardverrel (legyen az PC akár, de akár a kis kijelző).
A 9600 Baud a max kommunkációs lehetőségem a PC felé soros port módban?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 18:07
Írta: 43pbwjg8s Dátum 2009 március 12, 18:07
Az a nem jó hír nem tudom hogyan maradt benne és éppen a 16 MHz-el. Ott megmaradt valami kitörölt mondat egy két része. Így elég hülyén jött össze a maradék.
A 16MHz éppen jó, hiszem egy jól meírt program esetében (de szerintem egyébként is ha nem írok litániát) a board oldalán marad még bőven kapacitás a további 2 jeladóra, valamint egyéb elemek (kapcsoló stb..) kezelésére.
A kérdés csupán a további kommunkiáció sebessége.
A 16MHz éppen jó, hiszem egy jól meírt program esetében (de szerintem egyébként is ha nem írok litániát) a board oldalán marad még bőven kapacitás a további 2 jeladóra, valamint egyéb elemek (kapcsoló stb..) kezelésére.
A kérdés csupán a további kommunkiáció sebessége.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 12, 18:14
Írta: s7manbs8 Dátum 2009 március 12, 18:14
A PC fele lehet 115kBAUD-dal is menni, az ATMega nem tudom mennyivel megy max, de ennyit igencsak tud, az adatlapján benne van. AZ ATMega168 16MHz-el, ha 200 utasítás kell, hogy beolvas 2 encoder bitet, akkor 16 000 000/00 =80 000 -es frekivel tudsz beolvasni, ez vagy 4*szer több, mint a neked szükséges sebesség, a maradék időben pedig küldheted a gép fele, stb. Elég sok mindenre képesek ezek a kis szerkentyűk, csak ilyenkor már a program se mindegy hogy működik és milyen gyors a kód ami meg íródik. De ilyesmit megszakítással érdemes csinálni, mindenképp, vagy időzítettel, vagy a mikrokontroler láb okozta megszakítást használva.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 21:06
Írta: 43pbwjg8s Dátum 2009 március 12, 21:06
Igen én is igí gondoltam. mármint a programozás útjának kiválasztása lesz éppen az ami következik.
Előbb meg kell néznem mi az amit már tudok. Az melyik megoldás felé hajt. Aztán ha fejlődök majd, természetesen válthatok ha kiderül hogy rosz utat választottam.
Előbb meg kell néznem mi az amit már tudok. Az melyik megoldás felé hajt. Aztán ha fejlődök majd, természetesen válthatok ha kiderül hogy rosz utat választottam.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 22:58
Írta: 43pbwjg8s Dátum 2009 március 12, 22:58
Árdekesség, hogy a processingben a grafikánál enegdélyezett antialiasing engedélyezése esetém már max csak 19,2 bps lehet az átvitel sebessége.
Persze ez jelen pillanatban nem érdekes, mert még nem tartok ott sem, hogy eldötsem a feldolgozás módját. Azt hogy magában a boardben, avagy p.a PC-n dolgozom majd fel az adatokat. Ha PC-n akkor sem érdekes a grafika tehát ez akorlátozó tényező már ki is esne.
Persze ez jelen pillanatban nem érdekes, mert még nem tartok ott sem, hogy eldötsem a feldolgozás módját. Azt hogy magában a boardben, avagy p.a PC-n dolgozom majd fel az adatokat. Ha PC-n akkor sem érdekes a grafika tehát ez akorlátozó tényező már ki is esne.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 12, 23:06
Írta: 4um5b65d Dátum 2009 március 12, 23:06
Urak !
Kellene csinálnom egy mikro méretű cél esztergagépet, szál anyagok megmunkálására. Az automata anyagtovábbítást kellene megoldanom amire volna is egy ötletem, de ha tud valaki ilyen-olyan linket ahol további ötleteket meríthetnék az kérem ragadjon billentyűzetet.
A lényeg az lenne, hogy FORGÁSBAN levő 8-10-es köracélokat kellene továbbítani.
Kellene csinálnom egy mikro méretű cél esztergagépet, szál anyagok megmunkálására. Az automata anyagtovábbítást kellene megoldanom amire volna is egy ötletem, de ha tud valaki ilyen-olyan linket ahol további ötleteket meríthetnék az kérem ragadjon billentyűzetet.
A lényeg az lenne, hogy FORGÁSBAN levő 8-10-es köracélokat kellene továbbítani.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 12, 23:18
Írta: s7manbs8 Dátum 2009 március 12, 23:18
Na végre, csinálni akarsz te is valami CNC féleséget. Én is gondoltam már ilyen továbbító szerkezet készítésére, csak mivel még esztergám se volt így abbamaradt a gondolkodás. De ha valami kódot kell írni a működtetéséhez arról tudok gondolkodni. Valahol láttam a neten ilyen oldalt, valahogy rákerestem azt hiszem angolul talán.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 12, 23:25
Írta: 4um5b65d Dátum 2009 március 12, 23:25
A cnc készítésemről hallhatok, mint a sír. Olyan "eszement" ötletem támadt , hogy azt jobb ha meg sem említem. Ha esetleg sikerül megcsinálnom, akkor majd tálalom a közönségnek.
Amit most csinálnék az tiszta mechanika lenne. Kifejezetten 1 fajta alkatrészhez. Csakhát 60 E db lenne évente és nem akarnék még megzizzenni agyilag, ezért gondolkodom valami primitív automatában.
Amit most csinálnék az tiszta mechanika lenne. Kifejezetten 1 fajta alkatrészhez. Csakhát 60 E db lenne évente és nem akarnék még megzizzenni agyilag, ezért gondolkodom valami primitív automatában.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 12, 23:32
Írta: 4um5b65d Dátum 2009 március 12, 23:32
Nekem igazából az ugrott be így elsőre, hogy egy nagyon hasonló szerkezet lenne, mint egy eszterga állóbáb 3db csapággyal. A trükk a dologban, hogy 1-2 fokban elforgatva beállítani a csapágyakat, majd amikor kell a továbbítás akkor "összerántani" a 3 csapágyat ami ráfeszül a köracélra és az anyag forgása és a csapágy szögben állása miatt elkezdi előre tolni az anyagot. Ha változtatni tudnám a szögértéket menet közben akkor akár a sebességét is lehetne szabályozni az előtoló mozgásnak. Sőt még előre-hátra is lehetne játszani vele. Persze hátra nem lenne szükséges.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 23:34
Írta: 43pbwjg8s Dátum 2009 március 12, 23:34
Lehet butaság, de a továbbítási irányra szögben álló, összetolt gumigörgők elmozgaták. GYakran látom alkalmazni ezt a megoldást
Vagy ez gyenge ötlet egy ilyen feladatra?
Vagy ez gyenge ötlet egy ilyen feladatra?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 23:35
Írta: 43pbwjg8s Dátum 2009 március 12, 23:35
Megelőztél. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 12, 23:37
Írta: 4um5b65d Dátum 2009 március 12, 23:37
Akkor ez úgy látszik működő dolog, ha te láttál ilyet....
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 12, 23:42
Írta: 4um5b65d Dátum 2009 március 12, 23:42
Én igazából azért gondoltam a fémesen érintkező csapágyra, mert az lesímítaná az esetleges sérüléseket amik az anyagon lehetnek. Kifejezetten az akadások elkerülésére. De a gumi+fém is jónak tűnne.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 23:42
Írta: 43pbwjg8s Dátum 2009 március 12, 23:42
Elég sokszor. Mondjuk gumírozott kerekeket alkalmaznak a gyakorlatban.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 23:44
Írta: 43pbwjg8s Dátum 2009 március 12, 23:44
Fém a fémen...
Nem biztos hogy éppen úgy simítaná ahogy Te akarod. Szerintem kiszámíthatatlan hogy pontosan mit is csinálhat egy felverődéssel. Akár el is kenheti. De nem tudom.
Szerintem nem véletlen a gumi bevonat.
Nem biztos hogy éppen úgy simítaná ahogy Te akarod. Szerintem kiszámíthatatlan hogy pontosan mit is csinálhat egy felverődéssel. Akár el is kenheti. De nem tudom.
Szerintem nem véletlen a gumi bevonat.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 12, 23:47
Írta: 4um5b65d Dátum 2009 március 12, 23:47
Tapasztaltam már sokszor, hogy mit csinál a fém a sérüléssel. A bábnál ugyanez az elv. Nem maszatolja el, hanem betömöríti.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 23:51
Írta: 43pbwjg8s Dátum 2009 március 12, 23:51
Akkor már tapasztalatod is van benne. Akkor ne halgass másra.
Sok esetben használnak még olyan összetolt hengeres kerekeket amelyeknek a homlokfelülete úgy van kialakítva, hogy a két kereket összetolva éppen belemegy a továbbítandó anyag.
A legtöbb esetben még kisebb is az összetoláskor kialakuló rés, mint a megfogott anyag eredeti mérete, éppen azért, hogy zömítse és alakítsa még az anyagot.
Sok esetben használnak még olyan összetolt hengeres kerekeket amelyeknek a homlokfelülete úgy van kialakítva, hogy a két kereket összetolva éppen belemegy a továbbítandó anyag.
A legtöbb esetben még kisebb is az összetoláskor kialakuló rés, mint a megfogott anyag eredeti mérete, éppen azért, hogy zömítse és alakítsa még az anyagot.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 12, 23:53
Írta: 4um5b65d Dátum 2009 március 12, 23:53
Arra nem emlékszel, hogy csak a továbbíításra használták a gumit, vagy esetleg magára a forgácsolási teljesítményhez a dörzshajtást is egyben ezzel oldották meg ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 23:54
Írta: 43pbwjg8s Dátum 2009 március 12, 23:54
De jut eszembe: Szoktad nézni pl a how it's made-et?
Nagyon sokszor látni benne megoldásokat ilyen esetekre.
Nagyon sokszor látni benne megoldásokat ilyen esetekre.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 12, 23:58
Írta: 43pbwjg8s Dátum 2009 március 12, 23:58
EZ a gumis megoldás csak a továbbításra volt.
Ez viszotn tuti.
Én nem hajtanám azzal meg az anyagot.
Ez viszotn tuti.
Én nem hajtanám azzal meg az anyagot.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 13, 00:01
Írta: 4um5b65d Dátum 2009 március 13, 00:01
Szoktam nézni, mikor épp elcsípem az adást. Érdekes ötletek vannak benne. Jó műsor.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 13, 00:04
Írta: 43pbwjg8s Dátum 2009 március 13, 00:04
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 13, 00:09
Írta: 4um5b65d Dátum 2009 március 13, 00:09
Na azért ennyire nem bonyolítom meg a dolgot. Ennek az árából 10 gépet össze tudnék rakni "asszem"... :))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 13, 00:10
Írta: s7manbs8 Dátum 2009 március 13, 00:10
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 13, 00:11
Írta: 43pbwjg8s Dátum 2009 március 13, 00:11
Ez stimmel. Csak hátha a típus alapján meg tudod valahol nézni mi van belül. Adhat jó ötletet.
Akár mint itt ez is:
optiweb
Akár mint itt ez is:
optiweb
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2009 március 13, 19:25
Írta: jw8ykuay Dátum 2009 március 13, 19:25
Hello Laslie!
Gondolom ismert az alábbi technika.(A kisKZ link is ilyesmi lehet belülről...) Az ex cégemnél volt- van egy Traub CNC eszterga, amihez van rúd tároló- adagoló gép.
Ahogy KisKZ is írta, csapágyazott, vulkanizált felületű görgők, kb. 6-8*3 db. biztosítják az anyag futását. Ezek az anyag átmérőnek megfelelően hozzá állíthatóak a rúdanyaghoz.
A gép 6 m- ig tud adagolni. Az anyag előtolását csapágyazott "csúcs" végzi, amit lánchajtás vonszol a gép irányába.(ez a csúcs tolja maga előtt az anyagot. Az anyag forgó ütközőig van előtolva. (ami a rev. fej egyik késpozíciójában van.) Amúgy átmérő 5-től 30- ig dolgoztunk vele.
Van benne sok trükkös dolog. Ha érdekel, szólj és csinálok skiccet, meg ami kellhet.
Gondolom ismert az alábbi technika.(A kisKZ link is ilyesmi lehet belülről...) Az ex cégemnél volt- van egy Traub CNC eszterga, amihez van rúd tároló- adagoló gép.
Ahogy KisKZ is írta, csapágyazott, vulkanizált felületű görgők, kb. 6-8*3 db. biztosítják az anyag futását. Ezek az anyag átmérőnek megfelelően hozzá állíthatóak a rúdanyaghoz.
A gép 6 m- ig tud adagolni. Az anyag előtolását csapágyazott "csúcs" végzi, amit lánchajtás vonszol a gép irányába.(ez a csúcs tolja maga előtt az anyagot. Az anyag forgó ütközőig van előtolva. (ami a rev. fej egyik késpozíciójában van.) Amúgy átmérő 5-től 30- ig dolgoztunk vele.
Van benne sok trükkös dolog. Ha érdekel, szólj és csinálok skiccet, meg ami kellhet.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 13, 20:01
Írta: 4um5b65d Dátum 2009 március 13, 20:01
Köszönöm a tippet, de az egyszerűség rovására menne, ha láncos előtolást kellene csinálni. Délután kaptam egy drótköteles/gravitációs/ellensúlyos elvű tippet egy fórumtársunktól, az nagyon egyszerű lenne, de ott is van még egy-két probléma. Amiről kisKZ-val beszélgettünk, azon görgők nem a megvezetést szolgálják, hanem az előtolást végzik. Pár fokos szögben el vannak forgatva és célszerűen ezeknek hajtott görgőknek kell lenniük. Amiről te beszélsz gumírozott görgőkről azok még pluszban kellenek az előtoló görgőkhöz.
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2009 március 13, 20:25
Írta: jw8ykuay Dátum 2009 március 13, 20:25
Tiszta Az előtolós görgős téma, de kissé berzenkedem az elgondolástól...
Szerintem az még bonyolultabb megoldás. Ha meglesz az elv, amit alkalmazni fogsz, megoszthatnád velünk!
Szerintem az még bonyolultabb megoldás. Ha meglesz az elv, amit alkalmazni fogsz, megoszthatnád velünk!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 március 13, 21:22
Írta: 4um5b65d Dátum 2009 március 13, 21:22
Naná, hogy megosztom, persze előbb levédetem....
[#nyes]
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 március 14, 09:10
Írta: ORCA17 Dátum 2009 március 14, 09:10
Meg van a megoldás, a rajzot 1 óra múlva megtalálod az előző rajz alatt[#integet2]
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 március 14, 10:55
Írta: ORCA17 Dátum 2009 március 14, 10:55
Hátha másoknak is szükségük lehet rá vagy csak egyszerűen ötletadónak
Ezt persze össze kell kombinálni a rúdanyag végére kerülő forgóhüvellyel
>>ITT<<
Ezt persze össze kell kombinálni a rúdanyag végére kerülő forgóhüvellyel
>>ITT<<
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 március 14, 13:51
Írta: 3vv2btrhv Dátum 2009 március 14, 13:51

megoldása vezetö rud merevitésére
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 14, 14:14
Írta: 000000000 Dátum 2009 március 14, 14:14
sziasztok!fől ne fedezzétek már nélkűlem a"buko frekvenciás homály tizedelő spektrum analizátort!:)))[#nyes][#nyes][#nyes][#nyes][#nyes][#vigyor2][#vigyor2][#vigyor2][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 március 14, 17:02
Írta: Szalai György Dátum 2009 március 14, 17:02
Megnéztem a honlapját. Több érdekes gazdaságos ötlet van ebben a gépben. Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 14, 18:15
Írta: 000000000 Dátum 2009 március 14, 18:15
http://www.joescnc.com/
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 15, 18:28
Írta: s7manbs8 Dátum 2009 március 15, 18:28
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 15, 18:36
Írta: 000000000 Dátum 2009 március 15, 18:36
szia Béla!nem láttál még ilyet?az olaszok és az amcsik imádják mert energia takarékos!egy másolo maro ami kézi mozgatásu,és csak az alap mintát csinálják cnc-vel!nekem félig kész van egy ilyen!megsugom hogy komplett 3D-s másolást lehet vele csinálni!pl.egy antik asztallábat,vagy egy hegedű nyakát vigan meglehet vele alkotni!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 15, 18:41
Írta: 000000000 Dátum 2009 március 15, 18:41
ha kiváncsi vagy elmesélem a műkődését,de akkor ne cikázz itt őssze vissza!:)))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 15, 19:03
Írta: s7manbs8 Dátum 2009 március 15, 19:03
Azt nem látom belőle, hogy mekkora anyagból indult ki, pl.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 15, 19:11
Írta: 000000000 Dátum 2009 március 15, 19:11
Béla nézted az emailed?műkődik az email fiokod?ez hogy mekkorábol indul ki,azt a gép mérete határozza meg,és milyen jellegű másolást akarsz csinálni.?van ebben nyitott asztalu,ha pl.egy hordo fenekére akarsz gravirozni.vagy marni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 15, 19:13
Írta: 000000000 Dátum 2009 március 15, 19:13
itt végűl is a műkődési elv a lényeg.olyan mint egy cnc orsok nélkűl.de a tapogatonak és a maronak egy tengelyen kell lenni.a maro profiljának egyezni kell a tapogatóéval.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 15, 19:35
Írta: s7manbs8 Dátum 2009 március 15, 19:35
Néztem, értem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 15, 19:56
Írta: 000000000 Dátum 2009 március 15, 19:56
én meg fogom csinálni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 15, 20:01
Írta: s7manbs8 Dátum 2009 március 15, 20:01
Már van is félig készen nem ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 15, 20:29
Írta: 000000000 Dátum 2009 március 15, 20:29
az anyag meg van hozzá minden,csak őssze kellene rakni!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 15, 20:36
Írta: 43pbwjg8s Dátum 2009 március 15, 20:36
Érdemes nézni a How it' maded-et.
Ott volt egy ilyen. Igy marták ki egy körhinta lovacska fejét.
Sajnos nem tudom feltenni sehova. Vagy két DVD-nyi anyag.
Ott volt egy ilyen. Igy marták ki egy körhinta lovacska fejét.
Sajnos nem tudom feltenni sehova. Vagy két DVD-nyi anyag.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 15, 21:04
Írta: 000000000 Dátum 2009 március 15, 21:04
nem butaság ez a "készi készűlék,és szerintem itthol is teret nyerne!amugy egy gyári ára vetekszik egy kőzepes kis cnc árával!én láttam 5000 euros,olasz modelt,és még nem is volt tul bonyolitva a mechanikája.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 16, 11:09
Írta: 43pbwjg8s Dátum 2009 március 16, 11:09
Elektron!
Segíts kérlek!
Hol vetted az SMD beültetődnél használt pipettát (vagy tű, vagy nem tudom, hogy hívják) amellyel megfogod és viszed az alkatrészt?
Ez olyan kis cső ugye, amelyet pl. a preciziós kenés és ragasztástechnikában is használnak?
Anno beszéltem egy céggel aki ilyen eszközökkel foglalkozik, de sajnos nem találom az anyagukat.
Segíts kérlek!
Hol vetted az SMD beültetődnél használt pipettát (vagy tű, vagy nem tudom, hogy hívják) amellyel megfogod és viszed az alkatrészt?
Ez olyan kis cső ugye, amelyet pl. a preciziós kenés és ragasztástechnikában is használnak?
Anno beszéltem egy céggel aki ilyen eszközökkel foglalkozik, de sajnos nem találom az anyagukat.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 16, 14:22
Írta: s7manbs8 Dátum 2009 március 16, 14:22
Az ami a képeken látszik, egy tintapatronos nyomtatóhoz való utántöltőnek a hegye volt abból szedtem ki.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 16, 15:32
Írta: 43pbwjg8s Dátum 2009 március 16, 15:32
Igen. Pont arra gondoltam, de reménykedtem, hogy nem onnan van.
Csak előkaparom avalahonnan azt az anyagot, mert valszleg nekem kisebb átmérőjű kell.
Úgyis beszélnem kell velük, mert nekik tuti van ár kidolgozott megoldásuk arra, hogy a megfelelő mennyiségben tudjanak kiadagolni ezeken a csövecskéken.
Legalábbis remélem.
Csak előkaparom avalahonnan azt az anyagot, mert valszleg nekem kisebb átmérőjű kell.
Úgyis beszélnem kell velük, mert nekik tuti van ár kidolgozott megoldásuk arra, hogy a megfelelő mennyiségben tudjanak kiadagolni ezeken a csövecskéken.
Legalábbis remélem.
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 16, 16:41
Írta: s759m832s Dátum 2009 március 16, 16:41
Üdv!
Az épülő gépemhez a csúszószárakat 30 mm es C45 köracélból szeretném készíteni. Tudnátok gyártót mondani akinél a legjobb tűréssel és lehetőleg jó áron beszerezhető lenne? Köszönöm!
Az épülő gépemhez a csúszószárakat 30 mm es C45 köracélból szeretném készíteni. Tudnátok gyártót mondani akinél a legjobb tűréssel és lehetőleg jó áron beszerezhető lenne? Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 16, 19:20
Írta: svejk Dátum 2009 március 16, 19:20
Én nem ajánlom, elég fika anyag a C45 a sokszor az adok veszekben hirdetett használt gyári rudak mellett.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 16, 19:21
Írta: svejk Dátum 2009 március 16, 19:21
A méretpontoságról szintén nem beszélve...
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 16, 19:53
Írta: s759m832s Dátum 2009 március 16, 19:53
Kifejtenéd ezt bővebben? Görgő futna rajta. Esetlegesen lenne Neked, vagy valaki másnak jobb ötlete? Esetlegesen hol tudnék ebből a jobb anyagból venni 1400 mm es rudat 6 darabot?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 16, 20:10
Írta: svejk Dátum 2009 március 16, 20:10
Egy ismerősnél nagyon nem vélt be a C45 a görgők nyoma kis idő után meglátszott, pontossága 0- -4század közt mozgott .
Dobj fel egy hirdetést az adok veszekbe, biztos lesz valakinek olyan rúdjai amiken golyós kocsik szaladgáltak. végszükség esetén még az új rudak sem megfizethetetlenek
Dobj fel egy hirdetést az adok veszekbe, biztos lesz valakinek olyan rúdjai amiken golyós kocsik szaladgáltak. végszükség esetén még az új rudak sem megfizethetetlenek
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 16, 20:16
Írta: s7manbs8 Dátum 2009 március 16, 20:16
Ilyen anyagfélékről van valami táblázat, hogy mi mit jelent és mit tud ?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 16, 20:40
Írta: svejk Dátum 2009 március 16, 20:40
Biztosan, én nem értek ezekhez.
Leslie tuti vágja ...
Leslie tuti vágja ...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 16, 20:42
Írta: svejk Dátum 2009 március 16, 20:42
A másik ilyen anyag ami adná magát és szintén nem való ide a hidraulika szár.
Ott csak egy nagyon vékony réteg van ami kopásálló.
Ott csak egy nagyon vékony réteg van ami kopásálló.
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 16, 20:46
Írta: s759m832s Dátum 2009 március 16, 20:46
Nekem az a 0- -4 század megfelelne. Igazából ez egy faipari marógép lesz, nem CNC. Az majd a következő project lesz. Természetesen már az én fejemben is megfordult a kopásból eredő majdani hiba. Ennek csökkentése érdekében a görgőket teljes rádiuszban ráfektetem a rúdra, remélhetőleg eloszlik majd a terhelés és a kopás is egyenletes lesz. Után állítási lehetőségem lesz, tehát tudom korrigálni egy darabig.Valamint a görgőket gyengébb anyagminőségből csinálnám, mondjuk A60 vagy akár alumínium is lehetne. Ha elkopik egyszerűen csak kicserélem és mehet tovább. Ha netán a tengely is kopott picit, esztergán kiigazítom pár tizedes fogással, és az újraméretezett görgőkkel újra elmegy néhány évet. Nem állandó használatban lesz a gép.
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 16, 20:55
Írta: s759m832s Dátum 2009 március 16, 20:55
Hát igen. Egy kéregedzett szárnak nem lenne párja, de itt már több a leves mint a hús. A belső rész szívós, a külső edzett réteg kemény és baromira kopásálló. De itt már többe kerülne a leves mint a hús. Az ilyen szár ára a csillagos eget veri, ha meg készíti az ember a hozzá való anyag sem olcsó. Az edzés és az edzés utáni köszörülés főleg 1400 mm hosszban szintén drága. Amibe ez kerülne azért már egy komoly lineáris vezetéket lehet kapni. Nekem ez egyenlőre bőven megteszi. A következő, ami cnc lesz, már komoly anyagminőségből épül majd. Ott nem fogok spórolni egy darabon sem, inkább készüljön el 1 hónappal később.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 március 16, 21:12
Írta: vthgizrff Dátum 2009 március 16, 21:12
"görgőket teljes rádiuszban ráfektetem a rúdra"
Ez egy nagyon rosz ötlet. A közepén kisebb a görgő kerülete mint a szélén. Ezért surlódni fog.
Ez egy nagyon rosz ötlet. A közepén kisebb a görgő kerülete mint a szélén. Ezért surlódni fog.
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 16, 21:23
Írta: s759m832s Dátum 2009 március 16, 21:23
Köszönöm ez igaz! Mit javasolnál? Mondjuk egy ék alakú görgő jó lehet? Így két vékony ponton fekszik fel.
Cím: Re:Mechanikai ötletek
Írta: 4mjnxdwuu Dátum 2009 március 16, 21:34
Írta: 4mjnxdwuu Dátum 2009 március 16, 21:34
Ha érdekel, 25-s Star lin tengely ( alátámasztott ) 1435 mm hossz, 1190 mm alátámasztás, 2 db brutális öntöttvas allítható lin csapággyal. 20000 Ft, több darabnál lehet alkudni is... ( csak párban )
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 március 16, 21:34
Írta: svejk Dátum 2009 március 16, 21:34
Nem értelek, egy kérdést nem ér meg az adok veszekbe? Az nem kerül semmibe..
Utoljára 40-ért adtam 4 db 40mm-es 2 méterest
Utoljára 40-ért adtam 4 db 40mm-es 2 méterest
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 március 16, 21:38
Írta: D.Laci Dátum 2009 március 16, 21:38
6szög anyagon nem gondolkodtál még?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 16, 21:39
Írta: 000000000 Dátum 2009 március 16, 21:39
szia!ha már ennyire ragaszkodsz a rudhoz,akkor én a helyedben,lineéáris csapágyat vennék,és akik forgalmazzák a csapágyat,azok rudat is adnak hozzá!az enyém is igy készűlt,és a faipari gépeknél nem feltétel hogy mikronba dolgozzon!majd lőkők fől képet,arrol,hogy oldottam meg ezt a kérdést!a gépeknél sok kompromisszumot kell kőtnőd,és ne épitsd ugy a géped,hogy csak "majd lesz valahogy!az én gépem egy főrmedvény kűlsőleg,de a mechanikája stabil!Leslie papa bujj már elő!:))))[#integet2][#integet2][#integet2][#integet2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 16, 21:43
Írta: 000000000 Dátum 2009 március 16, 21:43
István egyszer szét nézek már nálad,mert mindig "előkerűl valami fáintos anyag!:))))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 16, 21:59
Írta: 43pbwjg8s Dátum 2009 március 16, 21:59
Keresek neked egy acélkalauzt valahol.
csak félek, ha találok is, nagyon nagy mártű lesz. De meglássuk.
csak félek, ha találok is, nagyon nagy mártű lesz. De meglássuk.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 16, 22:01
Írta: 43pbwjg8s Dátum 2009 március 16, 22:01
A Tech-konnál lehet kapni levágva több különböző minőségű, különböző edzési mélységű acélrudat.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 16, 22:02
Írta: 43pbwjg8s Dátum 2009 március 16, 22:02
D1-es hengergörgős belső csapágyam van egy zacskónyi. Számot most nem tudok mondani. Szokás szerint kinn van ez is a garázsban ahova csak a hétvégén megyek.
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 16, 22:31
Írta: s759m832s Dátum 2009 március 16, 22:31
Kedves Svejk! De megér egy kérdést, csak nem igazán volt még időm foglalkozni ezzel. A géppel illetve építésével ma kezdtem el komolyabban foglalkozni, mivel ma munkanélküli lettem. Ezért is tettem fel ide ezt a kérdést.
Mindenkitől szívesen fogadom a jó tanácsokat ötleteket, és bármiféle kritikát. Nem építettem még ilyen gépet. Ez lenne az első. 23 évesen bizony van mit tanulnom.
Illetve hogy miért ragaszkodok a rúdacélhoz? Mert abból valamennyi már van, tehát ezért is akartam egységesíteni. A másik a két szélső hosszú vezetőre kb 50 kg súly nehezedik majd. Ehhez a kialakításhoz már szintén megvan az anyag egy része.
Mindenkitől szívesen fogadom a jó tanácsokat ötleteket, és bármiféle kritikát. Nem építettem még ilyen gépet. Ez lenne az első. 23 évesen bizony van mit tanulnom.
Illetve hogy miért ragaszkodok a rúdacélhoz? Mert abból valamennyi már van, tehát ezért is akartam egységesíteni. A másik a két szélső hosszú vezetőre kb 50 kg súly nehezedik majd. Ehhez a kialakításhoz már szintén megvan az anyag egy része.
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 16, 22:32
Írta: s759m832s Dátum 2009 március 16, 22:32
Nádházi, kérhetek képet a gépedről? Mailben vagy akár ide is ha másokkal is meg szeretnéd osztani.
Köszönöm
Köszönöm
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 16, 22:33
Írta: s7manbs8 Dátum 2009 március 16, 22:33
Lássuk azt a gépet, ha már olyan "szép"...[#vigyor2][#vigyor2][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 16, 22:42
Írta: s759m832s Dátum 2009 március 16, 22:42
Trapista, köszönöm a felajánlást tudnál képet küldeni arról a tengelyről? Mennyi van belőle?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 16, 22:58
Írta: 43pbwjg8s Dátum 2009 március 16, 22:58
D10-es.
bocsánat. De ez a méret itt esik ahogy a hosszméreteket olvasom.
bocsánat. De ez a méret itt esik ahogy a hosszméreteket olvasom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 17, 08:31
Írta: 000000000 Dátum 2009 március 17, 08:31
sziasztok!Béla szivesen ki tenném a képeket,de ha meg tennéd hogy besétálsz a tárházba,ott mindenki megnézheti a műveimet.az oldalta rakással még nem nagyon mélyedtem el,és Svertel kollegát nem látom napok ota,ő volt a kirakat rendezőm!:))))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 17, 08:46
Írta: 000000000 Dátum 2009 március 17, 08:46
szia!este sajna elkellett mennem,és nem tudtam folytatni.dőntsd azt is el hogy milyen konstrukcioban gondolkozol,mert van két lehetőség:az asztal mozgatásu,vagy a portál mozgatásu,és én ezt javallanám a faipari maronak,mert nincs suly,és hossz korlátozás a munka darabnál!és ha már épited jo ha a Z"munka hossz van vagy 200mm-er,mert azért ha székelykapu csinálásra adnád a fejed,akkor alá férjen egy 150x150-es gerenda is!
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 17, 08:56
Írta: s759m832s Dátum 2009 március 17, 08:56
Hogy miért is szeretném masszívra a gépet azt az is indokolja, hogy másolásnál használnék egy forgató szerkezetet is aminek el kell alatta férni. Illetve hogy ne legyen csavarodás és rezgés. a munkahossz 1200x1000x500 lesz. Így talán elég lesz. Legalábbis arra a munkára amire én szánom arra igen. Természetesen az asztal ennél valamivel nagyobb lesz, de kb ekkora lesz a hasznos munkafelület.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 17, 08:58
Írta: 000000000 Dátum 2009 március 17, 08:58
ja és nevegyél T-nut asztalt,old meg ugy ahogyan én,és nézd meg én hogy oldottam meg,és remélem rá jőssz hogy az én megoldásom, jobb mint a nut asztalé.alu profilokat itt a forumon is lehet venni,szokták hirdetni,és nagyon nagyon barátságos árakon!
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 17, 09:05
Írta: s759m832s Dátum 2009 március 17, 09:05
Asztallal nincs különösebb fennakadásom. 30 mm es rétegelt lemezből lesz. Az kellően stabil a felfogatáshoz, mivel több helyen meg lesz csavarozva. A munkadarab rögzítéséhez lesznek rajta bázisfuratok, és ehhez csavarok és pántok. Egy cimboránál ez tökéletesen bevált.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 17, 09:14
Írta: 000000000 Dátum 2009 március 17, 09:14
okszi,akkor az asztal kilőve!:)nézted a mappákat?amugy tul mélyen edzett rudat se vegyél,mert sokkal drágább,és macerás esztergálni,és még menetet is vágni rá,mert ez a megoldással egy kicsit tudod a rudat fesziteni is.
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 17, 09:29
Írta: s759m832s Dátum 2009 március 17, 09:29
Még nem néztem, reggeli után végignézem. Külső menetet nem kell vágni rá. Egy perselybe csatlakozik és egy belső menettel tudom majd a két oldallapnak húzatni imbuszcsavarral. A jelenleg készen lévő darabok. a keresztirányú és a magassági vezetők. Ezek úgy néznek ki 30 mm-es köracélt hosszában végigmartam. Tettem bele egy 15 mm széles és 5mm mély süllyesztést. Egy 16 mm vastag 100 mm széles és a tengellyel megegyező hosszúságú lapot két oldalt 15 mm-esre lemarattam és ráültettem az rúdacélt. 100 mm-enként egy inbuszcsavarral rácsavaroztam. Alul felül kapott egy ilyen köracélt és így készült el. Ezen futna a görgőkkel a függőleges tengely. Hasonló lenne az oldalsó kialakítás is, de oda kellene az 1400 mm hosszú köracél 4 db. A többi már megvan. Mi erről a vélemény? Tudom nehéz lesz, de ez semmiben nem gátol. Rezegni tuti nem fog. a több
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 17, 09:40
Írta: 000000000 Dátum 2009 március 17, 09:40
jol meg dolgoztál vele!:)de igy elképüzelve jo lesz!lényeg,ne bonyolitsál tul semmit.én azért választottam a lineáris csapágyakat,mert kaptam,és csak a rudat vettem hozzá,ás baromira megszenvedett vele az esztergályos!ha tudsz maratni,akkor jo ha a gép alapot sikba maratod,mert beállitásnál nem kinlodsz sokat!nekem minden tartom sikba van marva,és U_profilt használtam.de a fotokon láthatod.
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 17, 10:06
Írta: s759m832s Dátum 2009 március 17, 10:06
Jól megdolgozott vele a marós. :) A volt munkahelyemen hatalmas cnc gépek voltak. Egy üveg vilmosért szíves-örömest bevállalta az illető. Az anyag nagy része is onnan van. Mondhatni készen került haza. De sajnos nem volt tervbe véve a munkanélküli. Így most keserű szájízzel mondom, de most van időm vele foglalkozni. Ezért is jutottam erre az elhatározásra, megépítem a gépet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 17, 10:19
Írta: 000000000 Dátum 2009 március 17, 10:19
ez van sajnos,de a remény haléjon meg utoljára!amugy sok őrőmet és bosszuságot fogsz tapasztalni,de ha kész a mű,az egy mennyi érzés!
Cím: Re:Mechanikai ötletek
Írta: s759m832s Dátum 2009 március 17, 10:47
Írta: s759m832s Dátum 2009 március 17, 10:47
Remény még van. Aki dolgozni akar az tud. Bízom benne, hogy a mennyei érzés mihamarabb eljön.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 17, 11:31
Írta: 000000000 Dátum 2009 március 17, 11:31
sok álmatlan éjszakád lesz még,de megfogja érni!én imádom amikor egy fa darabbol kialakul egy szép minta!
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 március 17, 12:29
Írta: 0gbwyh99 Dátum 2009 március 17, 12:29
Íme Nádházi gépe :



Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 március 17, 12:30
Írta: 0gbwyh99 Dátum 2009 március 17, 12:30
És íme az ominózus kapu!!

Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 március 17, 12:36
Írta: 0gbwyh99 Dátum 2009 március 17, 12:36
Professzor Úr , maga huncut , hol emlitetted hogy bolygóműves anyáid vannak ? Ki csinálta őket , te ?
Ja , és talán ma elküldöm az ígért lemezt !
[#ejnye1][#schmoll2][#wink][#wave]
Ja , és talán ma elküldöm az ígért lemezt !
[#ejnye1][#schmoll2][#wink][#wave]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 17, 13:08
Írta: 43pbwjg8s Dátum 2009 március 17, 13:08
Pl. itt egy táblázat a nemesített állapotban lévő acélokról:

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 17, 13:11
Írta: 43pbwjg8s Dátum 2009 március 17, 13:11
és a folytatása:

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 17, 13:14
Írta: 43pbwjg8s Dátum 2009 március 17, 13:14
De persze mások ezek az értékek pl. normállágyított állapotban hosszútermékként.
Nem teszem most ide ezt a táblázatot csak ha kéri valaki. A lenti is csak egy példa.
Nem teszem most ide ezt a táblázatot csak ha kéri valaki. A lenti is csak egy példa.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 17, 14:36
Írta: 000000000 Dátum 2009 március 17, 14:36
szia István király!jaj kőszőnőm hogy a publikum elé tártad a műveim!már azt hittem hogy lepattantál!az anyákat nem én csináltam,de probálkoztam,és a tűrelmem vesztve,inkább értőre biztam!ha érdekel,csináltatok neked!aki csinálta az jo komám.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 17, 14:43
Írta: 000000000 Dátum 2009 március 17, 14:43
én erre a gőrgős anyákra eskűszőm,volt golyos is,Isel,de inkább elajándékoztam ,mert nem azt nyujtotta mint amit vártam tőle!de a kővetkező már olajteknős,és ha lesz hozzá tűrelmem,akkor őn be állos lesz!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 március 17, 16:36
Írta: 43pbwjg8s Dátum 2009 március 17, 16:36
A kapu mögött az egy nádház? :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 17, 16:40
Írta: 000000000 Dátum 2009 március 17, 16:40
ti az én képemet plagizáljátok??:)))amugy az!hogy eloszlassam a kételyeket,sajna a kapu nem az én munkám,csak gondolat ébresztésnek tettem fől!:)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 március 18, 10:34
Írta: 0gbwyh99 Dátum 2009 március 18, 10:34
milyen anyagbol és mekkora átmérői vannak a menetes szárnak és a görgőknek ?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 március 18, 10:57
Írta: 0gbwyh99 Dátum 2009 március 18, 10:57
tudom hogy privátban is megbeszélhettük volna , de szerintem sokan lesznek kíváncsiak a válaszodra . [#buck][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 18, 15:38
Írta: 000000000 Dátum 2009 március 18, 15:38
nincs titok!16mm menet,a gőrgő átmérője,32mm és 40mm hosszu,de ettől rővidebb jobb,mert jobb!:)))az anyagát nem tudom meg mondani,de aki csinálta,az jo kopásálloságunak nevezte,és az orso kopjon ne a gőrgő a jelszo!:)))
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 március 18, 21:18
Írta: 3k74cecek Dátum 2009 március 18, 21:18
" az orsó kopjon ne a görgő a jelszó!"
Ez szerintem elég rossz jelszó.
Ha ugyanis az orsó kopik jobban, akkor azon a részén amit gyakrabban használsz, kopottabb lesz, tehát ott kotyogni fog. Ezzel sajna semmit sem fogsz tudni csinálni, mert ha ráállítod a görgőt, akkor meg szorulni fog a nem kopott helyen. Szóval igenis a görgő kopjon csak, már amennyire ez lehetséges. Ezt ugyanis néha után állítva meg tudod szüntetni, és akkor egy ideig megint jó lesz a teljes orsó hosszon.
Ez szerintem elég rossz jelszó.
Ha ugyanis az orsó kopik jobban, akkor azon a részén amit gyakrabban használsz, kopottabb lesz, tehát ott kotyogni fog. Ezzel sajna semmit sem fogsz tudni csinálni, mert ha ráállítod a görgőt, akkor meg szorulni fog a nem kopott helyen. Szóval igenis a görgő kopjon csak, már amennyire ez lehetséges. Ezt ugyanis néha után állítva meg tudod szüntetni, és akkor egy ideig megint jó lesz a teljes orsó hosszon.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 18, 21:47
Írta: 000000000 Dátum 2009 március 18, 21:47
lehet furcsállani fogod,de én sohasem dolgozom a gépen egy ponton,és mindig más kordinátába helyezem a munkadarabot,épp a az egyenletes orso kopás végett.a gőrgőim állithatoak,de ennek sem vagyok nagyon a hive,egy szűkséges rossz.sajnos a kereskedelembe kaphato menetes szárak,nem tul minőségiek!én kb.100 db,kőzzűl válogattam ki azt a 2 db-ot,ami a gépbe lett épitve,és van pár tized benne.a rővidebb gőrgő,az jobban tolerálja ha van egy kis"dobása az orsonak.a hosszabb gőrgő szinte satuba fogja az orsot,és már érezhető a feszűlés.én egyébbként jo fajta grafitos olajjal kenem a gőrgőket,minimálisra csőkkentve a kopást.de készűl az uj őn beállos gőrgőm,ami remélem jobban tolerálja az orso egyenetlenséget.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 március 18, 21:48
Írta: 000000000 Dátum 2009 március 18, 21:48
meg még hozzá fűznék annyit,hogy egyszerűbb egy orsot potolni,mint 3 gőrgőt esztergáltatni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 március 18, 23:52
Írta: s7manbs8 Dátum 2009 március 18, 23:52
Nem mondasz hülyeséget, nagyon igazad van.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 03, 13:36
Írta: 43pbwjg8s Dátum 2009 április 03, 13:36
Hopp!
Itt az új project alapja. :)
hogy miket talál az ember ha akar. :)



Itt az új project alapja. :)
hogy miket talál az ember ha akar. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 03, 20:09
Írta: 000000000 Dátum 2009 április 03, 20:09
mi a mán kű ez????:))))
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 április 03, 20:33
Írta: ra8nsmk6w Dátum 2009 április 03, 20:33
A torony belső oldalán is van valami sin? Vagy csak magas? Ha van, akkor egy jó modell készitő cnc lehet késziteni belőle. A nágyzet alakú asztalt forgatva.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 április 03, 20:35
Írta: ra8nsmk6w Dátum 2009 április 03, 20:35
Egyébként meg mi a ménkű ez a gáp?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 03, 20:49
Írta: 000000000 Dátum 2009 április 03, 20:49
ez valami mérő műszer féle lehet???a torony belső oldalán van egy állito valami,és le fől lehet mozgatni,de nem menetes orsoval???[#vigyor3][#vigyor3][#vigyor3][#vigyor3][#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 03, 20:50
Írta: 000000000 Dátum 2009 április 03, 20:50
biztos van benne 1 mázsa!!!
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 április 03, 21:15
Írta: ra8nsmk6w Dátum 2009 április 03, 21:15
Vágósúly!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 03, 21:19
Írta: 000000000 Dátum 2009 április 03, 21:19
vágás érett!hát főladta a leckét ez a masina,és Kiskz, lehet jot rőhőg rajtunk,de most bir eltűnni,ahelyett hogy elárulná a szerzemény nevét!:)))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 04, 10:07
Írta: 43pbwjg8s Dátum 2009 április 04, 10:07
Szó sincs róla, hogy eltűnök.
Csupán pihenni is kell néha egy picit.
Ez egy kerékösszegörgető készülék. Gyakorlatilag fogazatok ellenőrzéséhez használták. Ez még a régi mechanikus fajta.
Kb 90-100 Kg. Szürkeöntvény.
Egy ilyen teljes alsó részéből van most elkészítve a "maróm" amit hazsnálok kézi marásra. Sajnos ott sokmnden hiányzott.
Egyszer ahogy az látszik is, mozgathatom az egész tornyot a sínene, ez egy irány. tizedmiliméteres skálán ellenőrizhetem az elmozdulást.
A másik mozgási lehetőség a torony első felén lévő csúcs mozgatása, fel-le. Ez egy fogaslécen történik. Sajnos ugye ez nem önzáró.
A harmadik elmozdulási lehetőség megegyezik ezzel, azonban, ahogy a legalsó képen látszik, az asztalt emelhetem és ereszthetem le és fel. E egy nagy átmérőjű köszörült orsón, egy spéci nagyátmérőjű, belülmenetes csapágyon keresztül történik.
A negyedik mozgatási lehetőség az oszlop alatt található csúcs amely nagy áttételen keresztül forgatható.
Elég sok lehetőség néz ki belőle.
Először egy horizontálmarón gondolkodtam, akkor a lenti csúcs forgó mozgását felhasználhatnám 4. tengelynek.
Vagy.... Vagy majd még meglássuk.
Minenesetre a masszív felépítés előrevetíti azt hogy, ha elég masszív kiegészítő szerkezetet teszek majd rá, hogy esetleg fémet is lehetne megmunkálni vele.
Az asztal emelésén kívül a többi mozgatás, trapézmenetes szárakon történik. Jelenleg elég jelentős (egy CNC szempontjából sok) kottyanással.
De elsősorban egy masszív, kézi (vagy kézel vezérelt gépi) meghajtáson gondolkodnék.
De!
Előbb el kell jutnom oda, hogy megkapjam. Folyamatban vana selejtezése.
Nem használják már több éve (itt is váltottak az elektronikára már) úgyhogy van esély.
Utána már csak azt kell kigondolnom, hogyan viszem ki a garázsba.... Húzós lesz.
Csupán pihenni is kell néha egy picit.
Ez egy kerékösszegörgető készülék. Gyakorlatilag fogazatok ellenőrzéséhez használták. Ez még a régi mechanikus fajta.
Kb 90-100 Kg. Szürkeöntvény.
Egy ilyen teljes alsó részéből van most elkészítve a "maróm" amit hazsnálok kézi marásra. Sajnos ott sokmnden hiányzott.
Egyszer ahogy az látszik is, mozgathatom az egész tornyot a sínene, ez egy irány. tizedmiliméteres skálán ellenőrizhetem az elmozdulást.
A másik mozgási lehetőség a torony első felén lévő csúcs mozgatása, fel-le. Ez egy fogaslécen történik. Sajnos ugye ez nem önzáró.
A harmadik elmozdulási lehetőség megegyezik ezzel, azonban, ahogy a legalsó képen látszik, az asztalt emelhetem és ereszthetem le és fel. E egy nagy átmérőjű köszörült orsón, egy spéci nagyátmérőjű, belülmenetes csapágyon keresztül történik.
A negyedik mozgatási lehetőség az oszlop alatt található csúcs amely nagy áttételen keresztül forgatható.
Elég sok lehetőség néz ki belőle.
Először egy horizontálmarón gondolkodtam, akkor a lenti csúcs forgó mozgását felhasználhatnám 4. tengelynek.
Vagy.... Vagy majd még meglássuk.
Minenesetre a masszív felépítés előrevetíti azt hogy, ha elég masszív kiegészítő szerkezetet teszek majd rá, hogy esetleg fémet is lehetne megmunkálni vele.
Az asztal emelésén kívül a többi mozgatás, trapézmenetes szárakon történik. Jelenleg elég jelentős (egy CNC szempontjából sok) kottyanással.
De elsősorban egy masszív, kézi (vagy kézel vezérelt gépi) meghajtáson gondolkodnék.
De!
Előbb el kell jutnom oda, hogy megkapjam. Folyamatban vana selejtezése.
Nem használják már több éve (itt is váltottak az elektronikára már) úgyhogy van esély.
Utána már csak azt kell kigondolnom, hogyan viszem ki a garázsba.... Húzós lesz.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 04, 10:09
Írta: 43pbwjg8s Dátum 2009 április 04, 10:09
De megyek, mert a hétvége a fagépé! :)
Nem hagyhatom fagépnél! :)
Nem hagyhatom fagépnél! :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 04, 21:02
Írta: 000000000 Dátum 2009 április 04, 21:02
na igy már jobban indul az őtlet bőrze,hogy tudom milyen koordinátákban mozgathato,és már is be ugrott jo pár elgondolás!:)))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 06, 22:18
Írta: 43pbwjg8s Dátum 2009 április 06, 22:18
Megvan a kerékösszegörgető! 500 pénzt kellett érte adnom. :)
Egész jó üzlet. :)
Egész jó üzlet. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 06, 22:23
Írta: 000000000 Dátum 2009 április 06, 22:23
nem mondod??ilyen olcso a vas???majdnem irtam valamit,hogy mitcsinálhattál kiskorodban,hogy ennyiért meg tudtad szerezni!!!:))))frankok a dokumentek amit javallottál!!!:))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 06, 22:32
Írta: 43pbwjg8s Dátum 2009 április 06, 22:32
Beépített mágnesem lehet. :)
A doksikat használd egészséggel.
Ma rájöttem végre, hogy te a mappámban kerested az új képeket a fagépről. A jornadáról ugrott be, hiszen az itt szerepel.
Nem oda tettem fel őket, hanem a blogomra. Azt úgy találod meg, hogy a nevemre kattintasz mondjuk itt enél a hozzászólsánál. Ott kijön egy kis ablak. Abban ott lesz a címe a saját honlapomnak.
A doksikat használd egészséggel.
Ma rájöttem végre, hogy te a mappámban kerested az új képeket a fagépről. A jornadáról ugrott be, hiszen az itt szerepel.
Nem oda tettem fel őket, hanem a blogomra. Azt úgy találod meg, hogy a nevemre kattintasz mondjuk itt enél a hozzászólsánál. Ott kijön egy kis ablak. Abban ott lesz a címe a saját honlapomnak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 06, 22:59
Írta: 000000000 Dátum 2009 április 06, 22:59
megnéztem!:))jo lesz az elgondolásod!de láttam valami furcsát,de lehet nem jol?!az orso vége el van kalapálva?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 06, 23:02
Írta: 43pbwjg8s Dátum 2009 április 06, 23:02
Azt bizony rosszul láttad. :)
Az egyik oldalsó lapon a furat amin kikandikál nem koncentrikus vele és a csapágyazásával.
Mivel egyáltalán nem érinti, így hagytam. Nem csináltam újat.
Azt hiszem erre gondolhattál.
Ha fenn baloldalon szétnézel ott láthatod az archívum feliratot, és alatta a hónapokat.
Ha rákattintasz egy hónapra, lehozza az abban a hónapban feltett összes képet és bejegyzést.
Alapban csupán pár bejegyzés és kép látható.
Az egyik oldalsó lapon a furat amin kikandikál nem koncentrikus vele és a csapágyazásával.
Mivel egyáltalán nem érinti, így hagytam. Nem csináltam újat.
Azt hiszem erre gondolhattál.
Ha fenn baloldalon szétnézel ott láthatod az archívum feliratot, és alatta a hónapokat.
Ha rákattintasz egy hónapra, lehozza az abban a hónapban feltett összes képet és bejegyzést.
Alapban csupán pár bejegyzés és kép látható.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 06, 23:06
Írta: 000000000 Dátum 2009 április 06, 23:06
gyere már át a csevegőbe,mert én már mindent rosszul látok,és pipás vagyok rendesen!:(((
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 07, 22:31
Írta: s7manbs8 Dátum 2009 április 07, 22:31
Lenne egy kérdésem, ha esetleg valakinek lenne ötlete ezzel kapcsolatban.
Fotolakkal bevont nyákot szeretnk leszabni méretre, úgy hogy közben a lakkozás ne sérüljön, mert egy A4 méretű van befújva egyben.
Hogy lehetne ebből levágni kisebb méreteket.
Arra gondoltam, hogy egy guruló szánra tennék egy kisflexet, valahogy úgy szelném le, esetleg valami egyszerűbb módszer ?
Másik kérdésem. Lineáris csapágyat kellene megtusztítani a koszos olajtól, mivel szokták ezt csinálni, milyen anyaggal ?
Fotolakkal bevont nyákot szeretnk leszabni méretre, úgy hogy közben a lakkozás ne sérüljön, mert egy A4 méretű van befújva egyben.
Hogy lehetne ebből levágni kisebb méreteket.
Arra gondoltam, hogy egy guruló szánra tennék egy kisflexet, valahogy úgy szelném le, esetleg valami egyszerűbb módszer ?
Másik kérdésem. Lineáris csapágyat kellene megtusztítani a koszos olajtól, mivel szokták ezt csinálni, milyen anyaggal ?
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 április 07, 22:43
Írta: 279nwbpsa Dátum 2009 április 07, 22:43
Szia!
Mosd le a csapágyakat benzinnel és ha leszikkadtak,
olajozd meg pl. műszerolajjal.
Mosd le a csapágyakat benzinnel és ha leszikkadtak,
olajozd meg pl. műszerolajjal.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 07, 22:46
Írta: s7manbs8 Dátum 2009 április 07, 22:46
Valami hasonló gondolatom volt, meg nincs hozzájuk csapágyház, van egy 14 -es tengely, meg 8 lineáris csapágy, ebből kéne összehozni valamit, teszek fel képet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 07, 22:52
Írta: 000000000 Dátum 2009 április 07, 22:52
van kis átmérőjű maro tárcsám,és azzal spécin tudsz darabolni!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 07, 22:57
Írta: s7manbs8 Dátum 2009 április 07, 22:57
Az nem rossz ötlet, ilyen vékony maró tárcsa.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 07, 23:02
Írta: s7manbs8 Dátum 2009 április 07, 23:02
Ez az:

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 07, 23:03
Írta: 000000000 Dátum 2009 április 07, 23:03
az,és hss!van belőle vagy 6db,és nem tudom mire használni!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 07, 23:05
Írta: 000000000 Dátum 2009 április 07, 23:05
ezek jo féle csapágyak,és a benzin itt kevés lesz!vannak franko tisztito spray-k!és rá is vannak gyogyulva a tengelyre?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 07, 23:05
Írta: s7manbs8 Dátum 2009 április 07, 23:05
De jó neked, csak ez a nyákpanel eszi ám az anyagokat ! Nem tudom a HSS éle meddig bírja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 07, 23:07
Írta: 000000000 Dátum 2009 április 07, 23:07
oh de nagyon jo!:)figyuszka,szerintem az a4-es panelod,felbirnám csikozni vele!:)))[#beka3][#beka3][#beka3][#beka3][#beka3][#beka3]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 07, 23:10
Írta: s7manbs8 Dátum 2009 április 07, 23:10
Nincs rágyógyulva, nem ezen a tengelyen volt eredetileg, csak találtam a vasak közt egy ilyet is, eszembe jutott, hogy ezeknek is a belső mérete 14mm, meg a rúd is ilyen volt így összekombináltam.
Kívül 21 az átmárője, a hossza pedig 28mm.
Arra gondoltam, hogy ez egyik vezetőnek jó lesz, egy másiknak meg egy olyan, hogy sima csapágyakkal 2 oldalról megvezetem, így ez határozza meg a pályáját a mozgásnak. Még ha ilyen tengelyt tudnék szerezni 4 ilyen egységre is elég lenne a csapágy.
Kívül 21 az átmárője, a hossza pedig 28mm.
Arra gondoltam, hogy ez egyik vezetőnek jó lesz, egy másiknak meg egy olyan, hogy sima csapágyakkal 2 oldalról megvezetem, így ez határozza meg a pályáját a mozgásnak. Még ha ilyen tengelyt tudnék szerezni 4 ilyen egységre is elég lenne a csapágy.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 07, 23:12
Írta: s7manbs8 Dátum 2009 április 07, 23:12
Nem tudom gyárilag hogy szeletelik ezeket, vagy előtte darabolják, utánna vonják be a lakkal ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 07, 23:13
Írta: s7manbs8 Dátum 2009 április 07, 23:13
Meg egy két dimenziós szerkezetet akarnék csinálni, ilyen célokra jó lenne, mikor valamit derékszögelni kell és, kézzel simán lehetne tolni ide oda, meg rászerelve valamit, bekarcolni, ilyesmi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 07, 23:17
Írta: 000000000 Dátum 2009 április 07, 23:17
szerintem utolag vonják be,mert vágáskor számithatsz arra,hogy a hőtől,a lakk sérűlni fog!egy jo élű karos olloval is lehet spécin vágni,mert gondolom űvegszálas!ha priviben irsz egy cimet,elkűldőm a marokat.a lineárisok,jok lennének "Z tengelynek,persze nem tudom mit szeretnél alkotni belőle?!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 07, 23:19
Írta: 000000000 Dátum 2009 április 07, 23:19
nem rossz őtlet,én a kis szalag fűrészemhez csinálok hasonlot,és Varsa fűráészéről loptam az őtletet!:))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 07, 23:21
Írta: s7manbs8 Dátum 2009 április 07, 23:21
Még én sem, a méretétől is függ, mire lenne alkalmas. Adok címet, meg írok pár sort is.
Csak ha be van vonva, akkor ollóval vágáskor is az egyik oldala sérül, meg deformálódik, persze valami spéci gyári cuccal valószínű nincs olyan nagy gond.
Csak ha be van vonva, akkor ollóval vágáskor is az egyik oldala sérül, meg deformálódik, persze valami spéci gyári cuccal valószínű nincs olyan nagy gond.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 07, 23:22
Írta: s7manbs8 Dátum 2009 április 07, 23:22
Az ilyen berajzolásoknál mindig csak a gond van, a kézre nem lehet nagyon pontoss munkát bíyzni, az inkább művészetekre alkalmas.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 07, 23:23
Írta: 000000000 Dátum 2009 április 07, 23:23
ja,egy ilyen spéci ollot láttam nyák vágáshoz,"csak fél milla volt!!fűgg hogy az ollo éle milyen ivű.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 április 08, 07:56
Írta: Szalai György Dátum 2009 április 08, 07:56
Nagyon makacs ipari kosz letisztítására (Lin sin kocsi golyósorsó) nekem jól bevált a fékolajas áztatás ecsetelgetés. Sokáig. Mindent leszed, fémtisztára.
Üvegszálas nyákdaraboláshoz vékony gyémánttárcsa. (Utoljára a gyáli piacon láttam.)
Üvegszálas nyákdaraboláshoz vékony gyémánttárcsa. (Utoljára a gyáli piacon láttam.)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 április 08, 08:40
Írta: svejk Dátum 2009 április 08, 08:40
NYÁK vágáshoz nagyon jól lehet használni a mezei "flex"-hez való fémvágótárcsát.
(praktikusan az 1mm-es szélességűt)
A titka hogy lassú (1-3ezer), fordulaton kell járatni, akkor nem éget, de nagyon szépen viszi.
Érdemes hozzá egy kis körfűrészasztalt csinálni.
(praktikusan az 1mm-es szélességűt)
A titka hogy lassú (1-3ezer), fordulaton kell járatni, akkor nem éget, de nagyon szépen viszi.
Érdemes hozzá egy kis körfűrészasztalt csinálni.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 08, 09:42
Írta: 43pbwjg8s Dátum 2009 április 08, 09:42
Brigéciol!
Leszed mindent.
Jó ideje újra kapható.
Leszed mindent.
Jó ideje újra kapható.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 08, 09:49
Írta: 43pbwjg8s Dátum 2009 április 08, 09:49
Csupán annyit, hogy szépemlékű autószerelő inas koromban brigéciolt használtunk a már ősi, szinte a kosztól láthatatlan alkatrészek, motorok, sebességváltók, hidak alkatrészeinek tisztítására.
A vágótárcsáról:
Sajnos kinn vannak a műhelyben, de különdöző fogazású, D60-70 környéki átmérőjű fűrésztárcsáim vannak ha érdekel.
Képet csak a hétvégén tudok feltenni róluk.
Még én sem használtam, mert kellene egy tüskét csinálni.
A vágótárcsáról:
Sajnos kinn vannak a műhelyben, de különdöző fogazású, D60-70 környéki átmérőjű fűrésztárcsáim vannak ha érdekel.
Képet csak a hétvégén tudok feltenni róluk.
Még én sem használtam, mert kellene egy tüskét csinálni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 08, 14:03
Írta: s7manbs8 Dátum 2009 április 08, 14:03
Mintha valahol lett volna régebben brigéciolom is. Mennem kell piacozni is, hátha látok gyémánt korongot, bár ilyen vékonyra nem emlékszem.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 08, 14:05
Írta: s7manbs8 Dátum 2009 április 08, 14:05
Kerítenem kell egy 1440-es fordulatú mosógépmotort, azzal egy ilyen kisebb tárcsát meg tudok hajtani igencsak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 április 08, 15:03
Írta: svejk Dátum 2009 április 08, 15:03
Sajnos nem a régi minőségben...
A mostaniaknak csak a szaguk emlékeztet a régihez :(
A mostaniaknak csak a szaguk emlékeztet a régihez :(
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 április 08, 15:54
Írta: ra8nsmk6w Dátum 2009 április 08, 15:54
A kommunizmus utolsó éveiben nagy menyiségű nyomtatott áramkört használtunk (kinai mennyiségben) A nyákgyártótól akkoriban 1,2-2cm volt ráhagyva oldalanként. Ezt akkor már az orosz piacosoktól szerzett vékony 0,5-0,8 mm gyémánttárcsával vágtuk méretre, igen jó minőségben. A szintén Orosz gyártmányú egyoldalas köszörűbe fogva. A hozzá készitett egyszerű asztalból mindössze 1 cm -re állt ki a tárcsa amely 100 mmm átmérőjű volt, oldalanként 70 mm felfogó tárcsákkal, mert különben hajlamos a vékony tárcsa a koválygásra.Biztos vagyok abban, hogy ilyen tárcsák most is elérhetőek. Ha esetleg nem kapsz maradt még nekem, igaz használtak
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 08, 16:32
Írta: 43pbwjg8s Dátum 2009 április 08, 16:32
ja: a fűrészárcsák vastagsága 1mm-es.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 08, 16:50
Írta: s7manbs8 Dátum 2009 április 08, 16:50
Köszönöm az infókat, sokat segít. Még valahány éve a piacon vettem pl. orosz gyémánt köszörűköröngötm, de manapság nem látok már ilyeneket, azt hiszem nagy hasznát venném, ha neked még van és már esetleg nincs rá szükséged.
Ilyen vágóasztalt csinálnom kell mindenképpen.
Ilyen vágóasztalt csinálnom kell mindenképpen.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 április 08, 17:21
Írta: PSoft Dátum 2009 április 08, 17:21
A brigéciol ősrégi tisztító folyadék.
Ezelőtt 30-évvel is ezt használtuk a futott csapágyak kimosására.(nem cseréltünk unos-úntalan csapágyakat,mint manapság 1400-2800 fordulatú villanymotorok).Pedig akkortájt még 100-200 kemény Forint volt csak a "legnagyobb" csapágy is.
Manapság 6-800 forintér adnak egy liter brigéciolt bármelyik benzinkútnál.
Egyébként lineáris csapágyat már én is tisztítottam benzinnel, nálam az is bevált,de én teljesen szétszedtem előtte.
Ezelőtt 30-évvel is ezt használtuk a futott csapágyak kimosására.(nem cseréltünk unos-úntalan csapágyakat,mint manapság 1400-2800 fordulatú villanymotorok).Pedig akkortájt még 100-200 kemény Forint volt csak a "legnagyobb" csapágy is.
Manapság 6-800 forintér adnak egy liter brigéciolt bármelyik benzinkútnál.
Egyébként lineáris csapágyat már én is tisztítottam benzinnel, nálam az is bevált,de én teljesen szétszedtem előtte.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 április 08, 17:25
Írta: PSoft Dátum 2009 április 08, 17:25
Mosógépmotorból legalább 8-10 fajta van az arzenálomban.
Ha gondolod nagyon szívesen állok a rendelkezésedre!
Ha gondolod nagyon szívesen állok a rendelkezésedre!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 április 08, 17:32
Írta: PSoft Dátum 2009 április 08, 17:32
Lehet,hogy a csapágyak sem "olyanok" voltak mint manapság???
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 08, 17:43
Írta: s7manbs8 Dátum 2009 április 08, 17:43
Majd belerakom ebbe, aztán hagy ázzon , kijön az , nemigen lesz vele nagy gond remélhetőleg.
Motorom, még van egy, 2800-as fordulatú, az igencsak jó lesz erre a célra. Ennek még kondi se kell.
Motorom, még van egy, 2800-as fordulatú, az igencsak jó lesz erre a célra. Ennek még kondi se kell.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 08, 21:56
Írta: 000000000 Dátum 2009 április 08, 21:56
nekem van olyan vágo korongom,amitől lehidalnátok!:)))75mm D,és 0.2 mm vastag!nem találkoztam még olyan fémmel,ami ellenállt volna neki!!!!:))))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 08, 22:53
Írta: s7manbs8 Dátum 2009 április 08, 22:53
Az kis apró fúrópatron bevágásához pont jó lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 09, 08:29
Írta: 000000000 Dátum 2009 április 09, 08:29
kűldjek eggyet???de min.40000 fordulni kell a tárcsának.én régen dolgoztam vele,de vág mint a borotva!:)))
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 április 09, 09:19
Írta: bmejdz9nu Dátum 2009 április 09, 09:19
Egy szervós acél gép építésének képei....Talán hasznos... vannak benne ötletek. Sok kép...
(forrás: www.cncecke.de)

(forrás: www.cncecke.de)
Cím: Re:Mechanikai ötletek
Írta: pa0n9mw Dátum 2009 április 09, 20:11
Írta: pa0n9mw Dátum 2009 április 09, 20:11
Üdv
Van valakinek valami praktikus és egyszerű ötlete hogyan lehetne házilag, megcsinálni egy viszintes helyzetű osztófej "ellendarabját"?
Nem tudom a hivatalos nevét olyasmi ez mint az esztregán a szegnyereg.
Megtámasztja a megmunkálandó anyag másik végét.
végyé
Van valakinek valami praktikus és egyszerű ötlete hogyan lehetne házilag, megcsinálni egy viszintes helyzetű osztófej "ellendarabját"?
Nem tudom a hivatalos nevét olyasmi ez mint az esztregán a szegnyereg.
Megtámasztja a megmunkálandó anyag másik végét.
végyé
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 április 10, 00:42
Írta: 3k74cecek Dátum 2009 április 10, 00:42
Vizszintes helyzetű vagy vizszintes tengelyű? De egyébként ahogy írtad. Tegyél szembe vele egy szegnyerget.
Cím: Re:Mechanikai ötletek
Írta: pa0n9mw Dátum 2009 április 10, 04:21
Írta: pa0n9mw Dátum 2009 április 10, 04:21
Üdv
A munkadarab helyzete a vizszintes, akkor kell(ene) megtámasztani a kilógó véget ilyen módon.
Épp ez az hogy nincs szegnyereg, valami olyasmit kellene csinálni egy gyenge gépi felszerelés mellett.
végyé
A munkadarab helyzete a vizszintes, akkor kell(ene) megtámasztani a kilógó véget ilyen módon.
Épp ez az hogy nincs szegnyereg, valami olyasmit kellene csinálni egy gyenge gépi felszerelés mellett.
végyé
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 10, 13:23
Írta: 000000000 Dátum 2009 április 10, 13:23
Ismét egy sikeres Görgős anya konstrukció (sunyo1):



Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 10, 14:28
Írta: 43pbwjg8s Dátum 2009 április 10, 14:28
Azt hiszem előkaparom én azokat a mikrocsapágyakat. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 11, 23:02
Írta: 43pbwjg8s Dátum 2009 április 11, 23:02
Nádházi Tibi!
Ugrás a blogomra!
Ott az egyszerű gyors megoldás a fagép X-hez. Amit emlegettem már.
Ugrás a blogomra!
Ott az egyszerű gyors megoldás a fagép X-hez. Amit emlegettem már.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 12, 12:09
Írta: 43pbwjg8s Dátum 2009 április 12, 12:09
Az autók visszapilantótükrében található szervó(?) milyen teljesítményű lehet?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 12, 12:48
Írta: 000000000 Dátum 2009 április 12, 12:48
na ne mán!:((((((
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 12, 13:44
Írta: 43pbwjg8s Dátum 2009 április 12, 13:44
Állj!
Nem komoly teljesítményekhez gandolkodok ilyesmikben. Apró mechatronikai elemekhez.
Azért annyira még nem vagyok....
Nem komoly teljesítményekhez gandolkodok ilyesmikben. Apró mechatronikai elemekhez.
Azért annyira még nem vagyok....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 12, 16:21
Írta: 000000000 Dátum 2009 április 12, 16:21
nem vagy!:)))mindjárt belezek egy nyomtatot,mrt van egy őtletem!:)))
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 április 12, 18:05
Írta: 3k74cecek Dátum 2009 április 12, 18:05
10-9 (tíz a minusz kilencediken)W.[#nevetes1]
Az rettenet picike motor. Persze ha lassú dologhoz kell, akkor leáttételezed és akkor már tud valami erőt is adni. Mire akarod használni?
Az rettenet picike motor. Persze ha lassú dologhoz kell, akkor leáttételezed és akkor már tud valami erőt is adni. Mire akarod használni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 12, 18:06
Írta: 000000000 Dátum 2009 április 12, 18:06
A nyákot én asztalosipari lapszabász gépen vágom.
Van fordulat, mozgó asztal, sok-sok fog a tárcsán.
Más nem is kell a jó minőségű vágáshoz.
Van fordulat, mozgó asztal, sok-sok fog a tárcsán.
Más nem is kell a jó minőségű vágáshoz.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 13, 12:55
Írta: 43pbwjg8s Dátum 2009 április 13, 12:55
Szoksz MSN?
Vegyél fel az otthoni címmel!
Vegyél fel az otthoni címmel!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 13, 12:56
Írta: 43pbwjg8s Dátum 2009 április 13, 12:56
Szia!
Max mondjuk lézer mozgatására, irányítására.
Ott éppen jó lenne ez a lassúság.
Max mondjuk lézer mozgatására, irányítására.
Ott éppen jó lenne ez a lassúság.
Cím: Re:Mechanikai ötletek
Írta: pa0n9mw Dátum 2009 április 13, 14:20
Írta: pa0n9mw Dátum 2009 április 13, 14:20
Üdv
Mi a véleményetek a zsinórmenetes szárról mint mozgatóórsóról?
Kaptam jópár antennaforgató tolómotort amiben ilyen menetes szár van.
Gondoltam egyet feláldozva menetfúrónak jó kis kottanásmentes anyát lehetne hozzá csinálni.
Elvileg a zsinórmenet is mozgatómenet, csak nem tudom a pontossága milyen lehet.
Van-e valakinek tapasztalata ezügyben?
végyé
Mi a véleményetek a zsinórmenetes szárról mint mozgatóórsóról?
Kaptam jópár antennaforgató tolómotort amiben ilyen menetes szár van.
Gondoltam egyet feláldozva menetfúrónak jó kis kottanásmentes anyát lehetne hozzá csinálni.
Elvileg a zsinórmenet is mozgatómenet, csak nem tudom a pontossága milyen lehet.
Van-e valakinek tapasztalata ezügyben?
végyé
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 13, 14:25
Írta: 000000000 Dátum 2009 április 13, 14:25
este megoldjuk,most megyek!:))
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 április 13, 17:21
Írta: 3k74cecek Dátum 2009 április 13, 17:21
Arra akár jó is lehet, de hogy ne dolgozz potyára, végezzél előzetes mérést és számítást.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 április 13, 17:39
Írta: 3k74cecek Dátum 2009 április 13, 17:39
A zsinórmenetet nem pontos mozgatásra találták ki, de ha passzosan illeszkedő anyát csinálsz hozzá akkor szóba jöhet, ha nem nagy a terhelése. Viszont csak akkor van értelme nekikezdeni, ha a felülete nagyon jó minőségű. Különben nagyon gyorsan kikoptatja az anyát. A pontosságát nem ártana ellenőrizni elötte, nehogy a végén derüljön ki, hogy csak sacc kb. pontos.
Cím: Re:Mechanikai ötletek
Írta: pa0n9mw Dátum 2009 április 13, 17:41
Írta: pa0n9mw Dátum 2009 április 13, 17:41
Üdv
A felülete sima mert a sok mozgás lecsiszolta.
Viszont a pontosságot nem tudom hogy lehetne otthoni körülmények között megmérni.
Valami ötlet?
végyé
A felülete sima mert a sok mozgás lecsiszolta.
Viszont a pontosságot nem tudom hogy lehetne otthoni körülmények között megmérni.
Valami ötlet?
végyé
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 április 14, 11:56
Írta: 000000000 Dátum 2009 április 14, 11:56
Nagy dilemmában vagyok, már elég rég óta rajzolgatom a gépem és gyüjtöm az infókat viszont van amin nem tudok dűlőre jutni, mégpedig a megvezetés.
Az egyik lehetőség hogy megveszem a lineáris vezetéket kocsikkal együtt relatív méreg drága pénzért, a másik lehetőségem pedig hogy huzott csiszolt kracélből csinálom a megvezetést és görgős illetve csúszóperselyes megoldást használok. Szerintetek melyik a jobb illetve alkalmazhatóabb megoldás? illetve "házilag" melyiket lehet pontosaban kivitelezni.
Lehet hogy bonyolultabb de én valahogy szivesebben gondolkozok a köracélba bár annál meg azt nem tudom hogy hogyan lehet megoldani hogy nelegyen belógása. mert x-y te4ngelynél közel 2 méterről és 1,4 méterrül beszélünk,
Marassak hozzá alátámasztó profilukat és ne csúszópeselyes megoldás legyen hanem mindenhol görgős? elvileg megvalósítható és gondolom akkor a szintezésével nem kell bajlódni mert ha pontosan vannak kimarva a támasztó profilok akkor ugyebár mindenhol pontos less.
Szerintetek mit csináljak
Az egyik lehetőség hogy megveszem a lineáris vezetéket kocsikkal együtt relatív méreg drága pénzért, a másik lehetőségem pedig hogy huzott csiszolt kracélből csinálom a megvezetést és görgős illetve csúszóperselyes megoldást használok. Szerintetek melyik a jobb illetve alkalmazhatóabb megoldás? illetve "házilag" melyiket lehet pontosaban kivitelezni.
Lehet hogy bonyolultabb de én valahogy szivesebben gondolkozok a köracélba bár annál meg azt nem tudom hogy hogyan lehet megoldani hogy nelegyen belógása. mert x-y te4ngelynél közel 2 méterről és 1,4 méterrül beszélünk,
Marassak hozzá alátámasztó profilukat és ne csúszópeselyes megoldás legyen hanem mindenhol görgős? elvileg megvalósítható és gondolom akkor a szintezésével nem kell bajlódni mert ha pontosan vannak kimarva a támasztó profilok akkor ugyebár mindenhol pontos less.
Szerintetek mit csináljak
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 április 14, 12:12
Írta: 2vkx6unz Dátum 2009 április 14, 12:12
Sziasztok! Elkészült a gépem váza. 50x50-es vastagfalú zártszelvényből. Már a megmunkálásnál kiderült, hogy vannak problémák, nevezetesen úgy rezonál mint egy hangvilla :(
Ennek ellenére nagy szopások árán de megcsinálták amit kértem. Viszont jó lenne csökkenten ia renzonanciákat. Ennek mérésére és a csökkentésre ha volna valakinek ötlete. Itt most nem az egyszerűen növeljem meg a tömeget típusú ötletekre gondolok, hanem elsősorban a mérésre és a mérések alapján a megfelelő eljárásokra.
A gép felépítése a "Forgácstörő" gépre hasonlít, csak kicsit nagyobb és erősebb anyagból készült ~80kg. A csöbek megtöltésével mondjuk homokkal a tömegét kb. 40 kilóval lehet megnövelni. A homok miatt a rezgések csillapítása szerintem jobb lesz, de kérdés, hogy mennyit és hova, kell vagy nem kell valamilyen kötőanyag?
valószínűleg kisérletezés lesz a vége, de szeretném mérni a változást.
Ennek ellenére nagy szopások árán de megcsinálták amit kértem. Viszont jó lenne csökkenten ia renzonanciákat. Ennek mérésére és a csökkentésre ha volna valakinek ötlete. Itt most nem az egyszerűen növeljem meg a tömeget típusú ötletekre gondolok, hanem elsősorban a mérésre és a mérések alapján a megfelelő eljárásokra.
A gép felépítése a "Forgácstörő" gépre hasonlít, csak kicsit nagyobb és erősebb anyagból készült ~80kg. A csöbek megtöltésével mondjuk homokkal a tömegét kb. 40 kilóval lehet megnövelni. A homok miatt a rezgések csillapítása szerintem jobb lesz, de kérdés, hogy mennyit és hova, kell vagy nem kell valamilyen kötőanyag?
valószínűleg kisérletezés lesz a vége, de szeretném mérni a változást.
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2009 április 14, 14:25
Írta: jw8ykuay Dátum 2009 április 14, 14:25
Hello!
Mivel látom, hogy sokan próbálják hozzám hasonlóan kis költséggel összehozni az első gépüket, beszúrom az én Y tengelyem megvezetési megoldását. A piros szín:608- as csapágyak, A sárga szín: Vállas persely, melyeknek a felébe 0,5 mm excentricitással van fúrva a 8- as furat. (értelemszerűen párosítva.)
A "kocsik" 20 mm- es alulapból készültek, a vezeték pedig 25- ös átmérőjű hidr. rúd. Az orsó M10- es menetesszár. A szán kottyanásmentesen beállítható és álomszép a futása.
Ez a technika szerintem alátámasztott köracéloknál is alkalmazható lehet.
http://kepfeltoltes.hu/090414/338151888n_vtelen_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/090414/n_vtelen_2_www.kepfeltoltes.hu_.jpg
Mivel látom, hogy sokan próbálják hozzám hasonlóan kis költséggel összehozni az első gépüket, beszúrom az én Y tengelyem megvezetési megoldását. A piros szín:608- as csapágyak, A sárga szín: Vállas persely, melyeknek a felébe 0,5 mm excentricitással van fúrva a 8- as furat. (értelemszerűen párosítva.)
A "kocsik" 20 mm- es alulapból készültek, a vezeték pedig 25- ös átmérőjű hidr. rúd. Az orsó M10- es menetesszár. A szán kottyanásmentesen beállítható és álomszép a futása.
Ez a technika szerintem alátámasztott köracéloknál is alkalmazható lehet.
http://kepfeltoltes.hu/090414/338151888n_vtelen_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/090414/n_vtelen_2_www.kepfeltoltes.hu_.jpg
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 április 14, 16:10
Írta: Szalai György Dátum 2009 április 14, 16:10
"Forgácstörő" ??? Mi az???
Legalább egyetlen képecskét, légy szíves. Ha elküldöd magánban, felteszem valahová és ide linkelem. Ha a tömegnövekedés neked nem számit, akkor a homok a legjobb megoldás. Ott csillapít, ahol kell. Rezgésmérést axisonként érdemes. Házilag: Lapos dinamikus mikrofonbetét membránjának közepére egy kicsi tehetetlen ólomsúly ragasztva, a betét talpa pedig mereven (nálad lapos winchester mágnessel) rögzítve a gépen. Számítógép hangkártyával a jelet digitalizálni, rögzíteni, hanglejátszóval elemezni. Nem profi megoldás, mint a süketszobás mérőmikrofon, a 0 Hz-től műszerpontos Brüel & Kjaer, de házilag nem tudok jobbat.
Legalább egyetlen képecskét, légy szíves. Ha elküldöd magánban, felteszem valahová és ide linkelem. Ha a tömegnövekedés neked nem számit, akkor a homok a legjobb megoldás. Ott csillapít, ahol kell. Rezgésmérést axisonként érdemes. Házilag: Lapos dinamikus mikrofonbetét membránjának közepére egy kicsi tehetetlen ólomsúly ragasztva, a betét talpa pedig mereven (nálad lapos winchester mágnessel) rögzítve a gépen. Számítógép hangkártyával a jelet digitalizálni, rögzíteni, hanglejátszóval elemezni. Nem profi megoldás, mint a süketszobás mérőmikrofon, a 0 Hz-től műszerpontos Brüel & Kjaer, de házilag nem tudok jobbat.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 április 14, 17:04
Írta: 2vkx6unz Dátum 2009 április 14, 17:04
Szia!
A fórumon volt róla szó, de itt a link:
http://mmfk.nyf.hu/mmfk/kar/cnc/forgacstoro.htmForgácstörő
Én egy lemezjátszó hangszedőben gondolkodom jelenleg, de érdekes lenne valamilen módon "láthatóvá" tenni hol erősödik fel a rezgés hol lehet hatékonyan csillapítani.
Persze még a megfelelő gerjesztést is ki kell találni ;)
A fórumon volt róla szó, de itt a link:
http://mmfk.nyf.hu/mmfk/kar/cnc/forgacstoro.htmForgácstörő
Én egy lemezjátszó hangszedőben gondolkodom jelenleg, de érdekes lenne valamilen módon "láthatóvá" tenni hol erősödik fel a rezgés hol lehet hatékonyan csillapítani.
Persze még a megfelelő gerjesztést is ki kell találni ;)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 április 14, 19:11
Írta: Szalai György Dátum 2009 április 14, 19:11
Erről a gépről sok minden megmaradt bennem, mert eléggé minta értékű. De a neve az nem.
A rezgés szerintem látatlanban az Y híd közepén X irányban lesz a legerősebb, mert a leghosszabb, legvékonyabb rezgő alkatrész a híd. Ezért ott a legalacsonyabb az öngerjedés útján keletkező rezgések frekvenciája, magas az amplitúdója, és könnyen felveszi a marószerszám keltette rezgéseket. A zajképben jellemzően benne lesz a híd szerkezetére anyagára méreteire (zártszelvény) jellemző rezgésminta. A zajnak ugyan olyan beszédes a spektrumokra bontott képe, mint a színkép. Mindég rezegni fog, minden rezeg. De a megmunkálás keltette frekvencia, ne legyen közel a szerkezet öngerjedési frekvenciájához és ne legyenek ezek egymás közeli felharmónikusai sem. A rezgést kissé elhangolni lehet, de nem érdemes, mert más frekvencián is zavaró lesz. Elnyeletni lehet, homokban, vagy más szemcsés anyagban, de gondoskodni kell róla, hot ott maradjon ahol szükség van rá, mert rezgés hatására elvándorol, ha tud hová. Kioltani is lehet, más öngerjedési frekvenciájú lap mellészerelésével. (Kompozit szerkezet.)Az egyik szerkezet a rá jellemző frekvencián gerjedne, de a hozzá rögzített ott nem akar. A másik anyag gerjedési frekvenciáján meg már ez nem akar. Egymást csillapítják.
Jó szolgálatot tenne egy spectrum analyzer. (Vagy, ha lenne egy Wavelab softod.)
A valóságoshoz leghűbb gerjesztés maga a megmunkálás. Y középre, Z felhúzva, X irányban marni, egyik végállástól a másikig. Rezgésérzékelő az Y híd közepén. Membrán az Y síkban.
A rezgés szerintem látatlanban az Y híd közepén X irányban lesz a legerősebb, mert a leghosszabb, legvékonyabb rezgő alkatrész a híd. Ezért ott a legalacsonyabb az öngerjedés útján keletkező rezgések frekvenciája, magas az amplitúdója, és könnyen felveszi a marószerszám keltette rezgéseket. A zajképben jellemzően benne lesz a híd szerkezetére anyagára méreteire (zártszelvény) jellemző rezgésminta. A zajnak ugyan olyan beszédes a spektrumokra bontott képe, mint a színkép. Mindég rezegni fog, minden rezeg. De a megmunkálás keltette frekvencia, ne legyen közel a szerkezet öngerjedési frekvenciájához és ne legyenek ezek egymás közeli felharmónikusai sem. A rezgést kissé elhangolni lehet, de nem érdemes, mert más frekvencián is zavaró lesz. Elnyeletni lehet, homokban, vagy más szemcsés anyagban, de gondoskodni kell róla, hot ott maradjon ahol szükség van rá, mert rezgés hatására elvándorol, ha tud hová. Kioltani is lehet, más öngerjedési frekvenciájú lap mellészerelésével. (Kompozit szerkezet.)Az egyik szerkezet a rá jellemző frekvencián gerjedne, de a hozzá rögzített ott nem akar. A másik anyag gerjedési frekvenciáján meg már ez nem akar. Egymást csillapítják.
Jó szolgálatot tenne egy spectrum analyzer. (Vagy, ha lenne egy Wavelab softod.)
A valóságoshoz leghűbb gerjesztés maga a megmunkálás. Y középre, Z felhúzva, X irányban marni, egyik végállástól a másikig. Rezgésérzékelő az Y híd közepén. Membrán az Y síkban.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 április 14, 21:01
Írta: Szalai György Dátum 2009 április 14, 21:01
VISUAL ANALYSER 10.0
Ezt is próbálhatod, én most töltöttem le. TUDÓS.
Ezt is próbálhatod, én most töltöttem le. TUDÓS.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 április 14, 21:20
Írta: 2vkx6unz Dátum 2009 április 14, 21:20
Itt még nem tartok. Csak a váz van "készen" és azt egy picit megkoccintva olyan mint egy hangvilla. Még azelőtt szeretném csökkenten ezt mielőtt továbbépítem. Feltételezem akkor is elő fognak jönni más problémák, de azokkal majd akkor foglalkozom ;)
A rezgés problémája akkor jött elő mikor a lineáris vezetők helyét marták síkba illetve amikor a furatokat csinálták.
Most még könnyebben töltöm fel az elemeket homokkal vagy valami mással mert ha nem válik be az egyik akkor "csak" a vázat kell mozgatnom, hogy kiöntsem a homokot vagy a kitöltőanyagot.
Persze még az is hátra van, hogy megmérjem a le és kihajlásokat a terhelés hatására.
Spektrumanalizátorhoz hozzáférek csak nem abban a tartományban ami ide kell. Szerintem kezdetnek megteszi majd az audacity is, csak valahogy rögzíteni kell a jelet. Ezt kell előbb megoldani.
A rezgés problémája akkor jött elő mikor a lineáris vezetők helyét marták síkba illetve amikor a furatokat csinálták.
Most még könnyebben töltöm fel az elemeket homokkal vagy valami mással mert ha nem válik be az egyik akkor "csak" a vázat kell mozgatnom, hogy kiöntsem a homokot vagy a kitöltőanyagot.
Persze még az is hátra van, hogy megmérjem a le és kihajlásokat a terhelés hatására.
Spektrumanalizátorhoz hozzáférek csak nem abban a tartományban ami ide kell. Szerintem kezdetnek megteszi majd az audacity is, csak valahogy rögzíteni kell a jelet. Ezt kell előbb megoldani.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 április 14, 21:48
Írta: 2vkx6unz Dátum 2009 április 14, 21:48
Ehhez kell a megfelelő vas is. Nem sima hangkártyán megy...
De van itt egy másik is
http://sourceforge.net/projects/audmes/
Mindezek jók, de még nem oldja meg a beviteli problémát :(
De van itt egy másik is
http://sourceforge.net/projects/audmes/
Mindezek jók, de még nem oldja meg a beviteli problémát :(
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 április 14, 21:54
Írta: ra8nsmk6w Dátum 2009 április 14, 21:54
Egy viszonylag egyszerű megoldás ami elég széles frekvenciaátfogású. Egy orvosi sztetoszkóp a cső vágén egy elektrét mikrofonnal. Ezt már több izben is használtam hangfal állványoknál. Szerintem az imént belinkelt szoftver (4611) alkalmas a megjelenitésre, mér frekit is. Már ki is próbáltam.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 április 14, 22:06
Írta: 2vkx6unz Dátum 2009 április 14, 22:06
Jogos a két pont ;)
Én csak a honlapon szereplő hardware alapján gondoltam, hogy kell a külső illesztő, de letöltöttem és megy hangkártyáról is.
Én csak a honlapon szereplő hardware alapján gondoltam, hogy kell a külső illesztő, de letöltöttem és megy hangkártyáról is.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 április 14, 22:14
Írta: Szalai György Dátum 2009 április 14, 22:14
A VISUAL ANALYSER 10.0 nálam hibátlanul fut. Feldolgozza a számítógép sztereó keverőjének jelét, vagy a mikrofon bemenetét, vagy akár a CD lejátszóét. A mikrofon bemenetre köthetek rezgésérzékelőt, és a jelét nézhetem azonnal. Vagy a hangrögzítő programmal felvehetem a jelet, és lejátszás közben nézhetem a keverőn keresztül. A gépemben (ThinkPad Z61) nincs speckó digitalizáló kártya, csak mezei hangszekció.
Ezt Te is megteheted, akár már az éjjel. Mikrofon bemenetre valami érzékelő (lehet mikrofon is) és egy rongyba csavart fadarabbal üst meg a vasat. Vedd fel a jelet és a VISUAL ANALYSER 10.0-en nézd vissza a hangfájlt. Dugj a zártszelvénybe a két végéről, passzos nikecell dugót, a középen maradt üreget töltsd fél magasságig száraz kvarchomokkal és próbáld újra. Jó lesz az.
Ezt Te is megteheted, akár már az éjjel. Mikrofon bemenetre valami érzékelő (lehet mikrofon is) és egy rongyba csavart fadarabbal üst meg a vasat. Vedd fel a jelet és a VISUAL ANALYSER 10.0-en nézd vissza a hangfájlt. Dugj a zártszelvénybe a két végéről, passzos nikecell dugót, a középen maradt üreget töltsd fél magasságig száraz kvarchomokkal és próbáld újra. Jó lesz az.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 14, 22:33
Írta: s7manbs8 Dátum 2009 április 14, 22:33
Ezek a rezonanciák hány Hertz körül vannak ? Gondolom a hallható tartományban, meg ha merevebb avalami annál magasabb a frekvencia, persze ha tompítja valami, akkor nem jelentkezik. Pl. egy tömör acélrúd magasabban rezeg, mint egy semmilyen vas.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 április 14, 22:39
Írta: 2vkx6unz Dátum 2009 április 14, 22:39
Hallható tartományban van és azért (is) izgat mert lassan csillapodik.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 április 15, 01:14
Írta: 3k74cecek Dátum 2009 április 15, 01:14
Amit te a váz megütésekor hallasz rezonanciát, az szerintem olyan (relatíve)magas freki, és olyan kis amplítúdó, hogy az nem sokat fog zavarni a megmunkálásnál. A megmunkálásnál leginkább a szerszám keltette sokkal alacsonyabb frekvenciás, viszont viszonylag nagy amplitúdójú rezgés okozza a gondot. Ezt leginkább a tömeg és a merevség növelésével lehet csökkenteni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 április 15, 22:49
Írta: Szalai György Dátum 2009 április 15, 22:49
Hogy megmunkáláskor menyire alacsony frekvenciás és mekkora amplitúdójú rezgés okozza a gondot, azt a megmunkálás körülményei döntik majd el. A maró fordulatszáma és az élek száma a frekvenciát, az előtolás és anyagminőség az amplitúdót határozza majd meg. De még nincsen megmunkálás, így abból eredő rezonancia sincs. Ami most zavaró, az a hosszú lecsengési idejű, az anyagra és geometriára jellemző hangfrekvenciás tartományú rezgés. Ezt kéne elnyomni, vagy felemészteni.
Ha egy 50 X 50 X 1000mm-es zártszelvényt, a két végénél fogva, vízszintesen felkötök két madzagra és megütöm, akkor a kilométernyi távolságra lévő hobbyistákat is ebédre hívhatom vele. Ha egy kis homokot töltök a közepébe, akkor a szomszéd sem hallja meg. Olyan a hangja, mintha fát ütögetnék. Nem ez kell neked? Ha egy csőharang tetején megmunkálsz majd, akkor zengeni fog a környék. Sajnos a zárt acélszelvény az ilyen. Rezonáns üreg. Van aki törődik vele, van aki nem. Ha téged zavar, emésztesd fel egy kis homokkal. Ettől még a hídszerkezetet kellően merevre kell majd készítened, de az a jövő. Ha a füled nem elég meggyőző, és számszerű mérésre is igényed van, akkor arra lehetőséget ad a hangfrekvenciás spektrum analizátor.
Ha egy 50 X 50 X 1000mm-es zártszelvényt, a két végénél fogva, vízszintesen felkötök két madzagra és megütöm, akkor a kilométernyi távolságra lévő hobbyistákat is ebédre hívhatom vele. Ha egy kis homokot töltök a közepébe, akkor a szomszéd sem hallja meg. Olyan a hangja, mintha fát ütögetnék. Nem ez kell neked? Ha egy csőharang tetején megmunkálsz majd, akkor zengeni fog a környék. Sajnos a zárt acélszelvény az ilyen. Rezonáns üreg. Van aki törődik vele, van aki nem. Ha téged zavar, emésztesd fel egy kis homokkal. Ettől még a hídszerkezetet kellően merevre kell majd készítened, de az a jövő. Ha a füled nem elég meggyőző, és számszerű mérésre is igényed van, akkor arra lehetőséget ad a hangfrekvenciás spektrum analizátor.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 április 16, 00:26
Írta: 3k74cecek Dátum 2009 április 16, 00:26
Teljesen igazad van, de azért nem ennyire kritikus a dolog. Nekem is zártszelvényből van hegesztve a gép váza, de nem lehet hallani semmiféle rezgésből eredő erős hangot.
A zajt a marógép motorja adja, de az a kezemben is ugyanolyan hangos, mint a gépre szerelve.
Eddig még nem derült ki, hogy milyen méretű anyagból van az a váz, és mekkora maga a váz.
Többet csak ennek ismeretében tudok mondani.
A zajt a marógép motorja adja, de az a kezemben is ugyanolyan hangos, mint a gépre szerelve.
Eddig még nem derült ki, hogy milyen méretű anyagból van az a váz, és mekkora maga a váz.
Többet csak ennek ismeretében tudok mondani.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 április 16, 07:39
Írta: 2vkx6unz Dátum 2009 április 16, 07:39
A váz 1050x800x400mm befoglaló méretű és 50x50x3-as zártszelvényből hegestrve. A vezetők alatt 80x10-es laposvas a zártszelvény tetejére hegesztve. Az asztal alatti részeken 60x45-ös laposvas. A vezetők helye és az asztal síkba van marva egy felfogatásból.
Teszek fel képeket is.
Teszek fel képeket is.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 április 16, 07:40
Írta: 2vkx6unz Dátum 2009 április 16, 07:40
Bocs az azstel alatt csk 6x45-ös a laposvas.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 23, 18:17
Írta: s7manbs8 Dátum 2009 április 23, 18:17
Azt hiszem ez Z tengelyhez megfelelő lenne, csak csinálni kellene valakinek hozzá tengelyvégtartó elemeket, meg csapágyházat, stb. A mérete 250mm hosszúak a vezetők, átmérője 14mm, csapágy külső 21mm.
Van valahol olyan emberke, aki tud alkarészt csinálni ehhez ? És hasonlókhoz. Cserébe fel tudok ajánlani elektromos témában dolgokat. Jó lenne összehozni.
Van valahol olyan emberke, aki tud alkarészt csinálni ehhez ? És hasonlókhoz. Cserébe fel tudok ajánlani elektromos témában dolgokat. Jó lenne összehozni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 23, 18:19
Írta: s7manbs8 Dátum 2009 április 23, 18:19
Itt van amiről írtam :

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 24, 00:54
Írta: 43pbwjg8s Dátum 2009 április 24, 00:54
Na ezeket a méreteket kérdeztem Tőled a minap!
A 250 hossz- a két csapágy hossza (azok mennyik is?) ...... Mekkora utat is szeretnél elérni?
Milyen súly lenne rajta? Ez pl azért, hogy lehessen látni, mennyire kell masszívnak lennie a csapágyházaknak és a tengely (vég? Közép és szél?) tartó elemnek.
A 250 hossz- a két csapágy hossza (azok mennyik is?) ...... Mekkora utat is szeretnél elérni?
Milyen súly lenne rajta? Ez pl azért, hogy lehessen látni, mennyire kell masszívnak lennie a csapágyházaknak és a tengely (vég? Közép és szél?) tartó elemnek.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 április 24, 01:15
Írta: s7manbs8 Dátum 2009 április 24, 01:15
Csapágy hossza 28 mm, ne hajlonjon azért, nem 1 mm falvastagság kell, masszívnak kell lennie másképp nincs értelme. Hogy ez mennyit jelent, anyagtól is függ.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 április 24, 10:45
Írta: 43pbwjg8s Dátum 2009 április 24, 10:45
Valamikor tolok neked egy két skiccet este.
Tegnap Adóbevvalltam éjjel, ezért nem zargattalak. Bocsánat.
Tegnap Adóbevvalltam éjjel, ezért nem zargattalak. Bocsánat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 07, 20:47
Írta: 000000000 Dátum 2009 május 07, 20:47
Nyákot nem jo flexel vágni mert uvegszálas és a tüdöbe jutó üvegszál nem a hosszu élet titka. Esetleg vizesen, de inkább lemezvágó ollóval szokás. Én sima nagy ollóval szoktam, utána kell egy kis egyengetés. Bár inkább csináltatom méretre végva furatgalvanizálva.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 07, 20:52
Írta: 000000000 Dátum 2009 május 07, 20:52
Akkor marásnál is célszerű az elszívó használata.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 01:09
Írta: s7manbs8 Dátum 2009 május 08, 01:09
Segítséget kérnék, az alábbi sorjás zárt szelvény végét szeretném sorjátlanítani, a belső részen. Milyen módszerrel lehetne ezt megoldani, nem egy darabot akarnék, sokat. Hogy ne kelljen reszelővel simogatni, valami más ötlete nincs valakinek véletlenül ?

Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 08, 01:19
Írta: 3k74cecek Dátum 2009 május 08, 01:19
Csinálsz egy befogót a CNC gépedre, írsz egy kis programot és kimarod. [#nevetes1]
Elvégre ez egy CNC fórum, és a legtriviálisabb megoldás nem jut eszedbe ?[#violent][#nevetes2]
Elvégre ez egy CNC fórum, és a legtriviálisabb megoldás nem jut eszedbe ?[#violent][#nevetes2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 01:38
Írta: s7manbs8 Dátum 2009 május 08, 01:38
Ilyesmire gondoltam, én is. Csak nincs hozzá még gépem, ehhez valami maszívabb kellene, egyébként tényleg így kellene, egy fix helyre befognám, és szépen körbemarná, ez jó megoldás végül is, mert ebből kellene sokat csinálni, csak hát a tyúk és tojás esete, ez pont egy gép alkatrész lenne, ami esetleg alut is tudna marakodni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 01:39
Írta: s7manbs8 Dátum 2009 május 08, 01:39
Vagy még valami késsel gondoltam, hogy rámenne a gép és levágná, mintha kézzel csinálnánk csak ugyanezt géppel. Vésni vagy minek nevezik az ilyet.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 08, 10:03
Írta: 3k74cecek Dátum 2009 május 08, 10:03
Ahogy elnézem ezek a végek gyorsdarabolóval készültek, és a mester nyomta mint süket a csengőt. Ekkor szokott ekkora sorja képződni.
Ha nem nyomja, vagy nem gyorsdarabolóval hanem fém körfűrésszel vágod, akkor szép lesz a vágási felület.
Egyébként miért is baj, hogy ott belül ilyen sorjás? Nem hegesztve lesz? Egyáltalán milyen anyagból van? acél vagy alu?
Ha nem nyomja, vagy nem gyorsdarabolóval hanem fém körfűrésszel vágod, akkor szép lesz a vágási felület.
Egyébként miért is baj, hogy ott belül ilyen sorjás? Nem hegesztve lesz? Egyáltalán milyen anyagból van? acél vagy alu?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 08, 16:45
Írta: 000000000 Dátum 2009 május 08, 16:45
szia!vannak spéci turbo marok,csak jo fordulat kell hozzá,de ha nincs marad az ősi megoldás a reszelő!:)))
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 május 08, 21:37
Írta: Teaway Dátum 2009 május 08, 21:37
Nem kell azt simogatni, így ahogy van, lehet hegeszteni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 21:41
Írta: s7manbs8 Dátum 2009 május 08, 21:41
Ha a végetek be akarom hegeszteni, akkor igaz is. Azt hogy szokták, ilyen kis lapokat kell vágni, és azokat ráhegeszteni ? Hogy ne legyen a vége lyukas úgymond.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 21:46
Írta: s7manbs8 Dátum 2009 május 08, 21:46
Van egy nem túl messzi lakó jó szomszédom, az mindig csak röhög rajtam, mégha igazam is van, mert ő vassal dolgozik, de nagyon csak a hagyományos módszerek híve, de nekem nincs kedvem X éves fejjel, 15 éves inas munkáját végezni, inkább csinálja azt valami gép, azért gondolkodik az ember, hogy értékesebb dologra használja az idejét, már amennyire tudja. Meg ha a CNC-t említem neki, akkor aztán hitetlen de veszettül, persze netet sem használ még csak nézelődésre sem, lehet elcsodálkozna mik vannak, azért kéne neki mutatni már majd valamit, hogy hátha meglepődik, hogy ilyet is lehet, nem csak kézzel faragni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 21:48
Írta: s7manbs8 Dátum 2009 május 08, 21:48
Így van, gyors darabolóval, csinálta, nem szép lassan, nem akarta rám vesztegetni az idejét. Igaz fizettem is érte, tehát nem lehet azt mondani, azért, hogy menjek már gyorsan. Van egy nagy flexem, annak is csinálni akarok egy felfogatást hogy szépen tudjak vele szabdalni ilyesmit, az a legjobb, ha maga csinálja az ember. Egyébként rendes gyerek aki vágta. Nem panaszkodok.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 21:50
Írta: s7manbs8 Dátum 2009 május 08, 21:50
Vas anyag, sima 25x25-ös zárt szelvény, hogy acél e, azt nem tudom, nem hinném, ezek milyen anyagból vannak amúgy a legegyszerűbb mezei zárt szelvények ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 21:52
Írta: s7manbs8 Dátum 2009 május 08, 21:52
A süket a csengőről meg még az jut eszembe, hogy én dugtam a fülembe vágáskor egy kis anyagot, hogy még utánna is halljak valamit , de ő neki ez mit se számított, úgy ahogy voltt, se dugó se szemüveg, vagy üvegszem ?
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2009 május 08, 21:53
Írta: t334wehtf Dátum 2009 május 08, 21:53
Egyszerű forgókéses kézi sorjázóval, persze vasra való késsel. Normális szerszámboltban kapni, nem is annyira drága. Csak egy határozott "kör" a belsejében, és kész.

Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2009 május 08, 21:55
Írta: t334wehtf Dátum 2009 május 08, 21:55

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 22:01
Írta: s7manbs8 Dátum 2009 május 08, 22:01
Köszi ez is jó ötlet, ezt még fel is lehetne szerelni egy gépre is automatizálni a dolgot.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 május 08, 22:20
Írta: 2vkx6unz Dátum 2009 május 08, 22:20
Mekkora lesz ez a gép? Nekem 50x50x3-as zártszelvényből készült, de síkba maráskor a szakiktól megkaptam, hogy ez kerítésanyag nem gépváznak való, a gépváz egy jó kis öntvény és min 1 tonna ;)
Egyébként ha hegesztve lesz akkor van értelme sorjázni? Persze a balesetvédelmi indokokat figyelmen kívül hagyva?
Egyébként ha hegesztve lesz akkor van értelme sorjázni? Persze a balesetvédelmi indokokat figyelmen kívül hagyva?
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 május 08, 22:35
Írta: Teaway Dátum 2009 május 08, 22:35
Miért nem mondtad, hogy hobby célra lesz, mindjárt jó lett volna a kerítésvas:)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 május 08, 22:36
Írta: 4um5b65d Dátum 2009 május 08, 22:36
Ha nem lesz befenekelve a zártszelvény akkor egy 20x20-as gyorsacéllal beütöd a sorját majd teszel bele műanyag vakdugót. Méretre lehet vásárolni az ilyet. Noga sorjázóval ellenben idegroncs leszel amikor minden esetben elakad a hosszvarratnál, főleg ha nem az oda való pengével próbálod. Inkább Nádházi szaktárs rotormarójával és egy divatos védőszeműveggel próbálkozz, ha már mindenképp sorjázni szeretnéd. Az pillanatok alatt kipucolja.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 22:53
Írta: s7manbs8 Dátum 2009 május 08, 22:53
ezekből kis kocsik lesznek csak, 4 darab 628-as csapágyakon fog gurulni, nem nagy terhelésre készül, inkább ilyen állíthatós, mozgatható valaminek kell, nem egy konkrét géphez. A hossza csak 200mm-es, csavarozva csapággyal.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 22:56
Írta: s7manbs8 Dátum 2009 május 08, 22:56
Na megnéztem , van itt 20x20-as gyorssacél késem, másra úgyse jó, mert nincs hozzávaló eszterga.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 22:57
Írta: s7manbs8 Dátum 2009 május 08, 22:57
Úgy néz ki még bele is megy.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 08, 23:02
Írta: s7manbs8 Dátum 2009 május 08, 23:02
Lasliekém kapsz is egy piros pontot, látszik, hogy már ilyet te is csináltál. Megy szépen most bele is ütögetem szép sorban, beüti, utánna, meg lefektetem, mint a csajokat és, oldalba is bökdösöm.[#buck][#buck][#buck]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 május 09, 00:20
Írta: 4um5b65d Dátum 2009 május 09, 00:20
Naná hogy csináltam ! Az ember nyakán nem azért van az a nagy dudor, hogy legyen hová a sapkát rakni......
[#buck]
[#buck]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 09, 00:22
Írta: s7manbs8 Dátum 2009 május 09, 00:22
Már készen vagyok vele régen így hamar ment, előtte meg 2 napig ezen gondolkodtam, meg a szomszédok is mind.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 09, 00:35
Írta: 3k74cecek Dátum 2009 május 09, 00:35
Amint látom még sosem sorjáztál ilyen zárt szelvényt.
Ezek a sorjázók sem, és a kezed sem elég erős a
"Csak egy határozott "kör" a belsejében, és kész."
műveletre.
Ezek a sorjázók sem, és a kezed sem elég erős a
"Csak egy határozott "kör" a belsejében, és kész."
műveletre.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 09, 00:43
Írta: 3k74cecek Dátum 2009 május 09, 00:43
Ha szigorúan vesszük, akkor a gyakorlatban nincs olyan anyag, hogy vas.
Ezt csak a pongyola megnevezése.
Minden olyan anyagot amiben a vason kívűl más is van már acélnak neveznek. Márpedig legalább egy kis szén mindig van benne, ezért már acél a hivatalos neve. Ezért írtam acélt. Persze azért néha én is mondok vasat.[#nevetes1]
Ezt csak a pongyola megnevezése.
Minden olyan anyagot amiben a vason kívűl más is van már acélnak neveznek. Márpedig legalább egy kis szén mindig van benne, ezért már acél a hivatalos neve. Ezért írtam acélt. Persze azért néha én is mondok vasat.[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 május 09, 01:38
Írta: s7manbs8 Dátum 2009 május 09, 01:38
És mi van, ha ahogy mondod, a vason kívül más is van, teszem azt 0.1 % vas és 99.9% alumínium, akkor ez acél ? Na ugye kifogtam rajtad egy kicsit.
Más. A sorjázás témához, a nagyon vasas szaki nem messzi szomszédom, mikor a kezébe vette, egy késsel akarta hirtelen kivágni belőle, ő tapasztalt is, meg "erős" "vagány", aztán nekem kellett mondani, hogy add már ide el ne vágd itt a kezed, majd otthon elbabrálok én vele, mert nem ment neki, csak nem akarta bevallani. Túl nagy volt rajta eleve a sorja, meg azért a vas nem egy kis műanyag puhaságú, ez ki is derült.
Mellesleg ez a megoldás 0 Ft költségvetésű volt így, ami nem egy utolsó szempont, hála Laslie -nek.
Más. A sorjázás témához, a nagyon vasas szaki nem messzi szomszédom, mikor a kezébe vette, egy késsel akarta hirtelen kivágni belőle, ő tapasztalt is, meg "erős" "vagány", aztán nekem kellett mondani, hogy add már ide el ne vágd itt a kezed, majd otthon elbabrálok én vele, mert nem ment neki, csak nem akarta bevallani. Túl nagy volt rajta eleve a sorja, meg azért a vas nem egy kis műanyag puhaságú, ez ki is derült.
Mellesleg ez a megoldás 0 Ft költségvetésű volt így, ami nem egy utolsó szempont, hála Laslie -nek.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 május 09, 03:32
Írta: SquirrelTech Dátum 2009 május 09, 03:32
Pláne ha öntöttvas az a vas [#wink]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 09, 10:39
Írta: svejk Dátum 2009 május 09, 10:39
Az én házi kismeghatározómban az edzhetőeket nevezem acélnak, ami nem edzhető az marad vas vagy inkább rosszvas (sz@r vas) :))
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 09, 10:49
Írta: 3k74cecek Dátum 2009 május 09, 10:49
Nem fogtál ki ![#nevetes1]
Ugyanis a megnevezés alapja mindig a legnagyobb hányadot kitevő anyagból ered. Amit írtál azt ötvözött aluminiumnak nevezik.[#wave]
Ugyanis a megnevezés alapja mindig a legnagyobb hányadot kitevő anyagból ered. Amit írtál azt ötvözött aluminiumnak nevezik.[#wave]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 09, 11:00
Írta: 3k74cecek Dátum 2009 május 09, 11:00
Ez is egy kategorizálási lehetőség. Csak kétes esetben félreértésre adhat okot. Ezt inkább biliacélnak nevezik a vasas szakik.
Egyébként mindegyik edzhető, hiszen az egy hőkezelési eljárás, és megcsinálhatod vele, csak kérdés, hogy mi lesz a hatása. Na jó nem kukacoskodok tovább.
Én sem vagyok teljesen következetes, mondom néha vasnak. A boltban pl. kőracélt kérek és nem kőrvasat[#nevetes2], viszont ha lemez, akkor már néha vaslemezt néha acéllemezt.
Egyébként mindegyik edzhető, hiszen az egy hőkezelési eljárás, és megcsinálhatod vele, csak kérdés, hogy mi lesz a hatása. Na jó nem kukacoskodok tovább.
Én sem vagyok teljesen következetes, mondom néha vasnak. A boltban pl. kőracélt kérek és nem kőrvasat[#nevetes2], viszont ha lemez, akkor már néha vaslemezt néha acéllemezt.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 május 09, 11:39
Írta: vthgizrff Dátum 2009 május 09, 11:39
Edzésnek azt a hőkezelési eljárást nevezzük amikor a lapközepes köbös térrácsból az acél szerkezete átalakul térközepes köbös térrácsá. Ennek alapfeltétele, hogy megfelelő mennyiségű szénatom álljon rendelkezésre. Szóval nem minden acél edzhető. Persze fel lehet melegíteni és utána lehűteni, de ez még nem edzés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 09, 12:01
Írta: 000000000 Dátum 2009 május 09, 12:01
Cirka, amenynire rémlik méfg fejből ...
~0,3% szén alatt nem nagyon nevezzük acélnak. Ezek a kovácsolható vasak.
~0,3-0,6/0,8 % között szerkezeti acél, edzeni nincs értelme, bár a magasabb széntartalmú tartomány már határeset, az már tud keményedni egy kicsit olykor fölöslegesen is pl. hegesztés után...(ez a "vas" nevzetű, pl. szerkezet építő zártszelvények, csövek, lemezek)
0,6/0,8-2,06% között szerszám acél
Ezek már edzhetők, kések, kopásálló dolgok, forgácsoló szerszámok, stb céljára hegeszteni nem öröm, sőt 1,5-2,0% körül már kihívás...
A gyorsacél olyan szerszám acél amibe jelentős %-ban van MÁS ötvöző is a szénen kívül, amitól javul a keménysége, vagy könnyebben edzhető lesz meg ilyenek...elsődlegesen forgácsoló szerszám célra való. (fúrok, marók)
2,06%-6,67% között öntöttvas...
A széntől függően változik a tulajdonsága és belső szerkezete. Ezen belül 4,3%-ig nyersvas a neve, fölötte öntöttvas...
~0,3% szén alatt nem nagyon nevezzük acélnak. Ezek a kovácsolható vasak.
~0,3-0,6/0,8 % között szerkezeti acél, edzeni nincs értelme, bár a magasabb széntartalmú tartomány már határeset, az már tud keményedni egy kicsit olykor fölöslegesen is pl. hegesztés után...(ez a "vas" nevzetű, pl. szerkezet építő zártszelvények, csövek, lemezek)
0,6/0,8-2,06% között szerszám acél
Ezek már edzhetők, kések, kopásálló dolgok, forgácsoló szerszámok, stb céljára hegeszteni nem öröm, sőt 1,5-2,0% körül már kihívás...
A gyorsacél olyan szerszám acél amibe jelentős %-ban van MÁS ötvöző is a szénen kívül, amitól javul a keménysége, vagy könnyebben edzhető lesz meg ilyenek...elsődlegesen forgácsoló szerszám célra való. (fúrok, marók)
2,06%-6,67% között öntöttvas...
A széntől függően változik a tulajdonsága és belső szerkezete. Ezen belül 4,3%-ig nyersvas a neve, fölötte öntöttvas...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 09, 12:47
Írta: svejk Dátum 2009 május 09, 12:47
Helyes!
Sajnos a köznyelv értelmezése, a szlengek még a szakik táborában is előfordul.
Egyébként meg akit tényleg érdekel az előtt manapság már nincs akadály, nem kell a 30 éves tananyagra visszaemlékezni, vagy a padlásra felmenni az Anyag és Gyártásismeret könyvért, elég ellátogatni pl. ide.
Én magam nem szégyenlem hogy kétes esetben használom a Google-t.
Bár sajnos a NET-en is vannak kétértelmű sőt néha kimondottan rossz magyarázatok, de azért a komolyabb oldalakban meg lehet bízni.
Sajnos a köznyelv értelmezése, a szlengek még a szakik táborában is előfordul.
Egyébként meg akit tényleg érdekel az előtt manapság már nincs akadály, nem kell a 30 éves tananyagra visszaemlékezni, vagy a padlásra felmenni az Anyag és Gyártásismeret könyvért, elég ellátogatni pl. ide.
Én magam nem szégyenlem hogy kétes esetben használom a Google-t.
Bár sajnos a NET-en is vannak kétértelmű sőt néha kimondottan rossz magyarázatok, de azért a komolyabb oldalakban meg lehet bízni.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 10, 01:14
Írta: 3k74cecek Dátum 2009 május 10, 01:14
Ha figyelmesen elolvasod a második soromat, akkor ugyanezt írtam, csak elfelejtettem szmájlit tenni a végére.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 11, 08:28
Írta: 000000000 Dátum 2009 május 11, 08:28
Morfondirozok egy ideje, hogyan lehetne kotyogás mentsen megoldani a forgatókat. Igazán jó amatőr megoldást nem talatam mint pl a görgős anya golyos orsó helyett. A hd meg drááááága.
Az az ötletem támadt mi lenne ha a csigahajtás fogaskereke úgy lenne kialakítva, hogy a fogak közére egy golyófészek kerülne. Ebbe méretes csapágy golyók mennének és a kereket körbevenne egy sin, hogy a golyók nem potyogjanak ki. A sin egy helyen át lenne törve és itt lenne egy csiga ahol a menetek közé passzolnak a golyók. Igy a surlódás gördüléssé alakul és a paszentos illesztés miatt nem lenne kotyogás sem.
Az az ötletem támadt mi lenne ha a csigahajtás fogaskereke úgy lenne kialakítva, hogy a fogak közére egy golyófészek kerülne. Ebbe méretes csapágy golyók mennének és a kereket körbevenne egy sin, hogy a golyók nem potyogjanak ki. A sin egy helyen át lenne törve és itt lenne egy csiga ahol a menetek közé passzolnak a golyók. Igy a surlódás gördüléssé alakul és a paszentos illesztés miatt nem lenne kotyogás sem.
Cím: Re:Mechanikai ötletek
Írta: nyiszi Dátum 2009 május 11, 11:59
Írta: nyiszi Dátum 2009 május 11, 11:59
Sziasztok!
Én hirdettem kottyanásmentes(után állítható a kottyanása)japán gyártmányú forgatónak alkalmas cuccot.Láttátok?Szerintem tuti jó és nem is nagyon sokért kínáltam.

Én hirdettem kottyanásmentes(után állítható a kottyanása)japán gyártmányú forgatónak alkalmas cuccot.Láttátok?Szerintem tuti jó és nem is nagyon sokért kínáltam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 11, 13:29
Írta: 000000000 Dátum 2009 május 11, 13:29
lemaradtam róla. ha esetleg belinkelned hol/mennyi.
egyébkent reprodukálható megoldást szeretnék.
egyébkent reprodukálható megoldást szeretnék.
Cím: Re:Mechanikai ötletek
Írta: nyiszi Dátum 2009 május 11, 15:05
Írta: nyiszi Dátum 2009 május 11, 15:05
Nekem van pár db 20000.- 1:15 osztása van.
Hát ez szerintem nehezen reprodukálható.
Hát ez szerintem nehezen reprodukálható.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 11, 15:08
Írta: 43pbwjg8s Dátum 2009 május 11, 15:08
Fogasszíjas hajtást nem lehet derékszögben fordítani?
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2009 május 11, 15:30
Írta: dg8n4i8x Dátum 2009 május 11, 15:30
Megfelelően hosszú szijjnál megoldható, szokták alkalmazni!
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2009 május 11, 17:35
Írta: ANTAL GÁBOR Dátum 2009 május 11, 17:35
Fenyéden voltam Papp jenőnél úgyhogy nem tudtam reagálni.
Sajnos a leirtak enyhén szóva elnagyoltak.
Igenis a 0.4 -0.6 % carbontartalmú ötvözetlen acélok edzhetők, sőt a mérettől függően akár teljes keresztmetszetben is átedződnek (Jomini görbe).indukciós edzéssel akár 60 -62 HRC re edzhetők (gondoljunk csak a lineáris tengelyekre
Ha gondolod próbálj meg egy közismert szénacélt mondjuk C45 öt (legyen mondjuk átmérő 20 mm ) vizben leedzeni ezután satuban egy közönséges kalapáccsal eltörheted. (kívül biztos 60 HRC)
Másrész 0.45 nél már a hegesztés problémás (előmelegítés ,nagy nyúlású hegesztőanyag ) 0.6 fölött igen kritikus.
Jól néznénk ki ha a zártszelvény,csövet mondjuk 0.6 % carbontartalmú acélból csinálnák . Még a nagyszilárdságú (pl ST52 )is csak 0.22% még a megadott alsó határt (0.3) sem érheti el
Sajnos a leirtak enyhén szóva elnagyoltak.
Igenis a 0.4 -0.6 % carbontartalmú ötvözetlen acélok edzhetők, sőt a mérettől függően akár teljes keresztmetszetben is átedződnek (Jomini görbe).indukciós edzéssel akár 60 -62 HRC re edzhetők (gondoljunk csak a lineáris tengelyekre
Ha gondolod próbálj meg egy közismert szénacélt mondjuk C45 öt (legyen mondjuk átmérő 20 mm ) vizben leedzeni ezután satuban egy közönséges kalapáccsal eltörheted. (kívül biztos 60 HRC)
Másrész 0.45 nél már a hegesztés problémás (előmelegítés ,nagy nyúlású hegesztőanyag ) 0.6 fölött igen kritikus.
Jól néznénk ki ha a zártszelvény,csövet mondjuk 0.6 % carbontartalmú acélból csinálnák . Még a nagyszilárdságú (pl ST52 )is csak 0.22% még a megadott alsó határt (0.3) sem érheti el
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 11, 17:58
Írta: svejk Dátum 2009 május 11, 17:58
Nem volt szükség pontos értékekre, csupán egy mellékvágány volt ez a téma.
Talán az hogy a köznyelv az edzhető vagy inkább már edzett, rugalmas, kemény vasötvözetekre mondja hogy acél, a többi marad vas néven, estleg még az öntöttvasat veszik külön kalap alá.
Vedd azt is figyelembe hogy a jó minőségű acélok más ötvözőanyagot is tartalmaznak, melyek szintén nagyban befolyásolják a tulajdonságaikat.
Nekem ilyen adatokra soha nem volt szükségem, tanulni is közel 30 éve kellett volna ezeket, de a Wikipédia elég megbízható forrás, bár biztos nem tévedhetetlen.
Lásd: #4664
Talán az hogy a köznyelv az edzhető vagy inkább már edzett, rugalmas, kemény vasötvözetekre mondja hogy acél, a többi marad vas néven, estleg még az öntöttvasat veszik külön kalap alá.
Vedd azt is figyelembe hogy a jó minőségű acélok más ötvözőanyagot is tartalmaznak, melyek szintén nagyban befolyásolják a tulajdonságaikat.
Nekem ilyen adatokra soha nem volt szükségem, tanulni is közel 30 éve kellett volna ezeket, de a Wikipédia elég megbízható forrás, bár biztos nem tévedhetetlen.
Lásd: #4664
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 11, 19:15
Írta: 000000000 Dátum 2009 május 11, 19:15
az 1:15 kicsit kevésnek tünik.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2009 május 11, 19:19
Írta: ANTAL GÁBOR Dátum 2009 május 11, 19:19
Ok ha gondolod legközelebb nem szólok .Ha az adatok a Wikipédiából származnak akkor sem jók.
(ha gondolod holnap beleírom a Wikipédiába hogy a viz 1 atmoszféra nyomáson 136 C fokon forr föl és akkor az ott lesz de baromság)
(ha gondolod holnap beleírom a Wikipédiába hogy a viz 1 atmoszféra nyomáson 136 C fokon forr föl és akkor az ott lesz de baromság)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 11, 19:28
Írta: svejk Dátum 2009 május 11, 19:28
Nem-nem, máskor is szólj nyugodtan, sőt az érveidet ha lehet támaszd is alá, valamely közkincsé tehető irodalommal.
Nekem nincs ilyen irányú irodalmam, persze szakértelmem sem.
Amit Tomasz írt az nagyvonalakban passzolt a Wikipédiával és iskolai halvány emlékezetemmel, így én elfogadtam.
De félő hogy félreértések vagy átfedések lehetnek kettőtök irománya közt valamilyen úton.
Egyébként hogy működik a wikipédia?
Egymást lektorálják a szerzők?
Írdd be amit írtál a vízről csak a hecc kedvéért és megnézzük kijavítja-e valaki..
Nekem nincs ilyen irányú irodalmam, persze szakértelmem sem.
Amit Tomasz írt az nagyvonalakban passzolt a Wikipédiával és iskolai halvány emlékezetemmel, így én elfogadtam.
De félő hogy félreértések vagy átfedések lehetnek kettőtök irománya közt valamilyen úton.
Egyébként hogy működik a wikipédia?
Egymást lektorálják a szerzők?
Írdd be amit írtál a vízről csak a hecc kedvéért és megnézzük kijavítja-e valaki..
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 11, 20:00
Írta: svejk Dátum 2009 május 11, 20:00
Átolvastam többször a Te írásod és amire reagáltál, Tomasz-ét. Én nem látok kettőtök közt akkora világrengető ellentmomdást.
Átfedések mindenütt vannak.
Itt is a 0,6%-ot nevezik lélektani határnak.
Írod ezt a C45 62 HRC-re történő edzését
az hogy törik az egy ügy, de számos tulajdonsága lehet nem közelíti meg az igazi, más ötvözőket is tartalmazó szerszámacélokét.
Vagy ezt(is) nagyon rosszul gondolom?
Egyébként a C45-ös anyagnál a megnevezésben szereplő szám a széntartalmat jelenti, vagyis 0,45% ?
Átfedések mindenütt vannak.
Itt is a 0,6%-ot nevezik lélektani határnak.
Írod ezt a C45 62 HRC-re történő edzését
az hogy törik az egy ügy, de számos tulajdonsága lehet nem közelíti meg az igazi, más ötvözőket is tartalmazó szerszámacélokét.
Vagy ezt(is) nagyon rosszul gondolom?
Egyébként a C45-ös anyagnál a megnevezésben szereplő szám a széntartalmat jelenti, vagyis 0,45% ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 11, 20:47
Írta: 000000000 Dátum 2009 május 11, 20:47
Lélektani határ?
Ekkora sületlenséget?
No de uraim!
Ez, mégis csak egy szakmai fórum. Vagy nem?
Érdemes lenne a következő helyen tájékozódni.
www.sasovits.hu/cnc/irodalom/bsc_seg_femtan_05_v1.pdf
Ekkora sületlenséget?
No de uraim!
Ez, mégis csak egy szakmai fórum. Vagy nem?
Érdemes lenne a következő helyen tájékozódni.
www.sasovits.hu/cnc/irodalom/bsc_seg_femtan_05_v1.pdf
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 május 11, 20:50
Írta: D.Laci Dátum 2009 május 11, 20:50
"Vagy nem?"
Vagy nem.... :)
De kösz a linket!
Vagy nem.... :)
De kösz a linket!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 11, 20:53
Írta: svejk Dátum 2009 május 11, 20:53
Tedd idézjelbe magadnak azt a sületlenséget, ha már én lehagytam..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 11, 20:58
Írta: 000000000 Dátum 2009 május 11, 20:58
Olyan színezetet sikerült adni a dolognak, mintha a hétfői kívánságműsor lenne a téma.
Igaz, nem nagy számokról van szó. Tized százalékok.
Egy elektron sem lehet sok. Ettől, még múlhat rajta valami. Lehet, hogy elemi szén. Lehet, hogy gyémánt.
Kerestem volna egy vas szén állapotábrát rajzosabban. Hirtelen a fenti helyt találtam csak.
Igaz, nem nagy számokról van szó. Tized százalékok.
Egy elektron sem lehet sok. Ettől, még múlhat rajta valami. Lehet, hogy elemi szén. Lehet, hogy gyémánt.
Kerestem volna egy vas szén állapotábrát rajzosabban. Hirtelen a fenti helyt találtam csak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 11, 21:06
Írta: svejk Dátum 2009 május 11, 21:06
Ha jól olvasom a 21. oldalon, akkor minden acél ami nem lágyvas és nem ultra nagy széntartalmú acél, vagy öntöttvas.
Okszi, ez így helyes is ..
De azért ettől még a köznyelv nem fogja a vasbográcsot a vashordót meg a mittudoménmilyen' vas előtagú szavakat ezekután acél előtagúként használni.
De esze ágában sem lenne Jóska bácsinak is azt mondani hogy a bicskája vagy a sezlonyrugója vasból van :)
Vagy miről is volt szó a legelején, miről is szól a vita? :)
Okszi, ez így helyes is ..
De azért ettől még a köznyelv nem fogja a vasbográcsot a vashordót meg a mittudoménmilyen' vas előtagú szavakat ezekután acél előtagúként használni.
De esze ágában sem lenne Jóska bácsinak is azt mondani hogy a bicskája vagy a sezlonyrugója vasból van :)
Vagy miről is volt szó a legelején, miről is szól a vita? :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 11, 21:17
Írta: svejk Dátum 2009 május 11, 21:17
Ja, igen talán utolsó érdemi dolog az volt az hogy mi edzhető és mi nem.
Talán itt sem lehet markáns határvonalat húzni.
Mint ahogy írta valaki hogy hegesztéskor a zártszelvény is beedződik mert van széntartalma. (igaz annak a hivatalos neve meg szerkezeti acél )
Van az edzésnek olyan meghatározása hogy csak azt nevezzük annak ha x-szer keményebb lesz?
Á, mindegy ezek csak szócséplések már Szigma #4656 hozzászólása óta. Ő már ott megmondta hogy olyan hogy vas nincs, (a tudósok szerint is csak a meteoritokban), vagy csak a laboratóriumokban tudnak nagytisztaságút előállítani.
Talán itt sem lehet markáns határvonalat húzni.
Mint ahogy írta valaki hogy hegesztéskor a zártszelvény is beedződik mert van széntartalma. (igaz annak a hivatalos neve meg szerkezeti acél )
Van az edzésnek olyan meghatározása hogy csak azt nevezzük annak ha x-szer keményebb lesz?
Á, mindegy ezek csak szócséplések már Szigma #4656 hozzászólása óta. Ő már ott megmondta hogy olyan hogy vas nincs, (a tudósok szerint is csak a meteoritokban), vagy csak a laboratóriumokban tudnak nagytisztaságút előállítani.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 május 11, 21:24
Írta: vthgizrff Dátum 2009 május 11, 21:24
Az edzhető, ahol a térrács szerkezet át tud alakulni. Ennek feltétele a megfelelő széntartalom.
Egyébbkédt a bili vas is edzhető, vörösvérlugsónak hívják azt az anyagot amivel pótolni lehet a szént. Persze ez csak pár tized mm mélységben képes "bekeményíteni"
Egyébbkédt a bili vas is edzhető, vörösvérlugsónak hívják azt az anyagot amivel pótolni lehet a szént. Persze ez csak pár tized mm mélységben képes "bekeményíteni"
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 11, 21:40
Írta: svejk Dátum 2009 május 11, 21:40
Köszi!
Látod ezt is írta már valaki hogy lehet edzeni szinte mindet, csak minek...
Én azt az anyagot sárgavérlugsónak ismerem..
(lehet azért mert tényleg sárga, legalább is az amit nálunk használtak)
Látod ezt is írta már valaki hogy lehet edzeni szinte mindet, csak minek...
Én azt az anyagot sárgavérlugsónak ismerem..
(lehet azért mert tényleg sárga, legalább is az amit nálunk használtak)
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 május 11, 21:42
Írta: vthgizrff Dátum 2009 május 11, 21:42
Az anyagismeret tanárom annak idején egy egyszerű hasonlattal írta le, hogy mi is történik edzéskor. A gyerekek szépen sorban állnak a testnevelés órán, egymás melett oszlopokban. (képzelj el egy kockát aminek a sarkanin üllnek a vas atomok és minden lap közepén egy szén atom -lapközepes köbös térrács) Utána megkérjük őket, hogy álljanak kör alaktazba. (Melegítés hatására 700 akárhány fokon a vas átalakul térközepes köbös térrács szerkezetre, A szén atomok a kocka térbeli közepére kerülnek) Ha azt szeretnénk, hogy visszaáljnak a gyerekek oszlopokba, ahoz időre van szükségük, mint a vasnak a visrosszendeződéshez. Ha hirtelen lehűtjük az acélt akkor nincs ideje visrosszendeződni, szabálytalan lesz a rácsszerkezete, ezért lesz rideg, törékeny, kemény. Az már külön szakma hogy mikor melyik jellemző van jelen erősebben.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 12, 09:05
Írta: svejk Dátum 2009 május 12, 09:05
Ez jó :)
Egyébként még tegnap este kaptam egy elég részletes magyarázatot ezen anyagokról magánban, pont a témában is résztvevő fórumtagtól, csak azt nem értem miért nem mindjárt ide írta, akkor lehet elmaradt volna egy pár fölösleges sületlen levél, részemről is.
Egyébként még tegnap este kaptam egy elég részletes magyarázatot ezen anyagokról magánban, pont a témában is résztvevő fórumtagtól, csak azt nem értem miért nem mindjárt ide írta, akkor lehet elmaradt volna egy pár fölösleges sületlen levél, részemről is.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 12, 09:13
Írta: 3k74cecek Dátum 2009 május 12, 09:13
Ha már precízkedünk: térrács helyett kristályrács [#wave]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 12, 09:24
Írta: svejk Dátum 2009 május 12, 09:24
kezdődik ??!! :) [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 12, 10:02
Írta: 000000000 Dátum 2009 május 12, 10:02
>Ha gondolod próbálj meg egy közismert szénacélt >mondjuk C45 öt (legyen mondjuk átmérő 20 mm ) >vizben leedzeni ezután satuban egy közönséges >kalapáccsal eltörheted. (kívül biztos 60 HRC)
És ha lánggal felmelegítem addig hogy elkezdjen rajta futni a kékes szín és hagyom lehülni akkor normalizálódik vagy felejtsem is el hogy én házilag fogok tudni készíteni nem is lágy és nem is porcelán kemény dolgokat....
Árulnak a a Ferroglobusnál szerszámecélt lágy állapotban.
Az megmunkálható a mi szintünkön vagy jobban járok ha marad a gipsz marás?
Köszi: András
És ha lánggal felmelegítem addig hogy elkezdjen rajta futni a kékes szín és hagyom lehülni akkor normalizálódik vagy felejtsem is el hogy én házilag fogok tudni készíteni nem is lágy és nem is porcelán kemény dolgokat....
Árulnak a a Ferroglobusnál szerszámecélt lágy állapotban.
Az megmunkálható a mi szintünkön vagy jobban járok ha marad a gipsz marás?
Köszi: András
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 május 12, 10:17
Írta: 7vpav5d32 Dátum 2009 május 12, 10:17
http://www.boehler.hu/ Itt is találtok rengeteg infót. A kovács szerszámtól az esztergakésig mindenféle speciális, megmunkálható anyag. Haza viszed, kialakitod (forácsolással, kovácsolással, stb) visszaviszed lekezeltetni és tuti szerszámaid lesznek.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 12, 10:52
Írta: 3k74cecek Dátum 2009 május 12, 10:52
Nem kell elfelejteni, de néhány dolgot meg kell tanulni, és némi felszerelés szükséges hozzá. A profi hőkezelés egy külön tudomány. A legnagyobb gond az amatőröknél, hogy többnyire nem tudják az anyag pontos összetételét. A hőkezelés pontos menetrendje viszont ettől függ.
A jó minőségű hőkezeléshez kell egy hőfokszabályozható kis kemence. Aztán a konkrét hőkezeléstől függően különböző egyéb anyagok, edzősó, stb. Szóval otthonra nem könnyen megoldható. Az otthoni hőkezelés csak olyan lesz mint a hobby CNC az igazihoz képest.
A jó minőségű hőkezeléshez kell egy hőfokszabályozható kis kemence. Aztán a konkrét hőkezeléstől függően különböző egyéb anyagok, edzősó, stb. Szóval otthonra nem könnyen megoldható. Az otthoni hőkezelés csak olyan lesz mint a hobby CNC az igazihoz képest.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 12, 11:20
Írta: svejk Dátum 2009 május 12, 11:20
Jó kis oldal, bár még 1-2 menüpont nem elérhető.
Arra az edzőfóliára kíváncsi lennék élőben, szerintem másra is jó lehetne...
Arra az edzőfóliára kíváncsi lennék élőben, szerintem másra is jó lehetne...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 12, 11:46
Írta: 000000000 Dátum 2009 május 12, 11:46
„Az otthoni hőkezelés csak olyan lesz mint a hobby CNC az igazihoz képest.”
Pontosan ez a helyzet.
Az van a köztudatban, hogy felmelegítjük a vasat. Utána vízbe dobjuk, oszt’ jó napot.
Semmi nem ilyen egyszerű.
Ha az edzés kemencében történik, még ott a visszaeresztés kérdése is.
Tényleg egy külön tudomány a hőkezelés IS.
Én is szándékosan hőkezelést írtam.
Pontosan ez a helyzet.
Az van a köztudatban, hogy felmelegítjük a vasat. Utána vízbe dobjuk, oszt’ jó napot.
Semmi nem ilyen egyszerű.
Ha az edzés kemencében történik, még ott a visszaeresztés kérdése is.
Tényleg egy külön tudomány a hőkezelés IS.
Én is szándékosan hőkezelést írtam.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 május 12, 11:53
Írta: 7vpav5d32 Dátum 2009 május 12, 11:53
Gondolom frissítés alatt van. Pár éve letöltöttem rengeteg anyagnak a pdf-jét, de most azok nincsenek fent. Nagyon készségesek telefonon is. Tanácsot adnak, anyagot javasolnak, megmunkálási ötletet adnak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 12, 13:15
Írta: 000000000 Dátum 2009 május 12, 13:15
Azért a középkorban is egeszen jól megoldották a dolgot, a katana készitésről nem is beszélve.
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2009 május 12, 13:43
Írta: HJózsi Dátum 2009 május 12, 13:43
Én is teszek egy próbát náluk a K 720-assal :

Csak még azt nem tudom mit csináljak belőle ? [#nyes]
Átmérő 45mm ( 45,8mm a nyersméret ) bruttó 1000Ft/kg ... Ezt nem náluk hőkezelik, de megmondják hova kell vinni.
Csak még azt nem tudom mit csináljak belőle ? [#nyes]
Átmérő 45mm ( 45,8mm a nyersméret ) bruttó 1000Ft/kg ... Ezt nem náluk hőkezelik, de megmondják hova kell vinni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 12, 13:53
Írta: 000000000 Dátum 2009 május 12, 13:53
Gondolom, hogy meg.
Még, ha voltak is nehézségeik. Mert, kénytelenek voltak lámpánál nézni a CNC-jük monitorát. [#vigyor2]
Páran céloztunk rá, hogy a hőkezelés sem egy olyan terület, aminek hirtelen felindulásból nekiesik az ember és már megy is a dolog.
Elég öreg vagyok már, annyira azért nem, hogy személyes tapasztalataim legyenek a középkorról.
Ezért, csak tippelni tudok, hogy valamilyen képzés már akkor is volt.
Azt sem tartom kizártnak, hogy nem különböző lélektani határokhoz kötötték volna az acél edzhetőségét. Már csak azért sem, mert a határ nem szándék kérdése. Hanem ténykérdés.
Ami náluk egyszerűsíthette a dolgot, hogy ők szén nélkül „nem tudtak közeledni” a vashoz.
Nem vagyok igazán vasipari szakember, de szerintem nagyon szénszegény vasat nehezen tudtak összehozni.
Így nem is derült fény számukra, hogy egy bizonyos széntartalom alatt elektromos ívvel nem hegeszthető pl. a lópatkó.
Még, ha voltak is nehézségeik. Mert, kénytelenek voltak lámpánál nézni a CNC-jük monitorát. [#vigyor2]
Páran céloztunk rá, hogy a hőkezelés sem egy olyan terület, aminek hirtelen felindulásból nekiesik az ember és már megy is a dolog.
Elég öreg vagyok már, annyira azért nem, hogy személyes tapasztalataim legyenek a középkorról.
Ezért, csak tippelni tudok, hogy valamilyen képzés már akkor is volt.
Azt sem tartom kizártnak, hogy nem különböző lélektani határokhoz kötötték volna az acél edzhetőségét. Már csak azért sem, mert a határ nem szándék kérdése. Hanem ténykérdés.
Ami náluk egyszerűsíthette a dolgot, hogy ők szén nélkül „nem tudtak közeledni” a vashoz.
Nem vagyok igazán vasipari szakember, de szerintem nagyon szénszegény vasat nehezen tudtak összehozni.
Így nem is derült fény számukra, hogy egy bizonyos széntartalom alatt elektromos ívvel nem hegeszthető pl. a lópatkó.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 május 12, 14:10
Írta: 7vpav5d32 Dátum 2009 május 12, 14:10
A sok mérést pótolta a hatalmas tapasztalat.
Nem hiszem, hogy a Kölber fivéreknek rengeteg eszközük volt az anyagok bevizsgálására mégis világhírű kocsikat építettek. Egy tapasztalt kovács a szikra szinéből 20-30 fokos pontossággal megmondja a hőmérsékletet és az anyag minőséget. Persze nem találkoztak K120-as anyaggal, de talán így még jobban kell tisztelnünk a szaktudásukat. Tudtak rugót is csinálni meg vésőket is meg menetmetszőt is meg mindent ami kellett "akkor".
Az átkosban azért nem volt a magyar acél versenyképes mert az ötvözés csak ugy ment, hogy "Józsi bácsi dobjon majd abból bele egy lapáttal a másikból meg kettővel" persze néha csak féllapát volt néha meg összekeverte az öreg.
Nem hiszem, hogy a Kölber fivéreknek rengeteg eszközük volt az anyagok bevizsgálására mégis világhírű kocsikat építettek. Egy tapasztalt kovács a szikra szinéből 20-30 fokos pontossággal megmondja a hőmérsékletet és az anyag minőséget. Persze nem találkoztak K120-as anyaggal, de talán így még jobban kell tisztelnünk a szaktudásukat. Tudtak rugót is csinálni meg vésőket is meg menetmetszőt is meg mindent ami kellett "akkor".
Az átkosban azért nem volt a magyar acél versenyképes mert az ötvözés csak ugy ment, hogy "Józsi bácsi dobjon majd abból bele egy lapáttal a másikból meg kettővel" persze néha csak féllapát volt néha meg összekeverte az öreg.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 május 12, 16:16
Írta: knifemaster Dátum 2009 május 12, 16:16
Akkor ezért volt sz@r a svédacél is :)
Mert annak a bugáit is itthon gyártották.
Mert annak a bugáit is itthon gyártották.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 12, 16:24
Írta: svejk Dátum 2009 május 12, 16:24
Köszi, értem én..
Valóban ott akkor egy helytelen fogalmat használtam, de inkább az egy-két, meglehet bugyuta kérdésemra adtál volna választ, vagy öszefoglaltad volna a Te álláspontodat, a tudást, mint hogy ezen lovagolsz.
De ha már középkor és lelektan, akkor Ők nagyon is lelki dolgokkal is próbálták a saját munkájukat tökéletesíteni.
Állítólag a harangöntök a több hónapos előkészület után még a mai napig is imádkoznak az öntés előtt. Hogy ez segít-e nekik azt csak Ők maguk tudják...
Az oknál fogva hogy ne kezdődjön megint..
megpróbálok tartózkodni a veled való vitáktól, de egyúttal szeretnélek megkérni, hogy a hatvani találkozón szakíts rám pár percet és beszéljük meg ezt az egymás közti tüskés viszonyt, szerintem a fórum és mindkettőnk hasznára fog válni.
Valóban ott akkor egy helytelen fogalmat használtam, de inkább az egy-két, meglehet bugyuta kérdésemra adtál volna választ, vagy öszefoglaltad volna a Te álláspontodat, a tudást, mint hogy ezen lovagolsz.
De ha már középkor és lelektan, akkor Ők nagyon is lelki dolgokkal is próbálták a saját munkájukat tökéletesíteni.
Állítólag a harangöntök a több hónapos előkészület után még a mai napig is imádkoznak az öntés előtt. Hogy ez segít-e nekik azt csak Ők maguk tudják...
Az oknál fogva hogy ne kezdődjön megint..
megpróbálok tartózkodni a veled való vitáktól, de egyúttal szeretnélek megkérni, hogy a hatvani találkozón szakíts rám pár percet és beszéljük meg ezt az egymás közti tüskés viszonyt, szerintem a fórum és mindkettőnk hasznára fog válni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 12, 20:53
Írta: 000000000 Dátum 2009 május 12, 20:53
Szerintem, nem kell mindent úgy mellre szívni.
Ne ellened való támadásnak vedd!
Az ittlévők közül általános lehet, hogy nem tiszta a hőkezelés kérdése.
Az összefoglalód, amire reagáltam, hát az hajmeresztő volt.
Elképzelhető, hogy a mondandómat tálalhattam volna barátságosabban is.
Bocs’!
Ne ellened való támadásnak vedd!
Az ittlévők közül általános lehet, hogy nem tiszta a hőkezelés kérdése.
Az összefoglalód, amire reagáltam, hát az hajmeresztő volt.
Elképzelhető, hogy a mondandómat tálalhattam volna barátságosabban is.
Bocs’!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 12, 21:26
Írta: svejk Dátum 2009 május 12, 21:26
Igazad van, csak sokszor hamarabb írok mint gondolkodom :(
Bár mint kismoderátori joggal törölhettem volna de az sem lenne etikus, ha már egyszer valaki elolvasta...
Igen vannak hajmeresztő dolgaim, sajnos mindenbe próbálok belekapni, de igazából semelyik területnek sem tudok a mestere lenni, csak amolyan Mek-Elek.
De az is igaz a fórumra hogy sokszor csak a vérlázító dolgokkal lehet az igazi szakikból kihúzni a tudást :)
Persze ott nem arról volt szó.
Úgy hogy én is bocss-ot kérek! :)
De a találkozón ettől függetlenül jó lenne megismerkedni személyesen...
Bár mint kismoderátori joggal törölhettem volna de az sem lenne etikus, ha már egyszer valaki elolvasta...
Igen vannak hajmeresztő dolgaim, sajnos mindenbe próbálok belekapni, de igazából semelyik területnek sem tudok a mestere lenni, csak amolyan Mek-Elek.
De az is igaz a fórumra hogy sokszor csak a vérlázító dolgokkal lehet az igazi szakikból kihúzni a tudást :)
Persze ott nem arról volt szó.
Úgy hogy én is bocss-ot kérek! :)
De a találkozón ettől függetlenül jó lenne megismerkedni személyesen...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 13, 09:17
Írta: 000000000 Dátum 2009 május 13, 09:17
„mindenbe próbálok belekapni, de igazából semelyik területnek sem tudok a mestere lenni, csak amolyan Mek-Elek. „
Ha ez, - mint esetedben is - önkritikával párosul, akkor ennél nagyobb ajándék nem kellhet a természettől.
Lényegében ettől megy előre a világ.
Köszi az invitálást a találkozóra, de nincsen rá lehetőségem.
Az egészségem nem igazán engedi. Még megbeszélt időpontot sem tudok tartani a mindennapjaimban.
Bocs’ hogy gondjaimmal terheltem a fórumot.
Ha ez, - mint esetedben is - önkritikával párosul, akkor ennél nagyobb ajándék nem kellhet a természettől.
Lényegében ettől megy előre a világ.
Köszi az invitálást a találkozóra, de nincsen rá lehetőségem.
Az egészségem nem igazán engedi. Még megbeszélt időpontot sem tudok tartani a mindennapjaimban.
Bocs’ hogy gondjaimmal terheltem a fórumot.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 15, 20:08
Írta: 43pbwjg8s Dátum 2009 május 15, 20:08
Na csak idefordulok inkább előbb.
Ti ugyis csak hasznos tanácsokat tudtok adni.
Adva van a lehetőség:
Egy 250x250x100-as méretű alu öntvény gépváz öntését ajánlották fel nekem.
Egyszerűsítsünk:
Ismét mondom: Én közben dolgozok a terveken, de a javaslatokból csakis tanulhatok, és tuti ugyis lesz olyan amire magamtól nem figyelnék oda. Ti biztos figyelmeztettek az ötleteitek által, hog yfigyeljek és ogndoljak át mindent (amit lehet persze)
Ki milyen kivitelt öntetne?
rajzok/képek/linkek, minden hasznos lehet.
Előre is köszönöm ha segítetek!
Ti ugyis csak hasznos tanácsokat tudtok adni.
Adva van a lehetőség:
Egy 250x250x100-as méretű alu öntvény gépváz öntését ajánlották fel nekem.
Egyszerűsítsünk:
Ismét mondom: Én közben dolgozok a terveken, de a javaslatokból csakis tanulhatok, és tuti ugyis lesz olyan amire magamtól nem figyelnék oda. Ti biztos figyelmeztettek az ötleteitek által, hog yfigyeljek és ogndoljak át mindent (amit lehet persze)
Ki milyen kivitelt öntetne?
rajzok/képek/linkek, minden hasznos lehet.
Előre is köszönöm ha segítetek!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 15, 20:09
Írta: 43pbwjg8s Dátum 2009 május 15, 20:09
Még egy infó:
Az alak lehet akármilyen extrém is, csak önhető legyen. Azt persze majd én már kigondolom hogy hogyan, ha nem lehetne megoldani úgyis szólok.
Az alak lehet akármilyen extrém is, csak önhető legyen. Azt persze majd én már kigondolom hogy hogyan, ha nem lehetne megoldani úgyis szólok.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 16, 00:09
Írta: 43pbwjg8s Dátum 2009 május 16, 00:09
közben egy régi dolog.
Még anno több évvel ezelőtt vettem egy kerékpár középcsapágyat házastul mindenestül.
A szerencsés az volt, hogy ez még a befeszíthető, kottyanásmentesíthető fajta volt.
Szerintetek egy ilyen mit bír ki?
4. tengelynek talán jó lehet ez is.
Egyébként ahogy nézem a kínálatot, egyre jobb kidolgozású, egyre tartósabb sé terhelhetőbb darabokat gyátanak. Legalábbis ezt állítják róluk. Sajnos azt nem nagyon mondják (miért is tennék), hogy mit bírna ki, ha nem a cangákba lennének beépítve.
Sajnos az a fordulatszám ai ott van nem túl magas, pedig egy agyváltóval még szabályozni is leetne sebességet/nyomatékot.
Valamit azért tudniuk kell, ha akár 100Kg os embereket bírnak el a pedálokon. Csak sajnos lassan. :(
Még anno több évvel ezelőtt vettem egy kerékpár középcsapágyat házastul mindenestül.
A szerencsés az volt, hogy ez még a befeszíthető, kottyanásmentesíthető fajta volt.
Szerintetek egy ilyen mit bír ki?
4. tengelynek talán jó lehet ez is.
Egyébként ahogy nézem a kínálatot, egyre jobb kidolgozású, egyre tartósabb sé terhelhetőbb darabokat gyátanak. Legalábbis ezt állítják róluk. Sajnos azt nem nagyon mondják (miért is tennék), hogy mit bírna ki, ha nem a cangákba lennének beépítve.
Sajnos az a fordulatszám ai ott van nem túl magas, pedig egy agyváltóval még szabályozni is leetne sebességet/nyomatékot.
Valamit azért tudniuk kell, ha akár 100Kg os embereket bírnak el a pedálokon. Csak sajnos lassan. :(
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 16, 00:41
Írta: 43pbwjg8s Dátum 2009 május 16, 00:41
itt számolgatok egy kicsit:
50Km/H-t feltételezve és egy 22"-os kerékkel megáldott bringát, akkor pl a hátsó kerék fordulatszáma kb 470/min.
Ez eléggé kevés... :(
A középagy ehhez képest ennél a sebességnél gyorsítón keresztül hajtja meg a hátsó kereket, tehát ott jócskán kisebb a fordulat (még szép! Hogy kapkodnánk a lábunkat:) )
A középagy (ha jól beállítható!) max 4. tengelynek jó.
A hátsó tengely.... nos végül is.. ezzel a fordulatszámmal az sem lehet igazán másra használni. Legfeljebb az X-Y-Z tengelyek csapágyazására.
50Km/H-t feltételezve és egy 22"-os kerékkel megáldott bringát, akkor pl a hátsó kerék fordulatszáma kb 470/min.
Ez eléggé kevés... :(
A középagy ehhez képest ennél a sebességnél gyorsítón keresztül hajtja meg a hátsó kereket, tehát ott jócskán kisebb a fordulat (még szép! Hogy kapkodnánk a lábunkat:) )
A középagy (ha jól beállítható!) max 4. tengelynek jó.
A hátsó tengely.... nos végül is.. ezzel a fordulatszámmal az sem lehet igazán másra használni. Legfeljebb az X-Y-Z tengelyek csapágyazására.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 16, 06:47
Írta: 000000000 Dátum 2009 május 16, 06:47
Tudtak pedig. Damaszkuszi acelként is ismerték, de a katana is igy készult. Többször kikalapálták az izzó vasat majd ujra összekaovácsolták. igy kiégett belőle a szén. Ahol keményíteni akarták pl élénel oda grafitos agyagos kencet kentek és úgy hűtötték le. A maroktüskénél megint másféle edzést alkalmaztak. Így a kard teste rugalmas volt az éle rideg, a markolattüske meg a kettő között. Hét évig volt inas valaki egy kovácsnál mire mester lehetett, szóval volt ideje tanulni.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 május 16, 07:48
Írta: ra8nsmk6w Dátum 2009 május 16, 07:48
Ha szétszeded megláthatod, hogy sima mélyhornyú golyóscsapágyak vannak benne, még a legdrágább tipusokban is.A percenkénti 100 fordulatszámnál is néhány év alatt kuka
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 16, 09:02
Írta: 000000000 Dátum 2009 május 16, 09:02
„igy kiégett belőle a szén”
Első hallásra meredek kijelentés. A másodikra is.
Hogyan tudták kiégetni belőle a kovácstűzben? Amit feltételezem szén táplált.
A kalapálgatás szerintem arra ment ki, hogy többféle tulajdonságú „vaslemezt” egymással összekalapáljanak. Az egymás mellé tett lemezeket kovácshegesztéssel „kötötték össze”.
No meg, volt abban hasbaakasztás is rendesen.
Pl. a kovács addig nem foglalkozott az asszonyával, amíg a cucc el nem készült. Lehet, hogy csak alibi volt az egész felhajtás? Az is lehet, hogy erre voltak felvéve a segédek?
Első hallásra meredek kijelentés. A másodikra is.
Hogyan tudták kiégetni belőle a kovácstűzben? Amit feltételezem szén táplált.
A kalapálgatás szerintem arra ment ki, hogy többféle tulajdonságú „vaslemezt” egymással összekalapáljanak. Az egymás mellé tett lemezeket kovácshegesztéssel „kötötték össze”.
No meg, volt abban hasbaakasztás is rendesen.
Pl. a kovács addig nem foglalkozott az asszonyával, amíg a cucc el nem készült. Lehet, hogy csak alibi volt az egész felhajtás? Az is lehet, hogy erre voltak felvéve a segédek?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2009 május 16, 10:34
Írta: sasi Dátum 2009 május 16, 10:34
Egy öntött bugában a kristályok közel gömbalakúak, és hasonló méretűek, kvázi „homogének” (durva közelítéssel). Ha ebből lemezt készítünk, azt elsősorban hideg hengerléssel tesszük. Az ilyen alakítás hatására a kristályok a hengerlés irányában megnyúlnak, és ezért hosszirányban nagyobb lesz a mechanikai szilárdsága a lemeznek, mint keresztirányba.
Huzal készítésénél is ez a jelenség, sőt, még hosszabbak a kristályok a többlépcsős alakítás miatt. Ha ilyen huzalokat összefonunk bonyolult pászmákba, és összekovácsoljuk, nagyon hajlékony, szívós anyagot kapunk. Ezt már több ezer éve alkalmazza a hozzáértő kovács ember, a damaszkuszi is, de talán az indiai alkalmazta először.
A kard legnagyobb erénye, ha nem törik el a küzdelem közepette, az éle huszadrangú, de a középkorban már készítettek olyan kardokat, melyeknél a két élt magasabb széntartalmú acélból kovácsolták (hosszabb ideig izzították a kovácstűzben, szén diffundált az acélba, így keményebb, és ridegebb lett) a rugalmas testhez, így éltartóbb lett, de megmaradt a rugalmassága is.
Amennyiben egy vasdarabon azt szeretnénk elérni, hogy legyen rajta edzhető, és alacsony széntartalmú rész, akkor cementálás előtt agyaggal fedjük be azokat a felületeket, melyeket nem kívánunk keményíteni, és így hevítjük szén dús közegben. Idő kérdése, hogy milyen mélyen diffundál be a szén, akár több mm is lehet, de persze annak nincs sok értelme, sőt…
Huzal készítésénél is ez a jelenség, sőt, még hosszabbak a kristályok a többlépcsős alakítás miatt. Ha ilyen huzalokat összefonunk bonyolult pászmákba, és összekovácsoljuk, nagyon hajlékony, szívós anyagot kapunk. Ezt már több ezer éve alkalmazza a hozzáértő kovács ember, a damaszkuszi is, de talán az indiai alkalmazta először.
A kard legnagyobb erénye, ha nem törik el a küzdelem közepette, az éle huszadrangú, de a középkorban már készítettek olyan kardokat, melyeknél a két élt magasabb széntartalmú acélból kovácsolták (hosszabb ideig izzították a kovácstűzben, szén diffundált az acélba, így keményebb, és ridegebb lett) a rugalmas testhez, így éltartóbb lett, de megmaradt a rugalmassága is.
Amennyiben egy vasdarabon azt szeretnénk elérni, hogy legyen rajta edzhető, és alacsony széntartalmú rész, akkor cementálás előtt agyaggal fedjük be azokat a felületeket, melyeket nem kívánunk keményíteni, és így hevítjük szén dús közegben. Idő kérdése, hogy milyen mélyen diffundál be a szén, akár több mm is lehet, de persze annak nincs sok értelme, sőt…
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 május 16, 14:00
Írta: 3vv2btrhv Dátum 2009 május 16, 14:00
Sasi , mikor akarsz a MahTech-re kimenni , szeretnék veled találkozni .
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2009 május 16, 17:39
Írta: sasi Dátum 2009 május 16, 17:39
Szia Tibor!
Szerdán leszek a kiállításon, a telefonszámomat elküldtem.
Szerdán leszek a kiállításon, a telefonszámomat elküldtem.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 18, 00:45
Írta: 3k74cecek Dátum 2009 május 18, 00:45
De ugye nem a szabvány mélyhornyúra gondolsz?
A maiakat nem ismerem de a régiek inkább egy ferde hatásvonalúra hasonlítottak.
A probléma abból van, hogy egyrészt nem eléggé porvédettek, a homok pedig nagyon romboló egy csapágyban. Másrészt az anyaguk nem egészen egyezik a tényleges golyóscsapágy anyaggal. A felület kidolgozásáról már ne is beszéljünk.
Aztán ha valaki erősebben meghúzza, mert nincs érzéke hozzá, akkor nagyon hamar haza lehet vágni.
A maiakat nem ismerem de a régiek inkább egy ferde hatásvonalúra hasonlítottak.
A probléma abból van, hogy egyrészt nem eléggé porvédettek, a homok pedig nagyon romboló egy csapágyban. Másrészt az anyaguk nem egészen egyezik a tényleges golyóscsapágy anyaggal. A felület kidolgozásáról már ne is beszéljünk.
Aztán ha valaki erősebben meghúzza, mert nincs érzéke hozzá, akkor nagyon hamar haza lehet vágni.
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2009 május 18, 01:10
Írta: HJózsi Dátum 2009 május 18, 01:10
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 május 18, 06:52
Írta: ra8nsmk6w Dátum 2009 május 18, 06:52
Amiről szó van azt monoblocknak hivják és semmit nem lehet állitani rajta. Az ára az úgy 5000- felfelé, mondjuk az égig. Én még nem láttam 50 000 ft-ost de a kerékpárszerelők azt mondják, hogy abban is sima mélyhornyú van.Viszont a védelme nem hasonlitható a régi szereltekhez( annál azért sokkal jobb)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 18, 10:41
Írta: 43pbwjg8s Dátum 2009 május 18, 10:41
Nekem pl. egy régebbi kónuszos van. A csapágy futófelületek ferdehatásvonalt adnak.
Ez állítható.
Ez állítható.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 18, 10:58
Írta: svejk Dátum 2009 május 18, 10:58
Hallod, ez a biciklicsapágyas fortunád már lehet verné az ablaktörlőmotoros szervos gépet is :))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 18, 12:23
Írta: 43pbwjg8s Dátum 2009 május 18, 12:23
:)
Kicsiny kis keretből, kicsiny kis lehetőség. :)
Ami van azt használjuk! :)
De ezt én fortunának nem gondolnám. Azért ez ahhoz nem való.
Inkább egy negyedik tengely csapágyazásának.
Kicsiny kis keretből, kicsiny kis lehetőség. :)
Ami van azt használjuk! :)
De ezt én fortunának nem gondolnám. Azért ez ahhoz nem való.
Inkább egy negyedik tengely csapágyazásának.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 18, 14:24
Írta: svejk Dátum 2009 május 18, 14:24
Bizony a nagy többségünk így kezdi, és talán ez a helyes is, még ha rögös is az út.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 18, 14:46
Írta: 43pbwjg8s Dátum 2009 május 18, 14:46
Csak kii ne-e rá-ázza-a a be-e-leime-et ez az út! :)
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 18, 15:10
Írta: f2266unib Dátum 2009 május 18, 15:10
Sziasztok, kérdésem lenne. van egy precíziós golyósorsóm a megfelelő anyával. A probléma összetett.
1: Hogyan tudom úgy rögzíteni az anyát az asztalhoz, hogy az induláskor ne feszüljön meg. Ezidáig hiába fogtam meg elöl hátul, minden esetben "előrebukott" az anya, onnantól meg feszül.
2: Ha meg lehet (meg tudom) fúrni az anyán levő menetet a mostani hármasról hatosra akkor okozok -e vele kárt vajon, és segít-e ez az 1. problémán?
Köszönöm
1: Hogyan tudom úgy rögzíteni az anyát az asztalhoz, hogy az induláskor ne feszüljön meg. Ezidáig hiába fogtam meg elöl hátul, minden esetben "előrebukott" az anya, onnantól meg feszül.
2: Ha meg lehet (meg tudom) fúrni az anyán levő menetet a mostani hármasról hatosra akkor okozok -e vele kárt vajon, és segít-e ez az 1. problémán?
Köszönöm
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 május 18, 15:55
Írta: 0gbwyh99 Dátum 2009 május 18, 15:55
És hány helyen volt megfogva elöl hátul ? Azokon az anyákon szokot lenni körbe elhelyezve 4-8 vagy talán több lyuk is . Ha 4 van rajta akkor mind a 4-et illik használni , ha 6 van rajta akkor legaláb 3-at ! Esetleg csináljál egy képet a mostani állásrol , úgy már sokkal világosab lesz a bibi .
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 18, 17:41
Írta: f2266unib Dátum 2009 május 18, 17:41
Köszönöm a gyors reagálást. Itt vannak a képek és a gordiuszi csomóm :)
2.kép1.kép
3.kép
4.kép
5.kép
6.kép
7.kép
8.kép
9.kép
10.kép
11.kép
2.kép1.kép
3.kép
4.kép
5.kép
6.kép
7.kép
8.kép
9.kép
10.kép
11.kép
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 18, 21:32
Írta: 000000000 Dátum 2009 május 18, 21:32
Jó masszív gépet építessz. Szerintem a megoldás az, hogy heggesztessz a kocsira egy 10mm-es lemezt ,a golyósorsóra merőlegesen egy furat az orsónak, négy furat az anyának. Vigyázz a merőlegességre, jó lenne hegg. után síkbamarni.
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 18, 23:05
Írta: f2266unib Dátum 2009 május 18, 23:05
Köszönöm a bókot :) Az a baj, hogy néha bizonytalan vagyok. Sajnos a tanácsod nálam valamiért nem működik. Készítettem egy 10mm lemezből egy merőleges lapot, de a kocsi (asztal) indításakor az anya megfeszül az orsón. (az anya bukik a húzás vagy a tolás irányába). Nem tudom mennyire látszik, de az anyán találtam 2 db 3 átmérőjű menetet, ahhoz próbáltam alakulni, de a jelen eszközeimmel (kőbalta, csonthegyű nyíl) :) nem tudok annyira precízen dolgozni hogy az anya teljesen középre álljon.
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 18, 23:10
Írta: f2266unib Dátum 2009 május 18, 23:10
Gondoltam arra is, hogy az anya másik oldalán ugyanolyan "fészket készítenék, de nem merek az anyagához hozzányúln, mert ha tönkremegy, nem tudom pótolni....(kemény anyag, prec. felület) Lassan lehet hogy jobban járok a 16os menetes szállal?
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 május 18, 23:54
Írta: 2vkx6unz Dátum 2009 május 18, 23:54
Szerintem ez az anya úgy van kitalálva, hogy az illesztett felülettel egy furatos tömbbe van a csavarokkal rögzítve. A tömb adja a pontos irányt és pozíciót a csavarok csak az erőátvitel miatt kellenek. Nem hiszem , hogy az a laposvasból készített kocsi az elkészült rögzítéssel elég merev lesz. Egy darabból készült asztal néhány merevítéssel jobb lenne.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 19, 00:36
Írta: 3k74cecek Dátum 2009 május 19, 00:36
Hát én egyik képen se látom, hogyan fogtad meg az anyát.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 19, 00:59
Írta: svejk Dátum 2009 május 19, 00:59
Gyanítom hogy a zsírzógombok helyének meneteit használta. lásd 10.kép
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 19, 01:01
Írta: svejk Dátum 2009 május 19, 01:01
vagy inkább csak a szennylehúzókat rógzítő hernyócsavarok menetei.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 19, 01:02
Írta: svejk Dátum 2009 május 19, 01:02
Ha az az anya annyira bukdácsol hogy befeszüll akkor nmeglehet nem is olyan preciziós az a cucc...
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2009 május 19, 07:04
Írta: e7c897sd8 Dátum 2009 május 19, 07:04
A 10. képen látható rögzítés teljesen rossz! Ha az anyát üresen mozgatod (rögzítés nélkül) van valamilyen holtjátéka az orsóhoz képest?
Az anyának a homloklapján található furatokkal kellene felfogatnod, ahogy azt már vbodi írta is. Nagyon figyelni kell a páruzamosságra a kocsik és az orsó tengelye között is. Sajnos a precíz orsók nagyon érzékenyek az ilyen beállítási hibákra. Ha a vázat hegeszted mindenképpen csavarodik, deformálódik valamerre. Ha síkba tudod maratni, akkor talán már nincs gond. Ezért szeretnek sokan (velem együtt) csavarozni a vázon a hegesztés helyett.
Az anyának a homloklapján található furatokkal kellene felfogatnod, ahogy azt már vbodi írta is. Nagyon figyelni kell a páruzamosságra a kocsik és az orsó tengelye között is. Sajnos a precíz orsók nagyon érzékenyek az ilyen beállítási hibákra. Ha a vázat hegeszted mindenképpen csavarodik, deformálódik valamerre. Ha síkba tudod maratni, akkor talán már nincs gond. Ezért szeretnek sokan (velem együtt) csavarozni a vázon a hegesztés helyett.
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 19, 07:07
Írta: f2266unib Dátum 2009 május 19, 07:07
Az asztal (8as lemez még ennek a tetejére jön, ez csak a kocsik összekötését és a párhuzamosságot adja.
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 19, 07:09
Írta: f2266unib Dátum 2009 május 19, 07:09
A kék átkötőt fúrtam meg kínomban. Ott van a 2 csavar (bár a képen nem látszik.)A 3. képen levő 2 furatba mennek.
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 19, 07:15
Írta: f2266unib Dátum 2009 május 19, 07:15
Üres mozgásnál nincs holtjáték, fut rendesen.
Az orsó és a kocsik között tökéletes a párhuzam,szépen együtt futnak. A homlokfalon már volt rögzítve, de sajnos oda 5-10mm-nél vastagabb anyagot nem tudok megmunkálni. (eszközhiány. Lehet hogy ha növelném a vastagságot nem lenne gond? A legtöbb helyen én is a csavart preferálom....de ezek még nem azok a helyek. :)
Az orsó és a kocsik között tökéletes a párhuzam,szépen együtt futnak. A homlokfalon már volt rögzítve, de sajnos oda 5-10mm-nél vastagabb anyagot nem tudok megmunkálni. (eszközhiány. Lehet hogy ha növelném a vastagságot nem lenne gond? A legtöbb helyen én is a csavart preferálom....de ezek még nem azok a helyek. :)
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 19, 07:18
Írta: f2266unib Dátum 2009 május 19, 07:18
Svejk: Ezt egy függőleges mozgást (emelő) végző gépben használják....Spec ez vadonat új volt.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 19, 09:12
Írta: 43pbwjg8s Dátum 2009 május 19, 09:12
Szia!
Én próbaképpen az orsó hátsó része alatt (a négy csavaros felfogaással ellentétes oldalon a lemezbe fúrnék egy furatot, megmenetelném és egy csavarral megnézném, hogy azt állítva, és visszatámasztva az orsó bukását tud-e összeszerelt állapotban is simán futni az egész.
nem tudom mennyire voltam érthető. Ha nem csak szóllj és skiccelek.
Persze ez elsőre csak egy próba. Nem végleges megoldás.
Én próbaképpen az orsó hátsó része alatt (a négy csavaros felfogaással ellentétes oldalon a lemezbe fúrnék egy furatot, megmenetelném és egy csavarral megnézném, hogy azt állítva, és visszatámasztva az orsó bukását tud-e összeszerelt állapotban is simán futni az egész.
nem tudom mennyire voltam érthető. Ha nem csak szóllj és skiccelek.
Persze ez elsőre csak egy próba. Nem végleges megoldás.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 19, 09:13
Írta: 43pbwjg8s Dátum 2009 május 19, 09:13
Ja! És persze ez csupán az egyik irányban jó!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 19, 09:16
Írta: 43pbwjg8s Dátum 2009 május 19, 09:16
De ha ez megy, akkor elgondolkodhatsz egy "csövön" amit rá tudsz húzni az orsó "bukó" oldalára, és valamilyen módon be tudod állítani a megfelelő helyzetét és fixálhatod.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 19, 09:29
Írta: 43pbwjg8s Dátum 2009 május 19, 09:29
A csövet az egyik oldalán lelapolod, és ott készítesz négy menetes furatot. Ezzel fogod fel majd a kocsira.
Utána már van lehetőséged kihézagolni a cső lapolt felülete ls a kocsi felülete között az egészet. OHNE hüvely bukás és feszülés.
Érdemes a csövet olyan hosszúra elkészíteni, hogy a hüvely teljes hosszán végigérjen és az elején található, négy furatot mabába foglaló peremre ütközzön fel.
Akkor van arra lehetőséged, hogy ebből az irányból is bemeneteled a csövet és azokat használva fogod össze a csövet és a hüvelyt.
Persze minehhez jó lenne, ha a cső furatát és a lelapolását a lehető legpárhuzamosabban őn elkészíteni.
Utána már van lehetőséged kihézagolni a cső lapolt felülete ls a kocsi felülete között az egészet. OHNE hüvely bukás és feszülés.
Érdemes a csövet olyan hosszúra elkészíteni, hogy a hüvely teljes hosszán végigérjen és az elején található, négy furatot mabába foglaló peremre ütközzön fel.
Akkor van arra lehetőséged, hogy ebből az irányból is bemeneteled a csövet és azokat használva fogod össze a csövet és a hüvelyt.
Persze minehhez jó lenne, ha a cső furatát és a lelapolását a lehető legpárhuzamosabban őn elkészíteni.
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 19, 09:39
Írta: f2266unib Dátum 2009 május 19, 09:39
Köszi:) Azt hiszem a skiccet választanám ha lehet ....Az orsóval van némi gondom.
1: az anyát nem lehet leszedni az orsórol, mert a vége perselyeztetve lett a másik végén meg mechanikai gát van.
2: Igy összeszerelve nem fér be a fúró alá
3: Nem merem megfúrni, mert nem ismerem a szerkezetét, lehet hogy kárt okozok benne akkor aztán pech.
Erről a "csöves" megoldásról is tudsz egy móriczkát..ez jól hangzik.
1: az anyát nem lehet leszedni az orsórol, mert a vége perselyeztetve lett a másik végén meg mechanikai gát van.
2: Igy összeszerelve nem fér be a fúró alá
3: Nem merem megfúrni, mert nem ismerem a szerkezetét, lehet hogy kárt okozok benne akkor aztán pech.
Erről a "csöves" megoldásról is tudsz egy móriczkát..ez jól hangzik.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 19, 10:30
Írta: 43pbwjg8s Dátum 2009 május 19, 10:30
Megértem hogy kell a skicc. :)
Itt van egy amolyan vázlatféle. Ezt gyorsan össze tudtam dobni.
Az elv a lényeg nem a méretek.
Ha lehet a csavarok furatait azért tedd távolabb mint a képeken láthatóak!
A cső is inkább tégla lett a végére.
Igy egyszerűbb talán.






Az utolsó képen látható 3 furattal tudod korrigálni azt, ha esetleg keresztben állna a hüvely a csőben.
Itt van egy amolyan vázlatféle. Ezt gyorsan össze tudtam dobni.
Az elv a lényeg nem a méretek.
Ha lehet a csavarok furatait azért tedd távolabb mint a képeken láthatóak!
A cső is inkább tégla lett a végére.
Igy egyszerűbb talán.
Az utolsó képen látható 3 furattal tudod korrigálni azt, ha esetleg keresztben állna a hüvely a csőben.
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 19, 13:29
Írta: f2266unib Dátum 2009 május 19, 13:29
Köszönöm a "skiccet"..(ha ez skicc, milyen a rendes :) Gratula, szép munka.
Érten értem, látom is, de ezt szerintem nem tudom megcsinálni. Esztergám nincs, marógépem szintén (most készül :) ) De megpróbálom (lehet hogy ráhúzok valami csövet és kiöntöm műgyantával...csak a szerelhetőség akkor oda.
Érten értem, látom is, de ezt szerintem nem tudom megcsinálni. Esztergám nincs, marógépem szintén (most készül :) ) De megpróbálom (lehet hogy ráhúzok valami csövet és kiöntöm műgyantával...csak a szerelhetőség akkor oda.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 május 19, 15:42
Írta: Szalai György Dátum 2009 május 19, 15:42
Ha majd indítasz egy ilyen skicc tanfolyamot, jelentkezek strébernek.
Már rég szükségét látom.
Már rég szükségét látom.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 19, 20:37
Írta: 43pbwjg8s Dátum 2009 május 19, 20:37
Két három nap alatt megtanítalak rá hidd el!
Egyáltalán nem nehéz.
Neked is megvan az amit nap mnt nap használsz. Beszédszinten mehet az is és én csak ámulnék ha látnám. Tényleg nem nagy dolog.
De a másik kanegérnek:
Ha csak kiöntöd a csövet nem lesz meg a kehetőséged arra, hogy a hüvely esetleges helytelen "keresztbe" állását vissza tudd állítani. Mindenképpen csináld meg azt, hogy tudd állítani!!!!
Én nekem sincs sok eszközöm. Ami van az is olyan. De volt más hogy ehhez hasonlóan fogtam megdolgokat.
Ez itt lentebb ugyan nem egy olyan dolgo ami erős lenne, de a fagépen pl. először az egyik tengelyen a danamid orsót hasonlóan fogtam meg.

Egyáltalán nem nehéz.
Neked is megvan az amit nap mnt nap használsz. Beszédszinten mehet az is és én csak ámulnék ha látnám. Tényleg nem nagy dolog.
De a másik kanegérnek:
Ha csak kiöntöd a csövet nem lesz meg a kehetőséged arra, hogy a hüvely esetleges helytelen "keresztbe" állását vissza tudd állítani. Mindenképpen csináld meg azt, hogy tudd állítani!!!!
Én nekem sincs sok eszközöm. Ami van az is olyan. De volt más hogy ehhez hasonlóan fogtam megdolgokat.
Ez itt lentebb ugyan nem egy olyan dolgo ami erős lenne, de a fagépen pl. először az egyik tengelyen a danamid orsót hasonlóan fogtam meg.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 19, 22:30
Írta: 3k74cecek Dátum 2009 május 19, 22:30
Na ez egy vicc. Azok a furatok nem a mechaniaki rögzítésre szolgálnak. Amint írtad a #4723-ban az két darab M3-as menet? Ha igen akkor azt felejtsd el. Ne akard felfúrni M6-ra mert akkor sem lesz jó. Ezt az "előre bukást" nem egészen értem. A kereszt tartó (amihez a kék zártszelvény van hegesztve) ezek szerint erősen behajlik?
Én más problémát is látok a szerkezetedben.
A két lineáris vezeték távolságához képest kevésnek látom a rajtuk lévő kocsik távolságát.
Ha ez az arány nem jó, akkor is könnyen befeszül a szerkezet.
Helyileg merre vagy? Egy helyszini ránézés valószinűleg hamarabb vezetne eredményre, mint a találgatás és az irogatás.
Én más problémát is látok a szerkezetedben.
A két lineáris vezeték távolságához képest kevésnek látom a rajtuk lévő kocsik távolságát.
Ha ez az arány nem jó, akkor is könnyen befeszül a szerkezet.
Helyileg merre vagy? Egy helyszini ránézés valószinűleg hamarabb vezetne eredményre, mint a találgatás és az irogatás.
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 19, 22:50
Írta: f2266unib Dátum 2009 május 19, 22:50
Szia!
Az előrebukás azt jelenti, hogy amint megindul az asztal, az anya picit megfeszül. Nem hajlik semerre (10-es lemez), a kék zártszelvény csak próbából van felrakva. A szerkezetet a már meglévő golyós orsóhoz és a lineárisokhoz mérten kellett építenem. Mérete 58cm*45 cm. A mostani állapot szerint az asztalfelület hasznos x irányú mozgása 38 cm körüli. Helyileg Szigetszentmiklósi vagyok. Egy ránézést megköszönnék :)
Az előrebukás azt jelenti, hogy amint megindul az asztal, az anya picit megfeszül. Nem hajlik semerre (10-es lemez), a kék zártszelvény csak próbából van felrakva. A szerkezetet a már meglévő golyós orsóhoz és a lineárisokhoz mérten kellett építenem. Mérete 58cm*45 cm. A mostani állapot szerint az asztalfelület hasznos x irányú mozgása 38 cm körüli. Helyileg Szigetszentmiklósi vagyok. Egy ránézést megköszönnék :)
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 19, 22:53
Írta: f2266unib Dátum 2009 május 19, 22:53
Látom te sem 5S szerint élsz :)rengeteg a cumó az asztalon. A szerkezet viszont elmés, azt hiszem kéne egyet gyártanom...:)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 19, 23:13
Írta: 43pbwjg8s Dátum 2009 május 19, 23:13
áááá! Ez még csak az asztalom egy része.
Nem voltál még a garázsomban. :)
Egerben jársz Szívesen megmutatom. :)
Persze bárkit szívesen fogadok.
Nem voltál még a garázsomban. :)
Egerben jársz Szívesen megmutatom. :)
Persze bárkit szívesen fogadok.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 20, 00:24
Írta: 3k74cecek Dátum 2009 május 20, 00:24
Valaminek hajlani kell ha megszorul az anya. Legfeljebb nem veszed észre.
Sajnos én a város másik végén vagyok, és nem is szoktam arrafelé járni, így egyelőre nem vállalom a ránézést.
Sajnos én a város másik végén vagyok, és nem is szoktam arrafelé járni, így egyelőre nem vállalom a ránézést.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 május 20, 07:29
Írta: 0gbwyh99 Dátum 2009 május 20, 07:29
Szia kanegér!
Szerintem próbáld meg azt hogy egy darab zártszelvényböl csinálsz a golyósanyádnak egy tartóházat amit utána nyugodtan ráheggezthetsz bármire . Csináltam egy skiccet ahol szürkében a golyósanya van , kékben pedig a zártszelvény .
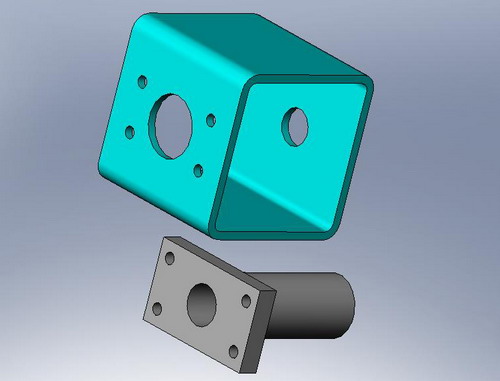
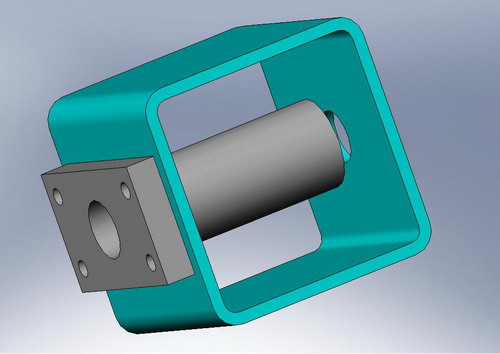
Szerintem próbáld meg azt hogy egy darab zártszelvényböl csinálsz a golyósanyádnak egy tartóházat amit utána nyugodtan ráheggezthetsz bármire . Csináltam egy skiccet ahol szürkében a golyósanya van , kékben pedig a zártszelvény .
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 május 20, 08:53
Írta: 0gbwyh99 Dátum 2009 május 20, 08:53
És mondjuk nem ártana ha az orsó csapágyazásait is valamilyen módon lehetne állítani , hogy szépen párhuzamosan áljon a vezetőkkel és persze a golyósanyával is az egytengelyűségre törekedni !
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 május 20, 09:01
Írta: 0gbwyh99 Dátum 2009 május 20, 09:01
Még valami : a golyósanyát CSAKIS a téglalap alakú homlokján lévő 4 darab lyuk segítségével szabad bármire is felrögzíteni !!! Azokat az M3-as menettel ellátott üregeket FELEJTSED ELL , az NEM ARRA VALÓ !!! [#ejnye1]
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 20, 09:15
Írta: f2266unib Dátum 2009 május 20, 09:15
Köszönöm István! A rajz alapján megpróbálok elkészíteni egy ilyet. A csapágyakat lehet állítani mindkét oldalon, de oldalirányú feszülést nem vettem észre az eredeti felfüggesztésnél sem, csak a "bukást". A 3mm lyukak olyan célszerűnek tűntek, de ígérem leszokok róluk :) (amúgy akkor mi célt szolgálnak? Ahol be voltak építve az orsók testvérei ott sem volt funkciójuk....)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 május 20, 09:27
Írta: 0gbwyh99 Dátum 2009 május 20, 09:27
Figyely , valamilyen funkciójuk van , talán a porvédő hermonikát lehet azokkal rögzíteni , vagy mit tudom én , de BIZTOS hogy nem az amire Te akartad . Ha már a testvéreit említed , hát azok hogyan voltak az eredeti helyén rögzítve ? [#boxer][#wink][#wave]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 május 20, 10:01
Írta: 43pbwjg8s Dátum 2009 május 20, 10:01
Teljesen jó megoldás lehet, csak én még kiegészíteném pár csavarral amit nálam az utolsó ábrán látsz. Azzal tudnád megakadályozni a bólintást. Hiszen ez a lényeg.
Csak lehet hogy két irányból (István képén ehhez fenn és lenn van anyag hozzá) nem elegendő. Jó lenne legalább három irányból megtámasztani a pontosan az orsóval egy tengelybe beállított hüvelyt.
Csak lehet hogy két irányból (István képén ehhez fenn és lenn van anyag hozzá) nem elegendő. Jó lenne legalább három irányból megtámasztani a pontosan az orsóval egy tengelybe beállított hüvelyt.
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 május 20, 10:14
Írta: f2266unib Dátum 2009 május 20, 10:14
A tesók függőlegesen álltak, és a 4 lyukas rész tartott egy tálcát amit fel, le szállított. Ott nem billent az alja, mert a teteje volt terhelve. Most viszont előjött a számomra talán megoldhatatlan probléma. A jelen eszközökkel 27 mm a legnagyobb lyuk, amit fúrni tudok. Az anya 34mm gondolom, reszelgetéssel ne is próbálkozzak, mert az nem lesz pontos. Ötlet? (ja pénz sincs most sajna tehát a végy egy...kezdetűek nem jók :))
Elnézést hogy állandóan problémázok. Köszönöm a segítséget.
Elnézést hogy állandóan problémázok. Köszönöm a segítséget.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 május 20, 10:54
Írta: 0gbwyh99 Dátum 2009 május 20, 10:54
Jó lesz a reszelő is . Nem a 34 milis lyuk kell hogy pontos legyen hanem a 4 felfogó lyukak távolságai ! Én azt a 4 felfogó lyukat sem csinálnám pontos méretűre , hanem ha mondjuk a golyósanyán lévő lyukak 6 milisek , akkor én 7 vagy 7,5 milisre csinálnám a zártszelvénybe , ezzel is lehetőséget adva az utólagos finom behangolásra .
Zöld színnel jelöltem a golyósanya rögzítő csavarokat , a zártszelvény alján pedig az egész motyónak a rögzítő lyukai vannak .
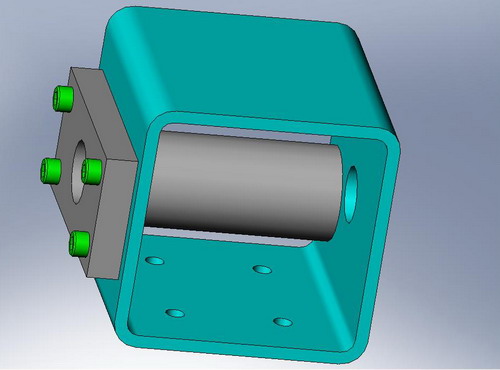
Zöld színnel jelöltem a golyósanya rögzítő csavarokat , a zártszelvény alján pedig az egész motyónak a rögzítő lyukai vannak .
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 május 20, 11:04
Írta: 0gbwyh99 Dátum 2009 május 20, 11:04
Itt az a lényeg hogy a golyósanya erősen rögzítve legyen billenés ellen . Ahoz bőven elég az előlátott 4 lyuk a goly.anyán . A skiccemben a zártszelvény kellő merevséget és ha feltételezzük hogy az oldalai derékszöget zárnak , akkor kellő pontosságot is ad .
Az én példámban nincsen semmi hüvely meg ilyesmi , csak a goly.anya és a zártszelvény . Ha az nem adja meg az egytengelyűséget , akkor a zártszelvény valamelyik oldala alá addig raknák hézagoló lemezkéket amig be nem álna ahogy kell ! A zártszelvény alján lévő lyukakat is nagyobbra fúrnám mint a csavar hogy ott is lehessen korrigálni a motyót ! És kész !
Az én példámban nincsen semmi hüvely meg ilyesmi , csak a goly.anya és a zártszelvény . Ha az nem adja meg az egytengelyűséget , akkor a zártszelvény valamelyik oldala alá addig raknák hézagoló lemezkéket amig be nem álna ahogy kell ! A zártszelvény alján lévő lyukakat is nagyobbra fúrnám mint a csavar hogy ott is lehessen korrigálni a motyót ! És kész !
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 május 30, 20:25
Írta: keri Dátum 2009 május 30, 20:25
Üdv, én is most kezdek neki egy gépnek.
Én eleve úgy terveztem hogy vastagfalu alu U szelvényből rakom össze és abba lesz így befúrva a golyós anya. A pontosság miatt a kritikus felületeket síkba akarom maratni egy befogással.
Amit írtak előttem, hogy a felfogató lukak nagyobbra fúrásával akarok én is lehetőséget biztosítani a finom beállításra.
Viszont akárhogy forgatom a kezemben a golyós orsót, nekem sehogy sem akar befeszülni ez.
Inkább a párhuzamossági hiba amire érzékenyek ezek a szerkezetek szerény tapasztalataim alapján.
Másik ami megijesztett, hogy írtátok a kocsik aránytalan elrendezése is okozhat befeszülést. Na ez nekem nagy probléma lenne, mert 1 karos tehát teljesen aszimmetrikus szerkezetet csinálok. Viszont számításaim szerint még így is jóval a megengedett forgatónyomatékok alatt maradok. Meg hát ugye azért golyós vezeték, hogy ne feszüljön be, amíg el nem görbül a sín.
Persze nekem a normálnál hosszabb kocsim van pont az ilyen problémák ellen és mert a szükséges nyomatékok így vannak meg.
Én eleve úgy terveztem hogy vastagfalu alu U szelvényből rakom össze és abba lesz így befúrva a golyós anya. A pontosság miatt a kritikus felületeket síkba akarom maratni egy befogással.
Amit írtak előttem, hogy a felfogató lukak nagyobbra fúrásával akarok én is lehetőséget biztosítani a finom beállításra.
Viszont akárhogy forgatom a kezemben a golyós orsót, nekem sehogy sem akar befeszülni ez.
Inkább a párhuzamossági hiba amire érzékenyek ezek a szerkezetek szerény tapasztalataim alapján.
Másik ami megijesztett, hogy írtátok a kocsik aránytalan elrendezése is okozhat befeszülést. Na ez nekem nagy probléma lenne, mert 1 karos tehát teljesen aszimmetrikus szerkezetet csinálok. Viszont számításaim szerint még így is jóval a megengedett forgatónyomatékok alatt maradok. Meg hát ugye azért golyós vezeték, hogy ne feszüljön be, amíg el nem görbül a sín.
Persze nekem a normálnál hosszabb kocsim van pont az ilyen problémák ellen és mert a szükséges nyomatékok így vannak meg.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 május 30, 20:35
Írta: keri Dátum 2009 május 30, 20:35
Ne de az eredeti probléma amit kérdezni akartam:
A golyós orsó csapágyazását hogy csináljam meg szerintetek? Hogy ne is legyen kidobott pénz a golyósorsó és ne is fizessek feleslegesen olyan csapágyért amit csapágy boltban olcsóbban megkapok.
-Szimpla mélyhornyú csapágy megfelelő fészekbe sajtolva
-Dupla mélyhornyú előfeszítve
-Dupla ferde hatásvonalú előfeszítve
-vegyek méregdrága orsócsapágyat
-vegyek megfelelő orsócsapágyat ami nem drágább mintha korrekt módon akarom kommersz csapágyból megcsinálni.
A golyós orsó csapágyazását hogy csináljam meg szerintetek? Hogy ne is legyen kidobott pénz a golyósorsó és ne is fizessek feleslegesen olyan csapágyért amit csapágy boltban olcsóbban megkapok.
-Szimpla mélyhornyú csapágy megfelelő fészekbe sajtolva
-Dupla mélyhornyú előfeszítve
-Dupla ferde hatásvonalú előfeszítve
-vegyek méregdrága orsócsapágyat
-vegyek megfelelő orsócsapágyat ami nem drágább mintha korrekt módon akarom kommersz csapágyból megcsinálni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 30, 20:59
Írta: 000000000 Dátum 2009 május 30, 20:59
Ha nem túl hosszú a golyósorsód, akkor az egyik végén dupla ferdehatásvonalú előfeszítve.Ha hosszú, akkor ugyanez a másik oldalon síma mélyhornyú, szabad tengelyirányú játékkal. Hosszú:600-700mm-nél hosszabb.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 május 31, 09:04
Írta: keri Dátum 2009 május 31, 09:04
Köszönöm!
Határeset, 700mm az X tengely orsója 600mm lökettel. Tehát ide kell a támasztásA többi az 400mm.
Jól értem hogy a 400mm-es 16-os orsóhoz nem is kell akkor a másik végére semmi támasztó csapágy?
Határeset, 700mm az X tengely orsója 600mm lökettel. Tehát ide kell a támasztásA többi az 400mm.
Jól értem hogy a 400mm-es 16-os orsóhoz nem is kell akkor a másik végére semmi támasztó csapágy?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 május 31, 10:00
Írta: 4um5b65d Dátum 2009 május 31, 10:00
Azon gondolkodom, hogy a fórum lakossága miért favorizálja annyira a ferde hatásvonalú csapágyak beépítését a golyósorsó rendszerekbe ??
Van egy "több száz éve" bevált megoldás ami mintha teljesen a feledésbe homályába veszett volna.
Az olcsó mély hornyú és a nyom(talp)csapágy kombinációja. Anyával előfeszíthető, kopás esetén van mód a korrekcióra. Mi a baj ezzel ??
Van egy "több száz éve" bevált megoldás ami mintha teljesen a feledésbe homályába veszett volna.
Az olcsó mély hornyú és a nyom(talp)csapágy kombinációja. Anyával előfeszíthető, kopás esetén van mód a korrekcióra. Mi a baj ezzel ??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 31, 10:48
Írta: 000000000 Dátum 2009 május 31, 10:48
Ebben „semmi érdekes”.
Ipari gépeken is használják. No meg, kézenfekvő.
Ipari gépeken is használják. No meg, kézenfekvő.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 május 31, 11:04
Írta: svejk Dátum 2009 május 31, 11:04
Nincs baj vele, csak annyi hogy a nyomcsapágy alapban csak egyik irányba terhelhető, de arra nagyon. Persze vannak szimmetrikus felépítésűek de azok beállítása még bonyolultabb mint a ferdéké. Csak nagyon nagy átm. 40-50mm feletti orsóknál használatos.
Bonyolultabb a csapágyházkiképzés is és nagyobb a helyszükséglete is.
A fordulatszám is korlátozott.
Én még kisebb golyósorsóknál szinte kizárólag a ferdehatásvonalúak valamely vállfajával találkoztam, a túlvégen uszócsapágyazással.
Bonyolultabb a csapágyházkiképzés is és nagyobb a helyszükséglete is.
A fordulatszám is korlátozott.
Én még kisebb golyósorsóknál szinte kizárólag a ferdehatásvonalúak valamely vállfajával találkoztam, a túlvégen uszócsapágyazással.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 31, 15:51
Írta: 000000000 Dátum 2009 május 31, 15:51
Szia Laslie!
Én kúpgörgőset használok előfeszítve m12X1-es anyákkal és tökéletesen működik, meg vagyok vele elégedve. Olvass vissza a #4763-ba és meglátod, hogy mely megoldások között kellett választani.Szerintem a legkézenfekvőbb a ferdehatásvonalú volt a listáról.
Én kúpgörgőset használok előfeszítve m12X1-es anyákkal és tökéletesen működik, meg vagyok vele elégedve. Olvass vissza a #4763-ba és meglátod, hogy mely megoldások között kellett választani.Szerintem a legkézenfekvőbb a ferdehatásvonalú volt a listáról.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 május 31, 15:52
Írta: 000000000 Dátum 2009 május 31, 15:52
Szerintem elég az egyik oldalon a csapágy.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 május 31, 20:01
Írta: keri Dátum 2009 május 31, 20:01
Nem ragaszkodom a listához ha van jó ötletetek.
Azok csak az általam felderített lehetőségek.
Kúp görgősön én is gondolkodtam de emlékeim szerint azok sem olcsók és a gördülési ellenállásuk is nagy...viszont cserébe jobban terhelhetők és elvileg pontosabbak.
Azok csak az általam felderített lehetőségek.
Kúp görgősön én is gondolkodtam de emlékeim szerint azok sem olcsók és a gördülési ellenállásuk is nagy...viszont cserébe jobban terhelhetők és elvileg pontosabbak.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 május 31, 20:17
Írta: keri Dátum 2009 május 31, 20:17
Nézegettem a FAG katalógusban a csapágy árakat.
Sajnos akármelyik megoldást is nézem a hozzá való csapágyak árai kb. megegyeznek.
Az axiálcsapágyas pedig még drágább is.
Majd még megkérdezem csapágyboltban is, de ha ilyen árak vannak akkor megéri megvenni az orsócsapágyakat.
Sajnos akármelyik megoldást is nézem a hozzá való csapágyak árai kb. megegyeznek.
Az axiálcsapágyas pedig még drágább is.
Majd még megkérdezem csapágyboltban is, de ha ilyen árak vannak akkor megéri megvenni az orsócsapágyakat.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 31, 21:44
Írta: 3k74cecek Dátum 2009 május 31, 21:44
Szerintem egy hobby gépen még egyszerűbb az orsó két végén egy-egy sima mélyhornyú csapágy, olyan beépitéssel, hogy az orsót húzásra lehessen előfeszíteni.
Ennek persze előfeltétele hogy a váz legyen elég erős. Továbbá az alkalmazott csapágy bírja a fellépő tengelyirányú terhelést. Ez csak méretezés kérdése.
Ennek persze előfeltétele hogy a váz legyen elég erős. Továbbá az alkalmazott csapágy bírja a fellépő tengelyirányú terhelést. Ez csak méretezés kérdése.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 május 31, 21:48
Írta: 3k74cecek Dátum 2009 május 31, 21:48
Nem tudom milyen gépet csinálsz, de szerintem teljesen felesleges ilyen márkás csapágyat használni. Vannak annál sokkal olcsóbb de egyáltalán nem annyival rosszabb csapágyak.
Egy Alu vázú gépnél nem a csapágyak lesznek a pontosságot korlátozó elemek.
Egy Alu vázú gépnél nem a csapágyak lesznek a pontosságot korlátozó elemek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 01, 20:11
Írta: 43pbwjg8s Dátum 2009 június 01, 20:11
De ha már bátor voltam és kezdő dobozolásomat fel mertem rakni akkor ezt is felteszem és tanácsot kérek.
nem most hanem az előtte lévő hétvégén kimentem és jobb híjján ugy döntöttem megpróbálok megtanulni hegyeszteni (nem egy alkalom kell hozzá tudom, nem is kettő).
Koncepció nélkül kezdtem hozzá, csak rakosgattam az elemeket valahogy és a hegesztésre koncentráltam először, majd, hogi ymár megvolt egy pár darab azért mégis legalább alakilag próbáltam valami hasznos, később használhatót készíteni.
Ez lett belőle:



Az alapot adó keret két eleméről még nem volt akkor időm levágni a kilógó részeket.
Aztán.,...
Aztán rájöttem, hibát követtem el.
Nem kellett volna az alapot és a tornyot összehegeszteni még.
Azt hiszem valahogy szétoperálom Őket.
Az a gondolatom támadt, hogy a vezető sínek helyére előbb egy-egy acéllemezt (5-10mm vastag) hegesztek majd fel. Az első lépésként az egész alapot megfogom.
Van egy asztali köszörűm, valamint több komolyabb, potos szánom.
A kettőt kombinálva csinálok egy kézi mozgatású síkköszörű féleséget.
Mereven összefogom az alapot és a "síkköszörűt" (persze a lehetpőségekhez képest pontosan beállítva) és a köszörűvel lehúzom (nem két pillanat lesz az sem) egyszerre a két acéllapot.
Persze figyelnem kell majd a kökopásra rendesen!
HA ez megvan, az egyikre felfogatom az egyik lineáris sinemet, majd ráteszem a kocsit. Ezen a kocsin rögzítek majd egy merev szerkezetet aminek a végén valamilyen jelölő eszközzel be tudom lőni a másik acéllapon a pontos párhuzamos helyet a másik sinnek.
Ha ezzel megvagyok felfúrom és felteszem a másik sínt, szintén kocsikkal együtt.
Ekkor kellene összehegeszteni az asztal alapot és a tornyokat.
Az Y helyére szintén felhegyesztenék két acéllemez csíkot.
Ekkor kellene egy pontosan, az asztal síneire merőlegesen mozgatható azokra fogott kocsira felfogni a köszörűt. Szintén felhúzás következne.
Ezzel már akár használható dologgá avanzsálhatna ez a próbahegesztett darab.
Kérném a véleményeteket arról, hogy ez így kivitelezhetőnek tűnik-e, ha valahol hibalehetőség, vagy jobb ötlet lenne azt is szívesen fogadom.
nem most hanem az előtte lévő hétvégén kimentem és jobb híjján ugy döntöttem megpróbálok megtanulni hegyeszteni (nem egy alkalom kell hozzá tudom, nem is kettő).
Koncepció nélkül kezdtem hozzá, csak rakosgattam az elemeket valahogy és a hegesztésre koncentráltam először, majd, hogi ymár megvolt egy pár darab azért mégis legalább alakilag próbáltam valami hasznos, később használhatót készíteni.
Ez lett belőle:
Az alapot adó keret két eleméről még nem volt akkor időm levágni a kilógó részeket.
Aztán.,...
Aztán rájöttem, hibát követtem el.
Nem kellett volna az alapot és a tornyot összehegeszteni még.
Azt hiszem valahogy szétoperálom Őket.
Az a gondolatom támadt, hogy a vezető sínek helyére előbb egy-egy acéllemezt (5-10mm vastag) hegesztek majd fel. Az első lépésként az egész alapot megfogom.
Van egy asztali köszörűm, valamint több komolyabb, potos szánom.
A kettőt kombinálva csinálok egy kézi mozgatású síkköszörű féleséget.
Mereven összefogom az alapot és a "síkköszörűt" (persze a lehetpőségekhez képest pontosan beállítva) és a köszörűvel lehúzom (nem két pillanat lesz az sem) egyszerre a két acéllapot.
Persze figyelnem kell majd a kökopásra rendesen!
HA ez megvan, az egyikre felfogatom az egyik lineáris sinemet, majd ráteszem a kocsit. Ezen a kocsin rögzítek majd egy merev szerkezetet aminek a végén valamilyen jelölő eszközzel be tudom lőni a másik acéllapon a pontos párhuzamos helyet a másik sinnek.
Ha ezzel megvagyok felfúrom és felteszem a másik sínt, szintén kocsikkal együtt.
Ekkor kellene összehegeszteni az asztal alapot és a tornyokat.
Az Y helyére szintén felhegyesztenék két acéllemez csíkot.
Ekkor kellene egy pontosan, az asztal síneire merőlegesen mozgatható azokra fogott kocsira felfogni a köszörűt. Szintén felhúzás következne.
Ezzel már akár használható dologgá avanzsálhatna ez a próbahegesztett darab.
Kérném a véleményeteket arról, hogy ez így kivitelezhetőnek tűnik-e, ha valahol hibalehetőség, vagy jobb ötlet lenne azt is szívesen fogadom.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 02, 13:56
Írta: keri Dátum 2009 június 02, 13:56
Néhány óra gyakorlás elég az elfogadható hegesztéshez. Viszont én nem a gépvázon tanultam hegeszteni, hanem hulladék vasak össze hegesztgetésével. Így kevesebb a pocsékba ment anyag.
Másik: Én általában megtervezem a gépet amit építek. Még ha szabad kézzel skiccelve is, de általában CAD-el 3Dben. Így már a virtuális térben is kiderülhet pár tervezési hiba és a gép kinézete garantáltan jó lesz. A lényeg, hogy amikor neki állok építeni, akkor már tudom mit kell csinálni. Ez is arra jó hogy kevesebb legyen a selejt. Nem utolsó sorban pedig kevesebb beépített hiba lesz benne.
Az egész lakásomat és szinte az összes bútoromat így csináltam, nem is volt túl sok gond, de azért így is előfordultak apró bakik.
Ha valami nagyon komplex, mint pl. a CNC szoktam prototípust építeni, de azt jóval olcsóbb anyagokból. Jelen esetben bútorsínes, és forgácslapos gépet építettem ebből a célból, ami ugyan semmire sem jó a tesztábrák rajzolásán és fakockák síkolásán kívül, de rengeteget tanultam vele és tapasztalatot szereztem a CNC érzékeny pontjairól és lehetséges hibáiról.
A precíz összerakásra irányuló kísérleted majdnem jó.
A síkolási eljárásod irtó macerás, de akár működhet is. A lényege hogy többször kell végigmenni a felületen nagyon kicsi lépésekben. A kő kopás okozta hiba a lépcsők méretéhez aránylik. Ha 0,01mm lépésben köszörülöd akkor a hiba ennél nem lehet nagyobb. Persze a nagyoláshoz lehet nagyobb lépéseket használni.
Azonban, szerintem jobban jársz ha elviszed egy síkköszörűshöz. Garantált eredmény és nincs macera. Nem dolgoznak drágán.
A párhuzamos sín felrakása így nem jó. Akármilyen precízen is jelölsz, ne számíts rá hogy elég pontos lesz.
Amit én tervezek alkalmazni:
Simán mérd ki precízen a sínek helyét, de hagyjál egy kis játékot nekik. Általában elegendő annyi amennyit a furatok engednek elmozdulást. Egyik sín rögzít másik lazán felcsavarozva. 2 kocsi fentvan, közéjük teszel egy megfelelő méretű vasat és összeszorítod a kettőt. Ha ezt végighúzod a sín mentén a második sín beigazodik az elsőhöz és a szükséges mértékben párhuzamos lesz. Persze kell vele szöszölni, mert a lehúzás közben is elmászhat, de ha a két egymáshoz rögzített kocsival nem szorul meg a rendszer, akkor elég párhuzamos. A mozgató orsó beállítása ugyan így történik.
A tornyot pedig ne hegesszed síkolás után, mert a hegesztés deformációt visz bele a vázba és akkor máris mehet kukába a síkolás. Szerintem a tornyot külön síkoltasd majd csavarozással rögzítsed. Ennek van egy olyan előnye is, hogy be tudod állítani a merőlegest. Viszont azt ne a képen látható derékszöggel tedd, mert az pontatlan lesz.
A derékszöget még nem tudom hogy fogom pontosan beállítani, de az Y tengelyt az alaplap síkolt felületéhez igazítom magasságban az etalon vassal. A derékszögességét kénytelen vagyok elhinni valami precíz derékszögnek, a dőlését pedig majd a maró motorba fogott kurblivas módszerrel finomítom.
Másik: Én általában megtervezem a gépet amit építek. Még ha szabad kézzel skiccelve is, de általában CAD-el 3Dben. Így már a virtuális térben is kiderülhet pár tervezési hiba és a gép kinézete garantáltan jó lesz. A lényeg, hogy amikor neki állok építeni, akkor már tudom mit kell csinálni. Ez is arra jó hogy kevesebb legyen a selejt. Nem utolsó sorban pedig kevesebb beépített hiba lesz benne.
Az egész lakásomat és szinte az összes bútoromat így csináltam, nem is volt túl sok gond, de azért így is előfordultak apró bakik.
Ha valami nagyon komplex, mint pl. a CNC szoktam prototípust építeni, de azt jóval olcsóbb anyagokból. Jelen esetben bútorsínes, és forgácslapos gépet építettem ebből a célból, ami ugyan semmire sem jó a tesztábrák rajzolásán és fakockák síkolásán kívül, de rengeteget tanultam vele és tapasztalatot szereztem a CNC érzékeny pontjairól és lehetséges hibáiról.
A precíz összerakásra irányuló kísérleted majdnem jó.
A síkolási eljárásod irtó macerás, de akár működhet is. A lényege hogy többször kell végigmenni a felületen nagyon kicsi lépésekben. A kő kopás okozta hiba a lépcsők méretéhez aránylik. Ha 0,01mm lépésben köszörülöd akkor a hiba ennél nem lehet nagyobb. Persze a nagyoláshoz lehet nagyobb lépéseket használni.
Azonban, szerintem jobban jársz ha elviszed egy síkköszörűshöz. Garantált eredmény és nincs macera. Nem dolgoznak drágán.
A párhuzamos sín felrakása így nem jó. Akármilyen precízen is jelölsz, ne számíts rá hogy elég pontos lesz.
Amit én tervezek alkalmazni:
Simán mérd ki precízen a sínek helyét, de hagyjál egy kis játékot nekik. Általában elegendő annyi amennyit a furatok engednek elmozdulást. Egyik sín rögzít másik lazán felcsavarozva. 2 kocsi fentvan, közéjük teszel egy megfelelő méretű vasat és összeszorítod a kettőt. Ha ezt végighúzod a sín mentén a második sín beigazodik az elsőhöz és a szükséges mértékben párhuzamos lesz. Persze kell vele szöszölni, mert a lehúzás közben is elmászhat, de ha a két egymáshoz rögzített kocsival nem szorul meg a rendszer, akkor elég párhuzamos. A mozgató orsó beállítása ugyan így történik.
A tornyot pedig ne hegesszed síkolás után, mert a hegesztés deformációt visz bele a vázba és akkor máris mehet kukába a síkolás. Szerintem a tornyot külön síkoltasd majd csavarozással rögzítsed. Ennek van egy olyan előnye is, hogy be tudod állítani a merőlegest. Viszont azt ne a képen látható derékszöggel tedd, mert az pontatlan lesz.
A derékszöget még nem tudom hogy fogom pontosan beállítani, de az Y tengelyt az alaplap síkolt felületéhez igazítom magasságban az etalon vassal. A derékszögességét kénytelen vagyok elhinni valami precíz derékszögnek, a dőlését pedig majd a maró motorba fogott kurblivas módszerrel finomítom.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 03, 10:11
Írta: 43pbwjg8s Dátum 2009 június 03, 10:11
Szia!
Köszönöm a tippeket!
Ez a véletlen készült váz tényleg csak a hegesztés gyakorlására jó már.
Több mindent eltoltam, már az elején.
Viszont az egész anyag kb 500Ft-omban volt és szerencsére van még.
Sokat tanultam viszont rajta.
Én már ilyen vagyok.... A magam kérén tanulok csak. De ez legalább tuti bevésődik! :)
Köszönöm a tippeket!
Ez a véletlen készült váz tényleg csak a hegesztés gyakorlására jó már.
Több mindent eltoltam, már az elején.
Viszont az egész anyag kb 500Ft-omban volt és szerencsére van még.
Sokat tanultam viszont rajta.
Én már ilyen vagyok.... A magam kérén tanulok csak. De ez legalább tuti bevésődik! :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 03, 10:15
Írta: 43pbwjg8s Dátum 2009 június 03, 10:15
Még egy:
Nem véletlen a próbálgatás! MErt ez tényleg csak az. Tudom, hülyeségnek tűnik, de ahogy lentebb ítram ezen tanulom meg az alapdolgokat.
Valódi gépet mindenképpen gondosan terveznék.
Csak kell a tapasztalat!
Ezt már igaz irtam valahol, de tudni kell, hogy van felajánlásom arra, hogy ha megtervezek egy öntött alu vázat, akkor azt ingyen kiöntik nekem és megmunkálják. Azonban ez nem olyan dolog amit bármikor kérhetek, igy nem akarom semmiképpen hogy nagy hibát vétsek a tervezésben.
Ugyhogy inkább görcsölök előbb akár egy fél vagy egy évet is.
Nem véletlen a próbálgatás! MErt ez tényleg csak az. Tudom, hülyeségnek tűnik, de ahogy lentebb ítram ezen tanulom meg az alapdolgokat.
Valódi gépet mindenképpen gondosan terveznék.
Csak kell a tapasztalat!
Ezt már igaz irtam valahol, de tudni kell, hogy van felajánlásom arra, hogy ha megtervezek egy öntött alu vázat, akkor azt ingyen kiöntik nekem és megmunkálják. Azonban ez nem olyan dolog amit bármikor kérhetek, igy nem akarom semmiképpen hogy nagy hibát vétsek a tervezésben.
Ugyhogy inkább görcsölök előbb akár egy fél vagy egy évet is.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 június 03, 13:36
Írta: ORCA17 Dátum 2009 június 03, 13:36
A derékszög használatával kapcsolatban - esetleg ötletadónak ajánlom:
ITT és a javításáról is találsz néhány gondolatot

ITT és a javításáról is találsz néhány gondolatot
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 03, 13:45
Írta: 43pbwjg8s Dátum 2009 június 03, 13:45
Köszönöm ORCA!
Csak ne sajnáljatok semmilyen infót, még ha bagatellnek tűnik is.
Ha csak egy kettő olyan ami újat mond, már megérte!
Csak ne sajnáljatok semmilyen infót, még ha bagatellnek tűnik is.
Ha csak egy kettő olyan ami újat mond, már megérte!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 03, 15:10
Írta: 4um5b65d Dátum 2009 június 03, 15:10
Ez a derékszög vizsgálat nem semmi.....
Dobtam egy hátast.....
[#falbav][#fejvakaras]
Dobtam egy hátast.....
[#falbav][#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 03, 15:12
Írta: 000000000 Dátum 2009 június 03, 15:12
Végig marod két összefogott anyag éleit derékszögben, egyszerre
Síklapra állítod az egyik azonos oldali élein és a másik oldali szembe forgatott élek között látszik a fényrés alapján, ha nem derékszög az amit martál.
(a lentebbi derékszög ábrához hasólóan a szürke és piros közt lesz a fényrés)
A vezetékek egyenessége is így ellenőrizhető.
Két egyszerre mart élet szembe forgatsz és ha köztük változó vastagságú a fényrés, akkor még állítgatni kell a vezeték egyenességét...
Síklapra állítod az egyik azonos oldali élein és a másik oldali szembe forgatott élek között látszik a fényrés alapján, ha nem derékszög az amit martál.
(a lentebbi derékszög ábrához hasólóan a szürke és piros közt lesz a fényrés)
A vezetékek egyenessége is így ellenőrizhető.
Két egyszerre mart élet szembe forgatsz és ha köztük változó vastagságú a fényrés, akkor még állítgatni kell a vezeték egyenességét...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 03, 20:15
Írta: 000000000 Dátum 2009 június 03, 20:15
morfonr:
vajon lehet cnc-t épiteni a lineáris elemek merevségére alepozva?

vajon lehet cnc-t épiteni a lineáris elemek merevségére alepozva?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 03, 20:17
Írta: 000000000 Dátum 2009 június 03, 20:17

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 03, 20:18
Írta: 000000000 Dátum 2009 június 03, 20:18

Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 június 03, 20:21
Írta: svejk Dátum 2009 június 03, 20:21
Mint a képek mutatják lehet, csak érdemes-e? :)))
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 június 03, 20:59
Írta: MoparMan Dátum 2009 június 03, 20:59
én ugyan elég friss vagyok a témában, de a vázol konfigurációra max gravírozást bíznék...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 03, 21:04
Írta: 000000000 Dátum 2009 június 03, 21:04
hát ezt nem tudom én se.. a varicad tud mechanikai méretezést de addig még nem jutottam vele..
egy dupla 30-as tengely 40cm-en nem hiszem hogy tudna hajolni számmotevően. vagy mégis? azért szerintem ez sokkal merevebb, mint egy xy-táblás megoldás..
egy dupla 30-as tengely 40cm-en nem hiszem hogy tudna hajolni számmotevően. vagy mégis? azért szerintem ez sokkal merevebb, mint egy xy-táblás megoldás..
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 03, 21:14
Írta: 4um5b65d Dátum 2009 június 03, 21:14
30-as tengely esztergába fogva, 400 mm kilógással az indikátor órát kb 320mm-re tettem a tokmánytól, a maradék 80mm-en pedig megfogtam és meghúztam kézzel.
Lassú húzáskor pont 1mm-ert tudtam elgörbíteni, de egy dinamikus rántással kb 1,6mm-ig ment az óra. Most mértem meg a kedvedért.....
Lassú húzáskor pont 1mm-ert tudtam elgörbíteni, de egy dinamikus rántással kb 1,6mm-ig ment az óra. Most mértem meg a kedvedért.....
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2009 június 03, 21:22
Írta: HJózsi Dátum 2009 június 03, 21:22
Gyúrsz, wazze?
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2009 június 03, 21:24
Írta: HJózsi Dátum 2009 június 03, 21:24
[#eplus2]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 03, 21:32
Írta: 4um5b65d Dátum 2009 június 03, 21:32
Muszáj valamit csinálnom......
A "röhögő" izmaim nagyok, a bicepszem pedig csak átlagos.....
"1szóva" tök hülyén nézek ki.....
[#nyes]
A "röhögő" izmaim nagyok, a bicepszem pedig csak átlagos.....
"1szóva" tök hülyén nézek ki.....
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 június 03, 21:35
Írta: ra8nsmk6w Dátum 2009 június 03, 21:35
Csillapithatatlan rezonancia keltő berendezés méretező program valószinőleg jól el lenne vele egy darabig
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 03, 21:35
Írta: 4um5b65d Dátum 2009 június 03, 21:35
Ja, és még annyit, hogy a #4789-es tesztet kisgépes fórumozó ne próbálja ki, mert magára rántja a gépet.....
[#buck]
[#buck]
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 június 03, 21:37
Írta: ra8nsmk6w Dátum 2009 június 03, 21:37
"4793"
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2009 június 03, 21:55
Írta: HJózsi Dátum 2009 június 03, 21:55
Már késő ... [#vigyor3][#nyes][#vigyor1]
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 június 03, 22:15
Írta: vthgizrff Dátum 2009 június 03, 22:15
Most ismételd meg a kisérletet úgy, hogy a tokmányhoz is teszel egy mérőórát.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 június 03, 22:16
Írta: 3k74cecek Dátum 2009 június 03, 22:16
Háát nem tudom milyen kigyúrt ember vagy, de ezt az 1mm-t kicsit sokallom. Szerintem annak egy jó része a főorsócsapágyazás hézagából, vagy a gép más részéből származik. Egy 30-as tengely 320mm hosszon kézi erőtől ennyit nem görbülhet szerintem.[#wow1]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 03, 23:09
Írta: 4um5b65d Dátum 2009 június 03, 23:09
100KG meg egy pici.....
Na ne hülyítsetek máááááá, nem 6001-es radiálisak vannak benne. Annyira passzentosak a csapágyak a gépben, hogy ha egy kicsit sűrűbb olajat teszek bele akkor 1400-as fordulaton már megszorul a főorsó.
A tokmány test , a síkmenetes tárcsa valamint a tokmánypofák kapcsolatánál lehet hibát keresni, hisz tipikus jelenség, ha egy hosszú anyag vergődik a főorsón belül és kívül pedig esztergálni próbálod, az bizony beleszólhat a forgácsolásba.
Na ne hülyítsetek máááááá, nem 6001-es radiálisak vannak benne. Annyira passzentosak a csapágyak a gépben, hogy ha egy kicsit sűrűbb olajat teszek bele akkor 1400-as fordulaton már megszorul a főorsó.
A tokmány test , a síkmenetes tárcsa valamint a tokmánypofák kapcsolatánál lehet hibát keresni, hisz tipikus jelenség, ha egy hosszú anyag vergődik a főorsón belül és kívül pedig esztergálni próbálod, az bizony beleszólhat a forgácsolásba.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 03, 23:43
Írta: 000000000 Dátum 2009 június 03, 23:43
Egyik végén befogott rúd kihajlásának képlete szerint a kihajlás F*L*L*L/3/I/E=0,785mm
F= az erő, ami laza kézzel,legyen 600 Newton
E=modulus acélnál=210000
L=szabad, hajlított hossz=320 mm
I=inercia körrúdra=D*D*D*D*PI/64
Ami az átmérő 30 esetén: 39760
-----------
A mindkét végén befogott, középen terhelt körrúd ennek az 1/16-ával hajlik le csak.
Azaz 0,049 mm-t...
Mert ekkor a képlet F*L*L*L/48/I/E
Ezt a képletet átrendezve lehet kihajlásra méretezéskor kiszámolni a lineár vezetéknek használt körrudak minimálisan szükséges átmérőjét...
Egyéb alakzatokra az I értéke pl. itt
http://hu.wikipedia.org/wiki/M%C3%A1sodrend%C5%B1_nyomat%C3%A9kok_list%C3%A1ja
F= az erő, ami laza kézzel,legyen 600 Newton
E=modulus acélnál=210000
L=szabad, hajlított hossz=320 mm
I=inercia körrúdra=D*D*D*D*PI/64
Ami az átmérő 30 esetén: 39760
-----------
A mindkét végén befogott, középen terhelt körrúd ennek az 1/16-ával hajlik le csak.
Azaz 0,049 mm-t...
Mert ekkor a képlet F*L*L*L/48/I/E
Ezt a képletet átrendezve lehet kihajlásra méretezéskor kiszámolni a lineár vezetéknek használt körrudak minimálisan szükséges átmérőjét...
Egyéb alakzatokra az I értéke pl. itt
http://hu.wikipedia.org/wiki/M%C3%A1sodrend%C5%B1_nyomat%C3%A9kok_list%C3%A1ja
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 03, 23:45
Írta: 000000000 Dátum 2009 június 03, 23:45
Az 1 mm-hez tehát cirka 80 kg-os húzás kell...
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 04, 06:35
Írta: 0gbwyh99 Dátum 2009 június 04, 06:35
A válasz a kérdésedre : lehet , ha kis fesztávokrol van szó , ha mind két végét rögzíted és esetleg megfeszíted , és ha nagy keresztmetszetű rudakat használsz . Az eredmény megint csak egy masszív gépváz kell hogy a megfeszítést kibírja vetemedés nélkül , a nagy keresztmetszetű rudak és lin. csapágyak már drágák . Oda jutottunk amit Svejk is mondot : "Érdemes-e?" .
Csinálsz egy szolid gépvázat , teszel rá lin. vezető sineket , vagy tehetsz rád többhelyen alátámasztott (akár végig) körrudakat amiknek ebben az esetben az átmérőjük lehet sokkal kisebb is , és ezeket nem kell a két végén kifeszíteni sem !
Csinálsz egy szolid gépvázat , teszel rá lin. vezető sineket , vagy tehetsz rád többhelyen alátámasztott (akár végig) körrudakat amiknek ebben az esetben az átmérőjük lehet sokkal kisebb is , és ezeket nem kell a két végén kifeszíteni sem !
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 04, 06:36
Írta: 0gbwyh99 Dátum 2009 június 04, 06:36
rád = rá .
Bocsi !
Bocsi !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 04, 07:49
Írta: 000000000 Dátum 2009 június 04, 07:49
Van valahol táblázat ahol adott anyag megmunkalási sebesség szerszám stb fügvényében meg van adva a ébredő erő?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 04, 14:16
Írta: 000000000 Dátum 2009 június 04, 14:16
pár merevitéssel..


Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 június 04, 14:34
Írta: D.Laci Dátum 2009 június 04, 14:34
Mit szeretnél megmunkálni vele? Fát, fémet műanyag? Vagy csak rajzolgatni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 04, 14:52
Írta: 000000000 Dátum 2009 június 04, 14:52
3d műanyag, alu esetleg acél. Az már most látszik, hogy az x tengely dura csavaróerőnek van kitéve az erőkar miatt ha a maró nekinyomódik a munkadarabnak...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 június 04, 15:37
Írta: D.Laci Dátum 2009 június 04, 15:37
Max alú, kis fogásokkal.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 04, 17:22
Írta: keri Dátum 2009 június 04, 17:22
Miért akarod mindenáron a vezetékekre bízni a teherhordást is?
Nem a gépváz kerül sokba hanem a lineáris vezetékek és a mozgató orsó.
Nem a gépváz kerül sokba hanem a lineáris vezetékek és a mozgató orsó.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 04, 17:48
Írta: 0gbwyh99 Dátum 2009 június 04, 17:48
Az Y-hídon lévő orsó-anya ami a Z-tengelyt hivatott mozgatni jobra,balra , az bizony így rögtön megfeszül !!! Ahogyan azt "keri" is leírta , ha a vezetékek végzik ell a teherhordást is , akkor jócskán túl kell méretezni őket , nem beszélve a nagyságrendekkel nagyob arányú kopást is !!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 04, 17:59
Írta: keri Dátum 2009 június 04, 17:59
Alu U profilra hogy lehet kiszámítani az egyik végén rögzített elhajlást?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 04, 18:11
Írta: keri Dátum 2009 június 04, 18:11
Bocs, pontosítok. A képlet az világos nekem, csak az nem honnan tudom meg az alaktényezőt meg a modulust vagyis az E és I értékeket az adott profilra...bár az ötvözet az talán ismert így az E-t talán megtalálom de az I az még mindig rejtély.
Vagy tudtok valami ökölszabályt hogy 1200N erőre 40cm-es szabad karos szerkezetre mennyi anyagot pakoljak rá hogy elég merev legyen?
Vagy tudtok valami ökölszabályt hogy 1200N erőre 40cm-es szabad karos szerkezetre mennyi anyagot pakoljak rá hogy elég merev legyen?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 04, 18:17
Írta: 0gbwyh99 Dátum 2009 június 04, 18:17
Szerintem ez a legolcsóbb megoldás ami elegendő merevséget ad és a csapágycsere is egyszerű !
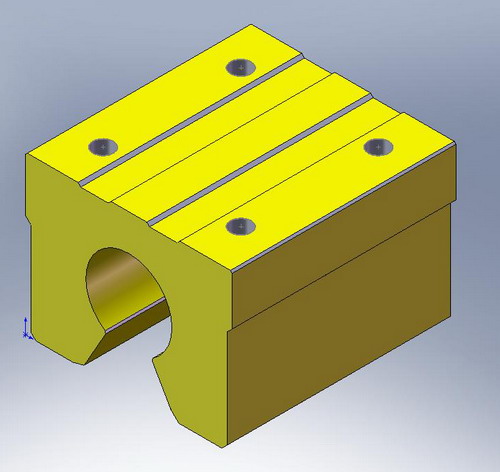
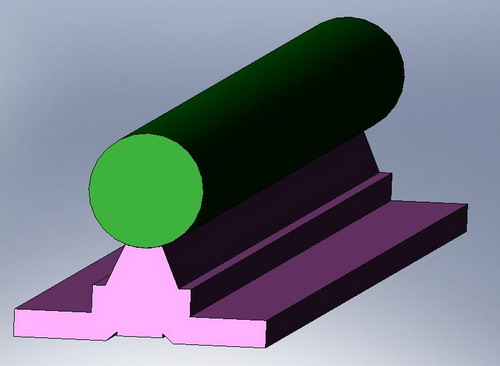
Sőt , nem muszály végig alátámasztani sem !
Sőt , nem muszály végig alátámasztani sem !
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 04, 18:18
Írta: 0gbwyh99 Dátum 2009 június 04, 18:18
Persze a csapágyat nem rajoltam bele a lin. kocsiba [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 04, 18:38
Írta: 000000000 Dátum 2009 június 04, 18:38
pusztán esztétikai okok miatt, meg egy kis művészkedést is akarok ble vinni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 04, 18:46
Írta: 000000000 Dátum 2009 június 04, 18:46
Azon gondolkozom, hogy az alsó lineáris vezeték hasitott csapágyas lenne és igy alulról feltámasztható. A kopás nem tényező, mert nem üzemszerűen akarom használni, sőtt inkább az építés izgat. Persze jól lesz majd kimaratni vele ezt-azt hébe-hóba.
Igazábol nem tudom az y-ra mi lenne a jó megoldás, mert bográcsfület nem akarok és xy asztalt sem, igy nem sok variáció maradt. Talán ha lenne egy fix káva a z tetején és abban lenne az y. De az meg csúnya lenne [#wink]
Igazábol nem tudom az y-ra mi lenne a jó megoldás, mert bográcsfület nem akarok és xy asztalt sem, igy nem sok variáció maradt. Talán ha lenne egy fix káva a z tetején és abban lenne az y. De az meg csúnya lenne [#wink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 04, 18:47
Írta: 000000000 Dátum 2009 június 04, 18:47
Már átterveztem az x-et ilyenre.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 04, 19:17
Írta: keri Dátum 2009 június 04, 19:17
Kicsit drága művészet :)
A portál rendszerű és az XY asztalos "bográcsfüles" gépek a leg hatékonyabb elrendezések.
Nem véletlenül épít mindenki ilyeneket.
Mondjuk én is el akarok térni ezektől a konstrukcióktól, de én funkcionalitási okokból.
Lényegében mozgó hidas gépe csinálok én is, stabil asztallal, de csak az egyik oldalon lesz vezeték a másik oldalon szabadon lesz...ehhez persze jó merev hídra lesz szükségem és a fokozott igénybevétellel én is számoltam.
Viszont én nem akarok ezzel a géppel acélt marni, maximum fát és műanyagot, de leginkább NYÁK gyártó automatának szeretném használni.
A portál rendszerű és az XY asztalos "bográcsfüles" gépek a leg hatékonyabb elrendezések.
Nem véletlenül épít mindenki ilyeneket.
Mondjuk én is el akarok térni ezektől a konstrukcióktól, de én funkcionalitási okokból.
Lényegében mozgó hidas gépe csinálok én is, stabil asztallal, de csak az egyik oldalon lesz vezeték a másik oldalon szabadon lesz...ehhez persze jó merev hídra lesz szükségem és a fokozott igénybevétellel én is számoltam.
Viszont én nem akarok ezzel a géppel acélt marni, maximum fát és műanyagot, de leginkább NYÁK gyártó automatának szeretném használni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 04, 19:25
Írta: 000000000 Dátum 2009 június 04, 19:25
nyákmarásra nem szabad gépet építeni. Relative olcsón és jó minőségben csinálnak nyákot, furatgalvanzalva, forrasztómaszkolva stb.
pl ez
vagy ez
elküldöd nekik a pcb file-t és jön postán a kész nyák.
pl ez
vagy ez
elküldöd nekik a pcb file-t és jön postán a kész nyák.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 04, 20:11
Írta: keri Dátum 2009 június 04, 20:11
Nem gravírozok NYÁKot, SMD-re nem a leg praktikusabb. Fotózni jobb. A furat galvanizálás sem izgat, mert SMD-vel dolgozok :-)
Meg nekem nem játékra kell a gép. Nyereséget akarok termelni az ötleteimből, ezt pedig nem lehet, ha mással csináltatok mindent...legalább is az elején, aztán majd lesz alkalmazottam :-D
Meg nekem nem játékra kell a gép. Nyereséget akarok termelni az ötleteimből, ezt pedig nem lehet, ha mással csináltatok mindent...legalább is az elején, aztán majd lesz alkalmazottam :-D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 04, 20:19
Írta: 000000000 Dátum 2009 június 04, 20:19
Ha látnád, milyen nyákot gravíroz Egyújabbgépépítő.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 június 05, 00:16
Írta: 3k74cecek Dátum 2009 június 05, 00:16
Egy kis pontosítás: nem kihajlás hanem lehajlás.
Kihajlani a nyomott rudak szoktak, ha túl nagy a nyomóerő.
A számításod pontos. Bocs nem gondoltam, hogy Fekete László versenytársaival van dolgom.[#boxer]
Ugyanis "laza kézi erőnek" 600N-t venni az szerintem a díjbirkozó kategória.
Meglesném, hogy egy kézzel mikor emelsz fel egy cementes zsákot, pedig ahhoz csak 500N kell.
Igaz végül is Laslie sem írta mennyire feszült neki, és hány kézzel húzta. Minden esetre én csak egy átlag ember normál, egy kezes erejére gondoltam, ami azért igen messze van a 800N-tól, és akkor nem is nagyon tévedtem, mert akkor csak 1-2 tizednyi a lehajlás.
[#wave]
Kihajlani a nyomott rudak szoktak, ha túl nagy a nyomóerő.
A számításod pontos. Bocs nem gondoltam, hogy Fekete László versenytársaival van dolgom.[#boxer]
Ugyanis "laza kézi erőnek" 600N-t venni az szerintem a díjbirkozó kategória.
Meglesném, hogy egy kézzel mikor emelsz fel egy cementes zsákot, pedig ahhoz csak 500N kell.
Igaz végül is Laslie sem írta mennyire feszült neki, és hány kézzel húzta. Minden esetre én csak egy átlag ember normál, egy kezes erejére gondoltam, ami azért igen messze van a 800N-tól, és akkor nem is nagyon tévedtem, mert akkor csak 1-2 tizednyi a lehajlás.
[#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 06:43
Írta: 000000000 Dátum 2009 június 05, 06:43
Én fel tudom emelni [#smile]
De igazábol az lenne a kérdés kell-e ekkora erőre számmitani. Ami ekkora lehajlást a rúd végén tud produkálni de a megmunkálás vagyis az erőkifejtés az inkább a feltámasztott résznél történik, mivel a fortuna fix és az asztal mozog. Előbb törne a maró sztem...
Ami problémás az az y tengely, mert olyan, mintha egy pajszert bedugnál két vasrúd közé és rámásznál. Nagy az erőkar emiatt brutális erők ébrenek, még ha amaegmunkálásbol eredő icsi is... Ez se a bográcsfules (hidas), se a xy táblás verziónál nincs meg..
Az abaj, hogy nem tudom mekkora erőhatásra szamitsak. pl 6-os fúróval aluba lyukat fúrok x fordulaton akkor mekkora erő ébred. Mert van egy határ amit meg ki lehet kompenzálni vastagabb rudakkal, támasztott tengellyel, stb.
Lehet hogy az a megoldás, hogy egy akasztófát csinálni és az y tengely felrakni az asztal felé..
De igazábol az lenne a kérdés kell-e ekkora erőre számmitani. Ami ekkora lehajlást a rúd végén tud produkálni de a megmunkálás vagyis az erőkifejtés az inkább a feltámasztott résznél történik, mivel a fortuna fix és az asztal mozog. Előbb törne a maró sztem...
Ami problémás az az y tengely, mert olyan, mintha egy pajszert bedugnál két vasrúd közé és rámásznál. Nagy az erőkar emiatt brutális erők ébrenek, még ha amaegmunkálásbol eredő icsi is... Ez se a bográcsfules (hidas), se a xy táblás verziónál nincs meg..
Az abaj, hogy nem tudom mekkora erőhatásra szamitsak. pl 6-os fúróval aluba lyukat fúrok x fordulaton akkor mekkora erő ébred. Mert van egy határ amit meg ki lehet kompenzálni vastagabb rudakkal, támasztott tengellyel, stb.
Lehet hogy az a megoldás, hogy egy akasztófát csinálni és az y tengely felrakni az asztal felé..
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 június 05, 08:35
Írta: f2266unib Dátum 2009 június 05, 08:35
Javaslom, hogy az oldalt nevezzük át "Hobbycnc-licitoldal"-nak, vagy "Hirdetési ugróportálnak." lassan több lesz a licit oldalakra mutató link mint a közösségi árusítás. Tuti jutalékot fizetnek? :) Bocs :)
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 június 05, 08:35
Írta: f2266unib Dátum 2009 június 05, 08:35
upsz ezt nem ide szántam hanem az adok veszekbe....
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 05, 10:06
Írta: keri Dátum 2009 június 05, 10:06
Bevallom már nem tudom követni a gép variációidat :)
A lényeg: Mekkora erőt akarsz kifejteni a munkadarabra? Lehet egészen kicsi erővel is megmunkálni, de akkor lassú lesz a gép.
A sebességre ne kérdezz képletet, mert adott erőhöz tartozó marási sebesség a szerszám anyagától, sebességétől, kialakításától, kopottságától, kenőanyag alkalmazásától munkadarab jellegétől függ. Végülis meghatározható, de ebből kiindulni a gép tervezésekor szerintem nem ésszerű.
Én abból indulnék ki hogy kézzel ne tudjak jelentős torzulást okozni a gépnek, tehát számoljunk 600N-al.
Következő amit figyelembe veszek, hogy ehhez az erőhöz milyen léptető motor kell, vagyis mekkora a maximális léptető motor ami nem károsítja a gépet egy megakadás során, ami az 5mm-es orsóval kb. 0,5Nm-es léptető motort jelent, ami elég kevés, de a gyenge szerkezetű gépedhez már ez is túl erős, de túl nagy sebességre nem szabad számítani ettől a konstrukciótól ilyen gyenge motorral.
Mivel már tudjuk mekkora erők ébrednek a munkadarabon, ki tudjuk számolni mind a 3 dimenzió mentén mekkora forgatónyomatékok ébrednek a vezetékeken, így pedig azt, hogy mekkora erők ébrednek. Azt már ki tudod számolni, mekkora erő hatására hajlik le az adott rúd 0,01mm-t.
A fellépő erő és az elviselt erő birtokában már tudod mit kell változtatni a gépeden.
A leg egyszerűbb ha növeled a vezetékek távolságát ezzel növelve a rá merőleges forgatónyomaték tűrést.
Ha ragaszkodsz ehhez az elrendezéshez akkor jóval kisebb gép építésével azaz az erőkarok csökkentésével tudod csökkenteni a forgató nyomatékokat.
Egyébként vbodi gépének építését végigböngészve én is most bíráltam felül eddigi terveimet és letettem arról hogy 60*40*5mm-es alu profillal építsek fél hidas gépet, mert rájöttem hogy szánalmasan gyenge az a masszívnak tűnő szerkezeti anyag egy komoly géphez képest.
Valószínűleg inkább áttérek a vastag falu acél zártprofilokra, ami még mindig szánalmas vbodi gépéhez képest, és a hagyományos hidas gépet építek, lemondva a jó hozzáférhetőségről, de nagyobb merevséget nyerve....így talán alura is használható lesz.
A lényeg: Mekkora erőt akarsz kifejteni a munkadarabra? Lehet egészen kicsi erővel is megmunkálni, de akkor lassú lesz a gép.
A sebességre ne kérdezz képletet, mert adott erőhöz tartozó marási sebesség a szerszám anyagától, sebességétől, kialakításától, kopottságától, kenőanyag alkalmazásától munkadarab jellegétől függ. Végülis meghatározható, de ebből kiindulni a gép tervezésekor szerintem nem ésszerű.
Én abból indulnék ki hogy kézzel ne tudjak jelentős torzulást okozni a gépnek, tehát számoljunk 600N-al.
Következő amit figyelembe veszek, hogy ehhez az erőhöz milyen léptető motor kell, vagyis mekkora a maximális léptető motor ami nem károsítja a gépet egy megakadás során, ami az 5mm-es orsóval kb. 0,5Nm-es léptető motort jelent, ami elég kevés, de a gyenge szerkezetű gépedhez már ez is túl erős, de túl nagy sebességre nem szabad számítani ettől a konstrukciótól ilyen gyenge motorral.
Mivel már tudjuk mekkora erők ébrednek a munkadarabon, ki tudjuk számolni mind a 3 dimenzió mentén mekkora forgatónyomatékok ébrednek a vezetékeken, így pedig azt, hogy mekkora erők ébrednek. Azt már ki tudod számolni, mekkora erő hatására hajlik le az adott rúd 0,01mm-t.
A fellépő erő és az elviselt erő birtokában már tudod mit kell változtatni a gépeden.
A leg egyszerűbb ha növeled a vezetékek távolságát ezzel növelve a rá merőleges forgatónyomaték tűrést.
Ha ragaszkodsz ehhez az elrendezéshez akkor jóval kisebb gép építésével azaz az erőkarok csökkentésével tudod csökkenteni a forgató nyomatékokat.
Egyébként vbodi gépének építését végigböngészve én is most bíráltam felül eddigi terveimet és letettem arról hogy 60*40*5mm-es alu profillal építsek fél hidas gépet, mert rájöttem hogy szánalmasan gyenge az a masszívnak tűnő szerkezeti anyag egy komoly géphez képest.
Valószínűleg inkább áttérek a vastag falu acél zártprofilokra, ami még mindig szánalmas vbodi gépéhez képest, és a hagyományos hidas gépet építek, lemondva a jó hozzáférhetőségről, de nagyobb merevséget nyerve....így talán alura is használható lesz.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 05, 11:03
Írta: keri Dátum 2009 június 05, 11:03
Had kérdezzek még ezekkel a számításokkal.
A belinkelt másodrendű nyomaték számításoknál a téglalap keresztmetszetű rúd képlete egyszer 3-al a második képletnél 12-vel van osztva.
Mi a különbség?
Másik. A keresztmetszeteknél van a b és h méretek amiből csak a h-t emeli köbre, vagyis ezt kell a lehajlás irányának venni?
Mert ugye egy lapos vasnak nem mindegy hogy az éle vagy a lapja irányába hajtom....végül is logikus de nem vagyok biztos magamban, túl sok az ismeretlen tényező számomra.
Azt már megtaláltam hogy lehet komplex keresztmetszetek lehajlását számolni.
A belinkelt másodrendű nyomaték számításoknál a téglalap keresztmetszetű rúd képlete egyszer 3-al a második képletnél 12-vel van osztva.
Mi a különbség?
Másik. A keresztmetszeteknél van a b és h méretek amiből csak a h-t emeli köbre, vagyis ezt kell a lehajlás irányának venni?
Mert ugye egy lapos vasnak nem mindegy hogy az éle vagy a lapja irányába hajtom....végül is logikus de nem vagyok biztos magamban, túl sok az ismeretlen tényező számomra.
Azt már megtaláltam hogy lehet komplex keresztmetszetek lehajlását számolni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 11:06
Írta: 000000000 Dátum 2009 június 05, 11:06
Új nap új varáció. Az eddigiek alapján és átnézve pár isel megoldást
Átterveztem hasított csapágyasra az y tengelyt és a várható erő irányával ellentétesen megtámasztottam a tengelyt. Az anyag nekem elsőre is egyértelmű volt. Acél. A súly nem számit, de a merevség és az ár igen.
A tervezés metódus érdekes, de én inkább jobban szeretek előre kiszámitani mindent, mint próbálkozni.

Átterveztem hasított csapágyasra az y tengelyt és a várható erő irányával ellentétesen megtámasztottam a tengelyt. Az anyag nekem elsőre is egyértelmű volt. Acél. A súly nem számit, de a merevség és az ár igen.
A tervezés metódus érdekes, de én inkább jobban szeretek előre kiszámitani mindent, mint próbálkozni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 11:07
Írta: 000000000 Dátum 2009 június 05, 11:07
A profiloknál katalogus adat az I értéke.
Illetve számolni is lehet természetesen a geometriai adatokból...(szilárdságtan, hajlítás a kulcsszavak)
Az E pedig az adott anyag katalógus adata.
De a képletet nézve az E-ben ha tévedsz 10-20%-ot az nem annyira vészes.
Ami vészes az a szabad hossz!
Mert annak a köbe játszik...
Nomeg az I érték ami sokat számit.
Körnél pl. az átmérő 4 hatványa játszik
az I esetén, azaz a dupla átmérő 16X "erősebb" lesz lehajlásrsa.
Illetve számolni is lehet természetesen a geometriai adatokból...(szilárdságtan, hajlítás a kulcsszavak)
Az E pedig az adott anyag katalógus adata.
De a képletet nézve az E-ben ha tévedsz 10-20%-ot az nem annyira vészes.
Ami vészes az a szabad hossz!
Mert annak a köbe játszik...
Nomeg az I érték ami sokat számit.
Körnél pl. az átmérő 4 hatványa játszik
az I esetén, azaz a dupla átmérő 16X "erősebb" lesz lehajlásrsa.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 11:08
Írta: 000000000 Dátum 2009 június 05, 11:08
Még egy nézet.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 11:09
Írta: 000000000 Dátum 2009 június 05, 11:09
Ez esetben a földön állva a saját testsúlyát használta ellenerőnek ...vélhetően...
Így nem tartom akkora túlzásnak a 600 N-t.
Így nem tartom akkora túlzásnak a 600 N-t.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 11:13
Írta: 000000000 Dátum 2009 június 05, 11:13
Igen a hajlitás iránytól függ a tégllap I-je.
Lapjára könnyebb mint élére, ezt mutatja a képlet is...
Lapjára könnyebb mint élére, ezt mutatja a képlet is...
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 05, 11:53
Írta: ywathzay Dátum 2009 június 05, 11:53
még egy-két nap, egy-két tartó, és eljutsz a "hagyományos" elrendezéshez. Már nem sok van hátra [#circling]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 05, 12:25
Írta: keri Dátum 2009 június 05, 12:25
És hol lehet ilyen katalógushoz jutni ami tartalmazza az I értékét a profiloknak?
Elektronika terén otthonosan mozgok, ott elég könnyen hozzáférhetőek a részletes adatlapok minden alkatrészre, de a szerkezeti anyagok gyártói vagy féltik nagyon ezt az infót, vagy én nem tudom melyik polcon keressem.
Végül is ha az I adat hozzáférhető lenne, akkor az általad írt képlettel már mindent ki tudok számolni, amire szükségem van.
Elektronika terén otthonosan mozgok, ott elég könnyen hozzáférhetőek a részletes adatlapok minden alkatrészre, de a szerkezeti anyagok gyártói vagy féltik nagyon ezt az infót, vagy én nem tudom melyik polcon keressem.
Végül is ha az I adat hozzáférhető lenne, akkor az általad írt képlettel már mindent ki tudok számolni, amire szükségem van.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 12:40
Írta: 000000000 Dátum 2009 június 05, 12:40
Szabványok tartalmazzák. Nekem van papíros táblázatom, mondd milyen profilról van szó, hátha benne van...
De többet nemigen fogok tudni segíteni, épphogy leszigorlatoztam mechanikából. :-)
De többet nemigen fogok tudni segíteni, épphogy leszigorlatoztam mechanikából. :-)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 05, 13:20
Írta: keri Dátum 2009 június 05, 13:20
Alu téglalap profilok érdekelnek
50*50*3
100*50*3
illetve
60*40*5-ös U profil
Az anyag modulusát 65000-re vettem mint ötvözött alu
Ránézésre ezek voltak alkalmasak céljaimra, a közeli alumíniumos kínálatából.
50*50*3
100*50*3
illetve
60*40*5-ös U profil
Az anyag modulusát 65000-re vettem mint ötvözött alu
Ránézésre ezek voltak alkalmasak céljaimra, a közeli alumíniumos kínálatából.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 14:05
Írta: 000000000 Dátum 2009 június 05, 14:05
Jahogyalu... Bocsánat, nekem vasas tábláim vannak. Aluból I,C,T,L Profil van. Közelíthetjük az U-t egy 60x30x5 C-vel. Ix=28,4 Iy=4,38 [x10^4mm^4]
Sajnos ennyit találtam, elnézést. Talán ŐK tudnak segíteni...
Sajnos ennyit találtam, elnézést. Talán ŐK tudnak segíteni...
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 05, 14:30
Írta: ywathzay Dátum 2009 június 05, 14:30
Azt a táblázatot meg tudnád valahogy jeleníteni? Csakhogy ne kelljen kérdezni, ez sokaknak jól jöhet, többek között nekem is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 14:39
Írta: 000000000 Dátum 2009 június 05, 14:39
[#hehe] Nem hiszem. Ez már elgé stabil így. De legalább rájöttem miért olyan amilyen a bevált kostrukció. A csapágyak 2T-ás terhelést bírnak és 4 van belőlük. Az alátámasztással pedig jóformán nem is hajlanak. A z tengelyt fogom még áttervezni, úgy, hogy a 3. lineáris vezetéket kiváltom egy u profillal ami megtámasztja a maradék két tengelyt.
Viszont azon érdemes elgondolkozn, hogy a bográcsfüles verzió azért alakult ki, mert gyenge anyakból, neadjsten butorlapból, menetes szárral készültek a korai hobby cnc-k és ahhoz ez a felállas az ideális. De amikor már golyós orsó van meg profi lineáris vezeték beépítve talán ideje továbblépni.
Viszont azon érdemes elgondolkozn, hogy a bográcsfüles verzió azért alakult ki, mert gyenge anyakból, neadjsten butorlapból, menetes szárral készültek a korai hobby cnc-k és ahhoz ez a felállas az ideális. De amikor már golyós orsó van meg profi lineáris vezeték beépítve talán ideje továbblépni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 14:48
Írta: 000000000 Dátum 2009 június 05, 14:48
Este bescannelem...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 05, 15:21
Írta: keri Dátum 2009 június 05, 15:21
Majd rájösz saját pénzeden :)
Én most kínlódok azzal, hogy gyakorlatilag a 100mm-es tömör acéllap ami elég merev egy 1Nm-es motor és 5mm-es orsóhoz.
Vagy ha aluval akarom ugyan ezt, akkor 200*200-as több profilból összefogott váz kellene ami röhejes ha azt nézzük 300mm-es a munkatér amit át akarok fogni.
Én most kínlódok azzal, hogy gyakorlatilag a 100mm-es tömör acéllap ami elég merev egy 1Nm-es motor és 5mm-es orsóhoz.
Vagy ha aluval akarom ugyan ezt, akkor 200*200-as több profilból összefogott váz kellene ami röhejes ha azt nézzük 300mm-es a munkatér amit át akarok fogni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 05, 15:22
Írta: keri Dátum 2009 június 05, 15:22
Köszi, acél is jó.
Az anyag rugalmassági modulusa megvan.
Az anyag rugalmassági modulusa megvan.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 05, 15:42
Írta: 4um5b65d Dátum 2009 június 05, 15:42
" Nem hiszem. Ez már elég stabil így. "
Hamar meg fog változni a stabilitásról a véleményed, ha beindítod a masinát.
Szerintem is elég karcsú a cucc....
Hamar meg fog változni a stabilitásról a véleményed, ha beindítod a masinát.
Szerintem is elég karcsú a cucc....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 17:07
Írta: 000000000 Dátum 2009 június 05, 17:07
Ha a 2db 40x100-as laposacél +2x 30-as acéltengely nem elég merev az y tengelyhez akkor semmi.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 június 05, 17:57
Írta: 7vpav5d32 Dátum 2009 június 05, 17:57
Nem akarok belemerülni ebbe a dologba, de ezeket a hajlásokat nem alapbol duplán kellene ilyenkor számolni? Ha meg már vissza is hajlik ugyan annyit akkor azt, hogy kell nevezni munka közben? (törött szerszám? selejt munka darab? )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 18:42
Írta: 000000000 Dátum 2009 június 05, 18:42
Szia Fassenkugel!
Felejtsd el ezt az egészet, amit kreáltál.:)
Mechanikai, statikai szempontból ez nem felel
meg még egy gravírozó gép mechanikának sem.
Hajlítás szempontjából akkor lesz merev a géped,
ha a hajlítás középvonalától minél távolabb
teszed be az anyagot, azaz az inerciát ésszel
kell növelni, a kör keresztmetszet a
legrosszabb profil ilyen szempontból.
Gondolkozz I profilban, vagy ha értesz a
matekhoz, keresgéljél az inercia
szélsőértékszámítás körül, és akkor Te is
rájössz, hogy a rajzaid semmire sem jók,
legfeljebb beálltál a mai "divatos csicsa világba",
és elmondhatod, egy óra alatt megtanultál 3D-
ben rajzolni, de amire szánod annak
nem lesz jó. Viszont szép színes.:)
Ja és még egy: ha jól látom a végére még egy
4. forgó tengelyt is rajzoltál. Ugye ezt sem
gondoltad komolyan?:) Mi a manó fogja Neked
az értelmes CNC kódokat a 4D-hez generálni?:)
Persze lehet, hogy tele van a padlásod 6
tengelyes CAM progokkal, akkor bocs nem szóltam
semmit!:)
Felejtsd el ezt az egészet, amit kreáltál.:)
Mechanikai, statikai szempontból ez nem felel
meg még egy gravírozó gép mechanikának sem.
Hajlítás szempontjából akkor lesz merev a géped,
ha a hajlítás középvonalától minél távolabb
teszed be az anyagot, azaz az inerciát ésszel
kell növelni, a kör keresztmetszet a
legrosszabb profil ilyen szempontból.
Gondolkozz I profilban, vagy ha értesz a
matekhoz, keresgéljél az inercia
szélsőértékszámítás körül, és akkor Te is
rájössz, hogy a rajzaid semmire sem jók,
legfeljebb beálltál a mai "divatos csicsa világba",
és elmondhatod, egy óra alatt megtanultál 3D-
ben rajzolni, de amire szánod annak
nem lesz jó. Viszont szép színes.:)
Ja és még egy: ha jól látom a végére még egy
4. forgó tengelyt is rajzoltál. Ugye ezt sem
gondoltad komolyan?:) Mi a manó fogja Neked
az értelmes CNC kódokat a 4D-hez generálni?:)
Persze lehet, hogy tele van a padlásod 6
tengelyes CAM progokkal, akkor bocs nem szóltam
semmit!:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 18:48
Írta: 000000000 Dátum 2009 június 05, 18:48



Ahogy Tibor is említette, az "I" profil a legjobb lehajlásra...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 június 05, 19:17
Írta: bmejdz9nu Dátum 2009 június 05, 19:17
"Sajnos" szerintem sem ok. ez a dolog... Talán rajzolni lehetne vele...
Nézz körül itt a képtáramban... Persze itt is vannak nagyon "fura" szerkezetek... amik biztos nem jó... de jó ötletek is vannak...
Nézz körül itt a képtáramban... Persze itt is vannak nagyon "fura" szerkezetek... amik biztos nem jó... de jó ötletek is vannak...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 19:44
Írta: 000000000 Dátum 2009 június 05, 19:44
A számítási metodus...
A használt matematikai apparátus érettségivel a zsebben (elvileg) ismerős kell(ene) legyen :-)
www.sze.hu/~agardy/M2LEVTE/EL%D5AD%C1S/KERESZTMETSZETI%20JELLEMZ%D5K_.ppt
A használt matematikai apparátus érettségivel a zsebben (elvileg) ismerős kell(ene) legyen :-)
www.sze.hu/~agardy/M2LEVTE/EL%D5AD%C1S/KERESZTMETSZETI%20JELLEMZ%D5K_.ppt
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 19:53
Írta: 000000000 Dátum 2009 június 05, 19:53
google
"másodrendű nyomaték zártszelvény"
pl.
http://www.alukoenigstahl.com/AKS/UI/AKSImage.aspx?TabID=0&Alias=Stahlholding&Lang=hu-HU&Domain=hu&ec=1&imageID=c4562d84-e223-48a8-8e03-3303fbd1c915
A többiprofil is megvan itt gondolom ...
"másodrendű nyomaték zártszelvény"
pl.
http://www.alukoenigstahl.com/AKS/UI/AKSImage.aspx?TabID=0&Alias=Stahlholding&Lang=hu-HU&Domain=hu&ec=1&imageID=c4562d84-e223-48a8-8e03-3303fbd1c915
A többiprofil is megvan itt gondolom ...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 05, 19:55
Írta: 000000000 Dátum 2009 június 05, 19:55
Szerintem te az első verziót láttad. Lesz 5. tengely is de 6. az nem. Ja és van program ami generálja a kódot. Az emc2 környékén nézelödj.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 05, 20:11
Írta: 43pbwjg8s Dátum 2009 június 05, 20:11
Szia Varsa! A miami mi is?
Egyébként nem akarsz megszabadulni néhány dolgodtól? Vagy a szívedhez nőttek?
Egyébként nem akarsz megszabadulni néhány dolgodtól? Vagy a szívedhez nőttek?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 június 05, 20:13
Írta: ra8nsmk6w Dátum 2009 június 05, 20:13
Be kell állnom a szkeptikusok társaságába, ami nem szokásom. Azt javaslom, hogy egy ideig ne rajzolj csak nézd át a neten fellelhető összes gépet. Nagy-nagy szürési képességel persze. Most lehet, hogy ez az "irányitottság" furcsa a számodra de két hét múlva mindezt másként fogod látni. És kiváncsi vagyok az akkori rajzaidra.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 június 05, 20:15
Írta: D.Laci Dátum 2009 június 05, 20:15
http://www.linuxcnc.org/
"Home of users of the Enhanced Machine Controller - EMCa free and powerful machine controller"
Erre gondoltál?
"Home of users of the Enhanced Machine Controller - EMCa free and powerful machine controller"
Erre gondoltál?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 05, 20:44
Írta: 4um5b65d Dátum 2009 június 05, 20:44
" csak nézd át a neten fellelhető ÖSSZES gépet "
Talán haragszol valamiért fassenkugel fórumtársra ?
Ez 40 év száműzetés.......
[#nyes][#buck]
Talán haragszol valamiért fassenkugel fórumtársra ?
Ez 40 év száműzetés.......
[#nyes][#buck]
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 június 05, 20:48
Írta: ra8nsmk6w Dátum 2009 június 05, 20:48
A nagy-nagy szürés az én szavaimra is értendő. Már a Péter adatbázisa sem piskóta, időben
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 05, 20:50
Írta: 43pbwjg8s Dátum 2009 június 05, 20:50
Azért most (sokadik kép) átom, hogy ez talán nem mind a Tiéd! Vagy mégis? [#buck]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 június 06, 13:48
Írta: bmejdz9nu Dátum 2009 június 06, 13:48
Hát lenne mit eladnom... de csak "drága" dolgaim vannak (maradtak:)
... és ahogy elnézem, most ezekre úgysincs "kereslet" :)
... és ahogy elnézem, most ezekre úgysincs "kereslet" :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 06, 13:50
Írta: keri Dátum 2009 június 06, 13:50
Köszönöm mindenkinek a segítséget és az információkat.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 06, 14:16
Írta: keri Dátum 2009 június 06, 14:16
Itt találtam még adatokat egy ügyes kis programba foglalva mindenféle acél anyagokra anyag szükséglet meg egyéb kalkulációkkal kiegészítve.
http://www.nyestekft.hu/musz.html
http://www.nyestekft.hu/musz.html
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 07, 12:32
Írta: 000000000 Dátum 2009 június 07, 12:32
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 07, 13:10
Írta: ywathzay Dátum 2009 június 07, 13:10
Csak itt nem szabad figyelmen kívül hagyni az iszonyat masszív öntvény alapot, és a nem kevésbé brutális függőleges oszlopot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 07, 13:29
Írta: 000000000 Dátum 2009 június 07, 13:29
jó. de ott 3m fesztáv van nekem meg 40cm..
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 07, 13:58
Írta: 4um5b65d Dátum 2009 június 07, 13:58
Számolj csak egy kicsit....
Ha 3 m a nagy gép és mondjuk az oszlop rész csak 1 tonna, de ennél egész biztosan több akkor a 3 méter az 7,5-ször több mint a Te 0,4métered.
Tömegre lebontva 1000 Kg osztva 7,5-el akkor a te oszlopodnak 133 Kg-osnak kell lennie.
Ha 3 m a nagy gép és mondjuk az oszlop rész csak 1 tonna, de ennél egész biztosan több akkor a 3 méter az 7,5-ször több mint a Te 0,4métered.
Tömegre lebontva 1000 Kg osztva 7,5-el akkor a te oszlopodnak 133 Kg-osnak kell lennie.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 07, 14:04
Írta: keri Dátum 2009 június 07, 14:04
számolj! minden kezdő adatt a rendelkezésre áll, a képlet egyszerű, ki lehet számolni gyorsan, hogy adott méretekkel és anyaggal mekkora erő kell mondjuk 0,1mm deformációra.
Az asztal mozgatásod jó, végül is a függőleges mozgatás sem rossz, de az oldalirányú mozgatást én az oszlop két végére helyezett csúszkával oldanám meg és máris nincs kifogás a gép ellen.
Az asztal mozgatásod jó, végül is a függőleges mozgatás sem rossz, de az oldalirányú mozgatást én az oszlop két végére helyezett csúszkával oldanám meg és máris nincs kifogás a gép ellen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 07, 14:58
Írta: 000000000 Dátum 2009 június 07, 14:58
Már ezen gondolkoztam én is, hogy éptek egy gatyaszáritót. Viszont ez a linklelt megoldás jobb, vagy legalább szebb. Két lineáris tengely van lent 4 kocsival... Dárgább mint a gatyaszárító az tény.. 8..10k/kocsi és a sin is majd ekkora összeg. Viszont a többi tengelyen maradhatna a támasztott tengely+hastott csapágy.
Jobban meggondolva lehet hogy az xy tábla lenne a jó megoldás vagy T szerüen felrakni a Z tengelyere az y tengelyt. Akkor sokkal kisebbek lennnek a mozgatott tömegek.
Jobban meggondolva lehet hogy az xy tábla lenne a jó megoldás vagy T szerüen felrakni a Z tengelyere az y tengelyt. Akkor sokkal kisebbek lennnek a mozgatott tömegek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 07, 14:59
Írta: 000000000 Dátum 2009 június 07, 14:59
De a hossz és a szükséges erő nem lineárisan változik. Nézd meg az egypontos hajlitás képletét.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 07, 15:13
Írta: 4um5b65d Dátum 2009 június 07, 15:13
Akkor már csak egy megoldás marad , "mekkell" építeni.....
Ha elégségesnek érzed akkor hajrá.....
Ha elégségesnek érzed akkor hajrá.....
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 07, 18:38
Írta: 43pbwjg8s Dátum 2009 június 07, 18:38
Ez max az elmonzdulási irányokban (a tengelyekben) hasonló. NEm kellene elfeledned, hogy ez csupán egy elvi ábra egy horizontálmaróról. A tiédnél, ha jól olvastam a merevség a fő probléma. Ezek a gépek amelyek ilyen elven működnek (mert kicsiben még nem láttam ilyet) tonnásak, és a vázszerkezetük igen rovusztus.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 07, 18:40
Írta: 43pbwjg8s Dátum 2009 június 07, 18:40
Mintha eljutnál oda ahova a legtöbb hobbigép építő elszokott. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 07, 23:17
Írta: 43pbwjg8s Dátum 2009 június 07, 23:17
Még kis egy kérdés:
Hogy szeretnéd megcsapágyazni az orsókat?
Jelenleg a képeken elég kis helyet hagytál a csapágyazásnak.
Hogy szeretnéd megcsapágyazni az orsókat?
Jelenleg a képeken elég kis helyet hagytál a csapágyazásnak.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 08, 05:57
Írta: 0gbwyh99 Dátum 2009 június 08, 05:57
Az csak egy primitív , 5 perces móricka rajz , csak az elvet akarta vázolni , másra nem jkó !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 08, 05:59
Írta: 000000000 Dátum 2009 június 08, 05:59
kellene.. de inkább futok még pár kört, uj infok után. pl:
Az már kiderült, hogy működik az ötlet, de... Ha azt vesszuk, hogy a z tengelynek merevnek kell lennie és a forgato ami a fortuna-t mozgatja is elég súlyos. Vajon nem lenne-e jobb egy fix elrendezés... Vagy az előzőleg leirt T forma, ott legalább a z oszlopának tömege kiesik a mozgató körből...
Azt kideritettem, hogy a maraskor fellépő erő olyan 170..300N lehet aluminumnál.. szóval ez alapján már leht számolgatni...
Az már kiderült, hogy működik az ötlet, de... Ha azt vesszuk, hogy a z tengelynek merevnek kell lennie és a forgato ami a fortuna-t mozgatja is elég súlyos. Vajon nem lenne-e jobb egy fix elrendezés... Vagy az előzőleg leirt T forma, ott legalább a z oszlopának tömege kiesik a mozgató körből...
Azt kideritettem, hogy a maraskor fellépő erő olyan 170..300N lehet aluminumnál.. szóval ez alapján már leht számolgatni...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 08, 06:04
Írta: 000000000 Dátum 2009 június 08, 06:04
Jaja. Egy dologra jó de arra nagyon. Meglátszanak a térbeli hibák. Ha papirra skiccelsz azok elkerűlhetetlenek.
Ugyanakkor a program ismeri az iso meg ansi szabvanyü profilokat, skf csapágyakat, csavarokat,stb. És bővithető. Az elemek cserélhetök egy gombnyomásra. Tehát ha van egy jó formaterv akkor meg lehet nézni többféle szerkezeti elemmel és azokat méretezni is lehet mechanikai igénybevétrelre (csak nem jöttm még rá hogyan). És végül 2d rajzot is csinál a 3d verzióból. Szóval ez olyan lego-rapid development.
Ugyanakkor a program ismeri az iso meg ansi szabvanyü profilokat, skf csapágyakat, csavarokat,stb. És bővithető. Az elemek cserélhetök egy gombnyomásra. Tehát ha van egy jó formaterv akkor meg lehet nézni többféle szerkezeti elemmel és azokat méretezni is lehet mechanikai igénybevétrelre (csak nem jöttm még rá hogyan). És végül 2d rajzot is csinál a 3d verzióból. Szóval ez olyan lego-rapid development.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 08, 06:27
Írta: 0gbwyh99 Dátum 2009 június 08, 06:27
SW ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 08, 20:19
Írta: 000000000 Dátum 2009 június 08, 20:19
varicad
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 08, 20:49
Írta: keri Dátum 2009 június 08, 20:49
Megjöttek a ferde hatásvonalú csapágyaim.
ZKL és 2200HUF/db volt.
Vettem alu zárt profilt is a gépvázhoz.
80*80*3-as, jó lett volna 4-es anyagból de 3-asnál vastagabb nem volt. Elég bumszli lesz a váz, de számítások szerint elég merev és könnyű.
ZKL és 2200HUF/db volt.
Vettem alu zárt profilt is a gépvázhoz.
80*80*3-as, jó lett volna 4-es anyagból de 3-asnál vastagabb nem volt. Elég bumszli lesz a váz, de számítások szerint elég merev és könnyű.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 10, 08:27
Írta: 000000000 Dátum 2009 június 10, 08:27
Nézegettem a különbözö görgős lineéris vezetékeket. Valamilyen acéltengely alu profilba ágyazva és azon egy négy kerekű kocsi. És tegyük hozzá rohadt drágán. Nekem a görgő is elég lenne, gondolom kopik és ezért árulják külön is... van valakinek beszerzési forrása hozza?
Láttam már 120fokban fogatott 3 mezei csapágyas, vagy szögvason ugyanez megoldást de valami komolyabbat szeretnék.
Láttam már 120fokban fogatott 3 mezei csapágyas, vagy szögvason ugyanez megoldást de valami komolyabbat szeretnék.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 10, 08:40
Írta: 0gbwyh99 Dátum 2009 június 10, 08:40
V-groove csapágynak hívják , de van ami nem V hanem félkör alakú . A külseje ugyan olyan kemény anyag mint a standard csapágynak , lehet hozzá venni felfogó csavarokat is . A csavarok vannak egyenes és ekcenteres kivitelben , a kocsira 2 síma és 2 ekcentereset szokás tenni a finom beállítás végett !
V alakút ITT lehet venni ,
Félkör alakút pedig ITT (az "item" termékek közt keresd!) .
Mind a két fajtábol 2 nagyságot láttam ! [#wave]
V alakút ITT lehet venni ,
Félkör alakút pedig ITT (az "item" termékek közt keresd!) .
Mind a két fajtábol 2 nagyságot láttam ! [#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 10, 08:42
Írta: 0gbwyh99 Dátum 2009 június 10, 08:42
Ja , és nem óccsó jám !! [#ejnye1][#shakehead][#rinya]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 10, 08:59
Írta: 0gbwyh99 Dátum 2009 június 10, 08:59
És még azt is elfelejtettem mondani hogy sehol , eggyik csapágy gyártónál sem találtam olyat [#shakehead] . Gondolom azért is vesztegetik ezek annyiért mert szabad kereskedelemben nem lehet (legalábis én nem bírtam) beszerezni !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 10, 09:53
Írta: 000000000 Dátum 2009 június 10, 09:53
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 június 10, 10:04
Írta: D.Laci Dátum 2009 június 10, 10:04
Gondolom csak szivatni jársz ide a jónépet... ??? :) :(
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 10, 10:37
Írta: 4um5b65d Dátum 2009 június 10, 10:37
Tolókapuhoz én is ilyet szoktam csinálni és tök jól bevált.....
Tehát életképes.....
:)
Tehát életképes.....
:)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 10, 15:04
Írta: keri Dátum 2009 június 10, 15:04
Ne bántsad, lelkes kezdő világmegváltó ötletekkel...én is így kezdtem...sőt még mindig vannak ilyesmi ötleteim, de mindig rájövök utólag hogy hülyeség :D
Amúgy mégis mennyibe kerül ez a görgős kocsi meg a hozzávaló sín? Csak mert 10ezerért már rendes precíz golyós kocsit is lehet kapni HiWinből. Egy ilyen túlkomplikált kocsi túl sok hibát tud bevinni szerintem, ami rendben van ha elég olcsó és nincs szükségünk túl erős precíz szerkezetre, de ha már ez is drága akkor ki az aki használja?
Amúgy mégis mennyibe kerül ez a görgős kocsi meg a hozzávaló sín? Csak mert 10ezerért már rendes precíz golyós kocsit is lehet kapni HiWinből. Egy ilyen túlkomplikált kocsi túl sok hibát tud bevinni szerintem, ami rendben van ha elég olcsó és nincs szükségünk túl erős precíz szerkezetre, de ha már ez is drága akkor ki az aki használja?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 június 10, 15:40
Írta: D.Laci Dátum 2009 június 10, 15:40
Nem az a bajom hogy nem életképes, hanem az, hogy miként és mire akarja használni.
Ugyanis alut és vasat akar megmunkálni viszonylag kisméretű gépen. Na, mármost ezzel a görgővel szerintem normálisan alut se lehet megmunkálni, nem hogy vasat. A ⊘80mm –es görgő ~1500ft az egy kocsi ~6000 Ft -bol jön ki abból úgy csak 15mm HIWIN jön, ki de még az is jobb. a méretéről nem is beszélve, egy kis szörnyszülött lenne a végeredmény. Egy nagy router vagy plazma esetleg lézervágó esetén működhet, de ott is meg kell nézni milyen profillal készült a görgő és milyen sínt alkalmaz.
Ugyanis alut és vasat akar megmunkálni viszonylag kisméretű gépen. Na, mármost ezzel a görgővel szerintem normálisan alut se lehet megmunkálni, nem hogy vasat. A ⊘80mm –es görgő ~1500ft az egy kocsi ~6000 Ft -bol jön ki abból úgy csak 15mm HIWIN jön, ki de még az is jobb. a méretéről nem is beszélve, egy kis szörnyszülött lenne a végeredmény. Egy nagy router vagy plazma esetleg lézervágó esetén működhet, de ott is meg kell nézni milyen profillal készült a görgő és milyen sínt alkalmaz.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 11, 08:07
Írta: 0gbwyh99 Dátum 2009 június 11, 08:07
Attól félek hogy az anyag és a megmunkálási minősége nem elégíti ki a CNC által feltett követelményeket ! Én is sokat filóztam az "Isel" féle profilba húzott , görgős motyón , de a végén csak arra ébred az ember hogy ha fémmegmunkáló gépet akar , akkor a vázát megcsinálja acélbol amire utána rátesz egy gyári lin. egységet és akkor nem is lett a gép annyira drága sem , és eléggé stabil meg masszív is (amit az alu profilokon és a görgőkön megspórolsz azt "beleteszed" a gyári lin. vezetékekbe és kocsikba) ! Akinek nincsen pénze a gyári lin. motyóra az ne is akarjon fémet fúrni faragni , az maradjon a plotter , plazma , lézer vagy esetleg nyákmarás , gravírozás terén - ottan a műanyag görgő meg a húzottvas is elég ![#wink][#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 11, 08:11
Írta: 0gbwyh99 Dátum 2009 június 11, 08:11
Engem is a szakik lebeszéltek az "Isel" , "Item" meg hasonló drága alu motyókrol , igazuk is van ! Én azt hittem hogy az olyan egyenes meg síma hogy csak na , és nem kell majd utánmunkálni , hát egy frászt ! Alubol csak megrendelésre csinálnék plazma vagy lézer CNC-t ahol a csicsa meg az elkészülési idő is számít !!!
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 11, 08:15
Írta: 0gbwyh99 Dátum 2009 június 11, 08:15
HGL15CAZ0H Alacsony kocsi = 8040 Ft ,
HGR15R2000H sín = 13464 Ft/m ,
HGR15R2000H sín = 13464 Ft/m ,
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 11, 11:02
Írta: 000000000 Dátum 2009 június 11, 11:02
Ez nem kérdes [#eplus2]
Ugyanakkor 700kg-al terhelhető és dupla csapágyas akkó' mé' nem jó?
Ugyanakkor 700kg-al terhelhető és dupla csapágyas akkó' mé' nem jó?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 11, 11:07
Írta: 000000000 Dátum 2009 június 11, 11:07
egy hajlitó igénybevétele is alkalmas görgős kocsi 8..17k+áfa és 15..20k hozza 1 méter sin(a kalvio webboltjában). Namost kell 4 kocsi +2x1m sin. A golyós kocsit nem ajánlják nagy igénybevételre egyébként.
Szóval ilyenkor az ember elkezd agyalni... mert gondolom amik a vaterán vannak azok felejtősek, mivel nincs alkatrész valószínűleg tokkal vonóval cserélik ha itt az ideje.
Szóval ilyenkor az ember elkezd agyalni... mert gondolom amik a vaterán vannak azok felejtősek, mivel nincs alkatrész valószínűleg tokkal vonóval cserélik ha itt az ideje.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 11, 11:12
Írta: 000000000 Dátum 2009 június 11, 11:12
valami olyasmire gondoltam, hogy a négyzetacélba vágatok nut-ot amibe beleül a köszörült tengely és erre megy rá két oldalrol a kocsi. Felül két sin, alul két sin. sikolni stb akkor is kell ha megveszem a gyari sin-t, szoval..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 11, 11:32
Írta: 000000000 Dátum 2009 június 11, 11:32
Megnéztem az adatlapját. Az a kocsi 15 kilóval terhelheto oldalirányú és 17kg-al hossz irányu hajlításra. plotterbe jó lehet..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 11, 12:11
Írta: 000000000 Dátum 2009 június 11, 12:11
valami ilyesmi..

Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 11, 15:43
Írta: keri Dátum 2009 június 11, 15:43
Hajaj :)
Mint mondtam én is túlbecsültem a mechanikát.
Eredetileg hasonlót akartam építeni mint fassenkugel kolléga, csak én vettem 25-ös HiWin lineáris egységeket de nagyon spórolósan.
Kiszámoltam a forgatónyomatékokat, meg terheléseket és arra jutottam hogy akkor a legolcsóbb, ha a leghosszabb kocsit veszem, és nem 4 hanem csak 2 kocsit használok az X tengelyre, az Y és Z tengelyre pedig csak egyet.
Szerencsére itt hozzájutottam némi elmélethez és kiszámoltam hogy az nem lesz jó, ezért áttértem a hagyományos hidas konstrukcióra.
És mivel már így is elfogyott a pénzem vettem 80*80*3-as alu profilt hogy ebből rakom össze a gépet, ami számításaim szerint kb. elbírja az 1000N-os, statikus terhelést 0,05mm-es torzulás alatt.
Közben rájöttem hogy az Y tengelyre kevés az 1 kocsi a forgatató nyomatékok ellenére, ezért oda is 2 lesz, a Z tengelyre meg veszek rövidebbet, mert eredetileg egyforma hosszúra vettem az Y és Z tengelyt.
Nem akarok acélt marni...vagy nem túl gyakran, de alut azért szeretnék. Szerinted képes leszek?
Amitől félek az a rezonancia, mert elég könnyű a szerkezet és szépen cseng ha megütöm.
Mondjuk elsődlegesen gravírozás, plotter, 3D gipszsablon marás és alkatrészbeültetés lesz a gép feladata, oda biztosan elég masszív, de ha már így túlméreteztem a kocsikat akkor nem ártana komolyabra is használni.
Ha lesz pénzem akkor majd csinálok egy rendes masszív acél X-Y asztalt a vezetékekből és orsóból, a Z tengelyre meg akkor veszek még anyagot.
Mint mondtam én is túlbecsültem a mechanikát.
Eredetileg hasonlót akartam építeni mint fassenkugel kolléga, csak én vettem 25-ös HiWin lineáris egységeket de nagyon spórolósan.
Kiszámoltam a forgatónyomatékokat, meg terheléseket és arra jutottam hogy akkor a legolcsóbb, ha a leghosszabb kocsit veszem, és nem 4 hanem csak 2 kocsit használok az X tengelyre, az Y és Z tengelyre pedig csak egyet.
Szerencsére itt hozzájutottam némi elmélethez és kiszámoltam hogy az nem lesz jó, ezért áttértem a hagyományos hidas konstrukcióra.
És mivel már így is elfogyott a pénzem vettem 80*80*3-as alu profilt hogy ebből rakom össze a gépet, ami számításaim szerint kb. elbírja az 1000N-os, statikus terhelést 0,05mm-es torzulás alatt.
Közben rájöttem hogy az Y tengelyre kevés az 1 kocsi a forgatató nyomatékok ellenére, ezért oda is 2 lesz, a Z tengelyre meg veszek rövidebbet, mert eredetileg egyforma hosszúra vettem az Y és Z tengelyt.
Nem akarok acélt marni...vagy nem túl gyakran, de alut azért szeretnék. Szerinted képes leszek?
Amitől félek az a rezonancia, mert elég könnyű a szerkezet és szépen cseng ha megütöm.
Mondjuk elsődlegesen gravírozás, plotter, 3D gipszsablon marás és alkatrészbeültetés lesz a gép feladata, oda biztosan elég masszív, de ha már így túlméreteztem a kocsikat akkor nem ártana komolyabra is használni.
Ha lesz pénzem akkor majd csinálok egy rendes masszív acél X-Y asztalt a vezetékekből és orsóból, a Z tengelyre meg akkor veszek még anyagot.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 11, 15:46
Írta: keri Dátum 2009 június 11, 15:46
Ezt jó hogy mondod, mert azon szívtam a fogam, hogy kéne valami masszív asztal, de nagyon drágák. Akkor ezek szerint kicsit túlértékelt az isel alu pofiljai.
Van a közelben egy hulladék vasas, ott szoktak lenni jó anyagok, akkor inkább ott veszem kilóra.
Van a közelben egy hulladék vasas, ott szoktak lenni jó anyagok, akkor inkább ott veszem kilóra.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 11, 15:57
Írta: keri Dátum 2009 június 11, 15:57
Én 12000árt vettem a hosszú kocsit és 13000-ért az acél vezetéket. Akkor ez jobban megéri mint a görgős kocsi, mert a terhelése, precizitása és a forgató nyomaték tűrése is nagyobb.
Egyedül a sebessége ami rosszabb.
Egyedül a sebessége ami rosszabb.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 11, 16:02
Írta: keri Dátum 2009 június 11, 16:02
Valamit félre értettél. Azok az adatok a forgató nyomatékot jelölik. Newton méterben megadva, vagyis ha rászerelsz egy 1méteres rudat akkor ekkora terhet akaszthatsz rá, és ez csak 1 kocsira megadva. Ha rendesen 4 kocsit használsz akkor nem a kocsi terhelhetősége lesz a szűk keresztmetszet, mivel a kocsira 1,6TONNA terhelés is pakolható!!!
Tehát egyettlen kocsira nyugodtan ráparkolhatsz egy terepjáróval és tologathatod rajta fel alá :D
Tehát egyettlen kocsira nyugodtan ráparkolhatsz egy terepjáróval és tologathatod rajta fel alá :D
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 11, 16:04
Írta: keri Dátum 2009 június 11, 16:04
a két középső csapágy felesleges, a szélsőkön lesz a terhelés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 11, 16:51
Írta: 000000000 Dátum 2009 június 11, 16:51
csak az en alkamazásomra formáltam, ahol egy 80cm-es rud ami a z tengely csavarja az y-t. tehát kb az az erő hat.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 11, 20:18
Írta: keri Dátum 2009 június 11, 20:18
Na pont ezért nem tesznek 80cm-es erőkart a tengelyre.
Eleve a 80cm túl sok, de ha már szükséges akkor is 2 végén alátámasztva kell megcsinálni és akkor a csapágyra ható forgató nyomaték töredéke lesz.
Ez nem csak a terhelési határ miatt előnyös hanem mert egy ilyen 80cm-es erőkaron már a golyók mikrométeres torzulása is jelentős kilengést okoz, arról nem is beszélve hogy 16szor kevesebb anyag kell ugyan ahhoz az eredményhez.
Eleve a 80cm túl sok, de ha már szükséges akkor is 2 végén alátámasztva kell megcsinálni és akkor a csapágyra ható forgató nyomaték töredéke lesz.
Ez nem csak a terhelési határ miatt előnyös hanem mert egy ilyen 80cm-es erőkaron már a golyók mikrométeres torzulása is jelentős kilengést okoz, arról nem is beszélve hogy 16szor kevesebb anyag kell ugyan ahhoz az eredményhez.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 12, 10:49
Írta: 0gbwyh99 Dátum 2009 június 12, 10:49
Nagyon nagyon elbactad azt a HIWIN adatlap nézést !!!
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 12, 10:49
Írta: 0gbwyh99 Dátum 2009 június 12, 10:49
Most látom Keri már leírta a tutit !
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 12, 10:52
Írta: 0gbwyh99 Dátum 2009 június 12, 10:52
Nem úgy van az ám , a terhelés azokon lesz , amelyek éppen fekszenek a vezetőn , senki sem tudja őket teljessen irányba szerelni hogy mindegyik egyszerre és egyformán feküdjön fell , de ha mégis a csapágyak sem tökéletesen egyformák ám !!
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 12, 10:59
Írta: 0gbwyh99 Dátum 2009 június 12, 10:59
Nem emlékszem a megmunkáló terület és a gép méreteire . Valahová leírtam már ? Az a 80X80-as alu profil , az olyan "sima" csőszerű , vagy amolyan "Isel" féle belül merevített fajta ? Ha "síma" profil cső akkor szerintem citurálni fog !
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 12, 11:03
Írta: 0gbwyh99 Dátum 2009 június 12, 11:03
HŐHA !!! [#csodalk][#guluszem1] Hol van az a 800 mm hosszú erőkar ? Rajzot !
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 12, 19:53
Írta: keri Dátum 2009 június 12, 19:53
Sima profil, nincs belül merevítés.
X tengely 700mm 600mm lökettel
Y tengely hídja 400mm 300mm lökettel.
Z tengely még kialakulóban, de 160-200mm löket lesz, de küzdök azért hogy egyszerűen magvalósítható legyen és a rendelkezésemre álló szegényes anyagválasztékból meg tudjam oldani.

X tengely 700mm 600mm lökettel
Y tengely hídja 400mm 300mm lökettel.
Z tengely még kialakulóban, de 160-200mm löket lesz, de küzdök azért hogy egyszerűen magvalósítható legyen és a rendelkezésemre álló szegényes anyagválasztékból meg tudjam oldani.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 12, 19:55
Írta: keri Dátum 2009 június 12, 19:55
Na mégegyszer, itt egy félkész skicc róla
Tudom, az X tengely hülyén van megoldva, túl rövidre vágattam az anyagot :D

Tudom, az X tengely hülyén van megoldva, túl rövidre vágattam az anyagot :D
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 12, 19:56
Írta: keri Dátum 2009 június 12, 19:56
<iframe scrolling="no" marginheight="0" marginwidth="0" frameborder="0" style="width:240px;height:66px;margin:3px;padding:0;border:1px solid #dde5e9;background-color:#ffffff;" src="http://cid-a35d444abee610b6.skydrive.live.com/embedrowdetail.aspx/Hobby%20CNC/keri%7C_cnc.jpg"></iframe>
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 12, 19:57
Írta: keri Dátum 2009 június 12, 19:57
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 12, 19:59
Írta: keri Dátum 2009 június 12, 19:59
amúgy mi az a "citurálni" ??
Rezonálás?
Gondoltam rá hogy a gép nem mozgó vázát kiöntöm betonnal :) az merevít és kioltja a rezgést...persze az y és a Z tengely lesz a gyenge láncszem amúgy is.
Rezonálás?
Gondoltam rá hogy a gép nem mozgó vázát kiöntöm betonnal :) az merevít és kioltja a rezgést...persze az y és a Z tengely lesz a gyenge láncszem amúgy is.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 június 13, 00:43
Írta: 3k74cecek Dátum 2009 június 13, 00:43
Nem tudom mennyire tükrözi a valóságot a vázlatod, de ha a hidat egy orsóval fogod mozgatni az nem lesz jó. Be fog feszülni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 13, 14:00
Írta: keri Dátum 2009 június 13, 14:00
Erre valóban van esély, és számítok is ennek bekövetkeztére, de kalkulációim szerint nem fog befeszülni, és a fellépő terheléseket is tűrésen belül bírni fogja.
Ha nem jön be, akkor sem megyek a falnak, csak kinevezem ezt a gépet prototípus 2.0-nak.
Ez az egész vacakolás persze a költséghatékonyság miatt van. Ha bejön jól jártam, ha nem jön be, akkor még mindig vehetek kocsikat és építhetek egy jóval masszívabb gépet, mint eredetileg akartam.
Ha nem jön be, akkor sem megyek a falnak, csak kinevezem ezt a gépet prototípus 2.0-nak.
Ez az egész vacakolás persze a költséghatékonyság miatt van. Ha bejön jól jártam, ha nem jön be, akkor még mindig vehetek kocsikat és építhetek egy jóval masszívabb gépet, mint eredetileg akartam.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 június 13, 14:18
Írta: 3vv2btrhv Dátum 2009 június 13, 14:18

Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 június 13, 15:10
Írta: 3vv2btrhv Dátum 2009 június 13, 15:10
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 13, 18:03
Írta: 000000000 Dátum 2009 június 13, 18:03
Ezt találtam..
A nagyméretű kép linkje itt:
https://cnctar.hobbycnc.hu/VarsanyiPeter/CNC_tali_4_2008/Magi_kepei/2008%20Hatvan%20IV.%20tali%20044.jpg" border=0>
A nagyméretű kép linkje itt:
https://cnctar.hobbycnc.hu/VarsanyiPeter/CNC_tali_4_2008/Magi_kepei/2008%20Hatvan%20IV.%20tali%20044.jpg" border=0>
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 13, 21:22
Írta: 0gbwyh99 Dátum 2009 június 13, 21:22
És láttad mit ír rajta ? "PCBCNC" !! Szerintem a neve már utal a képeségeire és magyarázatot ad a felhasznált alkatrészek miértjére !
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 13, 21:28
Írta: 0gbwyh99 Dátum 2009 június 13, 21:28
Mondjátok már meg "gyerekek" , a kezdő fórumtársak atnézték már a "Hobbycnc.hu" bal oldalán található mechanikákat ? Szerintem az már ad némi ötletet a kezdőnek , de mégegyszer hangsújozom , a csicsa extrudált alu profilnak csak 2 előnye van :
- csicsa
- gyorsan lehet vele dolgozni ha méretre kiszabod és használod a felkínált illesztő elemeket .
A hátrány :
- nagyon drága
- nem szabad tőlük valami nagy pontosságot elvárni
- nagyon precíz vágó eszköz kell hozzájuk
- csicsa
- gyorsan lehet vele dolgozni ha méretre kiszabod és használod a felkínált illesztő elemeket .
A hátrány :
- nagyon drága
- nem szabad tőlük valami nagy pontosságot elvárni
- nagyon precíz vágó eszköz kell hozzájuk
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 14, 05:31
Írta: 000000000 Dátum 2009 június 14, 05:31
Nem az aluról van szó, hanem arrol, hogy két csapágyból csinált görgőt. Az alu nagy gépekhez való, ahol számit a súly.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2009 június 14, 19:29
Írta: Bicska Dátum 2009 június 14, 19:29
"Az alu nagy gépekhez való, ahol számit a súly." [#confused][#idiota] Mi??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 14, 22:07
Írta: 000000000 Dátum 2009 június 14, 22:07
Amit belinkeltél, Motoros gépe, kategóriájában a legjobb, nyákmarrásra használja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 15, 07:11
Írta: 000000000 Dátum 2009 június 15, 07:11
mindenesere jó ötlét ez a dupla csapágy.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 16, 01:49
Írta: 000000000 Dátum 2009 június 16, 01:49
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 június 16, 04:21
Írta: Motoros Dátum 2009 június 16, 04:21
A LINK HELYESEN :)) Sok előnye van az alu profilos gépeknek. Gyorsan könnyen kevés marással készíthető gravírozó gép...főleg gravírozó és nem vasipari maró. Drágasága is csak viszonylagos, mert pl. az adott gép teljes ALU anyagszükséglete 20 ezer forint alatt volt újonnan. A profilkereskedők ebben az árban tizeden belül méretre vágják, ez a legtöbb nem pontosságmeghatározó alkatrészhez megfelel.
Pár alkatrészt persze (ennél a gépnél 2 darabot) még pontosan méretre kell marni, de ezzel már a gépváz kész is van. Nyákmaráshoz, általános gravírozáshoz nagyon megfelel. Nagy előnye hogy munka végeztével...mikor már az asszony is megelégelte a marómotor sivalkodását és felszólított, hogy tedd szabaddá a konyhaasztalt...akkor fogod és berakod a sarokba.
Talikra hordani meg kimondottan előnyös, én már a IY. talin mutatom be ezt a kis gépem.
Kíváncsi vagyok hogy vbodi kolléga elhozza e vajon a díjnyertes gépét...amihez külön itt gratulálok... a következő talira [#vigyor2][#nevetes1]
Pár alkatrészt persze (ennél a gépnél 2 darabot) még pontosan méretre kell marni, de ezzel már a gépváz kész is van. Nyákmaráshoz, általános gravírozáshoz nagyon megfelel. Nagy előnye hogy munka végeztével...mikor már az asszony is megelégelte a marómotor sivalkodását és felszólított, hogy tedd szabaddá a konyhaasztalt...akkor fogod és berakod a sarokba.
Talikra hordani meg kimondottan előnyös, én már a IY. talin mutatom be ezt a kis gépem.
Kíváncsi vagyok hogy vbodi kolléga elhozza e vajon a díjnyertes gépét...amihez külön itt gratulálok... a következő talira [#vigyor2][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2009 június 16, 12:19
Írta: sanka74 Dátum 2009 június 16, 12:19
Sziasztok!
köszönöm a kollektív segítséget, én még nem vagyok otthon ebben feltöltős témában..A gépemről még hiányzik egy kezelőpult, de ez már apróság a többihez képest, meg egy normális marómotor sem ártana, de ahhoz még gyüjtenem kell....Ha valakinek kérdése lenne állok rendelkezésére.Üdv.
köszönöm a kollektív segítséget, én még nem vagyok otthon ebben feltöltős témában..A gépemről még hiányzik egy kezelőpult, de ez már apróság a többihez képest, meg egy normális marómotor sem ártana, de ahhoz még gyüjtenem kell....Ha valakinek kérdése lenne állok rendelkezésére.Üdv.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 16, 19:52
Írta: 000000000 Dátum 2009 június 16, 19:52
Nagyon szépen és jól megépítetted a gépedet, gratulálok.
Cím: Re:Mechanikai ötletek
Írta: z08dv9zyv Dátum 2009 június 16, 22:38
Írta: z08dv9zyv Dátum 2009 június 16, 22:38
Sziasztok! Ujjonan készült gépemnél ollyan problémával találkoztam hogy a Z tengelyem glyósorsó anyája és az egész marómotor szép lassan letekeredik ha ki van kapcsolva a gép, és félek hogy a szerszám eltörik.A többi gépen ez hogy van megoldva, vagy valami egyszerű ötlete lenne valakinek.Üdv
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 június 17, 00:08
Írta: 3k74cecek Dátum 2009 június 17, 00:08
Alátámasztod egy darab fával, vagy konstrukciótól függően valahogy rögzíted az orsót.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 június 17, 09:29
Írta: bmejdz9nu Dátum 2009 június 17, 09:29
Most megfogadtam, hogy egy tali kompatibilis azaz transzportálható gépet csinálok...
Félre is teszem már-már 50%-ban elkészült 1000x1000-es gravír/maró gépet amit csinálok...
Most agyalok a konstrukción... mert valami olyat szeretnék ami még nem volt...
Egyedi ötletet is jó lenne belevinni mint a tiédben pl. ez a lináris megoldás, asztal emelés stb...stb...
Félre is teszem már-már 50%-ban elkészült 1000x1000-es gravír/maró gépet amit csinálok...
Most agyalok a konstrukción... mert valami olyat szeretnék ami még nem volt...
Egyedi ötletet is jó lenne belevinni mint a tiédben pl. ez a lináris megoldás, asztal emelés stb...stb...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 17, 09:50
Írta: 43pbwjg8s Dátum 2009 június 17, 09:50
Ez inkább kérdés a többiekhez mint javaslat:
Nem lehetne rövidre zárni a motort? Akkor nem fogná meg elmozdulás ellen a Z-t?
Nem lehetne rövidre zárni a motort? Akkor nem fogná meg elmozdulás ellen a Z-t?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 17, 15:07
Írta: keri Dátum 2009 június 17, 15:07
Kipróbáltam. Ha rövidre zárom, akkor jelentősen fékezi a tengelyt, érdemes lenne kipróbálni a gépen is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 17, 15:33
Írta: 000000000 Dátum 2009 június 17, 15:33
nem.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 17, 15:49
Írta: keri Dátum 2009 június 17, 15:49
Elkezdtem összerakni a gépemet.
Az X tengelyt raktam rá 80*80-as sima húzott alu profilra.
Az egyiket kézi fúróval, nikkelezett szemmértékkel fúrtam ki a sín lukain keresztül
Csodálatos lett és elég pontos furathelyekkel, mert elég jól lehet trimmelni a sínt fellazított csavarokkal, de a másikat szerettem volna ha pontosabb.
A másik sínt a munkahelyemen, egy nagyon masszív és kottyanás mentes állványos fúróval és gépsatuba befogva csináltam. A jelölés és pontozás elég pontos volt, de a fúró hegyét elhúzta az anyag és alig maradt igazítási lehetőség a nem pontos furatok miatt.
Azt hiszem a jövőben jobban fogok bízni a saját kezemben és a szemmértékemben...vagy merevebb fúrót kell találni.
Mindegy a végeredmény azért jó lett. Be tudtam állítani tökéletesen párhuzamosra.
A profil síkolását viszont nem úszom meg.
A síneket egymásra rakva egyből kijött hogy nem tökéletesen egyenes a mezei profil.
Persze nem vészes, 0,01-0,02mm körüli egyenetlenség lehet hosszirányba, a vezetéket minden feszegetés nélkül rá tudtam húzni, gyakorlatilag kézzel megfogva görbülnek ennyit, pedig elég merev a 25-ös sín, de azért bánja a szememet hogy van fényrés, és nem egyenletes.
A profik szokták itt mondani, hogy "kióráztam"
Ez pontosan mit tesz? Mérő órám van, eredeti keletnémet, Trabant gyújtáshoz :)
De el nem tudom képzelni hogy tudom megmérni az egyenetlenséget, ha a mérni kívánt görbe felület a leg simább ami a rendelkezésemre áll.
Ez már csak azért is lenne érdekes, hogy síkolás után is tudjam ellenőrizni.
Az X tengelyt raktam rá 80*80-as sima húzott alu profilra.
Az egyiket kézi fúróval, nikkelezett szemmértékkel fúrtam ki a sín lukain keresztül
Csodálatos lett és elég pontos furathelyekkel, mert elég jól lehet trimmelni a sínt fellazított csavarokkal, de a másikat szerettem volna ha pontosabb.
A másik sínt a munkahelyemen, egy nagyon masszív és kottyanás mentes állványos fúróval és gépsatuba befogva csináltam. A jelölés és pontozás elég pontos volt, de a fúró hegyét elhúzta az anyag és alig maradt igazítási lehetőség a nem pontos furatok miatt.
Azt hiszem a jövőben jobban fogok bízni a saját kezemben és a szemmértékemben...vagy merevebb fúrót kell találni.
Mindegy a végeredmény azért jó lett. Be tudtam állítani tökéletesen párhuzamosra.
A profil síkolását viszont nem úszom meg.
A síneket egymásra rakva egyből kijött hogy nem tökéletesen egyenes a mezei profil.
Persze nem vészes, 0,01-0,02mm körüli egyenetlenség lehet hosszirányba, a vezetéket minden feszegetés nélkül rá tudtam húzni, gyakorlatilag kézzel megfogva görbülnek ennyit, pedig elég merev a 25-ös sín, de azért bánja a szememet hogy van fényrés, és nem egyenletes.
A profik szokták itt mondani, hogy "kióráztam"
Ez pontosan mit tesz? Mérő órám van, eredeti keletnémet, Trabant gyújtáshoz :)
De el nem tudom képzelni hogy tudom megmérni az egyenetlenséget, ha a mérni kívánt görbe felület a leg simább ami a rendelkezésemre áll.
Ez már csak azért is lenne érdekes, hogy síkolás után is tudjam ellenőrizni.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 17, 15:51
Írta: 0gbwyh99 Dátum 2009 június 17, 15:51
Szia!
A kérdésedre rövid válasz : a többi gépeken vagy kisemelkedésű orsót tettek (2mm) , vagy a motron van még egy fogasszíjas áttétel , vagy , van aki a hátúlját húzórugóval vagy gumipókkal "felhúzta" . A rugó és/vagy gumi húzóereje kb. annyi mind a Z tengely súlja .
Azt is meglehet csinálni hogy teszel rá elektromágneses féket vagy gyári motrot amin már rajta van a fék is . A multkor az "adok veszek"-ben mindha valaki árult volna olyat !
A kérdésedre rövid válasz : a többi gépeken vagy kisemelkedésű orsót tettek (2mm) , vagy a motron van még egy fogasszíjas áttétel , vagy , van aki a hátúlját húzórugóval vagy gumipókkal "felhúzta" . A rugó és/vagy gumi húzóereje kb. annyi mind a Z tengely súlja .
Azt is meglehet csinálni hogy teszel rá elektromágneses féket vagy gyári motrot amin már rajta van a fék is . A multkor az "adok veszek"-ben mindha valaki árult volna olyat !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 17, 18:30
Írta: 000000000 Dátum 2009 június 17, 18:30
Műanyagokat lehet önteni házilag? Ha igen, mik a legkönnyebben olvasztható anyagok és honnét lehet beszerezni őket?
A PET palack anyaga mivel és hogyan olvasztható meg (ha egyáltalán házilag kivitelezhető)?[#help]
A PET palack anyaga mivel és hogyan olvasztható meg (ha egyáltalán házilag kivitelezhető)?[#help]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 17, 18:33
Írta: 0gbwyh99 Dátum 2009 június 17, 18:33
Önteni , fújni , extrudálni vagy fröccsenteni akarsz ? Önteni tudomásom szerint csak az aféle elasztikus , gumis dolgokat lehet (poliuretán) és a gyanta féléket (abbol van több féle , attol függ milyen kemény kell hogy legyen a végén) !
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 17, 19:10
Írta: 0gbwyh99 Dátum 2009 június 17, 19:10
A PET nagyon nehezen hasznosítható újra , jól volna tudni hogy konkrét mi kell neked .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 17, 19:39
Írta: 000000000 Dátum 2009 június 17, 19:39
Na akkor amit szeretnék:
A repülőm orburkolata (motor dekli) egy műanyag pohárszerú kehely, ez összetörtem és most gipszből levettem az utolsóról egy mintát. Ezt szeretném "ráolvasztani" valamilyen műanyagból (próbáltam a PET palackot rázsugorítani, de nem zsugorodik eléggé és így nem zárul körbe rendesen).
A repülőm orburkolata (motor dekli) egy műanyag pohárszerú kehely, ez összetörtem és most gipszből levettem az utolsóról egy mintát. Ezt szeretném "ráolvasztani" valamilyen műanyagból (próbáltam a PET palackot rázsugorítani, de nem zsugorodik eléggé és így nem zárul körbe rendesen).
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 június 17, 19:41
Írta: MoparMan Dátum 2009 június 17, 19:41
szerintem műgyantából csináld meg, más anyagok nem alkalmasak ilyen jellegű tárgyak fröccsöntés nélküli elkészítésére
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2009 június 17, 19:42
Írta: Révész Richárd Dátum 2009 június 17, 19:42
Az üvegszövet+mügyanta nem jó?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 17, 19:44
Írta: 000000000 Dátum 2009 június 17, 19:44
Még nem csináltam ilyet és fogalmam sincs hogyan kell! Neten keresztül honnét lehet (érdemes) az alapanyagokat beszerezni?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2009 június 17, 19:46
Írta: Révész Richárd Dátum 2009 június 17, 19:46
Ha nem kell hogy tul erős legyen akkor szerintem jó a gipszkartonhoz való üvegszövet bekenve kétkomponensü ragasztóval.Esetleg egy kép nincs róla?
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2009 június 17, 19:49
Írta: sanka74 Dátum 2009 június 17, 19:49
Sziasztok!
Zénónak, egy egyszerű húzórugóval lehet a legegyszerűbben megoldani, nagy CNC gépgyártók is ezt a megoldást használják. Ha valami miatt marás közben kell leálítani, akkor nem megy bele a marókés az anyagba hanem felemelkedik.
Zénónak, egy egyszerű húzórugóval lehet a legegyszerűbben megoldani, nagy CNC gépgyártók is ezt a megoldást használják. Ha valami miatt marás közben kell leálítani, akkor nem megy bele a marókés az anyagba hanem felemelkedik.
Cím: Re:Mechanikai ötletek
Írta: Tibi Dátum 2009 június 17, 20:01
Írta: Tibi Dátum 2009 június 17, 20:01
István! Küldtem e-mailt egy rövid válasszal a kérdésedre.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 június 17, 20:45
Írta: SquirrelTech Dátum 2009 június 17, 20:45
Ronggyal vagy ilyen konyhai (pl. teflonos) kesztyűvel sem tudod rásimogatni, hogy minél alakhűbb legyen? Kicsit több hőt adva ott neki... És persze addig simitgatni, amíg ki nem hűl.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 17, 20:59
Írta: 4um5b65d Dátum 2009 június 17, 20:59
Veszel egy szerelvényboltban kemény PVC-hez ragasztót. WC/mosdó lefolyócsövekhez használják.
Van több féle is, de most hirtelen csak egynek a neve jut eszembe. Vinilfix
Ez egy tubusos trutyi amiben benne van az oldószer és egy maréknyi szürke PVC por. Amikor megköt, gyakorlatilag egy PVC műanyagdarabot kapsz eredményül. 5-6mm vastagságig nyugodtan kenheted. Ha nem elég akkor vársz míg megköt és akkor mehet rá a következő réteg. Az új réteg szinte egy anyaggá válik az azt megelőzővel. Aztán lehet még venni a gipszkartonszereléshez egy kb 50mm szélességű üvegszál tekercset , ezzel egy kicsit feltúrbózhatod a merevségét a cuccosnak, ha beágyazod a PVC belsejébe.
Van több féle is, de most hirtelen csak egynek a neve jut eszembe. Vinilfix
Ez egy tubusos trutyi amiben benne van az oldószer és egy maréknyi szürke PVC por. Amikor megköt, gyakorlatilag egy PVC műanyagdarabot kapsz eredményül. 5-6mm vastagságig nyugodtan kenheted. Ha nem elég akkor vársz míg megköt és akkor mehet rá a következő réteg. Az új réteg szinte egy anyaggá válik az azt megelőzővel. Aztán lehet még venni a gipszkartonszereléshez egy kb 50mm szélességű üvegszál tekercset , ezzel egy kicsit feltúrbózhatod a merevségét a cuccosnak, ha beágyazod a PVC belsejébe.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 június 17, 21:02
Írta: 4um5b65d Dátum 2009 június 17, 21:02
Ja, bocsi, most látom, hogy az üvegszál dolgot már ajánlotta a Révész fórumtárs...
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2009 június 17, 23:06
Írta: dg8n4i8x Dátum 2009 június 17, 23:06
Vacuum formázás? Kell egy dobozka aminek a tetejére fúrsz egy csomó lyukat, a dobozból pedíg elszívod a levegőt egy porszívóval. Egy fa keretbe sima polisztirol lapot fogatsz amit a sütőben felmelegítesz míg el nem kezd a súlyától megnyúlni. Bekapcsolt szívás mellett ráteszed a formára, pár másodperc alatt újra kemény lesz, majd a formáról leszedve kivágod. Gyorsan tudod sorozatban gyártani és olcsó is...
Az elszívás ne legyen túl gyors de túl lassú se, a műanyag jó lágy legyen és akkor egészen mély formák is szépen elkészíthetőek. Próbáltam pár kisérlet után tökéletes darabok gyárthatóak így.
Pl.:
http://www.youtube.com/watch?v=GF0Bm3Uf94M&feature=relatedhttp://www.youtube.com/watch?v=WL-h0HAcdFA&feature=relatedhttp://www.youtube.com/watch?v=yhajk_IDTUohttp://www.youtube.com/watch?v=e5CGfoxnKaQ&feature=fvw
Az elszívás ne legyen túl gyors de túl lassú se, a műanyag jó lágy legyen és akkor egészen mély formák is szépen elkészíthetőek. Próbáltam pár kisérlet után tökéletes darabok gyárthatóak így.
Pl.:
http://www.youtube.com/watch?v=GF0Bm3Uf94M&feature=relatedhttp://www.youtube.com/watch?v=WL-h0HAcdFA&feature=relatedhttp://www.youtube.com/watch?v=yhajk_IDTUohttp://www.youtube.com/watch?v=e5CGfoxnKaQ&feature=fvw
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 17, 23:45
Írta: keri Dátum 2009 június 17, 23:45
A plexi jól formázható melegen, de ha nem túl meleg akkor még nem folyik.
Én a zuhanyzóajtóm felfüggesztését csináltam belőle hőlégfúvóval melegítve és formára simogatva, de pár haverom motorplexit is hajlított belőle. Ők sütőben melegítették.
Ja és vigyázz mert elég forró, amikor fepuhul, tehát ne kézzel fogd meg.
Másik előnye hogy nagyon erős anyag, szinte üvegszerű.
A polikarbonát is jó, de azt nehezebb formázni, de az nem törik.
Én a zuhanyzóajtóm felfüggesztését csináltam belőle hőlégfúvóval melegítve és formára simogatva, de pár haverom motorplexit is hajlított belőle. Ők sütőben melegítették.
Ja és vigyázz mert elég forró, amikor fepuhul, tehát ne kézzel fogd meg.
Másik előnye hogy nagyon erős anyag, szinte üvegszerű.
A polikarbonát is jó, de azt nehezebb formázni, de az nem törik.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 17, 23:48
Írta: keri Dátum 2009 június 17, 23:48
A Nagy Lajos király útján van a Nova Kft. nagy zöld táblájuk van. Pontos címet nem tudok.
Ott vannak üveg,karbon,kevlár szövetek és mindenféle műgyanta. Mekkora darabot akarsz gyártani?
A kompozit anyagokkal elég nehéz szépen dolgozni, de tény hogy a legjobb szerkezeti eredményt ezek adják.
Ott vannak üveg,karbon,kevlár szövetek és mindenféle műgyanta. Mekkora darabot akarsz gyártani?
A kompozit anyagokkal elég nehéz szépen dolgozni, de tény hogy a legjobb szerkezeti eredményt ezek adják.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 június 18, 00:05
Írta: 3k74cecek Dátum 2009 június 18, 00:05
Nagyon hasznos lenne ha a hozzászólás fejlécének jobb szélén lévő |Válasz|-ra klikkelve írnád a válaszodat, mer így senki sem fogja tudni, hogy ezt a "nem"-et kinek válaszoltad.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 05:43
Írta: 000000000 Dátum 2009 június 18, 05:43
nyilévánvaló kinek irtam. és egyébként tudom hogyan kell használni de ez egy ilyen...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 05:46
Írta: 000000000 Dátum 2009 június 18, 05:46
vékony plexi lapot hőlégfúóval siman rá lehet rogyasztani.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 06:51
Írta: 000000000 Dátum 2009 június 18, 06:51
Nagyon köszönöm a sok ötletet (itt és e-mailben is)!
Megpróbálom sorba (nehézség, ár és beszerezhetőség alapján rangsorolva) kipróbálni! A vákuum formálást már tanulmányoztam más RC forumok alapján, de a többi (is) nagyon ötletes!
A PVC ragastós (senvics) technológia nagyon ötletes, ez lesz az első kisérletem![#vigyor2]
Megpróbálom sorba (nehézség, ár és beszerezhetőség alapján rangsorolva) kipróbálni! A vákuum formálást már tanulmányoztam más RC forumok alapján, de a többi (is) nagyon ötletes!
A PVC ragastós (senvics) technológia nagyon ötletes, ez lesz az első kisérletem![#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 06:57
Írta: 000000000 Dátum 2009 június 18, 06:57
Kb. hány fok kellene a plexi kellő lelágyításához? Egy holland viddeón a vákuum formázóban a felnyitott keretbefogott plexit a szöveg szerint egy 500W-os reflektorral melegíti a manus. Ez azért lenne érdekes, mert akkor tudnám méretezni a keret anyagát is...
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2009 június 18, 07:46
Írta: HJózsi Dátum 2009 június 18, 07:46
NOVIA Kft. ...
1149 Budapest Nagy Lajos király útja 108., Tel: (1) 222-1112, Fax: (1) 222-1105
Technológiai leírás is van az oldalukon ...
1149 Budapest Nagy Lajos király útja 108., Tel: (1) 222-1112, Fax: (1) 222-1105
Technológiai leírás is van az oldalukon ...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 18, 08:02
Írta: keri Dátum 2009 június 18, 08:02
Nem tudom. Én simán hőlégfúvóval óvatosan melegítettem amíg el nem kezdett lekonyulni az anyag. Azok a barátaim akik motor szélvédőt csináltak belőle, sütőben melegítették, addig amíg nem kezdett hajlani az anyag.
Én olyan 150 fokosra tippelném a hőmérsékletét.
Mindenesetre ha ennyire érdekes a pontos hőmérséklet, meg kell mérni.
Hőmérős multiméterek 200fokig mérnek. Bele kell nyomni a szenzorát az éppen képlékeny plexibe.
Ez az 500Wos halogén nem is tűnik rossz ötletnek. Nekem csak egy 150W-os van, de közvetlen közelében az is megolvasztaná szerintem a plexit, bár a sütős módszer még mindig egyszerűbb...ha nincs otthon a feleség :))
Én olyan 150 fokosra tippelném a hőmérsékletét.
Mindenesetre ha ennyire érdekes a pontos hőmérséklet, meg kell mérni.
Hőmérős multiméterek 200fokig mérnek. Bele kell nyomni a szenzorát az éppen képlékeny plexibe.
Ez az 500Wos halogén nem is tűnik rossz ötletnek. Nekem csak egy 150W-os van, de közvetlen közelében az is megolvasztaná szerintem a plexit, bár a sütős módszer még mindig egyszerűbb...ha nincs otthon a feleség :))
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 18, 08:04
Írta: keri Dátum 2009 június 18, 08:04
Na google a jóbarátom...plexi lágyulás 80C°-100C°, olvadás 130C°-140C°
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 18, 08:06
Írta: keri Dátum 2009 június 18, 08:06
Köszönöm, régóta szemezek ezzel a céggel.
Szeretnék a motoromra idomokat csinálni, de előbb CNC-t kell építeni ehhez :)
Szeretnék a motoromra idomokat csinálni, de előbb CNC-t kell építeni ehhez :)
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 június 18, 08:39
Írta: SquirrelTech Dátum 2009 június 18, 08:39
Nem gyakorlom a dolgot, de elmondások szerint, amíg nem voltak ilyen precíz hőfokszabályozós sütők-melegítők, elég volt forró vízben vagy forró olajban melegíteni ezeket. Szóval már száz fokon környékén is valóban lehet eredmény.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 09:01
Írta: 000000000 Dátum 2009 június 18, 09:01
arra kell vigyázni, ha túlmelegited a hőlégfúvóval akkor elkezd hólyagosdni. annó 10-es lexan-ból csináltam akváriumot olyat ahol az egesz egy hajlított lemezból áll és ha fel van töltve olyan ,mintha csak egy vizkocka állna a levegőben. na annál rengeteget szivtam mire rajöttem a helyes technikára.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 június 18, 09:20
Írta: bmejdz9nu Dátum 2009 június 18, 09:20
Valaki a Tali-n kérdezte tőlem hogyan csináljon 3 méteres gépet...
Azóta is filózok, hogy én hogy csinálnám...
Lehet ugyebár fogasléces és a motor járna rajta... de ez nem olyan pontos...
A golyósorsónak igen nagy átmérővel kellene rendelkeznie, hogy ne libegjen be magasabb fordulatszámon...
Ez ugye több 10Kg...(és még nem is biztos megoldás így sem) azaz igen nagy súly és tehetetlenség...
Talán el kellene (megint) filózni azon a megoldáson, hogy a golyósorsó áll (kifeszítve :) ... és a golyósorsó anyát forgatni a motorral...azaz a motor is mozog...
Duppla (ferdehatásvonalú) előfeszített csapágyazás az erő "levételézéséhez" a kereszthídnak... és az anyát a motor egy ékszíj áttételen keresztül hajtaná... stb...
Azóta is filózok, hogy én hogy csinálnám...
Lehet ugyebár fogasléces és a motor járna rajta... de ez nem olyan pontos...
A golyósorsónak igen nagy átmérővel kellene rendelkeznie, hogy ne libegjen be magasabb fordulatszámon...
Ez ugye több 10Kg...(és még nem is biztos megoldás így sem) azaz igen nagy súly és tehetetlenség...
Talán el kellene (megint) filózni azon a megoldáson, hogy a golyósorsó áll (kifeszítve :) ... és a golyósorsó anyát forgatni a motorral...azaz a motor is mozog...
Duppla (ferdehatásvonalú) előfeszített csapágyazás az erő "levételézéséhez" a kereszthídnak... és az anyát a motor egy ékszíj áttételen keresztül hajtaná... stb...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 09:22
Írta: 000000000 Dátum 2009 június 18, 09:22
Ismét köszönöm az infókat!
Ezeket a gyantákat használta már valaki?

Linkje...
Üvegszállal kombinálva jónak tünik. Kell ezt hőkezelni, vagy hogyan történik a felhordás, kötés eljárása?
Ezeket a gyantákat használta már valaki?
Linkje...
Üvegszállal kombinálva jónak tünik. Kell ezt hőkezelni, vagy hogyan történik a felhordás, kötés eljárása?
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 június 18, 09:50
Írta: SquirrelTech Dátum 2009 június 18, 09:50
Nézegettem, hogy mi lehet ez, de ha betévedek hozzájuk egyszer lehet megkérdezem tőlük (itt van a boltjuk az utca végében... ;). Sejtésem szerint ez ilyen gyurma v. agyag szerű formázóanyag és nem gyanta.
Két infó gyantákról:
Epoxy gyanták (javasolt): Általában allergén gőzeik lehetnek, kevésbé v. minimálisan zsugorodnak, többnyire jók kötés után a szilárdsági jellemzőik.
(Viszont drágábbak, kevésbé viszkózusak, kicsit nehezebb átitani a szövetet velük)
Poliészter gyanták (nem javasolt): Nemritkán rákkeltő gőzeik is lehetnek, nagyon zsugorodhatnak, és kötés után nem szoktak annyira jók lenni a szilárdsági jellemzők.
(De olcsóbbak, többnyire viszkózusabbak, könnyebben beszivárognak a szövetek mikroszálai közé)
megj: - a gőzök-párák említése mindkettőnél mellékinfó. Kerülendő mindig a hosszútávú belélegzés (ez úgy értendő, hogy iparszerű /állandó napi 8 órás/ munkálatoknál már elszívás vagy védőeszköz erősen javasolt).
- Ezernyi féle van mindkét gyantafajtából, nem lehet teljes és kategórikus különbséget tenni kettejük között (kivéve persze a kémiai szerkezetet :), de a fent soroltak általában sajátosságaik.
Két infó gyantákról:
Epoxy gyanták (javasolt): Általában allergén gőzeik lehetnek, kevésbé v. minimálisan zsugorodnak, többnyire jók kötés után a szilárdsági jellemzőik.
(Viszont drágábbak, kevésbé viszkózusak, kicsit nehezebb átitani a szövetet velük)
Poliészter gyanták (nem javasolt): Nemritkán rákkeltő gőzeik is lehetnek, nagyon zsugorodhatnak, és kötés után nem szoktak annyira jók lenni a szilárdsági jellemzők.
(De olcsóbbak, többnyire viszkózusabbak, könnyebben beszivárognak a szövetek mikroszálai közé)
megj: - a gőzök-párák említése mindkettőnél mellékinfó. Kerülendő mindig a hosszútávú belélegzés (ez úgy értendő, hogy iparszerű /állandó napi 8 órás/ munkálatoknál már elszívás vagy védőeszköz erősen javasolt).
- Ezernyi féle van mindkét gyantafajtából, nem lehet teljes és kategórikus különbséget tenni kettejük között (kivéve persze a kémiai szerkezetet :), de a fent soroltak általában sajátosságaik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 09:55
Írta: 000000000 Dátum 2009 június 18, 09:55
Ennyit ír róla:
"Kiváló minőségű R&G modellező massza laminálási munkálatokhoz."
Köszi a kiegészítő infókat!
"Kiváló minőségű R&G modellező massza laminálási munkálatokhoz."
Köszi a kiegészítő infókat!
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 június 18, 09:55
Írta: f2266unib Dátum 2009 június 18, 09:55
István!
Katt ide és keresd vegyészt. mindenre tud választ adni és anyagot ajánlani. Amit műanyagból, műgyantából csak kérdezni lehet válaszol rá. Nekem is sokat segített már amikor csónakot építettem, medencét béleltem stb.
Katt ide és keresd vegyészt. mindenre tud választ adni és anyagot ajánlani. Amit műanyagból, műgyantából csak kérdezni lehet válaszol rá. Nekem is sokat segített már amikor csónakot építettem, medencét béleltem stb.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 június 18, 09:58
Írta: SquirrelTech Dátum 2009 június 18, 09:58
két tipp:
http://www.sylkamodell.hu/Gyantak-Szovetek/
http://www.alvin-plast.hu/ - Itt keresd Molnár Józsefet (beceneve "vegyész", és RC-s műanyagos szaki). :)
http://www.sylkamodell.hu/Gyantak-Szovetek/
http://www.alvin-plast.hu/ - Itt keresd Molnár Józsefet (beceneve "vegyész", és RC-s műanyagos szaki). :)
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 június 18, 09:59
Írta: SquirrelTech Dátum 2009 június 18, 09:59
Ketten is ugyanarról győzködünk... [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 10:33
Írta: 000000000 Dátum 2009 június 18, 10:33
Már küldtem is neki mailt! Köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 10:39
Írta: 000000000 Dátum 2009 június 18, 10:39
Nagyon köszi a linket! Kezd világosodni! :))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 13:25
Írta: 000000000 Dátum 2009 június 18, 13:25
miskolcon a mario-val szemben van egy autós bolt. ott van gyanta is meg üvegszövet is kis kiszerelésben. A novia-t árulják ők is.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 június 18, 15:20
Írta: SquirrelTech Dátum 2009 június 18, 15:20
Esetleg két vagy több golyósanya egy orsón? Márhogyha a költségeket nem vesszük figyelembe. (Picit még össze is lehetne esetleg feszíteni őket.) De így több ponton biztosíthatnának "libegés" ellen... Talán...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 15:21
Írta: 000000000 Dátum 2009 június 18, 15:21
Nagyon köszönöm, ez igen hasznos infó volt![#worship]
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 június 18, 15:26
Írta: SquirrelTech Dátum 2009 június 18, 15:26
Nagyon finom szövetből és jól bejáratott technikával laminálják ugyanígy epoxyval a nyák lemezeket is. De ez elég sok réteg, nehéz is, repülőhöz nem kell ennyi.
Próbáltál már kézzel eltörni másfeles lemezt? :)
Próbáltál már kézzel eltörni másfeles lemezt? :)
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2009 június 18, 20:02
Írta: Bicska Dátum 2009 június 18, 20:02
István! Az alapanyagokat én is a Noviánál szoktam venni. Ha számít a súly (pl orrnehéz lenne), akkor van náluk karbonszövet is. Egyébként hallottam már olyanról, hogy pl. kabintetőt csináltak plexiből, kell egy pozitív+negatív forma, belekalkulálva a plexi vastagságát, aztán forróvízben/ sűtőben lágyították....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 18, 20:19
Írta: 000000000 Dátum 2009 június 18, 20:19
Köszi az infókat! A kabintetős technológiát már kipróbáltam (ezzel keztem), kabintetőnek jó, de órkóphoz nem (mivel nem egy gömbcikket, hanem egy pohárszerűt kéne zsugorítani, és nem zugorodik mindkét végén elegendően)!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 19, 10:23
Írta: 000000000 Dátum 2009 június 19, 10:23
A mélyhúzást próbáltad?
Van egy tüske szerű rész erre lesz ráhúzva a lemez.Ez eddig ua mint a vákumhúzás. Az eltérés, h itt egy kerettel húzod rá a felmelegített műa lemezt.
Van egy tüske szerű rész erre lesz ráhúzva a lemez.Ez eddig ua mint a vákumhúzás. Az eltérés, h itt egy kerettel húzod rá a felmelegített műa lemezt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 19, 10:37
Írta: 000000000 Dátum 2009 június 19, 10:37
Nem tudom jól értelek e? Egy keretbe fogom a plexit, felmelegítem remegős állapotra és a formát áttolom a kereten, így a plexitet ráfeszítve a sablonra?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 19, 11:08
Írta: 000000000 Dátum 2009 június 19, 11:08
Jól érted. Nem tudom milyen hosszúnak kellene lennie az orrkúpnak? Mert lehet nem jön be.
Én eddig 5 mm-es plexiből csináltam motor kapocs dobozt.Használható lett..
Én eddig 5 mm-es plexiből csináltam motor kapocs dobozt.Használható lett..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 19, 11:58
Írta: 000000000 Dátum 2009 június 19, 11:58
Kétféle orkúpot is kéne készítenem, de a hosszabbik olyan 80mm hosszú.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 19, 12:40
Írta: 000000000 Dátum 2009 június 19, 12:40
sztem ha jó sok ráhagyással dolgozol menni fog.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 19, 13:44
Írta: 000000000 Dátum 2009 június 19, 13:44
Félek, hogy kúpos lesz (holott az oldalaknak párhuzamosnak kell lenniük). Hameg kisebb a keret, akkor meg nem fog nyúlni eleget és elszakad.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 19, 15:00
Írta: 000000000 Dátum 2009 június 19, 15:00
Igen ez reális probléma.
Erre nincs ötletem[#confused]
Erre nincs ötletem[#confused]
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 június 19, 19:21
Írta: 7vpav5d32 Dátum 2009 június 19, 19:21
A mélyhúzás csak akkor mélyhúzás ha van egy anyag adagoló "ráncgyűrű" (gondolom ezt hívtad keretnek).
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 június 19, 22:50
Írta: ORCA17 Dátum 2009 június 19, 22:50
Valahol néhány hozzászólással lejjebb olvastam, hogy az aluprofil darabolás esetleg gondot okozhat.
Most jutottam odáig, hogy fényképet készítsek, én hogy csinálom.

További képek ITT
Szinte tökéletes a felület és méret
Most jutottam odáig, hogy fényképet készítsek, én hogy csinálom.
További képek ITT
Szinte tökéletes a felület és méret
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 20, 10:26
Írta: 0gbwyh99 Dátum 2009 június 20, 10:26
Ezen nincsen mit filózne , meg kell csinálni ! Többen is sikeresen használják az anya hajtási tehnilógiját . Nézd meg Csiki "CsikiMax" gépjének képeit : CSIKIMAX
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 20, 10:29
Írta: 0gbwyh99 Dátum 2009 június 20, 10:29
Igen , ilyennel csinálják , csak hát nincsen mindenkinek othon ilyen [#vigyor3]
A házi tehnológiák segítségével nehezen kivitelezhetőnek tituláltam az aluprofil pontos vágását . [#wink][#worship][#wave]
A házi tehnológiák segítségével nehezen kivitelezhetőnek tituláltam az aluprofil pontos vágását . [#wink][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 június 20, 17:06
Írta: ORCA17 Dátum 2009 június 20, 17:06
Szia István!
Igen, ez a fűrész huszonezer Ft, van egy alternatív megoldás és az is kiváló eredményt adhat, kompromisszumokkal. Macerásabb a beállítása, viszont csak 6-7000 Ft a készülék ára.
Erről beszélek:

és még jó néhány dologra is megfelel [#wave]
Igen, ez a fűrész huszonezer Ft, van egy alternatív megoldás és az is kiváló eredményt adhat, kompromisszumokkal. Macerásabb a beállítása, viszont csak 6-7000 Ft a készülék ára.
Erről beszélek:
és még jó néhány dologra is megfelel [#wave]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 június 20, 17:59
Írta: Szalai György Dátum 2009 június 20, 17:59
Nekem is volt és van ilyen problémám.
Ha virágállványt vagy konyhaasztalt készítenék, én is elvágnám akár vasfűrésszel.
De CNC gépváz lesz belőle. Ahol a pontos derékszögeket a vágott 80 x 80mm-es végek pontos derékszögűsége határozza meg. A vágásnak minden irányban pontosnak kell lennie. Nem csak egy irányban derék, hanem mindkettőben. De nagyon ám, mert egy méter feletti hosszon már kis szöghiba is nagy bajt okoz. Csavarozás után a szerkezet feszül, vetemedik, csavarodik, görbül. Ezt a pontosságot, egy 400mm méretű forgó asztalon, előfeszítés nélküli forgópontokkal és fűrésztengellyel, csak véletlenül lehet eltalálni, szándékosan beállítani szerintem lehetetlen.
A számomra is megfizethetőtől a szemérmetlenül drágáig rengeteg ilyen hordozható asztalosipari gépet végig ráncigáltam minden irányban, hogy lássam, merre mennyit és hogyan kottyan. A profikat is.
Az a véleményem alakult ki, hogy a 80 x 80 Item anyagok pontos, CNC gépváz építésre alkalmas minőségű vágására, a pontosságuk és merevségük elégtelen. A vágósebességük az alu száraz vágásához magas, a fogaik nagyok és ritkák, az élszögük sem ideális. Precíz lassú állandó sebességű gépi előtolás kéne, de az nincs megoldva. Nem beszélve a kenés hiányáról meg a szélesebb 40 x 160 anyagok vághatóságáról. Volt, amelyiknek a merevségével már majdnem meg voltam elégedve, de nagyon nagyok az alkalmazás elvárásai. Ezeket a „deszkavágókat” nem erre találták ki. Korrekt átalakításuk is reménytelennek és költségesnek tűnik.
Veszett drága szálanyagok ezek. Hulladék áron sem volt olcsó megvenni egy gépvázra való mennyiséget. És már itt a fórumon is a hulladék ár duplájáért kínálják időnként, hiszen rá kell találni, ki kell bontani, haza kell cipelni. A bolti ára meg a hajmeresztő kategória. Ezért inkább nem szabnám kicsit ferdére a végeit. És mert ez a véleményem eléggé széles és hosszadalmas ismeretgyűjtésen alapul, másokat is lebeszélnék róla.
Ha nagyok az elvárások.
Ha virágállványt vagy konyhaasztalt készítenék, én is elvágnám akár vasfűrésszel.
De CNC gépváz lesz belőle. Ahol a pontos derékszögeket a vágott 80 x 80mm-es végek pontos derékszögűsége határozza meg. A vágásnak minden irányban pontosnak kell lennie. Nem csak egy irányban derék, hanem mindkettőben. De nagyon ám, mert egy méter feletti hosszon már kis szöghiba is nagy bajt okoz. Csavarozás után a szerkezet feszül, vetemedik, csavarodik, görbül. Ezt a pontosságot, egy 400mm méretű forgó asztalon, előfeszítés nélküli forgópontokkal és fűrésztengellyel, csak véletlenül lehet eltalálni, szándékosan beállítani szerintem lehetetlen.
A számomra is megfizethetőtől a szemérmetlenül drágáig rengeteg ilyen hordozható asztalosipari gépet végig ráncigáltam minden irányban, hogy lássam, merre mennyit és hogyan kottyan. A profikat is.
Az a véleményem alakult ki, hogy a 80 x 80 Item anyagok pontos, CNC gépváz építésre alkalmas minőségű vágására, a pontosságuk és merevségük elégtelen. A vágósebességük az alu száraz vágásához magas, a fogaik nagyok és ritkák, az élszögük sem ideális. Precíz lassú állandó sebességű gépi előtolás kéne, de az nincs megoldva. Nem beszélve a kenés hiányáról meg a szélesebb 40 x 160 anyagok vághatóságáról. Volt, amelyiknek a merevségével már majdnem meg voltam elégedve, de nagyon nagyok az alkalmazás elvárásai. Ezeket a „deszkavágókat” nem erre találták ki. Korrekt átalakításuk is reménytelennek és költségesnek tűnik.
Veszett drága szálanyagok ezek. Hulladék áron sem volt olcsó megvenni egy gépvázra való mennyiséget. És már itt a fórumon is a hulladék ár duplájáért kínálják időnként, hiszen rá kell találni, ki kell bontani, haza kell cipelni. A bolti ára meg a hajmeresztő kategória. Ezért inkább nem szabnám kicsit ferdére a végeit. És mert ez a véleményem eléggé széles és hosszadalmas ismeretgyűjtésen alapul, másokat is lebeszélnék róla.
Ha nagyok az elvárások.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 június 20, 18:06
Írta: knifemaster Dátum 2009 június 20, 18:06
Ez mindent ad csak kiválló eredményt nem...
Persze ez csak saját tapasztalat,de az biztos hogy amennyire jól nézett ki elsőre ,annyira lettem idegbajos tőle 2 óra múlva.
Kis ráhatástól mert elévgre vágásnál kell a nyomaték nyeklett tekeredett jobbra balra az egész kóreáj,a derékszög meg csak 86 fokosra sikeredett...S ez csak sima vas vágás vágókoronggal. Aluhoz lassú fordulat kell,tud olyat az a csiszoló?Ráadásul fűrészfogazás,úgy dobálná el magátol az anyagot,hogy öröm lenne nézni.Az elv jó,a kiszerelés harmatos . Nyulat dobni azért még jó lehet.
Még egyszer megjegyzem,ez csak az én véleményem gyakorlati tapasztalat után.
Persze ez csak saját tapasztalat,de az biztos hogy amennyire jól nézett ki elsőre ,annyira lettem idegbajos tőle 2 óra múlva.
Kis ráhatástól mert elévgre vágásnál kell a nyomaték nyeklett tekeredett jobbra balra az egész kóreáj,a derékszög meg csak 86 fokosra sikeredett...S ez csak sima vas vágás vágókoronggal. Aluhoz lassú fordulat kell,tud olyat az a csiszoló?Ráadásul fűrészfogazás,úgy dobálná el magátol az anyagot,hogy öröm lenne nézni.Az elv jó,a kiszerelés harmatos . Nyulat dobni azért még jó lehet.
Még egyszer megjegyzem,ez csak az én véleményem gyakorlati tapasztalat után.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 június 20, 18:08
Írta: knifemaster Dátum 2009 június 20, 18:08
kóreáj=kóceráj
elévgre =elvégre
Ha csak meglátom már kapkodok a bogyókért...:)
elévgre =elvégre
Ha csak meglátom már kapkodok a bogyókért...:)
Cím: Re:Mechanikai ötletek
Írta: f2266unib Dátum 2009 június 20, 18:49
Írta: f2266unib Dátum 2009 június 20, 18:49
Csatlakoznék az előttem szólókhoz sajnos. Egy idült pillanatomban vettem egyet, aztán laza 10 perc után dobtam a sarokba. Nem vagyok kisdarab ember, de voltak pillanatok amikor halálfélelmem volt tőle. A felépítménye korrekt, viszonylag erős volt de a talpazat valami biliacél, képtelenség lefogatni. A fogócsavarok meg a sarokcsiszoló rezgésétől 10-15 másodpercenként kitekeredtek. A vágások szöge katasztrófális, síkban és térben is ferde lett. Úgyhogy vettem egy kicsivel drágább (nem barkács áruházi) kézi fémfűrészt amelyik tud gérben vágni. Izzasztó vele dolgozni de pontos vágást ad.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 június 20, 21:19
Írta: ra8nsmk6w Dátum 2009 június 20, 21:19
Én egy régebbi makita gérvágóra vettem egy kimondottan alú vágására alkalmas fürész tárcsát. A tapasztalatom vegyes, vágtam már vele szárazon pontosan és szép felülettel is(viszonylag ritkán)Ha kenem akkor egy percen belül el kell mennem fürdeni mert nem birom a szagát és a fogását sem a kenőanyagoknak.Ami a 4990 alatt van annak az élszőge fához van azt is kipróbáltam, röviden szólva, életveszélyes. Bár vágtam vele elég sokat de a hajam kihullott.
Számomra összegzésképpen, ha a makitát egy kicsit átalakitanám viszonylag jó eredményel tudnék darabolni. Az átalakitás, egy korrekt tárgyasztal,a csuklórész csapágyazását nagyobb terpeszbe hozni,anyagrögzités,mérés,ütköztetés.Ami még fontos, hogy a gépet komoly erős alapra kell rögziteni.Ha jól emlékszem egy fürésztárcsa alúhoz olyan 18 000ft volt, mivel egyszer már vágtam vele fát, pozdorját az alúhoz alkalmatlan a következő élezésig.
Számomra összegzésképpen, ha a makitát egy kicsit átalakitanám viszonylag jó eredményel tudnék darabolni. Az átalakitás, egy korrekt tárgyasztal,a csuklórész csapágyazását nagyobb terpeszbe hozni,anyagrögzités,mérés,ütköztetés.Ami még fontos, hogy a gépet komoly erős alapra kell rögziteni.Ha jól emlékszem egy fürésztárcsa alúhoz olyan 18 000ft volt, mivel egyszer már vágtam vele fát, pozdorját az alúhoz alkalmatlan a következő élezésig.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 20, 21:57
Írta: 43pbwjg8s Dátum 2009 június 20, 21:57
Szia Orca!
A gondom az vele, hogy ha egy kicsit kopik a korong (nem fűrész, hanem vágókorong) akkor a nyisza háza hamarabb beleér a "satuba, mint ha elvágná az anyagot.
Persze a megodás egyszerű, venni kell olyan szép körfűrész tárcsát ami neked van. :)
A gondom az vele, hogy ha egy kicsit kopik a korong (nem fűrész, hanem vágókorong) akkor a nyisza háza hamarabb beleér a "satuba, mint ha elvágná az anyagot.
Persze a megodás egyszerű, venni kell olyan szép körfűrész tárcsát ami neked van. :)
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 június 20, 22:33
Írta: 7kcyndjdg Dátum 2009 június 20, 22:33
Hétvégi project.
Lassan készül a kicsike. Ízelítőnek egy pár rossz minőségű kép :-)
maró1
maró2
maró3
maró4
maró5
Lassan készül a kicsike. Ízelítőnek egy pár rossz minőségű kép :-)
maró1
maró2
maró3
maró4
maró5
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 21, 09:36
Írta: ywathzay Dátum 2009 június 21, 09:36
Szeretnék megkérni egy tanult kollégát, ha ki tudná nekem számolni egy konzol terhelhetőségét, tegye neg. 100*50*3-as acél zártszelvény, 2135 mm hosszú, 1935 mm "kilógással", tehát a két szélén alátámasztva 100-100mm hosszan. Mekkora teher az, amitől még nem fog meghajolni? Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 21, 09:43
Írta: ywathzay Dátum 2009 június 21, 09:43
ja, természetesen "élére" állítva helyezkedik el az anyag
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 június 21, 09:49
Írta: ORCA17 Dátum 2009 június 21, 09:49
Na látod ez a gond Péter. Sokan azt hiszik, elég ha van pénzük megvenni egy szerszámot és akkor már egy csapásra szakemberek.
Ezt meg egyszerűen nem is értem
A kontra anya minek van rajta, dísznek? na mindegy...
Én nem azt írtam egyébbként, hogy hogy képzelem el, hanem azt, hogy én hogyan csinálom Jó párszáz vágást - nem hűtve(minek?) és nem lassú fordulaton készítettem.
És azt hiszem, vagyok olyan igényes az elvégzett munkám minőségére, mint az itt megszólalók bármelyike. Csak tudod Péter, lehet hogy én értek is a szakmámhoz? már 40 éve...
[#wave]
És az is igaz, hogy nem egyedülálló, mindent megváltó/ kiváltó megoldás. Egy alternatíva, jobb híján.
Ha pontos munka kell, edzett acélt használok köszörülve, nem alut.[#integet2]
Amúgy szép hétvégét
Ezt meg egyszerűen nem is értem
A fogócsavarok meg a sarokcsiszoló rezgésétől 10-15 másodpercenként kitekeredtek
A kontra anya minek van rajta, dísznek? na mindegy...
Én nem azt írtam egyébbként, hogy hogy képzelem el, hanem azt, hogy én hogyan csinálom Jó párszáz vágást - nem hűtve(minek?) és nem lassú fordulaton készítettem.
És azt hiszem, vagyok olyan igényes az elvégzett munkám minőségére, mint az itt megszólalók bármelyike. Csak tudod Péter, lehet hogy én értek is a szakmámhoz? már 40 éve...
[#wave]
És az is igaz, hogy nem egyedülálló, mindent megváltó/ kiváltó megoldás. Egy alternatíva, jobb híján.
Ha pontos munka kell, edzett acélt használok köszörülve, nem alut.[#integet2]
Amúgy szép hétvégét
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2009 június 21, 11:33
Írta: robroy007 Dátum 2009 június 21, 11:33
ez ettől kicsit bonyolultabb kérdés
pontszerű vagy eloszló terhelés
rugalmas alakváltozás megengedhető vagy sem
bármit ráteszel rá már hajlani fog
a kérdés mennyit engedsz meg neki
de ettől függetlenül én még sajnos mindig nem tudom kiszámolni neked mert a mechanika mindig is gyenge oldalam volt
üdv Robi
pontszerű vagy eloszló terhelés
rugalmas alakváltozás megengedhető vagy sem
bármit ráteszel rá már hajlani fog
a kérdés mennyit engedsz meg neki
de ettől függetlenül én még sajnos mindig nem tudom kiszámolni neked mert a mechanika mindig is gyenge oldalam volt
üdv Robi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 21, 11:46
Írta: 000000000 Dátum 2009 június 21, 11:46
A K=224238,84
K= ((B*H*H*H)- (b*h*h*h))/6*H
B=50
H=100
b=50-(2*3)= 44
h=100-(2*3)=94
a 3 a lemez vastagtagsága.
Eddig ennyi a biztos.
K= ((B*H*H*H)- (b*h*h*h))/6*H
B=50
H=100
b=50-(2*3)= 44
h=100-(2*3)=94
a 3 a lemez vastagtagsága.
Eddig ennyi a biztos.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 21, 11:52
Írta: ywathzay Dátum 2009 június 21, 11:52
eloszló terhelés,210 mm-hosszan,rugalmas alakváltozás megengedettlenne, ha minden jól megy néhány tized sem probléma, (de közben meg igen, mert a lin. vezetéknek az nem jó) mivel ez egy z tengely lenne, és lin. vezetéken futna a Z, a súlyát szeretném bekalibrálni, hogy miből készüljön, "vas"-ból, vagy esetleg aluból, vagy ha muszály lenne magnéziumtitánkevlárkompozit keveréket kell használnom. :)
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 június 21, 12:00
Írta: knifemaster Dátum 2009 június 21, 12:00
Tehát akkor a gyakorlati tapasztalatom optikai csalódás?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 21, 12:09
Írta: 000000000 Dátum 2009 június 21, 12:09
A terhelést hol kapja a konzol?
A befogástól milyen távolságra?
A befogástól milyen távolságra?
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 június 21, 12:09
Írta: Teaway Dátum 2009 június 21, 12:09
Nem gondolkozol hídszerkezetben? Itt találsz néhány példát, képekkel.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 június 21, 12:30
Írta: ORCA17 Dátum 2009 június 21, 12:30
Szia, bizonyára nem, de az tény, hogy oda kell figyelni és türelmesen lehet csak jól dolgozni.
És nem feltétlen ez az egyetlen jó megoldás [#wave]
És nem feltétlen ez az egyetlen jó megoldás [#wave]
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 21, 12:35
Írta: ywathzay Dátum 2009 június 21, 12:35
de gondolkodtam, és lehet az lesz belőle, persze ezért szeretném tudni, mit bír a szelvény, akár 5-ös fallal is. Azért ez egyszerűbb lenne, de a hídszerkezet biztos sokkal többet bír. Persze akkor jó lenne azt is méretezni csak ahhoz nem értek, én csak szakközepes szintű mechanikát tanultam, azt is jó régen, ha valaki tud segíteni a hozzávetőleges méretezésben akkor megköszönöm. Este ha előkerültem teszek fel képet miről is van szó.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 21, 14:47
Írta: 000000000 Dátum 2009 június 21, 14:47
Két végén befogott, középen terhelt
(veheted ilyennek ezt a szerkezetet)
rúd lehajlása mm-ben: F*L*L*L/48/I/E
Látszik,hogy az L a leglényegesebb tényező!
F az erő Newton
L a szabad(befogások közti) hossz mm
I másodrendű nyomaték (rúd alak függő)
100x50x3 esetén 106 cm4 (6,6kg/méter)
100x40x4 esetén 116 cm4 (8,0kg)
100x50x4 esetén 134 cm4 (8,6kg)
120X40x3 esetén 148 cm4 (7,0kg)
120x50x3 esetén 168 cm4 (7,5kg)
120x40x4 esetén 187 cm4 (9,2kg)
120x50x4 esetén 214 cm4 (9,9kg)
E=210000
(veheted ilyennek ezt a szerkezetet)
rúd lehajlása mm-ben: F*L*L*L/48/I/E
Látszik,hogy az L a leglényegesebb tényező!
F az erő Newton
L a szabad(befogások közti) hossz mm
I másodrendű nyomaték (rúd alak függő)
100x50x3 esetén 106 cm4 (6,6kg/méter)
100x40x4 esetén 116 cm4 (8,0kg)
100x50x4 esetén 134 cm4 (8,6kg)
120X40x3 esetén 148 cm4 (7,0kg)
120x50x3 esetén 168 cm4 (7,5kg)
120x40x4 esetén 187 cm4 (9,2kg)
120x50x4 esetén 214 cm4 (9,9kg)
E=210000
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 június 21, 16:23
Írta: Szalai György Dátum 2009 június 21, 16:23
A „magnéziumtitánkevlárkompozit” szép szó!
Biztos nem inkább szilíciumkarbid szállal erősített szilíciumnitrid ágyazat? Akkor pár ezer fokig használhatnád!
Sok egy kicsit egyszerre a jóból.
Milyen tulajdonságát aknáznád ki a fémágyazású kompozitnak, ami nincs meg az epoxi ágyazásúban?
Elektromos vezetőképességre, jó hővezetésre van szükséged?
A merevség-sűrűség aránya jobb a duroplasztnak. A házi előállíthatóság pláne a műagyag mellett szól.
Ha hozzá is jutna a halandó a fémágyazású kompozithoz, nem lenne elég célratörő a szálanyag vagy lap féltermékből dolgozás. Ha már szálerősítésű kompozit akkor csak a megtervezett, irányított szálfektetés, a vákuumos öntés és hőkezelés a befutó.
Nekem jelenleg az alumínium, áttört dobozszerű hídszerkezet tűnik a leghatékonyabbnak, ilyesmi felépítéssel.
A tali óta fontolgatom az alumínium lemezszerkezet szilikonos vagy polyurethanos ragasztásának lehetőségét is, csavarozás vagy hegesztés helyett. Megfelelő átlapolással, esetleg alumíniumszegecseléssel erősítve.
Biztos nem inkább szilíciumkarbid szállal erősített szilíciumnitrid ágyazat? Akkor pár ezer fokig használhatnád!
Sok egy kicsit egyszerre a jóból.
Milyen tulajdonságát aknáznád ki a fémágyazású kompozitnak, ami nincs meg az epoxi ágyazásúban?
Elektromos vezetőképességre, jó hővezetésre van szükséged?
A merevség-sűrűség aránya jobb a duroplasztnak. A házi előállíthatóság pláne a műagyag mellett szól.
Ha hozzá is jutna a halandó a fémágyazású kompozithoz, nem lenne elég célratörő a szálanyag vagy lap féltermékből dolgozás. Ha már szálerősítésű kompozit akkor csak a megtervezett, irányított szálfektetés, a vákuumos öntés és hőkezelés a befutó.
Nekem jelenleg az alumínium, áttört dobozszerű hídszerkezet tűnik a leghatékonyabbnak, ilyesmi felépítéssel.
A tali óta fontolgatom az alumínium lemezszerkezet szilikonos vagy polyurethanos ragasztásának lehetőségét is, csavarozás vagy hegesztés helyett. Megfelelő átlapolással, esetleg alumíniumszegecseléssel erősítve.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 21, 16:45
Írta: keri Dátum 2009 június 21, 16:45
Ha ilyen fontos a pontosság, akkor semmi képen nem koronggal vágnám, hanem maróval síkoltatnám le, vagy köszörültetném pontos méretre.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 21, 17:05
Írta: keri Dátum 2009 június 21, 17:05
Lapozz vissza, én már lefutottam ezeket a köröket.
Középiskolás matek elég hozzá.
Amúgy kb. 175N-re fog 0,1mm-ert behajlani a vastagabbik irányba, a vékonyabbik irányban már 55N is elég ehhez.
Középiskolás matek elég hozzá.
Amúgy kb. 175N-re fog 0,1mm-ert behajlani a vastagabbik irányba, a vékonyabbik irányban már 55N is elég ehhez.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 21, 17:05
Írta: keri Dátum 2009 június 21, 17:05
ja a lineáris tengelyt nem számoltam hozzá, csak a profilt.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 21, 17:14
Írta: keri Dátum 2009 június 21, 17:14
A golyós kocsit milyen zsírral érdemes kenni?
Eddig csak játszottam vele és hogy kenése is legyen csak egy kis motor olajat csepegtettem rá, mégse szárazon fusson, de most bekentem golyóscsapágyhoz való zsírral és durván megnövekedett a kocsi ellenállása. A kocsinak növelt előfeszítése van, de ennyire nem kéne szorosan járnia szerintem. Szinte egy trapéz csúszka is finomabban jár.
Eddig csak játszottam vele és hogy kenése is legyen csak egy kis motor olajat csepegtettem rá, mégse szárazon fusson, de most bekentem golyóscsapágyhoz való zsírral és durván megnövekedett a kocsi ellenállása. A kocsinak növelt előfeszítése van, de ennyire nem kéne szorosan járnia szerintem. Szinte egy trapéz csúszka is finomabban jár.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 június 21, 17:17
Írta: knifemaster Dátum 2009 június 21, 17:17
Innen úgy látszik,mint ha mindenki hülye lenne csak Te lennél helikopter.
Elég leereszkedő stílus ütött át az írásodon,
miközben Te sem vagy éppen kimondottan szakmabeli.
Lehet,hogy a jó munkához idő kell,neked úgy néz ki van,másnak meg nincs. De az is biztos hogy rosszból nem lehet várat építeni.Vagyis lehet,de én dolgozni akarok a géppel,nem újjáépíteni.
Remélem azért kipróbálod az elképzelést,aztán majd mikor már harmadszor akarja eltörni a csuklódat a technika ördöge,vagy a munkadarabot kell a sarokból visszahozni,mert a befogás nem működik,majd gondolkodj el,hogy okoskodásból,vagy segíteni akarásból írunk e.
Úgy néz ki a nagy szakik hajlamosak a munkavédelmi szempontokat figyelembe sem venni.
Nézz meg bármilyen aludaraboló gépet.Nem véletlenül van úgymond "finomfogazása" a tárcsának.
És végszóként mert én hülye,sikerül felhúznom magamat, vagyok ,az öreg szaki meg a jó szaki között az a különbség,hogy a jó szaki még lehet öreg szaki.
Elég leereszkedő stílus ütött át az írásodon,
miközben Te sem vagy éppen kimondottan szakmabeli.
Lehet,hogy a jó munkához idő kell,neked úgy néz ki van,másnak meg nincs. De az is biztos hogy rosszból nem lehet várat építeni.Vagyis lehet,de én dolgozni akarok a géppel,nem újjáépíteni.
Remélem azért kipróbálod az elképzelést,aztán majd mikor már harmadszor akarja eltörni a csuklódat a technika ördöge,vagy a munkadarabot kell a sarokból visszahozni,mert a befogás nem működik,majd gondolkodj el,hogy okoskodásból,vagy segíteni akarásból írunk e.
Úgy néz ki a nagy szakik hajlamosak a munkavédelmi szempontokat figyelembe sem venni.
Nézz meg bármilyen aludaraboló gépet.Nem véletlenül van úgymond "finomfogazása" a tárcsának.
És végszóként mert én hülye,sikerül felhúznom magamat, vagyok ,az öreg szaki meg a jó szaki között az a különbség,hogy a jó szaki még lehet öreg szaki.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 június 21, 17:43
Írta: Szalai György Dátum 2009 június 21, 17:43
Nálad mi szól a korong (fűrésztárcsa) ellen, és a maró vagy köszörű mellett?
Én a tárcsafűrész mellett az egy fogással való végleges megmunkálás és az egyetlen axisú mozgásigény kedvéért döntöttem.
Szerintem egy 300mm élkörátmérőjű 3,2mm vágószélességű 2,2mm anyagvastagságú, 72 fogú ATB fogazású 10 fokos élszögű fűrésztárcsa max 2000 n/min fordulaton folyadék hűtéssel-kenéssel pont ideális és eléggé merev hozzá.
A többi a gépvázon múlik. Max.1,5m/min golyósorsós előtolás, golyós lin vezetés.
Én a tárcsafűrész mellett az egy fogással való végleges megmunkálás és az egyetlen axisú mozgásigény kedvéért döntöttem.
Szerintem egy 300mm élkörátmérőjű 3,2mm vágószélességű 2,2mm anyagvastagságú, 72 fogú ATB fogazású 10 fokos élszögű fűrésztárcsa max 2000 n/min fordulaton folyadék hűtéssel-kenéssel pont ideális és eléggé merev hozzá.
A többi a gépvázon múlik. Max.1,5m/min golyósorsós előtolás, golyós lin vezetés.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 21, 19:47
Írta: keri Dátum 2009 június 21, 19:47
Lehet hogy félre értettelek, de nekem úgy tűnt, hogy a vágás pontosságán múlik a gépvázad pontossága, de ha te arra használod a leírt vágási eljárásodat, hogy a precíz összeillesztés után ne legyen feltűnő rés a gép elemei között, akkor nincs kifogásom a tárcsa ellen. Ilyenre valóban felesleges precíziós szerszám alkalmazása.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 21, 20:34
Írta: ywathzay Dátum 2009 június 21, 20:34
György, nem akarnék én semmiféle műanyagos stb szerkezetet. Se vegyész nem vagyok, se feleslegesen kidobnivaló pénzem. Pont ezért nem szeretnék mellényúlni a dolgoknak. A hídas szerkezet tényleg jó gondolat, egy zártszelvényt ki is lehet váltani ezzel, abban a szerkezetbe amit linkeltél, még gondolom kerül 1-2 függőleges tartóelem. Gondolom lényegesen többet bír mint a zártszelvény. De mennyivel?
Aki képletet adott, köszönöm. Este számolgatok.
Itt az első gondoltaom a zártszelvénnyel:
híd
híd1
Aki képletet adott, köszönöm. Este számolgatok.
Itt az első gondoltaom a zártszelvénnyel:
híd
híd1
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 június 21, 20:54
Írta: bmejdz9nu Dátum 2009 június 21, 20:54
Küldtem jelszót a Hunbay szerverhez...
Leírás itt:
http://sgforum.hu/listazas.php3?azonosito=hobbycnc&id=1170347489
Leírás itt:
http://sgforum.hu/listazas.php3?azonosito=hobbycnc&id=1170347489
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 21, 21:36
Írta: ywathzay Dátum 2009 június 21, 21:36
Köszönöm Péter!
nyitottam mappát a nevemmel (kisbetűvel) beletettem a képeket, akit érdekel nézze meg.
nyitottam mappát a nevemmel (kisbetűvel) beletettem a képeket, akit érdekel nézze meg.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 június 22, 06:19
Írta: Szalai György Dátum 2009 június 22, 06:19
Engem érdekelt.
Számolni nem tudok, de a megfigyeléseim arra vezettek, hogy a rácsos tartók és háromszög sarokmerevítők akkor a legnagyobb terhelhetőségűek a legkisebb tömeg mellett, (akkor ideálisak) ha a háromszögeik egyenlő szárúak és a közepük üres. A tieid nagyon nem azok.
Az Y hidat és a vízszintes áthidaló elemeket, már az arányosság kedvéért sem tervezném ennyire vékonyra. A legkézenfekvőbb a négyszögű zártszelvények használata, de szerintem mégsem ideális gépépítő elemek, Ideális szerintem az üreges belsejű T vagy I profil lenne. Én erre törekednék akár lemezből, vagy több szál vékonyfalú négyszögszelvényből, esetleg mindkettőből. Jóval több munka, de szerintem kisebb tömeg mellett nagyobb merevséget ad.
Számolni nem tudok, de a megfigyeléseim arra vezettek, hogy a rácsos tartók és háromszög sarokmerevítők akkor a legnagyobb terhelhetőségűek a legkisebb tömeg mellett, (akkor ideálisak) ha a háromszögeik egyenlő szárúak és a közepük üres. A tieid nagyon nem azok.
Az Y hidat és a vízszintes áthidaló elemeket, már az arányosság kedvéért sem tervezném ennyire vékonyra. A legkézenfekvőbb a négyszögű zártszelvények használata, de szerintem mégsem ideális gépépítő elemek, Ideális szerintem az üreges belsejű T vagy I profil lenne. Én erre törekednék akár lemezből, vagy több szál vékonyfalú négyszögszelvényből, esetleg mindkettőből. Jóval több munka, de szerintem kisebb tömeg mellett nagyobb merevséget ad.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 június 22, 06:32
Írta: Szalai György Dátum 2009 június 22, 06:32
Az Y híd nem csak egyszerűen két végén alátámasztott áthidalóként funkcionál. Jelentős csavaró igénybevételnek is ki lesz téve. És mindég rezonál. Ezért kéne a lehetőségeiddel elérhető legnagyobb merevségre törekedni. Szerintem ez már úgyis számolhatatlan. Legfeljebb szimulálható lenne, program és további ismeretek birtokában.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 22, 06:37
Írta: ywathzay Dátum 2009 június 22, 06:37
Elvileg kiszámoltam mennyi az annyi. Ezt a képletet használva, A 100*50*3-as szelvénynél is 50 kg-os terhelésnél 0-ra jött ki a vége. Nem error-t jelzett a számológép, tehát megpróbálok neki hinni. Holnap viszont megpróbálok (akkor hozzáférek) egy terheléses indikátorórás mérést végezni egy 120*60-as anyagon, kíváncsi vagyok rá mi lesz az eredmény.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 22, 06:53
Írta: 000000000 Dátum 2009 június 22, 06:53
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 22, 07:07
Írta: ywathzay Dátum 2009 június 22, 07:07
Biztosan igazad van. Elvileg a program amiben rajzoltam, még "stressz analízist" is tud készíteni, de nekem ez még nem megy, kicsit komplikált, a leírása szegényes, a HELP-je szerint is csak egy katt, két katt, és kész. Pedig nem.
Ezeket a háromszög sarokmerevítőket hogy képzeled? Vizuális típus vagyok, tudsz erről mutatni képet?
Rajzban még képlékeny lehetek, ezért sem az anyagbeszerzéssel kezdem. Egyébként ez plazmavágóhoz lenne, és már hajlok az alu szerkezetű Z felé, mert az acél nehéz lesz.
Ezeket a háromszög sarokmerevítőket hogy képzeled? Vizuális típus vagyok, tudsz erről mutatni képet?
Rajzban még képlékeny lehetek, ezért sem az anyagbeszerzéssel kezdem. Egyébként ez plazmavágóhoz lenne, és már hajlok az alu szerkezetű Z felé, mert az acél nehéz lesz.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 június 22, 07:23
Írta: D.Laci Dátum 2009 június 22, 07:23
Ha plazmavágó lesz akkor szerintem ne sokat pöcsölj a számitgatásokkal, THC ugyis lesz rajta az kompenzálja a hajlást ugyis. Nem azt mondom, hogy 20*20 as zártszelvényt használj de felesleges tulkomplikálni. Ha meg van rá tőkéd csináld minnál masszivabra.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 22, 11:14
Írta: ywathzay Dátum 2009 június 22, 11:14
Én sem akartam pöcsölni, míg ki nem számoltam, hogy a rajz szerinti állásnál ha 5-ös kazánlemezből készül a Z akkor most kb 26 kiló, és még se egy motor, se egyéb felfogató, miegymás. Úgyhogy variálnom kell valamit.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 június 22, 21:14
Írta: Szalai György Dátum 2009 június 22, 21:14
Gépről nem találtam tetszetős képet, csak hídról.
Rajzoltam gyorsan.
(A rajz kicsit ovisra sikerült, de tükrözi az elképzelést.)
Rajzoltam gyorsan.
(A rajz kicsit ovisra sikerült, de tükrözi az elképzelést.)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 22, 21:47
Írta: 0gbwyh99 Dátum 2009 június 22, 21:47
Szia !
A 26 kiló akkora fesztávon az nem sok ! Ha összesen a motorral meg miegymással 50 kiló lesz még az sem baj ! Plazmához nem kell őrült dinamika , ha meg rendes lineárokat használsz akkor a mozgatása nem lesz problémás .
A 26 kiló akkora fesztávon az nem sok ! Ha összesen a motorral meg miegymással 50 kiló lesz még az sem baj ! Plazmához nem kell őrült dinamika , ha meg rendes lineárokat használsz akkor a mozgatása nem lesz problémás .
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 22, 21:50
Írta: 0gbwyh99 Dátum 2009 június 22, 21:50
Pontossan melyikekre gondoltál ? Ha arra amiröl régebben szó volt (kerek profil vezetőn gördülő csapágy) akkor azok nem azok ! Amiket belinkeltél azok nagy teherbírású ekcenter vagy más profil "követő" tűcsapágyak .
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 június 22, 21:53
Írta: 0gbwyh99 Dátum 2009 június 22, 21:53
Volt szó valamikor hogy az üreges profil alkalmazása az Y-hídnál rezonanciához vezethet , és ha kitöltjük homokkal akkor az segít . Na most ha homokkal töltjük ki akkor az lényeges súlynövekedéshez vezet . Mi van akkor ha az ember nem akar lényeges tömeg növekedést ? Mi van ha PUR habbal töltjük ki ?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 22, 23:28
Írta: keri Dátum 2009 június 22, 23:28
Talán csöndesebb lesz a géped, de csodákat ne vár tőle.
Szerintem mivel nem növeli a merevséget, csak a híd önrezgését csillapítja, ezért erősebb gerjesztés esetén továbbra is ki tud alakulni a rezonancia. Homok helyett én inkább betonnal kísérleteznék, mert a beton viszont nagyon merev anyag, tehát a tömeg növelése mellet a gép mechanikai tulajdonságát is javítja, és olcsó is.
Persze a purhab is egy próbát megér...lehet hogy én leszek az aki kipróbálja, mert a 80x80-as alu zártprofil hidam szépen csilingel.
Szerintem mivel nem növeli a merevséget, csak a híd önrezgését csillapítja, ezért erősebb gerjesztés esetén továbbra is ki tud alakulni a rezonancia. Homok helyett én inkább betonnal kísérleteznék, mert a beton viszont nagyon merev anyag, tehát a tömeg növelése mellet a gép mechanikai tulajdonságát is javítja, és olcsó is.
Persze a purhab is egy próbát megér...lehet hogy én leszek az aki kipróbálja, mert a 80x80-as alu zártprofil hidam szépen csilingel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 23, 06:09
Írta: 000000000 Dátum 2009 június 23, 06:09
ja, tudom mit linkeltem be. ezzel azért már nem annyira buhera megcsinálni mint mezei csapágyakkal.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 23, 10:33
Írta: 000000000 Dátum 2009 június 23, 10:33
Akkor minek az aluprofil, miért nem tömör acél..
ugyanakkor:
fogj egy 50-es és dobd el azt hallod pling.
fogj egy 100-ast és dobd el azt hallod platy.
ugyanez müködhet hidaknál is, de a különböző fémek hőtágulása miatt gond lehet.
ugyanakkor:
fogj egy 50-es és dobd el azt hallod pling.
fogj egy 100-ast és dobd el azt hallod platy.
ugyanez müködhet hidaknál is, de a különböző fémek hőtágulása miatt gond lehet.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 23, 17:40
Írta: ywathzay Dátum 2009 június 23, 17:40
Azért 100-200 mm távolságon, nem hiszem hogy nagy jelentősége van annak, hogy éppen kör, négyzet vagy háromszög "kitörés" van a hídban. A vasúti híd az más ott nagy távokat kell áthidalni, és a háromszögszög elrendezés adja a legjobb tartó- ill. támasztó erőt. Sőt szerintem kis távolságon ennek nincs is igazából jelentősége, hogy ott van-e. Súlycsökkentés céljából viszont mindenképp hasznos lehet, főleg nagyobb anyagvastagságnál, akár az én esetemben is a 2 méteres fesztávon ha 2-3 kiló "kijön" ez is jól jöhet a mozgás dinamikája szempontjából.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 június 23, 17:41
Írta: ywathzay Dátum 2009 június 23, 17:41
Szalai Györgynek válaszoltam. Uff.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 23, 19:00
Írta: keri Dátum 2009 június 23, 19:00
Azért nem tömör acél, mert kicsi a pincém és nincs darum, és az alut könnyebb szerelni, nem utolsó sorban az én alkalmazásaimra fontosabb a gyors mozgás, mint a szuper nagy precizitás. Nem akarok acélt marni. Alut is csak ritkán és lassan. De azért az ember igyekszik a maximumot kihozni a lehetőségeiből.
Én a nem mozgó részeket akarom betonnal kiönteni, mert már ez is javítja a gép stabilitását, a mozgó híd meg elég rövid hogy ne legyen gond, de purhabbal még ki lehet nyomin, mert nem rontja a súlyt.
Rendes marógép az tömör acélból van, illetve láttam CNC esztergát ahol nagy szilárdságú betonnal volt még megpakolva a szán. A merevséghez ez kell.
Én a nem mozgó részeket akarom betonnal kiönteni, mert már ez is javítja a gép stabilitását, a mozgó híd meg elég rövid hogy ne legyen gond, de purhabbal még ki lehet nyomin, mert nem rontja a súlyt.
Rendes marógép az tömör acélból van, illetve láttam CNC esztergát ahol nagy szilárdságú betonnal volt még megpakolva a szán. A merevséghez ez kell.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 23, 19:00
Írta: keri Dátum 2009 június 23, 19:00
Ja és az ólom is azt mondja platy, mégsem építek belőle gépet ;-)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 23, 19:08
Írta: keri Dátum 2009 június 23, 19:08
Ja mellesleg ha lassan is, de haladok a gépemmel. Az Y hidat raktam rá az X tengelyekre. Frankon beállítottam párhuzamosra. 0,02mm-es tolómérővel nem tudtam kimérni a párhuzamostól való eltérést és a híd is ugyan olyan simán mozog mint rögzítés előtt.
Ha még nem mondtam volna 80*80-as alu zártszelvényből van és irtó masszívnak érzem. Kézzel nem sikerült mérhető torzulást okoznom a gépen, igaz nincs mérő órám. Holnap viszont veszek egyet mert sokkal egyszerűbb az élet vele.
Jó minőségű derékszög tényleg csak 20ezerért van? Most csak az anyag derékszögességét felhasználva állítottam be, majd még ahhoz képest trimmeltem hogy a mechanika ne szoruljon, szóval nem olyan tökéletes szerintem a derékszögesség, pedig azért az nem ártana ha nem rombuszokat marna négyzet helyett :)
Ha még nem mondtam volna 80*80-as alu zártszelvényből van és irtó masszívnak érzem. Kézzel nem sikerült mérhető torzulást okoznom a gépen, igaz nincs mérő órám. Holnap viszont veszek egyet mert sokkal egyszerűbb az élet vele.
Jó minőségű derékszög tényleg csak 20ezerért van? Most csak az anyag derékszögességét felhasználva állítottam be, majd még ahhoz képest trimmeltem hogy a mechanika ne szoruljon, szóval nem olyan tökéletes szerintem a derékszögesség, pedig azért az nem ártana ha nem rombuszokat marna négyzet helyett :)
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2009 június 23, 19:27
Írta: sasi Dátum 2009 június 23, 19:27
Kísérlet: 10-es köracélt bereszelek átmérő 6-os reszelővel 3 mm mélyen, egy másik helyen háromszög alakú reszelővel, ugyan olyan mélységig. Ugye a kérdést már föl sem kell tennem, hol törik el kisebb erő hatására, azaz a tervezés során, egyik fő ellenségünk a feszültséggyűjtő pont, pontok, illetve azok kerülése. Kör alakú kivágásnál a feszültség egyenletesen oszlik el a felületen, talán tovább nem is kel ragoznom…
A rezonanciákról: alak és tömegfüggő, a purhab szerintem csak arra jó, hogy a pók nem tud átmenni a tartó másik oldalára, jól kitoltunk vele, úgy kell neki, ha nem volt annyi esze, hogy kívül közlekedjen!
A rezonanciákról: alak és tömegfüggő, a purhab szerintem csak arra jó, hogy a pók nem tud átmenni a tartó másik oldalára, jól kitoltunk vele, úgy kell neki, ha nem volt annyi esze, hogy kívül közlekedjen!
Cím: Re:Mechanikai ötletek
Írta: 8bbxs0sh7 Dátum 2009 június 23, 20:00
Írta: 8bbxs0sh7 Dátum 2009 június 23, 20:00
Hi! Valakinek nincs ötlete hogy lehetne megoldani a pozicionált főorsós hajtást? "c" tengelyre gondolok. Hogyan tudnám megoldani,hogy fokban vezéreljem az elfordulását a főorsómnak? szervomotorral hajtatnám a tokmányt?
Vagy?
Vagy?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 június 23, 20:19
Írta: ra8nsmk6w Dátum 2009 június 23, 20:19
Sajnos nincs "vagy". Ha jól értem a problémád.Szervómotor kell annak minden tartozékával ecoder, vezérlő. tápegység.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 23, 20:28
Írta: keri Dátum 2009 június 23, 20:28
Gyakorlatilag igen, szervó hajtás kell rá.
Vagyis egy egyenáramu motor, és enkoder + vezérlő.
Vagyis egy egyenáramu motor, és enkoder + vezérlő.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 június 23, 21:48
Írta: Szalai György Dátum 2009 június 23, 21:48
Sajnos nem tudhatom ki írására reagáltál, hiszen mellőzted a válasz gombot.
Örülök, hogy nem tetted fel azt a kérdést, mert minden tiszteletem ellenére úgy érzem, a hasonlatod kissé sánta. Amit írtál a kör és háromszög reszelő esetéről az teljesen helyénvaló.
A te esetedben (bereszelt köracél) a belső éllel szemben nincsen áthidaló szakasz, (elreszelted) így a belső él valóban feszültséggyűjtő. Ekkor tényleg fontos, hogy a belső alak sarkos vagy íves.
Az én rajzomon viszont, (és a hidaknál is) csupa áthidalóval „söntölt” belső él látható, ami már nem feszültséggyűjtő pont. Hiszen az ott ébredő mechanikai feszültséget áthidalja, „kisöntöli” a belső éllel szemközti áthidaló szakasz. Ettől merev a zárt háromszög, mindaddig, míg a söntszakasz meg nem szakad. Akkor lavinaszerű a törési folyamat. Ez a rácsos tartók nagy hátránya. Előnyük viszont a tömör anyaghoz viszonyítva alig kevesebb terhelhetőség és a nagyon jelentős tömegcsökkenés.
Örülök, hogy nem tetted fel azt a kérdést, mert minden tiszteletem ellenére úgy érzem, a hasonlatod kissé sánta. Amit írtál a kör és háromszög reszelő esetéről az teljesen helyénvaló.
A te esetedben (bereszelt köracél) a belső éllel szemben nincsen áthidaló szakasz, (elreszelted) így a belső él valóban feszültséggyűjtő. Ekkor tényleg fontos, hogy a belső alak sarkos vagy íves.
Az én rajzomon viszont, (és a hidaknál is) csupa áthidalóval „söntölt” belső él látható, ami már nem feszültséggyűjtő pont. Hiszen az ott ébredő mechanikai feszültséget áthidalja, „kisöntöli” a belső éllel szemközti áthidaló szakasz. Ettől merev a zárt háromszög, mindaddig, míg a söntszakasz meg nem szakad. Akkor lavinaszerű a törési folyamat. Ez a rácsos tartók nagy hátránya. Előnyük viszont a tömör anyaghoz viszonyítva alig kevesebb terhelhetőség és a nagyon jelentős tömegcsökkenés.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 június 23, 21:48
Írta: ra8nsmk6w Dátum 2009 június 23, 21:48
Megkérdezhetem, hogy mekkora gépről vah szó?
Cím: Re:Mechanikai ötletek
Írta: 8bbxs0sh7 Dátum 2009 június 23, 22:31
Írta: 8bbxs0sh7 Dátum 2009 június 23, 22:31
Kb 1.5 Kw.
http://www.vatera.hu/ean_1500_egyetemes_eszterga_149383834.html Ennél kicsit kisebb, vagy max ekkora, ez csak illusztráció. Szeretnék venni egy leélt esztergát, hogy építsek belőle valami használhatót. Első tervem a főorsó átalakítás. Pozicionálhatóra és gyors tokmányosra akarom majd átépíteni. Csak még ezekhez ötletek sincsenek. Gyors tokmányhoz láttam már tengelyt meg szórító rendszert. Csak az a kérdés hogy építem össze a szervót meg a gyors tokmányt.A köv meg a vezérlés... De azért van a fórum hogy gondolkodjunk :-) Ha meglesz a gép úgy is teszek fel róla képet!
http://www.vatera.hu/ean_1500_egyetemes_eszterga_149383834.html Ennél kicsit kisebb, vagy max ekkora, ez csak illusztráció. Szeretnék venni egy leélt esztergát, hogy építsek belőle valami használhatót. Első tervem a főorsó átalakítás. Pozicionálhatóra és gyors tokmányosra akarom majd átépíteni. Csak még ezekhez ötletek sincsenek. Gyors tokmányhoz láttam már tengelyt meg szórító rendszert. Csak az a kérdés hogy építem össze a szervót meg a gyors tokmányt.A köv meg a vezérlés... De azért van a fórum hogy gondolkodjunk :-) Ha meglesz a gép úgy is teszek fel róla képet!
Cím: Re:Mechanikai ötletek
Írta: 8bbxs0sh7 Dátum 2009 június 23, 22:37
Írta: 8bbxs0sh7 Dátum 2009 június 23, 22:37
http://www.vatera.hu/femipari_eszterga_kiegeszitoivel_149256473.html
Ezzel szemezek, csak messze van.
Ezzel szemezek, csak messze van.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2009 június 24, 11:11
Írta: sasi Dátum 2009 június 24, 11:11
Úgy látszik, felületesen olvasok, a rácsos tartó rajzodat nem is láttam, így most magyarázkodhatok…
Azt gondoltam, a beszéd tárgya egy tömör híd könnyítésének módja (#5010), arra írtam a példát, habár talán szemléletesebb lenne a hajók, repülőgépek ablakainak mai, és kezdeti alakjukat összehasonlítani.
Alumínium ragasztásához nekem az Epokitt vált be, valamikor műszerdobozokat készítettem így, de azóta megismertem a popszegecset…
Azt gondoltam, a beszéd tárgya egy tömör híd könnyítésének módja (#5010), arra írtam a példát, habár talán szemléletesebb lenne a hajók, repülőgépek ablakainak mai, és kezdeti alakjukat összehasonlítani.
Alumínium ragasztásához nekem az Epokitt vált be, valamikor műszerdobozokat készítettem így, de azóta megismertem a popszegecset…
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 június 24, 12:31
Írta: 3k74cecek Dátum 2009 június 24, 12:31
"A rezonanciákról: alak és tömegfüggő, a purhab szerintem csak arra jó, hogy..."
Kiegészíteném a mondat elejét a csillapítással.
A purhab pontosan erre jó. Nem állítom, hogy a legjobb, de semminél biztosan sokkal jobb.
Szóval nem csak a pókkal tolunk ki ha kitöltjük a zártszelvényt vele.
Arra viszont számítani kell, hogy ez a kis frekvenciás rezgéseket nem fogja jól csillapítani, inkább a nagyfrekvenciásakra lesz hatásos. Tehát csilingelni nem fog a tartó.
Kiegészíteném a mondat elejét a csillapítással.
A purhab pontosan erre jó. Nem állítom, hogy a legjobb, de semminél biztosan sokkal jobb.
Szóval nem csak a pókkal tolunk ki ha kitöltjük a zártszelvényt vele.
Arra viszont számítani kell, hogy ez a kis frekvenciás rezgéseket nem fogja jól csillapítani, inkább a nagyfrekvenciásakra lesz hatásos. Tehát csilingelni nem fog a tartó.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2009 június 24, 13:05
Írta: sasi Dátum 2009 június 24, 13:05
Néhány éve én is úgy gondoltam, hogy ha nem is jelentősen, de a befektetett munka és pénz arányában csökkenti a rezgés, de tévedtem.
50x50x4-es zártszelvénnyel kísérleteztem, jól halható eredménye csak a folyami homoknak volt, betonnal nem próbáltam. Zajkeltőnek léptető motort használtam Profi1 vezérlővel. A Pur-habot inkább meghagyom arra, amire való, hőszigetelő réskitöltő.
50x50x4-es zártszelvénnyel kísérleteztem, jól halható eredménye csak a folyami homoknak volt, betonnal nem próbáltam. Zajkeltőnek léptető motort használtam Profi1 vezérlővel. A Pur-habot inkább meghagyom arra, amire való, hőszigetelő réskitöltő.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 24, 13:24
Írta: 000000000 Dátum 2009 június 24, 13:24
A PUR hab is csillapít valamelyest...
De helyette a rücsi-nek nevezett alvázvédő anyagok sokkal jóbbak rezgés csillapításra...
Két kategória van az átfesthető
Ez PUR vagy műgumi alapú.
pl. jól csillapít ezek közül a
HB Body 950
Novomix Gravit 600
Eleve audio célokra készül ezért drága...
ES-500 Entdröhnspray
---------------
A másik csapat a nem átfesthető, ez bitumen alapú.
----------------
Ezek az anyagok cirka ~1 cm vastagon már egész jó a hatásuak... A bitumen alapú nehezebb, tehát hatásosabb, de azt csak olyan helyre ahol nem érsz hozzá később ill. ahol a melegtől (~50-55 fok fölött) nem folyik ki/meg (azaz a zártszelvény belsejébe...)
Az anyagok kaphatók spray verzióban is cirka 1200 Ft/félliter áron ill. dobozosban jóval olcsóbban....
Ha teljes kitöltés akarnék, asszem akkor is
azt csinálnám, hogy meleg bitumenben elkevernék annyi durva homokot amenyit csak bevesz és ezzel önteném tele a zártszelvényt.
De helyette a rücsi-nek nevezett alvázvédő anyagok sokkal jóbbak rezgés csillapításra...
Két kategória van az átfesthető
Ez PUR vagy műgumi alapú.
pl. jól csillapít ezek közül a
HB Body 950
Novomix Gravit 600
Eleve audio célokra készül ezért drága...
ES-500 Entdröhnspray
---------------
A másik csapat a nem átfesthető, ez bitumen alapú.
----------------
Ezek az anyagok cirka ~1 cm vastagon már egész jó a hatásuak... A bitumen alapú nehezebb, tehát hatásosabb, de azt csak olyan helyre ahol nem érsz hozzá később ill. ahol a melegtől (~50-55 fok fölött) nem folyik ki/meg (azaz a zártszelvény belsejébe...)
Az anyagok kaphatók spray verzióban is cirka 1200 Ft/félliter áron ill. dobozosban jóval olcsóbban....
Ha teljes kitöltés akarnék, asszem akkor is
azt csinálnám, hogy meleg bitumenben elkevernék annyi durva homokot amenyit csak bevesz és ezzel önteném tele a zártszelvényt.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 június 24, 18:37
Írta: Szalai György Dátum 2009 június 24, 18:37
Rezgések. Kártékonyak, kellemetlenek.
Próbálok csillapíthatóság szempontjából szétválasztani két dolgot.
Az egyik a marószerszám által megmunkálás közben keltett, a Z mechanizmuson keresztül az Y hídra ható, főleg X-Y irányú rezgés csillapítása.
A másik a fenti rezgésnek az Y hídról, az előtoló orsókon és csapágyaikon, a gépalapra terjedő hatása, amit már a gépalapon (alapkereten) kell csillapítani.
A szerszám által keltett rezgés alapfrekvenciája a vágóélek számától és a fordulatszámtól függ.
Alsó határnak talán vehető hat élű szerszám 200 n/min fordulaton = 20Hz
Felső határ lehet egy élű szerszám 90 000 n/min fordulaton = 1500Hz
Ez épp a hangfrekvenciás sáv alsó és középső része. Az emberi fül érzékenységi maximuma meg pont 1kHz környékére esik.
A szerszámon kialakuló rezgés amplitúdója, az egy élre jutó előtolástól függ.
Tehát magasabb fordulatszám és kisebb előtolás, kisebb rezgés amplitúdót, de ugyan akkora anyagleválasztást eredményez.
(A léptetőmotorok nem mikrolépéses hajtásából eredő rezgésekkel nem gondolok, mert azt szerintem elektronikusan kell megszüntetni.)
A száraz, nagyszemcsés folyamihomok és a kvarchomok rezonanciacsökkentő hatása éppen abban rejlik, hogy rezgés közben a homokszemcsék egymással súrlódva felemésztik (súrlódási hővé alakítják) a rezgés energiáját. Ez jól hat az első esetben, az Y hídba építve. Szerintem felesleges vele dugig kitömni a zártszelvényt teljes hosszában, mert akkor ott is tömegnövekedést okoz, ahol a rezgés minimális. Inkább oda célszerű elhelyezni ahol a rezgés amplitúdója (kilengése) a legnagyobb. Ez egy vízszintes áthidaló esetében valószínűleg a két alátámasztási pont közötti távolság felénél van. Oda érdemes lehet kb. 1/4 hossznyi üreget kialakítani és 2-3cm magasan homokot tölteni bele. Ha nincs külön rekesz a homoknak, akkor a rezgés hatására oda vándorol ahol nyugalmat talál, tehát ahol a legkisebb szükség van rá.
Ha a homok meg van kötve, akár bitumenban akár cementhabarcsban, akkor a szemek nem tudnak egymáshoz képest elmozdulni, nem is emésztik fel a rezgést, de a tömeget növelik.
Így feleslegesen.
A bitumen hatásmechanizmusa kicsit más. Mint nagyon sűrű folyadék, csak a nagyon alacsony frekvenciájú rezgéseket vezeti jól. Már a mélyhang tartományba esőeket is csak alig vezeti. (jól szigeteli) Tehát nem éppen a rezgés keletkezési helyén történő csillapításra, inkább a rezgés egyik tárgyról másikra való terjedésének megakadályozására való.
Két kemény között egy puha elv. Erre a PUR hab is alkalmas. Ezt én nem tudom jól hasznosítani egy marógép szerkezetében, mert a hajtásláncba nem építhetek képlékeny elemeket.
Az energia megmaradás törvénye alapján, kis tömeg rezgése nagy kilengéssel ugyan akkora energiát képvisel, mint nagy tömeg rezgetése kicsi kilengéssel. (Azonos frekvencián.) Ez szerint a gépalap tömegének növelése, (telebetonozása) csökkenti a gépalap rezgésének amplitúdóját. De ha a rezgéskeletkezés helyéhez közel nem csillapítok, (az Y hídon) akkor az erősen igénybe veszi egészen a gépalapig a teljes előtoló mechanizmust, mielőtt átadódik a gépalapra. Trapézorsók és műanyag anyák esetén nem okoz károsodást, mert a műanyag anyák rugalmassága hatásosan akadályozza a rezgés továbbterjedését. Nagy baj van viszont precíziós golyós előtolás esetén. Az előfeszített golyósorsó-anya nem nagyon csillapítja a rezgéseket, jó hatásfokkal tovább adja. Közben pedig az anya golyó és orsó felülete fárad, kopik. Hamar oda a pontosság.
Úgy látom aggaszt ez mást is.
Próbálok csillapíthatóság szempontjából szétválasztani két dolgot.
Az egyik a marószerszám által megmunkálás közben keltett, a Z mechanizmuson keresztül az Y hídra ható, főleg X-Y irányú rezgés csillapítása.
A másik a fenti rezgésnek az Y hídról, az előtoló orsókon és csapágyaikon, a gépalapra terjedő hatása, amit már a gépalapon (alapkereten) kell csillapítani.
A szerszám által keltett rezgés alapfrekvenciája a vágóélek számától és a fordulatszámtól függ.
Alsó határnak talán vehető hat élű szerszám 200 n/min fordulaton = 20Hz
Felső határ lehet egy élű szerszám 90 000 n/min fordulaton = 1500Hz
Ez épp a hangfrekvenciás sáv alsó és középső része. Az emberi fül érzékenységi maximuma meg pont 1kHz környékére esik.
A szerszámon kialakuló rezgés amplitúdója, az egy élre jutó előtolástól függ.
Tehát magasabb fordulatszám és kisebb előtolás, kisebb rezgés amplitúdót, de ugyan akkora anyagleválasztást eredményez.
(A léptetőmotorok nem mikrolépéses hajtásából eredő rezgésekkel nem gondolok, mert azt szerintem elektronikusan kell megszüntetni.)
A száraz, nagyszemcsés folyamihomok és a kvarchomok rezonanciacsökkentő hatása éppen abban rejlik, hogy rezgés közben a homokszemcsék egymással súrlódva felemésztik (súrlódási hővé alakítják) a rezgés energiáját. Ez jól hat az első esetben, az Y hídba építve. Szerintem felesleges vele dugig kitömni a zártszelvényt teljes hosszában, mert akkor ott is tömegnövekedést okoz, ahol a rezgés minimális. Inkább oda célszerű elhelyezni ahol a rezgés amplitúdója (kilengése) a legnagyobb. Ez egy vízszintes áthidaló esetében valószínűleg a két alátámasztási pont közötti távolság felénél van. Oda érdemes lehet kb. 1/4 hossznyi üreget kialakítani és 2-3cm magasan homokot tölteni bele. Ha nincs külön rekesz a homoknak, akkor a rezgés hatására oda vándorol ahol nyugalmat talál, tehát ahol a legkisebb szükség van rá.
Ha a homok meg van kötve, akár bitumenban akár cementhabarcsban, akkor a szemek nem tudnak egymáshoz képest elmozdulni, nem is emésztik fel a rezgést, de a tömeget növelik.
Így feleslegesen.
A bitumen hatásmechanizmusa kicsit más. Mint nagyon sűrű folyadék, csak a nagyon alacsony frekvenciájú rezgéseket vezeti jól. Már a mélyhang tartományba esőeket is csak alig vezeti. (jól szigeteli) Tehát nem éppen a rezgés keletkezési helyén történő csillapításra, inkább a rezgés egyik tárgyról másikra való terjedésének megakadályozására való.
Két kemény között egy puha elv. Erre a PUR hab is alkalmas. Ezt én nem tudom jól hasznosítani egy marógép szerkezetében, mert a hajtásláncba nem építhetek képlékeny elemeket.
Az energia megmaradás törvénye alapján, kis tömeg rezgése nagy kilengéssel ugyan akkora energiát képvisel, mint nagy tömeg rezgetése kicsi kilengéssel. (Azonos frekvencián.) Ez szerint a gépalap tömegének növelése, (telebetonozása) csökkenti a gépalap rezgésének amplitúdóját. De ha a rezgéskeletkezés helyéhez közel nem csillapítok, (az Y hídon) akkor az erősen igénybe veszi egészen a gépalapig a teljes előtoló mechanizmust, mielőtt átadódik a gépalapra. Trapézorsók és műanyag anyák esetén nem okoz károsodást, mert a műanyag anyák rugalmassága hatásosan akadályozza a rezgés továbbterjedését. Nagy baj van viszont precíziós golyós előtolás esetén. Az előfeszített golyósorsó-anya nem nagyon csillapítja a rezgéseket, jó hatásfokkal tovább adja. Közben pedig az anya golyó és orsó felülete fárad, kopik. Hamar oda a pontosság.
Úgy látom aggaszt ez mást is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 24, 21:13
Írta: 000000000 Dátum 2009 június 24, 21:13
Az alvázvédőzés ill. a bitumenes homok szerintem azzal gátol, hogy elhangolja
a vasakat a súlyával és rúgóállandójával
a gerjesztő rezgés tartományából...azaz nem lesz rezonancia képes...meredeken csillapit.
A cementbe és a bitumenbe zárt homok esete sem azonos, szerintem...mivel a bitumen "folyadék"...
a vasakat a súlyával és rúgóállandójával
a gerjesztő rezgés tartományából...azaz nem lesz rezonancia képes...meredeken csillapit.
A cementbe és a bitumenbe zárt homok esete sem azonos, szerintem...mivel a bitumen "folyadék"...
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 június 25, 09:25
Írta: 2vkx6unz Dátum 2009 június 25, 09:25
Én is kisérleteztem különböző csillapítóanyaggal
1 Folyami homok
2 0,4-0,8mm kvarchomok.
Egy 60x40-as zártszelvényt töltöttem fel és mértem a változást. Nem túl kifinomult módon, de észrevehető különbség volt a folyami homok javára. Az egyik fontos tapasztalat az volt, hogy tömörítés nélkül nem olyan hatásos mint tömörítve. Ez mindkét anyagra igaz!
A tömegnövekedésről annyit, hogy 1 köbdeciméter homok ~2,2kg. Ha a gépem vázát ami acél és önmagában ~70kg teljesen kitöltöm homokkal akkor ~100kg lesz. Pesze ha öntöttvasból lenne akkor ~180kg lenne ;)
Az y híd alu és kb. 9 kg homok nélkül. Homokkal megtöltve kb. a duplája lenne. ennek a hatásá még nem vizsgáltam.
Volt korábban egy tanulmámy egy gép építéséről abban volt több mérés és teszt különböző csillapítási megoldásokról érdemes árböngészni.
1 Folyami homok
2 0,4-0,8mm kvarchomok.
Egy 60x40-as zártszelvényt töltöttem fel és mértem a változást. Nem túl kifinomult módon, de észrevehető különbség volt a folyami homok javára. Az egyik fontos tapasztalat az volt, hogy tömörítés nélkül nem olyan hatásos mint tömörítve. Ez mindkét anyagra igaz!
A tömegnövekedésről annyit, hogy 1 köbdeciméter homok ~2,2kg. Ha a gépem vázát ami acél és önmagában ~70kg teljesen kitöltöm homokkal akkor ~100kg lesz. Pesze ha öntöttvasból lenne akkor ~180kg lenne ;)
Az y híd alu és kb. 9 kg homok nélkül. Homokkal megtöltve kb. a duplája lenne. ennek a hatásá még nem vizsgáltam.
Volt korábban egy tanulmámy egy gép építéséről abban volt több mérés és teszt különböző csillapítási megoldásokról érdemes árböngészni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 25, 13:49
Írta: keri Dátum 2009 június 25, 13:49
Nem semmi, a fene sem gondolta, hogy ezzel valaki komolyan foglalkozik :D
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 június 26, 06:13
Írta: Szalai György Dátum 2009 június 26, 06:13
„Volt korábban egy tanulmámy egy gép építéséről abban volt több mérés és teszt különböző csillapítási megoldásokról érdemes árböngészni.”
Jó volna azt is elolvasni. Merre található? Mire keressek?
Jó volna azt is elolvasni. Merre található? Mire keressek?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 június 26, 07:39
Írta: 43pbwjg8s Dátum 2009 június 26, 07:39
Anno az egyik kollgám mesélte, hogy a régebbi munkahelyén jópár mérési sorozattal bizonytották, hogy az egyik legjobb csillapító hatást (mármint a feltöltéses módzserrel) a söréttel érték el egy gépen.
Persze ez is csak egy ötlet.
Persze ez is csak egy ötlet.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 június 26, 10:27
Írta: 2vkx6unz Dátum 2009 június 26, 10:27
Itt a fórumon csatolta be valaki. Egy nagy ipari gép tervezéséről szólt és volt benne rezgéscsillapításról is jópár oldal. Én letöltöttem, otthon majd megnézem mi a fájl neve.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 június 28, 16:30
Írta: Szalai György Dátum 2009 június 28, 16:30
Az megvan. Kéne egy ipariangol nyelvtudás. [#shakehead]
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2009 június 29, 17:42
Írta: sanka74 Dátum 2009 június 29, 17:42
Sziasztok!
Érdeklődnék hogy hűtőgépkompresszorból lehet-e vákuumszivattyút készíteni, persze megfelelő vákuumtartállyal és vákuumkapcsolóval?Elegendő szívóhatást tud produkálni kisebb darabok vákuumos rögzítéséhez?
Üdv.
Érdeklődnék hogy hűtőgépkompresszorból lehet-e vákuumszivattyút készíteni, persze megfelelő vákuumtartállyal és vákuumkapcsolóval?Elegendő szívóhatást tud produkálni kisebb darabok vákuumos rögzítéséhez?
Üdv.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 június 29, 18:09
Írta: 3vv2btrhv Dátum 2009 június 29, 18:09
emlékeim szerint valaki már probálta használni igy , de most nem ugrik be ki volt , talán a rögzitési megoldások topikba nézz körül
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 29, 20:09
Írta: 000000000 Dátum 2009 június 29, 20:09
Az RC Fórumon olvasni ilyen megoldásokat (ott vákuumformálásra használják). Ott írták, hogy az eredeti olajat le kell cserélni, külömben leéghet a szivattyú (én nem tudom miért, de ott magyarázzák)!
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2009 június 29, 20:15
Írta: Révész Richárd Dátum 2009 június 29, 20:15
Szia Sanka.
Vákuumejektor nem lenne jó?Mekkora a tartály?
Küldök neked egyet ha megfelel.Csak ahoz meg kompresszor kell 5-6 bar kb.
Vákuumejektor nem lenne jó?Mekkora a tartály?
Küldök neked egyet ha megfelel.Csak ahoz meg kompresszor kell 5-6 bar kb.
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2009 június 29, 22:29
Írta: sanka74 Dátum 2009 június 29, 22:29
Szia Richárd!
Köszi de nincs kompresszorom, a tartályt zártszelvényből fogom készíteni.Köszi szépen.
Köszi de nincs kompresszorom, a tartályt zártszelvényből fogom készíteni.Köszi szépen.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2009 június 29, 22:34
Írta: Révész Richárd Dátum 2009 június 29, 22:34
Hát sivesen.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 június 29, 23:42
Írta: 3k74cecek Dátum 2009 június 29, 23:42
Lehet. A kérdés az, hogy mennyi levegőt kell tudnia szállítani, és mekkora vákuumot kell csinálni??
A hűtőkompresszor ugyanis iszonyat keveset tud szállítani, de ha van ideje jó nagy vákuumot tud csinálni.
A hűtőkompresszor ugyanis iszonyat keveset tud szállítani, de ha van ideje jó nagy vákuumot tud csinálni.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2009 június 30, 09:21
Írta: robroy007 Dátum 2009 június 30, 09:21
a rögzítés ideje hosszabb utána, ha jó a tömítés már csak tartania kell
az olajat azért kell benne lecserélni mert víz és légmentes környezetre van kitalálva az eredeti
illetve a a vákuum olajoknak is van több fajtája, sűrűsége a működési elv és végvákuum szerint
híg olajjal lehet ezeket járatni de annyira ezért legyen sűrű, hogy terheletlenül járatva ne ködöljön kifelé a kompresszorból mert különben egyszer csak el fog fogyni belőle és nincs rajta olajszint ellenőrző ablak eredetileg
az olajat azért kell benne lecserélni mert víz és légmentes környezetre van kitalálva az eredeti
illetve a a vákuum olajoknak is van több fajtája, sűrűsége a működési elv és végvákuum szerint
híg olajjal lehet ezeket járatni de annyira ezért legyen sűrű, hogy terheletlenül járatva ne ködöljön kifelé a kompresszorból mert különben egyszer csak el fog fogyni belőle és nincs rajta olajszint ellenőrző ablak eredetileg
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 június 30, 12:51
Írta: 7kcyndjdg Dátum 2009 június 30, 12:51
Sziasztok,
mivel kenitek a HIWIN lineáris technikát?
Lajos
mivel kenitek a HIWIN lineáris technikát?
Lajos
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2009 június 30, 15:22
Írta: sanka74 Dátum 2009 június 30, 15:22
Sziasztok!
Én arra ondoltam hogy 3db 1000 mm hosszú és legalább 100x50-es zártszelvényből készítenék tartályt a tartalékvákuumnak(0,013 m3 lenne a tartály.olvastam róla, le kelle vágni a tetejét és ki kell takarítanom???Mien olaj kell bele?
Kb 300x500x3 plexi lapot akarok vele rögzíteni maráshoz.Köszi.
Én arra ondoltam hogy 3db 1000 mm hosszú és legalább 100x50-es zártszelvényből készítenék tartályt a tartalékvákuumnak(0,013 m3 lenne a tartály.olvastam róla, le kelle vágni a tetejét és ki kell takarítanom???Mien olaj kell bele?
Kb 300x500x3 plexi lapot akarok vele rögzíteni maráshoz.Köszi.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2009 június 30, 16:26
Írta: robroy007 Dátum 2009 június 30, 16:26
hűtős boltban, vagy klímás cégnél érdeklődj
pesten a Hóbagoly áruházban biztos találsz refco vákuumszivattyúhoz való olajat
de elvben híg hidraulika olaj is jó lehet
pesten a Hóbagoly áruházban biztos találsz refco vákuumszivattyúhoz való olajat
de elvben híg hidraulika olaj is jó lehet
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 30, 17:12
Írta: keri Dátum 2009 június 30, 17:12
Ez engem is érdekelne, az SKF gördülőcsapágy zsírtól szorulni kezdett az egész. A 15W40-es motorolaj egész jó, csak azt nem fogja vissza a tömítés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 30, 19:41
Írta: 000000000 Dátum 2009 június 30, 19:41
A honlapról:
A HIWIN a következo kenozsírokat ajánlja:
- BEACON EP1, Esso gyártámány
- Microlube GBO (KP 0 N-20), Staburags NBU8EP, Isoflex Spezial, Klüber gyártmány
- Optimol Longtime PD0, PD1 vagy PD2 az alkalmazási homérséklettol függoen, Optimol
gyártmány
- Paragon EP1, (KP 1 N-30), DEA gyártmány
- Multifak EP1, Texaco gyártmány
A HIWIN a következo kenozsírokat ajánlja:
- BEACON EP1, Esso gyártámány
- Microlube GBO (KP 0 N-20), Staburags NBU8EP, Isoflex Spezial, Klüber gyártmány
- Optimol Longtime PD0, PD1 vagy PD2 az alkalmazási homérséklettol függoen, Optimol
gyártmány
- Paragon EP1, (KP 1 N-30), DEA gyártmány
- Multifak EP1, Texaco gyártmány
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 június 30, 20:04
Írta: 7kcyndjdg Dátum 2009 június 30, 20:04
igen itt nésztem én is. De sehol nemtaláltam például a Optimol Longtime PD0 kisseb csomagolásbann mind 25 vagy 50kg.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 30, 20:31
Írta: 000000000 Dátum 2009 június 30, 20:31
Az Egymegnemnevezhető cégnél kapsz kis kiszerelésben is.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 június 30, 22:03
Írta: 7kcyndjdg Dátum 2009 június 30, 22:03
Ez ugyan az a megnemnevezhető cég mint a múltkor?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 június 30, 22:06
Írta: 000000000 Dátum 2009 június 30, 22:06
Igen.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 június 30, 22:07
Írta: 7kcyndjdg Dátum 2009 június 30, 22:07
köszi, megvan.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 június 30, 23:13
Írta: keri Dátum 2009 június 30, 23:13
Ne szúrjatok ki már velem :) nekem is kell ilyen zsír, de nem tudom melyik cégről van szó.
Vagy ha bemegyek a sarki csapágyboltba ott tudnak ilyet adni nekem?
Vagy ha bemegyek a sarki csapágyboltba ott tudnak ilyet adni nekem?
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 július 01, 01:44
Írta: knifemaster Dátum 2009 július 01, 01:44
Keverjetek össze olajat meg zsírt aztán próbáljátok meg milyen.A vasat nem fogja megenni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 01, 05:39
Írta: 000000000 Dátum 2009 július 01, 05:39
Nyomj egy mailt, a fórumon nem publikus.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 01, 07:04
Írta: keri Dátum 2009 július 01, 07:04
keri(a)szocimotoros(p)hu
Köszi!
Köszi!
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 július 04, 18:43
Írta: knifemaster Dátum 2009 július 04, 18:43
Most jutott az eszem helyébe,orsóhajtásnál ~1 méteres fesztávon,ha pl.tr16x4 mm-es orsót használok,akkor annak a un."belógása" belefér még abba a tűréstartományba,ahol a hajtás gördülékeny,feltéve,hogy az orsó futása 0.3 mm -en belül van?
Vagy nincs akkora jelentősége,hogy foglalkozni kelljen vele?
Vagy nincs akkora jelentősége,hogy foglalkozni kelljen vele?
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 július 04, 18:45
Írta: knifemaster Dátum 2009 július 04, 18:45
Úgy nézem topicot tévesztettem,szerintem törölhető,de abba sem halok bele ha marad.
Köszönöm.
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2009 július 05, 18:20
Írta: e3h0cv4ph Dátum 2009 július 05, 18:20
Sziasztok.
Van egy kis gondom egy golyósorsóval, egészen pontosan az anyával, használtan vettem és egy pici lötyögése, kottyanása van hosszirányban. Holott nem kéne neki lennie mert úgy tudom, hogy ezek előfeszítettek. Nem sokat lötyög, úgy egy két tized milimétert, de szeretném kivenni 0-ra mert így lerontja a gépem pontosságát.
Be tudom ezt valahogyan állítani? (Hogy ne legyen kottyanása)
Az anya így néz ki:

A másikoldalról pedig így:

Köszönettel, TT.
Van egy kis gondom egy golyósorsóval, egészen pontosan az anyával, használtan vettem és egy pici lötyögése, kottyanása van hosszirányban. Holott nem kéne neki lennie mert úgy tudom, hogy ezek előfeszítettek. Nem sokat lötyög, úgy egy két tized milimétert, de szeretném kivenni 0-ra mert így lerontja a gépem pontosságát.
Be tudom ezt valahogyan állítani? (Hogy ne legyen kottyanása)
Az anya így néz ki:
A másikoldalról pedig így:
Köszönettel, TT.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 július 05, 18:39
Írta: Szalai György Dátum 2009 július 05, 18:39
Magam is rendelkezem pár darab hasonlóval.
Azoknál nem annyira katasztrofális a helyzet az anya orsó találkozásánál mint a képeden.
Nem előfeszítettek és önmagukban nem előfeszíthetők. Nem is utánállíthatók. Ezek kotyognak. A jó állapotúak is. Rövid az anya. A jóknál alig venni észre a kottyanást, mert a jó porvédő is tart.
Megoldás: Két anya egy orsón egymáshoz csavarral előfeszítve. (Egyenetlenül kopott orsónál befeszülhet!)
Olcsóbb megoldás: A kotyogó anya szükséges mértékű kifordítása az orsó hosszvonalából.
Másik olcsó: Orsótengely irányában súllyal, rugóval feszesen tartani.
Lehetetlen megoldás: A golyók cseréje nagyobb méretűre.
Azoknál nem annyira katasztrofális a helyzet az anya orsó találkozásánál mint a képeden.
Nem előfeszítettek és önmagukban nem előfeszíthetők. Nem is utánállíthatók. Ezek kotyognak. A jó állapotúak is. Rövid az anya. A jóknál alig venni észre a kottyanást, mert a jó porvédő is tart.
Megoldás: Két anya egy orsón egymáshoz csavarral előfeszítve. (Egyenetlenül kopott orsónál befeszülhet!)
Olcsóbb megoldás: A kotyogó anya szükséges mértékű kifordítása az orsó hosszvonalából.
Másik olcsó: Orsótengely irányában súllyal, rugóval feszesen tartani.
Lehetetlen megoldás: A golyók cseréje nagyobb méretűre.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 július 05, 21:07
Írta: Szalai György Dátum 2009 július 05, 21:07
Két anya egy orsón, a négy sarkán lévő felfogató csavarok alatt erős rugókkal egymáshoz előfeszítve. A négy rugó eredő nyomóereje nagyobb, mint a megmunkáláshoz szükséges nyomóerő, így a rugalmasság nem okoz megmunkálási pontatlanságot. A két mutter egymáshoz képest rugalmasan tágulni tud, nem feszíti be őket az egyenetlenül kopott orsó.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 július 05, 21:43
Írta: 279nwbpsa Dátum 2009 július 05, 21:43
Üdvözletem!
Elnézést kérek,hogy beleszólok,de ha jól látom
ez 25-ös,ötbekezdésű orsó.
Ilyenböl vettem három db komplett orsót.
az egyikre rápakoltam 2db anyát,a másik sajnos szimpla maradt.Ha esetleg van "felesleges"
anya,vagy komplett orsó otthon valakinek,azt szívesen átvenném.
Elnézést kérek,hogy beleszólok,de ha jól látom
ez 25-ös,ötbekezdésű orsó.
Ilyenböl vettem három db komplett orsót.
az egyikre rápakoltam 2db anyát,a másik sajnos szimpla maradt.Ha esetleg van "felesleges"
anya,vagy komplett orsó otthon valakinek,azt szívesen átvenném.
Cím: Re:Mechanikai ötletek
Írta: e3h0cv4ph Dátum 2009 július 05, 21:54
Írta: e3h0cv4ph Dátum 2009 július 05, 21:54
Jól látod VTamás ez egy 5 bekezdésű 25-ös orsó, és nekem is ez a problémám, hogy 1 orsóm és egy anyám van. Ezért Szalai György módszere a két anyával nem túl életképes számomra, de ötletnek nem rossz.
Köszönöm az eddigi segítségeteket.
Köszönöm az eddigi segítségeteket.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 05, 22:07
Írta: 4um5b65d Dátum 2009 július 05, 22:07
Talán van egy megoldás ami ugyan nem szakszerű, de segíthet a problémádon.
Ha egy mezei mély hornyú csapágyat beleütsz egy pár századdal a szabványnál szűkebb csapágyházba akkor az a csapágy meg fog szorulni. Ha egy kopottabb csapággyal teszed ugyanezt akkor sokkal kisebb lesz a kotyogása. Ez az elv az anyánál is beválhat. Egyszerűen préseld bele az anyát egy kb 4-5 századdal kisebb furatba. Persze nem biztos, hogy pont ennyi a megfelelő átfedés,de első körben én ennyivel próbálkoznék. Csak jó vastag fala legyen annak amibe belenyomod. Legalább 15mm vagy még több....
Ha egy mezei mély hornyú csapágyat beleütsz egy pár századdal a szabványnál szűkebb csapágyházba akkor az a csapágy meg fog szorulni. Ha egy kopottabb csapággyal teszed ugyanezt akkor sokkal kisebb lesz a kotyogása. Ez az elv az anyánál is beválhat. Egyszerűen préseld bele az anyát egy kb 4-5 századdal kisebb furatba. Persze nem biztos, hogy pont ennyi a megfelelő átfedés,de első körben én ennyivel próbálkoznék. Csak jó vastag fala legyen annak amibe belenyomod. Legalább 15mm vagy még több....
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 július 05, 22:34
Írta: 279nwbpsa Dátum 2009 július 05, 22:34
Szervusz Laslie!
Sajnos ennél az anyánál ez nem igazán kivitelezhető,mert a golyók a négyszögletes rész síkjában vannak javarészt.Ha hengeres volna meg lehetne próbálni amit mondasz.Biztosan érezhető lenne valamelyes javulás.
Így a marad a 300db golyó cseréje :(
Sajnos ennél az anyánál ez nem igazán kivitelezhető,mert a golyók a négyszögletes rész síkjában vannak javarészt.Ha hengeres volna meg lehetne próbálni amit mondasz.Biztosan érezhető lenne valamelyes javulás.
Így a marad a 300db golyó cseréje :(
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 05, 22:48
Írta: 4um5b65d Dátum 2009 július 05, 22:48
Ha egy szem golyó sincs a hengeres rész alatt akkor is lenne valami hatása, ha viszont valamennyi van ott akkor meg kell próbálni. De a négyszögböl is lehet hengereset csinálni legrosszabb esetben....
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 július 05, 23:00
Írta: 279nwbpsa Dátum 2009 július 05, 23:00
Hát ha lebarbárkodnám a négyszög nagy részét
sarokcsiszolóval,aztán esztergán leátmérőzném.
Végül is rosszabb nem lehet...
Amúgy elírtam,csak 150 db golyó van benne.
(ha másnak is van ilyen orsólya és még nem szedte szét,lehet,hogy ezt jó ha tudja)
sarokcsiszolóval,aztán esztergán leátmérőzném.
Végül is rosszabb nem lehet...
Amúgy elírtam,csak 150 db golyó van benne.
(ha másnak is van ilyen orsólya és még nem szedte szét,lehet,hogy ezt jó ha tudja)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 július 09, 12:28
Írta: ywathzay Dátum 2009 július 09, 12:28
A múltkori Y híd megoldásra visszatérve, elkészítettem egy újabb verziót. 2000*150*50mm, 5 mm-es anyagból. Na erről most mi a véleményed? Ez már terhelhető?Y1Y2
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 július 09, 12:30
Írta: ywathzay Dátum 2009 július 09, 12:30
Na még egy kép, ezt az előbb nem akarta beszúrnielső
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 09, 14:56
Írta: 43pbwjg8s Dátum 2009 július 09, 14:56
Szia!
Ha már ugyis Y és fix lesz, akkor miért könnyíted ki?
A nagyobb súly csak előny a rezonanciafrekvencia szempontjából.
Ha már ugyis Y és fix lesz, akkor miért könnyíted ki?
A nagyobb súly csak előny a rezonanciafrekvencia szempontjából.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 július 09, 21:05
Írta: Szalai György Dátum 2009 július 09, 21:05
Szemre tetszetős!
Azt mondd meg kérlek, hogy a 150mm és 50mm-es méreteket, azt mi alapján döntötted el.
Miért ennyi? (meg fogom mondani miért kérdezem)
A rajzodon nem értek egy dolgot. A vége zártszelvénynek látszik, de a háromszögű áttöréseken át már nem látom a hátsó falát. A hátfal helyett, függőleges merevítő bordákat látok, ami szerintem sokkal jobb megoldás, mint a hátfal. De akkor most zártszelvény, vagy C profil? Esetleg mindkettő?
Visszaolvasva a történetet, még két dolgot jó lenne tudnom az alábbiak okán.
© D.Laci #5028 „Ha plazmavágó lesz”
Csak plazmavágó lesz, ami tényleg nem nagyon vágtat, és nem vesz őrült gyors kisívű kanyarokat? Vagy gravíroznál is vele, részletesen kidolgozott finom rajzolatokat?
© KisKZ #5097 „Ha már ugyis Y és fix lesz, akkor miért könnyíted ki?”
Amit rajzoltál, az mozgó híd, vagy álló híd? Mert kis tömegre törekszünk nagyobb dinamika kedvéért, de ha álló híd, akkor tényleg minek.
Azt mondd meg kérlek, hogy a 150mm és 50mm-es méreteket, azt mi alapján döntötted el.
Miért ennyi? (meg fogom mondani miért kérdezem)
A rajzodon nem értek egy dolgot. A vége zártszelvénynek látszik, de a háromszögű áttöréseken át már nem látom a hátsó falát. A hátfal helyett, függőleges merevítő bordákat látok, ami szerintem sokkal jobb megoldás, mint a hátfal. De akkor most zártszelvény, vagy C profil? Esetleg mindkettő?
Visszaolvasva a történetet, még két dolgot jó lenne tudnom az alábbiak okán.
© D.Laci #5028 „Ha plazmavágó lesz”
Csak plazmavágó lesz, ami tényleg nem nagyon vágtat, és nem vesz őrült gyors kisívű kanyarokat? Vagy gravíroznál is vele, részletesen kidolgozott finom rajzolatokat?
© KisKZ #5097 „Ha már ugyis Y és fix lesz, akkor miért könnyíted ki?”
Amit rajzoltál, az mozgó híd, vagy álló híd? Mert kis tömegre törekszünk nagyobb dinamika kedvéért, de ha álló híd, akkor tényleg minek.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 július 09, 22:56
Írta: ywathzay Dátum 2009 július 09, 22:56
Hogy miért 150*50 mm? Erre nincs magyarázat. A 150 azért, hogy a lin. kocsik elférjenek egymás felett. Az 50 meg azért mert nem akarok egy iszonyat nagy, nehéz szerkezetet. Persze az lesz a végén, de ez ha jól számoltam így kb. 18 kg, erre jön még a Z+motorok, sínek, miegymás. Ez így C profil függőleges merevítésekkel, a végein "bezárva" az egyszerűbb, masszívabb rögzíthetőség miatt. A rajz többi része megadná a magyarázatot.
Plazmavágóhoz készülne, gravírozni nem akarok vele, eszem ágában sincs. Habár 2500 mm/percet el kell érnie, (ha kicsit többet bírna sem lenne rossz) de ez valóban nem rettentő sebesség. Viszont azért készülne kissé masszívabbra mint egy sima plazmához, mert lehet másodlagos funkcióként kapna majd egy faipari felsőmarót. A cnc zone-on láttam, egy Torchmate gépen, cserélhető a Z-n a fej, plazma- fa. Csak azon aluprofilos volt az Y. Még jó hogy olyan távol áll egymástól a kettő, de ha már kicsivel több költséggel kétfunkciós lehet a gép, miért ne. (több funkciót nem szánok neki) Persze ha ez utóbbi nem jön össze, nem fogok falnak rohanni.
Viszont nem fix (nem tudom KisKZ mire gondolt?) ez mozogni fog.
Plazmavágóhoz készülne, gravírozni nem akarok vele, eszem ágában sincs. Habár 2500 mm/percet el kell érnie, (ha kicsit többet bírna sem lenne rossz) de ez valóban nem rettentő sebesség. Viszont azért készülne kissé masszívabbra mint egy sima plazmához, mert lehet másodlagos funkcióként kapna majd egy faipari felsőmarót. A cnc zone-on láttam, egy Torchmate gépen, cserélhető a Z-n a fej, plazma- fa. Csak azon aluprofilos volt az Y. Még jó hogy olyan távol áll egymástól a kettő, de ha már kicsivel több költséggel kétfunkciós lehet a gép, miért ne. (több funkciót nem szánok neki) Persze ha ez utóbbi nem jön össze, nem fogok falnak rohanni.
Viszont nem fix (nem tudom KisKZ mire gondolt?) ez mozogni fog.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 július 11, 06:49
Írta: Szalai György Dátum 2009 július 11, 06:49
Miért kérdeztem, hogy a 150mm és 50mm-es méreteket, azt mi alapján döntötted el?
Azt gondoltam, tudatos választás eredménye, és az ide vezető gondolatsort szerettem volna látni, hátha kiegészíthetem vele a sajátomat.
Sokat törtem a fejem egy célszerű hídszerkezet kialakításon. Nulla ismeretről, hosszú ideig tartott mire el tudom képzelni, hogy egyáltalán milyen elvárásoknak kell megfelelnie.
Jól álljon ellen a híd közepén álló Z tömeg keltette függőleges irányú terhelésnek, ami rugalmas lehajlást okoz. Használat (forgácsolás) közben pedig a teljesen leeresztett szerszám keltette rugalmas rezgető csavaró igénybevételnek. Legyen minél könnyebb a dinamika miatt és nyelje el a rezgéseket, vagy legalább ne legyen hosszan lecsengő a rezonanciája.
Érdeklődni kezdtem a hullámjelenségek iránt és arra a megállapításra jutottam, hogy zárt gyűrűben (mindegy, hogy kör, négyszög vagy más profil) a rezgés újra és újra körbe terjed, és addig cirkulál benne, míg az anyagra jellemző veszteség teljesen fel nem emészti. Ha a hullám frekvenciáján az anyagra jellemző vesztesség kicsi, akkor a hullám, hosszú idejű lecsengéssel szűnik meg. A zártszelvény, vascső sokáig zenél. Ha a hullám körbeterjedési ideje, a hullám periódusidejének egész számú többszöröséhez közel kerül, akkor a körbeért hullám még erősíti is a következő rezgést. Más esetben kioltani igyekszik. Interferencia jön létre, ami a marószerszám által keltett bármilyen frekvencia hatására, valami más frekvencián, de biztosan berezgeti a csövet, zártszelvényt. Ezért vetettem el a zártszelvény híd ötletét.
Nyitott profilban viszont, (C vagy I esetleg T) a marószerszám keltette rezgés hullám az anyagra jellemző csillapítással eljut az anyag széléig, onnan pedig csak óriási vesztességgel verődik vissza, A visszavert hullám már olyan kicsi amplitúdójú, hogy ha egyező fázisban ér is vissza a kiindulási helyére, akkor sem képes jelentősen erősíteni a következő rezgést. Így minimális interferencia jelenség keletkezik, tehát sokkal kevésbé rezgésképes a szerkezet, ráadásul nem széles frekvenciasávon rezeg, hanem csak azon amit az anyaga és geometriája meghatároz a számára. Ezt a keskeny frekvenciasávot a használat során már el lehet kerülni, vagy ki lehet szűrni. Ezért döntöttem a nyitott profil mellett.
Azonos tömeg és azonos anyag mellett, a nyitott szelvények közül, ezeknek az igénybevételeknek, érzésem szerint az elfektetett H szelvény áll ellent leginkább. A magasságát és szélességét célszerűen megválasztva, alulról és felülről nagyon jó védelmet ad a lineáris síneknek, kocsiknak. A mechanikai védelmet megoldaná a C profil is, de a csavarásra nagyobb merevség miatt kellenek a hátoldalon lévő függőleges merevítő bordák. Az egy másik C az előbbinek háttal, benne a függőleges bordák. Két C egymásnak háttal, az pont egy H szelvény. Ezért döntöttem a H mellett.
A döntött H függőleges méretének (összekötőjének) meghatározásához abból indultam ki, hogy az Y hídon lévő két sin távolságának legalább akkorának kell lenni, mint az elvárt Z mozgás maximális úthossza. Így leeresztett szerszám esetén is elfogadható csavaró terhelés keletkezik a hídon. Ha a csavaró igénybevétel kicsi, akkor a szerszám által keltett rezgés, hidra átvitt amplitúdója is kicsi lesz. Ezért gondolom ideálisnak a két Y sin között a maximális Z mozgásnak megfelelő távolságot.
A döntött H, sínek felőli két szára, a merevítésen kívül mechanikai védelmet is ellát, ezért azok hosszát a sin és kocsi együttes magassága határozza meg. De figyelembe kell venni az Y golyósanya és csapágyblokkok méreteit is.
A döntött H, sínekkel átellenes hátsó szárainak hosszát, már csak merevítési és esztétika ok miatt, akkorára választottam, hogy az Y előtoló motor áttételestül beleférjen.
A függőleges merevítő bordák méretét is ez döntötte el.
Szívesen venném, ha sokan megírnák a fentiekkel kapcsolatos véleményüket, hogy jó érvek alapján módosíthassak az elképzeléseimen.
Azt gondoltam, tudatos választás eredménye, és az ide vezető gondolatsort szerettem volna látni, hátha kiegészíthetem vele a sajátomat.
Sokat törtem a fejem egy célszerű hídszerkezet kialakításon. Nulla ismeretről, hosszú ideig tartott mire el tudom képzelni, hogy egyáltalán milyen elvárásoknak kell megfelelnie.
Jól álljon ellen a híd közepén álló Z tömeg keltette függőleges irányú terhelésnek, ami rugalmas lehajlást okoz. Használat (forgácsolás) közben pedig a teljesen leeresztett szerszám keltette rugalmas rezgető csavaró igénybevételnek. Legyen minél könnyebb a dinamika miatt és nyelje el a rezgéseket, vagy legalább ne legyen hosszan lecsengő a rezonanciája.
Érdeklődni kezdtem a hullámjelenségek iránt és arra a megállapításra jutottam, hogy zárt gyűrűben (mindegy, hogy kör, négyszög vagy más profil) a rezgés újra és újra körbe terjed, és addig cirkulál benne, míg az anyagra jellemző veszteség teljesen fel nem emészti. Ha a hullám frekvenciáján az anyagra jellemző vesztesség kicsi, akkor a hullám, hosszú idejű lecsengéssel szűnik meg. A zártszelvény, vascső sokáig zenél. Ha a hullám körbeterjedési ideje, a hullám periódusidejének egész számú többszöröséhez közel kerül, akkor a körbeért hullám még erősíti is a következő rezgést. Más esetben kioltani igyekszik. Interferencia jön létre, ami a marószerszám által keltett bármilyen frekvencia hatására, valami más frekvencián, de biztosan berezgeti a csövet, zártszelvényt. Ezért vetettem el a zártszelvény híd ötletét.
Nyitott profilban viszont, (C vagy I esetleg T) a marószerszám keltette rezgés hullám az anyagra jellemző csillapítással eljut az anyag széléig, onnan pedig csak óriási vesztességgel verődik vissza, A visszavert hullám már olyan kicsi amplitúdójú, hogy ha egyező fázisban ér is vissza a kiindulási helyére, akkor sem képes jelentősen erősíteni a következő rezgést. Így minimális interferencia jelenség keletkezik, tehát sokkal kevésbé rezgésképes a szerkezet, ráadásul nem széles frekvenciasávon rezeg, hanem csak azon amit az anyaga és geometriája meghatároz a számára. Ezt a keskeny frekvenciasávot a használat során már el lehet kerülni, vagy ki lehet szűrni. Ezért döntöttem a nyitott profil mellett.
Azonos tömeg és azonos anyag mellett, a nyitott szelvények közül, ezeknek az igénybevételeknek, érzésem szerint az elfektetett H szelvény áll ellent leginkább. A magasságát és szélességét célszerűen megválasztva, alulról és felülről nagyon jó védelmet ad a lineáris síneknek, kocsiknak. A mechanikai védelmet megoldaná a C profil is, de a csavarásra nagyobb merevség miatt kellenek a hátoldalon lévő függőleges merevítő bordák. Az egy másik C az előbbinek háttal, benne a függőleges bordák. Két C egymásnak háttal, az pont egy H szelvény. Ezért döntöttem a H mellett.
A döntött H függőleges méretének (összekötőjének) meghatározásához abból indultam ki, hogy az Y hídon lévő két sin távolságának legalább akkorának kell lenni, mint az elvárt Z mozgás maximális úthossza. Így leeresztett szerszám esetén is elfogadható csavaró terhelés keletkezik a hídon. Ha a csavaró igénybevétel kicsi, akkor a szerszám által keltett rezgés, hidra átvitt amplitúdója is kicsi lesz. Ezért gondolom ideálisnak a két Y sin között a maximális Z mozgásnak megfelelő távolságot.
A döntött H, sínek felőli két szára, a merevítésen kívül mechanikai védelmet is ellát, ezért azok hosszát a sin és kocsi együttes magassága határozza meg. De figyelembe kell venni az Y golyósanya és csapágyblokkok méreteit is.
A döntött H, sínekkel átellenes hátsó szárainak hosszát, már csak merevítési és esztétika ok miatt, akkorára választottam, hogy az Y előtoló motor áttételestül beleférjen.
A függőleges merevítő bordák méretét is ez döntötte el.
Szívesen venném, ha sokan megírnák a fentiekkel kapcsolatos véleményüket, hogy jó érvek alapján módosíthassak az elképzeléseimen.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 július 11, 20:32
Írta: ywathzay Dátum 2009 július 11, 20:32
Ennyire tudományosan nem közelítettem meg a kérdést. Inkább a mechanikai tapasztalatomra, valamint az általad is leírt rezgésekre gondoltam. Amíg csak a plazmázás járt a fejemben, addig elégnek tartottam egy erősebb zártszelvényt, úgyis csak a Z amit tartania kell, egyéb terhelés nem jelentkezik. Ha a faipari maró is rákerülne, annak már egy kicsit többet kell bírnia, de a rezgésekről nyilatkozni nem tudok. Abban én is biztos vagyok hogy a zártszelvény úgy csilingelne mint egy csengő. Felerősítené a zajokat. Egy ilyen c profilban, merevítésekkel már bízom. Csak ugye a könnyítés sosem árt. Megnéztem egy szabványos I szelvényt, az 160*73 mm befoglaló méretekkel rendelkezik. Megrajzolgattam a keresztmetszetet 1:1-ben, nehezen hiszem, hogy megereszkedne egykönnyen. Van egy építész ismerősöm, majd megpróbálom megkérdezni Ő mit tud ezekről az elemekről, esetleg statikailag. Nekik is tudni kell az ilyesmit.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 július 12, 21:58
Írta: 7kcyndjdg Dátum 2009 július 12, 21:58
Hétvégi project - folytatás. Ma csak egy kép a fejleményről.
öszealitva
öszealitva
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 július 12, 22:34
Írta: MoparMan Dátum 2009 július 12, 22:34
huhh, nem vicceltek....
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 július 12, 22:39
Írta: Szalai György Dátum 2009 július 12, 22:39
Nagyszabású!
Jól látom? A keret csavarozva van?
Mi lesz ez, plazma vágóasztal?
Jól látom? A keret csavarozva van?
Mi lesz ez, plazma vágóasztal?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 július 12, 22:46
Írta: 7kcyndjdg Dátum 2009 július 12, 22:46
Igen, a keret az csavarozva van. Még hilyánzik több kereszt merevités, az is csavarozva lessz. A három láb vége be lessz hegesztve, de előtte ki lessz töltve tömör kemény öntött PUR habbal. A gép maró lessz, csak PVC maximum fa megmunkáláshoz lessz használva.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 13, 07:14
Írta: keri Dátum 2009 július 13, 07:14
Szép masszív váz.
Az X hajtás az fogasléces? vagy az hogy?
Az X hajtás az fogasléces? vagy az hogy?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 július 13, 08:03
Írta: 7kcyndjdg Dátum 2009 július 13, 08:03
Igen, dupla X és Y meghajtása fogasléc. Csak a Z-en van golyós orsó.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 július 13, 11:19
Írta: ORCA17 Dátum 2009 július 13, 11:19
Felkérést kaptam egy gravírozógép átalakítására - a tulaj sokallta a 250000 Ft-os "gyári" adapter árát.
Az eredeti funkciója tollforgató -4-ik tengely - megtartása mellett, gyűrű gravírozásra is szeretné használni. Ez újjabb 250000 Ft lenne.
Szerintem irreális. A megoldásom:

...és átalakítva

Azért ez lényegesen olcsóbban és profi módon megoldható 30-40000Ft-ból.
Az eredeti funkciója tollforgató -4-ik tengely - megtartása mellett, gyűrű gravírozásra is szeretné használni. Ez újjabb 250000 Ft lenne.
Szerintem irreális. A megoldásom:
...és átalakítva
Azért ez lényegesen olcsóbban és profi módon megoldható 30-40000Ft-ból.
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2009 július 13, 19:37
Írta: 2nbj3n5m Dátum 2009 július 13, 19:37
Nagyon ügyes és praktikus a megoldás.(IS200-as volt?)
Janko
Janko
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 július 13, 21:20
Írta: ORCA17 Dátum 2009 július 13, 21:20
Őszintén nem is tudom, még nem láttam a gépet, a sajátommal prőbáltam ki 
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 16, 21:14
Írta: keri Dátum 2009 július 16, 21:14
Lefotóztam a gépvázamat hol tartok vele:
CNC gépem
A többi kép pedig egy autó km órájából való léptető motor ami a mutatót mozgatja.
CNC gépem
A többi kép pedig egy autó km órájából való léptető motor ami a mutatót mozgatja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 16, 21:48
Írta: 000000000 Dátum 2009 július 16, 21:48
Megnéztem a képeket, ha jól látom alu zártszelvény, milyen méretű és vastagságú?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 16, 23:42
Írta: keri Dátum 2009 július 16, 23:42
80*80*3mm
4-5mm-esre terveztem, de olyat nem kaptam.
4-5mm-esre terveztem, de olyat nem kaptam.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 16, 23:45
Írta: keri Dátum 2009 július 16, 23:45
Ja a gép mérete? 800mm hosszú és 600mm széles..a túl nyúló részek nélkül, azokat le fogom vágni.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 18, 23:08
Írta: 43pbwjg8s Dátum 2009 július 18, 23:08
Nos! Hazaért a kicsike.
Én az első saccolásnál 150 Kg környékire tippeltem, azonban a számmításkor lemértük és 380 Kg környékén volt szegényke.
Azt hiszem ez eléggé vaskos.
Igy néz ki most:






Én az első saccolásnál 150 Kg környékire tippeltem, azonban a számmításkor lemértük és 380 Kg környékén volt szegényke.
Azt hiszem ez eléggé vaskos.
Igy néz ki most:
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 18, 23:09
Írta: 43pbwjg8s Dátum 2009 július 18, 23:09
De, ha nem gond érdekelne a véleményetek arról, hog yTi mit gondoltok, hogyan lenne érdemes kihasználni ezt a vázat, hogyan lenne szerintetek érdemes építeni rá?
Itt láthatóak az elmozdulási és forgási lehetőségek:
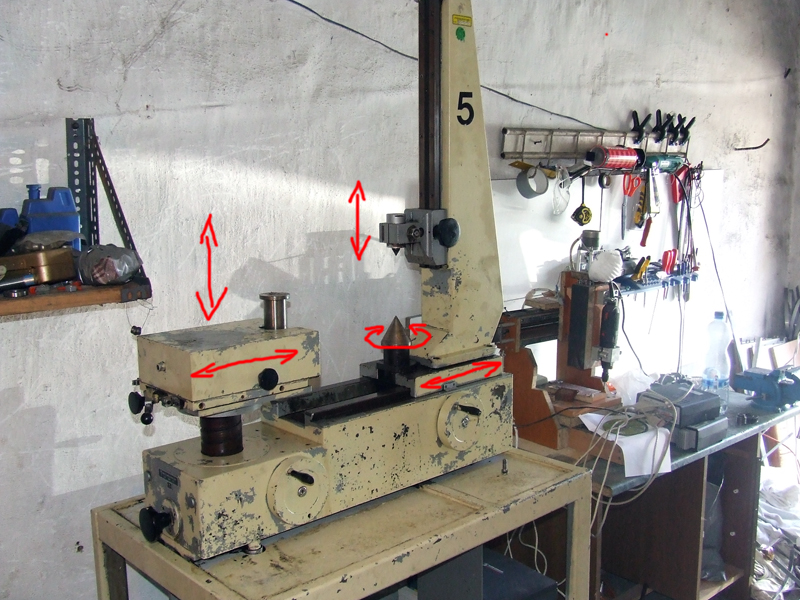
Itt láthatóak az elmozdulási és forgási lehetőségek:
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 18, 23:14
Írta: 43pbwjg8s Dátum 2009 július 18, 23:14
közben azért még néhán yérdekesség.
Hogy mennyire érdemes az emberenek szétnéznie a cuccában.
Az előző hasonló gép (csak egy része volt ennek) szétszedésekor elpakoltam pár dolgot. Most elővettem és megnézegettem.
Találtam pl. egy ilyet:



Fel is próbáltam csak úgy a fúró-maróhoz:

Hogy mennyire érdemes az emberenek szétnéznie a cuccában.
Az előző hasonló gép (csak egy része volt ennek) szétszedésekor elpakoltam pár dolgot. Most elővettem és megnézegettem.
Találtam pl. egy ilyet:
Fel is próbáltam csak úgy a fúró-maróhoz:
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 18, 23:17
Írta: 43pbwjg8s Dátum 2009 július 18, 23:17
De az a géprész amit levágtam anno nagy keserves munkával, az sem megy pocsékba.
Szépen visszakerült rá a hajtó tárcsa és máris megvan az alapja egy 12.75/1 es áttételű körasztalnak. :) SZegényke nem könnyű 25 Kg köenyékén, de olyan könnyedén forog, hogy a lehellettel lehetne hajtani. :)



Szépen visszakerült rá a hajtó tárcsa és máris megvan az alapja egy 12.75/1 es áttételű körasztalnak. :) SZegényke nem könnyű 25 Kg köenyékén, de olyan könnyedén forog, hogy a lehellettel lehetne hajtani. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 18, 23:23
Írta: 43pbwjg8s Dátum 2009 július 18, 23:23
Squrreltechnek is találtam egy jó finom csigakerékpárt:

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 18, 23:24
Írta: 43pbwjg8s Dátum 2009 július 18, 23:24
De a kis fémgép vázzal is haladtam megint.
Egy régi csapágyazást hazsnáltam fel:

Egy régi csapágyazást hazsnáltam fel:
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 18, 23:27
Írta: 43pbwjg8s Dátum 2009 július 18, 23:27
Ugyhogy most már megint léptem egyet és haladhatok tovább.
Eddig itt tartok:





Ugyanezen az elven az Y híd megoldása már nem lesz probléma, csupán egy közbetétlapot kell készítenem ehhez és ahhoz is.
Eddig itt tartok:
Ugyanezen az elven az Y híd megoldása már nem lesz probléma, csupán egy közbetétlapot kell készítenem ehhez és ahhoz is.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 18, 23:36
Írta: keri Dátum 2009 július 18, 23:36
Nincs kereszt szán.
Egy olyat kellene rátenni és a jobb oldali oszlop lehetne az y-Z tengely.
A baloldali is jó ugyan erre a célra a forgatóval kombinálva már így is praktikus lehet.
Egy olyat kellene rátenni és a jobb oldali oszlop lehetne az y-Z tengely.
A baloldali is jó ugyan erre a célra a forgatóval kombinálva már így is praktikus lehet.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 18, 23:47
Írta: 43pbwjg8s Dátum 2009 július 18, 23:47
Nem tudom, de én lehet leszedném inkább az oszlopot.
Mivel ferdefogazatú fogaslécen fut rajta a kocsi, igy nem önzáró. Ha felteszem rá a Z-t a súlya miatt problémás lenne, hogy még fékezni is kell, és nem is kicsit.
Ha leszedem (van ilyen kép lenn) akár a helyére tehetnék egy Y szánt.
Csak az a frányaság, hogy nem kőn elveszteni a forgatási lehetőséget.
De ha leveszem az oszlopot attól az még megmarad. Esetleg magára a forgatóra kellene tenni keresztbe az Y-t. Aztán majd csak akkor forgatok ugyis ha kell. Egyébként csak a feltett Y mozogna.
A Z-t én a bal oldali kisméretű asztalra tenném.
Nagyon vaskos igy akár nagyon komoly méretű hajtáást és motort is tudnék ráhelyezzni. Csak a főorsónak kellene kinyúlnia az X-Y szánok fölé. Enneka kis asztalnak a vízszintes irányú mozgását pedig lekorlátoznám, vagyis lerögzíteném (nem végleg csak oldhatóan).
Mivel ferdefogazatú fogaslécen fut rajta a kocsi, igy nem önzáró. Ha felteszem rá a Z-t a súlya miatt problémás lenne, hogy még fékezni is kell, és nem is kicsit.
Ha leszedem (van ilyen kép lenn) akár a helyére tehetnék egy Y szánt.
Csak az a frányaság, hogy nem kőn elveszteni a forgatási lehetőséget.
De ha leveszem az oszlopot attól az még megmarad. Esetleg magára a forgatóra kellene tenni keresztbe az Y-t. Aztán majd csak akkor forgatok ugyis ha kell. Egyébként csak a feltett Y mozogna.
A Z-t én a bal oldali kisméretű asztalra tenném.
Nagyon vaskos igy akár nagyon komoly méretű hajtáást és motort is tudnék ráhelyezzni. Csak a főorsónak kellene kinyúlnia az X-Y szánok fölé. Enneka kis asztalnak a vízszintes irányú mozgását pedig lekorlátoznám, vagyis lerögzíteném (nem végleg csak oldhatóan).
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 18, 23:48
Írta: 43pbwjg8s Dátum 2009 július 18, 23:48
Sőt:
Volt hogy gondolkodtam azon, hogy miért ne lehetne horizontálban a főorsó.
De az nem szerencsés. Elpazarolnám a leghosszabb tengelyutat Z nek.
Volt hogy gondolkodtam azon, hogy miért ne lehetne horizontálban a főorsó.
De az nem szerencsés. Elpazarolnám a leghosszabb tengelyutat Z nek.
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 július 19, 08:41
Írta: Teaway Dátum 2009 július 19, 08:41
pfff...legalább a hamutálat kiönthetted volna...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 19, 10:12
Írta: 43pbwjg8s Dátum 2009 július 19, 10:12
Ez legyen a legnagyobb gondod.
Köszönöm a használható tippet! :)
Ezzel sokat haladtam előre.
Én is szeretlek! :)
Köszönöm a használható tippet! :)
Ezzel sokat haladtam előre.
Én is szeretlek! :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 19, 21:22
Írta: 43pbwjg8s Dátum 2009 július 19, 21:22
tejavaj! Csak neked!

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 19, 21:28
Írta: 43pbwjg8s Dátum 2009 július 19, 21:28
De ha nem baj a hamutálat nem öntöttem ki, csak a csikkeket. :)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 19, 21:38
Írta: 0gbwyh99 Dátum 2009 július 19, 21:38
Nagyon nagyon írígylem az energiádat !!! Tudod mikor linkelném be a kiürített hamutálamat egy megjegyzés után ![#worship][#worship][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 19, 22:04
Írta: 4um5b65d Dátum 2009 július 19, 22:04
A gépet robbantott ábra alapján készíted ?
Akkor ez egy robbantott varrat, ugye ? [#nyes]

Akkor ez egy robbantott varrat, ugye ? [#nyes]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 19, 22:07
Írta: 0gbwyh99 Dátum 2009 július 19, 22:07
Fecskefészek ? [#vigyor1]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 19, 22:13
Írta: 0gbwyh99 Dátum 2009 július 19, 22:13
KisKZ !
Ilyen vastag anyag heggesztésénél persze hogy ragad az elektróda ! Célszerű olyankor feljebb tekerni az ampert . Ha meg mindíg nagyon ragadós fajta (ampertol függetlenül) , akkor itt az ideje valami minőségesebb elektródát venni , lehetőleg rutil fajtát (az nem a gyártó neve hanem a típusé) ! Ja , és nagyon száraz helyen tartsad őket , ha nedves akkor is cudarul ragad ! Kérjél tanácsot a szakboltban hogy szerkezeti acélhoz milyen ESAB elektródát ajánlanak .
Ilyen vastag anyag heggesztésénél persze hogy ragad az elektróda ! Célszerű olyankor feljebb tekerni az ampert . Ha meg mindíg nagyon ragadós fajta (ampertol függetlenül) , akkor itt az ideje valami minőségesebb elektródát venni , lehetőleg rutil fajtát (az nem a gyártó neve hanem a típusé) ! Ja , és nagyon száraz helyen tartsad őket , ha nedves akkor is cudarul ragad ! Kérjél tanácsot a szakboltban hogy szerkezeti acélhoz milyen ESAB elektródát ajánlanak .
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 19, 22:16
Írta: 0gbwyh99 Dátum 2009 július 19, 22:16
Nem tudom hogy szépmagyar nyelven szerkezeti acélnak mondják-e a zártszelvény és többi profilokat , de én arra gondoltam . Az jó a "kazánlemeznek" is .
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 19, 22:17
Írta: 4um5b65d Dátum 2009 július 19, 22:17
KisKZ fórumtárs !
Azonnal utasítsd vissza Svertel fórumtárs #5132-es hozzászólását, mert azt sugallja a fórum többi tagjának, hogy nem tudsz hegeszteni....
És akkor oda az imázs....[#nyes]
Azonnal utasítsd vissza Svertel fórumtárs #5132-es hozzászólását, mert azt sugallja a fórum többi tagjának, hogy nem tudsz hegeszteni....
És akkor oda az imázs....[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 19, 22:20
Írta: 0gbwyh99 Dátum 2009 július 19, 22:20
OK , viccelünk , de a vicc után konstruktív kritikát és/vagy tanácsot is illik adni az embernek , persze ha tudok/tudunk .[#crazya]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 19, 22:25
Írta: 4um5b65d Dátum 2009 július 19, 22:25
Nincs ezzel semmi gond, Péter bá érti a poént, ebben biztos vagyok.
Régebben én is sokat taknyoltam az elektródával, igaz nekem mindig az volt a gondom, hogy nem tartottam elég lapos szögben a "drótot" aztán salak több volt a varratban, mint fémtartalom.....
Régebben én is sokat taknyoltam az elektródával, igaz nekem mindig az volt a gondom, hogy nem tartottam elég lapos szögben a "drótot" aztán salak több volt a varratban, mint fémtartalom.....
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 19, 22:34
Írta: 43pbwjg8s Dátum 2009 július 19, 22:34
Szia István!
Ezt köszönöm! Mármint a tanácsot.
Közben egy páran már meséltek erről, de soha nem gond ha többen mondják.
Tulajdonképpen ez volt 20 év után az első hegesztésem. :)
Nem szégyellem hogy ennyire banyek vagyok hozzá.
Azáta gyakorlom (és továbbra is rosszul megy. :) ).
Na de komolyan jobb már.
Az elektródából már kerestem a rutilt, de most nem vagyok túl anyagilag és nem tudok egy nagy csomagot venni. Ami van azt meg el kőn használni. Ezt jól becsomagolva szárazon tartom.
Valami a technkiámban rossz, mert van hogy gyönyörű lesz a varrat, van hogy csak fröcsögés van mindenfelé.
Ezt köszönöm! Mármint a tanácsot.
Közben egy páran már meséltek erről, de soha nem gond ha többen mondják.
Tulajdonképpen ez volt 20 év után az első hegesztésem. :)
Nem szégyellem hogy ennyire banyek vagyok hozzá.
Azáta gyakorlom (és továbbra is rosszul megy. :) ).
Na de komolyan jobb már.
Az elektródából már kerestem a rutilt, de most nem vagyok túl anyagilag és nem tudok egy nagy csomagot venni. Ami van azt meg el kőn használni. Ezt jól becsomagolva szárazon tartom.
Valami a technkiámban rossz, mert van hogy gyönyörű lesz a varrat, van hogy csak fröcsögés van mindenfelé.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 19, 22:35
Írta: 43pbwjg8s Dátum 2009 július 19, 22:35
Hú ne tudd meg. Pedig aliug tudtam elvinni a szemetesig mert annyira tele volt már. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 19, 22:47
Írta: 43pbwjg8s Dátum 2009 július 19, 22:47
Egyébként ez a váz ugy készül (régebben erről írtam is) hogy csak ugy elkezdtem hegesztgetni, hogy valahogy jöjjek rá, hogy hogyan is kellene.
Aztán... Aztán elkezdtem ugy rakosgatni a darabokat, hogy egy vázszerűség jött ki belőle.
Nem volt szíven kihajítani, mert attól hog ya varratok ilyen ócskák, attól még rendesen egyben van.
Elkezdtem kivágdosni belőle faragni.
Aztán beletettem egy lineáris mukahenger mechanikai részét. Aztán csak úgy rakosgatom bele amit találok itt ott. HA kell kivágok belőle itt ott..
Amolyan origami szerű lett már.
De van ennél csúnyább varrat is rajta.
Nagyon nagyon gyakorlatiatlan (hű ez a szó!!!) vagyok sajnos)
Ismerve magam a saját hibáimból tanulok a legtöbbször. Ugyhogy mint a gyerek pakolgatom össze ezt még (bár a fagép azért adott valami alapot már) és ha valami rossz akkor rossz. Flex elő és kész.
mos is elakadtam e miatt a csapágyház miatt:
Bár már van ötletem, de azt is tudom, hogy egyszerűbb lenne csinálni egy másik lapot csapágyfészkekkel együtt.
Csak nem tudok nagy átmérőt fúrni/marni. :(


Aztán... Aztán elkezdtem ugy rakosgatni a darabokat, hogy egy vázszerűség jött ki belőle.
Nem volt szíven kihajítani, mert attól hog ya varratok ilyen ócskák, attól még rendesen egyben van.
Elkezdtem kivágdosni belőle faragni.
Aztán beletettem egy lineáris mukahenger mechanikai részét. Aztán csak úgy rakosgatom bele amit találok itt ott. HA kell kivágok belőle itt ott..
Amolyan origami szerű lett már.
De van ennél csúnyább varrat is rajta.
Nagyon nagyon gyakorlatiatlan (hű ez a szó!!!) vagyok sajnos)
Ismerve magam a saját hibáimból tanulok a legtöbbször. Ugyhogy mint a gyerek pakolgatom össze ezt még (bár a fagép azért adott valami alapot már) és ha valami rossz akkor rossz. Flex elő és kész.
mos is elakadtam e miatt a csapágyház miatt:
Bár már van ötletem, de azt is tudom, hogy egyszerűbb lenne csinálni egy másik lapot csapágyfészkekkel együtt.
Csak nem tudok nagy átmérőt fúrni/marni. :(
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 19, 22:47
Írta: 0gbwyh99 Dátum 2009 július 19, 22:47
Hát igen , nem mindegy hogy vízszintesen vagy függőlegesen heggeszt az ember , és amit Laslie is mondott :
"nem tartottam elég lapos szögben a "drótot" aztán salak több volt a varratban, mint fémtartalom....." , no meg fröcskölés .
A fröcskölés lehet akár rossz minőségű elektródátol is .
Ha nem akar meggyulladni akkor egy darab vason előbb melegítsed meg (húzogassat rajta amig megnem indul az ív) , utána gyorsan kezd "élesben" a heggesztést .
"nem tartottam elég lapos szögben a "drótot" aztán salak több volt a varratban, mint fémtartalom....." , no meg fröcskölés .
A fröcskölés lehet akár rossz minőségű elektródátol is .
Ha nem akar meggyulladni akkor egy darab vason előbb melegítsed meg (húzogassat rajta amig megnem indul az ív) , utána gyorsan kezd "élesben" a heggesztést .
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 19, 22:50
Írta: 43pbwjg8s Dátum 2009 július 19, 22:50
Igen. Ezt szoktam teni.
Az áramot megpróbálom egy kicsit feljebb vinni, de most pl 2-es pálcához 3-asra van állítva a trafó.
trafó....
Ez is csak egy vacak, "legolcsóbb" fajta. De, azért néha sikerül vele szépet is csinálni.
A többit pedig gyakorolni fogom.
Pedig volt már felajánlás arra is, hogy megmutatják nekem hogy hogyan is kell csinálni ezt rendesen, de nagyon nehezen tudok itthonról elszabadulni sajnos.
Az áramot megpróbálom egy kicsit feljebb vinni, de most pl 2-es pálcához 3-asra van állítva a trafó.
trafó....
Ez is csak egy vacak, "legolcsóbb" fajta. De, azért néha sikerül vele szépet is csinálni.
A többit pedig gyakorolni fogom.
Pedig volt már felajánlás arra is, hogy megmutatják nekem hogy hogyan is kell csinálni ezt rendesen, de nagyon nehezen tudok itthonról elszabadulni sajnos.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 19, 22:54
Írta: 0gbwyh99 Dátum 2009 július 19, 22:54
Az a tuti ! Vidd magaddal a hegg. szemüvegedet és kérd meg hogy minden helyzetben mutassa meg hogyan és milyen szögben kell a pálcát vezetni , aztán csak lessed .
Na , OFF vége !
Na , OFF vége !
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 19, 23:12
Írta: 4um5b65d Dátum 2009 július 19, 23:12
Még1 tanács hegesztéshez.
Fogod a pálcát, odaállsz a szürke köszörűkőhöz és félbeköszörülöd az élén, aztán amelyiken nincs az elektróda fogónak hely ott lekapod a kővel a bevonatott. Próbáld csak ki mennyivel könnyebb rövid elektródával varrni, főleg tanulási szakban. Amúgy 30 fok körül tartsd a pálcát, vagy alatta. És tudatosan figyelj oda, hogy ne emeld feljebb. Valamiért kívánkozik a pálca feljebb, de nem szabad hagyni. A pálcákat meg tedd ki a napra 1-2 napra. Persze éjszakai műszakban ne hagyd kint.
Fogod a pálcát, odaállsz a szürke köszörűkőhöz és félbeköszörülöd az élén, aztán amelyiken nincs az elektróda fogónak hely ott lekapod a kővel a bevonatott. Próbáld csak ki mennyivel könnyebb rövid elektródával varrni, főleg tanulási szakban. Amúgy 30 fok körül tartsd a pálcát, vagy alatta. És tudatosan figyelj oda, hogy ne emeld feljebb. Valamiért kívánkozik a pálca feljebb, de nem szabad hagyni. A pálcákat meg tedd ki a napra 1-2 napra. Persze éjszakai műszakban ne hagyd kint.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 19, 23:17
Írta: 4um5b65d Dátum 2009 július 19, 23:17
Persze úgy tedd ki, hogy kiteríted, nem pedig dobozostól.....
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 19, 23:39
Írta: 43pbwjg8s Dátum 2009 július 19, 23:39
Hülye! :) :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 20, 00:00
Írta: 4um5b65d Dátum 2009 július 20, 00:00
Nekem mondod ? Így születtem, én már csak tudom.....[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 20, 00:10
Írta: 43pbwjg8s Dátum 2009 július 20, 00:10
Nem lenne valaki aki tudna nekem kettő ilyet csinálni?
Ha lenne akkor mennyiért?
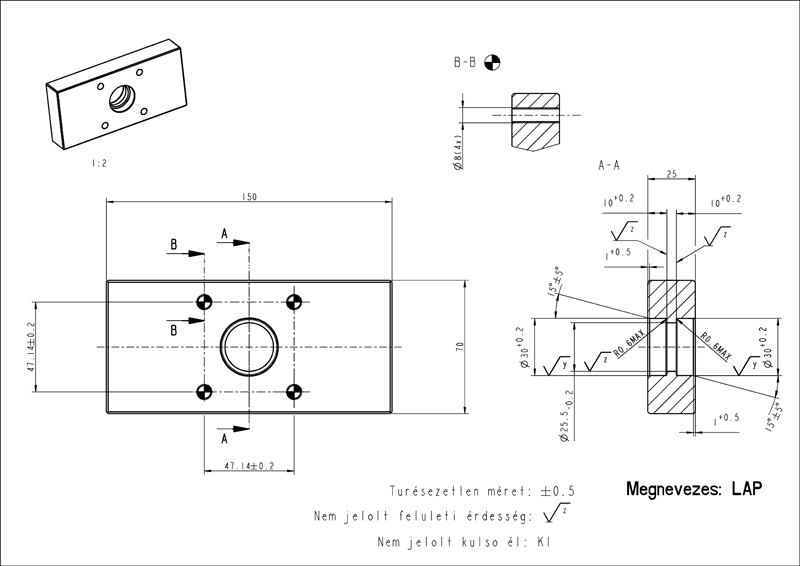
Ha lenne akkor mennyiért?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 20, 00:11
Írta: 43pbwjg8s Dátum 2009 július 20, 00:11
Az anyag: valami fém. :)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 július 20, 10:11
Írta: ywathzay Dátum 2009 július 20, 10:11
Most nem nehéz 30 fok körül tartania pálcát, de mit csináljon télen? Arra is adj neki tanácsot. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 20, 19:44
Írta: 43pbwjg8s Dátum 2009 július 20, 19:44
Bocs most nézem:
A 4 furat M8, nem D8!
plusz még kellene rá 4 db átmenő furat (mondjuk süllyesztéssel) a csavarfejeknek.
De este lestisztázom és kicserélem a képet.
A 4 furat M8, nem D8!
plusz még kellene rá 4 db átmenő furat (mondjuk süllyesztéssel) a csavarfejeknek.
De este lestisztázom és kicserélem a képet.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 20, 20:05
Írta: 4um5b65d Dátum 2009 július 20, 20:05
Hát azéééé írtam, hogy "30 fok vagy alatta"... Ez a hűvös, téli időszakra vonatkozik... :))
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 20, 22:29
Írta: keri Dátum 2009 július 20, 22:29
Szárítani nem sütőben szokták?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 20, 22:30
Írta: keri Dátum 2009 július 20, 22:30
Nekem is ilyesmi kéne, csak kicsivel más méretek, szóval ha valaki vállal ilyet akkor én is rendelnék.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 20, 22:31
Írta: keri Dátum 2009 július 20, 22:31
Ehhez kell a sütő :))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 20, 22:36
Írta: 4um5b65d Dátum 2009 július 20, 22:36
Télen nem hegesztek, nyáron meg kiszárad a napon... :))
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 20, 22:38
Írta: keri Dátum 2009 július 20, 22:38
Én meg argont használok, az nem csinál salakot, és amúgy is száraz marad a palackban :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 20, 22:49
Írta: 000000000 Dátum 2009 július 20, 22:49
BArkács hegesztőtrafó használata esetén sokkal könnyebb a rutilos pálcával dolgozni, mert nyugodtabb ívet tudsz produkálni.
A bázikus pálca inkább ipari egyenárammal működő gép esetén használatos.
Az anyagvastagságot, a pálca átmérőt és a hegesztő áramot megfelelöen össze kell hangolni.
Egyébként meg "csak" csinálni kell, minél többet:-)
A képzett szakik hang alapján meg tudják állapítani, hogy a hegesztő áram megfelelő-e, vagy sem.
A bázikus pálca inkább ipari egyenárammal működő gép esetén használatos.
Az anyagvastagságot, a pálca átmérőt és a hegesztő áramot megfelelöen össze kell hangolni.
Egyébként meg "csak" csinálni kell, minél többet:-)
A képzett szakik hang alapján meg tudják állapítani, hogy a hegesztő áram megfelelő-e, vagy sem.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 20, 23:22
Írta: 4um5b65d Dátum 2009 július 20, 23:22
Hát én azt használom..... Argon pálcát !
Az nem csinál salakot..... [#wave][#vigyor3]
Az nem csinál salakot..... [#wave][#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 21, 08:12
Írta: keri Dátum 2009 július 21, 08:12
Nagyon pihent vagy ma :))
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2009 július 21, 21:30
Írta: Bicska Dátum 2009 július 21, 21:30
Bocsi, hogy ide írom, de a témához kapcsolódik (egyébként már szerepelt az adok-veszekben). Van 2 doboz bázikus pálcám és nem tudom használni egyáltalán...ezért jóval ár alatt felajánlanám annak, aki használni tudja..
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 21, 22:26
Írta: 4um5b65d Dátum 2009 július 21, 22:26
Nem is tudom, egyáltalán bázikussal lehet valamit is csinálni egy váltófeszültségű trafóval ? Még sosem próbáltam. Egyenfesz trafóm meg nincs.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 22, 06:53
Írta: 000000000 Dátum 2009 július 22, 06:53
Leszabályoztam a gyémánt korongomat.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 22, 06:54
Írta: 000000000 Dátum 2009 július 22, 06:54
0.02 fogásokkal.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 22, 06:55
Írta: 000000000 Dátum 2009 július 22, 06:55

Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 22, 22:18
Írta: keri Dátum 2009 július 22, 22:18
Mert mi a különbség a bázikus és a rutilos között használat szempontjából?
Bocs a hülye kérdésért, de én mindig azt használom ami az apámnak van :D
Bocs a hülye kérdésért, de én mindig azt használom ami az apámnak van :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 22, 22:30
Írta: 000000000 Dátum 2009 július 22, 22:30
a bázikus azt általában dinamoval használják,de ki ment már a divatbol!
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 július 22, 22:31
Írta: ywathzay Dátum 2009 július 22, 22:31
Nézz utána. Esab Itt elolvashatod mi mire való. Gyakorlatban annyit tudok, hogy (használtam 55.00-ást, sokkal masszívabb, erősebb varratot lehet vele készíteni mint rutilossal. De ehhez jó hegesztő is kell, a Hetra trafó nem szereti, de inverterrel kitűnően lehet vele dolgozni.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 22, 22:33
Írta: 43pbwjg8s Dátum 2009 július 22, 22:33
Ez jó!
Kopirnyák ellopta a beírt hozzászólásomat! :)
Másodpercre egyszerre küldtk el, és most csak az Övét látom kétszer. De a főoldalon engem hoz utolsó hozzászólónak.
Na de csak bevésem mégegyszer ide:
Szóval lábadozásomnak köszönhetően máég nem jutottam ki a műhelybe. Ha kijutok mindenképpen csekkolom a mostani pálcáimat, hogy egyáltalán mit használok.
Kopirnyák ellopta a beírt hozzászólásomat! :)
Másodpercre egyszerre küldtk el, és most csak az Övét látom kétszer. De a főoldalon engem hoz utolsó hozzászólónak.
Na de csak bevésem mégegyszer ide:
Szóval lábadozásomnak köszönhetően máég nem jutottam ki a műhelybe. Ha kijutok mindenképpen csekkolom a mostani pálcáimat, hogy egyáltalán mit használok.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 22, 23:31
Írta: 4um5b65d Dátum 2009 július 22, 23:31
Én nem tanultam a hegesztést, úgyhogy fogalmam sincs róla. Annyival egészíteném ki Nádházi professzor mondandóját, hogy egyenfeszültséggel kell vele dolgozni. A dinamó meg ilyet csinál. Talán a dinamós használat azért terjedt el annak idején, mert az egyenirányításhoz szükséges akkori szelén egyenirányítók drágák lehettek ekkora áramok esetére, meg talán a villamos hálózat sem volt annyira fejlett. Dinamót akár robbanó motorral is lehetett hajtani...
Azt tudom, hogy a rutilos pálcával is szebb varratot lehet csinálni egyenirányított trafóval, csak azt nem tudom, hogy a bázikus mit csinál a váltónál. Gondolom "taknyolja" a varratot.....
Azt tudom, hogy a rutilos pálcával is szebb varratot lehet csinálni egyenirányított trafóval, csak azt nem tudom, hogy a bázikus mit csinál a váltónál. Gondolom "taknyolja" a varratot.....
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2009 július 22, 23:35
Írta: Robika37 Dátum 2009 július 22, 23:35
Jó estét!
Semmit, odaragad mint állat.
Volt nékem is dobozára az volt fölvésve xy ívfeszültségnél mehet váltóról is na nem ment...
Inverterrel is jókezü ember kell hozzá mert alacsonyab ívet lehet csak stabilan tartani, viszont a mechanikai tulajdonságai valóban sokkal jobbak....ha valamit nem jól tudok hozzáértőbbek igazítsák ki.
Üdv Robika
Semmit, odaragad mint állat.
Volt nékem is dobozára az volt fölvésve xy ívfeszültségnél mehet váltóról is na nem ment...
Inverterrel is jókezü ember kell hozzá mert alacsonyab ívet lehet csak stabilan tartani, viszont a mechanikai tulajdonságai valóban sokkal jobbak....ha valamit nem jól tudok hozzáértőbbek igazítsák ki.
Üdv Robika
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 22, 23:41
Írta: 000000000 Dátum 2009 július 22, 23:41
jol mondod,ragad és taknyol!az átkosban szivatásnak ilyet adtak,és kemény varratot adott.egy utálat volt!azért a rutilos jobb kezelhetőbb!meg ugye a bohlertől nincs jobb!:)))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 22, 23:43
Írta: 4um5b65d Dátum 2009 július 22, 23:43
Miben lesz jobb a mechanikai tulajdonságok terén ?
Igazából az lenne a tökéletes, hogy varrat és anyag a lehető leghomogénebb legyen....
Igazából az lenne a tökéletes, hogy varrat és anyag a lehető leghomogénebb legyen....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 22, 23:46
Írta: 000000000 Dátum 2009 július 22, 23:46
a kopás álloságra gondolhatja,mert markolokanalak élét ilyesmivel tőltőgették!hát igen,a hegesztésnél atomos kötés,de akkor sem tökéletes!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 22, 23:49
Írta: 4um5b65d Dátum 2009 július 22, 23:49
Való igaz, szép varratot csinál a bohler, de amit utoljára láttam szilikon implantátumos cicit hát azon sokkal szebb varrat volt.... Teljesen lenyűgözött a sebész varrata.... Klasszul le is volt salakolva.... [#crazya][#crazya][#crazya][#finom][#finom][#finom]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 22, 23:51
Írta: 4um5b65d Dátum 2009 július 22, 23:51
Beedződik a varrat ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 22, 23:53
Írta: 000000000 Dátum 2009 július 22, 23:53
hát ha már mű a dolog az már nem az igazi!:))))[#rinya][#rinya][#rinya]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 július 22, 23:55
Írta: 43pbwjg8s Dátum 2009 július 22, 23:55
OFFTOPIC!!!!! (engedtessék meg mert csak nem egy könytár a fórum)
ÉLJENEK A SZÉP NŐI CICIK!!!!!!!
OFFTOPIC OFF
ÉLJENEK A SZÉP NŐI CICIK!!!!!!!
OFFTOPIC OFF
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 22, 23:55
Írta: 4um5b65d Dátum 2009 július 22, 23:55
Kinek a pap, kinek a paplan....[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 22, 23:57
Írta: 4um5b65d Dátum 2009 július 22, 23:57
Mindjárt jön Svejk és szétcsap közted meglátod....
Teljesen szétoffoltad a topicot....[#vigyor3]
Teljesen szétoffoltad a topicot....[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 22, 23:58
Írta: 000000000 Dátum 2009 július 22, 23:58
vagy eggyik se!:))))jőssz velem szalántára pecázni agusztusba?kicsalogathatod a halakat....!:))))[#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#szomoru2][#taps][#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 23, 00:06
Írta: 4um5b65d Dátum 2009 július 23, 00:06
Annyira még nem látok előre, épp most dolgozom egy 45db-os szökőkút szórófejen. A 45db az kb 5 nap meló korrózió állóból. És már pedzegetik a 800 db-os megrendelést. Ha ez bejön akkor még toalettre is naptári beosztás szerint fogok menni.
Most jut eszembe, hát még pecabotom sincs.....
Mivel horgásszak, dinnyével ?? [#vigyor3][#buck]
Most jut eszembe, hát még pecabotom sincs.....
Mivel horgásszak, dinnyével ?? [#vigyor3][#buck]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 23, 08:13
Írta: keri Dátum 2009 július 23, 08:13
Köszönöm a válaszokat!
Én tanultam hegeszteni, csak nem tanítottak :)
Fogtam mindenféle hulladék vasat leültem és addig taknyoltam amíg szép varratot nem tudtam csinálni.
Persze még mindig nem vagyok olyan jó mint a profi hegesztők, de ezért általában próba varratot szoktam csinálni ha hagyományostól eltérő a helyzet. Kb. 10cm próbálkozás után legtöbb dolgot meg tudom hegeszteni.
Apámnak egy eszméletlen nagy trafója van amin egyenirányító van és meleg ellenállással lehet a hegesztő áramot beállítani. Elég jó cucc volt a maga idejében, de a mostani praktikeres vasmag keresztmetszettel szabályzott trafókkal szerintem könnyebb dolgozni annak ellenére hogy nincs egyenirányítva.
Nekem egy nem hobbi 130A-es inverterem van. AWI pisztollyal és argon palackkal. Eddig mindenre elég volt, mert 30-60A között bármit meghegeszt.
Legdurvább amit csináltam vele (mondjuk erre a célra nemideális az AWI) hogy kicseréltem a Skodám küszöbét. Ezek után sima szerkezeti anyagok hegesztése gyerekjáték számomra :)
Én tanultam hegeszteni, csak nem tanítottak :)
Fogtam mindenféle hulladék vasat leültem és addig taknyoltam amíg szép varratot nem tudtam csinálni.
Persze még mindig nem vagyok olyan jó mint a profi hegesztők, de ezért általában próba varratot szoktam csinálni ha hagyományostól eltérő a helyzet. Kb. 10cm próbálkozás után legtöbb dolgot meg tudom hegeszteni.
Apámnak egy eszméletlen nagy trafója van amin egyenirányító van és meleg ellenállással lehet a hegesztő áramot beállítani. Elég jó cucc volt a maga idejében, de a mostani praktikeres vasmag keresztmetszettel szabályzott trafókkal szerintem könnyebb dolgozni annak ellenére hogy nincs egyenirányítva.
Nekem egy nem hobbi 130A-es inverterem van. AWI pisztollyal és argon palackkal. Eddig mindenre elég volt, mert 30-60A között bármit meghegeszt.
Legdurvább amit csináltam vele (mondjuk erre a célra nemideális az AWI) hogy kicseréltem a Skodám küszöbét. Ezek után sima szerkezeti anyagok hegesztése gyerekjáték számomra :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 23, 08:18
Írta: keri Dátum 2009 július 23, 08:18
MEg z sem mindegy milyen "szenyező" anyagok maradnak benne.
Pl. ugyan azt a varratot ha Argonnal hegesztem meg, teljesen más paraméterei lesznek mintha CO-val csinálom, pedig csak a védőgáz különbözik.
Pl. ugyan azt a varratot ha Argonnal hegesztem meg, teljesen más paraméterei lesznek mintha CO-val csinálom, pedig csak a védőgáz különbözik.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 július 23, 08:38
Írta: ywathzay Dátum 2009 július 23, 08:38
Miért ne lenne alkalmas az awi küszöbcserére? CO-val talán egyszerűbb, de mivel mindkettőnek patyolattiszta felület kell, utána már mindegy mivel varrsz. Sőt az awi-val pulzálva, egész vékony anyagnak is bátran neki lehet menni.
A bázikus elektróda pl. arra nagyon jó, ha egy meghajtó tengelyt kell meghegeszteni, sokkal tartósabb, erősebb varrat képződik, mint rutilossal. Szerkezeti acélnál tökéletes a rutilos is, ha statikus terhelést visel, de egy dinamikus terhelésnél kifizetődőbb lehet a bázikus elektróda. Az inverternél mindegy, hogy egyen- vagy váltóárrammal használom. Jól bírja.
A Böhler-t meg kérem ne tessék általánosítani, az egy olyan márka mint pl. az Esab. Nekem van böhler esztergakésem is. (bevallom, ha a nagyapám annakidején böhlerről beszélt, neki is a keményfém felrakó elektródát jelentette) :)
Ha valamit nem jól mondtam javítsatok ki.
A bázikus elektróda pl. arra nagyon jó, ha egy meghajtó tengelyt kell meghegeszteni, sokkal tartósabb, erősebb varrat képződik, mint rutilossal. Szerkezeti acélnál tökéletes a rutilos is, ha statikus terhelést visel, de egy dinamikus terhelésnél kifizetődőbb lehet a bázikus elektróda. Az inverternél mindegy, hogy egyen- vagy váltóárrammal használom. Jól bírja.
A Böhler-t meg kérem ne tessék általánosítani, az egy olyan márka mint pl. az Esab. Nekem van böhler esztergakésem is. (bevallom, ha a nagyapám annakidején böhlerről beszélt, neki is a keményfém felrakó elektródát jelentette) :)
Ha valamit nem jól mondtam javítsatok ki.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 23, 09:36
Írta: 000000000 Dátum 2009 július 23, 09:36
van botom,de szerintem a dinnyés modszer hatékonyabb!:))))[#taps][#taps][#taps][#taps][#taps][#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 23, 09:43
Írta: 000000000 Dátum 2009 július 23, 09:43
én egyszer,kb 33 éve,a munka helyemen részt vettem egy bohler pálca bemutaton,és mit mondjak,nem semmi volt!:))a svéd mérnők, őssze tőretett egy őntvény szivattyu házat,egy 150-s satut,és hidegen szimplán a volvoba épitett kis készűlékével őssze hegesztette, és láss csodát ujra őssze tőrette őket,és még nagyobb csoda,hogy egy sem ott tört ahol előzőleg!szoval csak ennyit a márkárol.és anno 1976-ot irtunk!
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 július 23, 11:03
Írta: ywathzay Dátum 2009 július 23, 11:03
Én nem is kérdőjeleztem meg a minőséget.
Hamarosan felkereslek prof. Úr. Csak bírjak rá szakítani egy kis időt. Előtte majd csörgök egyeztetni.
Hamarosan felkereslek prof. Úr. Csak bírjak rá szakítani egy kis időt. Előtte majd csörgök egyeztetni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 23, 12:38
Írta: 000000000 Dátum 2009 július 23, 12:38
oké,és állok rendelkezésedre!:)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 24, 16:41
Írta: 000000000 Dátum 2009 július 24, 16:41
Bocs.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 24, 17:00
Írta: 4um5b65d Dátum 2009 július 24, 17:00
Nem látok benne semmi különlegeset.... vagy csak én nem látok ??? [#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 24, 20:52
Írta: 000000000 Dátum 2009 július 24, 20:52
Ez egy HSSCo fúró, sokáig bírja, az élkiképzése sem szokványos, apropója pedig, hogy ilyen fúróból csináltam a marót,amivel kimartam a reliefeket.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 25, 00:30
Írta: 4um5b65d Dátum 2009 július 25, 00:30
Szerintem csak azért gondolod, hogy nem szabványos az éle, mert élköszörült fúrót vettél, nem ? Az olcsóbbakat nem köszörülik meg. Az a lapolás nem kifejezetten különleges dolog, csak épp így is lehet a keresztélet csökkenteni. Vagy valami másra gondolsz ?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 25, 09:00
Írta: 0gbwyh99 Dátum 2009 július 25, 09:00
Legyél olyan kedves és tebb be az elkészített maró fotoját is . LÉGYSZI ! Már töbször is kértem a fórumtársaktol hogy valaki aki már fúróélböl csinált marót tegye azt meg hogy beteszi a róla elkészített képet is [#rinya]
Lehet az 1 vagy 2 élű , "sima" vagy gömb élű , nagyoló vagy símító , ... [#worship][#worship][#wave]
Lehet az 1 vagy 2 élű , "sima" vagy gömb élű , nagyoló vagy símító , ... [#worship][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 25, 19:47
Írta: 000000000 Dátum 2009 július 25, 19:47
Szia Laslie!
Olvasd vissza légyszíves, nem azt írtam, hogy nem szabványos, hanem azt, hogy nem szokványos.És igen, ezzel a lapolásra gondoltam.
Olvasd vissza légyszíves, nem azt írtam, hogy nem szabványos, hanem azt, hogy nem szokványos.És igen, ezzel a lapolásra gondoltam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 25, 19:49
Írta: 000000000 Dátum 2009 július 25, 19:49
A 3mm átmérőjű HSSCo csigafúrót merőlegesen síkba köszörültem.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 25, 19:52
Írta: 000000000 Dátum 2009 július 25, 19:52
Ezután az él egyik, majd másik oldalát szögbenköszörültem.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 25, 19:54
Írta: 000000000 Dátum 2009 július 25, 19:54

Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 25, 19:54
Írta: 0gbwyh99 Dátum 2009 július 25, 19:54
ENNYI !? És azzal csináltad azokat a gyönyörű reliefeket fába ? NEM SEMMI !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 25, 19:54
Írta: 000000000 Dátum 2009 július 25, 19:54

Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 25, 19:57
Írta: 0gbwyh99 Dátum 2009 július 25, 19:57
Ja , bocs , most látom hogy FOLYT.KÖV. [#buck]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 25, 19:57
Írta: 000000000 Dátum 2009 július 25, 19:57
A forgatóra tettem két jelzést egymástól 180 fokra,a két jelzést összekötő vonal merőleges a fúróélre, ez a tájolás miatt kell.

Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 25, 19:58
Írta: 0gbwyh99 Dátum 2009 július 25, 19:58
Teszel be a végén egy képet a kész "maró" hegyéröl is ? [#taps][#worship][#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 25, 20:01
Írta: 000000000 Dátum 2009 július 25, 20:01
A maró az ER11_es patronbefogóban.Sajnos a képről nem sok minden látszik, próbáltam nagyítani is, de úgy se volt jobb. Hiába, a makrofotózást meg kell tanulni.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 25, 20:06
Írta: 000000000 Dátum 2009 július 25, 20:06
Kipróbálom a piros követ is a gyorsacél szerszámok köszörüléséhez.A képen egyszemcsés gyémánttal vágom.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 25, 20:07
Írta: 000000000 Dátum 2009 július 25, 20:07

Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 25, 20:09
Írta: 0gbwyh99 Dátum 2009 július 25, 20:09
Vagy csak be kell kapcsolni a fényképező gépen lévő "macro" gombot [#eplus2]
Ha jól értettem akkor csak a fúró élét a #5200 számú h.sz.-ban látható tárcsához képest felfelé megdöntve megköszörülted , utána 180 fokkal a fürót megforgatva a másik élét is megköszörülted , de a fürót jobra-balra nem döntögetted ? Ezzel tulajdonképen nem íves hanem sima sík élet adtál neki ?
Ha jól értettem akkor csak a fúró élét a #5200 számú h.sz.-ban látható tárcsához képest felfelé megdöntve megköszörülted , utána 180 fokkal a fürót megforgatva a másik élét is megköszörülted , de a fürót jobra-balra nem döntögetted ? Ezzel tulajdonképen nem íves hanem sima sík élet adtál neki ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 25, 20:39
Írta: 4um5b65d Dátum 2009 július 25, 20:39
Mester Úr, fogadd sűrű bocsánatkérésemet, valóban nem olvastam figyelmesen, bár én dettó így köszörülöm el a keresztélet....
Akkor ezt zárjuk is le hamarjában.....[#wave]
Akkor ezt zárjuk is le hamarjában.....[#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 25, 21:00
Írta: 000000000 Dátum 2009 július 25, 21:00
Igen, így csináltam pontosan.Fában nagyon szépen dolgozik.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 július 25, 21:22
Írta: 0gbwyh99 Dátum 2009 július 25, 21:22
Köszönöm a türelmedet , végre egy konkrét élezés amit én is eltudok készíteni [#puszi][#vigyor2][#worship][#worship][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2009 július 26, 08:17
Írta: s5f8tmfv3 Dátum 2009 július 26, 08:17
Nagyon jó megoldás! Azért az a makró kép a fúró éléről nagyon jó volna.
Hadd kérdezzek valamit: az az eszköz amibe a fúrót fogtad az mi? Valami patronos befogó vagy tokmány? gondolom különböző átmérőjű szerszámok fogadására képes.
Hadd kérdezzek valamit: az az eszköz amibe a fúrót fogtad az mi? Valami patronos befogó vagy tokmány? gondolom különböző átmérőjű szerszámok fogadására képes.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 26, 11:57
Írta: keri Dátum 2009 július 26, 11:57
Milyen fotómasinád van? Tudok adni pár tippet a makrózáshoz a technika függvényében.
Ha tükörreflexes géped van akkor simán megfordítod a kit objektívet és olyan nagyítást lehet elérni vele hogy a légy seggén a pattanás kitölti a monitorod.
Kompakt gépek esetében pedig olyan közel kell menni amennyire tudsz, megvilágítás körben erős, szórt fény legyen, amit szórt természetes fénnyel, vagy a vaku elé rakott fehér írógép papírral, illetve a tárgy köré helyezett írógép papír fényvisszaverőkkel tudsz elérni legolcsóbban.
Másik hogy stabilan rögzítve legyen a gép, és a fotóalany is. Kézből fotózva nehéz jó makrókat lőni, mert nagyon pici (akár 0,1mm) a mélység élesség tartománya, és kézzel nehéz megtalálni így a kívánt pontot és ott is tartani az exponálás idejére.
És egy kis kedvcsináló: Ezt feleségem fotózta kézből egy kompakt géppel előtét lencsével:
Hangya kristálycukorral
Ha tükörreflexes géped van akkor simán megfordítod a kit objektívet és olyan nagyítást lehet elérni vele hogy a légy seggén a pattanás kitölti a monitorod.
Kompakt gépek esetében pedig olyan közel kell menni amennyire tudsz, megvilágítás körben erős, szórt fény legyen, amit szórt természetes fénnyel, vagy a vaku elé rakott fehér írógép papírral, illetve a tárgy köré helyezett írógép papír fényvisszaverőkkel tudsz elérni legolcsóbban.
Másik hogy stabilan rögzítve legyen a gép, és a fotóalany is. Kézből fotózva nehéz jó makrókat lőni, mert nagyon pici (akár 0,1mm) a mélység élesség tartománya, és kézzel nehéz megtalálni így a kívánt pontot és ott is tartani az exponálás idejére.
És egy kis kedvcsináló: Ezt feleségem fotózta kézből egy kompakt géppel előtét lencsével:
Hangya kristálycukorral
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 26, 14:42
Írta: 000000000 Dátum 2009 július 26, 14:42
Azt acélból esztergáltam, a kúlső átmérője:12mm, a belsőt a fúró átmérőjére esztergálom és a fúrót egy csepp pilanatragasztóval rögzitem, amit majd melegítéssel oldok.Ez a szerszám egy 12mm belső átmérőjű furatban forgatható, ami méretre van dörzsárazva és a hasítéknál állítható a kotyogás illetve teljesen rögzíthető is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 26, 14:53
Írta: 000000000 Dátum 2009 július 26, 14:53
Nagyon jó az a fotó.Ez a honlap a Tied,amire egy másik témánál hivatkoztál?A gépem:Fuji Finepix S9500.Nagyon megköszönöm a tanácsaidat, ebben a témában nagyon járatlan vagyok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 26, 14:54
Írta: 000000000 Dátum 2009 július 26, 14:54
Ez a fúró 3mm-es, a 6mm-eshez másik szerszámot esztergáltam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 26, 15:14
Írta: 000000000 Dátum 2009 július 26, 15:14
Ja és a perselyben van egy kenő furat, ebbe Teflon sprayt cseppentek, igy könnyebb forgatni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 26, 15:14
Írta: 000000000 Dátum 2009 július 26, 15:14
Ez egy pindurával jobb.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 26, 15:33
Írta: 000000000 Dátum 2009 július 26, 15:33
Ez egy 6mm-es HSSCO menenetfúrónak a szárából készült.Ezeket a gépi menetfúrókat mindenkinek ajánlom, három csigában hozza ki a forgácsot a furatból.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 26, 15:34
Írta: 000000000 Dátum 2009 július 26, 15:34
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 július 26, 17:31
Írta: ywathzay Dátum 2009 július 26, 17:31
Ha elfogadsz egy észrevételt. Alapszabály: köszörűkő oldalán sohasem köszörülünk. Hogy miért tőlem ne kérdezd, de annak idején nekünk ezzel kezdték az oktatást, mikor elkezdünk esztergakést köszörülni.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 július 26, 18:05
Írta: SquirrelTech Dátum 2009 július 26, 18:05
Meglehet azért, mert nem akarták, hogy emiatt robbanjon szét a kő (a tanuló hajlamos lehet durván nekiesni)...
Igazából ott köszörülsz a kövön, ahol akarsz, vagy a leginkább tudsz.
(Ill. nézd meg a gyémánttárcsát mellette: annak nem is nagyon lehet köszörülni a palástján... :)
Igazából ott köszörülsz a kövön, ahol akarsz, vagy a leginkább tudsz.
(Ill. nézd meg a gyémánttárcsát mellette: annak nem is nagyon lehet köszörülni a palástján... :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 26, 19:28
Írta: keri Dátum 2009 július 26, 19:28
Nem emlékszem melyik oldalra gondolsz.
Itt a megosztandó fotókat és filokat tárolom.
Ez pedig motoros közösségünk oldala aminek alapítója vagyok.
A Fuji9500-as egy elég komoly gép, amatőr fotósok is szerették, persze már vannak újabbak de a mostani gépek sem sokkal jobbak fotós szempontból.
F8-as blende állásban csökken a kromatikus aberráció, persze ehhez sok fény is kell ami összességében kicsivel jobb élességet jelent.
A gép adatlapját nézegetve a legjobb makró beállítás a zoom 85-100mm ekvivalens állásánál van. Ilyenkor 4cm távolságból kb 4cm széles területet tölti ki a képet.
Látom a lehetőségekhez mérte, sikerült elég jó makrókat csinálni, ennél már csak előtét lencsével lesz jobb. Az exif információk alapján te is kb. ezekkel a paraméterekkel fotóztál amit én kinéztem.
Még valami eszembe jutott. A fókuszt rögzített gép esetén kézzel állítsad, és akkor biztos az a része lesz éles a képnek amit szeretnél.
Itt a megosztandó fotókat és filokat tárolom.
Ez pedig motoros közösségünk oldala aminek alapítója vagyok.
A Fuji9500-as egy elég komoly gép, amatőr fotósok is szerették, persze már vannak újabbak de a mostani gépek sem sokkal jobbak fotós szempontból.
F8-as blende állásban csökken a kromatikus aberráció, persze ehhez sok fény is kell ami összességében kicsivel jobb élességet jelent.
A gép adatlapját nézegetve a legjobb makró beállítás a zoom 85-100mm ekvivalens állásánál van. Ilyenkor 4cm távolságból kb 4cm széles területet tölti ki a képet.
Látom a lehetőségekhez mérte, sikerült elég jó makrókat csinálni, ennél már csak előtét lencsével lesz jobb. Az exif információk alapján te is kb. ezekkel a paraméterekkel fotóztál amit én kinéztem.
Még valami eszembe jutott. A fókuszt rögzített gép esetén kézzel állítsad, és akkor biztos az a része lesz éles a képnek amit szeretnél.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 július 26, 21:06
Írta: ukcge40u Dátum 2009 július 26, 21:06
Nekem Finepix s5700-am van, nagyon még nem makróztam vele, de a topicomban készült képek egy része azzal készült.
A Hurco-sok még 2Mp-es telefonképek.
Van már állványom is, és annak idején a fotoszakkörben, még filmeztem 8mm-es feketefehérre, meg hívtam elő negatívokat, meg papírképeket is csináltam. Akkor a színes még drága volt, de cimbinek csináltam 5 éve lagzisvideót... :)
Örült mindenki, hogy mozgalmas lett, nem hánytak be a kamerakezelésemtől, és nem volt statikus az egész... :))
Egyébként van eladó előhívó masinám, békebeli, hibátlan, és rozsdamentes, ha érdekel, akkor írj privit.
Bocs az off-ért. 8)
A Hurco-sok még 2Mp-es telefonképek.
Van már állványom is, és annak idején a fotoszakkörben, még filmeztem 8mm-es feketefehérre, meg hívtam elő negatívokat, meg papírképeket is csináltam. Akkor a színes még drága volt, de cimbinek csináltam 5 éve lagzisvideót... :)
Örült mindenki, hogy mozgalmas lett, nem hánytak be a kamerakezelésemtől, és nem volt statikus az egész... :))
Egyébként van eladó előhívó masinám, békebeli, hibátlan, és rozsdamentes, ha érdekel, akkor írj privit.
Bocs az off-ért. 8)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 27, 07:34
Írta: 000000000 Dátum 2009 július 27, 07:34
Szia!
Ezeket a képeket kézből csináltam,van állványom, tegnap rendeltem a géphez egy távkioldót.
Ezeket a képeket kézből csináltam,van állványom, tegnap rendeltem a géphez egy távkioldót.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 27, 09:34
Írta: keri Dátum 2009 július 27, 09:34
Távkioldó helyett a 2mp-es késleltetést szoktam használni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 27, 12:59
Írta: 000000000 Dátum 2009 július 27, 12:59
Erre nem is gondoltam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 28, 16:03
Írta: 000000000 Dátum 2009 július 28, 16:03
Ez valamivel jobb kép a 3-as maróról.

Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2009 július 28, 17:41
Írta: s5f8tmfv3 Dátum 2009 július 28, 17:41
Tehát minden átmérőhöz készítesz egy patront.
Fúrótokmány nem volna kényelmesebb? Nem tudom mennyi ütése lehet egy kommersz tokmánynak...
Fúrótokmány nem volna kényelmesebb? Nem tudom mennyi ütése lehet egy kommersz tokmánynak...
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 július 28, 20:46
Írta: ORCA17 Dátum 2009 július 28, 20:46
Egyszer már "megköveztek" egy alu darabolási "ötletemért". Makacs ember lévén - vagy inkább csak nem szeretem azt a szót, hogy nem lehet - most egy továbbfejlesztett változatát mutatnám meg.
Nem feltétlen kell követni a példát, de az, aki megvette Tüske nevű fórumtársunktól a tábla másik felét, biztos örült, hogy előtte valaki kissebb darabra vágta a nagy táblát.
A módszer ITT látható
Nem feltétlen kell követni a példát, de az, aki megvette Tüske nevű fórumtársunktól a tábla másik felét, biztos örült, hogy előtte valaki kissebb darabra vágta a nagy táblát.
A módszer ITT látható
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 28, 21:51
Írta: keri Dátum 2009 július 28, 21:51
Ez még mindig jobb mint amikor a kolléga kézben tartva védőburok nélkül vágott flexes körfűrésszel :)
Amúgy miért nem jó a sima vágókorong? Én azzal szoktam vágni...mondjuk ilyen vastag anyagra biztos elkopna vagy kettő :D
Amúgy miért nem jó a sima vágókorong? Én azzal szoktam vágni...mondjuk ilyen vastag anyagra biztos elkopna vagy kettő :D
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 július 28, 22:11
Írta: 3k74cecek Dátum 2009 július 28, 22:11
Alut elég rossz vágókoronggal vágni. Nagyon kenődik. Én is inkább fűrésztárcsával vágom. A flex persze nagyon veszélyes a nagy fordulatszám miatt. Nagyon észnél kell lenni vele. Aztán a tárcsa is keményfém fogú legyen, különben hamar elmegy az éle.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 július 28, 22:46
Írta: ORCA17 Dátum 2009 július 28, 22:46
Sima vágókoronggal nem lehet. Azonnal belesül az apró forgács leválasztó felületbe. Meg se próbáld.
Az, hogy veszélyes, természetesen igaz. De melyik forgács leválasztási gépi eljárás nem az. Ezért nem szabad félvállltól venni soha semmilyen forgácsolási munkát. A kézben tartott gépek esetében ez hatványozottan igaz.
Az, hogy veszélyes, természetesen igaz. De melyik forgács leválasztási gépi eljárás nem az. Ezért nem szabad félvállltól venni soha semmilyen forgácsolási munkát. A kézben tartott gépek esetében ez hatványozottan igaz.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 28, 22:47
Írta: keri Dátum 2009 július 28, 22:47
De Orca úgy látom rögzítve vágott vele, sínekre szerelve. Ez szerintem teljesen korrekt megoldás.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 28, 22:53
Írta: keri Dátum 2009 július 28, 22:53
Már megpróbáltam :D
Nekem vitte, igaz csak finoman toltam neki.
Nekem vitte, igaz csak finoman toltam neki.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 28, 22:57
Írta: 000000000 Dátum 2009 július 28, 22:57
nézzétek meg Varsának egy videoját,hogy mivel vágja!:)))egy szimpla barkács asztali szalagfűrésszel!:))én 40mm-es alu lemezt,kézi vidia betétes kőrfűrésszel vágtam,és hibátlanul!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 28, 23:08
Írta: 000000000 Dátum 2009 július 28, 23:08
gép át épités,fejlesztés topic,és 2007-es évjárat!
Cím: Re:Mechanikai ötletek
Írta: f7k4ytivb Dátum 2009 július 29, 08:22
Írta: f7k4ytivb Dátum 2009 július 29, 08:22
Én is lemásoltam Varsányi ötletét és mondhatom remekül működik!
Sima sűrűfogú fafűrészlappal, csak kenni kell rendesen. Vágási sebesség: 40 mm aluban kb 100 mm/perc!!!
Sima sűrűfogú fafűrészlappal, csak kenni kell rendesen. Vágási sebesség: 40 mm aluban kb 100 mm/perc!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 29, 08:53
Írta: 000000000 Dátum 2009 július 29, 08:53
majdnem gyorsabban vágja az alut mint a fát!:)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 29, 08:56
Írta: 000000000 Dátum 2009 július 29, 08:56
egy picurkát ha ha bekened a sima vágo korongot egy kis faggyuval,akkor jobb az eredmény,de a fennt emlitett modszereim, amik nekem nagyon beváltak!:)(Varsa után szabadon)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 29, 22:23
Írta: keri Dátum 2009 július 29, 22:23
:))) középsuliban mi is hülyítettük az elsősöket hogy a ráspolyt be kell zsírozni mert akkor jobban viszi az anyagot, a tanár meg a haját tépte mert valamelyik naiv be is kente és csodálkozott hogy nem történik semmi :D
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 július 29, 22:26
Írta: Teaway Dátum 2009 július 29, 22:26
Tényleg, ilyen barkács asztali szalagfűrészből mi az ajánlott és mi a kerülendő kategória?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 29, 22:52
Írta: 000000000 Dátum 2009 július 29, 22:52
ez nem hűlyeség,és ki is probálhatod,és elösször nekem is furcsán hangzott,de aztán proba után meg lepődtem az eredményen!:)))de veszélyes modszer az biztos!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 29, 22:54
Írta: 000000000 Dátum 2009 július 29, 22:54
végűl is, mindegy hogy milyen márkáju,mert nem nagy az eltérés minőségben,inkább a fűrész lap legyen minőségi,sűrű fogazásu,és a kenés nagyon lényeges!
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 július 29, 23:22
Írta: Teaway Dátum 2009 július 29, 23:22
Köszi, majd figyelek ezekre.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 július 30, 06:37
Írta: ORCA17 Dátum 2009 július 30, 06:37
A szalagfűrész természetesen sokkal több dologra is jó - ívek, szögek vágása stb. - de nekem már nincs hely a műhelyemben [#nevetes2], meg ez a tábla elég "nagyocska" is volt(súlyra is).
Ezzel a módszerrel tökéletes lett a felület - derékszög, egyenesség. És hát adta magát a "megvezetés"

Ezzel a módszerrel tökéletes lett a felület - derékszög, egyenesség. És hát adta magát a "megvezetés"
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 30, 08:36
Írta: 000000000 Dátum 2009 július 30, 08:36
kitűnő az ötlet ahogy a megvezetést megcsináltad,és egyértelmű hogy egy ekkora táblát egy kis szallag fűrészen képtelenség vágni!jaj de baba az az anyag!!!!:)))van még belőle???
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 július 30, 10:58
Írta: Miki2 Dátum 2009 július 30, 10:58
Az egyenes vezetőket mivel rögzítetted a táblához?
Persze azon kívűl hogy, mivel rögzíteni kelett.
Persze azon kívűl hogy, mivel rögzíteni kelett.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 július 30, 11:15
Írta: ORCA17 Dátum 2009 július 30, 11:15
Szia
Tüske nevű fórumtársunkat kell megiterjuvolnod - tőle vettem. Most Austiában van, csak egy hét múlva lesz itthon.(nagyon baráti az ár!!)[#smile]
Tüske nevű fórumtársunkat kell megiterjuvolnod - tőle vettem. Most Austiában van, csak egy hét múlva lesz itthon.(nagyon baráti az ár!!)[#smile]
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 július 30, 11:23
Írta: ORCA17 Dátum 2009 július 30, 11:23
Mivel úgy is lesz benne egy-két kikönnyítés, egyszerúen belefúrtam 6-os furatot. Elég volt 3-3 db. Állt mint Katiban a gyerek. Direkt számoltam, 8 menetben el tudtam vágni. Az ugye több mint 2mm-es fogásmélység. Ha nagyon "pipec" akarsz lenni, még megfejelheted egy egyszerű kis menetes "előtoló" szárral, és akkor nem kell hagytkozni a kézügyességre, nem tudod túl mélyen az anyagba engedni. Én ezt praktikusan úgy oldottam meg, hogy a billenőcsap furatát nagyon szorosra csináltam. Megáll bármilyen helyzetben.
Amúgy mikor jössz? Várlak[#integet2]
Amúgy mikor jössz? Várlak[#integet2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 30, 11:26
Írta: 000000000 Dátum 2009 július 30, 11:26
köszi,és élek vele!:)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 30, 20:01
Írta: 000000000 Dátum 2009 július 30, 20:01
Felezéshez állítom be a szerszámot, hogy eggyütt fusson a lin. vezetővel.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 30, 20:10
Írta: 000000000 Dátum 2009 július 30, 20:10
Egy megoldás léptecs hűtőventi felszereléséhez.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 30, 20:11
Írta: 000000000 Dátum 2009 július 30, 20:11

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 30, 20:16
Írta: 000000000 Dátum 2009 július 30, 20:16
Nagyon ötletes a megoldásod, tetszik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 30, 20:17
Írta: 000000000 Dátum 2009 július 30, 20:17
Festéskor mindent telibefújtál? :)
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 július 30, 20:21
Írta: Miki2 Dátum 2009 július 30, 20:21
Kiváló ötlet. Az oldalára szerelt terelő lemezekkel a hűtés hatásfoka nagy mértékben növekszik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 30, 20:41
Írta: 000000000 Dátum 2009 július 30, 20:41
Igen, nem akartam szétszedni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 30, 20:43
Írta: 000000000 Dátum 2009 július 30, 20:43
Így is elegendő a légmennyiség,a motorok csak langyosak, pedig 3d-marásnál dogoznak becsületesen, főleg a"Z".
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 30, 21:00
Írta: 000000000 Dátum 2009 július 30, 21:00
A"Z"dolgozik a legtőbbet,főleg a diszitő marásnál,és sokan ide teszik a legkisebb mocit!szerintem helytelenűl!ezért lehet kapok egy maflást,de a tapasztalatom ez!
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2009 július 30, 21:24
Írta: robroy007 Dátum 2009 július 30, 21:24
nálunk 1 Nm-es a z szervója a többit még sose bontottuk ki
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 július 30, 21:46
Írta: ORCA17 Dátum 2009 július 30, 21:46
Szerintem ezekben a lineáris vezetékekben sokkal több van, mint a CNC gépépítés - (na ezért kapok a kopaszomra[#confused])
Most láttam a rokonnál egy bazi drága fröccsgépet, az is tele van lineáris sinekkel.
Most láttam a rokonnál egy bazi drága fröccsgépet, az is tele van lineáris sinekkel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 06:54
Írta: 000000000 Dátum 2009 július 31, 06:54
Egy érdekesség: én úgy tanultam a suliba, hogy a mat feketére lefujt tárgyak hőleadási képessége kicsit jobbak mint a natur fémeseké. A lefestett (egyébb színre kent) tárgyaké pedig rosszabb mint a naturaké (mivel a festékréteg egy kvázi hőszigetelő réteget képez a felületen). Ezért is alapból mat feketék ezek a léptecsek.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 31, 11:29
Írta: keri Dátum 2009 július 31, 11:29
Ez így megfelelően pontos és párhuzamos?
Csak azért kérdem mert saját tanulatlan agyamtól vezérelve én is csak így mértem ki, de bizonytalan voltam abban, hogy ez így elegendő e.
Csak azért kérdem mert saját tanulatlan agyamtól vezérelve én is csak így mértem ki, de bizonytalan voltam abban, hogy ez így elegendő e.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 31, 11:30
Írta: keri Dátum 2009 július 31, 11:30
Most nézem pontosan ugyan ilyen órám van nekem is :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 július 31, 11:39
Írta: keri Dátum 2009 július 31, 11:39
A mozgás összes távolságában is Z dolgozik a legtöbbet? Vagy arra gondolsz, hogy folyamatosan mozog össze vissza?
Csak mert nekem nem a megtett úttal és a mozgatott tömeggel függ össze inkább a melegedés.
Csak mert nekem nem a megtett úttal és a mozgatott tömeggel függ össze inkább a melegedés.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 július 31, 12:05
Írta: Szalai György Dátum 2009 július 31, 12:05
Az biztos, hogy a műanyag festékréteg akadályozza a hőleadást. A szépen takaró, többszörös festékréteg meg még jobban.
Ezért nem festik, hanem eloxálják az alumínium hűtőbordákat.
Mekkora üzemi hőmérsékletre gyártanak egy átlagos léptetőmotort?
Szerintem az ilyesmik gyári festése sem akármilyen festékkel történik.
A hőálló ezüst, úgy emlékszem kevésbé rossz hővezető.
Ezért nem festik, hanem eloxálják az alumínium hűtőbordákat.
Mekkora üzemi hőmérsékletre gyártanak egy átlagos léptetőmotort?
Szerintem az ilyesmik gyári festése sem akármilyen festékkel történik.
A hőálló ezüst, úgy emlékszem kevésbé rossz hővezető.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 12:24
Írta: 000000000 Dátum 2009 július 31, 12:24
Valóban az eloxálás (vagy anyagában festés) a legjobb és minden műanyag rétegű bevonás csak ront a hőleadáson.
A motorokról nincs adatom, de én nem engedném 70-80°C felé szívesen...
A motorokról nincs adatom, de én nem engedném 70-80°C felé szívesen...
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2009 július 31, 14:35
Írta: 3rymb5s35 Dátum 2009 július 31, 14:35
Helló vbodi!
Ha ezt az ukrán köszörűt mindíg így fogod használni, megvenném a jobboldali tárgytartó asztalát, hogy ne kelljen vele vacakolnom...
Ha meg tudunk egyezni.
Ide írj légyszi: kovacsk77@citromail.hu
Ha ezt az ukrán köszörűt mindíg így fogod használni, megvenném a jobboldali tárgytartó asztalát, hogy ne kelljen vele vacakolnom...
Ha meg tudunk egyezni.
Ide írj légyszi: kovacsk77@citromail.hu
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 július 31, 14:57
Írta: Miki2 Dátum 2009 július 31, 14:57
Remélem, a jövő héten eljutok oda is.
Egyenlőre a 29 éves barátom hirtelen eltávozásával vagyok elfoglalva.
Egyenlőre a 29 éves barátom hirtelen eltávozásával vagyok elfoglalva.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 július 31, 16:37
Írta: 3vv2btrhv Dátum 2009 július 31, 16:37
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 július 31, 16:38
Írta: 3vv2btrhv Dátum 2009 július 31, 16:38

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 18:47
Írta: 000000000 Dátum 2009 július 31, 18:47
István,nyitnikéne egy vegyi recept topicot,ahová hasznos ötleteket,és recepteket lehetne irni.rengeteg leirsom van!pl.gipsz márvány utánzatuvá tétele.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 31, 18:52
Írta: 4um5b65d Dátum 2009 július 31, 18:52
-> Linkek !!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 18:53
Írta: 000000000 Dátum 2009 július 31, 18:53
én nem!!!![#beka3][#levele][#bee1][#bee1][#bee1]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 31, 18:57
Írta: 4um5b65d Dátum 2009 július 31, 18:57
Ugyan már.... régebben én sem mertem a "Linkek" topicba írni, mert azt hittem, hogy oda csak a link fazonok írnak.... De ez nem így van professzor úr... [#mf2][#crazya][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 19:11
Írta: 000000000 Dátum 2009 július 31, 19:11
Szia!
Még nem tudom, de ha nem lesz rá szükségem, Neked adom.
Még nem tudom, de ha nem lesz rá szükségem, Neked adom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 19:25
Írta: 000000000 Dátum 2009 július 31, 19:25
Mennyi az a "rengeteg"? Egy topic-ot beindíthat?
Egyébként nem rossz ötlet!!!
Egyébként nem rossz ötlet!!!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 31, 19:39
Írta: 4um5b65d Dátum 2009 július 31, 19:39
Ha beindítod a topicot azonnal berakom az egyik cementes zsákomat. Megázott szegény. Valamire még ez is jó lesz. Ha betont szeretnék belőle csinálni, már csak a sódert kell hozzáadni.... a víz már benne van.... csak előbb szét kellene vernem valahogy.... :))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 19:43
Írta: 000000000 Dátum 2009 július 31, 19:43
van egy vegyi recept kőnyvem,és nem mostani,békebeli receptkőnyv vannak benne,a galvanizálástol,a popsi kenőcsig!ki kellene porobálni,hogy milenlenne a fogadtatása?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 19:44
Írta: 000000000 Dátum 2009 július 31, 19:44
te azukráno nem csinálnak gondot, bedőglőt cementből,ujra ledarálják,és eladják neked!:))))[#buck][#circling][#beka2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 19:45
Írta: 000000000 Dátum 2009 július 31, 19:45
nem irtam pontosan,de több ezer darab lehet!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 19:45
Írta: 000000000 Dátum 2009 július 31, 19:45
Tehát ha jól értem ebből a könyvből Te beszkennelnél (vagy beírnál) az érdekesebb "recepteket"?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 31, 19:46
Írta: 4um5b65d Dátum 2009 július 31, 19:46
Vegyi receptek ! Jó is lesz topic címnek....
Hasznos lenne.
Hasznos lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 19:51
Írta: 000000000 Dátum 2009 július 31, 19:51
inkább irnék,mert apro betűvel szedett,de a hitelesség miatt,lehet szkennelném is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 19:51
Írta: 000000000 Dátum 2009 július 31, 19:51
vannak benne anyos fiatalito szerek is....!:))))[#eplus2][#eplus2][#eplus2][#hehe][#hehe]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 19:52
Írta: 000000000 Dátum 2009 július 31, 19:52
Ok, Tiéd a topic![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 19:52
Írta: 000000000 Dátum 2009 július 31, 19:52
oké főnők!:)))
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 július 31, 19:53
Írta: Miki2 Dátum 2009 július 31, 19:53
Szerintem kiváló ötlet.
Én a régi fotó eljárások megszállotja voltam vagy 25 évvel ezelőtt.
Akkoriban még kénnyel képeztük le a képet (előhívtuk, nagyítottuk).
Rengeteget lehet az ilyen könyvekből tanulni.
Az alu eloxálás, színezés, A vas barnítása, kékítése (rozsda ellen kiváló), kénmáj, és még nagyon sok, a számunkra érdekes recept lehet benne.
Én a régi fotó eljárások megszállotja voltam vagy 25 évvel ezelőtt.
Akkoriban még kénnyel képeztük le a képet (előhívtuk, nagyítottuk).
Rengeteget lehet az ilyen könyvekből tanulni.
Az alu eloxálás, színezés, A vas barnítása, kékítése (rozsda ellen kiváló), kénmáj, és még nagyon sok, a számunkra érdekes recept lehet benne.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 július 31, 19:54
Írta: 4um5b65d Dátum 2009 július 31, 19:54
Mégsem kell ez a topic ..... [#crazya]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 július 31, 20:16
Írta: 000000000 Dátum 2009 július 31, 20:16
[#hehe][#hehe][#hehe]
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 július 31, 21:03
Írta: KBalázs Dátum 2009 július 31, 21:03
Adódott a probléma, nagyobbat akartam vágni, mint ami a játék-gyorsdarabolóm alá befér. 60x60mm zártszelvényt. Egy kevéssel lejjebb volt itt egy ötlet, lemez darabolására, lineáris csapágyakra szerelt "kisflex".
Az ötletet gyorsan adaptáltam a meglévô anyagokhoz, lin.csapágy híján zártszelvénybôl, és salgóból, az eredmény kielégítô, bár +3x kell fordítani az anyagot, viszont a feladat leküzdhetô, és több egyforma hossz elôállítása is megoldott.
Köszönöm a tippet! (#5246)


Az ötletet gyorsan adaptáltam a meglévô anyagokhoz, lin.csapágy híján zártszelvénybôl, és salgóból, az eredmény kielégítô, bár +3x kell fordítani az anyagot, viszont a feladat leküzdhetô, és több egyforma hossz elôállítása is megoldott.
Köszönöm a tippet! (#5246)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 01, 06:49
Írta: 000000000 Dátum 2009 augusztus 01, 06:49
A kreativitás mintapéldája, mindent meg lehet csinálni, csak akarni kell.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 augusztus 01, 10:53
Írta: ORCA17 Dátum 2009 augusztus 01, 10:53
Szívesen[#wave]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 01, 12:23
Írta: 43pbwjg8s Dátum 2009 augusztus 01, 12:23
ORCA! Ezt a tippet én is köszönöm.
Rövidesen én is összeütök egyet!
Azt hiszem minden megvan hozzá a műhelyben.
Rövidesen én is összeütök egyet!
Azt hiszem minden megvan hozzá a műhelyben.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 02, 13:23
Írta: 0gbwyh99 Dátum 2009 augusztus 02, 13:23
[#eljen][#vigyor2][#taps][#integet2]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 03, 20:26
Írta: 43pbwjg8s Dátum 2009 augusztus 03, 20:26
Na ismét egy pici haladás:
Megvan az X asztala.






Megvan az X asztala.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 03, 20:35
Írta: 000000000 Dátum 2009 augusztus 03, 20:35
Jól haladsz a cél felé. Mekkora a T-nútos asztal?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 03, 20:44
Írta: 43pbwjg8s Dátum 2009 augusztus 03, 20:44
Köszönöm! Igyekszem, de hát... Oyan sok dolog van.
A méret?
Pedig mértem nem is egyszer.... de pontosan most nem tudom megmondani:(
Egész kicsike.
Ha jól emléxem 288x248 (?) valami ilyesmi.
De (bár ez volt a kihajítandó próbaheggesztett váz. Már egész vaskos robosztus a méretéhez viszonyítva és mégis szépen fut (eddig ez) a tengely.
Az eredeti fecskeszárnyas alapján nagyon kis elmozdulásra lett volna jó, így levettem róla (visszafelé kompatibilis maradt!) és feltettem ide.
Felajánlást kaptam a csapágyházak elkészítésére, igy ha megérkeznek ezt a részt befejezem és továbblépek a következő tengelyre.
Először a Z jön, majd az Y-t lövöm be.
A méret?
Pedig mértem nem is egyszer.... de pontosan most nem tudom megmondani:(
Egész kicsike.
Ha jól emléxem 288x248 (?) valami ilyesmi.
De (bár ez volt a kihajítandó próbaheggesztett váz. Már egész vaskos robosztus a méretéhez viszonyítva és mégis szépen fut (eddig ez) a tengely.
Az eredeti fecskeszárnyas alapján nagyon kis elmozdulásra lett volna jó, így levettem róla (visszafelé kompatibilis maradt!) és feltettem ide.
Felajánlást kaptam a csapágyházak elkészítésére, igy ha megérkeznek ezt a részt befejezem és továbblépek a következő tengelyre.
Először a Z jön, majd az Y-t lövöm be.
Cím: Re:Mechanikai ötletek
Írta: 6x509vxe Dátum 2009 augusztus 04, 22:47
Írta: 6x509vxe Dátum 2009 augusztus 04, 22:47
Segitsetek ötletgyárosok!
Hogyan müködik a felnigörgözö gép?
tudja vki?
de ha van egyéb ötletetek,örülnék neki
nem kifejezetten cnc...vagyis dehogynem,a leendö hangszorom alkatrésze lenne:
van egy 1,5mm vastagságu 25mm széles perforált lemezcsik,ami egy lemezhengeritövel kb.75mm átméröjü gyürüvé lett hajlitva,majd összeheggesztve
viszont elég tojásra sikeredett mind a 10db...
jó lenne,ha max 0,1mm-en belül követné a körivet
ehhez kellene vmi eszköz,vagy módszer
Hogyan müködik a felnigörgözö gép?
tudja vki?
de ha van egyéb ötletetek,örülnék neki
nem kifejezetten cnc...vagyis dehogynem,a leendö hangszorom alkatrésze lenne:
van egy 1,5mm vastagságu 25mm széles perforált lemezcsik,ami egy lemezhengeritövel kb.75mm átméröjü gyürüvé lett hajlitva,majd összeheggesztve
viszont elég tojásra sikeredett mind a 10db...
jó lenne,ha max 0,1mm-en belül követné a körivet
ehhez kellene vmi eszköz,vagy módszer
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 04, 23:30
Írta: KoLa Dátum 2009 augusztus 04, 23:30
Szia msteve!
Ha már ilyen precíz munkára adtad a fejed előre kellett volna gondolkozni - heggesztés + 0.1-en belül!? lehetett volna vastagabb anyagból és akkor egy kis egyengetés után készülékbe meg lehet esztergálni méretre de, most már!!?A hengerítőgép mindíg egyenesen hagyja a lemez mindkét végét az alsó hengerek távolságának a felével (amennyiben 2 alsó és 1 felső van)és ez nagyobb hiba mint 0.1 mm - viszont mostmár próbáld meg egy néhány mm-el kisebb valamilyen köracélra ráegyengetni - óvatosan a kalapácsütésekkel mert pillanatok alatt olyan nagy lesz az átmérő hogyha nagyokat ütsz rá hogy ki kell vágni belőle - hegesztésnél vaskalapács a többi résznél gumithasználj - ésamikor jónak látod tedd vissza a hengerítőbe és járasd körbe párszor , nem kell félni kicsit szorítsd meg hogy közbe tojásnak nézzen ki, csak mikor lazítod azt lassan több körön keresztül . ha nem leszjó így akkor dobd ki az egészet a kukába és kezd újra ráhagyással.!!!
Ha már ilyen precíz munkára adtad a fejed előre kellett volna gondolkozni - heggesztés + 0.1-en belül!? lehetett volna vastagabb anyagból és akkor egy kis egyengetés után készülékbe meg lehet esztergálni méretre de, most már!!?A hengerítőgép mindíg egyenesen hagyja a lemez mindkét végét az alsó hengerek távolságának a felével (amennyiben 2 alsó és 1 felső van)és ez nagyobb hiba mint 0.1 mm - viszont mostmár próbáld meg egy néhány mm-el kisebb valamilyen köracélra ráegyengetni - óvatosan a kalapácsütésekkel mert pillanatok alatt olyan nagy lesz az átmérő hogyha nagyokat ütsz rá hogy ki kell vágni belőle - hegesztésnél vaskalapács a többi résznél gumithasználj - ésamikor jónak látod tedd vissza a hengerítőbe és járasd körbe párszor , nem kell félni kicsit szorítsd meg hogy közbe tojásnak nézzen ki, csak mikor lazítod azt lassan több körön keresztül . ha nem leszjó így akkor dobd ki az egészet a kukába és kezd újra ráhagyással.!!!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 04, 23:47
Írta: KoLa Dátum 2009 augusztus 04, 23:47
Vagy a felniCNC-metal Spinner
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 augusztus 05, 08:15
Írta: D.Laci Dátum 2009 augusztus 05, 08:15
Én is a spinner - spinning technikát javalom. Kézzel elég sok kupakot legyártotam.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 05, 08:39
Írta: 4um5b65d Dátum 2009 augusztus 05, 08:39
Ráhúzod egy akkora rúdra a gyűrűt amire éppen csak hogy felcsúszik majd esztergán egy szélesebb csapággyal meggörgőzöd. De előfordulhat, hogy két csapággyal kell, úgy mint a recézési folyamatnál. Ahogy nagyobbodik a gyűrűd, mindig egy picit nagyobb rúdra kell felhúznod. A végén körkörös lesz.
Hátrány: A meglevő hegesztést kívül belül, még előtte pontosan el kell dolgozni...
Hátrány: A meglevő hegesztést kívül belül, még előtte pontosan el kell dolgozni...
Cím: Re:Mechanikai ötletek
Írta: 6x509vxe Dátum 2009 augusztus 06, 00:20
Írta: 6x509vxe Dátum 2009 augusztus 06, 00:20
köszönöm az ötleteket.
Igazából én ezt gyártani szeretném
nem nagy mennyiségben kellene,de lehet hogy beválik,és akkor remélem sok darab kell.
ez a hengerités csak egy proba volt,érdekelne,ha nektek kellene ilyen gyürüket csinálni,hogyan fognátok hozzá.
lehetöségem lesz hamarosan avival hegeszteni csögyártó gépen,de nem tudom perforált lemezhez használható lesz-e?
Igazából én ezt gyártani szeretném
nem nagy mennyiségben kellene,de lehet hogy beválik,és akkor remélem sok darab kell.
ez a hengerités csak egy proba volt,érdekelne,ha nektek kellene ilyen gyürüket csinálni,hogyan fognátok hozzá.
lehetöségem lesz hamarosan avival hegeszteni csögyártó gépen,de nem tudom perforált lemezhez használható lesz-e?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 06, 12:10
Írta: keri Dátum 2009 augusztus 06, 12:10
Mert mi ez az alkatrész pontosan?
Muszáj pont így gyártani? Kész és ennél pontosabb csövet megfelelő méretre esztergálni nem lehet?
Muszáj pont így gyártani? Kész és ennél pontosabb csövet megfelelő méretre esztergálni nem lehet?
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 augusztus 06, 17:44
Írta: vthgizrff Dátum 2009 augusztus 06, 17:44
Én kiesztergálnék méretre egy csövet, utána azt fúrnám ki. Szerintem másképp soha nem lesz 0,1mm belül. Lehet, hogy még így sem.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 augusztus 06, 17:49
Írta: vthgizrff Dátum 2009 augusztus 06, 17:49
Tulajdonképpen most is így csinálok egy hasonló alkatrészt.
http://kepfeltoltes.hu/090806/DSC02281_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/090806/DSC02281_www.kepfeltoltes.hu_.jpg
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 06, 17:57
Írta: 000000000 Dátum 2009 augusztus 06, 17:57
Gratulálok Zoli, rozsdamentes anyagból ez
nagyon ütős, komoly dolog! Bőven helye
lenne az "Ezt készítettem a CNC gépemmel"
topikban is.
nagyon ütős, komoly dolog! Bőven helye
lenne az "Ezt készítettem a CNC gépemmel"
topikban is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 06, 19:32
Írta: 000000000 Dátum 2009 augusztus 06, 19:32
Szia Zoli!
Megnéztem a képet, amit belinkeltél, gratulálok, szép munka. Mi lesz ez, valami prés szerü?
Megnéztem a képet, amit belinkeltél, gratulálok, szép munka. Mi lesz ez, valami prés szerü?
Cím: Re:Mechanikai ötletek
Írta: 6x509vxe Dátum 2009 augusztus 06, 20:32
Írta: 6x509vxe Dátum 2009 augusztus 06, 20:32
Ez lenne a hangszóró mágneskörének a része.
Számit a sulya is,és fontos hogy perforált legyen,hogy átengedje a levegöt.
A legelegánsabb az lenne,ha a perforált lemezt tudnám pontosan kör alakura hajlitani.
Kb 15 éve javitok hangszorokat.
Rengeteget láttam belülröl
Több darabban láttam nagyon ötletes megoldásokat
és most ezt a rengeteg ötletet szeretném 1darabban ötvözni,a saját fejlesztéseimmel kiegészitve
ezért kezdtem el cnc-vel foglalkozni
és már közel a cél,de van néhány akadály
ez a gyürü az egyik...
ugyhogy köszönök minden segitséget...
ha már tudom hogy kell,teszek fel képeket
Számit a sulya is,és fontos hogy perforált legyen,hogy átengedje a levegöt.
A legelegánsabb az lenne,ha a perforált lemezt tudnám pontosan kör alakura hajlitani.
Kb 15 éve javitok hangszorokat.
Rengeteget láttam belülröl
Több darabban láttam nagyon ötletes megoldásokat
és most ezt a rengeteg ötletet szeretném 1darabban ötvözni,a saját fejlesztéseimmel kiegészitve
ezért kezdtem el cnc-vel foglalkozni
és már közel a cél,de van néhány akadály
ez a gyürü az egyik...
ugyhogy köszönök minden segitséget...
ha már tudom hogy kell,teszek fel képeket
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 augusztus 06, 22:51
Írta: vthgizrff Dátum 2009 augusztus 06, 22:51
Szia!
Igen, ez egy élelmiszeripari húsprés egyik alkatrésze. Kelett volna az alkatrész mellé tennem egy gyufásdobozt, hogy szemléltesem a méreteit. Ez a tipus, ott ahol a furatok vannak 225mm átmérőben 10mm a falvastagsága, és közel 8000db 2,8mm furat van rajta. Készítettem már olyat is amit 14.000db 1mm furat volt. Azzal készítik a virslit.
Köszönöm Neked is Tíbor, az hogy rozsdamentes acélból van még külön kihívás.
Én kifejezetten ehez a feladathoz építettem a cnc gépem.
Igen, ez egy élelmiszeripari húsprés egyik alkatrésze. Kelett volna az alkatrész mellé tennem egy gyufásdobozt, hogy szemléltesem a méreteit. Ez a tipus, ott ahol a furatok vannak 225mm átmérőben 10mm a falvastagsága, és közel 8000db 2,8mm furat van rajta. Készítettem már olyat is amit 14.000db 1mm furat volt. Azzal készítik a virslit.
Köszönöm Neked is Tíbor, az hogy rozsdamentes acélból van még külön kihívás.
Én kifejezetten ehez a feladathoz építettem a cnc gépem.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 06, 22:55
Írta: 4um5b65d Dátum 2009 augusztus 06, 22:55
Valamit a gyártási időkről, ha mondanál ....
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 augusztus 06, 23:09
Írta: vthgizrff Dátum 2009 augusztus 06, 23:09
Ami a képen látható az 32 óra, plusz a mellékidő, fúrócsere, kávészünet meg hasonlók. Vagy ha úgy jobb, percenként 4 furat. Persze ebben nincs benne az esztergálás, ez csak a fúrásra értendő.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 06, 23:33
Írta: 4um5b65d Dátum 2009 augusztus 06, 23:33
Igen a fúrás érdekelt volna.....
Kívűlről vagy belülről fúrtad. A sorjázás miatt kérdezem. Mert ugye külső fúrással könnyebb, de akkor belül szívás van a sorjázással. Vagy utólag végigesztergáltad belül aztán leszedte a sorját amennyire lehetséges...
Kívűlről vagy belülről fúrtad. A sorjázás miatt kérdezem. Mert ugye külső fúrással könnyebb, de akkor belül szívás van a sorjázással. Vagy utólag végigesztergáltad belül aztán leszedte a sorját amennyire lehetséges...
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 augusztus 06, 23:35
Írta: vthgizrff Dátum 2009 augusztus 06, 23:35
Nem kell sorjázni, hőkezelés után méretre köszörülik.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 06, 23:37
Írta: 4um5b65d Dátum 2009 augusztus 06, 23:37
Akkor ezt megúsztad....[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 augusztus 06, 23:48
Írta: vthgizrff Dátum 2009 augusztus 06, 23:48
Nekem is ez volt az első gondolatom, hogyan lesz ez lesorjázva?
De ennél az alkatrésznél pont az a lényeg, hogy a a furatoknál éle legyen.
Érdekes felvetés az hogy belülről fúrni, erre most hirtelen nem tudom hogyan építenék gépet.
De ennél az alkatrésznél pont az a lényeg, hogy a a furatoknál éle legyen.
Érdekes felvetés az hogy belülről fúrni, erre most hirtelen nem tudom hogyan építenék gépet.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 06, 23:53
Írta: 4um5b65d Dátum 2009 augusztus 06, 23:53
Ja, így már leesett, hogy végül is ez egy rostély, hasonló feladattal mint a húsdarálóknál.
Ekkora átmérőnél már kényelmesen belefér egy derékszögű hajtás, vagy egy komplett rövid motor.
Talán a legegyszerűbb lenne egy csapágyzott fúrótokmány ami fentről ékszíjjal kapja a hajtást... Már álló henger esetén. De ezt gondolom fektetted és támasztottad.
Ekkora átmérőnél már kényelmesen belefér egy derékszögű hajtás, vagy egy komplett rövid motor.
Talán a legegyszerűbb lenne egy csapágyzott fúrótokmány ami fentről ékszíjjal kapja a hajtást... Már álló henger esetén. De ezt gondolom fektetted és támasztottad.
Cím: Re:Mechanikai ötletek
Írta: vthgizrff Dátum 2009 augusztus 07, 00:09
Írta: vthgizrff Dátum 2009 augusztus 07, 00:09
Ezt nem gondolod komolyan.
300mm mélyen benyúlni egy csőbe?
Ott 5-6 ezerel pörgő fortunával átütni egy 10mm vastag 10.40-es korrozió álló acélt?
Így is azzal küzdök, hogy a 500mm hosszú, két végén megtámasztott, kéregedzett, 20mm átmérőjű vezeték, lineáris golyós csapággyal nem elég merev.
300mm mélyen benyúlni egy csőbe?
Ott 5-6 ezerel pörgő fortunával átütni egy 10mm vastag 10.40-es korrozió álló acélt?
Így is azzal küzdök, hogy a 500mm hosszú, két végén megtámasztott, kéregedzett, 20mm átmérőjű vezeték, lineáris golyós csapággyal nem elég merev.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 07, 00:26
Írta: 000000000 Dátum 2009 augusztus 07, 00:26
Tudod Zoli Laslinek kapitális ötletei vannak,
ez a legújabb.:) Nyúljunk csőbe, és belülről
fúrjunk.:)
Ma megint jó ötleteket halottunk tőle, csak így
tovább a Laslie úton!:)
ez a legújabb.:) Nyúljunk csőbe, és belülről
fúrjunk.:)
Ma megint jó ötleteket halottunk tőle, csak így
tovább a Laslie úton!:)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 07, 07:51
Írta: 4um5b65d Dátum 2009 augusztus 07, 07:51
A merevségét nem ismerhettem a gépednek, így nem tudhatom , hogy meddig tudsz elmenni vele. Az ilyen jellegű belső fúrásra/marásra már láttam működő példát, igaz az egy ipari gép volt.
A két végén támasztott 20-as lineár valóban nagyon kevés ehhez a megmunkáláshoz....
A két végén támasztott 20-as lineár valóban nagyon kevés ehhez a megmunkáláshoz....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 07, 08:59
Írta: 000000000 Dátum 2009 augusztus 07, 08:59
Uraim! Ez itt már megint micsoda?!
A következő személyeskedést elkövető illető ki lesz tiltva!!!
A következő személyeskedést elkövető illető ki lesz tiltva!!!
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 augusztus 09, 22:46
Írta: 7kcyndjdg Dátum 2009 augusztus 09, 22:46
Sziasztok, a hétvégi project folytatódik.
Ma kipróbáltam egy pár ügyetlen marást.
A maró Péter féle 1,5mm fordulat 17000/min., előtolás marásnál 26mm/s, gyorsjárat 180mm/s, fogás 2mm. Anyag 15mm MDF lap. A gép még nincs behangolva kicsit még csörög de kiváncsi voltam hogy jár. A gép max. 350mm/s tud.
Itt a videó: Weekend CNC
Ma kipróbáltam egy pár ügyetlen marást.
A maró Péter féle 1,5mm fordulat 17000/min., előtolás marásnál 26mm/s, gyorsjárat 180mm/s, fogás 2mm. Anyag 15mm MDF lap. A gép még nincs behangolva kicsit még csörög de kiváncsi voltam hogy jár. A gép max. 350mm/s tud.
Itt a videó: Weekend CNC
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 augusztus 10, 08:37
Írta: bmejdz9nu Dátum 2009 augusztus 10, 08:37
Hűha igen jó ez a gép! Gratula!
Úgy toltad neki csak lestem... fogásmélység 2mm? egy 1,5mm-es maróval? Melyik maró ez? Már nem emlékszem?
Végig izgultam a videót, hogy nem törik e el :) A Z előtolást is gyorsnak tartottam... Dehát ment :)
Remélem az 1 élű is már lassan odaér hozzád :) Azzal lehet nagy Z előtolást is mert gyakorlatilag olyan mint egy tökéletes fúró :)
Úgy toltad neki csak lestem... fogásmélység 2mm? egy 1,5mm-es maróval? Melyik maró ez? Már nem emlékszem?
Végig izgultam a videót, hogy nem törik e el :) A Z előtolást is gyorsnak tartottam... Dehát ment :)
Remélem az 1 élű is már lassan odaér hozzád :) Azzal lehet nagy Z előtolást is mert gyakorlatilag olyan mint egy tökéletes fúró :)
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 augusztus 10, 09:35
Írta: 7kcyndjdg Dátum 2009 augusztus 10, 09:35
Szia, igen 1,5mm kukorica maróval. Nemtudom kölön beálitani max. gyorsaságokat. Csak 1-et és ez vonatkozik mind a három (négy) tengelyre. Hardweres interpolációt használok. Elég sokat tud, auto referencia, jog, auto zero, tool change stb. Pc-vel USB, vagy COM-on komunikál. Megy PC nélkül is, beolvassa a G-kódot MMC kártyáról.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 10, 10:19
Írta: keri Dátum 2009 augusztus 10, 10:19
Hű, te csináltad a vezérlést?
Tök, jó akkor nincs gond a lépés egyenletességgel.
Tök, jó akkor nincs gond a lépés egyenletességgel.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 augusztus 10, 10:29
Írta: 7kcyndjdg Dátum 2009 augusztus 10, 10:29
nem, a gyártó egy Prágai GRAVOS nevezetű cég.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 augusztus 10, 14:34
Írta: bmejdz9nu Dátum 2009 augusztus 10, 14:34
1.5-ös kukoricamaró nem is volt :)
Ez a "zöld" galléros használt 1/16-os? (azaz inkább 1.6mm-es :)?
Nem lehet a Z előtolást külön állítani? Jó nem a max. sebességet... hanem a G kódban azaz...
Ez az a szoftver és vezérlés egyben?
Ez a "zöld" galléros használt 1/16-os? (azaz inkább 1.6mm-es :)?
Nem lehet a Z előtolást külön állítani? Jó nem a max. sebességet... hanem a G kódban azaz...
Ez az a szoftver és vezérlés egyben?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 augusztus 10, 14:50
Írta: 7kcyndjdg Dátum 2009 augusztus 10, 14:50
ja, igazad van a maró az a "zöld" galléros használt 1/16-os. A G-kódot Artcam-ban késítem. Nem tudom hogy kell esszt beálítani csak kísérletezek még. esszt a softwert használom, és esszt a interpolátort
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 10, 16:15
Írta: keri Dátum 2009 augusztus 10, 16:15
A megfelelő helyre beírod hogy F akármi és akkor akkora mm/min előtolással fog mozogni.
Érdemes az elejére odaírni, mert a szabad mozgásnál nem veszi figyelembe ezt a korlátozást.
Legalább is az alap G kód tudja ezt a funkciót, szerintem a vezérlőnek is illene tudnia.
Érdemes az elejére odaírni, mert a szabad mozgásnál nem veszi figyelembe ezt a korlátozást.
Legalább is az alap G kód tudja ezt a funkciót, szerintem a vezérlőnek is illene tudnia.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 augusztus 10, 18:43
Írta: 7kcyndjdg Dátum 2009 augusztus 10, 18:43
Már rájöttem hogy kell a G-kódot kialakitani hogy a "Z" lassaban merüljön.
Cím: Re:Mechanikai ötletek
Írta: gsgpn7f4b Dátum 2009 augusztus 10, 22:54
Írta: gsgpn7f4b Dátum 2009 augusztus 10, 22:54
Üdv mindenkinek. Egy kis segítséget szeretnék kérni. A marógépemen téveszt az Y tengely. Fél éve építettem meg a masinát és azóta dolgozom vele. Egy 3D felületet martam amikor azt vettem észte hogy a maró kifutott az anyagból. 10 percet dolgozott a gép egy 0.2mm szerszámmal,(terület tisztítást csináltam), az Y tengely ez idő alatt 12mm ált el az egyik irányba.
A gép a következőt csinálja:
Pozitív irányba fix 0,05 lépésekben elmegyek 3 lépést ezután irányt változtatok és vissza csak 0,03 mm ugrik, majd a következő lépésnél már ugrik 0,05mm. Órával kimértem amikor pozitív irányból negatív irányba lépek akkor a motor elsőnek pozitív irányba indul el majd negatívba, Ezt 0,01mm lépésnél vettem észre hogy amikor irány változtatok nem visszafele ment az óra az első lépésnél hanem előre. Ez a hiba csak negatív irányba jön elő, és minden 4-5 irányváltoztatásnál.
Gépem paraméterei:
-Y tengelyen 2" 2 bekezdésű golósorsó van.
-Mach3 használok
-Számítógép 1.8 P4 756Mb ram
-Vezérlőkártya Mehatronics 4AXIS MICRO
-Léptetőmotor 23SH056-028-8W-F8-1.7
Én már a következő dolgokat követtem el:
-Mechanikát teljesen szétszedtem összeraktam mindent kimértem rajta 0 a holtjáték minden nagyon könnyen szalad.
- Fix tengelykapcsolót raktam fel.
- Vezérlőkártyán 2 paramétert lehet állítani ezeket ellenőriztem.
-MACH3 kipróbálta 3 különböző frekvenciát.
-Motor tuning-ban már 40mm/min előtolást állítottam be
- Motor tunig-ban a step pulse és DIR pulse értékeket változtattam.
-Számítógépet újratelepítettem és csak a -mac3 van rajta, a Windows-t lebutítottam hogy minél több gépidőt tudjak biztosítani a Mach3-nak.
Kérem ha valakinek van ötlete segítsen rajtam
Előre is köszönöm.
A gép a következőt csinálja:
Pozitív irányba fix 0,05 lépésekben elmegyek 3 lépést ezután irányt változtatok és vissza csak 0,03 mm ugrik, majd a következő lépésnél már ugrik 0,05mm. Órával kimértem amikor pozitív irányból negatív irányba lépek akkor a motor elsőnek pozitív irányba indul el majd negatívba, Ezt 0,01mm lépésnél vettem észre hogy amikor irány változtatok nem visszafele ment az óra az első lépésnél hanem előre. Ez a hiba csak negatív irányba jön elő, és minden 4-5 irányváltoztatásnál.
Gépem paraméterei:
-Y tengelyen 2" 2 bekezdésű golósorsó van.
-Mach3 használok
-Számítógép 1.8 P4 756Mb ram
-Vezérlőkártya Mehatronics 4AXIS MICRO
-Léptetőmotor 23SH056-028-8W-F8-1.7
Én már a következő dolgokat követtem el:
-Mechanikát teljesen szétszedtem összeraktam mindent kimértem rajta 0 a holtjáték minden nagyon könnyen szalad.
- Fix tengelykapcsolót raktam fel.
- Vezérlőkártyán 2 paramétert lehet állítani ezeket ellenőriztem.
-MACH3 kipróbálta 3 különböző frekvenciát.
-Motor tuning-ban már 40mm/min előtolást állítottam be
- Motor tunig-ban a step pulse és DIR pulse értékeket változtattam.
-Számítógépet újratelepítettem és csak a -mac3 van rajta, a Windows-t lebutítottam hogy minél több gépidőt tudjak biztosítani a Mach3-nak.
Kérem ha valakinek van ötlete segítsen rajtam
Előre is köszönöm.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 10, 22:59
Írta: 4um5b65d Dátum 2009 augusztus 10, 22:59
Léptetőket próbáltad felcserélni ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 10, 23:05
Írta: 4um5b65d Dátum 2009 augusztus 10, 23:05
Ha 4 tengelyes a vezérlőd akkor talán van egy szabad tengely a vezérlőn. Kösd át oda a problémás motort.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 augusztus 10, 23:27
Írta: s7manbs8 Dátum 2009 augusztus 10, 23:27
Nem ártana megállapítani, hogy a probléma milyen természetű ?
- a vezérlőgép+program+elektronika vagy a
- mechanika okozza ?
Ha irányváltoztatáskor téveszt az arra utal, hogy túl nagy a gyorsulás, vagy gyenge annak a tengelynek a hajtómotorja eleve, ha még kis gyorsulásnál is ugyanazt csinálja, feltéve persze, hogy jó jelet kap a vezérlő, pl. Ki kell próbálni, a kérdéses tengely motorját, ugyanúgy mindent bekötve, és megnézni, hogy az adott motor tengelye mit csinál, megjelölni, pl.
Meg így lehet folytatni a keresést, megnézve a jelenséget, és az elvileg lehetséges okait, mindet kiszűrni.
- a vezérlőgép+program+elektronika vagy a
- mechanika okozza ?
Ha irányváltoztatáskor téveszt az arra utal, hogy túl nagy a gyorsulás, vagy gyenge annak a tengelynek a hajtómotorja eleve, ha még kis gyorsulásnál is ugyanazt csinálja, feltéve persze, hogy jó jelet kap a vezérlő, pl. Ki kell próbálni, a kérdéses tengely motorját, ugyanúgy mindent bekötve, és megnézni, hogy az adott motor tengelye mit csinál, megjelölni, pl.
Meg így lehet folytatni a keresést, megnézve a jelenséget, és az elvileg lehetséges okait, mindet kiszűrni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 11, 08:10
Írta: keri Dátum 2009 augusztus 11, 08:10
Ha lepróbáltad a többiek javaslatait nekem még van egy olyan tippem, hogy egy olyan rezonancia lép fel irányváltáskor a mechanikán, ami csúszást okoz a motoron. Állítsad meg egy pillanatra a mozgást, és úgy küldt tovább.
Az hogy kisebb előtolást adsz neki az nem biztos hogy befolyásolja ezt a hibát, mert 1 lépés akkor is ugyan olyan gyorsan történik meg és ha a motor ereje és a mechanika tömege pont úgy jön össze akkor előfordulhat így is.
Nekem volt ilyen problémám, ráadásul csak akkor jelentkezett, amikor egyszerre 2 tengelyt mozgattam, mert a kis teljesítményű öreg notebookon feltételezésem szerint a Mach2 időzítései bizonytalanabbak lettek. Ezen az sem segített hogy kizárólagos prioritást adtam neki, mivel saját magát zavarta be.
Mach3 nekem nem jó a saját vezérlőmhöz.
Az igazi megoldás erre a hibára a mikrolépés használata jelenti, mert akkor a sima mozgások miatt nem alakul ki rezonancia. (olyan könnyen)
Az hogy kisebb előtolást adsz neki az nem biztos hogy befolyásolja ezt a hibát, mert 1 lépés akkor is ugyan olyan gyorsan történik meg és ha a motor ereje és a mechanika tömege pont úgy jön össze akkor előfordulhat így is.
Nekem volt ilyen problémám, ráadásul csak akkor jelentkezett, amikor egyszerre 2 tengelyt mozgattam, mert a kis teljesítményű öreg notebookon feltételezésem szerint a Mach2 időzítései bizonytalanabbak lettek. Ezen az sem segített hogy kizárólagos prioritást adtam neki, mivel saját magát zavarta be.
Mach3 nekem nem jó a saját vezérlőmhöz.
Az igazi megoldás erre a hibára a mikrolépés használata jelenti, mert akkor a sima mozgások miatt nem alakul ki rezonancia. (olyan könnyen)
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 augusztus 11, 08:50
Írta: bmejdz9nu Dátum 2009 augusztus 11, 08:50
Hát akkor még jobban el vagyok :) Ilyen nenet teljesítmény egy "használt" (olcsó) marótól...
Sajnos én csehül (és még vagy 100 másik nyelven sem tudok:) De a Google egészen jól fordítja :)
Gondolom ne egy olcsó "holmi" ez a vezérlés...
Sajnos én csehül (és még vagy 100 másik nyelven sem tudok:) De a Google egészen jól fordítja :)
Gondolom ne egy olcsó "holmi" ez a vezérlés...
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 augusztus 11, 08:52
Írta: bmejdz9nu Dátum 2009 augusztus 11, 08:52
Egy (egyszerű) CAD program is biztos pontosan tudja hajtani a tengelyeket... mint pl. Vectric Cut 2D vagy VCarve...
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 augusztus 11, 09:37
Írta: Miki2 Dátum 2009 augusztus 11, 09:37
Szerintem ez a hiba tipikusan a vezérlődre utal.
Ha minden kötél szakad, próbáld ki a nálam jól bevált konfigurációt.
Ez a következő: P2B (mostmár C) IO kártya Magi Istvántól. Ez szerintem egy nagyon jól sikerült egység. Én eddig minden gépembe ezt építettem.
Eddig hiba nélkül működnek immár majd' 3 éve.
A motorjaidhoz az MSD 70-5.2-ajánlom. Lehet. hogy a motor áramfelvétele alapján valamelyik kisebb típus is elegendőnek látszi. A magasabb feszültség a motorokkal csodát tesz.
A faipari gépemet először egy 50 V-os meghajtóval próbáltam elindítani. Gondoltam, spórolok egy kicsit. Mit mondjak, 700 mm/perc volt a max. sebesség, amit el tudtam érni lépésvesztés nélkül. Ez bizony csak gyerekjátszónak tűnt a számomra.
A vezérlőket ezután 90 V-osra cseréltem, és láss csodát. A max sebességem, ahol még biztonságosan működött megemelkedett 18000 mm/percre.
Jelenleg a gép úgy van beállítva, hogy 10000 mm/perc a max. sebessége. Ez elegendő a gép nagyságához mérten, és kellő tartalék van a vezérlésben, hogy a megmunkáláshoz szükséges erőket is biztonsággal szolgáltatni tudja.
Ha minden kötél szakad, próbáld ki a nálam jól bevált konfigurációt.
Ez a következő: P2B (mostmár C) IO kártya Magi Istvántól. Ez szerintem egy nagyon jól sikerült egység. Én eddig minden gépembe ezt építettem.
Eddig hiba nélkül működnek immár majd' 3 éve.
A motorjaidhoz az MSD 70-5.2-ajánlom. Lehet. hogy a motor áramfelvétele alapján valamelyik kisebb típus is elegendőnek látszi. A magasabb feszültség a motorokkal csodát tesz.
A faipari gépemet először egy 50 V-os meghajtóval próbáltam elindítani. Gondoltam, spórolok egy kicsit. Mit mondjak, 700 mm/perc volt a max. sebesség, amit el tudtam érni lépésvesztés nélkül. Ez bizony csak gyerekjátszónak tűnt a számomra.
A vezérlőket ezután 90 V-osra cseréltem, és láss csodát. A max sebességem, ahol még biztonságosan működött megemelkedett 18000 mm/percre.
Jelenleg a gép úgy van beállítva, hogy 10000 mm/perc a max. sebessége. Ez elegendő a gép nagyságához mérten, és kellő tartalék van a vezérlésben, hogy a megmunkáláshoz szükséges erőket is biztonsággal szolgáltatni tudja.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 augusztus 11, 10:18
Írta: 7kcyndjdg Dátum 2009 augusztus 11, 10:18
Szia, hát nem volt olcsó a cucc :-)
PLC-CPU - 757€
Armote - 115€
Jog - 358€
Z-senzor - 180€
Mind bruttó árak.
PLC-CPU - 757€
Armote - 115€
Jog - 358€
Z-senzor - 180€
Mind bruttó árak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 11, 11:17
Írta: 000000000 Dátum 2009 augusztus 11, 11:17
Szerintem akkor Te nagyfordulatú fortunát
is hajthatsz a léptecseiddel.:)
Olyan csodálatosak ezek a 10 meg 18 ezres
előtolás adatok... Én ezekben ne hari, de
kételkedek...
Ugyanis az két dolog, mit látsz a Mach
képernyőjén és mit kap a motor a valóságban.
Kipróbálhatnád csak azt, hogy
a Z tengelyedre pakolsz 25-75 kg súlyt, és
le-fel járatod 100 mm-t. Egyáltalán felgyorsulsz
maximumra ekkora távon? Így is tudja a
18.000 mm/min-et?
is hajthatsz a léptecseiddel.:)
Olyan csodálatosak ezek a 10 meg 18 ezres
előtolás adatok... Én ezekben ne hari, de
kételkedek...
Ugyanis az két dolog, mit látsz a Mach
képernyőjén és mit kap a motor a valóságban.
Kipróbálhatnád csak azt, hogy
a Z tengelyedre pakolsz 25-75 kg súlyt, és
le-fel járatod 100 mm-t. Egyáltalán felgyorsulsz
maximumra ekkora távon? Így is tudja a
18.000 mm/min-et?
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 augusztus 11, 11:47
Írta: Miki2 Dátum 2009 augusztus 11, 11:47
Igen, nagyfordulatű fortuna van rajta. Írtam, faipari gép.
Ahhoz pedig nem árt, ha pörög.
A Z tengelyen a maximum 7000 mm volt. De ahhoz, hogy a 150 mm max utat megtegye, csak 3000 mm/ percre van állítva.
És igaz, én csak a MACH3-ra vagyok utalva.
De hidd el, ha a program jól össze van hangolva a mechanikával, akkor ez elérhető. Még léptecsekkel is.
Persze azt gondoltam, Neked ezt nem kell külön ragozni. Egy rövid löketű szán mozgásakor a gyakorlatban nincs akkora sebességre szükség, mint a nálánál 10-szer hosszabb utat bejáró másik két tengelynél.
Ahhoz pedig nem árt, ha pörög.
A Z tengelyen a maximum 7000 mm volt. De ahhoz, hogy a 150 mm max utat megtegye, csak 3000 mm/ percre van állítva.
És igaz, én csak a MACH3-ra vagyok utalva.
De hidd el, ha a program jól össze van hangolva a mechanikával, akkor ez elérhető. Még léptecsekkel is.
Persze azt gondoltam, Neked ezt nem kell külön ragozni. Egy rövid löketű szán mozgásakor a gyakorlatban nincs akkora sebességre szükség, mint a nálánál 10-szer hosszabb utat bejáró másik két tengelynél.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 11, 12:07
Írta: KBalázs Dátum 2009 augusztus 11, 12:07
Lehet hogy nem ez a legjobb topik ehhez.
Több fórumtárs meghallva "segélykiáltásom" , figyelmembe ajánlott kezdôknek való CAD programokat, egyikkel ismerkedvén, rájöttem hogy az eddig, félig elkövetett gépvázaim ott szúrtam el, hogy nem terveztem tul.képp semmit meg. Most szinte az utolsó csavarig megtervez(get)tem, egy (talán) mûködôképes nagyonhobby-cnc gépvázat. Ezt gond nélkül el tudom készíteni. De. Megmutatom, hátha, tapasztalt szemmel rosszvashibákat leltek benne.
Az anyagválaszték azért ez, mert ez van már meg.
Minimalista kiképzésû a lin. vezetés, tudom, de elsô tanuló gépnek..
Fikázásokat :), és építô véleményeket is szívesen fogadok.


Több fórumtárs meghallva "segélykiáltásom" , figyelmembe ajánlott kezdôknek való CAD programokat, egyikkel ismerkedvén, rájöttem hogy az eddig, félig elkövetett gépvázaim ott szúrtam el, hogy nem terveztem tul.képp semmit meg. Most szinte az utolsó csavarig megtervez(get)tem, egy (talán) mûködôképes nagyonhobby-cnc gépvázat. Ezt gond nélkül el tudom készíteni. De. Megmutatom, hátha, tapasztalt szemmel rosszvashibákat leltek benne.
Az anyagválaszték azért ez, mert ez van már meg.
Minimalista kiképzésû a lin. vezetés, tudom, de elsô tanuló gépnek..
Fikázásokat :), és építô véleményeket is szívesen fogadok.
Cím: Re:Mechanikai ötletek
Írta: 2dw0x9awk Dátum 2009 augusztus 11, 12:31
Írta: 2dw0x9awk Dátum 2009 augusztus 11, 12:31
Szerintem a Z-tengely tartókonzolt be kellene tenned középre ( a munkaasztal közepe legyen az orsó középpontod ) a jobb kihasználhatóság miatt. Úha, ezt jól megfogalmaztam....
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 11, 12:38
Írta: keri Dátum 2009 augusztus 11, 12:38
Az asztalnál szerintem túl kicsi a csapágyak távolsága. Nagy forgató nyomaték lép fel rajtuk. A szerkezet bírja de rontja a pontosságot, vagyis esetleg billegni fog az asztal.
A vékony acélprofilok nem elég erősek. Nagyon hajlanak, így ezzel a felépítéssel nem túl merev a váz, a vastagabb csöveket használva viszont már tuti.
Tehát amit én másként csinálnék:
Az asztalt egy vastag acélprofil keretből alakítanám ki, simán a végeinek a fedésével. Az keret oldala lenne az alsó, a keresztrudak pedig felülre, így egyből ezekre lehetne szerelni a csapágyakat és persze csapágyakat a sarkok közelébe tenném, távol egymástól.
A torony (pontosabban a főorsó tengelye)pedig középen helyezkedjen el. Így a szerszám nem lóg túl a csapágyak által befogott területről a teljes munkaterületen.
Az Y tengely esetén ugyan ez a keretes megoldás jobb lenne szerintem szintén a nagyobb merevség és az egyszerűbb kivitelezés miatt.
Persze ez csökkenti az Y tengely hasznos löketét, de ezzel a felállással tényleg csak játszani lehetne, dolgozni nem.
Z tengely...az akár jó is de szerintem kerettel, ez is masszívabb, és lehet azt csinálni hogy a Z keret szépen magába foglalja az Y keretét.
A vékony acélprofilok nem elég erősek. Nagyon hajlanak, így ezzel a felépítéssel nem túl merev a váz, a vastagabb csöveket használva viszont már tuti.
Tehát amit én másként csinálnék:
Az asztalt egy vastag acélprofil keretből alakítanám ki, simán a végeinek a fedésével. Az keret oldala lenne az alsó, a keresztrudak pedig felülre, így egyből ezekre lehetne szerelni a csapágyakat és persze csapágyakat a sarkok közelébe tenném, távol egymástól.
A torony (pontosabban a főorsó tengelye)pedig középen helyezkedjen el. Így a szerszám nem lóg túl a csapágyak által befogott területről a teljes munkaterületen.
Az Y tengely esetén ugyan ez a keretes megoldás jobb lenne szerintem szintén a nagyobb merevség és az egyszerűbb kivitelezés miatt.
Persze ez csökkenti az Y tengely hasznos löketét, de ezzel a felállással tényleg csak játszani lehetne, dolgozni nem.
Z tengely...az akár jó is de szerintem kerettel, ez is masszívabb, és lehet azt csinálni hogy a Z keret szépen magába foglalja az Y keretét.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 11, 12:41
Írta: keri Dátum 2009 augusztus 11, 12:41
Belegondolva az én gépemnél is célszerűbb lenne egy ilyen keretes megoldás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 11, 13:38
Írta: 000000000 Dátum 2009 augusztus 11, 13:38
"De ahhoz, hogy a 150 mm max utat megtegye,
csak 3000 mm/ percre van állítva."
Ja ilyen gyorsulás és lassulás mellett
sejteni vélem az adataidat, de én a helyedben
egy átlagos léptecsrendszernél egy pillananra
sem lennék nyugodt, ha a motor 10, 12-nél többet
fordul egy másodperc alatt, és anyagban van
ilyenkor a maró.
csak 3000 mm/ percre van állítva."
Ja ilyen gyorsulás és lassulás mellett
sejteni vélem az adataidat, de én a helyedben
egy átlagos léptecsrendszernél egy pillananra
sem lennék nyugodt, ha a motor 10, 12-nél többet
fordul egy másodperc alatt, és anyagban van
ilyenkor a maró.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 11, 14:34
Írta: KBalázs Dátum 2009 augusztus 11, 14:34
Nem írtam méreteket.
A nagyobbik zártszelvény 60x60x2mm, a kicsik meg 20x20x2mm, minden csavarkötés M8, csapágyak 608-as "tipikus görkori" csapágy méret. A "gerenda" méretek X:450mm,Y:400mm.
Az asztal billegésére gondoltam én is, csak bízni tudok, hogy a 80mm tengelytávok elegendôek. Átgondolom! Amit írsz asztal-megoldást nem vágom teljesen. A fôorsó tengelye végülis az X rövidülésével hozható középre, sajnos. Valahol láttam vagy 5-6 gépet, fából (ha meglelem belinkelem), amikben ez a lin.vez. megoldás volt alkalmazva, meglepôen szûk tengelytávokkal, ehhez képest nagy méretekkel, és gondolom kielégítôen tették a dolgukat. Ezért gondolom hogy egy jóval kissebb méretben is jól teljesíthetnek.
A reagálásokat köszönöm!
A nagyobbik zártszelvény 60x60x2mm, a kicsik meg 20x20x2mm, minden csavarkötés M8, csapágyak 608-as "tipikus görkori" csapágy méret. A "gerenda" méretek X:450mm,Y:400mm.
Az asztal billegésére gondoltam én is, csak bízni tudok, hogy a 80mm tengelytávok elegendôek. Átgondolom! Amit írsz asztal-megoldást nem vágom teljesen. A fôorsó tengelye végülis az X rövidülésével hozható középre, sajnos. Valahol láttam vagy 5-6 gépet, fából (ha meglelem belinkelem), amikben ez a lin.vez. megoldás volt alkalmazva, meglepôen szûk tengelytávokkal, ehhez képest nagy méretekkel, és gondolom kielégítôen tették a dolgukat. Ezért gondolom hogy egy jóval kissebb méretben is jól teljesíthetnek.
A reagálásokat köszönöm!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 11, 14:57
Írta: keri Dátum 2009 augusztus 11, 14:57
60-assal nincs is gond, de a 20-as az nagyon vékony.
A lineáris vezetékeddel nincs is gond, csak jobban is el lehet rendezni.
Nézd meg a Mechanika41 képét, itt az X tengely hosszát nem befolyásolja ha középre hozod, és a munkatér szélein vannak a csapágyak, ez jobb merevséget biztosít, hiszen az erőkar maximum 1 lehet.
A te gépednél 370mm/80mm=4,6 azaz 4,6szor nagyobb erő terheli a mechanikát feleslegesen.
A lineáris vezetékeddel nincs is gond, csak jobban is el lehet rendezni.
Nézd meg a Mechanika41 képét, itt az X tengely hosszát nem befolyásolja ha középre hozod, és a munkatér szélein vannak a csapágyak, ez jobb merevséget biztosít, hiszen az erőkar maximum 1 lehet.
A te gépednél 370mm/80mm=4,6 azaz 4,6szor nagyobb erő terheli a mechanikát feleslegesen.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 11, 15:28
Írta: KBalázs Dátum 2009 augusztus 11, 15:28
Nem világos minden, nehéz a felfogásom. (Ez tény!)
Nekem a Mechanika 23-nál, ami ugyanaz /szinte/ mint amit írtál

, itt az jön át, hogy itt sincs nagyon nagy feltámasztás /persze nagyobb mint amit terveztem/.
Vagy Te másra gondoltál, illetve rosszul értettem?
Nekem a Mechanika 23-nál, ami ugyanaz /szinte/ mint amit írtál
, itt az jön át, hogy itt sincs nagyon nagy feltámasztás /persze nagyobb mint amit terveztem/.
Vagy Te másra gondoltál, illetve rosszul értettem?
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 11, 15:55
Írta: KBalázs Dátum 2009 augusztus 11, 15:55
Viszont, ha 15 fokban bedöntöm a konzolt, ami az Y tengelyt tartja, akkor pont középre kerül a fôorsó. hogy ezen elgondolkozzak, már megérte a kérdéseket feltennem.
Közben megtaláltam a linket.Itt.
Közben megtaláltam a linket.Itt.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 11, 16:19
Írta: keri Dátum 2009 augusztus 11, 16:19
Jól érted, ezt a befogást növelném a te gépeden.
Mivel acél profilt használsz vezetéknek ezért ennek a hosszát növelni nagyon olcsó, és ha ezzel növelheted a géped merevségét az csak jó.
Persze ha csak teszt ábrákat akarsz rajzolni arra kiválóan alkalmas a leg első változatod is.
A bedöntés is jó megoldás ha meg tudod oldani.
Lényeg, hogy ha a főorsó motor középen van akkor minimális a levegőben lógó asztalrész mindkét irányba, bár ha a munkalöket szélességére széthúznád akkor ez zéró lenne.
Nekem előfeszített golyós vezetékeim vannak, de még ott is figyelembe kell venni ezeket a szempontokat.
Mivel acél profilt használsz vezetéknek ezért ennek a hosszát növelni nagyon olcsó, és ha ezzel növelheted a géped merevségét az csak jó.
Persze ha csak teszt ábrákat akarsz rajzolni arra kiválóan alkalmas a leg első változatod is.
A bedöntés is jó megoldás ha meg tudod oldani.
Lényeg, hogy ha a főorsó motor középen van akkor minimális a levegőben lógó asztalrész mindkét irányba, bár ha a munkalöket szélességére széthúznád akkor ez zéró lenne.
Nekem előfeszített golyós vezetékeim vannak, de még ott is figyelembe kell venni ezeket a szempontokat.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 11, 17:16
Írta: KBalázs Dátum 2009 augusztus 11, 17:16
Szerintem a belinkelt képeimen nem volt kivehetô térben, de azokon sem a szélén volt a fôorsó tengelye (annyira).
Bedöntöttem középre, érdekes lett. A csavarok hegesztve lesznek a szelvények belsejében, a sablont (vagy mit) már elkészítettem, ami odafogja hegesztéskor.


Persze most meg az jön hogy az Z nagyon kilóg.[#confused] De szerintem nem fog nagy motort viselni, az egész gép nem lesz nagy, ez szempont is.
Bedöntöttem középre, érdekes lett. A csavarok hegesztve lesznek a szelvények belsejében, a sablont (vagy mit) már elkészítettem, ami odafogja hegesztéskor.
Persze most meg az jön hogy az Z nagyon kilóg.[#confused] De szerintem nem fog nagy motort viselni, az egész gép nem lesz nagy, ez szempont is.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 augusztus 11, 17:59
Írta: ORCA17 Dátum 2009 augusztus 11, 17:59
A zártszelvények kapcsolódó végeit mivel munkálod meg? Síkok, derékszögek stb.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 11, 19:47
Írta: keri Dátum 2009 augusztus 11, 19:47
Nem, ez már jobb konstrukció így.
Én mondjuk még továbbra sem vagyok kibékülve az X asztal túl közeli csapágyaival, illetve a 20x20-as profilok használatával.
Most sok dolgom van, de lerajzolom majd neked hogy én hogy gondoltam. Ahogy ORCA is írja lesznek gondjaid a gép precíz összerakásával.
Ahogy én csináltam az enyémet úgy könnyedén lehet kalibrálni pontos műszerek birtokában és nincs szükség nagy megmunkálási pontosságra sem, mert a csavarkötéseknél van annyi játéka az egésznek, ami kell.
Én mondjuk még továbbra sem vagyok kibékülve az X asztal túl közeli csapágyaival, illetve a 20x20-as profilok használatával.
Most sok dolgom van, de lerajzolom majd neked hogy én hogy gondoltam. Ahogy ORCA is írja lesznek gondjaid a gép precíz összerakásával.
Ahogy én csináltam az enyémet úgy könnyedén lehet kalibrálni pontos műszerek birtokában és nincs szükség nagy megmunkálási pontosságra sem, mert a csavarkötéseknél van annyi játéka az egésznek, ami kell.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 11, 19:51
Írta: keri Dátum 2009 augusztus 11, 19:51
Ja és a Z nem nyúlik ki jobban mint eddig, ez csak optikai csalódás. Pont akkora távolságra van az Y-tól mint eddig.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 augusztus 11, 20:35
Írta: ORCA17 Dátum 2009 augusztus 11, 20:35
A "Z" tengely függőleges vázát képző zártszelvény "élbe állításáról" lebeszélnélek. Ha már úgy is "gergőt" használsz, fektesd lappal egymásnak a függőleges és viszintes részeket és tégy az oldalára, a görgőnek megfelelő köracált. Ezüst acélt. Van olyan pontos a gyártási megmunkálása, mint a zártszelvényé.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 11, 20:59
Írta: KBalázs Dátum 2009 augusztus 11, 20:59
A kapcsolódó végek vágókoronggal (#5292), ez be van derékszögbe lôve a vágandó anyaghoz képest, és mivel körkörösen, 4 vágással van elvágva (kényszerûségbôl), az anyag egy ponton feltámasztva a méret tartása végett, így a derékszög adódik a teljes keresztmetszetre is (nem lesz "szalámi"). Mivel véglegesen csavarkötéssel van rögzítve, minimális korrekciót itt is be lehet még vinni.
Szerintem.
Szerencsémre, ez itt még csak egy terv, ami képlékeny, így a hozzászólásotok, ötleteitek, tanácsaitok segíthetnek kiküszöbölni a problémák egy jó részét.
Szerintem.
Szerencsémre, ez itt még csak egy terv, ami képlékeny, így a hozzászólásotok, ötleteitek, tanácsaitok segíthetnek kiküszöbölni a problémák egy jó részét.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 11, 21:05
Írta: KBalázs Dátum 2009 augusztus 11, 21:05
Nem frissítettem egy ideje a lapot, így nem láttam a hsz-t. Bocs.
Találtam olyan minôségû zártszelvényt, ami szerinntem megfelelô, nem "vastelepi", tükrös a felülete (Z). Most szempont a pofátlanul alacsony anyagköltség. Mi a gond a zártszelvény élbe állításával?
Találtam olyan minôségû zártszelvényt, ami szerinntem megfelelô, nem "vastelepi", tükrös a felülete (Z). Most szempont a pofátlanul alacsony anyagköltség. Mi a gond a zártszelvény élbe állításával?
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 augusztus 11, 21:07
Írta: ORCA17 Dátum 2009 augusztus 11, 21:07
költséghatékony projektnek tűnik, és a méretei miat is érdemes elkészítened - de! a zártszelvénnyel jó "észnél lenni". A 3-as falvastagságnál, bizony már jól megfigyelhető a gyártósor "kora" és az anyag makacs rugalmassága miatti vetemedés. Jó lesz, ha ezekre több figyelmet fordítasz[#integet2]
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 augusztus 11, 21:11
Írta: ORCA17 Dátum 2009 augusztus 11, 21:11
A furatok elkészítéséhez marógép kell majd...meg talán statikai megfontolásból. Kicsi a két felület érintkezési pontja és a csavar kapja a legnagyob nyíró-csavaró erőt
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 11, 21:36
Írta: KBalázs Dátum 2009 augusztus 11, 21:36
Optimista vagyok, szerintem pontos elôrajzolással, pontozással, elôfúrással oszlopos fúróval is sikerülhet, egy picivel (1-2 tized) nagyobb átmérôjû fúróval megyek neki, így az esetleges utánállítással sem lesz gond. Meg is hegeszthetném összeállítás után, de az elhúzhatja, és cseszhetem. Viszont, a minimum 8xM8 csavar elnyíródásában ekkora gépnél nem hiszek.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 augusztus 12, 00:21
Írta: ORCA17 Dátum 2009 augusztus 12, 00:21
Helyes, hogy optimizmussal állsz neki a dolognak, nem is lebeszélni - megbeszélni jöttem...
Esetleg, ha készítesz zártszelvényből 4 db ilyesmit, és ezt kell felerősíteni a függőleges Z szárra

Esetleg, ha készítesz zártszelvényből 4 db ilyesmit, és ezt kell felerősíteni a függőleges Z szárra
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 12, 08:24
Írta: keri Dátum 2009 augusztus 12, 08:24
Tapasztalatom az a saját gépem építése kapcsán, hogy még oszlopos fúróval is jó, ha csak fél milliméter az eltérés a bepontozott a jelöléshez képest.
Kézifúróval, nagyon oda figyelve sablonnal nagyobb pontosságot tudtam elérni.
A lukakat legalább 1mm-el fúrtam nagyobbra, és így maradt elég állítási lehetőség.
Igaza van ORCA-nak ha nem maróval és rövid szárral csinálod akkor az nem lesz pontos. Ezzel nincs mit csinálni, de figyelembe kell venni tervezésnél.
Ezért jó ha átlapolással csavarozod a profilokat, mert ott nem szükséges túl pontos megmunkálás és a szilárdsága is nagy egy ilyen kötésnek.
A hegesztéssel meg az a baj, hogy elhúzza az anyagot, ezért hegesztés után síkköszörűvel vagy maróval kell beállítani a felületeket.
Kézifúróval, nagyon oda figyelve sablonnal nagyobb pontosságot tudtam elérni.
A lukakat legalább 1mm-el fúrtam nagyobbra, és így maradt elég állítási lehetőség.
Igaza van ORCA-nak ha nem maróval és rövid szárral csinálod akkor az nem lesz pontos. Ezzel nincs mit csinálni, de figyelembe kell venni tervezésnél.
Ezért jó ha átlapolással csavarozod a profilokat, mert ott nem szükséges túl pontos megmunkálás és a szilárdsága is nagy egy ilyen kötésnek.
A hegesztéssel meg az a baj, hogy elhúzza az anyagot, ezért hegesztés után síkköszörűvel vagy maróval kell beállítani a felületeket.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 12, 08:58
Írta: KBalázs Dátum 2009 augusztus 12, 08:58
Egy ilyen, vagy hasonló formát nem tudok itthon elkészíteni. Mondjuk azt sem értem hogy hova volna ez jó, illetve mi célt szolgálna.
Akkor az egész konstrukciót átgondolom, hogy hogyan lehetne nagy felületen érintkezô zártszelvényekbôl gépformát elôállítani. (pedig a nagy ötletem pont az, hogy a váz és a lin.vezetés ugyanaz a sík) A méretek kötöttek, nagyjából, illetve az anyagmennyiség is.
Véleményem szerint, ha a váz nem is század pontossággal készül, azért utánállításokra van mód a kritikus pontokon, ezért gondolkoztam csavarkötésekben. Hegeszteni a ~90mm menetes-szár darabkákat gondoltam, a zártszelvények belsejébe, sarkokba ill. középre, amikkel könnyû számolni. Ezek nem kritikus pontok, úgy vélem, bár tény, hogy a felfekvés (él-lap) nem akkora, mintha lapjával (lap-lap)találkoznának az idomok.
Akkor megrágom kicsit.[#wilting][#wilting]
Akkor az egész konstrukciót átgondolom, hogy hogyan lehetne nagy felületen érintkezô zártszelvényekbôl gépformát elôállítani. (pedig a nagy ötletem pont az, hogy a váz és a lin.vezetés ugyanaz a sík) A méretek kötöttek, nagyjából, illetve az anyagmennyiség is.
Véleményem szerint, ha a váz nem is század pontossággal készül, azért utánállításokra van mód a kritikus pontokon, ezért gondolkoztam csavarkötésekben. Hegeszteni a ~90mm menetes-szár darabkákat gondoltam, a zártszelvények belsejébe, sarkokba ill. középre, amikkel könnyû számolni. Ezek nem kritikus pontok, úgy vélem, bár tény, hogy a felfekvés (él-lap) nem akkora, mintha lapjával (lap-lap)találkoznának az idomok.
Akkor megrágom kicsit.[#wilting][#wilting]
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 12, 10:22
Írta: KBalázs Dátum 2009 augusztus 12, 10:22
Még mielôtt kidobom a tervet :) , ez is eszembe jutott, ha már ferdítés. A tömegközéppont itt a görgôk felett van pont, az asztal nem mozdul, csak az Y,Z. Csak így elveszik az Y útból, cserébe lehet szélesebb is a görgôje.. Bár ez szerintem a legmeredekebb kivitelezési szempontból.


Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2009 augusztus 12, 11:43
Írta: ORCA17 Dátum 2009 augusztus 12, 11:43

A tervet ne dobd ki, semmi esetre se.[#ejnye1]
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 augusztus 12, 13:05
Írta: ywathzay Dátum 2009 augusztus 12, 13:05
Corgon, ha nem túl nagy kérés bemutatnád itt a gépedet? Varsányi mondta, hogy egy "mechanikai ötlet". Kíváncsi vagyok rá, milyen is egy ilyen különleges gép.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 augusztus 13, 00:01
Írta: 3k74cecek Dátum 2009 augusztus 13, 00:01
Szerintem jobb az a változat ahol az asztal mozog.
Az asztal csapágyait viszont nagyobb távolságra kellene tenni (a mozgás irányában), mert különben esetleg billegni fog. Ez sajnos a vezeték meghosszabbítását igényli, hogy az asztal mindkét végét elérhesse a szerszám.
Nekem az asztal vezetékem 2-szer olyan hosszú mint asztal (az asztal csapágyai az asztal végeinél vannak), de meg se tud moccanni. A csavarozás miatt sajnos úgyis lesz a vázadnak deformációja ha nem csak gravírozni fogsz vele.
Jó lenne tudni milyen munkákra szánod, mert attól is függ, hogy mi lenne a megfelelő megoldás.
Az asztal csapágyait viszont nagyobb távolságra kellene tenni (a mozgás irányában), mert különben esetleg billegni fog. Ez sajnos a vezeték meghosszabbítását igényli, hogy az asztal mindkét végét elérhesse a szerszám.
Nekem az asztal vezetékem 2-szer olyan hosszú mint asztal (az asztal csapágyai az asztal végeinél vannak), de meg se tud moccanni. A csavarozás miatt sajnos úgyis lesz a vázadnak deformációja ha nem csak gravírozni fogsz vele.
Jó lenne tudni milyen munkákra szánod, mert attól is függ, hogy mi lenne a megfelelő megoldás.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 13, 13:15
Írta: KBalázs Dátum 2009 augusztus 13, 13:15
A méretekkel kompromisszumokra kényszerülök mindenképp, azt már látom, "egyemberes" gépet tudok elhelyezni, ami kb 50x50x50cm befoglalót sokkal nem haladja meg, illetve nem lehet túl nehéz (na jó, ez másodlagos).
Mire szánom: gravírozás (nyák), fa, és (nem ipari) mûanyag 3D marásra, itt akár 100mm magasságú munkadarabok is lehetnek. Illetve hab formázás (nem vágás). Tehát a legkeményebb, amivel találkozni fog az a fa. A század-pontosságra emiatt nincs nagy szükség.
Van mégegy (megint fura) mechanikai elképzelésem, talán masszívabb, nemsokára megrajzolom és bemutatom.
Azért tûnik jobbnak (számomra) a mozgó Y tengelyes megoldás, mert ott eleve az asztal síkja egybe esik a két X szán síkjával állítgatás nélkül is, nem úgy mint amikor az asztal X mozog, és ha picit is valamerre "dôl", akkor a hiba erôsödik a szélek felé (+/-), tehát magyarán a másik megoldás "bolondbiztosabb".
(Kopirenyáknak igaza volt, amit ajánlott CAD program tényleg nekem való.[#worship])
Mire szánom: gravírozás (nyák), fa, és (nem ipari) mûanyag 3D marásra, itt akár 100mm magasságú munkadarabok is lehetnek. Illetve hab formázás (nem vágás). Tehát a legkeményebb, amivel találkozni fog az a fa. A század-pontosságra emiatt nincs nagy szükség.
Van mégegy (megint fura) mechanikai elképzelésem, talán masszívabb, nemsokára megrajzolom és bemutatom.
Azért tûnik jobbnak (számomra) a mozgó Y tengelyes megoldás, mert ott eleve az asztal síkja egybe esik a két X szán síkjával állítgatás nélkül is, nem úgy mint amikor az asztal X mozog, és ha picit is valamerre "dôl", akkor a hiba erôsödik a szélek felé (+/-), tehát magyarán a másik megoldás "bolondbiztosabb".
(Kopirenyáknak igaza volt, amit ajánlott CAD program tényleg nekem való.[#worship])
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 augusztus 13, 15:14
Írta: 7kcyndjdg Dátum 2009 augusztus 13, 15:14
Szia, a gépen nincs semmi különlegsség. Képeket már multkor belinkeltem. Egész nyugodtan kérdezd mi érdekel szivesen válaszolok.
Cím: Re:Mechanikai ötletek
Írta: gsgpn7f4b Dátum 2009 augusztus 13, 15:30
Írta: gsgpn7f4b Dátum 2009 augusztus 13, 15:30
Köszönöm mindenki az ötleteket ki fogom próbálni.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 augusztus 13, 15:45
Írta: ywathzay Dátum 2009 augusztus 13, 15:45
Szia, hol tudom megnézni a képeket? Elsiklottam felettük biztos. Aztán majd kérdezek, ha valamire kíváncsi leszek. Köszi.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 augusztus 13, 18:18
Írta: ukcge40u Dátum 2009 augusztus 13, 18:18
Szerintem is, ezért fog nálam mindkettő mozogni.
Az alább vázolt cuccnál, a mozgó tömeg százalékos aránya az egészhez képest kicsit soknak tűnik nekem, nem beszélve arról, hogy egy ilyen keretet illik merevre csinálni, ami indokolatlanul is megnöveli a mozgó/mozgatandó súlyt.
Csak hangosan gondolkodtam...[#smile]
Az alább vázolt cuccnál, a mozgó tömeg százalékos aránya az egészhez képest kicsit soknak tűnik nekem, nem beszélve arról, hogy egy ilyen keretet illik merevre csinálni, ami indokolatlanul is megnöveli a mozgó/mozgatandó súlyt.
Csak hangosan gondolkodtam...[#smile]
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 augusztus 13, 21:18
Írta: ybm4ifb Dátum 2009 augusztus 13, 21:18
Sziasztok
Léptető motoros gépem van..5 fázisu motorokkal.
A gondom az volt velül hogy nagyon melegedtek,igy aztán némi gondolkodás után ugy döntöttem hogy hüteni kéne őket.
Erre a célra 3 db proceszor ventilátort használtam fel.
A mappámban van pár kép a gyártásárol..és a felszerelt hütőkről is.
Első komolyabb alkatrészek,amik készültek eddig.
Léptető motoros gépem van..5 fázisu motorokkal.
A gondom az volt velül hogy nagyon melegedtek,igy aztán némi gondolkodás után ugy döntöttem hogy hüteni kéne őket.
Erre a célra 3 db proceszor ventilátort használtam fel.
A mappámban van pár kép a gyártásárol..és a felszerelt hütőkről is.
Első komolyabb alkatrészek,amik készültek eddig.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 augusztus 13, 22:01
Írta: 3k74cecek Dátum 2009 augusztus 13, 22:01
Ilyen anyagokhoz, ilyen kis méretben, első gépnek kb. jó lesz a dolog, aztán a tapasztalatok alapján a második géped már lehet majd egy 4m2-es megmunkáló központ.[#wave]
Sok sikert!
Aztán majd számolj be az eredményről!
Sok sikert!
Aztán majd számolj be az eredményről!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 14, 16:47
Írta: keri Dátum 2009 augusztus 14, 16:47
Engem az érdekelne hogy milyen kapcsolásban használod az 5 fázist?
Simán csillagban úgy hogy 5 tranzisztorral kapcsolgatod egyenként?
Vagy deltában (illetve pentába) kötve? Ha ez utóbbi akkor érdekelne hogy pontosan hogyan működik, mert erről nem sikerült kielégítő anyagot találnom.
Simán csillagban úgy hogy 5 tranzisztorral kapcsolgatod egyenként?
Vagy deltában (illetve pentába) kötve? Ha ez utóbbi akkor érdekelne hogy pontosan hogyan működik, mert erről nem sikerült kielégítő anyagot találnom.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 14, 16:49
Írta: keri Dátum 2009 augusztus 14, 16:49
végülis igaz, minek akarjuk rábeszélni a jóra ha nem hagyja magát :D
Én is saját hibáimból tanulok a legjobban, ráadásul ez nem egy olyan drága konstrukció aminél nagy probléma lenne az átépítés. Aztán ha sikerül neki akkor mi is építünk ilyet :)
Én is saját hibáimból tanulok a legjobban, ráadásul ez nem egy olyan drága konstrukció aminél nagy probléma lenne az átépítés. Aztán ha sikerül neki akkor mi is építünk ilyet :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 22:50
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 22:50
Pénteken kimentem a MÉH-be már megint. Bár ne tettem volna!!! (Vagy jól van ez?) :)
Egy jó adag szögvas mellett sikerült az asztalomra találni egy picinyke daram (800x900x20Ö acél lapot találnom. (116Kg és persze majdnem magamra ejtettem amikor kivettem a kocsi csomagtartójából)
Nos. Szét is kaptam gyorsan a kézi marót és nekiestem az asztal átalakításának. Jelenleg itt tartok:





Elkészítettem a támokat is, amelyekre fel fogom fogatni majd a tornyot:


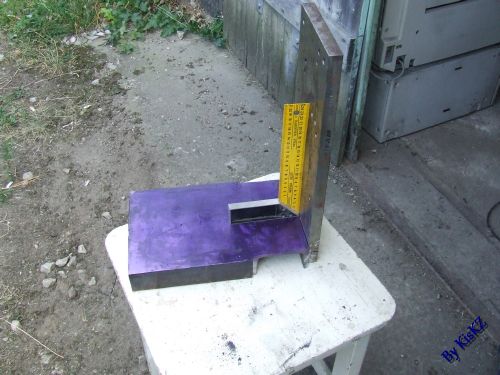
Ez pedig a főheggesztő úr, vagyis jómagam: :)
Szépen le is égtem a heggesztések végére.
A szemüveg helye ott virít az arcomon. :)

Egy jó adag szögvas mellett sikerült az asztalomra találni egy picinyke daram (800x900x20Ö acél lapot találnom. (116Kg és persze majdnem magamra ejtettem amikor kivettem a kocsi csomagtartójából)
Nos. Szét is kaptam gyorsan a kézi marót és nekiestem az asztal átalakításának. Jelenleg itt tartok:
Elkészítettem a támokat is, amelyekre fel fogom fogatni majd a tornyot:
Ez pedig a főheggesztő úr, vagyis jómagam: :)
Szépen le is égtem a heggesztések végére.
A szemüveg helye ott virít az arcomon. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 22:54
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 22:54
Laslie! Csak neked!!!! :)
Lassan ugyan de talán fejlődök:
A sima illesztett sík varrat már elmegy.

Ilyen pálcát használok most:

Azoban a sarok varratokkal még igen nagy gondban vagyok. Nagyon nem akar menni.
Kérlek adjatok tanácsot, hogy hogyan csinmáljam!
Jelenleg egy halom gubics az eredmény, hol az egyik alapanyagon, hol a másikon.
Ritkán esik meg, hogy a varrat úgy néz ki ahogy annak kellene.
Merről merre, milyen mozdulatokkal és pálcatartással csináljam?
Előre is köszönöm!
Lassan ugyan de talán fejlődök:
A sima illesztett sík varrat már elmegy.
Ilyen pálcát használok most:
Azoban a sarok varratokkal még igen nagy gondban vagyok. Nagyon nem akar menni.
Kérlek adjatok tanácsot, hogy hogyan csinmáljam!
Jelenleg egy halom gubics az eredmény, hol az egyik alapanyagon, hol a másikon.
Ritkán esik meg, hogy a varrat úgy néz ki ahogy annak kellene.
Merről merre, milyen mozdulatokkal és pálcatartással csináljam?
Előre is köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 15, 22:57
Írta: 4um5b65d Dátum 2009 augusztus 15, 22:57
Ne légy már normálatlan !
Öltözzél be rendesen az ívhegesztéshez és csak pajzzsal hegessz.
Ne akarjál a Csernobili portásra hasonlítani.
Annak volt olyan sugárzó mosolya és masszív bőrrákja...
Öltözzél be rendesen az ívhegesztéshez és csak pajzzsal hegessz.
Ne akarjál a Csernobili portásra hasonlítani.
Annak volt olyan sugárzó mosolya és masszív bőrrákja...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 22:58
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 22:58
Ahogy írtam:
Rájöttem közben!
Nem akarok többet ingyen szolizni!
Rájöttem közben!
Nem akarok többet ingyen szolizni!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 15, 23:06
Írta: 4um5b65d Dátum 2009 augusztus 15, 23:06
Ez a varrat már sokkal jobb.
A múltkori varratot is ezzel a pálcával csináltad?
Amivel most hegesztesz azzal szép sima varratot lehet csinálni és könnyen leválik a salak is. Úgyhogy tök jó lesz ezzel hegesztened...
[#taps][#wave]
A múltkori varratot is ezzel a pálcával csináltad?
Amivel most hegesztesz azzal szép sima varratot lehet csinálni és könnyen leválik a salak is. Úgyhogy tök jó lesz ezzel hegesztened...
[#taps][#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 15, 23:07
Írta: 4um5b65d Dátum 2009 augusztus 15, 23:07
Mondd csak, nehéz volt azt a szép hajlítást megcsinálnod fél kézzel ? :)))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 23:08
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 23:08
Ugyanaz a pálca.
Csak egy kicsit feltekertem az áramot és jobban odafigyeltem. Nem siettem. Rájöttem, hogy ez volt a legnagyobb hibám eddig.
Csak egy kicsit feltekertem az áramot és jobban odafigyeltem. Nem siettem. Rájöttem, hogy ez volt a legnagyobb hibám eddig.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 23:11
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 23:11
Ne idegelj!!!! :)
Majd betojtam amig feltettem ezt a vacakot magamban az asztalra.
Csak ilyen volt odakinn. Nem volt túl nagy a választék ebben a méretben.
Lett volna még olyan 400Kg os, de azt azért már mégse. :))
Először gondolkodtam, hogy levágom róla, de aztán rájöttem, hogy még jól is jöhet, mert ha megfordítom az asztalon, akkor forgácsfogó peremnek jó lesz az asztal hátulján. Ugyhogy maradt.
Majd betojtam amig feltettem ezt a vacakot magamban az asztalra.
Csak ilyen volt odakinn. Nem volt túl nagy a választék ebben a méretben.
Lett volna még olyan 400Kg os, de azt azért már mégse. :))
Először gondolkodtam, hogy levágom róla, de aztán rájöttem, hogy még jól is jöhet, mert ha megfordítom az asztalon, akkor forgácsfogó peremnek jó lesz az asztal hátulján. Ugyhogy maradt.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 23:12
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 23:12
Egyébként tényleg, szinte magától leválik róla a salak. Egyszerűen szépen, egy darabban lekunkorodik róla.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 15, 23:12
Írta: 4um5b65d Dátum 2009 augusztus 15, 23:12
Ja , és a sarok varrattal két módon próbálkozhatsz. Vagy olyan erővel nyomod bele a pálcát a sarokba, hogy az elektróda egy kissé meghajoljon és inkább egy kissé a fűggőlegesen álló vasdarab felé írányítod. (kb75 százalékban)
De talán jobb ha úgy állítod fel a vasakat, hogy az ékforma lefelé mutasson és akkor a pálcával egy kicsit balra-jobbra felhúzod a varratot. De csak finoman.
De talán jobb ha úgy állítod fel a vasakat, hogy az ékforma lefelé mutasson és akkor a pálcával egy kicsit balra-jobbra felhúzod a varratot. De csak finoman.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 15, 23:21
Írta: 4um5b65d Dátum 2009 augusztus 15, 23:21
A múltkori varratodnál nem a sietség volt a probléma, hanem túl meredek szögben tartottad a pálcát, azért lett olyan salakos...
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 augusztus 15, 23:21
Írta: ybm4ifb Dátum 2009 augusztus 15, 23:21
Remélem az a szemüveg..a látszat ellenére ív hegesztéshez való üvegekkel van ellátva..
Alapbol ezek csak láng hegesztéshez használatossak.
Megprobálhatod a sarok varratot fentröl lefelé is...de nagyon vigyázz az ív távolságra..támazd meg a varrat végét a az elektrodával..ne engedd a salakot lefolyni.
Vizszintessen meg probáld meg az ívelő mozgást..de a haladási irányban ne legyen a két ivelő mozgás közt a távolság nagyobb mint a pálca átmérőlye...mag mérete.
Használj pajzsot!!!!
Alapbol ezek csak láng hegesztéshez használatossak.
Megprobálhatod a sarok varratot fentröl lefelé is...de nagyon vigyázz az ív távolságra..támazd meg a varrat végét a az elektrodával..ne engedd a salakot lefolyni.
Vizszintessen meg probáld meg az ívelő mozgást..de a haladási irányban ne legyen a két ivelő mozgás közt a távolság nagyobb mint a pálca átmérőlye...mag mérete.
Használj pajzsot!!!!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 23:34
Írta: 43pbwjg8s Dátum 2009 augusztus 15, 23:34
Köszönöm a tippeket!
A pajzshoz holnap veszek egy uj üveget.
A szemüveg külső védőüvege szerencsére ívheggesztéshez való. Ha nem az lett volna már nem látnék régen, de legalábbis érezném, ugyanis a bőrszinem is mutatja, a szemem eléggé érzékeny műszer.
A pajzshoz holnap veszek egy uj üveget.
A szemüveg külső védőüvege szerencsére ívheggesztéshez való. Ha nem az lett volna már nem látnék régen, de legalábbis érezném, ugyanis a bőrszinem is mutatja, a szemem eléggé érzékeny műszer.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 16, 05:56
Írta: 0gbwyh99 Dátum 2009 augusztus 16, 05:56
Szia!
Ennél a példánál szerintem emelheted még az ampert mert túl púposnak tartom a varratot , vagyis nem hatolt elég mélyre . Amúgy gratula , csak így tovább , DE CSAK PAJZSSAL !!!!!!!!
Ennél a példánál szerintem emelheted még az ampert mert túl púposnak tartom a varratot , vagyis nem hatolt elég mélyre . Amúgy gratula , csak így tovább , DE CSAK PAJZSSAL !!!!!!!!
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2009 augusztus 16, 06:59
Írta: knifemaster Dátum 2009 augusztus 16, 06:59
Sokat segít még,egy 2-3mm x45 fokos gyökölés.
Egy félbevágott pálca könnyebben irányítható.
Ha túl mélyen nyomod az anyagba,és/vagy rossz szögben a pálcát,a salakot nem tudja kifújni,így zárványos lesz a hegesztés.
Gyakorolj,hogy ráálljon a kezed.
10 pálca nem a világ.:)
Gyorstalpaló....gugli bácsitól..:D
Tudom..Degeczi születésű vagyok :)
Egy félbevágott pálca könnyebben irányítható.
Ha túl mélyen nyomod az anyagba,és/vagy rossz szögben a pálcát,a salakot nem tudja kifújni,így zárványos lesz a hegesztés.
Gyakorolj,hogy ráálljon a kezed.
10 pálca nem a világ.:)
Gyorstalpaló....gugli bácsitól..:D
Tudom..Degeczi születésű vagyok :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 16, 07:46
Írta: 000000000 Dátum 2009 augusztus 16, 07:46
Szia!
Csak így tovább a heggesztéssel, bele fogsz jönni, csak sokat gyakorolj. Ha sarokvarratot heggesztesz, adjál neki nagyobb áramot és toldd be az elektródát, hogy az ív ne csapkodjon ide-oda!
Fogadd meg a tanácsomat, vegyél egy automata pajzsot, látod, hova teszed az elektródát és az egyik kezed is felszabadul. Ha egyszer kipróbálod, más pajzsot nem akarsz használni, és áldani fogod a nevemet.
Csak így tovább a heggesztéssel, bele fogsz jönni, csak sokat gyakorolj. Ha sarokvarratot heggesztesz, adjál neki nagyobb áramot és toldd be az elektródát, hogy az ív ne csapkodjon ide-oda!
Fogadd meg a tanácsomat, vegyél egy automata pajzsot, látod, hova teszed az elektródát és az egyik kezed is felszabadul. Ha egyszer kipróbálod, más pajzsot nem akarsz használni, és áldani fogod a nevemet.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 08:02
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 08:02
De rendesek vagytok!
Nagyon köszönöm a tippeket!
A pajzs mindenképp! Ez most már alapvető.
Az automatára sajnos mostanában nem nagyon telik, de majd egyszer azt is.
Mégegyszer köszönöm!
Nagyon köszönöm a tippeket!
A pajzs mindenképp! Ez most már alapvető.
Az automatára sajnos mostanában nem nagyon telik, de majd egyszer azt is.
Mégegyszer köszönöm!
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 16, 09:44
Írta: KBalázs Dátum 2009 augusztus 16, 09:44
Igyekszek minden tanácsot megfogadni, vagy legalábbis elgondolkodni rajtuk. Jövôhéten elkezdem az az anyagokat darabolni, összerakni (majd fotózok is).
Egyenlôre erre jutottam: A súlypontot igyekeztem lenyomni, más idomokat használva,és Z mozgás max 65mm, /ennyi is elég lesz/ stb.

kép,mégegy,
és volt egy hamvába holt ötletem is.ez itt.
Egyenlôre erre jutottam: A súlypontot igyekeztem lenyomni, más idomokat használva,és Z mozgás max 65mm, /ennyi is elég lesz/ stb.
kép,mégegy,
és volt egy hamvába holt ötletem is.ez itt.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 augusztus 16, 15:35
Írta: Szalai György Dátum 2009 augusztus 16, 15:35
Irigyen bámulom a rajzodat!
(Sajnos én nem tudtam magamnak hasonlót rajzolni, pedig sok időt vesződtem vele.)
A képed jobb oldalán látszik három darab háromszögbe rendezett csavar vége és rajtuk az anyák. Nem látom pontosan, hogy mi ott a szerepük, de eszembe jutott róluk valami. Az utólag feszített szerkezet.
(Mikor egy méter körüli darab 40x40x3 zártszelvényt megkongatok és figyelem a hangját. Hosszan lecsengő és középmagas. Azután a szelvényt a két végén befenekelem, a véglezáró lemezek közepén lyukat fúrok, és a lyukakon átvezetek egy menetes szálat, amit a két végéről anyákkal spanolok. Megkongatom, a hang röviden lecsengő és magas lesz.)
Ezt a technikát alkalmazzák némely betonszerkezetek merevségének növelésére is. Azt hiszem a Te esetedben is növelné az áthidaló merevségét és a magasabb frekvenciák felé eltolná a rezonanciapontot. Önzáró anyákkal akár némileg hangolható módon.
Csak egy gondolat. Hogy nálad van-e jelentőssége? [#nemtudom]
(Sajnos én nem tudtam magamnak hasonlót rajzolni, pedig sok időt vesződtem vele.)
A képed jobb oldalán látszik három darab háromszögbe rendezett csavar vége és rajtuk az anyák. Nem látom pontosan, hogy mi ott a szerepük, de eszembe jutott róluk valami. Az utólag feszített szerkezet.
(Mikor egy méter körüli darab 40x40x3 zártszelvényt megkongatok és figyelem a hangját. Hosszan lecsengő és középmagas. Azután a szelvényt a két végén befenekelem, a véglezáró lemezek közepén lyukat fúrok, és a lyukakon átvezetek egy menetes szálat, amit a két végéről anyákkal spanolok. Megkongatom, a hang röviden lecsengő és magas lesz.)
Ezt a technikát alkalmazzák némely betonszerkezetek merevségének növelésére is. Azt hiszem a Te esetedben is növelné az áthidaló merevségét és a magasabb frekvenciák felé eltolná a rezonanciapontot. Önzáró anyákkal akár némileg hangolható módon.
Csak egy gondolat. Hogy nálad van-e jelentőssége? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 augusztus 16, 15:40
Írta: ybm4ifb Dátum 2009 augusztus 16, 15:40
Érdekes ez a gyorstalpaló..mintha 50m-es körzrtrmbrn készült volna....
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 augusztus 16, 17:58
Írta: ywathzay Dátum 2009 augusztus 16, 17:58
Ahhoz képest, hogy nem volt előéleted, elég szép rajzot tudsz készíteni ilyen rövid idő alatt.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 16, 19:07
Írta: 4um5b65d Dátum 2009 augusztus 16, 19:07
Én ezt a döntött hidat nem értem. Sokkal, de sokkal nehezebb a beállítás. A derékszögekkel könnyebb dolgozni/mérni.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 16, 19:13
Írta: KBalázs Dátum 2009 augusztus 16, 19:13
Pedig tényleg nem láttam ezelôtt használható CAD progit, viszont ez találkozott az ilyen progikról alkotott elképzelésemmel. Van pár hiányosság benne, dehát minden nem lehet tökéletes.
Nem gondoltam elôfeszítésre, szándékom szerint csak bele lesz hegesztve az a 4 menetes szár darab a zártszelvény belsejébe, oldalanként. Az állítási lehetôség miatt van menetes megoldása. Mindenhol ahol nincs szükség állításra, ott hegesztem (sablonban). Amúgy 16 éve nem hegesztettem (akkor tanmûhelyben kellett), csak most hogy vettem erre a projectre egy trafót, próbálgattam varrni kicsit párat, és még számomra is meglepôen jól sikerült, úgyhogy optimizmus mindenek felett. Úgy fest, ha az ember magának csinálja, nem azért mert "kell", egybôl másként megy. (+ most bal-kézzel, mert persze régen jobb-kézzel kellett)
De persze ha jobb eredmény várható elôfeszítéssel, akkor bele tehetek teljes hosszban menetsszárat.
Nem gondoltam elôfeszítésre, szándékom szerint csak bele lesz hegesztve az a 4 menetes szár darab a zártszelvény belsejébe, oldalanként. Az állítási lehetôség miatt van menetes megoldása. Mindenhol ahol nincs szükség állításra, ott hegesztem (sablonban). Amúgy 16 éve nem hegesztettem (akkor tanmûhelyben kellett), csak most hogy vettem erre a projectre egy trafót, próbálgattam varrni kicsit párat, és még számomra is meglepôen jól sikerült, úgyhogy optimizmus mindenek felett. Úgy fest, ha az ember magának csinálja, nem azért mert "kell", egybôl másként megy. (+ most bal-kézzel, mert persze régen jobb-kézzel kellett)
De persze ha jobb eredmény várható elôfeszítéssel, akkor bele tehetek teljes hosszban menetsszárat.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 19:53
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 19:53
Bocsánat, lehet az elején ezt már leírtad, dfe ha nem gond megkérdezem:
Mi lesz a célod a géppel?
Mit szeretnél vele majd megmunkálni?
Mi lesz a célod a géppel?
Mit szeretnél vele majd megmunkálni?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 20:03
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 20:03
No a mai munkám, csak amugy historikus jelleggel:







Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 16, 20:45
Írta: 4um5b65d Dátum 2009 augusztus 16, 20:45
Kipucoltad ám a MÉH telepet rendesen. Végre valaki anyagot is tesz a gépbe...[#eljen][#taps]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 20:50
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 20:50
Eddig 190 Kg. :)
Most már lesz értelme feltenni rá a digitállis mikrométerből készített útmérőket.
Olyan masszívan egyben lesz, hogy nem kell attól félnem, hogy elimbolyog a torony az asztaltól. Neadjisten végre tudok majd kéziben marni is? Már illene.
Most már lesz értelme feltenni rá a digitállis mikrométerből készített útmérőket.
Olyan masszívan egyben lesz, hogy nem kell attól félnem, hogy elimbolyog a torony az asztaltól. Neadjisten végre tudok majd kéziben marni is? Már illene.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 16, 20:55
Írta: 4um5b65d Dátum 2009 augusztus 16, 20:55
Azt, hogy tudsz e kéziben marni még nem lehet tudni...
Volt egy fazon a kórházban akinek visszavarrták a kézfejét. A műtét után megkérdezte:
Dr úr, fogok tudni ezzel a kézzel még zongorázni ? Hát persze, nyugtatta meg az orvos....
Akkor jó, mert eddig nem tudtam.......[#nyes]
Volt egy fazon a kórházban akinek visszavarrták a kézfejét. A műtét után megkérdezte:
Dr úr, fogok tudni ezzel a kézzel még zongorázni ? Hát persze, nyugtatta meg az orvos....
Akkor jó, mert eddig nem tudtam.......[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 16, 20:58
Írta: 4um5b65d Dátum 2009 augusztus 16, 20:58
Most veszem csak észre, az a nagy darab test nem valami gyári öntvény cucc ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 21:02
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 21:02
De pontosan. Egy ugyanolyan kerékösszegörgetőnek a része mint amit a multkor mutattam itt egészben.
Az olyan szépen fut fel-le, mintha fel lenne vajazva a síne.
Szóval az kóser cucc! :)
Csak körbeépítettem vasdarabokkal. :)
Az olyan szépen fut fel-le, mintha fel lenne vajazva a síne.
Szóval az kóser cucc! :)
Csak körbeépítettem vasdarabokkal. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 16, 21:58
Írta: 4um5b65d Dátum 2009 augusztus 16, 21:58
Inkább az öntvény szóra hegyeztem ki a kérdést. Acél öntvény vagy szürke öntvény ?
Mert ha szürke akkor állj le egy pillanatra....
Mert ha szürke akkor állj le egy pillanatra....
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 22:25
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 22:25
Szürke.
MEgálltam.
MEgálltam.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 22:26
Írta: 43pbwjg8s Dátum 2009 augusztus 16, 22:26
....és eszemben sem volt heggeszteni az öntvényt!!!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 16, 22:29
Írta: 4um5b65d Dátum 2009 augusztus 16, 22:29
Folytasd tovább a munkát !
[#eljen][#wave][#wave]
[#eljen][#wave][#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 17, 07:17
Írta: 0gbwyh99 Dátum 2009 augusztus 17, 07:17
Kérlek mond el mi a különbség az acél és a szürke öntvény között . (Én csak egy hülye "drótos" vagyok , de szeretek tanulni) [#buck]
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 17, 09:03
Írta: KBalázs Dátum 2009 augusztus 17, 09:03
Az #5371-ben írtam, csak "puha" anyagokat.
Ennyi anyagot nem szánok a gépembe, mint a képeiden van, ahhoz gyúrnom kéne még[#wow3]. Majd a következôbe talán..
Ennyi anyagot nem szánok a gépembe, mint a képeiden van, ahhoz gyúrnom kéne még[#wow3]. Majd a következôbe talán..
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 17, 11:30
Írta: 43pbwjg8s Dátum 2009 augusztus 17, 11:30
Semmi gond!
Eszembe sem jutott hogy cikizzelek. Nem ezért kérdeztem.
Egyébként ez a gép kézi munkára lesz egyelőre.
A CNC vezérelt fém alapú gép ennél jóval kisebb.
Valahol lentebb vannak képek arról is (mármint hogy hol állok vele most. Azért azt is próbálom minél masszívabbra csinálni. a méretéhez képest.
Küldj egy mélt és küldök neked egy teljes tervet egy routerről. Azt hiszem fa alapú.
Ötleteket lehet belőle venni. Megnézni pedig nem kerül semmibe. Legfeljebb nem lesz semmire jó. :)
Eszembe sem jutott hogy cikizzelek. Nem ezért kérdeztem.
Egyébként ez a gép kézi munkára lesz egyelőre.
A CNC vezérelt fém alapú gép ennél jóval kisebb.
Valahol lentebb vannak képek arról is (mármint hogy hol állok vele most. Azért azt is próbálom minél masszívabbra csinálni. a méretéhez képest.
Küldj egy mélt és küldök neked egy teljes tervet egy routerről. Azt hiszem fa alapú.
Ötleteket lehet belőle venni. Megnézni pedig nem kerül semmibe. Legfeljebb nem lesz semmire jó. :)
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 augusztus 17, 13:30
Írta: 3k74cecek Dátum 2009 augusztus 17, 13:30
Szerintem nem az árammal van a baj, hanem avval hogy nincs kialakítva a varrat helye, hanem csak tompán egymás mellé van téve az anyag.
Vagy le kell csapni a szélét, hogy egymás mellé téve egy 'V' alakú vájatot adjon, vagy nem kell teljesen egymás mellé tolni az anyagot. Persze az előbbi a szakszerű megoldás.
Vagy le kell csapni a szélét, hogy egymás mellé téve egy 'V' alakú vájatot adjon, vagy nem kell teljesen egymás mellé tolni az anyagot. Persze az előbbi a szakszerű megoldás.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2009 augusztus 17, 13:33
Írta: 3k74cecek Dátum 2009 augusztus 17, 13:33
Más a széntartalmuk. A szürkeöntvényé jóval nagyobb, és emiatt az csak speciális öntvény pálcával hegeszthető (ha hegeszthető egyáltalán), és még akkor is ajánlatos rendesen előmelegíteni, nehogy elrepedjen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 17, 21:01
Írta: 000000000 Dátum 2009 augusztus 17, 21:01
"...Megprobálhatod a sarok varratot fentröl lefelé is..."
Ez a manőver - gyakorlat nélkül - majdnem biztosan kudarcra van ítélve.
Lentről fölfelé, talán egy kicsit könnyebb.
Ez a manőver - gyakorlat nélkül - majdnem biztosan kudarcra van ítélve.
Lentről fölfelé, talán egy kicsit könnyebb.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 augusztus 17, 21:30
Írta: ybm4ifb Dátum 2009 augusztus 17, 21:30
Szevasztok
Persze,lentről felfelé...na de milyen csunya lessz!!??
Akkor inkább vizszintessen csináld.
Nagyban segítene rajtad egy "CO"..ott legalább nem kéne a salakzárványokkal foglalkoznod..
Persze,lentről felfelé...na de milyen csunya lessz!!??
Akkor inkább vizszintessen csináld.
Nagyban segítene rajtad egy "CO"..ott legalább nem kéne a salakzárványokkal foglalkoznod..
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 17, 21:46
Írta: 4um5b65d Dátum 2009 augusztus 17, 21:46
Azért azt is érdemes hozzátenni, hogy ha már azon megy a vita, hogy lentről vagy felülről kell kezdeni, hogy az egyes esetekben melyik irányba kell tartani a pálcát.
Emlékszem még mikor tanulgattam a hegesztést akkor lefelé tartott pálcával alulról felfelé próbálkoztam. Valami lett is belőle, de mindig olyan folyások voltak rajta mint amikor a viasz lefelé folyik.
Aztán egyszer adta valaki a tippet, hogy felülről lefelé hegesszem, természetesen felfelé tartott pálcával. És láss csodát, nagyon szép varrat lett elsőre. Soha többet nem próbáltam fordítva. Egy kicsit lehet játszogatni a pálca átmérővel és az árammal aztán a siker nem marad el.
Emlékszem még mikor tanulgattam a hegesztést akkor lefelé tartott pálcával alulról felfelé próbálkoztam. Valami lett is belőle, de mindig olyan folyások voltak rajta mint amikor a viasz lefelé folyik.
Aztán egyszer adta valaki a tippet, hogy felülről lefelé hegesszem, természetesen felfelé tartott pálcával. És láss csodát, nagyon szép varrat lett elsőre. Soha többet nem próbáltam fordítva. Egy kicsit lehet játszogatni a pálca átmérővel és az árammal aztán a siker nem marad el.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 17, 21:58
Írta: KoLa Dátum 2009 augusztus 17, 21:58
Szépet lehet hegeszteni fentről lefelé
De erőst csak lentről felfelé!!!
Fentről lefelé vékonyfalú zártszelvény pl.lehet erőset mert így is átolvad , de 10-es kazánlemezt már nem hegesztenék így mert az ív energiájának nagy részét a ráfolyó anyag szétfröcskölésére kell fogy fordítsa - szerintem!
De erőst csak lentről felfelé!!!
Fentről lefelé vékonyfalú zártszelvény pl.lehet erőset mert így is átolvad , de 10-es kazánlemezt már nem hegesztenék így mert az ív energiájának nagy részét a ráfolyó anyag szétfröcskölésére kell fogy fordítsa - szerintem!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 17, 22:01
Írta: KoLa Dátum 2009 augusztus 17, 22:01
Persze ha nem teljesen függőleges akkor már jobb lehet a beolvadási tényező
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 17, 22:13
Írta: 4um5b65d Dátum 2009 augusztus 17, 22:13
Bocsi elsiklottam a kérdésed felett, de látom Szigma kolléga már válaszolt rá.
Egy pár infót még én is kiköhögök.
Szürke öntvényt használnak például a gépkocsik féktárcsa/fékdobjainál. A durvább szerkezetű a lemezgrafitos, míg a finomabb a gömbgrafitos változat. Használhatnak ilyet siklópersely alapanyagaként is, önállóan vagy porkohászati bronzzal keverten. A betonkeverők fogaskoszórúi is készülhetnek ilyen anyagból. Szürke a színe és porózus a forgácsolt felülete. Köszörülve nem ad nagy szikrát és az ember képe tök fekete lesz a grafit tartalmától. :) Nem lehet az öntvényt hajlítani, nyújtani, hengerelni, rossz az ütőmunkája, sokkal gyorsabban korrodál, viszont qrva jól önthető. Leggyakrabban homokba öntik. Nagy hátránya, hogy könnyen reped és nagyon célszerű a felület megbontása után feszültségmentesítő hőkezelésben részesíteni, ha deformáció mentes alkalmazásra szánják.
Hegesztése, Szigma kolléga által leírtaknak megfelelően. Ha viszont acéllal kell összehegeszteni akkor előkerülhet a korrózió álló pálca, azzal nagyon klasszul össze lehet dolgozni. Öntvényt-öntvénnyel is jól lehet így hegeszteni, feltölteni. És ha már itt vagyok akkor az edzett anyag és a sima szerkezeti acél illesztését is célszerű rozsdamentes pálcával végezni.
Az acélról nem írok semmit, mindenki ismeri....
:)
Egy pár infót még én is kiköhögök.
Szürke öntvényt használnak például a gépkocsik féktárcsa/fékdobjainál. A durvább szerkezetű a lemezgrafitos, míg a finomabb a gömbgrafitos változat. Használhatnak ilyet siklópersely alapanyagaként is, önállóan vagy porkohászati bronzzal keverten. A betonkeverők fogaskoszórúi is készülhetnek ilyen anyagból. Szürke a színe és porózus a forgácsolt felülete. Köszörülve nem ad nagy szikrát és az ember képe tök fekete lesz a grafit tartalmától. :) Nem lehet az öntvényt hajlítani, nyújtani, hengerelni, rossz az ütőmunkája, sokkal gyorsabban korrodál, viszont qrva jól önthető. Leggyakrabban homokba öntik. Nagy hátránya, hogy könnyen reped és nagyon célszerű a felület megbontása után feszültségmentesítő hőkezelésben részesíteni, ha deformáció mentes alkalmazásra szánják.
Hegesztése, Szigma kolléga által leírtaknak megfelelően. Ha viszont acéllal kell összehegeszteni akkor előkerülhet a korrózió álló pálca, azzal nagyon klasszul össze lehet dolgozni. Öntvényt-öntvénnyel is jól lehet így hegeszteni, feltölteni. És ha már itt vagyok akkor az edzett anyag és a sima szerkezeti acél illesztését is célszerű rozsdamentes pálcával végezni.
Az acélról nem írok semmit, mindenki ismeri....
:)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 augusztus 17, 22:18
Írta: ywathzay Dátum 2009 augusztus 17, 22:18
Úgy látom mindenki hegeszt. Ha lesz egyszer energiám, van egy, nem kettő fasza hegesztős könyvem, akkor beszkennelem és közkinccsé teszem. Azokban minden benne van amit tudni érdemes.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 17, 22:22
Írta: 4um5b65d Dátum 2009 augusztus 17, 22:22
Nem érdemez ebbe annyira tudományosan belemenni, ha ezt tennénk akkor legalább 10 féle anyagú pálca kellene hogy ott virítson a polcokon mindenkinél. Egy két alapszabályt ha betart az ember akkor már csak gyakorlás kell semmi más....
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 17, 23:37
Írta: 43pbwjg8s Dátum 2009 augusztus 17, 23:37
Nos én egyszerűsítettem és elfektettem a cuccot. :) Igy se fel, se le. :)
Szépen belenyomtam a sarokba a pálcát.
Igy mondjuk nem lett túl széles a varrat, de szép egyenletesen alakult. Ahogy lesz rá lehetőségem, megpróbálok minden módot, hogy megtaláljam azt, hogy én hogyan tudok elfogadható varratot készteni.
Köszönöm mindenkinek a tanácsokat!
Szépen belenyomtam a sarokba a pálcát.
Igy mondjuk nem lett túl széles a varrat, de szép egyenletesen alakult. Ahogy lesz rá lehetőségem, megpróbálok minden módot, hogy megtaláljam azt, hogy én hogyan tudok elfogadható varratot készteni.
Köszönöm mindenkinek a tanácsokat!
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 augusztus 18, 08:32
Írta: ywathzay Dátum 2009 augusztus 18, 08:32
Nem tudományos könyvek ezek, csak hegesztősek. Az egyik egy szamunkásképzős, az alapoktól benne van minden, a helyes áramerősség, pálcaválasztás stb., vagy pl. öntvényhegesztés többféle eljárásban. A másik már komolyabb, abban benne van a hegesztési sorrendtől kezdve, a vetemedés elkerüléséig számtalan leírás, rajz. Ezekre sok év gyakorlat után is nehéz egyedül megfelelő megoldást találni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 augusztus 18, 08:42
Írta: keri Dátum 2009 augusztus 18, 08:42
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 18, 09:41
Írta: 43pbwjg8s Dátum 2009 augusztus 18, 09:41
Hasba szúrom magam!
Este a könyvlistámban majd Ti is megtaláljátok a heggesztéssel kapcsolatos szakkönyveket. :)
Jó néha szétnézni a házunk táján ugye.
Este a könyvlistámban majd Ti is megtaláljátok a heggesztéssel kapcsolatos szakkönyveket. :)
Jó néha szétnézni a házunk táján ugye.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 augusztus 18, 16:35
Írta: ukcge40u Dátum 2009 augusztus 18, 16:35
MIT találtam!
Veszkődünk a vassal, meg forgácsot gyártunk.
Közben meg lehetne fordítva is...[#zavart1][#vigyor2][#wow1][#guluszem1][#nevetes1]
Veszkődünk a vassal, meg forgácsot gyártunk.
Közben meg lehetne fordítva is...[#zavart1][#vigyor2][#wow1][#guluszem1][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 18, 16:58
Írta: 43pbwjg8s Dátum 2009 augusztus 18, 16:58
Ezt köszönöm!
Sokat segít!
De át kőn tenni a 3D nyomtatás topicba. :)
"Nincs új a nap alatt" :)
Sokat segít!
De át kőn tenni a 3D nyomtatás topicba. :)
"Nincs új a nap alatt" :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 augusztus 18, 17:41
Írta: ukcge40u Dátum 2009 augusztus 18, 17:41
Hirtelen ide böktem be, de majd a górék átrakják anélkül, hogy levennék a fejem...
[#falbav][#lama][#nyes]
[#falbav][#lama][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 19, 11:33
Írta: 0gbwyh99 Dátum 2009 augusztus 19, 11:33
Köszi a választ , de kicsit hiányos . Lehet én nem fogalmaztam világosan . Na akkor a kérdés még egyszer :
- Mi a különbség az acél öntvény és a szürke öntvény között ? [#worship][#worship][#worship][#wave]
- Mi a különbség az acél öntvény és a szürke öntvény között ? [#worship][#worship][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 19, 11:37
Írta: 0gbwyh99 Dátum 2009 augusztus 19, 11:37
Köszi a választ , de Te sem adtál teljesen kielégítő választ a kérdésemre . Tudom , nem fogalmaztam egyértelműen . [#confused]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 19, 13:56
Írta: 4um5b65d Dátum 2009 augusztus 19, 13:56
Hát bakker, ha egy mondatban kell válaszolni akkor az alapanyag összetétele. Amit szigma írt az a legfontosabb ismérve ha különbségeket kell keresni köztük. Ez a széntartalom eltérés viszont megváltoztat mindent....
Bár gondolom ettől nem leszel túl boldog.
Nem véletlenül írtam a szürke öntvény tulajdonságairól, hisz azok lesznek a felhasználás szempontjából a lényegesek. Ha teljes részletességgel érdekel a téma, akkor bizony egy egész könyvet el kell olvasnod, mert annyira összetett a kérdésed, kezdve azzal, hogy acélból nem készítenek siklóperselyt mert a grafit tartalma nem elég a siklás fenntartásához. Nyújtható, hengerelhető, hajlítható, stancolható, de sokkal rosszabbul önthető mint a szürke öntvény.
Bár gondolom ettől nem leszel túl boldog.
Nem véletlenül írtam a szürke öntvény tulajdonságairól, hisz azok lesznek a felhasználás szempontjából a lényegesek. Ha teljes részletességgel érdekel a téma, akkor bizony egy egész könyvet el kell olvasnod, mert annyira összetett a kérdésed, kezdve azzal, hogy acélból nem készítenek siklóperselyt mert a grafit tartalma nem elég a siklás fenntartásához. Nyújtható, hengerelhető, hajlítható, stancolható, de sokkal rosszabbul önthető mint a szürke öntvény.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 21:25
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 21:25
Köszi a türelmedet !
Ha mondanál a mindennapi életből egy példát hogy mit csinálnak öntött acélból ? Pld. bicikli pedál ? Ha van olyasmi a közelemben akkor megtudod fogni , köszörülni , "kostolgatni" hogy milyen ! [#smile][#worship][#wave]
Ha mondanál a mindennapi életből egy példát hogy mit csinálnak öntött acélból ? Pld. bicikli pedál ? Ha van olyasmi a közelemben akkor megtudod fogni , köszörülni , "kostolgatni" hogy milyen ! [#smile][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2009 augusztus 23, 21:58
Írta: Bicska Dátum 2009 augusztus 23, 21:58
Ööö, satu?![#confused]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 23, 22:18
Írta: 000000000 Dátum 2009 augusztus 23, 22:18
Például vasuti sineket:-)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 23, 22:47
Írta: 4um5b65d Dátum 2009 augusztus 23, 22:47
Na, látom kapod itt a jó tippeket. A vasúti sin tökéletes példa. Az egy folyamatosan öntött acél amit utólag gondolom hengerelnek még. Ha klassz az öntőforma akkor sokszor nem lehet eldönteni, hogy öntött acélról vagy esetleg sűlyesztékben kovácsolt acélról van e szó. De az alapanyag tekintetében nagy a hasonlóság. Az acélok jó tulajdonsága még az is, hogy jól ötvözhetők. Például egy kombinált fogó is készülhetne öntött acélból, bár ezeket manapság már mind kovácsolják a nagyobb szívósság érdekében. Szürke öntvényből például tuti nem készülne egy kovács üllő vagy egy svédfogó....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 23, 22:54
Írta: 000000000 Dátum 2009 augusztus 23, 22:54
Pontosan így van.
A kiindulásialap mindíg az egy öntött buga, amit további megmunkálással (hengerléssel, kovácsolással esztergálással, stb) alakítanak.
A lényeg az anyag összetétel, magyarul a legfontosabb ötvöző, a szén százalékos aránya.
A kiindulásialap mindíg az egy öntött buga, amit további megmunkálással (hengerléssel, kovácsolással esztergálással, stb) alakítanak.
A lényeg az anyag összetétel, magyarul a legfontosabb ötvöző, a szén százalékos aránya.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 22:56
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 22:56
Mindenkinek [#worship][#worship][#worship][#worship][#worship][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 23, 23:01
Írta: 4um5b65d Dátum 2009 augusztus 23, 23:01
Szegény Svertel urat nagyon le fogják baszni, ha szétköszörüli a kettes szárnyvonal sin párjait....
[#vigyor3]
[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 23:27
Írta: 0gbwyh99 Dátum 2009 augusztus 23, 23:27
Nem fogják , van a muternál egy 2 méteres darab , lemezhajlító akart lenni belőle , de nem volt aki megcsinálja [#nevetes1][#nevetes2][#wink][#wave]
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2009 augusztus 24, 00:04
Írta: sasi Dátum 2009 augusztus 24, 00:04
A vasúti síneket az 1700-as évek végétől vagy húsz évig öntötték, de nagyon tört, ezért gyorsan felfedezték a annak meleghengerlését, és a mai napig így állítják elő.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 24, 08:10
Írta: 000000000 Dátum 2009 augusztus 24, 08:10
A meleghengerléshez használt buga szintén acélöntvény.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2009 augusztus 24, 11:04
Írta: sasi Dátum 2009 augusztus 24, 11:04
Mielőtt összekevernénk Gizikét a gőzekével…
A fémöntés olyan művelet, mely arra irányul, hogy valamely fémet megömlesztett állapotban üreges formába öntve, alakos testet állítson elő (egy, az alakadó gyártási eljárások közül).
A buga, vagy öntecs előgyártmány, nem nevezik öntvénynek, annak ellenére sem, hogy az olvasztott fém öntésével állítják elő. Ezeket hideg, vagy meleg hengerléssel, kovácsolással, öntéssel dolgozzák fel.
Zanzásitva az öntöttvasról: 2,08%-nál nagyobb C-tartalmú, stabilisan kristályosodott vasötvözeteket öntöttvasnak nevezzük. Ez azt jelenti, hogy nem minden vasalapú ötvözetből készült öntvény öntöttvas!
Fajtái:
-fehéröntvény, nevét a töret színe miatt kapta (kemény, rideg)
-szürkeöntvény, kívül rideg, kemény, belül grafitos, kevésbé rideg. Fém kokillába öntve kéregöntvénynek is nevezik. A grafit lehet lemezes, és gömb alakú, utóbbi esetben egykristályt alkot. Az ötvözőktől függ, hogy lemezes, vagy gömbgrafitos öntvény keletkezik. A lemezgrafitos öntvény leginkább nyomó terhelésre vehető igénybe, és nagy a rezgéscsillapítása.
-temperöntvény, alapanyaga hasonló a fehéröntvényéhez, hosszas hőkezeléssel érik el a grafit közel gömb alakú kiválását. Megkülönböztetünk fehér, és fekete tempervasat, a töretük alapján.
Nem hagyhatom ki, hogy a kéregöntést Ganz Ábrahám szabadalmaztatta, és alkalmazta, melynek következtében (sok más magyar találmány mellett) a vasúti kerékgyártásunk, valamint a malomgépiparunk nemcsak világhírű lett, de a fél világot ezek a termékek elárasztották.
A fémöntés olyan művelet, mely arra irányul, hogy valamely fémet megömlesztett állapotban üreges formába öntve, alakos testet állítson elő (egy, az alakadó gyártási eljárások közül).
A buga, vagy öntecs előgyártmány, nem nevezik öntvénynek, annak ellenére sem, hogy az olvasztott fém öntésével állítják elő. Ezeket hideg, vagy meleg hengerléssel, kovácsolással, öntéssel dolgozzák fel.
Zanzásitva az öntöttvasról: 2,08%-nál nagyobb C-tartalmú, stabilisan kristályosodott vasötvözeteket öntöttvasnak nevezzük. Ez azt jelenti, hogy nem minden vasalapú ötvözetből készült öntvény öntöttvas!
Fajtái:
-fehéröntvény, nevét a töret színe miatt kapta (kemény, rideg)
-szürkeöntvény, kívül rideg, kemény, belül grafitos, kevésbé rideg. Fém kokillába öntve kéregöntvénynek is nevezik. A grafit lehet lemezes, és gömb alakú, utóbbi esetben egykristályt alkot. Az ötvözőktől függ, hogy lemezes, vagy gömbgrafitos öntvény keletkezik. A lemezgrafitos öntvény leginkább nyomó terhelésre vehető igénybe, és nagy a rezgéscsillapítása.
-temperöntvény, alapanyaga hasonló a fehéröntvényéhez, hosszas hőkezeléssel érik el a grafit közel gömb alakú kiválását. Megkülönböztetünk fehér, és fekete tempervasat, a töretük alapján.
Nem hagyhatom ki, hogy a kéregöntést Ganz Ábrahám szabadalmaztatta, és alkalmazta, melynek következtében (sok más magyar találmány mellett) a vasúti kerékgyártásunk, valamint a malomgépiparunk nemcsak világhírű lett, de a fél világot ezek a termékek elárasztották.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2009 augusztus 24, 11:13
Írta: sasi Dátum 2009 augusztus 24, 11:13
KisKZ-nek! (+ akit érdekel)
A kezdő, illetve hobby ívhegesztőknek ajánlom a Saját kezűleg sorozat, Kristóf Csaba Barkácshegesztés című könyvét. Érhetően, gyakorlatiasan megírt könyv, nem kell ismerni sem a likvidusz, sem a szolidusz fogalmat, szemléletesen áttekinti a témát.
Többek között
itt is beszerezhető.
A kezdő, illetve hobby ívhegesztőknek ajánlom a Saját kezűleg sorozat, Kristóf Csaba Barkácshegesztés című könyvét. Érhetően, gyakorlatiasan megírt könyv, nem kell ismerni sem a likvidusz, sem a szolidusz fogalmat, szemléletesen áttekinti a témát.
Többek között
itt is beszerezhető.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 augusztus 24, 15:18
Írta: KBalázs Dátum 2009 augusztus 24, 15:18
Én is a saját hibáimból tanulok, mint a hülegyerek,
[#falbav]
jól kitaláltam/megrajzoltam a leendô gépem vázát, és miután lekaszaboltam az anyagokat

(ez csak egy része, persze) gondolkodtam el "keri" tippjén (#5365), hogy ha lapjával illeszkednének az idomok, az nagyban egyszerűsítené a gyártást, és növelné a stabilitást. Így jól átterveztem a felépítményt, hogy sehol ne tartalmazzon olyan illesztést, ahol csak a csavarok tartják a gép ilyen-olyan terhelését.
Ebben már sík a síkon fekszik mindenhol, és csak 90 vagy 45 fokok vannak. Anyag, feladat adott, kezdem összeállítani.

[#falbav]
jól kitaláltam/megrajzoltam a leendô gépem vázát, és miután lekaszaboltam az anyagokat
(ez csak egy része, persze) gondolkodtam el "keri" tippjén (#5365), hogy ha lapjával illeszkednének az idomok, az nagyban egyszerűsítené a gyártást, és növelné a stabilitást. Így jól átterveztem a felépítményt, hogy sehol ne tartalmazzon olyan illesztést, ahol csak a csavarok tartják a gép ilyen-olyan terhelését.
Ebben már sík a síkon fekszik mindenhol, és csak 90 vagy 45 fokok vannak. Anyag, feladat adott, kezdem összeállítani.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 24, 16:33
Írta: 0gbwyh99 Dátum 2009 augusztus 24, 16:33
EZT NEVEZEM ! Köszi a részletes magyarázatott ! [#taps][#taps][#worship][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 augusztus 24, 20:06
Írta: Szalai György Dátum 2009 augusztus 24, 20:06
Ez egyre jobb!
(Most meg már nyolc is elmúlt.)
„ha lapjával illeszkednének az idomok, az nagyban egyszerűsítené a gyártást, és növelné a stabilitást”
Ha ferdére vágnád a végeit, az pedig könnyítené az összecsavarozást, és csökkentené az összsúlyt.
(Most meg már nyolc is elmúlt.)
„ha lapjával illeszkednének az idomok, az nagyban egyszerűsítené a gyártást, és növelné a stabilitást”
Ha ferdére vágnád a végeit, az pedig könnyítené az összecsavarozást, és csökkentené az összsúlyt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 24, 20:18
Írta: 000000000 Dátum 2009 augusztus 24, 20:18
"...A buga, vagy öntecs előgyártmány, nem nevezik öntvénynek..."
Nem neveik annak, de az.
Nem neveik annak, de az.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2009 augusztus 24, 22:14
Írta: sasi Dátum 2009 augusztus 24, 22:14
[#circling]
[#wave]
[#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 24, 22:40
Írta: 4um5b65d Dátum 2009 augusztus 24, 22:40
De-de annak nevezik...... Azért az a neve a csarnoknak, hogy öntöde.... [#vigyor3][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 augusztus 24, 22:56
Írta: 43pbwjg8s Dátum 2009 augusztus 24, 22:56
Köszönöm! :)
Azért a likvidus-Solidus nem áll messze tőlem, bár nem ezen a vonalon. :)
Azért a likvidus-Solidus nem áll messze tőlem, bár nem ezen a vonalon. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 29, 19:26
Írta: 000000000 Dátum 2009 augusztus 29, 19:26
[#falbav]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 augusztus 29, 21:37
Írta: 7kcyndjdg Dátum 2009 augusztus 29, 21:37
A weekend CNC kapott egy kis tárgyasztalt.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 29, 22:07
Írta: 4um5b65d Dátum 2009 augusztus 29, 22:07
Ez már akkora, hogy nőt is vihetsz fel rá.
Z tengellyel meg jó alaposan megdolgozod....[#buck]
Z tengellyel meg jó alaposan megdolgozod....[#buck]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 29, 22:16
Írta: KoLa Dátum 2009 augusztus 29, 22:16
Laslie!
Látom már csak a NYOMÓgombokra vagy átállítva!!!!
Látom már csak a NYOMÓgombokra vagy átállítva!!!!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 29, 22:44
Írta: 4um5b65d Dátum 2009 augusztus 29, 22:44
Dehogy, csak tőzsdézek !
Azonnal észreveszem ha egy tárgyasztalon jól be lehet fektetni....[#nyes]
Azonnal észreveszem ha egy tárgyasztalon jól be lehet fektetni....[#nyes]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 29, 22:46
Írta: KoLa Dátum 2009 augusztus 29, 22:46
Csak nehogy profitáljanak ezek a befektetések hosszútávon!!!
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2009 augusztus 29, 22:46
Írta: 7kcyndjdg Dátum 2009 augusztus 29, 22:46
kerestbe ráfér 6 darab is.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 29, 22:56
Írta: 4um5b65d Dátum 2009 augusztus 29, 22:56
Ugyan....ez gyerekjáték ! Nem lehet annyira elbckurálni :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 augusztus 30, 22:11
Írta: ukcge40u Dátum 2009 augusztus 30, 22:11
Attól függ, honnan kezded... :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 augusztus 30, 22:12
Írta: ukcge40u Dátum 2009 augusztus 30, 22:12
Attól függ, honnan kezded. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 30, 22:14
Írta: 4um5b65d Dátum 2009 augusztus 30, 22:14
Hogy hogy honnan kezdem? .....
Természetesen hátulról.....mert ha elbacom, kezdhetem elölről.... [#nyes]
Természetesen hátulról.....mert ha elbacom, kezdhetem elölről.... [#nyes]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 augusztus 31, 15:37
Írta: ukcge40u Dátum 2009 augusztus 31, 15:37
Nem tudom, miért ment el kétszer, ment el kétszer.
Úgy látszik, a szeme közé kell néznem az új Operának... [#gun][#violent][#vigyor1]
Úgy látszik, a szeme közé kell néznem az új Operának... [#gun][#violent][#vigyor1]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 31, 17:21
Írta: 4um5b65d Dátum 2009 augusztus 31, 17:21
Szerintetek EZ mi ?
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 31, 17:29
Írta: 0gbwyh99 Dátum 2009 augusztus 31, 17:29
Herkentyűnek a billentyűjének a kallantyúján a bizgentyű [#nevetes2][#nevetes2][#nevetes2][#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 31, 17:34
Írta: 4um5b65d Dátum 2009 augusztus 31, 17:34
Nem tud valaki jól Oroszul ? Megkérném az eladót, hogy próbáljon meg egy két oldalt lefényképezni a dokumentációjából....
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 augusztus 31, 17:38
Írta: 0gbwyh99 Dátum 2009 augusztus 31, 17:38
PASSZ !
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2009 augusztus 31, 18:06
Írta: sanka74 Dátum 2009 augusztus 31, 18:06
Szia! Én csak kicsit tudok,alapfokon. Ha gondolod.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 augusztus 31, 18:06
Írta: ukcge40u Dátum 2009 augusztus 31, 18:06
Nem, de valami súlyhoz/tömeghez van köze.
Az egyik skálán az osztás neve kg.
Első blikkre valami anyaghajlás mérő kütyü lehet.
Összerakják a bigyót, ráteszik valamire/bele(közé)tesznek valami anyagot, feszítik/nyomják/húzzák/tolják, és az óra meg kiböki a végeredményt.
Gondolom én.
Az egyik skálán az osztás neve kg.
Első blikkre valami anyaghajlás mérő kütyü lehet.
Összerakják a bigyót, ráteszik valamire/bele(közé)tesznek valami anyagot, feszítik/nyomják/húzzák/tolják, és az óra meg kiböki a végeredményt.
Gondolom én.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 31, 19:17
Írta: 4um5b65d Dátum 2009 augusztus 31, 19:17
Köszi, most leveleztem az eladóval, sajnos a leírás csak az indikátor órának a leírása, úgyhogy ez sem vezet sehová.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 31, 19:20
Írta: 4um5b65d Dátum 2009 augusztus 31, 19:20
Van hozzá egy tálca is (az a rácsos fent)...
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 augusztus 31, 20:00
Írta: ukcge40u Dátum 2009 augusztus 31, 20:00
Látom.
Momentán már abban sem vagyok biztos, amit gondolok.
Könnyebb lenne kideríteni, ha az ember megfogdosná, meg kicsit legózna vele.
Nem adom fel, de férfiasan bevallom: fogalmam sincs. [#nemtudom]
Momentán már abban sem vagyok biztos, amit gondolok.
Könnyebb lenne kideríteni, ha az ember megfogdosná, meg kicsit legózna vele.
Nem adom fel, de férfiasan bevallom: fogalmam sincs. [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 31, 20:06
Írta: 4um5b65d Dátum 2009 augusztus 31, 20:06
A KG-os skála nagyon pici. 0,05 Kg / 1 osztás.
Ha hajlítással kapcsolatos a dolog akkor csak valami szövet féléhez való, de itt két skála van plusz egy óra.....szóval egy kicsit Sci-fi-be való...
Ha hajlítással kapcsolatos a dolog akkor csak valami szövet féléhez való, de itt két skála van plusz egy óra.....szóval egy kicsit Sci-fi-be való...
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 augusztus 31, 20:38
Írta: ukcge40u Dátum 2009 augusztus 31, 20:38
Orosz óráskalibráló eszköz.
Esetleg szoljuz leszállásierősség-mérő.
Esetleg ez lenne az a titokzatos talpas félhomálymérő???[#fejvakaras]
Esetleg szoljuz leszállásierősség-mérő.
Esetleg ez lenne az a titokzatos talpas félhomálymérő???[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 31, 20:50
Írta: 000000000 Dátum 2009 augusztus 31, 20:50
Ennyiért különben is ingyé van:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 31, 20:51
Írta: 000000000 Dátum 2009 augusztus 31, 20:51
Vedd meg !!
És számolj be!!
És számolj be!!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 31, 20:56
Írta: 4um5b65d Dátum 2009 augusztus 31, 20:56
És ha a beszámolót úgy kezdem hogy:
vettem egy ilyen izét, szerintetek mi ez ??? :))
vettem egy ilyen izét, szerintetek mi ez ??? :))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 augusztus 31, 20:59
Írta: 000000000 Dátum 2009 augusztus 31, 20:59
Akkor szétküldöd mindekinek, és megnézzük.
Ennyi.
Ennyi.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 31, 22:27
Írta: KoLa Dátum 2009 augusztus 31, 22:27
Ilyen komolytalan orosz izét - még CIA sem ismeri - viszont lehet hogy kimutatja a legújjabb amcsi kütyüket!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 31, 22:39
Írta: 4um5b65d Dátum 2009 augusztus 31, 22:39
Lehet, hogy Sanzi-nak van igaza és ez egy Orosz óráskalibráló eszköz, de akkor valami finommechanikai gyárból kerülhetett ki, ha ennyire pici.... :)))
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 31, 22:46
Írta: KoLa Dátum 2009 augusztus 31, 22:46
Finommechanikai Gyárból??????
Nekem vannak orosz mérőeszközeim de azoknak a fadoboza egy műremek ehhö képest.
Nézzétek csak meg jobban!
Nekem vannak orosz mérőeszközeim de azoknak a fadoboza egy műremek ehhö képest.
Nézzétek csak meg jobban!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 31, 22:51
Írta: 4um5b65d Dátum 2009 augusztus 31, 22:51
Én nem szidom az orosz műszereket, van belőle egy pár és nagyon pontosak. Persze a doboz megmunkálást a kínaiaknál csinálták ez esetben...
[#nyes]
Igazából csak az cseszteti a csőrömet, hogy nem jövök rá, hogy mi a bánatra való a cucc....
[#nyes]
Igazából csak az cseszteti a csőrömet, hogy nem jövök rá, hogy mi a bánatra való a cucc....
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 31, 22:55
Írta: KoLa Dátum 2009 augusztus 31, 22:55
Talán ha majd meglesz a nagyobb felbontású kép mint ahogy kérted - megfejtjük!!!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 augusztus 31, 23:00
Írta: 4um5b65d Dátum 2009 augusztus 31, 23:00
A tehén is egy bonyolult állat ! De én megfejtem !
[#buck]
[#buck]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 31, 23:09
Írta: KoLa Dátum 2009 augusztus 31, 23:09
Nekünk volt tehenünk mikor még gyerek voltam -
Kávé-nak hívtuk és felöklelt mert az orrára csaptam mikor este hazajött a csordával és kereste a kiskaput!
Nem vagyok én paraszt csak traktorral megyek a diszkóba![#nevetes2]
Kávé-nak hívtuk és felöklelt mert az orrára csaptam mikor este hazajött a csordával és kereste a kiskaput!
Nem vagyok én paraszt csak traktorral megyek a diszkóba![#nevetes2]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 31, 23:13
Írta: KoLa Dátum 2009 augusztus 31, 23:13
Kérem a Modit hogy más egyéb dolgaimra való tekintettel törölje inkább az 5490-t
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 31, 23:26
Írta: KoLa Dátum 2009 augusztus 31, 23:26
egyébként ma rossz napom volt
7-től 10 -ig kandallókilincs csiszolás
10-től 12-ig kandallókilincs szegecselés
12-től 13-ig ebédszünet
13-tól 15-ig füstcső szögbefűrészelés
15-től 16 30-ig kandallókilincs hegesztés
16-30-tól E400-as visszaállítása láncfogaskerék esztergálásra
17-től 20-30-ig egy másik munkahelyen - betonkeverő mixer betöltő kúpos csúszda betét hengerítés........................
7-től 10 -ig kandallókilincs csiszolás
10-től 12-ig kandallókilincs szegecselés
12-től 13-ig ebédszünet
13-tól 15-ig füstcső szögbefűrészelés
15-től 16 30-ig kandallókilincs hegesztés
16-30-tól E400-as visszaállítása láncfogaskerék esztergálásra
17-től 20-30-ig egy másik munkahelyen - betonkeverő mixer betöltő kúpos csúszda betét hengerítés........................
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 augusztus 31, 23:28
Írta: KoLa Dátum 2009 augusztus 31, 23:28
Lehetne ez egy új topik - mit csináltam ma!-címmel
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 01, 06:45
Írta: 000000000 Dátum 2009 szeptember 01, 06:45
Uraim! Ne off-oljátok szét ezt a topicot!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 01, 11:38
Írta: KoLa Dátum 2009 szeptember 01, 11:38
Igazad van István ezzel mehettünk volna a semleges csevegőbe [#worship][#worship][#worship]
de,ha az üzenet közben eszembejutna akkor meg ...(innen most gyertek utánam a semlegesbe)
de,ha az üzenet közben eszembejutna akkor meg ...(innen most gyertek utánam a semlegesbe)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 01, 17:47
Írta: 000000000 Dátum 2009 szeptember 01, 17:47
Helló mindenkinek!
Most regisztráltam, mert építek egy gépet és tanácsot szeretnék kérni egyik ötletemmel kapcsolatban. Arra gondoltam, hogy működne-e egy vezetősín nélküli mechanika? Az elve az lenne, hogy masszív kereten rugófeszítéses anyákban csúszna tengelyenként 2db jó combos menetes szár.
Ezeket együtt hajtanám és a felépítmény ezeken mozogna. Nagy súlyról nem lenne szó, mert az Y-Z tengely fix állványon van és az X mozog. Tud valaki ötletet mondani? Működhet? Nem kopna nagyon?
Most regisztráltam, mert építek egy gépet és tanácsot szeretnék kérni egyik ötletemmel kapcsolatban. Arra gondoltam, hogy működne-e egy vezetősín nélküli mechanika? Az elve az lenne, hogy masszív kereten rugófeszítéses anyákban csúszna tengelyenként 2db jó combos menetes szár.
Ezeket együtt hajtanám és a felépítmény ezeken mozogna. Nagy súlyról nem lenne szó, mert az Y-Z tengely fix állványon van és az X mozog. Tud valaki ötletet mondani? Működhet? Nem kopna nagyon?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 01, 17:56
Írta: 4um5b65d Dátum 2009 szeptember 01, 17:56
Működni biztosan működne, de a menetes szár biztosan nem lesz hozzá elég egyenes. Ha feltételezed, hogy egy lineáris vezető 0,02mm-en belül megtartja a mechanikát akkor ugyanezt el kell érned egyenességben a menetes rúdnál is. Ergo ,szerintem csak köszörült golyósorsó jöhet szóba egy hosszú anyával vagy rudanként 2db rövid anyával. Kérdés anyagilag jól jössz e ki a dologból.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 01, 18:15
Írta: keri Dátum 2009 szeptember 01, 18:15
Működik, de semmire nem jó. Pontatlan, gyenge, imbolyog. Én is ezzel kezdtem az ötletelést :) de gyorsan letettem róla.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 01, 18:28
Írta: ukcge40u Dátum 2009 szeptember 01, 18:28
Most lehet, hogy ülye vagyok, de nem tudom elképzelni a szerkentyűt. [#idiota]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 01, 18:48
Írta: 000000000 Dátum 2009 szeptember 01, 18:48
Valóban kicsit zavarossan fogalmaztam így utólag bocsi. Csak egy ötlet volt... Továbbra is keresem a lehető leg olcsóbb és leg jobb megoldást! Ötlet? Valaki? :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 01, 18:54
Írta: 4um5b65d Dátum 2009 szeptember 01, 18:54
Mekkora méretre mondod hogy imbolyog ?
Ha egy 20-as lineáris tengelyen futtatsz 2db lineáris csapágyat az biztosan gyengébb lesz mint egy 30-as golyósorsón futtatsz 2 anyát.
A méret a lényeg és működővé tehető a dolog.
Ha egy 20-as lineáris tengelyen futtatsz 2db lineáris csapágyat az biztosan gyengébb lesz mint egy 30-as golyósorsón futtatsz 2 anyát.
A méret a lényeg és működővé tehető a dolog.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 01, 19:01
Írta: 000000000 Dátum 2009 szeptember 01, 19:01
400X270X180 az én gépem... Működhet mégis?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 01, 19:05
Írta: 4um5b65d Dátum 2009 szeptember 01, 19:05
És mit csinálna a gép ? Fogpiszkálót hegyez vagy betont tör ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 01, 19:05
Írta: 000000000 Dátum 2009 szeptember 01, 19:05
modellezéshez szánnám...
Cím: Re:Mechanikai ötletek
Írta: sh0kx0c7 Dátum 2009 szeptember 01, 20:10
Írta: sh0kx0c7 Dátum 2009 szeptember 01, 20:10
Az én 1m feletti 22-es golyós orsóm is üt annyit, hogy ne legyen jó semmi ilyenre... szerintem is felejtő, vagy brutál orsókkal esetleg.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 szeptember 01, 20:14
Írta: ra8nsmk6w Dátum 2009 szeptember 01, 20:14
Az orsó hibáit felmásolja a munkadarabra, minden alkalommal
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 01, 20:29
Írta: 000000000 Dátum 2009 szeptember 01, 20:29
Akkor valami vezetősínes megoldás marad. Agyalok a dolgon és nézegetem a honlapot hátha valakitől lophatok jó ötletet:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 szeptember 01, 20:30
Írta: svejk Dátum 2009 szeptember 01, 20:30
Hiszen épp ezért van az oldal és a fórum :))
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 01, 20:50
Írta: ukcge40u Dátum 2009 szeptember 01, 20:50
Csabi, szerintem normális vezető nélkül nem fog menni.
Sőt, néha a sima, vezetős megoldásokat is merevítgetni kell, hogy tartása legyen.
Na átvonulok a Mach3-ba, okosodni... :)
Sőt, néha a sima, vezetős megoldásokat is merevítgetni kell, hogy tartása legyen.
Na átvonulok a Mach3-ba, okosodni... :)
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 szeptember 01, 20:55
Írta: ra8nsmk6w Dátum 2009 szeptember 01, 20:55
Általában mindenki aki gépet épit gondolkodik az egyszerűsitésen és előbb vagy útobb nagyrészük magamat is beleértve visszatér a jól bevált standart-hez. Van korszerű és "leegyszerűsitett módja" a mai CNC-nek úgy hivják, hogy linearis motor. Itt a motor, az orsó és a vezető is egy alkatrész ( ezt a hosszú mondatomat most idézőjelbe kellett volna tennem)
Itt az egyik kedvencem!
arvid.evans.googlepages.com/articulatedheadst...
Itt az egyik kedvencem!
arvid.evans.googlepages.com/articulatedheadst...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 01, 20:58
Írta: keri Dátum 2009 szeptember 01, 20:58
Csapágy görgő simára mart, vagy köszörült acél profilon. Ez használható, legalább is elég komoly munkákat is láttam már itt ilyen gépektől és nagyon olcsó megoldás. Nem rég rajzolgatott KBalázs egy ilyen gépet.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 01, 21:06
Írta: keri Dátum 2009 szeptember 01, 21:06
Menetes orsóval biztos nem.
Nem elég egyenesnek lennie, de körkörösnek, és a menetnek is tökéletesnek kéne lennie, tehát legalább 3 féle hiba adódik össze.
Biztos meg lehetne csinálni, de bonyolultabb és drágább mint a megszokott megoldás.
Ezért jó szétválasztani a vezetést és a mozgatást, mert csak 1 tulajdonságot kell igazán jóra megcsinálni. Nekem pl. a 16-os golyós orsó is imbolyog. Nem sokat de pár tizedet biztosan, de ez a mozgatásnál nem okoz gondot, mert a vezető megvezeti.
Nem elég egyenesnek lennie, de körkörösnek, és a menetnek is tökéletesnek kéne lennie, tehát legalább 3 féle hiba adódik össze.
Biztos meg lehetne csinálni, de bonyolultabb és drágább mint a megszokott megoldás.
Ezért jó szétválasztani a vezetést és a mozgatást, mert csak 1 tulajdonságot kell igazán jóra megcsinálni. Nekem pl. a 16-os golyós orsó is imbolyog. Nem sokat de pár tizedet biztosan, de ez a mozgatásnál nem okoz gondot, mert a vezető megvezeti.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 01, 21:08
Írta: keri Dátum 2009 szeptember 01, 21:08
Ekkora méretben biztos nem, esetleg 50-100mm-en bika orsóval, de egyenes vonalat biztos nem fogsz húzni vele :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 01, 21:11
Írta: keri Dátum 2009 szeptember 01, 21:11
Azt fogsz találni bővel.
A leg olcsóbb megoldás a bútorsínes. Én 10ezer anyagköltséggel raktam össze egyet...igaz nem is volt jó semmire, de ha kicsit átgondoltam volna akkor akár jó is lehetett volna.
Nem túl pontos modellezésre az alkalmas lenne.
Mechanika1-et nézd meg.
Én meggondolnám azt is hogy acélból hegesszem vagy csavarozzam a vázat bútorsínhez, mert amúgy elég jól teljesítenek a golyós fiókmechanikák.
A leg olcsóbb megoldás a bútorsínes. Én 10ezer anyagköltséggel raktam össze egyet...igaz nem is volt jó semmire, de ha kicsit átgondoltam volna akkor akár jó is lehetett volna.
Nem túl pontos modellezésre az alkalmas lenne.
Mechanika1-et nézd meg.
Én meggondolnám azt is hogy acélból hegesszem vagy csavarozzam a vázat bútorsínhez, mert amúgy elég jól teljesítenek a golyós fiókmechanikák.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 01, 21:13
Írta: KoLa Dátum 2009 szeptember 01, 21:13
Itt nem kell lopnod ötletet hanem találnod ami itt van az mindenki önként adja hogy gyarapítsuk egymás tudását!
Cím: Re:Mechanikai ötletek
Írta: sh0kx0c7 Dátum 2009 szeptember 01, 21:16
Írta: sh0kx0c7 Dátum 2009 szeptember 01, 21:16
Én is ott indultam el anno, amit keri írt. Kör-acél tengelyen csapágy görgő. Nem akarta bevállalni semmilyen mester, így maradt a lin. vezeték. Ennek ellenére láttam már pár olyan gépet működni. Ebay-en is összefutottam már azóta olyan görgőkkel ami príma lenne hozzá... anno 10 000db volt a min. rendelés annál a cégnél. :\
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 01, 21:43
Írta: 000000000 Dátum 2009 szeptember 01, 21:43
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 01, 23:39
Írta: keri Dátum 2009 szeptember 01, 23:39
2db 300forintos csapágy 90fokban, mi ezen a spéci dolog?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 02, 15:09
Írta: 000000000 Dátum 2009 szeptember 02, 15:09
Én is gondolkodtam rajta, talán ez lesz a nyerő. Láttam egy szép gépet (meg nem mondom most melyik mechanika volt) abban 3 oldalról fogták közre a csapágyak a sínt. Az tetszett a legjobban, csak nincs lehetőségem alut önteni:(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 02, 15:11
Írta: 000000000 Dátum 2009 szeptember 02, 15:11
amúgy most fióksínnel próbálkozom és csak annyi vele a baj, hogy ha nem szorul, lötyög mint állat' és nem túl biztató...
Cím: Re:Mechanikai ötletek
Írta: hduf42fua Dátum 2009 szeptember 02, 15:34
Írta: hduf42fua Dátum 2009 szeptember 02, 15:34
Szia !
Egyáltalán milyen lehetőséged van? Barkácsszerszám vagy valami más esetleg pontosabb szerszámok,mérőeszközök,gépek?
Csak azért kérdem mert ezek tudatában lehetne
ötleteket adni.
Egyáltalán milyen lehetőséged van? Barkácsszerszám vagy valami más esetleg pontosabb szerszámok,mérőeszközök,gépek?
Csak azért kérdem mert ezek tudatában lehetne
ötleteket adni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 02, 15:49
Írta: keri Dátum 2009 szeptember 02, 15:49
Olyat kell venni ami szorul.
Én a praktikerben vettem.
Lemezből van sajtolva és golyókon fut. A lemez hajlításával adtak neki egy előfeszítést ezért teljesen kottyanás mentes. Nagy terhelést nem tud de meglepően pontos.
Én legutóbb 0,02mm pontossággal köszörültem a golyós orsóm végét ezekkel a sínekkel és M6os menetes orsóval. Persze nem ilyen pontos a masina, de gyakori ellenőrző mérésekkel mégiscsak sikerült teljesítenem.
Én a praktikerben vettem.
Lemezből van sajtolva és golyókon fut. A lemez hajlításával adtak neki egy előfeszítést ezért teljesen kottyanás mentes. Nagy terhelést nem tud de meglepően pontos.
Én legutóbb 0,02mm pontossággal köszörültem a golyós orsóm végét ezekkel a sínekkel és M6os menetes orsóval. Persze nem ilyen pontos a masina, de gyakori ellenőrző mérésekkel mégiscsak sikerült teljesítenem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 02, 16:19
Írta: 000000000 Dátum 2009 szeptember 02, 16:19
van köszörű oszlopos fúró kis eszterga, de suliban van nagy gép a nagyobb munkákhoz is... ezen kívül van egy rakás más szerszám (Az alapvető dolgok)
Cím: Re:Mechanikai ötletek
Írta: hduf42fua Dátum 2009 szeptember 02, 23:43
Írta: hduf42fua Dátum 2009 szeptember 02, 23:43
Tehát majdminden eszközöd megvan egy tuti gép építéséhez a többit itt a fórumon megtalálod.
Ne sajnáld az időt és nézzd át a felhasználók
mappáját mert ott találsz pontosan beméretezett
gép műszaki rajzát.Én a fióksineket elfelejteném. A saját káromon végigjártam
a szamárlétrát és mégis a lin vezetékeknél lyukadtam ki csak ráment két évem . Sok sikert az építéshez.
Ne sajnáld az időt és nézzd át a felhasználók
mappáját mert ott találsz pontosan beméretezett
gép műszaki rajzát.Én a fióksineket elfelejteném. A saját káromon végigjártam
a szamárlétrát és mégis a lin vezetékeknél lyukadtam ki csak ráment két évem . Sok sikert az építéshez.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 06:21
Írta: 000000000 Dátum 2009 szeptember 03, 06:21
A szamárlétrát mindannyian megmásszuk, nagy előnye, hogy sokat tanulunk belőlle, mire jön a lin. vezető, kiforrnak az ötletek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 09:03
Írta: 000000000 Dátum 2009 szeptember 03, 09:03
urak!
A golyós orsó csapágyazásáról kérdeznék.
Az evidens, h golyós csapágy
A golyós orsó csapágyazásáról kérdeznék.
Az evidens, h golyós csapágy
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 09:05
Írta: 000000000 Dátum 2009 szeptember 03, 09:05
na ez elment..[#oooo]
Szóval az egyik végén fix a csapágy( tengely irányban) ez ok. A másik végén viszont kell-e mozdulnia tengely irányban?
Szóval az egyik végén fix a csapágy( tengely irányban) ez ok. A másik végén viszont kell-e mozdulnia tengely irányban?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 10:00
Írta: 000000000 Dátum 2009 szeptember 03, 10:00
Szia! Biztos én voltam a figyelmetlen, de nem találom a CAD progi nevét vagy link-jét amivel ezt rajzoltad. Ha nem titkos, hol keressem?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 03, 10:02
Írta: 4um5b65d Dátum 2009 szeptember 03, 10:02
A másik végére pedig tűgörgőset tegyél, olyat aminek van egy belső futógyűrűje is. A tengely felőli oldalon porvédelemnek meg valami hidraulika szennylehúzót vagy simmeringet tegyél. A hátsó részén pedig a zárt csapágyház "állja a sarat". Erről az oldalról pici lyukat hagyni az olaj bejuttatáshoz. Elég egy injekciós tű méretű is.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2009 szeptember 03, 12:01
Írta: robroy007 Dátum 2009 szeptember 03, 12:01
na ez nekem is tetszik
tudod rajz fotó
az előfeszítés alatt mekkora húzást kell érteni (már ha nem nyomás)
kérdem én mivel sokszor volt már szó ferde hatásvonalú és mély hornyú csapágyról
tudod rajz fotó
az előfeszítés alatt mekkora húzást kell érteni (már ha nem nyomás)
kérdem én mivel sokszor volt már szó ferde hatásvonalú és mély hornyú csapágyról
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2009 szeptember 03, 12:08
Írta: ywathzay Dátum 2009 szeptember 03, 12:08
VariCad
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 13:24
Írta: 000000000 Dátum 2009 szeptember 03, 13:24
KÖSZÖNÖM!!!
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 03, 17:53
Írta: ukcge40u Dátum 2009 szeptember 03, 17:53
Ez nekem is hasznos tanács volt.
Lehet kapni olyan csapágyat, aminek 22-es a furata, vagy csinálnom kell perselyt?
Esetleg egy link csapágykatalógusra, mert az nem van nekem... :/
Lehet kapni olyan csapágyat, aminek 22-es a furata, vagy csinálnom kell perselyt?
Esetleg egy link csapágykatalógusra, mert az nem van nekem... :/
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 17:57
Írta: 000000000 Dátum 2009 szeptember 03, 17:57
Tehát egy tűgörgős csapágy, a tengely felől szimmering a másik vége felől pedig zárt csapágyház, olajozó furattal.
A másik végére jó-e egy szabvány mélyhornyú csapágy?
Továbbá: a motor felőli végére melyik a jobb?
A másik végére jó-e egy szabvány mélyhornyú csapágy?
Továbbá: a motor felőli végére melyik a jobb?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 17:58
Írta: 000000000 Dátum 2009 szeptember 03, 17:58
skf oldalán láttam katalógust.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 03, 19:29
Írta: ukcge40u Dátum 2009 szeptember 03, 19:29
Letölthető?
Mert én olyant nem találtam...
Mert én olyant nem találtam...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 szeptember 03, 19:44
Írta: svejk Dátum 2009 szeptember 03, 19:44
laponként le tudod tölteni pdf-ben
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 19:50
Írta: 000000000 Dátum 2009 szeptember 03, 19:50
4007 sor csapágyakról most megy fel egy pdf a data.hu-ra
Ha fent lesz akkor szólok
Ha fent lesz akkor szólok
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 19:56
Írta: 000000000 Dátum 2009 szeptember 03, 19:56
Fent van
http://data.hu/get/1685913/4007_E_golyoscsapagyak_.pdfcsapágyak
http://data.hu/get/1685913/4007_E_golyoscsapagyak_.pdfcsapágyak
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 03, 20:18
Írta: ukcge40u Dátum 2009 szeptember 03, 20:18
Tehát, Varsányi forgácstárs, tartom azt a véleményem, hogy a Z tengelynek igenis jár a másik kettővel megegyező teljesítményű motor.
Vegyük alapul az én gépemet, tegyünk fel rá valamilyen 3D-s marást, és mivel elméletiek vagyunk, tegyük rá a motoromat frekiváltóval, áttétel nélkül, olyan 150 Hz körül, hogy fordulat is legyen (2880x3).
A golyósorsók mindenhol 5-ös emelkedésűek.
Szerintem (ezt hangsúlyozom) a Z tengely emeléséhez nem kis erő kell. Jelen esetben nincs ellensúly a toronyban, tehát a kész fejet egyedül kell emelgetni a léptecsnek. Mondjuk, hogy a fej 30 kiló. Az asztalom viszont hiába ennyi, vagy súlyosabb, gyakorlatilag csak az asztal tehetetlenségét kell legyőznie (dinamikus terhelés)+ a forgácsolóerőt.
((Amit láttam valahol kiszámolva, csak abban meg az a hiba, hogy a forgácsolóerőt megszorozta a fogak számával, háromélű marónál. Erre még visszatérek. ))
Igaz hogy a Z tengelynél a fúrástól eltekintve a forgácsolóerő esetünkben elhanyagolható, mert lefelé segít a motornak a fej tömege is. és ezt ugyanúgy meg kell állítani, vagy fölrántani az adott pillanatban.
Tibor45 talán most segít nekem, mert én nem vagyok mérnök sem, és az ilyen számításokhoz sem értek. Csak logikázok.
Ha az asztalt is vesszük 30 kilósnak, akkor ott a gyorsabb mozgásoknál (ami a forgácsolás közben nem sűrűn, de előfordul: aluba 6-os nyagyolómaró 10 mélyen, fordulat 6000, tolás 2000) az asztalt segít lefékezni az ellentétes irányú forgácsolóerő. Tehát a 30 kiló tehetetlenségi nyomatéka-a forgácsolóerő nyomatékigénye.
A Z tengelynél nem így működik.
Amíg az asztalnál a fékezésre mindig rásegít a mínusz forgácsolási erő, addig a Z tengelynél van egy stabil 30 kilóm, ami állandóan lefelé akar menni.
És ha olyan a profil (miért is ne lenne olyan), akkor a Z végpontoknál le kell győzni a 30 kilót felfelé + a fej tehetetlenségi nyomatékát, ami nagyon gyorsan nem 30 kilóval fogja terhelni a golyósorsót, hanem akár a kétszeresével is.
Ezt meg is kell állítani.
Ezért gondolom, hogy kell az erős motor a Z-hez is.
Persze, ez az én gépfelépítésemnek a levezetése, és az is igaz, hogy a konzolos marógépeknél ez ilyen súllyal nem esik latba.
Már csak az a kérdés, hogy a konzolosoknál ez az erő hogyan aránylik a motor teljesítményéhez.
Mennyire elhanyagolható tényező, ami függ a Z tengelyen mozgatandó tömegtől is.
Remélem, nem voltam nagyon zagyva... :)
Vegyük alapul az én gépemet, tegyünk fel rá valamilyen 3D-s marást, és mivel elméletiek vagyunk, tegyük rá a motoromat frekiváltóval, áttétel nélkül, olyan 150 Hz körül, hogy fordulat is legyen (2880x3).
A golyósorsók mindenhol 5-ös emelkedésűek.
Szerintem (ezt hangsúlyozom) a Z tengely emeléséhez nem kis erő kell. Jelen esetben nincs ellensúly a toronyban, tehát a kész fejet egyedül kell emelgetni a léptecsnek. Mondjuk, hogy a fej 30 kiló. Az asztalom viszont hiába ennyi, vagy súlyosabb, gyakorlatilag csak az asztal tehetetlenségét kell legyőznie (dinamikus terhelés)+ a forgácsolóerőt.
((Amit láttam valahol kiszámolva, csak abban meg az a hiba, hogy a forgácsolóerőt megszorozta a fogak számával, háromélű marónál. Erre még visszatérek. ))
Igaz hogy a Z tengelynél a fúrástól eltekintve a forgácsolóerő esetünkben elhanyagolható, mert lefelé segít a motornak a fej tömege is. és ezt ugyanúgy meg kell állítani, vagy fölrántani az adott pillanatban.
Tibor45 talán most segít nekem, mert én nem vagyok mérnök sem, és az ilyen számításokhoz sem értek. Csak logikázok.
Ha az asztalt is vesszük 30 kilósnak, akkor ott a gyorsabb mozgásoknál (ami a forgácsolás közben nem sűrűn, de előfordul: aluba 6-os nyagyolómaró 10 mélyen, fordulat 6000, tolás 2000) az asztalt segít lefékezni az ellentétes irányú forgácsolóerő. Tehát a 30 kiló tehetetlenségi nyomatéka-a forgácsolóerő nyomatékigénye.
A Z tengelynél nem így működik.
Amíg az asztalnál a fékezésre mindig rásegít a mínusz forgácsolási erő, addig a Z tengelynél van egy stabil 30 kilóm, ami állandóan lefelé akar menni.
És ha olyan a profil (miért is ne lenne olyan), akkor a Z végpontoknál le kell győzni a 30 kilót felfelé + a fej tehetetlenségi nyomatékát, ami nagyon gyorsan nem 30 kilóval fogja terhelni a golyósorsót, hanem akár a kétszeresével is.
Ezt meg is kell állítani.
Ezért gondolom, hogy kell az erős motor a Z-hez is.
Persze, ez az én gépfelépítésemnek a levezetése, és az is igaz, hogy a konzolos marógépeknél ez ilyen súllyal nem esik latba.
Már csak az a kérdés, hogy a konzolosoknál ez az erő hogyan aránylik a motor teljesítményéhez.
Mennyire elhanyagolható tényező, ami függ a Z tengelyen mozgatandó tömegtől is.
Remélem, nem voltam nagyon zagyva... :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 03, 20:20
Írta: ukcge40u Dátum 2009 szeptember 03, 20:20
Lekaptam, köszi. [#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 20:50
Írta: 000000000 Dátum 2009 szeptember 03, 20:50
nm[#eljen]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 szeptember 03, 21:00
Írta: bmejdz9nu Dátum 2009 szeptember 03, 21:00
Adok veszek #8918 és #8919 folytatása...
1. Talán egy kicsit álljunk meg... Te léptetőben gondolkodsz ott pedig szervó-ról volt szó... Nem ugyan az a "baromság"...
Én sokat teszteltem valamikor léptetős hajtásokat...dokumentálva itt a forumon... szerintem elmentem a lehetőségek határára...
Sajnos a léptetőmotor a fordulat függvényében veszti a nyomatékát... sajnos elég gyorsan... és minél nagyobb a létetőmotor annál előbb...
pl. egy "10Nm-es" léptető, csak lépegetve(!) tudja a 10Nm-et... 300rpm(!)-es fordulatnál már szinte hulla..
Egy kisebb léptető 1000rpm-ig is elég jó... de finoman szólva sem messze nem lináris a nyomaték a fordulattal...
Ez néha jó... néha rossz...(nem egy nagy erény:)
A nevében benne van: léptető motor... léptet, lépeget...
2. az X és Y tömege biztos nagyobb mint a Z tömege... gondolom ezzel egyetértünk...
3. A Z tengely "várhatóan" jóval kisebb munkahosszal rendelkezik mint X és Y.
4. A "sebességmániánk" (szervónál) az üresjárási (pozicionálási) sebességre vonatkozik... mert ugyebár marni 100mm/sec fellett már 100.000rpm-es (vagy felette) főorsó kellene...
Képzerljünk el egy 3 méteres gépet... 100mm/sec-el 30 mp alatt ér egyik feléről a másikra (cigiszünet kategória)... ha ez a szám 400mm/sec akkor a negyede...
5. A léptetős gépeknek max. 100mm/s a "végsebessége"... ugyanezen gépen egy szervós rendszerrel akár 400mm/sec-et is el lehet érni...
6. Azonos sebességű pozicionáliási (üresjárati) sebességre nincs szükség a Z -nél (szerintem)
7. Számold ki, hogy egy pl. 0.8-as furóval és egy 60.000rpm-es motorral mekkora a Z előtolási sebesség max.ja...
8. Ha egy lassú gépet veszünk alapul... azaz egy léptetős gépnél én sem tennék kisebb motort a gépre (pedig erre vannak példák - ha kell linkelek)
9. 3D-s Marás 2880rpm-el?
10. Egy dologban egyetértünk... a "legcikibb" a Z-tengelyt lefele mozgásban pontos pozicióban megállítani... de ez léptetőnél teljesen más mint szervónál... talán egyszerűbb!
(ne feledkezzünk meg a gép kikapcsolásánal a tartás megszűnéséről... a szervósnál a Z a "mélybe zuhan"(hat :)
11. A Tibor45-nek igaza volt... legalábis Z ugyben... csak sajnos nem volt világos a magyarázata.
A gépemnél (szégyen szemre:) a Z orsót 5-ösről 2-esre cseréltem... és most sokkal dinamikusabb lett... mert ugyebár nem kellett a 240mm/sec-es előtolás soha....mert ugye nincs az a szerszám és főorsó ami tudta volna...:)
X és Y 2X erősebb motor mind a Z-nél...(X,Y5mm Z2mm em.)
Tehát fenntartom (továbbra is) hogy egy szervós rendszerben a Z-tengelyhez kisebb (kb. fele nyomatékű) motor is elég... mert nincs szükség akkora "szabadfutási" pozicionálási sebességre mint a (általában) hosszabb pályájú X és Y -nál...
Sőt ezzel értékes "kilókkal" könnyítjük a Z szerkezetet...
1. Talán egy kicsit álljunk meg... Te léptetőben gondolkodsz ott pedig szervó-ról volt szó... Nem ugyan az a "baromság"...
Én sokat teszteltem valamikor léptetős hajtásokat...dokumentálva itt a forumon... szerintem elmentem a lehetőségek határára...
Sajnos a léptetőmotor a fordulat függvényében veszti a nyomatékát... sajnos elég gyorsan... és minél nagyobb a létetőmotor annál előbb...
pl. egy "10Nm-es" léptető, csak lépegetve(!) tudja a 10Nm-et... 300rpm(!)-es fordulatnál már szinte hulla..
Egy kisebb léptető 1000rpm-ig is elég jó... de finoman szólva sem messze nem lináris a nyomaték a fordulattal...
Ez néha jó... néha rossz...(nem egy nagy erény:)
A nevében benne van: léptető motor... léptet, lépeget...
2. az X és Y tömege biztos nagyobb mint a Z tömege... gondolom ezzel egyetértünk...
3. A Z tengely "várhatóan" jóval kisebb munkahosszal rendelkezik mint X és Y.
4. A "sebességmániánk" (szervónál) az üresjárási (pozicionálási) sebességre vonatkozik... mert ugyebár marni 100mm/sec fellett már 100.000rpm-es (vagy felette) főorsó kellene...
Képzerljünk el egy 3 méteres gépet... 100mm/sec-el 30 mp alatt ér egyik feléről a másikra (cigiszünet kategória)... ha ez a szám 400mm/sec akkor a negyede...
5. A léptetős gépeknek max. 100mm/s a "végsebessége"... ugyanezen gépen egy szervós rendszerrel akár 400mm/sec-et is el lehet érni...
6. Azonos sebességű pozicionáliási (üresjárati) sebességre nincs szükség a Z -nél (szerintem)
7. Számold ki, hogy egy pl. 0.8-as furóval és egy 60.000rpm-es motorral mekkora a Z előtolási sebesség max.ja...
8. Ha egy lassú gépet veszünk alapul... azaz egy léptetős gépnél én sem tennék kisebb motort a gépre (pedig erre vannak példák - ha kell linkelek)
9. 3D-s Marás 2880rpm-el?
10. Egy dologban egyetértünk... a "legcikibb" a Z-tengelyt lefele mozgásban pontos pozicióban megállítani... de ez léptetőnél teljesen más mint szervónál... talán egyszerűbb!
(ne feledkezzünk meg a gép kikapcsolásánal a tartás megszűnéséről... a szervósnál a Z a "mélybe zuhan"(hat :)
11. A Tibor45-nek igaza volt... legalábis Z ugyben... csak sajnos nem volt világos a magyarázata.
A gépemnél (szégyen szemre:) a Z orsót 5-ösről 2-esre cseréltem... és most sokkal dinamikusabb lett... mert ugyebár nem kellett a 240mm/sec-es előtolás soha....mert ugye nincs az a szerszám és főorsó ami tudta volna...:)
X és Y 2X erősebb motor mind a Z-nél...(X,Y5mm Z2mm em.)
Tehát fenntartom (továbbra is) hogy egy szervós rendszerben a Z-tengelyhez kisebb (kb. fele nyomatékű) motor is elég... mert nincs szükség akkora "szabadfutási" pozicionálási sebességre mint a (általában) hosszabb pályájú X és Y -nál...
Sőt ezzel értékes "kilókkal" könnyítjük a Z szerkezetet...
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 03, 21:26
Írta: ukcge40u Dátum 2009 szeptember 03, 21:26
Így korrekt, valóban én vagyok a láma [#lama], mert én alapvetően léptecsben gondolkodtam.
A szervo egyenlőre messzi van tőlem, pláne, hogy a léptecset sem fejeztem még be.
Nos,én sem az a anyagban akarok száguldozni, de nem ártana, ha az 1000x500x430 as munkaterületen belül relatíve gyorsan tudok pozicionálni, akár az összes tengellyel egyszerre.
A másik, hogy mivel nálam szóba jöhet az 5D, így nem árt, ha nagyjából azonos sebeséget tudnak a tengelyeim, így nagyobb pozicionálásoknál nem "fogja vissza" a lassabb Z az összpozicionálás sebessségét.
A 2880-as fordulat 50Hz-en értendő, ezért írtam oda a 150Hz-et.
Az már egy picivel jobb érték. ~3x2880=8640
Viszont azt meg nem értem, hogy hogy a fenében lehet egy léptecses Cincinnati marógépnek majd 12méteres gyorsjáratija? Azon 7Nm-es motorok vannak, ha nem téved a kolléga. Igaz, az orsója is 12-es körüli emelkedésen van, de ha meg még annál is nagyobb, akkor honnan jön a nyomaték?
A szervo egyenlőre messzi van tőlem, pláne, hogy a léptecset sem fejeztem még be.
Nos,én sem az a anyagban akarok száguldozni, de nem ártana, ha az 1000x500x430 as munkaterületen belül relatíve gyorsan tudok pozicionálni, akár az összes tengellyel egyszerre.
A másik, hogy mivel nálam szóba jöhet az 5D, így nem árt, ha nagyjából azonos sebeséget tudnak a tengelyeim, így nagyobb pozicionálásoknál nem "fogja vissza" a lassabb Z az összpozicionálás sebessségét.
A 2880-as fordulat 50Hz-en értendő, ezért írtam oda a 150Hz-et.
Az már egy picivel jobb érték. ~3x2880=8640
Viszont azt meg nem értem, hogy hogy a fenében lehet egy léptecses Cincinnati marógépnek majd 12méteres gyorsjáratija? Azon 7Nm-es motorok vannak, ha nem téved a kolléga. Igaz, az orsója is 12-es körüli emelkedésen van, de ha meg még annál is nagyobb, akkor honnan jön a nyomaték?
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 szeptember 03, 21:43
Írta: bmejdz9nu Dátum 2009 szeptember 03, 21:43
Léptető és léptető motor között is van különbség... Sőt igen-igen nagy!
Gondolom (bár nem próbáltam) a Vextra 5 fázisú léptetőmotorok lehet a csúcskategória!
De amit próbáltam... egy jó és általában márkás léptető 50%-al tud többet mint egy NoName...
(Az sem mindegy hogy Unipoláris vagy Bipoláris a vezérlés...)
Pl. A Talin árult Svejk kolléga Bautz léptetőmotorokat - szerintem egy röhelyesen olcsó áron - Na ott kezdődik a dolog...
Én ezeket a motorokat mind megvettem volna... de Én is (Ő is :) szervópárti...
Vegyél egy szervómotort és egy vezérlőt hozzá... tesztelj... és csak utána mondj véleményt...(pl. z-ről)
Bár a szervó és a léptető is ugyanazt a célt szolgálja, hogy egy mechanikát pozicióba parancsoljon... de mégsem ugyanúgy tesz ezt meg... csak látszatra hasonlóak...
Mint írtam a léptetős rendszereknek van "terük" de csak egy "bizonyos" nyomaték, sebesség igényig... azaz egy kisebb gépnél "költséghatékony" megoldás...
Gondolom (bár nem próbáltam) a Vextra 5 fázisú léptetőmotorok lehet a csúcskategória!
De amit próbáltam... egy jó és általában márkás léptető 50%-al tud többet mint egy NoName...
(Az sem mindegy hogy Unipoláris vagy Bipoláris a vezérlés...)
Pl. A Talin árult Svejk kolléga Bautz léptetőmotorokat - szerintem egy röhelyesen olcsó áron - Na ott kezdődik a dolog...
Én ezeket a motorokat mind megvettem volna... de Én is (Ő is :) szervópárti...
Vegyél egy szervómotort és egy vezérlőt hozzá... tesztelj... és csak utána mondj véleményt...(pl. z-ről)
Bár a szervó és a léptető is ugyanazt a célt szolgálja, hogy egy mechanikát pozicióba parancsoljon... de mégsem ugyanúgy tesz ezt meg... csak látszatra hasonlóak...
Mint írtam a léptetős rendszereknek van "terük" de csak egy "bizonyos" nyomaték, sebesség igényig... azaz egy kisebb gépnél "költséghatékony" megoldás...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 21:43
Írta: 000000000 Dátum 2009 szeptember 03, 21:43
Látom nagy sikert aratott..
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 03, 22:17
Írta: keri Dátum 2009 szeptember 03, 22:17
Kösz, megint tanultam valamit
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 03, 22:20
Írta: keri Dátum 2009 szeptember 03, 22:20
főleg hogy léptető motorra könnyedén építek vezérlőt, egy marék olcsó FET-el meg egy olcsó PIC-el, de szervó...hát tudom hogy működik de ezt nem szeretném megépíteni :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 22:25
Írta: 000000000 Dátum 2009 szeptember 03, 22:25
Lesz abban az 5 fázisban pár kanyar, főleg
ha mikrolépést is bevállalsz...:)
ha mikrolépést is bevállalsz...:)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 03, 22:41
Írta: keri Dátum 2009 szeptember 03, 22:41
Nekem mondod?? 20db fet azt se tudom hogy szórjam szét a NYÁKon :D
De most kaptam egy nem hülye ötletet.
A +- az külön tápsínen lesz, a többi vezetékkel pedig már egyszerűbben lehet boldogulni.
Mikrólépés egyenlőre nem lesz, de valóban az lenne az igazi.
De most kaptam egy nem hülye ötletet.
A +- az külön tápsínen lesz, a többi vezetékkel pedig már egyszerűbben lehet boldogulni.
Mikrólépés egyenlőre nem lesz, de valóban az lenne az igazi.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 szeptember 03, 22:45
Írta: bmejdz9nu Dátum 2009 szeptember 03, 22:45
Talán... egyszer... talán egy talin... tiszta vizet lehetne önteni a pohárba azaz a fejekbe...
Tudom nem egyszerű, de nem is bonyolult... Mert mindenki (sokan) azt hiszi, hogy tud mindent... pedig olyan nincs is... Ez az egész annál sokkal bonyolultabb...de szerintem... nem!
De egy idő után, azaz sok tesztelés után...már kialakul a kép mit, mivel, hogyan és mikor...
A kisérletezés, tesztelés is egy hobby... :)
Tudom nem egyszerű, de nem is bonyolult... Mert mindenki (sokan) azt hiszi, hogy tud mindent... pedig olyan nincs is... Ez az egész annál sokkal bonyolultabb...de szerintem... nem!
De egy idő után, azaz sok tesztelés után...már kialakul a kép mit, mivel, hogyan és mikor...
A kisérletezés, tesztelés is egy hobby... :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 03, 22:51
Írta: 4um5b65d Dátum 2009 szeptember 03, 22:51
Robroy, sokba fog ez neked kerülni....
/Goly%f3sors%f3/ors%f3v%e9g.jpg)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 03, 23:04
Írta: 000000000 Dátum 2009 szeptember 03, 23:04
Ezekről hajtás méretezés témáról már a szervo
topicban elég sokat beszélgettünk, vitáztunk.
Javaslom olvasgasd át az ottaniakat.
Elég összetett a dolog, de Neked is csak azt
tudom mondani, hogy a hajtó motort (legyen az
akármi szervo, léptető, ...) mindig csak az
érdekli, mit "érez" a tengelyén, azaz a redukált
tehetetlenségi nyomaték a döntő dinamikai
szempontból. Így légy óvatos már egy 5 mm-es
orsóval direktbe, főleg a Z-nél.
topicban elég sokat beszélgettünk, vitáztunk.
Javaslom olvasgasd át az ottaniakat.
Elég összetett a dolog, de Neked is csak azt
tudom mondani, hogy a hajtó motort (legyen az
akármi szervo, léptető, ...) mindig csak az
érdekli, mit "érez" a tengelyén, azaz a redukált
tehetetlenségi nyomaték a döntő dinamikai
szempontból. Így légy óvatos már egy 5 mm-es
orsóval direktbe, főleg a Z-nél.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 szeptember 03, 23:16
Írta: bmejdz9nu Dátum 2009 szeptember 03, 23:16
... mert egyrészt lezuhanik kikapcsoláskor :) ... és ugyebár ott amikor "lemegy" az anyagba... a lehető legpontosan meg kell állítani ill. pozicióban tartani...
Mert ha nem... bizony nyoma lesz a munkadarabban... ez egy kritikus dolog...
Egyébként ezt a hibát... sok "komoly" szervós gépnél is észrevettem... Azaz a munkadarabon látni...(pl. egy 2D-s munkadarabon is)
Talán ez a szervónál a legkritikusabb dolog... a Z....és azon belül is a fékezés :)
Mert ha nem... bizony nyoma lesz a munkadarabban... ez egy kritikus dolog...
Egyébként ezt a hibát... sok "komoly" szervós gépnél is észrevettem... Azaz a munkadarabon látni...(pl. egy 2D-s munkadarabon is)
Talán ez a szervónál a legkritikusabb dolog... a Z....és azon belül is a fékezés :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 03, 23:20
Írta: keri Dátum 2009 szeptember 03, 23:20
Ahogy mondod, ez egy hobbi, ha utálnám nem szórakoznék ilyenekkel, hanem bemennék a sarki CNC szakboltba (tényleg itt van egy sarokra) és megvenném. Pénzem van rá, csak szerintem érdekesebb a vastelepről guberált motorokkal gépet építeni, meg hozzá sehol nem használt vezérlőt.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 03, 23:22
Írta: keri Dátum 2009 szeptember 03, 23:22
Most látom te nem arra írtad amire gondoltam... nembaj már kezdek becsavarodni a topikok közötti ugrálástól [#circling]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 szeptember 03, 23:28
Írta: bmejdz9nu Dátum 2009 szeptember 03, 23:28
Szerintem ez a legszebb... amikor főként olyan mechanikai megoldásokat tudsz "ötvözni" amit még nem láttál...
Persze ebben van "rizikó" is... de hát... mi sem egyszerűbb mint egy 1000x bevált mechanikát megépíteni...
Sajnos... most én is itt állok egy elképzelt megoldással és már egy hónapja áll a dolog mert nem tudom hogyan tovább :)
Minden részegység már kész... de... Jaj-jaj... de ez a hobby...
Megvenni bármit a legegyszerűbb dolog...
pl. bemész egy autószalonba és veszel egy kocsit... Nade ha te elektromosat akarsz.. meg...
Persze ebben van "rizikó" is... de hát... mi sem egyszerűbb mint egy 1000x bevált mechanikát megépíteni...
Sajnos... most én is itt állok egy elképzelt megoldással és már egy hónapja áll a dolog mert nem tudom hogyan tovább :)
Minden részegység már kész... de... Jaj-jaj... de ez a hobby...
Megvenni bármit a legegyszerűbb dolog...
pl. bemész egy autószalonba és veszel egy kocsit... Nade ha te elektromosat akarsz.. meg...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 03, 23:34
Írta: keri Dátum 2009 szeptember 03, 23:34
Honnan tudod, hogy elektromos autót akarok? [#wow1][#zavart1]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 szeptember 04, 04:54
Írta: Motoros Dátum 2009 szeptember 04, 04:54
"Viszont azt meg nem értem, hogy hogy a fenében lehet egy léptecses Cincinnati marógépnek majd 12méteres gyorsjáratija? "
Erről a gépről tudnál vmi bővebbet..mármint pontos tipus esetleg egyéb adatok, megoldások.
Jó lenne látni egy profi gyári léptecses marógépet.
Erről a gépről tudnál vmi bővebbet..mármint pontos tipus esetleg egyéb adatok, megoldások.
Jó lenne látni egy profi gyári léptecses marógépet.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2009 szeptember 04, 07:13
Írta: robroy007 Dátum 2009 szeptember 04, 07:13
köszönöm
a másik vég és az előfeszítés??
(tudom adjam el a házat is)
a másik vég és az előfeszítés??
(tudom adjam el a házat is)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 04, 08:03
Írta: 4um5b65d Dátum 2009 szeptember 04, 08:03
A motor felőli végről nincs mit különösebben rajzolni. 2db szembefordított ferde hatásvonalú csapágy aztán kész. Nem hiszem, hogy egy hobbi gépnél kellene oda előfeszítés. Ha már mindenképp feszítést szeretnél akkor nem egymás mellé rakod a csapágyakat, hanem némi távtartással és kontraanyával rakod össze. Egy kisebb gépnél én simán megkockáztatnám a mezei radiális mélyhornyú csapágyat is.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2009 szeptember 04, 09:22
Írta: robroy007 Dátum 2009 szeptember 04, 09:22
köszönöm a választ
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 11:18
Írta: 000000000 Dátum 2009 szeptember 04, 11:18
A 20 fetes vezérlés házilag...
Kipróbáltam egy pár vezérlést megépíteni, kezdve a legegyszerűbb PIC+FET halfstep vezérlőtől a 'gyári' fázishasítós microsteppesig. Aztán vettem pár ezresért egy kész, tokozott kínait és nem lehet elmondani a különbséget. Itt nagyon sok apróság van, amit baromi sok idő lenne házilag kitökölni. A PWM-et pl. korrektül megcsinálni sk.
Olyasmiről nem beszélve, hogy pl. a fejlesztés alatt valamiért véletlenül leáll a szoftvered, és a drága motorod megy a levesbe...
Kipróbáltam egy pár vezérlést megépíteni, kezdve a legegyszerűbb PIC+FET halfstep vezérlőtől a 'gyári' fázishasítós microsteppesig. Aztán vettem pár ezresért egy kész, tokozott kínait és nem lehet elmondani a különbséget. Itt nagyon sok apróság van, amit baromi sok idő lenne házilag kitökölni. A PWM-et pl. korrektül megcsinálni sk.
Olyasmiről nem beszélve, hogy pl. a fejlesztés alatt valamiért véletlenül leáll a szoftvered, és a drága motorod megy a levesbe...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 11:19
Írta: 000000000 Dátum 2009 szeptember 04, 11:19
Tökéletesen igazad van, egy kissebb gépnél az előfeszített radiális megfelelő.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 04, 11:48
Írta: keri Dátum 2009 szeptember 04, 11:48
Miért ha 10 FET lenne benne akkor már lehet házilag?
Tök mindegy hány FET, ez csak mennyiségi kérdés.
Fázisonként 4fet és 2 meghajtó tranzisztor kell, minden egyes fázis ugyan úgy néz ki, egy ilyen hidat bárki meg tud csinálni, innentől kezdve copy-paste és forrasztóón kérdése az egész.
A szoftver pedig sokat elbír, nekem nem okoz nagy gondot leprogramozni és még élvezem is.
Igaz hogy nem lehet jumperrel paraméterezni a vezérlőmet, mert nekem nem okoz gondot változtatni a programon. A forráskód elején van minden paraméter, ha nem tetszik valami akkor átírom.
A vezérlők csak azért bonyolultak mert univerzálisnak kell lenniük, de én saját motorjaimhoz, illetve mechanikához illesztem, ezért csomó bonyolítást ki lehet hagyni.
Tök mindegy hány FET, ez csak mennyiségi kérdés.
Fázisonként 4fet és 2 meghajtó tranzisztor kell, minden egyes fázis ugyan úgy néz ki, egy ilyen hidat bárki meg tud csinálni, innentől kezdve copy-paste és forrasztóón kérdése az egész.
A szoftver pedig sokat elbír, nekem nem okoz nagy gondot leprogramozni és még élvezem is.
Igaz hogy nem lehet jumperrel paraméterezni a vezérlőmet, mert nekem nem okoz gondot változtatni a programon. A forráskód elején van minden paraméter, ha nem tetszik valami akkor átírom.
A vezérlők csak azért bonyolultak mert univerzálisnak kell lenniük, de én saját motorjaimhoz, illetve mechanikához illesztem, ezért csomó bonyolítást ki lehet hagyni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 11:57
Írta: 000000000 Dátum 2009 szeptember 04, 11:57
Nem a fetek számára gondoltam. Lehet az 1 FET/motorvezeték is, viszont ha felmész a motor névleges feszültségénél magasabbra, és csak impulzusokat adsz a motornak (pl. PWM) akkor detektálnod kell a motor áramfelvételét, és annak megfelelően küldeni neki a pl. tízszeres feszültséget. Ezt jól megcsinálni (szerintem) nem egyszerű, és mint írtam, ha debugolsz, és leáll a PWM, vagy csak hozzáérsz véletlen a kvarchoz, marad a nagyfesz a motron, és egy másodpercen belül vége.
Mindezt a microsteppel akarod, még bonyolultabb lesz. De biztos van, akinek ez megy séróból. Nekem legalább egy hónap lenne megírni ehhez a szoftvert, és akkor nem dolgoztam semmi pénzkeresőt.
Mindezt a microsteppel akarod, még bonyolultabb lesz. De biztos van, akinek ez megy séróból. Nekem legalább egy hónap lenne megírni ehhez a szoftvert, és akkor nem dolgoztam semmi pénzkeresőt.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 04, 12:07
Írta: keri Dátum 2009 szeptember 04, 12:07
Amúgy meg ha mindent megvennék akkor most tök hülye lennék.
Én így tanulok, hogy kitalálok valamit és megcsinálom minden buktató ellenére. Ha sikerült (és általában sikerül) akkor eggyel több dologhoz értek...tulajdon képen ezért a szemléletemért kapom most a fizetésem is.
Én így tanulok, hogy kitalálok valamit és megcsinálom minden buktató ellenére. Ha sikerült (és általában sikerül) akkor eggyel több dologhoz értek...tulajdon képen ezért a szemléletemért kapom most a fizetésem is.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 04, 12:24
Írta: keri Dátum 2009 szeptember 04, 12:24
Nézd, az első léptető motoromat még Enterprise128-al pörgettem meg, a magnóvezérlésen keresztül, ennyi idő alatt van elég tapasztalatom hogy ne a nulláról keljen kitalálnom mindent.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 12:49
Írta: 000000000 Dátum 2009 szeptember 04, 12:49
jó, jó, értem. Valamennyire rokonlelkek vagyunk, mert anno én is az Enterprise-al bontogattam a szárnyakat, és azóta is elektronikából keresem a kenyerem, de léptetőmotorral csak pár éve foglalkozom.
Az lenne a kérdésem, hogy nagyfeszről, PWM-es visszacsatolással fogod járatni a motorokat, vagy névleges feszről kapcsolgatni, esetleg nagyobb feszről, előtéttel áramkorlátozva?
Az lenne a kérdésem, hogy nagyfeszről, PWM-es visszacsatolással fogod járatni a motorokat, vagy névleges feszről kapcsolgatni, esetleg nagyobb feszről, előtéttel áramkorlátozva?
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2009 szeptember 04, 14:33
Írta: KBalázs Dátum 2009 szeptember 04, 14:33
Fel ne add! Csak mert szkeptikusok meg akarnak kímélni a saját hibáiktól, lehetsz te az ügyesebb, attól még a megszerzett tapasztalat a tied, a leküzdött akadályokat már nem vehetik el tôled! És ez ad némi pluszt! (...)
Én is magam rakom össze a szervó vezérlésem nulláról, mert az az igazi siker amit magam erejébôl hozok össze.
Készül a gépvázam, nemsokára tolok fel fotókat. Vettem egy automata heg.pajzsot, na ezt kötelezôvé tenném minden heg.gép mellé.
Én is magam rakom össze a szervó vezérlésem nulláról, mert az az igazi siker amit magam erejébôl hozok össze.
Készül a gépvázam, nemsokára tolok fel fotókat. Vettem egy automata heg.pajzsot, na ezt kötelezôvé tenném minden heg.gép mellé.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 04, 14:41
Írta: keri Dátum 2009 szeptember 04, 14:41
Őő, hát az első vezérlőm az simán névleges feszről ment ellenálláson keresztül (floppy fejmotor) ezzel legó mechanikát hajtottam, csináltam így sok jópofa játékot.
Aztán csináltam a bipolárist, ott sincs még visszacsatolás, de a motorhoz igazítva adott idő után visszaveszi PWM-el az áramot. Így gyakorlatilag csak terhelés közben melegszik a motor. Ez 12V-ról megy és printer laptovábbító motorokat hajtok vele, M6os menetes orsókkal.
Nem gyors de játszani, ismerkedni jó volt.
Ezt felprogramoztam PWM mikrolépésesnek is, de a motorok alkalmatlanok rá mivel a pozíció tartáshoz túl nagy áram kell amitől viszont melegszik, szóval visszatértem a fél lépésre. Adott alkalmazásnál ez elegendő.
Próbáltam 24V-ról is, az itt leírt motortuning mintájára, de túl kemény lett a motor járása, ami bizonyos fordulatokon lépésvesztéshez vezetett az erősödő rezonanciák miatt, maradt a 12V így viselkedik a legjobban.
Az 5 fázisú az kapcsolóüzemű áramkorlátos lesz, mert itt már fontos a teljesítmény, de bipoláris félépésés hiszen alapból 1000 lépés/fordulatot tud, ami 5mm-es golyós orsókat hajt. Felesleges lenne mikroszteppel vesződni.
Ez már a névleges fesz fölött fog menni. Lényegében ugyan azt az alap kapcsolást használom mint az előzőnél, csak áganként lesz egy áram érzékelő ellenállás amit AD bemeneten keresztül figyelek és szoftveresen.
Írtam egy megszakítás vezérelt PWM rutint ami viszonylag sok szoftveres PWM jelet tud generálni. Persze ehhez nem ártana valóban a 20megás kvarc mert csak így lehet elég gyors 5 kimenet független PWM vezérlése.
Automata gyorstöltőt már csináltam így, de ott csak 1 ág áramát és feszültségét figyeltettem.
Aztán csináltam a bipolárist, ott sincs még visszacsatolás, de a motorhoz igazítva adott idő után visszaveszi PWM-el az áramot. Így gyakorlatilag csak terhelés közben melegszik a motor. Ez 12V-ról megy és printer laptovábbító motorokat hajtok vele, M6os menetes orsókkal.
Nem gyors de játszani, ismerkedni jó volt.
Ezt felprogramoztam PWM mikrolépésesnek is, de a motorok alkalmatlanok rá mivel a pozíció tartáshoz túl nagy áram kell amitől viszont melegszik, szóval visszatértem a fél lépésre. Adott alkalmazásnál ez elegendő.
Próbáltam 24V-ról is, az itt leírt motortuning mintájára, de túl kemény lett a motor járása, ami bizonyos fordulatokon lépésvesztéshez vezetett az erősödő rezonanciák miatt, maradt a 12V így viselkedik a legjobban.
Az 5 fázisú az kapcsolóüzemű áramkorlátos lesz, mert itt már fontos a teljesítmény, de bipoláris félépésés hiszen alapból 1000 lépés/fordulatot tud, ami 5mm-es golyós orsókat hajt. Felesleges lenne mikroszteppel vesződni.
Ez már a névleges fesz fölött fog menni. Lényegében ugyan azt az alap kapcsolást használom mint az előzőnél, csak áganként lesz egy áram érzékelő ellenállás amit AD bemeneten keresztül figyelek és szoftveresen.
Írtam egy megszakítás vezérelt PWM rutint ami viszonylag sok szoftveres PWM jelet tud generálni. Persze ehhez nem ártana valóban a 20megás kvarc mert csak így lehet elég gyors 5 kimenet független PWM vezérlése.
Automata gyorstöltőt már csináltam így, de ott csak 1 ág áramát és feszültségét figyeltettem.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 04, 14:46
Írta: keri Dátum 2009 szeptember 04, 14:46
NEm adom fel, a léptető motorok és vezérléseik a jó barátaim, nem hagynám el őket semmi pénzért :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 14:50
Írta: 000000000 Dátum 2009 szeptember 04, 14:50
Egy kérdést:
kb 600 mm-es és egy kb 400 mm-es 16-os orsó kisebbnek számít-e?[#conf][#conf]
kb 600 mm-es és egy kb 400 mm-es 16-os orsó kisebbnek számít-e?[#conf][#conf]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 04, 15:37
Írta: ukcge40u Dátum 2009 szeptember 04, 15:37
Tibor, itt mit értesz azon, hogy mit érez a tengelyen?
Olyan 40-es körül van az orsó átmérője, gondolom, az már elég stabilnak számít.
Másrészt, mivel csak az egyik végén van csapolás, és nem akarok leesztergálni a hasznos hosszból, így függesztve lesz. Oda kellenek majd csapágyak. :)
Olyan 40-es körül van az orsó átmérője, gondolom, az már elég stabilnak számít.
Másrészt, mivel csak az egyik végén van csapolás, és nem akarok leesztergálni a hasznos hosszból, így függesztve lesz. Oda kellenek majd csapágyak. :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 04, 15:38
Írta: ukcge40u Dátum 2009 szeptember 04, 15:38
Majd rákérdezek a típusára hétvégén, akkor iszunk a magyar kollégával... :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 04, 15:40
Írta: ukcge40u Dátum 2009 szeptember 04, 15:40
Az enyém annak számít?
Mert nem dúskálok a csapágyakban...
Mert nem dúskálok a csapágyakban...
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 04, 15:44
Írta: ukcge40u Dátum 2009 szeptember 04, 15:44
Közben leesett, hogy mire gondoltál...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 17:14
Írta: 000000000 Dátum 2009 szeptember 04, 17:14
Egy hasonlattal élnék.
Bizonyára szeretsz autót vezetni. Egy
hagyományos 5 sebességes kocsinál gondolom
kipróbáltad már, hogy ha mit tapasztalsz,
ha pl. 50 km/h-val haladsz 3. sebességi fokozatban,
és hirtelen padlógázt adsz. Aztán ugyanilyen tesztet űzöl, csak 4. majd 5. fokozatban.
Na kb. azt érzi a hajtómotorod is, amit
ilyenkor az autó motorja.
Visszatérve a gépedre a kb. 1 m hosszú 40 mm
átmérőjű orsódat direktbe hajtva totál "lebutítja"
a hajtásod dinamikáját, olyan nagy a J-je
(tehetetlenségi nyomatéka). És ekkor még nulla
az egyéb mozgatott tömeg, és a terhelés is!!
Mindenképpen tegyél be lassító áttételt, vagy
pedig csak nagyon csekély gyorsulási-lassulási
adataid lesznek pláne hogy léptecses a hajtásod.
Bizonyára szeretsz autót vezetni. Egy
hagyományos 5 sebességes kocsinál gondolom
kipróbáltad már, hogy ha mit tapasztalsz,
ha pl. 50 km/h-val haladsz 3. sebességi fokozatban,
és hirtelen padlógázt adsz. Aztán ugyanilyen tesztet űzöl, csak 4. majd 5. fokozatban.
Na kb. azt érzi a hajtómotorod is, amit
ilyenkor az autó motorja.
Visszatérve a gépedre a kb. 1 m hosszú 40 mm
átmérőjű orsódat direktbe hajtva totál "lebutítja"
a hajtásod dinamikáját, olyan nagy a J-je
(tehetetlenségi nyomatéka). És ekkor még nulla
az egyéb mozgatott tömeg, és a terhelés is!!
Mindenképpen tegyél be lassító áttételt, vagy
pedig csak nagyon csekély gyorsulási-lassulási
adataid lesznek pláne hogy léptecses a hajtásod.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 17:18
Írta: 000000000 Dátum 2009 szeptember 04, 17:18
Persze, a másik végükön nem is kell csapágyazni. Elég a motor felől két mélyhornyú előfeszítve.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 17:21
Írta: 000000000 Dátum 2009 szeptember 04, 17:21
Ha megfelelő méretűt hasznász, feltétlen. Gondolom, az orsóvég nem 12mm-re van leszedve.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 szeptember 04, 17:22
Írta: bmejdz9nu Dátum 2009 szeptember 04, 17:22
Hát nem semmi egy 40-es átm. és méteres orsót direkbe hajtani... de egy "400W" SanyoDenkivel már lehet... persze ha max. 5-ös az emelkedése...
Ha nagyobb az emelkedése... vagy kisebb az elvárt sebesség akkor persze az áttételt nem kell azaz nem érdemes (azaz nem szabad) "elkerülni"...
Viszont egy 10Nm-es léptetőmotorral lehet, hogy 300rpm-ig simán elmegy... csak szép lassan kell gyorsítani...
Ha nagyobb az emelkedése... vagy kisebb az elvárt sebesség akkor persze az áttételt nem kell azaz nem érdemes (azaz nem szabad) "elkerülni"...
Viszont egy 10Nm-es léptetőmotorral lehet, hogy 300rpm-ig simán elmegy... csak szép lassan kell gyorsítani...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 17:33
Írta: 000000000 Dátum 2009 szeptember 04, 17:33
Kevés az oda barátom...!:))
Persze, végül is egy 100W-ossal is hajthatnád,
az is elfordítja idővel azt a nagy
bazi orsót. De látom, még mindig csak a
levegőszántási végsebesség érdekel, és nem az,
hogy anyagban, forgácsoláskor legyen ideális a
géped.:)
Tudod, csak ismételni tudom magam, a J az egyik
legnagyobb úr a CNC technikában, szinte minden
más tőle függ. Lehet ezt nem tudomásul venni,
csak nem érdemes, mert akkor bizony messze
kerülsz az optimális hajtástól.
Persze, végül is egy 100W-ossal is hajthatnád,
az is elfordítja idővel azt a nagy
bazi orsót. De látom, még mindig csak a
levegőszántási végsebesség érdekel, és nem az,
hogy anyagban, forgácsoláskor legyen ideális a
géped.:)
Tudod, csak ismételni tudom magam, a J az egyik
legnagyobb úr a CNC technikában, szinte minden
más tőle függ. Lehet ezt nem tudomásul venni,
csak nem érdemes, mert akkor bizony messze
kerülsz az optimális hajtástól.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 17:38
Írta: 000000000 Dátum 2009 szeptember 04, 17:38
Szerintem a bordás szíjat és kerekeket nem tudod ki spórolni, másképp ne is próbáld.Én min. 1:3 áttételt javasolnék.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 17:52
Írta: 000000000 Dátum 2009 szeptember 04, 17:52
Köszi!
Azért ha van a végén egy támasztó csapágy az nem árthat.
Azért ha van a végén egy támasztó csapágy az nem árthat.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 04, 17:58
Írta: ukcge40u Dátum 2009 szeptember 04, 17:58
Az X-et mindenképpen szíjazni kell,mert nem fér fel az orsó mögé a motor is.
De minden konzol úgy van kialakítva, hogy mellé lehessen tenni a motort.
De minden konzol úgy van kialakítva, hogy mellé lehessen tenni a motort.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 04, 18:01
Írta: ukcge40u Dátum 2009 szeptember 04, 18:01
Az X tengelynek 25-ös (vagy 22-es?), az Y-nak 20-as csapjai vannak.
Illetve az Y tengelynek csak egy csapja van, a másik végét fel kell csapoznom, betétcsappal.
Holnap fúrom ki a végét, és belemelegítek egy 22-es csapot, kihűlés után esztergálva.
Illetve az Y tengelynek csak egy csapja van, a másik végét fel kell csapoznom, betétcsappal.
Holnap fúrom ki a végét, és belemelegítek egy 22-es csapot, kihűlés után esztergálva.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 04, 18:06
Írta: ukcge40u Dátum 2009 szeptember 04, 18:06
1:2-es lesz kéznél, ha hazamegyek.
Ha már mozog, akkor tudni fogom, hogy elég lesz-e?
Ha meg a főorsó motorra gondoltál, arra is alszom még párat.
Ma végiggondoltam, hogy milyen fordulatokon dolgozom általában. Gyakorlatilag 2000 alatt semmivel, kivéve a kiesztergáló fejet, meg a menetfúrót, meg a böszme szerszámokat.
Tehát nekem elvileg elég lenne a főorsó fordulat alapon egy 6-os maróhoz aluba.
A patronnal max 10 mm-t tudok fogni, azzal már haladni is lehet. Hogy a nyomaték hogy alakul... azt is ki kell próbálni.
Ha már mozog, akkor tudni fogom, hogy elég lesz-e?
Ha meg a főorsó motorra gondoltál, arra is alszom még párat.
Ma végiggondoltam, hogy milyen fordulatokon dolgozom általában. Gyakorlatilag 2000 alatt semmivel, kivéve a kiesztergáló fejet, meg a menetfúrót, meg a böszme szerszámokat.
Tehát nekem elvileg elég lenne a főorsó fordulat alapon egy 6-os maróhoz aluba.
A patronnal max 10 mm-t tudok fogni, azzal már haladni is lehet. Hogy a nyomaték hogy alakul... azt is ki kell próbálni.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 szeptember 04, 18:41
Írta: bmejdz9nu Dátum 2009 szeptember 04, 18:41
Mivel láttam már ilyen hajtást... A legjobb motorokkal persze...
De ha nem kell pl. 2400rpm fordulat = 5-ös orsón = 200mm/s sebesség.. akkor le kell áttételezni...
De ezen nem nyitok már vitát :) Ha tehetem... direkthajtok... és keresek hozzá megfelelő fordulatú és nyomatékú motort...
Persze a kisebb motorok általában pörgősebek... és akkor kell(het) az áttétel...
De ha nem kell pl. 2400rpm fordulat = 5-ös orsón = 200mm/s sebesség.. akkor le kell áttételezni...
De ezen nem nyitok már vitát :) Ha tehetem... direkthajtok... és keresek hozzá megfelelő fordulatú és nyomatékú motort...
Persze a kisebb motorok általában pörgősebek... és akkor kell(het) az áttétel...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 04, 22:03
Írta: 000000000 Dátum 2009 szeptember 04, 22:03
Hát, sok sikert, majd írd meg a tapasztalataidat! Nem írtam azt, hogy lehetetlen, azt írtam, hogy nekem legalább egy hónap lenne, és annyit én nem dolgozok egy tízezres valami kiváltásáért. Ezt KBalázsnak írom, látszik, hogy még nem próbálkoztál ilyesmivel (nem sértésnek szánom!)
Ahhoz, hogy ez tényleg jól működjön, nagyon kell érteni sokmindenhez, pl. az analóg és digitális elektronikán kívül a szabályzástechnikához és a matekhoz. De senkinek nem akarom elvenni a lekesedését! A saját mikrovezérlős tapasztaltaimon kívül megépítettem gyári spéci hibrid IC-s vezérlést is, és nyomába nem léphet az occó kínainak.
Ha kell a kakaó a PIC-ednek (már ha azt használsz), próbálj olyan típust, amiben van komolyabb PLL! Lehet, hogy nem mondok újat, de úgy emlékszem, azzal valami 60 Megáig el lehet menni. De az egyszerűbb 18F-ek is tudnak 10-es kvarccal 40M core órajelet.
Ahhoz, hogy ez tényleg jól működjön, nagyon kell érteni sokmindenhez, pl. az analóg és digitális elektronikán kívül a szabályzástechnikához és a matekhoz. De senkinek nem akarom elvenni a lekesedését! A saját mikrovezérlős tapasztaltaimon kívül megépítettem gyári spéci hibrid IC-s vezérlést is, és nyomába nem léphet az occó kínainak.
Ha kell a kakaó a PIC-ednek (már ha azt használsz), próbálj olyan típust, amiben van komolyabb PLL! Lehet, hogy nem mondok újat, de úgy emlékszem, azzal valami 60 Megáig el lehet menni. De az egyszerűbb 18F-ek is tudnak 10-es kvarccal 40M core órajelet.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 05, 07:36
Írta: keri Dátum 2009 szeptember 05, 07:36
hónap? mondom hogy 20 éve foglalkozok ezzel :D
De ennyi idő alatt az ezzel szerzet tudásomból mellékesen jól megélek.
Nem elég elvégezni a középiskolát meg egy főiskolát, folyamatosan képezni kell magad ha nem akarsz 50évesen munkanélküli lenni.
Ráadásul az ott megszerezhető tudás nem elég semmire csak egy jó alap. Bele kell ásnia magát az embernek ilyen jellegű témákba hogy tapasztalatai legyenek amiből profitálhat.
Én az érdeklődésem által meghatározott irányba egy jól meghatározott koncepció mentén képzem magam. Apám mindig hülyének nézett annó amikor számítógépre költöttem minden pénzemet, hogy hülyeség az egész, nekem lett igazam, az a tudás amit így szereztem, manapság úrrá tesz engem.
A befuccsolt elektronikai és mechanikai játszásaim sem kidobott pénzek, mert ennek köszönhetően olyan egyedi tudásom van amivel senki nem rendelkezik a munkahelyemen és szépen profitálok belőle.
Tehát ez nem egy 10-ezer forintos vezérlőről szól hanem arról hogy vezérlő+ minden hozzá kapcsolódó tudás ingyen!!!
Nincs szükség nagyobb teljesítményű csipre, már a 2mips-es pic is csak 10%os kihasználtsággal működik, csak azért kell gyorsabb, hogy a reakció ideje gyorsuljon, mert a megszakítás lekezelési idejénél rövidebb impulzust nem lehet csinálni szoftveresen.
De ennyi idő alatt az ezzel szerzet tudásomból mellékesen jól megélek.
Nem elég elvégezni a középiskolát meg egy főiskolát, folyamatosan képezni kell magad ha nem akarsz 50évesen munkanélküli lenni.
Ráadásul az ott megszerezhető tudás nem elég semmire csak egy jó alap. Bele kell ásnia magát az embernek ilyen jellegű témákba hogy tapasztalatai legyenek amiből profitálhat.
Én az érdeklődésem által meghatározott irányba egy jól meghatározott koncepció mentén képzem magam. Apám mindig hülyének nézett annó amikor számítógépre költöttem minden pénzemet, hogy hülyeség az egész, nekem lett igazam, az a tudás amit így szereztem, manapság úrrá tesz engem.
A befuccsolt elektronikai és mechanikai játszásaim sem kidobott pénzek, mert ennek köszönhetően olyan egyedi tudásom van amivel senki nem rendelkezik a munkahelyemen és szépen profitálok belőle.
Tehát ez nem egy 10-ezer forintos vezérlőről szól hanem arról hogy vezérlő+ minden hozzá kapcsolódó tudás ingyen!!!
Nincs szükség nagyobb teljesítményű csipre, már a 2mips-es pic is csak 10%os kihasználtsággal működik, csak azért kell gyorsabb, hogy a reakció ideje gyorsuljon, mert a megszakítás lekezelési idejénél rövidebb impulzust nem lehet csinálni szoftveresen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 05, 15:28
Írta: 000000000 Dátum 2009 szeptember 05, 15:28
Még egy kérdés merült fel bennem:
Mit is értetek ti feszített orsón?
Azt amikor a csapágy egy anyával az orsón lévő üléséhez van szorítva?
Mit is értetek ti feszített orsón?
Azt amikor a csapágy egy anyával az orsón lévő üléséhez van szorítva?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 05, 17:43
Írta: 000000000 Dátum 2009 szeptember 05, 17:43
Amikor két csapágy van a csapágyházban egymástól pár mm távolságra és ezeket szorítjuk össze az orsón lévő menettel és álltalában két anyával az elmozdulás ellen, így lesz kottyanás mentes.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 05, 17:46
Írta: keri Dátum 2009 szeptember 05, 17:46
Nem, amikor 2 csapágy van egymáshoz képest az orsóhoz feszítve.
Szereltél már bringát? Na ott a kónuszos csapágy pont ugyan ez. 2 csapágy van és egy anyával beállíthatod a csapágyak össze feszítését így kiküszöbölve a kottyanását.
Lehet mély hornyú csapággyal is, de az kisebb tengely irányú terhelést visel el a ferde hatásvonalúhoz képest.
Szereltél már bringát? Na ott a kónuszos csapágy pont ugyan ez. 2 csapágy van és egy anyával beállíthatod a csapágyak össze feszítését így kiküszöbölve a kottyanását.
Lehet mély hornyú csapággyal is, de az kisebb tengely irányú terhelést visel el a ferde hatásvonalúhoz képest.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 szeptember 05, 17:49
Írta: D.Laci Dátum 2009 szeptember 05, 17:49
Hmmm. Ebben az esetben nem csak a csapágyak lesznek feszitve?
A feszítet orsó az amikor a kétt végén csapágyazva van és azokkal a csapágyakkal van az orsó megfeszitve (kontraanyával). Így a hosszú orsó nagyobb fordulatszámon kezd el belengeni.
A feszítet orsó az amikor a kétt végén csapágyazva van és azokkal a csapágyakkal van az orsó megfeszitve (kontraanyával). Így a hosszú orsó nagyobb fordulatszámon kezd el belengeni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 05, 18:10
Írta: keri Dátum 2009 szeptember 05, 18:10
NEm mert az orsóhoz van hozzáfeszítve a 2 csapágy közepe, a külseje pedig a csapágyfészekhez.
Lehet hogy arra gondolt amit te mondasz.
De miután kisgépről volt szó, ahol a végét is szabadon lehet hagyni, ez nem jutott eszünkbe.
Lehet hogy arra gondolt amit te mondasz.
De miután kisgépről volt szó, ahol a végét is szabadon lehet hagyni, ez nem jutott eszünkbe.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 szeptember 05, 18:13
Írta: D.Laci Dátum 2009 szeptember 05, 18:13
© Lukács Tamás ma 15:28 | Válasz | #5591
Még egy kérdés merült fel bennem:
Mit is értetek ti feszített orsón?
Még egy kérdés merült fel bennem:
Mit is értetek ti feszített orsón?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 05, 19:00
Írta: keri Dátum 2009 szeptember 05, 19:00
A témához kapcsolódóan én azt hittem a csapágy előfeszítésre gondol, de alapvetően én is az orsó általad leírt megfeszítését értem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 05, 19:59
Írta: 000000000 Dátum 2009 szeptember 05, 19:59
Pusztán arra voltam kíváncsi, h mi is az a valami amit itt előfeszített orsónak hívnak.
Erről volt valami elképzelésem, és úgy tűnik nagyjából jó volt.
A Hiwin egyik katalógusában vannak golyós orsó végek.Ezek között van olyan is amin van menet és olyan is amin nincs.
Szóval akkor feszített az orsó, ha a csapágyának a belső gyűrűje az orsóhoz, a külső gyűrűje meg a házhoz van elmozdulás mentesen rögzítve?
A menetes végűeknél van ékhornyos végződés, a nem meneteseknél nincs.
Ezért gondoltam arra, h a menetre felcsavart anyával lehet az orsót feszíteni.
Szóval akkor van feszítve az orsó ha a csapágy belső gyűrűje az orsóhoz a külső gyűrű ,meg a házhoz van elmozdulás mentesen rögzítve?
Erről volt valami elképzelésem, és úgy tűnik nagyjából jó volt.
A Hiwin egyik katalógusában vannak golyós orsó végek.Ezek között van olyan is amin van menet és olyan is amin nincs.
Szóval akkor feszített az orsó, ha a csapágyának a belső gyűrűje az orsóhoz, a külső gyűrűje meg a házhoz van elmozdulás mentesen rögzítve?
A menetes végűeknél van ékhornyos végződés, a nem meneteseknél nincs.
Ezért gondoltam arra, h a menetre felcsavart anyával lehet az orsót feszíteni.
Szóval akkor van feszítve az orsó ha a csapágy belső gyűrűje az orsóhoz a külső gyűrű ,meg a házhoz van elmozdulás mentesen rögzítve?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 05, 20:00
Írta: 000000000 Dátum 2009 szeptember 05, 20:00
ez jól összekavarodott...
Hiába, ha több felé figyel az ember...
Hiába, ha több felé figyel az ember...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 05, 20:02
Írta: 000000000 Dátum 2009 szeptember 05, 20:02
Pusztán arra voltam kíváncsi, h mi is az a valami amit itt előfeszített orsónak hívnak.
Erről volt valami elképzelésem, és úgy tűnik nagyjából jó volt.
A Hiwin egyik katalógusában vannak golyós orsó végek.Ezek között van olyan is amin van menet és olyan is amin nincs.
A menetes végűeknél van ékhornyos végződés, a nem meneteseknél nincs.
Ezért gondoltam arra, h a menetre felcsavart anyával lehet az orsót feszíteni.
Szóval akkor van feszítve az orsó ha a csapágy belső gyűrűje az orsóhoz a külső gyűrű ,meg a házhoz van elmozdulás mentesen rögzítve?
Egy füst alatt kérném az admint az előző két Hsz törlésére.
Erről volt valami elképzelésem, és úgy tűnik nagyjából jó volt.
A Hiwin egyik katalógusában vannak golyós orsó végek.Ezek között van olyan is amin van menet és olyan is amin nincs.
A menetes végűeknél van ékhornyos végződés, a nem meneteseknél nincs.
Ezért gondoltam arra, h a menetre felcsavart anyával lehet az orsót feszíteni.
Szóval akkor van feszítve az orsó ha a csapágy belső gyűrűje az orsóhoz a külső gyűrű ,meg a házhoz van elmozdulás mentesen rögzítve?
Egy füst alatt kérném az admint az előző két Hsz törlésére.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 szeptember 05, 21:24
Írta: Szalai György Dátum 2009 szeptember 05, 21:24
Van ebben némi fogalomzavar, én is azt hiszem.
Amikor egy csapágypár kottyanását minimalizáljuk a tengelyen lévő zárható anya beállításával, az szerintem simán kottyanás-mentesítés. (Gyakran ezt előfeszítésként emlegetik szerintem helytelenül.) Mikor a golyósorsón lévő két golyósanyát egymáshoz képest beállítjuk, szerintem az is kottyanás-mentesítés. A kottyanás-mentesített alkatrészek között csak kicsi távolság és hőmérséklet különbség engedhető meg.
Az előfeszítés kifejezés szerintem akkor helyénvaló, ha ellenőrizhető, beállítható, valamilyen alkatrész által garantált erővel történik a „kottyanás-mentesítés”. Tehát az anya alatt, ismert nyomóerőt képviselő tag is van. Rugó. Már nem csak acél spirálrugó vagy tányérrugó lehet, hanem akár megfelelő rugalmasságú műanyag is.
Amikor egy hosszú alkatrész (golyósorsó) belógását csökkentjük, vagy rezonanciapontját eltoljuk, és ennek érdekében a két végénél fogva a csapágyakon keresztül utófeszítjük, akkor sajnos rugó maga a hosszú alkatrész is. Szerencsétlenebb esetben a gépváz is. Hogyha nincsen az előfeszítést létrehozó erőátviteli láncban méretezett rugós tag, akkor semmi nem garantálja az előfeszítő erő állandó értékét, azt sok esetben a hőtágulás is szélsőségesen befolyásolja. Ez a gépipari bűnözés egy formája. Alkatrész gyilkosság.
„Ezért gondoltam arra, h a menetre felcsavart anyával lehet az orsót feszíteni.”
Pedig nem. Az orsó egyik végén lévő menetre tekert zárható anyával lehet a suport csapágypárt kottyanás-mentesíteni. Az orsó másik vége, csak úszó csapágyazáshoz van előkészítve. (Laza illesztéssel kapcsolódik a csapágy belső gyűrűjéhez.)
„Szóval akkor van feszítve az orsó ha a csapágy belső gyűrűje az orsóhoz a külső gyűrű ,meg a házhoz van elmozdulás mentesen rögzítve?”
Az orsó akkor van feszítve, ha mindkét végén mereven szerelt csapágy van, (egyik sem úszó) és a csapágyak külső gyűrűi, egymáshoz képest, rugóstagon keresztül megfelelő erővel spanolják az orsót.
Amikor egy csapágypár kottyanását minimalizáljuk a tengelyen lévő zárható anya beállításával, az szerintem simán kottyanás-mentesítés. (Gyakran ezt előfeszítésként emlegetik szerintem helytelenül.) Mikor a golyósorsón lévő két golyósanyát egymáshoz képest beállítjuk, szerintem az is kottyanás-mentesítés. A kottyanás-mentesített alkatrészek között csak kicsi távolság és hőmérséklet különbség engedhető meg.
Az előfeszítés kifejezés szerintem akkor helyénvaló, ha ellenőrizhető, beállítható, valamilyen alkatrész által garantált erővel történik a „kottyanás-mentesítés”. Tehát az anya alatt, ismert nyomóerőt képviselő tag is van. Rugó. Már nem csak acél spirálrugó vagy tányérrugó lehet, hanem akár megfelelő rugalmasságú műanyag is.
Amikor egy hosszú alkatrész (golyósorsó) belógását csökkentjük, vagy rezonanciapontját eltoljuk, és ennek érdekében a két végénél fogva a csapágyakon keresztül utófeszítjük, akkor sajnos rugó maga a hosszú alkatrész is. Szerencsétlenebb esetben a gépváz is. Hogyha nincsen az előfeszítést létrehozó erőátviteli láncban méretezett rugós tag, akkor semmi nem garantálja az előfeszítő erő állandó értékét, azt sok esetben a hőtágulás is szélsőségesen befolyásolja. Ez a gépipari bűnözés egy formája. Alkatrész gyilkosság.
„Ezért gondoltam arra, h a menetre felcsavart anyával lehet az orsót feszíteni.”
Pedig nem. Az orsó egyik végén lévő menetre tekert zárható anyával lehet a suport csapágypárt kottyanás-mentesíteni. Az orsó másik vége, csak úszó csapágyazáshoz van előkészítve. (Laza illesztéssel kapcsolódik a csapágy belső gyűrűjéhez.)
„Szóval akkor van feszítve az orsó ha a csapágy belső gyűrűje az orsóhoz a külső gyűrű ,meg a házhoz van elmozdulás mentesen rögzítve?”
Az orsó akkor van feszítve, ha mindkét végén mereven szerelt csapágy van, (egyik sem úszó) és a csapágyak külső gyűrűi, egymáshoz képest, rugóstagon keresztül megfelelő erővel spanolják az orsót.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 05, 22:20
Írta: 000000000 Dátum 2009 szeptember 05, 22:20
így már világos![#worship][#worship]
Köszönöm![#wink]
Köszönöm![#wink]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 05, 22:28
Írta: keri Dátum 2009 szeptember 05, 22:28
Lehet hogy nincs külön berakva rugalmas ellem, de a csapágyak csavarral egymáshoz feszítése során az alkatrészek rugalmas torzulást szenvednek. Mivel nincs tökéletes merevségű anyag, ezért ez szükségszerű velejárója a kottyanás mentességnek.
Nekem pl. előfeszített kocsik vannak. Ezt úgy csinálták hogy nagyobb golyókat raktak bele. A rugalmas ellem maga a kocsi, de konkrétan a golyókra is meg van adva a paraméter, hogy mekkora erőre mennyi a torzulásuk.
Szerintem az anyás megoldásnál is elég jól be lehet állítani az erőt a lehúzási nyomatékkal.
Orsót nem, de bringát és motort szereltem elég sokat. Ha simán úgy állítom be hogy kottyanás mentes legyen akkor terhelés alatt tuti kóvályogni fog a csapágy. Úgy kell beállítani hogy picit szoruljon, a kottyanás mentes állapothoz képest még feszíteni kell rajta elég sokat, és akkor fog szépen futni a kerék. Persze arra is vigyázni kell hogy ne legyen túl szoros, mert akkor gyorsan tönkremegy a kónusz.
Amúgy meg van ráció abban, hogy nem árthat egy megfelelő rugalmas ellem beiktatása, hiszen hőtágulás, kopás meg pontatlanság miatt jó ha az előfeszítés ereje viszonylag stabil marad.
Mondjuk egy elég erős rugó alátét a kónusz anya alá megfelelő.
Nekem pl. előfeszített kocsik vannak. Ezt úgy csinálták hogy nagyobb golyókat raktak bele. A rugalmas ellem maga a kocsi, de konkrétan a golyókra is meg van adva a paraméter, hogy mekkora erőre mennyi a torzulásuk.
Szerintem az anyás megoldásnál is elég jól be lehet állítani az erőt a lehúzási nyomatékkal.
Orsót nem, de bringát és motort szereltem elég sokat. Ha simán úgy állítom be hogy kottyanás mentes legyen akkor terhelés alatt tuti kóvályogni fog a csapágy. Úgy kell beállítani hogy picit szoruljon, a kottyanás mentes állapothoz képest még feszíteni kell rajta elég sokat, és akkor fog szépen futni a kerék. Persze arra is vigyázni kell hogy ne legyen túl szoros, mert akkor gyorsan tönkremegy a kónusz.
Amúgy meg van ráció abban, hogy nem árthat egy megfelelő rugalmas ellem beiktatása, hiszen hőtágulás, kopás meg pontatlanság miatt jó ha az előfeszítés ereje viszonylag stabil marad.
Mondjuk egy elég erős rugó alátét a kónusz anya alá megfelelő.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 20:58
Írta: ukcge40u Dátum 2009 szeptember 08, 20:58
VTamással azon tanakszunk, hogy elég lesz-e a masinámhoz a 25mm-es szíj?
Szerintem igen, ő meg bizonytalan.
A motorokat a jövő héten rendelem meg, és biztos, hogy 6.2Nm-sek lesznek.
Mit gondoltok?
Szerintem igen, ő meg bizonytalan.
A motorokat a jövő héten rendelem meg, és biztos, hogy 6.2Nm-sek lesznek.
Mit gondoltok?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 08, 21:25
Írta: keri Dátum 2009 szeptember 08, 21:25
Ha tudod mekkora kerék lesz a motor tengelyén, akkor tudod mekkora vonóerő hat majd a szíjra és feltételezem meg van adva erre a paraméterre egy ajánlott érték a szíjra.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 21:32
Írta: ukcge40u Dátum 2009 szeptember 08, 21:32
Azt tudni, hogy a kerék maximális átmérője 70mm lehet, de az már a fizikai határ. Ott már konzol van.
Az optimális a 60-65 körüli átmérő a golyósorsón.
A motoron ennek a fele lesz, a helye még nem fix, "bárhová" kerülhet.
A motor 6.2Nm, az átmérője pedig 30mm körüli lehet, illetve az a jóh a pont a fele, átmérőben/fogszámban(?), mint a nagy.
Az autók vezérműszíja is ekörül van, ha oda jó, akkor ide is, gondolom én, amatőr. [#vigyor3]
Az optimális a 60-65 körüli átmérő a golyósorsón.
A motoron ennek a fele lesz, a helye még nem fix, "bárhová" kerülhet.
A motor 6.2Nm, az átmérője pedig 30mm körüli lehet, illetve az a jóh a pont a fele, átmérőben/fogszámban(?), mint a nagy.
Az autók vezérműszíja is ekörül van, ha oda jó, akkor ide is, gondolom én, amatőr. [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 08, 21:36
Írta: KoLa Dátum 2009 szeptember 08, 21:36
Gondolj arra hogy egy autó vezérműszíja is kb 25 mm és összehasonlíthatatlanul nagyobb nyomatékot bír éveken át!!!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 08, 21:38
Írta: KoLa Dátum 2009 szeptember 08, 21:38
Én 12 Nm-es motorokra tettem hasonló szélességűt felező áttétellel
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 21:40
Írta: ukcge40u Dátum 2009 szeptember 08, 21:40
Úgy látszik, gondoltam rá.
Úgy egy jó órával ezelőtt, mert én is ezt írtam Tamásnak...
Vagy csak akartam? [#fejvakaras]
Úgy egy jó órával ezelőtt, mert én is ezt írtam Tamásnak...
Vagy csak akartam? [#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 21:41
Írta: ukcge40u Dátum 2009 szeptember 08, 21:41
Akkor eldöntöttük, 20-25mm szélességű szíjhoz kell a kütyü.
...izé, a kütyü meg a géphez...
...izé, a kütyü meg a géphez...
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 szeptember 08, 22:03
Írta: 279nwbpsa Dátum 2009 szeptember 08, 22:03
Pont ezt írtad!A részleteket magánban megbeszéljük.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 08, 22:44
Írta: keri Dátum 2009 szeptember 08, 22:44
Miért a vezérműnek mekkora nyomaték kell?
Kézzel szoktam átforgatni, tehát azt is mondhatnánk hogy nem nagy, de ki tudja mekkora erőkarral forgattam át? Szóval ez nem nagy támpont.
Én híve vagyok annak hogy legalább becslő számításokat végezzünk.
30mm átmérőjű kerék az 15mm, vagyis 0,0015méter erőkar, ami 6.2Nm/0,0015m=4133N erőt jelent a szíjon. Az autó vezérművén a kerék lényegesen nagyobb ármérőjű, talán 10cm körül van, vagyis ugyan ekkora forgató nyomaték hatására 620N erő ébredne ez autó vezérműszíjában.
Sajnos a PowerBelt adatlapjain nem találtam semmi érdemleges infót a terhelhetőséről, de most már tudod mihez viszonyítsad.
Persze a 6,2Nm az elvi maximális értéke a motornak, menet közben jó ha felét leadja, de ha már méretezünk akkor illik a szélső értékeket figyelembe venni.
Kézzel szoktam átforgatni, tehát azt is mondhatnánk hogy nem nagy, de ki tudja mekkora erőkarral forgattam át? Szóval ez nem nagy támpont.
Én híve vagyok annak hogy legalább becslő számításokat végezzünk.
30mm átmérőjű kerék az 15mm, vagyis 0,0015méter erőkar, ami 6.2Nm/0,0015m=4133N erőt jelent a szíjon. Az autó vezérművén a kerék lényegesen nagyobb ármérőjű, talán 10cm körül van, vagyis ugyan ekkora forgató nyomaték hatására 620N erő ébredne ez autó vezérműszíjában.
Sajnos a PowerBelt adatlapjain nem találtam semmi érdemleges infót a terhelhetőséről, de most már tudod mihez viszonyítsad.
Persze a 6,2Nm az elvi maximális értéke a motornak, menet közben jó ha felét leadja, de ha már méretezünk akkor illik a szélső értékeket figyelembe venni.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 22:52
Írta: ukcge40u Dátum 2009 szeptember 08, 22:52
Hát, a fene tudja.
A P2A-ból ezen a gépen szerintem ki lesz hozva az elvárható maximum.
Az pedig a felső Amperhatár, és simítva-korlátozva 90V.
Majd kiderül... :)
Ha visszajöttem, akkor magammal hozom a trafóimat, és elmeséled/elmesélitek, hogy mit tegyek a szekunder végére, hogy mehessen tápnak.
Van egy hagyományos trafóm, ha jól emlékszem 18/24/48V -nál van csapolva.
(tippelek, ha mindegyik kimenetre kötök valamit egyidejűleg, akkor azok összteljesítményével kell kalkulálnom a terhelhetőségnél.)
Akkor van egy toroidom, ami egy 2x éves kompakt lemezjátszós hifiből emeltem ki, neki a bekapcsológombon is van áramkör (lágyindítás?), és tud valami 3,x/~30 volt körül.
Tényleg, egy jó toroidért odaadnám a másik 22"-os műhelymonitornak valót... :)
A P2A-ból ezen a gépen szerintem ki lesz hozva az elvárható maximum.
Az pedig a felső Amperhatár, és simítva-korlátozva 90V.
Majd kiderül... :)
Ha visszajöttem, akkor magammal hozom a trafóimat, és elmeséled/elmesélitek, hogy mit tegyek a szekunder végére, hogy mehessen tápnak.
Van egy hagyományos trafóm, ha jól emlékszem 18/24/48V -nál van csapolva.
(tippelek, ha mindegyik kimenetre kötök valamit egyidejűleg, akkor azok összteljesítményével kell kalkulálnom a terhelhetőségnél.)
Akkor van egy toroidom, ami egy 2x éves kompakt lemezjátszós hifiből emeltem ki, neki a bekapcsológombon is van áramkör (lágyindítás?), és tud valami 3,x/~30 volt körül.
Tényleg, egy jó toroidért odaadnám a másik 22"-os műhelymonitornak valót... :)
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 szeptember 08, 22:54
Írta: MoparMan Dátum 2009 szeptember 08, 22:54
egy autó motorja 100-500 Nm-t produkál. a felső kerék valóban kb 10cm átmérő, az alsó csak a fele...
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 22:57
Írta: ukcge40u Dátum 2009 szeptember 08, 22:57
Akkor ez azt jelenti, hogy a 20mm-es rendszer nekem végelgyengülésben fog kimúlni.
Ez jó!
Tamás, ilyent vegyük. [#eljen]
Ez jó!
Tamás, ilyent vegyük. [#eljen]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 22:58
Írta: ukcge40u Dátum 2009 szeptember 08, 22:58
Mármint öregkorára/öregkoromra...
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:01
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:01
Ami engem illet,nem tartanék különöseben attól ,hogy a motor széttépi a szíjat. :))
Inkább azon vacilláltam,hogy alulméretezés esetén a fogak eröltetve vannak és idő előtt "leöregednek".Mindenféle számítást mellőzve,paraszti logikával arra gongdoltam,hogy picit szélesebb szíjon-keréken,pontosabban ezek fogazatán jobban megoszlik a terhelés.
Inkább azon vacilláltam,hogy alulméretezés esetén a fogak eröltetve vannak és idő előtt "leöregednek".Mindenféle számítást mellőzve,paraszti logikával arra gongdoltam,hogy picit szélesebb szíjon-keréken,pontosabban ezek fogazatán jobban megoszlik a terhelés.
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 szeptember 08, 23:01
Írta: MoparMan Dátum 2009 szeptember 08, 23:01
előbb rozsdásodik porrá az egész szerkezet, minthogy a szíjakat eltépkedné :)
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 szeptember 08, 23:05
Írta: MoparMan Dátum 2009 szeptember 08, 23:05
manapság egy autóban 60-100 ezer km-enként () illik cserélni ezt akkor is inkább a gumi öregedése miatt mintsem a mechanikai kopás miatt ()...
tegyük fel ezen idő alatt 30km átlagsebességet feltételezünk, mondjuk átlag 2000-es motorfordulaton, kiszámolhatod mennyit fordul a vezérmű kerék ezen idő alatt...
tegyük fel ezen idő alatt 30km átlagsebességet feltételezünk, mondjuk átlag 2000-es motorfordulaton, kiszámolhatod mennyit fordul a vezérmű kerék ezen idő alatt...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 08, 23:07
Írta: 4um5b65d Dátum 2009 szeptember 08, 23:07
Elbírja ez a szíj hosszútávon is, kár is ezen számolgatni bármit is...
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 szeptember 08, 23:07
Írta: MoparMan Dátum 2009 szeptember 08, 23:07
én csak győzködöm őket, hogy ne parázzanak az élettartamon...
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:11
Írta: ukcge40u Dátum 2009 szeptember 08, 23:11
Tamás, ha van olcsóbban 15-ös, akkor azt vedd...
Kell a maradék lóvé a forgatóhoz... [#vigyor2][#vigyor2][#vigyor2][#eljen]
Kell a maradék lóvé a forgatóhoz... [#vigyor2][#vigyor2][#vigyor2][#eljen]
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:16
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:16
Igazad van.Nos,én semmiképpen nem is akarnék ezen vitatkozni.Viszont azt se felejtsük el,hogy az említett járműben optimális méretű szíj található(és nem mondjuk csak fél szélességű),valamint a igénybevétel is csak egy irányban hat.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:19
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:19
Rendben,magam részére is azt készültem venni.
(bár nekem csak amolyan gravírozó szerűséghez kell)
(bár nekem csak amolyan gravírozó szerűséghez kell)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 08, 23:22
Írta: 4um5b65d Dátum 2009 szeptember 08, 23:22
Ha az megnyugtat az esztergámban kb 120mm szélességű laposszíj hajtás van. Több mint 20 éves gép és még nem lett cserélve. A nyomatékról ne is beszéljünk, hogy mennyivel többet kell elviselnie.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:22
Írta: ukcge40u Dátum 2009 szeptember 08, 23:22
Ha már így összejöttünk.
Kaptam ajándékba egy 12V-os 1A léptetőmotort.
Dicsőség Laci barátomnak...
Van nekem egy 1:20 csigahajtásom, annyira új, hogy én tekertem bele kézzel az első szögcentimétereket.
Tudom én ezt ehhez használni 48V körül?
1/8-os, MOM motor.
A többi adatára most nem emlékszem.
Tudom én ezt a motort
Kaptam ajándékba egy 12V-os 1A léptetőmotort.
Dicsőség Laci barátomnak...
Van nekem egy 1:20 csigahajtásom, annyira új, hogy én tekertem bele kézzel az első szögcentimétereket.
Tudom én ezt ehhez használni 48V körül?
1/8-os, MOM motor.
A többi adatára most nem emlékszem.
Tudom én ezt a motort
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:23
Írta: ukcge40u Dátum 2009 szeptember 08, 23:23
...használni a forgatóhoz?
Miért ment el, mielőtt befejeztem volna????
Neki előbb jobb lett, mint nekem????
[#rinya][#rinya]
Miért ment el, mielőtt befejeztem volna????
Neki előbb jobb lett, mint nekem????
[#rinya][#rinya]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:25
Írta: ukcge40u Dátum 2009 szeptember 08, 23:25
Megírtam levélben is.
Végülis is gravírozni fogok ... csak előtte lerabolom vele a felesleges anyagot... [#vigyor1][#vigyor1][#vigyor1]
Végülis is gravírozni fogok ... csak előtte lerabolom vele a felesleges anyagot... [#vigyor1][#vigyor1][#vigyor1]
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:39
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:39
Megnyugtat.
Amúgy csak azért tukmáltam a drágább cuccost Sanzistiftnek,mert azt reméltem,hogy így kapok némi kis kedvezméyt a boltban a saját motyómra. :)[#nevetes1]
Amúgy csak azért tukmáltam a drágább cuccost Sanzistiftnek,mert azt reméltem,hogy így kapok némi kis kedvezméyt a boltban a saját motyómra. :)[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 08, 23:42
Írta: 4um5b65d Dátum 2009 szeptember 08, 23:42
Bakker, de "genya" vagy !
Átvernéd szegényt a szélesebb szíjjal, mikor egyszerűen számolhatnád dupla áron is a cuccosát ?
Hogy milyen emberek vannak ?!?
[#nyes][#nyes][#nyes]
Átvernéd szegényt a szélesebb szíjjal, mikor egyszerűen számolhatnád dupla áron is a cuccosát ?
Hogy milyen emberek vannak ?!?
[#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:46
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:46
Hát,most,hogy ezt a csoffadt kis 15-öst választotta,kénytelen leszek áttérni a B.-tervre.[#nyes]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:51
Írta: ukcge40u Dátum 2009 szeptember 08, 23:51
Mi a B terv?
Bökjed, mennyi a közvetítői díjad,+jutalék?
[#nyes]
Bökjed, mennyi a közvetítői díjad,+jutalék?
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 08, 23:53
Írta: ukcge40u Dátum 2009 szeptember 08, 23:53
Ezek után nyugodtan le"Sanzi"-hatsz... [#wink]
Ezt csinálják a Suzukis topicban is, megszoktam már, és leírni is könyebb. [#wave]
Egyébként már több, mint 5 éve ez a nickem, van egy múltam... (írd be a gúgliba a nickem)[#buck][#nyes][#nevetes2][#banplz]
Ezt csinálják a Suzukis topicban is, megszoktam már, és leírni is könyebb. [#wave]
Egyébként már több, mint 5 éve ez a nickem, van egy múltam... (írd be a gúgliba a nickem)[#buck][#nyes][#nevetes2][#banplz]
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:56
Írta: 279nwbpsa Dátum 2009 szeptember 08, 23:56
Óh,ne is törődj vele.
Te csak vállalj bőven túlórákat![#crazya]
Te csak vállalj bőven túlórákat![#crazya]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 08, 23:59
Írta: 4um5b65d Dátum 2009 szeptember 08, 23:59
Na ezt jól meg SZÍJ-tad :) Anyagilag padlóra kerülsz....
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2009 szeptember 09, 00:02
Írta: 62pb8zge Dátum 2009 szeptember 09, 00:02
És ez?:HTD-8M Z=018/20 Előfúrt nettó ár: 2 283 Ft/db+Áfa
teljes tárcsa szélesség: 38mm
agy átmérő: 32mm
Trantorque OE d= 08mm D= 20mm nettó ár: 5 175 Ft/db+Áfa
Külső átmérő: 20mm
Felfekvési hossz: 11mm
Átvihető max. nyomaték: 40Nm
HTD-8M Z=090/20 TB 2012 kúpos szorítós kivitel nettó ár: 7 901 Ft/db+Áfa
2012/16mm vagy 18mm tengelyre szerelhető (17mm-es tengelyhez nem rendelhető) nettó ár: 962 Ft/db+Áfa
HTD-5M Z=022/15 Előfúrt nettó ár: 444 Ft/db+Áfa
teljes tárcsa szélesség: 26mm
agy átmérő: 25,5mm
Trantorque OE d= 12mm D= 23mm nettó ár: 5520 Ft/db+Áfa
Külső átmérő: 23mm
Felfekvési hossz: 13mm
Átvihető max. nyomaték: 79Nm
HTD-5M Z=044/15 Aluminium Előfúrt nettó ár: 1659 Ft/db+Áfa
teljes tárcsa szélesség: 30mm
agy átmérő: 54mm
Trantorque OE d= 06mm D= 16mm nettó ár: 4830 Ft/db+Áfa
Külső átmérő: 16mm
Felfekvési hossz: 10mm
Átvihető max. nyomaték: 13Nm
HTD-3M Z=062/200 Rúd Alumínium nettó ár: 20 462 Ft/db+Áfa(4450netto helyett de az csak novenberre lenne meg!!!)
teljes tárcsa szélesség: 38mm
agy átmérő: 32mm
Trantorque OE d= 08mm D= 20mm nettó ár: 5 175 Ft/db+Áfa
Külső átmérő: 20mm
Felfekvési hossz: 11mm
Átvihető max. nyomaték: 40Nm
HTD-8M Z=090/20 TB 2012 kúpos szorítós kivitel nettó ár: 7 901 Ft/db+Áfa
2012/16mm vagy 18mm tengelyre szerelhető (17mm-es tengelyhez nem rendelhető) nettó ár: 962 Ft/db+Áfa
HTD-5M Z=022/15 Előfúrt nettó ár: 444 Ft/db+Áfa
teljes tárcsa szélesség: 26mm
agy átmérő: 25,5mm
Trantorque OE d= 12mm D= 23mm nettó ár: 5520 Ft/db+Áfa
Külső átmérő: 23mm
Felfekvési hossz: 13mm
Átvihető max. nyomaték: 79Nm
HTD-5M Z=044/15 Aluminium Előfúrt nettó ár: 1659 Ft/db+Áfa
teljes tárcsa szélesség: 30mm
agy átmérő: 54mm
Trantorque OE d= 06mm D= 16mm nettó ár: 4830 Ft/db+Áfa
Külső átmérő: 16mm
Felfekvési hossz: 10mm
Átvihető max. nyomaték: 13Nm
HTD-3M Z=062/200 Rúd Alumínium nettó ár: 20 462 Ft/db+Áfa(4450netto helyett de az csak novenberre lenne meg!!!)
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 szeptember 09, 00:03
Írta: 279nwbpsa Dátum 2009 szeptember 09, 00:03
Na,én átmegyek a csevegőbe,mielőtt a szemetelésemért én is meg SZÍJ-nám!
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 09, 00:04
Írta: ukcge40u Dátum 2009 szeptember 09, 00:04
A mostani túlóráim abból állnak, hogy elfogy a meló 3 előtt, lecsekkolom magam, odaköltözöm a kedvenc gépemhez, és kifulladásig csinálom a sajátomat.
Sajnos/nem sajnos, egyre több időm van a saját masinámra...
Sajnos/nem sajnos, egyre több időm van a saját masinámra...
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2009 szeptember 09, 00:04
Írta: 62pb8zge Dátum 2009 szeptember 09, 00:04
Ezért(is)választtam a z-hez a közvetlen hajtást.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 09, 00:04
Írta: ukcge40u Dátum 2009 szeptember 09, 00:04
Most veszek motorokat... bazz, már megint?? :))))
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 szeptember 09, 00:06
Írta: MoparMan Dátum 2009 szeptember 09, 00:06
20-30 mm szélesek a szíjak, 3-5mm fogmélységgel
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 09, 00:11
Írta: ukcge40u Dátum 2009 szeptember 09, 00:11
A kúpos szorító nem izgat, mert a hernyócsavar a lelapolt tengelyre nekem jobban bejön.
Egyébként nem vészes, de nagyon szélesek, és nem akarok venni drágábbat/szélesebbet.
Nézd csak meg.
Amit ketté tudnék szúrni 15-re, abból már 2 és fél 15-ös szélességű kiskereket veszek.
Nekem az is jó, ha nincs benne lyuk, mert ami nincs, azt meg tudom csinálni rajta, nekem ingyen.
Ami nekem számít az a szélesség, a szíj menjen rá pontosan, és beleférjenek az átmérők az alább leírtakba.
De azért kösz.
[#wave]
Egyébként nem vészes, de nagyon szélesek, és nem akarok venni drágábbat/szélesebbet.
Nézd csak meg.
Amit ketté tudnék szúrni 15-re, abból már 2 és fél 15-ös szélességű kiskereket veszek.
Nekem az is jó, ha nincs benne lyuk, mert ami nincs, azt meg tudom csinálni rajta, nekem ingyen.
Ami nekem számít az a szélesség, a szíj menjen rá pontosan, és beleférjenek az átmérők az alább leírtakba.
De azért kösz.
[#wave]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 09, 00:13
Írta: ukcge40u Dátum 2009 szeptember 09, 00:13
Használd a "válasz" gombot.
Így nem egyértelmű, hogy melyik hozzászólásra mozdultál rá... :)
Így nem egyértelmű, hogy melyik hozzászólásra mozdultál rá... :)
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2009 szeptember 09, 00:41
Írta: 62pb8zge Dátum 2009 szeptember 09, 00:41
Én az orsókat már nem akarom megmunkáltatni,ezek nagyon profi és egyszerűen szerelhető cuccok ez az árukon is meg látszik.Amúgy eszterga szán mozgatássára akrtam őket de csak az x-iránynál lesz b.szíj,meg a tokmányon lévő tárcsához. Azért kell a bordázott rud mert 25 mm es a már fentlévő tárcsa és az nem szabvány a HTD-3M profilban.Mindenkinek szólt csak tájékozatásként a "rámozdulásom"...:)
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2009 szeptember 09, 00:52
Írta: 62pb8zge Dátum 2009 szeptember 09, 00:52
"Amit ketté tudnék szúrni 15-re, abból már 2 és fél 15-ös szélességű kiskereket veszek"---ezt nem értem,itt max 20mm futófelületü tárcsákról van szó,kivéve a b.rudat!?
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 09, 01:36
Írta: ukcge40u Dátum 2009 szeptember 09, 01:36
És ez?:HTD-8M Z=018/20 Előfúrt nettó ár: 2 283 Ft/db+Áfa
teljes tárcsa szélesség: 38mm
"agy átmérő: 32mm
Trantorque OE d= 08mm D= 20mm nettó ár: 5 175 Ft/db+Áfa
Külső átmérő: 20mm
Felfekvési hossz: 11mm
Átvihető max. nyomaték: 40Nm"
Idézve tőled.
Elnéztem és valóban, nem tudok kettészúrni egy teljes 38mm szélességű tárcsát, aminek a hasznos szélessége 11mm.
De nem is tudom rátenni a 15-ös (vagy akörüli) szíjamat.
A teljes hossz engem nem izgat, mert leesztergálom, lemarom, felfúrom, kifaragom, kifúrom, bemenetelem, ahogy nekem kell.
Momentán a gyári cuccok nekem nem szerelhetőek, mert sajátos,és egyedi a konstrukció.
Az egyik alkatrész adja a másikat.
Ami nekem nagyon számít, az az, hogy legyen 3 pár egyforma kis és nagy kerekem, aminek az aránya ~1:2 áttételt eredményez.
Ezekhez kell egy szíj is aminek a tengelytávolság átlaga 175mm, pluszmínusz 10mm.
És ezeknek passzolni kell. Hogy hogyan rakom fel a tengelyekre, az már az én dolgom, és ha később megnézed a topikomban, akkor látod, hogy mire gondoltam.[#wink]
Köszönöm azért az ajánlatod. [#worship]
teljes tárcsa szélesség: 38mm
"agy átmérő: 32mm
Trantorque OE d= 08mm D= 20mm nettó ár: 5 175 Ft/db+Áfa
Külső átmérő: 20mm
Felfekvési hossz: 11mm
Átvihető max. nyomaték: 40Nm"
Idézve tőled.
Elnéztem és valóban, nem tudok kettészúrni egy teljes 38mm szélességű tárcsát, aminek a hasznos szélessége 11mm.
De nem is tudom rátenni a 15-ös (vagy akörüli) szíjamat.
A teljes hossz engem nem izgat, mert leesztergálom, lemarom, felfúrom, kifaragom, kifúrom, bemenetelem, ahogy nekem kell.
Momentán a gyári cuccok nekem nem szerelhetőek, mert sajátos,és egyedi a konstrukció.
Az egyik alkatrész adja a másikat.
Ami nekem nagyon számít, az az, hogy legyen 3 pár egyforma kis és nagy kerekem, aminek az aránya ~1:2 áttételt eredményez.
Ezekhez kell egy szíj is aminek a tengelytávolság átlaga 175mm, pluszmínusz 10mm.
És ezeknek passzolni kell. Hogy hogyan rakom fel a tengelyekre, az már az én dolgom, és ha később megnézed a topikomban, akkor látod, hogy mire gondoltam.[#wink]
Köszönöm azért az ajánlatod. [#worship]
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2009 szeptember 09, 07:24
Írta: 62pb8zge Dátum 2009 szeptember 09, 07:24
Nem jól értelmezed még mindig a paramétereket,rendelésnél figyelj rá,de elég megírnod mire van szükséged a forgalmazó majd segít.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 09, 09:45
Írta: 000000000 Dátum 2009 szeptember 09, 09:45
Szia! A 15mm az nem véletlenűl 0.015m és akkor csak 413.3Nm?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 szeptember 09, 11:51
Írta: keri Dátum 2009 szeptember 09, 11:51
De! Igazad van.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 szeptember 09, 13:34
Írta: svejk Dátum 2009 szeptember 09, 13:34
Ezeket az adatokat az árakkal honnan ollóztad?
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 szeptember 09, 16:29
Írta: ukcge40u Dátum 2009 szeptember 09, 16:29
Kinek válaszoltál? [#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2009 szeptember 09, 22:14
Írta: 62pb8zge Dátum 2009 szeptember 09, 22:14
Bocs!Ezeket a powerbelt küldte,de az Iramko nál és a Bervina-nál is ugyanazt válaszolták a 62 fogú fogazottrudakra.Kaptam választ egy magánszemélytől ,hogy melyik cégtől jött azt már nemtudom de ő ajánlott a 62 fogú helyett ezt:3MR típus létezik,60 64 vagy 72 fogú írtad ,hogy neked 72 es kellene nekik van a termékpalettán így gondolom talán raktáron is akkor biztos nem kétszeres áron tudják küldeni mint az én esetemben.Ez címe: sandor.kucsera@bdi.hu
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2009 szeptember 09, 22:17
Írta: 62pb8zge Dátum 2009 szeptember 09, 22:17
Neked !
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 szeptember 09, 22:20
Írta: svejk Dátum 2009 szeptember 09, 22:20
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2009 szeptember 20, 14:06
Írta: csg67 Dátum 2009 szeptember 20, 14:06
Egy érdekes, helytakarékos és jó megoldás viszonylag nagy áttétel megvalósítására kis helyen:
http://kepfeltoltes.hu/090920/IMG_3321_www.kepfeltoltes.hu_.jpg
Csak két fajta bordáskerék egy fajta szíj kell hozzá.
Nyolcvanas években gyártott professzionális ipari gépről van szó!
http://kepfeltoltes.hu/090920/IMG_3321_www.kepfeltoltes.hu_.jpg
Csak két fajta bordáskerék egy fajta szíj kell hozzá.
Nyolcvanas években gyártott professzionális ipari gépről van szó!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 22, 19:55
Írta: 000000000 Dátum 2009 szeptember 22, 19:55
6-os tömörkeményfém marószár felezése CNC-vel.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 22, 19:57
Írta: 000000000 Dátum 2009 szeptember 22, 19:57
Meg kellett dönteni a főorsót, hogy a gyémánttárcsa kopását ne vigye bele a felületbe, így már jó lett.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 22, 19:58
Írta: 000000000 Dátum 2009 szeptember 22, 19:58

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 22, 20:41
Írta: 000000000 Dátum 2009 szeptember 22, 20:41
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 22, 23:58
Írta: KoLa Dátum 2009 szeptember 22, 23:58
Bodi! én szoktam síkköszörülni az 5 század sok!minden visszatéréskor , de látszik is a végén hogy a korong jobban kopott mint kellene .
És azt is látom hogy azért kézzel előköszörülted - simításra 1-2századot programozz és 5 századonként ismételd a fogást és mindenféleképpen hűtsed!
És azt is látom hogy azért kézzel előköszörülted - simításra 1-2századot programozz és 5 századonként ismételd a fogást és mindenféleképpen hűtsed!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 23, 19:27
Írta: 000000000 Dátum 2009 szeptember 23, 19:27
Ok! Köszönöm a tanácsot.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 szeptember 23, 23:47
Írta: 43pbwjg8s Dátum 2009 szeptember 23, 23:47
Erről lemaradtam sajnos. A nygafőnök nem volt hajlandó kidobni ezt a gépet, hanem inkább kiállíttatta az ebédlőben.
Valami ilyesmit keresgélnék.
Ez viszonylag kis átmérőjű, és a felfogása is jól meg van oldva.



Valami ilyesmit keresgélnék.
Ez viszonylag kis átmérőjű, és a felfogása is jól meg van oldva.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 24, 17:53
Írta: KoLa Dátum 2009 szeptember 24, 17:53
Te az vagy a képen aki a fényképezőt fogja?
Szép modern munkahelyed van!
Szép modern munkahelyed van!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 szeptember 24, 22:20
Írta: 43pbwjg8s Dátum 2009 szeptember 24, 22:20
Hol látszok? :)
Igen! Persze ez csak az abédlő.
Szerencsére nagyon tiszta rendes és modern minden nálunk.
Épp ezért megy ki most az az egy-két, jópár éve raktárban tartogatott gép.
A képen láthatót lekésve, egy palástköszörű fortuna (teljes öntvényházastul de orsó nélkül), egy KAPP köszörű fortuna látszik most előre és egy Szervós X-Y keresztasztal egy projektoros idomköszörűről.
Az egész idomköszörűt (sajnos) nem tudom elhozni mert olyan 3-4 tonna (a fene sem tud jól tömeget becsülni).
Az X-Y asztal és a köszörű orsó viszont szépen kibontva elfér a műhelyemben. Plusz ha tudom (bár elég égi szegény) a vezérlőszekrény még ott van. Aztán meglássuk mi lesz belőle.
Taláktam még némi nagyméretű, de teljesen anonim szervómotort, teljes komplett tápegységet hűtéshez.....
Egyszerűbb ha én hozom el, mintha csak egyszerűen kivágnák a kukába.
Igen! Persze ez csak az abédlő.
Szerencsére nagyon tiszta rendes és modern minden nálunk.
Épp ezért megy ki most az az egy-két, jópár éve raktárban tartogatott gép.
A képen láthatót lekésve, egy palástköszörű fortuna (teljes öntvényházastul de orsó nélkül), egy KAPP köszörű fortuna látszik most előre és egy Szervós X-Y keresztasztal egy projektoros idomköszörűről.
Az egész idomköszörűt (sajnos) nem tudom elhozni mert olyan 3-4 tonna (a fene sem tud jól tömeget becsülni).
Az X-Y asztal és a köszörű orsó viszont szépen kibontva elfér a műhelyemben. Plusz ha tudom (bár elég égi szegény) a vezérlőszekrény még ott van. Aztán meglássuk mi lesz belőle.
Taláktam még némi nagyméretű, de teljesen anonim szervómotort, teljes komplett tápegységet hűtéshez.....
Egyszerűbb ha én hozom el, mintha csak egyszerűen kivágnák a kukába.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 szeptember 24, 22:21
Írta: 43pbwjg8s Dátum 2009 szeptember 24, 22:21
Ja! Az üzemben is lehet akár a földről enni! :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 25, 10:23
Írta: 000000000 Dátum 2009 szeptember 25, 10:23
segitek cuccolni!:))))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 szeptember 26, 11:54
Írta: svejk Dátum 2009 szeptember 26, 11:54
Ilyenekkel nem nagyon szívesen dicsekszik az ember, anno nem is raktam fel képet, de hát akkor most, azonnal, hama-hama kellett :)
Egy péntek este kitaláltam hogy kell nekem egy 15 fogú HTD-5M-es kerék, tesztelésre. 1 óra alatt meg volt...
Lehet szörnyölködni és vérlázítónak titulálni :)
(megjegyzem a késztermék egy nagyságrenddel jobban paaszolt a szíjhoz, mint a következő héten megrendelt Powerbelt-es gyári alu kerék)
Az "osztófej"..

Már csak le kell szúrni..

Helyén a késztermék, a tesztelni kívánt 0,68 Nm-es Ac szervon..

Egy péntek este kitaláltam hogy kell nekem egy 15 fogú HTD-5M-es kerék, tesztelésre. 1 óra alatt meg volt...
Lehet szörnyölködni és vérlázítónak titulálni :)
(megjegyzem a késztermék egy nagyságrenddel jobban paaszolt a szíjhoz, mint a következő héten megrendelt Powerbelt-es gyári alu kerék)
Az "osztófej"..
Már csak le kell szúrni..
Helyén a késztermék, a tesztelni kívánt 0,68 Nm-es Ac szervon..
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 26, 12:26
Írta: KoLa Dátum 2009 szeptember 26, 12:26
Svejk nekem is van egy ilyen smi osztófejem estére lefotózom - szerintem az nem szégyen ha valaki kreatív[#taps][#taps][#taps][#heureka]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 26, 17:30
Írta: KoLa Dátum 2009 szeptember 26, 17:30
Itt van! az elv ugyanaz - Autocad rajzot kinyomtatni központosan rátenni és a vonalakhoz beállítani - én is nyomtattam de aztán meghosszabbítottam a vonalakat tollal mert alig látszottak ki a tokmány alól.


Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 szeptember 26, 18:31
Írta: Motoros Dátum 2009 szeptember 26, 18:31
Jé feltaláltad a körasztalt, vagyis az ősét :))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 26, 19:46
Írta: 000000000 Dátum 2009 szeptember 26, 19:46
Mondom is én mindig, hogy a kreativitásnak nincs határa. Gratula!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 26, 20:14
Írta: KoLa Dátum 2009 szeptember 26, 20:14
Jé tényleg! feltaláltam a "hobby" osztófejet[#wink]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 26, 20:19
Írta: KoLa Dátum 2009 szeptember 26, 20:19
Az ősét, de azért ha nincs kéznél csak egy nyomtató - Autocad - meg ez a "kütyü", akkor néhány percen belül bármilyen osztás megoldható eléggé pontosan[#wink]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 szeptember 26, 20:51
Írta: svejk Dátum 2009 szeptember 26, 20:51
Ráadásul én még nyáktervezővel csináltam az osztást :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 szeptember 26, 20:53
Írta: svejk Dátum 2009 szeptember 26, 20:53
Örülök neki hogy nem csak én vagyok idióta!! :))))
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 26, 22:09
Írta: KoLa Dátum 2009 szeptember 26, 22:09
kinek mi áll kézre nekem pl semmiféle nyáktervezőm nincs és nincs is rá szükségem van erre egy barátom aki segít (most már lemaradtam a finomabb elektronikáról, már nincs kedvem ezt is megtanulni)az Autocad-ben húzok egy vonalat és azt kérdezi hogy melyik pont körül forgassa milyen szögtartományban és hányfelé ossza el - nagyon egyszerű:)))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 26, 22:11
Írta: 4um5b65d Dátum 2009 szeptember 26, 22:11
Á, a tied sokkal gyengébb volt....
KoLa cuccán nézd meg mennyivel hosszabbak a vonalak....
[#nyes]
KoLa cuccán nézd meg mennyivel hosszabbak a vonalak....
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 26, 22:12
Írta: KoLa Dátum 2009 szeptember 26, 22:12
Én is lenni idiot a la hugarian hobby cnc
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 26, 22:13
Írta: KoLa Dátum 2009 szeptember 26, 22:13
"Golyós[#circling]" tollal van hosszabbítva úgyhogy minden stim.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 26, 22:24
Írta: 4um5b65d Dátum 2009 szeptember 26, 22:24
Erről beszélek....itt jön elő a profizmus.
Tollal tovább rajzolni ! Qrva keveseknek jutott volna eszébe...
[#nyes][#nyes]
Tollal tovább rajzolni ! Qrva keveseknek jutott volna eszébe...
[#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 26, 22:36
Írta: KoLa Dátum 2009 szeptember 26, 22:36
Ezt pozitív v. negatív értelembe [#rinya]
vagy nem egyenáram?
vagy nem egyenáram?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 szeptember 26, 22:39
Írta: svejk Dátum 2009 szeptember 26, 22:39
Én akkor abban a pillanatban úgy gondoltam hogy az M3 menetfúró hegyén semmi sem precizebb :)))
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 26, 22:52
Írta: KoLa Dátum 2009 szeptember 26, 22:52
én most ebben a pillanatban a 3-as menetfúró végénél nagy fekete pöttyöket látok! hova kell állítani?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 szeptember 26, 22:55
Írta: 4um5b65d Dátum 2009 szeptember 26, 22:55
Csak Svejket ugratom.... :)))
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 26, 23:13
Írta: KoLa Dátum 2009 szeptember 26, 23:13
Én meg téged ! barátom [#wave]- még látok sárga piros rózsaszín zöld kék és vannak közte karikák is több színben is - nem iszommá többet[#wow3]
de kevesebbet se[#eplus2]
de kevesebbet se[#eplus2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 27, 02:35
Írta: 000000000 Dátum 2009 szeptember 27, 02:35
Ez jó ötlet, nekem tetszik!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 szeptember 27, 11:13
Írta: svejk Dátum 2009 szeptember 27, 11:13
A nagy fekete pötty közepén van egy pici fehér pötty :)
Ez ugyanis egy 15 lábú kerek tokozású IC felnagyítva:))
A menetfúrót meg nem bírtam beljebb hajtani, mert hozzáért a tengelyhez.
Különben se kötözködj!! :)))
Ez ugyanis egy 15 lábú kerek tokozású IC felnagyítva:))
A menetfúrót meg nem bírtam beljebb hajtani, mert hozzáért a tengelyhez.
Különben se kötözködj!! :)))
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 szeptember 27, 20:23
Írta: MoparMan Dátum 2009 szeptember 27, 20:23
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 szeptember 27, 20:40
Írta: KoLa Dátum 2009 szeptember 27, 20:40
ÁÁÁÁÁÁÁÁÁ dehogy kötözködöm [#worship][#worship][#worship][#taps][#taps][#taps]
éppenhogy ellenkezőleg " dícsérni jöttem nem temetni"[#wave]csak a fotón nem látszott meggyőzően de mosmá látom a menetfúró melletieken élesbb a kép.
éppenhogy ellenkezőleg " dícsérni jöttem nem temetni"[#wave]csak a fotón nem látszott meggyőzően de mosmá látom a menetfúró melletieken élesbb a kép.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 szeptember 27, 22:04
Írta: 000000000 Dátum 2009 szeptember 27, 22:04
És miért nem CNC-vel csináltad?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 18:43
Írta: 4um5b65d Dátum 2009 október 10, 18:43
Urak, jártában keltében nem látott valaki egy olyan mechanikai megoldást ami egyenes vonalú mozgásból forgó mozgást állít elő? 180 fokot kell csak elforgatni, de nem fogasléc/fogaskerék megoldásra lenne szükség hanem valami holtjátékmentesebb megoldás kellene. Gondolok itt olyan megoldásra ami például csak egyszerű karok nyeklő/csukló összekapcsolásával oldja meg a műveletet.
Persze bármi más ötletet is dobhattok. Támadt egy ötletem egy marómotor mozgatására 4. és 5. tengely gyanánt és gondoltam megnéznék egy-két más megoldást is, hátha valami még beugrik..
Persze bármi más ötletet is dobhattok. Támadt egy ötletem egy marómotor mozgatására 4. és 5. tengely gyanánt és gondoltam megnéznék egy-két más megoldást is, hátha valami még beugrik..
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 19:09
Írta: ukcge40u Dátum 2009 október 10, 19:09
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 10, 20:08
Írta: 000000000 Dátum 2009 október 10, 20:08
Látom, nem felejtetted el a régi témát.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 21:26
Írta: 4um5b65d Dátum 2009 október 10, 21:26
Köszi ! Nagyon qrva jó ez az oldal, bár még nem találtam olyat amit keresnék, de már megérte benéznem. Másoknak is ajánlom, hogy jó alaposan nézzen körül. Ha valaki még tud ilyen mechanikai linket az dobja be légyszi.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 21:27
Írta: 4um5b65d Dátum 2009 október 10, 21:27
Á, ez nem azonos a régi dolgokkal, de még azok sincsenek szőnyeg alá söpörve.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 21:36
Írta: ukcge40u Dátum 2009 október 10, 21:36
Beraktam a linkek közé is, hátha... :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 21:38
Írta: ukcge40u Dátum 2009 október 10, 21:38
Azért, ha belegondolok, erre nagyon megfelelő lenne egy kormánymű (autóból), csak nem tudom, hogy annak a holtjátéka mennyire számít, mert nem sok van neki.
Milyen hosszon kell?
Milyen hosszon kell?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 21:59
Írta: 4um5b65d Dátum 2009 október 10, 21:59
Á, nem a kormánymű nagyon durva dolog ehhez. Meg aztán az pont fordítva csinálja. Nekem az egyenes mozgásból kell a forgó. Amin most agyalok az egy golyósorsó alapú forgató. Amennyire pontos az orsó és az anya kapcsolata annyira lesz pontos a forgatás. És ami a lényeg, hogy egy egységnyi orsó elfordulás egy egységnyi forgató elfordulást eredményez teszem azt egy tárcsán vagy tokmányon vagy éppen egy maró motor "buktató" mechanikáján. Valójában ez utóbbihoz készülne a dolog. Igaz maximum 270-300 fokot képes elfordulni egy tárcsa de azt precízen teszi. Végül is van már egy elv ami alapján legyártom a cuccot, csak gondoltam megnézek még más lehetőségeket is. De többet majd ha elkészül a cucc. Még jó messze van a vége.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 22:15
Írta: ukcge40u Dátum 2009 október 10, 22:15
Hirtelen nem jut eszembe a csigás és az általad említett fogasléc-fogaskerék dolog.
Talán azért, mert az felépítéséből adódóan alapból tudja a szögerfoldulási kívánságaidat.
Ami ezek után jönne, mint rudas/lécescsuklós megoldás, az szerintem csak fölös bonyit jelent.
A változó szögsebességről nem is beszélve, ha lécescsuklós lesz a dolog.
Talán azért, mert az felépítéséből adódóan alapból tudja a szögerfoldulási kívánságaidat.
Ami ezek után jönne, mint rudas/lécescsuklós megoldás, az szerintem csak fölös bonyit jelent.
A változó szögsebességről nem is beszélve, ha lécescsuklós lesz a dolog.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 22:15
Írta: ukcge40u Dátum 2009 október 10, 22:15
A kormányműnél csak a hülye mérnökök gondolják, hogy a fogaskerékre kell tenni a hajtást... :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 22:22
Írta: 4um5b65d Dátum 2009 október 10, 22:22
Nem biztos, hogy egy megfelelő csuklós mechanika nem képes azonos szögsebességre. Épp amit voltál szíves linkelni, ott volt egy pár ilyen csuklós füttyfene, csak néztem nagyokat, hogy milyen bonyolult mozgásokra képes pár csukló. Az nagyon tetszett amikor lehet a csukló hosszokat variálni, közben meg lerajzolja, hogy milyen pályán mozdul el az egyik kar végpontja, Döbbenetes hogy milyen görbék jönnek ki eredményül.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 22:23
Írta: ukcge40u Dátum 2009 október 10, 22:23
Végiggondoltam, neked marómotor buktatóhoz olyan csigahajtás lenne jó, ami nekem van, de nem eladó :P
1:20 áttétel, zsír új, és mire az nekem elkopik 5-ik tengelyként, addigra tán már én sem élek.
Vannak dolgok, amiket nem szabad túlbonyizni.
De, ha nagyon akarod, akkor a golyósanyáddal vezess meg egy vele párhuzamosan vezetett nagyon nagy emelkedésú menetet.
Persze, a nagy emelkedésű menetnek átmérő is kell, de ha pl egy 20-as emelkedésű mart nútban vezetsz egy görgőt, ami eltekeri a nagyemelkedésű tengelyt...
A dolognak egy hibája van, hogy nagyon helyigényes a mi kategóriánkban(+1 tengely, a tenglyről lehajtás a forgatóra, a tengely relatíve hosszú). Viszont pontos, mint a halál. (néha azért az is szokott késni...)
Én azt mondom, egy kicsi csigahajtómű, és levan a gond.
1:20 áttétel, zsír új, és mire az nekem elkopik 5-ik tengelyként, addigra tán már én sem élek.
Vannak dolgok, amiket nem szabad túlbonyizni.
De, ha nagyon akarod, akkor a golyósanyáddal vezess meg egy vele párhuzamosan vezetett nagyon nagy emelkedésú menetet.
Persze, a nagy emelkedésű menetnek átmérő is kell, de ha pl egy 20-as emelkedésű mart nútban vezetsz egy görgőt, ami eltekeri a nagyemelkedésű tengelyt...
A dolognak egy hibája van, hogy nagyon helyigényes a mi kategóriánkban(+1 tengely, a tenglyről lehajtás a forgatóra, a tengely relatíve hosszú). Viszont pontos, mint a halál. (néha azért az is szokott késni...)
Én azt mondom, egy kicsi csigahajtómű, és levan a gond.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 22:26
Írta: ukcge40u Dátum 2009 október 10, 22:26
Igen, én is néztem nagyokat, meg vagy egy órát elvoltam némelyik kütyüvel.
Az oldal elmentve.. :))
A csuklós mechanika elvéből adódóan nem képes azonos szögsebességre, elég ha csak a legegyszerűbb ilyen mechanikára gondolunk, mint a dugattyús motoroknál a hajtókar mozgása.
Sőt, nagy szög alatt már a kardánkereszt is erősen belecsal a fordulatba, szögsebességileg.
Ráadásul az utóbbit kevesen tudják..
Az oldal elmentve.. :))
A csuklós mechanika elvéből adódóan nem képes azonos szögsebességre, elég ha csak a legegyszerűbb ilyen mechanikára gondolunk, mint a dugattyús motoroknál a hajtókar mozgása.
Sőt, nagy szög alatt már a kardánkereszt is erősen belecsal a fordulatba, szögsebességileg.
Ráadásul az utóbbit kevesen tudják..
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 22:30
Írta: 4um5b65d Dátum 2009 október 10, 22:30
Ne basssszki....épp egy világ és CNC-s társadamat megváltó találmányon dolgozom....nehogy lebeszélj róla....[#vigyor1][#buck]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 22:32
Írta: 4um5b65d Dátum 2009 október 10, 22:32
Láttad azt a fogaskerék+2db fogasléces mechanikát ami ide oda mozog ? A fogaskeréknek csak pár foga van és a fogaslécek egymással szembe vannak fordítva.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 22:37
Írta: ukcge40u Dátum 2009 október 10, 22:37
Igen, és pont azért kaptad a linket, mert ez jutott róla eszembe.
Viszont ott is a fogaskerék van meghajtva, nem beszélve a megmunkálás különös fontosságáról.
Azonkívül irányváltáskor elég durva erőket kap a "fogaskerék" első foga, így nagy erők átviteléhez nem alkalmas, mert nagyon túl kellene méretezni, az meg már nem így nézne ki.
Ez a mechanika, maximum elektromos borotvákba jó, egy nagyobb fűnyírónál hamar megdöglendene...
Viszont ott is a fogaskerék van meghajtva, nem beszélve a megmunkálás különös fontosságáról.
Azonkívül irányváltáskor elég durva erőket kap a "fogaskerék" első foga, így nagy erők átviteléhez nem alkalmas, mert nagyon túl kellene méretezni, az meg már nem így nézne ki.
Ez a mechanika, maximum elektromos borotvákba jó, egy nagyobb fűnyírónál hamar megdöglendene...
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 22:41
Írta: ukcge40u Dátum 2009 október 10, 22:41
Nem beszélve arról, hogy ez is fogaskerék-fogasléc, csak pepitában. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 22:45
Írta: 4um5b65d Dátum 2009 október 10, 22:45
Ja, nem arra gondoltam, hogy ezzel oldanám meg a dolgot, nem jó az nekem, csupán csak érdekességnek szántam.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 22:47
Írta: ukcge40u Dátum 2009 október 10, 22:47
Ok, vágom... :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 10, 22:58
Írta: s7manbs8 Dátum 2009 október 10, 22:58
Nem szoktad lapozgatni a szabadalmi bejegyzéseket, neten online, akkor kérdezzél, ha ott nem találtál olyat ![#circling][#circling][#circling]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 23:12
Írta: 4um5b65d Dátum 2009 október 10, 23:12

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 10, 23:15
Írta: s7manbs8 Dátum 2009 október 10, 23:15
EZ nagyon jó, hogy nem súrlódik, hanem gördül rajta , egy ilyen alkatrészt azért nem valami egyszerű lehet elkészíteni, hogy még pontos is legyen persze.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 10, 23:17
Írta: s7manbs8 Dátum 2009 október 10, 23:17
Egy ilyenbe beledugsz a tengely heylére egy golyósorsót és már meg is van oldva kottymentesen a problémád.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 23:30
Írta: ukcge40u Dátum 2009 október 10, 23:30
Szerintem meg nem.
Hová dugja az orsót?
És hogy lesz ebből a lineáris mozgásból korrekt forgás, ezen a hosszon?
És ha alaposan megnézzük a működési elvét, akkor ez is csak egy csigahajtás.
Csiga kell a Laslie bátyónak, csak még nem hiszi el....
Hová dugja az orsót?
És hogy lesz ebből a lineáris mozgásból korrekt forgás, ezen a hosszon?
És ha alaposan megnézzük a működési elvét, akkor ez is csak egy csigahajtás.
Csiga kell a Laslie bátyónak, csak még nem hiszi el....
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 23:38
Írta: 4um5b65d Dátum 2009 október 10, 23:38
Ehhez nem kell golyósorsó...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 23:39
Írta: 4um5b65d Dátum 2009 október 10, 23:39
NEM lesz csigahajtás....[#vigyor1][#vigyor1][#vigyor1][#vigyor1][#vigyor1][#vigyor1][#vigyor1]
Annál pontosabbat szeretnék....
Annál pontosabbat szeretnék....
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 23:46
Írta: ukcge40u Dátum 2009 október 10, 23:46
Ott leszel a talin?
Elviszem mutiba a csigahajtásomat.
Utána mondj ilyeneket... [#beka3][#nevetes2]
Elviszem mutiba a csigahajtásomat.
Utána mondj ilyeneket... [#beka3][#nevetes2]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 23:49
Írta: 4um5b65d Dátum 2009 október 10, 23:49
Nem leszek ott, de léééééééccccccciiiiii, mutííííííí meg. :))
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 10, 23:51
Írta: ukcge40u Dátum 2009 október 10, 23:51
Oksa, majd átküldöm fénypostán mutiba, ide meg rakok róla képet (otthon van, ki kell várnod a nov7-t).
A kottyanása mérhetetlen, mert nincs neki.
Nekem ez lesz az 5.-ik tengely.
A kottyanása mérhetetlen, mert nincs neki.
Nekem ez lesz az 5.-ik tengely.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 10, 23:55
Írta: s7manbs8 Dátum 2009 október 10, 23:55
Nem mondom meg, hova dugja, hát ahol lyuk van, oda !! És ez most nem teljesen vicc.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 10, 23:58
Írta: 4um5b65d Dátum 2009 október 10, 23:58
Remélem minimum egy globoid csiga hajtás lesz mert ha nem akkor akkor neked lőttek :))
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 11, 00:00
Írta: ukcge40u Dátum 2009 október 11, 00:00
Fogalmam sincs mi van benne.
Karcolásmentes új állapot, a tengelyek 18-as átmérőjűek, és 1:20 az áttétele.
Szét nem szedtem, egyenlőre előre köszönök neki.
Olyasmi méret, mint a topicomban a szöghajtás.
(az sem kottyan, tökéletes állapotban van)
Karcolásmentes új állapot, a tengelyek 18-as átmérőjűek, és 1:20 az áttétele.
Szét nem szedtem, egyenlőre előre köszönök neki.
Olyasmi méret, mint a topicomban a szöghajtás.
(az sem kottyan, tökéletes állapotban van)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 11, 00:00
Írta: 4um5b65d Dátum 2009 október 11, 00:00
Egyébként megfordult a fejemben a csiga hajtás is, de csak egy olyat tartanék jónak aminek a koszorú része edzett, köszörült acél és az orsó része bronz. Vagyis pont fordított az anyagválasztás. Ez azért lenne jó mert az orsó rész kopik állandó jelleggel amit könnyű utánállítani.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 11, 00:02
Írta: 4um5b65d Dátum 2009 október 11, 00:02
Lehet, azért nem kotyog mert bakelit a koszorú benne és megszívta magát olajjal, vagy zsírral.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 11, 00:03
Írta: ukcge40u Dátum 2009 október 11, 00:03
De akkor sem jó ebben a formában a célra.
DE, ha netalántán jó is lenne, gondolod, hogy kifizetné érte azt a köszörűst, aki ilyent tud köszörülni az előre kéregedzett anyagból, 1 századon belül?
Ez már nagyon messze van attól, amire Laslie szeretné használni...
Szerintem.
DE, ha netalántán jó is lenne, gondolod, hogy kifizetné érte azt a köszörűst, aki ilyent tud köszörülni az előre kéregedzett anyagból, 1 századon belül?
Ez már nagyon messze van attól, amire Laslie szeretné használni...
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 11, 00:04
Írta: ukcge40u Dátum 2009 október 11, 00:04
Ja, biztosan... [#nevetes2][#nevetes2][#hehe]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 11, 00:10
Írta: 4um5b65d Dátum 2009 október 11, 00:10
Na-na....nem lehetetlen a dolog....
jobb ha megnézed mi van benne.....
Előfordulhat az is, hogy egyszerűen jól sikerült az illesztése a dolognak, de ha bronz vagy öntvény koszorú van benne akkor az nem lesz sokáig holtjátékmentes... És még utánállítani sem lehet ha egy-két ponton többet használod a kelleténél , ott jobban kikopik...
jobb ha megnézed mi van benne.....
Előfordulhat az is, hogy egyszerűen jól sikerült az illesztése a dolognak, de ha bronz vagy öntvény koszorú van benne akkor az nem lesz sokáig holtjátékmentes... És még utánállítani sem lehet ha egy-két ponton többet használod a kelleténél , ott jobban kikopik...
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 11, 00:15
Írta: ukcge40u Dátum 2009 október 11, 00:15
Számítok rá, hogy kikopik, ezért úgy lesz megoldva, hogy a nullpontja teljesen körbeforgatható lesz.
Ezenkívül nagyjából 90 fokot fog mozogni munka közben, ha az kikopik, akkor átállítom hardveresen (imbuszkulcs) a következő 90 fokra.
Ha mind a 4 negyed elkopik az én életemen belül, akkor bármit hajlandó vagyok elrágcsálni.
Ezenkívül nagyjából 90 fokot fog mozogni munka közben, ha az kikopik, akkor átállítom hardveresen (imbuszkulcs) a következő 90 fokra.
Ha mind a 4 negyed elkopik az én életemen belül, akkor bármit hajlandó vagyok elrágcsálni.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 11, 00:17
Írta: ukcge40u Dátum 2009 október 11, 00:17
Szóval most annyira jó, hogy inkább nem nyúlok hozzá.
Ha meg muszáj lesz, akkor még mindig ott van a második negyed... :)
Ha meg muszáj lesz, akkor még mindig ott van a második negyed... :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 11, 08:49
Írta: svejk Dátum 2009 október 11, 08:49
Sajnos a működéséből adódóan ha nem súrlódik hanem gördül, akkor kottyan, mivel nem érhet egyszerre a görgő alső és felső fele a fogakhoz.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 október 11, 08:57
Írta: D.Laci Dátum 2009 október 11, 08:57
Okos tojás leszek már megint, de mivan ha úgy csinálták, hogy az egyik csapágy a felső élén érintkezik mig a másik csapágy az alsó élén (vagy mind 2 forditva). Így már gőrdül és kotyanás mentes. És így már nem is véletlen a páros csapágy szám.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 11, 10:59
Írta: svejk Dátum 2009 október 11, 10:59
Hacsak úgy nem...?
Mindenesetre igen precíz gépet igényelhet a gyártása.
Mindenesetre igen precíz gépet igényelhet a gyártása.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 október 11, 12:16
Írta: Szalai György Dátum 2009 október 11, 12:16
Egyenes vonalú mozgásból forgó mozgást, 180 fokra, holtjáték-mentesen.
Fogasszíj hajtja a fogazott tárcsát, Dynema kötél hajtja az ékszíjtárcsát, NiTiNOL huzal vagy szalag hajtja a sima felületű hengert.
Ezek sok éve bevált hagyományos megoldások. Melyik miért nem jó neked?
Fogasszíj hajtja a fogazott tárcsát, Dynema kötél hajtja az ékszíjtárcsát, NiTiNOL huzal vagy szalag hajtja a sima felületű hengert.
Ezek sok éve bevált hagyományos megoldások. Melyik miért nem jó neked?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 11, 12:44
Írta: 4um5b65d Dátum 2009 október 11, 12:44
Na ez a szalag hajtja a sima felületű hengert, ez nagyon közel van ahhoz amit csinálni gondoltam. Egy golyós orsó vinné a szalagot és a szalag fixen hozzá lenne rögzítve 1 ponton a hengerhez.
A szalag végtelenített, így jól feszíthető.
A szalag végtelenített, így jól feszíthető.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 október 11, 13:06
Írta: Szalai György Dátum 2009 október 11, 13:06
Nem tudom, mekkora az elvárt szögsebesség és dinamika. Ha csak alacsonyak az elvárások, akkor a NiTiNOL szalag megoldaná golyósorsó nélkül is. Így jóval alacsonyabb lehetne az egész tömege. Nézz utána ennek az anyagnak, ha érdekel.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 október 11, 13:11
Írta: Szalai György Dátum 2009 október 11, 13:11
Nekem miért nem jön itt semmi látványosság?
Mit szúrok el?
Nem ugyan úgy kattintok mint a többiek?
Mit szúrok el?
Nem ugyan úgy kattintok mint a többiek?
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 11, 13:30
Írta: ukcge40u Dátum 2009 október 11, 13:30
Milyen böngészőt használsz?
Próbáld meg a jobb gomb-> megnyitás új fülön, vagy hasonló dolgokat, esetleg a jobb gomb-> hivatkozott cím másolása, és utána megnyitod egy új ablakban.
Egyébként itt a link->
http://www.mekanizmalar.com/index.shtml
Próbáld meg a jobb gomb-> megnyitás új fülön, vagy hasonló dolgokat, esetleg a jobb gomb-> hivatkozott cím másolása, és utána megnyitod egy új ablakban.
Egyébként itt a link->
http://www.mekanizmalar.com/index.shtml
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 október 11, 13:52
Írta: Szalai György Dátum 2009 október 11, 13:52
Hát simán Explorert.
Bár hogyan próbálom, nekem csak egy másik három oldalra mutató lehetőség jelenik meg.
www.Pneuma-Seal.com www.rotolok.com www.CasconPump.com
Ezek azok amikről beszéltek?
Bár hogyan próbálom, nekem csak egy másik három oldalra mutató lehetőség jelenik meg.
www.Pneuma-Seal.com www.rotolok.com www.CasconPump.com
Ezek azok amikről beszéltek?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 11, 14:13
Írta: 4um5b65d Dátum 2009 október 11, 14:13
Golyósorsó nélkül nincs erő és nincs finom mozgás... A szalagot megnézem, bár egyelőre egy hagyományos mérőszalagra gondoltam. Jól hajlik, talán még szakítószilárdságban is megfelelő...majd meglátom mit mutat a végén...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 11, 14:15
Írta: 4um5b65d Dátum 2009 október 11, 14:15
Mozillaval nézem, azzal jó minden.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 11, 14:18
Írta: 4um5b65d Dátum 2009 október 11, 14:18
Próbálj ERRE klikkelni.
Ez egy a sok érdekesség közül.
Ez egy a sok érdekesség közül.
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2009 október 11, 14:25
Írta: x4rhew5r3 Dátum 2009 október 11, 14:25
Az első az különösen jó. Erre mondják hogy maga alatt vágja a fát:) Végülis a autó motorjával hajtja a szélkereket, amiből aztán rossz hatásfokkal villanyt csinál?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 11, 14:28
Írta: 4um5b65d Dátum 2009 október 11, 14:28
Nem a videók a lényegek az oldalon, hanem a mechanikai animációk...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 október 11, 14:35
Írta: Szalai György Dátum 2009 október 11, 14:35
Ez működik! Köszönöm! Nagyon érdekes.
Ha mérőszalagra gondoltál, akkor okvetlenül nézz utána, mert nem is sejted, hogy mit fogsz találni.
Ha mérőszalagra gondoltál, akkor okvetlenül nézz utána, mert nem is sejted, hogy mit fogsz találni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 11, 14:40
Írta: 4um5b65d Dátum 2009 október 11, 14:40
A bal oldalon a kék alapon levő linkek működnek ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 11, 14:51
Írta: s7manbs8 Dátum 2009 október 11, 14:51
Tök jó ez a szélkerék, kicsit a szélkakas jut eszembe róla. A forgáson belül forog, önbeálló.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 október 11, 15:06
Írta: Szalai György Dátum 2009 október 11, 15:06
Persze.
Mind végig próbáltam. A logikai kapukat is.
Pneumatikát igy még sohasem tudtam végig gondolni.
Jó volt nagyon.
Mind végig próbáltam. A logikai kapukat is.
Pneumatikát igy még sohasem tudtam végig gondolni.
Jó volt nagyon.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 október 13, 23:13
Írta: PSoft Dátum 2009 október 13, 23:13
Sziasztok!
Az optikai kábelos megoldásra visszatérve:

Az MPC6515-ös vezérlökártya.
A képen ugyan nem látszik,de a bal felső sarokban az alsó panelon van 8db.SMD led.
A másik 4 a felső panelon szétszórva.Ezeket vezettem ki az előlapra az optikai kábelokkal.

Ebbe a "dobozba" építettem bele a vezérlőt.A doboz egy ősrégi VIDEOTONOS billentyűzetnek a doboza.
Bal oldalon fent látszik a 8+4 furat az optikai kábeloknak.
A doboz belsejét most nem tudtam fotózni,mert ma délután is dolgozott a vezérlő,ment a gép.
Most este meg már nem volt "hangulatom" szétszedni.

Ez a kép nem sikerült valami jól,de látszik rajta az optokábelok végén kilépő fény.

Ilyen az optokábel amit használtam.Típusát nem tudom,valaminek a bontásából származik.
Maga az üvegszál ami benne van kb.1-1.5mm átmérőjű.Csípőfogóval daraboltam a megfelelő méretekre,utána a végeit csiszolótárcsával(gyémántos)megcsiszoltam.
Foglalatokat nem használtam a kábelhez,csak a megfelelő méretű furatokba szorosan illesztve beledugdostam a végeit.
Még néhány kép a bedobozolt vezérlőről:


És mégegy:

Ezen a képen az alsó "dobozban" a 3 tengely meghajtói "GECKO" a hozzá tartozó apróságokkal együtt.
Az optikai kábelos megoldásra visszatérve:
Az MPC6515-ös vezérlökártya.
A képen ugyan nem látszik,de a bal felső sarokban az alsó panelon van 8db.SMD led.
A másik 4 a felső panelon szétszórva.Ezeket vezettem ki az előlapra az optikai kábelokkal.
Ebbe a "dobozba" építettem bele a vezérlőt.A doboz egy ősrégi VIDEOTONOS billentyűzetnek a doboza.
Bal oldalon fent látszik a 8+4 furat az optikai kábeloknak.
A doboz belsejét most nem tudtam fotózni,mert ma délután is dolgozott a vezérlő,ment a gép.
Most este meg már nem volt "hangulatom" szétszedni.
Ez a kép nem sikerült valami jól,de látszik rajta az optokábelok végén kilépő fény.
Ilyen az optokábel amit használtam.Típusát nem tudom,valaminek a bontásából származik.
Maga az üvegszál ami benne van kb.1-1.5mm átmérőjű.Csípőfogóval daraboltam a megfelelő méretekre,utána a végeit csiszolótárcsával(gyémántos)megcsiszoltam.
Foglalatokat nem használtam a kábelhez,csak a megfelelő méretű furatokba szorosan illesztve beledugdostam a végeit.
Még néhány kép a bedobozolt vezérlőről:
És mégegy:
Ezen a képen az alsó "dobozban" a 3 tengely meghajtói "GECKO" a hozzá tartozó apróságokkal együtt.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 13, 23:53
Írta: keri Dátum 2009 október 13, 23:53
Ezt a fajta szélkereket egy magyar diák találta ki.
Valamelyik BNV-n ki is volt állítva az első két prototípus is, persze azok nem ilyen primitívek voltak.
Valamiért nem terjedt el pedig a leg hatékonyabb szélkerék fajta. Hátránya a viszonylag bonyolult mechanika (nagy méretben), és a zajos működés.
Valamelyik BNV-n ki is volt állítva az első két prototípus is, persze azok nem ilyen primitívek voltak.
Valamiért nem terjedt el pedig a leg hatékonyabb szélkerék fajta. Hátránya a viszonylag bonyolult mechanika (nagy méretben), és a zajos működés.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 14, 01:23
Írta: s7manbs8 Dátum 2009 október 14, 01:23
Emlékszem valahány éve volt ez.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 október 14, 17:15
Írta: ukcge40u Dátum 2009 október 14, 17:15
Az alaplap NF7, és vájtfülűeknek van rajta az optikai kimenet DVD-hez, házimozihoz, hifihez. Szóval felejtős.
Sebaj. [#vigyor2]
Sebaj. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 október 14, 17:39
Írta: KoLa Dátum 2009 október 14, 17:39
Szia Leslie! hogyan kell ezeket az animációkat letölteni? Nagyon jók!!!!!!!!![#taps][#taps][#taps][#taps][#email][#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 14, 18:03
Írta: 4um5b65d Dátum 2009 október 14, 18:03
Passz.... fogalmam sincs.
Szerintem nem is kell letölteni, elég ha elmented a weboldal címét és kész. A böngésződben a "kedvencek" vagy a "Könyvjelző" menűpontoknál, így mindig megtalálod...[#wave]
Áru megjött , köszi. A pofát megtarthattad volna, neked inkább kellhet.
Szerintem nem is kell letölteni, elég ha elmented a weboldal címét és kész. A böngésződben a "kedvencek" vagy a "Könyvjelző" menűpontoknál, így mindig megtalálod...[#wave]
Áru megjött , köszi. A pofát megtarthattad volna, neked inkább kellhet.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 14, 18:49
Írta: 4um5b65d Dátum 2009 október 14, 18:49
Illetve, eszembe jutott, hogy az egész weboldalt le tudod menteni a saját gépedre.
ITT van egy progi amivel meg tudod csinálni.
ITT van egy progi amivel meg tudod csinálni.
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2009 október 15, 08:00
Írta: sanka74 Dátum 2009 október 15, 08:00
Szia!Tök jó a géped.Én kacérkodom a gondolattal hogy építenék majd valamikor egy lézer-t.A mechanika gondolom olyan mint a hagyományos cnc-n,csak ugye nincs Z-tengely.A lézer cső hátul van fixen,és tükrökkel irányitjuk a megfelelő helyre.Ezt értem némileg,bár vannak homályos foltok.Azt viszont nem,honnan tudja a lézer hogy hova kell neki fokuszálni?Ehhez létezik külön egy elektronika amit a lézerhez kell kötni?Mert ugy gondolom a Z-tengely mozgását a lézer fókusza adja.Vagy rosszul gondolom?Köszi.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 15, 10:24
Írta: keri Dátum 2009 október 15, 10:24
Homályos foltok biztos azért vannak mert belenéztél a lézerbe [#banplz]
De nem kell fókuszálni (ahogy te elképzeled)
Ez a laser lényege. Párhuzamos koherens sugárnyalábról van szó. Nagyon kicsi a szóródása a normál fénysugárhoz képest, ezért olyan mint egy cekásszal habot vágni. Nem kell neki megmondani hogy a szál melyik részét melegítse, ahol hozzáér ott vág.
De nem kell fókuszálni (ahogy te elképzeled)
Ez a laser lényege. Párhuzamos koherens sugárnyalábról van szó. Nagyon kicsi a szóródása a normál fénysugárhoz képest, ezért olyan mint egy cekásszal habot vágni. Nem kell neki megmondani hogy a szál melyik részét melegítse, ahol hozzáér ott vág.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 október 15, 22:24
Írta: KoLa Dátum 2009 október 15, 22:24
Leslie egyenesvonalú mozgásból forgómozgást kottyanásmentesen úgy is lehet hogy 1db szélesebb fogaskeréken 2db fogasléc rúgóval előfeszítve,- a rugó erejétől függ hogy mit bír.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 15, 22:47
Írta: 4um5b65d Dátum 2009 október 15, 22:47
Ismerős a módszer, de az nem lenne elég finom felbontású mozgatás. Van itthon egy lineáris mérőrendszerem ami így épül fel, igaz annál a fogaskereket csinálták két félből és előfeszítve teszik bele a fogaslécbe.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 15, 22:51
Írta: 000000000 Dátum 2009 október 15, 22:51
www.tamker.hu
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 15, 23:09
Írta: 4um5b65d Dátum 2009 október 15, 23:09
Ez a link másokat is érdekelhet. Van benne a főoldalon egy 2009-es pdf katalógus, abban benne vannak a lineáris vezetékek főlé helyezhető teleszkópos takarólemezeknek a gumicsúszkái. Ezt még sehol nem láttam..... köszííííí
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 15, 23:18
Írta: 000000000 Dátum 2009 október 15, 23:18
én is egy kedves forum társamtol kaptam,és postán kaptam töle prospektusokat,és hát szuper ötletek vannak benne,és jo kis mechanikai megoldások!ha hamarabb látom,a "z-re nem szerelek maro motort,ha nem flexibil.tengejjel oldom meg!ez a cég forgalmaz ilyet is,és oriási nyomatékot,és fordulatot birnak!shuner a márka név,és speciális sorozat forokat gyártanak,és menet furot flex tengelyek hajtják!:)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 15, 23:21
Írta: 4um5b65d Dátum 2009 október 15, 23:21
Ennyire még nem mélyedtem bele, de ami késik nem nyúlik :)))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 15, 23:23
Írta: 4um5b65d Dátum 2009 október 15, 23:23
Gondolom bowdenes hajtású a flexi tengely. Fához nagyon jó lehet, de fémhez már nem menne el. A csavarodása miatt recsegne a maró.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 15, 23:24
Írta: 000000000 Dátum 2009 október 15, 23:24
én azért szeretem az ilyen prospektusokat,mert sokszor egész más szemszőgből készitenek el dolgokat,amire még szinte álnában sem gondolna az ember!szellemesen őtletesek!ja és nem drága termékek.olyan felsö közép kategoria!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 15, 23:26
Írta: 000000000 Dátum 2009 október 15, 23:26
csak elméletben hiszed hogy igy van!:)))speciális sodrat van benne,és jobbra balra játszik!mondom menetet furnak,egész 12mm-ig!!!50000 -s fordulat épp jo a maráshoz!:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 08:04
Írta: 000000000 Dátum 2009 október 16, 08:04
Brrrrrr!!! "tengejjel" -> tengellyel
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 10:00
Írta: 000000000 Dátum 2009 október 16, 10:00
huuu!:)))én teszek a helyesirás szabá"jaira,és nem azért mert nem tudok he"jesen irni,ha nem mert én nekem a tartalom a fontos,és aki meg akarja az meg is érti!:)))[#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#nyes][#nyes][#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 16, 10:05
Írta: besirkyjh Dátum 2009 október 16, 10:05
Brrrrrr . Tetszik .Üdvözletem mindenkinek
SUHNER : A bowdenröl a kerékpár jut az eszembe
az a világ már elmult .
Ezeket a flex hajtásokat erö átvitelre használják föleg ( nagyon sokféle belsö felépiéssel ) szinte kivétel nélkül 2 irányu hajtásra. A legnagyobb átmérö az 30mm a legkissebb 1.8mm .Egy konkrét példa : Standart
sorozat 15-ös átmérö 2000 fordulat 5 KW átvitelére alkalmas .Vannak olyan hellyek ahol
a kardán hajtás hellyén alkalmazzák .
Ötlet : Amiröl a Tibor beszélt , több tengely meghajtása egy motorral ( itt van a katalogusban
megprobálom leirni mit látok ) . Tehát eggyetlen nagyobb teljesitményü motor a tengelyvégén fogaskerék és Pl :120 fokonként csatlakozik hozzá egy egy ujjabb fogaskerék aminek a tengelye hajtja a felxibilis tengelyt .
Az hogy hatékony az biztos ( használják )azt hogy ez hobby szinten árban mit jelent azt nem tudom ( az ár / érték a döntö az pedig mindenkinél más ) .
A fenti példát folytatva 1db 3-4Kw motorral 3db flex tengely lehet meghajtani akár 60 000 fordulattal is .Ehez elég lessz az átmérö 5-6 mm-es hajtás is ( 1.1Kw 25-30 000 max fordulat).
Csak egy gondolat , de biztos vagyok benne hogy sok emberkének problémát jelent a " Z " sulya vagy a több maromotor üzemeltetése .
Amit sporolsz az " Y "és a " Z " tngelyen és a több motoron Pl frekiválto azt költöd nagyobb motorra és flex hajtásra szo szo ugyan az az összeg jön ki a végén .
Bonyolult dolog a CNC világ , sok sok ötlet vagy inkább informácio .
??
SUHNER : A bowdenröl a kerékpár jut az eszembe
az a világ már elmult .
Ezeket a flex hajtásokat erö átvitelre használják föleg ( nagyon sokféle belsö felépiéssel ) szinte kivétel nélkül 2 irányu hajtásra. A legnagyobb átmérö az 30mm a legkissebb 1.8mm .Egy konkrét példa : Standart
sorozat 15-ös átmérö 2000 fordulat 5 KW átvitelére alkalmas .Vannak olyan hellyek ahol
a kardán hajtás hellyén alkalmazzák .
Ötlet : Amiröl a Tibor beszélt , több tengely meghajtása egy motorral ( itt van a katalogusban
megprobálom leirni mit látok ) . Tehát eggyetlen nagyobb teljesitményü motor a tengelyvégén fogaskerék és Pl :120 fokonként csatlakozik hozzá egy egy ujjabb fogaskerék aminek a tengelye hajtja a felxibilis tengelyt .
Az hogy hatékony az biztos ( használják )azt hogy ez hobby szinten árban mit jelent azt nem tudom ( az ár / érték a döntö az pedig mindenkinél más ) .
A fenti példát folytatva 1db 3-4Kw motorral 3db flex tengely lehet meghajtani akár 60 000 fordulattal is .Ehez elég lessz az átmérö 5-6 mm-es hajtás is ( 1.1Kw 25-30 000 max fordulat).
Csak egy gondolat , de biztos vagyok benne hogy sok emberkének problémát jelent a " Z " sulya vagy a több maromotor üzemeltetése .
Amit sporolsz az " Y "és a " Z " tngelyen és a több motoron Pl frekiválto azt költöd nagyobb motorra és flex hajtásra szo szo ugyan az az összeg jön ki a végén .
Bonyolult dolog a CNC világ , sok sok ötlet vagy inkább informácio .
??
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 16, 10:07
Írta: besirkyjh Dátum 2009 október 16, 10:07
Látod Tibor igy jár aki 15 percig gépel.
Valaki közbe szol ( ir).
Valaki közbe szol ( ir).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 10:26
Írta: 000000000 Dátum 2009 október 16, 10:26
Zolikám,van aki a sajtbol csak a lyukat látja!:))))a gordiusi csomot nem bontogatni kell,ha nem egy jo éles késsel átvágni!:)))az emberiség számos szenzácios találmányrol maradt volna le,ha a tudos pajtások,"be tartják a szabályokat!:))))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 16, 10:49
Írta: 4um5b65d Dátum 2009 október 16, 10:49
Ez véletlenül nem úgy van, hogy "ly"-nal a sima tengelyt írják, míg PONTOS "j"-vel a méretPONTOS tengelyt? [#vigyor1][#buck]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 16, 11:00
Írta: s7manbs8 Dátum 2009 október 16, 11:00
Azon filóztam, hogy ha valaki nem tud helyesen írni, akkor az miért lehet ? Valószínű attól, hogy nem olvas sokat talán. Mert ugyanúgy, ahogy ha valaki sok CNC-t nézeget, előbb utóbb meglátja, hogyan is kell építeni úgy, hogy az működjön is.
Meg a számítógépen eleve helyesírás ellenőrzés is van, csak azt be kéne kapcsolni, hadd működjön.
A tartalom számít, nem a küllem, ez meg olyan, hogy pl. van egy énekesnő akinek iszonyú jó hangja van, szinte borsókázik a hátad, de olyan randa, mint a veszedelem, rossz nézni, de azért élvezzük, ha nem látjuk.
Nem kell tökéletesnek lenni csak törekedni kell rá... [#ejnye1][#guluszem1][#love11]
Meg a számítógépen eleve helyesírás ellenőrzés is van, csak azt be kéne kapcsolni, hadd működjön.
A tartalom számít, nem a küllem, ez meg olyan, hogy pl. van egy énekesnő akinek iszonyú jó hangja van, szinte borsókázik a hátad, de olyan randa, mint a veszedelem, rossz nézni, de azért élvezzük, ha nem látjuk.
Nem kell tökéletesnek lenni csak törekedni kell rá... [#ejnye1][#guluszem1][#love11]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 11:12
Írta: 000000000 Dátum 2009 október 16, 11:12
Lyol van srácok,ne hűJéskedjűk már el ezeket a cardinális dolgokat!:))))szegény Lőrincze tanár ur!:)))[#vigyor1][#mf2][#mf2][#mf2][#mf2][#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 11:14
Írta: 000000000 Dátum 2009 október 16, 11:14
amugy be van kapcsolva,és ugye azok az apro pirospontokbol állo vonal, az a helytelenséget jelöli????:))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 11:24
Írta: 000000000 Dátum 2009 október 16, 11:24
A helyesírással én is küzdök itt, , na nem a szabályokkal, hanem a betűkkel. Az az észrevételem, hogy a hozzászólás szövegdobozban a karakterek formátuma miatt nem látom a híbákat, csak amikor sárga alapon látom. Nem lehetne szerkeszthetővé tenni utólag a bejegyzést? Engem egy kissé frusztrálnak a +betűk és az elírások.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 11:30
Írta: 000000000 Dátum 2009 október 16, 11:30
Sajnos nem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 11:31
Írta: 000000000 Dátum 2009 október 16, 11:31

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 11:45
Írta: 000000000 Dátum 2009 október 16, 11:45
hogy nekem mekkora szikra pattant ki a fejemböl!:)))érdemes elgondolkodni a flex hajtásokon!mennyivel könnyebb lenne a fö orsót dőntögetni,ha flex tengelyről kapná a hajtást!:)de még a szerszám cserét is egyrosszűbben lehetne megoldani,mert menetközben az adott mintának megfelelő szerszámra tudna cserélni,és nem kéne vissza állnia a referencia pontra.a tőbbit találjátok ki!:)))én tudom!:)[#nyes][#nyes][#nyes][#wave][#wave][#wave][#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 12:32
Írta: 000000000 Dátum 2009 október 16, 12:32
Remek ötletnek tartom én is. Ha esetleg az a szikra papírra vetül valamikor oszd meg velünk kérlek, ne tartsd vissza magad. Több szem-többet lát alapon.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 12:43
Írta: 000000000 Dátum 2009 október 16, 12:43
Én a helyedben azért nem mégis odafigyelnék
a tengelyekre, mert legalább 4 van a CNC
marógépedben, kellő tisztelet, alázat illeti
meg őket, mint kitüntetett gépelemeket.
Ha ugyanis megsértődnek majd ők is, hogy még a
nevüket sem írják helyesen, vacakul dolgoznak a
gazdájuknak, és így a végén cseszheted a
csodálatos aranysárga reliefjeidet, mást fogsz
látni a fadarabon.:))[#nyes]
a tengelyekre, mert legalább 4 van a CNC
marógépedben, kellő tisztelet, alázat illeti
meg őket, mint kitüntetett gépelemeket.
Ha ugyanis megsértődnek majd ők is, hogy még a
nevüket sem írják helyesen, vacakul dolgoznak a
gazdájuknak, és így a végén cseszheted a
csodálatos aranysárga reliefjeidet, mást fogsz
látni a fadarabon.:))[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 12:45
Írta: 000000000 Dátum 2009 október 16, 12:45
És már én sem tudok írni...:)) -nem
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 16, 13:04
Írta: besirkyjh Dátum 2009 október 16, 13:04
Maximálisan egyetértünk veled , ennyi tiszetelt jár az anyanyelvünknel .
Igy sikerült .
Igy sikerült .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 14:05
Írta: 000000000 Dátum 2009 október 16, 14:05
ha lázadnak?akkor éjt napalá téve addig regulázom Őket,mig észhez nem térnek!:)))le zárva a nem ide illő vitát,annyi mentségem van,hogy nem tiszteletlenségből irok igy,ha nem ezernyi gondolat van az agyamba,és nem figyelek a kűlcsinre,és lusta is vagyok picit a hibákat kijavitani!:)elnézéseteket érte!:)))azért szeretlek benneteke!:)))[#puszi][#puszi][#nyes][#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 16, 14:16
Írta: 4um5b65d Dátum 2009 október 16, 14:16
Még egy hiba és évet kell ismételned a fórumon!
[#nyes]
Jó nagy kibaszkurálás lenne ez veled, újra írhatnád a tavalyi hozzászólásaidat, újra pakolhatnád a képeket....
[#nyes]
Jó nagy kibaszkurálás lenne ez veled, újra írhatnád a tavalyi hozzászólásaidat, újra pakolhatnád a képeket....
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 16, 14:29
Írta: 43pbwjg8s Dátum 2009 október 16, 14:29
És "és"-sel nem kezdünk mondatot :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 14:35
Írta: 000000000 Dátum 2009 október 16, 14:35
Ez a beszéd komám, téma lezárva részemről!:)[#integet2][#law]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 14:38
Írta: 000000000 Dátum 2009 október 16, 14:38
Akkor Te miért azzal kezded?:) Pusszantalak
Téged is!:)
Téged is!:)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 16, 15:09
Írta: 43pbwjg8s Dátum 2009 október 16, 15:09
Csatlakoztam gyorsan hozzád. :)
Nem hagyhattam ki na!!! :)
Nem hagyhattam ki na!!! :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 16, 17:13
Írta: keri Dátum 2009 október 16, 17:13
Ez a "keveset olvas" elmélet ott dőlt meg, hogy én amióta tudok olvasni falom a könyveket.
Szabó Ervin könyvtár néhány vidéki kirendeltsége megirigyelhetné annyi könyvem van amit mind el is olvastam, de a helyesírásom az pocsék.
Ezt úgy nevezik diszlexia, amire a tanáraim azt mondták hogy ez humbug, simán lusta disznó vagyok, pedig ha időben felismerik akkor egészen jól kezelhető lett volna gyerekkorban.
Azt hogy tudok olvasni sem az oktatási rendszernek köszönhetem, hanem apám általános iskolás olvasókönyvének, ami nem a jókis képolvasás módszerrel tanítja a gyerekeket, (és aminek köszönhetően előhozza a diszlexiát az arra hajlamosokból) hanem szótagolás módszerével, amivel tanulva gyakorlatilag egy darab diszlexiás gyerek sem jött ki az iskolákból.
Egyébként a diszlexiások sok esetben nagyon okos emberek...legalább is ezzel nyugtatom magam :)))
Szabó Ervin könyvtár néhány vidéki kirendeltsége megirigyelhetné annyi könyvem van amit mind el is olvastam, de a helyesírásom az pocsék.
Ezt úgy nevezik diszlexia, amire a tanáraim azt mondták hogy ez humbug, simán lusta disznó vagyok, pedig ha időben felismerik akkor egészen jól kezelhető lett volna gyerekkorban.
Azt hogy tudok olvasni sem az oktatási rendszernek köszönhetem, hanem apám általános iskolás olvasókönyvének, ami nem a jókis képolvasás módszerrel tanítja a gyerekeket, (és aminek köszönhetően előhozza a diszlexiát az arra hajlamosokból) hanem szótagolás módszerével, amivel tanulva gyakorlatilag egy darab diszlexiás gyerek sem jött ki az iskolákból.
Egyébként a diszlexiások sok esetben nagyon okos emberek...legalább is ezzel nyugtatom magam :)))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 16, 18:19
Írta: 4um5b65d Dátum 2009 október 16, 18:19
Na, velem most aztán jó nagy szerencséd van, épp tavaly diplomáztam "diszk-lexiából" , úgyhogy biztosan állíthatom, hogy ha annak ellenére, hogy rengeteget olvasol, mégis rossz a helyesírásod az csak egyetlen egy dologból következhet....
Rossz a helyesolvasásod....[#szomoru1][#buck]
Rossz a helyesolvasásod....[#szomoru1][#buck]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 18:29
Írta: 000000000 Dátum 2009 október 16, 18:29
És én ehhez csak annyit fűzök hozzá ( [#smile] ), hogy az első magyar jelesemet azért kaptam, mert az osztályból elsőként tértem át a szótagolásról folyamatos olvasásra. Pár évre rá ki akartak tiltani a könyvtárból, mert nem hitték el hogy az összes könyvet elolvasom.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2009 október 16, 20:43
Írta: Bicska Dátum 2009 október 16, 20:43
Csak még egy szösszenet a helyesíráshoz, hogy azért érdemes leírni helyesen, mert minél többször írod helytelenül, annál jobban megszokod a rosszat és végül már "odafigyelve" sem tudsz írni...teccikérteni?![#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 16, 20:51
Írta: 000000000 Dátum 2009 október 16, 20:51
A témához illik a 5697-es bejegyzés az esztergás topicban.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 október 16, 20:52
Írta: ybm4ifb Dátum 2009 október 16, 20:52
Borzasztoan sok az utobbi hozzászolásokban a jobbnál-jobb mechanikai ötlet!!!!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 16, 20:57
Írta: s7manbs8 Dátum 2009 október 16, 20:57
Sokszor nem vonható le következtetés se ebből, se abból. De ha valaki valamivel nagyon sokat foglalkozik, és mégsem tudja utána elismételni vagy eljátszani, vagy felidézni, akkor annak inkább a hosszú távú memóriája nem valami fényesen működik, vagy nem érti, amit olvas lát hall.
Van aki állandóan TV-t nézz, de egy hét múlva nem tudja elmondani mit látott, vagy hiába olvassa az integrálszámításról szóló könyveket, ha utána nem tud egyet se leintegrálni, meg még lehetne sorolni a példákat.
Valamit csak érzékelni az nem ugyanaz, mint meg is tanulni, emlékezni rá, sőt magáévá tenni úgymond. Az csak passzivitás.
Ezt nem rád írom, ahogy nekem rémlik, te érted is a dolgokat, amiket irkálsz.
CNC-t is ezért kell építeni saját magunk, úgy jobban meg is tanuljuk, hogy is működnek a dolgok, ott van "KisKZ" kartárs, most meg is dicsérem, mert ő mindent maga akar megcsinálni, lehet csak ösztönösen, de nem hülyeség az biztos.
Amúgy meg addig kell ismételgetni a dolgokat, amíg bele nem verődik a fejünkbe. Van akinek ez könnyebben megy, van akinek meg nehezebben az adottságai folytán, de idősödve általában már ez sem megy úgy senkinek, mint ahogy szeretné, olyankor inkább a szorgalma nő meg mindenkinek, azzal próbálja pótolni az elvesztett képességeket.
Van aki állandóan TV-t nézz, de egy hét múlva nem tudja elmondani mit látott, vagy hiába olvassa az integrálszámításról szóló könyveket, ha utána nem tud egyet se leintegrálni, meg még lehetne sorolni a példákat.
Valamit csak érzékelni az nem ugyanaz, mint meg is tanulni, emlékezni rá, sőt magáévá tenni úgymond. Az csak passzivitás.
Ezt nem rád írom, ahogy nekem rémlik, te érted is a dolgokat, amiket irkálsz.
CNC-t is ezért kell építeni saját magunk, úgy jobban meg is tanuljuk, hogy is működnek a dolgok, ott van "KisKZ" kartárs, most meg is dicsérem, mert ő mindent maga akar megcsinálni, lehet csak ösztönösen, de nem hülyeség az biztos.
Amúgy meg addig kell ismételgetni a dolgokat, amíg bele nem verődik a fejünkbe. Van akinek ez könnyebben megy, van akinek meg nehezebben az adottságai folytán, de idősödve általában már ez sem megy úgy senkinek, mint ahogy szeretné, olyankor inkább a szorgalma nő meg mindenkinek, azzal próbálja pótolni az elvesztett képességeket.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 16, 22:48
Írta: keri Dátum 2009 október 16, 22:48
Sok tanárom volt aki ezt vallotta mint te...elbuktak :D
A dadogós akkor is dadog ha sokat beszél. Én pont így vagyok a helyesírással.
Azonban a dadogást is lehet kezelni speciális terápiákkal. Ahogy nekem is voltak olyan tanáraim akik értettek, ehhez és sokat segítettek nekem, de sajnos már későn kezdték, ezért nem vagyok tünetmentes...viszont nekik köszönhetitek hogy ennyit írogatok [#circling][#crazya]
Na de befejezem, mert ez nem mechanika, még ha csikorognak is a fogaskerekek a fejemben [#banplz]
A dadogós akkor is dadog ha sokat beszél. Én pont így vagyok a helyesírással.
Azonban a dadogást is lehet kezelni speciális terápiákkal. Ahogy nekem is voltak olyan tanáraim akik értettek, ehhez és sokat segítettek nekem, de sajnos már későn kezdték, ezért nem vagyok tünetmentes...viszont nekik köszönhetitek hogy ennyit írogatok [#circling][#crazya]
Na de befejezem, mert ez nem mechanika, még ha csikorognak is a fogaskerekek a fejemben [#banplz]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 16, 22:59
Írta: 4um5b65d Dátum 2009 október 16, 22:59
Használsz helyesírás ellenőrzőt, vagy anélkül írsz ?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 október 16, 23:13
Írta: 7vpav5d32 Dátum 2009 október 16, 23:13
Gyerekek!!! Ezt a csevegőben is lehetne elemezni.
Bár Keri barátom már egyszer elküldött a baloldalra, ha mechanikai ötletet keresek,
(igaz ő még nem is épített gépet)
de jobb lenne ha minden a helyén menne.
Bár Keri barátom már egyszer elküldött a baloldalra, ha mechanikai ötletet keresek,
(igaz ő még nem is épített gépet)
de jobb lenne ha minden a helyén menne.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 18, 21:22
Írta: 43pbwjg8s Dátum 2009 október 18, 21:22
Ma kimentem és ráaggattam a ezérlőt a motort és a llaptopot az eddig kész X tengelyemre.
Sikerült meghajtanom (lépésvesztés nélkül) 133.33333/step velocity 2100 mm/sec és overdrive 250%-al. Sherline bekapcs-ban.
Elég szépen szaladgált.
A csapágyazást rendesen, ügyesen be kell feszítenem. Ezzel még elmaradtam.
Igy benne van egy pár tized játék még, ahogy órával kimértem.
Sikerült meghajtanom (lépésvesztés nélkül) 133.33333/step velocity 2100 mm/sec és overdrive 250%-al. Sherline bekapcs-ban.
Elég szépen szaladgált.
A csapágyazást rendesen, ügyesen be kell feszítenem. Ezzel még elmaradtam.
Igy benne van egy pár tized játék még, ahogy órával kimértem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 18, 21:58
Írta: 000000000 Dátum 2009 október 18, 21:58
Gratula!! Akkor megvan a sikerélményed.A sebasség Ok.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 18, 22:02
Írta: 43pbwjg8s Dátum 2009 október 18, 22:02
Köszönöm! Igen, ez rám fért. Csak most már haladni iskellene tovább.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 18, 23:19
Írta: s7manbs8 Dátum 2009 október 18, 23:19
"2100 mm/sec" nem tudom, neked milyen áttételed van , de ez kicsi soknak tűnik, ha átváltjuk szokványos mértékegységbe 126 000 mm/perc, veszettül perget a szuper géped. És ez nem helyesírási hibára utal. Ez majdnem olyan, hogy én fiú vagyok vajon vagy lány, majd a szakértők eldöntik.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 18, 23:42
Írta: 4um5b65d Dátum 2009 október 18, 23:42
Az a Z tengelyre utal !
Szabadesésben ment lefelé ....
[#nyes][#nyes]
Szabadesésben ment lefelé ....
[#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 18, 23:43
Írta: 000000000 Dátum 2009 október 18, 23:43
Na kérem.
Lenne egy kis gondolkodni való ( én sajna nem jutottam ennél tovább.
A műgyanta öntéshez vákumkörnyezet kell, de abben a környezetben még önteni is kell a gyantát.
néhány kép a problémáról.
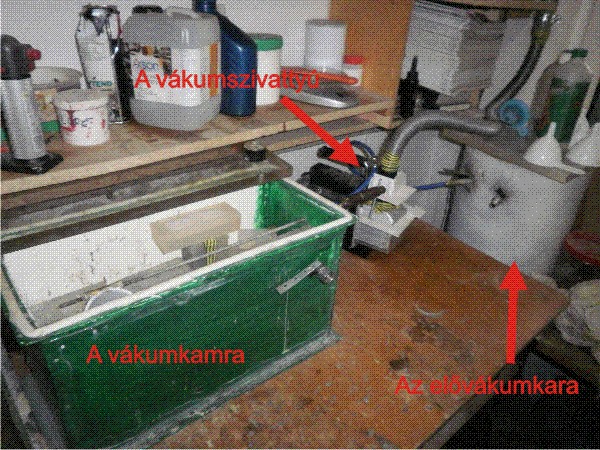
A kamra lecsukott tetővel:

Levett tetővel a belseje:

Maga a munka a kamrában ( a pohárból a tölcsérbe kell juttatni az anyagot, de csak egy meghatározott vákum melett lehet, ez sajnos nem a normál légköri nyomás :) :

A PROBLÉMÁS RÉSZ :

Ugyanez széthúzva:
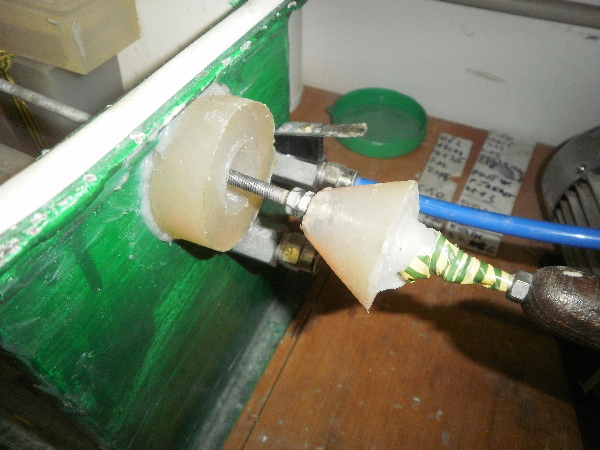
Lenne egy kis gondolkodni való ( én sajna nem jutottam ennél tovább.
A műgyanta öntéshez vákumkörnyezet kell, de abben a környezetben még önteni is kell a gyantát.
néhány kép a problémáról.
A kamra lecsukott tetővel:
Levett tetővel a belseje:
Maga a munka a kamrában ( a pohárból a tölcsérbe kell juttatni az anyagot, de csak egy meghatározott vákum melett lehet, ez sajnos nem a normál légköri nyomás :) :
A PROBLÉMÁS RÉSZ :
Ugyanez széthúzva:
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 18, 23:44
Írta: s7manbs8 Dátum 2009 október 18, 23:44
Jules Verne "Utazzunk a Föld középpontja irányába !"
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 18, 23:46
Írta: 4um5b65d Dátum 2009 október 18, 23:46
Tisztára, mint egy Columbiai kábszerlabor....
[#nyes]
bocsi ....
[#nyes]
bocsi ....
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 18, 23:50
Írta: 4um5b65d Dátum 2009 október 18, 23:50
De mi itt a gondod, tömítési probléma a fogó mozgás megtartása mellett ??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 18, 23:50
Írta: 000000000 Dátum 2009 október 18, 23:50
Ezt az egyszerű, ámde nem időtálló megoldást ( kb fél évet bír a csatlakozó felület), egy osztrák ismerősünk mutatta meg, az övéről másoltuk gyakorlatilag az illesztést.
Ezt kiváltandó, és egy olyasmin gondolkodtam, hogy olyasmi mint az autók gömbcsuklós mechanizmusa, azzal a különbséggel, hogy itt a gömbfészekben levő gömb, át lenne fúrva, és nem csak kifelé, hanem a fészken is át lenne tolva egy rúd. A manimulátokart kívülről kéne mozgatni, és nem csak forgatni a hossztengelye mentén hanem (csak 10-15 foknyit ugyan), de minen iréányba a hossztengelyhez képest is mozognia kellene.
Az lenne a kérdésem hogy valakinek van-e egy időtállóbb ötlete a dologra, nem feltétlenül egyszerűbb, hiszen csak 1× kell megcsinálni.
előre is köszi.
Ezt kiváltandó, és egy olyasmin gondolkodtam, hogy olyasmi mint az autók gömbcsuklós mechanizmusa, azzal a különbséggel, hogy itt a gömbfészekben levő gömb, át lenne fúrva, és nem csak kifelé, hanem a fészken is át lenne tolva egy rúd. A manimulátokart kívülről kéne mozgatni, és nem csak forgatni a hossztengelye mentén hanem (csak 10-15 foknyit ugyan), de minen iréányba a hossztengelyhez képest is mozognia kellene.
Az lenne a kérdésem hogy valakinek van-e egy időtállóbb ötlete a dologra, nem feltétlenül egyszerűbb, hiszen csak 1× kell megcsinálni.
előre is köszi.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 18, 23:51
Írta: s7manbs8 Dátum 2009 október 18, 23:51
Annak idején egy sima szervó motoros vegyszerkeverőt nem tudtam volna megépíteni, mostanára már belejöttem , de ez a feladat feladná a leckét...Azért ennek ellenére töröm rajta a kis buksimat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 18, 23:52
Írta: 000000000 Dátum 2009 október 18, 23:52
Sajnos nem kábszerlabor. Egyrészt ott nagyobb a tisztaság, másrészt a pénz is. [#hawaii][#gun]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 18, 23:53
Írta: 43pbwjg8s Dátum 2009 október 18, 23:53
Elsőre:
Ezek a beállított értékek a MACH-ban.
második:
jogos mert /perc.
Elírtam, de mondjuk a jobbérzésűek tudják, hogy mi a mértékegység a sebességnél a motortunning alatt a MACH-ban. :)
Igy fel sem merül hogy hibásan értélmezni akarják. legfeljebb felhívák a figyelmemet az elírásra. :)[#eplus2][#awink]
Ezek a beállított értékek a MACH-ban.
második:
jogos mert /perc.
Elírtam, de mondjuk a jobbérzésűek tudják, hogy mi a mértékegység a sebességnél a motortunning alatt a MACH-ban. :)
Igy fel sem merül hogy hibásan értélmezni akarják. legfeljebb felhívák a figyelmemet az elírásra. :)[#eplus2][#awink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 18, 23:55
Írta: 000000000 Dátum 2009 október 18, 23:55
Köszi előre is minden ötletet, még annyit hozzá, hogy a tömítés most jelenleg úgy van megoldva, hogy a két gumifelület közé egy kis vazelin ( nem félreérteni), és a többit a vákum elintézi. Amikor csak sima légköri nyomás van, lehet könnyen forgatni a kart meg minden, amint elkezdődik a kamrában a vákumképződés, akkor gyakorlatilag "berántja" a helyére a tömítést.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 18, 23:55
Írta: 43pbwjg8s Dátum 2009 október 18, 23:55
De legalább most megnéuztem a pontod értéket:
133.3333333 Steps/
2200 mm's per MIN(!!!!) :)
800mm's/sec/sec
Megfelel uram? :)
133.3333333 Steps/
2200 mm's per MIN(!!!!) :)
800mm's/sec/sec
Megfelel uram? :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 18, 23:58
Írta: 43pbwjg8s Dátum 2009 október 18, 23:58
Egy kérdésem lehet?
Szerinted egy mezei kis (mondjuk) léptetőmotor nem működik vákuumban?
MErt ennél egyszerűbbet nem tudok elképzeni.
Ráteszed a tengelyére egy kis karral a poharat és azt forgatod.
A vezetéket csak be tudod vezetni ugy, hogy megfelelően szigetelve legyen!
Szerinted egy mezei kis (mondjuk) léptetőmotor nem működik vákuumban?
MErt ennél egyszerűbbet nem tudok elképzeni.
Ráteszed a tengelyére egy kis karral a poharat és azt forgatod.
A vezetéket csak be tudod vezetni ugy, hogy megfelelően szigetelve legyen!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 18, 23:58
Írta: s7manbs8 Dátum 2009 október 18, 23:58
Videó felvételt tudsz mutatni ? Az még meggyőzőbb lenne, még a "/perc" dimenzót figyelembe véve is.
Szerintem , ha megteszed, reggeltől sorba fognak állni a portád előtt, hogy ők is kapjanak belőle.
Amúgy ma a humor napja van, ha valaki még nem tudná, úgyhogy hajrá a poénokkal !
Szerintem , ha megteszed, reggeltől sorba fognak állni a portád előtt, hogy ők is kapjanak belőle.
Amúgy ma a humor napja van, ha valaki még nem tudná, úgyhogy hajrá a poénokkal !
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 18, 23:59
Írta: 4um5b65d Dátum 2009 október 18, 23:59
Erre van egy tök egyszerű megoldás. Fogsz egy nagyobbacska golyós csapot.Levágod a nyak részét amin eredetileg a fogantyú volt, majd a golyónak a vákuum felőli oldalába beraksz egy simmeringet, míg a golyó furatából fennmaradó részbe pedig egy hézagoló perselyt ütsz bele. Például a manipulátor karod egy 12-es átmérőjű húzott anyag legyen . Kell egy 12 furatú simmering és egy ugyanilyen furatú de szélesebb persely. És már kész is.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 18, 23:59
Írta: 43pbwjg8s Dátum 2009 október 18, 23:59
Hülyeségnek tűnik, de még két tengely mozgatást + pohár borítást sem olyan nehéz összehozni.
Itt találsz mindent hozzá.
Itt találsz mindent hozzá.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:02
Írta: 43pbwjg8s Dátum 2009 október 19, 00:02
Tudod mit?
Ha a jövő hét végén kimegyek, csak a Te kedvedért csinálok.
Hitetlen kutya vagy. :)
Persze ez legfeljebb neked rossz. :)
A teszt 10mm-eket ugy huzta át, ide-oda, hogy a szememnek nem volt ideje rebbenni. :)
mondjuk itt nem is nyomtató motor hajtja a cuccot. :)
Ha a jövő hét végén kimegyek, csak a Te kedvedért csinálok.
Hitetlen kutya vagy. :)
Persze ez legfeljebb neked rossz. :)
A teszt 10mm-eket ugy huzta át, ide-oda, hogy a szememnek nem volt ideje rebbenni. :)
mondjuk itt nem is nyomtató motor hajtja a cuccot. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 19, 00:02
Írta: s7manbs8 Dátum 2009 október 19, 00:02
Sajnos nem felel meg 800*60=48000 mm/perc, még mindig nem jó.
Bocsánat, most látom, hogy az a gyorsulás lenne a 800 én csak átváltottam volna, ... fejet hajtok előtted, vagy pontosabban a MACH előtt....
Bocsánat, most látom, hogy az a gyorsulás lenne a 800 én csak átváltottam volna, ... fejet hajtok előtted, vagy pontosabban a MACH előtt....
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 00:04
Írta: 4um5b65d Dátum 2009 október 19, 00:04
Bár azt most hirtelen nem is tudom, hogy a simmering vákuumban miként viselkedik, bár szerintem ha a rugós részét a normál nyomású oldal irányába teszed akkor rendben lesz, de ha mégsem akkor egy a persely furatába készített beszúrásba egy "O" gyűrűt teszel az egész biztosan jó.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 19, 00:06
Írta: s7manbs8 Dátum 2009 október 19, 00:06
Csak azt ne mondd, hogy közben a háttérben az esztergagéped duruzsol, azt nem hiszem el.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 00:07
Írta: 4um5b65d Dátum 2009 október 19, 00:07
Nem éjszakás műszakban vagyok... :))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:08
Írta: 43pbwjg8s Dátum 2009 október 19, 00:08
De lehet 132m/óra is ha igy jobb.
De ha akarod akkor 0.132 Km/óra is. :)
Azért igy másképpen néz ki ugye? Nem is olyan hihetetlen.
De ha akarod akkor 0.132 Km/óra is. :)
Azért igy másképpen néz ki ugye? Nem is olyan hihetetlen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:08
Írta: 000000000 Dátum 2009 október 19, 00:08
Ha jól értem a 2 verziódat, akkor csináljak egy kb 10-12 mm-es furattal rendelkező perselyt, csináljak bele az O gyűrű számára egy beszúrást, és ebbe toljak bele egy kb 6 mm átmérőjű rudat ( magát a kart), és erre kívülről húzzak rá egy 6-os lukkal rendelkező kúpot, a kúppal befelé?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 00:09
Írta: 4um5b65d Dátum 2009 október 19, 00:09
fényévben is kérnék, ha lennél oly kedves :)))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 19, 00:10
Írta: s7manbs8 Dátum 2009 október 19, 00:10
Akkor gondolom szabadságot vettél ki. Más ok nem lehet.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:11
Írta: 43pbwjg8s Dátum 2009 október 19, 00:11
Pohár kell hogy legyen az ahonnan öntöd?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:11
Írta: 000000000 Dátum 2009 október 19, 00:11
Magát a zárást mondjuk elvégezné a vákum. Azt kéne kimatekozni, hogy mekkora legyen az alkatrészek méretezése. Mondjuk ( hacsak valaki egy egyszerűbbet nem talá), ez a megoldás akár szimpatikus is lehetne.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:12
Írta: 43pbwjg8s Dátum 2009 október 19, 00:12
Alakulsz Laslie! :)
El voltál veszve mostanában.
Egyébként a fényév vagy idő, vagy távolság. Semmiképp nem sebesség!
Esetleg parszek per fényév jó lesz?
El voltál veszve mostanában.
Egyébként a fényév vagy idő, vagy távolság. Semmiképp nem sebesség!
Esetleg parszek per fényév jó lesz?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 19, 00:13
Írta: s7manbs8 Dátum 2009 október 19, 00:13
Ne haragudj, csak a sok tökölésed után megdöbbentem, hogy ilyen gépet építettél, hacsak ez nem az "Átverés Show" műsor legújabb epizódja, avagy "Az a marha, aki legel" című vetélkedő.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:14
Írta: 000000000 Dátum 2009 október 19, 00:14
Igen, ebbe keverem össze a két komponensét a gyantának, és ebből öntöm kb -0.8 -nál bele a tölcsérbe, onnan a légköri nyomás préseli bele a formaszekrénybe. Gyakorlatilag ugyanaz az elv mint a fröccsöntés ( itt is nyomással kerül a formába az anyag), csak ezredrésze a szerszámköltség.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 19, 00:16
Írta: s7manbs8 Dátum 2009 október 19, 00:16
Ha nincs ötlet, akkor meg kell nézni a jamaicai táncoslányok hátsó fertályát mozgás közben és hidd el mindjárt lesz is egy új ötleted, bár nem biztos, hogy ezzel kapcsolatosan.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:16
Írta: 000000000 Dátum 2009 október 19, 00:16
Bocsi , nem értem az iróniádat, (leírva nem jönnek át a hanglejtések). Mi az a "sok tökölésed"? A cucc túl gagyi, vagy ellenkezőleg? ( nem mondom, amikor megépűlt sokkal csicsább volt a kinézete:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:18
Írta: 000000000 Dátum 2009 október 19, 00:18
Egyébként kint aki modellgyártáshoz vákummal önt,azoknak is kb. hasonlló a felépítése a kamrának.Néha még a kinézete is.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 00:19
Írta: 4um5b65d Dátum 2009 október 19, 00:19
Nem !
-Mondjuk 12-es a rudad.
-A perselybe 12,1-es a furat végig
-beszúrsz például egy 1,7mm-es szélességű késsel 14,5 mm-ig, majd ebbe a beszúrásba belenyomkodod a 11,5 x 1,5-ös O gyűrűt. A méretek teljesen mindegy, hogy milyenek, csak az a lényeg, hogy az O gyűrűnek a beépített helyzetben kisebb legyen a furatmérete mint a rudad átmérője.
De utólag végiggondolva a simmeringet is felhasználhatod, az egyszerűbb. Ugyanis a külső nyomásod nagyobb mint a belső, így a simmering kívülről le fog zárni, tehát jó az is.
-Mondjuk 12-es a rudad.
-A perselybe 12,1-es a furat végig
-beszúrsz például egy 1,7mm-es szélességű késsel 14,5 mm-ig, majd ebbe a beszúrásba belenyomkodod a 11,5 x 1,5-ös O gyűrűt. A méretek teljesen mindegy, hogy milyenek, csak az a lényeg, hogy az O gyűrűnek a beépített helyzetben kisebb legyen a furatmérete mint a rudad átmérője.
De utólag végiggondolva a simmeringet is felhasználhatod, az egyszerűbb. Ugyanis a külső nyomásod nagyobb mint a belső, így a simmering kívülről le fog zárni, tehát jó az is.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 00:20
Írta: 4um5b65d Dátum 2009 október 19, 00:20
Ne kössé má bele mindenbeeeeeee Teeeeeee...[#vigyor1][#vigyor1][#vigyor1][#vigyor1][#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:21
Írta: 43pbwjg8s Dátum 2009 október 19, 00:21
Melyik tökölésre gondolsz?
Az elektronikára?
Annak ehhez a géphez semmi köze.
Talán túl sokat foglalkoztamvele feleslegesen már így is. (Ha a gépépítés lenne a szempont)
Egyébként nem szokásom lódítani. Soha. Minek?
Tudod a szakmám egyébként (tudom ez nem derült ki, de sokszor inkább nem szólok dolgokba, mert egyszer kétszer megtettem és sokaknak nem esett jól) mérnök. Gépész. :)
Lehet hülyének tetettem magam sokszor, de azért mert célszerű. Sokkal többet tudok igy meg.
Sok olyan ember van aki azért segít mert jó ember. Őket szeretem becsülöm és ha rajtam múlik mindenben segítek nekik.
Azonban sok olyan van akinek inkább tenni kell a hülyét, hogy leereszkedjen és elmondja azt amire szükségem van.
Ennyit erről.
Az elektronikára?
Annak ehhez a géphez semmi köze.
Talán túl sokat foglalkoztamvele feleslegesen már így is. (Ha a gépépítés lenne a szempont)
Egyébként nem szokásom lódítani. Soha. Minek?
Tudod a szakmám egyébként (tudom ez nem derült ki, de sokszor inkább nem szólok dolgokba, mert egyszer kétszer megtettem és sokaknak nem esett jól) mérnök. Gépész. :)
Lehet hülyének tetettem magam sokszor, de azért mert célszerű. Sokkal többet tudok igy meg.
Sok olyan ember van aki azért segít mert jó ember. Őket szeretem becsülöm és ha rajtam múlik mindenben segítek nekik.
Azonban sok olyan van akinek inkább tenni kell a hülyét, hogy leereszkedjen és elmondja azt amire szükségem van.
Ennyit erről.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:22
Írta: 43pbwjg8s Dátum 2009 október 19, 00:22
Te kezdted Laslie! :) :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:23
Írta: 43pbwjg8s Dátum 2009 október 19, 00:23
Ja! éS a gyakorlatias dolgokhoz kétbalkezes vagyok. De ezt már régen elkönyveltem. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:24
Írta: 000000000 Dátum 2009 október 19, 00:24
OK, a lényeget vágom.
a perselynél viszont az a gond a méretekkel, hogy a kamrába néző oldalon is kéne csinálni egy kup alakú beszúrást, mert nem csak forgatni kell tudni, hanem mozgatni is a kart.
A simmeringes megoldásnál milyen méretek jöhetnek szóba szerinted? És akkkor mivel akadályozom meg hogy a rúd " beszívódjon", mondjuk egy kis alátétszerűséget forrasztok rá?
a perselynél viszont az a gond a méretekkel, hogy a kamrába néző oldalon is kéne csinálni egy kup alakú beszúrást, mert nem csak forgatni kell tudni, hanem mozgatni is a kart.
A simmeringes megoldásnál milyen méretek jöhetnek szóba szerinted? És akkkor mivel akadályozom meg hogy a rúd " beszívódjon", mondjuk egy kis alátétszerűséget forrasztok rá?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 00:24
Írta: 4um5b65d Dátum 2009 október 19, 00:24
Most kapcsolok csak...kúpra nem lesz szükséged. A rudat tudod ki be tologatni és forgatni, a fokban történő állítást meg a golyó elmozdulása csinálja...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 19, 00:25
Írta: s7manbs8 Dátum 2009 október 19, 00:25
Nem az általad felvázolt szerkezetre gondoltam, hanem amit a KisKZ szokott összebarkácsolni. Vagy már nem is tudom, mint előbb említette, 10 sör van a hasamban, plusz másik tíz várakozik rám sóvárogva a frigidderben, bár a barátnőn ne lenne ennyire figidd. Azt hiszem megyek is a hálóhelyre, üdv néktek innen a Miami beachről. fényképet azért nem mellékelek, itt még most ment le a nap is nemrég, még jó, hogy NET itt is van.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:27
Írta: 000000000 Dátum 2009 október 19, 00:27
Jaj Elnézésedet kérem elektron!
véletlenül válszoltam neked az 5833-at, ne haragudj. ( néha én sem nézem kinek válaszolok:)
véletlenül válszoltam neked az 5833-at, ne haragudj. ( néha én sem nézem kinek válaszolok:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:29
Írta: 000000000 Dátum 2009 október 19, 00:29
Na álj. Milyen golyó? eddig nem volt szó róla. És melyikhez gondoltad a szimmering, vegy a perselyhez?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:29
Írta: 43pbwjg8s Dátum 2009 október 19, 00:29
várj!
A formafészekben van a vákuum vagy a teljes kamrában.
Alőször azt gondoltam a vákuum azért kell, hogy kilevegőztesd az anyagot, kijöjjenek a buborékok.
Egyébkét láttam egy működő, lcsó és ötletes fröccsöntő gépet.
Az egyész egy karos sajtó volt.
A sajtóval egy kis dugattyút nyomtál le, ami egy fűtőszálakkal körülfuttatott hengerbe ment bele. Ebbe tették a megfelelő alapanyagot.
Alul ez alá be lehetett helyezni a megfelelő formát, pont ugy, hogy a henger alsó nyílása belevezettett a beömlő üregbe.
Volt egy rugó amivel beállították az előterhelést, amikor azt meghaladta a kar lenyomó erő, akkor hirtelen lenyomta a dugattyút és bepréselte az anyagot.
Nos neked még a melegítés sem kellene itt.
A formafészekben van a vákuum vagy a teljes kamrában.
Alőször azt gondoltam a vákuum azért kell, hogy kilevegőztesd az anyagot, kijöjjenek a buborékok.
Egyébkét láttam egy működő, lcsó és ötletes fröccsöntő gépet.
Az egyész egy karos sajtó volt.
A sajtóval egy kis dugattyút nyomtál le, ami egy fűtőszálakkal körülfuttatott hengerbe ment bele. Ebbe tették a megfelelő alapanyagot.
Alul ez alá be lehetett helyezni a megfelelő formát, pont ugy, hogy a henger alsó nyílása belevezettett a beömlő üregbe.
Volt egy rugó amivel beállították az előterhelést, amikor azt meghaladta a kar lenyomó erő, akkor hirtelen lenyomta a dugattyút és bepréselte az anyagot.
Nos neked még a melegítés sem kellene itt.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:31
Írta: 43pbwjg8s Dátum 2009 október 19, 00:31
Azért jobb mint a pumpás, zakatoló írógépmechanika! :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:33
Írta: 43pbwjg8s Dátum 2009 október 19, 00:33
És még mindig szebb mint a byomtatómotorokat vezérlő drótgombolyag! :)
Hagy nem tegyem fel ide a képét!
Érdekes lenne az elektronika topicban.
Elrettentő példának talán!
Én nem mertem beindítani!
Hagy nem tegyem fel ide a képét!
Érdekes lenne az elektronika topicban.
Elrettentő példának talán!
Én nem mertem beindítani!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 19, 00:33
Írta: s7manbs8 Dátum 2009 október 19, 00:33
Én mondtam, hogy be vagyok baszva, de hiába fütyül a mikrofon olyankor, csak nem veszitek észre, jövő héten , ha hazaérek, ha a gép le nem esik az égről, még egyszer üdvözletem a Miami Beach-i éjszakából, most már megyek, megiszom a ma esti utolsó whisky-met is, "adieu" mindenkinek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:34
Írta: 43pbwjg8s Dátum 2009 október 19, 00:34
És tudod mi az édekes?
Eddig nem is bántottalak vele elektron!
Pedig megadtam az árát. Csak használni nem mertem.
Eddig nem is bántottalak vele elektron!
Pedig megadtam az árát. Csak használni nem mertem.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 00:35
Írta: 4um5b65d Dátum 2009 október 19, 00:35
A simmering megválasztásánál elsősorban a golyóscsap furatát kell megnézned. Ahhoz igazíts minden más méretet. Lehet hogy a furat és a simmering közé is kell valami hézagolót csinálni.
Például van egy 12x20x8-as simmering akkor a gömb furatának plusz.mínusz 5 századon belül 20-asnak kell lennie és abba nyomod bele a simmering kb 20,2mm-es külső méretét. Kívülre meg tehetsz egy alátétet ahogy mondtad, de szerintem csináld szélesebbre és egy oldalrögzítő csavarral felteszed a tengelyre. Esetleg még egy kísérletileg beállított rugót is közéjük rakhatsz. Mármint a persely és az alátét közé, ha odafér valahogy.
Például van egy 12x20x8-as simmering akkor a gömb furatának plusz.mínusz 5 századon belül 20-asnak kell lennie és abba nyomod bele a simmering kb 20,2mm-es külső méretét. Kívülre meg tehetsz egy alátétet ahogy mondtad, de szerintem csináld szélesebbre és egy oldalrögzítő csavarral felteszed a tengelyre. Esetleg még egy kísérletileg beállított rugót is közéjük rakhatsz. Mármint a persely és az alátét közé, ha odafér valahogy.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 00:38
Írta: 4um5b65d Dátum 2009 október 19, 00:38
A golyós csapnak a golyója. Azt benne hagyod a golyós csapban csak levágod a nyakát. A simmeringet és a perselyt magába a golyóba építed bele. Csak így lesz fokban is állítható a dolog.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:38
Írta: 43pbwjg8s Dátum 2009 október 19, 00:38
Akkor ha ilyen vagy ilyenkor inkább nem gyere fel ide!
Arra, hogy én lódítanék nagyon érzékeny vagyok!
Soha de soha nem szoktam! Ez nekem alapelv!
Arra, hogy én lódítanék nagyon érzékeny vagyok!
Soha de soha nem szoktam! Ez nekem alapelv!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 19, 00:38
Írta: s7manbs8 Dátum 2009 október 19, 00:38
Nem tudod beállítani a trimmer potmétert benne, vagy mi a gondod ? Kérdezzél, ha valami nem megy !
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 00:39
Írta: 4um5b65d Dátum 2009 október 19, 00:39
Majd holnap lerajzolom .....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:40
Írta: 000000000 Dátum 2009 október 19, 00:40
Vákum a teljes kamrában van. Tehát röviden összefoglalom az elvet:
1, beteszem a kamrába a formár, és beleöntöm a pohárba a gyantát
2 elzárom azt a csapot ami a kamra előlapján van ( alégköri nyomástól zárom el a kamra belsejét)
3 kinyitom az elővákumkamrából jövő csapokat ( elővákum azért kell, hogy nem 0-ról kezdjen szívmni a szivattyú, hanem gyorsan érjen el egy -06, -07 körüli értéket, a gyanta fazékideje csak kb 60 sec- sietni kell)
4 megvárom a kamrában hogy legyen kb -08 a nyomás, beleöntöm a pohárból a gyabntakeveréket a tölcsérbe
5 várok kb -095, -098 körüli értékig, és kikapcsolom a vákumgépet
6 NAGYON LASSAN elkezdem beengedni a légköri nyomást a kamrában, és mivel a formaszekrényben nagyobb a vákum mint a bejövő és egyre emelkedő nyomás, az a gyantát a tölcséren keresztül belepréseli a formába.
7 -04 körül amikor már nem megy számottevően lejjeb a gyanta szintje a tölcsérben kinyitom tökig acsapot, és leveszem a fedelét a kamrának.
Kb ennyi a történet röviden
1, beteszem a kamrába a formár, és beleöntöm a pohárba a gyantát
2 elzárom azt a csapot ami a kamra előlapján van ( alégköri nyomástól zárom el a kamra belsejét)
3 kinyitom az elővákumkamrából jövő csapokat ( elővákum azért kell, hogy nem 0-ról kezdjen szívmni a szivattyú, hanem gyorsan érjen el egy -06, -07 körüli értéket, a gyanta fazékideje csak kb 60 sec- sietni kell)
4 megvárom a kamrában hogy legyen kb -08 a nyomás, beleöntöm a pohárból a gyabntakeveréket a tölcsérbe
5 várok kb -095, -098 körüli értékig, és kikapcsolom a vákumgépet
6 NAGYON LASSAN elkezdem beengedni a légköri nyomást a kamrában, és mivel a formaszekrényben nagyobb a vákum mint a bejövő és egyre emelkedő nyomás, az a gyantát a tölcséren keresztül belepréseli a formába.
7 -04 körül amikor már nem megy számottevően lejjeb a gyanta szintje a tölcsérben kinyitom tökig acsapot, és leveszem a fedelét a kamrának.
Kb ennyi a történet röviden
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:40
Írta: 43pbwjg8s Dátum 2009 október 19, 00:40
Nem merem elindítani!
Nem látok belőle semmit!
Csak egy halom madzagot.
Félek hogy agyonbasz ha bedugom.
Na ennyi mára.
Holnapra kimegy belőlem a gőz.
De most nuku elektronika egy ideig.
Megyek tovább "barmolni" a mechanikát.
Nem látok belőle semmit!
Csak egy halom madzagot.
Félek hogy agyonbasz ha bedugom.
Na ennyi mára.
Holnapra kimegy belőlem a gőz.
De most nuku elektronika egy ideig.
Megyek tovább "barmolni" a mechanikát.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 00:42
Írta: 43pbwjg8s Dátum 2009 október 19, 00:42
Igy már értem.
Egyszerű de nagyszerű.
A nöekvő kamranyomás lesz ami bepaszírozza a cuccot a formatérbe ami éppen a cucc által van leszigetelve.
Köszönöm!
Egyszerű de nagyszerű.
A nöekvő kamranyomás lesz ami bepaszírozza a cuccot a formatérbe ami éppen a cucc által van leszigetelve.
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 00:42
Írta: 4um5b65d Dátum 2009 október 19, 00:42
Ha ekkora vákuum van akkor mégis az O gyűrű kell a simmering nem fogja bírni. Na mentem aludni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:44
Írta: 000000000 Dátum 2009 október 19, 00:44
Na most kezdem kapizsgálni ( bennem van a hiba).
A rajzot feltennéd ide?
A rajzot feltennéd ide?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 19, 00:45
Írta: s7manbs8 Dátum 2009 október 19, 00:45
Ne hülyülj, most nagyon jó kedvem van tényleg, ha bármiben segíthetek csak szóljál, írjál, attól meg ne féljél, bedugni, olyan az , mint a szűz lányok , kicsit félni kell tőlük, de jobb ha hirtelen bedugod, mint ha rosszakodsz vele. Na jó, holnap is lesz nap, frissült erővel. Elmondanám, az többet tud, mint amit látni lehet sok helyen..., bárhogy is néz ki, főleg, ha már ott tároltad egy fél évig valami poros kamrában.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:46
Írta: 000000000 Dátum 2009 október 19, 00:46
Köszi jó éjt. holnap várom az infót, előre is köszi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:49
Írta: 000000000 Dátum 2009 október 19, 00:49
A lényeg kb, ez, még egy lényeges dolog van, hogy a formaszekrényt ( benne e gumiformával) mindenfelől jól el kell zárni a kinti nyomástól, és csak a tölcsérnek a nyílása marad szabadon. Ezt a formaszekrény fedelének a lecsavarozásával, vagy egyszerűen szigszalaggal lehet megtenni( szigszalaggal akor, ha lusta vagyok megcsinálni a csavaros módszert.)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 00:50
Írta: 000000000 Dátum 2009 október 19, 00:50
Köszi a válaszokat, a holnapi viszontírásra.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 október 19, 07:49
Írta: Szalai György Dátum 2009 október 19, 07:49
Nem biztos hogy értem, minek annyi irányú mozgathatóság.
A golyóscsap megoldástól eltekintenék.
A pohár fix helyen van, a tölcsér is, az egész belső tér is eléggé szűk.
Szerintem, ha egy tengely mentén tologatható a pohár és a tengelyen elfordítható is, akkor meg van oldva a feladat. Még ha több, egy sorban lévő tölcsérbe kell is töltögetni.
Minek a harmadik szabadságfok?
Ha elég tologatni és fordítgatni, akkor szerintem a hosszú távú tökéletes megoldás az átmenő dugattyúrudas pneumatika munkahenger.
Egyik rúdvég bent a pohárral, másik rúdvég kint a kezedben. Tologatható, billenthető.
Ha a vákuum, zavaróan húzná befelé a rudat, ellennyomással kompenzálhatod is.
A golyóscsap megoldástól eltekintenék.
A pohár fix helyen van, a tölcsér is, az egész belső tér is eléggé szűk.
Szerintem, ha egy tengely mentén tologatható a pohár és a tengelyen elfordítható is, akkor meg van oldva a feladat. Még ha több, egy sorban lévő tölcsérbe kell is töltögetni.
Minek a harmadik szabadságfok?
Ha elég tologatni és fordítgatni, akkor szerintem a hosszú távú tökéletes megoldás az átmenő dugattyúrudas pneumatika munkahenger.
Egyik rúdvég bent a pohárral, másik rúdvég kint a kezedben. Tologatható, billenthető.
Ha a vákuum, zavaróan húzná befelé a rudat, ellennyomással kompenzálhatod is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 10:01
Írta: 000000000 Dátum 2009 október 19, 10:01
Sajos annak idején én is ebbe az irányba indultam-zsákutca lett.
Az oldalirányu mozgathatóságra a pohár és a tölcsér egymáshoz képest függőlegestől eltérő pozíciója miatt van szükség. Tapasztalataim alpján egyébként nem szűk a belső tér, ha tudnám még szűkebbre venném a gyantaöntéshez, de mivel ebbe készítem a formákat is, kell a hely. A képeken látható "+gumifal", éppen emiatt van berakva , minél kisebb a levegővel töltött tér- annál hamarabb érem el a kívánt végvákumot.
A golyóscsap megoldásnak szerinted mi a hátránya?
Az oldalirányu mozgathatóságra a pohár és a tölcsér egymáshoz képest függőlegestől eltérő pozíciója miatt van szükség. Tapasztalataim alpján egyébként nem szűk a belső tér, ha tudnám még szűkebbre venném a gyantaöntéshez, de mivel ebbe készítem a formákat is, kell a hely. A képeken látható "+gumifal", éppen emiatt van berakva , minél kisebb a levegővel töltött tér- annál hamarabb érem el a kívánt végvákumot.
A golyóscsap megoldásnak szerinted mi a hátránya?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 október 19, 10:55
Írta: D.Laci Dátum 2009 október 19, 10:55
Kicsit tul bonyolitjátok ezt a vákumozást...
A tötcsérre kel egy csap. Csap zárva cucc beleönt. Kamra lezárva, kivákumozás, és csak egy forgó kar kell amivel kinyitod a csapot.
De akár elektronikusan is megoldható.
A tötcsérre kel egy csap. Csap zárva cucc beleönt. Kamra lezárva, kivákumozás, és csak egy forgó kar kell amivel kinyitod a csapot.
De akár elektronikusan is megoldható.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 11:19
Írta: 43pbwjg8s Dátum 2009 október 19, 11:19
Egyetértek.
Csupán az esetleges végletek miatt mondtam a több tengelyt.
Gyakorlatilag felesleges annyi.
De elektronikusan bártan forgatható egy pohár.
2500 Ft egy RC szervó (Towerpro5010).
A vezérlése végletekig egyszerű egy ATMEGA procival. (ARDUINO 5000Ft, egyéb más) és még nagyon érteni sem kell hozzá.
Csupán az esetleges végletek miatt mondtam a több tengelyt.
Gyakorlatilag felesleges annyi.
De elektronikusan bártan forgatható egy pohár.
2500 Ft egy RC szervó (Towerpro5010).
A vezérlése végletekig egyszerű egy ATMEGA procival. (ARDUINO 5000Ft, egyéb más) és még nagyon érteni sem kell hozzá.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 11:19
Írta: 43pbwjg8s Dátum 2009 október 19, 11:19
De még a vezérlés is túlzás.
Akár sima kapcsolókkal egy DC motor.
Akár sima kapcsolókkal egy DC motor.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 11:56
Írta: 000000000 Dátum 2009 október 19, 11:56
Tisztelt Szakik!
16-os golyósorsót szeretnék csapágyazni. A menetet lemunkálva 12mm-es furatú csapágy tehető rá, de mivel a legtöbből nincs ilyen kis méret, ezért gondoltam egy szoros persellyel és menetes feszítéssel is rá tudok tenni nagyobb furatátmérőjűt.
Megérdeklődtem, mi kapható itt a környéken.
- 52202 (kétirányú talpcsapágy) 1000.-
- 3201B2RSR TNG (vezetőgörgő), lényegében két ferde hatásvonalú golyóscsapágy egy házban. 1500.-
- 30203 párban(sima kúpgörgős csapágy) 1100.-
- 7201 párban (ferde hatásvonalú golyóscsapágy) 1185.-
Az érdekelne, hogy a statikus és dinamikus terhelési faktorok mellett (amit én is látok a katalógusban), milyen gyakorlati szempontokat kell figyelembe venni a választásnál, illetve melyiket érdemes választani?
Elgondolásom szerint a talpcsapágy lenne a legjobb, mert itt tényleg csak axiális erőket kell felvenni, nulla holtjátékkal. A másik kérdés, hogy ez esetben kell-e megtámasztani az orsót a másik végén (pl. egy sima golyóscsapággyal)? Ugye nem?
16-os golyósorsót szeretnék csapágyazni. A menetet lemunkálva 12mm-es furatú csapágy tehető rá, de mivel a legtöbből nincs ilyen kis méret, ezért gondoltam egy szoros persellyel és menetes feszítéssel is rá tudok tenni nagyobb furatátmérőjűt.
Megérdeklődtem, mi kapható itt a környéken.
- 52202 (kétirányú talpcsapágy) 1000.-
- 3201B2RSR TNG (vezetőgörgő), lényegében két ferde hatásvonalú golyóscsapágy egy házban. 1500.-
- 30203 párban(sima kúpgörgős csapágy) 1100.-
- 7201 párban (ferde hatásvonalú golyóscsapágy) 1185.-
Az érdekelne, hogy a statikus és dinamikus terhelési faktorok mellett (amit én is látok a katalógusban), milyen gyakorlati szempontokat kell figyelembe venni a választásnál, illetve melyiket érdemes választani?
Elgondolásom szerint a talpcsapágy lenne a legjobb, mert itt tényleg csak axiális erőket kell felvenni, nulla holtjátékkal. A másik kérdés, hogy ez esetben kell-e megtámasztani az orsót a másik végén (pl. egy sima golyóscsapággyal)? Ugye nem?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 12:21
Írta: 43pbwjg8s Dátum 2009 október 19, 12:21
Valaki nem tudja hirtelenjében, hogy ezekben a kis esztergákban (az enyém mondjuk Assist 550-es) milyen menettel mennek fel a tokmány hátlapok az orsóra? Nagy segítség lenne ez most nekem itt hirtelenjében.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2009 október 19, 12:21
Írta: Révész Richárd Dátum 2009 október 19, 12:21
Szia.Talpcsapágyból létezik 12-es furatú.Nem rég vettem.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 október 19, 12:23
Írta: D.Laci Dátum 2009 október 19, 12:23
"3201" épp ilyet épitek be 12mm a belső méret, nem kel perselyezni.
"A másik kérdés, hogy ez esetben kell-e megtámasztani az orsót a másik végén (pl. egy sima golyóscsapággyal)? Ugye nem? "
Ha elárulod , hogy mire akarod használni és milyen hosszban, talán esetleg...
"A másik kérdés, hogy ez esetben kell-e megtámasztani az orsót a másik végén (pl. egy sima golyóscsapággyal)? Ugye nem? "
Ha elárulod , hogy mire akarod használni és milyen hosszban, talán esetleg...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 12:24
Írta: 43pbwjg8s Dátum 2009 október 19, 12:24
Ricsi!
Este vetted az üzenetet?
Mennyi kellene?
Mert ma este lemaratom.
Este vetted az üzenetet?
Mennyi kellene?
Mert ma este lemaratom.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2009 október 19, 12:34
Írta: Révész Richárd Dátum 2009 október 19, 12:34
Ha msn-en akkor nem.2db kell.Köszi.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 12:39
Írta: 43pbwjg8s Dátum 2009 október 19, 12:39
OK
Majd kell egy cím!
Küld!
Majd kell egy cím!
Küld!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 13:26
Írta: 4um5b65d Dátum 2009 október 19, 13:26
Ha több mint 150 mm-ert túl lóg az anyán az orsó akkor okvetlenül tegyél rá még 1 csapágyat, mert különben idővel "dadogni" fog a golyósorsód.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 16:57
Írta: 000000000 Dátum 2009 október 19, 16:57
Nekem fel sem tünt a sec, én min-nek láttam illetve értelmeztem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 17:32
Írta: 000000000 Dátum 2009 október 19, 17:32
Kedves Laci.
A gond az a tölcsérre szerelt csappal, hogy a tölcsér a Te esetedben kívül lenne a vákumtéren, akkor pedig sajna nem műkszik. Egyébkén nem csak a kamrát és a formát kell vákumozni, hanem a gyantába lévő gázt is el kell távolítani.
Továbbtra is az lenne a koncepció, hogy a tölcsér és a pohár a kamrán belül van, és kívülről kéne mozgatni oldalirányban, ill. forgatni a hossztengelye körül ( kiönteni a pohár tartalmát).
A gond az a tölcsérre szerelt csappal, hogy a tölcsér a Te esetedben kívül lenne a vákumtéren, akkor pedig sajna nem műkszik. Egyébkén nem csak a kamrát és a formát kell vákumozni, hanem a gyantába lévő gázt is el kell távolítani.
Továbbtra is az lenne a koncepció, hogy a tölcsér és a pohár a kamrán belül van, és kívülről kéne mozgatni oldalirányban, ill. forgatni a hossztengelye körül ( kiönteni a pohár tartalmát).
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 19, 17:48
Írta: 43pbwjg8s Dátum 2009 október 19, 17:48
Mert neked egyértelmű :)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 október 19, 18:01
Írta: D.Laci Dátum 2009 október 19, 18:01
A tölcsér bent lenne...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 19:17
Írta: 000000000 Dátum 2009 október 19, 19:17
Csak az a kérdés, a csap mit szólna a benne esetlegesen megkötő anyaghoz ? Amúgy szerintem nem lehetetlen feladat, egy zárt térben lévő edény megdöntése. Akár mechanikusan, akár elektromosan. Nem lehet fix (vagy sínen állítható) helyre tenni valami billenő pohártartót ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 19:47
Írta: 000000000 Dátum 2009 október 19, 19:47
Nos Uraim
Itt a profi német megoldás a problémára: http://www.mk-technology.com/typo3conf/ext/naw_securedl/secure.php?u=0&file=uploads/media/mk_training_de.wmv&t=1256023375&hash=99236dda69d4aef4992d8bbcfdee4fd7
A 8ཤ"- től kezdődik az a rész amit én csinálok itthon, csak nem ennyiért( valszeg nem 2 Ft egy ilyen berendezés:)
Itt a profi német megoldás a problémára: http://www.mk-technology.com/typo3conf/ext/naw_securedl/secure.php?u=0&file=uploads/media/mk_training_de.wmv&t=1256023375&hash=99236dda69d4aef4992d8bbcfdee4fd7
A 8ཤ"- től kezdődik az a rész amit én csinálok itthon, csak nem ennyiért( valszeg nem 2 Ft egy ilyen berendezés:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 20:05
Írta: 000000000 Dátum 2009 október 19, 20:05
Ha nem nyitná az előző linket, akkor innen: http://www.mk-technology.com/videos.html
Produktvideo 12 min
Produktvideo 12 min
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 19, 20:16
Írta: keri Dátum 2009 október 19, 20:16
Autó féltengelyről a gumi harmonika?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 19, 20:26
Írta: keri Dátum 2009 október 19, 20:26
mi lenne ha simán rátöltenéd egy tölcséren keresztül, majd le vákuumoznád, és újra nyomás alá helyeznéd...ugyan az mintha ráborítanád, csak nem kell semmit mozgatni közben.
Az üvegszálas cuccokat is úgy csinálják hogy előbb bekenik, beleteszik egy zacskóba és le vákuumozzák és a vákuum kiszorítja a levegőt a rostok közül.
Az üvegszálas cuccokat is úgy csinálják hogy előbb bekenik, beleteszik egy zacskóba és le vákuumozzák és a vákuum kiszorítja a levegőt a rostok közül.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 19, 20:28
Írta: keri Dátum 2009 október 19, 20:28
O gyűrű nagyobb nyomást bír, a szimmeringet ki is hagyhatod ebből a konstrukcióból. 2 O gyűrű és tökéletes....ha esetleg a külsőre egy fék karmantyút teszel akkor 30bar-t is lazán bírni fog...de itt csak 1-et kell.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 19, 20:39
Írta: keri Dátum 2009 október 19, 20:39
Kúpgörgős, ferde hatásvonalú, normál mély hornyú csapágyakat szoktak használni a hobbigépészek ilyen célra. Van 12mm-es mert én is ilyet használok ferde hatásvonalúból.
Többi csapágyból is van ilyen belső átmérő és még csak nem is ritka dolog.
Többi csapágyból is van ilyen belső átmérő és még csak nem is ritka dolog.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 19, 20:42
Írta: keri Dátum 2009 október 19, 20:42
Nekem még 600mm-ert mondtatok....igaz hogy 700mm az orsóm és nem raktam rá...de kellene.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 19, 20:51
Írta: keri Dátum 2009 október 19, 20:51
Na már értem miért kell bonyolítani, de te rohadtúl túlbonyolítod. A németek okosan csinálják és neked is ilyet kellene.
3db DC motorral és olcsó műanyag reduktorral mozgatott mechanika amin mechanikus ütközők határolják a mozgást.
Egyik pohár beleborít a másikba, vákuumozás után, kevergetés, majd a második pohár beleborít a tölcsérbe.
LEGOból 14perc alatt összedobnék egy ilyen szerkezetet ha éppen erre lenne szükségem.
3db DC motorral és olcsó műanyag reduktorral mozgatott mechanika amin mechanikus ütközők határolják a mozgást.
Egyik pohár beleborít a másikba, vákuumozás után, kevergetés, majd a második pohár beleborít a tölcsérbe.
LEGOból 14perc alatt összedobnék egy ilyen szerkezetet ha éppen erre lenne szükségem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 21:55
Írta: 000000000 Dátum 2009 október 19, 21:55
Előződre válaszolva, a tölcsérbe beleöntöm, és utána vákum - nem jó. Tapasztalat.
A mostanira válaszolva:
Ennél egyszerűbbet nem tudok elképzelni, amit most használok.
Én sem akarom túlbonyolítani, de a németek videóján látottakat erős túlzásnak tartom az én felhasználási körülményeimhez.
A másik érv a DC motorizálás ellen, hogy nekem az egész műveletre a lezárástól a kamra nyitásáig kb. 45 sec áll rendelkezésre, nem hiszem hogy ebbe beleférne a motorizálás, és még ezen kívül 3 csappal is bűvészkedi kell. Persze ha a gyanta nem lenne ilyen rövid fazékidejű, talán megérné beruházni ( itt nem az anyagiakra, hanem az időre gondolok).
De nekemm sajnos nincs tapasztalatom a motorépítés terén (sem).
A mostanira válaszolva:
Ennél egyszerűbbet nem tudok elképzelni, amit most használok.
Én sem akarom túlbonyolítani, de a németek videóján látottakat erős túlzásnak tartom az én felhasználási körülményeimhez.
A másik érv a DC motorizálás ellen, hogy nekem az egész műveletre a lezárástól a kamra nyitásáig kb. 45 sec áll rendelkezésre, nem hiszem hogy ebbe beleférne a motorizálás, és még ezen kívül 3 csappal is bűvészkedi kell. Persze ha a gyanta nem lenne ilyen rövid fazékidejű, talán megérné beruházni ( itt nem az anyagiakra, hanem az időre gondolok).
De nekemm sajnos nincs tapasztalatom a motorépítés terén (sem).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 21:57
Írta: 000000000 Dátum 2009 október 19, 21:57
Ezúton is köszönöm mindenkinek a segítségét, a leírtakból kb 3 irányban tudok most gondolkodni, ez nagy segítség volt Részetekről.
Kicsit hagyom a dolgot ülepedni magamban, és ezen fórum keretein belül beszámolok majd a fejleményekről.
Mégegyszer köszi minenkinek.
Kicsit hagyom a dolgot ülepedni magamban, és ezen fórum keretein belül beszámolok majd a fejleményekről.
Mégegyszer köszi minenkinek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 22:13
Írta: 000000000 Dátum 2009 október 19, 22:13
Mint ezen az oldalon szinte minden, ez is egy CNC gépről szól. Az első gép építéséből okulva beruháztam profi alátámasztott tengelyekre (30mm), porvédős lineáris csapágyakra, de a mostani kis gép golyósorsóit szeretném felhasználni. Ezekben egyetlen sima mélyhornyú golyóscsapágy van, aminek tapasztalható holtjátéka van, kis furatmarásoknál szembetűnően sarkos lesz a kör.
Szóval a hosszabbik tengely nettó 600mm, gondolom a legkritikusabb eset, amikor az anya a csapágy tövében van, akkor 550mm szabadon lóg. Tehát meg lesz támasztva.
A csapágy fajtáját azonban nem tudom eldönteni. DLaci 3201 épít be, Vbody X elrendezésben kúpgörrgőseket, Richi talpcsapágyat ajánl, szóval van dilemma.
A talpcsapágynál gondolom eszméletlenül pontosan egysíkúnak kell lennie a két felfekvő felületnek. Az egyik a csapágyház belső fele, a másik pedig egy esztergált csavaros gyűrű lenne, lehetetlen összehozni ezt ilyen pontosan Laslie mester?
Szóval a hosszabbik tengely nettó 600mm, gondolom a legkritikusabb eset, amikor az anya a csapágy tövében van, akkor 550mm szabadon lóg. Tehát meg lesz támasztva.
A csapágy fajtáját azonban nem tudom eldönteni. DLaci 3201 épít be, Vbody X elrendezésben kúpgörrgőseket, Richi talpcsapágyat ajánl, szóval van dilemma.
A talpcsapágynál gondolom eszméletlenül pontosan egysíkúnak kell lennie a két felfekvő felületnek. Az egyik a csapágyház belső fele, a másik pedig egy esztergált csavaros gyűrű lenne, lehetetlen összehozni ezt ilyen pontosan Laslie mester?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 22:30
Írta: 4um5b65d Dátum 2009 október 19, 22:30
BB, valami ilyesmire gondoltam.
A tengelycsonkot a szaggatott vonalig eltávolítani, majd a zárófedélen keletkezett lyukat "befoltozni" vagy ami egyszerűbb egy új fedelet csinálni. Mivel a gömb részben elég nagy a lyuk, ezért a persellyel kell csökkenteni a tengely méretéig, de sokkal-sokkal jobb megoldás lenne ha egy új gömb lenne készítve rézből amiben már a megbeszélt 12,1-es furat van. Az O gyűrű beszúrás alját semmiképp nem szabad ívesre készíteni. A tengelyt pedig nagyon ajánlott egy keménykrómozott pneumatika vagy hidraulika tengelyből(krómszár) csinálni, ez nem teszi tönkre az O gyűrűt és sokkal könnyebben siklik.

A tengelycsonkot a szaggatott vonalig eltávolítani, majd a zárófedélen keletkezett lyukat "befoltozni" vagy ami egyszerűbb egy új fedelet csinálni. Mivel a gömb részben elég nagy a lyuk, ezért a persellyel kell csökkenteni a tengely méretéig, de sokkal-sokkal jobb megoldás lenne ha egy új gömb lenne készítve rézből amiben már a megbeszélt 12,1-es furat van. Az O gyűrű beszúrás alját semmiképp nem szabad ívesre készíteni. A tengelyt pedig nagyon ajánlott egy keménykrómozott pneumatika vagy hidraulika tengelyből(krómszár) csinálni, ez nem teszi tönkre az O gyűrűt és sokkal könnyebben siklik.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 22:36
Írta: 4um5b65d Dátum 2009 október 19, 22:36
Ja, és még valami, lealább 3/4 collos belső-belső menetes golyóscsapban gondolkodj.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 22:41
Írta: 4um5b65d Dátum 2009 október 19, 22:41
Azt nem én mondtam az tuti. 600 mm kilógás 16-os orsónál az egyenlő a "halállal" ha megforgatod 1000-el.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 22:43
Írta: 4um5b65d Dátum 2009 október 19, 22:43
Nem -7 ,8 -ról volt szó, vagy az 0,7...0,8 akar lenni. Gondolhattam volna. -8 már behorpasztja a földgolyót is. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 22:51
Írta: 4um5b65d Dátum 2009 október 19, 22:51
Ezek a csapágy problémák állandóan előjönnek. Amilyen terhelhetőségű gépek itt az oldalon készülnek annak a golyósorsóihoz olyan tökéletesen megfelelnek a mélyhornyú csapágyak , hogy sokszor nem is értem mi a fenének agyaltok ezen annyit. Mélyhornyúak működnek egy rakás oszlopos fúrógépben ahol is nagyságrendekkel keményebb axiális terhelésnek teszik ki és még így is igen hosszú élettartammal büszkélkedhetnek a Magyar MGM csapágyak. Minek ide ferde hatásvonalú, nem értem. Én biztosan radiálist teszek majd bele, rá sem nézek a másikra.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 22:54
Írta: 000000000 Dátum 2009 október 19, 22:54
Jó a mélyhornyú csapágy, csak kettőt tegyél bele előfeszítve, úgy, ahogy a Kicsinél csináltam.Nincs kotyogás előfeszítve.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 22:58
Írta: 4um5b65d Dátum 2009 október 19, 22:58
Így van, jól beszélsz törzsfőnök ! Uff ...[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 19, 23:05
Írta: 000000000 Dátum 2009 október 19, 23:05
Köszönöm tanácsotokat!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 19, 23:17
Írta: 4um5b65d Dátum 2009 október 19, 23:17
Kérnék én is egy-két ötletet... ki mit látott a nagyvilágban ?
Adva van egy CNC eszterga aminek a keresztszánja lényegesen hosszabb, mint az átlag. Ide lenne felpakolva egy rakás szerszám szépen libasorban, megúszva ezzel a revolver fejet. Vajon mi lenne a legjobb megoldás a szerszám tartó bakok(késtartó) rögzítésére? A "T" horony eleve kilőve, mert ha a középső szerszámokból egyet ki kell emelni vagy esetleg a meglevő kettő közé egy újabbat berakni akkor minden szerszámot meg kell mozgatni a művelet érdekében. A lényeg az lenne, hogy a lehető leggyorsabb késtartó cserét lehessen elvégezni és ráadásul csavarozás nélkül. Gondoltam itt egy kiálló fecskefarok vezetékre amire úgy lehet "rápattintani" az egyedi késtartókat mint a villamosságban egy sinre a kismegszakító automatákat. Ha valakinek támadna egy ötlete az kérem öntse szavakba vagy linkekbe... köszi
Adva van egy CNC eszterga aminek a keresztszánja lényegesen hosszabb, mint az átlag. Ide lenne felpakolva egy rakás szerszám szépen libasorban, megúszva ezzel a revolver fejet. Vajon mi lenne a legjobb megoldás a szerszám tartó bakok(késtartó) rögzítésére? A "T" horony eleve kilőve, mert ha a középső szerszámokból egyet ki kell emelni vagy esetleg a meglevő kettő közé egy újabbat berakni akkor minden szerszámot meg kell mozgatni a művelet érdekében. A lényeg az lenne, hogy a lehető leggyorsabb késtartó cserét lehessen elvégezni és ráadásul csavarozás nélkül. Gondoltam itt egy kiálló fecskefarok vezetékre amire úgy lehet "rápattintani" az egyedi késtartókat mint a villamosságban egy sinre a kismegszakító automatákat. Ha valakinek támadna egy ötlete az kérem öntse szavakba vagy linkekbe... köszi
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 20, 05:55
Írta: 000000000 Dátum 2009 október 20, 05:55
Miért is kell egy T-horonynak hosszirányban futnia ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 20, 06:45
Írta: 000000000 Dátum 2009 október 20, 06:45
A T-horony tökéletes, van olyan t-horony anya, ami trapéz alakú és meghúzáskor elfordul a horonyban, oldáskor meg kilehet emelni a horonyból, mert szélessége megeggyezik a horony felső méretével. Valahol a neten láttam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 20, 08:32
Írta: 000000000 Dátum 2009 október 20, 08:32
Köszi a grafikus választ, hálám üldözzön örökké, így már egyértelművé vált a magyarázat számomra is. Eddig ez az ötlet áll a toplista élén,a második helyen pedig egy mindkét irányban átmenő rúd lenne, meghajlítva közepen mint az autó főtengelye, hátránya a Te megoldásoddal szemben, hogy nincs meg az oldalirányú mozgatás lehetősége. Rövid távon semmikép nem akrom megépíteni a hármas befutót, a motoros mozgatást a zárt térben, de hosszútávon érdekes lehet.
De sajnos csak november eljétől tudok vele érdemben foglalkozni, most egy új modellprojectet kell végigvinnem Okt. 29.-ére.
De sajnos csak november eljétől tudok vele érdemben foglalkozni, most egy új modellprojectet kell végigvinnem Okt. 29.-ére.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 október 20, 08:57
Írta: D.Laci Dátum 2009 október 20, 08:57
"Mint ezen az oldalon szinte minden, ez is egy CNC gépről szól"
Nem azért kérdeztem hogy mire használod mert érdekel de ha konkrétan nem árulod el a nagy titkot segiteni sem lehet...
A 600mm hosszt még akkár megis lehetne csak egyik végén támasztani ha nagyemelkedésű az orsód (20-25mm), de gondolom csak 4-5 mm az emelkedés. De még ez is vajmi kevés infó, mert nem mindegy hogy 100-150f/min , vagy 1000-1500f/min-nel pörgeted.
A 3201-et azért is ajánlom neked mert párositás nélkül is szépen fut. A másik végét mindenféle kép legalább egy sima mélyhornyút tegyél.
A kúp görgös mogoldás is megfelelő lehet, de a talpcsapágyat semifélekép nem ilyen alkalmazásra találták ki és nem is használják önmagában.
Nem azért kérdeztem hogy mire használod mert érdekel de ha konkrétan nem árulod el a nagy titkot segiteni sem lehet...
A 600mm hosszt még akkár megis lehetne csak egyik végén támasztani ha nagyemelkedésű az orsód (20-25mm), de gondolom csak 4-5 mm az emelkedés. De még ez is vajmi kevés infó, mert nem mindegy hogy 100-150f/min , vagy 1000-1500f/min-nel pörgeted.
A 3201-et azért is ajánlom neked mert párositás nélkül is szépen fut. A másik végét mindenféle kép legalább egy sima mélyhornyút tegyél.
A kúp görgös mogoldás is megfelelő lehet, de a talpcsapágyat semifélekép nem ilyen alkalmazásra találták ki és nem is használják önmagában.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 20, 09:47
Írta: 4um5b65d Dátum 2009 október 20, 09:47
Na, igen..... miután leírtam a kérdést , nekem is pont ez ugrott be, hogy az eszterga hossztengelyével is futhatnak egy irányba a hornyok. Valami excenteres feszítéssel meg villám gyorsan ,külön csavarozás nélkül is lehet rögzíteni. Valahogy így van megoldva talán az E2 , E3N-es gépek hátsó késtartója is.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 20, 09:49
Írta: 4um5b65d Dátum 2009 október 20, 09:49
A csavarozást mindenképp el szeretném kerülni, a lustaság fél egészség jegyében.. :))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 20, 10:25
Írta: 43pbwjg8s Dátum 2009 október 20, 10:25
Sziasztok!
Egy kis infó kellene a gyakorlott szakemberektől!
Egy ER16-os patront használva mekkora volt a legnagyobb mélység amit martatok?
A szerszámkinyúlás maximális még ésszerű értéke miatt kérdezem.
Egy kis infó kellene a gyakorlott szakemberektől!
Egy ER16-os patront használva mekkora volt a legnagyobb mélység amit martatok?
A szerszámkinyúlás maximális még ésszerű értéke miatt kérdezem.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 október 20, 10:28
Írta: D.Laci Dátum 2009 október 20, 10:28
Kereszt irányban is lehet a horony a kivehetős anyával.
Meglazitod a csavart, anya elfordul, kiemeled oszt jócakát. olyan mint az excenteres.
Meglazitod a csavart, anya elfordul, kiemeled oszt jócakát. olyan mint az excenteres.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 20, 10:28
Írta: besirkyjh Dátum 2009 október 20, 10:28
A hossz szánnal párhuzamos hornyu " T-nut " asztal , késtarto alja illeszkedik a horonyba és a késtarton át huzdfell egy exceneterrel .A szoritás a "T nut" anyával beállithato .
Gyors , egyszerü .
Gyors , egyszerü .
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 20, 11:18
Írta: 4um5b65d Dátum 2009 október 20, 11:18
Ja..ja, erre gondoltam #5906-ban.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 20, 11:22
Írta: besirkyjh Dátum 2009 október 20, 11:22
Bocs .
Pedig olvastam
Pedig olvastam
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 20, 11:37
Írta: 4um5b65d Dátum 2009 október 20, 11:37
Az már nem olyan mint az excenteres. Az excenteresnél csak egy kart kell elmozdítani és már áll is mint a cövek. A keresztszánon hosszirányban levő T horonynál nem lehet a tokmányhoz közelíteni , távolítani a szerszámot, az pedig igen előnyös lenne. Azt hiszem marad ez a hossz szánnal párhuzamos T horony. Vagy ha valami hulladék lineáris vezetőkre szert tudnék tenni akkor még az is lehet, hogy azokat csavaroznám fel. 2db-onként a bal és a jobb felét fel lehet "T horonynak" is használni.(már amelyiket) Azok legalább edzettek, ami hosszú távon is kopásálló T hornyot eredményezne.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 október 20, 12:03
Írta: D.Laci Dátum 2009 október 20, 12:03
Attol most vonatkoztas el hogy hossz vagy kereszt irányban van a T horony.
Ha excenteresen oldod meg akkor is meg kel oldani azt, hogy ha 2 késtartó közé akarsz még egyet beteni hogy azt könnyen kilehessen venni- ill. berakni.
Már csak az a kérdés, hogy az excentert milyen elrendezésben akarod alkalmazni.
Ha excenteresen oldod meg akkor is meg kel oldani azt, hogy ha 2 késtartó közé akarsz még egyet beteni hogy azt könnyen kilehessen venni- ill. berakni.
Már csak az a kérdés, hogy az excentert milyen elrendezésben akarod alkalmazni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 20, 12:13
Írta: 000000000 Dátum 2009 október 20, 12:13
Nem szerettem volna részleteket eltitkolni, csak gondoltam egyértelmű a helyzet. Az 5mm emelkedésű orsót egy léptetőmotor forgatja egy kupplungon át, fordulatszám nem kritikus, valószínű csak pár száz 1/min. Az orsó ezen végén van a csapágyazás is, mely felveszi az axiális erőket. Az anya a szánhoz van rögzítve.
Most Ricsivel felvettem a kapcsolatot talpcsapágy beszerzési ügyben, megindokolnád kérlek, hogy miért nem alkalmaznak golyógörgős talpcsapágyat (axiális csapágyat) ilyen célra? Az erők ideális esetben csak axiálisak, mivel nincs ékszíj, fogaskerék vagy lánc.
Most Ricsivel felvettem a kapcsolatot talpcsapágy beszerzési ügyben, megindokolnád kérlek, hogy miért nem alkalmaznak golyógörgős talpcsapágyat (axiális csapágyat) ilyen célra? Az erők ideális esetben csak axiálisak, mivel nincs ékszíj, fogaskerék vagy lánc.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 20, 12:33
Írta: 4um5b65d Dátum 2009 október 20, 12:33
Ez szerintem jó is lenne, főleg így , hogy le is lehet venni a kart, ez így meg maga a tökély. A TOS-omra vettem már egy ehhez hasonló késtartót, de ott még nem volt leszedhető a kar. Nagyon stabilan fogja ez az excenteres megoldás.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 20, 12:44
Írta: besirkyjh Dátum 2009 október 20, 12:44
Igen jol irod , ideális esetben .
Van ott azért radiális terhelés is az axiális csapágyhoz mindig meg kell vezetni a tngelyt.
Pl : esztergák kereszt szán , legalább egy persely van a taltcsapágy elött, után .
Van ott azért radiális terhelés is az axiális csapágyhoz mindig meg kell vezetni a tngelyt.
Pl : esztergák kereszt szán , legalább egy persely van a taltcsapágy elött, után .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 október 20, 19:10
Írta: 000000000 Dátum 2009 október 20, 19:10
Jól van, köszönöm, akkor 3201-es lesz.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 20, 20:51
Írta: keri Dátum 2009 október 20, 20:51
Lehet hogy eltérő szakmai irányultságunk az oka, de szerintem a te megoldásod a túlzás nem a németeké :)
De értem már miért kell bonyolítani.
Dolgoztam gyantával (igaz én direkt a hosszú fazékidőre mentem rá hogy ne kelljen görcsölni) értem miről van szó ebben a konkrét esetben. A tölcsére előre beletöltöm tényleg nem jó.
Ha a két komponenst külön rakod bele, le vákuumozod szép lassan tetszőleges idő alatt, majd egy egyszerű automatizált szerkezettel már a vákuumban kevered össze és öntöd bele, az sokkal jobb mint a te karos megoldásod, mert azzal többet lehet vacakolni, mint egy jól behatárolható működési idejű automatával.
Nem kell bonyolult automata, fillérekből és nagyon egyszerűen megvalósítható pár filléres villanymotor meg némi műanyag, alu, vagy rétegelt lemezből kivágott mechanikával.
Én ennél sokkal bonyolultabbat is csináltam célfeladatokra.
Ha kell ötlet a megvalósításhoz szívesen segítek.
De értem már miért kell bonyolítani.
Dolgoztam gyantával (igaz én direkt a hosszú fazékidőre mentem rá hogy ne kelljen görcsölni) értem miről van szó ebben a konkrét esetben. A tölcsére előre beletöltöm tényleg nem jó.
Ha a két komponenst külön rakod bele, le vákuumozod szép lassan tetszőleges idő alatt, majd egy egyszerű automatizált szerkezettel már a vákuumban kevered össze és öntöd bele, az sokkal jobb mint a te karos megoldásod, mert azzal többet lehet vacakolni, mint egy jól behatárolható működési idejű automatával.
Nem kell bonyolult automata, fillérekből és nagyon egyszerűen megvalósítható pár filléres villanymotor meg némi műanyag, alu, vagy rétegelt lemezből kivágott mechanikával.
Én ennél sokkal bonyolultabbat is csináltam célfeladatokra.
Ha kell ötlet a megvalósításhoz szívesen segítek.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 20, 21:01
Írta: keri Dátum 2009 október 20, 21:01
lehet hogy nem te voltál, de itten engem rábeszéltek a ferde hatás vonalúra :D
Aztán meg a csapágy boltos 10ezerért akarta hozni darabját az SKF-nek, de miután hangosan kiröhögtem szerzett 1200ért ZKL-t :D
Kb. ennyi a mély hornyú is, aztán így legalább jobbak a terhelési vektorok a csapágyban, ezért elvileg tartósabb és könnyebben fut.
A 70cm-es orsóm szabad vége vidáman pörög 2000el is, de tényleg meg kell majd támasztani, mert kóvályog és belevisz rezonanciákat a rendszerbe ami tapasztalatom szerint rontja a megmunkálás hatékonyságát.
Aztán meg a csapágy boltos 10ezerért akarta hozni darabját az SKF-nek, de miután hangosan kiröhögtem szerzett 1200ért ZKL-t :D
Kb. ennyi a mély hornyú is, aztán így legalább jobbak a terhelési vektorok a csapágyban, ezért elvileg tartósabb és könnyebben fut.
A 70cm-es orsóm szabad vége vidáman pörög 2000el is, de tényleg meg kell majd támasztani, mert kóvályog és belevisz rezonanciákat a rendszerbe ami tapasztalatom szerint rontja a megmunkálás hatékonyságát.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 20, 21:04
Írta: keri Dátum 2009 október 20, 21:04
Ezt most nem tudom elképzelni.
Így csak a homlokát tudod esztergálni, a palástot nem nagyon.
Így csak a homlokát tudod esztergálni, a palástot nem nagyon.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 20, 21:46
Írta: 43pbwjg8s Dátum 2009 október 20, 21:46
Ugy látszik annak ellenére hogy olyan sokan vásároltak már ER16-os patronkészletet, senki nem használja. :(
Na akkor még egy utolsó próbálkozás:
Csupán annyi érdekelne, hogy milyen hosszú lehet még optimálisan egy maró (bármely méret de a leghosszabb) ebben a befogóban.
Tapasztalati dolgok érdekelnének.
Na akkor még egy utolsó próbálkozás:
Csupán annyi érdekelne, hogy milyen hosszú lehet még optimálisan egy maró (bármely méret de a leghosszabb) ebben a befogóban.
Tapasztalati dolgok érdekelnének.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 20, 21:56
Írta: keri Dátum 2009 október 20, 21:56
Mert mi a probléma?
Nekem ugyan fingom nincs mi az az ER16, de szívesen okoskodok neked :D
Szerintem nem a patron befogó a szűk keresztmetszet, hanem a szár görbülése.
Nekem ugyan fingom nincs mi az az ER16, de szívesen okoskodok neked :D
Szerintem nem a patron befogó a szűk keresztmetszet, hanem a szár görbülése.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 20, 22:02
Írta: 43pbwjg8s Dátum 2009 október 20, 22:02
Ej keri:
Azt nem értem, miért kell minden kérdést legyalulva kifejteni.[#nemtudom]
A befogó valamelyest behatárolja a befogható szerszámok átmérőjét (leginkább felfelé.
Nekem ilyen van ezért érdekel ez.
A tapasztalatot kérdeztem olyanoktól akik ezzel már foglalkoztak, próbálkoztak, vagy a legegyszrűbb: Szoktak ilyen környezettel marni.
Aki ilyet tett már már tudja mekkora volt a leghosszabb szárú maró amit befogott és kitűnően működött (kihajlási és egyéb probléma nélkül).
MIért kell mindig megmagyarázni egy egyszerű kérdést azt nem tudom.
Az elektronikánál is az volt, hogy amikor megkérdeztem, hogy a PIC melyik lébára megy a STEP és a DIR jel, azt mondta valaki, hogy még ezt sem tudom?
Utána oldalakon keresztül kellett elmagyaráznom, hogy miért kérdezem.
De most komolyan!
Egysuerűen nem akarok most hirtelen keiállni és számolgatni napokon keresztül, mert még ninc srá szükségem, de egy körülbelüli érték már irányadó.
Ennyi.
Azt nem értem, miért kell minden kérdést legyalulva kifejteni.[#nemtudom]
A befogó valamelyest behatárolja a befogható szerszámok átmérőjét (leginkább felfelé.
Nekem ilyen van ezért érdekel ez.
A tapasztalatot kérdeztem olyanoktól akik ezzel már foglalkoztak, próbálkoztak, vagy a legegyszrűbb: Szoktak ilyen környezettel marni.
Aki ilyet tett már már tudja mekkora volt a leghosszabb szárú maró amit befogott és kitűnően működött (kihajlási és egyéb probléma nélkül).
MIért kell mindig megmagyarázni egy egyszerű kérdést azt nem tudom.
Az elektronikánál is az volt, hogy amikor megkérdeztem, hogy a PIC melyik lébára megy a STEP és a DIR jel, azt mondta valaki, hogy még ezt sem tudom?
Utána oldalakon keresztül kellett elmagyaráznom, hogy miért kérdezem.
De most komolyan!
Egysuerűen nem akarok most hirtelen keiállni és számolgatni napokon keresztül, mert még ninc srá szükségem, de egy körülbelüli érték már irányadó.
Ennyi.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 20, 22:02
Írta: 4um5b65d Dátum 2009 október 20, 22:02
Nincs ezzel semmi gond, a tervek szerint kifejezetten a rövid alkatrészek esztergálására lenne gyártva, még szegnyereg sem lesz.
Balos késekkel lehet a palástot esztergálni, úgy beállítva a szerszámot mint egy hagyományos elrendezésben a furatkés. De be lehet ebbe fogni "L" alakú kést is amivel akár egy gömbfelület meg lehet csinálni.
De akár hosszabb anyagot is meg lehetne vele munkálni ami szegnyereggel van támasztva, de akkor csak 1 késsel lehetne dolgozni a hagyományos felállással. Voltaképp az egész leginkább egy célgép lenne, száladagolóval, hogy ne kelljen már elutasítanom a 60000 db-os munkákat sem... ami ugye normál esztergán legyártva egyenlő lenne a bedilizéssel. Szálautomatát meg nem szándékozom vásárolni ,
akkor inkább cnc...
Balos késekkel lehet a palástot esztergálni, úgy beállítva a szerszámot mint egy hagyományos elrendezésben a furatkés. De be lehet ebbe fogni "L" alakú kést is amivel akár egy gömbfelület meg lehet csinálni.
De akár hosszabb anyagot is meg lehetne vele munkálni ami szegnyereggel van támasztva, de akkor csak 1 késsel lehetne dolgozni a hagyományos felállással. Voltaképp az egész leginkább egy célgép lenne, száladagolóval, hogy ne kelljen már elutasítanom a 60000 db-os munkákat sem... ami ugye normál esztergán legyártva egyenlő lenne a bedilizéssel. Szálautomatát meg nem szándékozom vásárolni ,
akkor inkább cnc...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 20, 22:03
Írta: 43pbwjg8s Dátum 2009 október 20, 22:03
bocs!
Irányadó abban amihez nekem most kell.
Igy a helyes.
Irányadó abban amihez nekem most kell.
Igy a helyes.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 20, 22:04
Írta: 43pbwjg8s Dátum 2009 október 20, 22:04
Továbbfűzve:
Jó esetben ilyenkor ugy válaszol valaki, hogy mindjujk ilyen anyagot marva ilyen szerszámmal ennyi volt a max ami tuti volt még.
Lehet túl bonyolult vagyok?
Jó esetben ilyenkor ugy válaszol valaki, hogy mindjujk ilyen anyagot marva ilyen szerszámmal ennyi volt a max ami tuti volt még.
Lehet túl bonyolult vagyok?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 20, 22:10
Írta: 4um5b65d Dátum 2009 október 20, 22:10
Jelentem, a spirális forgácsoló felületen túl a normál maró szárát maximum még félig engedem ki a patronból. Hosszabb szárúval én még nem dolgoztam.
Ez volt az első válasz....jöhetnek a többiek.
Ez volt az első válasz....jöhetnek a többiek.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2009 október 20, 22:10
Írta: Farkas Ádám Dátum 2009 október 20, 22:10
én 22mm! 6-os maróval aluba, de nem egy fogásból
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 20, 22:48
Írta: s7manbs8 Dátum 2009 október 20, 22:48
Próba szencsere , és nem kell számolni, se vagy törik, vagy nem. Egyébként az egyik legalapvetőbb gondolom a gépészetben, hogy van egy erőkar, vagy mi, és nem jó, ha nagyon kinyúlik szerintem, ha lerajzolod az erők hatásvonalait. Egy kis rossz megtámasztás a másik végen többet ér, mint a vastagságot 2-szeresére növelni, persze marásnál nem tudod, megtámasztani, kivéve ha ... azt hiszen néhány marós tudja mire gondolok.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 21, 00:20
Írta: besirkyjh Dátum 2009 október 21, 00:20
Fa lehet ?
18-as MDF 6-os kétélüvel 1 menetben .
Rizikos kicsit de kibirta ( 2300mm hosszan )
18-as MDF 6-os kétélüvel 1 menetben .
Rizikos kicsit de kibirta ( 2300mm hosszan )
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 21, 06:54
Írta: 43pbwjg8s Dátum 2009 október 21, 06:54
Szuperek vagytok!
Köszönöm!
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 21, 06:56
Írta: 43pbwjg8s Dátum 2009 október 21, 06:56
Stimmt!
Ha nem egy fogás az nem gond!
Azt nézegetem, hogy milyen végső megmunkálás mélységet lehet elérni vele.
Mégegyszer köszönöm!
Ha nem egy fogás az nem gond!
Azt nézegetem, hogy milyen végső megmunkálás mélységet lehet elérni vele.
Mégegyszer köszönöm!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 október 21, 07:58
Írta: keri Dátum 2009 október 21, 07:58
Igazad van, bocs.
Azt hittem a patront érzed gyengének a feladatra.
Én abból indultam ki, ha gyártanak egy adott szerszámot az képes lesz teljesíteni a számára megadott paramétereket.
Azt hittem a patront érzed gyengének a feladatra.
Én abból indultam ki, ha gyártanak egy adott szerszámot az képes lesz teljesíteni a számára megadott paramétereket.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 21, 09:14
Írta: besirkyjh Dátum 2009 október 21, 09:14
Jo reggelt mindenkinek .
Értem már az adrenelin husszra vagy kiváncsi .
5Db 22-es MDF ragasztva (110mm )elöfurva átmérö 80mm re és ragasztás után spirálisan lefelé átmérö 85-ig .Maró :átmérö 12 és 8-as befogószár hossz 130mm 4 élü .16Db kellet volna de ez már nekem is sok volt ( vitte csak nagyon messze kellett menni töle föleg mikor a ragasztáshoz ért ) ugy hogy maradt a régimodszer , furatokat készre furva ragasztás elött és egy müagyag persellyel lett központositva ragasztáshoz , utánna persely ki .
Értem már az adrenelin husszra vagy kiváncsi .
5Db 22-es MDF ragasztva (110mm )elöfurva átmérö 80mm re és ragasztás után spirálisan lefelé átmérö 85-ig .Maró :átmérö 12 és 8-as befogószár hossz 130mm 4 élü .16Db kellet volna de ez már nekem is sok volt ( vitte csak nagyon messze kellett menni töle föleg mikor a ragasztáshoz ért ) ugy hogy maradt a régimodszer , furatokat készre furva ragasztás elött és egy müagyag persellyel lett központositva ragasztáshoz , utánna persely ki .
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 21, 20:59
Írta: svejk Dátum 2009 október 21, 20:59
Gondolom ilyesmire gondolsz..
Bár ezt lepattintani nem, csak tologatni lehet.


Bár ezt lepattintani nem, csak tologatni lehet.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 21, 21:21
Írta: 4um5b65d Dátum 2009 október 21, 21:21
Igen-igen ilyesmi volt az első gondolatom. Ez a melóhelyeden van talán ?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 október 21, 21:26
Írta: D.Laci Dátum 2009 október 21, 21:26
Mit rejtegetsz? :)
Ha jól látom, a sin csak a két végén van alátámasztva, mert a kocsi lefelé van fordítva?
Ha jól látom, a sin csak a két végén van alátámasztva, mert a kocsi lefelé van fordítva?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 21, 21:33
Írta: 4um5b65d Dátum 2009 október 21, 21:33
Ez a legjobb megoldás, mindig ott van az kocsi alátámasztás ahol a munka történik. A végeknél akár egy gumigörgő is elég lehet ami ímmel-ámmal megtartja a súlyt Bár ez nem tudom milyen gép, elsőre nem esztergának tűnik, de ki tudja....
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 október 21, 21:44
Írta: D.Laci Dátum 2009 október 21, 21:44
Ha alá van támasztva akor jó. De ha lazán mozog akor könyen beremeg, ha paszos nehéz mozgatni.
Ötletes megoldás.
Ötletes megoldás.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 október 21, 21:52
Írta: Motoros Dátum 2009 október 21, 21:52
Nem volna erről a megoldásról még fotód. Pont ilyesmit találtam ki én is, 30-as THK sinnel két kocsival egymás mellett. Már szedegetem az anyagot. A sin felfogató furataihoz raknám a késeket, de ez a tologatós is jó...sőt.
Természetesen lenne még egy hossz szán is.
Természetesen lenne még egy hossz szán is.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 október 21, 21:53
Írta: KoLa Dátum 2009 október 21, 21:53
Lépjél hátra 5-6 lépést és onnan fotózd le mert így értelmetlen![#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 október 21, 22:05
Írta: Motoros Dátum 2009 október 21, 22:05
Nálam a menetes orsó lenne tözépen a segédprofil meg a THK sin szélen, látszólag mindegy, de mégsem.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 21, 22:10
Írta: 4um5b65d Dátum 2009 október 21, 22:10
Nem a legjobb ez a megoldás, mert nem tudod az egyedi szerszámot kiemelni a többi közül. Inkább a hossz-szánnal megegyező T hornyok, amiről kicsivel előrébb is szó volt.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 október 21, 22:28
Írta: Motoros Dátum 2009 október 21, 22:28
Ha jól értem akkor Te egy fecskefarkas(alul) és egy T hornyos (felül) szánban gondolkodsz?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 21, 23:21
Írta: 4um5b65d Dátum 2009 október 21, 23:21
A fecskefarok helyett lineárist gondoltam, úgy ahogy svejk képén is van. Annyi különbséggel, hogy 2db lineáris vezeték + 3 db kocsi (3szög alakban elhelyezve) Golyós anya rögzítve, a motor+golyósorsó mozog a keresztszánnal egzütt.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 21, 23:23
Írta: 4um5b65d Dátum 2009 október 21, 23:23
Természetesen a T hornyos asztal aljára van felcsavarozva a lineáris vezeték.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2009 október 22, 01:03
Írta: 7vpav5d32 Dátum 2009 október 22, 01:03
Miért nem lehet azt a fecskefarkat oldalról nyithatóvá tenni?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 22, 08:16
Írta: 4um5b65d Dátum 2009 október 22, 08:16
Ha a késtartók felfogatására szánt fecskefarokról beszélsz, azt természetesen lehet, nekem is ez volt az első elképzelésem. Valószínűleg az 1 db hosszú , a keresztszánnal megegyezően futó fecskefarok legyártása gyorsabb is lenne mint a sok hossz-szán irányban futó T horony, de érdemesebb a használhatóságot előtérbe helyezni. A T hornyosnak van egy két tagadhatatlan előnye a fecskefarokkal szemben.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 22, 08:19
Írta: svejk Dátum 2009 október 22, 08:19
Nem az enyém, a havarom próbálkozik egy esztergakezdeménnyel :)
Neki is kimondottan kis mütyürök gyártása a cél nem hosszú tengelyek..
Neki is kimondottan kis mütyürök gyártása a cél nem hosszú tengelyek..
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 22, 08:22
Írta: svejk Dátum 2009 október 22, 08:22
A kocsi a hosszánon fixen van rögzítve és így mindig a fűorsó tengelyvonala alatt áll.
Star 45-ös hengergörgős, és a sín mozog.
igazából az adta az ötletet hogy szert tett egy pár darab ilyen specko késtartóra...
Star 45-ös hengergörgős, és a sín mozog.
igazából az adta az ötletet hogy szert tett egy pár darab ilyen specko késtartóra...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 22, 08:25
Írta: svejk Dátum 2009 október 22, 08:25
Csak a késtartó rögzítésére koncentráltam..
A többi ismég elég értelmetlen :)
Vagyis igencsak kezdeti kísérleti stádiumban van..
A többi ismég elég értelmetlen :)
Vagyis igencsak kezdeti kísérleti stádiumban van..
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 22, 08:28
Írta: svejk Dátum 2009 október 22, 08:28
Lépjek hátra? De hova? :)
15m2 a sufni :((
15m2 a sufni :((
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 22, 08:31
Írta: 4um5b65d Dátum 2009 október 22, 08:31
Ha jól látom azon a késtartón akkor van egy állítási lehetőség a gép hossztengelyének megfelelően, de a felső részét nem egészen értem.
Gondolom valami csúcsmagasság állítási lehetőség. Az a hátsó dudor szerű képződmény mit csinál ?
Gondolom valami csúcsmagasság állítási lehetőség. Az a hátsó dudor szerű képződmény mit csinál ?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 22, 08:45
Írta: svejk Dátum 2009 október 22, 08:45
Jól van, Ti akartátok, de aztán nem szörnyülködni :)
Szóval a monitor helyére képzeljetek egy főorsóházat...
A hosszán 2 db 35-ös THK, szintén hengergörgősek, az orsója 35x5-ös, eredeti csapággyal.
A keresztszánnál mint írtam a kocsi és az az alu profil a 25x5-ös orsóval álla hosszánon, az anya és a sín mozog keresztben a késtartókkal. (az anya és a sín összafogató vékony alu híd nem végleges)
Vagyis inkább még semmi sem végleges, inkább csak olyan tanulógép.
A főorsóház egyenlőre 150mm belső átmérőjű hidraulika munkahenger, 6020-as csapágyakkal, aztán majd meglátjuk mit hoz a sors, vagyis a MÉH-telepen a jószerencse :))
(mint írtam végmegmunkálás lenne a cél, leszúrás nagyolás kizárva)
Szóval a monitor helyére képzeljetek egy főorsóházat...
A hosszán 2 db 35-ös THK, szintén hengergörgősek, az orsója 35x5-ös, eredeti csapággyal.
A keresztszánnál mint írtam a kocsi és az az alu profil a 25x5-ös orsóval álla hosszánon, az anya és a sín mozog keresztben a késtartókkal. (az anya és a sín összafogató vékony alu híd nem végleges)
Vagyis inkább még semmi sem végleges, inkább csak olyan tanulógép.
A főorsóház egyenlőre 150mm belső átmérőjű hidraulika munkahenger, 6020-as csapágyakkal, aztán majd meglátjuk mit hoz a sors, vagyis a MÉH-telepen a jószerencse :))
(mint írtam végmegmunkálás lenne a cél, leszúrás nagyolás kizárva)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 22, 08:59
Írta: svejk Dátum 2009 október 22, 08:59
Tehát a képek:



Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2009 október 22, 09:02
Írta: D.Laci Dátum 2009 október 22, 09:02
Igy már érthető!
Van még 2 hetetek a festésig! :)
Van még 2 hetetek a festésig! :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 22, 09:05
Írta: svejk Dátum 2009 október 22, 09:05
Igen, hossztengelyirányban (skálázott) és magasságban is állítható. Az a "dudor" a felhasítást hivatott kúposan öszehúzni.
Bizonyos magasság felett akár el is fordítható a felső rész. (bár ez lehet nem üzemállapot)



Bizonyos magasság felett akár el is fordítható a felső rész. (bár ez lehet nem üzemállapot)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 22, 09:41
Írta: 4um5b65d Dátum 2009 október 22, 09:41
Nagyon köszi, ez hasznos ötlet volt. Az elforgatás biztos nem üzemállapot, de lehet olyan késtartót is gyártani ahol azzá tehető. Azt hiszem ezt az ötletet fel is használom. A dudor helyett talán a sima csavaros szorítás is elegendő, úgy ahogy a marómotorok vannak megszorítva.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 október 22, 18:09
Írta: KoLa Dátum 2009 október 22, 18:09
Ez a gép nagyon ötletes ! Hány késtartó fér rá?
Én tíz évig álligattam revolver esztergákat hat szerszám a toronyba kettő a keresztszánon sosem tudtam mindet használni kevés olyan alkatrész akadt a kokkantkocsin amihez kellett volna , cnc-vel meg mégannyi sem kell .
Erre ráfér több alkatrész beállítása egyszerre!
A marógép asztalok működnek hasonló logikával meg VBodi Nagypiros-gépe , a rögzített csapágy fölött dógozik mindíg!
Én tíz évig álligattam revolver esztergákat hat szerszám a toronyba kettő a keresztszánon sosem tudtam mindet használni kevés olyan alkatrész akadt a kokkantkocsin amihez kellett volna , cnc-vel meg mégannyi sem kell .
Erre ráfér több alkatrész beállítása egyszerre!
A marógép asztalok működnek hasonló logikával meg VBodi Nagypiros-gépe , a rögzített csapágy fölött dógozik mindíg!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 22, 18:31
Írta: 4um5b65d Dátum 2009 október 22, 18:31
Amikor egy ilyen gép ötlete először eszembe jutott, hirtelen özönleni kezdtek az ötletek.
Az első ami beugrott, hogy miért ne lehetne 2 főorsója a gépnek. Az egyikben az alkatrész egyik oldala lenne készítve a másikban meg kitalálható, hogy melyik oldala. De ha már 2 főorsó van akkor az egyik szerszámhelyben milyen jó lenne egy alkatrészforgató. A Svejk képein levő szánhossz talán még így is túlzás, de egy visszatérő munkára akár fent is lehet hagyni a szerszámokat. Viszont ha már nagy hely van a szerszámoknak akkor lehet akár felváltva is pakolni . 2 kés hely , 1 fúró hely, 1 menetfúró hely, majd megint 2 késhely ...és így tovább. Ha meg pozícionálva van egy rakás csigafúró akkor nem kell állandóan cserélgetned. Legalább a magfuratokat érdemes felpakolni. Ha meg ráfér 50 db szerszám , azonnal gyorsabban megy az egyedi alkatrészek gyártása is. Nem véletlen mondják a nők, hogy a méret a lényeg.... Nem baj ha hosszú a szerszám (tár) :)
Az első ami beugrott, hogy miért ne lehetne 2 főorsója a gépnek. Az egyikben az alkatrész egyik oldala lenne készítve a másikban meg kitalálható, hogy melyik oldala. De ha már 2 főorsó van akkor az egyik szerszámhelyben milyen jó lenne egy alkatrészforgató. A Svejk képein levő szánhossz talán még így is túlzás, de egy visszatérő munkára akár fent is lehet hagyni a szerszámokat. Viszont ha már nagy hely van a szerszámoknak akkor lehet akár felváltva is pakolni . 2 kés hely , 1 fúró hely, 1 menetfúró hely, majd megint 2 késhely ...és így tovább. Ha meg pozícionálva van egy rakás csigafúró akkor nem kell állandóan cserélgetned. Legalább a magfuratokat érdemes felpakolni. Ha meg ráfér 50 db szerszám , azonnal gyorsabban megy az egyedi alkatrészek gyártása is. Nem véletlen mondják a nők, hogy a méret a lényeg.... Nem baj ha hosszú a szerszám (tár) :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 október 22, 19:46
Írta: svejk Dátum 2009 október 22, 19:46
Igen, sajnos órmotlan meg csúnya, de egyrészt az embernek nincs szíve elvágni sem az orsót sem a sínt, másrészt ki tudja mire lesz még jó, főleg ha szétszedi az ember :)
Egyébként 8 ilyen késtartót szerzett, és talán fele jobbos, fele balos.
Arról pedig hogy hogy lesz ez a forgácstól levédve még a gazdájának sincs halvány lila fogalma..:(
Mondtam neki terítsen az egészre egy ponyvát és csak a késeket dugja ki rajta :)))
Egyébként 8 ilyen késtartót szerzett, és talán fele jobbos, fele balos.
Arról pedig hogy hogy lesz ez a forgácstól levédve még a gazdájának sincs halvány lila fogalma..:(
Mondtam neki terítsen az egészre egy ponyvát és csak a késeket dugja ki rajta :)))
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 október 24, 16:00
Írta: ybm4ifb Dátum 2009 október 24, 16:00
Szevasztok
Elkészült a CNC-m 4.tengelye,a Felhasználok mappáiba tettem fel rola 3 képet.
A robotkarnak ezzel vége!
Elkészült a CNC-m 4.tengelye,a Felhasználok mappáiba tettem fel rola 3 képet.
A robotkarnak ezzel vége!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 október 24, 16:19
Írta: s7manbs8 Dátum 2009 október 24, 16:19
Ott látok a mappádban valami KUKA robot lenne ? Csak nem azt akartad üzembe helyezni ?
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 október 24, 16:41
Írta: ybm4ifb Dátum 2009 október 24, 16:41
Neem....azt a Vaterán árulta valaki..végül azthiszem 250ezer körül kelt el..
Az én robotkarom,egyszerü vizszintes,és függöleges mozgást tudott csak..felvesz,elfordul,letesz...K Árpinak volt egy hasonlo szerkezete.
Az én robotkarom,egyszerü vizszintes,és függöleges mozgást tudott csak..felvesz,elfordul,letesz...K Árpinak volt egy hasonlo szerkezete.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 október 24, 19:36
Írta: bmejdz9nu Dátum 2009 október 24, 19:36
Most nyitottam ki egy üveg bort...
Nem parafa dugó van benne... ilyen-olyan gumi/műanyag... nem is puha nem is kemény... jó anyag... talán még forgácsolható is...
Arra gondoltam ebből nem lehetne kuplungot csinálni :) Az üveg vissza váltásból úgyis összejön a többire a pénz :)
Nem parafa dugó van benne... ilyen-olyan gumi/műanyag... nem is puha nem is kemény... jó anyag... talán még forgácsolható is...
Arra gondoltam ebből nem lehetne kuplungot csinálni :) Az üveg vissza váltásból úgyis összejön a többire a pénz :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 24, 19:40
Írta: 4um5b65d Dátum 2009 október 24, 19:40
Persze csak addig csinálod ebből, míg egyszer eszedbe nem jut, hogy spirálrugó is van a világon... :)))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 09:10
Írta: 43pbwjg8s Dátum 2009 október 27, 09:10
Alakul a dolog.
Még most jön a lehteséges egyszerűsítés.


Ötleteket, dorgálásokat bátran!
Még most jön a lehteséges egyszerűsítés.
Ötleteket, dorgálásokat bátran!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 09:16
Írta: 43pbwjg8s Dátum 2009 október 27, 09:16
Ha valakinek hiányoznának:
gépipari csavarmenetek
tűrések és illesztések
CNC megmunkálás I.
CNC megmunkálások II.
gépipari csavarmenetek
tűrések és illesztések
CNC megmunkálás I.
CNC megmunkálások II.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 09:17
Írta: 43pbwjg8s Dátum 2009 október 27, 09:17
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 09:18
Írta: 43pbwjg8s Dátum 2009 október 27, 09:18
További érdekességek:
főorsó, megmunkáló központok, marógépek
főorsó, megmunkáló központok, marógépek
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 október 27, 12:22
Írta: 2vkx6unz Dátum 2009 október 27, 12:22
Jól néz ki, de
1. nagyon sok alu vag yvas lemegy majd fogácsnak >> dárga lesz az anyg és a megmunkálás is.
2 a kocsikat csak a bázis oldalon kell peremmel megtámasztani illetve a sín esetében is csak az egyiket clészerű. Módozatoka pl a HiWIn katalógusban találsz.
3 szerelhetőség? beállíthatóség? pl ha felteszed az Y ra a teljes egységet akkor milyen módon fogod beállítani az Y-hoz a kocsikat?
4 hol lesz az Y tenhely golyós anyája, orsója?
5 csökkenteném a Z-Y távolságát (a mozgások síkjai lehető legközelebb legyenek egymáshoz) pl kiesbb kuplung, motor áttételen a másik oldalon.
6 valamilyen mechanikus szerkezettel megakadályozni , hogy a Z orsó nélkül kicsúszhasson lefelé
7 az orsónak csapágyazás kell legalább a megjaktás felőli végén, de jobb ha mindkettőn van a motor csapágya nem erre való.
8 A marómotor rögzítését máskép csinálnám mert alapból így nincs rajta felerősítésre való furat, menet
9 végállás, home kapcsoló hova és hogyan lesznek rögzítve?
Elsőre ennyi. Pesze könnyű a kibicnek [#hawaii]
nem nekem kell áttervezni, átrajzolni...
1. nagyon sok alu vag yvas lemegy majd fogácsnak >> dárga lesz az anyg és a megmunkálás is.
2 a kocsikat csak a bázis oldalon kell peremmel megtámasztani illetve a sín esetében is csak az egyiket clészerű. Módozatoka pl a HiWIn katalógusban találsz.
3 szerelhetőség? beállíthatóség? pl ha felteszed az Y ra a teljes egységet akkor milyen módon fogod beállítani az Y-hoz a kocsikat?
4 hol lesz az Y tenhely golyós anyája, orsója?
5 csökkenteném a Z-Y távolságát (a mozgások síkjai lehető legközelebb legyenek egymáshoz) pl kiesbb kuplung, motor áttételen a másik oldalon.
6 valamilyen mechanikus szerkezettel megakadályozni , hogy a Z orsó nélkül kicsúszhasson lefelé
7 az orsónak csapágyazás kell legalább a megjaktás felőli végén, de jobb ha mindkettőn van a motor csapágya nem erre való.
8 A marómotor rögzítését máskép csinálnám mert alapból így nincs rajta felerősítésre való furat, menet
9 végállás, home kapcsoló hova és hogyan lesznek rögzítve?
Elsőre ennyi. Pesze könnyű a kibicnek [#hawaii]
nem nekem kell áttervezni, átrajzolni...
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2009 október 27, 13:42
Írta: Farkas Ádám Dátum 2009 október 27, 13:42
Igen, de a legfontosabb az 5. pont nagyon kilóg a marómotor az Y híd síkjából. mégpedig azért mert a Z tengely kerülgeti a léptetőmotort. Ezt úgy tudod kiküszöbölni, hogy a léptecs-motort a mozgó Z-re szereled és így már csak a Z anya szélessége határozza meg a távolságot.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2009 október 27, 13:44
Írta: Farkas Ádám Dátum 2009 október 27, 13:44
Bocs, sanyi-ra reagáltam, de KisKZ-nak szól a tanács.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 14:01
Írta: 43pbwjg8s Dátum 2009 október 27, 14:01
Csak kibickedj nyugodtan!
1. A lement nyersanyag nem zargat jelenleg, mert nem kerül pénzembe, ahogy a megmunkálás sem.
Ha egy ilyen gépet (nem ezt hanem egy olyat amit valaki hozzáértő tervezett) készítenék, ezek az alkatrészek öntve lennének. Akkor pedig nincs különösebb plusz anyag, csupán a szükségszerű csatlakozó és felfekvő felületeken.
De teljesen jogos az észrevételed.
2. A kocsik és a sínek nincsenek valójában oldalirányba felületre támasztva. Mindegyiknél van lehetőség arra, hogy oldalirányban elmozduljanak. A pontos beállításhoz egy irányból mindegyiknél, bizonyos távolságonként hernyócsavarok támasztanak be (ez nem látszik mindenhol a képeken). Ezek a hernyócsavarok mindenhol utólag kívülről is elérhető helyen vannak, ugyanugy ahogy a végső rögzítésre használt csavarok is.
3. Az Y kocsijainak beállításához lásd az előző pontot. A kocsi felett (felső két kocsi) és alatt (alsó két kocsi) lévő felület nem felfekvő felületek, hanem a beállító csavarokat foglalják magukba. Ahogy irtam ezek nem látszanak mert itt még nem tettem be Őket az összeállításba.
Egyébként van egy pneumatikus munkahengerrel működtetett lineáris sínes egységem. Ezt a beállítási lehetőséget arról vettem le.
Persze ettől még mindig lehet hogy hibás az elgondolás. :)
4. Teljesen jogos! Tegnap a végén csak kicsaptam a belső felületet könnytésnek. Nem szabad. Itt kell elhelyeznem a csatlakozását.
Köszönöm hogy figyelemztettél. Azért azt hiszem ahogy haladok tovább csak hiányzott volna. :)
5. Sajnos ez még mindig nem az a gép amit nyugodtan kjorlátok nálkül tervezhetek. A váz jellegű alkatrészek és a csapágyház kivételével mindenem megvan. E köré kellett építenem.
A sín helyzetét lehetnem optimálisabban a motorfelfogás és a hátsó lapon elhelyezkedő lineáris csapágyak közé tenni, de az első pontban írtak ellenére megrpóbáltam legalább az egyik alkatrésznél mégis figyelembe venni azt, hogy ne kelljen egy hatalmas tömbből rengeteg anyagot lefaragni. Igy a hátsó lapot egyszerűsítettem inkább, mert ez a nagyobb alapfelületű.
6. Igazad van. Gondolkodni fogok valami megoldáson.
Emellett még szeretném ugyis betervezni a kapcsolók felfogásának és ütközési felületének helyét is. Munka az még lesz.
7. A képen nem láthatod jól, de a kupplung alatt egy olyan csapágyház és hézegolható csapágy egység van amit bármikor ujra fel tudok használni máshol is (más tengelyeknél, de más gépnél is). Ha érdekel mutatok egy metszetet.
Ebben egy saját kihézegolt csonk van amire egy oldalról a motor, a másik oldalról az oró csatlakozik. Igy akár utólag is ki lehet cserélni az orsót másikra. Jelenleg ez TR menetes, de "rendesebb" gépnél golyósorsó leszen itt.
8. A marómotoron a felfekvési síkján van 4 db felfogáshoz használatos furat. Ezzel rögzítem valójában, a négy csavar amit látsz csak Az X tengely körüli esetleges elfordulás kiküszöbölésére van.
Emellett a motor síkjában van egy horony, amivel lehetne pozícionálni, azonban annak a használatával csak megbonyolítottam volna a dolgot.
9. lásd 6. pont.
Nagyon köszönöm a tanácsaidat!
És csak nyugodtan kibickedj tovább! Sőt! Kérlek rá! Ugyis elfeledkezek majd egy halom dologról amilyen vagyok.
[#eljen][#wave][#worship][#integet2]
1. A lement nyersanyag nem zargat jelenleg, mert nem kerül pénzembe, ahogy a megmunkálás sem.
Ha egy ilyen gépet (nem ezt hanem egy olyat amit valaki hozzáértő tervezett) készítenék, ezek az alkatrészek öntve lennének. Akkor pedig nincs különösebb plusz anyag, csupán a szükségszerű csatlakozó és felfekvő felületeken.
De teljesen jogos az észrevételed.
2. A kocsik és a sínek nincsenek valójában oldalirányba felületre támasztva. Mindegyiknél van lehetőség arra, hogy oldalirányban elmozduljanak. A pontos beállításhoz egy irányból mindegyiknél, bizonyos távolságonként hernyócsavarok támasztanak be (ez nem látszik mindenhol a képeken). Ezek a hernyócsavarok mindenhol utólag kívülről is elérhető helyen vannak, ugyanugy ahogy a végső rögzítésre használt csavarok is.
3. Az Y kocsijainak beállításához lásd az előző pontot. A kocsi felett (felső két kocsi) és alatt (alsó két kocsi) lévő felület nem felfekvő felületek, hanem a beállító csavarokat foglalják magukba. Ahogy irtam ezek nem látszanak mert itt még nem tettem be Őket az összeállításba.
Egyébként van egy pneumatikus munkahengerrel működtetett lineáris sínes egységem. Ezt a beállítási lehetőséget arról vettem le.
Persze ettől még mindig lehet hogy hibás az elgondolás. :)
4. Teljesen jogos! Tegnap a végén csak kicsaptam a belső felületet könnytésnek. Nem szabad. Itt kell elhelyeznem a csatlakozását.
Köszönöm hogy figyelemztettél. Azért azt hiszem ahogy haladok tovább csak hiányzott volna. :)
5. Sajnos ez még mindig nem az a gép amit nyugodtan kjorlátok nálkül tervezhetek. A váz jellegű alkatrészek és a csapágyház kivételével mindenem megvan. E köré kellett építenem.
A sín helyzetét lehetnem optimálisabban a motorfelfogás és a hátsó lapon elhelyezkedő lineáris csapágyak közé tenni, de az első pontban írtak ellenére megrpóbáltam legalább az egyik alkatrésznél mégis figyelembe venni azt, hogy ne kelljen egy hatalmas tömbből rengeteg anyagot lefaragni. Igy a hátsó lapot egyszerűsítettem inkább, mert ez a nagyobb alapfelületű.
6. Igazad van. Gondolkodni fogok valami megoldáson.
Emellett még szeretném ugyis betervezni a kapcsolók felfogásának és ütközési felületének helyét is. Munka az még lesz.
7. A képen nem láthatod jól, de a kupplung alatt egy olyan csapágyház és hézegolható csapágy egység van amit bármikor ujra fel tudok használni máshol is (más tengelyeknél, de más gépnél is). Ha érdekel mutatok egy metszetet.
Ebben egy saját kihézegolt csonk van amire egy oldalról a motor, a másik oldalról az oró csatlakozik. Igy akár utólag is ki lehet cserélni az orsót másikra. Jelenleg ez TR menetes, de "rendesebb" gépnél golyósorsó leszen itt.
8. A marómotoron a felfekvési síkján van 4 db felfogáshoz használatos furat. Ezzel rögzítem valójában, a négy csavar amit látsz csak Az X tengely körüli esetleges elfordulás kiküszöbölésére van.
Emellett a motor síkjában van egy horony, amivel lehetne pozícionálni, azonban annak a használatával csak megbonyolítottam volna a dolgot.
9. lásd 6. pont.
Nagyon köszönöm a tanácsaidat!
És csak nyugodtan kibickedj tovább! Sőt! Kérlek rá! Ugyis elfeledkezek majd egy halom dologról amilyen vagyok.
[#eljen][#wave][#worship][#integet2]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 14:02
Írta: 43pbwjg8s Dátum 2009 október 27, 14:02
Köszönöm!
Ezt megnézem mennyit jelent.
Ezt megnézem mennyit jelent.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 14:09
Írta: 43pbwjg8s Dátum 2009 október 27, 14:09
A Z anya ami nekem most van sajnos elég vaskos házacskában foglal helyet.
De most ahogy nézegetem a dolgot, valamennyit tudok majd még összébb húzni a dolgon.
Ha a motort átteszem akkor a csapágyházat is át kell. Ezzel sajnos nem nyerek további helyet. Legalábbis elsőre igy látom
Este azért rendesebben megnézem a lehetőségeket.
De most ahogy nézegetem a dolgot, valamennyit tudok majd még összébb húzni a dolgon.
Ha a motort átteszem akkor a csapágyházat is át kell. Ezzel sajnos nem nyerek további helyet. Legalábbis elsőre igy látom
Este azért rendesebben megnézem a lehetőségeket.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 27, 14:22
Írta: besirkyjh Dátum 2009 október 27, 14:22
Hello
Reggel probáltam irni de valamiért nem jelent meg .Szinte szorol szora a Sanyi leirta .
A maromotorral ne kinlodjd ( ha ez a fajta lessz használva ) van neki nyaka ( mint a libának ) ott megfogod és nem kell uj életbiztositást csinátatnod .
Ekkora tengely kapcsolo van az E2N ben is ( tudom a rajzolás öröme , én is szeretem ).
Egyszerüsitsd le és meglátod még jobb is lessz .
A sok sok felesleges marás ( olyan sokat itt nem számit a "Z" sujja ) .
Még valami , most látom .
A 4db "Z" csapágy tul mélyen van ,igy az "Y" hidad alatt lessz egy nagy (60-70 mm ) holt tér.Legalább egyvonalba az "Y" csapágyakkal de én még feljebb tenném .
Ha ebben a beállitásban használod , 1csapágy hossz+egy maromotor nyaka+az ER xxbefogo+a maro hossza ,ennyivel lejjebb tudsz majd dolgozni .
Ha "Z" csapágyat az "Y" föléteszed akkor ennyivel alacsonyabb lessz az "Y" hidad ( és persze merevebb és könnyebb és stb ).
Üdv
Reggel probáltam irni de valamiért nem jelent meg .Szinte szorol szora a Sanyi leirta .
A maromotorral ne kinlodjd ( ha ez a fajta lessz használva ) van neki nyaka ( mint a libának ) ott megfogod és nem kell uj életbiztositást csinátatnod .
Ekkora tengely kapcsolo van az E2N ben is ( tudom a rajzolás öröme , én is szeretem ).
Egyszerüsitsd le és meglátod még jobb is lessz .
A sok sok felesleges marás ( olyan sokat itt nem számit a "Z" sujja ) .
Még valami , most látom .
A 4db "Z" csapágy tul mélyen van ,igy az "Y" hidad alatt lessz egy nagy (60-70 mm ) holt tér.Legalább egyvonalba az "Y" csapágyakkal de én még feljebb tenném .
Ha ebben a beállitásban használod , 1csapágy hossz+egy maromotor nyaka+az ER xxbefogo+a maro hossza ,ennyivel lejjebb tudsz majd dolgozni .
Ha "Z" csapágyat az "Y" föléteszed akkor ennyivel alacsonyabb lessz az "Y" hidad ( és persze merevebb és könnyebb és stb ).
Üdv
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 14:54
Írta: 43pbwjg8s Dátum 2009 október 27, 14:54
Szerintem a normál eredeti megfogással sem lesz problémám a marómotornál. Legalábbis remélem.
Ha jól láttam Ádám, Te sem használtál mást. Itt melette az elöl látható oldalirányú beállításokra szolgáló csavarok a pozícionálás mellett még támasztanak is.
Tengelykapcsoló? Mire is gondolsz?
Itt egy sima kis AHSK2-8x8-as alu kupplung van. Ez gyári. Ezen nincs mit egyszerűsíteni! :)
Mi is az E2N??
A marásról konzultálok a gyártómmal. Ha neki nem gond akkor marad igy kikönnyítve. Ha igen akkor változik.
A csapágyak helyzetei.
Először is:
Ha megnézed Z irányban nem a csapágyak, hanem a sínek a mozgók.
A képen a felső véghelyzetben van a Z szerkezet éppen.
Nem a 4 db Z csapágy van tulzottan lenn, hanem ha mondjuk 90-100mm-es Z utat akarok akkor felül kell hogy legyen hossza a sínnek. Egyébként lefelé haladva kicsúszna a csapágyakból. Ebben az irányban ez volt a méret meghatározó. He ez nem kellene, persze sokkal kisebb kompaktabb lenne a dolog.
Ugyanez az ami miatt ezek a csapágyak viszonylag közel vannak Z irányban egymáshoz, mert ha távolabb rakom, ugye akkor hosszabb sínkinyúlás kell felfelé.
De ha a sínt átteszem a hátsó lapra és a csapágyakat a mozgó Z részre, akkor sem javul a helyzet mert a sín hossza akkor is kell.
Csupán akkor lefelé.
Ekkor a marómotor patronja és a befogott szerszám (várható legkisebb kinyúlási hosszú szerszámot kellene nézni hozzá) megfogná a max Z irányú elmozdulás méretét. Ugye nem sok értelme lenne annak, hogy a vezetősín mélyebbre nyúljon ki mint a szerszám.
Az Y tengelyhez mért helyzetet még megnézegetem. Valamennyivel tudom feljebb vinni az egélsz egységet azzal, hogy lejjebb viszem az Y alsó csapágyait, de ehhez a hátlapon megint szélesítenem kellene.
Nézzük csak!
Ha a majdani Y híd legalsó részére teszem fel az alsó Y síneket, (egy kicsit ugye azért hagyunk ott is helyet az állításhoz) akkor nyerek pár 10 mm-t az Y magasságából.
Viszont a két alsó Y csapágyat ehhez a mostani Z mellé, kintebb tudnám csak tenni, igy a szélesebben széttett Y csapágyak miatt majd 100 mm-el hosszabb Y sínek kellenének.
Nem biztos hogy megéri.
Azért köszönöm a tippeket és továbbra is várom a továbbiakat!
Ha jól láttam Ádám, Te sem használtál mást. Itt melette az elöl látható oldalirányú beállításokra szolgáló csavarok a pozícionálás mellett még támasztanak is.
Tengelykapcsoló? Mire is gondolsz?
Itt egy sima kis AHSK2-8x8-as alu kupplung van. Ez gyári. Ezen nincs mit egyszerűsíteni! :)
Mi is az E2N??
A marásról konzultálok a gyártómmal. Ha neki nem gond akkor marad igy kikönnyítve. Ha igen akkor változik.
A csapágyak helyzetei.
Először is:
Ha megnézed Z irányban nem a csapágyak, hanem a sínek a mozgók.
A képen a felső véghelyzetben van a Z szerkezet éppen.
Nem a 4 db Z csapágy van tulzottan lenn, hanem ha mondjuk 90-100mm-es Z utat akarok akkor felül kell hogy legyen hossza a sínnek. Egyébként lefelé haladva kicsúszna a csapágyakból. Ebben az irányban ez volt a méret meghatározó. He ez nem kellene, persze sokkal kisebb kompaktabb lenne a dolog.
Ugyanez az ami miatt ezek a csapágyak viszonylag közel vannak Z irányban egymáshoz, mert ha távolabb rakom, ugye akkor hosszabb sínkinyúlás kell felfelé.
De ha a sínt átteszem a hátsó lapra és a csapágyakat a mozgó Z részre, akkor sem javul a helyzet mert a sín hossza akkor is kell.
Csupán akkor lefelé.
Ekkor a marómotor patronja és a befogott szerszám (várható legkisebb kinyúlási hosszú szerszámot kellene nézni hozzá) megfogná a max Z irányú elmozdulás méretét. Ugye nem sok értelme lenne annak, hogy a vezetősín mélyebbre nyúljon ki mint a szerszám.
Az Y tengelyhez mért helyzetet még megnézegetem. Valamennyivel tudom feljebb vinni az egélsz egységet azzal, hogy lejjebb viszem az Y alsó csapágyait, de ehhez a hátlapon megint szélesítenem kellene.
Nézzük csak!
Ha a majdani Y híd legalsó részére teszem fel az alsó Y síneket, (egy kicsit ugye azért hagyunk ott is helyet az állításhoz) akkor nyerek pár 10 mm-t az Y magasságából.
Viszont a két alsó Y csapágyat ehhez a mostani Z mellé, kintebb tudnám csak tenni, igy a szélesebben széttett Y csapágyak miatt majd 100 mm-el hosszabb Y sínek kellenének.
Nem biztos hogy megéri.
Azért köszönöm a tippeket és továbbra is várom a továbbiakat!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 14:59
Írta: 43pbwjg8s Dátum 2009 október 27, 14:59
Egyébként a felesleges marás kilőve. :)
Az oldallapok egyszerűen külön készülnek és csavarozva lesznek az előlaphoz. Utána fogják még egyszer felhúzni a fontos felületeket.
Az oldallapok egyszerűen külön készülnek és csavarozva lesznek az előlaphoz. Utána fogják még egyszer felhúzni a fontos felületeket.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 15:14
Írta: 43pbwjg8s Dátum 2009 október 27, 15:14
Nézegetem, nézegetem ezt az orsót és anyát......
Sajnos ez az ami nagyon behatárol.
Ha valami kisebb golyósorsó D12 környékén kis anyával max. 160 mm hosszal. Egyből több helyem lenne.
Esetleg TR orsó és hozzá egy kisebb átmérőjű, vagy lelapolt anya.
De a legrosszabb esetben egy lelapolt anya, TR 13x valamennyi (ezt most hirtelen nem tudom).
Egyébként most a kikönnytett vázdarab 63mm a sín felfekvő felülettől a motor felfekvőig. A kép csalóka lehet, ezért írom inkább ide.
Sajnos ez az ami nagyon behatárol.
Ha valami kisebb golyósorsó D12 környékén kis anyával max. 160 mm hosszal. Egyből több helyem lenne.
Esetleg TR orsó és hozzá egy kisebb átmérőjű, vagy lelapolt anya.
De a legrosszabb esetben egy lelapolt anya, TR 13x valamennyi (ezt most hirtelen nem tudom).
Egyébként most a kikönnytett vázdarab 63mm a sín felfekvő felülettől a motor felfekvőig. A kép csalóka lehet, ezért írom inkább ide.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 15:17
Írta: 43pbwjg8s Dátum 2009 október 27, 15:17
Talán igy érthetőbb amit itt gagyogok lenn:

Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 október 27, 16:29
Írta: 2vkx6unz Dátum 2009 október 27, 16:29
Korábban szóbakerült, hogy Z tengely kocsijai az y alá lógnak vagyis csökkenti egy adott y magasságnál a megmunkálási méreteket #5978 Kulcsár Zoltán hozzászólása. Ezt és a felső kocsit is feljebb kell(ene) tenni úgy hogy az alsó kocsi széle legfeljebb az y kocsit pozícionáló darab síkjáig érjen. a felső szintén, csak ott a felső élre vonatkozik a javaslat. A jelenlegi megvalósításban a Z -t érő erőhatásokból a forgatónyomaték kb. az alsó sínre esik. Ha a két Z kocs feljebb kerül akkor a két Y sín közé esne.
Ha a csapágyházat is feljebb teszed ( a motorhoz közelebb akkor ismét nyerhetsz ~10 mmétert a Z-y távolságból.
Érdemes lenne erőket számolni a kocsikra.
Ha a csapágyházat is feljebb teszed ( a motorhoz közelebb akkor ismét nyerhetsz ~10 mmétert a Z-y távolságból.
Érdemes lenne erőket számolni a kocsikra.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 27, 17:28
Írta: besirkyjh Dátum 2009 október 27, 17:28
Viccnek szántam , a csapágy házat néztem tengelykapcsolonak ( most már látszik hogy ez egy csapágy ház ) .
Persze hogy a sinek mozognak , látom a rajzon .
Megint a Sanyira tudok hivatkozni , csak én egyszerübben irtam .
Akkor méretezed jol a "Z" asztalodat ( szerintem ) ha a maromotorod patronja nem ér lejjeb az "Y" hidad aljánál és a "Z" csapágy és az "Y" csapágy központja minél közelebb van egymáshoz .Nem kell szélesebb "Y" minek az ugy jo ahogy van .Ezzel nem csinálsz semmit csak rövidited az "Y" hidad magasságát , az áteresztö képessége ugyan az hiszen a patronod illetve az abban lévö szerszám határozza meg .
Nem csak 10 mm-röl van szo ( felfogato palást és az ERxx patron ).
E2N biztosan tudod az egy eszterga ( nem is akármilyen ) a hajtomotorja és a sebválto között van egy tengelykapcsolo , elsöre arra hasonlitott a kuplung-nak nézett csapágy házad .
Üdv
Ennek a motornak a felfogatását csak részben ismerem ,azt látom hogy van rajta egy ( 43-48 mmm) palást ami szabványosan felfogatáshoz valo .Logikus , ha van a hátulján 4 db rögzitö furat akkor azt kell használni .
Persze hogy a sinek mozognak , látom a rajzon .
Megint a Sanyira tudok hivatkozni , csak én egyszerübben irtam .
Akkor méretezed jol a "Z" asztalodat ( szerintem ) ha a maromotorod patronja nem ér lejjeb az "Y" hidad aljánál és a "Z" csapágy és az "Y" csapágy központja minél közelebb van egymáshoz .Nem kell szélesebb "Y" minek az ugy jo ahogy van .Ezzel nem csinálsz semmit csak rövidited az "Y" hidad magasságát , az áteresztö képessége ugyan az hiszen a patronod illetve az abban lévö szerszám határozza meg .
Nem csak 10 mm-röl van szo ( felfogato palást és az ERxx patron ).
E2N biztosan tudod az egy eszterga ( nem is akármilyen ) a hajtomotorja és a sebválto között van egy tengelykapcsolo , elsöre arra hasonlitott a kuplung-nak nézett csapágy házad .
Üdv
Ennek a motornak a felfogatását csak részben ismerem ,azt látom hogy van rajta egy ( 43-48 mmm) palást ami szabványosan felfogatáshoz valo .Logikus , ha van a hátulján 4 db rögzitö furat akkor azt kell használni .
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 21:19
Írta: 43pbwjg8s Dátum 2009 október 27, 21:19
Semmi gond! gondoltam hogy valami ilyesmi lehet ezárt húztam szét (gyakorlatilag Z -ban egy picit túl is a szükséges max elmozdulásnál) a szerkzetet hogy lásd mi van odabenn.
A két csapágy közpotjaazért nem érhet olyan közel egymáshoz, mert mindegyik állítható. Ehhez fel kell tudnom laíítanom Őket. Ha egymással szembe egy lap két oldalára teszem Őket , ez lehetetlenné válik.
Ezért van az ami mondtam, vagyis, ha Z irányban egy szintbe tenném a csapágyakat akkor egymás mellett kll hogy legyenek Y irányban. Azt hogy a Z csapágyak milyen távolságban vannak egyrészt meghatározza az, hogy odabenn milyn helyem van, másrészt (bár ez nemfeltétlen csupán esztétikai) hogy a motorom milyen széles és milyen felfogási és állítási helyigénye van.
Harmadrészt van egy optimális terpesztés amire szükség van ha oldalirányú terheléseket vesz fel a szerkezet. Ha túl közel vannak egymáshoz a motor felfogás és a marótengely távolságához képest nézve akkor ugy vilselkedik mint ahogy egy enyhe terpeszben álló ember a széles mély terpeszben állóhoz képest amikor oldalról meg akarják lökni. (talán igy a szemléletes). A kinematikai szimulációt még ugyis finomgatni kell, de igy is érthető azt hiszem.
Tehát ha leteszem az Y két alsó csapágyát a Z magasságába, (most 40mm-el van fentebb csak az alsó Y csapágy mint a leendő Y alsó széle) akkor nyerek ugye 40mm-t, de az Y csapágyat ki kell tennem oldalrébb. Az kétszer a csapágyhossz, vagyis 2x40mm plusz a szélességben. Ez akkor 80mm plusz Y irányban a 40mm-el alacsonyabb Y-ért.
Ha az X csapágyakat távolítom egymástól annak egyenes folyamodványa a drága Z sín hosszabbítása, a hosszabb orsó, a plusz marandó anyag
Sanyi!
Azért kérlek nézd meg a lenti ábrákat is ne csak az autolsót, mert azokon láthatod alapállpotban a szerkezetet. Ez az utóbbi kép túl van mozgatva a leendő Z úton most 10mm-el!
Tehát ez a legrosszabb állapot lenne kihajlás és az odalirányú terhelésből adódó, a marómotort "elhajlítani" szándékozó terhelés.
Bár...Igazándiból nem értem miért gondolkodunk még az X asztal távolságon és az Y híd tartómagaságán. Az még arrég van!
De azért várom a további tanácsokat!
A két csapágy közpotjaazért nem érhet olyan közel egymáshoz, mert mindegyik állítható. Ehhez fel kell tudnom laíítanom Őket. Ha egymással szembe egy lap két oldalára teszem Őket , ez lehetetlenné válik.
Ezért van az ami mondtam, vagyis, ha Z irányban egy szintbe tenném a csapágyakat akkor egymás mellett kll hogy legyenek Y irányban. Azt hogy a Z csapágyak milyen távolságban vannak egyrészt meghatározza az, hogy odabenn milyn helyem van, másrészt (bár ez nemfeltétlen csupán esztétikai) hogy a motorom milyen széles és milyen felfogási és állítási helyigénye van.
Harmadrészt van egy optimális terpesztés amire szükség van ha oldalirányú terheléseket vesz fel a szerkezet. Ha túl közel vannak egymáshoz a motor felfogás és a marótengely távolságához képest nézve akkor ugy vilselkedik mint ahogy egy enyhe terpeszben álló ember a széles mély terpeszben állóhoz képest amikor oldalról meg akarják lökni. (talán igy a szemléletes). A kinematikai szimulációt még ugyis finomgatni kell, de igy is érthető azt hiszem.
Tehát ha leteszem az Y két alsó csapágyát a Z magasságába, (most 40mm-el van fentebb csak az alsó Y csapágy mint a leendő Y alsó széle) akkor nyerek ugye 40mm-t, de az Y csapágyat ki kell tennem oldalrébb. Az kétszer a csapágyhossz, vagyis 2x40mm plusz a szélességben. Ez akkor 80mm plusz Y irányban a 40mm-el alacsonyabb Y-ért.
Ha az X csapágyakat távolítom egymástól annak egyenes folyamodványa a drága Z sín hosszabbítása, a hosszabb orsó, a plusz marandó anyag
Sanyi!
Azért kérlek nézd meg a lenti ábrákat is ne csak az autolsót, mert azokon láthatod alapállpotban a szerkezetet. Ez az utóbbi kép túl van mozgatva a leendő Z úton most 10mm-el!
Tehát ez a legrosszabb állapot lenne kihajlás és az odalirányú terhelésből adódó, a marómotort "elhajlítani" szándékozó terhelés.
Bár...Igazándiból nem értem miért gondolkodunk még az X asztal távolságon és az Y híd tartómagaságán. Az még arrég van!
De azért várom a további tanácsokat!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 21:50
Írta: 43pbwjg8s Dátum 2009 október 27, 21:50
Pedig csak meg kellene oldanom, hogy az Alsó Z ne a kétkarú emelő csuklópontjaként funkcionáljon...... :(
Gondolkodok még.
Gondolkodok még.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 27, 22:21
Írta: 4um5b65d Dátum 2009 október 27, 22:21
Bocsi, le vagyok maradva az olvasással, lehet, hogy nem is ez a gondod...
Azt a 62mm-ert szeretnéd csökkenteni valahogy?
Azt a 62mm-ert szeretnéd csökkenteni valahogy?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 22:29
Írta: 43pbwjg8s Dátum 2009 október 27, 22:29
Szia Les!
Nem nem!
Az már régen kevesebb.
Most éppen 45 és ugy néz ki a TR anyánk köszönhetően ennél kisebb már nem lesz.
A gond most inkább az mire Zoli és Sanyi felhívta a figyelmemet, hogy jó lenne ha a Z csapágyai az Y csapágyak között helyezkednének el.
Természetesen teljesen igazuk van. Csak rágcsálom éppen,hogy hogyan merről kőne nekimenni, mert mindenképpen növekedni fog sok más méret emiatt. Keresném a legjobb megoldást, mert sem TR orsóm nincs sok sem pedig sínem. Próbálok mindenhonnan spórolni egy kis távolságot ahonnan lehet.
De hát ha nem lehet....... akkor nem.
Alapvetően nem akarok kemény anyagokat munkálni, de pl. Azért jó lenne megprószálni az Alut is.
Ha pedig szeretném, akkor jó hallgatni azokra akik tudják a dolgukat.
Na gondolkodok még egy kicsit aztán ugyis beszunya.
Nem nem!
Az már régen kevesebb.
Most éppen 45 és ugy néz ki a TR anyánk köszönhetően ennél kisebb már nem lesz.
A gond most inkább az mire Zoli és Sanyi felhívta a figyelmemet, hogy jó lenne ha a Z csapágyai az Y csapágyak között helyezkednének el.
Természetesen teljesen igazuk van. Csak rágcsálom éppen,hogy hogyan merről kőne nekimenni, mert mindenképpen növekedni fog sok más méret emiatt. Keresném a legjobb megoldást, mert sem TR orsóm nincs sok sem pedig sínem. Próbálok mindenhonnan spórolni egy kis távolságot ahonnan lehet.
De hát ha nem lehet....... akkor nem.
Alapvetően nem akarok kemény anyagokat munkálni, de pl. Azért jó lenne megprószálni az Alut is.
Ha pedig szeretném, akkor jó hallgatni azokra akik tudják a dolgukat.
Na gondolkodok még egy kicsit aztán ugyis beszunya.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 27, 22:46
Írta: 4um5b65d Dátum 2009 október 27, 22:46
A 45-öt is tudnád még jobban csökkenteni.
Az anyát fel kell vinni a gép tetejére, ott sok a hely. Megcsapágyazod és azt forgatod. Az álló orsó meg csak alul van rögzítve . Csak a lefelé menő orsó átmérőnek kell helyet hagynod. Kisebb erőkar = stabilabb gép.
Az anyát fel kell vinni a gép tetejére, ott sok a hely. Megcsapágyazod és azt forgatod. Az álló orsó meg csak alul van rögzítve . Csak a lefelé menő orsó átmérőnek kell helyet hagynod. Kisebb erőkar = stabilabb gép.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 27, 22:53
Írta: 43pbwjg8s Dátum 2009 október 27, 22:53
De bonyolítanád!
Enek a méretnek a csökkentése volt a legkevesebb. Ez nem probléma.
Lentebb írtam: A váz részei kivételével minden készen van. Ezek köré akarok most építkezni.
Nem egy tökéletes gépről van szó, csupán egy első "komolyabb" viszonylagosan pontosabb prószálkozásról.
Enek a méretnek a csökkentése volt a legkevesebb. Ez nem probléma.
Lentebb írtam: A váz részei kivételével minden készen van. Ezek köré akarok most építkezni.
Nem egy tökéletes gépről van szó, csupán egy első "komolyabb" viszonylagosan pontosabb prószálkozásról.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 október 27, 22:56
Írta: 4um5b65d Dátum 2009 október 27, 22:56
Áldásom rá.... :))
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2009 október 27, 23:04
Írta: Farkas Ádám Dátum 2009 október 27, 23:04
De tényleg a Marómotor befogó ne lógjon a Z szerkezet alá...
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2009 október 27, 23:09
Írta: Farkas Ádám Dátum 2009 október 27, 23:09
És nem tudom milyen vastag a golyós anya,,,De: Faragd le, és sűlyeszd bele az anyagba.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 28, 08:11
Írta: besirkyjh Dátum 2009 október 28, 08:11
Jó reggelt mindenkinek
Jol értettem hogy ezek a mechanikai cuccok már levannak gyártva ? Akkor ez ilyen marad .
Csak ugy provizor számolgattam egy kicsit , és most látok még egy problémát ( amit irsz Te is )
Az "Y" csapágyad és a morszár központja most kb :150-170mm re van egymástol .A géped nagyságához ez nincs arányban ,ahoz hogy munka közben ne csavarja el az "Y" hidadt a maromotor meg kellene növelned az "Y" sinek központját ami itt nem is olyan egyszerü .Csa egy gondolat , meglehet probálni elhagyni azt a 62mm-es darabot és a sinhez ( egy talp-al ) rögziteni a maromotort , viszont igy csak az "Y" hid mögött tudod a orsot a hellyére tenni , az meg bonyolitja a dolgot .
Szerintem hagyd igy az egészet .
Ilyen távolságnál nagyon sokat számit már a maromotor sujja is . Ha a rajzod méret arányos akkor a két "Y" sin központja Kb 70-80 mm most , félö hogy ekkora maroszár kinyullásnál ez rezonálni fog Neked föleg ha lefelé dolgozik a marod .Hiába csinálsz neki egy massziv "Y" hidat ez a probléma akkor is meg marad .Gravirozáshoz , relief készitéshez , kisseb könnyen megmunkálhato anyogokhoz jo lessz. Probáld meg csökkenteni a motor sujját .
Üdv
Üdv
Jol értettem hogy ezek a mechanikai cuccok már levannak gyártva ? Akkor ez ilyen marad .
Csak ugy provizor számolgattam egy kicsit , és most látok még egy problémát ( amit irsz Te is )
Az "Y" csapágyad és a morszár központja most kb :150-170mm re van egymástol .A géped nagyságához ez nincs arányban ,ahoz hogy munka közben ne csavarja el az "Y" hidadt a maromotor meg kellene növelned az "Y" sinek központját ami itt nem is olyan egyszerü .Csa egy gondolat , meglehet probálni elhagyni azt a 62mm-es darabot és a sinhez ( egy talp-al ) rögziteni a maromotort , viszont igy csak az "Y" hid mögött tudod a orsot a hellyére tenni , az meg bonyolitja a dolgot .
Szerintem hagyd igy az egészet .
Ilyen távolságnál nagyon sokat számit már a maromotor sujja is . Ha a rajzod méret arányos akkor a két "Y" sin központja Kb 70-80 mm most , félö hogy ekkora maroszár kinyullásnál ez rezonálni fog Neked föleg ha lefelé dolgozik a marod .Hiába csinálsz neki egy massziv "Y" hidat ez a probléma akkor is meg marad .Gravirozáshoz , relief készitéshez , kisseb könnyen megmunkálhato anyogokhoz jo lessz. Probáld meg csökkenteni a motor sujját .
Üdv
Üdv
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 08:18
Írta: 43pbwjg8s Dátum 2009 október 28, 08:18
Ez van Laslie! :)
Azért köszönöm. A Te elgondolásod nekem is nagyon tetszetős egyébként, igy szeretném majd megoldani a következő gépet, de most sajnos megvannak a korlátok.
Ez megint csak egy "tanuló" gép lesz.
Jobb mintha én hegesztgetnék össze vissza és felxelnék. Sajnos eszköz híjján az a gép amit én saját magam csinálok e mellett (bárhogy is megy már az elkészített része) nem lesz az igazi. Eszközeim és a tapasztalatom a gyakorlatias dolgokban sajnos minimális.
Így gyártatok, de a meglévő dolgok köré.
Ha ez valamelyest működni fog, akkor már lesz egy eszközöm, hogy jobbat készítsek vele. nem leszek annyira másra utalva és végre itt is elmerülhetek a gyakorlati részben.
Azért köszönöm. A Te elgondolásod nekem is nagyon tetszetős egyébként, igy szeretném majd megoldani a következő gépet, de most sajnos megvannak a korlátok.
Ez megint csak egy "tanuló" gép lesz.
Jobb mintha én hegesztgetnék össze vissza és felxelnék. Sajnos eszköz híjján az a gép amit én saját magam csinálok e mellett (bárhogy is megy már az elkészített része) nem lesz az igazi. Eszközeim és a tapasztalatom a gyakorlatias dolgokban sajnos minimális.
Így gyártatok, de a meglévő dolgok köré.
Ha ez valamelyest működni fog, akkor már lesz egy eszközöm, hogy jobbat készítsek vele. nem leszek annyira másra utalva és végre itt is elmerülhetek a gyakorlati részben.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 08:19
Írta: 43pbwjg8s Dátum 2009 október 28, 08:19
Ezt már tegnap este meg is tettem. :)
Egyre vékonyabb a szerkezet. :)
Egyre vékonyabb a szerkezet. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 08:24
Írta: 43pbwjg8s Dátum 2009 október 28, 08:24
"...De tényleg a Marómotor befogó ne lógjon a Z szerkezet alá... "
Ezt így nem teljesen értem.
Kérlek egy picit magyarázd meg!
Én a marómotort az eredeti 4 csavarral fogom oda a felfekvő felülethez.
Alul nem tennék a hengeres nyaknál megfogást, hogy kicsit se zárjam el a levegő útját.
Így a motor felfogó csavarok és az alsó Z csapágy pontosan egy szintben vannak. Pontosan:
A felfogó csavarok vízszintes szimmetria síkja és az alsó Z csapágy vízszintes szimmetria síkja egymáson fekszik. Ha így nézem a felfogás nem lóg túl lefelé.
Nem erre gondoltál?
Ezt így nem teljesen értem.
Kérlek egy picit magyarázd meg!
Én a marómotort az eredeti 4 csavarral fogom oda a felfekvő felülethez.
Alul nem tennék a hengeres nyaknál megfogást, hogy kicsit se zárjam el a levegő útját.
Így a motor felfogó csavarok és az alsó Z csapágy pontosan egy szintben vannak. Pontosan:
A felfogó csavarok vízszintes szimmetria síkja és az alsó Z csapágy vízszintes szimmetria síkja egymáson fekszik. Ha így nézem a felfogás nem lóg túl lefelé.
Nem erre gondoltál?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 08:41
Írta: 43pbwjg8s Dátum 2009 október 28, 08:41
Igen. A másik dolog amin már egy ideje töprengek éppen a lehetséges rezonancia probléma.
A marómotor adott, és épp dolgokhoz nem vagyok hajlandó nyúlni. Az ilyesmiket nem bántom. tehát itt felejthető a súlycsökkentés.
Egyébként amit mondasz (mármint a súlycsökkentés) az ami a lehető legerősebb hatással dolgozik a szerkezet saját frekvenciájának romlása felé.
A léptecsek 1.7 Nm-esek.
Nem túl erős, de a másik fém mechanikán tesztelve elég rendesen bírják a gyűrődést.
Azt hiszem éppenhogy ki fogom hagyni a Z felfogó lap könnyítését ahhoz, hogy a súlyt növelve javítsak a rezonancia frekvencián (még igy számolás és tesz nélkül is). Ugyanezt teszem az Y hátlappal is (bár ott ugye eleve szükséges levenni a könnytést, hogy a TR anyát fel tudjam fogni.
Egyébként ha érdekel a motor tengely és az Y csapágy síkja között jelenleg 124mm van.
Ha érdekel szívesen adok adatokat.
Itt van néhány ujabb kép. Bár itt nem nagyon látszik hogy mi változott.


A marómotor adott, és épp dolgokhoz nem vagyok hajlandó nyúlni. Az ilyesmiket nem bántom. tehát itt felejthető a súlycsökkentés.
Egyébként amit mondasz (mármint a súlycsökkentés) az ami a lehető legerősebb hatással dolgozik a szerkezet saját frekvenciájának romlása felé.
A léptecsek 1.7 Nm-esek.
Nem túl erős, de a másik fém mechanikán tesztelve elég rendesen bírják a gyűrődést.
Azt hiszem éppenhogy ki fogom hagyni a Z felfogó lap könnyítését ahhoz, hogy a súlyt növelve javítsak a rezonancia frekvencián (még igy számolás és tesz nélkül is). Ugyanezt teszem az Y hátlappal is (bár ott ugye eleve szükséges levenni a könnytést, hogy a TR anyát fel tudjam fogni.
Egyébként ha érdekel a motor tengely és az Y csapágy síkja között jelenleg 124mm van.
Ha érdekel szívesen adok adatokat.
Itt van néhány ujabb kép. Bár itt nem nagyon látszik hogy mi változott.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 08:43
Írta: 43pbwjg8s Dátum 2009 október 28, 08:43
javítanék:
"...Így a motor felfogó csavarok és az alsó Z csapágy pontosan egy szintben vannak. ..."
Alaphelyzetben. De ugye nem a csapágy mozog hanem a sín a Z vel együtt!
"...Így a motor felfogó csavarok és az alsó Z csapágy pontosan egy szintben vannak. ..."
Alaphelyzetben. De ugye nem a csapágy mozog hanem a sín a Z vel együtt!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 08:50
Írta: 43pbwjg8s Dátum 2009 október 28, 08:50
Zoli!
Egy kicsit légy kérlek szabatosabb! Igy nem biztos hogy tudom milyen irányokról beszélsz! :
".... meg kellene növelned az "Y" sinek központját ami itt nem is olyan egyszerü ...."
Tudom Te érted mit mondasz, de én csak tippelek a lehetséges min, 2 irány között. Tessék pontosank lenni!
Tudod... Mi itt benn megszoktuk hogy szabatosan, mások számára is átláthatóan fogalmazunk. Ezért is van hogy sokszor kisregénynek tűnik az amit írok, de próbálom leírni mindazt az infót ami a megértéshez kellhet. Még igy is igyekszem hogy ne legyen tényleg regény.
Kérlek fejtsd ki inkább!
Egy kicsit légy kérlek szabatosabb! Igy nem biztos hogy tudom milyen irányokról beszélsz! :
".... meg kellene növelned az "Y" sinek központját ami itt nem is olyan egyszerü ...."
Tudom Te érted mit mondasz, de én csak tippelek a lehetséges min, 2 irány között. Tessék pontosank lenni!
Tudod... Mi itt benn megszoktuk hogy szabatosan, mások számára is átláthatóan fogalmazunk. Ezért is van hogy sokszor kisregénynek tűnik az amit írok, de próbálom leírni mindazt az infót ami a megértéshez kellhet. Még igy is igyekszem hogy ne legyen tényleg regény.
Kérlek fejtsd ki inkább!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 08:52
Írta: 43pbwjg8s Dátum 2009 október 28, 08:52
A lapok, és keretek nincsenek.
Éppen ezeket kell köré terveznem a meglévő elemek köré.
Megvan a marómotor, a sínek, a lineáris csapágyak, a csapágyházba való golyós és axiális csapágy, a kupplung, és a léptecs.
A többit prószálom éppen kitalálni.
Éppen ezeket kell köré terveznem a meglévő elemek köré.
Megvan a marómotor, a sínek, a lineáris csapágyak, a csapágyházba való golyós és axiális csapágy, a kupplung, és a léptecs.
A többit prószálom éppen kitalálni.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 28, 09:01
Írta: besirkyjh Dátum 2009 október 28, 09:01
Ok Ok
Hagyd el a könnyitést , valoszinü az is számit .
A mototr sujjára gondotam , ami ha ménél könnyebb annálkisseb a tehetetlen ségi rezonanciája ( egy sujjosabb motor ha berezonál nehezebben hadja abba a rezgést mint egy könnyebb motor , persze vázra épitve , nem kézben ).
Nem igazán van több ötletem .
Követtem a Laslie-t " áldásom rá!".
Üdv
Hagyd el a könnyitést , valoszinü az is számit .
A mototr sujjára gondotam , ami ha ménél könnyebb annálkisseb a tehetetlen ségi rezonanciája ( egy sujjosabb motor ha berezonál nehezebben hadja abba a rezgést mint egy könnyebb motor , persze vázra épitve , nem kézben ).
Nem igazán van több ötletem .
Követtem a Laslie-t " áldásom rá!".
Üdv
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 09:32
Írta: 43pbwjg8s Dátum 2009 október 28, 09:32
Értelek. A motor maga a gerjesztő elem. Teljesen igazad van.
Ha valami alakul és változtatok (azért igenis koncentrálok arra amit lentebb írtatok és tanácsoltatok, még ha nem is úgy néz ki itt írva :) ),
jelentkezni fogok.
A megmunkálóval éppen most egyeztetek a lehetőségekről.
Ha valami alakul és változtatok (azért igenis koncentrálok arra amit lentebb írtatok és tanácsoltatok, még ha nem is úgy néz ki itt írva :) ),
jelentkezni fogok.
A megmunkálóval éppen most egyeztetek a lehetőségekről.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 28, 10:11
Írta: besirkyjh Dátum 2009 október 28, 10:11
Tudjuk hogy keresed a lehetöségeket ( amugy nem válaszolnál ).
Még valami talán eddig ez a leg kivitelezhetöbb
és még jo is lehet .
Nézd meg hátha a motort feljebb tudod tenni a "Z" asztalán ( persze anélkül hogy változna a "Z" csapágyad hossza ) .Két dolgot is nyernél vele 1 : nehezebben rezonál a motorod
2 : mégis rövidülhet az "Y" magasságod
60-70mm már elég lehet .
Üdv
Még valami talán eddig ez a leg kivitelezhetöbb
és még jo is lehet .
Nézd meg hátha a motort feljebb tudod tenni a "Z" asztalán ( persze anélkül hogy változna a "Z" csapágyad hossza ) .Két dolgot is nyernél vele 1 : nehezebben rezonál a motorod
2 : mégis rövidülhet az "Y" magasságod
60-70mm már elég lehet .
Üdv
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 október 28, 10:23
Írta: 2vkx6unz Dátum 2009 október 28, 10:23
Tömegnövelés nem csökkenti a rezonanciát, önamgában nem nyeli el a rezgés energiáját. Viszkoelesztikus anyagot kell alkalmazni megfelelő kialakításban. 1,6 mm ilyen anyag csilapítása 2 míg az alunak 0.06 körül van.
Küldtem képet arról amit többen javasoltunk.
Küldtem képet arról amit többen javasoltunk.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 10:23
Írta: 43pbwjg8s Dátum 2009 október 28, 10:23
A fejembe látsz? :)
Vagy én a Tiédbe? :)
Alapból valamiért azt kötöttem ki magamnak, hogy a Z szerkezet alsó része a motor "tégla" alsó része alá ne menjen.
Pedig.. Miért ne mehetne még egy kicsit lejjebb.
Sajnos a legmélyebb marható hosszt ugyis a még probléma nélkül befogható maró fogja megadni.
Csak akkor lenne érdekes az első kikötésem, ha valami olyat akarnék marni amibe még belemeríthetem a motor hengeres részét is.
Persze ezt max akkor lehetne, ha az ember lemodellezi a gépnek ezen részét is a preprocesszorban és figyelembe vetetti a CAM szoftverrel a pályageneráláskor. Ekkor lehetne csak nyerni vele valamelyest.
De tudom, hogy ennek itt nincs értelme most.
Ugyhogy mehet feljebb a motor még. A Z úthossznak viszont ezért még nem kell rövidülnie. Van most benne jó pár tíz mm még anélkül, hogy ez problémát jelentene.
Vagy én a Tiédbe? :)
Alapból valamiért azt kötöttem ki magamnak, hogy a Z szerkezet alsó része a motor "tégla" alsó része alá ne menjen.
Pedig.. Miért ne mehetne még egy kicsit lejjebb.
Sajnos a legmélyebb marható hosszt ugyis a még probléma nélkül befogható maró fogja megadni.
Csak akkor lenne érdekes az első kikötésem, ha valami olyat akarnék marni amibe még belemeríthetem a motor hengeres részét is.
Persze ezt max akkor lehetne, ha az ember lemodellezi a gépnek ezen részét is a preprocesszorban és figyelembe vetetti a CAM szoftverrel a pályageneráláskor. Ekkor lehetne csak nyerni vele valamelyest.
De tudom, hogy ennek itt nincs értelme most.
Ugyhogy mehet feljebb a motor még. A Z úthossznak viszont ezért még nem kell rövidülnie. Van most benne jó pár tíz mm még anélkül, hogy ez problémát jelentene.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 10:27
Írta: 43pbwjg8s Dátum 2009 október 28, 10:27
Azért vitatkoznék a tömegváltoztatás rezonanciára hatásáról.
Több váltón kellett a japánokkal küzdenem mert utólag adták csak meg a váltó által alapból elérendő rezonanciafrekvenciát, és bizony nagyon sok kísérletezés eredményeként az jött ki, hogy ha egy gépszerkezet alapjában véve jól van megtervezve s valamiért a rezionanciafrekvenciát változtani kell annak a legjobb módja a tömeg, a falvastagság növelése.
Viszont az anyagok nagyon érdekesek amiket mondasz. Mindenképpen meg fogom nézni ahogy egy kicsit jobban ráérek.
Nagyon köszönöm!
Több váltón kellett a japánokkal küzdenem mert utólag adták csak meg a váltó által alapból elérendő rezonanciafrekvenciát, és bizony nagyon sok kísérletezés eredményeként az jött ki, hogy ha egy gépszerkezet alapjában véve jól van megtervezve s valamiért a rezionanciafrekvenciát változtani kell annak a legjobb módja a tömeg, a falvastagság növelése.
Viszont az anyagok nagyon érdekesek amiket mondasz. Mindenképpen meg fogom nézni ahogy egy kicsit jobban ráérek.
Nagyon köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 10:32
Írta: 43pbwjg8s Dátum 2009 október 28, 10:32
Egyébként a tömeg és falvastagság növelése (és most nagyon meg fogsz lepődni!) pl egy váltóház esetében emeli a rezonancia frekvenciát!!
Egyébként ezeknél a cuccoknál a viszonylag magas fordulatszám miatt a gerjesztő frekvencia szerintem (gondolom csak!!) magas.
A probléma inkább a szerszám hajlás miatt kialakuló "anyagba harapás" által előjövő remegés.
Persze itt csak gondolkodgatok és lehet teljesen hibásan. Sajnos semmi tapasztalatom a megmunkálásokkal kapcsolatban.
Egyébként ezeknél a cuccoknál a viszonylag magas fordulatszám miatt a gerjesztő frekvencia szerintem (gondolom csak!!) magas.
A probléma inkább a szerszám hajlás miatt kialakuló "anyagba harapás" által előjövő remegés.
Persze itt csak gondolkodgatok és lehet teljesen hibásan. Sajnos semmi tapasztalatom a megmunkálásokkal kapcsolatban.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 28, 10:48
Írta: besirkyjh Dátum 2009 október 28, 10:48
Több szem többet lát .
Le egyszerüsitve a dolgot amennyivel feljebb tudod tenni a maromotort annyival rövidebb lehet az "Y" magassága és ez számit ( nehezebben és máshol rezonál , merevebb a vázad és nehezebben kerül át a maromotorrol a rezgés )
Ha a marásbol ered a rezgés legfeljebb kisseb fogásokkal mész ( nagy dolog , belefér nem ? )
Le egyszerüsitve a dolgot amennyivel feljebb tudod tenni a maromotort annyival rövidebb lehet az "Y" magassága és ez számit ( nehezebben és máshol rezonál , merevebb a vázad és nehezebben kerül át a maromotorrol a rezgés )
Ha a marásbol ered a rezgés legfeljebb kisseb fogásokkal mész ( nagy dolog , belefér nem ? )
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 11:02
Írta: 43pbwjg8s Dátum 2009 október 28, 11:02
Persze! :)
Teljesen igazad van!
Csak szpuljatok nyugodtan tovább! Előre is köszönöm!
Teljesen igazad van!
Csak szpuljatok nyugodtan tovább! Előre is köszönöm!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 október 28, 11:48
Írta: besirkyjh Dátum 2009 október 28, 11:48
Szapulni csak azt szokták ami hasznavehetetlen és semmire nem valo .Itt ilyenröl eggyáltalán nincs szo söt nagyon is jo az egész ( a részletek és a hogyan lehetne a maximumot kihozni ebböl az összeállitásbol) ez a kérdés nem az hogy jo-e vagy sem .
Üdv
Üdv
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 október 28, 11:51
Írta: 43pbwjg8s Dátum 2009 október 28, 11:51
Legyen ahogy mondod! :)
Egyébként ahogy mndani szokták: mindenki jó valaminek. Mondjuk elrettentő példának.
:)
Egyébként ahogy mndani szokták: mindenki jó valaminek. Mondjuk elrettentő példának.
:)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 01, 23:55
Írta: 43pbwjg8s Dátum 2009 november 01, 23:55
Némi haladás:

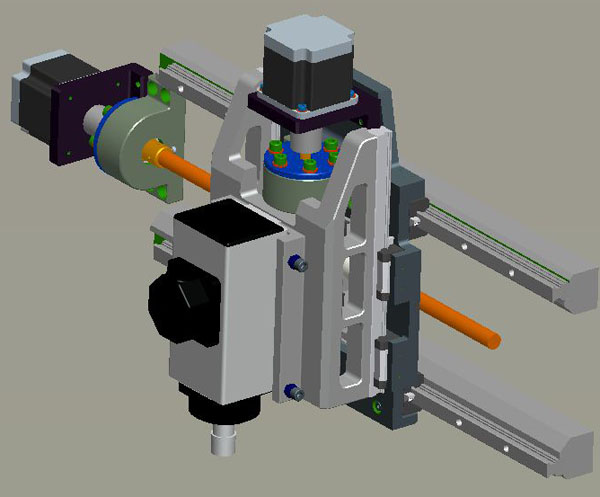

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 02, 01:06
Írta: 000000000 Dátum 2009 november 02, 01:06
Mááá, ne haragudj, nem olvasom vissza az egésszet, de ez a főorsó felfogatás több sebből vérzik. Nagyon, nem akarok belemenni, de ezek a motorok úgy vannak tervezve, hogy a nyaknál melegszik a csapágyak miatt a legjobban. A hűtésbe be van kalkulálva a nyaki megfogás hűtő hatása. A felfogatót hüti a levegő, és az anyag is elvezeti egy részét. A jó nyak megfogás még akár a ventilátor nélkülli üzemet is engedheti( csendes üzem). Másrészt, minnél közelebb lesz a felfogatás a szerszámhoz annál kevébé rezonál. Ha akarod fent is megfoghatod, az csak jó. A hátlapja is hozzá érhet a felfogó laphoz, különösen ha venti nélkül akarod használni. De, azt is figyelembe kell venni, hogy a lehető leghamarabb elérje az üzemi hőmérsékletet.
A túl hűtéstől károsodik a csapágy. Stb.
Bocs, a belekukorékolásért. Mivel te másképp látod.
Azért ajánlom átgondolásra. Én, már elég rég óta használok ilyet.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 02, 06:20
Írta: Szalai György Dátum 2009 november 02, 06:20
Kezd letisztulni.
Azt a bazi nagy Z kuplungot kéne még elfelejtened, vagy feljebb tenned, hogy csökkenhessen a Z platform X irányú vastagsága.
Pedig így is szép. De úgy meg laposabb lehetne.
A főmotor felfogatás tényleg nem biztos, hogy jó, ha még nincsen meg a motorod. Erre a módra nem mindegyik ad lehetőséget.
Azt a bazi nagy Z kuplungot kéne még elfelejtened, vagy feljebb tenned, hogy csökkenhessen a Z platform X irányú vastagsága.
Pedig így is szép. De úgy meg laposabb lehetne.
A főmotor felfogatás tényleg nem biztos, hogy jó, ha még nincsen meg a motorod. Erre a módra nem mindegyik ad lehetőséget.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 02, 06:36
Írta: Szalai György Dátum 2009 november 02, 06:36
Látom már, az nem is kuplung, hanem csapágyház.
Rossz helyen van.
Rossz helyen van.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 02, 06:39
Írta: Szalai György Dátum 2009 november 02, 06:39
A végállás érzékelők helyét is kalkuláld be, mert még a végén nem lesz nekik, és majd csavarozgathatod őket kis béna lemezkékre.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 07:05
Írta: 43pbwjg8s Dátum 2009 november 02, 07:05
Dehogyis!
Csak szóljatok bele és mondjátok!
Ezért teszem ide.
Eddig azt hittem, hogy a nyaki megfogással túlzottan elfogom a levegő útját. Ezért válaszotottam egyelőre ezt a megoldást.
De ha Ti akik már alkalmaztatok ilyen motort et tanácsoljátok, mindenképpen megfogadom.
Csak szóljatok bele és mondjátok!
Ezért teszem ide.
Eddig azt hittem, hogy a nyaki megfogással túlzottan elfogom a levegő útját. Ezért válaszotottam egyelőre ezt a megoldást.
De ha Ti akik már alkalmaztatok ilyen motort et tanácsoljátok, mindenképpen megfogadom.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 07:12
Írta: 43pbwjg8s Dátum 2009 november 02, 07:12
Igy van.
Az egy hézagolható csapágyház. A lehető legkisebb még ehető árban kahtaó radiális és axiális csapágy keverékkel.
Próbálnám olyanra tervezni a dolgokat, hogy a féleség minél kisebblegyen, vagyis amit csak lehet, univerzálisan minden tengelyen használható legyen. Ilyenek lesznek pl az Y síntartók is. Egy alkatrész amit megforídítva fel lehet tenni alulra és felülre is.
A Z plattform magassága jelenleg 40mm.
Talán többnek tűnhet. A szélessége pedig 110mm.
A végállásérzékelők a plattformba és a hátlapba, majd a további tengelyeknél a véglapokba lesznek integrálva.
Helyet hagytam neki, de még nem döntöttem el a pontos típust, ezért nem tettem fel rá.
A főmotorral kapcsolatban még megköszönném, ha olyanok akik már tettek fel ilyen motort mutatnának példát. Nagy segítség lenne.
Az egy hézagolható csapágyház. A lehető legkisebb még ehető árban kahtaó radiális és axiális csapágy keverékkel.
Próbálnám olyanra tervezni a dolgokat, hogy a féleség minél kisebblegyen, vagyis amit csak lehet, univerzálisan minden tengelyen használható legyen. Ilyenek lesznek pl az Y síntartók is. Egy alkatrész amit megforídítva fel lehet tenni alulra és felülre is.
A Z plattform magassága jelenleg 40mm.
Talán többnek tűnhet. A szélessége pedig 110mm.
A végállásérzékelők a plattformba és a hátlapba, majd a további tengelyeknél a véglapokba lesznek integrálva.
Helyet hagytam neki, de még nem döntöttem el a pontos típust, ezért nem tettem fel rá.
A főmotorral kapcsolatban még megköszönném, ha olyanok akik már tettek fel ilyen motort mutatnának példát. Nagy segítség lenne.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 02, 07:27
Írta: besirkyjh Dátum 2009 november 02, 07:27
Némi !?
Na erröl van szo kezétcsokolom .
Ezt igy már szeretni fogod .Az "Y" hidat ugye még felrögzited egy szélesebb profilra ?Elég gyengécskének látszik az a két kb 30-as profil .
Ha a csapágy( "Z" ) nincs utba használd .
A föorso ? megfontolando csak ne zárd el teljesen a levegöt hogy tényleg tudjon hüteni .
Ha nem teszel valami levegö terelöt alá akkor teljesen televeri a mühellyedet porral vagy hütö folyadékkal akkor meg miért ne fognád a nyakát a motornak .Csak egy ötlet .
Üdv
Na erröl van szo kezétcsokolom .
Ezt igy már szeretni fogod .Az "Y" hidat ugye még felrögzited egy szélesebb profilra ?Elég gyengécskének látszik az a két kb 30-as profil .
Ha a csapágy( "Z" ) nincs utba használd .
A föorso ? megfontolando csak ne zárd el teljesen a levegöt hogy tényleg tudjon hüteni .
Ha nem teszel valami levegö terelöt alá akkor teljesen televeri a mühellyedet porral vagy hütö folyadékkal akkor meg miért ne fognád a nyakát a motornak .Csak egy ötlet .
Üdv
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 08:24
Írta: 43pbwjg8s Dátum 2009 november 02, 08:24
Hát ez mg (attól függetlenül ahogy most kinéz) az utólsó pillanatig képlékeny dolog.
Az Y gyakorlatilag még sehogy sem áll. Ez csak egy kiinduló pont.
A főorsóval kapcsolatban mindenképpen kellene egy jól működő, kiprószált megoldást látnom valahonnan.
A levegő terelésére gondoltam már, éppenhogy hűtési szempontból nézve a dolgot, bár egyáltalán nem tudom mennyire lenne hatékony, és bizony igazad van abban, hogy "nagy port kavarhat", de most szó szerint. :)
Mindenképpen olyanok jelentkezését várnám, akik használnak teknomotort, mert semmiképpen nem szeretném ha károsodna egy hibás kialakítás miatt.
Az Y gyakorlatilag még sehogy sem áll. Ez csak egy kiinduló pont.
A főorsóval kapcsolatban mindenképpen kellene egy jól működő, kiprószált megoldást látnom valahonnan.
A levegő terelésére gondoltam már, éppenhogy hűtési szempontból nézve a dolgot, bár egyáltalán nem tudom mennyire lenne hatékony, és bizony igazad van abban, hogy "nagy port kavarhat", de most szó szerint. :)
Mindenképpen olyanok jelentkezését várnám, akik használnak teknomotort, mert semmiképpen nem szeretném ha károsodna egy hibás kialakítás miatt.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 08:28
Írta: 43pbwjg8s Dátum 2009 november 02, 08:28
Az Y hídnál még azon is gondolkodok, hogy hogyan tegyem állíthatóvá az Y körüli elfordítását az egész hídnak. Itt szeretném ugyanis megoldani azt, hogy a maró homlokfelülete és a megmunkálási sík pontosan párhuzamos legyen.
Ötlet van, de majd ugyis meg fogom mutatni és kérlek rá benneteket, hogy véleményezzétek!
A végálláskapcsolókkal még bajban vagyok, ugyanis nem választottam még típust.
Vannak ipari végálláskapcsolóim is, nagyobb méretűek, de......
Ez még ki fog alakulni.
Esteleg valami kisebb, masszív, pontos típust ajánlana valaki?
Ötlet van, de majd ugyis meg fogom mutatni és kérlek rá benneteket, hogy véleményezzétek!
A végálláskapcsolókkal még bajban vagyok, ugyanis nem választottam még típust.
Vannak ipari végálláskapcsolóim is, nagyobb méretűek, de......
Ez még ki fog alakulni.
Esteleg valami kisebb, masszív, pontos típust ajánlana valaki?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 08:29
Írta: 43pbwjg8s Dátum 2009 november 02, 08:29
Gyuri!
Mire gondolsz hogy rossz helyen van a csapágyház? Ezt mond el légyszíves!
Mire gondolsz hogy rossz helyen van a csapágyház? Ezt mond el légyszíves!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 02, 12:17
Írta: 000000000 Dátum 2009 november 02, 12:17
hall sensor?Kékesdi István!:)))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 13:31
Írta: 43pbwjg8s Dátum 2009 november 02, 13:31
Danibá!
Készítenél néhány képet a Te megoldásodról?
Előre is köszönöm!
Természetesen bárki mástól is szívesen fogadok ilyesmit.
Készítenél néhány képet a Te megoldásodról?
Előre is köszönöm!
Természetesen bárki mástól is szívesen fogadok ilyesmit.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 02, 17:16
Írta: 000000000 Dátum 2009 november 02, 17:16
cimbora!méret arányos ez a vázlat?a "Z kuplung egy mtz-é?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 02, 17:29
Írta: Szalai György Dátum 2009 november 02, 17:29
Reggeli kávé közben, még egy félgondolat jutott a féleszembe.
Nem szeretem a forgácsoló szakmát.
Hogy is szerethetném, mikor soha sem tanultam, soha sem gyakoroltam.
Amit összeolvastam róla, (mint sok kis puzzle darab) itt van valahol a fejemben, de nagyon nem akar összeállni az egész kép.
Ott tartok vele, hogy ha pontosan meg akarok munkálni valamit, akkor fel kell fognom a gépasztalra a félterméket. És azután? Megmunkálni? Nem.
Órázgatni, pofozgatni gumikalapáccsal, megint órázgatni… így tovább, míg nem keresek egy rövid kötelet, meg egy mestergerendát.
Ez helyett kéne a Z platformon, a spindle mellett, egy kis szabad hely. Rá egy elfordítható óraállvány, és kész.
Ha egyszer pontosan felmérném a megmunkáló szerszám és az óra közöti pozíció különbséget, akkor mindig gyorsan felvehetném a munkadarab lokációját, és ez alapján pontosíthatnám a megmunkálást. Aztán csak félre hajtanám az órát egy védett helyre, hogy ne legyen útban.
Minden esetre nem fogom szűkre méretezni a Z platformot.
Mert láttam reggel, Te szépen leszedtél róla minden feleslegesnek tűnő sarkot.
Nem szeretem a forgácsoló szakmát.
Hogy is szerethetném, mikor soha sem tanultam, soha sem gyakoroltam.
Amit összeolvastam róla, (mint sok kis puzzle darab) itt van valahol a fejemben, de nagyon nem akar összeállni az egész kép.
Ott tartok vele, hogy ha pontosan meg akarok munkálni valamit, akkor fel kell fognom a gépasztalra a félterméket. És azután? Megmunkálni? Nem.
Órázgatni, pofozgatni gumikalapáccsal, megint órázgatni… így tovább, míg nem keresek egy rövid kötelet, meg egy mestergerendát.
Ez helyett kéne a Z platformon, a spindle mellett, egy kis szabad hely. Rá egy elfordítható óraállvány, és kész.
Ha egyszer pontosan felmérném a megmunkáló szerszám és az óra közöti pozíció különbséget, akkor mindig gyorsan felvehetném a munkadarab lokációját, és ez alapján pontosíthatnám a megmunkálást. Aztán csak félre hajtanám az órát egy védett helyre, hogy ne legyen útban.
Minden esetre nem fogom szűkre méretezni a Z platformot.
Mert láttam reggel, Te szépen leszedtél róla minden feleslegesnek tűnő sarkot.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 02, 18:08
Írta: Szalai György Dátum 2009 november 02, 18:08
Ez a része nem tetszik.
Biztos profi ez a csapágyház, (érdekelne közelebbről, meg az ára is) de szerintem ettől nem tudod vékonyabbra venni a Z platformot.
Ha feljebb tudnád emelni a csapágyházat, tengelyestől, motorostól, akkor nem kéne felső helyzetben bekerülnie a platform alá. Vékonyíthatnál, amíg az anya vastagsága engedi.
De nem biztos, hogy jól látom.
Ha így a lehető legvékonyabb, akkor pont jó.
Biztos profi ez a csapágyház, (érdekelne közelebbről, meg az ára is) de szerintem ettől nem tudod vékonyabbra venni a Z platformot.
Ha feljebb tudnád emelni a csapágyházat, tengelyestől, motorostól, akkor nem kéne felső helyzetben bekerülnie a platform alá. Vékonyíthatnál, amíg az anya vastagsága engedi.
De nem biztos, hogy jól látom.
Ha így a lehető legvékonyabb, akkor pont jó.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 02, 18:59
Írta: besirkyjh Dátum 2009 november 02, 18:59
Üdv
Azt hogy mennyi hely van az orso anya dönti el
valoszinü nem nagyobb a csapágy ház mint az orso
anya átméröje .
Nádházi bácsi az az Mtz-nek nézett valami amit én E2N tengelykapcsolohoz hasomlitottam az a csapágy ház és nem a kuplung , a kuplung fölötte van .
Nem hiszem hogy a mérö orának külön hellyet kellene biztositani hiszen többet fogja anélkül használni a gépet akkor meg minek a felesleges suj és a nagyobb méret .Álltalában a maromotorhoz rögzitem a mérö orát . Az Övé meg szögletes is ráadásul .
Azt hogy mennyi hely van az orso anya dönti el
valoszinü nem nagyobb a csapágy ház mint az orso
anya átméröje .
Nádházi bácsi az az Mtz-nek nézett valami amit én E2N tengelykapcsolohoz hasomlitottam az a csapágy ház és nem a kuplung , a kuplung fölötte van .
Nem hiszem hogy a mérö orának külön hellyet kellene biztositani hiszen többet fogja anélkül használni a gépet akkor meg minek a felesleges suj és a nagyobb méret .Álltalában a maromotorhoz rögzitem a mérö orát . Az Övé meg szögletes is ráadásul .
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 19:25
Írta: 43pbwjg8s Dátum 2009 november 02, 19:25
Bátyó!!
Az egy csapágyház!!
Hanyadik emberke vagy aki elnézi?
Egyébként ha nem gondolnék arra, hogy ne kelljen agyonforgácsolni (bár önteni lehetne!!!) akkor jócskán tudnék faragni belóle.
Az egy csapágyház!!
Hanyadik emberke vagy aki elnézi?
Egyébként ha nem gondolnék arra, hogy ne kelljen agyonforgácsolni (bár önteni lehetne!!!) akkor jócskán tudnék faragni belóle.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 19:26
Írta: 43pbwjg8s Dátum 2009 november 02, 19:26
Amit leírsz egy másik vezérlő szoftverben meg van oldva. Scan, majd ahhoz illesztve a megmunkálás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 02, 19:28
Írta: 000000000 Dátum 2009 november 02, 19:28
okoska,lehet ennek is nézni meg annak is!:)))a csapágyházba van ék pálya is????:)))[#vigyor2][#vigyor4]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 19:28
Írta: 43pbwjg8s Dátum 2009 november 02, 19:28
HA menézed már nem kerül alá a legfelső helyzetben mert a Z plattform (ez jó szó és ha nembaj innentől használom) nem megy fel odaáig. A nálunk megszokott min 2mm hézag meg van hagyva a felső végállás felett még hézagnak.
Igy ha ugynézed gyakorlatilag a csapágyház belelóg a Z plattformba felülnézetből.
Igy ha ugynézed gyakorlatilag a csapágyház belelóg a Z plattformba felülnézetből.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 19:29
Írta: 43pbwjg8s Dátum 2009 november 02, 19:29
Hun teccik látnyi bátyó az ékpályát? Mert én nem rajtam ám bele!
Ha van benne azt valaki belelopta! :)
Ha van benne azt valaki belelopta! :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 19:30
Írta: 43pbwjg8s Dátum 2009 november 02, 19:30
MIndjárt mutatom a csapágyházat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 02, 19:32
Írta: 000000000 Dátum 2009 november 02, 19:32
hát cimborám,a csavarnál van egy kis narancs sárga négyzet,és messzirűl ugylátszik!:)))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 19:38
Írta: 43pbwjg8s Dátum 2009 november 02, 19:38
Itt is van:
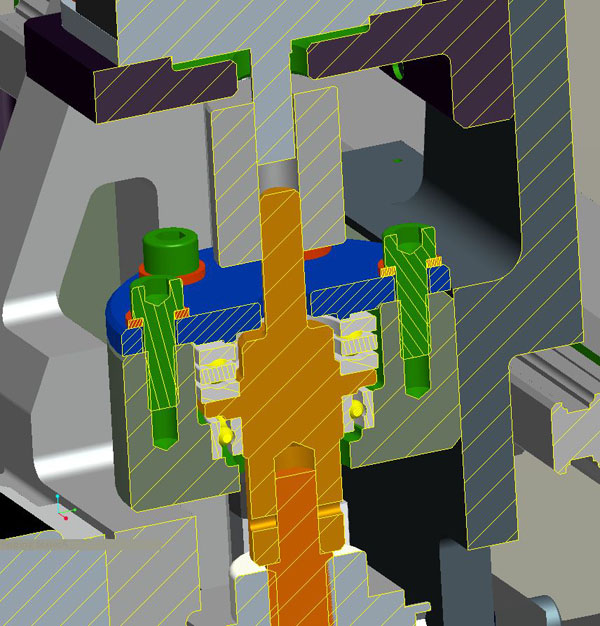
A két csapágy együttesen nem volt 2E Ft.
A fedél alatt itt nincs benn a hézagoló még, mert azt majd a részletezés után számolom ki milyen garnitúra kell.
A két csapágy együttesen nem volt 2E Ft.
A fedél alatt itt nincs benn a hézagoló még, mert azt majd a részletezés után számolom ki milyen garnitúra kell.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 02, 19:49
Írta: Szalai György Dátum 2009 november 02, 19:49
Na ez a tutti. Így csapágyaznak nagy golyósorsót a nagyon nagyok.
Autóemelőnek is elmenne. Hatalmas terhelhetőség minden irányban.
És ha még olcsó is…
Autóemelőnek is elmenne. Hatalmas terhelhetőség minden irányban.
És ha még olcsó is…
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 november 02, 20:07
Írta: yuagaci9g Dátum 2009 november 02, 20:07
Felejtsd mar el azt a nyomocsapagyat;
Felteszel egy 5 kilos motort, es meg nyomod is;
csak acel furasra akarod hasznalni?
Felteszel egy 5 kilos motort, es meg nyomod is;
csak acel furasra akarod hasznalni?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 20:16
Írta: 43pbwjg8s Dátum 2009 november 02, 20:16
Mi az a nyomócsapágy?!?!?
Ilyet nem ismerek. :)
Mesélj mit ajánlasz helyette, legalább ilyen könnyen megalkothatót és olcsót?
De hagy kérdezzeK.
Milyen átmérőtt tippelsz a csapágyaknak?
Ilyet nem ismerek. :)
Mesélj mit ajánlasz helyette, legalább ilyen könnyen megalkothatót és olcsót?
De hagy kérdezzeK.
Milyen átmérőtt tippelsz a csapágyaknak?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 20:18
Írta: 43pbwjg8s Dátum 2009 november 02, 20:18
Másik:
Amikor eléred az anyagot és elkezded nyomni lefelé Z ben a cuccot, merre és milyen erők jönnek elő a tengelyen???
Mekkorák ezek a tipped szerinti 5 kilóhoz?
Amikor eléred az anyagot és elkezded nyomni lefelé Z ben a cuccot, merre és milyen erők jönnek elő a tengelyen???
Mekkorák ezek a tipped szerinti 5 kilóhoz?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 20:19
Írta: 43pbwjg8s Dátum 2009 november 02, 20:19
Egyébként nem nyomom! Ezt nem tudom honnan vetted.
Egy peppet sem.
Kihézagolok a szám íze szerint! Nem mindegy!
Az lenne a szép, ha még szorongatnám is.
Egy peppet sem.
Kihézagolok a szám íze szerint! Nem mindegy!
Az lenne a szép, ha még szorongatnám is.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 20:24
Írta: 43pbwjg8s Dátum 2009 november 02, 20:24
Egyébként próbálom értelmezni a modnatodat... Nem megy....
"...Felteszel egy 5 kilos motort, es meg nyomod is..."
Ez most mi is?
Akkor te ejted a motorodat? Az orsód csak utána fut? Vagy mi is? Mert tényleg nem étem mit írtál ide.
"...Felteszel egy 5 kilos motort, es meg nyomod is..."
Ez most mi is?
Akkor te ejted a motorodat? Az orsód csak utána fut? Vagy mi is? Mert tényleg nem étem mit írtál ide.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 november 02, 20:37
Írta: yuagaci9g Dátum 2009 november 02, 20:37
Nyomocsapagy, ha vulgaris akarok lenni, axialis csapagy, de igy a szakik nem ertenek meg.
Attol fugg, mit munkalsz meg.
Ha acelba fursz tizes likat telibe, 0.2mm/ ford elotolassal, akkor lehet, hogy kell 6-700N ero,
de erre meg a mezei melyhornyu golyosak is kepesek.
(A Golyosat nem rad ertettem)
Attol fugg, mit munkalsz meg.
Ha acelba fursz tizes likat telibe, 0.2mm/ ford elotolassal, akkor lehet, hogy kell 6-700N ero,
de erre meg a mezei melyhornyu golyosak is kepesek.
(A Golyosat nem rad ertettem)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 november 02, 20:46
Írta: Motoros Dátum 2009 november 02, 20:46
Talpcsapágynak is mondják. Jellemző itt a fórumon hogy nem értékelik eléggé a mélyhornyú csapágyat, pedig megteszi az is bőven az itteni alkalmazásoknál. Pl sokszor berakják a ferde hatásvonalút ami csak pénzkidobás szerintem ezeknél a terheléseknél.
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2009 november 02, 20:48
Írta: kmajer Dátum 2009 november 02, 20:48
Szeretnék én is ilyen jól modellezni valami progiban...
Belevau: a hajtómotor és az orsó közé a tengelykapcsolón kívül én nem TERVEZnék még egy alkatrészt.
-a kihézagolás jelen esetben a mélyhornyú egyirányú axiális terhelését jelenti
akkor már inkább egy ferde hatásvonalú
-az orsót és a közdarab+csapágyház szerelhetőségét érdemes lenne átrágni
-egy INA ZKLF direkt az orsó végmegmunkálására egymagában megoldaná a tengelyirányú orsóelmozdulás problémáját és a marómotor tengelyét sokkal közelebb hozhatnád az Y hídhoz
Remélem hasznosnak találod a hozzászólást.
Belevau: a hajtómotor és az orsó közé a tengelykapcsolón kívül én nem TERVEZnék még egy alkatrészt.
-a kihézagolás jelen esetben a mélyhornyú egyirányú axiális terhelését jelenti
akkor már inkább egy ferde hatásvonalú
-az orsót és a közdarab+csapágyház szerelhetőségét érdemes lenne átrágni
-egy INA ZKLF direkt az orsó végmegmunkálására egymagában megoldaná a tengelyirányú orsóelmozdulás problémáját és a marómotor tengelyét sokkal közelebb hozhatnád az Y hídhoz
Remélem hasznosnak találod a hozzászólást.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 20:52
Írta: 43pbwjg8s Dátum 2009 november 02, 20:52
Nálunk nincs olyan szaki aki ezt ne értené meg. :)
Ők a nyomócsapágy esetében kapkodnák a fejüket és a kezedbe nyomának egy kupplung kinyomüó csapágyat vagy egy CSC-t. :)
Azt is ki kell hézagolni ha nem akarsz kottyanást. Mivel ezt az egységet nem csak a Z-n (ahogy többet is az alemekből) hanem minden tengelyen (de akár más gépen is) akarom használni, így eleve több szempont van ami az axiális terhelés szabályos feldolgozására ösztönöz.
De alapvetően igy kellene lennie minden gépen!
MÉg a hobbin is. Ha nem is pontosan ezzel a megoldással, de bármi hasonlóval. A két ferdehatásvonalú csapágy ára már ettől jóval messzebb van. A komoly célcsapágyakat ne is említsük.
Ilyen méretben nincs cde a legkiasebb elérhető méretben 6 db kúpgörgős minőségi csapágy 35-40 ezer körynékén kezdődik.
Gyenge minőségben is több mint kétezer egy darab. És ha már azt használsz akkor illik ugye prában hogy egyáltalán legyen értelme.
Akkor.... Ez még mindig olcsóbbnak tűnik.
Ők a nyomócsapágy esetében kapkodnák a fejüket és a kezedbe nyomának egy kupplung kinyomüó csapágyat vagy egy CSC-t. :)
Azt is ki kell hézagolni ha nem akarsz kottyanást. Mivel ezt az egységet nem csak a Z-n (ahogy többet is az alemekből) hanem minden tengelyen (de akár más gépen is) akarom használni, így eleve több szempont van ami az axiális terhelés szabályos feldolgozására ösztönöz.
De alapvetően igy kellene lennie minden gépen!
MÉg a hobbin is. Ha nem is pontosan ezzel a megoldással, de bármi hasonlóval. A két ferdehatásvonalú csapágy ára már ettől jóval messzebb van. A komoly célcsapágyakat ne is említsük.
Ilyen méretben nincs cde a legkiasebb elérhető méretben 6 db kúpgörgős minőségi csapágy 35-40 ezer körynékén kezdődik.
Gyenge minőségben is több mint kétezer egy darab. És ha már azt használsz akkor illik ugye prában hogy egyáltalán legyen értelme.
Akkor.... Ez még mindig olcsóbbnak tűnik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 02, 21:08
Írta: 000000000 Dátum 2009 november 02, 21:08
Nem igazán nyerő ez így szerintem.
Majdnem csináltál egy szegnyereg forgócsúcs
csapágyazást, ami ugye köztudottan aszimetrikus
terhelésre való. De ha Te ezt ráadásul a többi
tengelynél (X, Y) is szeretnéd használni, akkor
hogy is van ez?
Majdnem csináltál egy szegnyereg forgócsúcs
csapágyazást, ami ugye köztudottan aszimetrikus
terhelésre való. De ha Te ezt ráadásul a többi
tengelynél (X, Y) is szeretnéd használni, akkor
hogy is van ez?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 21:16
Írta: 43pbwjg8s Dátum 2009 november 02, 21:16
Szia!
Csak azt írom ahogy gondolom, persze ez egyáltalán nem biztos hogy helyes.
Csak hangosan gondolkodok.
A kihézagolásnál a beállítandó érték az üzemi hőmérséklethez tartozó hézag 0-ra vitelét jelentené.
Ha nem kell semmiképpen nem feszíteném elő.
De sajnos valószínűleg kellenei fog valamelyest, hiszen nem szabad annak kialakulnia, hogy bizonyos esetlekben megtörténhessen a 0 feletti axiális játék kialakulása. A megfeleően kihézagolt 0 hézag az axiális csapágy alkalmazása esetében maximum a hőmérségletből adódhat. Mivel itt az igénybevétel nem okoz nagy melegedést igy ennek a hatása igen kicsinyke lehet, ez azt jelenti, hogy az előeszítés értéke is igen kicsire választható meg. (a csapágy katalógus által ajánlott érték)
Az orsó Z irányú merülése esetében nyitni szeretne a hézag. Ennek az elkerülkésére van beépítve az axiális csapágy.
Alapesetben a Z emelésekor dolgozok csak a mélyhornyú csapágy befeszített oldala felé. Ekkor viszont nincs nagy terhelő erő.
Persze ez most csak akkor él igy, ha csak a Z szempontjából vizsgálom az esetet.
Ha ugyenezen szerkezetet az Y és az X tengelyre teszem már mind a két irányban ugyanolyan nagy erőhatások érhetik axiálisan a tengelyt.
Ekkor az egyik rányban az előfeszítésre "dolgozik rá" a terhelés.
Nos akkor viszont meg kell nézni a katalógust, hogy milyen oldalirányú erő a max amit fel tud venni a golyós csapágy. (nemtúl sokat)
Ezen az alapon tényleg jobb a ferde hatásvonalú csapágy alkalmazása, olyané amely megbírkózik ezzel a terheléssel.
Tehát! :
Ott a pont! :) El kell gondolkodni és szét kell nézni hogy ilyen csapágyakat találhat az ember ezekben a méretekben a számított terheléshez.
Ha ferdehatásvonalút alkalmazok akkor az párban kell beépítenem, hogy az elnyílás ellen tartson a máisk szembe állított csapágy.
A szerelésről:
Én ugy gondolom nem problémás.
Mélyhornyú melegít csap hűt. Össze.
Axiálsi alsógyűrű melegít, csap hűt, össze.
Csapágyház melegít csap+tengely hűt, össze
Axiális további alkatrész ráhelyez.
Hézagoló felhelyez a fedélre.
Fedél behelyez
Csavarok be lehúz. Futó hézagot ellenőriz.
Egység kész.
Kupplung felhúz, rögzít.
Orsó betol rögzít.
Orsóra anya felhajt.....
Szóval... Bocsánat, csak hangosan gondokolkodok, hogy ha hiba van jobban látható legyen.
Igy könnyebb elmondani mit gondolok rosszul.
Nagyon nagyon szépen köszönöm a segítségedet és a javaslataidat.
Átrágom mndenképpen és megnézem odabenn az ujabb INA katalógust a ZKLF csapágyak környékén.
Mégegyszer köszönöm!
Csak azt írom ahogy gondolom, persze ez egyáltalán nem biztos hogy helyes.
Csak hangosan gondolkodok.
A kihézagolásnál a beállítandó érték az üzemi hőmérséklethez tartozó hézag 0-ra vitelét jelentené.
Ha nem kell semmiképpen nem feszíteném elő.
De sajnos valószínűleg kellenei fog valamelyest, hiszen nem szabad annak kialakulnia, hogy bizonyos esetlekben megtörténhessen a 0 feletti axiális játék kialakulása. A megfeleően kihézagolt 0 hézag az axiális csapágy alkalmazása esetében maximum a hőmérségletből adódhat. Mivel itt az igénybevétel nem okoz nagy melegedést igy ennek a hatása igen kicsinyke lehet, ez azt jelenti, hogy az előeszítés értéke is igen kicsire választható meg. (a csapágy katalógus által ajánlott érték)
Az orsó Z irányú merülése esetében nyitni szeretne a hézag. Ennek az elkerülkésére van beépítve az axiális csapágy.
Alapesetben a Z emelésekor dolgozok csak a mélyhornyú csapágy befeszített oldala felé. Ekkor viszont nincs nagy terhelő erő.
Persze ez most csak akkor él igy, ha csak a Z szempontjából vizsgálom az esetet.
Ha ugyenezen szerkezetet az Y és az X tengelyre teszem már mind a két irányban ugyanolyan nagy erőhatások érhetik axiálisan a tengelyt.
Ekkor az egyik rányban az előfeszítésre "dolgozik rá" a terhelés.
Nos akkor viszont meg kell nézni a katalógust, hogy milyen oldalirányú erő a max amit fel tud venni a golyós csapágy. (nemtúl sokat)
Ezen az alapon tényleg jobb a ferde hatásvonalú csapágy alkalmazása, olyané amely megbírkózik ezzel a terheléssel.
Tehát! :
Ott a pont! :) El kell gondolkodni és szét kell nézni hogy ilyen csapágyakat találhat az ember ezekben a méretekben a számított terheléshez.
Ha ferdehatásvonalút alkalmazok akkor az párban kell beépítenem, hogy az elnyílás ellen tartson a máisk szembe állított csapágy.
A szerelésről:
Én ugy gondolom nem problémás.
Mélyhornyú melegít csap hűt. Össze.
Axiálsi alsógyűrű melegít, csap hűt, össze.
Csapágyház melegít csap+tengely hűt, össze
Axiális további alkatrész ráhelyez.
Hézagoló felhelyez a fedélre.
Fedél behelyez
Csavarok be lehúz. Futó hézagot ellenőriz.
Egység kész.
Kupplung felhúz, rögzít.
Orsó betol rögzít.
Orsóra anya felhajt.....
Szóval... Bocsánat, csak hangosan gondokolkodok, hogy ha hiba van jobban látható legyen.
Igy könnyebb elmondani mit gondolok rosszul.
Nagyon nagyon szépen köszönöm a segítségedet és a javaslataidat.
Átrágom mndenképpen és megnézem odabenn az ujabb INA katalógust a ZKLF csapágyak környékén.
Mégegyszer köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 21:18
Írta: 43pbwjg8s Dátum 2009 november 02, 21:18
Hát igen Tibor! Ahogy lentebb olvasod teljesen igazad van, és igazat is adok neked.
A Z esetében ez még nem lenne gond (ahogy Te is írod, de a többinél....
Mondjuk ha ilyen olcsó, lehetne szemben egymással, de nem éri meg.... Még ilyen olcsón sem. Feleslegesen bonyolítaná a dolgot.
A Z esetében ez még nem lenne gond (ahogy Te is írod, de a többinél....
Mondjuk ha ilyen olcsó, lehetne szemben egymással, de nem éri meg.... Még ilyen olcsón sem. Feleslegesen bonyolítaná a dolgot.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 november 02, 21:22
Írta: 2vkx6unz Dátum 2009 november 02, 21:22
Én is inkább két ferde hatásvonalúra szavazok. Ami valóban drágább mint egy mély hornyú, de szerintem ennyit megér.
Ráadásul az orsó és a meghajtás egy darab lenne nem úgy mint a képen.
Ráadásul az orsó és a meghajtás egy darab lenne nem úgy mint a képen.
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2009 november 02, 21:27
Írta: kmajer Dátum 2009 november 02, 21:27
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 21:32
Írta: 43pbwjg8s Dátum 2009 november 02, 21:32
Hogy nekem micsoda dolgaim vannak!!!! :)

Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 november 02, 21:34
Írta: yuagaci9g Dátum 2009 november 02, 21:34
Ennek az aran mas komlett cnc gepet vesz;(gepet vennek #170)[#csodalk]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 21:35
Írta: 43pbwjg8s Dátum 2009 november 02, 21:35
Igen. Éppen ezt írtam én is, de elveszett mert valószínűleg egyszerre nyomtunk.
Szóval egyetértek, hogy szuper, de nekem egy garasom sincs sajnos :(
A lenti 7204AA ZKL-ből viszont van 6 db.
Megpróbálom ezt házba foglalni.
Szóval egyetértek, hogy szuper, de nekem egy garasom sincs sajnos :(
A lenti 7204AA ZKL-ből viszont van 6 db.
Megpróbálom ezt házba foglalni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 02, 21:36
Írta: Szalai György Dátum 2009 november 02, 21:36
Megkérdezted már a csapágyboltban, hogy mi az ára egy ilyennek?
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2009 november 02, 21:48
Írta: kmajer Dátum 2009 november 02, 21:48
Jólvan, nyugi , ide lőjjetek a mellem közepébe!
igen, drága, kb 15 és 50 pénz darabja.
igen, olcsó, ha a teljes csapágyháza+tengelyt+mélyhornyú+nyomócsapágy+hézagolólemezek+szerelési idő és
(még most sem jó megoldás) szempomtokat is figyelembe veszik
nem kereskedő vagyok és nem is Rotchild
igen, drága, kb 15 és 50 pénz darabja.
igen, olcsó, ha a teljes csapágyháza+tengelyt+mélyhornyú+nyomócsapágy+hézagolólemezek+szerelési idő és
(még most sem jó megoldás) szempomtokat is figyelembe veszik
nem kereskedő vagyok és nem is Rotchild
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 21:51
Írta: 43pbwjg8s Dátum 2009 november 02, 21:51
Ugyan!
Semmi gond!
Nekem tetszene, de sajnos nem engedhetem meg magamnak.
Legfőképpen azért, mert ez a gép még mindig csak "tanulógép" lesz. Az igazán minőségi alkatrészeket amiket sikerült öszeszednem ebbe még nem merem betenni.
Semmi gond!
Nekem tetszene, de sajnos nem engedhetem meg magamnak.
Legfőképpen azért, mert ez a gép még mindig csak "tanulógép" lesz. Az igazán minőségi alkatrészeket amiket sikerült öszeszednem ebbe még nem merem betenni.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 21:54
Írta: 43pbwjg8s Dátum 2009 november 02, 21:54
Ami az érdekes, hoyg a 7204 nek semmi köze nincs a ZKL-hez a katalógus szerint.
Egy biztos, ferdehatásvonalú. De ennél azért csak megpróbálok több infót összeszedni róla.
Egy biztos, ferdehatásvonalú. De ennél azért csak megpróbálok több infót összeszedni róla.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 21:57
Írta: 43pbwjg8s Dátum 2009 november 02, 21:57
igen..... a ZKL a gyártó. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 02, 22:07
Írta: s7manbs8 Dátum 2009 november 02, 22:07
Ha már ennyit tervezel, akkor tudni kell ám nagyon, hogy mire is akarod használni, és ahhoz kell megcsinálni, az se jó, ha túl drága a követelmények miatt, az se, ha nem tudja azt nyújtani, amire tervezted. Az biztos, hogy előre meg lehet látni, hogy mennyibe fog fájni, és megépíteni van e realitása.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 22:09
Írta: 43pbwjg8s Dátum 2009 november 02, 22:09
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 02, 22:10
Írta: besirkyjh Dátum 2009 november 02, 22:10
Ezt én nem értem .
Mi a cél? az hogy az orsonak ne legyen axiálisan holtjátéka .Probáljuk már meg a géphez méretezni az orsok csapágyzásait ( is ) .
A lineár hajtással foglalkozo cégek honlapján millio megoldás van ( HI WIN , ISEL , SKF ) méretezve és többféle terhelésre , alkalmazásra . Ha ennyire tul bonyolitjuk a gépet akkor soha nem lessz kész , nem lehet követni .
Ha az én gépemröl lenne szo 2db mélyhornyu és kész vagy ha hu de jot akarnék 2db kupgörgös és az orso másik végén egy sima mélyhornyu .Nézd meg a rajzokat és meglátod .
Azért használsz másik tengelyt ( "Z" ) mert nem volt kissebb csapágyházad vagy nem akartál husszabb "Z" orsot venni ?
Üdv
Mi a cél? az hogy az orsonak ne legyen axiálisan holtjátéka .Probáljuk már meg a géphez méretezni az orsok csapágyzásait ( is ) .
A lineár hajtással foglalkozo cégek honlapján millio megoldás van ( HI WIN , ISEL , SKF ) méretezve és többféle terhelésre , alkalmazásra . Ha ennyire tul bonyolitjuk a gépet akkor soha nem lessz kész , nem lehet követni .
Ha az én gépemröl lenne szo 2db mélyhornyu és kész vagy ha hu de jot akarnék 2db kupgörgös és az orso másik végén egy sima mélyhornyu .Nézd meg a rajzokat és meglátod .
Azért használsz másik tengelyt ( "Z" ) mert nem volt kissebb csapágyházad vagy nem akartál husszabb "Z" orsot venni ?
Üdv
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 22:16
Írta: 43pbwjg8s Dátum 2009 november 02, 22:16
Igazad van
Tanuló gépről beszélünk és elkezdődik az, hogy egyre mélyebben futna az emnber a dologba.
Azt hiszemez a szint még nem vészes és mégis fontos. Ha belefér (mert ahogy látod ehhez is van csapágy itthon) akkor mindenképpen érdemes megfogadni a tanácsokat.
De ha em lenne és nem is tudnám megvenni, akkor is érdemes végigbeszélni, ha már megtisztelnek azzal, hogy ennyi jó tanácsot adnak.
Az hogy mi is lesz ténylegesen? Ahogy mondtam ez még belefér, és nem bonyolít túl semmit. Azért a két mélyhornyúnál komoyabban gondolom a dolgot. Még ha csak gyakorló is ez a tervezés és a gép.
Ezt a másik tengely kérdést nem egészen értem? Ne hargudj!
Mihez képest más?
Az biztos, hogy nem vagyok nagyon elhalmozva 13-as trapézmenetes orsóval, (egyébként sínnel sem) így ha nem kell akkor nem pazarolnám a hosszt.
Tanuló gépről beszélünk és elkezdődik az, hogy egyre mélyebben futna az emnber a dologba.
Azt hiszemez a szint még nem vészes és mégis fontos. Ha belefér (mert ahogy látod ehhez is van csapágy itthon) akkor mindenképpen érdemes megfogadni a tanácsokat.
De ha em lenne és nem is tudnám megvenni, akkor is érdemes végigbeszélni, ha már megtisztelnek azzal, hogy ennyi jó tanácsot adnak.
Az hogy mi is lesz ténylegesen? Ahogy mondtam ez még belefér, és nem bonyolít túl semmit. Azért a két mélyhornyúnál komoyabban gondolom a dolgot. Még ha csak gyakorló is ez a tervezés és a gép.
Ezt a másik tengely kérdést nem egészen értem? Ne hargudj!
Mihez képest más?
Az biztos, hogy nem vagyok nagyon elhalmozva 13-as trapézmenetes orsóval, (egyébként sínnel sem) így ha nem kell akkor nem pazarolnám a hosszt.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 02, 22:25
Írta: Szalai György Dátum 2009 november 02, 22:25
Na én megkérdeztem 30mm-as tengelyre. 140eFt+Fa!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 02, 22:27
Írta: besirkyjh Dátum 2009 november 02, 22:27
A csapágyházban lévöre , a menetes orso és a kuplung között . Nem értem hogy miért van több darabbol . Gondoltam a csapágyak mérete miatt , csak akkor elfogadhato , egyébként nincs értelme .
Persze persze 2 mélyhornyu . Nézd meg hogy a gyártok mit ajánlanak a szerelésre .Ezt is .
Persze persze 2 mélyhornyu . Nézd meg hogy a gyártok mit ajánlanak a szerelésre .Ezt is .
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2009 november 02, 22:32
Írta: Bicska Dátum 2009 november 02, 22:32
Egyébként én azt nem értem, hogy most pontosabban miről folyik az eszmecsere, a utóbbi pár hónapban legalább 2 kép+leírás volt orsó ocsó csapágyazásához. Az egyiket Laslie alkotta, ha jól emléxem?!..[#whatever][#whatever][#whatever]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 november 02, 22:39
Írta: Motoros Dátum 2009 november 02, 22:39
Nemrégiben cseréltem fúrógépben csapágyat. Nem kínai gagyi hanem magyar (Hiteka) kb 30..40 éve gyártott, valószinű ilyet mindenki látott mert sok készült belőle.Amikor még nem volt marógépem akkor ennek a fúrónak az asztalára szerelt szánszerkezettel műszeripari marásokat is végeztem sárgarézbe műanyagba.
Na szóval ennek a gépnek a tokmány felöli csapágy 2 drb mélyhornyú és a szíjtárcsa felől még egy szintén mélyhornyú.
Na szóval ennek a gépnek a tokmány felöli csapágy 2 drb mélyhornyú és a szíjtárcsa felől még egy szintén mélyhornyú.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 02, 22:47
Írta: besirkyjh Dátum 2009 november 02, 22:47
Jol irod .
Ha rendesen van szerelve .
Azért ide biztosan lessz komolyabb megoldás . Csak nem kell tul misztifikálni .
Ha rendesen van szerelve .
Azért ide biztosan lessz komolyabb megoldás . Csak nem kell tul misztifikálni .
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 22:59
Írta: 43pbwjg8s Dátum 2009 november 02, 22:59
Igen!
Pontosan!
Az orsó TR13.
Ehhez kell igazodnom, és bizonyos csapágytípusokből ennél nagyobb a még megvásárolható árú példány.
Ezért a "szűkítő" darab.
Pontosan!
Az orsó TR13.
Ehhez kell igazodnom, és bizonyos csapágytípusokből ennél nagyobb a még megvásárolható árú példány.
Ezért a "szűkítő" darab.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 23:01
Írta: 43pbwjg8s Dátum 2009 november 02, 23:01
Akor ehhez képest az eredeti axiális még egy iránban eősebb kellene legyen.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 02, 23:02
Írta: 43pbwjg8s Dátum 2009 november 02, 23:02
Beszélgetünk.
Csináltam valamit a meglvő cccok alapján és elmondják miért érdemes másképpen csinálni.
Ez mindig hasznosabb mint lemásolni valamit. :)
Persze nem biztos hogy célravezetőbb.
Csináltam valamit a meglvő cccok alapján és elmondják miért érdemes másképpen csinálni.
Ez mindig hasznosabb mint lemásolni valamit. :)
Persze nem biztos hogy célravezetőbb.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 02, 23:32
Írta: 4um5b65d Dátum 2009 november 02, 23:32
Jelentem, én csak golyósorsó csapágyazásról tettem be képet, főorsóról nem. De mélységesen egyetértek Motoros #6063 írásával. Ugyanezen sorokat már magam is megfogalmaztam 1-2 hónapja. Nem kellene senkinek sem azt hinni, hogy a mezei radiális csapágyak papírból vannak. Amit régebben is kifejtettem, sokan túl nagy hangsúlyt fektetnek a főorsó csapágyazására, miközben a másik kezükkel meg alumíniumból készítik a gépet. Egyszerűen nincs arányban a két dolog.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 03, 07:33
Írta: besirkyjh Dátum 2009 november 03, 07:33
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 november 04, 20:26
Írta: Motoros Dátum 2009 november 04, 20:26
Még annyit ehhez a csapágy témához hogy a Gravotréd által forgalmazott IS sorozatú ipari gravírgépek főorsójában 2 drab mélyhornyú csapágy van, egyik a patronnál másik a szíjtárcsánál. A csapágyfeszítést egy rugó biztosítja.
Orosz műszeripari kis marógépben (az a 300 kg-os kategória) az x,y tengelynél szintén két kihézagolt mélyhornyú csapágy, az orsók 25x5 mm -esek tehát azért ez nem egy hobbi kategória, a gép is sorozatban gyártott. Ezt csak azért mondom mert ez egy megtervezett és bevált megoldás. A hobbi gépek csapágyterhelése hol van ezekhez.
Orosz műszeripari kis marógépben (az a 300 kg-os kategória) az x,y tengelynél szintén két kihézagolt mélyhornyú csapágy, az orsók 25x5 mm -esek tehát azért ez nem egy hobbi kategória, a gép is sorozatban gyártott. Ezt csak azért mondom mert ez egy megtervezett és bevált megoldás. A hobbi gépek csapágyterhelése hol van ezekhez.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 04, 21:17
Írta: 43pbwjg8s Dátum 2009 november 04, 21:17
Döntés született.
2 db 500Ft os axiális csapágy szemben és egy 460 Ft os radiális.
Ennyi.
Az ár beszél most. De ennek kényelmesen el kell bírnia.
2 db 500Ft os axiális csapágy szemben és egy 460 Ft os radiális.
Ennyi.
Az ár beszél most. De ennek kényelmesen el kell bírnia.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2009 november 04, 21:24
Írta: Révész Richárd Dátum 2009 november 04, 21:24
Nekem az X tengely így van csapágyazva de felesleges volt.Elég lett volna két mélyhornyú előfeszítve.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 04, 21:24
Írta: s7manbs8 Dátum 2009 november 04, 21:24
Milyen csapágy kellene ? Lehet van pár darabom ilyen olyan.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 07:10
Írta: 43pbwjg8s Dátum 2009 november 05, 07:10
Ezek megvannak.
Igy nem kerül semmibe.
Minimális átalakítással jár a csapágyházban és az adaptertengelyben.
Előkészületben nem hiba ha akár később, erősebb motorokhoz is használható lesz.
Igy nem kerül semmibe.
Minimális átalakítással jár a csapágyházban és az adaptertengelyben.
Előkészületben nem hiba ha akár később, erősebb motorokhoz is használható lesz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 05, 12:48
Írta: 000000000 Dátum 2009 november 05, 12:48
Zoli????hatvan???
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 05, 16:18
Írta: besirkyjh Dátum 2009 november 05, 16:18
Le zsirozva papa !
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 19:28
Írta: 43pbwjg8s Dátum 2009 november 05, 19:28
Basszus! (bocsánat) Te sem vagy már fiatal!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 19:35
Írta: s7manbs8 Dátum 2009 november 05, 19:35
Ne haragudj, hogy megszólítalak, csak az előbb felmerült egy régi tervem, a távcső mechanika építése, és te mint tervező, össze rajzolhatnál egy jó kis mechanikát, mint ahogy a Z tengelyedet is csinálod. Remélem lesz majd időd, ha a nagyján túl vagy a saját terveidnek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 19:57
Írta: 43pbwjg8s Dátum 2009 november 05, 19:57
Hááát!
Nem nagyon értem, hogy hogyan is mersz ilyet tenni, hogy megszólítasz! :) :)
Később bezsélhetünk róla, de most a mechanikám a dologm. Nem csak a Z, hanem a teljes gép.
Egyébként gondolkodok rajta. lehet hogy teljesben közzéteszem majd itt modellestül rajzostul az egészet.
Hátha valakinek érdekes lesz. Legfeljebb amivel nem ért egyet azt javítja a maga szája íze szerint.
Olyan formában akarom kitenni, hogy az abból gyártahtó legyen bárki számára.
Hülye ötlet?
Nem nagyon értem, hogy hogyan is mersz ilyet tenni, hogy megszólítasz! :) :)
Később bezsélhetünk róla, de most a mechanikám a dologm. Nem csak a Z, hanem a teljes gép.
Egyébként gondolkodok rajta. lehet hogy teljesben közzéteszem majd itt modellestül rajzostul az egészet.
Hátha valakinek érdekes lesz. Legfeljebb amivel nem ért egyet azt javítja a maga szája íze szerint.
Olyan formában akarom kitenni, hogy az abból gyártahtó legyen bárki számára.
Hülye ötlet?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 19:58
Írta: 43pbwjg8s Dátum 2009 november 05, 19:58
Egyébként viszek egy közepes méretű fogaskerék párt is szombaton (sokminden más mellett).
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 05, 20:08
Írta: besirkyjh Dátum 2009 november 05, 20:08
Hello
Ihattam volna sok mindent ( apa , öcsem , haver )
de talán igazad van az lessz a legjobb ha azt irom hogy FÖLDIM .
Na most kössön bele valaki .
Ugy vagyok a korral hogy mindenki annyi amennyinek érzi magát ( ezért járok rövid nadrágban ) .
Ihattam volna sok mindent ( apa , öcsem , haver )
de talán igazad van az lessz a legjobb ha azt irom hogy FÖLDIM .
Na most kössön bele valaki .
Ugy vagyok a korral hogy mindenki annyi amennyinek érzi magát ( ezért járok rövid nadrágban ) .
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 05, 20:22
Írta: 4um5b65d Dátum 2009 november 05, 20:22
Jó vóót az a papa, csak Péter nem vette fel a szemüvegét és nem értette elsőre, hogy a megszólítás baráti hangú volt és nem a kor előrehaladtát volt hivatott jelezni. Egyébként is Nádházi professzort nem abból a sértődős fából faragták. Mondhatni fasza gyerek....
Na basszus én meg legyerekeztem... [#vigyor3]
Na basszus én meg legyerekeztem... [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 21:24
Írta: 43pbwjg8s Dátum 2009 november 05, 21:24
Jajj Te! Csak Nádházi kománk rádtitulált 60 évet lentebb. #6080 :) Vagy mást értettél helyette?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 21:26
Írta: 43pbwjg8s Dátum 2009 november 05, 21:26
Jahhhh uhhhh!
Most nézem! .... és meg is értelek ha félreértetted. A smiley lemaradt. Bocsánat!
Esküszöm hason merek majd csak elédjárulni. :)
Ezt vezekelhetem évekig....
Most nézem! .... és meg is értelek ha félreértetted. A smiley lemaradt. Bocsánat!
Esküszöm hason merek majd csak elédjárulni. :)
Ezt vezekelhetem évekig....
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 21:35
Írta: s7manbs8 Dátum 2009 november 05, 21:35
Jajj tervezőm. Mindjárt rendelek Svejktől egy szerinte apró gépet, ami csak CNC vezérlésre való. Nem is figyeltem van neki több e.
Ha olyan formátumot használsz, amit mindenki be tud tölteni, hasznos lenne.
Ha olyan formátumot használsz, amit mindenki be tud tölteni, hasznos lenne.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 21:40
Írta: 43pbwjg8s Dátum 2009 november 05, 21:40
Én is adjusztálom a lehetőségekről (Adok Veszek topic)
A formátumról majd beszélgetünk, véleményeket kérni fogok. De ez még arrébb van.
A formátumról majd beszélgetünk, véleményeket kérni fogok. De ez még arrébb van.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 05, 21:44
Írta: besirkyjh Dátum 2009 november 05, 21:44
Kettönk közül én vagyok a lassabb ( ez a korral jár ?)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 21:50
Írta: s7manbs8 Dátum 2009 november 05, 21:50
Riasztónak a falra szerelve még így is kicsit nagy, de árban verhetetlen.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 05, 21:54
Írta: 4um5b65d Dátum 2009 november 05, 21:54
Én postaládának szeretném.
Cd ki.....levél be
Az XP matrica pedig tök egyedivé teszi, ja és így még is csak jogtiszta a postaláda... :)
Cd ki.....levél be
Az XP matrica pedig tök egyedivé teszi, ja és így még is csak jogtiszta a postaláda... :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 21:55
Írta: 43pbwjg8s Dátum 2009 november 05, 21:55
Zoli!
Megengedem hogy tegezzél! (mint idősebb jogom van hozzá!) :)
Egyébként le van púzva a kor!
Tisztelni való dolog de nem ez a lényeg.
Mondjuk általában nagyobb tudást, okosabb embert jelent.
Akkor.... MOst ahogy elgondolokodok.... Akkor mégis én kérlek meg, hogy engedd hogy tegezzelek!
Megengedem hogy tegezzél! (mint idősebb jogom van hozzá!) :)
Egyébként le van púzva a kor!
Tisztelni való dolog de nem ez a lényeg.
Mondjuk általában nagyobb tudást, okosabb embert jelent.
Akkor.... MOst ahogy elgondolokodok.... Akkor mégis én kérlek meg, hogy engedd hogy tegezzelek!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 05, 21:58
Írta: 000000000 Dátum 2009 november 05, 21:58
oké öcskös,csak nem akartam hogy esetleg ebbena cudar idöben stoppolni kényszerűlj!:)))[#nyes][#nyes][#nyes][#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 22:05
Írta: 43pbwjg8s Dátum 2009 november 05, 22:05
közben nézegetem a csapágyszámításokat.
A Te gépeden milyen orsó van és milyen csúcsnyomatékkal dolgoznak a motorok?
A Te gépeden milyen orsó van és milyen csúcsnyomatékkal dolgoznak a motorok?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 22:05
Írta: 43pbwjg8s Dátum 2009 november 05, 22:05
Bocs!
És milyen csapágy! Ez is kellene!
És milyen csapágy! Ez is kellene!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 22:11
Írta: s7manbs8 Dátum 2009 november 05, 22:11
Nem CD, pont ezen akadt meg a szemem, DVD, ezen egyszer már végre megnézhetném a Star Wars legendás epizódjait, valahogy eddig még nem sikerült. Meg ahhoz képest, hogy két Jager-t adnak ennyi pénzmagért egy nem túl forgalmas kocsmában, érdemes belefektetni.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 05, 22:14
Írta: besirkyjh Dátum 2009 november 05, 22:14
Azt mondtam ott leszek , meg oldom , van hozzá arcom rutinos utazo vagyok .
Késtem már le repülöt is mégis idöben ott voltam a helyszinen mert volt miért .
Hallod Tibi , nem hiszed el de ujjabb katalogus jött ( tegnap ) a Tamkertöl . Vigyek ?
KisKZ : nem nem nincs tegezés , elöbb a pertu .
Ez már nem is Hobby CNC találkozo lessz hanem banzáj .Buli van .
Mikor lessz a következö ( puhitom a nejem a 3 naposra )?
Késtem már le repülöt is mégis idöben ott voltam a helyszinen mert volt miért .
Hallod Tibi , nem hiszed el de ujjabb katalogus jött ( tegnap ) a Tamkertöl . Vigyek ?
KisKZ : nem nem nincs tegezés , elöbb a pertu .
Ez már nem is Hobby CNC találkozo lessz hanem banzáj .Buli van .
Mikor lessz a következö ( puhitom a nejem a 3 naposra )?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 05, 22:16
Írta: besirkyjh Dátum 2009 november 05, 22:16
Nem gyözök frissiteni a forumon .
4 X 22.14 szegény hálo .
4 X 22.14 szegény hálo .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 05, 22:18
Írta: 000000000 Dátum 2009 november 05, 22:18
Zolika,lépj át a csevibe,mert gáz lesz,érzem a levegöben!:)))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 22:18
Írta: 43pbwjg8s Dátum 2009 november 05, 22:18
Zoli bácsi!
Alkoholmentessel lehet?
Én má csak ilyen béna vagyok!
A gép csapágyazásod és motor adatok, valamint az orsó méretek érdekelnének!
Már tényleg csak az érdekesség kedvéért. Szeretném megnézni mit mutatnak a számítások, hogy mikor ment tönkre az egész. (mármint akkor, ha nem tudnád, és a géped sem tudná, hogy már régen tönkrement:) )
Alkoholmentessel lehet?
Én má csak ilyen béna vagyok!
A gép csapágyazásod és motor adatok, valamint az orsó méretek érdekelnének!
Már tényleg csak az érdekesség kedvéért. Szeretném megnézni mit mutatnak a számítások, hogy mikor ment tönkre az egész. (mármint akkor, ha nem tudnád, és a géped sem tudná, hogy már régen tönkrement:) )
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 05, 22:27
Írta: besirkyjh Dátum 2009 november 05, 22:27
A csapágyazást tölem kérdezed .
Hosszu lessz a válasz .
A perturol a csevegöben folyt .
Hosszu lessz a válasz .
A perturol a csevegöben folyt .
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 22:32
Írta: 43pbwjg8s Dátum 2009 november 05, 22:32
Igen.
Csak röviden ezek a lenti adatok érdekelnének.
csúcsnyomaték (mondjuk amihez a kupplungot választottad), a menetemelkedés, a menetátmérő, és a csapágy típusa.
Csak röviden ezek a lenti adatok érdekelnének.
csúcsnyomaték (mondjuk amihez a kupplungot választottad), a menetemelkedés, a menetátmérő, és a csapágy típusa.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 22:44
Írta: s7manbs8 Dátum 2009 november 05, 22:44
Tudom már, hogy mit akartam kérdezni. Egy tükör bevonatú (alumínium réteg) üvegdarabot szeretnék feldarabolni, egy hosszabb csíkot, olyan módon, hogy utána is jól nézzenek ki, és ne töredezzen le a szélük. Ezt milyen eszközzel lehetne elvégezni, milyen szerszámmal ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 05, 22:48
Írta: 000000000 Dátum 2009 november 05, 22:48
most ezt tőlem kérdezed?az a korong amit anno kűldtem,azt űveg vágásra használták a megboldogult tungsramba,és szerintem megoldás lenne a problémádra!:)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 22:55
Írta: s7manbs8 Dátum 2009 november 05, 22:55
Akkor te küldted azt is ? Már rémlik valami, csak olyan régen volt. Csak úgy általában kérdeztem, hátha valaki tudja, nem felejtettem el megnyomni a válasz gombot, de köszi. Akkor ezek szerint essek neki mihamarabb. Csak annyi a poén benne, hogy darabját kb. 5-10eFt-ért adják az ilyen üvegnek, ezért nem próbáltam csak úgy belefogni. És ebből lesz vagy 10 db, de lehet több is, ha szépen feldarabolom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 05, 23:06
Írta: 000000000 Dátum 2009 november 05, 23:06
gondolom űvegvágoval nem lehet vágni?ez a korong, ha jol meg kergeted,mint a vajat fogja vágni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 23:09
Írta: s7manbs8 Dátum 2009 november 05, 23:09
Nem is próbáltam vágni eddig semmivel, üveganyag, nincs is azzal olyan nagy probléma, de én, mint nem üveges szakmájú ember, inkább előbb kérdezek, mint hogy lőjek.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 05, 23:09
Írta: besirkyjh Dátum 2009 november 05, 23:09
Mondom hogy hosszu lessz .
Tehát az elsö gépem ami elkészült az egy MECHANIKAI ötlet tár .
Muszáj egy kicsit leirnom a kb adatokat is igy könnyebb megérteni hogy mit miért .
Tehát a gép munkaterülete 2550 X 1350 X 230mm
Semmiféle tervezés nem volt elötte csak olvasgattam a forumot ( ezt ) és nagyon sürgetett az idö . Ugy hogy hajrá Zoli belefogtam leadtam a megrendelést ( csak ISEL )és hozzá kezdtem a vázhoz jo erösre épitettem és nem lett az a végén ( mostmár persze tudom hogy miért ) .A hajtások fogaslécet használnak (amit abszolult nem bántam meg )és csigakerekes hajtomüvel mennek amit egy 3.1 Nm léptetö hajt .Ugyan igy megy az "Y" tengelyen is a "Z" tengely viszont 16x1.5 trapéz menetes és donomid (azt hiszen igy irják ) anyával , a gyári bronz anyán 3 hét alatt át esett az orso ( nem volt kiegyensujjozva a "Z" asztal ,5kg csak a motor és a föorso .A donomid-al 2,5 év alatt sem sikerült holtjátékot elérnem egyébbként a "Z" felépitése abszolult meg egyezik amiket itt leirtam Neked .
Ráköltöttem 600 000 ft-ot és kéthét alatt elkészült és még 1honap és vissza jött az ára .Csak ezzel dolgoztunk és ment éjjel nappal hiba nélkül .
Nem voltam olyan méretezös tipus és nem a gép volt a fö szempont hanem a gyártmány , ami 90%-ban MDF volt . Ettöl függetlenül voltak rajta mérések de csak holtjáték és merölegesség és párhuzam , más nem . De a motorbol az áttételböl kiszámolhato a nyomatéka ( fogaskerék egy kör 85 mm ) és mikro step 1600 .
A mechanikához értek és szeretem de már rég nem ebböl élek . Az elektromikát kb35 éve hobby ként üzöm sosem tanultam csak magán alapon .
A PC a mostani munkámmal jár .
A kuplun az tul lett méretezve az alp motor nyomaték ( 3.1Nm ) legalább a duplája .Elöször egy lemez lamellás volt felrakva de szét hullot ( tört ) ami most rajta van az szintén 2,5 éve megy gond nélkül ( saját készités ) vigyek Neked a talira ( azt hiszem van itthon ) ?
Most egész más képpen fogok a gép épitéséhez bár még mindig nem számolok semmit ( egyszerüen kicsi a lexikáli tudásom hozzá )és bizom magamban és a rutinomban ami eddig mindig jol jött .
Válaszoltam valamennyire ?
Várok
Tehát az elsö gépem ami elkészült az egy MECHANIKAI ötlet tár .
Muszáj egy kicsit leirnom a kb adatokat is igy könnyebb megérteni hogy mit miért .
Tehát a gép munkaterülete 2550 X 1350 X 230mm
Semmiféle tervezés nem volt elötte csak olvasgattam a forumot ( ezt ) és nagyon sürgetett az idö . Ugy hogy hajrá Zoli belefogtam leadtam a megrendelést ( csak ISEL )és hozzá kezdtem a vázhoz jo erösre épitettem és nem lett az a végén ( mostmár persze tudom hogy miért ) .A hajtások fogaslécet használnak (amit abszolult nem bántam meg )és csigakerekes hajtomüvel mennek amit egy 3.1 Nm léptetö hajt .Ugyan igy megy az "Y" tengelyen is a "Z" tengely viszont 16x1.5 trapéz menetes és donomid (azt hiszen igy irják ) anyával , a gyári bronz anyán 3 hét alatt át esett az orso ( nem volt kiegyensujjozva a "Z" asztal ,5kg csak a motor és a föorso .A donomid-al 2,5 év alatt sem sikerült holtjátékot elérnem egyébbként a "Z" felépitése abszolult meg egyezik amiket itt leirtam Neked .
Ráköltöttem 600 000 ft-ot és kéthét alatt elkészült és még 1honap és vissza jött az ára .Csak ezzel dolgoztunk és ment éjjel nappal hiba nélkül .
Nem voltam olyan méretezös tipus és nem a gép volt a fö szempont hanem a gyártmány , ami 90%-ban MDF volt . Ettöl függetlenül voltak rajta mérések de csak holtjáték és merölegesség és párhuzam , más nem . De a motorbol az áttételböl kiszámolhato a nyomatéka ( fogaskerék egy kör 85 mm ) és mikro step 1600 .
A mechanikához értek és szeretem de már rég nem ebböl élek . Az elektromikát kb35 éve hobby ként üzöm sosem tanultam csak magán alapon .
A PC a mostani munkámmal jár .
A kuplun az tul lett méretezve az alp motor nyomaték ( 3.1Nm ) legalább a duplája .Elöször egy lemez lamellás volt felrakva de szét hullot ( tört ) ami most rajta van az szintén 2,5 éve megy gond nélkül ( saját készités ) vigyek Neked a talira ( azt hiszem van itthon ) ?
Most egész más képpen fogok a gép épitéséhez bár még mindig nem számolok semmit ( egyszerüen kicsi a lexikáli tudásom hozzá )és bizom magamban és a rutinomban ami eddig mindig jol jött .
Válaszoltam valamennyire ?
Várok
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 05, 23:14
Írta: 000000000 Dátum 2009 november 05, 23:14
korongal vágni szerintem azért praktikusabb,mert szebb lenne a vágott felűlet.gyerek koromba olom űvegezéssel is foglalkoztam,és vágtam én is korongal.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 23:21
Írta: s7manbs8 Dátum 2009 november 05, 23:21
Ez nagyon tanulságos, a donomid kérdésedre, azt hiszem danamid a válasz, kb. ennyi a megjegyzésem, igaz én nem vagyok forgácsoló szakember, de mintha ilyen betűkkel többször találkoztam volna. Ez egy jó tapasztalati beszámoló, ami überel mindenféle számítást, mert működik, lám-lám. A gép sem valami picurka, a méretét látva.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 23:23
Írta: s7manbs8 Dátum 2009 november 05, 23:23
Ez az üveg egyébként távcsövekhez jó, segédtükörnek és a bevonat is rajta van, csak nehogy más is meglássa, amit most írok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 05, 23:25
Írta: 000000000 Dátum 2009 november 05, 23:25
van egy jo pár név.danamit,bonamit,ebonit,és leg végűl dinamit,de ezt komplikált forgácsolni!:)))Leslie papa elpihet,ő ebben a fö szakértö!:)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 05, 23:26
Írta: 000000000 Dátum 2009 november 05, 23:26
áh,hová gondolsz???kettönk közt marad!:)))amugy sejtettem hogy ilyesmihez akarod használni!meg köne probálni!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 23:28
Írta: 43pbwjg8s Dátum 2009 november 05, 23:28
Igen válaszoltál!
Tisztességesen és nagyon köszönöm!
Nehog yvéletlenül azt hidd, hogy kritizálni akarom a gépedet.
Eszembe se jut, csupán éppen most néztem át, hogy hogyan lehet meghatározni egy radiális csapágy maximális engedélyezett axiális (hű micsoda rímek!) terhelését.
Ezért szerettem volna egy élő példán megnéuzni mi is jön ki.
Vane gy kitűnő ház zsabványom amiben a megfelelő menetekhez jellenzően alkalmazott meghúzási nyomatékok valamint az ezek által létrehozott tengely irányú erő van
Mivel ez az erő lineárisan viszonyul a meghúzási nyomatékhoz, így számítás nélkül is gyrsan meg tudom állapítani azt, hogy a motor áltam leadott maximális nyomatéknál miyen axiális erő ébred. ez terheli a tengely csapágyakat.
Egy radiálsi csapágynál az átmérősorozattól függően az a maximálisan megengedett axiális terhelés ami még nem okoz károsodást és nem csökkenti jelentősen az élettartamot Kisebb átmérőknél 0.25x a statikus alapterhelés értéke. Nagyobb csapágyaknál 0.5x a statikus alapterhelés.
Ezzel nagyjából lehet kalkulálni amikor valaki azon gondolkodik, hogy csak egysorú mélyhornyú, avagy valamilyen axilás csapággyal kiegészített szerkezetet tervez.
Én alapvetően ki akarom hagyni azt a lehetőséget, hogy axiális irányban a kis méreteknél a kis méretű egysorú mélyhornyú csapágyakkal problémát okozzak a későbbiekben.
inkább beteszem mellé mind a két irányba az axiális csapágyat is ami funkciójánál és kialakításánál fogva igen komoly axiális erőket tud kezelni.
A közdarab a kupplung és az orsó között sokmindenkinek nem tetszett.
Én ugy gondolkodok, hogy ezt a csapágyházat nem csak itt, nem csak ezzel az orsóval, hanem más gépnél, más méretű orsóval is tudjam használni majd. Ezért a közdarab. Az orsót (légyen az bármely ebben a mértettartományban még ésszerű méretű) csak a megfelelő végmegmunkálással kell ellátni hogy illeszkedjen a közdarabba.
AUgyanezen az ok az ami miatt elsőre túlméretezettnek tűnhet a két axiális (2x500Ft) és az egy radiális (400 Ft) csapágy alkalmazása. De még nem tudhatom milyen motor kerül később a kezembe.
Lefele, alacsonyabb nyomatéknál semmi gond, de benne van még egy adag tartalék ekkor is.
Érdekes módon a két axiális csapágy alkalmazása nemhogy bonyolította volna a szerkezetet, hanem még egyszerűbbé is vált a csapágyház és a közdarab (a csonk).
Tisztességesen és nagyon köszönöm!
Nehog yvéletlenül azt hidd, hogy kritizálni akarom a gépedet.
Eszembe se jut, csupán éppen most néztem át, hogy hogyan lehet meghatározni egy radiális csapágy maximális engedélyezett axiális (hű micsoda rímek!) terhelését.
Ezért szerettem volna egy élő példán megnéuzni mi is jön ki.
Vane gy kitűnő ház zsabványom amiben a megfelelő menetekhez jellenzően alkalmazott meghúzási nyomatékok valamint az ezek által létrehozott tengely irányú erő van
Mivel ez az erő lineárisan viszonyul a meghúzási nyomatékhoz, így számítás nélkül is gyrsan meg tudom állapítani azt, hogy a motor áltam leadott maximális nyomatéknál miyen axiális erő ébred. ez terheli a tengely csapágyakat.
Egy radiálsi csapágynál az átmérősorozattól függően az a maximálisan megengedett axiális terhelés ami még nem okoz károsodást és nem csökkenti jelentősen az élettartamot Kisebb átmérőknél 0.25x a statikus alapterhelés értéke. Nagyobb csapágyaknál 0.5x a statikus alapterhelés.
Ezzel nagyjából lehet kalkulálni amikor valaki azon gondolkodik, hogy csak egysorú mélyhornyú, avagy valamilyen axilás csapággyal kiegészített szerkezetet tervez.
Én alapvetően ki akarom hagyni azt a lehetőséget, hogy axiális irányban a kis méreteknél a kis méretű egysorú mélyhornyú csapágyakkal problémát okozzak a későbbiekben.
inkább beteszem mellé mind a két irányba az axiális csapágyat is ami funkciójánál és kialakításánál fogva igen komoly axiális erőket tud kezelni.
A közdarab a kupplung és az orsó között sokmindenkinek nem tetszett.
Én ugy gondolkodok, hogy ezt a csapágyházat nem csak itt, nem csak ezzel az orsóval, hanem más gépnél, más méretű orsóval is tudjam használni majd. Ezért a közdarab. Az orsót (légyen az bármely ebben a mértettartományban még ésszerű méretű) csak a megfelelő végmegmunkálással kell ellátni hogy illeszkedjen a közdarabba.
AUgyanezen az ok az ami miatt elsőre túlméretezettnek tűnhet a két axiális (2x500Ft) és az egy radiális (400 Ft) csapágy alkalmazása. De még nem tudhatom milyen motor kerül később a kezembe.
Lefele, alacsonyabb nyomatéknál semmi gond, de benne van még egy adag tartalék ekkor is.
Érdekes módon a két axiális csapágy alkalmazása nemhogy bonyolította volna a szerkezetet, hanem még egyszerűbbé is vált a csapágyház és a közdarab (a csonk).
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 23:31
Írta: 43pbwjg8s Dátum 2009 november 05, 23:31
Egyébként ebben a gépben még nem golyósorsó lesz, hanem a tavaj Jantól vásárolt trapézmenetes orsó és az utánállítható danamid anya. Ez is egy olyan elem amit "körbe kellett terveznem" és erősen hatással volt az elemek méretére.
Egyébként a csapágyház ugy néz ki kisebb lesz egy picit. Ez segít hogy valamelyest összébbhúzzam a Z plattformot.
Egyébként a csapágyház ugy néz ki kisebb lesz egy picit. Ez segít hogy valamelyest összébbhúzzam a Z plattformot.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 23:32
Írta: 43pbwjg8s Dátum 2009 november 05, 23:32
hogy én mennyi elütést teszek egy-egy hozzászólásban.... :(
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 23:33
Írta: s7manbs8 Dátum 2009 november 05, 23:33
Meg is lesz, csak most jön ez a téli hidegség, nincs kedvem a fagyos műhelyben szobrozni, inkább kivárom a tavaszt, hacsak le nem jóárasítják a gázszolgáltatók a köbméter árát.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 05, 23:35
Írta: 000000000 Dátum 2009 november 05, 23:35
én épp ezért csináltam egy dob kályhát,és még a selejtet is hasznositani tudom!:)))
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 05, 23:38
Írta: besirkyjh Dátum 2009 november 05, 23:38
Ez volt a bevezetö .
Az hogy nagy az egy dolog , de hogy látványosan végig menjen a 2550mm-el kell sebesség is de ugy hogy a felbontás is meg maradjon .Ennél a gépnél a max munka sebesség 7000mm/ min az üresjátati (G00) 15 000mm/min és ez már a biztonsági 70% csak .A felbontás csak elméleti mert 1600step/kör ez szorozva 15-el ( ennyi a csiga hajtomü áttétele ) ez ugyebár 24 000 step/ 85mm ( fogaskerék ennyit ment egy körben ) az ugyebár joval 1 század alatt van . Le is kellet venni 800-ra még igy is böven elég volt .Erö dögivel a 30kg-os zsákot 3000mm-el még elhuzta , e fölött már fütyölt .
A fogas lécet csináltattam és nagyon jok lettek halk és pontosabbak az Olasz léceknél és olcsobb volt .
Az hogy nagy az egy dolog , de hogy látványosan végig menjen a 2550mm-el kell sebesség is de ugy hogy a felbontás is meg maradjon .Ennél a gépnél a max munka sebesség 7000mm/ min az üresjátati (G00) 15 000mm/min és ez már a biztonsági 70% csak .A felbontás csak elméleti mert 1600step/kör ez szorozva 15-el ( ennyi a csiga hajtomü áttétele ) ez ugyebár 24 000 step/ 85mm ( fogaskerék ennyit ment egy körben ) az ugyebár joval 1 század alatt van . Le is kellet venni 800-ra még igy is böven elég volt .Erö dögivel a 30kg-os zsákot 3000mm-el még elhuzta , e fölött már fütyölt .
A fogas lécet csináltattam és nagyon jok lettek halk és pontosabbak az Olasz léceknél és olcsobb volt .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 23:39
Írta: s7manbs8 Dátum 2009 november 05, 23:39
Szerintem ne iktassál közbe plusz próbákat, mindjárt jöhet a golyós orsó, a ferde hatásvonalú csapágy meg a többi jóság.
Ezzel nem nyersz több tapasztalatot, csak időt pocsékolsz.
Nem kritika, de ha tudjuk, hogy holnap a Nap nem válik szupernova-vá, akkor nem kell félni attól, hogy holnap felkelünk e vagy sem. Ez a Zoltán beszámolójának a tanulsága.
Ezzel nem nyersz több tapasztalatot, csak időt pocsékolsz.
Nem kritika, de ha tudjuk, hogy holnap a Nap nem válik szupernova-vá, akkor nem kell félni attól, hogy holnap felkelünk e vagy sem. Ez a Zoltán beszámolójának a tanulsága.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 05, 23:40
Írta: 000000000 Dátum 2009 november 05, 23:40
ember,már szédűlök a tempotol!:)))nem semmi!:)))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 23:41
Írta: s7manbs8 Dátum 2009 november 05, 23:41
Tudom, nálad fellelhető még néhány köbméter dió tüzifa is. Jó neked.[#circling][#circling]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 23:42
Írta: 43pbwjg8s Dátum 2009 november 05, 23:42
Azt a gépet amiben az lesz azt majd ezzel csinálom. :)
Tudod garas nélkül, és ismerve magát az ember nem kockáztat.
Az életben nem lesz mégegyszer golyósorsóm, ha ezeket eltolom. Ugyhogy marad előbb a próba, de gondolva arra, hogy jó alap legyen a későbbiekre.
Tudod garas nélkül, és ismerve magát az ember nem kockáztat.
Az életben nem lesz mégegyszer golyósorsóm, ha ezeket eltolom. Ugyhogy marad előbb a próba, de gondolva arra, hogy jó alap legyen a későbbiekre.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 05, 23:44
Írta: 43pbwjg8s Dátum 2009 november 05, 23:44
Bámulatos, hogy csigahajtással és fogasléccel pontos tudsz maradni.
Azt hiszem Te fogsz mesélni nekem majd a tallkozón! Én ugyis egy félénk fajta vagyok. Meg se merek majd szólalni. :)
Azt hiszem Te fogsz mesélni nekem majd a tallkozón! Én ugyis egy félénk fajta vagyok. Meg se merek majd szólalni. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 23:46
Írta: s7manbs8 Dátum 2009 november 05, 23:46
Na várjunk, ennyi felbontás mellett, meg áttétel, hogy lehet ilyen gyors, csak nem betévedtem a málnásba ? Nálam 700mm/perc, az már száguld, mint a gyorsvonat, igaz nem maximum ez, amit a motorok tudnának, és az áttétel sem ugyanaz, de azért itt számolnom kell kicsit még, hogy megértsem.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 05, 23:55
Írta: besirkyjh Dátum 2009 november 05, 23:55
Itt van a honom alatt egy kis gép MDF 8 menetes szár ( 1.25mm) az tug 700mm munkába .
Ha számolsz 800step-el számolj , kijön az .
Ha számolsz 800step-el számolj , kijön az .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 05, 23:59
Írta: s7manbs8 Dátum 2009 november 05, 23:59
3000 fordulat/perc = 3000 * menetemelkedés /perc =
nálad mennyi a menetemelkedés ? meg az áttétel ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 06, 00:01
Írta: s7manbs8 Dátum 2009 november 06, 00:01
Tényleg nem lehetetlen, de most már nekem is mennem kell, majd legközelebb.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 06, 00:06
Írta: besirkyjh Dátum 2009 november 06, 00:06
Egy közel 3000mm-es gépnél nem nagyon volt más választásom mint a fogasléc vagy a fogazott szij , sem árban sem bizalomban nem verte a lécet ( szoszerint ) .CNC-vel csinálták ( de nem ez a lényeg )és 3000mm-en kissebb az eltérés 0.5mm-nél .
A donomit ( itt a forumon igy irta valaki ) magában egy igen kopás állo anyag ( ezt tudja mindenki ) de ha a trapéz orsot felpolirozod és utánna azzal vágod a menetet akkor garantált a siker ( de ez titok ) a polirozás a lényeg olyan mint a tükör akkor jo .
A donomit ( itt a forumon igy irta valaki ) magában egy igen kopás állo anyag ( ezt tudja mindenki ) de ha a trapéz orsot felpolirozod és utánna azzal vágod a menetet akkor garantált a siker ( de ez titok ) a polirozás a lényeg olyan mint a tükör akkor jo .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 14, 13:11
Írta: besirkyjh Dátum 2009 november 14, 13:11
Valahol már volt téma itt a forumon de nem igazán találom hogy hol .
Tehát : Épiteni fogok egy gépet ( CNC) föleg aluminium megmunkálására . A munka területe 320 X 200 x 150mm , léptetömotoros mikrostep vezérlés ( H2 ) .10 X 3-as vagy 12 X 3-as trapéz orso danamid esetleg bronz anyával. 1.2-1.5Nm bipoláris motorokkal valoszinü 1:3 áttétellel .Isel WS3 kocsikkal és a hozzávalo sinekkel .Föorsotmotort még nem tudom valoszinü DC motor amit szeretnék maximum 6000-es föorso fordulaton üzemeltetni és áttételezni , fontos hogy a föorso vége szabad legyen ( késöbb automata cserélös , ha van rá igényem ).Na eddig viszonylag egyszerü .
Kérdés : a vázat szeretném nagyon masszivra épiteni , két lehetöségem van .Az elsö zártszelvényböl heggesztéssel és csavarozással .
A második a betonbol valo kiöntés .
A gép nem nagy , alabol 500 X 500 X kb 500mm a váza .
Van-e valakinek tapasztalata ebben ( beton ) vagy valami okosság ehez ( miböl lehetne , csempe ragaszto , beton , vagy valami más agyag ami önthetö )? Milyen tecnologiával kell csinálni az öntést ? Vagy eleve sületlenség az egész ? de engen tényleg érdekelne és ha jo lessz viszem alegközelebbi találkozora is .
[#confused]
Tehát : Épiteni fogok egy gépet ( CNC) föleg aluminium megmunkálására . A munka területe 320 X 200 x 150mm , léptetömotoros mikrostep vezérlés ( H2 ) .10 X 3-as vagy 12 X 3-as trapéz orso danamid esetleg bronz anyával. 1.2-1.5Nm bipoláris motorokkal valoszinü 1:3 áttétellel .Isel WS3 kocsikkal és a hozzávalo sinekkel .Föorsotmotort még nem tudom valoszinü DC motor amit szeretnék maximum 6000-es föorso fordulaton üzemeltetni és áttételezni , fontos hogy a föorso vége szabad legyen ( késöbb automata cserélös , ha van rá igényem ).Na eddig viszonylag egyszerü .
Kérdés : a vázat szeretném nagyon masszivra épiteni , két lehetöségem van .Az elsö zártszelvényböl heggesztéssel és csavarozással .
A második a betonbol valo kiöntés .
A gép nem nagy , alabol 500 X 500 X kb 500mm a váza .
Van-e valakinek tapasztalata ebben ( beton ) vagy valami okosság ehez ( miböl lehetne , csempe ragaszto , beton , vagy valami más agyag ami önthetö )? Milyen tecnologiával kell csinálni az öntést ? Vagy eleve sületlenség az egész ? de engen tényleg érdekelne és ha jo lessz viszem alegközelebbi találkozora is .
[#confused]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 14, 13:23
Írta: ukcge40u Dátum 2009 november 14, 13:23
Ha betonból csinálod, akkor izgi lesz elhozni a talira. Csak vasbeton jöhetne szóba, és elég vaskosra kell tervezni.
Szerintem vastagfalú zártszelvény,de még jobb a nyitott profil.
Ezügyben Szalai György írt a topikomba egy rövid szösszenetet, érdemes elolvasni, nagyon lényegretörő.
A beton inkább géptalapzatnak jó.
Nem beszélve arról, hogy egy év alatt szétráznád morzsákra a betonvázat.
Szerintem vastagfalú zártszelvény,de még jobb a nyitott profil.
Ezügyben Szalai György írt a topikomba egy rövid szösszenetet, érdemes elolvasni, nagyon lényegretörő.
A beton inkább géptalapzatnak jó.
Nem beszélve arról, hogy egy év alatt szétráznád morzsákra a betonvázat.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 november 14, 14:58
Írta: 3vv2btrhv Dátum 2009 november 14, 14:58
Trapista , öt keresd , neki volt komoly anyaga fent , képekkel receptel
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2009 november 14, 14:59
Írta: 3vv2btrhv Dátum 2009 november 14, 14:59
POLIMERBETON , igy keresd a googliban
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 14, 16:26
Írta: besirkyjh Dátum 2009 november 14, 16:26
Ez az ezt a szétrázást akarnám elkerülni .
Végül is csak egy " L " alakot akarok önteni és arra rögziteni az " X és a Z " sineket .Ezt is meg kell mereviteni ( szintén betonbol ) hátul és nem akkor már massziv is .
Trapista , ok , kicsit közelebbi melyik topick?
Cipilje a rossebb a találkozora , nem gyalog megyek .
Végül is csak egy " L " alakot akarok önteni és arra rögziteni az " X és a Z " sineket .Ezt is meg kell mereviteni ( szintén betonbol ) hátul és nem akkor már massziv is .
Trapista , ok , kicsit közelebbi melyik topick?
Cipilje a rossebb a találkozora , nem gyalog megyek .
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 14, 16:54
Írta: 4um5b65d Dátum 2009 november 14, 16:54
Azért a betont ne írd le, mint gépépítő anyag, hisz ha jól megnézzük a hidat is vasbetonból csinálják és mégsem esik szét darabjaira. Azt pedig tudjuk, hogy egy hídon nem kevés vibráció jelenik meg használat közben. Láttam már olyan brutális profi CNC esztergát aminek a teljes alsó gépváza betonból volt. Ez akkor derült ki mikor a targonca nekikoccant és egy kicsi sarok rész kitört belőle.
Én maximálisan támogatom a beton gépelemek gyártását. A saját (nagy tömegű) antitalálkozós gépemet is így tervezem. Egy két ötlet ami talán segíthet másoknak is a kivitelezésben. Hangsúlyozom ez teljesen saját ötlet alapján megy, így ha nem válik be ne tessék engem szidni, nem kötelező lekoppintani.
Szóval ahogy én gondoltam a dolgot. Először is a gép legalsó lapja egy 20mm vastag acéllemez. Ebbe a lemezbe készülnek el a későbbi géplábak állító csavarjainak menetei, de lehet bennük egy sima furat is majd felülről egy 20-as csavart átdugni és alulról egy anyát rátekerni. így az anyával lehet szintezni a gépet. Persze a csavar alsó végére egy önbeálló talpat kell készíteni. Aztán mehet felfelé az építkezés. A 20-as acéllemezre állítva ráhegesztek 120-150-es zártszelvényeket. Ha távol vannak egymástól a zárt szelvények akkor az ugyanolyan méretű összekötő/ merevítő zártszelvényeknek a csatlakozási helyét kivágom a függőleges zártszelvények oldalából. Ez azért jó mert a betonnal való kiöntéskor egy egységet képez majd a beton. Belülre én tennék még betonvasat is, pár szálat. Ami fontos a terveim szerint.... összehegesztés előtt minden zártszelvény minden oldalát átfúrom sok helyen, mondjuk egy 10,5 -ös fúróval. 10-es csavarokat átdugok a lyukon, majd belül egy olyan mondjuk 50mm hosszú anyát tekerek rá ami négyszög/hatszög profilból készül és az anya középső részén szélesen beszúrunk az anyagba amivel eltüntetjük középről a hatszög/négyszög csúcsokat. Erre azért van szükség, hogy a megkötött beton és a külső zártszelvény köpenyt egymáshoz tudjuk húzni. A beton a kötése közben valószínűleg zsugorodik valamelyes, így könnyen előfordulhatna, hogy a zártszelvény eltávolodik a beton tömbtől. Ha valaki nem tesz csavart az számolhat azzal, hogy a zártszelvény fala vibrálni fog, hiába van benne a beton. Innentől kezdve már lehet a gépnek megfelelően folytatni a váz mechanikát. Egy esztergánál a betonozott rész felnyúlhat egészen a főorsóig akár.....míg egy marógépnél a függőleges 150-es tartópillérek akár folytatódhanak egészen az Y hídig is akár. Maga az Y híd is lehet egy tömb az alapzattal. Ez így nagyon masszív konstrukciót alkot. Persze ezt csak én gondolom így. Aki nem hiszi járjon utána... :))
Én maximálisan támogatom a beton gépelemek gyártását. A saját (nagy tömegű) antitalálkozós gépemet is így tervezem. Egy két ötlet ami talán segíthet másoknak is a kivitelezésben. Hangsúlyozom ez teljesen saját ötlet alapján megy, így ha nem válik be ne tessék engem szidni, nem kötelező lekoppintani.
Szóval ahogy én gondoltam a dolgot. Először is a gép legalsó lapja egy 20mm vastag acéllemez. Ebbe a lemezbe készülnek el a későbbi géplábak állító csavarjainak menetei, de lehet bennük egy sima furat is majd felülről egy 20-as csavart átdugni és alulról egy anyát rátekerni. így az anyával lehet szintezni a gépet. Persze a csavar alsó végére egy önbeálló talpat kell készíteni. Aztán mehet felfelé az építkezés. A 20-as acéllemezre állítva ráhegesztek 120-150-es zártszelvényeket. Ha távol vannak egymástól a zárt szelvények akkor az ugyanolyan méretű összekötő/ merevítő zártszelvényeknek a csatlakozási helyét kivágom a függőleges zártszelvények oldalából. Ez azért jó mert a betonnal való kiöntéskor egy egységet képez majd a beton. Belülre én tennék még betonvasat is, pár szálat. Ami fontos a terveim szerint.... összehegesztés előtt minden zártszelvény minden oldalát átfúrom sok helyen, mondjuk egy 10,5 -ös fúróval. 10-es csavarokat átdugok a lyukon, majd belül egy olyan mondjuk 50mm hosszú anyát tekerek rá ami négyszög/hatszög profilból készül és az anya középső részén szélesen beszúrunk az anyagba amivel eltüntetjük középről a hatszög/négyszög csúcsokat. Erre azért van szükség, hogy a megkötött beton és a külső zártszelvény köpenyt egymáshoz tudjuk húzni. A beton a kötése közben valószínűleg zsugorodik valamelyes, így könnyen előfordulhatna, hogy a zártszelvény eltávolodik a beton tömbtől. Ha valaki nem tesz csavart az számolhat azzal, hogy a zártszelvény fala vibrálni fog, hiába van benne a beton. Innentől kezdve már lehet a gépnek megfelelően folytatni a váz mechanikát. Egy esztergánál a betonozott rész felnyúlhat egészen a főorsóig akár.....míg egy marógépnél a függőleges 150-es tartópillérek akár folytatódhanak egészen az Y hídig is akár. Maga az Y híd is lehet egy tömb az alapzattal. Ez így nagyon masszív konstrukciót alkot. Persze ezt csak én gondolom így. Aki nem hiszi járjon utána... :))
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 14, 17:34
Írta: ukcge40u Dátum 2009 november 14, 17:34
Nem tudom, nekem a beton annyira nem szimpatikus, pedig láttam már én is ilyet.
Ez azt is jelenti, hogy nekem sem lehet mindenkor igazam...
Lehet, az dolgozik a kisagyamban titokban, hogy ha arrébb kell rakni a gépet, akkor meg vagyok lőve egyedül. A tudatalatti nagy véleményválasztó mágus, mint tudjuk... :)
Ez azt is jelenti, hogy nekem sem lehet mindenkor igazam...
Lehet, az dolgozik a kisagyamban titokban, hogy ha arrébb kell rakni a gépet, akkor meg vagyok lőve egyedül. A tudatalatti nagy véleményválasztó mágus, mint tudjuk... :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 14, 17:41
Írta: keri Dátum 2009 november 14, 17:41
Beton sem nehezebb mint a vasöntvény.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 14, 18:20
Írta: 4um5b65d Dátum 2009 november 14, 18:20
Ha nincs semmi emelőszerkezeted akkor szerkessz rá sima kerekeket amit menetes szárral vagy excenterrel le tudsz engedni és kész. Már is mehet bele a beton. Basszus, te is tudod nagyon jól hogy mire képes a rezonancia. Lehet akármilyen pontos a géped, ha egyszer el kezd vibrálni akkor feldughatod magadnak az egészet, semmire nem lesz jó. A zártszelvényből készült gép az állandóan csinálja a zajt és a remegést.... Tehetsz te bele 6 kilométer merevítést, de fémmegmunkálásnál akkor is csilingelni fog az egész, ha nincs csillapító közeg....
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 14, 18:27
Írta: besirkyjh Dátum 2009 november 14, 18:27
Nem találom ( az irást ).
Ez marha jo , 20-as csavar , pillérek .
Egy 500x500mm-es gépröl van szo , persze attol még az elvek jok csak kicsiben .
A betontol nem kell félni vannak nagyon komoly gépek ahol alkalmazzák ( mükö vagy márvány ) volt linkelve is kép rola .A merevsége és a csillapitása miatt gondoltam rá .Meg olyan egyszerünek tünik a vázat kiönteni .
Ezek a Praktikeres csempe ragaszok kitudnak száradni olyan 40-50mm vastagon , vasalva , zsalu között ? Olyan nagyon keménynek néz ki föleg annak aki már bontott csempét .
Ez marha jo , 20-as csavar , pillérek .
Egy 500x500mm-es gépröl van szo , persze attol még az elvek jok csak kicsiben .
A betontol nem kell félni vannak nagyon komoly gépek ahol alkalmazzák ( mükö vagy márvány ) volt linkelve is kép rola .A merevsége és a csillapitása miatt gondoltam rá .Meg olyan egyszerünek tünik a vázat kiönteni .
Ezek a Praktikeres csempe ragaszok kitudnak száradni olyan 40-50mm vastagon , vasalva , zsalu között ? Olyan nagyon keménynek néz ki föleg annak aki már bontott csempét .
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 14, 18:40
Írta: ukcge40u Dátum 2009 november 14, 18:40
Tudom, hogy a beton annyira nem rossz, csak fázok tőle, mint Varsányi az áttételtől... :)
A beton az én mumusom... :)
A beton az én mumusom... :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 14, 18:43
Írta: keri Dátum 2009 november 14, 18:43
Zsugorodik, nem jó.
Én csak 1-2cm vastagon kentem fel (olyan görbe volt a fal :)) és eltört a csempe pár hónap száradás után.
Én csak 1-2cm vastagon kentem fel (olyan görbe volt a fal :)) és eltört a csempe pár hónap száradás után.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 14, 18:44
Írta: 4um5b65d Dátum 2009 november 14, 18:44
Nem értem, hogy miért ?
Ha acél "koporsót" öntesz ki betonnal, az nagyon hasonlatos lesz az önvényhez. Utólag még hegeszthetsz is rá ha valami lemaradt volna...
Az nekem sem tetszene, hogy fából zsalut készíteni, kiönteni, majd a végén elbontani a zsalut és marad a csupasz beton.
Ha acél "koporsót" öntesz ki betonnal, az nagyon hasonlatos lesz az önvényhez. Utólag még hegeszthetsz is rá ha valami lemaradt volna...
Az nekem sem tetszene, hogy fából zsalut készíteni, kiönteni, majd a végén elbontani a zsalut és marad a csupasz beton.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 november 14, 18:47
Írta: 2vkx6unz Dátum 2009 november 14, 18:47
A beton gépekkel kapcsolatban csak annyit, hogy a kötőanyag nem cement hanem valamilyen kétkomponensű polimer. A kitöltőanyag meg általában gránitőrlemény. Egyébként egy ilyen gép tömege ~harmada mint egy azonos térfogatú tömör vas gépnek ;)
Önmagában a betonnal vagy mással való kiöntésnek nem sok értelmét látom. Ezt is gondosan tervezni méretezni kell.
Önmagában a betonnal vagy mással való kiöntésnek nem sok értelmét látom. Ezt is gondosan tervezni méretezni kell.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 november 14, 18:49
Írta: 2vkx6unz Dátum 2009 november 14, 18:49
"Az nekem sem tetszene, hogy fából zsalut készíteni, kiönteni, majd a végén elbontani a zsalut és marad a csupasz beton. "
Pedig így (is) készülnek a gépek...
Egy nagy USA gyártó így csinálja... a sablon persze újrafelhasználható.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 14, 18:52
Írta: 4um5b65d Dátum 2009 november 14, 18:52
Te szoktál forgácsolni ?
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 14, 18:54
Írta: ukcge40u Dátum 2009 november 14, 18:54
Püff, én sem, pedig határozottan emlékszem rá, hogy volt valami ilyesmi. Ezek szerint akkor nem az én szobámban, de még az is lehet, hogy nem a Gyuri írta... de volt... [#nemtudom][#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 14, 18:56
Írta: ukcge40u Dátum 2009 november 14, 18:56
Én sem értem, de ha megértem, akkor el fogom mondani, ígérem...
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 14, 19:45
Írta: besirkyjh Dátum 2009 november 14, 19:45
A Hunka Tibi beszélt a polimerbetonrol de mint kitöltö anyagrol .
A cél lehet hogy tul egyszerü ( annak tünik ).
Semmi csicsoma csak egy 500x500x50mmlap ami folytatodik felfelé szintén ilyen méretü csak élére állitott lappal.
Ha ezt kiöntöm ( szépen vasalva mint a garázs alapot ) és erre szerelem a sinjeimet használhato vajon ? Elég massziv lessz ?
Eddig a legnagyobb problémát talán a zsugorodás jelentheti .
Tudom hogy volt rola szo fotok is voltak .Csak legalább a topick nevét tudnám .
A cél lehet hogy tul egyszerü ( annak tünik ).
Semmi csicsoma csak egy 500x500x50mmlap ami folytatodik felfelé szintén ilyen méretü csak élére állitott lappal.
Ha ezt kiöntöm ( szépen vasalva mint a garázs alapot ) és erre szerelem a sinjeimet használhato vajon ? Elég massziv lessz ?
Eddig a legnagyobb problémát talán a zsugorodás jelentheti .
Tudom hogy volt rola szo fotok is voltak .Csak legalább a topick nevét tudnám .
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 14, 19:52
Írta: Szalai György Dátum 2009 november 14, 19:52
CNC géphez szerkezeti anyagok #678-tól, és #1034
Google sketchup #331-től
Emlékszem Trapista fórumtársnak volt (vagy van is) saját készítésű beton alapú gépe és tapasztalata vele… hozzá… neki…
Google sketchup #331-től
Emlékszem Trapista fórumtársnak volt (vagy van is) saját készítésű beton alapú gépe és tapasztalata vele… hozzá… neki…
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 november 14, 20:00
Írta: 279nwbpsa Dátum 2009 november 14, 20:00
Véleményem szerint,a zsugorodással járó problémákkal csak addig fogsz törődni igazán,míg el nem kezdesz gondolkozni a sín stabil rögzítésén,illetve a (pontos)felületi megmunkáláson.
Ezen dolgokhoz képest a zsogorodással járó macera szinte elhanyagolható.
Ezen dolgokhoz képest a zsogorodással járó macera szinte elhanyagolható.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 14, 20:38
Írta: besirkyjh Dátum 2009 november 14, 20:38
Köszönö végig olvasom.
Tamás : A felülettöl nem félek megmunkálhato , a rögzitést könnyebb megértened ha megnézed a WS3 kocsihoz tartozo sint . Ez egy 100mm széles és 500mm hosszu aluminium profil . (ISEL gyártmány )és ehez van 190mm hosszu linkocsim .
Tamás : A felülettöl nem félek megmunkálhato , a rögzitést könnyebb megértened ha megnézed a WS3 kocsihoz tartozo sint . Ez egy 100mm széles és 500mm hosszu aluminium profil . (ISEL gyártmány )és ehez van 190mm hosszu linkocsim .
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 november 14, 20:55
Írta: 279nwbpsa Dátum 2009 november 14, 20:55
Én tudom,hogy a felülete megmunkálható. :)
Csupán azt mondom,hogy az erre a célra szolgáló eszközök nem biztosítanak feltétlenül kellő pontosságot.Talán az anyagban elhelyezett félkész-kész felület a sínek részére segíthet.
Az anyagvastagságot egy kicsit kevésnek találom.
A betonacélok megfelelő takarása és jobb elhelyezhetősége szempontjából én min.120-150mm vastagsággal kalkulálnék.Egyébként így a váz súlya is negyobb lesz,abból pedig nem lehet gond.
Csupán azt mondom,hogy az erre a célra szolgáló eszközök nem biztosítanak feltétlenül kellő pontosságot.Talán az anyagban elhelyezett félkész-kész felület a sínek részére segíthet.
Az anyagvastagságot egy kicsit kevésnek találom.
A betonacélok megfelelő takarása és jobb elhelyezhetősége szempontjából én min.120-150mm vastagsággal kalkulálnék.Egyébként így a váz súlya is negyobb lesz,abból pedig nem lehet gond.
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 14, 21:11
Írta: Teaway Dátum 2009 november 14, 21:11
Szokták azt mondani, hogy az igazi gépek helyben születnek, aztán köréépítenek egy műhelyt/géptermet.
A többi meg csak levélnehezék:)
A többi meg csak levélnehezék:)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 14, 21:11
Írta: besirkyjh Dátum 2009 november 14, 21:11
Ez az ( betét ) .Megy ez nekünk .
Ok legyen 100mm és hatos beton vas .
Majd csinálok hozzá kis aranyos kerekeket .
Más csak azt kell megoldani hogy a " zsalu " ne kössön hozzá a vázhoz , talán folia zsák .
Még valami .Mivan olyankor ha fejjel lefelé öntöm ki ? Könnyebb rezegtetnem ( tömöritenem ) .
Ok legyen 100mm és hatos beton vas .
Majd csinálok hozzá kis aranyos kerekeket .
Más csak azt kell megoldani hogy a " zsalu " ne kössön hozzá a vázhoz , talán folia zsák .
Még valami .Mivan olyankor ha fejjel lefelé öntöm ki ? Könnyebb rezegtetnem ( tömöritenem ) .
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 november 14, 21:13
Írta: 2vkx6unz Dátum 2009 november 14, 21:13
Szoktam, de nem beton gépen...
Persze nem gépi forgácsoló a szakmám...
Egyébként ez miért érdekes?
Persze nem gépi forgácsoló a szakmám...
Egyébként ez miért érdekes?
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 14, 21:13
Írta: ukcge40u Dátum 2009 november 14, 21:13
Nekem nem igazi gépem lesz, csak egy másfélméterszermásfélméteres hobbycsöppség.
Nekem az is megfelel majd... :)
Nekem az is megfelel majd... :)
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 14, 21:16
Írta: Teaway Dátum 2009 november 14, 21:16
De ott volt a :) jel a végén. Nyilván értetted, amit mondani akartam.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 14, 21:19
Írta: ukcge40u Dátum 2009 november 14, 21:19
Nekem is ott volt a jel a végén.
Nyilván láttad, csak nem vetted észre...
A levélnehezékekre is szüksége van a világnak.
Igazi gépet meg építsenek a kőművesek...
[#beka2][#vigyor2][#pias][#nevetes1][#nevetes1][#nevetes1][#hehe]
Nyilván láttad, csak nem vetted észre...
A levélnehezékekre is szüksége van a világnak.
Igazi gépet meg építsenek a kőművesek...
[#beka2][#vigyor2][#pias][#nevetes1][#nevetes1][#nevetes1][#hehe]
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 november 14, 21:20
Írta: 279nwbpsa Dátum 2009 november 14, 21:20
Az alakját figyelembevéve,én bizonyára így járnék el,a talp felől dolgoznám be az anyagot.
Az acélok elhelyezése is kézenfekvőbb így.
A formaleválasztónak úgy vélem több minden megfelelhet,így talán a fólia is.A gyűrődések viszont csúnyán néznek ki a kész anyagon! :(
Nagyon ragaszkodsz a poli.betonhoz?
Első próbára megfelelhetne a hagyományos cementkötésű is,nem?
Az acélok elhelyezése is kézenfekvőbb így.
A formaleválasztónak úgy vélem több minden megfelelhet,így talán a fólia is.A gyűrődések viszont csúnyán néznek ki a kész anyagon! :(
Nagyon ragaszkodsz a poli.betonhoz?
Első próbára megfelelhetne a hagyományos cementkötésű is,nem?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 14, 21:21
Írta: 4um5b65d Dátum 2009 november 14, 21:21
Csak érdekelt, hogy tisztában vagy e egy 150 Kg-os hegesztett , számításokon alapuló zártszelvény váz és egy 1500 Kg-os önvény váz rezonancia tulajdonságaival. Azt vettem le a hozzászólásodból, hogy ha tudományosan számoljuk a merevítések helyét akkor van olyan jó a zárt szelvény is mint egy dög nehéz tömör váz.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 november 14, 21:34
Írta: 2vkx6unz Dátum 2009 november 14, 21:34
Akkor valamit félreértettél. Én arra reagáltam, hogy egy acél lemezből készült vázat kiönteni betonnal felesleges inkább az egészet csupasz betonból kell megcsinálni mire azt írtad, hogy nem szeretnél zsalut fából és utána lebontani.
Annyi megjegyzésem van, hogy a homokos sóder, cement víz kombináció nem igazán lesz jó kiöntésnek a zsugorodás és a kémiai kölcsönhatások miatt.
A méretezésről meg annyit, hogy akár öntvény akár hegesztett acél szerkezet akár beton egyik sem találomra születik... és van amikor a hegesztett szerkezet jobb mint a nehéz tömör váz. Itt a fórumon is volt egy anyag egy gép tervezéséről (nem hobby) és elég tanulságos végigkövetni a konstrukció kialakítását.
Annyi megjegyzésem van, hogy a homokos sóder, cement víz kombináció nem igazán lesz jó kiöntésnek a zsugorodás és a kémiai kölcsönhatások miatt.
A méretezésről meg annyit, hogy akár öntvény akár hegesztett acél szerkezet akár beton egyik sem találomra születik... és van amikor a hegesztett szerkezet jobb mint a nehéz tömör váz. Itt a fórumon is volt egy anyag egy gép tervezéséről (nem hobby) és elég tanulságos végigkövetni a konstrukció kialakítását.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 14, 21:47
Írta: besirkyjh Dátum 2009 november 14, 21:47
Poli beton ? turot .
Praktiker apukám keverék , kültéri 4-es ragaszto csak viz kell hozzá .
Akkor hogy csináljam a forma leválasztást ?
Praktiker apukám keverék , kültéri 4-es ragaszto csak viz kell hozzá .
Akkor hogy csináljam a forma leválasztást ?
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 november 14, 21:54
Írta: 279nwbpsa Dátum 2009 november 14, 21:54
Orsóolaj,gázolaj-gépzsír keverék,étolaj,
szappanhab,stb.
A terved kevésbé valószínű,hogy ebben a formában beválik.A csemperagasztós öntés azt hiszem csak pénz kidobás lesz. :(
szappanhab,stb.
A terved kevésbé valószínű,hogy ebben a formában beválik.A csemperagasztós öntés azt hiszem csak pénz kidobás lesz. :(
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 14, 21:58
Írta: 4um5b65d Dátum 2009 november 14, 21:58
Jaaa, akkor tényleg félreértettem.....
:)
:)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 14, 21:58
Írta: besirkyjh Dátum 2009 november 14, 21:58
Mit vegyek hellyete ?
A Praktibol , holnap az van nyitva .
A leválsztás igy megoldodott .
A Praktibol , holnap az van nyitva .
A leválsztás igy megoldodott .
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 14, 21:59
Írta: 4um5b65d Dátum 2009 november 14, 21:59
Most hirtelen nem is tudom.... annyi mindenről folyt a dumcsi.
Milyen anyagú formát is csinálsz ??
Milyen anyagú formát is csinálsz ??
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2009 november 14, 22:04
Írta: 2vkx6unz Dátum 2009 november 14, 22:04
Mielőtt belefogsz és feleslegesen költekezel nézz szét itt. Polimer gépváz
Ha végigrágtad magad utána is lesz mir kidobnod a pénzt
[#buck]
Ha végigrágtad magad utána is lesz mir kidobnod a pénzt
[#buck]
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 november 14, 22:06
Írta: 279nwbpsa Dátum 2009 november 14, 22:06
Hát,ha a környezetedben van agyagtól mentes zúzott
kavics,akkor csak cementet,vasat kell beszerezni.
Azért inkább a zsalut készítsd el előbb!
kavics,akkor csak cementet,vasat kell beszerezni.
Azért inkább a zsalut készítsd el előbb!
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 14, 22:07
Írta: ukcge40u Dátum 2009 november 14, 22:07
Erről láttam egy videót is, nagyon meggyőző.
És nem beton... :)
Ez tetszik, csak azt nem tudom, mennyi most a cucc köbmétere?[#fejvakaras]
És nem beton... :)
Ez tetszik, csak azt nem tudom, mennyi most a cucc köbmétere?[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 november 14, 22:20
Írta: 279nwbpsa Dátum 2009 november 14, 22:20
Azért ez a poli.beton időrőlidőre felbukkan.
Általánosságban biztos nagyon jó lehet.
Viszont esetünkben(vagyis Zoltán esetében)egy kicsit "ágyúval verébre" dolog.
Meg aztán,mire a megfelelő összetevőket beszerzi,a helyes eljárást kitapasztalja,addig az egyszerűbb(és olcsóbb)eljárással készült gépet már rég tönkrehasználja. :)
Általánosságban biztos nagyon jó lehet.
Viszont esetünkben(vagyis Zoltán esetében)egy kicsit "ágyúval verébre" dolog.
Meg aztán,mire a megfelelő összetevőket beszerzi,a helyes eljárást kitapasztalja,addig az egyszerűbb(és olcsóbb)eljárással készült gépet már rég tönkrehasználja. :)
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 november 14, 22:22
Írta: 279nwbpsa Dátum 2009 november 14, 22:22
Helyesebben:időről-időre
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 14, 23:01
Írta: besirkyjh Dátum 2009 november 14, 23:01
Áááá nemérted a lényeget .
Ez a gép ha sikerül tarolni fog a legközelebbi CNC találkozon ( föleg sulyra a méretéhez képest ) . Tudok én jo gépet csinálni de olyan már van mindenkinek .
Valoban az érdekel hogy lehet-e betonbol ( nem poli meg mü kö meg márvány por ) 1 zsák Praktikeres masszábol valami használhato vázat ( hordozot ) csinálni .A csempe ragaszto kivételével nem ismerem ezeket az anyagokat .
Ez a gép ha sikerül tarolni fog a legközelebbi CNC találkozon ( föleg sulyra a méretéhez képest ) . Tudok én jo gépet csinálni de olyan már van mindenkinek .
Valoban az érdekel hogy lehet-e betonbol ( nem poli meg mü kö meg márvány por ) 1 zsák Praktikeres masszábol valami használhato vázat ( hordozot ) csinálni .A csempe ragaszto kivételével nem ismerem ezeket az anyagokat .
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 november 14, 23:23
Írta: 279nwbpsa Dátum 2009 november 14, 23:23
Az én véleményem szerint,a Praktikerben kapható ilyen jellegű zsákos anyagokat nem fogod tudni a céljaidra használni.Legalábbis az eredeti elképzelésed módosítása nélkül.
Kitöltő anyagnak talán beválna egynémelyik.
Önnáló gépváznak mindenképpen megfelelő keveréket kell készíteni.
Ámbár ha a Praktiban találsz instant cnc vázat,az forradalmasítja a gépépítést! :))
[#nyes]
Kitöltő anyagnak talán beválna egynémelyik.
Önnáló gépváznak mindenképpen megfelelő keveréket kell készíteni.
Ámbár ha a Praktiban találsz instant cnc vázat,az forradalmasítja a gépépítést! :))
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 14, 23:36
Írta: besirkyjh Dátum 2009 november 14, 23:36
Ugyse veszed el a kedvem . Nyitásra ott leszek .
Az insant cnc váz ott is hiánycikk , amugy se venném meg ,az már kész van .
Semmi nincs veszve ha nem sikerül majd arra fogok ülni és kitalálom rajta a következö agyahagyott vázat .
Egyébbként tényleg nagyon jo vázat lehet belöle épiteni ( nem a betonra gondolok hanem a polimer több komponensü betonra )de az már surolja a sznobizmus kategoriáját .
Meg fogok tanulni képet betenni ide mert képekben pontosabban lehet még kérdezni is .
Az insant cnc váz ott is hiánycikk , amugy se venném meg ,az már kész van .
Semmi nincs veszve ha nem sikerül majd arra fogok ülni és kitalálom rajta a következö agyahagyott vázat .
Egyébbként tényleg nagyon jo vázat lehet belöle épiteni ( nem a betonra gondolok hanem a polimer több komponensü betonra )de az már surolja a sznobizmus kategoriáját .
Meg fogok tanulni képet betenni ide mert képekben pontosabban lehet még kérdezni is .
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 november 14, 23:46
Írta: 279nwbpsa Dátum 2009 november 14, 23:46
Még csak véletlenül sem szeretném elvenni a kedvedet,hogy megvalósítsad az ötleted!
Inkább csak próbáltam tippet adni egy biztosabban elkészíthető vázhoz.
Inkább csak próbáltam tippet adni egy biztosabban elkészíthető vázhoz.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 15, 08:06
Írta: Szalai György Dátum 2009 november 15, 08:06
A beton gépvázon sokat kell gondolkodni!
Mert utólag megmunkálni nehéz. Főleg nagy pontossággal, ami egy sin alá kell. Tehát akkora vas (vasak) kell bele, ami a beton kötése után síkba marható, és menetes lyuk készíthető bele. Egyből pontosra önteni és megmunkálás nélkül megszerelni, hézagolni házilag, az kudarc. Kicsi gépnél, így lehet hogy több lesz a vas mint a beton.
Referencia felületet betonra utólag is lehet készíteni önterülő anyagokkal. Tapadó iszappal, műgyanta-üvegpor keverékkel, padloponnal, stb.
Nagy pontosságú öntéshez, nem véletlenül használják a műgyanta betont.
A rendes betonban a víz hatására folyik a kötés, közben a víz elpárolog, a beton kiszárad, térfogata csökken. A kiszáradt betonban benne maradnak az elpárolgó víz helyén keletkező pici üres pólusok, ami gyengíti a készterméket. Ezért jó bele a betonacél, ami mégis összetartja. A cementkötés merev, mint a kő. Nem rezgésálló, nem rezgéscsillapító. Ezen is segít az acél. Tehát a bajt magával a vízzel van. Ha ott van, az is baj, ha már nincs ott, az is.
A műgyanta betonban a vizet a gyanta helyettesíti. Nem párolog el, nem marad pórus a helyén, és minimálisan változtatja a térfogatát a kötés folyamán. A megkötött gyanta sokkal lágyabb, mint a kő. Ezért betonacél nélkül is jó rezgésálló és rezgéscsillapító tulajdonságú. A műgyanta betonban nincsen cement, ami kitöltené a kövek közötti apró tereket, ezért annak helyét a keverékben kőliszttel kell pótolni.
Kisebb tárgyak olcsó öntéséhez jól használhatók a műgyantával feljavított, cementkötésű, előre kevert, zsákos betonjavítók. Különféle szemcsenagysággal keverik őket, de mindegyik nagyon tömör szerkezetű, kicsi zsugorodású. Weber Terranova B200, B300.
A csemperagasztó is nagyon jó, csempét ragasztani és múlatni az időt. A pénztárcára is karcsúsító hatással van, főleg a jobb kültéri rugalmas fajta. Betonnak meg pont ezért nem jó.
Mert utólag megmunkálni nehéz. Főleg nagy pontossággal, ami egy sin alá kell. Tehát akkora vas (vasak) kell bele, ami a beton kötése után síkba marható, és menetes lyuk készíthető bele. Egyből pontosra önteni és megmunkálás nélkül megszerelni, hézagolni házilag, az kudarc. Kicsi gépnél, így lehet hogy több lesz a vas mint a beton.
Referencia felületet betonra utólag is lehet készíteni önterülő anyagokkal. Tapadó iszappal, műgyanta-üvegpor keverékkel, padloponnal, stb.
Nagy pontosságú öntéshez, nem véletlenül használják a műgyanta betont.
A rendes betonban a víz hatására folyik a kötés, közben a víz elpárolog, a beton kiszárad, térfogata csökken. A kiszáradt betonban benne maradnak az elpárolgó víz helyén keletkező pici üres pólusok, ami gyengíti a készterméket. Ezért jó bele a betonacél, ami mégis összetartja. A cementkötés merev, mint a kő. Nem rezgésálló, nem rezgéscsillapító. Ezen is segít az acél. Tehát a bajt magával a vízzel van. Ha ott van, az is baj, ha már nincs ott, az is.
A műgyanta betonban a vizet a gyanta helyettesíti. Nem párolog el, nem marad pórus a helyén, és minimálisan változtatja a térfogatát a kötés folyamán. A megkötött gyanta sokkal lágyabb, mint a kő. Ezért betonacél nélkül is jó rezgésálló és rezgéscsillapító tulajdonságú. A műgyanta betonban nincsen cement, ami kitöltené a kövek közötti apró tereket, ezért annak helyét a keverékben kőliszttel kell pótolni.
Kisebb tárgyak olcsó öntéséhez jól használhatók a műgyantával feljavított, cementkötésű, előre kevert, zsákos betonjavítók. Különféle szemcsenagysággal keverik őket, de mindegyik nagyon tömör szerkezetű, kicsi zsugorodású. Weber Terranova B200, B300.
A csemperagasztó is nagyon jó, csempét ragasztani és múlatni az időt. A pénztárcára is karcsúsító hatással van, főleg a jobb kültéri rugalmas fajta. Betonnak meg pont ezért nem jó.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 15, 08:49
Írta: Szalai György Dátum 2009 november 15, 08:49
Pár adat.
A polimer beton nyolc-tízszer gyorsabban csökkenti a rezgéseket, mint a szürke acélöntvény.
Nagy gépek öntött PC (Polymer concrete) alapja túl nehéz lenne, ezért üregesre öntik, vagy csak a rezgésre hajlamos részeket készítik PC-ből, a többi hegesztett acél.
A polimer beton nyolc-tízszer gyorsabban csökkenti a rezgéseket, mint a szürke acélöntvény.
Nagy gépek öntött PC (Polymer concrete) alapja túl nehéz lenne, ezért üregesre öntik, vagy csak a rezgésre hajlamos részeket készítik PC-ből, a többi hegesztett acél.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 15, 09:36
Írta: keri Dátum 2009 november 15, 09:36
Kedvet kaptam a polimer betonhoz.
Szerintetek sima epoxi gyanta jó hozzá? Annak kb. 5000forint kilója, esetleg mi lenne ha üveggel vagy karbonra cserélnénk a gránitot?
http://www.novia.hu/index.php?a=termekek&cat_id=25
Szerintetek sima epoxi gyanta jó hozzá? Annak kb. 5000forint kilója, esetleg mi lenne ha üveggel vagy karbonra cserélnénk a gránitot?
http://www.novia.hu/index.php?a=termekek&cat_id=25
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 15, 09:45
Írta: keri Dátum 2009 november 15, 09:45
Ne válaszoljatok, a kompozit anyagok lényege hogy két anyag előnyös tulajdonságait veszi fel a kompozit. A gránitra a merevség miatt van szükség, a karbon és üveg pedig rugalmas.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 15, 09:56
Írta: besirkyjh Dátum 2009 november 15, 09:56
Sziasztok
Azzal telt az estém hogy cikkeket olvastam és rájöttem arra amit a Szalai Gyuri is leirt .
Sima beton törölve , gyantás drága , megoldás a kettö eggyüttes alkalmazása ( cement+mügyanta ) .Kb 40kg lessz a váz ( 1.2-2.2kb/köb dm ) keveréstöl függ , minéltöbb a mügyanta annál könnyebb .
Na Keri kié lessz hamarabb kész ( vagy kész eggyáltalán ) ?
Mekkorát csinálsz ?
Azzal telt az estém hogy cikkeket olvastam és rájöttem arra amit a Szalai Gyuri is leirt .
Sima beton törölve , gyantás drága , megoldás a kettö eggyüttes alkalmazása ( cement+mügyanta ) .Kb 40kg lessz a váz ( 1.2-2.2kb/köb dm ) keveréstöl függ , minéltöbb a mügyanta annál könnyebb .
Na Keri kié lessz hamarabb kész ( vagy kész eggyáltalán ) ?
Mekkorát csinálsz ?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 15, 10:04
Írta: besirkyjh Dátum 2009 november 15, 10:04
A sin rögzitését átmenö furaton gondoltam , talán valami vékonyfalu csövet beleteszek és azon keresztül rögzitem .
Még a szine a nagy gondom . Kék vagy sárga ?
Még a szine a nagy gondom . Kék vagy sárga ?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 15, 10:06
Írta: Szalai György Dátum 2009 november 15, 10:06
Karbon, szénszál. Attól függően, hogy milyen anyagot hogyan szenesítenek el, különböző tulajdonságúak léteznek. A Dyneema nevű, tényleg elhanyagolható mértékben nyúlik. Mégsem lenne jó a PC rugalmasságának csökkentésére. Nem is kell azt csökkenteni, egyszerűen oda kell használni ahová való.
A Dyneema vékony, könnyű héjszerkezetek merevítésére ideális. Mivel nagyon kicsi a nyúlása, a belőle készült kettős hélyszerkezet merevsége is nagy lesz. Sokkal nagyobb, mint úvegszál, vagy kevlár esetén. De akár egy acéllánc is helyettesíthető Dyneema kötéllel.
A Dyneema vékony, könnyű héjszerkezetek merevítésére ideális. Mivel nagyon kicsi a nyúlása, a belőle készült kettős hélyszerkezet merevsége is nagy lesz. Sokkal nagyobb, mint úvegszál, vagy kevlár esetén. De akár egy acéllánc is helyettesíthető Dyneema kötéllel.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 15, 10:10
Írta: besirkyjh Dátum 2009 november 15, 10:10
Hulladék tárolot ( beágyazott ) csináluk belöle ,olyan beton amit fog a mágnes és vezeti az áramot .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 15, 10:11
Írta: keri Dátum 2009 november 15, 10:11
A tied lesz kész előbb :D
Előbb egy családi házat kell vennem hogy legyen hol csinálni :)
Előbb egy családi házat kell vennem hogy legyen hol csinálni :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 15, 10:26
Írta: 000000000 Dátum 2009 november 15, 10:26
Bocsánat, de nem értelek egészen...
Törekszel a merev, nagy tömegű betonozott
gépvázra, de közben:
1. zajgenerátor és kis dinamikájú léptecses
hajtást használsz majd
2. "kottyanós" trapézorsóid lesznek
3. Alut és nem keményebb anyagot szeretnél
csak megmunkálni.
4. viszonylag kicsi a munkatér (320 X 200 x 150mm)
Te nem érzel némi műszaki ellentmondást a
betonozás és a 4 pont közt?:)
Törekszel a merev, nagy tömegű betonozott
gépvázra, de közben:
1. zajgenerátor és kis dinamikájú léptecses
hajtást használsz majd
2. "kottyanós" trapézorsóid lesznek
3. Alut és nem keményebb anyagot szeretnél
csak megmunkálni.
4. viszonylag kicsi a munkatér (320 X 200 x 150mm)
Te nem érzel némi műszaki ellentmondást a
betonozás és a 4 pont közt?:)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 15, 10:44
Írta: Szalai György Dátum 2009 november 15, 10:44
Betonozni könnyebb, mint acélvázat szabni, hegeszteni. Legalábbis azt hiszi, aki még nem próbált precíziósra önteni egy betont. Azután rájön, hogy nem megy, tele rakja vassal, a vas felületeket utólag megmunkálja és kap valamit. Még mindég nem kellett hegesztenie.
A „zajgenerátor” léptecs nem rezgetné a mechanikát, ha helyesen volna a gépvázra szerelve és az orsóhoz csatlakoztatva. Például a nem túlméretezett fogasszíj egyik üdvözítő hatása épp a léptecs nagyvonalú (egész, fél lépés) vezérléséből származó rángató hatás csökkentése. Ezért gondolkodom a mikrolépéses vezérlő step bemenete elé egy olyan áramkörön, ami egy bemenő impulzus hatására a kimenetén pontosan annyi kimenő impulzust generál, ahány mikrolépéses üzemmódban dolgozik a motorvezérlő. Így a számítógép felől csak egészlépésnyi step jelre van szükség, a motor mégis mikrolépéses módban, rángatás-minimumon jut el egyik egész lépéstől a másikig. A mikrolépés nyújtotta kisebb lépésszöget nem szeretném kihasználni, az úgysem kellően pontos és erős.
A „zajgenerátor” léptecs nem rezgetné a mechanikát, ha helyesen volna a gépvázra szerelve és az orsóhoz csatlakoztatva. Például a nem túlméretezett fogasszíj egyik üdvözítő hatása épp a léptecs nagyvonalú (egész, fél lépés) vezérléséből származó rángató hatás csökkentése. Ezért gondolkodom a mikrolépéses vezérlő step bemenete elé egy olyan áramkörön, ami egy bemenő impulzus hatására a kimenetén pontosan annyi kimenő impulzust generál, ahány mikrolépéses üzemmódban dolgozik a motorvezérlő. Így a számítógép felől csak egészlépésnyi step jelre van szükség, a motor mégis mikrolépéses módban, rángatás-minimumon jut el egyik egész lépéstől a másikig. A mikrolépés nyújtotta kisebb lépésszöget nem szeretném kihasználni, az úgysem kellően pontos és erős.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 15, 10:55
Írta: 000000000 Dátum 2009 november 15, 10:55
"Ezért gondolkodom a mikrolépéses vezérlő step
bemenete elé egy olyan áramkörön, ami egy
bemenő impulzus ..."
Ne gondolkozz ezen tovább, mivel nincs
visszacsatolás (hiszen step hajtásról van szó)
halva született ötlet. Gondold csak végig...
bemenete elé egy olyan áramkörön, ami egy
bemenő impulzus ..."
Ne gondolkozz ezen tovább, mivel nincs
visszacsatolás (hiszen step hajtásról van szó)
halva született ötlet. Gondold csak végig...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 15, 11:27
Írta: 000000000 Dátum 2009 november 15, 11:27
Egyébként sokkal hatékonyabban lehet
egy jó mechanikát építeni, ha a konstruktőr
először nem a betonkeverés rejtelmeit,
hanem a statika, szilárdságtan alapjait
alkalmazza különös tekintettel a hajlításnak
kitett szerkezetek és azok másodrendű
nyomatékának képleteire.
Lásd gyakorlati példa: műanyag vonalzó
lapjára igen könnyen hajlik, élére fordítva
már más a helyzet. Azaz a, b oldalú profilnál
nem mindegy mit emelek köbre, pillanatok
alatt több száz szoros merevség javulást kapunk.
egy jó mechanikát építeni, ha a konstruktőr
először nem a betonkeverés rejtelmeit,
hanem a statika, szilárdságtan alapjait
alkalmazza különös tekintettel a hajlításnak
kitett szerkezetek és azok másodrendű
nyomatékának képleteire.
Lásd gyakorlati példa: műanyag vonalzó
lapjára igen könnyen hajlik, élére fordítva
már más a helyzet. Azaz a, b oldalú profilnál
nem mindegy mit emelek köbre, pillanatok
alatt több száz szoros merevség javulást kapunk.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 15, 11:40
Írta: Szalai György Dátum 2009 november 15, 11:40
A megoldás célja nem több, csak az ugrálás jelentős csökkentése, a motor mikrolépéses üzeme által. Anélkül, hogy a számítógép által kiadott step frekvenciának az egészlépéses üzemmódhoz képest többszörösnek kéne lennie. Általában a gép a gyenge láncszem, a vezérlő képes feldolgozni a többszörös step jelet. Ok, a golyósorsó jelentős kímélése és a mozgó géptömeg könnyebbre építhetősége. A felbontás és a dinamika növelését továbbra is áttételezéssel gondolom.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 15, 12:09
Írta: besirkyjh Dátum 2009 november 15, 12:09
Eléggé levagyok korlátozva ( eszközileg ) .
Ez a polimer beton dolog tetszetösnek tünik .
Azt már látom hogy nem olyan egyszerü megépiteni és ki önteni .Statikailag nem lessz gond megtudom tervezni , bordák vannak a merevitéshez .
Léptetömotor : kb 30db van itthon és eddig még nem láttam hiányát a servonak .Mikro steppet használok ami jelentösen csökkenti a rezgést .A dinamikában egyet értek veled csak nekem nincs servomotorom igy nincs viszonyitási alapom se .Ezért maximálisan elfogadom azoknak az embereknek a véleményét akik használják a servot .
Trapézmenet : Használtam bronz anyát és nagyonrövid idö alatt olyan kopások voltak hogy nem lehetett vele tovább dolgozni .Sokáig kisérleteztem anyagokkal mig eljutottam a polyamid-ig ebbe furtam a trapézmenetet magával az orsoval és 2.5-3 év után sem tapasztaltam holtjátékot ( a mai napig kicsit huzosan jár ) .
Számomra ettöl csak a golyosorso lehet a jobb . Arra meg nincs pénzem .
Aluminiumtol keményebb fémet CNC-n biztos nemfogok megmunkálni .Esetleg gravirozni .
Munka terület : Adot volt 3db ISEL vezeték ezekböl csak ez a méret látszik használhatonak .Mivel hogy oszlopos az elrendezése nem akartam a "Z" tengelyem nagyon a levegöben logatni még igy is 130mm az "Y" távolsága a szerszám központjátol .
Viszonylag szerencsésebbnek tartom a vázat "tul méretezni " mint forditva .
Gondolod ha ez a gép üzemelni fog megállok itt , nem tenném soha .
Tiborom Te nagyon otthon vagy ezekben a dolgokban .Azt hiszed meguszod hogy ne kérdeznélek meg a hajtásokkal kapcsolatban .
Tévedsz [#shakehead]
Ugy gondolom ha akarsz segiteni fogsz ( föleg ha kérdeznek ).
Ezt lezavarom igy , csak még kell az anyagrol informácio és utánna már lessz tapasztalatom ami fog igazán segiteni akövetkezö gép épitésénél de nem fogok 50kg-nál nagyobb suju gépet épiteni ( polimer betonbol)
[#fejvakaras]
Ez a polimer beton dolog tetszetösnek tünik .
Azt már látom hogy nem olyan egyszerü megépiteni és ki önteni .Statikailag nem lessz gond megtudom tervezni , bordák vannak a merevitéshez .
Léptetömotor : kb 30db van itthon és eddig még nem láttam hiányát a servonak .Mikro steppet használok ami jelentösen csökkenti a rezgést .A dinamikában egyet értek veled csak nekem nincs servomotorom igy nincs viszonyitási alapom se .Ezért maximálisan elfogadom azoknak az embereknek a véleményét akik használják a servot .
Trapézmenet : Használtam bronz anyát és nagyonrövid idö alatt olyan kopások voltak hogy nem lehetett vele tovább dolgozni .Sokáig kisérleteztem anyagokkal mig eljutottam a polyamid-ig ebbe furtam a trapézmenetet magával az orsoval és 2.5-3 év után sem tapasztaltam holtjátékot ( a mai napig kicsit huzosan jár ) .
Számomra ettöl csak a golyosorso lehet a jobb . Arra meg nincs pénzem .
Aluminiumtol keményebb fémet CNC-n biztos nemfogok megmunkálni .Esetleg gravirozni .
Munka terület : Adot volt 3db ISEL vezeték ezekböl csak ez a méret látszik használhatonak .Mivel hogy oszlopos az elrendezése nem akartam a "Z" tengelyem nagyon a levegöben logatni még igy is 130mm az "Y" távolsága a szerszám központjátol .
Viszonylag szerencsésebbnek tartom a vázat "tul méretezni " mint forditva .
Gondolod ha ez a gép üzemelni fog megállok itt , nem tenném soha .
Tiborom Te nagyon otthon vagy ezekben a dolgokban .Azt hiszed meguszod hogy ne kérdeznélek meg a hajtásokkal kapcsolatban .
Tévedsz [#shakehead]
Ugy gondolom ha akarsz segiteni fogsz ( föleg ha kérdeznek ).
Ezt lezavarom igy , csak még kell az anyagrol informácio és utánna már lessz tapasztalatom ami fog igazán segiteni akövetkezö gép épitésénél de nem fogok 50kg-nál nagyobb suju gépet épiteni ( polimer betonbol)
[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 15, 12:16
Írta: ukcge40u Dátum 2009 november 15, 12:16
Akkor az valóban pici gép lesz, egy cementes zsák nagyjából ennyi.
A betonhoz egyenlőre a terveim szerint annyi köze lesz a gépnek, hogy mikor meglesz a helye, akkor ledübelezem, és kész. Onnantól meg rángathatja a dinamika, ha akarja.
Azt is tudom, hogy ez szilárdsági problémákat nem nagyon old meg, de egyenlőre nekem meg fog felelni.
Bár, nem is tudom, mit dumálok, mikor kész gépem sincs még, sőt az a betonplacc, amihez dübelezni szeretném, nos az sincs még a közelben sem... [#szomoru1]
A betonhoz egyenlőre a terveim szerint annyi köze lesz a gépnek, hogy mikor meglesz a helye, akkor ledübelezem, és kész. Onnantól meg rángathatja a dinamika, ha akarja.
Azt is tudom, hogy ez szilárdsági problémákat nem nagyon old meg, de egyenlőre nekem meg fog felelni.
Bár, nem is tudom, mit dumálok, mikor kész gépem sincs még, sőt az a betonplacc, amihez dübelezni szeretném, nos az sincs még a közelben sem... [#szomoru1]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 15, 12:39
Írta: besirkyjh Dátum 2009 november 15, 12:39
De dübeled van ? ( de hülye szo DÜBELED) .
Még igy is cak pakk olyan 70kg lessz .
Mivel nincs laptopom ezért csinálni kell egy kézikereket ( nem ám snasz mezeit ) sebesség fokozatok , 3 tengely egyszerre , kétirány .Van már ilyenem de az nyomo gombos az meg olyan ciki .
Hát ez az , kész gép nekem van 4 is ebböl 3 az ismert hellyen 1 meg nálam . MDF-böl van és egy kis 100W Dremel motorral csinálná a reliefeket ha én kicsit jobban boldogulnék az Artcam-al .
Akkor még nem is beszéltem a 2/3 kész 2kg-os BL motoromrol amit föorsonak szánok és saját tekercselés .
Találkozon 6/A asztal Kulcsár : betongép kézikerékkel ( minimum I-dij ) 6/B asztal Kulcsár : Ötlet tár ( mások által idiotaságnak tartott dolgok megvalositott részlege ( szelektált változat csak CNC )
Lehet kevés lessz rá az idö ?!
Még igy is cak pakk olyan 70kg lessz .
Mivel nincs laptopom ezért csinálni kell egy kézikereket ( nem ám snasz mezeit ) sebesség fokozatok , 3 tengely egyszerre , kétirány .Van már ilyenem de az nyomo gombos az meg olyan ciki .
Hát ez az , kész gép nekem van 4 is ebböl 3 az ismert hellyen 1 meg nálam . MDF-böl van és egy kis 100W Dremel motorral csinálná a reliefeket ha én kicsit jobban boldogulnék az Artcam-al .
Akkor még nem is beszéltem a 2/3 kész 2kg-os BL motoromrol amit föorsonak szánok és saját tekercselés .
Találkozon 6/A asztal Kulcsár : betongép kézikerékkel ( minimum I-dij ) 6/B asztal Kulcsár : Ötlet tár ( mások által idiotaságnak tartott dolgok megvalositott részlege ( szelektált változat csak CNC )
Lehet kevés lessz rá az idö ?!
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 15, 12:44
Írta: ukcge40u Dátum 2009 november 15, 12:44
Arról a ciki kézikerékről kérnék esetleg képet.
Bizniszelünk?
Betondübel meg annyi van a boltokban, hogy el is adják... :)
Bizniszelünk?
Betondübel meg annyi van a boltokban, hogy el is adják... :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 15, 12:51
Írta: besirkyjh Dátum 2009 november 15, 12:51
KÉt fajta van ez aggyik rossz a másik meg nem .
Melyik érdekel ?
Nem bizniszelünk , majd ha meg lessz a tekerös változat .Tessék türelmesnek lenni kicsit .
[#pias] Mehetsz bandázni .
Melyik érdekel ?
Nem bizniszelünk , majd ha meg lessz a tekerös változat .Tessék türelmesnek lenni kicsit .
[#pias] Mehetsz bandázni .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 15, 12:58
Írta: besirkyjh Dátum 2009 november 15, 12:58
Hatalmasat csalodtam a Praktiban .
Fugázo meg csemperagaszto hegyekben , sehol egy kis polimer beton( még szakadt zsáku sem ) .
Viszont találtam " száraz beton"-t 40kg 1000ft azt ha kiegészitem ( viz hellyett ) mügyantával valyon müködne ?
Fugázo meg csemperagaszto hegyekben , sehol egy kis polimer beton( még szakadt zsáku sem ) .
Viszont találtam " száraz beton"-t 40kg 1000ft azt ha kiegészitem ( viz hellyett ) mügyantával valyon müködne ?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 15, 13:11
Írta: Szalai György Dátum 2009 november 15, 13:11
Csakhogy az jó-e gépvázba építeni? Mert ha kúpos rögzítésű, akkor ugye repeszti a betont.
Találsz-e olyat, ami betonba önthető, alul pereme, oldalt szárnya van, hogy ne forduljon el és ne szakadjon ki? Ez már nem minden háztartási boltban kapható.
Találsz-e olyat, ami betonba önthető, alul pereme, oldalt szárnya van, hogy ne forduljon el és ne szakadjon ki? Ez már nem minden háztartási boltban kapható.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 15, 15:58
Írta: ukcge40u Dátum 2009 november 15, 15:58
Én arról beszélek, hogy a gép lábait dübelezem a padlóbetonhoz.
Tudok beszerezni olyan dübelt, aminek lefúrok a betonyba, beleütöm a dübelt, utána meg csavarral feszítem, és azzal történik a rögzítés is. Pár kisebb géptelepítésnél használtam már, tökéletesen megfelel.
Ráadásul nekem csak 4 db kell.
Tudok beszerezni olyan dübelt, aminek lefúrok a betonyba, beleütöm a dübelt, utána meg csavarral feszítem, és azzal történik a rögzítés is. Pár kisebb géptelepítésnél használtam már, tökéletesen megfelel.
Ráadásul nekem csak 4 db kell.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 15, 16:05
Írta: ukcge40u Dátum 2009 november 15, 16:05
Gépvázba csinálni érdemes, talán.
De oda meg úgyis beépítésre kerülnek az alapsíkok, tehát sok értelme nincs.
A betonnal az a bajom, hogy olyan problémákat is meg kell oldani miatta, ami a "hagyományos" gép építésénél fel sem merül.
Tehát én felesleges problémagyárnak tartom a betont a magam részére.
Egyébként megy a bandázás [#pias], már a EdgeCam-on megy a vita...
Ehh, szakmabeliek... [#pias][#pias][#pias][#nevetes2]
De oda meg úgyis beépítésre kerülnek az alapsíkok, tehát sok értelme nincs.
A betonnal az a bajom, hogy olyan problémákat is meg kell oldani miatta, ami a "hagyományos" gép építésénél fel sem merül.
Tehát én felesleges problémagyárnak tartom a betont a magam részére.
Egyébként megy a bandázás [#pias], már a EdgeCam-on megy a vita...
Ehh, szakmabeliek... [#pias][#pias][#pias][#nevetes2]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 15, 19:56
Írta: keri Dátum 2009 november 15, 19:56
ha nem adsz hozzá vizet nem köt a cement, ha meg műgyantával akarod akkor minek cement a sóderhez?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 15, 20:39
Írta: besirkyjh Dátum 2009 november 15, 20:39
Az lenne a köztes megoldás .
Olvasd el a #6179-et abbol gondoltam hogy jo lehet .
Keresnem kell valami forgalmazot aki tud benne segiteni ( személyesen ) .Nem tudom hogy mit mivel és milyen arányban lehet keverni .
Olvasd el a #6179-et abbol gondoltam hogy jo lehet .
Keresnem kell valami forgalmazot aki tud benne segiteni ( személyesen ) .Nem tudom hogy mit mivel és milyen arányban lehet keverni .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 15, 21:44
Írta: keri Dátum 2009 november 15, 21:44
Sírkövessel beszélj, szomszédom az volt, neki voltak ilyen kő-gyanta kompozit ragasztói, ebből gondolom hogy talán tudhatnak valamit.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 15, 22:06
Írta: besirkyjh Dátum 2009 november 15, 22:06
Az lenne a legjobb , talán , de az már nem a polimer beton . Nekik biztos van tapasztalatuk ebben .
Holnap elmegyek megkérdezem valamelyiket .
Holnap elmegyek megkérdezem valamelyiket .
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 november 15, 22:37
Írta: 279nwbpsa Dátum 2009 november 15, 22:37
De hiszen sírkövessel már beszéltél! :)[#integet2]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 16, 00:07
Írta: besirkyjh Dátum 2009 november 16, 00:07
Mit mondott nekem az a sirköves?
Hogy is csináljam hogy jo legyen ?
[#fejvakaras]
Hogy is csináljam hogy jo legyen ?
[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 16, 02:36
Írta: ukcge40u Dátum 2009 november 16, 02:36
Azt mondják, a kereszt motívum általában kell, úgy el lehet adni. Egyébként hullajó biznic... [#idiota][#eplus2]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 16, 06:35
Írta: besirkyjh Dátum 2009 november 16, 06:35
Meg van .
" X - Y "
Sajnos tudom hogy jo üzlet .[#sir]
" X - Y "
Sajnos tudom hogy jo üzlet .[#sir]
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 november 16, 22:36
Írta: ybm4ifb Dátum 2009 november 16, 22:36
Sziasztok
Csináltam egy tapintot,mivel 5 tapintásbol 2 0-ás lett, 2 0.0023-24..és egy 1 százados...ezért közkincsé teszem.
Az általam felhasznált anyag:2 db rovázkolo..."ricniző" korong,1 db női táska mágnes zár..petentből a kör mágnes,kb 8cm 8-as köranyag...egy kevés körömlakk a mágnes rögzítéséhez.
Képek a mappámban:Tapinto könyvtárban.
Csináltam egy tapintot,mivel 5 tapintásbol 2 0-ás lett, 2 0.0023-24..és egy 1 százados...ezért közkincsé teszem.
Az általam felhasznált anyag:2 db rovázkolo..."ricniző" korong,1 db női táska mágnes zár..petentből a kör mágnes,kb 8cm 8-as köranyag...egy kevés körömlakk a mágnes rögzítéséhez.
Képek a mappámban:Tapinto könyvtárban.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 16, 22:43
Írta: 4um5b65d Dátum 2009 november 16, 22:43
Ha ezt tudtam volna, nekem meg lett volna egy profi gyári eladó. Talán nem kellett volna görcsölnöd vele....
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 november 16, 22:48
Írta: ybm4ifb Dátum 2009 november 16, 22:48
Hobby géphez..hobby tapinto dukál...Te meg képes lettél volna még pénzt is kérni érte...
Az enyémnek soha nem fog megnyulni a rugoja...és igyen van.
Komolyan: a gyáriaknak 10-es a száruk (legalábbis ami nekünk van)az én maromotoromba 8-ig lehet befogni.
Az enyémnek soha nem fog megnyulni a rugoja...és igyen van.
Komolyan: a gyáriaknak 10-es a száruk (legalábbis ami nekünk van)az én maromotoromba 8-ig lehet befogni.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 november 16, 23:07
Írta: ybm4ifb Dátum 2009 november 16, 23:07
Csak egy "érdekesség"
Ma kaptam meg a "különleges tolomérőt" a Vaterán vettem.
Nem más mint egy 5-25mm-ig mérő furatmikro.
Néztem a mérümüszereid,Nálad csörös mikroként szerepel,nem adod el?
Ma kaptam meg a "különleges tolomérőt" a Vaterán vettem.
Nem más mint egy 5-25mm-ig mérő furatmikro.
Néztem a mérümüszereid,Nálad csörös mikroként szerepel,nem adod el?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 17, 08:01
Írta: 4um5b65d Dátum 2009 november 17, 08:01
Ne máááá, azt hittem profi vagy.... :)
A "csőrike" mikró sajnos nem eladó, nincs belőle feleslegem. De nem is értem, ha már vettél a Vaterán akkor minek neked még 1 ? Vagy 25-től felfelé lenne szükséged még egyre ?
A "csőrike" mikró sajnos nem eladó, nincs belőle feleslegem. De nem is értem, ha már vettél a Vaterán akkor minek neked még 1 ? Vagy 25-től felfelé lenne szükséged még egyre ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 17, 08:03
Írta: 4um5b65d Dátum 2009 november 17, 08:03
Egyébként az enyémek 5-30-ig és 30-55-ig mérnek...
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2009 november 17, 14:21
Írta: ybm4ifb Dátum 2009 november 17, 14:21
Persze..az enyém is 5-30-ig mér,csak hirtelen a külső mikro méréshatárt itam be...igen,30-55-ösöm nincs még..és a Tied pont olyan.
Megvagyok nélküle is..de szeretem ha van sajátom.
Szép a szőgmérőd is,de nekem van mégszebb.
Elöbb-utobb rámszolnak..ugyhogy nem írok több nem ide illő hozzászolást.
Megvagyok nélküle is..de szeretem ha van sajátom.
Szép a szőgmérőd is,de nekem van mégszebb.
Elöbb-utobb rámszolnak..ugyhogy nem írok több nem ide illő hozzászolást.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 17, 14:34
Írta: 4um5b65d Dátum 2009 november 17, 14:34
Van a vaterán egy használt 25-50 mikrométer.
ITT
ITT
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 17, 22:13
Írta: 43pbwjg8s Dátum 2009 november 17, 22:13
Most megint fordulóponthoz érkeztem.....
A tanácsotokat kérném!
1.7 Nm-es motorjaim vannak, és jelenleg csak 3 db.
A kérdés az, hogy melyik megoldással miért érdemesebb foglakozni:
A egyik, hogy az asztal mozgog, a másik pedig az, hogy az Y-híd és vele persze a Z mozog az asztal felett.
E második esetben mindenképpen kell hogy mind a két oldalon vontassa az ember szinkronban az Y hidat az asztal felett, avagy elég az egyik oldalon?
Előre is köszönöm a válaszolat!
A tanácsotokat kérném!
1.7 Nm-es motorjaim vannak, és jelenleg csak 3 db.
A kérdés az, hogy melyik megoldással miért érdemesebb foglakozni:
A egyik, hogy az asztal mozgog, a másik pedig az, hogy az Y-híd és vele persze a Z mozog az asztal felett.
E második esetben mindenképpen kell hogy mind a két oldalon vontassa az ember szinkronban az Y hidat az asztal felett, avagy elég az egyik oldalon?
Előre is köszönöm a válaszolat!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 17, 22:14
Írta: 43pbwjg8s Dátum 2009 november 17, 22:14
A multkor mgé volt nálam. Tudtam volna adni egyet ajándékba.
Most már azt hiszem mindet odaajándékoztam a nálam megfordulóknak. De a hétvégén szétnézek ha gondolod.
Most már azt hiszem mindet odaajándékoztam a nálam megfordulóknak. De a hétvégén szétnézek ha gondolod.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 17, 22:43
Írta: Szalai György Dátum 2009 november 17, 22:43
Megint csak szerintem.
A cél nálam az elérhető legnagyobb dinamika, hogy elérhessem az elérhető legjobb pályakövetést.
Tehát, hogy mozgóhíd-állóasztal, vagy állóhíd-mozgóasztal, azt az dönti el, hogy hogyan aránylik a tárgyasztal és munkadarab tömege, a híd és rászerelt készülékek tömegéhez. Melyiket lehet kisebb energiával, hatékonyabban mozgatni.
Hogy a mozgó hidat vagy asztalt kell-e mindkét oldalon mozgatni, azt nálam a mozgatandó felület megvezető négyszögének oldalaránya dönti el. Ha a mozgásiránnyal párhuzamos oldal hosszabb mint a mozgásirányra merőleges, akkor a keresztbe fordulás szöge csak igen nagy erők esetén lehet jelentős. Mert ilyen oldalarányok mellett kis mértékű keresztbe forduláshoz is, a vezetők jelentős deformálódása szükséges. Ha az oldalarányok megválasztásával ez a stabilitás nem biztosítható, akkor van szükség a kétoldali vontatásra.
Én is várom mit mondanak azok, akiknek már nem csak elvi gépük van.
A cél nálam az elérhető legnagyobb dinamika, hogy elérhessem az elérhető legjobb pályakövetést.
Tehát, hogy mozgóhíd-állóasztal, vagy állóhíd-mozgóasztal, azt az dönti el, hogy hogyan aránylik a tárgyasztal és munkadarab tömege, a híd és rászerelt készülékek tömegéhez. Melyiket lehet kisebb energiával, hatékonyabban mozgatni.
Hogy a mozgó hidat vagy asztalt kell-e mindkét oldalon mozgatni, azt nálam a mozgatandó felület megvezető négyszögének oldalaránya dönti el. Ha a mozgásiránnyal párhuzamos oldal hosszabb mint a mozgásirányra merőleges, akkor a keresztbe fordulás szöge csak igen nagy erők esetén lehet jelentős. Mert ilyen oldalarányok mellett kis mértékű keresztbe forduláshoz is, a vezetők jelentős deformálódása szükséges. Ha az oldalarányok megválasztásával ez a stabilitás nem biztosítható, akkor van szükség a kétoldali vontatásra.
Én is várom mit mondanak azok, akiknek már nem csak elvi gépük van.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 17, 23:01
Írta: ukcge40u Dátum 2009 november 17, 23:01
A gépem még elvi,de nem véletlenül használom az asztalmozgatást. Nagyjából én is úgy gondolom, mint Te, csak én nem tudok annyit, hogy ilyen szépen megfogalmazzam. :)
A lényeg ugyanaz.
A lényeg ugyanaz.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 18, 08:12
Írta: besirkyjh Dátum 2009 november 18, 08:12
Jo reggelt mindenkinek
Ugy sztatikailag mint a mozgatott tömeg szempontjábol az állo hid-mozgo asztal a megbizhatobb .Viszont a mozgo asztal miatt közel 2 X akkora hely kell neki .Figyeld meg hogy egy gép minél nagyobb igénybe vételnek van kitéve annál biztosabb a hogy ezt a verziot használják .Fém ipari gépeknél mozgo "X-Y eggyütt " és oszlopon a "Z" .Nagy faipari gépeknél mozgo "X" ( keresztben , rövid oldal ) és fix "Y hid " , az extrém hosszu gépeknél vissza térnek a mozgo "Y" hid hoz , de ez csak kompromisszum a hely miatt .Ha megnézel pár honlapot ( CR ONSRUD , WEEKE stb ezek faipari gépek) ménden fajtájábol lehet látni , a felhasználás dönti el .
Azt hogy 1 vagy 2 orsot használsz a csapágyzásod a mozgatott asztal tömege és a megmunkálási igénybe vétel dönti el .Lehetöleg 2 orso használata a javasolt ( nincsenek mechanikus szinkron problémák ) .Durván mondva minél szélesebb az " X " asztal annál biztosabb hogy két orso szökséges .
Szerintem egy mozgo hid a csapágyazás szélessége miatt nem igazán terhelhetö ( a hid tömege , magassága ) mind beleszolnak a végeredménybe .Az " Y" hid mozgatása szerintem esztétikai és hely hiány miatt jött ebben a formában létre ( másnak más a véleménye ) és valamivel kevesebb a költsége .
A 3db 1.7Nm motor pont elég , a "Z"-nek valamivel kissebb is elég ( nálam 1.4Nm és kb 7kg mozgat 6m körüli sebességgel egy 16 X 1.5 trapéz orson ) nem volt még vele gondom .
Nekem van mind akét fajtábol de a csapágyazásuk nem egyforma nem igazán lehet semmi következtetést le vonni belöle más a feladatuk .
Ugy sztatikailag mint a mozgatott tömeg szempontjábol az állo hid-mozgo asztal a megbizhatobb .Viszont a mozgo asztal miatt közel 2 X akkora hely kell neki .Figyeld meg hogy egy gép minél nagyobb igénybe vételnek van kitéve annál biztosabb a hogy ezt a verziot használják .Fém ipari gépeknél mozgo "X-Y eggyütt " és oszlopon a "Z" .Nagy faipari gépeknél mozgo "X" ( keresztben , rövid oldal ) és fix "Y hid " , az extrém hosszu gépeknél vissza térnek a mozgo "Y" hid hoz , de ez csak kompromisszum a hely miatt .Ha megnézel pár honlapot ( CR ONSRUD , WEEKE stb ezek faipari gépek) ménden fajtájábol lehet látni , a felhasználás dönti el .
Azt hogy 1 vagy 2 orsot használsz a csapágyzásod a mozgatott asztal tömege és a megmunkálási igénybe vétel dönti el .Lehetöleg 2 orso használata a javasolt ( nincsenek mechanikus szinkron problémák ) .Durván mondva minél szélesebb az " X " asztal annál biztosabb hogy két orso szökséges .
Szerintem egy mozgo hid a csapágyazás szélessége miatt nem igazán terhelhetö ( a hid tömege , magassága ) mind beleszolnak a végeredménybe .Az " Y" hid mozgatása szerintem esztétikai és hely hiány miatt jött ebben a formában létre ( másnak más a véleménye ) és valamivel kevesebb a költsége .
A 3db 1.7Nm motor pont elég , a "Z"-nek valamivel kissebb is elég ( nálam 1.4Nm és kb 7kg mozgat 6m körüli sebességgel egy 16 X 1.5 trapéz orson ) nem volt még vele gondom .
Nekem van mind akét fajtábol de a csapágyazásuk nem egyforma nem igazán lehet semmi következtetést le vonni belöle más a feladatuk .
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 18, 09:32
Írta: 43pbwjg8s Dátum 2009 november 18, 09:32
köszönöm!
Eddig egyértelmű és egyetértünk, de azért még másokat is meghallgatnék, hogy milyen egyéb szempontok lehetnek még.
Azért szeretem igy általánosan feltenni a kérdést, mert sokkal többet mondotok a dolgokról. :)
Eddig egyértelmű és egyetértünk, de azért még másokat is meghallgatnék, hogy milyen egyéb szempontok lehetnek még.
Azért szeretem igy általánosan feltenni a kérdést, mert sokkal többet mondotok a dolgokról. :)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2009 november 18, 10:42
Írta: Rabb Ferenc Dátum 2009 november 18, 10:42
A #6222-ben leírtak korrekt megállapítások. Én a mozgó asztalos változatot építem, már csak a "Z" orsó beépítése van hátra. Kétségtelen nagyobb a helyigénye, de kisebb keresztmetszetű "X" irányú megvezetéseket lehet alkalmazni. A teljes terhelés (Y híd és Z mozgatás plusz a marómotor és a forgácsolóerő) nem mind az "X" síneken adódik át. Így az összes mozgás hibája és a deformációk sem adódnak mind össze.
Az egyoldali mozgatást nem javaslom, mert könnyen befeszülés lehet belőle. Jobb a középen lévő orsó, vagy ha ez nem oldható meg - akkor a kétoldali. Pár évvel ezelőtt már egyszer leírtam a befeszülés kritériumait,megpróbálom előkeresni újra. (merthogy nem két hete kezdtem az aktív fórumozást, csak volt egy kis szünet ...)
Az egyoldali mozgatást nem javaslom, mert könnyen befeszülés lehet belőle. Jobb a középen lévő orsó, vagy ha ez nem oldható meg - akkor a kétoldali. Pár évvel ezelőtt már egyszer leírtam a befeszülés kritériumait,megpróbálom előkeresni újra. (merthogy nem két hete kezdtem az aktív fórumozást, csak volt egy kis szünet ...)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 18, 14:06
Írta: 43pbwjg8s Dátum 2009 november 18, 14:06
Mindent érdemes megnézni és tanulni belőle!
Nagyon megköszönnám ha megtalálnád és közzé tennéd, bár ugye most ez egy picit nehézkes lesz egy ideig. :(
Nagyon megköszönnám ha megtalálnád és közzé tennéd, bár ugye most ez egy picit nehézkes lesz egy ideig. :(
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2009 november 18, 15:58
Írta: Rabb Ferenc Dátum 2009 november 18, 15:58
Lineáris megvezetéseknél bizonyos esetekben mozgás közben akadás léphet fel. Ez akkor fordulhat elő, ha az egyenesbe vezetés viszonylag rövid, és a mozgató erő hatásvonala túl távol van a megvezetéstől. A szakirodalom szerint az akadás elkerülhető, ha teljesül a következő egyenlőtlenség:
l>2u*y
ahol "l" az egyenesbe vezetés hossza (az egy vezetéken lévő kocsi, vagy két kocsi esetén azok távolabbi pontjainak távolsága) "u" a vezetés nyugvó súrlódási tényezője (csúszó súrlódásnál 0,2 golyós vezetéknél 0,08) "y" a mozgató erő hatásvonalának távolsága a vezetéktől (két párhuzamos vezeték esetén a két vezeték szimmetriatengelyétől mért távolság)
Minél nagyobb az egyenlőtlenség, annál biztosabban kerülhető el az akadás, másnéven a keresztirányú befeszülés.
A fentiekből látható, hogy szimmetrikus felépítésnél (két sín között középen van a mozgató orsó, vagy kétoldalon egy-egy orsó) az egyenlőtlenség jobboldala=0. Attól pedig már a legrövidebb kocsi is hosszabb - tehát a befeszülés nem következik be.
Minden egyéb esetben célszerű ezt az egyszerű számolást elvégezni
l>2u*y
ahol "l" az egyenesbe vezetés hossza (az egy vezetéken lévő kocsi, vagy két kocsi esetén azok távolabbi pontjainak távolsága) "u" a vezetés nyugvó súrlódási tényezője (csúszó súrlódásnál 0,2 golyós vezetéknél 0,08) "y" a mozgató erő hatásvonalának távolsága a vezetéktől (két párhuzamos vezeték esetén a két vezeték szimmetriatengelyétől mért távolság)
Minél nagyobb az egyenlőtlenség, annál biztosabban kerülhető el az akadás, másnéven a keresztirányú befeszülés.
A fentiekből látható, hogy szimmetrikus felépítésnél (két sín között középen van a mozgató orsó, vagy kétoldalon egy-egy orsó) az egyenlőtlenség jobboldala=0. Attól pedig már a legrövidebb kocsi is hosszabb - tehát a befeszülés nem következik be.
Minden egyéb esetben célszerű ezt az egyszerű számolást elvégezni
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 18, 16:31
Írta: s7manbs8 Dátum 2009 november 18, 16:31
"befeszülés nem következik be"
a hajtástól magától legalábbis, de ha a munkatérben a forgácsoló erők is megjelennek, már nem annyira ideális a helyzet, mert más hatásvonalak is bekerülnek amiatt.
a hajtástól magától legalábbis, de ha a munkatérben a forgácsoló erők is megjelennek, már nem annyira ideális a helyzet, mert más hatásvonalak is bekerülnek amiatt.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 18, 17:21
Írta: besirkyjh Dátum 2009 november 18, 17:21
A kétoldalas szinkron hajtásnál nincs befeszülés .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 18, 17:30
Írta: s7manbs8 Dátum 2009 november 18, 17:30
Ott nincs, igen.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 18, 17:54
Írta: keri Dátum 2009 november 18, 17:54
Ez hogy is van?
nekem féloldalas hajtásom van kb. 400mm híd, 100mm kocsihossz, golyós kocsi.
Mindkét oldalon van kocsi tehát 200mm.
Vagyis 2*0,08*200mm=32mm<100mm
Dejó akkor mostmár tudományosan is bizonyított hogy az én szerkezetem nem tud megszorulni :)
Viszont ha ez így van, akkor gyakorlatilag golyós vezeték esetén nem kell foglalkozni a befeszüléssel, tehetjük bárhova az orsót, hiszen bőven felette van a határnak.
Gyakorlatban persze tudom hogy a hídra ható csavaró erők, amik inkább gondot okoznak és nem a befeszülés.
nekem féloldalas hajtásom van kb. 400mm híd, 100mm kocsihossz, golyós kocsi.
Mindkét oldalon van kocsi tehát 200mm.
Vagyis 2*0,08*200mm=32mm<100mm
Dejó akkor mostmár tudományosan is bizonyított hogy az én szerkezetem nem tud megszorulni :)
Viszont ha ez így van, akkor gyakorlatilag golyós vezeték esetén nem kell foglalkozni a befeszüléssel, tehetjük bárhova az orsót, hiszen bőven felette van a határnak.
Gyakorlatban persze tudom hogy a hídra ható csavaró erők, amik inkább gondot okoznak és nem a befeszülés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 18, 19:35
Írta: 000000000 Dátum 2009 november 18, 19:35
Most jelentkeztek Nálad az elvonási tünetek? Jó sokáig bírtad Fórum nélkül.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 18, 19:37
Írta: 000000000 Dátum 2009 november 18, 19:37
Én is a mozgó asztalt ajánlom, a hidas inkább nagyobb munkatarületű gépeknek való.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2009 november 18, 20:12
Írta: Rabb Ferenc Dátum 2009 november 18, 20:12
Á dehogy! Már a kiiratkozás másnapján. Priviben azóta is nagyon sokaknak irogattam - és nem is mindig eredménytelenül. Csak most már úgy gondoltam hatékonyabb a kollektív bosszantás[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 18, 22:38
Írta: 43pbwjg8s Dátum 2009 november 18, 22:38
Alapvetően ezt választottam, de érdekelt, hogy milyen szempontok jöhetnek még elő amikor valaki eldönti azt, hogy milyen konstrukciót választ.
Buta kérdést feltenni célravezető! :)
És utólag kiderül, hogy tényleg mennyire buta is még az ember. :)
Buta kérdést feltenni célravezető! :)
És utólag kiderül, hogy tényleg mennyire buta is még az ember. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 18, 22:39
Írta: 43pbwjg8s Dátum 2009 november 18, 22:39
köszönöm mindenkinek a válaszokat.
Igen sok hasznos dolgot tanítottatok!
Ha vannak még vélemények, szívesen venném ha leírnátok!
Igen sok hasznos dolgot tanítottatok!
Ha vannak még vélemények, szívesen venném ha leírnátok!
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 19, 21:43
Írta: Teaway Dátum 2009 november 19, 21:43
Milyen golyós fióksínek vannak vízszintes alkalmazáshoz? Szinte csak függőlegeseket találok.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 20, 07:20
Írta: keri Dátum 2009 november 20, 07:20
Mire kell?
Fiókhoz léteznek olyanok amit az aljára lehet szerelni, de azok görgősek általában és persze nem az OBI-ban hanem bútor szerelvény boltban kell megnézni.
Fiókhoz léteznek olyanok amit az aljára lehet szerelni, de azok görgősek általában és persze nem az OBI-ban hanem bútor szerelvény boltban kell megnézni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 20, 17:04
Írta: Szalai György Dátum 2009 november 20, 17:04
Mit értesz „vízszintes alkalmazás” alatt?
A fiók általában vízszintes, ezért a fióksínek vízszintes alkalmazásra vannak fejlesztve.
Nem láttam még függőleges üzemű fiókot. (Attól még lehet ilyen.)
Te pedig „Szinte csak függőlegeseket” találsz. Milyen az?
A fiók általában vízszintes, ezért a fióksínek vízszintes alkalmazásra vannak fejlesztve.
Nem láttam még függőleges üzemű fiókot. (Attól még lehet ilyen.)
Te pedig „Szinte csak függőlegeseket” találsz. Milyen az?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 20, 17:56
Írta: keri Dátum 2009 november 20, 17:56
A normál fiók sín a fiók oldalán van a függőleges síkon, de van olyan amit az aljára lehet szerelni.
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 20, 18:09
Írta: Teaway Dátum 2009 november 20, 18:09
Vízszintes MDF lapon kéne mozgatni egy vízszintes fémkeretet. Milyen kapcsolatot tegyek közéjük?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 20, 18:10
Írta: Szalai György Dátum 2009 november 20, 18:10
Na az a milyen, amilyet még nem láttam?
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 20, 18:10
Írta: Teaway Dátum 2009 november 20, 18:10
Na, az jó lenne, amit az aljára kell szereni?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 20, 18:16
Írta: Szalai György Dátum 2009 november 20, 18:16
Arra nekem megfelel az élére állított általános golyós fióksín, a fém keret oldalára szerelve és pár darab derékszögű tartóval az MDF alaphoz rögzitve.
Ha nincsen nagy terhelés rajta, akkor az általános golyós fióksín lapjával a fémkeret aljára is szerelhető. Az nem szakszerű beépítés, de bírja.
Ha nincsen nagy terhelés rajta, akkor az általános golyós fióksín lapjával a fémkeret aljára is szerelhető. Az nem szakszerű beépítés, de bírja.
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 20, 18:24
Írta: Teaway Dátum 2009 november 20, 18:24
Ez végül is jó lenne, de még megnézném keri alulra szerelhető verzióját.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 20, 19:32
Írta: keri Dátum 2009 november 20, 19:32
Én sima golyós fióksínt használtam keresztasztalhoz. Az MDF lap megtámasztja, ezért nem görbül és így jól bírja a terhelést a lapjára is. Fiók esetén azért problémás mert ott kinyúlik a fiók és könnyen lehajlik ha lapjára terheled.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 20, 20:11
Írta: Szalai György Dátum 2009 november 20, 20:11
Azt én is megnézném.
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 21, 15:12
Írta: Teaway Dátum 2009 november 21, 15:12
Úgy néz ki, elvetésre kerül a golyós fióksín, mert most jutott eszembe, hogy abban bizony vándorol a golyóselem, az meg nem jó. Olyan kéne, ami fixen áll a lap szélén, és azon gurul a keret. Azt gondolom, ebből csapágas megoldás lesz.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 21, 15:22
Írta: besirkyjh Dátum 2009 november 21, 15:22
Hü ez nekem magas .
Valami rajz félét betudsz tenni .
Fiok sinben létezik olyan amiben csak egy 100mm-es betét van és az mozog egy kb 390mm-es sinben .
Tegyél valami rajzot .
Valami rajz félét betudsz tenni .
Fiok sinben létezik olyan amiben csak egy 100mm-es betét van és az mozog egy kb 390mm-es sinben .
Tegyél valami rajzot .
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 21, 15:26
Írta: Szalai György Dátum 2009 november 21, 15:26
Az meg nem jó? Miért nem? Mi a baj vele?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2009 november 21, 15:49
Írta: ra8nsmk6w Dátum 2009 november 21, 15:49
Ha nem vándorolna a golyóselem akkor egy helyben forognának a golyók és kb egy napig tartana, majd kuka
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 21, 19:37
Írta: keri Dátum 2009 november 21, 19:37
mégis mit akarsz csinálni?
Ha szuper olcsó játék CNC-t akkor mit érdekel az hogy vándorol?
Ha pedig jó CNC-t akkor az nem olcsó mert megfelelő vezetékre van szükséged.
Ha szuper olcsó játék CNC-t akkor mit érdekel az hogy vándorol?
Ha pedig jó CNC-t akkor az nem olcsó mert megfelelő vezetékre van szükséged.
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 21, 20:40
Írta: Teaway Dátum 2009 november 21, 20:40
A helyzet a következő:
Van egy kb. 800x400 mm-es polcelem, mondjuk MDF lapnak. Azon kéne mozgatni egy kb. 400x400 mm-es elemet, mondjuk fémkeretnek. Összetolva teljesen fedi a polcot ( annak a közepén van), kihúzva a fele lelóg róla (200mm a polcon marad, a másik 200 mm a levegőben lesz). A teher teljes egészében a keret egyik oldalán lenne, azon, amelyik a levegőbe kerül kihúzva. Ezért kellene a fix alátámasztás a keretnek a polc szélén. (betolva a cuccot, a golyóselem ne vándoroljon be középre, mert akkor mi tartaná? Billegne.)
Van egy kb. 800x400 mm-es polcelem, mondjuk MDF lapnak. Azon kéne mozgatni egy kb. 400x400 mm-es elemet, mondjuk fémkeretnek. Összetolva teljesen fedi a polcot ( annak a közepén van), kihúzva a fele lelóg róla (200mm a polcon marad, a másik 200 mm a levegőben lesz). A teher teljes egészében a keret egyik oldalán lenne, azon, amelyik a levegőbe kerül kihúzva. Ezért kellene a fix alátámasztás a keretnek a polc szélén. (betolva a cuccot, a golyóselem ne vándoroljon be középre, mert akkor mi tartaná? Billegne.)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 21, 20:46
Írta: 43pbwjg8s Dátum 2009 november 21, 20:46
Valami ilyesmivel támogatnám meg alulról:
fény blogja
A görgőkre gondolok.
Ha érdekel mond mennyi kell belőle!
Van egy pár.
Mond mennyi kell!
fény blogja
A görgőkre gondolok.
Ha érdekel mond mennyi kell belőle!
Van egy pár.
Mond mennyi kell!
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 21, 20:57
Írta: Teaway Dátum 2009 november 21, 20:57
Köszi, megnéztem, de ezt inkább elvetem. Áttérek a csapágygörgös/sínes megoldásra.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 21, 20:59
Írta: 43pbwjg8s Dátum 2009 november 21, 20:59
OK!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 21, 21:07
Írta: keri Dátum 2009 november 21, 21:07
Alapvetően nem billeg a sima golyós fiók sín sem.
80kg-os szervert úgy ki lehet húzni rajta, hogy a szerver teljes egészében kilóg a szekrényből.
Persze az az oldalán van, nem az alján.
80kg-os szervert úgy ki lehet húzni rajta, hogy a szerver teljes egészében kilóg a szekrényből.
Persze az az oldalán van, nem az alján.
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 21, 22:15
Írta: Teaway Dátum 2009 november 21, 22:15
Azt írtad a #6239-ben, hogy van olyan, amit az aljára lehet szerelni. Már csak azt kéne tudnom, hogy milyen is az.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 november 22, 08:18
Írta: keri Dátum 2009 november 22, 08:18
AZ UTE pálya mögötti bútorszerelvény boltban láttam.
Ugyan olyan volt mint a sima, csak úgy volt hajtogatva hogy bírja az olyan irányú terhelést.
Cserébe viszont agyatlan drága volt. Én csak azért néztem mert a nagy kihúzható szekrényemnek praktikus lett volna, de annyira drága volt hogy elvetettem az ötletet. Szereztem szerver síneket amik elbírjak a 80kg-os szervert, annál jobb nekem nem kell fióknak.
Viszont még mindig nem mondtad el mire kell, mert a vaskeret mozgatása önmagában nem túl értelmes cél
Ugyan olyan volt mint a sima, csak úgy volt hajtogatva hogy bírja az olyan irányú terhelést.
Cserébe viszont agyatlan drága volt. Én csak azért néztem mert a nagy kihúzható szekrényemnek praktikus lett volna, de annyira drága volt hogy elvetettem az ötletet. Szereztem szerver síneket amik elbírjak a 80kg-os szervert, annál jobb nekem nem kell fióknak.
Viszont még mindig nem mondtad el mire kell, mert a vaskeret mozgatása önmagában nem túl értelmes cél
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 22, 08:36
Írta: Szalai György Dátum 2009 november 22, 08:36
Ez billegne? Arra találták ki, hogy ne billegjen. Kicsit sem.
Nekem van ezekből jó sok, de egyik sem billeg. Atom stabilak.
Nekem van ezekből jó sok, de egyik sem billeg. Atom stabilak.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2009 november 22, 10:22
Írta: me3ua0a6 Dátum 2009 november 22, 10:22
Ez bezony nem billeg[#kacsint] (Nah jó, kíhúzva talán kb 5mm-t 40cm-enként. Van egy marék ilyen sínem, ebből lesz a következő kiscnc.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 22, 10:53
Írta: Szalai György Dátum 2009 november 22, 10:53
Ha ezekből kettőt egymással szemben szerelünk, úgy hogy mikor ez egyik nyílik a másik csukódik, akkor nagyon stabil rendszer az eredmény.
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 november 22, 11:07
Írta: Teaway Dátum 2009 november 22, 11:07
Na, ez már használható ötlet, esetleg megvizsgálom ennek lehetőségét is.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 22, 12:20
Írta: Szalai György Dátum 2009 november 22, 12:20
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 24, 23:40
Írta: s7manbs8 Dátum 2009 november 24, 23:40
A szervómotorról jut eszembe, van nekem egy kis szervóm, olyan 50W-os féle, és az vele a gond, hogy a tengelyének a végei, el lettek hajlítva, hogy lehetne azt úgy kiegyengetni, illetve újra felszabályozni, hogy használható legyen, szét lehet ezeket szedni, úgy hogy a forgórészt kivéve, a két tengelyvéget felszabályozás céljából, vagy pl. ráhúzni a tengelyvégre egy anyagot, és abból leesztergálni, hogy ne üssön ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 29, 18:49
Írta: 43pbwjg8s Dátum 2009 november 29, 18:49
Nos elsőre én ezzel szeretnék megpróbálkozni forgatóként.
Sikerült megcsinálni a hátlaptárcsát hozzá.
Most már csak el kellene érni hondaa kollégát a motor paraméterei miatt.
A gond az még, hogy a háttárcsát magán a motoron kellene felszabályoznom, hogy tuti pontos legyen. A motor tengelyre köszörült a furat ugyan éscuppanós, de ez igy még nem elég.



Sikerült megcsinálni a hátlaptárcsát hozzá.
Most már csak el kellene érni hondaa kollégát a motor paraméterei miatt.
A gond az még, hogy a háttárcsát magán a motoron kellene felszabályoznom, hogy tuti pontos legyen. A motor tengelyre köszörült a furat ugyan éscuppanós, de ez igy még nem elég.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 29, 18:51
Írta: 43pbwjg8s Dátum 2009 november 29, 18:51
Csak nekem nem jelennek meg a képek? :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 29, 21:20
Írta: 000000000 Dátum 2009 november 29, 21:20
Szerintem jó ez így, ahogy van, ha van mérőórád, letesztelheted.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 29, 21:26
Írta: 000000000 Dátum 2009 november 29, 21:26
engem a forgato allatti plato érdekelne,mert nagyon tetszik,és statikailag is kifogástalan!:)))honnan a csudábol szerzed ezeket a fájintos cuccokat???:))))[#nyes][#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 29, 22:07
Írta: 000000000 Dátum 2009 november 29, 22:07
Hát Tibor de nagyfasz vagy, majd le estem a székről, úgy röhögtem a beszólásodon. És ha ki lesz öntve polimer betonnal?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 29, 22:09
Írta: 4um5b65d Dátum 2009 november 29, 22:09
Na de Petyus ! Ezt azért csak jó lett volna külön megcsapágyazni, nem ? Elég virli az a kijövő tengely...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 29, 22:10
Írta: 4um5b65d Dátum 2009 november 29, 22:10
VIRSLI !!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 29, 22:17
Írta: 000000000 Dátum 2009 november 29, 22:17
látod milyen sas szem vagyok?:)))te erre nem is gondoltam!:)))[#ejnye1][#ejnye1][#ejnye1][#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 29, 22:56
Írta: 43pbwjg8s Dátum 2009 november 29, 22:56
Ej komám!
Az egy csomag Juhász Gergőnek egy toroiddal kitömve! Csak arra tettem fel, hogy ne süllyedjen bele a takaróba. :)
Rossz vagy!!! :)
De a poán talált! Teccett!!!! :) :)
te!
Lehet levédetem és megtartom. De akkor küldjetek valamit helyettem Gergőnek!
Az egy csomag Juhász Gergőnek egy toroiddal kitömve! Csak arra tettem fel, hogy ne süllyedjen bele a takaróba. :)
Rossz vagy!!! :)
De a poán talált! Teccett!!!! :) :)
te!
Lehet levédetem és megtartom. De akkor küldjetek valamit helyettem Gergőnek!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 29, 22:59
Írta: 43pbwjg8s Dátum 2009 november 29, 22:59
A putyukát!
Neincs rendesen felhúzva rá a tokmány.
Egyébként meg van az csapágyazva a házban.
De meglássuk mire lesz jó.
Most erre telik. :)
Előbb persze jó lenne elindítani, de mindenféle tápnak híjján vagyok éppen.
Lehet feltolom a H1 vezérlőre. Csak előbb valakivel lebeszélgetem, hogy ezt a motort el fogja-e bírni.
Neincs rendesen felhúzva rá a tokmány.
Egyébként meg van az csapágyazva a házban.
De meglássuk mire lesz jó.
Most erre telik. :)
Előbb persze jó lenne elindítani, de mindenféle tápnak híjján vagyok éppen.
Lehet feltolom a H1 vezérlőre. Csak előbb valakivel lebeszélgetem, hogy ezt a motort el fogja-e bírni.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 29, 23:01
Írta: 43pbwjg8s Dátum 2009 november 29, 23:01
Egyébként meglepődsz, mert az első kis robotkart kartonból és szigszalagból csináltam. :) mondjuk nem is emeltem vele mázsákat. :)
Ez lesz a védjegyem. Nem heggesztek ezentúl hanem szigetelőszalaggal illesztem össze a fémelemeket majd. :)
Ez lesz a védjegyem. Nem heggesztek ezentúl hanem szigetelőszalaggal illesztem össze a fémelemeket majd. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 november 30, 09:10
Írta: Szalai György Dátum 2009 november 30, 09:10
Hát a H1 az szerintem biztos elbírja. Mert hogy áram szabályozott a kimenete, tehát ha kisebb ellenállást lát, akkor visszavesz a PWM kitöltési tényezőből. Meg aztán nem tűnik olyan nagynak az a motor. Hajlamos rá az esztergályos gyakorlattal rendelkező ember, hogy ha eszterga tokmányt lát,( még ha kicsit is) akkor az esztergálás jusson az eszébe. Ezért oda illő csapágyazást szeretne látni. Ennek a feladata viszont ha jól gondolom, nem lesz annyira megterhelő. Elég lehet sokáig ez a csapágyazás is.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 30, 09:21
Írta: 43pbwjg8s Dátum 2009 november 30, 09:21
Köszönöm a tippet!
Megpróbálkozom a megmozgatásával.
Elvileg hondaa szerint műkszik az egység, de most kézzel nem tudom elfordítani. Remélem nincs semmi ragadás odabenn. Ha igen szépen meg kell hogy bontsam.
A csapágyazás arra, amit én akarok bőven elég lesz.
Maga az egész szerkezet elég robosztus, bár lehet ez a képről nem jön le. A tokmány 60-as.
Szerintem (ha rendesen megy a motor és nem szorul sehol) akkor jó lesz.
Már csak egy felfogó talpat kell alá készíttetnem.
Megpróbálkozom a megmozgatásával.
Elvileg hondaa szerint műkszik az egység, de most kézzel nem tudom elfordítani. Remélem nincs semmi ragadás odabenn. Ha igen szépen meg kell hogy bontsam.
A csapágyazás arra, amit én akarok bőven elég lesz.
Maga az egész szerkezet elég robosztus, bár lehet ez a képről nem jön le. A tokmány 60-as.
Szerintem (ha rendesen megy a motor és nem szorul sehol) akkor jó lesz.
Már csak egy felfogó talpat kell alá készíttetnem.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 november 30, 11:49
Írta: 4um5b65d Dátum 2009 november 30, 11:49
Tisztelt Szalai úr, pusztán csak a rezonancia miatt gondoltam volt a csapágyazást említeni. Kicsit távolinak éreztem a tokmányt az utolsó csapágyfelfüggesztéstől. Persze mind ez nagyon függ a terheléstől. Abban igazad van, hogy én hajlamos vagyok azzal számolni, hogy nem csak csikálgatjuk az anyagot, hanem mélyen szántó fogásokkal látjuk el a kérdéses munkadarab baját. De Putyuka fórumtárs már javított is a dolgon, hisz közelebb imádkozza majd a tokmányt a felfüggesztéshez és ezzel még a balra jobbra mozgó fejegységemet is fel-le mozgóvá tudta változtatni.... :))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 30, 13:01
Írta: 000000000 Dátum 2009 november 30, 13:01
Egy igazi hobby megoldás...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 30, 13:41
Írta: s7manbs8 Dátum 2009 november 30, 13:41
Nagyon ötletes.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 november 30, 17:57
Írta: Miki2 Dátum 2009 november 30, 17:57
Szia Péter !
Mondd már el, hogyan van kottyanásmentesítve a szöghajtás?
Ez egy csiga-csigakerék pár viszonylag pontos illesztéssel?
Van egyáltalán kottyanása?
Mondd már el, hogyan van kottyanásmentesítve a szöghajtás?
Ez egy csiga-csigakerék pár viszonylag pontos illesztéssel?
Van egyáltalán kottyanása?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 november 30, 18:38
Írta: 000000000 Dátum 2009 november 30, 18:38
Péter!azt a kézzel elforditást mire értetted?a tokmányra???ha arra,és eltudod forditani,akkor már régen rossz,és kidobásra itélheted!:)))de azért elötte ad meg a lakcimedet!:)))[#vigyor2][#vigyor2][#vigyor2][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 november 30, 18:49
Írta: besirkyjh Dátum 2009 november 30, 18:49
Biztosan csigakerék csigaorso lessz mert nem tudja visszafelé meghajtani ( nagyobb áttételnél ).
Mitöl ez a félelem a csigakerék csigaorso hajtásnál ?Évek ota használom és nincs vele semmi gondom ,vannak olyanok amik alkalmazhatoak forgatonak .Amit én használok azt sok cég árulja Magyarországon azt hiszem egy Olasz model az AGISYS Kft forgalamazza .Ez egy 1:15 köszörült tengelyü fém belsös ( acél köszörült orso és bronz kerék ) holt játékot ezeknél sem lehet állitani nincs is rá szükség .
El kell menni egy bemutato terembe és ott akár ki is probálhato .
Mitöl ez a félelem a csigakerék csigaorso hajtásnál ?Évek ota használom és nincs vele semmi gondom ,vannak olyanok amik alkalmazhatoak forgatonak .Amit én használok azt sok cég árulja Magyarországon azt hiszem egy Olasz model az AGISYS Kft forgalamazza .Ez egy 1:15 köszörült tengelyü fém belsös ( acél köszörült orso és bronz kerék ) holt játékot ezeknél sem lehet állitani nincs is rá szükség .
El kell menni egy bemutato terembe és ott akár ki is probálhato .
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 november 30, 19:46
Írta: Miki2 Dátum 2009 november 30, 19:46
POSTA
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 november 30, 19:46
Írta: Miki2 Dátum 2009 november 30, 19:46
Bocsi ... POSTA
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 30, 22:14
Írta: 43pbwjg8s Dátum 2009 november 30, 22:14
Szia Miklós!
El kell mondanom, hogy elsősorban a forrás szavára támaszodok akkor, amikor azt remélem, hogy kottyanásmentes a frgató hajtóműve.
Egy dolgot valamikor megfogadtam, amikor olyan sokmindent sikerült elrontanom a két balkezemmel, hogy ha valami működik azt nem bántom, s ha nem szükséges nem szedem szét.
Ezt próbálom tartani. Igy, most ezzel a szerkezettel is igy vagyok jelenleg.
Persze ez is változhat.
Ha a tokmányt tökéletesen felerősítem a teneglyre és próbálom elfordítani, nem mozdul, nem fordul a tengely. Ez elsőre nem nagyon tetszik, de persze ez még nem jelent semmit.
Ahogy Zoli említri lehet a csigakerekes megoldás és ennek hatása.
Mielőtt hozzányúlék, és megpróbálnám megbontani a szerkezetet megézem mit történi, ha megpróbálom megmozdítani a motort elektromosan.
Az sokat fog mutatni.
Utána tudok bármi mást mondani róla.
Tudom ez nem egy tökéletes szerkezet, de elsőre, Km-es tűréselvárásokkal talán jó lesz egyszer ha oda jutok, hogy használjam is.
Tibi komám!
A tengelyt a ráerősített tocsmány segítségével.!
Mondtam már hogy nagyon nagyon kikapol nem??? :) :)
De gyere el! megadom a címemet! Legalább cserélünk némi eszmét!
El kell mondanom, hogy elsősorban a forrás szavára támaszodok akkor, amikor azt remélem, hogy kottyanásmentes a frgató hajtóműve.
Egy dolgot valamikor megfogadtam, amikor olyan sokmindent sikerült elrontanom a két balkezemmel, hogy ha valami működik azt nem bántom, s ha nem szükséges nem szedem szét.
Ezt próbálom tartani. Igy, most ezzel a szerkezettel is igy vagyok jelenleg.
Persze ez is változhat.
Ha a tokmányt tökéletesen felerősítem a teneglyre és próbálom elfordítani, nem mozdul, nem fordul a tengely. Ez elsőre nem nagyon tetszik, de persze ez még nem jelent semmit.
Ahogy Zoli említri lehet a csigakerekes megoldás és ennek hatása.
Mielőtt hozzányúlék, és megpróbálnám megbontani a szerkezetet megézem mit történi, ha megpróbálom megmozdítani a motort elektromosan.
Az sokat fog mutatni.
Utána tudok bármi mást mondani róla.
Tudom ez nem egy tökéletes szerkezet, de elsőre, Km-es tűréselvárásokkal talán jó lesz egyszer ha oda jutok, hogy használjam is.
Tibi komám!
A tengelyt a ráerősített tocsmány segítségével.!
Mondtam már hogy nagyon nagyon kikapol nem??? :) :)
De gyere el! megadom a címemet! Legalább cserélünk némi eszmét!
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 november 30, 22:19
Írta: MoparMan Dátum 2009 november 30, 22:19
a ház kialakitásából adódóan ez ránézésre csigahajtómű... tehát visszafelé nem forog...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 november 30, 22:33
Írta: 43pbwjg8s Dátum 2009 november 30, 22:33
Meg leszek győzve.
Köszönöm!
Mostanéban még egy ideig neharagudjatok de sok segítségre lesz szükségem. MÉg az alapvető dolgokkal is sokszor problémám adódik.
A lényeg, hogy lassan körvonalazódik mi is a gyerekkorom óta tartó problémám, és remélem hamarosan teljesen rendben lesz minden.
De most egy kicsit kivesz belőlem.
A röhely, hogy semmi komoly, de egy orvos se gondot rá eddig. Például ez okozza az állandó fejfájásomt is.
De a léyneg!
Ha itt vagyok nem fáj a fejem és semmi bajom!!! :) :)
Köszönöm!
Mostanéban még egy ideig neharagudjatok de sok segítségre lesz szükségem. MÉg az alapvető dolgokkal is sokszor problémám adódik.
A lényeg, hogy lassan körvonalazódik mi is a gyerekkorom óta tartó problémám, és remélem hamarosan teljesen rendben lesz minden.
De most egy kicsit kivesz belőlem.
A röhely, hogy semmi komoly, de egy orvos se gondot rá eddig. Például ez okozza az állandó fejfájásomt is.
De a léyneg!
Ha itt vagyok nem fáj a fejem és semmi bajom!!! :) :)
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 november 30, 22:42
Írta: MoparMan Dátum 2009 november 30, 22:42
hiperaktivitás
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 30, 22:43
Írta: ukcge40u Dátum 2009 november 30, 22:43
Ja.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 november 30, 22:44
Írta: s7manbs8 Dátum 2009 november 30, 22:44
Csak nem 201 az IQ-d ? Gondolom az olyan emberek nem érzik magukat jól, mert nem találnak nem unalmas beszélgetőtársakat.[#circling][#circling][#circling]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 30, 22:47
Írta: ukcge40u Dátum 2009 november 30, 22:47
Én is voltam így, és néha én sem bírok magammal.
Sajnos, éjszakákat nem alszom, mert jár az agyam a gépen, és tehetetlenül toporzékol bennem a tettvágy. Itt kint. :(
Persze, másnap meg olyan vagyok, mint a mosott rossz, pedig akkor dolgozni kellene, nem aludni.
Most is aludni kellene, úgyhogy megyek is.
Petikém, drága tesóm, az egy csigahajtás, és a tokmány felől ha megmozdul, akkor van baj.
Nyugodj le, és próbálj meg többet pihenni, mert egy kikészült hobbysta rossznak sem jó.
[#eljen]
Sajnos, éjszakákat nem alszom, mert jár az agyam a gépen, és tehetetlenül toporzékol bennem a tettvágy. Itt kint. :(
Persze, másnap meg olyan vagyok, mint a mosott rossz, pedig akkor dolgozni kellene, nem aludni.
Most is aludni kellene, úgyhogy megyek is.
Petikém, drága tesóm, az egy csigahajtás, és a tokmány felől ha megmozdul, akkor van baj.
Nyugodj le, és próbálj meg többet pihenni, mert egy kikészült hobbysta rossznak sem jó.
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 november 30, 22:49
Írta: ukcge40u Dátum 2009 november 30, 22:49
Azért lehet átlag feletti IQ-val élni, csak más a nézőpont..., bele lehet jönni... [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 november 30, 22:51
Írta: MoparMan Dátum 2009 november 30, 22:51
a motort nyugodtan leveheted róla, nem lesz baja, úgy már tudod "kézzel ellenőrizni" a kottyanást..persze ez nem egzakt de a semminél több
szerintem még gy kis kuplungot is találsz benne...
szerintem még gy kis kuplungot is találsz benne...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 01, 09:49
Írta: keri Dátum 2009 december 01, 09:49
Nemrég volt probléma hogy hogyan mérjünk fordulatszámot, fordulatszám mérő nélkül.
Egy régi, de nagyon jó ötletet találtam. Egy stroboszkóp tárcsa amit sima fénycsővel megvilágítva a megfelelő fordulatszám gyűrűje állni látszik.
Itt a lap közepe táján vannak a tárcsák nyomtatási képei.
Egy régi, de nagyon jó ötletet találtam. Egy stroboszkóp tárcsa amit sima fénycsővel megvilágítva a megfelelő fordulatszám gyűrűje állni látszik.
Itt a lap közepe táján vannak a tárcsák nyomtatási képei.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 december 01, 10:46
Írta: Szalai György Dátum 2009 december 01, 10:46
Kár, hogy az ehhez hasonló régi jó ötletek, már elvesznek a mai digitális csodák árnyékában.
Jó lehet azt is tudni, hogy a hálózati 50Hz (amivel a vénycső fénye hullámzik) szinte soha nem pont annyi. Néha kicsit több, néha kicsit kevesebb, csak az biztos, hogy a napi periódusszámnak meg kell lennie.
A fénycsövekben lévő fényporok gyártói pedig arra törekszenek, hogy a fénypor tehetetlensége mindinkább kiátlagolja, csökkentse a villogó hatást. Ezért régen sem fénycsövet, hanem Glimm lámpát használtak stroboszkóp építés célra, és nem a bizonytalan hálózati frekvenciáról, hanem a Glimmet trigger eszközként használva önálló oszcillátorként. Később pedig vakucsövet, külön jelgenerátorról.
Mai napság hódítanak a nagy fényerejű Led-ek, de stroboszkópot már nem építenek velük. Pedig kisfeszültségű üzemük, gyors működésük és nagy impulzus tűrésük nagyon alkalmassá teszi őket.
Jó lehet azt is tudni, hogy a hálózati 50Hz (amivel a vénycső fénye hullámzik) szinte soha nem pont annyi. Néha kicsit több, néha kicsit kevesebb, csak az biztos, hogy a napi periódusszámnak meg kell lennie.
A fénycsövekben lévő fényporok gyártói pedig arra törekszenek, hogy a fénypor tehetetlensége mindinkább kiátlagolja, csökkentse a villogó hatást. Ezért régen sem fénycsövet, hanem Glimm lámpát használtak stroboszkóp építés célra, és nem a bizonytalan hálózati frekvenciáról, hanem a Glimmet trigger eszközként használva önálló oszcillátorként. Később pedig vakucsövet, külön jelgenerátorról.
Mai napság hódítanak a nagy fényerejű Led-ek, de stroboszkópot már nem építenek velük. Pedig kisfeszültségű üzemük, gyors működésük és nagy impulzus tűrésük nagyon alkalmassá teszi őket.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 11:10
Írta: 43pbwjg8s Dátum 2009 december 01, 11:10
Köszönöm a tippet.
Előbb forgatáspróba a hétvégén utána meglátom.
Szerintem nem lesz gond.
Mire használni tudom majd ugyis lesz még időm vele foglalkozni ha kell.
Sajnos a mechanika gyártása még mindig nem indult el. :( Pedig a múlt hétre ígérték, hogy megbeszéljük, hogy a rajzok milyen formában a lergcélszerűbbek a megmunkáló szempontjából.
Na de....
Ingyen lónak ne nézd a szemét! :)
Előbb forgatáspróba a hétvégén utána meglátom.
Szerintem nem lesz gond.
Mire használni tudom majd ugyis lesz még időm vele foglalkozni ha kell.
Sajnos a mechanika gyártása még mindig nem indult el. :( Pedig a múlt hétre ígérték, hogy megbeszéljük, hogy a rajzok milyen formában a lergcélszerűbbek a megmunkáló szempontjából.
Na de....
Ingyen lónak ne nézd a szemét! :)
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 december 01, 11:10
Írta: Miki2 Dátum 2009 december 01, 11:10
Szervusz Laci !
Ezzel csak az a pici baj van, hogy nálunk nem a 60Hz a standard.
Ezzel csak az a pici baj van, hogy nálunk nem a 60Hz a standard.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 11:13
Írta: 43pbwjg8s Dátum 2009 december 01, 11:13
Atól én tuti messze vagyok, de nem is érdekel az ilyesmi.
A beszélgetőpartnerségről annyit, hogy majd megvesztem, hogy nem tudok kitől tanulni, amikor nem volt NET-ed.
Csak most annyival másabb, hogy nem csak dumálni szeretnék a dolgokról (mert eddig csak azt csináltam) hanem haladni is. Ezért az esti csend. :)
A beszélgetőpartnerségről annyit, hogy majd megvesztem, hogy nem tudok kitől tanulni, amikor nem volt NET-ed.
Csak most annyival másabb, hogy nem csak dumálni szeretnék a dolgokról (mert eddig csak azt csináltam) hanem haladni is. Ezért az esti csend. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 11:15
Írta: 43pbwjg8s Dátum 2009 december 01, 11:15
Jó lenne ha eredménye is lenne a hiperaktivitásnak. :)
Az lenne a jó nekem (de kinek nem persze) hogy én mondom mit kellene megcsinálni, és lenne aki meg is csinálja.
Igen, tudom hogy ez mindennapos dolog, amikor az embernek van pénze hogy megfizesse. :)
Utána tanulnám meg azt, hogy egy ötlet a legtöbbször addig szép és jó amig csak ötlet.
Amikor formába próbálod önteni, kiderül a sületlenség. :)
Az lenne a jó nekem (de kinek nem persze) hogy én mondom mit kellene megcsinálni, és lenne aki meg is csinálja.
Igen, tudom hogy ez mindennapos dolog, amikor az embernek van pénze hogy megfizesse. :)
Utána tanulnám meg azt, hogy egy ötlet a legtöbbször addig szép és jó amig csak ötlet.
Amikor formába próbálod önteni, kiderül a sületlenség. :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 15:03
Írta: ukcge40u Dátum 2009 december 01, 15:03
Ha nem próbálod ki az ötleted, akkor sosem derül ki róla, hogy esetleg sületlenség.
Tehát minden próba tanulás is.
Ha nem próbálod ki, akkor abban a hiszemben vagy, hogy egy esetleges sületlenség nem az.
A sületlen puding próbája is az evés... :)
Tehát minden próba tanulás is.
Ha nem próbálod ki, akkor abban a hiszemben vagy, hogy egy esetleges sületlenség nem az.
A sületlen puding próbája is az evés... :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 01, 15:51
Írta: s7manbs8 Dátum 2009 december 01, 15:51
Nem mondasz nagy hülyeséget, ugyanis, van aki arra való, hogy kitalálja a dolgokat, más meg csak arra képes, hogy megcsinálja amit mondanak, és ezt most nem a pénzre mondom, nem minden attól függ. Pl. neked is lehet több hasznod van akkor, hatékonyabb vagy, jobban kihasználod a képességeidet, ha megtervezel egy jó cuccot, minthogy ott barkácsolsz, meg a segédmunkával töltöd az időt, persze van amikor azt jobban megfizetik, mint egy jó mérnököt is.
Tehát tessék nyitni egy KFT-t és igazgató bácsinak elmenni...[#circling][#circling][#circling]
Tehát tessék nyitni egy KFT-t és igazgató bácsinak elmenni...[#circling][#circling][#circling]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 15:55
Írta: ukcge40u Dátum 2009 december 01, 15:55
Igaz.
Az előző hozzászólásomban a "próbálod" helyett a "próbáltatod" is működik... [#vigyor2][#vigyor3]
Az előző hozzászólásomban a "próbálod" helyett a "próbáltatod" is működik... [#vigyor2][#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 16:04
Írta: 43pbwjg8s Dátum 2009 december 01, 16:04
A fenének vinnék csődbe egy Kft.-t? :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 16:13
Írta: ukcge40u Dátum 2009 december 01, 16:13
A sajátoddal azt csinálhatsz, amit akarsz... :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2009 december 01, 21:12
Írta: Farkas Ádám Dátum 2009 december 01, 21:12
Találkozott már valaki ilyen orsókkal? Hozzájutottam pár darabhoz, Nagyon spéci egymáshoz köszörült tengely, és anya. Emelkedése: 1.27mm Olyasmi mint a lintek orsók voltak, csak még precízebb.

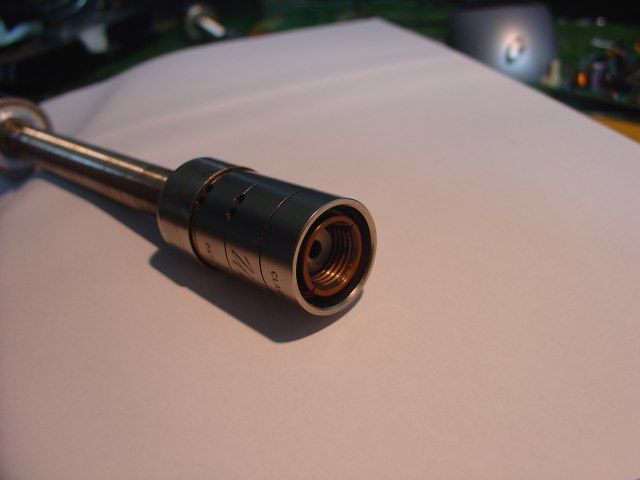
rajta van egy dupla soros csapágy is, és a pontosság 0,000050"/forgás:) úgy megy mint a vaj...
weblap
PDFképek
rajta van egy dupla soros csapágy is, és a pontosság 0,000050"/forgás:) úgy megy mint a vaj...
weblap
PDFképek
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 01, 21:16
Írta: may47wb Dátum 2009 december 01, 21:16
A menetes orsó és a motor tengely közt elég 8mm távolság? A 6,35-ös tengelyen egyenlőre levegő cső lesz a kuplung helyett, később majd csinálnék valamilyen komolyabb tengelykapcsolót.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 21:17
Írta: 43pbwjg8s Dátum 2009 december 01, 21:17
Ádám!
Kikapol!
Most hencegsz?
Mert én meg megint sárga vagyok.
Kikapol!
Most hencegsz?
Mert én meg megint sárga vagyok.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 21:21
Írta: ukcge40u Dátum 2009 december 01, 21:21
Még sok is.
Szerintem 2-3mm-nél többet hagyni nincs értelme.
Ha az orsód nem mozog tengelyirányban, meg a motorod sem, akkor ennyi elég.
Nem beszélve arról, hogy közelebb tudod fogni a cső végeit bilinccsel, így a rugalmas kapcsolat sem lesz a kelleténél rugalmasabb. Ha meg szakadni kell, akkor a cső fog szakadni.
Szerintem 2-3mm-nél többet hagyni nincs értelme.
Ha az orsód nem mozog tengelyirányban, meg a motorod sem, akkor ennyi elég.
Nem beszélve arról, hogy közelebb tudod fogni a cső végeit bilinccsel, így a rugalmas kapcsolat sem lesz a kelleténél rugalmasabb. Ha meg szakadni kell, akkor a cső fog szakadni.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 21:22
Írta: ukcge40u Dátum 2009 december 01, 21:22
Fú, ez annyira jó, hogy nekem már nem is kéne... :)
Mire jó ez, sejtsebészetre? :)
Mire jó ez, sejtsebészetre? :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 21:26
Írta: 43pbwjg8s Dátum 2009 december 01, 21:26
Csupán az én véleményem:
pl. az a kupplung ami itt van előttem egy motoron (D8 as tengelycsonk), ugyis a szorítócsavarnál fog ténylegesen.
A rugalmas felhasított rész ami a két tengely eltérését is hivatott bizonyos keretek között elviselni, ennél a teneglyátmérőnél durván 10mm.
Ha ebbe belelóg az egyik és a másik irányból a motor és/vagy az orsó tengely 1-1 mm-t szerintem még nem veszélyes.
A két tengely eltérését egy ilyen kupplung használata (és egyébként is) esetében azért egy bizonyos elég kis határ között illik tartani ugye.
Tehát minél jobban, pontosabban központosítod a motor és az orsó tengelyedet, annál kisebb rugalmas hossz szükséges a hiba kiegyenlítéséhez.
Persze lehet rosszul gondolom.
pl. az a kupplung ami itt van előttem egy motoron (D8 as tengelycsonk), ugyis a szorítócsavarnál fog ténylegesen.
A rugalmas felhasított rész ami a két tengely eltérését is hivatott bizonyos keretek között elviselni, ennél a teneglyátmérőnél durván 10mm.
Ha ebbe belelóg az egyik és a másik irányból a motor és/vagy az orsó tengely 1-1 mm-t szerintem még nem veszélyes.
A két tengely eltérését egy ilyen kupplung használata (és egyébként is) esetében azért egy bizonyos elég kis határ között illik tartani ugye.
Tehát minél jobban, pontosabban központosítod a motor és az orsó tengelyedet, annál kisebb rugalmas hossz szükséges a hiba kiegyenlítéséhez.
Persze lehet rosszul gondolom.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 01, 21:34
Írta: may47wb Dátum 2009 december 01, 21:34
A cső nem hiszem hogy szakadni fog, mert csak 1A-esek a motorok :) még bilincset se tervezek rá mert eléggé passzos, már kipróbáltam és le kellett vágni.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 21:37
Írta: ukcge40u Dátum 2009 december 01, 21:37
A két tengelyvég közötti távolságról van szó.
Én feltételezem, hogy a két tengely a lehető legnagyobb mértékben egytengelyű.
Én feltételezem, hogy a két tengely a lehető legnagyobb mértékben egytengelyű.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2009 december 01, 21:41
Írta: Farkas Ádám Dátum 2009 december 01, 21:41
Dagasztom a májam. :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2009 december 01, 21:42
Írta: Farkas Ádám Dátum 2009 december 01, 21:42
A google egy csillagvizsgáló alkatrészeként adott találatot...
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 21:44
Írta: ukcge40u Dátum 2009 december 01, 21:44
Akkor jó, ha passzos.
Elképzelted, hogy a 2-3 mm hosszon is mit működik egy ilyen csődarab rugalmasságilag?
Ahhoz eleget, hogy csillapítsa a csillapítani valót.
Én szívem szerint a levegőcsövet kicserélném vastagfalú benzincsőre. Utána bilincset rá.
Szerintem a levegőcső túlságosan merev és kemény, így se csillapítani, sem pedig a "nyomatékkapcsoló" szerepét nem képes betölteni.
Oda olyan anyag kell, ami tud szakadni, vagy csavarodni, vagy akármi.
Ha a tengelyed megakad, akkor az legyen az első alkatrész, ami elpusztul, mert így a többi ép marad.
Igazából ezért jobb a cső, mint a gyári kuplung.
Nézd meg a Varsát, ő is leszaggatta a kuplungokat a gépről, mert túlidiótázta a játékot. Bár, ő a golfkocsiba is V8-at rakna, mert "biztos, ami biztos" :) (Bocs Péter, a vita óta ül bennem ez a beszólás)
Tehát éljen a benzincső, vesszen a levegőcső, ép hajtásokat, és elsőnek szakadó kuplungokat mindenkinek. :)
Elképzelted, hogy a 2-3 mm hosszon is mit működik egy ilyen csődarab rugalmasságilag?
Ahhoz eleget, hogy csillapítsa a csillapítani valót.
Én szívem szerint a levegőcsövet kicserélném vastagfalú benzincsőre. Utána bilincset rá.
Szerintem a levegőcső túlságosan merev és kemény, így se csillapítani, sem pedig a "nyomatékkapcsoló" szerepét nem képes betölteni.
Oda olyan anyag kell, ami tud szakadni, vagy csavarodni, vagy akármi.
Ha a tengelyed megakad, akkor az legyen az első alkatrész, ami elpusztul, mert így a többi ép marad.
Igazából ezért jobb a cső, mint a gyári kuplung.
Nézd meg a Varsát, ő is leszaggatta a kuplungokat a gépről, mert túlidiótázta a játékot. Bár, ő a golfkocsiba is V8-at rakna, mert "biztos, ami biztos" :) (Bocs Péter, a vita óta ül bennem ez a beszólás)
Tehát éljen a benzincső, vesszen a levegőcső, ép hajtásokat, és elsőnek szakadó kuplungokat mindenkinek. :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2009 december 01, 21:45
Írta: Farkas Ádám Dátum 2009 december 01, 21:45
Ja tényleg... akartam adni neked ajándék digitális fényképezőt... nem neked kellett? Rosszat?, jót?
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 21:46
Írta: ukcge40u Dátum 2009 december 01, 21:46
Érthető.
Vajsima rezgésmentes futás, nagy pontosság, hiszen ott minden ívmásodperc számíthat.
Logikus.
Vajsima rezgésmentes futás, nagy pontosság, hiszen ott minden ívmásodperc számíthat.
Logikus.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 01, 21:49
Írta: s7manbs8 Dátum 2009 december 01, 21:49
Csak jól meg kell választani a dolgokat, mint az elektromos biztosítéknál, hogy az üzemszerű működésnél ne szóljon bele a dolgokba, ha meg baj van, verődjön ki, mint a bizti. Péter a tengelyvégi gumibak formájában is betesz egy ilyen funkciójú alkatrészt.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 21:53
Írta: 43pbwjg8s Dátum 2009 december 01, 21:53
Húúú!
De jó lenne!
Két dolog ami érdekes lehet.
Az egyik a kijelző, a másik a kereső.
De nem tudok, is merek semmit mondani.
Ha tudsz róla valamit mondani, mondjuk típus, megnézném valahol, hogy milyen kialakítású.
Ha nem tudom arra felhasználni amire szeretném, dőreség lenne elfogadnom bármit is.
A májad meg azért dagasztom, hogy aztán kiműtsük és saját zsírjában kisütjük. :)
Jó lesz majd sástóra a talira. :)
Persze akkor tolsz ki velünk ha rosszmájú leszel most! :)
De jó lenne!
Két dolog ami érdekes lehet.
Az egyik a kijelző, a másik a kereső.
De nem tudok, is merek semmit mondani.
Ha tudsz róla valamit mondani, mondjuk típus, megnézném valahol, hogy milyen kialakítású.
Ha nem tudom arra felhasználni amire szeretném, dőreség lenne elfogadnom bármit is.
A májad meg azért dagasztom, hogy aztán kiműtsük és saját zsírjában kisütjük. :)
Jó lesz majd sástóra a talira. :)
Persze akkor tolsz ki velünk ha rosszmájú leszel most! :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 21:55
Írta: ukcge40u Dátum 2009 december 01, 21:55
A gumibak nálam is lesz, de szerintem kétkörös végálláskapcsoló rendszeren gondolkozom.
Az első kör a normálisan használatos.
A második pedig lever mindent, mint egy E-Stop, mielőtt a 10Nm áttételezve összehajtja a masinámat... :)
Az első kör a normálisan használatos.
A második pedig lever mindent, mint egy E-Stop, mielőtt a 10Nm áttételezve összehajtja a masinámat... :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 01, 21:59
Írta: s7manbs8 Dátum 2009 december 01, 21:59
Neked még az első géped készül ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 22:00
Írta: 43pbwjg8s Dátum 2009 december 01, 22:00
Persze hogy arról. Az egyetengelyűség soha nem Zicher ám! Ez a feladat (mármint ennek a kiegyenlítése) benne van a tengelykapcsoló napi teendői között.
Egyéb esetben pl, egy ilyen spirálisan felmetszett kupplungnál a szabad sprirál hossz talán számíthat abban, hogy esetleges szorulás esetén a kupplung törése előtt még mennyi deformációt bír ki a kupplung? Most igy nem vagyok képben ezzel teljesen. De ha igen, akkor az a jó, ha a metszett rész két végénél van a két tengelyvég.
Persze ismét csak igy gondolom. lehet marhaság.
Más kupplungnál persze mások (is) lehetnek a szempontok ami meghatározza a két tengelycsonk távolságát.
Egyéb esetben pl, egy ilyen spirálisan felmetszett kupplungnál a szabad sprirál hossz talán számíthat abban, hogy esetleges szorulás esetén a kupplung törése előtt még mennyi deformációt bír ki a kupplung? Most igy nem vagyok képben ezzel teljesen. De ha igen, akkor az a jó, ha a metszett rész két végénél van a két tengelyvég.
Persze ismét csak igy gondolom. lehet marhaság.
Más kupplungnál persze mások (is) lehetnek a szempontok ami meghatározza a két tengelycsonk távolságát.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2009 december 01, 22:05
Írta: Farkas Ádám Dátum 2009 december 01, 22:05
Most már nem de holnap megnézem mik vannak... És ha rossza gép, akkor minek a kijelző? Másfajta kijelző nem jó?
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 01, 22:07
Írta: may47wb Dátum 2009 december 01, 22:07
Nem én csinálom a gép alkatrészeit, ezért központba lesznek a tengelyek. Akkor 6mm lesz a távolság, hogy a csavarokból ne kelljen levágni. 60mm-es csarok vannak 15mm az orsó vége és 19mm a motor tengely, és 15mm alulemezbe megy bele a csavar. Én arra gondoltam minél nagyobb a távolság annál jobb.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 01, 22:17
Írta: may47wb Dátum 2009 december 01, 22:17
Hát igen ez a levegő cső elég merev, de ez van itthon, majd meggyengítem két furattal vagy majd kiderül ha összeállt.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 01, 22:19
Írta: may47wb Dátum 2009 december 01, 22:19
Igen. Ha minden jól megy még idén össze is tudom rakni.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 22:20
Írta: ukcge40u Dátum 2009 december 01, 22:20
A csavarokból csak egyszer kell leköszörülni nagyjából 3 mm-t, soha többet.
Minél nagyobb a távolság, a közötte levő összekötő elem annál jobban ki van téve a csavaró hatásnak.
Adott anyagból nagyobb hosszon a cső jobban csavarodik, ami nekünk nem jó, mert torzítja a forgatás átvitelét.
(közben rájöttem, hogy levegőcsövön valószínűleg a locsolóslag-szerű levegőcsövet érted, elnézve a méreteket. Ha ennek ellenére mégis valami brutál Festo cső van rajta, akkor dobd le róla) :)
Ha megfogsz két kézzel egy darab csövet, akkor mikor merevebb?
Ha a két kezed közelebb fog, vagy ha messzebb?
Minél közelebb, annál jobb.
Viszont akkor miért pont a cső?
Mert a rugalmasságánál fogva elsimítja a rámpa végén levő sarkokat, így a gyorsulásod nem lesz ütésszerű (kihegyezett példa, de a lényeg ez), a motorranem viszi át a rezgéseket, vagy a motor rezgéseit a tengelyre.
Ha kell, akkor szakad, megóvva a sokkal drágább alkatrészeket a pusztulástól.
Inkább cső szakadjon/forogjon meg, mint a golyósorsó anyája, vagy valami más.
Én már láttam odacsapott golyósanyát. Műszaki szemekkel nézve nem szép látvány, és utána már soha nem lesz ugyanolyan.
Ha nekem cső helyett kuplung lesz (a kupplung németül van), akkor is valami lightes verzió. Törjön az, ne a többi.
Minél nagyobb a távolság, a közötte levő összekötő elem annál jobban ki van téve a csavaró hatásnak.
Adott anyagból nagyobb hosszon a cső jobban csavarodik, ami nekünk nem jó, mert torzítja a forgatás átvitelét.
(közben rájöttem, hogy levegőcsövön valószínűleg a locsolóslag-szerű levegőcsövet érted, elnézve a méreteket. Ha ennek ellenére mégis valami brutál Festo cső van rajta, akkor dobd le róla) :)
Ha megfogsz két kézzel egy darab csövet, akkor mikor merevebb?
Ha a két kezed közelebb fog, vagy ha messzebb?
Minél közelebb, annál jobb.
Viszont akkor miért pont a cső?
Mert a rugalmasságánál fogva elsimítja a rámpa végén levő sarkokat, így a gyorsulásod nem lesz ütésszerű (kihegyezett példa, de a lényeg ez), a motorranem viszi át a rezgéseket, vagy a motor rezgéseit a tengelyre.
Ha kell, akkor szakad, megóvva a sokkal drágább alkatrészeket a pusztulástól.
Inkább cső szakadjon/forogjon meg, mint a golyósorsó anyája, vagy valami más.
Én már láttam odacsapott golyósanyát. Műszaki szemekkel nézve nem szép látvány, és utána már soha nem lesz ugyanolyan.
Ha nekem cső helyett kuplung lesz (a kupplung németül van), akkor is valami lightes verzió. Törjön az, ne a többi.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 22:27
Írta: 43pbwjg8s Dátum 2009 december 01, 22:27
Most gondolkodám, és biza nem sok értelme van a kjelzőnek.
Se akkor ha jó, se akkor ha rossz a gép. Nem igazán tudnék PC-s jelet mutogatni rajta.
A kereső érdekes inkább.
A lencserendszere.
Vagy ki tudja.... Lehet az sem....
Mindenesetre életemben első esetben kénytelen voltam és visszakértem a két hete egy doboz cigiért elajándékozott ZENIT gépemet. :(
Szerencsére megértő volt az illető, mert nem csak ezt az egyet kapta anno. Azt (ha már a magamé) szét merem bontani és meg tudom nézni miis/hogyanis.
Az a baj, hogy most még abban a fázisban vagyok amikor keresgélem a lehetőségeket. Nincs konkrét megoldás a fejemben. Ezért nézegetem a fényképezőket, és ezért próbálok például egy DLP-s rossz projektort szerezni és megnézni. Csak hogy egyáltalán hogyan is néz ki belülről, és el lehet-e egyáltalán képzelni a kis panelek felhasználását.
Se akkor ha jó, se akkor ha rossz a gép. Nem igazán tudnék PC-s jelet mutogatni rajta.
A kereső érdekes inkább.
A lencserendszere.
Vagy ki tudja.... Lehet az sem....
Mindenesetre életemben első esetben kénytelen voltam és visszakértem a két hete egy doboz cigiért elajándékozott ZENIT gépemet. :(
Szerencsére megértő volt az illető, mert nem csak ezt az egyet kapta anno. Azt (ha már a magamé) szét merem bontani és meg tudom nézni miis/hogyanis.
Az a baj, hogy most még abban a fázisban vagyok amikor keresgélem a lehetőségeket. Nincs konkrét megoldás a fejemben. Ezért nézegetem a fényképezőket, és ezért próbálok például egy DLP-s rossz projektort szerezni és megnézni. Csak hogy egyáltalán hogyan is néz ki belülről, és el lehet-e egyáltalán képzelni a kis panelek felhasználását.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 01, 22:46
Írta: may47wb Dátum 2009 december 01, 22:46
Nem slag, rendes nagynyomású levegőcső, kék merev 1mm falvastagsággal.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 22:47
Írta: 43pbwjg8s Dátum 2009 december 01, 22:47
Cső esetében mindenképpen igazad van abban, hogy ha megfelelően egy tengelybe esnek a csonkok, akkor a legkisebb távolság a legjobb.
Én a későbbi kupplung lehetőségeket latolgattam.
Én a későbbi kupplung lehetőségeket latolgattam.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 01, 22:50
Írta: 43pbwjg8s Dátum 2009 december 01, 22:50
Cső esetében a csonkok egytengelyűségi hibájától függően (mert ha van azt ki lell egyenlíteni ugye) a két tengelyvég a lehető legközelebb legyen.
Nekem össze vissza csavart, deformált egy ilyen csőmegoldást anno a fagép, pedig kb 5mm volt csak a csonkok között.
Persze a kis távolság igazándiból nem a csonk végek között a fontos, hanem a bilincsek között.
Nekem össze vissza csavart, deformált egy ilyen csőmegoldást anno a fagép, pedig kb 5mm volt csak a csonkok között.
Persze a kis távolság igazándiból nem a csonk végek között a fontos, hanem a bilincsek között.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 01, 22:55
Írta: s7manbs8 Dátum 2009 december 01, 22:55
Ezért jó a szíjas megoldás is, hogy az tud ide oda hajlongani, sőt még áttétel is megvalósítható vele. Persze az lehet kicsit többe kerül.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 01, 22:58
Írta: may47wb Dátum 2009 december 01, 22:58
Azért agyalok annyit rajta, mert a távtartókat kellene beméretezni. Úgy kell megcsinálni, hogy egyenlőre csővel is működjön, de később rendes tengelykapcsoló is odaférjen, és ne kelljen újra csavarokat és távtartókat csinálni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 01, 23:03
Írta: 000000000 Dátum 2009 december 01, 23:03
figyuszka,az egy tengejűséget spécin meglehet csinálni egy kis cél szerszámmal!:)))holnap lefényképezem,és felrakom neked!:)))
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 23:16
Írta: ukcge40u Dátum 2009 december 01, 23:16
Az nem jó.
Az helyett akármilyen szövetbetétes locsolócső jobban megteszi. Bilinccsel rögzítsd.
Tuti lesz.
Az helyett akármilyen szövetbetétes locsolócső jobban megteszi. Bilinccsel rögzítsd.
Tuti lesz.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 01, 23:19
Írta: ukcge40u Dátum 2009 december 01, 23:19
Most igazán...
Hát mekkorák azok a csavarok?
Tegyél már fényképet, mert nem hiszem el, hogy egy félórás munkával (maximum!!!) ne lehetne növelni a tengelyek közötti távolságot.
Annyit meg megér.
Tökéletesen rugalmas kompromisszum nem létezik...
Hát mekkorák azok a csavarok?
Tegyél már fényképet, mert nem hiszem el, hogy egy félórás munkával (maximum!!!) ne lehetne növelni a tengelyek közötti távolságot.
Annyit meg megér.
Tökéletesen rugalmas kompromisszum nem létezik...
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 01, 23:39
Írta: besirkyjh Dátum 2009 december 01, 23:39
A levegö csö nem jo ,tul merev a rögzitésnél és hamar eltud mozdulni .
Halgass a Sanzira .Nálam kis gépnél( 1.3Nm motor ) a vastagfalu benzincsö vált be a legjobban , 4-es furat 6.15 tengelyre tuti és még rögziteni sem kell .Kis menet emelkedésü orsoknál ahol muszáj a direkt hajtás csak ezt a modszert használom .
[#eljen]
Halgass a Sanzira .Nálam kis gépnél( 1.3Nm motor ) a vastagfalu benzincsö vált be a legjobban , 4-es furat 6.15 tengelyre tuti és még rögziteni sem kell .Kis menet emelkedésü orsoknál ahol muszáj a direkt hajtás csak ezt a modszert használom .
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 02, 19:12
Írta: may47wb Dátum 2009 december 02, 19:12
Alucsőből lesz a távtartó, ha növelnem kell a távolságot akkor új távtartókat kell vágni, na ezt nem akarom, meg a csavar se volt olcsó.
Csavar
Levegő cső
Csavar
Levegő cső
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 02, 19:25
Írta: ukcge40u Dátum 2009 december 02, 19:25
Az a fekete az műanyag?
Olyant tudok neked adni plusz távtartónak, vagy csinálhatsz belőle rövidebb verziót.
Olyant tudok neked adni plusz távtartónak, vagy csinálhatsz belőle rövidebb verziót.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 02, 19:32
Írta: may47wb Dátum 2009 december 02, 19:32
A levegő csöves képen? Fekete műanyag csapágyház meg műanyag anya van.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 02, 19:52
Írta: ukcge40u Dátum 2009 december 02, 19:52
A motor hogyan lesz felfogatva?
Mit lehet már tudni róla, illetve mikor lesz összerakva?
Mit lehet már tudni róla, illetve mikor lesz összerakva?
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 02, 20:14
Írta: may47wb Dátum 2009 december 02, 20:14
A motor 4db imbusz csavarral lesz felfogatva alu távtartóval. terv1 Terv2
Marósnál vannak a cuccaim már jó ideje, de még idén megkapom az alkatrészeket és csak össze kell rakni. Mikron pontos gépeken csinálják úgy hogy még talán passzolni is fog minden. Több kép
Marósnál vannak a cuccaim már jó ideje, de még idén megkapom az alkatrészeket és csak össze kell rakni. Mikron pontos gépeken csinálják úgy hogy még talán passzolni is fog minden. Több kép
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 02, 20:55
Írta: 43pbwjg8s Dátum 2009 december 02, 20:55
Nekem egy pár túlhajtás után még a levegőcsövet is elcsavarta.....
Félnék a benzincsőtől.
PErsze lehet nincs igazam.
Félnék a benzincsőtől.
PErsze lehet nincs igazam.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 04, 21:19
Írta: may47wb Dátum 2009 december 04, 21:19
Semmi negatív vagy pozitív hozzászólás a géphez?
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 04, 21:20
Írta: may47wb Dátum 2009 december 04, 21:20
Sanzistift?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 05, 00:29
Írta: 43pbwjg8s Dátum 2009 december 05, 00:29
Szia mindenkinek!
Akkor a következő kérdésem jöhet? :)
Ki mit vesz figyelembe akkor amikor meghatározza az asztal és főorsó tokány legalsó pontja (szerszám nélkül) közötti távolságot.
Kinek melyik szempont a fontosabb persze: a maximális és a minimális távolság meghatározása.
Akkor a következő kérdésem jöhet? :)
Ki mit vesz figyelembe akkor amikor meghatározza az asztal és főorsó tokány legalsó pontja (szerszám nélkül) közötti távolságot.
Kinek melyik szempont a fontosabb persze: a maximális és a minimális távolság meghatározása.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 05, 00:30
Írta: 43pbwjg8s Dátum 2009 december 05, 00:30
Én azért nem bántottalak egy pillanatra sem, mert szimpatikus az egész.
A Z mozgatásához a meghajtó motort és az orsót hogyan és hova fogod tenni?
A Z mozgatásához a meghajtó motort és az orsót hogyan és hova fogod tenni?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 05, 00:32
Írta: 43pbwjg8s Dátum 2009 december 05, 00:32
A terv 2-n szerepel, de az egyesen nem
Ezért kérdem.
Ezért kérdem.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 05, 00:50
Írta: ukcge40u Dátum 2009 december 05, 00:50
Bocsánat, momentán nosztalgiázom... piszkosul.
Ez volt az a koncert a szigeten, ami előtt azon a színpadon velem együtt énekelte a Kék Asszonyt az a 70 ezer ember, aki ott volt.
Megleptek az emlékek, el vagyok érzékenyülve, soha kisebb sikere ne legyen senkinek. (ELÉRZÉKENYÜLŐS SZMÁJLI)
Amikor jöttem le a színpadról, akkor a Pici azt mondta, hogy neki is tetszett nagyon. Akkor még nem volt celebválogatás a tévében, így őszintének pipáltam a manust. Mindenesetre a közönség lehurrogta a bocskorboros párost, hogy igenis, még kell egy versszak, egy strófa. Én már boldogan halok meg, történjen akármi.
Akármerre néztem,csak fejek voltak előttem, és mind velem énekelt.
Az élet NAGYON szép!!!
Ami a csavarokat illeti, szerintem van neked annyi darab pluszban, hogy ezt a négyet feláldozd rövidítésre, vagy anyákkal feszíted meg rövidebb távon.
Amit KisKZ írt, hogy neki elcsavarta a levegőcsövet is, az nekem azt mondja, hogy ha nem csavarta volna el a csövet, akkor nagyobb gond is lehetett volna.
Inkább a cső pusztuljon, mint durván befeszüljön valami drágább cucc.
Ma erre voltam képes, remélem, jó lesz hirtelen.
Megjöttek már a marós dolgaid?
Ez volt az a koncert a szigeten, ami előtt azon a színpadon velem együtt énekelte a Kék Asszonyt az a 70 ezer ember, aki ott volt.
Megleptek az emlékek, el vagyok érzékenyülve, soha kisebb sikere ne legyen senkinek. (ELÉRZÉKENYÜLŐS SZMÁJLI)
Amikor jöttem le a színpadról, akkor a Pici azt mondta, hogy neki is tetszett nagyon. Akkor még nem volt celebválogatás a tévében, így őszintének pipáltam a manust. Mindenesetre a közönség lehurrogta a bocskorboros párost, hogy igenis, még kell egy versszak, egy strófa. Én már boldogan halok meg, történjen akármi.
Akármerre néztem,csak fejek voltak előttem, és mind velem énekelt.
Az élet NAGYON szép!!!
Ami a csavarokat illeti, szerintem van neked annyi darab pluszban, hogy ezt a négyet feláldozd rövidítésre, vagy anyákkal feszíted meg rövidebb távon.
Amit KisKZ írt, hogy neki elcsavarta a levegőcsövet is, az nekem azt mondja, hogy ha nem csavarta volna el a csövet, akkor nagyobb gond is lehetett volna.
Inkább a cső pusztuljon, mint durván befeszüljön valami drágább cucc.
Ma erre voltam képes, remélem, jó lesz hirtelen.
Megjöttek már a marós dolgaid?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 05, 09:52
Írta: 43pbwjg8s Dátum 2009 december 05, 09:52
"...Amit KisKZ írt, hogy neki elcsavarta a levegőcsövet is, az nekem azt mondja, hogy ha nem csavarta volna el a csövet, akkor nagyobb gond is lehetett volna.
Inkább a cső pusztuljon, mint durván befeszüljön valami drágább cucc. ..."
Tökéletesen egyetértek. Igazad van.
Tényleg voltak gondok. Nem volt véletlen az elcsavarás.
Inkább a cső pusztuljon, mint durván befeszüljön valami drágább cucc. ..."
Tökéletesen egyetértek. Igazad van.
Tényleg voltak gondok. Nem volt véletlen az elcsavarás.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 05, 09:54
Írta: 43pbwjg8s Dátum 2009 december 05, 09:54
Továbbra is él a kérdésem az asztal és a befogó legalsó része közötti távolságról.
Megköszönném, ha megint minél többen, több oldalól mondanák el a véleményüket!
Megköszönném, ha megint minél többen, több oldalól mondanák el a véleményüket!
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 05, 17:21
Írta: may47wb Dátum 2009 december 05, 17:21
Word-be terveztem és nem fért oda a léptő motor normálisan. Megy a Z tetejére ugyan úgy mint a többi helyre, négy távtartóval csak felfelé ágaskodik. Az orsó pont a két linvezeték között van, oldalnézetből azért nem látszik.
Nekem semmi tapasztalatom még, én csak gyűjtögettem a cuccokat csúszkákat meg mindent, az aluanyagot is úgy kaptam. Nézegettem a cuccaimat meg a neten a már megépített gépek képeit és agyaltam, hogy mit lehetne ezekből kihozni.
A Z tengely 175mm-t tud elmozdulni és én úgy terveztem, hogy ha elég stabil lesz a gép, akkor a 15mm alulemez alapból utólag ki lesz vágva a megmunkálási területnek egy téglalap, és maga alá is tud marni a gép. ( PL: egy 2000*500-as faanyagba is tudnék szöveget marni betűnként ezzel a kis géppel.) és elég magasra tudom emelni a marót ahhoz, hogy 4. tengelyt is tudjam használni. De ez is csak terv, aztán majd kiderül, hogy mire tudom majd használni a gépet.


Nekem semmi tapasztalatom még, én csak gyűjtögettem a cuccokat csúszkákat meg mindent, az aluanyagot is úgy kaptam. Nézegettem a cuccaimat meg a neten a már megépített gépek képeit és agyaltam, hogy mit lehetne ezekből kihozni.
A Z tengely 175mm-t tud elmozdulni és én úgy terveztem, hogy ha elég stabil lesz a gép, akkor a 15mm alulemez alapból utólag ki lesz vágva a megmunkálási területnek egy téglalap, és maga alá is tud marni a gép. ( PL: egy 2000*500-as faanyagba is tudnék szöveget marni betűnként ezzel a kis géppel.) és elég magasra tudom emelni a marót ahhoz, hogy 4. tengelyt is tudjam használni. De ez is csak terv, aztán majd kiderül, hogy mire tudom majd használni a gépet.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 05, 17:35
Írta: may47wb Dátum 2009 december 05, 17:35
4db motor lesz a gépen, 16db csavar és távtartó. Még nem kaptam meg, azt mondták karácsony előtt kész lesz, remélem minél előbb mert már nagyon be vagyok sózva.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 05, 21:29
Írta: 43pbwjg8s Dátum 2009 december 05, 21:29
Nekem szimpatikus az amit kigondoltál.
Ha nem elég (mert ugysem lesz elég, gondolom ez így szokott lenni mert az ember mindig többet akar) majd a következőnél ujítasz.
Ha nem elég (mert ugysem lesz elég, gondolom ez így szokott lenni mert az ember mindig többet akar) majd a következőnél ujítasz.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 05, 23:44
Írta: besirkyjh Dátum 2009 december 05, 23:44
Szia János
Csak egy tanács : az a munka hossz amit irsz ( 175mm) nagyon sok lessz a csapágy távolsághoz képest ami most kb 60mm , ez semmi .
Az " Y " csapágyak távolságát növeld meg a patron aljáig ( szerszám befogo ) , a motortol ugysem tudsz vastagabb anyagot átengedni alatta .
A " Z " csapágyaknak csinálj egy szerelö lapot mert igy a"levegöben " elfog csavarodni .
A "Z"-nél a jo arány a kb 2/3 csapágy és 1/3 mozgás lenne de talán elmehetszt a fele fele arány ig .
Miért nem csinálod ugy hogy csak a gépalatt tud dolgozni ? Sporolnál mindenen vagy 100mm-t , és a lényeg most az "Y" és a "Z" tengelyeken van .
[#rolleyes]
Csak egy tanács : az a munka hossz amit irsz ( 175mm) nagyon sok lessz a csapágy távolsághoz képest ami most kb 60mm , ez semmi .
Az " Y " csapágyak távolságát növeld meg a patron aljáig ( szerszám befogo ) , a motortol ugysem tudsz vastagabb anyagot átengedni alatta .
A " Z " csapágyaknak csinálj egy szerelö lapot mert igy a"levegöben " elfog csavarodni .
A "Z"-nél a jo arány a kb 2/3 csapágy és 1/3 mozgás lenne de talán elmehetszt a fele fele arány ig .
Miért nem csinálod ugy hogy csak a gépalatt tud dolgozni ? Sporolnál mindenen vagy 100mm-t , és a lényeg most az "Y" és a "Z" tengelyeken van .
[#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 05, 23:57
Írta: 43pbwjg8s Dátum 2009 december 05, 23:57
Akkor is!!! :) Mert én ilyen erőszakos vagyok.
Szeretném tudni, hogy kihagyok-e valamit amikor gondolkodom ezen:
"....Továbbra is él a kérdésem az asztal és a befogó legalsó része közötti távolságról.
Megköszönném, ha megint minél többen, több oldalól mondanák el a véleményüket!...."
Szeretném tudni, hogy kihagyok-e valamit amikor gondolkodom ezen:
"....Továbbra is él a kérdésem az asztal és a befogó legalsó része közötti távolságról.
Megköszönném, ha megint minél többen, több oldalól mondanák el a véleményüket!...."
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 06, 00:25
Írta: besirkyjh Dátum 2009 december 06, 00:25
Szia Peti
Tömondatban : semmi .
Az a cél hogy egy legrövidebb maroval ( általában a 90fokos garvirtük ) is elérd az asztal sikját .
Miért kérdezed .
A "Z" hasznos uthosszát keresed ?
[#crazya][#ravasz1]
Tömondatban : semmi .
Az a cél hogy egy legrövidebb maroval ( általában a 90fokos garvirtük ) is elérd az asztal sikját .
Miért kérdezed .
A "Z" hasznos uthosszát keresed ?
[#crazya][#ravasz1]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 06, 00:29
Írta: 43pbwjg8s Dátum 2009 december 06, 00:29
Igen, de nem szeretném, hog yutólag derüljön ki, hogy elfelejtettem valamit, és nem fér alá ez vagy az.
Mondjuk itt pl. gondolnom kell a forgatóra is.
Az nem kis darab.
Mondjuk itt pl. gondolnom kell a forgatóra is.
Az nem kis darab.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 06, 00:39
Írta: besirkyjh Dátum 2009 december 06, 00:39
Érdemes aforgatora számolni , igen elöbb utobb szükség lessz rá .
Ha számolunk kicsit : mondjuk 80-as tokmány a forgatoban , ahoz hogy alegnagyobb átméröt megtudd munkálni ( nyitott tokmány kb 130mm átméröjü ) ennek a közepe 65mm kivsi plussz és máris 70 mm a központ .A megmunkálhato max átméröd kis tulzással 140mm ehez hozzá jön a maroszár hossza mondjuk 25-30mm .Tehát a "Z" nek ahoz hogy elérje az asztalt maroszár nélkül kb 170mm-t kell mozdulnia .Ami elég sok de ha a "Z" csapágyazás optimális akkor nem jelent gondot .
Valami ilyesmire gondoltál ?
[#lookaround]
Ha számolunk kicsit : mondjuk 80-as tokmány a forgatoban , ahoz hogy alegnagyobb átméröt megtudd munkálni ( nyitott tokmány kb 130mm átméröjü ) ennek a közepe 65mm kivsi plussz és máris 70 mm a központ .A megmunkálhato max átméröd kis tulzással 140mm ehez hozzá jön a maroszár hossza mondjuk 25-30mm .Tehát a "Z" nek ahoz hogy elérje az asztalt maroszár nélkül kb 170mm-t kell mozdulnia .Ami elég sok de ha a "Z" csapágyazás optimális akkor nem jelent gondot .
Valami ilyesmire gondoltál ?
[#lookaround]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 06, 00:43
Írta: 43pbwjg8s Dátum 2009 december 06, 00:43
Igen
Bár az én tocsmányom csak 60-as.
De nem ez a lényeg hiszen ettők még csapon negfuttathatnék nagyobb anyagot is vele.
De a lényeg az amit írsz.
Mi lehet még amire figyeljen az ember?
Mondjuk a felfogatások ugye.
A legmagasabb felfogott anyag....
.....?
Bár az én tocsmányom csak 60-as.
De nem ez a lényeg hiszen ettők még csapon negfuttathatnék nagyobb anyagot is vele.
De a lényeg az amit írsz.
Mi lehet még amire figyeljen az ember?
Mondjuk a felfogatások ugye.
A legmagasabb felfogott anyag....
.....?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 06, 00:55
Írta: besirkyjh Dátum 2009 december 06, 00:55
A tokmányba fogott anyagtol nem hiszem hogy fogsz magasabb anyagot az asztalodra tenni ( hacsak nem akarsz hagfal tetöt is gravirozni[#vigyor2] ) .
Amire figyelni kell hogy a "z" és az "Y" csapágyak elbirják a terhelést .
Mik lesznek a csapágyak ? linvezeték+kocsi? hanyas ?
Általában ( ez az optimális ) a vezetékhez képest a csapágyazás a 2/3-a .Pl 100mm uthoz 200mm csapágy tehát 300mm az egész .Ha használsz erös , alátámasztott sint akkor max a fele fele arány is elmehetsz .
Az "Y"nál a csapágy távolsog meg eggyezik a "Z" csapágy hosszával sött kicsit távolabb is lehet , Rajzon jol látszik a mechanikák sztatikája .
De jo ez az AC-DC zene bona .( most halgatom )
[#eljen][#ijedt]
Amire figyelni kell hogy a "z" és az "Y" csapágyak elbirják a terhelést .
Mik lesznek a csapágyak ? linvezeték+kocsi? hanyas ?
Általában ( ez az optimális ) a vezetékhez képest a csapágyazás a 2/3-a .Pl 100mm uthoz 200mm csapágy tehát 300mm az egész .Ha használsz erös , alátámasztott sint akkor max a fele fele arány is elmehetsz .
Az "Y"nál a csapágy távolsog meg eggyezik a "Z" csapágy hosszával sött kicsit távolabb is lehet , Rajzon jol látszik a mechanikák sztatikája .
De jo ez az AC-DC zene bona .( most halgatom )
[#eljen][#ijedt]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 december 06, 07:06
Írta: Szalai György Dátum 2009 december 06, 07:06
Nekem is bajom volt ezzel.
Mert minek hosszabb munkaút, mint a szerszám munkahossza, úgysem tudok mélyebben belenyúlni vele az anyagba. Csak instabilitást okoz, meg felesleges mozgó tömeget.
Kigondoltam, hogy mekkora leghosszabb munkaútú szerszámokkal fogok dolgozni. Az 100mm. De nem csak egyenes felületen dolgozom majd, hanem nőiesen ívelten is, és lent is be akarok majd nyúlni, amennyire lehet. (Miért nem mentem nőgyógyásznak?¬). Erre is hagytam 10mm-t. De mi lesz, ha tenni akarok alá egy satut, forgatót, rakétakilövőt, valamit?
Na most már elég, gondoltam, nem emelem tovább, mer akkor már milyen magasra kell készítenem a hidat magát, hogy stabilitás is legyen. Azt találtam ki, hogy akkor inkább nem lesz asztal. Vendég asztal lesz. Ha akarom lentebb teszem, ha akarom fentebb, ha akarom kiveszem és mást teszek a helyére. Csak a pontos beállíthatóságról kell gondoskodnom, ehhez szintenként referencia pontokat kell kialakítanom a gépvázon. Nekem csak egy gépem lesz, ez volt az első, amit eldöntöttem. Nem futja másik gépre minden feladathoz. Univerzális kell.
Mert minek hosszabb munkaút, mint a szerszám munkahossza, úgysem tudok mélyebben belenyúlni vele az anyagba. Csak instabilitást okoz, meg felesleges mozgó tömeget.
Kigondoltam, hogy mekkora leghosszabb munkaútú szerszámokkal fogok dolgozni. Az 100mm. De nem csak egyenes felületen dolgozom majd, hanem nőiesen ívelten is, és lent is be akarok majd nyúlni, amennyire lehet. (Miért nem mentem nőgyógyásznak?¬). Erre is hagytam 10mm-t. De mi lesz, ha tenni akarok alá egy satut, forgatót, rakétakilövőt, valamit?
Na most már elég, gondoltam, nem emelem tovább, mer akkor már milyen magasra kell készítenem a hidat magát, hogy stabilitás is legyen. Azt találtam ki, hogy akkor inkább nem lesz asztal. Vendég asztal lesz. Ha akarom lentebb teszem, ha akarom fentebb, ha akarom kiveszem és mást teszek a helyére. Csak a pontos beállíthatóságról kell gondoskodnom, ehhez szintenként referencia pontokat kell kialakítanom a gépvázon. Nekem csak egy gépem lesz, ez volt az első, amit eldöntöttem. Nem futja másik gépre minden feladathoz. Univerzális kell.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 06, 07:43
Írta: besirkyjh Dátum 2009 december 06, 07:43
Szia
Nemfogod meguszni egy géppel .
Goldolj bele : dolgozol fával és dolgozol aluminiummal . Az aluminiumot lehetöleg hüteni kell és más a munka területe mint ami a fához kell (egy alunál már 100x100mm brutálnak tünik mig ugyan ez fánál semmi ) .A csapágyak elhellyezése aluminiumhoz az oszlopos lenne ugy 200x200mm-ig fix "Z" tengellyel mig a fánál a fix "Y" a használhatobb ott már nagyobb a munka terület , jo esetben 1000x1000mm .Gyakorlatbol tudom hogy lessz az 3 gép is , egy a fának egy ami az alkatrészeket is metudja csinálni és tud esztergálni is és egy harmadik amivel lehet kisérletezni gyakorolni stb .
Szerintem olyan hogy univerzális nincs .
Még nem láttam olyan hütögépet ami kávét darál , palacsintát süt és az ajtaja egy 103cm Plasma tv , mind ezt egy távirányitoval müködteted .[#csodalk][#whatever]
Nemfogod meguszni egy géppel .
Goldolj bele : dolgozol fával és dolgozol aluminiummal . Az aluminiumot lehetöleg hüteni kell és más a munka területe mint ami a fához kell (egy alunál már 100x100mm brutálnak tünik mig ugyan ez fánál semmi ) .A csapágyak elhellyezése aluminiumhoz az oszlopos lenne ugy 200x200mm-ig fix "Z" tengellyel mig a fánál a fix "Y" a használhatobb ott már nagyobb a munka terület , jo esetben 1000x1000mm .Gyakorlatbol tudom hogy lessz az 3 gép is , egy a fának egy ami az alkatrészeket is metudja csinálni és tud esztergálni is és egy harmadik amivel lehet kisérletezni gyakorolni stb .
Szerintem olyan hogy univerzális nincs .
Még nem láttam olyan hütögépet ami kávét darál , palacsintát süt és az ajtaja egy 103cm Plasma tv , mind ezt egy távirányitoval müködteted .[#csodalk][#whatever]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 december 06, 08:19
Írta: Szalai György Dátum 2009 december 06, 08:19
Pedig van nagyon univerzális háztartási gép, természetesen fehér, mint a többi.
Menyasszonynak hívják! [#nevetes1]
Hogy szükséges-e több gép, az a munkaterület mellett még a forgácsoló erő kérdése. Lehet ugyan annyi fánál is és alumíniumnál is. Más fordulatszám, más szerszám élkörátmérő az biztos. Egy marómotorral, tudom nem úszom meg. De egy géppel nagyon szeretném.
Menyasszonynak hívják! [#nevetes1]
Hogy szükséges-e több gép, az a munkaterület mellett még a forgácsoló erő kérdése. Lehet ugyan annyi fánál is és alumíniumnál is. Más fordulatszám, más szerszám élkörátmérő az biztos. Egy marómotorral, tudom nem úszom meg. De egy géppel nagyon szeretném.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 06, 08:33
Írta: besirkyjh Dátum 2009 december 06, 08:33
Ne bántsuk szegény menyasszonyokat , van Nekik elég bajuk velünk .[#papakacsint]
Pont a gép munkaterülete miatt kell kompromisszumot kötni . Vagy nagylessz és akkor esetleg gyenge az aluminiumhoz vagy kicsi lessz és a fánál korlátozza a munkaterületet .Lehet persze nagyob gépet is erösre csinálni kicsit drágább de talán megéri .
Ami nálam gond volt az az hogy egyidöben kellet volna marni 2 féle munkadarabot és hogy az aluminiumnál használt hütöfolyadék miatt a nagygépmél is csak fém asztal jöhetett számitásba .
A gépem 2500 X 1450 X 200mm erre egy "T-nut " asztal egy vagyon .
Ugy hogy csináltam egy 270 X 450 X 300mm oszlopos gépet is aluminiumra .
[#vigyor2][#integet2]
Pont a gép munkaterülete miatt kell kompromisszumot kötni . Vagy nagylessz és akkor esetleg gyenge az aluminiumhoz vagy kicsi lessz és a fánál korlátozza a munkaterületet .Lehet persze nagyob gépet is erösre csinálni kicsit drágább de talán megéri .
Ami nálam gond volt az az hogy egyidöben kellet volna marni 2 féle munkadarabot és hogy az aluminiumnál használt hütöfolyadék miatt a nagygépmél is csak fém asztal jöhetett számitásba .
A gépem 2500 X 1450 X 200mm erre egy "T-nut " asztal egy vagyon .
Ugy hogy csináltam egy 270 X 450 X 300mm oszlopos gépet is aluminiumra .
[#vigyor2][#integet2]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 06, 09:14
Írta: 43pbwjg8s Dátum 2009 december 06, 09:14
POntosan olyan problémáim, gondolataim vannak mint neked.
Ezért is kérdezem a tapasztaltakat.
Ezért is kérdezem a tapasztaltakat.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 december 06, 09:41
Írta: Szalai György Dátum 2009 december 06, 09:41
De két áthidaló gerenda és rájuk egy kis T-nut asztal a munkaterület legmasszívabb sarkába, az megfizethető általában.
Persze nem ismerem a körülményeidet.
Persze nem ismerem a körülményeidet.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 06, 10:11
Írta: besirkyjh Dátum 2009 december 06, 10:11
Mindenre van megoldás .
Ez is egy verzio , ekkor viszont kell a két áthidalohoz lin vezeték és persze 4 kocsi .
Vagy mást találtál ki ? érdekel .
Ez is egy verzio , ekkor viszont kell a két áthidalohoz lin vezeték és persze 4 kocsi .
Vagy mást találtál ki ? érdekel .
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 06, 11:06
Írta: may47wb Dátum 2009 december 06, 11:06
Köszönöm a tanácsot! De már nincs lehetőségem változtatni rajta, de észben tartom! Igen a "Z" csapágy távolság 65mm, a linvezetékek vége 2mm re be van süllyesztve, így talán kisebb az esély az elcsavarodásra. Ezt nem értem:"Az " Y " csapágyak távolságát növeld meg a patron aljáig ( szerszám befogo ) , a motortol ugysem tudsz vastagabb anyagot átengedni alatta ."
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 06, 11:44
Írta: 43pbwjg8s Dátum 2009 december 06, 11:44
Kell valakinek egy kisméretű T nutos asztal?
Van még egy ilyenem persze teljesben. Alsó és felső résszel rendesen csúsztatható.
De itt van teljesben:

mondjuk ez azért inkább cserealap nem ajándék ha nem baj.
Van még egy ilyenem persze teljesben. Alsó és felső résszel rendesen csúsztatható.
De itt van teljesben:
mondjuk ez azért inkább cserealap nem ajándék ha nem baj.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 06, 12:03
Írta: 43pbwjg8s Dátum 2009 december 06, 12:03
jah:
Vas öntvény.
Vas öntvény.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 december 06, 12:19
Írta: Szalai György Dátum 2009 december 06, 12:19
Nem találtam ki semmi rendkívülit.
Csak az jutott eszembe, hogy a nagy munkaterű, mozgó hidas faipari gépek merevsége, a munkatér közepén a leghitványabb. A sarokban rendkívül erős a szerkezet, ott a legalkalmasabb kisméretű alumínium munkadarabok megmunkálására. Ehhez hozzá veszem, hogy a faipari maró élkörátmérője nem ritkán 50mm feletti és ahhoz elég a merevség a munkatér közepén is. Nem látom akadályát akár 10mm-es marónak a munkaterület sarkán alumíniumban.
A kellő alátámasztást (álló asztalt) kellene kialakítani hozzá, mert az ott nem mindig áll rendelkezésre.
Csak az jutott eszembe, hogy a nagy munkaterű, mozgó hidas faipari gépek merevsége, a munkatér közepén a leghitványabb. A sarokban rendkívül erős a szerkezet, ott a legalkalmasabb kisméretű alumínium munkadarabok megmunkálására. Ehhez hozzá veszem, hogy a faipari maró élkörátmérője nem ritkán 50mm feletti és ahhoz elég a merevség a munkatér közepén is. Nem látom akadályát akár 10mm-es marónak a munkaterület sarkán alumíniumban.
A kellő alátámasztást (álló asztalt) kellene kialakítani hozzá, mert az ott nem mindig áll rendelkezésre.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 06, 13:18
Írta: besirkyjh Dátum 2009 december 06, 13:18
Hát azt jelenti hogy az "Y" csapágyak távolságát megkellene növelni .
Pontosabban a két vezetö "rudat " kellene egymástol távolabb tenni ha van rá lehetöség .
Az also "rud" mehet egészen a maromotor patron aljáig és még nincs utba az anyagnak .
Ebben a felállásban ha a "Z" tengely teljesen lent van és dolgozol vele akkor elfogja csavarni az "Y" csapágyakat föleg a hid közepén .
[#ijedt]
Pontosabban a két vezetö "rudat " kellene egymástol távolabb tenni ha van rá lehetöség .
Az also "rud" mehet egészen a maromotor patron aljáig és még nincs utba az anyagnak .
Ebben a felállásban ha a "Z" tengely teljesen lent van és dolgozol vele akkor elfogja csavarni az "Y" csapágyakat föleg a hid közepén .
[#ijedt]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 06, 13:22
Írta: besirkyjh Dátum 2009 december 06, 13:22
Nekem ideiglenesen ugy volt megoldva a nagygépen hogy az eredeti asztalbol ( 30mm MDF ) kivágtam egy 500x500mm-es darabot majd szögvasbol ( 30x30 ) csináltam egy kerete és azt rögzitettem a vázhoz és abba tettem ( csavarral ) az öntött "T-nut" asztalt .Ha nem kellett akkor a tetejére tettem vissza az MDF-et .Ugyan ugy ahogy irod az asztal sarkában volt .
[#smile]
[#smile]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2009 december 06, 13:33
Írta: hostya Dátum 2009 december 06, 13:33
Én megnézném azt az asztalt.
Mikor érsz rá? Kint van az ötösön?
Mikor érsz rá? Kint van az ötösön?
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 06, 13:39
Írta: may47wb Dátum 2009 december 06, 13:39
Ja értem! Az nálam az "X" :) Azért vannak olyan közel mert egy 80*80*55-ös aludarabba terveztem az "X" és a "Z" csapágyakat, középen a menetes anyával. Z_X
Kezdesz megijeszteni! Remélem nem fog csavarodni.
Kezdesz megijeszteni! Remélem nem fog csavarodni.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 06, 13:46
Írta: besirkyjh Dátum 2009 december 06, 13:46
Probáld le modelezni ( satuban )hátha tévedek ( sajnos nem valoszinü ).
Ez attol is függ hogy mit akarsz vele megdolgozni .
Gondold át mégegyszer . Vannak hasonlo konstrukciok .Probálok linkelni eggyet .Minjárt .
[#nemtudom]
Ez attol is függ hogy mit akarsz vele megdolgozni .
Gondold át mégegyszer . Vannak hasonlo konstrukciok .Probálok linkelni eggyet .Minjárt .
[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 06, 13:48
Írta: 43pbwjg8s Dátum 2009 december 06, 13:48
igen ott.
Most döntöttem éppen ugy, hogy ma mégsem megyek ki,de ha gondolod.
Vagy másik időpontot is egyeztethetünk.
Jövő hét csütörtökig van meló nekem.
Utána pihi.
Birmikor jöhet bárki. Lesz időm.
Most döntöttem éppen ugy, hogy ma mégsem megyek ki,de ha gondolod.
Vagy másik időpontot is egyeztethetünk.
Jövő hét csütörtökig van meló nekem.
Utána pihi.
Birmikor jöhet bárki. Lesz időm.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 06, 13:50
Írta: besirkyjh Dátum 2009 december 06, 13:50
Ez egy fokkal jobb mert a "Z" csapágy mozog .

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 06, 13:54
Írta: 43pbwjg8s Dátum 2009 december 06, 13:54
Hostya!
küldj egy mélt telefonszámmal!
HA gondolod kiszaladok most.
Akkor urtánaméág lesz időm pihenni.
küldj egy mélt telefonszámmal!
HA gondolod kiszaladok most.
Akkor urtánaméág lesz időm pihenni.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 06, 14:40
Írta: may47wb Dátum 2009 december 06, 14:40
Az a helyzet, hogy nemsokára kész lesznek az alkatrészeim, már késő módosítani. De hát a profi gyári dolgoknál is van Rev01, Rev02 ugye, mért pont nekem sikerülne elsőre jót csinálni. [#lookaround]
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 11, 13:07
Írta: jv7pu3a5p Dátum 2009 december 11, 13:07
Üdv mindenkinek. Részint összeállt a Z hidam. Itt egy fénykép.
Szóval a trapézorsó csapágyazására egyszerű 608-as golyóscsapágyat használtam és most egy kicsit elbizonytalanodtam, hogy jó lesz-e. Mi a véleményetek róla, vagy ha nem jó mi mást lehet használni. Elvileg összehuzattam a két önzáró csavarral, úgy tűnik nem kotyog. Bírni fogja vajon, minden orsón így van megoldva.
Szóval a trapézorsó csapágyazására egyszerű 608-as golyóscsapágyat használtam és most egy kicsit elbizonytalanodtam, hogy jó lesz-e. Mi a véleményetek róla, vagy ha nem jó mi mást lehet használni. Elvileg összehuzattam a két önzáró csavarral, úgy tűnik nem kotyog. Bírni fogja vajon, minden orsón így van megoldva.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 11, 14:39
Írta: ukcge40u Dátum 2009 december 11, 14:39
Szerintem jó lesz, ha nem páncéllemezt akarsz vele hajtogatni... :)[#eljen]
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 11, 15:02
Írta: jv7pu3a5p Dátum 2009 december 11, 15:02
Köszi. Akkor megnyugodtam, nem sok kedvem lett volna átdolgozni.
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2009 december 11, 15:17
Írta: ukcge40u Dátum 2009 december 11, 15:17
Majd mondanak rá a többiek is valamit, remélem, több vélemény többet ér. :)
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 11, 22:56
Írta: may47wb Dátum 2009 december 11, 22:56
Ma elkészültek a gépem alkatrészei, és gyorsan össze is dobtam. Képekben....





























Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 11, 23:06
Írta: 000000000 Dátum 2009 december 11, 23:06
EZ igen!
Vannak akik beszelnek rolla,es van aki csinalja.
VEgre volt valami amitert erdemes benezni a forumba,mert ujabban csak a szoszaporitas a divat.
Sok sikert kivanok hozza!
Vannak akik beszelnek rolla,es van aki csinalja.
VEgre volt valami amitert erdemes benezni a forumba,mert ujabban csak a szoszaporitas a divat.
Sok sikert kivanok hozza!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 11, 23:12
Írta: 43pbwjg8s Dátum 2009 december 11, 23:12
[#eljen][#taps][#taps][#taps][#worship]
Menjen minden jól az összeszerelésnél!!!!!
Egyébként meglepődtem. Valamiért ugy gondoltam nagyobb lesz.
De ez igy pont jó!
Menjen minden jól az összeszerelésnél!!!!!
Egyébként meglepődtem. Valamiért ugy gondoltam nagyobb lesz.
De ez igy pont jó!
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 11, 23:13
Írta: may47wb Dátum 2009 december 11, 23:13
Ja és! Motoros, jó lett a teflon anya! Az elvágott orsót simán átküldtem rajta, hajszál vékony anyagot leszedett róla és tökéletes lett. Meg ezúton is köszönöm a pontos kivitelezést Gáti Györgynek (Gurtech), és Szeriszabinak az alu anyagot.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 december 11, 23:31
Írta: Motoros Dátum 2009 december 11, 23:31
Gratulálok én is.
Ha a Gáti Gyuri csinálta a marásokat akkor biztos minden rendben lesz a szerelésnél.
Csodálkoztam is hogy hogyan mertél elsőnek ilyen baromi kényes konstrukciót bevállalni. Gondolok itt arra hogy pl a Z-nél a párhuzamban döccen 2..3 századot akkor már szorul az egész.
Ja és a Tr anyáknál jó lenne még valami biztosítás kihúzódás ellen mert bizony ütközésnél..akadásnál az orsó majd kihúzza a házból már akár 1 Nm-es léptecs esetén is.
Várjuk a fejleményeket.
Ha a Gáti Gyuri csinálta a marásokat akkor biztos minden rendben lesz a szerelésnél.
Csodálkoztam is hogy hogyan mertél elsőnek ilyen baromi kényes konstrukciót bevállalni. Gondolok itt arra hogy pl a Z-nél a párhuzamban döccen 2..3 századot akkor már szorul az egész.
Ja és a Tr anyáknál jó lenne még valami biztosítás kihúzódás ellen mert bizony ütközésnél..akadásnál az orsó majd kihúzza a házból már akár 1 Nm-es léptecs esetén is.
Várjuk a fejleményeket.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 12, 05:52
Írta: 000000000 Dátum 2009 december 12, 05:52
Jó munkát hozzá, meg lesz a hétvégi szórakozásod! Pipec kis gép lesz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 12, 07:54
Írta: 000000000 Dátum 2009 december 12, 07:54
Gratulálok! Minden 90° és minden 0° aminek úgy kell lennie? Nem egy "majd utólag beállítom" konstrukció...
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 12, 10:07
Írta: may47wb Dátum 2009 december 12, 10:07
Köszönöm köszönöm mindenkinek! Megvannak a végállás kapcsolók, de még nem tudom hogy oldjam meg mert nem akarok keszekusza vezetékeket. Csapos végű hernyócsavar fogja az anyákat, meg azért kértem 1 századdal nagyobbat hogy megszoruljon a furatba egy kicsit, és ennek az eredménye lett az hogy belepréselés után viszont az orsó szorult meg. De végül jó lett.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 12, 10:20
Írta: may47wb Dátum 2009 december 12, 10:20
Olyan pontosan megcsinálták Gáti úrék az alkatrészeket, hogy még azt se tartom kizártnak hogy a 90fok az 90fok lesz. Mikrométerem meg speciális mérőim nincsenek, majd valami tesztekkel próbálkozok. Majd kérek ötleteket tesztelésre!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 12, 10:48
Írta: keri Dátum 2009 december 12, 10:48
Azért ez nem teljesen így működik.
Nincs kétségem Gáti úr precizitásában, de attól még szükséges ellenőrizni és beállítani összerakáskor, illik ellenőrizni, mivel a szerkezet egy csomó deformációs lehetőseget hordoz magában.
Persze ha nincs szükség nagy pontosságra akkor így is jó.
Tesztelésre mérőóra és precíz derékszög beszerzését javaslom. Szerintem ezekkel lehet igazán precízen beállítani bármit is. Ezek birtokában megdöbbentő hogy a masszaívnak hitt szerkezetek mekkora elérésekre is képesek.
Ha nem akarsz venni és Pesti vagy akkor szívesen kölcsönadom az enyémet pár napra.
Nincs kétségem Gáti úr precizitásában, de attól még szükséges ellenőrizni és beállítani összerakáskor, illik ellenőrizni, mivel a szerkezet egy csomó deformációs lehetőseget hordoz magában.
Persze ha nincs szükség nagy pontosságra akkor így is jó.
Tesztelésre mérőóra és precíz derékszög beszerzését javaslom. Szerintem ezekkel lehet igazán precízen beállítani bármit is. Ezek birtokában megdöbbentő hogy a masszaívnak hitt szerkezetek mekkora elérésekre is képesek.
Ha nem akarsz venni és Pesti vagy akkor szívesen kölcsönadom az enyémet pár napra.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 12, 11:32
Írta: may47wb Dátum 2009 december 12, 11:32
Nincs szükségem nagy pontosságra, meg ettől a géptől el se lehet várni(12mm-es linvezeték). Az előbb megmocórgattam teljesen leengedett Z-vel, hát meg se közelíti a merevsége pl. vbodi gépét, de jó lesz ez, nincs mese jónak kell lennie. Majd ha teljesen kész lesz, beállítom amennyire tudom, és ha minden jónak tűnik akkor megórázhatjuk. Csak kíváncsiságból.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 december 12, 11:43
Írta: bmejdz9nu Dátum 2009 december 12, 11:43
Nem kellene ezt egy külön topikba? "Nemes János épül a gépem" ? (vagy hasonló) Még időben van...
Nagyon szépek a dolgok...megérdemelné... szerintem...
Nagyon szépek a dolgok...megérdemelné... szerintem...
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2009 december 12, 12:02
Írta: may47wb Dátum 2009 december 12, 12:02
Én benne vagyok, a kezdetektől illusztrálnám, és az érdekességek csak eztán jönnek.
Megtisztelő köszönöm!
Megtisztelő köszönöm!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 december 12, 12:13
Írta: bmejdz9nu Dátum 2009 december 12, 12:13
Megvan: "Épül a gépem ::: Nemes János"
Szerintem tedd be oda képeket indításnak a #6387-ból...
Tied az eső szó...
Szerintem tedd be oda képeket indításnak a #6387-ból...
Tied az eső szó...
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 19, 21:43
Írta: Devecz Miklós Dátum 2009 december 19, 21:43
Így néz ki épülő gépem:

Többet majd később (és lehet cikizni)
Többet majd később (és lehet cikizni)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 19, 22:32
Írta: besirkyjh Dátum 2009 december 19, 22:32
Szia Miki
Csak egy dolog . Az elején utban lesznek a kábelek ( 220 V-os , LPT stb ) .
Most látom , miért van két kábel csatorna az "Y" asztalodon ( azok a motorok állnak nem ) vagy milyen lessz a hajtásod ?
Látom egyforma 3D-s rajz programot használunk .[#rolleyes]
Csak egy dolog . Az elején utban lesznek a kábelek ( 220 V-os , LPT stb ) .
Most látom , miért van két kábel csatorna az "Y" asztalodon ( azok a motorok állnak nem ) vagy milyen lessz a hajtásod ?
Látom egyforma 3D-s rajz programot használunk .[#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 19, 23:07
Írta: Devecz Miklós Dátum 2009 december 19, 23:07
Viszonylag kis belső keresztmetszete van az energia láncoknak, ezért megosztottam az x és az y koordináta vezetékeket.
A vezetékekkel lehet, hogy igazad lesz. Az alkatrészek már készen vannak, de előre látóan minden kifordítható tükörképesen.
Holnap megnézem a tükörképes változatot.
A vezetékekkel lehet, hogy igazad lesz. Az alkatrészek már készen vannak, de előre látóan minden kifordítható tükörképesen.
Holnap megnézem a tükörképes változatot.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 19, 23:17
Írta: Devecz Miklós Dátum 2009 december 19, 23:17
Más nézetek:

http://cnctar.hobbycnc.hu/Devecz_Miklos/Cnc_gepem/Cnc2_s.jpg
http://cnctar.hobbycnc.hu/Devecz_Miklos/Cnc_gepem/Cnc2_s.jpg
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 19, 23:18
Írta: Devecz Miklós Dátum 2009 december 19, 23:18

Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2009 december 19, 23:28
Írta: x4rhew5r3 Dátum 2009 december 19, 23:28
"ezért megosztottam az x és az y koordináta vezetékeket". x és z-t akartál írni?
A Z motor elmegy az x motor felett?
Hasznos lehet polikarbonát falakat beépíteni, ami még elmegy az x híd alatt (az energialáncon belül). A forgács 80-%át megfogja és nem szórja tele a műhelyt. Nekem a front oldalon 2 felé nyitható, és a két oldalsó leakasztható zsanérral van a fix hátsó falhoz rögzítve.
A Z motor elmegy az x motor felett?
Hasznos lehet polikarbonát falakat beépíteni, ami még elmegy az x híd alatt (az energialáncon belül). A forgács 80-%át megfogja és nem szórja tele a műhelyt. Nekem a front oldalon 2 felé nyitható, és a két oldalsó leakasztható zsanérral van a fix hátsó falhoz rögzítve.
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2009 december 19, 23:30
Írta: x4rhew5r3 Dátum 2009 december 19, 23:30
Ebből már látom, hogy van helye a z motornak.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 19, 23:41
Írta: besirkyjh Dátum 2009 december 19, 23:41
Áááá értem már.
Az orsokon forog az anya és ezért van olyan sok energia lánc . Vagy még mindig rosszul látom?
Forditsd már oda az "Y és az X " orsokra .
[#nemtudom]
Az orsokon forog az anya és ezért van olyan sok energia lánc . Vagy még mindig rosszul látom?
Forditsd már oda az "Y és az X " orsokra .
[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 20, 15:51
Írta: 000000000 Dátum 2009 december 20, 15:51
Szerintem az anya áll és az orsó forog.#6401 rajzon látszik a tengely csapágyháza, csak belül van.Nem szoványos megoldás, így bonyolúltabb.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2009 december 20, 19:15
Írta: iezx50gsm Dátum 2009 december 20, 19:15

Fenti fogasszíjjal /T5-600/ és fogaszíjtárcsával /40T5-36/ akarom meghajtani golyósorsómat.Többőtöknél láttam már ezen megoldással meghajtást.Mivel az orsó végén nem férne el a léptetőmotorom, ezért kénytelen vagyok ezt az 1:1 áttételt alkalmazni.Problémám ezen meghajtással,hogy a szíj a fogasszíjtárcsákon "csúszkál" kb. 0.3 mm-t.Tapasztalatotokra lennék kiváncsi, hogy ezt a csúszást hogy küszöbölitek ki,ill. csak én vettem valami selejtet. Segítségeteket ill.tapasztalaitokra vagyok kíváncsi.Előre is köszönöm.
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2009 december 20, 19:26
Írta: 62pb8zge Dátum 2009 december 20, 19:26
Itt olvastam,hogy valaki"keveset"leesztergált az átmérőböl és így megszünz a probléma.De inkább vidd vissza a forgalmazóhoz és mondja meg ,hogy valósul így meg a szinkronhajtás!?
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2009 december 20, 19:38
Írta: iezx50gsm Dátum 2009 december 20, 19:38
Köszönöm a választ azt hiszem inkább az utóbbi lesz.Nem akarok esztergályoshoz menni csak a problémák számát növelném és az esztergályos szemmel legyilkolna..., hogy mit találtam már ki megint.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2009 december 20, 19:47
Írta: iezx50gsm Dátum 2009 december 20, 19:47
Most látom Épül a gépem vbodi.. #781. hozzászólását 0.5 mm leesztergált és tökéletes lett...Hát mégsem képtelen ötlet és nem egyedi az eset.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 20, 19:52
Írta: Devecz Miklós Dátum 2009 december 20, 19:52
Nem bonyolultabb, csak már egy éve építem és még fogalmam sem volt hogyan folytatom.
Úgy kellett felépítenem, hogy a következő rész ismerete nélkül is meg lehessen csinálni az éppen elkészült részt. Ennek ellenére minden méret stimmel (hála abit-nek). Majd fotókat is teszek fel, de még szerelés alatt van. Különben sem sietek, két évet adtam az elkészültére.
Úgy kellett felépítenem, hogy a következő rész ismerete nélkül is meg lehessen csinálni az éppen elkészült részt. Ennek ellenére minden méret stimmel (hála abit-nek). Majd fotókat is teszek fel, de még szerelés alatt van. Különben sem sietek, két évet adtam az elkészültére.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 20, 19:57
Írta: Devecz Miklós Dátum 2009 december 20, 19:57
x és z tengelyről van szó. Elírtam.
Végső megoldásban egy polikarbonát burkolatot fog kapni a szerkezet, ami eltávolítható. Lakáson belül lesz üzemeltetve, nem szeretném, ha minden tele lenne forgáccsal.
Végső megoldásban egy polikarbonát burkolatot fog kapni a szerkezet, ami eltávolítható. Lakáson belül lesz üzemeltetve, nem szeretném, ha minden tele lenne forgáccsal.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 december 20, 20:05
Írta: Szalai György Dátum 2009 december 20, 20:05
Én úgy tudom, hogy nem minden fogprofilú fogasszíj és tárcsa alkalmas a pontos szinkronhajtásra irányváltások esetén is.
Mikor én vettem legalábbis, külön kategória volt. Felkészült eladó tudta melyik való rá.
Nem tudom neked mekkorák a pontossági igényeid, érdemes kiszámolni, hogy ez a 0,3mm mekkora lineáris hibát okoz. Lehet, hogy így is belül van a tűréshatárodon.
Mikor én vettem legalábbis, külön kategória volt. Felkészült eladó tudta melyik való rá.
Nem tudom neked mekkorák a pontossági igényeid, érdemes kiszámolni, hogy ez a 0,3mm mekkora lineáris hibát okoz. Lehet, hogy így is belül van a tűréshatárodon.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 december 20, 20:08
Írta: svejk Dátum 2009 december 20, 20:08
Soxor az a baj, hogy az olcsó, egyszerű hobby szervovezérlők korrekt beállítását lehetetleníti meg a szíj holtjátéka.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2009 december 20, 20:34
Írta: iezx50gsm Dátum 2009 december 20, 20:34
Utánaszámoltam vezérlő egész lépéses módban, 5mm menetemelkedésű orsómon 0.3 mm szíj szúszása így kb. 0.075 mm pontatlanságot okoz.
Famegmunkálásnál nem sok de szeretnék vele alut is megmunkálni.Nembeszélve arról, hamár egy csomó pénzembe fog kerülni akkor ne legyen eleve belekarkulált hiba az fog úgyis adódni magától is. Köszönöm a választ lehet, hogy személyesen beszélek a forgalmazóval.
Famegmunkálásnál nem sok de szeretnék vele alut is megmunkálni.Nembeszélve arról, hamár egy csomó pénzembe fog kerülni akkor ne legyen eleve belekarkulált hiba az fog úgyis adódni magától is. Köszönöm a választ lehet, hogy személyesen beszélek a forgalmazóval.
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2009 december 20, 21:18
Írta: 62pb8zge Dátum 2009 december 20, 21:18
Most olvasom ezt valaki már irta!Törlést kérek:)
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2009 december 20, 21:20
Írta: 62pb8zge Dátum 2009 december 20, 21:20
Vagyis te,írtad[#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 december 20, 21:40
Írta: svejk Dátum 2009 december 20, 21:40
Szerintem írdd ide nyugodtan a gyártót mások okulására, én is így tettem anno.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2009 december 21, 08:49
Írta: lari Dátum 2009 december 21, 08:49
Nem gondolkodtatok még vezérműszíjjas megoldáson?
Amit egy autónál 100 e-km után lecserélnek az még jó állapotban van hiszen csak biztonsági okokból kell cserélni. (nehogy véletlenül elszakadjon...)
Ilyenkor ugyebár (ha a vezérlési körben van elhelyezve) cserélik a vízpumpát is. Azon található egy nem túl nagy fogazott kerék ami szintén használható.
De ha újban gondolkodunk, autósboltban kapható nem túl drágán új fogazott kerekek is és vezérműszíj is. A pontosságával pedig nincs probléma, én már nemegyszer néztem.
Szóval ez csak egy ötlet, gondolkodjatok el rajta hátha hasznosítható annak aki ilsen hajtást szeretne....
Amit egy autónál 100 e-km után lecserélnek az még jó állapotban van hiszen csak biztonsági okokból kell cserélni. (nehogy véletlenül elszakadjon...)
Ilyenkor ugyebár (ha a vezérlési körben van elhelyezve) cserélik a vízpumpát is. Azon található egy nem túl nagy fogazott kerék ami szintén használható.
De ha újban gondolkodunk, autósboltban kapható nem túl drágán új fogazott kerekek is és vezérműszíj is. A pontosságával pedig nincs probléma, én már nemegyszer néztem.
Szóval ez csak egy ötlet, gondolkodjatok el rajta hátha hasznosítható annak aki ilsen hajtást szeretne....
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 21, 09:01
Írta: besirkyjh Dátum 2009 december 21, 09:01
Szia Lari
És mire használnánk ?
Áttételezésre tul nagy a tengely táv , ugyan ez föorso hajtásra is .
Szinkron szijnak ezek a változatok nem alkalmasak ( a megengedettnél több a nyulásuk ) szerintem .
És mire használnánk ?
Áttételezésre tul nagy a tengely táv , ugyan ez föorso hajtásra is .
Szinkron szijnak ezek a változatok nem alkalmasak ( a megengedettnél több a nyulásuk ) szerintem .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 21, 09:04
Írta: besirkyjh Dátum 2009 december 21, 09:04
Szia Mihály
Az lehetetlen hogy ekkora szám jött ki 0.075mm.
Számold ezt szög hibának ( 0.3mm) és fokban számold az egész hajtásra .Biztos vagyok benne hogy ezred alatt lessz vagy legalább is ott köröl .Sporolsz egy utat a forgalmazohoz ( hideg van most ) .
[#integet2]
Az lehetetlen hogy ekkora szám jött ki 0.075mm.
Számold ezt szög hibának ( 0.3mm) és fokban számold az egész hajtásra .Biztos vagyok benne hogy ezred alatt lessz vagy legalább is ott köröl .Sporolsz egy utat a forgalmazohoz ( hideg van most ) .
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2009 december 21, 09:30
Írta: Rabb Ferenc Dátum 2009 december 21, 09:30
0,3/(57,3*3,14)*5=0,00833mm (szerintem)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 21, 09:50
Írta: besirkyjh Dátum 2009 december 21, 09:50
Egyformán számolunk , szerintem is ennyi .
Mindjárt más igy .
[#eljen]
Mindjárt más igy .
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 21, 12:31
Írta: s7manbs8 Dátum 2009 december 21, 12:31
VBODY topicból:
Érthető, a mondott technika. Szerencsére vagy 50 méterre van tőlem egy lapszabász gépes asztalos, fogok még menni oda is ezek szerint.
Érthető, a mondott technika. Szerencsére vagy 50 méterre van tőlem egy lapszabász gépes asztalos, fogok még menni oda is ezek szerint.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 21, 14:55
Írta: besirkyjh Dátum 2009 december 21, 14:55
Szia
Nehagyd ki , gyorsan és viszonylag egyszerüen épithetö vele mechanika .Vannak kis trükkök az MDF-el kapcsolatban ( hasadás , csak a két fedöréteg a kemény stb ) .Ezeket ha figyelembe veszed akkor nefogsz csalodni benne .
Tanulo gépnek is nagyon megéri .
Fogok feltenni januárban komplett gépet vezérlönélkül olyan 300x 400x 110mm munkaterülettel , tanulásra és kissebb munkákra ahol nem szükséges a hütés .
Ha érdekel a szerelés tecnikája irj , segitek .
[#integet2]
Nehagyd ki , gyorsan és viszonylag egyszerüen épithetö vele mechanika .Vannak kis trükkök az MDF-el kapcsolatban ( hasadás , csak a két fedöréteg a kemény stb ) .Ezeket ha figyelembe veszed akkor nefogsz csalodni benne .
Tanulo gépnek is nagyon megéri .
Fogok feltenni januárban komplett gépet vezérlönélkül olyan 300x 400x 110mm munkaterülettel , tanulásra és kissebb munkákra ahol nem szükséges a hütés .
Ha érdekel a szerelés tecnikája irj , segitek .
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 21, 14:58
Írta: s7manbs8 Dátum 2009 december 21, 14:58
Csináltam én is egy kis próbálkozást, de ezeket a megoldásokat jó látni, amit mutattál, meg az excenteres téma is, mert úgy ha nem is tudiok pontosan fúrni, akkor tudok rajta állítani, összerakáskor és már meg is oldódott az egyik gond. Nekem az eszembe nem jutott volna, tágabbra fúrtam meg ilyenek, de az is ha meglazul mindjárt nem jó, meg összehúzta, menetes szárral a két párhuzamos tengelyt, ilyesmik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 21, 19:15
Írta: 000000000 Dátum 2009 december 21, 19:15
Ezt nem tudtam, eddig azt hittem, hogy az MDF homogén anyag.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 21, 20:41
Írta: besirkyjh Dátum 2009 december 21, 20:41
Ha nem vigyázol hasad min a fene .Viszont ha egyszer sikerült meg usznod a hasadást és utánna fixen áll akkor már nincs vele gond .
Csak vastagságában hasad .
[#confused]
Csak vastagságában hasad .
[#confused]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 december 22, 16:18
Írta: Szalai György Dátum 2009 december 22, 16:18
Ezért nem frankó benne az olyan kötés, ami szétfeszíti. (gyorsépítő csavar, pláne előfúrás nélkül) hanem jobb csapolni vagy lamellózni és ragasztani. Meg távolságot tartani a szélektől.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 22, 17:29
Írta: besirkyjh Dátum 2009 december 22, 17:29
Szia Gyuri
Tudsz valamit . Igy igaz ahogy irod még annyival tetézném meg a dolgot hogy én mindig álitatom ragasztoval a vágott éleket amit bir beszivja a többit levágom
[#integet2]
Tudsz valamit . Igy igaz ahogy irod még annyival tetézném meg a dolgot hogy én mindig álitatom ragasztoval a vágott éleket amit bir beszivja a többit levágom
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 12:23
Írta: jv7pu3a5p Dátum 2009 december 23, 12:23
Sziasztok!
Kérnék egy kis HELP-et.
Elkészült a gépem, most következne a beállítás. Valaki tudna nekem segíteni mégis hogyan kezdjek hozzá? Az asztalt már belőttem a vázhoz képest tolómérővel, de nem tudom jó-e. Van egy gránit asztalunk, 3cm vastag viszonylag sík, kezdjek ott, vegyem azt síknak? A fő problémám , hogy valamivel el kéne indulnom amihez aztán igazítom a többit, de hogy?
Íme képek a cuccról:
Kép1
Kép2
Kép3
Kép4
Kép5
Ja és mégvalami. A 20mm rúd rögzítése kicsit gázos. Ahogy meghúzom a végén a 10es csavart, eltekeri a rudat a beállított pozícióból. Van erre valami rögzítési megoldás?
Kérnék egy kis HELP-et.
Elkészült a gépem, most következne a beállítás. Valaki tudna nekem segíteni mégis hogyan kezdjek hozzá? Az asztalt már belőttem a vázhoz képest tolómérővel, de nem tudom jó-e. Van egy gránit asztalunk, 3cm vastag viszonylag sík, kezdjek ott, vegyem azt síknak? A fő problémám , hogy valamivel el kéne indulnom amihez aztán igazítom a többit, de hogy?
Íme képek a cuccról:
Kép1
Kép2
Kép3
Kép4
Kép5
Ja és mégvalami. A 20mm rúd rögzítése kicsit gázos. Ahogy meghúzom a végén a 10es csavart, eltekeri a rudat a beállított pozícióból. Van erre valami rögzítési megoldás?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 23, 13:11
Írta: s7manbs8 Dátum 2009 december 23, 13:11
A képre valami jelölést tehetnél, hogy tudjuk melyik a 20 mm-es stb.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 13:23
Írta: jv7pu3a5p Dátum 2009 december 23, 13:23
Mindegyik 20mm edzett, lineáris csapágy tengely. Konkrétan mindegyiknél ugyanaz a beállítási nehézség. De a legrosszabb a Z-t beállítani. Rögtön szorul ha meghúzok mindent. Az X és Y még csak elmegy, egész jól be lehet lőni őket, hogy ne szoruljon. De ez egy másik kérdés majd eljátszok vele.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 23, 13:40
Írta: s7manbs8 Dátum 2009 december 23, 13:40
Én is ilyen technikára kérdeztem rá nemrégen, hasonló okok miatt, hogy hogyan lehet biztosítani a párhuzamosságokat, merőlegességeket stb.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 13:43
Írta: 4um5b65d Dátum 2009 december 23, 13:43
Itt aztán jó sok hiba lehetőség lehet. Például a 3-as képen azok az alu kockák felfogatási felületei jól meg vannak munkálva a perselyhez képest? A perselyekbe ha csak simán berakod a tengelyeket akkor legalább tolómérővel azonos tengelytávot lehet mérni rajtuk ?
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 14:05
Írta: jv7pu3a5p Dátum 2009 december 23, 14:05
Na akkor egy kis történet:
A bronz perselyeket esztergán készítették a tengelyre, hibátlanul is csusszan rajta, nem kotyog. Az alu tönköket szintén esztergán csinálták, majd bele lett ragasztva a bronz persely. Ezek után vittem gépműhelybe őket ahol 4esével ráhúzták a rúdra és úgy síkolták meg a felfekvési felületet, párhuzamra figyelve a rúdhoz képest. Az asztalt meg az összes 20as aluanyagot amire fel lesznek fogatva az alu kockák, szintén síkolták, mindkét oldalt párhuzamban, ja és a végeket is derékszögbe.
Az összes furatot, menetet én készítettem, nyomtatott papírsablonnal. (Egész pontosak lettek) Nagyrészt M5 csavarral rögzítek mindent, ennek 5.5 furat, hogy legyen egy kis állítási lehetőség is. Tengelyenként az egymással szemben lévő alu elemek, összeszorítva egyszerre kifurva.
Az első méréskor csak úgy "összehányva" az X és Y-t, bejártam egy tapintó órával az asztalt, 0.05 és 0.1mm között volt a hiba. Szóval eddig nem rossz, de szeretném a lehető legjobban beállítani, ezért kértem segítséget tapasztalt fórumlakóktól, mert ez nem az én területem, nem folyik benne áram... :)))
A bronz perselyeket esztergán készítették a tengelyre, hibátlanul is csusszan rajta, nem kotyog. Az alu tönköket szintén esztergán csinálták, majd bele lett ragasztva a bronz persely. Ezek után vittem gépműhelybe őket ahol 4esével ráhúzták a rúdra és úgy síkolták meg a felfekvési felületet, párhuzamra figyelve a rúdhoz képest. Az asztalt meg az összes 20as aluanyagot amire fel lesznek fogatva az alu kockák, szintén síkolták, mindkét oldalt párhuzamban, ja és a végeket is derékszögbe.
Az összes furatot, menetet én készítettem, nyomtatott papírsablonnal. (Egész pontosak lettek) Nagyrészt M5 csavarral rögzítek mindent, ennek 5.5 furat, hogy legyen egy kis állítási lehetőség is. Tengelyenként az egymással szemben lévő alu elemek, összeszorítva egyszerre kifurva.
Az első méréskor csak úgy "összehányva" az X és Y-t, bejártam egy tapintó órával az asztalt, 0.05 és 0.1mm között volt a hiba. Szóval eddig nem rossz, de szeretném a lehető legjobban beállítani, ezért kértem segítséget tapasztalt fórumlakóktól, mert ez nem az én területem, nem folyik benne áram... :)))
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 23, 14:06
Írta: keri Dátum 2009 december 23, 14:06
Tolómérőt felejtesd el, azzal nem lehet kalibrálni hiába pontos.
Mérőóra és derékszög. Látom derékszöged van, mérő órát szerezzél, de ha nincs akkor is be lehet használhatóra állítani, csak akkor ne számíts 0,1mm-nél nagyobb pontosságra.
Elsősorban a sínek párhuzamossága a fontos tengelyenként külön külön (mérőóra), mert ha nem akkor szorul, a váz rugalmasságától függően, de az Y-nak az X-re merőlegesnek is kell lenni, és a Z-nek pedig mindkettőre. (precíziós derékszög)
Ebben a sorrendben is kell beállítani.
Pűrhúzamosságot úgy tudod ellenőrizni, hogy az egyik sint rögzíted, felrakod rá az órát, végighúzod a kocsival és végigtapogatod a másik sínt, oldalról és felülről is. A mutatónak nem nagyon szabad elkolbászolnia a középértékről, de a húzás közbeni kalimpálás miatt nem kell frászt kapni. Persze tehermentesített tengelyeknél nézd, mert egy ilyen tengely 0,05mm lazán hajlik.
Nekem a 25-ös HiWin sínen 0,01-0,02mm eltérést sikerült nem túl nagy kézierővel hajlítanom 60mm-en. Ami azt jelenti, hogy minden csavarnál egyenként órázva, beigazítva, lehúzva mentem végig és így már elég stabil az óra amikor végighúzom.
Ha kióráztad és rögzítetted a tengelyek párhuzamosságát, akkor a maradék csúszkát is rögzítheted.
Ha nincs órád akkor, pedig egyik végére elhúzod a kocsit, rögzíted a tengelyeket és csúszkát azon a felén, áthúzod a másik felére és ott is rögzítesz mindent. Ha szerencséd van akkor ez elég ahhoz hogy ne szoruljon, de órázni ne próbáld mert elsírod magad :))
Mérőóra és derékszög. Látom derékszöged van, mérő órát szerezzél, de ha nincs akkor is be lehet használhatóra állítani, csak akkor ne számíts 0,1mm-nél nagyobb pontosságra.
Elsősorban a sínek párhuzamossága a fontos tengelyenként külön külön (mérőóra), mert ha nem akkor szorul, a váz rugalmasságától függően, de az Y-nak az X-re merőlegesnek is kell lenni, és a Z-nek pedig mindkettőre. (precíziós derékszög)
Ebben a sorrendben is kell beállítani.
Pűrhúzamosságot úgy tudod ellenőrizni, hogy az egyik sint rögzíted, felrakod rá az órát, végighúzod a kocsival és végigtapogatod a másik sínt, oldalról és felülről is. A mutatónak nem nagyon szabad elkolbászolnia a középértékről, de a húzás közbeni kalimpálás miatt nem kell frászt kapni. Persze tehermentesített tengelyeknél nézd, mert egy ilyen tengely 0,05mm lazán hajlik.
Nekem a 25-ös HiWin sínen 0,01-0,02mm eltérést sikerült nem túl nagy kézierővel hajlítanom 60mm-en. Ami azt jelenti, hogy minden csavarnál egyenként órázva, beigazítva, lehúzva mentem végig és így már elég stabil az óra amikor végighúzom.
Ha kióráztad és rögzítetted a tengelyek párhuzamosságát, akkor a maradék csúszkát is rögzítheted.
Ha nincs órád akkor, pedig egyik végére elhúzod a kocsit, rögzíted a tengelyeket és csúszkát azon a felén, áthúzod a másik felére és ott is rögzítesz mindent. Ha szerencséd van akkor ez elég ahhoz hogy ne szoruljon, de órázni ne próbáld mert elsírod magad :))
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 23, 14:10
Írta: keri Dátum 2009 december 23, 14:10
Ja a merőlegességet pedig szintén a párhuzam ellenőrzésre érdemes visszavezetni. Azaz ráteszed a derékszüget az egyik tengelyre, a másik tengelyre a mérőórát, és a derékszög párhuzamosságát ellenőrzöd a tengely húzogatásával.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 23, 14:12
Írta: keri Dátum 2009 december 23, 14:12
tolómérőről lebeszélek mindenkit, én is azzal mértem ki először. Frankó volt minden, aztán megnéztem az órával és ledöbbentem mert elképesztő eltérések voltak.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 23, 14:16
Írta: keri Dátum 2009 december 23, 14:16
Akkor egészen jól eltaláltam a 0,1mm-t :)
Mondjuk így megmunkálva ahogy leírtad, nem sok gondod lesz a beállítással, tényleg csak a furat lötyögésén belül kell kicsit igazítani.
Én mindent kézzel csináltam, úgy kicsit több reszelgetni valóm volt, de szép sorban beállítva így is jó pontosságot elértem.
A legnagyobb gondom hogy a vezetéknak a luk sora nincs teljesen egyenesben, ezért kissebb az állítási lehetőség mint amire számítottam.
Mondjuk így megmunkálva ahogy leírtad, nem sok gondod lesz a beállítással, tényleg csak a furat lötyögésén belül kell kicsit igazítani.
Én mindent kézzel csináltam, úgy kicsit több reszelgetni valóm volt, de szép sorban beállítva így is jó pontosságot elértem.
A legnagyobb gondom hogy a vezetéknak a luk sora nincs teljesen egyenesben, ezért kissebb az állítási lehetőség mint amire számítottam.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 14:35
Írta: jv7pu3a5p Dátum 2009 december 23, 14:35
Eddig tolómérőztem, de akkor rákapok a mérőórára, kölcsönkérem a sráctól aki csinálta az esztergályos munkát. :)
A tengely párhuzamot esetleg be lehetne úgy állítani, hogy esztergálok egy acélrudat közé és összeszorítózom, majd lehúzom a tengely rögzítő csavarokat? Aztán a túloldalt ugyanezzel a segédanyaggal megismétlem. Mert mint írtam, elmegy az a vacak tengely, ha meghúzom a csavarokat.
Tehát az asztallal kezdem a beállítást. A tengely párhuzam oké, de a síkot hogyan és mihez? Eddig a gépvázhoz néztem, hogy ne legyen csavarodás (DNS spirál) a tengelyekben.
A tengely párhuzamot esetleg be lehetne úgy állítani, hogy esztergálok egy acélrudat közé és összeszorítózom, majd lehúzom a tengely rögzítő csavarokat? Aztán a túloldalt ugyanezzel a segédanyaggal megismétlem. Mert mint írtam, elmegy az a vacak tengely, ha meghúzom a csavarokat.
Tehát az asztallal kezdem a beállítást. A tengely párhuzam oké, de a síkot hogyan és mihez? Eddig a gépvázhoz néztem, hogy ne legyen csavarodás (DNS spirál) a tengelyekben.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 14:38
Írta: jv7pu3a5p Dátum 2009 december 23, 14:38
Kézzel csináltad? A síkot meg derékszögeket is?? [#wow2]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 23, 15:15
Írta: keri Dátum 2009 december 23, 15:15
Nem szükséges közdarabot csinálni.
Ott van a kocsin a két csúszka. Ha egyik végén lehúzod és áthúzod a másik felére akkor tuti beigazodik a megfelelő helyre és mivel a kocsi megakadályozza hogy elmozduljon a tengely, ezért nem is fog.
A lehúzás közbeni elmozdulást úgy lehet kiküszöbölni, hogy lehúzod félig és gumi kalapáccsal vissza kocogtatod a helyére, majd lehúzod teljesen, ekkor már nem mozdul el jó eséllyel. Amikor teljesen lehúztad újra ellenőrzöd. Ha nem jó akkor újra játszat.
A csavarodással nekem nem volt gondom.
Húzott alu profilokból raktam össze a gépet. Egyenest tudtam nézni és az stimmelt 0,01mm-en belül a húzás irányba (keresztben már természetesen nem), és ahogy a profilokat egymásra raktam nem tudott mást felvenni mint síkot.
Persze csavarodni így is tud a profil rugalmassága folytán is, de tehermentesítve sík volt, azaz az egyik kocsira rakott óra nem mutatott ki ennél nagyobb függőleges eltérést a másik kocsihoz képest. A te esetedben ezt nehéz így megmérni, mert neked elfordulhat a tengelyen. Nekem már 1 tengely is elég stabilan megtartja a hidat, ha függesztem akkor pedig a súlyával sem kell számolni.
Szerintem azonban a te esetedben sem gond a csavarodás, mivel a precíz kocsi elég jól behatárolja hogy párhuzamos legyen.
De ellenőrizni úgy tudod hogy ráteszed a vezetékeket síkra, vagy annak vélt felületre. Ha nincs hézag sehol (fény átszűrődést nézel a felület és vezeték között) akkor 90fokkal elforgatva is megnézed. Ha ilyenkor sincs akkor a felületed és a vezetékeid sincsenek csavarodva.
Végül pedig a két vezeték távolságát végig ellenőrzöd és ha csavarodás van benne akkor a közepén közelebb van egymáshoz mint a végein.
Ezek az ellenőrzések annyira pontosak hogy az anyag rugalmassága viszi be a legtöbb hibát, vagyis tartsad észben, hogy az anyag rugalmassága elég nagy eltéréseket tud okozni két mérés között is...persze vbodi kazánlemezénél ez elhanyagolható :D
Ott van a kocsin a két csúszka. Ha egyik végén lehúzod és áthúzod a másik felére akkor tuti beigazodik a megfelelő helyre és mivel a kocsi megakadályozza hogy elmozduljon a tengely, ezért nem is fog.
A lehúzás közbeni elmozdulást úgy lehet kiküszöbölni, hogy lehúzod félig és gumi kalapáccsal vissza kocogtatod a helyére, majd lehúzod teljesen, ekkor már nem mozdul el jó eséllyel. Amikor teljesen lehúztad újra ellenőrzöd. Ha nem jó akkor újra játszat.
A csavarodással nekem nem volt gondom.
Húzott alu profilokból raktam össze a gépet. Egyenest tudtam nézni és az stimmelt 0,01mm-en belül a húzás irányba (keresztben már természetesen nem), és ahogy a profilokat egymásra raktam nem tudott mást felvenni mint síkot.
Persze csavarodni így is tud a profil rugalmassága folytán is, de tehermentesítve sík volt, azaz az egyik kocsira rakott óra nem mutatott ki ennél nagyobb függőleges eltérést a másik kocsihoz képest. A te esetedben ezt nehéz így megmérni, mert neked elfordulhat a tengelyen. Nekem már 1 tengely is elég stabilan megtartja a hidat, ha függesztem akkor pedig a súlyával sem kell számolni.
Szerintem azonban a te esetedben sem gond a csavarodás, mivel a precíz kocsi elég jól behatárolja hogy párhuzamos legyen.
De ellenőrizni úgy tudod hogy ráteszed a vezetékeket síkra, vagy annak vélt felületre. Ha nincs hézag sehol (fény átszűrődést nézel a felület és vezeték között) akkor 90fokkal elforgatva is megnézed. Ha ilyenkor sincs akkor a felületed és a vezetékeid sincsenek csavarodva.
Végül pedig a két vezeték távolságát végig ellenőrzöd és ha csavarodás van benne akkor a közepén közelebb van egymáshoz mint a végein.
Ezek az ellenőrzések annyira pontosak hogy az anyag rugalmassága viszi be a legtöbb hibát, vagyis tartsad észben, hogy az anyag rugalmassága elég nagy eltéréseket tud okozni két mérés között is...persze vbodi kazánlemezénél ez elhanyagolható :D
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 23, 15:26
Írta: keri Dátum 2009 december 23, 15:26
Mondom hogy van precíz derékszögem, azokat azzal mértem ki, de a húzott aluprofilt kizárólag kézi szerszámokkal munkáltam meg.
Az alu profilt több ellenőrző mérés után egyenesnek tekintettem, illetve a vezetékeket is annak vettem terhelés nélkül. Mindent csavarokkal raktam össze és utólag állítottam be aprólékos mérésekkel és igazgatásokkal.
A gép elég pontos lett az igényeimhez, most a vezérlőt építem hozzá, mert sajnos amit akartam az nem vált be, pedig szerencsésebb pillanataiban elég nagy sebességgel tudtam a levegőt megmunkálni :D
Az alu profilt több ellenőrző mérés után egyenesnek tekintettem, illetve a vezetékeket is annak vettem terhelés nélkül. Mindent csavarokkal raktam össze és utólag állítottam be aprólékos mérésekkel és igazgatásokkal.
A gép elég pontos lett az igényeimhez, most a vezérlőt építem hozzá, mert sajnos amit akartam az nem vált be, pedig szerencsésebb pillanataiban elég nagy sebességgel tudtam a levegőt megmunkálni :D
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 16:09
Írta: jv7pu3a5p Dátum 2009 december 23, 16:09
Ok, értek mindent. Megpróbálom eszerint beállítani a gépet. Köszi.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 23, 16:10
Írta: besirkyjh Dátum 2009 december 23, 16:10
Szia
Alátétek nélkül soha nemtudod beállitani a rudakat ráadásul az aluvázat is tönkre tszed .
Ha meghuzod a csavart forog a feje és az huzza el a rudakat .Tegyél alátétet !! Csak 1 hellyen látok .
Alátétek nélkül soha nemtudod beállitani a rudakat ráadásul az aluvázat is tönkre tszed .
Ha meghuzod a csavart forog a feje és az huzza el a rudakat .Tegyél alátétet !! Csak 1 hellyen látok .
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 16:12
Írta: jv7pu3a5p Dátum 2009 december 23, 16:12
Nos minden tiszteletem a tied. NEkem is volt egy kézzel reszelünk elképzelésem de nagybátyám lebeszélt róla. És jól is tette mert a gépműhelyben összesen 8e Ft hagytam ott.
Nos a vezérlővel nekem is vannak nyűgjeim, pedig azthittem sima ügy lesz. Szerencsére azért már működget.
Nos a vezérlővel nekem is vannak nyűgjeim, pedig azthittem sima ügy lesz. Szerencsére azért már működget.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 16:15
Írta: jv7pu3a5p Dátum 2009 december 23, 16:15
Szia,
Nos igen, ott próbálkoztunk alátéttel azért csak ott látsz. De úgyis mászkált a rud sajna. A következő nekifutásra teszek mindenhova.
Nos igen, ott próbálkoztunk alátéttel azért csak ott látsz. De úgyis mászkált a rud sajna. A következő nekifutásra teszek mindenhova.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2009 december 23, 16:29
Írta: iezx50gsm Dátum 2009 december 23, 16:29
Köszönöm válaszaitokat és számolási segítségeteket, így már valóban nem olyan vészes a helyzet és hála , csak irányváltáskor jelentkezik.Egy csapágyboltban rendeltem mondván mihez kell ,ők valószínűleg a számukra olcsóbbikat rendelték meg a POWER Belt-től.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 december 23, 16:31
Írta: Miki2 Dátum 2009 december 23, 16:31
Szia Zoli !
Én a gépemnél anzacos illesztő csavarokat használtam.
Az alumíniumba és a rudak végébe azonos méretű furatokat készítettem, így a csavar illesztett átmérője pontosan helyzetbe állítja a rudakat.
Én a gépemnél anzacos illesztő csavarokat használtam.
Az alumíniumba és a rudak végébe azonos méretű furatokat készítettem, így a csavar illesztett átmérője pontosan helyzetbe állítja a rudakat.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 december 23, 16:34
Írta: Miki2 Dátum 2009 december 23, 16:34
Ezen a képen látszanak az egyedileg készített illesztő csavarok.

Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 23, 16:44
Írta: besirkyjh Dátum 2009 december 23, 16:44
Ha teszel minden hova alététet és a kocsit áttolod mindig a rögzitésre váro oldalra ( ahogy a Keri irta ) akkor annak jonak kell lenie ,esetleg a menetfurás lehet még pontatlan .Ahogy a Keri irja , kicsit huz kocogtat megint huz megint ....
Nálam ugy müködik a dolog hogy a 16-os rudat sülleszetm a 15mm-es aluminiumba kb 7mm mélyen és utánna rögzitem a csavarral .
Neked ez már késö?
Ahogy a Miki is csinálta .
Nálam ugy müködik a dolog hogy a 16-os rudat sülleszetm a 15mm-es aluminiumba kb 7mm mélyen és utánna rögzitem a csavarral .
Neked ez már késö?
Ahogy a Miki is csinálta .
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 16:45
Írta: jv7pu3a5p Dátum 2009 december 23, 16:45
Szép kis masina. Neked biztos azért volt jó ez a magoldás, mert atom pontosan szemben voltak a lyukak. Meg sajna már ki van fúrva, van ahol 1 számmal nagyobbra is.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 23, 16:47
Írta: besirkyjh Dátum 2009 december 23, 16:47
Közben olvasom a Miki gépét és az is egy jo megoldás a csavart illeszetni a rudba .
Ez viszont még nálad is járhato lenne .
Ez viszont még nálad is járhato lenne .
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 december 23, 17:19
Írta: Miki2 Dátum 2009 december 23, 17:19
Nem véletlenül írtam a kiesztergálás szót.
Az alut is kiesztergáltam méretre, és pontos helyzetbe.
A rúdvégek esztegálását álló bábbal készítettem, így azok futása 0.01 mm-en belül biztosított volt.
Az alut is kiesztergáltam méretre, és pontos helyzetbe.
A rúdvégek esztegálását álló bábbal készítettem, így azok futása 0.01 mm-en belül biztosított volt.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2009 december 23, 17:24
Írta: Miki2 Dátum 2009 december 23, 17:24
Ha nem is annyira szép, de pontos.
Az látszik rajta, hogy használom, és nem fát marok rajta. Meg nem is vitrindísz.
Az látszik rajta, hogy használom, és nem fát marok rajta. Meg nem is vitrindísz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 23, 19:22
Írta: 000000000 Dátum 2009 december 23, 19:22
Tulajdonképpen mindent úgy csináltatok, ahogy kell, a pontos összeállítás és beállítás türelemjáték.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 19:29
Írta: jv7pu3a5p Dátum 2009 december 23, 19:29
Végülis nem késő, azért találtam ki így mert gondoltam hagyok játéknak helyet, legyen állítási lehetőségem. De még akár erről is lehet szó. Csak sajna a gépváz alját elba....m mert az csak 10mm aluból van, már bánom, hogy nem 20 lett az is. Még kicserélhetem később ha nem találom elég merevnek.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 19:37
Írta: jv7pu3a5p Dátum 2009 december 23, 19:37
Köszi mindenkinek. Megpróbálkozom az elkövetkezendő napokban a lehetetlennel, azt meglátjuk mi lesz. [#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 20:07
Írta: 4um5b65d Dátum 2009 december 23, 20:07
Egy kis okosság (naná én találtam ki). [#vigyor3]
Egy lineáris tengellyel szerelt gép esetén, ha 2db excenter perselyt ágyazunk egymásba akkor utólag nagyon könnyen lehet a pontos tengelytávokat/magasságokat állítani. Az illesztéseknél 1 százados hézagokat érdemes hagyni. Ha gépi eszközzel készült a vázba az alapfurat akkor az excenricitás értéke nem kell hogy több legyen perselyenként 0,5-nél.

Egy lineáris tengellyel szerelt gép esetén, ha 2db excenter perselyt ágyazunk egymásba akkor utólag nagyon könnyen lehet a pontos tengelytávokat/magasságokat állítani. Az illesztéseknél 1 százados hézagokat érdemes hagyni. Ha gépi eszközzel készült a vázba az alapfurat akkor az excenricitás értéke nem kell hogy több legyen perselyenként 0,5-nél.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 23, 20:13
Írta: yuagaci9g Dátum 2009 december 23, 20:13
Nagyon jo otlet, csak az abaj, hogy aki ezt meg tudja csinalni jol, az mar nem rosszakodik vele, megfurja inkabb pontosan a lyukat.[#love11]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 20:18
Írta: 4um5b65d Dátum 2009 december 23, 20:18
Á, ez nagyságrendekkel könnyebben gyártható mint előre a lyukakat pontosan legyártani. A lyukak pontosságánál még beleszól a váz csavarodása és derékszögűségei.
Az excenter perselynek van egy nagyon könnyen legyártható módja. Majd ha valaki odáig jut akkor arról is csinálok egy rajzot.
Az excenter perselynek van egy nagyon könnyen legyártható módja. Majd ha valaki odáig jut akkor arról is csinálok egy rajzot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 23, 20:18
Írta: 000000000 Dátum 2009 december 23, 20:18
Ez így túl bonyolult, és drága. Talán egyből a lineáris tengely végére kellene esztergálni az excentrikus csapot, és azt egy furathoz illesztve anyával rögzíteni beállítás után, és kész.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 23, 20:22
Írta: yuagaci9g Dátum 2009 december 23, 20:22
Kell a dupla excender, hogy fuggetlenul allithassad mindket iranyba.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 20:24
Írta: 4um5b65d Dátum 2009 december 23, 20:24
Naná, hogy kell, jól mondod. Meg a másik, hogy a tengely két végére azonos excentritást esztergálni semmi értelme, hisz tök más lehet a beállítás igénye.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 20:28
Írta: 4um5b65d Dátum 2009 december 23, 20:28
Igazság szerint a forgató karokra sincs okvetlen szükség , azt megteszi egy lyuk is amibe ideiglenesen egy csavarhúzóval belenyúlunk. Bár jobb a fix kar, aminek a pozícióját fel is lehet jelölni a gép vázra, ez megkönnyíti egy esetleges szétszedést és újra beállítást.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 23, 20:28
Írta: 000000000 Dátum 2009 december 23, 20:28
De ha a másik tengely is így van kialakítva, az már 2 szabadságfok és egymástól független.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 20:28
Írta: 4um5b65d Dátum 2009 december 23, 20:28
Gondolkodj !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 23, 20:36
Írta: 000000000 Dátum 2009 december 23, 20:36
Gondolkodtam..., ha minden húr szakad, és annyira speciális a beállítási kényszer, akkor is így egy persely elhagyható, ha a csap excentrikus.
Az is egyszerűbb, hiszen kevesebb alkatrészből áll.
Az is egyszerűbb, hiszen kevesebb alkatrészből áll.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 20:43
Írta: 4um5b65d Dátum 2009 december 23, 20:43
1- a tengelyen levő excenter sokkal nehezebben gyártható mint egy persely.
2 - A tengely két végén levő excenter azonos irányú központhagyása nem teszi lehetővé a tengely végek külön-külön állíthatóságát.
A 2 perselyes megoldással a tengelyek közti kúposság is állítható a magasság változása nélkül. A tengelynél erre nincs lehetőség.
2 - A tengely két végén levő excenter azonos irányú központhagyása nem teszi lehetővé a tengely végek külön-külön állíthatóságát.
A 2 perselyes megoldással a tengelyek közti kúposság is állítható a magasság változása nélkül. A tengelynél erre nincs lehetőség.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 23, 21:00
Írta: 000000000 Dátum 2009 december 23, 21:00
Ezen állításaidban Te biztos vagy?
Majd előkerülnek még biztos itt esztergályos
"főszakik", ha ők is ezt mondják, amit Te elfogadom.
De amikor utoljára esztergáltam excentert egy csapra, az marha egyszerű volt, egy 0.5 mm-es
acél lemezt betettem a 3 pofás tokmány egyik pofája alá, és kész. Nem volt bonyolult...
Majd előkerülnek még biztos itt esztergályos
"főszakik", ha ők is ezt mondják, amit Te elfogadom.
De amikor utoljára esztergáltam excentert egy csapra, az marha egyszerű volt, egy 0.5 mm-es
acél lemezt betettem a 3 pofás tokmány egyik pofája alá, és kész. Nem volt bonyolult...
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 23, 21:03
Írta: yuagaci9g Dátum 2009 december 23, 21:03
A baj ott van, mikor atforditod a tengelyt, mihez viszonitod az excentricitast?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 21:04
Írta: 4um5b65d Dátum 2009 december 23, 21:04
Ne felejtsük el, hogy egy tengelynek két vége van. Ha elkészül az egyik oldali excenter akkor kezdődik a fejvakarás. Nem is annyira egyszerű pontosan a másik oldalára is ugyan ezt produkálni.
De nem is a gyárthatóság a fő szempont, hanem az , hogy nem állítható külön külön a tengely két vége. Így értelmetlen és használhatatlan lesz az egész.
De nem is a gyárthatóság a fő szempont, hanem az , hogy nem állítható külön külön a tengely két vége. Így értelmetlen és használhatatlan lesz az egész.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 23, 21:23
Írta: 000000000 Dátum 2009 december 23, 21:23
Egy biztos: ha van két tengelyem, annak 4 végpontját teljesen felesleges totál függetlenül állíthatóvá tenni, tehát az egyik tengelyvégen nem is kell esztergálni excentert...a méásiknál meg az arcus tangens alfa hatás miatt akár egy filctollal pár fokon belül csak át tudom jelölni az excentricitás irányát, ha meg kicsit precizebb két prizmás feltámasztás között jelölöm át ez egész pontos is lehet.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 23, 21:27
Írta: yuagaci9g Dátum 2009 december 23, 21:27
Ertem az okfejtesedet, de elfelejted, hogy van egy allithatatlan csuszkank, ugy, hogy max egyetlen tengelyveget hagyhatnank kozpontosan a negybol.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 21:41
Írta: 4um5b65d Dátum 2009 december 23, 21:41
szerintem ezt ne erőltesd tovább. Ha nem teszed minden véget állíthatóvá akkor megint csak használhatatlan a dolog.
Tételezzük fel, hogy egy asztal mozgását kell így megoldani. Az asztal aljára fel vannak rögzítve a lineáris csapágyak. Tegyük fel, hogy ezek helyzete nagyon jól sikerült. Mindenhonnan nézve "nullás".
Majd nézzük azt az egyszerű esetet, amikor a vázban az azonos oldalon levő furatok közül az egyik 50mm-re van a gép alapsíkjától a másik 51mm-re. Ha ebbe a két furatba belerakod azt a tengelyvéget ahol nincs excenter kiképezve akkor ezen oldalon magasságban kapásból 1 mm eltérés van. Ha ugyanezen mérésekkel a másik oldalon a furatok teszem azt 50,2mm és 50,7mm-re vannak akkor beáll a káosz.
Persze ezek most durván eltúlzott adatok, de a lényegen nem változtat. Kell a 4 pontos állíthatóság. Bólints egyet és lépjünk ezen túl.
Tételezzük fel, hogy egy asztal mozgását kell így megoldani. Az asztal aljára fel vannak rögzítve a lineáris csapágyak. Tegyük fel, hogy ezek helyzete nagyon jól sikerült. Mindenhonnan nézve "nullás".
Majd nézzük azt az egyszerű esetet, amikor a vázban az azonos oldalon levő furatok közül az egyik 50mm-re van a gép alapsíkjától a másik 51mm-re. Ha ebbe a két furatba belerakod azt a tengelyvéget ahol nincs excenter kiképezve akkor ezen oldalon magasságban kapásból 1 mm eltérés van. Ha ugyanezen mérésekkel a másik oldalon a furatok teszem azt 50,2mm és 50,7mm-re vannak akkor beáll a káosz.
Persze ezek most durván eltúlzott adatok, de a lényegen nem változtat. Kell a 4 pontos állíthatóság. Bólints egyet és lépjünk ezen túl.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 23, 22:02
Írta: 000000000 Dátum 2009 december 23, 22:02
Bólintok, az egészet eleve nem ilyen egymásba ágyazott perselyes dolgokkal csinálnám.
Sokkal egyszerűbben.:)
Az pedig teljesen világos, hogy a te eredeti
rajzod az jó, csak ha egy gépépítő ezt így
alkalmazná minden tengelyvégen ez többe kerülne neki mint az egész CNC gépe.:) Esztétikailag is hogy nézne ez ki minden tengelynél...Arról nem is beszélve, hogy 10-20 mm-es alu lemezekbe
már nem is olyan egyszerű nagyobb furatokat pontosan megmunkálni Hobby körülmények között.
De a javaslatod remek, és kiélheted esztergálási tudásodat, ha valaki ezzel így megkeres, gyárthatod a sok excentrikus perselyt!:)
Sokkal egyszerűbben.:)
Az pedig teljesen világos, hogy a te eredeti
rajzod az jó, csak ha egy gépépítő ezt így
alkalmazná minden tengelyvégen ez többe kerülne neki mint az egész CNC gépe.:) Esztétikailag is hogy nézne ez ki minden tengelynél...Arról nem is beszélve, hogy 10-20 mm-es alu lemezekbe
már nem is olyan egyszerű nagyobb furatokat pontosan megmunkálni Hobby körülmények között.
De a javaslatod remek, és kiélheted esztergálási tudásodat, ha valaki ezzel így megkeres, gyárthatod a sok excentrikus perselyt!:)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 22:12
Írta: 4um5b65d Dátum 2009 december 23, 22:12
Na neeee, ez az ár meg az esztétika ez már ködösítés. Nyilván ez csak egy lehetőség, mindenki el tudja dönteni, hogy alkalmazza e vagy sem. Ha azt nézem, hogy hányan esnek hasra a ferde hatásvonalú csapágytól egy sima radiálissal szemben, vagy hányan alkalmaznak golyós orsót trapéz helyett akkor árról nem is érdemes beszélni. Lehet hogy valakinek pénze nincs de esztergája van akkor belevághat egy excenteres projektbe.
Nem kell úgy beállítani mintha kötelező lenne így csinálni a gépet. Lesz aki majd lát benne fantáziát. LZ fórumtárs is most igen jó hasznát venné a rendszernek.
Nem kell úgy beállítani mintha kötelező lenne így csinálni a gépet. Lesz aki majd lát benne fantáziát. LZ fórumtárs is most igen jó hasznát venné a rendszernek.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2009 december 23, 22:19
Írta: svejk Dátum 2009 december 23, 22:19
Minő véletlen, nekem is az említett márkával volt gondom.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 23, 22:44
Írta: jv7pu3a5p Dátum 2009 december 23, 22:44
Valóban hasznos lenne egy ilyen. Egyébként mikor elkezdtem beállítani nekem is megfordult a fejemben egy megoldás ami könnyebbé tenné. Csak az enyém bonyolultabb volt. Mégpedig hogy esztergálni egy alu karikát a tengely köré és rögzíteni a vázhoz, persze a karika belső átmérője 1-2mm nagyobb lenne mint a tengely. 90 fokonként egy egy hernyócsavar és máris lehet finomállítani a tengelyt. de a Te ötleted jobban tetszik. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 22:53
Írta: 4um5b65d Dátum 2009 december 23, 22:53
Hát, épp miattad raktam fel a képet. Bár lehet, hogy már rajtad nem segít, de a következő gépépítőknek talán hasznára válik.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2009 december 23, 22:59
Írta: skwby94ub Dátum 2009 december 23, 22:59
Üdv!
Ez nagyon ötletes megoldás!
És hogyan gyártod a persely?
Ez nagyon ötletes megoldás!
És hogyan gyártod a persely?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 23, 23:04
Írta: besirkyjh Dátum 2009 december 23, 23:04
Ne tedd , a hernyocsavar nemtudja megtámasztani a tengelyt az egy dolog hogy beállitod pontosan de meg is kell vezetned hogy ne hajoljon el , ezért szokták bele süllyeszteni az aluba a tengelyt .
A 10mm alulemez egy kicsit talán vékony ( biztos vékony ) de ha 4-5mm re belesüllyeszted a rudat pontosan tartva a méretet ( párhuzam ) akkor stabil lessz a szerkezet és akkor csak a perselyeket kell állitani ( azt meg könnyebb ) .
A 10mm alulemez egy kicsit talán vékony ( biztos vékony ) de ha 4-5mm re belesüllyeszted a rudat pontosan tartva a méretet ( párhuzam ) akkor stabil lessz a szerkezet és akkor csak a perselyeket kell állitani ( azt meg könnyebb ) .
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 23, 23:11
Írta: 4um5b65d Dátum 2009 december 23, 23:11
Ha feltételezek egy 15-es furatú és 25-ös külsejű excenter perselyt aminek mondjuk 0,5mm a központeltolása akkor legyártom a perselyt teljesen központosra 15-es furattal de 27 mm -es külsővel. Majd esztergálok egy egy 20-as anyagra egy 14-es átmérőjű csapot. Fúrok bele egy 8-as menetet aztán az előkészített 15-ös furatú perselyt "felfűzőm" a 14-es csapra. A gravitáció már el is végzi a központ eltolást. Mehet rá egy alátét és csavarral oldalszoritás elvén rögzítem. Aztán lekapom a külsejét méretre.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 23, 23:16
Írta: s7manbs8 Dátum 2009 december 23, 23:16
Na várjatok, ha már így belejöttünk, áruljátok el mindezt, hogyan lehet megcsinálni eszterga nincs, csak fűrész, kézi fúrógép, felső maró. MDF, hengeres vezetők, csapágyak, csavar, kb. ennyi a felszerelés. [#rinya][#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 23, 23:24
Írta: besirkyjh Dátum 2009 december 23, 23:24
Szia
Az MDF be ne tegyél excentert mert nem birja , elfog mozdulni .
Az MDF be ugy lehet stabilan rögziteni a rudat hogy két nagyméretü alátét közé fogod az MDF et és ugy huzod össze .
Az MDF be ne tegyél excentert mert nem birja , elfog mozdulni .
Az MDF be ugy lehet stabilan rögziteni a rudat hogy két nagyméretü alátét közé fogod az MDF et és ugy huzod össze .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 23, 23:25
Írta: s7manbs8 Dátum 2009 december 23, 23:25
Igen ezelőtt már említettél valami hasonlót, értem. Már hogy elfordul vagy hogy mozdul el ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 23, 23:28
Írta: s7manbs8 Dátum 2009 december 23, 23:28
Kellene csinálnom egy 400 mm hosszú tengelyt, pl. ilyen MDF-ből jó lenne, és lenne vezetőrúd, meg csapágyas guruló kocsival, vagy hasonló , mi lenne a legegyszerűbb megoldása ennek. Nincs valami rajzod ? Csak pozicionálás feladata lenne terhelése illetve ami súlyt tartania kell, az max 1-2 kg.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 23, 23:42
Írta: besirkyjh Dátum 2009 december 23, 23:42
1 : ahoz hogy egy excentert tudjál állitani lazán kell illesztened és az Mdf nél ez azt jelenti hogy az excenter beállása nem lessz ugyan az mint a meghuzott állapotban .Nyügös .
2 : akár 50 kiloval is ha jo a szerkezet statikája .Sok sok rajzom van . Mi lenne a konkrét feladat ?
Szeretném ha ( bizonyos szintig , követelményig ) több bizalmat kapna az MDF .
Szerintem egy 22mm vastag MDF jobb lehet egy 10mm es aluminiumtol eggyetlen hátránya a hütöfolyadék de pl relief készitéshez tökéletes gépet lehet belöle csinálni .
2 : akár 50 kiloval is ha jo a szerkezet statikája .Sok sok rajzom van . Mi lenne a konkrét feladat ?
Szeretném ha ( bizonyos szintig , követelményig ) több bizalmat kapna az MDF .
Szerintem egy 22mm vastag MDF jobb lehet egy 10mm es aluminiumtol eggyetlen hátránya a hütöfolyadék de pl relief készitéshez tökéletes gépet lehet belöle csinálni .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 23, 23:45
Írta: s7manbs8 Dátum 2009 december 23, 23:45
A feladat csak pozicionálás, tárgyak felvétele elvitele másik pozícióba, csak pontosnak kellene lennie, kottyanás mentesnek.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 23, 23:46
Írta: s7manbs8 Dátum 2009 december 23, 23:46
Aztán arra gondoltam, hogy alátámasztással nem hajlik be a vezető sem annyira, ha akár MDF is van alatta.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 23, 23:48
Írta: s7manbs8 Dátum 2009 december 23, 23:48
Az anyaggal kapcsolatban pedig tényleg, egyáltalán ebben a témában milyen anyag az, ami könnyen elérhető megmunkálható, valamennyire strapabíró mechanikailag, nem túl drága, stb. Hát lehet az MDF a nyerő ?
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2009 december 23, 23:51
Írta: skwby94ub Dátum 2009 december 23, 23:51
Ez szenzációs! Erre sosem gondoltam volna!
Üdv!
Üdv!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 24, 00:00
Írta: besirkyjh Dátum 2009 december 24, 00:00
Meg oldahato minden .
Pozicionálás is . Egy lényeges dolog ha az MDF-et hordozonak használod akkor nemlehet hiba pl: közvetlen csapágyakat vagy rudat neszabad hozzá rögziteni .Csapágyaknak tökéletes a szögvas , a rudakat meg valami sinbe ( pl ablad profil )kell tenni és azt rögziteni az Mdf hez .
Holt játék nincs és a golyos csapágyak miatt a gyorsulása jobb mint a lineár csapágyak-é .
Az ISEL katalogusában össze lehet hasonlitani a lin kocsikat a lin csapágyakkal .Persze másban a lin kocsi a jobb .
Ha jol megvan tervezve akkor öröm vele dolgozni .
Anyag itt a forumon nem igazán van a NET en is kevés de lehet találni pár elvetemült példát és jokat is .
Trevezem januárban egy komplett gép épitését dokumentálni fotokkal és egyedi megoldásokkal amiket ki kisérleteztem .
Kicsit bövebben . Mi lenne a hajtás hol menne a hajtás milyen sebesség kellene mekkora a maximum méret stb ?
Pozicionálás is . Egy lényeges dolog ha az MDF-et hordozonak használod akkor nemlehet hiba pl: közvetlen csapágyakat vagy rudat neszabad hozzá rögziteni .Csapágyaknak tökéletes a szögvas , a rudakat meg valami sinbe ( pl ablad profil )kell tenni és azt rögziteni az Mdf hez .
Holt játék nincs és a golyos csapágyak miatt a gyorsulása jobb mint a lineár csapágyak-é .
Az ISEL katalogusában össze lehet hasonlitani a lin kocsikat a lin csapágyakkal .Persze másban a lin kocsi a jobb .
Ha jol megvan tervezve akkor öröm vele dolgozni .
Anyag itt a forumon nem igazán van a NET en is kevés de lehet találni pár elvetemült példát és jokat is .
Trevezem januárban egy komplett gép épitését dokumentálni fotokkal és egyedi megoldásokkal amiket ki kisérleteztem .
Kicsit bövebben . Mi lenne a hajtás hol menne a hajtás milyen sebesség kellene mekkora a maximum méret stb ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 24, 00:07
Írta: s7manbs8 Dátum 2009 december 24, 00:07
Mi lenne a hajtás hol menne a hajtás milyen sebesség kellene mekkora a maximum méret stb ?
Hát ez a másik jó kérdés.
Most olyan van, hogy szíj hajtás van, a két hengeres vezető közepén, egyik végén a motoron van fogasszíj, a másik végén fogaskerék. A kocsiban perselyek, azon van a szerkezet.
Hát ez a másik jó kérdés.
Most olyan van, hogy szíj hajtás van, a két hengeres vezető közepén, egyik végén a motoron van fogasszíj, a másik végén fogaskerék. A kocsiban perselyek, azon van a szerkezet.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 24, 00:12
Írta: besirkyjh Dátum 2009 december 24, 00:12
Már szent este van?
Lassulok ha csinálsz egy skiccet (pl Corel ) és elküldöd email ben akkor segitek és még mielött farigcsálni kell a fenyöfát meg is kapod a fa alá a "tervet" .
Igy ok ?
[#integet2]
Lassulok ha csinálsz egy skiccet (pl Corel ) és elküldöd email ben akkor segitek és még mielött farigcsálni kell a fenyöfát meg is kapod a fa alá a "tervet" .
Igy ok ?
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 24, 00:57
Írta: s7manbs8 Dátum 2009 december 24, 00:57
OK lenne kedves vagy , de most nem kezdek már bele, csak kicsit videózok még egyet, aztán mára befejeztem. [#wave][#wave]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 24, 01:47
Írta: s7manbs8 Dátum 2009 december 24, 01:47
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 24, 07:52
Írta: besirkyjh Dátum 2009 december 24, 07:52
Szia
Na látod erröl beszélek ez az eggyik elrettentö példa ( de több szinben is kérhetö és pattintos ) kár az anyagért .
Az SMD gépedhez kellene ?
[#ravasz1][#nevetes1]
Biztos vagyok benne hogy vásárolják is , sajnos még fel sem lehet javitani tisztességesen .
[#csodalk]
Na látod erröl beszélek ez az eggyik elrettentö példa ( de több szinben is kérhetö és pattintos ) kár az anyagért .
Az SMD gépedhez kellene ?
[#ravasz1][#nevetes1]
Biztos vagyok benne hogy vásárolják is , sajnos még fel sem lehet javitani tisztességesen .
[#csodalk]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 december 24, 08:31
Írta: Szalai György Dátum 2009 december 24, 08:31
Külsőre azonos anyagok ezért mindet MDF néven emlegetik.
Mégis az MDF 600-800 kg/m3, a HDF 800-1000 kg/m3 ! Nagyobb sűrűség, nagyobb szilárdság.
Mérettűrés vastagságban: ± 0,15-0,3 mm, ez jelentős. Tehát nem célszerű több réteget egymásra téve etalonnak használni.
Mégis az MDF 600-800 kg/m3, a HDF 800-1000 kg/m3 ! Nagyobb sűrűség, nagyobb szilárdság.
Mérettűrés vastagságban: ± 0,15-0,3 mm, ez jelentős. Tehát nem célszerű több réteget egymásra téve etalonnak használni.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 24, 08:44
Írta: besirkyjh Dátum 2009 december 24, 08:44
Vastagabb HDF nincs minden kereskedönél .
Akkor lenne érdemes a HDF el foglalkozni ha a kötöanyag keményebb lenne ,ugy tudom csak a szemcse szerkezet a diferencia .
A méret türés az mekkora tarületre vonatkozik ?
Az a hossz ahol alkalmazhato az MDF vagy a HDF max 6-700mm önhordonak , utánna lehet ( kell ) mereviteni .
Az anyag vastagsága nincs használva csak rögzitésre a hossz és szélesség meg vágott és az lehet nagyon pontos is .
Akkor lenne érdemes a HDF el foglalkozni ha a kötöanyag keményebb lenne ,ugy tudom csak a szemcse szerkezet a diferencia .
A méret türés az mekkora tarületre vonatkozik ?
Az a hossz ahol alkalmazhato az MDF vagy a HDF max 6-700mm önhordonak , utánna lehet ( kell ) mereviteni .
Az anyag vastagsága nincs használva csak rögzitésre a hossz és szélesség meg vágott és az lehet nagyon pontos is .
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 december 24, 11:19
Írta: Szalai György Dátum 2009 december 24, 11:19
A vastagság mérettűrése gondolom a teljes lemezterület minden pontjára igaz. Lehet bárhol ennyivel vastagabb vagy vékonyabb.
„Az a hossz ahol alkalmazhato az MDF vagy a HDF max 6-700mm önhordonak , utánna lehet ( kell ) mereviteni .”
Ezt mekkora lemezvastagságra, mekkora merőleges terhelésre és mekkora megengedett deformációra számoltad? Egyetlen adatnak így kiemelve nem sok értelmét látom.
A gépépítésben nem nagyon van helye különálló lemezek alkalmazásának.
Általában doboz szerkezet az ideális. Így minden lemez lapját egy vagy több másik lemez éle merevíti. E nélkül nagyon hitvány lesz a végeredmény.
Jóminta 1! Jóminta 2!
Ha az anyag vastagságát nem használod távtartásnak, az jó. Én rászoktam, hogy ha több egyforma távtartó kell valahová, akkor valamilyen anyag gyárilag garantált vastagságát használjam. Ha nincs elég vastag belőle, akkor többet egymásra pakolok. De akkor a felhasznált anyag gyártási tűrését figyelembe kell vennem, mert a hibák előjelhelyesen összeadódnak. Értek már ebből meglepetések, ezért írtam.
„Az a hossz ahol alkalmazhato az MDF vagy a HDF max 6-700mm önhordonak , utánna lehet ( kell ) mereviteni .”
Ezt mekkora lemezvastagságra, mekkora merőleges terhelésre és mekkora megengedett deformációra számoltad? Egyetlen adatnak így kiemelve nem sok értelmét látom.
A gépépítésben nem nagyon van helye különálló lemezek alkalmazásának.
Általában doboz szerkezet az ideális. Így minden lemez lapját egy vagy több másik lemez éle merevíti. E nélkül nagyon hitvány lesz a végeredmény.
Jóminta 1! Jóminta 2!
Ha az anyag vastagságát nem használod távtartásnak, az jó. Én rászoktam, hogy ha több egyforma távtartó kell valahová, akkor valamilyen anyag gyárilag garantált vastagságát használjam. Ha nincs elég vastag belőle, akkor többet egymásra pakolok. De akkor a felhasznált anyag gyártási tűrését figyelembe kell vennem, mert a hibák előjelhelyesen összeadódnak. Értek már ebből meglepetések, ezért írtam.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 24, 12:00
Írta: besirkyjh Dátum 2009 december 24, 12:00
Az MDF-et csak élében terhelem ( minimum 80mm ) de még a "rudaknak " mindig van egy "tok" ami biztositja a merev tartását igy az anyag vastagság érdektelen ( nekem) .Eggyértelmü hogy a " méhsejt szerkezet" a leg merevebb itt is csak négyzetesen .Egy váz szerkezetben a nyitott doboz forma a lehetséges de vannak persze külön merevitések alkalmazva ( én 20x20 zártszelvény használok ide ) .Ja és 22mm vastag MDF-et használok .
[#eljen][#integet2]
[#eljen][#integet2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 24, 12:04
Írta: s7manbs8 Dátum 2009 december 24, 12:04
Csak megmutattam miket lehet találni.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 24, 12:15
Írta: besirkyjh Dátum 2009 december 24, 12:15
Tudom , sokat keresgéltem én is , de azért vannak jok is .
Tehát a beültetödhöz kellene valami .
Egy tanács ( bár alkalmas rá ) de ide nem ajánlom az MDF-es vázat ( kicsit bonyolult ) , használj aluminiumot és golyos perselyeket és T3-as fogazott szijjat léptetövel vagy servoval direktben vagy max 2x lassitást .Egy kis T3-as kerékkel ( 10-12 fog )vidáman tudsz rohangálni 6-7000mm/percel .Csak tudd az alkatrészeket a hellyükön tartani ( a gépnek nem ártana egy külön váz az SMD-k töl és a beültetett nyáktol .
Szerintem 14-16mm es golyos perselyekkel jobban jársz .
[#integet2]
Tehát a beültetödhöz kellene valami .
Egy tanács ( bár alkalmas rá ) de ide nem ajánlom az MDF-es vázat ( kicsit bonyolult ) , használj aluminiumot és golyos perselyeket és T3-as fogazott szijjat léptetövel vagy servoval direktben vagy max 2x lassitást .Egy kis T3-as kerékkel ( 10-12 fog )vidáman tudsz rohangálni 6-7000mm/percel .Csak tudd az alkatrészeket a hellyükön tartani ( a gépnek nem ártana egy külön váz az SMD-k töl és a beültetett nyáktol .
Szerintem 14-16mm es golyos perselyekkel jobban jársz .
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 25, 11:43
Írta: keri Dátum 2009 december 25, 11:43
Nem tudok normális gépműhelyt amiben megbíznék.
A legtöbb gépműhely nem vállal ilyen feladatokat, vagy horror áron, amelyik pedig vállal az nagyon igénytelenül dolgozok, és a műhelyes fazon felfogása is erősen korlátos.
Szóval én inkább gondolkodással próbálom megoldani a pontosságot :) pl. +-0,02mm pontossággal köszörültem le a golyós orsó végét egy bútorsínes kereszt asztallal és egy kézi gravírozó köszörűvel :)
A legtöbb gépműhely nem vállal ilyen feladatokat, vagy horror áron, amelyik pedig vállal az nagyon igénytelenül dolgozok, és a műhelyes fazon felfogása is erősen korlátos.
Szóval én inkább gondolkodással próbálom megoldani a pontosságot :) pl. +-0,02mm pontossággal köszörültem le a golyós orsó végét egy bútorsínes kereszt asztallal és egy kézi gravírozó köszörűvel :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 25, 11:45
Írta: keri Dátum 2009 december 25, 11:45
Én mindenhova raktam alátétet. Alapfeltétele a beállíthatóságnak.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 25, 11:52
Írta: keri Dátum 2009 december 25, 11:52
Nem akarlak nagyon dicsérni, de ez tényleg rohadt jó ötlet.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 25, 12:01
Írta: keri Dátum 2009 december 25, 12:01
Mondjuk Tibornak igaza van.
Nem kell mind a 4 tengelyvéget függetlenül állítani.
Elég a tengely egyik végét állítani, ha mindkét tengelynek az átellenes végét lehet állítani.
Egyik tengely stabil, a mellette lévő excenterrel beállítod hozzá, majd a másik felén ugyan ezt eljátszod. Persze a kerethez nem biztos hogy tökéletesen pontos lesz, de kit érdekel a keret? Az asztalhoz kell pontosnak lennie.
Nem kell mind a 4 tengelyvéget függetlenül állítani.
Elég a tengely egyik végét állítani, ha mindkét tengelynek az átellenes végét lehet állítani.
Egyik tengely stabil, a mellette lévő excenterrel beállítod hozzá, majd a másik felén ugyan ezt eljátszod. Persze a kerethez nem biztos hogy tökéletesen pontos lesz, de kit érdekel a keret? Az asztalhoz kell pontosnak lennie.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 25, 12:04
Írta: keri Dátum 2009 december 25, 12:04
Ja, én is a gumikalapácsot és a módszeres mérést részesítem előnyben, mert egyszerűbben meg tudom valósítani, de nekem akkor is tetszik mint mechanikai ötlet ez a dupla excenteres megoldás.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2009 december 25, 12:48
Írta: 4um5b65d Dátum 2009 december 25, 12:48
A átellenes állítás jó, de az excenteres résznek mindenképp két excenterből kell állnia, amiből az egyik lehet akár a tengelyen is ahogy T írta. Én mégsem javaslom az egy oldali állítást. Minden ilyen állításnak van egy más aspektusa is. Ha feltételezzük, hogy a gép vázszerkezete nem sikerül minden ponton derékszögűre akkor az excenteres állítás a váz és a lineáris vezeték találkozásánál sem lesz derékszögű. Ezt a derékszög hibát ha csak az egyik oldalon állítjuk akkor ennek az oldalnak kell elnyelnie, ha mindkét véget állítjuk akkor a hiba eloszlik a két oldalon. A legjobban ezt úgy lehetne szemléltetni, hogy egy forgó tengelyt két ponton csapágyazunk. Ha mindkét csapágy önbeálló típus akkor jó esélyed van arra, hogy feszülés mentes lesz a forgás. Viszont, ha egyik végre önbeállót, míg a másikra fix radiális csapágyat teszünk akkor problémák lehetnek a forgással. Persze az ilyen excenteres megoldásoknál a csúcs megoldást az jelentené, ha az excenteren felül még a szükséges helyeken nem párhuzamos/derékszög/sík felületekkel találkoznának egymással hanem ív az ívvel vagy furat az íves csappal. De ez már túl van azon a ponton amit valaki még meg is csinálna. Az excenter perselyes megoldást mindkét végen nem tartom túlzottan drága megoldásnak. Egy 3D-s géphez 12+12 db excenter kell. Akinek van eszterga gépe az pár óra alatt kényelmesen le tudja gyártani. Egy gyakorlott esztergályos 5-8 perc/db alatt legyártja 24 db esetén , mondjuk egy 12-es tengelyhez megfelelő méretekben.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 25, 13:14
Írta: keri Dátum 2009 december 25, 13:14
Ez szerintem a legtöbb hidas CNC hibája.
A híd tartó oszlopok oldal irányba nincsenek merevítve.
Alu gépeken is gyakran látom hogy agyon merevítik a szerkezetet csak az oszlopok vannak szimpla alulapból kimarva.
A híd tartó oszlopok oldal irányba nincsenek merevítve.
Alu gépeken is gyakran látom hogy agyon merevítik a szerkezetet csak az oszlopok vannak szimpla alulapból kimarva.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 25, 13:17
Írta: keri Dátum 2009 december 25, 13:17
Mondjuk ha ilyen fokú precizitásra törekszem akkor rendes lineáris vezetőket használok síkba mart felületre rakva, egyik oldalon élnek támasztva, a másik oldalon úszó rögzítéssel.
Ahogy az adatlapokon is javasolni szokták.
Ennél jobb megoldás nem kell :)
Ahogy az adatlapokon is javasolni szokták.
Ennél jobb megoldás nem kell :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 25, 16:34
Írta: 000000000 Dátum 2009 december 25, 16:34
Ez a pontosság bőven elég egy ilyen hobby gépnél és milyen frappánsan megoldottad annak idején.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 25, 16:37
Írta: 000000000 Dátum 2009 december 25, 16:37
Ezért jobb az emelt oldalas megoldás ilyen szempontból, csak ott meg az asztalhoz való hozzáférés korlátoltabb.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 26, 17:46
Írta: SquirrelTech Dátum 2009 december 26, 17:46
Kész a gépem ::: Squirreltec gépe [#smile]


Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2009 december 26, 18:01
Írta: MoparMan Dátum 2009 december 26, 18:01
fúú, ha ezt meglátja Varsa... szögvasgépszmájli [#nyes]
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 26, 18:03
Írta: SquirrelTech Dátum 2009 december 26, 18:03
Azaz, de inkább szögvasalumínium... ;)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 26, 18:47
Írta: s7manbs8 Dátum 2009 december 26, 18:47
Pont ilyet szerintem még nem láttunk és már ez is érdeme.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 december 26, 19:03
Írta: 0gbwyh99 Dátum 2009 december 26, 19:03
KLASZ ! [#taps]
Én még annyival egészíteném ki hogy az Y-híd tartópillérjeit a külső oldalain még jobban kimerevíteném (valahogy) .
A főorsóra miért tettél lassító áttételt ? Így mennyivel pörög , mire használod majd ? A tárgyasztalt hogy csináltad (a T-nútokat)?
Én még annyival egészíteném ki hogy az Y-híd tartópillérjeit a külső oldalain még jobban kimerevíteném (valahogy) .
A főorsóra miért tettél lassító áttételt ? Így mennyivel pörög , mire használod majd ? A tárgyasztalt hogy csináltad (a T-nútokat)?
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 26, 19:26
Írta: SquirrelTech Dátum 2009 december 26, 19:26
Tervben van az, amit írsz, de egyelőre így is megfelelő.
Az áttétel azért lassító, mert ezt az orsót műanyag maráshoz csináltam. Nagy fordulathoz a a "dremelt" fogatom fel. A képen lévő orsóba is annak a patronjai mennek, de szinte csak az 1/8"-os van használatban.
Nem mértem még, hogy így mennyit pörög, arra mentem hogy 0-5000 között lehessen variálni.
A gépet elsődlegesen ara csináltam hogy elektronikai dolgokban segítsen (nyák marás, fúrás, előlapok, stb.). Amúgy alut is visz (az asztalt saját magának marta síkba), de ez már elég határeset, úgyhogy kerülöm.
A tárgyasztal t-nútjait illusztráltam képekkel még októberben itt:
http://sgforum.hu/listazas.php3?id=1131090712&order=reverse&index=4&azonosito=hobbycnc a #207-ben
Amúgy 80x10-es darabokból van összerakva, az éleknél is núttal illesztve, kb. mint a hajópadlóknál.
Az áttétel azért lassító, mert ezt az orsót műanyag maráshoz csináltam. Nagy fordulathoz a a "dremelt" fogatom fel. A képen lévő orsóba is annak a patronjai mennek, de szinte csak az 1/8"-os van használatban.
Nem mértem még, hogy így mennyit pörög, arra mentem hogy 0-5000 között lehessen variálni.
A gépet elsődlegesen ara csináltam hogy elektronikai dolgokban segítsen (nyák marás, fúrás, előlapok, stb.). Amúgy alut is visz (az asztalt saját magának marta síkba), de ez már elég határeset, úgyhogy kerülöm.
A tárgyasztal t-nútjait illusztráltam képekkel még októberben itt:
http://sgforum.hu/listazas.php3?id=1131090712&order=reverse&index=4&azonosito=hobbycnc a #207-ben
Amúgy 80x10-es darabokból van összerakva, az éleknél is núttal illesztve, kb. mint a hajópadlóknál.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 december 26, 20:22
Írta: 0gbwyh99 Dátum 2009 december 26, 20:22
Nem semmi ! Szuper !
Többeknél láttam hogy mindenféle barkács eszközökkel milyen szép pontos dolgokat csináltok . Pld. azt hiszem Palom volt az aki felsőmaróval ugrott neki az eszterga késtartó gyártásnak . Gratulálok a találékony hobbistáknak a vakmerőségükért . [#worship]
Többeknél láttam hogy mindenféle barkács eszközökkel milyen szép pontos dolgokat csináltok . Pld. azt hiszem Palom volt az aki felsőmaróval ugrott neki az eszterga késtartó gyártásnak . Gratulálok a találékony hobbistáknak a vakmerőségükért . [#worship]
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2009 december 26, 20:39
Írta: e7c897sd8 Dátum 2009 december 26, 20:39
Lehetne ez a 42. gép István oldalán bal oldalon! Olyan kevés gép került fel oda mostanában...
Gratulálok hozzá! Ötletes...
Gratulálok hozzá! Ötletes...
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 26, 20:41
Írta: SquirrelTech Dátum 2009 december 26, 20:41
Köszi!
Nem lesz 42., mert nem olyan a vezérlése.
Nem lesz 42., mert nem olyan a vezérlése.
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2009 december 26, 20:50
Írta: e7c897sd8 Dátum 2009 december 26, 20:50
Látod gépész lévén erre nem is gondoltam... :-(
Csak a mechanikai kilakításra figyeltem. Az alapján lehetne akár a 42. elkészült gép is.
Csak a mechanikai kilakításra figyeltem. Az alapján lehetne akár a 42. elkészült gép is.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 26, 21:25
Írta: SquirrelTech Dátum 2009 december 26, 21:25
Hát az a lista a vezérlő alapján töltődik, de úgy is van rendjén. :)
A mechanikai kialakítás... A függőleges tengelytől eltekintve illetve néhány egyéb apróságtól, minden OBI-ból van hozzá. :)
A mechanikai kialakítás... A függőleges tengelytől eltekintve illetve néhány egyéb apróságtól, minden OBI-ból van hozzá. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 26, 21:52
Írta: 000000000 Dátum 2009 december 26, 21:52
Ez is jó példa a kreativitásra. Ezután jöhetnek a videok.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 26, 21:58
Írta: SquirrelTech Dátum 2009 december 26, 21:58
Fotót tudok feltenni olyasmikről, amit ez a gép csinált, de videózni nem igazán szoktam.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2009 december 26, 23:24
Írta: Jozs Dátum 2009 december 26, 23:24
Ötletes megoldás a bútorsínek ilyetén duplikálása. Nekem is bútorsínes gépem van, és töröm a fejem, hogyan lehetne a pontatlanságát mérsékelni. Lehet hogy kipróbálom ezt a módszert ... ha nem kopirájtos :-)
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 26, 23:36
Írta: SquirrelTech Dátum 2009 december 26, 23:36
Pontosság alatt jelen esetben mit értesz?
Igazából csak nem tudtam eldönteni, hogy élén legyenek vagy talpukon. Aztán közben adódott, hogy mehet mindkét módon, nem is lesz tőle gyengébb és 2-300 Ft-ért bőven bele is fér. :)
Ha kotyognak esetleg, akkor tudsz egy olyat, hogy satuban kicsit összeszorongatod őket. Persze csak óvatosan.
Igazából csak nem tudtam eldönteni, hogy élén legyenek vagy talpukon. Aztán közben adódott, hogy mehet mindkét módon, nem is lesz tőle gyengébb és 2-300 Ft-ért bőven bele is fér. :)
Ha kotyognak esetleg, akkor tudsz egy olyat, hogy satuban kicsit összeszorongatod őket. Persze csak óvatosan.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2009 december 26, 23:59
Írta: Jozs Dátum 2009 december 26, 23:59
A HobbyCNC oldalon levő bútorlap gépem van, és pl. fába marásnál egyik irányban 1 mm -t is elmászik. Szemmel láthatóan az Y tengely bútorsínjei mozognak. A Te módszerednél valószínű az egymásra merőleges sínek kompenzálják egymás hibáját. Persze lehet hogy rosszul gondolom :-). Köszi a tanácsot, mielőtt nagyobb átalakításba kezdek kiszedem a síneket és megpróbálom megreparálni.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 00:22
Írta: SquirrelTech Dátum 2009 december 27, 00:22
Ha Hettich sínek, akkor esetleg próbáld hazaira cserélni őket. Vastagabb anyagból vannak, erősebbek. Orsó-anya mennyire holtjátékos? Maróátmérő, amivel dolgozol? Éles a szerszám?
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2009 december 27, 08:41
Írta: Jozs Dátum 2009 december 27, 08:41
Őszintén szólva nem tudom milyen gyártmányú, de majd bevizsgálom. Ha nincs terhelés, azaz pl. rajzolásnál nagyon pontos a szerkezet, az orsó-anya rendben van. Biztos, hogy a sínekkel van a baj, már nem túl erőteljes mozgatásnál is látszik, hogy kotyog.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 27, 09:01
Írta: 43pbwjg8s Dátum 2009 december 27, 09:01
Mekkora motorjaid vannak?
Nekem a kis Sanyo Denkikkel rengeteg lépésvesztés jött elő.
Nagyon érzékenyen reagált a mechanikára (ami nálam nem volt teljesen tökéletes.
Próbáld meg azt, hogy tesztmozgatásokat készítesz és futtatsz és méregeted, hogy a megfelelő helyre megy-e a szerkezet!
Csak egy-egy irányban először, külön külön.
Nekem a kis Sanyo Denkikkel rengeteg lépésvesztés jött elő.
Nagyon érzékenyen reagált a mechanikára (ami nálam nem volt teljesen tökéletes.
Próbáld meg azt, hogy tesztmozgatásokat készítesz és futtatsz és méregeted, hogy a megfelelő helyre megy-e a szerkezet!
Csak egy-egy irányban először, külön külön.
Cím: Re:Mechanikai ötletek
Írta: Kádár Ferenc Dátum 2009 december 27, 10:43
Írta: Kádár Ferenc Dátum 2009 december 27, 10:43
Az általam használt és átalakított ADMAP4 nevű gépről készített kis leírást olvashatjátok az alábbi link-en.
Többen voltak kíváncsiak rá így gondoltam hátha mást is érdekel a dolog és remélem találtok benne valami használható ötletet.
ADMAP4
Többen voltak kíváncsiak rá így gondoltam hátha mást is érdekel a dolog és remélem találtok benne valami használható ötletet.
ADMAP4
Cím: Re:Mechanikai ötletek
Írta: Kádár Ferenc Dátum 2009 december 27, 11:02
Írta: Kádár Ferenc Dátum 2009 december 27, 11:02
Az általam használt és átalakított ADMAP4 nevű gépről készített kis leírást olvashatjátok az alábbi link-en.
Többen voltak kíváncsiak rá így gondoltam hátha mást is érdekel a dolog és remélem találtok benne valami használható ötletet.
ADMAP4
Többen voltak kíváncsiak rá így gondoltam hátha mást is érdekel a dolog és remélem találtok benne valami használható ötletet.
ADMAP4
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 11:02
Írta: SquirrelTech Dátum 2009 december 27, 11:02
A Hettich sínek műanyag dobozkában, a magyar sínek nejlonzacskóban kerülnek forgalomba. :) Utóbbiak ~1.5-2x vastagabb lemezből vannak.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 11:05
Írta: SquirrelTech Dátum 2009 december 27, 11:05
Üdv a fórumon!
Dolgoztál rendesen hogy modernizáld, szép munka! Nekem anno egy Graphiplot-tal volt hasonló játszmám, de nem ilyen távlatokban. :)
Dolgoztál rendesen hogy modernizáld, szép munka! Nekem anno egy Graphiplot-tal volt hasonló játszmám, de nem ilyen távlatokban. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 27, 11:06
Írta: 43pbwjg8s Dátum 2009 december 27, 11:06
Ez tutijó!!! :)
Ilyenkor sajálom, hogy anno magát a 8 colos floppy egységet nem hoztam el magamnak, csak a lemezeket... :(
Ilyenkor sajálom, hogy anno magát a 8 colos floppy egységet nem hoztam el magamnak, csak a lemezeket... :(
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2009 december 27, 12:48
Írta: gsbwxanch Dátum 2009 december 27, 12:48
Milyen elektronikát használsz hozzá?
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 13:15
Írta: SquirrelTech Dátum 2009 december 27, 13:15
MSD-40-3.2 hajtja.
Cím: Re:Mechanikai ötletek
Írta: Kádár Ferenc Dátum 2009 december 27, 13:35
Írta: Kádár Ferenc Dátum 2009 december 27, 13:35
Annak idején nyáron szabadságon alatt 2 hétig tartott az elektronikát megcsinálni hozzá. De a programot azt évekig fejlesztgettem. Emiatt is sajnálom, hogy odalett.
Jól tudom hogy ez a Graphiplot is magyar FOK-GYEM gyártmány volt. Azzal mi lett ?
Jól tudom hogy ez a Graphiplot is magyar FOK-GYEM gyártmány volt. Azzal mi lett ?
Cím: Re:Mechanikai ötletek
Írta: Kádár Ferenc Dátum 2009 december 27, 13:37
Írta: Kádár Ferenc Dátum 2009 december 27, 13:37
Nagy hiba volt kidobni. :-)
Régen volt anyag minden készülékben. Persze ma már nem a tartós működés a cél, de ez már egy másik téma.
Régen volt anyag minden készülékben. Persze ma már nem a tartós működés a cél, de ez már egy másik téma.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 14:19
Írta: SquirrelTech Dátum 2009 december 27, 14:19
Igen, azért említettem, mert az ADMAP "testvére" volt. Gyakorlatilag meg egy Houston Instruments plottert koppintott a FOK-GYEM kb. 1:1-ben. :)
A gyári vezérléssel (annak is Z80 volt) és a gyári léptetőmotorokkal (Gamma) elég nyöszörgősen ment. Persze a 80-as években biztos tökéletes volt úgy. Aztán tettem bele combosabb (1.5 Nm, Nema23-as) motorokat és Mach3-mal hajtottam. Most pihen a téma. Tervben van egy saját elektronika számára, de csak majd... Valamikor. A 3D gép mindig elsőbbséget élvez.
A gyári vezérléssel (annak is Z80 volt) és a gyári léptetőmotorokkal (Gamma) elég nyöszörgősen ment. Persze a 80-as években biztos tökéletes volt úgy. Aztán tettem bele combosabb (1.5 Nm, Nema23-as) motorokat és Mach3-mal hajtottam. Most pihen a téma. Tervben van egy saját elektronika számára, de csak majd... Valamikor. A 3D gép mindig elsőbbséget élvez.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2009 december 27, 14:39
Írta: Motoros Dátum 2009 december 27, 14:39
Szia Feri!
Átolvastam a leírásod és le a kalappal, példaértékű amit csináltál. Nyákgravírozás témakörben kevés az ilyen részleteiben is kidolgozott megoldás.
Csak egy tanács: sokkal zökkenőmentesebben olvasható ha a fotókat is beteszed a html oldalba..persze max 800x600pixeles méretben..és így nem kell klikkelgetni és várni a nagy fotók betöltődését.
Aki ilyesmivel akar foglalkozni az sok apró ötletet meríthet Tőled: pl felületkövető, nyákleszorító, mágneses nyákpozicionálás.
Ha az emailcímemre küldesz egy postacímet akkor küldök egy ajándékot a gépedhez.
Átolvastam a leírásod és le a kalappal, példaértékű amit csináltál. Nyákgravírozás témakörben kevés az ilyen részleteiben is kidolgozott megoldás.
Csak egy tanács: sokkal zökkenőmentesebben olvasható ha a fotókat is beteszed a html oldalba..persze max 800x600pixeles méretben..és így nem kell klikkelgetni és várni a nagy fotók betöltődését.
Aki ilyesmivel akar foglalkozni az sok apró ötletet meríthet Tőled: pl felületkövető, nyákleszorító, mágneses nyákpozicionálás.
Ha az emailcímemre küldesz egy postacímet akkor küldök egy ajándékot a gépedhez.
Cím: Re:Mechanikai ötletek
Írta: Kádár Ferenc Dátum 2009 december 27, 17:36
Írta: Kádár Ferenc Dátum 2009 december 27, 17:36
"Houston Instruments plottert koppintott a FOK-GYEM kb. 1:1-ben"
Igazuk volt, minek mégegyszer kitalálni valamit amit már egyszer valaki jól megcsinált. :-)
Egyébként ebben az ADMAP-ban is GAMMA motorok vannak. Sajnos ezek 6mm-es tengellyel készültek, emiatt elég körülményes lenne másra kicserélni. A felfogatásuk sem szabványos.
Viszont ha egyszer lessz annyi időm, hogy újra nekiálljak egy nagyobb átalakításnak, akkor inkább valami kis szervót teszek bele.
"Most pihen a téma. Tervben van egy saját elektronika számára, de csak majd... Valamikor. A 3D gép mindig elsőbbséget élvez."
Akkor jó, azt hittem elkótyavetyélted az idők során. :-)
Igazuk volt, minek mégegyszer kitalálni valamit amit már egyszer valaki jól megcsinált. :-)
Egyébként ebben az ADMAP-ban is GAMMA motorok vannak. Sajnos ezek 6mm-es tengellyel készültek, emiatt elég körülményes lenne másra kicserélni. A felfogatásuk sem szabványos.
Viszont ha egyszer lessz annyi időm, hogy újra nekiálljak egy nagyobb átalakításnak, akkor inkább valami kis szervót teszek bele.
"Most pihen a téma. Tervben van egy saját elektronika számára, de csak majd... Valamikor. A 3D gép mindig elsőbbséget élvez."
Akkor jó, azt hittem elkótyavetyélted az idők során. :-)
Cím: Re:Mechanikai ötletek
Írta: Kádár Ferenc Dátum 2009 december 27, 17:48
Írta: Kádár Ferenc Dátum 2009 december 27, 17:48
"példaértékű amit csináltál"
Köszönöm! :-)
A html formájával kapcsolatosan tök igazad van, és elnézést hogy ennyire fapados lett. Mentségemre szóljon nem egy nyílvános és maradandó web oldal létrehozása vol a célom.
Csak 1-2 kép és egy kis magyarázó szöveg volt a cél. Aztán egy kicsit sokra sikeredett mellé a duma.Így végül csak arra figyeltem ne legyen benne túl sok helyesírási hiba. :-)
"Ha az emailcímemre küldesz egy postacímet akkor küldök egy ajándékot a gépedhez"
Már küldöm is !
Szeretek ajándékot kapni. :-))))
Köszönöm! :-)
A html formájával kapcsolatosan tök igazad van, és elnézést hogy ennyire fapados lett. Mentségemre szóljon nem egy nyílvános és maradandó web oldal létrehozása vol a célom.
Csak 1-2 kép és egy kis magyarázó szöveg volt a cél. Aztán egy kicsit sokra sikeredett mellé a duma.Így végül csak arra figyeltem ne legyen benne túl sok helyesírási hiba. :-)
"Ha az emailcímemre küldesz egy postacímet akkor küldök egy ajándékot a gépedhez"
Már küldöm is !
Szeretek ajándékot kapni. :-))))
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 17:52
Írta: SquirrelTech Dátum 2009 december 27, 17:52
Nem...nem! Semmi szín alatt nem válnék meg tőle! :)
Nagyon lassú volt a Gamma motorokkal.
http://sensi.org/~svo/motori/
Ezt a megoldást tervezem hozzá (firmware tekintetében), a léptetés viszont nagyon valószínű, hogy nem A3984-gyel lesz. Még nem döntöttem el, hogy fog-e kelleni egyáltalán a microstep neki... A kontroller oldal viszont nagyon szépen kidolgozott (szerintem).
Nagyon lassú volt a Gamma motorokkal.
http://sensi.org/~svo/motori/
Ezt a megoldást tervezem hozzá (firmware tekintetében), a léptetés viszont nagyon valószínű, hogy nem A3984-gyel lesz. Még nem döntöttem el, hogy fog-e kelleni egyáltalán a microstep neki... A kontroller oldal viszont nagyon szépen kidolgozott (szerintem).
Cím: Re:Mechanikai ötletek
Írta: Kádár Ferenc Dátum 2009 december 27, 18:11
Írta: Kádár Ferenc Dátum 2009 december 27, 18:11
Szerintem a mikrolépéses vezérlést mindenképp csináld meg hozzá. Nem elsősorban a felbontás miatt, hanem mert nem annyira zajos.
Nállam a féllépéses üzemmódban bizonyos sebességeknél olyan hangja volt a gépnek mint egy traktornak. A mikrolépéses vezérléssel sokkal hallkabb lett. Főleg kis sebességnél észrevehető a javulás.
Nállam a féllépéses üzemmódban bizonyos sebességeknél olyan hangja volt a gépnek mint egy traktornak. A mikrolépéses vezérléssel sokkal hallkabb lett. Főleg kis sebességnél észrevehető a javulás.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 27, 19:01
Írta: keri Dátum 2009 december 27, 19:01
Marhajó, példa értékű hobbigép primitív alkatrészekből mégis használhatónak néz ki.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 27, 19:05
Írta: keri Dátum 2009 december 27, 19:05
Nem olyan pontatlan az. Nekem is OBI-s fióksínjeim vannak és kiórázva elég kúltúrált az egyenes futása. Inkább az a probléma hogy hajlik a lemez, azaz terhelésre deformálódik, de reliefre jó ez is.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2009 december 27, 19:06
Írta: keri Dátum 2009 december 27, 19:06
Igen, ez ilyen. Nekem is így viselkedik ahogy leírtad.
Cím: Re:Mechanikai ötletek
Írta: bicme92us Dátum 2009 december 27, 20:13
Írta: bicme92us Dátum 2009 december 27, 20:13
Szuper amit készítettél, és ahogy publikáltad. A kétfázisú vezérlésed (motormeghajtásod) érdekelne.Kapcsolási rajz.
Aki "komolyabb" fióksínes megoldást akar az nézze meg a tárban a rekalaca könyvtárban, a képeket, teherbírása 50-60 kg. Habvágógépet, 3d plottert (gipsz) láttam a neten ezzel építeni.
Aki "komolyabb" fióksínes megoldást akar az nézze meg a tárban a rekalaca könyvtárban, a képeket, teherbírása 50-60 kg. Habvágógépet, 3d plottert (gipsz) láttam a neten ezzel építeni.
Cím: Re:Mechanikai ötletek
Írta: bicme92us Dátum 2009 december 27, 20:33
Írta: bicme92us Dátum 2009 december 27, 20:33
A fontos kimaradt! Nagyker teríti az országban, baráti áron, persze ha találtok 1 bútorasztalos barátot ismerőst, mint én, Szerintem obis áron.
Cím: Re:Mechanikai ötletek
Írta: bicme92us Dátum 2009 december 27, 20:43
Írta: bicme92us Dátum 2009 december 27, 20:43
Mármint az egyszerű fióksín árában!
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 22:00
Írta: SquirrelTech Dátum 2009 december 27, 22:00
Nem csak használhatónak néz ki... :)
Ez nem fa és nem is relief:

Persze csodákra nem képes.
Ez nem fa és nem is relief:
Persze csodákra nem képes.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 22:05
Írta: SquirrelTech Dátum 2009 december 27, 22:05
Volt még vele egy ilyen próbálkozásom is, de mint írtam, ezt nem erőltetném:

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 27, 22:13
Írta: 43pbwjg8s Dátum 2009 december 27, 22:13
Csak egy kérdés, mert filózgatok azért közben
Érdekelne a véleményetek.
Jó lenne ha ugy tudnám megoldani majdan azt a soha el nem készülő gépet, hogy legyen egy alap, asztaltávolság állítási lehetőség. Igy az ember több befogási lehetőséggel is aláférne ugye az orsónak.
Boztos ismeritek azokat a mrójat/fúrókat amelyek egyoszloposak. Onnan nyúlik ki a konzol amely magassága állítható, és ezen helyezkedik el a gyakorlati munkamozgást végző Z főorsó egység.
Elképzelhetőnek tartotok egy ilyet, mondjuk egy ilyen oszlopra alapozva?
Az oszlopöntvény súlya kb 60 Kg, Szürkeöntvény.
Az oldalán látható a ferdén fogazott futóléc. Ez nagyon pontosan fut most is, és nagyon mereven tartja azt a kis futószánt a tüskével.
Mivel ugyis csak az elsődleges asztal Z orsó távolságot állítanám rajta, a pontosság igazándiból nem lenne érdekes. A beállított magasság után a futót fixálnám.
Ezt a futót lehetne kibővíteni egy konzollal, ami tulajdonképpen az Y lenne.
Vaskos, anyagban gazdag Y gerenda lenne a konzol. Ezen futna simán, sineken a Z egység.
Ugyan már láttátok, de azért mégis itt van a mostani beépítésében ez az öntvényrész:
Butaság az egész?
Hagyam inkább? Vagy érdemes mégis gondolkodni rajta?
Véleményt kérnék és ha van tanácsot!
Érdekelne a véleményetek.
Jó lenne ha ugy tudnám megoldani majdan azt a soha el nem készülő gépet, hogy legyen egy alap, asztaltávolság állítási lehetőség. Igy az ember több befogási lehetőséggel is aláférne ugye az orsónak.
Boztos ismeritek azokat a mrójat/fúrókat amelyek egyoszloposak. Onnan nyúlik ki a konzol amely magassága állítható, és ezen helyezkedik el a gyakorlati munkamozgást végző Z főorsó egység.
Elképzelhetőnek tartotok egy ilyet, mondjuk egy ilyen oszlopra alapozva?
Az oszlopöntvény súlya kb 60 Kg, Szürkeöntvény.
Az oldalán látható a ferdén fogazott futóléc. Ez nagyon pontosan fut most is, és nagyon mereven tartja azt a kis futószánt a tüskével.
Mivel ugyis csak az elsődleges asztal Z orsó távolságot állítanám rajta, a pontosság igazándiból nem lenne érdekes. A beállított magasság után a futót fixálnám.
Ezt a futót lehetne kibővíteni egy konzollal, ami tulajdonképpen az Y lenne.
Vaskos, anyagban gazdag Y gerenda lenne a konzol. Ezen futna simán, sineken a Z egység.
Ugyan már láttátok, de azért mégis itt van a mostani beépítésében ez az öntvényrész:
Butaság az egész?
Hagyam inkább? Vagy érdemes mégis gondolkodni rajta?
Véleményt kérnék és ha van tanácsot!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 27, 22:15
Írta: 43pbwjg8s Dátum 2009 december 27, 22:15
..és mond el azt is Tomi, hogy a lefogókat is Te készítetted magad!!!!
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 22:15
Írta: SquirrelTech Dátum 2009 december 27, 22:15
Tudom, hogy sokkal nyugisabb és egyenletesebb. Közbe eltöprengtem, hogy két mikrolépéses Toshiba IC lehetséges, hogy felszabadítható lesz erre. Majd kiderül... A toll kalapál amúgy mindig a leghangosabban benne. :)
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 22:16
Írta: SquirrelTech Dátum 2009 december 27, 22:16
Hát szerintem az látszik rajtuk... :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 27, 22:17
Írta: 43pbwjg8s Dátum 2009 december 27, 22:17
De én még ilyet sem tudtam csinálni a kézi ketyerémmel mert még ennél is beremegett. Te viszont igen!!! Ugyhogy nagyon komoly dolog az!
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 27, 22:22
Írta: SquirrelTech Dátum 2009 december 27, 22:22
Abba a kézi ketyerébe még mindig egy jó főorsó kéne szerintem és ontaná az ilyeneket. Csak még nincs kitalálva...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 27, 22:25
Írta: s7manbs8 Dátum 2009 december 27, 22:25
Elég, ha egy oka van, és már nem megcsinálható egy adott alkatrész, egy gyenge láncszem elég. Ezt kell megkeresni és kijavítani a cuccban.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 27, 22:38
Írta: 43pbwjg8s Dátum 2009 december 27, 22:38
Stimmel.
Az oka megvan. Az 500W-os oszlopfúró ami rajta van egy vacak szerkezetileg. Mind a csapágyazása, mind pedig az a felfogási lehetőség amit használtam amikor feltettem a nagy oszlopra. Az egész ház amibe beletették egy kicsike vékony akármi....
Az alapasztal, az oszlop, a keresztasztal, a satu a befogás már minden jó, csak a fúrót kőn valahogy megrősíteni, de elsőként minimum a felfogatását.
De hogyan érnék rá amikor mindig elektronikával tömitek a fejemet és nem jutok hozzá? :)
Van egy külön nagyobb fortuna is amit fel lehetne tenni rá, de még mindig nincs olyan eszközöm amivel a szükséges elemeket meg tudnám csinálni. Ugye ez lenne az amivel megcsinálnám az elemeket máshoz. De olyanom meg nincsen amivel ehhez tudnám megcsinálni az elemeket.
Az oka megvan. Az 500W-os oszlopfúró ami rajta van egy vacak szerkezetileg. Mind a csapágyazása, mind pedig az a felfogási lehetőség amit használtam amikor feltettem a nagy oszlopra. Az egész ház amibe beletették egy kicsike vékony akármi....
Az alapasztal, az oszlop, a keresztasztal, a satu a befogás már minden jó, csak a fúrót kőn valahogy megrősíteni, de elsőként minimum a felfogatását.
De hogyan érnék rá amikor mindig elektronikával tömitek a fejemet és nem jutok hozzá? :)
Van egy külön nagyobb fortuna is amit fel lehetne tenni rá, de még mindig nincs olyan eszközöm amivel a szükséges elemeket meg tudnám csinálni. Ugye ez lenne az amivel megcsinálnám az elemeket máshoz. De olyanom meg nincsen amivel ehhez tudnám megcsinálni az elemeket.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 27, 22:41
Írta: s7manbs8 Dátum 2009 december 27, 22:41
Akkor annak idején hogyan csinálták meg az alkatrészeket, amikor nem volt semmilyen gép ? Fűrésszel, reszelővel , meg csiszolópapírral .?! [#circling][#circling]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 27, 22:42
Írta: 43pbwjg8s Dátum 2009 december 27, 22:42
De azok nem voltak kétbalkezesek! :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 27, 22:55
Írta: s7manbs8 Dátum 2009 december 27, 22:55
Ez a gép neked pont arra lenne jó, mint célgép hogy megcsinálj vele olyan alkatrészeket, amikkel még nagyobbat lehet csinálni.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2009 december 28, 00:25
Írta: hostya Dátum 2009 december 28, 00:25
Péter!
"Ugye ez lenne az amivel megcsinálnám az elemeket máshoz. De olyanom meg nincsen amivel ehhez tudnám megcsinálni az elemeket."
De ugye olyat már mondtam Neked hogy segítek! ugye?...
"Ugye ez lenne az amivel megcsinálnám az elemeket máshoz. De olyanom meg nincsen amivel ehhez tudnám megcsinálni az elemeket."
De ugye olyat már mondtam Neked hogy segítek! ugye?...
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 december 28, 06:39
Írta: 0gbwyh99 Dátum 2009 december 28, 06:39
Hm . Nem teljesen világos számomra hogy mit is akarsz azzal a képen látható oszloppal . Az volna a Z-tengely felfogató oszlop amin szükség szerint feljebb vagy lejjebb teszed a Z-t , vagy arra építenéd a tárgyasztalt amit utána fel/le állítasz ha kell ? A tárgyasztalnak inkább a képen látható bal oldalt elhelyezkedő fel/le állítható egységet ajánlanám . Azt aminek az a vastag menetes orsója van (némi átalakításáll ) .
Cím: Re:Mechanikai ötletek
Írta: Kádár Ferenc Dátum 2009 december 28, 08:59
Írta: Kádár Ferenc Dátum 2009 december 28, 08:59
Itt a motor vezérlő rajza.
Forgásirányt úgy lehet megváltoztatni, hogy egyszerűen megcseréled a két tekercsre menő vezetéket. A hall szenzor tápfeszültségét és a motor tekercsek tápját össze lehet kötni, de csak akkor ha maximum DC15V-ot nem haladja meg a tápfeszültség! Nekem védődióda nélkül müködik már 20 éve, de úgy szakszerű ha a rajznak megfelelően azokat is belerakod.
Hdd köszörű kapcsolási rajz

Forgásirányt úgy lehet megváltoztatni, hogy egyszerűen megcseréled a két tekercsre menő vezetéket. A hall szenzor tápfeszültségét és a motor tekercsek tápját össze lehet kötni, de csak akkor ha maximum DC15V-ot nem haladja meg a tápfeszültség! Nekem védődióda nélkül müködik már 20 éve, de úgy szakszerű ha a rajznak megfelelően azokat is belerakod.
Hdd köszörű kapcsolási rajz
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 10:11
Írta: 43pbwjg8s Dátum 2009 december 28, 10:11
igen!
Tudom hostya... :)
Csak ezek a kurafiak egyfolytában elfoglalnak az elektronikájukkal! :)
Az a gond, hogy hozzád is csak akkor merek menni, ha ugy érzem nem teljes hülyeség az amit kitaláltam.
De lehet azzal fogom megoldani, hogy tanácsot kérek Tőled.
Ez lesz a legegyszerűbb talán.
MIndig csak topogok és topogok magamban.
Aztán időnként nekiesek valaminek és akkor lépek előre.
Bátrabbnak kellene lennem azt hiszem.
Tudom hostya... :)
Csak ezek a kurafiak egyfolytában elfoglalnak az elektronikájukkal! :)
Az a gond, hogy hozzád is csak akkor merek menni, ha ugy érzem nem teljes hülyeség az amit kitaláltam.
De lehet azzal fogom megoldani, hogy tanácsot kérek Tőled.
Ez lesz a legegyszerűbb talán.
MIndig csak topogok és topogok magamban.
Aztán időnként nekiesek valaminek és akkor lépek előre.
Bátrabbnak kellene lennem azt hiszem.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 10:17
Írta: 43pbwjg8s Dátum 2009 december 28, 10:17
Erre az oszlopra tenném merőlegesen, fel-le mozgathatóan az Y hidat. Egy kinyúló konzol lenne az Y híd.
Ahogy pl a régebbi fúróműveknél sugárfúróknál is csinálták.
De ez nem kijelentés hanem kérdés.
Ahogy pl a régebbi fúróműveknél sugárfúróknál is csinálták.
De ez nem kijelentés hanem kérdés.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 10:18
Írta: 43pbwjg8s Dátum 2009 december 28, 10:18
Ilyesmire gondoltam:
Cím: Re:Mechanikai ötletek
Írta: bicme92us Dátum 2009 december 28, 10:57
Írta: bicme92us Dátum 2009 december 28, 10:57
Köszönöm, azért kértem a rajzot mert van ilyen motorom. Ezek után mégjobban fogom becsülni a régi dolgokat.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2009 december 28, 13:17
Írta: sasi Dátum 2009 december 28, 13:17
Valami hasonlót is össze lehetne hozni az öntvényvázból.
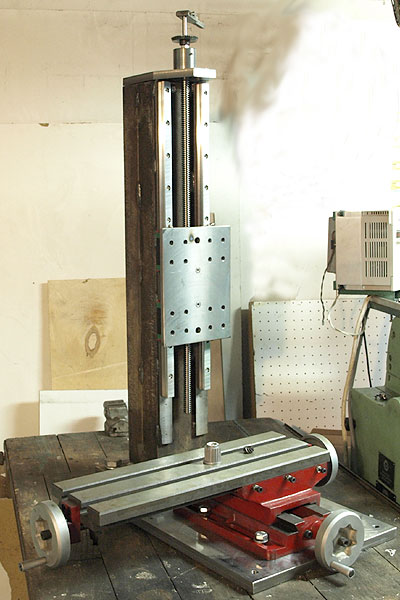
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 13:57
Írta: 43pbwjg8s Dátum 2009 december 28, 13:57
Igen!
Valami hasonló má rössze is van hozva, csupán a feltett oszlopfúró (pontosabban elsősorban a rögzítése és a csapágyazása) nem az igazi.
Egészen kis oldalirányú megterhelés esetén is beremeg az egész fúró, és a felület használhatatlan lesz.
Valami hasonló má rössze is van hozva, csupán a feltett oszlopfúró (pontosabban elsősorban a rögzítése és a csapágyazása) nem az igazi.
Egészen kis oldalirányú megterhelés esetén is beremeg az egész fúró, és a felület használhatatlan lesz.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 14:01
Írta: 43pbwjg8s Dátum 2009 december 28, 14:01
Ez pedig a felfogott fúró, még a régebbi asztalon:
(bocsánat, hogy már sokan láták)

Ezt a fúrót kellene valahogy "idomítani" a vázhoz és az asztalhoz, úgy hogy merev legyen.
Akjár a szétszedése, kiherélése is szóbajöhet.
Egyelőre nem jutottam hozzá sajnos.
(bocsánat, hogy már sokan láták)
Ezt a fúrót kellene valahogy "idomítani" a vázhoz és az asztalhoz, úgy hogy merev legyen.
Akjár a szétszedése, kiherélése is szóbajöhet.
Egyelőre nem jutottam hozzá sajnos.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 28, 16:51
Írta: 000000000 Dátum 2009 december 28, 16:51
ez sugárfúrógép...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 17:01
Írta: 43pbwjg8s Dátum 2009 december 28, 17:01
idézem #6577:
"...Ahogy pl a régebbi fúróműveknél sugárfúróknál is csinálták...."
:)
"...Ahogy pl a régebbi fúróműveknél sugárfúróknál is csinálták...."
:)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2009 december 28, 17:11
Írta: Szalai György Dátum 2009 december 28, 17:11
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 28, 17:22
Írta: 000000000 Dátum 2009 december 28, 17:22
Szia Péter!
Ime itt van egy megoldás, Aradi Ferenc gépépítő műve. Ha minden jól megy, ezzel a DC tárcsa szervós CNC géppel fogunk majd januárban egy szép acél marást bemutatni egy 20-as hosszlyukmaróval, amire számoltam erőket, P-t:

Nagy felbontásban is megnézheted a mappámban.
Mondjuk azt nem értem, minek Neked ilyen komoly, merev, több tonnás mechanika!
Ime itt van egy megoldás, Aradi Ferenc gépépítő műve. Ha minden jól megy, ezzel a DC tárcsa szervós CNC géppel fogunk majd januárban egy szép acél marást bemutatni egy 20-as hosszlyukmaróval, amire számoltam erőket, P-t:
Nagy felbontásban is megnézheted a mappámban.
Mondjuk azt nem értem, minek Neked ilyen komoly, merev, több tonnás mechanika!
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 december 28, 17:24
Írta: bmejdz9nu Dátum 2009 december 28, 17:24
Videót mikor kapunk róla? Netán új képeket ha a videó ciki :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 28, 17:27
Írta: 000000000 Dátum 2009 december 28, 17:27
Tudod nekünk dolgozni is kell közben sajnos, nem érünk rá mindig Hobbyzgatni!:) Ráadásul a gép 50 km-re van a lakhelyünktől, és éppen tél is van...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 28, 17:28
Írta: s7manbs8 Dátum 2009 december 28, 17:28
De az egész falapon van, jó az neki ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 28, 17:28
Írta: s7manbs8 Dátum 2009 december 28, 17:28
Úgy látszik nincs is ott nagy hőszigetelés, valami kinti fészerszerűség ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 28, 17:32
Írta: 000000000 Dátum 2009 december 28, 17:32
Egy műhelyben van Sülysápon, amit ha éppen nincs ott az illető, nem is fűt.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2009 december 28, 17:50
Írta: bmejdz9nu Dátum 2009 december 28, 17:50
Mit dolgozol? Semmit sem láthatunk belőle?
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2009 december 28, 17:53
Írta: eivmhrm04 Dátum 2009 december 28, 17:53
Tibor ezt a gépet már én is láttam élőben,de remélem hamarosan munka közben is fogom
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 28, 18:09
Írta: 000000000 Dátum 2009 december 28, 18:09
Elhiszem, tudok róla. Egyébként is Neked Feri "örök hálával" tartozik, amiért ilyen csodálatos 1100W-os DC szervomocikhoz jutott...
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2009 december 28, 18:10
Írta: eivmhrm04 Dátum 2009 december 28, 18:10
Még van 5 drb eladó
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 28, 18:13
Írta: 000000000 Dátum 2009 december 28, 18:13
4-5 tengelyes szinkron szervórendszeren dolgozom, de közben az előbbi kis "játék" tárcsamotorokhoz is csináltam szervóhajtást, stb...Van mit tenni, ja és a "szervoringben" is épp eleget "küzdöttem" Veled...:)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 28, 18:14
Írta: 000000000 Dátum 2009 december 28, 18:14
Ha meglátják majd a videót, mindenki Hozzád fog ezekért kincsekért rohanni!!:)
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2009 december 28, 18:33
Írta: eivmhrm04 Dátum 2009 december 28, 18:33
Ezek a motorok igazán Péternek tetszenének
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 28, 18:54
Írta: s7manbs8 Dátum 2009 december 28, 18:54
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2009 december 28, 19:33
Írta: gsbwxanch Dátum 2009 december 28, 19:33
Mi lesz ebből a gépből?
Tudom...buta kérdés...de nem vagyok szakember, csak nagyon megfogott amit műveltek itt (és otthon).
Szeretnék építeni egy kisebb oszlopos fúrógépet...ezért is sasolok.
Képeket szívesen látnék. Esetleg lehet több, mint fúrógép. :-)
Tudom...buta kérdés...de nem vagyok szakember, csak nagyon megfogott amit műveltek itt (és otthon).
Szeretnék építeni egy kisebb oszlopos fúrógépet...ezért is sasolok.
Képeket szívesen látnék. Esetleg lehet több, mint fúrógép. :-)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 19:37
Írta: 43pbwjg8s Dátum 2009 december 28, 19:37
Igen!
Tudom.... Csak szét kellene szednem és akkor éppen olyanom nem lesz amivel pl furkálni fogok majd hozzá. Persze ez most hála Hostyának megoldódni lászik.
Tudom.... Csak szét kellene szednem és akkor éppen olyanom nem lesz amivel pl furkálni fogok majd hozzá. Persze ez most hála Hostyának megoldódni lászik.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 19:38
Írta: 43pbwjg8s Dátum 2009 december 28, 19:38
Szia Tibi!
Hát igen!
Ez már ipari! Szuper gép lehet!
Gartula hogy a kezed munkája benne van!
Hát igen!
Ez már ipari! Szuper gép lehet!
Gartula hogy a kezed munkája benne van!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 19:42
Írta: 43pbwjg8s Dátum 2009 december 28, 19:42
Hogy Te mennyire nem figyeltél rám soha ez azt mutatja.:)
Persze megérthető. :)
Szóval a régi volt falapon (egy asztalon, de azóta egy 115 Kg-os 20-as acéllemezen fekszik az egész gép. (majdnem elnyomorítottam magam amikor egyedül feltettem) Az alsó képen van az ujabb verzió.
Ha érdekel a története:
femasztal
Persze megérthető. :)
Szóval a régi volt falapon (egy asztalon, de azóta egy 115 Kg-os 20-as acéllemezen fekszik az egész gép. (majdnem elnyomorítottam magam amikor egyedül feltettem) Az alsó képen van az ujabb verzió.
Ha érdekel a története:
femasztal
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 19:43
Írta: 43pbwjg8s Dátum 2009 december 28, 19:43
MÉg szerencse hogy tegnap nem tettem be azt a kétmilliárdot amit az utcán találtam. Megyek veszek is belőlük. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 28, 19:53
Írta: s7manbs8 Dátum 2009 december 28, 19:53
Megnéztem, neked lassan kész asztalod lesz. Pont ma jött be a csőbe az egyik vassas ember, mert elromlott szgépe és elhozta, megnézni, rögtön mondtam is neki, hogy asztalt kell csinálni hamarosan, úgy készüljön, mondja le a szilveszteri buliját is. ![#circling][#circling]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 20:02
Írta: 43pbwjg8s Dátum 2009 december 28, 20:02
Asztalom már igen......
Az már van....
AH meggyógyulok még a héten kimegyek ugyis filózni ezen is eg ykicsit.
De elsősorban neki akarok esni a hatalmas fénnymásolónak és szétberhelni.
Szerintem sok érdekes cucc lesz ott benn.
Igy is itt van nálam már lassan fél éve és még nem bántottam, teljesen jogosan érdeklődik felőle a volt gazdája.
Most kivégzem a kicsikét. :)
Csak előbb én jöjjek rendbe.
Az már van....
AH meggyógyulok még a héten kimegyek ugyis filózni ezen is eg ykicsit.
De elsősorban neki akarok esni a hatalmas fénnymásolónak és szétberhelni.
Szerintem sok érdekes cucc lesz ott benn.
Igy is itt van nálam már lassan fél éve és még nem bántottam, teljesen jogosan érdeklődik felőle a volt gazdája.
Most kivégzem a kicsikét. :)
Csak előbb én jöjjek rendbe.
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2009 december 28, 20:05
Írta: gsbwxanch Dátum 2009 december 28, 20:05
Fénymásoló? Mi lesz belöle?
Én most szereztem két A3-as régi nyomatót...hátha jó lesz valami belöle.
Valamelyik oldalon olvastam, hogy valaki ilyenekből készítette a mechanika egy részét...csak most nem találom...hmmm
Én most szereztem két A3-as régi nyomatót...hátha jó lesz valami belöle.
Valamelyik oldalon olvastam, hogy valaki ilyenekből készítette a mechanika egy részét...csak most nem találom...hmmm
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 23:53
Írta: 43pbwjg8s Dátum 2009 december 28, 23:53
Mg kitudja.
Valszleg az egészből mint ugy semmi.
Bordáskerekek, motorok, vezetők, bordásszíjak.
Elsősorban ezek érdekelnek belőle.
Elektronika oldalról a tápellátás.
A kollégának pedig kellene a fűtő henger.
Ő nem szereti a vasalót és a fejébe vette, hogy egy ilyennel fogja vasalni a nyákot.
Meglájuk igaza lesz-e.
Valszleg az egészből mint ugy semmi.
Bordáskerekek, motorok, vezetők, bordásszíjak.
Elsősorban ezek érdekelnek belőle.
Elektronika oldalról a tápellátás.
A kollégának pedig kellene a fűtő henger.
Ő nem szereti a vasalót és a fejébe vette, hogy egy ilyennel fogja vasalni a nyákot.
Meglájuk igaza lesz-e.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 28, 23:56
Írta: 43pbwjg8s Dátum 2009 december 28, 23:56
CSupán érdekesség még a kis kijelzőhöz:
Sikerült beindítanom a 2,5"-os kis monotort és mködik. Bár a natív felbontása messze van ettől, de lekezeli és mutatja az 1024x768-at.
Hát nem könnyű levadászni rajta egy ikont. :)
De pl, videók jól láthatóan mennek rajta. (persze a méretéhez képest!)
Sikerült beindítanom a 2,5"-os kis monotort és mködik. Bár a natív felbontása messze van ettől, de lekezeli és mutatja az 1024x768-at.
Hát nem könnyű levadászni rajta egy ikont. :)
De pl, videók jól láthatóan mennek rajta. (persze a méretéhez képest!)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 29, 00:22
Írta: s7manbs8 Dátum 2009 december 29, 00:22
Nekem is bonthatnál pár bordás szíjat, meg bordáskereket. [#circling][#circling]
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2009 december 29, 09:53
Írta: Jozs Dátum 2009 december 29, 09:53
Nno, tegnap kissé megbontottam a gépet, kiszedtem a bútorsíneket, és mostmár egyértelmű mi a gond: őrült nagy a kottyanásuk. Nem tudom pontosan miért, mert új korában biztos nem ilyen volt, meg a gép sem ment annyit, hogy így eldeformálta volna. Valószínű a beszerelésnél a felfogatócsavarok meghúzásakor deformálódhattak. Mindegy, kuka. Próbálok venni olyan magyar gyártmányú síneket, amit javasoltál.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 29, 10:51
Írta: 43pbwjg8s Dátum 2009 december 29, 10:51
Hát ma is ki vagyok nyúlva.
Ebből ma nem lesz bontás. :(
Ebből ma nem lesz bontás. :(
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 29, 10:57
Írta: s7manbs8 Dátum 2009 december 29, 10:57
Én most összerakok, nem bontok. Nekem még nem sikerült kinyúlni. Megyek kifele anyagért,tegnap végállást szereltem az SMD-re, van még mit csinálni rajta.
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2009 december 29, 12:29
Írta: Teaway Dátum 2009 december 29, 12:29
Inkább fogaskerekek és fogasszíjak.
A bordásszíj az a mosógépben van:)
A bordásszíj az a mosógépben van:)
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 29, 12:50
Írta: SquirrelTech Dátum 2009 december 29, 12:50
A magyar síneknek gyárilag is van kottyanásuk (változó, van amikor elég durva). Ez viszont ne ijesszen meg, mert mint írtam satuban kicsit megszorongatva korrigálható. Zsírozva is vannak, érdemes kicsit átolajozni őket, hogy könnyebben járjanak.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2009 december 29, 14:08
Írta: sanyi84 Dátum 2009 december 29, 14:08
Ha nem fém a csapágy a fixálóhengernél hanem műanyag kár is rá fecsérelni az időt hogy nyákvasaló legyen belőle. Én eltörtem már egy ilyet, működni működik. A hőfokkapcsolást kell megoldani. Ha öntapadós papír védőpapírjára nyomtat az ember akkor csak le kell húzni a nyákról a papírt és kész is, nem kell áztatni.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2009 december 29, 15:31
Írta: jv7pu3a5p Dátum 2009 december 29, 15:31
Ez komoly, mert ezzel az áztatással már teli a hócipőm, ráadásul utána kapargálom ki a papírdarabokat a vezetősávok közül.
És mennyire átlátszó az a védőpapír, össze lehet tenni fénynél 2 oldalas nyák esetében?
És mennyire átlátszó az a védőpapír, össze lehet tenni fénynél 2 oldalas nyák esetében?
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 29, 15:49
Írta: SquirrelTech Dátum 2009 december 29, 15:49
Lehet az öntapadóst is áztatni, sőt néha kimondottan előnyös. Az viszont biztos, hogy nem kell utána kapirgászni.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2009 december 29, 16:10
Írta: besirkyjh Dátum 2009 december 29, 16:10
Szia
Tudom hogy utolag nem könnyü de ezeket a sineket egy horonyba szokták tenni pont azért hogy ne nyiljanak szét .Erre már nincs lehetöséged ?
[#integet2]
Tudom hogy utolag nem könnyü de ezeket a sineket egy horonyba szokták tenni pont azért hogy ne nyiljanak szét .Erre már nincs lehetöséged ?
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 29, 17:28
Írta: 000000000 Dátum 2009 december 29, 17:28
Sziasztok
Készitettem egy gépet, és baráti körben vita tárgyát képezi, hogy ez a gép CNC, vagy nem CNC. .
Kérlek titeket, hogy segitsetek eldönteni ezt a baráti vitát.
Próbálok képeket mellékelni, de ha nem sikerül, az azt jelenti nem Bill Gateshez jártam korrepetálni.
Ha rossz helyre irtam volna, kérem a moderátort, hogy törölje.
http://kepfeltoltes.hu/view/091229/Fahal_464_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/091229/Fahal_465_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/091229/Fahal_466_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/091229/Fahal_467_www.kepfeltoltes.hu_.jpg
Üdv: halgép
Készitettem egy gépet, és baráti körben vita tárgyát képezi, hogy ez a gép CNC, vagy nem CNC. .
Kérlek titeket, hogy segitsetek eldönteni ezt a baráti vitát.
Próbálok képeket mellékelni, de ha nem sikerül, az azt jelenti nem Bill Gateshez jártam korrepetálni.
Ha rossz helyre irtam volna, kérem a moderátort, hogy törölje.
http://kepfeltoltes.hu/view/091229/Fahal_464_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/091229/Fahal_465_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/091229/Fahal_466_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/091229/Fahal_467_www.kepfeltoltes.hu_.jpg
Üdv: halgép
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2009 december 29, 17:31
Írta: sanyi84 Dátum 2009 december 29, 17:31
Ha nem fém a fogaskerék....
LZ: Én még mindig áztatok kapirgálok mert hamar elfogyott a papír, azt is mondták többször felhasználható, én ezt nem tettem. Inkább ha lesz kis pénzem áttérek fotótechnikára, nem nagyon csinálok olyan nyákot ami később nem kellene. Sőt sokszor sorozatba vasalom ismerősnek mert nincs lézere.
LZ: Én még mindig áztatok kapirgálok mert hamar elfogyott a papír, azt is mondták többször felhasználható, én ezt nem tettem. Inkább ha lesz kis pénzem áttérek fotótechnikára, nem nagyon csinálok olyan nyákot ami később nem kellene. Sőt sokszor sorozatba vasalom ismerősnek mert nincs lézere.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2009 december 29, 17:54
Írta: Jozs Dátum 2009 december 29, 17:54
Tulajdonképpen horonyban vannak, csak a horony a bútorlapba van marva, ami ugye viszonylag puha :-(
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 29, 18:03
Írta: yuagaci9g Dátum 2009 december 29, 18:03
Sanyi!
Koztunk a helyed!
Aki ilyet tud alkotni, azt szivesen fikazzuk![#vigyor5]
Nyugtasd meg a barataidat:
``A CNC (Computer Numerical Control) olyan szerszámgép, amely programozható mikroszámítógépet is tartalmaz, ami a vezérlését végzi.``
Koztunk a helyed!
Aki ilyet tud alkotni, azt szivesen fikazzuk![#vigyor5]
Nyugtasd meg a barataidat:
``A CNC (Computer Numerical Control) olyan szerszámgép, amely programozható mikroszámítógépet is tartalmaz, ami a vezérlését végzi.``
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 29, 18:05
Írta: yuagaci9g Dátum 2009 december 29, 18:05
Bar egyertelmuen nem derult ki a tehnikai Gizmo haszna, de Szeeep!
http://kepfeltoltes.hu/091229/Fahal_464_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/091229/Fahal_464_www.kepfeltoltes.hu_.jpg
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 29, 18:17
Írta: 000000000 Dátum 2009 december 29, 18:17
Ügyes. Ha jól látom ez valami eszterga/maró -szerűség, ahol minden fej egyszerre dolgozik. Mivel vélhetőleg programozható a kontúr amit készít, én megszavazom neki hogy CNC. De ha pantográf akkor csalás. :D Kapucsínót tud ?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 29, 18:36
Írta: yuagaci9g Dátum 2009 december 29, 18:36
Hat igen, © halgép-nek szantam elozo uzeneteimet,
es ha meg Sanyinak is hivjak, akkor talan elnezitek...[#papakacsint]
es ha meg Sanyinak is hivjak, akkor talan elnezitek...[#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 29, 18:48
Írta: 000000000 Dátum 2009 december 29, 18:48
Sziasztok
Ez egy wobblermarógép, ami egyszerre öt halat mar ki.Aki horgászik, az tudja, hogy mi az a wobbler, ( és milyen drága).
Üdv: halgép
Ez egy wobblermarógép, ami egyszerre öt halat mar ki.Aki horgászik, az tudja, hogy mi az a wobbler, ( és milyen drága).
Üdv: halgép
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 29, 19:38
Írta: 000000000 Dátum 2009 december 29, 19:38
hát ez nagyon nem cnc!:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 29, 19:40
Írta: 000000000 Dátum 2009 december 29, 19:40
nem inkább egy másoló gép okos kis kütyü
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2009 december 29, 19:46
Írta: 000000000 Dátum 2009 december 29, 19:46
Inkább pantográf. A legközelebbi a mintadarab. Ha legalább mp3-at lejátszana... :D
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 29, 21:36
Írta: 43pbwjg8s Dátum 2009 december 29, 21:36
hááát!
A bordásszíjban teljesen igazad van, de tudod nálunk a szakmában, még az evolvens profilú alacsony DIN bordát is bordának hívjuk és a tengelyt amin van bordástengelynek.
De igyekszem majd jól használni a kifejezéseket. :)
A bordásszíjban teljesen igazad van, de tudod nálunk a szakmában, még az evolvens profilú alacsony DIN bordát is bordának hívjuk és a tengelyt amin van bordástengelynek.
De igyekszem majd jól használni a kifejezéseket. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 29, 21:43
Írta: 43pbwjg8s Dátum 2009 december 29, 21:43
Egyébként igazad van! :)[#worship]
Csak a bizonyítványomat magyarázom. :)
Csak a bizonyítványomat magyarázom. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 29, 22:11
Írta: 43pbwjg8s Dátum 2009 december 29, 22:11
közben, hogy én milyen marha vagyok!!!! (jó jó!! Tudom hogy tudjátok! :) )
Szóval ugye van egy ilyenem:
és egy ilyenem:

A kettőről azt kell tudni, hogy azonos szülő gyermeke, azaz az asztalon lévő oszlop, egy ugyanilyen kerékösszegörgetőnek az alsó, a teljes görgető képén vízszintesen álló szán része.
Nos a legpontosabban az asztalhoz passzoló megoldás, és alapanyag az ujabb furtuna felfogatására igy lehetne:

Szóval ugye van egy ilyenem:
és egy ilyenem:
A kettőről azt kell tudni, hogy azonos szülő gyermeke, azaz az asztalon lévő oszlop, egy ugyanilyen kerékösszegörgetőnek az alsó, a teljes görgető képén vízszintesen álló szán része.
Nos a legpontosabban az asztalhoz passzoló megoldás, és alapanyag az ujabb furtuna felfogatására igy lehetne:
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 29, 22:14
Írta: s7manbs8 Dátum 2009 december 29, 22:14
Te aztán jól meg bonyolítod. Miért nem olyat csinálsz, amilyet akarnál, sokszor egy kész dolgot nehezebb megfelelően átalakítani, mint egy újat csinálni, olyan méretűre, amilyenre akarjuk. Nem ? [#conf]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 29, 22:17
Írta: 43pbwjg8s Dátum 2009 december 29, 22:17
mivel?
Miből?
Ez éppen az alapanyag! :)
Ennél jobb nincs (szürkeöntvény).
Eddig együtt dolgozott, és összeért. Kitűnően fut minden része.
Akkor????
Nem értelek?
Menjek vegyek anyagot, dolgoztassam szépen ki, kínlódjak a megfelelő részegység illesztésekkel... etc.
Akkor??? :)
Miből?
Ez éppen az alapanyag! :)
Ennél jobb nincs (szürkeöntvény).
Eddig együtt dolgozott, és összeért. Kitűnően fut minden része.
Akkor????
Nem értelek?
Menjek vegyek anyagot, dolgoztassam szépen ki, kínlódjak a megfelelő részegység illesztésekkel... etc.
Akkor??? :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 29, 22:18
Írta: s7manbs8 Dátum 2009 december 29, 22:18
Ja, akkor semmi gond, és mi lesz belőle amúgy ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 29, 22:19
Írta: 43pbwjg8s Dátum 2009 december 29, 22:19
Ez használhatóban:
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 29, 22:22
Írta: s7manbs8 Dátum 2009 december 29, 22:22
Ez ilyen kézi tekergetős lesz ? vagy CNC síted ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 29, 22:26
Írta: 43pbwjg8s Dátum 2009 december 29, 22:26
vazze elektron! Mintha nem beszéltünk volna soha néha olyan vagy.
Nagyon jól tudod hogy ez max motoros mozgatású de nem CNC-sített lesz. Ezért kerestem anno a step/dir generátort, majd csináltam a H1 egytengelyes vezérlőt.
A CNC-sítés nincs tervben (és szerintem nem is lesz).
Az másik project.
Más alapokról, másból.
Abból is van kettő project ráadásul.
Nagyon jól tudod hogy ez max motoros mozgatású de nem CNC-sített lesz. Ezért kerestem anno a step/dir generátort, majd csináltam a H1 egytengelyes vezérlőt.
A CNC-sítés nincs tervben (és szerintem nem is lesz).
Az másik project.
Más alapokról, másból.
Abból is van kettő project ráadásul.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 29, 22:28
Írta: s7manbs8 Dátum 2009 december 29, 22:28
Nem tudok mindent én sem, lehet nem olvastam akkor. Nem is neteztem, tudod.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 29, 22:29
Írta: 43pbwjg8s Dátum 2009 december 29, 22:29
Nem baj! Akkor is jó volt letolni! :)
Végre valamit kitalálhattam amiért megtehettem.:) (pedig elég gyenge érv volt)
Végre valamit kitalálhattam amiért megtehettem.:) (pedig elég gyenge érv volt)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 19:24
Írta: s7manbs8 Dátum 2009 december 30, 19:24
Ilyen fogas tárcsa kerék készítéséhez elméleti anyagot hol lehetne találni, amiből kiszámítható, mekkora keréknél milyen átmérők kellenek, adott fogszám esetén ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 30, 19:38
Írta: 43pbwjg8s Dátum 2009 december 30, 19:38
Kezd itt:
Fogaskerék
Fogaskerék
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 19:50
Írta: s7manbs8 Dátum 2009 december 30, 19:50
Ebben nincs fogasszíj.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 20:16
Írta: s7manbs8 Dátum 2009 december 30, 20:16
Na, azt hiszem megvan az ötlet, mivel 6.35 szélesek a szíjak és 5.08 profilú XL-es egy 2-es maróval körbe lehetne marni simán, meg a tengely furatát is bele. Csak kódot kellene előállítani, más probléma nincs is. Van bakelit, műanyag valamilyen, anyagom is. Csak számolni kellene a körátmérőket, a profil alapján a kiterített lineáris profil rajz meg is van a powerbelt honlapján, azt rávetítem egy körre és ki tudom számolni, mekkora átmérőt kell és hogyan, elég ha egy fogra megcsiálom, azt kell elforgatni csak annyi szor, ahány lesz.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 20:16
Írta: s7manbs8 Dátum 2009 december 30, 20:16
Ilyenre nincsen valami makró Mach3 ban, vagy valahol nem tudjátok ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 20:30
Írta: s7manbs8 Dátum 2009 december 30, 20:30
Ilyen a profil, ezt kellene a körökre ráilleszteni, a felső rész lesz a kör külső átmérője, az alja meg a belső.

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 30, 20:43
Írta: 43pbwjg8s Dátum 2009 december 30, 20:43
Én először megnézném a típusát és a leírását!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 20:50
Írta: s7manbs8 Dátum 2009 december 30, 20:50
Minek a típusát és leírását ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 20:50
Írta: s7manbs8 Dátum 2009 december 30, 20:50
Te vagy a mérnök tessék nekem berajzolni CAD programmal !
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 30, 20:53
Írta: Devecz Miklós Dátum 2009 december 30, 20:53
Itt van néhány adat. link A fogakra még keresek adatokat
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 30, 20:57
Írta: yuagaci9g Dátum 2009 december 30, 20:57
Az nem olyan egszeru!
A szijkerek fogtavolsaga az atmerovel csokken, amit ki kell szamitani valahogy.[#confused]
Probald meg, hajlits egy fogazott szijat, meglatod! Vagy merd meg egy kesz kereken...minel kissebb, annal kozelebb vannak a fogai.
Ki tudja ezt kiszamitani nekunk? [#wilting]
A szijkerek fogtavolsaga az atmerovel csokken, amit ki kell szamitani valahogy.[#confused]
Probald meg, hajlits egy fogazott szijat, meglatod! Vagy merd meg egy kesz kereken...minel kissebb, annal kozelebb vannak a fogai.
Ki tudja ezt kiszamitani nekunk? [#wilting]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 20:57
Írta: s7manbs8 Dátum 2009 december 30, 20:57
Igen tudom épp azért nem olyan egyszerű.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 20:59
Írta: s7manbs8 Dátum 2009 december 30, 20:59
A link vírusos !
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 21:00
Írta: s7manbs8 Dátum 2009 december 30, 21:00
Jó lenne egy ilyen program, ami adott fogszámra és profilra előállítaná a kódot DXF-ben pl. Van ilyen vajon ? Vagy komoly CAD rendszerek tudnak ilyet ?
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 30, 21:04
Írta: Devecz Miklós Dátum 2009 december 30, 21:04
Nem értem. Nekem két viruskereső is telepitve van, de egyik sem visit.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 30, 21:06
Írta: Devecz Miklós Dátum 2009 december 30, 21:06
A solid edge programban elvileg létezik ilyen tervező, de nálam nem akar müködni.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 30, 21:13
Írta: SquirrelTech Dátum 2009 december 30, 21:13
AutoCAD-hez tuti hogy vannak a neten lisp forráskódok, amik fogaskereket tudnak generálni. A fogasszíjkerék valóban nem egészen a hagyományos értelemben vett fogaskerék (amúgy kerék is meg foga is van :), szerintem jónéhány dologban egyszerűbb.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 21:14
Írta: s7manbs8 Dátum 2009 december 30, 21:14

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 21:15
Írta: s7manbs8 Dátum 2009 december 30, 21:15
AVAST jelzi.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 21:18
Írta: s7manbs8 Dátum 2009 december 30, 21:18
Kiszámolom a köröket, eztán behúzok az adott 50 szöges trapézt és elforgatom ahányszor kell.
Meg is nézem, van itt egy kerekem, ami 14 fogú, kiszámolom, megnézem tényleg annyi e az átmérője, a szíj is pont olyan vastagságú, ahogy a rajzon ia jelzik, tehát minden stimmel.
Meg is nézem, van itt egy kerekem, ami 14 fogú, kiszámolom, megnézem tényleg annyi e az átmérője, a szíj is pont olyan vastagságú, ahogy a rajzon ia jelzik, tehát minden stimmel.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 30, 21:20
Írta: 43pbwjg8s Dátum 2009 december 30, 21:20
Keress egy mechsoftot!
Valami olyan szoftverhez amid van.
Valami olyan szoftverhez amid van.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 30, 21:24
Írta: Devecz Miklós Dátum 2009 december 30, 21:24
Nekem is az az egyik.
Nem értem.
Nem értem.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2009 december 30, 21:25
Írta: Rabb Ferenc Dátum 2009 december 30, 21:25
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2009 december 30, 21:27
Írta: Rabb Ferenc Dátum 2009 december 30, 21:27
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 30, 21:30
Írta: SquirrelTech Dátum 2009 december 30, 21:30
Az 50 fok csak az egyenes szíjon konstans. Ha a szíjat hajlítod, vagyis a kerék palástjára fekteted, akkor a sugárral együtt csökkenni fog.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 30, 21:30
Írta: yuagaci9g Dátum 2009 december 30, 21:30
En ugy gondolom, hogy ahol Te megjelolted a belsejen, ott mar rovidul. A hajlitas tengelye a szij belsejeben van, lasd a femszal betetes szijakat. Ebbol arra gondolok, hogy az egesz szamitas nagyban fugg az alkalmazott szij tipusatol, es mindre mas kicsit.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 30, 21:30
Írta: 43pbwjg8s Dátum 2009 december 30, 21:30
De a legegyszerűbb:
kerekek
Egyébként meg fogsz lepődni, de olcsók!!!
Én megdöbbentem anno amikor vettem, hogy ennyiért adják.
Nem éri meg csinálni! Egyszerűbb ha megveszed!
kerekek
Egyébként meg fogsz lepődni, de olcsók!!!
Én megdöbbentem anno amikor vettem, hogy ennyiért adják.
Nem éri meg csinálni! Egyszerűbb ha megveszed!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 30, 21:31
Írta: 43pbwjg8s Dátum 2009 december 30, 21:31
Csak hogy tiszta legyen:
Minden adat itt van a lenti táblában ami kell neked!
(mert nem mindig szokás megnézni amit linkelek tudom)
Minden adat itt van a lenti táblában ami kell neked!
(mert nem mindig szokás megnézni amit linkelek tudom)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 30, 21:32
Írta: 43pbwjg8s Dátum 2009 december 30, 21:32
Csak most néztem, hogy második vagyok csak. :)
Feri lenyomott! :)
Feri lenyomott! :)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2009 december 30, 21:32
Írta: Rabb Ferenc Dátum 2009 december 30, 21:32
A gondolatmeneted tökéletes, akár ACAD-ban is egyszerűen megrajzolható. Azután pl AC, szerszámpálya és ENTER. Csak azt nem értem, hogyan akarod a 0,38-as rádiuszt 2mm-es maróval kikaristolni?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 30, 21:34
Írta: 43pbwjg8s Dátum 2009 december 30, 21:34
Bocsánat, ha kell itt a cég, bár lehet a Feri által linklet még olcsóbb.
Így már választásod is van. :)
Tech-kon
Így már választásod is van. :)
Tech-kon
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 30, 21:35
Írta: yuagaci9g Dátum 2009 december 30, 21:35
Ez nagyon jo, legalabb tablazatban megvan, de ez csak a colos resze!
Keressel metrikus szijra is hasonlot! pl.T5?
Keressel metrikus szijra is hasonlot! pl.T5?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2009 december 30, 21:40
Írta: Rabb Ferenc Dátum 2009 december 30, 21:40
Megsértődtem! A #6665-öt meg sem nézed? [#ejnye1]
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 30, 21:43
Írta: Devecz Miklós Dátum 2009 december 30, 21:43
Ez biztos virusmentes. Újra megnéztem az előző tényleg az volt.link
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 30, 21:48
Írta: yuagaci9g Dátum 2009 december 30, 21:48
[#law][#integet2]
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2009 december 30, 21:52
Írta: yuagaci9g Dátum 2009 december 30, 21:52
Ezer bocsanat!
Tenleg, ez az,
mostmar csak egy osztofej kell es gyarthatjuk a tarcsakat, vagy 300 mm hosszban, es csak darabolni kell majd.[#eljen]
Tenleg, ez az,
mostmar csak egy osztofej kell es gyarthatjuk a tarcsakat, vagy 300 mm hosszban, es csak darabolni kell majd.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 21:55
Írta: s7manbs8 Dátum 2009 december 30, 21:55
Egy pici hibát meg engedek magamnak, én is gondoltam arra, hogy mihez képest számolja, ahol hajlik, a nagyobb átmérőn összefele megy, kívül meg nyúlhat.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 21:58
Írta: s7manbs8 Dátum 2009 december 30, 21:58
Lehet nem lesz tökéletes, de ha az egyenes szakaszok pont felfekszenek az már jó lehet. Ki kell próbálni, viszont nem nehéz megcsinálni, ha megvan a kerülete szerkesztve, ki lehetne marni.
Közben a CAD programot akartam felrakni a gépre, a másikon van, de nem akartam két gépet járatni most emiatt csak nem olvassa a lemezt, úgyhogy bekapcsoltam a másikat is, azon próbálok valamit rajzolni, ha még emlékszem a rajzolási technikára, akkor hátha valamelyik éjszakai horror film végre meg is lesz.
Közben a CAD programot akartam felrakni a gépre, a másikon van, de nem akartam két gépet járatni most emiatt csak nem olvassa a lemezt, úgyhogy bekapcsoltam a másikat is, azon próbálok valamit rajzolni, ha még emlékszem a rajzolási technikára, akkor hátha valamelyik éjszakai horror film végre meg is lesz.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 22:01
Írta: s7manbs8 Dátum 2009 december 30, 22:01
Elhiszem, de lehet holnap ki is tudok marni egyet kettőt, bolt meg nincs ilyenkor.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 22:02
Írta: s7manbs8 Dátum 2009 december 30, 22:02
Köszi az infókat, a többieknek is.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 22:03
Írta: s7manbs8 Dátum 2009 december 30, 22:03
Lehet egy 4. tengellyel kigravírozni 30fokos gravírtűvel ?
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2009 december 30, 22:09
Írta: Devecz Miklós Dátum 2009 december 30, 22:09
Ez a
cég árul marót a tárcsához.
cég árul marót a tárcsához.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 30, 22:37
Írta: 43pbwjg8s Dátum 2009 december 30, 22:37
Mivel az említett cucc lent colos volt a rajzon, ezért ezt linkeltem.
De ott vannak a metrikusak is, több típus, szíjastól kerekestől tömböstől.
teljes készlet
Én még mindig azt mondom (tapasztalatból), hogy nem éri meg hozzákezdeni sem a legyártásához! Hacsak nem valami spéci méret kell.
Nagyon olcsó a nyers, csak bordázott kerék.
Azt ugy alakitod ahogy akarod.
De ott vannak a metrikusak is, több típus, szíjastól kerekestől tömböstől.
teljes készlet
Én még mindig azt mondom (tapasztalatból), hogy nem éri meg hozzákezdeni sem a legyártásához! Hacsak nem valami spéci méret kell.
Nagyon olcsó a nyers, csak bordázott kerék.
Azt ugy alakitod ahogy akarod.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 30, 22:39
Írta: 43pbwjg8s Dátum 2009 december 30, 22:39
Ezért mondanám, hogy nem biztos, hogy csak ugy megy a dolog....
Hol van ugyan a semleges szál??? :)
Hol van ugyan a semleges szál??? :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 22:50
Írta: s7manbs8 Dátum 2009 december 30, 22:50
Na közben a CAD programot nem tudtam bemásolni sérült lett a CD lemeze, a másik gépen rajzolok egy kicsit talán, még mindig jobb mint tvt nézni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 22:50
Írta: s7manbs8 Dátum 2009 december 30, 22:50
A táblázatból kinéztem az adatokat.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 22:57
Írta: s7manbs8 Dátum 2009 december 30, 22:57
Na valami ilyesmit csináltam már ezelőtt a kis robotom kerekének terve :

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 22:57
Írta: s7manbs8 Dátum 2009 december 30, 22:57
Ez olyan, mint egy ember egy mókuskerékben nem ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 30, 23:02
Írta: s7manbs8 Dátum 2009 december 30, 23:02
Vagy, mint ezek a robot kocsi alkatrészei :

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 31, 00:27
Írta: 43pbwjg8s Dátum 2009 december 31, 00:27
Bocsánat csak még egyet, mert lehet félreérhető voltam!
Ha azért akarod megcsinálni a kereket magad, hogy megtanuld megcsinálni, és élvezd a munkát a tanulást vele, akkor viszont csináld!
Ha azért akarod megcsinálni a kereket magad, hogy megtanuld megcsinálni, és élvezd a munkát a tanulást vele, akkor viszont csináld!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 december 31, 00:31
Írta: PSoft Dátum 2009 december 31, 00:31
Mach3-Wizards-PickWizards-Cut spindle or gear.

Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2009 december 31, 00:38
Írta: PSoft Dátum 2009 december 31, 00:38
Persze kell a 4.tengely,és egy megfelelő "profilmaró".
Vagy X-et definiálod 4.tengelynek,és az a forgató.:)
Vagy X-et definiálod 4.tengelynek,és az a forgató.:)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 31, 00:40
Írta: 43pbwjg8s Dátum 2009 december 31, 00:40
De ugye profilmaróval gondoltad ezt?
Mert igy a boradoldalak dőlése igencsak más lezz mint ami szíjhoz kell!
MÉlyebb fognál le fogja egy idő után kaszálni a szíj fogait, ha egy kicsit nagyobb az igénybevétel. Probléma esetén nem megcsúszni fog, hanem fogat tépni!
Mert igy a boradoldalak dőlése igencsak más lezz mint ami szíjhoz kell!
MÉlyebb fognál le fogja egy idő után kaszálni a szíj fogait, ha egy kicsit nagyobb az igénybevétel. Probléma esetén nem megcsúszni fog, hanem fogat tépni!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2009 december 31, 00:41
Írta: 43pbwjg8s Dátum 2009 december 31, 00:41
Bocs! :)
Amig irtam Te éppen addig irtad. :)
Amig irtam Te éppen addig irtad. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 00:44
Írta: s7manbs8 Dátum 2009 december 31, 00:44
Köszi, gondoltam, hogy van valami ilyesmi. Közben elkezdtem rajzolni valamit.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 00:49
Írta: s7manbs8 Dátum 2009 december 31, 00:49
Itt tartok :

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 00:51
Írta: s7manbs8 Dátum 2009 december 31, 00:51
Most rajzolom be az 50 fok szögben hajló vonalakat, aztán lehet a metszés pontokat összekötögetni, meg ami nem kell utána kivagdosni. Pepecs egy valami, de már csak kipróbálom hogy menne rá a szíj egy ilyenre.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 31, 01:13
Írta: SquirrelTech Dátum 2009 december 31, 01:13
Rajzolj 1db trapézt, és polárisan oszd ki, aztán a metszéssel kivagdoshatod a szükségtelen vonalakat... (Tévedek, vagy ez még egy R12 körüli AC?)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 01:24
Írta: s7manbs8 Dátum 2009 december 31, 01:24
Épp azzal bajlódok, hogyan csináljam, csak minden funkciót, és nem értem mit hogyan kell.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 01:25
Írta: s7manbs8 Dátum 2009 december 31, 01:25
Ez egy CadKey 7.5.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 31, 01:29
Írta: SquirrelTech Dátum 2009 december 31, 01:29
A színekből Autocad-re következtettem. Cadkeyt sajna nem ismerem. Azt tudom, hogy AC-ben rengeteg szerkesztést segítő funkció van (lehet, hogy a Cadkeyben is), amiket kihasználva max. 10-20 perc egy ilyen rajz.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 01:31
Írta: s7manbs8 Dátum 2009 december 31, 01:31
Na most jöttem rá, hogyan tudok forgatni. Innen könnyebb lesz a szerkesztés.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 01:32
Írta: s7manbs8 Dátum 2009 december 31, 01:32
Igazad lehet, csak utoljára vagy 1 éve rajzoltam ezzel és amúgy sem sokat azelőtt sem, most kicsit belerázódok.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 31, 01:36
Írta: SquirrelTech Dátum 2009 december 31, 01:36
Hát most kicsit utánanézetem, a Cadkey ismer egy olyat, hogy "körkörös sorozat" és hogy "metszés" - nem lenne úgy egyszerűbb?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 01:44
Írta: s7manbs8 Dátum 2009 december 31, 01:44
Na már egy megvan, csak el kell forgatni és utána kivagdosni a dolgokat.


Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 01:45
Írta: s7manbs8 Dátum 2009 december 31, 01:45
Csak megbonyolódtam a forgatással, hogy mi körül forgat, Z tengely, vagy ha nyomok egy Accept-et akkor alapértelmezésbe úgy forgatja, most jöttem rá.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2009 december 31, 01:52
Írta: SquirrelTech Dátum 2009 december 31, 01:52
Én ebből nézelődtem, hogy milyen szerkesztési lehetőségei vannak - elég sok. Ha síkban rajzolsz, akkor mindig Z tengely körüli a forgatás szerintem, a forgatás tengelyét (ami a felülnézet miatt csak egy pont) neked kell tudnod megadni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 01:55
Írta: s7manbs8 Dátum 2009 december 31, 01:55
Amit említettél, az melyik oldalon van ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 02:05
Írta: s7manbs8 Dátum 2009 december 31, 02:05
Na megvan a többi is, most már tudok kopizni forgatva így könnyebb.

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 02:44
Írta: s7manbs8 Dátum 2009 december 31, 02:44
Na megszületett a mű :

Ha ebből még marópályát is tudok generáltatni, akkor lesz fogas tárcsa marva. De lehet már csak jövőre, mert holnap van még csak az évből. [#circling][#circling]
Ha ebből még marópályát is tudok generáltatni, akkor lesz fogas tárcsa marva. De lehet már csak jövőre, mert holnap van még csak az évből. [#circling][#circling]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 03:14
Írta: s7manbs8 Dátum 2009 december 31, 03:14
1.8 as maróval ki is lehetne marni, csak nem elég mélyen, , itt baki na mindegy jól elrajzolgattam ma legalább. Forgavóval 4. tengelyen jobban sikeredne, akkor lehetne akármilyen széles, de a rajz megvan meg a technikája is, berajzolok nagyobbat is majd.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 03:14
Írta: s7manbs8 Dátum 2009 december 31, 03:14

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 04:15
Írta: s7manbs8 Dátum 2009 december 31, 04:15
Mindegy, ha kell kimarok többet és összerakom őket, hogy szélesebb szíj is ráférjen. A méretük azonos lesz, legfeljebb összecsavarozom vagy stiftelem.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 22:01
Írta: s7manbs8 Dátum 2009 december 31, 22:01
Kitaláltam, hogy elég, ha kivágok egy milliméteres lapból úgy méretileg meglátszik, hogy jó lesz e.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 22:05
Írta: s7manbs8 Dátum 2009 december 31, 22:05
Olyan működne vajon, hogy felső maróval alumínium lapokat kimarni, akár kézi módszerrel, persze megfelelő maró segítségével. ?
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2009 december 31, 22:21
Írta: 279nwbpsa Dátum 2009 december 31, 22:21
Te Elektron!Nem egyszerűbb lenne a HTD-M jelzésű kereket elkészíteni?Az talán fúrással is menne.Egyébként valaki itt a fórumon készített is ilyet nemrég.
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2009 december 31, 22:24
Írta: jw8ykuay Dátum 2009 december 31, 22:24
elektron!
Mekkora tengelytávot kell áthidalnod, és milyen áttétellel?
Lehet, hogy találok neked valami fincsit a bontott dolgaim között. (Van miből válogatni) Postaköltségért megkapod, ha lesz.
bujék.[#wave]
Mekkora tengelytávot kell áthidalnod, és milyen áttétellel?
Lehet, hogy találok neked valami fincsit a bontott dolgaim között. (Van miből válogatni) Postaköltségért megkapod, ha lesz.
bujék.[#wave]
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2009 december 31, 22:26
Írta: jw8ykuay Dátum 2009 december 31, 22:26
Tudom, ez lehet, hogy csak kedden ér oda, és a legyártás öröme, de hátha már csak a többi dologgal kell utánna küzdened.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2009 december 31, 22:32
Írta: 0gbwyh99 Dátum 2009 december 31, 22:32
Kérdezd Svejk-et , Ő csinált fúróval (utána eszterga) műanyagból .
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2009 december 31, 22:35
Írta: jw8ykuay Dátum 2009 december 31, 22:35
Tamásnak igaza van. Ezt a technikát én is láttam itt, és szerintem simán megfelelő. A legegyszerűbb legyártás. Még lehet, hogy ehhez is kallódik pár szíj a dobozban.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 22:50
Írta: s7manbs8 Dátum 2009 december 31, 22:50
Ilyen dolgok érdekelnének, azért gondolkodok rajta, láthatóan, ha valamiben tudok segíteni, én is szívesen tenném. BUÉK.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 22:53
Írta: s7manbs8 Dátum 2009 december 31, 22:53
Én még ilyen fúrás módszert eddig nem hallottam, gondolom így körbe fúrkálni, utána pedig leesztergálni, lehet benne valami.
Egyébként nem csak azért, hogy most szükségem lenne valahány darabra ilyesmikre, a későbbiekben is miért ne csinálhatnék magamnak, nem baj ezen gondolkodni, az ártani nem árt. Ezzel is okosodunk.
Egyébként nem csak azért, hogy most szükségem lenne valahány darabra ilyesmikre, a későbbiekben is miért ne csinálhatnék magamnak, nem baj ezen gondolkodni, az ártani nem árt. Ezzel is okosodunk.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 22:54
Írta: s7manbs8 Dátum 2009 december 31, 22:54
Az a HTDM valami gömb profilú ? Úgy el tudom képzelni, hogy belepasszol a furatba a szíj.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 22:56
Írta: s7manbs8 Dátum 2009 december 31, 22:56
Gondolom, majd szilveszter után tud ő is válaszolni ilyenekre, de most biztos buliban van a csajokkal. [#vigyor2][#vigyor2][#pias][#pias]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 22:57
Írta: s7manbs8 Dátum 2009 december 31, 22:57
Örömteli ez a küzdelem. [#vigyor2][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 december 31, 23:01
Írta: KoLa Dátum 2009 december 31, 23:01
Ha jól látom fogasszíj tárcsát akarsz készíteni.
Van a mappámba , Kola-keringetőszivattyú-egy képsorozat, egy esztargagépen elkészíthető egyszerű módszerről.Buék!!![#wave]
Van a mappámba , Kola-keringetőszivattyú-egy képsorozat, egy esztargagépen elkészíthető egyszerű módszerről.Buék!!![#wave]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 23:02
Írta: s7manbs8 Dátum 2009 december 31, 23:02
Köszi, meg is nézem gyorsan még koccintás előtt. De azért BUÉK ! [#circling][#circling][#pias][#pias]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 23:12
Írta: s7manbs8 Dátum 2009 december 31, 23:12
Megnéztem emlékeztem is erre, csak arra már nem, hogy ki csinálta, így már tudom. Talán majd meg is tudom oldani, tokmányom van tengelyben, kést is találhatok, köszörűm is van, összejöhet ez a módszer is.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2009 december 31, 23:22
Írta: KoLa Dátum 2009 december 31, 23:22
Ezzel a módszerrel fogaskerekeket is készítettem acélból, csak akkor nemvolt még digitális fényképezőm
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2009 december 31, 23:25
Írta: s7manbs8 Dátum 2009 december 31, 23:25
Hihető a képek alapján,meg amúgy is.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 01, 00:57
Írta: 43pbwjg8s Dátum 2010 január 01, 00:57
Elektron!
Elmondanád azért hogy milyen kerékre vágysz?
Elmondanád azért hogy milyen kerékre vágysz?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 01, 01:17
Írta: s7manbs8 Dátum 2010 január 01, 01:17
Olyanra, ami összeillik a szíjjal. De majd beszélünk még róla.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 01, 01:56
Írta: 43pbwjg8s Dátum 2010 január 01, 01:56
Akkor másképpen:
Milyen áttételt szeretnél elérni velük?
Milyen áttételt szeretnél elérni velük?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 01, 02:18
Írta: s7manbs8 Dátum 2010 január 01, 02:18
Kb. 1:3 1:5 talán.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 január 01, 08:07
Írta: keri Dátum 2010 január 01, 08:07
Bocs hogy beleszólok, de elég vicces hogy fényképezőgéppel szeded le a képet a monitorról :))
Ez a program amivel rajzolsz nem windowsos?
Mert windows és talán linux alatt is (ha esetleg a program nem tud exportálni jpg-be) működik az a gomb hogy "PrtScr". Ez után egy CTRL-V (vagy SHIFT-Insert) gombbal be tudod szúrni egy képszerkesztőbe (pl. paint) amiben kivágod a megfelelő részletet és tetszőleges formátumban mented.
Ez a program amivel rajzolsz nem windowsos?
Mert windows és talán linux alatt is (ha esetleg a program nem tud exportálni jpg-be) működik az a gomb hogy "PrtScr". Ez után egy CTRL-V (vagy SHIFT-Insert) gombbal be tudod szúrni egy képszerkesztőbe (pl. paint) amiben kivágod a megfelelő részletet és tetszőleges formátumban mented.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 január 01, 09:05
Írta: keri Dátum 2010 január 01, 09:05
Nem rossz, de mekkora fogásokkal lehet így vésni?
Papírcsíkos osztás elég pontos...bár végülis van 27"-os bringa kerekem, azon jelölve már biztos nem gond a vonalkázás pontossága :)
Ez a fúrógépes módszer is jó ötlet, ez még nekem is (gépek nélkül) is kivitelezhetőnek tűnik.
Papírcsíkos osztás elég pontos...bár végülis van 27"-os bringa kerekem, azon jelölve már biztos nem gond a vonalkázás pontossága :)
Ez a fúrógépes módszer is jó ötlet, ez még nekem is (gépek nélkül) is kivitelezhetőnek tűnik.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 január 01, 09:54
Írta: KoLa Dátum 2010 január 01, 09:54
Műanyagba 0.5 aluba 0.1 acélba 0.05 ,tapasztalataim szerint,de azért jó ha van egy kis lendíthető tömege az esztergaszánnak.
A fúrásos módszernél nincs lehetőséged még egy kicsit csökkenteni az átmérőn ha nem passzol a szíj.
Én sem találtam el elsőre az átmérőt , nem passzolt a szíj - sebaj mentem mégegy "kört" a véséssel adtam neki még egy tizedet és mostmár nem mozdítottam el a kést, hanem csak a skálához fordítottam mindíg egy fogat és véstem.
Ezt addig folytattam míg a szíj gyönyörűen belepasszolt a kerékbe
A fúrásos módszernél nincs lehetőséged még egy kicsit csökkenteni az átmérőn ha nem passzol a szíj.
Én sem találtam el elsőre az átmérőt , nem passzolt a szíj - sebaj mentem mégegy "kört" a véséssel adtam neki még egy tizedet és mostmár nem mozdítottam el a kést, hanem csak a skálához fordítottam mindíg egy fogat és véstem.
Ezt addig folytattam míg a szíj gyönyörűen belepasszolt a kerékbe
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 01, 12:16
Írta: 43pbwjg8s Dátum 2010 január 01, 12:16
Milyen hosszú a szíjad?
Mekkora tengelytávon szeretnéd? Ez ugye kb, mert illesztened kell a megfelelő átmérjű és fogú kerekek miatt, az egész fogszámhoz a tengelytávot.
Mekkora tengelytávon szeretnéd? Ez ugye kb, mert illesztened kell a megfelelő átmérjű és fogú kerekek miatt, az egész fogszámhoz a tengelytávot.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 01, 12:17
Írta: 43pbwjg8s Dátum 2010 január 01, 12:17
Mindig meglepődök, hogy az alapokat nem határozzátok meg!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 01, 14:23
Írta: s7manbs8 Dátum 2010 január 01, 14:23
Az oka egyszerű, ez másik gépen fut, és ez volt a legegyszerűbb.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 01, 17:35
Írta: 43pbwjg8s Dátum 2010 január 01, 17:35
PErsze a szíjfeszítővel lehet játsznod a tengelytávval, de ugye vannak határok.
Szóval!?
Mekkorák is a szíjak?
Milyen tengelytáv környékén gondolkodsz?
Szóval!?
Mekkorák is a szíjak?
Milyen tengelytáv környékén gondolkodsz?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 01, 17:41
Írta: s7manbs8 Dátum 2010 január 01, 17:41
Te most magaddal beszélsz ?
Na a viccet félretéve van 2 szíjam, ezek XL profilúak, 5.08 -as fogtávokkal, szabványos.
A hosszuk 490 mm és 260 kb.
Na a viccet félretéve van 2 szíjam, ezek XL profilúak, 5.08 -as fogtávokkal, szabványos.
A hosszuk 490 mm és 260 kb.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 01, 17:43
Írta: s7manbs8 Dátum 2010 január 01, 17:43
Meg van egy 22 mm átmérőjű, 14 fogú kerék, ami hajtónak jó lenne pl.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 01, 17:47
Írta: s7manbs8 Dátum 2010 január 01, 17:47
A nagyobbal így saccra 1:5 áttételt tudok csinálni, a kisebbel pedig 1:3-at.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 01, 19:06
Írta: 43pbwjg8s Dátum 2010 január 01, 19:06
Hát persze!
Mert akinek mondanám az nem fogja fel, hogy neki megy a kérdés! :)
Egyébként még nem válaszoltál arra, hogy mi a célod! Megtanulni, hog yhogyan is csináld, vagy mert szükséged van rá azért akarod elkészíteni?
Én csupán meg szeretném nézni neked (árakat csak a jöüvő héten fogok tudni) hogy mennyibe kerül az egyik és a másik.
Persze ha az elkészítés a cél akkor nincs kérdés.
Mert akinek mondanám az nem fogja fel, hogy neki megy a kérdés! :)
Egyébként még nem válaszoltál arra, hogy mi a célod! Megtanulni, hog yhogyan is csináld, vagy mert szükséged van rá azért akarod elkészíteni?
Én csupán meg szeretném nézni neked (árakat csak a jöüvő héten fogok tudni) hogy mennyibe kerül az egyik és a másik.
Persze ha az elkészítés a cél akkor nincs kérdés.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 01, 19:15
Írta: s7manbs8 Dátum 2010 január 01, 19:15
Megnézheted, az jó, köszönöm, egyébként kicsit elméletben is fejlődni szeretnék azért is csináltam.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 04, 12:56
Írta: 43pbwjg8s Dátum 2010 január 04, 12:56
Közben megnéztem:
Pl. én 21-T5Z26-1F nyers fogazott kerekeket vettem, darabja 1120 Ft volt.
Pl. én 21-T5Z26-1F nyers fogazott kerekeket vettem, darabja 1120 Ft volt.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 04, 13:02
Írta: s7manbs8 Dátum 2010 január 04, 13:02
Köszi, melyik helyen van ilyen, hogy meg tudjam nézni ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 04, 13:10
Írta: 43pbwjg8s Dátum 2010 január 04, 13:10
Tech-con
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 04, 13:11
Írta: 43pbwjg8s Dátum 2010 január 04, 13:11
Egyébként a lenti link ahol a szíjakat és a kerekeket mutattam az Ő oldaluk.
(#6684)
(#6684)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 04, 13:12
Írta: s7manbs8 Dátum 2010 január 04, 13:12
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: Kádár Ferenc Dátum 2010 január 04, 18:13
Írta: Kádár Ferenc Dátum 2010 január 04, 18:13
Motoros barátunknak innen is üzenem, hogy épségben megkaptam tőle az ígért ajándék gravírtűket.
Nagyon, nagyon köszönöm!!!
Jó érzés, hogy vannak még ennyire segítőkész emberek, akik nem csak hasznos tanácsokkal, hanem
tevőlegesen is segítik a fórum tagjait.
Már két éve regisztráltam magam, de idő hiányában ritkán jutok a gép elé, hogy figyelemmel kisérjem
az itt folyó tarsalgást. Most az ünnepek alatt viszont itthon voltam szabadságon és nagyon rákaptam
a fórum olvasgatására. :-)
Azt kell mondjam nagy hiba volt eddig hanyagolnom és már látom nagyon jó kis társaság jött össze a
közös hobbi okán. Úgyhogy mostanában próbálok több időt szakítani a fórumra.
Már kezdőlapnak is ez van beállítva a böngészőmön. :-)
Nagyon, nagyon köszönöm!!!
Jó érzés, hogy vannak még ennyire segítőkész emberek, akik nem csak hasznos tanácsokkal, hanem
tevőlegesen is segítik a fórum tagjait.
Már két éve regisztráltam magam, de idő hiányában ritkán jutok a gép elé, hogy figyelemmel kisérjem
az itt folyó tarsalgást. Most az ünnepek alatt viszont itthon voltam szabadságon és nagyon rákaptam
a fórum olvasgatására. :-)
Azt kell mondjam nagy hiba volt eddig hanyagolnom és már látom nagyon jó kis társaság jött össze a
közös hobbi okán. Úgyhogy mostanában próbálok több időt szakítani a fórumra.
Már kezdőlapnak is ez van beállítva a böngészőmön. :-)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 04, 18:17
Írta: 0gbwyh99 Dátum 2010 január 04, 18:17
Vigyáz !!! Hamar függőséget lehet kapni ! Rosszabb mint a drog ! [#eplus2][#nevetes1][#wave]
Cím: Re:Mechanikai ötletek
Írta: Kádár Ferenc Dátum 2010 január 04, 21:03
Írta: Kádár Ferenc Dátum 2010 január 04, 21:03
Kössz a figyelmeztetést, de már késő. :-)
A TV-ben az esti híradók valamelyikét mindig
meg szoktam nézni, de mostanában a TV bámulása helyett inkább itt olvasgatok. Sokkal nyugisabb
és több értelme is van.
A TV-ben az esti híradók valamelyikét mindig
meg szoktam nézni, de mostanában a TV bámulása helyett inkább itt olvasgatok. Sokkal nyugisabb
és több értelme is van.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 04, 21:27
Írta: s7manbs8 Dátum 2010 január 04, 21:27
M1 Morgan Freeman film 21.30-kor !
Cím: Re:Mechanikai ötletek
Írta: tumnmsi57 Dátum 2010 január 04, 21:30
Írta: tumnmsi57 Dátum 2010 január 04, 21:30
Hűtés = mosógép vízszivattyú
????
????
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 05, 01:28
Írta: 0gbwyh99 Dátum 2010 január 05, 01:28
"Sokkal nyugisabb és több értelme is van. " !
Néztél már bele a "hajtáslánc méretezés" topicba ? Ott aztán nagy a nyugalom ! [#csodalk][#vomit][#vigyor3][#nevetes2][#eplus2][#gun][#violent][#falbav][#fejvakaras][#nezze] , ...
Néztél már bele a "hajtáslánc méretezés" topicba ? Ott aztán nagy a nyugalom ! [#csodalk][#vomit][#vigyor3][#nevetes2][#eplus2][#gun][#violent][#falbav][#fejvakaras][#nezze] , ...
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 05, 01:32
Írta: 0gbwyh99 Dátum 2010 január 05, 01:32
Próba - szerencse .
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2010 január 05, 01:41
Írta: 279nwbpsa Dátum 2010 január 05, 01:41
Vagy az akvárium levegőztető pumpája.Állítólag az emulziót nem szeretik ezek a kütyük,de én láttam szalagfűrészhez használva ilyet egy lakatosnál.
Az illető állítása szerint elég sokáig bírja az ilyen pumpa.
Az illető állítása szerint elég sokáig bírja az ilyen pumpa.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 05, 12:05
Írta: 43pbwjg8s Dátum 2010 január 05, 12:05
Összefutottam valamivel:
Egy puramax 3D mérőgéppel. 12mikronos pontosság, tengelyirányokban 300mm/s sebesség.
És egy érdekes, Zeiss saját orsó megoldás.... Dörzshajtás!!! A forgó tengelyek köszörültek, az anya pedig valami rejtély..... Sajnos abba nem láttam bele, és a géptelepítő sem akar róla sokat mondani. Pedig azt mondja 20 éves dolog már. Én még nem látam hallottam róla.
A gép 450Kg, öntött fémváz.
A teljes összeszerelés után járatás, majd egy teljes lézeres bemérés. Ez alapján készül a kompenzációs fájl a későbbi munkákhoz.
Az ára 40.000 Euro.
Sajnos csak a telefon volt nálam igy a képek nem túl jók.
Este rendbeteszem őket és a hunbayról belinkelem, ha érdekesek a számotokra.

Egy puramax 3D mérőgéppel. 12mikronos pontosság, tengelyirányokban 300mm/s sebesség.
És egy érdekes, Zeiss saját orsó megoldás.... Dörzshajtás!!! A forgó tengelyek köszörültek, az anya pedig valami rejtély..... Sajnos abba nem láttam bele, és a géptelepítő sem akar róla sokat mondani. Pedig azt mondja 20 éves dolog már. Én még nem látam hallottam róla.
A gép 450Kg, öntött fémváz.
A teljes összeszerelés után járatás, majd egy teljes lézeres bemérés. Ez alapján készül a kompenzációs fájl a későbbi munkákhoz.
Az ára 40.000 Euro.
Sajnos csak a telefon volt nálam igy a képek nem túl jók.
Este rendbeteszem őket és a hunbayról belinkelem, ha érdekesek a számotokra.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 05, 12:08
Írta: 43pbwjg8s Dátum 2010 január 05, 12:08
Még egy ami szimpatikus:
Minden tengely irányban minden szerelék és egység ugyanolyan. Csereszabatosak egymással.
Minden tengely irányban minden szerelék és egység ugyanolyan. Csereszabatosak egymással.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 január 05, 12:26
Írta: keri Dátum 2010 január 05, 12:26
2 féle halpumpa van.
1.Gumimembrános szivattyú, tehát ha a membránt (sima gumilap) kicseréled olaj állóra, akkor gond nélkül bírja.
A szelepek is gumiból szoktak lenni, amit szintén lehet cserélni.
Túl nagy mennyiséget nem szállít azért, tényleg csak a láncfűrész kenésére elég.
2. sima 1 fázisú állandó mágneses forgórészű, 220-as villanymotor, aminek az indítási iránya esetleges, és ezzel egy primitív centrifugál szivattyút hajtanak ami többnyire műanyag.
A forgórész nincs leszigetelve, tehát nincs gond a tömítésekkel. Ez sokkal alkalmasabb folyadék szállításra, ezzel már lehet emulziót spriccelni kissebb gépek esetén.
Aztán a mosógép szivattyú is jó, csak az meg túl sokat szállít szerintem. Apám egy régi mosógép szivattyút használ búvárszivattyúnak amikor feljön a talajvíz a szerelőaknában, és elég gyorsan leüríti.
1.Gumimembrános szivattyú, tehát ha a membránt (sima gumilap) kicseréled olaj állóra, akkor gond nélkül bírja.
A szelepek is gumiból szoktak lenni, amit szintén lehet cserélni.
Túl nagy mennyiséget nem szállít azért, tényleg csak a láncfűrész kenésére elég.
2. sima 1 fázisú állandó mágneses forgórészű, 220-as villanymotor, aminek az indítási iránya esetleges, és ezzel egy primitív centrifugál szivattyút hajtanak ami többnyire műanyag.
A forgórész nincs leszigetelve, tehát nincs gond a tömítésekkel. Ez sokkal alkalmasabb folyadék szállításra, ezzel már lehet emulziót spriccelni kissebb gépek esetén.
Aztán a mosógép szivattyú is jó, csak az meg túl sokat szállít szerintem. Apám egy régi mosógép szivattyút használ búvárszivattyúnak amikor feljön a talajvíz a szerelőaknában, és elég gyorsan leüríti.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 05, 13:22
Írta: 43pbwjg8s Dátum 2010 január 05, 13:22
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 05, 14:21
Írta: 43pbwjg8s Dátum 2010 január 05, 14:21
Bocsánat Még egy pontosítás:
A tűrése 18-30C ig: 2.9mikron+L/200
(Csak a pontosság kedvéért)
A tűrése 18-30C ig: 2.9mikron+L/200
(Csak a pontosság kedvéért)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 05, 18:21
Írta: 000000000 Dátum 2010 január 05, 18:21
Én Lada ablakmosó szivattyút használok, jól működik, folyamatos üzemet bírja.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 06, 11:59
Írta: 43pbwjg8s Dátum 2010 január 06, 11:59
Elektron!
Itt van a méretek értelmezése:
Ez segíthet a rajzolásban a Pulley pitch radius a hajlításnál a semleges szál!
A 115. oldalon találod!
mechanika és robotika alapok
Itt van a méretek értelmezése:
Ez segíthet a rajzolásban a Pulley pitch radius a hajlításnál a semleges szál!
A 115. oldalon találod!
mechanika és robotika alapok
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 január 06, 13:44
Írta: robroy007 Dátum 2010 január 06, 13:44
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 06, 14:09
Írta: s7manbs8 Dátum 2010 január 06, 14:09
Ilyeneket érdemes nézegetni. Nem semmi. Eleve a Japánok 10-szer annyian vannak mint mi, plusz arányában is több ott , aki műszaki dolgokkal foglalatoskodik, magyarán 100-szor le vagyunk maradva ?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 06, 14:46
Írta: besirkyjh Dátum 2010 január 06, 14:46
Szia
Azért ez annyira nem eggyértelmü .
Most hirtelen pár példa : ettél már japán gulyás vagy töltött káposztát ?
Másban jok mint Mi .
[#nevetes1]
Azért ez annyira nem eggyértelmü .
Most hirtelen pár példa : ettél már japán gulyás vagy töltött káposztát ?
Másban jok mint Mi .
[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 06, 14:58
Írta: s7manbs8 Dátum 2010 január 06, 14:58
Ja, meg a Tokaji Aszú...[#circling][#circling] Hirtelen több nem jut eszembe, amiben jók lennénk. Focizni azt nem tudunk mostanába legalábbis...
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 06, 15:12
Írta: besirkyjh Dátum 2010 január 06, 15:12
Megy ez nekünk látod .
Talán még a dumálás is ide jöhet ?![#nevetes1]
Talán még a dumálás is ide jöhet ?![#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2010 január 06, 19:11
Írta: lari Dátum 2010 január 06, 19:11
URAK!
Egy servo áttétel készítésnél mennyire lényeges, hogy a nagykerék átmérője a kiskerék egész számú többszöröse legyen(1:2, 1:3 stb)
Mi van akkor ha kicsit kisebb vagy nagyobb az áttétel? Kérdésem végülis az lenne, hogy a Mach-ot ez az eltérés mennyire befolyásolja?
Egy servo áttétel készítésnél mennyire lényeges, hogy a nagykerék átmérője a kiskerék egész számú többszöröse legyen(1:2, 1:3 stb)
Mi van akkor ha kicsit kisebb vagy nagyobb az áttétel? Kérdésem végülis az lenne, hogy a Mach-ot ez az eltérés mennyire befolyásolja?
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2010 január 06, 19:15
Írta: Miki2 Dátum 2010 január 06, 19:15
Semennyire.
A milliméterenkénti lépés számot annyira állítod, amennyire akarod.
Még tizedes szám érték is lehet.
A milliméterenkénti lépés számot annyira állítod, amennyire akarod.
Még tizedes szám érték is lehet.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2010 január 06, 19:26
Írta: lari Dátum 2010 január 06, 19:26
Na erre lettam volna kíváncsi!
Köszönöm szépen![#worship]
Köszönöm szépen![#worship]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 06, 22:58
Írta: s7manbs8 Dátum 2010 január 06, 22:58
Álljon meg a menet. Holnap Debrecenbe megy egy ismerősöm, csapágy boltok közelébe, ha valahol lenne fogazott kerék kapható tudnátok bolt nevet, vagy címet mondani ? Persze ha már nem leltároznak. Még elég közel van az évvége.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2010 január 06, 23:17
Írta: 279nwbpsa Dátum 2010 január 06, 23:17
Paulus csapágy,vagy valami efféle.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 06, 23:21
Írta: s7manbs8 Dátum 2010 január 06, 23:21
Köszi ezt felírom, beszólok neki holnap, ha arra jár.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 január 07, 10:14
Írta: keri Dátum 2010 január 07, 10:14
Paulusz van a munkahelyem mellet is. (Bp. Igló utca) Hétfőn járok arra. Mi kellene?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 07, 12:47
Írta: s7manbs8 Dátum 2010 január 07, 12:47
Fogazott kerék féleségek, csak még előbb megnézem mik vannak, meg akkor pontosan milyen is kellene. Ez a debreceni, honapra kiderül volt e ott valami.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2010 január 07, 16:30
Írta: Miki2 Dátum 2010 január 07, 16:30
A Paulus Telefonszáma:430-636
Én is náluk vásárolok, de csak megrendelésre van.
2-3 nap alatt szállítanak.
Én is náluk vásárolok, de csak megrendelésre van.
2-3 nap alatt szállítanak.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2010 január 07, 16:33
Írta: Miki2 Dátum 2010 január 07, 16:33
Nézd meg ezt a linket. Itt megtalálod a szabványos fogas és -bordás kerekeket.
http://www.ggk-gulyas.hu/index.php?menu=4
http://www.ggk-gulyas.hu/index.php?menu=4
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 07, 17:02
Írta: 43pbwjg8s Dátum 2010 január 07, 17:02
Elektron!
A Miklód által említett 2-3 nap bizony nagyon jó szállítási idő.
Ha az IGUS-nál nincs valami benn raktáron, ott hetekbe kerül amig megjön.
Tapasztalat.
A Miklód által említett 2-3 nap bizony nagyon jó szállítási idő.
Ha az IGUS-nál nincs valami benn raktáron, ott hetekbe kerül amig megjön.
Tapasztalat.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 07, 17:02
Írta: 43pbwjg8s Dátum 2010 január 07, 17:02
Bocsánat! Tech-Kon-nál.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 07, 17:18
Írta: s7manbs8 Dátum 2010 január 07, 17:18
Köszönöm az infókat. Ezt a debrecenit is azért kérdeztem, mert el tudják hozni lehet onnan is haveri alapon jó esetben, így a postaköltségtől mentesülök ezáltal, mivel jelenleg nem nagy tételről lenne szó.
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 január 08, 22:04
Írta: gsbwxanch Dátum 2010 január 08, 22:04
PSoft görgős anyájáról mi a véleményetek? Könyvtárában vannak képek.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 08, 23:56
Írta: besirkyjh Dátum 2010 január 08, 23:56
Szia M..
Miért kérded ?
Ez egy nagyon jo megoldás , vannak elönyei és hátrányi .
Épitel?
Miért kérded ?
Ez egy nagyon jo megoldás , vannak elönyei és hátrányi .
Épitel?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 09, 02:03
Írta: s7manbs8 Dátum 2010 január 09, 02:03
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 január 09, 02:15
Írta: me3ua0a6 Dátum 2010 január 09, 02:15
Miért alkalmaznak végálláskapcsolónak hall-cellát, vagy pl rés-optót? Sima mikrokapcsolót miért nem, vagy csak ritkán?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 09, 02:32
Írta: s7manbs8 Dátum 2010 január 09, 02:32
Lehet megbízhatóbb ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 09, 02:33
Írta: s7manbs8 Dátum 2010 január 09, 02:33
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 09, 02:41
Írta: s7manbs8 Dátum 2010 január 09, 02:41
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 január 09, 02:54
Írta: me3ua0a6 Dátum 2010 január 09, 02:54
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 január 09, 09:33
Írta: keri Dátum 2010 január 09, 09:33
Ilyesztő tényleg :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 január 09, 09:43
Írta: keri Dátum 2010 január 09, 09:43
Azért mert egy kapcsolónak van egy billenési bizonytalansága, méghozzá elég jelentős.
Ez azt jelenti, hogy amikor benyomod akkor mélyebben kapcsol be, mint felengedéskor ki, de hogy ez ne legyen elég ez a különbség erősen rugó, hőmérséklet, mechanikai kopás, ellenállás függő.
A hall és optós esetén ilyen nincs.
Azonban a sima mechanikus nem (billenő hanem direkt) érintkező akár pontosabb is lehet, de annak megfelelő mechanikus kialakítása bonyolultabb mint egy optó, vagy hall szenzor.
A leg híresebb ilyen mechanikus érzékelő a pásztázó alagút mikroszkóp, amivel atomi szinten tudták kitapogatni az anyagot.
Ez azt jelenti, hogy amikor benyomod akkor mélyebben kapcsol be, mint felengedéskor ki, de hogy ez ne legyen elég ez a különbség erősen rugó, hőmérséklet, mechanikai kopás, ellenállás függő.
A hall és optós esetén ilyen nincs.
Azonban a sima mechanikus nem (billenő hanem direkt) érintkező akár pontosabb is lehet, de annak megfelelő mechanikus kialakítása bonyolultabb mint egy optó, vagy hall szenzor.
A leg híresebb ilyen mechanikus érzékelő a pásztázó alagút mikroszkóp, amivel atomi szinten tudták kitapogatni az anyagot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 09, 15:20
Írta: 000000000 Dátum 2010 január 09, 15:20
Nekem ez tetszik, egyszer még megcsinálom(Talira?).
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 09, 17:19
Írta: s7manbs8 Dátum 2010 január 09, 17:19
Legszívesebben a jövő hét végén már egy olyannal esztergálnék én is. Egyébként arra gondoltam, hogy egy ilyen mini verziót fához műanyaghoz meg lehetne csinálni.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 január 09, 17:39
Írta: skwby94ub Dátum 2010 január 09, 17:39
Gratulálok![#taps]
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2010 január 09, 18:37
Írta: bmejdz9nu Dátum 2010 január 09, 18:37
Ezek a kis "házi" megmunkáló központok nekem is tetszenek. De a két videóból kellene egy harmadik gépet csinálni :)
Azaz oldalról tudjon marni is (mint #6791)... azaz lapolni - tehát mint 4. tengely is tudjon működni...
Egyébként az anyag továbbítást is meg lehetne oldani... ha pozíció vezérelt a főorsó... meg lehetne adni, hogy hol álljon meg... és ott egy áttételen keresztül "belemehetne" a tokmány kulcs :)
A #6788-ban szépen lehet látni a szerszámcserélő (stiftes?) arretálását...
Azaz oldalról tudjon marni is (mint #6791)... azaz lapolni - tehát mint 4. tengely is tudjon működni...
Egyébként az anyag továbbítást is meg lehetne oldani... ha pozíció vezérelt a főorsó... meg lehetne adni, hogy hol álljon meg... és ott egy áttételen keresztül "belemehetne" a tokmány kulcs :)
A #6788-ban szépen lehet látni a szerszámcserélő (stiftes?) arretálását...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 09, 19:05
Írta: 000000000 Dátum 2010 január 09, 19:05
És a servo milyen szépen pozicióban tartja.
Cím: Re:Mechanikai ötletek
Írta: bmejdz9nu Dátum 2010 január 09, 19:12
Írta: bmejdz9nu Dátum 2010 január 09, 19:12
Jó nagy encoderrel... nem gond... mondjuk pár lépést ki lehet zökkenteni pillanatokra :) de pl. 3600cprx4= 14.400-nél az semmi - azaz lényegtelen kis szöghiba:)
360fok/14400 = 0.025fok/lépes az akkor. Jó (alap) nyomatékos motor kell persze erős áttétellel.
360fok/14400 = 0.025fok/lépes az akkor. Jó (alap) nyomatékos motor kell persze erős áttétellel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 09, 19:29
Írta: 000000000 Dátum 2010 január 09, 19:29
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 10, 19:45
Írta: 43pbwjg8s Dátum 2010 január 10, 19:45
Hát kimentem egy kicsit gondolkodni a garázsba....
Megint csak a telefon volt sajnos nálam, igy nagyon rosszak a képek. Elnézést!
HOSTYA!
Mit szólsz?
Össze tudjuk ezeket dolgozni valamikor?
Csak összeteszegettema dolgokat, hogy nagyjából hogy gondolom majd, és persze sokminden hiányzik.



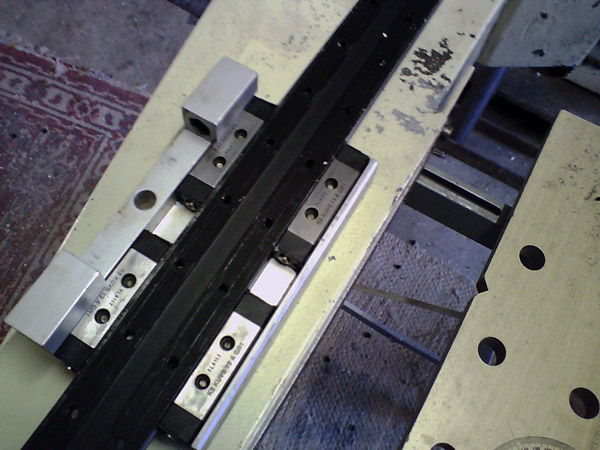

Megint csak a telefon volt sajnos nálam, igy nagyon rosszak a képek. Elnézést!
HOSTYA!
Mit szólsz?
Össze tudjuk ezeket dolgozni valamikor?
Csak összeteszegettema dolgokat, hogy nagyjából hogy gondolom majd, és persze sokminden hiányzik.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 január 10, 21:18
Írta: skwby94ub Dátum 2010 január 10, 21:18
Az a marómotor nagyon szimpatikus -küldenél róla közelebbi fotókat?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 10, 21:45
Írta: 43pbwjg8s Dátum 2010 január 10, 21:45
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 10, 21:46
Írta: 43pbwjg8s Dátum 2010 január 10, 21:46
termékek/főorsómotor/TEKNOMOTOR szekció
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 10, 23:42
Írta: besirkyjh Dátum 2010 január 10, 23:42



Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 10, 23:43
Írta: s7manbs8 Dátum 2010 január 10, 23:43
Erre vártunk már mióta, az MDF gépre.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 10, 23:44
Írta: s7manbs8 Dátum 2010 január 10, 23:44
Jó az az ablakpárkányos fa csatlakozás.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 10, 23:50
Írta: besirkyjh Dátum 2010 január 10, 23:50
Sziasztok
Még csak most jutottam ide .
Itt lenne az MDF gép és a csapágyazása .
A felsö képen az "Y" tengely csapágyak alatta az "X" tengely csapágyak és legalul az "X" hidat mozgato M10-es feljavitott menetes szár és az MDF-hez rögzitett csapágyház .
A csapágyak ( 608 2Z) átmérö 12-es rozsdamentes csövön futnak amik egy aluminium "U" szelvényben fekszenek .
Még csak most jutottam ide .
Itt lenne az MDF gép és a csapágyazása .
A felsö képen az "Y" tengely csapágyak alatta az "X" tengely csapágyak és legalul az "X" hidat mozgato M10-es feljavitott menetes szár és az MDF-hez rögzitett csapágyház .
A csapágyak ( 608 2Z) átmérö 12-es rozsdamentes csövön futnak amik egy aluminium "U" szelvényben fekszenek .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 10, 23:54
Írta: besirkyjh Dátum 2010 január 10, 23:54

http://cnctar.hobbycnc.hu/Kulcsar%20Zoltan/Mdf%20g%E9p/IMG_0097.jpg

Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 10, 23:55
Írta: besirkyjh Dátum 2010 január 10, 23:55

elrontottam eggyet
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:00
Írta: besirkyjh Dátum 2010 január 11, 00:00
A felö képen a rozsdamentes csö és az alátét látszik ami megakadájozza hogy a csö a fába hzodjon .Alatta lévö képen az "X" összekötö látszik és ahogy az "Y" csapágyhoz van rögzitve az "X" hid .A legalso képen az "Y" orso és a két merevitö "U" aluminium profil látszik .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:03
Írta: besirkyjh Dátum 2010 január 11, 00:03
Ez meg a mai termékem amit nyugodtan tehettem volna az " ezt készitettem a cnc gépemmel" topick ba is .
Ez egy Alegro A 3977 belölröl .A fene egye meg .

[#falbav][#csodalk]
Ez egy Alegro A 3977 belölröl .A fene egye meg .
[#falbav][#csodalk]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 11, 00:09
Írta: s7manbs8 Dátum 2010 január 11, 00:09
Csak nem kipukkant ?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:12
Írta: besirkyjh Dátum 2010 január 11, 00:12


http://cnctar.hobbycnc.hu/Kulcsar%20Zoltan/Mdf%20g%E9p/IMG_0086.jpg

Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:13
Írta: besirkyjh Dátum 2010 január 11, 00:13

Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:17
Írta: besirkyjh Dátum 2010 január 11, 00:17
Ááááá csak igy jobban bele látok .
Péntek este szépen muzsikál 12V rol és ma kapott 29V DC-t és a félhid fele hazament kb 1 mp alatt hütéssel .
Fogalamam nincs mitöl .[#confused][#fejvakaras]
Péntek este szépen muzsikál 12V rol és ma kapott 29V DC-t és a félhid fele hazament kb 1 mp alatt hütéssel .
Fogalamam nincs mitöl .[#confused][#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 11, 00:25
Írta: 43pbwjg8s Dátum 2010 január 11, 00:25
A 29V DC-től. :)
Ha ennyit változtattál akkor ettől. :)
Ne kérdezd miért!!! :)
Ha ennyit változtattál akkor ettől. :)
Ne kérdezd miért!!! :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:25
Írta: besirkyjh Dátum 2010 január 11, 00:25
A felsö képen a ragasztott "T-nut" asztal az "Y" tekerentyü és a körmös anyák látszanak amiben vannak a 8-as menetes szárak ( az huzza össze a gépet ) .Alatta az"Y" orso és a gumi "kuplung " látszik ( 4 es furatu vsatagfalu gumi csö ).Ez alatt látszik a hátulja a gépnek és a 8-as menetes szárak tulso vége az "Y" motorral . 2db MSD 50-es vezérlövel .A negyedik képen a léptetö motor látszik ( kb: 0.5Nm ) ebböl van kettö rajta és a "Z" nek egy fele ekkora .
Vam még egy kép ahol jobban látszik a "kuplung" .
Vam még egy kép ahol jobban látszik a "kuplung" .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:29
Írta: besirkyjh Dátum 2010 január 11, 00:29
Ezen a képen jobban látszik a "kuplung " és direkt a motor tengelyére van huzva .
A hátérben az aztalon az Allegro már kioperálva az IC belöle .

A hátérben az aztalon az Allegro már kioperálva az IC belöle .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:31
Írta: besirkyjh Dátum 2010 január 11, 00:31
Szia Peti
A fenébe hát 35-el is kellene menni neki .[#nevetes1]
Holnap itt az uj garnitura csak ahoz tudnom kellene mi a turo lett ezzel .Adigg elvan a polcon .[#guluszem1]
A fenébe hát 35-el is kellene menni neki .[#nevetes1]
Holnap itt az uj garnitura csak ahoz tudnom kellene mi a turo lett ezzel .Adigg elvan a polcon .[#guluszem1]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 11, 00:36
Írta: 43pbwjg8s Dátum 2010 január 11, 00:36
Tudom!:)
Csak arra akartam rámutatni, hog yha csak azt változtattad, akkor végülis mindenképpen az kell hogy az ok legyen. Az sajnos már egy másik dolog, hogy tényleg meg kőn találni, hogy ez mit zavart meg, és hol.
Valójában mondtam egy nagy semmit! :)
De azt szívesen!
Gondolom addig Te sem mész neki az uj cuccnak amig nem látod mi történt.
Csak arra akartam rámutatni, hog yha csak azt változtattad, akkor végülis mindenképpen az kell hogy az ok legyen. Az sajnos már egy másik dolog, hogy tényleg meg kőn találni, hogy ez mit zavart meg, és hol.
Valójában mondtam egy nagy semmit! :)
De azt szívesen!
Gondolom addig Te sem mész neki az uj cuccnak amig nem látod mi történt.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 11, 00:44
Írta: s7manbs8 Dátum 2010 január 11, 00:44
Olyan motorod nincs még, az csak 0.5 Nm-es lenne, olyan nagyobbnak néz ki így a kép alapján.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:45
Írta: besirkyjh Dátum 2010 január 11, 00:45
A lényeg az hogy ez a gép már készen van ( késön kapcsoltam ).
Van még egy komplett vázam leszabva és azt teljesen dokumentálom fotokkal is egy külön topickban .
Ezt a gépet otthoni körülmények között is el lehet késziteni ( kis segitséggel ) nem kell hozzá különösebb szerszám park .A legtöbbet az ács ceruzát használtam .[#nevetes1]
A másik géppel az a célom hogy tanulogépnek valaki használja itt a forumon( volt az a kis fehér gép amit a Svejk ( ha jol emlékszem ) olyan olcson adott itt a haverja kérésére .Na ez is valami olyasmi lenne .
Munka területe 400 X 250 X 105mm léptetömotorokkal ( 3db ) M10-es menetes szárakkal müanyag anyával .
Csináltam probát és a munka ment 1200mm/ perc és 1450mm es rámpa és 10-es rétegelt lemezbe 7mm mélyen egy általam köszörült 3mm HSS maroval ( törött furoszár ) .Birta szépen .
Ha meglesznek a vezérlök hozzá akkor kifogom probálni egy 6-7mm mély relief el is .
Van még egy komplett vázam leszabva és azt teljesen dokumentálom fotokkal is egy külön topickban .
Ezt a gépet otthoni körülmények között is el lehet késziteni ( kis segitséggel ) nem kell hozzá különösebb szerszám park .A legtöbbet az ács ceruzát használtam .[#nevetes1]
A másik géppel az a célom hogy tanulogépnek valaki használja itt a forumon( volt az a kis fehér gép amit a Svejk ( ha jol emlékszem ) olyan olcson adott itt a haverja kérésére .Na ez is valami olyasmi lenne .
Munka területe 400 X 250 X 105mm léptetömotorokkal ( 3db ) M10-es menetes szárakkal müanyag anyával .
Csináltam probát és a munka ment 1200mm/ perc és 1450mm es rámpa és 10-es rétegelt lemezbe 7mm mélyen egy általam köszörült 3mm HSS maroval ( törött furoszár ) .Birta szépen .
Ha meglesznek a vezérlök hozzá akkor kifogom probálni egy 6-7mm mély relief el is .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:49
Írta: besirkyjh Dátum 2010 január 11, 00:49
Biztos én voltam a birka csak netudom hogy hol ( ez a gondom ) .
Nincs mese mert kell és folyamatosan teszem neki a tápot 29DC ig ( ez van készen ) . Csak idegesit hogy mitöl .
[#nemtudom][#rolleyes]
Nincs mese mert kell és folyamatosan teszem neki a tápot 29DC ig ( ez van készen ) . Csak idegesit hogy mitöl .
[#nemtudom][#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 11, 00:50
Írta: s7manbs8 Dátum 2010 január 11, 00:50
A műanyag anyát hogy készíted hozzá ?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:53
Írta: besirkyjh Dátum 2010 január 11, 00:53
Ezeket a motorokat ugy vadásztam össze .
Tényleg kicsi ( Nm ) sima Nema23-as és talán 55mm husszu , a "Z" tengelyen fele ekkora telejesitményü van .
Ami a fotn van probáltam metámasztani az ujjammal és már nagyon fehér volt mire megált 8 még támaszkodnom is kellett ) és ez csak 1.36A volt a 2A motornak . Az 1.5mm menet emelkedés az nagyon nagy áttétel .
Tényleg kicsi ( Nm ) sima Nema23-as és talán 55mm husszu , a "Z" tengelyen fele ekkora telejesitményü van .
Ami a fotn van probáltam metámasztani az ujjammal és már nagyon fehér volt mire megált 8 még támaszkodnom is kellett ) és ez csak 1.36A volt a 2A motornak . Az 1.5mm menet emelkedés az nagyon nagy áttétel .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 11, 00:55
Írta: s7manbs8 Dátum 2010 január 11, 00:55
Olyasmim van egy nekem is akkor, jó kis combos az, ahhoz képest, amekkora amúgy.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:55
Írta: besirkyjh Dátum 2010 január 11, 00:55
Ahogy leirtam , kézi menetfuro II vágás és utánna az orsoval a " finomitás " .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 00:57
Írta: besirkyjh Dátum 2010 január 11, 00:57
Miota leirtad ezen gondolkodom hogy milyen ablakpárkányos rögzitére gondolsz ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 11, 01:08
Írta: s7manbs8 Dátum 2010 január 11, 01:08
Az alu U vas vagy a másik már én se tudom.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2010 január 11, 01:13
Írta: SquirrelTech Dátum 2010 január 11, 01:13
CNC Rugógyártó gép:
http://www.metacafe.com/watch/3556096/cnc_operation/
http://www.metacafe.com/watch/3569443/cnc_operation_660/
http://www.metacafe.com/watch/3556096/cnc_operation/
http://www.metacafe.com/watch/3569443/cnc_operation_660/
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 11, 06:04
Írta: 0gbwyh99 Dátum 2010 január 11, 06:04
[#eljen][#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: h2o Dátum 2010 január 11, 10:15
Írta: h2o Dátum 2010 január 11, 10:15
Sziasztok!
Még csak nemrég regisztráltam magam a fórumon, de már régen olvasgatom.
Jó ideje izgatja már a fantáziámat egy hobby CNC építése, de még nem mertem hozzá fogni... 8-(
Zoli! Elkezdted már a dokumentálást, vagy még várni kell rá? Nagyon érdekelne, főleg mivel írtad, hogy könnyen elkészíthető.
Üdv,
p.z.
Még csak nemrég regisztráltam magam a fórumon, de már régen olvasgatom.
Jó ideje izgatja már a fantáziámat egy hobby CNC építése, de még nem mertem hozzá fogni... 8-(
Zoli! Elkezdted már a dokumentálást, vagy még várni kell rá? Nagyon érdekelne, főleg mivel írtad, hogy könnyen elkészíthető.
Üdv,
p.z.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 11, 14:21
Írta: besirkyjh Dátum 2010 január 11, 14:21
Szia Üdvözlönk a forumon.
Nem vagyok egy lusta ember de csak olyan 1-2 hétmulva kezdeném ( egyébb elfoglaltság ).
Mi érdekelne? Kérdezz itt bátran.
Nem vagyok egy lusta ember de csak olyan 1-2 hétmulva kezdeném ( egyébb elfoglaltság ).
Mi érdekelne? Kérdezz itt bátran.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 11, 20:20
Írta: 43pbwjg8s Dátum 2010 január 11, 20:20
A szürkeöntvény hogyan van az egészen kis menetekkel (M2-M3)?
Valakinek tapasztalat? Esetleg semmi gond?
Valakinek tapasztalat? Esetleg semmi gond?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 január 11, 21:26
Írta: hostya Dátum 2010 január 11, 21:26
"Mit szólsz?
Össze tudjuk ezeket dolgozni valamikor? "
Természetesen!
Csak azt nem tudom most így hirtelen, hogy ez most melyik elképzelésedbe illeszthető.
Egyszer azt írtad, hogy először egy olyan gépet szeretnél, a meglévő "gépelemek" felhasználásával
amivel a leendő cnc alkatrészeit szeretnéd megmunkálni. (nem cnc)
Erre van Neked egy már megépített, de sajnos nem megfelelően használható géped, ahol a gépépítéshez
egy asztali fúrógépet próbáltál felhasználni. (#6582)
Azt tudni kell hogy egy fúrógép az csak egy fúrógép, csak erős kompromiszumokkal használható
marásra.
Egy hagyományos marógép elkészítéséhez, a meglévő koordináta-asztal felhasználásával a
Sasi féle (#6580) ajánlás lenne a legjobb. (szerintem)
De hogy ne vesszen kárba az edigi munkád, a #6581-ben a fúrógéptől megfosztott állvány is
felhasználható erre a célra, csak a koordináta asztalt kell áthelyezni, + kell egy maróorsó a fúrógép helyére.
A mostani felállás szerint ezt az elfektetett oszlopot "Y" tengelynek (gerendának) akarod használni?
És mi tartaná ezt a gerendát? Csak nem arra gondoltál, hogy csak a talprészén rögzíted egy jó masszív oszlophoz, úgy mint a sugárfúrógépnél...? (#6578)
De szerintem beszéljük meg ezeket a dolgokat magánban v. személyesen.
Továbbra is fentartom az igéretemet: segítek!
[#wave]
Össze tudjuk ezeket dolgozni valamikor? "
Természetesen!
Csak azt nem tudom most így hirtelen, hogy ez most melyik elképzelésedbe illeszthető.
Egyszer azt írtad, hogy először egy olyan gépet szeretnél, a meglévő "gépelemek" felhasználásával
amivel a leendő cnc alkatrészeit szeretnéd megmunkálni. (nem cnc)
Erre van Neked egy már megépített, de sajnos nem megfelelően használható géped, ahol a gépépítéshez
egy asztali fúrógépet próbáltál felhasználni. (#6582)
Azt tudni kell hogy egy fúrógép az csak egy fúrógép, csak erős kompromiszumokkal használható
marásra.
Egy hagyományos marógép elkészítéséhez, a meglévő koordináta-asztal felhasználásával a
Sasi féle (#6580) ajánlás lenne a legjobb. (szerintem)
De hogy ne vesszen kárba az edigi munkád, a #6581-ben a fúrógéptől megfosztott állvány is
felhasználható erre a célra, csak a koordináta asztalt kell áthelyezni, + kell egy maróorsó a fúrógép helyére.
A mostani felállás szerint ezt az elfektetett oszlopot "Y" tengelynek (gerendának) akarod használni?
És mi tartaná ezt a gerendát? Csak nem arra gondoltál, hogy csak a talprészén rögzíted egy jó masszív oszlophoz, úgy mint a sugárfúrógépnél...? (#6578)
De szerintem beszéljük meg ezeket a dolgokat magánban v. személyesen.
Továbbra is fentartom az igéretemet: segítek!
[#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 11, 21:45
Írta: 4um5b65d Dátum 2010 január 11, 21:45
Mint a szürke egérbe, belemegy, de visítani fog....
A gömbgrafitosban szebb lesz a menet, de alapból kerüld a dolgot ha egy mód van.
A gömbgrafitosban szebb lesz a menet, de alapból kerüld a dolgot ha egy mód van.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 január 11, 21:50
Írta: KoLa Dátum 2010 január 11, 21:50
Ha van hely legalább 10mm menet legyen és a fúrót próbáld ki előtte hogy mennyit visz! fúrópisztoly szóba se jöhet!!! max mágnestalpas fúrógép.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 12, 07:39
Írta: 43pbwjg8s Dátum 2010 január 12, 07:39
Szia!
Na akkor nekifutok ujra, mert amikor majdnem kész voltam a válasszal elszállt eaz egész... :(
Sokat gondolkodtam, és ugy döntöttem, hogy a fúrógép megoldás most félre lesz téve, ugyanugy a kézi mozgatás is.
A CNC maró megoldás amit inkább erőltetnék most.
MIndennek az alapja a #6581-ben szereplő állvány, a #6803 ban szereplő öntvény, amelyet a #6633 szerint lehet tökéletesen összeilleszteni. Azért szerencsés, mert ezek az elemek ipari környezetben nagy pontossággal dolgoztak együtt. Ezek egy egység részei voltak. Nagy pontosság, pontos illesztés, és alak és helyzettűrések.
Igen! Ez már nem olyan kicsike váz igy elsőre sem.
A függőleges torony a Z előzetes beállítása miatt érdekes.
Igy elégy széles magasságtartományban lehet befogni/behelyezni megmunkálandó alkatrészt alá.
Az X asztal sem problémás első nekifutásra.
Ez is létezikl már. A #6371-bentalálod. De ezt láttad is amikor kinn voltál. (igen ott volt a nagy szemáthalomban ez is :) ).
Elsőre ezt tenném be az asztalra.
Csupán a CNC mozgatott Z-t kellene megcsinálni (komplett mindenestől), valamint ugyanitt az Y anyának a megfogását és az Y orsó csapágyazását.
A Z talán nem olyan nagy falat.
Na akkor nekifutok ujra, mert amikor majdnem kész voltam a válasszal elszállt eaz egész... :(
Sokat gondolkodtam, és ugy döntöttem, hogy a fúrógép megoldás most félre lesz téve, ugyanugy a kézi mozgatás is.
A CNC maró megoldás amit inkább erőltetnék most.
MIndennek az alapja a #6581-ben szereplő állvány, a #6803 ban szereplő öntvény, amelyet a #6633 szerint lehet tökéletesen összeilleszteni. Azért szerencsés, mert ezek az elemek ipari környezetben nagy pontossággal dolgoztak együtt. Ezek egy egység részei voltak. Nagy pontosság, pontos illesztés, és alak és helyzettűrések.
Igen! Ez már nem olyan kicsike váz igy elsőre sem.
A függőleges torony a Z előzetes beállítása miatt érdekes.
Igy elégy széles magasságtartományban lehet befogni/behelyezni megmunkálandó alkatrészt alá.
Az X asztal sem problémás első nekifutásra.
Ez is létezikl már. A #6371-bentalálod. De ezt láttad is amikor kinn voltál. (igen ott volt a nagy szemáthalomban ez is :) ).
Elsőre ezt tenném be az asztalra.
Csupán a CNC mozgatott Z-t kellene megcsinálni (komplett mindenestől), valamint ugyanitt az Y anyának a megfogását és az Y orsó csapágyazását.
A Z talán nem olyan nagy falat.
Cím: Re:Mechanikai ötletek
Írta: h2o Dátum 2010 január 12, 08:23
Írta: h2o Dátum 2010 január 12, 08:23
Először is azt szerettem volna tudni, hogy miből is készül a gép és pár fotó is jó lett volna, de úgy látom van már pár kép itt róla, szóval ezek a kérdések már tárgytalanok. Nem tudom hétfőn reggel miért nem láttam ezeket a képeket...?
A tervek publikusak (lesznek)?
Számomra eddig a legkritikusabb résznek a gép pontos beállítása tűnik. Hogyan lehet megoldani, hogy minél pontosabban derékszögben legyenek a tengelyek?
A síkban futásuk pedig a rozsdamentes csövek minőségétől függ. Bár én kezdetben szögvas, ill. alu csapágy pályában gondolkodtam, de lehet, hogy a rozsdamentes cső sokkal pontosabb lesz.
Érdekelne, hogy hol lehet kapni teflon anyához alapanyagot (Miskolc és környéke), valamint excenteres csapágytartót?
Bár lehet, hogy ezekkel a kérdésekkel inkább a "Segítség, béna vagyok" topicba kellene mennem...
A tervek publikusak (lesznek)?
Számomra eddig a legkritikusabb résznek a gép pontos beállítása tűnik. Hogyan lehet megoldani, hogy minél pontosabban derékszögben legyenek a tengelyek?
A síkban futásuk pedig a rozsdamentes csövek minőségétől függ. Bár én kezdetben szögvas, ill. alu csapágy pályában gondolkodtam, de lehet, hogy a rozsdamentes cső sokkal pontosabb lesz.
Érdekelne, hogy hol lehet kapni teflon anyához alapanyagot (Miskolc és környéke), valamint excenteres csapágytartót?
Bár lehet, hogy ezekkel a kérdésekkel inkább a "Segítség, béna vagyok" topicba kellene mennem...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 12, 10:00
Írta: 43pbwjg8s Dátum 2010 január 12, 10:00
Lehet a sínt feltszem előbb egy gerendára, (itt kell sok kis menet), majd a gerendát fogatom fel az öntvényre már nagyobb menetes furatokon keresztül és kevesebb csavarral.
Ahogy nézegettem ez ugyis szükségesnek tűnik....
Ugyanis ha most leteszem egy sík felületre a sínt és ráteszem a futókocsit is, a futókocsi oldalsó része ugy van kialakítva, hogy azon fekszik fel az egész. Vagyis a kocsi "aláér" a sínnek. Tehát igy is fel kell emelnem egy kicsit.
Ahogy nézegettem ez ugyis szükségesnek tűnik....
Ugyanis ha most leteszem egy sík felületre a sínt és ráteszem a futókocsit is, a futókocsi oldalsó része ugy van kialakítva, hogy azon fekszik fel az egész. Vagyis a kocsi "aláér" a sínnek. Tehát igy is fel kell emelnem egy kicsit.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 12, 10:23
Írta: besirkyjh Dátum 2010 január 12, 10:23
Szia
Igen minden infoja publikus .Azért is teszem majd a képeket épités közben .
Futo felületnek szögvasat ne használj ( szét csavarja a mechanikát ) késöbb részletezem .
A gép az asztal kivételével sehol nincs ragasztva tehát állithato ( derékszög , párhuzam ) .A teflont én nem használom .
Hova kellenek az excenteres csapágy tartok ?
A rozsdamentes csö nem egy pontos méretü anyag , de lehet forgatni és szépen belehet állitani .
Ha ezzel nemakarsz " kinlodni " használj ezüstacélt (azok nagyon pontosak és elég kemények egy ilyen géphez ) csak akkor a rudak végébe menetet kell hogy vágjál ( M6 kb: 20mm mélyen ) mert ezek a menetek tartják össze a gépet .
Vissza a szövasra : ha a két csapágy tengely nem pont meröleges és párhuzamos a futofelületre akkor ( nemtudom másként irni ) ugyjársz vele mint mikor a korcsolya visz szét a lábad , kényszer pályára kerül a csapágyad , ez csöveknél nincs mivel csak egy ponton fekszik fel és nem vonalom mint a szögvasnál .
Vagy lazára állitod a csapágyat ( hogy megtudjon csuszni ) de akkor oda az egész masszivságod és rezonálni fog .
40X40 zártszelvényt körbe tettem 4db csapággyal és nemvolt nagyon pontos ( heggesztés) és az eggyik csapágyam összeroppant ( pedig ahoz már erö kell ( 6201 csapágy ) ) .
A rozsdamentes csöveknek ovalitásuk van de ez türelemmel orvosolhato .A mérések megmutatják ugy is ha gond van .Pár század mm-re szépen belehet állitani , az asztal teljes munkafelületére rajzolsz egy négyszöget és átlot mérsz ( nem a méret a fontos hanem a két átloközti különbség ) .
Szerintem maradj itt ebben a topickban mert vannak benne ötletek is .
[#integet2]
Igen minden infoja publikus .Azért is teszem majd a képeket épités közben .
Futo felületnek szögvasat ne használj ( szét csavarja a mechanikát ) késöbb részletezem .
A gép az asztal kivételével sehol nincs ragasztva tehát állithato ( derékszög , párhuzam ) .A teflont én nem használom .
Hova kellenek az excenteres csapágy tartok ?
A rozsdamentes csö nem egy pontos méretü anyag , de lehet forgatni és szépen belehet állitani .
Ha ezzel nemakarsz " kinlodni " használj ezüstacélt (azok nagyon pontosak és elég kemények egy ilyen géphez ) csak akkor a rudak végébe menetet kell hogy vágjál ( M6 kb: 20mm mélyen ) mert ezek a menetek tartják össze a gépet .
Vissza a szövasra : ha a két csapágy tengely nem pont meröleges és párhuzamos a futofelületre akkor ( nemtudom másként irni ) ugyjársz vele mint mikor a korcsolya visz szét a lábad , kényszer pályára kerül a csapágyad , ez csöveknél nincs mivel csak egy ponton fekszik fel és nem vonalom mint a szögvasnál .
Vagy lazára állitod a csapágyat ( hogy megtudjon csuszni ) de akkor oda az egész masszivságod és rezonálni fog .
40X40 zártszelvényt körbe tettem 4db csapággyal és nemvolt nagyon pontos ( heggesztés) és az eggyik csapágyam összeroppant ( pedig ahoz már erö kell ( 6201 csapágy ) ) .
A rozsdamentes csöveknek ovalitásuk van de ez türelemmel orvosolhato .A mérések megmutatják ugy is ha gond van .Pár század mm-re szépen belehet állitani , az asztal teljes munkafelületére rajzolsz egy négyszöget és átlot mérsz ( nem a méret a fontos hanem a két átloközti különbség ) .
Szerintem maradj itt ebben a topickban mert vannak benne ötletek is .
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 12, 11:06
Írta: 000000000 Dátum 2010 január 12, 11:06
udv!
sajnos akár hogyis osztok szorozok a pontoságot sajnos meg kel mindenbe fizetni!
itt vanak ezüst acél folyo méter árak
ilyen áron már lineáris sinek is vanak de ott meg a rávalo lineáris csapágyakal is számolni kel sajnos!
üdv
jozsef
sajnos akár hogyis osztok szorozok a pontoságot sajnos meg kel mindenbe fizetni!
itt vanak ezüst acél folyo méter árak
ilyen áron már lineáris sinek is vanak de ott meg a rávalo lineáris csapágyakal is számolni kel sajnos!
üdv
jozsef
Cím: Re:Mechanikai ötletek
Írta: h2o Dátum 2010 január 12, 13:12
Írta: h2o Dátum 2010 január 12, 13:12
Úgy emlékeztem, hogy teflonból készíted az anyákat.. ezek szerint roszul. Danamid?
Az excenteres csapágytartókkal gondoltam megoldani a beállítást. Valahol volt is téma, de már nem emlékszem hol.
A csövek pontosságánal arra gondoltam, hogy a palástvonal mennyire egyenes vajon?
A ferroglobus-nál lehet kapni un. precíziós csöveket. Azok jók lehetnek? Cak kár hogy min. 50e a vásárlási limit.
A beállítás hogyanjáról, trükkjeiről lehet valahol olvasni bővebben?
Az excenteres csapágytartókkal gondoltam megoldani a beállítást. Valahol volt is téma, de már nem emlékszem hol.
A csövek pontosságánal arra gondoltam, hogy a palástvonal mennyire egyenes vajon?
A ferroglobus-nál lehet kapni un. precíziós csöveket. Azok jók lehetnek? Cak kár hogy min. 50e a vásárlási limit.
A beállítás hogyanjáról, trükkjeiről lehet valahol olvasni bővebben?
Cím: Re:Mechanikai ötletek
Írta: h2o Dátum 2010 január 12, 13:13
Írta: h2o Dátum 2010 január 12, 13:13
12mm-es ezüstacél (bár az árlistából nem derül ki, hogy cső, vagy köracél): 1425+ÁFA. Gondolom 1fm. Vagy kg-ra megy?. Nem hiszem, hogy a rozsdamentes (sokkal) olcsóbb lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 12, 13:50
Írta: 000000000 Dátum 2010 január 12, 13:50
szia!
ezek folyométer árak!
az átméröt megválasztás az befolyásolja a megválasztot vezetök hossza!
ezek huzot tömör köracél ami általábba azért pontosak egyeneségre mert hideg huzásal gyártják nagy részt öket!
csöben is olyat érdemes választani ami varat nélküli anak szabályosabb az átméröi kör pontosági tényezöi!
ezek folyométer árak!
az átméröt megválasztás az befolyásolja a megválasztot vezetök hossza!
ezek huzot tömör köracél ami általábba azért pontosak egyeneségre mert hideg huzásal gyártják nagy részt öket!
csöben is olyat érdemes választani ami varat nélküli anak szabályosabb az átméröi kör pontosági tényezöi!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 12, 17:02
Írta: besirkyjh Dátum 2010 január 12, 17:02
Szia
Azért azokkal a lineáris csapágyakkal vigyázni kicsit mert a levgöben vannak .
A 12mm-es ezüstacél 3000ft egy kétméteres száll bruttoban .Ebböl megvan az egész sin készlet .
[#integet2]
Azért azokkal a lineáris csapágyakkal vigyázni kicsit mert a levgöben vannak .
A 12mm-es ezüstacél 3000ft egy kétméteres száll bruttoban .Ebböl megvan az egész sin készlet .
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: h2o Dátum 2010 január 12, 17:07
Írta: h2o Dátum 2010 január 12, 17:07
Egy ilyen beszerzési forrás jó lenne Miskolc környékén is!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 12, 17:18
Írta: besirkyjh Dátum 2010 január 12, 17:18
Szia
Nem teflonbol készitem hanem POM-bol , ez valamivel keményebb anyag.
A percizios csövek igen drágák akkor már jobban jársz az ezüstacéllal .
Az excenter nem kell mert a szögvas kicsit állithato ( persze azért pontosan kell felfurni a tengelyeket rá ) .A Vbodi használt excentert de az egy más konstrukciojaa ennek a modelnek .A varratos csöveknél gyakran elöfordul hogy spirálisan ovális , ezért kell válogatni .Vannak haszonvas telepek is ahol lehet raktári elfekvöket vásárolni , nekem is ott sikerült a csö .
A csapágyak beállitása egyszerü , az a lényeg hogy a csapágyakat ( eggyiket sem ) ne tudd elforgatni a csövön ( ha tolod a szánt akkor az ujjaddal probáld lefogni a csapágyat és akkor jo ha nemtudod vagy csak nagyon erös nyomásra megfogni ) ne csusszon s csövön ( rudon ) a csapágy .
Még valami ha jolmegnézed a képet ahol a csapágy látszik , láthato hogy csavar nemlog ki a csapágy bol .Ez ugy van megoldva hogy a csapágy ( 608 2Z ) furatába egy sima M5-ös süllyesztettfejü csavar ( imbus kulcsos ) a tengely , a csapágy és a szögvas között van egy 5-ös fa 8 nagyátméröjü ) alátét ami távtartoként szolgál .Ha a csavart meghuzod az felfekszik az alátétre és automatikusan beáll a legkisseb távolságra a szögvas és a csapágy között ( meröleges ) .
Nem teflonbol készitem hanem POM-bol , ez valamivel keményebb anyag.
A percizios csövek igen drágák akkor már jobban jársz az ezüstacéllal .
Az excenter nem kell mert a szögvas kicsit állithato ( persze azért pontosan kell felfurni a tengelyeket rá ) .A Vbodi használt excentert de az egy más konstrukciojaa ennek a modelnek .A varratos csöveknél gyakran elöfordul hogy spirálisan ovális , ezért kell válogatni .Vannak haszonvas telepek is ahol lehet raktári elfekvöket vásárolni , nekem is ott sikerült a csö .
A csapágyak beállitása egyszerü , az a lényeg hogy a csapágyakat ( eggyiket sem ) ne tudd elforgatni a csövön ( ha tolod a szánt akkor az ujjaddal probáld lefogni a csapágyat és akkor jo ha nemtudod vagy csak nagyon erös nyomásra megfogni ) ne csusszon s csövön ( rudon ) a csapágy .
Még valami ha jolmegnézed a képet ahol a csapágy látszik , láthato hogy csavar nemlog ki a csapágy bol .Ez ugy van megoldva hogy a csapágy ( 608 2Z ) furatába egy sima M5-ös süllyesztettfejü csavar ( imbus kulcsos ) a tengely , a csapágy és a szögvas között van egy 5-ös fa 8 nagyátméröjü ) alátét ami távtartoként szolgál .Ha a csavart meghuzod az felfekszik az alátétre és automatikusan beáll a legkisseb távolságra a szögvas és a csapágy között ( meröleges ) .
Cím: Re:Mechanikai ötletek
Írta: 6x509vxe Dátum 2010 január 12, 17:29
Írta: 6x509vxe Dátum 2010 január 12, 17:29
A teflon anyákat én sem ajánlom,az egyik gépemnél használtam ilyet.Kb. 3óra munka után már a kottyanásmentesre készitett anyának fél milliméter holtjátéka volt.Mire végeztem a munkával,már 1 mm-nél tartottam.Aztán lecseréltem zx-100-ra.Onnantol nem volt vele probléma...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 12, 17:31
Írta: 000000000 Dátum 2010 január 12, 17:31
na igen kisgépnél elég is a 12mm változat az jo áron is van!
nagy gépnél már 20...30mm kell de anak már borsos az ára!
nagy gépnél már 20...30mm kell de anak már borsos az ára!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 12, 17:39
Írta: 000000000 Dátum 2010 január 12, 17:39
A zx100 müanyag tényleg jo cuc csak min egy 1kg meg kell belöle venni csupán 8600ft ért!
abbol kivan jopár db és van pot alkatrésznek is!
ZX-100 beszerzés
abbol kivan jopár db és van pot alkatrésznek is!
ZX-100 beszerzés
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 12, 17:43
Írta: besirkyjh Dátum 2010 január 12, 17:43
Vannak azért kissebb darabok is ( itt a forumon ? erre valo) .
Nem a csö nembirja a nagyobb távolságot (sinnek) hanem az MDF .Ugy képzeldel a müködését mint az Isel sinek a hossz nem számit csak a hordozo .
Nem a csö nembirja a nagyobb távolságot (sinnek) hanem az MDF .Ugy képzeldel a müködését mint az Isel sinek a hossz nem számit csak a hordozo .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 12, 17:46
Írta: besirkyjh Dátum 2010 január 12, 17:46
Szia
Nálam ez a POM nevezetü anyag jöö be valahol a Z-100 és a teflon között van a keménysége . A teflon nagy felületeken a jo , kicsiknél sérülékeny ( meg ül )és abszolult sima felület kell neki ( ezért van a polirozás ) és akkor nagyon jo .
Nálam ez a POM nevezetü anyag jöö be valahol a Z-100 és a teflon között van a keménysége . A teflon nagy felületeken a jo , kicsiknél sérülékeny ( meg ül )és abszolult sima felület kell neki ( ezért van a polirozás ) és akkor nagyon jo .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 12, 17:55
Írta: 000000000 Dátum 2010 január 12, 17:55
Igen mindenek van egy anyagnak van türés határa!
Bár az mdf elég gyenge ilyesmire mert élire a hasadása élég könyü!
Én acélra gondoltam!
Bár az mdf elég gyenge ilyesmire mert élire a hasadása élég könyü!
Én acélra gondoltam!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 12, 18:24
Írta: besirkyjh Dátum 2010 január 12, 18:24
Bár a képeken nem nagyon látszik de a csö egy aluminium "U" szelvényben van .Ez a szelvény meg belevan marva az MDF-be és igy már nemfesziti szétfelé csak nyomja .
Ha acélrol beszélünk az egy másik gép .Más áron
Ez egy olcso és HÁZILAG elkészithetö masina .
Nagyon sok embernek nincs lehetösége csak ilyen házikörülmények között készitett gépre( forgácsolás ) és tanulni tud rajta , mit , hogyan stb arra is nagyon jo .A tapasztalat azt mutatja hogy az elsögép csak elsö gép , utánna jön a másik és...Magamroltudom .Akkor meg legyen az a cél hogy ne jussak koldusbotra ha csak tanulni akarok vagy éppen megakarok csinálni egy szép kis nyákot vagy egy feliratot esetleg egy Magyar cimert stb .
[#awink]
Ha acélrol beszélünk az egy másik gép .Más áron
Ez egy olcso és HÁZILAG elkészithetö masina .
Nagyon sok embernek nincs lehetösége csak ilyen házikörülmények között készitett gépre( forgácsolás ) és tanulni tud rajta , mit , hogyan stb arra is nagyon jo .A tapasztalat azt mutatja hogy az elsögép csak elsö gép , utánna jön a másik és...Magamroltudom .Akkor meg legyen az a cél hogy ne jussak koldusbotra ha csak tanulni akarok vagy éppen megakarok csinálni egy szép kis nyákot vagy egy feliratot esetleg egy Magyar cimert stb .
[#awink]
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 január 12, 19:51
Írta: s5f8tmfv3 Dátum 2010 január 12, 19:51
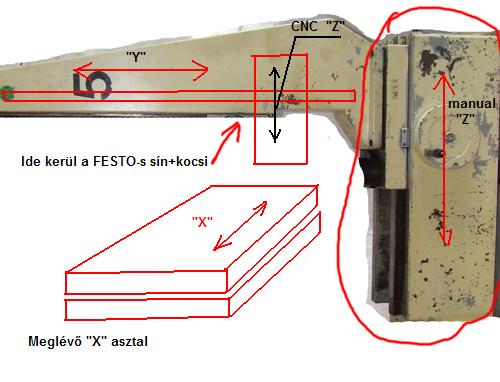
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 január 12, 19:51
Írta: hostya Dátum 2010 január 12, 19:51
Na mindegy... ezt a képfeltöltést még gyakorolni kell!
Nézd meg a mappámba.
Nézd meg a mappámba.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 január 12, 19:52
Írta: hostya Dátum 2010 január 12, 19:52
Köszönöm!!
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 január 12, 21:00
Írta: hostya Dátum 2010 január 12, 21:00
Megkérek egy Moderátort, hogy törölje a #6859-et vagy a #6860-at.
Köszönöm!
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 12, 21:48
Írta: 43pbwjg8s Dátum 2010 január 12, 21:48
Pontosan!!!
:)
Tökéletesen megértetted!
Szerintem azért jó lenne valamikor egy találkozót összehozni, hogy élőben is megmutassam mi hogyan merre van meg, és hogy a tanácsaidat kérjem. Biztos hg yszükségem lesz rájuk, ahogy bizony a segítségedre is.
Egy vontos dolgo még ami előjön, hogy a manula Z oszlop rögzítését is meg kell arősíteni az fémlapos asztalon. Azok a "varratok" amiket én odapötyögtem, bizony ezt nem fogáák elbírni.
De örülnék ha sikerülne mindezt inkább személyesen mmegmutatnom.
:)
Tökéletesen megértetted!
Szerintem azért jó lenne valamikor egy találkozót összehozni, hogy élőben is megmutassam mi hogyan merre van meg, és hogy a tanácsaidat kérjem. Biztos hg yszükségem lesz rájuk, ahogy bizony a segítségedre is.
Egy vontos dolgo még ami előjön, hogy a manula Z oszlop rögzítését is meg kell arősíteni az fémlapos asztalon. Azok a "varratok" amiket én odapötyögtem, bizony ezt nem fogáák elbírni.
De örülnék ha sikerülne mindezt inkább személyesen mmegmutatnom.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 12, 21:51
Írta: 43pbwjg8s Dátum 2010 január 12, 21:51
Köszönjük Amatőr!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 12, 21:53
Írta: 43pbwjg8s Dátum 2010 január 12, 21:53
A "manula" Z oszlop kifejezést ezennel levédem!!! Copyright!
Ez még nekem is tetszik! :)
Ez még nekem is tetszik! :)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 január 12, 21:57
Írta: hostya Dátum 2010 január 12, 21:57
Ok!
Az elérhetőségemet tudod... keress meg, és megbeszéljük.
Az elérhetőségemet tudod... keress meg, és megbeszéljük.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 12, 22:00
Írta: 43pbwjg8s Dátum 2010 január 12, 22:00
Rendben!
Nagyon köszönöm a felajánlást!
Élni fogok vele és pntek környékén zavarlak, hogy egyeztessünk a hétvégére egy rövid találkozót.
Nagyon köszönöm a felajánlást!
Élni fogok vele és pntek környékén zavarlak, hogy egyeztessünk a hétvégére egy rövid találkozót.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 12, 22:03
Írta: besirkyjh Dátum 2010 január 12, 22:03
[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 13, 06:06
Írta: 0gbwyh99 Dátum 2010 január 13, 06:06
Nagyon rád fér már az a Tűzróka [#eplus2]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 13, 08:44
Írta: besirkyjh Dátum 2010 január 13, 08:44
Szia István
Nem Tüzroka az hanam adrenalin .
Nekem tetszik , én sem vagyak különb ( meg még sokan)igy jo ez .
[#eljen][#nevetes1]
Nem Tüzroka az hanam adrenalin .
Nekem tetszik , én sem vagyak különb ( meg még sokan)igy jo ez .
[#eljen][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 13, 08:45
Írta: besirkyjh Dátum 2010 január 13, 08:45
Na látod , kapásbol kettö .[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 13, 23:15
Írta: 43pbwjg8s Dátum 2010 január 13, 23:15
Én most visszaolvasva, ropira röhögtem magam azon hogy hogyan írok néha ha fáradt vagyok. :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 14, 00:43
Írta: besirkyjh Dátum 2010 január 14, 00:43
Szia
Nekem tetszik , mintha magamat látnám .
Peti ez igy van jol , attol még a hajod k.. jo .
Igy kell ezt csinálni az hogy szorakozunk is közbe az csak ráadás .
[#eljen][#crazya][#integet2]
Nekem tetszik , mintha magamat látnám .
Peti ez igy van jol , attol még a hajod k.. jo .
Igy kell ezt csinálni az hogy szorakozunk is közbe az csak ráadás .
[#eljen][#crazya][#integet2]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 15, 23:16
Írta: 0gbwyh99 Dátum 2010 január 15, 23:16
Figyeljetek már mit találtam ! Szerintem munkaasztalnak fa router gépekhez tökéletes !! ALU NÚTOS MDF
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 15, 23:24
Írta: 0gbwyh99 Dátum 2010 január 15, 23:24
ILYENEK VANNAK AZ MDF-BE BELEAPLIKÁLVA !!! Alu nútprofilok minden 100mm-enként bele aplikálva !
A tábla méretei : 1200X2400 (2,88m2) . A tábla ára a beleépített alu nútokkal kb. 31.000 ft !
Ez a szaküzlet Szabadkán van .
A tábla méretei : 1200X2400 (2,88m2) . A tábla ára a beleépített alu nútokkal kb. 31.000 ft !
Ez a szaküzlet Szabadkán van .
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 15, 23:28
Írta: 43pbwjg8s Dátum 2010 január 15, 23:28
Nem figyeltem, de terhelést írtak valahol?
Mármint hogy mennyire lehet terhelni ezeket az elemeket anélkül, hog ykiszakadnának az MDF-ből?
Egyébként egyszerűnek és jófélének tűnik, ha nincsenek nagy leszorítási erő igények.
Azért Te tudol valamit, hogy mindenféle jót megtalálsz! :)
Mármint hogy mennyire lehet terhelni ezeket az elemeket anélkül, hog ykiszakadnának az MDF-ből?
Egyébként egyszerűnek és jófélének tűnik, ha nincsenek nagy leszorítási erő igények.
Azért Te tudol valamit, hogy mindenféle jót megtalálsz! :)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 15, 23:52
Írta: 0gbwyh99 Dátum 2010 január 15, 23:52
Hát úgy bukkantam rá hogy googlival kerestem hol lehet Szabadkán MDF-et venni és első találatra azt az üzletet dobta ki ! Terhelhetőségi adatot én sem találtam , de azt írják hogy lehet hozzá kapni minden féle akasztó és tároló elemet . Eredetileg üzleti helyiségek polcainak szánják , de szerintem fa leszorításához elegendőnek kell lennie . Arra gondoltam még hogy nem így magába raknám fel a CNC-re tárgyasztalnak , hanem rácsavaroznám egy sima MDF lapra , úgy talán elég merev lenne .
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 16, 00:01
Írta: 43pbwjg8s Dátum 2010 január 16, 00:01
üzleti helység polca? Azért ha ott árukat tartanak azoknak van súlya rendesen!
Az lenne a szép ha eg ykis darabbal ki lehetne prósálni. Eg yjó kis terheléspróba.
A lefogók lehúzásából adódó erők ugye nem az MDF-et terhelnék, és nem is arra dolgoznának, hogy kiszakítsák ezt az elemet az MDF-ből. Hiszen a csavarok alatti leszorított munkadarab legnkább az alu profil felső élére feküdne fel. Ahogy elnézem az alakját, még a terhelés összefelé nyomná a két odalsó felületet.
Az lenne a szép ha eg ykis darabbal ki lehetne prósálni. Eg yjó kis terheléspróba.
A lefogók lehúzásából adódó erők ugye nem az MDF-et terhelnék, és nem is arra dolgoznának, hogy kiszakítsák ezt az elemet az MDF-ből. Hiszen a csavarok alatti leszorított munkadarab legnkább az alu profil felső élére feküdne fel. Ahogy elnézem az alakját, még a terhelés összefelé nyomná a két odalsó felületet.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 16, 00:19
Írta: 0gbwyh99 Dátum 2010 január 16, 00:19
Az is lehet hogy ha arra járok akkor kérek tőlük egy kis darabot és akkor elmondom itten amit tapasztaltam .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 16, 08:03
Írta: besirkyjh Dátum 2010 január 16, 08:03
Szia Pityu
Igy az árát is látva már nem is olyan hude jo .
Az az asztal amit nálam a képen látsz 38mm vastag ( alul középen az orsoanya miatt könnyitve) és 50mm körül van a "T-nut" benne .
A három réteget ha ragasztod akkor egy viszonylag erös felületet kapsz ráadásul ezt olyan méretben amilyen Neked éppen megfelel .
Lehet használni "T-nut"nak mert az asztal felsörésze két pont közészorul ( menetes sin és a munkadarab , vagy satu )és nagy felületen fekszik fel ezért nagyon nagy eröknek áll ellen , és nem hasad ,utolag akár meg is lehet erösiteni .
[#integet2]
Igy az árát is látva már nem is olyan hude jo .
Az az asztal amit nálam a képen látsz 38mm vastag ( alul középen az orsoanya miatt könnyitve) és 50mm körül van a "T-nut" benne .
A három réteget ha ragasztod akkor egy viszonylag erös felületet kapsz ráadásul ezt olyan méretben amilyen Neked éppen megfelel .
Lehet használni "T-nut"nak mert az asztal felsörésze két pont közészorul ( menetes sin és a munkadarab , vagy satu )és nagy felületen fekszik fel ezért nagyon nagy eröknek áll ellen , és nem hasad ,utolag akár meg is lehet erösiteni .
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 16, 09:08
Írta: 0gbwyh99 Dátum 2010 január 16, 09:08
Szia! És ha megveszem a profilokat (kb. 700 ft az ára a 1200mm hosszú profilnak) és magam marom ki a helyét ? Úgy gondoltam hogy fogok egy sima táblát , ráragasztok , csavarozok 100mm-es csíkokat , 30mm távolságra egymástól , készítek (vagy készíttetek) olyan alakú profilmarót és magam marom ki a nútokat . Nem kötöszködni akarok , nem próbáltam , de szerintem az MDF falc egy idő után kiszakad ha nem tennék bele alu nútokat .
Gondoltam még arra is hogy furkálok 50-70mm-es raszterban lyukakat az MDF-be és alulról belerakom azokat a menetes csapokat (vagy mi a fene a neve) . Tudod , mint a te gépeden amik az Y feliratnál a tekerőgomb mellett vannak :
Gondoltam még arra is hogy furkálok 50-70mm-es raszterban lyukakat az MDF-be és alulról belerakom azokat a menetes csapokat (vagy mi a fene a neve) . Tudod , mint a te gépeden amik az Y feliratnál a tekerőgomb mellett vannak :
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 16, 09:11
Írta: 0gbwyh99 Dátum 2010 január 16, 09:11
Nem 30mm távolságra egymástól hanem 5-6mm távolságra . [#falbav]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 16, 09:36
Írta: 0gbwyh99 Dátum 2010 január 16, 09:36
Most képzeld el hogy ha abba a nútokba még beledugdosnád azokat az alu nútprofilokat ! Nem lenne sokkal fajáb , és nem is volna nagy plusz költség - kb. 2000-2500ft ?!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 16, 13:47
Írta: besirkyjh Dátum 2010 január 16, 13:47
Szia Pityu
Azt is melehet csinálni vele hogy a tetejéröl lefelé facsavarral összehuzod és akkor már tényleg nem hasad semmi szélyel .Nekem jobban tetszet a többrétegü ragasztás mert a szabászok levágták és csak összekellet ragasztani .A Te verziodban még marni is kell az anyagot .
[#eljen][#integet2]
Azt is melehet csinálni vele hogy a tetejéröl lefelé facsavarral összehuzod és akkor már tényleg nem hasad semmi szélyel .Nekem jobban tetszet a többrétegü ragasztás mert a szabászok levágták és csak összekellet ragasztani .A Te verziodban még marni is kell az anyagot .
[#eljen][#integet2]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 16, 13:50
Írta: besirkyjh Dátum 2010 január 16, 13:50
Elkészült az elsö darab relief .
55 x 55mm és 4mm mély .


55 x 55mm és 4mm mély .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 16, 13:55
Írta: besirkyjh Dátum 2010 január 16, 13:55
Erre nincs mit mondanom csak azt hogy a marot
" Motoros " barátunk csinálta .Átmérö 3mm 30fokos tömör keményfém , ez egy csoda .
Gratula Motoros .



[#eljen][#eljen]
" Motoros " barátunk csinálta .Átmérö 3mm 30fokos tömör keményfém , ez egy csoda .
Gratula Motoros .
[#eljen][#eljen]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 16, 13:57
Írta: besirkyjh Dátum 2010 január 16, 13:57
Bocs lemaradt .
Az hogy a kép tükörképlett az csak a véletlen müve ( elnéztem ) .
[#falbav][#fejvakaras]
Az hogy a kép tükörképlett az csak a véletlen müve ( elnéztem ) .
[#falbav][#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 január 16, 14:06
Írta: gsbwxanch Dátum 2010 január 16, 14:06
Szép lett!!!
[#eljen]
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 január 16, 14:24
Írta: Rabb Ferenc Dátum 2010 január 16, 14:24
Ugyan már! Mond azt, hogy pecsétnyomónak készítetted.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 16, 14:33
Írta: besirkyjh Dátum 2010 január 16, 14:33
Szia Feri
Te tudsz valamit . Szintén?[#nevetes1]
Te tudsz valamit . Szintén?[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 16, 14:57
Írta: 000000000 Dátum 2010 január 16, 14:57
Klassz lett az MDF T-nútos asztalod.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 16, 15:10
Írta: besirkyjh Dátum 2010 január 16, 15:10
Szia Bodi
Nekem tetszik , elötte mindig csavarral rögzitettem televolt puklival az egész asztal .
Sokat dillemáztam hogy hogyan legyenek párhuzamosak a hornyok .Végül tettem egy csomo M6-os csavart közéjük ( távtartonak ) és ugy ragasztottam le .
[#integet2]
Nekem tetszik , elötte mindig csavarral rögzitettem televolt puklival az egész asztal .
Sokat dillemáztam hogy hogyan legyenek párhuzamosak a hornyok .Végül tettem egy csomo M6-os csavart közéjük ( távtartonak ) és ugy ragasztottam le .
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 január 16, 18:55
Írta: gsbwxanch Dátum 2010 január 16, 18:55
Mekkora súlyt képezhet egy keresztszán?
Minden köcölékkel(motortól az ulsó alátétig)
A gép tervezett méretei ~950x1500.
És mekkora motor kell hozzá? Nm?
Minden köcölékkel(motortól az ulsó alátétig)
A gép tervezett méretei ~950x1500.
És mekkora motor kell hozzá? Nm?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 január 16, 19:14
Írta: yuagaci9g Dátum 2010 január 16, 19:14
Csak nem gondolod, hogy ezt most, igy , itt, Neked , valaki kivagja?
Tessek utana asni, terfogatokat szamolni, suruseg tablazatokat bogaraszni, sulypontot keresgelni, nyomatekot integrani, aztan, majd talan...
Tessek utana asni, terfogatokat szamolni, suruseg tablazatokat bogaraszni, sulypontot keresgelni, nyomatekot integrani, aztan, majd talan...
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 január 16, 19:29
Írta: gsbwxanch Dátum 2010 január 16, 19:29
:-)
Most tervezgetem a gépet..~45kg lenne a kerszetszán.
És csapágyas megoldás lenne...
Na mindegy..
Tapasztalati értékékekre lettem volna kiváncsi..
Most tervezgetem a gépet..~45kg lenne a kerszetszán.
És csapágyas megoldás lenne...
Na mindegy..
Tapasztalati értékékekre lettem volna kiváncsi..
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 január 16, 19:44
Írta: yuagaci9g Dátum 2010 január 16, 19:44
Mutasd meg batran a terveket, plane, ha regivagasu, csapagyas, az nagyon sok otletet hordoz. Mennyivel egyszerubb feltenni egy lin vezeteket...de abban nincsen kihivas!
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 január 16, 19:51
Írta: gsbwxanch Dátum 2010 január 16, 19:51
Pár nap...és megmutatom. Ha "készen" leszek vele. Csak a tervezés közben kérdések merülnek fel...ezért kérdeztem.
Megmutatok mindent...hisz a fórumon sokat segítettek egyesek...és maga a fórum is.
Megmutatok mindent...hisz a fórumon sokat segítettek egyesek...és maga a fórum is.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 16, 19:56
Írta: 43pbwjg8s Dátum 2010 január 16, 19:56
Te Zoli!
Volt azon a marón típusszám??? :)
Na ez az infó valamiről nem pedig a feltételezés!
Gratula Motorosnak érte! Mindenki dícséri a munkáit!
Volt azon a marón típusszám??? :)
Na ez az infó valamiről nem pedig a feltételezés!
Gratula Motorosnak érte! Mindenki dícséri a munkáit!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 16, 21:52
Írta: besirkyjh Dátum 2010 január 16, 21:52
Szia Peti
Sosem használnék olyan szerszámot amin legalább a " Moto-GMBH " nincs rajta , az már érték .
[#kuss]
Sosem használnék olyan szerszámot amin legalább a " Moto-GMBH " nincs rajta , az már érték .
[#kuss]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 16, 22:36
Írta: 43pbwjg8s Dátum 2010 január 16, 22:36
Hostya!
Szerencsére már készen volt. Régebben megcsináltam már.
Csak a sín hossza amit nem tudok. Mármint amekkora lesz a végén. Ha leméred kérlek ird már ide! Előre is köszönöm!
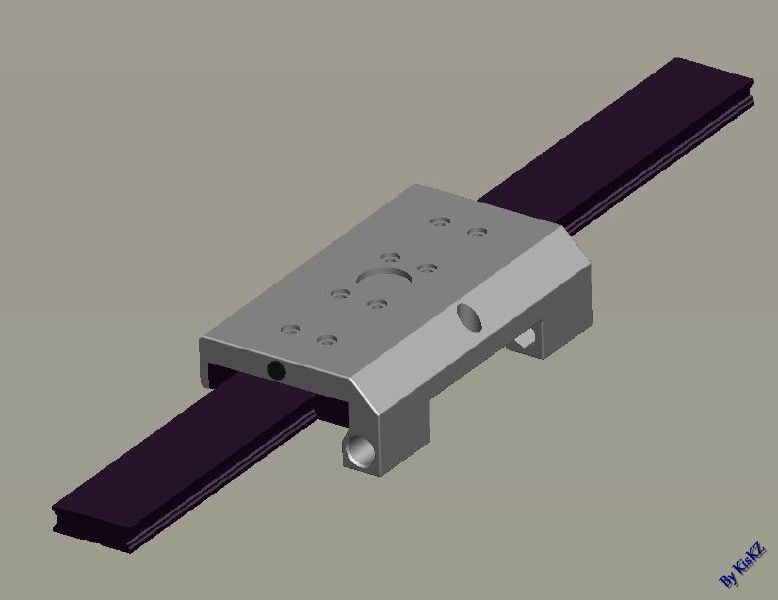
Szerencsére már készen volt. Régebben megcsináltam már.
Csak a sín hossza amit nem tudok. Mármint amekkora lesz a végén. Ha leméred kérlek ird már ide! Előre is köszönöm!
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 január 17, 13:31
Írta: hostya Dátum 2010 január 17, 13:31
A sín jelenlegi hossza: 838mm
A lerövidítendő (kész) hossz: 765mm
Ez utóbbi esetben, ahogy megbeszéltük 5-5 mm marad el a végeken az öntvénytől.
Ha valamivel elkészültél, akkor küld át, de valami számomra is használható formátumban. .dxf .dwg
A lerövidítendő (kész) hossz: 765mm
Ez utóbbi esetben, ahogy megbeszéltük 5-5 mm marad el a végeken az öntvénytől.
Ha valamivel elkészültél, akkor küld át, de valami számomra is használható formátumban. .dxf .dwg
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 17, 17:59
Írta: 43pbwjg8s Dátum 2010 január 17, 17:59
Köszönöm!
Természetes! ahogy megbeszéltük!
De kérlek ellenőrizz utánam azért majd, az átküldött anyagot! Persze idő még kell, de azt hiszem neked is van elég más dolgod is.
Egyelőre azon gondolkodám, hogy hogyan fogjuk meg majd ezt az Ádám féle orsót megfogni rendesen (amelynek ráadásul a csapja csak D6-os, és az én kupplungjaim 8-8-asak, ahogy a motor teneglyei is):

Elvileg csak egy szegmensen kell/szabad majd megfogni, viszont akkor csak egy irányban lehet megtámasztani vállal. Jelenleg nincs rajta olyan horony/nút/csaphely amivel meg lehetne fogni elfordulás és a tengelyirányú egyetlen oldali megtámasztással szembeni elmondulás ellen.
Lehet fúrni kell majd bele egy csaphelyet.
A megfogást pedig alapvetően a legalsó szegmensre tenném.
A csapágy nem veszélyes, D30 28 hossz. Viszonylag egyszerű a dolog.
Természetes! ahogy megbeszéltük!
De kérlek ellenőrizz utánam azért majd, az átküldött anyagot! Persze idő még kell, de azt hiszem neked is van elég más dolgod is.
Egyelőre azon gondolkodám, hogy hogyan fogjuk meg majd ezt az Ádám féle orsót megfogni rendesen (amelynek ráadásul a csapja csak D6-os, és az én kupplungjaim 8-8-asak, ahogy a motor teneglyei is):
Elvileg csak egy szegmensen kell/szabad majd megfogni, viszont akkor csak egy irányban lehet megtámasztani vállal. Jelenleg nincs rajta olyan horony/nút/csaphely amivel meg lehetne fogni elfordulás és a tengelyirányú egyetlen oldali megtámasztással szembeni elmondulás ellen.
Lehet fúrni kell majd bele egy csaphelyet.
A megfogást pedig alapvetően a legalsó szegmensre tenném.
A csapágy nem veszélyes, D30 28 hossz. Viszonylag egyszerű a dolog.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 17, 18:04
Írta: 4um5b65d Dátum 2010 január 17, 18:04
Egy hasított 8/6-os persely a megoldás a problémádra. Egyéb problémákra pedig az urológus.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 január 17, 18:08
Írta: iezx50gsm Dátum 2010 január 17, 18:08
Ádám tett fel gyári leírást, mikor eladásra felkínálta. Abban látszódik a felfogatás stb. én úgy oldom meg.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 17, 18:09
Írta: 43pbwjg8s Dátum 2010 január 17, 18:09
Az urológusnál jobb az asszony a szükséges rendszerességgel. :)
Ezt a hasított hüvelyt elmondhatnád! Esetleg kép?
Vékonynak találnám az 1mm-es falvastagságot. (már ha jól értem amit mondasz.
Egy spannstiftről beszélsz a 6-os tengelyvégre, 8-as külső átmérővel?
Igy nem kellene egy rész ahol rendesen meg tudnám szorítain a 6-os tengelyen?
Vgy ugy gondolod, ügyesen kiválasztott méretekkel eleve megszorítom annyira, hogy nem fog elcsavarodni?
Ezt a hasított hüvelyt elmondhatnád! Esetleg kép?
Vékonynak találnám az 1mm-es falvastagságot. (már ha jól értem amit mondasz.
Egy spannstiftről beszélsz a 6-os tengelyvégre, 8-as külső átmérővel?
Igy nem kellene egy rész ahol rendesen meg tudnám szorítain a 6-os tengelyen?
Vgy ugy gondolod, ügyesen kiválasztott méretekkel eleve megszorítom annyira, hogy nem fog elcsavarodni?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 17, 18:10
Írta: 43pbwjg8s Dátum 2010 január 17, 18:10
Misi!
Megtennéd, hogy vagy elküldöd, vagy linkeled?
Nekem tanácsot adott, de a doksira nem emléxem.
De valószínűleg én kavartam el. Segíts kérlek hogy feledtessem ezt a hibámat!
Megtennéd, hogy vagy elküldöd, vagy linkeled?
Nekem tanácsot adott, de a doksira nem emléxem.
De valószínűleg én kavartam el. Segíts kérlek hogy feledtessem ezt a hibámat!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 17, 18:13
Írta: 4um5b65d Dátum 2010 január 17, 18:13
Csinálsz egy egyszerű 6-os furatú és 8-as külsejű perselyt és hosszában beslicceled egy fűrészlappal. Így kaptál egy rugalmasan összenyomható perselyt. Lesorjázod és már mehet is a helyére.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 17, 18:15
Írta: 4um5b65d Dátum 2010 január 17, 18:15
Ja és, nem az a baj, hogy az 1mm falvastagság túl kicsi, hanem inkább nagy. Minél vékonyabbat tudsz csinálni annál könnyebben rászorítod a kuplungot. A sliccelést pedig pontosan oda forgatod be ahol a kuplungnak a sliccelése van.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 17, 18:16
Írta: 43pbwjg8s Dátum 2010 január 17, 18:16
Thaks! Átgondolom! :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 17, 18:18
Írta: 4um5b65d Dátum 2010 január 17, 18:18
Ne is gondolkodj rajta. Ez egy bevált megoldás. Sokszor alkalmazom.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 január 17, 18:24
Írta: iezx50gsm Dátum 2010 január 17, 18:24
http://www.universal-thread.com/mounting.htm
http://www.universal-thread.com/media/univer.pdf
Adok veszek :#10871
Ha jól írom. és csak a "clamp here only"-n fogasd.
http://www.universal-thread.com/media/univer.pdf
Adok veszek :#10871
Ha jól írom. és csak a "clamp here only"-n fogasd.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 január 17, 18:35
Írta: hostya Dátum 2010 január 17, 18:35
Péter!
Ilyen apróságokkal ne terheljük a fórumot...
Persze, tudom hogy Te is érteni akarod a dolgokat..
A megoldás kézenfekvő, ráadásul én még értem is hogy Laslie mit írt itt lentebb.
Majd mindjárt küldök egy-két képet, tervezési segédletnek.
Ilyen apróságokkal ne terheljük a fórumot...
Persze, tudom hogy Te is érteni akarod a dolgokat..
A megoldás kézenfekvő, ráadásul én még értem is hogy Laslie mit írt itt lentebb.
Majd mindjárt küldök egy-két képet, tervezési segédletnek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 17, 19:32
Írta: 43pbwjg8s Dátum 2010 január 17, 19:32
Nagyon köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 17, 19:34
Írta: 43pbwjg8s Dátum 2010 január 17, 19:34
Igazad van.
A kérdéseket általában azért teszem fel, hogy hátha van valami jobb profi megoldás amit az embernek érdemes alkalmaznia.
Meg egyébként is, hogy Laslie-t megmozgassam egy kicsit! :)
A kérdéseket általában azért teszem fel, hogy hátha van valami jobb profi megoldás amit az embernek érdemes alkalmaznia.
Meg egyébként is, hogy Laslie-t megmozgassam egy kicsit! :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 január 18, 18:42
Írta: Farkas Ádám Dátum 2010 január 18, 18:42
Ha a tengelyvéget írtad D6-nak akkor mérd meg még egyszer... nálam az 6.35-ös (negyed colos)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 18, 19:57
Írta: 43pbwjg8s Dátum 2010 január 18, 19:57
Szia Ádám!
Szemre volt D6 :)
Kinn hagyatam a garázsban mindegyik tolómércémet. Majd ellenőrzöm (de szerintem felesleges, mert ugy van ahogy mondod).
Azért köszönöm!
Szemre volt D6 :)
Kinn hagyatam a garázsban mindegyik tolómércémet. Majd ellenőrzöm (de szerintem felesleges, mert ugy van ahogy mondod).
Azért köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 18, 22:57
Írta: 4um5b65d Dátum 2010 január 18, 22:57
Ezt miért írja ki a rendszerem mikor ebbe a topicba lépek? A Hunbay-el van valami bibi ?

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 18, 23:05
Írta: s7manbs8 Dátum 2010 január 18, 23:05
Akkor nem csak nálad van ez, már én is kérdezni akartam. [#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 18, 23:07
Írta: 000000000 Dátum 2010 január 18, 23:07
nem nállam is
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 18, 23:18
Írta: 4um5b65d Dátum 2010 január 18, 23:18
Mozzila vagy Explorer ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 18, 23:20
Írta: 000000000 Dátum 2010 január 18, 23:20
mozzila
Cím: Re:Mechanikai ötletek
Írta: dolfi Dátum 2010 január 18, 23:20
Írta: dolfi Dátum 2010 január 18, 23:20
nálam is megjelenik Mozzila-val
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 18, 23:29
Írta: besirkyjh Dátum 2010 január 18, 23:29
Nálam semmi ( Explorer ) . Mondjuk mindig bevagyok jelenkezve.
[#nemtudom]
[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 18, 23:31
Írta: s7manbs8 Dátum 2010 január 18, 23:31
Mozzila.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 18, 23:35
Írta: 4um5b65d Dátum 2010 január 18, 23:35
Mióta van ez a hibaüzenet ?
Mintha már tegnap is lett volna, nem ?
Mintha már tegnap is lett volna, nem ?
Cím: Re:Mechanikai ötletek
Írta: dolfi Dátum 2010 január 18, 23:42
Írta: dolfi Dátum 2010 január 18, 23:42
tegnap is megjelent már.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 18, 23:43
Írta: s7manbs8 Dátum 2010 január 18, 23:43
Tegnap is volt, biztos Péter tanul programozni HTML-t és valami rossz kódot tett bele. ? [#taps]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 18, 23:45
Írta: 4um5b65d Dátum 2010 január 18, 23:45
Hostya #6859-es képével lesz a gond.....
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2010 január 18, 23:46
Írta: MoparMan Dátum 2010 január 18, 23:46
hostya a #6859-ben az ftp-ről próbált linkelni, azért van...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 18, 23:47
Írta: 4um5b65d Dátum 2010 január 18, 23:47
Az nem valószínű mert nem tud topic szinten HTML-t beilleszteni...
Mindegyiknél kellene hogy jelentkezzen a hiba.
Mindegyiknél kellene hogy jelentkezzen a hiba.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 18, 23:56
Írta: s7manbs8 Dátum 2010 január 18, 23:56
Igazatok van.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 19, 07:48
Írta: 43pbwjg8s Dátum 2010 január 19, 07:48
A hibás 59 és 60-at töröljétek. Utólag a 61-ben ott van jól a kép! Ez a két hozzászólás igy nem kell!
Ugyis én voltam a "vevő" és tiszta már minden!
Ugyis én voltam a "vevő" és tiszta már minden!
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2010 január 19, 08:29
Írta: D.Laci Dátum 2010 január 19, 08:29
Ez ám a mechanikai kérdés....
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 19, 08:35
Írta: 4um5b65d Dátum 2010 január 19, 08:35
Azéééé került ide a kérdés, mert csak ezzel a topiccal van baj. [#violent][#nyes]
Már csak arra kell várni, hogy egy moderátor is észrevegye a topiclakók problémáját és legjobb tudása szerint megtegye a szükséges lépéseket. Csak az a baj, hogy ebben a topicban van az 1 négyzetméterre jutó legkevesebb moderátor...[#hehe]
Már csak arra kell várni, hogy egy moderátor is észrevegye a topiclakók problémáját és legjobb tudása szerint megtegye a szükséges lépéseket. Csak az a baj, hogy ebben a topicban van az 1 négyzetméterre jutó legkevesebb moderátor...[#hehe]
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2010 január 19, 09:07
Írta: D.Laci Dátum 2010 január 19, 09:07
Értem én... de ha minden topikba berakánk mert valaki elcseszi akor csak eröl szolna a csvegés.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 január 19, 18:51
Írta: hostya Dátum 2010 január 19, 18:51
Igen!
Úgy tünik ÉN voltam aki elb@..ta (nem szándékosan) nincs még benne gyakorlatom... (mea culpa)
De a #6864-ben irtakat most kiegészítem azzal, hogy a kedves moderátor(ok) töröljék a #6859, és a #6860-as beírást. -és remélem megszünik a probléma-
Köszönöm!
hostya.
Úgy tünik ÉN voltam aki elb@..ta (nem szándékosan) nincs még benne gyakorlatom... (mea culpa)
De a #6864-ben irtakat most kiegészítem azzal, hogy a kedves moderátor(ok) töröljék a #6859, és a #6860-as beírást. -és remélem megszünik a probléma-
Köszönöm!
hostya.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 19, 20:43
Írta: 4um5b65d Dátum 2010 január 19, 20:43
Szerintem ez az a topic ahol lehet bunyózni.... Egy modi sem jár erre felé.. :((
Vagy büntiben vannak a Mozzilások, bámulhatjuk 2 hétig a hibaüzenetet...
Vagy büntiben vannak a Mozzilások, bámulhatjuk 2 hétig a hibaüzenetet...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 január 20, 10:38
Írta: svejk Dátum 2010 január 20, 10:38
És szerinted a modiknak muszály az összes böngészővel kipróbálni az oldalakat?
IE-vel jó..törölve lett amit kértetek, nézzétek meg a mozillával is.
IE-vel jó..törölve lett amit kértetek, nézzétek meg a mozillával is.
Cím: Re:Mechanikai ötletek
Írta: dolfi Dátum 2010 január 20, 10:54
Írta: dolfi Dátum 2010 január 20, 10:54
most már jó mozilla-val is.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 20, 10:59
Írta: 4um5b65d Dátum 2010 január 20, 10:59
Muszáj-muszáj !!
Köszi-köszi...[#taps][#wave]
Köszi-köszi...[#taps][#wave]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 21, 21:57
Írta: 43pbwjg8s Dátum 2010 január 21, 21:57
Sajnos nincs kéznél az a kupplung amit vettem. :(
Kellene egy méret, hátha tud valaki segíteni:
A kupplung méretei: D8-as tengelyhez mind a két oldalon. D25 átmérő és 30mm hosszú.
A sima spirálisan felhasított típus (bocsánat de embertelen fáradt vagyok már nagyon és nem jut eszembe a típus neve).
Milyen mélységig kell (érdemes max) a tengelyt beletolni??? Min, max??
Hátha valakinek van ilyen kéznél!
Kellene egy méret, hátha tud valaki segíteni:
A kupplung méretei: D8-as tengelyhez mind a két oldalon. D25 átmérő és 30mm hosszú.
A sima spirálisan felhasított típus (bocsánat de embertelen fáradt vagyok már nagyon és nem jut eszembe a típus neve).
Milyen mélységig kell (érdemes max) a tengelyt beletolni??? Min, max??
Hátha valakinek van ilyen kéznél!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 21, 22:02
Írta: 43pbwjg8s Dátum 2010 január 21, 22:02
Bocsánat csak megvan:
AHSK1-8x8, csavaros rögzítésű.
Ebbe milyen mélyen érdemes normál körülmények között betolni a tengelyeket?
AHSK1-8x8, csavaros rögzítésű.
Ebbe milyen mélyen érdemes normál körülmények között betolni a tengelyeket?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 21, 22:06
Írta: 43pbwjg8s Dátum 2010 január 21, 22:06
Tárgytalan a lenti kérdés!
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 január 22, 13:32
Írta: v2vhwz32z Dátum 2010 január 22, 13:32
Sziasztok! Tóth Győző vagyok, Eger környékéről,informatikus. Már évek óta rá-ránéztem a fórumra, tervezgettem, hogy építek egy gépet.Remélem, idén megvalósul.
Láttatok már ezt a megoldást,mint ezen a francia testvéroldalon :-)?
link
A trapézmenetes orsón nem anya van, hanem egy 45 fokban megdöntött csapágy, természetesen nagyobb tengelyméretű jóval, mint az orsó.
Ha nem akarsz/tudsz golyósorsót+anyát venni, talán a legjobb alternatíva ez lehet?
Valaki évekkel ezelőtt említette hogy 3000 hufért lehet venni trapézmenetes orsót?
Hol lenne érdemes vásárolni? (Szükségem lenne másfél-két méter hosszúra is.)
Köszi!
Láttatok már ezt a megoldást,mint ezen a francia testvéroldalon :-)?
link
A trapézmenetes orsón nem anya van, hanem egy 45 fokban megdöntött csapágy, természetesen nagyobb tengelyméretű jóval, mint az orsó.
Ha nem akarsz/tudsz golyósorsót+anyát venni, talán a legjobb alternatíva ez lehet?
Valaki évekkel ezelőtt említette hogy 3000 hufért lehet venni trapézmenetes orsót?
Hol lenne érdemes vásárolni? (Szükségem lenne másfél-két méter hosszúra is.)
Köszi!
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 január 22, 13:36
Írta: yuagaci9g Dátum 2010 január 22, 13:36
Lattuk ezt a megoldast, ki is probaltam,
kis igenybevetelhez, gravirozohoz hasznalhatod.
A nagyatmeroju orsot felejtsd el!, lassu geped lesz!
kis igenybevetelhez, gravirozohoz hasznalhatod.
A nagyatmeroju orsot felejtsd el!, lassu geped lesz!
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 január 22, 13:44
Írta: v2vhwz32z Dátum 2010 január 22, 13:44
Arról van szó, hogy az erő nagyobb része a "csapágy" forgására, míg egy jóval kisebb rész fordítódik a kocsi mozgatására?
Nem javasolnád egy faipari hobbycnc marógépre (Y-Z kocsi súlya nagyobb lesz, még nem mértem, de vagy 10-15 kg a marómotor nélkül)?
Több mechanikus írógép szánszerkezetét akarom összekovácsolni Y és Z kocsinak.
Azt gondolom, hogy a hatásfoka a csapágy+orsó megoldásnak jóval kisebb lehet, mint a golyósorsó+golyósanya..
Nem javasolnád egy faipari hobbycnc marógépre (Y-Z kocsi súlya nagyobb lesz, még nem mértem, de vagy 10-15 kg a marómotor nélkül)?
Több mechanikus írógép szánszerkezetét akarom összekovácsolni Y és Z kocsinak.
Azt gondolom, hogy a hatásfoka a csapágy+orsó megoldásnak jóval kisebb lehet, mint a golyósorsó+golyósanya..
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 22, 14:01
Írta: 43pbwjg8s Dátum 2010 január 22, 14:01
Szia Győző!
Éljenek az egriek!!
Éljenek az egriek!!
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 január 22, 14:11
Írta: yuagaci9g Dátum 2010 január 22, 14:11
``Arról van szó, hogy az erő nagyobb része a "csapágy" forgására, míg egy jóval kisebb rész fordítódik a kocsi mozgatására? ``
Nem, a nagyobb orso irtozatos tehetetlensegel bir, csak kis gyorsulasokra lesz kepes a geped, ha nem optimizalod a felhasznalt alkatreszeket.
Faipari gepre meg sebessegre kell menni, szerencsesebb megoldas egy nagylepesu, kis atmeroju golyosorso.
(Veletlenul van is elado ISEL 16X20mm, harom bekezdeses , harom meteres darab, ket anyaval ,[#eplus2] bar ez nem az a topik.)
Irogep szanszerkezetet en is hasznaltam regen, de csak eredeti meretben, de elkepzelheto, hogy osszetudod toldani.
(Ha nem, tudok remek lin vezeteket, harom meterest, bar ez nem az a topik.)
Most biztos azthiszed, kufarkodom, pedig nem!
Nem, a nagyobb orso irtozatos tehetetlensegel bir, csak kis gyorsulasokra lesz kepes a geped, ha nem optimizalod a felhasznalt alkatreszeket.
Faipari gepre meg sebessegre kell menni, szerencsesebb megoldas egy nagylepesu, kis atmeroju golyosorso.
(Veletlenul van is elado ISEL 16X20mm, harom bekezdeses , harom meteres darab, ket anyaval ,[#eplus2] bar ez nem az a topik.)
Irogep szanszerkezetet en is hasznaltam regen, de csak eredeti meretben, de elkepzelheto, hogy osszetudod toldani.
(Ha nem, tudok remek lin vezeteket, harom meterest, bar ez nem az a topik.)
Most biztos azthiszed, kufarkodom, pedig nem!
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 január 22, 14:23
Írta: v2vhwz32z Dátum 2010 január 22, 14:23
Nem, nem akarom toldani az írógép mechanikákat.Egyszerűen kettőt az Y vázát alkotó gerenda kétoldalára, egyet a tetejére. Alulra nem teszek már. A három szánt összekötöm egy kerettel,hogy együtt mozogjanak, arra teszek rá Z tengely gyanánt egy 4. szánszerkezetet.
Az X tengelyt két 80x80-as zártszelvény alkotná, annak a tetején és külső-belső oldalán csapágyak futnának.
Golyósorsókról érdeklődök mailben.
Az X tengelyt két 80x80-as zártszelvény alkotná, annak a tetején és külső-belső oldalán csapágyak futnának.
Golyósorsókról érdeklődök mailben.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 január 22, 14:43
Írta: yuagaci9g Dátum 2010 január 22, 14:43
Mekora gepet szertnel epiteni?
A zartszelvenyek miatt kerdem, nem konnyu egyenes szerkezetet krealni meteren felul.
A zartszelvenyek miatt kerdem, nem konnyu egyenes szerkezetet krealni meteren felul.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 22, 15:19
Írta: 43pbwjg8s Dátum 2010 január 22, 15:19
HA az írógép neadjisten ROBOTRON, ajánlom tanácskozz elektronnal!
Ő csinált ilyen mechanikát már nyákfúráshoz és működik!
Ő csinált ilyen mechanikát már nyákfúráshoz és működik!
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 január 22, 15:43
Írta: ra8nsmk6w Dátum 2010 január 22, 15:43
Éljenek az egri nők
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 22, 15:55
Írta: 43pbwjg8s Dátum 2010 január 22, 15:55
:)
csupán Viktornak jelezném ha nem tud valamit én is itt vagyok Egerben.
És én sem tudok még több mindent. Együtt jobb nem tudni. :)
csupán Viktornak jelezném ha nem tud valamit én is itt vagyok Egerben.
És én sem tudok még több mindent. Együtt jobb nem tudni. :)
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 január 22, 16:52
Írta: v2vhwz32z Dátum 2010 január 22, 16:52
Hossztengely mérete: 2 méterre gondoltam. Igen, kérdéses, hogy a 80x80-as zártszelvény mennyire egyenes ekkora szakaszon. Talán jobb lenne mondjuk két-két darab 60x120-as keresztmetszetűből T idomokat formálni..
Az otocoup.com linkoldalt sokat olvasgattam már, ott 20x100-as keresztmetszetű alu lehúzólécekből csinált készített az Y-nak gerendát is, szánnak futófelületet is (éleire acél védőlemezt tett a kopásállóság miatt)
Az otocoup.com linkoldalt sokat olvasgattam már, ott 20x100-as keresztmetszetű alu lehúzólécekből csinált készített az Y-nak gerendát is, szánnak futófelületet is (éleire acél védőlemezt tett a kopásállóság miatt)
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 január 22, 17:09
Írta: v2vhwz32z Dátum 2010 január 22, 17:09
KisKZ: igen, Robotron gépekre gondoltam elsősorban, egész jó kis sínjeik vannak. Úgy tűnik, szinte mindnyájan itt kezdtétek, ahol én: próbáljuk meg bontott cuccokból, aztán a következő gépnél már muszáj volt beleadni apait-anyait..
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 január 22, 19:00
Írta: hostya Dátum 2010 január 22, 19:00
Azok élnek is...!
Mert mi itt vagyunk mellettük:) [#wave]
Mert mi itt vagyunk mellettük:) [#wave]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 22, 20:44
Írta: 43pbwjg8s Dátum 2010 január 22, 20:44
Na de éjenek az egri fiúk is! Hostyával az élen! :)
(hagy legyen mit törölni a moderátornak:) )
(hagy legyen mit törölni a moderátornak:) )
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 január 22, 21:07
Írta: ra8nsmk6w Dátum 2010 január 22, 21:07
Csendben megjegyzem, hogy a történelmi vonulatra gondoltam. Akkor a törökök voltak alattuk. (ez is törölhető)
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 január 27, 15:31
Írta: Jozs Dátum 2010 január 27, 15:31
Egerben a Sertekapu úti csapágyboltban rengeteg dolog van, helyesebben rengeteg mindent lehet rendelni ami cnc mechanikához kellhet. Az árakat nem tudom, de egy próbát megérhet.
Jozs
( Eger :-)
Jozs
( Eger :-)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 27, 15:40
Írta: 43pbwjg8s Dátum 2010 január 27, 15:40
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 27, 20:32
Írta: 000000000 Dátum 2010 január 27, 20:32
Gömb esztergálás.
video
video
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 27, 20:36
Írta: 0gbwyh99 Dátum 2010 január 27, 20:36
Üdv. mindenkinek !
Van egy rossz fogaskerekes kis flexem (black-decker) amit feláldoznák egy kis marómotornak .
Tanácsot szeretnék kérni hogyan lehetne valami marószár rögzítő kúpot , vagy valamit , szerelni a forgórész végére . A tengelyvég átmérő 8mm és M8-as menet van a végén .

Van egy rossz fogaskerekes kis flexem (black-decker) amit feláldoznák egy kis marómotornak .
Tanácsot szeretnék kérni hogyan lehetne valami marószár rögzítő kúpot , vagy valamit , szerelni a forgórész végére . A tengelyvég átmérő 8mm és M8-as menet van a végén .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 27, 20:46
Írta: 000000000 Dátum 2010 január 27, 20:46
Én ezt a megoldást javaslom Neked, nálam nagyon jól bevált.

Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 27, 21:04
Írta: 0gbwyh99 Dátum 2010 január 27, 21:04
Igen azt láttam , de nincsenek forgácsoló szerszámgépeim és fortunát sem szeretnék most csináltatni , arra gondoltam hogy a tengelyvégére valamit ráeszkábálni .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 27, 21:18
Írta: 000000000 Dátum 2010 január 27, 21:18
Legegyszerűbb, ha csinálsz egy hengert,30-40mm hosszú, egyik oldala felfúrva a flex tengelyméretére, másik végére a maró méretére.2-2 hernyócsavar és kész.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 27, 21:49
Írta: s7manbs8 Dátum 2010 január 27, 21:49
Na, látom, erre is gondoltam, mikor ezt az olcsó szerszámgép rajt megvettem, hoghy a flexéből, ha más nem egy ilyet tudok csinálni, mert így átcsapágyazva, azt a 200W-ot leadja kb. ami kis fúrásokhoz jó lesz.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 27, 21:59
Írta: 4um5b65d Dátum 2010 január 27, 21:59
Bodi, ha jól emlékszem 36 V-al hajtod a flex motorját. Ezt a 36V-ot csak simán rákötötted és kész? Vagy trükköztél vele valamit ? A fordulatszáma hogy alakult a beavatkozás után ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 27, 22:56
Írta: 000000000 Dátum 2010 január 27, 22:56
Ez egy soros univerzális motor, hajthatod AC-val és DC-vel, ami tetszik, vagy kéznél van. Először egy mikro hullámú hál. trafóját csapoltam meg.Ez a flex motor tengelyen forog negyvenvalahányezret. Ezért járatom kissebb fesszel.És hogy ne legyen olyan hangos.Most ezzel a fortunával DC 86V-al hajtom. Szép hangja van, nem visít, mint egy felsőmaró, a fortuna fordulatszáma:23000/min.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 27, 23:13
Írta: besirkyjh Dátum 2010 január 27, 23:13
Teszek ide pár képet a most készült gépemröl.
Van benne pár mechanikai ötlet
[#integet2]
Van benne pár mechanikai ötlet
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 27, 23:14
Írta: 4um5b65d Dátum 2010 január 27, 23:14
Na ezt sem tudtam, hogy ez ennyire tág határok közt működtethető. A DC-re meg végképp nem gondoltam. Köszi, muszáj lesz nekem is kísérleteznem egy ilyen forgórésszel...
Ha DC-vel szeretném hajtani akkor mennyi lehet a plafon feszültség ? 110 V ???
Ha DC-vel szeretném hajtani akkor mennyi lehet a plafon feszültség ? 110 V ???
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 január 27, 23:17
Írta: s7manbs8 Dátum 2010 január 27, 23:17
Elmondanám, hogy a flex része a kittnek, amit a boncolás topicban elemeztem, nem melegszik, ilyen VBODI féle fúrónak meg igen kiváló lenne, ha a fortuna részt meg tudnám oldani.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 27, 23:23
Írta: besirkyjh Dátum 2010 január 27, 23:23
Itt a hellye .
Tehát : ma lett készen ez a kisgép ,200x200x105mm a munkaterülete , 15mm vastag aluminiumbol van cnc-vel csinálva a váz
10x3mm-es trapézorsokkal szerelve 16mm-es és 10mm-es golyospersellyel és felület edzett vezetörudakkal .A max sebbesség 4000mm/min és 3000 a gyorsulása ( a 4000mm-t leveszem 2500mm-re az a biztos ) kb 266.667step/mm a felbontása ( 800mikrosteppel) 2db 0.7Nm és 1db 0.5Nm léptetökkel szerelve .
Holnap van a proba marás és megprobálok videot csinálni rola .
Van pár apro trükk a mechanikában ami a pontosságát és a merevségét befolyásolja .



Tehát : ma lett készen ez a kisgép ,200x200x105mm a munkaterülete , 15mm vastag aluminiumbol van cnc-vel csinálva a váz
10x3mm-es trapézorsokkal szerelve 16mm-es és 10mm-es golyospersellyel és felület edzett vezetörudakkal .A max sebbesség 4000mm/min és 3000 a gyorsulása ( a 4000mm-t leveszem 2500mm-re az a biztos ) kb 266.667step/mm a felbontása ( 800mikrosteppel) 2db 0.7Nm és 1db 0.5Nm léptetökkel szerelve .
Holnap van a proba marás és megprobálok videot csinálni rola .
Van pár apro trükk a mechanikában ami a pontosságát és a merevségét befolyásolja .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 27, 23:50
Írta: 000000000 Dátum 2010 január 27, 23:50
Pöpec kis gép!!! Nekem tetszik!
Biztos, sok szép munka kerül le róla.
Várjuk a kész munka képeit is az ezt készítettem be.
Kijavítottam a középső képet is itt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 27, 23:58
Írta: 000000000 Dátum 2010 január 27, 23:58
A legegyszerübb megoldás ha netán van bontott felsőmaró befogót,hisz azoknak mind M8 a végük.Nekem évekid ment,tökéletesen.

Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2010 január 28, 00:32
Írta: PSoft Dátum 2010 január 28, 00:32
Gratulálok a gépedhez,Nekem is tetszik!
Sikeres "próbamarásokat",teszteket kívánok Neked,és a gépnek.
Írhatnál azokról az "apró trükkökről" is.
[#eljen][#eljen]
Sikeres "próbamarásokat",teszteket kívánok Neked,és a gépnek.
Írhatnál azokról az "apró trükkökről" is.
[#eljen][#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 28, 00:57
Írta: 000000000 Dátum 2010 január 28, 00:57
Klassz, gusztusos gép:-)
Gratula!
Gratula!
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 28, 06:11
Írta: 0gbwyh99 Dátum 2010 január 28, 06:11
Na látod , ilyesmire gondoltam ! [#eljen][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 28, 06:14
Írta: 0gbwyh99 Dátum 2010 január 28, 06:14
Ez talán vbodi tippjétől is jobb ! Esetleg alkatrészként nem lehetne valahonnan rendelni egy olyan felső maró befogót ? [#conf]
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2010 január 28, 06:17
Írta: 0gbwyh99 Dátum 2010 január 28, 06:17
Nagyon csini a géped ! Én , mondjuk , kispóroltam volna a tárgyasztalból a csavarok felét . Várjuk a trükkök leírását !! [#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2010 január 28, 06:22
Írta: sanka74 Dátum 2010 január 28, 06:22
Gratula a gépedhez!Szép munka!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 07:30
Írta: besirkyjh Dátum 2010 január 28, 07:30
Sziasztok
Ezek a képek 2-3 napja készültek .Azota csinosodott és munkára kész .
Csinálok fotokat a " kis trükkökröl " és arrol is hogy miért van ilyen sok csavar a tárgyasztalban .
Kezdetnek ez a maromotor marad rajta ( 160W Ferm ) de késöbb kap egy föorsot valoszinü ER11-et.
Ha már lessz mit mutatni ( alap már van ) akkor részletezem a gépet .
Még avideokat kell kiprobálni ( ven egy fényképezöm ami szép videot csinál csak nagyot , AVI ) majd probálgatom .
[#integet2]
Ezek a képek 2-3 napja készültek .Azota csinosodott és munkára kész .
Csinálok fotokat a " kis trükkökröl " és arrol is hogy miért van ilyen sok csavar a tárgyasztalban .
Kezdetnek ez a maromotor marad rajta ( 160W Ferm ) de késöbb kap egy föorsot valoszinü ER11-et.
Ha már lessz mit mutatni ( alap már van ) akkor részletezem a gépet .
Még avideokat kell kiprobálni ( ven egy fényképezöm ami szép videot csinál csak nagyot , AVI ) majd probálgatom .
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 január 28, 08:05
Írta: gsbwxanch Dátum 2010 január 28, 08:05
Nagy szép gép!!!
:-)
Gratulálok a géphez!!!
:-)
Gratulálok a géphez!!!
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 január 28, 08:33
Írta: jv7pu3a5p Dátum 2010 január 28, 08:33
Szia, nagyon penge kis gépnek néz ki. Jól látom, hogy a sok csavar a Tnút asztalod miatt van. VAgyis külön csináltad meg a T tetejét és rácsavaroztad egy sík alura? Én is filóztam hasonlókon.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 10:00
Írta: besirkyjh Dátum 2010 január 28, 10:00
Szia
Jol látod igen . Az benne a sok munka és a csavar hogy vastagságban 4db-bol készült ( 4x4mm alulemez ).
[#integet2]
Jol látod igen . Az benne a sok munka és a csavar hogy vastagságban 4db-bol készült ( 4x4mm alulemez ).
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 28, 10:14
Írta: 000000000 Dátum 2010 január 28, 10:14
a kuplungok csak ugy a levegöben lesznek?:)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 28, 10:16
Írta: 000000000 Dátum 2010 január 28, 10:16
szia!bacsi az elöbb még köszönni is felejtettem!a "Z mocit hogy fogod rögziteni?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 január 28, 10:37
Írta: yuagaci9g Dátum 2010 január 28, 10:37
Istvan!
Van nekem a tengelyveg kikepzesre egy bevalt, valodi amator megoldasom!
Illesztokupot a kovetkezokeppen:
Ketkomponensu femragasztobol csinalom, a motort fuggolegesen rogzitem, 5 mm-re az asztallaptol, a tengelyveget kis muanyag kupakba ereszem, majd ezt teleontom mugyantaval.
Kikemenyedes utan kezi kessel, sajat forgatassal kieszergalom a kupot a gyantabol.
Kis gyakorlattal nagyon pontos illesztest lehet igy csinalni, kupos befogonak.
A megoldas hatranya, hogy csapagycsere lehetetlen.
Itt egy kep a kedvenc kis furogepecskemrol, abalakemelo motorbol keszult, nagy fordilatu, negy mm-es furofej van rajta.

Van nekem a tengelyveg kikepzesre egy bevalt, valodi amator megoldasom!
Illesztokupot a kovetkezokeppen:
Ketkomponensu femragasztobol csinalom, a motort fuggolegesen rogzitem, 5 mm-re az asztallaptol, a tengelyveget kis muanyag kupakba ereszem, majd ezt teleontom mugyantaval.
Kikemenyedes utan kezi kessel, sajat forgatassal kieszergalom a kupot a gyantabol.
Kis gyakorlattal nagyon pontos illesztest lehet igy csinalni, kupos befogonak.
A megoldas hatranya, hogy csapagycsere lehetetlen.
Itt egy kep a kedvenc kis furogepecskemrol, abalakemelo motorbol keszult, nagy fordilatu, negy mm-es furofej van rajta.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 január 28, 10:48
Írta: svejk Dátum 2010 január 28, 10:48
Gyakorlatilag ugyanannyi mint váltónál...
Az 50Hz és a tekercsek induktivitása miatt picit kevesebb elméletileg.
Az 50Hz és a tekercsek induktivitása miatt picit kevesebb elméletileg.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 17:34
Írta: besirkyjh Dátum 2010 január 28, 17:34
Sziasztok .
Kezdetnek itt van pár kép a már kész gépröl .
Van párdarab trükk amit leirok kicsit késöbb de a fotokon látszanak .




Van még !
[#integet2]
Kezdetnek itt van pár kép a már kész gépröl .
Van párdarab trükk amit leirok kicsit késöbb de a fotokon látszanak .
Van még !
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 17:41
Írta: besirkyjh Dátum 2010 január 28, 17:41
Szia Tibi
Igen az orsok eggyikvége van csak csapágyazva a másik végén van a kuplung .Ez egy nagyon vastag falu ( kb: 6mm falvastagságu) kisfuratu (4mm) gumicsö és 25 25mm van a tengelyeken ( léptetön és az orson).
A motor most még látszik a rögzités , de el lessz takarva egy müanyg csövel .Gyakorlatilag 2db M5-ös ászok csavar amihez rögzitve van a motor a csavar alsovége meg keményen belekontrázva a "Z" csapágytarto lemezébe ( 10mm vastag ) .Igy könnyen beállithato és merev is .Lehetet volna aluminium "U" szelvényre is tenni de az ne volt otthon .
[#awink]
Igen az orsok eggyikvége van csak csapágyazva a másik végén van a kuplung .Ez egy nagyon vastag falu ( kb: 6mm falvastagságu) kisfuratu (4mm) gumicsö és 25 25mm van a tengelyeken ( léptetön és az orson).
A motor most még látszik a rögzités , de el lessz takarva egy müanyg csövel .Gyakorlatilag 2db M5-ös ászok csavar amihez rögzitve van a motor a csavar alsovége meg keményen belekontrázva a "Z" csapágytarto lemezébe ( 10mm vastag ) .Igy könnyen beállithato és merev is .Lehetet volna aluminium "U" szelvényre is tenni de az ne volt otthon .
[#awink]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 28, 18:42
Írta: 4um5b65d Dátum 2010 január 28, 18:42
Köszi ! [#taps][#worship]
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2010 január 28, 18:45
Írta: nv5firipz Dátum 2010 január 28, 18:45
Én is beteszek pár képet a készülő gépemről.
Faipari eszterga kb 1100mm hossz és 180mm átmérő befogadására alkalmas.
http://cnctar.hobbycnc.hu/Noo/cnc%200011.jpg
http://cnctar.hobbycnc.hu/Noo/cnc%200051.jpg
http://cnctar.hobbycnc.hu/Noo/cnc%200121.jpg
http://cnctar.hobbycnc.hu/Noo/cnc%200141.jpg
http://cnctar.hobbycnc.hu/Noo/cnc%200151.jpg
Faipari eszterga kb 1100mm hossz és 180mm átmérő befogadására alkalmas.
http://cnctar.hobbycnc.hu/Noo/cnc%200011.jpg
http://cnctar.hobbycnc.hu/Noo/cnc%200051.jpg
http://cnctar.hobbycnc.hu/Noo/cnc%200121.jpg
http://cnctar.hobbycnc.hu/Noo/cnc%200141.jpg
http://cnctar.hobbycnc.hu/Noo/cnc%200151.jpg
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 18:48
Írta: besirkyjh Dátum 2010 január 28, 18:48
A lényeg : munkadarab "Wall e" 100x78x4.6mm
30fokos gravir tüvel .
1000mm/min és 3000rámpa és 0.1mm lépés ( fenyöbe).Számitott munka idö 1óra6perc .
A beállitásnál szurtam el .Mivel hogy görbe volt a fa ezért eleve lejjebb kezdtem egy jó mm-el .6perccel a vége elött "X" bolokkolt nem volt elég hosszu a kis garavirtü vágoéle . Amatör hiba .
Második :2500mm és 3000rámpa 12mm "Y" után blokk de a mélység már jo .
Harmadik :2000mm és 3000rámpa 14mm "Y" után blokk [#fejvakaras] tyü az annyát .
Negyedik : 1500mm és 2000rámpa ezzel vidáman ment végig .A rámpa volt a probléma , ezzel a 2000-es rámpával már mehetne gyorsabban is .A motorok is csak 22V-rol menntek de ezeket is lehet emelni 30-35V-ig .
30fokos gravir tüvel .
1000mm/min és 3000rámpa és 0.1mm lépés ( fenyöbe).Számitott munka idö 1óra6perc .
A beállitásnál szurtam el .Mivel hogy görbe volt a fa ezért eleve lejjebb kezdtem egy jó mm-el .6perccel a vége elött "X" bolokkolt nem volt elég hosszu a kis garavirtü vágoéle . Amatör hiba .
Második :2500mm és 3000rámpa 12mm "Y" után blokk de a mélység már jo .
Harmadik :2000mm és 3000rámpa 14mm "Y" után blokk [#fejvakaras] tyü az annyát .
Negyedik : 1500mm és 2000rámpa ezzel vidáman ment végig .A rámpa volt a probléma , ezzel a 2000-es rámpával már mehetne gyorsabban is .A motorok is csak 22V-rol menntek de ezeket is lehet emelni 30-35V-ig .
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2010 január 28, 19:09
Írta: Miki2 Dátum 2010 január 28, 19:09
Gratulálok a géphez !
A T nútos asztal nagyon ötletes.
A képen látható kivitelezés nagyon szép.
A T nútos asztal nagyon ötletes.
A képen látható kivitelezés nagyon szép.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 19:16
Írta: besirkyjh Dátum 2010 január 28, 19:16
Szia Miki
Valojában az a lényeg hogy egy féltábla lemez árválkodott és abbol készült 2db asztal ( ez az eggyik ) .
Ha 10mm-es böl csináltam volna többe került volna az alaplemez kivágása a mostani egész asztal áránál .Babrás , de végül id tökletes lett .
[#eljen]
Valojában az a lényeg hogy egy féltábla lemez árválkodott és abbol készült 2db asztal ( ez az eggyik ) .
Ha 10mm-es böl csináltam volna többe került volna az alaplemez kivágása a mostani egész asztal áránál .Babrás , de végül id tökletes lett .
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 19:22
Írta: besirkyjh Dátum 2010 január 28, 19:22
Még valami , a harmadik képen látszik a legkobban .Az a lényege hogy a két oldal tartolemezbe bele van marva 1.5mm mélyen egy 100mm széles horony és eztartja a hida lábait .Nagyon merev és nemkell kinlodni a"Z" merölegességével .
[#eljen]
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 19:25
Írta: besirkyjh Dátum 2010 január 28, 19:25
Lehet nemfog sikerülni de megprobálom a videot ide tenni .
Majd lessz jobb is csak még gyakorolni kell .
Ezen a videon 1000mm/min a sebesség ez volt az elsöproba .
video
Majd lessz jobb is csak még gyakorolni kell .
Ezen a videon 1000mm/min a sebesség ez volt az elsöproba .
video
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 19:39
Írta: besirkyjh Dátum 2010 január 28, 19:39
Ilyen modon vannak a lábak illesztve és rögzitve az oldal lemezhez .
Tényleg nagyon jo és egyszerü.


[#eljen]
Tényleg nagyon jo és egyszerü.
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2010 január 28, 19:58
Írta: Miki2 Dátum 2010 január 28, 19:58
Ez így teljesen korrekt.
Jó ötlet a tervezőjétől.
Gondolom a megmunkálás is pontos, ha már CNC-vel készült.
Talán Robi követte el ?
Jó ötlet a tervezőjétől.
Gondolom a megmunkálás is pontos, ha már CNC-vel készült.
Talán Robi követte el ?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 20:23
Írta: besirkyjh Dátum 2010 január 28, 20:23
A tervezés saját ( az ötlet 1000éves) .
Nagyon pontos csavarok nélkül is stabilan áll a hellyén .
Igen Robit kinozom az ötleteimmel .
Már készül a saját " KisBruti " névre halgat .

Ehez nagyon hasonlo , csak személyemre szabva .
Nagyon pontos csavarok nélkül is stabilan áll a hellyén .
Igen Robit kinozom az ötleteimmel .
Már készül a saját " KisBruti " névre halgat .
Ehez nagyon hasonlo , csak személyemre szabva .
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2010 január 28, 20:33
Írta: Miki2 Dátum 2010 január 28, 20:33
Ez tényleg egy " KisBruti ".
Ez is léptecsekkel készül?
Ez nagyon stabilnak néz ki.
Ez is léptecsekkel készül?
Ez nagyon stabilnak néz ki.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 21:10
Írta: besirkyjh Dátum 2010 január 28, 21:10
60x100-as zártszelvény alap , 20-as HI WIN sinek saját ( automata cserélös? ) föorso és ...?
Most ezzen gondolkodom , de hallottam roluk jokat is és rosszat is .Majd még meglátom .
25 000ft lenne a 3 db encoderrel ( 2db 0.3Nm es és 1db 0.1Nm-es ) .Állitolag könnyen leesik a mágnese .nem tudom .Az E240-böl meg már nincsen a régi áron .Lehet nézni kellene valami hasonlo DC-ket ?

[#nemtudom]
Most ezzen gondolkodom , de hallottam roluk jokat is és rosszat is .Majd még meglátom .
25 000ft lenne a 3 db encoderrel ( 2db 0.3Nm es és 1db 0.1Nm-es ) .Állitolag könnyen leesik a mágnese .nem tudom .Az E240-böl meg már nincsen a régi áron .Lehet nézni kellene valami hasonlo DC-ket ?
[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2010 január 28, 21:24
Írta: Miki2 Dátum 2010 január 28, 21:24
Én is sokat töröm a fejem, hogy léptecs, vagy szervo.
Bár eddig még csak léptetőkkel csináltam gépeket, hajlok arra a gondolatra, hogy ki kellene próbálni az AC szervo motoros hajtást.
Valami azt súgja, most ez következik.
Talán már elérhetőbb áron hozzá lehet jutni, mint 1-2 évvel ezelőtt.
Viszont vannak még félelmeim a gyorsulásukat, illetve a nyomatékukat illetően.
Bár eddig még csak léptetőkkel csináltam gépeket, hajlok arra a gondolatra, hogy ki kellene próbálni az AC szervo motoros hajtást.
Valami azt súgja, most ez következik.
Talán már elérhetőbb áron hozzá lehet jutni, mint 1-2 évvel ezelőtt.
Viszont vannak még félelmeim a gyorsulásukat, illetve a nyomatékukat illetően.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2010 január 28, 21:27
Írta: Miki2 Dátum 2010 január 28, 21:27
Most nézem, hogy ezeknek a DC szervoknak a fordulatszáma 1600 1/perc.
Nem lesz a gép túl lassú, ha a 0.3 Nm-es nyomaték miatt megfelelően áttételezed?
Nem lesz a gép túl lassú, ha a 0.3 Nm-es nyomaték miatt megfelelően áttételezed?
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 január 28, 21:30
Írta: jv7pu3a5p Dátum 2010 január 28, 21:30
Léptecs enkoderrel. És nem kell törni a fejed :))
Csak lenne már egy kis időm vezérlőt fejleszteni, ugyanis már be van iktatva a folyamat.
Csak lenne már egy kis időm vezérlőt fejleszteni, ugyanis már be van iktatva a folyamat.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 január 28, 21:33
Írta: jv7pu3a5p Dátum 2010 január 28, 21:33
Zoli, mégeccer mondom nagyon pöpec a géped. Nekem nagyon tetszik. :))
A T asztalt meg szerintem én is megvalósítom. Hol lehet 400x400x10mm alut kapni? Mert a metaloglobusnál ahol szoktam vásárolni nem találtam.
A T asztalt meg szerintem én is megvalósítom. Hol lehet 400x400x10mm alut kapni? Mert a metaloglobusnál ahol szoktam vásárolni nem találtam.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2010 január 28, 21:47
Írta: Miki2 Dátum 2010 január 28, 21:47
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2010 január 28, 21:53
Írta: Miki2 Dátum 2010 január 28, 21:53
Ha ilyen vezérlőt készítel, legalább 80-90 V-os és minimum 8-10 A-es legyen. Felbontásban szerintem 1/8-ad lépésnél kisebbet nem sokan állítanak be.
Ilyen paraméterekkel szerintem kellően stabil, és jól használható vezérlő lehet belőle.
Ilyen paraméterekkel szerintem kellően stabil, és jól használható vezérlő lehet belőle.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 január 28, 21:55
Írta: jv7pu3a5p Dátum 2010 január 28, 21:55
[#worship]
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 január 28, 22:02
Írta: jv7pu3a5p Dátum 2010 január 28, 22:02
A mostani vezélőm is elég jól sikeredett, aztán Antal Gábor fórumtársunk beleültette a bogarat a fülembe ezzel az enkóder dologgal. Azóta ezen jár az eszem. Na majd igyekszem foglalkozni a témával.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 22:31
Írta: besirkyjh Dátum 2010 január 28, 22:31
Megnéztem a linket
A vevöszolgálatnál van egy haver csaj ( Kulcsár Boglárka ) csak Ö még nem tugyja .Majd holnap .
Itt van Debrecenben egy cég aki árul méretre vágva is .Ennek az asztalnak a kilos ára 3800ft brutto lett volna ,de vágva 7800ft-ra jött ki .Nem volt nehéz döntenem hogy melyiket válasszam .2db 10mm-es az még jobb a Tiedhez .
Egy rahedli M5x20-as süllyesztettfejü imbusz csavar és máris olyan szép lessz mint az enyém .Csak az also 10-esbe vágod a menetet .
Ugy döntöttem hogy csinálok még ilyen gépet van még kettöhöz anyagom .Majd lessz vele valami .
[#awink]
A vevöszolgálatnál van egy haver csaj ( Kulcsár Boglárka ) csak Ö még nem tugyja .Majd holnap .
Itt van Debrecenben egy cég aki árul méretre vágva is .Ennek az asztalnak a kilos ára 3800ft brutto lett volna ,de vágva 7800ft-ra jött ki .Nem volt nehéz döntenem hogy melyiket válasszam .2db 10mm-es az még jobb a Tiedhez .
Egy rahedli M5x20-as süllyesztettfejü imbusz csavar és máris olyan szép lessz mint az enyém .Csak az also 10-esbe vágod a menetet .
Ugy döntöttem hogy csinálok még ilyen gépet van még kettöhöz anyagom .Majd lessz vele valami .
[#awink]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 28, 22:35
Írta: besirkyjh Dátum 2010 január 28, 22:35
Hát ez az .
Ezért kéne már valamit konyitani hozzá hogy esetleg direktben egy 6-10mm golyossal használhato-e .A másik motor 3000-es de 0.1Nm majdnem ugyan az de "Z"-nek jo lenne .
Megfogom csinálni a kapott szervo vezérlö rajzot és a proba majd eldönti hogy jo-e .
[#fejvakaras][#nemtudom]
Ezért kéne már valamit konyitani hozzá hogy esetleg direktben egy 6-10mm golyossal használhato-e .A másik motor 3000-es de 0.1Nm majdnem ugyan az de "Z"-nek jo lenne .
Megfogom csinálni a kapott szervo vezérlö rajzot és a proba majd eldönti hogy jo-e .
[#fejvakaras][#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 január 29, 08:46
Írta: Jozs Dátum 2010 január 29, 08:46
Tibor valószínűleg irónikusan kérdezte a fénykép alapján hogy csak az egyik vége van-e csapágyazva, bennem azért felmerült néhány kérdés. Azt hiszem mehetne a "Kezdő vagyok" topicba is, de talán nem baj, ha ide írom.
A kérdésem pedig az lenne, hogy a menetes v. golyós orsók végeit hogyan szokták csapágyazni. Úgy gondolom legtöbbször mind a két végüket, de a tengelyirány elmozdulás ellen mindkét végen szok lenni rögzítve, vagy csak az egyiken.
Mert ugye két végen rögzítve stabilabb a rendszer, viszont közrejátszhat az orsó hőtágulás miatti hosszváltozása, ami problémát okozhat. Köszi.
Jozs
A kérdésem pedig az lenne, hogy a menetes v. golyós orsók végeit hogyan szokták csapágyazni. Úgy gondolom legtöbbször mind a két végüket, de a tengelyirány elmozdulás ellen mindkét végen szok lenni rögzítve, vagy csak az egyiken.
Mert ugye két végen rögzítve stabilabb a rendszer, viszont közrejátszhat az orsó hőtágulás miatti hosszváltozása, ami problémát okozhat. Köszi.
Jozs
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 29, 08:56
Írta: 000000000 Dátum 2010 január 29, 08:56
sziasztok!Zoli nagyon jo barátom és földim,és nem szoktam vele ironizálni!:)))ugye Zolika??!!:)))a menetes orso kétvégén csapágyazva modszerhez nagyon pontos tengely vég kidolgozás kell,mert ha mondjuk az esztergályos kicsit trehány munkát végez,és űtni fog az orso,akkor ott gondok lesznek!nézd meg a V.bodi gépét ott is egy oldalt van csak csapágyazva,és szuper a kis műszer!:)))
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 29, 09:14
Írta: besirkyjh Dátum 2010 január 29, 09:14
Szia
Tetszik a gondolat ( hötágulás ) , ez igy igaz ahogy mondod van neki .De kell ezzel foglalkozni ? számottevö ez a hötágulás ?mekkora hö lehet egy golyos vagy más orsonál hossz irányban? Ezek az elvek , igazak de nem kell velük nekünk foglalkozni .
A két csapágyas modszer jobb ha nagyobb axiális erönek van kitéva az orso de ott már akkor müanyag anya sem használhato hanem bronz vagy golyos orso .Erre a gépre a 3 garnitura golyos orso kétszer annyiba kerülne mint az egész gép .
Mindent lehet de vannak ésszerü határok , mit mivel lehet párositani és ezt csak a feladat dönti el nem más .Elöször határozzk meg a feledatot utánna a követelményeket és a többi már adodik .
Ha csak egy csapágyat használsz és normális minöségü csapággyal csinálod akkor semm gond nincs a hosszirányu mozgással .
Még valami
" Mert ugye két végen rögzítve stabilabb a rendszer, viszont közrejátszhat az orsó hőtágulás miatti hosszváltozása, ami problémát okozhat." akkor most holkell használni a gépet szobában ? hányfokon ? van egy csomo féle anyag benne amiknek különbözö a hötágulása .Érdemes ennyire mélyen bele menni ?Sokkal nagyobb gondot jelent egy vázat ugy megtervezni és megépiteni hogy az használhato legyen és ne keljen kompromisszumot kötni és ehez ezeknek a mély dolgoknak nincs is köze .
Ha csapágyazod mind a két végét akkor már érdemes is rögziteni szintén mind két végét .Ami nem is olyan egyszerü ( ne feszüljön össze vagy ne legyen laza a hossz illesztés ) .
Álltalában azért tesznek bele két csapágyat hogy az orso ütését ami ( elvileg nincs ) kézben tugyják tartani .Nagyobb fordulatoknál ( 1500felett ) már biztos nem alkalmazhato az egy csapágyas rendszer , tehát szervonál ez kizárva .Egy 7-800fordulaton használt léptetönél viszont használhazo és célra vezetö .
Milyen géped van ?
[#integet2][#awink]
Tetszik a gondolat ( hötágulás ) , ez igy igaz ahogy mondod van neki .De kell ezzel foglalkozni ? számottevö ez a hötágulás ?mekkora hö lehet egy golyos vagy más orsonál hossz irányban? Ezek az elvek , igazak de nem kell velük nekünk foglalkozni .
A két csapágyas modszer jobb ha nagyobb axiális erönek van kitéva az orso de ott már akkor müanyag anya sem használhato hanem bronz vagy golyos orso .Erre a gépre a 3 garnitura golyos orso kétszer annyiba kerülne mint az egész gép .
Mindent lehet de vannak ésszerü határok , mit mivel lehet párositani és ezt csak a feladat dönti el nem más .Elöször határozzk meg a feledatot utánna a követelményeket és a többi már adodik .
Ha csak egy csapágyat használsz és normális minöségü csapággyal csinálod akkor semm gond nincs a hosszirányu mozgással .
Még valami
" Mert ugye két végen rögzítve stabilabb a rendszer, viszont közrejátszhat az orsó hőtágulás miatti hosszváltozása, ami problémát okozhat." akkor most holkell használni a gépet szobában ? hányfokon ? van egy csomo féle anyag benne amiknek különbözö a hötágulása .Érdemes ennyire mélyen bele menni ?Sokkal nagyobb gondot jelent egy vázat ugy megtervezni és megépiteni hogy az használhato legyen és ne keljen kompromisszumot kötni és ehez ezeknek a mély dolgoknak nincs is köze .
Ha csapágyazod mind a két végét akkor már érdemes is rögziteni szintén mind két végét .Ami nem is olyan egyszerü ( ne feszüljön össze vagy ne legyen laza a hossz illesztés ) .
Álltalában azért tesznek bele két csapágyat hogy az orso ütését ami ( elvileg nincs ) kézben tugyják tartani .Nagyobb fordulatoknál ( 1500felett ) már biztos nem alkalmazhato az egy csapágyas rendszer , tehát szervonál ez kizárva .Egy 7-800fordulaton használt léptetönél viszont használhazo és célra vezetö .
Milyen géped van ?
[#integet2][#awink]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 29, 09:20
Írta: besirkyjh Dátum 2010 január 29, 09:20
Látod közbe meg jött az ironikus barátom .
Neki lehet , nagyon isismeri a dörgést csak mostanában ritkán van erre felé ( az okát tugyjuk ) ( tevezi a jövöjét ) .
Amit ir az esztergályosrol pontosan igaz de tényleg nemolyan egyszerü nagyon pontosan tengelyvéget csinálni ( kel hozzá rutin rendesen ).
[#eljen][#taps]
Neki lehet , nagyon isismeri a dörgést csak mostanában ritkán van erre felé ( az okát tugyjuk ) ( tevezi a jövöjét ) .
Amit ir az esztergályosrol pontosan igaz de tényleg nemolyan egyszerü nagyon pontosan tengelyvéget csinálni ( kel hozzá rutin rendesen ).
[#eljen][#taps]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 29, 09:29
Írta: besirkyjh Dátum 2010 január 29, 09:29
Csak félve merem megmutatni hogy én hogyan csinálom százados pontossággal a csapágy illesztést .
Ez egy 10x3mm-es trapéz orso és 2db 10mm-es furato golyos csapágy ,eltart egy darabig de megéri .


Apro trükkök amihez rutin kell és sokat olvasni ezt a forumot az elejétöl mindent .
[#eljen][#nezze]
Ez egy 10x3mm-es trapéz orso és 2db 10mm-es furato golyos csapágy ,eltart egy darabig de megéri .
Apro trükkök amihez rutin kell és sokat olvasni ezt a forumot az elejétöl mindent .
[#eljen][#nezze]
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 január 29, 09:42
Írta: Jozs Dátum 2010 január 29, 09:42
Értem. Nem vagyok gépész, csak próbálom használható formára alakítani az agyamban, amit innen-onnan hallok :-). De tényleg logikus, hogy egy 500 mm körüli orsóhossznál nem lehet számottevő ( a mi viszonyaink között ) a hőtágulás. Magi István féle bútorlap gépem van, azt próbálom "korszerűsíteni". Abban ugye sima metrikus menetes orsók vannak, nem nehéz rajtuk rögzíteni két anyával a csapágyat. Illetve nehéz, mert az anyák a pontatlanságuk miatt nem pontosan merőlegesen rögzítik a csapágyakat a tengelyre ... de ez egy másik történet :-)
A pontossággal kapcsolatban még eszembe jutott, hogy a szánt vezető rudakat is eléggé pontosan kell rögzíteni, hiszen ha a távolságuk akárcsak pár tizeddel is eltér a két végen, akkor megszorul a szán. Ezt a pontosságot simán úgy oldják meg, hogy a két lapot, amibe a rudak becsatlakoznak egyszerre fúrják ki, vagy szokott lenni valami "finomhangolási" trükk is ? ( Sajna ez a képekből nem derül ki. ) Köszi.
Jozs
A pontossággal kapcsolatban még eszembe jutott, hogy a szánt vezető rudakat is eléggé pontosan kell rögzíteni, hiszen ha a távolságuk akárcsak pár tizeddel is eltér a két végen, akkor megszorul a szán. Ezt a pontosságot simán úgy oldják meg, hogy a két lapot, amibe a rudak becsatlakoznak egyszerre fúrják ki, vagy szokott lenni valami "finomhangolási" trükk is ? ( Sajna ez a képekből nem derül ki. ) Köszi.
Jozs
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 január 29, 09:44
Írta: iezx50gsm Dátum 2010 január 29, 09:44
Én féltem az ilyen megmunkálástól, de képeidet látva nincs lehetetlen, csak tehetetlen...
Gratulálok [#integet2]
Gratulálok [#integet2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 29, 10:07
Írta: 000000000 Dátum 2010 január 29, 10:07
ezekett egyszerre furják,és az y tartokat is,meg a Z-t is!az orsonál talán a leg fontosabb az axiális koty mentesség,és ha esetleg radiálisan űt akkor a csapágy házat nagyobbra kell furni,és jo féle rugalmas perselyt késziteni hozzá,ez persze csak max.tizedes eltéréseknél elképzelhetö!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 29, 10:20
Írta: besirkyjh Dátum 2010 január 29, 10:20
Pontosoan .
Az egész mechanika a párhuzamosságrol és a derékszögröl szol.A tized milliméter már szinte szoba sem jöhet .Ha az eggyik végén szorul akkor a másikon lötyög és használhatatlan .
Ha házi körülmények között akarod megoldani a párhuzamosságot polo felgyür vállig és hajrá ( sok sok hiteles mérés és türelem kell hozzá ) de mint a Misi is irja nincs lehetetlen csak tehetetlen ....
Ez a gép CNC-vel lett furva és megmunkálva .Nem volt semmi pronléma 0.01mm pontossággal furni a párhuzamot a rudaknak .
Ha szintén otthon csinálod , össze kell fogni a tartokat és össze jelölni és egyszerre furni öket figyelve a meröleges furásra .Késöbb ha kell még lehet korrigálni kicsit pl: a tengelyvégek csiszolásával .
Használd ki hogy az a gép párhuzamosan van vágva ( lapszabász mühelyben készült a méretre vágás )és arra probálj vezetöket tenni .
Ebben a topick-ban menj vissza pár oldalt és találsz egy MDF gépet nézegesd meg a fotokat hátha találsz valamit amit tudsz használni .
[#nezze][#integet2]
Az egész mechanika a párhuzamosságrol és a derékszögröl szol.A tized milliméter már szinte szoba sem jöhet .Ha az eggyik végén szorul akkor a másikon lötyög és használhatatlan .
Ha házi körülmények között akarod megoldani a párhuzamosságot polo felgyür vállig és hajrá ( sok sok hiteles mérés és türelem kell hozzá ) de mint a Misi is irja nincs lehetetlen csak tehetetlen ....
Ez a gép CNC-vel lett furva és megmunkálva .Nem volt semmi pronléma 0.01mm pontossággal furni a párhuzamot a rudaknak .
Ha szintén otthon csinálod , össze kell fogni a tartokat és össze jelölni és egyszerre furni öket figyelve a meröleges furásra .Késöbb ha kell még lehet korrigálni kicsit pl: a tengelyvégek csiszolásával .
Használd ki hogy az a gép párhuzamosan van vágva ( lapszabász mühelyben készült a méretre vágás )és arra probálj vezetöket tenni .
Ebben a topick-ban menj vissza pár oldalt és találsz egy MDF gépet nézegesd meg a fotokat hátha találsz valamit amit tudsz használni .
[#nezze][#integet2]
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 január 29, 10:22
Írta: Jozs Dátum 2010 január 29, 10:22
Köszi !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 29, 10:33
Írta: 000000000 Dátum 2010 január 29, 10:33
komám nem dicsértem meg a videodat!:)))remek a minősége,és nagyon szemléleletes!:)))ügyi vagy!:)))
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 január 29, 13:07
Írta: robroy007 Dátum 2010 január 29, 13:07
Szia Miki!
Őket is zaklattuk az anyagbeszerzés során csak nagyon lassan morognak náluk a kerekek
pedig jók lettek volna az áraik vastaglemez vágatban is
Őket is zaklattuk az anyagbeszerzés során csak nagyon lassan morognak náluk a kerekek
pedig jók lettek volna az áraik vastaglemez vágatban is
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 29, 15:02
Írta: 4um5b65d Dátum 2010 január 29, 15:02
Nana, nehogy azt hidd, hogy az orsó axiális hőtágulása jelentéktelen. Nézz csak bele a mappámba a rajzokhoz. csupán csak hossztól függ, hogy mennyire kell odafigyelni a problémára. Egy golyósorsó simán forrósodhat adott esetben. Mindkét vég csapágyazható ha a másik vég így van csapágyazva.

Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 január 29, 17:52
Írta: keri Dátum 2010 január 29, 17:52
Nekem kézzel mozgatva nem lett olyan jó.
0,05mm körhagyás volt, ezért léptető motorokkal forgattam mindent, úgy viszont sikerült 0,02ra csökkentenem a hibát, de leképesztően lassú folyamat volt...bár ilyen méretű kővel lehet hogy gyorsabb.
Amin gondolkodok, hogy nem lesz kúpos így a tengely? Hiszen elég nagy felületen érintkezik a kővel.
0,05mm körhagyás volt, ezért léptető motorokkal forgattam mindent, úgy viszont sikerült 0,02ra csökkentenem a hibát, de leképesztően lassú folyamat volt...bár ilyen méretű kővel lehet hogy gyorsabb.
Amin gondolkodok, hogy nem lesz kúpos így a tengely? Hiszen elég nagy felületen érintkezik a kővel.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 január 29, 17:54
Írta: keri Dátum 2010 január 29, 17:54
bocs, Kulcsár úrnak akartam írni az előbbit.
Neked csak meg akartam köszönni az Amari címét. Valamelyik nap 40percet ténferegtem a környéken és vagy 20* elmentem a cég előtt mert én egy alumínium telepet kerestem, a nevét meg nem tudtam :)
Neked csak meg akartam köszönni az Amari címét. Valamelyik nap 40percet ténferegtem a környéken és vagy 20* elmentem a cég előtt mert én egy alumínium telepet kerestem, a nevét meg nem tudtam :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 29, 18:31
Írta: besirkyjh Dátum 2010 január 29, 18:31
Szia Keri
Nem lessz kupos mert ( igaz a képen nem látszik ) de a könek csak a sarka éri a tengelyt .
Egyébként az ötlet Töled van ( köszönöm) .Frappáns gyors (ekkora kövel ) és pomtos .
[#eljen][#taps]
Nem lessz kupos mert ( igaz a képen nem látszik ) de a könek csak a sarka éri a tengelyt .
Egyébként az ötlet Töled van ( köszönöm) .Frappáns gyors (ekkora kövel ) és pomtos .
[#eljen][#taps]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 29, 18:45
Írta: besirkyjh Dátum 2010 január 29, 18:45
Szia Laslie
Mint mondtam , igen van hötágulása minden anyagnak .De kell nekünk ezzel foglalkozni ?
Egy adot gépröl (adott paraméterekkel) van szo .Történetesen a bemutatott aluminium vázas golyos perselyes és POM anyás gépröl aminek csak az orsok eggyik oldalán van csapágy .
Kell itt foglalkozni a hötágulással?
[#ejnye1][#awink]
Mint mondtam , igen van hötágulása minden anyagnak .De kell nekünk ezzel foglalkozni ?
Egy adot gépröl (adott paraméterekkel) van szo .Történetesen a bemutatott aluminium vázas golyos perselyes és POM anyás gépröl aminek csak az orsok eggyik oldalán van csapágy .
Kell itt foglalkozni a hötágulással?
[#ejnye1][#awink]
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 január 29, 19:29
Írta: yuagaci9g Dátum 2010 január 29, 19:29
Azt, hogy foglalkozol e vele vagy nem, dontsd el magad!
Aluminium hotagulasa 0.000023/C
Acel hotagulasa 0.0000132/C
Ontottvas hotagulasa 0.0000114/C
Ez, ha utanaszamolsz,
Egy egymeteres aluminium es egy acel alkatresznel
ha azonos homersekleten vannak, es teszem azt, 50 C fok valtozast feltetelezunk, 0.6mm a kulonbseg a ket hosszusag kozott;
Ezt vagy kibirja az orsocsapagy, vagy torik valami...
Ha egy golyosorso jol felmelegszik, a draga csapagyaknak bizony annyi! vagy valaszd az uszo csapagyazast, de a szazados pontossagnak akkor is lottek
Aluminium hotagulasa 0.000023/C
Acel hotagulasa 0.0000132/C
Ontottvas hotagulasa 0.0000114/C
Ez, ha utanaszamolsz,
Egy egymeteres aluminium es egy acel alkatresznel
ha azonos homersekleten vannak, es teszem azt, 50 C fok valtozast feltetelezunk, 0.6mm a kulonbseg a ket hosszusag kozott;
Ezt vagy kibirja az orsocsapagy, vagy torik valami...
Ha egy golyosorso jol felmelegszik, a draga csapagyaknak bizony annyi! vagy valaszd az uszo csapagyazast, de a szazados pontossagnak akkor is lottek
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 január 29, 19:31
Írta: yuagaci9g Dátum 2010 január 29, 19:31
Ezert mondtam mar parszor, aluvazas gepen ne feszitsetek meg az orsot, abbol semmi jo nem rosszmazik.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 29, 19:43
Írta: 4um5b65d Dátum 2010 január 29, 19:43
Ha csak egyik oldalon csapágyas akkor nem kell vele foglalkoznod....
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 29, 21:06
Írta: besirkyjh Dátum 2010 január 29, 21:06
Szia Lacibá
Most kapcsoltam , mit is irtam .Hülyeséget .
Tehát javitva : egy oros profi csapágyazása ha az axiális mozgást két csapággyal oldjuk meg EGYOLDALON és a másik végén központban tartjuk az orsot , mondjuk tügörgös csapággyal .
A különbözö hötágulás miatt nem is lehet igazán másképpen csapágyazni .
Bocsi . Igazatok van .
[#fejvakaras][#falbav]
Most kapcsoltam , mit is irtam .Hülyeséget .
Tehát javitva : egy oros profi csapágyazása ha az axiális mozgást két csapággyal oldjuk meg EGYOLDALON és a másik végén központban tartjuk az orsot , mondjuk tügörgös csapággyal .
A különbözö hötágulás miatt nem is lehet igazán másképpen csapágyazni .
Bocsi . Igazatok van .
[#fejvakaras][#falbav]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 január 29, 23:35
Írta: svejk Dátum 2010 január 29, 23:35
Van valakinek tapasztalata, hogy egy 25 mm-es átmérőjű 2000 mm hosszú nem feszített orsót mekkor fordulattal lehet forgatni épp észel?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 29, 23:39
Írta: 4um5b65d Dátum 2010 január 29, 23:39
350-nél már lengedezne a közepe. Én nem is merném forgatni ilyen hosszban..
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 január 29, 23:52
Írta: svejk Dátum 2010 január 29, 23:52
Ez tapasztalat, vagy van valami táblázatod?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 január 29, 23:53
Írta: svejk Dátum 2010 január 29, 23:53
Vagy ezt ki lehet könnyen számolni?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 29, 23:56
Írta: 4um5b65d Dátum 2010 január 29, 23:56
Dehogy, ez csak érzés. Tudom, hogy egy 0,5 és egy 1 méteres darab mit csinál, ahhoz már tudok viszonyítani. Nagyobb fordulatra ne igen számíts...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 január 29, 23:57
Írta: svejk Dátum 2010 január 29, 23:57
Aha..mint Jedi lovag a fénykardot mi? :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 29, 23:59
Írta: besirkyjh Dátum 2010 január 29, 23:59
Szia
Ilyen hoszban nemlenne érdemes esetleg az anyát forgatni az orson .
[#integet2]
Ilyen hoszban nemlenne érdemes esetleg az anyát forgatni az orson .
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 29, 23:59
Írta: 4um5b65d Dátum 2010 január 29, 23:59
Márhogy a "Jedi lovag az erőt" akartad írni... :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 30, 00:00
Írta: 4um5b65d Dátum 2010 január 30, 00:00
Hát csak is úgy. 2 méternél már a saját tömegétől belóg az anyag...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 január 30, 00:07
Írta: svejk Dátum 2010 január 30, 00:07
Ezért kérdezem az orsó határfordulatát.
Az anya forgatásánál egyéb problémák merülnek fel.
Az anya forgatásánál egyéb problémák merülnek fel.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 január 30, 00:08
Írta: besirkyjh Dátum 2010 január 30, 00:08
Nálam kicsit egyszerüsödik a dolog .
Pont majött a postás és hozott 3db 2m-es 1.5 modulos fogaslécet hozzávalo kerekekkel .
1méter fölöt már csak ezt használom .
Pont majött a postás és hozott 3db 2m-es 1.5 modulos fogaslécet hozzávalo kerekekkel .
1méter fölöt már csak ezt használom .
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 30, 00:11
Írta: 4um5b65d Dátum 2010 január 30, 00:11
Szerintem ilyen nincs hogy határfordulat.
Forgathatod valamennyivel, mondjuk 400-al és akkor kapsz egy alap kilengést, de előfordulhat, hogy a gép valamely más részének a rezonanciája felerősíti az alap kilengést. Szóval számolni ezt nem fogod tudni biztonságosan.
Forgathatod valamennyivel, mondjuk 400-al és akkor kapsz egy alap kilengést, de előfordulhat, hogy a gép valamely más részének a rezonanciája felerősíti az alap kilengést. Szóval számolni ezt nem fogod tudni biztonságosan.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 január 30, 08:44
Írta: keri Dátum 2010 január 30, 08:44
Már megint bele okoskodok, de mivel más sem tud konkrét választ mégis veszem a bátorságot.
Anyám mint vegyipari gépész számolt ilyeneket hogy keverő lapát fordulata. Ott olyan volt hogy a tervezett fordulatot bírta volna a gép, de amíg eléri azt a fordulatot 3 fordulaton is olyan rezonancia lépett fel, hogy szétesett volna a gép.
Na most ebből gondolom hogy a tengely saját rezonanciáival egyező fordulatok a kritikusak leginkább.
Nagyobb fordulatot már bírna hiszen egy forgó tömeg próbál a tömeg középpontja körül forogni tehát a centrifugális erő nem fogja görbülésre kényszeríteni a tengelyt
DE ha a minimális asszimmetriából adódó forgás közbeni rezonancia egybe esik a rugalmasság és tömegből adódó rezonanciával, akkor erősödő lengések alakulnak ki.
2méteres orsónak viszont egészen alacsony lehet a rezonanciája, viszont ha szerencséd van olyan alacsony, hogy ott még nem ébrednek nagy erők és gyorsan át lehet lépni azt a fordulatot.
Anyám mint vegyipari gépész számolt ilyeneket hogy keverő lapát fordulata. Ott olyan volt hogy a tervezett fordulatot bírta volna a gép, de amíg eléri azt a fordulatot 3 fordulaton is olyan rezonancia lépett fel, hogy szétesett volna a gép.
Na most ebből gondolom hogy a tengely saját rezonanciáival egyező fordulatok a kritikusak leginkább.
Nagyobb fordulatot már bírna hiszen egy forgó tömeg próbál a tömeg középpontja körül forogni tehát a centrifugális erő nem fogja görbülésre kényszeríteni a tengelyt
DE ha a minimális asszimmetriából adódó forgás közbeni rezonancia egybe esik a rugalmasság és tömegből adódó rezonanciával, akkor erősödő lengések alakulnak ki.
2méteres orsónak viszont egészen alacsony lehet a rezonanciája, viszont ha szerencséd van olyan alacsony, hogy ott még nem ébrednek nagy erők és gyorsan át lehet lépni azt a fordulatot.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 30, 10:01
Írta: 43pbwjg8s Dátum 2010 január 30, 10:01
Ezt jó hogy mondod....
Fontos, mert azok a golyósorsók amelyeket mi fogunk most beépíteni, a szorítás után veszik fel a végleges kotyanásmentes állapotot.
Ez azt hozza, hogy érdemes lesz a fogó és szorító elemet valami más, kevésbé hőérzékeny anyagból csinálni!
Köszönöm a tippet!
Fontos, mert azok a golyósorsók amelyeket mi fogunk most beépíteni, a szorítás után veszik fel a végleges kotyanásmentes állapotot.
Ez azt hozza, hogy érdemes lesz a fogó és szorító elemet valami más, kevésbé hőérzékeny anyagból csinálni!
Köszönöm a tippet!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 30, 14:16
Írta: 4um5b65d Dátum 2010 január 30, 14:16
Ugye itt kellene, hogy belépjenek a rendszerbe a temperált orsók. Ha nem tudja magát jelentősen nagyobb hőfokra melegíteni mint a környezet akkor simán megfeszítheted.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2010 január 30, 14:46
Írta: D.Laci Dátum 2010 január 30, 14:46
2.75m 25mmx25mm órsót jelenleg 200 1/min -el pörgetek. De szerintem birna többet is. Majd meg nézem mit bir....
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 január 30, 14:47
Írta: 43pbwjg8s Dátum 2010 január 30, 14:47
Sajnos nincs infóm róla.
Teszt lesz előbb azt hiszem.
A feszítést ugyis tudjuk majd állítani. Meg kell keresni az optimális értéket.
Teszt lesz előbb azt hiszem.
A feszítést ugyis tudjuk majd állítani. Meg kell keresni az optimális értéket.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 30, 17:00
Írta: 000000000 Dátum 2010 január 30, 17:00
Csak vigyázz Barátom, a nyakadat húzd be!!!!!!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 január 30, 17:07
Írta: 4um5b65d Dátum 2010 január 30, 17:07
Ne aggódj D.Lackó miatt, addigra összehozok valami nagyon szép búcsúztató szöveget a temetésre.
Van ki golyótól hal, van ki golyós orsótól...
[#vigyor3]
Van ki golyótól hal, van ki golyós orsótól...
[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 január 30, 18:31
Írta: svejk Dátum 2010 január 30, 18:31
Megköszönném.
A jobb kezedre vigyázz!!!
A jobb kezedre vigyázz!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 január 30, 21:57
Írta: 000000000 Dátum 2010 január 30, 21:57
Ez egy régebbi képem, lineáris mozgás nyomaték igényének mérése súlyokkal.

Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2010 január 31, 09:20
Írta: Motoros Dátum 2010 január 31, 09:20
Hali Zoli! Böngészem itt a fórumot és csak most bukkantam rá milyen kis pöpec géped van alakulóban.
Főleg a Z tengely tetszik, nagyon egyben van.
A hőtágulást meg nyugodtan ennél a gépnél felejtsd el. Jó is lenne ha a léptecsek a hatalmas fordulatszámuk miatt megypiros izzásba hoznák az orsót :)) Erre én annak idején csináltam egy nagyon durva próbát szoros ZX 100-as anyával és kézi fúrógéppel. Akármennyivel forgattam oda vissza kb 10 centi hosszban, még csak langymelegre sem tudtam felvinni hisz ha van is helyi melegedés akkor az visszahül mivel nem a teljes hossz melegszik. 1m acélrúd 0.2 mm-t tágul 100 C fok változás hatására. A gépednél a hossz 300 mm ez kb akkor 0.1 mm -t tágulna ha 20 fokról 120 ra melegítjük teljes hosszban. Na ez nem lenne semmi mutatvány.
Főleg a Z tengely tetszik, nagyon egyben van.
A hőtágulást meg nyugodtan ennél a gépnél felejtsd el. Jó is lenne ha a léptecsek a hatalmas fordulatszámuk miatt megypiros izzásba hoznák az orsót :)) Erre én annak idején csináltam egy nagyon durva próbát szoros ZX 100-as anyával és kézi fúrógéppel. Akármennyivel forgattam oda vissza kb 10 centi hosszban, még csak langymelegre sem tudtam felvinni hisz ha van is helyi melegedés akkor az visszahül mivel nem a teljes hossz melegszik. 1m acélrúd 0.2 mm-t tágul 100 C fok változás hatására. A gépednél a hossz 300 mm ez kb akkor 0.1 mm -t tágulna ha 20 fokról 120 ra melegítjük teljes hosszban. Na ez nem lenne semmi mutatvány.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2010 január 31, 09:24
Írta: D.Laci Dátum 2010 január 31, 09:24
Tanultam a multkoribol...
Golyó álló mellény bekészitve :)
Holnap kiprobálom, ma még esztergályos mühelyben melózok holnaptól a marósban...
Golyó álló mellény bekészitve :)
Holnap kiprobálom, ma még esztergályos mühelyben melózok holnaptól a marósban...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2010 január 31, 09:39
Írta: D.Laci Dátum 2010 január 31, 09:39
Tudtam hogy a felebarátaimra mindig számithatok ezügyben! :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 február 01, 19:33
Írta: svejk Dátum 2010 február 01, 19:33
Te miket mértél? Én is össze akarom foglalni az enyémet...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2010 február 01, 19:34
Írta: D.Laci Dátum 2010 február 01, 19:34
520 ford/min -nél még nem lengetbe.
azis igaz hogy ilyen fordulatnál már egy pillanat alat egyik végéröl a másikra ér a gép.
azis igaz hogy ilyen fordulatnál már egy pillanat alat egyik végéröl a másikra ér a gép.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 február 01, 19:35
Írta: svejk Dátum 2010 február 01, 19:35
Köszi!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 február 01, 21:43
Írta: svejk Dátum 2010 február 01, 21:43
Az én méréseimet összefoglaltam a szervo homokozó #436-ban.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 február 02, 18:48
Írta: jv7pu3a5p Dátum 2010 február 02, 18:48
Üdv Fórumtársak.
Végre felszereltem a gépre a vezérlőket és a kábeleket is elrendeztem. No meg beburkoltam a gépet mert már untam a forgácsban járást a műhelyben, ráadásul ez egy tiszta műhely, nem kimondottan forgácsolásra készült. :)
Van valakinek ötlete arra, hogy hogyan tudnám megvédeni az asztalt mozgató orsót meg csapágytengelyeket a forgácstól? Mert attól félek hogy benyalja a bronzpersely meg a poliamid anya és vége lesz mint a botnak.
Itt van két kép is:


Végre felszereltem a gépre a vezérlőket és a kábeleket is elrendeztem. No meg beburkoltam a gépet mert már untam a forgácsban járást a műhelyben, ráadásul ez egy tiszta műhely, nem kimondottan forgácsolásra készült. :)
Van valakinek ötlete arra, hogy hogyan tudnám megvédeni az asztalt mozgató orsót meg csapágytengelyeket a forgácstól? Mert attól félek hogy benyalja a bronzpersely meg a poliamid anya és vége lesz mint a botnak.
Itt van két kép is:
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2010 február 02, 18:53
Írta: 62pb8zge Dátum 2010 február 02, 18:53
Szia!Szeretném kérdezni hol,vetted ezeket a műanyag lapokat,mi a neve?Ha lehet az alaktrészek beszerzése...topikban!Köszi!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 február 02, 18:54
Írta: 4um5b65d Dátum 2010 február 02, 18:54
Üregkamrás polikarbonát a neve. Sok helyen kapod...
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2010 február 02, 18:55
Írta: 62pb8zge Dátum 2010 február 02, 18:55
Köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 február 02, 18:55
Írta: 000000000 Dátum 2010 február 02, 18:55
nem köll be kapcsolni!:)))azok a kuplungok nem sokáig fogják huzni!amugy ugylátom hogy a gépet körűl vetted polikarbonnal,és ha egy kis zárt fűlkét csinálnál és rá kötnél egy elszivot,se a géped.se a környezeted nem piszkolodna!:)))gumi harmonika lenne még jo![#vigyor2][#circling]
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 február 02, 18:58
Írta: f35ezvjs Dátum 2010 február 02, 18:58
Szia Nekem van egy ED 1000 Esztergapadom annak a vezérorsólyán védőburkolat van. Látod honlapomon a saját gépeink nél nagyítsad fel nézd meg ez egy egyszerű harmonika rugó, de mondhatom nagyon szuper megoldás
ahogy mozog egyik iorányban nyúlik másik irányban összecsukódik
ahogy mozog egyik iorányban nyúlik másik irányban összecsukódik
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 február 02, 19:09
Írta: jv7pu3a5p Dátum 2010 február 02, 19:09
Gyengék a kuplungok?
Ez a harmonika jónak tűnik Urak. Már csak az a kérdés hol lehet beszerezni?
Ez a harmonika jónak tűnik Urak. Már csak az a kérdés hol lehet beszerezni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 február 02, 19:42
Írta: 000000000 Dátum 2010 február 02, 19:42
azok,tapasztalatbol tudom!!!jo pár jo gyorsan elvérzett,és még szinte terhelve sem volt!én nem használok semmilyen burkolatot,csak fát marok és esetleg műanyagot,és nem okozott még semmilyen problémát!pedig martam vele eleget!:)))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 február 02, 20:13
Írta: 43pbwjg8s Dátum 2010 február 02, 20:13
Pl OBI-ban is kapható.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 február 02, 20:21
Írta: yuagaci9g Dátum 2010 február 02, 20:21
Otletes ujdonsag, Ez a szervos forgato!

Az enkoder a forgatott tengelyen van, 0.4 iv-sec felbontassal pozicional, de ugyanakkor 1200 rot/ min -el forgathato is, 6.6 Nm nyomatekkal...
Ez mar esztergalni is eleg lehet.
Az enkoder a forgatott tengelyen van, 0.4 iv-sec felbontassal pozicional, de ugyanakkor 1200 rot/ min -el forgathato is, 6.6 Nm nyomatekkal...
Ez mar esztergalni is eleg lehet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 február 02, 20:25
Írta: svejk Dátum 2010 február 02, 20:25
Hogy ment tönkre a harmonika kuplung? Mástól is hallottam már :(
Pedig az ipar mostanság nagyon előszeretettel használja, főleg kupos szorításu változatát.
Talán csak silány gyártástechnológia lehet az oka?
Pedig az ipar mostanság nagyon előszeretettel használja, főleg kupos szorításu változatát.
Talán csak silány gyártástechnológia lehet az oka?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 február 02, 21:41
Írta: 000000000 Dátum 2010 február 02, 21:41
lehet silány is a gyártmány,és sokat nem kisérleteztem vele,és azt hiszem 3db-nak adtam meg a bizonyitás lehetöségét!központositva volt szerelvee,kűlön csináltam egy célszerszámot is hozzá!kettönél a lemez harmonika egyszerűen elrepedt,vagy az aluminium őszzeillesztésénél szakadt föl!és munka közben kis fogás mélységnél,és még azt sem mondhatom,hogy a maro esetleg űtközött!plotterekhez,vagy ha rajzolni akar valaki a cnc-vel,akkor ott szerintem meg felel!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 február 04, 11:23
Írta: 43pbwjg8s Dátum 2010 február 04, 11:23
Egyébként ha valakit érdekel a lenti mappában mindig ott található az aktuális állása PROE, DWG, és TIFF formátumban az épülő MANULA gépnek.
Hostya a király! Nagyon nagyon köszönöm neki, hogy lelket önt belém a segítségével, és hogy van tülrelme hozzám!
Hostya a király! Nagyon nagyon köszönöm neki, hogy lelket önt belém a segítségével, és hogy van tülrelme hozzám!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 február 04, 11:23
Írta: 43pbwjg8s Dátum 2010 február 04, 11:23
bocs! A link:
MANULA
MANULA
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 február 04, 11:25
Írta: 43pbwjg8s Dátum 2010 február 04, 11:25
Még egy:
A PROE modellek között megtalálható az ÁDÁM féle orsó modellje. Külön az orsó+csapágy együttes, és az anya.
Minden modell szabadon használható bárki részére!
A PROE modellek között megtalálható az ÁDÁM féle orsó modellje. Külön az orsó+csapágy együttes, és az anya.
Minden modell szabadon használható bárki részére!
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 február 04, 18:54
Írta: jv7pu3a5p Dátum 2010 február 04, 18:54
Jelentem kuplung eltört. Kérdem én milyet kell vennem ami jó?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 február 04, 19:08
Írta: 000000000 Dátum 2010 február 04, 19:08
Csak rotex rendszerűt érdemes venni

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 február 04, 19:43
Írta: 000000000 Dátum 2010 február 04, 19:43
Zoli mail ment.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 február 04, 19:48
Írta: 000000000 Dátum 2010 február 04, 19:48
ha minden áron venni akarsz,akkor az alant láthato fotok prima kuplungokat mutatnak!
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 február 04, 19:56
Írta: jv7pu3a5p Dátum 2010 február 04, 19:56
Köszönöm a válaszokat.
vbodi a megmentő, csinál frankót.
MAil ment vissza bodi.
vbodi a megmentő, csinál frankót.
MAil ment vissza bodi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 február 04, 20:02
Írta: 000000000 Dátum 2010 február 04, 20:02
házilag készitett,is felveszi a versenyt a gyárival,és Bodi mesterben megbizhatsz!:)))
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 február 04, 20:13
Írta: jv7pu3a5p Dátum 2010 február 04, 20:13
Látom a topikjában miket művel. Nem ma kezdte az ipart. :)
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 február 11, 22:18
Írta: robroy007 Dátum 2010 február 11, 22:18
ezt találtam főorsó világításnak
metroman.unas.hu
persze sok egyéb hasznos ketyere is van még az oldalon
metroman.unas.hu
persze sok egyéb hasznos ketyere is van még az oldalon
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2010 február 28, 19:22
Írta: jw8ykuay Dátum 2010 február 28, 19:22
Hello!
Egy kicsit ritkán emlegetett dolog itt a fórumon: A hangcsillapítás.
A szerencsésebbek megoldják egy pár füldugó használatával, de talán nem én vagyok egyedül, akinek tekintettel kell lenni a szomszédaira is. (Panel 10. emelet.[#circling][#circling] )
A gép. amit építek kb. 30 kg. A léptetőmotorokkal egész jó rezonanciát lehet közölni a szomszédokkal.
Egy filléres megoldás: A gép egy db. rétegelt lemezen áll és a lap és az asztal közé betettem egy kicsit felfújt kerékpárbelsőt.
Az asztal felé- és ezáltal a beton felé- , átadott rezgések drasztikusan lecsökkentek. (És a gép is viccesen ringatózik mozgás közben néány mm-t.)
A gép fölé pedig tervezek- majd... készíteni egy plexi dobozt, ami valószínűleg puha szivacson fog az alsó éleivel felfeküdni, a gép érintése nélkül. Hogy engem se zavarjon annyira a zaj.
Szívesen olvasnék más megoldásokat- és véleményeket, ha vannak!
Egy kicsit ritkán emlegetett dolog itt a fórumon: A hangcsillapítás.
A szerencsésebbek megoldják egy pár füldugó használatával, de talán nem én vagyok egyedül, akinek tekintettel kell lenni a szomszédaira is. (Panel 10. emelet.[#circling][#circling] )
A gép. amit építek kb. 30 kg. A léptetőmotorokkal egész jó rezonanciát lehet közölni a szomszédokkal.
Egy filléres megoldás: A gép egy db. rétegelt lemezen áll és a lap és az asztal közé betettem egy kicsit felfújt kerékpárbelsőt.
Az asztal felé- és ezáltal a beton felé- , átadott rezgések drasztikusan lecsökkentek. (És a gép is viccesen ringatózik mozgás közben néány mm-t.)
A gép fölé pedig tervezek- majd... készíteni egy plexi dobozt, ami valószínűleg puha szivacson fog az alsó éleivel felfeküdni, a gép érintése nélkül. Hogy engem se zavarjon annyira a zaj.
Szívesen olvasnék más megoldásokat- és véleményeket, ha vannak!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 február 28, 19:37
Írta: KoLa Dátum 2010 február 28, 19:37
[#eljen]Lakótelepi EVOLÚCIÓ - Nagyon ötletes [#eljen][#eplus2][#nevetes2][#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 február 28, 19:37
Írta: 000000000 Dátum 2010 február 28, 19:37
Igy néz ki megcsinálva (kb 90cm)
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2010 február 28, 20:07
Írta: jw8ykuay Dátum 2010 február 28, 20:07
[#crazya][#vigyor4]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 01, 06:19
Írta: Szalai György Dátum 2010 március 01, 06:19
Gratulálok az ötletedhez. Főleg a frappáns, egyszerű megvalósításhoz.
Nekem is eszembe jutott hasonló ötlet, de más okból.
Ha képes rá a gép, akkor a gyors irányváltásokkor, a rakétaszerű gyorsítás-lassítások igénybe veszik a gép, főleg a híd illesztéseit. Ez sokkal nagyobb igénybevétel, mint amit maga a forgácsolás okoz.
De ha az egész gép valamiféle légrugókon (vagy víz) szabadon lebeg, billeg, akkor sokkal kevésbé. Így gyengébb és könnyebb gépszerkezet lenne építhető, ami jóval dinamikusabb mozgásra képes.
Nekem is eszembe jutott hasonló ötlet, de más okból.
Ha képes rá a gép, akkor a gyors irányváltásokkor, a rakétaszerű gyorsítás-lassítások igénybe veszik a gép, főleg a híd illesztéseit. Ez sokkal nagyobb igénybevétel, mint amit maga a forgácsolás okoz.
De ha az egész gép valamiféle légrugókon (vagy víz) szabadon lebeg, billeg, akkor sokkal kevésbé. Így gyengébb és könnyebb gépszerkezet lenne építhető, ami jóval dinamikusabb mozgásra képes.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 március 01, 07:45
Írta: skwby94ub Dátum 2010 március 01, 07:45
Rétegelt lemezt(fa) és gumilapot szoktunk használni zajcsillapításra. Szivacslemezt most alkalmazunk először- kíváncsi vagyok a hatására. A gépet pedig gumibakra kell tenni, a stabilitás miatt.
Nehogy repülőgép legyen...
Nehogy repülőgép legyen...
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2010 március 01, 17:11
Írta: jw8ykuay Dátum 2010 március 01, 17:11
Köszi. Az eredeti megoldást mérőgépeken láttam, ahol sűrített levegővel töltött géptalpakon "lebeg" a gép. igaz ott a gépet kell megvédeni a környezeti rezgésektől. Nálam fordítva. De nem panaszkodik a szomszéd.[#smile]
Érdekes az elképzelésed, szerintem van benne ráció. Persze valamiféle korlátok között kell tartani a dolgot. Nem csak alulról, hanem oldalról is támasztva a gépet. Azért a gépet a lehető legmerevebbre kell építeni az anyagi lehetőség és az igénybevételek figyelembevételével. (Nálam a 100x100x100 mm munkatér a 30kg.)
Érdekes az elképzelésed, szerintem van benne ráció. Persze valamiféle korlátok között kell tartani a dolgot. Nem csak alulról, hanem oldalról is támasztva a gépet. Azért a gépet a lehető legmerevebbre kell építeni az anyagi lehetőség és az igénybevételek figyelembevételével. (Nálam a 100x100x100 mm munkatér a 30kg.)
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2010 március 01, 17:18
Írta: jw8ykuay Dátum 2010 március 01, 17:18
Nekem valami esztétikus megoldás kellene, ami nem rontja (tovább) a lakás összképét, (mégsem egy műhely, vagy garázs :) ).
A szivacslemezen már én is gondolkodtam. Ha egyre gondolunk. Sűrű, de mégis puha, nyílt cellás, gumiszerű tapintású anyag?
A szivacslemezen már én is gondolkodtam. Ha egyre gondolunk. Sűrű, de mégis puha, nyílt cellás, gumiszerű tapintású anyag?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 01, 19:33
Írta: Szalai György Dátum 2010 március 01, 19:33
Rakhatnál egy képet a gépedről. Milyen anyagokból épült, amitől 30kg, ha egy köbdeciméter a munkatere? Nagyon kemény anyagokat munkálsz vele?
Nem szeretek másra hivatkozni, ha nem idézhetem pontosan, most mégis megteszem, lehet, majd kapok érte. Tibor45 többször célzott rá, hogy a hobbi gépvázak viszonylag alacsony mechanikai ellenálló képessége komoly limitet jelent a milliszekundum nagyságrendű gyorsítás-lassítás esetén. (Görbül, szétesik a gép) Álláspontjával egybevág, hogy a gépépítők is többször nevezték meg gépvázuk aggodalomra okot adó viselkedését, a dinamika korlátja ként. Nem tudom feloldani a hatás ellenhatás törvényét, de irányíthatom az ellenhatást kevésbé kártékony irányba. Innen jött az ötlet, lengjen az egész gép, lengéscsillapítókon.
Hatásos vibrációszigetelést alkalmaznak a lemezjátszókban és a stúdió mikrofonokon. Rugó. Nálad: Tepsi a gép alá, négy sarkába négy tartó bak, rá kúpos gumi rezgéscsillapító, vagy rugóra felfüggesztés. De lakásbarát és igazán halk csak a hangszigetelt dobozolástól lesz.
http://www.lord.com/portals/0/vibrationMotionNoise/miniature_mounts.pdf
Elegáns megoldás.
Van nekem ettől a gyártótól négy darab bontott, leginkább a 7.old. 2/a ábrához hasonlító, de felcsavarozható szárnyú, mint az első oldal képén a középső. Cserélhető is.
Nem szeretek másra hivatkozni, ha nem idézhetem pontosan, most mégis megteszem, lehet, majd kapok érte. Tibor45 többször célzott rá, hogy a hobbi gépvázak viszonylag alacsony mechanikai ellenálló képessége komoly limitet jelent a milliszekundum nagyságrendű gyorsítás-lassítás esetén. (Görbül, szétesik a gép) Álláspontjával egybevág, hogy a gépépítők is többször nevezték meg gépvázuk aggodalomra okot adó viselkedését, a dinamika korlátja ként. Nem tudom feloldani a hatás ellenhatás törvényét, de irányíthatom az ellenhatást kevésbé kártékony irányba. Innen jött az ötlet, lengjen az egész gép, lengéscsillapítókon.
Hatásos vibrációszigetelést alkalmaznak a lemezjátszókban és a stúdió mikrofonokon. Rugó. Nálad: Tepsi a gép alá, négy sarkába négy tartó bak, rá kúpos gumi rezgéscsillapító, vagy rugóra felfüggesztés. De lakásbarát és igazán halk csak a hangszigetelt dobozolástól lesz.
http://www.lord.com/portals/0/vibrationMotionNoise/miniature_mounts.pdf
Elegáns megoldás.
Van nekem ettől a gyártótól négy darab bontott, leginkább a 7.old. 2/a ábrához hasonlító, de felcsavarozható szárnyú, mint az első oldal képén a középső. Cserélhető is.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 március 01, 20:29
Írta: Rabb Ferenc Dátum 2010 március 01, 20:29
A Bricostore-ban láttam (de talán máshol is) mosógép alátétet. 60*60 cm, kb 2 centi vastag gumilemez. Szerkezetét tekintve a parafára emlékeztet, tehát gumidarálék összepréselve. Nézz utána, hátha elnyeri a tetszésedet... Ami esetleg nem tetszik, hogy 3000 pénz körül mérik :-(
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2010 március 01, 21:18
Írta: jw8ykuay Dátum 2010 március 01, 21:18
Hát sajnos képet nem tudok feltenni, mert a fényképezőgépem tönkrement. :( Összevágok Acadból a sok verzióból egy olyat, amire hasonlít is a gép. :)
Azt hiszem alatta marad a kerékpárbelső. Maximálisan bejött, csak el kell rejtenem. Azért köszi a tippet!
Ami érdekesebb most már, az a gép bedobozolása.
Azt hiszem alatta marad a kerékpárbelső. Maximálisan bejött, csak el kell rejtenem. Azért köszi a tippet!
Ami érdekesebb most már, az a gép bedobozolása.
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2010 március 01, 21:22
Írta: jw8ykuay Dátum 2010 március 01, 21:22
Gyorsan kivettem alóla a gumit és elkezdtem emelgetni a fél végét, na meg összehasonlítani egy 10 kg- os kézisulyzóval![#vigyor3]Ott körül lehet a súlya. (Mérleg nincs) Sok sok 80x40- es aluprofil, (nehéz kivitelű) plusz komolyabb 80x40- es Al. "L" idomok, öklömnyi bontott léptetők, egyenáramú áttételes főorsó, mindenféle lin. vezetők.
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2010 március 01, 21:37
Írta: jw8ykuay Dátum 2010 március 01, 21:37
Remélem, műxik:
http://kepfeltoltes.hu/100301/9.verzi_-Model_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/100301/9.verzi_-Model_www.kepfeltoltes.hu_.jpg
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2010 március 01, 21:38
Írta: jw8ykuay Dátum 2010 március 01, 21:38
Köszi a tippet! Ilyesmi gumilapom van, de nem az igazi.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 01, 21:45
Írta: Szalai György Dátum 2010 március 01, 21:45
http://fenntarthato.hu/epites/termekek/adatbazis/g-burkolat-termek-ar2005.pdf
Van ebből egy dupla T gumitéglám. (Néha előfordulok náluk.) Ugyan az az anyag, mint a mosógép alátét. Biztosan elnyeli valamilyen hatásfokkal a rezgéseket, de milyen frekvencián mekkora a csillapítása, hol a legnagyobb? A mosógép a centrifugálás dobfordulatától fellépő sinus alakú vibrációt kelt, ami a gépen belül már erősen csillapított. (rugókkal) Harmonikus tartalma szinte nincsen. Erre jó lehet a darált gumi. De a mosógép alátét két centi vastag, ami nagy amplitúdójú rezgések elnyeléséhez kevés. A mosógépalátét gumit nem annyira a vibráció ellen, inkább a vibráció okozta helyváltoztatás megakadályozására találták ki.
Ha jobb kell, mint a széles frekvencia spektrumban jól szigetelő légtömlő, akkor ismerni kéne a vibráció frekvenciáját, amplitúdóját és harmonikus tartalmát, ennek megfelelő gyárilag minősített, méretezett szigetelő bakot beépíteni. Nem egyszerű.
Van ebből egy dupla T gumitéglám. (Néha előfordulok náluk.) Ugyan az az anyag, mint a mosógép alátét. Biztosan elnyeli valamilyen hatásfokkal a rezgéseket, de milyen frekvencián mekkora a csillapítása, hol a legnagyobb? A mosógép a centrifugálás dobfordulatától fellépő sinus alakú vibrációt kelt, ami a gépen belül már erősen csillapított. (rugókkal) Harmonikus tartalma szinte nincsen. Erre jó lehet a darált gumi. De a mosógép alátét két centi vastag, ami nagy amplitúdójú rezgések elnyeléséhez kevés. A mosógépalátét gumit nem annyira a vibráció ellen, inkább a vibráció okozta helyváltoztatás megakadályozására találták ki.
Ha jobb kell, mint a széles frekvencia spektrumban jól szigetelő légtömlő, akkor ismerni kéne a vibráció frekvenciáját, amplitúdóját és harmonikus tartalmát, ennek megfelelő gyárilag minősített, méretezett szigetelő bakot beépíteni. Nem egyszerű.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2010 március 01, 21:58
Írta: 2vkx6unz Dátum 2010 március 01, 21:58
Itt kapsz zajcsillapító anyagot. Ezek viszkoelasztikus anyagok többnyire öntapadósak.
A levegővel felfújt tömlő az alkalmas arra, hogy a direkt mechanikus csatolást csökkentsük, de az egész gép továbbra is rezonál és bizonytalan a helyzete. Csökkenthető a rezgés átadása ha kicsi a felület amin átadja (tüskéken áll mint a hangfalak), de én viszkoelasztikus anyagokkal csökkenteném a rezgéseket.
A levegővel felfújt tömlő az alkalmas arra, hogy a direkt mechanikus csatolást csökkentsük, de az egész gép továbbra is rezonál és bizonytalan a helyzete. Csökkenthető a rezgés átadása ha kicsi a felület amin átadja (tüskéken áll mint a hangfalak), de én viszkoelasztikus anyagokkal csökkenteném a rezgéseket.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2010 március 01, 21:58
Írta: 2vkx6unz Dátum 2010 március 01, 21:58
Bocs a link lemaradt:
zajcsillapító
zajcsillapító
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 március 01, 22:17
Írta: Jozs Dátum 2010 március 01, 22:17
Én is hasonló helyzetben vagyok, igaz, nem 10. emelet hanem garázs. Az én gépem eleve gumilábakon áll, a rezgésátadás így nem annyira jelentős, viszont a működési zaj annál inkább. MDF lapból dobozt készítettem a gépem köré, aminek egyik oldala levehető ( hogy hozzáférjek azért :-). Még nincs teljesen kész, de belül hangelnyelő anyaggal szeretném még bevonni. A levehető olalon szeretnék egy "kémlelőnyílást" kialakítani plexiből, vagy üvegből.
Ezzel az egésszel csak annyi a gond, hogy a keletkező porral ígymár valamit csinálni kell, tehát kellene egy elszívó ... ami persze újabb zajforrást jelent. Meg azt sem tudom hogy lesz, hogy eddig marás közben a zavaró forgácsokat egyszerűen csak lesöpörtem egy ecsettel, de ezután valahogy azt is automatizálni kellene. Nem egyszerű :-)
Jozs
Ezzel az egésszel csak annyi a gond, hogy a keletkező porral ígymár valamit csinálni kell, tehát kellene egy elszívó ... ami persze újabb zajforrást jelent. Meg azt sem tudom hogy lesz, hogy eddig marás közben a zavaró forgácsokat egyszerűen csak lesöpörtem egy ecsettel, de ezután valahogy azt is automatizálni kellene. Nem egyszerű :-)
Jozs
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 március 01, 22:27
Írta: Jozs Dátum 2010 március 01, 22:27
Én valami célzóberendezés félét szeretnék a fúrógépemre. Van erre valakinek jó-egyszerű-olcsó megoldása ?
Cím: Re:Mechanikai ötletek
Írta: jw8ykuay Dátum 2010 március 01, 22:40
Írta: jw8ykuay Dátum 2010 március 01, 22:40
Köszi! Ez tetszik. Nem olcsó, sőt, de ötleteket ad. Kicsit utána fogok járni ezeknek a lehetőségeknek.
Korábban érdklődtem egy- két hangtechnikai üzletben, de még az eladó is bizonytalan volt...
Egyféle anyagot tudott volna adni, de nem tudott arról sem infóval szolgálni, hogy milyen frekvenciatartományokban a leghatásosabb.
Korábban érdklődtem egy- két hangtechnikai üzletben, de még az eladó is bizonytalan volt...
Egyféle anyagot tudott volna adni, de nem tudott arról sem infóval szolgálni, hogy milyen frekvenciatartományokban a leghatásosabb.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 március 01, 23:01
Írta: besirkyjh Dátum 2010 március 01, 23:01
Szia
Hangnyelö anyagnak szivesen használnánk az olmot , vele szinte azonos hangnyelö a homok .Kis tepsi benne homok ( sima szürt ) és a homok tetején egy lemez ( nem és a tepsihez )amin a gép van .Csak egy ötlet .
Hangfalnál bevált .
[#nemtudom]
Hangnyelö anyagnak szivesen használnánk az olmot , vele szinte azonos hangnyelö a homok .Kis tepsi benne homok ( sima szürt ) és a homok tetején egy lemez ( nem és a tepsihez )amin a gép van .Csak egy ötlet .
Hangfalnál bevált .
[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2010 március 01, 23:13
Írta: 2vkx6unz Dátum 2010 március 01, 23:13
Az ólom NEM nyeli el a hangot csak minimálisan csillapít, nem sokkal jobb a csillapítása mint a vasnak vagy az alumíniumnak! Csak feleslegesen növeled a gép tömegét. Sörét szerűen alkalmazva valamivel jobb a helyzet de ott a csillapítást a sörétek mozgásba hozásakor nyel el valamennyit amit a sörét a súrlódás miatt hővé alakít. Na ezt csinálja az elasztomer is csak jóval hatékonyabban.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 02, 16:52
Írta: Szalai György Dátum 2010 március 02, 16:52
Az óvilágban, a süketszobát, egyszerű tojástartó tálcákkal némították. Teleragasztották vele a falakat és a plafont. Nagyon hatásos.
HiTech hangszigetelőkre nem pocsékolták a valutát, de Brüel & Kjær mérőrendszerre muszáj volt.
HiTech hangszigetelőkre nem pocsékolták a valutát, de Brüel & Kjær mérőrendszerre muszáj volt.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 március 02, 22:30
Írta: Jozs Dátum 2010 március 02, 22:30
Sajnos a garázsomban nem jellemzőek az üres falfelületek, ahova a tojástartókat felragaszthatnám.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 03, 07:24
Írta: Szalai György Dátum 2010 március 03, 07:24
A módszer valószínűleg egy gépszekrény belső falán is működik.
Régi górém kedvenc mondása volt: Nem azt akarom hallani, hogy mitől nem lehet, hanem hogy hogyan lehet mégis.
De ezek a mai spéci anyagok biztosan jobbak, már a víz és olajállóság miatt is.
Régi górém kedvenc mondása volt: Nem azt akarom hallani, hogy mitől nem lehet, hanem hogy hogyan lehet mégis.
De ezek a mai spéci anyagok biztosan jobbak, már a víz és olajállóság miatt is.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 március 03, 07:49
Írta: keri Dátum 2010 március 03, 07:49
két laser merőlegesen, csíkba széthúzva, metszéspont magasságtól független és így beállítható. Kis teljesítményű, esetleg kulcstartó laser nem drága.
Egyébként jó ötlet, célzót tenni a fúróra, engem is bosszant hogy a fúró hegyével kell célozni, amit nem is látok pontosan.
Egyébként jó ötlet, célzót tenni a fúróra, engem is bosszant hogy a fúró hegyével kell célozni, amit nem is látok pontosan.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 március 03, 09:57
Írta: Jozs Dátum 2010 március 03, 09:57
Ezt a csíkba széthúzós dolgot nem vettem teljesen :-) Kicsit körülírnád ? Köszi.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 03, 10:25
Írta: Szalai György Dátum 2010 március 03, 10:25
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 03, 10:32
Írta: Szalai György Dátum 2010 március 03, 10:32
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 március 03, 10:43
Írta: keri Dátum 2010 március 03, 10:43
Vannak holografikus lencsék amik a pont szerű lasert széthúzzák egy vonalra.
Talán plexirúd is alkalmas erre, de azt is lehet hogy forgatsz egy tükröt és az rajzol vonalat a pont lézerrel.
Talán plexirúd is alkalmas erre, de azt is lehet hogy forgatsz egy tükröt és az rajzol vonalat a pont lézerrel.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 március 03, 14:45
Írta: Jozs Dátum 2010 március 03, 14:45
Ja értem. Köszi.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 március 03, 14:51
Írta: Jozs Dátum 2010 március 03, 14:51
Ez a "földművelős" megoldás tetszene, csak nehezen tudom elképzelni a gyakorlatban. Hogyan lesz abból a felrögzített pointerből pontos pozícionáló ? A munkadarab pozíciója ( magassága ) változik, azzal pedig nyilván változik a pont helyzete is [#confused]
Cím: Re:Mechanikai ötletek
Írta: 8uup9xs82 Dátum 2010 március 03, 15:20
Írta: 8uup9xs82 Dátum 2010 március 03, 15:20
A vonallezerre nekem is van foldmuves megoldasom, mehozza a LIDL ben lehetett kapni cirka masfel hete 3 labu lezeres vizszintezot. Meg is vettem iziben 2000 forint korul.
Szep, tiszta vonalat huz, raadasul magneses emiatt ha nem feltenem az X tengelyt, hogy felmagnesezem a vezeteket, siman racuppanna.
Ugyanez felrakva a spindli oldalara es maris megvan egy fix tavolsagu pont a szerszamtol.
Szegeny ember "vizel", foz.
D
Szep, tiszta vonalat huz, raadasul magneses emiatt ha nem feltenem az X tengelyt, hogy felmagnesezem a vezeteket, siman racuppanna.
Ugyanez felrakva a spindli oldalara es maris megvan egy fix tavolsagu pont a szerszamtol.
Szegeny ember "vizel", foz.
D
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 03, 16:57
Írta: 43pbwjg8s Dátum 2010 március 03, 16:57
példák a lézer vonalasításra a skennelés topicban vannak.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 03, 16:58
Írta: 43pbwjg8s Dátum 2010 március 03, 16:58
egyébként a TG-ben a mostani lomok között lcsón van kétirányban világító szintező lézer.
(gyk: TG Tesco Gazdaságos)
(gyk: TG Tesco Gazdaságos)
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 március 03, 20:55
Írta: Jozs Dátum 2010 március 03, 20:55
Rájöttem !
Vagy legalábbis van egy verzióm. Igaz, csak puhább anyagoknál működik.
Miután befogtuk a fúrószárat, és a munkadarab is rögzítve van, a fúró hegyét - mintha megkezdenénk a fúrást - egy kicsit nekinyomjuk az anyagnak egy tetszőleges helyen. Úgy, hogy nyomot hagyjon. Erre a nyomra irányítjuk a flexibilisen felfogatott pointer fényét. Ezután a munkadarabot vízszintesen már bátran mozgathatjuk úgy, hogy a készítendő furat bejelölt középpontja a fénypontba essen. Arra kell vigyázni, hogy a munkadarab magasságán már ne változtassunk, mert akkor a fénypont vízszintesen elmozdul.
Bocs ha nem mondtam újat :-)
Jozs
Vagy legalábbis van egy verzióm. Igaz, csak puhább anyagoknál működik.
Miután befogtuk a fúrószárat, és a munkadarab is rögzítve van, a fúró hegyét - mintha megkezdenénk a fúrást - egy kicsit nekinyomjuk az anyagnak egy tetszőleges helyen. Úgy, hogy nyomot hagyjon. Erre a nyomra irányítjuk a flexibilisen felfogatott pointer fényét. Ezután a munkadarabot vízszintesen már bátran mozgathatjuk úgy, hogy a készítendő furat bejelölt középpontja a fénypontba essen. Arra kell vigyázni, hogy a munkadarab magasságán már ne változtassunk, mert akkor a fénypont vízszintesen elmozdul.
Bocs ha nem mondtam újat :-)
Jozs
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 március 03, 21:09
Írta: yuagaci9g Dátum 2010 március 03, 21:09
Nagyon megtettszett az otlet, ezert eleokerestem a vonal lezeremet, kiprobaltam... rossz!
A furogep jol megvilagitott asztalan nehezen lathato, azon felul nem eleg pontos.
szemre konnyen beallitasz egy tized mm pontossagot a furasnal.. a lezer nyalab meg ket tized vastag, rossz!
Aztan eszembe jutott ez a hulyeseg, amin percekig rohogtem, mikor eloszor meglattam:
Laser Cutter

A furogep jol megvilagitott asztalan nehezen lathato, azon felul nem eleg pontos.
szemre konnyen beallitasz egy tized mm pontossagot a furasnal.. a lezer nyalab meg ket tized vastag, rossz!
Aztan eszembe jutott ez a hulyeseg, amin percekig rohogtem, mikor eloszor meglattam:
Laser Cutter
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 március 03, 21:12
Írta: 4um5b65d Dátum 2010 március 03, 21:12
Ne légy már maradi....
Fejlődni kell a korral...
Még az is előfordulhat, hogy autókba építik majd be a lézert, megkönnyítve ezzel a részeg autóvezetők dolgát. :))
Fejlődni kell a korral...
Még az is előfordulhat, hogy autókba építik majd be a lézert, megkönnyítve ezzel a részeg autóvezetők dolgát. :))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 március 03, 21:14
Írta: 000000000 Dátum 2010 március 03, 21:14
A jel elmozdulását úgy kerülheted el ha két vonal lézert használsz.
A főorsó közép pontot az egyik X a másik Y sikban keresztezi.
Akinek van egy pici fantáziája az el tudja képzelni.
Így a vonalak hossz irányba hiába mozdulnak el mindig ott keresztezik egymást.
A főorsó közép pontot az egyik X a másik Y sikban keresztezi.
Akinek van egy pici fantáziája az el tudja képzelni.
Így a vonalak hossz irányba hiába mozdulnak el mindig ott keresztezik egymást.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 03, 21:16
Írta: 43pbwjg8s Dátum 2010 március 03, 21:16
Ne röhögj Lámpás!
Nekem ven ilyenem! :)
MOndjuk mint olló felejthető. Szerkezetileg is, de az élek is felejthetőek.
Persze biztos van belőle rendes használható minőség is, de az nem az a pár száz fFt volt mennyoért én vettema TG-ben.
Nekem ven ilyenem! :)
MOndjuk mint olló felejthető. Szerkezetileg is, de az élek is felejthetőek.
Persze biztos van belőle rendes használható minőség is, de az nem az a pár száz fFt volt mennyoért én vettema TG-ben.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 március 03, 22:24
Írta: Jozs Dátum 2010 március 03, 22:24
Rendben, csak két vonal lézer ára nem összemérhető egy pointerével.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 március 03, 22:31
Írta: 4um5b65d Dátum 2010 március 03, 22:31
Lehet olyan pointert kapni amihez adnak 5-10 db cserélhető fejet amik különféle mintákat vonalakat rajzolnak ki a felületre. Nem nagy az árkülönbség.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 04, 14:49
Írta: 43pbwjg8s Dátum 2010 március 04, 14:49
Jozs!
Köszönhetően annak hog yelmondták, hog an kell csinálni szereztem be üvegrudacskákat.
Ha érdekel előkeresem.
Köszönhetően annak hog yelmondták, hog an kell csinálni szereztem be üvegrudacskákat.
Ha érdekel előkeresem.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 március 04, 15:30
Írta: Jozs Dátum 2010 március 04, 15:30
Köszi, majd talán egyszer valamikor ha rászánom magam. Először a gépem tuningolásának szeretnék a végére jutni.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 08, 19:24
Írta: 43pbwjg8s Dátum 2010 március 08, 19:24
Sziasztok!
Nem tudommennyire idevaló, de itt volt róla szó, így reflektálnék:
A kedvenc elektronikai boltomban járva egy olyan kis egységre lettem figyelmes, amelynek a fénye egyszerűen majd kisütötte a szemem.
Azt hittem valami nagy fogysztású cucc.
Nem! Egyszrű nagyfényerejű, alacsony fogyasztású LED panelről van szó.
Az ára (egy egység, 4 LED) 900Ft.
Megpróbáltam egyet és egy két méretes távolságon belül eszméletlen világosságot varázsol. Eszményi a gép,a munkatér megvilágításhoz.
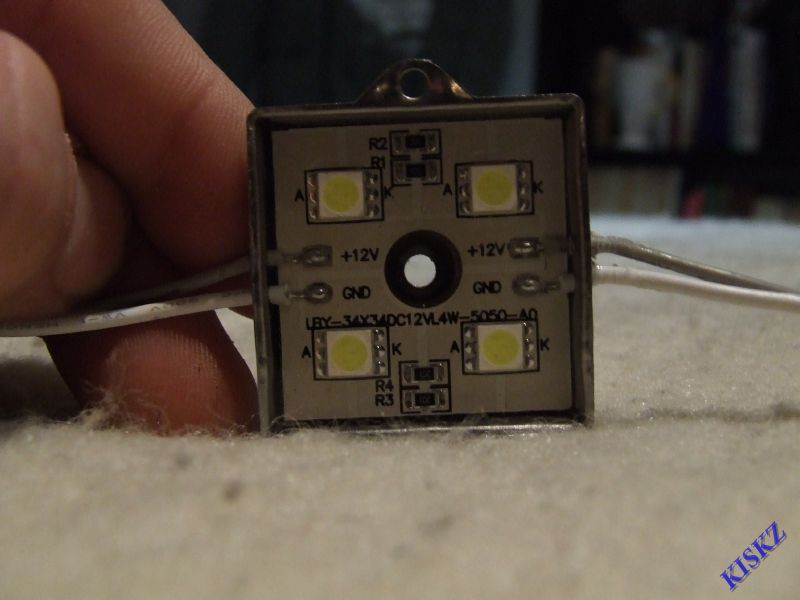
Nem tudommennyire idevaló, de itt volt róla szó, így reflektálnék:
A kedvenc elektronikai boltomban járva egy olyan kis egységre lettem figyelmes, amelynek a fénye egyszerűen majd kisütötte a szemem.
Azt hittem valami nagy fogysztású cucc.
Nem! Egyszrű nagyfényerejű, alacsony fogyasztású LED panelről van szó.
Az ára (egy egység, 4 LED) 900Ft.
Megpróbáltam egyet és egy két méretes távolságon belül eszméletlen világosságot varázsol. Eszményi a gép,a munkatér megvilágításhoz.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2010 március 08, 19:31
Írta: Devecz Miklós Dátum 2010 március 08, 19:31
Hol lehet hozzájutni?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 08, 19:35
Írta: 43pbwjg8s Dátum 2010 március 08, 19:35
Nálunk Egerben például egy teljesen szokványos elektronikai alkatrész boltban.
Elég rendesen bevásárolt (és még hoz) a bolttulaj hölgy, mert eszméletlen a kereslet.
Szerintem bármelyik elektronikai boltban meghozzák. Nem vagyok biztos benne, hogy szívesen elárulná a beszerzési forrást az itteni eladó hölgy nekem mint vevőnek, de a boltosok tuti ismerik mindenhol.
De sajnálom, hogy a fényerejét nem tudom szemléltetni fényképen!
Elég rendesen bevásárolt (és még hoz) a bolttulaj hölgy, mert eszméletlen a kereslet.
Szerintem bármelyik elektronikai boltban meghozzák. Nem vagyok biztos benne, hogy szívesen elárulná a beszerzési forrást az itteni eladó hölgy nekem mint vevőnek, de a boltosok tuti ismerik mindenhol.
De sajnálom, hogy a fényerejét nem tudom szemléltetni fényképen!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 08, 19:36
Írta: 43pbwjg8s Dátum 2010 március 08, 19:36
Egyébként próbálom megtalálni a rendes nevét adatlapját, de nem nagyon megy.
HA ugy keresel, hogy "LBY- 5050 LED STRIP", akkor találhastz infókat ilyen panelekről.
HA ugy keresel, hogy "LBY- 5050 LED STRIP", akkor találhastz infókat ilyen panelekről.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2010 március 08, 19:47
Írta: D.Laci Dátum 2010 március 08, 19:47
Valahogy így tudod szemléltetni:

Bal oldali ha jolemlékszem 60W-os hagyományos Ízzó.
Bal oldali ha jolemlékszem 60W-os hagyományos Ízzó.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 március 08, 19:57
Írta: s7manbs8 Dátum 2010 március 08, 19:57
Nem ilyesmi van benne ?

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 08, 20:05
Írta: 43pbwjg8s Dátum 2010 március 08, 20:05
Igy gondolod?

Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 08, 20:08
Írta: 43pbwjg8s Dátum 2010 március 08, 20:08
Hasonló, de látod a képen, hogy ott 3-3 csatlakozás van.
Nem tudom mennyire számít, de hogy őszinte legyek nem is nagyon érdekes.
Lehet van ennél fényesebb megldás, de én ezt kinéztem magamnak a majdani gépemre.
Egy amit mondtak róla, hogy stabilizált(!) 12V illik neki.
Nem tudom mennyire számít, de hogy őszinte legyek nem is nagyon érdekes.
Lehet van ennél fényesebb megldás, de én ezt kinéztem magamnak a majdani gépemre.
Egy amit mondtak róla, hogy stabilizált(!) 12V illik neki.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 08, 20:15
Írta: 43pbwjg8s Dátum 2010 március 08, 20:15
Esetleg ha nem lenne egyértelmű, a jobb oldali képen egy 40W os izzó terít.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 08, 20:40
Írta: Szalai György Dátum 2010 március 08, 20:40
Úgyis pont elegem van a kompakt fénycsövekből. Kapható ez az 5050 smd led mindenhol, a Vaterától a boltokig, különféle változatokban, szalag, lámpa, panel, stb. Még a spektruma is elég természetes. Kíváncsi vagyok, hogyan lehet fotózni a fényében. Nem próbálta még valaki?
http://www.cnledw.com/inter/upload/20089281050196818.pdf
http://www.cnledw.com/inter/upload/20089281050196818.pdf
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 08, 20:44
Írta: 43pbwjg8s Dátum 2010 március 08, 20:44
Gyuri! :)
Haugy nézzük a dolgot, akkor lenn a bal oldali kép az ő fényében van fényképezve. :)
Egyébként modnjuk 1m -en túl én nem hiszem hogy használható különösebben.
Sajnos nagyon rövid távon elveszti a fényerejét. Ez inkább csak lokális világításnak jó szerintem.
Haugy nézzük a dolgot, akkor lenn a bal oldali kép az ő fényében van fényképezve. :)
Egyébként modnjuk 1m -en túl én nem hiszem hogy használható különösebben.
Sajnos nagyon rövid távon elveszti a fényerejét. Ez inkább csak lokális világításnak jó szerintem.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 március 08, 20:52
Írta: s7manbs8 Dátum 2010 március 08, 20:52
Ennek is Ampert kell folyatni, ezek 0.5-1A körüliek, az ilyen nagyok, hogy milyen módon adjuk neki, mindegy.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 március 08, 21:50
Írta: robroy007 Dátum 2010 március 08, 21:50
nem tudom melyik a jobb az biztos kicsit fogyaszt
nekem van az udvaron 300w-os kompakt világit de mégse olyan mint ugyan az halogénből
a lednek is talán tényleg csak annyi baja van, hogy nagyon koncentrált a fénye és rövid a fénycsóva ereje
egy kis ismertető meg néhány modul otthonra
nekem van az udvaron 300w-os kompakt világit de mégse olyan mint ugyan az halogénből
a lednek is talán tényleg csak annyi baja van, hogy nagyon koncentrált a fénye és rövid a fénycsóva ereje
egy kis ismertető meg néhány modul otthonra
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2010 március 08, 22:28
Írta: eivmhrm04 Dátum 2010 március 08, 22:28
Nem hozná nekem a talira egy ilyet?
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2010 március 08, 22:31
Írta: eivmhrm04 Dátum 2010 március 08, 22:31
Vagy inkább 4et,ha lehetne
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 09, 07:49
Írta: 43pbwjg8s Dátum 2010 március 09, 07:49
Egyet mindenképpen leviszek mutatóba. (még alakul a képlet, hogy lemegyek-e Debrecenbe is).
Lehet érdemes lenne megvárnotok, ott mgnéznetek élőben és ha tényleg kell, akkor én itt összegyűjtöm azt, hogy kinek kell és mennyi. Összegyüjtjük a pénzt és utána együtt elntézem és pontsázom a cuccot.
Mit szóltok hozzá?
Így látjátok is mielőtt bevásárolátok. Nehogy jól bevásároljatok velem az én személyes véleményem miatt. :)
Lehet érdemes lenne megvárnotok, ott mgnéznetek élőben és ha tényleg kell, akkor én itt összegyűjtöm azt, hogy kinek kell és mennyi. Összegyüjtjük a pénzt és utána együtt elntézem és pontsázom a cuccot.
Mit szóltok hozzá?
Így látjátok is mielőtt bevásárolátok. Nehogy jól bevásároljatok velem az én személyes véleményem miatt. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 09, 07:55
Írta: 43pbwjg8s Dátum 2010 március 09, 07:55
Egyébként at nétem, hogy valami bevonat van az egészen, és igy ez akár kültéri is lehet. De szebb lenne ha lenne előtte egy véső burkolat, mondjuk üvegből vagy valami más áttetszőből.
Azt még nem néztem, hogy mennyire melegszik, de este tesztelem.
Tudom, hogy van itt olyan aki nagon szépen pontosan tudna kivágni rá mondjuk plexi-ből (persze ha nincs akkora hő, ahog ymondtam) egy-egy védőburkolatot.
Sőt!
Én az OBIban nézelődve a multkor láttam ilyen kis világító testeket. Azokon fehér színű, tejüvegszerű burkolat volt. (persze ezeknek a testeknek darabja volt 7E +7E volt csak a trafó hozzá!!!) Az nagyon tetszett, de csak a szívemet fájdítottam ilyen áron.
Ez viszont jó áron van ahhoz képest.
Jó lenen ha valaki cinálna valami tejüveg feltétet a találkozóig, hogy meg lehessen nézni, milyen lenne azzal is.
Lenne vállalkozó rá?
Azt még nem néztem, hogy mennyire melegszik, de este tesztelem.
Tudom, hogy van itt olyan aki nagon szépen pontosan tudna kivágni rá mondjuk plexi-ből (persze ha nincs akkora hő, ahog ymondtam) egy-egy védőburkolatot.
Sőt!
Én az OBIban nézelődve a multkor láttam ilyen kis világító testeket. Azokon fehér színű, tejüvegszerű burkolat volt. (persze ezeknek a testeknek darabja volt 7E +7E volt csak a trafó hozzá!!!) Az nagyon tetszett, de csak a szívemet fájdítottam ilyen áron.
Ez viszont jó áron van ahhoz képest.
Jó lenen ha valaki cinálna valami tejüveg feltétet a találkozóig, hogy meg lehessen nézni, milyen lenne azzal is.
Lenne vállalkozó rá?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 március 09, 18:13
Írta: s7manbs8 Dátum 2010 március 09, 18:13
Golyósorsóhoz lehet anyát külön venni valahol, de a típust nem tudom mondjuk innen kiindulva. 16-os 5-ös menetemelkedés, 3.15 mm-es golyók vannak benne eredetileg. ??
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2010 március 09, 21:50
Írta: eivmhrm04 Dátum 2010 március 09, 21:50
Egyet mindenféle képpen hozzál nekem légyszi,a látatlanban is.Az uj gépem marómotorjához akarom felszerelni,nem találtam sehol ilyen kis lámpát ami megvilágitaná a szerszámot is és az anyagot is
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 09, 22:02
Írta: 43pbwjg8s Dátum 2010 március 09, 22:02
Egy van nálam mindig.
Azt oda tudom majd adni. Ha nekem kell, tudok később venni másikat.
De!
Közben több ok kezd sajnos keresztbe tenni annak, hogy a debreceni találkozón ott lehessek. :(
Valószínű csak Hatvan lesz.
Ha valki megy Egerből Debrecenbe, szívesen odaadnám ezt az egyet, hogy megnézhessétek és eldönthessétek, hogy egyáltalán alkalmas-e a számotokra. Utána pesze ezt neked szánom. Majd kifizeted a "postásnak" ha találunk ilyet.
Jó lenne ha lenne majd a környéken 12V!
De ez azt hiszem nem lesz gond.
Ha megnéztétek, akkor két lehetőség:
1. Valószínűleg ezt valahol ocsóbban is be lehet szerezni, mert általában amig ide leér valami hozzánk Egerbe addig azért rakódik rá felár. Tehát szét kellene nézni, hogy hol is lehet az olcsó forrás. Itt nem fogja elárulni nekem a vboltos, mert hülye lesz az üzletét rontani.
2. Ha megfelel ez az ár, akkor jelentkeztek nálam. Én megkérdezem tudnak-e annyit szállítani amennyi kell, és ha igen akkor lerendelem. Átutaljátok az árat+ posta és innentől intézem, hogy ott legyen nálatok hamar a cucc.
Azt oda tudom majd adni. Ha nekem kell, tudok később venni másikat.
De!
Közben több ok kezd sajnos keresztbe tenni annak, hogy a debreceni találkozón ott lehessek. :(
Valószínű csak Hatvan lesz.
Ha valki megy Egerből Debrecenbe, szívesen odaadnám ezt az egyet, hogy megnézhessétek és eldönthessétek, hogy egyáltalán alkalmas-e a számotokra. Utána pesze ezt neked szánom. Majd kifizeted a "postásnak" ha találunk ilyet.
Jó lenne ha lenne majd a környéken 12V!
De ez azt hiszem nem lesz gond.
Ha megnéztétek, akkor két lehetőség:
1. Valószínűleg ezt valahol ocsóbban is be lehet szerezni, mert általában amig ide leér valami hozzánk Egerbe addig azért rakódik rá felár. Tehát szét kellene nézni, hogy hol is lehet az olcsó forrás. Itt nem fogja elárulni nekem a vboltos, mert hülye lesz az üzletét rontani.
2. Ha megfelel ez az ár, akkor jelentkeztek nálam. Én megkérdezem tudnak-e annyit szállítani amennyi kell, és ha igen akkor lerendelem. Átutaljátok az árat+ posta és innentől intézem, hogy ott legyen nálatok hamar a cucc.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 március 10, 10:34
Írta: keri Dátum 2010 március 10, 10:34
Kláviónál vannak ilyenek
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 március 10, 11:57
Írta: s7manbs8 Dátum 2010 március 10, 11:57
Kösz, ott megnézem.
Cím: Re:Mechanikai ötletek
Írta: motion Dátum 2010 március 10, 12:13
Írta: motion Dátum 2010 március 10, 12:13
Ha KisKZ nem tud hozni, akkor itt Debrecenben is megveheted. Ha jól emlékszem talán még olcsóbb is mint 900Ft. Nekem is van egy ilyen, és teljesen vízálló, jó nagy fénnyel...el tudom vinni megmutatni...
Ha kell megvehetem neked előre, de akár szombaton is elugorhatunk. Oda-vissza 1km a tali helyszínétől.[#smile]
Ha kell megvehetem neked előre, de akár szombaton is elugorhatunk. Oda-vissza 1km a tali helyszínétől.[#smile]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 10, 12:32
Írta: 43pbwjg8s Dátum 2010 március 10, 12:32
Na látjátok!
Erről beszéltem! Amig hpozzánk leér valami mindig rápakolódik egy jó adag felár.
Akkor én mindenkinek ezt az utat ajánlanám, aki Debrecenbe megy.
HA valaki mégis megmarad valamiért annál, hogy segítsek, szóljon! Ha az eddigi jelentkezők közül visszalépp valaki, akkor kérem szóljon!
Erről beszéltem! Amig hpozzánk leér valami mindig rápakolódik egy jó adag felár.
Akkor én mindenkinek ezt az utat ajánlanám, aki Debrecenbe megy.
HA valaki mégis megmarad valamiért annál, hogy segítsek, szóljon! Ha az eddigi jelentkezők közül visszalépp valaki, akkor kérem szóljon!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 10, 12:32
Írta: 43pbwjg8s Dátum 2010 március 10, 12:32
Motion!
kérlek tedd meg akkor ezt, hogy elviszed megmutatni!
Igy nem kell postást keresnem.
Köszönöm!
kérlek tedd meg akkor ezt, hogy elviszed megmutatni!
Igy nem kell postást keresnem.
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2010 március 10, 19:37
Írta: Bicska Dátum 2010 március 10, 19:37
Majd, ha lesz közös beszerzés, akkor engem is érdekelne [#miaz], mert csináltam egy vitrint, viszont 6-8000 Ft-ot sajnálok a LED-es világításra...
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 március 10, 20:07
Írta: skwby94ub Dátum 2010 március 10, 20:07
Add meg a méretét, és megpróbáljuk.
Átmérő és vastagság kell.
Átmérő és vastagság kell.
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2010 március 10, 20:58
Írta: eivmhrm04 Dátum 2010 március 10, 20:58
Akkor vedd meg légyszi mert veled biztosan talákszom.S akkor több idő jut másra,mondjukarra a jó szilvára[#circling]
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2010 március 10, 21:00
Írta: eivmhrm04 Dátum 2010 március 10, 21:00
Megbeszéltem a motion barátommal,akkor nálad visszaléptem
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 10, 22:40
Írta: 43pbwjg8s Dátum 2010 március 10, 22:40
Szia Jóska!
A panel négyzet alakú, így ilyen alakú fedés lehetne rá.
Esetleg ilyen is szóbajöhet?
A panel négyzet alakú, így ilyen alakú fedés lehetne rá.
Esetleg ilyen is szóbajöhet?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 10, 22:41
Írta: 43pbwjg8s Dátum 2010 március 10, 22:41
Rendben!
Ez igy a jó!
Ahol olcsóbb ott kell venni!
Ez igy a jó!
Ahol olcsóbb ott kell venni!
Cím: Re:Mechanikai ötletek
Írta: motion Dátum 2010 március 10, 22:49
Írta: motion Dátum 2010 március 10, 22:49
A szilvára mindenképpen szánunk időt.[#smile]
Említettem, hogy nekem is van egy ilyen. Én ezt kaptam az egyik cimborától.
Ma megkérdeztem tőle, hogy honnan vette, meg hogy mennyiért.
Állítása szerint elektronikai boltban, és mindössze 450!!! Ft-ért.
A héten utánajárok, hogy tényleg ennyi e, és ha igen, akkor szívesen bevásárolok akinek kell. Debreceni tali átvétellel.
A bolt szombaton sajnos nincsen nyitva, így a tali napján való vásárlás tárgytalan.
(a #7131-ről van szó)
Említettem, hogy nekem is van egy ilyen. Én ezt kaptam az egyik cimborától.
Ma megkérdeztem tőle, hogy honnan vette, meg hogy mennyiért.
Állítása szerint elektronikai boltban, és mindössze 450!!! Ft-ért.
A héten utánajárok, hogy tényleg ennyi e, és ha igen, akkor szívesen bevásárolok akinek kell. Debreceni tali átvétellel.
A bolt szombaton sajnos nincsen nyitva, így a tali napján való vásárlás tárgytalan.
(a #7131-ről van szó)
Cím: Re:Mechanikai ötletek
Írta: motion Dátum 2010 március 12, 23:15
Írta: motion Dátum 2010 március 12, 23:15
Ma voltam bent a boltban.
650Ft-ért árulják. Állítólag tényleg olcsóbb volt valamikor, de gondolom vitték mint a cukrot...
A mérete 36x36x5 mm, és teljesen vízálló. Van egy másik változat is, ez két LED-es. Ez kb. 50x15mm-es, és 470-500Ft között van az ára. (nem tudom pontosan).
Karcsi, neked bátorkodtam 4-et venni a 4 LEDes-ből. Ha kellene még valakinek szóljon, és szívesen megveszem neki.(blokkal igazolva) Debreceni tali átvétellel. Kép a 7131-es hozzászólásban.
650Ft-ért árulják. Állítólag tényleg olcsóbb volt valamikor, de gondolom vitték mint a cukrot...
A mérete 36x36x5 mm, és teljesen vízálló. Van egy másik változat is, ez két LED-es. Ez kb. 50x15mm-es, és 470-500Ft között van az ára. (nem tudom pontosan).
Karcsi, neked bátorkodtam 4-et venni a 4 LEDes-ből. Ha kellene még valakinek szóljon, és szívesen megveszem neki.(blokkal igazolva) Debreceni tali átvétellel. Kép a 7131-es hozzászólásban.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2010 március 12, 23:28
Írta: Bicska Dátum 2010 március 12, 23:28
Megtennéd, hogy beteszel egy képet róla, sajnos én nem tudok menni Debrecenbe, de hátha lehet Pesten is ilyet kapni..és akkor felismerném..?! Gondolom 1 nagykerben veszik ezeket a dolgokat.. Köszi!
Cím: Re:Mechanikai ötletek
Írta: motion Dátum 2010 március 12, 23:41
Írta: motion Dátum 2010 március 12, 23:41
Most hirtelen nem tudom lefotózni, de ugyan az, mint amit KisKZ linkelt be a #7131-es hozzászólásában.
Szerintem ezeket közvetlen Kínából rendelik (gondolom vagy 50Ft/db. áron
[#smile])
Valaki a múltkor azt hiszem a lézer topikban említette a "made-in-china.com" oldalt. Én ott láttam ezeket a LEDek között...jó lenne közvetlen onnan megrendelni...nekem is kellene pár db.
Szerintem ezeket közvetlen Kínából rendelik (gondolom vagy 50Ft/db. áron
[#smile])
Valaki a múltkor azt hiszem a lézer topikban említette a "made-in-china.com" oldalt. Én ott láttam ezeket a LEDek között...jó lenne közvetlen onnan megrendelni...nekem is kellene pár db.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 március 12, 23:50
Írta: s7manbs8 Dátum 2010 március 12, 23:50
Hogy a kis panelek nagyjából egyformák legyenek és ne kelljen egyenként körül vágni, köszörűvel egybe fogatva megoldottam, a furatok gépen lettek fúrva, a felfogató furatokon keresztül van összefogva.

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 március 12, 23:55
Írta: s7manbs8 Dátum 2010 március 12, 23:55
A szervósításon ügyködök ezerrel, ahhoz vannak ezek az encoder elektronikák.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 13, 09:15
Írta: 43pbwjg8s Dátum 2010 március 13, 09:15
Igen. De csak az eladón múlik, hog yismerve a környezetet mennyit habzsol.
Az a 650-es ár nagyon jó szerintem.
Egyébként tuti mindenhol lehet venni. Érdemes szétnézni mindenkinek otthon a boltokban.
Az a 650-es ár nagyon jó szerintem.
Egyébként tuti mindenhol lehet venni. Érdemes szétnézni mindenkinek otthon a boltokban.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 március 13, 19:43
Írta: 000000000 Dátum 2010 március 13, 19:43
Várjuk a tapasztalataidat!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 március 13, 21:30
Írta: s7manbs8 Dátum 2010 március 13, 21:30
Az lesz, most csinálok egyelőre 6 encodert, tegnap este egyet összeforrasztottam, kis zárlat volt benne az smd miatt, túl sok pasztát tettem rá, de már megjavult, és jó lett, a többi is olyan lesz, pár táblával csinálok, hagy legyen. Csinálni akarok pár gépet, ilyet is, olyat is. Mindent a maga feladatára.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 március 13, 21:38
Írta: s7manbs8 Dátum 2010 március 13, 21:38
Kicsit eltér a CNC témától, de...
Kenyérpirító javítása új vétele helyett, szálszakadás gyógyítása, újabb 3 év garancia...


Kenyérpirító javítása új vétele helyett, szálszakadás gyógyítása, újabb 3 év garancia...
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 március 14, 21:16
Írta: me3ua0a6 Dátum 2010 március 14, 21:16
Segítséget szeretnék kérni ötletelésből:
szeretnék mozgatni egy ceruzát: fel és le. Rugós megoldással kiküszöbölve lenne az érintési mélység pontossága, de maga a mozgatással még gondom van. Keresnék erre valami megoldást, például egy relé, melynek ki van vezetve a billenő karja, és elég erőt tudna kifejteni, vagy valami ilyesmi. Van ötletetek ilyenre?
szeretnék mozgatni egy ceruzát: fel és le. Rugós megoldással kiküszöbölve lenne az érintési mélység pontossága, de maga a mozgatással még gondom van. Keresnék erre valami megoldást, például egy relé, melynek ki van vezetve a billenő karja, és elég erőt tudna kifejteni, vagy valami ilyesmi. Van ötletetek ilyenre?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 14, 21:25
Írta: 43pbwjg8s Dátum 2010 március 14, 21:25
Solenoid?
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 március 14, 21:53
Írta: me3ua0a6 Dátum 2010 március 14, 21:53
Igen, lényegében erre gondoltam, ilyent lehet kapni, vagy érdemesebb otthon csinálni? Piciben kellene, így lehet hogy venni jobb lenne :S
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 14, 22:19
Írta: 43pbwjg8s Dátum 2010 március 14, 22:19
mintha lett volna nekem bontott. Utánanézek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 15, 19:52
Írta: 43pbwjg8s Dátum 2010 március 15, 19:52
Találtam kettőt:


Esetleg ha pneumatikával oldanád meg akkor itt van egy pici munkahenger közelítéskapcsolóval együtt:

Esetleg ha pneumatikával oldanád meg akkor itt van egy pici munkahenger közelítéskapcsolóval együtt:
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 15, 19:59
Írta: 43pbwjg8s Dátum 2010 március 15, 19:59
Egayébként nem tudom mekkora mozgatási hosszra van szükséged és milyen erőre, de kis mozgásokhoz stimmelhet az amit éppen csinálgatok mellékesben.
Egy lasershow eszközöcske (na csak amolyan marhaság) amit láttam valahol ARDUINO-hoz.
Ez az aktuátora: Ismerős? :)
Ezzel elég finoman lehet PWM vezérléssel pozicionálni :)

Egy lasershow eszközöcske (na csak amolyan marhaság) amit láttam valahol ARDUINO-hoz.
Ez az aktuátora: Ismerős? :)
Ezzel elég finoman lehet PWM vezérléssel pozicionálni :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 16, 18:05
Írta: Szalai György Dátum 2010 március 16, 18:05
A relé, vagy a behúzó tekercs a legegyszerűbb megoldás lehet. A horgonyát meghosszabbítva egy rugóacél szalaggal, már a mozgáshossz is elég lehet. A rugóacél lap, behúzott horgony esetén szépen rászorítja a ceruzát a papírra. De így a nyomóerőt, csak a rugóacél lapra jellemző értéken tudod igénybe venni. Ez jó lehet filc vagy golyóstollhoz.
Grafitceruzánál érdekes lehet, rajz közben változtatni a nyomóerőt. Erre elegáns és precíz lehetőséget adna egy elaggott winchester fejmozgató rendszere. Némelyik típusba külön beépítenek egy kicsi mágnest is, amelyik parkoló állásban rögzíti a fejmozgató kart. Ezzel felemelt ceruzaállásban áram nélkül is fix lehet a pozíció. Régi winyóknál a fejmozgató kar pici imbusz csavarokkal külön leszerelhető.
Grafitceruzánál érdekes lehet, rajz közben változtatni a nyomóerőt. Erre elegáns és precíz lehetőséget adna egy elaggott winchester fejmozgató rendszere. Némelyik típusba külön beépítenek egy kicsi mágnest is, amelyik parkoló állásban rögzíti a fejmozgató kart. Ezzel felemelt ceruzaállásban áram nélkül is fix lehet a pozíció. Régi winyóknál a fejmozgató kar pici imbusz csavarokkal külön leszerelhető.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 16, 18:14
Írta: Szalai György Dátum 2010 március 16, 18:14
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 16, 18:43
Írta: Szalai György Dátum 2010 március 16, 18:43
Hoppá! És a CD meghajtók menetes orsós fiókmozgató mechanikája, vagy a régi floppy meghajtók fejmozgatója? Borítsd ki a fiókodat.
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2010 március 16, 18:47
Írta: nv5firipz Dátum 2010 március 16, 18:47
Nekem is eszembe jutott egy verzió. A fali automata piszoárban van egy mágneses szelep. Az egy 6mm körüli tengelyt működtet. Talán használható lenne.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 16, 19:54
Írta: 43pbwjg8s Dátum 2010 március 16, 19:54
A legfelső képemen található CD olvasó fej talán ugyanezt tudja nem? :) Rosszul gondolom?
Én olyan finoman tudom mozgatni, hogy az nem is igaz.
Még az állandó mágnes is ugyanolyan neodim mint a winyóban.
Én olyan finoman tudom mozgatni, hogy az nem is igaz.
Még az állandó mágnes is ugyanolyan neodim mint a winyóban.
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2010 március 16, 20:03
Írta: VViktor Dátum 2010 március 16, 20:03
Sziasztok mi bent a cégnél nagyon egy szerűen oldottuk ezt meg. a fej helyére egy üvegcsövet tettünk ragasztó szalaggal. Abba ceruza passzolt pontosan egy kis teflon szalag segítségével ,és a ceruzára egy 8-as körcéldarab. a Ceruzahegye meg egy ragasztó szalagból lógott ki,így lehetett emelni a fejet is,
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 16, 21:18
Írta: Szalai György Dátum 2010 március 16, 21:18
Igen, az is ugyan azt tudja. Mozgatni. De nem nagyon pici egy ceruza fel-le mozgatásához a gravitáció ellenében? Persze, ha csak egy hegy darabot kell mozgatni…
Pakoltam egyet nagy nehezen, hogy lehessen látni mire gondoltam.
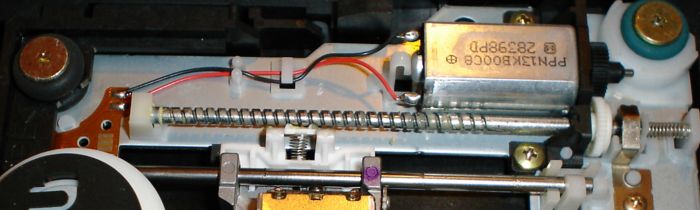
Ari kis DC motor, fogaskerék áttétel, menetes orsó, rugós műanyag „anya”, pontos lin. vezetés. Csak a cerkát kell rátenni. Szinte tönkretehetetlen. Túl nagy erőnél egyszerűen átugrik egy menetet.
Pakoltam egyet nagy nehezen, hogy lehessen látni mire gondoltam.
Ari kis DC motor, fogaskerék áttétel, menetes orsó, rugós műanyag „anya”, pontos lin. vezetés. Csak a cerkát kell rátenni. Szinte tönkretehetetlen. Túl nagy erőnél egyszerűen átugrik egy menetet.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 16, 21:25
Írta: 43pbwjg8s Dátum 2010 március 16, 21:25
Meglepő milyen izmos a kicsike. Az útja pedig olyan 2mm, de nézve amit mutatsz teljesen igazad van! :) Az jobb!!
Egyszerű megoldás. Még az encodertárcsa is ott van rajta. a nyákon pedig az opto hozzá.
Csak tudnám hova tetem az enyémet. Még lehet megpróbálom megsendergetni egyszer a mikroszervóval? :)
Egyszerű megoldás. Még az encodertárcsa is ott van rajta. a nyákon pedig az opto hozzá.
Csak tudnám hova tetem az enyémet. Még lehet megpróbálom megsendergetni egyszer a mikroszervóval? :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 17, 06:14
Írta: Szalai György Dátum 2010 március 17, 06:14
Sajnos ezen nincsen endoderszerű cucc. Egyszerűen a berakott CD 1,6um-es sávjaihoz szinkronizálja magát. Az encoder tárcsája tehát maga a CD. Olvasófeje meg a lézeres optika.
Nehéz volna utánozni.
Nehéz volna utánozni.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 március 17, 07:13
Írta: 43pbwjg8s Dátum 2010 március 17, 07:13
Ha érdekes lesz megnézem azt a CD-t amit most oroztam.
Abban amt a multkor bontottam volt.
Abban amt a multkor bontottam volt.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2010 március 17, 19:52
Írta: sasi Dátum 2010 március 17, 19:52
Egy ügyes kollegám félkész gépsatuja, ötletadónak.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 március 24, 17:04
Írta: s5f8tmfv3 Dátum 2010 március 24, 17:04
Laslie-nek:
Metallográf videó 2006-ból :) (persze hogy feltettem a gépre) és az eredmény.
Horganyzott felületen nagyon jól mutat, ez ha jól emlékszm egy talpas derékszög volt.
Metallográf videó 2006-ból :) (persze hogy feltettem a gépre) és az eredmény.
Horganyzott felületen nagyon jól mutat, ez ha jól emlékszm egy talpas derékszög volt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 március 24, 20:00
Írta: 000000000 Dátum 2010 március 24, 20:00
Érdekes megoldás. Az elektróda miből van?
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 március 24, 20:30
Írta: s5f8tmfv3 Dátum 2010 március 24, 20:30
Wolfram elektróda, kb. 3mm átmérőjű vagy kisebb, már nem emlékszem.
Hegesztési kellékes boltban, szerszámüzletben lehet kapni. Kúposra köszörültem, a csúcsa ér az anyaghoz.
Hegesztési kellékes boltban, szerszámüzletben lehet kapni. Kúposra köszörültem, a csúcsa ér az anyaghoz.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 március 25, 11:37
Írta: Szalai György Dátum 2010 március 25, 11:37
Mitől húzza az ívet?
Elektromágneses saját magát megszakítós szerkezet, mint villanycsengő?
Vagy elektromágneses, ívtől független ráncigálással, külső jelgenerátorról?
Vagy íváram érzékelős, nagyfeszültségű gyújtogatású, valamilyen hegesztő berendezésről?
Elektromágneses saját magát megszakítós szerkezet, mint villanycsengő?
Vagy elektromágneses, ívtől független ráncigálással, külső jelgenerátorról?
Vagy íváram érzékelős, nagyfeszültségű gyújtogatású, valamilyen hegesztő berendezésről?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 március 25, 11:58
Írta: yuagaci9g Dátum 2010 március 25, 11:58
Az esztergalas topikban nezelodjel, van nehany vazlat!
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 március 25, 14:24
Írta: s5f8tmfv3 Dátum 2010 március 25, 14:24
Saját magát szakítja mint a csengő. Nagyon egyszerű szerkezet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 március 26, 16:20
Írta: svejk Dátum 2010 március 26, 16:20
Fórumtársak!
Hogy is kell egy jó kis olajcsapdát és olaj visszavezetést csinálni egy hűtőkompresszorhoz?
Mintha már lett volna róla szó...
Hogy is kell egy jó kis olajcsapdát és olaj visszavezetést csinálni egy hűtőkompresszorhoz?
Mintha már lett volna róla szó...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 március 31, 20:00
Írta: svejk Dátum 2010 március 31, 20:00
Na, nehogymá' senki sem tudja a megoldást!???
Tessék megerőltetni az agytekervényeket és emlékeket!
Tessék megerőltetni az agytekervényeket és emlékeket!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 március 31, 20:18
Írta: 4um5b65d Dátum 2010 március 31, 20:18
Az olajcsapda egy U alakú csőszakasz...
Bár gondolom nem erre voltál kíváncsi...
Bár gondolom nem erre voltál kíváncsi...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 március 31, 20:28
Írta: svejk Dátum 2010 március 31, 20:28
Idáig tuti..
De hogy kellene visszavezetni a szívóágba?
(a szívóág itt ugye maga a tartály)
A legnagyobb gond, bár ezt még nem írtam, hogy folyamatosan megy a kompresszor, bár bizonyos időközökben be tudnék iktatni rövid időszakot amikor visszacsurgathatnám)
A klímások is használják ezt az olajcsapdát amikor a kültéri magasabban van mint a beltéri.
De annak működését sem ismerem :(
De hogy kellene visszavezetni a szívóágba?
(a szívóág itt ugye maga a tartály)
A legnagyobb gond, bár ezt még nem írtam, hogy folyamatosan megy a kompresszor, bár bizonyos időközökben be tudnék iktatni rövid időszakot amikor visszacsurgathatnám)
A klímások is használják ezt az olajcsapdát amikor a kültéri magasabban van mint a beltéri.
De annak működését sem ismerem :(
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2010 március 31, 20:44
Írta: Motoros Dátum 2010 március 31, 20:44
Svejk: Amikor az smd beültetőmet csináltam akkor a vákumot egy sima hűtőgépkompresszor gerjesztette. A nyomó ágon viszont kiköhögte az olajat és ez zárt helyen gond volt. Ezért a nyomásoldali csövet bevezettem egy vizzel telt kóláspalackba amin keresztül bugyborékolt. Gondoltam hogy a viz megfogja az olajat, a pótásáról meg majd valahogy gondoskodom. De erre nem lett szükség ugyan is csodák csodája az üzem során a viz nem lett olajos és a levegő is tiszta maradt. Csak tippelni tudok hogy a 15 cm vizoszlop nyomása benntartotta az olajat.
Ezt hátha tudod használni.
Ezt hátha tudod használni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 március 31, 20:56
Írta: svejk Dátum 2010 március 31, 20:56
Ez érdekes...
Bár nekem a nyomásra van szükségem és ebben az esetben gondolom még több vizet venne fel az összenyomott levegő.
(egyébként meg várom ám a képeket arról a szerkezetről amiről beszéltünk :) )
Bár nekem a nyomásra van szükségem és ebben az esetben gondolom még több vizet venne fel az összenyomott levegő.
(egyébként meg várom ám a képeket arról a szerkezetről amiről beszéltünk :) )
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 március 31, 20:58
Írta: svejk Dátum 2010 március 31, 20:58
Én valami bonyolult dologra tudok elsőre gondolni, pl. hogy az olajcsapdában összegyűlt olajat bizonyos időközönként egy mágnes szelepen keresztül visszaengedem a szívóoldalra.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 március 31, 21:16
Írta: 4um5b65d Dátum 2010 március 31, 21:16
Tudod mit szoktam én csinálni, ha nincs válasz a kérdésemre ?
Beírom a kugliba, hogy "gyakori kérdések".
Erre kidob egy olyan oldalt ahol mindenki felteszi az idétlenebbnél idétlenebb kérdéseit és van vagy 200 ezer ember aki ezeket olvasgatja. A közlési vágy meg igen csak hatalmas az emberekben, talán lesz válasz rá.
Én innen tudtam meg 40 éves fejjel, hogy a kutya azért kergeti a farkát meg rágja a lábát mert tele van a bűzmirigye. Hogy ezt eddig miért nem tudtam ?!?
Beírom a kugliba, hogy "gyakori kérdések".
Erre kidob egy olyan oldalt ahol mindenki felteszi az idétlenebbnél idétlenebb kérdéseit és van vagy 200 ezer ember aki ezeket olvasgatja. A közlési vágy meg igen csak hatalmas az emberekben, talán lesz válasz rá.
Én innen tudtam meg 40 éves fejjel, hogy a kutya azért kergeti a farkát meg rágja a lábát mert tele van a bűzmirigye. Hogy ezt eddig miért nem tudtam ?!?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 március 31, 21:40
Írta: s7manbs8 Dátum 2010 március 31, 21:40
Na ez nekem is jól jöhet. És a párás evegő nem árt az SMD-nek ?
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 március 31, 23:00
Írta: f35ezvjs Dátum 2010 március 31, 23:00

ez az új gép komplett terve
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 március 31, 23:03
Írta: f35ezvjs Dátum 2010 március 31, 23:03
Elkezdem a gyártását. munkaterülete x700 y1400 z200 Anyaga 20mm vastag laposvas
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2010 április 01, 06:59
Írta: Motoros Dátum 2010 április 01, 06:59
"És a párás evegő nem árt az SMD-nek ? " ezt nem értem, hol a pára? mire gondolsz? Az átbuborékoltatás a nyomó oldalon elvileg kivihet a levegőbe valami kevés párát de az sztem elhanyagolható, kb a buborékképződés csak annyi mint egy akváriumban.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 április 01, 08:55
Írta: robroy007 Dátum 2010 április 01, 08:55
Szia Svejk!
olajcsapda készítése klíma rendszerekben
3m szintkülönbségenként egy csapda
kb 3xd hajlítási sugárral
nem feltétlen kell U alak lehet egy egyszerű hurok is , csak alsó ponton kell U
hűtő rendszerben gyakorlatilag azért van rá szükség, hogy az olajzsákokban induláskor össze folyó olaj a mögötte felgyülemlő nyomás hatására mint pezsgős dugó lendületet vegyen és a kompresszor felé meginduljon ezzel biztosítva, hogy visszajut a szükséges kenési helyekre
nagy hűtőrendszerekben van olajleválasztó tartály, amiből egy egyszerű úszós megoldással mint a WC tartály töltés van, így már nincs szükség mágnes szelepre mert mechanikusan minden gond nélkül megoldható a probléma
vagy nyomó oldalon lévő zsákból kapilláris csővel visszavezetni szívó ágba, de ezt én egyszer csúnyán be sz@ptam mert jobbnak gondolta a kapillárist használni mint a tényleges irányt így sose lett elég nyomásom
azon is gondolkodni kell mennyi olajveszteség lehet a kompresszorba egy sima levegős olajleválasztó amit felfog annyit vissza pótolsz és nincs gond de ha előre dobsz bele + 1 decit egy háztartási kompresszorba még nem adja fel a leckét neki ugyanis a köcsög tetejéből szív az alján pedig a főtengelyben lévő furat hordja fel az olajat
olajcsapda készítése klíma rendszerekben
3m szintkülönbségenként egy csapda
kb 3xd hajlítási sugárral
nem feltétlen kell U alak lehet egy egyszerű hurok is , csak alsó ponton kell U
hűtő rendszerben gyakorlatilag azért van rá szükség, hogy az olajzsákokban induláskor össze folyó olaj a mögötte felgyülemlő nyomás hatására mint pezsgős dugó lendületet vegyen és a kompresszor felé meginduljon ezzel biztosítva, hogy visszajut a szükséges kenési helyekre
nagy hűtőrendszerekben van olajleválasztó tartály, amiből egy egyszerű úszós megoldással mint a WC tartály töltés van, így már nincs szükség mágnes szelepre mert mechanikusan minden gond nélkül megoldható a probléma
vagy nyomó oldalon lévő zsákból kapilláris csővel visszavezetni szívó ágba, de ezt én egyszer csúnyán be sz@ptam mert jobbnak gondolta a kapillárist használni mint a tényleges irányt így sose lett elég nyomásom
azon is gondolkodni kell mennyi olajveszteség lehet a kompresszorba egy sima levegős olajleválasztó amit felfog annyit vissza pótolsz és nincs gond de ha előre dobsz bele + 1 decit egy háztartási kompresszorba még nem adja fel a leckét neki ugyanis a köcsög tetejéből szív az alján pedig a főtengelyben lévő furat hordja fel az olajat
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 április 01, 10:07
Írta: gsbwxanch Dátum 2010 április 01, 10:07
Hosszában a "laposvas" mi célt szolgál?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 április 01, 20:36
Írta: svejk Dátum 2010 április 01, 20:36
A klímánál is a nyomóágban van az olajcsapda, nem? Akkor a "pezsgősdugó" elv szerint is induláskor továbbra is csak a beltérin keresztül tud visszajutni a kompresszorba, holott ez kerülendő.
A fixen beépített visszatérő szerintem sem tökéletes...
Ez egy háromfázisú 1 kW-os körüli kompresszor, szabad áramlásban sok olajat hord ki, jó lenne automatizálni, bár az olajos levegő esetemben még hasznos is lehetne, nem kellene plusz olajzó :)
Egyébként Precise főorsó olajködkenésének és szerszámcserélőjének levegőellátása lenne a feladata.
Halk, tudja a folyamatos üzemet(persze erősen visszafogott teljesítménnyel)
A fixen beépített visszatérő szerintem sem tökéletes...
Ez egy háromfázisú 1 kW-os körüli kompresszor, szabad áramlásban sok olajat hord ki, jó lenne automatizálni, bár az olajos levegő esetemben még hasznos is lehetne, nem kellene plusz olajzó :)
Egyébként Precise főorsó olajködkenésének és szerszámcserélőjének levegőellátása lenne a feladata.
Halk, tudja a folyamatos üzemet(persze erősen visszafogott teljesítménnyel)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 április 01, 20:39
Írta: svejk Dátum 2010 április 01, 20:39
Mégegyszer elolvasva azt hiszem értem a "pezsgődugós" elvet.
A dugók nélkül szép lassan a beltériben rakodna le az olaj, így viszont átnyomja a beltérin egyben az egészet a nyomás.
A dugók nélkül szép lassan a beltériben rakodna le az olaj, így viszont átnyomja a beltérin egyben az egészet a nyomás.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 12, 09:15
Írta: 43pbwjg8s Dátum 2010 április 12, 09:15
Sziasztok!
Csak ugy, hogy pl. Tibor komám se higgye azt, hogy nem dolgozok.
Sajnos az orsók beállításával lesz még dolgom, mert a csapágyazáshoz közel érezhetően nehezebben mennek a kocsik. Lesz mit pontosítanom. De ez a sora a dolgoknak.
Egy nagy, pneu munkahengerből származó 65*65-ös profilt kellene valahogy viszonylag pontosan feldarabolnom még, az Y híd lábainak.
Azért kellene pontos merőleges darabolás, mert sajnos nincs kéznél a profilokhoz való sarokelem, így az építészeti sarokelemet kellett elővennem és átfúrnom ezekhez a pozíciókhoz. De ha minden jól megy, talán lesz igazán ide való elem, hála CNCviktor-nak.
szóval a két tengely már felmotorozva és folyamatos futtatás közben:

Csak ugy, hogy pl. Tibor komám se higgye azt, hogy nem dolgozok.
Sajnos az orsók beállításával lesz még dolgom, mert a csapágyazáshoz közel érezhetően nehezebben mennek a kocsik. Lesz mit pontosítanom. De ez a sora a dolgoknak.
Egy nagy, pneu munkahengerből származó 65*65-ös profilt kellene valahogy viszonylag pontosan feldarabolnom még, az Y híd lábainak.
Azért kellene pontos merőleges darabolás, mert sajnos nincs kéznél a profilokhoz való sarokelem, így az építészeti sarokelemet kellett elővennem és átfúrnom ezekhez a pozíciókhoz. De ha minden jól megy, talán lesz igazán ide való elem, hála CNCviktor-nak.
szóval a két tengely már felmotorozva és folyamatos futtatás közben:
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 12, 10:17
Írta: 43pbwjg8s Dátum 2010 április 12, 10:17
köszönöm!
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 április 12, 11:17
Írta: ORCA17 Dátum 2010 április 12, 11:17
Nagyon jól néz ki, gratula[#eljen]
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 április 12, 15:08
Írta: robroy007 Dátum 2010 április 12, 15:08
elvben mind a két ágon jól jön a hurok
de a szívó oldal az érdekesebb
azt is azért nem árt tudni, hogy a kompresszor olaj a hűtőközegben oldódik részben, egészben, semennyire sem fajtától függően és ha beindul a körfolyamat akkor nincs már gond csak a hosszabb ideig tartó leállások alkalmával
de a szívó oldal az érdekesebb
azt is azért nem árt tudni, hogy a kompresszor olaj a hűtőközegben oldódik részben, egészben, semennyire sem fajtától függően és ha beindul a körfolyamat akkor nincs már gond csak a hosszabb ideig tartó leállások alkalmával
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 április 12, 15:57
Írta: svejk Dátum 2010 április 12, 15:57
És amikor az olajdugó odakerül a csőből a kompresszorhoz, akkor az nem mondja, hogy "ej-ha de nagy falat!" mivel az olaj nem nyomható össze.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 április 12, 15:58
Írta: svejk Dátum 2010 április 12, 15:58
Ja hülye vagyok hiszen a szívóoldalból belekerül a kompreszor házába először...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 12, 18:24
Írta: 000000000 Dátum 2010 április 12, 18:24
Alakul a projekted![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 12, 20:31
Írta: 43pbwjg8s Dátum 2010 április 12, 20:31
Még ott a Z!
Valahogy fel kell operálnom a Teknomotort (ideiglenesen amig nem lesz a nagyobb gép meg).
Egyelőre még nem látom, de a hétvégén kialakul.
A probléma, hogy ehez pontosan kellene majd fúrni, és ez az én eszközeimmel szinte lehetetlen. :(
Az Y plattformon eddig egy jócsák nagyobb alu lemez volt felerősítve a horonyanyákkal. Ezt is jó lenne egyenesen levágni, de....
Azt hiszem megpróbálok valami olyasmit összerakni az egyenes vágáshoz mint amit ORCA csinált anno egy pár kocsiból/sínből és egy pici flexállványól.
Utána a fúrás... hát....
Lehet segítséget kell majd kérnem hozzá, hogy pontos legyen.
Azt már eldöntöttem, hogy most tényleg nem a szépség a lényeg, vagy a teljesen tökéletes, sima gyors működés.
Pontos legyen!
Ha lassan is de pontosan tudom használni, akkor már készíthetem vele a pontosabb alkatrészeket éppen önmagának. Persze azért igyekszem..
Valahogy fel kell operálnom a Teknomotort (ideiglenesen amig nem lesz a nagyobb gép meg).
Egyelőre még nem látom, de a hétvégén kialakul.
A probléma, hogy ehez pontosan kellene majd fúrni, és ez az én eszközeimmel szinte lehetetlen. :(
Az Y plattformon eddig egy jócsák nagyobb alu lemez volt felerősítve a horonyanyákkal. Ezt is jó lenne egyenesen levágni, de....
Azt hiszem megpróbálok valami olyasmit összerakni az egyenes vágáshoz mint amit ORCA csinált anno egy pár kocsiból/sínből és egy pici flexállványól.
Utána a fúrás... hát....
Lehet segítséget kell majd kérnem hozzá, hogy pontos legyen.
Azt már eldöntöttem, hogy most tényleg nem a szépség a lényeg, vagy a teljesen tökéletes, sima gyors működés.
Pontos legyen!
Ha lassan is de pontosan tudom használni, akkor már készíthetem vele a pontosabb alkatrészeket éppen önmagának. Persze azért igyekszem..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 12, 20:44
Írta: 000000000 Dátum 2010 április 12, 20:44
A #7213-ban a laptop mellett az "X" tengely van?
Hátul meg az "Y"? És az "X"-re megy fel a"Z" tengely?
Hátul meg az "Y"? És az "X"-re megy fel a"Z" tengely?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 12, 21:51
Írta: 43pbwjg8s Dátum 2010 április 12, 21:51
Mondjuk ugy, hogy a vizszintes asztal a hátsó, a híd felette pedig a laptop melletti. A laptop mellettire kell feloperálnom a Z-t.
Talán még anyagom is van hozzá, mármint a síklapokhoz.
Az egyik az a síklap lesz, amelyik egyoldalt felmegy a futókocsira, másoldalt a lineáris kocsikat teszem fel rá.
A másik, az a síklap lesz, amelyiken a főorsó motor lesz egyik oldat, a másik oldalt pedig a sínek.
De még meg kell érkeznie az orsónak Libustól.
Aztán látom, mennyit helyet kell biztosítanom neki.
Ráadásul az egy olyan orsó (ha minden igaz), hogy csak a megszorítása után lesz kottyanásmenes, így valamilyen csavarszorításos, felmetszett megfogást kell kitalálni.
Na majd meglátom....
Talán még anyagom is van hozzá, mármint a síklapokhoz.
Az egyik az a síklap lesz, amelyik egyoldalt felmegy a futókocsira, másoldalt a lineáris kocsikat teszem fel rá.
A másik, az a síklap lesz, amelyiken a főorsó motor lesz egyik oldat, a másik oldalt pedig a sínek.
De még meg kell érkeznie az orsónak Libustól.
Aztán látom, mennyit helyet kell biztosítanom neki.
Ráadásul az egy olyan orsó (ha minden igaz), hogy csak a megszorítása után lesz kottyanásmenes, így valamilyen csavarszorításos, felmetszett megfogást kell kitalálni.
Na majd meglátom....
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 17, 22:18
Írta: 43pbwjg8s Dátum 2010 április 17, 22:18
Az X asztal ma tesztelgetne volt egy picit többet. :)
0.002 pontosság. HURRÁ!!!
Csak a gyorsulást lkell jól belőnöm, mert még mindig (2200/min és 700as gyorsulásnál) van hogy ritkán megakad egy pillanatra és elmegy más tájékra.
Sajnos a telefonomat is kinn hagytam a garázsban, igy a rakta lévő képeket nem tudom megmutatni.
Pedig találtam egy pár dolgot a Z-hez, és sikerült azzal a vacak fúró/maróval lemarnom egy alu alkatrészt is.
0.002 pontosság. HURRÁ!!!
Csak a gyorsulást lkell jól belőnöm, mert még mindig (2200/min és 700as gyorsulásnál) van hogy ritkán megakad egy pillanatra és elmegy más tájékra.
Sajnos a telefonomat is kinn hagytam a garázsban, igy a rakta lévő képeket nem tudom megmutatni.
Pedig találtam egy pár dolgot a Z-hez, és sikerült azzal a vacak fúró/maróval lemarnom egy alu alkatrészt is.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 17, 22:21
Írta: 43pbwjg8s Dátum 2010 április 17, 22:21
jah!
Ho ymiért szorul meg egy picit az Y?
Erre mindenki nagyon vigyázzon (mármint a kezdők), hogy ne kövesse el azt a hibát amit én anno tettem.
Amikor a menetet vágtam a végmegmunkáláshoz, a satuban egy rongyal vettem körbe a trapézmenetes orsót.
Ez azonban nem ovlt elég, így amikor megszorítottam a satut, a menet profilt sikerült egy picit eldeformálnom.
MOst kínlódok mert kézi köszörűvel kell korrigálnom ezt a menetrészt, ugy hogy ne legyen lötyögős se a végén. :(
MEni meg yugyan a cucc igy is, de nem ugy ahogy más helyeken, ahol megprörgetbe az anyát az szépen fut ide oda.
Itt egy pörgetés után megáll, és az anyát egy picit erősebben forgatva tudok csak túljutni ezen a helyen.
Ho ymiért szorul meg egy picit az Y?
Erre mindenki nagyon vigyázzon (mármint a kezdők), hogy ne kövesse el azt a hibát amit én anno tettem.
Amikor a menetet vágtam a végmegmunkáláshoz, a satuban egy rongyal vettem körbe a trapézmenetes orsót.
Ez azonban nem ovlt elég, így amikor megszorítottam a satut, a menet profilt sikerült egy picit eldeformálnom.
MOst kínlódok mert kézi köszörűvel kell korrigálnom ezt a menetrészt, ugy hogy ne legyen lötyögős se a végén. :(
MEni meg yugyan a cucc igy is, de nem ugy ahogy más helyeken, ahol megprörgetbe az anyát az szépen fut ide oda.
Itt egy pörgetés után megáll, és az anyát egy picit erősebben forgatva tudok csak túljutni ezen a helyen.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 április 17, 22:39
Írta: KoLa Dátum 2010 április 17, 22:39
KisKZ ! [#falbav][#falbav][#falbav][#nyes]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 17, 23:38
Írta: s7manbs8 Dátum 2010 április 17, 23:38
Akkor ott valami még nem jó ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 00:05
Írta: 43pbwjg8s Dátum 2010 április 18, 00:05
Jóvanna!
Igazad van de hát...
Minden hibát azért követek el, hogy más ne tegye meg utána! :)
Csak a kezdők érdekében vagyok hüle! :)
Igazad van de hát...
Minden hibát azért követek el, hogy más ne tegye meg utána! :)
Csak a kezdők érdekében vagyok hüle! :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 18, 17:37
Írta: 000000000 Dátum 2010 április 18, 17:37
Vegyél vissza a sebességből és a gyorsulásból, jó lesz az!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 18, 18:36
Írta: 000000000 Dátum 2010 április 18, 18:36
Nem volna ideje egy: "Épül a gépem ::: KisKZ" topicnak ?[#kacsint]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 19:41
Írta: 43pbwjg8s Dátum 2010 április 18, 19:41
ááá!
Ez nem gép, hanem egy lehetséges hibákat felhalmozó és bemutató project. :)
De tényleg. Ha lenne ilyen topic akkor az hajtana és idegesítene, hogy teljesíteni kell.
Jól van ez így ahogy van. Sunyiban.
"Csak csenben, csak halkan, hogy senki meg ne hallja!" :)
Ez nem gép, hanem egy lehetséges hibákat felhalmozó és bemutató project. :)
De tényleg. Ha lenne ilyen topic akkor az hajtana és idegesítene, hogy teljesíteni kell.
Jól van ez így ahogy van. Sunyiban.
"Csak csenben, csak halkan, hogy senki meg ne hallja!" :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 19:44
Írta: 43pbwjg8s Dátum 2010 április 18, 19:44
Ezt teszem! Nem kell annak olyan nagyon rohanni.
Remélem megszűnik a dolog.
Mindenesetre jó lenne egy pici PC-t összerakni neki, amin semmi de semmi nem fut a háttérben (feleslegesen persze) ami megzavarhatja. Mert valahogy nem vagyok biztos abban , hogy tuti mindig stabil a jel.
Érdekes volt amikor elektron segítégével megnézegettük a kimeneteket hangkártya segítségével. Nagyon különböztek a különböző tüskéken a jelek, (fülre) pedig ugyanolyan jelfolyamot engedtünk rá. Mintha némelyik zavaros lenne.
Lehet marhaságot mondok, bocsánat érte.
Remélem megszűnik a dolog.
Mindenesetre jó lenne egy pici PC-t összerakni neki, amin semmi de semmi nem fut a háttérben (feleslegesen persze) ami megzavarhatja. Mert valahogy nem vagyok biztos abban , hogy tuti mindig stabil a jel.
Érdekes volt amikor elektron segítégével megnézegettük a kimeneteket hangkártya segítségével. Nagyon különböztek a különböző tüskéken a jelek, (fülre) pedig ugyanolyan jelfolyamot engedtünk rá. Mintha némelyik zavaros lenne.
Lehet marhaságot mondok, bocsánat érte.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 18, 20:02
Írta: 000000000 Dátum 2010 április 18, 20:02
Monitorod van? Nekem van egy Pentium 4-es van rajta XP és Mach3 ,nem használom, ha kell, elküldöm Neked.Egy kisméretű PC.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 április 18, 20:35
Írta: keri Dátum 2010 április 18, 20:35
Mach-nak van belső diagnosztikája, valami portdiag vagy ilyesmi a neve, és a program könyvtárban van.
Elég hatásos, és látványos.
Segít rendesen beállítani a gépet.
Elég hatásos, és látványos.
Segít rendesen beállítani a gépet.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 21:09
Írta: 43pbwjg8s Dátum 2010 április 18, 21:09
Svejknek hála, a monitor mar megoldva.
Szerencsére sok "szemetem" van a számítástechnikai oldalról is.
Van egy midi torony ház, A szükséges kártyák (bár itt miminum ami kell) ésa az egyéb kiegészítők mind. Csak egy alaplap és egy proci kell már ebbe a házba, plusz némi RAM. Egy régi ATA winyó. Nem is kell nagy...
Majd csak belefutok valakinál ilyesmibe (MOPAR??? :) )
Szerencsére sok "szemetem" van a számítástechnikai oldalról is.
Van egy midi torony ház, A szükséges kártyák (bár itt miminum ami kell) ésa az egyéb kiegészítők mind. Csak egy alaplap és egy proci kell már ebbe a házba, plusz némi RAM. Egy régi ATA winyó. Nem is kell nagy...
Majd csak belefutok valakinál ilyesmibe (MOPAR??? :) )
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 21:11
Írta: 43pbwjg8s Dátum 2010 április 18, 21:11
Én hülye!
látod?
El sem olvasom véágig amit írsz.
Csak belekezdek és már válaszolnék is.
Bódy! Én már nagyon sokkal fogok neked tartzozni ám! Megköszönöm és elfogadom.
Ezért tényleg le kell majd ülnöm és csinálni egy pár reliefet (de rendesen, ha egyáltalán ugy meg tudok egyet) csak neked.
látod?
El sem olvasom véágig amit írsz.
Csak belekezdek és már válaszolnék is.
Bódy! Én már nagyon sokkal fogok neked tartzozni ám! Megköszönöm és elfogadom.
Ezért tényleg le kell majd ülnöm és csinálni egy pár reliefet (de rendesen, ha egyáltalán ugy meg tudok egyet) csak neked.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 21:12
Írta: 43pbwjg8s Dátum 2010 április 18, 21:12
Köszönöm a tippet!
Meg fogom próbálni.
Meg fogom próbálni.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 április 18, 21:24
Írta: KoLa Dátum 2010 április 18, 21:24
Nem találok ilyen néven semmit a Mach3 könyvtárban - pontosítsd már hogy miről van szó és melyik verzió?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 21:30
Írta: 43pbwjg8s Dátum 2010 április 18, 21:30
De hogy micsoda dolgokat talál az ember!!!!
Volt egy pár felfogóm már régen készítették nekem) a fa géphez. Ezekkel fogattam fel a kis kézi köszörűt (vagy fúrót vagy hogy hívják), mint főorsót a fa gépre.
Nos most levettem mert kiderült, hog ypont stimmel az egyik lépcső átmérő az Ádám féle orsó csapágyához.
Elsőként végre nagyobb mennyiséget martam le kézzel a vacak fúró/maró géppel ennek a tetejéből. Kérlek ne nézzétek azt, hogy mennyire pontotalan az orsó beállítása.
A fúró az nem maró ugye. Ezt is megtanultam. Elég csak annyi, hogy ha nem ellenirányú marással megyek neki a felületnek mindenhonnan és már be is dől a szerszám és ott hagyja a nyomát a felületen rendesen. De most ez abszolute nem baj, mert ez a rész nem működő felület, cupán a férőhely miatt kellett egy picit megpucolnom. Egyébként szép tekergetés volt egy D3-as maróval. :) Kicombosodtam a cégére. :)

ÉS összeraktam egy halom dolgot amit találtam, hogy gondolkodhassak arról, hog ymiből és hogyan is tegyem össze a Z tengelyt:
(a sín csak jelképes! Még mielőtt valaki belekötne! Az természetesen hoszabb lesz majdan)
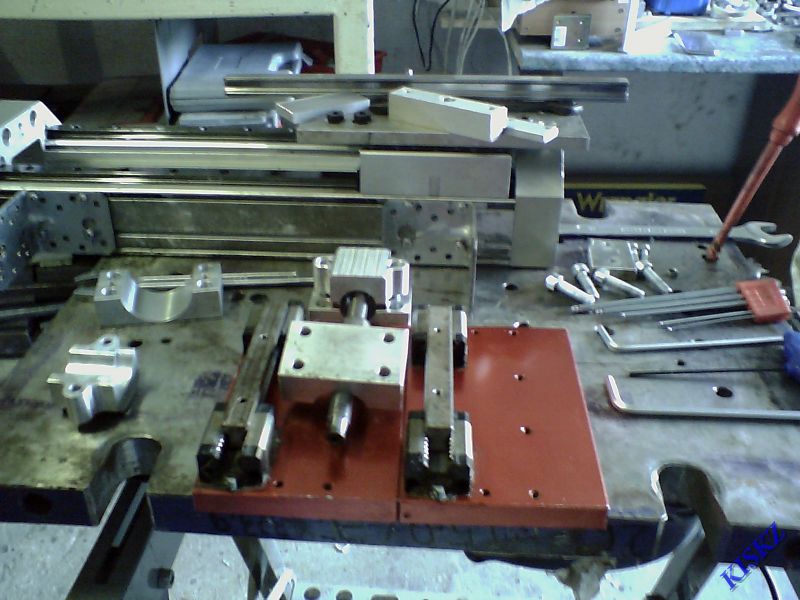
Volt egy pár felfogóm már régen készítették nekem) a fa géphez. Ezekkel fogattam fel a kis kézi köszörűt (vagy fúrót vagy hogy hívják), mint főorsót a fa gépre.
Nos most levettem mert kiderült, hog ypont stimmel az egyik lépcső átmérő az Ádám féle orsó csapágyához.
Elsőként végre nagyobb mennyiséget martam le kézzel a vacak fúró/maró géppel ennek a tetejéből. Kérlek ne nézzétek azt, hogy mennyire pontotalan az orsó beállítása.
A fúró az nem maró ugye. Ezt is megtanultam. Elég csak annyi, hogy ha nem ellenirányú marással megyek neki a felületnek mindenhonnan és már be is dől a szerszám és ott hagyja a nyomát a felületen rendesen. De most ez abszolute nem baj, mert ez a rész nem működő felület, cupán a férőhely miatt kellett egy picit megpucolnom. Egyébként szép tekergetés volt egy D3-as maróval. :) Kicombosodtam a cégére. :)
ÉS összeraktam egy halom dolgot amit találtam, hogy gondolkodhassak arról, hog ymiből és hogyan is tegyem össze a Z tengelyt:
(a sín csak jelképes! Még mielőtt valaki belekötne! Az természetesen hoszabb lesz majdan)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 21:32
Írta: 43pbwjg8s Dátum 2010 április 18, 21:32
De jó, hogy én még nem is kerestem! :)
Tényleg ó lenne néha monitorozni az LPT1 kimenetet.
Meg tudnám szerintetek oldani mondjuk egy AVR-el és egy leválasztókártyával?
Ha látnám azt amikor akadás van, vissza tudnám nézni azt, hogy akkoriban mi is történt a kimeneteken.
Tényleg ó lenne néha monitorozni az LPT1 kimenetet.
Meg tudnám szerintetek oldani mondjuk egy AVR-el és egy leválasztókártyával?
Ha látnám azt amikor akadás van, vissza tudnám nézni azt, hogy akkoriban mi is történt a kimeneteken.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2010 április 18, 21:33
Írta: PSoft Dátum 2010 április 18, 21:33
Keresd a Mach-könyvtárában a Driver Test.exe-t.
Erről beszélt keri.[#wave]
Erről beszélt keri.[#wave]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 21:34
Írta: 43pbwjg8s Dátum 2010 április 18, 21:34
Egyébként ma voltam Hostyánál.
Srácok!
Gyönyörű ahogy dolgozik!
Srácok!
Gyönyörű ahogy dolgozik!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 április 18, 21:35
Írta: keri Dátum 2010 április 18, 21:35
drivertest.exe Mach3 alapkönyvtárában van.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 21:39
Írta: 43pbwjg8s Dátum 2010 április 18, 21:39
A lefutott teszt után, van lehetőségem valahol utólag megtekinetni az adatokat?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 18, 21:42
Írta: s7manbs8 Dátum 2010 április 18, 21:42
Az mit csinál ?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 április 18, 21:44
Írta: keri Dátum 2010 április 18, 21:44
Én is jobban szeretem nézni ahogy más dolgozik :D
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 április 18, 21:49
Írta: keri Dátum 2010 április 18, 21:49
Sose akartam visszanézni.
Lényeg hogy sima legyen a vonal és ne legyen benne túl sok és nagy tüske.
Próbáld végig milyen frekvencián legkisebb a szórás, meg kezd el kilőni a nem szükséges service-eket a "számítógép kezelés>szolgáltatások" alól.
Sok marhaság fut alapból amire nincs szükséged ha csak MACH fut a gépen.
Lényeg hogy sima legyen a vonal és ne legyen benne túl sok és nagy tüske.
Próbáld végig milyen frekvencián legkisebb a szórás, meg kezd el kilőni a nem szükséges service-eket a "számítógép kezelés>szolgáltatások" alól.
Sok marhaság fut alapból amire nincs szükséged ha csak MACH fut a gépen.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 április 18, 21:52
Írta: keri Dátum 2010 április 18, 21:52
Kiértékeli az impulzusok időbeli szórását.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 21:53
Írta: 43pbwjg8s Dátum 2010 április 18, 21:53
Azt majd az oda rendszeresített gépnél.
Igen rendesen ki lehet puccolni onnan.
Se háló, se más, se vírusirtó, e semmi
Csak mach! Ennyi lesz rajta.
Igen rendesen ki lehet puccolni onnan.
Se háló, se más, se vírusirtó, e semmi
Csak mach! Ennyi lesz rajta.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 18, 21:58
Írta: 000000000 Dátum 2010 április 18, 21:58
OK! Holnap feladom a címedre.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 18, 22:05
Írta: 43pbwjg8s Dátum 2010 április 18, 22:05
Nem hiszed el, de olyan zavaba jöttem.. hogy leöntöttem söreel a billentyűzetemet.
Le is kapcsolt a gép.
Ilyenkor mindig a hátam borzong, hogy a jóság még él és virul a világon!
Nagyonnagyon köszönöm!
Le is kapcsolt a gép.
Ilyenkor mindig a hátam borzong, hogy a jóság még él és virul a világon!
Nagyonnagyon köszönöm!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 18, 22:10
Írta: s7manbs8 Dátum 2010 április 18, 22:10
Ja gondolom akkor a timert is kiolvassa és elrakja, úgy meg lehet mérni tényleg.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 22, 09:59
Írta: 43pbwjg8s Dátum 2010 április 22, 09:59
Közben lassan minden alapanyag összejön a Z tengelyhez.
Megvan az álló tábla 30-as alu lemeze, és a mozgó 15-öse is (nem ez van a képen, hanem egy kisebb darab)
A rajzok is elkészülnek lassan.
Sajnos megint zargatnom kell valakit ahhoz hogy le legyenek ezek is marva. :(
Szóval a gondolkodó fázisról itt van két kép:


Megvan az álló tábla 30-as alu lemeze, és a mozgó 15-öse is (nem ez van a képen, hanem egy kisebb darab)
A rajzok is elkészülnek lassan.
Sajnos megint zargatnom kell valakit ahhoz hogy le legyenek ezek is marva. :(
Szóval a gondolkodó fázisról itt van két kép:
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 április 22, 17:08
Írta: hostya Dátum 2010 április 22, 17:08
Csak nem rám gondoltál zargatásilag... ;)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 22, 17:36
Írta: 43pbwjg8s Dátum 2010 április 22, 17:36
Hát lehet! :)
Csak tudom sok dolgod van.
Ki merjem mondani, hogy rád gondolnék?
A pirosak egyébként a Tieid most már.
Nekem megvan az alapanyag.
Az oldalsó 15-ös lap pedig a nagy motorfelfogatójához jó lesz szerintem.
Csak tudom sok dolgod van.
Ki merjem mondani, hogy rád gondolnék?
A pirosak egyébként a Tieid most már.
Nekem megvan az alapanyag.
Az oldalsó 15-ös lap pedig a nagy motorfelfogatójához jó lesz szerintem.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 22, 17:37
Írta: 43pbwjg8s Dátum 2010 április 22, 17:37
Ez lemaradt! [#buck][#eljen][#wave][#worship][#wink][#wink][#wink]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 22, 17:37
Írta: s7manbs8 Dátum 2010 április 22, 17:37
Ez most a hanyadik géped lesz ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 22, 17:39
Írta: 43pbwjg8s Dátum 2010 április 22, 17:39
Ez még a közepes. :)
De Szegény Hostya keze ebben is benne van már eleve, és ha lehet még jobban benne is lesz. :)
De Szegény Hostya keze ebben is benne van már eleve, és ha lehet még jobban benne is lesz. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 22, 17:47
Írta: s7manbs8 Dátum 2010 április 22, 17:47
Reméljük, hamarosan láthatjuk majd a működő gépedet. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 25, 18:45
Írta: 43pbwjg8s Dátum 2010 április 25, 18:45
A hétvégén haladtam megint egy kicsit.
PErsze az én korlátozott körülményeimhez képest ez nem is olyan rossz. :)
A "fúrómaró"-ra feltettem a D50-es betétkéses homlokmarót és lehúztam egy pár alktrészt a Z tengely orsójához. A felfogatásko készen lettek, és még azt a kis hüvelyt is megcsináltam, amivel ennek az orsónak a kicsi átmérőjű végét felhoztam a kupplunk D8-as méretére.
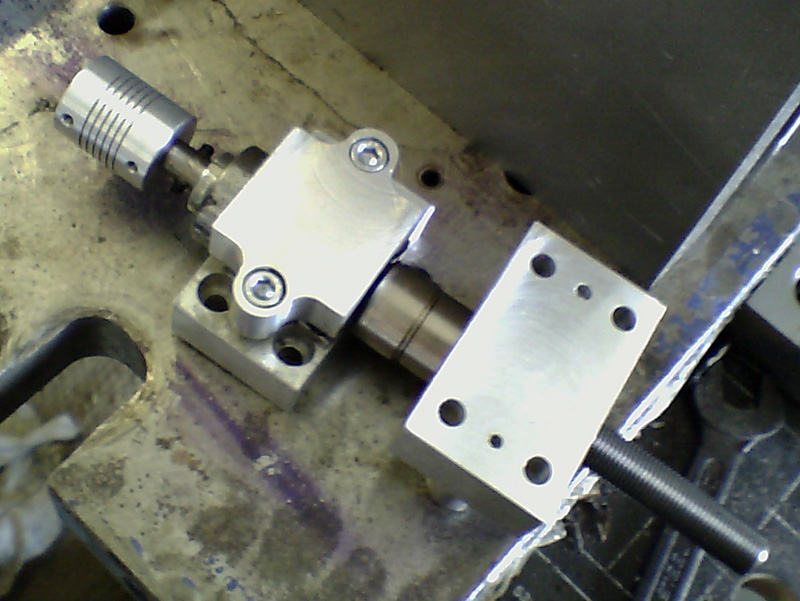
Igy mrá teljesen más gondolkodni a következő lépéseken és a méreteken:

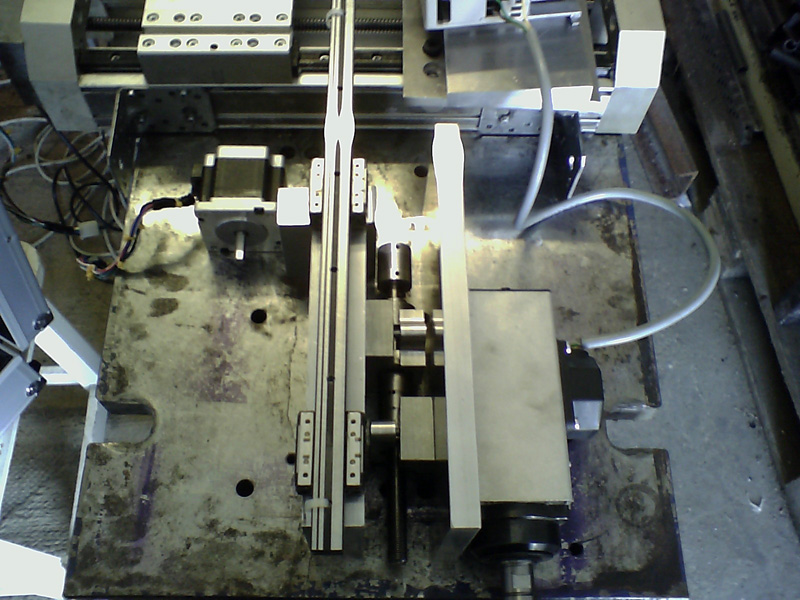
Egyelőre a TEKNOMOTOR-ral méregetek, bár az végül nem erre a gépre fog kerülni.
vigyázok rá mint a szent koronára:

PErsze az én korlátozott körülményeimhez képest ez nem is olyan rossz. :)
A "fúrómaró"-ra feltettem a D50-es betétkéses homlokmarót és lehúztam egy pár alktrészt a Z tengely orsójához. A felfogatásko készen lettek, és még azt a kis hüvelyt is megcsináltam, amivel ennek az orsónak a kicsi átmérőjű végét felhoztam a kupplunk D8-as méretére.
Igy mrá teljesen más gondolkodni a következő lépéseken és a méreteken:
Egyelőre a TEKNOMOTOR-ral méregetek, bár az végül nem erre a gépre fog kerülni.
vigyázok rá mint a szent koronára:
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 25, 18:47
Írta: 43pbwjg8s Dátum 2010 április 25, 18:47
Hopp!
Közben!
Nincs valakinek valami átmenő dugója a TEKNOMOTOR vezetékének kimenő helyére? Mert most szegény vezeték csak ug ykilógeszol.
Elvileg valami menetes tömítő/távezető dugó menne oda, mert ahogy nézem ott van hozzá a menet.
Nem lenne jó, ha telemenne majd forgáccsal!
Közben!
Nincs valakinek valami átmenő dugója a TEKNOMOTOR vezetékének kimenő helyére? Mert most szegény vezeték csak ug ykilógeszol.
Elvileg valami menetes tömítő/távezető dugó menne oda, mert ahogy nézem ott van hozzá a menet.
Nem lenne jó, ha telemenne majd forgáccsal!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 25, 19:24
Írta: Szalai György Dátum 2010 április 25, 19:24
„valami átmenő dugója” Tömszelencének híjják azt.
Ha tudnád milyen méretű való bele, akkor tudnám, hogy van-e nekem itthon.
De hogyha rozsdamentes helyett beéred a műanyaggal is, akkor bármelyik utadba eső villanybótba adnak ocsuért.
(Elég szégyen, hogy a gyártó nem ad hozzá.)
Ha tudnád milyen méretű való bele, akkor tudnám, hogy van-e nekem itthon.
De hogyha rozsdamentes helyett beéred a műanyaggal is, akkor bármelyik utadba eső villanybótba adnak ocsuért.
(Elég szégyen, hogy a gyártó nem ad hozzá.)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 25, 20:06
Írta: 43pbwjg8s Dátum 2010 április 25, 20:06
köszönöm a tippet!
Csak a forgalmazó el ne olvassa! :)
Csak a forgalmazó el ne olvassa! :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 25, 22:39
Írta: 43pbwjg8s Dátum 2010 április 25, 22:39
Egyébként egy J7-es OMRON. 0.3Kw-os.
Ha ez segít a méret kitalálásában.
Ha ez segít a méret kitalálásában.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 április 25, 22:44
Írta: keri Dátum 2010 április 25, 22:44
Mert a végén még az is lehet hogy ad neked? :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 25, 23:33
Írta: 43pbwjg8s Dátum 2010 április 25, 23:33
Na jó!
Ha annyira irigyled megyek veszek magamnak valahol. :)
Inkább a tanács ami érdekel, mert tömszelence egy millió féle lehet.
HA egy link bejön arról, hogy milyen típust szoktak ott hasznáni már megérte.
Ha annyira irigyled megyek veszek magamnak valahol. :)
Inkább a tanács ami érdekel, mert tömszelence egy millió féle lehet.
HA egy link bejön arról, hogy milyen típust szoktak ott hasznáni már megérte.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 25, 23:33
Írta: 43pbwjg8s Dátum 2010 április 25, 23:33
Egyébként meg kapd be! :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 26, 06:13
Írta: Szalai György Dátum 2010 április 26, 06:13
Hoppá!
Ja, hogy Te a frekvenciaváltót szeretnéd tömíteni. (Eddig úgy értelmeztem hogy a TEKNOMOTOR-t.)
Hát a frekvenciaváltót nem is biztos, hogy lehet. Mert ahogy nézem, a tiéd nem az IP65-ös fajta.
A nem tömíthetőt szekrénybe építéssel tudod megvédeni a szennyeződéstől.
Ja, hogy Te a frekvenciaváltót szeretnéd tömíteni. (Eddig úgy értelmeztem hogy a TEKNOMOTOR-t.)
Hát a frekvenciaváltót nem is biztos, hogy lehet. Mert ahogy nézem, a tiéd nem az IP65-ös fajta.
A nem tömíthetőt szekrénybe építéssel tudod megvédeni a szennyeződéstől.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 26, 06:24
Írta: Szalai György Dátum 2010 április 26, 06:24
7-oldal lap alja Védettség: IP20
Szilárd tárgyak elleni mechanikai védettség: „2” Közepes méretű szilárd tárgyak ellen védett. (>12 mm) Víz elleni védettség: „0” Nincs védelem.
Szilárd tárgyak elleni mechanikai védettség: „2” Közepes méretű szilárd tárgyak ellen védett. (>12 mm) Víz elleni védettség: „0” Nincs védelem.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 26, 08:14
Írta: 43pbwjg8s Dátum 2010 április 26, 08:14
Jajj!
Látod a fáradtság....
Nem nem. Most utólag meg sem tudom mondani, hog ymiért a frekiváltó adatait adtam meg lentebb.
Természetesen jól értetted (bocs hogy itt össze vissza kavarok minent) és az NC35-ös TEKNOMOTOR tömítéséről van szó. És avezeték bemeneténél lévő menetes furatról.
Mindenesetre az amit most a frekiváltóról írtál szintén hasznos. Ezt is nagyon köszönöm.
Látod a fáradtság....
Nem nem. Most utólag meg sem tudom mondani, hog ymiért a frekiváltó adatait adtam meg lentebb.
Természetesen jól értetted (bocs hogy itt össze vissza kavarok minent) és az NC35-ös TEKNOMOTOR tömítéséről van szó. És avezeték bemeneténél lévő menetes furatról.
Mindenesetre az amit most a frekiváltóról írtál szintén hasznos. Ezt is nagyon köszönöm.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 26, 16:09
Írta: Szalai György Dátum 2010 április 26, 16:09
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 26, 17:14
Írta: 43pbwjg8s Dátum 2010 április 26, 17:14
köszönöm!
A típus már elég lesz.
Igy nem magyarázok hülyén a boltban, ahogy szoktam.
Nagyon köszönöm!
A típus már elég lesz.
Igy nem magyarázok hülyén a boltban, ahogy szoktam.
Nagyon köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 27, 19:26
Írta: 43pbwjg8s Dátum 2010 április 27, 19:26
Sziasztok! Mivel jo kimosni a linearis sinek csapagyait?
Elore is koszonom a segitseget!
Elore is koszonom a segitseget!
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 április 27, 19:41
Írta: 35kpazcgr Dátum 2010 április 27, 19:41
Brigéciol.
Mosás után vízzel a maradék mosóanyag is eltávolítható. A vizet törléssel, vagy fuvatott levegővel minél előbb ki kell szárítani a csapágyból.
Mosás után vízzel a maradék mosóanyag is eltávolítható. A vizet törléssel, vagy fuvatott levegővel minél előbb ki kell szárítani a csapágyból.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 27, 20:35
Írta: 000000000 Dátum 2010 április 27, 20:35
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 április 27, 20:38
Írta: skwby94ub Dátum 2010 április 27, 20:38
Péter, vízzel semmi esetre se' mosd, ajánlom a Nitro higítót+ kifúvatást sürített levegővel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 27, 20:44
Írta: 000000000 Dátum 2010 április 27, 20:44
Mond el légyszi, hogy mi a baj a vízzel?
Én „emberemlékezet óta” így használom és még semmi kárát nem láttam.
Nem kötözködés, csak kíváncsiság.
Én „emberemlékezet óta” így használom és még semmi kárát nem láttam.
Nem kötözködés, csak kíváncsiság.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 27, 20:49
Írta: Szalai György Dátum 2010 április 27, 20:49
Kinek mi válik be. Én nem mosok sose, nem rozsdamentes cuccot vízzel, vagy valami vizes oldatával, mert félek, hogy valahol benne marad és megeszi a rozsda mire észreveszem. Az alumíniumot és műanyagot, azt igen, elviszem a benzinkúthoz és a nagynyomású mosószeres mosóval leveretem róla a szutykot, aztán tiszta vízzel leöblítem. Lecsöpögtetem és mehet haza tisztán.
Az acélt gázolajban mosom ecsettel. Elsőre csak kevés gázolajban, félig levágott szőrű kemény ecsettel, hogy fellazítsa a külsejére rászappanosodott retkes gépzsírt.
Aztán több gázolajban, kissé megbillentett edényben, vigyázva, hogy az edény alsó sarkában leülepedett homokot és szutykot ne nagyon keverjem fel az ecsettel.
Végül fékolajban, az fémtisztára pucolja a vasat. Ha valami masszív fekete pötty van az anyagon, akkor konyhai acélgyapot súrolóval, helyileg adok még neki.
Wartburg motorblokkot, azt mostam régen Brigéciollal. Tuti hatásos az olaj és zsír ellen.
Az acélt gázolajban mosom ecsettel. Elsőre csak kevés gázolajban, félig levágott szőrű kemény ecsettel, hogy fellazítsa a külsejére rászappanosodott retkes gépzsírt.
Aztán több gázolajban, kissé megbillentett edényben, vigyázva, hogy az edény alsó sarkában leülepedett homokot és szutykot ne nagyon keverjem fel az ecsettel.
Végül fékolajban, az fémtisztára pucolja a vasat. Ha valami masszív fekete pötty van az anyagon, akkor konyhai acélgyapot súrolóval, helyileg adok még neki.
Wartburg motorblokkot, azt mostam régen Brigéciollal. Tuti hatásos az olaj és zsír ellen.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2010 április 27, 20:56
Írta: designr Dátum 2010 április 27, 20:56
Folt tisztító benzin(nagy része aceton,mégsem bánt semmit)mire leteszed-száraz.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 április 27, 21:09
Írta: 35kpazcgr Dátum 2010 április 27, 21:09
Szerintem is tökéletes a Brigéciol.
Pontosan az olajos, zsíros szennyeződések eltávolítására találták ki. Átalakítja az olajokat, zsírokat vízoldhatóvá, így azok maradék nélkül kimoshatók vízzel. A szárítás a mosás után nagyon fontos, hogy víz ne maradjon a mosott anyagon. Ha valakit zavar a teljesen fémtiszta felület (fél a rozsdásodástól), az szárítás után kenje be valamilyen finom olajjal (műszerolaj) a felületet.
Pontosan az olajos, zsíros szennyeződések eltávolítására találták ki. Átalakítja az olajokat, zsírokat vízoldhatóvá, így azok maradék nélkül kimoshatók vízzel. A szárítás a mosás után nagyon fontos, hogy víz ne maradjon a mosott anyagon. Ha valakit zavar a teljesen fémtiszta felület (fél a rozsdásodástól), az szárítás után kenje be valamilyen finom olajjal (műszerolaj) a felületet.
Cím: Re:Mechanikai ötletek
Írta: nffab2gnr Dátum 2010 április 27, 21:25
Írta: nffab2gnr Dátum 2010 április 27, 21:25
én a lineár csapágyakat alkoholban mosom igaz,hogy ultrahangos mosóval,utána levegővel kifújatom.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 27, 21:36
Írta: 43pbwjg8s Dátum 2010 április 27, 21:36
Ultrahangos mosóm van, de a nagyját előbb mndenképpen le kellene ez előtt is szedni valami más módon.
Adtatok nagyon sok jó tanácsot. Nem árulom el melyiket találtam a legszimpatikusabnnak, de mind kitűnő! Köszönöm nektek!
Anno sokat használtam én is brigéciolt, gázolajat, benzint mosáshoz. A tapasztalataim jól voltak midegyikkel. Most is van mind kéznél.
A lényeg hogy elvileg ezek nyugdtan használhatóak. A víz ellen volt csupán felvetés.
Köszönöm.
Egy dolog:
A végére lehet megpróbálom az UH mosást, de milyen alkoholt használtál nagaoka?
Nem pazarló egy kicsit ez így?
Bár nem tudom mennyibe kerül a gyógyszertári alkohol (ha egyáltalán ezt használtad).
Igazán jó katyvaszról multkor nem sikerült meggyőznötök az UH mosással kapcsolatban, így nem tudom mivel is csinálom majd (ha egyáltalán megpróbálom az érdekesség és a teszt kedvéért)
Mindenesetre Hostyától kaptam spéci zsírt, kifejezetten az ilyen elemekhez, így azonnal át is fogom járatni vele a golyópályákat amint a mosás után óvatosan kifújom őket és megszáradnak. Persze próbálom nem a golyókt szétfújni a kozmoszban. :)
Adtatok nagyon sok jó tanácsot. Nem árulom el melyiket találtam a legszimpatikusabnnak, de mind kitűnő! Köszönöm nektek!
Anno sokat használtam én is brigéciolt, gázolajat, benzint mosáshoz. A tapasztalataim jól voltak midegyikkel. Most is van mind kéznél.
A lényeg hogy elvileg ezek nyugdtan használhatóak. A víz ellen volt csupán felvetés.
Köszönöm.
Egy dolog:
A végére lehet megpróbálom az UH mosást, de milyen alkoholt használtál nagaoka?
Nem pazarló egy kicsit ez így?
Bár nem tudom mennyibe kerül a gyógyszertári alkohol (ha egyáltalán ezt használtad).
Igazán jó katyvaszról multkor nem sikerült meggyőznötök az UH mosással kapcsolatban, így nem tudom mivel is csinálom majd (ha egyáltalán megpróbálom az érdekesség és a teszt kedvéért)
Mindenesetre Hostyától kaptam spéci zsírt, kifejezetten az ilyen elemekhez, így azonnal át is fogom járatni vele a golyópályákat amint a mosás után óvatosan kifújom őket és megszáradnak. Persze próbálom nem a golyókt szétfújni a kozmoszban. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 27, 21:37
Írta: 43pbwjg8s Dátum 2010 április 27, 21:37
Közben cseppség:
Gyuri! :) Nem hiszed el, de itt volt kézben a tömszelence. :) A skorpiók elektronika dobozában is ilyen van, de vettem a multkor az elektronika dobozához is egy párat.
Viszont magamtól nem tudtam vlna, hogy ez az az elem ami onnan hiányzik. Köszönöm ezt az infót is!
Gyuri! :) Nem hiszed el, de itt volt kézben a tömszelence. :) A skorpiók elektronika dobozában is ilyen van, de vettem a multkor az elektronika dobozához is egy párat.
Viszont magamtól nem tudtam vlna, hogy ez az az elem ami onnan hiányzik. Köszönöm ezt az infót is!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 27, 23:08
Írta: 000000000 Dátum 2010 április 27, 23:08
háztartási bolt denaturált szesz!
ilyenre a vegytiszta alkohol nagy pazarás ( gyogyszertár) !
ilyenre a vegytiszta alkohol nagy pazarás ( gyogyszertár) !
Cím: Re:Mechanikai ötletek
Írta: nffab2gnr Dátum 2010 április 28, 11:51
Írta: nffab2gnr Dátum 2010 április 28, 11:51
Déli szomszédainknál (Eszék) gyógyszertárban 1600 ft/liter a 70% tiszta szesz,régen békeidőben a Nama árúházban még 96% volt az alkohol,lám már az sem az igazi.Egyébként 0.5 literes müa. flakonban árúsítják.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 28, 13:00
Írta: 43pbwjg8s Dátum 2010 április 28, 13:00
köszönöm a tippeket. A kiemelten tűzveszélyes anyagoktól azért kicsit félek.
Egyszer próbáltam a denszeszes sütő lángját eloltani, és.... Modnjuk szerencsére nem volt semmi komoly gond, de könnyen lehetett volna.
Az istennek sem akart elaludni, akárhogy fedtem le, zártam le a mécsest a hozzá adott fedővel.
Egy picit óvatosabb lettem az biztos. És ez nem a denszesz hibája.
Azt sem tudom, hogy ezek a "mezei" kicsike UH mosócskák, mennyire vannak rendesen szigetelve. Ugyanis azzal, hogy ha lezárom a tetejét, nem zárom el a mosóteret az elektromos tértől.
Egyszer próbáltam a denszeszes sütő lángját eloltani, és.... Modnjuk szerencsére nem volt semmi komoly gond, de könnyen lehetett volna.
Az istennek sem akart elaludni, akárhogy fedtem le, zártam le a mécsest a hozzá adott fedővel.
Egy picit óvatosabb lettem az biztos. És ez nem a denszesz hibája.
Azt sem tudom, hogy ezek a "mezei" kicsike UH mosócskák, mennyire vannak rendesen szigetelve. Ugyanis azzal, hogy ha lezárom a tetejét, nem zárom el a mosóteret az elektromos tértől.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 28, 13:39
Írta: 000000000 Dátum 2010 április 28, 13:39
Egyébként nemkem ano a gázolaj pertoleum vált be ilyesmi poros zsiros alkatrészek kioldására mindenféle ultrahangos moso nélkül 5..10 óra alat mindféle zsiros poros olajos dolgot felold a perto gázolaj variácio!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 28, 14:07
Írta: 43pbwjg8s Dátum 2010 április 28, 14:07
Eszemben sincs eőltetni egyébéként az UH-t, csupán az esetleges különlegessége, és a számomra való ismeretlensége miatt emlegetem és kérdezek vele kapcsolatban.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 28, 14:59
Írta: 000000000 Dátum 2010 április 28, 14:59
ok!
jo kis szerkezet az ha van akor meg pláne!
jo kis szerkezet az ha van akor meg pláne!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 28, 15:49
Írta: 000000000 Dátum 2010 április 28, 15:49
Sziasztok!
Első cnc gépemet építem jelenleg...a következő problémával szembesültem: az asztal mozgatását egyenlőre takarékossági okokból M12 menetesszárral akarom megoldani. A csúszóvezetékek 14mm es rudak bronz perselyezve (párhuzamossági gondok nincsenek nagyon könnyen jár, és nem lötyög semmi sem. Na a menetesszár állandóan összerág az anyával...kézzel hajtva semmi gond nincs (2 újjal tekerem a tengelyt) de miután motorral meghajtom párszor oda vissza már össze is rágott...A menetesszár mindkét végén meg van csapágyazva. Lehet csak az egyiken kéne? (pl esztergák kéziszán orsója) vagy miért lehet ez
Első cnc gépemet építem jelenleg...a következő problémával szembesültem: az asztal mozgatását egyenlőre takarékossági okokból M12 menetesszárral akarom megoldani. A csúszóvezetékek 14mm es rudak bronz perselyezve (párhuzamossági gondok nincsenek nagyon könnyen jár, és nem lötyög semmi sem. Na a menetesszár állandóan összerág az anyával...kézzel hajtva semmi gond nincs (2 újjal tekerem a tengelyt) de miután motorral meghajtom párszor oda vissza már össze is rágott...A menetesszár mindkét végén meg van csapágyazva. Lehet csak az egyiken kéne? (pl esztergák kéziszán orsója) vagy miért lehet ez
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2010 április 28, 16:27
Írta: designr Dátum 2010 április 28, 16:27
Milyen anyagból van az anya?Nem lehet hogy normál vas..jól meghajtod-felmelegszik-berág?
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2010 április 28, 16:30
Írta: designr Dátum 2010 április 28, 16:30
A berágódás szerintem nem függ össze azzal hogy mindkét végén csapágyazott az orsó..Orsó anyaga?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 28, 17:33
Írta: 000000000 Dátum 2010 április 28, 17:33
anyát már próbáltam sima rossz acélból, meg pl: A60 ból is. mindkettőnél ugyanaz, szétforgácsolja a menetes szárat és berág (közben persze felmelegszik) a csapágyazást csak azért gondoltam mert így 3 ponton van lekötve az orsó és ha valami feszül egy kicsit is...(azóta kipróbáltam épp az imént 1 helyen csapágyazással is, 10-15 oda vissza járat és be is rágott...)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 28, 17:57
Írta: Szalai György Dátum 2010 április 28, 17:57
Szerintem a berágódás, a nem megfelelő kenés eredménye.
Azon a siklási sebességen, (amit a motoros hajtás képez) azon a felületi nyomáson, (amit a pár menetes orsó anya kapcsolat létrehoz) nem elég a kenőanyagod hatékonysága.
Csökkenteni kell a felületi nyomást, például az anya hosszabbra készítésével. Vagy csökkenteni a siklási sebességet, a fordulatszám alacsonyabbra választásával. Vagy nehezebb körülményekre készült kenőanyagot választani, például grafitosat.
Nem lehet-e, hogy motoros hajtásnál az orsó az anyában nem csak siklik, hanem beremegve verődik is? Ez nagyon magas igénybevételt támasztana a kenőanyaggal szemben.
Azon a siklási sebességen, (amit a motoros hajtás képez) azon a felületi nyomáson, (amit a pár menetes orsó anya kapcsolat létrehoz) nem elég a kenőanyagod hatékonysága.
Csökkenteni kell a felületi nyomást, például az anya hosszabbra készítésével. Vagy csökkenteni a siklási sebességet, a fordulatszám alacsonyabbra választásával. Vagy nehezebb körülményekre készült kenőanyagot választani, például grafitosat.
Nem lehet-e, hogy motoros hajtásnál az orsó az anyában nem csak siklik, hanem beremegve verődik is? Ez nagyon magas igénybevételt támasztana a kenőanyaggal szemben.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 április 28, 18:40
Írta: svejk Dátum 2010 április 28, 18:40
Az UH-s mosóba is alkohol, nevezetesen desztillált vízzel felhígított Isopropil alkohol való.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 április 28, 18:41
Írta: svejk Dátum 2010 április 28, 18:41
Az Ispropilnak kb. 800 Ft literje.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 28, 19:09
Írta: Szalai György Dátum 2010 április 28, 19:09
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 28, 20:02
Írta: 43pbwjg8s Dátum 2010 április 28, 20:02
Arányt tudnál esetleg ajánlani?
Bár most nekiálltam keresgélni.
Bár most nekiálltam keresgélni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 28, 20:34
Írta: Szalai György Dátum 2010 április 28, 20:34
A #7296-ban linkelt adatlapon két, lineáris sínek csapágymosásakor fontos bejegyzést találtam.
1. KÉMIAI VESZÉLYEK Megtámadja a műanyagokat és a gumit.
2. MEGJEGYZÉSEK Alkoholos italok fogyasztása fokozza a károsító hatást.
[#vigyor2]
1. KÉMIAI VESZÉLYEK Megtámadja a műanyagokat és a gumit.
2. MEGJEGYZÉSEK Alkoholos italok fogyasztása fokozza a károsító hatást.
[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 28, 20:37
Írta: 43pbwjg8s Dátum 2010 április 28, 20:37
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 28, 20:39
Írta: 43pbwjg8s Dátum 2010 április 28, 20:39
Igazad van.
De közben én már egy kicsit el is kanyarodtam az eredeti céltól, és általánosságokat is kerestem. Köszönöm mindenkinek.
Alapvetően a gázolaj, vagy brigéciolos mosást fogom előnyben részesíten a síneknél, de jól esett a kitérő. Bocsánat az offtopicért mindenkitől
De közben én már egy kicsit el is kanyarodtam az eredeti céltól, és általánosságokat is kerestem. Köszönöm mindenkinek.
Alapvetően a gázolaj, vagy brigéciolos mosást fogom előnyben részesíten a síneknél, de jól esett a kitérő. Bocsánat az offtopicért mindenkitől
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 április 28, 20:49
Írta: skwby94ub Dátum 2010 április 28, 20:49
7277-ben Szalai György kifejtette.
Utólag: Isten éltesse sokáig névnapja alkalmával!
Utólag: Isten éltesse sokáig névnapja alkalmával!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 április 28, 21:33
Írta: KoLa Dátum 2010 április 28, 21:33
8.8-as menetesszárat használj és bronzanyát, és kenést!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 28, 21:53
Írta: 000000000 Dátum 2010 április 28, 21:53
kenés az volt bőven...szerintem a feszülés lehet az oka. (pedig a menetesszár egyenes volt)holnap kipróbálok valami olyan módszert kitalálni ahol az anya nincs fixen rögzítve az asztalhoz. (pl egy kör keresztmetszetű csappal csatlakozik)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 28, 22:14
Írta: s7manbs8 Dátum 2010 április 28, 22:14
A hajtott mechanikának mennyi erő kell ? Nincs túlterhelve ?
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 április 28, 22:24
Írta: skwby94ub Dátum 2010 április 28, 22:24
Simi, nem lehet ugyanaz az anyaga az orsónak, és az anyának!
Az anya lehet szürkeöntvény, bronz v. műanyag- de acél nem, mivel nem kötőelemként működik, hanem mozgatócsavarként.
Az anya lehet szürkeöntvény, bronz v. műanyag- de acél nem, mivel nem kötőelemként működik, hanem mozgatócsavarként.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 28, 22:41
Írta: 000000000 Dátum 2010 április 28, 22:41
a mechanika könnyen jár, semmi feszülés. (az asztalt 2 ujjal lazán löködöm ide oda. holnap megpróbálom az anyát bronzból megcsinálni, hátha...(láttam már acél orsó-acél anya párosítást is jól működni, furcsa:S )
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 28, 22:44
Írta: s7manbs8 Dátum 2010 április 28, 22:44
Lehet az a baj, hogy túl lötyögős és verődik összevissza.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 28, 22:49
Írta: 000000000 Dátum 2010 április 28, 22:49
hát lötyögni semmi sem lötyög. szerintem inkább az anya nem tudja felvenni azt az ütést ami van a menetes szárban, vagy oldalirányban feszül rajta (mert egyenes látszólag, de valamennyit biztos üt...)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 28, 22:53
Írta: s7manbs8 Dátum 2010 április 28, 22:53
Olyan is lehet pl. hogy a menetes szár meneteinek szöge kicsivel másabb, mint az anyáé és szépen beleszorul, feszül.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 28, 22:54
Írta: s7manbs8 Dátum 2010 április 28, 22:54
Az anya menet szöge inkább jobb, ha nagyobb, mint a meneté, akkor nem tud belefeszülni. Csak így gondolkodásképpen mondom.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 08:49
Írta: 43pbwjg8s Dátum 2010 április 29, 08:49
Egy kérdés:
Az anyát gyártod, az orsót veszed?
másik:
Hogyan feszíted be az anyát? Mennyire?
Az anyát gyártod, az orsót veszed?
másik:
Hogyan feszíted be az anyát? Mennyire?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 09:34
Írta: 000000000 Dátum 2010 április 29, 09:34
Én ugyan nem vagyok szakértő, de nem hinném, hogy ez jó lenne.
Mivel a szögük nem egyforma, csak kisfelületen érintkezik az anya és az orsó egymással.
Ettől, mindkettő gyorsan kopni kezd. A kopás mértéke akkor lesz a legkisebb, mikor egyformaszögűre kopnak. Ez, meg majdnem az eredi állapot. Annyi lesz a különbség, hogy nem hatvanfokos profiluk lesz. Nem tudom, hogy ez mennyiben tud segíteni a gondon. Az is lehet, hogy tévedek. A remegő orsóra és persze az elégtelen kenésre gyanakodnék.
Nagyon fontos még az egymással érintkező felületek minősége. Van egy gyári orsó. Mivel mángorolt a menet, lehet elégé jó a felület. De lehet hogy egy egyedileg gyártott anya, ami nem igazán jól sikerült. A rossz felület miatt is „berághatnak”.
Ha elolvasod a két egymás utáni beírásodat, mintha ellentmondanának egymásnak.
Mivel a szögük nem egyforma, csak kisfelületen érintkezik az anya és az orsó egymással.
Ettől, mindkettő gyorsan kopni kezd. A kopás mértéke akkor lesz a legkisebb, mikor egyformaszögűre kopnak. Ez, meg majdnem az eredi állapot. Annyi lesz a különbség, hogy nem hatvanfokos profiluk lesz. Nem tudom, hogy ez mennyiben tud segíteni a gondon. Az is lehet, hogy tévedek. A remegő orsóra és persze az elégtelen kenésre gyanakodnék.
Nagyon fontos még az egymással érintkező felületek minősége. Van egy gyári orsó. Mivel mángorolt a menet, lehet elégé jó a felület. De lehet hogy egy egyedileg gyártott anya, ami nem igazán jól sikerült. A rossz felület miatt is „berághatnak”.
Ha elolvasod a két egymás utáni beírásodat, mintha ellentmondanának egymásnak.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 29, 12:14
Írta: s7manbs8 Dátum 2010 április 29, 12:14
Én sem vagyok gépész, úgyhogy ötletelhetek ilyen témában nyugodtan, legfeljebb röhögnek rajtam egy jót. :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 április 29, 13:08
Írta: keri Dátum 2010 április 29, 13:08
Nekem is acél az acélon megy, viszont könnyű zsírral kell kenni. Szárazon nem szeret menni hiába könnyű tekerni kézzel. Szerintem a kottyanás miatt berezonál.
A legjobb a kottyanás mentes, de da acél esetén előbb megszorul. Bronz vagy műanyag anya kell, amit nem bonyolult gyártani egy menetfúró birtokában.
Az orsót pedig polírozd fel, valaki írta hogy attól is jobb lesz a futása.
A legjobb a kottyanás mentes, de da acél esetén előbb megszorul. Bronz vagy műanyag anya kell, amit nem bonyolult gyártani egy menetfúró birtokában.
Az orsót pedig polírozd fel, valaki írta hogy attól is jobb lesz a futása.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 13:30
Írta: 43pbwjg8s Dátum 2010 április 29, 13:30
"Az orsót pedig polírozd fel, valaki írta hogy attól is jobb lesz a futása."
neadjisten át is futhatsz rajta menetmetszővel.
neadjisten át is futhatsz rajta menetmetszővel.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2010 április 29, 13:44
Írta: 279nwbpsa Dátum 2010 április 29, 13:44
Az is lehet még baj,hogy az orsó ovális.
Ideiglenesen a gépembe X-Z-tengelyeknek menetes szárat építettem be.Le kellett aztán szabályozni ezeket esztergán végül is,hogy jók legyenek.
Az más kérdés,hogy a 16-os szárak ezután csak 15-ös átmérőjűek. :)
A polírozás sem árt nekik,sőt.
Ideiglenesen a gépembe X-Z-tengelyeknek menetes szárat építettem be.Le kellett aztán szabályozni ezeket esztergán végül is,hogy jók legyenek.
Az más kérdés,hogy a 16-os szárak ezután csak 15-ös átmérőjűek. :)
A polírozás sem árt nekik,sőt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 13:44
Írta: 000000000 Dátum 2010 április 29, 13:44
Gondolom, hogy te sem gépész vagy. [#rinya]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 15:07
Írta: 43pbwjg8s Dátum 2010 április 29, 15:07
áá! Nem!
Kertész vagyok.
Itt azt remélem, hogy végre sikerül egy CNC gépet készítenem, és tök egyszerű lesz a kapagépek élezése vele.
Ne tudd meg milyen üzlet!!!! De ezt el ne mond senkinek.
Tudod... Ezeket a fos, mángorolt menetű szárakat én azért megnézném. De jó lenne ha kiderülne egyáltalán a szár milyensége először.
Szóval egy megmaradt darabot bátran megpróbálnék áthúzni metszővel hogy lássam egyáltalán mi a helyzet.
Mert addig lehet észt osztani igazán amig seggem sincs róla hogy mi milyen is!!!!
Ha érdekel a dolog, előbb kérdezd meg:
Milyen az anya, hogyan készült?
Milyen az orsó, hogyan készült?
Geometriailag bármi módon lehetnek e egymással inkompatibilisek?
Itt nem kell nagy dolgora gondolni, csupán annyi, hogy vagy szabványos minőségi eszközökkel készítették elvileg szabvány méreten, tűrésen belülire akkor ez elvileg kompatibilis kell hogy legyen.
Milyen viszonyan vannak egymáshoz képest? (pl. hogyan van befeszítve? Be van-e egyáltalán feszítve?)
Hogyan vannak egymáshoz képest elhelyezve a mechanikában. lehet-e bármi olyan dolog ami extrém módon ("normál használathoz képest") állíthatja egymáshoz bármikor bármiért, menet közben a két elemet?
Ez mind mind egyszerű kérdés amire pillanatok alatt (?) lehet válaszolni.
És most még csak elvileg statikus szemszögből nézted meg az egészet.
Folytassam?
De ha neked nagyon ellened van a dolog szólj!
Kertész vagyok.
Itt azt remélem, hogy végre sikerül egy CNC gépet készítenem, és tök egyszerű lesz a kapagépek élezése vele.
Ne tudd meg milyen üzlet!!!! De ezt el ne mond senkinek.
Tudod... Ezeket a fos, mángorolt menetű szárakat én azért megnézném. De jó lenne ha kiderülne egyáltalán a szár milyensége először.
Szóval egy megmaradt darabot bátran megpróbálnék áthúzni metszővel hogy lássam egyáltalán mi a helyzet.
Mert addig lehet észt osztani igazán amig seggem sincs róla hogy mi milyen is!!!!
Ha érdekel a dolog, előbb kérdezd meg:
Milyen az anya, hogyan készült?
Milyen az orsó, hogyan készült?
Geometriailag bármi módon lehetnek e egymással inkompatibilisek?
Itt nem kell nagy dolgora gondolni, csupán annyi, hogy vagy szabványos minőségi eszközökkel készítették elvileg szabvány méreten, tűrésen belülire akkor ez elvileg kompatibilis kell hogy legyen.
Milyen viszonyan vannak egymáshoz képest? (pl. hogyan van befeszítve? Be van-e egyáltalán feszítve?)
Hogyan vannak egymáshoz képest elhelyezve a mechanikában. lehet-e bármi olyan dolog ami extrém módon ("normál használathoz képest") állíthatja egymáshoz bármikor bármiért, menet közben a két elemet?
Ez mind mind egyszerű kérdés amire pillanatok alatt (?) lehet válaszolni.
És most még csak elvileg statikus szemszögből nézted meg az egészet.
Folytassam?
De ha neked nagyon ellened van a dolog szólj!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 15:14
Írta: 43pbwjg8s Dátum 2010 április 29, 15:14
Tudod miért kell egyébként áthúzni?
Hogy tudd, hogy ha túlzottan megvágja az alap
menetet a metsző akkor kib*szhatod az egészet a kukába mert az nem menetes szár, hanem virágkaró!
Hogy tudd, hogy ha túlzottan megvágja az alap
menetet a metsző akkor kib*szhatod az egészet a kukába mert az nem menetes szár, hanem virágkaró!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 15:26
Írta: 43pbwjg8s Dátum 2010 április 29, 15:26
MEgkérdezhetném, hogy egyáltalán ez az összerágódás mt jelent?
Most amikor berágódott melyik elem az ami tönkrement?
Mivel sokmindent írtál, nem tudom kihámozni. Melyik milyen anygból van.
Egyébként egyet próbálj már meg!
Ugy forgasd a szárat a motorral, hogy az anyát rajta csak kézzel vezeted végig az orsón!
Igy érezni fogod, hogy mikor és hol feszül meg egymáshoz képest a két elem.
Ha ez mindig ugyanott, vagy nagyjából ugyanott történik akkor azt a környéket rendesebben vizsgáld meg az orsón!
Ez nem nagy dolog ugye.
Ha a mechanikád teljesen kotyogásmentes minden irányban (oldalra is!!)akkor:
Ha igy nem történik semmi, akkor mozgasd végig a mechanikát az útján és próbáld kimérni a távolságot a teljes hosszon az orsó és a mechanika alja között. Tedd meg azt, hogy ugyanezt ellenőrizd az asztal középvonala és az orsó között oldal irányban is! Ugye hogy párhuzamos-e a síned mozgásiránya és az orsód.
De ezek alapdolgok amiket talán már régen megtettél.
Még egy kérdés:
Milyen hosszú a menet az anyában?
Egy anya van?
Most amikor berágódott melyik elem az ami tönkrement?
Mivel sokmindent írtál, nem tudom kihámozni. Melyik milyen anygból van.
Egyébként egyet próbálj már meg!
Ugy forgasd a szárat a motorral, hogy az anyát rajta csak kézzel vezeted végig az orsón!
Igy érezni fogod, hogy mikor és hol feszül meg egymáshoz képest a két elem.
Ha ez mindig ugyanott, vagy nagyjából ugyanott történik akkor azt a környéket rendesebben vizsgáld meg az orsón!
Ez nem nagy dolog ugye.
Ha a mechanikád teljesen kotyogásmentes minden irányban (oldalra is!!)akkor:
Ha igy nem történik semmi, akkor mozgasd végig a mechanikát az útján és próbáld kimérni a távolságot a teljes hosszon az orsó és a mechanika alja között. Tedd meg azt, hogy ugyanezt ellenőrizd az asztal középvonala és az orsó között oldal irányban is! Ugye hogy párhuzamos-e a síned mozgásiránya és az orsód.
De ezek alapdolgok amiket talán már régen megtettél.
Még egy kérdés:
Milyen hosszú a menet az anyában?
Egy anya van?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 15:35
Írta: 000000000 Dátum 2010 április 29, 15:35
[#buck][#buck][#buck][#buck][#buck][#buck][#buck][#buck][#buck][#buck][#buck][#buck][#buck][#buck][#buck][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#vigyor2][#nezze][#nezze][#nezze][#nezze]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 15:40
Írta: 43pbwjg8s Dátum 2010 április 29, 15:40
Egyébként azért kérdezem az anya hosszát mert a legtöbbször az ilyen berágódás annak köszönhető, hogy az anyag tengelye nem nagyon szeretnem egybeesni az orsó tengelyével.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 15:46
Írta: 43pbwjg8s Dátum 2010 április 29, 15:46
Még egy valamit!
Az anya és orsó viszonyával kapcsolatban érdemes a kézi végigvezetésénél azt megpróbálni, hogy próbálod csak kézzel keresztbefeszíteni az anyát. Ha ilyenkor megesik az, hogy valahol megakad és kicsavarodik a kezedből, és nem fut az orsón, akkor a két menet messze nem egymáshoz simuló és pontosan illeszkedő. Akkor illik megnézni azokat a megoldásokat amiket az itteni scrácok már régen használnak, pl a műanyag anya amibe az orsóval magával vágják a menetet, vagy csináltatni az orsót és az anyát valakivel, aki precízen dolgozik.
Mindezt azért mondtam el, mert az eddig egyetlen ellkészült (a fa) gépemen nekem is hasonló dolog jött elő. Akkor még ugy gondoltam, hogy az a pontosság ahogy én összeszerelgettem kézi módon elegendő a pontos futáshoz. Hát nem volt elengendő!
Az anya és orsó viszonyával kapcsolatban érdemes a kézi végigvezetésénél azt megpróbálni, hogy próbálod csak kézzel keresztbefeszíteni az anyát. Ha ilyenkor megesik az, hogy valahol megakad és kicsavarodik a kezedből, és nem fut az orsón, akkor a két menet messze nem egymáshoz simuló és pontosan illeszkedő. Akkor illik megnézni azokat a megoldásokat amiket az itteni scrácok már régen használnak, pl a műanyag anya amibe az orsóval magával vágják a menetet, vagy csináltatni az orsót és az anyát valakivel, aki precízen dolgozik.
Mindezt azért mondtam el, mert az eddig egyetlen ellkészült (a fa) gépemen nekem is hasonló dolog jött elő. Akkor még ugy gondoltam, hogy az a pontosság ahogy én összeszerelgettem kézi módon elegendő a pontos futáshoz. Hát nem volt elengendő!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 16:27
Írta: 000000000 Dátum 2010 április 29, 16:27
„Kertész vagyok.
Itt azt remélem, hogy végre sikerül egy CNC gépet készítenem, és tök egyszerű lesz a kapagépek élezése vele.”
Végre már egy szakmabeli!
Üdvözöllek kolléga! A kapa élezése nekem is mindig gond. Örülök, hogy sikerült megoldani.
Nekem a gondom nem is igazán az élezéssel, hanem a kapálással van. Elmegyek és megiszom egy sört és mindig abban reménykedem, hogy mire visszaérek, majd csak megkapál helyettem valaki.
„Geometriailag bármi módon lehetnek e egymással inkompatibilisek?”
Mindig bajban vagyok a szakkifejezésekkel. Azt akarod mondani, hogy valami el van b@szva?
Az nagyon meglehet!
Zizzent egy lak volt, aki kitalálta a kapát.
„Folytassam?”
Az tényleg jó lenne!
Én az első kapavágás után abbahagytam. Tudnád onnan folytatni?
Itt azt remélem, hogy végre sikerül egy CNC gépet készítenem, és tök egyszerű lesz a kapagépek élezése vele.”
Végre már egy szakmabeli!
Üdvözöllek kolléga! A kapa élezése nekem is mindig gond. Örülök, hogy sikerült megoldani.
Nekem a gondom nem is igazán az élezéssel, hanem a kapálással van. Elmegyek és megiszom egy sört és mindig abban reménykedem, hogy mire visszaérek, majd csak megkapál helyettem valaki.
„Geometriailag bármi módon lehetnek e egymással inkompatibilisek?”
Mindig bajban vagyok a szakkifejezésekkel. Azt akarod mondani, hogy valami el van b@szva?
Az nagyon meglehet!
Zizzent egy lak volt, aki kitalálta a kapát.
„Folytassam?”
Az tényleg jó lenne!
Én az első kapavágás után abbahagytam. Tudnád onnan folytatni?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 29, 16:42
Írta: s7manbs8 Dátum 2010 április 29, 16:42
Ezt a sok mindent, én is végigjátszottam, mire kiderültek az ilyen turpisságok a menetes szárral pl. aztán valahogy lett egy olyan ami úgy sikerült, hogy nem szorul, nem rágódik, igaz nem is volt napi 24 órát használva sosem, bár órányi hosszakat ment.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 16:55
Írta: 000000000 Dátum 2010 április 29, 16:55
Nehezen esett le, hogy mit is jelent az a sok rajz, amit odatettél.
De aztán rájötte, hogy arra célzol, nézem meg az adatlapját.
Az van írva, hogy konstruktőr. Hát, ennek így semmi értelme.
Mire rájöttem, hogy így mondják tótul, hogy mezőőr. Igaz, hogy írta is, hogy kapákat élez. Mi a fenének kellhet egy mezőrnek a kapa? Ezt sem értem. Hobbija lehet? Furcsa ízlése lehet, az biztos.
Írja, hogy 3D. Az is lehet, hogy csak kettő, csak nagyzolni akar. Hogy mi a D, azt a rosseb se tudja.
Kütyük. Na azok, hogy mi a bánatok lehetnek?
Elolvastam, de semmire nem jutottam.
De aztán rájötte, hogy arra célzol, nézem meg az adatlapját.
Az van írva, hogy konstruktőr. Hát, ennek így semmi értelme.
Mire rájöttem, hogy így mondják tótul, hogy mezőőr. Igaz, hogy írta is, hogy kapákat élez. Mi a fenének kellhet egy mezőrnek a kapa? Ezt sem értem. Hobbija lehet? Furcsa ízlése lehet, az biztos.
Írja, hogy 3D. Az is lehet, hogy csak kettő, csak nagyzolni akar. Hogy mi a D, azt a rosseb se tudja.
Kütyük. Na azok, hogy mi a bánatok lehetnek?
Elolvastam, de semmire nem jutottam.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 29, 17:21
Írta: Szalai György Dátum 2010 április 29, 17:21
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 17:26
Írta: 43pbwjg8s Dátum 2010 április 29, 17:26
Na akkor rendben is vagyunk.
Bemutatkoztunk egymásnak és minden a helyén.
Bekerültem a megfelelő skatulyába nálad is. :)
Ha még egy picit szapulni akarsz itt, azt kérlek egy (lehet hosszú rövid, amilyet szeretnél) hozzászólásban tedd meg, de ugy érzem a többiek nem arra kiváncsiak, hogyan osztogatja az egyik fórumtárs a másikat.
Ha még ennél is tovább szeretnéd ezt tenni, akkor azt írd meg magánban. Elég nagy a levélszemél mappám.
Én erre a játékra azt hiszem nem érek rá.
Főleg olyasvalakivel szemben aki az adatlapját sem tölti ki, mert nem meri vállalni magát.
Egyébként mindenben igazad van![#eljen][#worship]
Bemutatkoztunk egymásnak és minden a helyén.
Bekerültem a megfelelő skatulyába nálad is. :)
Ha még egy picit szapulni akarsz itt, azt kérlek egy (lehet hosszú rövid, amilyet szeretnél) hozzászólásban tedd meg, de ugy érzem a többiek nem arra kiváncsiak, hogyan osztogatja az egyik fórumtárs a másikat.
Ha még ennél is tovább szeretnéd ezt tenni, akkor azt írd meg magánban. Elég nagy a levélszemél mappám.
Én erre a játékra azt hiszem nem érek rá.
Főleg olyasvalakivel szemben aki az adatlapját sem tölti ki, mert nem meri vállalni magát.
Egyébként mindenben igazad van![#eljen][#worship]
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 április 29, 18:09
Írta: skwby94ub Dátum 2010 április 29, 18:09
Helló Péter!
Megkaptad a derékszögeket?
Lehet hogy egy kicsit igazítani kell rajtuk, mert a régi, kopott satuban készült a 200-as satuk felújítása miatt.
Megkaptad a derékszögeket?
Lehet hogy egy kicsit igazítani kell rajtuk, mert a régi, kopott satuban készült a 200-as satuk felújítása miatt.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 29, 18:36
Írta: Szalai György Dátum 2010 április 29, 18:36
37. oldal. Adhéziós kopás.
Azt hiszem, ez pont a te esetedet példázza.
Azt hiszem, ez pont a te esetedet példázza.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 18:40
Írta: 43pbwjg8s Dátum 2010 április 29, 18:40
Szia Jóska!
Köszönöm!
Éppen most értem vissza a postáról.
Ránézésre (bár ugye nem penge éles a szemem) nagyon korrekt munka!
Nagyon szépen köszönöm!
Mindenkinek ajánlom Jóskát a figyelmébe mert nagyon szépen dolgozik! Most már bizonyíthatom is! :)[#eljen][#eljen][#taps][#worship]
Köszönöm!
Éppen most értem vissza a postáról.
Ránézésre (bár ugye nem penge éles a szemem) nagyon korrekt munka!
Nagyon szépen köszönöm!
Mindenkinek ajánlom Jóskát a figyelmébe mert nagyon szépen dolgozik! Most már bizonyíthatom is! :)[#eljen][#eljen][#taps][#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 18:43
Írta: 000000000 Dátum 2010 április 29, 18:43
„szerintem inkább az anya nem tudja felvenni azt az ütést ami van a menetes szárban”
Mert ez ilyen excenteres megoldás?
Mert ez ilyen excenteres megoldás?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 18:54
Írta: 000000000 Dátum 2010 április 29, 18:54
Ne szívd azért annyira mellre!
Látatlanban egy ilyen kérdésre válaszolni, hogy mitől rág be, hát esélytelen próbálkozás.
Nem számoltam, de legalább húsz lehetőség felmerült.
Akár a szóban forgó estnél is, senkiben fel sem merült, hogy üt az orsó.
Azért, mert elvileg, ez fel sem merülhet. De mégis felmerül, mert ez egy hobbi oldal. [#integet2]
A lényegről sem feledkezzünk meg!
Mi legyen a kapálással?
Látatlanban egy ilyen kérdésre válaszolni, hogy mitől rág be, hát esélytelen próbálkozás.
Nem számoltam, de legalább húsz lehetőség felmerült.
Akár a szóban forgó estnél is, senkiben fel sem merült, hogy üt az orsó.
Azért, mert elvileg, ez fel sem merülhet. De mégis felmerül, mert ez egy hobbi oldal. [#integet2]
A lényegről sem feledkezzünk meg!
Mi legyen a kapálással?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 19:14
Írta: 000000000 Dátum 2010 április 29, 19:14
nem gondoltam volna hogy ilyen vitát indítok el :) amugy a probléma megoldódott, maradt a menetes szár, de megcsináltam az anyát egyenlőre alu-ból (ideiglenes megoldásként, bronz éppen nem volt kéznél) fél óra járatás után sem melegedett fel számottevően sem az orsó sem az anya. és semmi kopás sincs egyiken sem. amugy köszi a tippeket kisKZ ezeken már tegnap este(éjjel) túljutottam (anya kézzel végigzevetése stb.) és áthúztam egy új 12-es metszőt is az orsón...volt ahol vitt egy picit belőle...
más: nem tudjátok véletlenül hol tudok venni TR12-es pl.3 as emelkedésű orsót, meg hozzá anyát? és milyen árban van pl. métere... ha beválik a masina, ki szeretném cserélni a koszlott menetes szárakat...
más: nem tudjátok véletlenül hol tudok venni TR12-es pl.3 as emelkedésű orsót, meg hozzá anyát? és milyen árban van pl. métere... ha beválik a masina, ki szeretném cserélni a koszlott menetes szárakat...
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 április 29, 19:28
Írta: skwby94ub Dátum 2010 április 29, 19:28
OK. A motor felfogó közdarab alumínium alapanyagát küldd el. A csomagba tedd bele a rajzot is a motorcsatlakozó méreteiről-ill.a beépítési méretekről. Profi motorfelfogatást gyártok Neked!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 19:33
Írta: 000000000 Dátum 2010 április 29, 19:33
SZIA!
Én hagynám a francba azt a mezei menetesszárat van jobb megoldás is!
igus cégnél lehet kapni 12x5 trapénz menetes orsot kb 2000...2500ft/m áron c45 acélbol van!
POV vagy ZX100 müanyagbol csinálni hozzá anyát egy 12x5 trapénzmenetes szárbol egy menetvágot kb 100mm hoszam10..15 foban le kupolva a menetet és 120 fokban 3x egy 2..3mm mélyedést vágni hosz irányban 100mm hoszan az oldalába!
és kotyanás mentesere furhato vele a hozá készitet anya!!
A 12x5 trapéz orsokat meg fel pronirozni hogy minél kisebb legyen a surlodás a acél és a pov anya közöt persze enek is kel kenés!!!
Én hagynám a francba azt a mezei menetesszárat van jobb megoldás is!
igus cégnél lehet kapni 12x5 trapénz menetes orsot kb 2000...2500ft/m áron c45 acélbol van!
POV vagy ZX100 müanyagbol csinálni hozzá anyát egy 12x5 trapénzmenetes szárbol egy menetvágot kb 100mm hoszam10..15 foban le kupolva a menetet és 120 fokban 3x egy 2..3mm mélyedést vágni hosz irányban 100mm hoszan az oldalába!
és kotyanás mentesere furhato vele a hozá készitet anya!!
A 12x5 trapéz orsokat meg fel pronirozni hogy minél kisebb legyen a surlodás a acél és a pov anya közöt persze enek is kel kenés!!!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 19:48
Írta: 43pbwjg8s Dátum 2010 április 29, 19:48
Szia!
gondoltam hogy ezeken túlvagy már :)
Csak azt szerettem volna érzékeltetni, hogy tanácsot csak akkor érdemes adni, ha sokmindent ismer az ember. Itt nem nagyon ismertünk.
Addig viszont csak találgatás az egész.
De ha lépésről épésre megidmered a dolgot, akkor láthatod, hog yegyáltalán hol lehet keresgélni a hibát. És még sehol nem tartottam ezekkel a pici és egyértelmá egyszerű lépésekkel....
Egyébként nekem a menetes szár is ment, de Damnamidból készült, két menetes, a menetek között elég nagy szélességben felmetszett "anyával".
gondoltam hogy ezeken túlvagy már :)
Csak azt szerettem volna érzékeltetni, hogy tanácsot csak akkor érdemes adni, ha sokmindent ismer az ember. Itt nem nagyon ismertünk.
Addig viszont csak találgatás az egész.
De ha lépésről épésre megidmered a dolgot, akkor láthatod, hog yegyáltalán hol lehet keresgélni a hibát. És még sehol nem tartottam ezekkel a pici és egyértelmá egyszerű lépésekkel....
Egyébként nekem a menetes szár is ment, de Damnamidból készült, két menetes, a menetek között elég nagy szélességben felmetszett "anyával".
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 19:54
Írta: 000000000 Dátum 2010 április 29, 19:54
bocsánat igus helyet Bánki-Sós Hajtástechnikai Kft
muanyag beszerzés zx100
de a pov (DANOMIT) müanyag sokat kibir (ugyis a orso 12x5 az acél fog hamarébb elkopni)!
És konyeben be szerezhetö és olcsobb is!
muanyag beszerzés zx100
de a pov (DANOMIT) müanyag sokat kibir (ugyis a orso 12x5 az acél fog hamarébb elkopni)!
És konyeben be szerezhetö és olcsobb is!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 19:57
Írta: 000000000 Dátum 2010 április 29, 19:57
köszi az infót...és anyát lehet hozzá venni? bronz anyát szeretnék, rugós feszítős holtjáték mentesítéssel.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 20:19
Írta: 43pbwjg8s Dátum 2010 április 29, 20:19
Sima tr anya lesz szeintem ott is ahol mamba mondja, de tényleg van az IGUS-nál is.
De ezek csupán "sima" TR anyák peremmel vagy anélkül. Egyébként ezek elég drágák sajnos (legalábbis az IGUS-nál).
Feszítettet (bármilyen módon is) én nem is tudom hogy lehet-e kapni valahol is. Hátha valaki tud ilyet!
De ezek csupán "sima" TR anyák peremmel vagy anélkül. Egyébként ezek elég drágák sajnos (legalábbis az IGUS-nál).
Feszítettet (bármilyen módon is) én nem is tudom hogy lehet-e kapni valahol is. Hátha valaki tud ilyet!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 20:20
Írta: 43pbwjg8s Dátum 2010 április 29, 20:20
Bocs még egy: az IGUS-nál ha jól láttam csak műanyag anya van. (Spéci anyag persze)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 20:24
Írta: 000000000 Dátum 2010 április 29, 20:24
a feszítést én csinálnám. 2 anya egymással szemben. egymáshoz elfordulás mentesen közte rugóval. így elméletileg eltűnik a holtjáték, ha jól tudom.(persze az asztalhoz csak az egyik anya van rögzítve)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 20:28
Írta: 000000000 Dátum 2010 április 29, 20:28
persze van hozzá bronz anya is csak elég drága!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 20:29
Írta: 000000000 Dátum 2010 április 29, 20:29
mennyi az a drága kb :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 20:31
Írta: 43pbwjg8s Dátum 2010 április 29, 20:31
simi! Kérlek használd oldalt a válasz gombot!!!!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 20:34
Írta: 43pbwjg8s Dátum 2010 április 29, 20:34
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 20:35
Írta: 43pbwjg8s Dátum 2010 április 29, 20:35
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 29, 20:44
Írta: 43pbwjg8s Dátum 2010 április 29, 20:44
Simi!!!
nagaoka kérdezett téged az ADOK-VESZEKben!!!!
Lehet átsiklottál rajta.
nagaoka kérdezett téged az ADOK-VESZEKben!!!!
Lehet átsiklottál rajta.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 21:23
Írta: 000000000 Dátum 2010 április 29, 21:23
okéoké már láttam és válaszoltam is, köszi hogy szóltál
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 21:25
Írta: 000000000 Dátum 2010 április 29, 21:25
3E körul van a bronz 12 trapézhoz de nem ér anyit!
3E éert kapsz 25dkg zx100 müanyagot aminek jobb a siklási tényezöjee mint a bronzénak!!
25dkg zx100 jopár anya kivan!
3E éert kapsz 25dkg zx100 müanyagot aminek jobb a siklási tényezöjee mint a bronzénak!!
25dkg zx100 jopár anya kivan!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 21:35
Írta: 000000000 Dátum 2010 április 29, 21:35
viszonyitani tudjál 30mm átméröjü és 1000mm hosszu henger zx100 1kg! és 8..9E/kg

eböl az anyagbol valo anyával egy darabig nemlesz gondod az biztos!
eböl az anyagbol valo anyával egy darabig nemlesz gondod az biztos!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 29, 21:56
Írta: s7manbs8 Dátum 2010 április 29, 21:56
Szerintem egy menetes szár orsónál minden felmerül alapból, anélkül hogy felsorolná valaki, jobb olyat nem használni, persze ezt a pénzzel teli fórumtársak könnyebben meg tudják oldani. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 április 29, 21:58
Írta: s7manbs8 Dátum 2010 április 29, 21:58
A kommunikációval tudjuk az infókat megszerezni, ezért kell ide oda írni. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 április 29, 22:05
Írta: 000000000 Dátum 2010 április 29, 22:05
köszi szépen...akkor zx100 anya lesz majd az orsóhoz...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 április 29, 22:07
Írta: svejk Dátum 2010 április 29, 22:07
Keresd Motorost, neki általában vannak is trapézhoz készen ZX100-as anyái komplett házastól.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 április 30, 05:56
Írta: Szalai György Dátum 2010 április 30, 05:56
Én ezt az ajánlatot kaptam tőlük, 2009.09.04.-én.
Orsó: PTGSG-10x2-01-R-ES-1000mm 10 db 22 244 Ft/db
(rozsdamentes 1.4301)
WSRM-2220TR10x2 10 db 3 647 Ft/db
WSRM-2215TR10x2 10 db 3 400 Ft/db
Orsó: PTGSG-10x2-01-R-ES-1000mm 10 db 22 244 Ft/db
(rozsdamentes 1.4301)
WSRM-2220TR10x2 10 db 3 647 Ft/db
WSRM-2215TR10x2 10 db 3 400 Ft/db
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 30, 09:47
Írta: 43pbwjg8s Dátum 2010 április 30, 09:47
Igen ilyesmi....
Bár én csak az anyákat kérdeztem anno.
köszi az infót.
Bár én csak az anyákat kérdeztem anno.
köszi az infót.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 április 30, 12:35
Írta: 43pbwjg8s Dátum 2010 április 30, 12:35
Azért egyet megemlítek de csak csendben..
Tegnap a lapozgatás közben az anyáknál találtam egy olyat, hogy "send sample".
Pötyögtem....
Majd meglátjuk.
Tegnap a lapozgatás közben az anyáknál találtam egy olyat, hogy "send sample".
Pötyögtem....
Majd meglátjuk.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 02, 19:41
Írta: 43pbwjg8s Dátum 2010 május 02, 19:41
Srácok!!!!
Hostya olyan alkatrészeket csinált nekem, hogy....
Húúú.
Ne tudjátok meg! (vagy igen! :) )
Gykorlatilag ahogy első nemetben összetettem őket, szinte már indulni akartak. De komolyan. Semmi küzdés az állígatással (na egy picit azért még próbálok finomítani), és már igy is elég szépen 950mm/perccel (500mm/s/s gyorsulás)mozog az egész úgy, hogy ennél a sebességnél nincs egyetlen hiba, akadás zöttyenés vagy szorulás miatti kihagyás.
Azt hiszem ha szépen elkezdem majd finomhangolni a cuccot, ebből azért lesz nagyobb sebesség is.
Az egészben az érdekes az az, hogy ezt Hostya nekem a nagyobb géphez készítette. Azonban én most orv módon ideiglenesen elcsórtam a nagygéptől, és felteszem a közepes gépre. Az minden más szempontból jobban áll mint a nagy és esélye van, hogy előbb utóbb el is készül.
Köszönöm Hostya!!!!
[#worship][#worship][#eljen][#eljen][#taps][#taps]
Akkor ha nem baj, néhány kép arról, hogy meddig is jutottam el a hétvégén:
(A marómotort nem erősítettem fel rá, csupán a pontos helyére tettem, hogy lehessen látni azt, hogy hova is fog esi a maró tengelye)

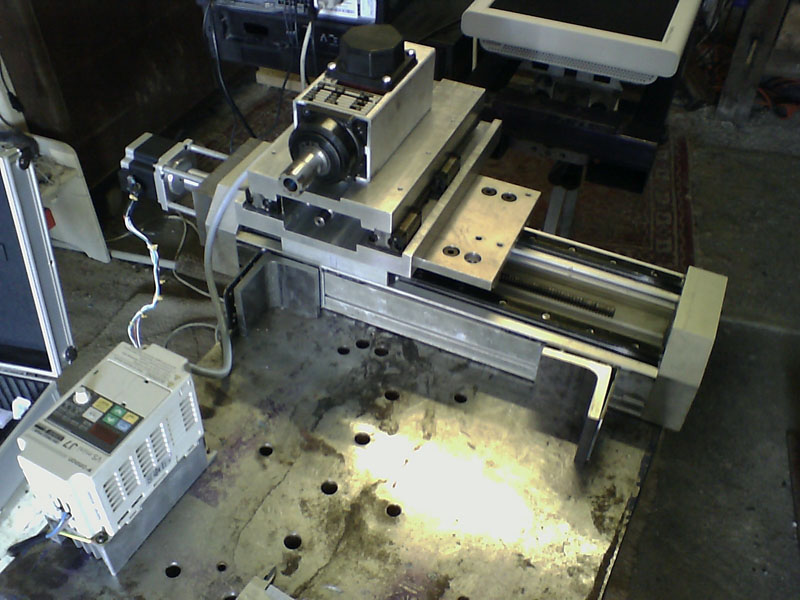
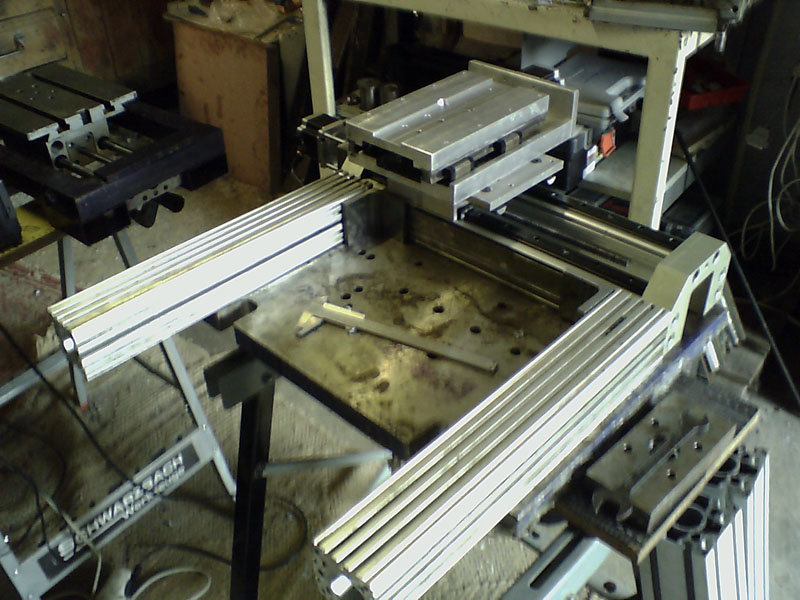

Hostya olyan alkatrészeket csinált nekem, hogy....
Húúú.
Ne tudjátok meg! (vagy igen! :) )
Gykorlatilag ahogy első nemetben összetettem őket, szinte már indulni akartak. De komolyan. Semmi küzdés az állígatással (na egy picit azért még próbálok finomítani), és már igy is elég szépen 950mm/perccel (500mm/s/s gyorsulás)mozog az egész úgy, hogy ennél a sebességnél nincs egyetlen hiba, akadás zöttyenés vagy szorulás miatti kihagyás.
Azt hiszem ha szépen elkezdem majd finomhangolni a cuccot, ebből azért lesz nagyobb sebesség is.
Az egészben az érdekes az az, hogy ezt Hostya nekem a nagyobb géphez készítette. Azonban én most orv módon ideiglenesen elcsórtam a nagygéptől, és felteszem a közepes gépre. Az minden más szempontból jobban áll mint a nagy és esélye van, hogy előbb utóbb el is készül.
Köszönöm Hostya!!!!
[#worship][#worship][#eljen][#eljen][#taps][#taps]
Akkor ha nem baj, néhány kép arról, hogy meddig is jutottam el a hétvégén:
(A marómotort nem erősítettem fel rá, csupán a pontos helyére tettem, hogy lehessen látni azt, hogy hova is fog esi a maró tengelye)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 02, 19:52
Írta: 000000000 Dátum 2010 május 02, 19:52
szia! KisKZ
megszeretném kérdezni hány watos ez a tecno motor?
én még mindik a maromotor teljesitmény beméretezésével vagyok problémába!
jolene allut és sárgarezet is marni egy 1000x1000 acél szerkezetes gépel!
csalos kiszámolni egy 3 fázisu szinkron motor teljesitményét 10...400hz en milyen nyomatékot is nyujt!
megszeretném kérdezni hány watos ez a tecno motor?
én még mindik a maromotor teljesitmény beméretezésével vagyok problémába!
jolene allut és sárgarezet is marni egy 1000x1000 acél szerkezetes gépel!
csalos kiszámolni egy 3 fázisu szinkron motor teljesitményét 10...400hz en milyen nyomatékot is nyujt!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 02, 19:55
Írta: 43pbwjg8s Dátum 2010 május 02, 19:55
MHA nem haragszotok megint direkt általánosságban tenném fel a kérdést, mert így sokkal színesebben/változatosabban válaszoltok, és a sok válaszból könnyebb megkeresni melyik mutat az én utam irányában.
Elsőre amit tudni kell:
Van leszorító készletem (ez ugye bizonyos magasságig használható)
Van preciziós satum (ugye bizonyos magassággal)
Mi alapján határozzam meg, hogy milyen magasra tegyem a hidat (mivel ez nem lesz állítható)?
Elsőre amit tudni kell:
Van leszorító készletem (ez ugye bizonyos magasságig használható)
Van preciziós satum (ugye bizonyos magassággal)
Mi alapján határozzam meg, hogy milyen magasra tegyem a hidat (mivel ez nem lesz állítható)?
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 május 02, 20:03
Írta: s5f8tmfv3 Dátum 2010 május 02, 20:03
Szerintem olyan magasra tedd hogy a teljesen leeresztett Z a legrövidebb szerszámmal még elérje az asztalt. (vagy kicsit alá hogy ne érjen meglepetés)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 02, 20:06
Írta: 43pbwjg8s Dátum 2010 május 02, 20:06
Szia Mamba!
Én ennél könnyebbre vettem a figurát. Az "egyszerű" forgácsolási teljesítmény igény számítása sem volt olyan egyszerű. Túl sok gépspecifikus, annak afelépítéséből is visszaszármazó tényező hat rá...
Ugyhogy....
Ugyhogy fogtam és követendő példaként magam elé vettem Farkas Ádám gépét.
Ő azzal a géppel nagyon szépen tudo alut marni egyélű maróval.
Tehát fogtam és én is beruháztam egy ulgyanolyan motorba.
Ez a TEKNOMOTOR pedig egy kicsi 0.33KW os 300Hz es példány. Biztos nem ideális, de én reménykedek abban, hogy akezdetben elegendő lesz sokmindenre.
Én ennél könnyebbre vettem a figurát. Az "egyszerű" forgácsolási teljesítmény igény számítása sem volt olyan egyszerű. Túl sok gépspecifikus, annak afelépítéséből is visszaszármazó tényező hat rá...
Ugyhogy....
Ugyhogy fogtam és követendő példaként magam elé vettem Farkas Ádám gépét.
Ő azzal a géppel nagyon szépen tudo alut marni egyélű maróval.
Tehát fogtam és én is beruháztam egy ulgyanolyan motorba.
Ez a TEKNOMOTOR pedig egy kicsi 0.33KW os 300Hz es példány. Biztos nem ideális, de én reménykedek abban, hogy akezdetben elegendő lesz sokmindenre.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 02, 20:11
Írta: 000000000 Dátum 2010 május 02, 20:11
értem köszi a választ!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 02, 21:46
Írta: 000000000 Dátum 2010 május 02, 21:46
Alakul a géped, jó lesz az a kis főorsó sokmindenre.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 02, 22:04
Írta: 43pbwjg8s Dátum 2010 május 02, 22:04
Vbodi!
Neked mennyire fürge most a Z-d?
Neked mennyire fürge most a Z-d?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 02, 22:15
Írta: 43pbwjg8s Dátum 2010 május 02, 22:15
Bizony!
Hotya olyat lüökött most rajtam :), hogy szedhetem a lábaimat, hog yutólérjem magam. :)
De jó így... KEdzek bízni magamban, abban, hogy dolgokat nem csak rosszul tudok összerakni.
..és már nemcsak azokkal az alkatrészekkel vagyok igy amirt Hostya nagyon profi módon, gyakorlatilag LEGÓ-zásra készített nekem, hanem magam készítette alkatrészekkel is.
Talán egyszer még ügyes is leszek. :)
Köszönöm a biztatásodat!
Hotya olyat lüökött most rajtam :), hogy szedhetem a lábaimat, hog yutólérjem magam. :)
De jó így... KEdzek bízni magamban, abban, hogy dolgokat nem csak rosszul tudok összerakni.
..és már nemcsak azokkal az alkatrészekkel vagyok igy amirt Hostya nagyon profi módon, gyakorlatilag LEGÓ-zásra készített nekem, hanem magam készítette alkatrészekkel is.
Talán egyszer még ügyes is leszek. :)
Köszönöm a biztatásodat!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 03, 10:52
Írta: 43pbwjg8s Dátum 2010 május 03, 10:52
MEgérkezett az árajánlat.
Csak infónak, hogy nagyjából láthatóalk legyenek az árak.
Ami fontos:
Ez egy spéci anyagból (kenésmentes mert ugye önkenő) készült anya elvileg.
Iglidur Trapézmenetes anya WFRM-2835TR12X3 : 6390 Ft/db +ÁFA
Hát nem olcsócska...
Csak infónak, hogy nagyjából láthatóalk legyenek az árak.
Ami fontos:
Ez egy spéci anyagból (kenésmentes mert ugye önkenő) készült anya elvileg.
Iglidur Trapézmenetes anya WFRM-2835TR12X3 : 6390 Ft/db +ÁFA
Hát nem olcsócska...
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 május 04, 16:24
Írta: hostya Dátum 2010 május 04, 16:24
Szivesen!
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 04, 21:36
Írta: skwby94ub Dátum 2010 május 04, 21:36
SVEJK!
A főorsó fogazott szíjtárcsájánál reteszt (reteszeket) helyezzünk el, vagy szorító hüvelyes rögzítésre gondoltál?
Az automata behúzó tányérrugóinak helyigénye miatt 5mm a húsvastagság.
A főorsó fogazott szíjtárcsájánál reteszt (reteszeket) helyezzünk el, vagy szorító hüvelyes rögzítésre gondoltál?
Az automata behúzó tányérrugóinak helyigénye miatt 5mm a húsvastagság.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 05, 20:16
Írta: 43pbwjg8s Dátum 2010 május 05, 20:16
Ismét általánosságban kérdeznék ha nem baj, nem akarok én feltételezgetni.
Mi van akkor, ha egy golyósorsó rág, de csak akkor ha a porvédő mind a kettő oldalon benn van.
Ha az egyiket kiveszem, megszűnik a rágás.
Ha a másikat, akkor nem.
2. Mennyire szabad korlátoznia a mozgást egy porvédőnek? Ha a kérdéses porvédő a helyén van jelentősen nehezebb az orsó tekerése. Ezt úgy lehet érteni, hogy nélküle magától le-fel fut. Vele kifejezetten nehéz a tekerése.
Mi a teendő?
Mi van akkor, ha egy golyósorsó rág, de csak akkor ha a porvédő mind a kettő oldalon benn van.
Ha az egyiket kiveszem, megszűnik a rágás.
Ha a másikat, akkor nem.
2. Mennyire szabad korlátoznia a mozgást egy porvédőnek? Ha a kérdéses porvédő a helyén van jelentősen nehezebb az orsó tekerése. Ezt úgy lehet érteni, hogy nélküle magától le-fel fut. Vele kifejezetten nehéz a tekerése.
Mi a teendő?
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 május 05, 20:18
Írta: knifemaster Dátum 2010 május 05, 20:18
Dilettáns kérdés:Nem lehet hogy a porvédő fogja az orsót?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 05, 20:30
Írta: 43pbwjg8s Dátum 2010 május 05, 20:30
Nem dilettáns a kérdés. Alapvető. Semilyen kérdés nem dilettáns szerintem.
Szerintem is egyértelműen erről van szó, de hátha mesélnek még a dologról, esetleg arról, hogy másik provédő hiányában mit tegyek ezzel.
Ha kiveszem, és összenyomom a felmetszését, a külső átmérője jócskán nagyobb.
Szerintem is egyértelműen erről van szó, de hátha mesélnek még a dologról, esetleg arról, hogy másik provédő hiányában mit tegyek ezzel.
Ha kiveszem, és összenyomom a felmetszését, a külső átmérője jócskán nagyobb.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 05, 21:28
Írta: svejk Dátum 2010 május 05, 21:28
Lehetőségem nyílna igen komoly alkatrészekből (öntöttvas, acél, 150-200 kg) készíteni(tetni) egy álló asztalos mozgó portálhidas mechanikát, 400x500-as munkaterülettel.
A kiindulópont egy 78 kg-os T-nútos önhordó (minden oldalán köszörült) öntöttvas asztal melynek oldalai szinte adják magukat a híd vezetőinek felfogására.
Várhatóan aluval komolyabban is megbirkózna.
Nagy dilemma a híd magassága.
Tapasztalt gépépítőket kérdezném hogy mi alapján válasszak hídmagasságot.
A nagy tömegek miatt nem biztos hogy ideális lenne nyákfúrásra, gravírozásra.
Egy forgató azért jó lenne ha elférne alatta.
A hídlábak magasságával viszont hatványozottan jelentkezik azoknak hátrányos tulajdonságai.
Sajnos az asztal a bevezetőben írtak miatt fix. nem mozgatható és nem kivehető.
A lábak magasságának állítása nem nagyon szimpatikus. (viszaállási pontosság, stb)
Van olyan aki tapossa a kalapját hogy miért nem csinálta magasabbra vagy éppen alacsonyabbra a portálos gépét?
A kiindulópont egy 78 kg-os T-nútos önhordó (minden oldalán köszörült) öntöttvas asztal melynek oldalai szinte adják magukat a híd vezetőinek felfogására.
Várhatóan aluval komolyabban is megbirkózna.
Nagy dilemma a híd magassága.
Tapasztalt gépépítőket kérdezném hogy mi alapján válasszak hídmagasságot.
A nagy tömegek miatt nem biztos hogy ideális lenne nyákfúrásra, gravírozásra.
Egy forgató azért jó lenne ha elférne alatta.
A hídlábak magasságával viszont hatványozottan jelentkezik azoknak hátrányos tulajdonságai.
Sajnos az asztal a bevezetőben írtak miatt fix. nem mozgatható és nem kivehető.
A lábak magasságának állítása nem nagyon szimpatikus. (viszaállási pontosság, stb)
Van olyan aki tapossa a kalapját hogy miért nem csinálta magasabbra vagy éppen alacsonyabbra a portálos gépét?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 05, 21:45
Írta: 000000000 Dátum 2010 május 05, 21:45
Csináld meg úgy, ahogy én építettem az alu gépemet, a "Z" mozgassa az egész"X" hidat! Nekem tökéletesen bevált.
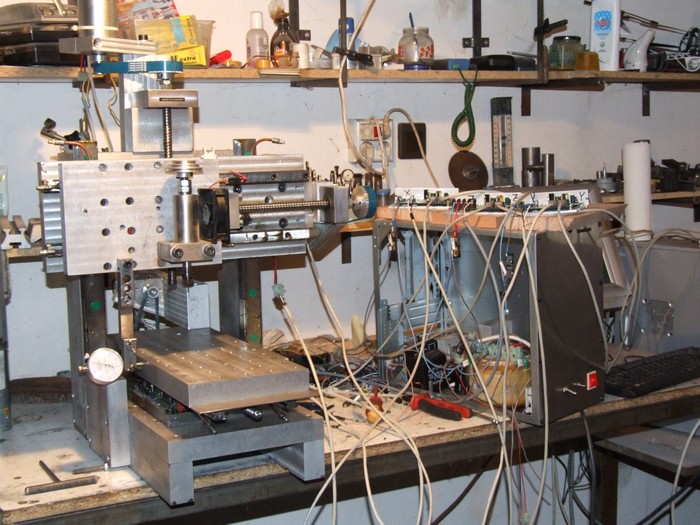
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 05, 22:26
Írta: 43pbwjg8s Dátum 2010 május 05, 22:26
Akkor egy adag golyó is rendel....
3.1???
A helyzet komikuma, hogy éppen nincs nálam mikrométer. Tolómérővel mérve a nem deformálódott, nem kopott golyókat 3.1-nek mérem. Ez reális méret egy D19 külső átmérőjű, 5 ös, menetemelkedésű orsón?
De lehet jobb ha holnap beviszem a golyókat a mérőszobára és ott megmérem.
3.1???
A helyzet komikuma, hogy éppen nincs nálam mikrométer. Tolómérővel mérve a nem deformálódott, nem kopott golyókat 3.1-nek mérem. Ez reális méret egy D19 külső átmérőjű, 5 ös, menetemelkedésű orsón?
De lehet jobb ha holnap beviszem a golyókat a mérőszobára és ott megmérem.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 09:49
Írta: 43pbwjg8s Dátum 2010 május 06, 09:49
Nos érdekel, hogy Te kapsz-e jó választ... Én már háromszor kérdeztem ezt meg az utóbbi időben... Sajos erre, az állítható híd-alapmagasság kivételével, szerintem nagyon nehéz válaszolni, jó megoldást adni.
Szerintem ha van rá lehetőség, próbálkozz meg olyan kialakítással, ahol a híd a Z munkamozgásától függetlenül állítható. Tudom hogy nehéz, hiszen egy mozgatható hídnak nagyon precíznek kellene lennie, hogy ne kelljen minden egyes alapmagasság állítás után az egész gép beállítását/kalibrálását megtenni, hogy a főorsód a megfelelő helyzetben álljon, ne dőljön semerre, maradjon az optimálisan beállított szögben az asztalodhoz képest.
Esetleg azon lehet gondolkodni, hogy ezt a beállítást hogyan lehet a lehető legkönnyebbé tenni. Én éppen ezen gondolkodom most, hogy valamiféle egyszerű lézeres szintezéssel, és állítócsavarokkal meg tudnám-e ezt tenni. Ugyanis a nagyobbik gép, majdan állítható alapmagassággal lesz felruházva.
Egyelőre még nincs semmi használható ötletem.
Szerintem ha van rá lehetőség, próbálkozz meg olyan kialakítással, ahol a híd a Z munkamozgásától függetlenül állítható. Tudom hogy nehéz, hiszen egy mozgatható hídnak nagyon precíznek kellene lennie, hogy ne kelljen minden egyes alapmagasság állítás után az egész gép beállítását/kalibrálását megtenni, hogy a főorsód a megfelelő helyzetben álljon, ne dőljön semerre, maradjon az optimálisan beállított szögben az asztalodhoz képest.
Esetleg azon lehet gondolkodni, hogy ezt a beállítást hogyan lehet a lehető legkönnyebbé tenni. Én éppen ezen gondolkodom most, hogy valamiféle egyszerű lézeres szintezéssel, és állítócsavarokkal meg tudnám-e ezt tenni. Ugyanis a nagyobbik gép, majdan állítható alapmagassággal lesz felruházva.
Egyelőre még nincs semmi használható ötletem.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 09:51
Írta: 43pbwjg8s Dátum 2010 május 06, 09:51
Közben már tiszta, hogy 3.175-ös golyók kellenek az orsómba. 8Ft/db.
Kérdés:
Az SKF Lítium bázisú, nagy teljesítményű csapágyszírja jó a golyósorsóba? Esetleg inkább valami specifikus kellene?
Kérdés:
Az SKF Lítium bázisú, nagy teljesítményű csapágyszírja jó a golyósorsóba? Esetleg inkább valami specifikus kellene?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 09:55
Írta: 43pbwjg8s Dátum 2010 május 06, 09:55
Bocs hogy ennyire szétszórt vagyok (ez persze nem szokatlan) de egy kérdés:
Miért lehetett egy golyósorsóban az, hogy 4 külön meneten van 4 golyópálya, és csak 3 volt feltöltve golyóval. Egy üresen volt hagyva.
Jól gondolom, hogy ha azt az utolsó üres pályát is feltöltöm a golyókkal, azzal csak javítok az egészen?
Miért lehetett egy golyósorsóban az, hogy 4 külön meneten van 4 golyópálya, és csak 3 volt feltöltve golyóval. Egy üresen volt hagyva.
Jól gondolom, hogy ha azt az utolsó üres pályát is feltöltöm a golyókkal, azzal csak javítok az egészen?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 május 06, 10:10
Írta: keri Dátum 2010 május 06, 10:10
4 golyó visszavezető van az anyán?
Akkor feltöltheted, de miért hagyták volna üresen? Szerintem csak 3 pálya szokott lenni az anyában, nem nézted el?
Akkor feltöltheted, de miért hagyták volna üresen? Szerintem csak 3 pálya szokott lenni az anyában, nem nézted el?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 10:15
Írta: 43pbwjg8s Dátum 2010 május 06, 10:15
4 visszavezető van rajta és igy négy végtelenített menetrész.
Ez tuti :)
Ez tuti :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 május 06, 10:31
Írta: keri Dátum 2010 május 06, 10:31
Lehet hogy tartaléknak van :)))
De szerintem érdemes feltölteni golyókkal az üreset, mert az csak növeli a terhelhetőséget és ezzel csökkenti a kopást, illetve növeli a pontosságot, de vigyázz lehet hogy azért nem raktak bele több golyót mert eltűnik a hézag és megszorul.
De szerintem érdemes feltölteni golyókkal az üreset, mert az csak növeli a terhelhetőséget és ezzel csökkenti a kopást, illetve növeli a pontosságot, de vigyázz lehet hogy azért nem raktak bele több golyót mert eltűnik a hézag és megszorul.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 10:39
Írta: svejk Dátum 2010 május 06, 10:39
Sok esetben nincsen minden golyópálya feltöltve, főleg több bekezdésü menetnél.
ha elég az adott helyre a kevesebb golyósorral a nyomaték akkor a spórolás illetve a súrlódáscsökkentés volt a cél.
ha elég az adott helyre a kevesebb golyósorral a nyomaték akkor a spórolás illetve a súrlódáscsökkentés volt a cél.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 10:40
Írta: 43pbwjg8s Dátum 2010 május 06, 10:40
Természetes!
köszönöm a véleményt és a tanácsot!
Azon gondolkodok, hogy nem lehet, hogy ez a csatorna kifejezetten jó abban az esetben, ha a többi folyamatosan használt kopik. Ez ugye nem kopik addig, és ad egy lehetőséget a későbbiekre, hogy a kopott csatornák mellé bevonjon az emberfia egy még érintetlen, méreten lévőt.
köszönöm a véleményt és a tanácsot!
Azon gondolkodok, hogy nem lehet, hogy ez a csatorna kifejezetten jó abban az esetben, ha a többi folyamatosan használt kopik. Ez ugye nem kopik addig, és ad egy lehetőséget a későbbiekre, hogy a kopott csatornák mellé bevonjon az emberfia egy még érintetlen, méreten lévőt.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 10:42
Írta: 43pbwjg8s Dátum 2010 május 06, 10:42
Iparban ha spórolni akarnak, akkor azt a fel nem töltött csatornát nem készítik el. Ennél egyszerűbb és jobb spórolás nem létezik.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 10:43
Írta: svejk Dátum 2010 május 06, 10:43
Magánban kaptam kettőt is. (sokan nem szeretnek már ide írni, vajon miért :( )
Mindkettő hasonló ajánlással, mégpedig hogy minél kisebb magasság.
Egyrészt a munkák 95 %-a lemezszerű nyersanyag. másrészt a szerszámok hossza is korlátozza a Z megmunkálást.
Azt a bosszúságot hogy néha 1-1 anyag nem fér alá, bőven kárpótolja a sokkal merevebb szerkezet.
Mindkettő hasonló ajánlással, mégpedig hogy minél kisebb magasság.
Egyrészt a munkák 95 %-a lemezszerű nyersanyag. másrészt a szerszámok hossza is korlátozza a Z megmunkálást.
Azt a bosszúságot hogy néha 1-1 anyag nem fér alá, bőven kárpótolja a sokkal merevebb szerkezet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 10:47
Írta: svejk Dátum 2010 május 06, 10:47
Amit nem készitenek el azt is meg kell tervezni :)
Értsd úgy hogy lehet olcsóbb legyártani a 3 sorosból mindet mind külön csinálni 2 sorost...
Értsd úgy hogy lehet olcsóbb legyártani a 3 sorosból mindet mind külön csinálni 2 sorost...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 10:52
Írta: 43pbwjg8s Dátum 2010 május 06, 10:52
Mostanában már ott tartok, hogy én sem....
Ez jó hír a fórum színvonalának. :)
Én is hasonló tippeket kaptam (lentebb Amatőr is ezt ajánlja).
Viszont én szeretnék egy (persze a szerszámok várható maximális hosszától függő) kicsit mélyebb alkatrészeket is csinálni majd. A kérdést igazán a munkadarab felfogása okozza. Ha satut vagy 4. tengelyt szeretne feltenni az ember majdan, az bizony gondolkodásra készteti a magasság megállapításával kapcsolatban.
Ahogy Te gondolkodsz az teljesen jó, ha satut, 4. tengelyt, vagy bármely más magasabb befogó eszközt ki fogsz hagyni a buliból.
Ez jó hír a fórum színvonalának. :)
Én is hasonló tippeket kaptam (lentebb Amatőr is ezt ajánlja).
Viszont én szeretnék egy (persze a szerszámok várható maximális hosszától függő) kicsit mélyebb alkatrészeket is csinálni majd. A kérdést igazán a munkadarab felfogása okozza. Ha satut vagy 4. tengelyt szeretne feltenni az ember majdan, az bizony gondolkodásra készteti a magasság megállapításával kapcsolatban.
Ahogy Te gondolkodsz az teljesen jó, ha satut, 4. tengelyt, vagy bármely más magasabb befogó eszközt ki fogsz hagyni a buliból.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 10:55
Írta: 43pbwjg8s Dátum 2010 május 06, 10:55
Igen, közben én is ezen gondolkodtam el.
Sokszor a két alkatrész raktározási és logisztikai költségei együtt behozzák, vagy akár le is hagyják azt a költséget, ami az egyel több, vagy kevesebb menetszám megmunkálását jelenti.
Sokszor a két alkatrész raktározási és logisztikai költségei együtt behozzák, vagy akár le is hagyják azt a költséget, ami az egyel több, vagy kevesebb menetszám megmunkálását jelenti.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 06, 10:56
Írta: 000000000 Dátum 2010 május 06, 10:56
Mondjuk meg őszintén.
Ilyen kis munkaterületre mozgóhidas…?
Szerinted, mit lehet erre írni?
Tovább mennék.
Ez az elterjedt elképzelés iskolapéldája annak, hogy hogyan NEM szabad szerszámgépet csinálni. Látsz ilyet az iparban? Ha nem, miért nem?
Mert minden mérnök tévúton jár?
Csinálnak nagyban MOZGÓ ASZTALOST. Mozgóhidas, az a portál daru, vagy híd daru. Jól lehet vele konténereket emelgetni, vagont kirakni, de NEM forgácsolni.
Jó, tudom. Nem ilyen választ vártál.
Ezért is van, hogy nem szeretnek ide írni.
Leír egy ilyen dolgot, kizárjátok.
Egy nőnek olyakat mond az ember, amit hallani szeretne. Vajon miért?
Mivel, én itt senkivel nem akarok járni, megmondom a véleményemet.
Hogy senki nem kíváncsi rá?
Ez van.
Ilyen kis munkaterületre mozgóhidas…?
Szerinted, mit lehet erre írni?
Tovább mennék.
Ez az elterjedt elképzelés iskolapéldája annak, hogy hogyan NEM szabad szerszámgépet csinálni. Látsz ilyet az iparban? Ha nem, miért nem?
Mert minden mérnök tévúton jár?
Csinálnak nagyban MOZGÓ ASZTALOST. Mozgóhidas, az a portál daru, vagy híd daru. Jól lehet vele konténereket emelgetni, vagont kirakni, de NEM forgácsolni.
Jó, tudom. Nem ilyen választ vártál.
Ezért is van, hogy nem szeretnek ide írni.
Leír egy ilyen dolgot, kizárjátok.
Egy nőnek olyakat mond az ember, amit hallani szeretne. Vajon miért?
Mivel, én itt senkivel nem akarok járni, megmondom a véleményemet.
Hogy senki nem kíváncsi rá?
Ez van.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 11:01
Írta: 43pbwjg8s Dátum 2010 május 06, 11:01
Egyébként lehet jobb lenne, ha tényleg lenne mégis egy topic egy épül a gépem KisKZ....
Ott szeparálva tudnának nem válaszolni a feltett hülye kérdéseimre. Mert ahogy nézem, nagyon beköltöztem ide, és most már sokszor a gépről szólnak a bejegyzéseim.
Ott szeparálva tudnának nem válaszolni a feltett hülye kérdéseimre. Mert ahogy nézem, nagyon beköltöztem ide, és most már sokszor a gépről szólnak a bejegyzéseim.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 11:13
Írta: svejk Dátum 2010 május 06, 11:13
Mit lehet írni?
Amit gondolsz...azért kérdeztem.
A stílus az más kérdés...
A tartalom miatt nem lett senki kizárva, a stílus miatt igen. Persze a kettőt nem lehet teljesen különválasztani. De 5 év alatt talán 2-3 esetben volt kizárás.
Az iparban rengeteg mozgó hidas van, minden nagymérető marógép ilyen.
Kompromiszum az egész...
Egy 600 mm-es mozgó asztalnak 1200 mm-es hely kell, nekem nincs 3 portányi területem.
80-100 Kg-os asztalt nem könnyű mozgatni.
Az asztal megmunkált felületei csábítanak a mozgó híd síneinek felfogatására.
Szerszámgép?..nem sokan készítettek még itt olyat, de talán nem is az a fő csapásirány.
Amit lehetőségem lenne megcsinálni az is csak egy masszív gravírozó lenne...
Amit gondolsz...azért kérdeztem.
A stílus az más kérdés...
A tartalom miatt nem lett senki kizárva, a stílus miatt igen. Persze a kettőt nem lehet teljesen különválasztani. De 5 év alatt talán 2-3 esetben volt kizárás.
Az iparban rengeteg mozgó hidas van, minden nagymérető marógép ilyen.
Kompromiszum az egész...
Egy 600 mm-es mozgó asztalnak 1200 mm-es hely kell, nekem nincs 3 portányi területem.
80-100 Kg-os asztalt nem könnyű mozgatni.
Az asztal megmunkált felületei csábítanak a mozgó híd síneinek felfogatására.
Szerszámgép?..nem sokan készítettek még itt olyat, de talán nem is az a fő csapásirány.
Amit lehetőségem lenne megcsinálni az is csak egy masszív gravírozó lenne...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 11:17
Írta: svejk Dátum 2010 május 06, 11:17
Egyébként Te milyen gépet tervezel építeni?
Vagy van már valami géped?
Vagy van már valami géped?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 06, 11:19
Írta: 000000000 Dátum 2010 május 06, 11:19
Hogy teljes legyen az irántam érzett utálat.
Kezdésnek nagyon jó a bútorlapos, fiók sínes megoldás. A cnc lehetőséget megismeri az ember. Fogalmat alkot arról, hogy mi az a három dimenzióban való vezérlés. De amikor a fióksíneken tovább lép, el kell felejteni azt a formát úgy, ahogy van.
Amikor öntvény vázban gondolkodik az ember a vezérlésen túl, próbálja meg az ember most már a forgácsolásban rejlő buktatókat is kiismerni, megérteni.
(Nem mindig ugyan olyan vastagságú anyagokat, alkatrészeket munkálunk meg. Stb)
Kezdésnek nagyon jó a bútorlapos, fiók sínes megoldás. A cnc lehetőséget megismeri az ember. Fogalmat alkot arról, hogy mi az a három dimenzióban való vezérlés. De amikor a fióksíneken tovább lép, el kell felejteni azt a formát úgy, ahogy van.
Amikor öntvény vázban gondolkodik az ember a vezérlésen túl, próbálja meg az ember most már a forgácsolásban rejlő buktatókat is kiismerni, megérteni.
(Nem mindig ugyan olyan vastagságú anyagokat, alkatrészeket munkálunk meg. Stb)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 11:19
Írta: 43pbwjg8s Dátum 2010 május 06, 11:19
Én azt hiszem ebben a méretben és ezzel a masszívsággal bűn lenne, ha a főorsóban nem ugy gondolkodnál, hogy komolyabb anyagok megmunkálását is elvégezhesd vele.
Mindenesetre ha elsőre csak kicsiben gondolkodsz mégis, csináld ugy, hogy később cserélhető legyen nagyobb teljesítményűre!
Mindenesetre ha elsőre csak kicsiben gondolkodsz mégis, csináld ugy, hogy később cserélhető legyen nagyobb teljesítményűre!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 06, 11:30
Írta: 000000000 Dátum 2010 május 06, 11:30
Egy mezei marógépre emlékeztető szerkezetre gondoltam.
Egyelőre nem tudok jobb konstrukciót. Kell egyszer egy durvább beállítás a Z-tengelynek. Az asztal magasság beállításával a dolog megoldott. A megmunkálás közbeni Z-irányú mozgást pedig a főorsó végzi. Ugyan úgy, mint az ipari gép.
Az is lehetne, hogy a teljes Z-irányú mozgást végezhetné a főorsó. Egy masszív, oszlop-szerű szerkezeten mozoghatna a főorsó motorral együtt. Talán, még egyszerűbb is lenne.
Fából akarok majd egy öntőmintát összehozni és az ősszel egy ismerősöm kiönti.
Először egy kicsit bele kell bonyolódnom a minta készítés alapjaiba.
Amíg az ember semmit nem tud valamiről, minden olyan egyszerűnek tűnik.
(Lehet, hogy ezért nem érdemes tanulni? Minden olyan egyszerűnek tűnne.)
Egyelőre nem tudok jobb konstrukciót. Kell egyszer egy durvább beállítás a Z-tengelynek. Az asztal magasság beállításával a dolog megoldott. A megmunkálás közbeni Z-irányú mozgást pedig a főorsó végzi. Ugyan úgy, mint az ipari gép.
Az is lehetne, hogy a teljes Z-irányú mozgást végezhetné a főorsó. Egy masszív, oszlop-szerű szerkezeten mozoghatna a főorsó motorral együtt. Talán, még egyszerűbb is lenne.
Fából akarok majd egy öntőmintát összehozni és az ősszel egy ismerősöm kiönti.
Először egy kicsit bele kell bonyolódnom a minta készítés alapjaiba.
Amíg az ember semmit nem tud valamiről, minden olyan egyszerűnek tűnik.
(Lehet, hogy ezért nem érdemes tanulni? Minden olyan egyszerűnek tűnne.)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 11:40
Írta: svejk Dátum 2010 május 06, 11:40
Szerintem akkor jobb, és főleg gyorsabb lenne megvenni egy leselejtezett marógépet ás azt felsínezni, CNC-síteni.
Egyébként jellemzően a CNC marógépek mér nem igazán hasonlítanak a "mezei" marógépekre.
Vagyis igazából a tendencia a megmunkálóközpontok felé halad, melyek se nem marók se nem esztergák.
Egyébként jellemzően a CNC marógépek mér nem igazán hasonlítanak a "mezei" marógépekre.
Vagyis igazából a tendencia a megmunkálóközpontok felé halad, melyek se nem marók se nem esztergák.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 06, 11:46
Írta: 000000000 Dátum 2010 május 06, 11:46
Alapjában véve csak a szerszámgép tulajdonságait, működési elvét próbáljuk több, de inkább kevesebb sikerrel másolni. Mert ha nem, nem sok értelme van.
Csak nem egy varrógép, vagy habverő lebeg a szemünk előtt?
Írtad, hogy öntvény testben gondolkodsz. Ebből arra saccoltam, hogy nem nyákot akarsz gravírozni. Mert annak szerényebb mechanika is megteszi.
Szerintem a 80-100 kg asztal költői túlzás. Még lehet, hogy a 10 kg is. Nem számoltam, csak saccolom.
Az egy szem hosszú orsó tényleg rázós. (Teszel lineáris motort) Azt sem tudom, hogy lehet-e vezérelni csak olvastam, hogy van ilyen.
A helyszükséglet is szempont lehet. Nem vitás.
Nekem az öntvény miatt az ugrott be, hogy egy valóban komoly darabot gondolsz összehozni. Nem egy kis hobbi gép lenne az biztos.
Csak nem egy varrógép, vagy habverő lebeg a szemünk előtt?
Írtad, hogy öntvény testben gondolkodsz. Ebből arra saccoltam, hogy nem nyákot akarsz gravírozni. Mert annak szerényebb mechanika is megteszi.
Szerintem a 80-100 kg asztal költői túlzás. Még lehet, hogy a 10 kg is. Nem számoltam, csak saccolom.
Az egy szem hosszú orsó tényleg rázós. (Teszel lineáris motort) Azt sem tudom, hogy lehet-e vezérelni csak olvastam, hogy van ilyen.
A helyszükséglet is szempont lehet. Nem vitás.
Nekem az öntvény miatt az ugrott be, hogy egy valóban komoly darabot gondolsz összehozni. Nem egy kis hobbi gép lenne az biztos.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 11:50
Írta: svejk Dátum 2010 május 06, 11:50
Az már elgondolkodásra késztethet ha magad is úgy érzed hogy utálat van irántad...
5 év alatt túl estem a bútorlapos gépen, volt léptetős hajtásom csináltam szervosat aluprofilból, tekertem frekiváltóhoz motort, csináltam hozzá ER befogót.
De nem vagyok egy termelékeny tipus, szeretek kísérletezgetni...
Az elektronika közelebb áll hozzám, a mechanikához nem nagyon van meg a kézügyességem meg a türelmem.
Az utóbbi években azt vallotttam hogy nem csinálok már gépet mert jót nem tudok, rosszat meg minek.
De most a látóhatáron feltűnt anyagokkal lehet még is belevágnék egybe.
5 év alatt túl estem a bútorlapos gépen, volt léptetős hajtásom csináltam szervosat aluprofilból, tekertem frekiváltóhoz motort, csináltam hozzá ER befogót.
De nem vagyok egy termelékeny tipus, szeretek kísérletezgetni...
Az elektronika közelebb áll hozzám, a mechanikához nem nagyon van meg a kézügyességem meg a türelmem.
Az utóbbi években azt vallotttam hogy nem csinálok már gépet mert jót nem tudok, rosszat meg minek.
De most a látóhatáron feltűnt anyagokkal lehet még is belevágnék egybe.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 11:56
Írta: 43pbwjg8s Dátum 2010 május 06, 11:56
Egyébként most elgondolkodtam... (hűűűű)
Beszélgettem a szerszámüzemi technológus sráccal, aki az ott lévő megmunkálóközpontot programozza.
Tényleg nagyon nem mndegy hogy mire készül fel az ember.
Ha mindenre fel akar készülni, és semmiképpen nem akarja a teljes hidat/vagy asztalt emelgetni, akkor sincs feltétlenül baj.
Főleg itt a HOBBY kategóriában.
Ha elfeledkezünk először a síkszerű gravír jellegű munkákról, a legkritikusabb esetben a munkadarab mindkét a két oldalát (ha csak felsimitani is kell az egyiket akkor is) megmunkálják. Ha nem olyan sík a már megmunkált oldal amire simán fektetni lehet, akkor a legtöbbször valamilyen támasztó szerkezetet kérszítenek hozzá. Sok esetben a már megmunkált felület egy egy kis részének negatívját, és erre teszik fel a megfordított alkatrészt.
Persze ez talán a legbonyolultabb eset.
Tehát, ha elképzelhető, hogy valaha is ilyesmit fogsz csinálni, akkor már eleve számolhatsz azzal, hogy a megfelelő támasztó, megfogó szerkezettel meg fogod emelni az alapanyagot.
Eleve nem hiba ilyesmiben gondolkodni, hogy az asztal védve legyen a véletlen ütközésektől.
Érdemes ugy csinálni hogy a gép elkészülte után, magával a géppel bizonyos magasságú felfogó lapokat, készítesz. Esetleg készíttetsz. Ha jól emléxem Nemes Misi is készített ilyet a gépén a gépéhez.
Amennyiben ezekere alapozod a felfogásodat, akkor nyugodtan gondolkodhatsz magasabbra feltett hídban, ami alá beférhet akár egy satu, akár egy osztófej, vagy 4 tengely is.
A megfelelő magassághoz csupán felhelyezed az asztalra az ahhoz legmegfelelőbb vastagságú felfogólapot.
Beszélgettem a szerszámüzemi technológus sráccal, aki az ott lévő megmunkálóközpontot programozza.
Tényleg nagyon nem mndegy hogy mire készül fel az ember.
Ha mindenre fel akar készülni, és semmiképpen nem akarja a teljes hidat/vagy asztalt emelgetni, akkor sincs feltétlenül baj.
Főleg itt a HOBBY kategóriában.
Ha elfeledkezünk először a síkszerű gravír jellegű munkákról, a legkritikusabb esetben a munkadarab mindkét a két oldalát (ha csak felsimitani is kell az egyiket akkor is) megmunkálják. Ha nem olyan sík a már megmunkált oldal amire simán fektetni lehet, akkor a legtöbbször valamilyen támasztó szerkezetet kérszítenek hozzá. Sok esetben a már megmunkált felület egy egy kis részének negatívját, és erre teszik fel a megfordított alkatrészt.
Persze ez talán a legbonyolultabb eset.
Tehát, ha elképzelhető, hogy valaha is ilyesmit fogsz csinálni, akkor már eleve számolhatsz azzal, hogy a megfelelő támasztó, megfogó szerkezettel meg fogod emelni az alapanyagot.
Eleve nem hiba ilyesmiben gondolkodni, hogy az asztal védve legyen a véletlen ütközésektől.
Érdemes ugy csinálni hogy a gép elkészülte után, magával a géppel bizonyos magasságú felfogó lapokat, készítesz. Esetleg készíttetsz. Ha jól emléxem Nemes Misi is készített ilyet a gépén a gépéhez.
Amennyiben ezekere alapozod a felfogásodat, akkor nyugodtan gondolkodhatsz magasabbra feltett hídban, ami alá beférhet akár egy satu, akár egy osztófej, vagy 4 tengely is.
A megfelelő magassághoz csupán felhelyezed az asztalra az ahhoz legmegfelelőbb vastagságú felfogólapot.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 11:57
Írta: svejk Dátum 2010 május 06, 11:57
Minden bizonnyal túlzás a 80 kg-os asztal, de hát ez van...ez egy biztos pont, e köré kellene építkeznem. A könnyű, fika gépeken már túl vagyok.
A legnagyobb baj ott kezdődik hogy nincs célom az esetlegesen elkészült géppel.
Jól tudom, hogy egy nehéz gép adott esetben hátrány is lehet a lomhaságával.
Tehát olyan határozatlan vagyok...vagy mégse? :)
Szóval ezért kérdezősködöm...
A legnagyobb baj ott kezdődik hogy nincs célom az esetlegesen elkészült géppel.
Jól tudom, hogy egy nehéz gép adott esetben hátrány is lehet a lomhaságával.
Tehát olyan határozatlan vagyok...vagy mégse? :)
Szóval ezért kérdezősködöm...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 06, 11:58
Írta: 000000000 Dátum 2010 május 06, 11:58
Valóban egyszerűbb lenne.
Teljesen igaz. A megmunkáló központok, tényleg nem hasonlítanak a régi marógépekre.
A meglévő cncsítése is egy lehetőség. Az is lehet, hogy a legjobb.
Aki termelni akar vele, annak biztosan a legjárhatóbb út.
No de, hol a játék öröme?
Tudom, vannak itt sokan, akik nem csak játszadoznak a forgácsolással (mint én). Hanem, pénzt keresnek a gépükkel. Azok, biztosan átalakítanak egy ipari gépet és mehet meló.
Nem a szakmám. Biztosan azért van, hogy nagygépet, csak mozgóasztalosat láttam. Felfért rá egy háromezres MVE és azon köszörülték. Lehetett rajta gyalulni is. (3000 + főorsó ház, az egész kétszer. Lehetett vagy 10 méter)
Teljesen igaz. A megmunkáló központok, tényleg nem hasonlítanak a régi marógépekre.
A meglévő cncsítése is egy lehetőség. Az is lehet, hogy a legjobb.
Aki termelni akar vele, annak biztosan a legjárhatóbb út.
No de, hol a játék öröme?
Tudom, vannak itt sokan, akik nem csak játszadoznak a forgácsolással (mint én). Hanem, pénzt keresnek a gépükkel. Azok, biztosan átalakítanak egy ipari gépet és mehet meló.
Nem a szakmám. Biztosan azért van, hogy nagygépet, csak mozgóasztalosat láttam. Felfért rá egy háromezres MVE és azon köszörülték. Lehetett rajta gyalulni is. (3000 + főorsó ház, az egész kétszer. Lehetett vagy 10 méter)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 12:00
Írta: 43pbwjg8s Dátum 2010 május 06, 12:00
Egyy kérdésem hagy legyen még, mert ez nem tiszta:
Az öntvényelemek készek, (mert az asztalról mintha igy beszélnél) vagy van amit el fogsz készíttetni, és ezzel meg van a lehetőséged arra, hogy bártan variálj a konstrukcióval?
Az öntvényelemek készek, (mert az asztalról mintha igy beszélnél) vagy van amit el fogsz készíttetni, és ezzel meg van a lehetőséged arra, hogy bártan variálj a konstrukcióval?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 12:01
Írta: 43pbwjg8s Dátum 2010 május 06, 12:01
Bocs. Közben jött a válaszod erre...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 12:02
Írta: svejk Dátum 2010 május 06, 12:02
Igen a "dobogó" bevált módszer, a bútorlapos gépen is alkalmaztam. De sajnos így továbbra is magas lábakon áll az X tengely.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 május 06, 12:05
Írta: Egyújabbgépépítő Dátum 2010 május 06, 12:05
Szia Svejk!
Te ismered a gépeimet, bútorlappal kezdtem, majd mozgó asztalos végül a mostani mozgó hidas.
Mikor elkezdtem az építést (bútorlap) az ismerkedés volt a fő cél.
Nem bántam meg sokat tanultam. A második már „tapasztalatok” alapján készült.
Azzal már tudtam alumíniumot is megmunkálni persze nem profi módon max 1-2 mm mélységben.
Miközben használtam a gépet kikristályosodott hogy mi az amire használom.
Legtöbbet NYÁK készítésre műanyagdoboz megmunkálásra és néha alumíniumot.
Ehhez még hozzá jön jön amit csak „játékból” készítek, 3D megmunkálások.
Mivel nem terveztem acél megmunkálást szakítottam előző gépeim felépítésével és
mozgó hidas lett a 3. gép.
Nem bántam meg. Kisebb helyen elfér, ha felteszek egy gépsatut nem kell gondolkozni mit
szól az Y mozgatás a plusz terheléshez.
A Z magasság 100 mm. Az esetek többségében elég. Szerencsére nagyobb magasság csak
abban az esetben kell ha dobozt élére állítva kell befogni, de mivel a Z útja 150mm semmi gond.
A hídnak nem kell a doboz felett elmenni mivel keskeny.
Szóval a lényeg szerintem az határozza meg a felépítést hogy mire szeretnéd használni.
Nekem is mondták hogy vékony a híd tartó alu(10mm). A gyakorlatban nekem elég.
Célszerű az Y vezetést legalább 4 kocsival megvalósítani, van aki 2vel készíti mégis megfelelő lehet.
Elnézést a hosszú eszmefuttatásért. Nyugodtan lehet töröli.
Te ismered a gépeimet, bútorlappal kezdtem, majd mozgó asztalos végül a mostani mozgó hidas.
Mikor elkezdtem az építést (bútorlap) az ismerkedés volt a fő cél.
Nem bántam meg sokat tanultam. A második már „tapasztalatok” alapján készült.
Azzal már tudtam alumíniumot is megmunkálni persze nem profi módon max 1-2 mm mélységben.
Miközben használtam a gépet kikristályosodott hogy mi az amire használom.
Legtöbbet NYÁK készítésre műanyagdoboz megmunkálásra és néha alumíniumot.
Ehhez még hozzá jön jön amit csak „játékból” készítek, 3D megmunkálások.
Mivel nem terveztem acél megmunkálást szakítottam előző gépeim felépítésével és
mozgó hidas lett a 3. gép.
Nem bántam meg. Kisebb helyen elfér, ha felteszek egy gépsatut nem kell gondolkozni mit
szól az Y mozgatás a plusz terheléshez.
A Z magasság 100 mm. Az esetek többségében elég. Szerencsére nagyobb magasság csak
abban az esetben kell ha dobozt élére állítva kell befogni, de mivel a Z útja 150mm semmi gond.
A hídnak nem kell a doboz felett elmenni mivel keskeny.
Szóval a lényeg szerintem az határozza meg a felépítést hogy mire szeretnéd használni.
Nekem is mondták hogy vékony a híd tartó alu(10mm). A gyakorlatban nekem elég.
Célszerű az Y vezetést legalább 4 kocsival megvalósítani, van aki 2vel készíti mégis megfelelő lehet.
Elnézést a hosszú eszmefuttatásért. Nyugodtan lehet töröli.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 06, 12:06
Írta: 000000000 Dátum 2010 május 06, 12:06
„A legnagyobb baj ott kezdődik hogy nincs célom az esetlegesen elkészült géppel.”
Hát akkor a cél, maga a gép építése. Gondolom.
Akkor, meg a fantázia és a lehetőségek szabnak határt.
Ebben meg rajtad kívül senki nem kompetens. (Gondolom, hogy az Asszony nem olvassa). Csak poén akart lenni.
Hát akkor a cél, maga a gép építése. Gondolom.
Akkor, meg a fantázia és a lehetőségek szabnak határt.
Ebben meg rajtad kívül senki nem kompetens. (Gondolom, hogy az Asszony nem olvassa). Csak poén akart lenni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 12:13
Írta: svejk Dátum 2010 május 06, 12:13
No látod ez is egy jó lökés, biztatsz arra, hogy csináljak amit akarok :)
Bizony sokszor ez is könnyebb, mint a sok tanács közt eligazodni.
Bizony sokszor ez is könnyebb, mint a sok tanács közt eligazodni.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 12:22
Írta: 43pbwjg8s Dátum 2010 május 06, 12:22
Várj Svejk!
Igy most nem tudom hogy mennyi is az a "magas".
Mennyire gondolsz most és mi alapján?
Amin érdemes gondolkodni:
Ha ugy teszed a főorsódat az X-re, hogy az orsó befogó része mondjuk 1-2mm-re legyen lentebb mint annak bármelyik a munkatér felé benyúló része akkor már valamelyest tudonk számolni.
Régebben kérdeztem, hogy mekkora marókat használnak azok akik HOBBY szinten forgácsolnak. Hogy mekkora a legnagyobb kinyúlási hozz?
Ezt ha jól emléxem valaki 60-70mm környékére mondta. Ez talán még az a kinyúlás vastagabb marónál ahol nincs gond, persze nem mondegy milyen anyagban. De adjuk meg ezt a lehetőséget, mondjuk műanyagnak. (hátha elektronikai dobozokat fogsz designolni és kifaragni magadnak)
Akkor a hídtól lefelé legyen a felső állsában a maró legalsóbb pontja eddig 68 (legyen 70mm).
Elvileg ennél nem sokkal érdemesebb hosszabbra venned a munkautat sem a Z-nél.
Lehet, de nem biztos hogy érdemes.
Ez alá tudod betenni a legmagasabb dolgokat.
Akkor már csak azt kell meghatároznunk, hogy előre láthatólag mekkorák lesznek a legmagasabb dolgok amiket mondjuk nem dobogóra, hanem a sima asztalra teszel fel leszorítókkal.
Egyébként ez nagy valószínúséggel jóval kisebb lesz, mint amit a következők fognak igényelni:
Ne foglalkozzunk most azzal, hogy bizonyos helyeken ahol a főorsó parton beférne lejjebb is lehetne menni. Ezt vessük el!
Ezért mondtam, hogy nem biztos hogy érdemes hosszabb munkaútra tervezni.
Akkor most meg kellene nézni, hogy mekkora satut tudsz majd keríteni a munkáidhoz, ha arra lenne szükség. Hogyan fognád bele az alapanyagot, milyen max túlnyúlással felfelé.
Azt is, hogy mondjuk hogyan és milyen méretben képzelsz el egy forgatót. Érdemes megkérdezni azokat akinek már van ilyenje.
Milyen méretű anyagot tennél max bele a forgatóba? Ha túllóg a forgató felső felületén, akkor ugye az határozza meg azt a magaságot, amit még hozzá kell adnod a maró hosszból származó mérethez és már alakul is, hogy milyen magasan kell legyen az X-ed.
Elvileg ha csinász egy kics forgatót mondjuk olyan 200mm magassággal, és mondjuk ugy teszel bele alapanyagot hogy az túlnyúlik felfelé mondjuk 30mm-el max, akkor olyan 300mm lesz az X alsó szélének távolsága az asztaltól. Ez nem olyan vészes.
De ezek az adatok most annyira hasból jöttek...
Meg kellene kérdezni olyankat akik már használnak forgatót és satut, hogy mit mondanak.
Igy most nem tudom hogy mennyi is az a "magas".
Mennyire gondolsz most és mi alapján?
Amin érdemes gondolkodni:
Ha ugy teszed a főorsódat az X-re, hogy az orsó befogó része mondjuk 1-2mm-re legyen lentebb mint annak bármelyik a munkatér felé benyúló része akkor már valamelyest tudonk számolni.
Régebben kérdeztem, hogy mekkora marókat használnak azok akik HOBBY szinten forgácsolnak. Hogy mekkora a legnagyobb kinyúlási hozz?
Ezt ha jól emléxem valaki 60-70mm környékére mondta. Ez talán még az a kinyúlás vastagabb marónál ahol nincs gond, persze nem mondegy milyen anyagban. De adjuk meg ezt a lehetőséget, mondjuk műanyagnak. (hátha elektronikai dobozokat fogsz designolni és kifaragni magadnak)
Akkor a hídtól lefelé legyen a felső állsában a maró legalsóbb pontja eddig 68 (legyen 70mm).
Elvileg ennél nem sokkal érdemesebb hosszabbra venned a munkautat sem a Z-nél.
Lehet, de nem biztos hogy érdemes.
Ez alá tudod betenni a legmagasabb dolgokat.
Akkor már csak azt kell meghatároznunk, hogy előre láthatólag mekkorák lesznek a legmagasabb dolgok amiket mondjuk nem dobogóra, hanem a sima asztalra teszel fel leszorítókkal.
Egyébként ez nagy valószínúséggel jóval kisebb lesz, mint amit a következők fognak igényelni:
Ne foglalkozzunk most azzal, hogy bizonyos helyeken ahol a főorsó parton beférne lejjebb is lehetne menni. Ezt vessük el!
Ezért mondtam, hogy nem biztos hogy érdemes hosszabb munkaútra tervezni.
Akkor most meg kellene nézni, hogy mekkora satut tudsz majd keríteni a munkáidhoz, ha arra lenne szükség. Hogyan fognád bele az alapanyagot, milyen max túlnyúlással felfelé.
Azt is, hogy mondjuk hogyan és milyen méretben képzelsz el egy forgatót. Érdemes megkérdezni azokat akinek már van ilyenje.
Milyen méretű anyagot tennél max bele a forgatóba? Ha túllóg a forgató felső felületén, akkor ugye az határozza meg azt a magaságot, amit még hozzá kell adnod a maró hosszból származó mérethez és már alakul is, hogy milyen magasan kell legyen az X-ed.
Elvileg ha csinász egy kics forgatót mondjuk olyan 200mm magassággal, és mondjuk ugy teszel bele alapanyagot hogy az túlnyúlik felfelé mondjuk 30mm-el max, akkor olyan 300mm lesz az X alsó szélének távolsága az asztaltól. Ez nem olyan vészes.
De ezek az adatok most annyira hasból jöttek...
Meg kellene kérdezni olyankat akik már használnak forgatót és satut, hogy mit mondanak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 12:23
Írta: svejk Dátum 2010 május 06, 12:23
Isten ments törölni, pont ilyen beszámolókra vágytam. (magánban kaptam még kettőt)
Azt hiszem sok leendő gépépítőnek is hasznára válhat a beszámolód.
Köszönjük!
Azt hiszem sok leendő gépépítőnek is hasznára válhat a beszámolód.
Köszönjük!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 12:27
Írta: 43pbwjg8s Dátum 2010 május 06, 12:27
Szia István!
Bár mondanád hosszabban!!!
Miért gondoljátok, hogy ezt, ami tényleg hasznos infó, ezt törölni kellene???
Hiszen Ti vagytok azok akik tudjátok! Akik el tudjátok mondani!
Bár mondanád hosszabban!!!
Miért gondoljátok, hogy ezt, ami tényleg hasznos infó, ezt törölni kellene???
Hiszen Ti vagytok azok akik tudjátok! Akik el tudjátok mondani!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 06, 12:29
Írta: 000000000 Dátum 2010 május 06, 12:29
Azért ha elkészül, csak teszel fel pár képet a műről! (Még jobb lenne, ha közben is)
Mert marha jól esne kritizálni, hogyeztetaztánmásképpenköllöttvónaám.
Nemtudomhogyígyjóe, deamúgytutihogyjobblettvóna.
Sok sikert!
Remélem, hogy egyszer én is fel tudok majd tenni valamit, amit aztán lehet zsűrizni.
Hátha lesz majd köztük, mint tegnap egy balfék, hogy nem ennyi ám az annyi, osztán, mégis annyi.
Mert marha jól esne kritizálni, hogyeztetaztánmásképpenköllöttvónaám.
Nemtudomhogyígyjóe, deamúgytutihogyjobblettvóna.
Sok sikert!
Remélem, hogy egyszer én is fel tudok majd tenni valamit, amit aztán lehet zsűrizni.
Hátha lesz majd köztük, mint tegnap egy balfék, hogy nem ennyi ám az annyi, osztán, mégis annyi.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 május 06, 12:29
Írta: Egyújabbgépépítő Dátum 2010 május 06, 12:29
Marószerszám hossza: 10 mm és 60 mm között(kinyúlás a patronból).
Még 150 mm Z mozgásnál is gond a 100 mm munkaterület kihasználása.
Nem is beszélve hogy 1 főorsó kevés.
Még 150 mm Z mozgásnál is gond a 100 mm munkaterület kihasználása.
Nem is beszélve hogy 1 főorsó kevés.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 12:29
Írta: 43pbwjg8s Dátum 2010 május 06, 12:29
Svejk!
CSak mégis rákérdezek ujra:
Kaphatrok egy épül a gépem topicot esetleg én is? Úgy beszűkülne az, amerre szemetelgetek.
CSak mégis rákérdezek ujra:
Kaphatrok egy épül a gépem topicot esetleg én is? Úgy beszűkülne az, amerre szemetelgetek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 12:32
Írta: 43pbwjg8s Dátum 2010 május 06, 12:32
Ebben teljesen igazad van, ha csak az asztalra fogsz fel és viszonylag vékony anyagokat!
Én próbáltam onnan körbejárni a dolgot, hogy akár azt is előjöhet, hogy magasabb elemeket is be kell helyezni a főorsó alá.
Persze a nem kívánt kihagyható az okoskodásomból, és ugy bizony tényleg oda jutunk, amit Te már tudsz és mondasz is.
De ne hagyjátok megvezetni magatokat általam! Én tényleg csak okoskodok... Mindenesetre a magam gépével azt hiszem igy fogok gondolkodni.
Én próbáltam onnan körbejárni a dolgot, hogy akár azt is előjöhet, hogy magasabb elemeket is be kell helyezni a főorsó alá.
Persze a nem kívánt kihagyható az okoskodásomból, és ugy bizony tényleg oda jutunk, amit Te már tudsz és mondasz is.
De ne hagyjátok megvezetni magatokat általam! Én tényleg csak okoskodok... Mindenesetre a magam gépével azt hiszem igy fogok gondolkodni.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 május 06, 12:39
Írta: Egyújabbgépépítő Dátum 2010 május 06, 12:39
Ha belegondolsz nem csak vékony anyagnál probléma.
Pont az a gond hogy ki akarom használni a teljes híd magasságot.
Ha a híd alatt elfér 100mm Akkor minimum ennyire érdemes venni a Z mozgást.
Akkor befoghatsz lapos és magas munkadarabot is.
Pont az a gond hogy ki akarom használni a teljes híd magasságot.
Ha a híd alatt elfér 100mm Akkor minimum ennyire érdemes venni a Z mozgást.
Akkor befoghatsz lapos és magas munkadarabot is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 13:00
Írta: svejk Dátum 2010 május 06, 13:00
Természetesen, sőt elcipelem a találkozóra is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 13:01
Írta: svejk Dátum 2010 május 06, 13:01
Ebben Varsányi a kompetens, de szerintem semmi akadálya.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 13:12
Írta: 43pbwjg8s Dátum 2010 május 06, 13:12
Igen ez is igaz. De ha nagyobb teljesítményben, nagyobb méretekben és keményebb anyagokban gondolkodik az ember, én ugy gondolnám számít az is, (persze lehet ez butaság HOBBY kategóriában) hogy mennyire nyúlik ki a Z és ennek milyen hatása lehet rezonancia, kihajlás egyéb szempontjából.
Persze ezekben nem vagyok benne egyáltalán, igy ahog ymondtam lehet butaság.
Az is egy szempont, hogy kihasználod-e a teret, de talán az is, hogy egyáltalán beleférsz-e egyáltalán mindazzal amivel tervezed.
Egyébként közben megtaláltam egy képet.
Ugyan ez mozgó asztalos, de a magasság érdekes:

Persze ezekben nem vagyok benne egyáltalán, igy ahog ymondtam lehet butaság.
Az is egy szempont, hogy kihasználod-e a teret, de talán az is, hogy egyáltalán beleférsz-e egyáltalán mindazzal amivel tervezed.
Egyébként közben megtaláltam egy képet.
Ugyan ez mozgó asztalos, de a magasság érdekes:
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 13:17
Írta: 43pbwjg8s Dátum 2010 május 06, 13:17
Talán olvassa majd....
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 13:24
Írta: 43pbwjg8s Dátum 2010 május 06, 13:24
Értelek.
Persze hogy abban az esetben ha rövidebb a Z nmozgása, akkor az "alsóbb régiókat" nem érem el vele.
Tulajdonképpen ezen alsóbb régiók abban az esetben amit én mondok, nem is részei a munkatérnek, csupán férőhelyek az esetlegesen oda behelyezett felfogást segítő (vagy egyáltalán lehetővé tévő) elemeknek.
Tehát az ahogy én gondolkodom eleve Z-ben, a felső fégpontba húzott esetben a befogott maró végétől lefelé 70mm-es munkateret jelent.
Ez alatt a 70mm-alatti tér elvileg kihasználatlannak minősül, azonban a satuval, a forgatóval, vagy pedig a dobogóval használom ki, amikor oda be tudom helyezni őket.
Persze hogy abban az esetben ha rövidebb a Z nmozgása, akkor az "alsóbb régiókat" nem érem el vele.
Tulajdonképpen ezen alsóbb régiók abban az esetben amit én mondok, nem is részei a munkatérnek, csupán férőhelyek az esetlegesen oda behelyezett felfogást segítő (vagy egyáltalán lehetővé tévő) elemeknek.
Tehát az ahogy én gondolkodom eleve Z-ben, a felső fégpontba húzott esetben a befogott maró végétől lefelé 70mm-es munkateret jelent.
Ez alatt a 70mm-alatti tér elvileg kihasználatlannak minősül, azonban a satuval, a forgatóval, vagy pedig a dobogóval használom ki, amikor oda be tudom helyezni őket.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 13:25
Írta: 43pbwjg8s Dátum 2010 május 06, 13:25
Kérlek rá, hogy ne hagyd magad!!!
Lehet nem ugy néz ki, de igenis meg lehet győzni! Sokat tanulhatok belőle és másnak is biztos hasznos lenne.[#worship][#worship]
Lehet nem ugy néz ki, de igenis meg lehet győzni! Sokat tanulhatok belőle és másnak is biztos hasznos lenne.[#worship][#worship]
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 május 06, 13:38
Írta: Egyújabbgépépítő Dátum 2010 május 06, 13:38
Nem akarlak meggyőzni, csak a saját tapasztalatim osztom meg.
Úgy gondolom mindenkinek a saját orra után kell menni.
A számára "jó" megoldás úgyis csak több gép után fog kialakulni.
Nekem például a #7419 megoldása nem tetszik. A Z munkatér tényleg kicsi,
de az Y tartó meglehetősen magas ami rezonanciát okozhat, hiába alacsony a Z tartomány.
Arra törekedtem hogy a híd magassága a munkák nagy részénél a lehető
legjobb támasztást adja a Z nek.
Úgy gondolom mindenkinek a saját orra után kell menni.
A számára "jó" megoldás úgyis csak több gép után fog kialakulni.
Nekem például a #7419 megoldása nem tetszik. A Z munkatér tényleg kicsi,
de az Y tartó meglehetősen magas ami rezonanciát okozhat, hiába alacsony a Z tartomány.
Arra törekedtem hogy a híd magassága a munkák nagy részénél a lehető
legjobb támasztást adja a Z nek.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 május 06, 13:59
Írta: keri Dátum 2010 május 06, 13:59
Adtál egy jó ötletet.
Egy mozgó X asztalos gépnél nem bonyolult megoldani, hogy az Y hidat magasabbra emeld az igényeknek megfelelően. Z ettől még lehet 100mm de a 20cm-es fadarabot is be tudod rakni alá, és így elég merev lehet.
Persze be kell állítani minden alkalommal, de talán megfelelő ütközőkkel 2-3 magasságot be lehetne állítani rajta.
Egy mozgó X asztalos gépnél nem bonyolult megoldani, hogy az Y hidat magasabbra emeld az igényeknek megfelelően. Z ettől még lehet 100mm de a 20cm-es fadarabot is be tudod rakni alá, és így elég merev lehet.
Persze be kell állítani minden alkalommal, de talán megfelelő ütközőkkel 2-3 magasságot be lehetne állítani rajta.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 május 06, 14:04
Írta: keri Dátum 2010 május 06, 14:04
Tényleg. Jobb lenne ha az asztal mellet lenne a keret és nem alatta, így jóval rövidebbek lehetnének az Y oszlopai.
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2010 május 06, 14:05
Írta: x4rhew5r3 Dátum 2010 május 06, 14:05
Lemez megmunkálás, satu, forgató, magas doboz, ellentmondó követelmények. Ha nem akarod a híd magasságát változtatni, akkor marad a precízen megmunkált magasító.
De akkor masszív oszlopok kellenek...
De akkor masszív oszlopok kellenek...
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 14:08
Írta: 43pbwjg8s Dátum 2010 május 06, 14:08
Én igy készítem a nagy gépet.
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2010 május 06, 14:09
Írta: x4rhew5r3 Dátum 2010 május 06, 14:09
De oszlopok helyett talán jobb lenne az öntvény oldalára erősített oldallap, aminek a tetején fut az Y. (Csiki bácsi gépe, meg volt már ilyen link valahol)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 06, 14:11
Írta: 43pbwjg8s Dátum 2010 május 06, 14:11
Mivel nem volt kivlasztott cél, így bármiről lehet beszélni. Leginkább mindenről, és kiválasztani a helyigény szempontjából legmeghatározóbbat.
Mindenki magának azt ami neki stimmel.
Egyébként a többivel egyet értek.
Mindenki magának azt ami neki stimmel.
Egyébként a többivel egyet értek.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 május 06, 15:48
Írta: s7manbs8 Dátum 2010 május 06, 15:48
Lehet érdemesebb több gépet csinálni, úgy kicsit optimálisabban lehet a dolgokat megmunkálni, minden munkadarabot a saját gépén. Igaz, hogy ez többe kerül, de a sok sok óra plusz gondolkodás se olcsó, idő !!!
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 06, 18:27
Írta: skwby94ub Dátum 2010 május 06, 18:27
SVEJK!
Elkészült a főorsó automata szerszámbehúzó fej komplett modellje, egy golyóval,és kiválóan működik!
Kérdésem: hány golyós behúzófejet javasolsz?
(3- max. 4 golyó fér el)
Az SK-30 szerszám-menesztő marása folyik.
Elkészült a főorsó automata szerszámbehúzó fej komplett modellje, egy golyóval,és kiválóan működik!
Kérdésem: hány golyós behúzófejet javasolsz?
(3- max. 4 golyó fér el)
Az SK-30 szerszám-menesztő marása folyik.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 06, 18:59
Írta: 4um5b65d Dátum 2010 május 06, 18:59
Szerintem hármat vagy négyet fog mondani. :)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 06, 19:12
Írta: 000000000 Dátum 2010 május 06, 19:12
Mi 3-at mondtuk... hiszen nekünk is szól a dolog...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 20:28
Írta: svejk Dátum 2010 május 06, 20:28
Igen, talán Dolfi mutatott olyen gépet először, és Sasi vagyis a Nyíregyházi főiskola gépe is hasonló elvű.
Sokáig olyat szerettem volna...
Sokáig olyat szerettem volna...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 06, 20:30
Írta: svejk Dátum 2010 május 06, 20:30
Szerintem 4-nél már kevés "hús" maradna, legyen 3.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 07, 07:26
Írta: skwby94ub Dátum 2010 május 07, 07:26
OK! Én is így gondolom. Köszönöm a megerősítést!
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 07, 07:31
Írta: skwby94ub Dátum 2010 május 07, 07:31
Helló, helló! Na végre jó a kedved! Százas-tízes-egyes-tizedes kijelzésű nóniuszra van valami jó ötleted?
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 07, 07:33
Írta: skwby94ub Dátum 2010 május 07, 07:33
A mozdony km órája mechanikus vagy elektronikus?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 09:18
Írta: svejk Dátum 2010 május 07, 09:18
A nagyon régi mechanikus, a mostani döntő hányad elektromechanikus (gyakorlatolag egy szinkron generátor-motor hozza fel a hajtást az órához, megbízható svájci szerkezetek), és a legújabbak elektronikusak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 14:55
Írta: svejk Dátum 2010 május 07, 14:55
ER16-os befogó és 1/8"-os (3.175 mm) szerszám esetén szerintetek mekkora forgatónyomatékkal kell meghúzni az anyát, hogy biztos legyen a befogás.
Nekem már többször húzódott ki szerszám :(
Tudom hogy patrontól, befogótól, meg még sok mindentől függ, da ha van valakinek konkrét adata azt megköszönném.
Nekem már többször húzódott ki szerszám :(
Tudom hogy patrontól, befogótól, meg még sok mindentől függ, da ha van valakinek konkrét adata azt megköszönném.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 május 07, 17:09
Írta: ra8nsmk6w Dátum 2010 május 07, 17:09
Az emberfeletti erő minusz 62 év. Ez nekem bevált. Még soha nem csúszott ki vagy be. Igazad van nagyon sok mindentől fűgg és egy adat vagy táblázat ne vezessen meg. 2 villáskulcs...ollós szoritás. A keményfém szár nem horpad be
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 07, 18:12
Írta: 4um5b65d Dátum 2010 május 07, 18:12
0,0000000001 forgató nyomaték és csapággyal szerelt hollandi. Ez a titok. :)
Persze tudom, Te nem hiszel a csapágyasban.
Persze tudom, Te nem hiszel a csapágyasban.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 20:18
Írta: svejk Dátum 2010 május 07, 20:18
Muszáj neked mindenre emlékezni? :)
A withworth után mindent elhiszek neked :(
Megy az esztergába a következő kérdésem.
Azt viszont még elmondom hogy olyan kósza ötletem támadt , hogy mi lenne ha egy ablaktörlőszerűséggel (tudjátok kedvelem ezt a tipust :) ) csinálnék egy automata szerszámcserélőt. Egy hosszú csigakerék mentén el lehetne helyezni 4-5 csigakereket, azok központjában egy-egy körmös kulcs és persze az 1/8-os szerszámok. a körmöket és a szerszámokat rugó ellenáben le tudná nyomni a főorsó. persze közben a főorsó reteszelve lenne. Tudom a kivitelezés elég bonyolult lenne, meg nem is lenne gyors, de hátha...
A withworth után mindent elhiszek neked :(
Megy az esztergába a következő kérdésem.
Azt viszont még elmondom hogy olyan kósza ötletem támadt , hogy mi lenne ha egy ablaktörlőszerűséggel (tudjátok kedvelem ezt a tipust :) ) csinálnék egy automata szerszámcserélőt. Egy hosszú csigakerék mentén el lehetne helyezni 4-5 csigakereket, azok központjában egy-egy körmös kulcs és persze az 1/8-os szerszámok. a körmöket és a szerszámokat rugó ellenáben le tudná nyomni a főorsó. persze közben a főorsó reteszelve lenne. Tudom a kivitelezés elég bonyolult lenne, meg nem is lenne gyors, de hátha...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 20:19
Írta: svejk Dátum 2010 május 07, 20:19
Egyébként ER16-ban találkoztál ilyen csapágyassal?
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 07, 20:59
Írta: skwby94ub Dátum 2010 május 07, 20:59
Ilyent még nem láttam. Ismertetnéd részletesebben?
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 07, 21:04
Írta: skwby94ub Dátum 2010 május 07, 21:04
SVEJK! A főorsók menesztő-marása elkészült.
A patronos befogók meghúzásakor ellentartáshoz marjunk hatszöget a menesztőkörmök fölé?
A patronos befogók meghúzásakor ellentartáshoz marjunk hatszöget a menesztőkörmök fölé?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 21:14
Írta: svejk Dátum 2010 május 07, 21:14
Nekem nem szükséges mert a befogók rendelkeznek lapolással, esetleg utólag is beleköszörültetem.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 21:26
Írta: svejk Dátum 2010 május 07, 21:26
"hosszú csigakerék " helyett hosszú csigatengely
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 21:28
Írta: svejk Dátum 2010 május 07, 21:28
Ha ráálnál ilyen hollanderek gyártására, vinnék a hobbisták mint a cukrot :)
Magánban már mindenki bevallotta hogy volt szerszámkihúzódása :)
Magánban már mindenki bevallotta hogy volt szerszámkihúzódása :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 07, 21:30
Írta: 4um5b65d Dátum 2010 május 07, 21:30
Vannak gyárilag ilyen hollanderek, csak azt kell kérni a bótban :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 21:54
Írta: svejk Dátum 2010 május 07, 21:54
Pedig látod senki nem ismerte közülünk, még a világjáró Varsányi sem.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 07, 22:41
Írta: 4um5b65d Dátum 2010 május 07, 22:41
Egyszerűsítve ilyen a cucc

Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 22:54
Írta: svejk Dátum 2010 május 07, 22:54
Értem én, a múltkor is elmgyaráztad...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 07, 22:57
Írta: 4um5b65d Dátum 2010 május 07, 22:57
Jaaaaaa....
Akkó meg mi a fa..nak görcsölök itt vele ?!?
[#falbav][#vigyor1]
Már nem emlékeztem, hogy mennyire mentünk bele mélyen.
Akkó meg mi a fa..nak görcsölök itt vele ?!?
[#falbav][#vigyor1]
Már nem emlékeztem, hogy mennyire mentünk bele mélyen.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 23:09
Írta: svejk Dátum 2010 május 07, 23:09
Legalább Jóska is érti mi a szösz ez.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 07, 23:11
Írta: svejk Dátum 2010 május 07, 23:11
De azt tudod hogy csak akkor lehetsz király ha lesz bolt cím, vagy link, ahol lehet is kapni :)
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2010 május 08, 07:49
Írta: j3rx6bsjd Dátum 2010 május 08, 07:49
http://www.hod93.hu/
Er25-höz hasonló méretű kb.6-7000Ft volt,nemrég vettem.
Meg kell kérdezni,mert ebből is csak az az 1db volt amit elhoztam.
Er25-höz hasonló méretű kb.6-7000Ft volt,nemrég vettem.
Meg kell kérdezni,mert ebből is csak az az 1db volt amit elhoztam.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 május 08, 08:34
Írta: keri Dátum 2010 május 08, 08:34
Talán azért hogy mi is tudjunk róla :) nekem pl. hasznos infó volt [#worship]
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 08, 09:11
Írta: skwby94ub Dátum 2010 május 08, 09:11
OK.Ha a befogón van, akkor felesleges.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 08, 09:15
Írta: skwby94ub Dátum 2010 május 08, 09:15
Ilyen van nekem, a mini befogókon. Rovátkolt az anya külső felülete, és csakugyan: még soha nem mozdult meg benne a maró!
Nagyobb méretben még nem találkoztam vele.
Nagyobb méretben még nem találkoztam vele.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 08, 09:39
Írta: svejk Dátum 2010 május 08, 09:39
Még majd lelököd Leslie-t a trónról :))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 08, 09:45
Írta: svejk Dátum 2010 május 08, 09:45
Ha ennyi, akkor a CNC esztergályosok lehet elgondolkozhatnának a gyártásán.
Bár biztos speckó a csapágy ami nem olcsó, meg kicsit nyűgüs lehet az excenteres kihúzóvállat megoldani, meg ugye a hobbysta szereti pörgetni, tehát centrírozni is kellene.
Jobb minőségű anyagból lehet hőkezelés nélkül is használható lenne, bár ezekhez a dolgokhoz szintén nem értek :(
Mindenesetre ha van ER16-os is szerzek egyet tanulmányozásra.
Bár biztos speckó a csapágy ami nem olcsó, meg kicsit nyűgüs lehet az excenteres kihúzóvállat megoldani, meg ugye a hobbysta szereti pörgetni, tehát centrírozni is kellene.
Jobb minőségű anyagból lehet hőkezelés nélkül is használható lenne, bár ezekhez a dolgokhoz szintén nem értek :(
Mindenesetre ha van ER16-os is szerzek egyet tanulmányozásra.
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2010 május 08, 09:52
Írta: j3rx6bsjd Dátum 2010 május 08, 09:52
Olyannyira speckó,hogyha jól láttam az anyából van kialakítva a külső futógyűrű,összerakás után egy furaton keresztül betárazod a golyókat,bele egy hernyócsavar és kész.
Előnemesített CMO4-ből talán lehetne készíteni,de minek ha van készen?Szerintem nem túl drága.Bár lehet,hogy ER16-hoz nincs,akkor viszont érdemes vele foglalkozni.
Előnemesített CMO4-ből talán lehetne készíteni,de minek ha van készen?Szerintem nem túl drága.Bár lehet,hogy ER16-hoz nincs,akkor viszont érdemes vele foglalkozni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 08, 11:17
Írta: 4um5b65d Dátum 2010 május 08, 11:17
Így van, nincs külön csapágy. Mindkét fél darab anyagában alkotja a csapágyat.
A precizitás szempontjából a két fél darabot közel csapágy illesztés minőségűre is kell kialakítani, hogy valami értelme is legyen.
A precizitás szempontjából a két fél darabot közel csapágy illesztés minőségűre is kell kialakítani, hogy valami értelme is legyen.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 08, 11:54
Írta: svejk Dátum 2010 május 08, 11:54
Ühüm... tehát ahogy a 7452-ben lerajzoltad.
Az excenteres kihúzóperem azért gondolom ebben is benne van ugye?
Az excenteres kihúzóperem azért gondolom ebben is benne van ugye?
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 május 08, 12:08
Írta: ORCA17 Dátum 2010 május 08, 12:08
Szerbusztok!
Nekem ez tetszik úgy ahogy van mindenestül

Nekem ez tetszik úgy ahogy van mindenestül
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 08, 12:28
Írta: svejk Dátum 2010 május 08, 12:28
Nekem is tetszene...
Nálam a lényeg a már működő gép bővítése mindenféle patronok nélkül.
Nagyon sokszor elég ha van egy pár fúró és 1-2 maró befogva pl. nyákgyártásnál, doboz kivágásnál. Ezek mind 1/8-os szárúak így ugyan az a patron maradhatna.
Ha tényleg kapok ER16-ban ilyen csapágyast megcsinálom időpocsékolás gyanánt.
Hogy miért nincsenek ezek a boltok hétvégén nyitva ?! :)
Nálam a lényeg a már működő gép bővítése mindenféle patronok nélkül.
Nagyon sokszor elég ha van egy pár fúró és 1-2 maró befogva pl. nyákgyártásnál, doboz kivágásnál. Ezek mind 1/8-os szárúak így ugyan az a patron maradhatna.
Ha tényleg kapok ER16-ban ilyen csapágyast megcsinálom időpocsékolás gyanánt.
Hogy miért nincsenek ezek a boltok hétvégén nyitva ?! :)
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2010 május 08, 14:15
Írta: ukcge40u Dátum 2010 május 08, 14:15
Van ilyen rendszerű masina a soron nálunk.
A TMK nem szereti, mert ritka rossz... szerelni is, meg tartósságra is.
A TMK nem szereti, mert ritka rossz... szerelni is, meg tartósságra is.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 08, 14:22
Írta: 4um5b65d Dátum 2010 május 08, 14:22
Reménykedjünk benne... :)
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 08, 15:14
Írta: skwby94ub Dátum 2010 május 08, 15:14
Na jó, legyártjuk. Úgyis alaposan benne vagyok a golyóscsapágy gyártásban. Kinek mennyi kell?
Edzett GO3-ból, vagy M1-ből javaslom.
Edzett GO3-ból, vagy M1-ből javaslom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 08, 15:52
Írta: 000000000 Dátum 2010 május 08, 15:52
Itt a forumon valamelyik topicnban látam föorso tervezésröl valo dokumentáciot valaki nemtud ilyesmit? [#help]
Én hülye nem mentetem el![#wilting]
Én hülye nem mentetem el![#wilting]
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 május 08, 16:32
Írta: ORCA17 Dátum 2010 május 08, 16:32
Nem is tudtam, hogy gravir üzemben dolgozol
mert ez egy ilyen mini CNC gravírgépé

mert ez egy ilyen mini CNC gravírgépé
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2010 május 08, 17:33
Írta: ukcge40u Dátum 2010 május 08, 17:33
Nehogy azt gondold, hogy ez csak ilyen pici méretben van megvalósítva...[#hehe][#smile]
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2010 május 08, 17:42
Írta: ukcge40u Dátum 2010 május 08, 17:42
Azt sem tartom valószínúnek, hogy ez a pirinyóság napi 25 órát dolgozik..., valamint az sem feltételezem, hogy óránként az 1-2 száz szerszámcserét úgy bírja, mint a nagytestvérei... :)
Cím: Re:Mechanikai ötletek
Írta: kfhhyweby Dátum 2010 május 08, 17:52
Írta: kfhhyweby Dátum 2010 május 08, 17:52
A Chiron-nak van hasonló "kosaras"szerszámcserélője.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2010 május 08, 17:54
Írta: may47wb Dátum 2010 május 08, 17:54
Jópofa kis szerkezet!
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2010 május 08, 18:09
Írta: ukcge40u Dátum 2010 május 08, 18:09
Így van, itt is van belőle pár darab.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 08, 19:59
Írta: svejk Dátum 2010 május 08, 19:59
Komolyan meg tudnád csinálni?
No azért várjuk meg a hétfőt, mert a Hód93 azért csak gyorsabb még ha kintről hozzák is be 1-2 hét alatt :)
No azért várjuk meg a hétfőt, mert a Hód93 azért csak gyorsabb még ha kintről hozzák is be 1-2 hét alatt :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 08, 21:36
Írta: svejk Dátum 2010 május 08, 21:36
No itt van egy kép a szóban forgó csapágyas hollandiról...
Csak ER25-öst találtam a nagyvilágban is.
Azt írják róla, hogy a hagyományosnak a 25%-a csak a meghúzóerő.
Sok nem látszik a képből:(

Csak ER25-öst találtam a nagyvilágban is.
Azt írják róla, hogy a hagyományosnak a 25%-a csak a meghúzóerő.
Sok nem látszik a képből:(
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 08, 22:07
Írta: 4um5b65d Dátum 2010 május 08, 22:07
A házat inkább betét edzhető anyagból gondolnám jobbnak. Ne feledd, hogy "100 ezerrel" pörgetik és nekiszántanak vele minden vacaknak.
[#nevetes1]
[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 08, 23:55
Írta: skwby94ub Dátum 2010 május 08, 23:55
Persze, ez egy igazi csemege. De jó volna úgy 2 ezer db-ot indítani belőle...Mert egyediben nem gazdaságos!
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 08, 23:56
Írta: skwby94ub Dátum 2010 május 08, 23:56
Legegyszerűbb, ha kettévágunk egyet, és rögtön kiderül: melyik út járható!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 11, 14:22
Írta: svejk Dátum 2010 május 11, 14:22
Van a HÓD93-nál ER16-osban is csapágyas hollandi, sőt elfekvőben van siklócsapágyas is 2 db, de az már később nem beszerezhető.
külső méretei, megfogatása megegyezik a normál anyáénak.
Kb. két hét múlva kapom meg.
A hab a tortán az lett volna ha a mini anyából is van, de csak a 32 mm külső átmérőjűben van csapágyas.
Köszönet még egyszer Leslie-nek és Lakatosnak!
külső méretei, megfogatása megegyezik a normál anyáénak.
Kb. két hét múlva kapom meg.
A hab a tortán az lett volna ha a mini anyából is van, de csak a 32 mm külső átmérőjűben van csapágyas.
Köszönet még egyszer Leslie-nek és Lakatosnak!
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 11, 16:10
Írta: neduddgi Dátum 2010 május 11, 16:10
Sziasztok!
Előre szólok, hogy nagyon amatőr vagyok!
Elkezdtem összekukázni néhány dolgot egy esetleges géphez és "lett" egy ilyenem.
Az lenne a kérdésem, hogy ez alaklmas lehet-e "z" tengelynek.


Előre szólok, hogy nagyon amatőr vagyok!
Elkezdtem összekukázni néhány dolgot egy esetleges géphez és "lett" egy ilyenem.
Az lenne a kérdésem, hogy ez alaklmas lehet-e "z" tengelynek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 11, 21:10
Írta: 000000000 Dátum 2010 május 11, 21:10
Szerintem kis munkákhoz jó lehet.
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 11, 21:40
Írta: neduddgi Dátum 2010 május 11, 21:40
Köszi!
Valószínű mégsem ez lesz, átgondoltam, bazi nehéz ... bár a 25-ös THK az marad.
Tényleg mennyire lehetnek nehezek a tengelyek, hobby léptetőmotorokkal?
Valószínű mégsem ez lesz, átgondoltam, bazi nehéz ... bár a 25-ös THK az marad.
Tényleg mennyire lehetnek nehezek a tengelyek, hobby léptetőmotorokkal?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 11, 21:45
Írta: 000000000 Dátum 2010 május 11, 21:45
Acélból van? Ha aluból, akkor jó lesz.
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 11, 21:50
Írta: neduddgi Dátum 2010 május 11, 21:50
Igen a tömb acél és nagy, viszonyításképen a patron a végében 5-ös marót tud fogadni.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2010 május 14, 20:49
Írta: 279nwbpsa Dátum 2010 május 14, 20:49
Szervusztok!
Szeretnék összeállítani egy kis kezdő cnc esztergát.Némi összeguberált anyagom van is hozzá,mégis megakadtam az építésben.
Elképzelésem szerint,egy 35mm vastag kazánlemezre építem össze a szerkentyűt.A hossz,illetve keresztszán 30-as és 25-ös sínekből lesznek.
Van továbbá egy öntvény eszterga főorsóház,a hozzátartozó szegnyereggel.Ez utóbbiakat egy külön kazánlemezre szeretném tenni.Ezt az egyébként az alsónál keskenyebb lemezt,a hosszán sínjei között rögzíteném.Erre a megoldásra a túl vékonyka kazánlemez miatt van szükség.Azt még tudni kell,hogy az orsóház és a szegnyereg egy régi gépről valók.Az aljukon van egy hosszirányú marás,a prizma részére.A szegnyereg oldalirányba nem állítható egyébként.
Azt meg lehet-e oldani cnc-vel,ujjmarót használva,hogy egy prizmát
készítsek a szegnyereg-orsóház részére?Gép van,de csak ujjmaróim vannak.
Szeretnék összeállítani egy kis kezdő cnc esztergát.Némi összeguberált anyagom van is hozzá,mégis megakadtam az építésben.
Elképzelésem szerint,egy 35mm vastag kazánlemezre építem össze a szerkentyűt.A hossz,illetve keresztszán 30-as és 25-ös sínekből lesznek.
Van továbbá egy öntvény eszterga főorsóház,a hozzátartozó szegnyereggel.Ez utóbbiakat egy külön kazánlemezre szeretném tenni.Ezt az egyébként az alsónál keskenyebb lemezt,a hosszán sínjei között rögzíteném.Erre a megoldásra a túl vékonyka kazánlemez miatt van szükség.Azt még tudni kell,hogy az orsóház és a szegnyereg egy régi gépről valók.Az aljukon van egy hosszirányú marás,a prizma részére.A szegnyereg oldalirányba nem állítható egyébként.
Azt meg lehet-e oldani cnc-vel,ujjmarót használva,hogy egy prizmát
készítsek a szegnyereg-orsóház részére?Gép van,de csak ujjmaróim vannak.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 17, 20:30
Írta: skwby94ub Dátum 2010 május 17, 20:30
SVEJK! Elkészült a főorsók furat kialakítása élesben, az automata behúzóhoz! Kitűnően működik. A menesztő marás is kész!
Mehet a hőkezelőbe. Üdv: Jóska
Mehet a hőkezelőbe. Üdv: Jóska
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 18, 11:18
Írta: neduddgi Dátum 2010 május 18, 11:18
Sziasztok!
Lenne egy kérdésem.
Véleményetek szerint mozgó híd mozgatása lehet-e az asztal alatt középen elhelyezett egy darab orsóval?
Könnyű szerkezetről van szó, (alu ITEM profil).
A híd vízszintes tartója mindkét végén csapágyazva lenne (THK) és a függőleges tartók is csapágyakon állnának.
Remélem érthető volt, jelzem én tényleg amatőr vagyok!!!
:-)
Lenne egy kérdésem.
Véleményetek szerint mozgó híd mozgatása lehet-e az asztal alatt középen elhelyezett egy darab orsóval?
Könnyű szerkezetről van szó, (alu ITEM profil).
A híd vízszintes tartója mindkét végén csapágyazva lenne (THK) és a függőleges tartók is csapágyakon állnának.
Remélem érthető volt, jelzem én tényleg amatőr vagyok!!!
:-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 18, 11:45
Írta: 000000000 Dátum 2010 május 18, 11:45
Miért nem az asztalt mozgatod?
Nekem kétségeim lennének, hogy az alu elég masszív ahhoz, hogy ezen a viszonylag nagy távolságon elegendöen stabilitása legyen...
Persze ezt Inventorban lehetne modellezni [#nyes][#nyes]
Nekem kétségeim lennének, hogy az alu elég masszív ahhoz, hogy ezen a viszonylag nagy távolságon elegendöen stabilitása legyen...
Persze ezt Inventorban lehetne modellezni [#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 18, 11:46
Írta: 000000000 Dátum 2010 május 18, 11:46
Ill. az is a kérdés, hogy mit akarsz vele megmunkálni...
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 18, 12:14
Írta: neduddgi Dátum 2010 május 18, 12:14
Főleg gravírozásra használnám.
Inventor... az én tudásommal tovább tartana megrajzolni, mint összerakni. :)
Masszívság: a híd maga 3db vízszintes és 2db függőleges(láb) elemből állna. Mindhárom vízszintes elem, mindkét oldala lin.csapágyon mozogna (6db összesen), a két fölső vízszintes lenne az X tengely, az alsó, asztal alattira tenném a hajtást (Y).
inventor neduddgi edisön
:-))))))))
Asztal mozgással nyernék vagy 4 db lin. egységet MEGFONTOLANDÓ!
Inventor... az én tudásommal tovább tartana megrajzolni, mint összerakni. :)
Masszívság: a híd maga 3db vízszintes és 2db függőleges(láb) elemből állna. Mindhárom vízszintes elem, mindkét oldala lin.csapágyon mozogna (6db összesen), a két fölső vízszintes lenne az X tengely, az alsó, asztal alattira tenném a hajtást (Y).
inventor neduddgi edisön
:-))))))))
Asztal mozgással nyernék vagy 4 db lin. egységet MEGFONTOLANDÓ!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 május 18, 16:36
Írta: Szalai György Dátum 2010 május 18, 16:36
Szerintem kivitelezhető az egy középső orsós megoldás.
Pláne, mert akkor a mozgó híd két függőleges lába alul és felül is össze van fogva, tehát masszív keret szerkezetet alkot. Ekkor nem az álló asztalra szerelt vezetők kénytelenek garantálni a hídszerkezet merevségét.
Van viszont egy probléma, amit kénytelen leszel átgondolni. Az azonos oldali két kocsinak egymástól mért távolságát, a híd szélességéhez képest kell megválasztanod.
Ha a maró a munkaterület szélén dolgozik, akkor a mozgó hídszerkezeten +X -X irányban csavaró igénybevétel ébred, ami igyekszik szétfeszíteni az X síneket. Annál nagyobb erővel, minél kisebb az egy oldalon lévő kocsik egymáshoz mért távolsága a híd szélességéhez képest.
A kézzel feszegetős teszten több nagyon masszívnak gondolt mozgóhidas gép megbukott már ezen az arányon. (Híddal szemben állva fogni a híd két oldalát. Egyik kéz húz, másik tol. Csak finoman, a tekeredés mégis túl nagy.)
Pláne, mert akkor a mozgó híd két függőleges lába alul és felül is össze van fogva, tehát masszív keret szerkezetet alkot. Ekkor nem az álló asztalra szerelt vezetők kénytelenek garantálni a hídszerkezet merevségét.
Van viszont egy probléma, amit kénytelen leszel átgondolni. Az azonos oldali két kocsinak egymástól mért távolságát, a híd szélességéhez képest kell megválasztanod.
Ha a maró a munkaterület szélén dolgozik, akkor a mozgó hídszerkezeten +X -X irányban csavaró igénybevétel ébred, ami igyekszik szétfeszíteni az X síneket. Annál nagyobb erővel, minél kisebb az egy oldalon lévő kocsik egymáshoz mért távolsága a híd szélességéhez képest.
A kézzel feszegetős teszten több nagyon masszívnak gondolt mozgóhidas gép megbukott már ezen az arányon. (Híddal szemben állva fogni a híd két oldalát. Egyik kéz húz, másik tol. Csak finoman, a tekeredés mégis túl nagy.)
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 május 18, 16:52
Írta: knifemaster Dátum 2010 május 18, 16:52
"Az azonos oldali két kocsinak egymástól mért távolságát, a híd szélességéhez képest kell megválasztanod. "
Hogyan?
Hogyan?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 május 18, 17:20
Írta: Szalai György Dátum 2010 május 18, 17:20
Az X híd négy kocsija által alkotott négyszögnek, a híd mozgásirányával párhuzamos oldalai, minél hosszabbak legyenek, a mozgásirányra merőleges oldalakhoz, azaz a híd munkaszélességéhez képest. A jó méret, érzésem szerintem körülbelül egyharmad hídszélesség.
Sajnos ez az X sínek szükséges hosszának növekedésével jár.
Hídmozgatás helyett, asztalmozgatás esetén, ez a probléma sokkal kisebb műszaki kihívást jelent, mert ott az X sínek nem a munkaterületen kívül helyezkednek el, hanem annak első és harmadik negyedénél. Így a köztük lévő távolság csak a munkaterület szélességének a fele. Ezért kisebb a keresztbe fordulás lehetősége.
Persze gravírozásnál „nincs is” erő a hídon.
Sajnos ez az X sínek szükséges hosszának növekedésével jár.
Hídmozgatás helyett, asztalmozgatás esetén, ez a probléma sokkal kisebb műszaki kihívást jelent, mert ott az X sínek nem a munkaterületen kívül helyezkednek el, hanem annak első és harmadik negyedénél. Így a köztük lévő távolság csak a munkaterület szélességének a fele. Ezért kisebb a keresztbe fordulás lehetősége.
Persze gravírozásnál „nincs is” erő a hídon.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 18, 19:17
Írta: 000000000 Dátum 2010 május 18, 19:17
Egy megoldás ER11-es fortunához.
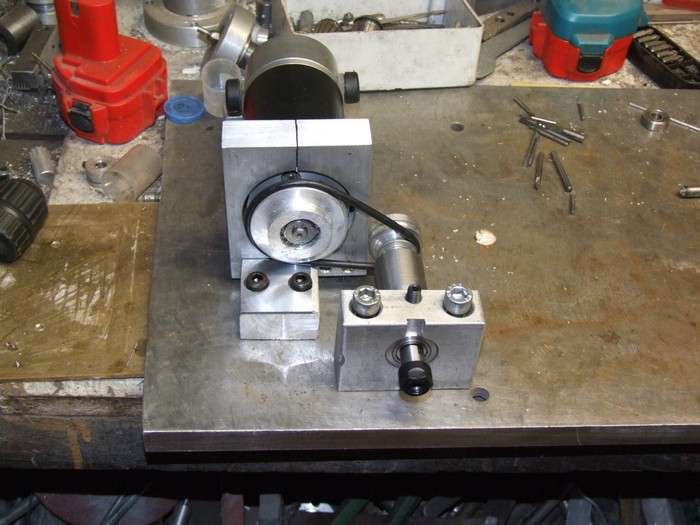
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 18, 19:17
Írta: 000000000 Dátum 2010 május 18, 19:17

Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 május 18, 21:28
Írta: s5f8tmfv3 Dátum 2010 május 18, 21:28
Nagyon szuper! Öröm lesz vele a munka!
Ismét remekeltél. [#worship]
Ismét remekeltél. [#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 18, 22:03
Írta: 000000000 Dátum 2010 május 18, 22:03
Mindent az esztergán csináltam, mert a marógépen a gravírtű felező dolgozik.
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 19, 09:19
Írta: neduddgi Dátum 2010 május 19, 09:19
Köszönöm, a választ.
Értem mire gondolsz.
Úgy gondoltam, a híd oldalanként 3 pontos csapágyazása kiküszöböli ezt.
Ezért is, meg az olcsóbb megvalósítás miatt is valószínüleg az asztal fog mozogni.
Bár azért kezdtem neki, mert ki akartam próbálni, hogy egy könnyen szerelhető "építőelelmes" megoldással mennyire lehet jó stabilitást elérni.
Értem mire gondolsz.
Úgy gondoltam, a híd oldalanként 3 pontos csapágyazása kiküszöböli ezt.
Ezért is, meg az olcsóbb megvalósítás miatt is valószínüleg az asztal fog mozogni.
Bár azért kezdtem neki, mert ki akartam próbálni, hogy egy könnyen szerelhető "építőelelmes" megoldással mennyire lehet jó stabilitást elérni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 május 19, 16:30
Írta: Szalai György Dátum 2010 május 19, 16:30
Nekem az Item Profile 8 80x40 light, a 8 80x80 és a 8 160x40 anyagokból sikerült elégséges mennyiséghez jutnom. Lap a véggel derékszögű szereléskor, nekem az „Universal-Fastening Set 8” nem tűnik eléggé merev kapcsolatnak. Viszont ez a könnyen szerelhető és ez van bontásból.
A legjobb kapcsolatot a pontosan derékszögbe munkált vég kerek lyukaiba fúrt M8 menetes kötés adja. Ehhez pedig az ellendarabra tizedmilliméter pontosan pozícionált 8,2mm átmérőjű és 20mm átmérővel mélyített lyukakat kéne fúrni, hengeres fejű, imbusz nyílású, legalább 8.8 minőségű csavarok és acél alátétek számára. Kéne hozzá valami pontos eszköz. Állványos fúrógép alá szerelt X Y asztal satuval.
A legjobb kapcsolatot a pontosan derékszögbe munkált vég kerek lyukaiba fúrt M8 menetes kötés adja. Ehhez pedig az ellendarabra tizedmilliméter pontosan pozícionált 8,2mm átmérőjű és 20mm átmérővel mélyített lyukakat kéne fúrni, hengeres fejű, imbusz nyílású, legalább 8.8 minőségű csavarok és acél alátétek számára. Kéne hozzá valami pontos eszköz. Állványos fúrógép alá szerelt X Y asztal satuval.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 május 19, 17:43
Írta: knifemaster Dátum 2010 május 19, 17:43
Menetkirner...
14.10-es keménység környéki csavarból szoktam ha pár alkalomhoz kell csak ,annyit kibír.
M8-nál esztergán leátmérőz menetalapra kb 6-7 mm hosszan,45 fokban csúcsot a végére,majd lelapolni kétoldalt,hogy villáskulccsal.fogóval tekerni lehessen.
Az aluprofilba annyira kell beletekerni,amennyire lehet,a lényeg hogy egyforma magasságban álljanak ki.
Profilt ellendarabra ráhelyez,beállít,megüt,és meg is vannak furatpozíciók.
14.10-es keménység környéki csavarból szoktam ha pár alkalomhoz kell csak ,annyit kibír.
M8-nál esztergán leátmérőz menetalapra kb 6-7 mm hosszan,45 fokban csúcsot a végére,majd lelapolni kétoldalt,hogy villáskulccsal.fogóval tekerni lehessen.
Az aluprofilba annyira kell beletekerni,amennyire lehet,a lényeg hogy egyforma magasságban álljanak ki.
Profilt ellendarabra ráhelyez,beállít,megüt,és meg is vannak furatpozíciók.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 május 19, 18:55
Írta: Szalai György Dátum 2010 május 19, 18:55
Nem rossz megoldás. Köszönöm. Nekem, lakatos gyakorlat hiányában, nehezen jutott volna eszembe, hogy magát a profilt használjam sablonként. Sajnos a feladat nekem bonyolultabbnak tűnik attól, mint hogy bepontozom, kifúrom.
Nem síkfelületen kell fúrni, hanem egy árok alján, két perem között.
Nem síkfelületen kell fúrni, hanem egy árok alján, két perem között.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 május 19, 20:05
Írta: knifemaster Dátum 2010 május 19, 20:05
Igen félreértettem,de a történet nem változott a kép alapján szerintem.
Én vágnék egy ~30-50mm vastag darabot abból a profilból amiben a menet van/lesz.
A profil furatai adják a pozíciót.Ebbe raknám a pontozót,passzentos illesztéssel. Vagy a furathoz igazítom a pontozó átmérőjét vagy fordítva.A lényeg hogy a furatban ne lötyögjön(tűrés -0.1 mm)
Sablont beállít lerögzít bepontoz.
Fúrás 2 lépésben,előfúrok 4-5 mm -es fúróval,majd mehet a 8.2.
Én vágnék egy ~30-50mm vastag darabot abból a profilból amiben a menet van/lesz.
A profil furatai adják a pozíciót.Ebbe raknám a pontozót,passzentos illesztéssel. Vagy a furathoz igazítom a pontozó átmérőjét vagy fordítva.A lényeg hogy a furatban ne lötyögjön(tűrés -0.1 mm)
Sablont beállít lerögzít bepontoz.
Fúrás 2 lépésben,előfúrok 4-5 mm -es fúróval,majd mehet a 8.2.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 19, 20:10
Írta: 000000000 Dátum 2010 május 19, 20:10
Ez jó ötlet! Ha sokat kellene fúrni, érdemes egy hasonlót acélból csinálni fúrósablonnak.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 május 19, 20:16
Írta: knifemaster Dátum 2010 május 19, 20:16
Azt még hozzátenném ,hogy pontozó központos legyen,mert e nélkül semmit nem ér az egész.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 május 19, 20:33
Írta: Szalai György Dátum 2010 május 19, 20:33
Na tehát:
A profilból egy karika levág.
A lyukakba M8 menet fúr.
A belső menetbe DIN 914 ISO 4027 45 H belső kulcsnyílású kúpos végű hernyócsavar, heggyel kifelé behajt
Egyformára beállít, félmagasságú laposanyával lekontráz.
Bepontoz.
Előfúr. Készre fúr. Süllyeszt.
Ez igy?
A profilból egy karika levág.
A lyukakba M8 menet fúr.
A belső menetbe DIN 914 ISO 4027 45 H belső kulcsnyílású kúpos végű hernyócsavar, heggyel kifelé behajt
Egyformára beállít, félmagasságú laposanyával lekontráz.
Bepontoz.
Előfúr. Készre fúr. Süllyeszt.
Ez igy?
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 május 19, 21:20
Írta: knifemaster Dátum 2010 május 19, 21:20
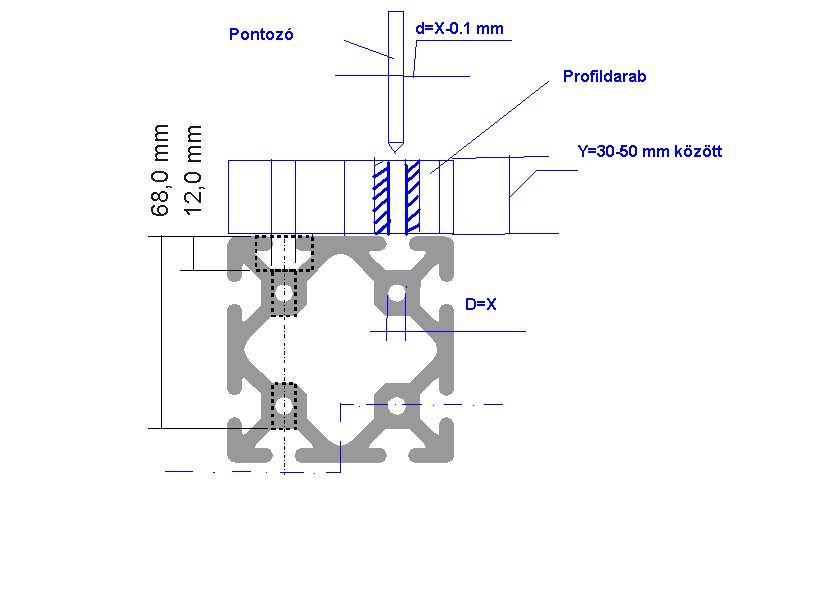
Én erre gondoltam most.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2010 május 19, 21:55
Írta: PSoft Dátum 2010 május 19, 21:55
Az én fúrószáraim vége kúpos-hegyesre van esztergálva.
Gyakran használom őket pontozásra,amikor egy furaton át kell egy másik anyagra középpontot jelölni.
Így mindíg pontos a fúrás.
Az a kis koppintás a keresztélre meg....
Nem szokott probléma lenni.:)
Gyakran használom őket pontozásra,amikor egy furaton át kell egy másik anyagra középpontot jelölni.
Így mindíg pontos a fúrás.
Az a kis koppintás a keresztélre meg....
Nem szokott probléma lenni.:)
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 május 20, 14:58
Írta: jv7pu3a5p Dátum 2010 május 20, 14:58
Srácok!
Jelenleg danamid anyák vannak a 12es trapézmenetes orsómon. Viszonylag jól beváltak, de minél jobban melegszik az orsó annál jobban szorul az anya. Volt már kellemetlen meglepi ebből.
Most szereztem 150mm hosszú teflon rudat. Kérdésem, hogy jobban fog vajon viselkedni a teflon, egyáltalán használható erre a célra?
Végülis jobban csúszik és jobban bírja a meleget. CSak kérdés, hogy kopásügyileg is jó-e.
Jelenleg danamid anyák vannak a 12es trapézmenetes orsómon. Viszonylag jól beváltak, de minél jobban melegszik az orsó annál jobban szorul az anya. Volt már kellemetlen meglepi ebből.
Most szereztem 150mm hosszú teflon rudat. Kérdésem, hogy jobban fog vajon viselkedni a teflon, egyáltalán használható erre a célra?
Végülis jobban csúszik és jobban bírja a meleget. CSak kérdés, hogy kopásügyileg is jó-e.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 május 20, 15:24
Írta: keri Dátum 2010 május 20, 15:24
Jó a teflon. Úgy tudom a danamitot csak azért használnak mert az olcsóbb.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 május 20, 15:26
Írta: Egyújabbgépépítő Dátum 2010 május 20, 15:26
Ha érdekel tudok adni neked ZX100-at.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 május 20, 15:35
Írta: jv7pu3a5p Dátum 2010 május 20, 15:35
És az mégjobb mint a teflon?
Valamit beszéltünk róla mikor nálad voltam de már nem emlékszem.
Valamit beszéltünk róla mikor nálad voltam de már nem emlékszem.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 május 20, 15:43
Írta: Egyújabbgépépítő Dátum 2010 május 20, 15:43
Nézd meg az adatait.
A kopás, és a súrlódási együttható ami magáért beszél.
Az előző gépemben ez volt, nem kellet utána állítani, és melegedést sem tapasztaltam.
A kopás, és a súrlódási együttható ami magáért beszél.
Az előző gépemben ez volt, nem kellet utána állítani, és melegedést sem tapasztaltam.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 május 20, 15:47
Írta: jv7pu3a5p Dátum 2010 május 20, 15:47
Nem tűnik rossznak...
Megdumáltál. :)
Még lenne egy pofátlan kérésem, lenne esetleg 8db BC212 vagy hasonló TO92 tokú tranyód?
Mert akkor már ülök is kocsiba és indulok hozzád :)
MOst jövök Lomexből, de teljesen elfelejtettem, holnapra meg kész kell legyen a cucc.
Megdumáltál. :)
Még lenne egy pofátlan kérésem, lenne esetleg 8db BC212 vagy hasonló TO92 tokú tranyód?
Mert akkor már ülök is kocsiba és indulok hozzád :)
MOst jövök Lomexből, de teljesen elfelejtettem, holnapra meg kész kell legyen a cucc.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 május 20, 16:40
Írta: Egyújabbgépépítő Dátum 2010 május 20, 16:40
A TO92 nehéz ügy. Már nagyon régen nem használtam ezt a tokozást.
A lomtárba valószínűleg találni valamit, de se az állapotuk se a lábaik állapota bizonytalan.
SOT23?
A lomtárba valószínűleg találni valamit, de se az állapotuk se a lábaik állapota bizonytalan.
SOT23?
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 május 20, 16:46
Írta: jv7pu3a5p Dátum 2010 május 20, 16:46
Na feltúrtam én is mindent, eddig 7 van :) BC516, de az is jó.
Pont ezért nincs nekem sem mert nem használom évek óta ezt a tokot. Csak egy régi panel, de kivállóan működik és ezért az egy dologért nincs kedvem áttervezni. Nme éri meg, kevés fogy.
ZX100-ért átgurulok, ha jó az időpont?
Pont ezért nincs nekem sem mert nem használom évek óta ezt a tokot. Csak egy régi panel, de kivállóan működik és ezért az egy dologért nincs kedvem áttervezni. Nme éri meg, kevés fogy.
ZX100-ért átgurulok, ha jó az időpont?
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 május 20, 16:47
Írta: Egyújabbgépépítő Dátum 2010 május 20, 16:47
Ok itthon vagyok.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 május 20, 16:50
Írta: iezx50gsm Dátum 2010 május 20, 16:50
LZ , ha még keresel 8 db TO92- tokkal BC212-t nálam van.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 május 20, 16:54
Írta: jv7pu3a5p Dátum 2010 május 20, 16:54
Köszönöm. Szedett vedetten találtam itt ott, fiók mélyén, huhh [#worship]
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 május 20, 16:58
Írta: iezx50gsm Dátum 2010 május 20, 16:58
Ok rendben ![#circling]
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 21, 22:21
Írta: skwby94ub Dátum 2010 május 21, 22:21
Helló Fiúk! Sikerült valamit kitalálni az automata szerszámbehúzó oldása konstrukcióját illetően?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 21, 22:30
Írta: 000000000 Dátum 2010 május 21, 22:30
Szia Józsi,
Gondolkoztunk rajta, de még nem született használható ötlet... föleg azért is, mert vizsgaidöszak miatt valahogy nincs túl sok idöm...
Valami villás szerkezet lenne az amire gondoltunk...
Gondolkoztunk rajta, de még nem született használható ötlet... föleg azért is, mert vizsgaidöszak miatt valahogy nincs túl sok idöm...
Valami villás szerkezet lenne az amire gondoltunk...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 21, 22:32
Írta: 4um5b65d Dátum 2010 május 21, 22:32
Láttam a csevegőben , hogy kerestél....
Rögvest rohantam, hogy segítsek a szerszámbehúzóval kapcsolatban.[#nyes]
De mi is a gondod vele? Nem követtem a témát ezek szerint. :(
Rögvest rohantam, hogy segítsek a szerszámbehúzóval kapcsolatban.[#nyes]
De mi is a gondod vele? Nem követtem a témát ezek szerint. :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 21, 22:37
Írta: svejk Dátum 2010 május 21, 22:37
Inkább azt mondd, hogy felfűtött-e már a kemence!?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 21, 22:43
Írta: 000000000 Dátum 2010 május 21, 22:43
Az a gond, hogy valahogy ki kell pöckölni az SK30-as szerszámbefogót az orsóból... azaz hogy nézzen ki a föorsó teteje, és ottan a hidrópneufónikus szerszámpöckölöcáglicucc
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 21, 22:44
Írta: 000000000 Dátum 2010 május 21, 22:44
[#vigyor][#nyes][#vigyor][#nyes][#vigyor][#nyes]
- Ezek lemaradtak -
- Ezek lemaradtak -
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 21, 22:45
Írta: 000000000 Dátum 2010 május 21, 22:45
Felfütött a kemence? Sütünk? Fözünk? Netán grillezünk?[#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 21, 22:47
Írta: 4um5b65d Dátum 2010 május 21, 22:47
Ne bonyolítsátok máááá el annyira.
Egy excenter megnyomja a főorsó tetején a rudat és kész. :)
Gondolom a főorsó belsejében a behúzó gombát már tudja pöcögtetni a rudazat.
Egy excenter megnyomja a főorsó tetején a rudat és kész. :)
Gondolom a főorsó belsejében a behúzó gombát már tudja pöcögtetni a rudazat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 21, 22:49
Írta: 000000000 Dátum 2010 május 21, 22:49
Jaa... csak ennyi? pedig én már fafogaskerékre is gondoltam [#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 21, 22:51
Írta: 4um5b65d Dátum 2010 május 21, 22:51
Amúgy hogy csináljátok?
Gondolom rugóerő tartja fent a szerszámot, vagy nem ?
Gondolom rugóerő tartja fent a szerszámot, vagy nem ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 21, 22:53
Írta: 000000000 Dátum 2010 május 21, 22:53
van neked olyanod élöben?
Igen, a rúddal ami a gombát pöcköli már tudjuk pöckölni a gombát...
Igen, a rúddal ami a gombát pöcköli már tudjuk pöckölni a gombát...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 21, 22:53
Írta: 000000000 Dátum 2010 május 21, 22:53
Tányerrugócsomag igen... golyós behúzóval
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 21, 22:54
Írta: 000000000 Dátum 2010 május 21, 22:54
Amugy jó hogy itt regélek... közben meg Jóska és Svejk csinálták a lényeges dolgokat... én csak rendeltem belöle egyet magamnak [#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 21, 23:21
Írta: 4um5b65d Dátum 2010 május 21, 23:21
Hát én már a kb 20 éve megkonstruált és soha el nem készült vicc cnc gépemnél ugyanezt alkalmaztam.
A rúd teteje sík.
Aztán egy sima radiális csapágy furatába egy excentert tettem amit egy ablaktörlő motor forgatott meg.
Minden kilökés egy egyszeri körülforgatással történik. Az excenter persze úgy van beállítva, hogy a csapágy eltávolodjon a pöcögtető rúdtól, így az szabadon foroghat a főorsóval.
A rúd teteje sík.
Aztán egy sima radiális csapágy furatába egy excentert tettem amit egy ablaktörlő motor forgatott meg.
Minden kilökés egy egyszeri körülforgatással történik. Az excenter persze úgy van beállítva, hogy a csapágy eltávolodjon a pöcögtető rúdtól, így az szabadon foroghat a főorsóval.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 21, 23:33
Írta: 000000000 Dátum 2010 május 21, 23:33
Hm... hát ez jó lenne ha valóban operatív lenne, mikor elkészül...
nem tudom, hogy az ablaktörlömotor ki bírná é lökni a szerszámot az 6000N-os (vagy 15000N) behúzóeröböl... lehet inkább Hidro-pneumatikus témát kéne alkalmazni, mint eredetileg is tervezve volt...
nem tudom, hogy az ablaktörlömotor ki bírná é lökni a szerszámot az 6000N-os (vagy 15000N) behúzóeröböl... lehet inkább Hidro-pneumatikus témát kéne alkalmazni, mint eredetileg is tervezve volt...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 22, 00:00
Írta: 4um5b65d Dátum 2010 május 22, 00:00
AZ ablaktörlő motor csak a vicc cnc-hez jó, neked naná, hogy valami nagyobb kell.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 08:08
Írta: svejk Dátum 2010 május 22, 08:08
Egy kicsit komolyabb ablaktörlőszerűség motorja tudja a 0,5 Nm csúcsban.
1:50-es csigaáttételnél ez 25 Nm, de a csigahajtás rossz hatásfoka miatt legyen 15 Nm.
Ezt egyszer már mértem, tudja még a műanyag kerekes is.
A szerszámcseréhez 5-10 mm munkaút elég.
Ha 10 mm a munkaút akkor az ehhez tartozó 5 mm-es csaptávolságnál a legrosszab, 90 fokos szögállásban kb. 3000N-t tud nyomni a körhagyó.
Induláskor és a vége felé többet.
Tehát akár még működhetne is kis tununggal...
1:50-es csigaáttételnél ez 25 Nm, de a csigahajtás rossz hatásfoka miatt legyen 15 Nm.
Ezt egyszer már mértem, tudja még a műanyag kerekes is.
A szerszámcseréhez 5-10 mm munkaút elég.
Ha 10 mm a munkaút akkor az ehhez tartozó 5 mm-es csaptávolságnál a legrosszab, 90 fokos szögállásban kb. 3000N-t tud nyomni a körhagyó.
Induláskor és a vége felé többet.
Tehát akár még működhetne is kis tununggal...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2010 május 22, 08:14
Írta: D.Laci Dátum 2010 május 22, 08:14
Én egy ablakemelő motorral oldotam meg.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 08:17
Írta: svejk Dátum 2010 május 22, 08:17
40-60 W-os bolygófogaskerekes hajtóműves motorok tudnak akár 30 Nm-t is.
(pl. Dunkermotorok) Kérdés hogy ki birod-e várni a csere 1-2másodperces folyamatát :)
De a kúp levegős tisztítását és kenését akkor is meg kellene oldani valahogy.
(pl. Dunkermotorok) Kérdés hogy ki birod-e várni a csere 1-2másodperces folyamatát :)
De a kúp levegős tisztítását és kenését akkor is meg kellene oldani valahogy.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 08:19
Írta: svejk Dátum 2010 május 22, 08:19
Azok a működésükből adódóan jobban terhelhetők csúcsra.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 08:19
Írta: svejk Dátum 2010 május 22, 08:19
Ráadásul kisebbek is.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 22, 08:45
Írta: skwby94ub Dátum 2010 május 22, 08:45
Na végre itt vagy! Nem kell ám örökké dolgozni!
Néha cseverészni is szükséges.[#wave]
Néha cseverészni is szükséges.[#wave]
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 22, 09:00
Írta: skwby94ub Dátum 2010 május 22, 09:00
A kemence az meleg...csak én dilemmázok: melyik lenne a leghelyesebb eljárás...
A kúpnak és a mögötte lévő üregnek 60 HRc-nek kell lenni. A többi részének szívósnak. Lézerrel nem férni a furatba -kiesett. Indukciós edzés kívül keményít, a furatba nem fér el az induktor-kiesett. A vékony szelvények miatt betétedzett nem lehet: vetemedés veszélye.
Ezért készült M1-ből: nem dobhatja el magát; az M1-et alacsonyabb hőfokon kell izzítani, és rövid a hőntartási idő. De csak függőlegesen hőkezelhető a karcsú főorsó. Majd a külső részt indukciósan vissza kell ereszteni... Csak hangosan gondolkodom... Közben keresem a megfelelő hőkezelőt... Legjobb lenne ha jelen lennék a hőkezeléskor... Most nem szabad hibázni... Tudtok alkalmas hőkezelőt?
A kúpnak és a mögötte lévő üregnek 60 HRc-nek kell lenni. A többi részének szívósnak. Lézerrel nem férni a furatba -kiesett. Indukciós edzés kívül keményít, a furatba nem fér el az induktor-kiesett. A vékony szelvények miatt betétedzett nem lehet: vetemedés veszélye.
Ezért készült M1-ből: nem dobhatja el magát; az M1-et alacsonyabb hőfokon kell izzítani, és rövid a hőntartási idő. De csak függőlegesen hőkezelhető a karcsú főorsó. Majd a külső részt indukciósan vissza kell ereszteni... Csak hangosan gondolkodom... Közben keresem a megfelelő hőkezelőt... Legjobb lenne ha jelen lennék a hőkezeléskor... Most nem szabad hibázni... Tudtok alkalmas hőkezelőt?
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 22, 09:03
Írta: skwby94ub Dátum 2010 május 22, 09:03
Tényleg Fiúk: tudtok valami alkalmas- és gondos- hőkezelőt? [#confused][#conf][#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 22, 09:06
Írta: skwby94ub Dátum 2010 május 22, 09:06
Valamint az a kérdés: ez a nyomóerő ráterhelhető-e a főorsó csapágyra- vagy tehermentesített megoldást kell alkalmazni?
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 22, 09:10
Írta: skwby94ub Dátum 2010 május 22, 09:10
Igen, a 10mm-es axiális mozgásra szükség van az oldáshoz.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 22, 09:13
Írta: skwby94ub Dátum 2010 május 22, 09:13
Van még más ötleted is? Jöhet ömlesztve- aztán majd válogatunk, mint "anyám tyúkja" a kendermagban...
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2010 május 22, 09:19
Írta: Robika37 Dátum 2010 május 22, 09:19
Szerintem ilyen csekély elmozduláshoz pneumatikus-hidraulikus átalakító/nyomásfokozóval egyszerűbb lenne. Kevesebb az alkatrész, elég a működtető hengert feltenni a főorsó fölé és úgy is kell a sűrített levegő a kúp tisztításához.
Fontos tisztázni a berendezéstől elvárt erőt
Fontos tisztázni a berendezéstől elvárt erőt
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 május 22, 09:50
Írta: Farkas Ádám Dátum 2010 május 22, 09:50
Most látom csak miről is volt itt nagybaszó...
Van nekem két darab ilyen csapágyazott hollandim ER11-es ,..ha kéritek szétvágom:)hogy mi van benne:)

Van nekem két darab ilyen csapágyazott hollandim ER11-es ,..ha kéritek szétvágom:)hogy mi van benne:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 10:26
Írta: 000000000 Dátum 2010 május 22, 10:26
Lásd #7538
Eddig ugy értelmeztem a dolgot, hogy a Hidro-Pneumatika inkábba a csapágyház része...
A PullRod teteje lapos, vagy megfúrva, és abba megy bele - amikor megállt az orsó - a hydro-hender...
Eddig ugy értelmeztem a dolgot, hogy a Hidro-Pneumatika inkábba a csapágyház része...
A PullRod teteje lapos, vagy megfúrva, és abba megy bele - amikor megállt az orsó - a hydro-hender...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 10:27
Írta: svejk Dátum 2010 május 22, 10:27
Ne tedd, már ismerjük...
Egy sor golyó oldalt a lezárt furaton keresztül betöltve.
Megjött postán nekem is tegnap a csapágyas ER16-os a HÓD93-tól.
Nagy-nagy csalódás :(
telefonon megbeszáéltük hogy sajnos körmösben nincs csak hatszögletűben...jó mindegy jó lesz majd ahhoz csinálok fejet.
Erre tegnap megkaptam és két oldalt középen mindössze egy lapolás van rajta. Így semmi esélyem alulról semmilyen egyszerű megfogószerszámot rádugnom...
Ha kell valakinek szívesen átadom, úgy is csak kedden tudom visszaküldeni nekik.
De a kivitel sem egy nagy csoda, oké, köszörült meg edzett minden, de én csapágyasnak nem nevezném azt a lötyögő-kotyogó darabosan forgó belsőrészt. Márkajelzés nincs rajta...
Egy sor golyó oldalt a lezárt furaton keresztül betöltve.
Megjött postán nekem is tegnap a csapágyas ER16-os a HÓD93-tól.
Nagy-nagy csalódás :(
telefonon megbeszáéltük hogy sajnos körmösben nincs csak hatszögletűben...jó mindegy jó lesz majd ahhoz csinálok fejet.
Erre tegnap megkaptam és két oldalt középen mindössze egy lapolás van rajta. Így semmi esélyem alulról semmilyen egyszerű megfogószerszámot rádugnom...
Ha kell valakinek szívesen átadom, úgy is csak kedden tudom visszaküldeni nekik.
De a kivitel sem egy nagy csoda, oké, köszörült meg edzett minden, de én csapágyasnak nem nevezném azt a lötyögő-kotyogó darabosan forgó belsőrészt. Márkajelzés nincs rajta...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 10:31
Írta: svejk Dátum 2010 május 22, 10:31
Ne akasszál már ki hogy február óta még csak most kezded el keresni a hőkezelő műhelyt!?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 10:35
Írta: 000000000 Dátum 2010 május 22, 10:35
Jóska, lécci tedd meg, hogy küldesz nekünk egy rajzot... Jó egy gyors skicc, csak legyen beméretezve minden...
Utána komolyan tudunk foglalkozni vele...
Utána komolyan tudunk foglalkozni vele...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 10:37
Írta: 000000000 Dátum 2010 május 22, 10:37
Az orsóról kellene, és a pullrodról is, hogy milyen elgondolások vannak...
A csapágynak szerintem ki kell bírnia a dolgot...
@Svejk: sinek! vedd ugy, hogy rádszóltam [#nyes]
A csapágynak szerintem ki kell bírnia a dolgot...
@Svejk: sinek! vedd ugy, hogy rádszóltam [#nyes]
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2010 május 22, 10:42
Írta: Robika37 Dátum 2010 május 22, 10:42
Igen a hydro henger azt nyomná meg.
~15000N= ~1500kg hidraulikánál ez ~átm.32 (8cm2 felület, 20mm útnál 16cm3) hengernél ~200bar ez 6bar-os levegőnél ~1/35 áttétel átm.80 léghenger/~átm.9 búvárdugattyús henger ~112 mm úthossz.
A közelítések a tizedesek és a veszteségek miatt, de szerintem működőképes és megvalósítható.
~15000N= ~1500kg hidraulikánál ez ~átm.32 (8cm2 felület, 20mm útnál 16cm3) hengernél ~200bar ez 6bar-os levegőnél ~1/35 áttétel átm.80 léghenger/~átm.9 búvárdugattyús henger ~112 mm úthossz.
A közelítések a tizedesek és a veszteségek miatt, de szerintem működőképes és megvalósítható.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 május 22, 10:43
Írta: Farkas Ádám Dátum 2010 május 22, 10:43
Ez ami nekem van ez egy precíz cucc. van hozzá befogó is... valami megmunkáló központ revolver befogói voltak. (kész főorsók párosított csapágyakkal) valakit érdekel teszek fel képeket
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 10:48
Írta: 000000000 Dátum 2010 május 22, 10:48
Köszi, de még a tányérrugó-csomag méretét sem tudom, ugyhogy csak saccolás volt az erö...
A "standart" erö szokott ilyen táljékán lenni...
A "standart" erö szokott ilyen táljékán lenni...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 10:51
Írta: svejk Dátum 2010 május 22, 10:51
Akkor vedd már fel a telefonod!!!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 10:53
Írta: svejk Dátum 2010 május 22, 10:53
A 40-es kúpok vannak 8-12 kN-al behúzva.
Erre a 30-asra valahol 600 kg-ot olvastam...
Erre a 30-asra valahol 600 kg-ot olvastam...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 11:07
Írta: 000000000 Dátum 2010 május 22, 11:07
Való igaz... utánanéztem 550-600N-t ír pl. az OTT cég
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 11:08
Írta: 000000000 Dátum 2010 május 22, 11:08
lemaradt egy egy 0... 550-600kg > 5500-6000N
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 11:46
Írta: svejk Dátum 2010 május 22, 11:46
Tehát majd ez alapján kell kiválasztanod a tányérrugóidat...
Tudom Te nagyban gondolkodsz, de biztos vagyok benne hogy az én felhasználásom során a 400 kg-mal sem lenne sosem probléma..
Tudom Te nagyban gondolkodsz, de biztos vagyok benne hogy az én felhasználásom során a 400 kg-mal sem lenne sosem probléma..
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 22, 12:56
Írta: neduddgi Dátum 2010 május 22, 12:56
Bocs, látom most nem ez a téma!
Azt kérdezném, hogy a képen látható "Z" tengelynek melyik oldalára érdemes rakni a marómotort és miért pont oda.

Azt kérdezném, hogy a képen látható "Z" tengelynek melyik oldalára érdemes rakni a marómotort és miért pont oda.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 13:52
Írta: 000000000 Dátum 2010 május 22, 13:52
Én igy oldottam meg.
Nem a legjobb képek de most ezt találtam hirtelen.

de ha csak papirlapot szeretnél glavirozni akkor teheted fordítva is [#hehe]
Nem a legjobb képek de most ezt találtam hirtelen.
de ha csak papirlapot szeretnél glavirozni akkor teheted fordítva is [#hehe]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 13:57
Írta: 000000000 Dátum 2010 május 22, 13:57
A technika ördöge megtréfált a beilesztésnél.
Újból a másik kép

Újból a másik kép
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2010 május 22, 14:01
Írta: nv5firipz Dátum 2010 május 22, 14:01
Én is a hosszabik (a képen a felső) oldalra tenném, mert különben a felfogatás miatt a z tengely elakadna.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 14:18
Írta: 000000000 Dátum 2010 május 22, 14:18
Az ott a tetején az vízhütésnek a becsatlakozója?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 14:28
Írta: 000000000 Dátum 2010 május 22, 14:28
A tetején szabadon álló csatlakózó a szerszámcserélő levegő csatlakozója a vékony kék cső az olajzáshoz van a két átlácó cső pedig a vizhűzésé
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 22, 14:43
Írta: 000000000 Dátum 2010 május 22, 14:43
A belsejéröl vannak képek?
Föleg a szerszámcserélö érdekelne...
Föleg a szerszámcserélö érdekelne...
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 22, 15:26
Írta: neduddgi Dátum 2010 május 22, 15:26
Köszi!
Így viszont túl közel lesz egymáshoz a keresztirányú THK csapágy, kell csinálnom nekik is egy hordozó lapot.
Így viszont túl közel lesz egymáshoz a keresztirányú THK csapágy, kell csinálnom nekik is egy hordozó lapot.
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 22, 15:27
Írta: neduddgi Dátum 2010 május 22, 15:27
Kössz a választ!
Nem értem az elakadáson mire gondolsz?
Nem értem az elakadáson mire gondolsz?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 15:49
Írta: svejk Dátum 2010 május 22, 15:49
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2010 május 22, 16:20
Írta: nv5firipz Dátum 2010 május 22, 16:20
A rajz nem szép, de talán látszik hogy értem:
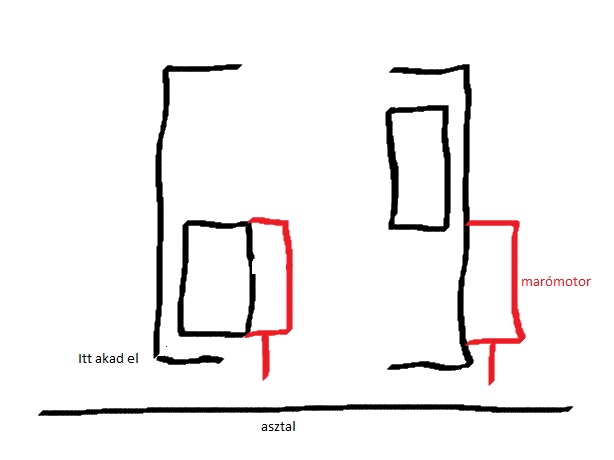
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2010 május 22, 16:21
Írta: designr Dátum 2010 május 22, 16:21
Ha viszonta felső lapra kerül a kersztirányú THK pár,akkor a marómotornak kell egy stabil felfogatási hely,nem elég a lin rudat tartó kb 10mm-es lap...
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2010 május 22, 16:38
Írta: ki005gz70 Dátum 2010 május 22, 16:38
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 május 22, 16:53
Írta: Farkas Ádám Dátum 2010 május 22, 16:53
Itt vannak ezek a patronbefogó főorsók, van valami ötlete valakinek hogyan hajtsam meg? A meghajtható tengelyvéget pirossal bekarikáztam. (van benne egy M4-es menet) direkt hajtás érdekel, precíz CNC-n le tudom képezni az ellendarabot.




Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2010 május 22, 16:59
Írta: x4rhew5r3 Dátum 2010 május 22, 16:59
Szorulós, kemény műanyagbetétes "félkuplung".
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 május 22, 17:06
Írta: me3ua0a6 Dátum 2010 május 22, 17:06
Nekem, mint gépészethez nem értő egyénnek egyből az ugrott be, hogy egy ugyanilyen ellendarabot gond nélkül bele tolhatnál, és kész a kuplungozás is egyben. De inkább csendben maradok :P
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 május 22, 17:20
Írta: Farkas Ádám Dátum 2010 május 22, 17:20
nekem most egy olyan egyszerű megoldás is eszembe jutott, hogy esztergán belefúrok a tengelyvégbe beleragasztom a motor tengelyt és a motorfelfogatást csinálom rugalmasra...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 22, 17:22
Írta: svejk Dátum 2010 május 22, 17:22
"precíz CNC-n le tudom képezni az ellendarabot."
Oszt' ugyan honnan volna neked precíz CNC géped ? :))))
Oszt' ugyan honnan volna neked precíz CNC géped ? :))))
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 május 22, 17:28
Írta: Farkas Ádám Dátum 2010 május 22, 17:28
Egyébként ilyen helyen használják ezeket. Látott már valaki közelről? itt is kemény műanyagon kapcsolódik a meghajtáshoz?


Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 május 22, 17:30
Írta: Farkas Ádám Dátum 2010 május 22, 17:30
Nem mondtam hogy nekem van :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 május 22, 17:45
Írta: Farkas Ádám Dátum 2010 május 22, 17:45
de ha kötekedni akarsz, kis fogásokba ezzel is ki tudnám reszelni: Video

vagy ezzel(még pontosabb, még erősebb, még gyorsabb):
W100 mini
W100 mini.
HD-be nézd
vagy ezzel(még pontosabb, még erősebb, még gyorsabb):
W100 mini
W100 mini.
HD-be nézd
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 22, 18:11
Írta: neduddgi Dátum 2010 május 22, 18:11
Á, köszönöm, erre valóban nem gondoltam!!!!
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2010 május 22, 18:20
Írta: neduddgi Dátum 2010 május 22, 18:20
Az alábbi rajz meggyőzött ( #7576 ), így a lineáris rudakon mozgó kocsi kap még egy lapot amire kerülnek a kereszt THK-k és a fölső lapra kerül a marómotor.
Nem szívesen cserélném ezt a lapot erősebbre, így is elég nehéz már.
Pedig olyan egyszerűnek tűnt ... lehet mégis THK-s lesz a "Z" is...
Nem szívesen cserélném ezt a lapot erősebbre, így is elég nehéz már.
Pedig olyan egyszerűnek tűnt ... lehet mégis THK-s lesz a "Z" is...
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2010 május 22, 18:24
Írta: sanyi84 Dátum 2010 május 22, 18:24
Ezek eszterga hajtottszerszámok voltak.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 26, 20:50
Írta: skwby94ub Dátum 2010 május 26, 20:50
Még most is azok... Érdemes lenne eladnod, és az árán egy szuper masszív főorsót+ orsószekrényt gyártatni.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 26, 20:52
Írta: skwby94ub Dátum 2010 május 26, 20:52
Ismerem... Acél az acélhoz kapcsolódik.
Helyesbítés: az előző hozzászólás neked szólt.
Helyesbítés: az előző hozzászólás neked szólt.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 május 27, 09:07
Írta: v2vhwz32z Dátum 2010 május 27, 09:07
Ha megengeditek, kérdeznék mást.
Eddig egy 25-ös átmérőjű golyósorsóm van (emelkedés 5mm, hasznos út 40mm),
azt kellene meghajtani vagy a már meglévő 3.1Nm-es léptetőmotorommal, vagy egy kis szervóval (venni akarok a másik két tengelyre szervós motort-vezérlőt).
Az asztalt mozgatnám. Fa megmunkálása, de nem csak relief.
Jó lehet szerintetek ez a 25-ös átmérőjű orsó valamire? Melyik tengelyre ajánlanátok, és milyen motorral hajtsam?
Tudom a másik út: számításokat végezni, van itt néhány képlet..
Eddig egy 25-ös átmérőjű golyósorsóm van (emelkedés 5mm, hasznos út 40mm),
azt kellene meghajtani vagy a már meglévő 3.1Nm-es léptetőmotorommal, vagy egy kis szervóval (venni akarok a másik két tengelyre szervós motort-vezérlőt).
Az asztalt mozgatnám. Fa megmunkálása, de nem csak relief.
Jó lehet szerintetek ez a 25-ös átmérőjű orsó valamire? Melyik tengelyre ajánlanátok, és milyen motorral hajtsam?
Tudom a másik út: számításokat végezni, van itt néhány képlet..
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 május 27, 09:10
Írta: v2vhwz32z Dátum 2010 május 27, 09:10
Bocs, hasznos út 400mm körül, nem 40mm :-)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 27, 09:34
Írta: 000000000 Dátum 2010 május 27, 09:34
Szia!
Kérdésedre sok tekintetben választ találsz
a Robsy CNC hajtástechnika #560-ban.
Kérdésedre sok tekintetben választ találsz
a Robsy CNC hajtástechnika #560-ban.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 május 27, 09:41
Írta: keri Dátum 2010 május 27, 09:41
Vízszintes tengely az a sebesség, az egyes görbék pedig a különböző áttételi arányokat jelöli?
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 május 27, 10:07
Írta: v2vhwz32z Dátum 2010 május 27, 10:07
Azt sejtettem, hogy áttételben kell gondolkodni. Hogy használható-e az orsó valamire, gondolom függ szükséges előtolástól, konkrét súlyoktól, stb. A konkrét számadatok birtokában keresni foglak a Robsy CNC hajtástechnika rovatodban.
Köszi Tibor!
Köszi Tibor!
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2010 május 27, 11:13
Írta: 62pb8zge Dátum 2010 május 27, 11:13
Ezekre nem gondoltál?!Bocs a direkt reklám miatt de szerintem ezek jók lennének neked!
Ha a kettőt viszed alkudhatunk!
(adok/veszek:#14724 hírdetés)
Ha a kettőt viszed alkudhatunk!
(adok/veszek:#14724 hírdetés)
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 május 27, 12:21
Írta: v2vhwz32z Dátum 2010 május 27, 12:21
Tosa! Az ötlet nem rossz :-) de sajnos nem az én pénztárcámnak való (85ezer/motor+vezérlő)
Fehér embernek való? :-))
Egyébként -ha jól saccolom- Tibor erre az orsóra se fog 50W-nál nagyobb motort ajánlani.
Fehér embernek való? :-))
Egyébként -ha jól saccolom- Tibor erre az orsóra se fog 50W-nál nagyobb motort ajánlani.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 május 27, 12:23
Írta: v2vhwz32z Dátum 2010 május 27, 12:23
Ha lehet alkudni, akkor inkább viszem mind a hármat (úgy gondolom többet engedsz :-) mondjuk féláron.. :-)
Meg részletfizetéssel [#buck]
Meg részletfizetéssel [#buck]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 május 27, 12:42
Írta: keri Dátum 2010 május 27, 12:42
Szerintem Tibor az áttételezésen felül arra akart mutatni hogy 25-ös orsó nagyon szükségtelenül nehéz. Egy 16-os alap orsó is bőven kiszolgálna téged, de a kissebb tömege miatt lényegesen jobb dinamikát biztosítana.
Persze értem én hogy abból kell építkezni ami van :)
Persze értem én hogy abból kell építkezni ami van :)
Cím: Re:Mechanikai ötletek
Írta: 62pb8zge Dátum 2010 május 27, 12:44
Írta: 62pb8zge Dátum 2010 május 27, 12:44
Üdv!Pont ezért mondtam ,hogy ezek itt nekünk"mindenre elég"kell legyenek!(130W,3000r/m,~0.4 Nm!!!)Este még írok a részletek végett...
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 május 27, 12:48
Írta: ORCA17 Dátum 2010 május 27, 12:48
Profik, most ne figyeljenek, nem nekik szól a bejegyzésem[#heureka]
Szükségem volt több nagyobb furatra (férőhely inkább), én így készítettem el marógép híján...

Szükségem volt több nagyobb furatra (férőhely inkább), én így készítettem el marógép híján...
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 május 27, 12:52
Írta: ORCA17 Dátum 2010 május 27, 12:52
Azután átdugtam rgy csavart a központosító furaton, az ellekező oldalról megtámasztottam egy nagyobb alátéttel és egyszerűen az anyát addig húztam, míg kiszakadt a körbefurkált anyag...

Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 május 27, 12:52
Írta: v2vhwz32z Dátum 2010 május 27, 12:52
Igazad van, Keri. Felesleges ilyen vastag. Le kellene esztergálni :-)
Azt kell majd kiszámolni, mit lehet esetleg belőle kihozni és hogyan...
Azt kell majd kiszámolni, mit lehet esetleg belőle kihozni és hogyan...
Cím: Re:Mechanikai ötletek
Írta: Evodiron Dátum 2010 május 27, 16:59
Írta: Evodiron Dátum 2010 május 27, 16:59
Fúrd ki. [#buck]
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 27, 19:33
Írta: skwby94ub Dátum 2010 május 27, 19:33
Ügyes a készüléked! Tanultam tőled.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 27, 20:49
Írta: 4um5b65d Dátum 2010 május 27, 20:49
Na most kapsz egy jó nagy Laslie féle elismerő hátba veregetést amit erőteljes bólogatással tennék még hangsúlyosabbá.
[#eljen][#taps]
[#eljen][#taps]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 27, 22:32
Írta: KoLa Dátum 2010 május 27, 22:32
Nem rossz megoldás a "ház körül" én is szoktam alkalmazni [#taps]
De reszelni nem nagyon szeretek, én kifúrtam a közét is, patentfogóval vagy sikattyúval ha megszorítod, a félosztásnál kiviszi a fúró is!
De reszelni nem nagyon szeretek, én kifúrtam a közét is, patentfogóval vagy sikattyúval ha megszorítod, a félosztásnál kiviszi a fúró is!
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 május 28, 09:06
Írta: ORCA17 Dátum 2010 május 28, 09:06
Azt már csak félve merem leírni, hogy "reszeltem" ki (a multkorában palotaforradalom szerű hangulatot keltettem az alutábla darabolási módszeremmel.)
Szóval a "reszelőm" egy M 8-as menetfúró...

Szóval a "reszelőm" egy M 8-as menetfúró...
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 május 28, 09:11
Írta: ORCA17 Dátum 2010 május 28, 09:11
Jólesik egy kis baráti hátmasszázs, ha kérhetném, még itt a bal lapockám fölött is egy kicsit [#law]
amúgy ilyen csapágyak férőhelyét kellett kialakítanom. (A felfogó furatok persze az ellenpárjával egyszerre voltak fúrva!)

amúgy ilyen csapágyak férőhelyét kellett kialakítanom. (A felfogó furatok persze az ellenpárjával egyszerre voltak fúrva!)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 28, 10:08
Írta: 000000000 Dátum 2010 május 28, 10:08
Gratulálok a kreativitásodhoz!
Igen, ehhez kell a logika, amikor nincs hiper,szuper szerszámok, de meg kell oldani a feladatot.
Erről a ricnis kuplungról irhatnál pár szót?
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 május 28, 10:50
Írta: ORCA17 Dátum 2010 május 28, 10:50
Szerbusz Dániel!
Ez egy kuplung a kuplungban ...jó szemed van, hogy észrevetted a különlegességét [#worship]

3 Nm-től 7 Nm-ig lehet beállítani fokozat mentesen

...nagyon praktikus darab, Péter barátom "adománya"

Ez egy kuplung a kuplungban ...jó szemed van, hogy észrevetted a különlegességét [#worship]
3 Nm-től 7 Nm-ig lehet beállítani fokozat mentesen
...nagyon praktikus darab, Péter barátom "adománya"
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 28, 12:33
Írta: 000000000 Dátum 2010 május 28, 12:33
Ha nem szeretsz reszelni,csináld ezzel!

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 28, 12:34
Írta: 000000000 Dátum 2010 május 28, 12:34

Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 28, 19:05
Írta: skwby94ub Dátum 2010 május 28, 19:05
Gratulálok! Nagyon tetszik![#taps][#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 28, 19:14
Írta: 43pbwjg8s Dátum 2010 május 28, 19:14
Azt tudod milyen örömet okoztál, hogy végre valahol látom azt amit odaadtam valakinek?
ezt nagyon nagyon köszönöm!
És látom, Te tudod is hogy használd! :)
ezt nagyon nagyon köszönöm!
És látom, Te tudod is hogy használd! :)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 28, 21:14
Írta: KoLa Dátum 2010 május 28, 21:14
Nekem ilyenek vannak! állíthatóak , a nagyobbikban 6x6 rapid van az egyik végére vídia lapkát kellett forrasztani , krómlemez kivágásához!

Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 29, 07:30
Írta: skwby94ub Dátum 2010 május 29, 07:30
Fához szoktak ilyent alkalmazni mifelénk. Hiába, megdőlnek a régi, berögzött megszokások, és ahogy nehezedik a helyzet, feltör a magyar kreativitás. Ez menti meg a hazát, meglátjátok!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 május 29, 09:42
Írta: 000000000 Dátum 2010 május 29, 09:42
Tökéletesen dolgoznak ezek a szerszámok még acélban is persze alacsony fordulaton és szeretik a kenést.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 29, 12:13
Írta: 43pbwjg8s Dátum 2010 május 29, 12:13
Kenéssel kapcsolatban egy kérdés:
Valamikor kaptam vagy 2 és fél liter ipari ammulzió alapanyagot.
Ha igy utólag nem udom a típusát, hogyan (vagy egyáltalán lehet-e) lehet rájönni, hog ymi a megfelelő keverési arány?
Ahogy olvasgattam itt ott általánosságokat, az optimális keverési arány 2%-50% ig is szórhat.(ha jól olvastam egyáltalán)
Bármi infót megköszönnék.
Jó lenne felhasználni ezt az anyagot ha már van.
Aztán majd ugyis figyelni fogok a következő alkalomkor, hogy ezek az adatok meglegyenek.
Valamikor kaptam vagy 2 és fél liter ipari ammulzió alapanyagot.
Ha igy utólag nem udom a típusát, hogyan (vagy egyáltalán lehet-e) lehet rájönni, hog ymi a megfelelő keverési arány?
Ahogy olvasgattam itt ott általánosságokat, az optimális keverési arány 2%-50% ig is szórhat.(ha jól olvastam egyáltalán)
Bármi infót megköszönnék.
Jó lenne felhasználni ezt az anyagot ha már van.
Aztán majd ugyis figyelni fogok a következő alkalomkor, hogy ezek az adatok meglegyenek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 29, 12:14
Írta: 43pbwjg8s Dátum 2010 május 29, 12:14
bocs, még egy infó:
A kenést alura, 18000 fordulat egyélú maróra szeretém most elsősorban.
Ez az a paramtéter amit biztosan használni fogok. Mellette más is jöhet majd, de ezt tudom biztosan.
A kenést alura, 18000 fordulat egyélú maróra szeretém most elsősorban.
Ez az a paramtéter amit biztosan használni fogok. Mellette más is jöhet majd, de ezt tudom biztosan.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 29, 13:17
Írta: KoLa Dátum 2010 május 29, 13:17
Ha az emulzióban kevés az olaj akkor jól hűt, ha sok akkor jó a kenése, de ilyenkor a hűtés nem olyan igazi!
Egy műanyagveder vízbe kb 1.5 dl elég lesz, de könnyen tudsz korrigálni bármelyik összetevő hozzáadásával!
Egy műanyagveder vízbe kb 1.5 dl elég lesz, de könnyen tudsz korrigálni bármelyik összetevő hozzáadásával!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 29, 13:18
Írta: KoLa Dátum 2010 május 29, 13:18
Veder = vödör
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 29, 13:50
Írta: 43pbwjg8s Dátum 2010 május 29, 13:50
Köszönöm!
"...de könnyen tudsz korrigálni bármelyik összetevő hozzáadásával!..."
Bocs de nem ugy van, hogy csak a vízhez szabad adagolni keverés mellett az emulzió koncentrátumot?
De végülis kever egy ujat az emberfia. AZ is megoldás.
"...de könnyen tudsz korrigálni bármelyik összetevő hozzáadásával!..."
Bocs de nem ugy van, hogy csak a vízhez szabad adagolni keverés mellett az emulzió koncentrátumot?
De végülis kever egy ujat az emberfia. AZ is megoldás.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 29, 13:54
Írta: KoLa Dátum 2010 május 29, 13:54
Pancsolhatod ahogy jólesik! próbáld ki!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 29, 13:56
Írta: 43pbwjg8s Dátum 2010 május 29, 13:56
:)
Azt hiszem ezt az egyet inkább tartom, mármint azt amit mindenhol olvastam a keverés sorrendjéről, de a pancsolgatást nem hagyom ki! :)
A linkekbe be is tettem talán tegnap egy leírást, ahol magyarázzák, hogy miért kell ilyen sorrendben csinálni a vízzel kevert emulzióknl.
Persze naked már lehet tapasztatalatod és ez sokszor volt már hogy az elveket felülírta és egyszerűsítette.
Azt hiszem ezt az egyet inkább tartom, mármint azt amit mindenhol olvastam a keverés sorrendjéről, de a pancsolgatást nem hagyom ki! :)
A linkekbe be is tettem talán tegnap egy leírást, ahol magyarázzák, hogy miért kell ilyen sorrendben csinálni a vízzel kevert emulzióknl.
Persze naked már lehet tapasztatalatod és ez sokszor volt már hogy az elveket felülírta és egyszerűsítette.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 29, 22:50
Írta: svejk Dátum 2010 május 29, 22:50
Inkább alkoholt használj
aluhoz, legalább is az iparban azt szoktak.
Majd megtudom a pontos nevét az iparinak, de az biztos hogy qrva keserű:)
Szoktam javítani ilyen aluforgácsoló CNC-ket és ha kifuvatom a monitort még attól is megkeseredik a szám íze egy pár órára :(
aluhoz, legalább is az iparban azt szoktak.
Majd megtudom a pontos nevét az iparinak, de az biztos hogy qrva keserű:)
Szoktam javítani ilyen aluforgácsoló CNC-ket és ha kifuvatom a monitort még attól is megkeseredik a szám íze egy pár órára :(
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 május 30, 01:00
Írta: 43pbwjg8s Dátum 2010 május 30, 01:00
Megköszöm a nevet.
Elvileg odabenn folyamatos az ellátás nálunk, de egyszerűen nem jutok le ahhoz a cégrészhez, akik a kenő és egyéb folyogatós anyagokat kezelik. :(
Elvileg ez is onnan van ami most nálam van (mintaként kaptam), de ennyi idő után már a fene se tudja melyik "hordóból".
Ami tuti, hogy forgácsológépekhez, forgácsoláshoz használatos.
NA mindegy. Ugyis kell rendesen venni előbb utóbb.
Elvileg odabenn folyamatos az ellátás nálunk, de egyszerűen nem jutok le ahhoz a cégrészhez, akik a kenő és egyéb folyogatós anyagokat kezelik. :(
Elvileg ez is onnan van ami most nálam van (mintaként kaptam), de ennyi idő után már a fene se tudja melyik "hordóból".
Ami tuti, hogy forgácsológépekhez, forgácsoláshoz használatos.
NA mindegy. Ugyis kell rendesen venni előbb utóbb.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 30, 09:06
Írta: KoLa Dátum 2010 május 30, 09:06
Denaturáltszesz, de még soha nem használtam mivel eddig jó volt az emulzió is.
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 május 30, 09:14
Írta: skwby94ub Dátum 2010 május 30, 09:14
Általában jó a 4%-os fúróolaj- víz emulzió.
Kritikus esetekben petróleumot szoktunk alkalmazni, kis mértékben kenőolajjal feleresztve.
Kritikus esetekben petróleumot szoktunk alkalmazni, kis mértékben kenőolajjal feleresztve.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 május 30, 09:18
Írta: svejk Dátum 2010 május 30, 09:18
Vagy lehet a Varsányi által ajánlott Alkonek.
Majd jól megnyalogatom az otthon levő alkoholkészletem :)
Minden esetre ha arra gondolok hogy az aluba való menetfúráskor is csak a "száraz" kenőanyagok a jók, nehezen tudom elképzelni hogy a hagyományos emulzió igazi lenne.
Persze gyakorlatom szinte semmi az ügyben :(
Majd jól megnyalogatom az otthon levő alkoholkészletem :)
Minden esetre ha arra gondolok hogy az aluba való menetfúráskor is csak a "száraz" kenőanyagok a jók, nehezen tudom elképzelni hogy a hagyományos emulzió igazi lenne.
Persze gyakorlatom szinte semmi az ügyben :(
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 30, 09:27
Írta: KoLa Dátum 2010 május 30, 09:27
Alkalomszerűen kellett még alu-t forgácsolnom a legfontosabb a borotvaéles szerszám és hogy minél tükrösebb legyen a forgácstörő és aztán kell a kenés hogy meggátolja az élcsúcs képződést ,és az aluötvözet se mindegy milyen.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 május 30, 18:58
Írta: 7kcyndjdg Dátum 2010 május 30, 18:58
Sziasztok,
hátha valakit érdekel így dobozoltam be egy ELO 15" touch screen LCD monitort a CNC-m hez. Az még nem a végső álapot, még bele kerül egy USB port, és fehérre lessz festve most scak alapozva van. Az egész váz vaslemezből van, alap az 5-ös, többi 1,5 lemez. Három irányba mozgatható.



hátha valakit érdekel így dobozoltam be egy ELO 15" touch screen LCD monitort a CNC-m hez. Az még nem a végső álapot, még bele kerül egy USB port, és fehérre lessz festve most scak alapozva van. Az egész váz vaslemezből van, alap az 5-ös, többi 1,5 lemez. Három irányba mozgatható.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 30, 21:38
Írta: KoLa Dátum 2010 május 30, 21:38
Nagyon jó! már így szürkén is , nehogy lefesd fehérre!:)))
Az a süllyesztett rész a nyomógombokkal, külön darab?
Az a süllyesztett rész a nyomógombokkal, külön darab?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 május 30, 22:06
Írta: 7kcyndjdg Dátum 2010 május 30, 22:06
igen, külön darab. Minden az 5-ös laphoz van rögzítve.

Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 30, 22:59
Írta: 4um5b65d Dátum 2010 május 30, 22:59
Ez bizony példásan szép munka.
De mivel mi mindenbe szeretünk belekötni, így nem maradhat szó nélkül, hogy hol vannak a két oldalt megszokott csimpaszkodó csövek ??
Bár lehet, hogy ebben az esetben sok a 3 irányú mozgás, mert nem tudsz támaszkodni.

De mivel mi mindenbe szeretünk belekötni, így nem maradhat szó nélkül, hogy hol vannak a két oldalt megszokott csimpaszkodó csövek ??
Bár lehet, hogy ebben az esetben sok a 3 irányú mozgás, mert nem tudsz támaszkodni.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 30, 23:02
Írta: KoLa Dátum 2010 május 30, 23:02
És a GÉP!!?azt is mutasd meg !
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 30, 23:03
Írta: KoLa Dátum 2010 május 30, 23:03
LEZ nem mindenki iszik munka közben!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 30, 23:03
Írta: KoLa Dátum 2010 május 30, 23:03
Tejet!:)))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 május 30, 23:11
Írta: s7manbs8 Dátum 2010 május 30, 23:11
Munka közben és is azt iszok legtöbbet. Lehet át kéne térni valami ütősebbre ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 30, 23:16
Írta: 4um5b65d Dátum 2010 május 30, 23:16
Igyál magasabb zsírtartalmút !!!
Az jobban üti az érrendszert...
[#nyes][#nyes]
Az jobban üti az érrendszert...
[#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 május 30, 23:18
Írta: 4um5b65d Dátum 2010 május 30, 23:18
Hát tejből az asztal alá innálak, az tuti....
[#nevetes1][#nevetes1][#wave]
[#nevetes1][#nevetes1][#wave]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 május 30, 23:23
Írta: KoLa Dátum 2010 május 30, 23:23
Szerintem kólából is[#nevetes1][#nevetes2][#wave]
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 május 31, 10:37
Írta: f35ezvjs Dátum 2010 május 31, 10:37
Mi pezsgőt ittunk a végén. Mostmár lárhatod a honlapomon az elkészült mechanikát. Ezért ittuk a pezsgőt. Ja egy régebbi téma ha Szolnokon jársz hozd el amibe gravírozni kell. azonnal megcsinálom.
Ja nagyon szuper a fahasító tüske amit csináltál / már nics a környéken fa mind felhasíttottuk a balta elment nyugdijba. Igy nem baltával vágjuk a fát hanem az általad gyártott fahasító töskével / ...Ez volt a reklám...
Ja nagyon szuper a fahasító tüske amit csináltál / már nics a környéken fa mind felhasíttottuk a balta elment nyugdijba. Igy nem baltával vágjuk a fát hanem az általad gyártott fahasító töskével / ...Ez volt a reklám...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 június 01, 15:09
Írta: 000000000 Dátum 2010 június 01, 15:09
Egyszerű, de megkönnyíti a mérést.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 június 01, 15:09
Írta: 000000000 Dátum 2010 június 01, 15:09

Cím: Re:Mechanikai ötletek
Írta: yt36cm40d Dátum 2010 június 06, 00:10
Írta: yt36cm40d Dátum 2010 június 06, 00:10
Hello mindenki tobb kerdesem lenne ..azon gondolkodom ( tudom ne nagykepuskodjek :) ),hogy neki allok es epitek egy cnc gepet..van egy ,de eleg lassu es en egy gyorsabbat es mas felepitesut szeretnek...
A kerdesem a kovetkezo lenne : egy gyors cnc gep megepitesehez aminek a sebessege olyan 10-30m/min...
1 melyik lineáris vezeték az idealis az acel rudas vagy I sin csuszkas ?( ellenallas miatt)
2 szervos vagy lepteto motoros meghajtas es mekkora teljesitmeny?
3 a vezero elektronikan is mulik ? MSD vagy H2 vagy gekko stb ?
Egyszoval a munka terulet amit szeretnek 1200X600X100 es leginkabb aluminium, plexi marasra szeretnem hasznalni es jo lenne az a 10-30m/min..ja es mit javasoltok hol vasaroljak ?
Valaszokat elore is koszonom :)
A kerdesem a kovetkezo lenne : egy gyors cnc gep megepitesehez aminek a sebessege olyan 10-30m/min...
1 melyik lineáris vezeték az idealis az acel rudas vagy I sin csuszkas ?( ellenallas miatt)
2 szervos vagy lepteto motoros meghajtas es mekkora teljesitmeny?
3 a vezero elektronikan is mulik ? MSD vagy H2 vagy gekko stb ?
Egyszoval a munka terulet amit szeretnek 1200X600X100 es leginkabb aluminium, plexi marasra szeretnem hasznalni es jo lenne az a 10-30m/min..ja es mit javasoltok hol vasaroljak ?
Valaszokat elore is koszonom :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 június 06, 00:22
Írta: 000000000 Dátum 2010 június 06, 00:22
Szia
1.) Munkaterület miatt szerintem jobb a lin. sín... csak annak teljes alátáasztás kell. Ellenállásra attól függ, de a rúd+golyóspersely-nek valoszinüleg kisebb az ellenállása... már egy 15-ös lin.sinnek is elég jó az ellenállása
2.) Szerintem szervó, de van akinek léptecsekre esküszik :) Teljesítmény: attól függ... méghozzá egyszóval: mindentöl
3.) persze hogy múlik rajta, milyen motorok, milyen sebességgel, milyen vezérlési fajta stb...
1.) Munkaterület miatt szerintem jobb a lin. sín... csak annak teljes alátáasztás kell. Ellenállásra attól függ, de a rúd+golyóspersely-nek valoszinüleg kisebb az ellenállása... már egy 15-ös lin.sinnek is elég jó az ellenállása
2.) Szerintem szervó, de van akinek léptecsekre esküszik :) Teljesítmény: attól függ... méghozzá egyszóval: mindentöl
3.) persze hogy múlik rajta, milyen motorok, milyen sebességgel, milyen vezérlési fajta stb...
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 június 06, 08:02
Írta: ra8nsmk6w Dátum 2010 június 06, 08:02
Azért ekkora tempóhoz illik egy néhány tonnás vázat épiteni viszonylag könnyű gyalogkakukkal. A teljesitményed nagy része igy is a gyorsitásokkal és fékezésel lesz lekötve. Azért hajrá, mert nagyon szeretnék már egy ilyen gépet munkaközben látni.Még valamit. Egy ilyen gépnek nagyon egybe kell lennie, mert percek alatt széthullik alkotó elemeire. Nagy emelkedésű orsók, brutál motorok világa ez ha nem smd beültetőről van szó.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 június 06, 08:46
Írta: besirkyjh Dátum 2010 június 06, 08:46
Szia
Pontosan ahogy mondod .
A váz mellet itt már a többi szinte másodlagos .
Brutál váz ami a gyorsulást kibirja és ahoz arányosan a hajtás .
Kicsit számolva egy 20mm emelkedésü orsoval egy léptecs "még csak " 20m/min-el tudna pozicionálni szervoval ez nem gond ( léptetö párti vagyok ) .Léptetövel csak fogasléccel lehetne megcsinálni de millio akadálya lehet .
Hogy birja a gyorsulást a léptetö tengelyére rögzitett fogas kerék ? hogyan kapcsolodik rugasmasan a léc és a kerék hogy neoldjan vagy feszüljön be ekkore gyorsulásnál stb.
Átgondoltad Te ezt a 30m-t .
Nekem van egy gépem aminél tényleg jol jön a sebesség ( 2500x1350x220mm a munka területe ) és 14m/min-el tudok pozicionálni de ott a munkadarabok mérete meg engedi a kicsit lassabb gyorsulást .Nálad a 600mm-en ez brutál lenne egy kicsit gyengébb minöségü motor rögzités , tengelykapcsolo , orso anya és már repül is lefelé az egész .
Érdekesség : ( THK katalogus 2007 azt hiszem ) van egy összehasonlito rajz a sinekröl és a golyosperselyekröl .Miszerint a két kivitel mindenben meg eggyezik ( terhelhetöség , gyorsulás stb ) kivéve egyben .A 15-ös THK sin és kocsi golyospersely megfelelöje 70mm az az átmérö hetven mm !!
Rajz is van hozzá .
Gyorsulásban a görgök jobbak mint a golyos perselyek és kocsik .Az ISEL használja is de elég drágák , én most ezzel csinálok egy gépet aminek csak a váza 5-600kg pedig nem nagy (200x100x150mm a munka területe ) .
Be fogok kerülni vele a legekbe simán .
Pontosan ahogy mondod .
A váz mellet itt már a többi szinte másodlagos .
Brutál váz ami a gyorsulást kibirja és ahoz arányosan a hajtás .
Kicsit számolva egy 20mm emelkedésü orsoval egy léptecs "még csak " 20m/min-el tudna pozicionálni szervoval ez nem gond ( léptetö párti vagyok ) .Léptetövel csak fogasléccel lehetne megcsinálni de millio akadálya lehet .
Hogy birja a gyorsulást a léptetö tengelyére rögzitett fogas kerék ? hogyan kapcsolodik rugasmasan a léc és a kerék hogy neoldjan vagy feszüljön be ekkore gyorsulásnál stb.
Átgondoltad Te ezt a 30m-t .
Nekem van egy gépem aminél tényleg jol jön a sebesség ( 2500x1350x220mm a munka területe ) és 14m/min-el tudok pozicionálni de ott a munkadarabok mérete meg engedi a kicsit lassabb gyorsulást .Nálad a 600mm-en ez brutál lenne egy kicsit gyengébb minöségü motor rögzités , tengelykapcsolo , orso anya és már repül is lefelé az egész .
Érdekesség : ( THK katalogus 2007 azt hiszem ) van egy összehasonlito rajz a sinekröl és a golyosperselyekröl .Miszerint a két kivitel mindenben meg eggyezik ( terhelhetöség , gyorsulás stb ) kivéve egyben .A 15-ös THK sin és kocsi golyospersely megfelelöje 70mm az az átmérö hetven mm !!
Rajz is van hozzá .
Gyorsulásban a görgök jobbak mint a golyos perselyek és kocsik .Az ISEL használja is de elég drágák , én most ezzel csinálok egy gépet aminek csak a váza 5-600kg pedig nem nagy (200x100x150mm a munka területe ) .
Be fogok kerülni vele a legekbe simán .
Cím: Re:Mechanikai ötletek
Írta: yt36cm40d Dátum 2010 június 06, 11:06
Írta: yt36cm40d Dátum 2010 június 06, 11:06
kozben talaltam egy videot : http://www.youtube.com/watch?v=lp6FNdijLos&feature=player_embedded
ez lepteto motoros... na mit szoltok ?
ez lepteto motoros... na mit szoltok ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 június 06, 13:21
Írta: 000000000 Dátum 2010 június 06, 13:21
http://www.youtube.com/watch?v=Zop1z9RNsyQ
ez a technika kell neked....én már használtam...gyorsde nem pontos..a nagy lendület miatt..www.ez-router.com
ez a technika kell neked....én már használtam...gyorsde nem pontos..a nagy lendület miatt..www.ez-router.com
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 június 06, 13:42
Írta: keri Dátum 2010 június 06, 13:42
Na most már én is bele okoskodok :)
Számoltam kicsit.
500mm hosszon 0,208m/s^2 gyorsulással lehet elérni a 30m/min sebességet.
Ehez egy (hasamra ütök) 20kg-os híd esetén 5N nettó erő szükséges, amivel 2,4sec alatt ér el a fél méterig állóról gyorsulva.
Ezt könnyedén tudja egy léptetőmotor bármelyik orsóval.
Ami a korlátozó tényező, az a maximális fordulatszáma a léptecsnek.
Ahogy Kulcsár Zoli írta direkt hajtással egy 20mm/fordulatos orsó is túl kicsi menetemelkedésű ekkora sebességhez.
Fogasléc, vagy szíj kell, esetleg gyorsító áttétel kell ekkora sebességhez.
A végeredmény az hogy a fent számolt és a videón is látható pocsék gyorsulást produkálja a gép, aminek nincs nagy értelme, hiszen a legritkább esetben kell két végállás között gyorsan mozgatni a gépet, főleg nem forgácsolás közben.
Többet számít a munkaidőben a jó gyorsulás. A végsebességet pedig inkább a maximális tervezett előtoláshoz méretezd, mert a marópályák közötti idő elenyésző a megmunkálási időhöz képest.
A nagy sebességnek akkor van értelme ha SMD beültetőt csinálsz, de a gyorsulás ott is fontos, mert ott is inkább a rövidtávon kell gyorsnak lenni.
Számoltam kicsit.
500mm hosszon 0,208m/s^2 gyorsulással lehet elérni a 30m/min sebességet.
Ehez egy (hasamra ütök) 20kg-os híd esetén 5N nettó erő szükséges, amivel 2,4sec alatt ér el a fél méterig állóról gyorsulva.
Ezt könnyedén tudja egy léptetőmotor bármelyik orsóval.
Ami a korlátozó tényező, az a maximális fordulatszáma a léptecsnek.
Ahogy Kulcsár Zoli írta direkt hajtással egy 20mm/fordulatos orsó is túl kicsi menetemelkedésű ekkora sebességhez.
Fogasléc, vagy szíj kell, esetleg gyorsító áttétel kell ekkora sebességhez.
A végeredmény az hogy a fent számolt és a videón is látható pocsék gyorsulást produkálja a gép, aminek nincs nagy értelme, hiszen a legritkább esetben kell két végállás között gyorsan mozgatni a gépet, főleg nem forgácsolás közben.
Többet számít a munkaidőben a jó gyorsulás. A végsebességet pedig inkább a maximális tervezett előtoláshoz méretezd, mert a marópályák közötti idő elenyésző a megmunkálási időhöz képest.
A nagy sebességnek akkor van értelme ha SMD beültetőt csinálsz, de a gyorsulás ott is fontos, mert ott is inkább a rövidtávon kell gyorsnak lenni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 június 06, 13:50
Írta: keri Dátum 2010 június 06, 13:50
Amúgy a videón lévő gép jó szerkezet. Nyugodtan másolhatod. Nagy menetemelkedéssü orsóval és egy cserélhető szíjas áttétellel széles mozgási paraméterek között használható gép lesz.
Sebessége pedig leginkább a motor teljesítménytől fogg függeni.
Szervóval egyébként jobban jársz ha sebességre gyúrsz.
Sebessége pedig leginkább a motor teljesítménytől fogg függeni.
Szervóval egyébként jobban jársz ha sebességre gyúrsz.
Cím: Re:Mechanikai ötletek
Írta: yt36cm40d Dátum 2010 június 06, 20:05
Írta: yt36cm40d Dátum 2010 június 06, 20:05
Koszi szepen mindenkinek !! :)
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 június 06, 20:15
Írta: ra8nsmk6w Dátum 2010 június 06, 20:15
Zoli! mekkora a mozgatott tömeg a gépednél?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 június 06, 21:57
Írta: besirkyjh Dátum 2010 június 06, 21:57
Szia
Melyiknél?
A már müködönél ISEL van mindenhol és kb: 30kg a komplett "X" hid a "Z"-vel és maromotorral eggyütt .
A leges ( most készülö ) annál jocskán elmértam a hidat , ugyan is azt is 100x60x5-ös zártszelvényböl készitettem ( 1350mm husszu ) "L" alakban összeheggesztveés csak a váza vvagy 50kg és még jönne a lin stb.
Kapcsoltam hogy ezt én elinditani és megállitani nemtudom és csere lessz a vége .
Most uton van két 60x60-as aluprofil ami össz vissz 10kb és az egész felépitmémy meg lessz 30kilobol .Ezzel már tudok mit kezdeni .
Ja és fogasléces hajtás mind a kettö , egyébbként az alap ötletet az "Ez-router" adta mert Ök is fogasléccel doolgoznak ( és nem is rosszul ) egy régebbi videojukon 15m-el 1 czol mélyen megy egy 2.2Kw-os motorral a forgácslapban .
Melyiknél?
A már müködönél ISEL van mindenhol és kb: 30kg a komplett "X" hid a "Z"-vel és maromotorral eggyütt .
A leges ( most készülö ) annál jocskán elmértam a hidat , ugyan is azt is 100x60x5-ös zártszelvényböl készitettem ( 1350mm husszu ) "L" alakban összeheggesztveés csak a váza vvagy 50kg és még jönne a lin stb.
Kapcsoltam hogy ezt én elinditani és megállitani nemtudom és csere lessz a vége .
Most uton van két 60x60-as aluprofil ami össz vissz 10kb és az egész felépitmémy meg lessz 30kilobol .Ezzel már tudok mit kezdeni .
Ja és fogasléces hajtás mind a kettö , egyébbként az alap ötletet az "Ez-router" adta mert Ök is fogasléccel doolgoznak ( és nem is rosszul ) egy régebbi videojukon 15m-el 1 czol mélyen megy egy 2.2Kw-os motorral a forgácslapban .
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 június 06, 22:24
Írta: ra8nsmk6w Dátum 2010 június 06, 22:24
Azért kérdeztem mert az én gépemnél a mostani állapotban 176 kg és még vagy 25-30 a tervezett mozgó tömeg. Az ehez tartozó vázszerkezet még csak 450 kg. A váz még további 500 kg tömegre vár. A mozgó "rész" tömör aluminium 20mm 30-40-50-60mm vastagságú anyagokból készitve.Én ezt a gépet 6000mm/min terveztem. A jelen pillanatban ez még csak 3500 mm/min.Már most látom, hogy az "y" hajtásnál a tervezett tempót nem fogom tudni tartani. A másik két tengelynél már nem lesz probléma. Összegezve, ez inkább egy teherhordó "repülőgép" lesz
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 június 06, 23:39
Írta: besirkyjh Dátum 2010 június 06, 23:39
Jézusom , micsoda tömegek .
Akkor is én megyek a legekbe mert az enyém a bö 600kg lessz és a 15-ik emeleten készül .Hobby vagy elme betegség ? :)
Kicsit karcsunak tünik a 3500mm/min . Milyen a hajtásod ( orso , fogasléc vagy valami más ) ?
Akkor is én megyek a legekbe mert az enyém a bö 600kg lessz és a 15-ik emeleten készül .Hobby vagy elme betegség ? :)
Kicsit karcsunak tünik a 3500mm/min . Milyen a hajtásod ( orso , fogasléc vagy valami más ) ?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 június 07, 09:03
Írta: keri Dátum 2010 június 07, 09:03
Ezeket a tömegeket ti terveztétek, vagy csak jól megpakoltátok hogy masszív legyen?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 június 07, 10:27
Írta: 000000000 Dátum 2010 június 07, 10:27
A 15.én inkább a födém teherbírásával foglalkozz... ne hogy a végén a pincében legyél [#nyes][#nyes]
Az én kis gépem is kb 500kg lesz - teszem hozzá csak az alapja, sinek, motorok stb. nélkül
Az én kis gépem is kb 500kg lesz - teszem hozzá csak az alapja, sinek, motorok stb. nélkül
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 június 07, 12:08
Írta: ra8nsmk6w Dátum 2010 június 07, 12:08
Különösebb tervezés nélkül is belátható, hogy a vázszerkezet össztömege min a 10x-ese kell, hogy legyen a mozgatott tömegnek. Ez nálam a pincében sem fog teljesülni, inkább csak a 6x-osa. Épp ezért akarok a földön maradni a sebesség tekintetében.Hobby méretezéssel.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 június 07, 12:54
Írta: s7manbs8 Dátum 2010 június 07, 12:54
Jó, hogy már piramist nem építetek, de ahogy nekem is gyűlik lassan az anyag, a darabjai is 30kiló körül kezdenek lenni és van jó pár, nem is merem összeadni én se, ha így haladok. Épp azon gondolkodtam tegnap, hogy olyan asztalt csinálok majd hozzá, ami összeszerelhető lesz, tegnap láttam egy youtube videón egy olyasmit, amit valami cég árul egy CNC-jéhez, onnan jött az ötlet.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 június 07, 13:23
Írta: besirkyjh Dátum 2010 június 07, 13:23
Komoly tervezés elözi meg a tetteket .
Például nálam az volt aterv alapja hogy a zártszelvényben az M5-ös menet ne szakadjon ki belöle ( igy lett 6mm vastag a zártszelvény ) és hogy ránézésre is massziv legyen jött még hozzá a 100x60mm , nehogy már elmásszon a hellyéröl .

Itt rajata van de még nincs rögzitve az ISEL sin , csavar is van benne rendesen .
[#awink][#nevetes1]
Például nálam az volt aterv alapja hogy a zártszelvényben az M5-ös menet ne szakadjon ki belöle ( igy lett 6mm vastag a zártszelvény ) és hogy ránézésre is massziv legyen jött még hozzá a 100x60mm , nehogy már elmásszon a hellyéröl .
Itt rajata van de még nincs rögzitve az ISEL sin , csavar is van benne rendesen .
[#awink][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 június 07, 14:43
Írta: s7manbs8 Dátum 2010 június 07, 14:43
Ez is szétszedhetős, ha jól látom, a kereszt tagok össze vannak csavarozva, meg a felső vezeték tartók .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 június 07, 18:09
Írta: 000000000 Dátum 2010 június 07, 18:09
Jó lesz![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 június 07, 18:12
Írta: 000000000 Dátum 2010 június 07, 18:12
Klassz lesz! Sajnálod majd szétszedni! Vagy nem is akarod?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 június 07, 23:15
Írta: besirkyjh Dátum 2010 június 07, 23:15
Szia Bodi
Muszály lessz mert itt a lépcsöházban van .Csak a fotoért raktam össze .
3 x fordultunk a liftel mire felkerült .
De már van kulturált hellye .
Muszály lessz mert itt a lépcsöházban van .Csak a fotoért raktam össze .
3 x fordultunk a liftel mire felkerült .
De már van kulturált hellye .
Cím: Re:Mechanikai ötletek
Írta: skwby94ub Dátum 2010 június 10, 21:58
Írta: skwby94ub Dátum 2010 június 10, 21:58
Hogy állsz a gép építésével? Meg lehet nézni?
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 június 16, 21:56
Írta: jv7pu3a5p Dátum 2010 június 16, 21:56
Válasz MACH3 topik Kulcsár Zoli #4765 hozzászólására:
Lehet ebből a 3.1Nm mociból többet kihozni, mint mondtam nálam 1000 pörög, csak kicsit szorulós a mechanika ezért visszavettem. De még 1200is megtekertem, jól ment G0-ban. A vezérlőn sok múlik, ezek az MSDD digitális vezérlők nagyon jók, kihozzák a maximumot a motorokból és nagyon jól csillapítják a rezgéseket is. Amit én csináltam vezérlőt, már az is többet hoz ki a motorból.
Szeretnék már csinálni egy kísérletet ezzel a mocival és a lineár egységemen amiben 10mm emelkedésű orsó van, próbálok időt szakítani rá és feltétlen beszámolok az eredményről.
Lehet ebből a 3.1Nm mociból többet kihozni, mint mondtam nálam 1000 pörög, csak kicsit szorulós a mechanika ezért visszavettem. De még 1200is megtekertem, jól ment G0-ban. A vezérlőn sok múlik, ezek az MSDD digitális vezérlők nagyon jók, kihozzák a maximumot a motorokból és nagyon jól csillapítják a rezgéseket is. Amit én csináltam vezérlőt, már az is többet hoz ki a motorból.
Szeretnék már csinálni egy kísérletet ezzel a mocival és a lineár egységemen amiben 10mm emelkedésű orsó van, próbálok időt szakítani rá és feltétlen beszámolok az eredményről.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 június 16, 22:17
Írta: 000000000 Dátum 2010 június 16, 22:17
Ó, az még messze van... reményeim szerint nyáron - majd most a vizsgák után - sikerül egy kicsit haladni vele...
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 június 16, 22:31
Írta: besirkyjh Dátum 2010 június 16, 22:31
Igy van , megy az még többet is a lényeg hogy maradjon elég nyomatéka a hajtáshoz csak ne feledkezz meg rola hogy el kell inditani és meg is kell állitani méghozzá nagyon gyorsan ( rámpa ) .
Nincs tapasztalatom a digitális meghajtokkal de csak jokat hallottam roluk .
Érdemes a hajtást kiprobálni mielött léptetöt teszel rá , hasonlo képpen mint ahogy a nyomatékot mérjük csak itt az orsot forgatod és megnézed hogy mekora erövel kell hajtanod , ebböl már ki lehet következetni ennek a motornak a max fordulatát ha ismered a nyomaték görbéjét .
Egy 10-es orsohoz lehet használni a 3200-as mikrosteppet is ott már biztos nem rezonál de még jobb lenne az 1600step/kör .Ezekhez a steppekhez már 65000 re kell állitani a kernel frekit ( gép igény ) mindennek stimmelni kell és akkor megy az .320step/mm és a kernel 65000Hz akkor a max sebesség 12000mm/ig mehet ( elvileg ) ez egy 10mm-es orson 1200-as fordulat ami simán elképzelhetö ( a többit tudod , mechanika , maromotor , szerszám stb ? ).
Nincs tapasztalatom a digitális meghajtokkal de csak jokat hallottam roluk .
Érdemes a hajtást kiprobálni mielött léptetöt teszel rá , hasonlo képpen mint ahogy a nyomatékot mérjük csak itt az orsot forgatod és megnézed hogy mekora erövel kell hajtanod , ebböl már ki lehet következetni ennek a motornak a max fordulatát ha ismered a nyomaték görbéjét .
Egy 10-es orsohoz lehet használni a 3200-as mikrosteppet is ott már biztos nem rezonál de még jobb lenne az 1600step/kör .Ezekhez a steppekhez már 65000 re kell állitani a kernel frekit ( gép igény ) mindennek stimmelni kell és akkor megy az .320step/mm és a kernel 65000Hz akkor a max sebesség 12000mm/ig mehet ( elvileg ) ez egy 10mm-es orson 1200-as fordulat ami simán elképzelhetö ( a többit tudod , mechanika , maromotor , szerszám stb ? ).
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 június 16, 23:23
Írta: jv7pu3a5p Dátum 2010 június 16, 23:23
El kell indítani és meg kell álítani bizony. Kicsit el is gondolkodtam rajta, hogy ha a 10-es emelkedésű orsón megfogom az anyát és meghúzom forog az orsó. Tehát ha 20kg tömeget elindítok nagy sebességre és hírtelen meg kell állnom, akár a motor túl is mehet. Képes lesz-e akkora fékező erőt kifejteni, mondjuk a rámpa segít neki.
Szóval vannak ilyen dilemmáim és mivel ezen a területen a számolás nem az én asztalom, arra gondoltam összedobom a lin egységgel ezt a "mérést" megpakolom súllyal és adok neki egy T45 csillag tesztet. Aztán kiderül ugyanoda áll-e vissza...
Szóval vannak ilyen dilemmáim és mivel ezen a területen a számolás nem az én asztalom, arra gondoltam összedobom a lin egységgel ezt a "mérést" megpakolom súllyal és adok neki egy T45 csillag tesztet. Aztán kiderül ugyanoda áll-e vissza...
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 június 17, 03:58
Írta: besirkyjh Dátum 2010 június 17, 03:58
Szia
Azt is vedd figyelembe hogy az a 3.1Nm léptetö 20mm átméröjü tengelyen már 31Nm eröt produkál és még jön a menet emelkedésböl is hozzá pár Nm .
Most van egy gép aminél fogasléc van fogaskerékkel és két db 1.7Nm-es léptetö van az "Y" tengelyen , igaz nem direktben ( 5:1 ) .A fogaskeréknél kicsit más a helyzet mert az egy kör alatt megtett ut nálam kb: 80mm ami direktben 16mm-es orsonak felene meg ezzel az áttétellel .
A léptetök felfogatása , tengelykapcsolok rögzitése ,orso csapágyház rögzitése ezek mind beleszolnak a végeredménybe na meg persze a váz .
Jo kis moka egy ilyen gépet összeállitani .
Azt is vedd figyelembe hogy az a 3.1Nm léptetö 20mm átméröjü tengelyen már 31Nm eröt produkál és még jön a menet emelkedésböl is hozzá pár Nm .
Most van egy gép aminél fogasléc van fogaskerékkel és két db 1.7Nm-es léptetö van az "Y" tengelyen , igaz nem direktben ( 5:1 ) .A fogaskeréknél kicsit más a helyzet mert az egy kör alatt megtett ut nálam kb: 80mm ami direktben 16mm-es orsonak felene meg ezzel az áttétellel .
A léptetök felfogatása , tengelykapcsolok rögzitése ,orso csapágyház rögzitése ezek mind beleszolnak a végeredménybe na meg persze a váz .
Jo kis moka egy ilyen gépet összeállitani .
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 június 17, 10:19
Írta: v2vhwz32z Dátum 2010 június 17, 10:19
Zoli köszönöm hogy kivesézitek a témát, profitálok belőle én is..
Hadd kérdezem már meg, mit értetek pontosan a rámpa alatt?
Hadd kérdezem már meg, mit értetek pontosan a rámpa alatt?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 június 17, 18:56
Írta: besirkyjh Dátum 2010 június 17, 18:56
Szia
Figyelj:) rámpa ( szak zsargon ) a léptetö gyorsulása és lassitása Mach-ban " motor tuning balrol a harmadik rublika .Minél nagyobb a szám annál dinamikusabban veszi fel a sebességét .A vizszintes vonal kezdete és vége minél közelebb van a merölegeshez annál jobb .
Figyelj:) rámpa ( szak zsargon ) a léptetö gyorsulása és lassitása Mach-ban " motor tuning balrol a harmadik rublika .Minél nagyobb a szám annál dinamikusabban veszi fel a sebességét .A vizszintes vonal kezdete és vége minél közelebb van a merölegeshez annál jobb .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 04, 19:46
Írta: 000000000 Dátum 2010 július 04, 19:46
Sziasztok!
Szeretnék tervezni egy olyan hobbi cnc-t, ami felépítését tekintve a sugár-fúrógépekre hasonlít. Műszaki embernek vallom magam, de még nem építettem cnc-t. Ebben szeretném a segítségeteket kérni, egy másik topicban is fölvetettem az ötletemet ott nem bíztatnak sok jóval, de hátha néhány módosítással összetudnék rakni egy használható gépet. Amiatt erőltetném ezt a konstrukciót, mert szétnéztem a otthon műhelyemben és minden adott lenne hozzá és nem kerülne egy fillérembe sem (az elektronikát leszámítva). Viszont életképtelen dolgokkal nem akarok foglalkozni inkább akkor keresek más megoldást nem akarok fölöslegesen dolgozni.
Teszek föl képeket, így könnyebb magyaráznom, Cad-ben csináltam, nem túl igényesek, de ahhoz jók hogy vázoljam az elképzeléseimet. Előre is köszönöm a véleményeket!
Szeretnék tervezni egy olyan hobbi cnc-t, ami felépítését tekintve a sugár-fúrógépekre hasonlít. Műszaki embernek vallom magam, de még nem építettem cnc-t. Ebben szeretném a segítségeteket kérni, egy másik topicban is fölvetettem az ötletemet ott nem bíztatnak sok jóval, de hátha néhány módosítással összetudnék rakni egy használható gépet. Amiatt erőltetném ezt a konstrukciót, mert szétnéztem a otthon műhelyemben és minden adott lenne hozzá és nem kerülne egy fillérembe sem (az elektronikát leszámítva). Viszont életképtelen dolgokkal nem akarok foglalkozni inkább akkor keresek más megoldást nem akarok fölöslegesen dolgozni.
Teszek föl képeket, így könnyebb magyaráznom, Cad-ben csináltam, nem túl igényesek, de ahhoz jók hogy vázoljam az elképzeléseimet. Előre is köszönöm a véleményeket!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 04, 19:48
Írta: 000000000 Dátum 2010 július 04, 19:48
íme a képek:








Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 04, 19:52
Írta: 000000000 Dátum 2010 július 04, 19:52
És a magyarázat hozzá:
Adott egy függőleges konzol,ami maga körül forgat egy vízszintes konzolt. Ez a vízszintes konzol képes lenne elmozdulni 'Z' irányban, illetve a konzol teljes hosszán tudna mozogni az a kocsi ami marót hordozná. Sugár irányban kb 600 mm , 'Z' irányban 150 mm munkatérrel számolok.
A függőleges konzol egy fölöslegessé vált eszterga főorsó lenne, úgy gondolom ez elég masszív. Majd föl kell köszörültetnem, de az a legkevesebb. Alulról fölfelé indulva bemutatnám a gépet:a függőleges konzolon először is van egy fix bordásszíj-tárcsa, ami egy kisebb szijtárcsával kapcsolódik egy precíz csigahajtóműhöz. A csigahajtóműre lenne szerelve az egyik step-motor (ez a kettő együtt forog a géppel).
A fix bordásszíj- tárcsa fölött van egy távtartó persely és afölött van a gépnek az a része ami a függőleges konzol körüli forgómozgást megvalósítja.
Lényegében két 20 mm átmérőjű 320 mm hosszú vezető által összekötött csapágyházról van szó. A csapágyházak úgy néznének ki, hogy esztergáltatnék egy-egy olyan perselyt amikbe a csapágyak beleülnének és ezekre a perselyekre alulról és fölülről csavaroznék lézervágott 5mm vastag lemezeket. Ezek a lemezek fognák közre a csapágyakat illetve az oldalt lévő kis furatokban tájolnák a vezetőket ( ezek a vezetők egy renault kangoo teleszkópjából származnak).
A csigahajtómű áttétele talán 27 vagy 30 (egy kollégám intézi még nem kaptam meg). A csigahajtóművön lévő kis bordásszíj- tárcsa min. harmad akkora lenne, mint a nagy fix tárcsa. Ebből adódóan min. i=90 -es áttétellel lehet számolni a forgatásnál, amire szükség is van mert a step motor egyetlen lépése is sok miliméteres elmozdulást jelent a kb 750 mm hosszú vízszintes konzol végén. Úgy gondolom hogy muszáj ekkora áttételt létrehozni ahhoz hogy pontos legyen a gép és ne szakítsam szét a motort mert hát csak egy 750 mm erőkart kell neki forgatnia munka közben. A nagy áttétel ellenére szerintem nem lesz lassu a forgató mellékhajtás mert direktben forgat a step-motor.
A fölső csapágyházhoz csavarokkal lenne rögzítve egy olyan karima ami a függőleges mellékhajtás bronzanyáját tartalmazná. Az anya lényegében a függőleges konzolban van elbújtatva így a függőleges mozgást megvalósító trapézorsó tengelyvonala egybeesik a függőleges konzol tengely vonalával, így szimetrikusabb a szerkezet.
Mint ahogy említettem a 'Z' irányú mozgás során az egész vízszintes konzol mozogna. Olyan formán, hogy a konzol a 20 mm átmérőjű vezetőkön (lineáris vezetőperselyekkel) megvezetett kocsihoz lenne rögzítve.
Ahol a kocsi oldalaihoz rögzített armatúra a függőleges konzol fölé emelkedik ott található a függőleges mellékhajtás motorja.
A vízszintes konzol úgy néz ki, hogy két 18 mm átmérőjű k1-es köracélt alumínium távtartó fog közre, ezen szintén szerszámacélból készült csapágyazott kerekek futnak. A kocsi mozgatását bordásszíjjal oldanám meg, ami a vízszintes konzol két végén megcsapágyazott, szabadon futó bordásszíj-tárcsákkal lenne megfeszítve. A kocsi a szíjjhoz lenne rögzítve, a hajtást a függőleges oldalon lévő tárcsán kapná.
Az egész vízszintes konzol úgy számolom 20-25 kg lenne. Arra gondoltam M12 menetszárral pókhálószerűen tetszőlegesen lehetne merevíteni (a csomópontokban kis menetes gömbökkel ellenanyákkal rögzítve).
Elég hosszúra eresztettem a mondókámat, remélem nem terheltem le vele senkit, de úgy éreztem muszáj ilyen részletesen belemennem.
Várom a véleményeket és előre is köszönöm a segítséget!
Adott egy függőleges konzol,ami maga körül forgat egy vízszintes konzolt. Ez a vízszintes konzol képes lenne elmozdulni 'Z' irányban, illetve a konzol teljes hosszán tudna mozogni az a kocsi ami marót hordozná. Sugár irányban kb 600 mm , 'Z' irányban 150 mm munkatérrel számolok.
A függőleges konzol egy fölöslegessé vált eszterga főorsó lenne, úgy gondolom ez elég masszív. Majd föl kell köszörültetnem, de az a legkevesebb. Alulról fölfelé indulva bemutatnám a gépet:a függőleges konzolon először is van egy fix bordásszíj-tárcsa, ami egy kisebb szijtárcsával kapcsolódik egy precíz csigahajtóműhöz. A csigahajtóműre lenne szerelve az egyik step-motor (ez a kettő együtt forog a géppel).
A fix bordásszíj- tárcsa fölött van egy távtartó persely és afölött van a gépnek az a része ami a függőleges konzol körüli forgómozgást megvalósítja.
Lényegében két 20 mm átmérőjű 320 mm hosszú vezető által összekötött csapágyházról van szó. A csapágyházak úgy néznének ki, hogy esztergáltatnék egy-egy olyan perselyt amikbe a csapágyak beleülnének és ezekre a perselyekre alulról és fölülről csavaroznék lézervágott 5mm vastag lemezeket. Ezek a lemezek fognák közre a csapágyakat illetve az oldalt lévő kis furatokban tájolnák a vezetőket ( ezek a vezetők egy renault kangoo teleszkópjából származnak).
A csigahajtómű áttétele talán 27 vagy 30 (egy kollégám intézi még nem kaptam meg). A csigahajtóművön lévő kis bordásszíj- tárcsa min. harmad akkora lenne, mint a nagy fix tárcsa. Ebből adódóan min. i=90 -es áttétellel lehet számolni a forgatásnál, amire szükség is van mert a step motor egyetlen lépése is sok miliméteres elmozdulást jelent a kb 750 mm hosszú vízszintes konzol végén. Úgy gondolom hogy muszáj ekkora áttételt létrehozni ahhoz hogy pontos legyen a gép és ne szakítsam szét a motort mert hát csak egy 750 mm erőkart kell neki forgatnia munka közben. A nagy áttétel ellenére szerintem nem lesz lassu a forgató mellékhajtás mert direktben forgat a step-motor.
A fölső csapágyházhoz csavarokkal lenne rögzítve egy olyan karima ami a függőleges mellékhajtás bronzanyáját tartalmazná. Az anya lényegében a függőleges konzolban van elbújtatva így a függőleges mozgást megvalósító trapézorsó tengelyvonala egybeesik a függőleges konzol tengely vonalával, így szimetrikusabb a szerkezet.
Mint ahogy említettem a 'Z' irányú mozgás során az egész vízszintes konzol mozogna. Olyan formán, hogy a konzol a 20 mm átmérőjű vezetőkön (lineáris vezetőperselyekkel) megvezetett kocsihoz lenne rögzítve.
Ahol a kocsi oldalaihoz rögzített armatúra a függőleges konzol fölé emelkedik ott található a függőleges mellékhajtás motorja.
A vízszintes konzol úgy néz ki, hogy két 18 mm átmérőjű k1-es köracélt alumínium távtartó fog közre, ezen szintén szerszámacélból készült csapágyazott kerekek futnak. A kocsi mozgatását bordásszíjjal oldanám meg, ami a vízszintes konzol két végén megcsapágyazott, szabadon futó bordásszíj-tárcsákkal lenne megfeszítve. A kocsi a szíjjhoz lenne rögzítve, a hajtást a függőleges oldalon lévő tárcsán kapná.
Az egész vízszintes konzol úgy számolom 20-25 kg lenne. Arra gondoltam M12 menetszárral pókhálószerűen tetszőlegesen lehetne merevíteni (a csomópontokban kis menetes gömbökkel ellenanyákkal rögzítve).
Elég hosszúra eresztettem a mondókámat, remélem nem terheltem le vele senkit, de úgy éreztem muszáj ilyen részletesen belemennem.
Várom a véleményeket és előre is köszönöm a segítséget!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 04, 19:55
Írta: 000000000 Dátum 2010 július 04, 19:55
kis korrekció:
A kocsi a szíjjhoz lenne rögzítve, a hajtást a függőleges konzol oldalon lévő tárcsán kapná.
A kocsi a szíjjhoz lenne rögzítve, a hajtást a függőleges konzol oldalon lévő tárcsán kapná.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 04, 20:33
Írta: 000000000 Dátum 2010 július 04, 20:33
Szia!
Látom, lebeszélő műszaki tanácsaink ellenére csak életben tartod a projektedet. Nem baj, de hidd el jót akarok Neked, amikor kritizálom a tervedet.
Szerintem a következőt gondold végig mindentől függetlenül:
Tegyük fel teljesen kottymentes hullámhajtóműves a C tengelyed és kész a
a másik kettő is. Legyen pl. a feladat egy 50*50 mm-es négyzet kirajzolása C-X síkban.
Ez derékszögű koordánarendszerben csak 4 fő sor G kód. Na de polár koordinátában??? Gondold csak végig?? Könnyen lehet, hogy ha nagy felbontást akarsz (a 600 mm rádiusz miatt ez kell is), akkor nagy kinyúlásnál ez több 10 ezer sorral oldható meg, ha egyáltalán győzi majd a vezérlő progid interpolátora, és találsz ilyen jól működő tengely posztprocit. És ez csak egy egyszerű négyzet marás volt.
Szóval ennek elméletileg is igen "zűrös" a pályagenerálási matematikája, azaz továbbra is azt mondom, CNC marógépre nem lesz jó az ötleted, főleg első gép építéseként.
Látom, lebeszélő műszaki tanácsaink ellenére csak életben tartod a projektedet. Nem baj, de hidd el jót akarok Neked, amikor kritizálom a tervedet.
Szerintem a következőt gondold végig mindentől függetlenül:
Tegyük fel teljesen kottymentes hullámhajtóműves a C tengelyed és kész a
a másik kettő is. Legyen pl. a feladat egy 50*50 mm-es négyzet kirajzolása C-X síkban.
Ez derékszögű koordánarendszerben csak 4 fő sor G kód. Na de polár koordinátában??? Gondold csak végig?? Könnyen lehet, hogy ha nagy felbontást akarsz (a 600 mm rádiusz miatt ez kell is), akkor nagy kinyúlásnál ez több 10 ezer sorral oldható meg, ha egyáltalán győzi majd a vezérlő progid interpolátora, és találsz ilyen jól működő tengely posztprocit. És ez csak egy egyszerű négyzet marás volt.
Szóval ennek elméletileg is igen "zűrös" a pályagenerálási matematikája, azaz továbbra is azt mondom, CNC marógépre nem lesz jó az ötleted, főleg első gép építéseként.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 július 04, 21:52
Írta: robroy007 Dátum 2010 július 04, 21:52
Tibor
egy kicsit nem értem a gondod a programozással kapcsolatban
ugyanis a sorok ugyan azok szerintem viszont a hozzá tartozó számítás tényleg sokkal több ez biztos és sokkal nehézkesebb is a post proci megalkotása
miért gondolom így!
x távolsággal nincs gond sugár irányban könnyen számolható
c irányban is egy egyszerű értékre kell beállni amit jelen esetben fokokban kell számolni és lépésre vissza osztani ami egy ekkora forgatónak felel meg
viszont a matekja bonyolult az tény és a felbontása tőben sokkal nagyobb mint a végén lesz majd a karnak
itt mindent polár koordináta rendszerben számolni ami már nem is biztos hogy olyan nehéz de mindenképpen sokkal nehezebb mint xyz tengelyek mentén
egy kicsit nem értem a gondod a programozással kapcsolatban
ugyanis a sorok ugyan azok szerintem viszont a hozzá tartozó számítás tényleg sokkal több ez biztos és sokkal nehézkesebb is a post proci megalkotása
miért gondolom így!
x távolsággal nincs gond sugár irányban könnyen számolható
c irányban is egy egyszerű értékre kell beállni amit jelen esetben fokokban kell számolni és lépésre vissza osztani ami egy ekkora forgatónak felel meg
viszont a matekja bonyolult az tény és a felbontása tőben sokkal nagyobb mint a végén lesz majd a karnak
itt mindent polár koordináta rendszerben számolni ami már nem is biztos hogy olyan nehéz de mindenképpen sokkal nehezebb mint xyz tengelyek mentén
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 04, 22:11
Írta: 000000000 Dátum 2010 július 04, 22:11
Már a mach topikban kétszer is feldobtam ezt a témát de le se sz*rtátok.
Ha jól tévedek kimondottan robot karokhoz és egyébb hasonló megoldásokhoz van egy formula beadási lehetőség a Mach3-ban.
Itt egy kép:

Ezek után én már többet nem szólok hozzá ehez a témához.
Ha jól tévedek kimondottan robot karokhoz és egyébb hasonló megoldásokhoz van egy formula beadási lehetőség a Mach3-ban.
Itt egy kép:
Ezek után én már többet nem szólok hozzá ehez a témához.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 04, 22:24
Írta: 000000000 Dátum 2010 július 04, 22:24
Próbáld ki a gyakorlatban, úgy egyből érthetővé válik. Ha Neked van egy G kódlejátszó programod, ami fogad X, Z, C henger kooordinátákat, hogyan tudsz egy négyzetet a C-X tengelyek mentén 4 sorral elintézni? Írd már be légyszi azt a csak négy G kód sort, ami ezt leírja....Eleve egy alapkérédés: Hol legyen a nullpont egy polár síkban? Szóval a forgó mozgás már egy plusz tengely esetén is be tud kavarni nagyon, én elég sokat programozok most ilyen jellegű feladatokat, van dolga az interpolátor programnak rendesen...
És akkor még nem is beszéltünk egy szót sem az eredő előtolási sebesség állandó értéken tartásáról, ami megint egy külön történet, ha már a szerszám pályagörbe megvan.
És akkor még nem is beszéltünk egy szót sem az eredő előtolási sebesség állandó értéken tartásáról, ami megint egy külön történet, ha már a szerszám pályagörbe megvan.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 04, 22:55
Írta: 000000000 Dátum 2010 július 04, 22:55
Simán megoldható 4 soral is és még post proceszor sem kell, csak nem birjátok felfogni agyal amit elöbb leírtam.
Ezt a Mach3 alapból megoldja csak egy több változós formulát kell az adott tengelyhez kreálni.
Kezeli a sin, cos, tan, PI, és még sorolhatnám az összes szögfügvényt.
Látom nem kapizsgáljátok mit ugatok.
Ezt a Mach3 alapból megoldja csak egy több változós formulát kell az adott tengelyhez kreálni.
Kezeli a sin, cos, tan, PI, és még sorolhatnám az összes szögfügvényt.
Látom nem kapizsgáljátok mit ugatok.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 július 04, 23:36
Írta: KoLa Dátum 2010 július 04, 23:36
Nekem tetszene ha kitöltenéd a rublikákat úgy hogy 22-s hatszöget tudjak esztergálni 40mm hosszon , tehát C tengely X és Z tengely!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 00:01
Írta: 000000000 Dátum 2010 július 05, 00:01
Azt mondod hogy a tokmány elfordulást is step dir rendszerel hajtod?
Mert akkor ahoz hogy hatszöget esztergálj nem kell neked ez a korrekciós rész, csak egy jó G kód.
Meg egy gyors keresztszán sem árt hozzá
Sajnos a Mach Turn részével nem foglalkoztam ebben nem tudok segiteni
Mert akkor ahoz hogy hatszöget esztergálj nem kell neked ez a korrekciós rész, csak egy jó G kód.
Meg egy gyors keresztszán sem árt hozzá
Sajnos a Mach Turn részével nem foglalkoztam ebben nem tudok segiteni
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 00:08
Írta: 000000000 Dátum 2010 július 05, 00:08
Csak hogy képben legyetek miket is tud a Mach formula axis correction része. [#wow1]
2Axis Parallel
Ugyanaz közelröl
2Axis Parallel
Ugyanaz közelröl
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 00:20
Írta: 000000000 Dátum 2010 július 05, 00:20
Akit kicsit érdekel a dolog itt találhat több infót eröl és példák is vannak.
Esetleg ha valaki robotkart szeretne épiteni ahoz ez a része nagyon fontosMach3 Formula Axis Correction
Esetleg ha valaki robotkart szeretne épiteni ahoz ez a része nagyon fontosMach3 Formula Axis Correction
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 00:26
Írta: 000000000 Dátum 2010 július 05, 00:26
Még egy a teljeség igénye nélkül, hátha valaki pont ilyet szeretne épiteni és kellene hozzá a formula [#hehe]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 00:29
Írta: 000000000 Dátum 2010 július 05, 00:29
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 00:32
Írta: 000000000 Dátum 2010 július 05, 00:32
Már, már azt gondoltam megsértődtél. De, látom kezded érteni, miért oly kevés a reakció, a felvetésedre.
Biztosan sokan vagyunk, akik nem vagyunk képben, ebben a dologban.
Ezért kérlek, gyújtsd meg azt a bizonyos gyertyát, hagy áradjon a fény. Add át, amit tudsz erről.
Kérlek térj vissza a témával a Mach3 ba. Ez odavaló. Ne legyen össze vissza a téma.
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 07:18
Írta: 000000000 Dátum 2010 július 05, 07:18
Szia Pál!
A videóid amolyan mai csicsa nyakatekert fölöslegesnek is mindjató agymenések, és sajnos alig van köze a mi témánkhoz. Ezeknél ugyanis CSAK lineáris mozgásokból alakítod ki a pontot egy csuklós rendszerben erősen lekorlátozott mechanikai mozgástérben. Nem látom a példáidnál a forgó Pl. C tengelyre kiszámított aktuális szögeket, mert nincs is ilyen a példáidban. Ugyanis a rejtett redundanciák és periodicitás törvények miatt az arcus szögfüggvényeket igen vad dolgokat eredményezhetnek. Egyáltalán van a Mach megengedett függvénykészletben mindenféle arcus függvény is?
A videóid amolyan mai csicsa nyakatekert fölöslegesnek is mindjató agymenések, és sajnos alig van köze a mi témánkhoz. Ezeknél ugyanis CSAK lineáris mozgásokból alakítod ki a pontot egy csuklós rendszerben erősen lekorlátozott mechanikai mozgástérben. Nem látom a példáidnál a forgó Pl. C tengelyre kiszámított aktuális szögeket, mert nincs is ilyen a példáidban. Ugyanis a rejtett redundanciák és periodicitás törvények miatt az arcus szögfüggvényeket igen vad dolgokat eredményezhetnek. Egyáltalán van a Mach megengedett függvénykészletben mindenféle arcus függvény is?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 07:25
Írta: 000000000 Dátum 2010 július 05, 07:25
Szia!
A hatvani talin abban maradtunk, hogy ha kész a géped C tengelye, dobsz egy mailt. Értsem úgy, hogy akkor a példádra küldhetem a C tengelyes G kódokat?
De van itt még pár hiányzó adat..., pl. ref pont, felbontás, sarokrádiusz...Magánban megbeszélhetjük, ha gondolod, és már nyomhatod is a vezérlődbe a kódokat, amiket lefejtek Neked. Annyit már most előre vetítek Neked, nagy "bajban" lesznek a léptecseid a sarokpontoknál bizonyos sebesség felett. Ez ugyanis állandó egységugrás feladat éles gyakorlati helyzetben.
A hatvani talin abban maradtunk, hogy ha kész a géped C tengelye, dobsz egy mailt. Értsem úgy, hogy akkor a példádra küldhetem a C tengelyes G kódokat?
De van itt még pár hiányzó adat..., pl. ref pont, felbontás, sarokrádiusz...Magánban megbeszélhetjük, ha gondolod, és már nyomhatod is a vezérlődbe a kódokat, amiket lefejtek Neked. Annyit már most előre vetítek Neked, nagy "bajban" lesznek a léptecseid a sarokpontoknál bizonyos sebesség felett. Ez ugyanis állandó egységugrás feladat éles gyakorlati helyzetben.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 07:27
Írta: 000000000 Dátum 2010 július 05, 07:27
mindjató -> mondható
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 07:38
Írta: 000000000 Dátum 2010 július 05, 07:38
Akkor gondold át mégeszer aztán rájösz hogy baromságot irtál.
Pl nézd meg a #7691 hozászólást, ott van fügvény is.
Annál a gépnél 3 tengelyel oldják meg a 6 tengelyes mozgást és ott minden mindenel összefügg.
Pl nézd meg a #7691 hozászólást, ott van fügvény is.
Annál a gépnél 3 tengelyel oldják meg a 6 tengelyes mozgást és ott minden mindenel összefügg.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 08:14
Írta: 000000000 Dátum 2010 július 05, 08:14
Én a helyedben sokkal óvatosabb lennék (könnyen lehet, hogy te írtál hasznavehetetlen baromságot), és átgondolnék újabb nem mellékes körülményt is az eddigiekhez képest, nevezetesen a CNC technikának 4 alapvető pozíció generálási rendszere van:
pont, szakasz, pálya és trejektória szintek.
Gondolod hogy az N dimenziós mátrix műveleteket néhány egyszerű függvénnyel a játékos kedvében lévő Hobbysta Mach-al megoldja, ami már akkor is lelassul, ha egynél több lineáris interpolációval kell megküzdeni? Gondolkozzál már picit.... A posztprocesszálást talán válasszuk már ketté a megbízható és gyors G kód lejátszástól (ez önmaga egy komoly feladat).
A kérdésem továbbra is az, hol a linkelt példáidban a forgó tengelyre kiszámított pillnatnyi NC kód, amikor nincs is forgó tengely??:))))
pont, szakasz, pálya és trejektória szintek.
Gondolod hogy az N dimenziós mátrix műveleteket néhány egyszerű függvénnyel a játékos kedvében lévő Hobbysta Mach-al megoldja, ami már akkor is lelassul, ha egynél több lineáris interpolációval kell megküzdeni? Gondolkozzál már picit.... A posztprocesszálást talán válasszuk már ketté a megbízható és gyors G kód lejátszástól (ez önmaga egy komoly feladat).
A kérdésem továbbra is az, hol a linkelt példáidban a forgó tengelyre kiszámított pillnatnyi NC kód, amikor nincs is forgó tengely??:))))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 19:19
Írta: 000000000 Dátum 2010 július 05, 19:19
Ok, legyen hasznavehetetlen baromság, de akkor is működik és ez tény.
És hogy megértsed miért is 6 tengelyes, itt egy videó.
6 asix parallel
És hogy megértsed miért is 6 tengelyes, itt egy videó.
6 asix parallel
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2010 július 05, 21:42
Írta: D.Laci Dátum 2010 július 05, 21:42
Hm.. az esztergácsomon ott felejtettem a Tokaji aszút akó az most nyóc tengelyes vagy 2 tengely + 6 puttonyos... ?? :)
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 július 05, 22:12
Írta: robroy007 Dátum 2010 július 05, 22:12
ez biztos érdekes nektek a közepétől kb
és munkára is fogható cnc változatban
hobby változatban zenét kapcsoljátok ki mert kicsit idegesítő ha nincs hozzá szokva az ember
nekem csak a mechanikai szilárdságával vannak kételyeim de használható cucc mert sokan foglalkoznak vele
ezek után a sugárfúró is lehet alap, bár én akkor is hanyagolnám a felbontási dolgok miatt tőben és a kar végén
és munkára is fogható cnc változatban
hobby változatban zenét kapcsoljátok ki mert kicsit idegesítő ha nincs hozzá szokva az ember
nekem csak a mechanikai szilárdságával vannak kételyeim de használható cucc mert sokan foglalkoznak vele
ezek után a sugárfúró is lehet alap, bár én akkor is hanyagolnám a felbontási dolgok miatt tőben és a kar végén
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 július 05, 22:28
Írta: KoLa Dátum 2010 július 05, 22:28
Szia Tibor! nem felejtettem el a 'megbeszélteket' csak most elmaradtam a fejlesztések tesztelésével egy kissé[#help]
Mikor veled beszélgettünk erről a témáról én erre a Mach3 beállításra gondoltam, amiről itt most szó van, de mint tudjuk, Te egy másik vezérléstechnikai módszerben gondolkozol!ami nem Hobbi, hanem egy egyedi alkalmazás!és tudom (sejtem)hogy ez egy üzembiztos megoldás valójában, mert így működnek a profi gépek is - se Windows , se Mach3.
Azért kellene rákeresned vagy "urambocsá" kipróbálnod ezt a programot hobbi szinten, mint, ahogyan tesszük itt jónéhányan!Mivel ez a program állandóan fejlődik , vagyis a fejlesztők tovább pontosítják, folyamatosan, a felhasználók igényei alapján!
Például, milyen nagy hasznát vennénk ha Te ezeket a fügvényeket alapszinten , értelmeznéd egy egyszerű példán keresztül, mint amit Pál-nak írtam!
Természetesen megköszönöm! és küldheted az általad készített Gkódot a példára, esetleg ide is, ha nem túl hosszú.
Mikor veled beszélgettünk erről a témáról én erre a Mach3 beállításra gondoltam, amiről itt most szó van, de mint tudjuk, Te egy másik vezérléstechnikai módszerben gondolkozol!ami nem Hobbi, hanem egy egyedi alkalmazás!és tudom (sejtem)hogy ez egy üzembiztos megoldás valójában, mert így működnek a profi gépek is - se Windows , se Mach3.
Azért kellene rákeresned vagy "urambocsá" kipróbálnod ezt a programot hobbi szinten, mint, ahogyan tesszük itt jónéhányan!Mivel ez a program állandóan fejlődik , vagyis a fejlesztők tovább pontosítják, folyamatosan, a felhasználók igényei alapján!
Például, milyen nagy hasznát vennénk ha Te ezeket a fügvényeket alapszinten , értelmeznéd egy egyszerű példán keresztül, mint amit Pál-nak írtam!
Természetesen megköszönöm! és küldheted az általad készített Gkódot a példára, esetleg ide is, ha nem túl hosszú.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 05, 23:54
Írta: 000000000 Dátum 2010 július 05, 23:54
Itt látszik, hogy müködik, és elég valoszinü, hogy megfelelö stabilitású is a szerkezet...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 július 06, 00:34
Írta: s7manbs8 Dátum 2010 július 06, 00:34
Én csak annyit tudok mondani ezekre a gépekre, hogy le a kalappal.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 06, 07:39
Írta: 000000000 Dátum 2010 július 06, 07:39
A Mach-al egyelőre továbbra sem foglalkoznék (elég volt az a 2-3 nap, amíg teszteletem, és szórakoztam és megimertem alapjaiban), így köszi a tanácsodat, de egyelőre remekül elvagyok nélküle.
Egy biztos: a varázslatokból, csicsákból kinőttem már jópár éve, és úgy általában egy feladat kapcsán gyorsan elméletileg gondolom át a dolgot, és ha a képletek, számítások eleve kizárttá tesznek dolgokat egy adott konstrukcióra, akkora először a gyenge láncszemmel kell foglalkozni. Ezen semmilyen csicsa program varázslat nem segít. Így pl. Nálad is a "ducika" léptető motoros hajtásod és a gyors irányváltási 10-15 Hz-es mozgás kényszer egy hatszög esztergálásnál problémás dolog, és kudarc gyanús. Ebbe simán "belehalnak" a gyengébb képességű szervók is, ugyanis ez is egy olyan gyakorlati alkalmazás, ahol a sok egységugrás üzemi jelenség. Így igazán egységugrás tesztek, és arra beállított hajtások nélkül nem igazán megúszható a dolog.
Ha pedig majd a teszteléseiddel eljutsz odáig, hogy tudsz X, C, Z kódokat a lehető legdinamikusabban végrehajtani a jelenlegi hajtás rendszereddel, küldök teszt G kódot.
De ismétlés a tudás anyja, a kiállításokon az asztalomon szokott lenni pl. ez a fém darabka. videó
Szívesen megnéznék egy olyan videót, ahol ezt valaki csak egy Mach-al a Formula Axis Correction menű "varázslóval" megoldja, pedig ez csak 3 tengely. Igaz, ebből egy forgó, és ha valaki emlékszik még arra a matekórán tanult állításra, miszerint pl. a sin, cos függvények 2 pi radián szerint periódikus függvények, nos itt kezdődik az igazi kalamajka....:)
Egy biztos: a varázslatokból, csicsákból kinőttem már jópár éve, és úgy általában egy feladat kapcsán gyorsan elméletileg gondolom át a dolgot, és ha a képletek, számítások eleve kizárttá tesznek dolgokat egy adott konstrukcióra, akkora először a gyenge láncszemmel kell foglalkozni. Ezen semmilyen csicsa program varázslat nem segít. Így pl. Nálad is a "ducika" léptető motoros hajtásod és a gyors irányváltási 10-15 Hz-es mozgás kényszer egy hatszög esztergálásnál problémás dolog, és kudarc gyanús. Ebbe simán "belehalnak" a gyengébb képességű szervók is, ugyanis ez is egy olyan gyakorlati alkalmazás, ahol a sok egységugrás üzemi jelenség. Így igazán egységugrás tesztek, és arra beállított hajtások nélkül nem igazán megúszható a dolog.
Ha pedig majd a teszteléseiddel eljutsz odáig, hogy tudsz X, C, Z kódokat a lehető legdinamikusabban végrehajtani a jelenlegi hajtás rendszereddel, küldök teszt G kódot.
De ismétlés a tudás anyja, a kiállításokon az asztalomon szokott lenni pl. ez a fém darabka. videó
Szívesen megnéznék egy olyan videót, ahol ezt valaki csak egy Mach-al a Formula Axis Correction menű "varázslóval" megoldja, pedig ez csak 3 tengely. Igaz, ebből egy forgó, és ha valaki emlékszik még arra a matekórán tanult állításra, miszerint pl. a sin, cos függvények 2 pi radián szerint periódikus függvények, nos itt kezdődik az igazi kalamajka....:)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 06, 19:59
Írta: 43pbwjg8s Dátum 2010 július 06, 19:59
jééé! Most látom először élőben ezt a mechanikát.:)
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 július 07, 20:56
Írta: yuagaci9g Dátum 2010 július 07, 20:56
Ne mond mar, hogy nem lattad?!
Nem Nalatok keszult ez a filmecske?
Free flying milling machine
[#wow1]
Nem Nalatok keszult ez a filmecske?
Free flying milling machine
[#wow1]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 07, 22:29
Írta: 43pbwjg8s Dátum 2010 július 07, 22:29
Váltóház szerűség az ottan... El kell ismerni. Még ZF-es is lehet (nem ismerem fel ennyi alapján sajnos), de sajnos nem itt Egerben készült. :( :(
Pedig!!!! Lehet sokat lennék odalenn és csak ülnék a gép előtt és nézném ahogy dolgozik.
Mi itthon csak a tengely és fogaskerék jellegű dolgokat, és a szinkronalkatrészeket gyártjuk.
A többit a beszállítók.
Ha jól emlékszem nálunk max 4 és 1/2D-s gépek vannak lenn max. :(
Pedig!!!! Lehet sokat lennék odalenn és csak ülnék a gép előtt és nézném ahogy dolgozik.
Mi itthon csak a tengely és fogaskerék jellegű dolgokat, és a szinkronalkatrészeket gyártjuk.
A többit a beszállítók.
Ha jól emlékszem nálunk max 4 és 1/2D-s gépek vannak lenn max. :(
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 07, 22:31
Írta: 43pbwjg8s Dátum 2010 július 07, 22:31
Egyébként soha nem terveznék olyan váltóházat amihez nem elég a 3D. :)
Öntéshez alapdolog, de megmunkáláshoz sem engedek többet soha.
Öntéshez alapdolog, de megmunkáláshoz sem engedek többet soha.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 11, 13:21
Írta: 000000000 Dátum 2010 július 11, 13:21
Rendben, hajlok az észérvekre. Megpróbálok inkább összehozni valami klasszikus kivitelű gépet, az a gond hogy annak még ki kell keresnem az árát :)
Köszönöm a segítséget és további jó gépépítést kívánok!
Köszönöm a segítséget és további jó gépépítést kívánok!
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 18, 01:07
Írta: knifemaster Dátum 2010 július 18, 01:07
Kivánok,
papirra vetettem ami a fejemben volt.
2 kérdésem van.
Mit lehet elkövetni rezonancia csökkentés terén az "U projectel",illetve van e valami kirívó hiba rajta?
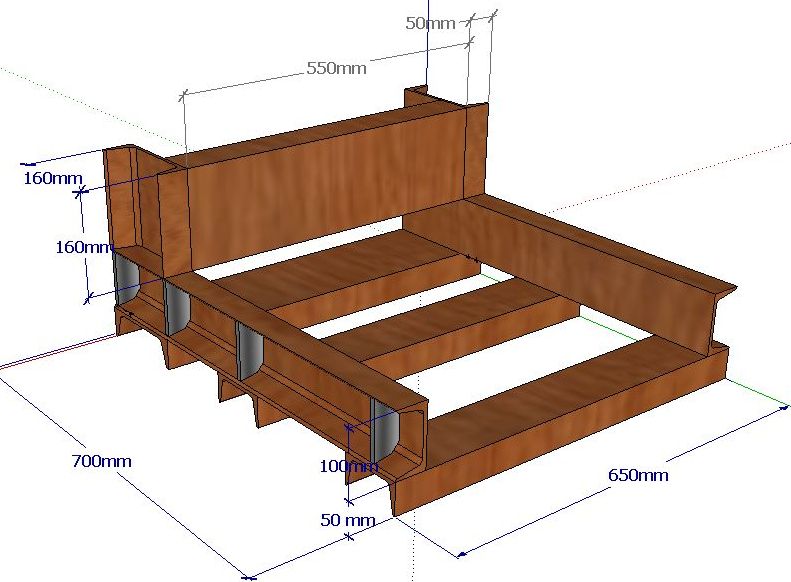
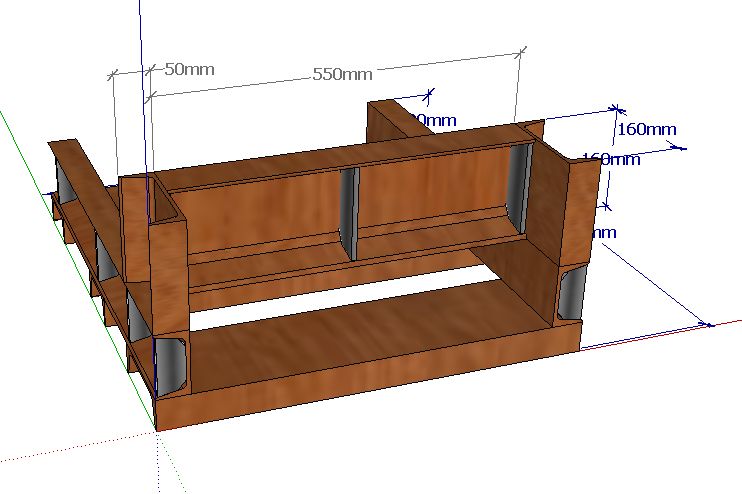
papirra vetettem ami a fejemben volt.
2 kérdésem van.
Mit lehet elkövetni rezonancia csökkentés terén az "U projectel",illetve van e valami kirívó hiba rajta?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 18, 10:06
Írta: 43pbwjg8s Dátum 2010 július 18, 10:06
CSak "hangosan" gondolkodám....
Ezzel a sajátfrekis dologgal kapcsolatban lenne kérdésem.
Mekkora gerjesztőfrekvenciát lehetne alapértelmezésképpen felvenni egy-egy hobbygépnél? Mondjuk legyen "teknomotor stílusú/jellegű" meghajtás.
De valahogy ugy érzem a gerjesztés az itt használatos nagy fodulatszámok miatt inkább magas ezért a sajátfrekvenciát ez alatt kell tartani...
De...
Szeritnem az igzán problémás dolgot, a nagyobb beremegéseket nem a normál használat, a normál főorsóból, megmunkálásból adódó frekvenciák adják, hanem a "sarkos" hirtelen fogásváltozásokból adódó lassulásoknál, vagy a maró söprésénél kialakuló beremegésekről beszélünk mint gerjesztőfrekvencia.
Ezek milyenek értéktartományban lehetnek?
Ennek a lenti, általad összerakott szerkezetnek a saját frekijét (ma előkerül egy régi szoftverem) szívesen kiszámolom. De ez csak egy dolog.
Azt is meg lehet tenni, hogy vizsgáljuk a méret és alakváltoztatások sajátfrekire való hatását....
Geometriailag pontos modell és anyagsűrűség (jó esetben anyagmegnevezés is elég, ha megvan a táramban a konkrét anyag) szükséges ehhez.
Ezzel a sajátfrekis dologgal kapcsolatban lenne kérdésem.
Mekkora gerjesztőfrekvenciát lehetne alapértelmezésképpen felvenni egy-egy hobbygépnél? Mondjuk legyen "teknomotor stílusú/jellegű" meghajtás.
De valahogy ugy érzem a gerjesztés az itt használatos nagy fodulatszámok miatt inkább magas ezért a sajátfrekvenciát ez alatt kell tartani...
De...
Szeritnem az igzán problémás dolgot, a nagyobb beremegéseket nem a normál használat, a normál főorsóból, megmunkálásból adódó frekvenciák adják, hanem a "sarkos" hirtelen fogásváltozásokból adódó lassulásoknál, vagy a maró söprésénél kialakuló beremegésekről beszélünk mint gerjesztőfrekvencia.
Ezek milyenek értéktartományban lehetnek?
Ennek a lenti, általad összerakott szerkezetnek a saját frekijét (ma előkerül egy régi szoftverem) szívesen kiszámolom. De ez csak egy dolog.
Azt is meg lehet tenni, hogy vizsgáljuk a méret és alakváltoztatások sajátfrekire való hatását....
Geometriailag pontos modell és anyagsűrűség (jó esetben anyagmegnevezés is elég, ha megvan a táramban a konkrét anyag) szükséges ehhez.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 18, 10:54
Írta: knifemaster Dátum 2010 július 18, 10:54
Kicsit beszél kínai....
Amit értek arra azért válaszolok.
AZ anyaghasználat melegen hengerelt U profil 100-a és 160-as méretben.
Egyebet elmondani nem tudok.
Amit értek arra azért válaszolok.
AZ anyaghasználat melegen hengerelt U profil 100-a és 160-as méretben.
Egyebet elmondani nem tudok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 18, 14:25
Írta: 000000000 Dátum 2010 július 18, 14:25
Nem lesz ezzel semmi gond! Mekkora lin. vezetőket szánsz rá?
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 18, 15:05
Írta: knifemaster Dátum 2010 július 18, 15:05
Eddigi infóim alapján 15-ös síneket de valószínűbb,hogy 20-as lesz belőle,abból nagyobb a kínálat,vagy 20-as tengelyt.
Pénz és szerencse kérdése minden.
Pénz és szerencse kérdése minden.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 18, 15:14
Írta: 000000000 Dátum 2010 július 18, 15:14
20-as vezetőkkel,tengelyenként 4 kocsival,16x5-ös golyósorsóval örök életű lesz.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 18, 20:34
Írta: 43pbwjg8s Dátum 2010 július 18, 20:34
Nem olyan bony ez!
A saját freki meghatározásához 3DModell kell és mondjuk kezdetnek egy főorsó fordultaszám.
MIvel a felső értéktől csak kisebbet használhatsz így ez felé kell belőni a rendszer saját frekvenciáját.
De hozzáértőktől megkérdezném, melyek aok az esetek amikor berezonál a gép. Így egyszerűbb elindítani a rendszer vizsgálatát. Utána lehet haladni, ha meg vannak határozva a problémák lehetséges eseteit.
A saját freki meghatározásához 3DModell kell és mondjuk kezdetnek egy főorsó fordultaszám.
MIvel a felső értéktől csak kisebbet használhatsz így ez felé kell belőni a rendszer saját frekvenciáját.
De hozzáértőktől megkérdezném, melyek aok az esetek amikor berezonál a gép. Így egyszerűbb elindítani a rendszer vizsgálatát. Utána lehet haladni, ha meg vannak határozva a problémák lehetséges eseteit.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 18, 20:50
Írta: 43pbwjg8s Dátum 2010 július 18, 20:50
Bocs!
Plusz anyag! (vagy legalább egy sűrűség a súly megállpításához)
Plusz anyag! (vagy legalább egy sűrűség a súly megállpításához)
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 18, 23:12
Írta: knifemaster Dátum 2010 július 18, 23:12
Nem tudom mennyit segít,de leírom ,hogy megértsetek,mert balkezes vagyok...:)
Ez is csak egy hobby gép lesz,R-go hasraütve de az évek alatt olvasott látott tapasztalt dolgok,és a lehetőségeimet figyelembe véve jutottam el a bemutatott végleges verzióhoz.
Nem szisztematikusan,hanem párhuzamosan több tényezőt figyelembe véve(anyagiak,megmunkálási lehetőségek, ár érték arány)készült el a nagy terv.
(Ez lesz a 3. nekirugaszkodásom ,hogy építsek egy masinériát,de most eltökéltem,ezt meg is fogom építeni.)
Most szeretném a váz eredő merevségét (rem élem jól írtam) növelni,a zajt csökkenteni.
2 elképzelésem van erre,csak azt nem tudom életképesek- e, a 2 közül van e jobb,és miért,avagy hátha valakinek van még ötlete.
1. Több bordát teszek,és megerősítem a hidat is,valahogy így:
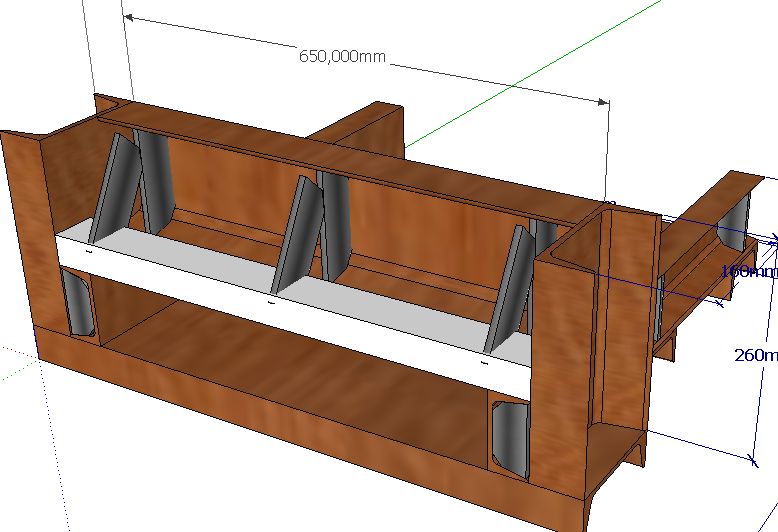
(Közben megrajzoltam egy másik variációt is a hídra.)
2.Kiöntöm a profilokat polibetonnal, amit acélháló tartana meg,amit előtte hegesztek a profilokba.
Az így kapott eredő merevség lesz aztán a kiindulási pont a további tervezéshez.
Ez is csak egy hobby gép lesz,R-go hasraütve de az évek alatt olvasott látott tapasztalt dolgok,és a lehetőségeimet figyelembe véve jutottam el a bemutatott végleges verzióhoz.
Nem szisztematikusan,hanem párhuzamosan több tényezőt figyelembe véve(anyagiak,megmunkálási lehetőségek, ár érték arány)készült el a nagy terv.
(Ez lesz a 3. nekirugaszkodásom ,hogy építsek egy masinériát,de most eltökéltem,ezt meg is fogom építeni.)
Most szeretném a váz eredő merevségét (rem élem jól írtam) növelni,a zajt csökkenteni.
2 elképzelésem van erre,csak azt nem tudom életképesek- e, a 2 közül van e jobb,és miért,avagy hátha valakinek van még ötlete.
1. Több bordát teszek,és megerősítem a hidat is,valahogy így:
(Közben megrajzoltam egy másik variációt is a hídra.)
2.Kiöntöm a profilokat polibetonnal, amit acélháló tartana meg,amit előtte hegesztek a profilokba.
Az így kapott eredő merevség lesz aztán a kiindulási pont a további tervezéshez.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 július 18, 23:23
Írta: KoLa Dátum 2010 július 18, 23:23
650mm - en a 160-as 'U' az nagyon erős!
Ha a felső hidat egy ugyanabba az irányba álló 'U'-val megerősíted! és az összes többinél is fennáll ez a lehetőség akkor acélt is marhatsz vele!Szerintem![#wave]
Ha a felső hidat egy ugyanabba az irányba álló 'U'-val megerősíted! és az összes többinél is fennáll ez a lehetőség akkor acélt is marhatsz vele!Szerintem![#wave]
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 18, 23:27
Írta: knifemaster Dátum 2010 július 18, 23:27
Akkor folytatom ezt tovább.
Ha maradok a vázerősítésnél,mivel lehet a rezonancia álltal okozott zajt csökkenteni?
Ha maradok a vázerősítésnél,mivel lehet a rezonancia álltal okozott zajt csökkenteni?
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 18, 23:49
Írta: knifemaster Dátum 2010 július 18, 23:49
Késő van,most ,hogy újra elolvastam amit írtál esett le.
Mozgó asztalos gép lesz,így az összekötő gerendák fogják az asztalt tartani.
Mozgó asztalos gép lesz,így az összekötő gerendák fogják az asztalt tartani.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 július 18, 23:57
Írta: KoLa Dátum 2010 július 18, 23:57
Ahhoz meg kicsi "Mozgó asztalos gép"
Vagy inkább reliefeket szeretnél marni? mer' az nem asztalos!
Vagy inkább reliefeket szeretnél marni? mer' az nem asztalos!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 július 18, 23:59
Írta: KoLa Dátum 2010 július 18, 23:59
Ez a váz fába nem fog rezegni! csak jól hegeszd össze!
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2010 július 19, 00:19
Írta: x4rhew5r3 Dátum 2010 július 19, 00:19
Ha már portál rendszerűt akarsz, akkor a 2. verziót jobbnak tartom, mert az X híd alul is össze van kötve, és így alul középen egyetlen orsóval tudod mozgatni az Y tengelyt.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 19, 00:45
Írta: knifemaster Dátum 2010 július 19, 00:45
Ezt nem értem.
Mihez kicsi?
A relif marásnál mi a baj a mozgó asztalos verzióval?
Mihez kicsi?
A relif marásnál mi a baj a mozgó asztalos verzióval?
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2010 július 19, 06:34
Írta: x4rhew5r3 Dátum 2010 július 19, 06:34
Nekem is késő volt:)
Most olvasom, hogy mozgó asztalos gép lesz.
Akkor viszont megvárjuk, hogyan helyezed el az asztalt...
Most olvasom, hogy mozgó asztalos gép lesz.
Akkor viszont megvárjuk, hogyan helyezed el az asztalt...
Cím: Re:Mechanikai ötletek
Írta: szbjoe Dátum 2010 július 19, 07:03
Írta: szbjoe Dátum 2010 július 19, 07:03
A képen látható keményfém (Titán bevonatú vagy csak annak hazudott???) 3 mm-e vadi új fúró bele se kezdett a f.kerék agyba. Milyen fúrót használjak?
http://kepfeltoltes.hu/100719/fogask_1_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/100719/fogask_1_www.kepfeltoltes.hu_.jpg
Cím: Re:Mechanikai ötletek
Írta: j3rx6bsjd Dátum 2010 július 19, 07:08
Írta: j3rx6bsjd Dátum 2010 július 19, 07:08
Csak tömör keményfémet,vagy ha tudsz jól köszörülni,akkor olcsóbb a vídiabetétes kőzetfúró,amit megélezel,hogy használható legyen az acélhoz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 19, 07:34
Írta: 000000000 Dátum 2010 július 19, 07:34
Olyan nincs hogy bele sem kezd. Keményfém fúrónál ha éles vagy a munkadarab enged, vagy a fúró. Kis fordulat, óvatosan kell kezdeni nehogy kipattanjon a csúcsa, és persze állványos fúró mert kézből esélytelen.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 19, 08:23
Írta: knifemaster Dátum 2010 július 19, 08:23
Eddig így akarom:
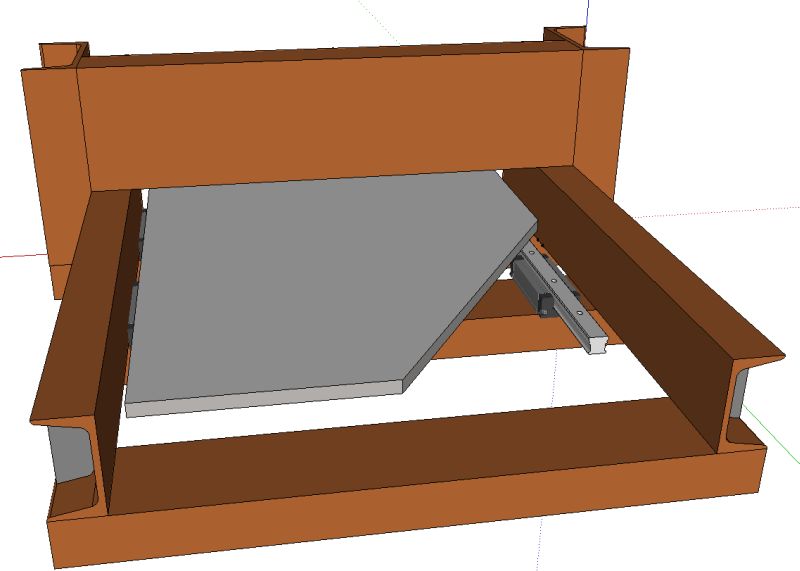
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2010 július 19, 08:39
Írta: x4rhew5r3 Dátum 2010 július 19, 08:39
Számolj azzal is, hogy satut teszel fel az asztalra. A lapos kivitel is 70mm körüli, és ebből még kiáll a munkadarab. A forgatónak meg még több hely kell.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 10:00
Írta: 43pbwjg8s Dátum 2010 július 19, 10:00
?????
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 július 19, 10:08
Írta: Rabb Ferenc Dátum 2010 július 19, 10:08
A merevséggel és a tömeggel biztosan nem lesz gondod ekkora gépnél. De a hegesztések sorrendjét és mennyiségét nagyon gondold át, mert ha elvetemedik, ezt ki nem egyengeted. Minden varrat valamerre deformálni fogja az egészet.
A hidat mindenképpen emeld meg - hacsak nem papírlapot akarsz megmunkálni. De ahhoz meg nem kell ilyen erős váz. Most az asztal felett jó esetben 40mm marad. Ez nagyon kevés a munkadarab lefogásához. Szinte csak vékony rétegelt lemezt tudsz - alátétlappal - rögzíteni. Ha satut, netán forgatót akarsz feltenni - mint azt "sneci" is írta, sokkal magasabb híd kell.
Az asztal alatti síneknek bőven ki kell lógni elöl és hátul, ha ki akarod használni az asztal teljes méretét. (de gondolom a jelenlegi ábrán ez csak rajztechnikai hiányosság)
Sok sikert a megvalósításhoz!
A hidat mindenképpen emeld meg - hacsak nem papírlapot akarsz megmunkálni. De ahhoz meg nem kell ilyen erős váz. Most az asztal felett jó esetben 40mm marad. Ez nagyon kevés a munkadarab lefogásához. Szinte csak vékony rétegelt lemezt tudsz - alátétlappal - rögzíteni. Ha satut, netán forgatót akarsz feltenni - mint azt "sneci" is írta, sokkal magasabb híd kell.
Az asztal alatti síneknek bőven ki kell lógni elöl és hátul, ha ki akarod használni az asztal teljes méretét. (de gondolom a jelenlegi ábrán ez csak rajztechnikai hiányosság)
Sok sikert a megvalósításhoz!
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 július 19, 10:16
Írta: 7vpav5d32 Dátum 2010 július 19, 10:16
A hegesztést amennyire csak lehet kerüld el, ha nem tervezed feszültségmentesíteni. Egy ilyen szerkezetben akkora feszültségek jönnek össze, hogy nem lesz megbízható sosem és olyan szépen peng, hogy nem tudod elviselni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 július 19, 10:39
Írta: s7manbs8 Dátum 2010 július 19, 10:39
Milyen más módszer van egy ilyen váz megépítésére, ha nem hegesztve van ? Csavarozás, vagy kiöntés öntöttvasból ? Vagy egyszerűen csak jó sorrendben kell hegeszteni ?
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 19, 10:41
Írta: knifemaster Dátum 2010 július 19, 10:41
A rajz csalóka mert elnagyolt,pár napja tanulom a sketcup-ot csak,de az alapfelállás ez marad. A Z mozgástartománya 50 mm lesz maximum.
Hegeszteni mindenképp kell,ha mást nem a bordákat.
Max. kiteszem az esőre,állítólag a rozsda jót tesz a varratoknak :)
A másik fő kérdés még nyitott maradt..zajcsillapítás...
Hegeszteni mindenképp kell,ha mást nem a bordákat.
Max. kiteszem az esőre,állítólag a rozsda jót tesz a varratoknak :)
A másik fő kérdés még nyitott maradt..zajcsillapítás...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 július 19, 10:43
Írta: s7manbs8 Dátum 2010 július 19, 10:43
Esetleg parabola tükrökkel a napra kitéve, feszültség mentesíted. :)
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 július 19, 10:51
Írta: 7vpav5d32 Dátum 2010 július 19, 10:51
Bevégelni ahol kell és csavarozás. Persze az illeszkedő felületeket jó lenne méretre munkálni. Esetleg az összeállításnál kitölteni a hézagokat ugy, hogy semmi ne feszüljön. Egy ilyennél nincs jó sorrendű hegesztés csak jobb sorrendű szerintem.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 július 19, 10:52
Írta: 7vpav5d32 Dátum 2010 július 19, 10:52
A bolda hegesztéssel nincs semmi baj. Mozog amit mozog, de az összeállítás az nagyon snecces.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 19, 10:54
Írta: besirkyjh Dátum 2010 július 19, 10:54
Szia
A rezgésre nem fogsz konkrét választ kapni mert az abszolult a megmunkálástol és a hajtás technikátol függ , és nem csak a mechanika tud rezegni ( sokszor van hogy csak tovább agyja a rezgést ) .
Ezen a vázon a polimer beton csak design és max tömeg növelö ami nem egyenértékü a rezgés csillapitásával ( ha rezeg a fém váz akkor letudja dobni magárol a polimer betont ) ahoz más váz felépités kell .
A váz rendben van de az "X" hidat emeld még legalább 100mm-el még akkor is ha csak 50mm méllyen akarsz mozogni a "Z" vel mert a hid alatt a satu , forgato , és a kölönbözö oldálára állitott munkadarab nem fér el , pont ahogy a Sneci is irja lentebb .
A rezgésre nem fogsz konkrét választ kapni mert az abszolult a megmunkálástol és a hajtás technikátol függ , és nem csak a mechanika tud rezegni ( sokszor van hogy csak tovább agyja a rezgést ) .
Ezen a vázon a polimer beton csak design és max tömeg növelö ami nem egyenértékü a rezgés csillapitásával ( ha rezeg a fém váz akkor letudja dobni magárol a polimer betont ) ahoz más váz felépités kell .
A váz rendben van de az "X" hidat emeld még legalább 100mm-el még akkor is ha csak 50mm méllyen akarsz mozogni a "Z" vel mert a hid alatt a satu , forgato , és a kölönbözö oldálára állitott munkadarab nem fér el , pont ahogy a Sneci is irja lentebb .
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 július 19, 11:11
Írta: 35kpazcgr Dátum 2010 július 19, 11:11
Semmi gond nem lesz a hegesztéssel, csak megfelelően kell csinálni.
A cégnél, ahol dolgozom, gépek vázszerkezetét kell hegesztenünk. Szigorú méret előírások vannak, pár tized milliméteren belül kell a méreteket, a párhuzamosságot, a síkokat, a merőlegességeket tartani. Ésszerű hegesztési sorrendekkel, előfeszítésekkel, megfelelő hőbevitellel a feszültségek, elhúzódások kis értéken tarthatók.
A lényeg:
A varrat lehűléskor zsugorodik (minden irányban), ezért a szerkezetet deformálni akarja. Ahol lehet, ellen feszítéssel vigyünk bele szerkezetbe a várható hatásokkal ellenkező irányú deformációkat, így lehűlés után azok kioltják egymást. A varratok sorrendjére is ügyeljünk, belülről haladjunk kifelé, lehetőleg szimmetrikusan hegesszük a varratokat, ha lehet, több sorban készítsük őket, mert ezzel is csökken a hőbevitel és a bevitt feszültség.
A cégnél, ahol dolgozom, gépek vázszerkezetét kell hegesztenünk. Szigorú méret előírások vannak, pár tized milliméteren belül kell a méreteket, a párhuzamosságot, a síkokat, a merőlegességeket tartani. Ésszerű hegesztési sorrendekkel, előfeszítésekkel, megfelelő hőbevitellel a feszültségek, elhúzódások kis értéken tarthatók.
A lényeg:
A varrat lehűléskor zsugorodik (minden irányban), ezért a szerkezetet deformálni akarja. Ahol lehet, ellen feszítéssel vigyünk bele szerkezetbe a várható hatásokkal ellenkező irányú deformációkat, így lehűlés után azok kioltják egymást. A varratok sorrendjére is ügyeljünk, belülről haladjunk kifelé, lehetőleg szimmetrikusan hegesszük a varratokat, ha lehet, több sorban készítsük őket, mert ezzel is csökken a hőbevitel és a bevitt feszültség.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 19, 11:13
Írta: knifemaster Dátum 2010 július 19, 11:13
Nem akarom többször leírni hogy a rajz nem pontosan méretezett,hanem elnagyolt,ezért olyan amilyen.Ha megemelem a hidat papíron,az alapkoncepció akkor sem változik,és én magát a konstrukció kialakítását,és az elképzeléseimet,akartam véleményeztetni,2! szempontból.slussz passz.
Azt miért nem kérdezi meg senki,hogy miért csak 50mm lesz a Z?
Mert megmondanám ám hogy 10 mm-nél vastagabb anyaggal nem tervezem dolgozni.
Azért 500x500-as a munkafelület mert a pc ház oldallapjának még rá KELL férnie.
ÉS azért lesz fémvázas,mert a damaszkuszi acél alatt elgörbül az aluváz.
Azt miért nem kérdezi meg senki,hogy miért csak 50mm lesz a Z?
Mert megmondanám ám hogy 10 mm-nél vastagabb anyaggal nem tervezem dolgozni.
Azért 500x500-as a munkafelület mert a pc ház oldallapjának még rá KELL férnie.
ÉS azért lesz fémvázas,mert a damaszkuszi acél alatt elgörbül az aluváz.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 19, 11:15
Írta: knifemaster Dátum 2010 július 19, 11:15
Ha nem találok olcsón kemencét,akkor az a tervem hogy a bordázás után a gerendákat összecsavarozom beállítom,stiftelem majd ezután hegesztem.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 július 19, 11:25
Írta: Rabb Ferenc Dátum 2010 július 19, 11:25
Ja, vagy úgy! Ha mindezt az elején leírtad volna, elmarad az ötletbörze. Célgép esetén egészen más szempontok a mérvadóak, és a látszólag érthetetlen dolgok is értelmet kapnak.
Ha a hegesztéseknél figyelembe veszed "Tomahawk" véleményét, akkor nem lesz gond. Tedd egy masszív alapra, és bika kis gép lesz belőle!
Ha a hegesztéseknél figyelembe veszed "Tomahawk" véleményét, akkor nem lesz gond. Tedd egy masszív alapra, és bika kis gép lesz belőle!
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2010 július 19, 11:31
Írta: x4rhew5r3 Dátum 2010 július 19, 11:31
Bocsi, nem mondtad hogy célgépet csinálsz[#wink]
Kibicnek semmi sem drága alapon, lehet hogy az U profil zárása egy lemezzel merevebb szerkezetet eredményez, mint a bordák behegesztése. Úgy a kiöntés is hatásosabb lehet.
Kibicnek semmi sem drága alapon, lehet hogy az U profil zárása egy lemezzel merevebb szerkezetet eredményez, mint a bordák behegesztése. Úgy a kiöntés is hatásosabb lehet.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 július 19, 11:35
Írta: 35kpazcgr Dátum 2010 július 19, 11:35
Damaszkuszi acél?
Talán kardokat, tőröket, késeket akarsz vele marni?
Gondolom, hogy gravírozni akarsz a pengékbe, esetleg a "vércsatornát" készíted a gépeddel, talán a körvonalakat is ezzel akarod vágni?
(Magam is középkori fegyverek "gyártásával" foglalkozom. Nekem is most készül a vasvázas gépem, amit ezek gyártásához is szeretnék használni.)
Talán kardokat, tőröket, késeket akarsz vele marni?
Gondolom, hogy gravírozni akarsz a pengékbe, esetleg a "vércsatornát" készíted a gépeddel, talán a körvonalakat is ezzel akarod vágni?
(Magam is középkori fegyverek "gyártásával" foglalkozom. Nekem is most készül a vasvázas gépem, amit ezek gyártásához is szeretnék használni.)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 július 19, 11:50
Írta: Rabb Ferenc Dátum 2010 július 19, 11:50
A damaszkuszi acéllal vigyázz, nehogy az emberjogi aktivisták lerohanjanak. Állítólag azt egy kövérre hízott rabszolga vérében kellett edzeni (átdöfni rajta). Bár lehet, hogy azóta már másként is beállítható a kellő lehűtéi sebesség...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 július 19, 11:58
Írta: Szalai György Dátum 2010 július 19, 11:58
A zajcsillapítás egyik módszere lehet, hogy ha az anyagban nincsenek mechanikai feszültségek, akkor az önfrekvenciája nagyon lényegesen alacsonyabb. Ha csavarozod, akkor is lesznek mechanikai feszültségek, mert valószínűleg nem fogod az összehúzandó felületeket pontosan síkba munkálni. Akkor látom előnyösebbnek a csavarozást, ha szükség van a szétszerelhetőségre. Ha nem, akkor szerintem egyszerűbb a hegesztés és feszültségmentesítés. Ha kész a hegesztés, örömtüzet gyújtasz, (esetleg szénnel) beleteszed a tűzbe és felmelegíted, amennyire csak bírod. Azután száraz földbe temeted, hadd hűljön szép lassan.
Azután a sütnivaló mehet a parázs fölé, finoman megfűszerezve. Hadd legyen egyel több jó emlék, amikor majd marsz a gépen.
Csak egy észrevétel. Mozgó asztalos gép asztala alatt a sínek nincsenek ideális helyen az asztal széle alatt. (Terhelhetőség, rezonancia, keresztbe fordulás.) Egynegyed és háromnegyed alá tenném őket.
Azután a sütnivaló mehet a parázs fölé, finoman megfűszerezve. Hadd legyen egyel több jó emlék, amikor majd marsz a gépen.
Csak egy észrevétel. Mozgó asztalos gép asztala alatt a sínek nincsenek ideális helyen az asztal széle alatt. (Terhelhetőség, rezonancia, keresztbe fordulás.) Egynegyed és háromnegyed alá tenném őket.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 19, 12:13
Írta: besirkyjh Dátum 2010 július 19, 12:13
Nem irtad hogy ez egy kész projekt .
Bocsi hogy beleszoltam azt hittem a véleményünkre vagy a tapasztalatunkra vagy kiváncsi , sok sikert hozzá használd egészséggel.
Akkor talán igy javasolnék hozzá egy külön topickot " épül a gépem - knifemaster " néven és akkor figyelünk a fejleményekre.
Bocsi hogy beleszoltam azt hittem a véleményünkre vagy a tapasztalatunkra vagy kiváncsi , sok sikert hozzá használd egészséggel.
Akkor talán igy javasolnék hozzá egy külön topickot " épül a gépem - knifemaster " néven és akkor figyelünk a fejleményekre.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 július 19, 12:22
Írta: 7vpav5d32 Dátum 2010 július 19, 12:22
Ezért írtam, hogy "Esetleg az összeállításnál kitölteni a hézagokat ugy, hogy semmi ne feszüljön". Ezt csináltam már ugy, hogy mikor készen voltak a részelemek két komponensű kitöltő anyaggal szereltem össze, de csak minden csavar kézzel húzva. Mikor megköt meg lehet tépni. Tudom nem tökéletes, de eddig bejött.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 19, 12:37
Írta: besirkyjh Dátum 2010 július 19, 12:37
Szia
Személy szerint én hiszek a csavarozásban de ahoz ahogy irod elö kell munkálni az anyagot pont a feszültségek elkerülése miatt .
Vannak hellyek ahol nem számit ha kicsit görbe kicsit csavarodott de vannak ahol igen na ott lehet használni a csavarkötést , nem beszélve arrol hogy késöbb modosithato és beállithato lessz töle a váz is .
Személy szerint én hiszek a csavarozásban de ahoz ahogy irod elö kell munkálni az anyagot pont a feszültségek elkerülése miatt .
Vannak hellyek ahol nem számit ha kicsit görbe kicsit csavarodott de vannak ahol igen na ott lehet használni a csavarkötést , nem beszélve arrol hogy késöbb modosithato és beállithato lessz töle a váz is .
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 július 19, 12:48
Írta: 7vpav5d32 Dátum 2010 július 19, 12:48
Éppen ezért van a kitöltő anyag. A laza összeállításkor megcsinálja magának a kellő vastagságot, kipréseli a felesleget és akár több mili vastag is lehet. Van 20-30 perc beállítgatni a dolgokat. kikeményedés után meg lehet tépni rendesen és jöhet az illesztőszeg. Ha bonthatóra akarom akkor persze valami forma leválasztót is kap.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 július 19, 12:53
Írta: s7manbs8 Dátum 2010 július 19, 12:53
Van ezeknek rendes ipari technológiája, meg tudománya, amit én nem ismerek persze, ilyeneket milyen címszó alatt lehet találni, valami irodalmat, elméletből, gyakorlatból ?
Cím: Re:Mechanikai ötletek
Írta: szbjoe Dátum 2010 július 19, 12:54
Írta: szbjoe Dátum 2010 július 19, 12:54
Kösz a segítséget (mindkettőtöknek). A lassú fordulat, az nem volt meg.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 19, 13:30
Írta: knifemaster Dátum 2010 július 19, 13:30
Zoltán,
innen úgy néz ki mintha neheztelnél ,feleslegesen.
A #7718-ban mindent leírtam,hogy megelőzzek dolgokat,és csak az adott dolgokra koncentráljunk.Nem sikerült...hiába aki balkezes az balkezes.
Nem akartam traktálni részletességgel senkit,hisz csak 2 dolog van,amiben nem voltam biztos,és tájékozott.
De akkor leírom nagy vonalakban az eltervezett gyártástechnológiát.
Azt más tisztáztátok ,hogy a vázszerkezet életképesnek néz ki.Ennek örülök,és köszönöm.
Az összeállításnál 3 verzió jött számításba. Hegesztés és/vagy csavarkötés.Hogy melyiket,és hogyan fogom kivitelezni,az pénztárca,kemence,és elegendő nagyságú marógép függvénye.
Mivel a bordázat hegesztve lesz,számomra alap,hogy bázisfelületeket,derékszögeket fogok marni/maratni a méréseknek és az illeszkedő felületeknek.Még akkor is ha ott hegesztve lesz.
A gép kapni fog egy talapzatot,csak még nincs eldöntve,hogy vasból vagy betonból.De ez még odébb van,nem lényeges egyenlőre.
Amit még mindig nem tudok,hogy milyen életképes megoldások vannak, a zajcsökkentésre így láttatlanaban :)Igen.
Itt most nem abból indulok ki,hogy nem tudom,mekkora rezonanciát fog gerjeszteni a gép.
Abból indulok ki,hogy bármekkora is lenne jelenlegi állapotában,annál kevesebb legyen.
A polibeton úgy néz ki eddig,hogy nem életképes.
Akkor mi van még?Lemezeljem be aztán fújjam ki púrhabbal?Itt tartok én most.
A damaszkuszi acélt túlzásnak írtam,direkt.
A késkészítés az egyik régi hobbim,de csak akkor tudtam űzni ha állami cégnél dolgoztam. :)
Ezen akarok változtatni,ezzel a géppel többek között.
© Szalai György ma 11:58 #7748
Itt a válaszom..:)
© knifemaster ma 11:13 | Válasz | #7742
innen úgy néz ki mintha neheztelnél ,feleslegesen.
A #7718-ban mindent leírtam,hogy megelőzzek dolgokat,és csak az adott dolgokra koncentráljunk.Nem sikerült...hiába aki balkezes az balkezes.
Nem akartam traktálni részletességgel senkit,hisz csak 2 dolog van,amiben nem voltam biztos,és tájékozott.
De akkor leírom nagy vonalakban az eltervezett gyártástechnológiát.
Azt más tisztáztátok ,hogy a vázszerkezet életképesnek néz ki.Ennek örülök,és köszönöm.
Az összeállításnál 3 verzió jött számításba. Hegesztés és/vagy csavarkötés.Hogy melyiket,és hogyan fogom kivitelezni,az pénztárca,kemence,és elegendő nagyságú marógép függvénye.
Mivel a bordázat hegesztve lesz,számomra alap,hogy bázisfelületeket,derékszögeket fogok marni/maratni a méréseknek és az illeszkedő felületeknek.Még akkor is ha ott hegesztve lesz.
A gép kapni fog egy talapzatot,csak még nincs eldöntve,hogy vasból vagy betonból.De ez még odébb van,nem lényeges egyenlőre.
Amit még mindig nem tudok,hogy milyen életképes megoldások vannak, a zajcsökkentésre így láttatlanaban :)Igen.
Itt most nem abból indulok ki,hogy nem tudom,mekkora rezonanciát fog gerjeszteni a gép.
Abból indulok ki,hogy bármekkora is lenne jelenlegi állapotában,annál kevesebb legyen.
A polibeton úgy néz ki eddig,hogy nem életképes.
Akkor mi van még?Lemezeljem be aztán fújjam ki púrhabbal?Itt tartok én most.
A damaszkuszi acélt túlzásnak írtam,direkt.
A késkészítés az egyik régi hobbim,de csak akkor tudtam űzni ha állami cégnél dolgoztam. :)
Ezen akarok változtatni,ezzel a géppel többek között.
© Szalai György ma 11:58 #7748
Itt a válaszom..:)
© knifemaster ma 11:13 | Válasz | #7742
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2010 július 19, 13:37
Írta: sasi Dátum 2010 július 19, 13:37
Nahát, mindig tanul az ember, én úgy tudtam, szűzlányok vérében edzették a damaszkuszi pengét, attól volt olyan hajlékony…[#smile]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 19, 13:59
Írta: besirkyjh Dátum 2010 július 19, 13:59
Neheztel a turo , dehogy is :)
Kicsit taszitva éreztem magam mert Te igy kezdted a #7710-ben " Mit lehet elkövetni rezonancia csökkentés terén az "U projectel",illetve van e valami kirívó hiba rajta? " és neki ugrottunk mint vak tyuk a t... nak.
Még mindig azt mondom hogy ahoz eggyáltalán beszélni lehessen a rezonancia megszüntetéséhez ahoz kell egy arányos váz rajz ( legalább váz ) és akkor már lehet látni vagy számolni a hibákkal .
Volt szo már erröl a csillapitásrol ( polimer beton , purhab , homok stb ) de sosem lett vége vagy fix kivitelezés , talán azért mert mint irtam a rezonancia sok dolog összetevöje és ezen a vázon ( ami látszik ) nincs olyan hiba amit hu de meg kellene oldani rezonancia csillapitás gyanánt .Éppen azért irták a heggesztést vagy a csavarozást hogy ne vigyél bele olyan hibát ami most nincs benne .
Kicsit taszitva éreztem magam mert Te igy kezdted a #7710-ben " Mit lehet elkövetni rezonancia csökkentés terén az "U projectel",illetve van e valami kirívó hiba rajta? " és neki ugrottunk mint vak tyuk a t... nak.
Még mindig azt mondom hogy ahoz eggyáltalán beszélni lehessen a rezonancia megszüntetéséhez ahoz kell egy arányos váz rajz ( legalább váz ) és akkor már lehet látni vagy számolni a hibákkal .
Volt szo már erröl a csillapitásrol ( polimer beton , purhab , homok stb ) de sosem lett vége vagy fix kivitelezés , talán azért mert mint irtam a rezonancia sok dolog összetevöje és ezen a vázon ( ami látszik ) nincs olyan hiba amit hu de meg kellene oldani rezonancia csillapitás gyanánt .Éppen azért irták a heggesztést vagy a csavarozást hogy ne vigyél bele olyan hibát ami most nincs benne .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 19, 14:01
Írta: besirkyjh Dátum 2010 július 19, 14:01
Ehez nem kell Damaszkuszba menni , ilyet én is tudok :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 19, 17:35
Írta: 000000000 Dátum 2010 július 19, 17:35
Feszmentesíteni nem csak kemencében lehet.
Van egy Ember (talán egyedül) aki egy 220v villanymotor+ egy laptoppal járja a cégeket és 300ft kiloáron feszmentesit:
A villanymotor rácsavarozza a feszmentesitendő anyagra, excenteresen forog és kirezegteti a feszületet. Egy 6000x3000 asztal behullámzik tőle.
Van egy Ember (talán egyedül) aki egy 220v villanymotor+ egy laptoppal járja a cégeket és 300ft kiloáron feszmentesit:
A villanymotor rácsavarozza a feszmentesitendő anyagra, excenteresen forog és kirezegteti a feszületet. Egy 6000x3000 asztal behullámzik tőle.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 17:42
Írta: 43pbwjg8s Dátum 2010 július 19, 17:42
Ühümmmm....
Milyen rezonancia csökkentéséről?
Mekkora ez a rezonancia?
Miért csökkentéséről? Miért nem éppen mondjuk a növeléséről?
Ühüm..... :)
Milyen rezonancia csökkentéséről?
Mekkora ez a rezonancia?
Miért csökkentéséről? Miért nem éppen mondjuk a növeléséről?
Ühüm..... :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 17:45
Írta: 43pbwjg8s Dátum 2010 július 19, 17:45
Egyébként a vázszerkezet tényleg (ugy ahogy kés is összeszedte a végén a konklúziót) életképesnek néz ki.
Lehet figyelmetlen voltam, de milyen motort szeretnél majd használni főorsónak? MIlyen fordulaton?
Lehet figyelmetlen voltam, de milyen motort szeretnél majd használni főorsónak? MIlyen fordulaton?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 17:46
Írta: 43pbwjg8s Dátum 2010 július 19, 17:46
"...Egy 6000x3000 asztal behullámzik tőle...:"
Ha eltalálod a sjátfrekit, akkor akár egy épület is. :)
Ha eltalálod a sjátfrekit, akkor akár egy épület is. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 19, 18:02
Írta: 000000000 Dátum 2010 július 19, 18:02
Csak az akrtam mondani hogy ha jol megrezegteti, lehet hogy othon is tudja feszmentesíteni.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 július 19, 18:19
Írta: Rabb Ferenc Dátum 2010 július 19, 18:19
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 19, 18:43
Írta: 000000000 Dátum 2010 július 19, 18:43
Akit Én láttam egyszerü villanymotorral csinálja és kész. Emiatt gondoltam hogy ha ez megy othon is megmarad a "kemencepénz"
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2010 július 19, 19:38
Írta: sasi Dátum 2010 július 19, 19:38
Vibrációs hegesztés fesztelenítés tömören:rezgésérzékelő és vibramotor a feszteleníteni kívánt anyagon, és a fordulat szám szabályozásával rezonancia frekin tartani a rezgésszámot.
Ha a munkadarab kevesebb 70-80 kg-nál, rázóasztalt kell alkalmazni.
Az eljáráshegesztés közben is alkalmazható, így dermedés közben oldódik az ömledék feszültsége.
A rezonancia frekvencia valahol 60-70 Hz körül van – ha jól emlékszem. Hazánkban egy amerikai cég hozta be az eljárást, úgy húsz éve.
Ha a munkadarab kevesebb 70-80 kg-nál, rázóasztalt kell alkalmazni.
Az eljáráshegesztés közben is alkalmazható, így dermedés közben oldódik az ömledék feszültsége.
A rezonancia frekvencia valahol 60-70 Hz körül van – ha jól emlékszem. Hazánkban egy amerikai cég hozta be az eljárást, úgy húsz éve.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 július 19, 19:44
Írta: s7manbs8 Dátum 2010 július 19, 19:44
Jó, hogy ilyeneket írtok, mi amatőr hobbisták ilyesmiről nemigen hallunk, ilyet lehet alkalmazni házilag is.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 július 19, 19:49
Írta: 4um5b65d Dátum 2010 július 19, 19:49
Mi az az eljárás hegesztés ? [#fejvakaras][#guluszem1]
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2010 július 19, 20:01
Írta: sasi Dátum 2010 július 19, 20:01
Hegesztett szerkezet feszültségtelenítése.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2010 július 19, 20:06
Írta: sasi Dátum 2010 július 19, 20:06
No, igen, harminc éve nagy mutatvány volt rezonancia frekin tartani az áttételes villanymotort, de ma már itt a fórumozók közül is sokan meg tudnák oldani ezt a feladatot.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 20:12
Írta: 43pbwjg8s Dátum 2010 július 19, 20:12
Teljesen jól mondtad! [#eljen]
az én bajom az, hogy beszélünk beszélünk arról, hogy a rendszert ugy kell kialakítani, hogy ne legyen probléma a rezgésekkel.
De azt még nem tudom mindig, hogy ezek a rezgések milyenek???
Mert egy egyszerű modális számítást könnyen le lehet futtani a sajátfrekvencia megállapítására, de ha ugy szeretnénkk beállítani a szerkezetet, hogy azzal vagy alá, vagy fölé lőjjünk a lehetséges gerjesztésnek, akkor ezt a lehetséges gerjesztést tudni kellene.
Ezért kérdezem azt, hogy ha valaki tapasztalt ezen oldalról, akkor mondja már meg, hogy egy ilyen rendszernél mely(ek) az(ok) a lehetséges rezonancia(ák) amelyek(et) el kell kerülnünk?
Nem kell itt nagy dolgora gondolni!
Lehet pl. a főorsó fordulatszám, a jellegzetes megmunkálásoknál?
Kisebb esély és gond elvileg, de a mechanika hajtás fordulatszáma, az áttételek fordulatszáma...
Ilyen dolgok amelyek előjöhetnek.
De érdekelnének a Ti ötleteitek.
az én bajom az, hogy beszélünk beszélünk arról, hogy a rendszert ugy kell kialakítani, hogy ne legyen probléma a rezgésekkel.
De azt még nem tudom mindig, hogy ezek a rezgések milyenek???
Mert egy egyszerű modális számítást könnyen le lehet futtani a sajátfrekvencia megállapítására, de ha ugy szeretnénkk beállítani a szerkezetet, hogy azzal vagy alá, vagy fölé lőjjünk a lehetséges gerjesztésnek, akkor ezt a lehetséges gerjesztést tudni kellene.
Ezért kérdezem azt, hogy ha valaki tapasztalt ezen oldalról, akkor mondja már meg, hogy egy ilyen rendszernél mely(ek) az(ok) a lehetséges rezonancia(ák) amelyek(et) el kell kerülnünk?
Nem kell itt nagy dolgora gondolni!
Lehet pl. a főorsó fordulatszám, a jellegzetes megmunkálásoknál?
Kisebb esély és gond elvileg, de a mechanika hajtás fordulatszáma, az áttételek fordulatszáma...
Ilyen dolgok amelyek előjöhetnek.
De érdekelnének a Ti ötleteitek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 20:17
Írta: 43pbwjg8s Dátum 2010 július 19, 20:17
".....A rezonancia frekvencia valahol 60-70 Hz körül van – ha jól emlékszem....."
Több szerkezetnek a kvitelüktől, alakjuktól és anyagukól (tömegüktől) függetlenül azonos lehet a saját frekvenciája????
Mindenféle cinizmus nélkül!! De komolyan ez érdekes és érdekel.
Vagy ez egy tipikus, anyagoktól független varratkörnyéki jellenző sajátrekvencia lenne?
Hogy van ez? Kérlek mesélj Sasi!
Több szerkezetnek a kvitelüktől, alakjuktól és anyagukól (tömegüktől) függetlenül azonos lehet a saját frekvenciája????
Mindenféle cinizmus nélkül!! De komolyan ez érdekes és érdekel.
Vagy ez egy tipikus, anyagoktól független varratkörnyéki jellenző sajátrekvencia lenne?
Hogy van ez? Kérlek mesélj Sasi!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 20:18
Írta: 43pbwjg8s Dátum 2010 július 19, 20:18
Egyébként a többit értem és teljesen OK.
Gyakorlatiatlan ember révén (legfeljebb éppen Te vagy a kollégád taníthattál(ott) hegeszteni) nem ismertem.
Gyakorlatiatlan ember révén (legfeljebb éppen Te vagy a kollégád taníthattál(ott) hegeszteni) nem ismertem.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 20:31
Írta: 43pbwjg8s Dátum 2010 július 19, 20:31
De most kezdem érteni (talán).
A varratanyagnak és olvadéknak ez a sajátfrekije.
Csak megértem lassan. :)
A varratanyagnak és olvadéknak ez a sajátfrekije.
Csak megértem lassan. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 július 19, 20:36
Írta: 4um5b65d Dátum 2010 július 19, 20:36
Ja, ez tényleg érdekes téma.
Vajon az ilyen hegesztési eljárással a hegesztés közbeni elhúzódás is csökkenthető vagy csak a "megszáradt" varratban levő feszültség ?
Vajon az ilyen hegesztési eljárással a hegesztés közbeni elhúzódás is csökkenthető vagy csak a "megszáradt" varratban levő feszültség ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 20:46
Írta: 43pbwjg8s Dátum 2010 július 19, 20:46
Kérdezzük Sasit! :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 19, 20:59
Írta: besirkyjh Dátum 2010 július 19, 20:59
Mig a sasi válaszol egy gondolat : " diszno perzselövel " lehetne feszültség mentesiteni ?
Lassan felmelegiteni az egész szerkezetet és utánna a vakolásra váro homokba temetni és hagyni kihülni .
Lassan felmelegiteni az egész szerkezetet és utánna a vakolásra váro homokba temetni és hagyni kihülni .
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2010 július 19, 21:19
Írta: sasi Dátum 2010 július 19, 21:19
Ezzel a technológiával a zsugorodást nem, „csak” a feszültséget lehet oldani.
A gyakorlatban egy felni gyártónál merült fel a gyártósorba integrálása a rendszernek, ugyanis a hegesztések mintegy 30 %-a, a további megmunkálás közben repedt. Ekkor ismertem meg közelebbről a technológiát, elsősorban a Rab Feri által linkelt cég szakembereitől. A gyakorlatban azonban sajnos nem volt alkalmam kipróbálni.
A gyakorlatban egy felni gyártónál merült fel a gyártósorba integrálása a rendszernek, ugyanis a hegesztések mintegy 30 %-a, a további megmunkálás közben repedt. Ekkor ismertem meg közelebbről a technológiát, elsősorban a Rab Feri által linkelt cég szakembereitől. A gyakorlatban azonban sajnos nem volt alkalmam kipróbálni.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2010 július 19, 21:28
Írta: sasi Dátum 2010 július 19, 21:28
A hegesztés elméletet Végső Károly (ma vettünk végső búcsút tőle…), a gyakorlatot Morauszki György tanította, én nem tudok hegeszteni (csak egy kicsit), viszont a vizsgálatában vagyok jártas (gépgyártás I-II., laborgyakorlatok)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 21:36
Írta: 43pbwjg8s Dátum 2010 július 19, 21:36
Részvétem Végső úr miatt!
Sajnálom! :( Nagyon rendes ember volt.
Igen, Morauszki úr tanított. Szegény nem tehet róla, hogy belőlünk fakezűekből nem lett heggesztőzseni. Persze az az óraszám nem is volt erre elegendő, hacsak valakinek nem volt hozzá affinitása.
Sajnálom! :( Nagyon rendes ember volt.
Igen, Morauszki úr tanított. Szegény nem tehet róla, hogy belőlünk fakezűekből nem lett heggesztőzseni. Persze az az óraszám nem is volt erre elegendő, hacsak valakinek nem volt hozzá affinitása.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 21:37
Írta: 43pbwjg8s Dátum 2010 július 19, 21:37
Én köszönöm nektek hogy elmeséltétek!
Elmés és (persze ilyekor könnyű ilyet mondani) egyszerű dolog.
Elmés és (persze ilyekor könnyű ilyet mondani) egyszerű dolog.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 21:38
Írta: 43pbwjg8s Dátum 2010 július 19, 21:38
Elviekben egy megeresztésen gondolkodnál??
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 19, 21:55
Írta: besirkyjh Dátum 2010 július 19, 21:55
Ha a megeresztésen a feszültségböl adodo eltérések meg szüntetését érted ( pl: derékszög) akkor igen .
Ha jol gondolom ahoz hogy ez létre jöjjön az anyagnak ( váz) valamilyen szinten képlékenynek kell lennie és ahol kell zömül és ahol kell nyullik .A rezgést is igy tudom elképzelni persze lehet más szavakkal is de én igy értem ( ha értem).
Csak attol is függ hogy mennyire lehetne egyenletesen átmelegiteni , mennyire lenne hasonlo a kemencéhez .
Ha jol gondolom ahoz hogy ez létre jöjjön az anyagnak ( váz) valamilyen szinten képlékenynek kell lennie és ahol kell zömül és ahol kell nyullik .A rezgést is igy tudom elképzelni persze lehet más szavakkal is de én igy értem ( ha értem).
Csak attol is függ hogy mennyire lehetne egyenletesen átmelegiteni , mennyire lenne hasonlo a kemencéhez .
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 22:17
Írta: 43pbwjg8s Dátum 2010 július 19, 22:17
A megeresztés az anyagban a hőhatások (edzés, de pl a heggesztés) miatt kialakult belső feszültségek csökkentése, megszüntetése.
Ilyenkor a szövetszerkezet a lassú hűtésnek köszönhetően a teljes hűlési görbén végigmenve gyakorlatilag az összetételének megfelelő normálhőmérsékleti szövetszerkezetet tudja felvenni minden részében.
Igy nincs rácstorzulás, nincs feszültség.
Ehhez azonban megfelelően magas hőmérsékletre kell melegíteni és teljes keresztmetszetben!
ezt szerintem egy pörzsölővel nem (vagy mondjuk nagyon nehezen) lehet megtenni.
De a megeresztés nem garantálja, hogy neked méreten legyen az anyagod!!!!
Ha olyan hőkezelést csinálsz ami után az anyag igen keménnyé válik, akkor is után kell munkálnod a nagy pontosság érdekében.
erre nálunk pl a keményesztergákat használják vagy a köszörülést.
Ezeknek köszönhetően már nem kell töbszörösen repidarabbal szórakozni a mefelelő megmunkálás és az utólagos hőkezelés "összelővéséhez".
A hántoslt fogaskerekek esetén igen komoly tapasztalat és szakértelem kellett a srácoknak, hogy ugy munkálják meg a kerekeket, hogy azok a hőkezelés után a megfelelő méreten legyenek.
A keménymegmnkálásnak hála ez már nem probléma.
Hőkezelés, majd a méretre munkálás. Most már igy megy a dolog.
Ilyenkor a szövetszerkezet a lassú hűtésnek köszönhetően a teljes hűlési görbén végigmenve gyakorlatilag az összetételének megfelelő normálhőmérsékleti szövetszerkezetet tudja felvenni minden részében.
Igy nincs rácstorzulás, nincs feszültség.
Ehhez azonban megfelelően magas hőmérsékletre kell melegíteni és teljes keresztmetszetben!
ezt szerintem egy pörzsölővel nem (vagy mondjuk nagyon nehezen) lehet megtenni.
De a megeresztés nem garantálja, hogy neked méreten legyen az anyagod!!!!
Ha olyan hőkezelést csinálsz ami után az anyag igen keménnyé válik, akkor is után kell munkálnod a nagy pontosság érdekében.
erre nálunk pl a keményesztergákat használják vagy a köszörülést.
Ezeknek köszönhetően már nem kell töbszörösen repidarabbal szórakozni a mefelelő megmunkálás és az utólagos hőkezelés "összelővéséhez".
A hántoslt fogaskerekek esetén igen komoly tapasztalat és szakértelem kellett a srácoknak, hogy ugy munkálják meg a kerekeket, hogy azok a hőkezelés után a megfelelő méreten legyenek.
A keménymegmnkálásnak hála ez már nem probléma.
Hőkezelés, majd a méretre munkálás. Most már igy megy a dolog.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 19, 22:20
Írta: knifemaster Dátum 2010 július 19, 22:20
Nem egészen...amiről Te beszélsz az a normalizálás.
A megeresztés az anyag szemcseszerkezetét alakítja.
A megeresztés az anyag szemcseszerkezetét alakítja.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 22:21
Írta: 43pbwjg8s Dátum 2010 július 19, 22:21
A rezgés mint segédeszköz a rácsszerkezet kialakításában????
nem tudom....
A lényeg az, hogy nem tudod utólagos hőkezeléssel méretre vinni az előzőleg hőhatás miatt torzult anyagot! A feszültésget kiveheted belőle, de ez nagyon necces hogy garantálja az előző hőkezelés előtti geometriai állapot visszatértét.
nem tudom....
A lényeg az, hogy nem tudod utólagos hőkezeléssel méretre vinni az előzőleg hőhatás miatt torzult anyagot! A feszültésget kiveheted belőle, de ez nagyon necces hogy garantálja az előző hőkezelés előtti geometriai állapot visszatértét.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 22:22
Írta: 43pbwjg8s Dátum 2010 július 19, 22:22
A P.csába. :)
Tényleg igazad van! :)
De azt legalább nagyjából jól elmondtam? :)
Tényleg igazad van! :)
De azt legalább nagyjából jól elmondtam? :)
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2010 július 19, 22:26
Írta: sasi Dátum 2010 július 19, 22:26
Részlet egy hegesztési kézikönyvből a feszültségtelenítő hőkezelésről:
„A hegesztés utáni hőkezelést egyes esetekben a technológiai utasítás vagy szabvány írja elő. Általában javasolt a nyomástartó edények, csővezetékek és olyan munkadarabok hőkezelése, amelyeken hirtelen keresztmetszet-változások vannak, javítóhegesztés után pedig célszerű feszültségcsökkentő hőkezelést alkalmazni.
A hegesztett szerkezetet (részegységet, alkatrészt) egyenletesen kell felhevíteni, hőn tartani és lehűteni. Ügyeljünk arra, hogy a hőkezelés közbeni szilárdságcsökkenés ne okozzon a szerkezet saját súlyerejéből eredő torzulást. Ezért a nőkezelendő szerkezetet megfelelő számú és célszerűen kiválasztott helyen alá kell támasztani, hőkezelés után pedig a még meleg anyagot széltől, esőtől, tehát hirtelen lehűléstől meg kell védeni.
A hevítés során ügyeljünk arra, hogy ne következzék be hirtelen hőmérséklet-növekedés. A hevítési sebesség 25 mm-es lemezvastagságig 250 C/h, ennél vastagabb anyagok esetében 55 C/h.
A hőntartás időtartama az s falvastagságtól függ 2,5 perc mm-enként, de legalább 30 perc. Hőmérséklete általában, ha a széntartalom 0,26%-nál kisebb, akkor 580...620 C, ha ennél nagyobb, akkor 630...670±5 C, ideje pedig kb. 2 min/mm. Részletesebb adatokat 1. a 4.40. táblázatban.
A lehűlés sebessége 400 C-ig és 25 mm lemezvastagságig 275 C/h, 25 mm-nél vastagabb anyagra 55 C/h.
A hőkezelés kiterjedhet az egész munkadarabra, vagy lehet helyi hőkezelés.
Helyi hőkezelést a varrat két szélétől számított 25...25 mm távolságban végzünk, általában az s falvastagság (lemezvastagság) két-háromszorosa a hőkezelés szélessége (néha 6...8-szorosa); csövön a hőkezelés szélessége: 5 R0,5, ahol R a cső sugara.
A hőkezelés technológiai jellemzői a munkadarab alakjától, méretétől, anyagától (vegyi összetételétől) függnek. A teherviselő képesség a hőkezelés következtében, pl. szemcsedurvulás miatt, nem csökkenhet. Kritikus a 400 C körüli hőmérséklet-tartomány, ez alatt a hűlési sebesség hatása általában kicsi. Ha lehetséges, inkább hosszabb hőntartási időt és kisebb hőmérsékletet válasszunk.
A hőkezelés energiahordozója elsősorban gáz, továbbá olaj és villamos áram, amely ellenállás útján vagy indukciósan hevít. Csővezetékek hőkezeléséhez használatos csőkemencékben a hőforrás a hegesztett kötéshez képest szimmetrikusan vagy aszimmetrikusan van elhelyezve. A kötés két oldalán a felhevített sáv szélessége a falvastagság ötszöröse. Ezek a kötések külső vagy belső ellenállás-hevítéssel is hőkezelhetők. A külső hevítést általában vékony falú csövekhez használjuk. Körkörös is lehet, igen gyors eljárás és a hőmérséklet is jól ellenőrizhető. Előnye a jó nőhasznosítás, de a fűtőelemek és a hőszigetelés elhelyezése gyakran gondot okoz.
Acélszerkezetek hőkezeléséhez használhatók rögzített telepítésű hőkezelő kemencék vagy a tárgy köré ideiglenesen épített kemencék. Gazdaságos megoldás, ha a tárgyat úgy vesszük körbe szigetelőanyaggal, hogy saját maga válik kemencévé, mivel az égők "befelé", a tárgyra irányulva hevítik azt fel.
Ideiglenes hőkezelő berendezésekre rendszerint azért van szükség, mert a hegesztett szerkezet gyártójának nincs megfelelő hőkezelő berendezése, vagy olyan hőkezelési előírásokat kell teljesíteni, amelyre a meglévő eszközök alkalmatlanok. Nagyméretű terméket gyakran csak a felállítás helyén lehet hőkezelni. Vékonyfalú tartályokat az égőből áramló forró gáz nemcsak hevíti, de nyomáspróbának is kiteszi, így a feszültségcsökkentéssel egyidejűleg csökken a törés és a torzulás veszélye is.
A megfelelően választott hőkezeléssel a keménység a hegesztett kötésben és a hőhatásövezetben is csökken és javulnak a varratfém szilárdsági tulajdonságai.
A feszültségcsökkentő hőkezelés célja, hogy a visszamaradó feszültségek csökkenjenek és a lassú hűtés során újabb feszültségek ne alakuljanak ki. Némely tartályfajtához, nagynyomású csőelemekhez és szerszámgépágyak pontosságának fokozására használatos. A felhevítés és a lehűlés is lassú. Vigyázzunk, mert ha a hőciklus nem egyenletes, akkor eredménytelen marad az eljárás, ill. újabb belső feszültségek keletkeznek! A felhevítés sebessége a munkadarab falvastagságának arányától is függ, pl. ha a vastag és vékony fal aránya 4:1, akkor a felhevítés és hűtés sebessége nem haladhatja meg a 200 C/h-t.
Ha a munkadarabot alkotó elemek vastagsága igen széles határok között változik, akkor olyan mértékű felhevítést kell választani, hogy a legvékonyabb és a legvastagabb elem hőmérséklete között ne legyen 20...25 C-nál nagyobb különbség. A kritikus szerkezeti elemek hőmérsékletét rendszeresen ellenőrizni kell.
A legtöbb szerkezeti acél feszültségoldásra használt felhevítési hőmérséklete: 590...600 C, a hőntartási idő kb. 1 óra 25 mm falvastagságonként.
Gyengén ötvözött acélok (0,5...2,25% Cr és 1% Mo) hevítési hőmérséklete 670...700 C, a hőntartás kb. 1 óra.
Erősen ötvözött acélok hőntartási ideje hosszabb.
A vezérelt, kis hőmérsékletű feszültségcsökkentő hőkezelést akkor alkalmazzuk, ha a hegesztett szerkezetet nem lehet hőkezelő kemencébe helyezni. A munkadarab mindkét oldalát 175...205 C-ra hevítjük, míg a hegesztési varrat viszonylag hideg marad. A varrat két oldalán ez a hősáv a hőtágulás miatt nyomófeszültséget ébreszt az alapanyagban, és a varratban húzófeszültség keletkezik. Így a két nyomott sáv kitágul és a varratban a folyási határnál nagyobb feszültséget ébreszt. Amikor a lehűlés következtében a fém összehúzódik, feszültsége a folyáshatár alá csökken.
A tompavarratokban veszélyes hosszirányú húzófeszültségek ezzel az eljárással megszüntethetők. Ha a keresztirányú feszültségek a hosszirányú feszültségek értékének 60%-ára csökkenthetők, akkor az már jó eredmény.
Az eljárás képlékeny anyagok zsugorfeszültségének csökkentésére jól bevált, olcsó és hatékony.
A legtöbb fém esetében a kis hőmérsékletű feszültségcsökkentő hőkezelés nem javítja a varratfém és a hőhatásövezet fém tani tulajdonságait, és nem használható olyan hőkezelés helyett, amellyel az anyag képlékenységét és szívósságát akarjuk javítani. Bizonyos anyagok esetében elősegítheti az öregedést, de közepesen képlékeny anyagokra általában nincs ilyen káros hatással.
A normalizálást a durvaszemcsés, egyenlőtlen szövetszerkezet javítására használjuk.”
„A hegesztés utáni hőkezelést egyes esetekben a technológiai utasítás vagy szabvány írja elő. Általában javasolt a nyomástartó edények, csővezetékek és olyan munkadarabok hőkezelése, amelyeken hirtelen keresztmetszet-változások vannak, javítóhegesztés után pedig célszerű feszültségcsökkentő hőkezelést alkalmazni.
A hegesztett szerkezetet (részegységet, alkatrészt) egyenletesen kell felhevíteni, hőn tartani és lehűteni. Ügyeljünk arra, hogy a hőkezelés közbeni szilárdságcsökkenés ne okozzon a szerkezet saját súlyerejéből eredő torzulást. Ezért a nőkezelendő szerkezetet megfelelő számú és célszerűen kiválasztott helyen alá kell támasztani, hőkezelés után pedig a még meleg anyagot széltől, esőtől, tehát hirtelen lehűléstől meg kell védeni.
A hevítés során ügyeljünk arra, hogy ne következzék be hirtelen hőmérséklet-növekedés. A hevítési sebesség 25 mm-es lemezvastagságig 250 C/h, ennél vastagabb anyagok esetében 55 C/h.
A hőntartás időtartama az s falvastagságtól függ 2,5 perc mm-enként, de legalább 30 perc. Hőmérséklete általában, ha a széntartalom 0,26%-nál kisebb, akkor 580...620 C, ha ennél nagyobb, akkor 630...670±5 C, ideje pedig kb. 2 min/mm. Részletesebb adatokat 1. a 4.40. táblázatban.
A lehűlés sebessége 400 C-ig és 25 mm lemezvastagságig 275 C/h, 25 mm-nél vastagabb anyagra 55 C/h.
A hőkezelés kiterjedhet az egész munkadarabra, vagy lehet helyi hőkezelés.
Helyi hőkezelést a varrat két szélétől számított 25...25 mm távolságban végzünk, általában az s falvastagság (lemezvastagság) két-háromszorosa a hőkezelés szélessége (néha 6...8-szorosa); csövön a hőkezelés szélessége: 5 R0,5, ahol R a cső sugara.
A hőkezelés technológiai jellemzői a munkadarab alakjától, méretétől, anyagától (vegyi összetételétől) függnek. A teherviselő képesség a hőkezelés következtében, pl. szemcsedurvulás miatt, nem csökkenhet. Kritikus a 400 C körüli hőmérséklet-tartomány, ez alatt a hűlési sebesség hatása általában kicsi. Ha lehetséges, inkább hosszabb hőntartási időt és kisebb hőmérsékletet válasszunk.
A hőkezelés energiahordozója elsősorban gáz, továbbá olaj és villamos áram, amely ellenállás útján vagy indukciósan hevít. Csővezetékek hőkezeléséhez használatos csőkemencékben a hőforrás a hegesztett kötéshez képest szimmetrikusan vagy aszimmetrikusan van elhelyezve. A kötés két oldalán a felhevített sáv szélessége a falvastagság ötszöröse. Ezek a kötések külső vagy belső ellenállás-hevítéssel is hőkezelhetők. A külső hevítést általában vékony falú csövekhez használjuk. Körkörös is lehet, igen gyors eljárás és a hőmérséklet is jól ellenőrizhető. Előnye a jó nőhasznosítás, de a fűtőelemek és a hőszigetelés elhelyezése gyakran gondot okoz.
Acélszerkezetek hőkezeléséhez használhatók rögzített telepítésű hőkezelő kemencék vagy a tárgy köré ideiglenesen épített kemencék. Gazdaságos megoldás, ha a tárgyat úgy vesszük körbe szigetelőanyaggal, hogy saját maga válik kemencévé, mivel az égők "befelé", a tárgyra irányulva hevítik azt fel.
Ideiglenes hőkezelő berendezésekre rendszerint azért van szükség, mert a hegesztett szerkezet gyártójának nincs megfelelő hőkezelő berendezése, vagy olyan hőkezelési előírásokat kell teljesíteni, amelyre a meglévő eszközök alkalmatlanok. Nagyméretű terméket gyakran csak a felállítás helyén lehet hőkezelni. Vékonyfalú tartályokat az égőből áramló forró gáz nemcsak hevíti, de nyomáspróbának is kiteszi, így a feszültségcsökkentéssel egyidejűleg csökken a törés és a torzulás veszélye is.
A megfelelően választott hőkezeléssel a keménység a hegesztett kötésben és a hőhatásövezetben is csökken és javulnak a varratfém szilárdsági tulajdonságai.
A feszültségcsökkentő hőkezelés célja, hogy a visszamaradó feszültségek csökkenjenek és a lassú hűtés során újabb feszültségek ne alakuljanak ki. Némely tartályfajtához, nagynyomású csőelemekhez és szerszámgépágyak pontosságának fokozására használatos. A felhevítés és a lehűlés is lassú. Vigyázzunk, mert ha a hőciklus nem egyenletes, akkor eredménytelen marad az eljárás, ill. újabb belső feszültségek keletkeznek! A felhevítés sebessége a munkadarab falvastagságának arányától is függ, pl. ha a vastag és vékony fal aránya 4:1, akkor a felhevítés és hűtés sebessége nem haladhatja meg a 200 C/h-t.
Ha a munkadarabot alkotó elemek vastagsága igen széles határok között változik, akkor olyan mértékű felhevítést kell választani, hogy a legvékonyabb és a legvastagabb elem hőmérséklete között ne legyen 20...25 C-nál nagyobb különbség. A kritikus szerkezeti elemek hőmérsékletét rendszeresen ellenőrizni kell.
A legtöbb szerkezeti acél feszültségoldásra használt felhevítési hőmérséklete: 590...600 C, a hőntartási idő kb. 1 óra 25 mm falvastagságonként.
Gyengén ötvözött acélok (0,5...2,25% Cr és 1% Mo) hevítési hőmérséklete 670...700 C, a hőntartás kb. 1 óra.
Erősen ötvözött acélok hőntartási ideje hosszabb.
A vezérelt, kis hőmérsékletű feszültségcsökkentő hőkezelést akkor alkalmazzuk, ha a hegesztett szerkezetet nem lehet hőkezelő kemencébe helyezni. A munkadarab mindkét oldalát 175...205 C-ra hevítjük, míg a hegesztési varrat viszonylag hideg marad. A varrat két oldalán ez a hősáv a hőtágulás miatt nyomófeszültséget ébreszt az alapanyagban, és a varratban húzófeszültség keletkezik. Így a két nyomott sáv kitágul és a varratban a folyási határnál nagyobb feszültséget ébreszt. Amikor a lehűlés következtében a fém összehúzódik, feszültsége a folyáshatár alá csökken.
A tompavarratokban veszélyes hosszirányú húzófeszültségek ezzel az eljárással megszüntethetők. Ha a keresztirányú feszültségek a hosszirányú feszültségek értékének 60%-ára csökkenthetők, akkor az már jó eredmény.
Az eljárás képlékeny anyagok zsugorfeszültségének csökkentésére jól bevált, olcsó és hatékony.
A legtöbb fém esetében a kis hőmérsékletű feszültségcsökkentő hőkezelés nem javítja a varratfém és a hőhatásövezet fém tani tulajdonságait, és nem használható olyan hőkezelés helyett, amellyel az anyag képlékenységét és szívósságát akarjuk javítani. Bizonyos anyagok esetében elősegítheti az öregedést, de közepesen képlékeny anyagokra általában nincs ilyen káros hatással.
A normalizálást a durvaszemcsés, egyenlőtlen szövetszerkezet javítására használjuk.”
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 22:32
Írta: 43pbwjg8s Dátum 2010 július 19, 22:32
Köszönjük Sasi!
Igy nem csak találgat az ember az emlékei között. :)
Igy nem csak találgat az ember az emlékei között. :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 19, 22:43
Írta: besirkyjh Dátum 2010 július 19, 22:43
Nálam a megeresztés az edzés utánni hökezelésre vonatkozik , de biztos jo fogalom a hegesztésre is .A lényegen nem változtat .
Hiába munkálod meg az anyagot (vázat ) ha van benne feszültség nem lessz jo , sött az anyag vastagság megváltozása miatt csak ártassz neki .
Ezeket egy jo hegesztéssel el lehet kerülni de ahoz "szaki kell " nekem biztos nem megy :(
Hiába munkálod meg az anyagot (vázat ) ha van benne feszültség nem lessz jo , sött az anyag vastagság megváltozása miatt csak ártassz neki .
Ezeket egy jo hegesztéssel el lehet kerülni de ahoz "szaki kell " nekem biztos nem megy :(
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 19, 22:46
Írta: besirkyjh Dátum 2010 július 19, 22:46
Ez már terror , ennyit irni .
Ki is kell másolnom hogy részletesen el is olvassam .
Érdekes hogy milyen érthetöen fogalmaznak .Miért? :)
Köszönet érte !
Ki is kell másolnom hogy részletesen el is olvassam .
Érdekes hogy milyen érthetöen fogalmaznak .Miért? :)
Köszönet érte !
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 22:48
Írta: 43pbwjg8s Dátum 2010 július 19, 22:48
Egyet beszélünk:
A feszültségmentes anyagot érdemes készre munkálni.
A lenti sok sültelenségemnől ezt szerettem volna kihozni.
Én pl. ugy tervezem a következő kis gépet, hogy az alapváz felfekvő és csatlakozó felületei együtt megmunkálhatóak legyenek. akkor amikor az már egyben van mindenféle tekinetben.
A feszültségmentes anyagot érdemes készre munkálni.
A lenti sok sültelenségemnől ezt szerettem volna kihozni.
Én pl. ugy tervezem a következő kis gépet, hogy az alapváz felfekvő és csatlakozó felületei együtt megmunkálhatóak legyenek. akkor amikor az már egyben van mindenféle tekinetben.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 július 19, 22:49
Írta: 43pbwjg8s Dátum 2010 július 19, 22:49
"---Érdekes hogy milyen érthetöen fogalmaznak .Miért?..."
Mert Ők értenek is hozzá! :)
Mert Ők értenek is hozzá! :)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 július 19, 22:51
Írta: Rabb Ferenc Dátum 2010 július 19, 22:51
>>Érdekes hogy milyen érthetöen fogalmaznak .Miért? :) <<
Mert a cél az oktatás, és nem a kioktatás és a felsőbbrendűség folyamatos görcsös bizonygatása.
Mert a cél az oktatás, és nem a kioktatás és a felsőbbrendűség folyamatos görcsös bizonygatása.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 19, 23:02
Írta: besirkyjh Dátum 2010 július 19, 23:02
Van benne valami , ha már egyszerre irtátok:)
Igen , erre mondjuk mi "öregek " hogy megtanultuk , meg tanitatták velünk a szakmát mert volt érthetö "alapanyag" .Ma már csak a google segitségével tudunk magyarul is .
[#rolleyes]
Igen , erre mondjuk mi "öregek " hogy megtanultuk , meg tanitatták velünk a szakmát mert volt érthetö "alapanyag" .Ma már csak a google segitségével tudunk magyarul is .
[#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: bvadkrcds Dátum 2010 július 20, 17:04
Írta: bvadkrcds Dátum 2010 július 20, 17:04
Tisztelt műszaki szakemberek!
Egy kérdésem lenne... Egy laposmenetes keresztasztal pontosságát előfeszítéssel lehet növelni. Ugye? Ha nem akarom szétszedni, akkor egy suspa gázrugóval is megoldható a dolog? Tudom, hogy jobban fog kopni, de mit szóltok hozzá?
Egy kérdésem lenne... Egy laposmenetes keresztasztal pontosságát előfeszítéssel lehet növelni. Ugye? Ha nem akarom szétszedni, akkor egy suspa gázrugóval is megoldható a dolog? Tudom, hogy jobban fog kopni, de mit szóltok hozzá?
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 július 20, 17:06
Írta: jv7pu3a5p Dátum 2010 július 20, 17:06
Egy két dolog már elkészült az új géphez.
Csináltam róla 2 provizorikus fotót. Az a lineár egység fog felkerülni a két oldalsó alu tetejére. (oszlop méret 475x265x20)
A lineár egység L alakban bele lesz marva a két oszlopba illetve egy 80x80 alu profil is kerül még mögé.
A képen látszik, hogy a bal oldalon dupla alulap van. Nos azon gondolkodom érdemes lehet azt megduplázni, így hogy nem egy anyagból van számít merevségben?
Az anyag mérete amúgy adott volt, ilyenhez jutottam egy fórumtárs jóvoltából. Azért is 265mm széles. :)
A gép mozgó asztalos lesz, lehet is látni a sínek helyét a két középső alu prof. meg van síkolva.
Lehet köpködni, most még lehet egy két dolgon változtatni. :)


Csináltam róla 2 provizorikus fotót. Az a lineár egység fog felkerülni a két oldalsó alu tetejére. (oszlop méret 475x265x20)
A lineár egység L alakban bele lesz marva a két oszlopba illetve egy 80x80 alu profil is kerül még mögé.
A képen látszik, hogy a bal oldalon dupla alulap van. Nos azon gondolkodom érdemes lehet azt megduplázni, így hogy nem egy anyagból van számít merevségben?
Az anyag mérete amúgy adott volt, ilyenhez jutottam egy fórumtárs jóvoltából. Azért is 265mm széles. :)
A gép mozgó asztalos lesz, lehet is látni a sínek helyét a két középső alu prof. meg van síkolva.
Lehet köpködni, most még lehet egy két dolgon változtatni. :)
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 július 20, 18:06
Írta: v2vhwz32z Dátum 2010 július 20, 18:06
Zolikám! Rendesen taposod előttem az utat! Az enyém is hasonló lesz!
Különbség: nekem a két oldali függőleges tartóelem is ITEM 80x80-as, szintén két hasonló elem köt össze (vízszintesen) egymással.
Véleményem szerint meg lehetne duplázni, ha egymáshoz képest nem tudnak elcsúszni (csavarozás), de lehet hogy jobb lenne inkább (felülnézetben) L vagy U keresztmetszetű profilt csinálni valahogy (az éléhez keskenyebb darabokat fogatni, így a hajlást csökkentené.
Különbség: nekem a két oldali függőleges tartóelem is ITEM 80x80-as, szintén két hasonló elem köt össze (vízszintesen) egymással.
Véleményem szerint meg lehetne duplázni, ha egymáshoz képest nem tudnak elcsúszni (csavarozás), de lehet hogy jobb lenne inkább (felülnézetben) L vagy U keresztmetszetű profilt csinálni valahogy (az éléhez keskenyebb darabokat fogatni, így a hajlást csökkentené.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 20, 18:46
Írta: besirkyjh Dátum 2010 július 20, 18:46
Szia
Bravo
Csak egy kis szösszenet: A mozgo asztalod kb: 2/3-nál legyenek a linek ( szélességben ) , ha tényleg mögé teszed az "X"-nek a 80x80-as profilt akkor szinte biztos hogy felesleges a duplázás ( de semmikép nem árt neki ha van ) ez csak anyag kérdése .
Mérd be pontosan hogy hol fog forgácsolni mert igy kicsit hátul van az "X" hid szerintem bár ez attol is függ hogy az also profilra a sint vagy a kocsikat teszed .
Bravo
Csak egy kis szösszenet: A mozgo asztalod kb: 2/3-nál legyenek a linek ( szélességben ) , ha tényleg mögé teszed az "X"-nek a 80x80-as profilt akkor szinte biztos hogy felesleges a duplázás ( de semmikép nem árt neki ha van ) ez csak anyag kérdése .
Mérd be pontosan hogy hol fog forgácsolni mert igy kicsit hátul van az "X" hid szerintem bár ez attol is függ hogy az also profilra a sint vagy a kocsikat teszed .
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 július 20, 19:08
Írta: jv7pu3a5p Dátum 2010 július 20, 19:08
Akkor Te már jól jársz, kitaposott ösvényed lesz. :)
Az oldala azért ilyen mert elfogyott az alu prof, sajna csak erre volt elég.
Az oldala azért ilyen mert elfogyott az alu prof, sajna csak erre volt elég.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 július 20, 19:15
Írta: jv7pu3a5p Dátum 2010 július 20, 19:15
Szia Zoli!
Az asztalnál próbáltam számolgatni 500mm széles az asztal és 260mm lesz a két síntáv.
Elvileg a furatok megvannak a profilokon ahhoz, hogy keresztbe belekerüljön még a két szélső aluprof közé egy-egy ugyanolyan profil (100mm hosszban). Nem tudom ez segít-e. Egyelőre nem lesz bent.
A duplázást megmondom férfiasan azért kerülném el, mert a mostani kis gépen csak egyesével tudnám megmunkálni, az meg nem tudom mennyire seikeredik egyformára. De majd igyekszem... :)
A sín fog feküdni a profilon, mert különben marha nagy asztal kellene, vagy kilógna a sín. Lehet, hogy stabilabb lenne, de macerásabb is elkészíteni.
NAgyrészt úgyis a közepén a kocsik felett fog dolgozni, szerintem ritka lesz, hogy nagy munkadarab kerül rá.
Köszi az észrevételeket. :)
Az asztalnál próbáltam számolgatni 500mm széles az asztal és 260mm lesz a két síntáv.
Elvileg a furatok megvannak a profilokon ahhoz, hogy keresztbe belekerüljön még a két szélső aluprof közé egy-egy ugyanolyan profil (100mm hosszban). Nem tudom ez segít-e. Egyelőre nem lesz bent.
A duplázást megmondom férfiasan azért kerülném el, mert a mostani kis gépen csak egyesével tudnám megmunkálni, az meg nem tudom mennyire seikeredik egyformára. De majd igyekszem... :)
A sín fog feküdni a profilon, mert különben marha nagy asztal kellene, vagy kilógna a sín. Lehet, hogy stabilabb lenne, de macerásabb is elkészíteni.
NAgyrészt úgyis a közepén a kocsik felett fog dolgozni, szerintem ritka lesz, hogy nagy munkadarab kerül rá.
Köszi az észrevételeket. :)
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 19:44
Írta: Révész Richárd Dátum 2010 július 20, 19:44
Na ha így beindult a gép építés akkor én is megmutatom hol is tartok.Véleményeket nagyon szívesen fogadom mert biztos van benne hiba.


Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 20:00
Írta: Révész Richárd Dátum 2010 július 20, 20:00

hátha most megjelenik
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 20, 20:29
Írta: 000000000 Dátum 2010 július 20, 20:29
Szép...
2 orsó viszi majd?
Milyen széles ez a híd?
2 orsó viszi majd?
Milyen széles ez a híd?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 július 20, 20:36
Írta: s7manbs8 Dátum 2010 július 20, 20:36
Nekem tetszik. A hozzávaló anyagokat hogy vágtad ki ?
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 július 20, 20:52
Írta: jv7pu3a5p Dátum 2010 július 20, 20:52
Na tessék. Nem megy a szerver így nem tudjátok megköpködni a leendő gépem. :((
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 20:53
Írta: Révész Richárd Dátum 2010 július 20, 20:53
A két orsó az még kérdéses,egyenlőre még nincs gépváz mint az látszik is.A híd 560 mm széles
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 20:54
Írta: Révész Richárd Dátum 2010 július 20, 20:54
Az alkatrészeket az Autopress kft-nél vágták lézerrel Nyírtelken
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 július 20, 20:56
Írta: s7manbs8 Dátum 2010 július 20, 20:56
Akkor ilyen igény esetén oda lehet fordulni gondolom, köszi.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 20:57
Írta: Révész Richárd Dátum 2010 július 20, 20:57
A két orsó amúgy megvan hozzá csak nem tudom eldönteni, hogy melyik a jobb választás.
Vagy egyáltalán megéri e két orsót belerakni.
Vagy egyáltalán megéri e két orsót belerakni.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 20:59
Írta: Révész Richárd Dátum 2010 július 20, 20:59
Igen.e-mail-ben küldöd a vágnivalót .dxf-ben és kapod a kész terméket.Olcsón és jól dolgoznak és viszonylag gyorsan is.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 július 20, 21:02
Írta: s7manbs8 Dátum 2010 július 20, 21:02
Ez is értékes infó, még egyszer kösz, gondolom mások is örülnek ennek. :)
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 21:03
Írta: Révész Richárd Dátum 2010 július 20, 21:03
Szivesen.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 július 20, 21:11
Írta: svejk Dátum 2010 július 20, 21:11
Csak kíváncsiságból...
Mennyi az az olcsón?
Pl. az a képen látható 3 elem mennyibe került?
Mennyi az az olcsón?
Pl. az a képen látható 3 elem mennyibe került?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 21:15
Írta: Révész Richárd Dátum 2010 július 20, 21:15
A híd anyaggal eggyütt ~1300 a két oldalsó konzol ~1000 ft (10-es lemez)
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 július 20, 21:19
Írta: v2vhwz32z Dátum 2010 július 20, 21:19
Én nem leköpöm a géped, beperellek! :-) Ezt a négy ITEM profil egymás mellett elrendezést szabadalmaztatni akartam volna :-)
Lehetne berakni még valamit a hídba merevítésnek, de gondolom oldalt lent a 2 db 465x265-ös táblákat két -két sor csavarral rögzíted majd az ITEM-ekhez, meg nem lesz magas a híd.
Te hogy oldod majd meg az asztal alatt az golyósorsó elhelyezését a motorral? Nekem 20-as THK sínek lesznek kocsikkal az asztal alatt és csak kb 30mm-el "emelik meg" az asztalt a két középző ITEM-től, alá nehezen fér be az orsó csapágyháza esetleg. A motort be kell raknom a vázba nem kívül lesz.
Lehetne berakni még valamit a hídba merevítésnek, de gondolom oldalt lent a 2 db 465x265-ös táblákat két -két sor csavarral rögzíted majd az ITEM-ekhez, meg nem lesz magas a híd.
Te hogy oldod majd meg az asztal alatt az golyósorsó elhelyezését a motorral? Nekem 20-as THK sínek lesznek kocsikkal az asztal alatt és csak kb 30mm-el "emelik meg" az asztalt a két középző ITEM-től, alá nehezen fér be az orsó csapágyháza esetleg. A motort be kell raknom a vázba nem kívül lesz.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 július 20, 21:23
Írta: v2vhwz32z Dátum 2010 július 20, 21:23
Olcsó és masszív.. (persze hozzátehetjük, relatíve masszív :-)
A számításokhoz nem értek, de ránézésre elég masszív.. ha nem acélt akarsz megmunkálni,tuti jó lesz. Milyen olcsón megúsztad!
A számításokhoz nem értek, de ránézésre elég masszív.. ha nem acélt akarsz megmunkálni,tuti jó lesz. Milyen olcsón megúsztad!
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 július 20, 21:25
Írta: v2vhwz32z Dátum 2010 július 20, 21:25
Ha egy orsót akarsz akkor össze kellene kötni (jellemzően alul) a híd két oldalát..Nem megoldhatatlan végülis.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 21:29
Írta: Révész Richárd Dátum 2010 július 20, 21:29
Azt én is remélem ,hogy massziv lesz.Igazából nem tudom mit fogok megmunkálni.Majd a vallatáskor kiderül mit bír,ha egyszer elkészül.
Számolni nem számoltam semmit mert nem értek hozzá meg nem is szeretek.
Eddig úgy néz ki a dolog, hogy ha kész lesz teljesen akkor kb 150kg.
Számolni nem számoltam semmit mert nem értek hozzá meg nem is szeretek.
Eddig úgy néz ki a dolog, hogy ha kész lesz teljesen akkor kb 150kg.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 21:31
Írta: Révész Richárd Dátum 2010 július 20, 21:31
Ez így van,de ez még csak össze van dobva.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 július 20, 21:33
Írta: svejk Dátum 2010 július 20, 21:33
Ne b@szki!
A híd anyagának kivágatlan súlyát 6-7 Kg-ra saccolom.
Ennyit én a MÉH telepen rozsdásan, alaktalanul kb. 1000 Ft-ért kapnám meg.
Vannak még csodák és apró örömök... :)
A híd anyagának kivágatlan súlyát 6-7 Kg-ra saccolom.
Ennyit én a MÉH telepen rozsdásan, alaktalanul kb. 1000 Ft-ért kapnám meg.
Vannak még csodák és apró örömök... :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 július 20, 21:35
Írta: svejk Dátum 2010 július 20, 21:35
Ilyen árak mellett értelmetlen aluprofilokkal kínlódni, még ha gyorsabb és könnyebb is az építkezés.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 21:35
Írta: Révész Richárd Dátum 2010 július 20, 21:35
Ezért járok hozzájuk.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 július 20, 21:37
Írta: svejk Dátum 2010 július 20, 21:37
Van itt a környéken is 3-4 lézeres cég, de meg sem mertem kérdezni az árakat.
Azt hiszem ha másért nem, hát kíváncsiságból meg fogom tenni...
Azt hiszem ha másért nem, hát kíváncsiságból meg fogom tenni...
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 július 20, 21:38
Írta: jv7pu3a5p Dátum 2010 július 20, 21:38
Pont ez jutott eszembe. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 július 20, 21:40
Írta: svejk Dátum 2010 július 20, 21:40
Egyébként milyen anyagminőség? (nem mintha sokat értenék hozzá :( )
Síklapúság milyen?
Vágás derékszögelése? Vagy utána kell azért munkálni?
Síklapúság milyen?
Vágás derékszögelése? Vagy utána kell azért munkálni?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 21:41
Írta: Révész Richárd Dátum 2010 július 20, 21:41
Én is megdöbbentem az első ajánlatkérésnél.Azóta bármi kell megyek hozzájuk.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 július 20, 21:42
Írta: jv7pu3a5p Dátum 2010 július 20, 21:42
nana :) Még nem védetted, tehát szabad :)
Nos az asztal alatti orsónál nem csak az anyának kell elférnie, hanem a motor is gond lehet, hisz ráfut az asztal.
Valószínű lejjebb rakom az orsót, hogy minden elférjen és csinálok egy közdarabot. Nincs jobb ötletem.
Nos az asztal alatti orsónál nem csak az anyának kell elférnie, hanem a motor is gond lehet, hisz ráfut az asztal.
Valószínű lejjebb rakom az orsót, hogy minden elférjen és csinálok egy közdarabot. Nincs jobb ötletem.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 július 20, 21:43
Írta: v2vhwz32z Dátum 2010 július 20, 21:43
Hát igen, ha én is tudom, hogy ezt a részét ilyen olcsón megúszhatom (Y tengelyen a kocsik rögzítéséhez kazánlemezek maratása), én is maradtam volna a mozgó hidas szerkezetnél.. (az ahhoz szükséges alut már elcseréltem) De másnem majd a következő gépem [#smile]
Egyébként én azért is tettem le a mozgó hídról, mert számításaim szerint az alu és acéllemezek-motorok stb (X+Z tengely súlya) már elérhette volna a 60-70kg-ot is. Én mivel inkább fát marnék csak, a mozgó asztalom súlya sokkal kisebb lesz.
Egyébként én azért is tettem le a mozgó hídról, mert számításaim szerint az alu és acéllemezek-motorok stb (X+Z tengely súlya) már elérhette volna a 60-70kg-ot is. Én mivel inkább fát marnék csak, a mozgó asztalom súlya sokkal kisebb lesz.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 21:45
Írta: Révész Richárd Dátum 2010 július 20, 21:45
Nem szoktam hozzányulni mert profi a vágás minősége,de ha olyan helyre kell ahol nagyon fontos az illeszkedés akkor veszek rajta egy érintőt és lemarom.
Síklapúsággal nem volt még bajom(modjuk nem is nagy alkatrészek)
Síklapúsággal nem volt még bajom(modjuk nem is nagy alkatrészek)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 július 20, 21:53
Írta: svejk Dátum 2010 július 20, 21:53
Anyagminőség?
Csak ha megkérdezem a helyi játékosokat, nehogy ez miatt legyen más az ár.
És egy láma kérdés a végére, a lézernél a vágás mentén nem edződik meg az anyag mint pl. a lángvágásnál vagy a plazmánál?
Csak ha megkérdezem a helyi játékosokat, nehogy ez miatt legyen más az ár.
És egy láma kérdés a végére, a lézernél a vágás mentén nem edződik meg az anyag mint pl. a lángvágásnál vagy a plazmánál?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 20, 22:05
Írta: Révész Richárd Dátum 2010 július 20, 22:05
Hopp,bocsi lemaradt.Fogalmam sincs nem szoktam kérdezni,meg nem is érdekel annyira.
Én csak egy mezei villanyász vagyok és nem nagyon értek hozzá.
Reszelővel könnyen alakítható a vágás mentén is.
Én csak egy mezei villanyász vagyok és nem nagyon értek hozzá.
Reszelővel könnyen alakítható a vágás mentén is.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 20, 22:41
Írta: besirkyjh Dátum 2010 július 20, 22:41
Nyugodtan aláfér szerintem .
Ha össze adod a motor + tengelykapcsolo + orsoanya hosszát biztos kevesebb lessz mint az asztal alatt a csapágy távolsága , de az orsoanyát ne az asztal közepére tedd .
Érthetö valamennyire ?
Ha össze adod a motor + tengelykapcsolo + orsoanya hosszát biztos kevesebb lessz mint az asztal alatt a csapágy távolsága , de az orsoanyát ne az asztal közepére tedd .
Érthetö valamennyire ?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 20, 22:46
Írta: besirkyjh Dátum 2010 július 20, 22:46
Szia Richibá
Látom komolyan gondolod hogy be felyezed a géped . Itt számonkérjük ám a lemaradásokat .
Lehet eladom az 50x50 profiljaimat és küldök egy pár rajzot Neked :)
Tegyél két orsot mert elég nagy az "X" hidad tömege és igy könnyebb lessz elinditani és megállitani és a kereszbe fordulás lehetösége is kevesebb .
Látom komolyan gondolod hogy be felyezed a géped . Itt számonkérjük ám a lemaradásokat .
Lehet eladom az 50x50 profiljaimat és küldök egy pár rajzot Neked :)
Tegyél két orsot mert elég nagy az "X" hidad tömege és igy könnyebb lessz elinditani és megállitani és a kereszbe fordulás lehetösége is kevesebb .
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 20, 22:57
Írta: knifemaster Dátum 2010 július 20, 22:57
A szerkezeti acélokra nem jellemző a beedződés,anyagösszetételük,alacsony széntartalmuk miatt.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 július 20, 23:16
Írta: robroy007 Dátum 2010 július 20, 23:16
Hajrá Ricsi!
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 július 21, 09:12
Írta: jv7pu3a5p Dátum 2010 július 21, 09:12
Igen érthető, de látod abban nem is gondolkodtam, hogy a motort is berakom a vázba és nem lóg ki. Én inkább a magasságra gondoltam, merthogy ott a golyósanya tengelye (több verziót is néztem ISEL) 15mm van a felfogatásától. Ezt egy az egyben nem tudom felcsavarozni az aszallapra, mert akkor elkaszálja a motort ha ráfut. Ezért gondoltam, hogy kell oda egy alu közdarab. Vagy rosszul gondolom?
NE az asztal közepére tegyem az anyát...
Szélére? Hol ideális?
NE az asztal közepére tegyem az anyát...
Szélére? Hol ideális?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 július 21, 09:25
Írta: svejk Dátum 2010 július 21, 09:25
Valóban.
Viszont nem tudjuk az anyagminőséget.
Illetve lángvágott anyagot nem nagyon szeretik a forgácsoló szakik, legalább is akiket én ismerek esztergályosokat, mind úgy néz az ilyen nyers darabra mint gyújtogató a vizes szalmára :)
Viszont nem tudjuk az anyagminőséget.
Illetve lángvágott anyagot nem nagyon szeretik a forgácsoló szakik, legalább is akiket én ismerek esztergályosokat, mind úgy néz az ilyen nyers darabra mint gyújtogató a vizes szalmára :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 21, 11:26
Írta: besirkyjh Dátum 2010 július 21, 11:26
Ja értem már , igen tegyél egy közdarabot az asztal és az anya közé .Ugy tedd hogy a motor éppen elférjen az asztal alatt .
Az anyát a motortol legtávolabb tedd és akkor biztos elfér .Ha motort a gép hátuljára teszed akkor az anya legyen az asztal elején ( felöled ).
Még valami , tegnap elfelejtettem : ha "X" hidat az aluprofilhoz rögzited akkor tegyél a profilra a hid elé és mögé egy ütközöt ami biztosan merölegesen tarja a hidadat ( ahogy a Bodi csinálta az Ö alugépén ) iszonyatos erök vannak felfelé is a maroszárnál és nehogy elmozduljon idövel ( mégis csak egy alu darab ).
Simán oda csavarozol két két kis alu hasábot a profilhoz a hidnál .
Az anyát a motortol legtávolabb tedd és akkor biztos elfér .Ha motort a gép hátuljára teszed akkor az anya legyen az asztal elején ( felöled ).
Még valami , tegnap elfelejtettem : ha "X" hidat az aluprofilhoz rögzited akkor tegyél a profilra a hid elé és mögé egy ütközöt ami biztosan merölegesen tarja a hidadat ( ahogy a Bodi csinálta az Ö alugépén ) iszonyatos erök vannak felfelé is a maroszárnál és nehogy elmozduljon idövel ( mégis csak egy alu darab ).
Simán oda csavarozol két két kis alu hasábot a profilhoz a hidnál .
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 július 21, 12:30
Írta: jv7pu3a5p Dátum 2010 július 21, 12:30
Rendben, majd úgy sakkozok, hogy épp elférjen a moci.
Ezt a híd rögzítés nem teljesen világos.
Szóval az alu profil a lineár egység mögé fog kerülni. Az alu profilt pedig oldalról a fogom hozzácsavarozni 4-4 db M8-as imbusszal az oszlophoz (475x265x 40) aluhoz.
Tehát a híd alá tegyek aludarabot?
Ezt a híd rögzítés nem teljesen világos.
Szóval az alu profil a lineár egység mögé fog kerülni. Az alu profilt pedig oldalról a fogom hozzácsavarozni 4-4 db M8-as imbusszal az oszlophoz (475x265x 40) aluhoz.
Tehát a híd alá tegyek aludarabot?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 21, 12:34
Írta: besirkyjh Dátum 2010 július 21, 12:34
Nem
A 265mm-oldalhoz , a hid elé és mögé ugy mintha még tennél M8-as imbuszt csak külön kis hasábokat rögzitel vele és ez tartja a hellyén az "X" hidat ( lábait ) .
Menj a Bodi topickjába és keresd vissza mert sokkal egyszerübb mint itt leirva ( van foto rola ).
A 265mm-oldalhoz , a hid elé és mögé ugy mintha még tennél M8-as imbuszt csak külön kis hasábokat rögzitel vele és ez tartja a hellyén az "X" hidat ( lábait ) .
Menj a Bodi topickjába és keresd vissza mert sokkal egyszerübb mint itt leirva ( van foto rola ).
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 21, 12:44
Írta: besirkyjh Dátum 2010 július 21, 12:44
Hát gyerekek ez nem semmi azért .
Át lapoztam a Bodi topickját , egy élmény ennyi mindennel foglakozni és fotokat csinálni és minden szinten és precizen .
Érdemes igy utolag is átnézni az egészet .
LZ : találtam Neked képet #1227-en jol látszik hogy az "X" hid készeresen van biztositva.A HIWIN elött ott egy alu tömb ( csak az elv a fontos , nem az arányok ).
Át lapoztam a Bodi topickját , egy élmény ennyi mindennel foglakozni és fotokat csinálni és minden szinten és precizen .
Érdemes igy utolag is átnézni az egészet .
LZ : találtam Neked képet #1227-en jol látszik hogy az "X" hid készeresen van biztositva.A HIWIN elött ott egy alu tömb ( csak az elv a fontos , nem az arányok ).
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 július 21, 13:08
Írta: jv7pu3a5p Dátum 2010 július 21, 13:08
Én is átlapoztam. Mindig örömmel nézegetem vbodi topikját. :)
Már én is láttam amiről beszélsz.
Amúgy nálam még lesz ám biztosítás, mert az X híd bele lesz marva a két oszlopba L alakban és azon fog csücsülni. Sőt még csavart is kap. Csak sikerüljön derékszögben a marás. :)
Már én is láttam amiről beszélsz.
Amúgy nálam még lesz ám biztosítás, mert az X híd bele lesz marva a két oszlopba L alakban és azon fog csücsülni. Sőt még csavart is kap. Csak sikerüljön derékszögben a marás. :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 21, 15:43
Írta: besirkyjh Dátum 2010 július 21, 15:43
Eze az . Miért ne sikerülne , csak türelemesen :)
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2010 július 21, 16:27
Írta: knifemaster Dátum 2010 július 21, 16:27
Gondolom mert lángvágásnál a megfolyt anyag, ömledék, olyan felületet ad ami erősen egyenetlen,ezért eléggé igénybe veszi a forgácsolószerszámot.
Igaz,hogy nem ismerjük az acél összetételét,de az elnevezésből már vissza lehet keresni,hogy milyen tulajdonságokkal bírnak,és milyen felhasználási területre gyártják.
Igaz,hogy nem ismerjük az acél összetételét,de az elnevezésből már vissza lehet keresni,hogy milyen tulajdonságokkal bírnak,és milyen felhasználási területre gyártják.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 21, 19:43
Írta: Révész Richárd Dátum 2010 július 21, 19:43


Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 július 21, 19:49
Írta: s7manbs8 Dátum 2010 július 21, 19:49
Minden napra egy tojás.
Milyen eszközöket használtál arra, hogy a két kocsi szerkezet egymással párhuzamos legyen, és majd ne szoruljon a végeknél ? Nekem ez mindig elméleti kérdés egyelőre, kinek milyen módszere van erre.
Milyen eszközöket használtál arra, hogy a két kocsi szerkezet egymással párhuzamos legyen, és majd ne szoruljon a végeknél ? Nekem ez mindig elméleti kérdés egyelőre, kinek milyen módszere van erre.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 21, 19:52
Írta: Révész Richárd Dátum 2010 július 21, 19:52
A hídba bele lett marva a sín helye 3 mm mélyen és ez adja meg a pozíciót.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 21, 20:05
Írta: 000000000 Dátum 2010 július 21, 20:05
Az oldalukon fent van mivel dolgoznak:
* Szénacél (ST 52, ST 37, HARDOX): 0-20 mm-ig
* Saválló (hőálló is): 0-15 mm-ig
* Alumínium: 0-12 mm-ig
* Szénacél (ST 52, ST 37, HARDOX): 0-20 mm-ig
* Saválló (hőálló is): 0-15 mm-ig
* Alumínium: 0-12 mm-ig
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 július 21, 20:16
Írta: svejk Dátum 2010 július 21, 20:16
Köszi!
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 július 21, 21:25
Írta: v2vhwz32z Dátum 2010 július 21, 21:25
Jól haladsz! Mondd, milyen hosszú a Z két sínje és milyen hosszú a két kocsi? Hasonló az elgondolásom, bár nekem kisebb kocsikból lenne 4 darab, egymástól kb 15-15cm távolságra. Nem túl nagy Neked így a Z kilengése alsó állásban? Maga a kazánlemez az bírja, a kocsi csak a kérdés!
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 július 21, 21:34
Írta: Révész Richárd Dátum 2010 július 21, 21:34
A két sín 220 mm a kocsik kb 65-70 mm(nem emlékszem pontosan).
A kilógás elég nagy de majd kiderül, hogy viselkedik élesben.Nincs több kocsim ehez a sínhez.Abból élünk amink van.
A kilógás elég nagy de majd kiderül, hogy viselkedik élesben.Nincs több kocsim ehez a sínhez.Abból élünk amink van.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 július 22, 10:27
Írta: v2vhwz32z Dátum 2010 július 22, 10:27
Kulcsár Zoli "Alkatrészek beszerzése és szolgáltatások.. " topikbeli #1494-es hozzászólására:
Tervezem egy ideje a régi takarítógépünkből elszívót csinálni a majdani famegmunkáló cnc-mhez :-)
Véleményetek szerint ha helyettesítjük azt pár tíz literes merev falú tartályt egy nagyobb műanyag zsákkal, az jó lehet? Csinált már valaki ilyet? Talán nem csökken a vákuum a potenciálisan nagyobb térfogat miatt, mivel a még üres zsákot részben összrántja? Vagy egy drótvázat kell csinálni a zsáknak? Akkor viszont jelentős lehet a veszteség nem?
Nagy hülyeségeket kérdezek? [#confused]
Tervezem egy ideje a régi takarítógépünkből elszívót csinálni a majdani famegmunkáló cnc-mhez :-)
Véleményetek szerint ha helyettesítjük azt pár tíz literes merev falú tartályt egy nagyobb műanyag zsákkal, az jó lehet? Csinált már valaki ilyet? Talán nem csökken a vákuum a potenciálisan nagyobb térfogat miatt, mivel a még üres zsákot részben összrántja? Vagy egy drótvázat kell csinálni a zsáknak? Akkor viszont jelentős lehet a veszteség nem?
Nagy hülyeségeket kérdezek? [#confused]
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 július 22, 11:20
Írta: yuagaci9g Dátum 2010 július 22, 11:20
En csinaltam ilyet...muanyag kukat szereltem ra,
de egy dugulas alkalmaval osszeroppantotta a vakuum.
Osszetort, dzrabokra. [#levele][#schmoll2]
de egy dugulas alkalmaval osszeroppantotta a vakuum.
Osszetort, dzrabokra. [#levele][#schmoll2]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 22, 11:32
Írta: besirkyjh Dátum 2010 július 22, 11:32
Szia
Na látod erre ne is gondoltam , meg a Lámpás is irja .
Ki fogom probálni .
Na látod erre ne is gondoltam , meg a Lámpás is irja .
Ki fogom probálni .
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 július 22, 11:35
Írta: v2vhwz32z Dátum 2010 július 22, 11:35
Annak nem kis szívóereje lehetett!
Cím: Re:Mechanikai ötletek
Írta: 8uup9xs82 Dátum 2010 július 22, 11:53
Írta: 8uup9xs82 Dátum 2010 július 22, 11:53
Nem rossz az otlet, de javaslom egy cyclone rendszer megepiteset hozza.
A szivoteljesitmenyeden nem modosit, viszont a nagyobb darabokat, forgacsot "levalogatja".
Egy peldas darab ITT
Udv: D
A szivoteljesitmenyeden nem modosit, viszont a nagyobb darabokat, forgacsot "levalogatja".
Egy peldas darab ITT
Udv: D
Cím: Re:Mechanikai ötletek
Írta: 8uup9xs82 Dátum 2010 július 22, 11:59
Írta: 8uup9xs82 Dátum 2010 július 22, 11:59
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 július 22, 11:59
Írta: yuagaci9g Dátum 2010 július 22, 11:59
Szamolj csak utana...
Egy mezei porszivo a nyomooldalon merve ad legalabb 0.15-0.2 bar nyomast, ami negyzetcentimeterenkent 150-200 g egy tenyernyi
feluletre 15-20kg nyomul!
Merev tartaly kell, egyenletes falvastagsaggal.
Egy mezei porszivo a nyomooldalon merve ad legalabb 0.15-0.2 bar nyomast, ami negyzetcentimeterenkent 150-200 g egy tenyernyi
feluletre 15-20kg nyomul!
Merev tartaly kell, egyenletes falvastagsaggal.
Cím: Re:Mechanikai ötletek
Írta: bvadkrcds Dátum 2010 július 22, 12:04
Írta: bvadkrcds Dátum 2010 július 22, 12:04
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 július 22, 12:30
Írta: Szalai György Dátum 2010 július 22, 12:30
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 július 22, 12:32
Írta: v2vhwz32z Dátum 2010 július 22, 12:32
Köszönöm a tippeket!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 22, 13:11
Írta: besirkyjh Dátum 2010 július 22, 13:11
Szia
Csak hogy neérje meg vele kinlodni .
www.vektor2000.hu ( akcios termékek 5-ik oldal )
Csak hogy neérje meg vele kinlodni .
www.vektor2000.hu ( akcios termékek 5-ik oldal )
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 július 22, 14:00
Írta: yuagaci9g Dátum 2010 július 22, 14:00
Ezt is ismerem, nagyon halvany termek, ettol csak jobbat lehet csinalni.
Azt mondja, 1600pa nyomast hoz letre...ez pont a tizede annak, amit egy haztartasi porszivotol elvarnak.
Furszpornak megfelel, de igenytelen kialakitasa miatt zajos.
Azt mondja, 1600pa nyomast hoz letre...ez pont a tizede annak, amit egy haztartasi porszivotol elvarnak.
Furszpornak megfelel, de igenytelen kialakitasa miatt zajos.
Cím: Re:Mechanikai ötletek
Írta: 8uup9xs82 Dátum 2010 július 22, 14:20
Írta: 8uup9xs82 Dátum 2010 július 22, 14:20
Ezek az altalam is emlitett Cyclone elvu porlevalasztok egyszeru, tartosabb muhelyporszivokkal hibatlanul mukodnek. En egy zsak nelkuli femvodros Einhellt hasznalok lassan egy eve, sot az egyik lakasban is azzal porszivozok rendszeresen es meg mindig birja.
Igaz nincsenek 6-8 oras reliefmarasaim, ott azert mas igenyeket kellene kielegitenie.
D
Igaz nincsenek 6-8 oras reliefmarasaim, ott azert mas igenyeket kellene kielegitenie.
D
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 22, 19:23
Írta: besirkyjh Dátum 2010 július 22, 19:23
Szia
Temsváron a Praktiba vettem és használtam 3 évig hibátlanul pedig egyszer a haverom felesége gipszkarton port szivott vele és utánna kimosta vizzel ( azota nem beszélünk ).
At tény és valo hogy a fortuna hangját elnyomja , én mindig álmos voltam töle .
Temsváron a Praktiba vettem és használtam 3 évig hibátlanul pedig egyszer a haverom felesége gipszkarton port szivott vele és utánna kimosta vizzel ( azota nem beszélünk ).
At tény és valo hogy a fortuna hangját elnyomja , én mindig álmos voltam töle .
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2010 július 23, 21:43
Írta: PSoft Dátum 2010 július 23, 21:43
Nekem is van ám "haverom felesége"[#csodalk][#csodalk][#csodalk]
Hozza a porszívóját,hogy "tegnap,még porszívóztam vele,semmi baja nem volt".
Szétszedem,a motort mintha belemártották volna valami nyúlós,ragadós trutyiba.
Nagynehezen beismerte,hogy csak a konyhában kiborult PORCUKROT porszívózta össze.
Ja,és porzsák se volt benne,mert pár napja kimosta,és elfelejtette visszatenni. [#idiota][#idiota][#idiota]
Mi sem beszélünk...(nem csak ez miatt).:))
Hozza a porszívóját,hogy "tegnap,még porszívóztam vele,semmi baja nem volt".
Szétszedem,a motort mintha belemártották volna valami nyúlós,ragadós trutyiba.
Nagynehezen beismerte,hogy csak a konyhában kiborult PORCUKROT porszívózta össze.
Ja,és porzsák se volt benne,mert pár napja kimosta,és elfelejtette visszatenni. [#idiota][#idiota][#idiota]
Mi sem beszélünk...(nem csak ez miatt).:))
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 23, 21:56
Írta: besirkyjh Dátum 2010 július 23, 21:56
Szia
Ismerös a dolog , véletlenül nem szöke , csinos és Laurának hivják? :)
Ismerös a dolog , véletlenül nem szöke , csinos és Laurának hivják? :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 23, 21:59
Írta: besirkyjh Dátum 2010 július 23, 21:59
Azt monják egyébbként hogy akinek van egy ilyen barátja annak már ellenség nem is kell :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2010 július 23, 22:02
Írta: PSoft Dátum 2010 július 23, 22:02
A szőke,az stimmel.:))
A háta mögött mindenki csak "csöcsösmárti"-nak hívja.:))
A háta mögött mindenki csak "csöcsösmárti"-nak hívja.:))
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 23, 22:10
Írta: besirkyjh Dátum 2010 július 23, 22:10
Az legalább csöcsös :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 július 23, 23:22
Írta: 4um5b65d Dátum 2010 július 23, 23:22
Csak mint olvassuk az a hátán van....
Így meg már nem annyira nyerő...[#nevetes1]
Így meg már nem annyira nyerő...[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 24, 06:56
Írta: besirkyjh Dátum 2010 július 24, 06:56
Szia
Ha pontosak akarunk lenni akkor a hátamögött , tehát puttony :)
Kikapunk , bár az egy "mechanikai ötlet " ha valaki az ilyet kétvállra fekteti :))
[#wave]
Ha pontosak akarunk lenni akkor a hátamögött , tehát puttony :)
Kikapunk , bár az egy "mechanikai ötlet " ha valaki az ilyet kétvállra fekteti :))
[#wave]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 július 24, 08:51
Írta: keri Dátum 2010 július 24, 08:51
Tetszik ez a ciklo porszívó, de milyen szeparációs képességei vannak? Pl egy fényező kamra levegőjét képes megtisztítani a szálló portól? Vagy lehet tudni mi az amit már átenged?
Mivel fajsúly szerint szelektál gondolom a legfinomabb port nem képes kiszűrni.
Mivel fajsúly szerint szelektál gondolom a legfinomabb port nem képes kiszűrni.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 július 24, 10:30
Írta: Rabb Ferenc Dátum 2010 július 24, 10:30
Az ilyen porleválasztó inkább a méret és ezzel együtt a súly alapján szelektál. A nagy sebességgel érintőlegesen bejővő forgács/por a centrifugális erő miatt kicsapódik a külső falra. Ezután a súlya miatt lefelé hullik a gyűjtőzsákba. De mivel a por száll a levegőben, nem véletlenül felül egy "porzsák" anyagú textilzsák van, ami a levegőt kiengedi, de a szálló port nem. A nagy darabok pedig lehullanak.
Fényezőkamrában por? Az meg hogyan került oda?
Egyébként nem hiszem, hogy erre alkalmas lenne. Esetleg egy viszonylag lassú, de az egész kamra levegőjét egy irányban mozgásban tartó filteren (papír, textil vagy speciális szűrőpaplan) átszívott és szűrés után a másik oldalon visszaáramoltató rendszer lehet hatásos.
Ha pedig - fényezőkamráról lévén szó - csak elszívás kell az egyik oldalon ami kivezeti az oldószergőzöket, vele szemben pedig a fentebb említett szűrőn tiszta levegő bevezetés.
Fényezőkamrában por? Az meg hogyan került oda?
Egyébként nem hiszem, hogy erre alkalmas lenne. Esetleg egy viszonylag lassú, de az egész kamra levegőjét egy irányban mozgásban tartó filteren (papír, textil vagy speciális szűrőpaplan) átszívott és szűrés után a másik oldalon visszaáramoltató rendszer lehet hatásos.
Ha pedig - fényezőkamráról lévén szó - csak elszívás kell az egyik oldalon ami kivezeti az oldószergőzöket, vele szemben pedig a fentebb említett szűrőn tiszta levegő bevezetés.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2010 július 24, 10:47
Írta: PSoft Dátum 2010 július 24, 10:47
Ipari porleválasztóknál alkalmazzák a lefuvatást is.
Nagynyomású levegő impulzussal fújják meg a porzsákot(zsákokat),és a zsákra rakódott por lehullik a ciklon aljába.
Nagynyomású levegő impulzussal fújják meg a porzsákot(zsákokat),és a zsákra rakódott por lehullik a ciklon aljába.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 július 24, 10:59
Írta: 7vpav5d32 Dátum 2010 július 24, 10:59
Azt hiszem van egy kis fogalom zavar vagy itt vagy ott. A ciklon "alacsony légnyomású terület".
Ezek a zsákos elszívók nem ciklonosak csak a népnyelv mondja annak. A ciklonos elszívók porgyüjtőjének mindenkép merevnek kell lenni mivel ott vákuumnak kell lennie. Egy jól megszerkesztett ciklonos elszívó minimális utánszűrést igényel.
Ezek a zsákos elszívók nem ciklonosak csak a népnyelv mondja annak. A ciklonos elszívók porgyüjtőjének mindenkép merevnek kell lenni mivel ott vákuumnak kell lennie. Egy jól megszerkesztett ciklonos elszívó minimális utánszűrést igényel.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 július 24, 11:13
Írta: Rabb Ferenc Dátum 2010 július 24, 11:13
Wiki szerint: A ciklon közel függőleges tengelyű légörvény. Szerintem nem vákuumnak kell lennie, hanem nyomáskülönbségnek, ami az örvénylést létrehozza. És ez létrehozható úgy is, hogy a közepét megszívod, vagy a szélét érintőlegesen megfújod. A többi már a centrifugális erő és a gravitáció dolga. Na meg a jó aerodinamikai méretezésé...
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 július 24, 11:19
Írta: 7vpav5d32 Dátum 2010 július 24, 11:19
Pl. ez 
A zsákosnál az elszívó ventilátor a szívócső és a zsák között van, tehát gyakorlatilag keresztül szívja magán a port ami kiemelten tűz és robbanás veszélyes. A ciklonnál pedig egy tartályból szívja a levegőt amiben vákuum alakul ki és elvileg mindent letesz ami nehezebb a levegőnél. [#wave]
A zsákosnál az elszívó ventilátor a szívócső és a zsák között van, tehát gyakorlatilag keresztül szívja magán a port ami kiemelten tűz és robbanás veszélyes. A ciklonnál pedig egy tartályból szívja a levegőt amiben vákuum alakul ki és elvileg mindent letesz ami nehezebb a levegőnél. [#wave]
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 július 24, 11:26
Írta: 7vpav5d32 Dátum 2010 július 24, 11:26
Persze látni olyan ciklonokat ami alatt zsákvan, de ott van egy szelep amit idónként kinyitva átengedik a zsakba a port és visszazárnak.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 július 24, 11:38
Írta: Szalai György Dátum 2010 július 24, 11:38
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 július 24, 11:43
Írta: Szalai György Dátum 2010 július 24, 11:43
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 július 24, 20:04
Írta: keri Dátum 2010 július 24, 20:04
Kösz, erre voltam kíváncsi.
Fényező kamrát értsed úgy hogy a garázsom, hobbifényezésre :) Versenyzek a motorommal ezért gyakran kell festeni :)
A por meg úgy kerül oda hogy ott van, a cél a helység levegőjének megszűrése a természetes szálló portól.
Mint ilyen nem légmentes ezért számomra egy befúvóval létrehozott túlnyomás és előtte légszűrés a célszerű.
Legutóbb ezt úgy csináltam hogy a nagy teljesítményű ventilátor elé vizes ruhát tettem porcsapdának és az egész műhelyt fellocsoltam vízpermettel. Eredmény tűrhető lett de koránt sem tökéletes. Nagyobb tisztaságot szeretnék elérni a jövőben.
Fényező kamrát értsed úgy hogy a garázsom, hobbifényezésre :) Versenyzek a motorommal ezért gyakran kell festeni :)
A por meg úgy kerül oda hogy ott van, a cél a helység levegőjének megszűrése a természetes szálló portól.
Mint ilyen nem légmentes ezért számomra egy befúvóval létrehozott túlnyomás és előtte légszűrés a célszerű.
Legutóbb ezt úgy csináltam hogy a nagy teljesítményű ventilátor elé vizes ruhát tettem porcsapdának és az egész műhelyt fellocsoltam vízpermettel. Eredmény tűrhető lett de koránt sem tökéletes. Nagyobb tisztaságot szeretnék elérni a jövőben.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 25, 07:07
Írta: besirkyjh Dátum 2010 július 25, 07:07
Szia Keri
Csak ey ötlet : probáld leválasztani egy kissebb konténerrel ( 3-4négyzetméteres ) és abban mindent meg tudsz oldani .Van a NET-en egy csomo .
[#integet2]
Csak ey ötlet : probáld leválasztani egy kissebb konténerrel ( 3-4négyzetméteres ) és abban mindent meg tudsz oldani .Van a NET-en egy csomo .
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 július 30, 13:52
Írta: Jozs Dátum 2010 július 30, 13:52
Sziasztok !
Eléggé a kezdetén vagyok a cnc –zésnek ( immár többedik éve :-), ezért légyszi nézzétek el ha butaságot írok.
Úgy vettem észre, hogy a marásoknál az egyik legnagyobb problémát az jelenti, hogy optimálisan be tudjuk lőni az előtolást. Mint tudjuk, az értéke nagyon sok dologtól függ, szerszám-, munkadarab-, gép paraméterek stb. Gondolom profi körülmények között a mérnök a rendelkezésére álló adatok alapján megpróbálja kiszámolni, és ha kellően hozzáértő és körültekintő, akkor össze is jön neki. De hobby körülmények között nyilván más a helyzet. Pl. ha jól emléxem Varsányi Peti írta, hogy ő rendszerint eleve eltöri az első szerszámot, így keresvén meg, hogy „hol a határ”. Célravezető, de nem biztos hogy a legtakarékosabb megoldás :-)
Én most vagyok abban a stádiumban, hogy kísérletezgetek az előtolással, valószínűleg bizonyos idő után felhalmozódik annyi tapasztalat, hogy nagyjából be tudom majd lőni. De ez most nem túlságosan vígasztal, hogy egy-két év múlva esetleg fogom tudni :-). Befogom a szerszámot, elindítom, hallgatom hogy egészséges hangja van-e, meresztem a szemem ... nem igazán gondolnám a legkorszerűbb megoldásnak :-)
Az merült fel bennem, hogy a gondot igazából az okozza pl. egy kézi maróval végzett munkához képest, hogy nem érezzük a gépben ébredő erőket. A kezünkben van egyfajta visszacsatolás, és ha pl. egy keményebb részhez érünk a fa marásakor vagy fúrásakor, automatikusan visszavesszük az erőt.
Nem lehetne ezt megoldani a CNC gépeken is valahogy ? Tulajdonképpen „csak” valahogy mérni kellene pl. a Z tengely mentén, vagy a főorsónál ébredő erőket, és azt valamilyen módon visszacsatolni a vezérléshez ( ami ekkor már ugye nem is vezérlés, hanem szabályozás lenne :-). A gép munka közben folyamatosan számítaná az előtolást. És az biztos hogy egyszerűbb lenne, mert sokkal kevesebb paramétert kellene figyelembe venni. Mi megadnánk neki az elején mit bír a szerszám, ő meg vigyázna rá, hogy ne törje el :-). Nyilván nem mindig kellene a határértéken dolgoztatni, hiszen pl. a forgácsképződés nem biztos hogy ott a legideálisabb. De legalább pontosan lehetne tudni meddig mehetünk, mi a mozgásterünk.
Léteznek pl. nyúlásmérők. amiket fel lehetne használni a célra. Hallottatok már ilyenről ? Lehet hogy nyitott kapukat döngetek, de hobby szinten ezidáig még sehol nem hallottam/olvastam ilyen megoldásról.
Jozs
Eléggé a kezdetén vagyok a cnc –zésnek ( immár többedik éve :-), ezért légyszi nézzétek el ha butaságot írok.
Úgy vettem észre, hogy a marásoknál az egyik legnagyobb problémát az jelenti, hogy optimálisan be tudjuk lőni az előtolást. Mint tudjuk, az értéke nagyon sok dologtól függ, szerszám-, munkadarab-, gép paraméterek stb. Gondolom profi körülmények között a mérnök a rendelkezésére álló adatok alapján megpróbálja kiszámolni, és ha kellően hozzáértő és körültekintő, akkor össze is jön neki. De hobby körülmények között nyilván más a helyzet. Pl. ha jól emléxem Varsányi Peti írta, hogy ő rendszerint eleve eltöri az első szerszámot, így keresvén meg, hogy „hol a határ”. Célravezető, de nem biztos hogy a legtakarékosabb megoldás :-)
Én most vagyok abban a stádiumban, hogy kísérletezgetek az előtolással, valószínűleg bizonyos idő után felhalmozódik annyi tapasztalat, hogy nagyjából be tudom majd lőni. De ez most nem túlságosan vígasztal, hogy egy-két év múlva esetleg fogom tudni :-). Befogom a szerszámot, elindítom, hallgatom hogy egészséges hangja van-e, meresztem a szemem ... nem igazán gondolnám a legkorszerűbb megoldásnak :-)
Az merült fel bennem, hogy a gondot igazából az okozza pl. egy kézi maróval végzett munkához képest, hogy nem érezzük a gépben ébredő erőket. A kezünkben van egyfajta visszacsatolás, és ha pl. egy keményebb részhez érünk a fa marásakor vagy fúrásakor, automatikusan visszavesszük az erőt.
Nem lehetne ezt megoldani a CNC gépeken is valahogy ? Tulajdonképpen „csak” valahogy mérni kellene pl. a Z tengely mentén, vagy a főorsónál ébredő erőket, és azt valamilyen módon visszacsatolni a vezérléshez ( ami ekkor már ugye nem is vezérlés, hanem szabályozás lenne :-). A gép munka közben folyamatosan számítaná az előtolást. És az biztos hogy egyszerűbb lenne, mert sokkal kevesebb paramétert kellene figyelembe venni. Mi megadnánk neki az elején mit bír a szerszám, ő meg vigyázna rá, hogy ne törje el :-). Nyilván nem mindig kellene a határértéken dolgoztatni, hiszen pl. a forgácsképződés nem biztos hogy ott a legideálisabb. De legalább pontosan lehetne tudni meddig mehetünk, mi a mozgásterünk.
Léteznek pl. nyúlásmérők. amiket fel lehetne használni a célra. Hallottatok már ilyenről ? Lehet hogy nyitott kapukat döngetek, de hobby szinten ezidáig még sehol nem hallottam/olvastam ilyen megoldásról.
Jozs
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 30, 15:26
Írta: besirkyjh Dátum 2010 július 30, 15:26
Szia Jozsi
Meg vakartam a bal fülem hátulrol a jobb kezemmel .
Nincs elég baja szegény PC-nek adjunk még neki munkát ráadásul valos idöben probáljuk meg dolgoztatni de mint tudjuk az meg oprendszer függö ....... stb.
A Péter jol "számolja " hobby szinten , természetesen nem igy kell ( Ö is tudja ) de az elötolás valahol a marotörés és az agyag ( fában ) égetése között van .
Hagyd most ezt a "szabályzás " dolgot elöbb csinálj egy müködö CNC-t és mire kész lessz rá jössz hogy nem a forgács levállasztás lessz a legföbb gondod ,bár jo nyomon jársz .
Erröl csak beszélgetni lehet .
Még olyanrol sem hallottam hogy valaki a plafonon dolgoztatná a cnc-jét fejjel lefelé , pedig sok elönye lenne , gondolj bele :))
Meg vakartam a bal fülem hátulrol a jobb kezemmel .
Nincs elég baja szegény PC-nek adjunk még neki munkát ráadásul valos idöben probáljuk meg dolgoztatni de mint tudjuk az meg oprendszer függö ....... stb.
A Péter jol "számolja " hobby szinten , természetesen nem igy kell ( Ö is tudja ) de az elötolás valahol a marotörés és az agyag ( fában ) égetése között van .
Hagyd most ezt a "szabályzás " dolgot elöbb csinálj egy müködö CNC-t és mire kész lessz rá jössz hogy nem a forgács levállasztás lessz a legföbb gondod ,bár jo nyomon jársz .
Erröl csak beszélgetni lehet .
Még olyanrol sem hallottam hogy valaki a plafonon dolgoztatná a cnc-jét fejjel lefelé , pedig sok elönye lenne , gondolj bele :))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 július 30, 19:08
Írta: Szalai György Dátum 2010 július 30, 19:08
Nagyon precíz gépeken alkalmazható a nyúlásmérő bélyeg, a szerkezet rugalmas deformációjának ellenőrzésére. Nem láttam még visszacsatoló elemként alkalmazva, csak kiegészítő felügyeleti rendszerben üzemelve. Talán mert jobb, ha eleve úgy épül a gép, hogy az üzemszerű felhasználás szempontjából elhanyagolható legyen a rugalmas deformáció. Felügyelni viszont mindenhol érdemes.
A másik baj az ötleteddel, hogy erőmérés sajnos nem nagyon van elmozdulás nélkül, a maráshoz pedig beton merev rendszer az ideális. Ha beviszünk egy a méréshez szükséges deformitást, azzal a megmunkálásnak teszünk keresztbe.
Ez alól lehet kivétel, ha a mérés magán a szerszámon történik, azon vagy abban van az érzékelő, (Okos szerszám.) vagy kívülről, érintésmentesen figyeli a szerszámot egy külön rendszer. Az sem egyszerű, a munkadarab takarásában, repülő forgácsok között. Nekem az a CNC laikus véleményem, hogy eleinte egyszerűbb számolni kicsit, az eredményeket ceruzával táblázatba írni a gép közelében, azután a gyakorlat alapján módosítani az értékeket. Később már nem is nézel majd a táblázatra.
A másik baj az ötleteddel, hogy erőmérés sajnos nem nagyon van elmozdulás nélkül, a maráshoz pedig beton merev rendszer az ideális. Ha beviszünk egy a méréshez szükséges deformitást, azzal a megmunkálásnak teszünk keresztbe.
Ez alól lehet kivétel, ha a mérés magán a szerszámon történik, azon vagy abban van az érzékelő, (Okos szerszám.) vagy kívülről, érintésmentesen figyeli a szerszámot egy külön rendszer. Az sem egyszerű, a munkadarab takarásában, repülő forgácsok között. Nekem az a CNC laikus véleményem, hogy eleinte egyszerűbb számolni kicsit, az eredményeket ceruzával táblázatba írni a gép közelében, azután a gyakorlat alapján módosítani az értékeket. Később már nem is nézel majd a táblázatra.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 július 30, 19:54
Írta: 4um5b65d Dátum 2010 július 30, 19:54
Kellemetlen lenne egy fém megmunkálásnál, ha kopik a szerszám , amitől ugye nő az igénybevétel és ennek a kopásnak megfelelően belassulna az előtolás. Képtelenség lenne a méretet tartani.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 július 30, 20:15
Írta: ra8nsmk6w Dátum 2010 július 30, 20:15
El fogod tördelni a neked előirt marómennyiséget. Ez a legjobb hir amit elsőre lehet mondani.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 július 30, 21:36
Írta: Jozs Dátum 2010 július 30, 21:36
Szia Zoltán !
Szerintem a mai gépteljesítmények mellett ez nem igazán szempont. Különben is, nem lenne szükség minden egyes főorsó fordulatnál mintát venni, hiszen az esetek túlnyomó részében a szerszámtöréshez szükséges erő nem változik gyorsan.
Plafonról lógó cnc még nekem sem jutott eszembe, de hordozható már igen :-). Hiszen soxor előfordul, hogy a munkadarab nem tehető a gépbe, de esetleg a gépet ki lehet úgy alakítani, hogy rátehető legyen pl. egy szekrény oldalára. Jó, nem egyszerű :-)
Szerintem a mai gépteljesítmények mellett ez nem igazán szempont. Különben is, nem lenne szükség minden egyes főorsó fordulatnál mintát venni, hiszen az esetek túlnyomó részében a szerszámtöréshez szükséges erő nem változik gyorsan.
Plafonról lógó cnc még nekem sem jutott eszembe, de hordozható már igen :-). Hiszen soxor előfordul, hogy a munkadarab nem tehető a gépbe, de esetleg a gépet ki lehet úgy alakítani, hogy rátehető legyen pl. egy szekrény oldalára. Jó, nem egyszerű :-)
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 július 30, 21:44
Írta: Jozs Dátum 2010 július 30, 21:44
Szia György !
Hát abban tényleg sok igazság van, hogy a nyúlásmérő csak úgy működik, ha nyúlás is van. Bár az én bútorlap gépemnél önként dalolva lemondanék egy-két tized pontosságról, hogy cserébe ne kelljen bajmolódnom az előtolás belövésével. De belátom, hogy komoly gépeknél ez nem engedhető meg. De nincs kizárva, hogy léteznek már egyéb módszerek is az anyagokban keletkező mechanikai feszültségek detektálására.
Hát abban tényleg sok igazság van, hogy a nyúlásmérő csak úgy működik, ha nyúlás is van. Bár az én bútorlap gépemnél önként dalolva lemondanék egy-két tized pontosságról, hogy cserébe ne kelljen bajmolódnom az előtolás belövésével. De belátom, hogy komoly gépeknél ez nem engedhető meg. De nincs kizárva, hogy léteznek már egyéb módszerek is az anyagokban keletkező mechanikai feszültségek detektálására.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 július 30, 21:51
Írta: 4um5b65d Dátum 2010 július 30, 21:51
"léteznek már egyéb módszerek is az anyagokban keletkező mechanikai feszültségek detektálására"
Valóban létezik ilyen, az a neve, hogy rutin.
Ne sajnáld rá az időt, hogy megszerezd.
Valóban létezik ilyen, az a neve, hogy rutin.
Ne sajnáld rá az időt, hogy megszerezd.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 július 30, 21:59
Írta: Jozs Dátum 2010 július 30, 21:59
Szia Laslie !
Ez biztosan így van. Valószínűleg én túlságosan amatőr fejjel gondolkodom, ezért nem gondoltam ilyen esetekre. De maga az elv esetleg így is használható lenne, pl. a megmunkálás előtti "kalibrálással", amikor egy próba munkadarabon történne a max előtolás kiszámítva. Aztán a gép által megállapított érték esetleg csak egy értékes plusz információt jelentene, amit a kezelő bekalkulálhatna a programozásba. Vagy pl. egy kopott szerszámmal kalibrálna, és az így kapott értékkel indítaná a jó szerszámmal a megmunkálást, állandó előtolással. Mire a szerszám elkopna, akkor közelítené meg az előtolás a szerszámtöréshez tartozó sebességet. Vagy ilyesmi :-)
Ez biztosan így van. Valószínűleg én túlságosan amatőr fejjel gondolkodom, ezért nem gondoltam ilyen esetekre. De maga az elv esetleg így is használható lenne, pl. a megmunkálás előtti "kalibrálással", amikor egy próba munkadarabon történne a max előtolás kiszámítva. Aztán a gép által megállapított érték esetleg csak egy értékes plusz információt jelentene, amit a kezelő bekalkulálhatna a programozásba. Vagy pl. egy kopott szerszámmal kalibrálna, és az így kapott értékkel indítaná a jó szerszámmal a megmunkálást, állandó előtolással. Mire a szerszám elkopna, akkor közelítené meg az előtolás a szerszámtöréshez tartozó sebességet. Vagy ilyesmi :-)
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 július 30, 22:00
Írta: Jozs Dátum 2010 július 30, 22:00
Szia Gyula !
:-P
:-P
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 július 30, 22:01
Írta: besirkyjh Dátum 2010 július 30, 22:01
Ne vedd komolyan :)
Mindig vedd figyelembe a gép leendö igénybe vételét ( mire lessz használva ) ,ha a Te célod a század alatti pontosság akkor leht gondolkodni a felvetéseden de épitsd be a Laslie által felvetett problémát is ( szerszám paraméter kontrol ) .Egyébbként a Gyuri irta talán a legpontosabban mint "laikus véleményt" egy idömulva észre sem veszed és megy fejböl .
A második irásod az jo ötlet és meg is valosihato és meg is valositották .

Hajrá
Mindig vedd figyelembe a gép leendö igénybe vételét ( mire lessz használva ) ,ha a Te célod a század alatti pontosság akkor leht gondolkodni a felvetéseden de épitsd be a Laslie által felvetett problémát is ( szerszám paraméter kontrol ) .Egyébbként a Gyuri irta talán a legpontosabban mint "laikus véleményt" egy idömulva észre sem veszed és megy fejböl .
A második irásod az jo ötlet és meg is valosihato és meg is valositották .
Hajrá
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 július 30, 22:10
Írta: 4um5b65d Dátum 2010 július 30, 22:10
Ne aggódj, mindenki így kezdi, hogy be van tojva a szerszámtöréstől.
Pedig anélkül tapasztalatot szerezni lehetetlen.
Azért adnék egy érdekes infót, van úgy hogy elkezded a tök éles szerszámmal aprítani a vasat és a beállított előtolással rángatja a szerszámot, így kénytelen vagy visszavenni.
Aztán eltelik negyed óra, mire egyszer csak azt veszed észre, hogy felpakolhatod az előtolást az eredeti értékre és gyönyörűen viszi az anyagot.
Ezt nem lehet matematikai képletekkel levezényelni.
Látod amit látsz és annak megfelelően változtatsz a paramétereken.
Az sem baj ha jegyzetelsz, hogy milyen anyagot, milyen fordulattal...stb...stb viszi klasszul az adott szerszám.
Én a mai napig jegyzem, ha valami nagyon beválik, függetlenül a rutintól.
Pedig anélkül tapasztalatot szerezni lehetetlen.
Azért adnék egy érdekes infót, van úgy hogy elkezded a tök éles szerszámmal aprítani a vasat és a beállított előtolással rángatja a szerszámot, így kénytelen vagy visszavenni.
Aztán eltelik negyed óra, mire egyszer csak azt veszed észre, hogy felpakolhatod az előtolást az eredeti értékre és gyönyörűen viszi az anyagot.
Ezt nem lehet matematikai képletekkel levezényelni.
Látod amit látsz és annak megfelelően változtatsz a paramétereken.
Az sem baj ha jegyzetelsz, hogy milyen anyagot, milyen fordulattal...stb...stb viszi klasszul az adott szerszám.
Én a mai napig jegyzem, ha valami nagyon beválik, függetlenül a rutintól.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 július 30, 22:24
Írta: Jozs Dátum 2010 július 30, 22:24
Nem lehet matematikailag levezetni ? És mit szólna ehhez Tibor45 ? :-)))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 július 30, 22:27
Írta: 4um5b65d Dátum 2010 július 30, 22:27
Hogy-hogy mit szólna ?
Hát levezetné....[#nyes][#nyes], aztán kapna megint valami új darabot a ruhatárába..
Hát levezetné....[#nyes][#nyes], aztán kapna megint valami új darabot a ruhatárába..
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2010 július 30, 22:53
Írta: PSoft Dátum 2010 július 30, 22:53
Ne fessétek az ördögöt a falra.[#ejnye1]
Vagy,hiányzik a :))
:))
Vagy,hiányzik a
:))
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 július 30, 23:04
Írta: Jozs Dátum 2010 július 30, 23:04
Bocs.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 július 31, 06:40
Írta: Szalai György Dátum 2010 július 31, 06:40
„De nincs kizárva, hogy léteznek már egyéb módszerek is az anyagokban keletkező mechanikai feszültségek detektálására.”
A holografikus interferometria alkalmas az érintésmentes deformációvizsgálatra, de nem szerszámgépen, főleg nem megmunkálás közben. (Még nem.)
Labor körülmények között, nagyon speciálisan zavarmentes (rezgésmentes) környezetben.
A holografikus interferometria alkalmas az érintésmentes deformációvizsgálatra, de nem szerszámgépen, főleg nem megmunkálás közben. (Még nem.)
Labor körülmények között, nagyon speciálisan zavarmentes (rezgésmentes) környezetben.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 július 31, 12:03
Írta: svejk Dátum 2010 július 31, 12:03
Nem kell ehhez külön mérőelem, servo esetén a motor árama egyenesen arányos a nyomatékával.
A szervok főbb üzemmódjai a sebesség, a nyomaték és a pozició szabályzás, illetve ezek kombinációi.
Régebben már írtam hogy hagyományos marógépeken alkalmazták szervorásegítés esetén, de itt csak a kezeddel érezted az erőt, épp úgy mint szervokormánynál az autóban.
De mint írták az előttem levők a szerszámtörés iránti félelem miatt nem kell és nem is szabad ilyeneket bevetni...
A szervok főbb üzemmódjai a sebesség, a nyomaték és a pozició szabályzás, illetve ezek kombinációi.
Régebben már írtam hogy hagyományos marógépeken alkalmazták szervorásegítés esetén, de itt csak a kezeddel érezted az erőt, épp úgy mint szervokormánynál az autóban.
De mint írták az előttem levők a szerszámtörés iránti félelem miatt nem kell és nem is szabad ilyeneket bevetni...
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2010 július 31, 13:09
Írta: ywathzay Dátum 2010 július 31, 13:09
Egy kicsit én is beleugatok a marókés-terhelés beszélgetésbe. Hátha T45 is olvassa, és akkor engem is a pokolra kíván.
Laslie- nek maximálisan igaza van. Rutin. Nem kell a mérnök Urakat túlmisztifikálni. Nem számolgatnak ők semmit sem. Van a közelünkben egy nagynevű német cég leányvállalata, igen komoly gépekkel felszerelve. Dolgozik ott ismerősöm, nem is egy. Aki esztergán dolgozott, az mondta, hogy annyit nem csinálnak a mérnökök, hogy egy rendes utasítást adjanak bármire. Amikor egy új gyártmányt át akartak hozni ide németből, kivitték az egyik öreg szakit a mérnök kíséretében, és az öreg megnézte mit kell elkészíteni és aztán meg is csinálta a mesterdarabot. A programokat a gépekre mindenféle külön utasítás, számítás nélkül írják meg a max. szakmunkásképzőt végzett forgácsolók, nem számolnak forgácsolóteljesítményt, meg keresztmetszetet, meg mittudomén. Kisujjból. Aztán ha megengedik neki akkor a gépész Úr fog egy pendrájvot, és felviszi a számítógépére elmenteni a programot, és bemutatja a főnökének milyen ügyes volt. Ez így működik gyakorlatban, az hogy elméletben mi is lehetne? Van aki tudja a választ...
Meg lehet kérdezni Abit fórumtársunkat is, ő a megmunkálóközponton mennyit számolgat mielőtt melózni kezd, vagy Sanzistiftet..
Laslie- nek maximálisan igaza van. Rutin. Nem kell a mérnök Urakat túlmisztifikálni. Nem számolgatnak ők semmit sem. Van a közelünkben egy nagynevű német cég leányvállalata, igen komoly gépekkel felszerelve. Dolgozik ott ismerősöm, nem is egy. Aki esztergán dolgozott, az mondta, hogy annyit nem csinálnak a mérnökök, hogy egy rendes utasítást adjanak bármire. Amikor egy új gyártmányt át akartak hozni ide németből, kivitték az egyik öreg szakit a mérnök kíséretében, és az öreg megnézte mit kell elkészíteni és aztán meg is csinálta a mesterdarabot. A programokat a gépekre mindenféle külön utasítás, számítás nélkül írják meg a max. szakmunkásképzőt végzett forgácsolók, nem számolnak forgácsolóteljesítményt, meg keresztmetszetet, meg mittudomén. Kisujjból. Aztán ha megengedik neki akkor a gépész Úr fog egy pendrájvot, és felviszi a számítógépére elmenteni a programot, és bemutatja a főnökének milyen ügyes volt. Ez így működik gyakorlatban, az hogy elméletben mi is lehetne? Van aki tudja a választ...
Meg lehet kérdezni Abit fórumtársunkat is, ő a megmunkálóközponton mennyit számolgat mielőtt melózni kezd, vagy Sanzistiftet..
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 július 31, 14:31
Írta: s7manbs8 Dátum 2010 július 31, 14:31
Elég ha a diff egyenletek száma meghalad egy értéket, behal a mérnök is. Meg a másik, hogy még ha tudná is hogy kell valamit kiszámolni, a munkadarabnak nem tudja megmérni minden paraméterét ami a számítás pontosságát nagyon befolyásolja, és már meg is bukott a dolog, sokkal célravezetőbb, tapasztalat útján beállítani a munka végzés optimum pontját, lásd "tapasztalt öreg szaki" példája.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 július 31, 15:49
Írta: Rabb Ferenc Dátum 2010 július 31, 15:49
Nade Urak! Ez már a ló túloldala! Azért nem lehet (nem szabad) mindent izomból próbálni megoldani. A gondolkodás nem ördögtől való cselekedet. A tapasztalt és nagyöntudatú "öreg szaki" is csak egy mérnökök által jól megtervezett gépen tud penge lenni.
Meg kell találni az elmélet és gyakorlat megfelelő arányát. Jó és átgondolt ötlet és sokszor átszámolt terv nélkül ritkán lesz jó végeredmény.
Meg kell találni az elmélet és gyakorlat megfelelő arányát. Jó és átgondolt ötlet és sokszor átszámolt terv nélkül ritkán lesz jó végeredmény.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 július 31, 16:15
Írta: 7vpav5d32 Dátum 2010 július 31, 16:15
Idősebbek biztos emlékeznek arra a magyar filmre mikor a szaki heggesztett és ragadt a pálca "biztos nedves, mindjárt kihegyezem", a mérnők úr meg kezdte a mondókáját, hogy ezt így nem lehet mert a heggesztés az ....,képlet, stb Egyszer aztán odáig jutottak, hogy "akkor mutassa már meg a mérnök úr hogyan kell". Ugyan az a ragadás és " biztos nedves a pálca, mindjárt kihegyezem".
Persze mérnök és mérnök is marha nagy a külöbség. Vannak nagyon jó mérnökök és vannak pocsékok. Ugyan úgy mint vannak jó szakik és rossz szakik. Láttam már én is épület tervet ami óvodás szintű rajzokból állt és engedélyeztetve volt. Mert jók a magyar szakik és ugyis kitalálják, hogy hogyan kell csinálni, de láttam olyat is ami alapján minden szaki megtudta volna csinálni a saját részét otthon és mikor össze hordják akkor minden passzol. Milyen mérnököt lehet várni ilyen (liberális)oktatási rendszerben ahol, ha valakit nem vesznek fel semilyen főiskolára akkor még mindig nyerő a tanítóképzőben? Vagyis a leghülyébb emberekre van bízva, hogy tanítsák meg a gyerekeket az alapokra, készítik fel az életre.
Persze mérnök és mérnök is marha nagy a külöbség. Vannak nagyon jó mérnökök és vannak pocsékok. Ugyan úgy mint vannak jó szakik és rossz szakik. Láttam már én is épület tervet ami óvodás szintű rajzokból állt és engedélyeztetve volt. Mert jók a magyar szakik és ugyis kitalálják, hogy hogyan kell csinálni, de láttam olyat is ami alapján minden szaki megtudta volna csinálni a saját részét otthon és mikor össze hordják akkor minden passzol. Milyen mérnököt lehet várni ilyen (liberális)oktatási rendszerben ahol, ha valakit nem vesznek fel semilyen főiskolára akkor még mindig nyerő a tanítóképzőben? Vagyis a leghülyébb emberekre van bízva, hogy tanítsák meg a gyerekeket az alapokra, készítik fel az életre.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 július 31, 17:35
Írta: hostya Dátum 2010 július 31, 17:35
Bizony bizony... !!
" Ez már a ló túloldala!"
Gondolja át mindenki amit © Rabb Ferenc írt itt lentebb.
Nagy IGAZSÁG van az írásában!
A lovon kéne megmaradni,és rendesen versenyezni...
Azt mondják a MAGYAR az lovas-nemzet, csak hát a gyakorlat az, hogy a lovon meg maradni elég nehezen sikerül nekünk... (magyaroknak) :(
" Ez már a ló túloldala!"
Gondolja át mindenki amit © Rabb Ferenc írt itt lentebb.
Nagy IGAZSÁG van az írásában!
A lovon kéne megmaradni,és rendesen versenyezni...
Azt mondják a MAGYAR az lovas-nemzet, csak hát a gyakorlat az, hogy a lovon meg maradni elég nehezen sikerül nekünk... (magyaroknak) :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 július 31, 23:36
Írta: 000000000 Dátum 2010 július 31, 23:36
Bizony a dolog akkor működik, ha a mérnök úr kiszámolja, megméretezi, kikeresi a szükséges anyagminőséget, egrajzolja, és elküldi a dokumentáció tárba. Utána a technológus (aki régen a technikumban tanult) kitalálja, milyen készülékek, segédanyagok, miből mennyi, gyártási idő, ... stb kell a legyártáshoz. De ő a műhelyben a tiltakozó szakibácsi előtt megmutatta, hogy meg lehet csinálni a gyártási lap alapján, ahogy kell. Sajnos ezeket a tachnikumokat bezárták, azóta nincsenek hozzáértő tchnikusok. Mellékesen megjegyezném, hogy a vezető ipari nemezetek a TECHNOLÓGIÁVAL lettek nagyk, és mindig is becsülték, és titkolták a fejlett technológiai eljárásokat. A technológiát vissza kellene helyezni az őt megillető helyre, és saját tchnológiákat kellene kifejleszteni, és alkalmazni, talán akkor vihetnénk valamite.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 augusztus 01, 08:06
Írta: besirkyjh Dátum 2010 augusztus 01, 08:06
Csak egy észerevétel :
tisztelet a kivételnek de probáld már elmagyarázni egy szülönek vagy egy pályavállasztonak hogy esztergálni és kalakpálni fog tanulni nem pedig egy irodában a tasztaturát kezelni csodábbnál csodább méretezö és "egybölmegrajzolo " programokat kezelni.Ezzel azt érik el hogy sem elvi sem gyakorlati tudás nem lessz és azt hogy ez hova vezet gondolom nem kell ecsetelnem ( átfordul a kocka ) de hosszutávon nagyon nagy ára lessz .Már nincs tekintélye az ilyen végzettségeknek (egyre többet emlegetik , emlegetjük , a "régi" szakikat) .Vannak probálkozások több kevesebb sikerrel pl: gondolom országos de itt Debrecenben az eggyik iskola a szakmunkás képzéshez ösztöndijjat ad szeptembertöl ( meg látjuk ).
A KisKZ lassan az utcára kerül mert már emberek gondolkoznak azon hogy hogyan lehetne az Ö mukáját is szoftveresen megoldani ( emberitévedés kizárása ) a szoftver neve " Auto sebvállto tervezö és kivitelezö program " NEU vagy NEW :))
tisztelet a kivételnek de probáld már elmagyarázni egy szülönek vagy egy pályavállasztonak hogy esztergálni és kalakpálni fog tanulni nem pedig egy irodában a tasztaturát kezelni csodábbnál csodább méretezö és "egybölmegrajzolo " programokat kezelni.Ezzel azt érik el hogy sem elvi sem gyakorlati tudás nem lessz és azt hogy ez hova vezet gondolom nem kell ecsetelnem ( átfordul a kocka ) de hosszutávon nagyon nagy ára lessz .Már nincs tekintélye az ilyen végzettségeknek (egyre többet emlegetik , emlegetjük , a "régi" szakikat) .Vannak probálkozások több kevesebb sikerrel pl: gondolom országos de itt Debrecenben az eggyik iskola a szakmunkás képzéshez ösztöndijjat ad szeptembertöl ( meg látjuk ).
A KisKZ lassan az utcára kerül mert már emberek gondolkoznak azon hogy hogyan lehetne az Ö mukáját is szoftveresen megoldani ( emberitévedés kizárása ) a szoftver neve " Auto sebvállto tervezö és kivitelezö program " NEU vagy NEW :))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 01, 09:42
Írta: 000000000 Dátum 2010 augusztus 01, 09:42
Hát igen,eljött az a világ, hogy szinte senki nem akar fizikai munkát végezni. Szakmunkás hiány alakul ki. Nyugaton sok helyen többet keres egy KVALIFIKÁLT szakember mint egy mérnök. A diplomásokkal lassan már Dunát lehet rekeszteni.
És ez nem azt jelenti, hogy lebecsülöm a diplomások nagy részét, hanem felnézek egy gyakorlatiasan gondolkodó mérnökre. Köztük is van sok semmirevaló, ahogyan van a szakmunkások között is semmihez sem értő.
És ahogy látom ez a helyzet egyre rosszabb.
A 70-80-as évekhez képest KATASZTRÓFÁLIS!!!!!!!!!!!!!!
És ez nem azt jelenti, hogy lebecsülöm a diplomások nagy részét, hanem felnézek egy gyakorlatiasan gondolkodó mérnökre. Köztük is van sok semmirevaló, ahogyan van a szakmunkások között is semmihez sem értő.
És ahogy látom ez a helyzet egyre rosszabb.
A 70-80-as évekhez képest KATASZTRÓFÁLIS!!!!!!!!!!!!!!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 augusztus 01, 09:58
Írta: besirkyjh Dátum 2010 augusztus 01, 09:58
Igen Te irtad hellyesen ,hiányzik a Kvalifikált szakember ( nem az iskolai végzettségre gondolok ).
Nem akarom tovább mélyiteni de ha "csak" diplomás emberek vannak vagy lesznek akkor kifogja a termékeket elkésziteni .Mi nem vagyunk ( nem engedhetjüj meg magunknak ) fogyasztoi társadalom ahoz elöbb pénzre van szükségünk .Pedig nagyon ugynéz ki hogy a földrészünk ezt a szerepet adta nekünk ( lásd bezárt és arrébb (west ) telepitett gyárak ).
Ááááá.. ez hosszu , inkább hagyjuk !?
Nem akarom tovább mélyiteni de ha "csak" diplomás emberek vannak vagy lesznek akkor kifogja a termékeket elkésziteni .Mi nem vagyunk ( nem engedhetjüj meg magunknak ) fogyasztoi társadalom ahoz elöbb pénzre van szükségünk .Pedig nagyon ugynéz ki hogy a földrészünk ezt a szerepet adta nekünk ( lásd bezárt és arrébb (west ) telepitett gyárak ).
Ááááá.. ez hosszu , inkább hagyjuk !?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 augusztus 01, 10:48
Írta: 7vpav5d32 Dátum 2010 augusztus 01, 10:48
Pár tiz éve ez a jelenség elindult nyugaton és az okosabbak mint pl a Finnek a jól menő vállalkozások vezetőit vették meg oktatóknak, tanároknak. Pár év múlva már látványos volt a siker. A szakmáknak újra lett becsülete, akik kikerültek azok meg a legjobb szakiktól vették át a tudást.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2010 augusztus 01, 12:49
Írta: besirkyjh Dátum 2010 augusztus 01, 12:49
Szia
Mennyire igaz .
1984-1987 között a Láng gépgyárbol tartos kiküldetésen voltam Helsinkiben ( Tapiola höerömü ) és az akkori föszerelés vezetöm Timpa nagyon eröskörött hogy maradjak náluk a karbantartási csoport vezetöjének ,lett volna 3 erömüvem ( Helsinki , Lowisa és Cocola ) de az akkori külképviselöm ( Transelektro ) nem engedett ahoz meg gyáva voltam hogy a családot itt hagyjam .
Mennék most gyalog is ha kellenék:)
Mennyire igaz .
1984-1987 között a Láng gépgyárbol tartos kiküldetésen voltam Helsinkiben ( Tapiola höerömü ) és az akkori föszerelés vezetöm Timpa nagyon eröskörött hogy maradjak náluk a karbantartási csoport vezetöjének ,lett volna 3 erömüvem ( Helsinki , Lowisa és Cocola ) de az akkori külképviselöm ( Transelektro ) nem engedett ahoz meg gyáva voltam hogy a családot itt hagyjam .
Mennék most gyalog is ha kellenék:)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 augusztus 01, 18:44
Írta: Szalai György Dátum 2010 augusztus 01, 18:44
Azért az előtoló motor áramából elég nehéz volna következtetni a szerszámra ható erőre.
Hiszen ahhoz minden axis áramát és a főmotorét is figyelni és összegezni kéne, aztán kivonni belőle a súrlódások és a tehetetlenségek és a gravitáció legyőzésére fordított áramokat. (De mennyi az?) Ami marad, az körülbelül a szerszámra ható erővel arányos. (De hát azt sem tudjuk, hogy melyik szerszám milyen irányú, mekkora erő hatására válik használhatatlanná.)
Hiszen ahhoz minden axis áramát és a főmotorét is figyelni és összegezni kéne, aztán kivonni belőle a súrlódások és a tehetetlenségek és a gravitáció legyőzésére fordított áramokat. (De mennyi az?) Ami marad, az körülbelül a szerszámra ható erővel arányos. (De hát azt sem tudjuk, hogy melyik szerszám milyen irányú, mekkora erő hatására válik használhatatlanná.)
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2010 augusztus 02, 13:51
Írta: sanyi84 Dátum 2010 augusztus 02, 13:51
A mostani munkahelyemen van technológiai utasítás, igaz nem naprakész de egy változást oda lehet biggyeszteni tollal is. A régi melóhelyemen meg annyira volt közel a gyártásterv a gyártáshoz mint Makó... Első nap minimális gépfunkció tanulás után eligazodtam a legbonyolultabb darabon, nem mindegy. A régi munkahelyemen meg csodálkoztam ha át kellett állni valamire, ott megszokásból és nem terv alapján ment az átállás. A régi helyen volt hogy a puhapofa skiccét elvette a technológus egy új darab gyártásánál és azt tette a technológiai lapra, én meg mivel skicc volt a méretvonalakat direkt nem jól csináltam és az volt a technológiai lapon. A megrendelők ezt nézték előbb, gondolom volt köze a mérnöki munkához aki nézte mert mosolygott egy nagyot.
A legnagyobb baj hogy alulképzettebb ember a gépkezelők beállítók fönöke. Mint egy kis országnál a cégeknél is ez előbb utóbb jelentkezik ám, visszaüt. És persze elég nagyot szól.
Errefelé a baj ott kezdődött mikor kijelentették egyes nagy cégek hogy egy év alatt szüksége van x darab gépmunkásra, az eredménye a mi induló osztályunkból (32) a gyakorlati képzés kezdetére maradt 15 fő, most pedig dolgozik a szakmába 4 fő! Ez pocséklás. Ha azt nézem annak a 32 embernek a képzése helyett elkezdtek volna több évig képezni 8 embert lehet sikeresebb lett volna az a 8 fő az életben ebben a szakmában. Nem lehet mindenki mérnök, de aki mérnök akar lenni annak kötelezővé tennék két év szakirányban végzett munkát, persze nem irodait hanem kétkezit. Persze az alapvető ismeretanyag és gyakorlat megszerzése után.
A legnagyobb baj hogy alulképzettebb ember a gépkezelők beállítók fönöke. Mint egy kis országnál a cégeknél is ez előbb utóbb jelentkezik ám, visszaüt. És persze elég nagyot szól.
Errefelé a baj ott kezdődött mikor kijelentették egyes nagy cégek hogy egy év alatt szüksége van x darab gépmunkásra, az eredménye a mi induló osztályunkból (32) a gyakorlati képzés kezdetére maradt 15 fő, most pedig dolgozik a szakmába 4 fő! Ez pocséklás. Ha azt nézem annak a 32 embernek a képzése helyett elkezdtek volna több évig képezni 8 embert lehet sikeresebb lett volna az a 8 fő az életben ebben a szakmában. Nem lehet mindenki mérnök, de aki mérnök akar lenni annak kötelezővé tennék két év szakirányban végzett munkát, persze nem irodait hanem kétkezit. Persze az alapvető ismeretanyag és gyakorlat megszerzése után.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 augusztus 11, 19:12
Írta: iezx50gsm Dátum 2010 augusztus 11, 19:12

Sziasztok félig elkészült a Z tengelynek való mechanikám habár nem az én munkám de az elképzeléseim szerint.1.7 Nm-es léptecset rakok rá.
Hasznos út kb. 180 mm lesz 5 mm menetemelkedésű orsóval azt hiszem több mint elég.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 11, 19:43
Írta: 000000000 Dátum 2010 augusztus 11, 19:43
Olyan nagy sújt fog mozgatni, azért kell az áttétel?
Kicsit túl bonyolítottad:)
Kicsit túl bonyolítottad:)
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 augusztus 11, 20:00
Írta: iezx50gsm Dátum 2010 augusztus 11, 20:00
1:1 áttétel lesz. Pusztán a bonyolultabb ,most olcsóbb ,mivel kuplungom nincs csak fogsszíjtárcsám és szíjam.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 augusztus 11, 23:07
Írta: Jozs Dátum 2010 augusztus 11, 23:07
Sziasztok !
Bútorlapot mivel és hogyan érdemes vágni ? Köszi.
Jozs
Bútorlapot mivel és hogyan érdemes vágni ? Köszi.
Jozs
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 augusztus 12, 06:21
Írta: Szalai György Dátum 2010 augusztus 12, 06:21
Én a MAFFEL Portable Panel Saw System PSS 3100 SE-vel szeretném vágni, csak nem futja rá, már vagy 5 éve. Pedig nagyon tetszik.
A profik, elővágják a laminátumot a bútorlap felső oldalán vágás előtt, hogy ne szakadjon fel.
Ehhez a tárcsát kb. 45 fokban dönteni lehet, hogy a sarka vágjon. A még profibbakon ehhez külön elővágó tárcsa van.
A profik, elővágják a laminátumot a bútorlap felső oldalán vágás előtt, hogy ne szakadjon fel.
Ehhez a tárcsát kb. 45 fokban dönteni lehet, hogy a sarka vágjon. A még profibbakon ehhez külön elővágó tárcsa van.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2010 augusztus 12, 07:55
Írta: Jozs Dátum 2010 augusztus 12, 07:55
Köszi, elsősorban cnc -vel gondoltam :-)
Én is úgy képzeltem, hogy a kemény bevonó felületet valahogy külön célszerű vágni. A másik probléma, hogy a használatos ( Varsányi féle :-) szerszámok túl rövidek hozzá.
Én is úgy képzeltem, hogy a kemény bevonó felületet valahogy külön célszerű vágni. A másik probléma, hogy a használatos ( Varsányi féle :-) szerszámok túl rövidek hozzá.
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 12, 19:04
Írta: doil Dátum 2010 augusztus 12, 19:04
Szia ! Danibá
Mi még nem ismerjük egymást , kb fél éve kezdtem a CNC - s dolgokat megismerni :) és össze is raktam a magam kis CNC - jét :) elég jól szuperált fába és műanyagba ! De sajna a keményebb dolgokat már nem bírja :( ugyanis 10 es menetes szárral hajtottam minden tengelyt de ez már kevés :( És most szereztem be dolgokat a lényeg hogy a mostani menetes szár helyett 40mm átmérőjü 12 es menetemelkedésü golyósorsókat vettem , a kérdés hogy a nema 34es 4nm - es motor el fogja e bírni ezt az órsót , az orsó súlya kb 15KG a mozgatott súj kb összesen mindennel együtt 100 kg , áttétel nélkül hajtanám lineáris golyós tengelyen , és még kérdés hogy mi az a minimum NM - ami ezt elbírja :)
Mi még nem ismerjük egymást , kb fél éve kezdtem a CNC - s dolgokat megismerni :) és össze is raktam a magam kis CNC - jét :) elég jól szuperált fába és műanyagba ! De sajna a keményebb dolgokat már nem bírja :( ugyanis 10 es menetes szárral hajtottam minden tengelyt de ez már kevés :( És most szereztem be dolgokat a lényeg hogy a mostani menetes szár helyett 40mm átmérőjü 12 es menetemelkedésü golyósorsókat vettem , a kérdés hogy a nema 34es 4nm - es motor el fogja e bírni ezt az órsót , az orsó súlya kb 15KG a mozgatott súj kb összesen mindennel együtt 100 kg , áttétel nélkül hajtanám lineáris golyós tengelyen , és még kérdés hogy mi az a minimum NM - ami ezt elbírja :)
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 augusztus 12, 22:09
Írta: v2vhwz32z Dátum 2010 augusztus 12, 22:09
Szia Doil!
Bár én még erősen kezdő vagyok, attól tartok hogy az áttételt nem úszod meg, ha ezeknél az orsóknál maradsz. Dinamikus mozgást talán még akkor sem várhatsz... ettől még inkább tartok.
De ha fémet akarsz megmunkálni esetleg akkor nem kell nagy előtolás, de javítsatok ki, fiúk!
Bár én még erősen kezdő vagyok, attól tartok hogy az áttételt nem úszod meg, ha ezeknél az orsóknál maradsz. Dinamikus mozgást talán még akkor sem várhatsz... ettől még inkább tartok.
De ha fémet akarsz megmunkálni esetleg akkor nem kell nagy előtolás, de javítsatok ki, fiúk!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 13, 07:43
Írta: 000000000 Dátum 2010 augusztus 13, 07:43
Általában egy hobby cnc géphez a 16x5-ös golyósorsó mindenre elég.
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 13, 12:40
Írta: doil Dátum 2010 augusztus 13, 12:40
Sziasztok !
Ajajj , tehát áttétel kell :( ezt tudtam olcsón szerezni ezért ekkora az orsó :)
Ajajj , tehát áttétel kell :( ezt tudtam olcsón szerezni ezért ekkora az orsó :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 augusztus 13, 13:21
Írta: keri Dátum 2010 augusztus 13, 13:21
Fogasszíjjal csináld meg. Nem bonyolultabb mint kuplungot tenni rá és számos előnye van az áttételes megoldásnak.
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 13, 14:09
Írta: doil Dátum 2010 augusztus 13, 14:09
Értem :( akkor majd szerkesztek rá valahogy , Bár ebben az átmérőben elég nehéz lessz szerezni Tárcsát :( Viszont annak örülök hogy ma megérkeztek hozzá a csapágyak :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 augusztus 13, 14:22
Írta: keri Dátum 2010 augusztus 13, 14:22
Gondolom a kuplungot is felraktad valahogy a direkt hajtáshoz. Na pont úgy kell a tárcsát is :)
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 13, 14:24
Írta: doil Dátum 2010 augusztus 13, 14:24
Szia ! Á még nincs rajt semmi mert az előző kuplungom is csak 10 mm - es furatu volt :( menetes szárat hajtott :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 13, 14:44
Írta: 000000000 Dátum 2010 augusztus 13, 14:44
Szia Doil!
Sajnos átmentél a másik végletbe az orsókkal. Igaza van Vbodinak, általános használatra a 16/5 esetleg 20/5 vagy 20/10 De 25 átmérő fölé kivételes esetben érdemes menni.
Mondok egy példát: Az én 1,5 tonnás CNC fémipari megmunkáló központomba 25/5 orsók vannak. Egy, 2,5 méteres, gyors faipari gépnél is elegendő a 25/10 –s orsó.
Persze nem tudom, mit szeretnél megmunkálni, de kétségeim vannak a felől, hogy erre van szükséged. Javaslom a 4 Nm -s motorodhoz 1:2 vagy 1:2,5 körüli áttételt. Ha, nincs még meg a 4 Nm –s motor akkor vegyél 6 -Nm –s t. Ezzel a tömeggel és menet emelkedéssel nem lehet nagy dinamikára számítani. Ekkora tömegnél az irányváltások, gyorsítások, lassítások a kritikusak. Ahhoz erő kell. Magyarul, nem egy famegmunkálónak való. Viszont, fémhez meg illenék alárakni legalább 5-600 kiló tömeget.
Én, inkább kisebb átmérőt vettem volna, akár használtat is, amit később lehet cserélni. Kár, hogy nem előbb kérdeztél. Persze, én még a veszteségek ellenére is lebeszélnélek róla. Inkább készüljön el 2-3 hónappal később, de sokoldalú, jól használható géped legyen. Szívesen segítek, ha kell bármiben.
Jelenleg is a sokadik CNC gép építésén dolgozom késő estékig, ezért nem láttam a beírásod.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 13, 14:47
Írta: 000000000 Dátum 2010 augusztus 13, 14:47
Ja, még az kimaradtt, mire ezeket az orsókat kiszolgálod perifériával, többe lessz mintha megfelelő orsót vettél volna.
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 13, 14:54
Írta: doil Dátum 2010 augusztus 13, 14:54
Szia !
Nagyon köszönöm a hsznos infót ! Hát szomorú vagyok :( egy próbát azért kipróbálok ,
egy falapra ráépítem az orsót , és összekötöm a motorral és megterhelem kb 100kg - al és kiderül minden , egy próbát megér , de én is belátom ezt a tömegü orsót tuti nem hajtja dinamikusan :( lehet kel valakivel orsót cserélnem node kinek kell ijen átmérőjű orsó :)
Amúgy járólapot és márványt marnék nagyrészben , de nincs kizárva alu és vas sem :)
De fát is marnék szóval szinte mindent :)
Nagyon köszönöm a hsznos infót ! Hát szomorú vagyok :( egy próbát azért kipróbálok ,
egy falapra ráépítem az orsót , és összekötöm a motorral és megterhelem kb 100kg - al és kiderül minden , egy próbát megér , de én is belátom ezt a tömegü orsót tuti nem hajtja dinamikusan :( lehet kel valakivel orsót cserélnem node kinek kell ijen átmérőjű orsó :)
Amúgy járólapot és márványt marnék nagyrészben , de nincs kizárva alu és vas sem :)
De fát is marnék szóval szinte mindent :)
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 13, 15:20
Írta: doil Dátum 2010 augusztus 13, 15:20
Szia !
Pontossan mire gondolsz , motor , áttétel meg ijesmi ? csapágyam már van motor az nema34 4nm es .
Pontossan mire gondolsz , motor , áttétel meg ijesmi ? csapágyam már van motor az nema34 4nm es .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 13, 15:41
Írta: 000000000 Dátum 2010 augusztus 13, 15:41
A járólap, márvány, vas, alumínium, ezek még úgy, ahogy megvannak egy gépen. Oda nem olyan nagy baj a vastag orsó. Csak rakjál hozzá komoly lineárisokat is. A kőhöz neked legjobb lenne a csúszó lineáris vezető nagy átmérőben, pl. 50 mm. Mivel itt ütésszerű igénybevétel lessz, ezek bírják a legjobban a nagy felfekvés miatt.
De a fa, műanyagok, plexi stb. már mást igényelnek sebességbe, dinamikába stb.
Ez a géped jó lessz a keményebb dolgokhoz. Persze, megmunkálni meg lehet mást is vele csak nem úgy, ahogy azt illenék. Pláne ha nagy részletességű díszítőmarást ( Pl. Relief) akarsz, azt nem győzöd kivárni, mire elkészül.
De, legalább lessz egy nyugdíjas állásod:)))
Szerintem, ennek elkészülte után, hamarosan, belekezdesz egy könnyedebb gép építésébe is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 13, 15:43
Írta: 000000000 Dátum 2010 augusztus 13, 15:43
Persze, áttétel, csapágyazás, erős gépváz. A nagy motor, ahhoz nagy vezérlő, táp stb.
Persze, kőhöz, vashoz ezek kellenek.
Persze, kőhöz, vashoz ezek kellenek.
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 13, 15:50
Írta: doil Dátum 2010 augusztus 13, 15:50
Szia ! :) Köszönöm a jótanácsokat , A nyugdíj még odébb van , de a cnc gép kihozza majd belőlem :) hát igen lassan összegyűlik annyi alkatrészem hogy kijön belőle egy kis gép is :)
végül is a mostani gépemből szinte semmit nem tudok átrakni abba amit most építek csak a motorokat :( de ez a gép azért is gyenge mert osb lapból van :(
végül is a mostani gépemből szinte semmit nem tudok átrakni abba amit most építek csak a motorokat :( de ez a gép azért is gyenge mert osb lapból van :(
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 augusztus 13, 18:42
Írta: Szalai György Dátum 2010 augusztus 13, 18:42
Ha nem szeretnél megválni a „kedvezményesen beszerzett” vastag orsóidtól és úgy döntesz, hogy nagy, nehéz, erős gépet építesz, akkor ajánlom figyelmedbe a Léptetőmotor / © trebor #2668-#2708-ig eseményeket.
Azok a motorok volnának ekkora orsóhoz valók, és a kis lépésszög miatt viszonylag kis fázisáramok mellett is nagy forgatónyomatékot adnak.( A kétfázisú léptetőmotorokhoz képest.) A teljeslépés üzemű felbontásuk is meghaladja azokét, tehát nyílthurkú üzemben a pontosságuk is.
Azok a motorok volnának ekkora orsóhoz valók, és a kis lépésszög miatt viszonylag kis fázisáramok mellett is nagy forgatónyomatékot adnak.( A kétfázisú léptetőmotorokhoz képest.) A teljeslépés üzemű felbontásuk is meghaladja azokét, tehát nyílthurkú üzemben a pontosságuk is.
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 13, 19:16
Írta: doil Dátum 2010 augusztus 13, 19:16
Szia !
Köszönöm az infót :) megmondom őszintén nem szeretnék letenni a h1 es vezérlőmről :)
PWM - es és nagyon megszerettem ! inkább szerzek nagyobb nema motorokat 2 db elég :)
Köszönöm az infót :) megmondom őszintén nem szeretnék letenni a h1 es vezérlőmről :)
PWM - es és nagyon megszerettem ! inkább szerzek nagyobb nema motorokat 2 db elég :)
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 augusztus 13, 19:26
Írta: 7vpav5d32 Dátum 2010 augusztus 13, 19:26
Vagy forgasd az anyát. Ekkora orsónál már mindenképpen dinamikusabb.

Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 13, 20:58
Írta: doil Dátum 2010 augusztus 13, 20:58
Szia ! :) Ez nem semmi :)
az a gáz hogy ehhez dupla hosszú tengelyek kellenek :) szerintem beszerzek valami bivaj mocikat 8 vagy 12 Nm - est talán azzal dinamikus lesz , bár ezt Danibá tudná megmondani :) Gondolom .
az a gáz hogy ehhez dupla hosszú tengelyek kellenek :) szerintem beszerzek valami bivaj mocikat 8 vagy 12 Nm - est talán azzal dinamikus lesz , bár ezt Danibá tudná megmondani :) Gondolom .
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 augusztus 13, 22:17
Írta: v2vhwz32z Dátum 2010 augusztus 13, 22:17
Csiki! Ugye csapágyházba kerül ilyenkor az anya, azt látjuk? [#vigyor3]
Sokkal jobb ötletnek tűnik, mint az orsót mozgatni ekkora méretekben.
Sokkal jobb ötletnek tűnik, mint az orsót mozgatni ekkora méretekben.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 augusztus 13, 22:21
Írta: v2vhwz32z Dátum 2010 augusztus 13, 22:21
Doil! Miért gondolod, hogy dupla hosszú tengelyek kellenének?
Szerintem nincs igazán különbség ebből a szempontból a két megoldás között (forgó anya vagy forgó orsó)
Vagy rosszul látok valamit.[#wink]
Szerintem nincs igazán különbség ebből a szempontból a két megoldás között (forgó anya vagy forgó orsó)
Vagy rosszul látok valamit.[#wink]
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 augusztus 13, 22:27
Írta: 35kpazcgr Dátum 2010 augusztus 13, 22:27
Hosszú orsóknál alkalmazott megoldás.
A kihajlás veszélyének kitett orsóhossz a felére csökken.
A kihajlás veszélyének kitett orsóhossz a felére csökken.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 augusztus 13, 23:22
Írta: 7vpav5d32 Dátum 2010 augusztus 13, 23:22
"az a gáz hogy ehhez dupla hosszú tengelyek kellenek".
Ezt nem értem!(vagyis te nem érted) Miért kellene hosszabb?
Ezt nem értem!(vagyis te nem érted) Miért kellene hosszabb?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 14, 00:03
Írta: 000000000 Dátum 2010 augusztus 14, 00:03
Igen, igaza van a Csikinek. lényegesen kisebb a forgatott anyával a forgó tömeg. Ez sokat javít a helyzeten. Az orsóból csak annyit vesz el a forgatott anya pluszban, amennyivel túl nyúlik az anyán. Ez néhány centi, ha jól van megszerkesztve.
Forgó anyával 6 Nm –s motorral 1:2,5 áttétellel 2000 -2500 körüli sebességet el tudsz érni nagy valószínűséggel. Az jónak mondható ilyen viszonyok között.
Ha az orsót hajtod, ez lényegesen kevesebb lessz.
A kőhöz, márványhoz, vashoz bőven elegek ezek a sebességek.
Dinamikusabb lessz a rendszered nagyobb áttételnél. Igaz némileg csökken a sebességed, de nem arányosan, Bizonyos áttételi határok közt.
Elmehetsz akár 1:3,5 -ig is.
A túl nagy motor is növeli a forgatandó tömeget.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 14, 00:31
Írta: 000000000 Dátum 2010 augusztus 14, 00:31
A forgó anya esetén, az orsó végeit nem kell, nem is szabad csapágyazni. Csak rögzíteni kell egy furatba. Viszont az anya kerül csapágyházba.
Van ennek sok esetben előnye. Pl. vékony orsónál is alkalmazzák. Az orsót megfeszítik, az anya forog rajta. Az orsót mindig húzott helyzetben tartja, szemben a forgó orsóval, ami tolja az anyát. Vagyis nyomott az orsó.
De, meg lehet spórolni a pontos orsó végmegmunkálást is. Nagy átmérőjű orsónál biztosan jobb dinamika érhető el vele. És nem is drágább megoldás valószínűleg. Különösen, ha egyébként is kell áttétel. A két végcsapágyazás kb. egyenértékű az anya csapágyazásával.
Nem is értem, miért nem terjedt ez el közöttünk jobban.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 augusztus 14, 00:42
Írta: me3ua0a6 Dátum 2010 augusztus 14, 00:42
Iperi gépekben megoldás a váltott alkatrész-felvétel lehetőségére, azaz két adagolót mozgatnak egy tengelyen. Ezáltal karbantartás vagy alkatrész cserekor időt spórolhatnak meg vele.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 augusztus 14, 00:45
Írta: me3ua0a6 Dátum 2010 augusztus 14, 00:45
Kicsiben a megoldás hátránya: cipelni kell a motort is. Hobbygépekben sokszor hely vagy erő hiány miatt ez nem megoldható.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 augusztus 14, 09:35
Írta: v2vhwz32z Dátum 2010 augusztus 14, 09:35
Sziasztok!
A szállított motor súlykérdésére reagálnék, kicsit elkanyarodva a forgó anyás megoldástól.
Szóval hacsak nem egy könnyed (habvágó) gépről van szó,
az X és az Y tengelyeken egy max 5% plusz terhet
jelenthetne ha cipelnénk az adott tengely motorját is?
De a Z tengelyen én is vacillálok: emelgesse-süllyessze a Z tengelyen a gép a léptetőmotorját, vagy maradjon egy magasságban.
A liftező Z léptető az összsúly növelésével kerülhető el: a két lemez ami a Z-t alkotja egyforma nagyságú?
Teljesen igazat adok: problémás lehet a forgó anyás megoldásnál a léptetőmotorok elhelyezése, különösen az X, Z tengelyeken.
A szállított motor súlykérdésére reagálnék, kicsit elkanyarodva a forgó anyás megoldástól.
Szóval hacsak nem egy könnyed (habvágó) gépről van szó,
az X és az Y tengelyeken egy max 5% plusz terhet
jelenthetne ha cipelnénk az adott tengely motorját is?
De a Z tengelyen én is vacillálok: emelgesse-süllyessze a Z tengelyen a gép a léptetőmotorját, vagy maradjon egy magasságban.
A liftező Z léptető az összsúly növelésével kerülhető el: a két lemez ami a Z-t alkotja egyforma nagyságú?
Teljesen igazat adok: problémás lehet a forgó anyás megoldásnál a léptetőmotorok elhelyezése, különösen az X, Z tengelyeken.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 augusztus 14, 10:30
Írta: v2vhwz32z Dátum 2010 augusztus 14, 10:30
Gyorsan reagálnék is nyitott kérdésemre.
Bocsi, hogy terhelem a fórumot!
Ha egyszer elkészül a kereső, nem teszek fel olyan kérdést, ami már valószínűleg lerágott csont!
Szóval a liftező Z léptetőmotor és orsó azoknak adja magát akik a Z-n lin tengelyeket (rudat) használnak. A rudak végrögzítőire felszerelik a motort és az orsók csapágyazását.
A lin. síneket használók meg inkább tehetik a Z léptetőt az X lemezére, csak ehhez magasabb táblát kell használni, hasonló méretűt, mint a Z-é.
Megéri utóbbiaknak így tenni, mert amivel nagyobb összsúly lesz (a nagyobb lemeztábla miatt), azt nem függőlegesen kell mozgatni, hanem vízszintesen.. így a gravitáció nem úgy hat a dinamikára, mint a fenti esetben.
Lehet, hogy ez az egész csak szőrszálhasogatás, bár a legtöbben nem 20-30kg-os Z-t építenek ahol jobban elmegy még pluszba a Z léptető és az orsó súlya..
Bocsi, hogy terhelem a fórumot!
Ha egyszer elkészül a kereső, nem teszek fel olyan kérdést, ami már valószínűleg lerágott csont!
Szóval a liftező Z léptetőmotor és orsó azoknak adja magát akik a Z-n lin tengelyeket (rudat) használnak. A rudak végrögzítőire felszerelik a motort és az orsók csapágyazását.
A lin. síneket használók meg inkább tehetik a Z léptetőt az X lemezére, csak ehhez magasabb táblát kell használni, hasonló méretűt, mint a Z-é.
Megéri utóbbiaknak így tenni, mert amivel nagyobb összsúly lesz (a nagyobb lemeztábla miatt), azt nem függőlegesen kell mozgatni, hanem vízszintesen.. így a gravitáció nem úgy hat a dinamikára, mint a fenti esetben.
Lehet, hogy ez az egész csak szőrszálhasogatás, bár a legtöbben nem 20-30kg-os Z-t építenek ahol jobban elmegy még pluszba a Z léptető és az orsó súlya..
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 augusztus 14, 10:35
Írta: svejk Dátum 2010 augusztus 14, 10:35
Azt írja Fórumtársunk hogy 40-es az orsó és kb. 15kg.
Akkor ez megközelítőleg 1500mm hosszú...
40mm átmérő 1500 hossz inerciája kb. 30 kgcm2
Ha anyát akar forgatni akkor az anyára kell egy agy, csapágyak stb. egy ilyen forgó szerkezet az anyával nagy vonalakban lenne biztos vagy 200 mm hosszú 80mm külső átmérőjű és ugye 40 mm belső átmérőjű.
Egy ilyen "csőnek" az inerciája közel 60 kgcm2.
Akkor melyik is képes dinamikusabb mozgásra?
Mivel 15-ös az orsó emelkedése, ezért egy 6000 mm-es gyorsjáratnál 400 -at kell forognia az orsónak percenként, egy gyors marási műveletnél melynél 2000 mm/perc az előtolás mindössze 133-at. (gondolom nem gravírozni akar ilyen orsóval)
Természetesen az áttétel nem kerülhető el, a fenti fordulatszámok függvényében, hacsak nincs kéznél kW-os nagyságú szervo.
Ha nem számoltam el magam, akkor elgondolkodtatóak az eredmények.
Forgó anyának szerintem csak extrém hosszú vagy vékony orsó esetén van jelentősége.
Akkor ez megközelítőleg 1500mm hosszú...
40mm átmérő 1500 hossz inerciája kb. 30 kgcm2
Ha anyát akar forgatni akkor az anyára kell egy agy, csapágyak stb. egy ilyen forgó szerkezet az anyával nagy vonalakban lenne biztos vagy 200 mm hosszú 80mm külső átmérőjű és ugye 40 mm belső átmérőjű.
Egy ilyen "csőnek" az inerciája közel 60 kgcm2.
Akkor melyik is képes dinamikusabb mozgásra?
Mivel 15-ös az orsó emelkedése, ezért egy 6000 mm-es gyorsjáratnál 400 -at kell forognia az orsónak percenként, egy gyors marási műveletnél melynél 2000 mm/perc az előtolás mindössze 133-at. (gondolom nem gravírozni akar ilyen orsóval)
Természetesen az áttétel nem kerülhető el, a fenti fordulatszámok függvényében, hacsak nincs kéznél kW-os nagyságú szervo.
Ha nem számoltam el magam, akkor elgondolkodtatóak az eredmények.
Forgó anyának szerintem csak extrém hosszú vagy vékony orsó esetén van jelentősége.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 augusztus 14, 10:55
Írta: ra8nsmk6w Dátum 2010 augusztus 14, 10:55
A 40mm golyósorsónak az anya átmérője szerintem van vagy 60mm ha nem több. Nagyon spéci csapágyakkal lehetne tartani csak a 80-100mm-es forgótömeg átmérőjét, amihez még hozzájön a fogazott tárcsa is.Tökéletesen egyetértek veled. Komolyan megfontolandó ennél az átmérőnél. Abban az esetben ha az orsó 2000-3000mm vagy több akkor jó megoldásnak tünhet.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2010 augusztus 14, 11:08
Írta: 7vpav5d32 Dátum 2010 augusztus 14, 11:08
Az anyát közvetlen is fel lehet csapágyazni és nem kell külön ház. Akkor csak a szíjtárcsa inerciája lesz ami plusz, de azzal meg nem kell ebben az esetben számolni mert az orsóra is kellene, ha az forogna.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 augusztus 14, 13:35
Írta: svejk Dátum 2010 augusztus 14, 13:35
Bizonyára az is megoldás, és biztosan sokat jelent.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 14, 15:37
Írta: 000000000 Dátum 2010 augusztus 14, 15:37
Én, nem számolnám a csapágyazást házastól, mindenestől, forgó testnek. Mivel csak a belső gyűrű forog. A ház áll a csapágy külső részével. A szíj kereket nem kell számolni, mert mindkét esetben van.
A csapágyazást nem az anyára, hanem az anya végére kell felfogni, a lehető legkisebb méretben készítve.
De, ha az anyára van csapágyazva, ott is csak a csapágy belső része és annak rögzítése a pluszban számolandó.
Anyafüggő is a lehetséges megoldás, de célnak a kis sújt és a súlypont lehető legjobban a tengely középponthoz közelítése, kell, hogy legyen.
Igaz, számolgatás nélkül de, nem hiszem, hogy a bőven egy kiló alatti plusz súly + anya rosszabb megoldást adna, mint a 15 kg os tengely forgatása.
A motor fordulatszámát azért kell alacsonyan tartani, mivel léptető motorról van szó, és mint tudjuk ennek alacsony fordulaton nagy a nyomatéka. Ezért, nem célszerű a kellőnél nagyobb motor használata, pl. ebben az esetben. Inkább áttétel. A többi okról már írtam.
Célszerűbb ez a megoldás, mint nagy tömegű, nagy tehetetlenségi erejű motor használata.
Egyébként, ha jól emlékszem, nem 15 hanem csak 12 mm az emelkedése a konkrét orsónak.
Ami persze nem baj.
Még egy megjegyzés: Motorból is jobb a kisebb átmérőt választani, ha van rá lehetőség. Kisebb a lendkerékhatás, és a tehetetlenségi erő.
Persze, a megvalósítást sokféle szempont befolyásolja egy hobby, építőnél. De, lehet törekedni a lehetőségek adta legjobb megoldásra.
Cím: Re:Mechanikai ötletek
Írta: kfhhyweby Dátum 2010 augusztus 14, 16:08
Írta: kfhhyweby Dátum 2010 augusztus 14, 16:08
Szia!Na,hogy én is belekotyogjak,Danibá látta a gépem.40-es golyósorsók,x 10,y 15,z 20-as emelkedés.A z 20 nagyon nem ideális,de ezeket ingyen kaptam.Nema 34 4 Nm-es léptecsek vannak rajta,az áttétel 1:3.40-es lineáris rudak,teflon csapágyazás.Tudok esetleg tanácsot,tippet adni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 augusztus 14, 16:21
Írta: svejk Dátum 2010 augusztus 14, 16:21
Elgondolkodtatónak írtam, hogy érdemes a tényleges megtervezett méretekkel kiszámolni a vélt nyereséget.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 14, 16:35
Írta: 000000000 Dátum 2010 augusztus 14, 16:35
Trmészetesen igy igaz, aki tudja hogyan számolhat, az számoljon.
De ha csak az irányt tudja valaki és elkezd logikázni, az is sokat jelenthet a végeredményben.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 augusztus 14, 16:35
Írta: 000000000 Dátum 2010 augusztus 14, 16:35
Igen, ha lehetőséged lessz rá, legalább a Z orsóját ki kellene cserélni 25/5 –ös re. 1:2 áttétellel vagy 25/10 re 1:3,5 áttétellel. Géped adottságait figyelembe véve, a többi tengelyen is hasonló változtatás kellene. Rá se ismernél a működésére.
De ezt már mondtam.
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 14, 20:05
Írta: doil Dátum 2010 augusztus 14, 20:05
Sziasztok ! Látom sok hasznos infót kaptam :) T.Ati és elég dinamikus a géped ? mihez használod ?
Cím: Re:Mechanikai ötletek
Írta: kfhhyweby Dátum 2010 augusztus 15, 08:50
Írta: kfhhyweby Dátum 2010 augusztus 15, 08:50
A vezérlő legkisebbre állítva egyenlőre.Még nincs teljesen befejezve a gép.A z anyagban,aluban lépésvesztés nélkül 1600mm-t lekövet.Egyenlőre csak alu,meg fa.Most bükkfa várakozik rá.De indulásnak,hogy kiismerd a géped,ajánlom az mdf lapot.Egy táblával vettem 8500 körül,számla nélkül,ezért fel is darabolták nekem,és ha elrontom,sem fő a fejem,van másik alapon.A gép elég dinamikus,azaz amíg kisujjból nem ismerem ki,addig így marad,bár a z-hez gondolkodom egy kisebb emelkedésű orsón.Szinte csak relief maráshoz használom.Meg vagyok vele elégedve eddig.
Cím: Re:Mechanikai ötletek
Írta: kfhhyweby Dátum 2010 augusztus 15, 08:54
Írta: kfhhyweby Dátum 2010 augusztus 15, 08:54
Nos,azért gondolkodom,hogy mi legyen a z-vel,mert kb 70 kilót rángat most.A "kicsi" orsóktól egy kicsit idegenkedek.
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 15, 18:25
Írta: doil Dátum 2010 augusztus 15, 18:25
Szia !
Felépítettem egy bútorlapra és csodálkoztam hogy áttétel nélkül meghajtotta egy 1,7 NM - es Vexta motor kiprobálom 4 NM - esel hátha jó lesz ha nem akkor Marad Danibá számítása , és ezzel együtt orsócsere 40 esről 20 as körülire :)
Felépítettem egy bútorlapra és csodálkoztam hogy áttétel nélkül meghajtotta egy 1,7 NM - es Vexta motor kiprobálom 4 NM - esel hátha jó lesz ha nem akkor Marad Danibá számítása , és ezzel együtt orsócsere 40 esről 20 as körülire :)
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 15, 18:39
Írta: doil Dátum 2010 augusztus 15, 18:39
(nem tudom mi akart itt lenni de üres volt így nincs értelme, hogy maradjon) az egyik modi
Cím: Re:Mechanikai ötletek
Írta: doil Dátum 2010 augusztus 24, 18:37
Írta: doil Dátum 2010 augusztus 24, 18:37
Köszönöm a Modiknak :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 szeptember 15, 16:11
Írta: s7manbs8 Dátum 2010 szeptember 15, 16:11
Na ezt hogy fogassam fel, áttételes szíjmeghajtás lenne Z tengelynél.

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 szeptember 15, 16:18
Írta: s7manbs8 Dátum 2010 szeptember 15, 16:18

Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 szeptember 15, 16:38
Írta: yuagaci9g Dátum 2010 szeptember 15, 16:38
Hat valahogy igy:

A szijfeszitest ovalis lyukakkal oldottam meg a motortarto lapon. Oldalra huzva feszitheto.
A szijfeszitest ovalis lyukakkal oldottam meg a motortarto lapon. Oldalra huzva feszitheto.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 szeptember 15, 16:45
Írta: s7manbs8 Dátum 2010 szeptember 15, 16:45
Köszi az ötletet, ezt kielemzem. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 szeptember 15, 16:49
Írta: s7manbs8 Dátum 2010 szeptember 15, 16:49
Azt hiszem erre egy alulap megfelelő lenne.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 szeptember 15, 17:44
Írta: iezx50gsm Dátum 2010 szeptember 15, 17:44

Y-Z tengelyeim félig kész állapotban.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 szeptember 15, 18:29
Írta: 43pbwjg8s Dátum 2010 szeptember 15, 18:29
Végre valaki lefordítja a hajtómotort!!![#eljen][#worship][#worship][#worship][#worship][#worship][#worship][#worship][#worship]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 szeptember 15, 18:31
Írta: s7manbs8 Dátum 2010 szeptember 15, 18:31
Én is látod, akkor meg vagyok dícsérve ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 szeptember 15, 18:32
Írta: 43pbwjg8s Dátum 2010 szeptember 15, 18:32
Te is!!! [#eljen]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 szeptember 15, 20:04
Írta: 43pbwjg8s Dátum 2010 szeptember 15, 20:04
Én azt a vízszintes lapot, ami az orsó csapágyazást tartja, azt csinálnám akkorára, hogy a motorfelfogatás is ráférjen. Elférne rajta még egy feszítőcsap/kerék is simán. Akár ovál likban is. Nem jó darabolni. Amit lehet egyből!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 szeptember 15, 20:07
Írta: s7manbs8 Dátum 2010 szeptember 15, 20:07
Nagyon jó ötlet, de ez most már megvan ami látszik a rajzon, ezt kell összefogatni.
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 szeptember 15, 20:10
Írta: gsbwxanch Dátum 2010 szeptember 15, 20:10
Irigykedem...nagyon szép munka...[#wave][#wink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 15, 20:37
Írta: 000000000 Dátum 2010 szeptember 15, 20:37
Ez egy jó és egyszerű megoldás!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 15, 20:42
Írta: 000000000 Dátum 2010 szeptember 15, 20:42
Szépen megcsináltad! Én a "Z" tengelyt megfordítanám és a lin. vezetős részt mozgatnám. Nehezebb, de sokkal stabilabb lenne.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 szeptember 15, 21:22
Írta: iezx50gsm Dátum 2010 szeptember 15, 21:22
Köszönöm de nagyrészt kész egységekből raktam össze.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 szeptember 15, 21:30
Írta: iezx50gsm Dátum 2010 szeptember 15, 21:30
Elgondolkodtató az ötleted én mégis az "Y" tengely 30 mm átmérőjű 880 mm hosszú alátámasztás nélüli lineáris rúdjainak "belógása" miatt aggódom. A "Z" tengely kb. 10 kg lesz marómotorostul.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 15, 21:53
Írta: 000000000 Dátum 2010 szeptember 15, 21:53
Ez a hátránya a zárt lin. csapágynak, nem lehet a rudat megtámasztani, pedig nagyságrendekkel stabilabb lenne. Ha 50mm átmérőjű lenne ezen a hosszon, már acélt is tudnál vele marni, mint én tettem anno a csúszóperselyes gépemmel.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 szeptember 16, 08:16
Írta: keri Dátum 2010 szeptember 16, 08:16
M&V elektronika topikból Xplod felvetése, egy gázturbina szívótölcsérének kivitelezése.
Én nem optikailag venném le a méreteket. Mechanikus mérőeszközökkel bőven teljesíthető a kívánt illesztési pontosság. Szükség esetén esetleg CNC-be befogva egy tapintó csúccsal tetszőleges mérési pontot lehet felvenni.
Persze nekem sok tapasztalatom nincs ezzel, de a téma roppant érdekes és van itt elég okos ember aki szerintem tud neked segíteni.
Én nem optikailag venném le a méreteket. Mechanikus mérőeszközökkel bőven teljesíthető a kívánt illesztési pontosság. Szükség esetén esetleg CNC-be befogva egy tapintó csúccsal tetszőleges mérési pontot lehet felvenni.
Persze nekem sok tapasztalatom nincs ezzel, de a téma roppant érdekes és van itt elég okos ember aki szerintem tud neked segíteni.
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 szeptember 16, 09:02
Írta: gsbwxanch Dátum 2010 szeptember 16, 09:02
Hát igen, marás közben hajolhat.
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 szeptember 16, 09:07
Írta: gsbwxanch Dátum 2010 szeptember 16, 09:07
A Z-be milyen átmérőjű rúd van?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 16, 09:14
Írta: 000000000 Dátum 2010 szeptember 16, 09:14
Sziasztok,
Csak egy okvetetlenkedő kérdés: valamilyen repülőmodellhez készül a gázturbina, vagy turbinával meghajtott levegőkompresszorról beszélünk?
Csak a danamid miatt kérdezem, mivel annak olvadáspontja 210-215 C fok, a kompresszor fokozatban a hőmérséklet felmegy 6-700 C-re is az "igazi", a nagy gázturbinákban. Tulajdonképpen ez is elősegíti az égést, a nagy nyomású, meleg levegő.
Csak egy okvetetlenkedő kérdés: valamilyen repülőmodellhez készül a gázturbina, vagy turbinával meghajtott levegőkompresszorról beszélünk?
Csak a danamid miatt kérdezem, mivel annak olvadáspontja 210-215 C fok, a kompresszor fokozatban a hőmérséklet felmegy 6-700 C-re is az "igazi", a nagy gázturbinákban. Tulajdonképpen ez is elősegíti az égést, a nagy nyomású, meleg levegő.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 16, 16:21
Írta: 000000000 Dátum 2010 szeptember 16, 16:21
Üdvözlet.
Segítséget szeretnék kérni.
Nem tudom hogy az M&V elektronikai cég rendelkezik e cnc maró géppel. Készítettem egy gázturbinát , a szívó tölcsér még nincs kész sajnos a rajzon a szívó tölcsér Rádiusza nincs megadva .A kérdés az lenne valami optikai mérővel a sűrítő kerék alakjáról le lehetne venni az R értéket? Ugyanis: A tölcsérben forogna a sűrítő kerék 0.1-0.2 mm illesztéssel.
Ennek a Rádiusznak ami a tölcséren van belül követnie kellene a lapátok ívét . Az anyagot állom (danamid) poliamid.Van rajz róla.Itt egy link:
http://xplodrocket.gportal.hu/gindex.php?pg=27542335&gid=2731422
Köszönöm.
Segítséget szeretnék kérni.
Nem tudom hogy az M&V elektronikai cég rendelkezik e cnc maró géppel. Készítettem egy gázturbinát , a szívó tölcsér még nincs kész sajnos a rajzon a szívó tölcsér Rádiusza nincs megadva .A kérdés az lenne valami optikai mérővel a sűrítő kerék alakjáról le lehetne venni az R értéket? Ugyanis: A tölcsérben forogna a sűrítő kerék 0.1-0.2 mm illesztéssel.
Ennek a Rádiusznak ami a tölcséren van belül követnie kellene a lapátok ívét . Az anyagot állom (danamid) poliamid.Van rajz róla.Itt egy link:
http://xplodrocket.gportal.hu/gindex.php?pg=27542335&gid=2731422
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 16, 16:22
Írta: 000000000 Dátum 2010 szeptember 16, 16:22
Az M&V nem tartozik hozzá ,csak bemásoltam a másik topikból.
Csaba
Csaba
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 szeptember 16, 16:46
Írta: s7manbs8 Dátum 2010 szeptember 16, 16:46
Ha kicsit továbbfejlesztenéd, segíthetne ebben is, nem kellene bérelni rakétát. :)
Puli. Irány a Hold.
Puli. Irány a Hold.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 16, 17:50
Írta: 000000000 Dátum 2010 szeptember 16, 17:50
Jól néz ki!
Azt nem értem, miért kellett rá a szíj áttétel, ekkora motorhoz. Ha jól látom, 5 mm az orsó emelkedés is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 16, 20:03
Írta: 000000000 Dátum 2010 szeptember 16, 20:03
Szívó tölcsérről beszélünk ami a kompresszor ház előtti levegőt tereli az álló lapátsorhoz .Ott még nincs meleg levegő.A sűrítő kerék után már 100 fokos a levegő besűrítve.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 16, 20:05
Írta: 000000000 Dátum 2010 szeptember 16, 20:05
Ilyen dologra gondoltam én is.
Esetleg tudna valaki ajánlani egy ilyen emberkét aki mérőcsúcsokkal is rendelkezik?
Ha egy tüskére ráhúzom a sűritő kereket és nagy fordulaton hungarocell hab ba belenyomom marógépen szépen kivágja a neki megfelelő részt ,de utána rá kell laminálnom epoxyt és üvegszálat hogy legyen tartása.cnc gépen ezt szerintem fél óra elkészíteni.
Esetleg tudna valaki ajánlani egy ilyen emberkét aki mérőcsúcsokkal is rendelkezik?
Ha egy tüskére ráhúzom a sűritő kereket és nagy fordulaton hungarocell hab ba belenyomom marógépen szépen kivágja a neki megfelelő részt ,de utána rá kell laminálnom epoxyt és üvegszálat hogy legyen tartása.cnc gépen ezt szerintem fél óra elkészíteni.
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 szeptember 16, 20:24
Írta: gsbwxanch Dátum 2010 szeptember 16, 20:24
Párszor megnéztem a fényképet....esetleg több közeli kép...nagyon tetszik.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 szeptember 16, 21:06
Írta: Rabb Ferenc Dátum 2010 szeptember 16, 21:06
Szétdarált hungarocellel nem hiszem, hogy könnyű lenne tizedes pontosságot elérni. Készíts egy megközelítőleg hasonló - de nagyobb - formát. Tapasszad ki modellgipszszel, aztán amikor lassan kezd megszilárdulni akkor lassú fordulattal ereszd bele a turbina járókerekét. Így biztosan pontos lesz.
A gipsz megkötése után pontosan középen fűrészeld (mard) ketté, és kész a precízen mérhető és kiszerkeszthető profil. Innen már csak egy nyíllövésnyire van a CNC marás vagy inkább esztergálás
A gipsz megkötése után pontosan középen fűrészeld (mard) ketté, és kész a precízen mérhető és kiszerkeszthető profil. Innen már csak egy nyíllövésnyire van a CNC marás vagy inkább esztergálás
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 szeptember 17, 00:23
Írta: s7manbs8 Dátum 2010 szeptember 17, 00:23
Lehet így fogom fel a motort:


Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 szeptember 17, 07:31
Írta: robroy007 Dátum 2010 szeptember 17, 07:31
ha megfelelő módon fel tudod hevíteni a sűrítő kereket akkor saját magával ki tudod vágni a habból a formát forgatás közben
persze ez sem lesz pontos mert a habvágók is többet visznek mint maga a huzal amivel készül
de talán ez a legegyszerűbb amit megcsinálhatsz magad is, és szintén félbe tudod vágni hungarocelt és szintén megvan a forma
persze ez sem lesz pontos mert a habvágók is többet visznek mint maga a huzal amivel készül
de talán ez a legegyszerűbb amit megcsinálhatsz magad is, és szintén félbe tudod vágni hungarocelt és szintén megvan a forma
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 17, 08:01
Írta: 000000000 Dátum 2010 szeptember 17, 08:01
Sajnos a hevítés nem megoldható ugyanis a sűrítőkerék minden turbófeltöltőben alumínium.
Ez is.
Ez is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 17, 08:02
Írta: 000000000 Dátum 2010 szeptember 17, 08:02
Kemény lábazati hungarocell-re gondoltam az elég kemény!?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 17, 08:04
Írta: 000000000 Dátum 2010 szeptember 17, 08:04
Természetesen ha megvan a forma utána jönne az üvegszál rá és az epoxy ,ha ez megkeményedett lehet szépen csiszolni a megfelelő méretre.
De ha esetleg valaki rendelkezik olyan cnc géppel amihez optikai mérőrendszerek vannak akkor egyszerűbb lenne a dolgom.
De ha esetleg valaki rendelkezik olyan cnc géppel amihez optikai mérőrendszerek vannak akkor egyszerűbb lenne a dolgom.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 szeptember 17, 08:23
Írta: Rabb Ferenc Dátum 2010 szeptember 17, 08:23
Ekkor még mindig csak egy nagatív formád van. Ha ebbe laminálod a szívótorok anyagát, több milliméterrel kisebb lesz a szükségesnél. Na meg a gyanta "megeszi" a habot. Gipsz esetén a pontos méretből kicsiszolhatod a szükséges hézagot. Kiszárítás és viaszolás után, szintén gipszöntéssel elkészítheted a pozitív formát. Ha erre teszed - formaleválasztó használata után - a laminátumot, hajszálpontos belső méretű darabot kapsz. Gondolj át több változatot, és próbálkozz. Valamelyik biztosan sikeres lesz!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 17, 08:56
Írta: 000000000 Dátum 2010 szeptember 17, 08:56
Csak egy ötlet: csúccsal megtámasztva központosan befogod a szívókereket egy hagyományos esztergába. Utána mérőórával a lapát profil legmagasabb pontjára állsz a hossz szánnal. Valamilyen osztással (pl, .5 mm-enként) a mérőóra tapintóval megméred a profil süllyedését úgy, hogy mindig a lapát "élszalagjára" lépsz elfordítással. Az így kapott méret táblázat alapján már utána könnyű egy CNC-én legyártani, akár pontos függvénygörbe is illeszthető N pontra, ha nem elég a lineáris illesztés.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 szeptember 17, 12:33
Írta: robroy007 Dátum 2010 szeptember 17, 12:33
nem arra gondoltam, hogy olvaszd el az alu-t
csak legyen 100°C felett ahol már olvad a polisztirol! és lesz valamennyi hézagod is amiről lehet negatív majd pozitív mintát gyártani a szívó csőhöz
a gyanta valóban oldja a hungarocellt de lehet ellene védekezni vizes alapú festékkel előkezelni utána már mehet az oldószeres festék is, spec gyanta ami marha drága és csak azt tudom, hogy létezik valakinek
cementes felületbevonás mint néhány stukkó lécnél
de a Tibor megoldása is jó és pontos eredményeket hozhat, de sokkal több a macera vele bár jobb az eredmény ha sikerül a másik meg hobby-izzig vérig meg sufni tuning
csak legyen 100°C felett ahol már olvad a polisztirol! és lesz valamennyi hézagod is amiről lehet negatív majd pozitív mintát gyártani a szívó csőhöz
a gyanta valóban oldja a hungarocellt de lehet ellene védekezni vizes alapú festékkel előkezelni utána már mehet az oldószeres festék is, spec gyanta ami marha drága és csak azt tudom, hogy létezik valakinek
cementes felületbevonás mint néhány stukkó lécnél
de a Tibor megoldása is jó és pontos eredményeket hozhat, de sokkal több a macera vele bár jobb az eredmény ha sikerül a másik meg hobby-izzig vérig meg sufni tuning
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 17, 14:57
Írta: 000000000 Dátum 2010 szeptember 17, 14:57
Az epoxy nem oldja a habot,se a hungarocellt .
Keresek egy cnc s műhelyt aki beméri az R értéket azthiszem. De azért köszönöm.
Keresek egy cnc s műhelyt aki beméri az R értéket azthiszem. De azért köszönöm.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 szeptember 17, 15:11
Írta: keri Dátum 2010 szeptember 17, 15:11
Én mint nagy buhera mester mondom, hogy ilyen pontosságot kizárólag úgy lehet ahogy azt Tibor is mondta, és még mindig az a legkevesebb macera.
Nem kell 1000 ponton mérni, csak a jellegzetes pontokat kell felvenni, abból meg már lehet esztergálni.
A hungarocell, meg giszes módszer sokkal nagyobb macera, és az eredmény is erősen kétséges.
Xplodnak: Optikai mérőfej elég ritka hobby körökben, de tapintócsúcs nem egy extra dolog. Csak egy apró gömb végű fej, ami a mozgó fejre van rögzítve és ha hozzáér a fém munkadarabhoz elektromos vezetés lép fel. Ezt a letapogatást a Mach vezérlő program alapból tudja egy hobby cnc-vel és minimális kiegészítéssel.
De mint mondtam Tibor mérőórás ötletéhez még CNC sem kell és kellő pontosságú méretvétel lenne. Ebből már lehet CNC programot készíteni...ja és jó esetben sem fél óra, mert az előkészítéssel sokat lehet tökölni. Csak a TV-ben látszik egyszerűnek.
Nem kell 1000 ponton mérni, csak a jellegzetes pontokat kell felvenni, abból meg már lehet esztergálni.
A hungarocell, meg giszes módszer sokkal nagyobb macera, és az eredmény is erősen kétséges.
Xplodnak: Optikai mérőfej elég ritka hobby körökben, de tapintócsúcs nem egy extra dolog. Csak egy apró gömb végű fej, ami a mozgó fejre van rögzítve és ha hozzáér a fém munkadarabhoz elektromos vezetés lép fel. Ezt a letapogatást a Mach vezérlő program alapból tudja egy hobby cnc-vel és minimális kiegészítéssel.
De mint mondtam Tibor mérőórás ötletéhez még CNC sem kell és kellő pontosságú méretvétel lenne. Ebből már lehet CNC programot készíteni...ja és jó esetben sem fél óra, mert az előkészítéssel sokat lehet tökölni. Csak a TV-ben látszik egyszerűnek.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 szeptember 17, 15:15
Írta: keri Dátum 2010 szeptember 17, 15:15
Gyorsan feladtad :)
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 szeptember 17, 17:17
Írta: robroy007 Dátum 2010 szeptember 17, 17:17
a gyanták a poliuretán habot nem oldják ezt lehet kapni táblában vagy egyszerű PUR hab de az nem kellően homogén általában
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 szeptember 17, 17:22
Írta: robroy007 Dátum 2010 szeptember 17, 17:22
Keri
vannak dolgok amikor sokkal hamarabb lehet egyből nekiugrani valaminek mint megrajzolni leprogramozni és megcsinálni géppel
volt, hogy én is inkább a kézi tekerőhöz nyúltam és nem ültem le a gép elé mert a célszerűség mást diktált (hozzáteszem, hogy volt már ellen példa is amikor többe került a hús mint a leves)
vannak dolgok amikor sokkal hamarabb lehet egyből nekiugrani valaminek mint megrajzolni leprogramozni és megcsinálni géppel
volt, hogy én is inkább a kézi tekerőhöz nyúltam és nem ültem le a gép elé mert a célszerűség mást diktált (hozzáteszem, hogy volt már ellen példa is amikor többe került a hús mint a leves)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2010 szeptember 17, 17:34
Írta: 3vv2btrhv Dátum 2010 szeptember 17, 17:34
Digitalizálást erre találták ki !!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 17, 18:11
Írta: 000000000 Dátum 2010 szeptember 17, 18:11
Te kockáztatnál egy 30 000 Ft os sűrítő kereket melegítéssel?Sőt ez 120-150 000 pörög , ne adja az isten hogy deformálódik és el kezd rázni mert szétrepül és nem kis mozgási energia van benne ezért nem akarom melegítgetni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 17, 18:14
Írta: 000000000 Dátum 2010 szeptember 17, 18:14
Nem adtam fel ,csak nem akarok 100 helyre rohangálni az alkatrésszel.
1 helyen mérjék be és csinálják meg.Ha meglenne az R érték nem lenne gond.Eddig jó ötleteket kaptam ,de mivel nincs műhelyem és esztergám így nem tudom elkészíteni ezért fordultam hozzátok.
Tibor 45 megcsinálod?
1 helyen mérjék be és csinálják meg.Ha meglenne az R érték nem lenne gond.Eddig jó ötleteket kaptam ,de mivel nincs műhelyem és esztergám így nem tudom elkészíteni ezért fordultam hozzátok.
Tibor 45 megcsinálod?
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 szeptember 17, 20:15
Írta: robroy007 Dátum 2010 szeptember 17, 20:15
az árakat tekintve nem tudtam mibe fáj egy ilyen
a fordulat az stimmel de én centíroztatnám dinamikusan mielőtt beindításra kerül
ezt a hőfokot szerintem el kellene viselnie deformáció nélkül már ha csak abból indulok ki, hogy egy balul sikerült kocsi leállításnál is a turbó átmelegedhet annyira a nyomó oldalról, hogy elérheti ezt a hőmérsékletet
amúgy nincs hozzá eredeti járókerék ház vagy azon túl nagy a rés a lapát és a ház között?
amúgy egyre jobban érdekel a hajtóműved, hogy mire tudnám használni fog
almam sincs, de jól mutatna otthon azthiszem amúgy is akartam régebben An-2 légcsavar tollakat is a tűzcsap mellé
a fordulat az stimmel de én centíroztatnám dinamikusan mielőtt beindításra kerül
ezt a hőfokot szerintem el kellene viselnie deformáció nélkül már ha csak abból indulok ki, hogy egy balul sikerült kocsi leállításnál is a turbó átmelegedhet annyira a nyomó oldalról, hogy elérheti ezt a hőmérsékletet
amúgy nincs hozzá eredeti járókerék ház vagy azon túl nagy a rés a lapát és a ház között?
amúgy egyre jobban érdekel a hajtóműved, hogy mire tudnám használni fog
almam sincs, de jól mutatna otthon azthiszem amúgy is akartam régebben An-2 légcsavar tollakat is a tűzcsap mellé
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 17, 21:23
Írta: 000000000 Dátum 2010 szeptember 17, 21:23
Nincs CNC esztergám, így sajna nem megy.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 17, 21:37
Írta: 000000000 Dátum 2010 szeptember 17, 21:37
A végtelenségig sem lehet centírozni.Ez már centírozva van , most megint centírozni a melegítés után + ha a tengely is kész akkor is centírozni.Az már sok neki.
Egyébként van még 2 gázturbinám.
MI-24 helikopter inditó hajtómű,
L-39 a másik szintén APU (auxiliary power unit)
Köszönöm a választ Tibor45 ,keresgélek cnc-s műhelyeket.
Egyébként van még 2 gázturbinám.
MI-24 helikopter inditó hajtómű,
L-39 a másik szintén APU (auxiliary power unit)
Köszönöm a választ Tibor45 ,keresgélek cnc-s műhelyeket.
Cím: Re:Mechanikai ötletek
Írta: iezx50gsm Dátum 2010 szeptember 18, 08:45
Írta: iezx50gsm Dátum 2010 szeptember 18, 08:45
A z-ben 20 mm rudak vanna , még teszek fel róla közelibb képeket.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 szeptember 18, 09:06
Írta: 43pbwjg8s Dátum 2010 szeptember 18, 09:06
Jól haladsz eletron!
Ha igy megy már, ne váltsd egyelőre programot!
Én valamilyen módon, egy picit nagyobb felületen fektetném fel a motortartó lapot.
Bár az orsód ugyis meg lesz vezetve függőlegesen egy álló lapon, azért mégis jobb, ha ez az egész lap erőteljesebben van merőlegesre fektetve.
Van ott két távtartógyűrű. Szerintem nincs rájuk szükség. Sőt! A motor tartó lapot "fülesre" szélesítve a tornyok tetejére közvetlen tudnád fogni.
Legalábbis szertintem.
Ha a megmunkálás majd olyan lesz, hogy nem biztos, hogy tökéletesen pontos, ezért nem tudsz majd brezonokon pozícióra illeszteni, akko rhagyj a csavarok furatánál egy picit nagyobb átmérőt. Akkor emiatt lesz lehetőséged utólag pozicionálni. Könnyebb itt, mint a szerkezet belsejében majd az orsó egyéb megvezetésénél.
A másik:
Ha van lehetőséged, mégis csináld egy darabból az orsó lapját és a motorfelfogót! Egyszerűbb is, és célszerűbb is.
Ha kéred lerajzolom mit is gondoltam.
Egyébként még egy tanács!
Akár igy, akár ugy, de a többi részt is modellezd! Ha még csak sematikus az sem baj. De akkor fogod látni, hogy egyben mi és hova kerüljön. Igy, ha csak darabonként haladsz, nagyon megköti a kezed az, hogy "ez már ilyen" és ehhez kell a többit alakítani. Jó példa erre most a motorfelfogó lap.
Inkább egyszerűen, de legyen meg minél több rész, és együtt dolgozd ki a részleteket.
Hajrá! megy ez neked!
Ha igy megy már, ne váltsd egyelőre programot!
Én valamilyen módon, egy picit nagyobb felületen fektetném fel a motortartó lapot.
Bár az orsód ugyis meg lesz vezetve függőlegesen egy álló lapon, azért mégis jobb, ha ez az egész lap erőteljesebben van merőlegesre fektetve.
Van ott két távtartógyűrű. Szerintem nincs rájuk szükség. Sőt! A motor tartó lapot "fülesre" szélesítve a tornyok tetejére közvetlen tudnád fogni.
Legalábbis szertintem.
Ha a megmunkálás majd olyan lesz, hogy nem biztos, hogy tökéletesen pontos, ezért nem tudsz majd brezonokon pozícióra illeszteni, akko rhagyj a csavarok furatánál egy picit nagyobb átmérőt. Akkor emiatt lesz lehetőséged utólag pozicionálni. Könnyebb itt, mint a szerkezet belsejében majd az orsó egyéb megvezetésénél.
A másik:
Ha van lehetőséged, mégis csináld egy darabból az orsó lapját és a motorfelfogót! Egyszerűbb is, és célszerűbb is.
Ha kéred lerajzolom mit is gondoltam.
Egyébként még egy tanács!
Akár igy, akár ugy, de a többi részt is modellezd! Ha még csak sematikus az sem baj. De akkor fogod látni, hogy egyben mi és hova kerüljön. Igy, ha csak darabonként haladsz, nagyon megköti a kezed az, hogy "ez már ilyen" és ehhez kell a többit alakítani. Jó példa erre most a motorfelfogó lap.
Inkább egyszerűen, de legyen meg minél több rész, és együtt dolgozd ki a részleteket.
Hajrá! megy ez neked!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 szeptember 18, 09:14
Írta: 43pbwjg8s Dátum 2010 szeptember 18, 09:14
A másik dolog, ami az ekőzőben emlegetett együtt tervezéssel kapcsolatos:
mekkora hely kell majd az orsónak?
Milyen lineéáris elemekkel akarod megvezetni a Z mozgó részét?
Most a képet nézve naygon vékonyka az a hely, ahova mindennek be kellene majd férnie.
Én innen indulnék vissza a helyedben.
Kicsit vékonynak tartom az oszlopokat is, amire a motortartót felfogod.
Szerintem előbb próbáld ezeknek a szükséges helyét meghatározni, és onnan indulj vissza.
Ebben az esetben nagyon sok altrészt összevonhatsz majd. Lehet hogy egy nagy alkatrész drágábbnak tűnik, de olcsóbb mint több apró. Hidd el!
Mindamellett a több alkatrész több tűrés és több lehetséges eltérés a megkívánttól.
Egy nagyobb alkatrészt egyben munkálva pl kevesebb párhuzamossági/merőlegességi probléma jöhet elő. Mindemellett zömökebb, tisztább megoldást a végeredmény.
mekkora hely kell majd az orsónak?
Milyen lineéáris elemekkel akarod megvezetni a Z mozgó részét?
Most a képet nézve naygon vékonyka az a hely, ahova mindennek be kellene majd férnie.
Én innen indulnék vissza a helyedben.
Kicsit vékonynak tartom az oszlopokat is, amire a motortartót felfogod.
Szerintem előbb próbáld ezeknek a szükséges helyét meghatározni, és onnan indulj vissza.
Ebben az esetben nagyon sok altrészt összevonhatsz majd. Lehet hogy egy nagy alkatrész drágábbnak tűnik, de olcsóbb mint több apró. Hidd el!
Mindamellett a több alkatrész több tűrés és több lehetséges eltérés a megkívánttól.
Egy nagyobb alkatrészt egyben munkálva pl kevesebb párhuzamossági/merőlegességi probléma jöhet elő. Mindemellett zömökebb, tisztább megoldást a végeredmény.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 szeptember 18, 09:26
Írta: keri Dátum 2010 szeptember 18, 09:26
Itt azért van pár CNC-s, pl kérdez rá az esztergálás topikban, szerintem a méret levételt is bízd rá a szakira ;-)
Jobban jársz egy lelkes amatőrrel mint egy profi műhellyel, mert arra a gagyádat is ráfizeted.
Honnan lehet gázturbinát szerezni.
Persze a múltkor én is láttam egy 767-es hajtóművet férerakni az ACE hangár mellé, de nem fért be a csomagtartóba :D
Jobban jársz egy lelkes amatőrrel mint egy profi műhellyel, mert arra a gagyádat is ráfizeted.
Honnan lehet gázturbinát szerezni.
Persze a múltkor én is láttam egy 767-es hajtóművet férerakni az ACE hangár mellé, de nem fért be a csomagtartóba :D
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 szeptember 18, 15:23
Írta: s7manbs8 Dátum 2010 szeptember 18, 15:23
Köszi a jó tanácsokat, a Z már megvan komplett oda csak a végét ahova csatlakozni kell az van berajzolva, de majd berajzolom a többit is, mivel még arra is kell motor felfogatás, meg akármi is, képernyőn ide oda helyezem az elképzeléseket könnyebb, mint kifaragni és ha nem jó újat csinálni. Most már pár nap gyakorlás után egyre több trükkjére rá is jöttem a programnak, meg úgy mozog forog, mintha már 410 éve csinálnám, mivel az elektronika CAD programban már a kezem azért ráállt a kezelésre. Csak itt másképp kell néhány dolgot. A többi részét is rajzolom a gépnek, csak azt nem mutattam még, majd ahogy haladok mutatok belőle később, meg lehet kérdezek is, hátha valaki meglát valami jobb megoldást akkor cserélem inkább. Meg lehet módosítgatni így közben is mindent.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2010 szeptember 19, 16:16
Írta: guliver83 Dátum 2010 szeptember 19, 16:16
Sziasztok!
Én most kezdenék egy CNC gép építésébe.
Nem tudom, hogy milyen erős vázat építsek neki.
Lényegében csak nyák készítésére szeretném használni. Van hozzá BOSCH profilom 45mm X 45mm
és 20mm X 40mm-es. Én amire gondoltam, hogy 2db 45x45 profilt egymásra teszem és csinálok belőlle 45x90-est így már elég erős lenne.
Én most kezdenék egy CNC gép építésébe.
Nem tudom, hogy milyen erős vázat építsek neki.
Lényegében csak nyák készítésére szeretném használni. Van hozzá BOSCH profilom 45mm X 45mm
és 20mm X 40mm-es. Én amire gondoltam, hogy 2db 45x45 profilt egymásra teszem és csinálok belőlle 45x90-est így már elég erős lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 19, 16:28
Írta: 000000000 Dátum 2010 szeptember 19, 16:28
Azzal a profilokkal biztosan elég erős lessz.
A sarok kötésekre figyelj, mert azon sok mullik.
Jó munkát hozzá.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2010 szeptember 19, 17:30
Írta: guliver83 Dátum 2010 szeptember 19, 17:30
És lehet ehhez a profilhoz sarokvasakat kapni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 19, 18:38
Írta: 000000000 Dátum 2010 szeptember 19, 18:38
Minden típushoz lehet kapni, sok féle kötő ellemet. Csak meg kell keresni a forgalmazóját.
Első lépésben meg kell állapítani, a gyártmányát PL. Boss,item stb.
Mert reneteg gyártó van, és mindben van kissebb nagyobb eltérés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 19, 18:48
Írta: 000000000 Dátum 2010 szeptember 19, 18:48
Rendben ,megpróbálom.
Mit kerestél az ACE hangárnál?
Lehet ismerjük egymást?!:)
Mit kerestél az ACE hangárnál?
Lehet ismerjük egymást?!:)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 szeptember 19, 19:42
Írta: keri Dátum 2010 szeptember 19, 19:42
A hangár melletti radart mi üzemeltetjük.
Nem nagyon ismerek tőletek senkit, de szerdán leszek nappalos műszakban :)
Nem nagyon ismerek tőletek senkit, de szerdán leszek nappalos műszakban :)
Cím: Re:Mechanikai ötletek
Írta: Evodiron Dátum 2010 szeptember 24, 16:44
Írta: Evodiron Dátum 2010 szeptember 24, 16:44
Az epoxi gyanták egy része nem oldják a polisztirolt. Típusfüggő (főleg az "adalékok" miatt).
A "centírozás" helyesen centrírozás. Ezt én is csak nyár óta tudom, mióta a biciklim kerekéből szedtem ki a 8-ast és utánaolvastam neten. :D
A "centírozás" helyesen centrírozás. Ezt én is csak nyár óta tudom, mióta a biciklim kerekéből szedtem ki a 8-ast és utánaolvastam neten. :D
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 szeptember 24, 19:00
Írta: robroy007 Dátum 2010 szeptember 24, 19:00
csak kérdés, hogy amit éppen találsz vagy kapsz az melyik oldószert tartalmazza
de tudtommal a legtöbb xilolt tartalmaz az meg olyan majd csaknem a hungarocellnek mint a nitro hígító
de tudtommal a legtöbb xilolt tartalmaz az meg olyan majd csaknem a hungarocellnek mint a nitro hígító
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2010 szeptember 24, 20:42
Írta: designr Dátum 2010 szeptember 24, 20:42
Régen én hablécet gyártottam..kültérre a kérgesítést kétkomponensű műgyanta(tipox,vagy valami hasonló aljzatbetonra szánt),ecsettel rákenve,és most jön a lényeg ,kvarchomok rászitálva a gyantára.abszolút időjárásálló.polisztirol habot nem oldotta..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 25, 18:22
Írta: 000000000 Dátum 2010 szeptember 25, 18:22
Hát nem nagyon van itt se cnc-s szaki úgy látom.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2010 szeptember 25, 20:44
Írta: frob Dátum 2010 szeptember 25, 20:44
Sziasztok, érdeklődnék milyen egyszerű de még is strapabíró marómotort ajánlotok, patronos befogású a legjobb szerintem. Előre is köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 25, 21:13
Írta: 000000000 Dátum 2010 szeptember 25, 21:13
mekora igénybevételre akarod az az legföbb cél?
nagy központoságut lehet csinálni kissebb költségböl is fortuna szárbol!
mekora fordulatszám a cél?
ilyen paraméterezések fontosak csapágyazási szempontbol legföképen!
Az mini és felsömaros megoldások nem a legpontosabak központ futás szempontbol ami olcsobb kateforiánál is!
fortuna szárak!
ER11
ER16
A felhasználási paraméterek lenénel a legföbb tényezök az épitéshez!
nagy központoságut lehet csinálni kissebb költségböl is fortuna szárbol!
mekora fordulatszám a cél?
ilyen paraméterezések fontosak csapágyazási szempontbol legföképen!
Az mini és felsömaros megoldások nem a legpontosabak központ futás szempontbol ami olcsobb kateforiánál is!
fortuna szárak!
ER11
ER16
A felhasználási paraméterek lenénel a legföbb tényezök az épitéshez!
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2010 szeptember 25, 21:31
Írta: frob Dátum 2010 szeptember 25, 21:31
ER11 es mibe kerül?
egyébként úgy gondolom 6000 körüli fordulat egyenlőre igen csak elég lehet nekem, nyák
, alu, műanyag marás a cél, kisméretű gép készül, tehát sok minden nem fog elférni rajta, na de ezt hogy hajtom meg? ehhez még valami motor is kell, kis sarokcsiszolóból ahogy VBody gépén is valamelyik képen láttam...
egyébként ezek a fortunaszárak mit bírnak?
egyébként úgy gondolom 6000 körüli fordulat egyenlőre igen csak elég lehet nekem, nyák
, alu, műanyag marás a cél, kisméretű gép készül, tehát sok minden nem fog elférni rajta, na de ezt hogy hajtom meg? ehhez még valami motor is kell, kis sarokcsiszolóból ahogy VBody gépén is valamelyik képen láttam...
egyébként ezek a fortunaszárak mit bírnak?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 szeptember 25, 21:42
Írta: 000000000 Dátum 2010 szeptember 25, 21:42
varsányi árult vagy árul még ilyen szárakat patron készletel és külön is amire te gondoltál pl Er11!
minden fizikai méretezésnek vanak korlátjai!
E11 pl... elöny nagyobb fordulat elérése kissebb csapágy átmérö miat....hátrány kisebb átmérö megmunkálási teljesitmény igénybevételre alkalmass!
E16 forditva kissebb fordulat de nagyobb megmunkálási igénybevételre alkalmazható vastagabb szár miat!
ezek edzet és köszörült nagy pontoságu munkaszárak!
meghajtás kissebb teljesitményre dc motor elönye könyü vezérlést megoldani fordulatszámszabájzás mondjuk!
nagyobb maroteljesitményné szervo és frekiváltos megoldás!
meghajtásjént élszik 6000p/min fordulat nem nagy fordulat de gravirtühöz és kisebb maroknál ez kevés lesz 15000p/min... felfelé már inkább!
minden fizikai méretezésnek vanak korlátjai!
E11 pl... elöny nagyobb fordulat elérése kissebb csapágy átmérö miat....hátrány kisebb átmérö megmunkálási teljesitmény igénybevételre alkalmass!
E16 forditva kissebb fordulat de nagyobb megmunkálási igénybevételre alkalmazható vastagabb szár miat!
ezek edzet és köszörült nagy pontoságu munkaszárak!
meghajtás kissebb teljesitményre dc motor elönye könyü vezérlést megoldani fordulatszámszabájzás mondjuk!
nagyobb maroteljesitményné szervo és frekiváltos megoldás!
meghajtásjént élszik 6000p/min fordulat nem nagy fordulat de gravirtühöz és kisebb maroknál ez kevés lesz 15000p/min... felfelé már inkább!
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2010 szeptember 25, 22:08
Írta: frob Dátum 2010 szeptember 25, 22:08
köszi, akkor kérdezem Varsányit :)
Cím: Re:Mechanikai ötletek
Írta: Evodiron Dátum 2010 szeptember 26, 12:01
Írta: Evodiron Dátum 2010 szeptember 26, 12:01
Amivel én dolgoztam gyantákkal, azoknak csak minimális részében volt xilol. Többségük nem oldotta a poliszirolt. Az aktív hígítók (amik szintén epoxi vegyületek) egy része oldja, és ha éppen olyan van a gyantarendszerben akkor oldhatja.
Meg kell kérdezni az eladót, hogy oldja-e a polisztirolt.
(elég sok gyanta rendszerrel volt dolgom, mert egy epoxis cégnél voltam nyári gyakorlaton/dolgoztam [#wave])
Meg kell kérdezni az eladót, hogy oldja-e a polisztirolt.
(elég sok gyanta rendszerrel volt dolgom, mert egy epoxis cégnél voltam nyári gyakorlaton/dolgoztam [#wave])
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 01, 18:31
Írta: s7manbs8 Dátum 2010 október 01, 18:31
Lenne egy egyszerű kérdésem, amit gondolom a tapasztalattal rendelkezőknek nem nehéz megválaszolni. Egy Léptető motoros szíjas hajtást szeretnék felfogatni egy anyagból készítve, kb. mekkora vastagságú legyen aluból vagy acélból, ami mellett nem hajlik meg, hogy az zavarja a hajtást. Mondjuk alu 10mm acél 6mm ?
A motor kb. 1kg. maximum, áttételes szíjhajtás.
?? Megköszönném, ha valaki mondana tapasztalati adatot. Egyszerűbb lenne, mint megcsinálni, aztán, ha vékony hajlong, ha meg túl vastag drága is, meg megcsinálni is nyilván több idő, drágább.
A motor kb. 1kg. maximum, áttételes szíjhajtás.
?? Megköszönném, ha valaki mondana tapasztalati adatot. Egyszerűbb lenne, mint megcsinálni, aztán, ha vékony hajlong, ha meg túl vastag drága is, meg megcsinálni is nyilván több idő, drágább.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 01, 18:32
Írta: s7manbs8 Dátum 2010 október 01, 18:32
A #7997-es képem szerinti módon.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 01, 19:49
Írta: 000000000 Dátum 2010 október 01, 19:49
A 10-es alu biztosan elég.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 01, 20:33
Írta: svejk Dátum 2010 október 01, 20:33
Ötleteket várok...
Biztos szereltetek már villamos szekrényt.
Egy 150-200 mm mély szekrényben óriási élvezet a kalapsínes csokikba, relékbe, kismegszakítókba bekötni a vezetékeket.
Általában ez a doboz aljától nem messze van és ide kell bekötni a bejövő kábeltengert.
Ha a szekrény még alacsonyan helyezkedik el, biztos a lumbágó.
Egyszer találkoztam bontás közben egy olyan bakkal, amelyre a kalapsín volt csavarozva és ez a bak dönthető volt úgy 30-40 fokban.
Bedöntve kényelmesen be lehetett a vezetékeket kötni, majd vissza állítani függőleges helyzetbe.
Kereskedelemben nem találtam ilyet, esetleg valami más praktikus ötlet?
Biztos szereltetek már villamos szekrényt.
Egy 150-200 mm mély szekrényben óriási élvezet a kalapsínes csokikba, relékbe, kismegszakítókba bekötni a vezetékeket.
Általában ez a doboz aljától nem messze van és ide kell bekötni a bejövő kábeltengert.
Ha a szekrény még alacsonyan helyezkedik el, biztos a lumbágó.
Egyszer találkoztam bontás közben egy olyan bakkal, amelyre a kalapsín volt csavarozva és ez a bak dönthető volt úgy 30-40 fokban.
Bedöntve kényelmesen be lehetett a vezetékeket kötni, majd vissza állítani függőleges helyzetbe.
Kereskedelemben nem találtam ilyet, esetleg valami más praktikus ötlet?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 20:36
Írta: 43pbwjg8s Dátum 2010 október 01, 20:36
Ahogy bodi mondja.
1Kg nem sok.
1Kg nem sok.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 október 01, 21:23
Írta: Rabb Ferenc Dátum 2010 október 01, 21:23
Használj 15mm magas kalapsínt. Az is talán jobb mint a 7,5-es [#confused]
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 október 01, 21:25
Írta: ra8nsmk6w Dátum 2010 október 01, 21:25
Én nagyképűen érfogót használok már jó ideje. Hozzáteszem az idegbaj ellen. Ha a felépités megengedi érdemes magasabbra helyezni a DIN sint. Könnyebb bekötni is és még alatta elvihetök vezetékek. Dönthetőt én is láttam már, amikor megdöntöttem nem fért hozzá a csavarhúzó, egyébként meg lógott mint a kabátgomb. A megoldás, hogy a szekrényt embermagasságba kellene rakni a lehetőség szerint.Elrettentő példának tudnék mutatni néhány (száz) élelmiszeripari gépet.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 október 01, 21:39
Írta: Révész Richárd Dátum 2010 október 01, 21:39
Szia!
Mennyi kéne belőle?
Egyébként TSTW M5 a megnevezése és OBO gyártja
Mennyi kéne belőle?
Egyébként TSTW M5 a megnevezése és OBO gyártja
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 01, 21:53
Írta: svejk Dátum 2010 október 01, 21:53
Évente úgy 6-8 db... :)
Igazából amit én láttam nem fix volt hanem eldönthető és mindkét helyzetben lehetett rögzíteni.
Utoljára barkácsoltam magamnak két-két 15x40 mm-es "L" alu profil darabból. Középen popszegecset nyomtam bele, a fix helyzetében plusz egy csavarral lehetett rögzíteni.
De azért az korántsem volt iparos :)
Ha van egy zsákkal Neked a fixből akkor azért vennék Tőled egy pár darabot.
Igazából amit én láttam nem fix volt hanem eldönthető és mindkét helyzetben lehetett rögzíteni.
Utoljára barkácsoltam magamnak két-két 15x40 mm-es "L" alu profil darabból. Középen popszegecset nyomtam bele, a fix helyzetében plusz egy csavarral lehetett rögzíteni.
De azért az korántsem volt iparos :)
Ha van egy zsákkal Neked a fixből akkor azért vennék Tőled egy pár darabot.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 október 01, 21:58
Írta: Révész Richárd Dátum 2010 október 01, 21:58
Mindig annyit veszek amennyit elhasználok.Ha nem késő hétfőn tudom megnézni van e elfekvő(most nem vagyok otthon)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 01, 22:01
Írta: svejk Dátum 2010 október 01, 22:01
Nem, nem akkor venni és is tudok úgy látom van elvileg a Sonepar-ban is.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 október 01, 22:03
Írta: Révész Richárd Dátum 2010 október 01, 22:03
Oké.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 október 01, 22:05
Írta: Révész Richárd Dátum 2010 október 01, 22:05
Oké.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 01, 22:34
Írta: me3ua0a6 Dátum 2010 október 01, 22:34
Szeretnék egy kis mechanikai tervezési segítséget kérni. Nyákfúró szerkezetet csinyázgatok :)
Kocsin szeretnék mozgatni függőlegesen kb 400grammot. 2cm-es mozgás bőven elég. Hogyan lehetne ezt megoldani kicsiben, és olcsón?
Milyen mechanikával lehetne finom mozgást elérni?
Kocsin szeretnék mozgatni függőlegesen kb 400grammot. 2cm-es mozgás bőven elég. Hogyan lehetne ezt megoldani kicsiben, és olcsón?
Milyen mechanikával lehetne finom mozgást elérni?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 01, 23:06
Írta: Szalai György Dátum 2010 október 01, 23:06
Nyákfúráshoz minek a 2cm függőleges mozgás? Többet fúrnál egyszerre?
Ha jól gondolom, akkor oda elég egy felső és egy alsó véghelyzetet meghatározni, (köztesre nincsen szükség) Csak nyomni kell lefelé a fúrót egy beállítható erővel és ha elérte az alsó véghelyzetet, akkor minél nagyobb erővel kiemelni a felső véghelyzetbe.
Erre ideális a voice coil linear motor.
Egy mágnes, egy tekercs, egy kis vas. Lehet lapos is, mutat a barátod képeket.
Ha jól gondolom, akkor oda elég egy felső és egy alsó véghelyzetet meghatározni, (köztesre nincsen szükség) Csak nyomni kell lefelé a fúrót egy beállítható erővel és ha elérte az alsó véghelyzetet, akkor minél nagyobb erővel kiemelni a felső véghelyzetbe.
Erre ideális a voice coil linear motor.
Egy mágnes, egy tekercs, egy kis vas. Lehet lapos is, mutat a barátod képeket.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:10
Írta: 43pbwjg8s Dátum 2010 október 01, 23:10
Van még egy 40mm-es kis golyósorsóm valahol ha érdekel. Neked Grátisz.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:11
Írta: 43pbwjg8s Dátum 2010 október 01, 23:11
Amit gyuri mond, ahhoz meg itt van egy 120MB-os lézerfloppy mechanika az asztalomon.
Válogathatsz.
Válogathatsz.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 01, 23:20
Írta: me3ua0a6 Dátum 2010 október 01, 23:20
Kemények vagytok :D XD (pirul) Érdekel :D (pirul)
2cm-t mozog a mostani kocsi, ill szerszámcserét is megkönnyítheti, ha jobban feljön.
Én valami olyasmire gondoltam, hogy egy kis dc moci, amire valahogy egy csavart rögzítek, ez fix és az anya van a kocsihoz hekkelve, így ez emeli. Ehhez elég a végálláskapcsoló is.
Másik lehetőség, hogy ugyanez, csak léptetőmocival, Ekkor lehetne egy gyorsjárati sebesség, meg egy fúrás-előtolási-sebesség XD
Valami áttétel mindenképpen kellene. Erre egy menetesszár is megfelelhet. Avagy csavar. De ezek szerint nem úszom meg min egy csapágy használatát :(
Még agyalok...
2cm-t mozog a mostani kocsi, ill szerszámcserét is megkönnyítheti, ha jobban feljön.
Én valami olyasmire gondoltam, hogy egy kis dc moci, amire valahogy egy csavart rögzítek, ez fix és az anya van a kocsihoz hekkelve, így ez emeli. Ehhez elég a végálláskapcsoló is.
Másik lehetőség, hogy ugyanez, csak léptetőmocival, Ekkor lehetne egy gyorsjárati sebesség, meg egy fúrás-előtolási-sebesség XD
Valami áttétel mindenképpen kellene. Erre egy menetesszár is megfelelhet. Avagy csavar. De ezek szerint nem úszom meg min egy csapágy használatát :(
Még agyalok...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 01, 23:23
Írta: 4um5b65d Dátum 2010 október 01, 23:23
Van 20-25mm-ert mozduló 9mm széles sínem, kocsim.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 01, 23:24
Írta: 4um5b65d Dátum 2010 október 01, 23:24
Ja, most olvasom, hogy van kocsid már...[#falbav]
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 01, 23:26
Írta: me3ua0a6 Dátum 2010 október 01, 23:26
Jah igen: ez a megoldás nem rossz ötlet, de ez nem csap oda neki?
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 01, 23:27
Írta: me3ua0a6 Dátum 2010 október 01, 23:27
Későbbiekben lehet hogy majd gyüjtögetni fogom az ilyeneket, mert ebben látok fantáziát, feltéve ha sikerül normálisan megoldani a mozgatást :)
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 01, 23:29
Írta: me3ua0a6 Dátum 2010 október 01, 23:29
Nem szóltam!
(Rossz linket találtam)
(Rossz linket találtam)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 01, 23:31
Írta: 4um5b65d Dátum 2010 október 01, 23:31
A mozgatással mit vacakolsz, egy sima M6 vagy M8x1-es menetes szár egy pici léptetővel direktben aztán kész.
Elviszi az.
Elviszi az.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 01, 23:32
Írta: 4um5b65d Dátum 2010 október 01, 23:32
Vagy szétszedsz egy mikrométert annak finom és edzett a menete.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 01, 23:34
Írta: me3ua0a6 Dátum 2010 október 01, 23:34
Valami ilyesmi csavaron gondolkodtam, na de azt meg is kellene vezetni, alátámasztani, motorhoz illeszteni. Kell egy motor, és egy vezérlés is. Minél olcsóbbra jönne ki annál jobb lenne.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 01, 23:36
Írta: 4um5b65d Dátum 2010 október 01, 23:36
Én lehet hogy csinálnék egy olyan mechanikát amiben egy elektromágnes is rángatja a Z tengelyt meg egy orsó is mozgatja.
Az orsóval fúrsz, majd az elektromágnes villámgyorsan kiemel és amíg az asztalt mozgatod a következő lyuk pozícióhoz addig az orsó ráér visszatekerni, majd az elektromágnes elenged.
Az orsóval fúrsz, majd az elektromágnes villámgyorsan kiemel és amíg az asztalt mozgatod a következő lyuk pozícióhoz addig az orsó ráér visszatekerni, majd az elektromágnes elenged.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:37
Írta: 43pbwjg8s Dátum 2010 október 01, 23:37
Erdélyinél a VATERÁN van még abból a stepperből amit én elküldtem Szalai Gyurinak.
Ennek a tengelye menetes, a motor házában van az anyamenet, így forgáskor axiálisan mozdul.
1.8 fokos motor. Aaz axiális mozgása kb 30mm lehet iztonsággal.
Vagy kunyizd el Gyuritól amit kültdem neki! :)
Ennél egyszerűbb megoldás nincs is.
Ennek a tengelye menetes, a motor házában van az anyamenet, így forgáskor axiálisan mozdul.
1.8 fokos motor. Aaz axiális mozgása kb 30mm lehet iztonsággal.
Vagy kunyizd el Gyuritól amit kültdem neki! :)
Ennél egyszerűbb megoldás nincs is.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:38
Írta: 43pbwjg8s Dátum 2010 október 01, 23:38
Vazz!
Kikapol!
A multkor csak nem küldted el nekem mindet!!! :)
Ha kell valakinek, közben van már róluk 3D modell.
Kikapol!
A multkor csak nem küldted el nekem mindet!!! :)
Ha kell valakinek, közben van már róluk 3D modell.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 01, 23:38
Írta: Szalai György Dátum 2010 október 01, 23:38
Akkorát csap oda neki, amennyi áram folyik a tekercsen. Azt meg magad állítod be, felfelé és lefelé külön.
Járathatod akár DC servo vezérlőről, (mintha kommutátoros DC motor volna) nyomtatóból kitermelt lineáris encoder visszacsatolással, zárt pozíció hurokban, step/dir vezérléssel, programból)
Járathatod akár DC servo vezérlőről, (mintha kommutátoros DC motor volna) nyomtatóból kitermelt lineáris encoder visszacsatolással, zárt pozíció hurokban, step/dir vezérléssel, programból)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 01, 23:39
Írta: 4um5b65d Dátum 2010 október 01, 23:39
Voltak régen olyan bazi nagy méretű floppyk amiknek a motor tengelyén mindjárt volt egy 4 bekezdésű orsó.
Valami ilyesmi kellene akkor neked, csak kisebb emelkedéssel. Akkor megúszhatnád a támasztást.
Valami ilyesmi kellene akkor neked, csak kisebb emelkedéssel. Akkor megúszhatnád a támasztást.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:40
Írta: 43pbwjg8s Dátum 2010 október 01, 23:40
Jogos a mikró is.
Annak 25mm es a menete. Az neked elég.
Kell egy szétbontható?
Annak 25mm es a menete. Az neked elég.
Kell egy szétbontható?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 01, 23:41
Írta: 4um5b65d Dátum 2010 október 01, 23:41
Abból a kicsiből van még, azt nem titkoltam én vazze....
Csak hosszúbóóóó nincs Te. :)
Csak hosszúbóóóó nincs Te. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:42
Írta: 43pbwjg8s Dátum 2010 október 01, 23:42
ahogy ezt a lézeres floppyt néztem elgondolkodtam.
Ott a pozíció számolásához magát a floppylemez (vagy CD ha régi CD olvasó, mert olyanom is van ilyen megoldással) sávokat használja az eszköz?
Mert nem látok ugye semmi egyéb encoder jellegű dolgot.
Mondjuk ez lenne a leglogikusabb.
Ott a pozíció számolásához magát a floppylemez (vagy CD ha régi CD olvasó, mert olyanom is van ilyen megoldással) sávokat használja az eszköz?
Mert nem látok ugye semmi egyéb encoder jellegű dolgot.
Mondjuk ez lenne a leglogikusabb.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 01, 23:43
Írta: svejk Dátum 2010 október 01, 23:43
Ha jól rémlik az ipari nyák-fúrók pneumatikus Z mozgással rendelkeznek.
A két fojtó-visszacsapószeleppel be tudod állítani a le-fel mozgás sebességét.
A két fojtó-visszacsapószeleppel be tudod állítani a le-fel mozgás sebességét.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:43
Írta: 43pbwjg8s Dátum 2010 október 01, 23:43
Na akkor csezsegesd Gyurit hogy adja tovább neked a motort, ha Ő nem akaná felhasználni! :)
(figyeled az enyhe nyomásgyakorlást?? :) )
(figyeled az enyhe nyomásgyakorlást?? :) )
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:45
Írta: 43pbwjg8s Dátum 2010 október 01, 23:45
Szőr!
Ha ilyesmi érdekel amit Svejk mond, akkor esetleg kell egy ilyen pneumatikus fejecske?
A skorpióról leszedtem és félretettem.
ez is itt figyel az asztalomon éppen. :)
Ha ilyesmi érdekel amit Svejk mond, akkor esetleg kell egy ilyen pneumatikus fejecske?
A skorpióról leszedtem és félretettem.
ez is itt figyel az asztalomon éppen. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 01, 23:46
Írta: 4um5b65d Dátum 2010 október 01, 23:46
Most hogy Svejk koma mondja a pneumatikát, eszembe jutott , hogy elektromágnessel is tudnád rángatni de úgy hogy egy pici pneumatikus henger csinálná a csillapítást. Amennyit engeded kiszuszogni a levegőt olyan sebességgel fúrsz.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 01, 23:48
Írta: me3ua0a6 Dátum 2010 október 01, 23:48
Na szép, elsőre duplán írja be, aztán meg törli a hsz-emet? :S Te is mire válaszoltál most? :D XD
Szóval kb 700ft-s költségnél tartok :D Emiatt nem pneumatukáznék, és nem léptetőmociznék 3000ft-ért...
Valami Ilyesmi-re még van esély egy excenteres tárcsával.
Szóval kb 700ft-s költségnél tartok :D Emiatt nem pneumatukáznék, és nem léptetőmociznék 3000ft-ért...
Valami Ilyesmi-re még van esély egy excenteres tárcsával.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:50
Írta: 43pbwjg8s Dátum 2010 október 01, 23:50
De hogy most mondod...
Van egy kis FESTO pneu munkahengerem is, ami sínekkel együtt komplett egység.
Olyan 40-50mm es mozgásúttal.
Ott van a két oldalán a csatlakozó, igy könnyen lehet pneumatikával mozgatni ide oda.
Olyan nagy mondt mondjuk két és fél hozzsában egymásra helyezett gyufásdoboz.
De én ezt nehézkesebbnek érezném mint mondjuk az axiális stepper motort.
Van egy kis FESTO pneu munkahengerem is, ami sínekkel együtt komplett egység.
Olyan 40-50mm es mozgásúttal.
Ott van a két oldalán a csatlakozó, igy könnyen lehet pneumatikával mozgatni ide oda.
Olyan nagy mondt mondjuk két és fél hozzsában egymásra helyezett gyufásdoboz.
De én ezt nehézkesebbnek érezném mint mondjuk az axiális stepper motort.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:52
Írta: 43pbwjg8s Dátum 2010 október 01, 23:52
Vazz!
Ha egy sima léptecs kell, azt küldök
Csak hogy nem emelkedjen a költségvetés.
Nehogymár modellmotor cuccot vegyél emiatt.
emléxel: Az ingyé a legolcsóbb.
Ha egy sima léptecs kell, azt küldök
Csak hogy nem emelkedjen a költségvetés.
Nehogymár modellmotor cuccot vegyél emiatt.
emléxel: Az ingyé a legolcsóbb.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:53
Írta: 43pbwjg8s Dátum 2010 október 01, 23:53
Hogy nem vennél drágán axiális léptecset erdéyitől most.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 01, 23:55
Írta: me3ua0a6 Dátum 2010 október 01, 23:55
Ok, van pár darabom nekem is, emiatt ne aggódj :D Csak azt még meg is kellene hajtani, ami megint plusz költség, stb :) És egy dc motor+kapcsoló helyett a léptecs+meghajtó+logika kicsit durvábban hangzik :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 01, 23:57
Írta: 4um5b65d Dátum 2010 október 01, 23:57
Mire hajtasz, a Hatvani tali minimum konfig díjára ?
[#nyes]
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 01, 23:59
Írta: 43pbwjg8s Dátum 2010 október 01, 23:59
Ajánljon neked valamit a Bajor Gizi! [#buck][#nevetes1][#nevetes1][#wave][#wink]
Pedig azt hittem végre valamivel lekötelezlek és megtervezed nekem a 60V-os táp nyákját!
Az istennek nem tudok nekifutni. Se erőm se időm. Pedig minden alkatrész megvan már hozzá.
Pedig azt hittem végre valamivel lekötelezlek és megtervezed nekem a 60V-os táp nyákját!
Az istennek nem tudok nekifutni. Se erőm se időm. Pedig minden alkatrész megvan már hozzá.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 02, 00:00
Írta: 4um5b65d Dátum 2010 október 02, 00:00
Küldd csak át nekem a kapcsolási rajzot....
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 02, 00:02
Írta: 43pbwjg8s Dátum 2010 október 02, 00:02
jajj!
:)
Még azt sem csináltam meg...
De van egy régebi tápkapcsolás. Holnap kiveszem belőle ami kell és összefirkálok egy uj schematikot.
:)
Még azt sem csináltam meg...
De van egy régebi tápkapcsolás. Holnap kiveszem belőle ami kell és összefirkálok egy uj schematikot.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 02, 00:02
Írta: me3ua0a6 Dátum 2010 október 02, 00:02
Mindig mindenben minimálprojektre gyúrtam (lásd fa-cnc, vagy miniatűr vezérlőcském XD), de leginkább arra gyúrok, hogy eladható legyen a hobbielektronikások között, ugyanis egy munkatársamnak is már csinálhatok, meg még két emberkének, akik mind-mind nyák-készítők, de nem cnc-sek. Alternatíva hogy karos lesz, mint egy hagyományos fúróállvány. de ha már elektronika, meg automatizálás, akkor már minimum egy gombnyomásos fúrást elvárnék magamtól :D
Csak az a fránya mechanika...
Így nem mindegy, hogy 2000ft vagy 5000ft.
Csak az a fránya mechanika...
Így nem mindegy, hogy 2000ft vagy 5000ft.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 02, 00:03
Írta: 43pbwjg8s Dátum 2010 október 02, 00:03
Most pedig jó éjt mindenkinek!
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 02, 00:05
Írta: me3ua0a6 Dátum 2010 október 02, 00:05
Vazz! Mindigis a lekötelezetted leszek teeeee!!!!
Néma gyerkőcnek... ismerjük...
De ha terved sincs rá, akkor hogyan is?
Levegőben pikk pakk összeraknám neked.
Néma gyerkőcnek... ismerjük...
De ha terved sincs rá, akkor hogyan is?
Levegőben pikk pakk összeraknám neked.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 02, 08:07
Írta: Szalai György Dátum 2010 október 02, 08:07
„Csak az a fránya mechanika...”
Szerintem minden féle forgó cucc, csak túlbonyolítja azt a kicsi Z-det.
A Z-nek lineárisan kell mozognia, az a leg célszerűbb, ha egyből lineárisan hajtod meg. Ilyen kicsi nyomatékigényű alkalmazásban ennek nem látom akadályát.
Semmi forgó motor, semmi forgó csapágy, pláne nem kopó és súrlódó csavarorsó meg anya.
Álmodtam egy kislakás barát nyákpiszkáló gépet.
Fogas szíjjal mozgó, kereszt asztalos megoldás lenne, a „skorpióim” hasznosításából. Az alapzatot, meg a Z tartókart, egyszerűen a kibelezett Lucznik varrógépem öntvény váza szolgáltatná.
Az egész beleférne egy táskavarrógép táskájába.
Elsőre tetszik.
Szerintem minden féle forgó cucc, csak túlbonyolítja azt a kicsi Z-det.
A Z-nek lineárisan kell mozognia, az a leg célszerűbb, ha egyből lineárisan hajtod meg. Ilyen kicsi nyomatékigényű alkalmazásban ennek nem látom akadályát.
Semmi forgó motor, semmi forgó csapágy, pláne nem kopó és súrlódó csavarorsó meg anya.
Álmodtam egy kislakás barát nyákpiszkáló gépet.
Fogas szíjjal mozgó, kereszt asztalos megoldás lenne, a „skorpióim” hasznosításából. Az alapzatot, meg a Z tartókart, egyszerűen a kibelezett Lucznik varrógépem öntvény váza szolgáltatná.
Az egész beleférne egy táskavarrógép táskájába.
Elsőre tetszik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 02, 08:35
Írta: 000000000 Dátum 2010 október 02, 08:35
Én léptetővel csinálnám meg és kapna egy impulzus csomagot lefelé és felfelé.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 02, 08:38
Írta: svejk Dátum 2010 október 02, 08:38
Ez a varrógép zseniális ötlet, micsoda merev Z híd! Ilyen munkára pont elég lenne.
Gyorsan védd le mert ellopom az ötletet.
Gyorsan védd le mert ellopom az ötletet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 02, 08:40
Írta: svejk Dátum 2010 október 02, 08:40
Értem tehát a költséghatékonyság a lényeg.
Akkor Z-nek fogaslécet javasolnék, mint a CD mechanikákban.
Akkor Z-nek fogaslécet javasolnék, mint a CD mechanikákban.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 02, 08:43
Írta: svejk Dátum 2010 október 02, 08:43
A fogasléces elég strapabíró, bírja a port.
A meghajtást áttételes Escape vagy Maxon motorral tudnád kis súly és nagy dinamika mellett megoldani.
A meghajtást áttételes Escape vagy Maxon motorral tudnád kis súly és nagy dinamika mellett megoldani.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 02, 09:31
Írta: 43pbwjg8s Dátum 2010 október 02, 09:31
Akkor a legfontosabb kérdés, hogy jól szűrtem-e le az infót:
Nem egy darabban gondolkodsz ugye?
Mert ha egy lenne, akkor van kisméretű, robotokhoz használt apró fogaslécem kerékkel együtt. :)
Ha már mtovábbléptünk megint egy másik ötlet felé. :)
A CD mechanikában nem műanyag a fogasléc a tálca oldalán?
Godolom Svejk a tálca mozgató részre gondol, mert a fej egy pici orsón van ugye...
De összegezhetsz... Magánban majd megbeszéljük mi érdekel.
A tápot tényleg leskiccelem valamikor. De most megyek ki marni fába, plexibe, rézbe, valamit homokszórni (életemben először).
Nem egy darabban gondolkodsz ugye?
Mert ha egy lenne, akkor van kisméretű, robotokhoz használt apró fogaslécem kerékkel együtt. :)
Ha már mtovábbléptünk megint egy másik ötlet felé. :)
A CD mechanikában nem műanyag a fogasléc a tálca oldalán?
Godolom Svejk a tálca mozgató részre gondol, mert a fej egy pici orsón van ugye...
De összegezhetsz... Magánban majd megbeszéljük mi érdekel.
A tápot tényleg leskiccelem valamikor. De most megyek ki marni fába, plexibe, rézbe, valamit homokszórni (életemben először).
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 02, 09:38
Írta: svejk Dátum 2010 október 02, 09:38
A CD-kben fejet javarészt fogasléc mozgatja, aztán majd a lencsével korrigálja a sávkövető szervo a pontatlanságot.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 02, 09:41
Írta: Szalai György Dátum 2010 október 02, 09:41
A régi, technikai remekmű varrógépeket, a „modern” ember kidobja, mert haszontalanná vált és foglalja a helyet. Eltemetni sem tudja a régi gazdája mellé, aki pedig szeretve ragaszkodott hozzá. Az örökösnek ez már nem jelenti a régmúlt fiatalság egy darabkáját, csak egy poros kacat. Önmaga is így jár majd, ha megöregszik, mert nem tisztelte a múlt örökségeit, és ezt a tiszteletet nem örökítette a következő generációba, ezért ő is lom lesz, ha hasznavehetetlenné válik. Páran még kínálják, „gyűjtőknek” mert így jobb pénzt lesnek a hagyatékért, de csak a reményük marad.
Az jár jól, aki valami másra hasznosítja ezeket. Láttam már pizzázdában kerti asztalokat, amik varrógép öntvény lábakból készültek, de a gép az senkinek sem kell. Pedig dög merev az biztos, benne van az anyag és a munka. Ezeket nem a piacgazdaságnak készítették.
Hasznosítsd, ha tudod, és emlékezz a régi gazdájára.
Az jár jól, aki valami másra hasznosítja ezeket. Láttam már pizzázdában kerti asztalokat, amik varrógép öntvény lábakból készültek, de a gép az senkinek sem kell. Pedig dög merev az biztos, benne van az anyag és a munka. Ezeket nem a piacgazdaságnak készítették.
Hasznosítsd, ha tudod, és emlékezz a régi gazdájára.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 02, 09:46
Írta: 43pbwjg8s Dátum 2010 október 02, 09:46
Aakkor velem lehet valami baj....
Aamit én eddig szétszedtem mindnél orsó volt.
Csinálok majd fényképet.
Kinn van egy jópár ilyen szétszedett mechanikám.
Ott az anya egy rugósan leszorított fél műanyag fogprofil.
De...
Szerintem neked kell igazad legyen, tuti több ilyet szétszedtél már.
Viszont akor ugy van, hogy maga a média adja az encodersávokat?
Aamit én eddig szétszedtem mindnél orsó volt.
Csinálok majd fényképet.
Kinn van egy jópár ilyen szétszedett mechanikám.
Ott az anya egy rugósan leszorított fél műanyag fogprofil.
De...
Szerintem neked kell igazad legyen, tuti több ilyet szétszedtél már.
Viszont akor ugy van, hogy maga a média adja az encodersávokat?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 02, 09:54
Írta: 43pbwjg8s Dátum 2010 október 02, 09:54
Elszáll a hozzászólásom??? :(
Akkor mégegyszer.
Revidiálok!
Az orsós megoldásoknál a 90 fokos orsólehajtásnál a motor fogaskeréken, abból egy anyagból ott van az encodertárcsa....
Bocs.
Az encodersávos dolog olyankor kérdés, amikor nincs külön encoder. Pl, azoknál a mechanikáknál ahol mágnes mozgatja a fejet.
Akkor mégegyszer.
Revidiálok!
Az orsós megoldásoknál a 90 fokos orsólehajtásnál a motor fogaskeréken, abból egy anyagból ott van az encodertárcsa....
Bocs.
Az encodersávos dolog olyankor kérdés, amikor nincs külön encoder. Pl, azoknál a mechanikáknál ahol mágnes mozgatja a fejet.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 02, 11:08
Írta: Szalai György Dátum 2010 október 02, 11:08
Egy nyákfúró Z esetében szerintem nem kell az encoderből sem nagy ügyet kreálni.
Ha fogasléces, akkor a fogakat is lehet érzékelni, az is egy encoder.
Lehet akár analóg útadó is, iparibb potméterből, vékony dyneema roving hajtással.
Egy érdekes, ide adaptálható technika volt a régi 5 ¼” floppy meghajtók fejmozgatása is. A kis (400 lépéses!) léptető motor tengelyén lévő tárcsára vékony acélszalag volt tekerve, ez tolt is, meg húzott is, nagy pontossággal. Sose romlott el.
Ha fogasléces, akkor a fogakat is lehet érzékelni, az is egy encoder.
Lehet akár analóg útadó is, iparibb potméterből, vékony dyneema roving hajtással.
Egy érdekes, ide adaptálható technika volt a régi 5 ¼” floppy meghajtók fejmozgatása is. A kis (400 lépéses!) léptető motor tengelyén lévő tárcsára vékony acélszalag volt tekerve, ez tolt is, meg húzott is, nagy pontossággal. Sose romlott el.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 02, 13:09
Írta: me3ua0a6 Dátum 2010 október 02, 13:09
Jönnek a jobbnál jobb ötletek, ami tényleg mind kiváló lenne, de az én esetemben... mármint amit megpróbálok kiagyalni,... mind túlbonyolítottak. Egy léptető lenne a legjobb megoldás, de ahhoz kellene egyből egy vezérlő is. (tranyókkal/logikai fetekkel) Viszont még mindig jobb megoldás, mint egy enkóder.
Eddig a legolcsóbb az két végálláskapcsoló és valahogyan egy DC motor. De amint a rendszerbe bekerül egy szíjhajtás, vagy áttétel, már bonyolulttá válik...
Eddig a legolcsóbb az két végálláskapcsoló és valahogyan egy DC motor. De amint a rendszerbe bekerül egy szíjhajtás, vagy áttétel, már bonyolulttá válik...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 02, 13:48
Írta: Szalai György Dátum 2010 október 02, 13:48
„Eddig a legolcsóbb az két végálláskapcsoló és valahogyan egy DC motor.”
Akkor miért nem jó neked a lineáris, kefe nélküli, DC motor. (#8051)
Akkor miért nem jó neked a lineáris, kefe nélküli, DC motor. (#8051)
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 02, 14:03
Írta: me3ua0a6 Dátum 2010 október 02, 14:03
Tökéletes, de még nem találtam se árat róla, se "hogyan építsünk házilag ilyent"...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 02, 17:53
Írta: s7manbs8 Dátum 2010 október 02, 17:53
Kösz.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 02, 18:07
Írta: s7manbs8 Dátum 2010 október 02, 18:07
Mit tudna az a 60V-os táp ? Mi a nehézség benne ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 02, 18:19
Írta: s7manbs8 Dátum 2010 október 02, 18:19
Léptető vezérlőhöz tudsz alkatrész bontani, pl. L293D vezérlő IC-t régebbi videókból, LM393-at chopperhez szintén, stb. Egyedül csak panel kell, azt is tudsz csinálni, micsoda haszon... :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 02, 18:19
Írta: s7manbs8 Dátum 2010 október 02, 18:19
Tekerjél egy lineáris motort !:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 02, 18:21
Írta: 000000000 Dátum 2010 október 02, 18:21
Ezt nagyon jól és szépen írtad Barátom![#eljen]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 02, 18:21
Írta: s7manbs8 Dátum 2010 október 02, 18:21
Lehet olyan trükkös mechanikát is csinálni, hogy csak egyirányba megy egy sima DC motor, meg két relével váltod, hogy lefele mozogjon végállásig, vagy felfele pl. Ahhoz még vezérlő se kell.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 02, 18:31
Írta: me3ua0a6 Dátum 2010 október 02, 18:31
Ha tudsz benne segíteni, akkor benne volnék :)DC moci okés, csak léptetőhöz kell vezérlés.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 02, 18:44
Írta: s7manbs8 Dátum 2010 október 02, 18:44
Csak arról jutott eszembe, hogy ilyen magnó mechanikákban láttam régebben ilyen fogaskerekes, meg fogasléces úgy kialakított alkatrészeket, hogy megállt egy bizonyos pozícióban, majd megpöckölve továbbment meg ilyesmi.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 02, 18:45
Írta: 43pbwjg8s Dátum 2010 október 02, 18:45
Annyi hogy nekem kellene megcsinálni :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 02, 18:47
Írta: 43pbwjg8s Dátum 2010 október 02, 18:47
Sőt!
Rugós lefelé, és csak felefelé emeli egy elektromágnes a rugó ellenében???
Rugós lefelé, és csak felefelé emeli egy elektromágnes a rugó ellenében???
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 02, 18:53
Írta: s7manbs8 Dátum 2010 október 02, 18:53
Gondoltam, hogy megint túl sok a feladat és kevés a fóka. :)
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 02, 19:14
Írta: 43pbwjg8s Dátum 2010 október 02, 19:14
áá!
Egyezrűen az elektrnoika nem az én világom. Erőlködök, meg is csinálok néhány alapfeladatot... de mindig messze lesz tőlem. Nehezen veszem rá magam mindig ha azzal kell fogllakozni.
Egyezrűen az elektrnoika nem az én világom. Erőlködök, meg is csinálok néhány alapfeladatot... de mindig messze lesz tőlem. Nehezen veszem rá magam mindig ha azzal kell fogllakozni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 03, 07:57
Írta: Szalai György Dátum 2010 október 03, 07:57
Igazából csak ennyi.
Jó erős mágnes fluxusa kölcsönhat egy áramtól árjárt tekercs erőterével.
A mozgatóerő iránya és mértéke az tekercsáram irányától és erősségétől függ.
A mozgató erő és a terhelő erő eredője, közösen meghatározzák az elmozdulás gyorsulását.
A szerkezet kialakítása célszerűen az elérhető legerősebb mágnes geometriájától függ, az elméletet szem előtt tartva. A tekercs megvezetését a mágneshez képest, olcsóbb a gép saját megvezetésére bízni.
Az elv.
Részletesebben.
Lapos.
Nagyon lapos.
Jó erős mágnes fluxusa kölcsönhat egy áramtól árjárt tekercs erőterével.
A mozgatóerő iránya és mértéke az tekercsáram irányától és erősségétől függ.
A mozgató erő és a terhelő erő eredője, közösen meghatározzák az elmozdulás gyorsulását.
A szerkezet kialakítása célszerűen az elérhető legerősebb mágnes geometriájától függ, az elméletet szem előtt tartva. A tekercs megvezetését a mágneshez képest, olcsóbb a gép saját megvezetésére bízni.
Az elv.
Részletesebben.
Lapos.
Nagyon lapos.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 03, 08:03
Írta: Szalai György Dátum 2010 október 03, 08:03
A nagyon lapos elérési út helyesen.
http://www.freepatentsonline.com/6787943.pd
http://www.freepatentsonline.com/6787943.pd
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 03, 09:12
Írta: 000000000 Dátum 2010 október 03, 09:12
Ezek az ötleteid nem igazán jók ide, pl. ezen fő indokok alapján:
1. Komolyabb lineáris vezérléssel együtt drágák (pont ezt akarja elkerülni Sir-Nyeteg).
2. A függőleges síkban történő használat miatt mivel nem önzáróak, több probléma jelentkezik (forómotor tömeghatás, állandó súlyerőterhelés, áramkimaradáskor lezuhanás (szerszámtörés), stb...)
1. Komolyabb lineáris vezérléssel együtt drágák (pont ezt akarja elkerülni Sir-Nyeteg).
2. A függőleges síkban történő használat miatt mivel nem önzáróak, több probléma jelentkezik (forómotor tömeghatás, állandó súlyerőterhelés, áramkimaradáskor lezuhanás (szerszámtörés), stb...)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 03, 09:13
Írta: 000000000 Dátum 2010 október 03, 09:13
foró -> fúró
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 03, 09:15
Írta: 43pbwjg8s Dátum 2010 október 03, 09:15
Tibor!
Most, olvasva Téged, gondolkodom, hogy butaságot írtam.
Egy rugó felfelé nyomja a Z-t és ennek ellenében kellene egy sima elektromágnes, ami fúráskor lehúz.
Hiszen fúróról beszélünk ugye csak ?
Ennél nem nagyon találnék egyszerűbbet.
Esetleg egy solenoid?
Most, olvasva Téged, gondolkodom, hogy butaságot írtam.
Egy rugó felfelé nyomja a Z-t és ennek ellenében kellene egy sima elektromágnes, ami fúráskor lehúz.
Hiszen fúróról beszélünk ugye csak ?
Ennél nem nagyon találnék egyszerűbbet.
Esetleg egy solenoid?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 október 03, 09:21
Írta: Rabb Ferenc Dátum 2010 október 03, 09:21
Azt hiszem nem a legegyszerűbb feladat egy tekercscsel működtetett mechanizmus egyenletes sebességű mozgatását megvalósítani. Ez pedig egy igen érzékeny vékony fúrónál alapfeltétel.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 03, 09:22
Írta: 43pbwjg8s Dátum 2010 október 03, 09:22
Értelek..
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 03, 09:23
Írta: 43pbwjg8s Dátum 2010 október 03, 09:23
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 03, 09:27
Írta: 000000000 Dátum 2010 október 03, 09:27
És mi van pl. még az élenkénti előtolás fúráskor megkövetelt adott intervallumban tartásával?
Nem lehet ezt egyszerű "relés ki-be" szemlélettel megoldani, ha picit is olyasmire is figyelünk, hogy optimális legyen a forgácsolás. Valamilyen állandó előtolási sebesség tartásra törekedni illik, gondolom ebben egyetértünk, és itt kezdődnek a gyakorlati-kivitelezési problémák ezeknél az ötleteknél.
Nem lehet ezt egyszerű "relés ki-be" szemlélettel megoldani, ha picit is olyasmire is figyelünk, hogy optimális legyen a forgácsolás. Valamilyen állandó előtolási sebesség tartásra törekedni illik, gondolom ebben egyetértünk, és itt kezdődnek a gyakorlati-kivitelezési problémák ezeknél az ötleteknél.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 október 03, 09:32
Írta: Rabb Ferenc Dátum 2010 október 03, 09:32
Valahol van egy unipoláris léptető meghajtóm. Primitív szerkezet, tápfesz, step és dir bemenet és öt(vagy hat) kimenet. Talán még egy generátor is van hozzá, csak meg kellene keresni őket.
Ha érdekel előkerítem és elküldöm. Ha szépen kéred, kapsz mellé egy Gamma gyártmányú kisebbfajta léptetőt is.
Remélem még működőképes mindegyik, de garancia nincs rá. Egy próbát talán megér.
Ha érdekel előkerítem és elküldöm. Ha szépen kéred, kapsz mellé egy Gamma gyártmányú kisebbfajta léptetőt is.
Remélem még működőképes mindegyik, de garancia nincs rá. Egy próbát talán megér.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 03, 09:39
Írta: 000000000 Dátum 2010 október 03, 09:39
Ezek sem szerencsések, teszteltem ilyen mocikat, van is belőle pár darabom, problémák:
1. 12.7 mm az orsó menetmelkedése -> redukált J!!! veszély
2. Durva a motor felbontása (15 fok)
3. 3 fázisú
Eredetileg ezeket nagy Floppy meghajtókba tervezték fejmozgatónak a Gammában.
1. 12.7 mm az orsó menetmelkedése -> redukált J!!! veszély
2. Durva a motor felbontása (15 fok)
3. 3 fázisú
Eredetileg ezeket nagy Floppy meghajtókba tervezték fejmozgatónak a Gammában.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 03, 10:13
Írta: Szalai György Dátum 2010 október 03, 10:13
Nem állítom, hogy minden nehézség nélküli, de azt igen, hogy a leg célszerűbb megoldás a nyákfúró feladatra.
Precíz függőleges megvezérlés, 1mm fúróátmérő és 0,1mm felbontású x-y pozicionálási igény esetén, előtoló megoldástól függetlenül is, elkerülhetetlen. Ez szerintem nem jelent egy fillér plusz költséget sem, mindenképp szükséges.
A fúrómotor tömeghatását és az állandó súlyerő terhelést természetesen le kell győzni, de ez orsós előtolás esetére is igaz. A különbséget abban látom, hogy direkt lineáris meghajtás esetén nincsen áttételi arány a terhelő és meghajtó erők között. Cserében elmaradnak a forgó mozgást lineárissá alakítás összes problémái és költségei.
A pontos, fordulatonkénti előtolást, ennél a feladatnál nem tartom indokoltnak, hiszen a munkadarab anyaga vékony és homogénnek tekinthető, egy elfogadhatóan állandó előtolás a tolóerő fúrás közbeni állandó értékétől is létrejön, ami a tekercsárammal egyszerűen szabályozható.
Alacsony költségvetés esetén a túlfutás csillapítás-korlátozás sem indokol elektronikus megoldást, lehet egyszerű gumihab ütköző is.
Precíz függőleges megvezérlés, 1mm fúróátmérő és 0,1mm felbontású x-y pozicionálási igény esetén, előtoló megoldástól függetlenül is, elkerülhetetlen. Ez szerintem nem jelent egy fillér plusz költséget sem, mindenképp szükséges.
A fúrómotor tömeghatását és az állandó súlyerő terhelést természetesen le kell győzni, de ez orsós előtolás esetére is igaz. A különbséget abban látom, hogy direkt lineáris meghajtás esetén nincsen áttételi arány a terhelő és meghajtó erők között. Cserében elmaradnak a forgó mozgást lineárissá alakítás összes problémái és költségei.
A pontos, fordulatonkénti előtolást, ennél a feladatnál nem tartom indokoltnak, hiszen a munkadarab anyaga vékony és homogénnek tekinthető, egy elfogadhatóan állandó előtolás a tolóerő fúrás közbeni állandó értékétől is létrejön, ami a tekercsárammal egyszerűen szabályozható.
Alacsony költségvetés esetén a túlfutás csillapítás-korlátozás sem indokol elektronikus megoldást, lehet egyszerű gumihab ütköző is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 03, 10:41
Írta: 000000000 Dátum 2010 október 03, 10:41
Oksika!:), akkor csinálj egy ilyet Szir-Nyetegnek olcsón a gyakorlatban, aztán majd rájössz, hány helyen borul az egyszerűsített elméleted.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 03, 10:47
Írta: 000000000 Dátum 2010 október 03, 10:47
Annak idején a legelső unipoláris léptetőmet úgy mozgattam, hogy a kivezetéseit sorba fogtam és a tápfeszültség (laposelem) vezetékét végig húzgáltam rajta.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 03, 11:40
Írta: 43pbwjg8s Dátum 2010 október 03, 11:40
No, Ez szerencsés, hogy Te tudsz róluk valamit.
Én nem nagyontaláltam adatokat.
Az a felbontás..hmm. Egyetértek.
Én nem nagyontaláltam adatokat.
Az a felbontás..hmm. Egyetértek.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 03, 11:43
Írta: 43pbwjg8s Dátum 2010 október 03, 11:43
Tibor!
Szó se róla... Van igazságod mint mindig! :)
De egy picit azért mellékesen:
Ha tényleg mérnöki szemmel, tömeggyártásra szánt terméket szeretne az ember tervezni, akkor tuti érdmes lenne nagyon komolyan számolgatni. Itt én ugy gondolom,nem ilyen projektről van szó..
Szó se róla... Van igazságod mint mindig! :)
De egy picit azért mellékesen:
Ha tényleg mérnöki szemmel, tömeggyártásra szánt terméket szeretne az ember tervezni, akkor tuti érdmes lenne nagyon komolyan számolgatni. Itt én ugy gondolom,nem ilyen projektről van szó..
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 08, 15:08
Írta: 4um5b65d Dátum 2010 október 08, 15:08
Mechanikailag van valakinek valami ötlete, hogy milyen szerkezetben lehetett ez a vezérműtengely és a hozzá tartozó görgők ?
A papír a görgők csomagolásán volt.
Már az is segítene, ha legalább azt tudnám, hogy harckocsi vagy hűtőszekrény alkatrész e.
Van belőle pár darab és elvateráznám.


A papír a görgők csomagolásán volt.
Már az is segítene, ha legalább azt tudnám, hogy harckocsi vagy hűtőszekrény alkatrész e.
Van belőle pár darab és elvateráznám.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 október 08, 15:17
Írta: ybm4ifb Dátum 2010 október 08, 15:17
Szerintem a hűtőszekrényt kizárhatod.
Inkább adagolohoz hasonlít.
Inkább adagolohoz hasonlít.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 08, 17:06
Írta: Szalai György Dátum 2010 október 08, 17:06
Az ám, hat hengeres diesel motor „Bosch rendszerű” adagolójának vezértengelye.
Itt egy jó rajz.
Csak ki vegye meg? Akinek milyen típusú, mikori kiadású járműve van?
Itt egy jó rajz.
Csak ki vegye meg? Akinek milyen típusú, mikori kiadású járműve van?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 08, 17:37
Írta: 4um5b65d Dátum 2010 október 08, 17:37
Hú de fasza.....
Az már részlet kérdés, hogy ki vegye meg, mert méretek alapján talán be lehet azonosítani.
Igaz árat sem tudnék igazán meghatározni...
Ami lényegesebb lenne, hogy eladható típushoz tartozik e egyáltalán, mert a papír fecni alapján 70-es években készültnek gondolnám a dolgot.
Egyáltalán miben alkalmazhatnak ilyen adagolót ?
Mezőgazdasági gép lenne a legjobb ötletem.
Orosz traktor még manapság is megy a földeken.... :)
Az már részlet kérdés, hogy ki vegye meg, mert méretek alapján talán be lehet azonosítani.
Igaz árat sem tudnék igazán meghatározni...
Ami lényegesebb lenne, hogy eladható típushoz tartozik e egyáltalán, mert a papír fecni alapján 70-es években készültnek gondolnám a dolgot.
Egyáltalán miben alkalmazhatnak ilyen adagolót ?
Mezőgazdasági gép lenne a legjobb ötletem.
Orosz traktor még manapság is megy a földeken.... :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 08, 17:46
Írta: 4um5b65d Dátum 2010 október 08, 17:46
Ácsi.....
Most ugrik csak be...
Miért 6 hengeres diesel ?
8 bütyök van rajta....
Most ugrik csak be...
Miért 6 hengeres diesel ?
8 bütyök van rajta....
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2010 október 08, 17:54
Írta: SquirrelTech Dátum 2010 október 08, 17:54
Csak hasonló. Nem tudom mennyit segít. Ez az xx.1111136 számozás szinte csak teherautó motoroknál fordul elő...
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2010 október 08, 17:58
Írta: SquirrelTech Dátum 2010 október 08, 17:58
Jól benéztem... nem a görgőkre néztem a számot, hanem a tangelyre... :)
Kamaz 55102?
Kamaz 55102?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 08, 18:25
Írta: Szalai György Dátum 2010 október 08, 18:25
Na, most ezt a melléfogásomat milyen viccel fedjem el?
Kettő tartalék…
„8 bütyök van rajta....” Akkor annyi. Nyolc bütyök, nyolc henger. Szin igaz.
Kettő tartalék…
„8 bütyök van rajta....” Akkor annyi. Nyolc bütyök, nyolc henger. Szin igaz.
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2010 október 08, 19:01
Írta: MoparMan Dátum 2010 október 08, 19:01
ő lesz az, bütykös tengely és nyomógörgő kamaz adagolóba!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 08, 19:19
Írta: 4um5b65d Dátum 2010 október 08, 19:19
Na most amennyire én értek a jármű mechanikához simán elhittem volna, hogy a maradék két bütyök nyomkodja a "megszakítót a szikrához".
[#nyes]
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 08, 19:22
Írta: 4um5b65d Dátum 2010 október 08, 19:22
Ez a hivatalos nevük az alkatrészeknek ?
Akkor megpróbálom így felrakni....
Köszönöm a segítségeteket.
Akkor megpróbálom így felrakni....
Köszönöm a segítségeteket.
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2010 október 08, 20:04
Írta: MoparMan Dátum 2010 október 08, 20:04
igen nevezheted így, így érteni fogják
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 október 10, 19:03
Írta: 7kcyndjdg Dátum 2010 október 10, 19:03
Sziasztok,
ma véglegessen bedöglott a Karcher ipari porszívó amit porelszíváshoz használtam a CNC gépemnél. Gyorsan öszedobtam agy cyklón elvű por elválasztót és hozzá kötöttem egy ipari 0.75kW vákuumszívóhoz amit G7 frekiváltóval hajtok, megy 70Hz-ig.
Na ha meglássátok hogy miből van hanyatt estek a röhögéstől. Szemét kosár, gyereknek elvettem a játék kúpját, és egy pár PVC cső még hajlított PVC lemez és ragasztó.
Na íme, így néz ki:


ma véglegessen bedöglott a Karcher ipari porszívó amit porelszíváshoz használtam a CNC gépemnél. Gyorsan öszedobtam agy cyklón elvű por elválasztót és hozzá kötöttem egy ipari 0.75kW vákuumszívóhoz amit G7 frekiváltóval hajtok, megy 70Hz-ig.
Na ha meglássátok hogy miből van hanyatt estek a röhögéstől. Szemét kosár, gyereknek elvettem a játék kúpját, és egy pár PVC cső még hajlított PVC lemez és ragasztó.
Na íme, így néz ki:
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 10, 19:07
Írta: 000000000 Dátum 2010 október 10, 19:07
Klassz!
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 október 10, 19:22
Írta: Rabb Ferenc Dátum 2010 október 10, 19:22
Igazi barkács leleményesség! De hogyan vált be ???
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 10, 19:46
Írta: svejk Dátum 2010 október 10, 19:46
Ha pedig bevált, hama-hama a belső felépítését közzétenni :))
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 október 10, 19:49
Írta: 7kcyndjdg Dátum 2010 október 10, 19:49
Tökéletesen működik, asszt hittem hogy vissza fogja szívni a finom port bele a vákuumszívóba de nem. Minden benne marad a szemétkosárban! Természetesen ez csak ideiglenes megoldás már készül a nagy profi cyklon ami fémből lessz. Itt ha ráadom a kakaót akkor behorpasztja a műanyag szemétkosarat :-)
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2010 október 10, 19:49
Írta: designr Dátum 2010 október 10, 19:49
Vákumról érdekesség,nekem összeszívta az 60literes vastagfalú csavaros fedelű müa.hordót.Ki kellett merevíteni.Régi cégemnél köbméteres vákumtartály megrozsdásodott,egy reggelre mint az összenyomott sörösdoboz..Klassz a technika..
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2010 október 10, 19:51
Írta: designr Dátum 2010 október 10, 19:51
Lényeg a levegő érintőlegesen lépjen be a tartályba,megpörög..a szemcsék kívül lehullanak..
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 10, 19:59
Írta: svejk Dátum 2010 október 10, 19:59
Az elméletet én is tudom, itt a konkrét belső megvalósítás érdekelne.
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2010 október 10, 20:05
Írta: x4rhew5r3 Dátum 2010 október 10, 20:05
[#taps]Én is követőd leszek az elkövetésben. Már régen érik a dolog...
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 október 10, 20:05
Írta: 7kcyndjdg Dátum 2010 október 10, 20:05
na b@zd meg, a belsejét nem fotóztam [#vigyor0]
Lerajzoljam? Nincs benne semmi trükk csak két PVC cső.
Lerajzoljam? Nincs benne semmi trükk csak két PVC cső.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 október 10, 20:16
Írta: Egyújabbgépépítő Dátum 2010 október 10, 20:16
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 október 10, 20:28
Írta: 7kcyndjdg Dátum 2010 október 10, 20:28
Itt a belseje, kb. 7 fok a bemeneti szár elfordítása.
Röntgen kép:

Röntgen kép:
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 10, 20:29
Írta: svejk Dátum 2010 október 10, 20:29
Ez az XLS rajz egy kicsit érthetetlen számomra, legalább is 1 perc bámulás után :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 10, 20:32
Írta: svejk Dátum 2010 október 10, 20:32
Gondolom kimenetit akartál írni, ami a szivattyúra megy.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 10, 20:32
Írta: svejk Dátum 2010 október 10, 20:32
Egyébként meg azonnal szedd szét és fényképezz :)))
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 október 10, 20:47
Írta: 7kcyndjdg Dátum 2010 október 10, 20:47
nem, a kimeneti az egyenesen van ami a szivattyúra megy, csak alacsonyabbra van engedve mind a bemenet. A bemeneti szár, az van 7 vagy 10 fokba döntve. A bemenet az amin a forgács jön.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 október 10, 20:49
Írta: 7kcyndjdg Dátum 2010 október 10, 20:49
Lehetetlen, összeragasztotam az egészet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 10, 21:07
Írta: svejk Dátum 2010 október 10, 21:07
Ja, oké, látom a másik képen, tehát jobbról a vékonyabb csövön jön a forgács...
Téhát akkor a bejövő lefelé van döntve 7-10 fokot... de nem kell a hengeres részbe tangenciálisan csatlakoznia?
Téhát akkor a bejövő lefelé van döntve 7-10 fokot... de nem kell a hengeres részbe tangenciálisan csatlakoznia?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 október 10, 21:38
Írta: 7kcyndjdg Dátum 2010 október 10, 21:38
de igen úgy van csatlakosztatva.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 10, 21:57
Írta: svejk Dátum 2010 október 10, 21:57
Akkor a kúp és a csövek adottak voltak, kísérleteztél a belógási hosszal vagy elsőre sikerült eredményt elérni?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 október 10, 22:01
Írta: 7kcyndjdg Dátum 2010 október 10, 22:01
igen próbáltam álítgatni a belógást de mindig működött, úgy hogy ott hagytam ahol van. Szerintem nem vészes a dolog.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 11, 16:11
Írta: Szalai György Dátum 2010 október 11, 16:11
Jó lett!
„gyereknek elvettem a játék kúpját” De milyen játék volt ez, mi a neve? Én is veszek a gyerekemnek. Hihi…
Nekem majd a forgalom elterelő kúp adódik. (70cm magas) Figyeljétek a híradót. [#eplus2]
„gyereknek elvettem a játék kúpját” De milyen játék volt ez, mi a neve? Én is veszek a gyerekemnek. Hihi…
Nekem majd a forgalom elterelő kúp adódik. (70cm magas) Figyeljétek a híradót. [#eplus2]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 október 11, 16:25
Írta: 7kcyndjdg Dátum 2010 október 11, 16:25
pontosan ez volt az:
http://www.szertarsportbolt.hu/termek/299/kup_alaku_boja.html
http://www.szertarsportbolt.hu/termek/299/kup_alaku_boja.html
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 11, 17:05
Írta: Szalai György Dátum 2010 október 11, 17:05
Hát ettől egyszerűbb talán nincs is.
Az ára is csak tized annyi, mint a forgalom elterelőnek és a hiánya sem okoz balesetveszélyt.
Rámegyek! Köszi.
Az ára is csak tized annyi, mint a forgalom elterelőnek és a hiánya sem okoz balesetveszélyt.
Rámegyek! Köszi.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 október 11, 17:07
Írta: 35kpazcgr Dátum 2010 október 11, 17:07
Szeretném kikérni a véleményeteket az alábbi csapágyas anya megoldásról:




Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 október 11, 17:10
Írta: 35kpazcgr Dátum 2010 október 11, 17:10
Még néhány kép:


Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 11, 18:20
Írta: svejk Dátum 2010 október 11, 18:20
Régebben úgy emlékszem használt ilyet több ember is megelégedéssel. Előnye hogy bírja a port.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 11, 18:49
Írta: Szalai György Dátum 2010 október 11, 18:49
Egyetlen csapágy esetében aggasztóan kicsi a felfekvő, tolóerő átadó felület. Ettől erős az orsót görgőző, felülettömörítő hatás.
Jobb volna, ha a csapágy belső éle pontosan követhetné az orsó menetprofilját és több csapágy működne párhuzamosan.
A rajzon jól néz ki, de a valóságban van-e pont akkora átmérőjű csapágy, ami pontosan átfog n+0,5n számú menetet, miközben pont a megfelelő szögben áll?
Jobban tetszene három kisebb csapágy egymáshoz 120 fokban az orsó körül, az orsó hosszában 1/3 menettel eltolva, pontosan bedöntve a menetprofilba.
Jobb volna, ha a csapágy belső éle pontosan követhetné az orsó menetprofilját és több csapágy működne párhuzamosan.
A rajzon jól néz ki, de a valóságban van-e pont akkora átmérőjű csapágy, ami pontosan átfog n+0,5n számú menetet, miközben pont a megfelelő szögben áll?
Jobban tetszene három kisebb csapágy egymáshoz 120 fokban az orsó körül, az orsó hosszában 1/3 menettel eltolva, pontosan bedöntve a menetprofilba.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 11, 19:17
Írta: svejk Dátum 2010 október 11, 19:17
Hobby megoldás...
Amit Te írsz olyan is van, a svájciak gyártják, Varsányi egyszer talán árult is olyanokat.
Amit Te írsz olyan is van, a svájciak gyártják, Varsányi egyszer talán árult is olyanokat.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2010 október 13, 20:19
Írta: Sys_m Dátum 2010 október 13, 20:19
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 október 17, 17:19
Írta: 7kcyndjdg Dátum 2010 október 17, 17:19
Tegnap elég sok MDF-et munkáltam meg. A cyklon por elválasztó tökéletesen működöt, de rájöttem arra hogy a nagyon finom port be tudja kis mértékben szipantani a vákuumszivatyúba. Ezért fabrikáltam egy finom por filtert, nyitható, cserélhető (tisztitható) filter.
A müanyag forgácsal nincs ilyen probléma, az nem jut bele a vákuumszivatyúba.
Nos, ha valaki követni fogja ezt a konstrukciót akkor bisztos hogy ezzel is számítson.

A müanyag forgácsal nincs ilyen probléma, az nem jut bele a vákuumszivatyúba.
Nos, ha valaki követni fogja ezt a konstrukciót akkor bisztos hogy ezzel is számítson.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 17, 19:25
Írta: s7manbs8 Dátum 2010 október 17, 19:25
Csinált már valaki olyan szerkezetet, ami az elektromos vezetéket lecsupaszítja és rá is tesz egy érvéghüvelyt vagy más ilyesmit ? Na, most jó lenne egy ilyen, utálok kábelekkel pepecselni, mire leszedegetem a végeit, mert sok idő az, persze nem egy két darabnál, de még annál is idegesít. Arra gondoltam , egy lyukon bedugnám, ott valami érzékelné, lerántaná a végét, és ráhúzná és rá krimpelné a véget, úgy egész gyorsan menne. :):)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 17, 19:48
Írta: Szalai György Dátum 2010 október 17, 19:48
Nagyon profi már ez.
Ha újra kezdenéd, akkor ezt a porszűrőt beépítenéd a ciklon tölcsér tetejébe és időnként megrángattatnád egy elektromágnessel, hogy lehulljon róla a por. A Hilti porszívó is így csinálja a téglaporral.
A nyomott oldalt pedig visszavezetnéd a szerszámhoz, a szívott oldallal szemben, hogy egy légcsatornában dolgozzon a szerszám. Azután a nyomott oldali cső végére még mehet egy levegőerősítő és már nincs több javítani való.
Ha újra kezdenéd, akkor ezt a porszűrőt beépítenéd a ciklon tölcsér tetejébe és időnként megrángattatnád egy elektromágnessel, hogy lehulljon róla a por. A Hilti porszívó is így csinálja a téglaporral.
A nyomott oldalt pedig visszavezetnéd a szerszámhoz, a szívott oldallal szemben, hogy egy légcsatornában dolgozzon a szerszám. Azután a nyomott oldali cső végére még mehet egy levegőerősítő és már nincs több javítani való.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 17, 20:04
Írta: 000000000 Dátum 2010 október 17, 20:04
Olyat még nem csináltam, de van 2db olyan fogóm, amivel sepercalatt megvan ugyenez... egy Weidmüller blankoló - ezen be lehet állítani, mennyit tépjen le és mennyi erövel - és egy Wago érvéghüvelyfogó - automatikusan beáll méretre, eröt elöre be lehet állítani... ha elhagynám valamelyiket, biztos hogy másnap már vennék ujat... nagyon hiányolnám öket...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 17, 20:05
Írta: 000000000 Dátum 2010 október 17, 20:05
Ez nagyon kis funky gép... tervezek majd egy olyat csinálni...
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 október 17, 20:13
Írta: s5f8tmfv3 Dátum 2010 október 17, 20:13
Erre létezik ipari gép, nálunk is van ilyen, viszont magánembernek megfizethetetlen.
A Weidmüllernek viszont van olyan csupaszító fogója amibe be lehet fűzni az ervéghüvelyt (szalagosat) és egy kézből megvan minden amit írtál. STRIPAX PLUS 2.5
A Weidmüllernek viszont van olyan csupaszító fogója amibe be lehet fűzni az ervéghüvelyt (szalagosat) és egy kézből megvan minden amit írtál. STRIPAX PLUS 2.5
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 17, 20:17
Írta: s7manbs8 Dátum 2010 október 17, 20:17
Ilyen szerszámokkal az embernek kedve van belefogni mindenfélébe. :):)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 17, 20:18
Írta: s7manbs8 Dátum 2010 október 17, 20:18
Köszi, az is jó lehet a kézi, ami ezt egyből megcsinálja. Már egy munkánál is megfizetődik komolyan...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 17, 20:21
Írta: s7manbs8 Dátum 2010 október 17, 20:21
Farnell 133 font kb. 50 ezer Ft, hát ez se 3ezer. :):)
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 október 17, 20:21
Írta: s5f8tmfv3 Dátum 2010 október 17, 20:21
Itt megnézheted hogyan is van a három művelet egymás után: vágás, csupaszítás, krimpelés. Neked ebből csak a két utolsóra van szükséged, de azt két lépésben csinálja nem egyszerre. Árat nem tudok.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 október 17, 20:24
Írta: s5f8tmfv3 Dátum 2010 október 17, 20:24
A fene figyeli az árát, a cégnél néha előveszik ezeket ha nincs elég automata vagy csak néhány darabra kell. Meg ugye nem kínai fogó. Most képzeld el mennyibe van egy automata gép :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 17, 20:29
Írta: s7manbs8 Dátum 2010 október 17, 20:29
Úgy látom van itt más érdekesség is, meg inkább valami motor nyomkodja, mint kézzel, rááldozok valami szervót. :):)
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 október 17, 20:32
Írta: s5f8tmfv3 Dátum 2010 október 17, 20:32
Ha nem figyel senki majd próbálok videót csinálni az automatáról... az egyik szalaggal működik, a másik ömlesztettet eszik.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 17, 20:35
Írta: 43pbwjg8s Dátum 2010 október 17, 20:35
Add oda a szomszédnak! Megcsinálja olcsón ha nem szeretsz ilyennel pepecselni! :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 17, 20:37
Írta: s7manbs8 Dátum 2010 október 17, 20:37
Melyiknek, egyik kőmíves, a másik betanított segédmelós, a harmadik meg valami vasember. :):)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 17, 20:37
Írta: s7manbs8 Dátum 2010 október 17, 20:37
Az érdekes nézni való lenne, ha meg tudod oldani.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 17, 21:07
Írta: 000000000 Dátum 2010 október 17, 21:07
De az béna [#nyes]
A Wago 4pofás, és 4 oldalról nyomja meg a perselyt...
A Wago 4pofás, és 4 oldalról nyomja meg a perselyt...
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 október 17, 21:17
Írta: s5f8tmfv3 Dátum 2010 október 17, 21:17
Ha találtok olyan fogót ami csupaszít, krimpel meg még ráadásul négy oldalról, az már engem is érdekel :))) Majd beajánlom a főnököknek...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 18, 15:03
Írta: 000000000 Dátum 2010 október 18, 15:03
Szia! Írd be a keresőbe: strippercrimper. Néztem nagyon drágák! Külön sem sokkal olcsóbb. Egy normális alap autómata blankológép 800.000.-HUF+ÁFA!!! 2tonnás prés 300.000.-HUF, szerszám 1600.-EUR, és ezek a nettó árak. Mindegyik szerkezet egyszerű és nagyszerű, de házilag legyártani kicsit necces.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 18, 15:20
Írta: s7manbs8 Dátum 2010 október 18, 15:20
Megnézem, de nem űrhajókhoz akarok kábelezést csinálni, amihez tonnás gép kellene, ami nekem van csupaszító, az jó, ha volt 300Ft. :):)
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 október 18, 20:06
Írta: robroy007 Dátum 2010 október 18, 20:06
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 október 18, 20:26
Írta: s5f8tmfv3 Dátum 2010 október 18, 20:26
Megúsztam a videózást :) Ha megnézed azért az mindenképpen látszik hogy nem egy egyszerű masina. Adatai. Ez tud négy oldalról nyomni. Persze lehet csinálni hasonlót otthon is, hiszen ipari cnc-t is másolunk. Ez azért ilyen drága mert napi 24 órában mehet évekig gond nélkül, 1mp a ciklusideje, átlag 1000db/óra a teljesítménye.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 18, 21:41
Írta: s7manbs8 Dátum 2010 október 18, 21:41
Mielőtt láttam volna ezt a videót, pont így képzeltem el, hogy van egy lyuk, ahol bedugom és kész, mint ez is. :):)
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 20, 09:50
Írta: me3ua0a6 Dátum 2010 október 20, 09:50
40*40-es alu profilból szerintetek milyen cnc gépet lehetne építeni?[#bee1]
Gondolkodom egy helytakarékosabb kis cnc építésén :S
Gondolkodom egy helytakarékosabb kis cnc építésén :S
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 20, 10:30
Írta: 000000000 Dátum 2010 október 20, 10:30
A4 -s gravírozót összeállíthatsz belőle.
Persze, a végeredmény mindig a szerelési elképzelés, és megvalósítás fügvénye.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 20, 10:51
Írta: me3ua0a6 Dátum 2010 október 20, 10:51
Leginkább talán pont gravírozásra, nyák készítésre lenne használva, és tényleg A4-es méretben :)
Esetleg fára használnám még. Még csak tervben van.
Nem tudom, hogy milyen merevséget lehetne elérni, vagy mennyire vezetné a rezgéseket :S
Esetleg fára használnám még. Még csak tervben van.
Nem tudom, hogy milyen merevséget lehetne elérni, vagy mennyire vezetné a rezgéseket :S
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 október 20, 10:57
Írta: v2vhwz32z Dátum 2010 október 20, 10:57
Én mozgóasztalosra csinálnám és ahogy nekem is javasolták, megtámasztani a híd két végét hátulról, esetleg az elejéről is.
Cím: Re:Mechanikai ötletek
Írta: nmnrsytc Dátum 2010 október 20, 11:01
Írta: nmnrsytc Dátum 2010 október 20, 11:01
A 40X40-es profilból nem tudom melyik van neked de kialakításából adódóan lehetnek a tulajdonságaiban külömbségek, de nem szereti a csavarodást, de szerintem kisebb méretben lehet vele alkotni az összeállításnál kell figyelni hogy milyen összekötést használsz Én 40x40 item light profilból csinálom a lézer állványát, és meg kellett sarokelemekkel mindkét oldalról erősíteni ,hogy kellően merev legyen. De ha merevet akarsz ebből akkor kettőt is összefogathatsz.
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 október 20, 11:23
Írta: Egyújabbgépépítő Dátum 2010 október 20, 11:23
Ha emlékszel ott volt a gépem a legutolsó talin.
Az alap 40x40 mm-es ITEM profilok, 250 mm széles T-nut profil (asztal) és 10 mm-es alu vastaglemez.
A munkaterület 200 x 400.
Simán tudok dolgozni 0.1 mm-es 10°-os gravírtűvel és átszerelt főorsóval 6 mm-es maróval aluba 2mm mélyen.
Az alap 40x40 mm-es ITEM profilok, 250 mm széles T-nut profil (asztal) és 10 mm-es alu vastaglemez.
A munkaterület 200 x 400.
Simán tudok dolgozni 0.1 mm-es 10°-os gravírtűvel és átszerelt főorsóval 6 mm-es maróval aluba 2mm mélyen.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 20, 12:16
Írta: me3ua0a6 Dátum 2010 október 20, 12:16
Azta, jól hangzik!
Emlékszem a gépre! Gyönyörű volt!
Valami ilyesmire gondoltam én is. Sajna több féle profilom van, így lehet hogy vegyesen lesz. Duplázásra gondoltam, lehet hogy bejátszható. derékszögű merevítő mindenképp lesz benne, egyszerűbb építeni is vele.
Merrefelé lehet szerelőkészletet kapni hozzá? Van pár csavarom, de édeskevés lesz hozzá.
Valamelyik nap már csak felvázolok egy tervet róla, utána kiderül, hogy mim is van :)
A hídra mindenképpen duplát tervezek. Meg mindenhova a sineket jó messzire egymástól.
Köszönöm!
Emlékszem a gépre! Gyönyörű volt!
Valami ilyesmire gondoltam én is. Sajna több féle profilom van, így lehet hogy vegyesen lesz. Duplázásra gondoltam, lehet hogy bejátszható. derékszögű merevítő mindenképp lesz benne, egyszerűbb építeni is vele.
Merrefelé lehet szerelőkészletet kapni hozzá? Van pár csavarom, de édeskevés lesz hozzá.
Valamelyik nap már csak felvázolok egy tervet róla, utána kiderül, hogy mim is van :)
A hídra mindenképpen duplát tervezek. Meg mindenhova a sineket jó messzire egymástól.
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 október 20, 13:33
Írta: Egyújabbgépépítő Dátum 2010 október 20, 13:33
Egyedül T-nut anyákat használtam, habár az sem szükséges mert az ITEM profilhoz nagyonjól használható 8mm-es szögletes anya.
Szerintem a szerelő elemek nincsenek jó hatással a merevségre.
Ami fejtörést okozhat, kell néhány valóban derékszög megmunkálás a profiloknál.
Szerintem a szerelő elemek nincsenek jó hatással a merevségre.
Ami fejtörést okozhat, kell néhány valóban derékszög megmunkálás a profiloknál.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 20, 22:40
Írta: s7manbs8 Dátum 2010 október 20, 22:40
Sikerült találnom egy fogas szíjas kereket, ami, pont rámenne a Z tengelyem végére, csak egy bökkenő van, még pediglen, hogy a hajtást át tudja adni egy lapolást kellene tenni rá, most fogjak neki egy reszelővel, vagy menjek el egy maróshoz, azt hiszem utóbbi lenne a szakszerűbb. ??
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2010 október 21, 07:52
Írta: ra8nsmk6w Dátum 2010 október 21, 07:52
Használj ragasztót. Ezen a helyen az ékelés és lapolás csak nagyon profi kivitelezésnél válik be ( a vége ott is a ragasztó) Esetleg tengelykötést. Nézd meg a Powerbelt oldalán.Egyszerűen gyorsan szerelhető, a hátránya az adatlap végén látható ( az ára)
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 október 21, 08:23
Írta: v2vhwz32z Dátum 2010 október 21, 08:23
István! Sima 6lapfejű anyára gondolsz, hogy jó az ITEM profilhoz? Most gyártattam 80db 6-os anyát, 20x20-as alapterületű 5-6mm vastag laposvasból.. még nem is tudom mennyit fizetek majd érte! [#confused]
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 október 21, 09:03
Írta: Egyújabbgépépítő Dátum 2010 október 21, 09:03
A vecsési csavarboltban vettem, négyzet alakú és olcsó. Pont illik a T-nut-ba.
A 6lap nem jó mert elforog.
A 6lap nem jó mert elforog.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 21, 09:03
Írta: 000000000 Dátum 2010 október 21, 09:03
"Simán tudok dolgozni 0.1 mm-es 10°-os gravírtűvel és átszerelt főorsóval 6 mm-es maróval aluba 2mm mélyen."
Ez most komoly? [#confused][#nyes]
Ez most komoly? [#confused][#nyes]
Cím: Re:Mechanikai ötletek
Írta: Egyújabbgépépítő Dátum 2010 október 21, 09:26
Írta: Egyújabbgépépítő Dátum 2010 október 21, 09:26
Ha segítenél, mi az amin fennakadtál.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 21, 09:51
Írta: 43pbwjg8s Dátum 2010 október 21, 09:51
Miért ne lenne komoly?
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 október 21, 10:01
Írta: v2vhwz32z Dátum 2010 október 21, 10:01
Ha még nem gyártották le az összes anyámat :-) akkor rákérdezek erre a boltra.
Leírnád ide az elérhetőségüket? Azt hiszem mást is érdekelne.
Postázást vállalnak? Köszi szépen!
Leírnád ide az elérhetőségüket? Azt hiszem mást is érdekelne.
Postázást vállalnak? Köszi szépen!
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 október 21, 10:21
Írta: me3ua0a6 Dátum 2010 október 21, 10:21
Van egy ismerősöm Vecsésen :) Ha van érdeklődő, akkor őt el tudom ugrasztani oda :D Aztán tudunk postázgatni is. Engem is érdekel jópár darab!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 21, 10:52
Írta: svejk Dátum 2010 október 21, 10:52
Szerintem minden valamire való kötőelem üzletben kapható, nem kell utazgatni érte.
Keressétek négyzetes anyaként, vagy DIN562 alapján.
Keressétek négyzetes anyaként, vagy DIN562 alapján.
Cím: Re:Mechanikai ötletek
Írta: nmnrsytc Dátum 2010 október 21, 11:00
Írta: nmnrsytc Dátum 2010 október 21, 11:00
Milyen széles núttal rendelkező alu profilba kerestek anyákat ? 8-as,10-es
Ha kis mennyiség kell esetleg tudok segíteni
Ha kis mennyiség kell esetleg tudok segíteni
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 október 21, 11:47
Írta: v2vhwz32z Dátum 2010 október 21, 11:47
Az ITEM 80x80-ashoz 20mm szélességű kell, az fér el benne maximum. Az éle le kell hogy legyen törve.
Nekem már lehet hogy megoldódott a kérdés, meglátjuk, köszi fiúk!
Nekem már lehet hogy megoldódott a kérdés, meglátjuk, köszi fiúk!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 21, 12:11
Írta: s7manbs8 Dátum 2010 október 21, 12:11
Megnézem azt a tengelykötést, vagy mi, meg ragasztóra is gondoltam én is, vagy egy olyanra, hagy a végébe egy nútot tenni a tengelyre merőlegesen, és egy alkatrésszel a kerék egyik merevítő bordájához csavarozni. Persze így rajz nélkül lehet nem érthető, majd képet csinálok mire gondoltam.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 21, 12:12
Írta: s7manbs8 Dátum 2010 október 21, 12:12
Még annyit hozzáteszek, hogy a kerék az műanyagból van, valami keményebb azért. A lényeg, hogy valami stabil és nem kilazuló megoldás kellene, vagy egy plusz lemezt rátenni a kerékre és ahhoz hozzáfogatni...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 21, 12:15
Írta: s7manbs8 Dátum 2010 október 21, 12:15
Reteszkötés kiváltására alkalmas hajtástechnikai elem. Kúpos gyűrűk segítségével párhuzamos palástfelületű alkatrész, mely gyors, pontos és nagy nyomaték átvitel mellett biztosít biztos tengely-alkatrész kötést. A szorító szerelését belső kulcsnyílású csavarok teszik lehetővé.
Aha látom, hogy ahogy csavarom össze, rászorítja a tengelyre a kúp miatt ?
Aha látom, hogy ahogy csavarom össze, rászorítja a tengelyre a kúp miatt ?
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 21, 14:29
Írta: 43pbwjg8s Dátum 2010 október 21, 14:29
Elektron!
Volt már a kezedben egy halom nyomtató és egyéb vacak.
Tessék már megnézni ott hogyan oldják meg.
Némelyik félelmetesen egyszerű.
Nem akarsz a motortengelyhez nyúlni???
Mire a kúpos megoldást megcsinálod munkában messzebb vagy mint egy lapolással, vagy a tengely megfúrásával, hogy egy csapot tegyél bele. Ha nem lenne csapod a csavarboltban találsz mindenféle illesztőszeget egész kis átmérőben is. Fillérekért.
De egy hernyócsavar és egy lapolás a tengelyen is elég az elfordulás ellen. A kerékagyba egy kerersztirányú menetes furtatot tenni sem ördöngősség. Ha akarod még ragaszthatsz is.
Volt már a kezedben egy halom nyomtató és egyéb vacak.
Tessék már megnézni ott hogyan oldják meg.
Némelyik félelmetesen egyszerű.
Nem akarsz a motortengelyhez nyúlni???
Mire a kúpos megoldást megcsinálod munkában messzebb vagy mint egy lapolással, vagy a tengely megfúrásával, hogy egy csapot tegyél bele. Ha nem lenne csapod a csavarboltban találsz mindenféle illesztőszeget egész kis átmérőben is. Fillérekért.
De egy hernyócsavar és egy lapolás a tengelyen is elég az elfordulás ellen. A kerékagyba egy kerersztirányú menetes furtatot tenni sem ördöngősség. Ha akarod még ragaszthatsz is.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 21, 14:40
Írta: s7manbs8 Dátum 2010 október 21, 14:40
Köszi a tippeket, ennek a keréknek nincs kiálló tengely irányú része, tehát merőleges furatot nem tudok tenni pl. lapolás az tűnik legjobbnak, plusz egy menetet fúrni a tengely végébe, ami rögzíti oldalirányba, de még nem fényképeztem idő és technika híján.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 21, 14:41
Írta: s7manbs8 Dátum 2010 október 21, 14:41
Közben azt is elárulom, hogy ez egy dagasztógépben volt, amiben van szíj is, meg a kerekek. Jó olcsó forrás.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 21, 15:02
Írta: 43pbwjg8s Dátum 2010 október 21, 15:02
:)
Egyébként ha van anyaga az agyban akkor meg perselyezz. Azzal ki tudod hozni ugy, hogy abba már befér a furat a menettel.
Bronzból/hasonlóból a szomszédod, az esztergályos akiről meséltél, megcsinálja egy pillanat alatt és a kerékagyat is kibővíti hozzá. Ha kicsi lenne a húsa a perselynek, vállasra csináltatod és abba megy a menet.
Egyébként ha van anyaga az agyban akkor meg perselyezz. Azzal ki tudod hozni ugy, hogy abba már befér a furat a menettel.
Bronzból/hasonlóból a szomszédod, az esztergályos akiről meséltél, megcsinálja egy pillanat alatt és a kerékagyat is kibővíti hozzá. Ha kicsi lenne a húsa a perselynek, vállasra csináltatod és abba megy a menet.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 21, 15:03
Írta: 43pbwjg8s Dátum 2010 október 21, 15:03
Ha nagyon nincs semmi, egy flex csak akad a lapoláshoz is.
Cím: Re:Mechanikai ötletek
Írta: nmnrsytc Dátum 2010 október 21, 15:06
Írta: nmnrsytc Dátum 2010 október 21, 15:06
Tudom horonyanya kell a80x80 item-be , van olyanom is ami passzentos de csak oldalról lenhet becsúsztatni M8, és olyan ami golyósrugós ami ott marad ahova teszed M8,M6.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 21, 15:23
Írta: s7manbs8 Dátum 2010 október 21, 15:23
Egy dolog biztos, hogy nem akarom a még jó tengelyt elrontani a bénáskodásommal. :):)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 21, 15:24
Írta: s7manbs8 Dátum 2010 október 21, 15:24
Ez is jó elképzelés, de mindenképp esztergályost igényel.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 október 21, 17:59
Írta: svejk Dátum 2010 október 21, 17:59
Meg van a rombusz alakú horonyanya, amit szintén be lehet rakni felülről, bár ennek elég kicsi a felfekvő felülete.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 október 21, 20:22
Írta: jv7pu3a5p Dátum 2010 október 21, 20:22
Na nem, hogy dicsekedjek, talán mégis. [#buck]
Nagybratyómnak megtetszett a kihívás, hogy gyárthat egy szerkezetet a szalagfűrészére amivel aztán csinált nekem 80db anyát, hogy szépen ügyesen tudjam összerakosgatni a nagy gépemet:
Hát nem aranyat ér egy ilyen szerkezeti lakatos nagybratyó!? :)

Nagybratyómnak megtetszett a kihívás, hogy gyárthat egy szerkezetet a szalagfűrészére amivel aztán csinált nekem 80db anyát, hogy szépen ügyesen tudjam összerakosgatni a nagy gépemet:
Hát nem aranyat ér egy ilyen szerkezeti lakatos nagybratyó!? :)
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2010 október 21, 23:44
Írta: kua93zk4w Dátum 2010 október 21, 23:44
Hozzáértőket kérdezem menetes meghajtás helyett bordás szíj mennyire lehet jó megoldás?
Pontosság és erőátvitel szempontjából.
Faipari maróként működne egy-egy 3d marással és gravírozással.
Erre gondolok:
http://www.youtube.com/watch?v=7XwM_azm1so
Pontosság és erőátvitel szempontjából.
Faipari maróként működne egy-egy 3d marással és gravírozással.
Erre gondolok:
http://www.youtube.com/watch?v=7XwM_azm1so
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2010 október 21, 23:46
Írta: kua93zk4w Dátum 2010 október 21, 23:46
még egyszer erre : bordás szíj meghajtás
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 október 22, 07:35
Írta: yuagaci9g Dátum 2010 október 22, 07:35
Faipari maronak tokeletesen megfelel a szíjhajtas.
Ezt a gepet tobb mint 5 eve epitettem, azota is mukodik. Rengeteg hangfalat gyartott le.

Amikor ez keszult, meg nem volt ennyi konnyen elerheto alkatresz,
ezert a ket motor, meg egyeb elkerulo megoldas.
A szíjat feltetlenul fektetni kell teljes hosszan, hogy ne remegjen.
Tovabbi kepek az epitesrol.
Meg annyit, hogy a bemutatott videon a gep ezzel a halvany gyorsitasi beallitassal szerintem hasznalhatatlan.
Ezt a gepet tobb mint 5 eve epitettem, azota is mukodik. Rengeteg hangfalat gyartott le.
Amikor ez keszult, meg nem volt ennyi konnyen elerheto alkatresz,
ezert a ket motor, meg egyeb elkerulo megoldas.
A szíjat feltetlenul fektetni kell teljes hosszan, hogy ne remegjen.
Tovabbi kepek az epitesrol.
Meg annyit, hogy a bemutatott videon a gep ezzel a halvany gyorsitasi beallitassal szerintem hasznalhatatlan.
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2010 október 22, 08:40
Írta: kua93zk4w Dátum 2010 október 22, 08:40
Jól néz ki, van rá lehetőség hogy kérjek egy komplett leírást a gépről?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 október 22, 09:20
Írta: yuagaci9g Dátum 2010 október 22, 09:20
A tervei mar elvesztek, tortenelmileg ugy alalkult,
hogy most csak a hejet foglalja.
Utanepiteni ebben a formaban ma nem eri meg, tul sok
munka lenne.
Lehet, hogy olcson eladom vegul.
hogy most csak a hejet foglalja.
Utanepiteni ebben a formaban ma nem eri meg, tul sok
munka lenne.
Lehet, hogy olcson eladom vegul.
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2010 október 22, 09:22
Írta: kua93zk4w Dátum 2010 október 22, 09:22
Mennyi az az olcsón?
email címem a nevem alatt.
email címem a nevem alatt.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 22, 09:29
Írta: 43pbwjg8s Dátum 2010 október 22, 09:29
A gravirozás miatt én azt ajánlanám, hogy beszélj Sir-nyeteggel. Sajnos rossz atapasztalatai vannak ezen a téren a szíjjhajtással.
Persze lehet hogy ez csak nála gond....
Mindenesetre nem vesztesz vele.
Persze lehet hogy ez csak nála gond....
Mindenesetre nem vesztesz vele.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 22, 12:58
Írta: 43pbwjg8s Dátum 2010 október 22, 12:58
m3 AS MENETTEL HORONYANYA A mayer_hW/sw_kft-NÉL gYÖNGYÖSÖN 64 fT+fa.
rUGÓS GOLYÓS, KB 100fT/DB+fa.
8MM-ES NYÍLT RÉSZŰ HORONYHOZ.
rUGÓS GOLYÓS, KB 100fT/DB+fa.
8MM-ES NYÍLT RÉSZŰ HORONYHOZ.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 október 22, 15:21
Írta: 000000000 Dátum 2010 október 22, 15:21
A caps lock billentyűre ragassz valami szúrósat....
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 22, 15:57
Írta: s7manbs8 Dátum 2010 október 22, 15:57
Lenyomásra feje fölött egy gumikalapács is működésbe léphetne ... :):)
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 október 22, 16:18
Írta: jv7pu3a5p Dátum 2010 október 22, 16:18
M6os menettel semmi jót nem tudtak adni a profilhoz. Keresgéltem, csak a Tnut anyát találtam méregdrágán. :( Azért készültek ezek. De legalább rendesen illeszkednek a profilba és nagy a felfekvőfelületük.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 október 22, 16:23
Írta: Rabb Ferenc Dátum 2010 október 22, 16:23
nYUGI! mA VAN A nEMZETKÖZI cAPS lOCK nAP
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 október 22, 18:35
Írta: 35kpazcgr Dátum 2010 október 22, 18:35
http://ziza.qip.ru/2010/10/08/kak_mozhno_kolot_drova.html
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 október 22, 22:10
Írta: 43pbwjg8s Dátum 2010 október 22, 22:10
köszönöm Feri!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 23, 18:19
Írta: s7manbs8 Dátum 2010 október 23, 18:19
Itt van a fogazott kerék a szíjjal, amiről beszéltem :
A Z tengely kiálló vége olyan 20mm kb. A furata ennek pont olyan, hogy arra passzosan megy rá, tehát méretileg jó, csak a hajtás átadását a tengelyre kellene valami stabil módon megoldani.

A Z tengely kiálló vége olyan 20mm kb. A furata ennek pont olyan, hogy arra passzosan megy rá, tehát méretileg jó, csak a hajtás átadását a tengelyre kellene valami stabil módon megoldani.

Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 23, 18:39
Írta: Szalai György Dátum 2010 október 23, 18:39
Mi az anyaga?
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 október 23, 18:43
Írta: yuagaci9g Dátum 2010 október 23, 18:43
Ez valami gyanus al otvozet, esetleg "spiater".
En a kerek oldalat lesimitanam, majd egy nagyobbacska
flansnit, ami illeszkedik a tengelyre, oldalcsavarral, negy ponton a kerekhez csavaroznam.
Csak ehez kolcson kell kerjed megis azt az esztergat...[#circling]
En a kerek oldalat lesimitanam, majd egy nagyobbacska
flansnit, ami illeszkedik a tengelyre, oldalcsavarral, negy ponton a kerekhez csavaroznam.
Csak ehez kolcson kell kerjed megis azt az esztergat...[#circling]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 23, 18:46
Írta: Szalai György Dátum 2010 október 23, 18:46
A képen a tárcsa lyuka úgy néz ki, mintha alakkal záró, két oldalt lapolt tengelyre illeszkedne.
Azt mondod, ez a tengelyre pont passzosan illeszkedik.
Akkor meg van oldva a hajtás átadás. Vagy nem?
Azt mondod, ez a tengelyre pont passzosan illeszkedik.
Akkor meg van oldva a hajtás átadás. Vagy nem?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 23, 18:48
Írta: Szalai György Dátum 2010 október 23, 18:48
Nekem a középen lévő téglalap alakú kiálló keret adott ötletet. Abba illeszkedő tengelykötéssel próbálnám megfogni.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 október 23, 18:51
Írta: yuagaci9g Dátum 2010 október 23, 18:51
Akkor mar marogepet is kolcson kell kerjen osztofejjel[#hehe]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 23, 19:04
Írta: Szalai György Dátum 2010 október 23, 19:04
Osztófejjel? Oszt minek? Az nélkül nem tud egy darab téglalapot osztani?
Kézi előtolású reszelője csak van neki.
Kézi előtolású reszelője csak van neki.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 23, 19:23
Írta: s7manbs8 Dátum 2010 október 23, 19:23
Műanyagféleség, valami kemény, nem hajlong.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 23, 19:24
Írta: s7manbs8 Dátum 2010 október 23, 19:24
Na ugye mondom én. :):)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 23, 19:25
Írta: s7manbs8 Dátum 2010 október 23, 19:25
A passzosan az nem egy zsugor kötést jelent azért, ha lefogom a tárcsát, a tengelyt azért meg tudom forgatni benne, meg kis lengedezés után lehet nem fogná annyira, mint elsőre.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 23, 19:27
Írta: s7manbs8 Dátum 2010 október 23, 19:27
Igen ha meglapolnám talán jó lenne, ez már felmerült, mint megoldás, csak a képet most sikerült bemutatnom. Mindenesetre gondolkodni azért ezután sem ártalmas. :):)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 október 23, 19:28
Írta: s7manbs8 Dátum 2010 október 23, 19:28
Egy olyan marógépet meg lehet össze kellene tákolni, aminek a munkaterülete csak 100x100 mm ilyen kisebb marásokra pont elég lenne.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 24, 15:39
Írta: Szalai György Dátum 2010 október 24, 15:39
Arra van az eszterga, mint marógép.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 24, 16:00
Írta: Szalai György Dátum 2010 október 24, 16:00
Erre vettem ezt a marótüskét, ráfűzöm a szerszámtárcsát, befogom a tokmányba, a másik végét megtámasztom a forgócsúccsal, a munkadarab felugrik a késszán helyett a keresztszánra.
Sajnos magassági szánom még nincsen, így marad az alápakolás.
É sanyi.
Sajnos magassági szánom még nincsen, így marad az alápakolás.
É sanyi.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 október 24, 16:01
Írta: Szalai György Dátum 2010 október 24, 16:01
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2010 október 25, 20:16
Írta: Sz.József Dátum 2010 október 25, 20:16
Talán ebbe a topikba belefér...
Menetfúró/metsző feltét szegnyeregbe...

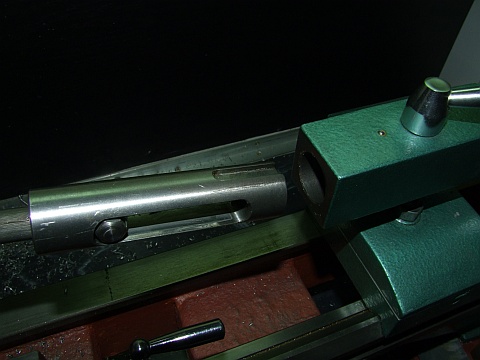

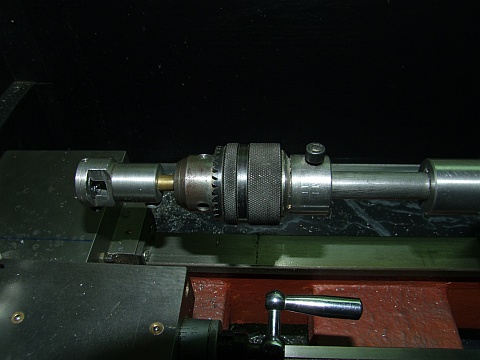
Több kép itt
A két csapágy nagymértékben csökkenti a feszülésből adódó súrlódást...
Menetfúró/metsző feltét szegnyeregbe...
Több kép itt
A két csapágy nagymértékben csökkenti a feszülésből adódó súrlódást...
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 október 25, 23:02
Írta: KoLa Dátum 2010 október 25, 23:02
Ez is szép!látom te szeretsz precízen dolgozni!első a technológia! utána jön csak a munkadarab!
Nekem is van hasonló, menetfúróhoz de az, az eredeti kúpba való a szegnyeregbe, és állítható racsnis hogy ne törjön a menetfúró.
Nekem is van hasonló, menetfúróhoz de az, az eredeti kúpba való a szegnyeregbe, és állítható racsnis hogy ne törjön a menetfúró.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 október 25, 23:07
Írta: KoLa Dátum 2010 október 25, 23:07
Ilyen dolgaiddal az esztergálás rovatba tegyél képeket oda valóak!
Ma már nem de holnap én is lefotózom az én hasonló dolgaimat![#eljen]
Ma már nem de holnap én is lefotózom az én hasonló dolgaimat![#eljen]
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2010 október 25, 23:45
Írta: Sz.József Dátum 2010 október 25, 23:45
A racsnin én is törtem a fejem, de az elmaradt...
A racsni "kiváltására" :), a 4. képen látszik egy kicsit, a metsző befogó egy átmérő 6-os Sr csappal van megfogva a fúrótokmányba és csak annyira van meghúzva, hogy megtudjon forogni ha akar...
Az Sr nem rágódik össze a pofával...
Persze igazából a menetfúrónál lenne hasznosabb, mert az hamarabb törik... :)
A racsni "kiváltására" :), a 4. képen látszik egy kicsit, a metsző befogó egy átmérő 6-os Sr csappal van megfogva a fúrótokmányba és csak annyira van meghúzva, hogy megtudjon forogni ha akar...
Az Sr nem rágódik össze a pofával...
Persze igazából a menetfúrónál lenne hasznosabb, mert az hamarabb törik... :)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 október 26, 22:23
Írta: KoLa Dátum 2010 október 26, 22:23
Racsnis befogó menetfúróhoz!

Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 26, 22:30
Írta: 4um5b65d Dátum 2010 október 26, 22:30
Jó ötlet, gratula.. :)
Letámasztod a kereszt szánra ?
Letámasztod a kereszt szánra ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 26, 22:31
Írta: 4um5b65d Dátum 2010 október 26, 22:31
Mi van belül, egy csapágyra tettél rádiuszos hornyokat ?
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 október 26, 22:46
Írta: KoLa Dátum 2010 október 26, 22:46
Nem , nem! ez így működik fixen a szegnyeregbe!
Az a része ami egy 50mm átmérőjű tárcsa és kiáll belőle a 2-es Morsekúp, valamint rá van hegesztve az a négyszögacél a rugós szorítóval, annak a belsejébe van illesztve egy másik tárcsa amiből kiáll az a kúp, amire a fúrótokmány van felütve,na ennek a tárcsának a palástfelületén van egy rádiuszos nút keresztbe amibe a golyót szorítjuk a rugón keresztül!
Na ezt jól 'megaszondtam' egyszerűb lett volna szétszedve lefotózni , de ahhoz le kellett volna húzni a fúrótokmányt mert mögötte van az a seeger gyűrű ami az egészet összetartja!!![#vigyor2]
Az a része ami egy 50mm átmérőjű tárcsa és kiáll belőle a 2-es Morsekúp, valamint rá van hegesztve az a négyszögacél a rugós szorítóval, annak a belsejébe van illesztve egy másik tárcsa amiből kiáll az a kúp, amire a fúrótokmány van felütve,na ennek a tárcsának a palástfelületén van egy rádiuszos nút keresztbe amibe a golyót szorítjuk a rugón keresztül!
Na ezt jól 'megaszondtam' egyszerűb lett volna szétszedve lefotózni , de ahhoz le kellett volna húzni a fúrótokmányt mert mögötte van az a seeger gyűrű ami az egészet összetartja!!![#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 26, 22:51
Írta: 4um5b65d Dátum 2010 október 26, 22:51
Szerintem egyről beszélünk, csak kicsit más elrendezésben.
Én egy csapágy külső gyűrűjére gondoltam aminek a külsején axiálisan van beköszörülve a horony.
A rugó meg a golyó az egyértelmű, abban biztos voltam.
Én egy csapágy külső gyűrűjére gondoltam aminek a külsején axiálisan van beköszörülve a horony.
A rugó meg a golyó az egyértelmű, abban biztos voltam.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 október 26, 22:53
Írta: 4um5b65d Dátum 2010 október 26, 22:53
Ja, lehet hogy mégsem teljesen egyre gondoltunk.
Az a ráhegesztett kar neked fixen áll. Én meg arra gondoltam, hogy forog és valahol elakad.
Most már világos hogy hogyan oldottad meg.
Az a ráhegesztett kar neked fixen áll. Én meg arra gondoltam, hogy forog és valahol elakad.
Most már világos hogy hogyan oldottad meg.
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2010 október 27, 00:02
Írta: Sz.József Dátum 2010 október 27, 00:02
Ügyes megoldás.
Lehet hülye kérdés, de ez a szegnyereggel együtt halad előre? Vagy...?
Lehet hülye kérdés, de ez a szegnyereggel együtt halad előre? Vagy...?
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 november 10, 10:10
Írta: ORCA17 Dátum 2010 november 10, 10:10
Válasz Deák Józsi 18436 hozzászólására:
Igen, volt már itt a fórumon is róla polémia.
Egyet is lehet részben érteni az érveléssel, de elég vastag a "hordozó" lap és a "szerelvény" is besegít a merevítésbe...200x380x21 mm az alulap.

Igen, volt már itt a fórumon is róla polémia.
Egyet is lehet részben érteni az érveléssel, de elég vastag a "hordozó" lap és a "szerelvény" is besegít a merevítésbe...200x380x21 mm az alulap.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 november 10, 11:05
Írta: me3ua0a6 Dátum 2010 november 10, 11:05
Nekem azzal érveltek a "sin a fejen" taktika mellett, hogy ha a Z fel van húzva, akkor nő a merevsége. Ha le van tolva, akkor csökken a merevség.
Ha a kocsi van a fejen, akkor az utóbbi eset áll fenn mindig.
Ha a kocsi van a fejen, akkor az utóbbi eset áll fenn mindig.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 november 10, 13:11
Írta: robroy007 Dátum 2010 november 10, 13:11
egy fontos dolgot a munkaterület szempontjából ne felejtsetek el
ha a sin a fix pont akkor a híd alatti munkaterület erősen korlátolt illetve magasabb híd szükséges mint fordított esetben
ha a sin a fix pont akkor a híd alatti munkaterület erősen korlátolt illetve magasabb híd szükséges mint fordított esetben
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 november 10, 20:39
Írta: f35ezvjs Dátum 2010 november 10, 20:39
Bocsi de nem értem, mert nálam ugyan az a munkaterület mindkét megoldásnál.
Amiért most jobbnak tartom ha a kocsi van a hátlapra szerelve és a sín pedig a mozgó lapra vagyis a marómotor tartó lapra van szerelva csendesebben marja az alut is
Amiért most jobbnak tartom ha a kocsi van a hátlapra szerelve és a sín pedig a mozgó lapra vagyis a marómotor tartó lapra van szerelva csendesebben marja az alut is
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 november 10, 20:58
Írta: me3ua0a6 Dátum 2010 november 10, 20:58
Robroy kijelentését én is kétkedve fogadtam elsőre, de igaza van: Mi határozza meg egy kocsi-sin páros hosszát? Maga a sin. (a kocsi az adott ugyebár.)
Ha a sínt Z esetében az álló részre rakjuk, akkor csak felfelé hosszabbíthatjuk meg, ami által a kocsi csak fölfelé tud elmozdulni, tehát a marót az álló rész síkja fölé fel tudja emelni. Ennek nem sok értelme van.
De ha a mozgó részen van a sin, (Szintén fölfelé hosszabbíthatjuk) akkor a sin hosszában korlátlanul mozgatható.
Az más kérdés, hogy hol lesz az a pont, ahogy a gépmerevség már nem elegendő :D
Ha a sínt Z esetében az álló részre rakjuk, akkor csak felfelé hosszabbíthatjuk meg, ami által a kocsi csak fölfelé tud elmozdulni, tehát a marót az álló rész síkja fölé fel tudja emelni. Ennek nem sok értelme van.
De ha a mozgó részen van a sin, (Szintén fölfelé hosszabbíthatjuk) akkor a sin hosszában korlátlanul mozgatható.
Az más kérdés, hogy hol lesz az a pont, ahogy a gépmerevség már nem elegendő :D
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 november 11, 00:15
Írta: ORCA17 Dátum 2010 november 11, 00:15
Hogy tisztán lássuk a dolgokat

Ezen az ábrán nagyon úgy tűnik, mindegy hol a sín.
A statika esetleg lehet a vita tárgya.
Ezen az ábrán nagyon úgy tűnik, mindegy hol a sín.
A statika esetleg lehet a vita tárgya.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 11, 01:40
Írta: 000000000 Dátum 2010 november 11, 01:40
ORCA17, sajnálattal látom, a teáltalad berakott képen sem veszed észre a lányeges különbséget.
Az első képen látszik tisztán, hogy a mozgó résznek az alsó része, amin a marómotorral együtt minden helyzetben, alátámasztás nélkül lóg a levegőbe. Míg a második rajzon, csak a legalsó helyzetében éri el azt a lógási mértéket, ami az elsőnél állandó. Ami nagyon ritkán fordul elő. Az-az minnél fentebb esik a munkamagasság annál stabilabb lessz. Ezért szoktam gyakran pótasztalt használni, az ilyen rendszerű gépemen.
Én, már csak így építek gépeket, kivéve, ha valami speciális okból más szükséges. (Második ábra.) Másrészt, komoly merevítést ad a két sin a lapnak, éppen a gyengébbik irányba (Y). Ezáltal, lehet vékonyítani a mozgó lapot is, ami súlycsökkentést is jelenthet.
(A találkozó estélyén többek között erről beszélgettünk sir-nyeteggel (is) az én gépem kapcsán. Meg, persze más hasznos dolgokról is.)
A fentiek a magyarázata a Deák Józsi által említett csendesebb marásnak is. Mivel a stabilitásból következően, kevésbé alakul ki rezgés is.
Az első képen látszik tisztán, hogy a mozgó résznek az alsó része, amin a marómotorral együtt minden helyzetben, alátámasztás nélkül lóg a levegőbe. Míg a második rajzon, csak a legalsó helyzetében éri el azt a lógási mértéket, ami az elsőnél állandó. Ami nagyon ritkán fordul elő. Az-az minnél fentebb esik a munkamagasság annál stabilabb lessz. Ezért szoktam gyakran pótasztalt használni, az ilyen rendszerű gépemen.
Én, már csak így építek gépeket, kivéve, ha valami speciális okból más szükséges. (Második ábra.) Másrészt, komoly merevítést ad a két sin a lapnak, éppen a gyengébbik irányba (Y). Ezáltal, lehet vékonyítani a mozgó lapot is, ami súlycsökkentést is jelenthet.
(A találkozó estélyén többek között erről beszélgettünk sir-nyeteggel (is) az én gépem kapcsán. Meg, persze más hasznos dolgokról is.)
A fentiek a magyarázata a Deák Józsi által említett csendesebb marásnak is. Mivel a stabilitásból következően, kevésbé alakul ki rezgés is.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 november 11, 05:08
Írta: me3ua0a6 Dátum 2010 november 11, 05:08
Danibá jól mondja!
Sajnos én cnc-m is még első kép alapján készült. Ekkor ezzel a merevségi hátránnyal még nem voltam tisztában.
Illetve a kép jól szemlélteti az előző hozzászólásom lényegét. Ha a bal oldali képen a lila sínt meghosszabbítjuk fölfelé, akkor semmit nem érünk el vele. De ha a jobb oldali képen tesszük ugyanezt, akkor amennyivel hosszabbítjuk, annál nagyobb munkatér keletkezik a híd alatt. Cserébe minél mélyebben dolgozunk, annál inkább veszítünk a merevségből.
Sajnos én cnc-m is még első kép alapján készült. Ekkor ezzel a merevségi hátránnyal még nem voltam tisztában.
Illetve a kép jól szemlélteti az előző hozzászólásom lényegét. Ha a bal oldali képen a lila sínt meghosszabbítjuk fölfelé, akkor semmit nem érünk el vele. De ha a jobb oldali képen tesszük ugyanezt, akkor amennyivel hosszabbítjuk, annál nagyobb munkatér keletkezik a híd alatt. Cserébe minél mélyebben dolgozunk, annál inkább veszítünk a merevségből.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 11, 06:14
Írta: 000000000 Dátum 2010 november 11, 06:14
A bal oldali képen már eleve lóg a marómotor.
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2010 november 11, 06:53
Írta: Sz.József Dátum 2010 november 11, 06:53
Ha nem a dinamika a fontos (Z súlynövekedés...) hanem a "megmunkálási merevség" növelése akkor talán ez a megoldás alkalmazható. (első kép)

Egy erős (merev) Z oszlop, felül is összemerevítve...
Itt akkor nő a merevség ha asztal közelében dolgozik a motor
A motor kilógása is kisebb...
Egy erős (merev) Z oszlop, felül is összemerevítve...
Itt akkor nő a merevség ha asztal közelében dolgozik a motor
A motor kilógása is kisebb...
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 november 11, 07:19
Írta: f35ezvjs Dátum 2010 november 11, 07:19
A gyakorlat nálam is beigazolódott, amit Danibá leírt, inkább a pótasztal /vagyis az aztal magasítás és akkor egy teljesen stabil Z dolgozik. Fém marásnál pedig elengedhetettlen az hogy ne a sín mozogjon és a kocsi áljon. / ez tapasztalat mikor az acél gépet csináltuk./
Az pedig, hogy a Z súly növekedése nagyobb és igazságszerin mekkora léptecs kell rá azt szerintem a Tibor 45 kiszámolná.Én most az új gépre 3.1 Nm mocikat tettem és a végleges marómotor pedig 2.2 KW teljesítményű. ennek azért van ám súlya. Y 2db 3,1 Nm X 3,1 Nm Z 3,1 Nm 20 orsók 20 sín. Szerintetek jó ez igy?
Az pedig, hogy a Z súly növekedése nagyobb és igazságszerin mekkora léptecs kell rá azt szerintem a Tibor 45 kiszámolná.Én most az új gépre 3.1 Nm mocikat tettem és a végleges marómotor pedig 2.2 KW teljesítményű. ennek azért van ám súlya. Y 2db 3,1 Nm X 3,1 Nm Z 3,1 Nm 20 orsók 20 sín. Szerintetek jó ez igy?
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 november 11, 07:20
Írta: f35ezvjs Dátum 2010 november 11, 07:20
lemarastt a mm az orsók és sineknél
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 november 11, 07:24
Írta: f35ezvjs Dátum 2010 november 11, 07:24
Józsi a 8277 en nem értem az első rajzot ott olyan mintha az X tengelyed le- föl mozogna még a marómotor pedig jobbra balra
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2010 november 11, 07:29
Írta: Sz.József Dátum 2010 november 11, 07:29
Ott a sárga lett a Z és a barna az X. (jobbra-balra...)
A táblázatot nem javítottam.
A táblázatot nem javítottam.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 november 11, 07:37
Írta: robroy007 Dátum 2010 november 11, 07:37
mekkora az orsó emelkedése?
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 november 11, 07:41
Írta: robroy007 Dátum 2010 november 11, 07:41
én abból indultam ki, hogy eleve nem célszerű mindig egy nyelvre szerelni a maró motort (mondjuk így mindig azonos marad a stabilitása)
ha rövid a sin akkor valóban a fenti figyelembevételével a motort a híd fölé tudjuk emelni aminek nem sok haszna van kivéve hosszú szerszám vagy szerszámcserélő de ezt megint csak meg lehet oldani a másik elrendezéssel és így akkor a leggyengébb statikai állapot a legnagyobb kinyúlásnál fordul elő míg a fix sinnél folyamatosan
ha rövid a sin akkor valóban a fenti figyelembevételével a motort a híd fölé tudjuk emelni aminek nem sok haszna van kivéve hosszú szerszám vagy szerszámcserélő de ezt megint csak meg lehet oldani a másik elrendezéssel és így akkor a leggyengébb statikai állapot a legnagyobb kinyúlásnál fordul elő míg a fix sinnél folyamatosan
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 11, 08:31
Írta: 000000000 Dátum 2010 november 11, 08:31
Sziasztok! Régóta olvasom a fórumot, és tervezem egy gép építését. Végre neki is fogok látni a közeljövőben. A legutóbbi Hatvani találkozó is jelentős lendületet adott a projekthez, a kiállított gépek és a sok új információ révén. A gépemet hegesztett acél vázzal fogom készíteni ( részben mert az anyag megvan, másrészt több ilyen konstrukciót láttam és tetszettek) . A munkaterület mérete kb.: 500*500 mm lenne, és alapvetően fával szeretnék dolgozni, pl.: reliefeket készíteni. Az anyag amiből lenne, 80*80-as vastag falú zártszelvény. Az lenne a kérdésem, hogy a hegesztés kivitelezésénél van-e olyan alapvető szempont, amire fontos odafigyelni? Főleg a párhuzamosság és a sík felület kialakítására gondolok, ill. a minél kisebb feszültségek létrehozására. A sík létrehozásához nincsen kellően pontos asztalom, így két összerakandó darabot egy síkbamart oldalú harmadik darabbal tudom beállítani. A lineáris vezetékek alá laposvasakat raknék, ezeknek a felülete a végén síkba lenne marva. A feszültségek tekintetében nem tudom mennyire kell aggodalmaskodni, ill. érdemes-e esetleg hőkezeltetni a készrehegesztett szerkezetet?
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2010 november 11, 09:32
Írta: ORCA17 Dátum 2010 november 11, 09:32
Danibá, egy szóval nem mondtam, hogy melyik a jó/jobb megoldás. Természetesen igaz amit Te, Józsi és a Szőr mond.
Lehet, hogy "nem jött át" a lényeg, csk azt akartam illusztrálni, hogy a "munka hossz" szemszögéből tök mindegy melyik felén van a sín.
Legyen az a rajzocska akkor egy b]elrettentő példa [#wave]
Lehet, hogy "nem jött át" a lényeg, csk azt akartam illusztrálni, hogy a "munka hossz" szemszögéből tök mindegy melyik felén van a sín.
Legyen az a rajzocska akkor egy b]elrettentő példa [#wave]
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 november 11, 09:42
Írta: f35ezvjs Dátum 2010 november 11, 09:42
Minden orsó emelkedése 5mm
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 november 11, 09:58
Írta: f35ezvjs Dátum 2010 november 11, 09:58
Sokat gondolkoztam én is, hogy zárt szelvényből kellene csinálni a gépet mert így természetesen olcsóbban jönne ki. Az biztos tudod hogy a rezonancia milyen károkat okozhat a rajta készített munkába. Én is csináltam vas gépet de azt 20 mm laposvasból. Ami másik aggályom a hegesztés, mert a meleg elfogja húzni a zártszelvényt.
/Ha csak nem olyan hegesztő emberke hegeszti meg aki igazán profi./ A sinek felfogatását én úgy oldanám meg hogy a a zárt szelvént kifúrnám a sín lukosztásának megfelelően majd egy lapos vasat ugyan így és abba a menetek azt bedugnám a zártszelvénybe és ahoz csavaroznám a sínt de javaslom nézd meg ezt a honlapot / http://mmfk.nyf.hu/mmfk/kar/cnc/forgacstoro.htm / amin a Sasiék csinálták a forgácstörőt azon sok jó ötletet fogsz látnihttp://mmfk.nyf.hu/mmfk/kar/cnc/forgacstoro.htm
/Ha csak nem olyan hegesztő emberke hegeszti meg aki igazán profi./ A sinek felfogatását én úgy oldanám meg hogy a a zárt szelvént kifúrnám a sín lukosztásának megfelelően majd egy lapos vasat ugyan így és abba a menetek azt bedugnám a zártszelvénybe és ahoz csavaroznám a sínt de javaslom nézd meg ezt a honlapot / http://mmfk.nyf.hu/mmfk/kar/cnc/forgacstoro.htm / amin a Sasiék csinálták a forgácstörőt azon sok jó ötletet fogsz látnihttp://mmfk.nyf.hu/mmfk/kar/cnc/forgacstoro.htm
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 november 11, 10:05
Írta: v2vhwz32z Dátum 2010 november 11, 10:05
Köszönöm a képedről a fotót, Orca17!
Már gondolkodom egy ideje, hogy tegyem be a X sínek (THK 20-as) közé a golyósorsómat, mivel a sínek és kocsik együttes magassága 28mm csak.
Voltak akik javasolták, hogy tegyek a kocsik alá alátétet, nem rossz ötlet, de ha mondjuk 20mm alátétet teszek be, az már szerintem durva, ekkor érném el azt hogy a 43mm magas csapágyházba sem akadna meg a mozgó X tábla..(5mm távolság köztük)
Ez azért aggályos, mert ha a Z és az X között is ilyen távtartókat/alátéteket tennék a kocsik alá, akkor nagyon kiállna a marómotor a híd síkjából..
Úgyhogy lehet, hogy én is fúrom inkább az ITEM profilt középen és átdugom rajta az orsót. Ebben az elrendezésben az nem tetszik annyira, hogy annyira távol van az X lemeztől a hozzá tartozó orsó.
A megoldás egy elég merev nagyobb méretű derékszögű felfogató lap lehet.. ahogy Te is csináltad.
Már gondolkodom egy ideje, hogy tegyem be a X sínek (THK 20-as) közé a golyósorsómat, mivel a sínek és kocsik együttes magassága 28mm csak.
Voltak akik javasolták, hogy tegyek a kocsik alá alátétet, nem rossz ötlet, de ha mondjuk 20mm alátétet teszek be, az már szerintem durva, ekkor érném el azt hogy a 43mm magas csapágyházba sem akadna meg a mozgó X tábla..(5mm távolság köztük)
Ez azért aggályos, mert ha a Z és az X között is ilyen távtartókat/alátéteket tennék a kocsik alá, akkor nagyon kiállna a marómotor a híd síkjából..
Úgyhogy lehet, hogy én is fúrom inkább az ITEM profilt középen és átdugom rajta az orsót. Ebben az elrendezésben az nem tetszik annyira, hogy annyira távol van az X lemeztől a hozzá tartozó orsó.
A megoldás egy elég merev nagyobb méretű derékszögű felfogató lap lehet.. ahogy Te is csináltad.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 november 11, 10:05
Írta: v2vhwz32z Dátum 2010 november 11, 10:05
Bocs, köszönöm a gépedről a fotót [#wave][#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 11, 13:38
Írta: 000000000 Dátum 2010 november 11, 13:38
Köszönöm a tippet, este megnézem. Láttam már itt a fórumon képet a gépről, de a honlapot nem ismertem.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 november 13, 19:49
Írta: jv7pu3a5p Dátum 2010 november 13, 19:49
Ígértem egy két fórumlakónak, hogy felrakom a Z megoldásomat, (most hogy 90%-os). Nálam is a sínek és Z meghajtómoci mozog. Ezzel a megoldással sikerült elérnem, hogy a HGW15C kocsi és sín magasságát nem kellett növelnem mindenféle merevségre káros alátétekkel. Tehát 24mm sikerült belepréselni.
20mm vastag aluból készültek, a mozgó aluba csak 5mm mélyen kellett egy hornyot tennem (nem is végig), hogy a golyósanya elférjen. Az állórészbe pedig mindössze az anya hosszát kellett belemarnom 10mm mélyen. Szerintem egyik horony sem rontotta kritikusan a merevséget.

20mm vastag aluból készültek, a mozgó aluba csak 5mm mélyen kellett egy hornyot tennem (nem is végig), hogy a golyósanya elférjen. Az állórészbe pedig mindössze az anya hosszát kellett belemarnom 10mm mélyen. Szerintem egyik horony sem rontotta kritikusan a merevséget.
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 november 13, 19:55
Írta: 43pbwjg8s Dátum 2010 november 13, 19:55
Félelmetes a hasonlóság. :)
Csupán annyi, hogy én "maradtam a földön" (gyk. fix Z rész) a kocsikkal. :)
Csupán annyi, hogy én "maradtam a földön" (gyk. fix Z rész) a kocsikkal. :)
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 november 13, 20:04
Írta: jv7pu3a5p Dátum 2010 november 13, 20:04
Még jó, hogy korábban kértem engedélyt koppintásra. :)))
Csak Neked jobban meg van gyengítve az alu, mivel ki kellett marnod az anya helyét is. Én ezért döntöttem úgy, hogy az orsó mozogjon inkább. Cserébe emelgethetem a meghajtó mocit is. :))
Csak Neked jobban meg van gyengítve az alu, mivel ki kellett marnod az anya helyét is. Én ezért döntöttem úgy, hogy az orsó mozogjon inkább. Cserébe emelgethetem a meghajtó mocit is. :))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 november 13, 20:25
Írta: 43pbwjg8s Dátum 2010 november 13, 20:25
Jóérzésből mondtam Te!!!
És köszönöm!
És köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 november 13, 20:26
Írta: 43pbwjg8s Dátum 2010 november 13, 20:26
Én meg a meghatódottságtól magát amit modani akartam kihagytam. :)
Nagyon tetszik amit csináltál! Gratula!
Nagyon tetszik amit csináltál! Gratula!
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 november 13, 20:30
Írta: 43pbwjg8s Dátum 2010 november 13, 20:30
Egyébként a merevségről (nem a magam megoldásának mentségére, hanem tényleg ez a véleményem):
Ebben a kategóriában ha szétfaragod a mozgó lapodat (persze azért ésszel) az semmiféle hatással nem lesz a későbbi munkádra.
Persze.... Nem tudhatom mit akarsz majd megmunkálni, de komoly fémmukákhoz ez kevés, hobby kategóriájú munkáknál pedig a fenti véleményem áll.
Tehát bizonyos minimális alapméretek mellett, bátran el lehetne felejteni azt, hogy itt rezondanciáról (ez által okozott) beszélgessünk.
Persze... Ez csak saját vélemény.
Ebben a kategóriában ha szétfaragod a mozgó lapodat (persze azért ésszel) az semmiféle hatással nem lesz a későbbi munkádra.
Persze.... Nem tudhatom mit akarsz majd megmunkálni, de komoly fémmukákhoz ez kevés, hobby kategóriájú munkáknál pedig a fenti véleményem áll.
Tehát bizonyos minimális alapméretek mellett, bátran el lehetne felejteni azt, hogy itt rezondanciáról (ez által okozott) beszélgessünk.
Persze... Ez csak saját vélemény.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 november 13, 20:43
Írta: jv7pu3a5p Dátum 2010 november 13, 20:43
Köszi. Igyekszik az ember.
A helyzet az, hogy a mostani gépem igencsak rezonál össze-vissza. Úgyhogy most úgy döntöttem túlméretezem ahol csak tudom. 40mm vastag alu tartja a hidat pl :)
A Z-nél is próbáltam a lehető legkevesebbet forgácsolni belőle, persze attól még lehet igazad van, de én így jobban alszom :)))
A helyzet az, hogy a mostani gépem igencsak rezonál össze-vissza. Úgyhogy most úgy döntöttem túlméretezem ahol csak tudom. 40mm vastag alu tartja a hidat pl :)
A Z-nél is próbáltam a lehető legkevesebbet forgácsolni belőle, persze attól még lehet igazad van, de én így jobban alszom :)))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 november 13, 21:02
Írta: 43pbwjg8s Dátum 2010 november 13, 21:02
[#eljen]
Neked van igazad!
HA meg lehet csinálni akkor ugy a jó!
Neked van igazad!
HA meg lehet csinálni akkor ugy a jó!
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 november 13, 21:37
Írta: v2vhwz32z Dátum 2010 november 13, 21:37
Zoli, köszi a fotót!
Ez így valóban egyszerűnek tűnik.
A kérdésem az lenne, hogy mi van ha nem akarok lemondani a szabad oldali csapágyházról?
Bár kompromisszumok nélkül nincs gépépítés, az biztos.. [#wave]
Neked mennyit fog mozogni az anya az orsón (nyilván hosszában :-)?
Nekem terv szerint olyan 200mm-ert.
Ez így valóban egyszerűnek tűnik.
A kérdésem az lenne, hogy mi van ha nem akarok lemondani a szabad oldali csapágyházról?
Bár kompromisszumok nélkül nincs gépépítés, az biztos.. [#wave]
Neked mennyit fog mozogni az anya az orsón (nyilván hosszában :-)?
Nekem terv szerint olyan 200mm-ert.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 november 13, 21:47
Írta: v2vhwz32z Dátum 2010 november 13, 21:47
Na jó, ez költői kérdés volt.
Ha nem magasabb a (szabadoldali) csapágyházam mint az anya, nem áll ki jobban a mozgó lap síkjából,
akkor meg lehet marni mindkét lapot vagy 10mm mélyen, de nem csak az anya hosszáig hanem teljesen végig.. vagy majdnem végig, az orsó és a két lap hosszától függően.
Ha nem magasabb a (szabadoldali) csapágyházam mint az anya, nem áll ki jobban a mozgó lap síkjából,
akkor meg lehet marni mindkét lapot vagy 10mm mélyen, de nem csak az anya hosszáig hanem teljesen végig.. vagy majdnem végig, az orsó és a két lap hosszától függően.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 november 13, 22:05
Írta: jv7pu3a5p Dátum 2010 november 13, 22:05
Belefér a szabad oldali csapágyház is. Kicsit hosszabban kell megmarni az alulapot akkor. Én nem rakok, nem lesz olyan hosszú az orsó. 130mm lesz a mozgás tartomány. Ezt egy kicsit elmértem amúgy kevesebbet akartam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 13, 22:17
Írta: 000000000 Dátum 2010 november 13, 22:17
Megnéztem a „Forgácstörőt”, valami hasonló elrendezés lenne az enyém is. Nem sokkal lenne nagyobb a tervezett munkatere. A felhasználandó zártszelvények jóval nagyobbak ( ha jól láttam a weblapon, 40*40*2-es szelvényeket használtak) nekem 80*80*4 –es anyagom van. A tömege a váznak nem lesz kevés, kb.: 150 kg-ot számoltam nagyjából. Rövid szabad szakaszok látszottak a gépen, gondolom ez előnyös a rezgések ellen. A hegesztés után síkba fogom maratni a felső felületet, mivel a hegesztés káros hatására számítok, úgy látom ezt a Forgácstörőnél is megtették.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 november 13, 22:17
Írta: v2vhwz32z Dátum 2010 november 13, 22:17
Köszi és gratula!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 13, 22:50
Írta: 000000000 Dátum 2010 november 13, 22:50
Szupi! Így kell ezt csinálni![#eljen]
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 november 14, 09:29
Írta: jv7pu3a5p Dátum 2010 november 14, 09:29
Kedvedért csináltam még egy képet a Z-ről. Olyan rövid az orsó, hogy full mereven áll szabadoldali csapágy nélkül is. Pedig közel van az alu lap hozzá(2mm) de nem ver bele. Már megmozgattam akkus fúróval. :))
Látszik is a mozgó aluba mart horony, csak a golyósanya mozgáshatáráig van.

Látszik is a mozgó aluba mart horony, csak a golyósanya mozgáshatáráig van.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 14, 09:38
Írta: 000000000 Dátum 2010 november 14, 09:38
Nem is fog az beleverni. 16x5-ös orsónál 3-400mm hosszig felesleges a vég megtámasztása.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2010 november 14, 09:49
Írta: jv7pu3a5p Dátum 2010 november 14, 09:49
És milyen könnyen megy, pedig van súlya, de könnyedén tudom emelgetni kézzel forgatva is a 8mm tengelyvéget. (Az mostani bronzperselyes gépem nem csusszan ilyen könnyen, itt ott meg-meg szorul)
Már látom, hogy nagyon jó kis gép lesz belőle. Hiába, az első a tanulógép... :))
Már látom, hogy nagyon jó kis gép lesz belőle. Hiába, az első a tanulógép... :))
Cím: Re:Mechanikai ötletek
Írta: 43pbwjg8s Dátum 2010 november 14, 10:04
Írta: 43pbwjg8s Dátum 2010 november 14, 10:04
Nekem a 300-as x és y sincs a másik végen megcsapágyazva.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2010 november 14, 10:23
Írta: v2vhwz32z Dátum 2010 november 14, 10:23
Pont ilyen -Z tengelyről készült- fotókért mászkáltam Hatvanban makrómódban [#papakacsint]
Köszi Nektek is KisKZ, Vbodi, Sneci (privátban írta)!
Köszi Nektek is KisKZ, Vbodi, Sneci (privátban írta)!
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 november 14, 18:32
Írta: 7kcyndjdg Dátum 2010 november 14, 18:32
Készül a nagy porelválasztó. Ma egész nap ezel basz..akodtam. Ollóval vágtam a pléhet de a körök rosszul mentek azért CNC-n 3mm-es műanyagból mindenre sablont vágtam, és kézi plazmavágóval körbevagdostam. Tökéletes lett.
Nos a forrastás után így néz ki:

Hát jól megzsívtam vele mire öszeraktam :-)
Nos a forrastás után így néz ki:
Hát jól megzsívtam vele mire öszeraktam :-)
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 november 14, 18:38
Írta: me3ua0a6 Dátum 2010 november 14, 18:38
Nagyon jó! Én sima ásványvizes flakonból barkácsolgattam ilyent :D 5 perc alatt kész volt, de sajna nem volt tartós a ragasztószalag rajta :D
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2010 november 14, 19:30
Írta: ebalint Dátum 2010 november 14, 19:30
Nagyon szépen nézki.
Hányas lemezből van?
.
Hányas lemezből van?
.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 november 14, 19:35
Írta: 7kcyndjdg Dátum 2010 november 14, 19:35
0,5mm-es ónozott lemez.
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 november 14, 20:20
Írta: f35ezvjs Dátum 2010 november 14, 20:20
Még egy öttlet prakkold meg a zártszelvényt száraz homokkal, és úgy állítsad össze. Nagyon lefogja csökkenteni a rezonanciát.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 15, 10:26
Írta: 000000000 Dátum 2010 november 15, 10:26
Ez tényleg jó ötlet! Lesz benne homok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 20, 01:56
Írta: 000000000 Dátum 2010 november 20, 01:56
Ebben a topikban lentebb, beszélgettünk a Z kialakításáról. Említettem a sin mozgatásos megoldásnak az előnyeit. Most megmutatom a másik előnyét is. Ez, pedig a nagyon lapos kialakítás lehetősége.
Ez, pl, a legutóbb általam épített gépnek a Z je. Van rá rakva egy gyufásdoboz, ami a teljes vastagsága. Magába foglalja az álló, és mozgó lapokat, síneket, kocsikkal, és a 16 mm golyós orsót is. Mindez mellett nagyon merev szerkezet. Minnél fentebb dolgozik annál merevebb. Ellentétben a másik megoldással, ahol minden helyzetben a legrosszabb ez a tulajdonsága.
A Z mozgása 145 mm.


Ez, pl, a legutóbb általam épített gépnek a Z je. Van rá rakva egy gyufásdoboz, ami a teljes vastagsága. Magába foglalja az álló, és mozgó lapokat, síneket, kocsikkal, és a 16 mm golyós orsót is. Mindez mellett nagyon merev szerkezet. Minnél fentebb dolgozik annál merevebb. Ellentétben a másik megoldással, ahol minden helyzetben a legrosszabb ez a tulajdonsága.
A Z mozgása 145 mm.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2010 november 21, 19:07
Írta: guliver83 Dátum 2010 november 21, 19:07
Megtudná mondani valaki,milyen típusú alumínium kell használni CNC gép építéshez, milyen ötvözet legyen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 19:48
Írta: 000000000 Dátum 2010 november 21, 19:48
A zártszelvény vázba, amiből a gépem készül homok, vagy esetleg beton betöltéséhez lyukakat kellene készítenem, mielőtt összehegesztem. A szelvény mérete 70*70*4-es. 40-50 mm átmérőjű lyukak kellenének, összesen 16 db. Lenne valakinek tippje, hogy hogyan tudnám elkészíteni marógép nélkül? Létezik olyan fúrószár, amivel ez megoldható?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2010 november 21, 19:53
Írta: Révész Richárd Dátum 2010 november 21, 19:53
Koronás fúró.
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2010 november 21, 20:09
Írta: Rinaldo Dátum 2010 november 21, 20:09
Egy jó minőségű "körkiszúró" közepén vezető fúróval alkalmas lehet a feladatra.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 november 21, 20:20
Írta: 35kpazcgr Dátum 2010 november 21, 20:20
Dekopír fűrész.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2010 november 21, 20:23
Írta: PSoft Dátum 2010 november 21, 20:23
Esetleg LÉPCSŐSFÚRÓ ?
Van is ebben az átmérőben.
Van is ebben az átmérőben.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 20:27
Írta: 000000000 Dátum 2010 november 21, 20:27
Ha nem ragaszkodsz a kör alakú furathoz akkor a legegyszerűbb megoldás a sarokcsiszoló 1mm-es vágókoronggal.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 november 21, 20:37
Írta: Szalai György Dátum 2010 november 21, 20:37
4mm vasat átfúrni 40mm ármérővel, az eléggé nyomaték igényes feladat.
Erre nem minden kis barkács fúrógép alkalmas, koronás fúróval sem. Egy lépcsősfúróval próbálnám, lassú fordulatú, nagy nyomatékú kézi fúrógéppel és nagyon megelégednék 20mm átmérőjű lyukakkal.
Gondolom, nagyobb kavicsokat úgysem töltenél bele.
Erre nem minden kis barkács fúrógép alkalmas, koronás fúróval sem. Egy lépcsősfúróval próbálnám, lassú fordulatú, nagy nyomatékú kézi fúrógéppel és nagyon megelégednék 20mm átmérőjű lyukakkal.
Gondolom, nagyobb kavicsokat úgysem töltenél bele.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 20:37
Írta: 000000000 Dátum 2010 november 21, 20:37
Megrajzolod a luk méretét. Belül körbefúrogatod valami kisebb méretű fúróval, pl. 3-4 mm –s el. Kiütöd a körbefúrt lapot. Ha, akarod finomítani a szélét, reszelő, vagy luk köszörű.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 20:41
Írta: 000000000 Dátum 2010 november 21, 20:41
Köszönöm a tippeket! Ha lehet inkább kör alakú lyukakat szeretnék, ezért nem a sarokcsiszolót választanám. Bár az lenne a legegyszerűbb talán. Ha betonszerű anyagot töltök a szelvényekbe, azt végül is jól el lehet dolgozni, gittelés festés után nem is látszana. A lépcsősfúró és a koronás fúró vastagabb anyagokhoz is jó? Csak a 4 mm vastag anyag miatt. Nem sok tapasztalatom van ezekkel, fába csináltam még csak ilyen méretű lyukakat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 20:45
Írta: 000000000 Dátum 2010 november 21, 20:45
Ha, újat veszel, akkor a jól forgácsolható ötvözeteket válaszd. Ezt a forgalmazó megmondja, vagy a honlaján megtalálod.
Egyébként amilyenhez hozzájutsz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 20:47
Írta: 000000000 Dátum 2010 november 21, 20:47
Nem lenne csak finom szemcseméretű. A nagyobb lyuk csak akkor lenne talán jobb, ha pépes állapotú, a betöltés után megkötő anyagot próbálnék "belegyömöszölni".
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2010 november 21, 20:48
Írta: guliver83 Dátum 2010 november 21, 20:48
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 november 21, 20:49
Írta: Farkas Ádám Dátum 2010 november 21, 20:49
Szia Danibá Gratula a gépedhez! Nagyon szerettem volna már látni egyet tőled. [#crazya]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 21:05
Írta: 000000000 Dátum 2010 november 21, 21:05
Köszönöm!
Én, általában ebben a stílusban építek. De, vannak kivételek is, ha a használat miatt másképp célszerűbb.
Látták, jó néhányan találkozókor is ezt nálam. Szándékomban ált bemutatni a talin, de meg gondoltam, mert előre megvádoltak, hogy magamnak találtam ki a 30 rugós díjat. Így, inkább nem cipekedtem.
Igaz, a te szempontodból mindegy, mert ott nem láttad volna.
De, ha a szomszédból átballagtál volna a többiekkel ha .........
Igen, már gondolhattad azt is, papírnehezéknek veszegetem az orsókat[#nevetes1][#nevetes1][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 november 21, 21:10
Írta: 4um5b65d Dátum 2010 november 21, 21:10
Logger, koronás fúróval csináld, de csak akkor ha van áttételes fúrógéped. 1500-as fordulatot nem fogja bírni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 21:21
Írta: 000000000 Dátum 2010 november 21, 21:21
Van egy öreg oszlopos fúrógépem, tud egész lassú fordulatot is, megpróbálom azzal.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 november 21, 21:26
Írta: 4um5b65d Dátum 2010 november 21, 21:26
500-600 míg átér a csigafúró, utána meg 250 körül jó lesz neki egy kis olajjal.
Előtolást ne sajnáld tőle.
Átszakadás előtt vedd vissza az előtolást.
Előtolást ne sajnáld tőle.
Átszakadás előtt vedd vissza az előtolást.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 21:30
Írta: 000000000 Dátum 2010 november 21, 21:30
[#smile] Rendben!
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 november 21, 22:00
Írta: Farkas Ádám Dátum 2010 november 21, 22:00
Na ne "b@szogass" már a talival úgyis csak mint látogató mentem volna. Úgy meg messze volt. Legutóbbi találkozón minden holmimat eladtam. Már csak gépeket építek. Van egy új gépem, de csak mostanában készül el. A következő talira elviszem. (nem tudom hol lesz :)
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 november 21, 22:04
Írta: me3ua0a6 Dátum 2010 november 21, 22:04
Végre megkaptam a mini-esztergámhoz a mini-tokmányomat :D
Első alkotásom:
Kuplung házilag

(Több kép jobbra)
Találtam egy darab alut, abból készült, így nem egy fogásból készült! Átmérő:19mm, tengelyek: 6/10mm. Hossz: 33mm. Kézzel fűrészeltem át gyengítésnek. 1mm-t hagytam meg csak az aluból, de így sem jó... :( Ugyanis:
Egyetlen dolgot nem mondott senki sem:[#boxer]
Hogy ez baromira nem akar hajlani :D
Olyan merev, mint a tömör rúd gyengítés nélkül XD Két 10cm-s csavarhúzóval tudom úgy meghajlítani, mint ahogy kézzel a spirálist :D
Tesztnek, játéknak jó volt :D
Első alkotásom:
Kuplung házilag
(Több kép jobbra)
Találtam egy darab alut, abból készült, így nem egy fogásból készült! Átmérő:19mm, tengelyek: 6/10mm. Hossz: 33mm. Kézzel fűrészeltem át gyengítésnek. 1mm-t hagytam meg csak az aluból, de így sem jó... :( Ugyanis:
Egyetlen dolgot nem mondott senki sem:[#boxer]
Hogy ez baromira nem akar hajlani :D
Olyan merev, mint a tömör rúd gyengítés nélkül XD Két 10cm-s csavarhúzóval tudom úgy meghajlítani, mint ahogy kézzel a spirálist :D
Tesztnek, játéknak jó volt :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 22:47
Írta: 000000000 Dátum 2010 november 21, 22:47
Ahhoz, hogy hajlékonyabb legyen, több és vékonyabb lamellát kellene vágni. De az a típus soha nem lessz olyan hajlékony, mint a spirális.
Ugyanis, ha olyan lenne, ezt gyártanák, mert az ekészítése pofon egyszerű a spiráloshoz képest.
Valaki, nem túl régen szintén mutatott hasonlót, és írtam, kíváncsian várom a gyakorlati eredményt. De nem írta a fórumra mi a tapasztalat.
Használj, gáz, vagy oxigén tömlőt. Az olcsó és jó.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 22:52
Írta: 000000000 Dátum 2010 november 21, 22:52
Örültem volna neked látogatóként is!
Pedig, téged(is) akartalak csábítani, a 30 rugós díjjal:))
Majd máskor kamionba rendezem, és megyünk minden távollakóhoz:))
Mikorra leszel kész?
Akkorra rendezek talit:))
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 november 21, 22:55
Írta: Farkas Ádám Dátum 2010 november 21, 22:55
Jövő héten készen leszek. Most nyitottam topikot.
Szombaton már mehet a tali :)))
Szombaton már mehet a tali :)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 23:08
Írta: 000000000 Dátum 2010 november 21, 23:08
Nem fogsz ki rajtam:))
Hallottátok fiuk?!
Gyorsan kapjátok össze magatokat.
Jövő szombaton Farkas Ádám munkássága okán, tali lessz hatvanba:))
Mindenki sörét ő fizeti:))
Na, én megyek, termet keresni:))
Hallottátok fiuk?!
Gyorsan kapjátok össze magatokat.
Jövő szombaton Farkas Ádám munkássága okán, tali lessz hatvanba:))
Mindenki sörét ő fizeti:))
Na, én megyek, termet keresni:))
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 november 21, 23:08
Írta: me3ua0a6 Dátum 2010 november 21, 23:08
:D Eddig oxigén tömlő volt, de most 6 és 10mm-t kell összekötni. Valahol láttam ilyen megoldást. De ez nem járható. Mondták, hogy így még törékeny is.
Műanyagot kell szereznem, abból jó lesz már.
Műanyagot kell szereznem, abból jó lesz már.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2010 november 21, 23:09
Írta: me3ua0a6 Dátum 2010 november 21, 23:09
Ideje volt már! Már hiányérzetem kezdett lenni!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 23:14
Írta: 000000000 Dátum 2010 november 21, 23:14
Igen, ezt nem írtam. Igaza van aki mondta, törékeny is.
Gáz tomlő jó a 10 -s re. A vékonyra tegyél hasított csövet alá.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 21, 23:17
Írta: 000000000 Dátum 2010 november 21, 23:17
[#vigyor2][#nevetes1][#nevetes1][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 22, 14:39
Írta: 000000000 Dátum 2010 november 22, 14:39
A spirálisat is meg tudod csinálni könnyen. Ha megvan a furat, belekarcolsz az esztergán egy 5-6mm emelkedésű menetet és fémfűrésszel kézzel forgatva bele fűrészeled a spirális hasítékot.
Ha erősebbet akarsz, akkor C45-ös anyagból csinálod és 1mm-es flex tárcsával vágod bele a hasítékot, kézi forgatás mellett, több menetben.
Ha erősebbet akarsz, akkor C45-ös anyagból csinálod és 1mm-es flex tárcsával vágod bele a hasítékot, kézi forgatás mellett, több menetben.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 24, 19:03
Írta: 000000000 Dátum 2010 november 24, 19:03
Sziasztok!
Logger!
Arra azért figyelj oda, hogy egy koronás fúró hossza olyan 75 mm körül van. Tehát ha pont az a legnagyobb átmérő kell, ami a koronásfúró legnagyobb átmérője, akkor az nem jön össze, hacsak nem fúrod át a másik felét is
Logger!
Arra azért figyelj oda, hogy egy koronás fúró hossza olyan 75 mm körül van. Tehát ha pont az a legnagyobb átmérő kell, ami a koronásfúró legnagyobb átmérője, akkor az nem jön össze, hacsak nem fúrod át a másik felét is
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 24, 19:03
Írta: 000000000 Dátum 2010 november 24, 19:03
a harmatádnak(ez lemaradt)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 november 24, 19:09
Írta: hostya Dátum 2010 november 24, 19:09
Nem baj hogy lemaradt... :)
Így sincs semmi értelme "a harmatádnak"
Így sincs semmi értelme "a harmatádnak"
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 24, 19:37
Írta: 000000000 Dátum 2010 november 24, 19:37
miért?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 november 24, 19:52
Írta: hostya Dátum 2010 november 24, 19:52
????
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 24, 20:27
Írta: 000000000 Dátum 2010 november 24, 20:27
Miért nincs értelme? Elhiszem én neked, csak magyarázd el
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 24, 20:38
Írta: 000000000 Dátum 2010 november 24, 20:38
Hát, nem érti, hogy nem érted, hát nem érted?:))
Ha ezt megmagyarázod ........[#eljen]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 november 24, 20:38
Írta: hostya Dátum 2010 november 24, 20:38
Egyszerűen nem értem ezt a szót v. kifejezést hogy: "harmatádnak" .
De lehet hogy bennem van a hiba...
Nem kötözködni akartam.
De lehet hogy bennem van a hiba...
Nem kötözködni akartam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 24, 20:43
Írta: 000000000 Dátum 2010 november 24, 20:43
Jah!!! Én a zártszelvényt másnéven harmata-nak is ismerem. Szokták azt is mondani, hogy vegyél egy 40x40 es harmatát. Egyébként nem veszem kötözködésnek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 24, 20:47
Írta: 000000000 Dátum 2010 november 24, 20:47
Te, nem magyari vagy?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 november 24, 20:52
Írta: hostya Dátum 2010 november 24, 20:52
Akkor megint okosodtunk egy kicsit... [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 24, 20:57
Írta: 000000000 Dátum 2010 november 24, 20:57
először nekem se mondott semmit, mert amikor először hallotam, azt hittem, hogy fénycsövekről van szó, de felvilágosítottak, hogy az armatúra.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 24, 23:48
Írta: 000000000 Dátum 2010 november 24, 23:48
egyébként a kis fúróval történő körbefúrás lenne a legjobb ötlet szerintem is, aztán egy fortunával, vagy egy félgömb nagyolóval kiszedni, csakhát ugye a darabszám. 16-ot így megcsinálni csak a szocializmusba lehetett\kellett.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 25, 14:49
Írta: 000000000 Dátum 2010 november 25, 14:49
A darabszámmal van nekem is a legnagyobb bajom. Múltkoriban kellett két lyukat raknom 10-es lemezbe 40-es átmérővel, ezt még ki lehetett bírni a körbefúrkálós, reszelgetős módszerrel. Bár a második darabhoz már kellett lelkierőt gyűjteni... Ha a fúró hossza nem engedi, akkor az átmérőből kicsit visszaveszek.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2010 november 25, 14:58
Írta: 279nwbpsa Dátum 2010 november 25, 14:58
Ha nem lenne muszáj kör alakúnak lennie a nyílásnak,akkor elég lenne négy furatot készíteni és dekopir fűrésszel összeszakítani.Sokkal gyorsabb megoldás.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2010 november 25, 17:40
Írta: yuagaci9g Dátum 2010 november 25, 17:40
Na, Ilyen otleteket szeretnek en itt a Forumon latni a sok szajkarate helyett!
A kreativitas magasiskolaja!
A kreativitas magasiskolaja!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 november 25, 18:31
Írta: svejk Dátum 2010 november 25, 18:31
Egy baj van, kis hazánkban a kandeláberek kúposak :(
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 november 25, 18:33
Írta: 35kpazcgr Dátum 2010 november 25, 18:33
Ezt mondtam én is.
Megfelelő fűrészlappal 30 mm-es kör is simán vágható. (A Bosch kínálatában szerepel is ilyen lap.)
Megfelelő fűrészlappal 30 mm-es kör is simán vágható. (A Bosch kínálatában szerepel is ilyen lap.)
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2010 november 25, 18:55
Írta: 279nwbpsa Dátum 2010 november 25, 18:55
Most,hogy jobban visszaolvastam tényleg ezt mondtad. :)
Eddig én csak egy-két alkalommal vágtam így körívet 5-ös lemezbe,de 30mm-nél nagyobb furat kellett akkor,az egyáltalán nem okozott gondot.
Kisebb furatnál már mindenképpen négyszöget kellett volna kiszabnom,mert elég ócskák a lapok,meg a fűrész is itthon.
Ha frankó a lap és a fűrész is,akkor nem egy lehetetlenség megoldani a műveletet.
Eddig én csak egy-két alkalommal vágtam így körívet 5-ös lemezbe,de 30mm-nél nagyobb furat kellett akkor,az egyáltalán nem okozott gondot.
Kisebb furatnál már mindenképpen négyszöget kellett volna kiszabnom,mert elég ócskák a lapok,meg a fűrész is itthon.
Ha frankó a lap és a fűrész is,akkor nem egy lehetetlenség megoldani a műveletet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 25, 18:57
Írta: 000000000 Dátum 2010 november 25, 18:57
Inkább maradok a kiesztergáló fejnél ha ekkora lukakat kell varázsolni vagy még egyszerűbb ha körbe marom [#hehe]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 25, 19:09
Írta: 000000000 Dátum 2010 november 25, 19:09
Mondjuk eddig ilyen kicsi furatot nem kellet csinálnom csak 115mm-est, de abból vagy 20darabot 1.5-es lemezbe
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2010 november 25, 20:46
Írta: fifp6rjch Dátum 2010 november 25, 20:46
Az nem baj, hogy "kúpos", mert azon is felmegy. Hasonló szerkezettel tisztítják le festés előtt az oszlopokat, azok a csiszológépek is ugyanígy felmennek az oszlopra.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 november 30, 17:46
Írta: s7manbs8 Dátum 2010 november 30, 17:46
Léptetőmotorról tengelykapcsoló szerűséget levenni milyen módon lehetne, ha 2 hernyócsavarral van ráfogatva, jól meg van húzva és mér valami ragasztás is igencsak van a menetben ? Talán melegíteni kell ? Nem tudom csak ötlet, mielőtt szétcsinálnám a menetét.. Kösz a segítséget, ha valakinek lenne. 6.3-as tengely, ja és még valami 6.3-ról 9.5 ös valami adaptert lehet kapni ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 30, 17:54
Írta: 000000000 Dátum 2010 november 30, 17:54
Csak nem ragasztó tán?
Reméljük, hogy csak csavarrögzitő lötyi.
Ha megpróbálod kicsavarni, kiderül.
Reméljük, hogy csak csavarrögzitő lötyi.
Ha megpróbálod kicsavarni, kiderül.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 30, 18:27
Írta: 000000000 Dátum 2010 november 30, 18:27
Én is mindig használok a hernyó csavarokhoz csavarrögzítőt. Ha megmelegíted, könyebben kicsavarható.
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2010 november 30, 18:44
Írta: e7c897sd8 Dátum 2010 november 30, 18:44
"ja és még valami 6.3-ról 9.5 ös valami adaptert lehet kapni"
Mire gondolsz pontosan?
Mire gondolsz pontosan?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 november 30, 19:00
Írta: svejk Dátum 2010 november 30, 19:00
Csak kötözködés végett az a két érték pontosabban 1/4" és 3/8". Inkább így keresd...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 november 30, 20:11
Írta: s7manbs8 Dátum 2010 november 30, 20:11
Arra, hogy 6.3-as motor tengelyt 9.5-té alakítani.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 november 30, 20:13
Írta: s7manbs8 Dátum 2010 november 30, 20:13
Köszi az infót, akkor melegítéssel megpróbálható, ilyenre tippeltem én is esetleg.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 november 30, 20:23
Írta: 000000000 Dátum 2010 november 30, 20:23
Sokszor használok Loctite638-as ragasztót is fémkötésekhez.Lehetetlen szétszedni. Egy kis meleget adok neki gázégővel és könnyen szétjön.
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2010 november 30, 20:27
Írta: e7c897sd8 Dátum 2010 november 30, 20:27
Passzentos, hosszában felhasított hüvelyen gondolkoztál már?
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 november 30, 20:42
Írta: KoLa Dátum 2010 november 30, 20:42
De ha arra gondolunk hogy egy nagyvárosban,ekkora cuccal kell bicajozni! és ha találsz egy megfelelő kandelábert, akkor egy idő után vagy leesik a bringa,vagy nem tudod lehozni, ha lemerül az akksi, ami oda felvitte! ettől hatékonyabb egy kulcsos kerékpárzár, nem a számkombinációs! mert abból bármelyiket ki lehet nyitni 20s alatt!
Cím: Re:Mechanikai ötletek
Írta: 3dfhfckk Dátum 2010 november 30, 21:39
Írta: 3dfhfckk Dátum 2010 november 30, 21:39
Üdv corgon
Jól néz ki ez a ciklon porleválasztó. Azt szeretném megkérdezni milyen minta alapján készítetted?
Jól néz ki ez a ciklon porleválasztó. Azt szeretném megkérdezni milyen minta alapján készítetted?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 november 30, 23:17
Írta: s7manbs8 Dátum 2010 november 30, 23:17
Nem, de most ezzel fogok álmodni, a sült libacombon kívül. :) Reggelre valami iszonyatos megoldásra jutok gondolom. :)
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2010 december 01, 19:49
Írta: e7c897sd8 Dátum 2010 december 01, 19:49
:-)
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2010 december 02, 19:04
Írta: 7kcyndjdg Dátum 2010 december 02, 19:04
Szia,
minta nincs, rajzoltam egy DXF rajzot csak úgy fejből. Ha érdekel elküldöm.
minta nincs, rajzoltam egy DXF rajzot csak úgy fejből. Ha érdekel elküldöm.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 04, 14:47
Írta: 000000000 Dátum 2010 december 04, 14:47
Szerintetek mi a jobb X méretű zártszelvény vagy egy ugyanazon méretű tömör négyzet szelvény
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 04, 14:55
Írta: keri Dátum 2010 december 04, 14:55
Attól függ mire. Repülőt nem lehet építeni öntöttvasból, de marógépnél előnyös a masszív tömeg.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 04, 15:24
Írta: 000000000 Dátum 2010 december 04, 15:24
http://zealcnc.com/news/
például ez a gép nagyobb zártszelvényből lenne ilyen erős mert a az ár igen eltérő
6m 60x60mm tömör az kb 70000ft
még egy 6m 100x100x3mm max17000
például ez a gép nagyobb zártszelvényből lenne ilyen erős mert a az ár igen eltérő
6m 60x60mm tömör az kb 70000ft
még egy 6m 100x100x3mm max17000
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 04, 19:59
Írta: keri Dátum 2010 december 04, 19:59
Ja, ha az a kérdés, hogy azonos mennyiségű anyagból a tömör, vagy a nagyobb átmérőjű üreges a jobb, akkor az üreges. De azt nem tudom, hogy az említett eltérő tömegű és méretű anyagok közűl melyik hajlik kevésbé. Ezt meg kell nézni az anyag táblázatban. Másodrendű nyomaték címen keresd.
Azonban ha tippelni kéne én a tömör anyagra tippelnék. Én 80*80*3-as anyagból csináltam (13000HUF volt) de kevés az a 3mm falvastagság.
A behajlások a számításaim szerint alakultak, de azzal nem számoltam hogy a 3mm-es fal deformálodik önmagában ami összetett erők esetén probléma. De ez önmagában nem is lenne gáz, mert amire használni akarom még mindig jó így, de ez az anyag eléggé rezonánsan viselkedik és beremeg az egész gép ha kicsit is megterhelem.
A linkelt konstrukció ráadásul igényli a masszív anyagokat és erős mechanikát, mert bár prakikus, és jól néz ki, de gyenge a konstrukció.
10-20mm-es alu lapból olcsóbb és kellően masszív mechanikát lehet csinálni, mozgó asztalos, fix hidas konstrukcióval.
Persze attól is függ, hogy mit szeretnél a géppel csinálni, de egy általános hobbi gépnek ezek felelnek meg leginkább. (alu, fa, műanyag)
Komolyabb feladatokra, pedig vas vázat javaslok és abból ne sajnáld az anyagot. Ahogy itt mondta valaki 100kg alatt nincs marógép :)
Azonban ha tippelni kéne én a tömör anyagra tippelnék. Én 80*80*3-as anyagból csináltam (13000HUF volt) de kevés az a 3mm falvastagság.
A behajlások a számításaim szerint alakultak, de azzal nem számoltam hogy a 3mm-es fal deformálodik önmagában ami összetett erők esetén probléma. De ez önmagában nem is lenne gáz, mert amire használni akarom még mindig jó így, de ez az anyag eléggé rezonánsan viselkedik és beremeg az egész gép ha kicsit is megterhelem.
A linkelt konstrukció ráadásul igényli a masszív anyagokat és erős mechanikát, mert bár prakikus, és jól néz ki, de gyenge a konstrukció.
10-20mm-es alu lapból olcsóbb és kellően masszív mechanikát lehet csinálni, mozgó asztalos, fix hidas konstrukcióval.
Persze attól is függ, hogy mit szeretnél a géppel csinálni, de egy általános hobbi gépnek ezek felelnek meg leginkább. (alu, fa, műanyag)
Komolyabb feladatokra, pedig vas vázat javaslok és abból ne sajnáld az anyagot. Ahogy itt mondta valaki 100kg alatt nincs marógép :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 04, 20:02
Írta: keri Dátum 2010 december 04, 20:02
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 05, 22:01
Írta: 000000000 Dátum 2010 december 05, 22:01
Hát igen nem véletlenül öntvényből készülnek!
Köszönöm a rengeteg infot. Igen hasznos ez a fórum, de sajnos akkor még gyűjtenem kell.
Köszönöm a rengeteg infot. Igen hasznos ez a fórum, de sajnos akkor még gyűjtenem kell.
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 december 06, 09:14
Írta: f35ezvjs Dátum 2010 december 06, 09:14
Ha gépet akarsz csinálni akkor engedd meg had javasoljam az item profilt. ezek a profilok már azért jóval erőssebbek mint egy zárt szelvény. /már mint a behajlást illeti/.
Csináltunk tömör acél anyagból gépet ezt látod a honlapunkon is de nem mondanám nagyon tökéletesnek. Az arányokat próbáltuk előtérbe helyezni de ez sem olyan jó mintha item profilból lenne. Ha sima zártszelvényből csinálod akkor sajnos előjön a rezonancia ami káros a szerszámra is meg a munkadarabra is. Tudod csökkenteni ha megprakkolod száraz homokkal, igy csökkenhet. Szerintem azért ez sem megoldás.
Csináltunk tömör acél anyagból gépet ezt látod a honlapunkon is de nem mondanám nagyon tökéletesnek. Az arányokat próbáltuk előtérbe helyezni de ez sem olyan jó mintha item profilból lenne. Ha sima zártszelvényből csinálod akkor sajnos előjön a rezonancia ami káros a szerszámra is meg a munkadarabra is. Tudod csökkenteni ha megprakkolod száraz homokkal, igy csökkenhet. Szerintem azért ez sem megoldás.
Cím: Re:Mechanikai ötletek
Írta: 3dfhfckk Dátum 2010 december 06, 11:06
Írta: 3dfhfckk Dátum 2010 december 06, 11:06
Igen, köszönöm. Amúgy hogy vált be az eszköz?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 06, 17:26
Írta: keri Dátum 2010 december 06, 17:26
Ha nagyon nincs pénzed de érdekel a technika, akkor is van lehetőséged.
Sokan csináltak bútorlapból gépet. Ennél olcsóbban nem lehet összerakni.
Persze semmi komolyra nem alkalmas, csak játszani, de én csak azért csináltam egy ilyet, hogy kitapasztaljam a dolgokat. Pénzem nekem sem volt eleinte.
Sokan csináltak bútorlapból gépet. Ennél olcsóbban nem lehet összerakni.
Persze semmi komolyra nem alkalmas, csak játszani, de én csak azért csináltam egy ilyet, hogy kitapasztaljam a dolgokat. Pénzem nekem sem volt eleinte.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 06, 17:28
Írta: keri Dátum 2010 december 06, 17:28
Vagy ha van 10ezer forintod a vázra, akkor abból kapsz 100*10mm-es alu rudat elegendő mennyiségűt amiből már össze lehet rakni egy kicsi, egyszerű, de masszív gépet vázát.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 06, 17:32
Írta: keri Dátum 2010 december 06, 17:32
Mennyibe kerülnek ezek a profilok.
Én eddig azért nem is nézegettem, mert borzalmas sokat kérnek általában értük.
Én eddig azért nem is nézegettem, mert borzalmas sokat kérnek általában értük.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2010 december 06, 17:44
Írta: Kristály Árpád Dátum 2010 december 06, 17:44
Mindeki figyelmébe ajánlom: [#eljen]
cncitalia.net
rengeteg ötlet ITEM nélkül....
Na nem azt mondom, hogy nem jó az ITEM...De...
Ajánlom a volt NDK írógép kocsi....
Ennél olcsób nincs, edzet anyag utánállítható stb....
Üdv.: Árpád
[#eljen][#wave][#wow1]
cncitalia.net
rengeteg ötlet ITEM nélkül....
Na nem azt mondom, hogy nem jó az ITEM...De...
Ajánlom a volt NDK írógép kocsi....
Ennél olcsób nincs, edzet anyag utánállítható stb....
Üdv.: Árpád
[#eljen][#wave][#wow1]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2010 december 06, 17:45
Írta: Kristály Árpád Dátum 2010 december 06, 17:45
Bocs....a jobb oldali menüben sok...sok...kép
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2010 december 06, 17:54
Írta: Kristály Árpád Dátum 2010 december 06, 17:54
Itt egy kép....
Magáért beszél...
alu...??? u-szelvény
Sok sikert!
Üdv.: Árpi
Magáért beszél...
alu...??? u-szelvény
Sok sikert!
Üdv.: Árpi
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 december 06, 19:21
Írta: ybm4ifb Dátum 2010 december 06, 19:21
Sziasztok
Pont fogazok egy fogvéső géppel..és eszembe jutott ha lenne valakinek egy acélbol készült T-5-ös kereke...legalább 60-70mm átméröjü--esetleg kilehetne probálni egy metsző kerékké alakítva---hátha lehetne müanyagot,alut forgácsolni vele.
Képzeljétek csak el 24-felfelé tetszöleges fogszámot tudnák készíteni..nagy dolog lenne.
Mít szoltok hozzá??
Pont fogazok egy fogvéső géppel..és eszembe jutott ha lenne valakinek egy acélbol készült T-5-ös kereke...legalább 60-70mm átméröjü--esetleg kilehetne probálni egy metsző kerékké alakítva---hátha lehetne müanyagot,alut forgácsolni vele.
Képzeljétek csak el 24-felfelé tetszöleges fogszámot tudnák készíteni..nagy dolog lenne.
Mít szoltok hozzá??
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 06, 19:51
Írta: 4um5b65d Dátum 2010 december 06, 19:51
Jó lenne az profil képzés szempontjából ?
A metsző kereked amit fogaskerékhez használsz milyen profilú ?
A metsző kereked amit fogaskerékhez használsz milyen profilú ?
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 december 06, 19:56
Írta: ybm4ifb Dátum 2010 december 06, 19:56
Nyilván való hogy evolvens.
Ezért probálnám ki a bordás kereket metsző kerékként.
Ezért probálnám ki a bordás kereket metsző kerékként.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 06, 20:12
Írta: 4um5b65d Dátum 2010 december 06, 20:12
Na ezért kérdeztem.....
T5-el tudsz T5-öt csinálni ???
T5-el tudsz T5-öt csinálni ???
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 december 06, 20:22
Írta: ybm4ifb Dátum 2010 december 06, 20:22
Ezt szeretném kiprobálni.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 december 06, 20:24
Írta: ybm4ifb Dátum 2010 december 06, 20:24
Evolvens profilu metsző kerékkel---evolvens profilu fogaskereket---T5-tel talán T-5-öt.
Egy probát megérne.
Egy probát megérne.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 december 06, 20:29
Írta: Szalai György Dátum 2010 december 06, 20:29
Az nem úgy van, hogy a fogazott szíjtárcsa fogprofilja a fogazott szíjtárcsa átmérővel együtt változik?
Hiszen egyszer nagyobb, egyszer kisebb rádiuszon görbül rá a szíj, és a szíj fogprofilja állandó.
Hiszen egyszer nagyobb, egyszer kisebb rádiuszon görbül rá a szíj, és a szíj fogprofilja állandó.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 december 06, 20:41
Írta: ybm4ifb Dátum 2010 december 06, 20:41
És az hogyvan...csinálok egy 24 fogu fogaskereket,és ugyanazzal a metsző kerékkel egy 100 fogu fogaskereket.
Én csak azt mindom,kikéne probálni...csak nyernénk vele...illetve valaki vesztené azt az egy bordáskereket ,amiből lenne a metsző kerék.
Én csak azt mindom,kikéne probálni...csak nyernénk vele...illetve valaki vesztené azt az egy bordáskereket ,amiből lenne a metsző kerék.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 06, 20:45
Írta: 000000000 Dátum 2010 december 06, 20:45
Én ugyanazzal a maróval martam annak idején a 12-fogú és a 36-fogú T5-ös tárcsát is forgatóban.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 06, 20:46
Írta: 000000000 Dátum 2010 december 06, 20:46
És hogyan csinálnál belőle metszőkereket?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 06, 20:48
Írta: 4um5b65d Dátum 2010 december 06, 20:48
Nekem ott a legördüléssel nem stimmel valami.
Na de várjunk csak.....
Ha egy T5-ös kerékbe beraksz egy másik T5-öt és az le tud gördülni egymáson fényrésmentesen akkor van mit keresned, de szerintem valami nem fog stimmelni.
Na de várjunk csak.....
Ha egy T5-ös kerékbe beraksz egy másik T5-öt és az le tud gördülni egymáson fényrésmentesen akkor van mit keresned, de szerintem valami nem fog stimmelni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 06, 20:50
Írta: 4um5b65d Dátum 2010 december 06, 20:50
Akkor ott nem stimmelt valami.
Változik a profil a különböző fogszámoknál.
Egy tól - ig határral megy a dolog, úgy mint a 8db-os modul tárcsamaró készletnél, de egy fogszám után váltani kell.
Változik a profil a különböző fogszámoknál.
Egy tól - ig határral megy a dolog, úgy mint a 8db-os modul tárcsamaró készletnél, de egy fogszám után váltani kell.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 december 06, 20:53
Írta: Szalai György Dátum 2010 december 06, 20:53
Nem tudom, ezért kérdeztem.
Ha nekem kéne egy szerszámmal, különféle fogszámú fogazott szíj kerekeket készítenem, azt hiszem a szíjfog szerinti profilú tárcsamarót készítenék és osztótárcsa segítségével, (Vagy pozíció szervóval.) egyesével vágnám a szíjfogak helyét a tárcsába. Ez után még volna lehetőségem a külső kerület pontos lemunkálására, hogy semmit se kottyanjon a szíj a tárcsán.
Ha nekem kéne egy szerszámmal, különféle fogszámú fogazott szíj kerekeket készítenem, azt hiszem a szíjfog szerinti profilú tárcsamarót készítenék és osztótárcsa segítségével, (Vagy pozíció szervóval.) egyesével vágnám a szíjfogak helyét a tárcsába. Ez után még volna lehetőségem a külső kerület pontos lemunkálására, hogy semmit se kottyanjon a szíj a tárcsán.
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2010 december 06, 20:55
Írta: s5f8tmfv3 Dátum 2010 december 06, 20:55
37mm átmérőjűt találtam, erősen viseletes...
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 december 06, 20:56
Írta: ybm4ifb Dátum 2010 december 06, 20:56
A gépen (véső gép)felfelé haladáskor a munka darab eltávolodik a metsző keréktől,ugy gondoltam hogy a homlokát a metszőkeréknek szánt keréknek
megasztergálmám sugár irányban kissé kuposnak.
megasztergálmám sugár irányban kissé kuposnak.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 december 06, 20:58
Írta: ybm4ifb Dátum 2010 december 06, 20:58
Sajnos kell hogy legalább 80-as legyen,nem tudok kisebbet felfogni.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 december 06, 21:01
Írta: ybm4ifb Dátum 2010 december 06, 21:01
Csakhogy...ha beválna ez a modszer...kb 5 perc lenne egy kerék készítése,,,,Neked oszto készülékkel...ja...CNC-vel gyors lenne...de nem tudok rola hogy valaki is csinálná.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 06, 21:06
Írta: 000000000 Dátum 2010 december 06, 21:06
Egy profilra köszörült ütőkés is megfelelő.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 06, 21:07
Írta: 000000000 Dátum 2010 december 06, 21:07
Valami van a Fórummal, nem működik a "Válasz" gomb.
Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 december 06, 21:10
Írta: ybm4ifb Dátum 2010 december 06, 21:10
Fogvéső gép ugy müködik..Metsző kerék-munkadarab..mintha kettő fogaskerék forogna egymással szembe,ütő kés csak marásnál jöhet szoba.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 06, 21:55
Írta: svejk Dátum 2010 december 06, 21:55
Nem szimmetrikus a T profil sem sajnos, én mér akartam úgy nagy kereket csinálni, hogy egy szíjat kifordítok egy nagy átmérőjű tárcsára és felragasztom.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 06, 21:59
Írta: svejk Dátum 2010 december 06, 21:59
Pl. ez egy 43 és egy 60 fogas kapcsolódása.

Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 december 06, 22:38
Írta: 35kpazcgr Dátum 2010 december 06, 22:38
De szimmetrikus!
Ha síkba teríted a szíjat, akkor az.
A bordáskerék kerületén már torzul a profi, de a fogárok az ugyan az marad.
Ha síkba teríted a szíjat, akkor az.
A bordáskerék kerületén már torzul a profi, de a fogárok az ugyan az marad.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 07, 07:42
Írta: keri Dátum 2010 december 07, 07:42
Ez mekkora ötlet már, érdemes lenne szabadalmaztatni!
Műanyagból fogas szallag, persze a megfelelő profillal. Megrendelő bejön, megmondja mekkora fogaskerék kell neki. Esztergát 1perc alatt lenyomod a megfelelő méretű tárcsát, amire felragasztod a fogas szallagot, és már mehet is Isten hírével.
(amennyiben megazdagszol ebből, részesedést kérek :))))
Műanyagból fogas szallag, persze a megfelelő profillal. Megrendelő bejön, megmondja mekkora fogaskerék kell neki. Esztergát 1perc alatt lenyomod a megfelelő méretű tárcsát, amire felragasztod a fogas szallagot, és már mehet is Isten hírével.
(amennyiben megazdagszol ebből, részesedést kérek :))))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 07, 08:36
Írta: svejk Dátum 2010 december 07, 08:36
Jó, igazad lehet, de két egyenes szíjnak nem sok értelmét látom, ha csak nem csúszásgátlót akarunk csinálni...
Igen , mivel a hajlított szíjnál csak a fogárok szélessége csökken, ezért a kerékben a fogárok mindig ugyan az. Ezért lehetséges lenne mindegyik fogszámhoz ugyan azt a profilú tárcsa marót, vagy vésőt használni.
Igen , mivel a hajlított szíjnál csak a fogárok szélessége csökken, ezért a kerékben a fogárok mindig ugyan az. Ezért lehetséges lenne mindegyik fogszámhoz ugyan azt a profilú tárcsa marót, vagy vésőt használni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 07, 08:37
Írta: svejk Dátum 2010 december 07, 08:37
Mint írtam sajnos nem működik, csak esetleg nagyon nagy átmérőknél :(
Egyébként a fogazott szíjakat méterben is lehet kapni...
Egyébként a fogazott szíjakat méterben is lehet kapni...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 07, 08:42
Írta: svejk Dátum 2010 december 07, 08:42
Hmmm... valami nem kerek.
Ha a szíj fogprofilja tényleg szimmetrikus, akkor a kerekeknél(lásd a fotómat a #8418-ban) a fogaknak el kellene keskenyednie a kisebb átmérőknél, ami azt jelenti, hogy bőven egymásba kellene illeszkednie a fotón levő két keréknek.
Ha a szíj fogprofilja tényleg szimmetrikus, akkor a kerekeknél(lásd a fotómat a #8418-ban) a fogaknak el kellene keskenyednie a kisebb átmérőknél, ami azt jelenti, hogy bőven egymásba kellene illeszkednie a fotón levő két keréknek.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 december 07, 13:31
Írta: 35kpazcgr Dátum 2010 december 07, 13:31
Kerek az!
Ha megfigyeled, akkor a kis keréknek az összeillesztett foggal két szomszédos foga ütközik. Ha azokat eltávolítanád, simán összeillene.
Ha megfigyeled, akkor a kis keréknek az összeillesztett foggal két szomszédos foga ütközik. Ha azokat eltávolítanád, simán összeillene.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2010 december 07, 20:57
Írta: ywathzay Dátum 2010 december 07, 20:57
Van- e valakinek tapasztalata, ismerete erről a fajta marómotorról, gravírozáshoz mint főorsó? Látszólag elég masszív 1,4 kg a súlya, 850W-os. De van ebből 1050W-os is.
marómotor
marómotor
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2010 december 07, 21:01
Írta: gsbwxanch Dátum 2010 december 07, 21:01
Régen sokszor volt téma.
Szerintem korábbi hozzászólásokban találsz választ.
Szerintem korábbi hozzászólásokban találsz választ.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 07, 21:10
Írta: 4um5b65d Dátum 2010 december 07, 21:10
Csináljon már valaki egy HALÁL PONTOS mérést egy 15 fogú és egy 60 fogú kerék esetében.
Nem hinném, hogy azonos lenne az árok profilja.
Amikor kisebb ívben töröd a szíjat, ott valamelyest módosulnia kell a gumi fog profiljának is az anyag zömülése miatt.
Hasonlóképp mint egy sima mezei ékszíjnak a profilja csak itt jóval kisebb mértékben.
Bár elképzelhető, hogy ez annyira kicsi eltérés, hogy nem foglalkoznak vele.
Nem hinném, hogy azonos lenne az árok profilja.
Amikor kisebb ívben töröd a szíjat, ott valamelyest módosulnia kell a gumi fog profiljának is az anyag zömülése miatt.
Hasonlóképp mint egy sima mezei ékszíjnak a profilja csak itt jóval kisebb mértékben.
Bár elképzelhető, hogy ez annyira kicsi eltérés, hogy nem foglalkoznak vele.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 december 07, 21:18
Írta: Rabb Ferenc Dátum 2010 december 07, 21:18
Stabil jószág. Nekem bevált. Kár, hogy csak 10 ezerig lehet levinni a fordulatát (gyárilag) mert az pl plexihez már sok.
Itt még egy kicsivel olcsóbb. Mindenüt már jóval 40e Ft felett van. Csak egy 8mm-es patron jár hozzá, a többi darabonként 5-7e Ft körül van.
Azt azért vedd figyelembe, hogy gravírozáshoz kell a fordulat. De ahhoz már hang is tartozik egy kefés motornál. Járd egy kicsit körül Bódi fortunáját. Gravírozáshoz nem igazán kell 800Watt.
Itt még egy kicsivel olcsóbb. Mindenüt már jóval 40e Ft felett van. Csak egy 8mm-es patron jár hozzá, a többi darabonként 5-7e Ft körül van.
Azt azért vedd figyelembe, hogy gravírozáshoz kell a fordulat. De ahhoz már hang is tartozik egy kefés motornál. Járd egy kicsit körül Bódi fortunáját. Gravírozáshoz nem igazán kell 800Watt.
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 december 07, 21:23
Írta: f35ezvjs Dátum 2010 december 07, 21:23
Szia !
nekem is van ebből a motorból már többször volt, hogy 24 órát ment egyfolytában semmi gondom nincs vele patront is lehet hozzá kapni merem ajánlani de csak akkor ha a duplacsapágyas és aluházban van acsapágy csak újat vegyél ami azért garanciális. az 150 W os az az igazi
nekem is van ebből a motorból már többször volt, hogy 24 órát ment egyfolytában semmi gondom nincs vele patront is lehet hozzá kapni merem ajánlani de csak akkor ha a duplacsapágyas és aluházban van acsapágy csak újat vegyél ami azért garanciális. az 150 W os az az igazi
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 december 07, 21:28
Írta: f35ezvjs Dátum 2010 december 07, 21:28
1050W elírtam
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2010 december 07, 21:28
Írta: fifp6rjch Dátum 2010 december 07, 21:28
Laslie-nek igaza van, nem lehetnek egyformák a fogprofilok különböző átmérőjű kerekeknél, hiszen akkor vagy kiugrana egy kis kerékből, vagy megzabálná a szíjat a kis kerék, ha az elég kis átmérőjű.
Pl. az Inch-es MXL szíjaknál (2.032 osztás) vannak 17 fogú meghajtó kerekek is. nnél az átmérőnél már annyira "összezömülnek" a szíj fogai egymáshoz képest, hogy az egymás melletti fogak oldalai már párhuzamosak egymással.
Egy nagyobb keréknél meg kevésbé kerülnek közelebb egymáshoz a fogak, így a köztük lévő szög is nagyobb.
Tessék megnézni, bármilyen osztású vagy méretű fogasszíjnál, ez mindenhol így van.
Most azért éppen ezt a példát hoztam, mert most ilyen kerék és szíj van mellettem az asztalomon. :)
Pl. az Inch-es MXL szíjaknál (2.032 osztás) vannak 17 fogú meghajtó kerekek is. nnél az átmérőnél már annyira "összezömülnek" a szíj fogai egymáshoz képest, hogy az egymás melletti fogak oldalai már párhuzamosak egymással.
Egy nagyobb keréknél meg kevésbé kerülnek közelebb egymáshoz a fogak, így a köztük lévő szög is nagyobb.
Tessék megnézni, bármilyen osztású vagy méretű fogasszíjnál, ez mindenhol így van.
Most azért éppen ezt a példát hoztam, mert most ilyen kerék és szíj van mellettem az asztalomon. :)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2010 december 07, 21:30
Írta: Rabb Ferenc Dátum 2010 december 07, 21:30
A KRESS duplacsapágyas, és acél csapágyházas. Miért kellene alu?
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2010 december 07, 21:30
Írta: fifp6rjch Dátum 2010 december 07, 21:30
nnél=Ennél. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 07, 21:37
Írta: 000000000 Dátum 2010 december 07, 21:37
Csak annyi gondja van a Kressnek, hogy a csapágycseréhez 3T-s prés kell...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 07, 21:43
Írta: 4um5b65d Dátum 2010 december 07, 21:43
Te más malomban őrölsz mint én.
Itt külön kell választani az árok profilját és a "hús" profilját.
Az árok profilja csak keveset változik, de a hús sokat.
Amiről én beszélek az az, hogy a szíjnak az a része amiben a fém/kevlar/miegymás sodronyok vannak , annak a különböző ívben történő törése és vele együtt ezen (nevezzük szalagnak) részének belső duzzadása hatással van a szíj fogának tövére.
Itt külön kell választani az árok profilját és a "hús" profilját.
Az árok profilja csak keveset változik, de a hús sokat.
Amiről én beszélek az az, hogy a szíjnak az a része amiben a fém/kevlar/miegymás sodronyok vannak , annak a különböző ívben történő törése és vele együtt ezen (nevezzük szalagnak) részének belső duzzadása hatással van a szíj fogának tövére.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2010 december 07, 21:47
Írta: ywathzay Dátum 2010 december 07, 21:47
Az alu igaz hogy jobban vezeti a hőt, de ha az acél ház aluba van foglalva szerintem az sem rossz. Én nem bánnám ha 10.000rpm alá nem tud menni, én úgyis fémekhez szeretném használni. Na igen fémekben milyen fordulatokkal megy a gravírozás? Szűkítőpatron a német ebay-en 10Eur, viszont a gép drágább.
A Vbodi fortunája tetszik, viszont én szeretem a kész megoldásokat is, hiszen nem mindig az az olcsóbb ami annak látszik.
A Vbodi fortunája tetszik, viszont én szeretem a kész megoldásokat is, hiszen nem mindig az az olcsóbb ami annak látszik.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 07, 21:47
Írta: svejk Dátum 2010 december 07, 21:47
Mezei saccoló tolómérő...a trapéz profil miatt nem egyszerű, időm se sok de a lényeg nagy
vonalakban látszik:
Új kerekek...
T5 15 fog
fogárok szélessége a lábkörön: 1,7 mm
fogárok szélessége a fejkörön: 2,7 mm
fogtő szélessége: 2,5 mm
foghegyszélessége: 1,9 mm
T5 60 fog
fogárok szélessége a lábkörön: 1,75 mm
fogárok szélessége a fejkörön: 2,6 mm
fogtő szélessége: 2,85 mm
foghegyszélessége: 2,1 mm
Szóval ez nem készpénz, mert ez nem mérés volt csak saccolás :(
Arról nem is beszélve, hogy a 60 fogas valami márkásnak kinéző a 15 fogas meg tisztán látszik hogy gagyi.
Szerintem az alábbi képen jól látszik mi, mennyire torzul.

vonalakban látszik:
Új kerekek...
T5 15 fog
fogárok szélessége a lábkörön: 1,7 mm
fogárok szélessége a fejkörön: 2,7 mm
fogtő szélessége: 2,5 mm
foghegyszélessége: 1,9 mm
T5 60 fog
fogárok szélessége a lábkörön: 1,75 mm
fogárok szélessége a fejkörön: 2,6 mm
fogtő szélessége: 2,85 mm
foghegyszélessége: 2,1 mm
Szóval ez nem készpénz, mert ez nem mérés volt csak saccolás :(
Arról nem is beszélve, hogy a 60 fogas valami márkásnak kinéző a 15 fogas meg tisztán látszik hogy gagyi.
Szerintem az alábbi képen jól látszik mi, mennyire torzul.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2010 december 07, 21:48
Írta: ywathzay Dátum 2010 december 07, 21:48
Van 10 tonnásom is. Úgy látszik nekem való eszköz.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 07, 21:54
Írta: 4um5b65d Dátum 2010 december 07, 21:54
Nem a szíj változása a lényeg, mert amit látsz a szíjon az árkot az a keréken a fog.
A kerék foga szemmel láthatólag is sokat változik.
Itt a kerék árka a lényeg.
Talán a legegyszerűbb lenne, ha nagyon vékonyan beolajoznád az egyik kereket , majd epokitt ragasztót nyomsz bele a fogba, vagy gyertya viaszt.
Ha megköt akkor odapróbálod a kapott negatívot a másik kerék árkába.
A kerék foga szemmel láthatólag is sokat változik.
Itt a kerék árka a lényeg.
Talán a legegyszerűbb lenne, ha nagyon vékonyan beolajoznád az egyik kereket , majd epokitt ragasztót nyomsz bele a fogba, vagy gyertya viaszt.
Ha megköt akkor odapróbálod a kapott negatívot a másik kerék árkába.
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2010 december 07, 21:54
Írta: fifp6rjch Dátum 2010 december 07, 21:54
Nem őrlünk két malomban, amit írsz, az evidens.
nyilván, ha a "fogcsúcsok" közti távolság csökken a kerék átmérője miatt, akkor a "fogárok" belső rádiusza is változik a gumi zömülése miatt.
De Svejk #8418 képén nem erről van szó!
Ott az fogárok már össze sem ér, tehát azok rádiusza tökmindegy milyen.
És azért nem ér össze, mert neki a 60-as keréken a szíjon lévő fogárok nagyobb szöget zár be egymással a nagy átmérő miatt, mint a 43-as keréken lévő szíj fogszöge, mivel az kisebb, tehát nyilvánvaló, hogy egy kisebb szögű nyílásba elég nehéz beilleszteni egy nagyobb nyílású szöget.
nyilván, ha a "fogcsúcsok" közti távolság csökken a kerék átmérője miatt, akkor a "fogárok" belső rádiusza is változik a gumi zömülése miatt.
De Svejk #8418 képén nem erről van szó!
Ott az fogárok már össze sem ér, tehát azok rádiusza tökmindegy milyen.
És azért nem ér össze, mert neki a 60-as keréken a szíjon lévő fogárok nagyobb szöget zár be egymással a nagy átmérő miatt, mint a 43-as keréken lévő szíj fogszöge, mivel az kisebb, tehát nyilvánvaló, hogy egy kisebb szögű nyílásba elég nehéz beilleszteni egy nagyobb nyílású szöget.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 07, 21:56
Írta: svejk Dátum 2010 december 07, 21:56
Szóval a hordozó olyan vékony és olyan közel van a fogtőhöz hogy szerintem elenyésző hatása van a fogasszíj fogméretének torzulására.
A szíjnál az árokban a képen még jól kivehető az a kb. 0,5-0-7 mm-es kis beszúrás is, mely a hajlékonyságot növeli.
Szerintem egy jól megválasztott profilú forgácsolószerszámmal a teljes mérettartományban lényegesen jobb minőségű kerekeket lehetne házilag legyártani.
Élő példa Vbodi is.
Régen az MXL-ekhez mezei fúrással,( talán 1,1 mm-es fúróval) feltűnően jól passzoló kereket barkácsoltam műanyagból, és plexiből a kicsi és nagy mérettartományban.
A szíjnál az árokban a képen még jól kivehető az a kb. 0,5-0-7 mm-es kis beszúrás is, mely a hajlékonyságot növeli.
Szerintem egy jól megválasztott profilú forgácsolószerszámmal a teljes mérettartományban lényegesen jobb minőségű kerekeket lehetne házilag legyártani.
Élő példa Vbodi is.
Régen az MXL-ekhez mezei fúrással,( talán 1,1 mm-es fúróval) feltűnően jól passzoló kereket barkácsoltam műanyagból, és plexiből a kicsi és nagy mérettartományban.
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2010 december 07, 21:59
Írta: fifp6rjch Dátum 2010 december 07, 21:59
Svejk, a #8414 képen lévő kerekekkel nincs semmi baj, ennek ilyennek kell lennie.
A nagyobb kerék fogai semmiképp sem passzolhatnak a kisebb kerék "fogárkával", mert mások a szögek.
A nagyobb kerék fogai semmiképp sem passzolhatnak a kisebb kerék "fogárkával", mert mások a szögek.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 07, 21:59
Írta: svejk Dátum 2010 december 07, 21:59
Én tudom miről beszélsz, de ha kezedbe fognál egy ilyen szíjat egyből éreznéd hogy a szíjon a fog nem torzul jelentős mértékben...
(szerintem van neked csak lusta vagy előkeresni :))
Hidd el hogy a széria kerekek sokkal nagyobb szórással készülnek mint hogy ez számítson.
No ilyen kísérletekre engem ugyan rá nem veszel :)
(szerintem van neked csak lusta vagy előkeresni :))
Hidd el hogy a széria kerekek sokkal nagyobb szórással készülnek mint hogy ez számítson.
No ilyen kísérletekre engem ugyan rá nem veszel :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 07, 22:00
Írta: 4um5b65d Dátum 2010 december 07, 22:00
Hoppá, erre az árok rádiuszra nem is gondoltam.
Ez még egy változót visz be a dologba.
Kezd bonyolult lenni.....
Ez még egy változót visz be a dologba.
Kezd bonyolult lenni.....
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 07, 22:01
Írta: 4um5b65d Dátum 2010 december 07, 22:01
Nincs egyetlen ilyen szíjam sem, de gyertyát tudok neked postázni... :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 07, 22:02
Írta: svejk Dátum 2010 december 07, 22:02
Sajnos úgy látszik Te is csak azt olvasod amit akarsz. :(
Az a fénykép az eredeti felvetés cáfolására készült, miszerint egy acél kerékkel lehetne több más fogosztású műanyag vagy alu kereket fogazógépen gyártani.
lásd: #8397-től
Az a fénykép az eredeti felvetés cáfolására készült, miszerint egy acél kerékkel lehetne több más fogosztású műanyag vagy alu kereket fogazógépen gyártani.
lásd: #8397-től
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 07, 22:04
Írta: svejk Dátum 2010 december 07, 22:04
No akkor a legközelebbi vásárban biztos találsz, jól vizsgáld meg őket. A poliuretán még csak-csak puha de a gumisnak (nem jut eszembe a neve) irtó kemény a foga, főleg a HTD sorozaté.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 07, 22:06
Írta: 4um5b65d Dátum 2010 december 07, 22:06
Az a 0,5-07 nem hinném hogy a hajlékonysággal van összefüggésben.
Szerintem a beszorult levegőt hívatott kiengedni.
De ez csak tipp.
Szerintem a beszorult levegőt hívatott kiengedni.
De ez csak tipp.
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2010 december 07, 22:16
Írta: fifp6rjch Dátum 2010 december 07, 22:16
Tévedsz, elolvastam! :)
De Te kihagytad Szalai György hsz-ét?
Ő már próbálta felvázolni ugyanazt, amit én írtam.
Ez nem fogaskerék marás, vésés, ahol a fogaknak rádiusza van, tehát nyugodtan dolgozhatsz vésővel és marótárcsával is, az eredmény ugyanaz.
A fogasszíj fogainak oldala pedig egy részen egyenes, a két végén rádiusszal.
Tehát ha Te egy kis kerékkel akarsz egy nagyobbat forgácsolni, ott rengeteg a hibalehetőség, mert mint írtam is, a kis keréken lévő fogcsúcs jóval keskenyebb, mint egy már 2x, 3x nagyobb fogszámú kerék fogárka.
Tehát vésésnél már a kis kereket is kell egy picit jobbra balra forgatni, együtt a nagy kerékkel, hogy kialakíthassa a szélesebb fogárkot.
Na ezt házilag összebarkácsolni elég macerás lenne, és még az elkészült fogprofil sem lenne tökéletes.
Tehát ez csak úgy oldható meg, mint "gyárilag" is, hogy a fogvésőd vagy maród fogprofilja tökéletesen azonos a szíj fogprofiljával!
Ez az általad említett "24 kerekes véső szerszám" esetében egyáltalán nem teljesül!
De Te kihagytad Szalai György hsz-ét?
Ő már próbálta felvázolni ugyanazt, amit én írtam.
Ez nem fogaskerék marás, vésés, ahol a fogaknak rádiusza van, tehát nyugodtan dolgozhatsz vésővel és marótárcsával is, az eredmény ugyanaz.
A fogasszíj fogainak oldala pedig egy részen egyenes, a két végén rádiusszal.
Tehát ha Te egy kis kerékkel akarsz egy nagyobbat forgácsolni, ott rengeteg a hibalehetőség, mert mint írtam is, a kis keréken lévő fogcsúcs jóval keskenyebb, mint egy már 2x, 3x nagyobb fogszámú kerék fogárka.
Tehát vésésnél már a kis kereket is kell egy picit jobbra balra forgatni, együtt a nagy kerékkel, hogy kialakíthassa a szélesebb fogárkot.
Na ezt házilag összebarkácsolni elég macerás lenne, és még az elkészült fogprofil sem lenne tökéletes.
Tehát ez csak úgy oldható meg, mint "gyárilag" is, hogy a fogvésőd vagy maród fogprofilja tökéletesen azonos a szíj fogprofiljával!
Ez az általad említett "24 kerekes véső szerszám" esetében egyáltalán nem teljesül!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 07, 22:16
Írta: svejk Dátum 2010 december 07, 22:16
Ááá...ez csak a T profilokon van a HTD és Zollos osztásún nincs ilyen.
Hidd el hogy nagyon vacakok az illesztések, persze ezt meg is magyarázzák a különböző nyíróerőkkel, amire gyakorlatilag Te is gondolsz, de ezek a hobby gyakorlatban nem hinném hogy jelentősen előfordulnak.
Még egyszer részemről zárszónak, Vbodi is bebizonyította hogy egy szerszámmal többféle fogszámú pontosnak mondható kereket lehet készíteni, marással vagy véséssel.
Hidd el hogy nagyon vacakok az illesztések, persze ezt meg is magyarázzák a különböző nyíróerőkkel, amire gyakorlatilag Te is gondolsz, de ezek a hobby gyakorlatban nem hinném hogy jelentősen előfordulnak.
Még egyszer részemről zárszónak, Vbodi is bebizonyította hogy egy szerszámmal többféle fogszámú pontosnak mondható kereket lehet készíteni, marással vagy véséssel.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 07, 22:22
Írta: svejk Dátum 2010 december 07, 22:22
Csak nem vagy a toppon...:((
- nem én akartam kerékkel másikat forgácsolni
- én nem említettem semmilyen "24 kerekes véső szerszám" -ot
Esetleg szemüveg???
Stojka nem egyenlő svejk ....
Szerintem kezd elölről az olvasást, én megyek dögleni :)
- nem én akartam kerékkel másikat forgácsolni
- én nem említettem semmilyen "24 kerekes véső szerszám" -ot
Esetleg szemüveg???
Stojka nem egyenlő svejk ....
Szerintem kezd elölről az olvasást, én megyek dögleni :)
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2010 december 07, 22:25
Írta: fifp6rjch Dátum 2010 december 07, 22:25
Jogos, elnéztem a hsz-eket.
De ettől még viselkedhetnél normális ember módjára is, és megadhatnád a minimális tiszteletet, mert én ki nem állhatom az effajta nagyarcú beszólásokat!
És ha megkérhetlek engem ne oktass, mert attól is eldurran az agyam, főleg ilyen stílustól!
Jó éjszakát.
De ettől még viselkedhetnél normális ember módjára is, és megadhatnád a minimális tiszteletet, mert én ki nem állhatom az effajta nagyarcú beszólásokat!
És ha megkérhetlek engem ne oktass, mert attól is eldurran az agyam, főleg ilyen stílustól!
Jó éjszakát.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 07, 22:40
Írta: 4um5b65d Dátum 2010 december 07, 22:40
Csaba, ilyenkor illik elnézni a "kioktatást".
Bár én nem éreztem nagyképűnek és kioktatónak.
Egy mondat végi vigyor sok mindent megváltoztat.
:)
Bár én nem éreztem nagyképűnek és kioktatónak.
Egy mondat végi vigyor sok mindent megváltoztat.
:)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 08, 07:15
Írta: keri Dátum 2010 december 08, 07:15
Nekem is 1050W-os van ebből.
Nem mintha kéne az 1kW de fémeknél, alapjáraton lehet csak használni és ott nyomatékosabb, de még így is a gépvázam a gyengébb :))
1/8"-os marókhoz azonban bőven elegendő a 800W-os. Az valamivel csöndesebb is.
Szépen fut, bár azt mondják az eredeti csapágyakat érdemes jobbra cserélni, ha elkoptak. A befogója elég precíz és jó konstrukció egy hobbistának. A motort kb ennyiért vettem én is de a patronokat szinte fele ennyiért vettem, szóval érdemes kivárni és csak azt a patront megvenni ami feltétlen szükséges neked.
Ja és ha tudsz vegyél olyan változatot ami lemegy 5000-es fordulatig...sajnos ilyet csak a németeknél láttam eddig.
Nem mintha kéne az 1kW de fémeknél, alapjáraton lehet csak használni és ott nyomatékosabb, de még így is a gépvázam a gyengébb :))
1/8"-os marókhoz azonban bőven elegendő a 800W-os. Az valamivel csöndesebb is.
Szépen fut, bár azt mondják az eredeti csapágyakat érdemes jobbra cserélni, ha elkoptak. A befogója elég precíz és jó konstrukció egy hobbistának. A motort kb ennyiért vettem én is de a patronokat szinte fele ennyiért vettem, szóval érdemes kivárni és csak azt a patront megvenni ami feltétlen szükséges neked.
Ja és ha tudsz vegyél olyan változatot ami lemegy 5000-es fordulatig...sajnos ilyet csak a németeknél láttam eddig.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 08, 07:18
Írta: keri Dátum 2010 december 08, 07:18
Miért neked nincs még? :))
Számszerűen nem tudom milyen erős, de csavaros csapágykinyomóval cseréltem már pár csapágyat.
Számszerűen nem tudom milyen erős, de csavaros csapágykinyomóval cseréltem már pár csapágyat.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 08, 10:54
Írta: svejk Dátum 2010 december 08, 10:54
Hűha...bocsi!!
Felírlak az SFL-re(Sértődős Fórumtársak Listája) :)
(gyanítom nekem sem tetszett, hogy rám erőlteted azt amit Te tévesen kiolvastál a hozzászólásokból)
Ugorjunk! [#eljen]
Felírlak az SFL-re(Sértődős Fórumtársak Listája) :)
(gyanítom nekem sem tetszett, hogy rám erőlteted azt amit Te tévesen kiolvastál a hozzászólásokból)
Ugorjunk! [#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 08, 15:21
Írta: 000000000 Dátum 2010 december 08, 15:21
Házilag készült és kottyanás mentes, nem úgy mint a gyári.

Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 december 08, 16:17
Írta: Szalai György Dátum 2010 december 08, 16:17
Megint nálad a pont MESTER.
De nem meséled el, hogy mivel pozícionáltad a kereket, milyen maróval martad a fogárkokat és hogyan készítettél olyan formájú a marót?
(Meg hogy újmaróval, vagy új tárcsamaróval.)
De nem meséled el, hogy mivel pozícionáltad a kereket, milyen maróval martad a fogárkokat és hogyan készítettél olyan formájú a marót?
(Meg hogy újmaróval, vagy új tárcsamaróval.)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 08, 17:45
Írta: 000000000 Dátum 2010 december 08, 17:45
Nagyon egyszerű a menete. Alu hulladékból kiöntöttem egy alu hengert, ebből tárcsákat szúrtam. A tárcsákba furatot fúrtam, esztergályoztam és dörzsáraztam.Egy esztergált csonkra felhúztam a tárcsákat és méretre esztergáltam

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 08, 17:49
Írta: 000000000 Dátum 2010 december 08, 17:49
Ezután írtam egy pársoros G-kódot kézzel. Befogtam a tárcsát a forgatóba és kimartam a fogakat körben. Ezután rápróbáltam a szíjjat, hogy jó-e és ha kellett, 0.1-0.2mm-es fogással martam még egy kört.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 08, 17:51
Írta: 000000000 Dátum 2010 december 08, 17:51

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 08, 17:52
Írta: 000000000 Dátum 2010 december 08, 17:52

Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 08, 18:05
Írta: svejk Dátum 2010 december 08, 18:05
De ugye mindegyik méretűt ugyan azzal a maróval martad?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 08, 18:21
Írta: 000000000 Dátum 2010 december 08, 18:21
Igen, természetesen.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 december 08, 18:36
Írta: 35kpazcgr Dátum 2010 december 08, 18:36
Én a T profilú bordáskerekek fogait modul maróval készítem. Az utolsó (8.) fokozat profilja (ami, ha jól emlékszem 135-től a végteleni fogszámig - fogasléc! - használható) megegyezik a szíj profiljával, 40°-os oldalszögű. Csak a megfelelő modult kell kiválasztani, eltalálni. A T-2,5-öshöz a 2m-os éppen megfelelő.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 08, 18:51
Írta: svejk Dátum 2010 december 08, 18:51
Ez is tök jó ötlet és ha kipróbáltad akkor biztos működik is.
Ez megoldás lehet Stojkának is, hiszen neki szinte mindenféle fogaskerékhez van szerszáma.
Értesítsük erről gyorsan!
(ui: Bocsi de most már ha eddig nem küldted akkor ne is küld. Az életem véges, megoldom másképp.)
Ez megoldás lehet Stojkának is, hiszen neki szinte mindenféle fogaskerékhez van szerszáma.
Értesítsük erről gyorsan!
(ui: Bocsi de most már ha eddig nem küldted akkor ne is küld. Az életem véges, megoldom másképp.)
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 december 08, 19:05
Írta: 35kpazcgr Dátum 2010 december 08, 19:05
A francba!
Tényleg nem küldtem.
(Tanulság: Magad uram, mert szolgáid trehányak.)
Bár azt írtad, hogy megoldottad....
Tényleg nem küldtem.
(Tanulság: Magad uram, mert szolgáid trehányak.)
Bár azt írtad, hogy megoldottad....
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 08, 19:15
Írta: svejk Dátum 2010 december 08, 19:15
Igen megoldódott... semmi gond, én is ilyen vagyok :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 08, 20:21
Írta: 000000000 Dátum 2010 december 08, 20:21
Én most tervezem hogy esztergán készítek ilyen fogazott tárcsát, megtennéd hogy azt is leírod hogy a vésőkést hogyan köszörülted meg amikor te is véséssel készítettél ilyen tárcsákat.
Köszi
Köszi
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2010 december 08, 20:37
Írta: 4um5b65d Dátum 2010 december 08, 20:37
Stojka nem tud befogni modul marót , csak metsző kereket.
Illetve ha átbuzerálja a felfogót akkor talán, bár nem értem, hogy a fog tetőn levő rádiusz miképp kerül rá a kerékre Bódi esetében egy modul maróval ? Végül is elmegy úgy is csak a szíj élettartama csökken (gondolom) és hangosabb a hajtás.
Illetve ha átbuzerálja a felfogót akkor talán, bár nem értem, hogy a fog tetőn levő rádiusz miképp kerül rá a kerékre Bódi esetében egy modul maróval ? Végül is elmegy úgy is csak a szíj élettartama csökken (gondolom) és hangosabb a hajtás.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 08, 20:54
Írta: svejk Dátum 2010 december 08, 20:54
Akkor lőttek ennek az ötletnek is az esetében :(
Mivel? Gondolom reszelővel.
Egyébként meg gyorsan bekopna ám az alu kerék.
A szíjak hihetetlen jól bírják, sokszor a kerék foga némi túlzással szinte elfogy, a szíjon meg meg sem látszik.
Mivel? Gondolom reszelővel.
Egyébként meg gyorsan bekopna ám az alu kerék.
A szíjak hihetetlen jól bírják, sokszor a kerék foga némi túlzással szinte elfogy, a szíjon meg meg sem látszik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 08, 21:02
Írta: 000000000 Dátum 2010 december 08, 21:02
Igazából én is egyenesre köszörültem a marót, az élretörést reszelővel csináltam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 08, 21:09
Írta: 000000000 Dátum 2010 december 08, 21:09
Ez a KoLa ötlete volt annak idején. Gyorsacélból köszörultem egy fogprofil alakú kést, befogtam a késtartóba és a fogakat a hosszánnal gyalultam 0.1mm-es fogásokkal. Az alu tárcsa a tokmányban volt, az osztókört egy papírlapra szerkesztettem körzővel. A tokmányt minden fog kimarása után egy osztással kézzel elforgattam. A képek fenn vannak a táramban, ha végignézed őket, könnyen megtalálod.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2010 december 08, 22:12
Írta: KoLa Dátum 2010 december 08, 22:12
Így kell ezt megoldani Bodi!roppant egyszerű!
Ha félig cnc-sítjük akkor így kell
Ha félig cnc-sítjük akkor így kell
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2010 december 09, 01:14
Írta: robokacsa Dátum 2010 december 09, 01:14
van egy kis időm gondolkodni, és felmerült bennem egy ötlet, kíváncsi vagyok a véleményetekre, az ötlet pozitív és negatív részére.
a lényeg, hogy golyósorsót szeretnék felrakni egy gépre.
mindkét végére szerelek léptetőmocit, természetesen megfelelő forgásiránnyal bekötve.
a kérdésem ami bennem felmerült, hogy ezzel a megoldással a csapágyazást megoldottnak tekinthetem-e?
és a tengely kottyanását, a tengelyvégekre szerelt valamiféle mechanizmussal, pl hegyes ,inkább kúpos támasztékkal megtámasztom, az mennyire jó megoldás?
esetleg a mocikban már van valamiféle kottyanásgátló rendszer, és nem is kell vele foglalkoznom, csak erősen összetolom a tengely két végén a motorokat.
jöhet a pro és kontra.
a lényeg, hogy golyósorsót szeretnék felrakni egy gépre.
mindkét végére szerelek léptetőmocit, természetesen megfelelő forgásiránnyal bekötve.
a kérdésem ami bennem felmerült, hogy ezzel a megoldással a csapágyazást megoldottnak tekinthetem-e?
és a tengely kottyanását, a tengelyvégekre szerelt valamiféle mechanizmussal, pl hegyes ,inkább kúpos támasztékkal megtámasztom, az mennyire jó megoldás?
esetleg a mocikban már van valamiféle kottyanásgátló rendszer, és nem is kell vele foglalkoznom, csak erősen összetolom a tengely két végén a motorokat.
jöhet a pro és kontra.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 december 09, 06:19
Írta: Szalai György Dátum 2010 december 09, 06:19
Elsőre csábítóan egyszerű a megoldásod. Mekkora csapágyterhelésre, hány munkaóra élettartamra szánod?
A motorban lévő csapágy élettartama annak típusától és terhelésétől függ. Nem arra van kitalálva, hogy tengelyirányú erőkkel birkózzon, hanem arra merőlegesekkel. Ha neki kell felvenni az orsó tengelyvonalával megegyező irányú erőket, akkor jóval rövidebb élettartamú lesz, mint ha egy frankó, ferde hatásvonalú, vagy pláne axiális csapágyra bíznád ennek a terhelésnek a felvételét.
De még nem írtad, hogy mekkora ez a terhelés, és milyen számú csapágy. Ezek ismeretében becsülhetsz élettartamot, ha az megfelel neked, akkor a megoldásod neked be fog válni.
Újabban sok műszaki hitványságot meg lehet magyarázni a költséghatékonysággal. Ha nem sajnálod a motor csapágyát, mert jutányosan jutott, és eladásra szánod a megoldást, akkor majd a vevő eldönti, hogy mennyire jó ez neki. Ha van hozzá elég ismerete.
Próbagépnek egy-két körre biztosan működőképes megoldás. Jó nagy motorban lévő jó nagy csapággyal, kicsi tengelyirányú terheléssel, hosszabb távon is beválhat.
Szerintem.
A motorban lévő csapágy élettartama annak típusától és terhelésétől függ. Nem arra van kitalálva, hogy tengelyirányú erőkkel birkózzon, hanem arra merőlegesekkel. Ha neki kell felvenni az orsó tengelyvonalával megegyező irányú erőket, akkor jóval rövidebb élettartamú lesz, mint ha egy frankó, ferde hatásvonalú, vagy pláne axiális csapágyra bíznád ennek a terhelésnek a felvételét.
De még nem írtad, hogy mekkora ez a terhelés, és milyen számú csapágy. Ezek ismeretében becsülhetsz élettartamot, ha az megfelel neked, akkor a megoldásod neked be fog válni.
Újabban sok műszaki hitványságot meg lehet magyarázni a költséghatékonysággal. Ha nem sajnálod a motor csapágyát, mert jutányosan jutott, és eladásra szánod a megoldást, akkor majd a vevő eldönti, hogy mennyire jó ez neki. Ha van hozzá elég ismerete.
Próbagépnek egy-két körre biztosan működőképes megoldás. Jó nagy motorban lévő jó nagy csapággyal, kicsi tengelyirányú terheléssel, hosszabb távon is beválhat.
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: Csaby Dátum 2010 december 09, 06:22
Írta: Csaby Dátum 2010 december 09, 06:22
Ez az ötlet csak akkor jó, ha a tengely egyik végén lévő motort dinamóként használod és az így termelt áramról hajtod a másikat. :)
Egyébként felejtsd el. A motor csapágyazása nem az orsóra van méretezve.
Egyébként felejtsd el. A motor csapágyazása nem az orsóra van méretezve.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 09, 07:25
Írta: keri Dátum 2010 december 09, 07:25
Csúcsos támasztékkal akarod felvenni az axiális erőket? Miért akarod te gyártani a csapágyat? Bármelyik filléres mélyhornyú csapágy pontosabb és nagyobb terhelhetőségű mint egy csúcsos támaszték.
A motor csapágyai nem teherviselőnek vannak kitalálva, érdemes függetleníteni az orsótól és csak a forgó mozgást átvinni.
A motor csapágyai nem teherviselőnek vannak kitalálva, érdemes függetleníteni az orsótól és csak a forgó mozgást átvinni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 09, 11:48
Írta: 000000000 Dátum 2010 december 09, 11:48
Hát igen, akinek van CNC esztergája! Klasszak a videóid a Youtube-on.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Evodiron Dátum 2010 december 09, 20:24
Írta: Evodiron Dátum 2010 december 09, 20:24
Műanyag bordáskerék gyártása epoxi gyantából: a minta bordáskereket szilikonnal körbeöntjük majd megkötés után félbevágjuk a formát és kivesszük a minta kereket, összerakjuk a formát, és epoxit töltünk bele.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2010 december 10, 01:19
Írta: robokacsa Dátum 2010 december 10, 01:19
dinamóként? minek???
nem kötekedni akarok, de
nem igazán jól vetted le a kérdést.
léptetőmotorokról volt szó a kérdésemben, és a csapágyazásra voltam kíváncsi.
de mindenki másnak köszönöm a hozzászólását
nem kötekedni akarok, de
nem igazán jól vetted le a kérdést.
léptetőmotorokról volt szó a kérdésemben, és a csapágyazásra voltam kíváncsi.
de mindenki másnak köszönöm a hozzászólását
Cím: Re:Mechanikai ötletek
Írta: Csaby Dátum 2010 december 10, 06:18
Írta: Csaby Dátum 2010 december 10, 06:18
Te pedig nem igazán jól vetted le a szmájlit a mondat végén.
A második mondatom viszont megegyezett a többiek véleményével.
A második mondatom viszont megegyezett a többiek véleményével.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 december 10, 08:26
Írta: 35kpazcgr Dátum 2010 december 10, 08:26
Két érdekes hűtőszivattyú megoldás hobbi CNC gépekre:


Cím: Re:Mechanikai ötletek
Írta: ybm4ifb Dátum 2010 december 10, 11:20
Írta: ybm4ifb Dátum 2010 december 10, 11:20
Jo..de jobb is lehetne ha csapágyak lennlnek a csapok helyén.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2010 december 10, 12:22
Írta: 2vkx6unz Dátum 2010 december 10, 12:22
És mégjobb ha egy hengerpalásthoz nyomja a csövet az a csapágy ;)
A megoldás tipikus a gyógyászatban. A cső használat után eldobható ;)
A megoldás tipikus a gyógyászatban. A cső használat után eldobható ;)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2010 december 10, 12:28
Írta: 2vkx6unz Dátum 2010 december 10, 12:28
Hivatalosan Perisztaltikus adagoló szivattyú a megoldás neve.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2010 december 10, 17:03
Írta: robokacsa Dátum 2010 december 10, 17:03
jogos. elismerem
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 december 10, 18:07
Írta: Szalai György Dátum 2010 december 10, 18:07
Ez, ha jól gondolom, léptető motorral van meghajtva. Akkor minek kell ennyi áttétel?
Hát a csövet biztosan nem kíméli ez a megoldás. Kéne legalább a nyomógörgő.
Az egészségügyi művese gép (hemo dializátor) tömlős (perisztaltikus) pumpájáról vehette az ötletet, de a részletek megfigyelése nélkül. Ott elég, ha a 3-4 órás kezelést kibírja egy tömlő, azután úgyis megy a biológiailag szennyezett hulladékba, mert nem sterilizálható.
A tartósra tervezett „bélpumpa” sokkal kifinomultabb megoldásokat használ.
Hát a csövet biztosan nem kíméli ez a megoldás. Kéne legalább a nyomógörgő.
Az egészségügyi művese gép (hemo dializátor) tömlős (perisztaltikus) pumpájáról vehette az ötletet, de a részletek megfigyelése nélkül. Ott elég, ha a 3-4 órás kezelést kibírja egy tömlő, azután úgyis megy a biológiailag szennyezett hulladékba, mert nem sterilizálható.
A tartósra tervezett „bélpumpa” sokkal kifinomultabb megoldásokat használ.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 10, 20:03
Írta: svejk Dátum 2010 december 10, 20:03
A régi Skodák ablakmosó szivattyúja is így működik, 3 csapágygolyó masszírozza a szilikoncsövet.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2010 december 10, 20:38
Írta: may47wb Dátum 2010 december 10, 20:38
Szuper! Én is valami ilyesmit akarok csinálni.
Harmadik elnevezés: tömlőszivattyú.
Harmadik elnevezés: tömlőszivattyú.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2010 december 10, 21:07
Írta: 35kpazcgr Dátum 2010 december 10, 21:07
Csak ötletnek szántam, de szerintem is jó.
Olcsó, egyszerű, a hajtómotor fordulatszámának változtatásával szabályozható a szállított mennyiség. A műanyag csövet (fogyóeszköz) autósboltokban olcsón, méterre lehet kapni: benzincső.
Olcsó, egyszerű, a hajtómotor fordulatszámának változtatásával szabályozható a szállított mennyiség. A műanyag csövet (fogyóeszköz) autósboltokban olcsón, méterre lehet kapni: benzincső.
Cím: Re:Mechanikai ötletek
Írta: ppxgww95 Dátum 2010 december 10, 21:47
Írta: ppxgww95 Dátum 2010 december 10, 21:47
Ipari alkalmazását is láttam már, működött. [#wink]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 10, 22:04
Írta: svejk Dátum 2010 december 10, 22:04
A benzincső felejtős, nem stabil anyag.
minden alkalmazásban, legyen az Skoda vagy orvosi műszer szilikoncsövet láttam használni.
Kis méretekben a régi sárgás-barna színű bicikli szelepgumi is használható lehet.
minden alkalmazásban, legyen az Skoda vagy orvosi műszer szilikoncsövet láttam használni.
Kis méretekben a régi sárgás-barna színű bicikli szelepgumi is használható lehet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 10, 22:23
Írta: 000000000 Dátum 2010 december 10, 22:23
Nekem egy ilyen szerkentyű van de ezt vákuumra tervezték.

Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2010 december 10, 22:24
Írta: PSoft Dátum 2010 december 10, 22:24
Még a "nyomtatóbontós" időből...
Ha jól emlékszem,talán a HP is ezt a szivattyútípust építette a DJ-xxx sorozatú tintás nyomtatóiba.
Ha jól emlékszem,talán a HP is ezt a szivattyútípust építette a DJ-xxx sorozatú tintás nyomtatóiba.
Cím: Re:Mechanikai ötletek
Írta: ppxgww95 Dátum 2010 december 10, 22:32
Írta: ppxgww95 Dátum 2010 december 10, 22:32
Megdőbbentő, de az átlátszó benzincsövek jórésze is szilikon. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 10, 22:41
Írta: svejk Dátum 2010 december 10, 22:41
Úgy van!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 10, 22:41
Írta: s7manbs8 Dátum 2010 december 10, 22:41
Amúgy se kell 500 évre tervezni, ugye az ember érje meg amíg a cucc bírja. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 10, 22:45
Írta: svejk Dátum 2010 december 10, 22:45
??? Ez komoly? régen a Simson-os időben sokat használtam, de nem nekem közel sem rémlik annak.
Még az új is hidegben tök kemény volt, hőre lágyuló műanyag, mely akár meg is gyulladt, forrasztópáka kiolvasztotta.
Azok biztos nem szilikonok voltak.
Még az új is hidegben tök kemény volt, hőre lágyuló műanyag, mely akár meg is gyulladt, forrasztópáka kiolvasztotta.
Azok biztos nem szilikonok voltak.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2010 december 10, 22:50
Írta: PSoft Dátum 2010 december 10, 22:50
Ja...és Ők is lágy szilikoncsövet alkalmaztak,hogy ne terhelje túlzottan a laptovábbító-behúzóhengert,mert arról volt a szivattú is meghajtva.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 10, 22:51
Írta: s7manbs8 Dátum 2010 december 10, 22:51
Mondjatok már valami háznál fellelhető anyagot, ami levegőt tömíteni jó lenne, nem tudom eldönteni hol van az áteresztés, bicikli belsőből csináltam tömítést, lehet az enged át, ugyanis a kerékpár is eresztett ezzel, azért lett kihajítva belőle, és most meg anyagként akartam használni. Vákuumot csinálnék, hűtőkompresszorral megoldva, menne is, csak valahol engedi a levegőt.
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2010 december 10, 22:55
Írta: may47wb Dátum 2010 december 10, 22:55
Megvan szinte mindenem hozzá, csak össze kellene rakni.
Jóval kisebb kaliberű lesz, kb 4mm-es a cső, 12V-os áttételes mikromotor...
Jóval kisebb kaliberű lesz, kb 4mm-es a cső, 12V-os áttételes mikromotor...
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2010 december 10, 23:00
Írta: may47wb Dátum 2010 december 10, 23:00
Kiritkul a gumi! Ha benne maradt volna a biciklibe, akkor csak 1dl tejet kellett volna bele önteni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 10, 23:16
Írta: s7manbs8 Dátum 2010 december 10, 23:16
Ez új volt vagy így kell neki kezdeni ? :)
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2010 december 10, 23:36
Írta: may47wb Dátum 2010 december 10, 23:36
Elvileg nem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 11, 06:51
Írta: 000000000 Dátum 2010 december 11, 06:51
Vákum asztalt csináltál?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 11, 12:24
Írta: s7manbs8 Dátum 2010 december 11, 12:24
Alumíniummal akarnék üveget bevonni, távcső tükröt. Ez az elsődleges cél, de közben még kedvet kaptam alu, üveg olvasztáshoz is, meg induktív hevítéshez is, nagyon beindultam. :)
Tegnap még találtam egy 12V-os halogén izzót, 100W-os, erősen gondolkodtam, hogy kiveszem belőle a gondolom wolfram szálat, mivel elég vastag, kis feszültségre csinálták és abba dugva alu drótot azt elég melegre felizzítaná, mert a kanthal huzallal igaz azon is megolvadt, persze lehet a vákuum volt kevés, mert csak ráoxidálódott saját magán, de most még fejlesztettem a kísérleti eszközt, kapott 3 menetes szár lábat, hogy ne kelljen közbe tartani, nincs az embernek 5 keze. Van itt pár elfekvő rossz TV abból is tudok kitermelni táphoz való kondikat majd.
Tegnap még találtam egy 12V-os halogén izzót, 100W-os, erősen gondolkodtam, hogy kiveszem belőle a gondolom wolfram szálat, mivel elég vastag, kis feszültségre csinálták és abba dugva alu drótot azt elég melegre felizzítaná, mert a kanthal huzallal igaz azon is megolvadt, persze lehet a vákuum volt kevés, mert csak ráoxidálódott saját magán, de most még fejlesztettem a kísérleti eszközt, kapott 3 menetes szár lábat, hogy ne kelljen közbe tartani, nincs az embernek 5 keze. Van itt pár elfekvő rossz TV abból is tudok kitermelni táphoz való kondikat majd.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 11, 12:28
Írta: svejk Dátum 2010 december 11, 12:28
Ilyen egyszerű otthoni eljárással fel lehet aluval gőzölni az üveget??
Hmmm.. mik vannak, azt hittem ez sokkal-sokkal bonyolultabb technika :(
Hmmm.. mik vannak, azt hittem ez sokkal-sokkal bonyolultabb technika :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 11, 12:29
Írta: svejk Dátum 2010 december 11, 12:29
Csinálhatnál képeket a kísérleteidről, biztos nagyon érdekes lehet!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 11, 12:38
Írta: s7manbs8 Dátum 2010 december 11, 12:38
Csak egyetlen keményebb követelménye van, mégpedig a megfelelő vákuum előállítása, mivel, ha nem elég, akkor a párolgásnak induló atomok nagyon hamar találkoznak valamilyen molekulával, N, O, stb. ami a levegőben van, és nem csapódik ki az üvegen fémen, stb. A neten néztem, ami már megfelelő olyan 100$ -ért lehet kapni, ami 10-6 torr-t tud, ami már jó. De van más trükk, pl. kivákuumozom sima hűtő kompresszorral, utána pl. beleengedek, Héliumot vagy ilyesmi, akkor nem tud oxidálódni, meg van más trükk, egy részét elkülönítve, ki be csukom nyitom az egyik részét, és egy másik tekerccsel lecsapatom a maradék benne maradt oxigént, legalábbis ilyet gondoltam ki.
Aluzás 1
Aluzás 2
Aluzás 1
Aluzás 2
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 11, 12:39
Írta: s7manbs8 Dátum 2010 december 11, 12:39
Ott a videón megfigyelve, 5.6 körül indul a vákuum az a légköri nyomás nála, aztán 0.2-nél már működik a technika, az meg úgy a 1/30-ad része a légköri nyomásnak, feltéve ha a mérés lineáris.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 11, 12:40
Írta: s7manbs8 Dátum 2010 december 11, 12:40
Lehet így aranyozni, rezezni, stb. ennek mintájára.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 11, 15:33
Írta: keri Dátum 2010 december 11, 15:33
Én simán vennék hegesztő boltban vékony wolfram pálcát, az fehér izzáson sem csöppen el, ráakasztanám az inverteres hegesztőmet, és az 30-50A környékén bármit elpárologtatna vákumban.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 11, 15:33
Írta: keri Dátum 2010 december 11, 15:33
Ja nem is kell vennem, van mindenféle méretben nekem :)))
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 december 11, 15:46
Írta: hostya Dátum 2010 december 11, 15:46
Én voltam testközelbe egy tükröző gépnél.
Ott a folyamat több lépésből állt.
1. Vacumozás -0,6 -0,7 bar (durva vacuum)
2. melegítés, kb annyira mint az első videón, amikor kevésnek bizonyult a melegítés...
Ilyenkor leég a szennyeződés a wolfram szálról, ill. az elpárologtatásra szánt aluról, miközben oxigént köt le.
3.A durva vacuum és a melegítés fenntartása mellett semleges gázzal (argon, nitrogén, stb) átöblítik a "harangot".
4.Növelik a vacuumot -0,85 -0,9 bar-ra,(finom vacuum) és ekkor "izzitják" a wolframot az alu párolgási hőmérséklet fölé. >Tükrözés.
5. Újabb argon v. nitrogén öblítés.
Ott a folyamat több lépésből állt.
1. Vacumozás -0,6 -0,7 bar (durva vacuum)
2. melegítés, kb annyira mint az első videón, amikor kevésnek bizonyult a melegítés...
Ilyenkor leég a szennyeződés a wolfram szálról, ill. az elpárologtatásra szánt aluról, miközben oxigént köt le.
3.A durva vacuum és a melegítés fenntartása mellett semleges gázzal (argon, nitrogén, stb) átöblítik a "harangot".
4.Növelik a vacuumot -0,85 -0,9 bar-ra,(finom vacuum) és ekkor "izzitják" a wolframot az alu párolgási hőmérséklet fölé. >Tükrözés.
5. Újabb argon v. nitrogén öblítés.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 11, 15:49
Írta: keri Dátum 2010 december 11, 15:49
Miért nem csinálsz ionpumpát?
A radarunkban használt klisztron azzal tartja fent a tökéletes vákumot.
Egy ionsugarat állít elő kb 5kV-ios feszültségen amit belelő valami getter anyagba. Ha nincs gáz amit lehet ionizálni akkor nincs mérhető áram, és innen tudjuk, hogy tökéletes a vákum.
Ugye ez azért fontos, mert amúgy gyorsan károsítanák a klisztront a gázmolekulák.
Ionpumpát pedig megint csak a CRT képcső elektronágyujánól tudsz csinálni leg egyszerűbben.
Getter anyag pedig zirkonium és alu vagy kobalt, vagy vanádium ötvözetből van.
Tök egyszerű nem???
Mi lenne ha elvinnéd profi helyre és legőzöltetnéd ahogy a többi amatőr csillagász is? :))
A radarunkban használt klisztron azzal tartja fent a tökéletes vákumot.
Egy ionsugarat állít elő kb 5kV-ios feszültségen amit belelő valami getter anyagba. Ha nincs gáz amit lehet ionizálni akkor nincs mérhető áram, és innen tudjuk, hogy tökéletes a vákum.
Ugye ez azért fontos, mert amúgy gyorsan károsítanák a klisztront a gázmolekulák.
Ionpumpát pedig megint csak a CRT képcső elektronágyujánól tudsz csinálni leg egyszerűbben.
Getter anyag pedig zirkonium és alu vagy kobalt, vagy vanádium ötvözetből van.
Tök egyszerű nem???
Mi lenne ha elvinnéd profi helyre és legőzöltetnéd ahogy a többi amatőr csillagász is? :))
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2010 december 11, 16:12
Írta: hostya Dátum 2010 december 11, 16:12
Ez lemaradt...
Hűtő kompresszorral max -0,7bar-t tudsz előállítani, azt is csak nagyon sok idő után (kb.15 min) / 1 liter térfogat.
Ez tapasztalat.
Hűtő kompresszorral max -0,7bar-t tudsz előállítani, azt is csak nagyon sok idő után (kb.15 min) / 1 liter térfogat.
Ez tapasztalat.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 11, 16:22
Írta: s7manbs8 Dátum 2010 december 11, 16:22
Na ez jó ötlet, nem tudtam , hogy van ilyen pálca, meglátogatom a hegesztőboltot, ha kinyit.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 11, 16:23
Írta: s7manbs8 Dátum 2010 december 11, 16:23
Igen igy több lépéssel meg ehet jól csinálni. Azért nem akarom vinni aluztatni, mert kicsit drága, van sok tükröm, illetve készíteni akarok.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 11, 16:26
Írta: s7manbs8 Dátum 2010 december 11, 16:26
CRT képcső elektronágyujából
ilyenem van egy rakással, hamarosan túlszárnyalom a CERN gyorsítóját... :)
ilyenem van egy rakással, hamarosan túlszárnyalom a CERN gyorsítóját... :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 11, 16:27
Írta: keri Dátum 2010 december 11, 16:27
zöld végüt vegyél, mert az a tiszta wolfram
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 11, 16:37
Írta: keri Dátum 2010 december 11, 16:37
Ja és vákum előállítására egy lehetőség a víz, vagy gőz sugaras szivattyú. Több fokozat alkalmazásával bármekkora vákumot elő lehet állítani, mivel nincs olyan holt tere mint a dugattyús szivattyúknak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 11, 16:47
Írta: svejk Dátum 2010 december 11, 16:47
Hogy én miért nem tudok ilyen helyeken járni ?
:))
:))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 11, 17:30
Írta: 000000000 Dátum 2010 december 11, 17:30
Gettert indukciósan is szoktak égetni vákumcsövekben.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 11, 17:41
Írta: s7manbs8 Dátum 2010 december 11, 17:41
Az a diffúziós technika ?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 11, 19:57
Írta: keri Dátum 2010 december 11, 19:57
Az is közrejátszik.
Itt a lap alján.
Itt a lap alján.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 11, 19:58
Írta: keri Dátum 2010 december 11, 19:58
Igen, az bárium szokott lenni.
Cím: Re:Mechanikai ötletek
Írta: Evodiron Dátum 2010 december 11, 23:50
Írta: Evodiron Dátum 2010 december 11, 23:50
Mi a BME-n napelemek laborban a szilicium lapkát vontuk be aluminiummal. Egy harang fedelű készülékben volt egy wolfram szál, amire kis aluminium darabkákat tettünk (nagy tisztaságú alu), majd ráraktuk a harang fedőt és elég nagy vákuumot hoztunk létre, fél óra volt, mire kialakult a megfelelő vákuum (nem hűtőkompresszor volt a szivattyú :D). Volt egy darab üveg még a wolfram felett, hogy lássuk, ha már kivált az alu az üvegre (alul volt a szilicium). Izzott a wolfram, majd egyszer csak bevonta az alu az üveget. Szép tükör lett belőle. :)
Cím: Re:Mechanikai ötletek
Írta: Evodiron Dátum 2010 december 11, 23:57
Írta: Evodiron Dátum 2010 december 11, 23:57
Meg is néztem gyorsan a laborleiratot, 99,99%-os Al-t használtunk és egy védőlemez is volt a Si lapka és a wolfram között, hogy az elején lejövő szennyezőktől megvédjük a Si lemezt. A gőzölés kezdete után pár percel a védőlemezt eltávolítottuk valami karral, majd elkezdődött a Si bevonódása.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 12, 00:03
Írta: s7manbs8 Dátum 2010 december 12, 00:03
Ügyesek lehettetek, láttam ilyen szerkentyűket is a youtube-on.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 12, 08:05
Írta: keri Dátum 2010 december 12, 08:05
Az aluminium vezeték pont ezért jó, mert az is meglehetősen nagy tisztaságú.
Ez a védőlap nem hülye ötlet.
Amire viszont kíváncsi lennék, hogy mitől terjed felfelő az alumínium gőz??
Vákumban ugye nincs hőáramlás, ott csak a gravitáció hat a részecskékre.
Ez a védőlap nem hülye ötlet.
Amire viszont kíváncsi lennék, hogy mitől terjed felfelő az alumínium gőz??
Vákumban ugye nincs hőáramlás, ott csak a gravitáció hat a részecskékre.
Cím: Re:Mechanikai ötletek
Írta: fifp6rjch Dátum 2010 december 12, 09:34
Írta: fifp6rjch Dátum 2010 december 12, 09:34
A páralecsapódás elv érvényesül.
A vákuumban elgőzölögtetett fémgőz, értelemszerűen lecsapódik a hidegebb felületekre.
Pontosan ugyanezzel az eljárással készülnek az optikai lencsebevonatok is.
A különböző rétegek vastagságát pedig (a vákuumkamrában gőzölés közben) egy kvarckristállyal, vagyis egy oszcillátorral mérik.
A kvarca is rágőzölődik a fémbevonat, és ezzel megváltozik a kvarc rezgésszáma.
Ebben az esetben nano vagy mikrométeres bevonatokról van szó, attól függően, hogy az optikai üvegnek mely nanométer hullámhosszú fényt kell bekényszerítenie az üvegbe, hogy az ne tükröződjön vissza a levegő-üveg felületről.
Ezzel javítják a lencsék fényáteresztő képességét.
A kiváló objektíveknél lencsénként mindkét oldalon 20-30 ilyen különböző fémbevonat is felkerülhet.
A vákuumban elgőzölögtetett fémgőz, értelemszerűen lecsapódik a hidegebb felületekre.
Pontosan ugyanezzel az eljárással készülnek az optikai lencsebevonatok is.
A különböző rétegek vastagságát pedig (a vákuumkamrában gőzölés közben) egy kvarckristállyal, vagyis egy oszcillátorral mérik.
A kvarca is rágőzölődik a fémbevonat, és ezzel megváltozik a kvarc rezgésszáma.
Ebben az esetben nano vagy mikrométeres bevonatokról van szó, attól függően, hogy az optikai üvegnek mely nanométer hullámhosszú fényt kell bekényszerítenie az üvegbe, hogy az ne tükröződjön vissza a levegő-üveg felületről.
Ezzel javítják a lencsék fényáteresztő képességét.
A kiváló objektíveknél lencsénként mindkét oldalon 20-30 ilyen különböző fémbevonat is felkerülhet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 12, 10:11
Írta: 000000000 Dátum 2010 december 12, 10:11
Erdélyben a CNC-talin láttunk vizes injektoros vákum szivattyút, három MDF lapot átszívott.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 12, 19:27
Írta: keri Dátum 2010 december 12, 19:27
:)) az komoly.
Mekkora lukon?
Mekkora lukon?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2010 december 12, 19:28
Írta: keri Dátum 2010 december 12, 19:28
Már úgyérted, hogy a fémgőz, mint egyfajta gáz kitölti a teret?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 12, 19:51
Írta: 000000000 Dátum 2010 december 12, 19:51
Vákuumhatás. Vákuumban nincs gradiens, a részecskék egyenletesen töltik ki a teret, ezért egyenletes lesz a bevonat is. Gyakorlatilag ideális gázként viselkedik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 12, 21:47
Írta: 000000000 Dátum 2010 december 12, 21:47
Egy vákum asztalon.
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2010 december 12, 22:02
Írta: f35ezvjs Dátum 2010 december 12, 22:02
Sziasztok!
Van e valakinek ötlete 3x4 m munkaterületű CNC gép építésre bordásszijjas mozgatással.
Nagyon kíváncsi lennék rá.
várnám itt az ötleteiteket.
Van e valakinek ötlete 3x4 m munkaterületű CNC gép építésre bordásszijjas mozgatással.
Nagyon kíváncsi lennék rá.
várnám itt az ötleteiteket.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 12, 22:14
Írta: svejk Dátum 2010 december 12, 22:14
Csak lesek ám néha hogy micsoda tudás van itt némelyikőtök koponyájában :) [#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 12, 23:22
Írta: 000000000 Dátum 2010 december 12, 23:22
Észrevételeket szívesen fogadok az épülő géphez.
Ha elkészül, majd bemutatom itt a fórumon is, addig érjétek be ennyivel:
http://picasaweb.google.com/piri.daniel/CNC#
Ha elkészül, majd bemutatom itt a fórumon is, addig érjétek be ennyivel:
http://picasaweb.google.com/piri.daniel/CNC#
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2010 december 13, 08:19
Írta: Farkas Ádám Dátum 2010 december 13, 08:19
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: ppxgww95 Dátum 2010 december 13, 11:07
Írta: ppxgww95 Dátum 2010 december 13, 11:07
Agyaltam én is hengergörgős vezetéken, de a visszavezetést kicsit macerásnak találtam. A képeken nem láttam a megoldást.
Egyébként masszív szerkezetnek néz ki.
Egyébként masszív szerkezetnek néz ki.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 december 13, 16:31
Írta: Szalai György Dátum 2010 december 13, 16:31
Azért nem látod, mert nincsen. Se visszavezetés, se macera.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2010 december 13, 16:50
Írta: Kristály Árpád Dátum 2010 december 13, 16:50
Halihó Deguss!!!
Gratula....rengeteg munkád van benne!
Végre....valaki meri alkalmazni az NDK írógépkocsit...illve annak alkatrészét!
(Z-tengely)
Tóvábbi sok sikert!
Árpi
[#integet2][#worship][#wave][#eljen][#eljen]
Gratula....rengeteg munkád van benne!
Végre....valaki meri alkalmazni az NDK írógépkocsit...illve annak alkatrészét!
(Z-tengely)
Tóvábbi sok sikert!
Árpi
[#integet2][#worship][#wave][#eljen][#eljen]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 13, 16:56
Írta: s7manbs8 Dátum 2010 december 13, 16:56
Jó is az az írógép sín, csak ha ilyen masszív alapzatra van felfogatva, nem ahogy eredetileg van, mert úgy nincs tartása, nekem is van olyanom, de az nincs így beültetve az egy alapzatba, ez így jó lehet.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 december 13, 17:04
Írta: Szalai György Dátum 2010 december 13, 17:04
Jó masszív cucc lett! Már a RAWA motorhoz mérten.
Tényleg, az a motor oda van ragasztva? (A CNC#5549755029228314082 képen nem látok felfogó bakot.)
Hát van pár dolog, amiről nem értem, hogy mért épp úgy lett elhelyezve, de én sem vagyok tökéletes az biztos.
Ezt az ultravékony Z megoldásodat nehéz lesz bárkinek felülmúlnia. Vagy alul, na.
Szóval, hogy ettől vékonyabbat készíteni.
A CNC#5524992205500782066 képen az ott egy gránitlap? Etalon síknak használtad?
Külön gratuláció, az ajtókilincsből szemétlapátfül ötletért.
Tényleg, az a motor oda van ragasztva? (A CNC#5549755029228314082 képen nem látok felfogó bakot.)
Hát van pár dolog, amiről nem értem, hogy mért épp úgy lett elhelyezve, de én sem vagyok tökéletes az biztos.
Ezt az ultravékony Z megoldásodat nehéz lesz bárkinek felülmúlnia. Vagy alul, na.
Szóval, hogy ettől vékonyabbat készíteni.
A CNC#5524992205500782066 képen az ott egy gránitlap? Etalon síknak használtad?
Külön gratuláció, az ajtókilincsből szemétlapátfül ötletért.
Cím: Re:Mechanikai ötletek
Írta: 50vczszyp Dátum 2010 december 13, 18:13
Írta: 50vczszyp Dátum 2010 december 13, 18:13
Sziasztok!
Mi a véleményetek az aluöntvényről? Jó lehet gépváznak rezgéscsillapítás szempontjából? Én csak abból indulok ki, hogy ha zártszelvényből készítek egyet a hegesztés miatt feszültségek keletkeznek a szerkezetben, a vetemedésről nem is szólva. Persze az alumínium lényegesen drágább mint az acél és a mechanikai tulajdonságai is rosszabbak...
Mi a véleményetek az aluöntvényről? Jó lehet gépváznak rezgéscsillapítás szempontjából? Én csak abból indulok ki, hogy ha zártszelvényből készítek egyet a hegesztés miatt feszültségek keletkeznek a szerkezetben, a vetemedésről nem is szólva. Persze az alumínium lényegesen drágább mint az acél és a mechanikai tulajdonságai is rosszabbak...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 13, 19:13
Írta: 000000000 Dátum 2010 december 13, 19:13
Mekkora géphez, milyen célra?
Cím: Re:Mechanikai ötletek
Írta: 50vczszyp Dátum 2010 december 13, 19:22
Írta: 50vczszyp Dátum 2010 december 13, 19:22
800x600x150 mm mozgástartományban gondolkozok portál felépítésben, X-ben az asztal mozogna. Elsősorban fát és műfát (Necuron-t) szeretnék marni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 13, 21:22
Írta: 000000000 Dátum 2010 december 13, 21:22
30mm-es alu lemezből klasszul meg tudod csinálni.
Cím: Re:Mechanikai ötletek
Írta: 50vczszyp Dátum 2010 december 13, 21:42
Írta: 50vczszyp Dátum 2010 december 13, 21:42
Azért gondoltam öntvényre, mert így a váz nem állna olyan sok darabból, tehát kevesebb illesztésből adódó eltérés lenne és kellőképpen bebordázva talán masszív lenne kis súly mellett.
Persze az öntvényt meg is kellene marni, de egy alulemezből összerakott gép darabjait is. Te inkább az alulemez szerkezetet ajánlod? Egyébként az aluöntés nem lenne probléma, mert a cégnek ahol dolgozok van egy alumínium öntödéje is.
Persze az öntvényt meg is kellene marni, de egy alulemezből összerakott gép darabjait is. Te inkább az alulemez szerkezetet ajánlod? Egyébként az aluöntés nem lenne probléma, mert a cégnek ahol dolgozok van egy alumínium öntödéje is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 13, 21:56
Írta: 000000000 Dátum 2010 december 13, 21:56
Köszönöm a gratulációkat, jól esik.
A kérdésekre válaszolva. "Bekiabáltam" az adok-veszekbe, hogy keresek két rövid sínt négy kocsival az épülő gépemhez, megfizethető összegért. Szalai úr jóvoltából most van ez az írógép sín. Kicsit át kellett szabni, hengergörgőket lecseréltem, új görgőtartó, egy pár új furat, és most lapos, precíz és merev is. Bár lehet, hogy túl passzentosra állítottam be, de magától nem csúszik le legalább, majd bekopik egy kicsit. A szalagos végálláshatárolóra igazából nincs is szükség, a görgőtartó megállítja, nem csúszik le, csak ha sokszor nekiütköztetem az alsó végállásnak, akkor csúszik kicsit lejebb.
A lényeg, hogy igyekeztem masszív felépítést megvalósítani a rendelkezésre álló anyagokból, anyagiakból és szaktudásból. Nem állítom, hogy nem lehetne jobb, de bízom benne, hogy bírni fogja, amire elterveztem, és valóra válthatom vele terveimet...
Az utolsó képen a motor csak oda van támasztva egy "átlaghossz-szerszámmal" (M8-as BKNY csavar, munkamagasság saccolásra használtam).
A gránitlap nem etalon, de elég sík. A konyhaasztalunk. Ezen mértem meg összesen 9-szer a vázat hegesztés közben. Persze hegeszteni nem lehet a konyhában, így egy teljes napi munka volt a keret síkban történő összehegesztése. Szakaszosan, mindig ellenőrizve... Hát már ha fizetnének se csinálnám még egyszer. Iszonyat munka volt.
Minek nem világos az elhelyezése? Elsőre nekem sem volt minden az, de addig rakosgattam, amíg szimpatikussá vált, és odacsavaroztam. :)
A kérdésekre válaszolva. "Bekiabáltam" az adok-veszekbe, hogy keresek két rövid sínt négy kocsival az épülő gépemhez, megfizethető összegért. Szalai úr jóvoltából most van ez az írógép sín. Kicsit át kellett szabni, hengergörgőket lecseréltem, új görgőtartó, egy pár új furat, és most lapos, precíz és merev is. Bár lehet, hogy túl passzentosra állítottam be, de magától nem csúszik le legalább, majd bekopik egy kicsit. A szalagos végálláshatárolóra igazából nincs is szükség, a görgőtartó megállítja, nem csúszik le, csak ha sokszor nekiütköztetem az alsó végállásnak, akkor csúszik kicsit lejebb.
A lényeg, hogy igyekeztem masszív felépítést megvalósítani a rendelkezésre álló anyagokból, anyagiakból és szaktudásból. Nem állítom, hogy nem lehetne jobb, de bízom benne, hogy bírni fogja, amire elterveztem, és valóra válthatom vele terveimet...
Az utolsó képen a motor csak oda van támasztva egy "átlaghossz-szerszámmal" (M8-as BKNY csavar, munkamagasság saccolásra használtam).
A gránitlap nem etalon, de elég sík. A konyhaasztalunk. Ezen mértem meg összesen 9-szer a vázat hegesztés közben. Persze hegeszteni nem lehet a konyhában, így egy teljes napi munka volt a keret síkban történő összehegesztése. Szakaszosan, mindig ellenőrizve... Hát már ha fizetnének se csinálnám még egyszer. Iszonyat munka volt.
Minek nem világos az elhelyezése? Elsőre nekem sem volt minden az, de addig rakosgattam, amíg szimpatikussá vált, és odacsavaroztam. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 december 14, 16:34
Írta: Szalai György Dátum 2010 december 14, 16:34
Hegybe gyűlik az anyagom és már nagyon szeretném, hogy Te (és a többiek) kritizálhasd az én gépemet, ne nekem kelljen a másét. Ez olyan alantas szerep.
Még mindég nem szántam el magam az építésre, mert nem tudnék megépíteni egy olyat, amit csodálattal nézhetnék. (Na, szép egy „teremtés koronája” az ilyen.)
Az Y lin. vezetőid elhelyezését nem értem, a hídszerkezet I gerenda alakjához képest.
Az I gerendáról sejtem, hogy ilyen arányok és ilyen beépítés mellett függőleges (Z) irányban terhelhető leginkább, a legkisebb rugalmas behajlás mellett.
Csakhogy Te nem így veszed igénybe! Hanem a leeresztett Z platformon, a marómotoron és a marószerszámon keresztül, dinamikus csavargató (rázó) igénybevételnek teszed ki. És ennek szeretnéd, hogy a lehető leg jobban ellenálljon. Hiszen nem fúrni, hanem marni fogsz, nem fentről lefelé tolod erővel a kemény szerszámot, hanem hátulról előre. Ezért marásra, az ilyen arányú I gerenda szerkezet, nem tartom az anyagtömegből kihozható legjobb megoldásnak.
Ez azzal is csak fokozódik, hogy a két lin. vezetéket nem az I gerenda függőleges felületeire szerelted, (Amitől jobban ellenállt volna a csavargatásnak) hanem a vízszintesekre, ami nem sokat javít az I gerenda, csavarás elleni állóképességén. A gerenda és a vezetők által alkotott szerkezet szalagszerűen vékony, ezért könnyebben tekergethető, mintha testesebb lenne.
Maguknak a lin. vezetőknek a terhelhetősége is főleg a körszelvényű rúd hossztengelyén és az alumínium talp hosszanti középvonalán átható, összekötő síkkal párhuzamos. Te pedig most erre a síkra merőleges dinamikus igénybevételnek teszed ki. Nem mondom, hogy nem fogja bírni, de bírhatna sokkal-sokkal többet is, ha nem így volna beépítve. Ugyan ennyi anyagból.
A függőleges hídlábak, az X – Z oldalú négyszög átlójával párhuzamosan, nincsenek merevítve. Ha egy párhuzamos lábakkal álló hosszúlábú gólyát meglökök, akkor eldől. (Úgy kell neki.) Ha terpeszbe áll, nem tudom kibillenteni. Ugyan ennyi anyagtömegből kialakított, de átlós merevítővel ellátott szerkezet nagyságrendekkel merevebb lehetne.
Az megint igaz, hogy ehhez a RAWA motorhoz így is biztos bőven jó.
Ezeknek a megoldásoknak a miértjeire szeretném tudni a választ, de nem mertem már megkérdezni, mert hátha megmondod, hogy hova menjek. Elveszi az önbizalmam, hogy itt zeng az elismerő tapsvihar, nekem meg kételyek között kell lapítanom.
De hát… „A tudós gyakran kételkedik, a tudatlan ritkán, egy bolond soha.” ( Emile Faguet )
Még mindég nem szántam el magam az építésre, mert nem tudnék megépíteni egy olyat, amit csodálattal nézhetnék. (Na, szép egy „teremtés koronája” az ilyen.)
Az Y lin. vezetőid elhelyezését nem értem, a hídszerkezet I gerenda alakjához képest.
Az I gerendáról sejtem, hogy ilyen arányok és ilyen beépítés mellett függőleges (Z) irányban terhelhető leginkább, a legkisebb rugalmas behajlás mellett.
Csakhogy Te nem így veszed igénybe! Hanem a leeresztett Z platformon, a marómotoron és a marószerszámon keresztül, dinamikus csavargató (rázó) igénybevételnek teszed ki. És ennek szeretnéd, hogy a lehető leg jobban ellenálljon. Hiszen nem fúrni, hanem marni fogsz, nem fentről lefelé tolod erővel a kemény szerszámot, hanem hátulról előre. Ezért marásra, az ilyen arányú I gerenda szerkezet, nem tartom az anyagtömegből kihozható legjobb megoldásnak.
Ez azzal is csak fokozódik, hogy a két lin. vezetéket nem az I gerenda függőleges felületeire szerelted, (Amitől jobban ellenállt volna a csavargatásnak) hanem a vízszintesekre, ami nem sokat javít az I gerenda, csavarás elleni állóképességén. A gerenda és a vezetők által alkotott szerkezet szalagszerűen vékony, ezért könnyebben tekergethető, mintha testesebb lenne.
Maguknak a lin. vezetőknek a terhelhetősége is főleg a körszelvényű rúd hossztengelyén és az alumínium talp hosszanti középvonalán átható, összekötő síkkal párhuzamos. Te pedig most erre a síkra merőleges dinamikus igénybevételnek teszed ki. Nem mondom, hogy nem fogja bírni, de bírhatna sokkal-sokkal többet is, ha nem így volna beépítve. Ugyan ennyi anyagból.
A függőleges hídlábak, az X – Z oldalú négyszög átlójával párhuzamosan, nincsenek merevítve. Ha egy párhuzamos lábakkal álló hosszúlábú gólyát meglökök, akkor eldől. (Úgy kell neki.) Ha terpeszbe áll, nem tudom kibillenteni. Ugyan ennyi anyagtömegből kialakított, de átlós merevítővel ellátott szerkezet nagyságrendekkel merevebb lehetne.
Az megint igaz, hogy ehhez a RAWA motorhoz így is biztos bőven jó.
Ezeknek a megoldásoknak a miértjeire szeretném tudni a választ, de nem mertem már megkérdezni, mert hátha megmondod, hogy hova menjek. Elveszi az önbizalmam, hogy itt zeng az elismerő tapsvihar, nekem meg kételyek között kell lapítanom.
De hát… „A tudós gyakran kételkedik, a tudatlan ritkán, egy bolond soha.” ( Emile Faguet )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 15, 23:56
Írta: 000000000 Dátum 2010 december 15, 23:56
Messzemenőkig egyetértek az idézett bölcsességgel. Kritizálni könnyű. Jól kritizálni nagyon nehéz.
Észrevételeid helytállóak, de egy kis magyarázatot enged tessék meg részemről. A felhasznált anyagokat el lehetett volna máshogy is helyezni, de akkor ennyiből nem jött volna ki.
Konkrétan. Tisztában vagyok vele, hogy a 150-es I gerenda másodlagos tehetetlenségi nyomatéka !kilencszer! nagyobb élére állítva, mint fektetve, ismerem a képleteket, a számításokat. Azonban ezzel az alkatrésszel így is jelentősen túl van méretezve a híd. Igazából azért vettem ekkorát, hogy felfeküldjenek a köracél alutalpai teljes szélességében, és hogy a két köracél tengelye közt legyen 280mm.
Teljesen helytálló a megállapítás, hogy a híd csavaróhatásnak van kitéve marásnál. Egy 8-as szerszámmal akármilyen anyagban azonban aligha tudok deformációt produkálni a szerkezeten, számításaim és megérzésem szerint. Már alig várom, hogy felszereljem a motort, és tényleges méréseket végezhessek indikátorórával.
A súly nem foglalkoztat, mivel a híd áll. A keretet (160*80*3 zártszelvényt) 75kg homokkal töltöttük meg! Így az álló gép tömege már kb. 160kg.
A mozgó asztallap (400*600*15) 28kg, a vele együtt mozgó (30-as) köracélok összesen 11kg, így kell a gépvázban elég ellensúly, hogy elnyelje a mozgó asztal (egy gépsatuval együtt fél mázsa) lassításakor és gyorsításakor fellépő rezgéseket. Az erőket az orsó (fél " * fél " * két bekezdéses közvetíti a két darab 608-as csapágyra. Először kipróbálom meddig bírják, aztán beruházok talpcsapágyakra...
A függőleges hídlábak kapnak majd még egy támaszt hátrafelé, csak nem forrt még ki a végleges ölet. Mivel jelen felállásban emelhető a híd 100mm-rel, így a támasz rögzítését is át kell gondolni, hogy ne kelljen mindig macerálni vele.
A bemérés után kapnak oldalanként és pozíciónként (alsó állás, felső állás) két-két tájolócsapot a hídlábak, hogy könnyen vissza lehessen állítani, de a támasz rögzítése még fejtörést okoz.
Köszönöm a véleményed.
Észrevételeid helytállóak, de egy kis magyarázatot enged tessék meg részemről. A felhasznált anyagokat el lehetett volna máshogy is helyezni, de akkor ennyiből nem jött volna ki.
Konkrétan. Tisztában vagyok vele, hogy a 150-es I gerenda másodlagos tehetetlenségi nyomatéka !kilencszer! nagyobb élére állítva, mint fektetve, ismerem a képleteket, a számításokat. Azonban ezzel az alkatrésszel így is jelentősen túl van méretezve a híd. Igazából azért vettem ekkorát, hogy felfeküldjenek a köracél alutalpai teljes szélességében, és hogy a két köracél tengelye közt legyen 280mm.
Teljesen helytálló a megállapítás, hogy a híd csavaróhatásnak van kitéve marásnál. Egy 8-as szerszámmal akármilyen anyagban azonban aligha tudok deformációt produkálni a szerkezeten, számításaim és megérzésem szerint. Már alig várom, hogy felszereljem a motort, és tényleges méréseket végezhessek indikátorórával.
A súly nem foglalkoztat, mivel a híd áll. A keretet (160*80*3 zártszelvényt) 75kg homokkal töltöttük meg! Így az álló gép tömege már kb. 160kg.
A mozgó asztallap (400*600*15) 28kg, a vele együtt mozgó (30-as) köracélok összesen 11kg, így kell a gépvázban elég ellensúly, hogy elnyelje a mozgó asztal (egy gépsatuval együtt fél mázsa) lassításakor és gyorsításakor fellépő rezgéseket. Az erőket az orsó (fél " * fél " * két bekezdéses közvetíti a két darab 608-as csapágyra. Először kipróbálom meddig bírják, aztán beruházok talpcsapágyakra...
A függőleges hídlábak kapnak majd még egy támaszt hátrafelé, csak nem forrt még ki a végleges ölet. Mivel jelen felállásban emelhető a híd 100mm-rel, így a támasz rögzítését is át kell gondolni, hogy ne kelljen mindig macerálni vele.
A bemérés után kapnak oldalanként és pozíciónként (alsó állás, felső állás) két-két tájolócsapot a hídlábak, hogy könnyen vissza lehessen állítani, de a támasz rögzítése még fejtörést okoz.
Köszönöm a véleményed.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 december 16, 06:01
Írta: Szalai György Dátum 2010 december 16, 06:01
Én pedig köszönöm a magyarázatot.
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2010 december 16, 07:54
Írta: sanka74 Dátum 2010 december 16, 07:54
Szia!Gratula, ez igen komoly berendezés!!Takaros marómotord van, mekkora a max fordulata ill egyébb müsz adatai?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 17, 01:48
Írta: 000000000 Dátum 2010 december 17, 01:48
Gondolkodom már most alternatíván, de egyenlőre ehhez méretezek. Egy órája jöttem fel a műhelyből, holnap is ráérek, kihasználok minden percet, hogy haladjon a munka, mert egyébként meg el vagyok árasztva az egyetemi munkákkal. Reggel nekiállok az asztalt a rudakhoz csavarozni, illetve előbb kifúrkálni a kéregedzett rudakat. Egy élmény keményfém-fúrókkal. Csak a menetvágás megy nehezen...
A motor egy 3 fázisú asszinkronmotor frekvenciaváltóval. 280W, 6000 1/min, a precíziós tokmány 0-8mm. Igazából fúrómotor, de minden bizalmam belé vetettem, hogy én ezzel acélt marjak...
A motor egy 3 fázisú asszinkronmotor frekvenciaváltóval. 280W, 6000 1/min, a precíziós tokmány 0-8mm. Igazából fúrómotor, de minden bizalmam belé vetettem, hogy én ezzel acélt marjak...
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2010 december 17, 06:47
Írta: robroy007 Dátum 2010 december 17, 06:47
Időről időre felmerül valakinek a gép építése közben az emelhető híd ötlete
viszont miért a hidat bántjuk mindig??
mikor amúgy is van erre jobb megoldás igaz többlet súllyal jár
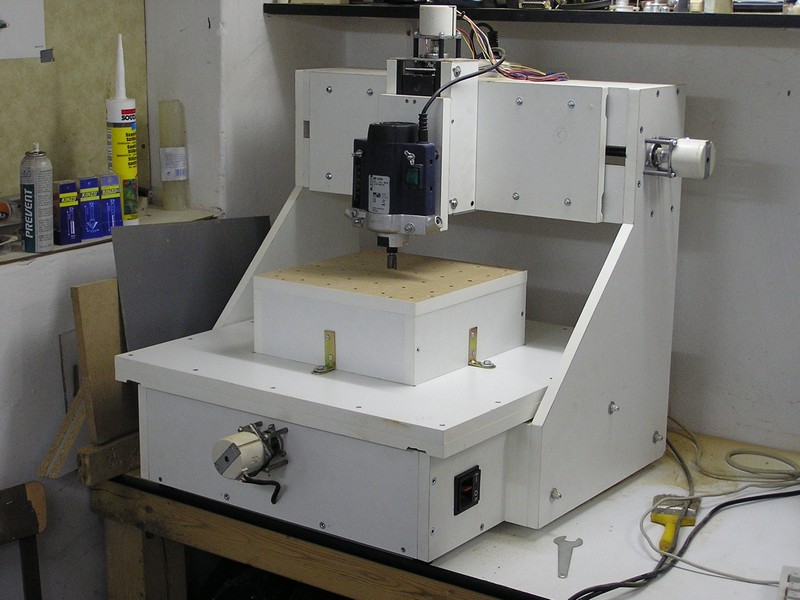
a súly hátrány
viszont több pontosságot eredményez illetve csak egyszer kell bázis pozíciót kialakítani és síkba munkálni ami után bármikor vissza helyezhető
nem kell esetleg érzékeny szerkezeti elemeket mozgatni amivel a pontosság bármikor elmehet vadászni a pótasztal szinte korlátlanul felszabályozható minden esetben
viszont miért a hidat bántjuk mindig??
mikor amúgy is van erre jobb megoldás igaz többlet súllyal jár
a súly hátrány
viszont több pontosságot eredményez illetve csak egyszer kell bázis pozíciót kialakítani és síkba munkálni ami után bármikor vissza helyezhető
nem kell esetleg érzékeny szerkezeti elemeket mozgatni amivel a pontosság bármikor elmehet vadászni a pótasztal szinte korlátlanul felszabályozható minden esetben
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2010 december 17, 11:35
Írta: D.Laci Dátum 2010 december 17, 11:35
A rudakon köszörüld ki a csavarok helyét, ~4mm mélyen, HSS fúró és menetfúró viszi mint a vajat.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2010 december 17, 11:46
Írta: svejk Dátum 2010 december 17, 11:46
Sok lesz az a 4-6 ezres fordulat a vasnak...
Vagy nagyon pöpec maróid vannak.
Vagy nagyon pöpec maróid vannak.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2010 december 17, 16:06
Írta: Szalai György Dátum 2010 december 17, 16:06
Vagy kicsi lesz az élkörátmérő?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 18, 00:07
Írta: 000000000 Dátum 2010 december 18, 00:07
Köszi a tippet, egész jól megoldottam.
Befúrtam 4mm mélyen 8-as VHM-mel telibe (tehát egyből a 8-as átmérőjű fúróval), utána sima gyorsacél 6.8-assal elkészítetem a zsákfuratot.
A furatok tájolása a rúdon hosszú mérések, jelölések eredménye, és mindegyiket a marógépen végeztem, pontozás nélkül. Máshogy nem is lehet. Pláne egy 30-as köranyagon.
A menetvágás problémamentesen ment, de így is eltöltöttem az egész délutánt ezzel a 12 furattal és a menetvágással. Illetve bejelöltem a lemezt, és kifurkáltam azt is. Vasárnap este teszek fel a egy pár új képet, remélhetőleg már a felszerelt munkaasztalról, ami addigra már csúszik is... Aztán karácsonykor jönnek az orsók...
Befúrtam 4mm mélyen 8-as VHM-mel telibe (tehát egyből a 8-as átmérőjű fúróval), utána sima gyorsacél 6.8-assal elkészítetem a zsákfuratot.
A furatok tájolása a rúdon hosszú mérések, jelölések eredménye, és mindegyiket a marógépen végeztem, pontozás nélkül. Máshogy nem is lehet. Pláne egy 30-as köranyagon.
A menetvágás problémamentesen ment, de így is eltöltöttem az egész délutánt ezzel a 12 furattal és a menetvágással. Illetve bejelöltem a lemezt, és kifurkáltam azt is. Vasárnap este teszek fel a egy pár új képet, remélhetőleg már a felszerelt munkaasztalról, ami addigra már csúszik is... Aztán karácsonykor jönnek az orsók...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2010 december 26, 13:26
Írta: s7manbs8 Dátum 2010 december 26, 13:26
Nézegetve ezeket az alumínium item profilokat és hasonlókat, ilyesmik nincsenek acél verzióban ? Vagy az még drágább, ha van ? Ilyen kis sarokvasak vannak azt szoktam látni vasas boltokban mondjuk.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2010 december 26, 13:40
Írta: 000000000 Dátum 2010 december 26, 13:40
néz szét itt dunaferr
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 07:34
Írta: svejk Dátum 2011 január 16, 07:34
Sorstársak!
Tudna nekem valaki pár sorban, képpel, linkkel, videóval segíteni, hogy miként lehet otthoni körülmények közt az iparban nagy előszeretettel használt kúpos szegeket használni?
Az iparban az oldható precíz, pontos kötéseknél mindig használják, ha nem is a kúpos de legalább a hengeres változatát.
Nézzünk egy olyan alapesetet amikor két 10-20 mm vastag anyagot kell élben vagy T alakban rögzíteni csavarkötéssel.
Nem baj ha steb-by-step a magyarázat.
Én már a megfelelő rögzítésnél elakadok gondolatban :( A hegesztéshez használatos rögzítők szerintem alkalmatlanok, vagy van azokban is precíz?
Valahol a napokban láttam mágnesrögzítésű szerszámot is.
Tudna nekem valaki pár sorban, képpel, linkkel, videóval segíteni, hogy miként lehet otthoni körülmények közt az iparban nagy előszeretettel használt kúpos szegeket használni?
Az iparban az oldható precíz, pontos kötéseknél mindig használják, ha nem is a kúpos de legalább a hengeres változatát.
Nézzünk egy olyan alapesetet amikor két 10-20 mm vastag anyagot kell élben vagy T alakban rögzíteni csavarkötéssel.
Nem baj ha steb-by-step a magyarázat.
Én már a megfelelő rögzítésnél elakadok gondolatban :( A hegesztéshez használatos rögzítők szerintem alkalmatlanok, vagy van azokban is precíz?
Valahol a napokban láttam mágnesrögzítésű szerszámot is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 16, 08:13
Írta: 000000000 Dátum 2011 január 16, 08:13
Én ugyan szegelgetek, de úgy todom, hogy a kúpos szeggel nem rögzítenek.
Van hozzá dörzsár és úgy munkálják pontosra a furatot hozzá.
A lényege, hogy megszegeljük és ettől lesz mindíg pontos a tájolás.
De, csavarral történik a rögzítés!
(Általában inbusz, de nem feltétel.
Van hozzá dörzsár és úgy munkálják pontosra a furatot hozzá.
A lényege, hogy megszegeljük és ettől lesz mindíg pontos a tájolás.
De, csavarral történik a rögzítés!
(Általában inbusz, de nem feltétel.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 január 16, 08:59
Írta: knifemaster Dátum 2011 január 16, 08:59
Hengeres illesztőszeg:
Abba a munkadarabba amibe a csavarfej süllyesztése kerül fúrd bele a stift (brezon, illesztőszeg ki hogy ismeri)dörzsárazás előtti furatát.Ez álltalában az stiftátmérő -0.2 mm.
A csavarfej férőhelyét fúrd fel egyel nagyobbra hogy minden irányban legyen kb 0.5 mm mozgási lehetősége.
Csavarozd össze a 2 darabot amit illeszteni akarsz,állítsd be egymáshoz a jó pozícióba,húzd meg a csavarokat,figyelve a pozíció megtartásra,majd finoman fúrd át a fúróval a már kifurt lapon keresztül a másik munkadarabot az előbbi fúróval.
Utána egyben a 2 darabot dörzsárazd ki.
Szedd szét, furatoknak élletörés,tisztítás a stiftnek pici olaj ,csavarozd össze, aztán mehet a stiftelés.
Abba a munkadarabba amibe a csavarfej süllyesztése kerül fúrd bele a stift (brezon, illesztőszeg ki hogy ismeri)dörzsárazás előtti furatát.Ez álltalában az stiftátmérő -0.2 mm.
A csavarfej férőhelyét fúrd fel egyel nagyobbra hogy minden irányban legyen kb 0.5 mm mozgási lehetősége.
Csavarozd össze a 2 darabot amit illeszteni akarsz,állítsd be egymáshoz a jó pozícióba,húzd meg a csavarokat,figyelve a pozíció megtartásra,majd finoman fúrd át a fúróval a már kifurt lapon keresztül a másik munkadarabot az előbbi fúróval.
Utána egyben a 2 darabot dörzsárazd ki.
Szedd szét, furatoknak élletörés,tisztítás a stiftnek pici olaj ,csavarozd össze, aztán mehet a stiftelés.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 január 16, 09:02
Írta: knifemaster Dátum 2011 január 16, 09:02
Ja a csavarokat csak épp hogy húzd meg,ha a stiftek bent vannak lehet megtépni,akkor már nem megy senki sehova.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 09:12
Írta: svejk Dátum 2011 január 16, 09:12
Írtam valahol hogy a szeggel akarok rögzíteni???
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 09:12
Írta: svejk Dátum 2011 január 16, 09:12
Köszönöm, pont ilyen leírásra vágytam!
Már csak a nagyobb daraboknál lehet gondom, amik nem férnek a fúrógép alá.
Nem rég valaki hirdetett mágnestalpas fúrógépet, nagyon sajnálom hogy lemaradtam róla.
Esetleg valami egyszerű/nagyszerű segédeszköz a merőleges furatok készítéséhez kézi fúrógép használatakor?
Már csak a nagyobb daraboknál lehet gondom, amik nem férnek a fúrógép alá.
Nem rég valaki hirdetett mágnestalpas fúrógépet, nagyon sajnálom hogy lemaradtam róla.
Esetleg valami egyszerű/nagyszerű segédeszköz a merőleges furatok készítéséhez kézi fúrógép használatakor?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 09:18
Írta: svejk Dátum 2011 január 16, 09:18
Gondolom a kúposnak ott van igazán előnye ahol aránylag sűrűn kell szét/összeszerelni.
Illetve talán a dörzsárazásra sem olyan kényes, legfeljebb mélyebben beül a helyére.
A belső menetesek nagyon frappánsak szerelés szempontjából.
Illetve talán a dörzsárazásra sem olyan kényes, legfeljebb mélyebben beül a helyére.
A belső menetesek nagyon frappánsak szerelés szempontjából.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 16, 09:21
Írta: 000000000 Dátum 2011 január 16, 09:21
"Én már a megfelelő rögzítésnél elakadok gondolatban :( A hegesztéshez használatos rögzítők szerintem alkalmatlanok, vagy van azokban is precíz?"
Mielőtt ingerülten válaszolnál, próbáld meg elovasni, hogy mit is írtál.
Mielőtt ingerülten válaszolnál, próbáld meg elovasni, hogy mit is írtál.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 16, 09:22
Írta: 000000000 Dátum 2011 január 16, 09:22
Persze, ha nem olvasod a saját beírásaidat, az más.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 16, 09:32
Írta: 000000000 Dátum 2011 január 16, 09:32
„Gondolom a kúposnak ott van igazán előnye ahol aránylag sűrűn kell szét/összeszerelni. „
Bocsi, de mi köze a kúpnak a sűrűn szétszedéshez?
Pl. lakatszekrény.
Óránként szétszeded talán.
Én, mondjuk, nem. Persze, ízlések, pofonok.
A tájoló csap (hengeres), nem látszik kívülről.
Kúpos illesztő szeg nagyátmérőjéhez hozzá lehet férni és ebben van egy belső menet, ahová a „kirángató” szerszámot lehet csatlakoztatni.
egyébként, nem kellene bevenned a nyugtatódat?
Bocsi, de mi köze a kúpnak a sűrűn szétszedéshez?
Pl. lakatszekrény.
Óránként szétszeded talán.
Én, mondjuk, nem. Persze, ízlések, pofonok.
A tájoló csap (hengeres), nem látszik kívülről.
Kúpos illesztő szeg nagyátmérőjéhez hozzá lehet férni és ebben van egy belső menet, ahová a „kirángató” szerszámot lehet csatlakoztatni.
egyébként, nem kellene bevenned a nyugtatódat?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 09:41
Írta: svejk Dátum 2011 január 16, 09:41
A munkadarab rögzítésére gondoltam a fúrás(ok) során.
(ha gondolod magánban nyugodtan folytathatjuk a ki-mit nem ért diskurzust (katt a nevemre), de itt semmi helye.
a #8566-ban felvetett kérdésre tökéletest választ kaptam, gondolom a megfelelő szakembertől a #8568-ra is kapok ha érdemlegesnek tartják a kérdést, ha nem akkor legfeljebb nyitott marad számomra.
(ha gondolod magánban nyugodtan folytathatjuk a ki-mit nem ért diskurzust (katt a nevemre), de itt semmi helye.
a #8566-ban felvetett kérdésre tökéletest választ kaptam, gondolom a megfelelő szakembertől a #8568-ra is kapok ha érdemlegesnek tartják a kérdést, ha nem akkor legfeljebb nyitott marad számomra.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 január 16, 09:56
Írta: hostya Dátum 2011 január 16, 09:56
A mágnestalpas fúrógép egyik hobbista alternatívája lehet a fúrógép állvány (pisztolyfúróhoz való).
Az állványt rögzíteni a fúrandó laphoz, pl. pillanat szorítókkal, és az asztalon keresztül (ahol egyébként is van furat) fúrni.
Vagy az asztalt kifordítani a fúrógép alól, és úgy rögzítve, a fúrógéppel az ellentétes oldalon fúrni.
Az állványt rögzíteni a fúrandó laphoz, pl. pillanat szorítókkal, és az asztalon keresztül (ahol egyébként is van furat) fúrni.
Vagy az asztalt kifordítani a fúrógép alól, és úgy rögzítve, a fúrógéppel az ellentétes oldalon fúrni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 10:08
Írta: svejk Dátum 2011 január 16, 10:08
"de mi köze a kúpnak a sűrűn szétszedéshez?"
Valószínűnek tartom hogy kevés olyan berendezést szedtél még szét melynek elemei valamelyik fajta tájolócsappal volt szerelve.
A kúpos esetén a stiftek kihúzásakor meg persze a csavarkötések oldásakor darabokra esnek az alkatrészek, míg a hengeres esetében vagy van, vagy készíteni kell széthúzató meneteket, vagy marad az 2 kilós kalapács. Ami nem épp célszerű, ha még össze is akarod rakni.
De még a kíméletes széthúzatás is koptatja a dörzsárazott furatokat melyek idővel nem látják el feladatukat teljes mértékben.
Írásom szóösszetételében a "sűrűn" kifejezés nem hinném hogy határozott, főleg nem órás intervallumra vonatkozik.
Egy gép esetén sokkal inkább több hónapos vagy éves, pl. karbantartás alkalmával való szétszedésre/összerakásra.
Persze sűrűbb szerelés sem kizárt, pl. hobby CNC-nk megmunkálómotorjának cseréje is elképzelhető kúpos szeges tájolással.
További "kákán csomót" várom magánban, köszönöm megértésed.
Valószínűnek tartom hogy kevés olyan berendezést szedtél még szét melynek elemei valamelyik fajta tájolócsappal volt szerelve.
A kúpos esetén a stiftek kihúzásakor meg persze a csavarkötések oldásakor darabokra esnek az alkatrészek, míg a hengeres esetében vagy van, vagy készíteni kell széthúzató meneteket, vagy marad az 2 kilós kalapács. Ami nem épp célszerű, ha még össze is akarod rakni.
De még a kíméletes széthúzatás is koptatja a dörzsárazott furatokat melyek idővel nem látják el feladatukat teljes mértékben.
Írásom szóösszetételében a "sűrűn" kifejezés nem hinném hogy határozott, főleg nem órás intervallumra vonatkozik.
Egy gép esetén sokkal inkább több hónapos vagy éves, pl. karbantartás alkalmával való szétszedésre/összerakásra.
Persze sűrűbb szerelés sem kizárt, pl. hobby CNC-nk megmunkálómotorjának cseréje is elképzelhető kúpos szeges tájolással.
További "kákán csomót" várom magánban, köszönöm megértésed.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 10:15
Írta: svejk Dátum 2011 január 16, 10:15
Igen ezek olyan kézenfekvő megoldások, de valahogy a valóságban mindig valami akad, nem fér el, stb...persze ez igaz lehet a gyári mágnestalpasra is.
Végül is az eredeti kérdésemben 10-20 mm-es anyagokról volt szó, ha a felső darab már ki van fúrva pontosan akkor az a dörzsárazás előtti fúrót talán kézből tartva is megvezetheti anyagminőségtől függően. Alu problémásabb mert ott az élszalag könnyebben belekap az anyagba.
Végül is az eredeti kérdésemben 10-20 mm-es anyagokról volt szó, ha a felső darab már ki van fúrva pontosan akkor az a dörzsárazás előtti fúrót talán kézből tartva is megvezetheti anyagminőségtől függően. Alu problémásabb mert ott az élszalag könnyebben belekap az anyagba.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 január 16, 10:26
Írta: hostya Dátum 2011 január 16, 10:26
Én is 'kényszer megoldásként' alkalmaztam a lentebb írtakat.
Ipari körülmények között, ui. nekem is 20mm aluba kellett furkálni, hiába volt mágnestalpas fúrógép. :)
Ipari körülmények között, ui. nekem is 20mm aluba kellett furkálni, hiába volt mágnestalpas fúrógép. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 10:33
Írta: svejk Dátum 2011 január 16, 10:33
No igen... [#circling]
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 január 16, 11:14
Írta: D.Laci Dátum 2011 január 16, 11:14
Esztergálj egy peremes cső szerüséget a fúró pontos méretével. A perem talpát oldalazd fel, lépcsősen hogy csak a perem szélén feküdjön fel.
és ezt rögzisd valamilyen hozzá férhető modón.
és ezt rögzisd valamilyen hozzá férhető modón.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 11:23
Írta: svejk Dátum 2011 január 16, 11:23
Ez is megér egy piros pontot.
Valamiért már megint túl akarnám bonyolítani, pl 8-as fúró esetén a "talpas csőben" 2 db 608-as csapágy, hogy ne kopjon a cső az élszalagtól.
De ez "tizedes" fúrónál még bonyolultabb.
Á, hülye vagyok ilyeneken agyalok ahelyett hogy csinálnám :(
Valamiért már megint túl akarnám bonyolítani, pl 8-as fúró esetén a "talpas csőben" 2 db 608-as csapágy, hogy ne kopjon a cső az élszalagtól.
De ez "tizedes" fúrónál még bonyolultabb.
Á, hülye vagyok ilyeneken agyalok ahelyett hogy csinálnám :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 16, 12:05
Írta: 000000000 Dátum 2011 január 16, 12:05
"Valószínűnek tartom hogy kevés olyan berendezést szedtél még szét melynek elemei valamelyik fajta tájolócsappal volt szerelve."
Ezen, már nem veszünk össze!
Én tényleg azt hittem, hogy a nagyátmérővel előre kell szegelni a kúposszeggel.
Ami ugye kúpos illesztő szeg.
Én nem járok talikra. Éppen ezért, honnan is tudhatnám?
Ezen, már nem veszünk össze!
Én tényleg azt hittem, hogy a nagyátmérővel előre kell szegelni a kúposszeggel.
Ami ugye kúpos illesztő szeg.
Én nem járok talikra. Éppen ezért, honnan is tudhatnám?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 16, 12:16
Írta: Szalai György Dátum 2011 január 16, 12:16
Nem felelne meg illesztő szeg helyett a DIN 7346 szerinti könnyű kivitelű hasított feszítőhüvely?
Ha sikerülne mind a két féldarabon egy munkamenetben fúrnod a helyét, akkor megspórolhatnád a dörzsáratást. A furatátmérő pontossága nem lenne annyira kritikus, mint hengeres illesztőszeg esetén. Amelyik féldarabban hosszabban szorul, abba maradna szétszedéskor.
Ha sikerülne mind a két féldarabon egy munkamenetben fúrnod a helyét, akkor megspórolhatnád a dörzsáratást. A furatátmérő pontossága nem lenne annyira kritikus, mint hengeres illesztőszeg esetén. Amelyik féldarabban hosszabban szorul, abba maradna szétszedéskor.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 16, 12:42
Írta: Szalai György Dátum 2011 január 16, 12:42
Időkihasználásként, a múlt héten, körülnéztem a HILTI HUNGÁRIA-éknál, a 1037 BUDAPEST , BOJTÁR U. 58-60.-ban.
Ott láttam acél vázépítő rendszer elemeket.
Nem mertem az árak felől érdeklődni.
Ott láttam acél vázépítő rendszer elemeket.
Nem mertem az árak felől érdeklődni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 12:48
Írta: svejk Dátum 2011 január 16, 12:48
Tapasztalatom szerint közel sem biztosít olyan ismétlési pontosságot, valamint a felépítéséből adódóan nyíró igénybevételnek is kevésbé ellenálló, rugalmas.
Persze tudom hogy a csavarok által keltett összeszorító erőnek kell átvinni az ilyen irányú erőket.
Ettől független ahova lehet, pl.kisebb nyomatékigényű tengely-agy kötéseknél én is előszeretettel használom.
Persze tudom hogy a csavarok által keltett összeszorító erőnek kell átvinni az ilyen irányú erőket.
Ettől független ahova lehet, pl.kisebb nyomatékigényű tengely-agy kötéseknél én is előszeretettel használom.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 január 16, 13:44
Írta: knifemaster Dátum 2011 január 16, 13:44
Ha annyira biztosra akarsz menni,akkor D Laci tippjét kínáld még meg fúrópersellyel betétként ami edzett.Kicsit többe kerül de magnő az élettartam is.
Szerelésnél illik elsőként a stifteket kivenni betenni,ugyanis ha úgy van leütögetve róla az anyag,akkor a furatok előbb utóbb deformálódnak és a tájolásnak annyi.
Ezért átmenő furatoknál a sima és a hasított stift jó lehet szerelés szempontjából,de ha zsákfurat is lesz ,márpedig ahogy nézem lesz,akkor menetes stift és "hoki" az optimális megoldás.
Szerintem.
Szerelésnél illik elsőként a stifteket kivenni betenni,ugyanis ha úgy van leütögetve róla az anyag,akkor a furatok előbb utóbb deformálódnak és a tájolásnak annyi.
Ezért átmenő furatoknál a sima és a hasított stift jó lehet szerelés szempontjából,de ha zsákfurat is lesz ,márpedig ahogy nézem lesz,akkor menetes stift és "hoki" az optimális megoldás.
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 16, 14:53
Írta: 000000000 Dátum 2011 január 16, 14:53
Pontosan így kell, annyi kiegészítéssel, hogy a rögzítő imbusz csavarok sűlyesztése ne legyen kúpos. Én M10-es imbuszcsavarhoz úgy csinálom, hogy először megcsinálom a sűlyesztést 16-os fúróval és utána 16-os ujmaróval elsímitom a furat feneket. Az is gond szokott lenni, hogy az imbuszcsavarok csámpásak, egy pár tizedet le szoktam esztergálni a fejük palástjából.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 16, 15:06
Írta: 000000000 Dátum 2011 január 16, 15:06
Én rendszeresen használok segédeszközt kézi fúrógéppel történő fúrásokhoz és menetfúróhoz is, hogy merőleges legyen a felületre. Egy kb 60mm átmérőjű acél hengert leoldalazol, a használandó fúróval központosan kifúrod. A henger magassága a fúró méretétől függ, kb 40-60mm. A henger egyik végébe csinálsz egy nagyobb fúróval sűlyesztést a forgácsnak és kész a fúrószár megvezetőd. A menetfúrónál a menetfúró szára a méret. Valamikor linkeltem be ilyen szerszámról képeket, valamelyik fórumtárs szamárvezetőnek titulálta.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 január 16, 15:09
Írta: ra8nsmk6w Dátum 2011 január 16, 15:09
A kúpos stift egx kétélű fegyver. Magyarán mondva "sziklát lehet vele repeszteni" A kis kúpszög miatt szinte észrevétlenül lehet az anyagot megzömiteni amitöl az illeszkedő felületek felé púposodik ki az anyag. Ez alunál nagyon látványos is tud lenni. Ami a lényeg, hogy még ezt a látszólag egyszerű möveletet is kellő körültekintésel kell végezni.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 január 16, 15:50
Írta: knifemaster Dátum 2011 január 16, 15:50
Fenékfúró ,avagy csapos fúró..:)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2011 január 16, 17:10
Írta: Motoros Dátum 2011 január 16, 17:10
Svejk: a brezonozás tudományát nem lehet pár mondatban összefoglalni. A"Hack...Szerszámkészítés (gépészeti szakkönyv)"-ben azt hiszem erről sok minden megvan, de a gyakorlat teszi itt is a mestert.
Gondold meg hogy merőleges rögzítésnél már milyen kis fúrási szöghiba is végzetes lehet azaz értelmetlenné teszi az egész kimenetelét.
A mágnestalpas fúrógép hidd el nem ennek a műveletnek az eszköze. Az hogy hengeres vagy kúpos az a szeg az majdnem mindegy..a lényeg a furatok megfelelő helyzetpontossága. Ez elérhető megfelelő rutinnal egy tuti oszlopos fúrógépen, vagy természetesen a mai elvárásoknak megfelelően egy cnc marógépen. A cnc gépen készültek egy kicsit más szisztéma szerintiek mint az ősrégi módszerrel készültek. Erre tudnék holnap esetleg fotót is feltenni mert hozzájutottam végre egy fényképezőgéphez.
Gondold meg hogy merőleges rögzítésnél már milyen kis fúrási szöghiba is végzetes lehet azaz értelmetlenné teszi az egész kimenetelét.
A mágnestalpas fúrógép hidd el nem ennek a műveletnek az eszköze. Az hogy hengeres vagy kúpos az a szeg az majdnem mindegy..a lényeg a furatok megfelelő helyzetpontossága. Ez elérhető megfelelő rutinnal egy tuti oszlopos fúrógépen, vagy természetesen a mai elvárásoknak megfelelően egy cnc marógépen. A cnc gépen készültek egy kicsit más szisztéma szerintiek mint az ősrégi módszerrel készültek. Erre tudnék holnap esetleg fotót is feltenni mert hozzájutottam végre egy fényképezőgéphez.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 18:39
Írta: svejk Dátum 2011 január 16, 18:39
Emlékszem a képekre...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 16, 18:51
Írta: svejk Dátum 2011 január 16, 18:51
Jó hogy mondod, én pedig biztos voltam hogy a mágnestalpas idevaló eszköz.
5-600 mm hosszú,55x90 mm bonyolult keresztmetszetű anyagot befogni úgy hogy a végében pontos tengelyirányú furatok legyenek nekem szinte lehetetlennek látszik, legalább is az én lehetőségeim közül. Ami alá ez elférne az esetemben egy viharvert igazi ipari oszlopos fúrógép.
De szerintem a kúpos stift esetén akár eltérő szögben álló stiftek is tájolhatnak, hiszen itt a stifteket ki-be lehet szerelni a két összefogott alkatrész elmozdítása nélkül.
Persze tudom hogy közel sem szakszerű :(
5-600 mm hosszú,55x90 mm bonyolult keresztmetszetű anyagot befogni úgy hogy a végében pontos tengelyirányú furatok legyenek nekem szinte lehetetlennek látszik, legalább is az én lehetőségeim közül. Ami alá ez elférne az esetemben egy viharvert igazi ipari oszlopos fúrógép.
De szerintem a kúpos stift esetén akár eltérő szögben álló stiftek is tájolhatnak, hiszen itt a stifteket ki-be lehet szerelni a két összefogott alkatrész elmozdítása nélkül.
Persze tudom hogy közel sem szakszerű :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 18, 12:24
Írta: 000000000 Dátum 2011 január 18, 12:24
Szia LZ,
Bocsi egy regebbi leveleddel kapcsolatban kerdeznek. (7064/Mechanikai otletek)
Ezeket a radiuszos huzott alu dobozokat a fekete lezarodugokkal, hol vetted ?
Koszi,
Antal
Bocsi egy regebbi leveleddel kapcsolatban kerdeznek. (7064/Mechanikai otletek)
Ezeket a radiuszos huzott alu dobozokat a fekete lezarodugokkal, hol vetted ?
Koszi,
Antal
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2011 január 18, 14:06
Írta: Motoros Dátum 2011 január 18, 14:06
Végre elkészült a fotó amit ígérte. Nem tudom segítség e? A lényeg hogy nem kell nagy szélességű anyafok élébe pozicióba furatot fúrni, ami igen problémás lehet.



Ezen az utolsó képen lehet látni a lényeget, azt hiszem nem kell hozzá sok magyarázat...a gépasztalon síkban rögzített darabon minden művelet elvégezhető, a sülyesztett fejű imbusz pedig úgy megfogja a brezont mintha odaheggesztették volna. A plazmavágott anyagon egy felfogásból szinte minden elvégezhető..síkbamarás, kontúrmarás, illesztőszegek helyeinek kimarása. Bár a fotón lévő darab cnc-n készült, az ötlet akár átvihető egy hagyományos gépre is.
Ezen az utolsó képen lehet látni a lényeget, azt hiszem nem kell hozzá sok magyarázat...a gépasztalon síkban rögzített darabon minden művelet elvégezhető, a sülyesztett fejű imbusz pedig úgy megfogja a brezont mintha odaheggesztették volna. A plazmavágott anyagon egy felfogásból szinte minden elvégezhető..síkbamarás, kontúrmarás, illesztőszegek helyeinek kimarása. Bár a fotón lévő darab cnc-n készült, az ötlet akár átvihető egy hagyományos gépre is.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2011 január 18, 14:07
Írta: jv7pu3a5p Dátum 2011 január 18, 14:07
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 18, 20:18
Írta: svejk Dátum 2011 január 18, 20:18
Ez tényleg jó megoldás, és most látva a képet találkoztam én már ilyen megoldással.
A linvezetők sínjeit is süllyesztet fejű csavarokkal szokták megtámasztani.
De látom, azért 10.9-nél alább nem adtad :)
Mindenesetre hagyományos gépen csak nóniusszal a sok koordináta miatt nem egy leányálom lehet kivitelezni :(
A linvezetők sínjeit is süllyesztet fejű csavarokkal szokták megtámasztani.
De látom, azért 10.9-nél alább nem adtad :)
Mindenesetre hagyományos gépen csak nóniusszal a sok koordináta miatt nem egy leányálom lehet kivitelezni :(
Cím: Re:Mechanikai ötletek
Írta: nmnrsytc Dátum 2011 január 18, 22:53
Írta: nmnrsytc Dátum 2011 január 18, 22:53
Szia Motoros megkérdezhetem honnan van ez a "vasdarab" ? Mert nekem nagyon ismerős.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2011 január 19, 08:41
Írta: Motoros Dátum 2011 január 19, 08:41
Ócskavasként jutottam hozzá, valami szétbontott géprész lehetett..fantáziát láttam benne.
Cím: Re:Mechanikai ötletek
Írta: nmnrsytc Dátum 2011 január 19, 09:18
Írta: nmnrsytc Dátum 2011 január 19, 09:18
Akkor énn tudom mihez volt egy nagy munkahenger volt benne. Van nekem is belőle kompletten. A volt cégemből való a cucc amúgy.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 22, 10:55
Írta: 000000000 Dátum 2011 január 22, 10:55
Micsoda "elvetemült" ötlet.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 22, 11:06
Írta: 000000000 Dátum 2011 január 22, 11:06
Hát biztonságtechnikailag hagy egy pár kérdőjelet maga után, de műszakilag korrekt megoldás sárhányót készíteni, lemezt hengerelni...
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2011 január 22, 15:34
Írta: robroy007 Dátum 2011 január 22, 15:34
a gyári hengerítő is talán csak abban különbözik, hogy lábkapcsolós a hajtása
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2011 január 24, 08:09
Írta: Motoros Dátum 2011 január 24, 08:09
Nagy a kilógás, könnyen túlterhelheti a vízszintes tengelyt, a kihajlás biztos jól mérhető még kis fogások esetén is. Nem véletlen a hengerítők nulla kilógása és brutál csapágyazása, sőt van olyan is ami kétoldalt támasztott, az egyik támasz bontható a ki-berakás miatt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 24, 20:07
Írta: 000000000 Dátum 2011 január 24, 20:07
VAlamikor láttam az egyik topicban ER11 csapágyház rajzot meg képeket. Ha valakinek beugrana, elárulhatná a lelőhelyét.
Nincs kedvem végig keresgélni a topicokat.
köszi
Nincs kedvem végig keresgélni a topicokat.
köszi
Cím: Re:Mechanikai ötletek
Írta: m8j2y7u9n Dátum 2011 január 24, 20:33
Írta: m8j2y7u9n Dátum 2011 január 24, 20:33
Azt szeretném megkérdezni, melyik acél típust ajánljátok görgős rendszerű cnchez. Görgőnek és sínnek.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2011 január 24, 21:04
Írta: designr Dátum 2011 január 24, 21:04
Brushless marómotor....Legyen kedved végigolvasni...::))
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 január 25, 06:04
Írta: knifemaster Dátum 2011 január 25, 06:04
Talán ez lesz az.
ER11 fortuna
ER11 fortuna
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2011 január 25, 09:34
Írta: Miki2 Dátum 2011 január 25, 09:34
Valami hasonlót szeretnél készíteni?

Görgők anyaga C45
Avezetés húzott hatszög ST52
Görgők anyaga C45
Avezetés húzott hatszög ST52
Cím: Re:Mechanikai ötletek
Írta: m8j2y7u9n Dátum 2011 január 25, 11:44
Írta: m8j2y7u9n Dátum 2011 január 25, 11:44
Igen, csak kisebb méretben. Kb. 500x500 alapterület mozgóhidas kivitel, a Z tengely pedig rendes lineáris sín ami már megvan.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 25, 11:44
Írta: 000000000 Dátum 2011 január 25, 11:44
Nem kor alaku fogaskerekek:
http://www.flixxy.com/gears.htm
http://www.flixxy.com/gears.htm
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 25, 12:05
Írta: 000000000 Dátum 2011 január 25, 12:05
Kössz, meglett!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 25, 13:38
Írta: 000000000 Dátum 2011 január 25, 13:38
Ja, most latom, mar volt. Elnezest kerek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 25, 21:45
Írta: 000000000 Dátum 2011 január 25, 21:45
Hi allezka.
http://www.youtube.com/user/MrEdi27#p/u/4/AFFWJnhTuQk
Mi a véleménye az uraknak erről a mechanikáról? Első gépemnek valami hasonlón töröm a fejem én is, de gondoltam kikérem a véleményeteket.
http://www.youtube.com/user/MrEdi27#p/u/4/AFFWJnhTuQk
Mi a véleménye az uraknak erről a mechanikáról? Első gépemnek valami hasonlón töröm a fejem én is, de gondoltam kikérem a véleményeteket.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 január 25, 22:07
Írta: knifemaster Dátum 2011 január 25, 22:07
Mindig az az első kérdés,hogy mire használod.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 26, 07:40
Írta: 000000000 Dátum 2011 január 26, 07:40
Mivel nagyon kezdő vagyok a témában még nem acélt szeretnék vele marni ^^, igy kezdésnek könnyen megmunkálható anyagokra gondoltam mint nyák, műanyag, fa. :)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 január 26, 07:56
Írta: D.Laci Dátum 2011 január 26, 07:56
Első gépnek jólesz de a Z-tengely elvab baszva.
Forditva kel csinálni.
http://www.youtube.com/user/MrEdi27#p/u/0/h_LSiQZYXhs
Forditva kel csinálni.
http://www.youtube.com/user/MrEdi27#p/u/0/h_LSiQZYXhs
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 26, 08:58
Írta: 000000000 Dátum 2011 január 26, 08:58
Mit értesz a fordítva csináláson?
A marómotor konzolja ne felül legyen rögzítve?
A marómotor konzolja ne felül legyen rögzítve?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 január 26, 09:17
Írta: Rabb Ferenc Dátum 2011 január 26, 09:17
Ekkora méretben kicsit karcsúnak találom a kb 20*20-as zártszelvényből való építkezést. Nagy tanítómesterünk szavaival élve - legfelejebb levegőszántásra lesz jó. Szilárdságilag, és rezonancia szempontjából is. Még ilyen óvatos sebességnél is, mint a másidik filmen.
Szóval kicst combosabbra kellene készíteni minden darabját...
Szóval kicst combosabbra kellene készíteni minden darabját...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 26, 09:29
Írta: 000000000 Dátum 2011 január 26, 09:29
40*40 vastagfalu megteszi a hídlábaknak? :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 26, 09:59
Írta: Szalai György Dátum 2011 január 26, 09:59
Ha úr volnék, azt mondanám: Ez az a gép, amiért nem érdemes felkelni reggel. Inkább rúgjál be, annak több értelme van, de ilyet ne építs. Még az sem kérdés, hogy mire fogja használni. Forgácsolásra biztosan nem, talán lézerpiszmogásra.
Ami a videón elkészült belőle, annak minden része lehetne sokkal okosabb kialakítású. Ami még nem készült el, az nem pocsékba ment anyag.
Gyűjthetett volna ismereteket mielőtt neki áll, de így legalább lesz tapasztalata. A saját bőrén.
Veled ellentétben ő sajnos azt hiszem, nem olvassa ezt a fórumot. Törd még a fejed inkább, vagy nézegesd bevált gépek felépítését.
Ami a videón elkészült belőle, annak minden része lehetne sokkal okosabb kialakítású. Ami még nem készült el, az nem pocsékba ment anyag.
Gyűjthetett volna ismereteket mielőtt neki áll, de így legalább lesz tapasztalata. A saját bőrén.
Veled ellentétben ő sajnos azt hiszem, nem olvassa ezt a fórumot. Törd még a fejed inkább, vagy nézegesd bevált gépek felépítését.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 január 26, 10:22
Írta: D.Laci Dátum 2011 január 26, 10:22
A Z tengely kocsijai áljanak és a "sinek" mozogjanak.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 január 26, 10:41
Írta: D.Laci Dátum 2011 január 26, 10:41
Ha "Úr" volnál akkor legalább 4-5 év után készítenél egy papir makketet és azt mutogatnád, hogy ílyet nem szabad. :)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 január 26, 11:20
Írta: Rabb Ferenc Dátum 2011 január 26, 11:20
Szerintem 100*40, de inkább 100*60-as vastagfalú legyen a kiinduló alapanyag. És ne ilyen nyúlketrec rácsszerkezetű. A zártszelvényt eleve úgy tervezd, hogy lehetőség legyen az üregek kiöntésére (beton, homok, polimerbeton stb) mert erősen hajlamos a rezonanciára és emiatt a pontatlanságra és zajkeltésre. (tapasztalat [#rinya])
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 január 26, 11:39
Írta: keri Dátum 2011 január 26, 11:39
Pofás kivitelezés, olcsó konstrukcióban, de ahogy előttem túlzott őszinteséggel jelezték, a munkatérhez képest nagyon vékony az egész szerkezet. Szalai Györgyre egyébként érdemes hallgatni, ért hozzá.
Ha jól nézem 25*2es négyzetprofilok? kb. 500-600mm híddal? Számításaim szerint 50kg terhelés hatására csak a felső híd 0,2mm-ert hajlik. Ez a maró hegyén leeresztett állapotban a duplája, illetve mivel hosszabb a maró belógása, az erőkar miatt még nagyobb is lehet, és mivel tömege sincs ez azt jelenti hogy nagyon könnyen rezonál.
Oldal irányba is hasonló nagyságrendű deformációval kell számolni.
Én 20mm vastag tömör, nagyszilárdságú aluból építek kissebb méretű gépet, hasonló felépítésű gépet de számításaim szerint ez a konstrukció még így is gyenge.
De azért nem kell kidobni. Minimális kiegészítéssel jelentősen lehet javítani a gépen. Az oldalirányú erők ellen, 20*40-50mm-es profilt élével rakj az oszlopokra.
Törés ne legyen merevítőben, mint ott hátul, mindenhol háromszögekből kell építkezni. (praktikusan beraksz még egy darabot oda, vagy leburkolod 3-4-es lemezzel.)
A hídon is segít ha nem csak magas, de széles is tehát a vezető sínek alá tegyél szélesebb profilt és burkold le lemezzel. Az 2-4szeres merevséget jelent nagyjából, de ha nagyon érdekel és megadod a méreteket, kiszámolom neked.
Én úgy tervezem, hogy gyakorlati tapasztalatok alapján fogom majd átalakítani a gépet, egy kicsit bonyolultabb, de merevebb szerkezetre.
Ha jól nézem 25*2es négyzetprofilok? kb. 500-600mm híddal? Számításaim szerint 50kg terhelés hatására csak a felső híd 0,2mm-ert hajlik. Ez a maró hegyén leeresztett állapotban a duplája, illetve mivel hosszabb a maró belógása, az erőkar miatt még nagyobb is lehet, és mivel tömege sincs ez azt jelenti hogy nagyon könnyen rezonál.
Oldal irányba is hasonló nagyságrendű deformációval kell számolni.
Én 20mm vastag tömör, nagyszilárdságú aluból építek kissebb méretű gépet, hasonló felépítésű gépet de számításaim szerint ez a konstrukció még így is gyenge.
De azért nem kell kidobni. Minimális kiegészítéssel jelentősen lehet javítani a gépen. Az oldalirányú erők ellen, 20*40-50mm-es profilt élével rakj az oszlopokra.
Törés ne legyen merevítőben, mint ott hátul, mindenhol háromszögekből kell építkezni. (praktikusan beraksz még egy darabot oda, vagy leburkolod 3-4-es lemezzel.)
A hídon is segít ha nem csak magas, de széles is tehát a vezető sínek alá tegyél szélesebb profilt és burkold le lemezzel. Az 2-4szeres merevséget jelent nagyjából, de ha nagyon érdekel és megadod a méreteket, kiszámolom neked.
Én úgy tervezem, hogy gyakorlati tapasztalatok alapján fogom majd átalakítani a gépet, egy kicsit bonyolultabb, de merevebb szerkezetre.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 26, 12:27
Írta: Szalai György Dátum 2011 január 26, 12:27
De nem vagyok úr. Sajnos.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 26, 12:30
Írta: Szalai György Dátum 2011 január 26, 12:30
A keresztbe fordulási hajlandósága minden axison zavaró lesz, mert a görgők elhelyezésénél nem gondolt erre, vagy nem tud megoldást.
Cím: Re:Mechanikai ötletek
Írta: m8j2y7u9n Dátum 2011 január 26, 18:13
Írta: m8j2y7u9n Dátum 2011 január 26, 18:13
Újra segítséget szeretnék kérni. Egy fogasszíjhoz volna szükségem fogastárcsára. A szíjon ami találtam felirat: Unitta 324-2GT

Cím: Re:Mechanikai ötletek
Írta: m8j2y7u9n Dátum 2011 január 26, 18:14
Írta: m8j2y7u9n Dátum 2011 január 26, 18:14

Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2011 január 26, 19:25
Írta: s5f8tmfv3 Dátum 2011 január 26, 19:25
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2011 január 26, 19:26
Írta: s5f8tmfv3 Dátum 2011 január 26, 19:26
17.
Cím: Re:Mechanikai ötletek
Írta: m8j2y7u9n Dátum 2011 január 26, 22:30
Írta: m8j2y7u9n Dátum 2011 január 26, 22:30
Köszi. Közben én is megtaláltam, de nem találok ilyen fogasszíj tárcsát. Ezért keresek valakit aki esetleg tudna csinálni ilyet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 27, 14:28
Írta: 000000000 Dátum 2011 január 27, 14:28
Köszönöm az útbaigazítást és a válaszokat, minden nap nézelődöm amennyit csak engedi a szabadidőm az ideális konstrukciót keresve.
© Rabb Ferenc: rendben próbálom majd úgy összeválogatni az elemeket hogy mind kiönthető legyen, vagy lemondani a zártszelvényes hídról.
© keri: ha már ilyen sok szempontból gyenge konstrukciónak tűnik, érdemesebb valami stabilabb alapot kigondolni mint ezt feljavítgatni. Valszeg nekem nem kell ekkora Z magasság, 100mm sztem boven eleg, nemigen fogok annál magasabb anyagot beletenni. x: max 800, y: 500-600.
© Rabb Ferenc: rendben próbálom majd úgy összeválogatni az elemeket hogy mind kiönthető legyen, vagy lemondani a zártszelvényes hídról.
© keri: ha már ilyen sok szempontból gyenge konstrukciónak tűnik, érdemesebb valami stabilabb alapot kigondolni mint ezt feljavítgatni. Valszeg nekem nem kell ekkora Z magasság, 100mm sztem boven eleg, nemigen fogok annál magasabb anyagot beletenni. x: max 800, y: 500-600.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 13:43
Írta: 000000000 Dátum 2011 január 29, 13:43
Sziasztok!
Pont ma kezdtem el gondolkodni azon, lehet hogy én is építek 3mm-es falvastagságú zártszelvényből egy mechanikát mert a fa gépem nem egy valami erős szerkezet.A komolyabb gépeken az orsók csapágyazása hogyan van megoldva?Ilyen önbeálló csapágyakat használnak vagy hogyan oldják/oldjátok meg?Képeket is szívesen várok.A köszörült rúd+danamid perselynél olcsóbb megoldás a megvezetésre nincsen,ugye?
De lehet,hogy csak terv marad és inkább csak a fa gépem fióksínjeit cserélem ki ilyen köszörült rudakra mert a belógással-kotyogással vannak gondjaim.
Pont ma kezdtem el gondolkodni azon, lehet hogy én is építek 3mm-es falvastagságú zártszelvényből egy mechanikát mert a fa gépem nem egy valami erős szerkezet.A komolyabb gépeken az orsók csapágyazása hogyan van megoldva?Ilyen önbeálló csapágyakat használnak vagy hogyan oldják/oldjátok meg?Képeket is szívesen várok.A köszörült rúd+danamid perselynél olcsóbb megoldás a megvezetésre nincsen,ugye?
De lehet,hogy csak terv marad és inkább csak a fa gépem fióksínjeit cserélem ki ilyen köszörült rudakra mert a belógással-kotyogással vannak gondjaim.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 13:48
Írta: 000000000 Dátum 2011 január 29, 13:48
"köszörült rúd+danamid perselynél olcsóbb megoldás a megvezetésre nincsen,ugye?
De lehet,hogy csak terv marad és inkább csak a fa gépem fióksínjeit cserélem ki ilyen köszörült rudakra mert a belógással-kotyogással vannak gondjaim"
de van olcso megoldás!...
persze igy már lehet több problémát okoz ha egy meglevö gépet át akarz alakitani mind ha egy uj gépet épitesz elöröl megtervezet alkatrésekbök!
De lehet,hogy csak terv marad és inkább csak a fa gépem fióksínjeit cserélem ki ilyen köszörült rudakra mert a belógással-kotyogással vannak gondjaim"
de van olcso megoldás!...
persze igy már lehet több problémát okoz ha egy meglevö gépet át akarz alakitani mind ha egy uj gépet épitesz elöröl megtervezet alkatrésekbök!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 13:50
Írta: 000000000 Dátum 2011 január 29, 13:50
Azt még elfelejtettem megkérdezni,hogy ti milyen orsót javasolnátok ide, a léptetőmotorokat is figyelembe véve.A motorjaim ilyen sok mindenki által használt 5V1A-es,1.8 fokos szerintem kb olyan 0,5Nm nyomatékúak.Most m10es orsóm van 1,5mm menetemelkedéssel és ehhez van alu házas zx100 műanyag betéttel ellátott anyám,esetleg ezt használjam fel?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 január 29, 14:37
Írta: s7manbs8 Dátum 2011 január 29, 14:37
Ez is egy érdekes dolog, mivel kicsinek tűnhet egy ekkora motor, de ha mechanikailag hatékony, a hatásfoka jó, tehát nem súrlódik, inkább gördül, akkor nem is olyan kicsi. Csak a dilemma sokszor az, hogy mi éri meg jobban, egy erősebb lomha motor, vagy egy hatásfokilag jobb mechanikai kivitel. No, persze mind kettő lehet első osztályú is, csak akkor az anyagi vonzata is azzal arányos, meghatározó még természetesen a felhasználás jellege is.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 29, 15:06
Írta: Szalai György Dátum 2011 január 29, 15:06
Nem tennél fel egy képet a fa gépedről? Hátha megtalálnánk a gyengéit.
Mert attól hogy fa alapanyagú, még lehet igen használható is. Nagyrészt konstrukció, és nem csak anyag kérdése.
Vasat marni talán nem fogsz rajta tízes maróval, de ha maradnak ezek a motorok és orsók, akkor maradhatna a fa vázanyag is.
Szerintem.
Mert attól hogy fa alapanyagú, még lehet igen használható is. Nagyrészt konstrukció, és nem csak anyag kérdése.
Vasat marni talán nem fogsz rajta tízes maróval, de ha maradnak ezek a motorok és orsók, akkor maradhatna a fa vázanyag is.
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 16:34
Írta: 000000000 Dátum 2011 január 29, 16:34
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 17:13
Írta: svejk Dátum 2011 január 29, 17:13
Készített már valaki fémvágó szalagfűrészt?
Tapasztalatok?
Vágási sebesség tartománya, fűréslap mérete, típusa beszerezhetősége?
Teljesítményszükséglet?
Ontsátok az infókat! :)
Tapasztalatok?
Vágási sebesség tartománya, fűréslap mérete, típusa beszerezhetősége?
Teljesítményszükséglet?
Ontsátok az infókat! :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 29, 17:37
Írta: Szalai György Dátum 2011 január 29, 17:37
Hát ez egy stabilan megkonstruált szerkezetnek néz ki. Ami a fát illeti.
Ha az orsók csapágyazása, az orsó anya kapcsolatok és a lin. vezetékek kottyanás mentesek, akkor mi a baj vele? Ha nem azok, akkor ott lehetne megsegíteni.
Szerintem egyértelműen nem a fa hibája, ha nem vált be.
Ha az orsók csapágyazása, az orsó anya kapcsolatok és a lin. vezetékek kottyanás mentesek, akkor mi a baj vele? Ha nem azok, akkor ott lehetne megsegíteni.
Szerintem egyértelműen nem a fa hibája, ha nem vált be.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 január 29, 17:39
Írta: keri Dátum 2011 január 29, 17:39
Vagy kis átmérő az orsónál, mert szerintem az fogja leginkább le a motort.
Nekem M6-os menetes szár volt az orsóm és így 0,0001Nm es pici nyomtatómotor is elég volt.
Mondjuk nem mozgott gyorsan ez tény, de előbb nyomta szét a fióksíneket, mint hogy a motor lefulladjon.
Nekem M6-os menetes szár volt az orsóm és így 0,0001Nm es pici nyomtatómotor is elég volt.
Mondjuk nem mozgott gyorsan ez tény, de előbb nyomta szét a fióksíneket, mint hogy a motor lefulladjon.
Cím: Re:Mechanikai ötletek
Írta: neduddgi Dátum 2011 január 29, 17:42
Írta: neduddgi Dátum 2011 január 29, 17:42
Munkahelyemen van egy, legkorábban hétfőn tudom megnézni. Ami tetszik rajta nekem, hogy "olajos" előtolása van, ami szerintem jó ötlet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 17:46
Írta: 000000000 Dátum 2011 január 29, 17:46
A fióksínjeim azok amik nem jók meg az orsók csapágyazásai,mert "rángatja" és nem húzza a marómotort.Ezek a fióksínek amiket használtam kottyanás mentesek,de nagyon könnyen hajlanak.A munkaasztal csak egy kis nyomás hatására is lejjebb megy vagy 2-3mm-t.Az egyik tengely orsója meg valamiért kattog a csapágynál,lehet, hogy ezek a folyóméterben kapható orsók nem elennének egyenesek?Ha meghúzom a csapágyházat akkor meg nem tudja a motor meghajtani az orsót.Szerintem ha a fióksíneket kicserélem köszörült rudakra akkor már nem lesznek ilyen gondjaim.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 29, 18:04
Írta: Szalai György Dátum 2011 január 29, 18:04
Hajjaj, sokan. Jobbnál jobb nevű cégek.
Teljesítmény igény: 500-1000W Szalagsebesség: 20-60m/perc
Fűrészlap méret: 2360 x 20 x 0,9 mm, 1638 x 12,7 x 0,64 mm, 2480 x 0,9 x 19mm, 1,470 x 13 x 0.65 mm, stb.
http://www.szerszambirodalom.hu/3621-femipari-szalagfureszlapok.html
Vigyázz! Némely helyeken átvágást emlegetnek.
Nálunk vidéken, a helyi vastelepen, van is egy kicsit nagyobbacska. Imádom pontos méretre vágatni a zártszelvényeket. Nem vág úgy félre, mint a tárcsás gyorsdaraboló és alig hagy sorját. Azt mondják, elég sokat tudnak vágni egy lappal, mielőtt kicsorbul. De a folyadék hűtés-kenés az kell.
Teljesítmény igény: 500-1000W Szalagsebesség: 20-60m/perc
Fűrészlap méret: 2360 x 20 x 0,9 mm, 1638 x 12,7 x 0,64 mm, 2480 x 0,9 x 19mm, 1,470 x 13 x 0.65 mm, stb.
http://www.szerszambirodalom.hu/3621-femipari-szalagfureszlapok.html
Vigyázz! Némely helyeken átvágást emlegetnek.
Nálunk vidéken, a helyi vastelepen, van is egy kicsit nagyobbacska. Imádom pontos méretre vágatni a zártszelvényeket. Nem vág úgy félre, mint a tárcsás gyorsdaraboló és alig hagy sorját. Azt mondják, elég sokat tudnak vágni egy lappal, mielőtt kicsorbul. De a folyadék hűtés-kenés az kell.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 18:21
Írta: svejk Dátum 2011 január 29, 18:21
Barkács, barkács megoldás...:)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 29, 18:40
Írta: Szalai György Dátum 2011 január 29, 18:40
„Szerintem ha a fióksíneket kicserélem köszörült rudakra akkor már nem lesznek ilyen gondjaim.”
Igen. Akkor más gondjaid lesznek. Kerülném az alátámasztás nélküli megvezetéseket. (Rúd) Azok mindég egy hangvillára emlékeztetnek. A fiók sin szerintem nem rossz, de masszív kell belőle, jó sok, jó irányba szerelve és kissé előfeszítve, hogy ne kottyanhasson. Ahol a megmunkálás történik, ott mindég legyen alátámasztás. A deszka, lapjára hajlik, de élére nem. Ezt ki kell használni a tervezéskor. (A kicsi hajlás is számit, abból lesz a rezgés.) A derékszögű koordinátákon végzett megmunkálás ugyanezeken az egymásra derékszögű síkokon kelt erőket, ezért ezekre átlósan kell merevíteni.
Orsók: Kis motorhoz kis menetemelkedés. Így olcsóbb, mint áttétellel. A finom menetű orsó nagyobb műgonddal is készül, mint a kommersz menetes szál. Kisebb felületi érdesség, jobb siklást eredményez a kottyanás mentes műanyag anyákban. (Főleg szárazon.) Nem keresnék vastagabb orsót, hanem finom menetű, precízen megmunkáltat. Az nem is lesz görbe. Az orsó végére dupla csapágyat, pl. szétszedett kicsi léptetőmotor kifordított csapágyházaiból, az orsó saját menetén kottyanás mentesítve, finom menetű kettős, vagy önzáró anyával.
Igen. Akkor más gondjaid lesznek. Kerülném az alátámasztás nélküli megvezetéseket. (Rúd) Azok mindég egy hangvillára emlékeztetnek. A fiók sin szerintem nem rossz, de masszív kell belőle, jó sok, jó irányba szerelve és kissé előfeszítve, hogy ne kottyanhasson. Ahol a megmunkálás történik, ott mindég legyen alátámasztás. A deszka, lapjára hajlik, de élére nem. Ezt ki kell használni a tervezéskor. (A kicsi hajlás is számit, abból lesz a rezgés.) A derékszögű koordinátákon végzett megmunkálás ugyanezeken az egymásra derékszögű síkokon kelt erőket, ezért ezekre átlósan kell merevíteni.
Orsók: Kis motorhoz kis menetemelkedés. Így olcsóbb, mint áttétellel. A finom menetű orsó nagyobb műgonddal is készül, mint a kommersz menetes szál. Kisebb felületi érdesség, jobb siklást eredményez a kottyanás mentes műanyag anyákban. (Főleg szárazon.) Nem keresnék vastagabb orsót, hanem finom menetű, precízen megmunkáltat. Az nem is lesz görbe. Az orsó végére dupla csapágyat, pl. szétszedett kicsi léptetőmotor kifordított csapágyházaiból, az orsó saját menetén kottyanás mentesítve, finom menetű kettős, vagy önzáró anyával.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 január 29, 18:44
Írta: Révész Richárd Dátum 2011 január 29, 18:44
Haver csinált már.Mai napig használja nagy megelégedéssel.1600 körüli szalag van rajta,hajtóműves motor hajtja.Kimenő fordulata 100.
A kerék átmérője 180.
Szalagból érdemes a 16-ost használni mert nem megy olyan könnyen félre mint a 13-as.
A kerék átmérője 180.
Szalagból érdemes a 16-ost használni mert nem megy olyan könnyen félre mint a 13-as.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 29, 18:53
Írta: Szalai György Dátum 2011 január 29, 18:53
Barkács… barkács…
Barkács fűrészlapot nem tudsz készíteni. Bár téged ismerve… Nem lehetetlen.
Gyári fűrészlap esetén meg alkalmazkodni muszáj a hozzájuk készített (vagy fordítva) fűrészgépek adataihoz. Lapsebesség, hajlítási rádiusz, előtolás, stb. Akkor pedig ezeket a gépet muszáj alapul venni a házi konstrukció esetén is.
Vagy, jönnek a következmények.
Faszerész ismerősöm, maga konstruálta szalagfűrészen dolgozik sok éve. Úgy vágja vele az öntött alut, mint a Sicc. (Hogy az hogy vágja?)
Barkács fűrészlapot nem tudsz készíteni. Bár téged ismerve… Nem lehetetlen.
Gyári fűrészlap esetén meg alkalmazkodni muszáj a hozzájuk készített (vagy fordítva) fűrészgépek adataihoz. Lapsebesség, hajlítási rádiusz, előtolás, stb. Akkor pedig ezeket a gépet muszáj alapul venni a házi konstrukció esetén is.
Vagy, jönnek a következmények.
Faszerész ismerősöm, maga konstruálta szalagfűrészen dolgozik sok éve. Úgy vágja vele az öntött alut, mint a Sicc. (Hogy az hogy vágja?)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 január 29, 19:33
Írta: keri Dátum 2011 január 29, 19:33
Vannak nagyteherbírásű fióksinjeim ha érdekel.
Nem kommersz cucc. Régi szerverekről szedtem le, úgyhogy vagy 100kgig biztos használható :))
Golyós sínek, hosszúak és szélesek.
Ingyen a tied, mert én már úgy sem fogom használni, de egy feltételem van. Vissza nem hozhatod :)))
Nem kommersz cucc. Régi szerverekről szedtem le, úgyhogy vagy 100kgig biztos használható :))
Golyós sínek, hosszúak és szélesek.
Ingyen a tied, mert én már úgy sem fogom használni, de egy feltételem van. Vissza nem hozhatod :)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 20:05
Írta: 000000000 Dátum 2011 január 29, 20:05
Természetesen érdekel,de a postaköltséget én állom.Ezek már nem rugóznak befelé,ugye,mármint a két sínfelet nem tudod összenyomni?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 január 29, 20:21
Írta: keri Dátum 2011 január 29, 20:21
Amennyire meg tudom ítélni nem rugózik, minesetre kissebb mértékben mint a bolti.
Küld a címed.
Küld a címed.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 20:33
Írta: 000000000 Dátum 2011 január 29, 20:33
A cím már megy is az e-mailedre.Előre is köszi.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 20:44
Írta: svejk Dátum 2011 január 29, 20:44
Akkor gondolom az övé 3 kerekes.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 20:48
Írta: svejk Dátum 2011 január 29, 20:48
P14, P6/10 számok a típusban fogméretre utaló jel lehet?
Mi lehet az M42? 3-4 szeres ára van mint a rapidnak?
Mi lehet az M42? 3-4 szeres ára van mint a rapidnak?
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 január 29, 20:49
Írta: ANTAL GÁBOR Dátum 2011 január 29, 20:49
szia! nekem egy nagy ipari gépem van (230 mm köracélt elvág),Nagyon szeretem Holnap küldöm a kért adatokat De előre fejből D= 220mm vszalag (vas) 40m/perc P motor 1.5 kW szalag 27*0.9.Előtolás: önsúly (hidraulikus henger finomfojtóval fékezve) Nem tartom lehetetlennek hogy egy hegesztett verzió elkészüljön. A szalgot könnyű beszerezni de csak szakműhelyből származhat mert két anyagú és spéci módon hegesztik (+hőkezelik) A szalag tartós ,nálam a tönkremenetel oka általában balf..ság
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 január 29, 20:51
Írta: ANTAL GÁBOR Dátum 2011 január 29, 20:51
nekem a 2720 mm hosszú szalag áfával 6 e alatt van
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 20:54
Írta: svejk Dátum 2011 január 29, 20:54
A barkáécsáruházas csoda szalagfűrészekre teljesen esélytelen lenne egy ilyen lapot felrakni?
350W-os motor körül szerelik őket.
Vagy a mechanikai stabilitása totál alkalmatlan lenne?
350W-os motor körül szerelik őket.
Vagy a mechanikai stabilitása totál alkalmatlan lenne?
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 január 29, 20:57
Írta: ANTAL GÁBOR Dátum 2011 január 29, 20:57
Gondolom tudod hogy ezek két kerekesek és a kerekek síkja 45 fokot zár be a vágandó darabbalA szalagot is megcsavarják 45 fokkal .Igy a kis kerekekkel is nagy átmérőjű és végtelen hosszú darab vágható
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 január 29, 21:05
Írta: Révész Richárd Dátum 2011 január 29, 21:05
Kétkerekes.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 január 29, 21:05
Írta: 4um5b65d Dátum 2011 január 29, 21:05
Talán a normál és bimetal lap lehet az az árkülönbség.
A normál lap csak nem készül gyorsacélból...[#csodalk]
A normál lap csak nem készül gyorsacélból...[#csodalk]
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 január 29, 21:08
Írta: Révész Richárd Dátum 2011 január 29, 21:08
Esztergályos koléga vett egy ilyen barkácsáruházast.
A gyári 230-as motort lelöktük róla(350W),kapott egy 250W-os 3 fázisút meg egy 1fázisú frekiváltót.
Akár egész nap vághatsz vele.
A gyári 230-as motort lelöktük róla(350W),kapott egy 250W-os 3 fázisút meg egy 1fázisú frekiváltót.
Akár egész nap vághatsz vele.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 21:09
Írta: svejk Dátum 2011 január 29, 21:09
igen gondoltam hogy a Tiéd olyan az előtolásból ítélve.
Én csak egyszerű hagyományos elrendezésűre gondoltam.
Egyszer vágtam ilyenen, nagyon klassz volt.
Hűtőfolyadék nélkül ment, csak egy kis pumpa kiszusszantotta kb. másodpercenként a forgácsot.
igaz ott volt vagy 3 m a szalaghossz, volt ideje lehűlni.
korlátok közt akár ívet is lehetett vele vágni, csak kézi előtolásal ment.
Gyári volt egyébként.
Én csak egyszerű hagyományos elrendezésűre gondoltam.
Egyszer vágtam ilyenen, nagyon klassz volt.
Hűtőfolyadék nélkül ment, csak egy kis pumpa kiszusszantotta kb. másodpercenként a forgácsot.
igaz ott volt vagy 3 m a szalaghossz, volt ideje lehűlni.
korlátok közt akár ívet is lehetett vele vágni, csak kézi előtolásal ment.
Gyári volt egyébként.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 21:10
Írta: svejk Dátum 2011 január 29, 21:10
igen kissé durva a rapid elnevezés :)
De ott van a két verzió: Rapid vagy M42.
Lehet csak kicsit rapid, pl. sebes acél:)
De ott van a két verzió: Rapid vagy M42.
Lehet csak kicsit rapid, pl. sebes acél:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 21:11
Írta: svejk Dátum 2011 január 29, 21:11
Olyan nyeglének tűnnek azok a szerkezetek...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 21:13
Írta: svejk Dátum 2011 január 29, 21:13
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 21:14
Írta: svejk Dátum 2011 január 29, 21:14
A szalagvezetés is maradt az eredeti?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 január 29, 21:15
Írta: Révész Richárd Dátum 2011 január 29, 21:15
Első ránézésre valóban olyan,de azért nem katasztrofális a helyzet.
Kicsit rendbe kell kapni és utána használható.
Kicsit rendbe kell kapni és utána használható.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 január 29, 21:16
Írta: Révész Richárd Dátum 2011 január 29, 21:16
Igen.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 január 29, 21:17
Írta: ANTAL GÁBOR Dátum 2011 január 29, 21:17
Arra hogy a hagyományosra gondoltál már rájöttem. Viszont a 3 kerekest nem tartom jónak ( nekem van egy gyári faipari 3 kerekes de nagyon nehéz beállítani.,ezért utálom) a fémiparin a szalagot nagyon meg kell feszíteni és peremes a kereke (az támaszt) szerintem a barkácsgépeknél a perem hiányzik és kicsi a feszítés
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 január 29, 21:18
Írta: 4um5b65d Dátum 2011 január 29, 21:18
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 január 29, 21:18
Írta: Révész Richárd Dátum 2011 január 29, 21:18
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 21:19
Írta: svejk Dátum 2011 január 29, 21:19
Mondjuk 10-es vaslemezzel elbirkózna?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 21:19
Írta: svejk Dátum 2011 január 29, 21:19
Akkor stornó :(
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 január 29, 21:22
Írta: ANTAL GÁBOR Dátum 2011 január 29, 21:22
22.5 ször nagyobb a kerületi seb mint ami nálam működik (és ebből adodóan a feszítőerő is kb ennyiszer kisebb. de ha én gyorsba kapcsolok akkor is 11 szeres az eltérés
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 január 29, 21:23
Írta: Révész Richárd Dátum 2011 január 29, 21:23
Na ja.Ez az asztalos fajta eszembe sem jutott.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 21:25
Írta: svejk Dátum 2011 január 29, 21:25
No persze kellene lassító áttétel.. de motorcsere úgy is biztos kellene.
Cím: Re:Mechanikai ötletek
Írta: hyn6ys8wt Dátum 2011 január 29, 21:29
Írta: hyn6ys8wt Dátum 2011 január 29, 21:29
Svejk!
én egy ilyet vettem és csináltattam hozzá fémvágó lapot azt hiszem 12mm széles.

Próbáltam vele alut vágni de gyengécske...:-(
30-as alut vágtam vele de állandóan megállt.
2,5-ös alulemezt viszont szépen vitte. Sajnos az alsó kerék van direktbe meghajtva (a motor tengely az alsó kerék tengelye is egyben) így nem lehet áttételt változtatni. Van egy 1kW-os motorom, de annak meg kicsi a tengely kinyűlása:-( azt akartam rátenni. Még teljesen nem adtam fel, lehet hogy meghosszabbítom a tengelyt és felapplikálom...
Bár lehet hogy egyszerűbb lenne csinálni egyet, háromkerekes elrendezéssel...
én egy ilyet vettem és csináltattam hozzá fémvágó lapot azt hiszem 12mm széles.
Próbáltam vele alut vágni de gyengécske...:-(
30-as alut vágtam vele de állandóan megállt.
2,5-ös alulemezt viszont szépen vitte. Sajnos az alsó kerék van direktbe meghajtva (a motor tengely az alsó kerék tengelye is egyben) így nem lehet áttételt változtatni. Van egy 1kW-os motorom, de annak meg kicsi a tengely kinyűlása:-( azt akartam rátenni. Még teljesen nem adtam fel, lehet hogy meghosszabbítom a tengelyt és felapplikálom...
Bár lehet hogy egyszerűbb lenne csinálni egyet, háromkerekes elrendezéssel...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 21:31
Írta: svejk Dátum 2011 január 29, 21:31
Mindenféleképpen 3 fázisú motor kell egy ilyenre...
De mechanikailag stabil?
De mechanikailag stabil?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 január 29, 21:32
Írta: Rabb Ferenc Dátum 2011 január 29, 21:32
Stabil kis barkácsgép
Három fordulata van, fához, műanyaghoz és fémhez. Persze a megfelelő szalaggal. Több gyártó nevén is készül. Nekem ALKO a márkaneve. Ja, és egy huszasért vettem itt a Vaterán. Egy kis revizió után egész jó lett. A gépkönyvét elküldöm mailban.
Három fordulata van, fához, műanyaghoz és fémhez. Persze a megfelelő szalaggal. Több gyártó nevén is készül. Nekem ALKO a márkaneve. Ja, és egy huszasért vettem itt a Vaterán. Egy kis revizió után egész jó lett. A gépkönyvét elküldöm mailban.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 január 29, 21:32
Írta: ANTAL GÁBOR Dátum 2011 január 29, 21:32
De ne felejtkezz el hogy P= v*F vagyis kis sebesség nagy erő. F = F fesz *e ad mű*alfa,
tehét csak jelentős feszítőerővel lehet alacsony sebességen operálni
tehét csak jelentős feszítőerővel lehet alacsony sebességen operálni
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 29, 21:34
Írta: svejk Dátum 2011 január 29, 21:34
Ez tetszik...
20-ért nem éri meg hozzáfogni, hacsak nem klónoztatja magát az ember :)
10-es vaslemez???
20-ért nem éri meg hozzáfogni, hacsak nem klónoztatja magát az ember :)
10-es vaslemez???
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2011 január 29, 21:37
Írta: x4rhew5r3 Dátum 2011 január 29, 21:37
Varsának nagyon régen, nekem kb. mésfél éve van egy barkácsból átalakított. A motort áttekertettem 3 fázisúra, és egy frekiváltóról megy. Kis fordulaton jó lenne nagyobb nyomaték, talán egyszer majd teszek rá egy rendes frekiváltót.
Szalagot 3eFt körül csináltattam hozzá, bimetál. Csak aluhoz használom, acélt nem vágnék vele. Néha sajnos komoly korlát a káva mérete. Ha szélesebb darabokat is akarsz vágni, és nem csak "szélezni", akkor ez felejtős.
Szalagot 3eFt körül csináltattam hozzá, bimetál. Csak aluhoz használom, acélt nem vágnék vele. Néha sajnos komoly korlát a káva mérete. Ha szélesebb darabokat is akarsz vágni, és nem csak "szélezni", akkor ez felejtős.
Cím: Re:Mechanikai ötletek
Írta: hyn6ys8wt Dátum 2011 január 29, 21:39
Írta: hyn6ys8wt Dátum 2011 január 29, 21:39
Nagyon lassú előtolással el tudtam azért vágni a 30-as alut is, de 100mm kb 10 perc volt (komolyan) Ha vasat akarsz vágni akkor szerintem gyenge...:-(
Nemrég voltam egy gépműhelyben és ott háromkerekes magyar fafűrészen vágták a vasat igen sebesen. Vékony fémvágó lap volt rajta és talán 5mm széles lehetett! 24V-os áttételes motorral hajtották ami ránézésre 4-500W-os lehetett...
Az mondjuk stabil öntvény gép, gyakran árulják pdl az expressen 50-80e között.
Nemrég voltam egy gépműhelyben és ott háromkerekes magyar fafűrészen vágták a vasat igen sebesen. Vékony fémvágó lap volt rajta és talán 5mm széles lehetett! 24V-os áttételes motorral hajtották ami ránézésre 4-500W-os lehetett...
Az mondjuk stabil öntvény gép, gyakran árulják pdl az expressen 50-80e között.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 21:46
Írta: 000000000 Dátum 2011 január 29, 21:46
Nekem a kis barkács szalagfűrészemhez a Nóniusznál hegesztettek fémvágó szalagot, de nagyon merev volt, a kisgép lerugta magáról
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 21:48
Írta: 000000000 Dátum 2011 január 29, 21:48
Az eredeti motor ventillátorja helyére tegyél egy szíjtárcsát és hajtsd meg egy erősebb motorral!
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 január 29, 21:50
Írta: ra8nsmk6w Dátum 2011 január 29, 21:50
Nekem egy Scheppach gyártmányú gépem van (nem hobbigép)fordulatszámszabályzós 10mm szerszámacélt vágtam hütés nélkül, csak kenésel. Nagyon szépen vágta a BiMetal lap ami 8000 körül van bruttóban. Kb 3m vágás után a lap kuka lett. A következtetés, hogy acélt csak intenziv hütésel. A 30 mm ötvözött alú nem probléma.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 21:52
Írta: 000000000 Dátum 2011 január 29, 21:52
Én 230-as vékony flex tárcsával vagdosom a 20-30-as kazánlemezeket is. Milyen szomszédaid vannak?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 29, 21:56
Írta: 000000000 Dátum 2011 január 29, 21:56
Volt egy cirkulám is 350-es fémvágó tárcsával, de nem szerettem, mert mindig a pofámba verte a szikrát.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 január 29, 22:48
Írta: s7manbs8 Dátum 2011 január 29, 22:48
Akkor azért nálad fogyóeszköznek számíthat a kis vékony korongocska. :)
Cím: Re:Mechanikai ötletek
Írta: gfxd0h560 Dátum 2011 január 29, 23:16
Írta: gfxd0h560 Dátum 2011 január 29, 23:16
Az ilyen gépemet használtam 40x40 alu vágásra, "fúró-vágó-üregelő" spray-al fújtam vágások előtt és gond nélkül, kb két perc/darab lehetett vele dolgozni.
Három sebesség választható és egyszerű kétezer forintos lap fémekhez volt rajta a legkisebb sebességen.
Három sebesség választható és egyszerű kétezer forintos lap fémekhez volt rajta a legkisebb sebességen.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 január 30, 07:21
Írta: keri Dátum 2011 január 30, 07:21
Az komoly :)
Én csak 6-os lemezt vagdostam, de méterenként 1db tárcsa a fogyasztásom, és nagyon lassan haladtam. 1mm-es tárcsát használtam. A szomszédaim már nagyon unták :)
Én csak 6-os lemezt vagdostam, de méterenként 1db tárcsa a fogyasztásom, és nagyon lassan haladtam. 1mm-es tárcsát használtam. A szomszédaim már nagyon unták :)
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2011 január 30, 08:13
Írta: Sz.József Dátum 2011 január 30, 08:13
Svejk!
Egy-két infó, hátha segít a választásban ...
BS-115, mint keretes fűrész ..., ötv. Al, 60mm vastag 120mm hosszon ...

BS-115, mint szalagfűrész ..., igaz, csak 3-as vaslemez, de vastagabbat is vinne, kézi előtolás ...

Adatai
Egy-két infó, hátha segít a választásban ...
BS-115, mint keretes fűrész ..., ötv. Al, 60mm vastag 120mm hosszon ...
BS-115, mint szalagfűrész ..., igaz, csak 3-as vaslemez, de vastagabbat is vinne, kézi előtolás ...
Adatai
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 30, 09:05
Írta: Szalai György Dátum 2011 január 30, 09:05
Turkáltam a témában. Beszélnek a képek.
A csupasz igazság, semmi csicsa, csak célszerűség.
Hagyományőrzőre is lehet készíteni.
Itt jól látszik, hogy építenek fel ma egy kellően merev vázat.
Pár jó ötlet, a részletekre.
Egy kicsitündér.
Sok múlik a profi vezetőn. Itt is.
Acél vágásra, a fűrész szalag tartóssága érdekében fontosnak tűnik az alacsony szalagsebesség, (30m/perc) a szalagvastagsághoz képest nagy hajlítási rádiusz. ( min.200mm) a stabil szalagvezető, és a folyadék kenés-hűtés.
A mai villanyrobogós korszakba jobban illeszkedne a kerékagy (HUB) motoros direkthajtás.
A csupasz igazság, semmi csicsa, csak célszerűség.
Hagyományőrzőre is lehet készíteni.
Itt jól látszik, hogy építenek fel ma egy kellően merev vázat.
Pár jó ötlet, a részletekre.
Egy kicsitündér.
Sok múlik a profi vezetőn. Itt is.
Acél vágásra, a fűrész szalag tartóssága érdekében fontosnak tűnik az alacsony szalagsebesség, (30m/perc) a szalagvastagsághoz képest nagy hajlítási rádiusz. ( min.200mm) a stabil szalagvezető, és a folyadék kenés-hűtés.
A mai villanyrobogós korszakba jobban illeszkedne a kerékagy (HUB) motoros direkthajtás.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 január 30, 09:23
Írta: svejk Dátum 2011 január 30, 09:23
Kicsit már szégyellem magam, hogy mások keresgélnek időt nem sajnálva helyettem :(
De olyan könnyű kérdezni és várni a sült galambot...
Ha olyan sebességgel tudnék vágni 10-es vaslemezt mint kézi keretes fűrésszel, de erőmet kímélve, akkor már elégedett lennék.
Hátralevő x évemet valószínű így is kiszolgálná 1-2 lap.
Másik topicban valaki szemünkre hányta hogy nem teljes kérdéseket teszünk fel titkolózunk.
A 12-esből való lézeres kivágás egyenlőre megbukott, két cég is csinált mintát, a célnak nem megfelelő méretpontosság és felületi minőség terén. Utólag körbe kell marni.
Akkor gondoltam ha már kontúrmarni kell, kivágatom hidegen húzottból a kisebb darabokat (hihetetlen hogy milyen mérettartományban vannak ilyen anyagok, pl 120 vagy 150 x 8-10-12-14 mm. Mondjuk itt már érdemes válogatni mert a 150 némelyik szálnál csak 149,6)
6 elemet 2 mm ráhagyással vágattam helyben - billenős szalagfűrészük van - ebből 2 db nem adja ki a méretet annyira nem derékszög a vágás.
Több mm-t pedig nincs szívem a BF20-al marogatni...
De olyan könnyű kérdezni és várni a sült galambot...
Ha olyan sebességgel tudnék vágni 10-es vaslemezt mint kézi keretes fűrésszel, de erőmet kímélve, akkor már elégedett lennék.
Hátralevő x évemet valószínű így is kiszolgálná 1-2 lap.
Másik topicban valaki szemünkre hányta hogy nem teljes kérdéseket teszünk fel titkolózunk.
A 12-esből való lézeres kivágás egyenlőre megbukott, két cég is csinált mintát, a célnak nem megfelelő méretpontosság és felületi minőség terén. Utólag körbe kell marni.
Akkor gondoltam ha már kontúrmarni kell, kivágatom hidegen húzottból a kisebb darabokat (hihetetlen hogy milyen mérettartományban vannak ilyen anyagok, pl 120 vagy 150 x 8-10-12-14 mm. Mondjuk itt már érdemes válogatni mert a 150 némelyik szálnál csak 149,6)
6 elemet 2 mm ráhagyással vágattam helyben - billenős szalagfűrészük van - ebből 2 db nem adja ki a méretet annyira nem derékszög a vágás.
Több mm-t pedig nincs szívem a BF20-al marogatni...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 január 30, 09:51
Írta: Szalai György Dátum 2011 január 30, 09:51
Kellemes keresgélni, ha van időm. (Akár más helyett.) Nagyon tágítja a látókört.
Csak kell, hogy valaki megadja a témát, mert magamtól már nincsen ötletem.
Azért megy el neki a vágás, mert már hitvány a fűrészszalag és nem vette vissza az előtolást.
Ha tök precíz, utómunkát nem igénylően egyenes vágás kell és nem táblából, hanem szálanyagból vágsz, akkor nem tűnik jó választásnak a szalagfűrész. A keretes fűrészgép lenne a célszerű.
Egy csapágyazott tengelyen elforduló, megvezetett pneumatika munkahenger mozgathatja előre hátra helyetted a vasfűrészt, míg asztalra tett lábbal olvasgatsz. Persze a villanymotoros excenteres megoldás nem szuszog úgy. A lefelé előtolást egy tégla, meg a gravitáció elintézi. Küldök neked mosógépbe való betonsúlyt. Farmert koptatni is jó.
Csak kell, hogy valaki megadja a témát, mert magamtól már nincsen ötletem.
Azért megy el neki a vágás, mert már hitvány a fűrészszalag és nem vette vissza az előtolást.
Ha tök precíz, utómunkát nem igénylően egyenes vágás kell és nem táblából, hanem szálanyagból vágsz, akkor nem tűnik jó választásnak a szalagfűrész. A keretes fűrészgép lenne a célszerű.
Egy csapágyazott tengelyen elforduló, megvezetett pneumatika munkahenger mozgathatja előre hátra helyetted a vasfűrészt, míg asztalra tett lábbal olvasgatsz. Persze a villanymotoros excenteres megoldás nem szuszog úgy. A lefelé előtolást egy tégla, meg a gravitáció elintézi. Küldök neked mosógépbe való betonsúlyt. Farmert koptatni is jó.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 30, 09:56
Írta: 000000000 Dátum 2011 január 30, 09:56
Ha már kókányolásról volt szó.
Én most úgy darabolgatok 10mm körüli "lemezeket", hogy jó nagy ráhagyással 3-as fúróval asztali fúrógépen végigfúrkálgatom.
Utána, kis "flexel" mintkét oldalon belevágok, amíg könnyen viszi.
Utána, megtöröm egy ikicsi egyik irányban, hogy a korong ne szoruljon és tobább vágom.
Mikor lehet, meg letöröm.
Én most úgy darabolgatok 10mm körüli "lemezeket", hogy jó nagy ráhagyással 3-as fúróval asztali fúrógépen végigfúrkálgatom.
Utána, kis "flexel" mintkét oldalon belevágok, amíg könnyen viszi.
Utána, megtöröm egy ikicsi egyik irányban, hogy a korong ne szoruljon és tobább vágom.
Mikor lehet, meg letöröm.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 január 30, 10:01
Írta: D.Laci Dátum 2011 január 30, 10:01
MÉH telepen láttam egy békebeli ~400as keretes fürészt. Azt hiszem lapjaimvanak hozzá, valahol...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 január 30, 10:53
Írta: keri Dátum 2011 január 30, 10:53
***vbodi topikjából jöttem át, Svejk fogasszíjkerék problémájára reflektálva****
Én sejtem mi a probléma.
Motorozásom kapcsán, belemerültem egy kicsit a lánchajtások hibáiba. Ott az az optimális, ha a fogak távolsága, hajszállal nagyobb mint a lánc kiosztása.
Így terhelés alatt, a láncszemek rugalmas megnyúlása miatt az összes kapcsolódó fogra egyenletesen osztja el az erőt.
Kicsi felületi nyomást, alacsony kopás jellemzi az ilyen meghajtásokat.
Csakhogy a görgő csapok kopásával nyúlik a lánc, növekszik a görgők távolsága, ezért egyre inkább a húzó oldali utolsó fogra helyeződik a terhelés. Ezért van az hogy sokáig nem nyúlik a lánc, de amikor elkezd lazulni, akkor exponenciálisan felgyorsul a nyúlás, hiába vesznek ki egy szemet (ezt valójában nem szabad, ha ennyire megnyúlik cserélni kell)
Ehhez hozzájön, hogy mivel egyetlen fog viszi a terhelést, többszörösére növekszik a felületi nyomás, ami fokozottan koptatja a lánckereket is, így szépen bemaródik a fog, szép cápa uszony formára, egészen addig, amíg a fog tetejére fel nem ül a láncszem és szalajtani fog a lánc. Nagyobb terheléseknél, a nyúlás miatt, persze még van esély hogy bepattan a helyére, de bozalmasan zörögni fog, és mivel nagy terhelés ez a láncnak, ilyenkor elkezdenek töredezni a görgők, majd elszakadniak a láncszemek.
Na ilyenkor fogja a delikvens és kicseréli a láncot szép újra, aminek megint rövidebb a kiosztása, és csodálkozik, hogy ez sokkal jobban zörög, és jobban szalajt mint a régi, hiszen itt már egészen biztos, hogy a fogak hegyére jön ki a következő lánc, ha az előző beakadt a bemaródott helyre.
A sok blabla végén azért kibököm mire akarok kilukadni. :))
A fogasszíjakkal nem foglalkoztam de hasonló a működési elv. Úgy kell a fogak kiosztását méretezni itt is, hogy terhelés nélkül a húzó oldalon ne az utolsó fog kapaszkodjon, hanem az első, és terhelésnél feküdjön fel az összes fog.
Szerencsére a szíj nyúlásával itt nem nagyon kell számolni, mert nincsenek csapok, amik kopjanak, csak az anyag nyúlása játszik, ami jóval kisebb, ha egyáltalán van.
Ha leesztergáltok a fejkörből, azzal csökken a fogaskeréken a fogak távolsága, vagyis olyan jelenség lép fel, mint a megnyúlt lánc esetében.
Vagyis az utolsó fog fogja átvenni a terhelést.
A kottyanás mentesítés abból adódik, hogy mindkét irányba felfekszik az utolsó fog a maga húzó irányába, de ilyenkor természetes hogy a keréken lévő szíjrész lazább lesz.
Ha túl nagy szélesség különbség van a fogak közötti távolság és a szíjon lévő fogak szélessége között akkor ilyen extrém eset is előfordulhat, hogy kipúposodik a szíj a kerék közepénél, mire hajlandó lesz kottyanás mentes lenni.
Végkövetkeztetés. Svejk szíjkereke olyan durva mértékben el van b..szva amit Vbodi korrekciója sem tud már kézben tartani.
Fogaskerék gyártásnál, olyan fog profilt kell marni a kiosztástól függetlenül, amibe stabilan, kottyanás mentesen, belefekszik a fogasszíj foga, és marás vagy vésés közben a fog árkának profilszélességét, nem változtatva kell csökkenteni a fogak szélességét, egészen addig amíg optimálisan fel nem fekszik az összes fog egyszerre.
Boltban vásárolva, tehát egyetlen fogat beleillesztve a fogaskerékbe lötyög, vagy nem elég szorosan fekszik bele, vissza kell adni, és nem vacakolni a korrekciókkal.
Én sejtem mi a probléma.
Motorozásom kapcsán, belemerültem egy kicsit a lánchajtások hibáiba. Ott az az optimális, ha a fogak távolsága, hajszállal nagyobb mint a lánc kiosztása.
Így terhelés alatt, a láncszemek rugalmas megnyúlása miatt az összes kapcsolódó fogra egyenletesen osztja el az erőt.
Kicsi felületi nyomást, alacsony kopás jellemzi az ilyen meghajtásokat.
Csakhogy a görgő csapok kopásával nyúlik a lánc, növekszik a görgők távolsága, ezért egyre inkább a húzó oldali utolsó fogra helyeződik a terhelés. Ezért van az hogy sokáig nem nyúlik a lánc, de amikor elkezd lazulni, akkor exponenciálisan felgyorsul a nyúlás, hiába vesznek ki egy szemet (ezt valójában nem szabad, ha ennyire megnyúlik cserélni kell)
Ehhez hozzájön, hogy mivel egyetlen fog viszi a terhelést, többszörösére növekszik a felületi nyomás, ami fokozottan koptatja a lánckereket is, így szépen bemaródik a fog, szép cápa uszony formára, egészen addig, amíg a fog tetejére fel nem ül a láncszem és szalajtani fog a lánc. Nagyobb terheléseknél, a nyúlás miatt, persze még van esély hogy bepattan a helyére, de bozalmasan zörögni fog, és mivel nagy terhelés ez a láncnak, ilyenkor elkezdenek töredezni a görgők, majd elszakadniak a láncszemek.
Na ilyenkor fogja a delikvens és kicseréli a láncot szép újra, aminek megint rövidebb a kiosztása, és csodálkozik, hogy ez sokkal jobban zörög, és jobban szalajt mint a régi, hiszen itt már egészen biztos, hogy a fogak hegyére jön ki a következő lánc, ha az előző beakadt a bemaródott helyre.
A sok blabla végén azért kibököm mire akarok kilukadni. :))
A fogasszíjakkal nem foglalkoztam de hasonló a működési elv. Úgy kell a fogak kiosztását méretezni itt is, hogy terhelés nélkül a húzó oldalon ne az utolsó fog kapaszkodjon, hanem az első, és terhelésnél feküdjön fel az összes fog.
Szerencsére a szíj nyúlásával itt nem nagyon kell számolni, mert nincsenek csapok, amik kopjanak, csak az anyag nyúlása játszik, ami jóval kisebb, ha egyáltalán van.
Ha leesztergáltok a fejkörből, azzal csökken a fogaskeréken a fogak távolsága, vagyis olyan jelenség lép fel, mint a megnyúlt lánc esetében.
Vagyis az utolsó fog fogja átvenni a terhelést.
A kottyanás mentesítés abból adódik, hogy mindkét irányba felfekszik az utolsó fog a maga húzó irányába, de ilyenkor természetes hogy a keréken lévő szíjrész lazább lesz.
Ha túl nagy szélesség különbség van a fogak közötti távolság és a szíjon lévő fogak szélessége között akkor ilyen extrém eset is előfordulhat, hogy kipúposodik a szíj a kerék közepénél, mire hajlandó lesz kottyanás mentes lenni.
Végkövetkeztetés. Svejk szíjkereke olyan durva mértékben el van b..szva amit Vbodi korrekciója sem tud már kézben tartani.
Fogaskerék gyártásnál, olyan fog profilt kell marni a kiosztástól függetlenül, amibe stabilan, kottyanás mentesen, belefekszik a fogasszíj foga, és marás vagy vésés közben a fog árkának profilszélességét, nem változtatva kell csökkenteni a fogak szélességét, egészen addig amíg optimálisan fel nem fekszik az összes fog egyszerre.
Boltban vásárolva, tehát egyetlen fogat beleillesztve a fogaskerékbe lötyög, vagy nem elég szorosan fekszik bele, vissza kell adni, és nem vacakolni a korrekciókkal.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 január 30, 11:15
Írta: Révész Richárd Dátum 2011 január 30, 11:15
Az már nálam van.És 500-as.[#taps]
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2011 január 30, 17:11
Írta: Vetesi75 Dátum 2011 január 30, 17:11
Szerintem bármilyen szalagfűrész jobb választás egy keretesnél - még rúdanyag darabolásra is. Az , hogy a vaskerben nem tudnak egyenesen vágni vele, az ottani sajátosság. Ha valaki vadabb (pl. crv3 vagy pl. k1 stb.) acélt vásárol azt is le kell vágniuk. Ilyenkor nem veszik vissza a szalagsebességet, az előtolást, van hogy a víz is hiányzik, meg a hozzáértés is - ne csodálkozzunk a vágás minőségén.
Anno volt munkahelyemen tonnaszám daraboltuk az átmérő 90-es MNCr5-öst centis karikákra , mint a parízert. A kéttizedes hosztűrés és a háromtizeden belüli merőlegesség némi odafigyeléssel könnyen tartható volt. Amit két műszak után levettünk lapot, mert kezdett oldalra menni, azzal még vígan daraboltuk kötegelve a zártszelvényeket és csöveket, rudaket, aminél nem számított annyira a pontosság. Ez egy fullautómata Bomar 290-es gép , nem igényelt folyamatos felügyeletet, a dolgózó műszakonként kétszer kikotorta a burkolatot, meg ha éppen arra járt, elhúzta alóla a forgácsot, munkadarabot. (A hatméteres szál feldarabolása több műszakot igényelt.)
Anno volt munkahelyemen tonnaszám daraboltuk az átmérő 90-es MNCr5-öst centis karikákra , mint a parízert. A kéttizedes hosztűrés és a háromtizeden belüli merőlegesség némi odafigyeléssel könnyen tartható volt. Amit két műszak után levettünk lapot, mert kezdett oldalra menni, azzal még vígan daraboltuk kötegelve a zártszelvényeket és csöveket, rudaket, aminél nem számított annyira a pontosság. Ez egy fullautómata Bomar 290-es gép , nem igényelt folyamatos felügyeletet, a dolgózó műszakonként kétszer kikotorta a burkolatot, meg ha éppen arra járt, elhúzta alóla a forgácsot, munkadarabot. (A hatméteres szál feldarabolása több műszakot igényelt.)
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2011 január 30, 17:23
Írta: Vetesi75 Dátum 2011 január 30, 17:23
Összehasonlítási alapom is van, mert a szalagfűrész előtt egy keretest nyüstőltünk:
70x30-as laposvas - három darab összefogva kötegbe - keretessel új lappal kb. 12 perc alatt esett le, míg a kilencvenes kör új lappal szalagfűrészen kb. 2 perc alatt...
70x30-as laposvas - három darab összefogva kötegbe - keretessel új lappal kb. 12 perc alatt esett le, míg a kilencvenes kör új lappal szalagfűrészen kb. 2 perc alatt...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 30, 17:38
Írta: 000000000 Dátum 2011 január 30, 17:38
Ez is egy alternatíva?

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 30, 17:48
Írta: 000000000 Dátum 2011 január 30, 17:48

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 30, 17:52
Írta: 000000000 Dátum 2011 január 30, 17:52
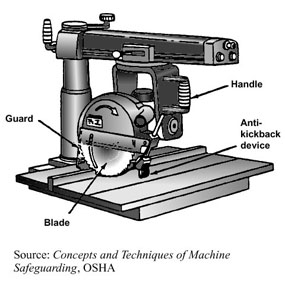
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 január 30, 18:04
Írta: s7manbs8 Dátum 2011 január 30, 18:04
Akárhogy is csináljuk, a kezünk jobb, ha minél távolabb van a fűrészlapoktól. :)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 január 31, 19:16
Írta: hostya Dátum 2011 január 31, 19:16
Az Adok,Veszek-ből áthoztam ide a szerszámköszörűvel kapcsolatos dolgaimat.
Mint írtam, én most készítek egy köszörűt, amihez a ZZM volt a kiindulási alap a tervezéshez/koppintáshoz/,de aztán találtam más tipust is.
A gép még nincs kész, jelenleg is készül.
Ami eddig elkészült arról kaptok egy 'képregényt' hátha más is kedvet kap hozzá...
Az alkatrészek jelentős része aluból készül(t)

Utána eloxáltam

Kezdem összerakni...


A szögskálát elox után martam rá, igy jobban látszik...

Folytatódik az összeszerelés...


A tárgy orsóhoz készül az arretáló-tárcsa...

Ilyen lett...

Készül a tárgyorsóhoz a (szög)nóniusz...

Kész a tárgyorsó is...



Készül a többi része is, de egyenlőre érjétek be ennyivel...
Mint írtam, én most készítek egy köszörűt, amihez a ZZM volt a kiindulási alap a tervezéshez/koppintáshoz/,de aztán találtam más tipust is.
A gép még nincs kész, jelenleg is készül.
Ami eddig elkészült arról kaptok egy 'képregényt' hátha más is kedvet kap hozzá...
Az alkatrészek jelentős része aluból készül(t)
Utána eloxáltam
Kezdem összerakni...
A szögskálát elox után martam rá, igy jobban látszik...
Folytatódik az összeszerelés...
A tárgy orsóhoz készül az arretáló-tárcsa...
Ilyen lett...
Készül a tárgyorsóhoz a (szög)nóniusz...
Kész a tárgyorsó is...
Készül a többi része is, de egyenlőre érjétek be ennyivel...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 31, 19:34
Írta: 000000000 Dátum 2011 január 31, 19:34
Nagyon klassz lesz! Mekkora lesz a legnagyobb befogható maró átmérő?
Cím: Re:Mechanikai ötletek
Írta: s5f8tmfv3 Dátum 2011 január 31, 19:40
Írta: s5f8tmfv3 Dátum 2011 január 31, 19:40
Gyönyörű munka meg kell hagyni, gratula! Várjuk a folytatást.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 január 31, 19:48
Írta: 000000000 Dátum 2011 január 31, 19:48
Igényes darab! [#eljen]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 január 31, 20:15
Írta: hostya Dátum 2011 január 31, 20:15
A képen látható tárgyorsóház az E1N patronkészlethez van kialakítva, tehát 14mm (legalábbis nekem ez a legnagyobb)
Készül egy másik tárgyorsóház is, amiben 2-es Morse kúppal rendelkező orsó lesz.
Készül egy másik tárgyorsóház is, amiben 2-es Morse kúppal rendelkező orsó lesz.
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2011 január 31, 20:36
Írta: HJózsi Dátum 2011 január 31, 20:36
[#eljen]Nagyon szép munka!Gratulálok![#worship] Várjuk a folytatást!
Cím: Re:Mechanikai ötletek
Írta: bvadkrcds Dátum 2011 január 31, 20:43
Írta: bvadkrcds Dátum 2011 január 31, 20:43
Csak irigyelni tudlak! Nagyon szép munka! [#taps]
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 január 31, 20:44
Írta: 279nwbpsa Dátum 2011 január 31, 20:44
Nagyon tetszik,gratulálok!Csinálhatnál még belőle pár darabot. :)
A szorítókarok honnét vannak,ha nem titok?
A szorítókarok honnét vannak,ha nem titok?
Cím: Re:Mechanikai ötletek
Írta: Antal Sándor Dátum 2011 január 31, 22:49
Írta: Antal Sándor Dátum 2011 január 31, 22:49
Én nálukláttam szorítókart
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 január 31, 22:53
Írta: 279nwbpsa Dátum 2011 január 31, 22:53
Nem gondoltam,hogy ekkora a választék! :)
Köszi!
Köszi!
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2011 február 01, 12:35
Írta: Sys_m Dátum 2011 február 01, 12:35
Szasztok Gratula,
a linkek topikban (#1295)egy hasonló élező tervei vannak... Hostya, esetleg abból dolgozol te is? Vagy csak alapokat merítettél belőle?
Sys_m
a linkek topikban (#1295)egy hasonló élező tervei vannak... Hostya, esetleg abból dolgozol te is? Vagy csak alapokat merítettél belőle?
Sys_m
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2011 február 01, 13:05
Írta: v2vhwz32z Dátum 2011 február 01, 13:05
Nagyon jól néz ki!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 01, 13:33
Írta: Szalai György Dátum 2011 február 01, 13:33
Elindultam kalapot keresni. Meg fogom emelni. Nagyon szép lett. Még… még…
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 18:06
Írta: svejk Dátum 2011 február 01, 18:06
Meg tudná valaki írni a M6-os hengeresfejű belsőkulcsnyílású csavarfejhez való szabványos sűllyesztő fúró méreteit?
Jöhetne a többi meneté is.
Hogy kell keresni ezt a szerszámboltok honlapján?
Jöhetne a többi meneté is.
Hogy kell keresni ezt a szerszámboltok honlapján?
Cím: Re:Mechanikai ötletek
Írta: motion Dátum 2011 február 01, 18:11
Írta: motion Dátum 2011 február 01, 18:11
Ha már kérdés....
Engem meg u. ez M4 és M8-hoz érdekelne. [#vigyor0]
Engem meg u. ez M4 és M8-hoz érdekelne. [#vigyor0]
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 01, 18:12
Írta: sasi Dátum 2011 február 01, 18:12
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 18:31
Írta: svejk Dátum 2011 február 01, 18:31
Köszönöm!
Barátomnak van egy ilyen 6,4/11 mm-es süllyesztője és nem akartam elhinni hogy ez a szabvány.
Tehát akkor az átmenő M6-nak is 6,4-essel kell fúrni...Jó nagy játékot engednek meg.
Barátomnak van egy ilyen 6,4/11 mm-es süllyesztője és nem akartam elhinni hogy ez a szabvány.
Tehát akkor az átmenő M6-nak is 6,4-essel kell fúrni...Jó nagy játékot engednek meg.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 február 01, 18:46
Írta: KoLa Dátum 2011 február 01, 18:46
Hostya gratulálok a precíz munkádhoz[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 01, 19:09
Írta: 000000000 Dátum 2011 február 01, 19:09
Sziasztok!
Egy újabb,fém vázas(zártszelvényekből felépülő) gépet terveznék a fa után és a ti tapasztalataitokra lennék kíváncsi,hogy jobb-e egy olyan gép ahol nem a munkaasztal mozog,tehát a munkaasztalfix a másik 3 tengely pedig "egy" testet,konzolt mozgat?
Előre is köszönöm.
Esetleg ha valaki ismer egy olcsó megoldást a lineáris megvezetésre és nem kellene horror árakon köszörült rudat meg hozzávaló lin.csapágyat vennem akkor azt nagyon megköszönném neki.
Egy újabb,fém vázas(zártszelvényekből felépülő) gépet terveznék a fa után és a ti tapasztalataitokra lennék kíváncsi,hogy jobb-e egy olyan gép ahol nem a munkaasztal mozog,tehát a munkaasztalfix a másik 3 tengely pedig "egy" testet,konzolt mozgat?
Előre is köszönöm.
Esetleg ha valaki ismer egy olcsó megoldást a lineáris megvezetésre és nem kellene horror árakon köszörült rudat meg hozzávaló lin.csapágyat vennem akkor azt nagyon megköszönném neki.
Cím: Re:Mechanikai ötletek
Írta: m8j2y7u9n Dátum 2011 február 01, 19:30
Írta: m8j2y7u9n Dátum 2011 február 01, 19:30
Szia
Én nemrég kezdtem bele egy kis gép építésébe. A Klavio-nál elég olcsón lehet kapni rudat és golyós hüvelyt házba szerelve és rúdtartót is.
Én most azon tanakodom, hogy nyitott vagy zárt rendszerűt vegyek.
Én nemrég kezdtem bele egy kis gép építésébe. A Klavio-nál elég olcsón lehet kapni rudat és golyós hüvelyt házba szerelve és rúdtartót is.
Én most azon tanakodom, hogy nyitott vagy zárt rendszerűt vegyek.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 február 01, 20:21
Írta: knifemaster Dátum 2011 február 01, 20:21
Csinálhatod úgy is,hogy hatos fúróval átfúrsz, a csavarfej helyét kisüllyeszted 11-es fúróval,majd egy 11-es fenékfúróval.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 01, 20:36
Írta: 000000000 Dátum 2011 február 01, 20:36
Szia!
Nézegettem már őket tényleg elég jó árban vannak,csak sajnos szinte üres zsebből nem lehet mit kivenni. :(
Ha veszel valamit akkor légy-szíves írd már meg h mi mennyibe volt,hogy tudjam mennyi pénzt kellene összespórolnom.A rúdtartókat amiket én láttam azoknak eléggé megkérték az árukat,de lehet,hogy nem egyre gondolunk.Linkelhetsz is nyugodtan.Amúgy szerintem a nyitott rendszerűnek csak azaz előnye,hogy nem kell beépíteni,hanem csak egy profilt kell venni,belerakni a rudat és ezt fel lehet szerelni "akárhova",nem kell annyit kínlódni vele ha utólag építed be,mert pl az én favázas gépemnek is csak rá kell rakni a "fiókjainak"az élére,tetejére a csúszkák helyére szerintem.
M e c h a n i k á m
Nézegettem már őket tényleg elég jó árban vannak,csak sajnos szinte üres zsebből nem lehet mit kivenni. :(
Ha veszel valamit akkor légy-szíves írd már meg h mi mennyibe volt,hogy tudjam mennyi pénzt kellene összespórolnom.A rúdtartókat amiket én láttam azoknak eléggé megkérték az árukat,de lehet,hogy nem egyre gondolunk.Linkelhetsz is nyugodtan.Amúgy szerintem a nyitott rendszerűnek csak azaz előnye,hogy nem kell beépíteni,hanem csak egy profilt kell venni,belerakni a rudat és ezt fel lehet szerelni "akárhova",nem kell annyit kínlódni vele ha utólag építed be,mert pl az én favázas gépemnek is csak rá kell rakni a "fiókjainak"az élére,tetejére a csúszkák helyére szerintem.
M e c h a n i k á m
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 február 01, 20:49
Írta: knifemaster Dátum 2011 február 01, 20:49
A támasztóprofilnál spórolhatsz úgy is,hogy nem végig támasztod alá hanem szakaszosan,mondjuk 100 milliméterenként 30 mm hosszú darabokkal.
Vagy ,ha van lehetőség akkor húzott négyszögacélba a tengely rádiuszát belemaratod,és arra ülteted a tengelyt.
Vagy a 2 kombinálva.
Vagy ,ha van lehetőség akkor húzott négyszögacélba a tengely rádiuszát belemaratod,és arra ülteted a tengelyt.
Vagy a 2 kombinálva.
Cím: Re:Mechanikai ötletek
Írta: Csaby Dátum 2011 február 01, 20:58
Írta: Csaby Dátum 2011 február 01, 20:58
Javaslom keresd meg Kajdi Gergőt. Az adok-veszek #19474 ben hirdetett lineáris vezetőket csapágyazott kocsikkal, és rúdtartókkal 3500 forintos áron adja. Ennél olcsóbban lineáris csapágyakkal nem lehet.
Cím: Re:Mechanikai ötletek
Írta: hyn6ys8wt Dátum 2011 február 01, 21:09
Írta: hyn6ys8wt Dátum 2011 február 01, 21:09
Hengeres vagy csapos süllyesztőnek hívják. Én is pont ilyet keresek:-) Itthon legolcsóbban 27000ft+áfa áron láttam készletben (3-4-5-6-8-10-12mm-es csavarokhoz)... ez kicsit drága. Kerestem az ebay-en is de metrikus készletet nem találtam (Counterbore)
keresem továbbra is...

keresem továbbra is...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 01, 21:25
Írta: 000000000 Dátum 2011 február 01, 21:25
Köszi,majd megkeresem ha lesz egy kis plusz pénzem,mert még csak most készült el ez a fa gép is és nem 2 fillér volt így sem.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 01, 21:29
Írta: Szalai György Dátum 2011 február 01, 21:29
Cím: Re:Mechanikai ötletek
Írta: 6fabbzvm Dátum 2011 február 01, 21:32
Írta: 6fabbzvm Dátum 2011 február 01, 21:32
A német ebay-en nézd, ott vannak darabra is és készlet is (Flachsenker), ha nem sürgős és tudsz várni szokott lenni Garant "csomag" 10x5,5; 11x6,4; 15x8,4; 18x11; 20x13; 48 Euroért+pk(5Euro). Én is egy ilyen "csomagot" vettem.

Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 21:34
Írta: 4um5b65d Dátum 2011 február 01, 21:34
Az a trükkje a dolognak, hogy fogsz egy M6-os hatlapfejű csavart, megméred a laptávját és annyi lesz a BK csavar fejátmérője is. Ha mégsem így van akkor tévedtem. :)
Persze rá kell hagyni 1mm-ert mert ezek a k..va csavarok nem mindig egytengelyűek.
Persze rá kell hagyni 1mm-ert mert ezek a k..va csavarok nem mindig egytengelyűek.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 21:37
Írta: svejk Dátum 2011 február 01, 21:37
Nem akarod a két legkisebbet elpasszolni jó pénzért nekem? [#wink]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 21:39
Írta: 4um5b65d Dátum 2011 február 01, 21:39
Vannak olyan emberek akik a csigafúrót köszörülik el ilyen formára, a zsebben megmaradt lóvé felét meg átutalják nekem az ötletért. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 21:41
Írta: svejk Dátum 2011 február 01, 21:41
A csavarok méretét tudom csak tervezgetéskor kisebb, 10,5-ös süllyesztővel számoltam, és közben kiderült hogy a szabvány 11.
eddig ugye az ment házilag hogy előfúr majd egy laposra köszörülttel sarkosít. Ez évi 5-10 ilyen süllyesztéshez éppen kiváló :)
De most kellene vagy 80-at csinálni :(
eddig ugye az ment házilag hogy előfúr majd egy laposra köszörülttel sarkosít. Ez évi 5-10 ilyen süllyesztéshez éppen kiváló :)
De most kellene vagy 80-at csinálni :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 21:42
Írta: svejk Dátum 2011 február 01, 21:42
Évi 5-10 furatért nem érdemes köszörülni, nagyobb darabszámnál meg nem győzöd köszörülni, mert csak más az élkiképzés és a fúró gyorsabban kopik
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 21:44
Írta: 4um5b65d Dátum 2011 február 01, 21:44
Most megböködtem az itthoni Svejk névre hallgató voodoo babámat, hátha rájössz, hogy vállasra kell köszörülni a csigafúrót, úgy ahogy a süllyesztő maró van.
Csak halkan mondom, van itt pár embernek szerszámélezője.. :)
Csak halkan mondom, van itt pár embernek szerszámélezője.. :)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 február 01, 21:45
Írta: KoLa Dátum 2011 február 01, 21:45
80db-t kibír ha hűtöd!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 21:47
Írta: 4um5b65d Dátum 2011 február 01, 21:47
Dehogy kopik gyorsabban, ha ugyanabból az anyagból van akkor egyformán kopik.
A csapon mint megvezetésen van a lényeg. Ha az nem engedi vergődni a szerszámot akkor teljesen korrekt megoldás egy csigafúró.
A csapon mint megvezetésen van a lényeg. Ha az nem engedi vergődni a szerszámot akkor teljesen korrekt megoldás egy csigafúró.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 február 01, 21:49
Írta: KoLa Dátum 2011 február 01, 21:49
Az ilyen csapos süllyesztőfúrót meglehet köszörülni kézzel is előbb az egyik felét köszörülöd le tolómérővel mérve, aztán a másikat!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 21:55
Írta: 4um5b65d Dátum 2011 február 01, 21:55
Így van.....
Sokszor csinálok kézből cél csigafúrókat is amivel fúrok is és nem csak a süllyesztést csinálom.
Sokszor csinálok kézből cél csigafúrókat is amivel fúrok is és nem csak a süllyesztést csinálom.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 21:56
Írta: svejk Dátum 2011 február 01, 21:56
Aúúú, de legalább ne a lábam közt szúrtál volna meg!
Persze értem én hogy villanymotor...de azt is tudom már hogy mi a barkács és mi az ipari.
De lehet hogy most tényleg mindegy.
Egyébként az S237-es anyag (lézerrel kivágatva)elég ravasz.
A 12 mm-es lemznek a külső 2-2 mm-re elég kemény, fúrót próbáló, de a közepét viszont viszi mint a vajat.
Élbe fúrni bele semmi gond.
Persze értem én hogy villanymotor...de azt is tudom már hogy mi a barkács és mi az ipari.
De lehet hogy most tényleg mindegy.
Egyébként az S237-es anyag (lézerrel kivágatva)elég ravasz.
A 12 mm-es lemznek a külső 2-2 mm-re elég kemény, fúrót próbáló, de a közepét viszont viszi mint a vajat.
Élbe fúrni bele semmi gond.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 21:58
Írta: svejk Dátum 2011 február 01, 21:58
No itt van az én elképzelésem is, 10,2/6 mm-es M6-hoz elvégre rögzíteni akarom én a két anyagot nem csuklókat csinálni.
Olyan végigmenetes M6-os csavar meg nincs is ami ne menne át a 6-os furaton :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:00
Írta: svejk Dátum 2011 február 01, 22:00
Egyébként meg akármilyen csavart nem veszünk meg BK-ban...a horganyzott eleve kizárt.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 22:03
Írta: 4um5b65d Dátum 2011 február 01, 22:03
Arra azért figyelj, hogy ha túl szűkre veszed a 6-os furatot akkor a BK csavar tövénél a rádiusz (ha van) felülhet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:04
Írta: svejk Dátum 2011 február 01, 22:04
Lassan kitanuljuk ezt is...
Egy adott méretű csavarhoz van a közepes és finom illesztésű illetve van a magfuratos.
Egy adott méretű csavarhoz van a közepes és finom illesztésű illetve van a magfuratos.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 22:06
Írta: 4um5b65d Dátum 2011 február 01, 22:06
Ha már a csavarokról esett szó:
Tudtátok azt, hogy ugyanazon méretű csavart alapul véve a horganyzott csavarnak kisebb a szakító szilárdsága mint a barnítottnak ?!?
A horgany hajlamossá teheti a csavart a repedésre.
Éppen ezért nem preferálják túlzottan a csavar gyárak a 10.9-es csavarok horganyzását.
Tudtátok azt, hogy ugyanazon méretű csavart alapul véve a horganyzott csavarnak kisebb a szakító szilárdsága mint a barnítottnak ?!?
A horgany hajlamossá teheti a csavart a repedésre.
Éppen ezért nem preferálják túlzottan a csavar gyárak a 10.9-es csavarok horganyzását.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:07
Írta: svejk Dátum 2011 február 01, 22:07
No olyan csavart megint nem veszünk, ez tipikusan jellemző a horganyzottakra, épp mutattam a csavarboltos öregnek mert váltig állította hogy ugyan az az alapanyag a feketének és a horganyzottnak. Ott még ráadásul a horgany is összegyűlik.
Ráadásul direkt nem tolta fel a tolómérőt a csavar fejéig bizonyításképpen. ki kellett venni a kezéből, aztán meg csak hümmögött :)
Egyébként javarészt bontott csavarból dolgozom, de hát sokszor nincs az a méret.
Ráadásul direkt nem tolta fel a tolómérőt a csavar fejéig bizonyításképpen. ki kellett venni a kezéből, aztán meg csak hümmögött :)
Egyébként javarészt bontott csavarból dolgozom, de hát sokszor nincs az a méret.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:10
Írta: svejk Dátum 2011 február 01, 22:10
Én nem hallottam de BK-ban már eleve nem is mutat jól a horganyzott.
Nem olyan "gépes" mint a feketített.
Ha benyúlsz a dobozába más megfogni is a fekete jó olajosakat :)
Nem olyan "gépes" mint a feketített.
Ha benyúlsz a dobozába más megfogni is a fekete jó olajosakat :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2011 február 01, 22:11
Írta: Farkas Ádám Dátum 2011 február 01, 22:11
most rendelek egy szerszámcégtől dolgokat, ha kell süllyesztő keress meg...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 22:12
Írta: 4um5b65d Dátum 2011 február 01, 22:12
[#falbav][#wilting]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:12
Írta: svejk Dátum 2011 február 01, 22:12
Ha van nekik 10,2/6-os akkor kell..
Meg M5 M4 és M8-hoz is.
Meg M5 M4 és M8-hoz is.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 22:14
Írta: 4um5b65d Dátum 2011 február 01, 22:14
A 10,2-vel megszívod, meglásd.
10-es a feje.
10-es a feje.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2011 február 01, 22:16
Írta: Farkas Ádám Dátum 2011 február 01, 22:16
sajnos csaj azt írják, hogy M4, M5, M6-hoz, és hogy három élű
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:21
Írta: svejk Dátum 2011 február 01, 22:21
Azok 90 fokosak lesznek normál süllyesztet fejűekhez.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2011 február 01, 22:22
Írta: Farkas Ádám Dátum 2011 február 01, 22:22
nekem az M5-re pl az van írva hogy 10X5,3, több száz lyukat süllyesztettem már vele. A kétélű fúrószárból köszörült azért ronyózik kicsit..
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2011 február 01, 22:23
Írta: Farkas Ádám Dátum 2011 február 01, 22:23
dehogy is, olyan mint amit akarsz, csak lusták kiírni az oldalukra az adatokat
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:24
Írta: svejk Dátum 2011 február 01, 22:24
Errefelé mifelénk belemegy a 10.2-es furatba a 10mm-es csavarfej.
kb. 30-at már besüllyesztetem 10-es fúró és 10-es kétélű(nem találtam 4 élűt) maróval a kis BF20-on.
Csak uncsi cserélgetni a két szerszámot
kb. 30-at már besüllyesztetem 10-es fúró és 10-es kétélű(nem találtam 4 élűt) maróval a kis BF20-on.
Csak uncsi cserélgetni a két szerszámot
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2011 február 01, 22:25
Írta: Farkas Ádám Dátum 2011 február 01, 22:25

Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:27
Írta: svejk Dátum 2011 február 01, 22:27
Elég jól ki vannak számolva a falvastagságok. Az M5 feje 8,5-ös, nehogymá' 10-essel fúrjak neki helyet:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:28
Írta: svejk Dátum 2011 február 01, 22:28
Oké, értem akkor biztos a normál standard méret(11/6,4) lehet, de most már a finomnál(10,2/6) alább nem adom :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2011 február 01, 22:31
Írta: Farkas Ádám Dátum 2011 február 01, 22:31
hát ja elég nagy a hézag, sokszor a 6-osnál is azt használom
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2011 február 01, 22:35
Írta: Farkas Ádám Dátum 2011 február 01, 22:35
akkor nem szóltam... Egy a lényeg vegyél mert nagyon jó, és kivételesen ne hallgass az okosabbra (Laslie) ne köszörülj kétélű fúróból. Ez megváltoztatja az életedet, mit az intim betét [#gunyos1]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 22:39
Írta: 4um5b65d Dátum 2011 február 01, 22:39
Felénk is belemegy a 10-es fej, de ha nem egytengelyű a menet és a fej akkor bibi van.
Márpedig ilyen szokott lenni...
Igaz a csavaroknál is lehet 1 és 5 csillagos is.
Márpedig ilyen szokott lenni...
Igaz a csavaroknál is lehet 1 és 5 csillagos is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:39
Írta: svejk Dátum 2011 február 01, 22:39
Mondom én, annyit már éltem/próbáltam hogy tudom mi a különbség a mesterfogások és a direkt arra a célra gyártott szerszám közt.
Nekem sajnos nem nagyon telik profi szerszámokra, de néha azért megveszem.
Nekem sajnos nem nagyon telik profi szerszámokra, de néha azért megveszem.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 22:42
Írta: svejk Dátum 2011 február 01, 22:42
Himi-humi csavart mint írtam nem veszek meg, amik meg bontásból vannak azok mind normálisak.
Ha egy-kettő bele is kerül, akkor repül a forgács közé, mi az nekem 6-8 Ft :)
Ha egy-kettő bele is kerül, akkor repül a forgács közé, mi az nekem 6-8 Ft :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 01, 22:44
Írta: 4um5b65d Dátum 2011 február 01, 22:44
Igazad van, egyszer élünk... :)))
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 01, 22:51
Írta: sasi Dátum 2011 február 01, 22:51
Bevált megoldás!
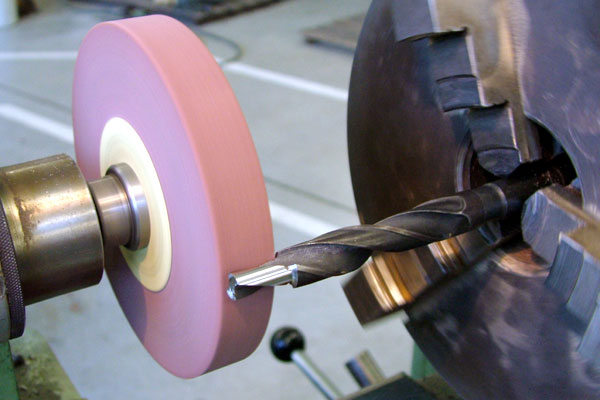
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 01, 23:08
Írta: sasi Dátum 2011 február 01, 23:08
„Tudtátok azt, hogy ugyanazon méretű csavart alapul véve a horganyzott csavarnak kisebb a szakító szilárdsága mint a barnítottnak ?!? „
Érdekelne az információd forrása, mert én az ellenkezőjét hallottam, azaz növeli a szilárdságot, melynek okát most kezdik feltárni, ugyanis a vas, és a bevonat között néhány atomnyi amalgám keletkezik, és ez késlelteti a felületi repedések kialakulását, így nő a folyáshatára az anyagnak.
Érdekelne az információd forrása, mert én az ellenkezőjét hallottam, azaz növeli a szilárdságot, melynek okát most kezdik feltárni, ugyanis a vas, és a bevonat között néhány atomnyi amalgám keletkezik, és ez késlelteti a felületi repedések kialakulását, így nő a folyáshatára az anyagnak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 23:12
Írta: svejk Dátum 2011 február 01, 23:12
Ehhez csak egy eszterga és egy szupport köszörű kell, 3 gurigából ki is jön :)
De ha van is ilyen felszerelésem, 3500-ért inkább megveszem a gyárit minthogy rosszakodjak a szupport felszerelésével elb@szva pár órát.
Akkor inkább a kézből köszörülés Kola szerint.
Vagy inkább pénzt keresek helyette, olyannal amihez jobban értek.
De természetesen biztos használható, én is megoldottam eddig, de most túl szeretnék lépni rajta.
Minden esetre az világossá vált számomra hogy a standard az M6-nál a 11/6,4 mm, de az én méret elképzelésemet is használják az iparban, és lehet is hozzá szerszámot kapni.
Egyébként meg a képen látható minőségű fúró ezzel a megoldással lehet nem bírna ki 80 fúrást az említett jó kemény kéreggel rendelkező S237-es lemezemben, persze az olcsó gyári is lehet kaka.
Ha meg veszek egy normális 10,2-es fúrót az már helyből több mint egy ezres...
Szóval itt is az van hogy majdnem mindegy melyik ujjamat harapom meg :(
De ha van is ilyen felszerelésem, 3500-ért inkább megveszem a gyárit minthogy rosszakodjak a szupport felszerelésével elb@szva pár órát.
Akkor inkább a kézből köszörülés Kola szerint.
Vagy inkább pénzt keresek helyette, olyannal amihez jobban értek.
De természetesen biztos használható, én is megoldottam eddig, de most túl szeretnék lépni rajta.
Minden esetre az világossá vált számomra hogy a standard az M6-nál a 11/6,4 mm, de az én méret elképzelésemet is használják az iparban, és lehet is hozzá szerszámot kapni.
Egyébként meg a képen látható minőségű fúró ezzel a megoldással lehet nem bírna ki 80 fúrást az említett jó kemény kéreggel rendelkező S237-es lemezemben, persze az olcsó gyári is lehet kaka.
Ha meg veszek egy normális 10,2-es fúrót az már helyből több mint egy ezres...
Szóval itt is az van hogy majdnem mindegy melyik ujjamat harapom meg :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 01, 23:14
Írta: svejk Dátum 2011 február 01, 23:14
Gyanítom eleve nem is ugyanaz az alapanyaga a kettőnek...
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 február 01, 23:52
Írta: KoLa Dátum 2011 február 01, 23:52
Nekem is van egy ilyesmi köszörűm csak az a baj hogy a kis kőátmérő miatt hamar lekerekedik a sarka a kőnek, és egy ilyen távoli befogás még könnyen be is remeg!
Mennyivel forgattad a fúrót és merre?
Mennyivel forgattad a fúrót és merre?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 02, 07:24
Írta: Szalai György Dátum 2011 február 02, 07:24
Nekem is jól jönne egy készlet. (M4, M6, M8, M10.)
Hátha egyszer mégis építek valamit.
Bevesztek a buliba? Jobb, mint ha mindég kölcsönkérném a tiéteket.
Hátha egyszer mégis építek valamit.
Bevesztek a buliba? Jobb, mint ha mindég kölcsönkérném a tiéteket.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 02, 08:37
Írta: sasi Dátum 2011 február 02, 08:37
Régebben a süllyesztő fúrókat a szerszámműhelyekben hasonló módon állították elő a nagyüzemi termelésben is.
Házi használatra jó hozzá egy kézi fúrógép is, a késtartóba fogva. Kézből előnagyolva, egyszerre elkészítve a járatosabb méreteket, nem is olyan borzalmasan időigényes az elkészítésük.
Persze gyári süllyesztővel elegánsabb, meg precízebb lenne, de ennek ellenére maradok a hobby megoldássá süllyedt módszernél, mert „felasználóbarát”, kíméli a zsebemet.
Házi használatra jó hozzá egy kézi fúrógép is, a késtartóba fogva. Kézből előnagyolva, egyszerre elkészítve a járatosabb méreteket, nem is olyan borzalmasan időigényes az elkészítésük.
Persze gyári süllyesztővel elegánsabb, meg precízebb lenne, de ennek ellenére maradok a hobby megoldássá süllyedt módszernél, mert „felasználóbarát”, kíméli a zsebemet.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 február 02, 09:31
Írta: D.Laci Dátum 2011 február 02, 09:31
Ezeket a fekete "játék" fúrokat simán meglehet esztergálni, utána köszörün hátra lehet kézböl köszörűlni. Akár ugyis elkészithető hogy egy lépésböl furja a 6mm furatot és a 10mm sülyesztést, így nem kel fúrot cserélni.
HSS Co fúró az jobban birná de azt csak köszörülni lehet.
Lehet venni rozsdamentes ill. saváló lemezekhez lépcsős fúrót, aból kelene megnézni hogy nincs e olyan ami 10/6 lépcsős akkor egy kis kézügeséggel kézböl köszörülve gyorsan átalakitható.
HSS Co fúró az jobban birná de azt csak köszörülni lehet.
Lehet venni rozsdamentes ill. saváló lemezekhez lépcsős fúrót, aból kelene megnézni hogy nincs e olyan ami 10/6 lépcsős akkor egy kis kézügeséggel kézböl köszörülve gyorsan átalakitható.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 02, 09:34
Írta: 4um5b65d Dátum 2011 február 02, 09:34
Pécs, csavarkereskedés.
Szóval nem a laborból jött az infó, de az tényleg megfigyelhető, hogy a nagyobb szakítószilárdságú csavar anyagokból nem igen lehet horganyzottat kapni. Ennek valami oka van.
Szóval nem a laborból jött az infó, de az tényleg megfigyelhető, hogy a nagyobb szakítószilárdságú csavar anyagokból nem igen lehet horganyzottat kapni. Ennek valami oka van.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 02, 09:45
Írta: 000000000 Dátum 2011 február 02, 09:45
Túlbonyolítjátok a dolgot, meglehet ezt oldani egyszerűen is.A kis gyorsacél kést egy imbusz hernyócsavar rögzíti hosszában menet van fúrva. Viszi az acélt, mint a vajat, természetesen fúró-vágóval kenve.Én nagyobbra szoktam csinálni a sűlyesztést, mert vannak csámpás imbusz csavarok.

Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 február 02, 09:57
Írta: KoLa Dátum 2011 február 02, 09:57
[#eljen]ez jó megoldás! és lehet kétélűre is csinálni! ha jól látom ez ütőkésként működik.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 02, 10:24
Írta: svejk Dátum 2011 február 02, 10:24
Ezt a megoldásodat díjaztuk már, tökéletes :)
Jobb már csak akkor lehet ha keményfémet raksz bele.
Csak ezt is el kell készíteni...Van akinek negyed óra, van akinek fél nap, pl. mire talál egy esztergályost aki szóba áll vele.
Jobb már csak akkor lehet ha keményfémet raksz bele.
Csak ezt is el kell készíteni...Van akinek negyed óra, van akinek fél nap, pl. mire talál egy esztergályost aki szóba áll vele.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 02, 11:32
Írta: svejk Dátum 2011 február 02, 11:32
Persze azért ehhez M5 vagy M4-nél már jó szem kell hozzá, meg jó anyag. :)
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 02, 14:35
Írta: sasi Dátum 2011 február 02, 14:35
A fúrót hátra forgattam, kis fordulattal (100 körül), jól kilógott a tokmányból, de nem remegett be.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 02, 14:51
Írta: sasi Dátum 2011 február 02, 14:51
A nagyobb szilárdságú csavarok nem tűzi horganyzottak, ezért drágábbak is, talán ez az oka, hogy kevesebbet látsz a boltban belőle. Ha megrendeled, be tudják szerezni.
Sok helyen használnak ilyen csavarokat, pl. járműipar, repülőgépgyártás, javítás, stb.
A horganyzott csavarok kisebb szilárdság ezek szerint csak csavarbolti legenda.
[#smile]
Néhány cégnél belső szabvány, hogy a horganyzott próbadarabon úgy kell elvégezni a szakító vizsgálatot, hogy a próbadarab vizsgálati szakaszáról vegyileg el kell távolítani a bevonatot. Ezek ~0,5 mm-es, nagy szilárdságú lemezek, és a bevonat okozta eltérés jelentősen javítaná a vizsgálati eredményt.
Sok helyen használnak ilyen csavarokat, pl. járműipar, repülőgépgyártás, javítás, stb.
A horganyzott csavarok kisebb szilárdság ezek szerint csak csavarbolti legenda.
[#smile]
Néhány cégnél belső szabvány, hogy a horganyzott próbadarabon úgy kell elvégezni a szakító vizsgálatot, hogy a próbadarab vizsgálati szakaszáról vegyileg el kell távolítani a bevonatot. Ezek ~0,5 mm-es, nagy szilárdságú lemezek, és a bevonat okozta eltérés jelentősen javítaná a vizsgálati eredményt.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 02, 15:45
Írta: 4um5b65d Dátum 2011 február 02, 15:45
Ezt olvastam:
"1.4.4 Az edzett és/vagy nagyszilárdságú acélok olyan nagyságú belsõ feszültségeket hordoznak, amelyek pácolás, illetve horganyzás során megnövelik a repedések kialakulásának kockázatát."
ITT olvastam.
A kérdéses olvasmány egy tűzi horganyzó cég weboldaláról van. Kérdés, hogy a repedések keletkezése igaz e a galvanikus horganyra is?
Csak azt kell megtudni, hogy a horgany okozza e a repedési kockázatot vagy az alkalmazott technológia hőmérséklete.
Lehetséges, hogy a csavarbolt információja meg sem légből kapott mese.
"1.4.4 Az edzett és/vagy nagyszilárdságú acélok olyan nagyságú belsõ feszültségeket hordoznak, amelyek pácolás, illetve horganyzás során megnövelik a repedések kialakulásának kockázatát."
ITT olvastam.
A kérdéses olvasmány egy tűzi horganyzó cég weboldaláról van. Kérdés, hogy a repedések keletkezése igaz e a galvanikus horganyra is?
Csak azt kell megtudni, hogy a horgany okozza e a repedési kockázatot vagy az alkalmazott technológia hőmérséklete.
Lehetséges, hogy a csavarbolt információja meg sem légből kapott mese.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 02, 16:20
Írta: svejk Dátum 2011 február 02, 16:20
Csak hogy örüljetek! [#buck]
Szegény ember support köszörűje.
De csak azért mert jövő hét közepére jön meg a gyári.
Azt mondták nem tartják raktáron mert ezt a finom illesztésűt csak a profik keresik :))
A lakatosoknak jó a 11/6,4-es is.
Az aláköszörülést is ezzel az 1 mm-es koronggal tudtam megcsinálni, megfelelő köszörű hiányában.

Szegény ember support köszörűje.
De csak azért mert jövő hét közepére jön meg a gyári.
Azt mondták nem tartják raktáron mert ezt a finom illesztésűt csak a profik keresik :))
A lakatosoknak jó a 11/6,4-es is.
Az aláköszörülést is ezzel az 1 mm-es koronggal tudtam megcsinálni, megfelelő köszörű hiányában.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 02, 16:21
Írta: svejk Dátum 2011 február 02, 16:21
Ja, a 10,2-es fúró 1150 Ft volt :(
Így most 10,3-10,4-et visz.
Lehetne még finomítani a hátraköszörülési technikán de féltérdre ereszkedve egy kézből tartva ennyire futotta.
Így most 10,3-10,4-et visz.
Lehetne még finomítani a hátraköszörülési technikán de féltérdre ereszkedve egy kézből tartva ennyire futotta.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 02, 16:26
Írta: svejk Dátum 2011 február 02, 16:26
Más...
Mit jelent az hogy reteszacél? Jó drága...
Nehogy azt mondjátok hogy tengelykötésekhez reteszeket gyártanak belőle[#vigyor2]
Mit jelent az hogy reteszacél? Jó drága...
Nehogy azt mondjátok hogy tengelykötésekhez reteszeket gyártanak belőle[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 február 02, 16:33
Írta: knifemaster Dátum 2011 február 02, 16:33
Pedig de.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 02, 17:20
Írta: sasi Dátum 2011 február 02, 17:20
A csavarnak szívósnak kell lennie. A 12.9-es minőség (legszilárdabb) azt jelenti, hogy a szakító szilárdsága 1200 MPa, folyáshatár/szakítószilárdág=9x10, azaz a pont előtti első szám, a névleges szakító szilárdság százada, a pont utáni szám a folyáshatár és szakító szilárdság hányadosának tízszeres szorzata. Egy ilyen csavar kb. 350 HB, vagy Rockwell-ben kifejezve 37 HRC keménységű, nyúlása 8%, azaz nagyon szívós és nem nem rideg.
A tűzi horganyozásnál nem a horgany, hanem a 450 fokos hőmérséklet a kockázati tényező, mert a bemerített tárgyra nagyon intenzíven vezeti rá a hőt, ezért feszültségek keletkeznek az anyag külső és belső része között. Edzet tárgyaknál, pl. cementált fogaskerék esetében bizony komoly repedésekhez vezethet egy ilyen hő sokk.
„Csak azt kell megtudni, hogy a horgany okozza e a repedési kockázatot vagy az alkalmazott technológia hőmérséklete.” A válasz a fenti sorokban!
Galvanikus bevonatoknál nincs hő terhelés.
„Lehetséges, hogy a csavarbolt információja meg sem légből kapott mese.” Bizony légből kapott, de hitvitába nem kívánok belebonyolódni, ez egy szabad ország, mindenki abban hisz…..!
A tűzi horganyozásnál nem a horgany, hanem a 450 fokos hőmérséklet a kockázati tényező, mert a bemerített tárgyra nagyon intenzíven vezeti rá a hőt, ezért feszültségek keletkeznek az anyag külső és belső része között. Edzet tárgyaknál, pl. cementált fogaskerék esetében bizony komoly repedésekhez vezethet egy ilyen hő sokk.
„Csak azt kell megtudni, hogy a horgany okozza e a repedési kockázatot vagy az alkalmazott technológia hőmérséklete.” A válasz a fenti sorokban!
Galvanikus bevonatoknál nincs hő terhelés.
„Lehetséges, hogy a csavarbolt információja meg sem légből kapott mese.” Bizony légből kapott, de hitvitába nem kívánok belebonyolódni, ez egy szabad ország, mindenki abban hisz…..!
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 02, 17:21
Írta: sasi Dátum 2011 február 02, 17:21
[#smile][#eljen]
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2011 február 02, 18:06
Írta: Vetesi75 Dátum 2011 február 02, 18:06
Anno készítettünk kissorozatban acélcsavarokat 14.9 minőségben. Nem volt szabad felületkezelni. Mikor megkérdeztük, hogy galvábevonat mért nem lehet rajta, a fönököm a gyalvanizálást megelőző zsírtalanítás (sósav-oldat) okán fellépő klórszennyezést említette kizáró okként. Azt, hogy ez konkrétan miért jelent problémát, nem tudom.
Cím: Re:Mechanikai ötletek
Írta: bvadkrcds Dátum 2011 február 02, 18:19
Írta: bvadkrcds Dátum 2011 február 02, 18:19
Szia, Vbodi!
Egy láma kérdésem lenne... A gyorsacél darabkának, hogy csinálod meg a szögletes furatot? Vagy kerek... a hernyócsavar meg úgy is beleszorítja...
Egy láma kérdésem lenne... A gyorsacél darabkának, hogy csinálod meg a szögletes furatot? Vagy kerek... a hernyócsavar meg úgy is beleszorítja...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 02, 18:29
Írta: 000000000 Dátum 2011 február 02, 18:29
Kifúrom és tűreszelővel kireszelem.
Cím: Re:Mechanikai ötletek
Írta: bvadkrcds Dátum 2011 február 02, 18:37
Írta: bvadkrcds Dátum 2011 február 02, 18:37
[#falbav]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 02, 18:42
Írta: 4um5b65d Dátum 2011 február 02, 18:42
Mééééé nem mondtad nekik, hogy nem csak a profik keresik....
[#nevetes1][#nevetes1][#nyes][#nyes][#crazya][#crazya][#vigyor2][#vigyor2]
[#nevetes1][#nevetes1][#nyes][#nyes][#crazya][#crazya][#vigyor2][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 02, 18:44
Írta: 4um5b65d Dátum 2011 február 02, 18:44
"Vagy kerek... a hernyócsavar meg úgy is beleszorítja"
Hát ja !
Erre való a törött menetfúró szára... :)
Hát ja !
Erre való a törött menetfúró szára... :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2011 február 02, 18:57
Írta: Farkas Ádám Dátum 2011 február 02, 18:57
Írhattál volna privátba... csak most olvastam a fórumot, reggel meg elküldtem a rendelést:(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 02, 19:07
Írta: 000000000 Dátum 2011 február 02, 19:07
Látod! megtudsz Te mindent csinálni.[#eljen][#taps]
Cím: Re:Mechanikai ötletek
Írta: m8j2y7u9n Dátum 2011 február 02, 20:18
Írta: m8j2y7u9n Dátum 2011 február 02, 20:18
Véleményetek szerint elegendő lenne az
SBR12UU típusú lineáris kocsi alátámasztott tengellyel. Az Y tengelyen oldalankét 1 pár kocsi lenne. Az X tengelyen pedig egy kocsi lenne a híd tetejére rakva a másik pedig az oldalára szintén alátámasztással. A tengelyek hossza 500 mm, a Z tengely súlya mechanika+marómotor kb. 6-8 kg. Az X híd súlya kb. 15-18 kg.
SBR12UU típusú lineáris kocsi alátámasztott tengellyel. Az Y tengelyen oldalankét 1 pár kocsi lenne. Az X tengelyen pedig egy kocsi lenne a híd tetejére rakva a másik pedig az oldalára szintén alátámasztással. A tengelyek hossza 500 mm, a Z tengely súlya mechanika+marómotor kb. 6-8 kg. Az X híd súlya kb. 15-18 kg.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 02, 20:42
Írta: sasi Dátum 2011 február 02, 20:42
A sósavas felületkezelésnél a klórszennyezést nem értem.
Az viszont tény, hogy a sósav megtámadja a vasat, először a kristályhatárokon gyengébben kötött atomokat oldja ki, majd a többit, de ez a folyamat a koncentrációval és a merítés idejével kézben tartható.
Az viszont tény, hogy a sósav megtámadja a vasat, először a kristályhatárokon gyengébben kötött atomokat oldja ki, majd a többit, de ez a folyamat a koncentrációval és a merítés idejével kézben tartható.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2011 február 02, 20:51
Írta: 2vkx6unz Dátum 2011 február 02, 20:51
Ezek szerint mégis megérte a munkaidő ráfordítás [#buck]
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2011 február 03, 14:15
Írta: Vetesi75 Dátum 2011 február 03, 14:15
Passz. Nekünk ezt mondták. Nem vagyok vegyész...
Próbálkoztunk ovatosan tűzibarnítással is: olajba mártottuk közvetlen a megeresztést megelőzően. Ugyan barna az nem lett csak kormos, de legalább nem revésedett le a felülete... :D
Próbálkoztunk ovatosan tűzibarnítással is: olajba mártottuk közvetlen a megeresztést megelőzően. Ugyan barna az nem lett csak kormos, de legalább nem revésedett le a felülete... :D
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 február 03, 14:30
Írta: ebalint Dátum 2011 február 03, 14:30
Miért nem?
A korrózió egyik fő elősegítője a klór, azaz a klorid ion. Ahol csak lehet elkerülik.
.
A korrózió egyik fő elősegítője a klór, azaz a klorid ion. Ahol csak lehet elkerülik.
.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 05, 16:37
Írta: 000000000 Dátum 2011 február 05, 16:37
Lassan elkezdek gépet tervezni, és eszembe jutott egy egyszerű nullpontfelvételi módszer. Van precíz szkenner objektívem, ez közeli képalkotásra igen jó eszköz. Annyit kellene tenni, hogy egy diára egy fekete háttérrel fehér pontot fotózni, közöttük folytonos szürke átmenet, mögé egy piros LED modulált fénnyel. Az objetív a pontot és környezetét képezi le valahova a munkaterületre, ahol van egy hasonló kicsi lyuk mögött egy fototranyó. Leképzésről persze csak egyetlen Z magasság esetén lehet beszélni, és a fototranyó is csak akkor lát valamit, ha a pötty képe, vagy a szóródási kör ráesik a tranyóra. Tehát először nagyjából meg kell keresni a tranyót az XY síkon, hogy az lássa a szürke áttetsző mezőn átszűrődő fényt. Innentől X, Y, Z mozgással a maximum megkereshető, így a gép egy ismert abszolút térbeli pontra áll be. Azért kell modulált fény, hogy ne zavarjon a környező fény. Mit szóltok hozzá? Jól sejtem, hogy ez csak saját fejlesztésű szoftverrel működne?
szia: Balázs
szia: Balázs
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 05, 16:55
Írta: keri Dátum 2011 február 05, 16:55
Működhet, nem is bonyolult.
A modulált infra LEDes eljárásra én csináltam már közelség érzékelőt, ami a tárgyról viszaverődő infrát érzékelte. Nagyon megbízható és semmi nem zavarja meg, csak ha közveltlenül éri a napfény, mert teljesen kinyitja a tranzisztort.
De neked miért nem jó a sínekre rakott referencia kapcsoló?
Nem tudom hogyan, mert nem foglalkoztam vele, de a Mach az lekezeli. A te ötelted is adaptálható erre, ha nagyon akarod.
Ha függőleges és merőleges vonalat kellene megkeresni, akkor az mehetne a végálláshoz képest, úgy pedig könnyebben megtalálja.
A Z pedig mindegy, mert azt eleve úgy kell felvenni, hogy a szerszám hegyével egy ismert X-Y pozíciójú referencia síkot kell megérinteni, hiszen a szerszám hosszától is függ mikor érinti az asztalt.
A modulált infra LEDes eljárásra én csináltam már közelség érzékelőt, ami a tárgyról viszaverődő infrát érzékelte. Nagyon megbízható és semmi nem zavarja meg, csak ha közveltlenül éri a napfény, mert teljesen kinyitja a tranzisztort.
De neked miért nem jó a sínekre rakott referencia kapcsoló?
Nem tudom hogyan, mert nem foglalkoztam vele, de a Mach az lekezeli. A te ötelted is adaptálható erre, ha nagyon akarod.
Ha függőleges és merőleges vonalat kellene megkeresni, akkor az mehetne a végálláshoz képest, úgy pedig könnyebben megtalálja.
A Z pedig mindegy, mert azt eleve úgy kell felvenni, hogy a szerszám hegyével egy ismert X-Y pozíciójú referencia síkot kell megérinteni, hiszen a szerszám hosszától is függ mikor érinti az asztalt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 05, 17:02
Írta: 000000000 Dátum 2011 február 05, 17:02
A kapcsoló is jó, de alapvetően optikában gondolkodom, mert ott nagyobb múltam van. Igen, végálláshoz képest könnyű kb. megtalálni. Z-ben igazad van, arra nem jó. Mondjuk arra is lehetne optikai megoldás, de akkor már sokkal bonyolultabb az egész, mint kellene.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 05, 17:22
Írta: keri Dátum 2011 február 05, 17:22
A referencia kapcsoló is megoldható optikailag, a sinen figyelve csak az adott tengely helyzetét.
Ez már egyéni dolog, de mechanikusan egyszerűbb lenne, és nem pontatlanabb.
Ez már egyéni dolog, de mechanikusan egyszerűbb lenne, és nem pontatlanabb.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 05, 17:44
Írta: 000000000 Dátum 2011 február 05, 17:44
Akkor így lesz. Tényleg, Hall elemmel is elérhető kellő pontosság? Vagy az állandó mágnes állandóságában - akár mert a teret torzítja egy közelbe rakott vas - nem lehet bízni?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 05, 18:04
Írta: keri Dátum 2011 február 05, 18:04
Hall jeladónál úgy csinálják, hogy egybe építik a mágnessel a jeladót, és a mágnes és hall között elhaladó lágyvas peremét érzékeli.
Ezzel a módszerrel kiválló elektronius gyújtásokat szoktak építeni, de hogy referencia pontnak elég pontos-e azt nem tudom.
Mágneses útmérőt szoktak csinálni, szóval gyanítom referenciának is lehet használni a megfelelő kialakítással.
Ezzel a módszerrel kiválló elektronius gyújtásokat szoktak építeni, de hogy referencia pontnak elég pontos-e azt nem tudom.
Mágneses útmérőt szoktak csinálni, szóval gyanítom referenciának is lehet használni a megfelelő kialakítással.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 február 05, 18:11
Írta: Rabb Ferenc Dátum 2011 február 05, 18:11
Lehet, hogy rosszul értelemezem - és használom a referencia kapcsolókat, de: ha reggel megnyomom a HOME gombot, akkor a gép felveszi a tengelyek "0" pontjait. És az addig ott is marad, amíg ki nem kapcsolom.
Az pedig a legkevésbé sem zavar, hogy a következő napon pár századdal esetleg arrébb teszi ugyanezt. Mert az már egy másik munka, másik munkadarab. Lehet, hogy egyedül vagyok vele, de nem szoktam félkész munkát abbahagyni, és másnap folytatni.
Az pedig a legkevésbé sem zavar, hogy a következő napon pár századdal esetleg arrébb teszi ugyanezt. Mert az már egy másik munka, másik munkadarab. Lehet, hogy egyedül vagyok vele, de nem szoktam félkész munkát abbahagyni, és másnap folytatni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 05, 18:30
Írta: keri Dátum 2011 február 05, 18:30
Az általad elmondott okokból nem használok én sem referenciakapcsolót, sőt még végállás kapcsolót sem, mert szoftveresen megáll, de azért van ráció a használatában.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 február 05, 18:37
Írta: Rabb Ferenc Dátum 2011 február 05, 18:37
Nekem is szoftveresen áll meg "mind a hat végén". De az origó környékén azért nem a koppanással jelzem az első nullázást...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 05, 18:45
Írta: keri Dátum 2011 február 05, 18:45
Mielőtt kikapcsolom visszaáll 0-ra, így a következő bekapcsoláskor is ott lesz.
Ha meg nem akkor optikai referenciát veszek fel, vagyis szemre beállítom :)
Ha meg nem akkor optikai referenciát veszek fel, vagyis szemre beállítom :)
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 05, 18:51
Írta: xkbv3nx0d Dátum 2011 február 05, 18:51
Sziasztok.
Belekezdtem második gépem építéseben, mely egy gravírozó/maró lenne... mérete kb 2,2mx1,5m... Főként puha/keményfa, plexi, műanyag, XPS hab és alkalmanként alumínium marásra... A hajtást fogasleces, áttételezett hajtás adja, a lineárisok hidegacélon gördülő csapágyazott alu kocsik...
A kérdésem az lenne, hogy véleményetek szerint elegendő egy jól összehegesztett zártszelvény váz, elég stabil lesz? főként 60x40, illetve 40x40 szelvény, megfelelően merevítgetve.
Egy kép a kezdeti rajzolási szakaszból:

Belekezdtem második gépem építéseben, mely egy gravírozó/maró lenne... mérete kb 2,2mx1,5m... Főként puha/keményfa, plexi, műanyag, XPS hab és alkalmanként alumínium marásra... A hajtást fogasleces, áttételezett hajtás adja, a lineárisok hidegacélon gördülő csapágyazott alu kocsik...
A kérdésem az lenne, hogy véleményetek szerint elegendő egy jól összehegesztett zártszelvény váz, elég stabil lesz? főként 60x40, illetve 40x40 szelvény, megfelelően merevítgetve.
Egy kép a kezdeti rajzolási szakaszból:
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 05, 19:08
Írta: s7manbs8 Dátum 2011 február 05, 19:08
Szerintem gyengének fogják tartani a 40-es szelvényt ekkora méretben ...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 05, 19:18
Írta: 4um5b65d Dátum 2011 február 05, 19:18
Az az 1390mm-es (ha jól látom a méretét) lesz a gyenge pontja.
Ha feljebb nem tudsz berakni még1 ugyanolyat minden láb párhoz akkor lejjebb tegyél.
De mindenképp tegyél még be.
Ha feljebb nem tudsz berakni még1 ugyanolyat minden láb párhoz akkor lejjebb tegyél.
De mindenképp tegyél még be.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 05, 19:22
Írta: 4um5b65d Dátum 2011 február 05, 19:22
Egyébként ezek az edzetlen lineáris sínek nem lesznek hosszú életűek.
Vannak páran akik már próbálkoztak vele, nulla sikerrel.
Vannak páran akik már próbálkoztak vele, nulla sikerrel.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 05, 19:27
Írta: xkbv3nx0d Dátum 2011 február 05, 19:27
merevítve természetesen még lesz, csak a rajzon nem szerepel, keresztirányba 20cm lesz összekötő (1390-es) mivel ez tartja majd az asztal részt is, illetve a lábak is ki lesz merevítve átlósan, valamint alul körbe vizszintes összekötőkkel.
Azt mondod nem bírja a hidegacél, ha gördül rajta a csapágy?
Azt mondod nem bírja a hidegacél, ha gördül rajta a csapágy?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 05, 19:35
Írta: 4um5b65d Dátum 2011 február 05, 19:35
Feltételezem egy ekkora gépet iparszerűen használnál....azaz nem havonta fél órát.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 05, 19:45
Írta: xkbv3nx0d Dátum 2011 február 05, 19:45
Hát az iparszerűenben csak reméénykedek... nyílvan van vele mit csinálni, de a mérete azért ekkora, mert ha már csinálom, akkor az akkora legyen, hogy ne kelljen után görcsölni, ha nem fér el egy nagyobb plexi vagy bármi... próbára jó lesz a sima hidegacél, aztán nézek valami valami mást, vagy hőkezelés, vagy horganyzás
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 05, 20:04
Írta: svejk Dátum 2011 február 05, 20:04
Igen ez minden hobbista dilemmája, a méret.
olyan nagyot hogy mindenre elég legyen úgy sem tudsz készíteni, valami mindig lesz ami nem fér rá.
De azt azért tudomásul kell venni hogy a méretek növelésével a stabilitás hatványozottan romlik minden szerkezeti egységben,amit csak komoly nyersanyag betáplálással tudsz kordában tartani.
Mint írod ez lesz a második géped, tehát már tapasztalatod van valamelyest.
olyan nagyot hogy mindenre elég legyen úgy sem tudsz készíteni, valami mindig lesz ami nem fér rá.
De azt azért tudomásul kell venni hogy a méretek növelésével a stabilitás hatványozottan romlik minden szerkezeti egységben,amit csak komoly nyersanyag betáplálással tudsz kordában tartani.
Mint írod ez lesz a második géped, tehát már tapasztalatod van valamelyest.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 február 05, 20:07
Írta: knifemaster Dátum 2011 február 05, 20:07
http://www.gimex.hu/alapanyagok.html
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 05, 20:16
Írta: xkbv3nx0d Dátum 2011 február 05, 20:16
Hát igen, minnél nagyobb annál több a bonyodalom...
Mivel általában a a dekorozáshoz használt táblák 2x1m méretűek, ezért ezt mindenképpen akartam egyben. Némi tapasztalatom van, habár az egy kcisit egyszerűbb szerkezet volt...
max ha nem lesz elég stabil, kiöntöm betonnal:)

Mivel általában a a dekorozáshoz használt táblák 2x1m méretűek, ezért ezt mindenképpen akartam egyben. Némi tapasztalatom van, habár az egy kcisit egyszerűbb szerkezet volt...
max ha nem lesz elég stabil, kiöntöm betonnal:)
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 05, 20:19
Írta: xkbv3nx0d Dátum 2011 február 05, 20:19
Akkor elméletileg elég lenne mondjuk a hidegacélt keménykrómoztatni, hogy kopásállóbb legyen?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 05, 20:47
Írta: hostya Dátum 2011 február 05, 20:47
A legnagyobb gond ott lesz, amikor össze hegeszted (te vagy bárki más), azt a két oldalsó 'létrát', és utána belenézel a végéről.
Biztos vagyok benne hogy minden irányba görbe lesz, nem is kicsit.
Egyik irányba még van esély az egyengetésre,de a másikba...
Persze ha a gördülő pályát kihézagolod, akkor talán...
Biztos vagyok benne hogy minden irányba görbe lesz, nem is kicsit.
Egyik irányba még van esély az egyengetésre,de a másikba...
Persze ha a gördülő pályát kihézagolod, akkor talán...
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 05, 20:48
Írta: xkbv3nx0d Dátum 2011 február 05, 20:48
miért lenne görbe?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 05, 20:53
Írta: keri Dátum 2011 február 05, 20:53
Mert amikor a hegesztési varrat kihűl, összehúzódik, és közben elhúzza az egészet. Kis méretben még nem feltűnő, de már ott is érdemes a pálya alatt síkba marni.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 február 05, 20:55
Írta: Rabb Ferenc Dátum 2011 február 05, 20:55
A keménykrómozástól valóban lenne egy kopásálló réteg a felületén. De az alapanyag kisebb szilárdsága miatt a csapágyak "mángorolják" a felületet, amitől a króm rövid idő alatt lepattog.
Miért lenne görbe? Mármint hegesztés után? Mert minden kihűlő varrat (és sok van betervezve) húz rajta a hegesztési sorrendnek megfelelően. Ettől lesz "S" alakú minden darabja. Ez egy kertkapunál nem nagy gond, de neked az lesz.
Miért lenne görbe? Mármint hegesztés után? Mert minden kihűlő varrat (és sok van betervezve) húz rajta a hegesztési sorrendnek megfelelően. Ettől lesz "S" alakú minden darabja. Ez egy kertkapunál nem nagy gond, de neked az lesz.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 05, 20:56
Írta: xkbv3nx0d Dátum 2011 február 05, 20:56
Co-val elég sokat hegesztünk de ilyet még nem tapasztaltunk, ívnél van ilyen gond azt tudom...
a 6-os vastag hidegacél pályát pedig csavarkötéssel rögzítjük a zártszelvényhez.
a 6-os vastag hidegacél pályát pedig csavarkötéssel rögzítjük a zártszelvényhez.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 február 05, 20:58
Írta: Rabb Ferenc Dátum 2011 február 05, 20:58
Bocs, de a Co az nem ívhegesztés???
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 05, 21:00
Írta: xkbv3nx0d Dátum 2011 február 05, 21:00
háde, de ahogy tapasztaltam kisebb a hő, de lehet hogy csak én látom így...
Emberi árakon nem tud valaki alu profilt akkor? ilyen 60x40 vagy 80x40-est, ami legalább 2,20cm-t kiad
Emberi árakon nem tud valaki alu profilt akkor? ilyen 60x40 vagy 80x40-est, ami legalább 2,20cm-t kiad
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 február 05, 21:36
Írta: vjanos Dátum 2011 február 05, 21:36
Használj pl ~10-15mmes krómozott rudat, egy nútba ültetve, beleragasztva vagy belecsavarozva, és ezen görgesd a golyóscsapágyakat.
Nagyobb faipari géphez ajánlom a mechmate.com oldalt, onnan tudsz ihletet meríteni a merevítéseket illetően, meg hogy ott hogy váltották ki pár helyen a hegesztést csavarozással, hogy ne torzuljon a váz.
Nagyobb faipari géphez ajánlom a mechmate.com oldalt, onnan tudsz ihletet meríteni a merevítéseket illetően, meg hogy ott hogy váltották ki pár helyen a hegesztést csavarozással, hogy ne torzuljon a váz.
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 február 05, 22:04
Írta: Béni Dátum 2011 február 05, 22:04
Én egy jóval kisebb gépet tervezek építeni (700x500x160 mozgástartomány), de majdnem kevésnek találom hozzá a 80x60x6,3-as zártszelvény alapot (betonnal kiöntve).
Viszont a hegesztések rengeteg feszültséget visznek a szerkezetbe, főleg az általad vázoltba, ahol elég sűrű. Rendes feszültségmentesítés nélkül akár évekig képes igazodni még a cucc. (Mondjuk itt jön az előnye a gyenge szerkezetnek. Jobban deformálódik a saját súlya alatt, mint a feszültségektől. [#eplus2][#eplus2][#eplus2] )
Alig félkész model, még módosításokra és alkatrészekre vár:
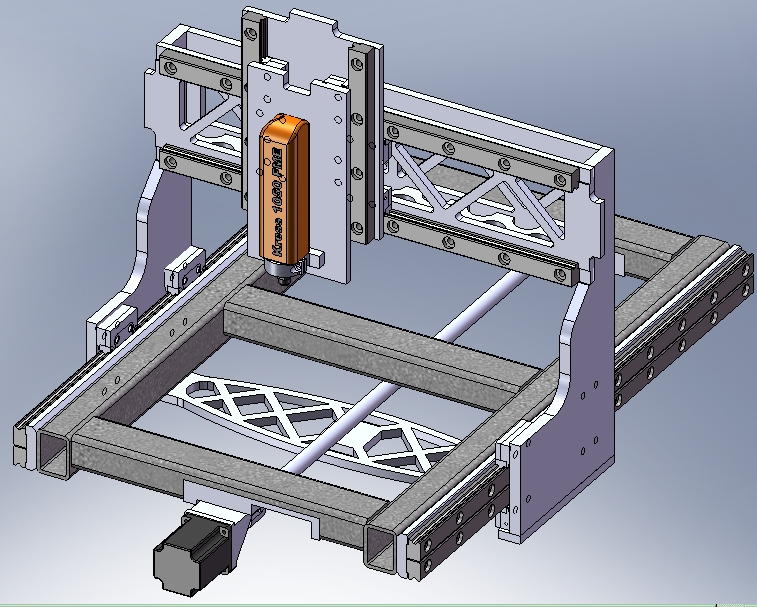
Viszont a hegesztések rengeteg feszültséget visznek a szerkezetbe, főleg az általad vázoltba, ahol elég sűrű. Rendes feszültségmentesítés nélkül akár évekig képes igazodni még a cucc. (Mondjuk itt jön az előnye a gyenge szerkezetnek. Jobban deformálódik a saját súlya alatt, mint a feszültségektől. [#eplus2][#eplus2][#eplus2] )
Alig félkész model, még módosításokra és alkatrészekre vár:
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 február 05, 22:09
Írta: vjanos Dátum 2011 február 05, 22:09
Klassz!
Ilyen V hornyos lineárt meg hozzá kocsit hol lehet szerezni, és kb mipénz, ha megkérdezhetem?
Ilyen V hornyos lineárt meg hozzá kocsit hol lehet szerezni, és kb mipénz, ha megkérdezhetem?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 05, 22:18
Írta: keri Dátum 2011 február 05, 22:18
CO-nál kisebb a hőbevitel, de azért ott is van.
Hengesztheted, csinált már más is hegesztett vázat, de úgy tervezd, hogy deformálódni fog, tehát azt valamivel kompenzálnod kell.
Néz be Vbodi topikjába, ő is éppen most épít egy ilyen nagy gépet, de ő jóval masszívabbra csinálta, és csak az asztalláb van hegesztve.
Hengesztheted, csinált már más is hegesztett vázat, de úgy tervezd, hogy deformálódni fog, tehát azt valamivel kompenzálnod kell.
Néz be Vbodi topikjába, ő is éppen most épít egy ilyen nagy gépet, de ő jóval masszívabbra csinálta, és csak az asztalláb van hegesztve.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 05, 22:24
Írta: xkbv3nx0d Dátum 2011 február 05, 22:24
Na jó Vbodi acélmarást is tervez ha jól tévedek... 80x60x6,3-as??? az kevés? hát attól függ ki mire használja, de én pl már azt igencsak soknak tartom... :)
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 február 05, 22:29
Írta: Béni Dátum 2011 február 05, 22:29
Kapni szerintem sehol és nem is V hornyos. Saját gyártás. (Azt hiszi az ember, hogy így olcsóbb, de a végén nem. [#circling])
Profil:

Profil:
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 február 05, 22:38
Írta: Béni Dátum 2011 február 05, 22:38
Ez a kocsi jár majd rajta:

Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2011 február 05, 23:37
Írta: Vetesi75 Dátum 2011 február 05, 23:37
Edzett V-hornyos sín írógépből termelhető ki. Kocsi sajnos az nem létezik hozzá azt csinálni kell vagy használható az eredeti felállásban. Még így is sokkal merevebb a fióksinnél. Ajánlott típus pl.: Olivetti Editor4.
Ebből én is bespájzoltam egy nagykocsis (73cm!) példányt - köszörőgéphez szánom. A motorja meg jó lesz tárgyforgatónak.
Ebből én is bespájzoltam egy nagykocsis (73cm!) példányt - köszörőgéphez szánom. A motorja meg jó lesz tárgyforgatónak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 05, 23:57
Írta: 000000000 Dátum 2011 február 05, 23:57
U-hornyos csapágy recept házilag:
végy egy nagy csapágyat szed szét a kosarat bene
és patinsd széta külsö és a belsörész egymástol! a beelsö részébe a nagy csapágynak lehet rakni kiss csapágyat ketöt egymás melé mind abba mehet az acél csavaros felfogatás a nagyobb csapányak a belselyének külsörészén ott az U-horony azt kéregedzet köracélon futatható
a köracél teljes alátámasztásal alkalmazhato átmárö felénél be sülyeztet horonyba rögzive egy x széleségü kazánlemezbe be sülyesztve két oldalrol persze ezt rajz formában egyszerübb lene be mutatni mind leirva....
végy egy nagy csapágyat szed szét a kosarat bene
és patinsd széta külsö és a belsörész egymástol! a beelsö részébe a nagy csapágynak lehet rakni kiss csapágyat ketöt egymás melé mind abba mehet az acél csavaros felfogatás a nagyobb csapányak a belselyének külsörészén ott az U-horony azt kéregedzet köracélon futatható
a köracél teljes alátámasztásal alkalmazhato átmárö felénél be sülyeztet horonyba rögzive egy x széleségü kazánlemezbe be sülyesztve két oldalrol persze ezt rajz formában egyszerübb lene be mutatni mind leirva....
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 február 06, 00:09
Írta: vjanos Dátum 2011 február 06, 00:09
Ötletes! Megjegyzem, köszi :)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 február 06, 00:13
Írta: vjanos Dátum 2011 február 06, 00:13
Ez is komoly, csak az a gond vele, hogy alapból kell hozzá egy marógép, amin legyártható :/
A kocsi anyagát edzeni fogod, hogy ne egyék meg e golyók idővel?
A kocsi anyagát edzeni fogod, hogy ne egyék meg e golyók idővel?
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 február 06, 00:24
Írta: Béni Dátum 2011 február 06, 00:24
Fémipari CNC marógépeken dolgozom, a megmunkálás nem gond. A golyóval terhelés alatt találkozó alkatrészek nitridáltak, és nem biliacélból lesznek. [#papakacsint]
A zártszelvényt kivéve a többi is 1200N/mm2-el bír.
A zártszelvényt kivéve a többi is 1200N/mm2-el bír.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 06, 00:31
Írta: 000000000 Dátum 2011 február 06, 00:31
nemtudom miért ilyen drágák ezek a csapágyak az az U...V hornyos nincs benük semi extra trük sem még ebay sem olcsok! [#wilting]
olcsobb mezei mélyhornyos csapágyakbol öszerakni ugy látszik![#vigyor5]
olcsobb mezei mélyhornyos csapágyakbol öszerakni ugy látszik![#vigyor5]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 06, 08:26
Írta: keri Dátum 2011 február 06, 08:26
őőő, bocs vékonyabbnak nézett ki [#idiota]
Néha olyan érzésem van hogy a társaság (köztük én is) túlzásokba esünk a merevség hajszolása során. De faipari gépet láttam már ilyen karcsú vázzal.
Ha hegesztésnél ennek ellenére óvatosan járj el.
Én rakodógép kanalát bővítettem ki 6mm-es lemezzel. Először felvartam pár pöttyel, majd végigvartam. A 10cm-es kilógás majdnem 5mm-ert kunkorodott a hegesztés irányába és hosszanti irányba is torzult. Persze ott ez nem gond, de nem hittem volna hogy ilyenre képes, szóval erre figyelj, a síneket tartó profilt utoljára hegeszd fel.
Néha olyan érzésem van hogy a társaság (köztük én is) túlzásokba esünk a merevség hajszolása során. De faipari gépet láttam már ilyen karcsú vázzal.
Ha hegesztésnél ennek ellenére óvatosan járj el.
Én rakodógép kanalát bővítettem ki 6mm-es lemezzel. Először felvartam pár pöttyel, majd végigvartam. A 10cm-es kilógás majdnem 5mm-ert kunkorodott a hegesztés irányába és hosszanti irányba is torzult. Persze ott ez nem gond, de nem hittem volna hogy ilyenre képes, szóval erre figyelj, a síneket tartó profilt utoljára hegeszd fel.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 06, 08:26
Írta: keri Dátum 2011 február 06, 08:26
bocs, ezt szokes-nek írtam
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 06, 08:30
Írta: keri Dátum 2011 február 06, 08:30
Azért zseniális. [#worship]
Sok okos dolgot láttam itt, de emlékeim szerint, lineáris csapágyakat még senki sem gyártott előtted. [#eljen]
Sok okos dolgot láttam itt, de emlékeim szerint, lineáris csapágyakat még senki sem gyártott előtted. [#eljen]
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 06, 08:54
Írta: xkbv3nx0d Dátum 2011 február 06, 08:54
Az anyagvastagságokat átméretezem egy lépcsővel felfele így a 60x40-es szelvény 5-ös falu lesz, persze a pályát azon állítom be utoljára, ami csavarkötéssel rögzül, tehát nem heggesztéssel...
De így átgondolva, megoldható, hogy a legtöbb helyen csavarkötés legyen, ahol lehet ingább kiváltom a hegesztést!
De így átgondolva, megoldható, hogy a legtöbb helyen csavarkötés legyen, ahol lehet ingább kiváltom a hegesztést!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 06, 09:04
Írta: Szalai György Dátum 2011 február 06, 09:04
„Egy kép a kezdeti rajzolási szakaszból:” Az, nekem nagyon-nagyon soványnak tűnik. Drótváznak volna elég. Gravírozgatni biztosan tudsz majd rajta, meg műanyagból betűket kivágni, de azt egy hanyatt lökött sufni ajtón is tudnál. Jó volna látni a kevésbé kezdeti, merevítős elképzelést is.
„próbára jó lesz a sima hidegacél, aztán nézek valami valami mást” A próbálgatás, változtatgatás, végül a többszörösébe kerül, mint az egyből megfelelőre építés. De hát, így mulat egy Magyar Hobbyista. Ha már „kenyérbélből gyúrod,” akkor legalább olyan szánszerkezetet tervezz, ahol minél nagyobb felületek gördülnek vagy még jobb, ha siklanak, nem pedig pontszerűek a terhelések, mint csapágygolyónál. Így csökkenthető a puha anyag torzulása.
„max ha nem lesz elég stabil, kiöntöm betonnal:)” Ez akkor se lesz sokkal stabilabb, csak nehezebb. Hogy stabilabb legyen, ahhoz le kell öntened, nem ki. Sok betonnal, mint Csernobilt. Az adná meg az átlós irányú merevítéseket a rácsszerkezetedbe. Kell az átlós merevítés minden hová, sőt, ha az alaposan megvan, akkor a többit akár ki is hagyhatod.
„Akkor elméletileg elég lenne mondjuk a hidegacélt keménykrómoztatni, hogy kopásállóbb legyen?”
Ha becsukod a szemed, láthatod a filmet magad előtt.
Csapágygolyó gurul handtalanul a kemény króm felületen és látod, hogy az jó. Nyugodt megelégedettséggel nézed. De a vékony krómréteg alatt kezd deformálódni a puha vas. A króm kapaszkodik egy rövid ideig, azután felrepedezik, leválik, közben tönkreteszi a csapágygolyó felületét. Nincs más választása.
Most elfedi a képet az elgyötört, tehetetlen dühtő torzult arcod. Együtt torzult a krómréteggel. Két kézzel téped a hajadat, de ez nem hoz megnyugvást. Nyakadon a termelési határidő, már tudod, hogy megint nem lesz kész a munka, a megrendelő a kötbér igényével hadonászik az orrod előtt. Verejtéktől csatakos pizsamában, rémült, tágra nyílt szemmel ülsz fel az ágyban.
Szóval: Minden hol átlós merevítés, nagy felületen érintkező megvezető rendszer, elsőre megfelelőre építés, modul rendszerű szerelhetőség, a kritikus helyeken kiegyenlítés után csavarozva. Szerintem ez hozná a boldogságot.
„próbára jó lesz a sima hidegacél, aztán nézek valami valami mást” A próbálgatás, változtatgatás, végül a többszörösébe kerül, mint az egyből megfelelőre építés. De hát, így mulat egy Magyar Hobbyista. Ha már „kenyérbélből gyúrod,” akkor legalább olyan szánszerkezetet tervezz, ahol minél nagyobb felületek gördülnek vagy még jobb, ha siklanak, nem pedig pontszerűek a terhelések, mint csapágygolyónál. Így csökkenthető a puha anyag torzulása.
„max ha nem lesz elég stabil, kiöntöm betonnal:)” Ez akkor se lesz sokkal stabilabb, csak nehezebb. Hogy stabilabb legyen, ahhoz le kell öntened, nem ki. Sok betonnal, mint Csernobilt. Az adná meg az átlós irányú merevítéseket a rácsszerkezetedbe. Kell az átlós merevítés minden hová, sőt, ha az alaposan megvan, akkor a többit akár ki is hagyhatod.
„Akkor elméletileg elég lenne mondjuk a hidegacélt keménykrómoztatni, hogy kopásállóbb legyen?”
Ha becsukod a szemed, láthatod a filmet magad előtt.
Csapágygolyó gurul handtalanul a kemény króm felületen és látod, hogy az jó. Nyugodt megelégedettséggel nézed. De a vékony krómréteg alatt kezd deformálódni a puha vas. A króm kapaszkodik egy rövid ideig, azután felrepedezik, leválik, közben tönkreteszi a csapágygolyó felületét. Nincs más választása.
Most elfedi a képet az elgyötört, tehetetlen dühtő torzult arcod. Együtt torzult a krómréteggel. Két kézzel téped a hajadat, de ez nem hoz megnyugvást. Nyakadon a termelési határidő, már tudod, hogy megint nem lesz kész a munka, a megrendelő a kötbér igényével hadonászik az orrod előtt. Verejtéktől csatakos pizsamában, rémült, tágra nyílt szemmel ülsz fel az ágyban.
Szóval: Minden hol átlós merevítés, nagy felületen érintkező megvezető rendszer, elsőre megfelelőre építés, modul rendszerű szerelhetőség, a kritikus helyeken kiegyenlítés után csavarozva. Szerintem ez hozná a boldogságot.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 06, 09:40
Írta: xkbv3nx0d Dátum 2011 február 06, 09:40
Hát nagyjából értem hogy mit irsz, sak most azt nem értem, ha ez kint az USA-ban használatos módszer, akkor miért nem jó itthon, mármint úgy értem, hogy ők ennyire nem foglalkoznának a remegéssel, meg a pontossággal?
Nem tudm mekkora súly lesz a görgülő kocsikon, de biztos hogy lesz akkora, hogy a 8x22x7-es csapégyakat belenyomja a hidegacélba?
Itt egy érdekes tanulmány: amolyan
faasztalos
Nem tudm mekkora súly lesz a görgülő kocsikon, de biztos hogy lesz akkora, hogy a 8x22x7-es csapégyakat belenyomja a hidegacélba?
Itt egy érdekes tanulmány: amolyan
faasztalos
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2011 február 06, 09:40
Írta: 2vkx6unz Dátum 2011 február 06, 09:40
A megoldás kicsit hasonló az ISEL kocsijaihoz de ott egy edzett 12-es köracélon fut a kél kocsi amiben két sor golyó van. ebből a fajtából van 150mm hosszú kocsi is pl. a LF3 sín és WS7 kocsi.
Isel.
Egy ilyen konstrukciót kifordítva is egyszerűbb megcsinálni...
Isel.
Egy ilyen konstrukciót kifordítva is egyszerűbb megcsinálni...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 február 06, 09:43
Írta: D.Laci Dátum 2011 február 06, 09:43
Végig jártam én is ezt az utat. Ha nincs köszörülve, vagy nagyon jó minöségben mángorolva a felület akkor pár hét és macskát dobálni lesz csak jó. Hamar tönkremenek a golyók és az érintkező felűletek.
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 február 06, 10:03
Írta: Béni Dátum 2011 február 06, 10:03
Köszörülésre sajnos nincs lehetőségem. Arra számítottam, hogy "bejáratás" után a golyókat cserélni kell. A futófelületek gyors tönkremenetelétől nem tartok. De ha úgy lesz, akkor sincs baj, utálom a macskákat. [#eplus2][#eplus2][#eplus2]
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 február 06, 10:06
Írta: Béni Dátum 2011 február 06, 10:06
Ismerem ezt a megoldást, a vezetők síkjában jó, arra merőlegesen viszont nem lehet a holtjátékot egy bizonyos szint alá szorítani.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 06, 10:11
Írta: 000000000 Dátum 2011 február 06, 10:11
Szia!
"csapágyakat belenyomja a hidegacélba?"
Erre a mondatrészedre reagálnék. Nah itt nem az a probléma, hogy a csapágy egyből szántani kezdené az anyagot, hanem arról, hogy a különböző kopási fajták, hogy alakítják majd a szerkezeted. felületen gördülő csapágynál, az ismétlődéses, vagy frekventált kopás is jelentkezik a sok másik mellett. Ennek lényege, hogy a az anyagon elgördülő csapágy megváltoztatja a terhelés pontnál az anyagban lévő feszültségeket. Mint minden anyagban, a tiédben is vannak mikrorepedések. A folyamatos ismétlődés hatására ezek továbbrepednek, "vándorolnak", majd összegyűlve felpattogzanak. A felpattogzások pedig abráziós kopást eredményeznek. stb. Ez a hatás edzett, vagy felületkezelt anyagok esetében sokkal később jelentkezik. A kérdés valójában a tűrés. Mert ha 1-2 hónap múlva neked még elég az +-1mm -es tűréssel való gyártás, akkor válaszd nyugodtan ezt a megoldást.
"csapágyakat belenyomja a hidegacélba?"
Erre a mondatrészedre reagálnék. Nah itt nem az a probléma, hogy a csapágy egyből szántani kezdené az anyagot, hanem arról, hogy a különböző kopási fajták, hogy alakítják majd a szerkezeted. felületen gördülő csapágynál, az ismétlődéses, vagy frekventált kopás is jelentkezik a sok másik mellett. Ennek lényege, hogy a az anyagon elgördülő csapágy megváltoztatja a terhelés pontnál az anyagban lévő feszültségeket. Mint minden anyagban, a tiédben is vannak mikrorepedések. A folyamatos ismétlődés hatására ezek továbbrepednek, "vándorolnak", majd összegyűlve felpattogzanak. A felpattogzások pedig abráziós kopást eredményeznek. stb. Ez a hatás edzett, vagy felületkezelt anyagok esetében sokkal később jelentkezik. A kérdés valójában a tűrés. Mert ha 1-2 hónap múlva neked még elég az +-1mm -es tűréssel való gyártás, akkor válaszd nyugodtan ezt a megoldást.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 06, 10:44
Írta: 4um5b65d Dátum 2011 február 06, 10:44
Lehet ilyen V profilt vásárolni.
Egy helyi csapágyboltban van róla katalógusuk.
Ha jól emlékszem 2db 1 méteres sín és a hozzá tartozó golyós szerelvények kerültek 370-380 Euroba. Tehát ott nem kocsi mozgott, hanem a 2db méteres sín mozgott egymáson.
Egy helyi csapágyboltban van róla katalógusuk.
Ha jól emlékszem 2db 1 méteres sín és a hozzá tartozó golyós szerelvények kerültek 370-380 Euroba. Tehát ott nem kocsi mozgott, hanem a 2db méteres sín mozgott egymáson.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 06, 11:18
Írta: Szalai György Dátum 2011 február 06, 11:18
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 06, 12:22
Írta: hostya Dátum 2011 február 06, 12:22
Akkor folytatom a készülő szerszámköszörű képregényt.
A megmunkálásról néhány mozzanat.





Egy eloxált alkatrész

Ugyanaz festékbe merítés után

Ezekből kell építkezni...

A persely besajtoláshoz esztergáltam egy 'tüskét'

Majd besajtoltam.

Kezdem összeszerelni...

Ilyen lett.








Egyenlőre ennyi amit meg tudok mutatni.
Most egy kis szünet következik a képregény folytatását illetően, ui. kicsit időzavarba kerültem,+ (alap)anyagi gondjaim is vannak.
A megmunkálásról néhány mozzanat.
Egy eloxált alkatrész
Ugyanaz festékbe merítés után
Ezekből kell építkezni...
A persely besajtoláshoz esztergáltam egy 'tüskét'
Majd besajtoltam.
Kezdem összeszerelni...
Ilyen lett.
Egyenlőre ennyi amit meg tudok mutatni.
Most egy kis szünet következik a képregény folytatását illetően, ui. kicsit időzavarba kerültem,+ (alap)anyagi gondjaim is vannak.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 06, 12:31
Írta: hostya Dátum 2011 február 06, 12:31
Bocsánat az 1 nagy képért, ugy látszik az kimaradt az átméretezésből.
Ha valamelyik moderátor ki tudja törölni azt az 1 képet,kérem tegye meg.
De az se baj ha az egész hozzászólás törlésre kerül, mert akkor felteszem ujra.
Köszönöm.
Ha valamelyik moderátor ki tudja törölni azt az 1 képet,kérem tegye meg.
De az se baj ha az egész hozzászólás törlésre kerül, mert akkor felteszem ujra.
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 06, 12:41
Írta: hostya Dátum 2011 február 06, 12:41
Közben sikerült még nekem is megoldani a gondot...
[#email]
Remélem most már minden OK lesz.
Bocsánat.
[#email]
Remélem most már minden OK lesz.
Bocsánat.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 február 06, 12:43
Írta: D.Laci Dátum 2011 február 06, 12:43
Szép preciz munka! [#wave][#taps]
Az eloxálásról írhatnál röviden, úgy látom nem vegyi elox. Milyen festéket és hogyan alkalmazod?
Az eloxálásról írhatnál röviden, úgy látom nem vegyi elox. Milyen festéket és hogyan alkalmazod?
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 február 06, 12:46
Írta: Béni Dátum 2011 február 06, 12:46
Vannak érdekes megoldások a linkelt katalógusban. De ilyen elemekből építkezni drágább, mint megvenni a komplett vezetéket.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 február 06, 12:49
Írta: ebalint Dátum 2011 február 06, 12:49
Nagyon szép munka!
[#eljen][#eljen]
[#eljen][#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 06, 13:48
Írta: 000000000 Dátum 2011 február 06, 13:48
Én nagy valószínűnek tartom ,hogy belefog nyomódni az acélba. Én próbálkoztam ilyen megoldással, mire beállítottam a csapágyakat,hogy mindenhol felfeküdjenek, már látszott az acélon egy szép kis árok, amit a csapágy ásott ki magának és még az üzemszerű használat sehol se volt.
A megoldás az volt ,hogy a zártszelvényre elhasznált szalagfűrészlapot ragasztottam fel, ezen már semmilyen nyom nem látszik.
Csak megfelelő anyagminőséggel lehet ezzel a csapágyas módszerrel eredményeket elérni.
Üdv: Dani
A megoldás az volt ,hogy a zártszelvényre elhasznált szalagfűrészlapot ragasztottam fel, ezen már semmilyen nyom nem látszik.
Csak megfelelő anyagminőséggel lehet ezzel a csapágyas módszerrel eredményeket elérni.
Üdv: Dani
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 06, 13:54
Írta: s7manbs8 Dátum 2011 február 06, 13:54
Nagyon meglepődik egy hétköznapi ember, hogy a vas az mennyire képlékeny tud lenni, ha nem valami ötvözet.
Cím: Re:Mechanikai ötletek
Írta: 6fabbzvm Dátum 2011 február 06, 14:07
Írta: 6fabbzvm Dátum 2011 február 06, 14:07
Nagyon szépen dolgozol, irigyellek![#worship]
Ez az eloxálás engem is érdekelne, kérlek írj róla...[#vigyor2]
Ez az eloxálás engem is érdekelne, kérlek írj róla...[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 06, 14:30
Írta: xkbv3nx0d Dátum 2011 február 06, 14:30
Na akkor majd meglátom, hogy fogja bírni... Két volt kollégám van kint az USA-ban ők már évek óta ilyeneket építenek és nem panaszkodtak még erre... Lehet náluk más lenne a hidegenhúzott laposacél összetétele?
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2011 február 06, 14:32
Írta: may47wb Dátum 2011 február 06, 14:32
Nagyon profi precíz munka! [#taps]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 06, 14:46
Írta: s7manbs8 Dátum 2011 február 06, 14:46
USA-ban még a légköri nyomás se ugyanaz, lehet az az oka. :)
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 06, 15:13
Írta: xkbv3nx0d Dátum 2011 február 06, 15:13
az lehet, de nem hiszem[#ticking]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 06, 15:14
Írta: Szalai György Dátum 2011 február 06, 15:14
Szerencsére nem muszáj ilyenekből építkezni.
Arra próbáltam felhívni a figyelmet, hogy a „csapágy fut a vason” elvet sem lehet, a hozzá kötődő szabályrendszer mellőzésével, sikeresen alkalmazni.
Kevés az elv ismerete, meg kell barátkozni az összefüggéseivel is, hogy esély legyen a kudarc elkerülésére, és még ez az esély sem garantálja önmagában a sikert.
Forgácsolás közben, mindegyik axison, egyszerre több irányú erő is hat. Ezek megvezetéseit meggondolatlanság csak egyetlen síkban kottyanás-mentes vezetőre bízni. Ezért tulajdonképpen az ISEL vezetőgörgős rendszere is „közönséges talicska,” ha a tengelyirányú terhelések felvételére nincs benne plusz görgőrendszer. Márpedig nincs. Persze, ha komoly Hobbyista érvek szólnak mellette, az más. (Pl: Ez volt.)
Minden esetre egy pár használt, jó állapotú REXROTH sínt négy kocsival, biztosan nem cserélnék el egy vadonatúj ilyen ISEL huncutságra. Szerintem szállítópályának való, nem forgácsoló gépbe.
Szóval csak okosan.
Arra próbáltam felhívni a figyelmet, hogy a „csapágy fut a vason” elvet sem lehet, a hozzá kötődő szabályrendszer mellőzésével, sikeresen alkalmazni.
Kevés az elv ismerete, meg kell barátkozni az összefüggéseivel is, hogy esély legyen a kudarc elkerülésére, és még ez az esély sem garantálja önmagában a sikert.
Forgácsolás közben, mindegyik axison, egyszerre több irányú erő is hat. Ezek megvezetéseit meggondolatlanság csak egyetlen síkban kottyanás-mentes vezetőre bízni. Ezért tulajdonképpen az ISEL vezetőgörgős rendszere is „közönséges talicska,” ha a tengelyirányú terhelések felvételére nincs benne plusz görgőrendszer. Márpedig nincs. Persze, ha komoly Hobbyista érvek szólnak mellette, az más. (Pl: Ez volt.)
Minden esetre egy pár használt, jó állapotú REXROTH sínt négy kocsival, biztosan nem cserélnék el egy vadonatúj ilyen ISEL huncutságra. Szerintem szállítópályának való, nem forgácsoló gépbe.
Szóval csak okosan.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 február 06, 15:19
Írta: knifemaster Dátum 2011 február 06, 15:19
A hidegen húzás csak egy hidegalakítási eljárást takar,amit sokféle ötvözetű anyagra alkalmaznak.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 06, 15:24
Írta: xkbv3nx0d Dátum 2011 február 06, 15:24
Igen, egy eljárás és a végtermékek között mégis sok-sok különbség van...
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 február 06, 15:55
Írta: knifemaster Dátum 2011 február 06, 15:55
Ami az anyagötvözet függvénye.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 06, 16:01
Írta: xkbv3nx0d Dátum 2011 február 06, 16:01
OK én elhiszem neked...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 06, 16:09
Írta: s7manbs8 Dátum 2011 február 06, 16:09
Lényeg a lényeg, hogy érdemesebb 1 órácskát rászánni a tapasztalt nagy tudású elemzéseket használni, mint mende-monda alapján, vagy véletlenre bízni a döntést. Csak, hogy egy példát mondjak, múltkor is beszéltük is kis marómotorral ki, hogyan járt, nekem 10 percet bírt, volt, akinek egy hetet is, más meg ma is használja, de erre bízni nem érdemes, mert ha nincs szerencséd, te leszel a 10 perces eset. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 06, 16:15
Írta: 000000000 Dátum 2011 február 06, 16:15
Nagyon szép munka, le a kalappal! Klasszul van köszörülve a fúród.
[#eljen][#worship]
[#eljen][#worship]
Cím: Re:Mechanikai ötletek
Írta: Sanyi Bá Dátum 2011 február 06, 16:36
Írta: Sanyi Bá Dátum 2011 február 06, 16:36
Az ISEL nem rossz gép azért mert ilyen lineáris sint alkalmaz,sőt a DATRON is ezt alkalmazza és nagyon jó gépek,én 15 évet dolgoztam ilyen gépeken, sőt egy ISELT vettem használtan és nagyon jól működik,aki nem hiszi nézze meg ezt az oldalt;
www.datron.com/products/cnc-machining/cnc-control/primcam-cad-cam.html
www.datron.com/products/cnc-machining/cnc-control/primcam-cad-cam.html
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 február 06, 18:23
Írta: Béni Dátum 2011 február 06, 18:23
Az előző ajánlást lehet, hogy kicsit félreértettem. De ennek a véleménynek minden betűjével egyetértek.[#worship]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 06, 18:38
Írta: Szalai György Dátum 2011 február 06, 18:38
Nem a név jelenti a problémát, hanem a konstrukció.
A megmunkáló gépekben alkalmazott megoldásokat nem lehet egy napon említeni az előbb tárgyalt talicska megoldásokkal, akkor sem, ha mindkettő ISEL.
Ez a valami. Ez meg ugye a talicska.
De egy rendes Hobbyista megvezetés, az valahogy így néz ki.
A megmunkáló gépekben alkalmazott megoldásokat nem lehet egy napon említeni az előbb tárgyalt talicska megoldásokkal, akkor sem, ha mindkettő ISEL.
Ez a valami. Ez meg ugye a talicska.
De egy rendes Hobbyista megvezetés, az valahogy így néz ki.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 06, 18:47
Írta: Szalai György Dátum 2011 február 06, 18:47
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 február 06, 18:59
Írta: knifemaster Dátum 2011 február 06, 18:59
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 06, 19:13
Írta: 000000000 Dátum 2011 február 06, 19:13
Miért is jobb ez a szerkezet a szökés térvénél??
Mert hogy az általad linkelt gép ,,a maga teljes hosszában a két végén van csak megtámasztva...merevebb lenne így??!?!?...csak mert ezen gyári sin van a merevségén nem igen befolyásol semit...főleg hogy hiába van a láb megtámasztva ezer felől ha az asztalt tartó keret meg csaka végén támasztott....
Mert hogy az általad linkelt gép ,,a maga teljes hosszában a két végén van csak megtámasztva...merevebb lenne így??!?!?...csak mert ezen gyári sin van a merevségén nem igen befolyásol semit...főleg hogy hiába van a láb megtámasztva ezer felől ha az asztalt tartó keret meg csaka végén támasztott....
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 február 06, 19:49
Írta: ra8nsmk6w Dátum 2011 február 06, 19:49
Ez egy tiszteségesen összerakott gép. Viszont a választott konstrukció kényszermegoldásaival nem tudott megbirkozni.Igy egy jó közepes, de amint látom az adott feladathoz megfelelő.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 06, 20:08
Írta: 000000000 Dátum 2011 február 06, 20:08
A gép tényleg hobbysta! Acélsínekkel a zártszelvények tetején, még akkor is ha vastagfalú zártszelvényekről van szó.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 06, 20:27
Írta: hostya Dátum 2011 február 06, 20:27
Ugy látom többeket is érdekel ez az eloxálás.
Én is először a régi Ezermester-ben olvasott infó alapján kezdtem hozzá.Ezermester
De lehet még olvasgatni ezt
+eztis.
Nem egy nagy mutatvány a dolog. Elsőre, sőt másodikra sem sikerült úgy ahogy én szerettem volna, de nem adtam fel.
Kérek mindenkit akit, érdekel a dolog, hogy nézze át a linkekben lévő anyagot, és ha kérdése van én szivesen válaszolok.
A fényesítő maratással foglalkozó részeket a leírásokban, nyugodtan át lehet ugrani. (én soha nem használtam)
A vegyszerek beszerzése lehet még problémás, ui. kénsavat/hígított/ még lehet kapni (akkumlátor sav),ezt csak hígítani kell deszt.vízzel, de a nátrium-hidroxid(NaOH)már problémásabb.
Persze a nyák foto-lakk előhívója is ez, de nem tudom hogy az milyen töménységű már elég régen használtam, tehát elvileg ez is beszerezhető, valamilyen töménységben.
A festék pedig egyszerű ruhafesték.(én ezt használom)
Ezt se biztos hogy árulnak manapság, nekem még régről van vagy két csomaggal (fekete), de ami be van keverve, azt nem öntöm ki hanem elteszem.
Egy dologra kell vigyázni a bekevert festékkel, hogy fagy-érzékeny.
Én is először a régi Ezermester-ben olvasott infó alapján kezdtem hozzá.Ezermester
De lehet még olvasgatni ezt
+eztis.
Nem egy nagy mutatvány a dolog. Elsőre, sőt másodikra sem sikerült úgy ahogy én szerettem volna, de nem adtam fel.
Kérek mindenkit akit, érdekel a dolog, hogy nézze át a linkekben lévő anyagot, és ha kérdése van én szivesen válaszolok.
A fényesítő maratással foglalkozó részeket a leírásokban, nyugodtan át lehet ugrani. (én soha nem használtam)
A vegyszerek beszerzése lehet még problémás, ui. kénsavat/hígított/ még lehet kapni (akkumlátor sav),ezt csak hígítani kell deszt.vízzel, de a nátrium-hidroxid(NaOH)már problémásabb.
Persze a nyák foto-lakk előhívója is ez, de nem tudom hogy az milyen töménységű már elég régen használtam, tehát elvileg ez is beszerezhető, valamilyen töménységben.
A festék pedig egyszerű ruhafesték.(én ezt használom)
Ezt se biztos hogy árulnak manapság, nekem még régről van vagy két csomaggal (fekete), de ami be van keverve, azt nem öntöm ki hanem elteszem.
Egy dologra kell vigyázni a bekevert festékkel, hogy fagy-érzékeny.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 06, 20:59
Írta: Szalai György Dátum 2011 február 06, 20:59
Persze, hogy ez is számtalan sebből vérzik. Mégis van rajta követendő példa.
Ami tetszik benne:
A vázszerkezet alsó része, a lapátlók irányában alaposan merevített. Ettől nagyon stabil.
Az függőleges lapátlós merevítők okosan vannak elhelyezve, onnan és oda merevítenek, ahogy célszerű. Ettől elfogadható a merevség tömeg arány.
A vázszerkezet feszültséggyűjtő pontjai csavarkötésűek. Ettől mentes a mechanikai feszültségektől.
A mozgó híd alatti, hosszú lineáris vezetékek, a mozgásirányukra merőleges mindkét irányú erőket kottyanás nélkül viselik.
A Z munkamagassághoz képest, a vízszintes hídszerkezet Z irányban kellően széles.
Láthatóan főleg X és Y irányú 2D, esetleg kissé 2,5D megmunkálásokra készült gép. Nagyon kevéssé van kitéve Z irányú rezgéseknek. Ezért nem számit, hogy a munkafelület szinte a levegőben áll, X és Y irányokban így is kellően merev. De azért, ha rajtam múlna, javítanék ezen.
Ami meg nem tetszik:
A vázszerkezet alsó részéből hiányoznak a térátlós és a vízszintes lapátlós merevítők. A megmunkálás közbeni erők eredője soha nem azonos valamelyik axis irányával, hanem azokra szöget bezáró, ezért szerintem szükségesek legalább a vízszintes lapátlós merevítők. A térátlósakat nélkülözhetőnek gondolom 2D munka esetében.
A hídláb alapjainak ilyen oldalaránya esetén nem tartom helyesnek a középső orsós X irányú mozgatást. Ide szerintem két orsós erőátvitel kéne, hogy megakadályozza a keresztbe fordulást.
A függőleges hídláb átlós merevítése (Az a kis háromszög a sarokban.) szerintem nagyon hatástalan. A lehető legnagyobb átlóban kéne lennie.
A vízszintes hídszerkezet kialakítása lapos, ezért középen sajnos jól hajlik. Ennek megakadályozására, a háta mögé szükséges lenne két darab vízszintes merevítő háromszög.
Az, hogy a sínek és orsók védelme nem megoldott, azt már kezdem elfogadni, de még mindég kártékonynak tartom.
Ami tetszik benne:
A vázszerkezet alsó része, a lapátlók irányában alaposan merevített. Ettől nagyon stabil.
Az függőleges lapátlós merevítők okosan vannak elhelyezve, onnan és oda merevítenek, ahogy célszerű. Ettől elfogadható a merevség tömeg arány.
A vázszerkezet feszültséggyűjtő pontjai csavarkötésűek. Ettől mentes a mechanikai feszültségektől.
A mozgó híd alatti, hosszú lineáris vezetékek, a mozgásirányukra merőleges mindkét irányú erőket kottyanás nélkül viselik.
A Z munkamagassághoz képest, a vízszintes hídszerkezet Z irányban kellően széles.
Láthatóan főleg X és Y irányú 2D, esetleg kissé 2,5D megmunkálásokra készült gép. Nagyon kevéssé van kitéve Z irányú rezgéseknek. Ezért nem számit, hogy a munkafelület szinte a levegőben áll, X és Y irányokban így is kellően merev. De azért, ha rajtam múlna, javítanék ezen.
Ami meg nem tetszik:
A vázszerkezet alsó részéből hiányoznak a térátlós és a vízszintes lapátlós merevítők. A megmunkálás közbeni erők eredője soha nem azonos valamelyik axis irányával, hanem azokra szöget bezáró, ezért szerintem szükségesek legalább a vízszintes lapátlós merevítők. A térátlósakat nélkülözhetőnek gondolom 2D munka esetében.
A hídláb alapjainak ilyen oldalaránya esetén nem tartom helyesnek a középső orsós X irányú mozgatást. Ide szerintem két orsós erőátvitel kéne, hogy megakadályozza a keresztbe fordulást.
A függőleges hídláb átlós merevítése (Az a kis háromszög a sarokban.) szerintem nagyon hatástalan. A lehető legnagyobb átlóban kéne lennie.
A vízszintes hídszerkezet kialakítása lapos, ezért középen sajnos jól hajlik. Ennek megakadályozására, a háta mögé szükséges lenne két darab vízszintes merevítő háromszög.
Az, hogy a sínek és orsók védelme nem megoldott, azt már kezdem elfogadni, de még mindég kártékonynak tartom.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 06, 21:09
Írta: Szalai György Dátum 2011 február 06, 21:09
Mi a baj ezzel? Hogyan javítanál rajta?
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 06, 21:09
Írta: xkbv3nx0d Dátum 2011 február 06, 21:09
mivel ma kelőképpen feldühítettem magam felhivtam a cimborát aki évek óta kint él és foglalkozik hasonló gépek építésével. Kicsit úgy érzem magam, hogy itt csak akkor jó valami ha bele van ütve isel meg hiwin (ez általában a gyári gépek alkatrésze, tehát más árkategória, természetesen minőségben is), meg legalább 5 tonna. Érdekes, hogy pl a középről hajtott y tengely miért annyira tuti ekkora méretben, mert rossz esetben pl feszülhet...
Én mondjuk nem egy napi 8 órában termelő gépet tervezek, hanem egy viszonylag olcsót, elfogadható minőségűt és méretűt, amivel a dorozás kapcsán felmerülő feladatokat meg tudom oldani, illetve némi famunkára.
A lényeg amikről beszélgettem a cimbivel... a lineáris megoldás, amit fillérekből összeraksz...
A kopásról igen kophat az anyag de tapasztalata alapján 1 év intezív munka után max ráállít a kocsin a 2 csapágyra, vagy ha nem segít kicserél 2db 3m sint kb 45USD-ből, de azt mondja inkább a csapágyat kell cserélni kb 6 havonta (ebből 80db 12e Ft leszállítva ide az usából mélyhornyos, bronzkosaras). Nekem ez elfogadható megoldás.
A vázról ő maximum 80x40x4-es anyagból épít, sőt hegeszt és nem szokott s betű lenne, Co2-val hegesztve szépen elosztott sorrendben vetemedés nélkül/ minimális vetemedéssel összelehet szépen rakni, illetve a felső sin felfogatása kompezálásra ad lehetőséget. Ezt azért gondolom, hogy így van, mivel a habvágóm ami (150x80x60)-as méretű szintén összehegesztettem inverterrel apránként igaz és nem görbe. Az átlós merevítések és a saroknál történő háromszögelés fontos, de az hogy 5tonnás gépeket csináljunk, amin 1000w-os maró dógozik, léptetőmotorokkal fölösleges.
Tehát idő, pénz és energia hiányában kicsit átméreteztem a rajzomat 80x40x4-es és 40x40x3-as szelvényekre és úgy gondolom számomra megfelel, ha nem akkor tévedtem[#falbav]
amúgy az alkatrészekről, kocsi, sin, fogasleces hajtás (mert itthon ez is elég ritka) bővebben : CNCROUTERPARTS.com
Én mondjuk nem egy napi 8 órában termelő gépet tervezek, hanem egy viszonylag olcsót, elfogadható minőségűt és méretűt, amivel a dorozás kapcsán felmerülő feladatokat meg tudom oldani, illetve némi famunkára.
A lényeg amikről beszélgettem a cimbivel... a lineáris megoldás, amit fillérekből összeraksz...
A kopásról igen kophat az anyag de tapasztalata alapján 1 év intezív munka után max ráállít a kocsin a 2 csapágyra, vagy ha nem segít kicserél 2db 3m sint kb 45USD-ből, de azt mondja inkább a csapágyat kell cserélni kb 6 havonta (ebből 80db 12e Ft leszállítva ide az usából mélyhornyos, bronzkosaras). Nekem ez elfogadható megoldás.
A vázról ő maximum 80x40x4-es anyagból épít, sőt hegeszt és nem szokott s betű lenne, Co2-val hegesztve szépen elosztott sorrendben vetemedés nélkül/ minimális vetemedéssel összelehet szépen rakni, illetve a felső sin felfogatása kompezálásra ad lehetőséget. Ezt azért gondolom, hogy így van, mivel a habvágóm ami (150x80x60)-as méretű szintén összehegesztettem inverterrel apránként igaz és nem görbe. Az átlós merevítések és a saroknál történő háromszögelés fontos, de az hogy 5tonnás gépeket csináljunk, amin 1000w-os maró dógozik, léptetőmotorokkal fölösleges.
Tehát idő, pénz és energia hiányában kicsit átméreteztem a rajzomat 80x40x4-es és 40x40x3-as szelvényekre és úgy gondolom számomra megfelel, ha nem akkor tévedtem[#falbav]
amúgy az alkatrészekről, kocsi, sin, fogasleces hajtás (mert itthon ez is elég ritka) bővebben : CNCROUTERPARTS.com
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 06, 21:21
Írta: s7manbs8 Dátum 2011 február 06, 21:21
Ezektől lehet rendelni Magyarországra is ?
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 06, 21:23
Írta: xkbv3nx0d Dátum 2011 február 06, 21:23
Lehet kb 11e a posta... de mi érdekel, mert lehet tudok segíteni neked itthon is?!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 06, 21:40
Írta: 000000000 Dátum 2011 február 06, 21:40
ment levél...
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 február 06, 21:48
Írta: xkbv3nx0d Dátum 2011 február 06, 21:48
most írtam rá vissza[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 6fabbzvm Dátum 2011 február 07, 09:33
Írta: 6fabbzvm Dátum 2011 február 07, 09:33
Köszönöm, elolvasom őket, ha lesz kérdés jelentkezem! [#eljen]
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 február 07, 09:53
Írta: D.Laci Dátum 2011 február 07, 09:53
Köszi! Ezeket már olvastam. Egyen árammal eloxáltam is, szemre úgy tünik jó :)
A festés ami kibabrált velem fapác festékkel próbáltam az nem váltbe , megyek veszek ruhafestéket.
A festés ami kibabrált velem fapác festékkel próbáltam az nem váltbe , megyek veszek ruhafestéket.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 február 07, 10:45
Írta: Rabb Ferenc Dátum 2011 február 07, 10:45
Anilin festéket használj! Két féle ruhafesték van, az egyik anilin tartalmú. Fontos az utókezelés, vagyis a legalább húsz perces tisztavizes forralás. Ettől zárulnak le a pórusok
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 07, 11:34
Írta: hostya Dátum 2011 február 07, 11:34
Ha találsz festéket valahol vegyél már nekem is.
Kék,sárga,zöld,piros kellene 2-2 csomaggal.
Erre mifelénk csak néztek rám a boltba, mikor előhozakodtam hogy ruhafesték...
Valamelyik talin majd átveszem ha lesz.
Köszi.
Kék,sárga,zöld,piros kellene 2-2 csomaggal.
Erre mifelénk csak néztek rám a boltba, mikor előhozakodtam hogy ruhafesték...
Valamelyik talin majd átveszem ha lesz.
Köszi.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2011 február 07, 12:04
Írta: Csuhás Dátum 2011 február 07, 12:04
Milyen festéket javasolnátok a beszerezhetetlennek tűnő tusírfesték helyett?
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2011 február 07, 13:40
Írta: 35kpazcgr Dátum 2011 február 07, 13:40
Bélyegzőfesték?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2011 február 07, 14:11
Írta: Csuhás Dátum 2011 február 07, 14:11
Nem hiszem hogy jó volna. Vízzel hígítható és gyorsan szárad. Ide nagyon vékony rétegben felhordható olajhígítású festék anyag kell.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2011 február 07, 15:08
Írta: 35kpazcgr Dátum 2011 február 07, 15:08
Esetleg itt próbáld meg:
Tusírfesték
Tusírfesték
Cím: Re:Mechanikai ötletek
Írta: Gamos Dátum 2011 február 07, 19:23
Írta: Gamos Dátum 2011 február 07, 19:23
Én Ferrario márkájú olajfestéket használtam
tusírfestéknek és bevált.
Művészfesték-boltban vettem.
Típusa : 22 prussian blue
OIL MASTER
ÖL FARBEN
Colori ad olio fini
60ml
Ha jól emlékszem kb.800Ft volt.
tusírfestéknek és bevált.
Művészfesték-boltban vettem.
Típusa : 22 prussian blue
OIL MASTER
ÖL FARBEN
Colori ad olio fini
60ml
Ha jól emlékszem kb.800Ft volt.
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2011 február 07, 20:13
Írta: f35ezvjs Dátum 2011 február 07, 20:13
nézd meg ezt az oldalt itt kell hogy tudjál vennihttp://www.brwtools.hu/shop/produkte/detail/index.html?t_ProduktNr=139130&t_Node=562420&t_CID=1&t_Method=catalog
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2011 február 07, 20:38
Írta: Csuhás Dátum 2011 február 07, 20:38
Köszönöm! Ez már reális árnak tűnik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 08, 07:48
Írta: 000000000 Dátum 2011 február 08, 07:48
Egy kis gyakorlati tapasztalatra lenne szükségem eloxálás ügyében. Már kb. egy éve is nagy lelkesedéssel indultam, hogy eloxálok néhány alkatrészt, elolvastam a fellelhető doksikat az ügyben. Akkor sajnos csak ritkán sikerült elfogadható eredményt elérnem. Most is megpróbáltam, de hasonló a végeredmény.
A leggyakrabban előforduló hibák egyike, hogy eloxálás közben megszűnik az elektromos kapcsolat a munkadarab és a belógató vezeték között. Hogyan csináljátok? Az ezermester leírásában úgy látom kialakítanak különböző formájú drótókat és erre akasztják a munkadarabot. Ez nálam soha nem jött be, ha nem tekerem a vezetéket szorosan a tárgyra nagyon hamar elszigetelődik és nem oxidálódik a tárgy.
A másik kérdés gyakorlatilag mindenre vonatkozik, töménység, hőmérséklet. Kipróbáltam az akkumlátorsavat különféle higítással és hőmérsékleten is. Csak ritkán közelített az elfogadhatóhoz. Leggyakrabban egy nagyon világos elszineződés jelentkezik. Hozzáteszem, hogy a 0 fokon készített elox felületet wolfram tűvel nem sikerült megkarcolnom...
A leggyakrabban előforduló hibák egyike, hogy eloxálás közben megszűnik az elektromos kapcsolat a munkadarab és a belógató vezeték között. Hogyan csináljátok? Az ezermester leírásában úgy látom kialakítanak különböző formájú drótókat és erre akasztják a munkadarabot. Ez nálam soha nem jött be, ha nem tekerem a vezetéket szorosan a tárgyra nagyon hamar elszigetelődik és nem oxidálódik a tárgy.
A másik kérdés gyakorlatilag mindenre vonatkozik, töménység, hőmérséklet. Kipróbáltam az akkumlátorsavat különféle higítással és hőmérsékleten is. Csak ritkán közelített az elfogadhatóhoz. Leggyakrabban egy nagyon világos elszineződés jelentkezik. Hozzáteszem, hogy a 0 fokon készített elox felületet wolfram tűvel nem sikerült megkarcolnom...
Cím: Re:Mechanikai ötletek
Írta: 3rymb5s35 Dátum 2011 február 08, 11:05
Írta: 3rymb5s35 Dátum 2011 február 08, 11:05
Hali!
Én művészkellék ellátó boltban (Szegeden) vettem olajfestéket. A fórumtársak javaslatára, párizskék színűt.(ha jól emlékszem a színre)
1000Ft alatt volt az ára
Én művészkellék ellátó boltban (Szegeden) vettem olajfestéket. A fórumtársak javaslatára, párizskék színűt.(ha jól emlékszem a színre)
1000Ft alatt volt az ára
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2011 február 08, 11:24
Írta: sanyi84 Dátum 2011 február 08, 11:24
Másik előhívója a fotonyáknak a mosószóda. Az nem jó erre a célra? Na2 CO3
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 08, 14:28
Írta: rgh0guz5 Dátum 2011 február 08, 14:28
Sziasztok,
Nem CNC-s téma, de ezen a fórumon igen sok tapasztalt ember megfordul, hátha tudtok segiteni...
Egy olyan tartókart szeretnék késziteni, amely egy eszköz rögzitésére, pozicionálásra szolgál. 3 csuklópontja lenne, melyek nyitott állapotban a tér különböző irányaiba engednek szabad mozgatást, zárt állapotban (reteszelve)pedig rögzitik az adott helyzetet. Eddig nem is lenne gond, hiszen egyszerű csavaros szoritókkal tudnám fixálni a csuklópontokat, de fontos lenne, hogy a kar egy kézzel is kioldható-mozgatható-rögzithető legyen! Tehát kellene nekem egy olyan reteszelő megoldás, ami mondjuk rugó-erő ellenében kézzel nyitható, elengedve pedig zárja a forgáspontot. Vagy esetleg ugyanez csak mondjuk elektromágneses retesszel. Sűritett-levegős megoldást ismerek, de sajnos a helyi adottságok miatt ez nem jön szóba.
A terhelés a karon egyébként 1-1,5 kg körüli lenne.
Minden ötletet szivesen veszek! Köszönöm,
Zoltán
Nem CNC-s téma, de ezen a fórumon igen sok tapasztalt ember megfordul, hátha tudtok segiteni...
Egy olyan tartókart szeretnék késziteni, amely egy eszköz rögzitésére, pozicionálásra szolgál. 3 csuklópontja lenne, melyek nyitott állapotban a tér különböző irányaiba engednek szabad mozgatást, zárt állapotban (reteszelve)pedig rögzitik az adott helyzetet. Eddig nem is lenne gond, hiszen egyszerű csavaros szoritókkal tudnám fixálni a csuklópontokat, de fontos lenne, hogy a kar egy kézzel is kioldható-mozgatható-rögzithető legyen! Tehát kellene nekem egy olyan reteszelő megoldás, ami mondjuk rugó-erő ellenében kézzel nyitható, elengedve pedig zárja a forgáspontot. Vagy esetleg ugyanez csak mondjuk elektromágneses retesszel. Sűritett-levegős megoldást ismerek, de sajnos a helyi adottságok miatt ez nem jön szóba.
A terhelés a karon egyébként 1-1,5 kg körüli lenne.
Minden ötletet szivesen veszek! Köszönöm,
Zoltán
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2011 február 08, 14:50
Írta: Csuhás Dátum 2011 február 08, 14:50
Egy ötlet: Láttam egyszer egy szerkezetet. Olyan volt mint a gerincoszlop, gyűrűk sora amik gömb felületekkel csatlakoztak egymáshoz. Belül egy drótkötél ment, amit egy excenterrel meghúzva a gömb felületek egymáshoz feszültek és a laza szerkezet merevvé vált.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 február 08, 15:14
Írta: 279nwbpsa Dátum 2011 február 08, 15:14
Valami finomabb hidraulika esetleg?Mint az indikátor óra tartónál...Pár db. dugattyú,O-gyűrű,meg cső.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 február 08, 15:17
Írta: ra8nsmk6w Dátum 2011 február 08, 15:17
Nézd meg a mitutoyo mérőóraálványt. Egy csavaros rögzités és oldás. Nem szedtem még szét (öregszem) de valami zsir vagy olaj van benne.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 08, 16:05
Írta: Szalai György Dátum 2011 február 08, 16:05
Autóba való kormány gömbcsuklók sorából lenne készíthető egy „nyeklő-nyakló” szerkezet. Azt gyárilag rugó feszíti elő kottyanás-mentesre. Pár éve, egy Wartburgba valóról letéptem a porvédő gumi maradék foszlányát és kimostam belőle a koszos zsírt. Minden pozícióban magától rögzült a súrlódástól, mint egy rossz ízület. Hajtogatható, tekergethető. Szerintem képes volna megtartani 1-2kg-ot, persze az kérdés, hogy mekkora erőkaron.
Állítgatható géplámpa szárának kiváló. Autószerelő műhelyben ez szemét.
Állítgatható géplámpa szárának kiváló. Autószerelő műhelyben ez szemét.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 08, 17:08
Írta: keri Dátum 2011 február 08, 17:08
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 08, 19:25
Írta: hostya Dátum 2011 február 08, 19:25
"A leggyakrabban előforduló hibák egyike, hogy eloxálás közben megszűnik az elektromos kapcsolat a munkadarab és a belógató vezeték között."
" [... ha nem tekerem a vezetéket szorosan a tárgyra nagyon hamar elszigetelődik és nem oxidálódik a tárgy."
Így igaz!
Az eloxálásnál nem egyszerű függesztékre van szükség, (az ezermesterben sem ez van) ui a keletkező oxidréteg szigetel, tehát a függeszték és a mdb között bizonyos 'kontaktnyomást' kell létrehozni.
Ennek egyik egyszerű módja, hogy alu vezetéket használunk, amit SZOROSAN rákötünk a mdb-ra.
A rögzítésnek annyira kell szorosnak lennie, hogy a mdb nem 'kotyoghat'a dróton :)
Lehetőleg olyan helyen kell rögzíteni, ami a mdb felhasználásakor majd nem látszik.
Ez natur eloxnál nem gond, de ha festjük az eloxot, akkor bizony látszik. (a kontakt felületen nem jön létre az elox réteg, így nem is festhető)

A másik rögzítési mód a menetes rögzítés.
Itt kilehet használni, aha a mdb-on van egy menetes furat, és abba készítünk egy menetes függesztéket.



Én szoktam olyat csinálni, hogy nem látható helyre készítek egy M3 vagy M4 menetet, és ezt használom. Ez egy nagyon megbízható módszer.
"A másik kérdés gyakorlatilag mindenre vonatkozik, töménység, hőmérséklet."
Erre válszt találsz itt
Ez egy szakirodalomból kimásolt részlet.
Elnézést a gyatra minőségért, nincs scannerem, így csak fényképezni tudtam.
Itt választ kapsz hogy milyen hatással van az elox minőségére a: töménység,hőmérséklet, idő.. stb.
" [... ha nem tekerem a vezetéket szorosan a tárgyra nagyon hamar elszigetelődik és nem oxidálódik a tárgy."
Így igaz!
Az eloxálásnál nem egyszerű függesztékre van szükség, (az ezermesterben sem ez van) ui a keletkező oxidréteg szigetel, tehát a függeszték és a mdb között bizonyos 'kontaktnyomást' kell létrehozni.
Ennek egyik egyszerű módja, hogy alu vezetéket használunk, amit SZOROSAN rákötünk a mdb-ra.
A rögzítésnek annyira kell szorosnak lennie, hogy a mdb nem 'kotyoghat'a dróton :)
Lehetőleg olyan helyen kell rögzíteni, ami a mdb felhasználásakor majd nem látszik.
Ez natur eloxnál nem gond, de ha festjük az eloxot, akkor bizony látszik. (a kontakt felületen nem jön létre az elox réteg, így nem is festhető)
A másik rögzítési mód a menetes rögzítés.
Itt kilehet használni, aha a mdb-on van egy menetes furat, és abba készítünk egy menetes függesztéket.
Én szoktam olyat csinálni, hogy nem látható helyre készítek egy M3 vagy M4 menetet, és ezt használom. Ez egy nagyon megbízható módszer.
"A másik kérdés gyakorlatilag mindenre vonatkozik, töménység, hőmérséklet."
Erre válszt találsz itt
Ez egy szakirodalomból kimásolt részlet.
Elnézést a gyatra minőségért, nincs scannerem, így csak fényképezni tudtam.
Itt választ kapsz hogy milyen hatással van az elox minőségére a: töménység,hőmérséklet, idő.. stb.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 08, 19:38
Írta: 000000000 Dátum 2011 február 08, 19:38
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 08, 20:07
Írta: rgh0guz5 Dátum 2011 február 08, 20:07
Igen, ezt a rendszert én is ismerem, sőt használom is (most nem részletezném, hogy mire :)), de ehhez két kéz kell. Ha kinyitom teljesen kilazul és gyakorlatialag ellenállás nélkül mozgatható, a rögzítéshez egy kézzel meg kell tartani, másik kézzel meghúzni a sodrony-feszítő kart.
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 08, 20:09
Írta: rgh0guz5 Dátum 2011 február 08, 20:09
A gorillapad-ot még nem próbáltam... nekem kicsit nagyobb erőkar lenne, és terhelés is főleg egy karon adódna. lehet, hogy nem bírná el. Veszek egyet és kipróbálom...
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 08, 20:14
Írta: rgh0guz5 Dátum 2011 február 08, 20:14
Megnézek egy ilyen tartót. Az egy csavaros megoldás elég jónak igérkezik. Kérdés, hogy át tudom-e alakítani hosszabb karúra?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 08, 20:24
Írta: hostya Dátum 2011 február 08, 20:24
Sajnos nem.
A mosószóda csak előzetes zsírtalanításra jó
A mosószóda csak előzetes zsírtalanításra jó
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 08, 20:31
Írta: rgh0guz5 Dátum 2011 február 08, 20:31
Néztem gömbcsuklót katalógusban, amiket én találtam azok az alap 90 fokos tengelyállástól minden irányba maximum 20 fokos kitérést engedtek. Ismersz esetleg olyan típust ami többet is tudna? (Nem vagyok autószerelő, fogalmam sincs, hogy van-e egyáltalán nagyobb kitérést biztosító csukló.)
Cím: Re:Mechanikai ötletek
Írta: Tibcsi Dátum 2011 február 08, 21:14
Írta: Tibcsi Dátum 2011 február 08, 21:14
Sziasztok!
Épülő gépem kényes részéhez értem, a golyós orsó végmegmunkálásához. Keresgéltem a neten, hogy hol tudnám köszörültetni, ill. esztergályoztatni, de nem sok sikerrel jártam.
Aztán, egyik barátom ajánlott Csepelen (21.ker) egy helyet, ahol elvállalták az orsóimat.
Nagyon szépen megmunkálták, és pontos is. Egytengelyű, és köszörült felület, és kiórázva.
Akinek szüksége van ilyen fajta megmunkálásra, vagy csak esztergályos munkákra, annak szívesen megadom az elérhetőségét. Akit érdekel, küldök képet az orsóról. Remélem, tudtam segíteni valakinek.
Üdv.
Épülő gépem kényes részéhez értem, a golyós orsó végmegmunkálásához. Keresgéltem a neten, hogy hol tudnám köszörültetni, ill. esztergályoztatni, de nem sok sikerrel jártam.
Aztán, egyik barátom ajánlott Csepelen (21.ker) egy helyet, ahol elvállalták az orsóimat.
Nagyon szépen megmunkálták, és pontos is. Egytengelyű, és köszörült felület, és kiórázva.
Akinek szüksége van ilyen fajta megmunkálásra, vagy csak esztergályos munkákra, annak szívesen megadom az elérhetőségét. Akit érdekel, küldök képet az orsóról. Remélem, tudtam segíteni valakinek.
Üdv.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 08, 21:24
Írta: Szalai György Dátum 2011 február 08, 21:24
Én sem vagyok autószerelő, csak volt kétütemű Wartburgom rég.
Előbányásztam a gömbcsuklót és megmértem. Bármerre csuklik 25fokot a középállásához képest, (így megszabadítva a gumi harangjától) és fordul akárhány kört a tengelye körül.
Más típussal nem volt még dolgom, talán autónál nincs is szükség ettől több mozgásszabadságra.
Előbányásztam a gömbcsuklót és megmértem. Bármerre csuklik 25fokot a középállásához képest, (így megszabadítva a gumi harangjától) és fordul akárhány kört a tengelye körül.
Más típussal nem volt még dolgom, talán autónál nincs is szükség ettől több mozgásszabadságra.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 08, 21:38
Írta: sasi Dátum 2011 február 08, 21:38
Egy lehetséges elektrolit összetétel alumínium eloxálásához:
kénsav (1,84 fajsúlyú) 60%
foszforsav (1,7 fajsúlyú) 28%
víz 10%
glicerin 2%
feszültség (egyen) 15-25 V
áram 15-30 A/dm2
hőmérséklet 50-70 oC
kezelési idő 3-8 perc
További részletek:
itt .
kénsav (1,84 fajsúlyú) 60%
foszforsav (1,7 fajsúlyú) 28%
víz 10%
glicerin 2%
feszültség (egyen) 15-25 V
áram 15-30 A/dm2
hőmérséklet 50-70 oC
kezelési idő 3-8 perc
További részletek:
itt .
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 február 08, 21:53
Írta: 4um5b65d Dátum 2011 február 08, 21:53
Jesszus....
Az van odaírva az oldaladra, hogy: "Eloxszálás"
Gyorsan javítsd mielőtt valaki észreveszi. :)
Én a süllyesztéssel voltam így. 40 évig sűlyesztésnek írtam. :)
Az van odaírva az oldaladra, hogy: "Eloxszálás"
Gyorsan javítsd mielőtt valaki észreveszi. :)
Én a süllyesztéssel voltam így. 40 évig sűlyesztésnek írtam. :)
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 február 08, 22:00
Írta: sasi Dátum 2011 február 08, 22:00
Köszönöm, hogy szóltál, javítottam!
Figyelmetlen voltam.
[#integet2]
Figyelmetlen voltam.
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 08, 22:53
Írta: rgh0guz5 Dátum 2011 február 08, 22:53
Hát igen, valószínűleg a 25 fok nekem kevés lenne. Olyan gömbcsuklót nem ismer valaki, amelynél a tengelyek egy vonalban állnak, és nem 90 fokban egymással. (nem kormány gömbcsuklóra gondolok)
Szétszedtem ugyanis egy mérőóra-tartó állványt. Azt a tipust, aminél a talpnál és az óránál van egy-eyg gömbcsukló, középen pedig egy csavaros szorító, amely mindhárom forgáspontot rögzíti. Ami nekem van, az tisztán mechanikus elven működik, semmi hidraulika. A középső szorítócsavar 2db ékkel a szárban elhelyezett, szintén ék-végű rudakat szoritja rá a gömbcsuklóban lévő golyóra, így rögzíti azt! Nagyon elmés szerkezet. Valami hasonlót én is össze tudnék hozni, csak nagyobb méretben! Ezért kérdeztem az "egyenes" gömbcsuklót...
Szétszedtem ugyanis egy mérőóra-tartó állványt. Azt a tipust, aminél a talpnál és az óránál van egy-eyg gömbcsukló, középen pedig egy csavaros szorító, amely mindhárom forgáspontot rögzíti. Ami nekem van, az tisztán mechanikus elven működik, semmi hidraulika. A középső szorítócsavar 2db ékkel a szárban elhelyezett, szintén ék-végű rudakat szoritja rá a gömbcsuklóban lévő golyóra, így rögzíti azt! Nagyon elmés szerkezet. Valami hasonlót én is össze tudnék hozni, csak nagyobb méretben! Ezért kérdeztem az "egyenes" gömbcsuklót...
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 február 09, 07:21
Írta: ra8nsmk6w Dátum 2011 február 09, 07:21
Esetleg 3db tárcsa alakú mágneses kuplung? Akár egyenként is oldható vagy csoportosan.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 09, 07:48
Írta: 000000000 Dátum 2011 február 09, 07:48
Köszönöm a részletes segítséget. A mai nap megpróbálom emelni a hőmérsékletet és a kénsav sűrűséget, az eddigi kísérleteim során bár kemény, de nagyon vékony oxidréteget sikerült elérnem.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 09, 07:48
Írta: svejk Dátum 2011 február 09, 07:48
Mennyibe került az akció?
Milyen mérető orsó volt?
Csapágyhely plusz menet, esetleg reteszpálya is?
Milyen mérető orsó volt?
Csapágyhely plusz menet, esetleg reteszpálya is?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 09, 09:05
Írta: hostya Dátum 2011 február 09, 09:05
Először csak a hőmérséklet emeléssel próbáld meg.
30-35 C és 40 perces idővel
30-35 C és 40 perces idővel
Cím: Re:Mechanikai ötletek
Írta: Tibcsi Dátum 2011 február 09, 12:52
Írta: Tibcsi Dátum 2011 február 09, 12:52
Szia Svejk!
Az orsó Hiwin 16/5-ös volt. Csapágy illesztés, és menet is volt rajta. Darabja 15e. de köszörült felület nem simán esztergált.
Az orsó Hiwin 16/5-ös volt. Csapágy illesztés, és menet is volt rajta. Darabja 15e. de köszörült felület nem simán esztergált.
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 09, 20:35
Írta: rgh0guz5 Dátum 2011 február 09, 20:35
A mágneses kuplung nagyon jól hangzik, főleg az egyéni vagy csoportos oldás! Tudnál esetleg konkrét tipust/adatlapot/beszerzési helyet? Vagy ötletet, hogy hol keressek ilyesmit, már a guglin kívül...
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 február 09, 21:17
Írta: ra8nsmk6w Dátum 2011 február 09, 21:17
Elsőre a skoda autó klima és ventilátor kuplungja ugrik be. Ez 12V és megvásárolható. Az ára 10 000 ft környékén,\db Nyilván a bontóban lehet a töredéke is. Esetleg nagyobb fénymásolókban is van hasonló.Van egy Magyar cég aki még gyárt szerszámgépekhez, az drága és indokolatlan is az igényhez (1.5-2kg) Az egyéni oldást úgy gondoltam, hogy az adott csukló közvetlen közelében egy nyomógomb oldaná.A három csukló együttes oldása összeomlasztaná a rendszert, de egy kis odafigyeléssel az is megoldható. Ha az egész rendszer "egyemberes" tömegű.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 február 09, 21:43
Írta: ra8nsmk6w Dátum 2011 február 09, 21:43
Amennyiben nincs szükség hosszan kinyúló karokra és az azok végén elhelyezett csuklókra. Akkor 2 db forgótengely is alkalmas a feledatra. Amelyekből az egyik tengely 360 fokos a másik tengely 180 fokos szabadságfokkal rendelkezik. ( kameramozgató rendszer) Ez egy megfelelő szervórendszerrel akár programozható mozgásra és követésre is használható. Egy hármas csuklórendszerrel is megvalósitható mindez, de lényegesen nagyobb munkával és költségel
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 09, 22:51
Írta: rgh0guz5 Dátum 2011 február 09, 22:51
Kinyúló kar kellene, ezért a kameraforgató megoldás nekem nem jó. Szervós mozgatásra, követésre viszont biztosan nincs szükség. A kézzel beállított pozíció tartása lenne a fő feladat!
A mágneskuplungról képet, v vmi adatlapot nem tudsz esetleg küldeni? A guglin első körben nem sok használható infót találtam, nyilván rossz helyen keresgélek...
A nyomógombos kioldás világos, akár egy csuklón, akár a teljes karon megoldható.
A mágneskuplungról képet, v vmi adatlapot nem tudsz esetleg küldeni? A guglin első körben nem sok használható infót találtam, nyilván rossz helyen keresgélek...
A nyomógombos kioldás világos, akár egy csuklón, akár a teljes karon megoldható.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 10, 06:29
Írta: Szalai György Dátum 2011 február 10, 06:29
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 10, 21:42
Írta: rgh0guz5 Dátum 2011 február 10, 21:42
Hmm, ilyenek nekem is vannak valahol! Valamikor szétszedtem egy-két fénymásológépet,de odáig nem jutottam el, hogy ezekkel az alkatrészekkel érdemben fogalkozzak. Jó tudni, hogy ezek a mágneskuplungok...
Előkeresem őket és meglátom, hogy használhatóak-e vagy sem.
Minden esetre köszönöm a képet!
Előkeresem őket és meglátom, hogy használhatóak-e vagy sem.
Minden esetre köszönöm a képet!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 11, 06:19
Írta: Szalai György Dátum 2011 február 11, 06:19
Villanyszünetkor meg összecsuklik majd az egész szerkentyű?
Nekem nem barátságos, hogy áram kell a pozíciótartáshoz. Még ha fordítva lenne és az oldáshoz kéne áram, azt jobbnak tartanám.
Eszembe jutott, hogy a léptetőmotor nehezen moccantható kézzel, ha rövidre vannak zárva a tekercsei. De ha bontom a rövidzárat, akkor lehet tekergetni. Külső egyenáramforrásról meg pláne beragad egy fix pozícióba. Ez is lehet egy ötlet alapja, ha a léptetőmotort használjuk csuklópontnak.
Nekem nem barátságos, hogy áram kell a pozíciótartáshoz. Még ha fordítva lenne és az oldáshoz kéne áram, azt jobbnak tartanám.
Eszembe jutott, hogy a léptetőmotor nehezen moccantható kézzel, ha rövidre vannak zárva a tekercsei. De ha bontom a rövidzárat, akkor lehet tekergetni. Külső egyenáramforrásról meg pláne beragad egy fix pozícióba. Ez is lehet egy ötlet alapja, ha a léptetőmotort használjuk csuklópontnak.
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 11, 06:57
Írta: rgh0guz5 Dátum 2011 február 11, 06:57
Egyértelmű. Valamilyen fordított megoldás kell, ahol a rögzített állapot az alaphelyzet, és a nyitáshoz kell áram, stb. A szerkezet egyébként is legtöbbször nyugalmi helyzetben lenne, a mozgatás csak rövid ideig kell, mondjuk egy új pozició beállításához...
Cím: Re:Mechanikai ötletek
Írta: 48s05mtgb Dátum 2011 február 11, 09:39
Írta: 48s05mtgb Dátum 2011 február 11, 09:39
az omron servo motorokban (már amelyik fékes) pont igy működik a fék. Nyugalmi helyzet zárt és ha áram alá helyezed akkor bont. Nemrégen szedtem szét pár db rossz AC servot a melohelyen. :)
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 február 11, 09:44
Írta: ra8nsmk6w Dátum 2011 február 11, 09:44
A mágnes alkalmas az oldásra is! konstrukció kérdése. A motorok fékmágnese is inverz módon müködik. Feszültségmentes állapotban fékez. Nem is gondoltam másként.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 11, 10:03
Írta: svejk Dátum 2011 február 11, 10:03
Kereslek magánban.
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2011 február 11, 12:44
Írta: Rinaldo Dátum 2011 február 11, 12:44
Írtam én is neked! :-)
Cím: Re:Mechanikai ötletek
Írta: Tibcsi Dátum 2011 február 11, 21:26
Írta: Tibcsi Dátum 2011 február 11, 21:26
Sziasztok!
Ha valakit érdekel golyósorsó végmegmunkálás,annak szívesen segítek.
Itt egy kép,a megmunkálásról 16/5 Hiwin orsó.

Ha valakit érdekel golyósorsó végmegmunkálás,annak szívesen segítek.
Itt egy kép,a megmunkálásról 16/5 Hiwin orsó.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 12, 01:50
Írta: 000000000 Dátum 2011 február 12, 01:50
Szépen meg van csinálva! Csak az nem tetszik, hogy bemélyíted a menet és a csapágy találkozásánál.
Hol laksz?
Milyen hosszút tudsz megmunkálni?
Milyen átmérőben max?
Esetleg árat is tudsz mondani?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 12, 08:35
Írta: Szalai György Dátum 2011 február 12, 08:35
Azt a rádiuszt nem szokták. (Vagy nagyon kicsit.)
Te mi céllal készítetted ilyenre?
Te mi céllal készítetted ilyenre?
Cím: Re:Mechanikai ötletek
Írta: Tibcsi Dátum 2011 február 12, 09:10
Írta: Tibcsi Dátum 2011 február 12, 09:10
Köszönöm, nekem is tetszik a megmunkálás! A orsót, nem én köszörültem, hanem nekem is ajánlották az emberkét, de a rajzot ami alapján készült azt én csináltam. Az emberke Bp 21.ker (Csepel) lakik. Nagy gépparkja van.A palástköszörűbe, max 1000mm fér be. Az átmérőt nem tudom, nem kérdeztem. Darabját, 15e-ért csinálta, és pár nap alatt kész volt. A beszúrás azért van, mert gépen vágta a menetet, és a késsel nem lehet kiszállni, olyan gyorsan, mint a cnc esztergáknál. De felhívott, mielőtt neki állt, korrekt volt. Az ár változó lehet, mert én mind a két végét köszörültettem, és az több idő. Ha valakit érdekel, szívesen megadom az elérhetőségét.
Cím: Re:Mechanikai ötletek
Írta: Tibcsi Dátum 2011 február 12, 09:16
Írta: Tibcsi Dátum 2011 február 12, 09:16
Szia!
Nem tudom, milyen rádiuszra gondolsz, a menet végénél van beszúrás, és az azért van mert késsel vágták a menetet, és a kiszállás miatt van. De az egy 2mm-es rész, és nem mélyebb a menet ároknál.
Nem tudom, milyen rádiuszra gondolsz, a menet végénél van beszúrás, és az azért van mert késsel vágták a menetet, és a kiszállás miatt van. De az egy 2mm-es rész, és nem mélyebb a menet ároknál.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 12, 10:29
Írta: svejk Dátum 2011 február 12, 10:29
Azért néz ki olyan "csúnyán" mert nem finom menet lett vágva a tengelyre. Ezért mély az árok és a kifutási beszúrás
Ilyen helyre ekkora méretben max. valahányszor 1mm-es emelkedésű menet dukál.
Adott estben a csapágyhézag vagy előfeszítés is finomabban állítható.
Mivel a tengely ilyen mélységben már nem kemény egyszerűbb lett volna simán kiemelgetni a kést majd a végén egy metszőt ráhajtani.
Majd máskor Tibcsi először kérdez utána szalad a mesterhez :)
(persze addigra már jól össze lesznek kuszálva a gondolatok a fejében mert itt aztán fog 100 féle ellenkező értelmű tanácsot is kapni :) )
Ilyen helyre ekkora méretben max. valahányszor 1mm-es emelkedésű menet dukál.
Adott estben a csapágyhézag vagy előfeszítés is finomabban állítható.
Mivel a tengely ilyen mélységben már nem kemény egyszerűbb lett volna simán kiemelgetni a kést majd a végén egy metszőt ráhajtani.
Majd máskor Tibcsi először kérdez utána szalad a mesterhez :)
(persze addigra már jól össze lesznek kuszálva a gondolatok a fejében mert itt aztán fog 100 féle ellenkező értelmű tanácsot is kapni :) )
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 12, 10:33
Írta: svejk Dátum 2011 február 12, 10:33
Itt a fórumon nem érdeklődtél nem vállalja-e el valaki?
Én kicsit sokallom azt a 15 rugót, de nehogy megsértődjenek a fórumbeli esztergályos szakik, meglehet rossz az értékítéletem.
Most már csak az kell neked ehhez hogy szaladjon is a megmunkálás az anyával.
Én kicsit sokallom azt a 15 rugót, de nehogy megsértődjenek a fórumbeli esztergályos szakik, meglehet rossz az értékítéletem.
Most már csak az kell neked ehhez hogy szaladjon is a megmunkálás az anyával.
Cím: Re:Mechanikai ötletek
Írta: Tibcsi Dátum 2011 február 12, 10:56
Írta: Tibcsi Dátum 2011 február 12, 10:56
Szia!
A menet az M10 1.25-ös emelkedésű, az is finommenet. Az anya szalad az orsóval, mert ki lett órázva, rápróbáltuk szépen fut. A csapágy illesztést is előttem ellenőrizte le passaméterrel. nem tudom mi olyan csúnya a beszúráson, semmi nem látszik, ha össze van rakva.:)
A menet az M10 1.25-ös emelkedésű, az is finommenet. Az anya szalad az orsóval, mert ki lett órázva, rápróbáltuk szépen fut. A csapágy illesztést is előttem ellenőrizte le passaméterrel. nem tudom mi olyan csúnya a beszúráson, semmi nem látszik, ha össze van rakva.:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 12, 11:05
Írta: svejk Dátum 2011 február 12, 11:05
Tudod a finomabbnál is van finomabb :)
A normál M10 1,5mm-es tehát a Tiéd csak éppen jóízű :))
A csúnya idézőjelben volt, nem csúnya, csak bántja az olyanok szemét akik sok golyósorsó végmegmunkálást láttak már gyáriban.
Ha minden szalad, akkor már csak a gépednek kell szaladnia!
Hajrá! Sok sikert és örömet!
A normál M10 1,5mm-es tehát a Tiéd csak éppen jóízű :))
A csúnya idézőjelben volt, nem csúnya, csak bántja az olyanok szemét akik sok golyósorsó végmegmunkálást láttak már gyáriban.
Ha minden szalad, akkor már csak a gépednek kell szaladnia!
Hajrá! Sok sikert és örömet!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 12, 12:49
Írta: keri Dátum 2011 február 12, 12:49
Mi akkor az igazán finom menet? 1mm? 0,8mm?
Én sima M10-eshez terveztem megvágni, mert anyát nem tudok csinálni magamnak, és a helyi csavarboltokban már az is nagy szám, ha 8.8-as anyát kapok.
Én sima M10-eshez terveztem megvágni, mert anyát nem tudok csinálni magamnak, és a helyi csavarboltokban már az is nagy szám, ha 8.8-as anyát kapok.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 12, 12:53
Írta: s7manbs8 Dátum 2011 február 12, 12:53
Én menetet se vágnék rá, hozzáhegeszteném a csapágy belső gyűrűjéhez, hadd szóljon.:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 12, 12:59
Írta: svejk Dátum 2011 február 12, 12:59
Az M10x1-es anya szinte tömegáru, nem lehet gond a beszerzésével valamire való kötőelem boltban.
Ha más nincs -igaz drágábban- de motoros/kerékpáros boltban kapsz, akár önzárót is.
Ilyen helyen ne használj nagy szakítószilárdságú anyát, mert inkább cserélj 3-szor anyát mint egyszer a tengelyről ugorjon a menet :(
Mint köztudott a golyósorsó belül már nem nagyon kemény.
Ha más nincs -igaz drágábban- de motoros/kerékpáros boltban kapsz, akár önzárót is.
Ilyen helyen ne használj nagy szakítószilárdságú anyát, mert inkább cserélj 3-szor anyát mint egyszer a tengelyről ugorjon a menet :(
Mint köztudott a golyósorsó belül már nem nagyon kemény.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 12, 15:17
Írta: keri Dátum 2011 február 12, 15:17
Ezt mond a helyi boltosoknak hogy tömegárú :)
Az SKF-nél akartam venni gumi O gyűrűt, azt mondják nincs, mert mindenkinek más kellet. Amikor 8-ast tartottak akkor 6-ost keresték, amikor 6ost tartottak mindenkinek a 8-as kellet, ezért inkább nem tartanak egyiket sem. Kereskedő az ilyen?
Az SKF-nél akartam venni gumi O gyűrűt, azt mondják nincs, mert mindenkinek más kellet. Amikor 8-ast tartottak akkor 6-ost keresték, amikor 6ost tartottak mindenkinek a 8-as kellet, ezért inkább nem tartanak egyiket sem. Kereskedő az ilyen?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 12, 15:18
Írta: keri Dátum 2011 február 12, 15:18
De megfogadom a tanácsod. 1-es menetet teszek rá.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 február 12, 16:40
Írta: 279nwbpsa Dátum 2011 február 12, 16:40
Ha már ennyire precízek vagyunk a finom menettel,akkor illene az anyát is úgy esztergálni hozzá...Ha nem így teszünk,akkor meg az emelkedés is majdnem mindegy...
De nem ám valaki ezt kötözködésnek veszi! :)
[#integet2]
De nem ám valaki ezt kötözködésnek veszi! :)
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 február 12, 16:54
Írta: ra8nsmk6w Dátum 2011 február 12, 16:54
Igazad van,de minimum az anya szoritófelületét a tengelyre merölegesre esztergálni. A svejk által emlitett anya vagy orsómenet halál okozója finommenetnél ezen hibákból a leggyakoribb
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 12, 18:24
Írta: 000000000 Dátum 2011 február 12, 18:24
Én M12x1-es menetet szoktam esztergálni a 16x5-ös orsóra.Itt még egy kicsit kemény az anyag.
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2011 február 12, 18:27
Írta: HJózsi Dátum 2011 február 12, 18:27
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 február 12, 18:31
Írta: 279nwbpsa Dátum 2011 február 12, 18:31
Szia Vbodi!
Már régen meg akartam kérdezni,de mindig elfeledtem,hogy azok a zöld színű csavartakarók a lin. sínjeiden csak sima kis korongok,vagy van valami kis nyúlvány "csöcs",ami a helyén tartja.
Tehát a csavar kulcsnyílása is tartja esetleg,vagy csak a sín furatába van szorosan rögzülve ezen kis bigyó?
Már régen meg akartam kérdezni,de mindig elfeledtem,hogy azok a zöld színű csavartakarók a lin. sínjeiden csak sima kis korongok,vagy van valami kis nyúlvány "csöcs",ami a helyén tartja.
Tehát a csavar kulcsnyílása is tartja esetleg,vagy csak a sín furatába van szorosan rögzülve ezen kis bigyó?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 12, 18:57
Írta: svejk Dátum 2011 február 12, 18:57
Ahol én szoktam venni ilyen finom memenetű anyákat, azok esztergáltak, azért is 10-20-szoros az ára a normálénak.
A csapágyboltokban kapható, az iparban szabványos M15, M17, stb. körmös tengelyvéganyák is természetesen mind esztergáltak.A
Mondjuk a bicikli boltban lehet hogy tényleg kínai gagyit kapunk, főleg az önzáró lehet gyanús.
A csapágyboltokban kapható, az iparban szabványos M15, M17, stb. körmös tengelyvéganyák is természetesen mind esztergáltak.A
Mondjuk a bicikli boltban lehet hogy tényleg kínai gagyit kapunk, főleg az önzáró lehet gyanús.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 február 12, 19:18
Írta: 279nwbpsa Dátum 2011 február 12, 19:18
Székesfehérváron van hozzánk legközelebb "normális" csavarbolt.Ha valami jobb csavar kell,ott általában megkapom.Csak hát lusta vagyok annyit kocsikázni. :)Úgyhogy nálam vagy az esztergálás járható út,vagy a turkálás a dobozok alján többé-kevésbé megfelelő cuccokért.
Túl precíz dolgokat nem kell csinálnom,úgyhogy az esetek többségében a gubizással is beérem. :)
Na.de ez már szinte a csevegőbe illő téma...
Túl precíz dolgokat nem kell csinálnom,úgyhogy az esetek többségében a gubizással is beérem. :)
Na.de ez már szinte a csevegőbe illő téma...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 12, 19:56
Írta: keri Dátum 2011 február 12, 19:56
Köszönöm!
Jó kis bolt.
Össze kéne írni milyen méretek vannak a motoromon és rendelni tőlük egy nagyobb készletet.
Jó kis bolt.
Össze kéne írni milyen méretek vannak a motoromon és rendelni tőlük egy nagyobb készletet.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 12, 20:00
Írta: keri Dátum 2011 február 12, 20:00
Tulajdon képen van 8-as meg 10-es kör HSS anyagom. Meg kéne köszörülni menetvágásra.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 12, 20:01
Írta: keri Dátum 2011 február 12, 20:01
HSS anyagot viszi a vídia? Mert akkor egyszerűbb esztergálni belső menetre kést.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 12, 20:16
Írta: hostya Dátum 2011 február 12, 20:16
A belső menetre köszörülni szoktak kést HSS-ből.
Vagy te menetfúrót akarsz csinálni..? [#circling]
Vagy te menetfúrót akarsz csinálni..? [#circling]
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 február 12, 20:22
Írta: 279nwbpsa Dátum 2011 február 12, 20:22
Sima piros köszörűkövön megy az.Ha nincsen nagy köszörűd,akkor esetleg vékony vágótárcsával kinagyolod,levágod a felesleges anyagot,aztán köszörülsz.Bár a 8-10mm esetén ez nem játszik azt hiszem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 12, 20:34
Írta: 000000000 Dátum 2011 február 12, 20:34
A sín furatában szorosan rögzül. A Klaviónál gyári tartozék.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 12, 20:39
Írta: 000000000 Dátum 2011 február 12, 20:39
Én a HSS esztergakést átfúrtam tömörkeményfém fúróval. De a furatkést köszörülni kell! A nagyját levághatod flexszel. De normális csavarboltban tudsz venni 12x1-es anyákat.
Cím: Re:Mechanikai ötletek
Írta: gorbi Dátum 2011 február 12, 22:22
Írta: gorbi Dátum 2011 február 12, 22:22
M10x1 menet van a potméterek nyakán lévő anyákban is
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 február 12, 22:36
Írta: 279nwbpsa Dátum 2011 február 12, 22:36
Értem,kösz a választ!
Sajna az én sínjeimnek nem gyári tartozékai ezek.Van néhány szál műanyag rudam.Arra gondoltam,abból csinálnék ilyeneket.
Ezek szerint nem kell pl. fazonkést csinálni,mert elég az átmérőzés után leszurkálni az anyagot és kész is.
Sajna az én sínjeimnek nem gyári tartozékai ezek.Van néhány szál műanyag rudam.Arra gondoltam,abból csinálnék ilyeneket.
Ezek szerint nem kell pl. fazonkést csinálni,mert elég az átmérőzés után leszurkálni az anyagot és kész is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 12, 22:36
Írta: svejk Dátum 2011 február 12, 22:36
Az már nagyon régen volt, úgy az 50-es években esetleg a REMIX-nél.
Ma már a 6 mm-es tengelyűeknél szinte kizárólag M10 x 0,75-ös menet van.
Ma már a 6 mm-es tengelyűeknél szinte kizárólag M10 x 0,75-ös menet van.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 12, 22:40
Írta: PSoft Dátum 2011 február 12, 22:40
Meg,még sok más helyen.
Például a "csillárfoglalatnak" nevezett E14-es,E27-es izzófoglalatok menetes nyakán is.:)
Például a "csillárfoglalatnak" nevezett E14-es,E27-es izzófoglalatok menetes nyakán is.:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 12, 22:41
Írta: svejk Dátum 2011 február 12, 22:41
Ráraksz az imbuszcsavar fejére egy papír vagy műanyag korongot és telenyomod FBS-sel.
Vizes spaklival simára tudod húzni.
Esetleges szétszereléskor egy hegyes csavarhúzóval ki tudod szedni, a korong nem engedi hogy a csavarfej telemenjen.
Vizes spaklival simára tudod húzni.
Esetleges szétszereléskor egy hegyes csavarhúzóval ki tudod szedni, a korong nem engedi hogy a csavarfej telemenjen.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 12, 22:43
Írta: svejk Dátum 2011 február 12, 22:43
Ott igen, de azért ezek a lemezből sajtolt anyák nem igazán alkalmasak ilyen helyekre.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 12, 22:45
Írta: svejk Dátum 2011 február 12, 22:45
Vagy valami kevésbé zsugorodó kétkomponensű ragasztó.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 12, 22:47
Írta: PSoft Dátum 2011 február 12, 22:47
Nemcsak a Klavio-nál gyári tartozék.
Mindenhol,ahol Hiwin sínt árulnak,és forgalmaznak.
A Hiwin-nél ez olyan,mint a kabáton a gomb,vele járó tartozék.:)
Mindenhol,ahol Hiwin sínt árulnak,és forgalmaznak.
A Hiwin-nél ez olyan,mint a kabáton a gomb,vele járó tartozék.:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 12, 22:58
Írta: PSoft Dátum 2011 február 12, 22:58
Ebben igazad van.:)
Vékony is,sokszor csámpás is,a menetillesztés se az igazi....:(
Vékony is,sokszor csámpás is,a menetillesztés se az igazi....:(
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 13, 08:05
Írta: keri Dátum 2011 február 13, 08:05
Nekem elfelejtették odaadni, és később jöttem rá hogy tartozék, visszamentem, és szó nélkül a kezembe nyomták.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 13, 09:05
Írta: keri Dátum 2011 február 13, 09:05
Ez sem lenne rossz ötlet, de azt terveztem, hogy ilyet esztergálok a hengerre:
<iframe title ="Preview" scrolling="no" marginheight="0" marginwidth="0" frameborder="0" style="width:320px;height:123px;padding:0;background-color:#fcfcfc;" src="http://cid-a35d444abee610b6.photos.live.com/embedphoto.aspx/Egy%c3%a9bb%20k%c3%a9pek/Furatk%c3%a9s.JPG"></iframe>
Majd leköszörülöm körbe, hogy vágni is lehessen vele.
<iframe title ="Preview" scrolling="no" marginheight="0" marginwidth="0" frameborder="0" style="width:320px;height:123px;padding:0;background-color:#fcfcfc;" src="http://cid-a35d444abee610b6.photos.live.com/embedphoto.aspx/Egy%c3%a9bb%20k%c3%a9pek/Furatk%c3%a9s.JPG"></iframe>
Majd leköszörülöm körbe, hogy vágni is lehessen vele.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 13, 09:06
Írta: keri Dátum 2011 február 13, 09:06
Szóval ilyet:

Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 február 13, 09:21
Írta: D.Laci Dátum 2011 február 13, 09:21
Egy törött menerfúrót köszörűlj meg.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 13, 10:08
Írta: hostya Dátum 2011 február 13, 10:08
Valami ilyesmire gondolsz?

Ez ugyan nem menetkés, de a lényeg a lényeg...
Ahogy D.Laci írja egy kis kézügyességgel törött menetfúróból kialakítható
Ez ugyan nem menetkés, de a lényeg a lényeg...
Ahogy D.Laci írja egy kis kézügyességgel törött menetfúróból kialakítható
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 február 13, 10:45
Írta: D.Laci Dátum 2011 február 13, 10:45
Pontosan erre gondolok![#eljen]
Én maró gépbe csináltam így menet marót.
Tömörkemény fém menetfúrobol is elkészithető akkor acélhoz is tartós lesz.
Egy élű maróval is szépen lehet furatban vagy akár paláston esztergálni, fát műanyagot alut rezet.
Festék űgyben még nem jutottam előrébb...:(
Én maró gépbe csináltam így menet marót.
Tömörkemény fém menetfúrobol is elkészithető akkor acélhoz is tartós lesz.
Egy élű maróval is szépen lehet furatban vagy akár paláston esztergálni, fát műanyagot alut rezet.
Festék űgyben még nem jutottam előrébb...:(
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 13, 11:44
Írta: hostya Dátum 2011 február 13, 11:44
Eredetileg © keri-nek szántam, csak elnyomtam a válasz gombot... Bocsánat.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 13, 11:51
Írta: keri Dátum 2011 február 13, 11:51
Köszi.
De most törjek el egy menetfúrót? :D
Van HSS rudam, abból fogom megcsinálni.
Végülis elég hosszú, szóval próbálkozhatok nyugodtan :)
De most törjek el egy menetfúrót? :D
Van HSS rudam, abból fogom megcsinálni.
Végülis elég hosszú, szóval próbálkozhatok nyugodtan :)
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 február 13, 12:33
Írta: 279nwbpsa Dátum 2011 február 13, 12:33
Jó ötlet,én erre nem gondoltam.Gyorsabb,mint esztergálni. :)
Amúgy bontott 20-as THK sínek,azért volt nem tartozék hozzá ez a kis bigyó.
Amúgy bontott 20-as THK sínek,azért volt nem tartozék hozzá ez a kis bigyó.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 február 13, 12:35
Írta: 279nwbpsa Dátum 2011 február 13, 12:35
Bocs.Az előző a persze a 8978-ra Svejknek
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 13, 14:59
Írta: svejk Dátum 2011 február 13, 14:59
Bizony bontásnál nincs mese beleszúr csavarhúzó és kipattint, és jó messzire eldob.
Az egy kicsit szívás amikor sárgaréz vagy bronz dugók vannak benne :)
Ott csak az akkus fúrógép segít...
Az egy kicsit szívás amikor sárgaréz vagy bronz dugók vannak benne :)
Ott csak az akkus fúrógép segít...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 17, 13:09
Írta: svejk Dátum 2011 február 17, 13:09
Nincs meg valakinek véletlen elektronikus formátumban?
Szikraforgácsolás alapjai.
Nekem meg van eredeti könyvben, de feleslegesen nem akarnék a szkenneléssel foglalatoskodni, ha már létezik.
Egy fórumtársunk keresi.
Szikraforgácsolás alapjai.
Nekem meg van eredeti könyvben, de feleslegesen nem akarnék a szkenneléssel foglalatoskodni, ha már létezik.
Egy fórumtársunk keresi.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2011 február 17, 13:19
Írta: Csuhás Dátum 2011 február 17, 13:19
Nem tudok róla, de érdekelne engem is.
Viszont ha szkennelni kényszerülsz, akkor javaslom egy állványra rakott digit fényképező használatát, sokkal gyorsabb.
Viszont ha szkennelni kényszerülsz, akkor javaslom egy állványra rakott digit fényképező használatát, sokkal gyorsabb.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 17, 20:13
Írta: svejk Dátum 2011 február 17, 20:13
Én nem állok neki, majd aki kérte megcsinálja :)
ཹ-es kiadás, még huzalszikráról szó sincs benne.
De mint minden ilyen régi szakkönyv könnyen érthető, és logikus tematikájú.
Érdekes hogy épp huzalszikrát akartam csinálni anno amikor ráakadtam a HobbyCNC oldalra.
Akkor ismerkedtem meg a szikraforgácsolással egy gép javítása alkalmából.
Olyan egyszerűnek tűnt az egész, csak a vezérlőprogramon voltam fennakadva.
Persze nem lett belőle semmi, pedig most már a CNC-s oldala megoldódott.
De egy egyszerű szikragenerátort lehet egyszer csak össze kellene ütni...
ཹ-es kiadás, még huzalszikráról szó sincs benne.
De mint minden ilyen régi szakkönyv könnyen érthető, és logikus tematikájú.
Érdekes hogy épp huzalszikrát akartam csinálni anno amikor ráakadtam a HobbyCNC oldalra.
Akkor ismerkedtem meg a szikraforgácsolással egy gép javítása alkalmából.
Olyan egyszerűnek tűnt az egész, csak a vezérlőprogramon voltam fennakadva.
Persze nem lett belőle semmi, pedig most már a CNC-s oldala megoldódott.
De egy egyszerű szikragenerátort lehet egyszer csak össze kellene ütni...
Cím: Re:Mechanikai ötletek
Írta: v9bpn59m Dátum 2011 február 17, 21:07
Írta: v9bpn59m Dátum 2011 február 17, 21:07
Ha valaki találkozik ilyen szak irodalommal, engem is érdekelne.Javítottam egy huzalszikrát.Elég bonyinak tünt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 19, 11:29
Írta: 000000000 Dátum 2011 február 19, 11:29
Itt többen olvassák, ezért nem teszem a topicomba.
Antal Gábor barátom megkért egy kisérletre. Az volt a kéárése, hogy lágyítsak ki egy 16x5-ös golyósorsót. A golyósorsót vörös izzásig hevítettem.

Antal Gábor barátom megkért egy kisérletre. Az volt a kéárése, hogy lágyítsak ki egy 16x5-ös golyósorsót. A golyósorsót vörös izzásig hevítettem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 19, 11:30
Írta: 000000000 Dátum 2011 február 19, 11:30
Ezután az izzó munkadarabot Vermikulit (kálciumszilikát) zúzalékba tettem és hagytam szép lassan lehülni.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 19, 11:36
Írta: 000000000 Dátum 2011 február 19, 11:36
A munkadarab kihűlt állapotban.
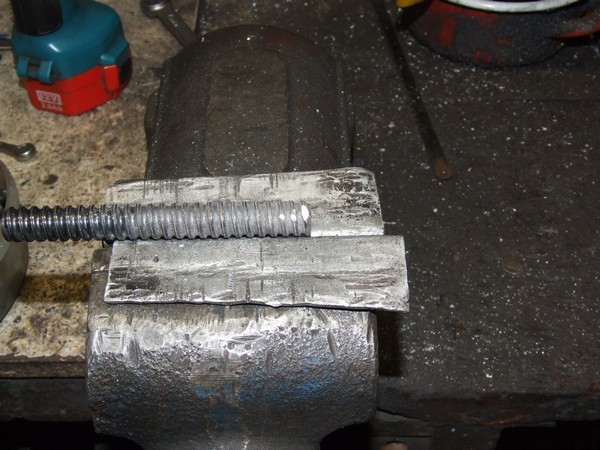
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 19, 11:37
Írta: 000000000 Dátum 2011 február 19, 11:37
Még a reszelő is vitte.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 19, 11:38
Írta: 000000000 Dátum 2011 február 19, 11:38
Egy éles HSS késsel esztergáltam.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 19, 11:39
Írta: 000000000 Dátum 2011 február 19, 11:39

Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 19, 22:10
Írta: hostya Dátum 2011 február 19, 22:10
Mi ez a sok üres hsz...?
Bodi prellezik az ENTER-ed? [#nevetes1]
Bodi prellezik az ENTER-ed? [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2011 február 19, 22:27
Írta: 3k74cecek Dátum 2011 február 19, 22:27
Vagy mindegyikhez akart tenni egy képet, mint elötte, csak az valahogy lemaradt[#falbav]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 19, 22:34
Írta: s7manbs8 Dátum 2011 február 19, 22:34
Egy tengelyt komplett motorfelfogatási lehetőséggel, olyan 350 mm hosszon kottyanás mentesen, házi technikával megoldva nincs valami honlap ahol lenne ilyenre példa összegyűjtve valahol, valami link jó lenne, valahogy nincs ötletem, fantáziám, hozzátéve, hogy nincs maró, eszterga, fúró csak kézi, az van ? Olyan 2-3 kg súlyt kell neki cipelni és erőhatásnak kitéve szintén maximum 2kg-mal nyomom mondjuk a közepén, arra jó lenne ha nem hajolna el. Tudom elég hülye a kérdés, de ha valakinek van ötlete vagy linkje örülnék neki. Esetleg ha szuper olcsón lenne akár eladásra, azt is megnézném. Valami használt bontott készülékből kibányászott valami is érdekes lenne, ha van valakinek jutányos áron, de elsődlegesen ha tudom megcsinálnám, sok volt a gázszámla, úgyhogy nem tudok sokat a tejbe aprítani... :) Motor nem kellene rá, de ha van és csak úgy jár vele az se baj, mozgatási pontosság igény 0.1 mm elég , ha annyira visszaáll.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 19, 23:44
Írta: hostya Dátum 2011 február 19, 23:44
Alkatrésznek való anyagot kerestem a szerszámköszörűhöz a műhelyem eldugott sarkaiban,
amikor a kezembe akadt ez az évekkel ezelőtt tönkrement kerti szivattyú.

A szivattyú részét ledobtam róla, a motornak semmi baja, 750W n=2920 1/min.
Ebből még köszörű motor is lehet...

A hajtás oldali pajzsot elég bunfordinak találtam, ezért csináltam helyette egy másikat, ami még nincs teljesen kész

A forgórész sem igazán jó az eredeti formájában,tehát azt is újat kell csinálni.
Első lépés, tengelyt elvágni. (flex)

A forgórészben levő tengelyt, az átmérőjénél 2mm-rel kissebb fúróval megfúrtam a forgórész hosszának 3/4 részéig.
Erre azért van szükség, mert így könnyen kiüthető a tengely a forgórészből.



Az új tengely egyik végének a kialakítása.
Minden méretet ráhagyással kell készíteni, kivéve a forgórészbe illeszkedő átmérőt.
Ez az átmérő kap egy 'laza' rovátkolást.

A félkész tengely, és a forgórész furata kap egy kis Loctite-t.

A forgórészt egy csővégre helyezve beütöm a félkész tengelyt.

Utánna vissza az esztergába.
Állóbábbal megtámasztom a forgórészt, majd méretre oldalazás után,központfurat a tengelyvégbe.
(előtte ezt a végét püföltem, mikor beütöttem a forgórészbe)


Most már van a tengelynek mindkét végén közponfurat, ami egytengelyű a forgórésszel, így már két csúcs között minden méret besimítható a tengelyen.

Az állórész és a ventilátor burkolat lefestve.

A forgórészre a csapágyak felsajtolva.

Majd holnap összerakom, addigra megszárad a festés is.
amikor a kezembe akadt ez az évekkel ezelőtt tönkrement kerti szivattyú.
A szivattyú részét ledobtam róla, a motornak semmi baja, 750W n=2920 1/min.
Ebből még köszörű motor is lehet...
A hajtás oldali pajzsot elég bunfordinak találtam, ezért csináltam helyette egy másikat, ami még nincs teljesen kész
A forgórész sem igazán jó az eredeti formájában,tehát azt is újat kell csinálni.
Első lépés, tengelyt elvágni. (flex)
A forgórészben levő tengelyt, az átmérőjénél 2mm-rel kissebb fúróval megfúrtam a forgórész hosszának 3/4 részéig.
Erre azért van szükség, mert így könnyen kiüthető a tengely a forgórészből.
Az új tengely egyik végének a kialakítása.
Minden méretet ráhagyással kell készíteni, kivéve a forgórészbe illeszkedő átmérőt.
Ez az átmérő kap egy 'laza' rovátkolást.
A félkész tengely, és a forgórész furata kap egy kis Loctite-t.
A forgórészt egy csővégre helyezve beütöm a félkész tengelyt.
Utánna vissza az esztergába.
Állóbábbal megtámasztom a forgórészt, majd méretre oldalazás után,központfurat a tengelyvégbe.
(előtte ezt a végét püföltem, mikor beütöttem a forgórészbe)
Most már van a tengelynek mindkét végén közponfurat, ami egytengelyű a forgórésszel, így már két csúcs között minden méret besimítható a tengelyen.
Az állórész és a ventilátor burkolat lefestve.
A forgórészre a csapágyak felsajtolva.
Majd holnap összerakom, addigra megszárad a festés is.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2011 február 20, 00:32
Írta: 3k74cecek Dátum 2011 február 20, 00:32
Kiváncsi leszek, hogy kérdés nélkül, ki fogja elsőre eltalálni, hogy mit is szeretnél tulajdonképpen.[#conf][#wow1]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 20, 00:37
Írta: svejk Dátum 2011 február 20, 00:37
A centrírozás megoldott lesz?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 20, 00:38
Írta: s7manbs8 Dátum 2011 február 20, 00:38
Egy kérdőjelet látok benne, lehet rossz helyre tettem. Még egy darabig gyűröm az ipart figyelem a beszólásokat, hátha valaki ír. Annyira azért nem sürgős, reggel 6-ig ráér... :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 20, 00:42
Írta: s7manbs8 Dátum 2011 február 20, 00:42
Legegyszerűbb egy valami THK féle sín lenne kocsival úgy 350 mm munkahosszal szíjas hajtással ahhoz való csatlakozási lehetőséggel valami motor számára, csak gondolom nem ez a legspórolósabb verzió... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 01:10
Írta: 000000000 Dátum 2011 február 20, 01:10
szerintem igen nekem is van 1 ilyen megoldású gépem alu 40x40es profil bordás szíj a motorra rátéve a másik felén csak tengely és szintén bordás szíj tárcsa ami feszítőként is funkcional a "kocsi"csapágyak oldalanként 4db 5mm-es alumínium lapra rácsavarozva
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 01:13
Írta: 000000000 Dátum 2011 február 20, 01:13
40x40-es alut tudok adni csapágy méretet leírom ha kell és csinálok képet ha kell vagy valami rajzot neked motor is kellene?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 20, 01:22
Írta: s7manbs8 Dátum 2011 február 20, 01:22
Ha van róla kép megnézném. De csak ha nem kell azért dolgoznod emiatt, meg mikor ráérsz. Motor az nem kellene az van pár motorom, ami egy ilyen mérethez elég lenne, leginkább vezető, az azt és szíjvéget tartó csapágyház, ha szíjas rendszerű meg az egyik végén a motor lehetőség, ahol a szíjhoz tartozik pl., de lehetne orsós is felőlem, csak ez inkább mozgatási célú, nem erőt kell neki kifejteni, de nem lehet lötyögős, az lényeges. Vagy, ha lenne eladó az is érdekelne ha van valami ára is. De rajzok is érdekelnek, bár leginkább az lenne a jó, ha komplett valami lenne, leginkább használt valami, küllemileg nem kell szépségkirálynőnek lennie, csak működjön és olcsó legyen. Na, jó sok igényem van. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 01:31
Írta: 000000000 Dátum 2011 február 20, 01:31
ad-vesz topik árult valaki kompletten a nagyot én vettem meg hétfőn jön a kicsire is vevő vagyok ha a másiknak nem kell keresd meg én is keresem
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 01:36
Írta: 000000000 Dátum 2011 február 20, 01:36
A 20598-as hIrdetés de utánna is láttam komplett ilyen egységet
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 01:39
Írta: 000000000 Dátum 2011 február 20, 01:39
és a 20651-es hírdetés szerintem ezek elég elfogadható áron vannak de ha nem akkor van a 3-dik megoldás szerintem
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 20, 01:49
Írta: s7manbs8 Dátum 2011 február 20, 01:49
Köszi megnézegetem vissza azokat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 01:52
Írta: 000000000 Dátum 2011 február 20, 01:52
és?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 02:00
Írta: 000000000 Dátum 2011 február 20, 02:00
Jó éjt elektron megyek aludni ha bármiben segíthetek csak írj és figyelem a topicot mit írsz üdv:Tibi
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 20, 02:19
Írta: s7manbs8 Dátum 2011 február 20, 02:19
Azokat megnéztem 14-16 ezer ami kb. akkora mint ami kellene, meg a 2-ezres az meg 8 hosszú,nekem olyan 350 hossz kellene, és szíjas inkább, de össze is lehet saccra adni , 2 rúd 2, szíj 1, kocsicsapágy 1, végek, 1+1 = kb. 6 ezer pl. nem 14 ezer, igaz az golyósorsós volt...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 07:23
Írta: 000000000 Dátum 2011 február 20, 07:23
Nem, ide olyan képeket tettem figyelmetlenségből, ami nem ide való. Azért töröltem őket.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 07:26
Írta: 000000000 Dátum 2011 február 20, 07:26
Így kell ezt csinálni! Jó a przentáció![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 07:28
Írta: 000000000 Dátum 2011 február 20, 07:28
[#eplus2][#eplus2][#nyes][#nyes][#whatever]
Pont ezt akartam kérdezni.
Pont ezt akartam kérdezni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 07:31
Írta: 000000000 Dátum 2011 február 20, 07:31
Te aztán tudsz titkot tartani! Nem vagy egy kotyogós fajta.[#confused]
Mire szeretnéd használni?
Mire szeretnéd használni?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 20, 09:34
Írta: hostya Dátum 2011 február 20, 09:34
Nem hiszem hogy szükség lesz centírozásra, hiszen az eredeti forgórészen sem láttam a centírozásnak semmi nyomát.
Az új tengellyel két csúcs közé fogva a forgórész egyik végén 0,02 ütést mértem, a másik vége meg 0-ás.
Mielőtt szétszedtem a motort, szivattyú nélkül kipróbáltam, csendes és rezgés mentes járása volt.
De majd kiderül ha összerakom.
Az új tengellyel két csúcs közé fogva a forgórész egyik végén 0,02 ütést mértem, a másik vége meg 0-ás.
Mielőtt szétszedtem a motort, szivattyú nélkül kipróbáltam, csendes és rezgés mentes járása volt.
De majd kiderül ha összerakom.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 20, 12:08
Írta: svejk Dátum 2011 február 20, 12:08
Ide teszem egy régi mindig visszatérő, fejfájást okozó dilemmámat amikor kapcsolószekrényt kell huzaloznom.
Egy évben max 2-3-szor fordul elő.
Van ugye egy logikusan, felépített vonalvezetésű elvi rajz, mely általában felülről lefelé halad, betáp-kismegszakítók-zavarszűrő-mágneskapcsoló(k)-hőkioldó-egyéb relék-stb...
Ezt a fentről lefelé való vonalvezetést a készülékgyártók is támogatják, szinte mindnek ilyen a csatlakozókiosztásuk, legyen az kismegszakító vagy akár tápegység.
Ezt a vonalvezetést a régi léghuzalozású kapcsolószekrényekben nagyon jól fel lehet ismerni és könnyű tájékozódni benne.
És itt jön a kanyar, amikor a mai követelmények azok hogy minden kalapsínen (tehát kényszerűségből egymás mellett)legyen és a vezetékek kábelcsatornában legyenek elrejtve.
Ez a megoldás szerintem a huzalozást bosszantóan megbonyolítja és sokkal több vezetékre van szükség, elkerülhetetlenek a Z átkötések.
Mi ennek titka?
Hogy lehet ezeket a Z átkötéseket kulturáltan kivitelezni?
Hogy tanítják ezt az iskolában?
Egy évben max 2-3-szor fordul elő.
Van ugye egy logikusan, felépített vonalvezetésű elvi rajz, mely általában felülről lefelé halad, betáp-kismegszakítók-zavarszűrő-mágneskapcsoló(k)-hőkioldó-egyéb relék-stb...
Ezt a fentről lefelé való vonalvezetést a készülékgyártók is támogatják, szinte mindnek ilyen a csatlakozókiosztásuk, legyen az kismegszakító vagy akár tápegység.
Ezt a vonalvezetést a régi léghuzalozású kapcsolószekrényekben nagyon jól fel lehet ismerni és könnyű tájékozódni benne.
És itt jön a kanyar, amikor a mai követelmények azok hogy minden kalapsínen (tehát kényszerűségből egymás mellett)legyen és a vezetékek kábelcsatornában legyenek elrejtve.
Ez a megoldás szerintem a huzalozást bosszantóan megbonyolítja és sokkal több vezetékre van szükség, elkerülhetetlenek a Z átkötések.
Mi ennek titka?
Hogy lehet ezeket a Z átkötéseket kulturáltan kivitelezni?
Hogy tanítják ezt az iskolában?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 20, 13:01
Írta: s7manbs8 Dátum 2011 február 20, 13:01
SMD beültetésre kellene, a fejet ez viszi a hátán. De most hogy ezt megmondtam, nem kell mindjárt 100 ezerért kínálni a szajrét. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 14:48
Írta: 000000000 Dátum 2011 február 20, 14:48
na és melyik mellet döntöttél?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 20, 16:38
Írta: s7manbs8 Dátum 2011 február 20, 16:38
Nem döntöttem semmit, mivel hétvégi rokonozás volt eddig még csak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 16:39
Írta: 000000000 Dátum 2011 február 20, 16:39
te is..[#crazya]
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 február 20, 16:40
Írta: ra8nsmk6w Dátum 2011 február 20, 16:40
Azt mondanám, hogy legalább olyan szintű tervezőmunkát érdemel egy kapcsolószekrény elrendezése mint egy komoly többrétegű nyáklemez. A 3x400V-os a 230V-os és 24V egyen\váltó szinte minden szekrényben előfordul. Komolyabb szekrényrendszerek gyártóinak mindenre van komplex megoldása, de ez csak akkor müködik ha egy cégtől vásárolsz A-Z-ig mindent.
Velem sokszor előfordult, hogy amikor kész lettem és még tetszett is, másnap ugyanazt a munkát 30-50%-ig átterveztem és spóroltam 10m vezetéket valamint jelentős időt is. (a 2db az már sorozatnak a 3db nagysorozatnak számit 4-ig szerencsére soha nem jutottam)
Velem sokszor előfordult, hogy amikor kész lettem és még tetszett is, másnap ugyanazt a munkát 30-50%-ig átterveztem és spóroltam 10m vezetéket valamint jelentős időt is. (a 2db az már sorozatnak a 3db nagysorozatnak számit 4-ig szerencsére soha nem jutottam)
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 február 20, 16:47
Írta: Révész Richárd Dátum 2011 február 20, 16:47
Mit értesz Z átkötésen?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 február 20, 17:04
Írta: Révész Richárd Dátum 2011 február 20, 17:04
Talán itt jó helyen lesz.
Lassan elkészül a gépem.Íme néhány kép.





Lassan elkészül a gépem.Íme néhány kép.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 február 20, 17:33
Írta: ANTAL GÁBOR Dátum 2011 február 20, 17:33
Érdekes hogy Svejk kérdése mennyire aktuális Egy laborberendezést készítek Ausztráliába. Vettem egy dobozt és szépen beleraktam mindent(kódólt szines vezetékek érvéghüvely stb )Természetesen jól működik. Büszkén mutogatom az ismerősöknek. Tetszik de hűmmögnek (nincs benne csatorna látszanak a drótók) Na most vettem egy kétszer akkora dobozt és holnap viszi el egy barátom aki megcsinálja hogy megfeleljen a kor követelményeinek.
Cím: Re:Mechanikai ötletek
Írta: c2nsu773m Dátum 2011 február 20, 17:33
Írta: c2nsu773m Dátum 2011 február 20, 17:33
Alakúl a vas!!!
Adjanak már Ricsinek egy topikot!!!
Kérem....
Adjanak már Ricsinek egy topikot!!!
Kérem....
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 február 20, 17:37
Írta: ANTAL GÁBOR Dátum 2011 február 20, 17:37
Ugye ha lesz egy kis időd az indukcióssal is megcsinálod a lágyítási kísérletet? Szerintem az lesz a szuper,körkörös egyenletes külső hevítés,ami csak a kéregre hat.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 február 20, 17:42
Írta: Révész Richárd Dátum 2011 február 20, 17:42
Nincs ebben semmi extra.Most ezt a világot éljük.
Az én egyéni véleményem hogy jobban is néz ki csatornával mint nélküle.
Meg ugye a csatornafedő mindent eltakar és sok embernek ez a lényeg.
Az én egyéni véleményem hogy jobban is néz ki csatornával mint nélküle.
Meg ugye a csatornafedő mindent eltakar és sok embernek ez a lényeg.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 február 20, 17:43
Írta: Révész Richárd Dátum 2011 február 20, 17:43
Remélem működni is fog rendesen.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 február 20, 17:46
Írta: Rabb Ferenc Dátum 2011 február 20, 17:46
Ha csak a kérget lágyítod ki vékony rétegben, nem fog visszaedződni a belső anyag hitelen hőelvonása miatt?
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2011 február 20, 17:50
Írta: sanyi84 Dátum 2011 február 20, 17:50
Ha már benne vagyunk a témában, mi a neve annak az átlátszó spirálisan elvágott szilikon csőnek amit kábelcsatornának használnak?
Látnád a labortápom, ha mindent szépen vezetek benne egy kilóval nehezebb. Az előlapi kezelőszervekről megy szét egy halom kábel (kb 52 ér) és spagetti módjára. Belsőt nem is mutatok.
Látnád a labortápom, ha mindent szépen vezetek benne egy kilóval nehezebb. Az előlapi kezelőszervekről megy szét egy halom kábel (kb 52 ér) és spagetti módjára. Belsőt nem is mutatok.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 február 20, 17:58
Írta: Rabb Ferenc Dátum 2011 február 20, 17:58
Nagyon találó neve van! Kábelösszefogó spirál. De nem szilikon, hanem PVC.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2011 február 20, 18:09
Írta: sanyi84 Dátum 2011 február 20, 18:09
Köszönöm, keresem is hol is lehet kapni. Lehet a helyi villanyász boltban is van. Legalább tudom a pontos nevét, és az eladó (általában a tulaj felesége) is tudja mit keressen.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 február 20, 18:17
Írta: ANTAL GÁBOR Dátum 2011 február 20, 18:17
pont azért kértem Vbodi t a kísérletre.Nem akarjuk gyorsan lehűteni (vermokulit porban menne a visszahűtés) Meg aztán szerintem nem olyan nagy az a freki, tehát egy kicsit beljebb is melegszik de mégse dissousláng
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 február 20, 18:48
Írta: KoLa Dátum 2011 február 20, 18:48
Én sokat használom edzésre és hőkezelésre az indukciós hevítőt amit a Bodi csinált!
Az a helyzet hogy ha van egy külső héj, amit izzítva tudsz tartani, akkor csak egy kis idő kérdése hogy hogy ettől a hőtől átmelegedjen az egész anyagvastagság!és akkor már nincs az a nagy hőelvonás amire gondolsz.
Az a helyzet hogy ha van egy külső héj, amit izzítva tudsz tartani, akkor csak egy kis idő kérdése hogy hogy ettől a hőtől átmelegedjen az egész anyagvastagság!és akkor már nincs az a nagy hőelvonás amire gondolsz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 19:32
Írta: 000000000 Dátum 2011 február 20, 19:32
Amire Te gondolsz Gábor, az jóval magasabb frekin megy, hogy bőrhatás létrejöjjön, erre a 80-100 kHz kevés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 19:36
Írta: 000000000 Dátum 2011 február 20, 19:36
Klassz a géped!
A szereléssel kapcsolatban egyetértek, könyebb az Mkh vezetéket belerakni a csatornákba, mint az Mcu vezetéket hajlítgatni.
A szereléssel kapcsolatban egyetértek, könyebb az Mkh vezetéket belerakni a csatornákba, mint az Mcu vezetéket hajlítgatni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 20, 19:38
Írta: 000000000 Dátum 2011 február 20, 19:38
Én is erre gondolok, ha az egész fel van hevítve, lassabban hül le és eredményesebb a lágyítás.
A kéregedzés teljesen más dolog.
A kéregedzés teljesen más dolog.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 20, 22:00
Írta: PSoft Dátum 2011 február 20, 22:00
Kész komplett,jól átgondolt tervekből dolgozom,dolgozunk a kolegámmal.
Még így sem egyszerű mindenben megfelelni a megrendelő elvárásainak.
Norvég megrendelésre készülnek ezek a vezérlőszekrények:



Óceánjáró hajók kommunális szenyvíztisztíó blokkját vezérli.
Ezeken a hajókon egészen különleges előírásoknak kell megfelelni ezzel a vezérlőszekrénnyel is.
Speciális,halogénmentes vezetékek,"éghetetlen" műanyagok(vezetékcsatorna),különleges csillapítású ampermérők....stb.
Például,3x690V a hálózati fesz. a hajón.[#csodalk]
Itt is megvan szinte minden feszültségszint,690V,230V,24V AC-DC.
Majd 300méter vezetéket"eszik"meg,mire elkészül.:))

"a 2db az már sorozatnak a 3db nagysorozatnak számit 4-ig szerencsére soha nem jutottam)"-mondod.
Akkor én mit mondjak....
A jövő héten indul a 17.-18.-ik szekrény "gyártása".[#nevetes1][#wink]
Még így sem egyszerű mindenben megfelelni a megrendelő elvárásainak.
Norvég megrendelésre készülnek ezek a vezérlőszekrények:
Óceánjáró hajók kommunális szenyvíztisztíó blokkját vezérli.
Ezeken a hajókon egészen különleges előírásoknak kell megfelelni ezzel a vezérlőszekrénnyel is.
Speciális,halogénmentes vezetékek,"éghetetlen" műanyagok(vezetékcsatorna),különleges csillapítású ampermérők....stb.
Például,3x690V a hálózati fesz. a hajón.[#csodalk]
Itt is megvan szinte minden feszültségszint,690V,230V,24V AC-DC.
Majd 300méter vezetéket"eszik"meg,mire elkészül.:))
"a 2db az már sorozatnak a 3db nagysorozatnak számit 4-ig szerencsére soha nem jutottam)"-mondod.
Akkor én mit mondjak....
A jövő héten indul a 17.-18.-ik szekrény "gyártása".[#nevetes1][#wink]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 február 20, 22:12
Írta: KoLa Dátum 2011 február 20, 22:12
Ez profi munka!Jól és szépen dolgozol![#worship][#taps]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 20, 22:23
Írta: PSoft Dátum 2011 február 20, 22:23
Köszi!
A kolegám nevében is.:))
A kolegám nevében is.:))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 20, 22:32
Írta: s7manbs8 Dátum 2011 február 20, 22:32
Ezt kellene cnc-síteni, az összerakását, ugye nem lenne könnyű ?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 20, 22:44
Írta: svejk Dátum 2011 február 20, 22:44
Gyönyörű!
Majd, hogy még jobban kiemeljem a munkátok minőségét, berakok egy képet amit én összebénázok, így nagyobb lesz a kontraszt :))
Biztos vagyok benne hogy abban a szekrényben is a kismegszakítók aljáról vissza kell menni a mellettük levő mágneskapcsolók(vagy mi is az tulajdonképpen?) felső felére. Na ezek nekem a Z kötések...
Majd, hogy még jobban kiemeljem a munkátok minőségét, berakok egy képet amit én összebénázok, így nagyobb lesz a kontraszt :))
Biztos vagyok benne hogy abban a szekrényben is a kismegszakítók aljáról vissza kell menni a mellettük levő mágneskapcsolók(vagy mi is az tulajdonképpen?) felső felére. Na ezek nekem a Z kötések...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 20, 23:19
Írta: PSoft Dátum 2011 február 20, 23:19
A kismegszakítók,csak a vezérlés védelmére vannak,690V-230V-24V AC-DC.
Például az első kettő ABB-s(pirosak),azért ABB-s gyártmány,mert Ők az egyik gyártó(nem sok van)akiknek a kisautomatái alkalmasak a 690V kapcsolására.
Balról mellettük(ha azokra gondolsz)Telemechanik-Schneider motorvédő kapcsolók.
Igen,tele van "Z" kötésekkel,azért fogy el egy ekkora szekrénybe (1200x800x300) majd 300 méter drága vezeték.:)
Például az első kettő ABB-s(pirosak),azért ABB-s gyártmány,mert Ők az egyik gyártó(nem sok van)akiknek a kisautomatái alkalmasak a 690V kapcsolására.
Balról mellettük(ha azokra gondolsz)Telemechanik-Schneider motorvédő kapcsolók.
Igen,tele van "Z" kötésekkel,azért fogy el egy ekkora szekrénybe (1200x800x300) majd 300 méter drága vezeték.:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 20, 23:28
Írta: svejk Dátum 2011 február 20, 23:28
Olyat sem szoktam látni a gyári szekrényekben, hogy a sorok közt legalább bizonyos közönként lenne egy "függőleges" összekötő.
Gyerünk csak a ki a szélére hagy fogyjon a madzag :(
Én saját eszemtől úgy szoktam hogy pl. bal oldalt egy függőleges gyűjtőcsatorna a vezérlővezetékeknek, jobb oldalt az erősáramúaknak.
A vízszintes csatornák pedig fésűszerűen összenyúlnak.
Tanítják ezt egyáltalán valahol, van ennek irodalma?
Gyerünk csak a ki a szélére hagy fogyjon a madzag :(
Én saját eszemtől úgy szoktam hogy pl. bal oldalt egy függőleges gyűjtőcsatorna a vezérlővezetékeknek, jobb oldalt az erősáramúaknak.
A vízszintes csatornák pedig fésűszerűen összenyúlnak.
Tanítják ezt egyáltalán valahol, van ennek irodalma?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 20, 23:40
Írta: PSoft Dátum 2011 február 20, 23:40
Nemtudom miért,de nem nagyon szeretik megbontani a szerelvények szép,színes vízszintes sorát,holmi szürke vezetékcsatornával.:)
Mindíg a két szélén,és vízszintesen!
Nálunk is ez a "szokás".:))
Hogy lenne-e irodalma...?nem tudom.:(
Olyant már csináltam,hogy csatornában elválasztólemez,jobb oldalt erősáram,bal oldalt gyengeáram.
Mindíg a két szélén,és vízszintesen!
Nálunk is ez a "szokás".:))
Hogy lenne-e irodalma...?nem tudom.:(
Olyant már csináltam,hogy csatornában elválasztólemez,jobb oldalt erősáram,bal oldalt gyengeáram.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 21, 07:43
Írta: Szalai György Dátum 2011 február 21, 07:43
Tanítják, hogy egy elektronikus panelen hogyan helyezd el az alkatrészeket és a csatlakozókat?
Elosztószekrény esetében azt tanítják, hogy ésszerűen, a fizika törvényeit és az emberi elvárásokat szem előtt tartva.
A szempontok általában:
A gyárthatóság és a költségek.
Elektromosan és formailag illeszkedés a felhasználói környezetbe.
A kezelő eszközök ergonómiailag helyes elrendezése.
A hőelvezetés hatásossága.
A minél rövidebb áram utak kialakítása.
Az áttekinthető belső elrendezés.
Esetenként a szemmel lekövethető huzalozás.
A megrendelő igényei és fizetőképessége, meg a tervező felkészültsége el is dönti, hogy ezekből, illetve ezeken kívül milyen szempontokat mekkora súllyal vesz figyelembe. A gyártói kínálat és az anyagi lehetőségek pedig, hogy melyikből mennyit lesz kénytelen feláldozni valamely másik, fontosabb szempont érdekében.
Az ár csökkentése egyre inkább a fő szempont, aminek minden mást alá kell vetni. Főleg a helyigény csökkentésével az alkatrészek komplexitásának növelésével érhető el. Az alkatrészek egymás mellé sorolása, a vezetékkötegek szélekre helyezése ezt a szempontot szolgálja, és az egyre kisebb melegedésű eszközök ezt lehetővé is teszik.
A színezett terített huzalozás, mikor minden áramkör szemmel lekövethető, már talán sehol nem igény. Az általad említett kontraszt színesítésére, fényképezek majd egyet.
A jelenlegi huzalozási technika legszélsőségesebb eseteiről az autóvillamossági szerelők tudnának mesélni. Ott már szinte nincsen huzalozás. Csak tápvezetékre felfűzött intelligens fogyasztók, intelligens vezérlő eszközök és jelátviteli buszrendszer van. Ezt az utat járja az ipari vezérléstechnika is, mert a vezetékek mennyisége, a bajok javát okozó csatlakozó szegmensek száma így radikálisan csökkenthető.
Elosztószekrény esetében azt tanítják, hogy ésszerűen, a fizika törvényeit és az emberi elvárásokat szem előtt tartva.
A szempontok általában:
A gyárthatóság és a költségek.
Elektromosan és formailag illeszkedés a felhasználói környezetbe.
A kezelő eszközök ergonómiailag helyes elrendezése.
A hőelvezetés hatásossága.
A minél rövidebb áram utak kialakítása.
Az áttekinthető belső elrendezés.
Esetenként a szemmel lekövethető huzalozás.
A megrendelő igényei és fizetőképessége, meg a tervező felkészültsége el is dönti, hogy ezekből, illetve ezeken kívül milyen szempontokat mekkora súllyal vesz figyelembe. A gyártói kínálat és az anyagi lehetőségek pedig, hogy melyikből mennyit lesz kénytelen feláldozni valamely másik, fontosabb szempont érdekében.
Az ár csökkentése egyre inkább a fő szempont, aminek minden mást alá kell vetni. Főleg a helyigény csökkentésével az alkatrészek komplexitásának növelésével érhető el. Az alkatrészek egymás mellé sorolása, a vezetékkötegek szélekre helyezése ezt a szempontot szolgálja, és az egyre kisebb melegedésű eszközök ezt lehetővé is teszik.
A színezett terített huzalozás, mikor minden áramkör szemmel lekövethető, már talán sehol nem igény. Az általad említett kontraszt színesítésére, fényképezek majd egyet.
A jelenlegi huzalozási technika legszélsőségesebb eseteiről az autóvillamossági szerelők tudnának mesélni. Ott már szinte nincsen huzalozás. Csak tápvezetékre felfűzött intelligens fogyasztók, intelligens vezérlő eszközök és jelátviteli buszrendszer van. Ezt az utat járja az ipari vezérléstechnika is, mert a vezetékek mennyisége, a bajok javát okozó csatlakozó szegmensek száma így radikálisan csökkenthető.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 21, 07:51
Írta: Szalai György Dátum 2011 február 21, 07:51
Azt gondolom, sajnos már hamarosan integrált erősáramú sin rendszerrel és pár eres soros átvitelű adatbusz rendszerrel építhetsz, tizedennyi vezetékkel és munkaórával, sajnos többszörös anyagárral, töredék munkadíjért.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 21, 08:10
Írta: Szalai György Dátum 2011 február 21, 08:10
Az X egy orsós és mégis a szélén van?
Az energialánc lehetne a híd hátulján?
Tetszik, hogy ahol belefér egy kis vetemedésmentesség ott hegesztettél és csak a többi helyen csavaroztál.
Az energialánc lehetne a híd hátulján?
Tetszik, hogy ahol belefér egy kis vetemedésmentesség ott hegesztettél és csak a többi helyen csavaroztál.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 21, 08:17
Írta: keri Dátum 2011 február 21, 08:17
Te mindent meg akarsz CNCsíteni, de sehol sem vagy. Akkor szólj ha ezt megcsináltad:
http://www.youtube.com/watch?v=IzNo5KBwWow
[#crazya]
http://www.youtube.com/watch?v=IzNo5KBwWow
[#crazya]
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2011 február 21, 10:34
Írta: Révész Richárd Dátum 2011 február 21, 10:34
Van két egyforma orsóm.Felraktam egyet kipróbálni milyen,úgy néz ki így is kielégítö.
Ha a próbák során nem így lesz akkor teszek a másik oldalra is.
Az energialáncot azért nem raktam a híd hátuljára mert nem volt kedvem tartót csinálni alá.(lusta vagyok)
Sok minden csak össze van dobva rajta,de majd kialakul.
Ha a próbák során nem így lesz akkor teszek a másik oldalra is.
Az energialáncot azért nem raktam a híd hátuljára mert nem volt kedvem tartót csinálni alá.(lusta vagyok)
Sok minden csak össze van dobva rajta,de majd kialakul.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 21, 18:12
Írta: s7manbs8 Dátum 2011 február 21, 18:12
Tényleg le vagyok maradva, mint a focisták az nemzetközi élmezőnytől. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 21, 18:56
Írta: PSoft Dátum 2011 február 21, 18:56
Nagyon arra felé tendál a dolog!
A 70-es,80-as években rengeteg terített huzalozásos vezérlést csináltam én is.
Frankón "kihúzott" vezetékekkel,egymáshoz ragasztva(talán,tetrahidrofurán volt a ragasztó neve???).
Sőt,amit írsz,az ma már valóság...[#wow1]
Szereltem már többtíz KW-ot kapcsolni képes mágneskapcsolót(talán Siemens?),egyenáramú mágnestekerccsel.
Be van építve a mágnestekercs "vázába" a mikrochip,meg az elektronika műgyantával kiöntve.
[#csodalk][#csodalk]
Az a feladata a mikrochipnek,hogy a behúzó,meg a tartóáramot figyelgesse,és szabályozza!!!
Jah...,és ott van rajta a táp mellett a buszcsatlakozó is.
Az ára meg...,nem tudsz egy derült éjszakán annyi csillagot megszámolni a Balaton felett mint amennyi Ft.:))
A 70-es,80-as években rengeteg terített huzalozásos vezérlést csináltam én is.
Frankón "kihúzott" vezetékekkel,egymáshoz ragasztva(talán,tetrahidrofurán volt a ragasztó neve???).
Sőt,amit írsz,az ma már valóság...[#wow1]
Szereltem már többtíz KW-ot kapcsolni képes mágneskapcsolót(talán Siemens?),egyenáramú mágnestekerccsel.
Be van építve a mágnestekercs "vázába" a mikrochip,meg az elektronika műgyantával kiöntve.
[#csodalk][#csodalk]
Az a feladata a mikrochipnek,hogy a behúzó,meg a tartóáramot figyelgesse,és szabályozza!!!
Jah...,és ott van rajta a táp mellett a buszcsatlakozó is.
Az ára meg...,nem tudsz egy derült éjszakán annyi csillagot megszámolni a Balaton felett mint amennyi Ft.:))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 21, 19:00
Írta: s7manbs8 Dátum 2011 február 21, 19:00
PSOft !
A te lézeres gépeden látok én olyan megoldást, ami nekem is jó lenne, a szíj, a szíjkerék valami csapágyas tengelyen futtatva az egyik végén, a másik végén pedig akár áttétel nélkül vagy azzal együtt a meghajtó motort, ezt a 3 elemet anélkül hogy fúrni kellene rajtuk lehet venni komplett valahol, vagy valakinek ha lenne használtba valami régi fénymásolóból, vagy ki tudja hol vannak ilyenek.
A te lézeres gépeden látok én olyan megoldást, ami nekem is jó lenne, a szíj, a szíjkerék valami csapágyas tengelyen futtatva az egyik végén, a másik végén pedig akár áttétel nélkül vagy azzal együtt a meghajtó motort, ezt a 3 elemet anélkül hogy fúrni kellene rajtuk lehet venni komplett valahol, vagy valakinek ha lenne használtba valami régi fénymásolóból, vagy ki tudja hol vannak ilyenek.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 21, 19:03
Írta: s7manbs8 Dátum 2011 február 21, 19:03
A lézeres topicban a #1960 beszólásban vannak a képek. A szíj, meg a végi szíjkerék elem úgy tengellyel komplett valami ilyesmi meg a meghajtó oldali szíjkerék tárcsa, ami a motorra megy valami ilyen szettbe.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 21, 19:13
Írta: PSoft Dátum 2011 február 21, 19:13
Ezekre,a szabadonfutó kerekekre gondolsz?:

Saját gyártású sima felületű,borda nélküli kerekek,csapágyazva.
Excenteres tengelyekkel,ami egyben így a szíjfeszítő is.
Saját gyártású sima felületű,borda nélküli kerekek,csapágyazva.
Excenteres tengelyekkel,ami egyben így a szíjfeszítő is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 21, 19:27
Írta: 000000000 Dátum 2011 február 21, 19:27
[#eljen][#worship]
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 február 21, 19:54
Írta: ra8nsmk6w Dátum 2011 február 21, 19:54
Nem tendál,már valóság. El kell menni a RIITAL bemutatótermébe.Amikor azt gondolom magamról- rólunk , hogy milyen pengék vagyunk. Hát egy ilyen látogatás azon a 100 négyzetméteren igazán visszatesz az alapvonalra. Olyan érzés tölt el, hogy amit tanultam, tapasztaltam mind hasztalan. Az egész rendszert egy nyugdijas biztonsági ör is összerakja mint az IKEÁS bútort.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 21, 22:14
Írta: s7manbs8 Dátum 2011 február 21, 22:14
Igen olyanra gondoltam, de oda nem is kell akkor bordás tényleg, akkor csak a hajtóoldalira kellene meg szíj persze.
Cím: Re:Mechanikai ötletek
Írta: rgh0guz5 Dátum 2011 február 22, 22:56
Írta: rgh0guz5 Dátum 2011 február 22, 22:56
Urak! Keresek korábbi projektemhez mágnesféket/mágneskuplungot. Olyan tipus érdekelne, amely nyugalmi helyzetben zárt, áram hatására pedig nyit. A fénymásológépben lévő (legalábbis ami nekem van) pont fordítva működik, és a konstrukcióból adódóan nem is lehet átalakítani. Mindenképpen kis méretű kellene, akár bontott is jó. Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 23, 13:00
Írta: svejk Dátum 2011 február 23, 13:00
Tessék, itt a negatív kontraszt, hogy mások munkája még jobban kiemelődjön :)
A vezetékezésről itt van még egy pár kép.
Ennél már tudok sokkal szebbet is, de poros nyomába sem fogok sosem érni a profiknak :((

A vezetékezésről itt van még egy pár kép.
Ennél már tudok sokkal szebbet is, de poros nyomába sem fogok sosem érni a profiknak :((
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 február 23, 13:21
Írta: ra8nsmk6w Dátum 2011 február 23, 13:21
Nincs azzal semmi gond. Mondjuk a csatorna tetejét nem törtem volna át, de arra van más megoldás
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 február 23, 13:27
Írta: svejk Dátum 2011 február 23, 13:27
Odáig tart a gyengeáramú rész:)
Később már az említett "fésűs" csatornázást alkalmaztam.
Később már az említett "fésűs" csatornázást alkalmaztam.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 23, 15:39
Írta: PSoft Dátum 2011 február 23, 15:39
Mi a baj ezzel...???
Többezer,meg többtízezer forintos csicsás "vackokból" könnyű ám szépet összerakni.:)
Többezer,meg többtízezer forintos csicsás "vackokból" könnyű ám szépet összerakni.:)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 február 23, 21:47
Írta: Szalai György Dátum 2011 február 23, 21:47
Szép az.
A rózsaszín ellenállást később biztos betetted a csatornába és a csatornán kívüli kötegekre kötegelő harisnyát húztál.
Gondolom.
A rózsaszín ellenállást később biztos betetted a csatornába és a csatornán kívüli kötegekre kötegelő harisnyát húztál.
Gondolom.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 25, 11:59
Írta: keri Dátum 2011 február 25, 11:59
© hostya tegnap 18:10 | Válasz | #2320
Nem akartam vbodi topokjába szemetelni, de ajánlom mindenki figyelmébe ezt a porvédő harmonika megoldást.
Kipróbáltam A4-es lapból hajtogatva a hagyományos és ezt a cikk-cakk hajtogatásút is.
Lényegesen stabilabb, nem hajlamos kinyilni, és jóval nagyobb a munkaútja, miközben vékonyabbra is össze lehet lapítani. Szóval minden szempontból jobb.
A 30cm hosszú A4-es lapból hajtogatott hagyományos, 18cm-en kezd szétnyílni.
Ez az cikk-cakk pedig 23cm-ig gond nélkül nyújtható, és ott is csak azért veszti el a stabilitását, mert már kezd kisimulni a papír.
<iframe title ="Preview" scrolling="no" marginheight="0" marginwidth="0" frameborder="0" style="width:320px;height:240px;padding:0;background-color:#fcfcfc;" src="http://cid-a35d444abee610b6.photos.live.com/embedphoto.aspx/Egy%c3%a9bb%20k%c3%a9pek/DSC00006.jpg"></iframe>
Nem akartam vbodi topokjába szemetelni, de ajánlom mindenki figyelmébe ezt a porvédő harmonika megoldást.
Kipróbáltam A4-es lapból hajtogatva a hagyományos és ezt a cikk-cakk hajtogatásút is.
Lényegesen stabilabb, nem hajlamos kinyilni, és jóval nagyobb a munkaútja, miközben vékonyabbra is össze lehet lapítani. Szóval minden szempontból jobb.
A 30cm hosszú A4-es lapból hajtogatott hagyományos, 18cm-en kezd szétnyílni.
Ez az cikk-cakk pedig 23cm-ig gond nélkül nyújtható, és ott is csak azért veszti el a stabilitását, mert már kezd kisimulni a papír.
<iframe title ="Preview" scrolling="no" marginheight="0" marginwidth="0" frameborder="0" style="width:320px;height:240px;padding:0;background-color:#fcfcfc;" src="http://cid-a35d444abee610b6.photos.live.com/embedphoto.aspx/Egy%c3%a9bb%20k%c3%a9pek/DSC00006.jpg"></iframe>
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 25, 11:59
Írta: keri Dátum 2011 február 25, 11:59
Naszóval a kép mégegyszer:

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 25, 12:15
Írta: s7manbs8 Dátum 2011 február 25, 12:15
Origami tanfolyam , tök jó. :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 25, 12:45
Írta: keri Dátum 2011 február 25, 12:45
Az, de jobb mint állandóan takarítani a síneket meg az orsót.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2011 február 25, 13:06
Írta: robroy007 Dátum 2011 február 25, 13:06
terített változatról is tehetnél fel képet még a végén valaki ezt fogja gyártani
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 február 25, 13:51
Írta: keri Dátum 2011 február 25, 13:51
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 február 25, 14:13
Írta: hostya Dátum 2011 február 25, 14:13
Ha szétnéztek a lenti linken,van ott más érdekes dolog is..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 25, 17:11
Írta: 000000000 Dátum 2011 február 25, 17:11
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 27, 16:03
Írta: 000000000 Dátum 2011 február 27, 16:03
Nagyon szuper!
De csak én nem találom ezt a Bellows calculator nevű programot?
Hol lehet letölteni?
De csak én nem találom ezt a Bellows calculator nevű programot?
Hol lehet letölteni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 február 27, 16:09
Írta: 000000000 Dátum 2011 február 27, 16:09
Hopp, milyen figyelmetlen vagyok... meg van :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 27, 21:42
Írta: s7manbs8 Dátum 2011 február 27, 21:42
Az ilyen tengelyeknek van valami szabványos értéke a lapolásokra ?
Ez pl. egy 8-as tengely, és ahogy mérem 6.95mm a lapolásnál, tehát kb. 1mm, ez japán cucc, vagy a másik ez a kerék, ennél is úgy mérem, hogy erre a tengelyre is pont rámenne, csak ennek 2 lapolása is van, így most nem megy bele emiatt:


Ez pl. egy 8-as tengely, és ahogy mérem 6.95mm a lapolásnál, tehát kb. 1mm, ez japán cucc, vagy a másik ez a kerék, ennél is úgy mérem, hogy erre a tengelyre is pont rámenne, csak ennek 2 lapolása is van, így most nem megy bele emiatt:


Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 február 27, 21:52
Írta: 279nwbpsa Dátum 2011 február 27, 21:52
Hát reszelj egy lapolást a tengelyed átellenes oldalára és már el is van sikálva a dolog. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 27, 21:56
Írta: s7manbs8 Dátum 2011 február 27, 21:56
Ezt a kettőt nem akarom össze pászítani, mert másra való a kerék, csak példának mutattam, hogy ezek úgy látszik nem véletlen mérettel vannak csinálva. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 február 27, 21:56
Írta: PSoft Dátum 2011 február 27, 21:56
Két lehetőséged is van.
Vagy kiveszed az egyik lapolást a kerékből...
Vagy csinálsz még egy lapolást a tengelyre...
Mindkettőhöz,csak egy reszelőre van szükséged.
Ha laposat találsz,akkor tengely...
Ha félgömbölyűt,akkor kerék...
Hogy ez mennyire "szabványos",azt nem tudom.
[#wink][#wave]
Vagy kiveszed az egyik lapolást a kerékből...
Vagy csinálsz még egy lapolást a tengelyre...
Mindkettőhöz,csak egy reszelőre van szükséged.
Ha laposat találsz,akkor tengely...
Ha félgömbölyűt,akkor kerék...
Hogy ez mennyire "szabványos",azt nem tudom.
[#wink][#wave]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 február 27, 21:58
Írta: s7manbs8 Dátum 2011 február 27, 21:58
Csak gömbreszelőm van sajna, ennek valami lapos kellene amúgy vagy leköszörülhetném is csak kell egy kétdimenziós cnc hozzá .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 01, 14:40
Írta: 000000000 Dátum 2011 március 01, 14:40
Kéne majd csinálnom egy csavarozó feltétet CNC gépre. Nem kell agyonhúznia, csak pozíció beállításra kell, így egy léptető fogja tekergetni. Arra az esetre, hogy a végén ne erőlködjön a motor, egy nyomatékhatároló kuplongot akarok beletenni. Ezt neodímium gyűrű mágnesből gondolom kivitelezni, lényegében a csavarhúzó befogó részt és a bitet is ez tartaná, és ez tudna megcsúszni. Túl sokat megcsúszni nem fog, mert azért tudom majd érzékelni a helyzetet. Ha azt akarom, hogy mondjuk 0,1 Nm-nél már megcsússzon, hogyan lehetne méretezni a mágnes tartóerejét?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 01, 17:00
Írta: 000000000 Dátum 2011 március 01, 17:00
Szia
Fénymásolókba használnak hasonló megoldásokat nyomaték határolásra, valószínűleg neodium mágnes között van vaspor és ez viszi át az erőt egy vas gyűrűre.
a mágneses erővel ill. a vaspor mennyiségével lehet játszani.
A mágneses erőt lehet butítani váltakozó áramú mágneses térrel.
Viszont újra felmágnesezni...pfff. marha nehéz :)
Fénymásolókba használnak hasonló megoldásokat nyomaték határolásra, valószínűleg neodium mágnes között van vaspor és ez viszi át az erőt egy vas gyűrűre.
a mágneses erővel ill. a vaspor mennyiségével lehet játszani.
A mágneses erőt lehet butítani váltakozó áramú mágneses térrel.
Viszont újra felmágnesezni...pfff. marha nehéz :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 01, 17:05
Írta: 000000000 Dátum 2011 március 01, 17:05
Akkor lehet, hogy lézernyomtatóban is van ilyen? Mátrixba kevésbé tudom beleképzelni. (mindkettő van itthon)
köszönöm, szia: Balázs
köszönöm, szia: Balázs
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 01, 22:59
Írta: 4um5b65d Dátum 2011 március 01, 22:59
Van valami infótok a permanens mágnes asztalokról ?
Metszeti kép, esetleg valami a mágnesek optimális méreteiről, elrendezéséről ?!?
Metszeti kép, esetleg valami a mágnesek optimális méreteiről, elrendezéséről ?!?
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2011 március 01, 23:19
Írta: 3k74cecek Dátum 2011 március 01, 23:19
Méretezni túl bonyolult. Sokkal egyszerűbb kisérletileg megállapítani.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 március 02, 06:16
Írta: ANTAL GÁBOR Dátum 2011 március 02, 06:16
szia én most eléggé beleástam magam a mágnesekbe ( egy indukciós válogatót csinálok 154 db 50*50*25 ös neodímiummal) brutális ezért komolyan készülékezem mert másképp nem lehet a ragasztáskor mozgatni a mágneseket. A mágnesek ára több mint 1 milla. Szóval használok egy végeselemes programot (FEMM )
azzal rengeteg dolog számolható. Szerintem az elektromágneses asztal mintájára el lehet a permanensest is csinálni (lágyvas bordák közöttük mágnesek (a gyűrűt javasolnám mert fel lehet fűzni) Az elrendezés olyan legyen hogy egy borda jobb és bal oldalán azonos legyen a polarizáció (taszítsák egymást a mágnesek) vagyis a borda legyen mondjuk északi. A másik borda értelemszerűen déli. Így ha rátesszük a megfogandó darabot akkor a darabon záródik az erővonal és fog. A bordák alatt is lágyvaslemez hogy alul is záródjon. Más kérdés hogy hogyan veszed le a darabot (csak csúsztatni lehet) csináltam hasonlót a pálházi perlitbányába ott a szalagról vesz le az idegen vasakat ( egy lánctalpcsapszeg nem jó ha bemegy a 2 mmes réssel járó hengeres törőbe)
azzal rengeteg dolog számolható. Szerintem az elektromágneses asztal mintájára el lehet a permanensest is csinálni (lágyvas bordák közöttük mágnesek (a gyűrűt javasolnám mert fel lehet fűzni) Az elrendezés olyan legyen hogy egy borda jobb és bal oldalán azonos legyen a polarizáció (taszítsák egymást a mágnesek) vagyis a borda legyen mondjuk északi. A másik borda értelemszerűen déli. Így ha rátesszük a megfogandó darabot akkor a darabon záródik az erővonal és fog. A bordák alatt is lágyvaslemez hogy alul is záródjon. Más kérdés hogy hogyan veszed le a darabot (csak csúsztatni lehet) csináltam hasonlót a pálházi perlitbányába ott a szalagról vesz le az idegen vasakat ( egy lánctalpcsapszeg nem jó ha bemegy a 2 mmes réssel járó hengeres törőbe)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 02, 08:28
Írta: 000000000 Dátum 2011 március 02, 08:28
Szeretnék majd a gépem Z alaplapjára cserélhető szerszámokat (marómotor, csavarozó stb) rögzíteni. Ezeket elég gyakran cserélgetem majd.
Nem biztos, hogy mindig lényeges, de jó lenne viszonylag pontosan fölszerelni ezeket, amire vannak kúpos, hasított stb. szegek. Az ezeknek való furatot csak dörzsárral lehet kialakítani, vagy kapható valami alkatrész, amiben ilyen (kúpos) furatok vannak?
Másik lehetőségem kicsi 45 fokos prizmák fölszerelése lenne, melyeknek az ellendarabban árkokat marnék. Itt a prizmák beszerezhetősége érdekes, mert azt kimarni nagyon macerás. Mit gondoltok erről?
köszönöm, szia: Balázs
Nem biztos, hogy mindig lényeges, de jó lenne viszonylag pontosan fölszerelni ezeket, amire vannak kúpos, hasított stb. szegek. Az ezeknek való furatot csak dörzsárral lehet kialakítani, vagy kapható valami alkatrész, amiben ilyen (kúpos) furatok vannak?
Másik lehetőségem kicsi 45 fokos prizmák fölszerelése lenne, melyeknek az ellendarabban árkokat marnék. Itt a prizmák beszerezhetősége érdekes, mert azt kimarni nagyon macerás. Mit gondoltok erről?
köszönöm, szia: Balázs
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 március 02, 16:43
Írta: knifemaster Dátum 2011 március 02, 16:43
Lehet kapni tájoló perselyeket,de csinálhatsz is,mondjuk c45-ből nemesítve,ehhez a perselyhez meg tájoló csapot ,úgy,hogy a csapátmérő mondjuk 0.1 mm-el kisebb a furatátmérőnél.A csap vége meg legyen kúpos mondjuk 60 fokban.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 02, 21:23
Írta: 000000000 Dátum 2011 március 02, 21:23
Köszönöm. Kicsit keresgéltem, ezt találtam aranyáron. Létezik ennél egy nagyságrenddel olcsóbb is? Ha nem, marad a gyártás.
szia: Balázs
szia: Balázs
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 március 03, 05:02
Írta: knifemaster Dátum 2011 március 03, 05:02
Ez nem az amire gondoltam,csak hasonlít rá.Megkérdezem a beszerzőnktől,pontosan ki ez mi ez mennyi az ára.
Cím: Re:Mechanikai ötletek
Írta: knifemaster Dátum 2011 március 03, 05:35
Írta: knifemaster Dátum 2011 március 03, 05:35
Ez ITT majdnem olyan amire én gondoltam,annyi különbséggel,hogy ez sokkal precízebb és a kúp tájol.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 03, 06:16
Írta: 000000000 Dátum 2011 március 03, 06:16
Köszönöm, ára miatt ez is kiesik. Érdekes látni, mi minden van készen.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 március 03, 08:16
Írta: Rabb Ferenc Dátum 2011 március 03, 08:16
Az árral kapcsolatban igazad lehet. De van róla egy méretezett rajz, ami alapján elkészít(tet)hető!!! A #9106-ban még javasolt anyagminőség is van.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 március 03, 11:16
Írta: sasi Dátum 2011 március 03, 11:16
A permanens mágneses asztalok működési elve megegyezik a mágneses mérőóra állványéval, csupán több mágnes rúd található bennük, ezeket együtt kel mozgatni.
A fotón szétszedve létható a talp. A mágnes tengellyel párhuzamosan mágnesezett, lapolva a könnyebb pozicionálás miatt van. A ház két fél lágy acélból készült, közötte 5 mm-es austenites acél betéttel mágnesesen szigetelve egymástól.
A rajzon látható, hogy a baloldali pozícióban az erővonalak kilépnek a két fél mágnesezhető anyagból, 45 fokkal elfordítva pedig abban záródnak, így kivülre nem mutat mágnesességet.
Az utóbbi időben a permanens mágnesű asztalokat kiszorította fel-le mágnesezhető asztalok, melyek rendkívül erősek és alkalmasak különböző magasságú támasztékok használatára is.

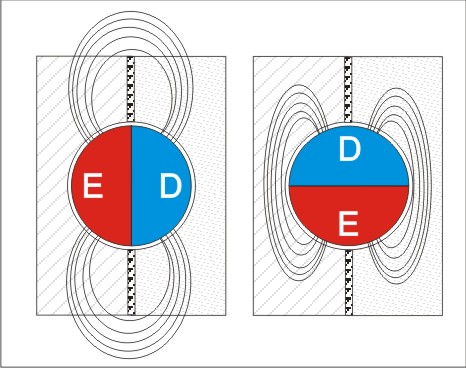
A fotón szétszedve létható a talp. A mágnes tengellyel párhuzamosan mágnesezett, lapolva a könnyebb pozicionálás miatt van. A ház két fél lágy acélból készült, közötte 5 mm-es austenites acél betéttel mágnesesen szigetelve egymástól.
A rajzon látható, hogy a baloldali pozícióban az erővonalak kilépnek a két fél mágnesezhető anyagból, 45 fokkal elfordítva pedig abban záródnak, így kivülre nem mutat mágnesességet.
Az utóbbi időben a permanens mágnesű asztalokat kiszorította fel-le mágnesezhető asztalok, melyek rendkívül erősek és alkalmasak különböző magasságú támasztékok használatára is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 03, 17:33
Írta: 000000000 Dátum 2011 március 03, 17:33
Kösz a képet! Nekem van három is, de még sosem szedtem szét.
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2011 március 03, 19:40
Írta: 3k74cecek Dátum 2011 március 03, 19:40
Szerintem ne legyél annyira lusta, fordíts el inkább 90 fokkal [#wave]
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 március 03, 20:39
Írta: sasi Dátum 2011 március 03, 20:39
Kár volt annyit dolgoznom a rajzzal, ha 90 helyett 45 fokot írok! Ezen túl jobban meggondolom mibe érdemes energiát fektetni!
A talpat szét kellett szednem, mert be volt ragadva, már csak fogóval lehetett tekerni.
A talpat szét kellett szednem, mert be volt ragadva, már csak fogóval lehetett tekerni.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 március 03, 20:56
Írta: Rabb Ferenc Dátum 2011 március 03, 20:56
Rájöttünk, hogy csak az éberségünket ellenőrzöd [#worship]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 03, 21:01
Írta: 4um5b65d Dátum 2011 március 03, 21:01
Basszus, mit keresgéltem a topicokban, hogy hová tettem fel a mágneses kérdésemet, már azt hittem moderálák. :)
Köszönöm Sasi és Gábor, ezen már el lehet indulni.
Hogy ez az indikátor állvány nem jutott eszembe, én hülye. :)
Köszönöm Sasi és Gábor, ezen már el lehet indulni.
Hogy ez az indikátor állvány nem jutott eszembe, én hülye. :)
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2011 március 03, 21:06
Írta: VighLajos Dátum 2011 március 03, 21:06
Erről jut eszembe:
Milyen "bótba" kell bemennem, ha C45-ös minőségben szeretnék vásárolni 1 m hosszú 15x15-ös tömör rudat ?
Üdv:
Lajos
Milyen "bótba" kell bemennem, ha C45-ös minőségben szeretnék vásárolni 1 m hosszú 15x15-ös tömör rudat ?
Üdv:
Lajos
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 március 04, 06:55
Írta: ANTAL GÁBOR Dátum 2011 március 04, 06:55
"Az utóbbi időben a permanens mágnesű asztalokat kiszorította fel-le mágnesezhető asztalok, melyek rendkívül erősek és alkalmasak különböző magasságú támasztékok használatára is. "
folytasd kérlek !
folytasd kérlek !
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 március 04, 07:37
Írta: Béni Dátum 2011 március 04, 07:37
Az egyik legnagyobb hazai mágnesasztal forgalmazó. Rengeteg prospektus, leírás letölthető.
Bestof kft
Egyébként a gyakorlatban minden mágnesasztalra készíthető pólushosszabbító.
Bestof kft
Egyébként a gyakorlatban minden mágnesasztalra készíthető pólushosszabbító.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2011 március 04, 12:12
Írta: ANTAL GÁBOR Dátum 2011 március 04, 12:12
A folytatás Béninek köszönhetően okafogyottá vált. Megtaláltam a kérdésemre a választ
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 március 04, 20:47
Írta: sasi Dátum 2011 március 04, 20:47
Ugyan már megkaptad a választ a kérdésedre, ennek ellenére belinkelek újra néhány fotót (2009 végén már valahová betettem, de nem találom).
A hengeres pólushosszabbítók fixek, a négyszögletesek önbeállóak. A felmágnesezés 1 másodpercen belül megtörténik, a demagnetizálás kb. 5 másodperc, és oly annyira nincs maradó mágnesség, hogy a forgácsot le lehet fújni róla.


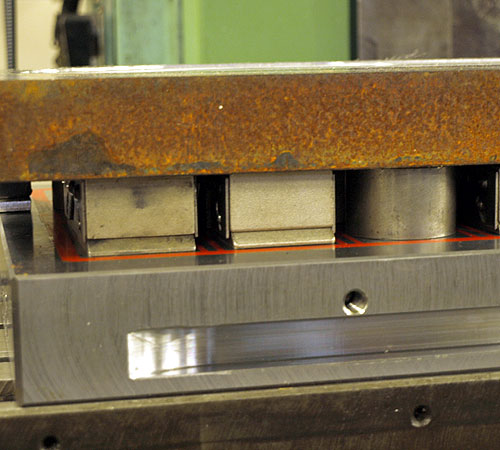
A hengeres pólushosszabbítók fixek, a négyszögletesek önbeállóak. A felmágnesezés 1 másodpercen belül megtörténik, a demagnetizálás kb. 5 másodperc, és oly annyira nincs maradó mágnesség, hogy a forgácsot le lehet fújni róla.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 március 05, 09:36
Írta: svejk Dátum 2011 március 05, 09:36
Keresgéltem hogy miért is jó mágneses szigetelő az említett austenites acél és közben az oldaladon találtam ezt az egész jól érthető leírást az acélokról, ötvözőikről.
Persze a kérdésemre nem kaptam választ :(
Amiket én szedtem szét mágnestalpakat azokban bronzlenmez szerűség volt az elválasztó.
Persze a kérdésemre nem kaptam választ :(
Amiket én szedtem szét mágnestalpakat azokban bronzlenmez szerűség volt az elválasztó.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 március 05, 13:51
Írta: Rabb Ferenc Dátum 2011 március 05, 13:51
A "mágneses szigetelő" talán nem a legjobb kifejezés. A lényeg, hogy az austenites acél nem mágnesezhető. A munkadarab rögzítőknél "csupán" távolságtartás a szerepük a mágneses pólusok között.
Azért láttál bronz vagy sárgaréz sávokat a mágnestalpakban mert az régen könnyebben beszerezhető volt, mint pl a Ko36. Meg jól is néz ki [#nevetes1]
Az austenitképződést segíti elő a nikkel és a mangán is. Ezért a magasabb nikkeltartalmú korrózióálló anyagok (régi jelölés szerinti Ko20 felettiek) ilyenek, tehát nem mágnesezhetőek. És edzeni sem lehet a hagyományos értelemben.
Azért láttál bronz vagy sárgaréz sávokat a mágnestalpakban mert az régen könnyebben beszerezhető volt, mint pl a Ko36. Meg jól is néz ki [#nevetes1]
Az austenitképződést segíti elő a nikkel és a mangán is. Ezért a magasabb nikkeltartalmú korrózióálló anyagok (régi jelölés szerinti Ko20 felettiek) ilyenek, tehát nem mágnesezhetőek. És edzeni sem lehet a hagyományos értelemben.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 március 05, 21:38
Írta: sasi Dátum 2011 március 05, 21:38
Az austenites acél nem mágnesezhető, viszont megfelelő pálcával hegeszthető, ezért mágnes talpakat könnyebb így gyártani, mint réz betétekkel (ilyen anyagból készülnek a nagyfeszültségű trafók járomjai is).
Mint Feri írja, „szigetelni” a mágneseses erőteret nem lehet, de jó mágneses vezetővel árnyékolni, (rövidre zárni) lehet az erővonalakat. Erre a célra permalloly anyagot használnak, ilyen pl. BEAG hangerősítők toroid trafóinak burkolata, a szalagos magnók fejeinek tokja, stb.
Mint Feri írja, „szigetelni” a mágneseses erőteret nem lehet, de jó mágneses vezetővel árnyékolni, (rövidre zárni) lehet az erővonalakat. Erre a célra permalloly anyagot használnak, ilyen pl. BEAG hangerősítők toroid trafóinak burkolata, a szalagos magnók fejeinek tokja, stb.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 március 06, 07:52
Írta: svejk Dátum 2011 március 06, 07:52
Te írtad a #9112-ben a "szigetelést", én csak nem akartam belekötni :)
Tehát akkor a "saválló" anyagok nem mágnesezhető titka is erre felé van elásva.
Az utóbbit rögtön értettem volna, de az austenit csak 30 évről a vas állapotábrából rémlett.
De az is tuti biztos hogy az anyagismeret tanár nem említette hogy ezek az austenites dolgok nem jól vezetik a mágneses erőteret, mert különben biztos megjegyeztem volna, mint érdekesség :((
Tehát akkor a "saválló" anyagok nem mágnesezhető titka is erre felé van elásva.
Az utóbbit rögtön értettem volna, de az austenit csak 30 évről a vas állapotábrából rémlett.
De az is tuti biztos hogy az anyagismeret tanár nem említette hogy ezek az austenites dolgok nem jól vezetik a mágneses erőteret, mert különben biztos megjegyeztem volna, mint érdekesség :((
Cím: Re:Mechanikai ötletek
Írta: 6ywv3872f Dátum 2011 március 06, 09:29
Írta: 6ywv3872f Dátum 2011 március 06, 09:29
Sziasztok!
Van 2db mágnesem, nagyon erősek és nem tudom őket szétválasztani egymástól. mindegyik mágnes kb 5x5x3cm méretű. Satuba sem merem beletenni mert akkor meg onnan nem fogom tudni leszedni... Hogyen lehetne szétválasztani őket?
Van 2db mágnesem, nagyon erősek és nem tudom őket szétválasztani egymástól. mindegyik mágnes kb 5x5x3cm méretű. Satuba sem merem beletenni mert akkor meg onnan nem fogom tudni leszedni... Hogyen lehetne szétválasztani őket?
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2011 március 06, 09:50
Írta: xfg6v697j Dátum 2011 március 06, 09:50
csak az egymáson történő elforgatés majd csúsztatás jöhet szóba.
készítesz két villáskulcsszerű szerszámot PL: rétegeltlemezből és azoksegítségével elforgatod egymáson vagy az egyik fa kulcs helyett fa pofákat rax a satuba.
nekem ezeknél valamivel kissebbek vannak de soha nem tapasztom őket össze úgy,hogy ne legyen közöttük legalább egy vékony műanyag lap.
készítesz két villáskulcsszerű szerszámot PL: rétegeltlemezből és azoksegítségével elforgatod egymáson vagy az egyik fa kulcs helyett fa pofákat rax a satuba.
nekem ezeknél valamivel kissebbek vannak de soha nem tapasztom őket össze úgy,hogy ne legyen közöttük legalább egy vékony műanyag lap.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 06, 10:59
Írta: Szalai György Dátum 2011 március 06, 10:59
A keményfa söprűnyélből titokban lefűrészelsz 5cm-t. A darab közepéből késsel kihasított 3-5mm vastag lapból kis emelkedésű éket faragsz, azt a mágnesek közé nyomod. Újadra vigyázol, mert ha a mágnesek közé csípődik, akkor el is nyerted méltó büntetésedet a söprűnyél megrövidítésért. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 06, 11:16
Írta: keri Dátum 2011 március 06, 11:16
Oldalra, el lehet tolni általában és úgy szétválasztható.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 06, 11:54
Írta: 000000000 Dátum 2011 március 06, 11:54
Ha az előbb megpróbáltakkal sem megy,akkor készíteni kellene egy lehúzót,ami a két fában,amivel közrefogtad az alsó mágnest meg tud kapaszkodni és ebben van egy csavar,amit ha hajtasz,akkor az letolja a felső mágnest.Kicsit hülyén hangzik,de nézd meg ezt a képet és akkor tudod,hogy mire gondoltam.Kis kreativitással szerintem meg lehet oldani.Szeretnék műanyagból pár darab alkatrészt kimarni,2d-s alakzatok lennének csak,a legjobb az lenne ha alumíniumból tudnám megcsinálni,de oda meg gyönge a "marómotorom".Kb 1cm vastag műanyagok kellenének,ilyet egyáltalán lehet valahol kapni?Ha nem akkor egy olyan fröccsöntő gépet lehetne csinálni kis anyagi ráfordítással,amivel ilyen kisebb műanyag tömböket lehet önteni?Műanyag granulátumot hol lehet beszerezni és mi a a hivatalos neve,ami alkalmas lenne nekem?Valahol olvastam,hogy talán hőlégfúvóval is meg lehet olvasztani,és ugye azt már csak formába kellene önteni,szerintetek ez lehetséges?Mielőtt megkérdeznétek a fa azért nem jó,mert az vetemedik egy kis párától is.Ilyen kb cm vastag falapokat hol lehetne olcsón beszerezni amikbe szépen lehet marni?Nem forgácslap,hanem igazi fa kellene.Nézegettem a fröccsöntő gépeket,szerintetek egy kisebbet egy tapasztalt esztergályos-marós segítségével meg lehetne építeni?Az adagolócsigának a hengerét,ahol megolvasztják a műanyagot vagy csak melegen tartják,azt milyen eljárással vagy hogyan hevítik?
Segítségeteket előre is megköszönném.
Segítségeteket előre is megköszönném.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 06, 11:57
Írta: 000000000 Dátum 2011 március 06, 11:57
A fa relief marásra kellene,hogyha nem tudok műanyagot szerezni akkor pedig az alkatrészek is abból lesznek kimarva.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 06, 13:34
Írta: Szalai György Dátum 2011 március 06, 13:34
Műanyag fröccsöntéshez használt granulátumot dekára nem árulnak sehol. Csak hatalmas konténerzsákokban forgalmazzák. Fröccsöntéssel foglalkozó vállalkozó, szerintem szánalomból ad egy vödörnyit. (Mifelénk legalábbis.) A műanyag hulladék szelektálás után újraőrölhető és megint felhasználható.
Lágyulási hőmérsékletük anyagfüggő, 150-300C között.
Képlékenyre melegítve, pontos hőmérsékleten, nagy nyomással sajtolják a formaleválasztóval kezelt, előmelegített formába. Ezt a technológiát házilag megvalósítani szerintem aránytalanul nehéz és pár darabért értelmetlen. A melegíthető, pontosan záródó öntőszerszám készítése egyedi darab gyártására túl körülményes.
Sajnos a műanyag általában a magas hőmérséklet hatására bomlik, mire légköri nyomáson önthető lenne, megsemmisül.
Inkább a hidegen önthető műanyagok háza táján keresgélnék. Akkor a gyenge marómotoroddal csak egy keményebb habba kéne ráhagyással negatív mintát marnod. Abba hidegen önthetnéd a műanyagot, szilárdulás után az öntőformát letörve, készre marható az alkatrész.
Egyszerű esetben kétkomponensű parkett lakk, rongy darabokkal keverve megteszi. (Ennek jelentős lesz kötés közben a zsugorodása.) Bonyolítható rongy helyett üvegszállal, vagy ami van a házkörül. (Újabban hajjal, kutyaszőrrel, csirketollal is kísérleteznek.)
Kitöltő anyagokkal, erősítő szálakkal, bár melyik kétkomponensű ragasztó is alkalmas, de drágább.
Ezzel egy árban van a kétkomponensű, üvegszál erősítésű spatulya kitt. (glett) Jól használható műanyaggá szilárdul.
Lágyulási hőmérsékletük anyagfüggő, 150-300C között.
Képlékenyre melegítve, pontos hőmérsékleten, nagy nyomással sajtolják a formaleválasztóval kezelt, előmelegített formába. Ezt a technológiát házilag megvalósítani szerintem aránytalanul nehéz és pár darabért értelmetlen. A melegíthető, pontosan záródó öntőszerszám készítése egyedi darab gyártására túl körülményes.
Sajnos a műanyag általában a magas hőmérséklet hatására bomlik, mire légköri nyomáson önthető lenne, megsemmisül.
Inkább a hidegen önthető műanyagok háza táján keresgélnék. Akkor a gyenge marómotoroddal csak egy keményebb habba kéne ráhagyással negatív mintát marnod. Abba hidegen önthetnéd a műanyagot, szilárdulás után az öntőformát letörve, készre marható az alkatrész.
Egyszerű esetben kétkomponensű parkett lakk, rongy darabokkal keverve megteszi. (Ennek jelentős lesz kötés közben a zsugorodása.) Bonyolítható rongy helyett üvegszállal, vagy ami van a házkörül. (Újabban hajjal, kutyaszőrrel, csirketollal is kísérleteznek.)
Kitöltő anyagokkal, erősítő szálakkal, bár melyik kétkomponensű ragasztó is alkalmas, de drágább.
Ezzel egy árban van a kétkomponensű, üvegszál erősítésű spatulya kitt. (glett) Jól használható műanyaggá szilárdul.
Cím: Re:Mechanikai ötletek
Írta: 6ywv3872f Dátum 2011 március 06, 13:43
Írta: 6ywv3872f Dátum 2011 március 06, 13:43
szia
küld át a rajzot mit akarsz alubol marni, ha kell megtudom oldani.
üdv
küld át a rajzot mit akarsz alubol marni, ha kell megtudom oldani.
üdv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 06, 14:05
Írta: 000000000 Dátum 2011 március 06, 14:05
Köszönöm szépen mindenkinek a segítséget,magamnak szeretném megcsinálni,mert ha más csinálja akkor hol maradaz élvezet?Először a marómotoromnak szeretnék egy felfogatót marni,most csak ilyen "lyukacsos szalaggal"van felfogatva,fából viszont nem szeretnék tartót marni neki,mert akkor hagyhatnám így is.A műanyag 1-2cm-es vastagságban szerintem már jó lenne,ha egy kis párát kap nem vetemedik stb,mert ezt a felfogatót felszeretném használni egy fém gépen,persze csak ha lesz egyáltalán olyanom.Most nagyon gondolkozom azon,hogy majd a nyári fizummal mi legyen,mert leszeretnék vizsgázni korlátlanra és van egy MZm amit meg szeretnék csinálni,de nagyon fáj a fogam egy kis eszterga gépre vagy egy gyári pl siegx2-es marógépre,amivel azért fémeket is lehetne marni.Csak még nem tudom,hogy mit lehetne gyártani,amit eladni is ellehetne,addig meg több pénzt nem szeretnék befektetni ebbe a dologba.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2011 március 06, 17:06
Írta: yuagaci9g Dátum 2011 március 06, 17:06
Aprobb muanyag elkatresznek remekul megfelel a nagyaruhazaban
kaphato muanyag "vagodeszka".
Remekul forgacsolhato. Van belole 2centi vastag is.
En eloszeretettel hasznalom parperces alkatreszekhez.
kaphato muanyag "vagodeszka".
Remekul forgacsolhato. Van belole 2centi vastag is.
En eloszeretettel hasznalom parperces alkatreszekhez.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 március 06, 20:22
Írta: sasi Dátum 2011 március 06, 20:22
No, ez nem volt szép tőlem, nem elég, hogy félrevezettelek, még meg is magyaráztam [#smile]
Nem mágnesezhető távtartónak kellett volna írnom, mert akár levegő is lehet közük, csak akkor kissé körülményes a használata… [#integet2]
Nem mágnesezhető távtartónak kellett volna írnom, mert akár levegő is lehet közük, csak akkor kissé körülményes a használata… [#integet2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 március 12, 00:17
Írta: s7manbs8 Dátum 2011 március 12, 00:17
Ugye nem így kell mechanikailag jó tartót csinálni, na most ehhez szóljatok:
[Vírusos link. Törölve!]
[Vírusos link. Törölve!]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 március 12, 00:18
Írta: s7manbs8 Dátum 2011 március 12, 00:18
És a fazon csodálkozik, hogy remeg a kép benne.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 12, 05:37
Írta: Szalai György Dátum 2011 március 12, 05:37
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2011 március 12, 07:24
Írta: Teaway Dátum 2011 március 12, 07:24
Ilyen célokra poliamidot keress. poliamid<--- link
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 március 12, 13:42
Írta: s7manbs8 Dátum 2011 március 12, 13:42
Köszi a jó példákat, tudtam, hogy te biztos észreveszed a hiányosságát. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 12, 16:00
Írta: 000000000 Dátum 2011 március 12, 16:00
Köszönöm mindenkinek a segítséget,ha nagyon drága ez a poliamid akkor olcsó vágódeszkát veszek inkább.A danamid az nem ugyanaz mint ez a poliamid?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 12, 16:04
Írta: 000000000 Dátum 2011 március 12, 16:04
Azt még elfelejtettem megkérdezni,hogy szerintetek lineáris megvezetésnek jó lenne-e egy zx100-as,csavarokkal feszíthető betétes csúszka,ami valamilyen húzott köracélon vagy hasonló olcsó köszörült rúd helyettesítőn futna?Szerintetek ebből lehetne építeni kottyanásmentes mechanikát?Egy esztergályos mennyi pénzt kérhet el anyag nélkül 6db ilyen csúszka elkészítéséért,és mennyi lenne az anyagköltsége?Előre is köszönöm.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 12, 18:05
Írta: Szalai György Dátum 2011 március 12, 18:05
Édesapám hobbycsillagész, távcsőépítő. A rezgésmentesség ott is fő szempont.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 12, 18:07
Írta: Szalai György Dátum 2011 március 12, 18:07
Ma láttam épp, (az egyik fórumtársnál) egy több mázsás, acélöntvény testű, tömbszikra forgácsoló gép maradványait. Az öntvény X-Y asztal egyszerűen V alakúra munkált, műanyag szalaggal ragasztva burkolt csúszófelületű, központi olajozással. Sehol egy gördülő elem az egész megvezetésben. Nem vizsgáltam részletesen, de gondolom, hogy szálerősítésű, jó siklási tulajdonságú, esetleg porózus felületű műanyagból készült. Az ipar használja a műanyag csúszófelületeket. (Z az golyós megvezetésű volt.)
De a „valamilyen húzott köracélon vagy hasonló olcsó köszörült rúd helyettesítőn futna” módszer, az szerintem már középtávon elvérzik a felületi érdességen és a rugalmas hajlékonyságon. Hamar kopik, rezeg mint a miskolci kocsonya.
Fontos, hogy kemény, nagyon sima, jól megtámasztott felületen csússzon egy jó siklási tulajdonságú kopásálló műanyag.
Ez egy érdekes, száraz rendszer, vannak benne tanulságok.
De a „valamilyen húzott köracélon vagy hasonló olcsó köszörült rúd helyettesítőn futna” módszer, az szerintem már középtávon elvérzik a felületi érdességen és a rugalmas hajlékonyságon. Hamar kopik, rezeg mint a miskolci kocsonya.
Fontos, hogy kemény, nagyon sima, jól megtámasztott felületen csússzon egy jó siklási tulajdonságú kopásálló műanyag.
Ez egy érdekes, száraz rendszer, vannak benne tanulságok.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2011 március 12, 18:37
Írta: yuagaci9g Dátum 2011 március 12, 18:37
Ezt majd megnezheted az en MASANAS-omon is.
Az is pont olyan, ahogy leirtad.
A vezetekek kiszedhetok, allithatok aklasszikus ek modszerrel.

Az is pont olyan, ahogy leirtad.
A vezetekek kiszedhetok, allithatok aklasszikus ek modszerrel.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 13, 22:54
Írta: PSoft Dátum 2011 március 13, 22:54
Gyakran kell 0.5mm-es alulemezbe 10mm-es lyukakat készítenem egyik visszatérő munkámhoz.
A 10-es furatokba ilyen ledeket(foglalatokat)kell szerelni:

Eléggé macerás a 0.5-ös lemezt 10-es fúróval furkálni.
Ezért csináltam egy lyukasztószerszámot a munkához:

Pontozás után 4-es fúróval előfúrok a lyukasztótüskének.
Magát a lyukasztót szegnyeregbe teszem,az ellendarabját meg a tokmányba:

A szegnyereg kézikerekét forgatva, "kinyomkodom" a lyukakat a lemezbe:

Sokkal biztonságosabb a fúrásnál,és a lyukak is "szebbek",sorjamentesek:

A 10-es furatokba ilyen ledeket(foglalatokat)kell szerelni:
Eléggé macerás a 0.5-ös lemezt 10-es fúróval furkálni.
Ezért csináltam egy lyukasztószerszámot a munkához:
Pontozás után 4-es fúróval előfúrok a lyukasztótüskének.
Magát a lyukasztót szegnyeregbe teszem,az ellendarabját meg a tokmányba:
A szegnyereg kézikerekét forgatva, "kinyomkodom" a lyukakat a lemezbe:
Sokkal biztonságosabb a fúrásnál,és a lyukak is "szebbek",sorjamentesek:
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 13, 23:00
Írta: 4um5b65d Dátum 2011 március 13, 23:00
Mi mindig is tudtuk, hogy profi vagy. :))
Tiszta gyári kinézete van a cuccnak....
[#taps]
Tiszta gyári kinézete van a cuccnak....
[#taps]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 13, 23:04
Írta: PSoft Dátum 2011 március 13, 23:04
Bakker!
Lehet,hogy eltévedtem?
Nem ez a dicsekvős topic?:))
Lehet,hogy eltévedtem?
Nem ez a dicsekvős topic?:))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 13, 23:38
Írta: 4um5b65d Dátum 2011 március 13, 23:38
Dicsekvős topic ?!?
Az egész fórum az ! [#nyes]
Az egész fórum az ! [#nyes]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 14, 08:28
Írta: Szalai György Dátum 2011 március 14, 08:28
Érdekes, hogy a lemez gravírozásakor miért nem készítik el a LED-ek lyukait is. Nehéz lenne?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 14, 08:32
Írta: keri Dátum 2011 március 14, 08:32
Mert a laser nem viszi át? :)
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2011 március 14, 09:13
Írta: Teaway Dátum 2011 március 14, 09:13
"A danamid az nem ugyanaz mint ez a poliamid?"
Grrr...ha megnézted volna a linket, akkor nem kérdeznéd[#nezze]
Grrr...ha megnézted volna a linket, akkor nem kérdeznéd[#nezze]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 14, 10:20
Írta: 000000000 Dátum 2011 március 14, 10:20
Megnéztem,köszi a linket.Én úgy tudom,hogy a danamid=poliamid,metamid , de akkor ezek szerint ez nem igaz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 14, 10:36
Írta: 000000000 Dátum 2011 március 14, 10:36
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 14, 10:43
Írta: 000000000 Dátum 2011 március 14, 10:43
Köszi.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 14, 12:05
Írta: PSoft Dátum 2011 március 14, 12:05
Keri meg is mondta a választ.:)
"Nehéz lenne?"...,nagyon,sőt lehetetlen!
Ez egy 50W-os cső,fémvágáshoz...édeskevés.:((
"Nehéz lenne?"...,nagyon,sőt lehetetlen!
Ez egy 50W-os cső,fémvágáshoz...édeskevés.:((
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 14, 13:02
Írta: 4um5b65d Dátum 2011 március 14, 13:02
A poliamid a kémiai neve az anyagnak.
Minden "amid"-ra végződő anyag poliamid.
A danamid, teramid, oilamid, metamid, cellamid stb ezek mind az adott gyártó fantázia nevei.
Néha nem amid-ra végződő nevet adnak a terméknek ezért elsőre nem tudod beazonosítani. Ilyen például az Ertalon .
Ekkor jön jól a szabványosított rövidítés: A poliamidnál ez a "PA" jelzés.
Ezután a jelzés után vannak a különféle anyagmódosításokra , adalékokra, technológiákra vonatkozó jelzések. Ezek közül a leggyakoribb a PA6 jelzés.
Pl:
PA6-G - Öntött poliamid
PA6-E - Extrudált poliamid
PA6-G MoS2 - Öntött Molibdén-Sulfid adalékkal -> Feketévé teszi az anyagot és mechanikailag ellenállóbbá.
PA6 - OIL - Olajtöltetű poliamid. (sokkal jobb a siklása)
stb...stb
Minden "amid"-ra végződő anyag poliamid.
A danamid, teramid, oilamid, metamid, cellamid stb ezek mind az adott gyártó fantázia nevei.
Néha nem amid-ra végződő nevet adnak a terméknek ezért elsőre nem tudod beazonosítani. Ilyen például az Ertalon .
Ekkor jön jól a szabványosított rövidítés: A poliamidnál ez a "PA" jelzés.
Ezután a jelzés után vannak a különféle anyagmódosításokra , adalékokra, technológiákra vonatkozó jelzések. Ezek közül a leggyakoribb a PA6 jelzés.
Pl:
PA6-G - Öntött poliamid
PA6-E - Extrudált poliamid
PA6-G MoS2 - Öntött Molibdén-Sulfid adalékkal -> Feketévé teszi az anyagot és mechanikailag ellenállóbbá.
PA6 - OIL - Olajtöltetű poliamid. (sokkal jobb a siklása)
stb...stb
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 14, 15:00
Írta: 000000000 Dátum 2011 március 14, 15:00
[#eljen][#taps]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 15, 21:03
Írta: PSoft Dátum 2011 március 15, 21:03
Régóta visszatérő problémánk a táblalemezek(0.5mm től 2mm-ig) pontos,sorjamentes,és esztétikus darabolása.
Nézegetve a táblalemezvágó ollókat,"horror" árakat látni,szinte mindenhol.
A négyes,vagy ötös szám után öt nulla!!![#csodalk] szinte mindenhol.
A másik meg az,hogy az ollós vágás nem is igazán jó,mert megnyomja,görbíti az anyagot.:((
Elgondolkodtunk azon,hogy körülnézve a "háztáji"-ban,hogyan tudnánk ezt lényegesen olcsóbban,a lehetőségeket figyelembe véve megvalósítani.
Kétnapi munkának lett az eredménye ez a vágóasztal:




Az asztal váza 30x30-as,és 40x20-as alu zártszelvény,csavarozva.
Az asztallap(1200x600mm),és a hátmerevítő 20mm-es bútorlapból van.
Maga a mechanika....
A jóöreg NDK-s rajzasztal szánszerkezete,nagyon kevés módosítással,amit lehetett felhasználtunk belőle(aluszánok,kocsik,csapágyazott bakelitgörgők,a kocsik rugós fékjei,...stb.):




Vágómotornak egy névtelen "kisflex"-et használunk,100-as átmérőjű,0.5mm-es fűrésztárcsával:


A kocsin fogantyú a biztonságos kézi vezetéshez,és a kocsin van a vágómotor nyomógombos kapcsolója is.
Csak addíg megy a vágómotor,amíg a gombot nyomvatartom:


A próbavágásoknál nagyon jól "vizsgázott" a szerkentyű,2mm-ig vágtam vele alulemezt.
A "kisflex"-et max.-on pörgetve,szép,sorjamentes a vágás.
A képen 1mm-es eloxált alu vágása:


Nézegetve a táblalemezvágó ollókat,"horror" árakat látni,szinte mindenhol.
A négyes,vagy ötös szám után öt nulla!!![#csodalk] szinte mindenhol.
A másik meg az,hogy az ollós vágás nem is igazán jó,mert megnyomja,görbíti az anyagot.:((
Elgondolkodtunk azon,hogy körülnézve a "háztáji"-ban,hogyan tudnánk ezt lényegesen olcsóbban,a lehetőségeket figyelembe véve megvalósítani.
Kétnapi munkának lett az eredménye ez a vágóasztal:
Az asztal váza 30x30-as,és 40x20-as alu zártszelvény,csavarozva.
Az asztallap(1200x600mm),és a hátmerevítő 20mm-es bútorlapból van.
Maga a mechanika....
A jóöreg NDK-s rajzasztal szánszerkezete,nagyon kevés módosítással,amit lehetett felhasználtunk belőle(aluszánok,kocsik,csapágyazott bakelitgörgők,a kocsik rugós fékjei,...stb.):
Vágómotornak egy névtelen "kisflex"-et használunk,100-as átmérőjű,0.5mm-es fűrésztárcsával:
A kocsin fogantyú a biztonságos kézi vezetéshez,és a kocsin van a vágómotor nyomógombos kapcsolója is.
Csak addíg megy a vágómotor,amíg a gombot nyomvatartom:
A próbavágásoknál nagyon jól "vizsgázott" a szerkentyű,2mm-ig vágtam vele alulemezt.
A "kisflex"-et max.-on pörgetve,szép,sorjamentes a vágás.
A képen 1mm-es eloxált alu vágása:
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 15, 21:13
Írta: 000000000 Dátum 2011 március 15, 21:13
Helló !
Szeretnék segítséget kérni egy tervezésben is jártas szakembertől. E-mailben tudnánk konzultálni ahol is AutoCad rajzot is tudnék küldeni. Valószínűleg eléggé könnyű lesz a megoldás csak tapasztalat hiány miatt nem igazán tudom helyesen megoldani a feladatot. A probléma egy befogókészülékkel és egy munkadarabbal lenne. Maráshoz kell egy tárcsaszerű alkatrészt megfelelően rögzíteni. Nagyjából kigondoltam már, de tájoló tuskóval és központosítással kapcsolatban lenne kérdésem,problémám. Amihez kellene nekem egy egyszerű beépítési rajz, hogy hogyan is néz ki egyáltalán a tájoló túskó stb stb.
emailem: endruboyy@freemail.hu
Szeretnék segítséget kérni egy tervezésben is jártas szakembertől. E-mailben tudnánk konzultálni ahol is AutoCad rajzot is tudnék küldeni. Valószínűleg eléggé könnyű lesz a megoldás csak tapasztalat hiány miatt nem igazán tudom helyesen megoldani a feladatot. A probléma egy befogókészülékkel és egy munkadarabbal lenne. Maráshoz kell egy tárcsaszerű alkatrészt megfelelően rögzíteni. Nagyjából kigondoltam már, de tájoló tuskóval és központosítással kapcsolatban lenne kérdésem,problémám. Amihez kellene nekem egy egyszerű beépítési rajz, hogy hogyan is néz ki egyáltalán a tájoló túskó stb stb.
emailem: endruboyy@freemail.hu
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2011 március 15, 21:33
Írta: Miki2 Dátum 2011 március 15, 21:33
Kitünő ötlet, és szép kivitel.
Gratulálok a lelményességetekhez.
Talán a motor felfogó kicsi módosításával a hossz irányú vágásokat is meg lehetne oldani.
Gratulálok a lelményességetekhez.
Talán a motor felfogó kicsi módosításával a hossz irányú vágásokat is meg lehetne oldani.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 15, 21:42
Írta: PSoft Dátum 2011 március 15, 21:42
Köszönöm...
Igen,az lesz a következő,a vágótengely derékszögű elfordíthatóságának a megoldása.:)
Igen,az lesz a következő,a vágótengely derékszögű elfordíthatóságának a megoldása.:)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 15, 21:47
Írta: Szalai György Dátum 2011 március 15, 21:47
A régi műszaki rajzasztal keresztvezető szerkezete bánja. Gratula az ötlethez.
(Nekem is van, vagy húsz éve mentettem meg az enyészettől. Úgy látszik használható még valamire. Egy hónapja zsákmányoltam a Vaterán 0,5 x 100mm gyémánt vágótárcsát is, üvegszálas anyagok vágására.)
(Nekem is van, vagy húsz éve mentettem meg az enyészettől. Úgy látszik használható még valamire. Egy hónapja zsákmányoltam a Vaterán 0,5 x 100mm gyémánt vágótárcsát is, üvegszálas anyagok vágására.)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 március 15, 21:52
Írta: hostya Dátum 2011 március 15, 21:52
[#eljen] Szuper!
Egy idő után a fűrésztárcsa fogai hajlamosak a 'beragadásra' lágy alu esetén.
Ezért én tennék a tárcsa két oldalára kivüről rögzítve, egy-egy olajjal átitatott filc darabkát.
Egy idő után a fűrésztárcsa fogai hajlamosak a 'beragadásra' lágy alu esetén.
Ezért én tennék a tárcsa két oldalára kivüről rögzítve, egy-egy olajjal átitatott filc darabkát.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 15, 22:10
Írta: PSoft Dátum 2011 március 15, 22:10
Vannak még egyáltalán rajzasztalnál rajzolgató emberkék???
Nemhiszem!
Jópár éve porosodtak nálam is két asztalnak a szánjai(még a vonalzói is megvannak).
Most az egyiket új életre keltettem.:)
A másikra is vannak már terveim.:))
Nemhiszem!
Jópár éve porosodtak nálam is két asztalnak a szánjai(még a vonalzói is megvannak).
Most az egyiket új életre keltettem.:)
A másikra is vannak már terveim.:))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 15, 22:14
Írta: PSoft Dátum 2011 március 15, 22:14
Nagyszerű ötlet,ki fogom próbálni.
Bár,nem lenne jó ha az olaj beszennyezné a lemezt.
Bár,nem lenne jó ha az olaj beszennyezné a lemezt.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 15, 23:01
Írta: 4um5b65d Dátum 2011 március 15, 23:01
PSoft harcostárs !
Most csak nézek ki a fejemből és nem értem a dolgot.
Eddig azt hittem, hogy világos szürkére eloxált lemezre lézerezel rá feliratokat ami fekete lesz.
Elképzelhető, hogy fekete eloxra lézerezed rá a világos negatív mintázatot ?
Most csak nézek ki a fejemből és nem értem a dolgot.
Eddig azt hittem, hogy világos szürkére eloxált lemezre lézerezel rá feliratokat ami fekete lesz.
Elképzelhető, hogy fekete eloxra lézerezed rá a világos negatív mintázatot ?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 15, 23:18
Írta: PSoft Dátum 2011 március 15, 23:18
Hogy,mit nem lehet ezen érteni??? :))
Akkooo,megmutatom,csak Neked,mégegyszer!!!

Mostmááá ééérted? :))
Akkooo,megmutatom,csak Neked,mégegyszer!!!
Mostmááá ééérted? :))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 15, 23:25
Írta: 4um5b65d Dátum 2011 március 15, 23:25
Tényleg, basszus, ez a kép elkerülte a figyelmemet.
Illetve nem kerülte el a figyelmemet csak nem vettem észre...
Most már értek mindent....[#taps][#puszi][#integet2]
Nagyon remélem, hogy más fórumlakó nem merészeli megnézni ezt a képet , mivel ezt CSAK NEKEM tetted fel. Ha mégis szemet vetne rá valaki azt kihívom egy kocsma menetre és asztal alá iszom az illetőt... [#nevetes1]
Illetve nem kerülte el a figyelmemet csak nem vettem észre...
Most már értek mindent....[#taps][#puszi][#integet2]
Nagyon remélem, hogy más fórumlakó nem merészeli megnézni ezt a képet , mivel ezt CSAK NEKEM tetted fel. Ha mégis szemet vetne rá valaki azt kihívom egy kocsma menetre és asztal alá iszom az illetőt... [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 15, 23:31
Írta: 4um5b65d Dátum 2011 március 15, 23:31
Most eszembe jutott valami.
Van "nekünk" olyan szoftverünk valahol amivel hasonló szögskála beosztást lehet rajzolni mint ami az esztergák kéziszánja alatt van ?
Van "nekünk" olyan szoftverünk valahol amivel hasonló szögskála beosztást lehet rajzolni mint ami az esztergák kéziszánja alatt van ?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 15, 23:40
Írta: PSoft Dátum 2011 március 15, 23:40
Valahol biztos van,de mire is gondolsz?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 15, 23:52
Írta: 4um5b65d Dátum 2011 március 15, 23:52
Jajj, hát ne izélj mááááá. :)
Én is hamar megértettem a lézerezés lényegét.
CSAK NEKED mégegyszer:
Valami ilyesmire gondolok. Ehhez kellene valami rajzoló program ami tág határok közt megengedi a paraméterezést. Például a kör átmérő, skálaosztások száma, betűtípus...stb stb... amit később lézerrel fel lehetne "csinálni" egy fekete eloxált lemezre. Értem máááá? :)

Én is hamar megértettem a lézerezés lényegét.
CSAK NEKED mégegyszer:
Valami ilyesmire gondolok. Ehhez kellene valami rajzoló program ami tág határok közt megengedi a paraméterezést. Például a kör átmérő, skálaosztások száma, betűtípus...stb stb... amit később lézerrel fel lehetne "csinálni" egy fekete eloxált lemezre. Értem máááá? :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 16, 00:16
Írta: PSoft Dátum 2011 március 16, 00:16
Ezt,valószínű Corel-ben is megtudod rajzolni.
Olyan betűvel rajzolod,amilyennel akarod.:)
Méretezd be a rajzot,mensd el vektorosan(.dxf .plt),és küld el.
Megcsinálom neked.
Kívű-bellű meg,csak ki tudod bicskázni.:))
Olyan betűvel rajzolod,amilyennel akarod.:)
Méretezd be a rajzot,mensd el vektorosan(.dxf .plt),és küld el.
Megcsinálom neked.
Kívű-bellű meg,csak ki tudod bicskázni.:))
Cím: Re:Mechanikai ötletek
Írta: 3k74cecek Dátum 2011 március 16, 00:34
Írta: 3k74cecek Dátum 2011 március 16, 00:34
A következő lépés remélem a CNC-sítése lesz![#eljen][#taps]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 16, 06:51
Írta: 000000000 Dátum 2011 március 16, 06:51
Nagyon klassz megoldás![#eljen]
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 március 16, 08:10
Írta: Béni Dátum 2011 március 16, 08:10
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 16, 09:16
Írta: 4um5b65d Dátum 2011 március 16, 09:16
Este megnézem, köszönöm...[#worship]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2011 március 16, 09:26
Írta: Motoros Dátum 2011 március 16, 09:26
Klaviónál kapni hasonlót vagy tán ugyanezt, valami egészen szimbólikus összegért..5000huf.
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 március 16, 09:58
Írta: Béni Dátum 2011 március 16, 09:58
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 16, 10:16
Írta: keri Dátum 2011 március 16, 10:16
Köszi [#eljen]
Motor műszerfalat szeretnék csinálni, most legalább jól kipróbálom hogy lehet e ezzel.
Motor műszerfalat szeretnék csinálni, most legalább jól kipróbálom hogy lehet e ezzel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 16, 13:21
Írta: 000000000 Dátum 2011 március 16, 13:21
Milyen név alatt ill.hogy keresem Klaviónál ?[#conf]
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2011 március 16, 13:27
Írta: RogerCo Dátum 2011 március 16, 13:27
http://t2cnc.hu/frontdesigner-hu.htm
http://aruhaz.klavio.hu/main.php?l=hu&m=0&p=5&pfi=3678&ck=0
http://aruhaz.klavio.hu/main.php?l=hu&m=0&p=5&pfi=3678&ck=0
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 16, 15:48
Írta: 000000000 Dátum 2011 március 16, 15:48
Nagyon köszönöm a gyors választ !![#eljen][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 17, 09:55
Írta: Szalai György Dátum 2011 március 17, 09:55
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 17, 17:53
Írta: 000000000 Dátum 2011 március 17, 17:53
Sziasztok!Közületek még senki sem gondolkozott egy fröccsöntő gép építésében?Nem profi dologra gondolok,nem a termelékenység lenne a lényeg,hanem az,hogy működjön.Youtube-on van fent egy pár video.Szerintetek lehetne építeni egyet?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 17, 17:57
Írta: 000000000 Dátum 2011 március 17, 17:57
http://primplast.hu/index.html
Ezen az oldalon találhatóak részegységek.
Ezen az oldalon találhatóak részegységek.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 17, 19:19
Írta: Szalai György Dátum 2011 március 17, 19:19
Lehetne.
Csak minek, mire? Nagy szériás melóhoz való az, ahol ontják a silány tömegterméket a „dobd el és vegyél másikat” piacra. Fröccsöntő szerszám készítéséhez minimum marógép kell. Esetleg tömbszikra gép is, de a tömbszerszámhoz is marógép.
És itt meg is álltunk a kisszériás vagy egyedi melónál. Marógép és semmi más. Ez illik a hobby szintű, univerzális felhasználáshoz. A fröccsöntés kicsiben nagyon-nagyon költséges, nagyban meg nem hobby.
Szerintem.
Csak minek, mire? Nagy szériás melóhoz való az, ahol ontják a silány tömegterméket a „dobd el és vegyél másikat” piacra. Fröccsöntő szerszám készítéséhez minimum marógép kell. Esetleg tömbszikra gép is, de a tömbszerszámhoz is marógép.
És itt meg is álltunk a kisszériás vagy egyedi melónál. Marógép és semmi más. Ez illik a hobby szintű, univerzális felhasználáshoz. A fröccsöntés kicsiben nagyon-nagyon költséges, nagyban meg nem hobby.
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 17, 19:34
Írta: 000000000 Dátum 2011 március 17, 19:34
Korábban is írtam,hogy ilyen műanyag kockákat szeretnék önteni,amiből lehetne alkatrészeket kimarni,mert talán ez lenne otthonra a legolcsóbb és legjobb minőségű anyag,mivel a fa vetemedik,a műanyag meg nem és biztos mindenkinek van otthon egy kis műanyag hulladéka.Említették itt a fórumon,hogy keressek ilyen műanyag vágódeszkát,de eddig még sajnos nem találtam.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 17, 19:45
Írta: Szalai György Dátum 2011 március 17, 19:45
Korában is írtam, hogy a hőre lágyuló műanyagok sajnos bomlékonyak. Ezért nyomás alatt kell formába préselni őket, mert mire légköri nyomáson is önthető lenne, tönkremegy.
Próbálj megolvasztani csak egy PVC-t, vagy egy PET-et, és meglátod, hogy mire tudod használni. A nyomás alatti öntés pedig egy-egy tégláért nem éri megy a ráfordított energiát.
Próbálj megolvasztani csak egy PVC-t, vagy egy PET-et, és meglátod, hogy mire tudod használni. A nyomás alatti öntés pedig egy-egy tégláért nem éri megy a ráfordított energiát.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 17, 19:48
Írta: keri Dátum 2011 március 17, 19:48
Hát ennek nem sok értelme van :)
Amíg megoldod hogy öntsél pár kockát, addig én elmegyek a boltba és veszek :)
Pl. ITT
De ugyan itt a POM is nagyon jó anyag.
Amíg megoldod hogy öntsél pár kockát, addig én elmegyek a boltba és veszek :)
Pl. ITT
De ugyan itt a POM is nagyon jó anyag.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 17, 20:06
Írta: Szalai György Dátum 2011 március 17, 20:06
Mi lett az eredmény a Front Designer-el? Nézted a Corel-el összelökött rajzomat? (#9186) Hogy passzol az elképzelésedhez? Nem túl durva? Milyen gépre lesz a műszer?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 17, 20:53
Írta: keri Dátum 2011 március 17, 20:53
Jahogy azt nekem rajzoltad direkt [#taps]
Nem értettem, hogy jön ide a szocimotoros, de nagyon ötletes a sarló dugattyú.
Elsőre a Hondámra akarok műszert csinálni komplett burkolatot, mechanikát is beleértve, mert az eredeti összetört, meg amúgy is ronda volt. Az egész hobby CNC-t is ezért kezdtem el :D szóval ez már elég régi projekt részemről.
Alapvetően egyszerű mutatós műszerre gondoltam, de szép klaszikus kinézettel.
Pl, valami formás mutatóval átvilágított számokkal, vagy fehér háttérrel.
Még nem volt időm foglalkozni a Front Designerel, mert motort szereltem :) holnap a munkahelyemen terveztem nézegetni.
Eddig AutoCad-el próbálkoztam, de nem lettek szépek.
Másik hogy műszer előlapokra is jól néz ki a frontdesigner ezért kaptam fel a fejemet rá.
Nem értettem, hogy jön ide a szocimotoros, de nagyon ötletes a sarló dugattyú.
Elsőre a Hondámra akarok műszert csinálni komplett burkolatot, mechanikát is beleértve, mert az eredeti összetört, meg amúgy is ronda volt. Az egész hobby CNC-t is ezért kezdtem el :D szóval ez már elég régi projekt részemről.
Alapvetően egyszerű mutatós műszerre gondoltam, de szép klaszikus kinézettel.
Pl, valami formás mutatóval átvilágított számokkal, vagy fehér háttérrel.
Még nem volt időm foglalkozni a Front Designerel, mert motort szereltem :) holnap a munkahelyemen terveztem nézegetni.
Eddig AutoCad-el próbálkoztam, de nem lettek szépek.
Másik hogy műszer előlapokra is jól néz ki a frontdesigner ezért kaptam fel a fejemet rá.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 17, 21:43
Írta: Szalai György Dátum 2011 március 17, 21:43
Ez van a fórumozó adatlapodon „mail címem keri kukac szocimotoros.hu”
Ez ihletett, de kellemes elfoglaltság is volt a téma végiggondolása. Motoros jelképek és szoci jelképek válogatása, összegyúrása a motorműszer funkciókkal, és az elképzelés vázolása, kidolgozása.
Nekem tetszik, de a hétköznapi életben kicsit bevállalhatatlannak tartom. Kíváncsi voltam, Te bevállalnád-e.
Ha tudtam volna hogy Honda, akkor sarló helyett a szárny lenne rajta.
Ez ihletett, de kellemes elfoglaltság is volt a téma végiggondolása. Motoros jelképek és szoci jelképek válogatása, összegyúrása a motorműszer funkciókkal, és az elképzelés vázolása, kidolgozása.
Nekem tetszik, de a hétköznapi életben kicsit bevállalhatatlannak tartom. Kíváncsi voltam, Te bevállalnád-e.
Ha tudtam volna hogy Honda, akkor sarló helyett a szárny lenne rajta.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 17, 22:36
Írta: keri Dátum 2011 március 17, 22:36
Mivel ez nem a politikáról, vagy világnézetről szól hanem a régi szocialista országokban gyártott motorokról, szerintem vállalható, már csak a retro divat miatt is.
Egy reliefbe faragva, megfestve, jól nézne ki.
Én személy szerint az egyszerű oldtimer műszerfalakat szeretem, mint ezek:



Egy reliefbe faragva, megfestve, jól nézne ki.
Én személy szerint az egyszerű oldtimer műszerfalakat szeretem, mint ezek:
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 17, 22:58
Írta: PSoft Dátum 2011 március 17, 22:58
Melyik "szocialista" járgány kilóméterórája volt MPH-ba kalibrálva?:))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 17, 23:08
Írta: PSoft Dátum 2011 március 17, 23:08
Kipróbáltam Béni FrontDesigner-ét.
Jó...jó,de nem kimondottan műszerfal(kilóméteróra) rajzolásra.
A másik baja meg az,hogy így nagyon buta a progi.:((
Valahogy ki kéne "okosítani".:)
Jó...jó,de nem kimondottan műszerfal(kilóméteróra) rajzolásra.
A másik baja meg az,hogy így nagyon buta a progi.:((
Valahogy ki kéne "okosítani".:)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 17, 23:33
Írta: keri Dátum 2011 március 17, 23:33
Nekem nem működik, CRC hibát jelez.
Mindegy, ezek szerint annyira nem lehet vele úgysem flancolni.
Marad a Corel.
Mindegy, ezek szerint annyira nem lehet vele úgysem flancolni.
Marad a Corel.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 18, 00:06
Írta: PSoft Dátum 2011 március 18, 00:06
Gyuri jót rajzolt a Corel-ban.:)
Lehet azzal sokmindent....
Lehet azzal sokmindent....
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 március 18, 05:17
Írta: Béni Dátum 2011 március 18, 05:17
Bár nem próbáltam végig minden funkciót, de amit igen, az nekem működött. Beleértve a mentést és exportálást is. Te milyen korlátba futottál bele?
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 március 18, 05:21
Írta: Béni Dátum 2011 március 18, 05:21
Próbáld a legfrissebb Winrar-al kicsomagolni, a helyes jelszót megadva! Ha így sem megy, akkor vagy a letöltésed hibás, vagy memóriahiba.
Cím: Re:Mechanikai ötletek
Írta: hyn6ys8wt Dátum 2011 március 18, 07:36
Írta: hyn6ys8wt Dátum 2011 március 18, 07:36
Nekem tökéletesen müködik, jó kis progi...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 18, 10:56
Írta: PSoft Dátum 2011 március 18, 10:56
Végig én sem próbáltam,sok időt nem töltöttem vele.
A mentésnél nekem üres file-okat mentett .dxf-nél,és .plt-nél is.
De...,lehet,hogy csak a hiányos englis tudásom az oka.:((
Majd,még próbálkozok vele.:)
A mentésnél nekem üres file-okat mentett .dxf-nél,és .plt-nél is.
De...,lehet,hogy csak a hiányos englis tudásom az oka.:((
Majd,még próbálkozok vele.:)
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 március 18, 11:24
Írta: Béni Dátum 2011 március 18, 11:24
Én még a DXF exportot sem találtam. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 12:00
Írta: 4um5b65d Dátum 2011 március 18, 12:00
Nem is fog dxf-et exportálni, menteni, ahhoz le kell perkálnod a szoftver árát.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 18, 12:07
Írta: 000000000 Dátum 2011 március 18, 12:07
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 18, 12:46
Írta: PSoft Dátum 2011 március 18, 12:46
Igeeeen...
[#eljen][#puszi]
[#eljen][#puszi]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 13:16
Írta: 4um5b65d Dátum 2011 március 18, 13:16
Ezzel a változattal együtt azt hittem, hogy már két okos dolog van a világon, de rájöttem, hogy ez sem okos.
Nem lehet vele 360 fokos kör alakú szögskálát készíteni amit:
1 fokonként egy rövid vonallal jelölünk...
5 fokonként egy hosszabb vonallal...
10 fokonként számmal is jelölünk...
Tehát megint én maradtam egyedül mint okosság...
[#eplus2]
Nem lehet vele 360 fokos kör alakú szögskálát készíteni amit:
1 fokonként egy rövid vonallal jelölünk...
5 fokonként egy hosszabb vonallal...
10 fokonként számmal is jelölünk...
Tehát megint én maradtam egyedül mint okosság...
[#eplus2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 18, 13:22
Írta: 000000000 Dátum 2011 március 18, 13:22
bizonyára vanak korlátjai a szoftvernek!
licenszelés és alkalmazási terület határokon belül...
az elözö volt a probléma....
de a corelrel meg oldhato sokminden amit épen keresel...
licenszelés és alkalmazási terület határokon belül...
az elözö volt a probléma....
de a corelrel meg oldhato sokminden amit épen keresel...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 18, 13:41
Írta: 000000000 Dátum 2011 március 18, 13:41
hogy ne keljen elöröl kezdeni..
Speedometer+Vector] [#eplus2]
vagy Speedometer Design corel draw [#eljen]
Speedometer+Vector] [#eplus2]
vagy Speedometer Design corel draw [#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 18, 13:41
Írta: PSoft Dátum 2011 március 18, 13:41
Esetleg,valamelyik "encoderrajzoló" progi-val?
Itt a fórumon is volt már,talán K.Balázs nevéhez fűződő kis vektoros progi.
Arra már könnyebb volna mondjuk a Corel-ben számokat "ültetni".
Itt a fórumon is volt már,talán K.Balázs nevéhez fűződő kis vektoros progi.
Arra már könnyebb volna mondjuk a Corel-ben számokat "ültetni".
Cím: Re:Mechanikai ötletek
Írta: nmnrsytc Dátum 2011 március 18, 13:44
Írta: nmnrsytc Dátum 2011 március 18, 13:44
Jó kis progi a Frontdesigner, egyszerűbb társa a FrontPanelExpress
http://www.frontpanelexpress.com/download/front-panel-designer/index.html
Itt van skálatervező kis progi is .
http://www.frontpanelexpress.com/support/tips-tricks/index.html
http://www.frontpanelexpress.com/download/front-panel-designer/index.html
Itt van skálatervező kis progi is .
http://www.frontpanelexpress.com/support/tips-tricks/index.html
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 18, 13:53
Írta: PSoft Dátum 2011 március 18, 13:53
ERRE gondoltam,lent a lap legalján.
Pontosítanék,a progi SquirrelTech fórumtársunk szerzeménye.
Igaz,hogy így még nem próbáltam,de encodertárcsát már rajzoltam,"gyártottam" vele.
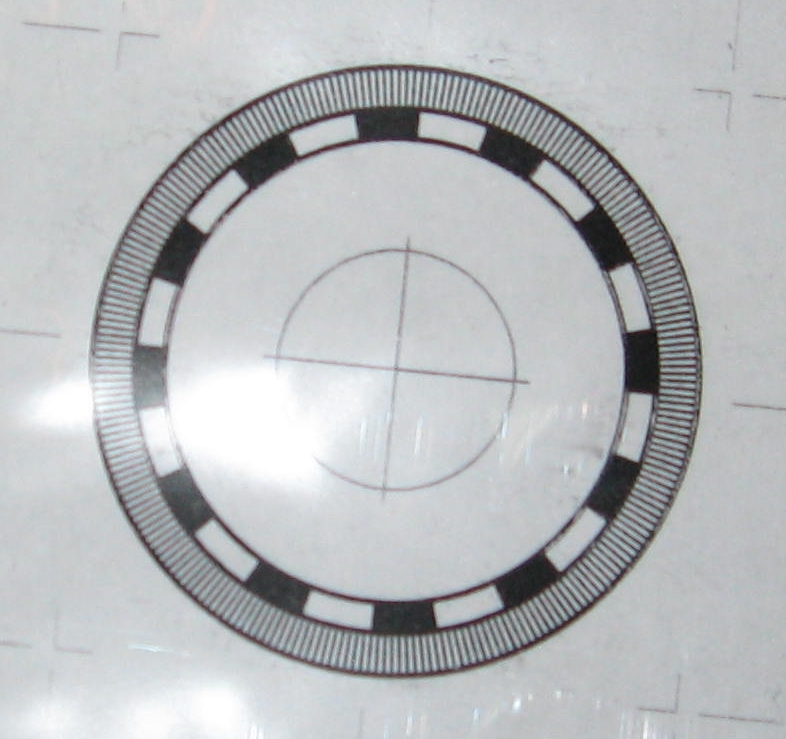
Pontosítanék,a progi SquirrelTech fórumtársunk szerzeménye.
Igaz,hogy így még nem próbáltam,de encodertárcsát már rajzoltam,"gyártottam" vele.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 18, 13:53
Írta: keri Dátum 2011 március 18, 13:53
Meg lehet csinálni.
Két skálát teszel egymásra :)
Így sajnos te mint utolsó "okosság" létezése is megdölni látszik [#mf2]
Természetesen maximális tiszteletem mellet [#worship]
Két skálát teszel egymásra :)
Így sajnos te mint utolsó "okosság" létezése is megdölni látszik [#mf2]
Természetesen maximális tiszteletem mellet [#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 18, 14:13
Írta: 000000000 Dátum 2011 március 18, 14:13
Csak tátom aszámat, hogy mik vannak!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 18, 14:19
Írta: 000000000 Dátum 2011 március 18, 14:19
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 március 18, 15:03
Írta: Béni Dátum 2011 március 18, 15:03
Ilyenre gondoltál?

Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 18, 16:04
Írta: PSoft Dátum 2011 március 18, 16:04
Vagy egy ilyen,ha balos az orsód?:)

Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 16:30
Írta: 4um5b65d Dátum 2011 március 18, 16:30
Hogy Ti milyen kis genyók vagytok, még ezt a magamra ragasztott okosságot is sajnáljátok tőlem....
[#rinya][#mf2][#worship]
[#rinya][#mf2][#worship]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 16:46
Írta: 4um5b65d Dátum 2011 március 18, 16:46
Hohó, most látom Béla bátyám, egy kicsit csaltál... :)
Nincs 5 osztásonként hosszú vonal. Így én is meg tudtam csinálni. Bénié és Kerié lesz a jó megoldás, feltételezem akkor ez úgy készült,hogy egymás tetejére lett pakolva két skála.
Nincs 5 osztásonként hosszú vonal. Így én is meg tudtam csinálni. Bénié és Kerié lesz a jó megoldás, feltételezem akkor ez úgy készült,hogy egymás tetejére lett pakolva két skála.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 március 18, 16:50
Írta: s7manbs8 Dátum 2011 március 18, 16:50
Minek az a sok osztás hosszú vonal, nem jó a szemüveged, vagy az 5-ig számolás nem megy ? :)
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 március 18, 16:58
Írta: Béni Dátum 2011 március 18, 16:58
Több, mint kettő ...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 17:03
Írta: 4um5b65d Dátum 2011 március 18, 17:03
Az exportálható file típussal lehet valamit kezdeni, mert a képformátumok gondolom felejtősek.
A PLT formátumnak van köze a vektorhoz ?
A PLT formátumnak van köze a vektorhoz ?
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 március 18, 17:18
Írta: Béni Dátum 2011 március 18, 17:18
No, itt a dolog gyenge pontja. Elvileg az EMF lenne a megoldás (vektoros formátum), de az exportált adatok nem korrektek. :(
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 18, 18:26
Írta: keri Dátum 2011 március 18, 18:26
Bocs de ebbe nagyon beleszaladtál, nem lehetett kihagyni[#hawaii]
Igen, HP_GL plotter file, ahogy nézem. Vonalláncokat és toll infokat szokott tartalmazni. Ha jól emlékszem importálható a MACH-be.
Igen, HP_GL plotter file, ahogy nézem. Vonalláncokat és toll infokat szokott tartalmazni. Ha jól emlékszem importálható a MACH-be.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 március 18, 18:55
Írta: hostya Dátum 2011 március 18, 18:55
Laslie!
Tettem fel a mappámba egy 'skála varázslót'.
Nem tudom honnan töltöttem le valamikor, de hátha valaki esetleg tudja a forrást.(emlékszik)
Ez a kis progi eredetileg G-kodot is tudott generálni, de én csak a demo változatból töltöttem le.
Tettem fel a mappámba egy 'skála varázslót'.
Nem tudom honnan töltöttem le valamikor, de hátha valaki esetleg tudja a forrást.(emlékszik)
Ez a kis progi eredetileg G-kodot is tudott generálni, de én csak a demo változatból töltöttem le.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 19:22
Írta: 4um5b65d Dátum 2011 március 18, 19:22
Na, jó jó, én sem hagytam vóóóna ki.. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 18, 19:29
Írta: PSoft Dátum 2011 március 18, 19:29
Nincs 5 osztásonként hosszú vonal....,
Viszont ez csak egy réteg,nem pakoltam egymásra kettőt-hármat.:))
Viszont ez csak egy réteg,nem pakoltam egymásra kettőt-hármat.:))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 19:29
Írta: 4um5b65d Dátum 2011 március 18, 19:29
Köszi, de sajnos nem működik a program. Hiányol belőle egy "dll" file-t.
Szerintem azt installáláskor a gépedre tette.
Szerintem azt installáláskor a gépedre tette.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 19:31
Írta: 4um5b65d Dátum 2011 március 18, 19:31
Azéééé írtam, hogy idáig én is eljutottam.
A beállításoknál valamelyik lófüttyöt nem engedi 50-es értéknél nagyobbra állítani, ezért nem fog menni egyetlen rétegben a kívánt rajzolat.
A beállításoknál valamelyik lófüttyöt nem engedi 50-es értéknél nagyobbra állítani, ezért nem fog menni egyetlen rétegben a kívánt rajzolat.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 március 18, 19:53
Írta: hostya Dátum 2011 március 18, 19:53
Sajnálom...
Próbaképpen lefuttattam egy szüz gépen, (csak az XP van rajta) a mappámból letöltött fájlt, és nekem megy...
Próbaképpen lefuttattam egy szüz gépen, (csak az XP van rajta) a mappámból letöltött fájlt, és nekem megy...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 18, 20:01
Írta: PSoft Dátum 2011 március 18, 20:01
Le akartam tölteni,de azt írja az Avira,hogy...
"Is the TR/Dropper.Gen Trojan"
Most akko mi is van???
"Is the TR/Dropper.Gen Trojan"
Most akko mi is van???
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 20:03
Írta: 4um5b65d Dátum 2011 március 18, 20:03
Akkor lehet, hogy a Windows-omból hiányzik egy file...
Amúgy Zippeld össze az exe-t mert megint rájön a vírus, Varsa meg kikel magából....
Amúgy Zippeld össze az exe-t mert megint rájön a vírus, Varsa meg kikel magából....
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 március 18, 20:11
Írta: hostya Dátum 2011 március 18, 20:11
OK.
Már töröltem is ...
Már töröltem is ...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 20:17
Írta: 4um5b65d Dátum 2011 március 18, 20:17
Nem kellett volna törölni, csak összecsomagolni hogy ne legyen közvetlenül futtatható file.
Bár most, hogy Psoft-nál gubancot jelzett nem tudom, hogy mi van ilyenkor.
Bár most, hogy Psoft-nál gubancot jelzett nem tudom, hogy mi van ilyenkor.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 március 18, 20:18
Írta: hostya Dátum 2011 március 18, 20:18
Kb. 1 órája tettem fel, akkor még nem volt 'fertőzött', (legalábbis nekem nem jelzett a viruskergető) de már töröltem.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 március 18, 20:23
Írta: hostya Dátum 2011 március 18, 20:23
Persze tudom, de ha mégis férges, akkor mindegy hogy .exe vagy .zip
Sajnálom, én csak segíteni akartam... bocs.
Sajnálom, én csak segíteni akartam... bocs.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 március 18, 21:03
Írta: sasi Dátum 2011 március 18, 21:03
A Corel-be könnyen el lehet készíteni, az alábbi skála is abban készült.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 21:28
Írta: 4um5b65d Dátum 2011 március 18, 21:28
Ha már eleve vírusos akkor tök mindegy, akkor már terjed, csak ha most tiszta akkor az exe-t fogja megtámadni egy esetleges későbbi vírus, a zip-et nem.
HTML file-okkal is ugyanez a helyzet.
A segítséggel semmi gond nincs, nagyon köszönöm mégegyszer. :)
HTML file-okkal is ugyanez a helyzet.
A segítséggel semmi gond nincs, nagyon köszönöm mégegyszer. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 március 18, 21:31
Írta: 4um5b65d Dátum 2011 március 18, 21:31
Köszönöm, csak Corel-em nincs, de nem is lesz.
Igyekszem jogtisztán tartani a gépemet, úgyhogy vagy freeware, vagy szoftvervásárlás. A Corel-t meg nem venném meg az tuti.
Biztos van ehhez is valami ingyenes program, majd megtalálom egyszer, annyira még nem sürgős.
Igyekszem jogtisztán tartani a gépemet, úgyhogy vagy freeware, vagy szoftvervásárlás. A Corel-t meg nem venném meg az tuti.
Biztos van ehhez is valami ingyenes program, majd megtalálom egyszer, annyira még nem sürgős.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 18, 21:37
Írta: 000000000 Dátum 2011 március 18, 21:37
Sziasztok!Lehet,hogy eladom a gépemet,de szeretnék helyette egy masszívabbat építeni vagy venni,nekem a sieg x2-s(sieg.hu) gép tetszik,szerintetek egy nagyobb motorral lehetne vele acélt marni?A szánok elmozdulása viszont kicsinek tűnnek:keresztbe 10cm,hosszirányban 22cm,de őszintén megvallva nagyobb dolgokat ti szoktatok csinálni a gépeiteken?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 19, 07:17
Írta: keri Dátum 2011 március 19, 07:17
Nem kell mindent elhinni a víruskeresőnek.
Az okosítot programok töréseire rendszeresen bejelez, de valójában nem vírus, csak egy olyan program ami egy másik programban belepiszkál.
Az ingyenes keresők meg pláne érzékenyek minden rosszra, a fizetősök nem szoktak ilyenekre jelezni.
Az okosítot programok töréseire rendszeresen bejelez, de valójában nem vírus, csak egy olyan program ami egy másik programban belepiszkál.
Az ingyenes keresők meg pláne érzékenyek minden rosszra, a fizetősök nem szoktak ilyenekre jelezni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 19, 07:20
Írta: 000000000 Dátum 2011 március 19, 07:20
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 19, 07:24
Írta: 000000000 Dátum 2011 március 19, 07:24
itt elöfordul a 2500mm mozgásterü gép is faipari gépeknél hobby kategoriába is...
a neked meg felelö célra kell a gépet méretezned
az az célmunka dönti el mire is akarod használni!
a neked meg felelö célra kell a gépet méretezned
az az célmunka dönti el mire is akarod használni!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 19, 07:26
Írta: keri Dátum 2011 március 19, 07:26
Hát mindenfélére [#hehe]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 19, 07:28
Írta: keri Dátum 2011 március 19, 07:28
Jobban jársz ha elmész a talira, néha lehet kapni jó gépeket jó áron.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 19, 07:38
Írta: 000000000 Dátum 2011 március 19, 07:38
igy van sokszor a virusirto egy manipulát exe vagy dll álományba az az fájl fejlécébe tartozo sring álománynál ha eltérést érzékel pl egy fájl titkositás (VProtector...ASProtect...Armadillo...stb) miat akor már virusnak érzékeli hol ot nincs bene semi kártevö funkcio sem...
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 március 19, 08:38
Írta: sasi Dátum 2011 március 19, 08:38
[#smile]
Cím: Re:Mechanikai ötletek
Írta: wcsxp0uxa Dátum 2011 március 19, 08:58
Írta: wcsxp0uxa Dátum 2011 március 19, 08:58
Szia!
Nekem BF 16-om van.
E kettő között vacilláltam (sieg x2) amikor oda jutottam ,hogy választani kell. A motorteljesítménnyel szerintem nem lesz
gondod.Az acélt (építőipari) 12-es ujjmaróval 1mm
fogás körül viszi(szerszám kopásától függően).
Nagyobbal is próbálkoztam ,de picit kopott szerszámélek esetén már táncol a z oszlop .
Szinte minden alkalommal kevésnek találom x elmozdulását.
Nekem BF 16-om van.
E kettő között vacilláltam (sieg x2) amikor oda jutottam ,hogy választani kell. A motorteljesítménnyel szerintem nem lesz
gondod.Az acélt (építőipari) 12-es ujjmaróval 1mm
fogás körül viszi(szerszám kopásától függően).
Nagyobbal is próbálkoztam ,de picit kopott szerszámélek esetén már táncol a z oszlop .
Szinte minden alkalommal kevésnek találom x elmozdulását.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 19, 09:22
Írta: keri Dátum 2011 március 19, 09:22
Akkor amit vbodi csinált a redbullal a T horony marást nem is tudja egy BF16-os?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 19, 09:30
Írta: 000000000 Dátum 2011 március 19, 09:30
Sziasztok,
6 kivezetéses unipoláris léptetőmotort bipoláris vezérlőről működtetek. Azt szeretném elérni hogy alacsony fordulaton nagyobb nyomatéka legyen a motornak. Hogy kössem be a motorokat? ezenkívül a Mach 3-ban lehet ezzel kapcsolatban manipulálni valamit?
Előre is köszönöm a segítséget!
Üdv: Gábor
6 kivezetéses unipoláris léptetőmotort bipoláris vezérlőről működtetek. Azt szeretném elérni hogy alacsony fordulaton nagyobb nyomatéka legyen a motornak. Hogy kössem be a motorokat? ezenkívül a Mach 3-ban lehet ezzel kapcsolatban manipulálni valamit?
Előre is köszönöm a segítséget!
Üdv: Gábor
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 19, 09:33
Írta: PSoft Dátum 2011 március 19, 09:33
Meg akartam nyitni a vaterás linkedet.
Nem jön össze,betöltése közben kilép az explrer.
Tizenötször próbálva,tizenötször kilép.
Miért csinálja ezt?[#nemtudom][#nemtudom]
Nem jön össze,betöltése közben kilép az explrer.
Tizenötször próbálva,tizenötször kilép.
Miért csinálja ezt?[#nemtudom][#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: wcsxp0uxa Dátum 2011 március 19, 09:36
Írta: wcsxp0uxa Dátum 2011 március 19, 09:36
T-hornyot még nem próbáltam (nagyon nagyon nagy hátrány az mk2-es kúp) csak 45 fokos fecske farkat. Ebből a 16-ost úgy csináltam ,hogy előmartam 12-es ujjmaróval megfelelő mélységben.
A 25-öst már meg sem mertem próbálni telibe.
T-ből szerintem a 16-os menne , ezzel a két lépcsős módszerrel.
A 25-öst már meg sem mertem próbálni telibe.
T-ből szerintem a 16-os menne , ezzel a két lépcsős módszerrel.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 március 19, 09:55
Írta: Rabb Ferenc Dátum 2011 március 19, 09:55
Most a négy tekercs közül csak kettőt tudsz használni. Ha hozzáférsz a közösített ponthoz, akkor kösd át bipolárisra, és sokat fog javulni. Párhuzamosra kösd a tekercseket.
Az oldal alján találsz infót
Milyen a motorod?
Az oldal alján találsz infót
Milyen a motorod?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 19, 10:01
Írta: 000000000 Dátum 2011 március 19, 10:01
Mert az IE az kupac ******* ****** ***** * * * *** *** **. Nem való semmire :)
Használj te is értelmes böngészőt:
Firefox
Használj te is értelmes böngészőt:
Firefox
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 március 19, 10:04
Írta: sasi Dátum 2011 március 19, 10:04
Nálam hibátlanul betölti az IE.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 19, 10:41
Írta: 000000000 Dátum 2011 március 19, 10:41
vatera oldalán van valami szugyok amin gondolkozik az expoler és a modzila az oldal meg nyitáskor netudom mi a franc lehet a sok reklám ablak lehivása ami flhas jelegü zürös az egész webfelülete a vaterának!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 március 19, 10:55
Írta: keri Dátum 2011 március 19, 10:55
Firefoxhoz van az ADblock pligin.
Azzal le lehet tiltani minden ilyen hülyeséget és fénysebességgel fognak menni az oldalak.
Azzal le lehet tiltani minden ilyen hülyeséget és fénysebességgel fognak menni az oldalak.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 március 19, 11:03
Írta: Rabb Ferenc Dátum 2011 március 19, 11:03
Lehet, hogy Neked valamiért nem tetszik az IE (vagy más). Nekem 3 sec alatt betolja az emlitett linket az összes cafrangjával együtt...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 19, 11:13
Írta: 000000000 Dátum 2011 március 19, 11:13
Szia,
Méretileg NEMA17 es.
6 kivezetés
közösített pont alatt mit értesz?
Most azok a kivezetések vannak bekötve amik között nagyobb elenállást mértem
Üdv: Gábor
Méretileg NEMA17 es.
6 kivezetés
közösített pont alatt mit értesz?
Most azok a kivezetések vannak bekötve amik között nagyobb elenállást mértem
Üdv: Gábor
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 március 19, 11:52
Írta: Rabb Ferenc Dátum 2011 március 19, 11:52
Közösített pontnak az említett link felső ábrájának pirossal rajzolt vezetékeit értem
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 19, 12:50
Írta: 000000000 Dátum 2011 március 19, 12:50
Szia,
Ezekszerint azt a két kivezetést kell bekötni amik közt a kissebb ellenállást mérem, a 3 összetartozó kivezetés közül?
Jól értem?
Ezekszerint azt a két kivezetést kell bekötni amik közt a kissebb ellenállást mérem, a 3 összetartozó kivezetés közül?
Jól értem?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 március 19, 13:19
Írta: Rabb Ferenc Dátum 2011 március 19, 13:19
Menjünk talán a "Léptetőmotor" topikba. Oda jobban illik ez a téma...
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2011 március 20, 17:17
Írta: Sz.József Dátum 2011 március 20, 17:17
Szalai Gyuri kérdésére az adok-veszek topikból #21732-re.
A képen látszódik a besajtolt betét ami elég "drasztikusan" beleér az anyába.
Egyébként jó a meglátásod és jogos a kérdés ...
Az állító csavarokra ezt én sem bíztam volna rá.
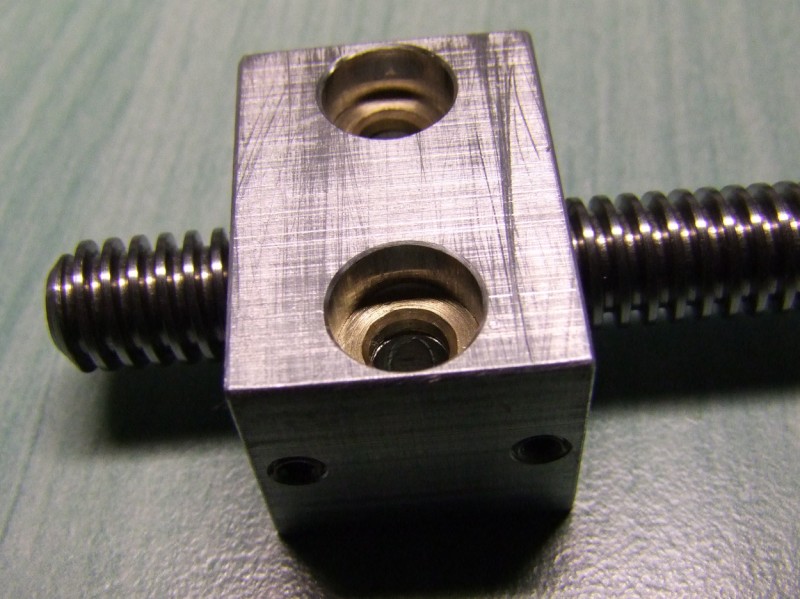
A képen látszódik a besajtolt betét ami elég "drasztikusan" beleér az anyába.
Egyébként jó a meglátásod és jogos a kérdés ...
Az állító csavarokra ezt én sem bíztam volna rá.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 20, 17:24
Írta: 000000000 Dátum 2011 március 20, 17:24
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 március 20, 18:05
Írta: Szalai György Dátum 2011 március 20, 18:05
Köszönöm. Pedig kinéztem a szemem a képeken és a rajzon.
Ha már átjöttünk ide akkor megmutatom. A könnyű súlycsoportban ezt tartom a leg praktikusabb megoldásnak, de a tiéd is bőven megéri a pénzét.
Ha már átjöttünk ide akkor megmutatom. A könnyű súlycsoportban ezt tartom a leg praktikusabb megoldásnak, de a tiéd is bőven megéri a pénzét.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 23, 19:46
Írta: 000000000 Dátum 2011 március 23, 19:46
Spekuláltam,hogy fogjam meg a lapos munkadarabokat szalag csiszoláshoz. Kipróbáltam az egyik mágnestalpamat, tökéletes.

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 23, 19:47
Írta: 000000000 Dátum 2011 március 23, 19:47

Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 27, 13:02
Írta: PSoft Dátum 2011 március 27, 13:02
Készítettem egy eszterga késtartóba fogható "kezdetleges" gravírtű-élező adaptert.




A kés helyére tehető az alu blokk,csapágyazott tengellyel,a végén fúrófej a tű megfogására.
Másik végén kézikerék,és a rögzítőanya.




A kéziszán szögbe állítása,attól függően,hogy milyen gravírtűt akarok kőszörülni.
Maga a köszörű,egy gyémánttárcsa az esztergatokmányba fogva.


Először,a kéziszánnal "felezek",majd utána a kéziszánt szögbe állítva alakítom ki a tűt.





A kés helyére tehető az alu blokk,csapágyazott tengellyel,a végén fúrófej a tű megfogására.
Másik végén kézikerék,és a rögzítőanya.
A kéziszán szögbe állítása,attól függően,hogy milyen gravírtűt akarok kőszörülni.
Maga a köszörű,egy gyémánttárcsa az esztergatokmányba fogva.
Először,a kéziszánnal "felezek",majd utána a kéziszánt szögbe állítva alakítom ki a tűt.
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2011 március 27, 13:10
Írta: Sz.József Dátum 2011 március 27, 13:10
Ötletes.
A hátraköszörülést hogyan oldod meg?
Mennyivel tudod megforgatni a tárcsát?
A hátraköszörülést hogyan oldod meg?
Mennyivel tudod megforgatni a tárcsát?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 27, 13:15
Írta: PSoft Dátum 2011 március 27, 13:15
Max:3150-nel tudom forgatni.
Azért írtam hogy "kezdetleges",mert az ezen nincs megoldva.:(
Egyenlőre...kézből.:)
Azért írtam hogy "kezdetleges",mert az ezen nincs megoldva.:(
Egyenlőre...kézből.:)
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2011 március 27, 13:45
Írta: Sz.József Dátum 2011 március 27, 13:45
Ok. Rendben.
Azt hittem van még valami titok a feltétben ... :)
Azt hittem van még valami titok a feltétben ... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 27, 18:06
Írta: 000000000 Dátum 2011 március 27, 18:06
A megoldás pofon egyszerű.
Annyi az egész hogy az aláköszörüléssel megegyező excentritást kell belevinni a tengelybe.
Jó tanács, hogy pontosan jelöld be a maximum minimumot mert ezen a vonalon kell felezned utána.
Annyi az egész hogy az aláköszörüléssel megegyező excentritást kell belevinni a tengelybe.
Jó tanács, hogy pontosan jelöld be a maximum minimumot mert ezen a vonalon kell felezned utána.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 27, 18:15
Írta: 000000000 Dátum 2011 március 27, 18:15
Még annyit hozzá hogy, ha az excentritás maximuma felül van felezésnél akkor balra forgó gravírtű lesz.
Ha alul akkor pedig jobbra forogva forgácsol.
Ha alul akkor pedig jobbra forogva forgácsol.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 27, 18:54
Írta: PSoft Dátum 2011 március 27, 18:54
Nagyon jó az ötleted,ki fogom próbálni.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 27, 19:02
Írta: 000000000 Dátum 2011 március 27, 19:02
Még egy kis segédlet.

Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 március 27, 19:39
Írta: 279nwbpsa Dátum 2011 március 27, 19:39
És ezt az excentritást mivel lehet elérni egy patronos befogó esetén?Pl. a marónál egy számmal nagyobb patron + egy kis réz lemez megteszi?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 27, 20:21
Írta: 000000000 Dátum 2011 március 27, 20:21
Akár azzal is, de ekkor mérőórával kell megkeresni a felezés helyét
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 március 27, 21:56
Írta: hostya Dátum 2011 március 27, 21:56
Nem kell oda semmi excentricitás...
1. A felezési síkot állítsd be vízszintesre.
2. Fordíts a felelési síkon 10-15 fokot jobbra, rögzítsd elfordulás ellen, és jelöld meg a készüléked nóniuszán a helyzetét.FONTOS!
3. A kézi szánnal vegyél érintő fogást, és kb.0,05 mm-es fogásokkal kézzel fordítsd át a félkúpot.(nem szabad körbe forgatni!!)
4. A fogásokat addig ismételd,a MEGJELÖLT kiindulási ponttól kezdve, amíg a gravírtü bal oldalán el nem fogy az élszalag. Egy fogás után,fogásvétel nélkül ismételd meg a fordítást.
Használj hűtést!! Akár flakonból vizet, ha nincs más.
1. A felezési síkot állítsd be vízszintesre.
2. Fordíts a felelési síkon 10-15 fokot jobbra, rögzítsd elfordulás ellen, és jelöld meg a készüléked nóniuszán a helyzetét.FONTOS!
3. A kézi szánnal vegyél érintő fogást, és kb.0,05 mm-es fogásokkal kézzel fordítsd át a félkúpot.(nem szabad körbe forgatni!!)
4. A fogásokat addig ismételd,a MEGJELÖLT kiindulási ponttól kezdve, amíg a gravírtü bal oldalán el nem fogy az élszalag. Egy fogás után,fogásvétel nélkül ismételd meg a fordítást.
Használj hűtést!! Akár flakonból vizet, ha nincs más.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 március 27, 22:12
Írta: 279nwbpsa Dátum 2011 március 27, 22:12
Na,ez így egyszerűbbnek hangzik.Köszönöm az instrukciót!
Sajnos a kis szerszámélezőm elkészülése még odébb van.Mindig mást bütykölök helyette. :)
Viszont azon a kis esztergán,amit a talira is elcipeltem(Csaby jóvoltából)talán áthidalhatnám ezt a problémát.Egy Strigon gyártmányú tárgybefogóm és a hozzá való patronkészletem van is.Csak nem tudom,hogy a bronzperselyes főorsót mennyire szabad forgatnom.
Sajnos a kis szerszámélezőm elkészülése még odébb van.Mindig mást bütykölök helyette. :)
Viszont azon a kis esztergán,amit a talira is elcipeltem(Csaby jóvoltából)talán áthidalhatnám ezt a problémát.Egy Strigon gyártmányú tárgybefogóm és a hozzá való patronkészletem van is.Csak nem tudom,hogy a bronzperselyes főorsót mennyire szabad forgatnom.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 március 27, 22:24
Írta: hostya Dátum 2011 március 27, 22:24
Most esett le hogy ezt a hsz-t © PSoft-nak szántam...[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 március 27, 22:30
Írta: 279nwbpsa Dátum 2011 március 27, 22:30
Ha jól értettem amit írtál,akkor az "aláköszörülés" végül is megvalósul,ez esetben írhattad volna nekem is... :)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 március 27, 22:38
Írta: hostya Dátum 2011 március 27, 22:38
Ha már van egy ilyen Strigon tárgybefogód, akkor szereld fel egy mezei köszörű mellé, amire egy kupos fazék korongot teszel, és már használhatod is...
Persze tudom...
Te ettől spécibb megoldást akarsz.[#wave]
Persze tudom...
Te ettől spécibb megoldást akarsz.[#wave]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 március 27, 22:43
Írta: hostya Dátum 2011 március 27, 22:43
Jó van na... Te is olvastad.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 március 27, 22:46
Írta: 279nwbpsa Dátum 2011 március 27, 22:46
Igen,egy kicsit mindig túl komplikálom a dolgokat. :)
Azért tényleg jó lenne,ha egyben lenne egy ilyen kis készülék.
Most egy 2800-as fordulatú motoron van egy gyémántkorong,azt használom.Jó is,csak macerás a kézben köszörülés...
Azért tényleg jó lenne,ha egyben lenne egy ilyen kis készülék.
Most egy 2800-as fordulatú motoron van egy gyémántkorong,azt használom.Jó is,csak macerás a kézben köszörülés...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 március 28, 08:50
Írta: 000000000 Dátum 2011 március 28, 08:50
Klassz! Ezzel a megoldással tökéletes gravírtű készíthető.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 28, 18:52
Írta: PSoft Dátum 2011 március 28, 18:52
Ma kipróbáltam a hátraköszörülést,ahogy írtad.
Teljesen jó a technika,tökéletesen,egyszerűen működik.:))
Köszi.[#eljen][#integet2]
Teljesen jó a technika,tökéletesen,egyszerűen működik.:))
Köszi.[#eljen][#integet2]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 március 28, 19:10
Írta: PSoft Dátum 2011 március 28, 19:10
Igazából már vagy egy éve csináltam ezt a kis adaptert.
Akkor kellett jópár tűt "gyártani".
Most megint használtam,gondoltam megmutatom,hátha más is ötletet merít belőle.:)
Akkor kellett jópár tűt "gyártani".
Most megint használtam,gondoltam megmutatom,hátha más is ötletet merít belőle.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 01, 21:42
Írta: 000000000 Dátum 2011 április 01, 21:42
Hogyha már gravírtűkről van szó,akkor én csak most jöttem rá,hogy mekkorát is üt a kézi gravírozóm tengelye,illetve lehet,hogy egy kicsit el is van hajolva,mert kezdőként 1x-2x beleszaladtam az asztalba meg hasonlók.A múlt hétvégén gravíroztam(próbáltam) egy alu lemezt,a z-t érintőfogással szoktam lenullázni,és csak most figyeltem,hogyha érintőfogást veszek egy 20fokos0,2-es tűvel akkor elméletileg0,2mm átmérőjű kört kellene rajzolnia,de nekem egy 2mm-es köröm van aminek a közepe érintetlen.Most már,hogy kinőttem a "belefutós" meg hasonló dolgaimat,lehet,hogy be kellene ruháznom egy pontosan futó er-11-es szárba.egy normális er-11-es fortuna 1-1 fa munkaasztalba futást kibírna szerintetek,mert azért az is közrejátszhat,hogy műanyag csapágyházak vannak amik kikophattak,vagy megolvadhattak a sok használattól itt.
0,2mm helyett 2mm,ez azért szép.[#guluszem1]
0,2mm helyett 2mm,ez azért szép.[#guluszem1]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 április 02, 07:19
Írta: Szalai György Dátum 2011 április 02, 07:19
Megérne egy belenézést?
Ha nem görbült a tengelye, talán könnyen javítható. Egy minőségi csapágy a gagyi helyett, csodát tesz. Pontosan fut, halk, keveset melegszik és tartós. Talán még a műanyag csapágyház helyett is készíthető valami merevebb, praktikusabb.
Ha nem görbült a tengelye, talán könnyen javítható. Egy minőségi csapágy a gagyi helyett, csodát tesz. Pontosan fut, halk, keveset melegszik és tartós. Talán még a műanyag csapágyház helyett is készíthető valami merevebb, praktikusabb.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2011 április 02, 07:29
Írta: Motoros Dátum 2011 április 02, 07:29
Viszont ezzel a 2 mm körrel világcsúcsot döntöttél a gravírtű ütő versenyen[#taps][#falbav][#csodalk]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 április 02, 21:47
Írta: 7kcyndjdg Dátum 2011 április 02, 21:47
Ciklon porleválasztó, elszívó készítése képregényben:















Folytatás...
Folytatás...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 02, 22:47
Írta: 000000000 Dátum 2011 április 02, 22:47
Szia!
Kerestem valami infót erről a ciklonról,de nem igen találtam semmi hasznosat.Tulajdonképpen mire is jó ez,porszívó helyett lehet alkalmazni?
Előre is köszi.
Kerestem valami infót erről a ciklonról,de nem igen találtam semmi hasznosat.Tulajdonképpen mire is jó ez,porszívó helyett lehet alkalmazni?
Előre is köszi.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 április 02, 23:00
Írta: 7kcyndjdg Dátum 2011 április 02, 23:00
Ez azért jó, mert nem kell hozzá por zacskó ha egy normál porszívó elé teszed akkor majdnem minden forgácsot leválaszt. Nem nagyon alkalmas finom por leválasztására, de MDF vagy PVC forgácsra tökéletes.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 április 03, 00:33
Írta: Szalai György Dátum 2011 április 03, 00:33
A centrifugális, kifelé irányuló erő nagysága, függ a szögsebességen kívül a tömegtő is.
A megforgatott piszkos levegőben lévő, a levegőtől nagyobb tömegű forgács, az edény falához kiszorulva lehullik a tölcsér aljába.
A megforgatott piszkos levegőben lévő, a levegőtől nagyobb tömegű forgács, az edény falához kiszorulva lehullik a tölcsér aljába.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 április 03, 00:47
Írta: Szalai György Dátum 2011 április 03, 00:47
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 03, 07:04
Írta: 000000000 Dátum 2011 április 03, 07:04
Nagyon klassz![#eljen]
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 április 03, 10:07
Írta: Rabb Ferenc Dátum 2011 április 03, 10:07
Ez már olyan szép, hogy szinte kár összekoszolni. Gratula! [#eljen]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 április 03, 20:08
Írta: 7kcyndjdg Dátum 2011 április 03, 20:08
Ma teszteltem hogy működik, tökéletes lett. Most már csak a burkolás következik, vezérlés kivezetése, LCD kijelző stb...

Folytatás...
Folytatás...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 07, 17:57
Írta: s7manbs8 Dátum 2011 április 07, 17:57
Erre kellene ráapplikálnom egy hajtást: a vasrúd helyét bemarva, meg a tengely méretre rámenő valami fogas tárcsa kéne rá, és azt szíjjal hajthatnám szerintem. Egy távcső képződmény egyik tengelyének mozgatás lenne ez egyébként, ha valaki nem nézné ki belőle.


Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 április 07, 19:26
Írta: 279nwbpsa Dátum 2011 április 07, 19:26
Bakker Elektron!Mér nem szóltál,hogy mi gondod van?Ha nem találsz valakit a közelben,akkor kiabálj meg,aztán megoldjuk valahogyan...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 07, 20:23
Írta: s7manbs8 Dátum 2011 április 07, 20:23
Ó, dehogy ezt magam kell csinálni, mert az egész szerkezet egy kókányság és hány ilyen van még. Ha valami komoly dolog van, amihez tényleg kell valami komoly segedelem azt úgyis mondom majd én .
Ugyanis ennél az egésznél csak kézifűrész meg hegesztő volt használva valamikor, ezt a hagyomány folytatom még egy darabig vele. :)
Ugyanis ennél az egésznél csak kézifűrész meg hegesztő volt használva valamikor, ezt a hagyomány folytatom még egy darabig vele. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 07, 20:29
Írta: s7manbs8 Dátum 2011 április 07, 20:29
Közben ahogy ránéztem, most jut eszembe, hogy meg is van a megoldás, mert az alsó része az lejön, tehát onnan fel tudnék húzni rá egy tárcsát, fogast, és a motort meg arra a vas tuskóra fel tudom szerelni pl. csak valahogy úgy kellene, hogy a tárcsa felhúzása után valahogy szorítható is legyen ... Pl. valahol láttam egy olyat, ahol van egy betét, ami kúpos és úgy meg lehet húzni az jó ötlet lehet.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 április 07, 20:31
Írta: ebalint Dátum 2011 április 07, 20:31
Nagyon jól néz ki![#worship][#eljen]
Lehet, hogy túlzottnak tartjátok, vagy eddig is tudta mindenki, de célszerű szakszerűen földelni.
Porrobbanás kiküszöbölése céljából.
Üdv, e.
Lehet, hogy túlzottnak tartjátok, vagy eddig is tudta mindenki, de célszerű szakszerűen földelni.
Porrobbanás kiküszöbölése céljából.
Üdv, e.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 április 07, 21:24
Írta: 7kcyndjdg Dátum 2011 április 07, 21:24
Köszi, igen ez jó ötlet. Erre bizony nem gondoltam. Természetesen a szivattyú és a yaskawa földelve van. Egy pontban földelésel összekötöm a fém edényt és még a ciklon tölcsért is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 07, 21:57
Írta: 000000000 Dátum 2011 április 07, 21:57
Gratulálok! Mester munka!
Lehet kezdeni a sorozatgyártást.
A szívó csonk vége menyire van a beömlő alatt?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 április 07, 22:02
Írta: 7kcyndjdg Dátum 2011 április 07, 22:02
11cm
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 07, 22:23
Írta: 000000000 Dátum 2011 április 07, 22:23
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 április 08, 14:53
Írta: ebalint Dátum 2011 április 08, 14:53
Szia!
Szívesen.
Ha még szabad…
A műanyag flexi vezetékeket sprirálisan tekerd körbe földelő huzallal, és ezeket is kösd a földre.
Valaki írta is, hogy milyen klassz pl. műanyag megmunkálás esetén, ami igaz is, de több százezer volt statikus feszültség tud létrejönni a nagy sebbsséggel áramló közeg esetén, aminek igen káros hatásai tudnak lenni.
Üdv, e.
Szívesen.
Ha még szabad…
A műanyag flexi vezetékeket sprirálisan tekerd körbe földelő huzallal, és ezeket is kösd a földre.
Valaki írta is, hogy milyen klassz pl. műanyag megmunkálás esetén, ami igaz is, de több százezer volt statikus feszültség tud létrejönni a nagy sebbsséggel áramló közeg esetén, aminek igen káros hatásai tudnak lenni.
Üdv, e.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 április 08, 16:21
Írta: Rabb Ferenc Dátum 2011 április 08, 16:21
Olvasd el, és gondold végig mégegyszer, amit írtál. Kívül stabil fölpotenciál, belül pedig (Te írtad) többszázezer voltra feltöltődött részecskék. Ez az igazi szikragenerátor!
Vagy antisztatikus műanyagcső, vagy belső földelés!
De szerencsére ritkán van minden együtt a robbanáshoz. Szikra - gyúlékony por - oxigén - és ezek megfelelő arányú robbanóképes elegye.
Vagy antisztatikus műanyagcső, vagy belső földelés!
De szerencsére ritkán van minden együtt a robbanáshoz. Szikra - gyúlékony por - oxigén - és ezek megfelelő arányú robbanóképes elegye.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 április 08, 16:29
Írta: ebalint Dátum 2011 április 08, 16:29
"szerencsére ritkán van minden együtt a robbanáshoz. Szikra - gyúlékony por - oxigén - és ezek megfelelő arányú robbanóképes elegye. "
ezt sosem tudhatod, hogy helyileg mikor van együtt.
Én eleget dolgoztam ilyen ipari környezetben, mindenki azt csinál, amit jónak lát.
ezt sosem tudhatod, hogy helyileg mikor van együtt.
Én eleget dolgoztam ilyen ipari környezetben, mindenki azt csinál, amit jónak lát.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 április 08, 16:36
Írta: Szalai György Dátum 2011 április 08, 16:36
Akkor az egy Van de Graaff generátor, ha nem is pont úgy, ahogy Robert Jemison 1929-ben kifejlesztette.
Hasznosítani kéne a termelt nagyfeszültséget valami látványosságra.
Hasznosítani kéne a termelt nagyfeszültséget valami látványosságra.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 április 08, 16:52
Írta: Rabb Ferenc Dátum 2011 április 08, 16:52
>> mindenki azt csinál, amit jónak lát << Ebből szokott a baj lenni. Mert nem minden jó, ami annak látszik...
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 április 08, 17:04
Írta: 7kcyndjdg Dátum 2011 április 08, 17:04
Köszönöm a hozzászólásokat, igazad van ezzel a statikus elektromossággal szerintem. A PVC csövet a Pow**er belt-nél vásároltam és úgy adták hogy ez antisztatikus cső. Minden fém részét egy potenciálra kötöm, és remélem így oké lesz.
Majd fotózom hogy sikerült. További ötleteket vagy hozzászólásokat természetesen várom.
Majd fotózom hogy sikerült. További ötleteket vagy hozzászólásokat természetesen várom.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 április 08, 17:11
Írta: ebalint Dátum 2011 április 08, 17:11
Elég izgalmas tud lenni, amikor a rossz földelés miatt úgy néhány cm-ről áthúz az ujjadra...
Látványosan ugrasz, majd káromkodsz esetleg egyet.
Látványosan ugrasz, majd káromkodsz esetleg egyet.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 április 08, 17:30
Írta: Szalai György Dátum 2011 április 08, 17:30
Elektrosztatikus ciklon! (Jobb oldali kis animáció.)
Az 1-3um szemcseméret tartományban a sima ciklon 95% körüli kiválasztásra képes, az elektrosztatikusan visszaáramoltatott pedig 99,8%
Az 1-3um szemcseméret tartományban a sima ciklon 95% körüli kiválasztásra képes, az elektrosztatikusan visszaáramoltatott pedig 99,8%
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 április 08, 18:48
Írta: Rabb Ferenc Dátum 2011 április 08, 18:48
Gyuri! Ez mind szép és jó, csak egyik sem éghető anyagot választ ki, hanem kormot, port, stb.
Corgon! Pont ezt javasoltam amit Te is megerősítettél: antisztatikus műanyag tömlő
Corgon! Pont ezt javasoltam amit Te is megerősítettél: antisztatikus műanyag tömlő
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 április 08, 19:10
Írta: Szalai György Dátum 2011 április 08, 19:10
Igen, igazad van. A forgács nem 1-3um szemcseméret tartomány, inkább az ezerszerese. [#shakehead]
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 április 08, 19:18
Írta: ebalint Dátum 2011 április 08, 19:18
A korom mióta nem éghető?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 08, 19:24
Írta: 000000000 Dátum 2011 április 08, 19:24
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 április 08, 19:34
Írta: PSoft Dátum 2011 április 08, 19:34
Bármilyen hihetetlen de,én úgy tudom,hogy a közönséges rétesliszt,porcukor,vagy akár a babahintőpor is képes robbanni ha megfelelő a szemcsenagysága és a telítettsége a levegőben.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 április 08, 19:39
Írta: ebalint Dátum 2011 április 08, 19:39
Nem véletlenül tudod. /jól/
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 április 08, 19:45
Írta: PSoft Dátum 2011 április 08, 19:45
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 április 08, 19:46
Írta: Rabb Ferenc Dátum 2011 április 08, 19:46
A babahintőpor kivételével a többi valóban képes robbanóképes elegyet alkotni a levegővel. Mert mind éghető (a hintőpor nagy rész talkum - magnézium-szilikát - és éghetetlen)
Ebalint! A korom éghető, de túl durva szemcséjű ahhoz, hogy robbanhasson. Minél nagyobb a szemcseméret, fajlagosan annál kisebb a felület.
Ebalint! A korom éghető, de túl durva szemcséjű ahhoz, hogy robbanhasson. Minél nagyobb a szemcseméret, fajlagosan annál kisebb a felület.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 április 08, 19:51
Írta: PSoft Dátum 2011 április 08, 19:51
Harminc évet dolgoztam lőpor,meg NC (nitrocellulóz)üzemben karbantaróként.
Ott nem lehetett "szórakozni" sem a sztatikus feltöltődéssel,sem egyébb mással.
Ott nem lehetett "szórakozni" sem a sztatikus feltöltődéssel,sem egyébb mással.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2011 április 08, 20:28
Írta: me3ua0a6 Dátum 2011 április 08, 20:28
Egyik kedvenc részem az Állítólag c. műsorból:
Tejpor, avagy kávékrémpor belobbanása.
Tejpor, avagy kávékrémpor belobbanása.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2011 április 08, 20:30
Írta: me3ua0a6 Dátum 2011 április 08, 20:30
És a mítosz, amit le akartak leplezni.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 április 09, 06:29
Írta: ebalint Dátum 2011 április 09, 06:29
" A korom éghető, de túl durva szemcséjű ahhoz, hogy robbanhasson."
Ez tévhit...
Ez tévhit...
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2011 április 09, 08:29
Írta: VighLajos Dátum 2011 április 09, 08:29
A szakdolgozatomat a valamikori ÁFOR-nál (mai MOL) írtam: tartálykocsi töltőberendezés távműködtetése. Megkaptam mindent hozzá, tanulmányokat az elektrosztatikus problémák vizsgálatáról is. A tartálykocsik tankolásakor, bármit is csinálnak, van elektrosztatikus kisülés, de olyan nagy abban a térben a benzingőz-koncentráció (felső robbanási határérték), hogy nincs berobbanás. Vizsgálva volt a keletkező kisülés energiája is, és -emlékeim szerint- ez is azon a határon mozgott, ami még épphogy begyújtaná a levegő-benzingőz keveréket. De az ördög nem alszik, a tartálykocsit össze kell földelni a töltendő kúttal.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 április 09, 08:48
Írta: ebalint Dátum 2011 április 09, 08:48
Úgy tudom, hogy menetközben az úton is folyamatosan "földelve" van.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 13, 17:47
Írta: 000000000 Dátum 2011 április 13, 17:47
Sziasztok!
Azt szeretném megkérdezni,hogy szeretnék csinálni egy nagy sebességű er-11-es fortunát,amivel nem csak gravírozni,hanem marni is szeretnék és ezért ti milyen "tengelykapcsoló" megoldást ajánlanátok?A sebesség univerzálisan változtatható lenne vagy áttétellel vagy frekiváltóval.Kozo-nak emlékeztek még a "kuplungos" fortunájára?Szerintetek bírná egy ilyen kuplung a marást is?Vagy inkább legyen valami szíjhajtású a fortuna,bár a nyomaték miatt nem tudom,hogy lehetne-e alkalmazni itt gömbszíjat vagy ti mivel vinnétek át egy 350wattos bl motor kb 35ezres fordulatát és erejét a fortunára?A fogasszíj szerintem ekkora fordulatnál már nem alkalmazható,de ha tévedek akkor javítsatok ki.Van egy ötletem még:szerintetek ha egy bevágott fém lemez "villa" lenne az egyik oldalon és a másik oldalon meg egy fém lemez az jó megoldás lehetne?A szög alatti hajtást valamennyire ki lehetne vele küszöbölni szerintem,de a működése megkérdőjelezhető.
Előre is köszönöm.
Azt szeretném megkérdezni,hogy szeretnék csinálni egy nagy sebességű er-11-es fortunát,amivel nem csak gravírozni,hanem marni is szeretnék és ezért ti milyen "tengelykapcsoló" megoldást ajánlanátok?A sebesség univerzálisan változtatható lenne vagy áttétellel vagy frekiváltóval.Kozo-nak emlékeztek még a "kuplungos" fortunájára?Szerintetek bírná egy ilyen kuplung a marást is?Vagy inkább legyen valami szíjhajtású a fortuna,bár a nyomaték miatt nem tudom,hogy lehetne-e alkalmazni itt gömbszíjat vagy ti mivel vinnétek át egy 350wattos bl motor kb 35ezres fordulatát és erejét a fortunára?A fogasszíj szerintem ekkora fordulatnál már nem alkalmazható,de ha tévedek akkor javítsatok ki.Van egy ötletem még:szerintetek ha egy bevágott fém lemez "villa" lenne az egyik oldalon és a másik oldalon meg egy fém lemez az jó megoldás lehetne?A szög alatti hajtást valamennyire ki lehetne vele küszöbölni szerintem,de a működése megkérdőjelezhető.
Előre is köszönöm.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 április 13, 19:24
Írta: Szalai György Dátum 2011 április 13, 19:24
Típusok, fordulatszámok, teljesítmények.
A legtágabb fordulatszám és nyomaték tartományban kihasználható megoldáshoz áttételezni vagy kénytelen, hogy többszörözhesd a nyomatékot. Nagy fordulaton, poli V szíjjal.
Az ER11 limitálja a használható szerszám átmérődet, ha jól emlékszem 6mm-ben. Ez azt súgja, hogy 5000n/min fordulat alatt nem nagyon fogsz dolgozni?
A legtágabb fordulatszám és nyomaték tartományban kihasználható megoldáshoz áttételezni vagy kénytelen, hogy többszörözhesd a nyomatékot. Nagy fordulaton, poli V szíjjal.
Az ER11 limitálja a használható szerszám átmérődet, ha jól emlékszem 6mm-ben. Ez azt súgja, hogy 5000n/min fordulat alatt nem nagyon fogsz dolgozni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 13, 19:36
Írta: 000000000 Dátum 2011 április 13, 19:36
Én a hosszbordás szíjhajtást javaslom, nálam tökéletesen működik 27000 1/min fordulatnál is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 13, 19:42
Írta: 000000000 Dátum 2011 április 13, 19:42
Köszönöm a segítségeteket,vbodi által javasolt megoldás,lesz,mert az biztos,hogy működik.Olcsó trapézmenetes orsó beszerzési lehetőséget valaki nem tud véletlenül?
Cím: Re:Mechanikai ötletek
Írta: 2nbj3n5m Dátum 2011 április 13, 19:54
Írta: 2nbj3n5m Dátum 2011 április 13, 19:54
Tiszteletem.
A meghajtómotorom 270W F=2880 áttétel 1:4
fortuna sima mezei csapágy (300FT)
Meghajtó szíjj 5mm-es (a 100mm-es müanyag vízvezetékhez használt tönitőgumi)
Kb 3 éve használom (igaz 6mm-es maróval csak
2mm-es fogással dolgozom aluba)és gravírozok is
vele néha acélba is.
Mfg.: Janko /száraz jános/
A meghajtómotorom 270W F=2880 áttétel 1:4
fortuna sima mezei csapágy (300FT)
Meghajtó szíjj 5mm-es (a 100mm-es müanyag vízvezetékhez használt tönitőgumi)
Kb 3 éve használom (igaz 6mm-es maróval csak
2mm-es fogással dolgozom aluba)és gravírozok is
vele néha acélba is.
Mfg.: Janko /száraz jános/
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 április 13, 20:00
Írta: Szalai György Dátum 2011 április 13, 20:00
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 13, 20:00
Írta: 000000000 Dátum 2011 április 13, 20:00
Ilyen fordulatnál tökéletes a megoldásod, 20-ezer felett már elszál még a gyári gömbszíj is.
Cím: Re:Mechanikai ötletek
Írta: ht0cjk58i Dátum 2011 április 14, 20:57
Írta: ht0cjk58i Dátum 2011 április 14, 20:57
Nincs valakinek bordás szíjhoz hajtás tervező program amiben adatok is vannak a szíjakról kerekekről stb..?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 április 14, 21:10
Írta: Rabb Ferenc Dátum 2011 április 14, 21:10
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 április 14, 21:22
Írta: svejk Dátum 2011 április 14, 21:22
Gondolom inkább fogazott szíjhajtás érdekel.
A bordás nevet inkább a hosszbordásra szokták alkalmazni.
BRECO, az egyik legjobban kezelhető.
Sajnos a HTD-t Ők nem gyártják :(
A bordás nevet inkább a hosszbordásra szokták alkalmazni.
BRECO, az egyik legjobban kezelhető.
Sajnos a HTD-t Ők nem gyártják :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 április 14, 21:22
Írta: svejk Dátum 2011 április 14, 21:22
A tengelytáv számolója nagy segítség ha több mint 2 kerék van.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 április 14, 21:24
Írta: svejk Dátum 2011 április 14, 21:24
A másik sajnos, hogy csak online kapcsolatnál működik a progi:(
Cím: Re:Mechanikai ötletek
Írta: ht0cjk58i Dátum 2011 április 14, 21:33
Írta: ht0cjk58i Dátum 2011 április 14, 21:33
Hát URAIM önök ISTENEK szememben!Köszönöm mindenki segítségét,csak most már igazodjak el az infóerdőben :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 15, 08:32
Írta: 000000000 Dátum 2011 április 15, 08:32
Szevasztok,
Némi segitséget kérnék a 36V-os nagy PROXXON marómotorommal kapcsolatban.
Használtan vettem, de befogópatron helyett csak a Bosh/AEG menetes tokmány volt rajta.
Tudnátok adni valami infót/támpontot a patronok beszerezhetőségével/helyettesitésével kapcsolatban.
Némi segitséget kérnék a 36V-os nagy PROXXON marómotorommal kapcsolatban.
Használtan vettem, de befogópatron helyett csak a Bosh/AEG menetes tokmány volt rajta.
Tudnátok adni valami infót/támpontot a patronok beszerezhetőségével/helyettesitésével kapcsolatban.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 15, 19:49
Írta: s7manbs8 Dátum 2011 április 15, 19:49
Kis flexet hogy lehetne jól rögzíteni egy Z tengelyre , van benne a 2 csavar helye menetes furat, ahova a markolatot lehet becsavarni általában, úgy kellene, hogy a korong lapja majdnem párhuzamos legyen az asztallappal, kissé megdöntve, hogy a kiálló tengely vége ne érjen hozzá azért, csak a korong széle valami kis szöget bezárva az asztallappal. ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 15, 20:00
Írta: 000000000 Dátum 2011 április 15, 20:00
Szerintem a motortestet kellene megfogni,úgy mint a fortunánál,készíteni kellene neki egy olyan befogót,amiben nem kör alakú kivágás van,hanem olyan mint a flex műanyag háza,igaz ezt bonyolult lenne elkészíteni,ezért nagyobbra kellene szerintem csinálni és valami olyan anyagot kellene a motortest köré tekerni,ami felveszi annak az alakját és megszorítja azt a befogóban.Olyasmi kellene,amivel a fogorvosok dolgoznak,amire rá kell harapni,de gondolom,hogy az iszonyat drága,majd csak találunk valami megoldást:-)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 15, 20:42
Írta: s7manbs8 Dátum 2011 április 15, 20:42
Annak példájára kérdezném, mint pl. a felső maróhoz is amit szoktak csinálni egy kis felfogató szerkezetet, de az lehet egyszerűbb. Meg ha valaki esetleg képet látott már ilyesmiről, azt megtekinteném, ha belinkelné.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 15, 20:53
Írta: s7manbs8 Dátum 2011 április 15, 20:53
Valami ilyesmi dolog:


Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2011 április 15, 22:56
Írta: mxjj54gxi Dátum 2011 április 15, 22:56
Úgy szokták csinálni, hogy egy C alakú alkatrész két szárában van egy-egy furat a csavarnak, és erre a C-re merőlegesen van egy egyenes darab, amiben pedig van két csavaros tappancs a támasztáshoz.
A C két csavarját betekered a flexbe, kontraanyázod, majd a csavart a C-ben szintén két oldalról anyával lekontrázod.(egy csavaron három anya összesen)
Ekkor a flex már áll a C-ben, de el tudna fordulni a csavarokon, mint tengelyen.
Ezért a csavaros tappancsokkal nekifeszítenek finoman a gép testének és a fejének.
Legalábbis az én kisflexemhez az állvány ilyen.
A C két csavarját betekered a flexbe, kontraanyázod, majd a csavart a C-ben szintén két oldalról anyával lekontrázod.(egy csavaron három anya összesen)
Ekkor a flex már áll a C-ben, de el tudna fordulni a csavarokon, mint tengelyen.
Ezért a csavaros tappancsokkal nekifeszítenek finoman a gép testének és a fejének.
Legalábbis az én kisflexemhez az állvány ilyen.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 15, 23:54
Írta: s7manbs8 Dátum 2011 április 15, 23:54
Köszönöm a megoldást.
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2011 április 16, 07:23
Írta: xfg6v697j Dátum 2011 április 16, 07:23
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 20, 06:06
Írta: 000000000 Dátum 2011 április 20, 06:06
Sziasztok!
Azt szeretném megkérdezni tőletek,hogy találtam most elég jó áron trapézmenetes orsókat a cncbolt.hu weboldalon és szerintetek melyik illene jobban a következő gépemhez?A léptetőmotorról adat nincs,annyit lehet róla tudni,hogy 1-2Nm közötti nyomatéka van,ehhez a motorhoz melyik orsó passzolna jobban:a tr10x3 vagy a tr12x3 vagy egyik sem?A mozgatott tömeg y tengelyen csak az alu vagy kazánlemez A4-es méretű munkaasztal lesz,y tengelyen egy fortuna+egy motor+alu vagy kazánlemez asztal legyen kb 10kg,remélem jól saccoltam.A csúszkák valamilyen húzott anyagon futó sima alu-házak,réz csavarokkal állítható kottyanással,majd teszek fel róluk képet ha meglesznek.Van valami különbség erőátvitel szempontjából a tr10x3 és a tr12x3-as orsók között?Ha a menetemelkedés egyforma,az még nem jelenti azt,hogy egyforma erőátvitellel rendelkeznek,ugye?Esetleg majd valaki tudna nekem készíteni anyákat a trapézmenetes orsókhoz,hogyha ott tartunk,zx100-at kellene belerakni és elfordulás ellen biztosítani egy házba+kellene rá legalább két furat,hogy fel is lehessen fogatni valahogy.
"Épül a gépem" topicot kitől lehetne kérni?
Előre is köszönöm.
Azt szeretném megkérdezni tőletek,hogy találtam most elég jó áron trapézmenetes orsókat a cncbolt.hu weboldalon és szerintetek melyik illene jobban a következő gépemhez?A léptetőmotorról adat nincs,annyit lehet róla tudni,hogy 1-2Nm közötti nyomatéka van,ehhez a motorhoz melyik orsó passzolna jobban:a tr10x3 vagy a tr12x3 vagy egyik sem?A mozgatott tömeg y tengelyen csak az alu vagy kazánlemez A4-es méretű munkaasztal lesz,y tengelyen egy fortuna+egy motor+alu vagy kazánlemez asztal legyen kb 10kg,remélem jól saccoltam.A csúszkák valamilyen húzott anyagon futó sima alu-házak,réz csavarokkal állítható kottyanással,majd teszek fel róluk képet ha meglesznek.Van valami különbség erőátvitel szempontjából a tr10x3 és a tr12x3-as orsók között?Ha a menetemelkedés egyforma,az még nem jelenti azt,hogy egyforma erőátvitellel rendelkeznek,ugye?Esetleg majd valaki tudna nekem készíteni anyákat a trapézmenetes orsókhoz,hogyha ott tartunk,zx100-at kellene belerakni és elfordulás ellen biztosítani egy házba+kellene rá legalább két furat,hogy fel is lehessen fogatni valahogy.
"Épül a gépem" topicot kitől lehetne kérni?
Előre is köszönöm.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 április 20, 07:06
Írta: Szalai György Dátum 2011 április 20, 07:06
Nekem fát kellett vágnom, „nagyflexre” szerelt 300mm átmérőjű fűrésztárcsával, száliránnyal párhuzamosan, lineáris pályán megvezetve.
Próbáltam felszerelni a gépet, de bárhol fogtam meg, hitvány lett az eredmény, mert maga a „flex” alkatrész, (amire mechanikailag csatlakoztam) nem volt elég stabil.
Ezért a vágótárcsához legközelebbi nem mozgó alkatrészt, az első csapágyházat fogtam meg, amin rendesen a szikrafogó szokott lenni.
Két darab10 x 50mm laposvasból reszeltem neki szorító bilincset és megszorítottam a nyakát neki. Ez adott csak stabil megoldást. Még segített volna, ha a „flex” nyelét is tudom rögzíteni, de ahhoz műanyag gyurmából kellet volna ágyazást készítenem, (ami pontosan felveszi a nyél alakját) és ebben megfogni a nyelet.
Próbáltam felszerelni a gépet, de bárhol fogtam meg, hitvány lett az eredmény, mert maga a „flex” alkatrész, (amire mechanikailag csatlakoztam) nem volt elég stabil.
Ezért a vágótárcsához legközelebbi nem mozgó alkatrészt, az első csapágyházat fogtam meg, amin rendesen a szikrafogó szokott lenni.
Két darab10 x 50mm laposvasból reszeltem neki szorító bilincset és megszorítottam a nyakát neki. Ez adott csak stabil megoldást. Még segített volna, ha a „flex” nyelét is tudom rögzíteni, de ahhoz műanyag gyurmából kellet volna ágyazást készítenem, (ami pontosan felveszi a nyél alakját) és ebben megfogni a nyelet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 20, 14:27
Írta: 000000000 Dátum 2011 április 20, 14:27
Szerintetek milyen minőségű,milyen pontos lehet az ehhez a trapézmenetes orsókhoz kapható "hatlapú" anya?Ha alut is szeretnék majd marni,akkor mit javasoltok zx100 betétes anya vagy a hozzá kaphatót?Erre a hatlapú anya megfogására,a munkaasztallal való összekötésre valakinek van valamilyen ötlete?Hengeres anyának láttam,hogy egy vájatot szoktak marni egy darab aluba,de hatlapú anya pontos megfogására még nem láttam megoldást.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2011 április 20, 15:00
Írta: v2vhwz32z Dátum 2011 április 20, 15:00
Nem vagyok még sajnos guru...
Véleményem szerint az említett két trapézmenetes szár közül a szükséges hossz alapján lenne érdemes választani. Ha hosszabb kell, a vastagabb lehet a nyerő. (Alapvetően persze törekedni kell a vékonyabbra, mert azzal dinamikusabban tud mozogni a géped, hiszen kisebb a tehetetlensége.)
Ha jól emlékszem Motoros tud Neked segíteni anya legyártásában, valószínűleg a felfogatóban is.
Topikot ha jól tudom Varsányi Péter tud neked adni.
Ha alut is akarsz marni, elég masszív gépet kell építened. Alá kell támasztani majd a húzott anyagot több helyen, ne tudjon nagyon behajolni/belengni a szerkezet!
Véleményem szerint az említett két trapézmenetes szár közül a szükséges hossz alapján lenne érdemes választani. Ha hosszabb kell, a vastagabb lehet a nyerő. (Alapvetően persze törekedni kell a vékonyabbra, mert azzal dinamikusabban tud mozogni a géped, hiszen kisebb a tehetetlensége.)
Ha jól emlékszem Motoros tud Neked segíteni anya legyártásában, valószínűleg a felfogatóban is.
Topikot ha jól tudom Varsányi Péter tud neked adni.
Ha alut is akarsz marni, elég masszív gépet kell építened. Alá kell támasztani majd a húzott anyagot több helyen, ne tudjon nagyon behajolni/belengni a szerkezet!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 20, 19:44
Írta: 000000000 Dátum 2011 április 20, 19:44
Köszi!Véletlen nem tudod Varsányi elérhetőségét,és mi kell ahhoz,hogy nekem is legyen egy saját topicom?El kellett volna mennem találkozóra(ez hülye kérdés volt,persze,hogy igen,igyekszem eljutni legalább 1-re).Anyakérdés:vas vs zx100?
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2011 április 21, 07:54
Írta: v2vhwz32z Dátum 2011 április 21, 07:54
Bárki elérhetőségét megtudod nézni, ha rákattintasz a nevére, megjelenik egy kis ablak. Ha megadta az emailcímét, akkor fogod látni azt is, ha nem akkor is tudsz küldeni neki üzenetet onnan.
Zx100: ha jól tudom kenőanyagot is tartalmazó műanyagszerű matéria, kisebb a surlódása mint a vasnak (acélnak). Az újabb műanyagok meglepően jó kopásállóságúak, csúszó felületeknek is használják mázsákkal terhelve.. tehát előnyösebbek erre a célra, talán még a bronznál is.
Zx100: ha jól tudom kenőanyagot is tartalmazó műanyagszerű matéria, kisebb a surlódása mint a vasnak (acélnak). Az újabb műanyagok meglepően jó kopásállóságúak, csúszó felületeknek is használják mázsákkal terhelve.. tehát előnyösebbek erre a célra, talán még a bronznál is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 21, 08:03
Írta: 000000000 Dátum 2011 április 21, 08:03
Értem,azt hittem van valamilyen más elérhetősége is,mert jártam már úgy,hogy küldtem mailt a fórumról,de az nem ment el valamiért.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 21, 18:46
Írta: 000000000 Dátum 2011 április 21, 18:46
Megint én:szerintetek milyen csapággyal,és hogyan célszerű egy trapézmenetes orsót csapágyazni,és persze ne legyen az egekben az ára,mert akkor inkább veszek Varsától 3 szettet,az biztos profi.Kúpgörgős csapágyakat gyártanak 1 vagy 1,2cm-es belső átmérővel?Mert szerintem a legtökéletesebb 2db kúpgörgős csapágy lenne a motor felőli oldalon szembefordítva egymással és az orsó végén meg valamilyen mezei csapágy lenne.Ezek az árak eléggé pénztárca barátnak mondhatók.Azt hittem,hogy sokkal drágábbak ezek a csapágyak,igaz a belső átmérőről nincs semmilyen adat,pedig fél órán át keresgéltem:-(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 21, 19:04
Írta: 000000000 Dátum 2011 április 21, 19:04
Szerintem semmi szükség kúpgörgős csapágyakra.
A legtöbb alkalmazásnál tökéletesen megfelel a motor oldalon, két mélyhornyú előfeszítve a szabad oldalon pedig egy támasztásnak.
A legtöbb alkalmazásnál tökéletesen megfelel a motor oldalon, két mélyhornyú előfeszítve a szabad oldalon pedig egy támasztásnak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 21, 19:08
Írta: 000000000 Dátum 2011 április 21, 19:08
Köszi,az előfeszítést "házilag" meg lehet oldani valahogy és pontosan hogyan is kell csinálni?Kb 8mm-es tengelyre kellene csapágy,mert a 10 vagy 12mm-es trapézmenetes orsót szerintem ennyire kellene leszedni,hogy jó legyen.Esetleg neked van eladó mélyhornyú csapágyad csapágyházzal együtt?
Előre is köszi.
Előre is köszi.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2011 április 21, 19:13
Írta: RogerCo Dátum 2011 április 21, 19:13
Helló,
Az SKF honlapján minden adat megvana csapágyakról.
SKF kúpos csapágy itt a Product data...
Roger
Az SKF honlapján minden adat megvana csapágyakról.
SKF kúpos csapágy itt a Product data...
Roger
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 21, 22:36
Írta: 000000000 Dátum 2011 április 21, 22:36
Én az előfeszítést úgy oldottam meg, hogy az orsóra vágtam 8x1-es menetet, arra ment két anya, az egyikkel beállítottam a hézagot olyan szintre ,hogy még könnyen mozogjon, de már ne legyen kottyanása, az anyákat öszekontráztam és kész is.
Csak annyi csapágyházat csináltan, amennyi kellet a gépemhez, eladó darabom nincs.
Csak annyi csapágyházat csináltan, amennyi kellet a gépemhez, eladó darabom nincs.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 április 25, 13:44
Írta: PSoft Dátum 2011 április 25, 13:44
Egy lehetséges hobby megoldás energialánc-ra:


Ötletes.:)
Ötletes.:)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 25, 14:54
Írta: s7manbs8 Dátum 2011 április 25, 14:54
Nem rossz megoldás. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 25, 16:26
Írta: 000000000 Dátum 2011 április 25, 16:26
A csapágy számának az utolsó számát szorzod 5-tel
és megvan milliméterben a belső átmérő:)
és megvan milliméterben a belső átmérő:)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 április 25, 18:50
Írta: 4um5b65d Dátum 2011 április 25, 18:50
Ez megint valami olyan szabály lehet, mint a meneteknél a 0,8-as szorzó.
Jó egy két típushoz aztán annyi.
6000 - 0-ás furat ?
6001 - 5-ös furat ?
6002 - 10-es furat ?
6003 - 15-ös furat ?
Ezek egyike sem jó.. :(
Jó egy két típushoz aztán annyi.
6000 - 0-ás furat ?
6001 - 5-ös furat ?
6002 - 10-es furat ?
6003 - 15-ös furat ?
Ezek egyike sem jó.. :(
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 április 25, 18:51
Írta: 4um5b65d Dátum 2011 április 25, 18:51
Így még hűtőfolyadékot is lehet szállítani.. :)
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2011 április 25, 18:52
Írta: me3ua0a6 Dátum 2011 április 25, 18:52
És a kedvenc csapágyam: 608? [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 25, 19:05
Írta: 000000000 Dátum 2011 április 25, 19:05
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 25, 19:05
Írta: 000000000 Dátum 2011 április 25, 19:05
Sorry,csak Search mert úgy linkeltem már
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 április 25, 19:22
Írta: svejk Dátum 2011 április 25, 19:22
Szerintem Zotyo a belinkelt csapágyakra írta.
Egyébként csak 6004 fölött működik, mint minden jó szabály, vannak kivételek :))
Egyébként csak 6004 fölött működik, mint minden jó szabály, vannak kivételek :))
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 április 25, 19:54
Írta: Rabb Ferenc Dátum 2011 április 25, 19:54
Cím: Re:Mechanikai ötletek
Írta: 88nwcf22d Dátum 2011 április 25, 19:59
Írta: 88nwcf22d Dátum 2011 április 25, 19:59
Nem rossz, de szerintem semmi értelme nincs a láncra erősíteni egy gégecsövet...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 április 25, 20:15
Írta: PSoft Dátum 2011 április 25, 20:15
Nézd meg jobban.
Pont fordítva van,mint ahogy mondod.
A gégecsőre van kötegelve a lánc.:))
Pont fordítva van,mint ahogy mondod.
A gégecsőre van kötegelve a lánc.:))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 25, 20:37
Írta: 000000000 Dátum 2011 április 25, 20:37
Dehogy nincs!Pl ha kicsi az átmérője az energialáncnak akkor is fel lehet használni,vagy csak simán félt a gép tervezője,hogy a forgács elvágja a kábelt.:-)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 április 25, 21:50
Írta: 4um5b65d Dátum 2011 április 25, 21:50
Ha nem tett volna láncot akkor nem az lenne a neve, hogy energia lánc, hanem "energia cső" :)
Az meg hülyén hangzik.
Az meg hülyén hangzik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 26, 00:27
Írta: 000000000 Dátum 2011 április 26, 00:27
Az a lánc szerintem, csak az oldal irányú kilengéseket akadályozza meg.
Az első képen látszik egy U profil a lánc alatt, abba fekszik bele a lánc. Mivel a lánchoz van fogatva a cső ezért az is mindig megtalálja a helyét.
Ez a módszer valóban nem tartalmaz olyan alkatrész ami a cső rádiuszát korlátozná, ez nagy hiányossága.
Az első képen látszik egy U profil a lánc alatt, abba fekszik bele a lánc. Mivel a lánchoz van fogatva a cső ezért az is mindig megtalálja a helyét.
Ez a módszer valóban nem tartalmaz olyan alkatrész ami a cső rádiuszát korlátozná, ez nagy hiányossága.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 28, 22:20
Írta: s7manbs8 Dátum 2011 április 28, 22:20
Erre hogy szereljek fel encodert, ablaktörlő motor valami NDK-s. A végét kiflexeztem vagy valami szegecsek voltak ott, már nem emlékszem. Belefúrtam egy M4-es menetet, most itt egy csavar van belehajtva csak a képen. Ablaktörlő szervót akarok faragni belőle. Csak közben erről az oldalról is meg kellene támasztani, arra valahogy nem gondoltam. Egy kis valamit ide kellene még szerkeszteni, a 3 szegecsszerűséget, ha kiszedném a házból és helyére menetet vágni, akkor csavarokkal oda lehetne fogatni valami szerkezetet...


Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 28, 22:31
Írta: 000000000 Dátum 2011 április 28, 22:31
Nagyon jó képet raktál fel. A molekulák szerkezete is vizsgálható:))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 28, 22:54
Írta: s7manbs8 Dátum 2011 április 28, 22:54
Vagy inkább a JPEG algoritmus hiányosságai. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 28, 23:04
Írta: 000000000 Dátum 2011 április 28, 23:04
Lehet, nem ugyanaról beszélünk. Meny rá a linken keresztül, és nagyitsd ki a képet. Látod amit én. Vagyis, nézhetetlen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 28, 23:23
Írta: 000000000 Dátum 2011 április 28, 23:23
Egyébként, én szerelnék a motor végére egy felfogató lapot. A hogyan-t, amit látsz szétszedés után, az határozza meg.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 április 28, 23:25
Írta: s7manbs8 Dátum 2011 április 28, 23:25
Köszönöm a tanácsot.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 április 30, 21:34
Írta: 7kcyndjdg Dátum 2011 április 30, 21:34
Ma burkolást kapott a ciklon. Még a hátulját kell befejezni, lcd kijelzőnek egy plexi ablakot és jöhet a festés. Nos őszintén megmondom hogy nem túl dizájnos a dolog de ez a működésére nem hat.



Folytatás...
Folytatás...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 április 30, 21:40
Írta: PSoft Dátum 2011 április 30, 21:40
Mi is a baj a dizájn-nal???
Helyén van itt minden![#eljen]
Helyén van itt minden![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 április 30, 21:42
Írta: 000000000 Dátum 2011 április 30, 21:42
Egyetértek!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 április 30, 21:52
Írta: PSoft Dátum 2011 április 30, 21:52
Régebben volt,hogy színes zsírkrétát satíroztam,vagy olvasztottam az ilyen gravírozott feliratokba.
Ezen a kockán is beolvasztott zsírkréta pöttyök vannak:

Ezen a kockán is beolvasztott zsírkréta pöttyök vannak:
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 április 30, 22:27
Írta: KoLa Dátum 2011 április 30, 22:27
Nagyon jó! ilyen, kockába kockát esztergálni szoktunk sárgarézből, de gondolom ez ki van marva cnc-n![#shakehead][#eljen]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 április 30, 22:29
Írta: KoLa Dátum 2011 április 30, 22:29
Az a 'kék pofa' törlendő![#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 április 30, 22:45
Írta: 7kcyndjdg Dátum 2011 április 30, 22:45
Amikor összeraktam, első ránézésre azt gondoltam hogy na az úgy néz ki mind egy csúnya bojler. Mégis 1600mm magas és 440mm átmérőjű a dolog.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 április 30, 22:56
Írta: PSoft Dátum 2011 április 30, 22:56
Ez a kis kocka majd tizenöt éve készült.
Röviden:
Akkorájt került a házhoz az E1N.
Én,ugye nem vagyok esztergályos,Faterom a "Jolly-Jocker"ezügyben.:)
Befogtam egy darab bükkfát,és elkezdtem kockába kockát esztergálni.(valahol láttam már ilyent)
Végig ottállt a hátammögött.
Talán háromszor,ha beleszólt.
Azóta féltve őrizgetem ezt a kis kockát.:))
Röviden:
Akkorájt került a házhoz az E1N.
Én,ugye nem vagyok esztergályos,Faterom a "Jolly-Jocker"ezügyben.:)
Befogtam egy darab bükkfát,és elkezdtem kockába kockát esztergálni.(valahol láttam már ilyent)
Végig ottállt a hátammögött.
Talán háromszor,ha beleszólt.
Azóta féltve őrizgetem ezt a kis kockát.:))
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 április 30, 23:39
Írta: KoLa Dátum 2011 április 30, 23:39
Mit is mondott az utolsó oldalnál szinte hallom " az utolsó 5 tizedet kézzel forgatva add neki "[#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 01, 00:01
Írta: PSoft Dátum 2011 május 01, 00:01
Nem...,nem mertem bemenni egyik oldalnál sem annyira!
A nyolc kis sarkot szikével vágtam át a végén.
Utánna csiszolgattam ilyen "szépre".:))
A nyolc kis sarkot szikével vágtam át a végén.
Utánna csiszolgattam ilyen "szépre".:))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 01, 00:01
Írta: 4um5b65d Dátum 2011 május 01, 00:01
"Talán háromszor,ha beleszólt. "
Fontos lenne tudni, hogy mi volt az a három...
Ha például ezek akkor ess gondolkodóba...
1 - Fiam ezt jól elszabtad próbáld meg mégegyszer...
2 - Fiam, ez már a 4-ik gerenda amit felaprítasz..
3 - Fiam , hagyd, ez elég lesz 2 évre tüzelőnek..
[#buck][#nevetes1]
Fontos lenne tudni, hogy mi volt az a három...
Ha például ezek akkor ess gondolkodóba...
1 - Fiam ezt jól elszabtad próbáld meg mégegyszer...
2 - Fiam, ez már a 4-ik gerenda amit felaprítasz..
3 - Fiam , hagyd, ez elég lesz 2 évre tüzelőnek..
[#buck][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 01, 00:05
Írta: PSoft Dátum 2011 május 01, 00:05
1.- Hüle vagy...
2.- Hüle vagy...
3.- Hüle vagy...
Vagy...,mégse???
[#vigyor2][#wave]
2.- Hüle vagy...
3.- Hüle vagy...
Vagy...,mégse???
[#vigyor2][#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 01, 00:07
Írta: 4um5b65d Dátum 2011 május 01, 00:07
[#eljen][#nyes][#nyes][#nyes][#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 május 01, 07:04
Írta: Szalai György Dátum 2011 május 01, 07:04
Mert kisé bátortalanul monoton szürke még.
Ha műhelyazonos kinézet a cél, akkor tegyél rá fentre egy működési sémát, lentre pedig a funkció jellegének megfelelő, (nem túl erőszakos) díszítő motívumot.
Ha pedig kevésbé ipari jellegű, a műhelyt lakályosabbá formáló kinézet a szimpatikusabb, akkor kiegészítheted virágtartó oszloppá.
Ha állatbarát vagy, lehet belőle kötéllel körbetekert cicakaparó oszlop is. (Ez már elég fekália ötlet.) Akkor már inkább két nagy egymásra rakott sörös doboz minta, vinil tapétára nyomtatva.
Ha műhelyazonos kinézet a cél, akkor tegyél rá fentre egy működési sémát, lentre pedig a funkció jellegének megfelelő, (nem túl erőszakos) díszítő motívumot.
Ha pedig kevésbé ipari jellegű, a műhelyt lakályosabbá formáló kinézet a szimpatikusabb, akkor kiegészítheted virágtartó oszloppá.
Ha állatbarát vagy, lehet belőle kötéllel körbetekert cicakaparó oszlop is. (Ez már elég fekália ötlet.) Akkor már inkább két nagy egymásra rakott sörös doboz minta, vinil tapétára nyomtatva.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 május 01, 10:06
Írta: 000000000 Dátum 2011 május 01, 10:06
Klassz lett![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 május 01, 17:27
Írta: 7kcyndjdg Dátum 2011 május 01, 17:27
Köszi, tőled nagyon jól esik. Az amit te csinálsz az asztán a klassz! Le a kalappal.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 május 01, 17:52
Írta: 7kcyndjdg Dátum 2011 május 01, 17:52
még hogy virágtartó, vagy cicakaparó lefestem és marad a fehér bojler dizájn [#nyes]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 május 01, 18:23
Írta: Szalai György Dátum 2011 május 01, 18:23
Mindenképp precízen kivitelezett gyönyörű munka és jól használható eszköz. Ez adja az értékét, nem a csicsa.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 03, 20:25
Írta: s7manbs8 Dátum 2011 május 03, 20:25
Ezek a 6-os menettel rendelkező léptető motorok mekkorát kottyannak, valamennyi csak van bennük, arra gondoltam, hogy nekem is van pár dolgom, ahol jó lenne ez a fajta meghajtás, mert nem hosszú távokról van szó, és egyszerűen fel tudnám fogatni, amit hajtania kellene, egyik végét rögzítve, a léptetőn keresztül a menetes szár és kész is a mozgatás, ha meg akarom, kottyanás mentesíteni is lehet, valamerre egy kis előfeszítést adva egy bowdennel pl, vagy ilyesmi.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 03, 20:28
Írta: s7manbs8 Dátum 2011 május 03, 20:28
Gondolom sima tengelyest meg nem lehet átalakítani ilyenre, persze olyat, aminek a tengelye elég vastag, a mágnesség miatt teli menne vasdarabkákkal...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 04, 21:19
Írta: 4um5b65d Dátum 2011 május 04, 21:19
Valami ilyesmit szeretnék gyártani egy célgéphez.
Ez egy revolver fejnek a metszete.
A lényege, hogy a hajtó tengely fixen rögzített pozícióban van és a középső nagy csapágyházon elfordulni képes "szerszámtárban" elhelyezett hajtott tengelyek fogaskerekei minden szerszámváltásnál ráfordulnak a hajtó tengely fogaskerekére.
Az egész fej átmérő kb 150-170 mm lenne.
Ami a problémám , hogy szükségem lenne valamilyen edzett fogaskerekek.
Nincs konkrét áttétel arány meghatározva, nagyjából 1/2-es lassító áttételt gondoltam.
Talán a legkönnyebben beszerezhető fogaskerekek, valamilyen pisztolyfúrógépből kerülhetnének ki. Vagyis kb 30-40mm-es és kb 15-20mm-es kerekek kellenének.
Kérdés, kinek vannak esetleg ilyen bontott cuccai otthon amitől megválna ?
A nehézséget az okozza, hogy minimum 6db egyforma hajtott és 1db hajtó fogaskerék kellene.
A fej a funkcióját illetően szinte kizárólag axiális igénybevételnek van kitéve. A legtöbb esetben elég lenne 4 szerszámot is használni a 6 szerszámhelyből:
központfúró , csigafúró , 3 élű süllyesztő, menetfúró.
És itt jönne be egy másik probléma,
hogy a menetfúróhoz lényegesen kisebb fordulatra lenne szükség, mint a többi szerszámféléhez.
Arra gondoltam még, hogy az egyik szerszám állásban a sima hajtó/hajtó fogaskerekek helyett valami kisebb több lépcsős lassító áttételt tennék be, persze ennek is passzolnia kellene az egész rendszerbe, úgy, hogy a kicsi hajtó fogaskerékhez ugyanúgy tudjon kapcsolódni a fogaskerék csoport, mintha csak az 1db nagy hajtott kerékkel tenné.
Van e valakinek sok-sok fogaskereke ilyen célra, vagy esetleg nem csillagászati beszerzési forrása ?

Ez egy revolver fejnek a metszete.
A lényege, hogy a hajtó tengely fixen rögzített pozícióban van és a középső nagy csapágyházon elfordulni képes "szerszámtárban" elhelyezett hajtott tengelyek fogaskerekei minden szerszámváltásnál ráfordulnak a hajtó tengely fogaskerekére.
Az egész fej átmérő kb 150-170 mm lenne.
Ami a problémám , hogy szükségem lenne valamilyen edzett fogaskerekek.
Nincs konkrét áttétel arány meghatározva, nagyjából 1/2-es lassító áttételt gondoltam.
Talán a legkönnyebben beszerezhető fogaskerekek, valamilyen pisztolyfúrógépből kerülhetnének ki. Vagyis kb 30-40mm-es és kb 15-20mm-es kerekek kellenének.
Kérdés, kinek vannak esetleg ilyen bontott cuccai otthon amitől megválna ?
A nehézséget az okozza, hogy minimum 6db egyforma hajtott és 1db hajtó fogaskerék kellene.
A fej a funkcióját illetően szinte kizárólag axiális igénybevételnek van kitéve. A legtöbb esetben elég lenne 4 szerszámot is használni a 6 szerszámhelyből:
központfúró , csigafúró , 3 élű süllyesztő, menetfúró.
És itt jönne be egy másik probléma,
hogy a menetfúróhoz lényegesen kisebb fordulatra lenne szükség, mint a többi szerszámféléhez.
Arra gondoltam még, hogy az egyik szerszám állásban a sima hajtó/hajtó fogaskerekek helyett valami kisebb több lépcsős lassító áttételt tennék be, persze ennek is passzolnia kellene az egész rendszerbe, úgy, hogy a kicsi hajtó fogaskerékhez ugyanúgy tudjon kapcsolódni a fogaskerék csoport, mintha csak az 1db nagy hajtott kerékkel tenné.
Van e valakinek sok-sok fogaskereke ilyen célra, vagy esetleg nem csillagászati beszerzési forrása ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 04, 21:21
Írta: 4um5b65d Dátum 2011 május 04, 21:21
Ötletek is jöhetnek, ha van valakinek.. :)
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2011 május 04, 21:25
Írta: guliver83 Dátum 2011 május 04, 21:25
Tudok neked ajánlani fúrógépet elég sokat, csak az a baj, hogy Budapesten van! És az nincs közel hozzád!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 május 04, 21:46
Írta: 000000000 Dátum 2011 május 04, 21:46
Esetleg a kismotorok sebváltófogaskerekeiből mert azok között van kisméretű 35-50 mm átmérőjű.A fúrógép fogaskereke a kicsi az a forgórész tengelyéből van a nagy általában meg a tokmánytengellyel van egybeépítve,ferde fogazású de ahány fajta annyiféle.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 04, 21:59
Írta: 4um5b65d Dátum 2011 május 04, 21:59
Tedd fel a Vaterára akkor már közel lesznek :))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 04, 22:01
Írta: 4um5b65d Dátum 2011 május 04, 22:01
A kismotor fogaskerekek nagyon nagy modulúak.
Valami kisebb fogazattal lenne jó, hogy a csoport fogaskerekeket is össze tudjam valahogy hozni.
Fúrógépeknél láttam már alkalmasat, igaz hogy az sebességváltós.
Valami kisebb fogazattal lenne jó, hogy a csoport fogaskerekeket is össze tudjam valahogy hozni.
Fúrógépeknél láttam már alkalmasat, igaz hogy az sebességváltós.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2011 május 04, 22:05
Írta: Csuhás Dátum 2011 május 04, 22:05
Hogyan gondolod megoldani a szinkronizálást? Ha váltáskor fog foggal találkozik akkor elakadhat, eltörhet. Vagy a hajtó tengely állandóan forog?
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 május 04, 22:12
Írta: KoLa Dátum 2011 május 04, 22:12
Nekem van néhány db edzett varrógéphez való fogaskerekem, 1-s modulú z36 ha jól emlékszem és nagyon brutális keménysége van! van egy kis esztergám annak a norton szekrényét pakoltam tele vele!van még egy pár db. de nem biztos hogy egyformák , holnap megnézem , esetleg ha másoknak is van ilyesmi, összejöhet!
Legvégső esetben csinálni is lehetne ha vóna sok szabadidő!
Legvégső esetben csinálni is lehetne ha vóna sok szabadidő!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 04, 22:22
Írta: 4um5b65d Dátum 2011 május 04, 22:22
Gondoltam, hogy ez a kérdés felvetődik, már én is sokat gondolkodtam rajta.
Első körben nem CNC vezérlésben gondolkodtam, de jó lenne ha azt is tudná.
Amit kitaláltam hozzá az az, hogy arról kell gondoskodnom, hogy a hajtó tengely mindig ugyanazon pozícióban álljon le szerszám csere előtt. (encoder)
Esetleg egy elektromágnes beugraszt egy rögzítő stiftet.
Aztán indulhat a dob forgása.
Amint a hajtott fogaskerék lefordul a hajtó kerékről akkor az is egy meghatározott pozíciót vesz fel.
Ugyanezen pozícióból visszafelé is megtalálja a fog árkot.
Ennek a módszernek van egy hátránya, hogy nem lehet szerszámcserét úgy végeztetni, hogy állandóan egy irányban forog a dob.
Vagyis minden cserénél ellentétes forgással közelíthet rá a következő szerszámra.
Első körben nem CNC vezérlésben gondolkodtam, de jó lenne ha azt is tudná.
Amit kitaláltam hozzá az az, hogy arról kell gondoskodnom, hogy a hajtó tengely mindig ugyanazon pozícióban álljon le szerszám csere előtt. (encoder)
Esetleg egy elektromágnes beugraszt egy rögzítő stiftet.
Aztán indulhat a dob forgása.
Amint a hajtott fogaskerék lefordul a hajtó kerékről akkor az is egy meghatározott pozíciót vesz fel.
Ugyanezen pozícióból visszafelé is megtalálja a fog árkot.
Ennek a módszernek van egy hátránya, hogy nem lehet szerszámcserét úgy végeztetni, hogy állandóan egy irányban forog a dob.
Vagyis minden cserénél ellentétes forgással közelíthet rá a következő szerszámra.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 04, 22:24
Írta: 4um5b65d Dátum 2011 május 04, 22:24
Hát éppen venni is lehet 1 modulos , C35, C45 anyagú kerekeket, csak az edzést szerettem volna megspórolni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 04, 22:25
Írta: 4um5b65d Dátum 2011 május 04, 22:25
Milyen kis esztergád van ?
Mutíííííííí :)
Mutíííííííí :)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 május 04, 22:27
Írta: KoLa Dátum 2011 május 04, 22:27
megnéztem most, 1-s modul
1db z60
2db z45
1db z44
1db z42
1db z40
1db z39
1db z31
1db z60
2db z45
1db z44
1db z42
1db z40
1db z39
1db z31
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 május 04, 22:33
Írta: KoLa Dátum 2011 május 04, 22:33
Régen , több mint 20éve készült de nagyon fasza !
Fokozatmentes hajtása van és 12fokozatú előtolás ami az ütközőn kikapcsol!
Menetet nem lehet vágni rajta csak metszővel vagy fúróval!hobby gép!
Fokozatmentes hajtása van és 12fokozatú előtolás ami az ütközőn kikapcsol!
Menetet nem lehet vágni rajta csak metszővel vagy fúróval!hobby gép!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 május 04, 22:37
Írta: KoLa Dátum 2011 május 04, 22:37
Azok beférnek az egyik tekercsembe a hevítőbe, pont a fogak melegednek fel először!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 04, 22:52
Írta: 4um5b65d Dátum 2011 május 04, 22:52
Ez nem is rossz ötlet.... :)
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2011 május 05, 06:17
Írta: guliver83 Dátum 2011 május 05, 06:17
Mivel nem nálam van ezért nem tudom felrakni. Van egy méhtelep és ott láttam nagyon sok ilyen gépet.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2011 május 05, 06:57
Írta: Motoros Dátum 2011 május 05, 06:57
Végül is egy revolverfejet szeretnél felaplikálni a szegnyereg helyére, miközben a leszúrás oldalazás stb megmaradna az eddigi módon.?
Cím: Re:Mechanikai ötletek
Írta: bjam28 Dátum 2011 május 05, 07:39
Írta: bjam28 Dátum 2011 május 05, 07:39
Hali !
Ha a méhtelepi fúrógépeket el lehetne juttatni Debrecenbe, akkor szívesen lehoznám a Európa Kultúrált Esztergálási Fővárosába [#nevetes1][#nevetes1]
Ha a méhtelepi fúrógépeket el lehetne juttatni Debrecenbe, akkor szívesen lehoznám a Európa Kultúrált Esztergálási Fővárosába [#nevetes1][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2011 május 05, 08:26
Írta: 2vkx6unz Dátum 2011 május 05, 08:26
Melyik az a MÉH-telep?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 05, 08:57
Írta: 4um5b65d Dátum 2011 május 05, 08:57
Nem, ez egy külön kis gép lenne.
Van egy visszatérő munkám ahol egy rövid rúd anyag homlokfelületébe és
a palást felületébe is furatokat, meneteket kell fúrni, ráadásul a homlok felületen nem központi furatok vannak, úgyhogy ezt a dobrevolver fejet össze kell applikálnom egy osztófejjel és még egy toronyrevolver fejjel is.
A dobrevolver csinálná a homlokfuratokat, míg a toronyrevolver a palást furatokat.
Mindkét revolver fejet pedig 2D-ben kell mozgatni.
Van egy visszatérő munkám ahol egy rövid rúd anyag homlokfelületébe és
a palást felületébe is furatokat, meneteket kell fúrni, ráadásul a homlok felületen nem központi furatok vannak, úgyhogy ezt a dobrevolver fejet össze kell applikálnom egy osztófejjel és még egy toronyrevolver fejjel is.
A dobrevolver csinálná a homlokfuratokat, míg a toronyrevolver a palást furatokat.
Mindkét revolver fejet pedig 2D-ben kell mozgatni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 05, 13:48
Írta: svejk Dátum 2011 május 05, 13:48
Valaki írta, hogy milyen sok célszerszámod van már.
Te is szoktad írni hogy van sok visszatérő munkád, Neked meglehet tényleg érdemes lenne már egy CNC megmunkálóközpontot építened.
Te is szoktad írni hogy van sok visszatérő munkád, Neked meglehet tényleg érdemes lenne már egy CNC megmunkálóközpontot építened.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2011 május 05, 13:56
Írta: Motoros Dátum 2011 május 05, 13:56
Miért nem ezzel kezdted!
Arra is van megoldásom ITTEN
Arra is van megoldásom ITTEN
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 05, 13:58
Írta: s7manbs8 Dátum 2011 május 05, 13:58
Figyuzzatok már, létezik olyan csőanyag, ami 5/4 collos kívül, acél pl. ? Belül meg mindegy mennyi csak a falvastagsága 1-2 mm jó pl.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2011 május 05, 15:46
Írta: Devecz Miklós Dátum 2011 május 05, 15:46
Varrat nélküli acélcső, D= 32 mm, ez van legközelebb. Sok falvastagsággal létezik.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 05, 16:34
Írta: 4um5b65d Dátum 2011 május 05, 16:34
Hát, tudnám mire használni az biztos.
Csak hát olyan kicsit nem szeretnék csinálni ami egy esztergával is elkészíthető. A nagyobbhoz meg már össze kellene raknom a régóta "C" vágányon álló marógépemet.
Nagyon sokszor jól jönne, ha működne.
Csak hát olyan kicsit nem szeretnék csinálni ami egy esztergával is elkészíthető. A nagyobbhoz meg már össze kellene raknom a régóta "C" vágányon álló marógépemet.
Nagyon sokszor jól jönne, ha működne.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 05, 16:46
Írta: svejk Dátum 2011 május 05, 16:46
Ott a telepen a Strigon, CNC-sítsd :)
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2011 május 05, 16:58
Írta: VighLajos Dátum 2011 május 05, 16:58
Hogyazannyát!
[#buck]
[#buck]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 05, 17:22
Írta: svejk Dátum 2011 május 05, 17:22
2-3 éve a Machtech-en volt egy svájci gép, annak is tudott így axiálisan mozogni a főorsója, nagyon tetszett.
Vagy ez bevált szokás a CNC területen?
Vagy ez bevált szokás a CNC területen?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 05, 18:14
Írta: s7manbs8 Dátum 2011 május 05, 18:14
Az a Strigon melyik fajta van valami típusneve, méretileg mekkora ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 05, 18:15
Írta: 4um5b65d Dátum 2011 május 05, 18:15
Strigon méhkicsi.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 05, 18:16
Írta: 4um5b65d Dátum 2011 május 05, 18:16
Akkora mint egy Román FUS22-es gép.
Ebből valaki meg fogja tudni mondani, hogy melyik Strigonról van szó.
Ebből valaki meg fogja tudni mondani, hogy melyik Strigonról van szó.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2011 május 05, 18:22
Írta: Motoros Dátum 2011 május 05, 18:22
Minden un. hosszautomata cnc-nek mozog a főorsója. Ez a hagyományos automatáknál már kialakult szisztéma. Vékony és hosszú alkatrészek csak így készíthetők. A linkelt video megoldása egy kicsit más okokra vezethető vissza. Igy szerintem egyszerűbb mintha a szerszámozott híd mozogna. Egész kis átmérőknél vezetőhüvelyben tologatja a patron az anyagot, és a kések mindíg tőbe, megtámasztott állapotban dolgoznak.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 05, 18:28
Írta: s7manbs8 Dátum 2011 május 05, 18:28
Az úgy nézem egy tonna. :) Na azt nem tudnám a vállamra venni. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 05, 18:56
Írta: 4um5b65d Dátum 2011 május 05, 18:56
Azt nem, de 10000-ért bérelhetsz egy furgont amiben el lehet vinni.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 május 07, 22:13
Írta: 7kcyndjdg Dátum 2011 május 07, 22:13
Egy kis folytatás. Ma komplett burkolatot kapott a ciklon. Holnap gittelés, alap festék majd matt fehér festék lessz a vége.







Folytatás...
Folytatás...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 május 07, 22:20
Írta: 000000000 Dátum 2011 május 07, 22:20
[#taps][#taps] igényesen össze rakott darab ez már mehetne sorozatba
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 07, 22:22
Írta: 4um5b65d Dátum 2011 május 07, 22:22
Nagyon kellemes , barátságos kinézete van.
Azt hiszem lemaradtam az előzőekről.
Milyen alapanyagból is készült a mű ?
Azt hiszem lemaradtam az előzőekről.
Milyen alapanyagból is készült a mű ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 május 07, 22:24
Írta: 000000000 Dátum 2011 május 07, 22:24
Gyári cuccokat én is tudok ám fényképezni!
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 május 07, 22:34
Írta: 7kcyndjdg Dátum 2011 május 07, 22:34
Minden itt van a mechanikai ötletek-ben, keres utána. #9293 kezdtem tölteni a képeket.
Amúgy fém, MDF-lap, PVC-lap az alapanyaga.
Amúgy fém, MDF-lap, PVC-lap az alapanyaga.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 május 07, 22:37
Írta: 7kcyndjdg Dátum 2011 május 07, 22:37
[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 május 08, 07:00
Írta: Szalai György Dátum 2011 május 08, 07:00
Hol a pénzbedobó nyílás? A kávét miért ekkora nagy bögrében adja és miért hátul? [#circling]
Gyönyörű szép lett, nagyon igényes a kivitelezés.
Neve neki, van már?
Gyönyörű szép lett, nagyon igényes a kivitelezés.
Neve neki, van már?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 május 08, 08:11
Írta: 000000000 Dátum 2011 május 08, 08:11
Gratulálok![#worship]
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2011 május 08, 08:15
Írta: ebalint Dátum 2011 május 08, 08:15
Príma lett!
[#eljen][#eljen]
[#eljen][#eljen]
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 május 08, 16:10
Írta: 7kcyndjdg Dátum 2011 május 08, 16:10
Ma lefújtam alapú festékkel. Na jól kiba..ott velem. Ez a rossz szurke festék mind lecsurgot. Muszáj hagynom hogy száradjon meg és lecsiszolni asszt a rosszt. Valami otlet hogy mit lehet vele még kezdeni ezen kívul? Remélem sikerul javítani, mert nagyon ideges lesszek utána :-(
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 13, 17:17
Írta: PSoft Dátum 2011 május 13, 17:17
Egy ismerősöm keresett meg,hogy kellene neki valami hasonló spagettifagylalt nyomó "gépet" összehozni (lap alján).
Körülnézve a műhelyben,különböző méretű saválló csődarabokat lemezeket összeszedve készült el egy "prototípus".
Pár képet mutatnék róla,hogy mit tudtam az úgymond hulladék,leeső saválló darabokból összehozni az ismerősnek:

A két matricapohár,ami készült.
58-as húzott saválló cső,100mm hosszúak.
A matricalemezek 1,5mm-es lemezből vannak.
Csak ennyi CNC-s vonzata van az egésznek,ugyanis ezek vízvágással készültek.


Hegesztés nélkül,szorosan illesztve,és peremezve vannak a matricák a poharakba.
A vázon a hegesztések mindenhol a belső oldalon vannak,így nem kell a varratokat keservesen kicsiszolgatni,mert nem látszik.


Filckoronggal,rongykoronggal,pasztával políroztam tükrösre az alkatrészeket.
A dugattyú egy darab teflonból esztergálva"cuppanós"-ra.




Így néz ki összerakva.


Közeledik a gyereknap...,már ezzel fogja nyomkodni az ismerősöm a fagyit a nebulóknak.:))
Körülnézve a műhelyben,különböző méretű saválló csődarabokat lemezeket összeszedve készült el egy "prototípus".
Pár képet mutatnék róla,hogy mit tudtam az úgymond hulladék,leeső saválló darabokból összehozni az ismerősnek:
A két matricapohár,ami készült.
58-as húzott saválló cső,100mm hosszúak.
A matricalemezek 1,5mm-es lemezből vannak.
Csak ennyi CNC-s vonzata van az egésznek,ugyanis ezek vízvágással készültek.
Hegesztés nélkül,szorosan illesztve,és peremezve vannak a matricák a poharakba.
A vázon a hegesztések mindenhol a belső oldalon vannak,így nem kell a varratokat keservesen kicsiszolgatni,mert nem látszik.
Filckoronggal,rongykoronggal,pasztával políroztam tükrösre az alkatrészeket.
A dugattyú egy darab teflonból esztergálva"cuppanós"-ra.
Így néz ki összerakva.
Közeledik a gyereknap...,már ezzel fogja nyomkodni az ismerősöm a fagyit a nebulóknak.:))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 13, 17:21
Írta: 4um5b65d Dátum 2011 május 13, 17:21
Hát ez nagyon szép munka.
- Tapsvihar......
- Tapsvihar elül fél óra múlva.....
De mondok én valamit, tedd csak be a fagyasztóba a csövet és a dugattyút, érdekes dolgot fogsz tapasztalni...
- Tapsvihar......
- Tapsvihar elül fél óra múlva.....
De mondok én valamit, tedd csak be a fagyasztóba a csövet és a dugattyút, érdekes dolgot fogsz tapasztalni...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 13, 17:26
Írta: PSoft Dátum 2011 május 13, 17:26
Biztos,hogy igazad van.
Már én is gondoltam rá.
Ha így lesz,már elő van készítve a kettő darab méretes O-gyűrű.:))
Már én is gondoltam rá.
Ha így lesz,már elő van készítve a kettő darab méretes O-gyűrű.:))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 13, 17:29
Írta: PSoft Dátum 2011 május 13, 17:29
Jah...,hoppá!
Melyik lesz kisebb,mer az nem indegy???
Melyik lesz kisebb,mer az nem indegy???
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 13, 17:33
Írta: 4um5b65d Dátum 2011 május 13, 17:33
Így lesz egész biztosan...
Akkorát szoptam a múltkor egy hasonló elvű, de festék spray töltő mechanikával.
Elég volt a kész melót lerakni az ajtó mellé , a téli hidegből valamennyi bejutott a műhelybe, a precízen illesztett teflon meg beleesett a csőbe.
Jött a tulaj átvenni a munkát és akkor szembesültünk a problémával.
A festék is hidegebb lesz mint a környezeti hőmérséklet.
Addig addig tanakodtunk, tapogattuk az alkatrészt, hogy a kéz melegétől visszaállt az eredeti méretére.
Na de, mindegy , a végén nem lett jó.
Kellett egy sokkal szorosabb dugattyút csinálni. :(
A jéghideg fagyitól még jobban elő fog jönni ez a hiba, úgyhogy már szúrhatod is be az O gyűrű helyet.
Akkorát szoptam a múltkor egy hasonló elvű, de festék spray töltő mechanikával.
Elég volt a kész melót lerakni az ajtó mellé , a téli hidegből valamennyi bejutott a műhelybe, a precízen illesztett teflon meg beleesett a csőbe.
Jött a tulaj átvenni a munkát és akkor szembesültünk a problémával.
A festék is hidegebb lesz mint a környezeti hőmérséklet.
Addig addig tanakodtunk, tapogattuk az alkatrészt, hogy a kéz melegétől visszaállt az eredeti méretére.
Na de, mindegy , a végén nem lett jó.
Kellett egy sokkal szorosabb dugattyút csinálni. :(
A jéghideg fagyitól még jobban elő fog jönni ez a hiba, úgyhogy már szúrhatod is be az O gyűrű helyet.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 13, 17:34
Írta: 4um5b65d Dátum 2011 május 13, 17:34
A műanyag lesz kisebb...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 13, 17:36
Írta: 4um5b65d Dátum 2011 május 13, 17:36
Az én esetemben alu cső volt teflonnal párosítva.
A saválló és a teflon még nagyobb hézagot fog eredményezni, mivel a Te csöved kevésbé megy össze mint az én csövem.
A saválló és a teflon még nagyobb hézagot fog eredményezni, mivel a Te csöved kevésbé megy össze mint az én csövem.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 13, 17:44
Írta: PSoft Dátum 2011 május 13, 17:44
Teflonból meg lehetne csinálni a dugót,saját anyagából"szoknyásra"is.
Elvékonyítva,egy karmantyút kialakítani a bevezetőnél.
A pohár peremezése bevezetné a karmantyús dugót is.
Vélemény???
Elvékonyítva,egy karmantyút kialakítani a bevezetőnél.
A pohár peremezése bevezetné a karmantyús dugót is.
Vélemény???
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 13, 17:46
Írta: 4um5b65d Dátum 2011 május 13, 17:46
Egyébként az is megoldás, ha a dugattyút úgy képzed ki mint egy simmering. (egy süllyesztés legyen a homlok felületben kb 10-15mm mélyen.
A luftos résznél lényegesen nagyobbra hagyod a külső átmérőt , így ez a pluszos méret zömülni fog és roskad bele a süllyesztésbe.
A legjobb ha az a 15 mm külső hossz kúpos. Minél jobban közeledsz a tömör részhez annál kisebb legyen az átmérő.
Teflonnál elképzelhető, hogy akár 3 -4 tizeddel is nagyobb külsővel kell indítani a kúpot a szoknya résznél.
A luftos résznél lényegesen nagyobbra hagyod a külső átmérőt , így ez a pluszos méret zömülni fog és roskad bele a süllyesztésbe.
A legjobb ha az a 15 mm külső hossz kúpos. Minél jobban közeledsz a tömör részhez annál kisebb legyen az átmérő.
Teflonnál elképzelhető, hogy akár 3 -4 tizeddel is nagyobb külsővel kell indítani a kúpot a szoknya résznél.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 13, 17:47
Írta: 4um5b65d Dátum 2011 május 13, 17:47
Egy az észjárásunk... :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 13, 18:00
Írta: PSoft Dátum 2011 május 13, 18:00
Nah...
Kivettem a cuccost a hűtőből (nem is a fagyasztóba volt).
Tíz percig volt bent,kiesett a dugó a pohárból.[#falbav][#falbav]
Azt hiszem a "szoknyás" dugót választom.
Így új dugót kell csinálnom,de ez a verzió jobban tetszik mint az O-gyűrűs.
Esztétikusabb.:))
Kivettem a cuccost a hűtőből (nem is a fagyasztóba volt).
Tíz percig volt bent,kiesett a dugó a pohárból.[#falbav][#falbav]
Azt hiszem a "szoknyás" dugót választom.
Így új dugót kell csinálnom,de ez a verzió jobban tetszik mint az O-gyűrűs.
Esztétikusabb.:))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 13, 18:18
Írta: 4um5b65d Dátum 2011 május 13, 18:18
Ha van otthon polietiléned akkor abból csináld az új dugót.
Az is elég elasztikus kis falvastagságnál és nem bánja ha a hegesztésen kell súrlódnia.
A teflon kényesebb a súrlódó pár felület érdességére.
Volt régebben egy melóm ahol is egy húsdarálóra kellett olyan adaptert készíteni ami több, kb 15mm-es tészta rudakat enged ki magából , tehát csak egyfajta szélesebb rostély volt a kések nélkül.
Ott próbálkoztunk, hogy milyen műanyag típusnál milyen felületű tészta jön ki.
Teflon és poliamid volt górcső alá véve.
A teflon rövid időn belül meghalt a búzadara szemcséitől, a poliamid viszont évekig bírta.
Az esetedben a poliamid nem annyira válna be, mert határeseten van a negatív hőterhelésed és rideggé válik az anyag, bár lehet, hogy még elbírná az extrudált poliamid. Még a legjobb a DOCAmid márkanévre hallgató poliamid, az elég lágy.
A polietilén viszont a csúszás szempontjából ezen a hőmérsékleten biztonsággal és jól megállja a helyét.
Az is elég elasztikus kis falvastagságnál és nem bánja ha a hegesztésen kell súrlódnia.
A teflon kényesebb a súrlódó pár felület érdességére.
Volt régebben egy melóm ahol is egy húsdarálóra kellett olyan adaptert készíteni ami több, kb 15mm-es tészta rudakat enged ki magából , tehát csak egyfajta szélesebb rostély volt a kések nélkül.
Ott próbálkoztunk, hogy milyen műanyag típusnál milyen felületű tészta jön ki.
Teflon és poliamid volt górcső alá véve.
A teflon rövid időn belül meghalt a búzadara szemcséitől, a poliamid viszont évekig bírta.
Az esetedben a poliamid nem annyira válna be, mert határeseten van a negatív hőterhelésed és rideggé válik az anyag, bár lehet, hogy még elbírná az extrudált poliamid. Még a legjobb a DOCAmid márkanévre hallgató poliamid, az elég lágy.
A polietilén viszont a csúszás szempontjából ezen a hőmérsékleten biztonsággal és jól megállja a helyét.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 13, 19:12
Írta: PSoft Dátum 2011 május 13, 19:12
Úgy néz ki,visszatérő munka lesz ez a "ketyere".
A következő(k)höz,már biztos hogy például húzott csöveket használok.
Ez,ugye hegesztett csőből van,itt a pohár belsejét is"kaliberezni"kellett.
Csak egy érdekesség:
A pohártartó gyűrűt 60-as csőből csináltam.
Épp nem ment bele a pohár.
Aztán a rejtett hegesztés miatt felvágtam a csövet 0.8-as lappal.
Meglepetésemre 4mm-esre ugrott szét a vágás után a rés.
Így aztán pont jó lett,belefért a résbe a 4-es tartólemez,és a pohár is könnyen belecsúszik.
Ennyi a feszültség a hegesztett csövekben??!!

Köszönöm a sok okos tanácsot a dugóval kapcsolatban.[#worship][#puszi]
A következő(k)höz,már biztos hogy például húzott csöveket használok.
Ez,ugye hegesztett csőből van,itt a pohár belsejét is"kaliberezni"kellett.
Csak egy érdekesség:
A pohártartó gyűrűt 60-as csőből csináltam.
Épp nem ment bele a pohár.
Aztán a rejtett hegesztés miatt felvágtam a csövet 0.8-as lappal.
Meglepetésemre 4mm-esre ugrott szét a vágás után a rés.
Így aztán pont jó lett,belefért a résbe a 4-es tartólemez,és a pohár is könnyen belecsúszik.
Ennyi a feszültség a hegesztett csövekben??!!
Köszönöm a sok okos tanácsot a dugóval kapcsolatban.[#worship][#puszi]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 13, 19:49
Írta: s7manbs8 Dátum 2011 május 13, 19:49
Lasliekém !
Nincs valami jól bevált megoldásod, távcső okulár helyére betehető kompakt kamera adapter elkészítésére házilag ? 31.7 mm-es (5/4 coll gyengébbek kedvéért) méretű hüvelybe menőre. Tudod, oldalról kis csavarok kissé megszorítva helyezik stabil állapotba, közbe bele kellene mennie okulárnak is a kamera és hüvely közé, valamint jó lenne, ha nem lötyögne a kamera sem. Mi lenne a jó módszer, ami meg is valósítható. Úgy emlékszem, hogy ebben a mérettartományban otthonosan mozogsz. :)
Nincs valami jól bevált megoldásod, távcső okulár helyére betehető kompakt kamera adapter elkészítésére házilag ? 31.7 mm-es (5/4 coll gyengébbek kedvéért) méretű hüvelybe menőre. Tudod, oldalról kis csavarok kissé megszorítva helyezik stabil állapotba, közbe bele kellene mennie okulárnak is a kamera és hüvely közé, valamint jó lenne, ha nem lötyögne a kamera sem. Mi lenne a jó módszer, ami meg is valósítható. Úgy emlékszem, hogy ebben a mérettartományban otthonosan mozogsz. :)
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2011 május 13, 20:05
Írta: VighLajos Dátum 2011 május 13, 20:05
Huhhh!
Igaz, nem nekem szólt...
Próbáltam elképzelni...
Egy olyan közdarab, aminek egyik vége 1 1/4", a másik végére kamera rögzíthető, és a közdarabba összeszerelés előtt bele kell rakni egy okulárt?
Az okulár rögzíthető a közdarabban. Projekciós fotózás, ha igaz. Nagy a vignettáció, azt mondják.
Talán már értem.
Igaz, nem nekem szólt...
Próbáltam elképzelni...
Egy olyan közdarab, aminek egyik vége 1 1/4", a másik végére kamera rögzíthető, és a közdarabba összeszerelés előtt bele kell rakni egy okulárt?
Az okulár rögzíthető a közdarabban. Projekciós fotózás, ha igaz. Nagy a vignettáció, azt mondják.
Talán már értem.
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2011 május 13, 20:12
Írta: VighLajos Dátum 2011 május 13, 20:12
A Távcsőszölgáltató "Adapterek" címszó alatt sok jó ötlet van.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 13, 20:26
Írta: s7manbs8 Dátum 2011 május 13, 20:26
Köszi megnézem a linket is, gondoltam, hogy lesz itt "szakmabeli" is. :) Igen, úgy ahogy érted, jól érted.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 13, 21:06
Írta: 4um5b65d Dátum 2011 május 13, 21:06
Bevált szokásom, hogy esztergán megesztergálom. :)
Optikai szakmai kérdésekben nem tudok segíteni.
Ide adod, hogy ezt ide és azt oda szeretnéd aztán megcsinálom.
Amikor arról van szó, hogy sok optikai dolgot csinálok az nem ugyanazt jelenti, hogy szakmailag értek is hozzá.
Sok-sok felfogóval , segédeszközzel rendelkezem amik az optikai dolgok gyártásához kellenek, de hogy ki kivel van és miért az a lencse kell oda abban sík hülye vagyok.
Optikai szakmai kérdésekben nem tudok segíteni.
Ide adod, hogy ezt ide és azt oda szeretnéd aztán megcsinálom.
Amikor arról van szó, hogy sok optikai dolgot csinálok az nem ugyanazt jelenti, hogy szakmailag értek is hozzá.
Sok-sok felfogóval , segédeszközzel rendelkezem amik az optikai dolgok gyártásához kellenek, de hogy ki kivel van és miért az a lencse kell oda abban sík hülye vagyok.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 13, 22:39
Írta: s7manbs8 Dátum 2011 május 13, 22:39
Elvileg annyi lenne a lényege, hogy az okulár helyére bedugva, a kamera lencséjének tengelye a kijövő optikai tengellyel egybe essen és a tengely irányában lehessen állítani valamilyen hosszon. De ezt csak úgy mondom, nem kell lerajzolni, nem feladat, csak hogy miről van szó, a kamerán alul van egy menet, ami x, y, z koordinátával el van tolva az optikai tengelytől, ezt le lehet méregetni tolómérővel, és valamilyen felépítménynek ezt tartani kell normálisan, meg egy irányba állíthatónak kell lenni.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2011 május 14, 09:34
Írta: ywathzay Dátum 2011 május 14, 09:34
Nagyon szép munka! Azt elárulhatnád a peremezést hogyan készítetted a dugókra, érdekelne a technikája, szép szabályos nehezen tudom elképzelni hogy rákalapáltad.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 14, 10:31
Írta: PSoft Dátum 2011 május 14, 10:31
Hidegen sajtoltam,a cső méretéhez esztergált betétekkel.
Ezzel az őskoiri préssel:

Ezzel az őskoiri préssel:
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 14, 10:40
Írta: svejk Dátum 2011 május 14, 10:40
Amikor azt látom hogy ilyeneket meg tudtok csinálni házilag, legszívesebben eldobnám a csavarhúzómat és elmenekülnék a dzsungelbe, valami primitív nép közé csicskásnak [#rinya]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 14, 11:00
Írta: 4um5b65d Dátum 2011 május 14, 11:00
Úccse fogadnának be csavarhúzó nélkül....
Maradj inkább...
:))
Maradj inkább...
:))
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2011 május 14, 11:11
Írta: ywathzay Dátum 2011 május 14, 11:11
Köszönöm, én valami bonyolultabbra gondoltam, ügyes, ötletes megoldás.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 14, 11:19
Írta: PSoft Dátum 2011 május 14, 11:19
Ne irigykedjünk,kérem....:)))
A képek nem titkolt szándéka,hogy ösztönözzön a szunnyadó elképzelések megvalósítására.:))
(Huhhh...,ezt a mondatot,nagyon eltaláltam):)
Arról már lekéstél,nincsen is már dzsungel,meg primitív nép.:)
Lehet marhaf@sza dolgokat csinálni csavarhúzóval is.
Meg aztán sokkal lazábban is,mint kalapáccsal meg reszelővel.
Amúgy meg,Te ott is király lennél,nem csicskás.:))
A képek nem titkolt szándéka,hogy ösztönözzön a szunnyadó elképzelések megvalósítására.:))
(Huhhh...,ezt a mondatot,nagyon eltaláltam):)
Arról már lekéstél,nincsen is már dzsungel,meg primitív nép.:)
Lehet marhaf@sza dolgokat csinálni csavarhúzóval is.
Meg aztán sokkal lazábban is,mint kalapáccsal meg reszelővel.
Amúgy meg,Te ott is király lennél,nem csicskás.:))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 május 16, 06:30
Írta: Szalai György Dátum 2011 május 16, 06:30
Mennyire merted megpörgetni a Yaskawa-val?
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 május 16, 08:25
Írta: 7kcyndjdg Dátum 2011 május 16, 08:25
Szia, 3600 ford/perc a maximum.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 09:06
Írta: svejk Dátum 2011 május 16, 09:06
Lehet kapni pl. a LIDL-ben ezeket az olcsó dupla fecskendős kiszerelésű 5-10 perces műgyanta alapú ragasztókat.
Vajon lehetne ezeket valamivel anyagukban színezni?
Feketére lenne szükségem.
Vajon lehetne ezeket valamivel anyagukban színezni?
Feketére lenne szükségem.
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2011 május 16, 09:16
Írta: dg8n4i8x Dátum 2011 május 16, 09:16
Festékboltban lehet kapni fekete vasoxidot, szerintem simán jó hozzá.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2011 május 16, 09:18
Írta: jv7pu3a5p Dátum 2011 május 16, 09:18
Trilak Aquakolor szinezőpasztával szoktam, szintén feketében utazom. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 09:31
Írta: svejk Dátum 2011 május 16, 09:31
Köszi! Nem lassítja a kötést, vagy gyengíti a szilárdságot?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 09:32
Írta: svejk Dátum 2011 május 16, 09:32
Erre gondoltam, még bizonyára olcsó is, bár én azt hittem hogy a vasoxidos színező csak barnában van:(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 09:35
Írta: svejk Dátum 2011 május 16, 09:35
Egyébként meg mesélj már valamit, olyan ritkán olvasunk Tőled. Valami új szerkentyű??
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 09:37
Írta: svejk Dátum 2011 május 16, 09:37
Mennyit raksz mondjuk 1 cm3 ragasztóhoz?
Cím: Re:Mechanikai ötletek
Írta: dg8n4i8x Dátum 2011 május 16, 09:39
Írta: dg8n4i8x Dátum 2011 május 16, 09:39
Mostanában idő hiányában inkább csak tervek születnek sajnos... Munkaidő keret van heti hat nap meló... Majd a forgatómat szeretném rendesen publikálni...
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2011 május 16, 10:08
Írta: jv7pu3a5p Dátum 2011 május 16, 10:08
Hát azt meg nem mondom, érzésre szoktam adagolni. Talán a ragasztó mennyiség 1/4, 1/5 lehet. A feketéből nem kell sok, frankón megfeketíti. Míg folyékony állagú inkább szürkének hat, nem kell megijedni ahogy megköt fekete lesz. Legalábbis az UVERAPID nevezetű műgyantás ragasztóval ez a helyzet.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 május 16, 10:42
Írta: 4um5b65d Dátum 2011 május 16, 10:42
Korom.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 10:58
Írta: svejk Dátum 2011 május 16, 10:58
Panel, turbós gázkazán :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 május 16, 15:35
Írta: 000000000 Dátum 2011 május 16, 15:35
Használt toner festékpor. (Fénymásolóból vagy lézernyomtatóból)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 17:50
Írta: svejk Dátum 2011 május 16, 17:50
Pontosan! :)
Leslie kormos ötlete után nekem is beugrott.
Elvileg a tonerpor is műanyag alapú
Már köt is...
Ha bejön akkor a színes tonerekkel szinte bármilyet ki lehet keverni.
Leslie kormos ötlete után nekem is beugrott.
Elvileg a tonerpor is műanyag alapú
Már köt is...
Ha bejön akkor a színes tonerekkel szinte bármilyet ki lehet keverni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 17:51
Írta: svejk Dátum 2011 május 16, 17:51
De azért kipróbálom a színezőpasztát is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 20:00
Írta: svejk Dátum 2011 május 16, 20:00
Kiderült elfogyott a LIDL-s kétkomponensűm :(
Szaladtam fűhöz fához a praktikerben csak 1-2 cm3 Pattex volt 1600-ért, így vettem 5 perces UVERAPID-ot és Aquakolor színezőpasztát is.
Kevertem egy tonerest és egy pasztásat.
kb. másfél órája köt, a toneres már jó kemény, de az Aquakolor pasztás olyan mint a rágógumi :(
Remélem azért megköt. (ugye ez a színező valami vízbázisú trutyi, de nagyon jól jól keveredett az epoxival)
Színileg egyértelműen a pasztás a nyerő, totál fekete, a toneres kissé zöldes beütésű világos fekete lett. (lehet több por kellett volna)
Szaladtam fűhöz fához a praktikerben csak 1-2 cm3 Pattex volt 1600-ért, így vettem 5 perces UVERAPID-ot és Aquakolor színezőpasztát is.
Kevertem egy tonerest és egy pasztásat.
kb. másfél órája köt, a toneres már jó kemény, de az Aquakolor pasztás olyan mint a rágógumi :(
Remélem azért megköt. (ugye ez a színező valami vízbázisú trutyi, de nagyon jól jól keveredett az epoxival)
Színileg egyértelműen a pasztás a nyerő, totál fekete, a toneres kissé zöldes beütésű világos fekete lett. (lehet több por kellett volna)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 május 16, 20:20
Írta: Rabb Ferenc Dátum 2011 május 16, 20:20
Próbálj inkább EPOREZIT színezőpasztát szerezni. Azt az epoxihoz találták ki. 1-2% kell csak hozzá. A víz erősen gátolja a térhálósodást, ne várj túl sokat az Aquakoloros turmixtól.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 20:30
Írta: svejk Dátum 2011 május 16, 20:30
Tököm ki van ezzel az UVERAPID-al, kevertem egy szüzet de ez se nagyon akar kötni :(
Még hogy 5 perc....
a Lidl ennyi idő alatt már csont kemény, na megyek a Praktiba a Pattexért.
Nem is tudom mit vártam egy egy jó Magyar UVESZ kft-től :(((
Még hogy 5 perc....
a Lidl ennyi idő alatt már csont kemény, na megyek a Praktiba a Pattexért.
Nem is tudom mit vártam egy egy jó Magyar UVESZ kft-től :(((
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 20:31
Írta: svejk Dátum 2011 május 16, 20:31
Gondolom csak 5 kilósban adják....
A porfesték is csak kilós kiszerelésben volt a festékboltban 1800-ért.
A porfesték is csak kilós kiszerelésben volt a festékboltban 1800-ért.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2011 május 16, 20:36
Írta: jv7pu3a5p Dátum 2011 május 16, 20:36
Igen, azt nem írtam, hogy lassítja a kötést. De azért 12-24 óra múlva jó lesz az.
Régen amúgy cipőpasztával színeztem, az meg baromira gyorsította a kötést. Fel is hevült az anyag. :)
Régen amúgy cipőpasztával színeztem, az meg baromira gyorsította a kötést. Fel is hevült az anyag. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 20:37
Írta: svejk Dátum 2011 május 16, 20:37
Akkor megyek hozok le boxot :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 20:39
Írta: svejk Dátum 2011 május 16, 20:39
A debreceni találkozón az Alvinplasttól kellett volna kérni, de akkor még nem kellett :(
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2011 május 16, 20:41
Írta: jv7pu3a5p Dátum 2011 május 16, 20:41
Ja meg tudod mi volt,ami szintén begyorsította a kötést, a tinta. Attól is tüzelt az anyag. :)
Régen sok nagyfesz trafót tekertem... :)
Úgy tudom a só is gyorsítja, de ebben nem vagyok biztos.
Régen sok nagyfesz trafót tekertem... :)
Úgy tudom a só is gyorsítja, de ebben nem vagyok biztos.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 16, 21:06
Írta: svejk Dátum 2011 május 16, 21:06
Az Uverapidról még egy pár szó.
Ugye leemel a polcról, mert jó árban két nagy tubus, töltősúlyt nem néz.
Otthon tubusokat kivesz, ALATTUK a felirat:
Technikai okokból a 25g nettó ragasztó mellett a tubusok 6-9 ml levegőt is tartalmaznak.
És tényleg csak félig vannak a tubusok...
Hát a jó nénikéjét az UVESZ kft-nek!
[#boxer]
Az olcsóbb megint drága lett :(
Ugye leemel a polcról, mert jó árban két nagy tubus, töltősúlyt nem néz.
Otthon tubusokat kivesz, ALATTUK a felirat:
Technikai okokból a 25g nettó ragasztó mellett a tubusok 6-9 ml levegőt is tartalmaznak.
És tényleg csak félig vannak a tubusok...
Hát a jó nénikéjét az UVESZ kft-nek!
[#boxer]
Az olcsóbb megint drága lett :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 május 16, 21:07
Írta: 000000000 Dátum 2011 május 16, 21:07
régen meg felelt a cemet is erre....copy protect![#eljen]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 16, 21:13
Írta: s7manbs8 Dátum 2011 május 16, 21:13
Nemsoká a cigis doboz tartalma is csak egy kis cigifüst lesz, aromatartó csomagolásban. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 16, 21:30
Írta: PSoft Dátum 2011 május 16, 21:30
Nem akármilyen levegő ám az!
Én úgy hallottam,hogy az UVESZ-esek a Bahamák-ra járnak levegőt venni.:)
Onnan hozzák Neked(nekünk)zsákban a fínom tengeri levegőt,amit a tubusokba nyomnak.:))
Ezé annyi-amennyi.
Én úgy hallottam,hogy az UVESZ-esek a Bahamák-ra járnak levegőt venni.:)
Onnan hozzák Neked(nekünk)zsákban a fínom tengeri levegőt,amit a tubusokba nyomnak.:))
Ezé annyi-amennyi.
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 május 17, 21:21
Írta: 7kcyndjdg Dátum 2011 május 17, 21:21
Nos itt a vége a ciklon építés képregénynek. Én elégedett vagyok a végeredményel :-)
Íme, így sikerült:




Vége.
Íme, így sikerült:
Vége.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2011 május 17, 21:25
Írta: v2vhwz32z Dátum 2011 május 17, 21:25
Ha olyan jól szuperál, mint ahogy kinéz, indíthatod is a sorozatgyártást..[#eljen]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 17, 21:26
Írta: svejk Dátum 2011 május 17, 21:26
Közel 30 óra után még bele tudom nyomni a körmöm, így a színezőpasztás nem jött be :(
A tonerporos viszont egyformán megfelelő keménységű lett a natúr epoxival, és talán kicsit sötétedett is tegnap óta.
A tonerporos viszont egyformán megfelelő keménységű lett a natúr epoxival, és talán kicsit sötétedett is tegnap óta.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 17, 21:28
Írta: svejk Dátum 2011 május 17, 21:28
Ezt vétek üzembe helyezni olyan szép :)
legszívesebben most is sutba vágnám a szerszámaimat :)
legszívesebben most is sutba vágnám a szerszámaimat :)
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 május 17, 22:54
Írta: 7kcyndjdg Dátum 2011 május 17, 22:54
Itt bizony nem lesz sorozatgyártás, ez egyedi példány marad. Remélem a kínaiak nem fogják másolni :-)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 május 18, 05:48
Írta: Szalai György Dátum 2011 május 18, 05:48
Tiszteletem. Gyönyörű.
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2011 május 18, 08:54
Írta: jv7pu3a5p Dátum 2011 május 18, 08:54
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2011 május 18, 08:57
Írta: jv7pu3a5p Dátum 2011 május 18, 08:57
Tegnap este is használtam, nálam működik. Reggelre még nekem sem volt kökemény, de csak 8 órát kötött.
Volt már, hogy szét kellett bombázzak egy kiöntést. Rendesen meg volt kötve, küzdöttem is vele rendesen.
Volt már, hogy szét kellett bombázzak egy kiöntést. Rendesen meg volt kötve, küzdöttem is vele rendesen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 május 18, 18:11
Írta: 000000000 Dátum 2011 május 18, 18:11
Nagyon frankó lett! Te vagy a Ciklon Király![#eljen]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 május 18, 19:25
Írta: svejk Dátum 2011 május 18, 19:25
Ma délutánra már elég jól megkötött. Te még fiatal vagy ráérsz :)
Cím: Re:Mechanikai ötletek
Írta: 7kcyndjdg Dátum 2011 május 18, 20:51
Írta: 7kcyndjdg Dátum 2011 május 18, 20:51
Á dehogy, még hogy király. De köszönöm az elismerést :-)
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2011 május 19, 09:58
Írta: jv7pu3a5p Dátum 2011 május 19, 09:58
Valószínű azért nem figyeltem a kötési időt soha, mert este kiöntöm az elektronikát, reggel rárakom a fedelet és soha nem látom többet (jó esetben). :))
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2011 május 19, 10:09
Írta: may47wb Dátum 2011 május 19, 10:09
Nagyon profin megcsináltad!
Cím: Re:Mechanikai ötletek
Írta: may47wb Dátum 2011 május 19, 10:11
Írta: may47wb Dátum 2011 május 19, 10:11
Ez se semmi! Nagyon jó!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 május 28, 19:52
Írta: PSoft Dátum 2011 május 28, 19:52
A rossz idő ellenére ma megvolt a gyereknap.
És,megvolt a spagettifagyi főpróbája is,óriási siker aratva a nebulók között.
Boldogan hozta az ismerősöm a képeket:

Szolídnak mondható árakkal,ma másképp volt az árképzés mint a képen van.

Íme a "remekmű" pár képben.




Szerintem nagyon gusztusos...,és finom is.:)
A rossz idő ellenére,nagy sikere volt a spagettifagyinak.
És,megvolt a spagettifagyi főpróbája is,óriási siker aratva a nebulók között.
Boldogan hozta az ismerősöm a képeket:
Szolídnak mondható árakkal,ma másképp volt az árképzés mint a képen van.
Íme a "remekmű" pár képben.
Szerintem nagyon gusztusos...,és finom is.:)
A rossz idő ellenére,nagy sikere volt a spagettifagyinak.
Cím: Re:Mechanikai ötletek
Írta: 88nwcf22d Dátum 2011 május 28, 22:12
Írta: 88nwcf22d Dátum 2011 május 28, 22:12
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 május 29, 16:24
Írta: 000000000 Dátum 2011 május 29, 16:24
Klassz! [#eljen]
Összefutott a nyál a számban.
Összefutott a nyál a számban.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 31, 22:30
Írta: s7manbs8 Dátum 2011 május 31, 22:30
Lene itt egy ilyen távcső tengelyrendszerem, amihez valami motoros mozgatást kéne szerkeszteni, itt egy kép, csak nem tudom merről kéne tenni, vagy valami linket nem láttatok valamerre ?
A tengely végén kúp van egyébként, hogy milyen féle azt fogalmam sincs valahogy biztos meg lehet mérni, a csavarorsót ki lehet venni a két csavar tartja.

A tengely végén kúp van egyébként, hogy milyen féle azt fogalmam sincs valahogy biztos meg lehet mérni, a csavarorsót ki lehet venni a két csavar tartja.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 31, 22:31
Írta: s7manbs8 Dátum 2011 május 31, 22:31
Közben kipróbáltam azt is, hogy a kepfeltoltes.hu oldalra tett képet mikor megnézitek, ott jobb egérgombbal a kép fölé menve "Kép megjelenítése"
, erre előjön egy külön oldalon a kép és a linket onnan kell kikopizni, és Képként betehető a fórumba, nem azzal a kis képes linkkel ahogy szokta, úgy látom működik is a technika.
, erre előjön egy külön oldalon a kép és a linket onnan kell kikopizni, és Képként betehető a fórumba, nem azzal a kis képes linkkel ahogy szokta, úgy látom működik is a technika.
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2011 május 31, 23:02
Írta: VighLajos Dátum 2011 május 31, 23:02
Szia Elektron!
Ha már tengelykereszt motorosítás, akkor én a rektatengelyre szerelnék meghajtást.
Vagy azon már van?
Üdv!
Ha már tengelykereszt motorosítás, akkor én a rektatengelyre szerelnék meghajtást.
Vagy azon már van?
Üdv!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 31, 23:13
Írta: s7manbs8 Dátum 2011 május 31, 23:13
Nincs még egyiken sem, ez egy ilyen kézi állítgatós rendszer, de elég normálisnak vélem ahhoz, hogy felszereljek rá valami mozgatást, néztem most pont ilyen EQ3- ra mik vannak, hogy lehet ezt megoldani, illetve pluszba rászerelni ilyeneket, ez olyasmi az egész mint az EQ3, pár napja sikerült beszereznem véletlenül találkoztam vele.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 május 31, 23:21
Írta: s7manbs8 Dátum 2011 május 31, 23:21
Itt egy kép oldalról totálba, meg egy kis csendélet, az elektromos sarkamról... :):

Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2011 június 01, 08:03
Írta: mxjj54gxi Dátum 2011 június 01, 08:03
Be fogja rázni a tengelykeresztet a mechanika, ha így szereled oda. Nem egy atomstabil tengelykereszt ez! Vagy csak adatbázisból csillagkeresésre kell, és nem órának?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 01, 09:13
Írta: s7manbs8 Dátum 2011 június 01, 09:13
Akkor hova szereljem, nem teljesen értem, amúgy csak odaskicceltem egy példát, hova férne valami el.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 01, 10:20
Írta: s7manbs8 Dátum 2011 június 01, 10:20
Itt van egy saját maszek megoldásom, csak annyi a baja, hogy egy sima menetes szár az orsó és nem pont középen van a csapágyakban, meg annyira rossz csapágyat sikerült betenni, hogy dörcög, amúgy még jó is lenne, az a kerék meg műanyag, de ehhez elég jó, tekergettem már sokat, meg állíthatóra kellene, illetve motort felszerelni rá erre is, leginkább egy másik orsóval, meg pontosan berakni csapágyházba.

Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2011 június 01, 11:26
Írta: mxjj54gxi Dátum 2011 június 01, 11:26
Úgy szokták csinálni, hogy a motor nincs a kereszten, hanem lent a lábon, és valami hajlékony tengellyel megy fel a hajtás.
A motor így kevésbé rázza be az óratengelyt.
De ha csak csillagkeresőnek kell, akkor mindegy, ha viszont hosszú idejű fotókat is akarsz, akkor érdemes levinni, hogy élesebbek legyenek a képek
A motor így kevésbé rázza be az óratengelyt.
De ha csak csillagkeresőnek kell, akkor mindegy, ha viszont hosszú idejű fotókat is akarsz, akkor érdemes levinni, hogy élesebbek legyenek a képek
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 01, 16:50
Írta: s7manbs8 Dátum 2011 június 01, 16:50
Értem, köszi így már.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 19, 22:50
Írta: PSoft Dátum 2011 június 19, 22:50
Tegnap hoztak két törött kuplungot.
Valamilyen nagyfeszmegszakító ellenőrzőműszer encodermeghajtásánál használják.
Csak,le kellett másolni a töröttekről(persze,törés nélkül).:))
Megjárattam kicsit az öreg Strigon-t.


Valamilyen nagyfeszmegszakító ellenőrzőműszer encodermeghajtásánál használják.
Csak,le kellett másolni a töröttekről(persze,törés nélkül).:))
Megjárattam kicsit az öreg Strigon-t.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 19, 22:55
Írta: 4um5b65d Dátum 2011 június 19, 22:55
Pár év múlva már így hangzik majd a mondat:
Megjárattam kicsit az öreg csonjaimat....
Megjárattam kicsit az öreg csonjaimat....
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 19, 23:00
Írta: s7manbs8 Dátum 2011 június 19, 23:00
Photoshop-pal se lehetett volna jobban lemásolni. :)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 június 19, 23:06
Írta: KoLa Dátum 2011 június 19, 23:06
Szép munka!
az ilyen kuplungnak az a baja hogyha 'dógozni' kell neki akkor eltörik!
az ilyen kuplungnak az a baja hogyha 'dógozni' kell neki akkor eltörik!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 19, 23:08
Írta: PSoft Dátum 2011 június 19, 23:08
Mit baszam el?
Vagy,..Te vóóótá?
Vagy,..Te vóóótá?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 19, 23:13
Írta: s7manbs8 Dátum 2011 június 19, 23:13
Elég az, ha addig van egybe, míg a műlyejajtón kiviszik, nem így dolgozik a jó szakember ?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 19, 23:24
Írta: PSoft Dátum 2011 június 19, 23:24
Az nem úgy vóóót!
Fölhívtam a kuncsaft figyelmét,hogy így egy kalap sz@r lesz az egész,megintcsak törni fog.
Azt mondta,hogy "ez kincstári holmi,ugyanolyannak kőőő lenni,mind amilyen vóóót!" :))
Fölhívtam a kuncsaft figyelmét,hogy így egy kalap sz@r lesz az egész,megintcsak törni fog.
Azt mondta,hogy "ez kincstári holmi,ugyanolyannak kőőő lenni,mind amilyen vóóót!" :))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 21, 21:07
Írta: s7manbs8 Dátum 2011 június 21, 21:07
Lenne egy kopott 0.8-as fúróm, amit meg kellene élezni, köszörű nincs, polír papír van pl. Ötlet ? ferdén fogjam meg valahogy és próbáljam csuszkoráltatni valahogy ?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 június 21, 21:16
Írta: besirkyjh Dátum 2011 június 21, 21:16
Igen .
Ha nincs más .A lényeg hogy furjon , gondolom nem szériában szeretnéd ezt csinálni :)
Ha nincs más .A lényeg hogy furjon , gondolom nem szériában szeretnéd ezt csinálni :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 21, 21:20
Írta: s7manbs8 Dátum 2011 június 21, 21:20
Nem széria meló, csak ki vagyok most pakolva lakás rendezkedés miatt, és nem férek hozzá, illetve nincs is olyan köszörűm, amivel ilyen vékony kis fajtát lehetne rendesen élezni, ezért gondoltam valami kis csisz papírra.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 21, 21:21
Írta: s7manbs8 Dátum 2011 június 21, 21:21
Illetve kis satuba befogom és egy sima lapra fogott csisz papírt tologatok, persze az élnek megfelelő szögben kéne. Na, van itt ötletem nekem is, ahelyett hogy mindig a közösséget bomlasztom én is, inkább ilyeneken kéne gondolkodni... :)
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2011 június 21, 21:22
Írta: Miki2 Dátum 2011 június 21, 21:22
Szerintem jobban jársz, ha ezt nem csinálod.
A "csuszkorálástól" csak rosszabb lesz.
Ha nincs köszörű, használd amíg lehet, aztán ívelni kell.
A "csuszkorálástól" csak rosszabb lesz.
Ha nincs köszörű, használd amíg lehet, aztán ívelni kell.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 21, 21:23
Írta: 4um5b65d Dátum 2011 június 21, 21:23
Bazze Béla , 7000 hozzászólásod van, de nincs köszörűd ?
Ezen a héten hallgass, a hétvégén meg vegyél egyet a Praktikerben.
Tegyél rá egy gyémánt korongot és nagyító alatt köszörüld meg.
De ha megadod a címed akkor küldök egy fúrót.
(Ezt nem hiszem el, hogy egy 0,8-assal rosszakodsz)
Ezen a héten hallgass, a hétvégén meg vegyél egyet a Praktikerben.
Tegyél rá egy gyémánt korongot és nagyító alatt köszörüld meg.
De ha megadod a címed akkor küldök egy fúrót.
(Ezt nem hiszem el, hogy egy 0,8-assal rosszakodsz)
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2011 június 21, 21:23
Írta: Miki2 Dátum 2011 június 21, 21:23
Esetleg, ha közel laksz hozzám, megélezem neked.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 21, 21:24
Írta: s7manbs8 Dátum 2011 június 21, 21:24
De hidd el egy darabom van, az is ilyen gagyi minőség...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 21, 21:24
Írta: s7manbs8 Dátum 2011 június 21, 21:24
Á, csak az a gond, hogy ennek 5 perc múlva fúrni kellene... Ugye nem a szomszédom vagy ? :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 21, 21:26
Írta: s7manbs8 Dátum 2011 június 21, 21:26
Ó most jut eszembe kézi fúróm van, abba befogok egy kis köszürűkorongot, talán az van valahol.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 21, 21:28
Írta: 4um5b65d Dátum 2011 június 21, 21:28
Próbálj a fúrógépbe fogni egy régi porcelán biztosítékot.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 21, 21:30
Írta: 4um5b65d Dátum 2011 június 21, 21:30
Esetleg valami törött porcelán fűtőtestet.
A Fiskars ollók tokjához is szoktak adni egy élező rudacskát.
A Fiskars ollók tokjához is szoktak adni egy élező rudacskát.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 21, 21:34
Írta: s7manbs8 Dátum 2011 június 21, 21:34
Érdekes, ilyet még nem hallottam, persze még sok mást sem, az is csiszolná ? Azt tudom, hogy kemény a porcelán, meg finom szemcsés is talán, nem is rossz ötlet.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 21, 21:36
Írta: 4um5b65d Dátum 2011 június 21, 21:36
Tudod milyen jól lehet a porcelán étkészleten kést fenni ?
Én tartok egy törött tányért ilyen célra.
A nem törött is jó ! :)
Én tartok egy törött tányért ilyen célra.
A nem törött is jó ! :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 21, 21:38
Írta: s7manbs8 Dátum 2011 június 21, 21:38
Na várjál, én már egyszer porcelánba gravíroztam, igaz keményfémmel, az vitte azt is.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 21, 21:41
Írta: 4um5b65d Dátum 2011 június 21, 21:41
Egy seprű nyéllel is át lehet fúrni egy fenyő fát. :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 június 21, 21:59
Írta: besirkyjh Dátum 2011 június 21, 21:59
A gyémántot is csiszolják .
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 21, 22:16
Írta: PSoft Dátum 2011 június 21, 22:16
Egy ilyen tányérból csináltam késélezőt.
Könnyű dolgom volt,a zasszony a fejemhez akarta vágni,én csak félreugrottam,és má kész is volt.:)))

Áááá,.... Nem is igaz,most csak füllentettem egyet.:))
No,de komolyan,nekem ilyen késélezőm van,és nagyon szuper:

Ja,és ha hiszed,ha nem,ez valódi Zsolnay.
Könnyű dolgom volt,a zasszony a fejemhez akarta vágni,én csak félreugrottam,és má kész is volt.:)))
Áááá,.... Nem is igaz,most csak füllentettem egyet.:))
No,de komolyan,nekem ilyen késélezőm van,és nagyon szuper:
Ja,és ha hiszed,ha nem,ez valódi Zsolnay.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 21, 23:05
Írta: s7manbs8 Dátum 2011 június 21, 23:05
Meg lehet nyugodni, sikerült kifúrni, amit akartam, előtte egy flex korongot befogva a fúróba éleztem rajta, de lehet csak rontottam, de arra elég volt, hogy azt a 24-et kifúrja aránylag normálisan.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 21, 23:29
Írta: PSoft Dátum 2011 június 21, 23:29
Azért,ez nem volt fair-dolog Tőled.
Itt mindenki kétségbeesetten keresi a megoldást a 0.8-as fúród élezésére,Te meg,....csípőből,....
"Hát,... megköszörültem a Flexxel,vazzze!" :)))
Itt mindenki kétségbeesetten keresi a megoldást a 0.8-as fúród élezésére,Te meg,....csípőből,....
"Hát,... megköszörültem a Flexxel,vazzze!" :)))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 21, 23:35
Írta: 4um5b65d Dátum 2011 június 21, 23:35
Á, barátom, egy pécsi azonnal felismeri a Zsolnay-t, nem is kell azt mondani neki.
Mi van ráírva ? MADE IN CHINA ? Mert csak akkor valódi. :)
Ellenben a késélezőre rákérdeznék, hogy nem ITT vetted e ?
Ez esetben ugyanis el kell , hogy beszélgessek veled egy kicsit a használatáról. :)
Mi van ráírva ? MADE IN CHINA ? Mert csak akkor valódi. :)
Ellenben a késélezőre rákérdeznék, hogy nem ITT vetted e ?
Ez esetben ugyanis el kell , hogy beszélgessek veled egy kicsit a használatáról. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 június 21, 23:37
Írta: svejk Dátum 2011 június 21, 23:37
[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 21, 23:47
Írta: PSoft Dátum 2011 június 21, 23:47
Csak nem a nagytatapiszkálóra gondolsz?
Jaaa,neeem,nem nagytata,....prosztata.
Nem tehetek róla,ezt a két öreget mindíg keverem.
Áááá,nekem nem jött be.[#wow1]
Legalábbis a barna vége.
Hoppá,.... lehet,hogy a fehérrel kellett volna?
Az sokkal érdesebb.:-))))
Jaaa,neeem,nem nagytata,....prosztata.
Nem tehetek róla,ezt a két öreget mindíg keverem.
Áááá,nekem nem jött be.[#wow1]
Legalábbis a barna vége.
Hoppá,.... lehet,hogy a fehérrel kellett volna?
Az sokkal érdesebb.:-))))
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2011 június 22, 00:00
Írta: me3ua0a6 Dátum 2011 június 22, 00:00
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 június 22, 01:55
Írta: 279nwbpsa Dátum 2011 június 22, 01:55
Ha már ennyire aktuális a fenés,meg a fenőkövek,akkor valaki mondja meg nekem,hogy a hántolót(keményfémlapkás)mivel célszerű köszörülés után fenni.Illetve kell-e egyáltalán?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 június 22, 04:34
Írta: besirkyjh Dátum 2011 június 22, 04:34
Szia Tomi
Ha azt kérdezted volna hogy kel-e köszötülni könnyebb lett volna a válasz .
Az elsö köszörülés az utolso is ( alakra ) utánna csak fenés .Ha lehet kétféle szemcse nagyságut használj de finom kö mindenféleképpen legyen .Mi vizes könek hivtuk ( hasonlo a kaszaköhöz csak téglalap alaku ) és mint az óra inga ugy fentük és a végén két tolás a hántolo oldalán ( esetleges sorja ) és ha vitte a körmöd akkor jo .
Ha viszonylag egyenes a felülete most akkor egy olyan nagy biztositék ( késes) háza jo lehet , de kell hozzá kitartás .A lényeg hogy a köszörü nyomait el kell távolitani hogy a hántolt felület ne legyen csikos .
Ha azt kérdezted volna hogy kel-e köszötülni könnyebb lett volna a válasz .
Az elsö köszörülés az utolso is ( alakra ) utánna csak fenés .Ha lehet kétféle szemcse nagyságut használj de finom kö mindenféleképpen legyen .Mi vizes könek hivtuk ( hasonlo a kaszaköhöz csak téglalap alaku ) és mint az óra inga ugy fentük és a végén két tolás a hántolo oldalán ( esetleges sorja ) és ha vitte a körmöd akkor jo .
Ha viszonylag egyenes a felülete most akkor egy olyan nagy biztositék ( késes) háza jo lehet , de kell hozzá kitartás .A lényeg hogy a köszörü nyomait el kell távolitani hogy a hántolt felület ne legyen csikos .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 június 22, 05:34
Írta: 000000000 Dátum 2011 június 22, 05:34
És kellemesek a tapasztalataid?[#mf2]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 június 22, 07:53
Írta: keri Dátum 2011 június 22, 07:53
Lehet 0,8 colos fúróra gondolt :D
Én dremmel vágó tárcsán éleztem. Az sokkal finomabb. Igaz panelfúrásra és nem lett szépen aláköszörülve, de ha a homlokszögek összejönnek, (nálam véletlen szerűen) gyönyörűen viszi az anyagot utána. Persze ez HSS fúrónál, vidia fúrót félretettem hogy jó lesz gravírtűnek, de igazából van gyémánttárcsám is, szerintem azon ezt is meg lehetne óvatosan élezni csak nagyító kell hogy lássad mit csinálsz.
Én dremmel vágó tárcsán éleztem. Az sokkal finomabb. Igaz panelfúrásra és nem lett szépen aláköszörülve, de ha a homlokszögek összejönnek, (nálam véletlen szerűen) gyönyörűen viszi az anyagot utána. Persze ez HSS fúrónál, vidia fúrót félretettem hogy jó lesz gravírtűnek, de igazából van gyémánttárcsám is, szerintem azon ezt is meg lehetne óvatosan élezni csak nagyító kell hogy lássad mit csinálsz.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 június 22, 08:29
Írta: 279nwbpsa Dátum 2011 június 22, 08:29
Szia Zoli!
Ezek gyári lapkák.Egyenlőre jól is visznek.
Viszont van közöttük egy-két használt is.
Úgy gondoltam,ezeket a használtakat köszörülöm és ha szükséges,akkor fenem.
Különböző csiszolóköveim vannak.Csak a legmegfelelőbbet kell ezek szerint kiválasztanom...
Ezek gyári lapkák.Egyenlőre jól is visznek.
Viszont van közöttük egy-két használt is.
Úgy gondoltam,ezeket a használtakat köszörülöm és ha szükséges,akkor fenem.
Különböző csiszolóköveim vannak.Csak a legmegfelelőbbet kell ezek szerint kiválasztanom...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 22, 16:11
Írta: 4um5b65d Dátum 2011 június 22, 16:11
Még egy kicsit ülök a válaszon , aztán közlöm a tapasztalatokat. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 22, 20:45
Írta: PSoft Dátum 2011 június 22, 20:45
Azért,... közben is adhatnál tájékoztatót a nagyközönségnek.:))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 22, 20:50
Írta: 4um5b65d Dátum 2011 június 22, 20:50
Még fingom sincs.... :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 június 22, 20:51
Írta: besirkyjh Dátum 2011 június 22, 20:51
Mire gondolsz ? Áááá uuuuuu ollllé ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 22, 21:50
Írta: s7manbs8 Dátum 2011 június 22, 21:50
1.5mm-es üvegszálas nyákpanelből kellene kivágnom, lenne egy 2mm-es keményfém maróm, mekkora előtolást és fogásmélységet lenne jó alkalmaznom, amit elbírna szerintetek ? Nem szeretném, ha eltörne, de azt sem, ha egy óráig vágna. Vagy ilyesmire milyen szerszám lenne a jó ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 június 22, 22:37
Írta: 000000000 Dátum 2011 június 22, 22:37
Én 1mm-es maróval vágom kontúrba a nyákot 300mm előtolással és 0,5mm fogással.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 június 22, 22:39
Írta: Rabb Ferenc Dátum 2011 június 22, 22:39
1,5-2 mm-es ChipBraker maró. Fordulat min 20ezer körül, előtolás - ami a csövön kifér
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 22, 22:41
Írta: s7manbs8 Dátum 2011 június 22, 22:41
Köszönöm az adatokat és ötleteket.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 június 22, 22:57
Írta: 000000000 Dátum 2011 június 22, 22:57
Ti aztán tudtok élni!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 június 23, 00:52
Írta: 000000000 Dátum 2011 június 23, 00:52
Egy fogásból vágod a lemezt?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 június 23, 05:56
Írta: Szalai György Dátum 2011 június 23, 05:56
Hány élű maró és mekkora fordulatszám?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 június 23, 08:59
Írta: 000000000 Dátum 2011 június 23, 08:59
chip braker és kb25000 fordulattal. Többet nem mertem neki adni.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 június 23, 22:02
Írta: Rabb Ferenc Dátum 2011 június 23, 22:02
Igen, egyszerre vágom át a teljes vastagságot.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2011 június 23, 22:33
Írta: me3ua0a6 Dátum 2011 június 23, 22:33
Avagy kukoricamaró. Ez kimondottan ilyen anyagokhoz, pl nyákhoz való. Én 10ezer körül pörgettem, előtolás mehet bátran.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 23, 22:41
Írta: s7manbs8 Dátum 2011 június 23, 22:41
Neked van ilyened ? Lehet küldhetnél egyet.
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2011 június 24, 00:09
Írta: me3ua0a6 Dátum 2011 június 24, 00:09
Hétfőn megy!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 24, 00:26
Írta: s7manbs8 Dátum 2011 június 24, 00:26
Köszi majd amúgy is van más is... :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 26, 11:34
Írta: PSoft Dátum 2011 június 26, 11:34
Egy 3x120 fokos,önmagába visszaforduló hajtáshoz készültek ezek a kerekek.
Három tengely,háromszög alakban,egymástól 120fokra elrendezve:


Egymodulos,24 foggal,hatos tengelyre alu-ból.
Kicsit megint dolgozott az öreg Strigon.:))


Három tengely,háromszög alakban,egymástól 120fokra elrendezve:
Egymodulos,24 foggal,hatos tengelyre alu-ból.
Kicsit megint dolgozott az öreg Strigon.:))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 június 26, 12:52
Írta: 000000000 Dátum 2011 június 26, 12:52
Ez a gyártási technológia azért elég durva közelítése a kúpfogaskerék készítésnek, hiszen felvetődik a kérdés, hogyan és hol is kapcsolódnak ezek a kis fogacskák?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 26, 13:04
Írta: PSoft Dátum 2011 június 26, 13:04
Sehol sem említettem a "kúpfogaskerék" megnevezést.
Olvasd el mégegyszer amit írtam!
Egyábként,... pont annyira kapcsolódnak ezek a kis fogacskák,mint amennyire abban az alkalmazásban szükség van.:)
De,... azért köszi.:)
Olvasd el mégegyszer amit írtam!
Egyábként,... pont annyira kapcsolódnak ezek a kis fogacskák,mint amennyire abban az alkalmazásban szükség van.:)
De,... azért köszi.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 június 26, 13:12
Írta: 000000000 Dátum 2011 június 26, 13:12
Akkor egy vékony lemezből is csinálhattad volna!:)
Ha ezt tudod, kár volt végig fogaznod ilyen hosszon, sok időt spóroltál volna, hiszen csak vonal mentén van kapcsolódás, ami még igen kis terhelés esetén is kottyogóssá teszi a dolgot, főleg ha több kerék kapcsolódik egymás után, és aluból vannak.
Ha ezt tudod, kár volt végig fogaznod ilyen hosszon, sok időt spóroltál volna, hiszen csak vonal mentén van kapcsolódás, ami még igen kis terhelés esetén is kottyogóssá teszi a dolgot, főleg ha több kerék kapcsolódik egymás után, és aluból vannak.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 26, 13:19
Írta: PSoft Dátum 2011 június 26, 13:19
Igen,... időt spórolhattam volna,rengeteget.
Kerekenként 2-3percet.:)
Húsz perc,az rengeteg idő.:(
Egyébbként a #9585-öt nem vitaindítónak szántam,és ehhez is tartom magam.
Mégegyszer köszi.
Kerekenként 2-3percet.:)
Húsz perc,az rengeteg idő.:(
Egyébbként a #9585-öt nem vitaindítónak szántam,és ehhez is tartom magam.
Mégegyszer köszi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 június 26, 13:27
Írta: 000000000 Dátum 2011 június 26, 13:27
Én meg tudod ezt a Fórumot továbbra is szakmai Fórumnak tekintem, és lehetőleg csak akkor írkálok, ha valami nagyon "érdekes" műszaki megoldást látok, ami látszólag működik, de....
Sok sikert a használathoz, ha Neked így is jó.:)
Sok sikert a használathoz, ha Neked így is jó.:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 26, 13:41
Írta: PSoft Dátum 2011 június 26, 13:41
Megkérnék egy moderátort,hogy a #9583-tól idáig törölje a bejegyzéseimet,és a hozzá kapcsolódókat.
Köszönöm.
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 június 26, 13:48
Írta: 000000000 Dátum 2011 június 26, 13:48
Elég nagy baj lenne, ha erre a törlésre sor kerülne, mert az azt jelentené, súlyos, elvi hibás dolgokra nem szabad a figyelmet felhívni egy szakmai Fórumon.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 26, 13:55
Írta: s7manbs8 Dátum 2011 június 26, 13:55
Olyan régen nem láttunk kedves Tibor, talán új diplomát is szereztél közben ? Ha így van gratulálok hozzá, de komolyan. :)
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2011 június 26, 19:55
Írta: Robika37 Dátum 2011 június 26, 19:55
Üdv Tibor !
Hasonló problémával küszködöm már én is jó ideje.
Nem tettem be a készült darabokról fotokat mert hát valami hasonló lett a végeredmény .(szintén Strigon+osztófej :-( )
Az kúpfogazás módszereivel elviekben tisztában vagyok, de gépet talán nem kellene venni pár darab kerékhez. Akinek a környezetemben van gépe hozzá annak ez nem "falat" kereskedelemben hasonlót lehet kapni mint amit kigörcsöltem ,préselt vagy öntött vacak szép zacskóban semmi használat után tönkremegy.
Persze a felhasználás sem egyszerű robbanómotoros modellautó differenciálmű kerekeiről van szó.
Hálás köszönettel venném az ötleteket a megoldásra ....
Üdv Robika
Hasonló problémával küszködöm már én is jó ideje.
Nem tettem be a készült darabokról fotokat mert hát valami hasonló lett a végeredmény .(szintén Strigon+osztófej :-( )
Az kúpfogazás módszereivel elviekben tisztában vagyok, de gépet talán nem kellene venni pár darab kerékhez. Akinek a környezetemben van gépe hozzá annak ez nem "falat" kereskedelemben hasonlót lehet kapni mint amit kigörcsöltem ,préselt vagy öntött vacak szép zacskóban semmi használat után tönkremegy.
Persze a felhasználás sem egyszerű robbanómotoros modellautó differenciálmű kerekeiről van szó.
Hálás köszönettel venném az ötleteket a megoldásra ....
Üdv Robika
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 június 26, 21:28
Írta: PSoft Dátum 2011 június 26, 21:28
Jók lettek a saját gyártású kerekek?
Kibírnak(tak)annyit mint a "préselt vagy öntött vacak szép zacskóban" ?
Kibírnak(tak)annyit mint a "préselt vagy öntött vacak szép zacskóban" ?
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2011 június 27, 18:06
Írta: Robika37 Dátum 2011 június 27, 18:06
Sajnos egyforma sz@r mindkettő, a zacsis az gördül ,de nagyon tré az anyaga. A házi meg nem úgy gördül ahogy kellene ezért nem lehet jól hézagolni ha lazára hagyom akkor meg azért darálja le hiába jó az alapanyag ,ördög vigye el..:-(( HILFEEE
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2011 június 27, 18:45
Írta: 35kpazcgr Dátum 2011 június 27, 18:45
Talán itt kéne próbálkozni:
GGK-Gulyás Kft
1:1 áttételtől 1:4 áttételig 1-5 modul között forgalmaznak kúpfogaskerék elő gyártmányokat (a fogazás készen van rajtuk).
Itt a kúpfogaskerék adatlapjuk:
Kúpkerék párok
GGK-Gulyás Kft
1:1 áttételtől 1:4 áttételig 1-5 modul között forgalmaznak kúpfogaskerék elő gyártmányokat (a fogazás készen van rajtuk).
Itt a kúpfogaskerék adatlapjuk:
Kúpkerék párok
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2011 június 27, 20:28
Írta: Robika37 Dátum 2011 június 27, 20:28
Szerinted ?[#pardon1][#pardon1][#phone][#ijedt][#zavart2]
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2011 június 27, 20:30
Írta: Robika37 Dátum 2011 június 27, 20:30
1 Modul Z12 kellene....
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2011 június 27, 21:00
Írta: 35kpazcgr Dátum 2011 június 27, 21:00
Reszelő.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2011 június 27, 21:05
Írta: 35kpazcgr Dátum 2011 június 27, 21:05
De van egy jobb ötletem is.
Keresd meg a Borzast a Szabó Műveknél, náluk mindig van elfekvőben pár darab plussz fogaskerék.
Egyébként az eredeti fogaskerék milyen anyagból van?
Keresd meg a Borzast a Szabó Műveknél, náluk mindig van elfekvőben pár darab plussz fogaskerék.
Egyébként az eredeti fogaskerék milyen anyagból van?
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2011 június 27, 21:10
Írta: Robika37 Dátum 2011 június 27, 21:10
Borzassal beszéltem ,reménytelen előbb veszek fogazógépet, anyaga a jó fene tudja kinézetre valami spiáter-szerű dolog reszelő szerint meg vmi. acélféle mindenesetre a gyerek elég hamar kinyírta ...néztem a neten videókat Mach3 alatt martak egész jópofa kúpkereket ,de annak a CAD-CAM vonzata nekem magas
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 június 27, 21:13
Írta: s7manbs8 Dátum 2011 június 27, 21:13
Tibor45 kolléga nem ilyen fogaskerekeket szokott marni ? Tőle is meg kellene érdeklődni lehet, tudna e neked gyártani, amilyet szeretnél.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2011 június 27, 21:24
Írta: 35kpazcgr Dátum 2011 június 27, 21:24
Mekkora az áttétel a két kúpfogaskerék között?
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2011 június 27, 21:27
Írta: Robika37 Dátum 2011 június 27, 21:27
Kétféle játszik a bolygóműben 1:1, a behajtásnál 1:3 kiskerék Z12 mindegyiknél...
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2011 június 27, 21:29
Írta: Robika37 Dátum 2011 június 27, 21:29
A behajtásnál előfordul 8000-9000 fordulat...
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 27, 21:30
Írta: 4um5b65d Dátum 2011 június 27, 21:30
Olajban forog?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 27, 21:30
Írta: 4um5b65d Dátum 2011 június 27, 21:30
Én nem beszéltem kétszer !
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 27, 21:30
Írta: 4um5b65d Dátum 2011 június 27, 21:30
www.tolnaiszerszam.hu
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 június 27, 21:31
Írta: 4um5b65d Dátum 2011 június 27, 21:31
Bocsi, ez a tolnai szerszám.hu csak véletlen volt, nem ide tartozik.
Cím: Re:Mechanikai ötletek
Írta: Robika37 Dátum 2011 június 27, 21:31
Írta: Robika37 Dátum 2011 június 27, 21:31
igen egy spec sűrű olaj vagy inkább vékonyabb zsír ami olyan folyós , na most jól megmondtam :-(
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 01, 18:37
Írta: PSoft Dátum 2011 augusztus 01, 18:37
A DC-szervós topic-ba mégse való...:))
"Istenkáromlás" pár képben,komment nélkül.:)





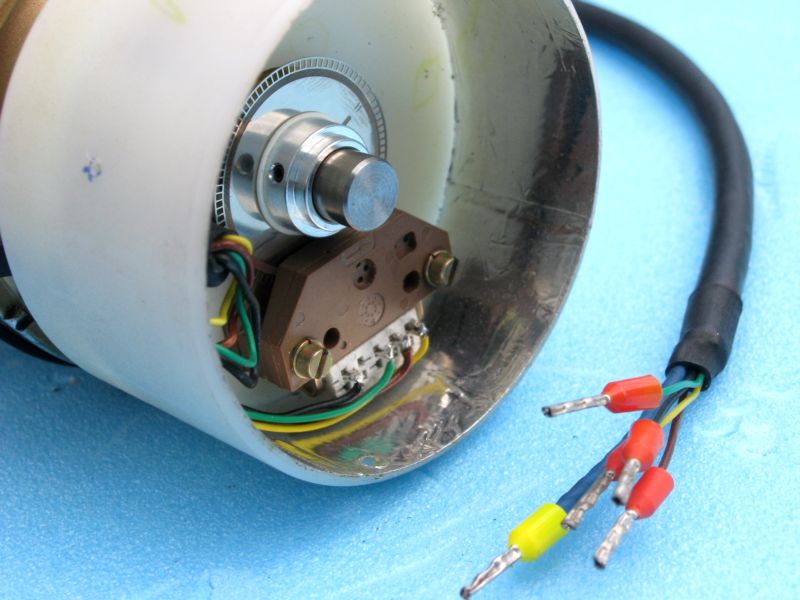


Azóta,már működnek,ezekkel a vezérlőkkel:)

"Istenkáromlás" pár képben,komment nélkül.:)
Azóta,már működnek,ezekkel a vezérlőkkel:)
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2011 augusztus 01, 19:50
Írta: Miki2 Dátum 2011 augusztus 01, 19:50
Nem is annyira az.
Ez A HOBBY.
A vezérlőt te csináltad hozzá?
Ez A HOBBY.
A vezérlőt te csináltad hozzá?
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2011 augusztus 01, 19:52
Írta: Miki2 Dátum 2011 augusztus 01, 19:52
Bocs, még egy kérdés:
Milyen enkódert tettél a végére?
A tárcsa saját készítésű?
Milyen enkódert tettél a végére?
A tárcsa saját készítésű?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 01, 20:42
Írta: PSoft Dátum 2011 augusztus 01, 20:42
A vezérlőt nem én csináltam,de itt vannak a Fórumon azok,akiknek nagyon sok közük van hozzá.:)[#worship]
HEDS-optikákat,és gyári 512-es tárcsákat használtam.
Az enkoderház műanyag(danamid),öntapadós alufóliával bélelve,szorosan a motor "seggére" illesztve,ragasztva,csavarozás nélkül.
A motortengely toldások,csapolva,ragasztva a nyolcas furatú enkodertárcsákhoz.
HEDS-optikákat,és gyári 512-es tárcsákat használtam.
Az enkoderház műanyag(danamid),öntapadós alufóliával bélelve,szorosan a motor "seggére" illesztve,ragasztva,csavarozás nélkül.
A motortengely toldások,csapolva,ragasztva a nyolcas furatú enkodertárcsákhoz.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2011 augusztus 01, 20:56
Írta: Miki2 Dátum 2011 augusztus 01, 20:56
Köszi az infót.
Titok, hogy ki csinálta a vezérlőt?
Titok, hogy ki csinálta a vezérlőt?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 augusztus 01, 21:09
Írta: svejk Dátum 2011 augusztus 01, 21:09
A Kozo féle SMC3A-t csináld meg.
A képen látható majdnem ugyan az.
A képen látható majdnem ugyan az.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 01, 21:10
Írta: PSoft Dátum 2011 augusztus 01, 21:10
Természetesen,nem titok.
Svejk,meg talán D.laci többet tudnának mondani róla.:)
Svejk,meg talán D.laci többet tudnának mondani róla.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 augusztus 02, 07:28
Írta: 000000000 Dátum 2011 augusztus 02, 07:28
Így kell ezt csinálni![#eljen]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 augusztus 02, 22:14
Írta: svejk Dátum 2011 augusztus 02, 22:14
Az alufólia miért kellett?
Én még nem vettem észre hogy az optika infra fényét zavarta volna bármilyen fényforrás, akár fedél nélkül is.
Vagy elektromos árnyékolás?
Lézer, nagyfesz?
Én még nem vettem észre hogy az optika infra fényét zavarta volna bármilyen fényforrás, akár fedél nélkül is.
Vagy elektromos árnyékolás?
Lézer, nagyfesz?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 03, 16:16
Írta: PSoft Dátum 2011 augusztus 03, 16:16
Az alufólia?....
Nem a fénytől védem az optikákat,mint ahogy írod is,arra itt semmi szükség.
Eredetileg árnyékolás(elektromos)lett volna a feladata.
De,....aztán történtek számomra érthetetlen dolgok a másik (lézeres) gépen árnyékolás ügyben.
Úgy döntöttem,hogy ha már ráraktam a fóliát,nem szedem le,de lekötve se lesz.
Más......
Beszélnünk kéne enkódertárcsa gyártás(nem fotós) ügyben.
Úgy néz ki,hogy lenne lézeres fémtárcsa gyártásra lehetőség,a HEDS-ekhez.
Lehet,hogy kellene a segítséged.
Megdobhatnál a tel.számoddal.:)
Valahol,egyszer már megvolt,de "elkevertem".:((
Nem a fénytől védem az optikákat,mint ahogy írod is,arra itt semmi szükség.
Eredetileg árnyékolás(elektromos)lett volna a feladata.
De,....aztán történtek számomra érthetetlen dolgok a másik (lézeres) gépen árnyékolás ügyben.
Úgy döntöttem,hogy ha már ráraktam a fóliát,nem szedem le,de lekötve se lesz.
Más......
Beszélnünk kéne enkódertárcsa gyártás(nem fotós) ügyben.
Úgy néz ki,hogy lenne lézeres fémtárcsa gyártásra lehetőség,a HEDS-ekhez.
Lehet,hogy kellene a segítséged.
Megdobhatnál a tel.számoddal.:)
Valahol,egyszer már megvolt,de "elkevertem".:((
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 augusztus 03, 17:38
Írta: svejk Dátum 2011 augusztus 03, 17:38
Ej de jó lenne, van még vagy 50 db HEDS 9100 A-s (22mm-es 500-as) optikám.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 augusztus 03, 17:41
Írta: svejk Dátum 2011 augusztus 03, 17:41
Tel.szám ment magánban.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2011 augusztus 09, 22:18
Írta: guliver83 Dátum 2011 augusztus 09, 22:18
Lassan de biztosan nekikezdtem egy gép elkészítésének. Csináltam egy rajzot és szeretném ha mindenkinek a véleményét megtudni róla. Azt még nem döntöttem el, hogy a híd szerkezet fog mozogni, vagy az asztal. Híd tervezése
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2011 augusztus 09, 22:25
Írta: guliver83 Dátum 2011 augusztus 09, 22:25
Nem akartam feltenni a képet idetenni mert túl nagy volt a mérete, átméreteztem remélem jó lesz!
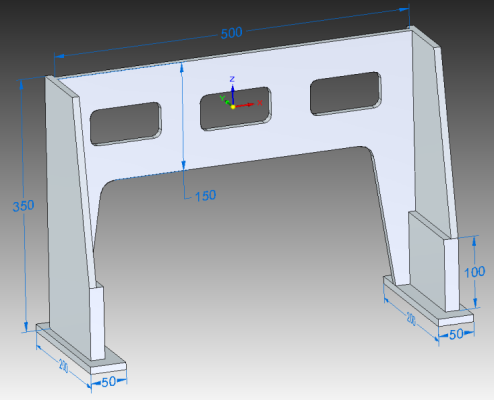
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2011 augusztus 09, 23:49
Írta: robroy007 Dátum 2011 augusztus 09, 23:49
ránézésre a méretekből az asztalt mozgasd
a cégnél a kisebbik gépen 600mm a nagyobbikon több mint 800 mm a munkaterület és az asztal mozog
a kettő között azért annyi különbség van, hogy a kicsinek az asztal alján van a sin és a vázon meg a kocsik
a nagyon fixen a vázon van a sin ami hosszabb jóval a munkaterületnél ebben a megoldásban, de másabb is a terhelhetősége mivel az asztalhoz képest soha nincs első vagy hátsó helyzet ahol végállások miatt forgató nyomaték lenne, bármely pozícióban ugyan azok az erők hatnak az asztalra és kocsikra (persze nincs forgácsolás)
a kicsinél ugye mivel fordítva van szerelve elől előre hátul hátra csavarja az asztal a saját súlya is
a cégnél a kisebbik gépen 600mm a nagyobbikon több mint 800 mm a munkaterület és az asztal mozog
a kettő között azért annyi különbség van, hogy a kicsinek az asztal alján van a sin és a vázon meg a kocsik
a nagyon fixen a vázon van a sin ami hosszabb jóval a munkaterületnél ebben a megoldásban, de másabb is a terhelhetősége mivel az asztalhoz képest soha nincs első vagy hátsó helyzet ahol végállások miatt forgató nyomaték lenne, bármely pozícióban ugyan azok az erők hatnak az asztalra és kocsikra (persze nincs forgácsolás)
a kicsinél ugye mivel fordítva van szerelve elől előre hátul hátra csavarja az asztal a saját súlya is
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 16, 16:37
Írta: PSoft Dátum 2011 augusztus 16, 16:37
A napokban volt téma valamelyik topic-ban,az aluprofilok darabolása.
Most nekem is kellett darabolni,én így oldottam meg:
Egy állványba fogott nevenincs "kisflex",125-ös,3mm-es fűrésztárcsa,(ez volt kéznél)a kenéshez meg fúró-üregelő-spray.
Ja,használtam még egy szabályzót is a kisflex-hez,kb.a névleges felével pörgött.



Kis ráhagyással méretre daraboltam,majd ütköző mellett,még egy simító vágás a pontos méretre.
Így biztodítva a több darab "egyformaságát".
A vágási felület,...szerintem "elfogadható".


Most nekem is kellett darabolni,én így oldottam meg:
Egy állványba fogott nevenincs "kisflex",125-ös,3mm-es fűrésztárcsa,(ez volt kéznél)a kenéshez meg fúró-üregelő-spray.
Ja,használtam még egy szabályzót is a kisflex-hez,kb.a névleges felével pörgött.
Kis ráhagyással méretre daraboltam,majd ütköző mellett,még egy simító vágás a pontos méretre.
Így biztodítva a több darab "egyformaságát".
A vágási felület,...szerintem "elfogadható".
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 16, 16:40
Írta: PSoft Dátum 2011 augusztus 16, 16:40
A valamiért kimaradt harmadik kép:

Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2011 augusztus 16, 17:18
Írta: mxjj54gxi Dátum 2011 augusztus 16, 17:18
Én asztalos körfűrészgéppel szoktam vágni, gérvágóval, ami kábé ilyen konstrukció, mint ez itt a flexszel.
A fűrésztárcsa fontos - és ezt itt írta is valaki-, hogy negatív homlokszögű lappal kell vágni.Vídiabetétessel szoktam, a lapot pedig faipari barkácsboltban (kisvakond, vagy az élező Boronkay műhely) szoktam venni.
A fűrésztárcsa fontos - és ezt itt írta is valaki-, hogy negatív homlokszögű lappal kell vágni.Vídiabetétessel szoktam, a lapot pedig faipari barkácsboltban (kisvakond, vagy az élező Boronkay műhely) szoktam venni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 augusztus 17, 16:40
Írta: Szalai György Dátum 2011 augusztus 17, 16:40
Sok gyári vágás sem szebb. Sőt. (Hűtőbordák vége.)
Megmérnéd a sarokköszörűd tengelyének a tengely irányú kottyanását?
És esetleg a levágott (egyforma) darabok hossza közötti különbséget (szórást) egy indikátor órával. Az egyik végüket valami stabilnak ütköztetve, rögzítve és a másik végükön mérve. Nem a hosszpontosság érdekelne, hanem a hossz szórás. Esetleg a mért vég négy sarkának a szórása is. Mert ezek is nagyon jellemzik a vágás minőségét, a felületi érdesség mellett.
Megmérnéd a sarokköszörűd tengelyének a tengely irányú kottyanását?
És esetleg a levágott (egyforma) darabok hossza közötti különbséget (szórást) egy indikátor órával. Az egyik végüket valami stabilnak ütköztetve, rögzítve és a másik végükön mérve. Nem a hosszpontosság érdekelne, hanem a hossz szórás. Esetleg a mért vég négy sarkának a szórása is. Mert ezek is nagyon jellemzik a vágás minőségét, a felületi érdesség mellett.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 17, 18:07
Írta: PSoft Dátum 2011 augusztus 17, 18:07
Mint ahogy írtam,egy névtelen "kisflex",ami thasználok ilyen célra.
Ki se veszem az állványból,ez mindíg ott tanyázik.:)
Elég randa hangja van,főleg ezzel a 3-as,125-ös tárcsával.:(
A tengelyt meghúzva,kb. 7-8 század a kottyanás,a tengelyen mérve.
De most,hogy méregetek,a felrakott 125-ös lap is üt,majd 1-tizedet .:(
Végülis,a lap ütésének nemsok a jelentősége a hosszméret pontosságában,azt rá lehet számolni.
A derékszög,merőlegesség,az meg beállítás kérdése.
A hevenyészett "mérőpad" a hossz szórás méréséhez:



A hosszméret szórása a mérések szerint az elvárt-on bőven belül van, 4-6 századokat mértem.
Ettől a primitív kis állványtól,meg gáptől,felfogatástól nem is várhat az ember többet,dehát ez van.:)
Ki se veszem az állványból,ez mindíg ott tanyázik.:)
Elég randa hangja van,főleg ezzel a 3-as,125-ös tárcsával.:(
A tengelyt meghúzva,kb. 7-8 század a kottyanás,a tengelyen mérve.
De most,hogy méregetek,a felrakott 125-ös lap is üt,majd 1-tizedet .:(
Végülis,a lap ütésének nemsok a jelentősége a hosszméret pontosságában,azt rá lehet számolni.
A derékszög,merőlegesség,az meg beállítás kérdése.
A hevenyészett "mérőpad" a hossz szórás méréséhez:
A hosszméret szórása a mérések szerint az elvárt-on bőven belül van, 4-6 századokat mértem.
Ettől a primitív kis állványtól,meg gáptől,felfogatástól nem is várhat az ember többet,dehát ez van.:)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 augusztus 17, 18:23
Írta: Szalai György Dátum 2011 augusztus 17, 18:23
„nem is várhat az ember többet”
De mitől nem várhat többet. Ha senki nem méri, akkor nem tudjuk. Ezért kérdeztem.
Erre a mérésre gondoltam. Köszönöm. Tehát egy tizeden belül szépen lehet egyformákat vágni, ezzel a felszereléssel.
„A derékszög,merőlegesség,az meg beállítás kérdése.”
Egy precíziós gépen beállítás kérdése, mert ott adottak a skálák és pontos megvezetések. De ami lötyög és hajlik, azon hogyan. És menyire lehet egy ilyen gépen pontosan? Erre lennék kíváncsi.
A bemutatott profil esetében, gondolom nincs is nagy jelentősége a derékszögűségnek, mert ezzel a profillal biztosan nem fogsz Vágás-oldallap derékszögű kapcsolatot készíteni. De egy Isel 40x40 profil esetén már lehet jelentősége.
Köszönöm, hogy megmérted.
De mitől nem várhat többet. Ha senki nem méri, akkor nem tudjuk. Ezért kérdeztem.
Erre a mérésre gondoltam. Köszönöm. Tehát egy tizeden belül szépen lehet egyformákat vágni, ezzel a felszereléssel.
„A derékszög,merőlegesség,az meg beállítás kérdése.”
Egy precíziós gépen beállítás kérdése, mert ott adottak a skálák és pontos megvezetések. De ami lötyög és hajlik, azon hogyan. És menyire lehet egy ilyen gépen pontosan? Erre lennék kíváncsi.
A bemutatott profil esetében, gondolom nincs is nagy jelentősége a derékszögűségnek, mert ezzel a profillal biztosan nem fogsz Vágás-oldallap derékszögű kapcsolatot készíteni. De egy Isel 40x40 profil esetén már lehet jelentősége.
Köszönöm, hogy megmérted.
Cím: Re:Mechanikai ötletek
Írta: 8uup9xs82 Dátum 2011 augusztus 17, 18:28
Írta: 8uup9xs82 Dátum 2011 augusztus 17, 18:28
De azt meg vagas utan ugyis lemarja az ember fia, nemde?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 augusztus 17, 19:12
Írta: Szalai György Dátum 2011 augusztus 17, 19:12
A lemaráshoz is szükséges egy pontos és merev marógép. De ha nincsen? Gondoltam lehetne pontos és merev egyből a fűrész.
(Item 8 80x160-ast kell majd egyszer vágnom a saját gépem hídjához és nem szeretném elrontani.)
Van bennem kérdés bőven. [#confused]
(Item 8 80x160-ast kell majd egyszer vágnom a saját gépem hídjához és nem szeretném elrontani.)
Van bennem kérdés bőven. [#confused]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 17, 19:51
Írta: PSoft Dátum 2011 augusztus 17, 19:51
Ezekből a #9626-ban darabolt profilokból,egy kis gravírgép asztallapja lesz.
450X290-es méretű az asztallap,ezek a profiljaim voltak,ebből lesz.
A hat darab,egymásmellé sorozva,csavarozva adja a 290-es méretet.
Az alátámasztást,és egyben a rögzítést is 3db. 290X150X15mm-es vastaglemezre bízom.
Azokra vannak csavarozva s.fejű csavarokkal a profilok.






Közel 100db. 4-es sf.csavar rögzíti a profilokat a vastaglemezekhez.
Végleges összeszereléskor még FBS kerül,a profilok közé,alá,és a menetekhez is.
Az első,és hátsó vastaglemezben gyűjtőtőcsatorna van marva az(esetleges)hűtőfolyadék elvezetéséhez.
450X290-es méretű az asztallap,ezek a profiljaim voltak,ebből lesz.
A hat darab,egymásmellé sorozva,csavarozva adja a 290-es méretet.
Az alátámasztást,és egyben a rögzítést is 3db. 290X150X15mm-es vastaglemezre bízom.
Azokra vannak csavarozva s.fejű csavarokkal a profilok.
Közel 100db. 4-es sf.csavar rögzíti a profilokat a vastaglemezekhez.
Végleges összeszereléskor még FBS kerül,a profilok közé,alá,és a menetekhez is.
Az első,és hátsó vastaglemezben gyűjtőtőcsatorna van marva az(esetleges)hűtőfolyadék elvezetéséhez.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2011 augusztus 17, 19:58
Írta: RogerCo Dátum 2011 augusztus 17, 19:58
Helló, Ilyen profilokra hol lehet(ne) szert tenni ?:)
Köszi:
ROger
Köszi:
ROger
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 17, 20:22
Írta: PSoft Dátum 2011 augusztus 17, 20:22
Igazából,nem tudom.
Megvolt már vagy egy éve ez a három,egyméteres darab,úgy kaptam,valami "gépbontásból".
Megvolt már vagy egy éve ez a három,egyméteres darab,úgy kaptam,valami "gépbontásból".
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 augusztus 17, 20:28
Írta: svejk Dátum 2011 augusztus 17, 20:28
Nekem sosem tetszettek az ilyen csupa "árok" asztalok. (vagy csak lehet azért mert nem tudtam ilyen profilt szerezni :) )
Kisebb, vagy több lábon álló alkatrészek felfogatása körülményesebb.
Én anno az ablaktörlős gépemen is fogtam két 10 mm vastag alu lemezt, az egyiket feldaraboltam 80 mm-es csíkokra, hosszanti élsarkait egyik oldalon bemartam 5x5 mm-en, majd fejjel lefelé süllyesztett fejű imbuszcsavarokkal a "teli" lemezhez fogattam. Így lett egy 20 mm vastag masszív asztallapom. T nútos anyákat laposvasból gyártottam.

Kisebb, vagy több lábon álló alkatrészek felfogatása körülményesebb.
Én anno az ablaktörlős gépemen is fogtam két 10 mm vastag alu lemezt, az egyiket feldaraboltam 80 mm-es csíkokra, hosszanti élsarkait egyik oldalon bemartam 5x5 mm-en, majd fejjel lefelé süllyesztett fejű imbuszcsavarokkal a "teli" lemezhez fogattam. Így lett egy 20 mm vastag masszív asztallapom. T nútos anyákat laposvasból gyártottam.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2011 augusztus 17, 20:39
Írta: Kristály Árpád Dátum 2011 augusztus 17, 20:39
[#eljen][#eljen][#eljen][#wave][#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 augusztus 17, 21:03
Írta: 000000000 Dátum 2011 augusztus 17, 21:03
Ez a géped ott volt Leányfalun és működött klasszul![#eljen]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 augusztus 17, 22:26
Írta: vjanos Dátum 2011 augusztus 17, 22:26
Köszi, én kérdeztem eredetileg a darabolást, csak aztán elsikkadt a csapágyhézagok tengerében... [#eplus2]
Ha jól látom a mérőasztalod egy masszív körfűrész, azon nem lett volna megoldható a dolog? Persze ott a profilt kell valahogy egyenletesen és egyenesen tolni, az lehet nehezebb...
Ha jól látom a mérőasztalod egy masszív körfűrész, azon nem lett volna megoldható a dolog? Persze ott a profilt kell valahogy egyenletesen és egyenesen tolni, az lehet nehezebb...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 17, 22:42
Írta: PSoft Dátum 2011 augusztus 17, 22:42
Valóban,... elsöprő ereje volt ennek a csapágyhézag témának.:))
Jól látod,egy körfűrész asztal.
4KW-os a motor rajta,bírta volna szuflával.
De,...a 125-ös lap ki se látszik az asztallapból.:))
Meghát,valami jó kis vezetőket is kellet volna csinálni hozzá a keresztvágáshoz.
Egyszerűbb volt így.:))
Jól látod,egy körfűrész asztal.
4KW-os a motor rajta,bírta volna szuflával.
De,...a 125-ös lap ki se látszik az asztallapból.:))
Meghát,valami jó kis vezetőket is kellet volna csinálni hozzá a keresztvágáshoz.
Egyszerűbb volt így.:))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 augusztus 17, 23:02
Írta: 4um5b65d Dátum 2011 augusztus 17, 23:02
Felhívnám mindenki figyelmét, aki a csapágyhézag szóval összefüggésben a negatív szót is meg meri említeni annak seeger fogóval kötök bütyköt a farkára. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 17, 23:09
Írta: PSoft Dátum 2011 augusztus 17, 23:09
Jó,hogy ujfent figyelmeztetsz a pontatlanságomra!
Tehát,a # 9640-es hsz. pontosítva:
"Valóban,... elsöprő ereje volt ennek a NEGATÍV csapágyhézag témának.:))"
Tehát,a # 9640-es hsz. pontosítva:
"Valóban,... elsöprő ereje volt ennek a NEGATÍV csapágyhézag témának.:))"
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 augusztus 18, 06:07
Írta: Szalai György Dátum 2011 augusztus 18, 06:07
Tetszik a folyadék felfogó-elvezető tálca a végeken. Hasznos, dolog.
Te is vízszintesre tervezed a gépasztalt? Annak mi az előnye a kissé döntötthez képest?
Te is vízszintesre tervezed a gépasztalt? Annak mi az előnye a kissé döntötthez képest?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 augusztus 18, 07:31
Írta: D.Laci Dátum 2011 augusztus 18, 07:31
Ne legyél már enyire negatív csapágy!!!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 augusztus 18, 09:07
Írta: 4um5b65d Dátum 2011 augusztus 18, 09:07
Na úgy látom itt többeknek passzív vizeletcsepegése van, szinte jót tesz nekik majd a csomó. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 19, 10:51
Írta: PSoft Dátum 2011 augusztus 19, 10:51
A majd 3éve készült kis mozgóasztalos gravírgépemnél nyitottak az asztallap T-hornyai,elöl-hátul.

Így azán,ha kell a hűtőfolyadék,különböző "trükkökkel" lehet csak az asztalon tartani,onnan elvezetni.
E probléma korrekt megoldására gondoltam a gyűjtőcsatornákat,elöl-hátul.
Az asztallap síkja mindenképp vízszintes lesz a gépvázhoz,mozgóhídhoz viszonyítva.
Ha belegondolsz,nem is lehet másképp.
Max.a T-nútok mélységének lehetne "lejtést" adni a marásnál,ha egyedi gyártású az asztallap.
Vagy,... a kész gépet "nemvízszintes" felületen elhelyezve mondod meg a hűtőfolyadéknak,hogy merre is follyon(folyjon).
Így azán,ha kell a hűtőfolyadék,különböző "trükkökkel" lehet csak az asztalon tartani,onnan elvezetni.
E probléma korrekt megoldására gondoltam a gyűjtőcsatornákat,elöl-hátul.
Az asztallap síkja mindenképp vízszintes lesz a gépvázhoz,mozgóhídhoz viszonyítva.
Ha belegondolsz,nem is lehet másképp.
Max.a T-nútok mélységének lehetne "lejtést" adni a marásnál,ha egyedi gyártású az asztallap.
Vagy,... a kész gépet "nemvízszintes" felületen elhelyezve mondod meg a hűtőfolyadéknak,hogy merre is follyon(folyjon).
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 19, 12:00
Írta: PSoft Dátum 2011 augusztus 19, 12:00
Most a vezérlők elhelyezésén gondolkodom.
-Maradjon a "klasszikus",bevált,géptől független egységet képező vezérlődoboz,táppal,vezérlőkkel,csatlakozókkal,vagy....
-A hagyományokkal szakítva,hely és lehetőség lenne a vezérlőket "motorközelbe" telepíteni a hídra,és asztallap alá.
A tápnak,és más egyébb cuccoknak is volna hely a géptest-ben.
A kábelezés,sokkal egyszerűbb lenne,és nem lennének árnyékolási gondok sem,(enkoder,motorkábel)mert motorközelbe lenne a vezérlő.
Gyakorlatilag,csak két csatlakozó lenne a gépen a külvilág fele,egy a 230V-os tápnak,meg mégegy amelyiken a PC-vel kommunikál.
Vélemény,érvek,ellenérvek?
Miért igen az egyik,és miért ne a másik.
-Maradjon a "klasszikus",bevált,géptől független egységet képező vezérlődoboz,táppal,vezérlőkkel,csatlakozókkal,vagy....
-A hagyományokkal szakítva,hely és lehetőség lenne a vezérlőket "motorközelbe" telepíteni a hídra,és asztallap alá.
A tápnak,és más egyébb cuccoknak is volna hely a géptest-ben.
A kábelezés,sokkal egyszerűbb lenne,és nem lennének árnyékolási gondok sem,(enkoder,motorkábel)mert motorközelbe lenne a vezérlő.
Gyakorlatilag,csak két csatlakozó lenne a gépen a külvilág fele,egy a 230V-os tápnak,meg mégegy amelyiken a PC-vel kommunikál.
Vélemény,érvek,ellenérvek?
Miért igen az egyik,és miért ne a másik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 augusztus 19, 12:39
Írta: 000000000 Dátum 2011 augusztus 19, 12:39
Én is ezen dilemmázom,de ha lehet én inkább a mechanikától függetlenül helyezném el az elektronikát,szerintem nem tenne jót neki,ha egy "rezgő" berendezésen lenne ami folyamatosan rázza ki belőle az alkatrészeket,persze ha elég masszív a géped akkor ez nem akadály..
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 19, 12:56
Írta: PSoft Dátum 2011 augusztus 19, 12:56
Az esetleges mechanikai "rezgés",ha lesz egyáltalán,nemhiszem,hogy különösebb gondot jelentene az elektronikának.
Sokkal több hibalehetőséget látok a csatlakozók,hosszú(hosszabb) kábelozás,túlzsúfolt(mindenegyben)vezérlődoboz környékén.
Ha,csak nincs valami "nyomós érv" ellene,inkább a periférián a vezérlő-k megoldást választom.
Nekem sokkal jobbnak tűnik.
Sokkal több hibalehetőséget látok a csatlakozók,hosszú(hosszabb) kábelozás,túlzsúfolt(mindenegyben)vezérlődoboz környékén.
Ha,csak nincs valami "nyomós érv" ellene,inkább a periférián a vezérlő-k megoldást választom.
Nekem sokkal jobbnak tűnik.
Cím: Re:Mechanikai ötletek
Írta: Teaway Dátum 2011 augusztus 19, 13:27
Írta: Teaway Dátum 2011 augusztus 19, 13:27
"T nútos anyákat"
Az meg milyen?[#confused]
Az meg milyen?[#confused]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 augusztus 19, 15:46
Írta: 000000000 Dátum 2011 augusztus 19, 15:46

Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 augusztus 19, 16:44
Írta: Szalai György Dátum 2011 augusztus 19, 16:44
„Az asztallap síkja mindenképp vízszintes lesz a gépvázhoz,mozgóhídhoz viszonyítva.”
Eddig azt hittem az asztallap síkja mindenképp derékszög lesz a gépvázhoz, mozgóhídhoz viszonyítva. Hiszen azért derékszögű koordináta rendszer.
Ettől még lehetne nem vízszintes, a víz szintjéhez viszonyítva, hogy egy irányba folyjék az emulzió, vagy akár a forgács is.
„Vagy,... a kész gépet "nemvízszintes" felületen elhelyezve mondod meg a hűtőfolyadéknak,hogy merre is follyon(folyjon). „
Vagy úgy készítem, hogy vízszintes felületre helyezve, pont megfelelő legyen a lejtése.
Csak nem tudom, hogy jobb-e az ha nem vízszintes.
Talán a vezérlés elhelyezését, a gép mérete, meg az elektronika mérete és védettsége alapján lehet praktikusan eldönteni.
Mellette: Nagy gépben sok minden elfér. Ballaszt súly nem árt. Rövid kábelezés, kis zavartatás. Ahol minden mozog, ott a levegő is, tehát ingyen van a ventilláció. Az elektronika tokozása lehet a gépszerkezet része is.
Ellene: Ha a gépre kerül, akkor is burkolni kell, lehetőleg fröccsenő víztől védetten és pormentesen. A burkolatot nem árt rezgéselnyelő gumibakokra szerelni, az már megbonyolítja.
Vagy magát a panelt kell por, víz és rezgéstűrővé tenni, de az meg a javítást nehezíti.
Mivel a gép részét képezi, bele is kell tervezni. Ezért előbb, és alaposabban kell tervezni, mint ha a géptől külön volna, tetszőleges formában.
Eddig azt hittem az asztallap síkja mindenképp derékszög lesz a gépvázhoz, mozgóhídhoz viszonyítva. Hiszen azért derékszögű koordináta rendszer.
Ettől még lehetne nem vízszintes, a víz szintjéhez viszonyítva, hogy egy irányba folyjék az emulzió, vagy akár a forgács is.
„Vagy,... a kész gépet "nemvízszintes" felületen elhelyezve mondod meg a hűtőfolyadéknak,hogy merre is follyon(folyjon). „
Vagy úgy készítem, hogy vízszintes felületre helyezve, pont megfelelő legyen a lejtése.
Csak nem tudom, hogy jobb-e az ha nem vízszintes.
Talán a vezérlés elhelyezését, a gép mérete, meg az elektronika mérete és védettsége alapján lehet praktikusan eldönteni.
Mellette: Nagy gépben sok minden elfér. Ballaszt súly nem árt. Rövid kábelezés, kis zavartatás. Ahol minden mozog, ott a levegő is, tehát ingyen van a ventilláció. Az elektronika tokozása lehet a gépszerkezet része is.
Ellene: Ha a gépre kerül, akkor is burkolni kell, lehetőleg fröccsenő víztől védetten és pormentesen. A burkolatot nem árt rezgéselnyelő gumibakokra szerelni, az már megbonyolítja.
Vagy magát a panelt kell por, víz és rezgéstűrővé tenni, de az meg a javítást nehezíti.
Mivel a gép részét képezi, bele is kell tervezni. Ezért előbb, és alaposabban kell tervezni, mint ha a géptől külön volna, tetszőleges formában.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 19, 17:45
Írta: PSoft Dátum 2011 augusztus 19, 17:45
A vízszint,derékszög.....
Tudom,hogy tudod,hogy mit is akartam mondani.:))
Ahova az elektronikát tervezem,a híd,és aztallap alatti üres,ezáltal haszontalan területek.
Van hely,és lehetőség megfelelő védettséget kialakítva az elektronikát elhelyezni.
Szerintem nem lesz hozzáférhetetlenebb mint egy "mindent bele" vezérlődoboz.
Ha kell,ahhoz is csak úgy férni hozzá,ha kibontod a dobozt.
Sőt,mivel tagoltan lennének elhelyezve,még szellősebb,áttekinthetőbb is lehet.
Tudom,hogy tudod,hogy mit is akartam mondani.:))
Ahova az elektronikát tervezem,a híd,és aztallap alatti üres,ezáltal haszontalan területek.
Van hely,és lehetőség megfelelő védettséget kialakítva az elektronikát elhelyezni.
Szerintem nem lesz hozzáférhetetlenebb mint egy "mindent bele" vezérlődoboz.
Ha kell,ahhoz is csak úgy férni hozzá,ha kibontod a dobozt.
Sőt,mivel tagoltan lennének elhelyezve,még szellősebb,áttekinthetőbb is lehet.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 augusztus 19, 17:54
Írta: s7manbs8 Dátum 2011 augusztus 19, 17:54
Csak a víz ne folyjon bele ...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 augusztus 19, 18:35
Írta: 000000000 Dátum 2011 augusztus 19, 18:35
Akkor mégegy, a vízszintes és az egyenes közti külömbség. A vízszintes az nem egyenes....
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 19, 19:52
Írta: PSoft Dátum 2011 augusztus 19, 19:52
Ebből egyenesen következik a következő megállapítás:
Az egyenes,az meg nem vízszintes.:)
Az egyenes,az meg nem vízszintes.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 augusztus 19, 21:34
Írta: 000000000 Dátum 2011 augusztus 19, 21:34
Ez így igaz, mivel a vízszintes az egy görbe felület, ami a föld középpontjától egyforma távolságra van.
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2011 augusztus 19, 21:49
Írta: Béni Dátum 2011 augusztus 19, 21:49
A gravitációs középpont (nem a Föld középpontja!) meg nem minden helyről nézve esik ugyanoda. (Csak, hogy a dolog ne legyen olyan egyszerű.)
Ráadásul a közeli égitestek helyzete ez láthatóan befolyásolja. (Árapály pl.)
Ráadásul a közeli égitestek helyzete ez láthatóan befolyásolja. (Árapály pl.)
Cím: Re:Mechanikai ötletek
Írta: tiggersoft Dátum 2011 augusztus 20, 06:33
Írta: tiggersoft Dátum 2011 augusztus 20, 06:33
Én ennél a kialakitásnál valami "esőcsatorna" szerüségben gondolkodnék. Asztal két végére egy-egy levezető ami egy hosszanti csatornába vezet. Innen már könnyü gyüjteni.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2011 augusztus 20, 08:19
Írta: Motoros Dátum 2011 augusztus 20, 08:19
Ha a gépre csavarod a vezérlőt akkor egy tapasztalat:
A rezgések a csokiban kicsavarják a csavarokat. Ez egy kis nyákgravír gépen volt gond. Az elektronikát magába foglaló doboz végül is 4 kis gumibakra lett rakva. Ez pont olyan mint a Trabant gumi motorbakja volt, csak kicsiben. A modellboltokban lehet kapni klf méretekben. A bak két végén két kis csavar áll ki, és így már meglévő rögzítést is gumilábakra lehet tenni átalakítás nélkül.
Egyébként lehetséges hogy nagyobb tömegű gépeknél ez a gond nem jelentkezik.
A rezgések a csokiban kicsavarják a csavarokat. Ez egy kis nyákgravír gépen volt gond. Az elektronikát magába foglaló doboz végül is 4 kis gumibakra lett rakva. Ez pont olyan mint a Trabant gumi motorbakja volt, csak kicsiben. A modellboltokban lehet kapni klf méretekben. A bak két végén két kis csavar áll ki, és így már meglévő rögzítést is gumilábakra lehet tenni átalakítás nélkül.
Egyébként lehetséges hogy nagyobb tömegű gépeknél ez a gond nem jelentkezik.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 augusztus 20, 11:02
Írta: PSoft Dátum 2011 augusztus 20, 11:02
Köszi!
Elsősorban az ilyen,és ehhez hasonló "gyakorlati" tapasztalatokra(pozitív-negatív)lennék kíváncsi.
Gondoltam a CDromok-nál alkalmazott,és bevált gumibölcsős felfüggesztésre is a paneloknál.
De,vannak apró "műszerész" gumibakjaim is.
Rugós(bedugós)szorítású sorkapcsok vannak a panelokon,elvileg nincs esély a lazulásra.
Elsősorban az ilyen,és ehhez hasonló "gyakorlati" tapasztalatokra(pozitív-negatív)lennék kíváncsi.
Gondoltam a CDromok-nál alkalmazott,és bevált gumibölcsős felfüggesztésre is a paneloknál.
De,vannak apró "műszerész" gumibakjaim is.
Rugós(bedugós)szorítású sorkapcsok vannak a panelokon,elvileg nincs esély a lazulásra.
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 21, 19:20
Írta: wzc80zbf7 Dátum 2011 szeptember 21, 19:20
Egy 1650mm-es hasznos úthoz jó a 15x15-ös 1 modulos fogasléc vagy kell a 17x17 1,5 modulos? Nem tudom mi a külömbség. A méret talán?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 szeptember 21, 20:15
Írta: besirkyjh Dátum 2011 szeptember 21, 20:15
Szia
1,5modulnál sokkal jobban kapaszkodik a kerék a lécbe és talán hosszabb az élettartama is .1m felett már érdemes az 1,5modulossal épitkezni .
1,5modulnál sokkal jobban kapaszkodik a kerék a lécbe és talán hosszabb az élettartama is .1m felett már érdemes az 1,5modulossal épitkezni .
Cím: Re:Mechanikai ötletek
Írta: 2e58hz7zy Dátum 2011 szeptember 21, 20:16
Írta: 2e58hz7zy Dátum 2011 szeptember 21, 20:16
A különbség a keresztmetszetben van, a 17x17-es picit merevebb, és nagyobb osztású.
1 modul osztása 3.14 mm
1.5 modul osztása 4.71 mm
1 modul osztása 3.14 mm
1.5 modul osztása 4.71 mm
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 21, 20:16
Írta: wzc80zbf7 Dátum 2011 szeptember 21, 20:16
Köszöntem. Akkor ezen már nem spórolunk. Hisz különbözet szinte semmi.
Cím: Re:Mechanikai ötletek
Írta: 2e58hz7zy Dátum 2011 szeptember 21, 20:18
Írta: 2e58hz7zy Dátum 2011 szeptember 21, 20:18
Csak a mozgatás gyorsasága változik,
a nagyobb modul gyorsabb azonos fordulaton.
a nagyobb modul gyorsabb azonos fordulaton.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 szeptember 21, 20:28
Írta: besirkyjh Dátum 2011 szeptember 21, 20:28
Szia
Fogszám ??
Fogszám ??
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 szeptember 21, 20:30
Írta: xkbv3nx0d Dátum 2011 szeptember 21, 20:30
és azonos fogszám mellett! :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 szeptember 21, 20:35
Írta: besirkyjh Dátum 2011 szeptember 21, 20:35
Akkor viszont változik a kerülete és onnan logikus hogy nagyobb utat tesz meg egy teljes fordulattal és igy "gyorsabb " mint az 1 modulos .
Ha a fordulat azonos csak a fogas kerék kerülete dönti el a sebességét nem a modul .
Ha a fordulat azonos csak a fogas kerék kerülete dönti el a sebességét nem a modul .
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 szeptember 21, 20:46
Írta: xkbv3nx0d Dátum 2011 szeptember 21, 20:46
de a modulnak azért van némi szerepe a kerület arányában nem?
kerület = pi * modul * fogszám
kerület = pi * modul * fogszám
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 21, 21:05
Írta: wzc80zbf7 Dátum 2011 szeptember 21, 21:05
Hujjuj fiuk. Azért össze ne vesszetek ezen :). Csak annyi volt a kérdés hogy vegyem inkább a 17x17-est? :D A választ megkaptam :).
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 szeptember 21, 21:06
Írta: besirkyjh Dátum 2011 szeptember 21, 21:06
Hogy a fenébe ne lenne .
Ha a modul különbözö és a fordulat meg egyezik attol még egyfordulatra lehet hogy azonos utat tesznek meg .
Ami biztos az a kerülettel összefügö ut megtétele .
Ha a modul különbözö és a fordulat meg egyezik attol még egyfordulatra lehet hogy azonos utat tesznek meg .
Ami biztos az a kerülettel összefügö ut megtétele .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 szeptember 21, 21:08
Írta: besirkyjh Dátum 2011 szeptember 21, 21:08
:))
Velem ? :)
Velem ? :)
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 szeptember 21, 21:20
Írta: xkbv3nx0d Dátum 2011 szeptember 21, 21:20
nincs ezen összeveszés, szerintem tök mindegy melyiket veszed, mert amit vesztel egy kiseb modullal ezt be tudod hozni egy nagyobb kerékátmérővel... de szerintem is strapabíróbb egy 17x17-es... márcsak azért is, mert a fogaskerék is 17mm szééles és nem biztos hogy teljes felületen fogod tudni futtatni a kereket a lécen... nekünk kb 14-15mm szélességben hajt!
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 07:39
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 07:39
Valaki tudna segíteni nekem abban hogyan tisztítsam meg a THK kocsikat? Féktisztító? Vagy bármi más? Hogyan lehet úgy szétszedni hogy utána össze is tudom rakni? Nagyon nehéz? Vagy kergethetem a golyókat a szobámban utána? :D
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 szeptember 26, 07:58
Írta: Rabb Ferenc Dátum 2011 szeptember 26, 07:58
Szerintem a THK egyben marad. Legalábbis az enyém nem hullott szét.
A HIWIN az, amiből golyószóró lesz, ha lehúzod a sínről. Abban eredetileg van egy műanyag léc, amit a sínhez ütköztetve lehet a kocsit fel-le szerelni.
Mosd ki petróleummal, szárítsd le, és a helyére tolás után nyomd tele lágy zsírral.
A HIWIN az, amiből golyószóró lesz, ha lehúzod a sínről. Abban eredetileg van egy műanyag léc, amit a sínhez ütköztetve lehet a kocsit fel-le szerelni.
Mosd ki petróleummal, szárítsd le, és a helyére tolás után nyomd tele lágy zsírral.
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 08:07
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 08:07
A sínről le tudom húzni az összeset, de én úgy értettem a szétszedést hogy miszlikekre. Hogy meg lehessen rendesen tisztogatni. Vagy áztassam be petróleumba a kocsikat és hagyjam utána száradni? Erre gondoltál?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 szeptember 26, 08:35
Írta: Rabb Ferenc Dátum 2011 szeptember 26, 08:35
Miért esne szét miszlikre? Petróban óvatosan körbeforgathatod a golyósorokat - mind a négyet kocsinként. Puha, nem hulló szőrű ecsettel rásegíthetsz. A zsírzógombot és a másik oldalon a lezáró dugót vedd ki. Aztán ha már símán futnak akkor lecsepegteted, kicsit leitatod szöszmentes ronggyal, szalvétával vagy más jól szívó papírral. Csak ne maradjon benne semmi idegen anyag. Aztán mehet vissza minden a helyére...
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 szeptember 26, 08:38
Írta: ra8nsmk6w Dátum 2011 szeptember 26, 08:38
Kimosás után amennyiben szépen körbe tudod mozgatni a golyósort nincs más dolgod mint ahogy a Feri is irta. Ha akadást érzel akkor szét kell szedni és a golyópályát meg kell vizsgálni a golyókkal együtt. Ha a golyópályában van müanyag alkatrész ( forditó)oda szoktak beágyazodni a fém részecskék. A szétszedéshez egy nagy tepsit szoktam használni egy lepedővel kibélelve igy minden "golyód" megmarad
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 08:45
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 08:45
Rendben ezt megpróbálom :). Nekem egyik kocsiban sincs se véglezáró dugó (zsírzógomb helyén) se zsírzógomb. Lehet ezt valahol venni?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 szeptember 26, 08:48
Írta: Szalai György Dátum 2011 szeptember 26, 08:48
Nem tudom, honnan származnak a kocsik, mit kellett eddig elszenvedniük. A méhtelepiekbe néha kerül esővíz és kezdenek rozsdásodni. Sok apró fémdarabbal is találkoztam már, ahol nem kellett volna. Alapos tisztítás csak darabokra szedve képzelhető el. Megdöbbentően rengeteg kosz tud kikerülni.
Én így csináltam.
Nagy, koszos rongyot kiterít. Felette a kocsi a sínről óvatosan lehúz. Golyók kipiszkál, szennylehúzók és véglezárók lecsavaroz. Összes alkatrész kívül-belül kimosás, félig levágott szőrű kicsi ecsettel, tejes ládában, gázolajban. Korrodált felületek leáztatása fékolajban, sokszori ecseteléssel és finom szőrű drótkefével, műanyag vödörben. Újra mosás, tiszta gázolajban. Fehér tiszta szálmentes ronggyal letöröl, leszárít.
A rongy fölött a kocsit a sínre rak, jobbról-ballról pár golyót betesz gépzsírba mártott, egyenesre csiszolt végű pálcával. Kocsit a sínen előrébb húz, hogy eltűnjenek a golyók. Golyó betesz, kocsi húz, míg el nem fogynak a golyók. Véglezáró, szennylehúzó visszacsavaroz, zsírral telenyom.
Ha rákap az ember az ízére, akkor megy. Bukta van, ha előbb elfogy a sin hossza, mint a golyók. Vizes és olajmentes zsíroldó szerektől ódszkodok, mágneses dolgokat nagy ívben kerülöm. Vékony latex kesztyű kell, mert megzabál a gázolaj.
Én így csináltam.
Nagy, koszos rongyot kiterít. Felette a kocsi a sínről óvatosan lehúz. Golyók kipiszkál, szennylehúzók és véglezárók lecsavaroz. Összes alkatrész kívül-belül kimosás, félig levágott szőrű kicsi ecsettel, tejes ládában, gázolajban. Korrodált felületek leáztatása fékolajban, sokszori ecseteléssel és finom szőrű drótkefével, műanyag vödörben. Újra mosás, tiszta gázolajban. Fehér tiszta szálmentes ronggyal letöröl, leszárít.
A rongy fölött a kocsit a sínre rak, jobbról-ballról pár golyót betesz gépzsírba mártott, egyenesre csiszolt végű pálcával. Kocsit a sínen előrébb húz, hogy eltűnjenek a golyók. Golyó betesz, kocsi húz, míg el nem fogynak a golyók. Véglezáró, szennylehúzó visszacsavaroz, zsírral telenyom.
Ha rákap az ember az ízére, akkor megy. Bukta van, ha előbb elfogy a sin hossza, mint a golyók. Vizes és olajmentes zsíroldó szerektől ódszkodok, mágneses dolgokat nagy ívben kerülöm. Vékony latex kesztyű kell, mert megzabál a gázolaj.
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 08:48
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 08:48
Petróleum helyett valami más cuccal is lehet mosni? Mert az most nincs itthon készleten az tuti :).
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 08:51
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 08:51
Hála istennek nem méhtelepről vannak a cuccok. De azért van vagy 2 kocsi amire ráférne egy alapos tisztogatás, de már úgy vagyok vele ha már csinálom, csináljam rendesen. Full takarítás és utána vissza a helyére. Nem akarom hogy utána az legyen hogy a CNC-ről kell leszedni mert valami miatt dzsuvás. :)
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 08:51
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 08:51
Végülis az a lényeg hogy nem kell félnem attól hogy szétszedem, össze fogom tudni rakni rendesen az egészet ugye? Mert ettől tartok egy kicsit hogy 3D legozhatok utána órákat. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 szeptember 26, 09:02
Írta: Szalai György Dátum 2011 szeptember 26, 09:02
Az első kocsi összerakása biztosan nem megy majd két perc alatt, de meg fogod tudni csinálni az biztos. A többi meg már gyerekjáték, csak ne tolni akard a golyókat, mert azok gördülni szeretnek. Arra vigyázz, hogy a műanyag alkatrészek ne sérüljenek, mert szinte pótolhatatlanok. (Ha amerikai lennél, még azt is mondanám, hogy a golyókat ne vedd a szádba.) [#nevetes1]
(Válasz gonb!)
(Válasz gonb!)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2011 szeptember 26, 10:03
Írta: 2vkx6unz Dátum 2011 szeptember 26, 10:03
Ha szétszeded akkor szigorúan egyesével. Minden külön dobozba, edénybe. Aza egy kocsit szétszed, kitisztít, összerak, újrazsíroz.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2011 szeptember 26, 10:05
Írta: 2vkx6unz Dátum 2011 szeptember 26, 10:05
Féktisztító? estleg benzin, de a műanyag részek nem biztos, hogy szeretik.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 szeptember 26, 10:16
Írta: vjanos Dátum 2011 szeptember 26, 10:16
Gázolajon kívül tudsz valami mást ajánlani ehhez a művelethez?
Irtózom a szagától....
Irtózom a szagától....
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 szeptember 26, 10:51
Írta: Szalai György Dátum 2011 szeptember 26, 10:51
Próbáltam festék hígítókat és denaturált szeszt. Nem oldják jól a beszáradt zsírokat.
Vettem öt liter WD40-et, de sajnálom erre használni.
A Brigéciol totálisan oldja a zsírt, de vizes. Sűrített levegős kifúvatás és olajozás nélkül üreges acélon, szerintem ez korrózió veszélyes.
Mosóbenzin való gépalkatrészmosásra, de nincs nekem, és tartok tőle, mert robban.
Azt hiszem a viszonylagos biztonsága miatt kötöttem ki a gázolaj mellett, és mert mindkét általam használt autó azzal működik, így mindég kéznél van. Ráadásul nem mos teljesen szárazra, mindég marad egy kis olajréteg az acélon. Ez védi az üregek belsejét. (zsákfuratok, belső menetek) Elteszem a koszosat egy huszonöt lityis kannába (max. öt liter) és elhasználom kerti sütögetéshez begyújtogatni, meg füstölős kerti szemetet égetni. Magas hőfokon ég, de nem robban. Ha nem volna kertem, lakásban kéne mosnom, akkor számítana az elviselhetőbb szag és valószínűleg Brigéciolt használnék. A kezet az is tönkreteszi, és nem tudom, mit kezdenék a koszos lével. (Autómosóban a lefolyóba önteném?)
Vettem öt liter WD40-et, de sajnálom erre használni.
A Brigéciol totálisan oldja a zsírt, de vizes. Sűrített levegős kifúvatás és olajozás nélkül üreges acélon, szerintem ez korrózió veszélyes.
Mosóbenzin való gépalkatrészmosásra, de nincs nekem, és tartok tőle, mert robban.
Azt hiszem a viszonylagos biztonsága miatt kötöttem ki a gázolaj mellett, és mert mindkét általam használt autó azzal működik, így mindég kéznél van. Ráadásul nem mos teljesen szárazra, mindég marad egy kis olajréteg az acélon. Ez védi az üregek belsejét. (zsákfuratok, belső menetek) Elteszem a koszosat egy huszonöt lityis kannába (max. öt liter) és elhasználom kerti sütögetéshez begyújtogatni, meg füstölős kerti szemetet égetni. Magas hőfokon ég, de nem robban. Ha nem volna kertem, lakásban kéne mosnom, akkor számítana az elviselhetőbb szag és valószínűleg Brigéciolt használnék. A kezet az is tönkreteszi, és nem tudom, mit kezdenék a koszos lével. (Autómosóban a lefolyóba önteném?)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 szeptember 26, 11:18
Írta: vjanos Dátum 2011 szeptember 26, 11:18
Köszi :)
E85 vajon jó lehet? Amennyire tudom elég jó oldószer...
E85 vajon jó lehet? Amennyire tudom elég jó oldószer...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 szeptember 26, 11:59
Írta: Szalai György Dátum 2011 szeptember 26, 11:59
Nincs véleményem, nem tudom mi az „E85” holnap ráfigyelek majd.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 szeptember 26, 12:41
Írta: vjanos Dátum 2011 szeptember 26, 12:41
Bioetanol, 85% szesz-15% benzin. Elég sok kúton kapható már üzemanyagként...
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 12:51
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 12:51
Én most sebtisztító benzinnel mostam ki őket. Szuperül szétszedtem, mindent beáztattam (oldotta a zsírt) és utána megtörölget, szárít, bizonyos részeket kinyomattam kompresszorral, összerakás és fel a sínre. Elég jók lettek. Mostmár a kérdés hogy mivel zsírozzam be őket?
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 12:52
Írta: wzc80zbf7 Dátum 2011 szeptember 26, 12:52
Jah és csak az szedje szét őket akinek jó a türelme :). És persze egy mágneses csavarhúzó jól jön mikor egyesével kell visszapakolászni a golyókat :). De annyira nem nagy kunszt tényleg csak időigényes.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2011 szeptember 26, 12:53
Írta: 279nwbpsa Dátum 2011 szeptember 26, 12:53
Etanol,benzin,gázolaj,vagy ezek keveréke mind megfelel.
Én egy csepp olajat is szoktam a löttybe keverni.Így száradás után egyből van némi filmrétegben olaj a felületen.A tisztítást nem befolyásolja.
Én egy csepp olajat is szoktam a löttybe keverni.Így száradás után egyből van némi filmrétegben olaj a felületen.A tisztítást nem befolyásolja.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 szeptember 26, 13:07
Írta: vjanos Dátum 2011 szeptember 26, 13:07
Ezt nemrég én is kérdeztem :)
Valami lágy zsírral, biciklis boltokban, csapágyboltokban pl lehet kapni ilyesmit...
Valami lágy zsírral, biciklis boltokban, csapágyboltokban pl lehet kapni ilyesmit...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 szeptember 27, 10:46
Írta: Szalai György Dátum 2011 szeptember 27, 10:46
Ahogy én látom, az iparban inkább központi szánkenő olajozni szeretnek, nem pedig zsírozni. Bár a sűrű olaj és a híg zsír között (NLGI 0) szerintem nem sok a különbség.) Hobbyistának a központi kenés bonyolult és drága, főleg kicsi gépen. A Hobbyista élettartamra szóló zsírozást szeret alkalmazni, ami azt jelenti, hogy beépítés előtt zsírozza, és úgy hagyja, míg tönkre nem megy. Egy ilyen elhanyagoltan, célszerűtlen kenőanyaggal kent vezeték vagy orsó, biztosan rossz dinamikai tulajdonságokkal bír, és viszonylag hamar tönkremegy. Helyette szerintem jobb dinamikát, alacsonyabb energia felhasználást és hosszabb élettartamot nyújt az időszakos gondoskodást megkövetelő kézi olajozás, például a függőleges alkalmazásra is ajánlott Multi SW 220 szánkenő olajjal. Nem mellékesen megadja a Hobbyistának a gondoskodás, felelősség érzet örömét.
Ha már zsír, ami a sűrűsége miatt ront a dinamikán, és növeli az energia felhasználást, akkor legalább legyen pár jó tulajdonsága is.
Mechanikai stabilitása vibrációnak kitett helyen is legyen sokáig megfelelő.
Tűrje a vizes emulziós, esetenként alkohollal hűtött környezetet is.
Jó tömítő tulajdonsággal akadályozza a kosz bejutását a kenési helyre.
A kalciumszappan alapú zsírok eléggé alkalmatlanok, mert a szerkezetet stabilizáló víz normál hőmérsékleten is hamar elpárolog, és a zsírszerkezet szétesik. Ezek csak alacsony hőfokon működnek jól.
A lítiumos zsírok normál hőmérsékleten -20 +120C fok között stabilak.
Dinamikus igénybevételre is alkalmasak, de a szilárd molibdén-diszulfidos változatok csak alacsony sebességű kenésre jók. Nagy sebességen is jól használható a nagyon lágy (NLGI 0 konzisztenciájú) Liton 0EP zsír.
Ha a fentieken kívül még a vízállóság is erős szempont, akkor az alumínium komplex zsír még megfelelőbb. Az Alubia AK 0EP.
Tehát szerintem a megfelelőbb zsír a lítium bázisú, NLGI 0 konzisztenciájú, esetleg alumínium komplex. Ilyesmit választanék.
Ha már zsír, ami a sűrűsége miatt ront a dinamikán, és növeli az energia felhasználást, akkor legalább legyen pár jó tulajdonsága is.
Mechanikai stabilitása vibrációnak kitett helyen is legyen sokáig megfelelő.
Tűrje a vizes emulziós, esetenként alkohollal hűtött környezetet is.
Jó tömítő tulajdonsággal akadályozza a kosz bejutását a kenési helyre.
A kalciumszappan alapú zsírok eléggé alkalmatlanok, mert a szerkezetet stabilizáló víz normál hőmérsékleten is hamar elpárolog, és a zsírszerkezet szétesik. Ezek csak alacsony hőfokon működnek jól.
A lítiumos zsírok normál hőmérsékleten -20 +120C fok között stabilak.
Dinamikus igénybevételre is alkalmasak, de a szilárd molibdén-diszulfidos változatok csak alacsony sebességű kenésre jók. Nagy sebességen is jól használható a nagyon lágy (NLGI 0 konzisztenciájú) Liton 0EP zsír.
Ha a fentieken kívül még a vízállóság is erős szempont, akkor az alumínium komplex zsír még megfelelőbb. Az Alubia AK 0EP.
Tehát szerintem a megfelelőbb zsír a lítium bázisú, NLGI 0 konzisztenciájú, esetleg alumínium komplex. Ilyesmit választanék.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 szeptember 27, 11:12
Írta: Szalai György Dátum 2011 szeptember 27, 11:12
E85 Bio etanol: Szerintem a kenőzsírban az olaj tartómátrixát alkotó szappant, az alkoholok (etanol) nem oldják hatékonyan. De nem próbáltam még.
Denaturált szesszel próbáltam, (az is alkohol) az nem sokat ér erre a feladatra.
Denaturált szesszel próbáltam, (az is alkohol) az nem sokat ér erre a feladatra.
Cím: Re:Mechanikai ötletek
Írta: 35kpazcgr Dátum 2011 szeptember 30, 19:53
Írta: 35kpazcgr Dátum 2011 szeptember 30, 19:53
Emberek!
Ha valakit érdekel, feltöltöttem a tárhelyemre egy komplett 3 tengelyes CNC marógép tervét. Nem saját konstrukció, de nagyon ötletes és ami a lényeg, nagyon részletesen ki van dolgozva.
Akinek van valamilyen 3D-s tervező programja, (Inventor, Solidworks, ProEngineering, stb.), az meg tudja nyitni a STEP fájlt.
Néhány (kettő) kép:


És maga a terv:
http://cnctar.hobbycnc.hu/tomahawk/CNC/CNC.stp
Ha valakit érdekel, feltöltöttem a tárhelyemre egy komplett 3 tengelyes CNC marógép tervét. Nem saját konstrukció, de nagyon ötletes és ami a lényeg, nagyon részletesen ki van dolgozva.
Akinek van valamilyen 3D-s tervező programja, (Inventor, Solidworks, ProEngineering, stb.), az meg tudja nyitni a STEP fájlt.
Néhány (kettő) kép:
És maga a terv:
http://cnctar.hobbycnc.hu/tomahawk/CNC/CNC.stp
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 október 04, 20:15
Írta: 000000000 Dátum 2011 október 04, 20:15
Sziasztok!
Valaki meg tudná nekem mondani,hogy az er-16 os patronbefogóra rá lehet-e applikálni valahogyan egy fúrótokmányt nem kókányólva össze semmit?Pl nem lehetne egyszerűen a patrontartó anya helyére felcsavarni vagy hasonló?Vagy inkább vegyek egy készlet fúrót és esztergáltassam le/készítsek a kisebbeknek egy hernyócsavaros 6-os átmérőjű befogót,mert csak egy 1/8"-os és egy 6-os patronom van.
Valaki meg tudná nekem mondani,hogy az er-16 os patronbefogóra rá lehet-e applikálni valahogyan egy fúrótokmányt nem kókányólva össze semmit?Pl nem lehetne egyszerűen a patrontartó anya helyére felcsavarni vagy hasonló?Vagy inkább vegyek egy készlet fúrót és esztergáltassam le/készítsek a kisebbeknek egy hernyócsavaros 6-os átmérőjű befogót,mert csak egy 1/8"-os és egy 6-os patronom van.
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2011 október 04, 20:31
Írta: z2a2u8wf Dátum 2011 október 04, 20:31
inkább a fúrótokmány szárát esztergáltasd le 6mm-esátmérőre
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 október 04, 20:49
Írta: besirkyjh Dátum 2011 október 04, 20:49
Szia
Nem igazán tudom ajánlani mert nagyon messze kerül a marohegye az ER16 csapágyaitol és ez már veszélyes , a legkisebb ütés is szét rázza a försodat és ettöl még lehet rosszabb is .
Vegyél egész garnitura patront az ugy sokkal olcsobb mint darabonként .
Nem igazán tudom ajánlani mert nagyon messze kerül a marohegye az ER16 csapágyaitol és ez már veszélyes , a legkisebb ütés is szét rázza a försodat és ettöl még lehet rosszabb is .
Vegyél egész garnitura patront az ugy sokkal olcsobb mint darabonként .
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 október 04, 21:00
Írta: vjanos Dátum 2011 október 04, 21:00
Én pl innen vettem az ER 16 patronokat Postázva kb 850 ft/db... ennyiért szerintem nem éri meg vesződni alternatívákkal....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 október 05, 19:16
Írta: 000000000 Dátum 2011 október 05, 19:16
Ennyiért tényleg nem éri meg vesződni vele.De sajnos most nekem ennyi sincs.:-(
Fel kell aplikálni a tlin bemutatott főorsómat,mert a kézi gravírozom megadta magtá,erőteljes ütögetésre néha elindul,de nem pörög fel teljesen,pedig a szénkefék is szépek.Szerintem a komutátorra ahova rá vannak préselve ezek a "lapkák" azokat kellene átforraszgatni,mert önindítóban már találkoztam hasonló problémával és ez megoldotta,kiegyensúlyozás meg nem lényeg,mert vagy 1mm-t üt a tengely.
Fel kell aplikálni a tlin bemutatott főorsómat,mert a kézi gravírozom megadta magtá,erőteljes ütögetésre néha elindul,de nem pörög fel teljesen,pedig a szénkefék is szépek.Szerintem a komutátorra ahova rá vannak préselve ezek a "lapkák" azokat kellene átforraszgatni,mert önindítóban már találkoztam hasonló problémával és ez megoldotta,kiegyensúlyozás meg nem lényeg,mert vagy 1mm-t üt a tengely.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 október 05, 21:00
Írta: 4um5b65d Dátum 2011 október 05, 21:00
Az ipari CNC-eket kérdezném, hogy a szerszám furaton keresztül kijövő emulziót mivel szűrik meg a gépeken , hogy szemcse mentes legyen az anyag?
Fémszövet vagy szivacs szerűség, vagy egyéb ?
Fémszövet vagy szivacs szerűség, vagy egyéb ?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 október 05, 21:25
Írta: hostya Dátum 2011 október 05, 21:25
A durva szűrő az fémszövet, a finom meg papír.
Ez a papír úgy néz ki mint az itatós papír volt régen.
Kb. 500mmm széles, és tekercsbe van.
Nem úgy szűrik a folyadékot hogy átegedik (nyomják) a papíron, hanem a papír ki van terítve egy lejtőre, és ezen a lejtőn folyik végig a folyadék.
A fémszemcsék meg szépen felakadnak a papír felületén a 'bolyhokon'.
Ez a papír úgy néz ki mint az itatós papír volt régen.
Kb. 500mmm széles, és tekercsbe van.
Nem úgy szűrik a folyadékot hogy átegedik (nyomják) a papíron, hanem a papír ki van terítve egy lejtőre, és ezen a lejtőn folyik végig a folyadék.
A fémszemcsék meg szépen felakadnak a papír felületén a 'bolyhokon'.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 október 05, 21:27
Írta: hostya Dátum 2011 október 05, 21:27
500mmm = 500mm
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 október 05, 22:11
Írta: 4um5b65d Dátum 2011 október 05, 22:11
És kb milyen hosszon van kiterítve, illetve mennyi időközönként kell cserélni ?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 október 05, 22:42
Írta: hostya Dátum 2011 október 05, 22:42
Kb. 1méter hosszon, 20-30 fokos lejtőn érintkezik a folyadékkal.
Mivel tekercsben van, befűzik a papírt alul egy csatornába, és felül újra feltekercselik a szennyezett papírt.
Egy kis hajtóműves motor hajtja a felső hengert szakaszosan.
Egy műszak alatt kb. 3-5 m papírt használ fel.
Úgy képzeld el mint a régi diavetítőbe a befűzött filmet...
Mivel tekercsben van, befűzik a papírt alul egy csatornába, és felül újra feltekercselik a szennyezett papírt.
Egy kis hajtóműves motor hajtja a felső hengert szakaszosan.
Egy műszak alatt kb. 3-5 m papírt használ fel.
Úgy képzeld el mint a régi diavetítőbe a befűzött filmet...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 október 05, 22:53
Írta: svejk Dátum 2011 október 05, 22:53
Ez a megoldás csak egy adott típusé, vagy általában jellemző a CNC forgácsológépekre?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 október 05, 23:05
Írta: PSoft Dátum 2011 október 05, 23:05
Valamilyen olasz síkköszörűn láttam:
A felső hengernél van egy 'hántolókés',ami a szennyeződés nagyrészét egy gyűjtőkosárba kotorja a papírról,vagy inkább szűrővászonról.
És,... mintha annál végtelenített lett volna a szűrőanyag(mint egy szállítószalag).
A felső hengernél van egy 'hántolókés',ami a szennyeződés nagyrészét egy gyűjtőkosárba kotorja a papírról,vagy inkább szűrővászonról.
És,... mintha annál végtelenített lett volna a szűrőanyag(mint egy szállítószalag).
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 október 05, 23:15
Írta: hostya Dátum 2011 október 05, 23:15
Opcionálisan rendelhető a CNC gépekhez ez a fajta szűrő berendezés.
Nálunk olyan 4-5db gépen van ilyen (a negyvenből). Általában azokon a gépeken használják ahol alut, rézötvözetet vagy saválló acélt munkálnak meg.
Pl. szelepház némelyik olyan mint az ementáli sajt... :)
Nálunk olyan 4-5db gépen van ilyen (a negyvenből). Általában azokon a gépeken használják ahol alut, rézötvözetet vagy saválló acélt munkálnak meg.
Pl. szelepház némelyik olyan mint az ementáli sajt... :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 október 05, 23:17
Írta: svejk Dátum 2011 október 05, 23:17
A síkköszörűknél ez a bevett szokás, van mágneshenger is köztük.
De itt a belső hűtésű szerszámoknál sokszor többször tíz bár nyomás is van, amit gondolom precíz szivattyú állít elő, ahol megengedhetetlen a legkisebb szennyeződés is.
De itt a belső hűtésű szerszámoknál sokszor többször tíz bár nyomás is van, amit gondolom precíz szivattyú állít elő, ahol megengedhetetlen a legkisebb szennyeződés is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 október 05, 23:19
Írta: svejk Dátum 2011 október 05, 23:19
Aha.. gondolom ez terjedelemben sem kis méret, és üzemlátogatásaim alkalmával feltűnt volna egy ilyen szerkezet. Bár akkor mindig másra koncentrál az ember, nem ér rá nagyon nézelődni.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 október 05, 23:20
Írta: hostya Dátum 2011 október 05, 23:20
Az más...
Ott mágnes van a szalag alatt, és az fogja össze a szemcséket, amit 'lehántolnak' róla.
Ott mágnes van a szalag alatt, és az fogja össze a szemcséket, amit 'lehántolnak' róla.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2011 október 05, 23:20
Írta: Jozs Dátum 2011 október 05, 23:20
Hu. A Kress marómotorokhoz meg 5500 Ft darabja a patronoknak :-(
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 október 05, 23:33
Írta: hostya Dátum 2011 október 05, 23:33
Nem is a szivattyú a fő probléma, hanem a szerszámban levő furat (hűtőcsatorna) eldugulásának a veszélye.
Képzej el egy 100-120mm hosszú 2-es fúrót, ami a 'spirálban' végig van fúrva 2x.
Képzej el egy 100-120mm hosszú 2-es fúrót, ami a 'spirálban' végig van fúrva 2x.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 október 05, 23:41
Írta: svejk Dátum 2011 október 05, 23:41
Nem kell elképzelnem, láttam már :)
Igaz nem 2-est hanem 10-est.
De szerintem nagy nyomáson a mikronos-százados szennyeződéstől nem dugulnának el a csatornák, de a szivattyút hamar lapátra tenné.
De "az kizárt dolog, mert nem tudom".
Igaz nem 2-est hanem 10-est.
De szerintem nagy nyomáson a mikronos-százados szennyeződéstől nem dugulnának el a csatornák, de a szivattyút hamar lapátra tenné.
De "az kizárt dolog, mert nem tudom".
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 október 05, 23:41
Írta: hostya Dátum 2011 október 05, 23:41
Meg azért is nem feltűnő, mert külsőre nagyon hasonlít a forgácskihordó elevátorra, + általában ott vannak egymás mellett...
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2011 október 06, 06:57
Írta: sanyi84 Dátum 2011 október 06, 06:57
Egyéb is van, szűrőpatron. Van ilyen gépünk is amin csak az van. Nem szokott eldugulni pedig van jócskán a vízbe szennyeződés, 2 havonta cserés. Az öntvény már csak ilyen. De a szűrőpaplanos szűrés elterjedtebb, a szépsége hogy van pár fajta papír, olyan is amin a víz sem akar átmenni és olyan is amin majdnem minden átmegy, és a kettő között minden.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 október 22, 08:39
Írta: 000000000 Dátum 2011 október 22, 08:39
szia Tomahawk.Köszi szépen
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2011 október 22, 15:36
Írta: zozo Dátum 2011 október 22, 15:36
Próbálta valaki a mérnöki rajzállvány csapágyazott X/Y karjait felhasználni?
Mennyire strapabíró, így egyoldalas megvezetéssel?
Esetleg műanyagba felirat gravírozónak gondolnám...Fogazott szíjjal mozgatva.
(20-at kérnek érte...)
Mennyire strapabíró, így egyoldalas megvezetéssel?
Esetleg műanyagba felirat gravírozónak gondolnám...Fogazott szíjjal mozgatva.
(20-at kérnek érte...)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 október 22, 16:15
Írta: PSoft Dátum 2011 október 22, 16:15
Ha kicsit visszapörgetsz ebben a topic-ban,a #9161-ben például láthatsz egy megvalósított ötletet a rajzasztal szánokra.
Több kép.
Több kép.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2011 október 22, 16:36
Írta: zozo Dátum 2011 október 22, 16:36
Wow! -hálás köszönetem!
(rengeteget olvasok itt, de nem jutottam még annyira vissza az infó habzsolással)
(rengeteget olvasok itt, de nem jutottam még annyira vissza az infó habzsolással)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 október 22, 17:56
Írta: Szalai György Dátum 2011 október 22, 17:56
Nálam is található egy, ha kell.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 október 22, 19:58
Írta: 000000000 Dátum 2011 október 22, 19:58
Sziasztok!
Valaki próbálkozott már flexibilis tengellyel hajtani fortunát?Ha igen mik a tapasztalatai?Az adok-veszekben árúlnak most flexi tengelyeket és ha valahogy meg tudnám vele hajtani a fortunámat úgy,hogy az üzembiztos és elég erős legyen,akkor lehet,h nem is kellene eladnom a főorsóhajtásomat a súlya miatt,hanem csak le kell tenni a főorsómotort a gép mellé.
Valaki próbálkozott már flexibilis tengellyel hajtani fortunát?Ha igen mik a tapasztalatai?Az adok-veszekben árúlnak most flexi tengelyeket és ha valahogy meg tudnám vele hajtani a fortunámat úgy,hogy az üzembiztos és elég erős legyen,akkor lehet,h nem is kellene eladnom a főorsóhajtásomat a súlya miatt,hanem csak le kell tenni a főorsómotort a gép mellé.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2011 október 23, 10:38
Írta: Szedlay Pál Dátum 2011 október 23, 10:38
Ezeket a tengelyeket ékszerészek, fogtechnikusok, szerszámkészítők használtál, használják.
15000-es fordulatig jó volt, ha nagyobb a nyomaték azt nem szereti , mert csavarodik. Kicsit vibrál és rángatózik, de ez felépítéséből adódóan természetes. Mivel régen nem voltak mikromotorok olyan teljesítménnyel mint ma, ezért főleg ott használták ezt a módszert ahol folyamatosan kézben tartott és az ostor végére erősített kézidarabba befogott szerszámmal munkálták meg az anyagot.
Ha jól tudom még a mai napig is van olyan fúró eszköz ami ezen az elven alapszik, olyan helyeken használják ahová a fúrógép nem férne be.
15000-es fordulatig jó volt, ha nagyobb a nyomaték azt nem szereti , mert csavarodik. Kicsit vibrál és rángatózik, de ez felépítéséből adódóan természetes. Mivel régen nem voltak mikromotorok olyan teljesítménnyel mint ma, ezért főleg ott használták ezt a módszert ahol folyamatosan kézben tartott és az ostor végére erősített kézidarabba befogott szerszámmal munkálták meg az anyagot.
Ha jól tudom még a mai napig is van olyan fúró eszköz ami ezen az elven alapszik, olyan helyeken használják ahová a fúrógép nem férne be.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 október 24, 12:09
Írta: wkbgzy80t Dátum 2011 október 24, 12:09
Négyzet-lyuk fúrás
Valami speckó fej is van ami körbe-körbe ugráltatja a maró tengelyét ha jól veszem ki...
Valami speckó fej is van ami körbe-körbe ugráltatja a maró tengelyét ha jól veszem ki...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 október 24, 12:25
Írta: 000000000 Dátum 2011 október 24, 12:25
Ez a 396852. link ugyan arról a dologról egy hónapon belül!
Kissé kezd unalmas lenni!
Kissé kezd unalmas lenni!
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 október 24, 12:51
Írta: wkbgzy80t Dátum 2011 október 24, 12:51
Ebben az esetben azt javaslom, hogy gyorsan emeld tovább róla a tekinteted.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 október 24, 13:18
Írta: besirkyjh Dátum 2011 október 24, 13:18
Szia
Látom elkes olvasolya vagy a NET-nek , ha a forumot is ilyen lekesen olvasod akkor ezt vegyük bakinak ? :)
Látom elkes olvasolya vagy a NET-nek , ha a forumot is ilyen lekesen olvasod akkor ezt vegyük bakinak ? :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 október 24, 17:56
Írta: 000000000 Dátum 2011 október 24, 17:56
Hogy mik vannak!? :)
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 október 25, 09:24
Írta: wkbgzy80t Dátum 2011 október 25, 09:24
Oké: bocs, baki volt, elismerem... nem minden topicot olvasok rendszeresen, elkerülte a figyelmem..
Amúgy nem bújom a netet, e-mailben kaptam egy ismerősömtől, marhára tetszett, gyorsan betettem ide is.
De azért egy árnyalatnyival finomabban is lehetett volna reagálni (nekem is).
Amúgy nem bújom a netet, e-mailben kaptam egy ismerősömtől, marhára tetszett, gyorsan betettem ide is.
De azért egy árnyalatnyival finomabban is lehetett volna reagálni (nekem is).
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2011 október 25, 20:06
Írta: zozo Dátum 2011 október 25, 20:06
Fiúk, két dolgot kérdeznék:
1. mint látszik a képen, a marótengely hajtás kerekei halódnak.Kérdzném, ha domborúra esztergálom, megmarad rajta rajta a laposszíj?
(mint általában, a centrifugális erő a nagy átmérőre kényszeríti) Probálta valaki? Ha nem kénytelen vagyok újat csinálni... -vagy felszabályozom és peremet kétoldalra?
2. NEMA 23 moci kuplung. Lötyög már. Felújítási ötlet? A közepe (műanyag) nem kopott, csak az alu.
-Amin gondolkodom, aluval felhegeszt, újra mar.(körülményes a hegesztés)
-rovátkolom és ráhúzok gumicsövet
- újat csinálni(6-ot? -brrrr...nincs kedvem)
Más egyéb? -Mit tanácsoltok?

1. mint látszik a képen, a marótengely hajtás kerekei halódnak.Kérdzném, ha domborúra esztergálom, megmarad rajta rajta a laposszíj?
(mint általában, a centrifugális erő a nagy átmérőre kényszeríti) Probálta valaki? Ha nem kénytelen vagyok újat csinálni... -vagy felszabályozom és peremet kétoldalra?
2. NEMA 23 moci kuplung. Lötyög már. Felújítási ötlet? A közepe (műanyag) nem kopott, csak az alu.
-Amin gondolkodom, aluval felhegeszt, újra mar.(körülményes a hegesztés)
-rovátkolom és ráhúzok gumicsövet
- újat csinálni(6-ot? -brrrr...nincs kedvem)
Más egyéb? -Mit tanácsoltok?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2011 október 25, 20:10
Írta: 4um5b65d Dátum 2011 október 25, 20:10
A domborún megmarad a szíj. Az oldal támasz nélküliek mind ilyenek.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2011 október 25, 20:15
Írta: zozo Dátum 2011 október 25, 20:15
Super, -Akkor mindkettő lehet domború, -ugye?
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2011 november 11, 17:19
Írta: s73tgf9vg Dátum 2011 november 11, 17:19
Lehet inkább kezdő kérdés mint mechanika, de érdekelne a véleményetek/tapasztalatotok a lineáris vezetékekről. Leginkább ár/érték (pontosság, kopásállóság). Jelenleg ISEL-t vennék mert azt találtam olcsón. Amikben gondolkozok még az a HIWIN vagy egyéb márkák mint Thomson, IKO, vagy jobbféle kínai gyártmányok is. A gép amihez kell az az épül a gépem::lovi topicban van.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 12, 07:55
Írta: Szalai György Dátum 2011 november 12, 07:55
A korona megakadályozza a szíj vándorlását. A kiemelkedés mértéke a szíj szélességével változik. A szélesség 1-2%-a ajánlott. Peremes tárcsára nem kell hordósság, és elég egy párból az egyik tárcsát hordósítani. Hajtó oldali hengeres esetleg peremes is, a hajtott oldali (nagyobb átmérőjű) meg hordós. Ha nem számit a pontos áttételi arány, akkor ezt a kopottat is kiigazíthatod, nem? Olyan is előfordulhat, hogy a hengeres palástra készítesz egy lépcsőt középre, a hatása egyenlő a hordós palástéval. Akkor a lépcső magassága a szíjszélesség 1-2%-a, a lépcső szélessége pedig a szíjszélesség 40%-a.
A nagyobb kerekeden látszik, hogy nem csak oldalra vándorolt rajta a szíj, hanem húzás irányba csúszott is. (Ettől lett vályús.) Ha ez rövid idő alatt következett be, akkor nagyobb feszítőerő kéne neki, hogy átvihesse a kellő nyomatékot. (Vagy jobb tapadású tárcsa.) Sajnos a feszítés meg a csapágyak nagy terhelését okozza, ami minden laposszíj hajtás hátránya.
A nagyobb kerekeden látszik, hogy nem csak oldalra vándorolt rajta a szíj, hanem húzás irányba csúszott is. (Ettől lett vályús.) Ha ez rövid idő alatt következett be, akkor nagyobb feszítőerő kéne neki, hogy átvihesse a kellő nyomatékot. (Vagy jobb tapadású tárcsa.) Sajnos a feszítés meg a csapágyak nagy terhelését okozza, ami minden laposszíj hajtás hátránya.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 12, 08:30
Írta: Szalai György Dátum 2011 november 12, 08:30
Kuplung: Érdekes, hogy az alu kopik. Azt gondolnám, hogy az a kopásállóbb és gumit (poliuretán?) kell csak venni bele néha. De akkor ezt is jól kitalálta a piacgazdaság. Lehet, hogy az olcsó kuplungnak „híg a leve” és nincsen rajta vastag kőkemény elektroelox réteg?
Laposelem füléből (kemény sárgaréz) formára hajtogatott és fémragasztó gyurmával felragasztott pótlásokkal képzelem a hobbyjavítást.
Laposelem füléből (kemény sárgaréz) formára hajtogatott és fémragasztó gyurmával felragasztott pótlásokkal képzelem a hobbyjavítást.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 12, 09:02
Írta: Szalai György Dátum 2011 november 12, 09:02
Eretnek kérdés: Mivel a Te kuplungod alakkal záró kapcsolatot hoz létre, nem lehetne bezsírozni a gumi közdarabot? Segítené a radiális kompenzációt és csökkentené a kopást.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 november 20, 21:30
Írta: PSoft Dátum 2011 november 20, 21:30
Most találtam a képet.
Egy érdekes "Z" megoldás.
Hogy is van ez???

Egy érdekes "Z" megoldás.
Hogy is van ez???
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 november 20, 21:33
Írta: PSoft Dátum 2011 november 20, 21:33
Oppsz,...túl nagyra sikerült a kép.[#falbav][#falbav]
De,attól még a megoldás szokatlan.
De,attól még a megoldás szokatlan.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2011 november 20, 21:35
Írta: xkbv3nx0d Dátum 2011 november 20, 21:35
mindenesetre durva... középpontra/tól mozgatja az x motorokat... végülis:)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 november 20, 21:43
Írta: hostya Dátum 2011 november 20, 21:43
Az nem is 'Z' hanem játék mentes főorsó befogás...
[#heureka][#vigyor]
[#heureka][#vigyor]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 20, 21:43
Írta: svejk Dátum 2011 november 20, 21:43
Vajon milyen vezérlése lehet??
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 20, 21:45
Írta: svejk Dátum 2011 november 20, 21:45
A sín vágásakor próbálta a futtatási színeket is :))
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2011 november 20, 21:48
Írta: Jozs Dátum 2011 november 20, 21:48
De mi az értelme ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 20, 21:50
Írta: 000000000 Dátum 2011 november 20, 21:50
A Z magasság a két kocsi távolságának a függvénye...?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 20, 21:50
Írta: svejk Dátum 2011 november 20, 21:50
Nem kell Z orsó.
Csak a motorokat kell jól szinkronozni. [#vigyor2]
Csak a motorokat kell jól szinkronozni. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 20, 21:51
Írta: 000000000 Dátum 2011 november 20, 21:51
...belesnék mögé...:-)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 november 20, 21:52
Írta: hostya Dátum 2011 november 20, 21:52
Mittudomén..!
De jól néz ki, nem?
De jól néz ki, nem?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 20, 21:53
Írta: svejk Dátum 2011 november 20, 21:53
Fordítsd meg a monitort. :)
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2011 november 20, 21:54
Írta: Jozs Dátum 2011 november 20, 21:54
Node itt fix minden. Vagy én nem értek valamit [#confused]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 november 20, 21:56
Írta: PSoft Dátum 2011 november 20, 21:56
Hát,pont azon agyalok én is.[#nemtudom]
Ha a hátulját is nézed,akkor nem lehet egyszerű.
Hogyan lesz a szinkron "X"-ből egyszercsak X-is,meg Z-is???

Ha a hátulját is nézed,akkor nem lehet egyszerű.
Hogyan lesz a szinkron "X"-ből egyszercsak X-is,meg Z-is???
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 20, 21:56
Írta: svejk Dátum 2011 november 20, 21:56
Gondolkozz, gondolkozz...
Mondta:

Mondta:
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 november 20, 21:57
Írta: hostya Dátum 2011 november 20, 21:57
Én semmit se értek.. :))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 20, 21:58
Írta: svejk Dátum 2011 november 20, 21:58
Ha mindkettő motor egyenlő sebességgel meg egy irányba akkor X ha a két motor össze vagy szétfelé megy egymástól akkor Z
Ezeket lehet kombinálni és akkor egyszerre X és Z.
No de a vezérlése???
Ezeket lehet kombinálni és akkor egyszerre X és Z.
No de a vezérlése???
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 20, 22:01
Írta: svejk Dátum 2011 november 20, 22:01
Szerencsére csak lineáris interpoláció kell neki.
Az oldalon nincs szó a vezérlésről?
Az oldalon nincs szó a vezérlésről?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 november 20, 22:03
Írta: PSoft Dátum 2011 november 20, 22:03
Hát,aztat én is értem,no de,...
"No de a vezérlése???"[#merges2]
"No de a vezérlése???"[#merges2]
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2011 november 20, 22:04
Írta: Jozs Dátum 2011 november 20, 22:04
Tényleg, mostmár értem.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 november 20, 22:07
Írta: PSoft Dátum 2011 november 20, 22:07
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 20, 22:08
Írta: 000000000 Dátum 2011 november 20, 22:08
Lehet hogy nincs interpoláció--> vagy Z van vagy X.
És valami egyedi szoft...
És valami egyedi szoft...
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 november 20, 22:10
Írta: wkbgzy80t Dátum 2011 november 20, 22:10
Marha jó ötlet... Esetleg a két motort külön tengelyként kezelve, valami egyedi gyártású algoritmussal kiszűrni azokat a sorokat, amelyekben szerepel z-re vonatkozó utasítás (változás az előző sorhoz/állapothoz képest), és automatikusan átkopírozni z helyére is az x parancsot hozzáadva a z megváltozását vmi szorzóval?
Szal. mezei G-kód generálás után a kész programon átfuttatni vmi. konvertert...
Nem vagyok programozó, de első blikkre nem tűnik lehetetlennek... hm?
Szal. mezei G-kód generálás után a kész programon átfuttatni vmi. konvertert...
Nem vagyok programozó, de első blikkre nem tűnik lehetetlennek... hm?
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 november 20, 22:24
Írta: KoLa Dátum 2011 november 20, 22:24
Ilyen az ha egy programozó készít gépet! pedig megvolt minden, egy hagyományoshoz![#eljen]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 november 20, 22:31
Írta: keri Dátum 2011 november 20, 22:31
Ennél sokkal egyszerűbb logika szükséges.
Ha X irányba mozog akkor mindkét motor megkapja X tengelyhez tartozó STEP és DIR jelet is a MACH3ból
Ha Z irányba akarunk mozogni, akkor pedig Z tengely STEP jele kerül mindkét motorra az egyik motorra DIR jel egy az egybe, a másik motorra a DIR jel negáltja.
Persze ha két tengely mentén akarsz mozogni egyszerre az már picit macerásabb. Ott le kell kezelni, hogy ha ellentétes irányba kell lépnie a motornak, akkor ne lépjen semelyik irányba, illetve ha azonos irányba kell lépnie egyszerre akkor kettőt lépjen, tehát kicsit el kell késleltetni az egyik jelét, illetve a teljes sebesség felével lehet üzembiztosan hajtani.
Mindezt pár egyszerű logikai kapuval meg lehet oldani.
Ha kicsit mérnökösebben akarnám megoldani, akkor azt mondom hogy a két tengely továbbra is derékszöget zár be egymással, de el van forgatva 45 fokkal, innentől kezdve pedig a Gkód átalakítása sem bonyolult.
Ha X irányba mozog akkor mindkét motor megkapja X tengelyhez tartozó STEP és DIR jelet is a MACH3ból
Ha Z irányba akarunk mozogni, akkor pedig Z tengely STEP jele kerül mindkét motorra az egyik motorra DIR jel egy az egybe, a másik motorra a DIR jel negáltja.
Persze ha két tengely mentén akarsz mozogni egyszerre az már picit macerásabb. Ott le kell kezelni, hogy ha ellentétes irányba kell lépnie a motornak, akkor ne lépjen semelyik irányba, illetve ha azonos irányba kell lépnie egyszerre akkor kettőt lépjen, tehát kicsit el kell késleltetni az egyik jelét, illetve a teljes sebesség felével lehet üzembiztosan hajtani.
Mindezt pár egyszerű logikai kapuval meg lehet oldani.
Ha kicsit mérnökösebben akarnám megoldani, akkor azt mondom hogy a két tengely továbbra is derékszöget zár be egymással, de el van forgatva 45 fokkal, innentől kezdve pedig a Gkód átalakítása sem bonyolult.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 november 20, 22:42
Írta: KoLa Dátum 2011 november 20, 22:42
Csak az a baj hogy ez nem 45foknak látszik!
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2011 november 20, 22:47
Írta: x4rhew5r3 Dátum 2011 november 20, 22:47
Ne erre jó az emc2:)
Ebben lehet csinálni ilyen agyament cuccokhoz is kinematikát.
Ebben lehet csinálni ilyen agyament cuccokhoz is kinematikát.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 november 20, 22:47
Írta: keri Dátum 2011 november 20, 22:47
Na igen, ennyi erővel rendes Z tengelyt is csinálhatott volna...de azért érdekes.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 november 20, 22:48
Írta: keri Dátum 2011 november 20, 22:48
Az első logika így is működik csak a mm/lépés változik.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 november 20, 22:49
Írta: PSoft Dátum 2011 november 20, 22:49
Azért,...szeretnék a fejébe látni az "elvetemült"-nek.[#smile]
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 november 20, 22:56
Írta: wkbgzy80t Dátum 2011 november 20, 22:56
Én úgy gondoltam, hogy ez a dolog univerzálisan működne, térbeli mozgások esetén is, és a hardware-hez nem is kell hozzányúlni, csak egy egyedi post processzor szüks. De sosem csináltam még hasonló dolgot sem, szal lehet h hülyeség...
meg az sem biztos, hogy olyan jól működik a dolog egy orsó azért biztos, hogy pontosabb és főleg merevebb. Érdekes lenne megnézni, hogy mit csinál az a szíj, mikor ketten rángatják össze-vissza:)
video:
gigamech lambda z
most látom, hogy plazmavágáshoz használják, oda naná h nem kell merevség..
Nem tudom, hogy bizonytalanság miatt mozog-e egy picit az a kocsi is, amit az ember állónak várna, a "táncolós" résznél... :) jópofa mindenesetre...
meg az sem biztos, hogy olyan jól működik a dolog egy orsó azért biztos, hogy pontosabb és főleg merevebb. Érdekes lenne megnézni, hogy mit csinál az a szíj, mikor ketten rángatják össze-vissza:)
video:
gigamech lambda z
most látom, hogy plazmavágáshoz használják, oda naná h nem kell merevség..
Nem tudom, hogy bizonytalanság miatt mozog-e egy picit az a kocsi is, amit az ember állónak várna, a "táncolós" résznél... :) jópofa mindenesetre...
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 november 20, 23:20
Írta: KoLa Dátum 2011 november 20, 23:20
Ezen a videónlátszik hogy miért mozog
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 20, 23:41
Írta: 000000000 Dátum 2011 november 20, 23:41
Az a szép az egészben hogy NEM kell spéci post processzor hozzá !
Egyszer már feldobtam ezt a témát a Mach topikban, de lehülyéztek.
Akkor úgy döntöttem hogy nem érdemli meg a fórum hogy tovább feszegessem a témát, illetve foglalkozzak vele .
Itt fizikai tengelykét A és B létezik és ebből a két tengelyből hozza létre a mach egy formula segítségével az úgymond fantom Y és Z tengelyt.
Ennél a videónál például az X és az Y tengelyt.
Példa VIDEO itt !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 20, 23:47
Írta: 000000000 Dátum 2011 november 20, 23:47
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 november 20, 23:48
Írta: wkbgzy80t Dátum 2011 november 20, 23:48
A mindenit! [#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 20, 23:56
Írta: 000000000 Dátum 2011 november 20, 23:56
Ezt nem én készítettem tehát az érdem nem az enyém !
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2011 november 21, 00:17
Írta: KoLa Dátum 2011 november 21, 00:17
Ez a formulák beállítása a Machban?
Mesélj!
Mesélj!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 21, 00:18
Írta: svejk Dátum 2011 november 21, 00:18
Csak megfejtitek holnapra az egészet! :))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 21, 08:28
Írta: 000000000 Dátum 2011 november 21, 08:28
Nem fogok mesélni !
Aztán jön Tibor és megmondja hogy minek terhelni egy ilyen lebegő pontos számítással a PC-t!
Nem azt terheli a gépet hogy számításokat végez, hanem a port megszakításaival küzd hogy bírja tartani az időzítéseket.
Ez mellet meg a numerikus processzor meg malmozik unalmában mikor másodpercenként több millió számítást is tudna végezni.
Bizonyára emlékeztek erre a videóra
Hogy értsétek a működését itt egy kis mankó, sajnos csak angolul: Mach 3 Driving parallel-kinematic machines.PDF
Aztán jön Tibor és megmondja hogy minek terhelni egy ilyen lebegő pontos számítással a PC-t!
Nem azt terheli a gépet hogy számításokat végez, hanem a port megszakításaival küzd hogy bírja tartani az időzítéseket.
Ez mellet meg a numerikus processzor meg malmozik unalmában mikor másodpercenként több millió számítást is tudna végezni.
Bizonyára emlékeztek erre a videóra
Hogy értsétek a működését itt egy kis mankó, sajnos csak angolul: Mach 3 Driving parallel-kinematic machines.PDF
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 november 21, 08:31
Írta: keri Dátum 2011 november 21, 08:31
Na, pedig ez érdekes.
Nem is tudtam, hogy derékszögű koordináta rendszertől el lehet térni MACHben.
Nem is tudtam, hogy derékszögű koordináta rendszertől el lehet térni MACHben.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 21, 08:45
Írta: 000000000 Dátum 2011 november 21, 08:45
Megmondom őszintén hogy mach-ot mint programot én is csak kb 30%-ban ismerem és aki azt állítja hogy totálisan kitapasztalta az vagy egy ráérő zseni vagy ö írta magát a programot esetleg kicsit nagy az egója. [#idiota]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 21, 08:54
Írta: svejk Dátum 2011 november 21, 08:54
Hmm... mondjuk én azon a MACH ablakon mindig ugrottam túl, mert egyszer azt írta itt valaki hogy abban az ablakban az orsó nonlinearitását lehet kompenzálni.
Elképzelni nem tudtam milyen függvénnyel, de ugortam...
(a manual fordítása idején valószínű még nem is volt ilyen lehetőség a Mach-ban)
Elképzelni nem tudtam milyen függvénnyel, de ugortam...
(a manual fordítása idején valószínű még nem is volt ilyen lehetőség a Mach-ban)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 21, 08:57
Írta: svejk Dátum 2011 november 21, 08:57
Mondjuk az is biztos, hogy néha itt a fórumon tudjuk egymást hülyíteni rendesen a sokszor csak vélt tudással :))
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2011 november 21, 09:13
Írta: x4rhew5r3 Dátum 2011 november 21, 09:13
Amikor bedobtad a köztudatba úgy másfél-két éve, játszottam vele egy kicsit. A mondat végrehajtása előtt szépen átlehet transzformálni a koordinátákat.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 21, 09:33
Írta: svejk Dátum 2011 november 21, 09:33
Az EMC2-ben is meg van akkor ez, vagy hasonló a lehetőség?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 21, 09:41
Írta: 000000000 Dátum 2011 november 21, 09:41
Anno itt a fórumon valaki feldobta ezt a témát, hogy egy sugárfúrógépet szerezne CNC marógéppé alakítani.
Ezzel a formula megadásával simán meg lehetett volna oldani,de volt olyan maradi fórumtag aki csak DOS ismeri, úgy lehurrogta hogy szerintem azóta se láttuk ezt a próbálkozó szellemű társunkat.
Pedig a szög és a sugár távolságából viszonylag egyszerűen ki lehet számolni az X és Y koordinátákat.
Annyi az egész titka hogy fizikailag nem az X Y tengelyek vannak megadva hanem A és B.
A kurzor mozgató billentyűkel pedig ezeket a virtuális X Y-t mozgatjuk ahogy a programban is ezekre írjuk a adatokat és ez a matematikai függvény ami a formula menüben van teszi a dolgát .
Ezzel a formula megadásával simán meg lehetett volna oldani,de volt olyan maradi fórumtag aki csak DOS ismeri, úgy lehurrogta hogy szerintem azóta se láttuk ezt a próbálkozó szellemű társunkat.
Pedig a szög és a sugár távolságából viszonylag egyszerűen ki lehet számolni az X és Y koordinátákat.
Annyi az egész titka hogy fizikailag nem az X Y tengelyek vannak megadva hanem A és B.
A kurzor mozgató billentyűkel pedig ezeket a virtuális X Y-t mozgatjuk ahogy a programban is ezekre írjuk a adatokat és ez a matematikai függvény ami a formula menüben van teszi a dolgát .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 21, 09:50
Írta: 000000000 Dátum 2011 november 21, 09:50
EMC2-ben jóval több van mint az látszik, csak az tudja kihozni belőle aki igazán érti a Linuxot.
Mellesleg meg van benne ilyen lehetőség is.
Mellesleg meg van benne ilyen lehetőség is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 21, 09:56
Írta: svejk Dátum 2011 november 21, 09:56
Nekem mondhatod, én fű vagyok ezekhez(is).
De az a kevés műszaki érzékem azt sugallja hogy nem lenne az olyan egészséges megoldás. Adott karállásokban sokkal nagyobb vagy kevesebb előtolóerőre lehet számítani.
Vagy pl. itt a falfestésnél is, ha az egyik "tengely alatt" kell dolgozni.
De mindenesetre biztos vannak olyan helyek ahol jól alkalmazható.
ilyen ez a falfestés is.
Komoly terjedelmű homlokzatokat, pl. panelházak oldalfalait lehet egyszerű kiépítéssel reklámfesteni.
De az a kevés műszaki érzékem azt sugallja hogy nem lenne az olyan egészséges megoldás. Adott karállásokban sokkal nagyobb vagy kevesebb előtolóerőre lehet számítani.
Vagy pl. itt a falfestésnél is, ha az egyik "tengely alatt" kell dolgozni.
De mindenesetre biztos vannak olyan helyek ahol jól alkalmazható.
ilyen ez a falfestés is.
Komoly terjedelmű homlokzatokat, pl. panelházak oldalfalait lehet egyszerű kiépítéssel reklámfesteni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 21, 10:23
Írta: 000000000 Dátum 2011 november 21, 10:23
Mint mindennek vannak hátrányai ahogy előnyei is.
Egy ilyen kis aranyost te hogy alakítanál át CNC marógéppé nagyobb átfabrikálás nélkül?(ez csak példa egy alkalmazási területére)

Én meg más területen vagyok "FŰ" [#hehe]
Egy ilyen kis aranyost te hogy alakítanál át CNC marógéppé nagyobb átfabrikálás nélkül?(ez csak példa egy alkalmazási területére)
Én meg más területen vagyok "FŰ" [#hehe]
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2011 november 21, 10:31
Írta: mxjj54gxi Dátum 2011 november 21, 10:31
Ezt konkrétan hogyan kell szólítani?
Fúrógép, vagy maró....
Szép nagy vazs...
Fúrógép, vagy maró....
Szép nagy vazs...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 21, 10:32
Írta: svejk Dátum 2011 november 21, 10:32
Én ekkora tömeget inkább elvinnék a MÉH-be. :))
De tényleg, eredetileg ezekkel a gépekkel hogy dolgoztak?
Olyan rajzot kaptak ami már eleve polárkoordinátában volt beméretezve?
Vagy volt valami segédmérőléc?
Esetleg mechanikus számítógép, mit a lövegeknek? :)
Vagy csak valami rém egyszerűen, és csak én bonyolítom :(
De tényleg, eredetileg ezekkel a gépekkel hogy dolgoztak?
Olyan rajzot kaptak ami már eleve polárkoordinátában volt beméretezve?
Vagy volt valami segédmérőléc?
Esetleg mechanikus számítógép, mit a lövegeknek? :)
Vagy csak valami rém egyszerűen, és csak én bonyolítom :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 21, 10:32
Írta: svejk Dátum 2011 november 21, 10:32
Sugárfúrógép.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 21, 10:39
Írta: svejk Dátum 2011 november 21, 10:39
Tibor45 is ilyet CNC-sített Aradi Ferenc fórumtársunknak ugye?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 21, 10:42
Írta: 000000000 Dátum 2011 november 21, 10:42
Azt nem tudom hogy ezen hogy dolgoztak.
CNC koordináta kivágó gépeken és lézeren melóztam, arról többet tudnék mondani.
CNC koordináta kivágó gépeken és lézeren melóztam, arról többet tudnék mondani.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 21, 10:46
Írta: 000000000 Dátum 2011 november 21, 10:46
Igen !
Tudomásom szerint ott a hagyományos X Y Z megoldást alkalmazta.
Vagyis hozzá lett építve egy plusz tengely.
Tudomásom szerint ott a hagyományos X Y Z megoldást alkalmazta.
Vagyis hozzá lett építve egy plusz tengely.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 21, 10:51
Írta: 000000000 Dátum 2011 november 21, 10:51
Igen. Kár,hogy kevés infó van róla.
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2011 november 21, 11:06
Írta: x4rhew5r3 Dátum 2011 november 21, 11:06
A mach-ban ez a lehetőség "mondatonként" működik, azaz elkapja a "g1 x10 y20" mondatot, és az x10 és y20-at áttranszformálja a formula alapján. Ebből következik, hogy nem tud mit kezdeni a g3, g4 körinterpolációval, ezért az ívet egyenes szakaszokkal tudja rajzolni.
Az emc2-ben nem a mondatok szintjén nyúlhatunk bele, hanem a pálya már kiszámított következő pontjára lehet ezt a transzformációt elkövetni.
Így működik az körinterpoláció is, meg a magasabb rendű görbék is.
Az emc2-ben nem a mondatok szintjén nyúlhatunk bele, hanem a pálya már kiszámított következő pontjára lehet ezt a transzformációt elkövetni.
Így működik az körinterpoláció is, meg a magasabb rendű görbék is.
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2011 november 21, 11:07
Írta: x4rhew5r3 Dátum 2011 november 21, 11:07
ost nézem, természetesen ...g2,g3...
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 21, 11:48
Írta: 3ihs2v23 Dátum 2011 november 21, 11:48
Sziasztok! Szeretném a véleményeteket kikérni. Ha egy szervo motorral meghajtok egy golyós orsót szíjhajtással közbeiktatva akkor melyik a jobb megoldás?
1. A szíjhajtás áttétel nélküli az orsó menetemelkedése 10 mm
2. A szíjhajtáson 2:1 es lassító áttétel van az orsó menetemelkedése 20 mm
3. A szíjhajtáson 1:2 es gyorsító áttétel van az orsó menetemelkedése 5 mm
Ugye mindhárom esetben ugyanolyan lesz a sebesség és a nyomaték adott fordulatszámon. Ilyen esetben melyik a jobb megoldás?
1. A szíjhajtás áttétel nélküli az orsó menetemelkedése 10 mm
2. A szíjhajtáson 2:1 es lassító áttétel van az orsó menetemelkedése 20 mm
3. A szíjhajtáson 1:2 es gyorsító áttétel van az orsó menetemelkedése 5 mm
Ugye mindhárom esetben ugyanolyan lesz a sebesség és a nyomaték adott fordulatszámon. Ilyen esetben melyik a jobb megoldás?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 21, 14:57
Írta: 000000000 Dátum 2011 november 21, 14:57
2:1 lassító áttétel 10-es orsóhoz.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 november 21, 15:32
Írta: keri Dátum 2011 november 21, 15:32
Nem is bonyolult átszámolni.
r=gyök2(X^2+Y^2)
fi=aTAN(X/Y)
r=gyök2(X^2+Y^2)
fi=aTAN(X/Y)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 november 21, 15:43
Írta: keri Dátum 2011 november 21, 15:43
Általában a lassító, mert csökkenti a tengely látszólagos inerciáját, dinamikusabb lesz a gép.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 21, 16:49
Írta: 3ihs2v23 Dátum 2011 november 21, 16:49
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 26, 04:49
Írta: 3ihs2v23 Dátum 2011 november 26, 04:49
Szeretnék építeni egy 3 tengelyes cnc gépet, amit fa megmunkálásra használnék. 1x2,5m lenne a megmunkáló felület. Az asztal álló lenne, a híd mozogna a 2,5 méteres irányban.
Úgy gondoltam, hogy a váz és az x tengely részei acélból készülnek, mert ezek a részek állnának, míg a mozgó részek a híd az y és z tengellyel már aluötvözetből készült rácsos szerkezetből, hogy a tehetetlenségi tömeg minél kisebb legyen. Eddig jó irányba gondolkozom? :-)
Az autóiparban már sok alumínium egységet (pl. BMW autó aluváza) ragasztanak hegesztés helyett. Szerintetek a cnc technikában is lehetne a ragasztást használni hegesztés helyett? Mert akkor elhúzódás nem lenne és pontosabban lehetne beállítani mindent. És ráadásul ragasztani egyszerűbb mint hegeszteni.
Úgy gondoltam, hogy a váz és az x tengely részei acélból készülnek, mert ezek a részek állnának, míg a mozgó részek a híd az y és z tengellyel már aluötvözetből készült rácsos szerkezetből, hogy a tehetetlenségi tömeg minél kisebb legyen. Eddig jó irányba gondolkozom? :-)
Az autóiparban már sok alumínium egységet (pl. BMW autó aluváza) ragasztanak hegesztés helyett. Szerintetek a cnc technikában is lehetne a ragasztást használni hegesztés helyett? Mert akkor elhúzódás nem lenne és pontosabban lehetne beállítani mindent. És ráadásul ragasztani egyszerűbb mint hegeszteni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 26, 06:53
Írta: 000000000 Dátum 2011 november 26, 06:53
A vázat 80x100-as vastagfalú zártszelvényből csináljad hegesztéssel. Mindent csinálhatsz hidegen húzott acélból, minden kötést csavarozással. Nézd meg a topicomban a nagy gépet, nagyon bevállt!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 november 26, 08:03
Írta: besirkyjh Dátum 2011 november 26, 08:03
Szia
Majd akkor vissztérünk rá ha a BMW a vázat is ragasztoval épiti össze :)
Nem tudom hogyan képzelted .
Ott a Vbodi gépe , tökéletes konstrukcio !
Váznak lehet geszesztés de ahol követelmény a derékszög és a párhuzam ott csavarkötés .Durván : csinálj 3 - 4db "H" alaku lábat hegesztve és azt kösd össze hossában egy jo nagy ( pl: 80x100 as ) zártszelvénnyel .( ennyire nem egyszerü de ez a lényege ) .
Majd akkor vissztérünk rá ha a BMW a vázat is ragasztoval épiti össze :)
Nem tudom hogyan képzelted .
Ott a Vbodi gépe , tökéletes konstrukcio !
Váznak lehet geszesztés de ahol követelmény a derékszög és a párhuzam ott csavarkötés .Durván : csinálj 3 - 4db "H" alaku lábat hegesztve és azt kösd össze hossában egy jo nagy ( pl: 80x100 as ) zártszelvénnyel .( ennyire nem egyszerü de ez a lényege ) .
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 26, 08:59
Írta: Szalai György Dátum 2011 november 26, 08:59
Az orsóválasztásnak lehet egy másik szempontja is, nem biztos, hogy nálad számit, de azért leírom.
A kopásnak az orsó hossztengelyére vetített hibája az orsó emelkedési szögével együtt nő. Ha az orsó emelkedése az átmérőjéhez képest kicsi, akkor a golyó és árok kopása, az orsó hossztengelyére vetítve majdnem megegyezik a kopás mértékével. Ha viszont a menetemelkedés az orsó átmérőjének kétszerese, akkor a kopás az orsó hossztengelyére vetítve már nagyon jelentősen felnagyítódik.
A kopásnak az orsó hossztengelyére vetített hibája az orsó emelkedési szögével együtt nő. Ha az orsó emelkedése az átmérőjéhez képest kicsi, akkor a golyó és árok kopása, az orsó hossztengelyére vetítve majdnem megegyezik a kopás mértékével. Ha viszont a menetemelkedés az orsó átmérőjének kétszerese, akkor a kopás az orsó hossztengelyére vetítve már nagyon jelentősen felnagyítódik.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 november 26, 09:10
Írta: Rabb Ferenc Dátum 2011 november 26, 09:10
Az alumínium sajnos nem tartozik a jól ragasztható fémek közé (passzív). Csak speciális ragasztókkal és technológiával érhető el megfelelő szilárdság.
Amíg a BMW ragacsa és technológiája nem áll a rendelkezésedre, inkább csak illesztési hézagkitöltőnek használd. Bár jól pozícionálják a csavarkötéseket, de néhány illesztószeg alkalmazása egyszerűbb. És ha kell, még bontható is.
Halgass Bódira! A Nagy Pirostól a "szivarzsebben hordhatóig" sok gépet épített. Eddig mindegyikre csak rácsodálkozni tudtunk...
Amíg a BMW ragacsa és technológiája nem áll a rendelkezésedre, inkább csak illesztési hézagkitöltőnek használd. Bár jól pozícionálják a csavarkötéseket, de néhány illesztószeg alkalmazása egyszerűbb. És ha kell, még bontható is.
Halgass Bódira! A Nagy Pirostól a "szivarzsebben hordhatóig" sok gépet épített. Eddig mindegyikre csak rácsodálkozni tudtunk...
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 november 26, 09:15
Írta: Rabb Ferenc Dátum 2011 november 26, 09:15
Egy kis ötletadó, letölthető dokuval MACHMATE
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 26, 09:46
Írta: Szalai György Dátum 2011 november 26, 09:46
Az ipari fémragasztásnak külön tudománya van és nagyon szigorúak a technológiai szabályai, mert csak így garantálható a megfelelő minőség.
(Méreteznek ismert irányú és mértékű erők felvételére. A méretezett felületeket megfelelő irányban alakítják ki, hogy a ragasztó a legkedvezőbb irányból legyen terhelve. Megszüntetik vagy mérséklik a kedvezőtlen irányú terheléseket. Elektrokémiai úton tisztítanak és erodálják a felületet. Optimális ragasztási hézagot tartanak. Vizsgálnak hőmérséklet és vibrációtűrést.)
Nem biztos, hogy egyedi és házi gyártásnál, garantálni tudod a hosszú ideig megfelelő ragasztott kötést. De jó kiegészítője lehet a tájoló csapokkal biztosított csavar vagy szegecskötésnek, ha meg tudod oldani, hogy a ragasztó réteget nagyjából homogén igénybevétel érje.
(Méreteznek ismert irányú és mértékű erők felvételére. A méretezett felületeket megfelelő irányban alakítják ki, hogy a ragasztó a legkedvezőbb irányból legyen terhelve. Megszüntetik vagy mérséklik a kedvezőtlen irányú terheléseket. Elektrokémiai úton tisztítanak és erodálják a felületet. Optimális ragasztási hézagot tartanak. Vizsgálnak hőmérséklet és vibrációtűrést.)
Nem biztos, hogy egyedi és házi gyártásnál, garantálni tudod a hosszú ideig megfelelő ragasztott kötést. De jó kiegészítője lehet a tájoló csapokkal biztosított csavar vagy szegecskötésnek, ha meg tudod oldani, hogy a ragasztó réteget nagyjából homogén igénybevétel érje.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 26, 10:04
Írta: Szalai György Dátum 2011 november 26, 10:04
Itt a fórumos is többször kínált termék volt már.
Aluhoz igen jól tapad, de a felület előkészítés hibáján minden elbukhat. Értékes segítőtárs.
Aluhoz igen jól tapad, de a felület előkészítés hibáján minden elbukhat. Értékes segítőtárs.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 26, 10:34
Írta: 000000000 Dátum 2011 november 26, 10:34
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2011 november 26, 11:13
Írta: eivmhrm04 Dátum 2011 november 26, 11:13
Igen egy 5 tengelyes gép lett belőle.Volt szerencsém élőben is látni,hát nem semmi gép lett az tuti.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 26, 12:15
Írta: 3ihs2v23 Dátum 2011 november 26, 12:15
Nagyon köszönöm mindenkinek a hasznos tanácsokat! Már néztem a gépedet korábban is, de részletbemenően átnézem majd és ellopom az ötleteket.
Az orsó menetemelkedésén már gondolkoztam, hogy valószínűleg más élettartamúak a menetemelkedéstől függően. De most már meg is kaptam a választ. Attól tartok, hogy elég vastag orsót kell használnom, hogy a 2,5m es hossz nehogy kihajoljon. 500N tolóerővel fogok számolni na meg a biztonsági tényezővel.
Köszönöm a ragasztással kapcsolatos észrevételeket is és az adatlapot! Kiegészítő megoldásnak szerintem jó lesz. A BMW aluragasztásáról egy rövid cikk: BMW
Ez a Machmate egy kiforrott komoly gépnek tűnik. Köszönöm, sikerült megszerezni a doksit hozzá.
Ilyen fórum támogatással lehet aztán haladni. :-)
Az orsó menetemelkedésén már gondolkoztam, hogy valószínűleg más élettartamúak a menetemelkedéstől függően. De most már meg is kaptam a választ. Attól tartok, hogy elég vastag orsót kell használnom, hogy a 2,5m es hossz nehogy kihajoljon. 500N tolóerővel fogok számolni na meg a biztonsági tényezővel.
Köszönöm a ragasztással kapcsolatos észrevételeket is és az adatlapot! Kiegészítő megoldásnak szerintem jó lesz. A BMW aluragasztásáról egy rövid cikk: BMW
Ez a Machmate egy kiforrott komoly gépnek tűnik. Köszönöm, sikerült megszerezni a doksit hozzá.
Ilyen fórum támogatással lehet aztán haladni. :-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 26, 12:34
Írta: 000000000 Dátum 2011 november 26, 12:34
"Attól tartok, hogy elég vastag orsót kell használnom, hogy a 2,5m es hossz nehogy kihajoljon."
Csak óvatosan azzal a vastagsággal, mert az orsóátmérőd negyedik hatványával arányosan nő a tehetelenségi nyomtéka, azaz dinamikailag hazavágod a géped. Hiszen egy másik topikban éppen arról kérdeztél, mitől függ a gyorsulásod.
Nagy munkaterű gépeknél megfontolandó az anya pörgetése, vagy pl. fogasléces mozgatási megoldás.
Csak óvatosan azzal a vastagsággal, mert az orsóátmérőd negyedik hatványával arányosan nő a tehetelenségi nyomtéka, azaz dinamikailag hazavágod a géped. Hiszen egy másik topikban éppen arról kérdeztél, mitől függ a gyorsulásod.
Nagy munkaterű gépeknél megfontolandó az anya pörgetése, vagy pl. fogasléces mozgatási megoldás.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 26, 12:44
Írta: 3ihs2v23 Dátum 2011 november 26, 12:44
Igen, a tehetetlenségi tömeget nem tévesztettem szem elől, viszont kihajlás miatt amit kíván abból nem lehet spórolni. Anya pörgetésű és fogasleces megoldást még nem láttam, de jól hangzik. Anya pörgetésénél még plusz hely is kell, meg azét mozgó tömeg ott is van, de tetszik, elgondolkoztató... Köszönöm az észrevételt!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 26, 15:53
Írta: 000000000 Dátum 2011 november 26, 15:53
Az én orsóm 25x10-es 2500mm hosszú, semmi gond vele. Ennél vastagabb gondolom, Neked sem kell.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 26, 16:42
Írta: 3ihs2v23 Dátum 2011 november 26, 16:42
Megkérdezhetem, hogy mit munkálsz meg vele, mekkora a maximális sebességed és mekkora motor hajta ezt az orsót?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 26, 19:26
Írta: svejk Dátum 2011 november 26, 19:26
Van benne igazság amit írsz, de azért megkérdezhetem hogy ez szakirodalmi megállapítás, vagy saját kútfőből pattant ki?
Túl sok szempont van orsóválasztásnál.
Eseteinkben talán a két legfontosabb a terhelhetősége és a dinamikus viselkedése.
Azért kíváncsi lennék egy ilyen orsóválasztó programra is, ami 4-5 adat megadására kiköpné az ideálist.
Túl sok szempont van orsóválasztásnál.
Eseteinkben talán a két legfontosabb a terhelhetősége és a dinamikus viselkedése.
Azért kíváncsi lennék egy ilyen orsóválasztó programra is, ami 4-5 adat megadására kiköpné az ideálist.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 26, 19:45
Írta: 000000000 Dátum 2011 november 26, 19:45
Gondolom abból eredhet, hogy kis szögű lejtő esetén, a felületre merőleges kopás nagy tengelyirányú eltérést eredményez.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 26, 19:49
Írta: svejk Dátum 2011 november 26, 19:49
Feltétlen számolgass előtte, nehogy átess a ló túloldalára!
Mert pl. egy 2500 mm hosszú 25 mm átmérőjű orsó tehetetlenségi nyomatéka kb. 7,5 kgcm2 körül van.
Míg ha az anya forog akkor egy 60 mm külső, 25 mm belső átmérőjű 100 mm hosszú anya+agy kombinációé kb. 9,5 kgcm2.
Tehát ahol lehet csökkenteni az átmérőt, és könnyűfémet használni, mert könnyen nagyobb lesz a kár mint a haszon!
Mert pl. egy 2500 mm hosszú 25 mm átmérőjű orsó tehetetlenségi nyomatéka kb. 7,5 kgcm2 körül van.
Míg ha az anya forog akkor egy 60 mm külső, 25 mm belső átmérőjű 100 mm hosszú anya+agy kombinációé kb. 9,5 kgcm2.
Tehát ahol lehet csökkenteni az átmérőt, és könnyűfémet használni, mert könnyen nagyobb lesz a kár mint a haszon!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 26, 19:50
Írta: Szalai György Dátum 2011 november 26, 19:50
Ááá… Nem szakirodalom, ez csak mértan. Volt egy gyanúm, megrajzoltam és lemértem a rajzon. Mert rajzolni szeretek, számolni meg csak pénzt.
Megmondom az őszintét, sohasem voltak rokonszenvesek a nagy emelkedésű vékony orsók, tized milliméter alatti pontosságot követelő alkalmazásban.
Törtem a fejem, hogy mitől ellenszenvesek és ezt a kopás ideológiát találtam magamnak. Fánál nem számit a tized alatti pontosság. És hogy ne legyen még ennyire sem egyszerű a helyzet, a kis emelkedésű orsó gyorsabban kopik, mint a nagy emelkedésű.
Akkor meg a pontos Hobbyista válasz © Poolip #9799 kérdésére: Amelyik olcsóbb. [#vigyor2]
Megmondom az őszintét, sohasem voltak rokonszenvesek a nagy emelkedésű vékony orsók, tized milliméter alatti pontosságot követelő alkalmazásban.
Törtem a fejem, hogy mitől ellenszenvesek és ezt a kopás ideológiát találtam magamnak. Fánál nem számit a tized alatti pontosság. És hogy ne legyen még ennyire sem egyszerű a helyzet, a kis emelkedésű orsó gyorsabban kopik, mint a nagy emelkedésű.
Akkor meg a pontos Hobbyista válasz © Poolip #9799 kérdésére: Amelyik olcsóbb. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 26, 19:54
Írta: svejk Dátum 2011 november 26, 19:54
Persze, értem én csak az szerettem volna tudni, hogy ezt jegyzik-e a nagyok kiválasztásnál.
Maga a kopás is sok összetevős, pl. a kisebb átmérőjű orsó kerülete kis kisebb, tehát kevesebbet megy egy golyó, persze nagyobb terhelés jut rá mert kevesebb golyó fér be. Erre is szokták a nagy emelkedésű orsóknál a többsoros golyósort alkalmazni.
Félek hogy ilyeneken agyalni szintén túlzás, úgy is azt használunk amit találunk, vagy vehető a boltban.
Mindenesetre nekem eszembe nem jutott volna, a probléma azért kérdeztem hogy saját kútfő-e a forrás.
Maga a kopás is sok összetevős, pl. a kisebb átmérőjű orsó kerülete kis kisebb, tehát kevesebbet megy egy golyó, persze nagyobb terhelés jut rá mert kevesebb golyó fér be. Erre is szokták a nagy emelkedésű orsóknál a többsoros golyósort alkalmazni.
Félek hogy ilyeneken agyalni szintén túlzás, úgy is azt használunk amit találunk, vagy vehető a boltban.
Mindenesetre nekem eszembe nem jutott volna, a probléma azért kérdeztem hogy saját kútfő-e a forrás.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 26, 19:58
Írta: svejk Dátum 2011 november 26, 19:58
Akkor gratulálok, mert mint írtam az előzőben nekem eszembe nem jutott volna ez a probléma! [#worship]
Az ellenszenv megvan bennem is irántuk, de csak a gyakorlatból, mert használtban is kisebb lejtésűek mindig sokkal pontosabbak.
Az ellenszenv megvan bennem is irántuk, de csak a gyakorlatból, mert használtban is kisebb lejtésűek mindig sokkal pontosabbak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 26, 20:00
Írta: svejk Dátum 2011 november 26, 20:00
Mondjuk rosszul írtad mert a nagyobb lejtésűnél jelenkezeik x golyókopás esetén nagyobb tengelyirányú hiba.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 26, 22:08
Írta: 3ihs2v23 Dátum 2011 november 26, 22:08
A "szervo homokozóba" régebben folyt egy vita, hogy egy gyorsabb cnc vagy egy lassabb, de jobban gyorsuló-e a jobb. Többször is említve volt, hogy a jobban gyorsuló gép pontosabb. Ezt nem teljesen értem, valaki el tudná mondani a jobban gyorsuló miért pontosabb és kb. mennyivel?
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 26, 22:21
Írta: 3ihs2v23 Dátum 2011 november 26, 22:21
A HIWIN katalógusban néztem a golyós orsókat. A 25x10 es orsó 2,5m hosszban kihajlásig tud 700-800 N előtolási erőt, a kritikus fordulatszámot meg 7-8m/min sebességnél éri el. Ez épp megfelel nekem, faipari marásra.
Ezek az értékek azonban a legpontosabb, legmerevebb csapágyazásnál érvényes. Ugye ez a csapágyazás igényli a legnagyobb megmunkálási pontosságot, egytengelyűséget stb. Mekkora az esélye, hogy ezt így össze tudom hozni?
Egyébként a HIWIN alkatrészeknél van olcsóbb, elérhető alternatíva?
Ezek az értékek azonban a legpontosabb, legmerevebb csapágyazásnál érvényes. Ugye ez a csapágyazás igényli a legnagyobb megmunkálási pontosságot, egytengelyűséget stb. Mekkora az esélye, hogy ezt így össze tudom hozni?
Egyébként a HIWIN alkatrészeknél van olcsóbb, elérhető alternatíva?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 26, 22:52
Írta: svejk Dátum 2011 november 26, 22:52
Vannak itt sokan, akik szabatosan ugyan, de a lényeget el tudnák mondani.
De nem teszik, mert nem merik, nem akarnak vitába bocsátkozni egy esetleges nem pontos, netalán nem teljesen helytálló meghatározás miatt.
Valamelyik nap már írtam melyik topicban érdeklődj az ilyenek felől.
Ki kell fogni, és kapsz mindenre választ.
De nem teszik, mert nem merik, nem akarnak vitába bocsátkozni egy esetleges nem pontos, netalán nem teljesen helytálló meghatározás miatt.
Valamelyik nap már írtam melyik topicban érdeklődj az ilyenek felől.
Ki kell fogni, és kapsz mindenre választ.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 26, 22:56
Írta: svejk Dátum 2011 november 26, 22:56
Látom nagyon aktív vagy.
Ha tényleg komoly az elhatározásod, hogy gépet építesz, akkor kérj egy saját topicot, ott könnyebben tudunk mi is követni.
Per pillanat azt sem tudom milyen gépet szeretnél, pedig kérdéseidre csak akkor lehet válaszolni érdemben.
Ha tényleg komoly az elhatározásod, hogy gépet építesz, akkor kérj egy saját topicot, ott könnyebben tudunk mi is követni.
Per pillanat azt sem tudom milyen gépet szeretnél, pedig kérdéseidre csak akkor lehet válaszolni érdemben.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 26, 23:17
Írta: 3ihs2v23 Dátum 2011 november 26, 23:17
Igazad van, kérek saját topikot.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 27, 07:50
Írta: Szalai György Dátum 2011 november 27, 07:50
Hát akkor megpróbálom nem szabatosan, mert merem. Érdekes, hogy erről éppen a tehetetlenség tehet.
Minden tömeggel bíró dolognak tömegtehetetlensége van, ez faktum.
Tehetetlen a motor forgórésze, az általa hajtott áttételmű, a golyósorsó, és az egyenes pályán mozgatott tömeg. Az egész hajtáslánc. Ezek lustasága ellen harcol a motor forgatónyomatéka.
A számítógép kiadja a parancsot: Menni kell!
A parancsra a motorvezérlő áramot csorgat a motoron keresztül. Az áram hatására lassacskán felépülnek a motorban az egymásra ható mágneses terek és a forgórész megmozdul. Kezdi tolni a tengelyére aggasztott lusta hóbelevancot. Szép lassan minden gyorsul, egyre gyorsabb lesz, míg a forgatóerő és az ennek ellenálló erők ki nem egyenlítődnek. Akkor befejeződik a gyorsulás és beáll az állandó sebesség. Lehet dolgozni.
De aj jaj. A számítógép e-közben már újabb parancsot adott ki, régen ellentétes irányban kéne haladni. Ellenáram, a motor lassul, megáll, ellentétes irányba gyorsul, majd egyszer csak eléri a kellő sebesség.
A maró az MDF lapban sajnos nem tudta szép sarkosra készíteni ezt a szekrényajtót. A „lassú gyorsulás” miatt túllendült a sarkon és derékszög helyett egy szép hurkot irt le. És ezt minden irányváltáskor, minden sebesség változáskor megteszi. Elhagyja a számítógép által megrajzolt pályát. Intenzívebb gyorsulással szebb lett volna a pályakövetés, de a gépépítő nem jól választotta meg a hajtáslánc elemeit. Na, nem baj, majd a következő gépnél jobb lesz, mert már tudja, hogy miért jobb egy dinamikusabb gép, mint egy lomhább. Kb. annyival lesz jobb, amennyivel több a gyorsulása.
Most már jó lenne, ha valaki nekem is elmagyarázná. Szabatosan. [#vigyor0]
Minden tömeggel bíró dolognak tömegtehetetlensége van, ez faktum.
Tehetetlen a motor forgórésze, az általa hajtott áttételmű, a golyósorsó, és az egyenes pályán mozgatott tömeg. Az egész hajtáslánc. Ezek lustasága ellen harcol a motor forgatónyomatéka.
A számítógép kiadja a parancsot: Menni kell!
A parancsra a motorvezérlő áramot csorgat a motoron keresztül. Az áram hatására lassacskán felépülnek a motorban az egymásra ható mágneses terek és a forgórész megmozdul. Kezdi tolni a tengelyére aggasztott lusta hóbelevancot. Szép lassan minden gyorsul, egyre gyorsabb lesz, míg a forgatóerő és az ennek ellenálló erők ki nem egyenlítődnek. Akkor befejeződik a gyorsulás és beáll az állandó sebesség. Lehet dolgozni.
De aj jaj. A számítógép e-közben már újabb parancsot adott ki, régen ellentétes irányban kéne haladni. Ellenáram, a motor lassul, megáll, ellentétes irányba gyorsul, majd egyszer csak eléri a kellő sebesség.
A maró az MDF lapban sajnos nem tudta szép sarkosra készíteni ezt a szekrényajtót. A „lassú gyorsulás” miatt túllendült a sarkon és derékszög helyett egy szép hurkot irt le. És ezt minden irányváltáskor, minden sebesség változáskor megteszi. Elhagyja a számítógép által megrajzolt pályát. Intenzívebb gyorsulással szebb lett volna a pályakövetés, de a gépépítő nem jól választotta meg a hajtáslánc elemeit. Na, nem baj, majd a következő gépnél jobb lesz, mert már tudja, hogy miért jobb egy dinamikusabb gép, mint egy lomhább. Kb. annyival lesz jobb, amennyivel több a gyorsulása.
Most már jó lenne, ha valaki nekem is elmagyarázná. Szabatosan. [#vigyor0]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 27, 08:39
Írta: Szalai György Dátum 2011 november 27, 08:39
Ja, majd elfelejtettem: A forgató nyomatékkal szemben, a lusta-tehetetlen tömegek oldalán harcol még egy sor elkötelezett csapattag. Csapágyak porvédőinek súrlódása, zsírok konzisztenciája, szíjak merevsége, az orsók és lin. kocsik szennyletolóinak ellenállása, meg még ki tudja mi minden.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 08:50
Írta: 000000000 Dátum 2011 november 27, 08:50
A jobban gyorsuló gyorsabb. [#nyes]
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 november 27, 09:00
Írta: Rabb Ferenc Dátum 2011 november 27, 09:00
Bocs, de Te tényleg így gondolod/tapasztazltad? A vezérlő símán kiadja az ellenkező irányú mozgási parancsot addig, amíg a léptető vagy szervo még ellenkező irányban mozog? Egyszerre két ellentétes irányú áram nem igazán folyhat egy tekercsen! Összenyitnának a FET-ek?
Addig nincs új parancs (áramirány) amíg a vezérlő ki nem adta a megfelelő számú léptetőimpulzust, vagy az encoder vissza nem jelezte, hogy a mozgás végére ért a hajtás.
Kis gyorsulás esetén már 10-20 mm-el a végpont előtt elkezd lassulni a mozgás, aztán nyugdíjas tempóban megáll és elindul a következő irányba. Nagy gyorsulásnál pedig mintha betonfalnak menne, és arról pattanna a követkető irányba.
A kicsi/nagy menetemelkedésről csak annyit, hogy az SMD beültető gépek általában 20-25 mm átmérőjű és ugyanilyen emelkedésű több bekezdéses orsókkal mennek. Kb 400W-os szervo kapkodja a 80Kg-os hidat villámgyorsan, és szór be 10-15 ezer alkatrész óránként. És piszok pontosan. Az hiba < 0,05mm.
Addig nincs új parancs (áramirány) amíg a vezérlő ki nem adta a megfelelő számú léptetőimpulzust, vagy az encoder vissza nem jelezte, hogy a mozgás végére ért a hajtás.
Kis gyorsulás esetén már 10-20 mm-el a végpont előtt elkezd lassulni a mozgás, aztán nyugdíjas tempóban megáll és elindul a következő irányba. Nagy gyorsulásnál pedig mintha betonfalnak menne, és arról pattanna a követkető irányba.
A kicsi/nagy menetemelkedésről csak annyit, hogy az SMD beültető gépek általában 20-25 mm átmérőjű és ugyanilyen emelkedésű több bekezdéses orsókkal mennek. Kb 400W-os szervo kapkodja a 80Kg-os hidat villámgyorsan, és szór be 10-15 ezer alkatrész óránként. És piszok pontosan. Az hiba < 0,05mm.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 27, 09:21
Írta: svejk Dátum 2011 november 27, 09:21
És most ha lenne kedvem megint jöhetne úgy huszadszorra a végeláthatatlan vita, hogy akinek nagy tömegű, lassan gyorsuló gépe van az is tud nagyon pontosan dolgozni, csak lassabban, mint ahogy Vakegér írta, ugyanis sokáig tart a "kanyar" előtt lelassítani, majd felgyorsítani, de ez a pontosságot nem befolyásolja.
Mindössze jól kell beállítani a vezérlőszoftverben a gyorsulást.
De kérlek ezt az írásom is vegyétek semmisnek.
Mindössze jól kell beállítani a vezérlőszoftverben a gyorsulást.
De kérlek ezt az írásom is vegyétek semmisnek.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 27, 09:25
Írta: svejk Dátum 2011 november 27, 09:25
Az SMD beültető szerintem nem igazi jó példa, mert a pozicionálás felemelt Z-nél folyik, mire leér a Z (tudom nagyon kevés idő) addigra már biztos pozícióban van az X-Y.
Így talán kis túllövés is megengedhető az X-Y beállításánál. Persze ezt csak sejtem, nem volt alkalmam ilyen gépet górcső alá venni.
Így talán kis túllövés is megengedhető az X-Y beállításánál. Persze ezt csak sejtem, nem volt alkalmam ilyen gépet górcső alá venni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 27, 09:32
Írta: svejk Dátum 2011 november 27, 09:32
Természetesen az írásod elejével egyetértek, Szalai György rosszul írta le(mert érteni biztos érti) a mozgási mechanizmust.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 27, 09:39
Írta: svejk Dátum 2011 november 27, 09:39
"vagy az encoder vissza nem jelezte, hogy a mozgás végére ért a hajtás. "
Viszont ez pedig a Te írásodban nem igaz.
Ez így van a gyári, profi mozgásvezérlőknél, de sajnos a mi hobby step/dir rendszerünknek ez a nagy rákfenéje, hogy a mozgásvezérlő szoftver nem tudja hol is tart a mechanika, vagyis csak kimondott vezérlést valósít meg.
Ezért van az hogy rossz gyorsulás beállításnál a léptető lépést téveszt a szervo pedig túllő, vagy pl, egy oda-vissza mozgás esetén kisebb amplitúdóval követi az elméleti pályát.
Viszont ez pedig a Te írásodban nem igaz.
Ez így van a gyári, profi mozgásvezérlőknél, de sajnos a mi hobby step/dir rendszerünknek ez a nagy rákfenéje, hogy a mozgásvezérlő szoftver nem tudja hol is tart a mechanika, vagyis csak kimondott vezérlést valósít meg.
Ezért van az hogy rossz gyorsulás beállításnál a léptető lépést téveszt a szervo pedig túllő, vagy pl, egy oda-vissza mozgás esetén kisebb amplitúdóval követi az elméleti pályát.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 november 27, 09:45
Írta: Rabb Ferenc Dátum 2011 november 27, 09:45
Akkor mégiscsak egyszerre két irányba megy a motor? A mozgásvezérlő szoftver lehet, hogy nem tudja, hol van a mechanika, de a motorvezérlőnek csak illik sejteni. Különben hogyan tudná az esetleges túllövést kompenzálni?
Végülis minden el lehet szabni...
Végülis minden el lehet szabni...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 09:48
Írta: 000000000 Dátum 2011 november 27, 09:48
"A vezérlő símán kiadja az ellenkező irányú mozgási parancsot addig, amíg a léptető vagy szervo még ellenkező irányban mozog?"
Bizony ki, hiszen hobby berkekben buta step-dir jellegű vezérlő programokat használ szinte mindenki, és nem az van, amit írtál, az az ipari minőségű vezérlőkre igaz, hogy a program is visszacsatolt, azaz tudja a CNC gép valós pozícióját, és így adja ki a következő elmozdulási parancsot.
Amit tehát Szalai György ír, az pontosan úgy van, persze némi túlzást alkalmazott az érthetőség kedvéért, de nagyon helyesen írta le a tehetetlen, mindig lemaradásban vagy éppen túllendülésben lévő mechanika és a valós elméleti pozíció közti differenciát.
Éppen ezért van igen nagy jelentősége a gyorsulási képességnek, hiszen ezzel tudjuk minél kisebb hibával követni a step-dir által definiált elméleti pályagörbét.
Bizony ki, hiszen hobby berkekben buta step-dir jellegű vezérlő programokat használ szinte mindenki, és nem az van, amit írtál, az az ipari minőségű vezérlőkre igaz, hogy a program is visszacsatolt, azaz tudja a CNC gép valós pozícióját, és így adja ki a következő elmozdulási parancsot.
Amit tehát Szalai György ír, az pontosan úgy van, persze némi túlzást alkalmazott az érthetőség kedvéért, de nagyon helyesen írta le a tehetetlen, mindig lemaradásban vagy éppen túllendülésben lévő mechanika és a valós elméleti pozíció közti differenciát.
Éppen ezért van igen nagy jelentősége a gyorsulási képességnek, hiszen ezzel tudjuk minél kisebb hibával követni a step-dir által definiált elméleti pályagörbét.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 10:02
Írta: 000000000 Dátum 2011 november 27, 10:02
Ez a kétirányú motor forgás vagy áram kérdésed is teljesen értelmetlen felvetés.
Hiszen nyilván az a szerencsétlen motor a lánc végén csak EGY eredő rendelkezőjel "áldozata", amit a szabályzás vagy vezérlés rákényszerít éppen abban a pillanatban. De mivel a motor önmaga egy kéttárolós lengő rendszer, ha csak a levegőben forogna a tengelye már akkor is.
El lehet képzelni, hogy a tengelyére redukált zavaró és terhelő nyomatékok, inercia hatására mennyire megváltozik az üzemmódja, időállandója, stb, micsoda állnadó küzdelemben van, és szinte mindig a hibák kompenzálására törekszik több vagy kevesebb sikerrel, azzal a beavatkozási dinamikai képességgel, ami van neki a mechanikára.
Hiszen nyilván az a szerencsétlen motor a lánc végén csak EGY eredő rendelkezőjel "áldozata", amit a szabályzás vagy vezérlés rákényszerít éppen abban a pillanatban. De mivel a motor önmaga egy kéttárolós lengő rendszer, ha csak a levegőben forogna a tengelye már akkor is.
El lehet képzelni, hogy a tengelyére redukált zavaró és terhelő nyomatékok, inercia hatására mennyire megváltozik az üzemmódja, időállandója, stb, micsoda állnadó küzdelemben van, és szinte mindig a hibák kompenzálására törekszik több vagy kevesebb sikerrel, azzal a beavatkozási dinamikai képességgel, ami van neki a mechanikára.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2011 november 27, 10:08
Írta: Rabb Ferenc Dátum 2011 november 27, 10:08
Rendben! Megvan a 2/3-os többségetek, és ez már a parlamentben is elegendő [#wave]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 27, 10:11
Írta: Szalai György Dátum 2011 november 27, 10:11
„végeláthatatlan vita” Az ám, de nem velem!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 27, 10:12
Írta: Szalai György Dátum 2011 november 27, 10:12
„Egyszerre két ellentétes irányú áram nem igazán folyhat egy tekercsen!”
Nem kell két ellentétes irányú áramnak egyszerre folynia.
Képzeld, hogy egy vízcső egyik vége egységnyi nyomáson van, a másik meg kétszer akkorán. Merre folyik a víz? Mindkét felé?
Majdnem így van egy tekercs két vége is különböző elektromos potenciálokon és folyik rajta a potenciálok által kijelölt egyetlen áramirány.
„A vezérlő símán kiadja az ellenkező irányú mozgási parancsot addig, amíg a léptető vagy szervo még ellenkező irányban mozog?”
A motorszabályzó az simán kiadja az előzővel ellentétes irányú áramot, (miazneki) erről szól a két meg négy térnegyedes szabályozás, hogy ellenárammal fékez. Közben esetleg korlátozza a kialakuló áram nagyságát.
„Addig nincs új parancs (áramirány) amíg a vezérlő ki nem adta a megfelelő számú léptetőimpulzust, vagy az encoder vissza nem jelezte, hogy a mozgás végére ért a hajtás.”
Túl szép lenne, Hobbyista körökben. Sajnos a számítógépnek fogalma nincsen róla, hogy hol tart a hajtás az előző utasítás végrehajtásában. Hiszen nem kap visszajelzést róla. A számítógép felől „nyílt hurkú” a hatáslánc. Bár ne volna az.
Nem kell két ellentétes irányú áramnak egyszerre folynia.
Képzeld, hogy egy vízcső egyik vége egységnyi nyomáson van, a másik meg kétszer akkorán. Merre folyik a víz? Mindkét felé?
Majdnem így van egy tekercs két vége is különböző elektromos potenciálokon és folyik rajta a potenciálok által kijelölt egyetlen áramirány.
„A vezérlő símán kiadja az ellenkező irányú mozgási parancsot addig, amíg a léptető vagy szervo még ellenkező irányban mozog?”
A motorszabályzó az simán kiadja az előzővel ellentétes irányú áramot, (miazneki) erről szól a két meg négy térnegyedes szabályozás, hogy ellenárammal fékez. Közben esetleg korlátozza a kialakuló áram nagyságát.
„Addig nincs új parancs (áramirány) amíg a vezérlő ki nem adta a megfelelő számú léptetőimpulzust, vagy az encoder vissza nem jelezte, hogy a mozgás végére ért a hajtás.”
Túl szép lenne, Hobbyista körökben. Sajnos a számítógépnek fogalma nincsen róla, hogy hol tart a hajtás az előző utasítás végrehajtásában. Hiszen nem kap visszajelzést róla. A számítógép felől „nyílt hurkú” a hatáslánc. Bár ne volna az.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 27, 12:33
Írta: svejk Dátum 2011 november 27, 12:33
Az utolsó mondatod után legalább egyszer az életben odaírnál egy "vagy"-gyal vagy legalább egy "esetleg"-gel kezdődő mondatot, miszerint akkor is le tudjuk követni az elméleti pályát pontosan ha kicsi a dinamikája a gépnek, de akkor alacsonyan értéken kell tartanunk a vezérlőszoftver gyorsítását/lassítását, így elkerülve a lépésvesztést vagy túllövést szervo esetén. :(
(sőt a szerszám és munkadarab óvása végett azt is tudja a szoftver hogy lassuló mozgásnál lejjeb veszi a marómotor fordulatszámát.)
No de ugorjunk...Mondta Pósalaki uram...
(sőt a szerszám és munkadarab óvása végett azt is tudja a szoftver hogy lassuló mozgásnál lejjeb veszi a marómotor fordulatszámát.)
No de ugorjunk...Mondta Pósalaki uram...
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2011 november 27, 13:10
Írta: Sz.József Dátum 2011 november 27, 13:10
""Sajnos a számítógépnek fogalma nincsen róla, hogy hol tart a hajtás az előző utasítás végrehajtásában. Hiszen nem kap visszajelzést róla. A számítógép felől „nyílt hurkú” a hatáslánc. Bár ne volna az.""
Ha mondjuk egy x irányú elmozduláshoz kell 5000 impulzus, ez után jön egy Y irányú elmozdulás utasítás,
akkor a számítógép csak megvárja amíg "elfogy" az 5000 impulzus és csak azután indítja Y-ba ... nem? Csak kérdezem, mert mindig tanul az ember...
Persze az más kérdés, hogy nincsen visszacsatolás és lépésvesztés is előfordulhat, de az 5000 impulzust meg kell várnia a ... vagy rosszul gondolom?
Ha mondjuk egy x irányú elmozduláshoz kell 5000 impulzus, ez után jön egy Y irányú elmozdulás utasítás,
akkor a számítógép csak megvárja amíg "elfogy" az 5000 impulzus és csak azután indítja Y-ba ... nem? Csak kérdezem, mert mindig tanul az ember...
Persze az más kérdés, hogy nincsen visszacsatolás és lépésvesztés is előfordulhat, de az 5000 impulzust meg kell várnia a ... vagy rosszul gondolom?
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 27, 13:29
Írta: 3ihs2v23 Dátum 2011 november 27, 13:29
A Következő miatt nem teljesen világos ez a pontosság téma: ha elméletileg kiszámolom a gépem tehetetlenségét és ez véletlenül pontosra sikerül, akkor a gépem gyorsulását ki tudom számolni. Ezt beírom a mach3 ba, ezek után pedig a szoftver tudni foglya előre, hogy mennyivel hamarabb kell fékezi, hogy meg tudjon állni a kívánt pontig. Hogy hol tart a masina arról pedig az enkóder ad visszajelzést. Vagy ez nem így van? (ha nagyobb gyorsulást írok be a mach3 ba, mint amit a gépem tud, akkor belátom amit írtatok, de ha nem írok be többet, akkor miért nem lesz pontos?)
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 27, 13:31
Írta: 3ihs2v23 Dátum 2011 november 27, 13:31
(fogja)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 13:52
Írta: 000000000 Dátum 2011 november 27, 13:52
Keresztkérdés: szerinted egy 50 W-os szervomotornak mekkora a mechanikai időállandója?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 13:54
Írta: 000000000 Dátum 2011 november 27, 13:54
És mekkora, ha egy rosszul illesztett áttétellel kötöd össze, ami messze nem optimális?
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 27, 14:32
Írta: 3ihs2v23 Dátum 2011 november 27, 14:32
Nem tudom mi az a mechanikai időállandó. Pár gondolatot írnál erről az időállandóról és a gyorsulás/lassulás viszonyáról?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 14:50
Írta: 000000000 Dátum 2011 november 27, 14:50
Abba gondolj bele, talán ezt a legkönnyebb meérteni, hogy adva van egy léptető motor egész lépéses hajtással. A t=0 pillnatban megérkezik a step jel. Ekkor még áll a motor, 1.8 fokos elmozdulást fog majd végrehajtani. Igen ám de van tehetetlensége a rotornak, így még terheletlenül is csak bizonyos idő múlva éri el az 1.8 fokos elmozdulást. Amikor a 63 %-át, azaz 1.13 fokot elmozdult, ehhez tartozik X idő. Nos ez az 1 elemi lépésre vonatkozó időállandója. Ha végtelen nagy lenne a gyorsulása, akkor ez nulla idő, de ilyen nincs a gyakorlatban az előbbiek okán. A dolgot még bonyolítja, hogy az áramváltozásnak is van egy villmaos időállandója, de ezt most hanyagoljuk el az egyszerűség, érthetőség kedvéért.
A lényeg tehát, hogy a kkörmozgási képletek alapján, amiket Te is ismersz kiszámolhatsz egy szöggyorsulást, ennek felső határa komolyabb profi léptetőkre ez 50-100 ezer radián/s2 is lehet. Ezt egyébként a motorgyártók közlik a motor sok más adata mellett. Analóg másik példa, hogy érthető legyen: pl. kondenzátor töltődése soros ellenálláson át. Csak ott a feszültség változása az analóg a motor szög elfordulásával.
A lényeg tehát, hogy a kkörmozgási képletek alapján, amiket Te is ismersz kiszámolhatsz egy szöggyorsulást, ennek felső határa komolyabb profi léptetőkre ez 50-100 ezer radián/s2 is lehet. Ezt egyébként a motorgyártók közlik a motor sok más adata mellett. Analóg másik példa, hogy érthető legyen: pl. kondenzátor töltődése soros ellenálláson át. Csak ott a feszültség változása az analóg a motor szög elfordulásával.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2011 november 27, 15:10
Írta: Szedlay Pál Dátum 2011 november 27, 15:10
Tibor! Légyszíves linkeld be azt az adatlapot ahol van 100000 radián/s2 gyorsulásra képes léptető motor. Nekem szükségem lenne egy ilyenre. Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 27, 15:15
Írta: 3ihs2v23 Dátum 2011 november 27, 15:15
A "szervo homokozó" topickba annak idején a tehetetlenségi nyomaték számításánál is figyelembe volt véve a rotor tehetetlensége, az orsóé a lináris tömegeké redukálva szintén. Ha volt áttétel, akkor ennek megfelelően redukálva volt. A súrlódás el volt hanyagolva. Szóval, ha mindent figyelembe veszek, akkor tételezzük fel hogy nagyon pontosan megközelítjük a valóságot. Utána akkor elméletileg a szöggyorsulást/axiális irányú gyorsulást is pontosan meg tudom határozni. Ha ezt a gyorsulást beírom a mach3-ba korlátnak, abban az esetben igaz Svejk #9835 hozzászólása? Idézem:
"akinek nagy tömegű, lassan gyorsuló gépe van az is tud nagyon pontosan dolgozni, csak lassabban, mint ahogy Vakegér írta, ugyanis sokáig tart a "kanyar" előtt lelassítani, majd felgyorsítani, de ez a pontosságot nem befolyásolja.
Mindössze jól kell beállítani a vezérlőszoftverben a gyorsulást."
Ha ez igaz, akkor értem, ha nem igaz, akkor még nem értem. :-)
Gyorsan tegyem hozzá, hogy 0,01mm nél kisebb hibákat nullának tekintek.
"akinek nagy tömegű, lassan gyorsuló gépe van az is tud nagyon pontosan dolgozni, csak lassabban, mint ahogy Vakegér írta, ugyanis sokáig tart a "kanyar" előtt lelassítani, majd felgyorsítani, de ez a pontosságot nem befolyásolja.
Mindössze jól kell beállítani a vezérlőszoftverben a gyorsulást."
Ha ez igaz, akkor értem, ha nem igaz, akkor még nem értem. :-)
Gyorsan tegyem hozzá, hogy 0,01mm nél kisebb hibákat nullának tekintek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 15:20
Írta: 000000000 Dátum 2011 november 27, 15:20
Kérlek szépen!
Pl. egyik kedvenc motorgyártóm, a Portescap-nak sok ilyen léptető motorja van.
Ezek gyorsulásban leverik gyakran az AC szervókat is, mert különleges a forgórészük.
Tehát pl. keress rá a Turbo Disc P632-es széiaszámú termékükre, ennek a most kezembe tartott nyomtatott motor katalógusuk alapján 82000 rad/s2 a szöggyorsulási maximuma névlges motoráramnál. Ha érdekel ilyesmi profi motor, mutatok Neked hasonlókat, van pár ilyen cuccom.
Pl. egyik kedvenc motorgyártóm, a Portescap-nak sok ilyen léptető motorja van.
Ezek gyorsulásban leverik gyakran az AC szervókat is, mert különleges a forgórészük.
Tehát pl. keress rá a Turbo Disc P632-es széiaszámú termékükre, ennek a most kezembe tartott nyomtatott motor katalógusuk alapján 82000 rad/s2 a szöggyorsulási maximuma névlges motoráramnál. Ha érdekel ilyesmi profi motor, mutatok Neked hasonlókat, van pár ilyen cuccom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 15:27
Írta: 000000000 Dátum 2011 november 27, 15:27
"Gyorsan tegyem hozzá, hogy 0,01mm nél kisebb hibákat nullának tekintek."
Kezdesz vicces lenni. Ez adott esetben még hobby gép esetén is 3-10 step is lehet felbontásban, azaz számolgatsz itt össze-vissza elméletben, de közben nem érdekel, és elhanyagolsz akár 10 kiadott step impulzust?
ez nekem ellentmondásnak tűnik, és így kár számolni, hasdra, műszaki érzékedre ütsz, és kész a géped, ne méretezz semmit.
Kezdesz vicces lenni. Ez adott esetben még hobby gép esetén is 3-10 step is lehet felbontásban, azaz számolgatsz itt össze-vissza elméletben, de közben nem érdekel, és elhanyagolsz akár 10 kiadott step impulzust?
ez nekem ellentmondásnak tűnik, és így kár számolni, hasdra, műszaki érzékedre ütsz, és kész a géped, ne méretezz semmit.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 15:34
Írta: 000000000 Dátum 2011 november 27, 15:34
Most látom, ahogy itt lapozgatom részletesebben a katalógusukat, az előbbitől van sokkal jobbjuk is!
P532 széria: 171000 !!!! a gyorsulása.
UHHHH!
P532 széria: 171000 !!!! a gyorsulása.
UHHHH!
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 27, 15:37
Írta: 3ihs2v23 Dátum 2011 november 27, 15:37
Tulajdonképpen egy faipari cnc gépet szeretnék építeni ahol 0,05-0,1 mm pontosság nekem elegendő, tehát 0,01 mm es hibát nullának tekintek ebben az esetben.
Meg tudom azt is, hogy a számolással csak közelíteni tudom a valóságot, kis hiba mindig lesz. Hogy milyen hibahatárnál húzom meg a határt az meg az adott gép felhasználásától függ. Persze maga az elmélet érdekel, legfeljebb számolásnál majd elhanyagolom.
Meg tudom azt is, hogy a számolással csak közelíteni tudom a valóságot, kis hiba mindig lesz. Hogy milyen hibahatárnál húzom meg a határt az meg az adott gép felhasználásától függ. Persze maga az elmélet érdekel, legfeljebb számolásnál majd elhanyagolom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 15:45
Írta: 000000000 Dátum 2011 november 27, 15:45
Akkor pl. nézd meg az "Az épül a gépem ::: szokes" topikot, olyasmi gép pont jó lesz Neked.
Cím: Re:Mechanikai ötletek
Írta: wcsxp0uxa Dátum 2011 november 27, 15:57
Írta: wcsxp0uxa Dátum 2011 november 27, 15:57
Egy mezei ,átlagos léptetőnek milyen értékek között szokott lenni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 16:02
Írta: 000000000 Dátum 2011 november 27, 16:02
A 10-15 ezer körüliek gyakoriak, saját méréseim alapján ezeket már szinte minden mai, korszerű létecs tudja. De ne felejtsük el, ez csak a motor maga, ha nem méretezed optimum pontba a hajtás mechanikád áttételét, mozgásvezérlődet, esélyed sem lesz ezt megközelíteni végeredményképpen.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 27, 16:03
Írta: 3ihs2v23 Dátum 2011 november 27, 16:03
Tényleg valami hasonlót szeretnék, "Az épül a gépem ::: szokes" topicig még nem jutottam, mert abc sorrendben olvastam eddig őket és (szerencsére) hosszú a sor. Látom fogasléceset is épített, nagyon király, ilyet még nem is láttam.
Cím: Re:Mechanikai ötletek
Írta: wcsxp0uxa Dátum 2011 november 27, 16:11
Írta: wcsxp0uxa Dátum 2011 november 27, 16:11
Én régi ,eddig költői kérdésemre kaptam ,lehetséges válsz . "Amikor egy programba kikapcsolom a gyorsulást ,és így mozgatva nem történik felfutás , lefutás ,illetve lépésvesztés". Tehát ebben az esetben ,bár szoftveresen végtelen gyorsulásunk van , mechanikailag a motor tulajdonságai alapján történik a gyorsulás . jól gondolom ?
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2011 november 27, 16:12
Írta: Szedlay Pál Dátum 2011 november 27, 16:12
Tibor!
Köszönöm gyors, korrekt válaszod.
Ezek valóban fantasztikus stepper motorok.
Köszönöm gyors, korrekt válaszod.
Ezek valóban fantasztikus stepper motorok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 16:14
Írta: 000000000 Dátum 2011 november 27, 16:14
Na látod, érdemes itt nézelődni...
Csak majd az áttételénél vigyázz, dúl durva, amit ott látsz, majd súgok Neked, mi az, ami az optimális gyorsuláshoz szükséges, ha a fogasléces megoldást választod. Úgyis amint látom nagyon érdekel ez a gyorsulás-dinamika témakör. Jól is teszed, hiszen ezen sok múlik, és ha egyszer "vasba öntöd" konstrukciósan a nem jó megoldást, cseszheted az összes többi dolgot, a gép sorsa megpecsételődött, hiába lesz szép a vezérlő programod felülete.:)
Csak majd az áttételénél vigyázz, dúl durva, amit ott látsz, majd súgok Neked, mi az, ami az optimális gyorsuláshoz szükséges, ha a fogasléces megoldást választod. Úgyis amint látom nagyon érdekel ez a gyorsulás-dinamika témakör. Jól is teszed, hiszen ezen sok múlik, és ha egyszer "vasba öntöd" konstrukciósan a nem jó megoldást, cseszheted az összes többi dolgot, a gép sorsa megpecsételődött, hiába lesz szép a vezérlő programod felülete.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 16:22
Írta: 000000000 Dátum 2011 november 27, 16:22
Örülök, hogy segíthettem.
Látod, látod, lehet hogy sarokba kell hajítani az AC szervódat és léptető többet tud adott cél feladatnál!
Még két megjegyzés:
- Ezek nagyon drága motorok, de ez Neked nem számít, mint már tudjuk.
- Ha nem méretezed be az optimum pontját a hajtásodnak egy ilyen motor kapcsán, totál hazavágtad, kidobtad fölöslgesen a pénzedet, mert alig lesz jobb az eredő gyorsulásod, mint egy 10-szer olcsóbb léptetővel. Hiszen ez a csodálatos dinamikai képesség csak akkor jön ki, ha a hajtásláncod is nagyon profi mind a vezérlőt, mind a mechanikai illesztést tekintve.
De majd ebben is segítek Neked, ha érdekel a kis optimum pont méretező progimmal.
Látod, látod, lehet hogy sarokba kell hajítani az AC szervódat és léptető többet tud adott cél feladatnál!
Még két megjegyzés:
- Ezek nagyon drága motorok, de ez Neked nem számít, mint már tudjuk.
- Ha nem méretezed be az optimum pontját a hajtásodnak egy ilyen motor kapcsán, totál hazavágtad, kidobtad fölöslgesen a pénzedet, mert alig lesz jobb az eredő gyorsulásod, mint egy 10-szer olcsóbb léptetővel. Hiszen ez a csodálatos dinamikai képesség csak akkor jön ki, ha a hajtásláncod is nagyon profi mind a vezérlőt, mind a mechanikai illesztést tekintve.
De majd ebben is segítek Neked, ha érdekel a kis optimum pont méretező progimmal.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 27, 16:28
Írta: 3ihs2v23 Dátum 2011 november 27, 16:28
Köszönöm előre is! Ma kaptam saját topicot az épülő gépemhez és sorba fogok számolni mindent. Majd kérni fogom sokszor a véleményedet! :-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 16:34
Írta: 000000000 Dátum 2011 november 27, 16:34
Jól gondolod, a motor és tengelyére redukált J, terhelés jelleggörbe beszorít egy felső dinamikai korlát alá, csak az lehet a maximum, hiába nyomod bele a dinamikusabb elméleti step jeleket, egy pont után lépésvesztéssel jelzi a határt a léptetőmotor. Ezek a jelenségek, határok remekül kimutathatók az úgy nevezett egységugrás dinamikus teszt programokkal, ezeket érdemes mindig megnézni, szervónál pedig még a lengésmentes beállításhoz is nagyon hasznos.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 27, 16:52
Írta: 3ihs2v23 Dátum 2011 november 27, 16:52
Még egy alap elméleti kérdés amire nem tudom a választ és érdekelne. Egy szervo motornak (AC, DC) a gyorsulási vagy a lassulási értéke a jobb?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 27, 17:04
Írta: 000000000 Dátum 2011 november 27, 17:04
Általában lassulni mindig jobban lehet, mert a súrlódás is ilyenkor besegít. Nagyobb teljesítményű motoroknál (P>500W) azonban gond lehet a lassulással, és mégse képes úgy lassulni, mint gyorsulni, mivel a felhalmozott mozgási energia egy részét csak pl. fékellenálással lehet eldisszipálni, ha a tápegység nem tudja visszatáplálni a hálózatba vagy ezt a gondot másképpen lekezelni.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 november 27, 17:23
Írta: 3ihs2v23 Dátum 2011 november 27, 17:23
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: Ftomi Dátum 2011 november 29, 19:52
Írta: Ftomi Dátum 2011 november 29, 19:52
Sziasztok!
Bár már nem az első hozzászólásom, de mielőtt nagyon elkezdenék kérdezgetni egy két szó ki vagyok és mit akarok itt.Bár gondolom ez nem újdonság, én is egy gépet szeretnék építeni. A végzettségem elektroműszerész jelenleg is szakmámba dolgozom.Így kicsit lehet nagy falat lesz de lassan csak haladni fog. A legnagyobb gondom,hogy valószínű minden fém alkatrészt csináltatnom kell, egy
állványos asztali fúrón kívül semmi olyan gépem nincs ami ebben segítségemre lenne.
Az első kérdésem a gépemmel kapcsolatban:
Lineáris sínekkel és kocsikkal kapcsolatban kérdezném.Amennyiben még nincs komplett kész terv érdemes lenne úgy terveznem a sínek elhelyezését legalábbis egyelőre az "Y" tengelyre gondolok, hogy a váz szerkezet fölső síkjára, nem az oldalára tervezzem.
Arra gondolok, hogy ilyenkor valamelyest egyformán vannak terhelve a golyók mint ha az oldalára fogatnám a sínt.
Bár már nem az első hozzászólásom, de mielőtt nagyon elkezdenék kérdezgetni egy két szó ki vagyok és mit akarok itt.Bár gondolom ez nem újdonság, én is egy gépet szeretnék építeni. A végzettségem elektroműszerész jelenleg is szakmámba dolgozom.Így kicsit lehet nagy falat lesz de lassan csak haladni fog. A legnagyobb gondom,hogy valószínű minden fém alkatrészt csináltatnom kell, egy
állványos asztali fúrón kívül semmi olyan gépem nincs ami ebben segítségemre lenne.
Az első kérdésem a gépemmel kapcsolatban:
Lineáris sínekkel és kocsikkal kapcsolatban kérdezném.Amennyiben még nincs komplett kész terv érdemes lenne úgy terveznem a sínek elhelyezését legalábbis egyelőre az "Y" tengelyre gondolok, hogy a váz szerkezet fölső síkjára, nem az oldalára tervezzem.
Arra gondolok, hogy ilyenkor valamelyest egyformán vannak terhelve a golyók mint ha az oldalára fogatnám a sínt.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 november 29, 20:15
Írta: Szalai György Dátum 2011 november 29, 20:15
Szerintem: A sínt lehetőleg abból az irányból kell terhelni, ahonnan a legjobban viseli a terhelést.
(Függetlenül attól, hogy a rá jutó terhelés esetleg töredéke a megengedettnek.)
Így lehet elkerülni a hozzáértők lekicsinylő mosolyát.
Határozd meg, hogy milyen irányból fogja érni a terhelés a sínt. Az annak megfelelő irányba tervezd, oda, ahol a legjobban szolgálhat és a legjobban védett.
(Függetlenül attól, hogy a rá jutó terhelés esetleg töredéke a megengedettnek.)
Így lehet elkerülni a hozzáértők lekicsinylő mosolyát.
Határozd meg, hogy milyen irányból fogja érni a terhelés a sínt. Az annak megfelelő irányba tervezd, oda, ahol a legjobban szolgálhat és a legjobban védett.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 november 29, 20:29
Írta: wkbgzy80t Dátum 2011 november 29, 20:29
Így is úgy is van egy olyan golyósor, amelyik kevésbé van terhelve, de ez nem gond. Illetve létezik olyan kocsi is, amelynek az egyik golyósor-párosa a sín tetején fut, a másik pedig 45 fokban az aljára támaszkodik, mint a legtöbbnél. Mindezekkel együtt szerintem ne egy bizonyos típust hajts, hanem a jó vételt. Nagyon ki kell hegyezni a dolgokat ahhoz, hogy csak egy bizonyos kocsi típus feleljen meg - ennyire specializált alkatrészekre szerintem nem lesz szükséged, nem kell ennyire megválogatni.
A sínek elrendezésénél arra törekedj, hogy minél egyszerűbb legyen a szerkezet, kevés alkatrésszel lehessen megfogni őket, és pontosan és egyszerűen lehessen megmunkálni a darabokat.
Egy kis halandzsa: tehát ha az oldalára szereled a kocsikat, akkor egy sima, egyenes, formára vágott sík/vagy síkba munkált lapot rájuk lehet csavarozni, ami lehet akár egy mozgó konzol is mozgó hidas gépnél. Ez egyszerű jó, de ebben az esetben viszont rögtön fölmerül a kérdés, hogy hogyan készül az a derékszög az alap oldalára, amire a sínek vannak fogva - alu profil esetleg, de abban vannak pontatlanságok... de vajon kell-e akkora pontosság, hogy ez gond legyen, szal. azt is el kell dönteni, hogy kb. mit szeretnél készíteni a gépeddel...
Ez csak egy példa, de a dolog nagyon összetett, és sokat kell vele sakkozni, mire az ember némi rálátást szerez. Be kell szállni a körhintába, átrágni a dolgot ezerszer, mire végül az ember szépen rájön, hogy valójában nem is lehet átrágni, a géptervezés tele van visszacsatolással, az egész koncepciót párhuzamosan, sok iterációval kell fejleszteni. De megéri, és itt sok segítséget kapsz hozzá. A fórumozó védve van a rosszvas hibáktól, ha aktív.
Hopsz, most látom, hogy kicsit megszaladt, sry...
A sínek elrendezésénél arra törekedj, hogy minél egyszerűbb legyen a szerkezet, kevés alkatrésszel lehessen megfogni őket, és pontosan és egyszerűen lehessen megmunkálni a darabokat.
Egy kis halandzsa: tehát ha az oldalára szereled a kocsikat, akkor egy sima, egyenes, formára vágott sík/vagy síkba munkált lapot rájuk lehet csavarozni, ami lehet akár egy mozgó konzol is mozgó hidas gépnél. Ez egyszerű jó, de ebben az esetben viszont rögtön fölmerül a kérdés, hogy hogyan készül az a derékszög az alap oldalára, amire a sínek vannak fogva - alu profil esetleg, de abban vannak pontatlanságok... de vajon kell-e akkora pontosság, hogy ez gond legyen, szal. azt is el kell dönteni, hogy kb. mit szeretnél készíteni a gépeddel...
Ez csak egy példa, de a dolog nagyon összetett, és sokat kell vele sakkozni, mire az ember némi rálátást szerez. Be kell szállni a körhintába, átrágni a dolgot ezerszer, mire végül az ember szépen rájön, hogy valójában nem is lehet átrágni, a géptervezés tele van visszacsatolással, az egész koncepciót párhuzamosan, sok iterációval kell fejleszteni. De megéri, és itt sok segítséget kapsz hozzá. A fórumozó védve van a rosszvas hibáktól, ha aktív.
Hopsz, most látom, hogy kicsit megszaladt, sry...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 29, 20:36
Írta: svejk Dátum 2011 november 29, 20:36
Milyen síned van?
Az itt használatosak nagy többsége 4 soros, általában 45 fokos vagy a közeli hatásvonallal.
Ebben az esetben majdnem mindegy a helyzetük.
Vannak még pl. a THK SSR sorozatú sínek, ezek értelemszerűen főleg függőleges terhelésre készültek.
Az adatlapokon mindig fent vannak ezek a terhelhetőségi adatok.
Az itt használatosak nagy többsége 4 soros, általában 45 fokos vagy a közeli hatásvonallal.
Ebben az esetben majdnem mindegy a helyzetük.
Vannak még pl. a THK SSR sorozatú sínek, ezek értelemszerűen főleg függőleges terhelésre készültek.
Az adatlapokon mindig fent vannak ezek a terhelhetőségi adatok.
Cím: Re:Mechanikai ötletek
Írta: Ftomi Dátum 2011 november 29, 21:56
Írta: Ftomi Dátum 2011 november 29, 21:56
Sziasztok!
Köszönöm a gyors hozzászólásokat.
Jelenleg 20-as NSK sínek vannak egy pár 90-es kocsival és egy pár 60-asal. A sin 760mm hosszú ez gondoltam elvágni mert nem akarok ekkora gépet
Két lehetőség van, amennyiben tudnék még szerezni két 60-as NSK kocsit úgy ez képezné már négy kocsival az Y tengelyt. Viszont ha nem akkor a tervek szerint a 90-es kocsik lennének a X tengelyen kb. 400mm hosszban a maradékból pedig lenne a Z tegely a két 60 as kocsival.
Az Y-hoz pedig itt a fórumon vennék valamilyen 20mm-es sin-kocsi párost.
A gép "vázára" két elméleten gondolkodom.Az egyik Aluprofil 45*45, 45*90-es(mivel jelenleg ilyet tudnék beszerezni)
Vagy másik ötlet: ma sikerült egy ismerősömmel beszélni aki segítene marós munkákba. Kicsit tartottam tőle,hogy nem akarja elváltani de mivel nem így volt elmondtam neki a másik ötletemet ez pedig a következő:
Egy 20mm vaslemez kb. 500*450mm-es méretben. Ez képezné egyben a munkalapot is. Erre csavar rögzítéssel rácsavarozva két 100*25-30mm-es vaslemez az 500mm-es hosszon . Amely síkba marás után az Y tengely sínjeinek tartását biztosítaná (a 30mm-s síkon volna a sin) . Azért terveztem megemelni az Y tengelyt mert így növelem a majdani munka magasságot(mélységet)és csökkenthetem az X híd lábat.
Köszönöm a gyors hozzászólásokat.
Jelenleg 20-as NSK sínek vannak egy pár 90-es kocsival és egy pár 60-asal. A sin 760mm hosszú ez gondoltam elvágni mert nem akarok ekkora gépet
Két lehetőség van, amennyiben tudnék még szerezni két 60-as NSK kocsit úgy ez képezné már négy kocsival az Y tengelyt. Viszont ha nem akkor a tervek szerint a 90-es kocsik lennének a X tengelyen kb. 400mm hosszban a maradékból pedig lenne a Z tegely a két 60 as kocsival.
Az Y-hoz pedig itt a fórumon vennék valamilyen 20mm-es sin-kocsi párost.
A gép "vázára" két elméleten gondolkodom.Az egyik Aluprofil 45*45, 45*90-es(mivel jelenleg ilyet tudnék beszerezni)
Vagy másik ötlet: ma sikerült egy ismerősömmel beszélni aki segítene marós munkákba. Kicsit tartottam tőle,hogy nem akarja elváltani de mivel nem így volt elmondtam neki a másik ötletemet ez pedig a következő:
Egy 20mm vaslemez kb. 500*450mm-es méretben. Ez képezné egyben a munkalapot is. Erre csavar rögzítéssel rácsavarozva két 100*25-30mm-es vaslemez az 500mm-es hosszon . Amely síkba marás után az Y tengely sínjeinek tartását biztosítaná (a 30mm-s síkon volna a sin) . Azért terveztem megemelni az Y tengelyt mert így növelem a majdani munka magasságot(mélységet)és csökkenthetem az X híd lábat.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 29, 22:13
Írta: svejk Dátum 2011 november 29, 22:13
Próbálj még kocsit szerezni, inkább 4 rövidebb kellő távolságra mint 2 hosszú.
Nézd meg az "Épül a gépem--Farkas Ádám topicját, meg úgy általában az egész fórumot böngészd, tudom irdatlan nagy munka.
Nézd meg az "Épül a gépem--Farkas Ádám topicját, meg úgy általában az egész fórumot böngészd, tudom irdatlan nagy munka.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 30, 06:04
Írta: 000000000 Dátum 2011 november 30, 06:04
Gondolt már valaki arra, hogy nagyfelbontású enkóder helyett egy kellően nagy kerékre (mondjuk nagyobb szíjtárcsa) mintás papírt ragasztva optikai egérrel lehetne pozíciót érzékelni? Megnéztem, elég egyszerűen lehet hozzá kapcsolódni, de akár a kép is kiolvasható. Az egérnél nyilván nem követelmény a tévedhetetlenség, így a megbízhatósága kérdéses lehet, de megfelelő mintával szerintem jó eredmény érhető el.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 30, 10:32
Írta: 000000000 Dátum 2011 november 30, 10:32
megoldás lehet még az emlitett mellé a nyomtatók nagyfelbontásu encoderszalagja, vagy encodertárcsájához való szenzornak a régi encoderes egérhez való illesztése.
Ezt próbéltam....mükszi...egészen 4000 felbontással soros porton.
Ezt próbéltam....mükszi...egészen 4000 felbontással soros porton.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 november 30, 12:35
Írta: 000000000 Dátum 2011 november 30, 12:35
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 30, 14:19
Írta: svejk Dátum 2011 november 30, 14:19
Még ha működne is pontosan sebességproblémáid lennének.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 november 30, 14:20
Írta: svejk Dátum 2011 november 30, 14:20
Detto. lásd: #9881
Cím: Re:Mechanikai ötletek
Írta: 6x509vxe Dátum 2011 november 30, 22:37
Írta: 6x509vxe Dátum 2011 november 30, 22:37
Van valakinek gyakorlata alu eloxálásában?
A feladat az lenne,hogy 0.1mm-es alufóliát kellene eloxálnom úgy,hogy az oxidréteg egyenletes és kemény legyen,az alu minél jobban vékonyodjon el.
Az eddigi próbák során az egész elvékonyodott,néhol ki is lyukadt...
Az egyik hangszórógyártó addig eloxálja,amig át nem látszik...
A feladat az lenne,hogy 0.1mm-es alufóliát kellene eloxálnom úgy,hogy az oxidréteg egyenletes és kemény legyen,az alu minél jobban vékonyodjon el.
Az eddigi próbák során az egész elvékonyodott,néhol ki is lyukadt...
Az egyik hangszórógyártó addig eloxálja,amig át nem látszik...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 01, 05:32
Írta: 000000000 Dátum 2011 december 01, 05:32
Gondolkoztam, és lehet azért ezzel gond. Egyrészt nem triviális megszámolni, hogy egy kör hány lépésből áll, másrészt nem biztos, hogy ez egyszerűen beállítható egész lépésszámra, harmadrészt lehet, hogy lesz pár lépés difi az egyes körbeolvasások között. Inkább sebességmérésre lehetne használni, ha más nincs.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 01, 10:15
Írta: 000000000 Dátum 2011 december 01, 10:15
Az egeres encodert igaz nem motoron használtam,
felvetésetek jogos lehet....mivel az egérben levő kontroller sebessége és a soros komunikáció tényleg határt szab.
felvetésetek jogos lehet....mivel az egérben levő kontroller sebessége és a soros komunikáció tényleg határt szab.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2011 december 01, 13:10
Írta: 3ihs2v23 Dátum 2011 december 01, 13:10
Sziasztok! Egy hidas rendszerű cnc gépet építek és a híd alumínium négyszögprofilból épített rácsos szerkezet lesz. Ezen kívül még pár helyen alumínium lemezt is fogok felhasználni. Meg tudnátok mondani, hogy milyen alumínium ötvözetet érdemes használni és hol szerezhető be jó áron?
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2011 december 01, 20:36
Írta: RogerCo Dátum 2011 december 01, 20:36
Szevasztok,
Tudom, nem CNC, de még lehet köze ahhoz is :)
Csinált-e már valaki, van-e ötlet hogyan lehetne házilagosan olcsón jól kivitelezni egy vízleválasztót sűrített levegőhöz? Sajnos így hogy bejötek ezek a hűvös ködös idők a kompresszorom óhatatlanul is a levegőből is és a hideg műhelyből adódó páralecsapódás következtében nem kevés mennyiségű vizet tol a rendszerbe. És a légkulcs, lyuk köszörű és más egyéb légszerszámok még ha olajozva is vannak nem kifejezetten örülnek a nedves levegőnek...
Köszi:
Roger
Tudom, nem CNC, de még lehet köze ahhoz is :)
Csinált-e már valaki, van-e ötlet hogyan lehetne házilagosan olcsón jól kivitelezni egy vízleválasztót sűrített levegőhöz? Sajnos így hogy bejötek ezek a hűvös ködös idők a kompresszorom óhatatlanul is a levegőből is és a hideg műhelyből adódó páralecsapódás következtében nem kevés mennyiségű vizet tol a rendszerbe. És a légkulcs, lyuk köszörű és más egyéb légszerszámok még ha olajozva is vannak nem kifejezetten örülnek a nedves levegőnek...
Köszi:
Roger
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2011 december 01, 20:43
Írta: mxjj54gxi Dátum 2011 december 01, 20:43
Pár ezer forint egy ilyen, mért nem veszel?
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2011 december 01, 20:45
Írta: RogerCo Dátum 2011 december 01, 20:45
A kihívás ? :)
Meg mert kéne vagy 5-6 db.. az meg már az óccsóból is szép summa.
A rendszerem kb 25-30m 15-ös réz csőből áll, és 5-6 db csatlakozási lehetőségem van.
ROger
Meg mert kéne vagy 5-6 db.. az meg már az óccsóból is szép summa.
A rendszerem kb 25-30m 15-ös réz csőből áll, és 5-6 db csatlakozási lehetőségem van.
ROger
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2011 december 01, 20:49
Írta: robroy007 Dátum 2011 december 01, 20:49
csak az elejébe kell egyetlen egy darabot betenni onnan már minden védve van a kompresszor kivételével!!!
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2011 december 01, 20:49
Írta: mxjj54gxi Dátum 2011 december 01, 20:49
Többe lesz a leves, mint a hús.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2011 december 01, 20:52
Írta: robroy007 Dátum 2011 december 01, 20:52
az olajzás is megoldható lenne bár a hosszú csövön esetleg leülepszik és nemér el a céljához
de nekünk 60m-en vastag acél csöveken is megjelent az olaj amikor a kompresszor leválasztója okoskodott, szóval még az se kizárt, h így is működne
de nekünk 60m-en vastag acél csöveken is megjelent az olaj amikor a kompresszor leválasztója okoskodott, szóval még az se kizárt, h így is működne
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2011 december 01, 20:58
Írta: RogerCo Dátum 2011 december 01, 20:58
Olajozni a rendszert nem akarom. Azt csak a szerszámok kapják a végükbe csavart kis olajozóból. Néha szoktam kestéket is tüsszenteni. ott elég rosszul néz ki a maradék olaj a csőből/tömlőből.
A kérdésem azért tettem fel, mert nem egy műhelyben láttam már a levegő csatlakozók alá telepített hengeres tágyrat az alján egy golyós csappal. Csak azt nem tudom hogy ebben a kb 150 mm hosszú 100mm átm csőben van is valami, vagy csak a gravitációtól marad lent a víz?
És itt most nem a gyáriakra gondolok a csili vili üvegpohárral. Hanem egy nagyobb átmérőjű vascső. Én lagalábbis ilyeneket látok Gumisnál/ alutó szerelőknél.
Roger
A kérdésem azért tettem fel, mert nem egy műhelyben láttam már a levegő csatlakozók alá telepített hengeres tágyrat az alján egy golyós csappal. Csak azt nem tudom hogy ebben a kb 150 mm hosszú 100mm átm csőben van is valami, vagy csak a gravitációtól marad lent a víz?
És itt most nem a gyáriakra gondolok a csili vili üvegpohárral. Hanem egy nagyobb átmérőjű vascső. Én lagalábbis ilyeneket látok Gumisnál/ alutó szerelőknél.
Roger
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 december 01, 21:02
Írta: vjanos Dátum 2011 december 01, 21:02
Mintha valami "fém szivacs" lenne bennük középen, amin átmegy a levegő. Ezen gondolom lecsapódik a nedvesség, ami aztán gravitációsan összegyűlik a kübli alján.
Ha érdekel, és nem felejtem el, holnap lefotózhatom az enyémet...
Ha érdekel, és nem felejtem el, holnap lefotózhatom az enyémet...
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2011 december 01, 21:03
Írta: Miki2 Dátum 2011 december 01, 21:03
Nálam a fényező fülkénél jelentkeztek ilyen gondok.
Egy kb. 120-150 mm átmérőjű, kb 1m hosszú csövet mindkét végén befenekeltem.
Az egyik végébe került egy leeresztő szelep.
A másik végébe egy betáp cső, ami 2/3 részi bele nyúlt, valamint egy elvezető cső, ami csak a fedél belsö szintjéig ért.
A benyúló cső szintén fenekelve, és a palástján három egymáshoz közeli sorban 4-5 db 6-os furaton áramlott be a levegő. Ez közvetlenül érintkezett a köpeny belső falával, ahol a kondenzvíz ki is csapódott.
A szrkezetet állítva kell elhelyezni. Minél hosszabb a köpenycső, annál hatékonyabb.
A betáp csőre a foratok fölé érdemes még egy gallért készíteni, ami a beáramló levegőt lefelé irányítja.
Egy kb. 120-150 mm átmérőjű, kb 1m hosszú csövet mindkét végén befenekeltem.
Az egyik végébe került egy leeresztő szelep.
A másik végébe egy betáp cső, ami 2/3 részi bele nyúlt, valamint egy elvezető cső, ami csak a fedél belsö szintjéig ért.
A benyúló cső szintén fenekelve, és a palástján három egymáshoz közeli sorban 4-5 db 6-os furaton áramlott be a levegő. Ez közvetlenül érintkezett a köpeny belső falával, ahol a kondenzvíz ki is csapódott.
A szrkezetet állítva kell elhelyezni. Minél hosszabb a köpenycső, annál hatékonyabb.
A betáp csőre a foratok fölé érdemes még egy gallért készíteni, ami a beáramló levegőt lefelé irányítja.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2011 december 01, 21:03
Írta: RogerCo Dátum 2011 december 01, 21:03
Megköszönném:)
ROger
ROger
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2011 december 01, 21:06
Írta: RogerCo Dátum 2011 december 01, 21:06
Köszi:)
Valami ilyesmire gondoltam én is hogy "valami turpisságnak" kell lennie ezekben a nem átlátszó vascsövekben:)
Roger
Valami ilyesmire gondoltam én is hogy "valami turpisságnak" kell lennie ezekben a nem átlátszó vascsövekben:)
Roger
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2011 december 01, 21:12
Írta: Miki2 Dátum 2011 december 01, 21:12
Nekem is a hűtve-szárító volt az első gondolatom.
Aztán megtudtam, mibe kerül.
Azt váltottam ki ezzel a darab csővel.
Évekik jól működött, pedig nála havi szinten több száz négyzetméter lett felületkezelve.
Aztán megtudtam, mibe kerül.
Azt váltottam ki ezzel a darab csővel.
Évekik jól működött, pedig nála havi szinten több száz négyzetméter lett felületkezelve.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 december 02, 22:01
Írta: wkbgzy80t Dátum 2011 december 02, 22:01
Sokat töprengtem, hogy hogyan lehetne megbízható módon, kottyanásmentesen áthajtani két tengely között (pl. golyósorsó-motor).
Először persze a dörzshajtás merült fel. Vannak önmaguktól befeszülő, príma megoldások. Sajnos azonban edzett köszörült felületeket illene használni, ami kívül esik a jelen lehetőségeimen.
Aztán ennek mintájára, a kötélhajtás jutott eszembe. Na ez már sokkal ígéretesebb. Ma csináltam is egy gyors tesztet:
Esztergáltam egy mezei alu rudat, kb 30as átmérőt. Ezt befogtam a tokmányba. Fogtam 3mm-es, dyneema, speckó fonású kötelet (hajókötél) (paraméterei: kopásálló poliészter bevonat, 500kg teherbírás, szál rug modulus 300+Gpa, szakadási nyúlás 3% - van belőle nagyobb átmérő is). Egyik végét áthurkoltam az ágyvezetéken. Másik végén kb. tíz menetnyit feltekertem az alu rúdra, szabad végét kézzel tartottam. Főorsó hátsó végére tettem egy kb. 30 centis hajtókart. jobb kezemmel elkezdtem húzni a kötél végét, hogy a menetek ráfeszüljenek kicsit a rúdra, bal kézzel elkezdtem tekerni a hajtókart. Kötél megfeszült, kb. negyed hajtókar-fordulat után olyan feszes lett az egész, hogy a hajtókart alig tudtam tovább elfordítani. A szabad véget kb 15-20 kilóval húzhattam (jól belevágott a kezembe, de azért tartható volt). Ebben az állapotban addig terheltem tovább, -pár foknyi szögelfordulással- míg hallottam, hogy a kötél kezd szakadni. A feszes szál olyan feszes volt, hogy egészen magas hangon csenget, vékony rúddal lehetett "kocogtatva" csengetni. A hajtókar nyomatékát legalább 25-35 Nm re saccolom, éreztem, hogy nem tudom tovább hajtani, egészen merev érzés volt.
Szóval Az alu rúdon nem csúszott meg a kötél, és ha csak mondjuk 10 centi az áthajtott tengelyek távolsága, akkor egészen merev kapcsolatot lehet létrehozni. Fix tengelytávval is működhet, mivel a kötelet nem lehet végteleníteni, és a felcsévélendő mennyiséget (esetemben ez kb 2,5m, 1000es úthosszú, 10es emelkedésű orsó és ~ 60mm ráhajtó dob átmérő esetében) eltároló elem előfeszítheti a dobokra fellépő/dobokról lelépő szálakat.
Előnyei, hogy kottymentes, teljesen halk, közel veszteségmentes, merev, nagyon olcsó kivitelezni.
Hátrányai: kötél nem végteleníthető-->kell egy puffer a kötélnek, eközben feszíteni kell a fel/lelépő szálakat (ikerorsós gépél ez könnyen megoldhatónak tűnik, a kötelek végei erős rugóval összeköthetők).
Nagy terhelés a dobok tengelyein (4-5000N).
Élettartam kérdéses, de más hasonló alkalmazásokban nagyon sokáig bírják ezek a kötelek.
Nincs bejáratva a dolog, nem látható problémák várhatók...
Vélemény?
Először persze a dörzshajtás merült fel. Vannak önmaguktól befeszülő, príma megoldások. Sajnos azonban edzett köszörült felületeket illene használni, ami kívül esik a jelen lehetőségeimen.
Aztán ennek mintájára, a kötélhajtás jutott eszembe. Na ez már sokkal ígéretesebb. Ma csináltam is egy gyors tesztet:
Esztergáltam egy mezei alu rudat, kb 30as átmérőt. Ezt befogtam a tokmányba. Fogtam 3mm-es, dyneema, speckó fonású kötelet (hajókötél) (paraméterei: kopásálló poliészter bevonat, 500kg teherbírás, szál rug modulus 300+Gpa, szakadási nyúlás 3% - van belőle nagyobb átmérő is). Egyik végét áthurkoltam az ágyvezetéken. Másik végén kb. tíz menetnyit feltekertem az alu rúdra, szabad végét kézzel tartottam. Főorsó hátsó végére tettem egy kb. 30 centis hajtókart. jobb kezemmel elkezdtem húzni a kötél végét, hogy a menetek ráfeszüljenek kicsit a rúdra, bal kézzel elkezdtem tekerni a hajtókart. Kötél megfeszült, kb. negyed hajtókar-fordulat után olyan feszes lett az egész, hogy a hajtókart alig tudtam tovább elfordítani. A szabad véget kb 15-20 kilóval húzhattam (jól belevágott a kezembe, de azért tartható volt). Ebben az állapotban addig terheltem tovább, -pár foknyi szögelfordulással- míg hallottam, hogy a kötél kezd szakadni. A feszes szál olyan feszes volt, hogy egészen magas hangon csenget, vékony rúddal lehetett "kocogtatva" csengetni. A hajtókar nyomatékát legalább 25-35 Nm re saccolom, éreztem, hogy nem tudom tovább hajtani, egészen merev érzés volt.
Szóval Az alu rúdon nem csúszott meg a kötél, és ha csak mondjuk 10 centi az áthajtott tengelyek távolsága, akkor egészen merev kapcsolatot lehet létrehozni. Fix tengelytávval is működhet, mivel a kötelet nem lehet végteleníteni, és a felcsévélendő mennyiséget (esetemben ez kb 2,5m, 1000es úthosszú, 10es emelkedésű orsó és ~ 60mm ráhajtó dob átmérő esetében) eltároló elem előfeszítheti a dobokra fellépő/dobokról lelépő szálakat.
Előnyei, hogy kottymentes, teljesen halk, közel veszteségmentes, merev, nagyon olcsó kivitelezni.
Hátrányai: kötél nem végteleníthető-->kell egy puffer a kötélnek, eközben feszíteni kell a fel/lelépő szálakat (ikerorsós gépél ez könnyen megoldhatónak tűnik, a kötelek végei erős rugóval összeköthetők).
Nagy terhelés a dobok tengelyein (4-5000N).
Élettartam kérdéses, de más hasonló alkalmazásokban nagyon sokáig bírják ezek a kötelek.
Nincs bejáratva a dolog, nem látható problémák várhatók...
Vélemény?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 december 02, 22:34
Írta: svejk Dátum 2011 december 02, 22:34
Elsőre nem értem, hogy lesz ebből kétirányú hajtás, de elég ha Te érted, valósítsd meg, számolj be az eredményről.
Itt úgy is lebeszélünk róla :)
Itt úgy is lebeszélünk róla :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 december 02, 23:05
Írta: PSoft Dátum 2011 december 02, 23:05
Amelyik orsón nincs egy anya,legalább 150-200 darab golyóval a gyomrában,és amelyik lineáron nincs kocsi legalább ugyanennyi golyóval,annak a gépnek a működése is kizárt errefelé.:))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 03, 04:17
Írta: 000000000 Dátum 2011 december 03, 04:17
Pedig mit tököltünk annak idején olajban kifőzött danamid anyákkal! :)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2011 december 03, 09:38
Írta: zozo Dátum 2011 december 03, 09:38
Műanyag bevonatos 1-2mm átm. drótkötél (bowden)
bevált módszer ilyen típusú hajtásra, de esetünkben, (motor főorsó) probléma, hogy a kötél az átmérőjének megfelelő menetemelkedéssel ballag jobbra-balra.
Mivel pufferelned is kell, vagy 100mm hosszú is lehet egy meghajtó tengely. Itt meg már a szögben való elhajlás miatt torzul a linearitás is. Tehát növelni kellene az átmérőket, és növelni a tengelyek közti távolságot. Nem túl szép és elegáns a gyakorlatban.
bevált módszer ilyen típusú hajtásra, de esetünkben, (motor főorsó) probléma, hogy a kötél az átmérőjének megfelelő menetemelkedéssel ballag jobbra-balra.
Mivel pufferelned is kell, vagy 100mm hosszú is lehet egy meghajtó tengely. Itt meg már a szögben való elhajlás miatt torzul a linearitás is. Tehát növelni kellene az átmérőket, és növelni a tengelyek közti távolságot. Nem túl szép és elegáns a gyakorlatban.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2011 december 03, 09:47
Írta: zozo Dátum 2011 december 03, 09:47
Bocs, javítok, a linearitás csak akkor változik, ha a kötél kocsit mozgat, más-más szögű irányból húzva azt.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 december 03, 10:14
Írta: PSoft Dátum 2011 december 03, 10:14
Tudom,mert én is tököltem hasonlóval.:)
Mutattam annakidején pár képen a saját gyártású,csapágyazott,bronz,görgős anyáimat.
Napokig tartó diskurzus lett(volt) belőle,hogy húúú,meg hogyan,meg mééé.
A szobafestőtől a mérnökig mindenki azt bizonygatta,hogy hogyan is nem múködhet jól.:(((
Még szerencse,hogy az anyák nem tudtak ezekről az okfejtésekről,amik itt elhangzottak akkor.
Nem közöltem velük.:))
Csak úgy tudatlanul teszik a dolgukat,(amire ki lettek találva)azóta is.
Sokszor gondoltam már rá,hogy például a CO-lézer építését bemutatom egy saját "épül a gépem" topic-ban.
Aztán rájöttem(többször is már),hogy felesleges,csinálni kell,és nem dumálni róla.
Van olyan érzésem,hogy még mindíg ott tartanák,hogy elvi síkon épülgetne az a lézer,ma így,holnap meg úgy,attól függően hogy....
Te csinálod jól!
Elkészíted a dolgaidat a legjobb tudásod,tapasztalataid felhasználásával.
Aztán,ha olyan kedved van meg is mutatod(köszönjük).[#worship]
Mutattam annakidején pár képen a saját gyártású,csapágyazott,bronz,görgős anyáimat.
Napokig tartó diskurzus lett(volt) belőle,hogy húúú,meg hogyan,meg mééé.
A szobafestőtől a mérnökig mindenki azt bizonygatta,hogy hogyan is nem múködhet jól.:(((
Még szerencse,hogy az anyák nem tudtak ezekről az okfejtésekről,amik itt elhangzottak akkor.
Nem közöltem velük.:))
Csak úgy tudatlanul teszik a dolgukat,(amire ki lettek találva)azóta is.
Sokszor gondoltam már rá,hogy például a CO-lézer építését bemutatom egy saját "épül a gépem" topic-ban.
Aztán rájöttem(többször is már),hogy felesleges,csinálni kell,és nem dumálni róla.
Van olyan érzésem,hogy még mindíg ott tartanák,hogy elvi síkon épülgetne az a lézer,ma így,holnap meg úgy,attól függően hogy....
Te csinálod jól!
Elkészíted a dolgaidat a legjobb tudásod,tapasztalataid felhasználásával.
Aztán,ha olyan kedved van meg is mutatod(köszönjük).[#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 03, 10:32
Írta: 000000000 Dátum 2011 december 03, 10:32
A tett halála az okoskodás!
Építeni kell, tapasztalatot szerezni és ha rossz, szétszedni!
Építeni kell, tapasztalatot szerezni és ha rossz, szétszedni!
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2011 december 03, 10:52
Írta: ra8nsmk6w Dátum 2011 december 03, 10:52
Csak megerősíteni tudom. Végignézve sok Magyar fórumon csak azt lehet olvasni, hogy mit miért nem lehet megcsinálni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 december 03, 11:09
Írta: Szalai György Dátum 2011 december 03, 11:09
Vélemény: Bizony ez az anyag sokkal kedvezőbb, mint az acél madzag. Néha még a görgős lánctól is jobb lehetőségeket kínál. Természetesen a Dyneema®, kötelet is lehet végteleníteni. Végtelenítik is.
Ahol nincs kitéve UV sugárzásnak, ott előnyösebb a nyamvadt poliészter bevonat nélküli roving, mert a mechanikailag mesze a szénszál alatt teljesítő bevonat csak zavar.
Az alumínium jól siklik és terhelés alatt hidegfolyásra is hajlamos. Érdesített (Pl: homokfújt) acélon kellene kipróbálnod, hogy milyen csodákra képes.
De azt én sem értem, hogy hogyan akarod motor és orsó közötti nyomaték átvitelre használni.
Szerintem inkább valami vontatásban lenne a helye.
Ahol nincs kitéve UV sugárzásnak, ott előnyösebb a nyamvadt poliészter bevonat nélküli roving, mert a mechanikailag mesze a szénszál alatt teljesítő bevonat csak zavar.
Az alumínium jól siklik és terhelés alatt hidegfolyásra is hajlamos. Érdesített (Pl: homokfújt) acélon kellene kipróbálnod, hogy milyen csodákra képes.
De azt én sem értem, hogy hogyan akarod motor és orsó közötti nyomaték átvitelre használni.
Szerintem inkább valami vontatásban lenne a helye.
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2011 december 03, 11:16
Írta: v2vhwz32z Dátum 2011 december 03, 11:16
Bódi, te még danamidot is tudsz főzni?
Nem lehetne Hatvanban ez a menü legközelebb?[#finom]
Bár a hagyományos kosztod is nagyon kelendő! Bocs, nem tudtam kihagyni.[#kuss]
Nem lehetne Hatvanban ez a menü legközelebb?[#finom]
Bár a hagyományos kosztod is nagyon kelendő! Bocs, nem tudtam kihagyni.[#kuss]
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 december 03, 12:51
Írta: wkbgzy80t Dátum 2011 december 03, 12:51
Próbáltam kopásálló bevonat nélküli kötéllel is, de az még tíz menet mellett is megcsúszott az alun, max 15-20 Nm körül (ez sacc - először egy kb. 12 mm alu átmérőn fogtam meg a dobot 4 pofás tokmányban, ezt még el tudta csavarni, de a 30 as átmérőn megfogva már a kötél csúszott meg). A tuskóra nem tudtam több menetet föltekerni. A kopásálló poliészter bevonatos ellenben szuperül megszorult, a nagyobb súrlódás miatt. Ráadásul az élettartama is sokkal nagyobb, ezt más alkalmazásban tapasztaltam is.
Zozo-> A csévék nem egymásra mennek, amivel linearitás probléma is kialakulna, és sztem egyébként kontrollálhatatlan gubancolódás forrása is lehetne (ha nem spec dobok meg drótkötelek vannak, mint pl. a daruknál). A menetek egymás mellett sorakoznak, ami lelép a hajtó tengelyről, fellép a hajtottra, és vica versa a két ellentétes oldalon.
A bevonatos bowden egyébként valóban szuper, lehet is kapni prémium minőségű, pom vagy pa bevonatos 120 érből sodrottat, belső kenőanyaggal.. eszméletlen... Hétfőn azzal is kipróbálom.
végtelenítés--> Kb. ugyanannyi menet kell egy bizonyos nyomatékhoz, dobátmérőtől függetlenül. Tehát ha lehetne végteleníteni a kötelet (persze nem szorítóhüvely vagy csomó segítségével), akkor kellően nagy előfeszítés mellett egy teljesen definit áthajtást lehetne elérni, ahol semmi nem megy sehova, a kötél csak a saját hossza mentén mozog minden pillanatban, és az áttétel sem változik (mivel a csévék egymás mellett futnak, és egymást pótolják).
Jó lenne a homokfújt acél, de az inercia miatt először 7075 nyers aluval próbálnám. A sima bevonat nélküli kötél elox alu felületen is kirojtosodik egy idő után.
Zozo-> A csévék nem egymásra mennek, amivel linearitás probléma is kialakulna, és sztem egyébként kontrollálhatatlan gubancolódás forrása is lehetne (ha nem spec dobok meg drótkötelek vannak, mint pl. a daruknál). A menetek egymás mellett sorakoznak, ami lelép a hajtó tengelyről, fellép a hajtottra, és vica versa a két ellentétes oldalon.
A bevonatos bowden egyébként valóban szuper, lehet is kapni prémium minőségű, pom vagy pa bevonatos 120 érből sodrottat, belső kenőanyaggal.. eszméletlen... Hétfőn azzal is kipróbálom.
végtelenítés--> Kb. ugyanannyi menet kell egy bizonyos nyomatékhoz, dobátmérőtől függetlenül. Tehát ha lehetne végteleníteni a kötelet (persze nem szorítóhüvely vagy csomó segítségével), akkor kellően nagy előfeszítés mellett egy teljesen definit áthajtást lehetne elérni, ahol semmi nem megy sehova, a kötél csak a saját hossza mentén mozog minden pillanatban, és az áttétel sem változik (mivel a csévék egymás mellett futnak, és egymást pótolják).
Jó lenne a homokfújt acél, de az inercia miatt először 7075 nyers aluval próbálnám. A sima bevonat nélküli kötél elox alu felületen is kirojtosodik egy idő után.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 december 03, 12:54
Írta: wkbgzy80t Dátum 2011 december 03, 12:54
Végtelenítés-> Tudsz ilyet mutatni, céget, képet stb, nagyon kíváncsivá tettél!
Ez a legtöbb problémát egycsapásra megoldaná...
Ez a legtöbb problémát egycsapásra megoldaná...
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 december 03, 13:00
Írta: wkbgzy80t Dátum 2011 december 03, 13:00
http://www.alibaba.com/product-gs/224997633/endless_wire_rope_sling.html
hmm.. ha ezekkel megy, talán dyneemaval vagy finom bowdenekkel is...
hmm.. ha ezekkel megy, talán dyneemaval vagy finom bowdenekkel is...
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2011 december 03, 16:32
Írta: zozo Dátum 2011 december 03, 16:32
Gondolom a motor-menetes orsó áttételes hajtásra agyalsz a kötéllel. Nem frankó azért sem, mert kötél esetén nagyobb a surlódás,
gyors váltásoknál tán még rezeg is, így
előfeszítés és rezgés miatt kíntatja szegény moci csapágyakat,...
De a hatásfoka ezek miatt biztosan rosszabb a fogazott szíjnál. Ha már bowden hajtás, skicceltem egy egyszerű csigás felezést a vontatásra.

gyors váltásoknál tán még rezeg is, így
előfeszítés és rezgés miatt kíntatja szegény moci csapágyakat,...
De a hatásfoka ezek miatt biztosan rosszabb a fogazott szíjnál. Ha már bowden hajtás, skicceltem egy egyszerű csigás felezést a vontatásra.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 december 03, 17:15
Írta: Szalai György Dátum 2011 december 03, 17:15
A kötélvégek összetoldása és visszafonása a fuxolás.
A két kötélvég elemi szálait egymás közé fonják, és kissé rögzítik. Húzáskor az elemi szálak egymásra feszülnek, nem csúsznak szét.
A két kötélvég elemi szálait egymás közé fonják, és kissé rögzítik. Húzáskor az elemi szálak egymásra feszülnek, nem csúsznak szét.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 december 03, 17:23
Írta: Szalai György Dátum 2011 december 03, 17:23
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 03, 18:52
Írta: 000000000 Dátum 2011 december 03, 18:52
Ha két tengelyt kötnénk össze ezzel a bowdenes megoldással ( fogazott szíj kiváltására ) akkor a tengelyek végére teszünk 1-1 csévélő dobot.
A doboknak peremet kell csinálni, mint az ékszíjtárcsáknak. A peremet kifúrjuk, hogy a bowdent szabadon rögzíteni tudjuk, ne zavarjon bennünket a bowden fel, s le csévélése közben.
A bowden felcsévélését meg lehetne oldani úgy, hogy a mozgó gép asztalt a végpontra kitoljuk (z+). Ekkor az egyik dobra feltekerünk 2-3 menetet amit már rögzítettünk. ( mondjuk ez a bowden a dob felső részénél megy át a másik dobra ). A gép asztalát szépen toljuk át a tengely másik vége felé (z-). Eközben a tengely forog, és a bowdent előfeszítve tekeri fel...
Kész feltekertük, rögzítjük a másik végét is, miután a plusz 2-3 menetet erre is rátekertük. ( gép asztala z- ponton áll )
Most az egyik dobon van 2-3 menet , a másikon legyen 15.
Ez után veszünk még 1 bowdent, rátekerünk 2-3 menetet szintén. De most arra amelyiken a 15 menet már rajta van, a másik mellé hézaggal. A gép asztalát megint toljuk a legelső pontra ( z+ ). De a második bowdent már a dob alatt vezetjük át a dobra. Ezt is feszítve csévéljük fel.
Miután kész, a gép asztala z+ ponton van. Az "A" dobon van 15 menet, 1. bowden, és 2. bowden2-3 menet. A "B" dobon 1. bowden 2-3 menet, és a 2. bowden 15 menettel.
Az egyik bowdent a motor tengelyére rá kell tekerni ( átmérő legyen 30mm ) 2-3 menettel, hogy ne csússzon meg.
Így mozgás közben az egyik bowden menetszáma csökken a másiké nő. ellentétes irányban szintén zenész.
Ezzel a megoldással ha jól gondolom mindkét irányban ( z- ; z+ ) megvan a kottyanás mentes meghajtás. A puffer szerepét a motor tengelye tölti be.
Ezzel a megoldással a motor tengelyének ezzel a megoldással hosszabbnak kell lennie, mert a fel-le csévélés közben a bowden mozog.
Remélem jó az ötletem :)
A doboknak peremet kell csinálni, mint az ékszíjtárcsáknak. A peremet kifúrjuk, hogy a bowdent szabadon rögzíteni tudjuk, ne zavarjon bennünket a bowden fel, s le csévélése közben.
A bowden felcsévélését meg lehetne oldani úgy, hogy a mozgó gép asztalt a végpontra kitoljuk (z+). Ekkor az egyik dobra feltekerünk 2-3 menetet amit már rögzítettünk. ( mondjuk ez a bowden a dob felső részénél megy át a másik dobra ). A gép asztalát szépen toljuk át a tengely másik vége felé (z-). Eközben a tengely forog, és a bowdent előfeszítve tekeri fel...
Kész feltekertük, rögzítjük a másik végét is, miután a plusz 2-3 menetet erre is rátekertük. ( gép asztala z- ponton áll )
Most az egyik dobon van 2-3 menet , a másikon legyen 15.
Ez után veszünk még 1 bowdent, rátekerünk 2-3 menetet szintén. De most arra amelyiken a 15 menet már rajta van, a másik mellé hézaggal. A gép asztalát megint toljuk a legelső pontra ( z+ ). De a második bowdent már a dob alatt vezetjük át a dobra. Ezt is feszítve csévéljük fel.
Miután kész, a gép asztala z+ ponton van. Az "A" dobon van 15 menet, 1. bowden, és 2. bowden2-3 menet. A "B" dobon 1. bowden 2-3 menet, és a 2. bowden 15 menettel.
Az egyik bowdent a motor tengelyére rá kell tekerni ( átmérő legyen 30mm ) 2-3 menettel, hogy ne csússzon meg.
Így mozgás közben az egyik bowden menetszáma csökken a másiké nő. ellentétes irányban szintén zenész.
Ezzel a megoldással ha jól gondolom mindkét irányban ( z- ; z+ ) megvan a kottyanás mentes meghajtás. A puffer szerepét a motor tengelye tölti be.
Ezzel a megoldással a motor tengelyének ezzel a megoldással hosszabbnak kell lennie, mert a fel-le csévélés közben a bowden mozog.
Remélem jó az ötletem :)
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2011 december 03, 19:14
Írta: kmajer Dátum 2011 december 03, 19:14
Körülbelül két éve hasonlóképpen akartam megoldani
DRO-val, meg forgó jeladóval esztergámon a hosszmérést.
Tapasztalatom szerint bármennyire meg volt feszítve
mégis csúszott a szíj a dobon.
Teljesen mindegy véleményem szerint, hogy egyszer,
háromszor éri körbe MEG fog csúszni, és ez a csúszás nem a nem kellő tapadás, vagy feszítés eredménye, hanem fizikailag képtelenség.
Átépítettem fogazott szíjasra, és láss csodát az nem csúszott.
DRO-val, meg forgó jeladóval esztergámon a hosszmérést.
Tapasztalatom szerint bármennyire meg volt feszítve
mégis csúszott a szíj a dobon.
Teljesen mindegy véleményem szerint, hogy egyszer,
háromszor éri körbe MEG fog csúszni, és ez a csúszás nem a nem kellő tapadás, vagy feszítés eredménye, hanem fizikailag képtelenség.
Átépítettem fogazott szíjasra, és láss csodát az nem csúszott.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 03, 19:18
Írta: 000000000 Dátum 2011 december 03, 19:18
Csak zozo ötletére reagáltam. Anno valahogy így oldották meg a rádiók sávkeresését... Ha jól tudom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 03, 20:08
Írta: 000000000 Dátum 2011 december 03, 20:08
Meg a Roland CAMM2 gravírozó is valami hasonlóval rángatja magát.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 december 03, 21:38
Írta: sasi Dátum 2011 december 03, 21:38
Ilyesmire gondoltál?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 03, 22:04
Írta: 000000000 Dátum 2011 december 03, 22:04
nem. holnap kézzel csinálok vmi féle skiccet, és megosztom veletek. Sajnos nem
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 december 03, 22:42
Írta: wkbgzy80t Dátum 2011 december 03, 22:42
A fénymásolók nagy része bowdennel megy.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 03, 23:39
Írta: t334wehtf Dátum 2011 december 03, 23:39
Én ugyan merevítésre használtam első gépemnél, de mozgatásra is használható ez a megoldás, amit már korábban is belinkeltem ebbe a témába:


Persze mozgatáshoz (amit bármelyik görgőnél megtehetünk) többször körbe kell vezetni a huzalt a meghajtó görgőn.
Persze mozgatáshoz (amit bármelyik görgőnél megtehetünk) többször körbe kell vezetni a huzalt a meghajtó görgőn.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 04, 06:34
Írta: besirkyjh Dátum 2011 december 04, 06:34
A bowden még akkor is nyulik ha kétirányu a sodrása .Ha áll a gép akkor a feszités nyujtja ha elindul ( gyorsitás függö ) akkor ehez jön még ez az erö is .A bowden a kerekeken deformálodik ( lapul ), és még az is hogy minél hosszabb annál nagyobb a hötágulása .Huzni kel egy filctollal egy egyenes vonalat a bowdenre és ha elkezded fesziteni akkor jol látszik a kifelé sodrodás , ez igaz a hötáhulásra is .
Ettöl függetlenül használhato linearis mozgatásra ahol a követellmények meg engedik a kb 0,5mm pontosságot .Inkább elvi sikon érdekes .A lényeg minél hosszabb a bowden annál pontatlanabb és bizonytalanabb .
Ettöl függetlenül használhato linearis mozgatásra ahol a követellmények meg engedik a kb 0,5mm pontosságot .Inkább elvi sikon érdekes .A lényeg minél hosszabb a bowden annál pontatlanabb és bizonytalanabb .
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 04, 09:41
Írta: t334wehtf Dátum 2011 december 04, 09:41
Vicces, hogy mindenféle nyúlástól tartasz/tartanak sokan, miközben a vázak kialakítása, merevsége, pontossága is messze a hobbi kategóriában tartja az itt bemutatott gépek döntő többségét.
Mindennek meg van a helye, létjogosultsága. Kell félnünk egy olyan konstrukciótól, ami nyúlik, deformálódik? Nem, ha a megfelelő helyen, módon, és feladatra használjuk őket.
Nem csak a témámban szereplő gépeket terveztem és kiviteleztem már, munkámból adódóan ilyenekkel is foglalkozom. Például ára miatt sok helyre direkt-szíjhajtást használok léptetővel, mert olcsó, egyszerű, és persze ahova használom elég merev és pontos. Ilyenek pl. a csavarozó robotok, ott a csavar egyébként is lyukra vezeti a fejet (bizonyos méret fölött), így még előny is, ha nem elég merev a hajtás. De mondok egy másik példát: Plazmavágó vagy lézervágó. Minimális a fejre visszaható erő, így bőven lehet jogosultsága egy egyszerű, olcsó, rugóval játékmentesített fogasléces hajtásnak, vagy a sodronyos mozgatásnak.
Mindennek meg van a helye, létjogosultsága. Kell félnünk egy olyan konstrukciótól, ami nyúlik, deformálódik? Nem, ha a megfelelő helyen, módon, és feladatra használjuk őket.
Nem csak a témámban szereplő gépeket terveztem és kiviteleztem már, munkámból adódóan ilyenekkel is foglalkozom. Például ára miatt sok helyre direkt-szíjhajtást használok léptetővel, mert olcsó, egyszerű, és persze ahova használom elég merev és pontos. Ilyenek pl. a csavarozó robotok, ott a csavar egyébként is lyukra vezeti a fejet (bizonyos méret fölött), így még előny is, ha nem elég merev a hajtás. De mondok egy másik példát: Plazmavágó vagy lézervágó. Minimális a fejre visszaható erő, így bőven lehet jogosultsága egy egyszerű, olcsó, rugóval játékmentesített fogasléces hajtásnak, vagy a sodronyos mozgatásnak.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 04, 09:55
Írta: t334wehtf Dátum 2011 december 04, 09:55

Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 04, 09:57
Írta: t334wehtf Dátum 2011 december 04, 09:57
Naggyon nagy kár, hogy ezt az ISEL sint már nem kapni... De persze gyártják, mert az ő készreszerelt termékeiben benne van...
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 04, 10:00
Írta: t334wehtf Dátum 2011 december 04, 10:00
Az egész rendszer így néz ki:

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 04, 11:37
Írta: 000000000 Dátum 2011 december 04, 11:37
Frankón meg van csinálva![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2011 december 04, 14:06
Írta: 2vkx6unz Dátum 2011 december 04, 14:06
A szíjfeszítés megoldása a motornál nagyon tetszik alkalmazni fogom ha nem védik szerzői jogok ;)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 december 04, 17:21
Írta: svejk Dátum 2011 december 04, 17:21
Még ez sem találkozó kompatibilis?[#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 04, 17:31
Írta: 000000000 Dátum 2011 december 04, 17:31
Ha csak nem ott rendezzük a talit!? :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 04, 18:06
Írta: 000000000 Dátum 2011 december 04, 18:06
tomktom,
a 9928-ban vázolt rendszer csak manipulátorrendszernek jó, Blacberry-ket mozgatni.
Viszont a csavarozórendszer müködésénél az összeadódott hibák miatt meg lehetett szivni.
a 9928-ban vázolt rendszer csak manipulátorrendszernek jó, Blacberry-ket mozgatni.
Viszont a csavarozórendszer müködésénél az összeadódott hibák miatt meg lehetett szivni.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 december 04, 18:58
Írta: vjanos Dátum 2011 december 04, 18:58
No, hát kicsit megkéstem, de itt van két kép a nedvesség leválasztóról:
kép1, kép2
A kis fémcső fala porózus, olyan, mintha kis gömbökből állna. Ezen préselődik át a levegő bentről kifelé.
kép1, kép2
A kis fémcső fala porózus, olyan, mintha kis gömbökből állna. Ezen préselődik át a levegő bentről kifelé.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 04, 19:26
Írta: besirkyjh Dátum 2011 december 04, 19:26
Szia
Ezeket a sorokat azért ki emelném a reggeli irásombol .
" Ettöl függetlenül használhato linearis mozgatásra ahol a követellmények meg engedik a kb 0,5mm pontosságot .Inkább elvi sikon érdekes .A lényeg minél hosszabb a bowden annál pontatlanabb és bizonytalanabb . "
Ne tegyük ide a fogaslécet nem ugyan az .
Ezeket a sorokat azért ki emelném a reggeli irásombol .
" Ettöl függetlenül használhato linearis mozgatásra ahol a követellmények meg engedik a kb 0,5mm pontosságot .Inkább elvi sikon érdekes .A lényeg minél hosszabb a bowden annál pontatlanabb és bizonytalanabb . "
Ne tegyük ide a fogaslécet nem ugyan az .
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 04, 20:48
Írta: t334wehtf Dátum 2011 december 04, 20:48
Te tudsz valamit ;)
Hát igen, az eddigi legkisebb, és legkényesebb csavarok /csavarozás, amivel valaha dolgunk volt, ennyit még az életben nem szívtunk...
Hát igen, az eddigi legkisebb, és legkényesebb csavarok /csavarozás, amivel valaha dolgunk volt, ennyit még az életben nem szívtunk...
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 04, 21:07
Írta: t334wehtf Dátum 2011 december 04, 21:07
Hobbi szintről beszélek, ott az általános célú, olcsó fogasléc azért majdnem ugyan az. De mint írtam, mindennek meg van a maga helye, és rendeltetése. A huzal nagyszerű alternatíva kis erőnél és mérsékelt pontosságnál. Például habvágó gépek, lézer és plazmavágók. Mivel igen könnyen lehet velük nagy sebességet elérni, ezért egy nagy munkaterű gépnél még ez is mellette szólhat.
Az erő hatására nyúlik minden, a sodrony, a szíj, sőt maga a fogasléc és az orsó is. Az orsóra még csavarodás is rájön. Persze ezek megfelelő MÉRETEZÉSSEL kordában tarthatóak.
Egy 20 Nm-es motor mellé nem fog senki sem rakni egy 10-es orsót, főleg nem 4 méteren, mert fokokat fog csavarodni, századokat fog nyúlni, a kihajlás miatt meg akár tizedeket "összenyomódni".
Az, hogy csak ~0,5-ös pontossággal használható a sodrony vagy a kötél, meg egy blőd baromság. Az egyik hozzászólásban említett példa a szkenner, de mondhatnék nagyon sok mátrix nyomtatót is. Egy nagyon gyenge szkenner is tud 300 DPI-t, ami kevesebb mint 0,1 mm, de általában a fénymásolóknál - ahol a sodrony tipikus - teljesen normális a 600 DPI, ami meg már kevesebb, mint 0,05 mm-es nagyságrend...
Az erő hatására nyúlik minden, a sodrony, a szíj, sőt maga a fogasléc és az orsó is. Az orsóra még csavarodás is rájön. Persze ezek megfelelő MÉRETEZÉSSEL kordában tarthatóak.
Egy 20 Nm-es motor mellé nem fog senki sem rakni egy 10-es orsót, főleg nem 4 méteren, mert fokokat fog csavarodni, századokat fog nyúlni, a kihajlás miatt meg akár tizedeket "összenyomódni".
Az, hogy csak ~0,5-ös pontossággal használható a sodrony vagy a kötél, meg egy blőd baromság. Az egyik hozzászólásban említett példa a szkenner, de mondhatnék nagyon sok mátrix nyomtatót is. Egy nagyon gyenge szkenner is tud 300 DPI-t, ami kevesebb mint 0,1 mm, de általában a fénymásolóknál - ahol a sodrony tipikus - teljesen normális a 600 DPI, ami meg már kevesebb, mint 0,05 mm-es nagyságrend...
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2011 december 04, 21:11
Írta: RogerCo Dátum 2011 december 04, 21:11
Nagyon szépen köszönöm.
Ezt a gyári megoldást "ismerem" Majd próbálok egyet Miki2 leírása alapján készíteni, és majd beszámolok :)
ROger
Ezt a gyári megoldást "ismerem" Majd próbálok egyet Miki2 leírása alapján készíteni, és majd beszámolok :)
ROger
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 04, 21:45
Írta: besirkyjh Dátum 2011 december 04, 21:45
Igazad van nem hangsulyoztam ki hogy nem skenner , nem mátrix nyomtato és nem fénymásolo !
Az eltudod mondani hogy mi az az ok ami miatt még a fogasléc is népszerübb akár hobbi akár ipari szinten pl a routerekben , söt plazmavágokban is .
Szerintem mi értünk hozzá , Ök meg tudják mit csinálnak :)
Az eltudod mondani hogy mi az az ok ami miatt még a fogasléc is népszerübb akár hobbi akár ipari szinten pl a routerekben , söt plazmavágokban is .
Szerintem mi értünk hozzá , Ök meg tudják mit csinálnak :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 december 05, 06:39
Írta: Szalai György Dátum 2011 december 05, 06:39
A Dyneema másképp viselkedik mint az acél bowden. Sokkal másképp.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 05, 08:10
Írta: t334wehtf Dátum 2011 december 05, 08:10
Nagyon egyszerű: ahhoz, hogy a huzal kellő erőt át tudjon vinni, többször át kell tekerni a hajtó dobon. Ez viszont vagy egy oldalirányú vándorlást eredményez (zavaró, de lehet vele számolni), vagy egy folyamatos oldalirányú csúszkálást, ami már problémásabb.
Félreértés ne essék, nem arról akarlak meggyőzni, hogy a huzal a jövő, hanem arról, hogy bizonyos esetekben igenis alternatíva. Pl. ha habvágó gépet akarnék csinálni, szinte biztos, hogy huzalos lenne, hajtódobnak meg egy párna alakú menetes dob lenne (fincsi EMC menetvágás), ezzel kompenzálnám az oldalra vándorlásból eredő hosszeltérést. A gép így 0,1 mm-t simán tudhatna, ami meg bőven elég hungarocell-hez.
Félreértés ne essék, nem arról akarlak meggyőzni, hogy a huzal a jövő, hanem arról, hogy bizonyos esetekben igenis alternatíva. Pl. ha habvágó gépet akarnék csinálni, szinte biztos, hogy huzalos lenne, hajtódobnak meg egy párna alakú menetes dob lenne (fincsi EMC menetvágás), ezzel kompenzálnám az oldalra vándorlásból eredő hosszeltérést. A gép így 0,1 mm-t simán tudhatna, ami meg bőven elég hungarocell-hez.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 05, 08:36
Írta: besirkyjh Dátum 2011 december 05, 08:36
Szia
Engem nem kel meg gyözni ( szite minden variáciot ki probáltam ami a linhajtásokra használatos a gyakorlatban ) .Eddig a lánc volt a legrosszabb nálam :)
Kapisgálom hogy miért is nem jutunk közös nevezöre : Más más munkaterületröl beszélünk .Egy habvágonál természetesen tarthato a paraméter , de én 2000mm fölötti területben gondolkoztam .
[#eljen]
Engem nem kel meg gyözni ( szite minden variáciot ki probáltam ami a linhajtásokra használatos a gyakorlatban ) .Eddig a lánc volt a legrosszabb nálam :)
Kapisgálom hogy miért is nem jutunk közös nevezöre : Más más munkaterületröl beszélünk .Egy habvágonál természetesen tarthato a paraméter , de én 2000mm fölötti területben gondolkoztam .
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 05, 09:31
Írta: keri Dátum 2011 december 05, 09:31
Bocs hogy beleugatok, de a fogasszíj miért nem jó? Lényegesen egyszerűbb az alkalmazása, mint a bowdenek, és nem drága. Minden előnnyel rendelkezik amivel a bowden, de sokkal kevesebb a hátránya. Természetesen lehet bowdenes szerkezetet is csinálni. Régi plottereknél volt divat, de manapság ott is fogasszíj van inkább.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 05, 09:36
Írta: keri Dátum 2011 december 05, 09:36
Azért azt ne felejtsed el, hogy ezeknél a sodrony nem pozicionál illetve eleve zéró erő éri. Egy szalag enkóderhez szokták szinkonizállni a nyomtatófej működését, vagyis akár kézzel is mozgathatnád a fejet, akkor is elég pontos lenne...és igazából nem szokták tudni a 300-600dpi pontosságot, csak a felbontásuk ugyan az. A teljes A4-es oldalon mm-es eltérések lehetnek, de ez egy nyomtatványnál nem tűnik fel, viszont NYÁK nyomtatásnál nekem már nagy probléma, főleg amikor kétoldalasat nyomtatok, ezeket mindig csak hosszába egymás mellé nyomtathatom, mert így fogja fedni egymást.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 december 05, 10:34
Írta: sasi Dátum 2011 december 05, 10:34
Hogy ne csússzon meg, ne sétáljon a drótkötél.
Részlet Rékalaca fórumtársunk gépéről.
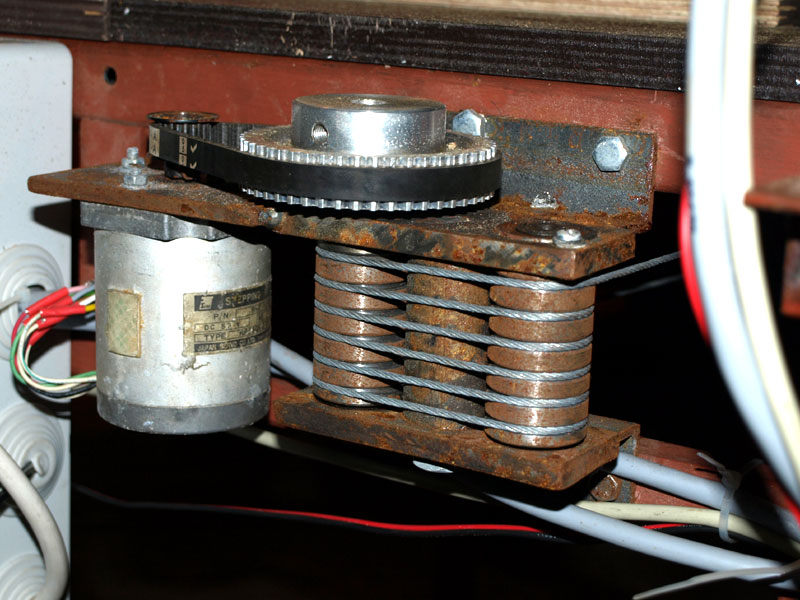
Részlet Rékalaca fórumtársunk gépéről.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 05, 11:07
Írta: 000000000 Dátum 2011 december 05, 11:07
Tehetnél még képeket a gépről!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2011 december 05, 11:10
Írta: svejk Dátum 2011 december 05, 11:10
Az első debreceni találkozón ott volt.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 05, 13:24
Írta: besirkyjh Dátum 2011 december 05, 13:24
Mellettem !
Tetszett is ahogy dolgozott !
Tetszett is ahogy dolgozott !
Cím: Re:Mechanikai ötletek
Írta: Szirtimorc Dátum 2011 december 05, 13:48
Írta: Szirtimorc Dátum 2011 december 05, 13:48
Kicsit off, de Mérés-Méretezés topic még nincs. :)
Szerintetek, a számítógépekben használt pici réz távtartó amelyik nem metrikus milyen menettel rendelkezik? Én UNC 6-32 -re jutottam, de több különböző mm átváltással találkoztam a Neten, és kezdek elbizonytalanodni.
Kösz
M
Szerintetek, a számítógépekben használt pici réz távtartó amelyik nem metrikus milyen menettel rendelkezik? Én UNC 6-32 -re jutottam, de több különböző mm átváltással találkoztam a Neten, és kezdek elbizonytalanodni.
Kösz
M
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2011 december 05, 13:52
Írta: vjanos Dátum 2011 december 05, 13:52
Ezt nem tudom, de ha venni szeretnél ilyent keresd
Kozo-t, van neki pár zacskónyi, aprópénzért.
Kozo-t, van neki pár zacskónyi, aprópénzért.
Cím: Re:Mechanikai ötletek
Írta: Szirtimorc Dátum 2011 december 05, 14:02
Írta: Szirtimorc Dátum 2011 december 05, 14:02
Köszi, de pont az probléma, hogy a szerver procihűtőknek ilyen a csavarja, és egyedi (szerver alaplap asztali házban) lefogatást kell csinálni, magyarul vagy ilyen menetű anyát kéne venni, vagy menetfúrni (ez lenne a jobb). Egymásba ágyazott réz bizbaszokkal nem megoldható.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 06, 10:51
Írta: robokacsa Dátum 2011 december 06, 10:51
egy kis segítséget szeretnék kérni.
szíjhajtású mechanikát tervezek,a motorok teljes lépésével számoljak, (léptetőmotor 200fordulat), vagy csak elég az, hogy a vezérlője microstep lépését beállítom a megfelelő lépésbontásra?
gondolom ha áttétellel számolom, a megnövekedett nyomaték mindenképp előnyösebb, jól gondolom?
szíjhajtású mechanikát tervezek,a motorok teljes lépésével számoljak, (léptetőmotor 200fordulat), vagy csak elég az, hogy a vezérlője microstep lépését beállítom a megfelelő lépésbontásra?
gondolom ha áttétellel számolom, a megnövekedett nyomaték mindenképp előnyösebb, jól gondolom?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 06, 12:36
Írta: besirkyjh Dátum 2011 december 06, 12:36
Szia
Igen elönyösebb . Az 1mm megtett utra számolj ne a léptetöre ( ahhoz nem sok köze van hogy 100 vagy 200 vagy akárhány lépés/forgulatu a motor ) .A Mach3 is azt kérdezi a configban hogy hány lépés esik 1mm megtett utra .
Mindenkép elöször a vezérlöt állitsd a mikrosztepphez az elméleti pontosság elvárásodhoz képest és utána az 1mmre esö lépések számát .Pl : van egy 200lépéses motord ezt áttételezed 2:1 ( felezed ) és a mikroszteppet 1600ra állitod ekkor ahoz hogy a hajtott tengelyed 1 kört forogjon a léptetönek 2 kel .igy a hajtott tengelyre 3200 lépés jut körönként .Ha a 3200lépésre az elmozdulás mondjuk 20mm akkor ezt a 3200 osztod 20-al és kijön a 160step/mm .Ha az 1mm-t osztod a lépés számmal ami 160 akkor meg kapod a géped elméleti pontosságát 1/160=0.00625mm .
Erre gondoltál ?
Igen elönyösebb . Az 1mm megtett utra számolj ne a léptetöre ( ahhoz nem sok köze van hogy 100 vagy 200 vagy akárhány lépés/forgulatu a motor ) .A Mach3 is azt kérdezi a configban hogy hány lépés esik 1mm megtett utra .
Mindenkép elöször a vezérlöt állitsd a mikrosztepphez az elméleti pontosság elvárásodhoz képest és utána az 1mmre esö lépések számát .Pl : van egy 200lépéses motord ezt áttételezed 2:1 ( felezed ) és a mikroszteppet 1600ra állitod ekkor ahoz hogy a hajtott tengelyed 1 kört forogjon a léptetönek 2 kel .igy a hajtott tengelyre 3200 lépés jut körönként .Ha a 3200lépésre az elmozdulás mondjuk 20mm akkor ezt a 3200 osztod 20-al és kijön a 160step/mm .Ha az 1mm-t osztod a lépés számmal ami 160 akkor meg kapod a géped elméleti pontosságát 1/160=0.00625mm .
Erre gondoltál ?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2011 december 06, 13:47
Írta: sasi Dátum 2011 december 06, 13:47
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 06, 14:25
Írta: 000000000 Dátum 2011 december 06, 14:25
Tisztelt uraim Váci ill. vác környéki elérhetőségű valakit keresek aki jártas gépépítésben és szaktudásával segítségemre lehetne előre is köszönöm..
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 06, 19:18
Írta: robokacsa Dátum 2011 december 06, 19:18
igen ilyesmire gondoltam, legalábbis az infó hasznos.
csak nekem a szíjhajtás esetében gondolom a kerület hosszát kell számolnom, egy körbefordulásnak.
de egy kicsit átfogalmazom a kérdést.
csak hogy jól gondolom-e?.
tehát a moci egy fordulatra lép 200 at, ez ami fix
most ha ez hajt egy kereket, aminek az átmérője nagy, akkor egy lépés, relatív nagy ugrást jelent, mondjuk lehet 1 mm is ha kellően nagy a kerék.....
de ha ezt a nagy lépést bontanám fel a vezérlő mikrolépéseivel, gondolom az nem olyan stabil megoldás, minta egy lassító áttételt beleméretezek úgy, hogy a nekem kellő, mondjuk 0.01 mm es felbontás, a motornak pont egy egész lépése legyen.
jól gondolkodom?
csak nekem a szíjhajtás esetében gondolom a kerület hosszát kell számolnom, egy körbefordulásnak.
de egy kicsit átfogalmazom a kérdést.
csak hogy jól gondolom-e?.
tehát a moci egy fordulatra lép 200 at, ez ami fix
most ha ez hajt egy kereket, aminek az átmérője nagy, akkor egy lépés, relatív nagy ugrást jelent, mondjuk lehet 1 mm is ha kellően nagy a kerék.....
de ha ezt a nagy lépést bontanám fel a vezérlő mikrolépéseivel, gondolom az nem olyan stabil megoldás, minta egy lassító áttételt beleméretezek úgy, hogy a nekem kellő, mondjuk 0.01 mm es felbontás, a motornak pont egy egész lépése legyen.
jól gondolkodom?
Cím: Re:Mechanikai ötletek
Írta: wcsxp0uxa Dátum 2011 december 06, 19:37
Írta: wcsxp0uxa Dátum 2011 december 06, 19:37
Szerintem igen . A fizikai képessége a motornak szerintem max 1/2 lépés.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 06, 19:57
Írta: 000000000 Dátum 2011 december 06, 19:57
Tetszik a gép az egyszerűsége és az olcsó kivitelezhetősége miatt. Milyen pontossággal működik?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 06, 20:23
Írta: besirkyjh Dátum 2011 december 06, 20:23
Szia
Ha az egész lépés a cél akkor igen de ne kerületet hanem áttétel arányt számol .
Pl : ha van egy 5mm emelkedésü orsod és ezt le osztod 2,5 el akkor 500 egész lépésed lesz körönként ami adja a kivánt 0,01mm pontosságot .Tehát ha használsz egy 10 fogu és egy 25fogu AT-s fogazott kereket akkor már meg is vagy vele .
Ha az egész lépés a cél akkor igen de ne kerületet hanem áttétel arányt számol .
Pl : ha van egy 5mm emelkedésü orsod és ezt le osztod 2,5 el akkor 500 egész lépésed lesz körönként ami adja a kivánt 0,01mm pontosságot .Tehát ha használsz egy 10 fogu és egy 25fogu AT-s fogazott kereket akkor már meg is vagy vele .
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 06, 20:28
Írta: robokacsa Dátum 2011 december 06, 20:28
nem orsó van a gépen, hanem szíj.
és szíjtárcsaátmérő per motorfordulat, egy motorfordulatra eső megtett út.
és szíjtárcsaátmérő per motorfordulat, egy motorfordulatra eső megtett út.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 06, 20:29
Írta: robokacsa Dátum 2011 december 06, 20:29
szóval nem csupán áttételezni akarom a hajtást.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 06, 20:37
Írta: besirkyjh Dátum 2011 december 06, 20:37
Szia
Ha az egész lépés a cél akkor igen de ne kerületet hanem áttétel arányt számol .
Pl : ha van egy 5mm emelkedésü orsod és ezt le osztod 2,5 el akkor 500 egész lépésed lesz körönként ami adja a kivánt 0,01mm pontosságot .Tehát ha használsz egy 10 fogu és egy 25fogu AT-s fogazott kereket akkor már meg is vagy vele .
Ha az egész lépés a cél akkor igen de ne kerületet hanem áttétel arányt számol .
Pl : ha van egy 5mm emelkedésü orsod és ezt le osztod 2,5 el akkor 500 egész lépésed lesz körönként ami adja a kivánt 0,01mm pontosságot .Tehát ha használsz egy 10 fogu és egy 25fogu AT-s fogazott kereket akkor már meg is vagy vele .
Cím: Re:Mechanikai ötletek
Írta: Ftomi Dátum 2011 december 06, 21:56
Írta: Ftomi Dátum 2011 december 06, 21:56
Sziasztok!
Érdekelne a véleményetek egy lehetséges gépváz tervről. Hozzá teszem csak terv.Egy két mondat róla. Az alap 20mm körüli acél vastaglemez 500x500 az X sínek magasítása 100mm, 30mm széles alu.
A többi felépítményt is aluból tervezem a vastagsága 15mm.
Egy kép ha sikerül:

Érdekelne a véleményetek egy lehetséges gépváz tervről. Hozzá teszem csak terv.Egy két mondat róla. Az alap 20mm körüli acél vastaglemez 500x500 az X sínek magasítása 100mm, 30mm széles alu.
A többi felépítményt is aluból tervezem a vastagsága 15mm.
Egy kép ha sikerül:
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 06, 22:03
Írta: besirkyjh Dátum 2011 december 06, 22:03
Szia
Ha mozgohidast tervezel akkor miért kel a magasitás . Vagy ez vagy az , szerintem .
Valami mechanikus feltétele van ennek ?
Ha mozgohidast tervezel akkor miért kel a magasitás . Vagy ez vagy az , szerintem .
Valami mechanikus feltétele van ennek ?
Cím: Re:Mechanikai ötletek
Írta: Ftomi Dátum 2011 december 06, 22:53
Írta: Ftomi Dátum 2011 december 06, 22:53
Igazából a magasítás csak a váz merevsége miatt gondoltam mert így a Y híd magasságát majdnem a felére lehetne venni mint egy általános mozgó hidas gép esetében. Lehet rossz az arány de a híd magassága csak akkor lenne mint az Y sínek távolsága. Így arra gondoltam, hogy a kisebb távolság esetleges kisebb csavarodást, kevesebb beremegést eredményez.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 06, 23:29
Írta: besirkyjh Dátum 2011 december 06, 23:29
Valojában igazad is van ezzel mert rövidebb láb nagyobb merevség ,de a hid ki van emelve és nem egy sikon fekszik a két lincsapágy .Veszel is el és teszel is hozzá .Valoszinü ez a jobb megoldás , ha van rá lehetöség és hely akkor legalább a külsöordalrol támaszd meg a kiemeléseket .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 07, 05:45
Írta: 000000000 Dátum 2011 december 07, 05:45
Ha már "Y" tengely magasítást csinálsz, építsd olyan magasra, hogy az "X" tengelynek ne keljen magasítás!
Építsd acélból!
Építsd acélból!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 07, 16:34
Írta: 000000000 Dátum 2011 december 07, 16:34
kokosys írtam segítség ügyben emailt. [#email]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2011 december 07, 17:27
Írta: Szalai György Dátum 2011 december 07, 17:27
Szemre tetszetős, szép színes rajz.
A felhasználás jellegének és határadatainak ismerete nélkül nincs véleményformálási alap.
Nem lehet megmondani, hogy megfelel-e majd vagy nem, ha azt sem tudjuk minek kéne megfelelnie.
A felhasználás jellegének és határadatainak ismerete nélkül nincs véleményformálási alap.
Nem lehet megmondani, hogy megfelel-e majd vagy nem, ha azt sem tudjuk minek kéne megfelelnie.
Cím: Re:Mechanikai ötletek
Írta: Ftomi Dátum 2011 december 08, 00:32
Írta: Ftomi Dátum 2011 december 08, 00:32
Üdv mindenkinek!
Megpróbálok összefoglalva válaszolni.
A kiemelés megtámasztáson én is gondolkodtam csak egyelőre még nem látom hol és hogyan lehetne elhelyezni, valamennyire adva az esztétikára is bár ez nem elsődleges szempont.
Azon is agyaltam már, hogy egyáltalán nem emelem ki az X hidat viszont akkor fektetni kellene az X híd lin síneit és így nem tudom hogyan merevítsem meg a Z tengely kocsiját.
A gépnek nincs kimondott célja max. kisebb alu marások
Szeretném a lehetőségeimhez mérten minél pontosabbra építeni csak sajna ennek a pénztálcám lesz a korlátja.
Egyelőre léptetőmotoros-menetorsós hajtással.
Megpróbálok összefoglalva válaszolni.
A kiemelés megtámasztáson én is gondolkodtam csak egyelőre még nem látom hol és hogyan lehetne elhelyezni, valamennyire adva az esztétikára is bár ez nem elsődleges szempont.
Azon is agyaltam már, hogy egyáltalán nem emelem ki az X hidat viszont akkor fektetni kellene az X híd lin síneit és így nem tudom hogyan merevítsem meg a Z tengely kocsiját.
A gépnek nincs kimondott célja max. kisebb alu marások
Szeretném a lehetőségeimhez mérten minél pontosabbra építeni csak sajna ennek a pénztálcám lesz a korlátja.
Egyelőre léptetőmotoros-menetorsós hajtással.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 08, 14:14
Írta: keri Dátum 2011 december 08, 14:14
Jól érzed. Az alapvető pontossági igényedet érdemes egész lépésekre áttétellel leosztani.
Motortól és géptől függően 1/4-1/8 mikrolépés ami még stabilnak tekinthető.
Amiért mégis érdemes nagyobb felbontást használni az nem a pontosság növelése, hanem a motor simább és egyenletesebb járására.
Végeredményben egy kockát kb, az egész léptetés pontosságával fogsz tudni korrekt módon megmunkálni, de egy gömbfelület esetén nem lesz olyan recés.
A másik gond a mikrolépéssel, hogy általában a számítógép nem tud olyan szapora jelet kiadni ami egy nagyobb felbontású mikrolépéshez szükséges nagyobb sebességeknél.
Nekem pl. 5 fázisú vezérlőm van, amin nincs mikrolépés, de 1000 lépés/fordulatnál már a számítógép előbb lefullad mint a motor. Sebesség tesztekhez vissza kellett vennem 500lépés/fordulatra, csak úgy tudtam kihajtani.
Motortól és géptől függően 1/4-1/8 mikrolépés ami még stabilnak tekinthető.
Amiért mégis érdemes nagyobb felbontást használni az nem a pontosság növelése, hanem a motor simább és egyenletesebb járására.
Végeredményben egy kockát kb, az egész léptetés pontosságával fogsz tudni korrekt módon megmunkálni, de egy gömbfelület esetén nem lesz olyan recés.
A másik gond a mikrolépéssel, hogy általában a számítógép nem tud olyan szapora jelet kiadni ami egy nagyobb felbontású mikrolépéshez szükséges nagyobb sebességeknél.
Nekem pl. 5 fázisú vezérlőm van, amin nincs mikrolépés, de 1000 lépés/fordulatnál már a számítógép előbb lefullad mint a motor. Sebesség tesztekhez vissza kellett vennem 500lépés/fordulatra, csak úgy tudtam kihajtani.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 08, 14:23
Írta: keri Dátum 2011 december 08, 14:23
Hű, és ez működik?
Nem leszólom, mert én sem csináltam még jobbat, de rozsdás vascsövön gördül, amit meghegesztettél? Tapasztalatom alapján elég jó deformációk lehetnek a csőben, ami akadást, illetve lötyögést okoz.
Legalább is nekem már a bútorsínekkel is sokat kellet tökölnöm, hogy ne szoruljon meg a párhuzamossági hiba miatt, illetve olyan finoman mozogjon két összecsavarozott sín is, mint az egy önmagában.
A másik, hogy a bowdenes Y mechanika nem kényszer kapcsolatban van hajtva. Elég masszívra csináltad, biztos nem csúszik meg, de kúszása az tuti van.
Összességében a hobbisták olyanok mint a cserebogarak. A tudomány mai állása szerint nem kéne hogy képesek legyenek a repülésre, mégis működnek :D
Nem leszólom, mert én sem csináltam még jobbat, de rozsdás vascsövön gördül, amit meghegesztettél? Tapasztalatom alapján elég jó deformációk lehetnek a csőben, ami akadást, illetve lötyögést okoz.
Legalább is nekem már a bútorsínekkel is sokat kellet tökölnöm, hogy ne szoruljon meg a párhuzamossági hiba miatt, illetve olyan finoman mozogjon két összecsavarozott sín is, mint az egy önmagában.
A másik, hogy a bowdenes Y mechanika nem kényszer kapcsolatban van hajtva. Elég masszívra csináltad, biztos nem csúszik meg, de kúszása az tuti van.
Összességében a hobbisták olyanok mint a cserebogarak. A tudomány mai állása szerint nem kéne hogy képesek legyenek a repülésre, mégis működnek :D
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 08, 14:25
Írta: keri Dátum 2011 december 08, 14:25
Ha fogasszíj akkor is a fogak számának arányaival kell számolnod.
Ha nem fogasszíj, hanem mondjuk ékszíj, akkor tökmindegy mert az nem erre a feladatra való :D
Ha nem fogasszíj, hanem mondjuk ékszíj, akkor tökmindegy mert az nem erre a feladatra való :D
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 08, 14:36
Írta: keri Dátum 2011 december 08, 14:36
A váz egyszerű, és működni fog, de kevesebb anyaggal lehetne erősebbre is csinálni...mondjuk én is ilyesmi egyszerű szerkezetben gondolkodok, de kaptam pár jó tanácsot amit érdemes megfontolni neked is.
Az Y híd egy lap. A lap nem túl ellenálló csavaró erőkkel szemben, de egy U alak már igen. Nem sokkal bonyolultabb megoldással, jóval kevesebb anyaggal lehet erősebb szerkezetet csinálni.
Ezen a rajzon látszik mire gondolok. A "B" megoldás jobban ellenáll a gépen fellépő erőknek.
Aztán a hídlábakat szélére is érdemes merevítést tenni az oldal irányú erők ellen.
Az oldalfalak, elég masszívak, mivel szélesek.
Az Y híd egy lap. A lap nem túl ellenálló csavaró erőkkel szemben, de egy U alak már igen. Nem sokkal bonyolultabb megoldással, jóval kevesebb anyaggal lehet erősebb szerkezetet csinálni.
Ezen a rajzon látszik mire gondolok. A "B" megoldás jobban ellenáll a gépen fellépő erőknek.
Aztán a hídlábakat szélére is érdemes merevítést tenni az oldal irányú erők ellen.
Az oldalfalak, elég masszívak, mivel szélesek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 09, 19:03
Írta: 000000000 Dátum 2011 december 09, 19:03
Üdv sorry de semmit nem kaptam csak lesek bután
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 09, 20:47
Írta: robokacsa Dátum 2011 december 09, 20:47
egy szíjhajtásos cnc gépet szeretnék építeni, aminek 2méter lenne a fesztávja, a két végén 30 mm átmérőjű fogazott tárcsa, mint hajtókerék, jó ez így, vagy egy feszítőkereket méretezzek bele, ami "háromszögesíti" a szíj útját? szóval, nem csak össze lenne kötve a két kerék a szíjjal.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 09, 20:48
Írta: robokacsa Dátum 2011 december 09, 20:48
arra is kíváncsi vagyok, a 30 mm es átmérő megfelelő e, az oda vissza mozgó szíj hajtásának?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2011 december 09, 21:08
Írta: besirkyjh Dátum 2011 december 09, 21:08
Elöbb néz körül a kereskedöknél nehogy meglepetés érjen a szijjak hossza miatt .
A 30 -as kereked 5-ös szijat feltételez de abbol a max hossz tudomásom szerint 1880mm és még ezt hajtod " félbe " .Valahogy máshogy a hajtást nem lehet megoldani pl : fix tengely ?
A 30 -as kereked 5-ös szijat feltételez de abbol a max hossz tudomásom szerint 1880mm és még ezt hajtod " félbe " .Valahogy máshogy a hajtást nem lehet megoldani pl : fix tengely ?
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 09, 21:29
Írta: robokacsa Dátum 2011 december 09, 21:29
a szíj, végtelenített, mittudomén 100 méter hosszú, és abból van lecsippantva az a 4 méteres, vagy amekkora kell szakasz.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 09, 21:34
Írta: robokacsa Dátum 2011 december 09, 21:34
pontosítok, én fogom végteleníteni, nehogy valaki csak emiatt írjon.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 09, 21:42
Írta: t334wehtf Dátum 2011 december 09, 21:42
#9926-ban a képen nézd meg, hogy az egész motort mozgatom szíjfeszítéshez, használd te is ezt a módszert. "Végteleníteni" meg tudod a kocsi fix pontján, azzal a lappal, amivel magához a kocsihoz csavarozod.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 10, 09:45
Írta: robokacsa Dátum 2011 december 10, 09:45
a végtelenítást én is azzal a profillal gondoltam. mivel csak oda vissza kell neki mozognia., de csak most nézem meg a képeket.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 10, 09:47
Írta: robokacsa Dátum 2011 december 10, 09:47
én a 2 méter hossz miatt aggódom egy picit., a te képeid alapján kb 40 cm tengelytávot látok, 2 méteren lehet berezonál a szíj???16 mm szélesre tervezem.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 10, 09:49
Írta: robokacsa Dátum 2011 december 10, 09:49
a beépített motorjaidon, van áttétel gyárilag, vagy direktbe hajtod a 200 lépéssel a szíjtárcsát?
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 10, 10:58
Írta: t334wehtf Dátum 2011 december 10, 10:58
Direktbe, 2,5Nm léptető, fél lépés, 14 fogú HTD-5M.
Mire akarod használni a gépet? Ezek a szíjas megoldások nem túl merevek, csodát ne várj tőle.
A napokban kezdtem tervezni a képen látható utódját (már nem kapni ezt a profilt), szintén szíjas lesz, de áttétellel, AC szervóval... Részletek majd kb. 1 hónapon belül a témámban.
Mire akarod használni a gépet? Ezek a szíjas megoldások nem túl merevek, csodát ne várj tőle.
A napokban kezdtem tervezni a képen látható utódját (már nem kapni ezt a profilt), szintén szíjas lesz, de áttétellel, AC szervóval... Részletek majd kb. 1 hónapon belül a témámban.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 december 10, 11:12
Írta: wkbgzy80t Dátum 2011 december 10, 11:12
Már volt említve korábban, de azért beírom mégegyszer:
Keress rá a servobelt szóra googleval, ötletadónak jó.
Az a lényege, hogy egy szíj fixen le van ragasztva, az ellendarabjába kapaszkodik a motor, nagy hosszon sztem merevebb is, nincs szíjrezonancia, és kicsit segít a hossz problémákon is (két szíj áráért)
Keress rá a servobelt szóra googleval, ötletadónak jó.
Az a lényege, hogy egy szíj fixen le van ragasztva, az ellendarabjába kapaszkodik a motor, nagy hosszon sztem merevebb is, nincs szíjrezonancia, és kicsit segít a hossz problémákon is (két szíj áráért)
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 10, 14:07
Írta: t334wehtf Dátum 2011 december 10, 14:07
[#falbav][#rinya][#rinya][#rinya][#rinya][#falbav][#falbav][#falbav]
Fraaaancba!!!!! Olyannyira hasonló, amit elkezdtem tervezni, hogy még én is Bosch profillal terveztem...
Na ha valaki megtalálja ennek a servobelt-nek a szabadalmát, annak nagyon hálás leszek....
Fraaaancba!!!!! Olyannyira hasonló, amit elkezdtem tervezni, hogy még én is Bosch profillal terveztem...
Na ha valaki megtalálja ennek a servobelt-nek a szabadalmát, annak nagyon hálás leszek....
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2011 december 10, 14:41
Írta: wkbgzy80t Dátum 2011 december 10, 14:41
Amerikai biztos van neki, vmi Everman nevű fickóhoz lehet köze.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 10, 15:30
Írta: t334wehtf Dátum 2011 december 10, 15:30
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 10, 16:04
Írta: robokacsa Dátum 2011 december 10, 16:04
ez tényleg jó ötlet, de a normál szíjhajtás is ugyanennyi szíjat követel, úgyhogy szíjban nem drágább..
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 10, 16:08
Írta: robokacsa Dátum 2011 december 10, 16:08
szóval az én hajtásomnak egy lézerfejet kellene húzni vonni.
főképp az Y tengely megépítése az érdekes, mert ott a kettő( oldalanként 1-1) hajtásnak nagyonegyszerre kell mozognia....
erre a megoldásra jó, ha az Y tengely fölött a meghajtást egy hosszú tengellyel oldanám meg?
vagy kétoldalt ,mindkét oldalon 1-1 hajtómű, és mondjuk a steppermotorok párhuzamosan vannak kötve?
főképp az Y tengely megépítése az érdekes, mert ott a kettő( oldalanként 1-1) hajtásnak nagyonegyszerre kell mozognia....
erre a megoldásra jó, ha az Y tengely fölött a meghajtást egy hosszú tengellyel oldanám meg?
vagy kétoldalt ,mindkét oldalon 1-1 hajtómű, és mondjuk a steppermotorok párhuzamosan vannak kötve?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 10, 16:11
Írta: 000000000 Dátum 2011 december 10, 16:11
Ez egy nagyon jó megoldás! Celophant ezt a megoldást mutatta be a debreceni talin.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2011 december 10, 16:15
Írta: zozo Dátum 2011 december 10, 16:15
Ha az alsó szíjat elhagyod, máris nem hasonlít és ugyanúgy működik. Legfeljebb nem 0,001mm pontossággal...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 10, 18:41
Írta: keri Dátum 2011 december 10, 18:41
Nem szériában akarja gyártani amerikai exportra. Nem nagyon zavartatnám magam a szabadalom miatt.
Sima szíj mozgatásnak meg van az az előnye, hogy a motor tömegét nem kell magával cipelnie a szerkezetnek. Ha megvezeti a szíjat, akkor a berezgéssel sem lesz gond.
Sima szíj mozgatásnak meg van az az előnye, hogy a motor tömegét nem kell magával cipelnie a szerkezetnek. Ha megvezeti a szíjat, akkor a berezgéssel sem lesz gond.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 december 10, 20:08
Írta: PSoft Dátum 2011 december 10, 20:08
Semmi gond az Y tengely két oldalát összekötő "hosszú" tengellyel,meg a szíjakkal sem.
"...nagyonegyszerre..." mozog.:)


A hosszú összekötő tengely középen alá van támasztva,meg van fogva egy csapágyházzal.


További képek a mechanikáról.
"...nagyonegyszerre..." mozog.:)
A hosszú összekötő tengely középen alá van támasztva,meg van fogva egy csapágyházzal.
További képek a mechanikáról.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 10, 20:22
Írta: robokacsa Dátum 2011 december 10, 20:22
én léptetőmotorral tervezem járatni, milyen áttétellel számoljak????
én 0.01mm pontossággal számoltam, a hajtó herék átmérője, ami a szíjakat mozgatja, 30mm átmérővel.
de így még terveznem kellett egy 1:5 ős lassító áttételt, amit két lépésben tudtam csak megoldani,egy 1:2, és egy 1:2.5 , így a meghajtás, nem egy egyszerű mechanika lett.
kell ilyen bonyolult, és nagy áttétel??
én 0.01mm pontossággal számoltam, a hajtó herék átmérője, ami a szíjakat mozgatja, 30mm átmérővel.
de így még terveznem kellett egy 1:5 ős lassító áttételt, amit két lépésben tudtam csak megoldani,egy 1:2, és egy 1:2.5 , így a meghajtás, nem egy egyszerű mechanika lett.
kell ilyen bonyolult, és nagy áttétel??
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 10, 20:23
Írta: robokacsa Dátum 2011 december 10, 20:23
jaj nem herék hajtha majd, elnézést.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 10, 20:25
Írta: robokacsa Dátum 2011 december 10, 20:25
és ha a te megoldásodéhoz hasonló mechanikával próbálkozom, csak léptetőmotorral(200lépés) így mekkora lenne a gép mechanikai felbontása?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 december 10, 20:41
Írta: PSoft Dátum 2011 december 10, 20:41
20 fogú kerék van a motoron,a nagy kerék 60 fogú.
A tengelyvégeken a kerekek megint csak 20 fogúak.
Az encoderek 500-as HEDS-ek,4-es szorzóval.
A motorokat a "sneci-féle" vezérlők hajtják.
A tengelyvégeken a kerekek megint csak 20 fogúak.
Az encoderek 500-as HEDS-ek,4-es szorzóval.
A motorokat a "sneci-féle" vezérlők hajtják.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 10, 20:43
Írta: t334wehtf Dátum 2011 december 10, 20:43
Hááát, pedig én szériában és eladásra akarnám gyártani, így probléma a szabadalomsértés.
Az tény, hogy a klasszikus elrendezés (#9926) kisebb tömeg mozgatását jelenti, de a szabadalmaztatott megoldás jóval merevebb...
Mondjuk, amire kéne, az az esetek döntő többségében nem kíván különösebb merevséget, de ha már beleölök egy kazalnyi mérnökórát egy univerzális platformba, akkor próbálnám a lehető legszélesebb körben használhatóvá tenni, aminek a merevség nagy gátja lehet.
Az tény, hogy a klasszikus elrendezés (#9926) kisebb tömeg mozgatását jelenti, de a szabadalmaztatott megoldás jóval merevebb...
Mondjuk, amire kéne, az az esetek döntő többségében nem kíván különösebb merevséget, de ha már beleölök egy kazalnyi mérnökórát egy univerzális platformba, akkor próbálnám a lehető legszélesebb körben használhatóvá tenni, aminek a merevség nagy gátja lehet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 10, 21:12
Írta: 000000000 Dátum 2011 december 10, 21:12
Klassz![#eljen][#taps]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 10, 21:13
Írta: keri Dátum 2011 december 10, 21:13
Akkor fogasléc. Azt nem védi szabadalom és lényegében ugyan ez.
Azért szánalmas dolognak érzem ilyen triviális dolgokat levédetni. Azt mondanám, rendben, levédetheted, 3 évre. Többre nem. Ha jó az ötlet ennyi előny elég neki hogy pénzt csináljon belőle, ha ilyen triviális dolog, akkor viszont nem fékezi a fejlődést.
Azért szánalmas dolognak érzem ilyen triviális dolgokat levédetni. Azt mondanám, rendben, levédetheted, 3 évre. Többre nem. Ha jó az ötlet ennyi előny elég neki hogy pénzt csináljon belőle, ha ilyen triviális dolog, akkor viszont nem fékezi a fejlődést.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2011 december 10, 21:26
Írta: zozo Dátum 2011 december 10, 21:26
"én 0.01mm pontossággal számoltam, a hajtó herék átmérője, ami a szíjakat mozgatja, 30mm átmérővel."
Hogyan jött ki neked az 1:5 lassítással ez?
Nem így számoljuk? :
Egy fordulattal kb.94mm utat tesz meg, (fél lépésben) ha osztjuk 400-zal, akkor 0,235mm
egy lépés. Hogy ez egy század legyen, 1:23 áttétel kellene.
Vagy valamit én nem tudok...
Hogyan jött ki neked az 1:5 lassítással ez?
Nem így számoljuk? :
Egy fordulattal kb.94mm utat tesz meg, (fél lépésben) ha osztjuk 400-zal, akkor 0,235mm
egy lépés. Hogy ez egy század legyen, 1:23 áttétel kellene.
Vagy valamit én nem tudok...
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2011 december 10, 21:28
Írta: t334wehtf Dátum 2011 december 10, 21:28
A védéssel kapcsolatban igazad van.
Gondoltam én is rá, de még nem igazán szerettem bele. A jó, kottyanásmentes fogasléc elég drága... [#shakehead]
Gondoltam én is rá, de még nem igazán szerettem bele. A jó, kottyanásmentes fogasléc elég drága... [#shakehead]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 december 10, 21:29
Írta: PSoft Dátum 2011 december 10, 21:29
A fogasszíj "végtelenítése" az 'X' hídon,a kocsin.
Az 'Y' kocsikon is így van.

Az 'Y' kocsikon is így van.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 11, 08:17
Írta: robokacsa Dátum 2011 december 11, 08:17
ma este leírom.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 11, 08:17
Írta: robokacsa Dátum 2011 december 11, 08:17
ahogy én gondoltam
Cím: Re:Mechanikai ötletek
Írta: 2dbfy8y Dátum 2011 december 11, 19:48
Írta: 2dbfy8y Dátum 2011 december 11, 19:48
Csak óvatosan azokkal a " hajtó herék" számolásával![#nevetes1]
Nehogy balul süljön el a dolog!
Nehogy balul süljön el a dolog!
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 08:50
Írta: robokacsa Dátum 2011 december 13, 08:50
bocsi a késésért, de most se érek rá, csak kutyafuttában pótolom elképzelésemet.
motortengely forgat 20 fogú tárcsát, 200 lépésben.tehát 1 motorlépés , kerületszámítás miatt 0.05mm
tehát ha 0.01 lépést akarok, akkor be kell iktatnom egy 1:5 höz lassító áttételt.
vagy nagyonrosszul gondoltam?
motortengely forgat 20 fogú tárcsát, 200 lépésben.tehát 1 motorlépés , kerületszámítás miatt 0.05mm
tehát ha 0.01 lépést akarok, akkor be kell iktatnom egy 1:5 höz lassító áttételt.
vagy nagyonrosszul gondoltam?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 13, 09:24
Írta: keri Dátum 2011 december 13, 09:24
Nem világos mire gondolsz.
Elmondom az elejéről, és bólogass :)
+Van egy fogasszíj mozgatású gép.
+A fogasszíjnak van egy fog távolsága mm-ben, ez legyen 5mm most.
+Ez rajta van egy mondjuk 20 fogú tárcsán.
-----------------------------------------
=Tehát a fogaskerék 1 fordulata 20*5mm=100mm lesz.
Ha ezt közvetlenül teszed a 200 lépéses motorra, akkor 100mm/200step=0,5mm/step
Te 0,01mm/step-et akarsz. 0,5/0,01=50/1
Tehát 1/50 arányú lassító áttétel kellene.
------------------------------------------
Na ezért olyan népszerű az orsó, mert ott egy fordulatra alapból csak 2,5-20mm elmozdulás van, tehát szinte direktben hajtva is kellő pontosságot lehet elérni.
Eseteben ha a legkisebb tárcsára teszed a hajtó szíjat, azaz ha jól nézem a powerbeltnél 3mm kiosztás, 10fogú kerék, akkor egy fordulat 30mm lesz, az meg 200 lépéses motorral máris 0,15mm lesz.
Továbbá egy szíjas gépnél ,01mm visszatérési pontosság kicsi erőltetett dolog, tehát mondjuk hogy, 0,05mm elég neked (átlag tolómérő pontossága) akkor máris csak 1/3-as áttételt kell felraknod ami sokkal reálisabb.
Azonban túl kicsi szíjkerekek jobban is igénybe veszik a szíjat, tehát én kicsivel nagyobb tárcsát alkalmaznék egyel nagyobb áttétellel.
Ha pedig 0,05mm nél finomabbat akarsz léptetni, arra ott van a mikrolépés.
Ez így tökéletes fára, gravírozni, nyákot beültetni.
Amennyiben pedig valóban precíziós fém alkatrészeket akarsz gyártani, oda pedig az orsó való.
Elmondom az elejéről, és bólogass :)
+Van egy fogasszíj mozgatású gép.
+A fogasszíjnak van egy fog távolsága mm-ben, ez legyen 5mm most.
+Ez rajta van egy mondjuk 20 fogú tárcsán.
-----------------------------------------
=Tehát a fogaskerék 1 fordulata 20*5mm=100mm lesz.
Ha ezt közvetlenül teszed a 200 lépéses motorra, akkor 100mm/200step=0,5mm/step
Te 0,01mm/step-et akarsz. 0,5/0,01=50/1
Tehát 1/50 arányú lassító áttétel kellene.
------------------------------------------
Na ezért olyan népszerű az orsó, mert ott egy fordulatra alapból csak 2,5-20mm elmozdulás van, tehát szinte direktben hajtva is kellő pontosságot lehet elérni.
Eseteben ha a legkisebb tárcsára teszed a hajtó szíjat, azaz ha jól nézem a powerbeltnél 3mm kiosztás, 10fogú kerék, akkor egy fordulat 30mm lesz, az meg 200 lépéses motorral máris 0,15mm lesz.
Továbbá egy szíjas gépnél ,01mm visszatérési pontosság kicsi erőltetett dolog, tehát mondjuk hogy, 0,05mm elég neked (átlag tolómérő pontossága) akkor máris csak 1/3-as áttételt kell felraknod ami sokkal reálisabb.
Azonban túl kicsi szíjkerekek jobban is igénybe veszik a szíjat, tehát én kicsivel nagyobb tárcsát alkalmaznék egyel nagyobb áttétellel.
Ha pedig 0,05mm nél finomabbat akarsz léptetni, arra ott van a mikrolépés.
Ez így tökéletes fára, gravírozni, nyákot beültetni.
Amennyiben pedig valóban precíziós fém alkatrészeket akarsz gyártani, oda pedig az orsó való.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 09:27
Írta: robokacsa Dátum 2011 december 13, 09:27
még csak az elejét olvasom, de ha így elszámoltam magam,az nem túl jó.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 13, 09:28
Írta: keri Dátum 2011 december 13, 09:28
Megjegyzem az a 20 fogú tárcsa ami fordulatonként 200 lépéssel számolva egy lépésben 0,05mm-ert mozdít, kb. 3mm átmérőjű és 0,5mm fogtávolságú szíj kell hozzá...
szóval csak következtetek, de mivel a powerbeltnél nem találtam ilyen paraméterekkel alkatrészt, szerintem valamit elrontottál a számolásnál [#wave][#vigyor2]
szóval csak következtetek, de mivel a powerbeltnél nem találtam ilyen paraméterekkel alkatrészt, szerintem valamit elrontottál a számolásnál [#wave][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 13, 09:32
Írta: keri Dátum 2011 december 13, 09:32
Persze mert belebonyolódtál a kerület számításába, de igazából teljesen ki lehet hagyni a PI alkalmazását a mókából.
A fogaskerék fogszáma és a szíj fogtávolsága adott. Egyszerű osztás szorzással kell csak operálni.
A fogaskerék fogszáma és a szíj fogtávolsága adott. Egyszerű osztás szorzással kell csak operálni.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 09:33
Írta: robokacsa Dátum 2011 december 13, 09:33
ha a mikrolépést is beleveszem, mert sajna igazad van az áttételezéssel kapcsolatban, akkor az a visszatérési pontosságot nem befolyásolja, nem könnyebben veszt lépést a motor?
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 09:35
Írta: robokacsa Dátum 2011 december 13, 09:35
msd-s vezérlővel tervezem, de nam akartam 64000 mikrolépéssel vezérelni egy lépést, vagy fordulatot, ezt se tudom most pontosan.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 09:40
Írta: robokacsa Dátum 2011 december 13, 09:40
egyébként a 0.05 pontosság lehet elég, mégérdeklődöm.....
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 13, 09:44
Írta: keri Dátum 2011 december 13, 09:44
A mikrolépés alapvetően növeli a pontosságot, de nem tekinthető stabil üzemállapotnak, mivel nem határozott pozíció, hanem egy átmeneti állapotát használja a motornak.
Tehát ha mikrolépést használsz az egész lépésre vetítve biztosan nem lesz pontatlanabb a gép, de mondjuk 8 mikrolépést használva nem garantálható hogy nem lesz 2 mikrolépésnyi bizonytalansága.
Összességében azonban a motor járása mindenképpen simább lesz, tehát a megmunkálás sem lesz lépcsős mintha csak egész lépést használnál, de precíziós alkatrészek pontosságát sem érdemes rábízni.
Tehát ha mikrolépést használsz az egész lépésre vetítve biztosan nem lesz pontatlanabb a gép, de mondjuk 8 mikrolépést használva nem garantálható hogy nem lesz 2 mikrolépésnyi bizonytalansága.
Összességében azonban a motor járása mindenképpen simább lesz, tehát a megmunkálás sem lesz lépcsős mintha csak egész lépést használnál, de precíziós alkatrészek pontosságát sem érdemes rábízni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 13, 09:47
Írta: keri Dátum 2011 december 13, 09:47
Nem is kell olyan sok. 8-16mikrolépés (lépésenként) még reális kompromisszum. Ez még növeli a pontosságot. Ennél több csak a motor járását simítja, illetve terheli a számítógéped, mert valószínűleg itt már a sz.gép sebessége lesz a korlátozó tényező.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 13, 09:49
Írta: keri Dátum 2011 december 13, 09:49
Ez ugye azt jelenti, hogy 0,05mm egész lépésre 8mikrolépést rakva 0,00625mm felbontása lesz a gépednek elméletileg. Ez meg már bőven túl van a mechanikád pontosságát, akármilyen frankó gépet is építettél.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 10:07
Írta: robokacsa Dátum 2011 december 13, 10:07
még csak fejben van, de ott is csak készülődik.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 21:02
Írta: robokacsa Dátum 2011 december 13, 21:02
500 as felbontású enkóder, egyenlő 500 teljes lépéses léptetőmotorral? elméletben.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 21:07
Írta: robokacsa Dátum 2011 december 13, 21:07
szervómotorhoz még ennyire sem értek, mi az a négyes szorzó? olyasmi mint a féllépés a stepperen?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 december 13, 21:19
Írta: PSoft Dátum 2011 december 13, 21:19
Gyakorlatilag az encoder felbontását növeled a szorzóval.
Így az 500-as encoder-ből lesz 2000 lépés/motorfordulat,a négyes szorzóval.
Így az 500-as encoder-ből lesz 2000 lépés/motorfordulat,a négyes szorzóval.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 21:22
Írta: robokacsa Dátum 2011 december 13, 21:22
a géped munkaterülete mekkora?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 december 13, 21:24
Írta: s7manbs8 Dátum 2011 december 13, 21:24
Attól nem nő a felbontás fizikailag, csak a PC fele látszik úgy nem ?
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 21:24
Írta: robokacsa Dátum 2011 december 13, 21:24
lehet készíteni léptetőmotorral hasonló tulajdonságú mechanikát, mint a tied?, ha nem nyomtam volna válasz gombot PSoft
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 december 13, 21:26
Írta: s7manbs8 Dátum 2011 december 13, 21:26
virtuálisan ...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 december 13, 21:27
Írta: PSoft Dátum 2011 december 13, 21:27
Az 50W-os,kb. 800x800mm.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 december 13, 21:31
Írta: PSoft Dátum 2011 december 13, 21:31
Persze,....a fizikai felbontás marad 500!
A x2,x4,xstb. egy elektronikus szorzó.
A x2,x4,xstb. egy elektronikus szorzó.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2011 december 13, 21:32
Írta: PSoft Dátum 2011 december 13, 21:32
Igen,lehet.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 21:36
Írta: robokacsa Dátum 2011 december 13, 21:36
ha jól számolom, mert ma már annyiszor elszámoltam magam, a te motorod egy fordulat alatt tesz meg a motoron levő hajtókerék 0.2mm-t, és van utána egy 1:6 os áttétel, ami azt eredményezi, hogy egy lépésed 0.03??
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 21:41
Írta: robokacsa Dátum 2011 december 13, 21:41
vagy az összes áttételed 1:9 hez?
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 13, 21:42
Írta: robokacsa Dátum 2011 december 13, 21:42
ma nem számolok többet, jóéjt mindenkinek
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 21, 18:29
Írta: robokacsa Dátum 2011 december 21, 18:29
ha a meghajtóorsóm (átmérő 35mm) 1 méter hosszú, és kétoldalt használok a gépen 1et 1et, akkor ha a golyós anyájára építem az y (x) tengelyt, az elég stabilitást eredményezhet egy lézerfej mozgatásához?(magyarul a meghajtás lenne egyben a lin sín is) felejtős ötlet?
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2011 december 21, 19:04
Írta: Sz.József Dátum 2011 december 21, 19:04
... és ha még alátámasztanád az anyát ("kocsit") egy gördülő kerékkel (csapággyal)?
Úgy nem tudna behajolni... (pl. félúton)
De lehet rosszul értelmeztem...
Úgy nem tudna behajolni... (pl. félúton)
De lehet rosszul értelmeztem...
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 december 21, 19:31
Írta: hostya Dátum 2011 december 21, 19:31
Az 1m hosszú golyósorsó több tized mm-t is üthet, (pl.középen) még ha 35-ös is.
Az X-Y síkhoz képest a lézerfej magasságából(Z) adódóan,jelentős "kilengésre" számíthatsz.
Lézerhez a legegyszerűbb vezetés is jobb, mint a golyósorsót-anyát használni vezetéknek.
Használj vékonyabb g.orsót,(1db) és vmilyen vezetéket.
Röviden: Ebben a felépítésben: felejtős!
Az X-Y síkhoz képest a lézerfej magasságából(Z) adódóan,jelentős "kilengésre" számíthatsz.
Lézerhez a legegyszerűbb vezetés is jobb, mint a golyósorsót-anyát használni vezetéknek.
Használj vékonyabb g.orsót,(1db) és vmilyen vezetéket.
Röviden: Ebben a felépítésben: felejtős!
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 21, 20:43
Írta: robokacsa Dátum 2011 december 21, 20:43
és akkor mit lehet tenni, ha orsót használok, de mondjuk 2 métert, az még ha vastag, akkor is beleng, onnan vége az egyenletes forgásnak..
vagy marad a szíjhajtás 2 méteres távon?
vagy marad a szíjhajtás 2 méteres távon?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 21, 20:53
Írta: 000000000 Dátum 2011 december 21, 20:53
Hajtott anyához mit szóltok?
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2011 december 21, 21:00
Írta: f35ezvjs Dátum 2011 december 21, 21:00
A hajtott anyás megoldás már 2 m is ajánlott. Egy nagyobb sebességnél ha az orsó forog az beremeg ezt sanos tapasztalatból mondom. Nem szabad a hajtott anyás megoldásnál spórolni az orsó átmérővel. Előny hogy megtudod jobban feszíteni az orsót.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 december 21, 21:04
Írta: hostya Dátum 2011 december 21, 21:04
Használhatsz orsót-anyát, akár 4m hosszon is, de a mozgatott géprészt egy lineáris VEZETÉKEN kell mozgatni.(vezetni)
Az orsó-anya páros mozgatásra van kitalálva! (nem vezetésre)
Az egyenletes forgásnak a belengéshez semmi köze.
Az orsó-anya páros mozgatásra van kitalálva! (nem vezetésre)
Az egyenletes forgásnak a belengéshez semmi köze.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 december 21, 21:26
Írta: s7manbs8 Dátum 2011 december 21, 21:26
De túlzásba se érdemes vinni, mert akkor nagy lesz a J és oda a dinamika. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2011 december 21, 21:27
Írta: s7manbs8 Dátum 2011 december 21, 21:27
Ja, bocsi, ha az orsó áll, akkor nem annyira ...
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2011 december 21, 21:38
Írta: hostya Dátum 2011 december 21, 21:38
"Nem szabad a hajtott anyás megoldásnál spórolni az orsó átmérővel."
Miért is?
Miért is?
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 21, 22:41
Írta: robokacsa Dátum 2011 december 21, 22:41
kiére válaszoljak????
2 méteren (nincs gyakorlati tapasztalatom), de szerintem a 30 as orsó is beremeg, főleg ha gyorsan forgatjuk. lassú fordulatnál nem jelentkezik "annyira" a beremegés problémája.
2 méteren (nincs gyakorlati tapasztalatom), de szerintem a 30 as orsó is beremeg, főleg ha gyorsan forgatjuk. lassú fordulatnál nem jelentkezik "annyira" a beremegés problémája.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2011 december 22, 05:08
Írta: 000000000 Dátum 2011 december 22, 05:08
Építsd fogasszíjjal, PSoft gépe is azzal megy és tökéletes!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 22, 14:41
Írta: keri Dátum 2011 december 22, 14:41
Fogasszíj miért is nem jó?
Vagy mindenképpen drága, és gyenge megoldásra törekszel? :)
Ezt a "golyós orsót vezetéknek használni" köröket mindenki lefutja. Én is, de kiszámoltam, hogy azonos terhelhetőség mellet sokkal drágább megoldás mint vezeték+golyósorsó.
Amellett, hogy nagyon érzékeny rendszer lenne ez így, főleg azért mert nem lehet alátámasztani. Ennél pedig a szögvason gördülő csapágy is stabilabb....arról nem is beszélve, hogy egy ekkora orsó inerciája nagyon nagy, ami nem előnyös lasernél.
Nyugodj bele a fogasszíj,fogasléc, bowden szentháromságba, ezeknek a leg kedvezőbbek a tulajdonságai gyors, dinamikus, tömeg és terhelés nélküli mozgatáshoz.
Vagy mindenképpen drága, és gyenge megoldásra törekszel? :)
Ezt a "golyós orsót vezetéknek használni" köröket mindenki lefutja. Én is, de kiszámoltam, hogy azonos terhelhetőség mellet sokkal drágább megoldás mint vezeték+golyósorsó.
Amellett, hogy nagyon érzékeny rendszer lenne ez így, főleg azért mert nem lehet alátámasztani. Ennél pedig a szögvason gördülő csapágy is stabilabb....arról nem is beszélve, hogy egy ekkora orsó inerciája nagyon nagy, ami nem előnyös lasernél.
Nyugodj bele a fogasszíj,fogasléc, bowden szentháromságba, ezeknek a leg kedvezőbbek a tulajdonságai gyors, dinamikus, tömeg és terhelés nélküli mozgatáshoz.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 23, 03:05
Írta: robokacsa Dátum 2011 december 23, 03:05
hogyne lenne jó a fogasszíj, valószínüleg az is lesz, csak minden lehetőséget számításba veszek, és Török Tamás gépén láttam 2.5 méteres orsós hajtást, és nemértem, hogy hogy lehetséges.
pontosabban közbe gondolkodtam a dolgon, és arra jutottam, hogy valószínüleg csak vágásra használja a gépét, és ha kellően nagy az orsó emelkedése, nem kell gyorsan se forgatnia, ezt tudom csak elképzelni.
én aszem maradok a szíjnál, már csak a gép méretét kellene kitalálnom mekkora legyen, persze ehez is a sufniban található anyagok az irányadóak, mivel már a költségek így is az égben vannak.
jah és jött ez a mozgatom az egész csövet mechanizmus, azzal is mit kezdjek????
még megrágom az ünnepek alatt.
pontosabban közbe gondolkodtam a dolgon, és arra jutottam, hogy valószínüleg csak vágásra használja a gépét, és ha kellően nagy az orsó emelkedése, nem kell gyorsan se forgatnia, ezt tudom csak elképzelni.
én aszem maradok a szíjnál, már csak a gép méretét kellene kitalálnom mekkora legyen, persze ehez is a sufniban található anyagok az irányadóak, mivel már a költségek így is az égben vannak.
jah és jött ez a mozgatom az egész csövet mechanizmus, azzal is mit kezdjek????
még megrágom az ünnepek alatt.
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2011 december 23, 03:37
Írta: robokacsa Dátum 2011 december 23, 03:37
most látom Tamás gépét újra, és éppen gravíroz....
nade az előbb leírt elképzelésem most is helytálló , annyiban módosulva, hogy Ytengely lassan forog, X tengelyt meg lehet gyorsan pőrgetni, mert rövidebb, nem rezonál be, hozzáteszem így is több mint egy méter az X tengelye.
nade az előbb leírt elképzelésem most is helytálló , annyiban módosulva, hogy Ytengely lassan forog, X tengelyt meg lehet gyorsan pőrgetni, mert rövidebb, nem rezonál be, hozzáteszem így is több mint egy méter az X tengelye.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2011 december 23, 07:48
Írta: D.Laci Dátum 2011 december 23, 07:48
Hosszó orsó esetén használj nagy menetemelkedést, 15-25mm.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 23, 08:45
Írta: keri Dátum 2011 december 23, 08:45
Igen, alacsony fordulat, vastagabb orsó, extra megvezetések, vagy feszített orsóval lehet védekezni a rezonancia ellen. Illetve, ami nekem a leg szimpatikusabb ilyen hosszúságoknál, az a stabil feszített orsó és forgatott anya.
Ezt a megoldás nagy gépeknél előnyös, ahol túl nagy lenne az orsó tömege, de mivel az anyát mozgatjuk, így ez nem befolyásolja a gép tulajdonságait, és a rezonanciával sem kell bajlódni.
Hogy Török Tamás hogy oldotta meg a kérdést, arról csak ő tudna nyilatkozni.
LASER témában nem vagyok benne, de természetesen mindenről van véleményem :D
Kisebb méretű laser esetén logikus dolog hogy a fejet mozgassa az ember, bonyolult optikák és tükörrendszer helyett. Ahogy láttam itt azért vannak méteres nagyságú csövek is, na ezt én nem rángatnám szívesen. Másik kérdés ami bennem felmerült, hogy a cső mennyire bírja a rezonanciát. Mert azért ezek mégiscsak vákuumtechnikai dolgok, és az elektroncsövek kifejezetten utálták a rezgéseket.
Ha LED-es LASER van azt viszont egyértelműen célszerűbb mozgatni.
Ugye azt is érdemes tudni, hogy akármilyen koherens is a laser azért csak széttartanak a sugarai, tehát optimális esetben fix távolságra érdemes ezeket is fókuszálni, mert így lesz a legjobb az energiasűrűsége.
Ezt a megoldás nagy gépeknél előnyös, ahol túl nagy lenne az orsó tömege, de mivel az anyát mozgatjuk, így ez nem befolyásolja a gép tulajdonságait, és a rezonanciával sem kell bajlódni.
Hogy Török Tamás hogy oldotta meg a kérdést, arról csak ő tudna nyilatkozni.
LASER témában nem vagyok benne, de természetesen mindenről van véleményem :D
Kisebb méretű laser esetén logikus dolog hogy a fejet mozgassa az ember, bonyolult optikák és tükörrendszer helyett. Ahogy láttam itt azért vannak méteres nagyságú csövek is, na ezt én nem rángatnám szívesen. Másik kérdés ami bennem felmerült, hogy a cső mennyire bírja a rezonanciát. Mert azért ezek mégiscsak vákuumtechnikai dolgok, és az elektroncsövek kifejezetten utálták a rezgéseket.
Ha LED-es LASER van azt viszont egyértelműen célszerűbb mozgatni.
Ugye azt is érdemes tudni, hogy akármilyen koherens is a laser azért csak széttartanak a sugarai, tehát optimális esetben fix távolságra érdemes ezeket is fókuszálni, mert így lesz a legjobb az energiasűrűsége.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2011 december 23, 08:52
Írta: keri Dátum 2011 december 23, 08:52
Nekem 700mm-es 16/5-ös orsóm van, és nem hajtott vége a levegőben lógott. Így forgattam akkora sebességgel ami a motorjaimból kifért, és ilyenkor okozott gondot a rezonancia, de érdekes módon csak akkor ha a kocsi az orsó közepére ért :) nyilván így tudott kialakulni állóhullám az orsóban.
Ha rendesen megcsapágyazod mindkét végét, akkor 1méteren még nem kell számolnod szerintem ezzel a problémával.
Ha rendesen megcsapágyazod mindkét végét, akkor 1méteren még nem kell számolnod szerintem ezzel a problémával.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 február 29, 13:27
Írta: sasi Dátum 2012 február 29, 13:27
Szalai Gyurinak (Épül a gépem…Keri #244): „Kihasználható üregek, rejtve szerelt motorok, önmagukban is használható axisok,”
Ilyesmire gondolsz? A hídban rejtettem el a 6,2 Nm-es léptető motort, a konzoltól nem is látszik.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 február 29, 13:35
Írta: svejk Dátum 2012 február 29, 13:35
A motorfeszítés hézagolása még kívánnivalókat hagy maga után :) [#crazya]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 február 29, 13:36
Írta: svejk Dátum 2012 február 29, 13:36
Még jó hogy el van rejtve :)
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 február 29, 13:39
Írta: sasi Dátum 2012 február 29, 13:39
[#smile]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 február 29, 13:52
Írta: svejk Dátum 2012 február 29, 13:52
Olyan jó a máséban hibát találni. [#finom]
Gyarló egy emberei tulajdonság. [#oooo]
Gyarló egy emberei tulajdonság. [#oooo]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 február 29, 14:55
Írta: keri Dátum 2012 február 29, 14:55
[#eljen] Tetszik.
Ha végre befejezi a gépem a munkát akkor tudok én is látványterveket mutatni a megoldásomról.
Nagyon hasonló ehhez, csak nekem a szíj kívül van...viszont a feszítés ezáltal átgondoltabban van megoldva [#bee1]
Ha végre befejezi a gépem a munkát akkor tudok én is látványterveket mutatni a megoldásomról.
Nagyon hasonló ehhez, csak nekem a szíj kívül van...viszont a feszítés ezáltal átgondoltabban van megoldva [#bee1]
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 február 29, 18:28
Írta: sasi Dátum 2012 február 29, 18:28
No, igen, nehéz úgy megítélni valamit, ha még az nincs is készen. A szíjfeszítés tányérrugókkal lesz megoldva, így nem kell ovális furatokkal bajlódnom.
Jelenleg csak további mérésekhez van ideiglenesen összeállítva.[#smile]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 február 29, 19:34
Írta: s7manbs8 Dátum 2012 február 29, 19:34
Figyeljetek, ha a cél, hogy működjön, nem mindig kell, vagy lehet olyan csicsás minden, annak idején az ősember sem iPOD irányítású aknavetővel lőtte a mamutot, ha enni köllött, akkor jó volt oda egy vásott rozsdás vasdarab is, ami jó nehéz volt. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 március 01, 14:11
Írta: Szalai György Dátum 2012 március 01, 14:11
Nem teljesen erre gondoltam. Bajnak látom, hogy az egy axison lévő két sínt (szinte mindenki gépén) túl közel látom egymáshoz. Pedig a sínek minél nagyobb távolsága is a stabilitás egyik záloga. Ha elég nagy a két sin közötti távolság, akkor simán befér közéjük a motor és az áttétel, hiszen az orsó épp a platform szélességével rövidebb a síneknél. Tehát a platform hossza alatt, a sínek között van szerintem a motor és áttétel jó helye. Annak meg nem látom jelentőségét, hogy a kén sin között épp a középvonalon legyen az orsó. Lehet az egyik sin mellett is.
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 március 01, 14:19
Írta: 9npx2xk89 Dátum 2012 március 01, 14:19
Ha elég merev a két sínt összekötő anyag, akkor valóban lehet az egyik szélén is.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 március 01, 14:53
Írta: besirkyjh Dátum 2012 március 01, 14:53
Szia Gyuribá
Ezek a fajta gépek mind ilyen felépitésüek .
Tényleg nagy jelentösége van a sinek közti távolságnak a stabilitásban de talán ellensulyozza hogy itt sosem megy a maroszár kivül a csapágyakon .A gond inkább akkor jön ha tesz egy forgatot is és ki megy vele oldalra .
Nekem is vannak erre a célra specko csapágyaim ( ISEL MLF3sin és WS3-nagy kocsi ( közel 200mm-es golyosoros csapággyal )de nem tudom hogyan lehetne belöle hasonlo feléitésü gépet épiteni , csak pakolgatom jobbra meg balra de nem készül belöle semmi .
Pedig ez a masina piszkosul tetszik !
Ezek a fajta gépek mind ilyen felépitésüek .
Tényleg nagy jelentösége van a sinek közti távolságnak a stabilitásban de talán ellensulyozza hogy itt sosem megy a maroszár kivül a csapágyakon .A gond inkább akkor jön ha tesz egy forgatot is és ki megy vele oldalra .
Nekem is vannak erre a célra specko csapágyaim ( ISEL MLF3sin és WS3-nagy kocsi ( közel 200mm-es golyosoros csapággyal )de nem tudom hogyan lehetne belöle hasonlo feléitésü gépet épiteni , csak pakolgatom jobbra meg balra de nem készül belöle semmi .
Pedig ez a masina piszkosul tetszik !
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 március 01, 16:22
Írta: sasi Dátum 2012 március 01, 16:22
Természetesen minél nagyobb a sínek közötti távolság, annál masszívabb a gép. De szükséges kompromisszumot kötni a mozgatott tömeg miatt, meg a pénztárca is szerepet kap.
A terveim szerint 160-sa U gerendákból állt volna a híd, de jóárasítva (sűrű köszönöm) csak 140-es vagy 260-as között választhattam, boltban meg csak 6 m-es szálat adnak. Ez utóbbiból a híd kb. 90 kg lett volna, így maradtam a 140-esnél, így is szerelvények nélkül is 30 kg a sulya. A többi meg logikusan adódik a híd méretéből.
Tulajdon képen a motor elhelyezése miatt mutattam meg ezt a képet.
A terveim szerint 160-sa U gerendákból állt volna a híd, de jóárasítva (sűrű köszönöm) csak 140-es vagy 260-as között választhattam, boltban meg csak 6 m-es szálat adnak. Ez utóbbiból a híd kb. 90 kg lett volna, így maradtam a 140-esnél, így is szerelvények nélkül is 30 kg a sulya. A többi meg logikusan adódik a híd méretéből.
Tulajdon képen a motor elhelyezése miatt mutattam meg ezt a képet.
Cím: Re:Mechanikai ötletek
Írta: c2nsu773m Dátum 2012 március 01, 18:07
Írta: c2nsu773m Dátum 2012 március 01, 18:07
Az az orosz bordásszíj miféle a képen?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 március 01, 18:15
Írta: sasi Dátum 2012 március 01, 18:15
Tokaji úti gazdaságos...[#smile]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 március 01, 18:17
Írta: svejk Dátum 2012 március 01, 18:17
A kisvasút jár még arrafelé?
Ugye jól emlékszem hogy ott ment el a KGST piac mellt?
Ugye jól emlékszem hogy ott ment el a KGST piac mellt?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 március 01, 18:45
Írta: sasi Dátum 2012 március 01, 18:45
Igen, jár, meg mellette két Záhonyi fővonal.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 március 01, 23:59
Írta: Szalai György Dátum 2012 március 01, 23:59
Köszönöm, hogy megmutattad.
Én úgy képzelem, hogy a kompromisszumot lyukakkal kötöm. Szerintem a tele anyagok alkalmazása éppen a merevség rovására megy, mert ott van az anyag, ahol nincsen rá szükség. Ne legyen anyag ott, ahol nem kell. Főleg ne legyen egyenszilárdságú anyag ott ahol semmi szükség anyagra, azokkal a helyekkel szemben, ahol meg nagyon sok anyagra van szükség. Egy ideális kialakítású szerkezetnek csak ott kell vastagnak lennie, ahol arra szükség is van, de ott meg nagyon.
Tusír léc.
Prés.
C szorító.
Idealizált C keret.
Vagy egy patkó szerszám.
Nézd meg ezt a vázat, jó nagy lyuk van a hátulján.
Ez meg pláne, hogy lyukas öntvény.
Én úgy képzelem, hogy a kompromisszumot lyukakkal kötöm. Szerintem a tele anyagok alkalmazása éppen a merevség rovására megy, mert ott van az anyag, ahol nincsen rá szükség. Ne legyen anyag ott, ahol nem kell. Főleg ne legyen egyenszilárdságú anyag ott ahol semmi szükség anyagra, azokkal a helyekkel szemben, ahol meg nagyon sok anyagra van szükség. Egy ideális kialakítású szerkezetnek csak ott kell vastagnak lennie, ahol arra szükség is van, de ott meg nagyon.
Tusír léc.
Prés.
C szorító.
Idealizált C keret.
Vagy egy patkó szerszám.
Nézd meg ezt a vázat, jó nagy lyuk van a hátulján.
Ez meg pláne, hogy lyukas öntvény.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 március 02, 08:01
Írta: sasi Dátum 2012 március 02, 08:01
Akaratom ellenére félre vezettelek, mert több mint 100 éves üzem után, 2009-ben leállították a kisvasutat, csak én nem vettem ezt észre...
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2012 március 02, 08:15
Írta: yuagaci9g Dátum 2012 március 02, 08:15
Nagyon tanulsagos ez az Idealizált C keret...
55KN eronel nincs merheto szogelteres!
es mind ez 980mm-es erokarral, 100kg alatti szerkezettel.
.
55KN eronel nincs merheto szogelteres!
es mind ez 980mm-es erokarral, 100kg alatti szerkezettel.
.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 március 02, 09:25
Írta: svejk Dátum 2012 március 02, 09:25
Tusír léc---emelgetni kell, minél könnyebb legyen, dinamikus igénybevételnek nincs kitéve
Prés---minimális anyagtakarékosság, design
C szorító---érdekes lenne használni ha "teli" lenne. :)
Idealizált gépkeret--- majd mutasd be az ilyen, elkészült gépedet. Statikusan biztos jó, azonkívül jó hangszer is lehet.
Nézd meg ezt a vázat...----hogy adott esetben hosszú anyag is beférjen, tehát praktikusság az elsődleges cél.
Ez meg pláne lyukas...---- itt számottevő az anyagtakarékosság, modern gép, nekem nem tetszik a design.
Ráadásul takarítsa 8 óra termelés után akinek húsz anyja van! :)
Félre ne érts az ember érzi általában hol fölös az anyag, de azért nem fogok 3x annyit fúrni faragni, hogy ilyen könnyítéseket végezzek el, ami ráadásul valamilyen szinten csökkenti a merevséget, a renonacia veszélyeket kiszámíthatatlanul növeli. igaz a tömeg csökken, de nekem oszt' igen mindegy hogy 200 vagy 300 kg-os a gép, ha egyedül úgy sem tudom mozgatni.
Ha lézerrel vágatod ki az alkatrészeket, akkor meg még jelentősen növekszik is a költség.
Prés---minimális anyagtakarékosság, design
C szorító---érdekes lenne használni ha "teli" lenne. :)
Idealizált gépkeret--- majd mutasd be az ilyen, elkészült gépedet. Statikusan biztos jó, azonkívül jó hangszer is lehet.
Nézd meg ezt a vázat...----hogy adott esetben hosszú anyag is beférjen, tehát praktikusság az elsődleges cél.
Ez meg pláne lyukas...---- itt számottevő az anyagtakarékosság, modern gép, nekem nem tetszik a design.
Ráadásul takarítsa 8 óra termelés után akinek húsz anyja van! :)
Félre ne érts az ember érzi általában hol fölös az anyag, de azért nem fogok 3x annyit fúrni faragni, hogy ilyen könnyítéseket végezzek el, ami ráadásul valamilyen szinten csökkenti a merevséget, a renonacia veszélyeket kiszámíthatatlanul növeli. igaz a tömeg csökken, de nekem oszt' igen mindegy hogy 200 vagy 300 kg-os a gép, ha egyedül úgy sem tudom mozgatni.
Ha lézerrel vágatod ki az alkatrészeket, akkor meg még jelentősen növekszik is a költség.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 március 02, 09:25
Írta: keri Dátum 2012 március 02, 09:25
Azért ezekben is találok bőven hibát [#hehe]
Az idealizált C keret csak egy irányú erőre jó.
Azért 0 fok a szögeltérés, mert ha kicsi is lenne azonnal megroppanna.
A présnél is rossz helyen van megvastagítva de mondjuk hogy az jó, de a munkalap csak egy lap, ami a lehető leg rosszabb irányban veszi fel az erőket. Ezt a hibát több gépen is elkövették.
Még a C szorító a leg hibátlanabb konstrukció, mert a megfelelő helyeken van megvastagítva és úgy tűnik szépen eloszlatja a feszültséget a teljes szerkezeten.
A lukak alkalmazásával nem értek egyet.
Az az erős kompromisszum, hogy ne kelljen elvékonyítani az anyagot annyira hogy megrogyjon.
Néz meg egy fát. Statikailag a tökéletes "alkotások", hiszen oda nő anyag ahol kell, és oda nem ahova nem kell.
Vagy nézd meg a csontozatod. Nem sok lukat találsz a lábszárcsonton, csak a csont sűrűsége és formája alkalmazkodik ahhoz hogy tökéletes legyen az erő felvétele.
Lényegében a lukak a sűrűség csökentését jeleni, olcsó megoldás gyanánt, mert a kivitelezés nem teszi lehetővé hogy olyan mikroszerkezete legyen a vasnak mint a csont esetében.
Illetve már kezdik, a magyar fejlesztésű fémhab pont ezt hivatott megoldani.
Egyébként jó régen volt a Deltában egy olyan programról szó, ami az organikus stuktúrák mintájára alakított ki formákat. Beadták neki az erőket, a program pedig a lehető leg erősebb szerkezetet növesztette köréjük.
Sok meglepetés érte a mérnököket, mert olyan alakzatok jöttek ki aminek addig az ellentetjét használták, sokkal nagyobb tömeggel. Úgy tudom a VW használta ezt a programot.
Az idealizált C keret csak egy irányú erőre jó.
Azért 0 fok a szögeltérés, mert ha kicsi is lenne azonnal megroppanna.
A présnél is rossz helyen van megvastagítva de mondjuk hogy az jó, de a munkalap csak egy lap, ami a lehető leg rosszabb irányban veszi fel az erőket. Ezt a hibát több gépen is elkövették.
Még a C szorító a leg hibátlanabb konstrukció, mert a megfelelő helyeken van megvastagítva és úgy tűnik szépen eloszlatja a feszültséget a teljes szerkezeten.
A lukak alkalmazásával nem értek egyet.
Az az erős kompromisszum, hogy ne kelljen elvékonyítani az anyagot annyira hogy megrogyjon.
Néz meg egy fát. Statikailag a tökéletes "alkotások", hiszen oda nő anyag ahol kell, és oda nem ahova nem kell.
Vagy nézd meg a csontozatod. Nem sok lukat találsz a lábszárcsonton, csak a csont sűrűsége és formája alkalmazkodik ahhoz hogy tökéletes legyen az erő felvétele.
Lényegében a lukak a sűrűség csökentését jeleni, olcsó megoldás gyanánt, mert a kivitelezés nem teszi lehetővé hogy olyan mikroszerkezete legyen a vasnak mint a csont esetében.
Illetve már kezdik, a magyar fejlesztésű fémhab pont ezt hivatott megoldani.
Egyébként jó régen volt a Deltában egy olyan programról szó, ami az organikus stuktúrák mintájára alakított ki formákat. Beadták neki az erőket, a program pedig a lehető leg erősebb szerkezetet növesztette köréjük.
Sok meglepetés érte a mérnököket, mert olyan alakzatok jöttek ki aminek addig az ellentetjét használták, sokkal nagyobb tömeggel. Úgy tudom a VW használta ezt a programot.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 március 02, 09:28
Írta: svejk Dátum 2012 március 02, 09:28
A C szorító és patkó szerszámnál félreértelmeztem a könnyítést, természetesen mivel kéziszerszámok praktikus ha könnyebbek, minimális statikai tulajdonságok romlása mellett.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 március 02, 09:29
Írta: keri Dátum 2012 március 02, 09:29
Erről van szó.
Én modelleztem a vázamat programmal, és ha jelentéktelenül is de minden anyag kivétel rontotta a merevséget, ugyan akkor meredeken emelte a költségeket, miközben tényleg csak annyi hogy 200 vagy 300kg lesz.
Ha nagyon takarékoskodni kéne az anyaggal, mondjuk repülő vagy autó esetén akkor lenne értelme ilyenekkel vacakolni, nem egy is műhelygépnél. Ott a kivitelezhetőség és költség erősebb szempont.
Én modelleztem a vázamat programmal, és ha jelentéktelenül is de minden anyag kivétel rontotta a merevséget, ugyan akkor meredeken emelte a költségeket, miközben tényleg csak annyi hogy 200 vagy 300kg lesz.
Ha nagyon takarékoskodni kéne az anyaggal, mondjuk repülő vagy autó esetén akkor lenne értelme ilyenekkel vacakolni, nem egy is műhelygépnél. Ott a kivitelezhetőség és költség erősebb szempont.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 március 02, 09:30
Írta: keri Dátum 2012 március 02, 09:30
6mm deformáció van rajta, szögeltérés meg azért nincs mert nincs olyan irányú erő, hiszen akkor összeroppanna :D
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 március 02, 09:31
Írta: svejk Dátum 2012 március 02, 09:31
No, f@sza... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 március 02, 13:11
Írta: 000000000 Dátum 2012 március 02, 13:11
Megint rád sóztak egy jegyet elővételben! :))))
Cím: Re:Mechanikai ötletek
Írta: u3t9egjsd Dátum 2012 március 02, 13:48
Írta: u3t9egjsd Dátum 2012 március 02, 13:48
Tudna valaki segiteni Powermill es Edgecam -hez oktatoi videokat vagy leirast ha lehet magyarul.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 március 02, 14:57
Írta: 000000000 Dátum 2012 március 02, 14:57
[#csodalk][#rinya]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 március 02, 19:18
Írta: 000000000 Dátum 2012 március 02, 19:18
[#eljen][#smile]
Cím: Re:Mechanikai ötletek
Írta: Torro60 Dátum 2012 március 02, 20:24
Írta: Torro60 Dátum 2012 március 02, 20:24
Szia tibor!
A youtub-on van 6db oktató videó a Powermill-hez.Igaz,nem magyarul de lehet belőle tanulni.
A powermill meg magyar nyelvű,nincs benne semmi különös.Ha gondolod szivesen segitek.Én ezzel dolgozok.
A youtub-on van 6db oktató videó a Powermill-hez.Igaz,nem magyarul de lehet belőle tanulni.
A powermill meg magyar nyelvű,nincs benne semmi különös.Ha gondolod szivesen segitek.Én ezzel dolgozok.
Cím: Re:Mechanikai ötletek
Írta: 3ihs2v23 Dátum 2012 március 16, 03:27
Írta: 3ihs2v23 Dátum 2012 március 16, 03:27
Trapézorsó és trapézanya kiválasztásában tudnátok segíteni? CNC gépem Z tengelyét 16mm átmérőjű trapézorsóval akarom megoldani. 1:2 es áttételt teszek, tehát az orsó 1500 f/perc sebességgel fog forogni. A Powerbeltnél és a Bánki-Sós nál nagy választék van. Szerintetek milyent kellene választanom? Faipari lesz a cnc, tehát por lesz és az orsót nem tudom kenni. Előre is köszönöm segítségeteket!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 március 16, 06:27
Írta: besirkyjh Dátum 2012 március 16, 06:27
Szia
Mivel a trapézorsonak van surlodása és höt termel ezért csak fém anyát ajánlok , a müanyagok hötágulása miatt ekkora fordulaton .
Elsösorban a bronz lenne a jobb választás .
Dicsérik a Z100-as ( vagy ZX100-as ) anyákat is de azt nem ismerem és végül is az is müanyag .Függ a lin csapágyazásod és a mozgatott tömegedtöl is na meg persze az elvárt sebességtöl is dinamikával .
Hivd fel a PowerBeltet és beszélj velül hogy Ök melyik párost alkalmaznák .( lényeges a telefon mert emailban lassuak ) .
Mivel a trapézorsonak van surlodása és höt termel ezért csak fém anyát ajánlok , a müanyagok hötágulása miatt ekkora fordulaton .
Elsösorban a bronz lenne a jobb választás .
Dicsérik a Z100-as ( vagy ZX100-as ) anyákat is de azt nem ismerem és végül is az is müanyag .Függ a lin csapágyazásod és a mozgatott tömegedtöl is na meg persze az elvárt sebességtöl is dinamikával .
Hivd fel a PowerBeltet és beszélj velül hogy Ök melyik párost alkalmaznák .( lényeges a telefon mert emailban lassuak ) .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 március 16, 06:32
Írta: besirkyjh Dátum 2012 március 16, 06:32
Az az 1:2 az nem 2:1 véletlen .Mivel hajtod a Z-t szervoval vagy léptetövel ?
1500fordulat iszonyat gyorsnak tünik a Z hez képest ( persze vannak ettöl joval gyorsabbak is ) de itt abszolult a dinamikára menj rá és ne a sebességre !
Szerintem 3000mm/min sebesség még egy kb 200mm mozgásu Z tengelynél is elég .
1500fordulat iszonyat gyorsnak tünik a Z hez képest ( persze vannak ettöl joval gyorsabbak is ) de itt abszolult a dinamikára menj rá és ne a sebességre !
Szerintem 3000mm/min sebesség még egy kb 200mm mozgásu Z tengelynél is elég .
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 március 16, 17:00
Írta: PSoft Dátum 2012 március 16, 17:00
Egy kis orsóklinika,THK orsó/anya szétszedés,tisztítás,összerakás pár képben.



Még mosás előtt a szétszedett anya,és alkatrészei.

96db.golyó jött ki a két anyából.
Brigéciolos mosás után az anyák és alkatrészei,kettévéve a golyómennyiséget,46/46db a két anyára.



A golyókat egyenként visrosszakosgatva az anyába,közben az orsót forgatva 40db.golyóval megtellik a golyópálya.



A megmaradt 6db.golyót a visszafordító csőbe zsírral rögzítve,helyére tehető a cső.



Már csak a rögzítőbilincs a két csavarral,és meg is van a dolog.


És még egy kép a két kitisztított,összerakott orsóról.

Még mosás előtt a szétszedett anya,és alkatrészei.
96db.golyó jött ki a két anyából.
Brigéciolos mosás után az anyák és alkatrészei,kettévéve a golyómennyiséget,46/46db a két anyára.
A golyókat egyenként visrosszakosgatva az anyába,közben az orsót forgatva 40db.golyóval megtellik a golyópálya.
A megmaradt 6db.golyót a visszafordító csőbe zsírral rögzítve,helyére tehető a cső.
Már csak a rögzítőbilincs a két csavarral,és meg is van a dolog.
És még egy kép a két kitisztított,összerakott orsóról.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2012 március 16, 17:08
Írta: sanyi84 Dátum 2012 március 16, 17:08
Nagyon köszönjük képeket és a részletes magyarázatot, ha széthullna egy orsó most már nem kérdés összerakni. Kocsitól is féltem de egy golyósorsó azért nehezebb falatnak tűnt. Itt példa hogy csinálni kell nem megijedni a feladattól.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 március 16, 17:32
Írta: PSoft Dátum 2012 március 16, 17:32
Azért,ez csak egy egybekezdésű,és ebből kifolyólag csak egy golyópályás orsó.
Ez a "könnyebbik" verzió a szétszedés/összerakásra.
Kicsit macerásabb volt pld.az ötbekezdésű,öt golyópályás 25-ös orsóm anyatisztítása/összerakása.
De kis kézügyességgel,odafigyeléssel,logikus gondolkodással,az se sokkal nagyobb feladat.
Ez a "könnyebbik" verzió a szétszedés/összerakásra.
Kicsit macerásabb volt pld.az ötbekezdésű,öt golyópályás 25-ös orsóm anyatisztítása/összerakása.
De kis kézügyességgel,odafigyeléssel,logikus gondolkodással,az se sokkal nagyobb feladat.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 március 16, 17:46
Írta: PSoft Dátum 2012 március 16, 17:46
Még,mielőtt valaki belekötne,...
"96db.golyó jött ki a két anyából.
Brigéciolos mosás után az anyák és alkatrészei,kettévéve a golyómennyiséget,46/46db a két anyára."
48/48db.golyó a két anyára.:))
"96db.golyó jött ki a két anyából.
Brigéciolos mosás után az anyák és alkatrészei,kettévéve a golyómennyiséget,46/46db a két anyára."
48/48db.golyó a két anyára.:))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 március 16, 17:47
Írta: Szalai György Dátum 2012 március 16, 17:47
Milyen fajta zsír az a fehér?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 március 16, 17:56
Írta: PSoft Dátum 2012 március 16, 17:56

Ezt használom,régóta,vagy a teflonos zsírt spray formában.
A teflonos épp elfogyott.:(
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 március 16, 18:06
Írta: PSoft Dátum 2012 március 16, 18:06
A teflonos zsír spray ami épp most elfogyott.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 március 17, 13:01
Írta: PSoft Dátum 2012 március 17, 13:01
Tegnap,a nagy fotózkodás közbe,.....kimaradt egy golyó valamelyik anyából.:([#falbav]
Ma,...a helyére került az is.:)[#wink]

Ma,...a helyére került az is.:)[#wink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 március 19, 20:35
Írta: 000000000 Dátum 2012 március 19, 20:35
Üdv! Ha segitség bárkinek is a http://3dtervezes.uw.hu Referenciák menüpontban van pár darab látványkép.
Cím: Re:Mechanikai ötletek
Írta: 2c77kibr4 Dátum 2012 március 19, 21:16
Írta: 2c77kibr4 Dátum 2012 március 19, 21:16
Sziasztok,
mivel két tengelyt szeretnék hajtani az Y tengelynél egy motorról, így felmerült bennem, hogy autóból származó vezérműszíjat használnék erre. Van valakinek tapasztalata, hogy működik-e ez a megoldás? A meghajtómotor 750W teljesítményű és 1:5 lassító áttétel is van rajta, így nagyon nagy a nyomaték. Tud valaki ajánlani céget, aki ilyen teljesítményre szíjjat és kereket gyárt? Köszönöm, Attila
mivel két tengelyt szeretnék hajtani az Y tengelynél egy motorról, így felmerült bennem, hogy autóból származó vezérműszíjat használnék erre. Van valakinek tapasztalata, hogy működik-e ez a megoldás? A meghajtómotor 750W teljesítményű és 1:5 lassító áttétel is van rajta, így nagyon nagy a nyomaték. Tud valaki ajánlani céget, aki ilyen teljesítményre szíjjat és kereket gyárt? Köszönöm, Attila
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 március 19, 21:20
Írta: keri Dátum 2012 március 19, 21:20
Powerbelt-re keress rá.
Ne vacakolj az autóalkatrészekkel.
Ne vacakolj az autóalkatrészekkel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 április 19, 10:59
Írta: 000000000 Dátum 2012 április 19, 10:59
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 április 21, 23:12
Írta: 000000000 Dátum 2012 április 21, 23:12
Üdv!
Lenne egy kérdésem. Hogyan lehet precízen derékszögelni az X és Y tengelyeket?
Nem a talpas derékszögre gondolok, mert az se biztos, hogy pontos. Valami órás megoldás érdekelne.
Lenne egy kérdésem. Hogyan lehet precízen derékszögelni az X és Y tengelyeket?
Nem a talpas derékszögre gondolok, mert az se biztos, hogy pontos. Valami órás megoldás érdekelne.
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2012 április 21, 23:40
Írta: kuv5p7226 Dátum 2012 április 21, 23:40
Márpedig egy derékszög kelleni fog hozzá, csak éppen nem talpas hanem precíziós, azaz valami szögraporter.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 április 22, 00:00
Írta: s2k5ycubj Dátum 2012 április 22, 00:00
Még nem láttam egy hobbi gépet sem amin állítható lett volna a derékszög vagy más,mind fix. Nyilván sokkal macerásabb a kivitele,de a régi marógépeken jó ötletek vannak.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 április 22, 06:44
Írta: besirkyjh Dátum 2012 április 22, 06:44
Szia
A munkaterület nagyságátol függöen az átlos mérés elég preciznek számit , minél nagyobb annál precizebben lehet beállitani .
KIcsit számolj és meglátod hogy egy 400mm körüli négyszög már veri a derékszöget .Akár egy mérőszalaggal is mérhetsz és nem a méret hüség hanem a két átlo egyformasága a lényeg 0.3mm eltérés simán látszik ( 0.2 vagy 0.3mm egy vonal vastagság a szalagon ) .
A munkaterület nagyságátol függöen az átlos mérés elég preciznek számit , minél nagyobb annál precizebben lehet beállitani .
KIcsit számolj és meglátod hogy egy 400mm körüli négyszög már veri a derékszöget .Akár egy mérőszalaggal is mérhetsz és nem a méret hüség hanem a két átlo egyformasága a lényeg 0.3mm eltérés simán látszik ( 0.2 vagy 0.3mm egy vonal vastagság a szalagon ) .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 április 22, 06:52
Írta: besirkyjh Dátum 2012 április 22, 06:52
Szia
Lehet hogy " hivatalosan " nem állithatonak hivják de minden mechanikai szerkezet a szerelésböl ( szerelhetöségböl ) adodoan kis kotyogással rendelkezik amit késöbb ( beállitás után ) rögzitenek csavarral , illesztőszeggel , ragasztoval , ráolvasással stb .
A régi marogépek szánjai azok fixek csak a munkaléc ami állithato , ami szögben elfordithato az a megmunkálás miatt van eredetileg , de tényleg sokszor van használva a derék szög kompenzálására is .
Lehet hogy " hivatalosan " nem állithatonak hivják de minden mechanikai szerkezet a szerelésböl ( szerelhetöségböl ) adodoan kis kotyogással rendelkezik amit késöbb ( beállitás után ) rögzitenek csavarral , illesztőszeggel , ragasztoval , ráolvasással stb .
A régi marogépek szánjai azok fixek csak a munkaléc ami állithato , ami szögben elfordithato az a megmunkálás miatt van eredetileg , de tényleg sokszor van használva a derék szög kompenzálására is .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 április 22, 16:45
Írta: 000000000 Dátum 2012 április 22, 16:45
Ez tiszta sor, meg pitagorasz bácsi is megmondta, csak valami precízebb megoldás érdekelt volna, mint a mérőszalag.
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 április 22, 16:51
Írta: xfg6v697j Dátum 2012 április 22, 16:51
Egy rudat megtoldassz egy mérőórával.
Az már elég pontos.
És a rúd hosszával variálva tetszőleges hosszúságú átló mérhető precíten.
Az már elég pontos.
És a rúd hosszával variálva tetszőleges hosszúságú átló mérhető precíten.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 április 22, 20:34
Írta: besirkyjh Dátum 2012 április 22, 20:34
Egyszer mértem egy 2000mm-es távolságot .
200-as digitásis tolomérövel 0.02mm pontossággal és mindig arrébb tettem ,mire a végére értem már solt benne vagy 2 tized mm amit egy jobb fajta méröszalaggal simán lehet látni .
Vannak olyan méröszalagok amik a teljes 3000mm-es távoságon belül 0.3mm pontosak ez valamivel jobb érték mint egy 150-es 0.05mm-es tolomérö .
200-as digitásis tolomérövel 0.02mm pontossággal és mindig arrébb tettem ,mire a végére értem már solt benne vagy 2 tized mm amit egy jobb fajta méröszalaggal simán lehet látni .
Vannak olyan méröszalagok amik a teljes 3000mm-es távoságon belül 0.3mm pontosak ez valamivel jobb érték mint egy 150-es 0.05mm-es tolomérö .
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 április 23, 10:33
Írta: mxjj54gxi Dátum 2012 április 23, 10:33
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 április 23, 10:44
Írta: keri Dátum 2012 április 23, 10:44
Ez de jó ötlet.
Ugye a derékszöget pontosan kimérni a leg nehezebb, főleg nagy méretekben.
Elsősorban kell hozzá egy precíz derékszög :D
Azonban ezzel a módszerrel bármilyen pontosságot el lehet érni könnyedén.
Csak a forgáspont precizitásán múlik, és a tapintócsúcs központosságán.
Ugye a derékszöget pontosan kimérni a leg nehezebb, főleg nagy méretekben.
Elsősorban kell hozzá egy precíz derékszög :D
Azonban ezzel a módszerrel bármilyen pontosságot el lehet érni könnyedén.
Csak a forgáspont precizitásán múlik, és a tapintócsúcs központosságán.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2012 április 23, 10:53
Írta: ANTAL GÁBOR Dátum 2012 április 23, 10:53
Szegény Thales forog a sírjában.....
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 április 23, 10:59
Írta: mxjj54gxi Dátum 2012 április 23, 10:59
Most, hogy mondod...
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 április 23, 11:01
Írta: mxjj54gxi Dátum 2012 április 23, 11:01
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 április 23, 20:20
Írta: KoLa Dátum 2012 április 23, 20:20
[#worship]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 május 09, 21:21
Írta: PSoft Dátum 2012 május 09, 21:21
Adok-veszek....
© svejk ma 20:28 | Válasz | #36402
Ha elárulod mire kell, túrok én is pár darabot. :)
Mágnes és kerámia nélküli biztosan van 5-6 db.
Mágnest,kerámiát megtarthatod,sőt.....küldök is ha kell.
[#vigyor2][#crazya]
Például,....erre.:)
Túrjál csak,lesz ott a fiókban.:)
Nyolcas a tengelyvége az orsóimnak.






© svejk ma 20:28 | Válasz | #36402
Ha elárulod mire kell, túrok én is pár darabot. :)
Mágnes és kerámia nélküli biztosan van 5-6 db.
Mágnest,kerámiát megtarthatod,sőt.....küldök is ha kell.
[#vigyor2][#crazya]
Például,....erre.:)
Túrjál csak,lesz ott a fiókban.:)
Nyolcas a tengelyvége az orsóimnak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 május 09, 21:45
Írta: svejk Dátum 2012 május 09, 21:45
Oké, összeszedem őket, de csak hétvégén, szólj rám el ne felejtsem...
Cím: Re:Mechanikai ötletek
Írta: x4rhew5r3 Dátum 2012 május 10, 07:18
Írta: x4rhew5r3 Dátum 2012 május 10, 07:18
Ez megint egy nagyon jó ötlet Tőled!
Hétvégén tűvé teszek mindent hogy megtaláljam és küldöm.
Hétvégén tűvé teszek mindent hogy megtaláljam és küldöm.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 május 12, 06:55
Írta: PSoft Dátum 2012 május 12, 06:55
Köszönöm!
Nálam álltalában alapelv a "miből,mit lehet kihozni".
Sokszor gyorsabb,célravezetőbb egy meglevő dolgot kis módosítással alkalmazni,mint nulláról indulni.
Itt is ez történt.
Nálam álltalában alapelv a "miből,mit lehet kihozni".
Sokszor gyorsabb,célravezetőbb egy meglevő dolgot kis módosítással alkalmazni,mint nulláról indulni.
Itt is ez történt.
Cím: Re:Mechanikai ötletek
Írta: a77ruejwh Dátum 2012 május 23, 16:06
Írta: a77ruejwh Dátum 2012 május 23, 16:06
Üdv Mindenkinek!
Vállal valaki mechanika építést?
Feltétel: strapabíró, kottyanás mentes.
Főleg famarásra szeretném használni és egy-két precízebb munkára is.
Munkaterület: 80cmx50cmx16cm
crowguitars kukac gmail pont com
Vállal valaki mechanika építést?
Feltétel: strapabíró, kottyanás mentes.
Főleg famarásra szeretném használni és egy-két precízebb munkára is.
Munkaterület: 80cmx50cmx16cm
crowguitars kukac gmail pont com
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 május 23, 19:32
Írta: 000000000 Dátum 2012 május 23, 19:32
Válaszoltam a mail-edre.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 08, 21:57
Írta: svejk Dátum 2012 június 08, 21:57
Biztos kérdeztem már, de ma megint kellett volna rézzel keményforrasztanom.
Ezekkel az olcsó PB-gázos melegítőkkel lehetséges ez?
Általában 1200 fokot írnak az adatlapok.
Nem nagy dolgokat akarok és csinálni, ma is gyorsan két különböző menetes közcsavart kellett volna összeforrasztani.
No meg azt nem értem, hogy a szakirodalom azt írja, hogy ha van is a PB mellé oxigén palack akkor is csak keményforrasztáshoz jó, holott biztosan tudom hogy szoktak PB + oxigénnel lángvágni acélt is.
Vagy ez így jó logikailag hogy vágni lehet vele acélt de lánghegeszteni nem?
Ezekkel az olcsó PB-gázos melegítőkkel lehetséges ez?
Általában 1200 fokot írnak az adatlapok.
Nem nagy dolgokat akarok és csinálni, ma is gyorsan két különböző menetes közcsavart kellett volna összeforrasztani.
No meg azt nem értem, hogy a szakirodalom azt írja, hogy ha van is a PB mellé oxigén palack akkor is csak keményforrasztáshoz jó, holott biztosan tudom hogy szoktak PB + oxigénnel lángvágni acélt is.
Vagy ez így jó logikailag hogy vágni lehet vele acélt de lánghegeszteni nem?
Cím: Re:Mechanikai ötletek
Írta: Sanyi Bá Dátum 2012 június 08, 22:21
Írta: Sanyi Bá Dátum 2012 június 08, 22:21
Igen vágni lehet, de lánghegeszteni nem. Én vágni is csak az NDK-ás vágópisztollyal tudtam, de azzal 100mm-es kazánvasat is simán lehetett vágni. Valaki annak idején elmagyarázta, hogy miért nem lehet hegeszteni a Pb-vel de már régen volt.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 június 08, 22:22
Írta: xg2w6ib9x Dátum 2012 június 08, 22:22
Szerintem a linkben szereplő pisztoly főleg lágyforrasztáshoz, meg egyéb melegítési feladatokhoz használható. Nem tudod fókuszálni vele a lángot.
Én próbáltam PB-t oxigénnel. Keményforrasztáshoz teljesen jó, próbáltam vékony lemez hegesztéséhez, de ahhoz nem vált be. Vágni még nem próbáltam PB-vel.
Én próbáltam PB-t oxigénnel. Keményforrasztáshoz teljesen jó, próbáltam vékony lemez hegesztéséhez, de ahhoz nem vált be. Vágni még nem próbáltam PB-vel.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2012 június 08, 22:23
Írta: Révész Richárd Dátum 2012 június 08, 22:23
Hát nem az igazi keményforrasztás amit ezzel lehet csinálni.
PB gázzal azért nem lehet hegeszteni mert behabzik a PB-től a varrat és tiszta zárvány lesz.
PB gázzal azért nem lehet hegeszteni mert behabzik a PB-től a varrat és tiszta zárvány lesz.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 június 08, 22:25
Írta: xg2w6ib9x Dátum 2012 június 08, 22:25
"Hát nem az igazi keményforrasztás amit ezzel lehet csinálni. "
Mennyiben nem az ?
Mennyiben nem az ?
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 június 08, 22:28
Írta: xg2w6ib9x Dátum 2012 június 08, 22:28
Horganyzott zártszelvényeket kemény forrasztottam össze vele és teljesen korrekt és szép kötést adott. Évekkel később egy ilyen szerkezetet szét kellet vágnom flex-szel és akkor látható volt, hogy a sárgaréz forrasz anyagban nem volt sem repedés, sem zárvány.
Mi a gond ezzel ?
Mi a gond ezzel ?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2012 június 08, 22:29
Írta: Révész Richárd Dátum 2012 június 08, 22:29
Próbáltam de nekem nem lett 100-as.
Közcsavart biztos nem forrasztanék vele, főleg ha van egy kis nyomás is.
Az is lehet, hogy én voltam bal....sz, nem folyt meg rendesen a réz.
Közcsavart biztos nem forrasztanék vele, főleg ha van egy kis nyomás is.
Az is lehet, hogy én voltam bal....sz, nem folyt meg rendesen a réz.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2012 június 08, 22:31
Írta: Révész Richárd Dátum 2012 június 08, 22:31
A zárványosodást a "vas" hegesztésre írtam.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2012 június 08, 22:33
Írta: jani300 Dátum 2012 június 08, 22:33
A lángvágás lényege hogy a felizzított acélra egy fúvókán engedjük a vágóoxigént és az oxigén elégeti avasat. Tehát a vágópisztolynak van egy melegítő lángja és ennek a közepén vezetik a nagynyomású vágó oxigént . Melegítőlángnak jó a pb is .Az acetilén láng egy pontba koncentrál nagy energiát ezért jó hegeszteni . A pb sokkal nagyobb felületen melegít nem egy pontban . Nem tudom jól emlékszem e de az acetilén láng lehet 3000 fokos is .
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2012 június 08, 22:36
Írta: zozo Dátum 2012 június 08, 22:36
PB gázzal normálisan dolgozni csak ipari ezüsttel lehet. Ha jól emléxem 21% ezüst+réz a drót anyaga. Kis tömegű hamar (majdnem) vörösizzásig melegíthető munkadarabokhoz jó. Folyatószer is kell hozzá. Vannak szúrólángos forrasztók is PB-re, de azok még kisebb tömeghez alkalmasak, finomabb munkákra.
Mikor a régi drótom elfogyott, az obiban vettem bevonatost, de azzal én csak szívtam.
Mikor a régi drótom elfogyott, az obiban vettem bevonatost, de azzal én csak szívtam.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 június 08, 22:37
Írta: xg2w6ib9x Dátum 2012 június 08, 22:37
Tény, hogy acetilénnel, meg egy komolyabb pisztollyal kényelmesebb és haladósabb dolgozni, de amiket évekkel ezelőtt kemény forrasztottam PB/oxigén keverékkel egy kis hobbi pisztollyal, azóta is hibátlanul állják a sarat.
A réz pálcához én bóraxot használtam és legtöbbször tiszta felületű horganyzott anyagokkal dolgoztam.
A réz pálcához én bóraxot használtam és legtöbbször tiszta felületű horganyzott anyagokkal dolgoztam.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 08, 22:41
Írta: svejk Dátum 2012 június 08, 22:41
Ez korrekt magyarázat, a 3000 fokra én is emlékszem.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 08, 22:41
Írta: svejk Dátum 2012 június 08, 22:41
Nem túl sok jóval kecsegtettek ez ügyben :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 08, 22:43
Írta: svejk Dátum 2012 június 08, 22:43
Mi pénz az ilyen huzal (pálca)?
Ez olyan amivel a hűtősök/klímások dolgoznak?
Ez olyan amivel a hűtősök/klímások dolgoznak?
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 június 08, 22:49
Írta: xg2w6ib9x Dátum 2012 június 08, 22:49
Jó sok éve egyszer dolgoztunk egy szilfosz nevű pálcával, amiben ezüst is volt és sima oxigén nélküli PB pisztollyal lehetett kemény forrasztani vele.
Most rákerestem a szilfosz névre és a vaterán találtam egy már lejárt aukciót:
Egy kis dobozka szilfosz (Rothenberger) pálca 4200 Ft-os fix áron kelt el.
Most rákerestem a szilfosz névre és a vaterán találtam egy már lejárt aukciót:
Egy kis dobozka szilfosz (Rothenberger) pálca 4200 Ft-os fix áron kelt el.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2012 június 08, 22:52
Írta: jani300 Dátum 2012 június 08, 22:52
Régen próbálgattam én is pb-vel de az acetilén a tökéletes . Egyébként horganyzott csőhöz van új technológia hozzávaló folyatószerrel a horganyzás is megmarad .
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 június 08, 22:58
Írta: xg2w6ib9x Dátum 2012 június 08, 22:58
Brutto 890 Ft a bolti ára d_1,5 mm l=500 mm 1 szál !!!
http://webcache.googleusercontent.com/search?q=cache:t0P2rWzAAowJ:bolthely.hu/orczy/id/HEG916_Forrasztoanyag__szilfosz__5__ezust_d%3D1_5mm__l%3D500mm__szal+szilfosz&cd=4&hl=hu&ct=clnk&gl=hu
http://webcache.googleusercontent.com/search?q=cache:t0P2rWzAAowJ:bolthely.hu/orczy/id/HEG916_Forrasztoanyag__szilfosz__5__ezust_d%3D1_5mm__l%3D500mm__szal+szilfosz&cd=4&hl=hu&ct=clnk&gl=hu
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 08, 23:56
Írta: svejk Dátum 2012 június 08, 23:56
Persze az a tökéletes, de az nincs nekem itthon, nem is tudnám hova rakni.
De néha nagyon jó lenne hama-hama összeforrasztani egy két dolgot.
De néha nagyon jó lenne hama-hama összeforrasztani egy két dolgot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 június 09, 06:24
Írta: 000000000 Dátum 2012 június 09, 06:24
Lehet kapni kis hegesztő készleteket, kis 1-1 literes oxigén és gáz palackokkal és kis keverőszárral. Nekem is van, sokmindent forrasztottam vele rézzel és bóraxszal.Nagyon ajánlom kis munkákhoz.
Jófajta PB gázos égővel is lehet keményforrasztani, de körűlményesebb.
Én annak idején forrasztottam rézzel indukciós hevítővel is.
Jófajta PB gázos égővel is lehet keményforrasztani, de körűlményesebb.
Én annak idején forrasztottam rézzel indukciós hevítővel is.
Cím: Re:Mechanikai ötletek
Írta: nvnshmpmn Dátum 2012 június 09, 06:46
Írta: nvnshmpmn Dátum 2012 június 09, 06:46
Nekem is egy ilyesmi van. Nagyon régen kaptam, megvan vagy harminc éves már.
A síkkollektoraimat ezzel forrasztottam. 22-es és 12-es vörösréz csövekből. Szépen meg lehetett vele csinálni, de persze nem megy olyan haladósan, mint acetilénnel. Meg kell hozzá venni azt a krokodilszáj kinézetű égőfejet, azzal lehet szépen körbemelegíteni a kötést. Rothenberger pálcát használok hozzá, meg ahhoz való folyasztószert. Nagyon kiadós. Ha érdekel, megnézem ma pontosan a nevét a pálcának.
A síkkollektoraimat ezzel forrasztottam. 22-es és 12-es vörösréz csövekből. Szépen meg lehetett vele csinálni, de persze nem megy olyan haladósan, mint acetilénnel. Meg kell hozzá venni azt a krokodilszáj kinézetű égőfejet, azzal lehet szépen körbemelegíteni a kötést. Rothenberger pálcát használok hozzá, meg ahhoz való folyasztószert. Nagyon kiadós. Ha érdekel, megnézem ma pontosan a nevét a pálcának.
Cím: Re:Mechanikai ötletek
Írta: nvnshmpmn Dátum 2012 június 09, 06:53
Írta: nvnshmpmn Dátum 2012 június 09, 06:53

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 június 09, 07:58
Írta: keri Dátum 2012 június 09, 07:58
[#eljen] Én AWI-val és rézzel forrasztottam. Persze nem arra való, de ha már kéznél van nem kell újabb vackokat venni.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 június 09, 09:04
Írta: xg2w6ib9x Dátum 2012 június 09, 09:04
Megkerestem azt a Rothenberger pálcát, amit régen használtunk PB-vel oxigén és folyasztószer nélkül.
Ugyan akkoriban szilfosz néven emlegette mindenki, de a hivatalos neve ]Rothenberger Nr.5
570 fokon olvad és 710 fok (Celsius) a javasolt munka hőmérséklet.


Ugyan akkoriban szilfosz néven emlegette mindenki, de a hivatalos neve ]Rothenberger Nr.5
570 fokon olvad és 710 fok (Celsius) a javasolt munka hőmérséklet.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 június 09, 09:42
Írta: xg2w6ib9x Dátum 2012 június 09, 09:42
Bocs Nem Nr 5, hanem No 5.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 09, 17:22
Írta: svejk Dátum 2012 június 09, 17:22
No, nekem annyi lehet elég lenne több évre.
Muti csak a Tiéd! elég lenne valami link is.
Muti csak a Tiéd! elég lenne valami link is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 június 09, 17:37
Írta: 000000000 Dátum 2012 június 09, 17:37
OBI-ban vettem.
Most Pesten vagyok,nem tudok képet adni.
Most Pesten vagyok,nem tudok képet adni.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2012 június 09, 18:11
Írta: Révész Richárd Dátum 2012 június 09, 18:11
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 09, 18:16
Írta: svejk Dátum 2012 június 09, 18:16
Hú, basszus, 25 ért már használtban komplett normál felszerelést lehetne venni, no de hova raknám?
Bízok benne Vbodi nem ilyenre gondolt...
Bízok benne Vbodi nem ilyenre gondolt...
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 június 09, 18:38
Írta: Szedlay Pál Dátum 2012 június 09, 18:38
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 június 09, 18:39
Írta: s2k5ycubj Dátum 2012 június 09, 18:39
Szia! AWI-val a "rezes" forrasztásnak,vagy a réz hegesztésének van valami titka? Mert nekem nem ment jól a hegesztése,hogy mi volt a baj már egy kicsit homály fedi.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 09, 18:56
Írta: svejk Dátum 2012 június 09, 18:56
Van rá kitalált utántöltési technika, vagy eldobósak a palackok?
(Tudom hogy eldobósak, de azért mindent lehet csak akarni kell. Kiscsikó koromban a nyugdíj előtt álló hegesztő szaki úgy fejtegette a saját palackjaiba az oxigént és a disous-t mint én a bort. Mi azért ilyenkor elmentünk a restibe, mely vagy jó 300m-re volt. :)) )
(Tudom hogy eldobósak, de azért mindent lehet csak akarni kell. Kiscsikó koromban a nyugdíj előtt álló hegesztő szaki úgy fejtegette a saját palackjaiba az oxigént és a disous-t mint én a bort. Mi azért ilyenkor elmentünk a restibe, mely vagy jó 300m-re volt. :)) )
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2012 június 09, 19:34
Írta: Farkas Ádám Dátum 2012 június 09, 19:34
Vagy az ebay: Link
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 09, 20:08
Írta: svejk Dátum 2012 június 09, 20:08
Alakul... :)
Azért f@sza lehet ilyen dolgokat postázni :)
Azért f@sza lehet ilyen dolgokat postázni :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 június 09, 20:14
Írta: keri Dátum 2012 június 09, 20:14
Hosszú ívet húzok, hogy csak melegítse a munkadarabot. Ha közel teszed akkor megolvasztaná a munkadarabot is.
Akár gázlánggal is melegíthetnéd az eljárás ugyan az, csak itt az ív melegít.
Akár gázlánggal is melegíthetnéd az eljárás ugyan az, csak itt az ív melegít.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 június 09, 20:17
Írta: keri Dátum 2012 június 09, 20:17
Ja, rezet nem hegesztettem még. Forrasztani azt egyszerűbb szerintem, mert nagyon elviszi a hőt.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 június 09, 20:28
Írta: s7manbs8 Dátum 2012 június 09, 20:28
Tegnap láttam egy videót ilyen régi 10 ezer éves építményről, ahogy azok lehet megolvasztották a követ is valamilyen nem ismert technikával.
A réz meg jól fel is veszi a hőt forrasztáskor.
A réz meg jól fel is veszi a hőt forrasztáskor.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 június 09, 21:24
Írta: xg2w6ib9x Dátum 2012 június 09, 21:24
Amit a #10145 Szedlay kolléga ajánlott én azt alakítottam át PB+oxigénre, miután evés közben megjött az étvágy és beláttam, hogy ez a kis kiszerelésű hobby készlet relatív elég drága a 11 kg-os PB-hez és a 2 m3-es oxigénhez képest.
Az átalakítás főleg annyiból állt, hogy vettem egy jobb fajta PB reduktort, meg tömlőket, sárgarész fittingeket stb, meg az oxigén palackot (oxigén reduktor volt).
Az átalakított apparát nekem nagyon bevált.
Így megmarad az a lehetőség is, hogy az eredeti kis készletet is tudod használni. Jól jöhet az még ha pl. szerviz munkához kell, vagy esetleg létrán dolgozva kell forrasztani valamit. Nem kell a nagy palackokat, meg a tömlőt cipelni.
Szerintem ne habozz ! Vedd meg és nem fogod megbánni ![#eljen]
Az átalakítás főleg annyiból állt, hogy vettem egy jobb fajta PB reduktort, meg tömlőket, sárgarész fittingeket stb, meg az oxigén palackot (oxigén reduktor volt).
Az átalakított apparát nekem nagyon bevált.
Így megmarad az a lehetőség is, hogy az eredeti kis készletet is tudod használni. Jól jöhet az még ha pl. szerviz munkához kell, vagy esetleg létrán dolgozva kell forrasztani valamit. Nem kell a nagy palackokat, meg a tömlőt cipelni.
Szerintem ne habozz ! Vedd meg és nem fogod megbánni ![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 június 09, 21:42
Írta: 000000000 Dátum 2012 június 09, 21:42
Nekem is ilyen van, de akkor még olcsóbb volt.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2012 június 09, 21:57
Írta: wkbgzy80t Dátum 2012 június 09, 21:57
Nagyon jó ellensúly ötletet láttam a minap a neten:
Sokáig a pneumatikus volt nálam a befutó, de sosem tetszett igazán, sok helyet foglal egy 250es löketű henger, meg nem is túl üzembiztos érzésem szerint...
Az új favorit: bowdennel "kihelyezett", "valódi" ellensúly. Lehet kapni szép vastag ipari bowdeneket (bár 50-60 kg-ra egy kerékpár bowden is megteszi, jó hajlékony, belefér a kábelcsatornába, és a Z tengely ellensúlya ott fityeghet a váz oldalán, nem kell cipelni a motrokkal... sztem szuper...
Sokáig a pneumatikus volt nálam a befutó, de sosem tetszett igazán, sok helyet foglal egy 250es löketű henger, meg nem is túl üzembiztos érzésem szerint...
Az új favorit: bowdennel "kihelyezett", "valódi" ellensúly. Lehet kapni szép vastag ipari bowdeneket (bár 50-60 kg-ra egy kerékpár bowden is megteszi, jó hajlékony, belefér a kábelcsatornába, és a Z tengely ellensúlya ott fityeghet a váz oldalán, nem kell cipelni a motrokkal... sztem szuper...
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 június 09, 22:03
Írta: s2k5ycubj Dátum 2012 június 09, 22:03
Egész addig amíg nem kell "rángatni" valami miatt.Vajon miért van laprugóból tekercselve a gyári gépeken?
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 június 09, 22:04
Írta: Szedlay Pál Dátum 2012 június 09, 22:04
A palackok eldobósak. Sajnos az oxigén szelep nem is mindig zár jól így van, hogy szökik belőle a gáz. És ha sokáig nem használod akkor is kiürül.
Relatív drága.
Az átfejtésen nem gondolkoztam, egy éve robbant fel egy ismerősöm aki fejtegette a PB-t.
Ráadásul már jártam úgy egyszer 25 éve, hogy túlmelegedett a pisztoly, egy brutális Krupp gyártmányú olvasztófej volt rajta és túl hosszú ideig használtam. Visszaégett és nem tudtam mit csinálni, mert teljesen szabálytalanul két helységgel odébb volt a palack. A kollégám kezébe nyomtam a pisztolyt és rohantam ahogyan a lábam bírta, ennek meg közben olyan hangja volt mint a golyószórónak. Mire elzártam már az acetilén palackban égett a gáz. Ez utólag derült ki mikor levettem a reduktort, csupa korom volt a palacknál a csatlakozó. Ráadásul ez mint a Határőrség Országos Parancsnokságától 150m-re volt. Még 3 óra múlva is sz elhárítós kocsik cikáztak a környéken. Ezek azt hitték megtámadták őket. Amikor a nagy ijedség elmúlt, könnyesre röhögtük magunkat.
Szerintem az oxigénnel nem jó játszani, ne töltögesd!
Relatív drága.
Az átfejtésen nem gondolkoztam, egy éve robbant fel egy ismerősöm aki fejtegette a PB-t.
Ráadásul már jártam úgy egyszer 25 éve, hogy túlmelegedett a pisztoly, egy brutális Krupp gyártmányú olvasztófej volt rajta és túl hosszú ideig használtam. Visszaégett és nem tudtam mit csinálni, mert teljesen szabálytalanul két helységgel odébb volt a palack. A kollégám kezébe nyomtam a pisztolyt és rohantam ahogyan a lábam bírta, ennek meg közben olyan hangja volt mint a golyószórónak. Mire elzártam már az acetilén palackban égett a gáz. Ez utólag derült ki mikor levettem a reduktort, csupa korom volt a palacknál a csatlakozó. Ráadásul ez mint a Határőrség Országos Parancsnokságától 150m-re volt. Még 3 óra múlva is sz elhárítós kocsik cikáztak a környéken. Ezek azt hitték megtámadták őket. Amikor a nagy ijedség elmúlt, könnyesre röhögtük magunkat.
Szerintem az oxigénnel nem jó játszani, ne töltögesd!
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2012 június 09, 22:07
Írta: wkbgzy80t Dátum 2012 június 09, 22:07
Gondolom mert le tudják gyártani :)
Mit értesz az alatt, hogy rángatni? 6-7 m/s^2-nél sosem gyorsulna jobban, kb. ennyivel tudna gyorsítani a motor max. Szted ezt nem viseli el egy jó minőségű, megkent teflonos bowd.?
Mit értesz az alatt, hogy rángatni? 6-7 m/s^2-nél sosem gyorsulna jobban, kb. ennyivel tudna gyorsítani a motor max. Szted ezt nem viseli el egy jó minőségű, megkent teflonos bowd.?
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 június 09, 22:09
Írta: xg2w6ib9x Dátum 2012 június 09, 22:09
A korábban említett kis készlet tömlő csatlakozóiban van beépített visszaégés gátló.
Acetilénes Varga-féle pisztolyhoz nemrég vettem visszaégés gátló patronokat. Kb. 7000 volt a kettő.
Ennyit feltétlenül megér a biztonság, meg a nyugalom.
Acetilénes Varga-féle pisztolyhoz nemrég vettem visszaégés gátló patronokat. Kb. 7000 volt a kettő.
Ennyit feltétlenül megér a biztonság, meg a nyugalom.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 június 09, 22:14
Írta: 4um5b65d Dátum 2012 június 09, 22:14
Á, az ilyen ellensúly megoldás miatt már engem is megköveztek.
Amit Áts elvtárs mond az nagyon jó.
Kinek is van az a fasza kis gyári revolverfejes helyzetfúró masinája ?
Egyszer tett fel róla képet.
Függőlegesen egy fogasléc felszerelve, azon egy fogaskerék, a fogaskerék tengelyére meg feltekerve az órarugó. Egyszerű és nagyszerű.
Amit Áts elvtárs mond az nagyon jó.
Kinek is van az a fasza kis gyári revolverfejes helyzetfúró masinája ?
Egyszer tett fel róla képet.
Függőlegesen egy fogasléc felszerelve, azon egy fogaskerék, a fogaskerék tengelyére meg feltekerve az órarugó. Egyszerű és nagyszerű.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 június 09, 22:23
Írta: s2k5ycubj Dátum 2012 június 09, 22:23
Talán elviseli,de minden szét fog rázni.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2012 június 10, 08:05
Írta: jani300 Dátum 2012 június 10, 08:05
Normál oxigénpalackot én is töltögetem már vagy 25 éve . Acetilént még nem mertem megpróbálni . Fejlesztővel kb 10 évig dolgoztam otthon .
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2012 június 10, 13:49
Írta: robroy007 Dátum 2012 június 10, 13:49
a nem oldott gázok gázok azok fejthetőek gyakorlatilag így egyedül az acetilén marad a tabu témakörbe
a pb telepen is a 2 kilóst ott helyben töltik (ano miko rláttam)
a folyadék/gáz halmazállapotúakat kiscit macerásabb az egyensúlyi állapotok miatt tölteni tehát csak mérleggel igazából ezeket pb co
sima teljes sűrített gázokat meg csak lassan mert a töltés során a palack szelepek erőteéljes hőhatásba kerülhetnek és az nem biztos kedved (rideg törés)
a pb telepen is a 2 kilóst ott helyben töltik (ano miko rláttam)
a folyadék/gáz halmazállapotúakat kiscit macerásabb az egyensúlyi állapotok miatt tölteni tehát csak mérleggel igazából ezeket pb co
sima teljes sűrített gázokat meg csak lassan mert a töltés során a palack szelepek erőteéljes hőhatásba kerülhetnek és az nem biztos kedved (rideg törés)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 június 10, 18:30
Írta: 000000000 Dátum 2012 június 10, 18:30
Sziasztok!
Van egy nsk lh 15 z típusú lineár kocsim és kíváncsiságból szétszedtem,de nem számítottam arra,hogy rögtön potyogni fognak a golyók,mert nem volt zsír a kocsiban.
A kérdésem tehát,hogy mekkora golyók lehetnek benne,digitális tolómérővel mérve 3,17mm,de most láttam,hogy az adok-veszekben hirdetett valaki 3,18-as golyókat azok jók lehetnek?Mikrométert nem tudok a környéken kölcsönkérni senkitől sajnos:-(.Aki tud kérem segítsen.
Van egy nsk lh 15 z típusú lineár kocsim és kíváncsiságból szétszedtem,de nem számítottam arra,hogy rögtön potyogni fognak a golyók,mert nem volt zsír a kocsiban.
A kérdésem tehát,hogy mekkora golyók lehetnek benne,digitális tolómérővel mérve 3,17mm,de most láttam,hogy az adok-veszekben hirdetett valaki 3,18-as golyókat azok jók lehetnek?Mikrométert nem tudok a környéken kölcsönkérni senkitől sajnos:-(.Aki tud kérem segítsen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 június 10, 18:37
Írta: 000000000 Dátum 2012 június 10, 18:37
Vagy netalán 1/8"-os(3,175mm) golyó lenne az általam 3,17-nek és az eladó által pedig 3,18-nak mért golyó?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 június 10, 18:48
Írta: hostya Dátum 2012 június 10, 18:48
Mi ebből a tanulság..??
Lin kocsit, golyós anyát MINDIG valamilyen edény (tálca,tepsi,lavór.. stb) fölött szerelünk szét, ill. össze!
Lin kocsit, golyós anyát MINDIG valamilyen edény (tálca,tepsi,lavór.. stb) fölött szerelünk szét, ill. össze!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 június 10, 18:53
Írta: 000000000 Dátum 2012 június 10, 18:53
Erre szoktam én azt mondani,hogy aki kurvának megy az számoljon azzal hogy egyszer megb*sszák.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 június 10, 19:19
Írta: hostya Dátum 2012 június 10, 19:19
Még azzal is előfordul aki örök szüzességet fogad.. :))
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2012 június 10, 20:51
Írta: zozo Dátum 2012 június 10, 20:51
"... valamilyen edény (tálca,tepsi,lavór.. stb) fölött szerelünk szét, ill. össze! "
Egy kollégám fél nap keresgélés után azt mondta, ezentúl gömb alakú műhelyben hajlandó csak rugós-golyós szerkentyűket szerelni nálam. [#vigyor2]
Egy kollégám fél nap keresgélés után azt mondta, ezentúl gömb alakú műhelyben hajlandó csak rugós-golyós szerkentyűket szerelni nálam. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 június 10, 21:36
Írta: s7manbs8 Dátum 2012 június 10, 21:36
És ne az aljával felfele nézzen az edény . :)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2012 június 10, 22:10
Írta: vjanos Dátum 2012 június 10, 22:10
Jó eséllyel 3.175 lesz az...
Az pont beszerezhető, járatos méret. 3 Ft-ért vettem darabját a múltkor egy csapágyboltban (gordulo.hu)
Az pont beszerezhető, járatos méret. 3 Ft-ért vettem darabját a múltkor egy csapágyboltban (gordulo.hu)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 június 21, 21:56
Írta: PSoft Dátum 2012 június 21, 21:56
A Linkek #2140-ben,Csuhás kollega mutatott egy házilag kivitelezhető megoldást a trapézmenetes műanyag anya gyártására.
Kicsit tovább gondolva a technológiát,innen már csak pár lépés lehet a hasított,rugófeszítésű anya.
Mint amilyen pld.ezen az orsón is van.



Kicsit tovább gondolva a technológiát,innen már csak pár lépés lehet a hasított,rugófeszítésű anya.
Mint amilyen pld.ezen az orsón is van.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2012 június 21, 22:14
Írta: vjanos Dátum 2012 június 21, 22:14
Nálunk hogy nevezik azt az "Acetal" műanyagot?
Ha ennyire hőre lágyuló, bírhatja a kiképzést hosszútávon?
Ezek a keményebb ...amidok mintha nem olvadnának olyan könnyen?
Ha ennyire hőre lágyuló, bírhatja a kiképzést hosszútávon?
Ezek a keményebb ...amidok mintha nem olvadnának olyan könnyen?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 június 21, 22:17
Írta: 000000000 Dátum 2012 június 21, 22:17
Nem látszanak a képek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 június 21, 22:20
Írta: 000000000 Dátum 2012 június 21, 22:20
Mire beírtam elmúlt a nemlátszódás...
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2012 június 24, 03:06
Írta: Vetesi75 Dátum 2012 június 24, 03:06
Nem új az ötlet. Ami vízszintes fúró-maróművet láttam idáig, az összesen ellensúly tartotta* az orsóházat. (*Vagy részben kompenzálta a súlyát, mert ugye hagyományos trapézorsónál a kottyanással is kezdeni kell valamit.) Szépséghibája a megoldásnak, hogy duplájára növeli a mozgatott tömeget és csak a szabadesésnek megfelelő gyorsulásig működik, de ez utóbbi...
Hétfőn megpróbálom megtudakolni, mekkora gyorsulás van engedélyezve a TOS VH10 CNC "Y"-jára - az hasonló kialakítású - összehasonlítási alapnak jó lehet. Tény, hogy nem egy kapkodó idegbeteg - annak ellenére, hogy (ha jól emlékszem) 3 KW-os AC-szervo cibálja.
Hétfőn megpróbálom megtudakolni, mekkora gyorsulás van engedélyezve a TOS VH10 CNC "Y"-jára - az hasonló kialakítású - összehasonlítási alapnak jó lehet. Tény, hogy nem egy kapkodó idegbeteg - annak ellenére, hogy (ha jól emlékszem) 3 KW-os AC-szervo cibálja.
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2012 június 24, 05:01
Írta: VViktor Dátum 2012 június 24, 05:01
Szia.Bocs hogy kérdezem,de te most a függőleges marómotorra gondoltál?
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2012 június 25, 01:29
Írta: Vetesi75 Dátum 2012 június 25, 01:29
Az itteni hobby gépeken a függőleges szán, amire vonatkozna. ("Z"-tengely) Az említett gépnek vízszintes a főorsója (ott ezért "Y"-tengely) , de ott is a függőleges szán. (A rajta dolgozót most este kérdeztem - fejből nem tudja, holnap megnézzük - a gépkönyvmásolat kint van hagyva, talán van benne a gyorsulásra utaló adat. A mozgó tömeget olyan másfél tonnára saccolom.)
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2012 június 25, 08:13
Írta: wkbgzy80t Dátum 2012 június 25, 08:13
Kösz hogy reagáltál. Sztem egy kis félreértés van (az is lehet h észemről): Tudom, hogy a "valódi" (nem pneumatikus, nem rugós stb) ellensúly bevett dolog. Amit mondtam, annál a megoldásnál az volt zámomra a friss ötlet, hogy flexibilis bowdenházon keresztül van összekötve a függőlegesen mozgatott tömeg az ellensúllyal, így a mozgatott tömeg nem nő meg, mivel az ellensúly álló helyzetben maradhat. Kis gépeknél akár még az energialáncba is bemehet a flexbilis bowdenház, és így kvázi tetszőleges helyen el lehet helyezni az ellensúlyt (célszerűen a gép valamely mindíg álló részén). Azt nem tudom, hogy hogy viselkedne egy bowden 50-60 kg terhelés alatt, és meddig bírná. De aká többet is lehet használni, kiegyenlítő görgőkkel..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 június 25, 09:34
Írta: 000000000 Dátum 2012 június 25, 09:34
[#eljen]Ez a bowden űber jó ötlet[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Lőrincz Tibor Dátum 2012 június 25, 14:42
Írta: Lőrincz Tibor Dátum 2012 június 25, 14:42
Hogyan is néz ki ez a "flexibilis bowdenház"-as ellensúly megoldás? Most így hirtelen nem ugrik be.
Egy képet esetleg tudnál róla mutatni?
Egy képet esetleg tudnál róla mutatni?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 25, 15:48
Írta: svejk Dátum 2012 június 25, 15:48
Én nem jósolnék neki hosszú életet.
Szerintem már kitalálták volna az iparban ha olyan "űber jó" ötlet lenne.
Szerintem már kitalálták volna az iparban ha olyan "űber jó" ötlet lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 június 25, 16:01
Írta: 000000000 Dátum 2012 június 25, 16:01
És az álló lapszabász gépek?? pl:HolzHer
mind így működnek.Még az újjak is, amik nc vezérlésüek.
mind így működnek.Még az újjak is, amik nc vezérlésüek.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 június 25, 17:02
Írta: Rabb Ferenc Dátum 2012 június 25, 17:02
Nézd meg (ha van hozzáférésed) a rugós ablakemelőket a vasúti kocsikon. Egy bika húzórugó feszíti az egyik bowdent. De a rugó nyújtásához egyre nagyobb erő kell, az ablak viszont állandó tömegű (mint a "Z" tengely és tartozékai)
Ezért egy csigaház alakú excenter az elfordulással arányosan változtatja az erőkart, amire az ablakemelő bowden csatlakozik. Így két ujjal lehet a teljes mozgási tartományban mozgatni az ablakot. (persze csak ha rendesen be is van állítva a szerkezet)
A mozgatott plusz tömeg a nem több, mint bowdenek és a fél rugó tömege. Na meg a vezető görgők "tehetetlensége". De ez összesen sem több párszáz grammnál, ellentétben a 30-40 kilós fémkeretes duplaüveges ablakkal.
Szerezz egy ilyen "demót" a kocsisoktól, és megoldódik minden nehéz "Z" mechanika emelgetése. Vagy legalább pár "méretezett" fényképet elkövethetnél...
Ezért egy csigaház alakú excenter az elfordulással arányosan változtatja az erőkart, amire az ablakemelő bowden csatlakozik. Így két ujjal lehet a teljes mozgási tartományban mozgatni az ablakot. (persze csak ha rendesen be is van állítva a szerkezet)
A mozgatott plusz tömeg a nem több, mint bowdenek és a fél rugó tömege. Na meg a vezető görgők "tehetetlensége". De ez összesen sem több párszáz grammnál, ellentétben a 30-40 kilós fémkeretes duplaüveges ablakkal.
Szerezz egy ilyen "demót" a kocsisoktól, és megoldódik minden nehéz "Z" mechanika emelgetése. Vagy legalább pár "méretezett" fényképet elkövethetnél...
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 június 25, 17:08
Írta: Rabb Ferenc Dátum 2012 június 25, 17:08
Bocs, hogy rádlőcsölöm a dolgok sürejét, de nekem eddig nem sikerült szereznem még a dunakeszi kocsijavítóból sem :((
Bár nekem nem kell, de régóta vadászok egy ilyenre, mert szerintem sokak gondját enyhítené
Bár nekem nem kell, de régóta vadászok egy ilyenre, mert szerintem sokak gondját enyhítené
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 25, 18:58
Írta: svejk Dátum 2012 június 25, 18:58
Ismerem a technikát, volt is valahol nekem egy a szekrényemben, de leléptem a cégtől.
(mi nem javítottunk kocsikat)
Ez működhetne hosszabb távon, mivel a sodrony gyakorlatilag gördül a csigán, ellentétben az említett bowdenes megoldással, ahol gyakorlatilag fűrészelő hatás éri a bowden külsőt és belsőt.
(mi nem javítottunk kocsikat)
Ez működhetne hosszabb távon, mivel a sodrony gyakorlatilag gördül a csigán, ellentétben az említett bowdenes megoldással, ahol gyakorlatilag fűrészelő hatás éri a bowden külsőt és belsőt.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 25, 19:01
Írta: svejk Dátum 2012 június 25, 19:01
Megpróbálok egyet szereztetni Neked!
De szerintem a csigavonalat kiszámolni sem ördöngösség, a rúgó visszahúzóereje nagyrészt lineárisan változik a kihúzott hosszával.
(ti. a rúgós húzós mérlegeknek is lineáris a skálájuk)
De szerintem a csigavonalat kiszámolni sem ördöngösség, a rúgó visszahúzóereje nagyrészt lineárisan változik a kihúzott hosszával.
(ti. a rúgós húzós mérlegeknek is lineáris a skálájuk)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 június 25, 19:02
Írta: Rabb Ferenc Dátum 2012 június 25, 19:02
Nofene! Már Te is leléptél [#wow1] Akkor ki fog legközelebb sztrájkolni?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 25, 19:03
Írta: svejk Dátum 2012 június 25, 19:03
27,5 év után.
Sosem sztrájkoltam.
Sosem sztrájkoltam.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 június 25, 19:05
Írta: svejk Dátum 2012 június 25, 19:05
Legyártani a mai HobbyCNC esztergák világában meg főleg nem probléma :)
De ki is lehetne marni, még forgató nélkül is.
De ki is lehetne marni, még forgató nélkül is.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2012 június 26, 08:21
Írta: wkbgzy80t Dátum 2012 június 26, 08:21
Több bowdenház is lehet párhuzamosan, szétosztva az erőt - a kerékpárokon is simán eléri az 1000N-t fékezésnék a bowden húzóereje, igaz ott csak az idő kis százalékában megy a dolog, de egy jobb minőség viszont sok évet is kibírhat. Ezek belül teflon betétesek, és bowdent is árulnak poliamid bevonattal, profi minőséget.
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2012 június 26, 16:44
Írta: VViktor Dátum 2012 június 26, 16:44
A Mercédesz autókhoz is a bowdent 150kg erővel kell megrántani teszteléskor.
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 01, 01:12
Írta: 9npx2xk89 Dátum 2012 július 01, 01:12
Amit vettem keresztszán ott a felső X kasán ,ozog, az alsó y viszont biztos hogy nem mozdítható meg egy 1.7Nm-es mocival. Mindenhova kentem zsírt, kicsit könyebb lett a mozgatás, de még mindig nem elég könnyű. Létezik, hogy azért mert ő cipeli a másikat nem is fog tudni könnyebben mozogni? Ilyenkor erre a tengelyre egy szervót érdemes rakni? Az erősebb?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 01, 06:13
Írta: besirkyjh Dátum 2012 július 01, 06:13
Szia
A szervo ott a leggyengébb ahol a léptetö a legerösebb , az inditonyomatékban !Ettöl függetlenül nem erösebb és nem is gyengébb , 1Nm léptetö = 1Nm szervoval ( másban különböznek ) .
Ez igy elég tág fogalom , linkeld ide a képet .
Az Y linje milyen , gördülö ? Milyen elvárásaid vannak az 1.7Nm-es léptetövel szemben ?Áttétel alkalmazható ?
Az 1.7Nm nagyon sokmindenre elég , szinte biztos hogy ide is !
Linkeld a képet !
A szervo ott a leggyengébb ahol a léptetö a legerösebb , az inditonyomatékban !Ettöl függetlenül nem erösebb és nem is gyengébb , 1Nm léptetö = 1Nm szervoval ( másban különböznek ) .
Ez igy elég tág fogalom , linkeld ide a képet .
Az Y linje milyen , gördülö ? Milyen elvárásaid vannak az 1.7Nm-es léptetövel szemben ?Áttétel alkalmazható ?
Az 1.7Nm nagyon sokmindenre elég , szinte biztos hogy ide is !
Linkeld a képet !
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 01, 10:40
Írta: 9npx2xk89 Dátum 2012 július 01, 10:40
Ő az:
http://www.naxgepker.hu/tartozekok/kt205.html
http://www.naxgepker.hu/tartozekok/kt205.html
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 01, 12:40
Írta: 9npx2xk89 Dátum 2012 július 01, 12:40
Inkább linkelem:
Keresztasztal
Keresztasztal
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 július 01, 13:00
Írta: 000000000 Dátum 2012 július 01, 13:00
Ezzel a bovdenes dologgal kapcsolatban nekem inkább az a véleményem,hogy az ipari gépeken is ellensúlyt használnak és láncos megvezetést ami nem egy könnyen fárad el.És hogyha valami nagyon vacak,de még működő lineáris síned és kocsid van akkor azon keresztül megvezetheted az egész súlyt,pár db rossz simson lánc meg lánckereked biztos akad kéznél és még szép esztétikus is lesz a dolog,persze csak ha van elég helyed ezt az egészet beépíteni.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 01, 14:41
Írta: besirkyjh Dátum 2012 július 01, 14:41
Ok , beugrott :)
Sajnos hiányozni fog a folyamatos olaj utánpotlás .Olajárok és a felületi minöség hiánya gond lehet ( ilyenkor lenne jo a hántolás ) .Egy szép kereszt irányu diszitö hántolás sokat segithet !
Kell a nagyobb léptetö és az áttétel ide , az igazi gond inkább az hogy a nagyobb surlodás miatt eröltetebb lessz az orso anya igénybe vétele igy rövidebb az élettartama is , talán egy golyosorso csere segithet .
Sajnos hiányozni fog a folyamatos olaj utánpotlás .Olajárok és a felületi minöség hiánya gond lehet ( ilyenkor lenne jo a hántolás ) .Egy szép kereszt irányu diszitö hántolás sokat segithet !
Kell a nagyobb léptetö és az áttétel ide , az igazi gond inkább az hogy a nagyobb surlodás miatt eröltetebb lessz az orso anya igénybe vétele igy rövidebb az élettartama is , talán egy golyosorso csere segithet .
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 július 01, 14:55
Írta: s2k5ycubj Dátum 2012 július 01, 14:55
Ha nagyon szorul annak a golyósorsó sem biztos,hogy hosszútávon "örülni" fog. Meg kell keresni azt a határt ahol könnyen megy de már nem remeg a megmunkáló erőtől. Ha nem megy nem lehet megúszni az utómunkálást,legrosszabb eseteben a lineáris sin használatát.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 01, 15:11
Írta: besirkyjh Dátum 2012 július 01, 15:11
Arra gondoltam hogy a gördülés miatt több nyomaték marad a szán mozgatására mintha a surlodo trapézmenettel hajtana át .
Menni fog az nem kell oda lin sin+kocsi :)
Menni fog az nem kell oda lin sin+kocsi :)
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 július 01, 16:47
Írta: s2k5ycubj Dátum 2012 július 01, 16:47
Szerintem állítsd be pontosan aztán járasd egy kicsit,majd állítsd be megint. Biztos kopik valamennyit,küld el a két végállásba 1000 szer és már állíthatod is.
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 01, 23:35
Írta: 9npx2xk89 Dátum 2012 július 01, 23:35
Hát ettől az átalakítástól félek én is. A felső az kasán mozog, az alsónak már adtam egy adag csírt, most már könnyebben jár, de még mindíg nehéz a dolog egy motornak. A motoron kisebb, a szán tengelyen nagyobb bordáskerék lenne a jó ugye? Cirka 2*-esel már talán menne.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 01, 23:45
Írta: besirkyjh Dátum 2012 július 01, 23:45
Olaj lesz az igazi , hántolj bele helyet az olajnak .Áttételnek 3:1 talán jo lenne igy még 300-at fordulna simán az orso ( ha elég lenne a sebesség igy ) .
Mel lesz vele de megtérül mert szonyu massziv mechanika épithetö belöle , pont a csuszo szánok miatt !!
Mel lesz vele de megtérül mert szonyu massziv mechanika épithetö belöle , pont a csuszo szánok miatt !!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 01, 23:47
Írta: besirkyjh Dátum 2012 július 01, 23:47
Olyan nem lehetséges hogy valami surlodik a szánon kivül ? A két asztal között van hézag ?Csak az also és az oldalso felületek érintkeznek egymással ?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 01, 23:49
Írta: besirkyjh Dátum 2012 július 01, 23:49
Na javitok :
Melo lesz vele de megtérül mert iszonyu massziv .......
Melo lesz vele de megtérül mert iszonyu massziv .......
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 02, 00:56
Írta: 9npx2xk89 Dátum 2012 július 02, 00:56
Igen az alsó és az oldalsó érintkezik csak, a talp, és a szán alatt van egy nagyobb hézag. (cirka 5mm) Ha más nem lesz, beviszem a céghez, ott van egy ugyan ilyen, és a talpba belemaratok egy lintengelynek helyet, és két masszívabb kocsival megcsinálom gördülősre, vagy tényleg rakok rá egy 3:1 áttételt.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 02, 08:11
Írta: besirkyjh Dátum 2012 július 02, 08:11
Szia
Belemarsz két lin tengelyt ?!
Akkor mi a turonak vetted meg ?
Abbol a pénzböl csinálhattál volna eleve a linek alá egy vázat !
Ezt én nem értem , van egy tuti rezgés mentes szánrendszer és eltoljuk egy golyos lenne csak azért mert könnyebben mozog ?Már több helyen láttam ilyen megoldást de nem értem minek [#nemtudom]
Nem kel megilyedni egy kis preciz munkátol !
Belemarsz két lin tengelyt ?!
Akkor mi a turonak vetted meg ?
Abbol a pénzböl csinálhattál volna eleve a linek alá egy vázat !
Ezt én nem értem , van egy tuti rezgés mentes szánrendszer és eltoljuk egy golyos lenne csak azért mert könnyebben mozog ?Már több helyen láttam ilyen megoldást de nem értem minek [#nemtudom]
Nem kel megilyedni egy kis preciz munkátol !
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 02, 09:06
Írta: 9npx2xk89 Dátum 2012 július 02, 09:06
Masszívnak masszív, de egy léptető nem biztos hogy jelen állapotában elviszi.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 02, 12:12
Írta: besirkyjh Dátum 2012 július 02, 12:12
Mert egy szervo elviszi ?
Mi a különbség a léptetö és a szervo hajtásnak ennél a gépnél ? Semmi . A hajtás igény az hajtás igény akár szervoval akár léptetövel akár kézzel hajtod !
Ne bonyolitsd :)
Pont itt jön ki a léptetö elönye !
Mi a különbség a léptetö és a szervo hajtásnak ennél a gépnél ? Semmi . A hajtás igény az hajtás igény akár szervoval akár léptetövel akár kézzel hajtod !
Ne bonyolitsd :)
Pont itt jön ki a léptetö elönye !
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 02, 12:50
Írta: 9npx2xk89 Dátum 2012 július 02, 12:50
Most nem a léptető és szervó közötti különbség miatt írtam, hanem a mozgatás nehézkessége miatt.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 02, 14:14
Írta: besirkyjh Dátum 2012 július 02, 14:14
Ok .Értem , csak azt is látom hogy meg vagy ilyedve !
Mérd ki hogy hány Nm kel a megmozditásához .( tudod : az orsora 100mm-es erökar , oda egy furat halmérleg beleakaszt és addig huzod mig meg nem mozdul a szán , vagy kolás üveg és abba töltöd a vizet és utánna leméred a sulyát ) .
Szerintem meg fogsz lepödni :)
Mekkora az orso emelkedése ?
Mérd ki hogy hány Nm kel a megmozditásához .( tudod : az orsora 100mm-es erökar , oda egy furat halmérleg beleakaszt és addig huzod mig meg nem mozdul a szán , vagy kolás üveg és abba töltöd a vizet és utánna leméred a sulyát ) .
Szerintem meg fogsz lepödni :)
Mekkora az orso emelkedése ?
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2012 július 02, 14:25
Írta: xsugix Dátum 2012 július 02, 14:25
Bowdenes témára reagálva, már régebben említettem a légrugót.. Kicsi levegőhenger a Z-re, ami összeköttetésben van egy nagyobb tartállyal. (természetesen a tartály legalább 10x akkora űrmértékű legyen..) Így ha a tartály megfelelően van feltöltve levegővel a kis léghenger egy állandó rugóként üzemel, mivel a nagy tartályban elenyésző a nyomásnövekedés. Ha valaki kipróbálta, jelezze.. :)
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 02, 15:11
Írta: 9npx2xk89 Dátum 2012 július 02, 15:11
Ebből a kólásüveg teljesíthető. Megmérem, úgyis kell képeket csinálni, meg mérni az állványhoz.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 02, 16:16
Írta: besirkyjh Dátum 2012 július 02, 16:16
Gondoltam , azért irtam :) , én horgászom de még sincs mérlegem :)
Marad a kolás üveg .
Marad a kolás üveg .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 02, 16:22
Írta: besirkyjh Dátum 2012 július 02, 16:22
Szia
Gumipok a legjobb !!
Gumipok a legjobb !!
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 július 02, 17:47
Írta: hostya Dátum 2012 július 02, 17:47
Az biztos hogy sokkal jobb megoldás a légrugó (az általad vázolt összeállításban) a tehermentesítésre, mint az ellensúly..!
Nem kell kétszer akkora tömeget gyorsítani-lassítani.
Talán azért nem terjedt el a hobbisták között, mert nem ismerik a pneumatikában rejlő előnyöket.
Azért az előnye mellett, hátránya is van...
Olyan ZÁRT pneumatikus rendszert kell kiépíteni, ami szivárgásmentes.
A használat során, biztos hogy lesznek szivárgások, tehát pótolni kell a rendszerben némi levegő mennyiséget a megfelelő nyomás fenntartása érdekében.
A levegő utánpótlást meg lehet oldani egy "autós" kézi/láb pumpával, vagy egy mini kompresszorral, de ez is kényelmetlen egy hobbista számára. (nem mindenkinek van pumpa,kompresszor)
Még egy kis adalék:
A megfelelően méretezett légrugóval a "Z" tengely orsó-anya holtjátéka (kottyanás) is kiküszöbölhető..!
Nem kell kétszer akkora tömeget gyorsítani-lassítani.
Talán azért nem terjedt el a hobbisták között, mert nem ismerik a pneumatikában rejlő előnyöket.
Azért az előnye mellett, hátránya is van...
Olyan ZÁRT pneumatikus rendszert kell kiépíteni, ami szivárgásmentes.
A használat során, biztos hogy lesznek szivárgások, tehát pótolni kell a rendszerben némi levegő mennyiséget a megfelelő nyomás fenntartása érdekében.
A levegő utánpótlást meg lehet oldani egy "autós" kézi/láb pumpával, vagy egy mini kompresszorral, de ez is kényelmetlen egy hobbista számára. (nem mindenkinek van pumpa,kompresszor)
Még egy kis adalék:
A megfelelően méretezett légrugóval a "Z" tengely orsó-anya holtjátéka (kottyanás) is kiküszöbölhető..!
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 július 02, 17:51
Írta: hostya Dátum 2012 július 02, 17:51
Bocsi mellé nyomtam...
A lenti hsz.-t © xsugix-nak szántam a #10212 -re
A lenti hsz.-t © xsugix-nak szántam a #10212 -re
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2012 július 02, 17:51
Írta: 7vpav5d32 Dátum 2012 július 02, 17:51
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 július 02, 17:54
Írta: hostya Dátum 2012 július 02, 17:54
Az is jó, és még egyszerűbb is ..! [#wave]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 július 02, 18:00
Írta: hostya Dátum 2012 július 02, 18:00
De egy 20 kilós "Z"-nél nagyon keresni kell az alkalmas balancert, meg ha van is, eléggé megkérik az árát... :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 02, 18:40
Írta: svejk Dátum 2012 július 02, 18:40
Beleolvasgattam a témába, bár nem látom hol írta a kérdező a 20 kg Z terhet, de itt végül is erről lett szó a végén.
Szóval 20 kg teher függőleges megtartásához 5-ös orsó esetén 0,16 Nm-re van szükség. ennyi majd csak futja még az 1,7Nm-es motorból, minek ide balancer??
A másik dolog a prizmás öntvény ágy.
Nagyon jó, nagyon erős, de a gyors, rövid ide-oda mozgások felejtősek, igen gyorsan be tud rágni.
A saját gyári, központi kenésű gépemen is sikerült egy 10 mm-es szakaszon berágatni az öntvényt a tesztelés időszakában.
Tehát csak csínján vele!
Szóval 20 kg teher függőleges megtartásához 5-ös orsó esetén 0,16 Nm-re van szükség. ennyi majd csak futja még az 1,7Nm-es motorból, minek ide balancer??
A másik dolog a prizmás öntvény ágy.
Nagyon jó, nagyon erős, de a gyors, rövid ide-oda mozgások felejtősek, igen gyorsan be tud rágni.
A saját gyári, központi kenésű gépemen is sikerült egy 10 mm-es szakaszon berágatni az öntvényt a tesztelés időszakában.
Tehát csak csínján vele!
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 július 02, 19:06
Írta: hostya Dátum 2012 július 02, 19:06
Igazad van, sehol nem volt szó 20kg Z teherről...
Én csak a bovdenes ellensúly témához kapcsolódó, #10212-re válaszoltam, azután jött elő a balancer...
Én csak a bovdenes ellensúly témához kapcsolódó, #10212-re válaszoltam, azután jött elő a balancer...
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2012 július 02, 20:14
Írta: 7vpav5d32 Dátum 2012 július 02, 20:14
Totál igazad van, de ha már akar segíteni a Z-nek akkor sem kell nagy dolgokba merülni. Meggyőződésem, hogy a teljesen kiegyensúlyozott Z-nek nincs is értelme sőt káros is.
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 02, 21:00
Írta: 9npx2xk89 Dátum 2012 július 02, 21:00
Na válaszok:
Egy fordulat 4mm, úgyhogy a menetemelkedése az orsónak, akkor ennyi.
Beolajoztam, letöröltem róla a fekete szutygot, orsót is megolajoztam, könnyebben megy sokkal, de sajnos egy 6.5-7cm-es erőkaron van olyan állás ahol az 1.5literes nesstee-s üvegnek teli állapotban ellenáll, van olyan állás ahol ez a súly már mozdít. (A tekerő karjára raktam rá az üveget úgy hogy rálógattam egy dróttal, teljesen függőlegesen húzta az üveg)
Az y-t ha meglököm erősen, még másfelet fordul szabadon, azzal nagyon meg vagyok elégedve, már csak ezzel a fránya X-el kéne valamit tenni, de félek ez a maximum. Holnap szerzek egy jó nagy bordáskereket, de aztán 2 hétig nem leszek, lehet, tudni majd foglalkozni vele, minden azon múlik mit kapok a boltban.
Tettem az Y alá két bitang nagy fát, hogy az egész x a levegőben lógott, némileg megnyugtatott, a tekerés ugyan olyan nehéz maradt, tehát nem a nagy y miatt nem megy az x.
Viszont megyek pécsre 10 nap múlva megnézem a cégnél, hogy ez a normális mozgás e.
Egy fordulat 4mm, úgyhogy a menetemelkedése az orsónak, akkor ennyi.
Beolajoztam, letöröltem róla a fekete szutygot, orsót is megolajoztam, könnyebben megy sokkal, de sajnos egy 6.5-7cm-es erőkaron van olyan állás ahol az 1.5literes nesstee-s üvegnek teli állapotban ellenáll, van olyan állás ahol ez a súly már mozdít. (A tekerő karjára raktam rá az üveget úgy hogy rálógattam egy dróttal, teljesen függőlegesen húzta az üveg)
Az y-t ha meglököm erősen, még másfelet fordul szabadon, azzal nagyon meg vagyok elégedve, már csak ezzel a fránya X-el kéne valamit tenni, de félek ez a maximum. Holnap szerzek egy jó nagy bordáskereket, de aztán 2 hétig nem leszek, lehet, tudni majd foglalkozni vele, minden azon múlik mit kapok a boltban.
Tettem az Y alá két bitang nagy fát, hogy az egész x a levegőben lógott, némileg megnyugtatott, a tekerés ugyan olyan nehéz maradt, tehát nem a nagy y miatt nem megy az x.
Viszont megyek pécsre 10 nap múlva megnézem a cégnél, hogy ez a normális mozgás e.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 02, 21:28
Írta: besirkyjh Dátum 2012 július 02, 21:28
Ha utánna számolsz kb 30% eltérés van a mérésedben .A tele üveg kb 1,5kg és ebböl kivonod a 30%-ot ( rövidebb erökar miatt ) és igy a szán nehezebb részén a megmozditáshoz szükséges nyomaték kb 1,05Nm , ez viszonylag normális érték egy csuszo szán rendszernél .
Nem olyan rossz az .Valoszinü összekel hogy járodjon kicsit és könnyebb lesz az .
Kicsit üt az orso is ezért van hogy nem egyenletes a forgatás .
Simán rátenném az 1,7Nm-es léptetöt de 2:1 áttétellel még igy is nagyon jo az elérhetö max sebesség kb 1800-2000mm/min ( pozicionálás ) .
Nem olyan rossz az .Valoszinü összekel hogy járodjon kicsit és könnyebb lesz az .
Kicsit üt az orso is ezért van hogy nem egyenletes a forgatás .
Simán rátenném az 1,7Nm-es léptetöt de 2:1 áttétellel még igy is nagyon jo az elérhetö max sebesség kb 1800-2000mm/min ( pozicionálás ) .
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 július 02, 21:57
Írta: s2k5ycubj Dátum 2012 július 02, 21:57
Már mikor mondtam ezt,hogy járassa (#10201),biztos,hogy könnyebben fog járni.
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 02, 22:39
Írta: 9npx2xk89 Dátum 2012 július 02, 22:39
Közben Tiborral skypoltunk, és van ebben a szánban oldalt egy lap, amivel ugye lehet szorítani két csavarral. Na most az enyémben a két csavar teljesen laza (majdnem kiesik a lukból) mellett is kalapáccsal megütve ez a lap éppen csak megmozdult, miközben Tibor sieg-jében és esztergájában ennyire kilazított csavarnál kézzel ki lehet húzni. Gondolom ettől szorul. Megyek pécsre másfél hét múlva, és megpróbálom kiszedni ezt a lapot valahogy, és a fejükhöz vágom, hogy adjanak egy olyat, ami jó is bele!
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 02, 23:36
Írta: 9npx2xk89 Dátum 2012 július 02, 23:36
Kiszedtem azt a laposvasat, az utolsó 10 centin kezd szorulni, ha azt kiütöm, már kézzel kiszedhető.
Hát ilyen megmunkálást még nem láttam, a csúszófelület nem tükör sima, hanem hosszanti nagyon sekély cirka 4-es 5-ös maróval mintha valaki próbálta volna a vastagságát lejjebb venni, de mintha kézben tartotta volna a marót, és leginkább verjük szemmel műveletnek tűnik. Kicsit kijebb vettem ahol nem szorul, hát sokkal jobb lett a kerék, erről már elhiszem, hogy lehet egy 1.7-es léptetővel hajtani, köszönöm az ötleteket. Közben megnéztem van itthon olyan bordáskerék amiben most egy 12-es menet van, megvan a párja is, és a szíj is. Remélem a gépműhelyünk tud belőle egy 16-ost csinálni, és akkor holnap ki is tudnám próbálni.
Hát ilyen megmunkálást még nem láttam, a csúszófelület nem tükör sima, hanem hosszanti nagyon sekély cirka 4-es 5-ös maróval mintha valaki próbálta volna a vastagságát lejjebb venni, de mintha kézben tartotta volna a marót, és leginkább verjük szemmel műveletnek tűnik. Kicsit kijebb vettem ahol nem szorul, hát sokkal jobb lett a kerék, erről már elhiszem, hogy lehet egy 1.7-es léptetővel hajtani, köszönöm az ötleteket. Közben megnéztem van itthon olyan bordáskerék amiben most egy 12-es menet van, megvan a párja is, és a szíj is. Remélem a gépműhelyünk tud belőle egy 16-ost csinálni, és akkor holnap ki is tudnám próbálni.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 03, 08:42
Írta: besirkyjh Dátum 2012 július 03, 08:42
Szia
Azt mondtad hogy szét szedted és kitakaritottad belülröl .Ha a munkaléc a helyén volt hogy szedted szét illetve hogyan raktad össze ?
Nem fognak másikat adni mert mind ilyen . Össze kel dolgozni a szán belsö prizmájával .
A csavarok hossz oldalon vannak vagy oldalrol nyonják a munkalécet ? Ha oldalrol akkor könnyebb dolgod van mert csak egy oldalt kel megmunkálnod , a másiknál kupos a léc hosszában ezt csak hántolással lehet beilleszteni ennél a csavarok hosszában állitják a munkalécet ( elég könnyü elrontani ezt a fajtát ) .Nem biztos hogy elönyös a tükör fényes felület most .
Szerintem a bejáratás még mindig jo megoldás és a munkaléc után állitásával szépen összekopik !
Azt mondtad hogy szét szedted és kitakaritottad belülröl .Ha a munkaléc a helyén volt hogy szedted szét illetve hogyan raktad össze ?
Nem fognak másikat adni mert mind ilyen . Össze kel dolgozni a szán belsö prizmájával .
A csavarok hossz oldalon vannak vagy oldalrol nyonják a munkalécet ? Ha oldalrol akkor könnyebb dolgod van mert csak egy oldalt kel megmunkálnod , a másiknál kupos a léc hosszában ezt csak hántolással lehet beilleszteni ennél a csavarok hosszában állitják a munkalécet ( elég könnyü elrontani ezt a fajtát ) .Nem biztos hogy elönyös a tükör fényes felület most .
Szerintem a bejáratás még mindig jo megoldás és a munkaléc után állitásával szépen összekopik !
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 03, 10:31
Írta: 9npx2xk89 Dátum 2012 július 03, 10:31
Ha azt a laposvasat munkalécnek hívják, akkor finoman kiütögettem, miközben az elöl lévő csavart folyamatosan tekertem kifelé. Elég béna megoldás, mert amennyire szorul a léc, az első csavaral kizárt hogy lehet állítani, az csak egy megvágott menet, rajta egy nagyobb anya, ami belelőg a munkalécbe vágott résbe. Oldalt is van két feszítő csavar, azok végig ki voltak tekerve. A másfél literes üveg már mozdítja simán. Holnapra meglesz a 16-os menetes bordáskerék, és akkor egy 1:1-es próbát tudok csinálni.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 03, 12:10
Írta: besirkyjh Dátum 2012 július 03, 12:10
Igen annak hivják .
Azzal a vágott réssel tudod majd beállitani a szán oldalirányu holtjátékát .Meg kel nézni mind két végén hogy nincs-e kotyogása , ha van akkor a munkalécet huzod befelé vagy a munkaléc kupszöge nem tökéletes ( ez ritkán fordul elö uj gépeknél ) .
Figyelj arra is amit Svejk mondott tulzott sebesség és dinamika berágodást okozhat ha hiányzik a folyamatos kenés .
Olyan 2000mm/min körül állj meg a sebességgel és nem kel tul nagy dinamika sem ( olyan 800 és 1000 közötti jo lenne ) .
Jo kis gép lesz az !
Azzal a vágott réssel tudod majd beállitani a szán oldalirányu holtjátékát .Meg kel nézni mind két végén hogy nincs-e kotyogása , ha van akkor a munkalécet huzod befelé vagy a munkaléc kupszöge nem tökéletes ( ez ritkán fordul elö uj gépeknél ) .
Figyelj arra is amit Svejk mondott tulzott sebesség és dinamika berágodást okozhat ha hiányzik a folyamatos kenés .
Olyan 2000mm/min körül állj meg a sebességgel és nem kel tul nagy dinamika sem ( olyan 800 és 1000 közötti jo lenne ) .
Jo kis gép lesz az !
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 03, 14:48
Írta: svejk Dátum 2012 július 03, 14:48
No azt a laposvasat úgy hívják hogy húzóék és öntvényből van. Nem tűnt fel hogy ék alakú?
Bár azt nem értem minek még az oldaláról is rögzíteni. :(
Az oldalán nem kenőfuratok azok?
Bár azt nem értem minek még az oldaláról is rögzíteni. :(
Az oldalán nem kenőfuratok azok?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 03, 14:51
Írta: svejk Dátum 2012 július 03, 14:51
Azok a hosszanti kézi cikk-cakkok pedig az olajcsatornák benne. Nem tudnál képet feltenni, mert félő hogy valami félreértés lesz.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2012 július 03, 15:14
Írta: Csuhás Dátum 2012 július 03, 15:14
Magam éklécként ismerem. Az oldalán a csavarok a szán ideiglenes rögzítésére valók. Hasonlóan pl az eszterga hosszán rögzítéséhez.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 július 03, 15:18
Írta: s2k5ycubj Dátum 2012 július 03, 15:18
Az optimumos esztergámon sem öntvény sajnos,de legalább ez kopik. Ja és nem is kúpos,szerintem ez az asztal egy "családból" származik a gépemmel,csak állítócsavarok vannak és ahova a csavar megy egy kis kúpos furatkezdemény van fúrva és a csavarok vége is kúpos. Ettől nem tud oldalra (hosszában) mozogni a léc. És olajjárat se sok volt rajta,már van persze...
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 július 03, 15:20
Írta: s2k5ycubj Dátum 2012 július 03, 15:20
Arra nekem van egy külön csavar középen és azon nincs kontra anya.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 03, 15:21
Írta: svejk Dátum 2012 július 03, 15:21
No az bizony lehet, de akkor "karos" csavaroknak kellene lenniük.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 03, 15:22
Írta: svejk Dátum 2012 július 03, 15:22
No látod ezért lenne jó egy kép, mert így 4-en 6 félét beszélünk.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 július 03, 15:22
Írta: s2k5ycubj Dátum 2012 július 03, 15:22
Bár a kis marógépeken nem sima csavar volt hanem egy kézzel könnyen tekerhető rögzítőcsavar és a hosszú oldalon talán kettő is van könnyű rögzítési céllal.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 július 03, 15:30
Írta: 000000000 Dátum 2012 július 03, 15:30
Na, ja. Az egyik szervós gépemre kb. 4-5 éve ideiglenesen, rádobtam egy gumipókot.
Már meg is feledkeztem róla. Most nézem, még mindig azzal működik:))
Nehogy úgy járjon, mint mi az oroszokkal:))
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 július 03, 15:33
Írta: mxjj54gxi Dátum 2012 július 03, 15:33
Alapvetően kétféle módon szokták kialakítani ezt a lécrendszert.
Az egyik megoldás, hogy a léc párhuzamos hosszanti oldalakkal bír, és a külső alkatrészen oldalt van több, kontraanyával ellátott csavar, amivel be lehet szorítani a fecskefarok oldalának, ezzel kinullázva a kotyogást.Lekontrázva az anyákat, stabilan be van állítva.
A másik megoldásban ez hosszában ék alakú, ekkor azonban a külső alkatrésznek is ék alakúnak kell lennie, így, ha ezt a lécet befelé toljuk, akkor szűkül a fecskefarok mérete, és ezzel lehet kinullázni kottyanásmentesre.
Ez utóbbinál szokott egy spéci csavar lenni az ékléc vastagabbik végénél, amivel lehet betolni ill. kihúzni a fecskefarokból.
A csavaron van egy gallér, aminek egy bevágás van az éklécben, és ettől a csavar mozgása tologatja a lécet a helyén hosszában.
De ez csak a tiszteségesen megcsinált gépeken van, a talán gagyi kínain nem biztos, hogy ennyit rosszakodnak vele, csak bevágnak egy csavart, aztán szórakozzál vele.
Az egyik megoldás, hogy a léc párhuzamos hosszanti oldalakkal bír, és a külső alkatrészen oldalt van több, kontraanyával ellátott csavar, amivel be lehet szorítani a fecskefarok oldalának, ezzel kinullázva a kotyogást.Lekontrázva az anyákat, stabilan be van állítva.
A másik megoldásban ez hosszában ék alakú, ekkor azonban a külső alkatrésznek is ék alakúnak kell lennie, így, ha ezt a lécet befelé toljuk, akkor szűkül a fecskefarok mérete, és ezzel lehet kinullázni kottyanásmentesre.
Ez utóbbinál szokott egy spéci csavar lenni az ékléc vastagabbik végénél, amivel lehet betolni ill. kihúzni a fecskefarokból.
A csavaron van egy gallér, aminek egy bevágás van az éklécben, és ettől a csavar mozgása tologatja a lécet a helyén hosszában.
De ez csak a tiszteségesen megcsinált gépeken van, a talán gagyi kínain nem biztos, hogy ennyit rosszakodnak vele, csak bevágnak egy csavart, aztán szórakozzál vele.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 03, 16:00
Írta: svejk Dátum 2012 július 03, 16:00
A BF20-nál minkét végén van támasztócsavar, és azokkal együttesen ide-oda lehet tologatni a lécet.
Ez egyébként a biztosabb megoldás.
A gyári gépemnél a Z tengelyen csak felül volt csavar. Valaki elfelejtette meghúzni a kontraanyát, a fel-le mozgás hatására szépen kiszopósodott, majd kitört "gallér a lécből, az ék meg a gravitációnál fogva leesett és befeszült a Z szán úgy, hogy fél napot szenvedtem vele mire meg bírtam indítani felfelé.
Persze mindez alsó Z helyzetben, ahol alig lehetett a léc másik végéhez hozzáférni.
Még szerencse, hogy nem feszítette szét az ágyat.
Ezek után átalakítottam a Z-t és X-et is, -mivel kiderült az is határeset- mindkét végén állítócsavarosra.
Ez egyébként a biztosabb megoldás.
A gyári gépemnél a Z tengelyen csak felül volt csavar. Valaki elfelejtette meghúzni a kontraanyát, a fel-le mozgás hatására szépen kiszopósodott, majd kitört "gallér a lécből, az ék meg a gravitációnál fogva leesett és befeszült a Z szán úgy, hogy fél napot szenvedtem vele mire meg bírtam indítani felfelé.
Persze mindez alsó Z helyzetben, ahol alig lehetett a léc másik végéhez hozzáférni.
Még szerencse, hogy nem feszítette szét az ágyat.
Ezek után átalakítottam a Z-t és X-et is, -mivel kiderült az is határeset- mindkét végén állítócsavarosra.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 03, 17:08
Írta: PSoft Dátum 2012 július 03, 17:08
A TUM-25B Lengyel pad kéziszánnál is ez a hosszban állítható ék van.
A csavar már kissé "viseletes",de könnyen pontosan állítható vele az ék,és a szán feszessége.
Akkor,ez egy "tisztességesen megcsinált" gép?:))





A csavar már kissé "viseletes",de könnyen pontosan állítható vele az ék,és a szán feszessége.
Akkor,ez egy "tisztességesen megcsinált" gép?:))
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2012 július 03, 17:26
Írta: Csuhás Dátum 2012 július 03, 17:26
Igen az. Alighanem az ékléc megléte vagy hiánya egy jó paraméter lehet az ipari, és a hobbi gép megkülönböztetésére.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 03, 18:35
Írta: PSoft Dátum 2012 július 03, 18:35
Ugyanez a megoldás a keresztszánnál is.
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 03, 19:36
Írta: 9npx2xk89 Dátum 2012 július 03, 19:36
Na ez ilyen galléros, csak ugye olyan szinten be folt feszülve léz, hogy azzal a kis kalléros izével az életben ki nem húztam volna.
Oldalt is van két csavar amivel meg ezt a lécet oldalirányból lehet nekifeszíteni a szánnak, csak mivel alapbna is feszül, egyenlőre nincs vele teendő, majd ha kopik. Persze ha bekenem A Tibor által felajánlott kopásgátlós adalékkal, lehet az életben nem kopik el.
Oldalt is van két csavar amivel meg ezt a lécet oldalirányból lehet nekifeszíteni a szánnak, csak mivel alapbna is feszül, egyenlőre nincs vele teendő, majd ha kopik. Persze ha bekenem A Tibor által felajánlott kopásgátlós adalékkal, lehet az életben nem kopik el.
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 03, 19:38
Írta: 9npx2xk89 Dátum 2012 július 03, 19:38
Na ez komoly, az enyémnél kilóg a gép elejéből az a galléros csavar ami lehet akár 5-ös is, ami aztán baromi nagy erőket képes mozgatni :-) Nevetséges, hogy hajtásnál ketté van fűrészelve a menetes szá és szét lett kicsit nyitva.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 03, 20:25
Írta: svejk Dátum 2012 július 03, 20:25
Pl. az utolsó mondatodat sem tudom értelmezni további leírás vagy kép nélkül, de ez maradjon az én bajom.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2012 július 03, 22:25
Írta: jani300 Dátum 2012 július 03, 22:25
Na az utolsó mondat jelentésére én is kíváncsi vók . Az ötös csavar nem hinném hogy kicsi egy ilyen kis gép éklécéhez .
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2012 július 04, 06:56
Írta: Csuhás Dátum 2012 július 04, 06:56
Ha belegondolsz a csavar szerepe az hogy helyén tartsa az éklécet. Az ékléc egy nem bekopott felületen csatlakozik az állórészhez, és egy bejáródott felületen a mozgóhoz. A súrlódás eltérése miatt elvileg magától is a helyén maradna, így a csavar csak biztosítás. Állításkor már nagyobb erők lépnek fel, de ilyenkor rásegítünk a szán megfelelő irányú mozgatásával. Szóval kisgépen bőven elég az 5-ös menet. A sliccelés viszont tényleg lehetne igényesebb.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 július 04, 07:58
Írta: mxjj54gxi Dátum 2012 július 04, 07:58
Én annak mondanám!
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 július 04, 08:01
Írta: mxjj54gxi Dátum 2012 július 04, 08:01
A leírásod alapján olyan érzésem van, mintha ezek nem tudták volna eldönteni, hogy mit is akarnak csinálni: ékeset, vagy éktelent, ezért tettek bele mindenhová csavarokat :)
Aztán egy éktelen nagy szorulás lett belőle! :))))
De te majd meghashajtózod, aztán jó lesz az, csak fejezd be a gyártást.
"Oldalt is van két csavar amivel meg ezt a lécet oldalirányból lehet nekifeszíteni a szánnak, csak mivel alapbna is feszül, egyenlőre nincs vele teendő, majd ha kopik"
Ha kopik, és ékes a léc, akkor sem ezekkel kell állítani, hanem a hosszantival.
Ezeket inkább karosra kell cserélni, és ezekkel rögzítheted majd!
Aztán egy éktelen nagy szorulás lett belőle! :))))
De te majd meghashajtózod, aztán jó lesz az, csak fejezd be a gyártást.
"Oldalt is van két csavar amivel meg ezt a lécet oldalirányból lehet nekifeszíteni a szánnak, csak mivel alapbna is feszül, egyenlőre nincs vele teendő, majd ha kopik"
Ha kopik, és ékes a léc, akkor sem ezekkel kell állítani, hanem a hosszantival.
Ezeket inkább karosra kell cserélni, és ezekkel rögzítheted majd!
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 04, 11:10
Írta: 9npx2xk89 Dátum 2012 július 04, 11:10
Szerintem most már nem lesz gond, már csak azt kell kitalálni hova rakom a motort, de az majd csak két hét múlva lesz esedékes.
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 04, 22:39
Írta: 9npx2xk89 Dátum 2012 július 04, 22:39
Na megpróbáltam csak kézzel tartva a motort és feszíteni a szíjat, hát szinte semmi. A gond az, hogy a léptető semmivel nem erősebb nagyobb sebességen mint alacsonyon, segít ettől még egy áttétel? Hova mit rakjak? (gondolom a motorra kell a kicsi és a tengelyre a 2*3* nagyobb, de nem tudom az segít e.)
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 04, 22:43
Írta: 9npx2xk89 Dátum 2012 július 04, 22:43
Ja az áttétel 1:1 volt.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 05, 09:11
Írta: besirkyjh Dátum 2012 július 05, 09:11
Szia
A léptetö minél gyorsabban forog annál gyengébb de kb 6-700fordulatig ( 50-60% meg marad a tartonak ) .
Szinte lehetetlen hogy nem viszi akár 1:1 ben is .Kimérted a szükséges nyomatékot ami kb 1Nm és azt nem tudja az 1,7Nm-es léptetö .
Valami nem kerek !
Milyen vezérlöt használsz , milyen beállitásokkal , mekkora a tápod , milyen mikrosteppel ?
A Mach3 motortuningban milyen értékek vannak ( rámpa , sebesség , mm/step ) ?
A léptetö minél gyorsabban forog annál gyengébb de kb 6-700fordulatig ( 50-60% meg marad a tartonak ) .
Szinte lehetetlen hogy nem viszi akár 1:1 ben is .Kimérted a szükséges nyomatékot ami kb 1Nm és azt nem tudja az 1,7Nm-es léptetö .
Valami nem kerek !
Milyen vezérlöt használsz , milyen beállitásokkal , mekkora a tápod , milyen mikrosteppel ?
A Mach3 motortuningban milyen értékek vannak ( rámpa , sebesség , mm/step ) ?
Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 05, 13:18
Írta: 9npx2xk89 Dátum 2012 július 05, 13:18
Elnéztem, mert a motor csak 1.2-es. Van rámpa rendesen, gyorsítás lassítás, kínai vezérlő, maximum áram feles mikrostepp. A táp 35V 3 motor volt rádugva. Lehet nagyobb motor kell hozzá.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2012 július 05, 13:25
Írta: 3vv2btrhv Dátum 2012 július 05, 13:25
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 05, 14:48
Írta: besirkyjh Dátum 2012 július 05, 14:48
Az mit jelent hogy szinte semmi ?
Meg sem mozdul vagy forog csak lassan , valami számokat irj mert igy nem lehet tudni hogy Neked például mit jelent a szinte semmi !
A léptetö hány amper/fázist igényel , hogyan van bekötve ( soros vagy párhuzamos bipolban ) ?
Meg sem mozdul vagy forog csak lassan , valami számokat irj mert igy nem lehet tudni hogy Neked például mit jelent a szinte semmi !
A léptetö hány amper/fázist igényel , hogyan van bekötve ( soros vagy párhuzamos bipolban ) ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 július 05, 16:16
Írta: 000000000 Dátum 2012 július 05, 16:16
A szinte semmi az pont ugyanaz, mint a pár filléres alkatrész.
A mester emberek számokkal és mértékegységekkel kommunikálnak egymás közt. A többi meg saccol.
A mester emberek számokkal és mértékegységekkel kommunikálnak egymás közt. A többi meg saccol.
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2012 július 05, 17:03
Írta: z2a2u8wf Dátum 2012 július 05, 17:03
Segítséget szeretnék kérni.
főorsó
valami hasonló eszterga főorsót szeretnék készíteni egy 1000-es esztergához 125-ös tokmányhoz 20-as áteresztéssel.
Nem tudom mekkora méretű orsóház lenne az ideális, milyen és mekkora csapágyakat miegyebet használjak.
ha esetleg valaki csinálna egy skiccet valami méretezéssel és hogy milyen tipusú csapágyak kellenek nagyon megköszönném. a hajtást a házon kívülre a tengely végére tervezem.
főorsó
valami hasonló eszterga főorsót szeretnék készíteni egy 1000-es esztergához 125-ös tokmányhoz 20-as áteresztéssel.
Nem tudom mekkora méretű orsóház lenne az ideális, milyen és mekkora csapágyakat miegyebet használjak.
ha esetleg valaki csinálna egy skiccet valami méretezéssel és hogy milyen tipusú csapágyak kellenek nagyon megköszönném. a hajtást a házon kívülre a tengely végére tervezem.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2012 július 05, 23:22
Írta: Csuhás Dátum 2012 július 05, 23:22
Az egyik bazár oldalon láttam ezt fűrésztárcsás daraboló gépet. Ami miatt ide linkelem az a hűtés megoldása. A tengelyre húzott excenter mozgat egy alighanem Lada AC pumpát. Egyszerű, olcsó, ötletes...

Cím: Re:Mechanikai ötletek
Írta: 9npx2xk89 Dátum 2012 július 13, 13:41
Írta: 9npx2xk89 Dátum 2012 július 13, 13:41
Na hazajöttünk adtam olajat az x-nek rendesen! Most az 1.2Nm-es motor kasán viszi, sajnos videót nincs időm feltölteni, a google+-on fent van. Az Y-hoz kevés az 1.2-es majd keresek egy nagyobbat.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 15, 12:42
Írta: PSoft Dátum 2012 július 15, 12:42
TEgnap írtam az "adok/veszek-ben.
" © PSoft tegnap 21:50 | Válasz | #39640
Eladó a képeken látható....
THK lineáris actuátorokkal szerelt X-Y hajtás.
400x400-as hasznos munkatérrel.
Az actuátorok 100W,és 50W-os AC szervókkal vannak szerelve,vezérlők nincsenek hozzá.:((
Az actuátorok motorcserével,akár DC-szervósra,vagy léptecsesre is átalakíthatóak,nem nagy feladat. "
-----------------------------------------------
Nos,az actuátorok DC szervósra(E240)átalakítására egy gyakorlati példa,pár képben.
X-Z hajtás,ahol a "Z"-hez használtam a THK actuátort.
A 400mm-es aktív hossz is rövidítve lett,180mm-re.
Az actuátorból az eredeti vezérlő hiánya miatt,kiszereltem az AC szervót,enkodert/elektronikát,helyére E240-es motor került,fogassszíjas hajtással.










További pár kép még az átalakításról.
" © PSoft tegnap 21:50 | Válasz | #39640
Eladó a képeken látható....
THK lineáris actuátorokkal szerelt X-Y hajtás.
400x400-as hasznos munkatérrel.
Az actuátorok 100W,és 50W-os AC szervókkal vannak szerelve,vezérlők nincsenek hozzá.:((
Az actuátorok motorcserével,akár DC-szervósra,vagy léptecsesre is átalakíthatóak,nem nagy feladat. "
-----------------------------------------------
Nos,az actuátorok DC szervósra(E240)átalakítására egy gyakorlati példa,pár képben.
X-Z hajtás,ahol a "Z"-hez használtam a THK actuátort.
A 400mm-es aktív hossz is rövidítve lett,180mm-re.
Az actuátorból az eredeti vezérlő hiánya miatt,kiszereltem az AC szervót,enkodert/elektronikát,helyére E240-es motor került,fogassszíjas hajtással.
További pár kép még az átalakításról.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 15, 16:50
Írta: Szalai György Dátum 2012 július 15, 16:50
A világos színű szíjfeszítő kerék kifelé feszíti a szíjat?
Ilyen nincs is! Ez egy újabb ötletes Hobby magoldás.
Ilyen nincs is! Ez egy újabb ötletes Hobby magoldás.
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2012 július 15, 16:55
Írta: Rinaldo Dátum 2012 július 15, 16:55
Az eredeti AC 100W-os motorról tennél fel képet lehet érdekelne!
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 július 15, 16:58
Írta: s2k5ycubj Dátum 2012 július 15, 16:58
"Ilyen nincs is!" Nézz be egy személyautó motorterébe és látsz ennél cifrábbat is egy két típusnál.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 július 15, 17:09
Írta: Rabb Ferenc Dátum 2012 július 15, 17:09
Ha már szükséges, akkor ez a normális megoldás. Így csak egy irányban görbül a szíj (és benne a nyúlást megakadályotó elemi szálak) Ha oda-vissza van hajtogatva, az anyagkifáradás (és ezzel együtt az élettartam) szempontjából sokkal rosszabb
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 15, 17:13
Írta: svejk Dátum 2012 július 15, 17:13
Hogyne lenne! Jobb helyeken mindig ezt alkalmazzák.
Kevésbe veszi igénybe a szíjat, cserébe drágább.
Kevésbe veszi igénybe a szíjat, cserébe drágább.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 15, 17:27
Írta: Szalai György Dátum 2012 július 15, 17:27
Azért abban biztosan egyetérthetünk, hogy a szíjat általában ráfelé érdemes feszíteni a tárcsákra, nem pedig lefelé róla.
Már ha ezt fontosabb Hobbyista szempontok nem űberelik. (Pl: Így fér el és kész.)
Az autó az nem hobby kategória, mert nem magának tervezi a tervező. Ha mégis lefelé feszíti a szíjat, azzal nálam a tervező biztosan kiérdemel egy képzeletbeli sípcsonton rúgást, mert valószínűleg egyéb aljasságra is képes.
Már ha ezt fontosabb Hobbyista szempontok nem űberelik. (Pl: Így fér el és kész.)
Az autó az nem hobby kategória, mert nem magának tervezi a tervező. Ha mégis lefelé feszíti a szíjat, azzal nálam a tervező biztosan kiérdemel egy képzeletbeli sípcsonton rúgást, mert valószínűleg egyéb aljasságra is képes.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 július 15, 17:28
Írta: Szedlay Pál Dátum 2012 július 15, 17:28
Az miért van egy-két ipari rendszeren, hogy egyáltalán nem alkalmaznak feszítő görgőt, kereket. Már mikor a helyére kerül a motor akkor olyan feszes mint a citerahúr.
A gépem amit szereltünk az is ilyen.
A gépem amit szereltünk az is ilyen.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 15, 17:32
Írta: svejk Dátum 2012 július 15, 17:32
Nem. Ha meg van az az általad megismert minimum 6 fogas kapcsolódás akkor felesleges, talán még hátrányos is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 15, 17:33
Írta: svejk Dátum 2012 július 15, 17:33
Kétirányú szinkronhajtásoknál elvileg tilos a szíjfeszítő használata.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 július 15, 17:36
Írta: s2k5ycubj Dátum 2012 július 15, 17:36
Nem teljesen,a bordázott szíjhajtásnál lényegesebb,hogy a megfelelő fogszám találkozzon a kerékkel. És mivel így nem sokkal kisebb a szíj "ráhajlása" a tárcsákra ezért elhanyagolható előny lenne a hátrányhoz képest ez a megoldás. Az autó más világ,de az egyszerűbb autók vezérlésében megtalálható ugyan ez a megoldás,csak azért ha már ott van egy vízpumpát hajtanak vele,és excenteresen lehet vele feszíteni a szíjon.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 július 15, 17:39
Írta: Szedlay Pál Dátum 2012 július 15, 17:39
Most már csak azt mond el mi a kétirányú szinkron hajtás. Köszi.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 15, 17:43
Írta: svejk Dátum 2012 július 15, 17:43
Pl. a servo motor és golyósorsó kapcsolata fogazott szíjjal.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 július 15, 17:43
Írta: Rabb Ferenc Dátum 2012 július 15, 17:43
Lehet, hogy Wöhler bácsi pedig Téged rúgna valahol. Ha még élne, és olvasná a téves ideológiádat...
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 július 15, 17:47
Írta: s2k5ycubj Dátum 2012 július 15, 17:47
Bocs az off-ért,de most csinálom a "levegőztetődet".
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 15, 17:53
Írta: svejk Dátum 2012 július 15, 17:53
Ma már azért nem jár érte seggberúgás, a katalógusok említik hogy szabad-e hátoldali feszítés az adott szíjnál. A tervező progik pedig a legkisebb átmérőt is limitálják.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 július 15, 17:55
Írta: Szedlay Pál Dátum 2012 július 15, 17:55
Most már értem, csak egy kicsit megzavart, hogy a Psoft a #10264-ben pont ilyen alkalmazásra használt szíjfeszítő kereket.
Akkor most jó ez? Kell a kerék vagy inkább pontos távolság kerék nélkül. Elvileg a szíj a benne lévő szálak miatt minimálisat nyúlik, vegyük nullának.
Akkor most jó ez? Kell a kerék vagy inkább pontos távolság kerék nélkül. Elvileg a szíj a benne lévő szálak miatt minimálisat nyúlik, vegyük nullának.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 július 15, 17:56
Írta: Szedlay Pál Dátum 2012 július 15, 17:56
Köszi.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 15, 18:02
Írta: svejk Dátum 2012 július 15, 18:02
Nem jó.
Az a helyes megoldás, ha a motorfelfogató van úgy kiképezve, hogy egyben a szíjfeszítés is megoldható vele.
Persze én is hamarabb készítek egy excenteres csapot rajta egy csapággyal, mint vacakoljak bonyolult felfogatáson.
Tudod, a pap esete a borral és vízzel. :)
Az a helyes megoldás, ha a motorfelfogató van úgy kiképezve, hogy egyben a szíjfeszítés is megoldható vele.
Persze én is hamarabb készítek egy excenteres csapot rajta egy csapággyal, mint vacakoljak bonyolult felfogatáson.
Tudod, a pap esete a borral és vízzel. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 15, 18:07
Írta: svejk Dátum 2012 július 15, 18:07
Adott esetben csak ez az irány lenne a szabályos.

Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 15, 18:07
Írta: svejk Dátum 2012 július 15, 18:07
De Psoft-nak elnézzük ezt a bakit :))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 15, 19:33
Írta: PSoft Dátum 2012 július 15, 19:33
Húúúú,b@sszus,mi van itt!!!
Elmentem párat fotózni,hogy © Rinaldo kérését teljesítsem.
" © Rinaldo ma 16:55 | Válasz | #10266
Az eredeti AC 100W-os motorról tennél fel képet lehet érdekelne! "
Most meg,úgy sajog a sípcsontom mint az állat!!!:))
No-de,majd "elmúlik".:)
Nos,ha ráfeszítem a szíjat a kerekekre,kb.3foggal több kapcsolódik a nagy keréken.
Viszont,az adott,kész feszítő,nem fért volna el a motortartó vastaglemezen.:(
Tudom,pontosabban kellett volna tengelytávot mérnem/számolnom,úgy a feszítés akár el is maradhatott volna.
A motortartó állításos szíjfeszítés,meg tényleg macerásabb,de nem lett volna megoldhatatlan az sem.
Ez,mostmár így marad!!!
De,nem is ez lett volna a #10264 lényege.:((
Az,hogy kívül,vagy belül az a szíjfeszítő,vagy kell-e egyáltalán,az a kiinduló ötletet tekintve,lényegtelen.
Azért,...köszönöm az észrevételeket,sok tanulság levonható belőlük.:)
---------------------------------------------
© Rinaldo-nak.
Sokra,nem hiszem,hogy mennél a kibontott 50W-os AC-val.
Annyira kompakt ez az actuátor,hogy szinte reménytelen a kibontott motort,elektronikát az eredti vázon kívül alkalmazni.:((





A váz,és orsó "maradványai".




Elmentem párat fotózni,hogy © Rinaldo kérését teljesítsem.
" © Rinaldo ma 16:55 | Válasz | #10266
Az eredeti AC 100W-os motorról tennél fel képet lehet érdekelne! "
Most meg,úgy sajog a sípcsontom mint az állat!!!:))
No-de,majd "elmúlik".:)
Nos,ha ráfeszítem a szíjat a kerekekre,kb.3foggal több kapcsolódik a nagy keréken.
Viszont,az adott,kész feszítő,nem fért volna el a motortartó vastaglemezen.:(
Tudom,pontosabban kellett volna tengelytávot mérnem/számolnom,úgy a feszítés akár el is maradhatott volna.
A motortartó állításos szíjfeszítés,meg tényleg macerásabb,de nem lett volna megoldhatatlan az sem.
Ez,mostmár így marad!!!
De,nem is ez lett volna a #10264 lényege.:((
Az,hogy kívül,vagy belül az a szíjfeszítő,vagy kell-e egyáltalán,az a kiinduló ötletet tekintve,lényegtelen.
Azért,...köszönöm az észrevételeket,sok tanulság levonható belőlük.:)
---------------------------------------------
© Rinaldo-nak.
Sokra,nem hiszem,hogy mennél a kibontott 50W-os AC-val.
Annyira kompakt ez az actuátor,hogy szinte reménytelen a kibontott motort,elektronikát az eredti vázon kívül alkalmazni.:((
A váz,és orsó "maradványai".
Cím: Re:Mechanikai ötletek
Írta: Rinaldo Dátum 2012 július 15, 20:00
Írta: Rinaldo Dátum 2012 július 15, 20:00
Köszönet a fotózásért, ha tudom hogy ilyen veszélyekkel jár "sajog a sípcsontom" eltekintettem volna tőle... :-)
Ráadásul a motor tényleg nem sok mindenre való.
Köszönöm mégegyszer.
Ráadásul a motor tényleg nem sok mindenre való.
Köszönöm mégegyszer.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 16, 19:08
Írta: Szalai György Dátum 2012 július 16, 19:08
A Wöhler görbe bácsi munkássága kapcsolódik a fogas szíjak kifáradásához is?
Azt nagyjából értem, hogy minden szíj fordulatkor, minden tárcsánál hajtogató igénybevétel terheli a szíjat, de az csak korlátozott számú hajtogatást visel el. A kifáradás miatt az igénybevételt ellenőrizik a megengedett szíjfrekvenciára is. (A szíjfrekvencia egyenlő a tárcsák száma osztva a szíj egy pontjának körbefutási idejével.)
Alacsony szíjfordulatszámon dolgozó, mindössze két kerékből álló, szervomotor és golyós orsó közötti fogasszíj hajtás esetében ezzel szerintem nem is kell foglalkozni, mert a hajlításból eredő igénybevétel elhanyagolható. Még kevésbé jelentős ez az igénybevétel, ha a szíj, a hajtás tengelytávolsága miatt még hosszú is. (Nem úgy, a magas szíjfordulatszám, és-vagy sok, kis átmérőjű tárcsa esetében.)
Szerszámgép dinamikus mellékhajtásában a hajtogató igénybevételnél szerintem sokkal súlyosabb dologra kell figyelmet fordítani. A nagy tömeg gyors sebességváltozásakor fellépő teljesítménycsúcs okozta húzóerő maximum, amit a nagy nyomatékú, kis tehetetlenségű és elektronikus hajtás oldalon jól ellátott szervomotor gond nélkül kiszolgál. Ez letépi a T profilú szíjról a fogakat a fogtöveknél jelentkező terheléskoncentrálódás miatt, sokkal előbb, mint ahogy a szíjban lévő erőhordozó szál elfáradna. (HTD profilú szíjról már nehezebben, a Poly Chain GT Carbon szíjról meg ne is beszéljünk.) Azért is letépi, mert a kis tehetetlenségre és alacsony árra törekvés miatt, a legkisebb átmérőjű, még éppen megfelelő fogszámú és fogprofilú tárcsát választjuk, amin csak épp a minimálisan szükséges fogszám kapaszkodik a leg kezdetlegesebb fogprofillal. Ezt kár szerintem feszíteni még kifelé, fokozva a szíjat terhelő harmadik fő igénybevétel, a centrifugális erő káros hatását.
De ki hogyan szereti.
Azt nagyjából értem, hogy minden szíj fordulatkor, minden tárcsánál hajtogató igénybevétel terheli a szíjat, de az csak korlátozott számú hajtogatást visel el. A kifáradás miatt az igénybevételt ellenőrizik a megengedett szíjfrekvenciára is. (A szíjfrekvencia egyenlő a tárcsák száma osztva a szíj egy pontjának körbefutási idejével.)
Alacsony szíjfordulatszámon dolgozó, mindössze két kerékből álló, szervomotor és golyós orsó közötti fogasszíj hajtás esetében ezzel szerintem nem is kell foglalkozni, mert a hajlításból eredő igénybevétel elhanyagolható. Még kevésbé jelentős ez az igénybevétel, ha a szíj, a hajtás tengelytávolsága miatt még hosszú is. (Nem úgy, a magas szíjfordulatszám, és-vagy sok, kis átmérőjű tárcsa esetében.)
Szerszámgép dinamikus mellékhajtásában a hajtogató igénybevételnél szerintem sokkal súlyosabb dologra kell figyelmet fordítani. A nagy tömeg gyors sebességváltozásakor fellépő teljesítménycsúcs okozta húzóerő maximum, amit a nagy nyomatékú, kis tehetetlenségű és elektronikus hajtás oldalon jól ellátott szervomotor gond nélkül kiszolgál. Ez letépi a T profilú szíjról a fogakat a fogtöveknél jelentkező terheléskoncentrálódás miatt, sokkal előbb, mint ahogy a szíjban lévő erőhordozó szál elfáradna. (HTD profilú szíjról már nehezebben, a Poly Chain GT Carbon szíjról meg ne is beszéljünk.) Azért is letépi, mert a kis tehetetlenségre és alacsony árra törekvés miatt, a legkisebb átmérőjű, még éppen megfelelő fogszámú és fogprofilú tárcsát választjuk, amin csak épp a minimálisan szükséges fogszám kapaszkodik a leg kezdetlegesebb fogprofillal. Ezt kár szerintem feszíteni még kifelé, fokozva a szíjat terhelő harmadik fő igénybevétel, a centrifugális erő káros hatását.
De ki hogyan szereti.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 16, 19:27
Írta: svejk Dátum 2012 július 16, 19:27
Kicsit megmagyarázósnak tűnik az írásod. :)
Várjuk jelentkezését akinek volt már fogletépődése!
Ja a kollégámnak! Citröen BX 1,9D, 4 fog egymás mellett, de még ment. :)
Várjuk jelentkezését akinek volt már fogletépődése!
Ja a kollégámnak! Citröen BX 1,9D, 4 fog egymás mellett, de még ment. :)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 július 16, 19:56
Írta: Rabb Ferenc Dátum 2012 július 16, 19:56
Akkor most már ezt is tudjuk... [#confused]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 16, 20:19
Írta: Szalai György Dátum 2012 július 16, 20:19
De akkor azoknak a jelentkezését is várjuk, akiknek volt már fáradásos fogasszíj törésük!
Na, olyan kollégád tutti nincsen, de felajánlok egy flaska tüzes vizet az első sápadt arcú testvéremnek, aki mutat itt egy fáradásos törésű fogas szíjat.[#nyes]
Na, olyan kollégád tutti nincsen, de felajánlok egy flaska tüzes vizet az első sápadt arcú testvéremnek, aki mutat itt egy fáradásos törésű fogas szíjat.[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 július 16, 20:21
Írta: 000000000 Dátum 2012 július 16, 20:21
Nekem az opel combó vezérmű szíja szakadt el. Meglepő volt!
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 július 16, 20:28
Írta: Rabb Ferenc Dátum 2012 július 16, 20:28
Idővel minden hajtogatásnak kitett anyag kifárad. Az egyirányú hajtogatás később, a kétirányú hamarabb idézi elő ezt a jelenséget. (mondá Wöhler bácsi anno) Normális üzemben ezt nem illik megvárni. A repedezett ékszíjat ki kell cserélni, mert az már a vég kezdete. Gondolom ilyen már Te is láttál, sőt szakadtat is. Tehát már ki is tekerheted a butykos nyakát. Egészségedre! [#pias]
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 július 16, 20:57
Írta: sasi Dátum 2012 július 16, 20:57
Fáradásos fogasszíjat ugyan nem tudok mutatni, de nem tudom megállni, hogy ne mutassam meg ezt a gyönyörű fáradt töretet.
Az alkatrészt kifáradási határfeszültség fölé tervezték, de a kedves felhasználó gondoskodott az alapos és rendszeres túlterheléséről, melynek eredménye látható a fotón.
Az anyag kovácsolt, 50 mm átmérőjű.

Az alkatrészt kifáradási határfeszültség fölé tervezték, de a kedves felhasználó gondoskodott az alapos és rendszeres túlterheléséről, melynek eredménye látható a fotón.
Az anyag kovácsolt, 50 mm átmérőjű.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 július 16, 21:00
Írta: 000000000 Dátum 2012 július 16, 21:00
Kéreg edzett?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 július 16, 21:12
Írta: sasi Dátum 2012 július 16, 21:12
Nem, kovácsolt vonószem. Az előbbi fotó a töret baloldali felületét mutatja.

Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 július 16, 21:26
Írta: Rabb Ferenc Dátum 2012 július 16, 21:26
A gonoszságnak nincs felső határa

De eredménye igen

De eredménye igen
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 július 16, 21:50
Írta: Szedlay Pál Dátum 2012 július 16, 21:50
A minél kisebbre választott átmérőnél igazad van az optibelt programja egy 100w-os motornál 1:2 áttételnél ezt az optimumot adja és így is figyelmeztet, hogy kicsit hosszabb szíj kellene.
Bár sok paramétert még nem tudom mi, de majd utána nézek.
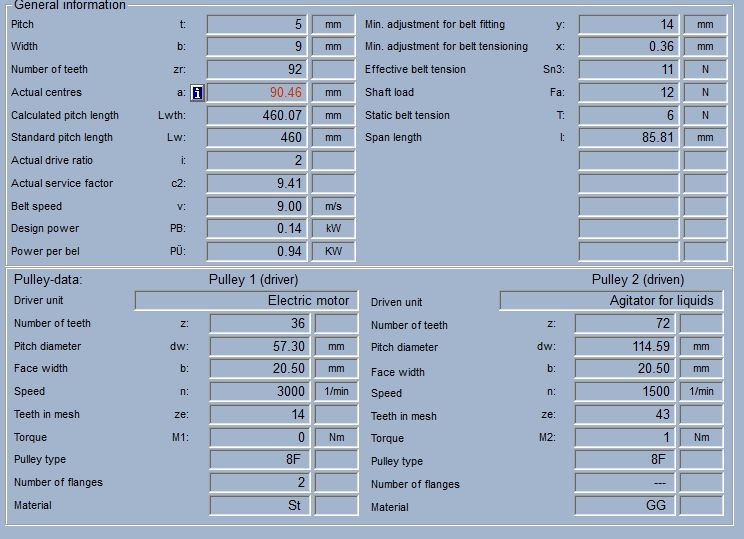
Bár sok paramétert még nem tudom mi, de majd utána nézek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 július 16, 21:51
Írta: 000000000 Dátum 2012 július 16, 21:51
Jól meg van hajtogatva!
Mennyi lehet a futásteljesítménye?
Mennyi lehet a futásteljesítménye?
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 július 16, 21:57
Írta: Szedlay Pál Dátum 2012 július 16, 21:57
Én nem tudom hány éves ez az ékszíj, de az én autómban 18 év után ( ugyan csak 200.000Km van benne) egy kis öregedést sem lehetett látni a szíjon. A szerelő kért cseréljük le, mert már olyan öreg.
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2012 július 16, 22:04
Írta: MoparMan Dátum 2012 július 16, 22:04
1991. Lada 2105. némi vadulás közben, 95km/h környékén visszakettő, kicsit sodrósan.
eredmény, kis árokjárás, 9 leszakadt fog a szíjról. [#eplus2]
persze akkor nem röhögtem ilyen jót
eredmény, kis árokjárás, 9 leszakadt fog a szíjról. [#eplus2]
persze akkor nem röhögtem ilyen jót
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 16, 22:41
Írta: PSoft Dátum 2012 július 16, 22:41
Az én kollégámnak is volt már "fogletépődése!"
Pedig,se autója,se CNC-je!
Egy búcsúbáli "hőzöngés" eredményeként.:(
Hatalmas pofont kapott,....
Három fogát hagyta ott a placcon.:)))
Pedig,se autója,se CNC-je!
Egy búcsúbáli "hőzöngés" eredményeként.:(
Hatalmas pofont kapott,....
Három fogát hagyta ott a placcon.:)))
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2012 július 16, 22:44
Írta: 2vkx6unz Dátum 2012 július 16, 22:44
Szerintem ez egy francia autó tippem szerint egy citroen, legalábbis kísértetiesen hasonlít rá. Az enyémen ilyen hajtogatás mellett 170000 km után cseréltem le mert a feszítő gőrgő csapágya elfáradt és ha a görgőt kicserélem akkor már a szíjat is. Persze ez fogazott szíj, de nálam az is kibírt 170000km-t szakadás nélkül. Persze a csereperiódus csak 120000km.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 július 19, 21:16
Írta: sasi Dátum 2012 július 19, 21:16
Egy kis érdekesség.
A Segítség, béna vagyok!!! topikban érdeklődtem a K5B jelű fémragasztóról. Azóta többet tudok róla és megmutatom mit tud.
A képen 20x1 mm-es lemezek, 40 mm-es átlapolással vannak összeragasztva. 6350 N Terhelés hatására nem a ragasztás, hanem a fém alapanyag szakadt el, miközben a ragasztott felületnél is kissé megfolyt.
Figyelemre méltó a ragaszó tudása, viszont az ára miatt nem bobby kategória.

A Segítség, béna vagyok!!! topikban érdeklődtem a K5B jelű fémragasztóról. Azóta többet tudok róla és megmutatom mit tud.
A képen 20x1 mm-es lemezek, 40 mm-es átlapolással vannak összeragasztva. 6350 N Terhelés hatására nem a ragasztás, hanem a fém alapanyag szakadt el, miközben a ragasztott felületnél is kissé megfolyt.
Figyelemre méltó a ragaszó tudása, viszont az ára miatt nem bobby kategória.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 július 19, 22:29
Írta: mxjj54gxi Dátum 2012 július 19, 22:29
Hasonlóakat tapasztalok a közönséges faipari polivinil-acetát ragasztóknál is, még a D2 fokozatúaknál is. A fa hamarabb eltörik, mint a ragasztás. Elképesztően nagyot fejlődött a ragasztástechnika a gyerekkorom óta.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 21, 09:01
Írta: Szalai György Dátum 2012 július 21, 09:01
Ez káprázatos. Jó napja volt a ragasztónak. A hétköznapokban az átlapolt kötésekre sem gyakran jellemző az egyedüli egyirányú és lassan emelkedő csúsztató, nyíró feszültség. Többnyire összetett irányú és periodikusan dinamikus az igénybevétel, ezért egyéb feszültségkomponensek is ébrednek a kötőanyagban, mint amit egy szakítógép kelt. Egy ilyen szakító mérés esetén a ragasztó réteget nem éri ütő, lefejtő, húzó igénybevétel, sem semmilyen dinamikus, ami egy karosszériaragasztó élete során szerintem jellemző.
A ragasztó dolga azzal is nagyon meg lehet könnyítve, ha a felületek előkészítésére a mérést végzők jelentős munkát fordítottak. Az oxid eltávolítás, zsírtalanítás, felületnövelés, portalanítás, ragasztási hézag minimalizálása, főleg a ragasztó tapadó képességét segíti a végletekig, és ez sem könnyen ismételhető, ha nem ennyire egyszerűek a felületek, vagy Hobby körülmények vannak.
De hát profi ragasztót profik használnak. Vagy Hobbyisták. Nagyon jó, hogy ilyen képeket is láthatunk.
A ragasztó dolga azzal is nagyon meg lehet könnyítve, ha a felületek előkészítésére a mérést végzők jelentős munkát fordítottak. Az oxid eltávolítás, zsírtalanítás, felületnövelés, portalanítás, ragasztási hézag minimalizálása, főleg a ragasztó tapadó képességét segíti a végletekig, és ez sem könnyen ismételhető, ha nem ennyire egyszerűek a felületek, vagy Hobby körülmények vannak.
De hát profi ragasztót profik használnak. Vagy Hobbyisták. Nagyon jó, hogy ilyen képeket is láthatunk.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 július 21, 10:03
Írta: keri Dátum 2012 július 21, 10:03
Most már tudjuk az alulemez szakítószilárdságát. Azért a ragasztóét is mérd meg egyszer :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 július 21, 10:31
Írta: 000000000 Dátum 2012 július 21, 10:31
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 július 21, 10:54
Írta: sasi Dátum 2012 július 21, 10:54
Ez a szkítás csak egy részvizsgálat, természetesen végzek vele lefejtő, hajlító, hajtogató, stb. vizsgálatokat is, sőt kombinálva vágószegecses kötéssel is. Összességében nem publikus a vizsgálat, viszont úgy gondoltam a szakítást csak bemutatom, hátha valaki „nagyot gondol”, és ahhoz talán támpontot adhat ez a fotó.
Természetesen ezek a kontrol darabok precízen előkészítettek, drótkorong+zsírtalanítás. Az üzemi körülmények között készített minták jóval gyengébbek, de lesz jobb...
Természetesen ezek a kontrol darabok precízen előkészítettek, drótkorong+zsírtalanítás. Az üzemi körülmények között készített minták jóval gyengébbek, de lesz jobb...
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 július 21, 10:57
Írta: sasi Dátum 2012 július 21, 10:57
Sajnálom, hogy nem fogalmaztam pontosan, nem alumínium az anyag, hanem
DC01-AM jelű hidegen hengerelt 1 mm-es acéllemez.[#smile]
DC01-AM jelű hidegen hengerelt 1 mm-es acéllemez.[#smile]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 21, 17:35
Írta: Szalai György Dátum 2012 július 21, 17:35
„vágószegecses kötéssel” Na, az mi lehet, gondoltam, ilyet sem nagyon hall egy Hobbyista.
Stanznieten.
Stanznieten.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 július 21, 23:27
Írta: sasi Dátum 2012 július 21, 23:27
Négyes vágószegeccsel készült kötés. A fej átmérője 5,5 mm és egy síkban van a fémmel, a hátoldalon a dudor 6-os átmérőjű, melynek magassága 1,3 mm.

Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 július 22, 01:47
Írta: Szedlay Pál Dátum 2012 július 22, 01:47
Kellett egy megoldás egy problémára és egy kicsit túrtam én is a ládában hátha találok megoldást.
Nem találtam, de egy gyári THK KR lineáris egység megoldása a szíj feszítésre. Az elvetemültek rosszul csinálták?
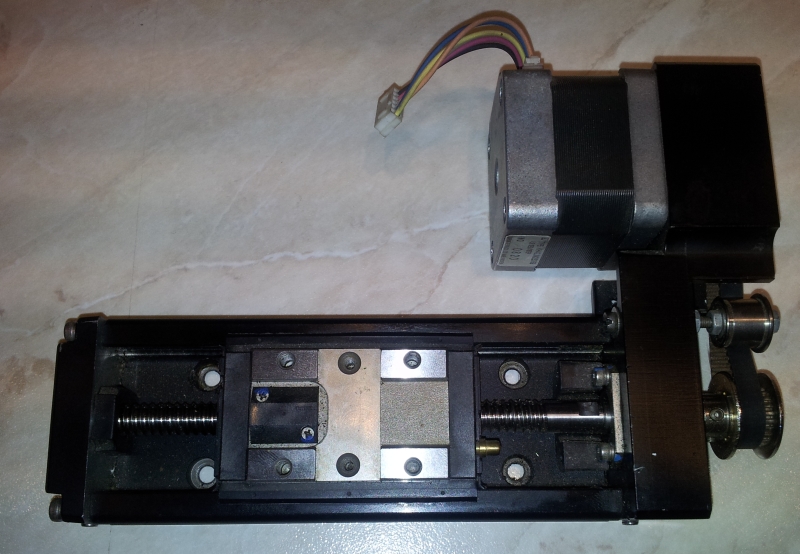
http://cnctar.hobbycnc.hu/Szedlay/Szinkron1.jpg
Nem találtam, de egy gyári THK KR lineáris egység megoldása a szíj feszítésre. Az elvetemültek rosszul csinálták?
http://cnctar.hobbycnc.hu/Szedlay/Szinkron1.jpg
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 július 22, 01:48
Írta: Szedlay Pál Dátum 2012 július 22, 01:48

Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 22, 06:45
Írta: Szalai György Dátum 2012 július 22, 06:45
Valószínűleg értenek hozzá. (Tőlem biztos jobban.)
Szerintem volt egy homályos igényük, azt pontosan meghatározták az összes paraméterével, azután összeválogatták a szabvány sorból a nekik kellő alkatrészeket, majd terveztek egy olyat ami a megfelelő rátartásokkal bőven tudja azt amit tudnia kell és végül tervszerűen szépen megépítették. Pár példányát tesztek, mérések és halálig tartó nyúzópróbák sorozatának vetették alá, azután mikor látták hogy elviseli amire szánták, akkor szépen beépítették a helyére. Ott pihent vagy húsz évet, néha dolgozott egy kicsit de el sosem fáradt, végül nyugdíjazták, azóta szépen elpihent a ládád mélyén és várta, hogy egyszer még hasznos lehessen.
Nem gondolom, hogy a tervezők-építők megengedtek volna maguknak akár csak egy kicsi tévedést, alulméretezést, pláne hasra ütést, vagy „gondolom” alapján építkezést, lyuk arrébb reszelést.
Azért ez nem lefele feszíti a szíjat a tárcsákról, hanem viszont éppen rá, ahogy kell, ha nincsen szükség más megoldásra.
Jó kis cucc.
Szerintem volt egy homályos igényük, azt pontosan meghatározták az összes paraméterével, azután összeválogatták a szabvány sorból a nekik kellő alkatrészeket, majd terveztek egy olyat ami a megfelelő rátartásokkal bőven tudja azt amit tudnia kell és végül tervszerűen szépen megépítették. Pár példányát tesztek, mérések és halálig tartó nyúzópróbák sorozatának vetették alá, azután mikor látták hogy elviseli amire szánták, akkor szépen beépítették a helyére. Ott pihent vagy húsz évet, néha dolgozott egy kicsit de el sosem fáradt, végül nyugdíjazták, azóta szépen elpihent a ládád mélyén és várta, hogy egyszer még hasznos lehessen.
Nem gondolom, hogy a tervezők-építők megengedtek volna maguknak akár csak egy kicsi tévedést, alulméretezést, pláne hasra ütést, vagy „gondolom” alapján építkezést, lyuk arrébb reszelést.
Azért ez nem lefele feszíti a szíjat a tárcsákról, hanem viszont éppen rá, ahogy kell, ha nincsen szükség más megoldásra.
Jó kis cucc.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 22, 10:21
Írta: svejk Dátum 2012 július 22, 10:21
Ez nem hozzáértés kérdése, kismillió ok lehet amiért így csinálták.
A mindennapi életben látható, -az egyszerű szögtől kezdődően az atomreaktorig- , hogy nem kell hasra esni a mérnöki tervezéstől sem, hiszen azok is emberek.
Nem kell egy ilyen dolgot felfújni...
Alapvetően ez a téma abból indult ki (lásd #10265), hogy Szalai György kreatív hobby megoldásnak nézett egy precíz, szabályos megoldású szíjfeszítés megoldást, melyet egyébként gyakran alkalmazn(t)ak az iparban.
Szerintem semmi másról nincs szó, mint hogy egy sima görgő olcsóbb mint a fogazott és a kalkulált élettartamot így is kibírja a modern szíj.
Gondolom az mindenkinek evidens, hogy a mérnökök keze igen meg van kötve a kalkulált élettartam kapcsán, sajnos a felhasználó kárára.
A mindennapi életben látható, -az egyszerű szögtől kezdődően az atomreaktorig- , hogy nem kell hasra esni a mérnöki tervezéstől sem, hiszen azok is emberek.
Nem kell egy ilyen dolgot felfújni...
Alapvetően ez a téma abból indult ki (lásd #10265), hogy Szalai György kreatív hobby megoldásnak nézett egy precíz, szabályos megoldású szíjfeszítés megoldást, melyet egyébként gyakran alkalmazn(t)ak az iparban.
Szerintem semmi másról nincs szó, mint hogy egy sima görgő olcsóbb mint a fogazott és a kalkulált élettartamot így is kibírja a modern szíj.
Gondolom az mindenkinek evidens, hogy a mérnökök keze igen meg van kötve a kalkulált élettartam kapcsán, sajnos a felhasználó kárára.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 22, 10:44
Írta: PSoft Dátum 2012 július 22, 10:44
Hát,nekem valahogy nem tűnik "korrekt" megoldásnak a szíjfeszítő.:((
Ha ez egyáltalán ez a "gyári megoldás" a THK-nál,amit a képen látunk.
Valahogy,olyan "igénytelen" a hosszú csavar az anyákkal.:(((
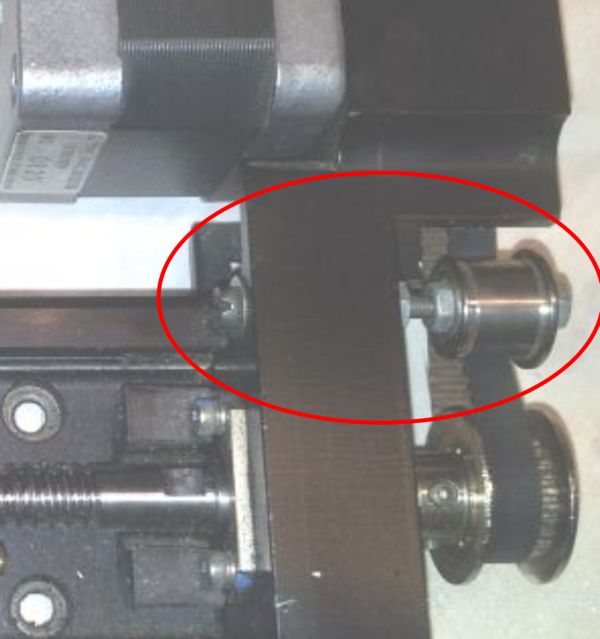
Nah,meg ez is.:)

Viszont,ha ez a "gyári" THK,akkor én már meg is nyugodtam.:)))
Ha ez egyáltalán ez a "gyári megoldás" a THK-nál,amit a képen látunk.
Valahogy,olyan "igénytelen" a hosszú csavar az anyákkal.:(((
Nah,meg ez is.:)
Viszont,ha ez a "gyári" THK,akkor én már meg is nyugodtam.:)))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 22, 11:05
Írta: svejk Dátum 2012 július 22, 11:05
Hiába, az ördög a részletekben lakozik.
[#eljen][#vigyor3][#integet2]
No most aztán főleg kíváncsian várom Szalai György élményszerű, a többség által alig ismert műszaki információkkal alátámasztott, sokszor iróniától nem mentes és a magyar nyelv szépségeiben bővelkedő válaszát!
Tény, jó olvasni Őt!
[#eljen][#vigyor3][#integet2]
No most aztán főleg kíváncsian várom Szalai György élményszerű, a többség által alig ismert műszaki információkkal alátámasztott, sokszor iróniától nem mentes és a magyar nyelv szépségeiben bővelkedő válaszát!
Tény, jó olvasni Őt!
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 július 22, 11:35
Írta: Szedlay Pál Dátum 2012 július 22, 11:35

Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 22, 11:41
Írta: PSoft Dátum 2012 július 22, 11:41
Szinte hallom a THK mérnöki team közt kialakult beszélgetést....
"Bakker,....elfogyott a 38-44-000023-as termékszámú excenteres feszítőgörgő tengelyünk,most mi a túrót csináljunk???[#nemtudom]
Oppsssz! beteszünk egy ötös csavart,pár anyával,az még ólcsóbb is!!!
Hát,ez nem lehet igaz,....a 39-45-000044-es termékszámú fogas szíjunk is elfogyott!!!!
Csapás,csapás hátán,hiába,...ez a válság jól kib@szik velünk is.
Ollééé!...van viszont az 5mm-rel keskenyebb,39-45-000043-as termékszámú szíjból egy talicskával,tegyünk rá abból,az úgy se fogyott eddíg,mit számít az a pár mm!!!
Ha,már így alakult,...akkor viszont tervezzünk rá egy f@sza kis burkolatot,ami ezt az egészet jól eltakarja.
Nehogy má valaki fikázni merje a THK-s csodát!!!"
Valami ilyesmi beszélgetést tudok elképzelni,de,lehet csak én.....
"Bakker,....elfogyott a 38-44-000023-as termékszámú excenteres feszítőgörgő tengelyünk,most mi a túrót csináljunk???[#nemtudom]
Oppsssz! beteszünk egy ötös csavart,pár anyával,az még ólcsóbb is!!!
Hát,ez nem lehet igaz,....a 39-45-000044-es termékszámú fogas szíjunk is elfogyott!!!!
Csapás,csapás hátán,hiába,...ez a válság jól kib@szik velünk is.
Ollééé!...van viszont az 5mm-rel keskenyebb,39-45-000043-as termékszámú szíjból egy talicskával,tegyünk rá abból,az úgy se fogyott eddíg,mit számít az a pár mm!!!
Ha,már így alakult,...akkor viszont tervezzünk rá egy f@sza kis burkolatot,ami ezt az egészet jól eltakarja.
Nehogy má valaki fikázni merje a THK-s csodát!!!"
Valami ilyesmi beszélgetést tudok elképzelni,de,lehet csak én.....
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 22, 11:43
Írta: PSoft Dátum 2012 július 22, 11:43
Ez világos,ezt a részét,...értem is!:)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 22, 11:44
Írta: Szalai György Dátum 2012 július 22, 11:44
Eriggy má!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 22, 11:48
Írta: svejk Dátum 2012 július 22, 11:48
[#worship]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 22, 11:54
Írta: Szalai György Dátum 2012 július 22, 11:54
Az esetleg nem fordulhat elő, hogy a THK ere egy oda való szélességű és hosszúságú szíjat rendszeresített, ámde egy nagyobb tudású felhasználónak a gazdaságosabban beszerezhető szíj és az aprócska hosszdifferenciát eltüntető, ráapplikált szíjfeszítő megoldás jobban tetszett? Hiszen pont ilyen volt még pár tíz éve egy ízig-vérig TMK szakember. Megoldott minden problémát a rendelkezésére álló eszközökkel, „csak haladjon már az a szekér”.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 22, 12:12
Írta: PSoft Dátum 2012 július 22, 12:12
Deee!
Erre próbáltam rávilágítani a #10316-ban.
"Ha egyáltalán ez a "gyári megoldás" a THK-nál,amit a képen látunk."
Tudom milyen egy TMK-szakember.:)
Jó 30 évig csináltam ezt a műfajt,csak más területen.
Egyetértünk!
A csak..."haladjon már az a szekér”,sok olyan dologra megtanította az embert,amelyek így évtizedek távlatából is elővehetők,és sikerrel alkalmazhatóak.
Erre próbáltam rávilágítani a #10316-ban.
"Ha egyáltalán ez a "gyári megoldás" a THK-nál,amit a képen látunk."
Tudom milyen egy TMK-szakember.:)
Jó 30 évig csináltam ezt a műfajt,csak más területen.
Egyetértünk!
A csak..."haladjon már az a szekér”,sok olyan dologra megtanította az embert,amelyek így évtizedek távlatából is elővehetők,és sikerrel alkalmazhatóak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 22, 12:14
Írta: svejk Dátum 2012 július 22, 12:14
Ez hihető is lehet(ne), hiszen elméletileg kétirányú hajtásnál nem használunk szíjfeszítőt, -ugye ilyesmi is olvasható a szíjméretezési doksidban, melyet a szerzőtől kaptál- de akkor hogy állítotték be a szíjfeszességet, hiszen a motor felfogatása is fix.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 22, 12:26
Írta: PSoft Dátum 2012 július 22, 12:26
Odapróbálta a "mester" a szíjfgeszítőt,ahova köll!
Karctűvel "bekarcolt" a szíjfeszítő lukán át,a fekete elox alun jól látszik a karctű karikája.:)
Kirnerel megcélozta a karika közepét,és már lehet is fúrni!:))
Így aztán,minden "fix" lett.:)))
Karctűvel "bekarcolt" a szíjfeszítő lukán át,a fekete elox alun jól látszik a karctű karikája.:)
Kirnerel megcélozta a karika közepét,és már lehet is fúrni!:))
Így aztán,minden "fix" lett.:)))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 22, 12:35
Írta: Szalai György Dátum 2012 július 22, 12:35
Kicsit túlmisztifikáltnak érzem ezt az egész szíjfeszesség dolgot egy alakkal záró szíj esetében.
Szerintem ezt egy ilyen egyszerű esetben azok alkalmazzák, akik nem tudnak a tengelytávolságra megfelelő gyártási pontosságot produkálni. Mert a szíjak gyártási hossz differenciája szerintem biztosan nem mutat akkora szórást, hogy az számítson. Egyszerűen a nagyobbik tárcsára nem kell perem és a motort kissé fellazítva már cserélhető is a szíj, ha nincsen jobban megfeszítve a kelletétől. Forgás közben úgy is megfeszül kissé átlósan, mert oldalra lefelé igyekszik a nagyobbik tárcsáról, mivel az nem hordó formájú.
De ez már megint csak az én rebellis véleményem.
Szerintem ezt egy ilyen egyszerű esetben azok alkalmazzák, akik nem tudnak a tengelytávolságra megfelelő gyártási pontosságot produkálni. Mert a szíjak gyártási hossz differenciája szerintem biztosan nem mutat akkora szórást, hogy az számítson. Egyszerűen a nagyobbik tárcsára nem kell perem és a motort kissé fellazítva már cserélhető is a szíj, ha nincsen jobban megfeszítve a kelletétől. Forgás közben úgy is megfeszül kissé átlósan, mert oldalra lefelé igyekszik a nagyobbik tárcsáról, mivel az nem hordó formájú.
De ez már megint csak az én rebellis véleményem.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 22, 13:15
Írta: Szalai György Dátum 2012 július 22, 13:15
A típus alapján a THK oldalát bogarászva úgy látszik, hogy nem is szerelnek sem motort sem szíjat a KR aktuátoraikra.
Talán azt a felhasználó teszi, szíjjal, vagy szíj nélkül, szakszerűen, vagy kevésbé.
Akkor pedig az Ő nevüket ezzel vagy másik szíjfeszitő megoldással együtt emlegetni nem is illik.
Talán azt a felhasználó teszi, szíjjal, vagy szíj nélkül, szakszerűen, vagy kevésbé.
Akkor pedig az Ő nevüket ezzel vagy másik szíjfeszitő megoldással együtt emlegetni nem is illik.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 július 22, 14:28
Írta: Szedlay Pál Dátum 2012 július 22, 14:28
Igen igazad lehet.
Az a feszítő görgő nem illik a képbe, nagyon gagyi a többihez képest.
A motorrögzítő viszont nagyon gyári megoldás, elképzelhetőnek tartom nagyobb darabszám megrendelése esetén igény szerint így is legyártják. Az adattábláján nincs is specifikálva a típusa ami KR26-os a méreteiből.
Így most elnézést kérek a nagy nyilvánosság előtt a THK-tól.
Az a feszítő görgő nem illik a képbe, nagyon gagyi a többihez képest.
A motorrögzítő viszont nagyon gyári megoldás, elképzelhetőnek tartom nagyobb darabszám megrendelése esetén igény szerint így is legyártják. Az adattábláján nincs is specifikálva a típusa ami KR26-os a méreteiből.
Így most elnézést kérek a nagy nyilvánosság előtt a THK-tól.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 22, 17:00
Írta: svejk Dátum 2012 július 22, 17:00
A túlmisztifikálással egyetértek, írtam is hogy nem kell felfújni a dolgot.
Viszont szíjfeszítési lehetőség szinte mindig kell, különböző gyártók szíjai sem egyformák.
Szervonal pedig különösen ajánlott, mert mind a laza, mind a túl feszes szíj beállítási nehézségeket okozhat.
Viszont szíjfeszítési lehetőség szinte mindig kell, különböző gyártók szíjai sem egyformák.
Szervonal pedig különösen ajánlott, mert mind a laza, mind a túl feszes szíj beállítási nehézségeket okozhat.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 22, 17:24
Írta: PSoft Dátum 2012 július 22, 17:24
"Szerintem ezt egy ilyen egyszerű esetben azok alkalmazzák, akik nem tudnak a tengelytávolságra megfelelő gyártási pontosságot produkálni."
Tény,és való,a "z" nél elbactam.:)[#crazya]
"Egyszerűen a nagyobbik tárcsára nem kell perem és a motort kissé fellazítva már cserélhető is a szíj,..."
De,az "X"-nél már jobban figyeltem.:))
Így,valahogy??? [#crazya][#crazya][#crazya][#wink]
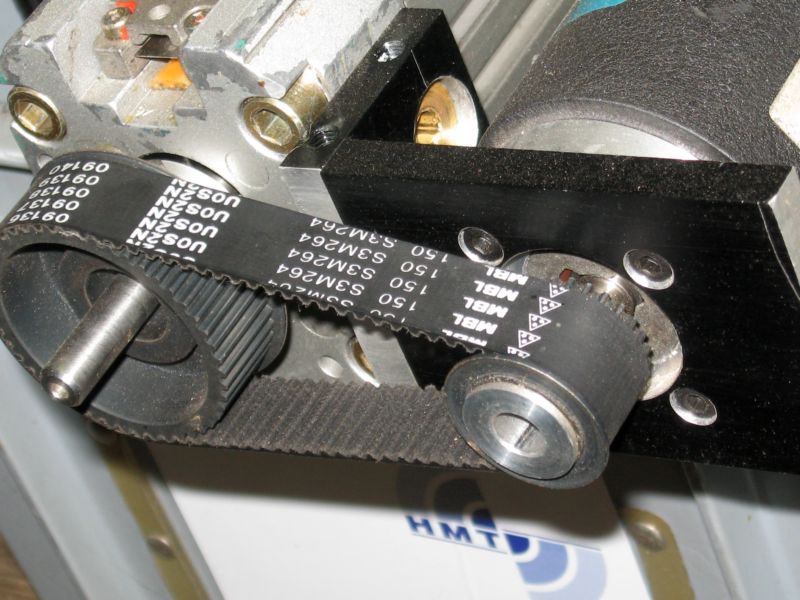
Tény,és való,a "z" nél elbactam.:)[#crazya]
"Egyszerűen a nagyobbik tárcsára nem kell perem és a motort kissé fellazítva már cserélhető is a szíj,..."
De,az "X"-nél már jobban figyeltem.:))
Így,valahogy??? [#crazya][#crazya][#crazya][#wink]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 22, 17:29
Írta: PSoft Dátum 2012 július 22, 17:29
Hubakker,...
Akko,még se jó az alább mutatott "X" megoldásom???
Nah,most akko mi van?
Majd,legközelebb,jól nem mutatom meg!!!:)))
Akko,még se jó az alább mutatott "X" megoldásom???
Nah,most akko mi van?
Majd,legközelebb,jól nem mutatom meg!!!:)))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 22, 18:00
Írta: svejk Dátum 2012 július 22, 18:00
Ha neked jó, akkor nekem főleg.
Valahol én is TMK-s voltam/vagyok.
Sok gyári megoldást kellett már "megjavítani". Persze akadt olyan is amit elb...tunk, de ebből is tanultunk. :)
Valahol én is TMK-s voltam/vagyok.
Sok gyári megoldást kellett már "megjavítani". Persze akadt olyan is amit elb...tunk, de ebből is tanultunk. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 22, 18:04
Írta: Szalai György Dátum 2012 július 22, 18:04
Nézem az IMG_4858.JPG-en a motor mellészerelés feladatot és eszembe jutott egy érdekesség, ami jól jönne néha.
A FESTO munkahengerek végében találok időnként ilyen csavar a csavarban megoldást. Nem tudom, hogy milyen szabvány szerinti, (a csavarboltos sem tudja) de nagyon tetszik az ötlet, ezért gyorsan lefényképeztem.
Csavarcsavar.
Egyrészt egy jól használható, 13mm hosszan 8mm átmérőre illesztett szárú, 17mm hosszan pedig M6 menetű, imbusz nyílású csavar. (Sajnos sem szilárdság sem egyéb jelölés nincsen rajta.) A kulcsnyílás aljában meg ott a meglepetés, egy 10mm mély M5 belső menet.
A FESTO munkahengerek végében találok időnként ilyen csavar a csavarban megoldást. Nem tudom, hogy milyen szabvány szerinti, (a csavarboltos sem tudja) de nagyon tetszik az ötlet, ezért gyorsan lefényképeztem.
Csavarcsavar.
Egyrészt egy jól használható, 13mm hosszan 8mm átmérőre illesztett szárú, 17mm hosszan pedig M6 menetű, imbusz nyílású csavar. (Sajnos sem szilárdság sem egyéb jelölés nincsen rajta.) A kulcsnyílás aljában meg ott a meglepetés, egy 10mm mély M5 belső menet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 22, 18:07
Írta: svejk Dátum 2012 július 22, 18:07
A meglepetés inkább az, hogy nálad a farönkben is menet van :))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 22, 18:37
Írta: Szalai György Dátum 2012 július 22, 18:37
Á… Az csak egy ócska tölgyfa tuskó.
Nemesebb diófában, (mint amilyen az épülő Hobby kis sámlim) nemesebb dolgok is lakoznak.
Pálinka, pipa, stb. Elvégre 14.-e óta túl vagyok az ötvenen, gondolnom kell a pihenésre is. Pihennem ugyan még nem szabad, de már gondolhatok rá.
Nemesebb diófában, (mint amilyen az épülő Hobby kis sámlim) nemesebb dolgok is lakoznak.
Pálinka, pipa, stb. Elvégre 14.-e óta túl vagyok az ötvenen, gondolnom kell a pihenésre is. Pihennem ugyan még nem szabad, de már gondolhatok rá.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 július 22, 19:12
Írta: svejk Dátum 2012 július 22, 19:12
Isten éltessen Barátom! [#pias][#eljen]
Szeretném még 80 éves koromban is olvasni az írásaidat, akkor Te éppen 84 leszel csak.
Szeretném még 80 éves koromban is olvasni az írásaidat, akkor Te éppen 84 leszel csak.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 22, 19:32
Írta: Szalai György Dátum 2012 július 22, 19:32
Megpróbáljuk. És köszönöm.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 július 22, 19:40
Írta: 000000000 Dátum 2012 július 22, 19:40
Isten étessen és válljon egészségedre a rönkben lévő nemes nedű!!!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 22, 19:42
Írta: PSoft Dátum 2012 július 22, 19:42
Csatlakoznék az előttem szólóhoz.
Isten éltessen,az ötvenedik szülinapodon,na persze meg,még az összes továbbin is.[#eljen][#worship]
Mert,ugye jön ám az ötvenegy,meg az ötvenkettő,meg az ötvenhárom is nagyon gyorsan egymás után.:)
Én,már csak tudom.:( :))
Nyolcvan éves koromban az írásaidat olvasni?....üsse kő,majd,...felolvastatom valakivel.:)))
Isten éltessen,az ötvenedik szülinapodon,na persze meg,még az összes továbbin is.[#eljen][#worship]
Mert,ugye jön ám az ötvenegy,meg az ötvenkettő,meg az ötvenhárom is nagyon gyorsan egymás után.:)
Én,már csak tudom.:( :))
Nyolcvan éves koromban az írásaidat olvasni?....üsse kő,majd,...felolvastatom valakivel.:)))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 július 22, 19:46
Írta: 000000000 Dátum 2012 július 22, 19:46
Hát igen, lassan hozzánk öregedtek! :))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 július 22, 21:33
Írta: s7manbs8 Dátum 2012 július 22, 21:33
Régebben volt az a féle orsó anya megoldás hogy csapágyat kell ferdén tenni, az az anya, a csapágy rögzítéséről nem tudjátok hol van itt valami kép, milyen módon lehet beállítani, rögzíteni ? Találtam egy orsót meg hozzá csapágyat ami jó lenne úgy néz ki, csak nincs ötletem hogy csináljam.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 július 23, 05:51
Írta: Szalai György Dátum 2012 július 23, 05:51
#10339 és #10340-re.
Elmúlt ötven évem volt az út, ami idáig vezetett. Hat éve már, hogy együtt megyünk ezen az úton. Köszönöm a jó kívánságot és köszönöm, hogy itt vagytok, és hogy itt lehetek.
Elmúlt ötven évem volt az út, ami idáig vezetett. Hat éve már, hogy együtt megyünk ezen az úton. Köszönöm a jó kívánságot és köszönöm, hogy itt vagytok, és hogy itt lehetek.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 23, 08:24
Írta: besirkyjh Dátum 2012 július 23, 08:24
Gyuribátyó jó egészséget a továbbiakban is !!
Bár féluton voltam a turámon az ominozus dátumon de igy utolag "Gyuri tura " - nak nevezném el ( tiszteletedre ) azt a 430,2km-t amit sikerült tekernem a Tisza Tó környékén a Nejemmel az elmult héten .
Bár féluton voltam a turámon az ominozus dátumon de igy utolag "Gyuri tura " - nak nevezném el ( tiszteletedre ) azt a 430,2km-t amit sikerült tekernem a Tisza Tó környékén a Nejemmel az elmult héten .
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 23, 23:45
Írta: PSoft Dátum 2012 július 23, 23:45
Zoli!
Az a 200 méter,miből jött össze a 430km felett?:))
A "Balaton Tó" fele mikor jársz???
Vagy,....az már megvolt?,...és nem kerestél meg!!!
Az a 200 méter,miből jött össze a 430km felett?:))
A "Balaton Tó" fele mikor jársz???
Vagy,....az már megvolt?,...és nem kerestél meg!!!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 23, 23:56
Írta: PSoft Dátum 2012 július 23, 23:56
Van egy korombéli kollegám,a "biciklispisti".
Napi szinten teker 30-40 kilométereket.
Csak úgy,.....megy,na meg,...jön.:))
Napi szinten teker 30-40 kilométereket.
Csak úgy,.....megy,na meg,...jön.:))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 július 24, 00:03
Írta: PSoft Dátum 2012 július 24, 00:03
Svejk írta:
"...és a magyar nyelv szépségeiben bővelkedő válaszát!
Tény, jó olvasni Őt! "
Tény,...jó olvasni Téged!
"...és a magyar nyelv szépségeiben bővelkedő válaszát!
Tény, jó olvasni Őt! "
Tény,...jó olvasni Téged!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 24, 07:48
Írta: besirkyjh Dátum 2012 július 24, 07:48
Szia
Egész pontosan ugy történt hogy indulásnál a lakásajtoban nulláztuk és érkezésnél ugyan ott szintén ( ennyit mutatot a kilométer ora ) .
Fogsz róla tudni ha arra járok :)
Most a bringán volt a hangsuly de a Virágkarnevál után még van vagy 10 nap ami szabad és ott van esély a "Balaton - Tó " -ra is ( akkor már kicsit csendesebb ) :)
Egész pontosan ugy történt hogy indulásnál a lakásajtoban nulláztuk és érkezésnél ugyan ott szintén ( ennyit mutatot a kilométer ora ) .
Fogsz róla tudni ha arra járok :)
Most a bringán volt a hangsuly de a Virágkarnevál után még van vagy 10 nap ami szabad és ott van esély a "Balaton - Tó " -ra is ( akkor már kicsit csendesebb ) :)
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2012 július 24, 12:52
Írta: kua93zk4w Dátum 2012 július 24, 12:52
Valakinek van ötlete forgó anyára?
Vagy készített már így gépet valaki?
Vagy készített már így gépet valaki?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2012 július 24, 15:28
Írta: 7vpav5d32 Dátum 2012 július 24, 15:28
A nagy gépemen ez van. Segítek ha tudok.
A hídon keresztül vannak hajtva az anyák.

Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2012 július 24, 17:22
Írta: kua93zk4w Dátum 2012 július 24, 17:22
Szia!
Érdekelne hogy oldottad meg.
Egyenlőre 16x6mm trapéz menetben gondolkodom.
Ebből könnyebb lenne később golyós orsóra cserélni mint ha fogasszíjjal oldanám meg.
Érdekelne hogy oldottad meg.
Egyenlőre 16x6mm trapéz menetben gondolkodom.
Ebből könnyebb lenne később golyós orsóra cserélni mint ha fogasszíjjal oldanám meg.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 24, 17:54
Írta: besirkyjh Dátum 2012 július 24, 17:54
Figyelj a forgo anya buktatojára milyerint az állo orso minél hosszabb annál jobban "log" hajlik .
A 16mm -es átmérö kevés lesz mert ha a szánod valamelyik végén van akkor a trapézorsod ( sulyánál fogva ) hajlani fog még hozzá több mm-t , ez ahhoz vezet hogy az orso anya feszülni fog és hamarabb tönkre veri a csapágyazását illetve az orso átméröben "elhordja " az anyát ( olyan lesz mint egy homoru hordo ) .Probáld ki hogy egy 16mm -es anyagot támasz fel a kétvégén és mérd a közepén és a szélén a talajhoz a távolságot .
A 16mm -es átmérö kevés lesz mert ha a szánod valamelyik végén van akkor a trapézorsod ( sulyánál fogva ) hajlani fog még hozzá több mm-t , ez ahhoz vezet hogy az orso anya feszülni fog és hamarabb tönkre veri a csapágyazását illetve az orso átméröben "elhordja " az anyát ( olyan lesz mint egy homoru hordo ) .Probáld ki hogy egy 16mm -es anyagot támasz fel a kétvégén és mérd a közepén és a szélén a talajhoz a távolságot .
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2012 július 24, 18:03
Írta: VViktor Dátum 2012 július 24, 18:03
Ez a szituáció fent áll az 50cm-es 16-os trapéz orsónál?
Mert pont most szeretném a faesztergámat szánosítani.
És mivel a motor elég gáz helyen van így arra gondoltam hogy az orsó álljon és az anya forog vonszolva magával a keresztszánt.
Esetleg egy képet valaki tudna adni arról hogy ez hogy is néz ki pontosan?
Mert pont most szeretném a faesztergámat szánosítani.
És mivel a motor elég gáz helyen van így arra gondoltam hogy az orsó álljon és az anya forog vonszolva magával a keresztszánt.
Esetleg egy képet valaki tudna adni arról hogy ez hogy is néz ki pontosan?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2012 július 24, 18:10
Írta: 7vpav5d32 Dátum 2012 július 24, 18:10
Megnézheted hétvégén, de akkor innod kell! :D
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2012 július 24, 18:13
Írta: VViktor Dátum 2012 július 24, 18:13
Bevállalom :D
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 24, 18:17
Írta: besirkyjh Dátum 2012 július 24, 18:17
Szia
Semme esetre sem ! Tapasztalatbol tudom hogy a 16-os trapéznak ( C15 - C45 anyagu ) 700mm-ig nincs számot tevö hajlása , föleg ha a két vége körbe van fogva ( valami szoros persely vagy ugy mint a föorsokat szokták két félkörböl ) .
Semme esetre sem ! Tapasztalatbol tudom hogy a 16-os trapéznak ( C15 - C45 anyagu ) 700mm-ig nincs számot tevö hajlása , föleg ha a két vége körbe van fogva ( valami szoros persely vagy ugy mint a föorsokat szokták két félkörböl ) .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 július 24, 18:18
Írta: besirkyjh Dátum 2012 július 24, 18:18
Csikibáén jol látszik hogy kb 20mm hosszan egy hasitott perselyben van és az csavarral össze van szoritva !
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2012 július 24, 18:21
Írta: VViktor Dátum 2012 július 24, 18:21
Szia,és köszönöm a választ.Majd meglesem.
Cím: Re:Mechanikai ötletek
Írta: u3xrz0cut Dátum 2012 július 24, 18:29
Írta: u3xrz0cut Dátum 2012 július 24, 18:29
[#eplus2]
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2012 július 29, 09:26
Írta: sanyi84 Dátum 2012 július 29, 09:26
Sziasztok!
Adott egy 100 as tokmányú kis főorsó, csak maga a ház tengely tokmány és tokmánytárcsa. A tengely mint kiderítettem előzetes felmérés ellenére nem üt, ezért sem mondom hogy van még ékszíjtárcsa is. A csapágyakat az idő vas foga megette. 6303 csapágy van tokmány oldalán, a másik oldalon egy egyelőre ismeretlen önbeálló csapágy van. Kérdésem mivel sokféle 6303 csapágy kapható melyik lenne bele a tökéletes. Mindkét oldalon nyitott de nem hiszem ilyet kellene visszatennem. A csapágyház állítólag egy régi szivattyú háza, így lehet némi hiba a hátsó résznél mert semmi nem vezeti meg a ház másik részét, azaz lehet oda önbeálló kellene. Az egész rozsdás vasdarab de azt hiszem némi munkával egy faeszterga orsót lehet belőle készíteni.
Adott egy 100 as tokmányú kis főorsó, csak maga a ház tengely tokmány és tokmánytárcsa. A tengely mint kiderítettem előzetes felmérés ellenére nem üt, ezért sem mondom hogy van még ékszíjtárcsa is. A csapágyakat az idő vas foga megette. 6303 csapágy van tokmány oldalán, a másik oldalon egy egyelőre ismeretlen önbeálló csapágy van. Kérdésem mivel sokféle 6303 csapágy kapható melyik lenne bele a tökéletes. Mindkét oldalon nyitott de nem hiszem ilyet kellene visszatennem. A csapágyház állítólag egy régi szivattyú háza, így lehet némi hiba a hátsó résznél mert semmi nem vezeti meg a ház másik részét, azaz lehet oda önbeálló kellene. Az egész rozsdás vasdarab de azt hiszem némi munkával egy faeszterga orsót lehet belőle készíteni.
Cím: Re:Mechanikai ötletek
Írta: sunraw Dátum 2012 július 30, 08:35
Írta: sunraw Dátum 2012 július 30, 08:35
Üdv!
SKF-nél, a sima,zárt az 2Z, a gumigyűrűs, az 2RSH, a növelt csapágyhézagú(meleg helyekre), az C3 stb. Az önbeállók pedig 1xxx ETN9 jelűek álltalában. pl: a 6205 önbeállós változata a 1205 ETN9. Ha csapágy kell, keress bátran.
SKF-nél, a sima,zárt az 2Z, a gumigyűrűs, az 2RSH, a növelt csapágyhézagú(meleg helyekre), az C3 stb. Az önbeállók pedig 1xxx ETN9 jelűek álltalában. pl: a 6205 önbeállós változata a 1205 ETN9. Ha csapágy kell, keress bátran.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 augusztus 26, 21:23
Írta: PSoft Dátum 2012 augusztus 26, 21:23
Az "adok/veszek"-ből áthozva....
"© PSoft ma 14:11 | Válasz | #41323
Keresek,...
4X 0,xx,vagy 5X 0,xx minél kisebb emelkedésű menetfúrót/metszőt.
"finommenetes" beállítócsavarok/anyák gyártásához kellene."
© svejk ajánlotta a "diferenciálmenetet",mint egy lehetőséget.
Többen,köztük én sem voltam eddíg tisztában a "diferenciálmenet" fogalmával.:((
Ezen,© svejk magyarázata,majd © csewe képes illusztrációja segített.

Így,már világos,hogy mi is az a "diferenciálmenet".:))
[#worship][#worship][#worship]
Amihez kellene a "finommenet",....
Lézerhez,tükörtartó elemek beállítócsavarjai.
Valami hasonló módon,mint a képeken látható.
A nagyobbik lemez fix.
Hozzá egy golyón,mint forgásponton keresztül, rugóval feszítve kapcsolódik a kisebbik lemez,ami a tükröt tartja.
A kisebbik lemez döntését,pozícióba állítását lehet a két "finommenetű" csavarral eszközölni.





A "diferenciálmenetes" megoldás is jó,...kivitelezhető is,de egyszerűbb lenne,valami "mezei finommenet".:)
"© PSoft ma 14:11 | Válasz | #41323
Keresek,...
4X 0,xx,vagy 5X 0,xx minél kisebb emelkedésű menetfúrót/metszőt.
"finommenetes" beállítócsavarok/anyák gyártásához kellene."
© svejk ajánlotta a "diferenciálmenetet",mint egy lehetőséget.
Többen,köztük én sem voltam eddíg tisztában a "diferenciálmenet" fogalmával.:((
Ezen,© svejk magyarázata,majd © csewe képes illusztrációja segített.
Így,már világos,hogy mi is az a "diferenciálmenet".:))
[#worship][#worship][#worship]
Amihez kellene a "finommenet",....
Lézerhez,tükörtartó elemek beállítócsavarjai.
Valami hasonló módon,mint a képeken látható.
A nagyobbik lemez fix.
Hozzá egy golyón,mint forgásponton keresztül, rugóval feszítve kapcsolódik a kisebbik lemez,ami a tükröt tartja.
A kisebbik lemez döntését,pozícióba állítását lehet a két "finommenetű" csavarral eszközölni.
A "diferenciálmenetes" megoldás is jó,...kivitelezhető is,de egyszerűbb lenne,valami "mezei finommenet".:)
Cím: Re:Mechanikai ötletek
Írta: c2nsu773m Dátum 2012 augusztus 26, 21:30
Írta: c2nsu773m Dátum 2012 augusztus 26, 21:30
Ilyen is kellene nekem 5cm-es tükörhöz!
Nézz be a pénz kereseti rovatba!
Nézz be a pénz kereseti rovatba!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 augusztus 26, 21:35
Írta: svejk Dátum 2012 augusztus 26, 21:35
Ühüm..
Akkor mezei menet, ami egy kis excentert forgat.
Nincs konkrét elképzelés még a fejembe, de nem lehet bonyi.
Ha nem kell lineáris mozgás akkor valami kis emeltyű is jó lehetne a menet emelkedésének finomítására.
Akkor mezei menet, ami egy kis excentert forgat.
Nincs konkrét elképzelés még a fejembe, de nem lehet bonyi.
Ha nem kell lineáris mozgás akkor valami kis emeltyű is jó lehetne a menet emelkedésének finomítására.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 augusztus 26, 21:37
Írta: svejk Dátum 2012 augusztus 26, 21:37
Persze áttételes emeltyű.
Az excenter nem jó mert lesz holtjátéka, ha csavarral mozgatod tangenciálisan.
Az excenter nem jó mert lesz holtjátéka, ha csavarral mozgatod tangenciálisan.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 augusztus 26, 21:38
Írta: PSoft Dátum 2012 augusztus 26, 21:38
Öt centis tükör![#wow1][#wow1][#wow1]
Abba mááá,...borotválkozni is lehet.:)))
Benéztem,....
Írjál paramétereket,magán-ban.[#wave]
Abba mááá,...borotválkozni is lehet.:)))
Benéztem,....
Írjál paramétereket,magán-ban.[#wave]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 augusztus 26, 21:49
Írta: PSoft Dátum 2012 augusztus 26, 21:49
Nincs,nem kell excenter!!!
Ne bonyolítsd!:))
A két állítócsavar(hernyó) ki/be tekerésével állítod/döntöd/billented a tükörtartó(kisebb)lemezt,a nagyobb fixen rögzítetthez képest.
Kínai megcsinálta,jól megcsinálta,csak kopizni kéne.:))
Ennyire egyszerű.:))
Ne bonyolítsd!:))
A két állítócsavar(hernyó) ki/be tekerésével állítod/döntöd/billented a tükörtartó(kisebb)lemezt,a nagyobb fixen rögzítetthez képest.
Kínai megcsinálta,jól megcsinálta,csak kopizni kéne.:))
Ennyire egyszerű.:))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 augusztus 26, 21:54
Írta: svejk Dátum 2012 augusztus 26, 21:54
Nem értelek, nem az a gond, hogy a mezei állító csavar durva?
Én azt mondom ilyen finom menet hiányában, hogy az állítócsavar egy kis erőkaron keresztül mozgassa a másik lapot.
Én azt mondom ilyen finom menet hiányában, hogy az állítócsavar egy kis erőkaron keresztül mozgassa a másik lapot.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 augusztus 26, 22:13
Írta: PSoft Dátum 2012 augusztus 26, 22:13
Nem az a gond,hogy durva,teljesen jó az eredeti!
Utángyártani kéne a kínait,ahhoz kéne menetfúró/metsző....
Pld. 4x0,35 vagy 5x0,5 vagy 6x0,5.
Ezzel indult az adok/veszek-ben....
Bízva abban,hogy hátha van valakinél "elfekvőben" a fiók mélyén.:))
Utángyártani kéne a kínait,ahhoz kéne menetfúró/metsző....
Pld. 4x0,35 vagy 5x0,5 vagy 6x0,5.
Ezzel indult az adok/veszek-ben....
Bízva abban,hogy hátha van valakinél "elfekvőben" a fiók mélyén.:))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 augusztus 26, 23:01
Írta: PSoft Dátum 2012 augusztus 26, 23:01
Oppsssz!!!
A "diferenciálmenet" nem is lenne jó ez esetben!
Ugyanis a tükörtartó lemeznek,nem párhuzamos a mozgása az állóhoz viszonyítva!
Épp hogy szögben kell dönteni/billenteni a mozó lemezt.
Az pedig,mindkét lemezben "fix" menetel nem lehetséges csak,.....gumicsavarokkal.:))))
A "diferenciálmenet" nem is lenne jó ez esetben!
Ugyanis a tükörtartó lemeznek,nem párhuzamos a mozgása az állóhoz viszonyítva!
Épp hogy szögben kell dönteni/billenteni a mozó lemezt.
Az pedig,mindkét lemezben "fix" menetel nem lehetséges csak,.....gumicsavarokkal.:))))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 augusztus 27, 07:04
Írta: Szalai György Dátum 2012 augusztus 27, 07:04
Nem kell annak valahogy bonyolultabbnak lennie?
Vagy akkor már nem biztos, hogy eladható?
Tényleg nagyon fincsi meneteket használnak.
Vagy akkor már nem biztos, hogy eladható?
Tényleg nagyon fincsi meneteket használnak.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2012 augusztus 27, 10:25
Írta: ANTAL GÁBOR Dátum 2012 augusztus 27, 10:25
Szia amikor még a bolti az URH rádió több volt mint 1 havi fizetésem ( 1974) akkor csináltam Urh rádiót. a Kőporcos hangolómagokhoz én csináltam a csévét ahhoz 4*0,5 ös menetet használtam Akkor nem volt gond a szerszám. Szerintem ma is lehet kapni. Persze az emeltyűs megodás sem kutya. A napokban szedtem szét egy 1951 ben Leningrádban gyártott mikroszkópot. Abban emeltyűvel van megoldva a finomfókuszálás. Nagyon precíz és finom
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2012 augusztus 27, 15:04
Írta: Révész Richárd Dátum 2012 augusztus 27, 15:04
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 augusztus 27, 15:25
Írta: 4um5b65d Dátum 2012 augusztus 27, 15:25
Mennyiért és milyet ?
Hány darabot ?
Hány darabot ?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2012 augusztus 27, 15:55
Írta: Révész Richárd Dátum 2012 augusztus 27, 15:55
Az árat már nem tudom,vagy 2 éve volt.
Valamilyen colos méretű.Ha megtalálom lefotózom.
Egy spéci melóhoz kellet 4 db menetet fúrni.
Azóta nem használtam.
Valamilyen colos méretű.Ha megtalálom lefotózom.
Egy spéci melóhoz kellet 4 db menetet fúrni.
Azóta nem használtam.
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2012 augusztus 27, 16:48
Írta: VighLajos Dátum 2012 augusztus 27, 16:48
Össze is raktad a mikroszkópot?
[#confused]
[#confused]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2012 augusztus 27, 16:48
Írta: Motoros Dátum 2012 augusztus 27, 16:48
4x0.5 mm kúpos végű csavarjaim vannak. A kúp nem csúcsba hanem kb 0.3 mm lapolásba fut ki. A menetek száma 7. A sliccelés ezen kivül van egy 3 mm hosszú 3 mm átmérőjű részben. A teljes hossz 8.2 mm ja és az anyaga: sárgaréz. Menetfúró biztos van a Vaterán ( a multkor 7x0.5 mm is volt)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2012 augusztus 27, 16:53
Írta: Motoros Dátum 2012 augusztus 27, 16:53
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2012 augusztus 27, 16:54
Írta: Motoros Dátum 2012 augusztus 27, 16:54
bocs, helyesen: 4x0.5 mm
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 augusztus 27, 17:38
Írta: PSoft Dátum 2012 augusztus 27, 17:38
Nem kell,nem indokolt bonyolultabbnak lennie.
Az "eladhatóság" csak másodlagos.:)
Amit a #10362-ben látsz a képeken,az is saját gyártású tükörtartó.
Egyik kínai típusnak a "koppintása".
A két hernyócsavar amit használtam hozzá,amit a képen is látsz,"talált" műszercsapágy beállító acélcsavarok.
M5X0,5mm-es menet van rajtuk,a tapasztalat azt mutatja,hogy a 0,5mm-es emelkedés már elégséges a tükör finombeállításához.
Szerencsém volt,mert ezekhez a csavarokhoz volt/van M5X0,5-ös menetfúróm.:))
Azonban ezek a csavarok már elfogytak.:(((
Tehát,igazából az is elég volna,ha lenne a meglevő menetfúróhoz M5X0,5-ös metszőm.:)
Nyilván,nem volna baj,ha "finomabb" volna a menet,mint a második linkeden a képen:

Ha jól számolok át,akkor metrikusba ezek az emelkedések:
- 80 TPI = 0,3175mm
-100 TPI = 0,254mm
-170 TPI = 0,149mm
Az "eladhatóság" csak másodlagos.:)
Amit a #10362-ben látsz a képeken,az is saját gyártású tükörtartó.
Egyik kínai típusnak a "koppintása".
A két hernyócsavar amit használtam hozzá,amit a képen is látsz,"talált" műszercsapágy beállító acélcsavarok.
M5X0,5mm-es menet van rajtuk,a tapasztalat azt mutatja,hogy a 0,5mm-es emelkedés már elégséges a tükör finombeállításához.
Szerencsém volt,mert ezekhez a csavarokhoz volt/van M5X0,5-ös menetfúróm.:))
Azonban ezek a csavarok már elfogytak.:(((
Tehát,igazából az is elég volna,ha lenne a meglevő menetfúróhoz M5X0,5-ös metszőm.:)
Nyilván,nem volna baj,ha "finomabb" volna a menet,mint a második linkeden a képen:
Ha jól számolok át,akkor metrikusba ezek az emelkedések:
- 80 TPI = 0,3175mm
-100 TPI = 0,254mm
-170 TPI = 0,149mm
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 augusztus 27, 19:25
Írta: svejk Dátum 2012 augusztus 27, 19:25
Azt írod a 0,5 elégséges, de nem volna baj, ha finomabb lenne.
Nálam a finomítást az jelentené, ha közel egy nagyságrenddel finomodna a mozgatás.
Milyen vastag az állítandó szerelvény?
Mekkora mozgási átfogás lenne ideális?
Nálam a finomítást az jelentené, ha közel egy nagyságrenddel finomodna a mozgatás.
Milyen vastag az állítandó szerelvény?
Mekkora mozgási átfogás lenne ideális?
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2012 augusztus 27, 19:38
Írta: ANTAL GÁBOR Dátum 2012 augusztus 27, 19:38
szia.csak félig raktam össze mert át akarom alakítani. minden része meg van , a zsírt kicseréltem a léceknél de az optikát egyelőre elcsomagoltam Egy felkérésre egy nagyobb fókusztávolságú objektivet szeretnék belerakni és egy ccd felületet az okulár helyére. Most csak a mechanikát használnám az nagyon jó .Ha nem zavarlak szivesen folytatom ( írok e-mailt
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 augusztus 27, 21:18
Írta: sasi Dátum 2012 augusztus 27, 21:18
Gábor! Inkább itt a fórumon beszéljétek meg, mert gondolom rajtam kívül mást is érdekelhet a mikroszkóp átalakítása.
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2012 augusztus 27, 21:27
Írta: VighLajos Dátum 2012 augusztus 27, 21:27
Dehogy zavar az átalakítása! Ha zavarna, nem kérdeztem volna!
Várom, ill. várjuk (Sasi)a folytatást vagy itt, vagy a "kibelezős" fórumon. Végülis a mechanikai átalakításokba belefér...
[#worship]
Várom, ill. várjuk (Sasi)a folytatást vagy itt, vagy a "kibelezős" fórumon. Végülis a mechanikai átalakításokba belefér...
[#worship]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 augusztus 27, 22:04
Írta: hostya Dátum 2012 augusztus 27, 22:04
Szerintem is jobb lenne ha nyilvánosan folytatnád ezt a témakört.
Az én 'szálkeresztes' projektemhez biztosan hasznos lenne. [#wave]
Az én 'szálkeresztes' projektemhez biztosan hasznos lenne. [#wave]
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2012 augusztus 27, 22:31
Írta: vadember Dátum 2012 augusztus 27, 22:31
Vegyél használt mikrométereket. Szétberheled őket és van 0,5 mm-es emelkedésű orsód és anyád. A használt piacon 1000-1500 Ft nálunk. Ennyibe a menetfúró és a metsző is belekerül.
Cím: Re:Mechanikai ötletek
Írta: ggdr57dg Dátum 2012 augusztus 28, 08:33
Írta: ggdr57dg Dátum 2012 augusztus 28, 08:33
Motoros belinkelte a weblapot, ahol M4X0,5 menetfúrót árulnak. De árulnak itt M5X0,5-ös menetmetszőt is, ha ez kell a meglévő M5X0,5-ös menetfúródhoz.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 augusztus 28, 17:31
Írta: PSoft Dátum 2012 augusztus 28, 17:31
Ez se rossz ötlet,mindjárt szét is szedem.
Kiadna,...vagy hármat.:)))

Kiadna,...vagy hármat.:)))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 augusztus 28, 17:34
Írta: PSoft Dátum 2012 augusztus 28, 17:34
[#worship]
Cím: Re:Mechanikai ötletek
Írta: pisti73 Dátum 2012 augusztus 28, 18:31
Írta: pisti73 Dátum 2012 augusztus 28, 18:31
Sziasztok!
Lehet az előbb rossz helyre tettem fel a kérdést.
Egy kis segítséget szeretnék kérni. Golyósorsó és golyósanya beszerzés előtt állok. Építgetem, vagyis gyűjtögetem a gépemhez az alkatrészeket és szemezgetek EZZEL a golyós egységgel. Használta már valaki ezt a típust? Ha igen mi róla a vélemény? Mennyire megbízható, pontos stb...
Lehet az előbb rossz helyre tettem fel a kérdést.
Egy kis segítséget szeretnék kérni. Golyósorsó és golyósanya beszerzés előtt állok. Építgetem, vagyis gyűjtögetem a gépemhez az alkatrészeket és szemezgetek EZZEL a golyós egységgel. Használta már valaki ezt a típust? Ha igen mi róla a vélemény? Mennyire megbízható, pontos stb...
Cím: Re:Mechanikai ötletek
Írta: wcsxp0uxa Dátum 2012 augusztus 28, 19:03
Írta: wcsxp0uxa Dátum 2012 augusztus 28, 19:03
Szia!
Kb 1 hónapja építettem be ennek a típusnak a vékonyabbik változatát.(sfu 12-4 Bf-16-ba) Használtam azóta kb 20 órát ,tehát tartósságról nem tudok nyilatkozni. Az orsó anyaga jó kemény ,a 12 -es átm. 8mm-ig van meg edzve.(gondolom amit kinéztél az 10-12mm ig lehet) Az enyém kottyanása 0.05mm alatt van .Hasonlítani nem tudok mert ez az első ilyen orsóm . A benne lévő műanyagcső viszont 1-szer megtréfált (ferdén van levágva) , 2 golyóm bánta . A hosszabbik orsóm talán 1 kicsit görbe is volt ,de még így is jól fut.
Kb 1 hónapja építettem be ennek a típusnak a vékonyabbik változatát.(sfu 12-4 Bf-16-ba) Használtam azóta kb 20 órát ,tehát tartósságról nem tudok nyilatkozni. Az orsó anyaga jó kemény ,a 12 -es átm. 8mm-ig van meg edzve.(gondolom amit kinéztél az 10-12mm ig lehet) Az enyém kottyanása 0.05mm alatt van .Hasonlítani nem tudok mert ez az első ilyen orsóm . A benne lévő műanyagcső viszont 1-szer megtréfált (ferdén van levágva) , 2 golyóm bánta . A hosszabbik orsóm talán 1 kicsit görbe is volt ,de még így is jól fut.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2012 augusztus 28, 20:20
Írta: vadember Dátum 2012 augusztus 28, 20:20
Ezt inkább küldd el nekem, a hét végén megyek az ócskapiacra és veszek neked érte cserébe három régit!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 augusztus 29, 21:22
Írta: Szalai György Dátum 2012 augusztus 29, 21:22
Nem hagyott nyugton ez a Te tükör felfogatód, ezért számoltam egy kicsit, de lehet, hogy kár volt.
Egy nekem tetsző lézersugár átmérője 1mm. Ezt szeretném gondolatban pozícionálni, a szögben állítgatható tükröd segítségével, 0,1mm pontossággal, (jobb volna 0,05mm) a tükörtől 1000mm távolságra lévő lencsére.
Ahhoz, hogy a sugarat 1000mm távolságból 0,1mm-rel arrébb mozdítsam, el kell billentenem a tükröt kb. 0,00573 fokkal.
Mondjuk, hogy a tartó szerkezeten a golyó (mint forgáspont) és a beállító csavar közötti távolság 50mm. Akkor, hogy létrejöjjön a tükör 0,00573 fok elbillenése, a beállító csavart kb. 0,005mm-el kell eltekerni.
Ez pedig 0,5mm/fordulat emelkedésű csavar esetén 0,01 fordulat, azaz 3,6 fok. Megnéztem a szögmérőn, hogy mennyike az.
Szerintem ennyire pirinyót nem lehet állítani egy 10mm átmérőjű csavarfejen.
Légy szíves, ha van kedved számolj utána, hátha elbénáztam. Érdekel a véleményed a tükörtartó használhatóságáról.
Egy nekem tetsző lézersugár átmérője 1mm. Ezt szeretném gondolatban pozícionálni, a szögben állítgatható tükröd segítségével, 0,1mm pontossággal, (jobb volna 0,05mm) a tükörtől 1000mm távolságra lévő lencsére.
Ahhoz, hogy a sugarat 1000mm távolságból 0,1mm-rel arrébb mozdítsam, el kell billentenem a tükröt kb. 0,00573 fokkal.
Mondjuk, hogy a tartó szerkezeten a golyó (mint forgáspont) és a beállító csavar közötti távolság 50mm. Akkor, hogy létrejöjjön a tükör 0,00573 fok elbillenése, a beállító csavart kb. 0,005mm-el kell eltekerni.
Ez pedig 0,5mm/fordulat emelkedésű csavar esetén 0,01 fordulat, azaz 3,6 fok. Megnéztem a szögmérőn, hogy mennyike az.
Szerintem ennyire pirinyót nem lehet állítani egy 10mm átmérőjű csavarfejen.
Légy szíves, ha van kedved számolj utána, hátha elbénáztam. Érdekel a véleményed a tükörtartó használhatóságáról.
Cím: Re:Mechanikai ötletek
Írta: c2nsu773m Dátum 2012 augusztus 29, 23:08
Írta: c2nsu773m Dátum 2012 augusztus 29, 23:08
6-8mm a sugár!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 augusztus 30, 06:07
Írta: Szalai György Dátum 2012 augusztus 30, 06:07
Köszi. Milyen pontosan kell pozícionálni és mekkora távolságban?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 augusztus 30, 16:08
Írta: 000000000 Dátum 2012 augusztus 30, 16:08
Egy kérdés általánosságban
Van két hajtás. Az egyik fogasszíjas, a másik trapézorsós. Mindkettő azonos tömeget mozgat, azonos motorfordulatonkénti elmozdulással.
Melyiknek van nagyobb motornyomaték igénye? Nyilván, a motorfordulatszám is hasonló és léptetőmotor.
Csak általánosságban. Semmi konkrét adat.
Van két hajtás. Az egyik fogasszíjas, a másik trapézorsós. Mindkettő azonos tömeget mozgat, azonos motorfordulatonkénti elmozdulással.
Melyiknek van nagyobb motornyomaték igénye? Nyilván, a motorfordulatszám is hasonló és léptetőmotor.
Csak általánosságban. Semmi konkrét adat.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 augusztus 30, 17:10
Írta: svejk Dátum 2012 augusztus 30, 17:10
A fogasszíjasnak is van több varációja.
Először az állandósult sebességet nézve:
A trpézorsó-anyának jó nagy a súrlódása, de egy rosszul megválasztott hajtóművel, -ami a szíjhajtáshoz kell az azonos sebességhez- is lehet sok veszteséget belevinni.
A gyorsulást nézve a trapézorsót forgatva tehetetlen tömeget viszünk a rendszerbe, melynek gyorsításához sok energia kell, de szíj áttételeinél is el tudunk követni hibákat.
Szóval konkrét adatok nélkül szinte lehetetlen megválaszolni a kérdést.
Először az állandósult sebességet nézve:
A trpézorsó-anyának jó nagy a súrlódása, de egy rosszul megválasztott hajtóművel, -ami a szíjhajtáshoz kell az azonos sebességhez- is lehet sok veszteséget belevinni.
A gyorsulást nézve a trapézorsót forgatva tehetetlen tömeget viszünk a rendszerbe, melynek gyorsításához sok energia kell, de szíj áttételeinél is el tudunk követni hibákat.
Szóval konkrét adatok nélkül szinte lehetetlen megválaszolni a kérdést.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 augusztus 30, 17:41
Írta: 000000000 Dátum 2012 augusztus 30, 17:41
Azért kérdeztem álltalánosságban, hogy a kettő közti külömbség érdekel.
Adott motor nyomatéknál, azonos elmozdulást nézve melyik rendszernek van nagyobb vonóereje?
A szíj hajtásnál az áttételi arányok viszik a nyomatékot. Ez tiszta. A menetes orsóknál hogy alakul a helyzet a menetemelkedés és a bekezdések száma, menet átmérő ügyileg? Ott hogy változik a nyomaték?
Adott motor nyomatéknál, azonos elmozdulást nézve melyik rendszernek van nagyobb vonóereje?
A szíj hajtásnál az áttételi arányok viszik a nyomatékot. Ez tiszta. A menetes orsóknál hogy alakul a helyzet a menetemelkedés és a bekezdések száma, menet átmérő ügyileg? Ott hogy változik a nyomaték?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 augusztus 30, 17:55
Írta: svejk Dátum 2012 augusztus 30, 17:55
Ha egy motorfordulatra mindkét esetben x lineáris elmozdulás tartozik, akkor teljesen mindegy milyen a hajtómű, az áttétel arányával fog fordítottan nőni a motor nyomatéka, persze ezt át kell számolni lineáris erőre.
Gondolom a mondatom vége érdekel Téged.
Ezt csavarorsónál a Képletek és számítások topic #2-es bejegyzése alapján tudod legkönnyebben kiszámolni.
A szíjhajtás gondolom nem okoz problémát, ott egyszerű forgatónyomaték/erőkarral lehet számolni a lineáris erőt.
Gondolom a mondatom vége érdekel Téged.
Ezt csavarorsónál a Képletek és számítások topic #2-es bejegyzése alapján tudod legkönnyebben kiszámolni.
A szíjhajtás gondolom nem okoz problémát, ott egyszerű forgatónyomaték/erőkarral lehet számolni a lineáris erőt.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 augusztus 30, 17:55
Írta: Szalai György Dátum 2012 augusztus 30, 17:55
A két feltételezett hajtásod közül az egyik egy csavarorsó, ami biztosan nem végtelen hosszú. Ebből az következik, hogy a hajtás nem egyenletes sebességgel és egy irányban mozog, hanem változó sebességgel és iránnyal.
(A fogasszíjas hajtás működhetne egy irányban és egyenletes sebességgel, de feltételezem, hogy az összehasonlítás miatt most az is annyira dinamikusan működik, mint az orsós hajtás.)
Azonos tömeget, azonos dinamikával mozgatva szerintem annak van nagyobb motornyomaték igénye, amelyiknek nagyobb a vesztessége (súrlódás, szíj hajtogatás, stb.) és a motortengelyre redukált tehetetlenségi nyomatéka.
Szerintem.
(A fogasszíjas hajtás működhetne egy irányban és egyenletes sebességgel, de feltételezem, hogy az összehasonlítás miatt most az is annyira dinamikusan működik, mint az orsós hajtás.)
Azonos tömeget, azonos dinamikával mozgatva szerintem annak van nagyobb motornyomaték igénye, amelyiknek nagyobb a vesztessége (súrlódás, szíj hajtogatás, stb.) és a motortengelyre redukált tehetetlenségi nyomatéka.
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 augusztus 30, 18:18
Írta: 000000000 Dátum 2012 augusztus 30, 18:18
Valami ilyenre gondoltam.
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 augusztus 31, 21:01
Írta: B.Tibor Dátum 2012 augusztus 31, 21:01
PSoft!
Nem tudom aktuális-e még a 0,25 mm emelkedésű finom menet. Csak próbából csináltam egy menetfúrót, az eredmény nem rossz, talán még jónak is mondható.

0,25 mm emelkedésű menet
(Sajnos a port képtelenség normálisan kitakarítani a menetekből! Lassan nagyobb a por, mint a menet :)
Nem tudom aktuális-e még a 0,25 mm emelkedésű finom menet. Csak próbából csináltam egy menetfúrót, az eredmény nem rossz, talán még jónak is mondható.
0,25 mm emelkedésű menet
(Sajnos a port képtelenség normálisan kitakarítani a menetekből! Lassan nagyobb a por, mint a menet :)
Cím: Re:Mechanikai ötletek
Írta: 6fabbzvm Dátum 2012 augusztus 31, 21:05
Írta: 6fabbzvm Dátum 2012 augusztus 31, 21:05
[#eljen] ügyes vagy, szabad szemmel már nem is lehet látni szerintem [#buck]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 augusztus 31, 21:22
Írta: svejk Dátum 2012 augusztus 31, 21:22
Ez sirály!
Hagyományoson vagy HobbyCNC esztergán készült?
Metszőt is tudsz? :)
Hagyományoson vagy HobbyCNC esztergán készült?
Metszőt is tudsz? :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 augusztus 31, 21:22
Írta: svejk Dátum 2012 augusztus 31, 21:22
A kést is láthatnánk?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2012 augusztus 31, 21:44
Írta: Révész Richárd Dátum 2012 augusztus 31, 21:44
Megtaláltam a menetfúrót.
Lefotóztam de nem tudom most felrakni a képet, holnap megpróbálom otthonról.
Mérete: 5/16" 40 menet 1"collban
Lefotóztam de nem tudom most felrakni a képet, holnap megpróbálom otthonról.
Mérete: 5/16" 40 menet 1"collban
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 augusztus 31, 22:01
Írta: B.Tibor Dátum 2012 augusztus 31, 22:01
Hagyományos Univerzal 3 orosz esztergán készült, 10x-es nagyítóval kellett nézegetni a menetnek az alakját.
A kés meg egy HSS kés (még az esztergával adták valamikor) annak köszörültem finoman meg a végét. Lefényképezhetem, de égés, nagyon csúnya szegény. Újra akartam már köszörülni, nagyon el volt kopva a vége.
A kés éle ki lett polírpapíron húzva, és 10x-es nagyítóval le lett ellenőrizve, hogy ne legyen rajta semmi sorja meg hasonló.
Elfelejtettem írni a fotóhoz, hogy 55 fokra csináltam a menetet, hogy kicsit mélyebb legyen a menet, mint a metrikus 60 fok. Így is 4,5-es fúróval előfúrva megcsinálja a menetet szépen alumíniumba.
Még annyit, hogy ez tényleg csak egy próba volt, én se gondoltam, hogy jó eredmény születhet, mert egy 6-os hulladék anyagból csináltam a fúrót, így nem is lehet beedzeni... Most már nagyon bánom, hogy nem legalább C45-ből csináltam, mert abból már több menetfúrót készítettem, pl. 6x0,5-öst, 3/4-es angolt, meg szoktam marókat is, amit nem lehet kapni egykönnyen (56 fokos fecskefark maró)
Az edzésről is jó lenne egy kicsit beszélgetni majd. Az eredmény jó, de nem biztos, hogy az előírás szerint csinálom. Az edzett C45-ös anyaggal tudom a lágy acélt szépen forgácsolni. Hogy meddig tart, még nincs tapasztalatom, mert nem használom rendszeresen, csak alkalmi dolgokra.
A kés meg egy HSS kés (még az esztergával adták valamikor) annak köszörültem finoman meg a végét. Lefényképezhetem, de égés, nagyon csúnya szegény. Újra akartam már köszörülni, nagyon el volt kopva a vége.
A kés éle ki lett polírpapíron húzva, és 10x-es nagyítóval le lett ellenőrizve, hogy ne legyen rajta semmi sorja meg hasonló.
Elfelejtettem írni a fotóhoz, hogy 55 fokra csináltam a menetet, hogy kicsit mélyebb legyen a menet, mint a metrikus 60 fok. Így is 4,5-es fúróval előfúrva megcsinálja a menetet szépen alumíniumba.
Még annyit, hogy ez tényleg csak egy próba volt, én se gondoltam, hogy jó eredmény születhet, mert egy 6-os hulladék anyagból csináltam a fúrót, így nem is lehet beedzeni... Most már nagyon bánom, hogy nem legalább C45-ből csináltam, mert abból már több menetfúrót készítettem, pl. 6x0,5-öst, 3/4-es angolt, meg szoktam marókat is, amit nem lehet kapni egykönnyen (56 fokos fecskefark maró)
Az edzésről is jó lenne egy kicsit beszélgetni majd. Az eredmény jó, de nem biztos, hogy az előírás szerint csinálom. Az edzett C45-ös anyaggal tudom a lágy acélt szépen forgácsolni. Hogy meddig tart, még nincs tapasztalatom, mert nem használom rendszeresen, csak alkalmi dolgokra.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 augusztus 31, 22:06
Írta: 000000000 Dátum 2012 augusztus 31, 22:06
De mintha nem lenne hátraköszörülés ezen e menetfúrón....Vagy optikai csalódásról van szó.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 augusztus 31, 22:08
Írta: svejk Dátum 2012 augusztus 31, 22:08
Igazi hobbysta vagy, bármi is legyen a szakmád!
Gratulálok!
Gratulálok!
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 augusztus 31, 22:28
Írta: B.Tibor Dátum 2012 augusztus 31, 22:28
Úgy van köszörülve, mint az igaziak, van hátszöge is, de olyan kicsi a menetmélysége, 0,2 mm-től alig több, hogy nem igazán látszik, és nem lett annyira drasztikusan aláköszörülve. Az első 5 mm-es vágóélnél is csak egy mm mélyen lett megköszörülve körülbelül. Mivel ez csak egy próba volt, nem akartam több energiát belefektetni.
Különben nagyító alatt lett köszörülve egy Praktikeres Mini Grinder-rel és a pici flex korongjával, amit adnak vele. Jól hozzá lehet férni ilyen kis dolgokhoz.
Jó lenne későbbiekben CNC-síteni ezeket a köszörüléseket, mert elég rizikós, néha megszalad az ember keze, és olyan helyre köszörül, ahova nem szeretné.
Különben nagyító alatt lett köszörülve egy Praktikeres Mini Grinder-rel és a pici flex korongjával, amit adnak vele. Jól hozzá lehet férni ilyen kis dolgokhoz.
Jó lenne későbbiekben CNC-síteni ezeket a köszörüléseket, mert elég rizikós, néha megszalad az ember keze, és olyan helyre köszörül, ahova nem szeretné.
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 augusztus 31, 22:48
Írta: B.Tibor Dátum 2012 augusztus 31, 22:48
Kösz a gratulációt, de van még mit tanulnom, és az a jó, hogy van is kitől itt a fórumon :)
Metszőt még nem csináltam, de nagy a kísértés, hogy egyszer meg kéne próbálni.
Itt a késről a kép, és lefotóztam a tegnapi munkámat is, egy kis fecskefarkú maró, és mellette a 10x10-es húzott anyagból a próbamarása.
Ez a maró csak kézzel készült, semmi CNC nincs benne, szemmel lett beosztva egy papír minta alapján, és szemmel lett kiköszörülve is. Ehhez képest meglepően szépen dolgozik, és olyan felületet csinál, per pillanat szebbet mint a gyári, nem tudom meddig fog ilyen szépen dolgozni, de majd tesztelem, mennyit bír egy edzett C45-ös anyag hosszútávon.

(A menetkés orra meg lett emelve a menetvágáskor.)
Metszőt még nem csináltam, de nagy a kísértés, hogy egyszer meg kéne próbálni.
Itt a késről a kép, és lefotóztam a tegnapi munkámat is, egy kis fecskefarkú maró, és mellette a 10x10-es húzott anyagból a próbamarása.
Ez a maró csak kézzel készült, semmi CNC nincs benne, szemmel lett beosztva egy papír minta alapján, és szemmel lett kiköszörülve is. Ehhez képest meglepően szépen dolgozik, és olyan felületet csinál, per pillanat szebbet mint a gyári, nem tudom meddig fog ilyen szépen dolgozni, de majd tesztelem, mennyit bír egy edzett C45-ös anyag hosszútávon.
(A menetkés orra meg lett emelve a menetvágáskor.)
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2012 augusztus 31, 23:37
Írta: SquirrelTech Dátum 2012 augusztus 31, 23:37
Én is gratulálok :) Tippként mondanám, ha ennyire szeretsz forgácsolószerszámot fabrikálni, akkor mindenképp érdemes szupportköszörűként felszerelni a mini grindert az eszterga késtartóra... Sok mindenhez nem fog utána kelleni a nagyító. ;)
Az én első T-horonymaróm kezdetei, de HSS-ből:

Az én első T-horonymaróm kezdetei, de HSS-ből:
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 01, 00:32
Írta: B.Tibor Dátum 2012 szeptember 01, 00:32
Köszönöm a tippet.A HSS anyagot egy fúró szárból nyerted és megmunkálás után megedzetted? A fúró vége alapesetbe könnyen esztergálható,mert nincs beedzve.Érdekelne a részlet ha nem terhellek vele.
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2012 szeptember 01, 08:59
Írta: SquirrelTech Dátum 2012 szeptember 01, 08:59
Ez egy nyers 10 mm-es HSS, nem fúró. Sarokcsiszolóval nagyoltam, de azóta karbid szárakkal esztergálni is tudom. :) A minivel simítottam ki később és igazítottam méretre. A végének az élgeometriája kicsit félresikerült, de aluba így is tudtam marni vele:

Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 01, 15:42
Írta: B.Tibor Dátum 2012 szeptember 01, 15:42
Gratulálok a munkáidhoz, tetszik, ahogy megoldottad a HSS dolgot.
Örülök, hogy te is csinálgatsz ilyeneket, ha szükséges.
Ezek a megoldások, amiket felsoroltál, most valahogy nem ugrottak be, mert valószínűleg a menetvágásra koncentráltam, és azt nem tudom pillanatnyilag megoldani, csak HSS késsel. De későbbiekben valószínű hasznosítom az ötleteidet.
Örülök, hogy te is csinálgatsz ilyeneket, ha szükséges.
Ezek a megoldások, amiket felsoroltál, most valahogy nem ugrottak be, mert valószínűleg a menetvágásra koncentráltam, és azt nem tudom pillanatnyilag megoldani, csak HSS késsel. De későbbiekben valószínű hasznosítom az ötleteidet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 01, 15:57
Írta: svejk Dátum 2012 szeptember 01, 15:57
Most már csak Varga Laci hiányzik ide, az szokott még ilyenekkel törpölni. :)
Cím: Re:Mechanikai ötletek
Írta: SquirrelTech Dátum 2012 szeptember 01, 18:41
Írta: SquirrelTech Dátum 2012 szeptember 01, 18:41
Köszi! Az ilyen kemény HSS-t azért ha mód van rá kerülöm. Azért javallottam a szupportköszörűt, mert azzal egyebek közt a menetvágót is könnyebb élezni, illetve hátraköszörülni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 szeptember 02, 09:36
Írta: Szalai György Dátum 2012 szeptember 02, 09:36
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 szeptember 02, 10:15
Írta: xfg6v697j Dátum 2012 szeptember 02, 10:15
szerintem én ilyesmit láttam már itt a fórumon évekkkel ezelőtt.
Valami golyósorsó alternatívája ként,és bár nem merültem bele a részletekbe,de szerintem itt találta ki valaki.
Valami golyósorsó alternatívája ként,és bár nem merültem bele a részletekbe,de szerintem itt találta ki valaki.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 szeptember 02, 10:32
Írta: Szalai György Dátum 2012 szeptember 02, 10:32
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 02, 10:38
Írta: PSoft Dátum 2012 szeptember 02, 10:38
Te,a görgős anya "házilag" is kivitelezhető verziójára gondolsz.
Több fórumtárs,mint ahogy én is megépítette ilyen/olyan formában,és szerintem megelégedéssel használta/használja is.
Én M12-es menetes szárhoz csináltam görgős anyákat,és igen-igen jól működnek a többi kottyanásmentes hobby megoldásokhoz képest.
Az én verzióm a görgős anyára:

Több fórumtárs,mint ahogy én is megépítette ilyen/olyan formában,és szerintem megelégedéssel használta/használja is.
Én M12-es menetes szárhoz csináltam görgős anyákat,és igen-igen jól működnek a többi kottyanásmentes hobby megoldásokhoz képest.
Az én verzióm a görgős anyára:
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 szeptember 02, 16:12
Írta: xfg6v697j Dátum 2012 szeptember 02, 16:12
Klassz végig néztem a képeket.
A kis görgők belsejében csapágy van?
A kis görgők belsejében csapágy van?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 02, 17:10
Írta: PSoft Dátum 2012 szeptember 02, 17:10
Igen,a görgök csapágyazotak.
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 02, 21:12
Írta: B.Tibor Dátum 2012 szeptember 02, 21:12
Svejk
Csak nem bírtam ki. Csináltam egy menetmetszőt, igaz, az egyszerűség kedvéért csak M5-öst, és nem 5x0,25-öst, gyakorlásnak és tapasztalatszerzésnek jó volt, gyakorlati haszna túl sok nincs. Maximum tesztelésnek, hogy mennyit bír az ilyen edzett anyag.
Nem olyan bonyolult dolog készíteni, nehezebbnek gondoltam.
Megvan a technológia, és így későbbiekben, szerény célokra kell valami metsző, és nem túl erős anyagokhoz (maximum forgácsolható acél, lágy acél) úgy néz ki, hogy meg lehet oldani. (Természetesen alumínium és réz nem ellenfél)

Házi készítésű M5 metsző és produktuma
Csak nem bírtam ki. Csináltam egy menetmetszőt, igaz, az egyszerűség kedvéért csak M5-öst, és nem 5x0,25-öst, gyakorlásnak és tapasztalatszerzésnek jó volt, gyakorlati haszna túl sok nincs. Maximum tesztelésnek, hogy mennyit bír az ilyen edzett anyag.
Nem olyan bonyolult dolog készíteni, nehezebbnek gondoltam.
Megvan a technológia, és így későbbiekben, szerény célokra kell valami metsző, és nem túl erős anyagokhoz (maximum forgácsolható acél, lágy acél) úgy néz ki, hogy meg lehet oldani. (Természetesen alumínium és réz nem ellenfél)
Házi készítésű M5 metsző és produktuma
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 02, 21:49
Írta: svejk Dátum 2012 szeptember 02, 21:49
Gratula!
Javasolom, válasszunk meg a HobbyCNC fórum tiszteletbeli szerszámkészítőjének!
Elárulod a mesterfogásokat az elkészítés kapcsán?
Netán egy képsorozat?
Javasolom, válasszunk meg a HobbyCNC fórum tiszteletbeli szerszámkészítőjének!
Elárulod a mesterfogásokat az elkészítés kapcsán?
Netán egy képsorozat?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2012 szeptember 02, 22:26
Írta: jani300 Dátum 2012 szeptember 02, 22:26
Ügyes vagy !
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 02, 22:36
Írta: PSoft Dátum 2012 szeptember 02, 22:36
Nagyon jó!!!
Igazi mestere vagy a szakmádnak!
Persze,....kellene a 0,25-ös fúró/metsző,de,...nem is merem mondani.:))
A most készülő tükörtartó garnitúrában 0,5-ös menetek lesznek,mert ahhoz van szerszámom.
Igazi mestere vagy a szakmádnak!
Persze,....kellene a 0,25-ös fúró/metsző,de,...nem is merem mondani.:))
A most készülő tükörtartó garnitúrában 0,5-ös menetek lesznek,mert ahhoz van szerszámom.
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 02, 22:50
Írta: B.Tibor Dátum 2012 szeptember 02, 22:50
Persze, szívesen, bár sajnos most nem fotóztam a készítés folyamatát, de legközelebb mindenképpen, addig is bárkinek állok szívesen rendelkezésére, szóban is el tudom mondani, nagyon egyszerű.
Középen kifúrtam a menetnek megfelelő lyukat, ehhez képest bejelöltem a 3 furatnak a helyét, és távolságát úgy, hogy majd kifúrva, szakítsa át a meneteket is a fúró.
Utána kimeneteltem a közepét, belehajtottam egy nagyon jó passzos menetesszárat, aminek a teteje síkban van a metsző síkjával, a másik oldalára lemezt tettem, és anyával szorosan meghúztam, hogy ne tudjon elfordulni a menetesszár, és a fúró a lemezbe bele tudjon menni, mikor fúrom a 3 lyukat.
Elkezdtem fúrogatni ezt a 3 lyukat, először csak 3,5-essel, aztán mentem felfele 0,5 mm-es fúrókkal egész 5,2-ig. (Ezt csak az óvatosság és a pontosság miatt csináltam így.)
Így belefúrt szépen a középső menetes részbe is a fúró, úgy, hogy a menetes szárban is kifúrta azt a területet (mintha egy homogén anyagot fúrtam volna), így a metszőben sem sérült a menet, tökéletes maradt benne.
Kicsavartam a menetes szárat, picit leköszörültem a 3 lyuk mentén az éleket, és elöl egyik oldalon csináltam kb 2 menetnek egy kis hátszöget, mint ahogy a metszőkön szokott lenni (legalábbis próbáltam).
És beedzettem.
Használat során nem éreztem nagyon észrevehető különbséget egy gyári metszőhöz képest. (Persze amire metszettem az egy nyomtatótengely volt, ami nagyon szépen forgácsolható lágy acél, és kellemes dolgozni vele.)
Röviden ennyi.
Középen kifúrtam a menetnek megfelelő lyukat, ehhez képest bejelöltem a 3 furatnak a helyét, és távolságát úgy, hogy majd kifúrva, szakítsa át a meneteket is a fúró.
Utána kimeneteltem a közepét, belehajtottam egy nagyon jó passzos menetesszárat, aminek a teteje síkban van a metsző síkjával, a másik oldalára lemezt tettem, és anyával szorosan meghúztam, hogy ne tudjon elfordulni a menetesszár, és a fúró a lemezbe bele tudjon menni, mikor fúrom a 3 lyukat.
Elkezdtem fúrogatni ezt a 3 lyukat, először csak 3,5-essel, aztán mentem felfele 0,5 mm-es fúrókkal egész 5,2-ig. (Ezt csak az óvatosság és a pontosság miatt csináltam így.)
Így belefúrt szépen a középső menetes részbe is a fúró, úgy, hogy a menetes szárban is kifúrta azt a területet (mintha egy homogén anyagot fúrtam volna), így a metszőben sem sérült a menet, tökéletes maradt benne.
Kicsavartam a menetes szárat, picit leköszörültem a 3 lyuk mentén az éleket, és elöl egyik oldalon csináltam kb 2 menetnek egy kis hátszöget, mint ahogy a metszőkön szokott lenni (legalábbis próbáltam).
És beedzettem.
Használat során nem éreztem nagyon észrevehető különbséget egy gyári metszőhöz képest. (Persze amire metszettem az egy nyomtatótengely volt, ami nagyon szépen forgácsolható lágy acél, és kellemes dolgozni vele.)
Röviden ennyi.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 02, 23:01
Írta: svejk Dátum 2012 szeptember 02, 23:01
Az edzésről esetleg?
Ez mezei C45 vagy nemesített volt?
Ez mezei C45 vagy nemesített volt?
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 02, 23:05
Írta: B.Tibor Dátum 2012 szeptember 02, 23:05
Milyen anyagba akarod használni? Alumínium, vagy forgácsolható acél elég? Úgy látom, alumínium volt a lap, a csavar meg lehet forg.acél, vagy réz? Lehet róla szó, ha lesz egy kis időm, megcsinálom neked, de ehhez újra kell csinálnom a menetfúrót is edzhető anyagból, mert a készülő metszőbe csak azzal tudom belefúrni a menetet, és így lesz teljesen csereszavatos a dolog. Ha csak a metszőt kellene most csinálni, könnyebb dolgom lenne, és pár napon belül meg is csinálnám. De így is lehet, hogy összejön.
Milyen sürgős ez neked?
Milyen sürgős ez neked?
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 02, 23:27
Írta: B.Tibor Dátum 2012 szeptember 02, 23:27
Ez egy húzott C45-ös anyag, lazán forgácsolható, könnyű vele dolgozni (talán a Hidracélnál vettük nyáron, mikor átutaztunk Kecskeméten)
Amikor elkészül, utána gázzal felmelegítem jó világos élénkpirosra, aztán bele az olajba, de van, amikor csak vízbe. Általában meg szoktam ismételni, de az első után is megnézem egy pontozóval, egyet ráütök, és ha ennek a hegye nem hagy nyomot, és ha totál kilapul a pontozónak a hegye, akkor jó.
Utána próbáltam megereszteni, de nem tetszett a dolog, mintha kicsit gyengébbnek tűnt volna az anyag (és volt, amikor ki is lágyult), ezért úgy döntöttem, nem fogom megereszteni ezentúl.
A megeresztés az homályos dolog számomra, utánaolvastam, de nem világos teljesen, hogy hogy kellene csinálni. Úgy döntöttem, míg nem lesz valami szabályozható edzőkemencém, addig inkább kihagyom, mert úgy tűnik, több kárt csinálok vele, mint hasznot. Talán 200-400 fokon kéne hőntartani egy félórát - órát, de ezt Sasi fórumtárs biztos sokkal járatosabb ezekben a dolgokban.
Így is úgy tapasztalom, nem tűnik ridegnek a szerszám, nem töredezik az éle, inkább csak eltompul ha nagyon megnyüstölöm.
Amikor elkészül, utána gázzal felmelegítem jó világos élénkpirosra, aztán bele az olajba, de van, amikor csak vízbe. Általában meg szoktam ismételni, de az első után is megnézem egy pontozóval, egyet ráütök, és ha ennek a hegye nem hagy nyomot, és ha totál kilapul a pontozónak a hegye, akkor jó.
Utána próbáltam megereszteni, de nem tetszett a dolog, mintha kicsit gyengébbnek tűnt volna az anyag (és volt, amikor ki is lágyult), ezért úgy döntöttem, nem fogom megereszteni ezentúl.
A megeresztés az homályos dolog számomra, utánaolvastam, de nem világos teljesen, hogy hogy kellene csinálni. Úgy döntöttem, míg nem lesz valami szabályozható edzőkemencém, addig inkább kihagyom, mert úgy tűnik, több kárt csinálok vele, mint hasznot. Talán 200-400 fokon kéne hőntartani egy félórát - órát, de ezt Sasi fórumtárs biztos sokkal járatosabb ezekben a dolgokban.
Így is úgy tapasztalom, nem tűnik ridegnek a szerszám, nem töredezik az éle, inkább csak eltompul ha nagyon megnyüstölöm.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 03, 10:02
Írta: Szedlay Pál Dátum 2012 szeptember 03, 10:02
Többször volt már itt probléma hogyan lehet vékony lemezeket síkra munkálni anélkül, hogy vetemedjen megmunkálás után.
Itt a szakmunkás nagy tapasztalattal és tudással hozza a felületet.
Link
Itt a szakmunkás nagy tapasztalattal és tudással hozza a felületet.
Link
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2012 szeptember 03, 10:23
Írta: RogerCo Dátum 2012 szeptember 03, 10:23
[#wow1][#wow1][#wow1][#wow3][#fejvakaras]
És akkor ez most mire is jó igazából ?
A két oldal ettől nem lesz párhuzamos....
És akkor ez most mire is jó igazából ?
A két oldal ettől nem lesz párhuzamos....
Cím: Re:Mechanikai ötletek
Írta: r2u4n063m Dátum 2012 szeptember 03, 10:37
Írta: r2u4n063m Dátum 2012 szeptember 03, 10:37
Nem is a két oldal párhuzamossága a célja ennek az eljárásnak: Hántolás
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2012 szeptember 03, 10:55
Írta: RogerCo Dátum 2012 szeptember 03, 10:55
[#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 03, 11:50
Írta: 000000000 Dátum 2012 szeptember 03, 11:50
Hát egy biztos, nem ideges a fickó!
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2012 szeptember 03, 11:52
Írta: kmajer Dátum 2012 szeptember 03, 11:52
Pontosan rámásolja a gránitasztal hibáját
Ez a meló nem az én derekamnak való az tisztán látszik[#nevetes1]
Ez a meló nem az én derekamnak való az tisztán látszik[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 03, 11:56
Írta: 000000000 Dátum 2012 szeptember 03, 11:56
Elég baj, ha hibás az a gránit asztal.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 szeptember 03, 13:40
Írta: mxjj54gxi Dátum 2012 szeptember 03, 13:40
3:50-nél látszik, hogy a fickó a tökével tolja a hántolóvasat! :)))
Amúgy tényleg a gránitlap hibáját másolja a vazslapra, csak ugye ez nem baj, mivel a gránitlap hibája kb egy nagyságrenddel kisebb, mint az elérni kívánt hiba a vaslapon. :)
A gránitnak is van hibája, mivel elvileg sem létezik sík felület a valóságban, csak azt közelítő. De ez a hiba nagyon kicsi, elhanyagolható.
Amúgy tényleg a gránitlap hibáját másolja a vazslapra, csak ugye ez nem baj, mivel a gránitlap hibája kb egy nagyságrenddel kisebb, mint az elérni kívánt hiba a vaslapon. :)
A gránitnak is van hibája, mivel elvileg sem létezik sík felület a valóságban, csak azt közelítő. De ez a hiba nagyon kicsi, elhanyagolható.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 03, 21:42
Írta: Szedlay Pál Dátum 2012 szeptember 03, 21:42
Ez a cég "http://www.yasda.co.jp/la_English/"
arról híres, hogy a mai napig ilyen hántolt technológiával készít megfizethetetlen árú atom stabil gépeket.
És amit a Nagy Zoltán fórumtársunktól vásároltam Svájcban készített esztergát, ugyan ezen technológiával készült.
Nekem idáig nem volt módomban kipróbálni mennyire is nehéz egy ilyen lineáris egységet tologatni.
Amikor felépül az automatikus olajozóban a nyomás egy ujjal lehet löködni a szánokat az olajfilmen. Semmivel nem kell nagyobb erő mint egy golyóskocsin guruló.
Ha érdekel benneteket teszek fel róla fotókat.
arról híres, hogy a mai napig ilyen hántolt technológiával készít megfizethetetlen árú atom stabil gépeket.
És amit a Nagy Zoltán fórumtársunktól vásároltam Svájcban készített esztergát, ugyan ezen technológiával készült.
Nekem idáig nem volt módomban kipróbálni mennyire is nehéz egy ilyen lineáris egységet tologatni.
Amikor felépül az automatikus olajozóban a nyomás egy ujjal lehet löködni a szánokat az olajfilmen. Semmivel nem kell nagyobb erő mint egy golyóskocsin guruló.
Ha érdekel benneteket teszek fel róla fotókat.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2012 szeptember 03, 22:19
Írta: Csuhás Dátum 2012 szeptember 03, 22:19
Persze hogy érdekel! Várjuk a fotókat!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 04, 21:49
Írta: PSoft Dátum 2012 szeptember 04, 21:49
Egy kis STAR "orsóklinika".
Orsóátmérő:6,35mm
Emelkedés:2,54mm
Hasznos hossz:240mm
Egy golyópályás anyával szerelve.
Takarítás céljából szedtem szét az anyát,mutatok pár képet róla.
Egy-két helyre,még nagyító is kellett.:))















Orsóátmérő:6,35mm
Emelkedés:2,54mm
Hasznos hossz:240mm
Egy golyópályás anyával szerelve.
Takarítás céljából szedtem szét az anyát,mutatok pár képet róla.
Egy-két helyre,még nagyító is kellett.:))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 05, 10:53
Írta: 000000000 Dátum 2012 szeptember 05, 10:53
http://www.youtube.com/watch?v=WfTTaz5HV3Q&feature=player_embedded#!
Üdv!
Esetleg valaki ismeri e ennek a szerkezetnek a működését közelebbről?
Mármint a Z kivitelezése érdekelne.
Üdv!
Esetleg valaki ismeri e ennek a szerkezetnek a működését közelebbről?
Mármint a Z kivitelezése érdekelne.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2012 szeptember 05, 11:09
Írta: vjanos Dátum 2012 szeptember 05, 11:09
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 05, 11:56
Írta: 000000000 Dátum 2012 szeptember 05, 11:56
Ezekszerint jól találgattam, hogy léptetővel fordítja rá a fejet az anyagra.
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 07, 16:31
Írta: B.Tibor Dátum 2012 szeptember 07, 16:31
Tegnap elkészült az 5x0,25-ös metsző és fúró. Egy élmény ilyen kis emelkedésű menetet készíteni metszővel. Pár másodperc alatt kész, és szebb is mint késsel esztergán vágva :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 08, 14:23
Írta: PSoft Dátum 2012 szeptember 08, 14:23
Húúhhhh!
Gyors voltál,köszönöm!
Írok magán-ban.[#worship][#worship][#worship]
Gyors voltál,köszönöm!
Írok magán-ban.[#worship][#worship][#worship]
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 08, 15:52
Írta: B.Tibor Dátum 2012 szeptember 08, 15:52
Oké!
Neked csináltam. Megbeszéljük a többit. E-mail ment!
Neked csináltam. Megbeszéljük a többit. E-mail ment!
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 08, 19:12
Írta: Szedlay Pál Dátum 2012 szeptember 08, 19:12
Teljesen laikusként kérdezem, miért lesz szebb a felület amikor a metszővel nincs vágósebességed, esztergán pedig igen.
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2012 szeptember 08, 19:57
Írta: Béni Dátum 2012 szeptember 08, 19:57
A metszőnél nincs hátszög alámunkálás, így az esetleges élhibákból adódó egyenetlenséget felsimítja. Az anyag (munkadarab) rugalmassága is rásegít erre.
Emiatt jobb a felület.
(Szerintem.)
Emiatt jobb a felület.
(Szerintem.)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 08, 20:11
Írta: PSoft Dátum 2012 szeptember 08, 20:11
Ha jól számolok,akkor ennél az 5x0,25-ös metszőnél kb. 80 vágóél dolgozik azon,hogy az a menet "tuti" legyen.
Míg,ha késsel,padon vágod,....
Míg,ha késsel,padon vágod,....
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 08, 20:38
Írta: B.Tibor Dátum 2012 szeptember 08, 20:38
Jogos a kérdés, de a válasz valami olyasmi, hogy 40-50 közötti vágóél dolgozik a menetnek a szépségén, ahogy PSoft írta. Az első 2-3 menetnek azért a háta alá van köszörülve, hogy könnyebben el lehessen kezdeni az anyagot, és jobban is vágja.
A vágási sebesség meg elég nagy, mert a metsző az esztergán a fúrótokmányba befogott metszőtartóban van (kilazított morze kúp mellett, és így szabadon tud forogni a fúrótokmány), és annyi, hogy kézzel elkezdem a menetet, és utána az esztergát bekapcsolom, 1000-1200-zal forog, megfogom pár mp-re a tokmányt, és ilyenkor végigvágja a menetet, és amikor a végére értem a menet résznek, elengedem a tokmányt, ami forog tovább az anyaggal együtt, és utána fordított forgásiránnyal visszajövök az elejére.
De különben késsel is kb ezen a sebességgel vágtam, és valahogy mégis repedezettebb volt a menet. De ez csak 10x-es nagyítóval látszik. Nem nagyok ezek a hibák.
Levideóztuk magunknak emlékül, de akkor felrakjuk a YouTube-ra is, hogy egyértelműbb legyen.
A vágási sebesség meg elég nagy, mert a metsző az esztergán a fúrótokmányba befogott metszőtartóban van (kilazított morze kúp mellett, és így szabadon tud forogni a fúrótokmány), és annyi, hogy kézzel elkezdem a menetet, és utána az esztergát bekapcsolom, 1000-1200-zal forog, megfogom pár mp-re a tokmányt, és ilyenkor végigvágja a menetet, és amikor a végére értem a menet résznek, elengedem a tokmányt, ami forog tovább az anyaggal együtt, és utána fordított forgásiránnyal visszajövök az elejére.
De különben késsel is kb ezen a sebességgel vágtam, és valahogy mégis repedezettebb volt a menet. De ez csak 10x-es nagyítóval látszik. Nem nagyok ezek a hibák.
Levideóztuk magunknak emlékül, de akkor felrakjuk a YouTube-ra is, hogy egyértelműbb legyen.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 08, 20:42
Írta: 4um5b65d Dátum 2012 szeptember 08, 20:42
Ez az a kérdés amire nem lehet egyértelműen fekete vagy fehér választ adni.
Qrva sok mindentől függ, hogy szép lesz e a felület vagy sem.
Az , hogy nincs hátszög ez így nem fedi a valóságot. Amit sokan nem tudnak: Amint a metsző élei belekapaszkodnak az anyagba azonnal hajlik az él a terhelés irányába. Ez alakítja ki a hátszöget. Ez menetfúrónál is így van. Forgácsoláskor minden hajlik, minden nyeklik, semminek sincs állandó geometriája.
Magyarán menetmetszéskor az élek annyira kihajolnak, hogy az anyagból valójában többet forgácsolnak el, mint amennyit a metsző nyugalmi helyzetében indokolna. A menetfúrót is ha a megfelelő mérőeszközzel precízen leméreteznénk, majd az elkészült menetet is ugyanígy megmérnénk, azt tapasztalnánk, hogy az elkészült menet nagyobb a menetfúrónál.
Ha nem így lenne akkor a menetfúrót nagyon nehéz lenne vissza felé is tekerni, mivel a menetek nagyon kapaszkodnának egymásba.
Az, hogy egy menetfúrónak mindig van hátraköszörülése, az is téves diagnózis. Még a köszörült menetfúrónak sincs mindegyiknek. Ennek ellenére lehet vele menetet fúrni, mivel az élek kihajlanak.
Szedlay Úr kérdésére, hogy miért szebb a metszett menet ????
Miért, szebb ????
Nem feltétlenül.
A késsel vágott menetnél egyszerűen a fizikának engedelmeskedve lényegesen nagyobb vágási sebességet kell elérnünk, mint a megszokott esztergálásunk és máris szebb a felület mint a metszett.
Aki látott már CNC-n készült M6-os menetet késsel vágni az tudja miről van szó.
Hagyományos gépen nem nagyon tudjuk elérni az optimális vágási sebességet a kis meneteknél.
Ekkor mit csinálunk ? Metszővel dolgozzuk meg az anyagot. A metsző munkája ilyenkor nagyon hasonlít arra a műveletre, mikor egy ékszíjtárcsa profilját esztergáljuk. Normál vágási sebesség mellett eléggé csíkos lehet a felület, de ha levesszük a vágási sebességet a "minimumra", majd relatív nagy erővel nyomjuk a kést az anyagnak akkor szépen kitisztul a felület. (Mintha metszenénk) A turning.fw-n volt is ilyen technológiai sor amin mutattam, hogy mennyit változik a felület a technológiai adatok megváltozásakor.
Valaki majd linkeli aki tudja melyik volt az.
De mint minden más ebben a forgácsolósdiban, ez sem lehet szentírás. Lesz, hogy akármit csinálsz akkor sem lesz szebb egyik vagy másik elkészítési módon a menet. Kell hozzá jó sok év mire kontroll alatt tudod tartani, de van , hogy az évek sem segítenek.
Qrva sok mindentől függ, hogy szép lesz e a felület vagy sem.
Az , hogy nincs hátszög ez így nem fedi a valóságot. Amit sokan nem tudnak: Amint a metsző élei belekapaszkodnak az anyagba azonnal hajlik az él a terhelés irányába. Ez alakítja ki a hátszöget. Ez menetfúrónál is így van. Forgácsoláskor minden hajlik, minden nyeklik, semminek sincs állandó geometriája.
Magyarán menetmetszéskor az élek annyira kihajolnak, hogy az anyagból valójában többet forgácsolnak el, mint amennyit a metsző nyugalmi helyzetében indokolna. A menetfúrót is ha a megfelelő mérőeszközzel precízen leméreteznénk, majd az elkészült menetet is ugyanígy megmérnénk, azt tapasztalnánk, hogy az elkészült menet nagyobb a menetfúrónál.
Ha nem így lenne akkor a menetfúrót nagyon nehéz lenne vissza felé is tekerni, mivel a menetek nagyon kapaszkodnának egymásba.
Az, hogy egy menetfúrónak mindig van hátraköszörülése, az is téves diagnózis. Még a köszörült menetfúrónak sincs mindegyiknek. Ennek ellenére lehet vele menetet fúrni, mivel az élek kihajlanak.
Szedlay Úr kérdésére, hogy miért szebb a metszett menet ????
Miért, szebb ????
Nem feltétlenül.
A késsel vágott menetnél egyszerűen a fizikának engedelmeskedve lényegesen nagyobb vágási sebességet kell elérnünk, mint a megszokott esztergálásunk és máris szebb a felület mint a metszett.
Aki látott már CNC-n készült M6-os menetet késsel vágni az tudja miről van szó.
Hagyományos gépen nem nagyon tudjuk elérni az optimális vágási sebességet a kis meneteknél.
Ekkor mit csinálunk ? Metszővel dolgozzuk meg az anyagot. A metsző munkája ilyenkor nagyon hasonlít arra a műveletre, mikor egy ékszíjtárcsa profilját esztergáljuk. Normál vágási sebesség mellett eléggé csíkos lehet a felület, de ha levesszük a vágási sebességet a "minimumra", majd relatív nagy erővel nyomjuk a kést az anyagnak akkor szépen kitisztul a felület. (Mintha metszenénk) A turning.fw-n volt is ilyen technológiai sor amin mutattam, hogy mennyit változik a felület a technológiai adatok megváltozásakor.
Valaki majd linkeli aki tudja melyik volt az.
De mint minden más ebben a forgácsolósdiban, ez sem lehet szentírás. Lesz, hogy akármit csinálsz akkor sem lesz szebb egyik vagy másik elkészítési módon a menet. Kell hozzá jó sok év mire kontroll alatt tudod tartani, de van , hogy az évek sem segítenek.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 08, 20:45
Írta: 4um5b65d Dátum 2012 szeptember 08, 20:45
Semmi köze nincs a vágóélek darabszámának ebben az esetben a szép menethez. Az első pár él dolgozik csak. Ha kopott az az első pár él akkor szóba jöhet a többi is, de még ekkor sem az dönti el a dolgot, hogy hány él dolgozik.
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 08, 20:53
Írta: B.Tibor Dátum 2012 szeptember 08, 20:53
Köszönöm ezt a szakmai hozzászólásodat, én is csak tapogatózok, mivelhogy nem vagyok szakmabeli, végzettségem villamosipari technikum (csak műkedvelő vagyok), és örülök, hogy szakmailag kicsit helyrerakod ezeket a dolgokat, bennem is.
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2012 szeptember 08, 20:55
Írta: Béni Dátum 2012 szeptember 08, 20:55
Ez a kihajlósdi, illetve a terhelés hatására anyagba hajlás tökéletesen így van.
Ebből az okból szokás a furatkést is központ fölé rakni, hogy terhelés hatására ne az anyagba hajoljon.
Ebből az okból szokás a furatkést is központ fölé rakni, hogy terhelés hatására ne az anyagba hajoljon.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 08, 21:02
Írta: PSoft Dátum 2012 szeptember 08, 21:02
Értettem!...Főszerkesztő Úr!:))
És,...el is fogadom.[#worship][#worship]
És,...el is fogadom.[#worship][#worship]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 08, 21:03
Írta: 4um5b65d Dátum 2012 szeptember 08, 21:03
Tegyük még hozzá, hogy minél kisebb a furat annál inkább egy kicsit fölé kell rakni, annak ellenére, hogy egy nagyobb furatnál sokkal könnyebb fölé rakni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 08, 21:04
Írta: 4um5b65d Dátum 2012 szeptember 08, 21:04
Naccerencséd van mert már felgyűrtem az ingujjamat... :)))
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2012 szeptember 08, 21:23
Írta: Béni Dátum 2012 szeptember 08, 21:23
Igen, mert kis furatnál 'x' lehajlás százalékosan nagyobb fogásnövekedést okozhatna, mint nagyobb furatnál ugyanekkora. Meg a szerszám is könnyebben hajlik.
(Persze sok tényező befolyásolja az egészet.)
(Persze sok tényező befolyásolja az egészet.)
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 08, 21:34
Írta: B.Tibor Dátum 2012 szeptember 08, 21:34
Felment a videó a 0,25mm menetvágásról, ha nem fogalmaztam volna egyértelműen, így már egyértelmű lesz. Szokványos munkafolyamat, semmi új dolgot nem mutatok.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 08, 22:04
Írta: Szedlay Pál Dátum 2012 szeptember 08, 22:04
Akkor lenne még egy laikus kérdésem.
Mángorlással lehet-e olyan szép felületű és pontos menetet készíteni mint forgácsolással?
Mángorlással lehet-e olyan szép felületű és pontos menetet készíteni mint forgácsolással?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 08, 22:16
Írta: PSoft Dátum 2012 szeptember 08, 22:16
Úgy tudom,mángorlással készülnek pld. golyós orsók is.
Vagy,azok csak,....olyanok is???
Vagy,azok csak,....olyanok is???
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2012 szeptember 08, 22:16
Írta: Béni Dátum 2012 szeptember 08, 22:16
A mángorlás és hengerlés igazi előnye a gyorsaságban és az elkészült menet jobb statikai tulajdonságában rejlik. Sorozatgyártásban a méretszórás (átmérő) nem veszi fel a versenyt a köszörült menetekkel.
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2012 szeptember 08, 22:27
Írta: Béni Dátum 2012 szeptember 08, 22:27
Hengerléssel az előgyártmányok. Amelyikek utána nincsenek köszörülve, felületkezelve, azok " olyanok is".
A trapézmenetes orsók viszont többnyire hengerléssel vannak készre munkálva. Amelyek köszörültek, annak az ára összevethető a golyósorsóval.
Mostanában rendeltem néhány közepes pontosságú TR25x5 gépi mozgatásra alkalmas C45-ös orsót. Ára kb. 7000 Ft/m. Ez hengerelt.
A trapézmenetes orsók viszont többnyire hengerléssel vannak készre munkálva. Amelyek köszörültek, annak az ára összevethető a golyósorsóval.
Mostanában rendeltem néhány közepes pontosságú TR25x5 gépi mozgatásra alkalmas C45-ös orsót. Ára kb. 7000 Ft/m. Ez hengerelt.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 08, 22:36
Írta: Szedlay Pál Dátum 2012 szeptember 08, 22:36
Nem a köszörült hanem az esztergált menetekre gondoltam.
Régen volt egy munkám ahol kellett 50.000db csavar.
Egy műanyag alkatrészbe volt beleragasztva egy rugó, ( már nem emlékszem a huzal vastagságára és az átmérőre sem, de 2mm alatti volt) ez volt az anya és ebbe kellett egy nem metrikus csavar.
Mivel nem voltak nagy tűrések elment a dolog, de nem estem hanyatt pont az említett szórások miatt. Lehet a szakember sem állt a helyzet magaslatán, de árban agyonverte a hosszesztergán készültet. A minősége pedig elment, eladtam.
Egy jő géppel egy jó szakemberrel lehet-e olyat mángorolni mint esztergálni ez itt a kérdésem.
+-0,02mm van tűrve a csavar 1,2mm átmérő 0,25mm emelkedéssel, tehát ez sem metrikus.
Régen volt egy munkám ahol kellett 50.000db csavar.
Egy műanyag alkatrészbe volt beleragasztva egy rugó, ( már nem emlékszem a huzal vastagságára és az átmérőre sem, de 2mm alatti volt) ez volt az anya és ebbe kellett egy nem metrikus csavar.
Mivel nem voltak nagy tűrések elment a dolog, de nem estem hanyatt pont az említett szórások miatt. Lehet a szakember sem állt a helyzet magaslatán, de árban agyonverte a hosszesztergán készültet. A minősége pedig elment, eladtam.
Egy jő géppel egy jó szakemberrel lehet-e olyat mángorolni mint esztergálni ez itt a kérdésem.
+-0,02mm van tűrve a csavar 1,2mm átmérő 0,25mm emelkedéssel, tehát ez sem metrikus.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 08, 22:40
Írta: Szedlay Pál Dátum 2012 szeptember 08, 22:40
Lehet az emelkedés 0,35mm, de ez valójában a kérdés szempontjából indifferens.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 08, 22:53
Írta: 000000000 Dátum 2012 szeptember 08, 22:53
Képlékeny alakítással finomabb felületi érdességet lehet elérni, mint forgácsolással. Gondold végig logikusan.
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2012 szeptember 08, 22:55
Írta: Béni Dátum 2012 szeptember 08, 22:55
Igen, az esztergálás pontosságát el lehet érni, a felületminőség viszont jobb lesz mángorlással.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 08, 22:55
Írta: Szedlay Pál Dátum 2012 szeptember 08, 22:55
És milyen lesz a darabok mérettűrése?
Tudsz valakit aki elkészítené?
Tudsz valakit aki elkészítené?
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 08, 22:57
Írta: Szedlay Pál Dátum 2012 szeptember 08, 22:57
A pontosságra a választ Te már megadtad.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 08, 23:00
Írta: Szedlay Pál Dátum 2012 szeptember 08, 23:00
Akkor kérdezném, ki tud, magas minőségben dolgozó mángorlással foglalkozó kisiparost, céget.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 08, 23:04
Írta: 000000000 Dátum 2012 szeptember 08, 23:04
Érdeklődj profi csavargyártó cégeknél, ha elég nagy a darabszám, bizonyára megtérül a mángorló szerszám elkészítése, és azt a pár századot bőven tudják tartani. Persze az se mindegy, milyen szilárdságú, keménységű anyagból van a csavar.
Kis darabszámra meg ott a CNC esztergád.
Kis darabszámra meg ott a CNC esztergád.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 08, 23:15
Írta: Szedlay Pál Dátum 2012 szeptember 08, 23:15
Lusta vagyok!!!
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 08, 23:18
Írta: Szedlay Pál Dátum 2012 szeptember 08, 23:18
Még nem teljesen CNC, lassan, de épül.
Nekem tetszik jó kis masszív darab, de Te úgy is ismered.
Nekem tetszik jó kis masszív darab, de Te úgy is ismered.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 08, 23:25
Írta: Szedlay Pál Dátum 2012 szeptember 08, 23:25
Az olaszok egészen jó áron dolgoznak.
Pont ma találtam egy céget ami tele van Tornos hosszesztergával, megpróbálom kiszervezni, néha az olcsóbb mintha én csinálnám.
Pont ma találtam egy céget ami tele van Tornos hosszesztergával, megpróbálom kiszervezni, néha az olcsóbb mintha én csinálnám.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 szeptember 09, 11:59
Írta: mxjj54gxi Dátum 2012 szeptember 09, 11:59
Kérdezd meg a Necron kft-t a Szabolcs utcában.
Kötőelemgyártással foglalkoznak.
Kötőelemgyártással foglalkoznak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 09, 18:41
Írta: 000000000 Dátum 2012 szeptember 09, 18:41
Sziasztok légyszi adjatok tanácsot,hogy trapézmenetes szárból milyet vegyek Jobost vagy balost?Bordásszíjas áttétel lesz rajt az ugyebár megfordítja a forgásirányt,vagy teljesen mindegy?
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2012 szeptember 09, 18:43
Írta: 279nwbpsa Dátum 2012 szeptember 09, 18:43
Tökmindegy,csak a balos drágább.
A fogaskerék fordít,a szíj nem.
A fogaskerék fordít,a szíj nem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 09, 19:31
Írta: 000000000 Dátum 2012 szeptember 09, 19:31
Köszönöm
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 11, 19:35
Írta: PSoft Dátum 2012 szeptember 11, 19:35
Ma,meghozta a postás a kis csomagot.:)
Benne az 5x0,25-ös menetfúró/menetmetsző páros,és,ami még "hab a tortán",a menetfúróhoz mellékelve egy előfúró,és egy "kaliberező" dörzsár is!!!
Hát,..emelem kalapom előtted/előttetek!
Igazi profi munka!!!
Nagyon frankó lett,mindhárom darab.[#taps][#taps][#taps]
Nagyon szépen köszönöm Neked is,és Édesapádnak,Zoltánnak is a profi munkát,segítséget.[#worship][#worship][#worship]
Engedjétek meg,hogy pár képpel is dícsérjem a munkátokat,és a hozzáállásotokat.







Benne az 5x0,25-ös menetfúró/menetmetsző páros,és,ami még "hab a tortán",a menetfúróhoz mellékelve egy előfúró,és egy "kaliberező" dörzsár is!!!
Hát,..emelem kalapom előtted/előttetek!
Igazi profi munka!!!
Nagyon frankó lett,mindhárom darab.[#taps][#taps][#taps]
Nagyon szépen köszönöm Neked is,és Édesapádnak,Zoltánnak is a profi munkát,segítséget.[#worship][#worship][#worship]
Engedjétek meg,hogy pár képpel is dícsérjem a munkátokat,és a hozzáállásotokat.
Cím: Re:Mechanikai ötletek
Írta: 6fabbzvm Dátum 2012 szeptember 11, 21:08
Írta: 6fabbzvm Dátum 2012 szeptember 11, 21:08
Ez valóba remekül sikerült! Én is :))[#eljen]
:))[#eljen]
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 11, 22:56
Írta: B.Tibor Dátum 2012 szeptember 11, 22:56
Köszönjük az elismerést, nagyon kedvesek vagytok! (kezdünk zavarba jönni :)
Azért tisztában vagyunk vele, hogy nem egy olyan profi metsző/fúró, amit pl. köszörült menetekkel árulnak a boltban. Vannak esztétikai hibák a metszőn is, ami a működését végülis nem befolyásolja, de ezzel együtt nagyon reméljük, hogy sok örömet szerez az új tulajdonosának, és sok szép munkát fog vele összehozni. (Sajnos CNC nélkül készült, ami most már nagyon szükséges lenne, köszörülésnél főleg.)
Az igazsághoz hozzátartozik, hogy az apám ebben a főnök (Zoltán), az 59 évével, aki elég korán kezdte a bütykölgetést. Ő a fő fórumozó, de általában közösen írjuk. Én az informatikai és programozói hátteret próbálom biztosítani neki.
Azért tisztában vagyunk vele, hogy nem egy olyan profi metsző/fúró, amit pl. köszörült menetekkel árulnak a boltban. Vannak esztétikai hibák a metszőn is, ami a működését végülis nem befolyásolja, de ezzel együtt nagyon reméljük, hogy sok örömet szerez az új tulajdonosának, és sok szép munkát fog vele összehozni. (Sajnos CNC nélkül készült, ami most már nagyon szükséges lenne, köszörülésnél főleg.)
Az igazsághoz hozzátartozik, hogy az apám ebben a főnök (Zoltán), az 59 évével, aki elég korán kezdte a bütykölgetést. Ő a fő fórumozó, de általában közösen írjuk. Én az informatikai és programozói hátteret próbálom biztosítani neki.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 13, 20:47
Írta: PSoft Dátum 2012 szeptember 13, 20:47
Ma,"kipróbáltam" az 5x0,25-ös menetfúrót/metszőt.
A menetfúrót,10mm-es alu "gépépíő" vastaglemezbe,a metszőt meg,bronz szálanyagon.
A 8-as bronz szálanyagból készültek a lézertükör "finombeállító" csavarok.
A gyakorlati használat nálam is azt bizonyította,hogy "profi" munkát végeztetek.
Gond,és hiba nélkül "teszi a dolgát" a menetfúró,és a metsző is.
Két,értékes darabbal gyarapodott a szerszámkészletem,amit még egyszer köszönök Nektek.[#eljen][#worship]
A 20mm hosszú csavarok,amik ma délután készültek:



És maga a tükörtartó,pár képben:















A menetfúrót,10mm-es alu "gépépíő" vastaglemezbe,a metszőt meg,bronz szálanyagon.
A 8-as bronz szálanyagból készültek a lézertükör "finombeállító" csavarok.
A gyakorlati használat nálam is azt bizonyította,hogy "profi" munkát végeztetek.
Gond,és hiba nélkül "teszi a dolgát" a menetfúró,és a metsző is.
Két,értékes darabbal gyarapodott a szerszámkészletem,amit még egyszer köszönök Nektek.[#eljen][#worship]
A 20mm hosszú csavarok,amik ma délután készültek:
És maga a tükörtartó,pár képben:
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 13, 21:13
Írta: 4um5b65d Dátum 2012 szeptember 13, 21:13
És a hőtágulási együtthatókkal mi a helyzet?
Nem ér azt mondani, hogy klimatizált a helység.
:)))
Nem ér azt mondani, hogy klimatizált a helység.
:)))
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 szeptember 13, 21:21
Írta: KoLa Dátum 2012 szeptember 13, 21:21
Szép munka![#eljen]
A tükörtartó felületén az miféle megmunkálás?
A tükörtartó felületén az miféle megmunkálás?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 13, 21:24
Írta: svejk Dátum 2012 szeptember 13, 21:24
Elkéstem a kérdéssel, mert azon gondolkoztam még, hogy a réz(bronz) csavar nem rohad össze az aluval?
Persze tudom nem lesz savas esőnek kitéve...
Persze tudom nem lesz savas esőnek kitéve...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 13, 21:25
Írta: 000000000 Dátum 2012 szeptember 13, 21:25
Szilikonzsír csodákra képes.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 szeptember 13, 21:26
Írta: KoLa Dátum 2012 szeptember 13, 21:26
Majd egy év múlva rájön, hogy jobb lett volna nem összetenni az alut a brozzal !
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 13, 21:54
Írta: PSoft Dátum 2012 szeptember 13, 21:54
Tuttam,....tuttam baxameg,hogy valaki belémköt a bronzcsavarok miatt.:)))
Most mondhatnám hogy,....klímatizált a "műhely",de....én nem olyan családból származok!:)
Hogy a kötekedők arcáról eltűnjön a mosoly,......................
Készült egy garnitúra csavar,ugyanabból a 10mm-es Alu vastaglemezből is,mint amiből a tartók vannak.:)))))))))))
Ehun-e,baxki!!!!!


Van még kérdés????
[#crazya][#crazya][#crazya][#crazya]
Most mondhatnám hogy,....klímatizált a "műhely",de....én nem olyan családból származok!:)
Hogy a kötekedők arcáról eltűnjön a mosoly,......................
Készült egy garnitúra csavar,ugyanabból a 10mm-es Alu vastaglemezből is,mint amiből a tartók vannak.:)))))))))))
Ehun-e,baxki!!!!!
Van még kérdés????
[#crazya][#crazya][#crazya][#crazya]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 szeptember 13, 22:01
Írta: KoLa Dátum 2012 szeptember 13, 22:01
Persze hogy van még kérdés!
Melyik van beszerelve? persze hogy a bronz! mert ez itt van magába!raktáron![#wave]
Majd viszek már neked valami frankó recéző görgőt Székesfehérvárra![#worship]
Melyik van beszerelve? persze hogy a bronz! mert ez itt van magába!raktáron![#wave]
Majd viszek már neked valami frankó recéző görgőt Székesfehérvárra![#worship]
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 szeptember 13, 22:01
Írta: Rabb Ferenc Dátum 2012 szeptember 13, 22:01
Ugyanmá! Ettől sokkal tudományosabban hangzott volna ha azt mondod, a különböző hőtágulás fogja biztosítani a kottyanásmentességet. Ehelyett Photoshoppal átszínezed a bronz srófokat :))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 13, 22:02
Írta: PSoft Dátum 2012 szeptember 13, 22:02
Kola Meser!
Összehozhatnál nekem egy hasítókúpot.
De,valami "nagyobb" fajta kéne.
Ezt a © Laslie-t kéne kettéhasítanom.:))))
Utánna meg,...azt a 8 köbméter fát,amit ma hozattam.:))
Összehozhatnál nekem egy hasítókúpot.
De,valami "nagyobb" fajta kéne.
Ezt a © Laslie-t kéne kettéhasítanom.:))))
Utánna meg,...azt a 8 köbméter fát,amit ma hozattam.:))
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 szeptember 13, 22:05
Írta: KoLa Dátum 2012 szeptember 13, 22:05
Ha-ha! akkor 'vegyé' sok tombolát a talin!
Ok! 110-s jó lesz?[#nevetes1]
Ok! 110-s jó lesz?[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 13, 22:44
Írta: 4um5b65d Dátum 2012 szeptember 13, 22:44
Mivel én úgy de úgy szeretem cukkóóóni PSoft komámat, hogy nem állom meg, hogy ne cukkóóójam.
Szerintem is rá fog jönni, hogy az elektrokémiai korrózió nem az elektromos gitárok rozsdásodásával járó fizikai folyamat.
De ekkor már késő lesz minden.
Én ketté leszek hasítva....
A nyóc kö-mö fa is fel lesz hasítva....
Valószínűleg rá is leszek dobva az égő fára, mert a zsír táplálja az égést.....
Aztán Psoft kolléga is lassan beledől a hasítókúpba a 10-ik sikertelen csavarállítás miatt.....
Megint kik járnak jól ?
Hát a temetői virágárusok....
:))
Szerintem is rá fog jönni, hogy az elektrokémiai korrózió nem az elektromos gitárok rozsdásodásával járó fizikai folyamat.
De ekkor már késő lesz minden.
Én ketté leszek hasítva....
A nyóc kö-mö fa is fel lesz hasítva....
Valószínűleg rá is leszek dobva az égő fára, mert a zsír táplálja az égést.....
Aztán Psoft kolléga is lassan beledől a hasítókúpba a 10-ik sikertelen csavarállítás miatt.....
Megint kik járnak jól ?
Hát a temetői virágárusok....
:))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 szeptember 14, 06:24
Írta: Szalai György Dátum 2012 szeptember 14, 06:24
Több mint frankó!
Ha mégis tartanál a galván korróziótól, akkor dobhatok egy ellenpasztát. Akár erre, akár másra.
Paszta.
Adatlap.
Ha mégis tartanál a galván korróziótól, akkor dobhatok egy ellenpasztát. Akár erre, akár másra.
Paszta.
Adatlap.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 14, 08:57
Írta: svejk Dátum 2012 szeptember 14, 08:57
De nekem csak nem fér a fejembe a réz-alu kombináció.
Mintha régen az antennáskönyvek azt írták volna, hogy a Yagi antennáknál réz csavarral kell a szalagkábelt az alu dipólhoz kötni. Rosszul emlékszem?
Mintha régen az antennáskönyvek azt írták volna, hogy a Yagi antennáknál réz csavarral kell a szalagkábelt az alu dipólhoz kötni. Rosszul emlékszem?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 szeptember 14, 09:48
Írta: sasi Dátum 2012 szeptember 14, 09:48
Igen!
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 szeptember 14, 09:49
Írta: sasi Dátum 2012 szeptember 14, 09:49
No, de mi igen? Az, hogy rosszul emlékszel.[#szomoru1]
Cím: Re:Mechanikai ötletek
Írta: ggdr57dg Dátum 2012 szeptember 14, 10:49
Írta: ggdr57dg Dátum 2012 szeptember 14, 10:49
Nemtom, egypár antennát feldobtam régebben, de én sem emléxem rézcsavaros megoldásra alu antenna esetén. Persze ha rézcsőből lett volna gyártva a dipol...
Sima 5-ös felület kezelt csavarral (bicikli bótban vettem annó fillérekért) szereltem, a kábel (én már csak koax-szal dolgoztam) alu pólyaszalaggal fogatva mindenhova. A technika lényege az 5 forint 50 filléres papír ragasztó volt (sárga-fekete tubusban) amivel az összes kötést szép vastagon bekentem. Néhány óra alatt átlátszóvá szilárdult az eredetileg fehér színű anyag, és - ma már bizton állíthatom - minimum 20 évig állta a sarat. Vagyis savat, ami az égből érkezett. Nem repedezett meg, nem rohadt le.
Sógornőméknél a tavasszal bontotta le vőtárs a kb. 1985 - 1990 között általam szerelt antennát, és ő mondta, hogy megemeli a kalapját amilyen állapotban van még bő 20 év után is.
Na ja, világ végére is elért lassan a kábel...
Sima 5-ös felület kezelt csavarral (bicikli bótban vettem annó fillérekért) szereltem, a kábel (én már csak koax-szal dolgoztam) alu pólyaszalaggal fogatva mindenhova. A technika lényege az 5 forint 50 filléres papír ragasztó volt (sárga-fekete tubusban) amivel az összes kötést szép vastagon bekentem. Néhány óra alatt átlátszóvá szilárdult az eredetileg fehér színű anyag, és - ma már bizton állíthatom - minimum 20 évig állta a sarat. Vagyis savat, ami az égből érkezett. Nem repedezett meg, nem rohadt le.
Sógornőméknél a tavasszal bontotta le vőtárs a kb. 1985 - 1990 között általam szerelt antennát, és ő mondta, hogy megemeli a kalapját amilyen állapotban van még bő 20 év után is.
Na ja, világ végére is elért lassan a kábel...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 14, 11:28
Írta: 000000000 Dátum 2012 szeptember 14, 11:28
Egy időben gyártottak aluból készült vizvezeték bekötőcsöveket ami bő egy év alatt lerohadt a rézből készült csapokról,A másik véglet meg a szintén alutartályos gázbolyler amit a vízkő szó szerin vagy 10 cm hosszan kirágott 5 év után.Nem szereti a meszet sem illetve a vízkövet ami kálciumkarbonát.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 14, 14:41
Írta: svejk Dátum 2012 szeptember 14, 14:41
Köszi! Akkor nem véletlen voltam dilemmában.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 14, 20:12
Írta: PSoft Dátum 2012 szeptember 14, 20:12
Ha már szóbakerült a hasítókúp(meee,szóbahoztam).:)
Biztos van(vannak)olyanok köztünk,akik már megelégedésel használják,akár a © KoLa-félét,akár más forrásból származót.
Kérdezném az "avatottaktól",hogy milyen paraméterekkel építettetek kúpos rönkhasítót,mik a gyakorlati tapasztalatok.
Nem a "lakatos" részére gondolok elsősorban,hanem pld. motorteljesítmény/motorfordulat,hasítókúp fordulat,áttételezés megoldása,stb.
Rengeteg a neten a találat ez ügyben,nehéz a jó megoldást megtalálni.:(
Pld. az ITTENI ajánlások motorteljesítmény,kúp fordulat,stb. mennyire lehetnek irányadóak.
Biztos van(vannak)olyanok köztünk,akik már megelégedésel használják,akár a © KoLa-félét,akár más forrásból származót.
Kérdezném az "avatottaktól",hogy milyen paraméterekkel építettetek kúpos rönkhasítót,mik a gyakorlati tapasztalatok.
Nem a "lakatos" részére gondolok elsősorban,hanem pld. motorteljesítmény/motorfordulat,hasítókúp fordulat,áttételezés megoldása,stb.
Rengeteg a neten a találat ez ügyben,nehéz a jó megoldást megtalálni.:(
Pld. az ITTENI ajánlások motorteljesítmény,kúp fordulat,stb. mennyire lehetnek irányadóak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 14, 20:23
Írta: svejk Dátum 2012 szeptember 14, 20:23
Takaros oldal, de csávó is keveri a teljesítményt a nyomatékkal. :(
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 szeptember 14, 20:34
Írta: Rabb Ferenc Dátum 2012 szeptember 14, 20:34
És csak egy gépen látható a rönk elfordulását megakadályozó lapos ék az asztalon. Pedig sokkal olcsóbb, mint egy műkéz...
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 szeptember 14, 21:08
Írta: Sz.József Dátum 2012 szeptember 14, 21:08
paraméterek:
3f-ú 1400/p-as motor, 1100W-os.
1:4 es lassító áttét, 56/224mm ékszíjtárcsa, dupla ékszíj...
Kola féle 60mm-es kúp, a kúp központja az asztaltól 80mm.
A 80mm-el egy kb 25-30cm-es rönknek az alsó harmadában "operál", így elfordulni még soha nem akart.(persze rönk az asztalon...)
Ezzel a felállással a görcsöt nem szereti, de minden mással megbirkózott eddig...
3f-ú 1400/p-as motor, 1100W-os.
1:4 es lassító áttét, 56/224mm ékszíjtárcsa, dupla ékszíj...
Kola féle 60mm-es kúp, a kúp központja az asztaltól 80mm.
A 80mm-el egy kb 25-30cm-es rönknek az alsó harmadában "operál", így elfordulni még soha nem akart.(persze rönk az asztalon...)
Ezzel a felállással a görcsöt nem szereti, de minden mással megbirkózott eddig...
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2012 szeptember 14, 21:10
Írta: ANTAL GÁBOR Dátum 2012 szeptember 14, 21:10
Egy barátomnak én csináltam a hajtást, tengelyt a kúphoz.A csapágyházak boltban lettek vásárolva made in PRC Tapasztalt: min 3f 2.2 kw os motor legalább 350 1/ min re lelassítva . Tölgyet bükköt viszi, de azért a gyertyánnal küszködik. Nekem van egy házi készítésű 30 tonnás hidraulikus présem Ha arra felteszek egy 4 ágú hasítót akkor annak nem áll ellen semmi. Én azzal hasogatok. Ennek ellenére elkezdem egyet én is csinálni ( Kola jóvoltából) és esküszök a hidromotoros meghajtásra. ( OMR100 as motor , hidraulikusan korlátozott nyomatékkal ) Előny: nem lehet leégetni. Ha sikerül lefogni akkor "sziszeg" . Mi csináltunk elfordulásgátlást ( fel sem merült a gondolata a spórolásnak )
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 14, 21:48
Írta: hostya Dátum 2012 szeptember 14, 21:48
Nekem van egy KoLa-féle 60-as kúppal épített hasítóm.
Mivel gyorsan kellett, és csak egy 1.1/1.5kw-os (n=720/1440)Dahlander motor volt kéznél, ezzel építettem meg.
A kúp közvetlenül a motor tengelyen 720-as fordulattal.
Az a tapasztalat, hogy göcsmentes 300mm átmérőjű tölgyet simán hasítja, de egy komolyabb ággöcs bizony megfogja.
Ebből okulva...
A szomszédom épített egy szintén KoLa-féle ugyanilyen kúppal, 2.2kw (1440)motorral 1:2.5 szíj áttétellel, az viszont tudja a dolgát..
Amit a linkben ajánl a fickó, teljesítmény/áttétel az szerintem helytálló.
Persze (de ezt Te is tudod) az áttétellel nem teljesítményt, hanem nyomatékot lehet nyerni.
Mivel gyorsan kellett, és csak egy 1.1/1.5kw-os (n=720/1440)Dahlander motor volt kéznél, ezzel építettem meg.
A kúp közvetlenül a motor tengelyen 720-as fordulattal.
Az a tapasztalat, hogy göcsmentes 300mm átmérőjű tölgyet simán hasítja, de egy komolyabb ággöcs bizony megfogja.
Ebből okulva...
A szomszédom épített egy szintén KoLa-féle ugyanilyen kúppal, 2.2kw (1440)motorral 1:2.5 szíj áttétellel, az viszont tudja a dolgát..
Amit a linkben ajánl a fickó, teljesítmény/áttétel az szerintem helytálló.
Persze (de ezt Te is tudod) az áttétellel nem teljesítményt, hanem nyomatékot lehet nyerni.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2012 szeptember 14, 22:08
Írta: vadember Dátum 2012 szeptember 14, 22:08
Amit én csináltam:
4 KW-os 1440 fordulatú motor, áttétel 1:3
13 mm-es ékszíjtárcsa
csúcsmagasság kb.80 mm
kola féle cserélhető kúpos 80mm-es kúp
3 éve száradó gyertyán volt a gyóntató és a következő változtatások lesznek szükségesek:
-dupla ékszíjtárcsa, mert a görcsösökben megcsúszik és a kúp beszorul
-1:4 re növelem az áttételt
A cserélhető kúpost kerüld, mert amikor beszorul, csak visszafelé hajtva tudod kiszabadítani a fából a kúpot és ilyenkor a hegy benne marad. Ne tudd meg milyen élmény kiszedni belőle, mert ezek azok a görcsösek amikkel baltával is vért izzad az ember.
A cserélhető kúp menete kb. 8 erdei köbméter után kiszakadt, így most van egy 5 kilós levélnehezékem. A kúpon semmiféle kopásnyom nem látszik ennyi fa után, nagy valószínűséggel egy jobbfajta anyag edzés nélkül is évekig bírná.
Az elfordulásgátlót ki ne hagyd, mert ha egy kicsit nem figyelsz,simán befordítja maga alá a fát. A negyvenes tengely szép kiflibe hajlik ilyenkor. Én az asztalra lehegesztettem egy ötös lemezt a kúp tengelyvonalába. A formája hátrafelé csökkenő háromszög, a kúp vonalát követi és csak kb. 5 mm távolság van közöttük végig.
A tölgy és a bükk egyébként nem ellenfél neki.
4 KW-os 1440 fordulatú motor, áttétel 1:3
13 mm-es ékszíjtárcsa
csúcsmagasság kb.80 mm
kola féle cserélhető kúpos 80mm-es kúp
3 éve száradó gyertyán volt a gyóntató és a következő változtatások lesznek szükségesek:
-dupla ékszíjtárcsa, mert a görcsösökben megcsúszik és a kúp beszorul
-1:4 re növelem az áttételt
A cserélhető kúpost kerüld, mert amikor beszorul, csak visszafelé hajtva tudod kiszabadítani a fából a kúpot és ilyenkor a hegy benne marad. Ne tudd meg milyen élmény kiszedni belőle, mert ezek azok a görcsösek amikkel baltával is vért izzad az ember.
A cserélhető kúp menete kb. 8 erdei köbméter után kiszakadt, így most van egy 5 kilós levélnehezékem. A kúpon semmiféle kopásnyom nem látszik ennyi fa után, nagy valószínűséggel egy jobbfajta anyag edzés nélkül is évekig bírná.
Az elfordulásgátlót ki ne hagyd, mert ha egy kicsit nem figyelsz,simán befordítja maga alá a fát. A negyvenes tengely szép kiflibe hajlik ilyenkor. Én az asztalra lehegesztettem egy ötös lemezt a kúp tengelyvonalába. A formája hátrafelé csökkenő háromszög, a kúp vonalát követi és csak kb. 5 mm távolság van közöttük végig.
A tölgy és a bükk egyébként nem ellenfél neki.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 szeptember 14, 22:11
Írta: KoLa Dátum 2012 szeptember 14, 22:11
Még egy apróság!én egyből kétbekezdésű menettel indítottam a kísérleti példányokat! ui. egy fordulat alatt sokkal jobb két vágóél mint egy! a kezdésnél pedig nem olyan 'cigányfúrós' hanem van szembe egy másik él is, mint a csigafúróknál általában! így egymásnak betámasztva fúrnak, fordulatonként kétszer annyi éllel!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 szeptember 14, 22:32
Írta: KoLa Dátum 2012 szeptember 14, 22:32
A menetes helyett van már jobb megoldás!
Csapos cserehegy 8-s stift-el rögzítve, valahol láttam! nem rossz ötlet!
Az elfordulásgátlóról annyit, hogy a kúphegy végétől legalább 70-80 mm-re kezdődjön, mert ha valami korhadt külsejű fa kerül elő akkor a lágy rész nem hasad viszont nekiütközik alul az elfordulás gátlónak, és megáll a tudomány!
A tapasztalat az hogy a cserehegy átmérőjén reccsen a fa és utána már nincs meg az az erő ami megforgatná a fát!persze a görcsök közbeszólnak, ha nagy az átmérője a kuglinak akkor nem tud átfordulni, ha kicsi akkor meg szétreccsen!
Hasítottunk 600mm átmérőjű vizes bükkfát 110-s kúppal ,3KW-s motor 500-s fordulatra harmadolva, sugárirányban megállt benne a kúp a cserehegy átmérőn!de ha oldalazva fogyasztottuk akkor semmi gond nem volt!
A menetél max 1mm mélyen vág bele a fába és hasít , de itt két él van egy fordulatra...
Csapos cserehegy 8-s stift-el rögzítve, valahol láttam! nem rossz ötlet!
Az elfordulásgátlóról annyit, hogy a kúphegy végétől legalább 70-80 mm-re kezdődjön, mert ha valami korhadt külsejű fa kerül elő akkor a lágy rész nem hasad viszont nekiütközik alul az elfordulás gátlónak, és megáll a tudomány!
A tapasztalat az hogy a cserehegy átmérőjén reccsen a fa és utána már nincs meg az az erő ami megforgatná a fát!persze a görcsök közbeszólnak, ha nagy az átmérője a kuglinak akkor nem tud átfordulni, ha kicsi akkor meg szétreccsen!
Hasítottunk 600mm átmérőjű vizes bükkfát 110-s kúppal ,3KW-s motor 500-s fordulatra harmadolva, sugárirányban megállt benne a kúp a cserehegy átmérőn!de ha oldalazva fogyasztottuk akkor semmi gond nem volt!
A menetél max 1mm mélyen vág bele a fába és hasít , de itt két él van egy fordulatra...
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2012 szeptember 14, 22:43
Írta: 7vpav5d32 Dátum 2012 szeptember 14, 22:43
Lali tudja, hogy mennyit hoztam már tőle. Szerintem 25-30 darabnál tartunk. Nincs azzal semmi gond! 3-400-as fordulat és legalább 3Kw-s motor. A baleset veszély csak balfaszságból adódik. A beszúrási magasság max a guriga 1/3-a kell, hogy legyen akkor nem tud forgatni. Szerintem a kúp átmérőjének sem kell a 80-asnál nagyobbnak lennie, inkább a tengelyre kell olyan 6-8 szögletű kúpos burkolat ami esetenként tovább hasít és a forgatást is gátolja. Az asztalra vagy kúp alá szerelt éket azt azonnal levertem mert az az igazán veszélyes mikor abban akad meg a fa szála. Ha gubancosnak látszik a rönk akkor először egy-két húrt kell leszedni és utána lehet menni sugárban.
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 14, 22:56
Írta: B.Tibor Dátum 2012 szeptember 14, 22:56
Lehet, hogy hülye kérdés, de az, hogy a kúp balmenetes vagy jobbmenetes annak villanymotoros hajtásnál mi a jelentősége, azon kívül, hogy a fát jobbra vagy balra csavarhatja az ember kezében?
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 szeptember 14, 22:59
Írta: KoLa Dátum 2012 szeptember 14, 22:59
Pali! a hántolást mi fordítva szoktuk alkalmazni ! az etalont festjük, és, kék színnel, az jobban látszik mint ez a narancsos lé, ahol kék lesz, ott hántoljuk!
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 14, 23:00
Írta: hostya Dátum 2012 szeptember 14, 23:00
Az a lapos ék az asztalon nem a rönk elfordulásának a megakadályozására van.
Az elfordulást maga az asztal meggátolja.
Annak az éknek az a dolga, hogy amikor a hasítókúp nem "pattintja" ketté a tekét, akkor a kezelő maga felé húzza a fát,(lásd videó(k) és ilyenkor a lefektetett tekét ha 'bütüről' elkapja/behúzza a kúp (ilyenkor kevésbé hasad).
Ha nincs ott az az ék, akkor vagy lefullad, vagy ahogy © vadember írja, a 40-es tengely is elhajlik.
Az elfordulást maga az asztal meggátolja.
Annak az éknek az a dolga, hogy amikor a hasítókúp nem "pattintja" ketté a tekét, akkor a kezelő maga felé húzza a fát,(lásd videó(k) és ilyenkor a lefektetett tekét ha 'bütüről' elkapja/behúzza a kúp (ilyenkor kevésbé hasad).
Ha nincs ott az az ék, akkor vagy lefullad, vagy ahogy © vadember írja, a 40-es tengely is elhajlik.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2012 szeptember 15, 08:36
Írta: lari Dátum 2012 szeptember 15, 08:36
Én csináltam magamnak cserélhető kúpos hasítót, de az egymásba rögzítést nem menettel, hanem poligonnal oldottam meg.
Ebben az esetben nincs olyan, hogy visszafelé forgatva kicsavarodna a cserekúp az alapból.
Hátulról pedig egy behúzócsavarral van rögzítve a cserekúp.
Kétbekezdéses menetet preferálom én is, mivel a hegy nem törik el olyan könnyen.
Ebben az esetben nincs olyan, hogy visszafelé forgatva kicsavarodna a cserekúp az alapból.
Hátulról pedig egy behúzócsavarral van rögzítve a cserekúp.
Kétbekezdéses menetet preferálom én is, mivel a hegy nem törik el olyan könnyen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 15, 08:58
Írta: 000000000 Dátum 2012 szeptember 15, 08:58
A traktorhajtású kúpos hasító balmenetes a kihajtás forgásiránya miatt ,villanymotoros hajtásnál meg mindegy .Valamikor hasítottunk traktorhajtásúval gyári szerkezet volt azt hiszem 120-as kúp volt rajta.Védőkeret volt körbe csak oldalt lehetett betenni a fát eleve kizárt hogy valaki szemből nekiérjen a kúpnak.Amiket árulnak azon meg semmi ilyen.Előfordult amikor a nyers fában a kúp gőzt csinált aztán valósággal ugy robbant szét.A göcsökre ághelyekre figyelni kell ne abba menjen a kúp mert beszorul.Még az 50 lovas traktort is megállította.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 15, 10:31
Írta: 000000000 Dátum 2012 szeptember 15, 10:31
Az enyém 4kw fordulat felére csökkentve.
Kúpátmérő 100
Csúcsmagasság 120.
Cserélhető hegy és a kúp 12-es hernyócsavarral rögzítve a tengelyen.
Kuglihoz számomra megfelelő,néha beszorul .
Én tetem rá egy vészgombot.
A tengely és a kúp között hagyjál annyi helyet ,hogy csőkulcsa beszoruláskor vissza tud tekerni.
Ha lenne megfelelő ékszíjtárcsa tovább csökkenteném az áttelt .
Egy nagyobb és nehezebb tárcsa lendkerékként is jó szolgálatot tenne.
Az asztal lehajtható,hogy ne foglaljon annyi helyet:)
Kúpátmérő 100
Csúcsmagasság 120.
Cserélhető hegy és a kúp 12-es hernyócsavarral rögzítve a tengelyen.
Kuglihoz számomra megfelelő,néha beszorul .
Én tetem rá egy vészgombot.
A tengely és a kúp között hagyjál annyi helyet ,hogy csőkulcsa beszoruláskor vissza tud tekerni.
Ha lenne megfelelő ékszíjtárcsa tovább csökkenteném az áttelt .
Egy nagyobb és nehezebb tárcsa lendkerékként is jó szolgálatot tenne.
Az asztal lehajtható,hogy ne foglaljon annyi helyet:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 15, 11:29
Írta: PSoft Dátum 2012 szeptember 15, 11:29
Köszönöm,mindkettőt!
Mármint,a "dícséretet"??,és a pasztafelajánlást is.:))
Nagy szó ez Tőled,nem szoktál Te,...csak úgy...[#worship]
Most aztán,...hátradőlök a fotelomba,....:)))
A galvánkorrózió,..nem igazán tartok tőle,de ha mégis,van nekem is ENSTO pasztám,amivel elejét tudom venni.
Meghát,kész az alucsavar kollekció is,majd figyelem a bronz/alu reakciókat,ha mégis nagyon morognának egymásra,majd kicserélem a csavarokat alu-ra.:)
Mármint,a "dícséretet"??,és a pasztafelajánlást is.:))
Nagy szó ez Tőled,nem szoktál Te,...csak úgy...[#worship]
Most aztán,...hátradőlök a fotelomba,....:)))
A galvánkorrózió,..nem igazán tartok tőle,de ha mégis,van nekem is ENSTO pasztám,amivel elejét tudom venni.
Meghát,kész az alucsavar kollekció is,majd figyelem a bronz/alu reakciókat,ha mégis nagyon morognának egymásra,majd kicserélem a csavarokat alu-ra.:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 15, 11:39
Írta: PSoft Dátum 2012 szeptember 15, 11:39
Köszönöm mindenkinek a hasznos tanácsokat,gyakorlati tapasztalatokat a kúpos hasítókkal kapcsolatban.
Beszorulás,motor megállás esetén,hasznos lehet egy irányváltó kapcsoló a motorra???
Erről nem írtatok.
Beszorulás,motor megállás esetén,hasznos lehet egy irányváltó kapcsoló a motorra???
Erről nem írtatok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 15, 12:15
Írta: 000000000 Dátum 2012 szeptember 15, 12:15
Ha beszorul a motor már nem forgatja ki.
Ilyenkor jön a csőkulcs.
De én azért tettem rá:)
Ilyenkor jön a csőkulcs.
De én azért tettem rá:)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 15, 13:44
Írta: hostya Dátum 2012 szeptember 15, 13:44
Mindenképpen hasznos az irányváltó kapcsoló.
A beszorult kúpot csőfogóval visszahajtod,kb fél-háromnegyed fordulatot, utána már a motor is kihajtja.
A másik, hogy ha nem ugyanabba az aljzatba kerül -alkalmanként- a dugó, akkor sem gond a forgásirány...
A beszorult kúpot csőfogóval visszahajtod,kb fél-háromnegyed fordulatot, utána már a motor is kihajtja.
A másik, hogy ha nem ugyanabba az aljzatba kerül -alkalmanként- a dugó, akkor sem gond a forgásirány...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 15, 13:47
Írta: PSoft Dátum 2012 szeptember 15, 13:47
Egyfázisú motornál,biztos,hogy nem forgatja ki.:(
Nincs indulónyomaték.:(((
De,...háromfázsú,mondjuk 3kW körüli motornál?
Persze,annak meg,kisebb az esélye,hogy beszoruljon.:))
Nohh,mindegy,irányváltó azért lesz rajta.:)))
Nincs indulónyomaték.:(((
De,...háromfázsú,mondjuk 3kW körüli motornál?
Persze,annak meg,kisebb az esélye,hogy beszoruljon.:))
Nohh,mindegy,irányváltó azért lesz rajta.:)))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 15, 13:50
Írta: PSoft Dátum 2012 szeptember 15, 13:50
Nah,úgy van e.!!!
Erre,hirtelen nem is gondoltam mert,...nálam irányváltósak a 3f aljzatok.:)
Erre,hirtelen nem is gondoltam mert,...nálam irányváltósak a 3f aljzatok.:)
Cím: Re:Mechanikai ötletek
Írta: c2nsu773m Dátum 2012 szeptember 15, 18:45
Írta: c2nsu773m Dátum 2012 szeptember 15, 18:45
.jpg)
Ez a mechanikai ötletek oldal?
Cím: Re:Mechanikai ötletek
Írta: B.Tibor Dátum 2012 szeptember 16, 00:34
Írta: B.Tibor Dátum 2012 szeptember 16, 00:34
Kicsit késve ugyan, de mi is gratulálunk, tényleg szép munka, ügyes kezekbe kerültek ezek a szerszámok, csak így tovább!
(Kösz a szép fényképeket a fórum nevében is!)
(Kösz a szép fényképeket a fórum nevében is!)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 16, 16:15
Írta: hostya Dátum 2012 szeptember 16, 16:15
Az adok-veszek rovatban szóba került, (mert szóba hoztam...) a menetnyomó csavar.
Kinek milyen ötlete van arra, hogy hogyan készítik ezekre a K-profilú menetet?

Kinek milyen ötlete van arra, hogy hogyan készítik ezekre a K-profilú menetet?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 16, 17:34
Írta: svejk Dátum 2012 szeptember 16, 17:34
K-profilt mángorló menetmángorlóval :))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 szeptember 16, 19:18
Írta: Szalai György Dátum 2012 szeptember 16, 19:18
Mi… az… hogy…”K-profilú” menet?
(A trilobulárisat már tudom.)
(A trilobulárisat már tudom.)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 16, 20:07
Írta: 4um5b65d Dátum 2012 szeptember 16, 20:07
Itt nem a K profilú menetről van ugye szó, mert az nem létezik, hanem a K profilú csavarról.
Ez a trilobular valószínűleg ugyanolyan termék márkanév, mint teflon a DuPont cégnek.
Ez a trilobular valószínűleg ugyanolyan termék márkanév, mint teflon a DuPont cégnek.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 16, 20:10
Írta: hostya Dátum 2012 szeptember 16, 20:10
Igazad van. :) Nem fogalmaztam helyesen.
Tehát a kérdés még egyszer:
Kinek milyen ötlete van arra, hogy hogyan készítik erre a K-profilra menetet?
A trilobular elnevezés a "hivatalos", de a műhelyben (nem irodában), dolgozók jobban ismerik a K-profil; Poligon; elnevezést.[#wave]
Tehát a kérdés még egyszer:
Kinek milyen ötlete van arra, hogy hogyan készítik erre a K-profilra menetet?
A trilobular elnevezés a "hivatalos", de a műhelyben (nem irodában), dolgozók jobban ismerik a K-profil; Poligon; elnevezést.[#wave]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 16, 20:29
Írta: 4um5b65d Dátum 2012 szeptember 16, 20:29
Gondolom ez ugyanolyan módszerekkel készül mint a hagyományos csavar (síkmángorlással) csak az egyik mángorlószerszám ciklikusan fel le mozdul 3-szor egy kör alatt. Talán a csavarnak külön megvezetés is kell , illetve forgatni is kell, nem úgy mint a hagyományos csavaroknál ahol a szerszám oldalazó mozgása forgatja meg a csavart.
Mondanám, hogy akár görgős mángorlással is készülhetne, de mivel oda 3db görgő kellene, azok meg nem tolhatók össze ilyen kicsi méretre, úgyhogy azt kizárnám.
Mondanám, hogy akár görgős mángorlással is készülhetne, de mivel oda 3db görgő kellene, azok meg nem tolhatók össze ilyen kicsi méretre, úgyhogy azt kizárnám.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 16, 21:05
Írta: 000000000 Dátum 2012 szeptember 16, 21:05
CNC esztergán ez Robsy vezérlő progival kb. 5
soros G kód, ami meghívja a szükséges szinkron mozgásokat.
soros G kód, ami meghívja a szükséges szinkron mozgásokat.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 szeptember 16, 21:09
Írta: Rabb Ferenc Dátum 2012 szeptember 16, 21:09
Szerintem ez a megoldás nem nyert! Ennek a gonosz srófnak a legnagyobb mérete (átmérője???) állandó. Csak úgy lazán a képernyőn mérd meg egy lassan körbeforgatott mérőeszközzel, vagy akár egy szál cérnával
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 szeptember 16, 21:12
Írta: Rabb Ferenc Dátum 2012 szeptember 16, 21:12
Ezek szerint Te vagy a titokzatos gyártó? Vagy mégsem az 5 soros G kóddal készül? Merthogy ez volt az alapkérdés, hogy hogyan.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 16, 21:15
Írta: svejk Dátum 2012 szeptember 16, 21:15
Tényleg az a trilobular a hivatalos neve?
Sose hallottam... :(
Bár most megnéztem a Google sem ismeri a K-profilt. :)
Nekem a suliból maradt meg, ott mondták a K-profilt. Tipikus példa rögzítetlen lemez fúrása normál csigafúróval.
Tolómérővel mérve az átmérő mindenhol egyenlő, de mégsem kör.
Sose hallottam... :(
Bár most megnéztem a Google sem ismeri a K-profilt. :)
Nekem a suliból maradt meg, ott mondták a K-profilt. Tipikus példa rögzítetlen lemez fúrása normál csigafúróval.
Tolómérővel mérve az átmérő mindenhol egyenlő, de mégsem kör.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 16, 21:27
Írta: hostya Dátum 2012 szeptember 16, 21:27
Valószínű hogy mángorlással készítik, de a szerszámnak nem kell ciklikusan elmozdulnia.
Ez a profil arról 'híres' hogy ha tolómérővel méred az "átmérőjét", elforgatva a mérés közben, azt hiszed, hogy kör, pedig nem az..
Lásd: kétélű csigafúróval készült furat, 1mm-es lemezbe...
Az eredmény egy k-profilú furat.
Szerintem menetközép "átmérőre" készítenek egy K-profilt, és arra egy mezei mángorlóval ráteszik a menetet. (a 3 görgős görgőző ide nem lenne jó, mert akkor tényleg mozgatni kellene a görgőket ciklikusan..)
De hogy hogy csinálják a k-profilú előgyártmányt..??
Ez a profil arról 'híres' hogy ha tolómérővel méred az "átmérőjét", elforgatva a mérés közben, azt hiszed, hogy kör, pedig nem az..
Lásd: kétélű csigafúróval készült furat, 1mm-es lemezbe...
Az eredmény egy k-profilú furat.
Szerintem menetközép "átmérőre" készítenek egy K-profilt, és arra egy mezei mángorlóval ráteszik a menetet. (a 3 görgős görgőző ide nem lenne jó, mert akkor tényleg mozgatni kellene a görgőket ciklikusan..)
De hogy hogy csinálják a k-profilú előgyártmányt..??
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 szeptember 16, 21:32
Írta: Rabb Ferenc Dátum 2012 szeptember 16, 21:32
De hogy hogy csinálják a k-profilú előgyártmányt..??
Szerintem süllyesztékes kovácsolással, mint a többi kötőelemét is. Csak piszok gyorsan, automatán
Szerintem süllyesztékes kovácsolással, mint a többi kötőelemét is. Csak piszok gyorsan, automatán
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 16, 21:58
Írta: 4um5b65d Dátum 2012 szeptember 16, 21:58
Az egyik nem zárja ki a másikat.
Ugyanezt a profilt esztergán is létre tudom hozni.
Készítek egy 50-es furatú és 55 külső átmérőjű gyűrűt.
Megnyomom a három pofás tokmánnyal és lőn csoda.
A gyűrű formája ugyanez lesz mint a csavarnál és mérőeszközzel halálpontosan ugyanannyit mérek bármelyik "átmérőn".
Nem véletlen találták ki a buzogány (3 pontos) mikrométereket. Csak ezzel tudom kimutatni, hogy "tojás" lett a munkadarab.
Ugyanezt a profilt esztergán is létre tudom hozni.
Készítek egy 50-es furatú és 55 külső átmérőjű gyűrűt.
Megnyomom a három pofás tokmánnyal és lőn csoda.
A gyűrű formája ugyanez lesz mint a csavarnál és mérőeszközzel halálpontosan ugyanannyit mérek bármelyik "átmérőn".
Nem véletlen találták ki a buzogány (3 pontos) mikrométereket. Csak ezzel tudom kimutatni, hogy "tojás" lett a munkadarab.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 16, 21:59
Írta: hostya Dátum 2012 szeptember 16, 21:59
Láttam már csavargyártó automatát, ott is "huzalból" süllyesztékes kovácsolással készült a csavarfej.
De ha belegondolok tényleg csak a szerszám kialakításán múlik az egész... [#worship]
De ha belegondolok tényleg csak a szerszám kialakításán múlik az egész... [#worship]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 szeptember 16, 22:03
Írta: KoLa Dátum 2012 szeptember 16, 22:03
Én már vágtam ilyen menetet az EMC2-vel, mikor hatszöget akartam esztergálni!:)))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 16, 22:05
Írta: 4um5b65d Dátum 2012 szeptember 16, 22:05
Meneteket nem sajtolnak, csak mángorolnak , a menethez minimum 2 összezáródó szerszám kellene ami állandó sorjaképződéssel járna.
Nézz meg egy műanyag alkatrészt ahol már előre összezárják a szerszámfeleket fröccsöntés előtt és mégis ott virít a kész darabon a sorja, de legalább is vizuálisan látható a találkozási pont.
Most képzeld el ugyanezt egy acél esetében, ott még durvábban jelentkezne a hiba.
A meneten pedig nem lehet sorja.
Nézz meg egy műanyag alkatrészt ahol már előre összezárják a szerszámfeleket fröccsöntés előtt és mégis ott virít a kész darabon a sorja, de legalább is vizuálisan látható a találkozási pont.
Most képzeld el ugyanezt egy acél esetében, ott még durvábban jelentkezne a hiba.
A meneten pedig nem lehet sorja.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 16, 22:21
Írta: hostya Dátum 2012 szeptember 16, 22:21
Értem én hogy mit mondasz, de amiről én + Rabb Ferenc írt az az előgyártmány.
Utána kerül rá a menet mángorlással.
Utána kerül rá a menet mángorlással.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 16, 22:52
Írta: 4um5b65d Dátum 2012 szeptember 16, 22:52
Én sem tudom, hogy hogyan készítik, de szerintem az előgyártmány kör keresztmetszetű. Amekkora kell nekik akkora drótból csinálják. Nem tartom valószínűnek, hogy ezt a tojás formát elkészítenék előre és utána meg arra kellene figyelniük, hogy jól legyen berakva a mángorló szerszámok közé.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 16, 22:54
Írta: 4um5b65d Dátum 2012 szeptember 16, 22:54
Ha két szerszám mángorol akkor is mindenképp kell valami ciklikus mozgás, így nem látnám értelmét, hogy előre már megcsinálják a tojás formát.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 16, 23:18
Írta: hostya Dátum 2012 szeptember 16, 23:18
A két mángorló szerszám között a k-profilu előgyártmány úgy viselkedik mintha kör lenne.
A mángorló szerszámok között legördül a csavar.
Akkor minek a ciklikus mozgás..?
Megfordítva a kérdést: Ha kör keresztmetszetű az előgyártmány, akkor milyen ciklikus mozgás kellene a szerszámnak hogy a végeredmény k-profil legyen?
A mángorló szerszámok között legördül a csavar.
Akkor minek a ciklikus mozgás..?
Megfordítva a kérdést: Ha kör keresztmetszetű az előgyártmány, akkor milyen ciklikus mozgás kellene a szerszámnak hogy a végeredmény k-profil legyen?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 16, 23:25
Írta: 4um5b65d Dátum 2012 szeptember 16, 23:25
Tényleg, mondjuk tökre igazad van. Erre nem is gondoltam.
De akkor hogyan lehetséges ?
Az sem járható, hogy előtte tojásra gyártják, mivel bármilyen utólagos mángorlás torzítja a formát.
De akkor hogyan lehetséges ?
Az sem járható, hogy előtte tojásra gyártják, mivel bármilyen utólagos mángorlás torzítja a formát.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 16, 23:28
Írta: 4um5b65d Dátum 2012 szeptember 16, 23:28
Lehet, hogy az egyik szerszám hullámos , míg a másik sík ?
Valaki fényképezzen le már pár ilyen csavart makróban, hogy lehessen látni a menetkifutást a tövénél.
Valaki fényképezzen le már pár ilyen csavart makróban, hogy lehessen látni a menetkifutást a tövénél.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 16, 23:33
Írta: 4um5b65d Dátum 2012 szeptember 16, 23:33
A tojás dudorok mindig azonos szögpozícióban vannak a fejen levő hatszöggel vagy vágással ?
Csak kíváncsi vagyok, hogy magát a fejet felhasználják e valamiféle hajtásra miközben a csavart forgatják mángorlás közben.
Csak kíváncsi vagyok, hogy magát a fejet felhasználják e valamiféle hajtásra miközben a csavart forgatják mángorlás közben.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 16, 23:35
Írta: hostya Dátum 2012 szeptember 16, 23:35
Az utólagos mángorlás ugyan annyira torzítja a formát, mint a hengeres csavarok esetében a "körkörösséget" :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 16, 23:43
Írta: 4um5b65d Dátum 2012 szeptember 16, 23:43
Jobban végiggondolva, lehet, hogy mégis igazatok van, hogy előre legyártják a hullámos formát a csavaron és berakják egy tök mezei síkmángorlóba.
Végül is 2 ponton nyom a mángorló, a tolómérő is 2 ponton mér. A 2 pont távolsága pedig mindig azonos.
Végül is 2 ponton nyom a mángorló, a tolómérő is 2 ponton mér. A 2 pont távolsága pedig mindig azonos.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 16, 23:47
Írta: hostya Dátum 2012 szeptember 16, 23:47
Vazze..
Ne legyél már ilyen értetlen...![#falbav]
A csavart nem forgatják!! Az forog a mángorló szerszámok által.
Ha a csavart akadályozod a mángorló szerszámok adta forgás közben, akkor annak SANYI...
Ne legyél már ilyen értetlen...![#falbav]
A csavart nem forgatják!! Az forog a mángorló szerszámok által.
Ha a csavart akadályozod a mángorló szerszámok adta forgás közben, akkor annak SANYI...
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 szeptember 16, 23:49
Írta: hostya Dátum 2012 szeptember 16, 23:49
[#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 szeptember 17, 06:02
Írta: Szalai György Dátum 2012 szeptember 17, 06:02
Bocsánat. Leragadtam az elején.
Tehát már tudom, hogy K menetprofil nem létezik. ( Még nem, de majd kitalálják.)
Szerintetek viszont van K keresztmetszetű csavar, ami azonos a trilobuláris csavarral.
K = trilobular? Nincs is benne ilyen betű!
Azt nem tudom, nem értem, hogy honnan veszitek a „K” jelzést. Miért pont K és mit jelent a K?
Mondja már el aki tudja, legyen szíves.
Tehát már tudom, hogy K menetprofil nem létezik. ( Még nem, de majd kitalálják.)
Szerintetek viszont van K keresztmetszetű csavar, ami azonos a trilobuláris csavarral.
K = trilobular? Nincs is benne ilyen betű!
Azt nem tudom, nem értem, hogy honnan veszitek a „K” jelzést. Miért pont K és mit jelent a K?
Mondja már el aki tudja, legyen szíves.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2012 szeptember 17, 06:43
Írta: ANTAL GÁBOR Dátum 2012 szeptember 17, 06:43
A sokszögeszterga ( ami hipocikloist esztergál) feltalálása előtt is használtak poligon kötést. A kitalált és szabványosított profilt K profilnak nevezték el. Este elküldöm a rajzát ha érdekel ( A méretek is szabványosak )
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 17, 15:17
Írta: svejk Dátum 2012 szeptember 17, 15:17
Ilyenkor mindig megnyugvás nekem, hogy van amit a nagyok sem értenek elsőre. :))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 17, 15:18
Írta: svejk Dátum 2012 szeptember 17, 15:18
Így tanították a gépészeti szakközépiskolában ྌ-ྐ-ig. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 17, 17:50
Írta: 4um5b65d Dátum 2012 szeptember 17, 17:50
Én már annyira nagy vagyok, hogy még másnap sem értem :)))
Rendben van, hogy az előgyártmány tojás, de ha két ponton kezdjük el basztatni a mángorlóval, azaz az egyik mángorló a tompábbik feléhez ér hozzá, a másik meg a csúcsosabbik feléhez akkor mitől lesz a menetmélység egyforma. Nyilván a csúcsos felébe könnyebben nyomódik bele a mángorló szerszám mint a tompábbikba.
Rendben van, hogy az előgyártmány tojás, de ha két ponton kezdjük el basztatni a mángorlóval, azaz az egyik mángorló a tompábbik feléhez ér hozzá, a másik meg a csúcsosabbik feléhez akkor mitől lesz a menetmélység egyforma. Nyilván a csúcsos felébe könnyebben nyomódik bele a mángorló szerszám mint a tompábbikba.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 17, 18:27
Írta: svejk Dátum 2012 szeptember 17, 18:27
Nem én írtam, hogy így csinálják, én csak megértettem elsőre amit írtak :))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 17, 18:30
Írta: svejk Dátum 2012 szeptember 17, 18:30
Egyébként meglehet nem is egyforma a menetmélység.
De most véletlen sem találok egy olyan csavart sem, pedig mindig külön raktam őket anno, ha maradt ki a Sony monitorokból.
Márpedig mindig maradt. :)
De most véletlen sem találok egy olyan csavart sem, pedig mindig külön raktam őket anno, ha maradt ki a Sony monitorokból.
Márpedig mindig maradt. :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 17, 18:51
Írta: 4um5b65d Dátum 2012 szeptember 17, 18:51
Ja, hát a nagyon nagyon nagy embereknél így megy ez, de a kisebb nagyoknál már nehezen esnek le a dolgok. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 17, 19:11
Írta: svejk Dátum 2012 szeptember 17, 19:11
Különben is jobb lenne ha azzal foglalkoznál, hogy honnan szerzel megbízható takarító személyzetet, aki kitakarítja a műhelyedet szombaton, amíg Te Székesfehérváron leszel!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 17, 20:03
Írta: PSoft Dátum 2012 szeptember 17, 20:03
A  is használja ezeket a "K" profilú csavarokat az elosztószekrényeinél,szerkezeti/gépész csavarkén.
is használja ezeket a "K" profilú csavarokat az elosztószekrényeinél,szerkezeti/gépész csavarkén.




is használja ezeket a "K" profilú csavarokat az elosztószekrényeinél,szerkezeti/gépész csavarkén.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 17, 21:24
Írta: 4um5b65d Dátum 2012 szeptember 17, 21:24
Hehe....
Van egy kuncsaftom aki írta egy fórumon, hogy a hétvégén senki nem dolgozik a műhelyben, mindenkit haza vezényelt, mert megy a hegyekbe síelni, vagy tudom is én hová.
Erre önkéntes takarítók kipucolták neki a lakatos műhelyét.
Hegesztőgépek, flexek, fúrógépek, mindent....
Na én ezért nem mondom sosem egy fórumban, hogy hová és mikor megyek.
Van egy kuncsaftom aki írta egy fórumon, hogy a hétvégén senki nem dolgozik a műhelyben, mindenkit haza vezényelt, mert megy a hegyekbe síelni, vagy tudom is én hová.
Erre önkéntes takarítók kipucolták neki a lakatos műhelyét.
Hegesztőgépek, flexek, fúrógépek, mindent....
Na én ezért nem mondom sosem egy fórumban, hogy hová és mikor megyek.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 17, 21:28
Írta: svejk Dátum 2012 szeptember 17, 21:28
No, és változó-e a menetmélység?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 17, 21:30
Írta: 4um5b65d Dátum 2012 szeptember 17, 21:30
Tuti nem az... Fogadunk ?
Ha nem hát nem.. :)
Ha nem hát nem.. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 17, 21:34
Írta: svejk Dátum 2012 szeptember 17, 21:34
Én fogadni?
Úriember biztosban nem fogad... :)
Én egyébként csak mint eshetőséget vetettem fel, egyébként halvány gőzöm sincs hogy csinálják.
Úriember biztosban nem fogad... :)
Én egyébként csak mint eshetőséget vetettem fel, egyébként halvány gőzöm sincs hogy csinálják.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 17, 21:37
Írta: PSoft Dátum 2012 szeptember 17, 21:37
Vasárnap kimész a "zsibire",oszt bagóé visszaveszed őket.:)))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 17, 21:40
Írta: svejk Dátum 2012 szeptember 17, 21:40
Feltűztem a 10x-es lupét, a 3-as K-profilos csavaron egyenletesnek látszik a menetmélység.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 17, 21:40
Írta: PSoft Dátum 2012 szeptember 17, 21:40
Méricskélni,...már ma nincs kedvem.:((
De,..."szemmelverve",nem változó.:))
De,..."szemmelverve",nem változó.:))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 17, 21:41
Írta: svejk Dátum 2012 szeptember 17, 21:41
A MÉH-be viszik azt a sok ócskaságot ami ott van nem a zsibire! [#crazya]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 17, 21:44
Írta: 4um5b65d Dátum 2012 szeptember 17, 21:44
Most mondanám, holnap megyek hozzád és jól megkókányollak, de akkor a rossz fiúk tudnák, hogy nem vagyok itthon, így ezt megúsztad.[#hehe]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 17, 21:52
Írta: 000000000 Dátum 2012 szeptember 17, 21:52
Na, az internet sokoldalúsága!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 17, 22:13
Írta: PSoft Dátum 2012 szeptember 17, 22:13
Visszatérve © hostya adok/veszek #42343-as linkjére,....
A menet nyomó csavar.
Az előnyei-nél ezt írja a link:
"Az alkatrészben történő menetvágásra nincs szükség,ha önmetsző csavart használ.
Az így metszett menet metrikus,azaz ha elveszti az önmetsző csavart,akkor gond nélkül helyettesítheti egy hagyományos csavarral.
Az önmetsző csavarokat természetesen már meglévő menetekben is alkalmazni lehet.
Ez lehetővé teszi az alkalmazott kötőelemek optimalizálását."
Tapasztalat,hogy pld. a #10563-ban mutatott "Rittal" csavarok nem hajthatók be az M8-as menetfúróval készített menetekbe,a menet "károsodása"/átalakulása nélkül.
Egy M8-as anyát sem tudok ráhajtani erre a csavarra segédeszköz(kulcs)nélkül.
Akkor,...hogy is van ez???
A menet nyomó csavar.
Az előnyei-nél ezt írja a link:
"Az alkatrészben történő menetvágásra nincs szükség,ha önmetsző csavart használ.
Az így metszett menet metrikus,azaz ha elveszti az önmetsző csavart,akkor gond nélkül helyettesítheti egy hagyományos csavarral.
Az önmetsző csavarokat természetesen már meglévő menetekben is alkalmazni lehet.
Ez lehetővé teszi az alkalmazott kötőelemek optimalizálását."
Tapasztalat,hogy pld. a #10563-ban mutatott "Rittal" csavarok nem hajthatók be az M8-as menetfúróval készített menetekbe,a menet "károsodása"/átalakulása nélkül.
Egy M8-as anyát sem tudok ráhajtani erre a csavarra segédeszköz(kulcs)nélkül.
Akkor,...hogy is van ez???
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 17, 22:32
Írta: svejk Dátum 2012 szeptember 17, 22:32
A Rittal egyéb csalafintaságot is elkövetett már. :(
Nekem az M3 M4 ilyen csavarok csereszabatosak.
Nekem az M3 M4 ilyen csavarok csereszabatosak.
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2012 szeptember 17, 22:37
Írta: csg67 Dátum 2012 szeptember 17, 22:37
Ezt a csalafintaságot... így a rossz fiúknak várniuk kell a következő Találkozóig. :)
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2012 szeptember 18, 12:40
Írta: xkbv3nx0d Dátum 2012 szeptember 18, 12:40
szíjhajtáshoz ki milyen szíjat ajánl? viszonylag könnyű hidat kell mozgatni dinamikusan nagy sebességgel (lézer gravírozó)
Y irányban kétoldalon hajtott szíj körbefutó kb 700mm távolság...
Y (maga a fej) kb 1200mm hossz kérdés, hogy körbefutó legyen vagy omegában felvett?
AT2,5 vagy T2,5 is jó? vagy esetleg HTD-3m? 9mm szélesség vagy inkább legyen 15?
Y irányban kétoldalon hajtott szíj körbefutó kb 700mm távolság...
Y (maga a fej) kb 1200mm hossz kérdés, hogy körbefutó legyen vagy omegában felvett?
AT2,5 vagy T2,5 is jó? vagy esetleg HTD-3m? 9mm szélesség vagy inkább legyen 15?
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 szeptember 18, 14:46
Írta: Szedlay Pál Dátum 2012 szeptember 18, 14:46
De régen láttam már hozzászólásodat.
Mint szakember és Heidenhain specialista a mindennapokban biztos tudnál okos ötletekkel szolgálni a fórum közösségének.
Mint szakember és Heidenhain specialista a mindennapokban biztos tudnál okos ötletekkel szolgálni a fórum közösségének.
Cím: Re:Mechanikai ötletek
Írta: eivmhrm04 Dátum 2012 szeptember 18, 16:20
Írta: eivmhrm04 Dátum 2012 szeptember 18, 16:20
Én AT5 esket szoktam használni,nincs semmi gondom vele
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2012 szeptember 18, 16:26
Írta: xkbv3nx0d Dátum 2012 szeptember 18, 16:26
van aki azt mondta hogy inkább at sorozat, mert az nem "kottyan".... de akkor gondolom a 9mm-es T5-ös elég lesz... jóval olcsóbb is mint a HTD 3m folyóméteres:)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 18, 17:02
Írta: 4um5b65d Dátum 2012 szeptember 18, 17:02
De rég szeretnék már kérdezni egy Heidenhain specialistától, hogy miként lehet megállapítani műszeresen egy mérőlécről, hogy működik e ?
Ez amolyan fura mérőléc.
Analóg, vagy szinusz hullámos, vagy micsoda ???
Ez amolyan fura mérőléc.
Analóg, vagy szinusz hullámos, vagy micsoda ???
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 szeptember 18, 18:02
Írta: Szalai György Dátum 2012 szeptember 18, 18:02
Hogy melyik fogprofil a megfelelő, az szerintem a megengedhető kottyanás mértékétől függ, az pedig attól, hogy mekkora minimális pixelméretet tudsz égetni a lézerrel. Ha az égethető pixelméret úgyis nagyobb, mint a T fog kottyanása, akkor jó az olcsó T szíj is. De irányváltogatós, főleg dinamikus hajtásban már inkább felejteném a T profilt. Nem arra való, elavult. A HTD az irányváltós, pontos hajtáshoz való szíj, de ha nem kell akkora pontosság, mert úgysem tudod kihasználni, akkor meg felesleges.
Mivel nincsen forgácsoló erő, ezért a gyorsító/lassító erővel lehetne szükséges szélességet választani Ahhoz tudni kéne, hogy mekkora tömeg, mekkora gyorsítása a cél.
A mozgó tömeget, azt csak Te tudod, 5kp alá talán befér? A gyorsításnak meg a gépvázad szerkezeti integritása szab határt, 6-8m/s2-el megelégednék.
Az interneten talált gyári lézergépek 10-30m/s2-el is gyorsítanak.
HTD profilra és annak nagy teherbírása miatt a legkisebb szélességre voksolok.
Mivel nincsen forgácsoló erő, ezért a gyorsító/lassító erővel lehetne szükséges szélességet választani Ahhoz tudni kéne, hogy mekkora tömeg, mekkora gyorsítása a cél.
A mozgó tömeget, azt csak Te tudod, 5kp alá talán befér? A gyorsításnak meg a gépvázad szerkezeti integritása szab határt, 6-8m/s2-el megelégednék.
Az interneten talált gyári lézergépek 10-30m/s2-el is gyorsítanak.
HTD profilra és annak nagy teherbírása miatt a legkisebb szélességre voksolok.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2012 szeptember 18, 19:41
Írta: xkbv3nx0d Dátum 2012 szeptember 18, 19:41
a híd tömege nem fér be szerintem 5kg alá maga az aluprofil kb 3kg erre jön még 4db thk ssr15 kocsi, némi alu, fej, stb... viszont ennek nem is kell olyan brutális sebességet tudnia...
a fej súlya bőven 1 kg alatt lesz, de legyen max 1,5kg és kb 8-10m/s2 gyorsulás jó lenne, szerintem egy kb 800-1000mm/sec sebesség mellett... ide mindenképpen htd-3m szíjat terveznék, csak kérdés hogy elég-e a 9mm széles
a fej súlya bőven 1 kg alatt lesz, de legyen max 1,5kg és kb 8-10m/s2 gyorsulás jó lenne, szerintem egy kb 800-1000mm/sec sebesség mellett... ide mindenképpen htd-3m szíjat terveznék, csak kérdés hogy elég-e a 9mm széles
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2012 szeptember 18, 20:22
Írta: ANTAL GÁBOR Dátum 2012 szeptember 18, 20:22
Laslie én ( és Farkas Ádám tudjuk a megoldást ) Írjál levelet vagy mutasd meg Fehérváron
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 18, 20:44
Írta: 4um5b65d Dátum 2012 szeptember 18, 20:44
Köszi, elő fogom keresni, hogy a pontos típus is meglegyen.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2012 szeptember 18, 20:47
Írta: ANTAL GÁBOR Dátum 2012 szeptember 18, 20:47
Összefogtam Ádámmal és közösen csináltunk olyan kártyát ami le tudja kezelni a szinuszos analóg Heidenhein lécet és a felbontást is megtízszerezi
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 18, 21:08
Írta: 4um5b65d Dátum 2012 szeptember 18, 21:08
Egyelőre az enyémnél még azt sem tudom eldönteni, hogy működő képes e. Eléggé halottnak mutatkozik.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 18, 22:17
Írta: svejk Dátum 2012 szeptember 18, 22:17
Egyszer nem arról állapítottuk meg, látatlanban hogy áram kimenetű?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 18, 22:30
Írta: 000000000 Dátum 2012 szeptember 18, 22:30
Egy kereszt kérdésem lenne.
Használ valaki kontakt ragasztó sprét rögzítésre?
Tapasztalat érdekelne. Gravírozáshoz akarnám használni.
Használ valaki kontakt ragasztó sprét rögzítésre?
Tapasztalat érdekelne. Gravírozáshoz akarnám használni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 18, 22:46
Írta: 4um5b65d Dátum 2012 szeptember 18, 22:46
Hát nekem is úgy rémlik.
De egyszer azt is megállapítottuk látatlanban, hogy a digitális elektronkáig terjed az ismeretanyagom. Egy szinusz hullámtól már megijedek. Megkérdezzük "Antal - Ádámot" , hogy mi pénzért fogják árusítani a feldolgozó elektronikát , hátha kedvem támad beüzemelni a lécet.
De egyszer azt is megállapítottuk látatlanban, hogy a digitális elektronkáig terjed az ismeretanyagom. Egy szinusz hullámtól már megijedek. Megkérdezzük "Antal - Ádámot" , hogy mi pénzért fogják árusítani a feldolgozó elektronikát , hátha kedvem támad beüzemelni a lécet.
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2012 szeptember 18, 22:50
Írta: csg67 Dátum 2012 szeptember 18, 22:50
ID számot írjatok (8 karakter), akkor megmondom pontosan, hogy milyen. Van sok fajta. Régebben 11uA szinuszos volt általában, mostanában 1Vpp szinusz vagy már az olvasófejben az EXE és TTL jelet ad, de lehet az 1Vpp jel mellett EnDat-os abszolút kimenete, illetve csak EnDat kimenete is. Persze van még egy-két egzotikus darab, de ezek a gyakoribbak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 18, 22:51
Írta: svejk Dátum 2012 szeptember 18, 22:51
Á, csak vagiznak vele, nem is árulják!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 18, 22:53
Írta: 4um5b65d Dátum 2012 szeptember 18, 22:53
Engem az érdekelne, hogy "laposelem+izzó+csavarhúzó" hogyan lehet tesztelni ?
Alapműszerek,szkóp vannak.
Na majd meglesem az ID-jét.
LS 204, ha jól emlékszem a típusra.
Alapműszerek,szkóp vannak.
Na majd meglesem az ID-jét.
LS 204, ha jól emlékszem a típusra.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 18, 22:54
Írta: 4um5b65d Dátum 2012 szeptember 18, 22:54
Majd többször noszogatom őket, hogy na...na...na
vagi na....
vagi na....
Cím: Re:Mechanikai ötletek
Írta: csg67 Dátum 2012 szeptember 18, 23:05
Írta: csg67 Dátum 2012 szeptember 18, 23:05
LS 204? Nem jól emlékszel... :)
Ha elég régi, akkor 11uA lesz, azt elég nehéz házilag tesztelni. Legegyszerűbb keresni egy hozzá való kijelzőt és csatlakoztatni... Az ősrégi, képernyős PT850 kijelző bekapcsolásakor az F2, 2 és - gombokat lenyomva tartva egy teszt üzemmódba jutunk, ahol még a jelalakot is kirajzolja...
Ha elég régi, akkor 11uA lesz, azt elég nehéz házilag tesztelni. Legegyszerűbb keresni egy hozzá való kijelzőt és csatlakoztatni... Az ősrégi, képernyős PT850 kijelző bekapcsolásakor az F2, 2 és - gombokat lenyomva tartva egy teszt üzemmódba jutunk, ahol még a jelalakot is kirajzolja...
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2012 szeptember 19, 05:52
Írta: ANTAL GÁBOR Dátum 2012 szeptember 19, 05:52
Hát az igaz, nem áruljuk mert már mind elépítettük az IC ket. De ha Laslie kivárja akkor rendelek megint. És mindegy hogy áramkimenetű vagy feszültségkimenetű a léc. ( nekem van ilyen is és olyan is . Tudod a 35 ös görgős kocsi mágneses útadóját is megcsináltam )
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 szeptember 19, 07:24
Írta: Szalai György Dátum 2012 szeptember 19, 07:24
Ha hosszú a „körbefutó” szíj, akkor a saját súlya miatt, egy kicsi belógása van neki. A belógás mértéke és helye, (húzott/tolt oldal) minden sebesség változáskor, minden irányváltáskor megváltozik. Ez a hajtásban, egy terheléstől függő szöghibát okoz, az pedig lineáris hibát is jelent.
A teljes hosszon felfektetett és „omegában felvett” hajtás ezt a bajt megszünteti. Ha nem csak fekteted és a két végén rögzíted a szíjat, hanem az egyik végén feszíted is, akkor a kezdeti rugalmas nyúlástól már nagyon keveset nyúlik tovább, a működés közben. De +-0,2mm pontosságtól jobbat ne várj.
De nézd meg, mit írnak, akik értenek is hozzá.
A teljes hosszon felfektetett és „omegában felvett” hajtás ezt a bajt megszünteti. Ha nem csak fekteted és a két végén rögzíted a szíjat, hanem az egyik végén feszíted is, akkor a kezdeti rugalmas nyúlástól már nagyon keveset nyúlik tovább, a működés közben. De +-0,2mm pontosságtól jobbat ne várj.
De nézd meg, mit írnak, akik értenek is hozzá.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 08:26
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 08:26
nézegetem most egy pár gyári gépet, sok helyen csak körbefutó szíjjal megoldva az X tengely hajtása, kb 1200mm környékén is, ha jól látom 16mm-es HTD-3M pl... mondjuk itt is látszik
a kérdés csak az hogy melyikkel nyerek/vesztek többet, ha pl az omegába hajtott megoldás esetén a több mint 1kg-os e240-es motort utaztatom (és mondjuk az áttétel kialakítása se egyszerű) vagy ha elviselek valamennyit a szíj problémáiból amit mondjuk 700gr dinamikus mozgatása fog okozni?!
a kérdés csak az hogy melyikkel nyerek/vesztek többet, ha pl az omegába hajtott megoldás esetén a több mint 1kg-os e240-es motort utaztatom (és mondjuk az áttétel kialakítása se egyszerű) vagy ha elviselek valamennyit a szíj problémáiból amit mondjuk 700gr dinamikus mozgatása fog okozni?!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 szeptember 19, 09:40
Írta: Szalai György Dátum 2012 szeptember 19, 09:40
A szíjvezetésen, a fogprofilon és a szíjszélességen kívül az sem teljesen mindegy, hogy milyen szálerősítés van a szíjban.
Igyekszel majd minél kisebb méretű tárcsákat alkalmazni a helykihasználás és a költséghatékonyság miatt. Akkor pedig a hajlékonyabb erősítőszálú szíj a kedvezőbb, ami kisebb vesztességgel követi a kicsi átmérőjű tárcsák görbületét. (Pláne, ha „biztonságból” még szélesebb szíjat is választasz, mint ami szükséges.) Szempont lehet még az alacsony sebességen nagy nyomaték árvitel (a minimális nyúlás miatt) és a gyors start/stop működés.
Ami a fenti elvárásoknak megfelel az nem az acél és nem az üveg szálerősítés. Leginkább a poliészter film erősítés felel meg, az pont annyit nyúlik is, hogy kiegyenlíti a léptetőmotor okozta kicsi rántásokat. Kicsit kevésbé, de alkalmas még a fonott szálú kevlár erősítés, az szinte semmit nem hajlandó nyúlni.
Igyekszel majd minél kisebb méretű tárcsákat alkalmazni a helykihasználás és a költséghatékonyság miatt. Akkor pedig a hajlékonyabb erősítőszálú szíj a kedvezőbb, ami kisebb vesztességgel követi a kicsi átmérőjű tárcsák görbületét. (Pláne, ha „biztonságból” még szélesebb szíjat is választasz, mint ami szükséges.) Szempont lehet még az alacsony sebességen nagy nyomaték árvitel (a minimális nyúlás miatt) és a gyors start/stop működés.
Ami a fenti elvárásoknak megfelel az nem az acél és nem az üveg szálerősítés. Leginkább a poliészter film erősítés felel meg, az pont annyit nyúlik is, hogy kiegyenlíti a léptetőmotor okozta kicsi rántásokat. Kicsit kevésbé, de alkalmas még a fonott szálú kevlár erősítés, az szinte semmit nem hajlandó nyúlni.
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 10:03
Írta: xkbv3nx0d Dátum 2012 szeptember 19, 10:03
hát nem léptetős lesz hanem szervós, e240 sneci féle vezérlőkkel... htd3m tárcsák lesznek kb 24 fogas átmérőjük kb 25mm
ilyen szíjat tervezek... ezek üvegszálerősítések
ilyen szíjat tervezek... ezek üvegszálerősítések
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 szeptember 19, 14:35
Írta: svejk Dátum 2012 szeptember 19, 14:35
Tudom én mire kellett, meg azt is, hogy én is tervebe voltam az IC vételnél, csak úgy jártam mint a brácsás, hogy járni járt, csak nem jutott. :):)
Cím: Re:Mechanikai ötletek
Írta: ywrxkjjky Dátum 2012 szeptember 24, 22:30
Írta: ywrxkjjky Dátum 2012 szeptember 24, 22:30
Sziasztok!Üdv az egész fórumnak még új vagyok itt,és előre is elnézést kérek ha butaságot irnák!
Szeretnék épiteni egy cnc vezérelt plazmavágó asztalt!Rengeteg megoldás van a neten ami működik,de nem találok egy konkrét gépről sem olyan oldalt ahol az épités elejétől a végéig meglenne képekben(egy kép többet mond ezer szónál)
Esetleg ha tudna valaki segiteni kérem ne tartja magában!
Üdv Norbi !
Szeretnék épiteni egy cnc vezérelt plazmavágó asztalt!Rengeteg megoldás van a neten ami működik,de nem találok egy konkrét gépről sem olyan oldalt ahol az épités elejétől a végéig meglenne képekben(egy kép többet mond ezer szónál)
Esetleg ha tudna valaki segiteni kérem ne tartja magában!
Üdv Norbi !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 25, 15:34
Írta: 000000000 Dátum 2012 szeptember 25, 15:34
Szia,
Par alapveto dolgot azert jo lenne ha kozolnel. Pl mekkora munkateruletben gondolkodsz? Milyen celra kell? mennyit szansz ra?
http://www.sasovits.hu/cnc/plazma/plazma.htm
Ezen a linken eleg sok kep van, de azert pontos epitesi utmutatora ne nagyon szamits.
Par alapveto dolgot azert jo lenne ha kozolnel. Pl mekkora munkateruletben gondolkodsz? Milyen celra kell? mennyit szansz ra?
http://www.sasovits.hu/cnc/plazma/plazma.htm
Ezen a linken eleg sok kep van, de azert pontos epitesi utmutatora ne nagyon szamits.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2012 szeptember 25, 21:47
Írta: lari Dátum 2012 szeptember 25, 21:47
A képen látható variátor hajtás részletes elvi rajzára lenne szükségem.
Nincs véletlenül valakinek hasonló?

Nincs véletlenül valakinek hasonló?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 25, 21:55
Írta: 4um5b65d Dátum 2012 szeptember 25, 21:55
Mit akarsz csinálni belőle, talán egyszerűbb kivitel is van.
Van olyan aminél mindkét szíjtárcsa nyílik, van amelyiknél csak az egyik.
Van olyan aminél mindkét szíjtárcsa nyílik, van amelyiknél csak az egyik.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2012 szeptember 25, 22:07
Írta: Kristály Árpád Dátum 2012 szeptember 25, 22:07
Halihó lari!
Van egy ilyen hajtásom motorral együtt....
Ha érdekel lefényképezem....
Üdv.: Árpád
Van egy ilyen hajtásom motorral együtt....
Ha érdekel lefényképezem....
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2012 szeptember 26, 04:37
Írta: lari Dátum 2012 szeptember 26, 04:37
Én arra lennék kíváncsi, hogy milyen mechanizmusa van annak a felének, amit egy kézikerékkel állítanak.(fotón a felső fele) A másik felét nyilván egy rugós tag nyitja zárja....
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2012 szeptember 26, 04:38
Írta: lari Dátum 2012 szeptember 26, 04:38
Az a helyzet, hogy engem a belső rész mechanikai kialakítása érdekelne....Köszi!
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2012 szeptember 26, 12:04
Írta: lari Dátum 2012 szeptember 26, 12:04
Az alábbi linken van róla egy rajz de eléggé elmosódott ill. kicsi, nem jól kivehető....
Variátor
Variátor
Cím: Re:Mechanikai ötletek
Írta: ywrxkjjky Dátum 2012 szeptember 26, 20:31
Írta: ywrxkjjky Dátum 2012 szeptember 26, 20:31
Szia,3000x1500 -as méretben gondolkodom,ne ilyedjetek meg,nem gondolom,h valamikor is fogok mondjuk 1500-as átmérőjű darabot vágni,csak az egyenes vágás miatt kéne,és ugy bár ez egy létező lemezméret,szerintem kéne egy ekkora asztal!
Nézegettem az elektronikákat,THC vezérlő nélkülit komplett mindennel tudnák 650euró ért vásárolni,az asztalt kéne nekem legyártani a nulláról,hogy menyit szánok rá?fogalmam sincs menyi lesz a vége!?
Nézegettem az elektronikákat,THC vezérlő nélkülit komplett mindennel tudnák 650euró ért vásárolni,az asztalt kéne nekem legyártani a nulláról,hogy menyit szánok rá?fogalmam sincs menyi lesz a vége!?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 27, 08:05
Írta: 000000000 Dátum 2012 szeptember 27, 08:05
Hat innentol hany embert kerdezel annyi ,megoldast fog neked javasolni. Igazabol neked kell megtervezni.Jol gondold meg a munkateruletet. Ha pl csak azaret kell ennyi mert azt akarod hogy ekkora lemez beferjen akkor jobban jarsz ha elvagatod a lemezt mondjuk felbe. De nem csak ez a szabvanyos lemezmeret letezik.
masik fontos alapadat a tervezesnel a kivant pontossag. Ez legyen oszhangben a palzmavagod vagasi ponossagaval illetve a gyartani kivant munkadarabok tureseivel. Itt fontos megjegyezni hogy a gep pontossaga nem egyenlo az egyes tengelyek pontossagaval. Ha pl azt akarod hogy ket pozicio kozott max 0,1mm legyen a max hiba, akkor az egyes tengelyeken ez 0,1/(2*gyok2) azaz kb 0,035 mm bealasi pontossagot kell produkalni. Ez szukseges de nem elegsegef feltetele a kivant pontossag eleresenek.
Megint fontos szempont hogy mekkora sebessegel es gyorsulassal akarod mozgatni a fejet.
Ezen adatok ismereteben el lehet kezdeni meretezni a hajtaslancot, valasztani motorokat.
A konstrukcios kialakitast tekintve mar nagyon sok lehetoseged van, foleg a penztarcadon mulik.
Udv
masik fontos alapadat a tervezesnel a kivant pontossag. Ez legyen oszhangben a palzmavagod vagasi ponossagaval illetve a gyartani kivant munkadarabok tureseivel. Itt fontos megjegyezni hogy a gep pontossaga nem egyenlo az egyes tengelyek pontossagaval. Ha pl azt akarod hogy ket pozicio kozott max 0,1mm legyen a max hiba, akkor az egyes tengelyeken ez 0,1/(2*gyok2) azaz kb 0,035 mm bealasi pontossagot kell produkalni. Ez szukseges de nem elegsegef feltetele a kivant pontossag eleresenek.
Megint fontos szempont hogy mekkora sebessegel es gyorsulassal akarod mozgatni a fejet.
Ezen adatok ismereteben el lehet kezdeni meretezni a hajtaslancot, valasztani motorokat.
A konstrukcios kialakitast tekintve mar nagyon sok lehetoseged van, foleg a penztarcadon mulik.
Udv
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 szeptember 27, 09:39
Írta: mxjj54gxi Dátum 2012 szeptember 27, 09:39
Csinálhatsz akkora gépet, aminek az asztala ekkora lemezt be tud fogadni, de csak mondjuk a hosszában felét tudja lekezelni.
Magyarán csak 1500x1500 felületen tud végighaladni a fej.
A lemezt meg meg lehet fordítani ha az egyik felével végzett a gép. Persze ettől a gép max kész munkadarabja 1500x1500 lesz, de mégis elfértél alatta egy nagy lemezzel.
Magyarán csak 1500x1500 felületen tud végighaladni a fej.
A lemezt meg meg lehet fordítani ha az egyik felével végzett a gép. Persze ettől a gép max kész munkadarabja 1500x1500 lesz, de mégis elfértél alatta egy nagy lemezzel.
Cím: Re:Mechanikai ötletek
Írta: 5z7aew5x Dátum 2012 szeptember 27, 17:04
Írta: 5z7aew5x Dátum 2012 szeptember 27, 17:04
Ötletem van variátor ügyben. A powerbelt-nél találsz a katalogusban rugós és kézzel állítható variátor tárcsát. Képzeljük el, hogy van egy rugós és egy fixtárcsánk. Amikor a rugó nyomja a fél tárcsákat egymáshoz akkor max. átmérőn fut az áttétel, tehát így a leglassabb. Kezdjünk el egy a két tárcsa tengelytávja felénél egy külső, görgős feszítővel extra feszítést adni a szíjnak. A rugóerő ellenében a szíj szétfeszíti a tárcsákat és máris elkezd nőni a fordulatszám a fix tengelyen (feltéve, hogy a rugós tárcsát hajtjuk a motorral).[#conf][#circling][#wave]
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2012 szeptember 27, 18:11
Írta: lari Dátum 2012 szeptember 27, 18:11
Nem is az elvi működéssel van gondom, hanem az általad említett "görgős feszítő" megvalósításával... :)Gondoltam ha már egyszer valaki kitalálta és lerajzolta, könnyebb lenne megvalósítani, mintha újra ki kellene találnom...;-)
Cím: Re:Mechanikai ötletek
Írta: 5z7aew5x Dátum 2012 szeptember 27, 18:32
Írta: 5z7aew5x Dátum 2012 szeptember 27, 18:32
Rengeteg autóhoz lehet kapni különböző feszítő görgőket, az tehát elvileg kész. Ha kell holnap keresek neked típust és árat. Egy villás tartót csinálni a görgőnek, amit mondjuk egy menetes orsóval feszítesz szerintem így rajz nélkül is menni fog.
[#integet2][#nevetes1]
[#integet2][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 27, 21:45
Írta: PSoft Dátum 2012 szeptember 27, 21:45
A #10493-tól indult egy eszmefuttatás a kúpos rönkhasítókról.
Kérdéseimre válaszolva,jópáran hozzászóltatok,mechanikai kialakítás,motorteljesítmény,kúpfordulat,stb.
© KoLa,kérésemre,első osztályú minőségben le is gyártotta a hasítókúpot,amit Fehérváron a talin át is vettem Tőle.[#eljen][#worship][#worship]
Mindenképpen valamilyen hajtóműves megoldást szerettem volna a kúp hajtásához,kerülve a szíjat/szíjtárcsákat/közlőműtengelyt/csapágyházakat.
Mostmár van egy hajtóműves motorom is,ami esetleg alkalmas lehet a kúp hajtására.
1,5kW-os nyolcpólusú(720-as fordulatú) motor van a "varia" hajtóművön.
A hajtóművel,min.300-as kimenő fordulatig tudok lemenni,a max.pedíg a motor névleges fordulata.
Tehát,a kérdésem a következő lenne.
Alkalmas lehet ez az 1,5kW-os motor/hajtómű páros a © KoLa-féle 80-as,kétbekezdésű hasítókúp hajtására?
Persze,nem csak a levegőt szeretném vele hasogatni.:)






Kérdéseimre válaszolva,jópáran hozzászóltatok,mechanikai kialakítás,motorteljesítmény,kúpfordulat,stb.
© KoLa,kérésemre,első osztályú minőségben le is gyártotta a hasítókúpot,amit Fehérváron a talin át is vettem Tőle.[#eljen][#worship][#worship]
Mindenképpen valamilyen hajtóműves megoldást szerettem volna a kúp hajtásához,kerülve a szíjat/szíjtárcsákat/közlőműtengelyt/csapágyházakat.
Mostmár van egy hajtóműves motorom is,ami esetleg alkalmas lehet a kúp hajtására.
1,5kW-os nyolcpólusú(720-as fordulatú) motor van a "varia" hajtóművön.
A hajtóművel,min.300-as kimenő fordulatig tudok lemenni,a max.pedíg a motor névleges fordulata.
Tehát,a kérdésem a következő lenne.
Alkalmas lehet ez az 1,5kW-os motor/hajtómű páros a © KoLa-féle 80-as,kétbekezdésű hasítókúp hajtására?
Persze,nem csak a levegőt szeretném vele hasogatni.:)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 szeptember 27, 21:59
Írta: Rabb Ferenc Dátum 2012 szeptember 27, 21:59
Fordítsuk meg a dolgot! Készítsd el, és számolj be az eredményről, hagy okosodjunk (ha már szebbek úgysem lehetünk) Sokféle fordulat és teljesítményadat látott itt már napvilágot.
Legalább lesz egy újabb tapasztalati eredmény.
Még a végén itt is valaki elkezd elméleteket gyártani favágás helyett :))
Legalább lesz egy újabb tapasztalati eredmény.
Még a végén itt is valaki elkezd elméleteket gyártani favágás helyett :))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 27, 21:59
Írta: 4um5b65d Dátum 2012 szeptember 27, 21:59
Milyen rendszerű a hajtómű ?
Valami PIV hatású ?
Valami PIV hatású ?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 27, 22:02
Írta: 4um5b65d Dátum 2012 szeptember 27, 22:02
Ja, most nézem, hogy 720-as fordulatú a motor, akkor nem lesz elég az áttételezett teljesítményed. 500-as fordulat alá nem érdemes mennek a kúppal.
Cím: Re:Mechanikai ötletek
Írta: nah5a9frh Dátum 2012 szeptember 27, 22:23
Írta: nah5a9frh Dátum 2012 szeptember 27, 22:23
Üdv mindenkinek a fórumon ! Még új vagyok,de nem akartam szó nélkül hagyni.Mi "megszívtuk "egy hasonló PIV hajtású motorral,mert a nagy nyomatéknál, a dörzshajtású áttétel megcsúszik.Nem biztos,hogy az önök által felhasznált motor "dörzshajtású",de ha igen,szerintem kár foglalkozni vele!Rabb Ferenc jól írta :Készítsd el számolj be az eredményről!Remélem lényeges dologra hívtam fel a figyelmedet,és segíthettem!Üdv:Tamás
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2012 szeptember 27, 22:26
Írta: vadember Dátum 2012 szeptember 27, 22:26
Ha jól számolom max.50 Nm nyomatékkal dolgozhatsz, de nem tudom a variátor hatásfokát. Nálam kb. 80 Nm van és ezt is megfogja a görcsös fa. Nem írom le még egyszer a tapasztalataimat, ha akarod elolvasod. Látom nem hittél nekem és cserélhető kúpost vettél. Nekem ugyanez adta meg magát. Ha nem akarsz vele szenvedni akkor lapold meg egy kicsit a kúp menetét és ugyan úgy hernyócsavarral rögzítsd mint a tengelyt.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 szeptember 27, 22:28
Írta: PSoft Dátum 2012 szeptember 27, 22:28
Mittom én,hogy milyen rendszerű,nem vagyok én tanult gépész.:)((
Mi az a "PIV"???
A motor tengelyén egy "enyhén" kúpos acéltárcsa.
Ahhoz kapcsolódik dörzshajtással a kimenő tengelyen levő bakelit csúszófelületű másik tárcsa,ami rugóval,"feszítőkörömmel" van ellátva.
A motor a hajtóműház tetején látható tekerentyűvel emelhető/süllyeszthető egy ferde pályán,így szabályozható a kimenő fordulat
A két tárcsa egymáshoz viszonyított helyzete határozza meg az áttételt/kimenő fordulatot.
Ennél "szakszerűbben" én nem tudom leírni,de Te biztos tudod,hogy mi is a lánykori neve az ilyen típusú hajtóműveknek.:))
Eredetileg,csigaszivattyút hajtott a szerkentyű.
Mi az a "PIV"???
A motor tengelyén egy "enyhén" kúpos acéltárcsa.
Ahhoz kapcsolódik dörzshajtással a kimenő tengelyen levő bakelit csúszófelületű másik tárcsa,ami rugóval,"feszítőkörömmel" van ellátva.
A motor a hajtóműház tetején látható tekerentyűvel emelhető/süllyeszthető egy ferde pályán,így szabályozható a kimenő fordulat
A két tárcsa egymáshoz viszonyított helyzete határozza meg az áttételt/kimenő fordulatot.
Ennél "szakszerűbben" én nem tudom leírni,de Te biztos tudod,hogy mi is a lánykori neve az ilyen típusú hajtóműveknek.:))
Eredetileg,csigaszivattyút hajtott a szerkentyű.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 szeptember 27, 22:32
Írta: 4um5b65d Dátum 2012 szeptember 27, 22:32
Akkor azt gyorsan tedd félre és ha megtalálod hozzá a rég elveszett motorhibás MK27-es kazettás magnetofont akkor azt hajtsd vele.
A PIV -ről most volt szó valamelyik topicban variátor hajtás név alatt.
Szétnyíló/záródó ékszíjtárcsa alapú.
A PIV -ről most volt szó valamelyik topicban variátor hajtás név alatt.
Szétnyíló/záródó ékszíjtárcsa alapú.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2012 szeptember 28, 05:17
Írta: lari Dátum 2012 szeptember 28, 05:17
OK!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 szeptember 28, 06:48
Írta: 000000000 Dátum 2012 szeptember 28, 06:48
Én a 80-as évek elején szereltem pár db PIV hajtóművet de az mind láncos volt azaz "csúszásmentes" .
Cím: Re:Mechanikai ötletek
Írta: 5z7aew5x Dátum 2012 szeptember 28, 08:58
Írta: 5z7aew5x Dátum 2012 szeptember 28, 08:58
Szia Lari!
Ahogy ígértem példaképpen itt egy feszítő görgő ami véletlenül az én autómhoz való.[#vigyor2]
Wagon R+ vezérmű szíj feszítő
Ennek a felülete egyszerűen sima, de létezik olyan is aminek van két válla, biztos ami biztos, nehogy letámolyogjon róla a szíj.
Ahogy ígértem példaképpen itt egy feszítő görgő ami véletlenül az én autómhoz való.[#vigyor2]
Wagon R+ vezérmű szíj feszítő
Ennek a felülete egyszerűen sima, de létezik olyan is aminek van két válla, biztos ami biztos, nehogy letámolyogjon róla a szíj.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2012 szeptember 28, 09:33
Írta: lari Dátum 2012 szeptember 28, 09:33
Köszi, de én más megoldásra gondoltam.
Valami ilyesmire:

És valami hasonló állítószerkezetre.

Valami ilyesmire:
És valami hasonló állítószerkezetre.
Cím: Re:Mechanikai ötletek
Írta: 5z7aew5x Dátum 2012 október 01, 07:35
Írta: 5z7aew5x Dátum 2012 október 01, 07:35
Szia Lari!
Megértem, hiszen valóban ez az általánosabb megoldás. Számomra azért és csak azért nem tetszik, mert drágább a kivitelezése, több benne a bonyolultabban legyártható alkatrész, mivel kell bele a rugós tárcsa is és a "kézzel" állított tárcsa is. Ha az egyik kerék fix lenne akkor változna az áttétel tengelytávja. Az meg eléggé macerás volna után állítani. A szíj élettartama szempontjából talán jobb az amikor csak egy kerék nyúzza az oldalát és nem kettő. [#finom] No de a választás a tiéd...[#integet2]
Megértem, hiszen valóban ez az általánosabb megoldás. Számomra azért és csak azért nem tetszik, mert drágább a kivitelezése, több benne a bonyolultabban legyártható alkatrész, mivel kell bele a rugós tárcsa is és a "kézzel" állított tárcsa is. Ha az egyik kerék fix lenne akkor változna az áttétel tengelytávja. Az meg eléggé macerás volna után állítani. A szíj élettartama szempontjából talán jobb az amikor csak egy kerék nyúzza az oldalát és nem kettő. [#finom] No de a választás a tiéd...[#integet2]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 október 01, 08:51
Írta: keri Dátum 2012 október 01, 08:51
Robogóból kiszedni variomatikot nem egyszerűbb?
Több kilowatt teljesítményt visz át megbízhatóan.
Csak a röpsúlyos szabályzást kell lecserélni kézzel állíthatóra.
Több kilowatt teljesítményt visz át megbízhatóan.
Csak a röpsúlyos szabályzást kell lecserélni kézzel állíthatóra.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 02, 17:10
Írta: 000000000 Dátum 2012 október 02, 17:10
Sziasztok!
Itt a mechanikai ötleteknél szeretnék felvetni valamilyen megoldást, amivel eddig - legalábbis én - nem találkoztam.
A pozicionáló mechanizmusoknál van golyósorsós, fogasléces, fogasszíjas, láncos. Ennél többet én nem ismerek.
Amit nem értek, hogy a legegyszerűbb teljesen holtjátékmentes és terhelhető 'feszített drótkötél-csévélt dob' módszert miért nem használják egyetlen CNC-hez sem?
Van valami hátránya, mert ez nekem tök rejtély...
Itt a mechanikai ötleteknél szeretnék felvetni valamilyen megoldást, amivel eddig - legalábbis én - nem találkoztam.
A pozicionáló mechanizmusoknál van golyósorsós, fogasléces, fogasszíjas, láncos. Ennél többet én nem ismerek.
Amit nem értek, hogy a legegyszerűbb teljesen holtjátékmentes és terhelhető 'feszített drótkötél-csévélt dob' módszert miért nem használják egyetlen CNC-hez sem?
Van valami hátránya, mert ez nekem tök rejtély...
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 október 02, 17:22
Írta: xfg6v697j Dátum 2012 október 02, 17:22
Azzal aligha lehet megfelelő pontosságot elérni.
Hírtelen végeztem egy kis számítást.
Ha négyszáz milliméteres utat tesz meg a szán,és 20mm szélessen csévéli fel a dzótot,akkor 0.5mm csalást vihet bele.
Egyébként én tudok egy olyan gépről,ami így van megoldva,és én is szándékozom hasonlót készíteni,de ilyesmit,csak rajzoláshoz ajánlanék,bár talán lángvágónál,vagy plazmavágónál sincs annyira jelentősége a nagy pontooságnak,ezért még annál el tudnám képzelni.
Hírtelen végeztem egy kis számítást.
Ha négyszáz milliméteres utat tesz meg a szán,és 20mm szélessen csévéli fel a dzótot,akkor 0.5mm csalást vihet bele.
Egyébként én tudok egy olyan gépről,ami így van megoldva,és én is szándékozom hasonlót készíteni,de ilyesmit,csak rajzoláshoz ajánlanék,bár talán lángvágónál,vagy plazmavágónál sincs annyira jelentősége a nagy pontooságnak,ezért még annál el tudnám képzelni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 október 02, 17:30
Írta: keri Dátum 2012 október 02, 17:30
Persze, az a hátránya gyenge és pontatlan megoldás.
Ettől függetlenül előfordul, főleg régebben.
Pl. nyomató fej mozgatásánál, vagy fénymásolóban, esetleg rajzgépben.
De ha megmunkáló gépet csinálsz akkor a felsoroltak előnyösebbek.
Olcsó megoldásnak a fogasszíjat tudnám javasolni.
Ettől függetlenül előfordul, főleg régebben.
Pl. nyomató fej mozgatásánál, vagy fénymásolóban, esetleg rajzgépben.
De ha megmunkáló gépet csinálsz akkor a felsoroltak előnyösebbek.
Olcsó megoldásnak a fogasszíjat tudnám javasolni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 02, 17:31
Írta: 000000000 Dátum 2012 október 02, 17:31
Szia és kösz a választ, de nem értem, hogy hol lenne benne a pontatlanság. A nyúlása kisebb lenne, mint a betétes fogasszíjé. Biztos én nem látom át, de most már rá akarok jönni..
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 október 02, 17:34
Írta: xfg6v697j Dátum 2012 október 02, 17:34
Az egymás mellé csévélt drót elmegy a szán vonalátol oldalra.
Innen már csak pitagorasz tétele.
Innen már csak pitagorasz tétele.
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2012 október 02, 17:39
Írta: mex Dátum 2012 október 02, 17:39
Csewe leírta:az egymásmellé csévélődött menetek más-más szögben térülnek el, pedig itt a teljes egyenesbevezetésnél nem jelentkezik csak a pontatlanság.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 02, 17:46
Írta: 000000000 Dátum 2012 október 02, 17:46
Hát nem mondhatnám, hogy értem a magyarázatokat.
Én úgy gondoltam, hogy a tengelyen/dobon mindig csak pl.: 3 fix menet lenne így nem változik semmi.
Tudtok ilyesmi megoldásról valami képet a neten?
Én úgy gondoltam, hogy a tengelyen/dobon mindig csak pl.: 3 fix menet lenne így nem változik semmi.
Tudtok ilyesmi megoldásról valami képet a neten?
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2012 október 02, 17:56
Írta: mex Dátum 2012 október 02, 17:56
Úgy jó lehet,de kicsi a súrlódási tényező, és emiatt lesz pontatlan.
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2012 október 02, 18:00
Írta: mex Dátum 2012 október 02, 18:00
Egyébként régi rajzgépeknél ezt alkalmazták, van is néhány mentett darabom a pince mélyén.
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 október 02, 18:04
Írta: xfg6v697j Dátum 2012 október 02, 18:04
Ez esetben más lehet a helyzet,ha meg tudod oldani,hogy mindíg azonos vonalon mozogjon a drót.
De a kérdésed előszőr nem erre a megoldásra szólt,mert itt egy végtelenített drótot használnál,én pedig egy a görgőn mindkét végén rögzített drótról beszéltem.
De azért megnézném ,hogy hogyan tartod mindíg ugyan ott a drótot,mert az el akar majd mászni oldalra,hol az egyik irányba,hol pedig a másikba.
De a kérdésed előszőr nem erre a megoldásra szólt,mert itt egy végtelenített drótot használnál,én pedig egy a görgőn mindkét végén rögzített drótról beszéltem.
De azért megnézném ,hogy hogyan tartod mindíg ugyan ott a drótot,mert az el akar majd mászni oldalra,hol az egyik irányba,hol pedig a másikba.
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 október 02, 18:06
Írta: xfg6v697j Dátum 2012 október 02, 18:06
Akkor te tudhatod,hogy hogyan oldották meg az oldalramászás problémáját,mert engem érdekelne.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2012 október 02, 18:07
Írta: 7vpav5d32 Dátum 2012 október 02, 18:07
Elfordítod a tengelyt a menetemelkedés szögéve és már nem is mászik semmi.
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 október 02, 18:21
Írta: xfg6v697j Dátum 2012 október 02, 18:21
Szerintem,attól még ugyan úgy elmászik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 02, 18:24
Írta: 000000000 Dátum 2012 október 02, 18:24
Csináltam egy vázlatot. Volna egy "dob" amin két váll megtartja a 3 vagy több menetet a forgás során. A drótkötél 2 vége ki van feszítve/rögzítve.
A motor persze a dobot forgatja, így haladhat előre hátra a híd. Majdnem ugyanúgy, mintha fogasszíjtárcsa/fogasszíj mechanizmus lenne.
http://kepfeltoltes.hu/121002/cseve_www.kepfeltoltes.hu_.gif
A motor persze a dobot forgatja, így haladhat előre hátra a híd. Majdnem ugyanúgy, mintha fogasszíjtárcsa/fogasszíj mechanizmus lenne.
http://kepfeltoltes.hu/121002/cseve_www.kepfeltoltes.hu_.gif
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 október 02, 18:29
Írta: xfg6v697j Dátum 2012 október 02, 18:29
Ha nem tud oldalra mászni akkor igyekszik egymásra kapni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 02, 18:31
Írta: 000000000 Dátum 2012 október 02, 18:31
Az lehet. Erre már viszont kitaláltam valamit.
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2012 október 02, 18:32
Írta: mex Dátum 2012 október 02, 18:32
Ha odakerülök, lefényképezem, de bevallom ilyen szemmel még nem nézegettem, csak mint lehetséges alanyt mentettem meg a zúzdától, (mert minden szir-sz..t összeszedtem), egyszerűen nem voltam képes ott hagyni ilyen "kincseket".
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 október 03, 06:51
Írta: Szalai György Dátum 2012 október 03, 06:51
Megoldás lehetne esetleg, hogy a dob, a saját tengelyén, menettel közlekedik, tengely irányban. A menet emelkedése meg pont akkora, mint a kötél vastagsága. Így a dobon változik ugyan a legördülő kötél pozíciója, de a dob is épp annyival arrébb mászik. Elég bonyolult megoldás volna egy szíjjal össze hasonlitva.
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 október 03, 07:20
Írta: xfg6v697j Dátum 2012 október 03, 07:20
Elég ha szabadon mozoghat a dob a tengely hosszábban.
Majd beáll magátol.
Majd beáll magátol.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 03, 09:20
Írta: 000000000 Dátum 2012 október 03, 09:20
A Roland PNC2100A gépen is valami hasonló megoldással mozgatnak. Ilyen volt a cégnél valamikor. Bár szét nem kaptam, de látható volt a "drótköteles" mozgatás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 08, 19:25
Írta: 000000000 Dátum 2012 október 08, 19:25
Sziasztok!
Lenne egy olyan kérdésem,hogy most épül a maró gépem 1,9Nm-es léptető motort tervezek hozzá és 12x3-as trapézmenetes szár lesz rajt,kérdésem a következő lenne tegyek rá bordás szíjas áttételt vagy direktbe kössem egy tengelykapcsolóval a trapézmenetes szárra a motorokat?
Lenne egy olyan kérdésem,hogy most épül a maró gépem 1,9Nm-es léptető motort tervezek hozzá és 12x3-as trapézmenetes szár lesz rajt,kérdésem a következő lenne tegyek rá bordás szíjas áttételt vagy direktbe kössem egy tengelykapcsolóval a trapézmenetes szárra a motorokat?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 12, 11:14
Írta: 000000000 Dátum 2012 október 12, 11:14
Szia,
Ha teszel ra lassito attetelt akko lassabb lesz de nagyobb erovel tudod mozgatni a szanodat pl nagyobb gyorsulas erteket tudsz beallitani, ha gyorsitod akkor forditva. Mint minden hajtaselemnek egy fogasszijas attetelnek is van hatasfoka es valamekkora hibaja is. Roviden ennyi.
Az hogy a te esetedben mi lenne az optimalis ahhoz nem adtal meg elegendo informaciot.
Eloszor is tudni kene hogy nagyjabol milyen forgacsolasi parameterekkel akarsz dolgozni.
Ebbol meg kell hatarozni hogy mekkora elotolasi sebessegre, elotoloerore, van szukseged. Figyelembe kell venni az osszes forgo elem tehetetlenseget (orso, motor forgoresz, szijtarcsak stb) es linearisan mozgo elemek tomeget. Ezeknek a felgyorsitasahoz illetve megallitasahoz szukseges ero illetve forgatonyomatek szinten hozzaadodik a terheleshez. Tovabba a vesztesegek, amik igen jelentosik is lehetnek (Pl orso anya surlodas)
ha ezt mind megvan akkor ossze tudod vetni a motorod fordulatszam nyomatek jelleggorbejevel, es megkeresed a legoptimalisabb attetelt. Ezenkivul vannak korlatozo tenyezok pl ha muanyag anyad van akkor eleve nem porgetheted egy bizonyos sebessegnel jobban az orsot.
Mindezeket meghatarozni nagyon nehez feladat, raadasul itt pl a surlodas fugghet a sebessegtol, a tehetetlenseg kiszamitasahoz meg ugye nem tudod elore hogy pl milyen szijtarcsakkal kalkulalj, szoval szep kis osszefugges a vegeredmeny.
Mindezt azert irtam le hogy nagyjabol atlasd hogy mukodik ez.
Ha nagyon precizen meg akarod hatarozni akkor probald meg felvenni a kapcsolatot Tibor45-el. a topikjaban (Robsy CNC hajtástechnika) sok hasznos informaciot olvashatsz ezzel kapcsolatban. Neki van egy meretezo progija is erre.
Szoval most jon az a valasz aminek gyakorlati hasznat is veszed:
Eleg eros motorod van es 3mm es menetemelkedessel eleg tag hatarok kozt tudsz majd mozogni attetel nelkul is. Ha attetelt hasznalsz akkor meg tobb modositasi lehetoseged lesz kikiserletezheted mi az optimalis attetel, kulondozo munkakhoz esetleg tudod varialni igy univerzalisabb geped lesz. ugy valaszd meg a tengelytavot hogy tobb fele tarcsat is ki tudj probalni.
Udv
Ha teszel ra lassito attetelt akko lassabb lesz de nagyobb erovel tudod mozgatni a szanodat pl nagyobb gyorsulas erteket tudsz beallitani, ha gyorsitod akkor forditva. Mint minden hajtaselemnek egy fogasszijas attetelnek is van hatasfoka es valamekkora hibaja is. Roviden ennyi.
Az hogy a te esetedben mi lenne az optimalis ahhoz nem adtal meg elegendo informaciot.
Eloszor is tudni kene hogy nagyjabol milyen forgacsolasi parameterekkel akarsz dolgozni.
Ebbol meg kell hatarozni hogy mekkora elotolasi sebessegre, elotoloerore, van szukseged. Figyelembe kell venni az osszes forgo elem tehetetlenseget (orso, motor forgoresz, szijtarcsak stb) es linearisan mozgo elemek tomeget. Ezeknek a felgyorsitasahoz illetve megallitasahoz szukseges ero illetve forgatonyomatek szinten hozzaadodik a terheleshez. Tovabba a vesztesegek, amik igen jelentosik is lehetnek (Pl orso anya surlodas)
ha ezt mind megvan akkor ossze tudod vetni a motorod fordulatszam nyomatek jelleggorbejevel, es megkeresed a legoptimalisabb attetelt. Ezenkivul vannak korlatozo tenyezok pl ha muanyag anyad van akkor eleve nem porgetheted egy bizonyos sebessegnel jobban az orsot.
Mindezeket meghatarozni nagyon nehez feladat, raadasul itt pl a surlodas fugghet a sebessegtol, a tehetetlenseg kiszamitasahoz meg ugye nem tudod elore hogy pl milyen szijtarcsakkal kalkulalj, szoval szep kis osszefugges a vegeredmeny.
Mindezt azert irtam le hogy nagyjabol atlasd hogy mukodik ez.
Ha nagyon precizen meg akarod hatarozni akkor probald meg felvenni a kapcsolatot Tibor45-el. a topikjaban (Robsy CNC hajtástechnika) sok hasznos informaciot olvashatsz ezzel kapcsolatban. Neki van egy meretezo progija is erre.
Szoval most jon az a valasz aminek gyakorlati hasznat is veszed:
Eleg eros motorod van es 3mm es menetemelkedessel eleg tag hatarok kozt tudsz majd mozogni attetel nelkul is. Ha attetelt hasznalsz akkor meg tobb modositasi lehetoseged lesz kikiserletezheted mi az optimalis attetel, kulondozo munkakhoz esetleg tudod varialni igy univerzalisabb geped lesz. ugy valaszd meg a tengelytavot hogy tobb fele tarcsat is ki tudj probalni.
Udv
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 október 12, 12:09
Írta: svejk Dátum 2012 október 12, 12:09
C45, C65 minőségű, 40-120 mm átmérőjű anyagokhoz milyen lap dukál gépi szalagfűrészbe?
Esteleg egyéb technológiai adatok a daraboláshoz?
(szalagsebesség, előtolás)
Van itt egy fórumtársunk akinek ilyen cége van, vagy ilyen cégnél dolgozik, de nem jut eszembe a neve. Talán miskolci cég...
Esteleg egyéb technológiai adatok a daraboláshoz?
(szalagsebesség, előtolás)
Van itt egy fórumtársunk akinek ilyen cége van, vagy ilyen cégnél dolgozik, de nem jut eszembe a neve. Talán miskolci cég...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 12, 17:41
Írta: 000000000 Dátum 2012 október 12, 17:41
szia köszönöm a választ beszerzek több fajta átételt és kipróbálom melyik lenne nekem a legmegfelelőbb.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2012 október 12, 20:09
Írta: ANTAL GÁBOR Dátum 2012 október 12, 20:09
Szerintem A miskolci Sotox lesz az ahol a Szabó Gabi dolgozik : Nekem van fűrészem és ott csinálják a lapot. Én 6/4 4/6? os lapot használok de hétfőn ha gondolod megkérdem. Nálam az a baj hogy egyszer pl 60 as köracélt vágok másszor meg 50*50 es zártszelvényt és lusta vagyok lapot cserélni
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 október 12, 20:50
Írta: s2k5ycubj Dátum 2012 október 12, 20:50
Hát akkor két fűrészgép kell,ez lesz a megoldás![#crazya][#crazya][#nyes][#nyes][#integet2]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 október 12, 21:09
Írta: svejk Dátum 2012 október 12, 21:09
De ilyen fórumtársunk nincs hogy Szabó Gabi.
Egyzser vettem tőle valamit akkor ajánlotta magát, de öregszem...
Az mit jelent hogy 4/6?
Ezekben is van bimetal, meg ilyen nyalánkságok?
Egyzser vettem tőle valamit akkor ajánlotta magát, de öregszem...
Az mit jelent hogy 4/6?
Ezekben is van bimetal, meg ilyen nyalánkságok?
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 október 12, 21:17
Írta: s2k5ycubj Dátum 2012 október 12, 21:17
A bimetál jó választás,de van amelyik gép szereti szaggatni,például az enyém sajnos. A 4/6 a változó fogméretet jelöli. A nagyobb méretű (nem13-as szalag) a jó. A nagyokhoz 27-től már van mindenféle szalag a saválóstól az aluig minden.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 október 13, 07:59
Írta: Szalai György Dátum 2012 október 13, 07:59
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 október 13, 08:01
Írta: Szalai György Dátum 2012 október 13, 08:01
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 október 13, 08:02
Írta: Szalai György Dátum 2012 október 13, 08:02
http://www.sasovits.hu/cnc/irodalom/FEMSZALAGFURESZEK%202-107[1].pdf
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2012 október 13, 08:37
Írta: VighLajos Dátum 2012 október 13, 08:37
Szevasztok!
Tanácsot kérnék: vákuum-szárítószekrényben érdemes lehet fát szárítani?
A mérete akkora, mint egy villanytűzhely sütője, hőfokszabályzós fűtése van, de szivattyú nincs hozzá.
Itt a frissen kivágott, esztergálásra szánt kisebb farönkök szárítására gondoltam, nem kerítésoszlopnak való faanyagra.
[#smile]
Ha a gondolat elvetendő, akkor nem ruházok be szivattyúba.
Tanácsot kérnék: vákuum-szárítószekrényben érdemes lehet fát szárítani?
A mérete akkora, mint egy villanytűzhely sütője, hőfokszabályzós fűtése van, de szivattyú nincs hozzá.
Itt a frissen kivágott, esztergálásra szánt kisebb farönkök szárítására gondoltam, nem kerítésoszlopnak való faanyagra.
[#smile]
Ha a gondolat elvetendő, akkor nem ruházok be szivattyúba.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2012 október 13, 09:43
Írta: yuagaci9g Dátum 2012 október 13, 09:43
Szerintem nagyon Igen!
A vákuumos száritokemencét használhatod gipszminták vákumozasara is,
a vákuumpompát meg a munkadarabok rögzitésere,
vagy folyadékok szűrésére.
.
A vákuumos száritokemencét használhatod gipszminták vákumozasara is,
a vákuumpompát meg a munkadarabok rögzitésere,
vagy folyadékok szűrésére.
.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 október 13, 10:45
Írta: svejk Dátum 2012 október 13, 10:45
Te egy nyitott Google tartalom vagy :) [#worship]
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 október 13, 10:52
Írta: Szedlay Pál Dátum 2012 október 13, 10:52
Számold át mekkora erő fog hatni az oldalfalakra és nézd meg a szárító terhelhetőségét, nehogy meglepetés érjen.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 október 13, 10:53
Írta: Szalai György Dátum 2012 október 13, 10:53
Hopp. Találtam egy könyvet. Van benne vákuumszárítás is.
http://www.terrasoft.hu/mikolap/barkacs/rosszitas.pdf
http://www.terrasoft.hu/mikolap/barkacs/rosszitas.pdf
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2012 október 13, 11:06
Írta: VighLajos Dátum 2012 október 13, 11:06
Szerencsére ezt már a tervezője kiszámolta, gyári szárítószekrény (Labor Műszeripari Művek -LMIM háromszög-), "hordószerű" belső térrel, két polccal.
"Van benne anyag" kategória, majd' összesz@rt@m magam, mikor beraktam az autóba.
Beépített nyomásmérő, stb, szóval nem a "sufnitunning" kategória.
"Van benne anyag" kategória, majd' összesz@rt@m magam, mikor beraktam az autóba.
Beépített nyomásmérő, stb, szóval nem a "sufnitunning" kategória.
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2012 október 13, 11:11
Írta: VighLajos Dátum 2012 október 13, 11:11
wowww!
Nagyon köszönöm!
Nem megy a szárítószekrény az orsós-művekbe!
Eladó vákuumszivattyút keresek!
Nagyon köszönöm!
Nem megy a szárítószekrény az orsós-művekbe!
Eladó vákuumszivattyút keresek!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 14, 19:48
Írta: PSoft Dátum 2012 október 14, 19:48
Pár mondat erejéig visszatérve a kúpos rönkhasító(k)hoz....
A #10616-ban mutattam egy "varia" dörzshajtóművet,ott írtam is a működési elvét.
Többen mondtátok,hogy ez a hajtómű,nem lesz jó a hasítóhoz!!!
Nos,...ez a hajtómű/motor páros valóban gyengének bizonyult ere a feladatra.:((
A © KoLa-féle 80-as hasítókúp,kb.10mm-t hatol be a fába,és a dörzshajtás "gyengesége" miatt megáll,miközben a 1,5kW-os motor tudomást sem vesz a dologról,és forog tovább.
A hajtás félretéve,...majd valami más feladatra biztos jó lesz a későbbiekben.:)
Kevés az a nyomaték,amit a dörzshajtás képvisel.:(
Több vasat a tűzben tartva "jött" egy másik motor/hajtómű páros is.:))
3kW-os a motor,200-as a kimenő fordulata a fogaskerekes hajtóműnek.


32mm-es a kimenőtengely átmérő,70mm a tengelyhossz,140mm a tengelymagasságom.
Egy 40/32-es szűkítő a © KoLa-féle 80-as kúpba,és már fent is van a tengelyvégen,a két 10-es "imbuszhernyó" tökéletesen rögzíti a kúpot a tengelyen.
Megvoltak a "próbahasítások" is.
Egy ideiglenesen összeállított asztalon.
A feszítőék a kúp alatt,....
Egyenlőre nincs,a próbáknál nem tettem alá,majd a végleges verzióban,talán...
Hát,...nincs a 80-as kúp előtt akadály,ezzel a motor/hajtómű párossal.:)
Próbaképp,350-400mm átmérőjű,csomómentes kuglikat is hasítottam vele "telibe",tölgy,és cserfából.
Különösebb erőlködés nélkül ropogtatja a kuglikat,szuperül működik.
A hasítással ellentétes oldalon egy ágcsomó,azonban jól kib@szott velem,és a hajtóművel.:((
Meghasadt a kugli annál is,azonban a rönköt tovább nyomva a kúpnak,belekapott az ágcsomóba.
Nem fordította alá a fát,viszont a kemény,szívós ágcsomó félrevitte a kúpot annyira,hogy a 32-es tengely nyakban,a szimering után kihajlott mint a kifli.:((((
Gyakorlatilag semmi előjele nem volt a dolognak,ha lett volna,megállítottam volna a motort.
Csak annyi,hogy hosszabban járt "nagyobb terheléssel".
A motor/hajtómű hangjából ítélve,azonban nem volt nagyobb a terhelés,mint amikor a kúp hegye belemegy a fába,és elkezd hasítani.
Annyit görbült a 32-es tengely,hogy a kúp hegye,kb.50-60mm-es kőrt rajzolt a levegőben.:((
Persze,a 3kW-os motor nem állt meg,még bírta volna szuflával.
Szerintem,egyértelműen az ágcsomó vitte félre a kúpot,és azért hajlott ki a tengely.
Tanulságként,...legközelebb kényesen ügyelni az ilyen rönkökre,nem beleengedni a kúpot az ágcsomóba.:(((
A mai délután egy része azzal telt,hogy szétszedtem a hajtóművet,és az elgörbült tengelyt egyengettem.
A tengelyt alátámasztva,célirányos,komoly kalapácsütésekkel,sikerült megközelíteni az eredeti állapotot annyira,hogy a hajtóművet összerakva,a kúp végén a hegynél 1-2mm közötti az ütés.:)
Mint írtam,140mm a tengely/kúpmagasságom.
Szerintetek,csökkentsem a magasságot az asztallap emelésével,vagy hagyjam így?
A #10616-ban mutattam egy "varia" dörzshajtóművet,ott írtam is a működési elvét.
Többen mondtátok,hogy ez a hajtómű,nem lesz jó a hasítóhoz!!!
Nos,...ez a hajtómű/motor páros valóban gyengének bizonyult ere a feladatra.:((
A © KoLa-féle 80-as hasítókúp,kb.10mm-t hatol be a fába,és a dörzshajtás "gyengesége" miatt megáll,miközben a 1,5kW-os motor tudomást sem vesz a dologról,és forog tovább.
A hajtás félretéve,...majd valami más feladatra biztos jó lesz a későbbiekben.:)
Kevés az a nyomaték,amit a dörzshajtás képvisel.:(
Több vasat a tűzben tartva "jött" egy másik motor/hajtómű páros is.:))
3kW-os a motor,200-as a kimenő fordulata a fogaskerekes hajtóműnek.
32mm-es a kimenőtengely átmérő,70mm a tengelyhossz,140mm a tengelymagasságom.
Egy 40/32-es szűkítő a © KoLa-féle 80-as kúpba,és már fent is van a tengelyvégen,a két 10-es "imbuszhernyó" tökéletesen rögzíti a kúpot a tengelyen.
Megvoltak a "próbahasítások" is.
Egy ideiglenesen összeállított asztalon.
A feszítőék a kúp alatt,....
Egyenlőre nincs,a próbáknál nem tettem alá,majd a végleges verzióban,talán...
Hát,...nincs a 80-as kúp előtt akadály,ezzel a motor/hajtómű párossal.:)
Próbaképp,350-400mm átmérőjű,csomómentes kuglikat is hasítottam vele "telibe",tölgy,és cserfából.
Különösebb erőlködés nélkül ropogtatja a kuglikat,szuperül működik.
A hasítással ellentétes oldalon egy ágcsomó,azonban jól kib@szott velem,és a hajtóművel.:((
Meghasadt a kugli annál is,azonban a rönköt tovább nyomva a kúpnak,belekapott az ágcsomóba.
Nem fordította alá a fát,viszont a kemény,szívós ágcsomó félrevitte a kúpot annyira,hogy a 32-es tengely nyakban,a szimering után kihajlott mint a kifli.:((((
Gyakorlatilag semmi előjele nem volt a dolognak,ha lett volna,megállítottam volna a motort.
Csak annyi,hogy hosszabban járt "nagyobb terheléssel".
A motor/hajtómű hangjából ítélve,azonban nem volt nagyobb a terhelés,mint amikor a kúp hegye belemegy a fába,és elkezd hasítani.
Annyit görbült a 32-es tengely,hogy a kúp hegye,kb.50-60mm-es kőrt rajzolt a levegőben.:((
Persze,a 3kW-os motor nem állt meg,még bírta volna szuflával.
Szerintem,egyértelműen az ágcsomó vitte félre a kúpot,és azért hajlott ki a tengely.
Tanulságként,...legközelebb kényesen ügyelni az ilyen rönkökre,nem beleengedni a kúpot az ágcsomóba.:(((
A mai délután egy része azzal telt,hogy szétszedtem a hajtóművet,és az elgörbült tengelyt egyengettem.
A tengelyt alátámasztva,célirányos,komoly kalapácsütésekkel,sikerült megközelíteni az eredeti állapotot annyira,hogy a hajtóművet összerakva,a kúp végén a hegynél 1-2mm közötti az ütés.:)
Mint írtam,140mm a tengely/kúpmagasságom.
Szerintetek,csökkentsem a magasságot az asztallap emelésével,vagy hagyjam így?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 október 14, 20:05
Írta: svejk Dátum 2012 október 14, 20:05
Segíteni nem tudok, de ha utadba kerül ilyen VEM hajtómű 400-as kimenó fordulattal és 2-3 kW-os motorral azonnal sikolts, kiabálj, mindenféle eszközzel értesíts!
Akár 2-3 is érdekelne. Jelige: jó pénzt fizetek! :)
Akár 2-3 is érdekelne. Jelige: jó pénzt fizetek! :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 október 14, 20:06
Írta: svejk Dátum 2012 október 14, 20:06
Ha régebbi acélöntvény házas az még jobb.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 október 14, 20:21
Írta: KoLa Dátum 2012 október 14, 20:21
Nem lehet a hiba a hajtóműved dörzshajtásában?
10mm-re kézzel is be lehet hajtani, sőt még tovább!
A dörzshajtás, a nagyfordulatú részben van elvileg , leosztva szétszakít mindent, nemhogy egy fát...:)
10mm-re kézzel is be lehet hajtani, sőt még tovább!
A dörzshajtás, a nagyfordulatú részben van elvileg , leosztva szétszakít mindent, nemhogy egy fát...:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 14, 20:22
Írta: 000000000 Dátum 2012 október 14, 20:22
Szerintem próbálj lánccal hajtatni egy csapágyházat,ami erőseb tengelyű és csapágyazású mint a motor hajtóműve.
A motoron a lánckereket igyekezz minél közelebb helyezni a csapágyhoz.
A motoron a lánckereket igyekezz minél közelebb helyezni a csapágyhoz.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 október 14, 20:25
Írta: KoLa Dátum 2012 október 14, 20:25
Az efféle kinézetű hajtóművekben csak fogaskerék van!szerintem!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 október 14, 20:30
Írta: KoLa Dátum 2012 október 14, 20:30
Na most látom hogy a képek alatt folytatódik a beszámoló! akkor így már értem! minden ok!
Nem véletlenül van benne a 40-s furat!
Nem véletlenül van benne a 40-s furat!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 14, 20:36
Írta: 000000000 Dátum 2012 október 14, 20:36
Az egyengetés részletei azért érdekelnének.
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 14, 20:57
Írta: Sz.József Dátum 2012 október 14, 20:57
" Mint írtam,140mm a tengely/kúpmagasságom.
Szerintetek,csökkentsem a magasságot az asztallap emelésével,vagy hagyjam így? "
Az én javaslatom a tengely magasságra:
A rönk magasság 1/3-ánál ne vedd magasabbra...
Így lehet el sem görbült volna a tengelyed...
Szerintetek,csökkentsem a magasságot az asztallap emelésével,vagy hagyjam így? "
Az én javaslatom a tengely magasságra:
A rönk magasság 1/3-ánál ne vedd magasabbra...
Így lehet el sem görbült volna a tengelyed...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 14, 21:22
Írta: PSoft Dátum 2012 október 14, 21:22
Hát b@sszus,....
Ez pont olyan, "régebbi acélöntvény házas".:)[#crazya]
Most,...segíteni nem tudok, de ha utamba kerül ilyen VEM hajtómű 400-as kimenő fordulattal és 2-3 kW-os motorral azonnal sikítok, kiabálok,és mindenféle eszközzel értesítelek!:)
A "jelige",kiváltképp vonzó.:)) [#worship]
Ez pont olyan, "régebbi acélöntvény házas".:)[#crazya]
Most,...segíteni nem tudok, de ha utamba kerül ilyen VEM hajtómű 400-as kimenő fordulattal és 2-3 kW-os motorral azonnal sikítok, kiabálok,és mindenféle eszközzel értesítelek!:)
A "jelige",kiváltképp vonzó.:)) [#worship]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 14, 21:39
Írta: PSoft Dátum 2012 október 14, 21:39
Mint már előbbre is írtam,kerülni szeretném a szíjat/láncot,+tengelyt/csapágyazást.
Jó lesz ez a hajtóműves verzió,több órán keresztül ment gond nélkül,csak,....a fának is meg kell adni a "tiszteletet",ki kell ismerni a titkait,és aszerint bánni vele.:))
Ha a másik felét hasítom annak az "ágcsomós" kuglinak,nincs ez a "baleset".
Jó lesz ez a hajtóműves verzió,több órán keresztül ment gond nélkül,csak,....a fának is meg kell adni a "tiszteletet",ki kell ismerni a titkait,és aszerint bánni vele.:))
Ha a másik felét hasítom annak az "ágcsomós" kuglinak,nincs ez a "baleset".
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 14, 21:48
Írta: PSoft Dátum 2012 október 14, 21:48
Lehet,hogy nem ennyire,de szerintem a 40-es tengely is kihajlott volna abban a csomóban.:(
Vagy,...szétszakad a hajtómű.:((
Vagy,...szétszakad a hajtómű.:((
Cím: Re:Mechanikai ötletek
Írta: destroyer Dátum 2012 október 14, 22:09
Írta: destroyer Dátum 2012 október 14, 22:09
néztem egy-két videót. lehet belőle ötletet meríteni esetleg.
http://www.youtube.com/watch?v=J7znDqYFYBM
igaz, ezt pl. benzines motor hajtja.
vagy ez:
http://www.youtube.com/watch?v=z4ULCBJ05vE&feature=related
http://www.youtube.com/watch?v=J7znDqYFYBM
igaz, ezt pl. benzines motor hajtja.
vagy ez:
http://www.youtube.com/watch?v=z4ULCBJ05vE&feature=related
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 14, 22:13
Írta: PSoft Dátum 2012 október 14, 22:13
350-400mm-re vágtam a kuglikat.
Az én kazánomba,kényelmesen befér a 400 hossz.
A Te ajánlásod szerint,akkor valahol 110-130mm körül kellene lenni max. a tengelymagasságnak.
Még könnyen módosíthatom,még csak "deszkamodell".:)
Az én kazánomba,kényelmesen befér a 400 hossz.
A Te ajánlásod szerint,akkor valahol 110-130mm körül kellene lenni max. a tengelymagasságnak.
Még könnyen módosíthatom,még csak "deszkamodell".:)
Cím: Re:Mechanikai ötletek
Írta: me3ua0a6 Dátum 2012 október 14, 22:31
Írta: me3ua0a6 Dátum 2012 október 14, 22:31
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 14, 22:42
Írta: Sz.József Dátum 2012 október 14, 22:42
Igen, így valóban 110-130-ra adódik, de az 1/3-az lehet szerintem 1/4 is (mondjuk 80-100mm),
mert egy 80-as kúp tuti végig "reccsenti" a kuglit...
Szerintem a tengely görbülést a hosszú erőkar okozta... (140mm)
140mm-nél egy 300-as kuglit majdnem derékba kapja és ez szerintem nem jó...
Ami még fontos szerintem:
A rönknek ne a közepén kezdjél bele a kugliba. Ha jobb menetes a kúp (a kép szerint igen) akkor szembe állva a kúppal jobbról kezdjél be a rönknek.
Ez is csökkenti a "görbülékenységet"..., na, ezt jó megmondtam.
Persze ez csak az én véleményem/tapasztalatom...
mert egy 80-as kúp tuti végig "reccsenti" a kuglit...
Szerintem a tengely görbülést a hosszú erőkar okozta... (140mm)
140mm-nél egy 300-as kuglit majdnem derékba kapja és ez szerintem nem jó...
Ami még fontos szerintem:
A rönknek ne a közepén kezdjél bele a kugliba. Ha jobb menetes a kúp (a kép szerint igen) akkor szembe állva a kúppal jobbról kezdjél be a rönknek.
Ez is csökkenti a "görbülékenységet"..., na, ezt jó megmondtam.
Persze ez csak az én véleményem/tapasztalatom...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 október 14, 23:03
Írta: s7manbs8 Dátum 2012 október 14, 23:03
Egy jó fejsze és egy markos legény is el tudja végezni a munkát ... :)
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 14, 23:15
Írta: Sz.József Dátum 2012 október 14, 23:15
Itt talán még 1/4-ed sincsen a magasság...
ITT
ITT
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 14, 23:33
Írta: PSoft Dátum 2012 október 14, 23:33
Szeretettel várlak a következő hétvégén.
Kaja,pia,jó fejsze lesz!!!
Markos Legény,...na azt,majd meglássuk.:))
Kaja,pia,jó fejsze lesz!!!
Markos Legény,...na azt,majd meglássuk.:))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 15, 08:30
Írta: 000000000 Dátum 2012 október 15, 08:30
Nekem is sikíthatsz:))
2-4kw kimenőfordulat20- 50ig
2-4kw kimenőfordulat20- 50ig
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 október 15, 15:41
Írta: mxjj54gxi Dátum 2012 október 15, 15:41
Én azt hittem, ezeknek a kúpoknak fekve tolják neki a rönköt!
Mármint nem a toló fekszik, hanem a rönk! :)
És ha elkapja a kúp, és elfekteti? Kéz törik, vagy ujj szakad?
Mármint nem a toló fekszik, hanem a rönk! :)
És ha elkapja a kúp, és elfekteti? Kéz törik, vagy ujj szakad?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2012 október 15, 16:26
Írta: Csuhás Dátum 2012 október 15, 16:26
Kezdetben az asztal vezeti, majd ha már repedni kezd akkor az asztalon a kúp alá hegesztett ék nem engedi elfordulni.
Cím: Re:Mechanikai ötletek
Írta: 2dbfy8y Dátum 2012 október 15, 17:38
Írta: 2dbfy8y Dátum 2012 október 15, 17:38
A papi meg még találékonyabb![#nevetes1]Papi
Cím: Re:Mechanikai ötletek
Írta: n2m4zws6 Dátum 2012 október 15, 18:00
Írta: n2m4zws6 Dátum 2012 október 15, 18:00
Sajnos ez nem mindíg poén, pár éve az egyik ismerősömnél egy MTZ-re raktak egy kúpot, méterfához csakhogy az át is fordult és egy jó lovász ember életébe került. Jó ez a megoldás, csak azért a biztonságra nagy figyelmet kell fektetni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 október 15, 18:03
Írta: s7manbs8 Dátum 2012 október 15, 18:03
Nekem erre van egy találmányom, 2 nagykabát dunyha télen és meg van oldva a fűtés, esetleg még belsőleg némi szilva sűrítmény lepárolva, ha a hőfok kint lemenne -20 alá ... :)
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 15, 18:16
Írta: Sz.József Dátum 2012 október 15, 18:16
Ezeknek az ékeknek nem igazán értem a szerepét...
Az ékhez igazából soha nem is ér hozzá a rönk. Ezért én nem is tettem rá éket.
Amikor már szétreccsent "kilométerekre" van a fa a "vezető" éktől, így nem is tud "vezetni".
Soha nem akart elfordulni a rönk. Pont ezért kell (szerintem) minél közelebb tenni a kúpot az asztalhoz.
Írtam én itt 1/3-ad meg 1/4-ed méreteket, de a lényeg, hogy a lehetőségekhez képest minél közelebb...
Ha kúp palástja az asztaltól kb. 10mm-re lenne, érzésem szerint úgy is működne a dolog...
Szóval, Refi!
Nem fekszik el sem a kugli sem a kezelő... :) Annyit azért ne igyon közbe... :)
Az újak a helyen maradnak :)
Gondolj bele, mikor tudna elfordulni...
Talán akkor, ha magasan van a kúp központja és egy nagyon vékony kuglit hasítasz aminek nincsen támaszkodó felülete...
Az ékhez igazából soha nem is ér hozzá a rönk. Ezért én nem is tettem rá éket.
Amikor már szétreccsent "kilométerekre" van a fa a "vezető" éktől, így nem is tud "vezetni".
Soha nem akart elfordulni a rönk. Pont ezért kell (szerintem) minél közelebb tenni a kúpot az asztalhoz.
Írtam én itt 1/3-ad meg 1/4-ed méreteket, de a lényeg, hogy a lehetőségekhez képest minél közelebb...
Ha kúp palástja az asztaltól kb. 10mm-re lenne, érzésem szerint úgy is működne a dolog...
Szóval, Refi!
Nem fekszik el sem a kugli sem a kezelő... :) Annyit azért ne igyon közbe... :)
Az újak a helyen maradnak :)
Gondolj bele, mikor tudna elfordulni...
Talán akkor, ha magasan van a kúp központja és egy nagyon vékony kuglit hasítasz aminek nincsen támaszkodó felülete...
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 15, 18:18
Írta: Sz.József Dátum 2012 október 15, 18:18
Igen, ezek az "MTZ"-s meg "méter fás" megoldások már veszélyesek is lehetnek...
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 15, 18:21
Írta: Sz.József Dátum 2012 október 15, 18:21
Hát igen...
Itt aztán már nincsen vezetőék, meg asztal, meg kúpmagasság, csak bátorság... :)
Itt aztán már nincsen vezetőék, meg asztal, meg kúpmagasság, csak bátorság... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 15, 19:42
Írta: 000000000 Dátum 2012 október 15, 19:42
Amivel mi vagy 20 éve az após fatelepén hasítottunk a gyári kúpos hasító volt megfelelően kialakított védőkerettel szemből nem lehetett a kúphoz még véletlenül sem nekiesni oldalról kellett a rönköt a kúp elé tenni illetve lábnál is volt keret körbe.Amiket most árulnak kész életveszély,semmi burkolat csak egy hevenyészett nyúlvány az elforgás ellen aztán ha a rőnk nem hasad végig hanem egy ághely miatt kifut felette na akkor lesz cséphadaró meg menekülés.Szépek ezek a bemutatóvideók róla csak a fahasogatás nem csak csomómentes fáról szól.Hasogattunk hidraulikussal is ott is előfordult hogy a fában lévő feszültség akkor szabadult fel aztán két méterre ugrott a géptől oldalra.Aki akkor mellette áll biztos lábtörés illetve még a kúpos okozhat meglepit amikor nyers fában a csomó miatt nem akart repedni aztán a kúp surlódása miatt gőz keletkezett ,szó szerint lerobbant a kúpról szórva a szilánkokat.Ezek mind átélt dolgok.Tavaly télen én is használtam kúpos hasítót csak a kugli minősége miatt kb.egynegyede alkalmatlan volt,szalagfűrésszel kellett felaprózni.Vigyázzon mindenki aki ilyen gépekkel dolgozik,meg persze a fejsze is veszélyes.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 15, 20:03
Írta: 000000000 Dátum 2012 október 15, 20:03
Hova gondolsz?
Ha veszélyes lenne nem árulnák.
Már te is megkérdőjelezed az emberek tudását.
Burkolat? Az minek? Csak útban van.
Ha veszélyes lenne nem árulnák.
Már te is megkérdőjelezed az emberek tudását.
Burkolat? Az minek? Csak útban van.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 15, 20:21
Írta: 000000000 Dátum 2012 október 15, 20:21
Ezek kifejezetten emberbarát a testi épség hatékony megőrzésére kifejlesztett gépek eszközök amiket fokoz alkalmazójuk kellő szakmai hozzáértése gyakorlata.Kétfajta ember létezik:akit ért baleset meg akit érni fog.
Cím: Re:Mechanikai ötletek
Írta: nvnshmpmn Dátum 2012 október 15, 20:31
Írta: nvnshmpmn Dátum 2012 október 15, 20:31
" A fejsze is veszélyes"
Így igaz. Sajnos valami gubanc van a telefonommal, pedig fel akartam tenni ide egy képet a Penny-ben vásárolt fejszémről. Az első komolyabb nekirugaszkodástól vagy négyfelé törött a fejsze. Na nem a nyél, hanem maga a feje.
Öntöttvasból van, belül tele zárványokkal.
Ha sikerül, okvetlen felteszem majd a képet róla. Addigis vigyázzon nagyon mindenki a testi épségére, aki a Penny-ben vásárolt fejszével próbál hasogatni.
Így igaz. Sajnos valami gubanc van a telefonommal, pedig fel akartam tenni ide egy képet a Penny-ben vásárolt fejszémről. Az első komolyabb nekirugaszkodástól vagy négyfelé törött a fejsze. Na nem a nyél, hanem maga a feje.
Öntöttvasból van, belül tele zárványokkal.
Ha sikerül, okvetlen felteszem majd a képet róla. Addigis vigyázzon nagyon mindenki a testi épségére, aki a Penny-ben vásárolt fejszével próbál hasogatni.
Cím: Re:Mechanikai ötletek
Írta: csizi Dátum 2012 október 15, 20:47
Írta: csizi Dátum 2012 október 15, 20:47
Itt azért már észnél kell lenni......[#wow1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 15, 20:48
Írta: 000000000 Dátum 2012 október 15, 20:48
De a penyben sokkal olcsóbb, mint a szerszámboltban!
Mert a gazemberek ezen akarnak meggazdagodni!
Mert a gazemberek ezen akarnak meggazdagodni!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 15, 20:49
Írta: 000000000 Dátum 2012 október 15, 20:49
Csinálják ezt észnélkül is!
Cím: Re:Mechanikai ötletek
Írta: k439jucz4 Dátum 2012 október 15, 21:04
Írta: k439jucz4 Dátum 2012 október 15, 21:04
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 október 15, 21:08
Írta: s2k5ycubj Dátum 2012 október 15, 21:08
Azért itt csak egyszer lehet mellé nyúlni,ja nem kétszer....[#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 15, 21:44
Írta: 000000000 Dátum 2012 október 15, 21:44
Csak az a félelmetes, hogy emberek ilyenekből merítenek ötletet! És el is készíttetik valakivel, aki meg is csinálja "felelősséggel"!
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 október 16, 02:16
Írta: hostya Dátum 2012 október 16, 02:16
"Ezeknek az ékeknek nem igazán értem a szerepét... "
Én se értettem, amíg úgy nem jártam mint PSoft!
A #10668-ban leírta az iskola példát: hogy nem szabad csinálni
"A hasítással ellentétes oldalon egy ágcsomó,azonban jól kib@szott velem,és a hajtóművel.:((
Meghasadt a kugli annál is,azonban a rönköt tovább nyomva a kúpnak,belekapott az ágcsomóba.
Nem fordította alá a fát,viszont a kemény,szívós ágcsomó félrevitte a kúpot annyira,hogy a 32-es tengely nyakban,a szimering után kihajlott mint a kifli.:(((( "
Az a göcs nem félre(oldalra)vitte a kúpot, hanem a fa egyszerűen nem hasadt el a KÚP, és az ASZTAL közötti szakaszon a megváltozott szálirány miatt , így a kúp a tömör fát húzta magára, miközben a kúppalást és az asztal távolsága folyamatosan CSÖKKENT.
Ezért görbül el a tengely!
Én is ilyen malőr után csökkentettem az asztal-kúp távolságot, mivel így nagyobb az esély hogy a göcsös kugli alul is szét reped.
Nekem sincs ék a kúp alatt, de lesz!
Annak az éknek az a lényege hogy meg kell akadályoznia azt a helyzetet, hogy fa kerüljön az asztal, és a kúppalást közé!! (vagy megállítja a fát, vagy segít hasítani)
Még egy tapasztalat:
Az ággöcsös kuglit NE a göcsös végén akarjuk hasítani, ha több göcs is van, (mert van) akkor a kisebb göcs felőli végét nyomjuk a kúpnak.
Remélem sikerült megértetni amit akartam, mert elég késő(korán)van már...
Én se értettem, amíg úgy nem jártam mint PSoft!
A #10668-ban leírta az iskola példát: hogy nem szabad csinálni
"A hasítással ellentétes oldalon egy ágcsomó,azonban jól kib@szott velem,és a hajtóművel.:((
Meghasadt a kugli annál is,azonban a rönköt tovább nyomva a kúpnak,belekapott az ágcsomóba.
Nem fordította alá a fát,viszont a kemény,szívós ágcsomó félrevitte a kúpot annyira,hogy a 32-es tengely nyakban,a szimering után kihajlott mint a kifli.:(((( "
Az a göcs nem félre(oldalra)vitte a kúpot, hanem a fa egyszerűen nem hasadt el a KÚP, és az ASZTAL közötti szakaszon a megváltozott szálirány miatt , így a kúp a tömör fát húzta magára, miközben a kúppalást és az asztal távolsága folyamatosan CSÖKKENT.
Ezért görbül el a tengely!
Én is ilyen malőr után csökkentettem az asztal-kúp távolságot, mivel így nagyobb az esély hogy a göcsös kugli alul is szét reped.
Nekem sincs ék a kúp alatt, de lesz!
Annak az éknek az a lényege hogy meg kell akadályoznia azt a helyzetet, hogy fa kerüljön az asztal, és a kúppalást közé!! (vagy megállítja a fát, vagy segít hasítani)
Még egy tapasztalat:
Az ággöcsös kuglit NE a göcsös végén akarjuk hasítani, ha több göcs is van, (mert van) akkor a kisebb göcs felőli végét nyomjuk a kúpnak.
Remélem sikerült megértetni amit akartam, mert elég késő(korán)van már...
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2012 október 16, 06:18
Írta: ANTAL GÁBOR Dátum 2012 október 16, 06:18
"Én is ilyen malőr után csökkentettem az asztal-kúp távolságot", Nálad mennyi lett a csökkentés után ? P- softnál eredetileg 140 mm volt Volt fönn a neten egy szlovák vagy cseh ( netán lengyel?) videó ott is kicsi a távolság.. Az elmondottak alapján logikus
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 16, 07:52
Írta: Sz.József Dátum 2012 október 16, 07:52
"így a kúp a tömör fát húzta magára, miközben a kúppalást és az asztal távolsága folyamatosan CSÖKKENT. "
Ez azt jelenti, hogy lefelé hajlott a tengely? Az asztal felé mi kényszeríti a tengelyt? Vagy hogy is van ez, ezt nem értem?
Még egy dolog van amivel szerintem az "otthoni alkotók" átesnek a ló másik oldalára:
Ez pedig az, hogy túl van méretezve a hajtás. 2-3 Kw alatt nemigen ajánlanak motort.
Nekem az 1,1 Kw-os motor (a 60-as kúp fordulata 350/p)eddig mindenre elég volt kivéve azt az egy "gordiuszi csomót" amit benéztem.[#vigyor0]
Elgörbíteni viszont nem tudta a tengelyt, mert egyszerűen megállt.
Az "ék" lényege talán tényleg abban van, hogy ne kerüljön fadarab az asztal és a kúp közé, de hogy a kugli ne tudjon elfordulni,
meg hogy segítsen hasítani arra nemigen van esélye. (szerintem)
"Az ággöcsös kuglit NE a göcsös végén akarjuk hasítani, ha több göcs is van, (mert van) akkor a kisebb göcs felőli végét nyomjuk a kúpnak. "
Ez viszont tényleg fontos és akkor kevesebb meglepetés fog érni mindenkit...
Ez azt jelenti, hogy lefelé hajlott a tengely? Az asztal felé mi kényszeríti a tengelyt? Vagy hogy is van ez, ezt nem értem?
Még egy dolog van amivel szerintem az "otthoni alkotók" átesnek a ló másik oldalára:
Ez pedig az, hogy túl van méretezve a hajtás. 2-3 Kw alatt nemigen ajánlanak motort.
Nekem az 1,1 Kw-os motor (a 60-as kúp fordulata 350/p)eddig mindenre elég volt kivéve azt az egy "gordiuszi csomót" amit benéztem.[#vigyor0]
Elgörbíteni viszont nem tudta a tengelyt, mert egyszerűen megállt.
Az "ék" lényege talán tényleg abban van, hogy ne kerüljön fadarab az asztal és a kúp közé, de hogy a kugli ne tudjon elfordulni,
meg hogy segítsen hasítani arra nemigen van esélye. (szerintem)
"Az ággöcsös kuglit NE a göcsös végén akarjuk hasítani, ha több göcs is van, (mert van) akkor a kisebb göcs felőli végét nyomjuk a kúpnak. "
Ez viszont tényleg fontos és akkor kevesebb meglepetés fog érni mindenkit...
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 október 16, 12:38
Írta: hostya Dátum 2012 október 16, 12:38
Nálam most 50mm a kúp csúcsa, és az asztal síkja közötti távolság.
Eredetileg 100 volt, de rácsavaroztam az asztalra egy 50mm-es tölgy palló darabot.
Eredetileg 100 volt, de rácsavaroztam az asztalra egy 50mm-es tölgy palló darabot.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 16, 17:12
Írta: PSoft Dátum 2012 október 16, 17:12
Tegnap,két levelet is kaptam a kúpos rönkhasítókkal kapcsolatban.
Mindkét levél Fórumunk egy lelkes olvasójától jött,Ő nem regisztrált tag,csak olvasó.
Nagy Attila az ismeretlen segítő,aki leírta a tapasztalatait/véleményét a témával kapcsolatban,és elküldte nekem.
Előzetes engedélyével közzé teszem az írását,hátha tartalmaz olyan információkat a témával kapcsolatban,ami másoknak is hasznos lehet.
Tisztelt PSoft !
Elnézést, hogy így ismeretlenül önre török a levelemmel, de csak a segítőkész jó szándék vezérel.
A HobbyCNC Fórum rendszeres (mindennapi) olvasója vagyok, regisztrált tagja nem.
Olvastam a Mechanikai ötletek /10668 és 10678-10679-es hozzászólását.
10668 -ban feltett kérdésére a válasz: a 140 mm csúcsmagasság!asztal, az magas. Nem csak azért, mert az erdészeti rönkök 1m-esek, és azt háromba vágva, 330mm-ert kapunk aminek az egyharmadánál kellene behasítani a kúpnak , azaz 110mm-nél.
Ez ez elv.
A gyakorlatban, most készülök levinni 90 mm-re a csúcsmagasságot.
Indoklás : Nekem is megtépte a gépemet egy keményebb fa, kétszer is.
A hiba ott van, hogy a kúp csúcsa magasan van. Ha megszorul a kúp a fában, az egész tuskót, maga alá akarja gyűrni a kúp.
(ezért is hajolt el a tengely) Ha maga alá gyűri, a tengelyt hajlítja felfelé. Ha ez sikerült neki, már üt is a tengely.
Képzeljen el egy egyenlő szárú háromszöget. A háromszög csúcsa a kúp csúcsánál van , ahol belemegy
a tuskóba. A háromszög másik két csúcsa, az a tuskó két széle ahol felfekszik a tárgyasztalra.
Ezt az egyenlő szárú háromszöget osszuk ketté, függőlegesen. Kapunk 2db derékszögű háromszöget.
Innentől a forgásirány szerint beszélünk baloldali vagy jobboldali derékszögű háromszögről.
A forgásirány , ugye a menet függvény. Jobbos vagy balos van a kúpon.
Tehát: arra kell törekedni, hogy a derékszögű háromszög függőleges befogója jóval rövidebb legyen a vízszintes befogónál.(terpesztés)
Ekkor még nehezebb dolga van a gépnek (kúpnak) átfordítani-maga alá gyűrni a tuskót, ezáltal nem tudja meghajlítani a tengelyt.
Még egy dolog segít a kérdésen, ha a kúp alatt a tárgyasztalra van hegesztve , tengelyirányban egy vastag laposvas.
Amikor a tuskó már meghasadt, a kúp "húzza fel magára" a tuskót a laposvas is akadályozza az aláfordulást.
Nekem 2 éve van egy szalagfűrésszel egybe épített rönkhasítóm. 2.8 Kw motorral, 80-as cserélhető hegyű kúppal
csapágyházzal, láncos hajtással (az ékszíjcsúszás ellen) 538 rpm/min terheletlenül.
A diszperzites vödör átmérőjű friss akácrönkök egy reccsenéssel hasadtak, gond nélkül.
Már vagy 150q fát felhasogatott, gond nélkül. Most egy hete tréfált meg először a két év alatt.
De meg van az ellenszer.
Remélem érthető volt a leírásom. Ha valami kérdése van szívesen válaszolok.
Önök is a HCNC-n önzetlenül tesznek közzé információkat, amikből már én is sokat tanultam, vagy a helyes irányba mozdított el.
Még egyszer elnézést, hogy ismeretlenül "bekopogtattam".
Jó munkát,és sok sikert a géphez
-----------------------------------------------
Valami még lemaradt, most pótolom.
A baj inkább a kis átmérőjű tuskókkal van! Mert, ha a kúp csúcsmagasság pl.: 110 mm
és a tuskó átmérő pl.: 150 mm, akkor a derékszögű háromszögünk függőleges befogójának hossza
110 mm, de a vízszintes befogó , csak 75 mm!! Ekkor nincs meg a megfelelő "terpesztés vagy erőkar."
Ekkor, mivel a vízszintes befogó rövidebb!! , mint a függőleges, tehát ekkor képes a tuskót kissé összepréselve, maga alá gyűrni a kúp,..... és jönnek a bajok.
Egyre nagyobb átmérőjű tuskónál, a vízszintes befogó hossza is egyre jobban nő, ezáltal a terpesztés is,
ami jó nekünk, mert csökken az aláfordulás esélye. Ezért jó, ha a kúp csúcsmagassága lejjebb kerül,
mert a kisebb átmérőjű tuskókat, is hatékonyan hasítjuk.
A tuskó magassága (normál keretek között!!!) nem is mérvadó., mert azt alul hasítjuk, és mikor a hasítás megkezdődik, a kúp húzza magára a tuskót, és folyamatosan repeszti felfelé a tuskót.
A másik:
Nekem is CNC-vel készített kúpom van. De a nagy menetemelkedés miatt nem lehet, a kúpot nagyon hegyesre készíteni. Ez azért probléma, mert az erő amivel a tuskót neki toljuk a kúpnak , az relative nagy.
Ezen úgy tudtam segíteni, hogy a kúp hegyén lévő menet bekezdést, megköszörültem. Kézből.
Igazából a menet elejét borotva élesre köszörültem. A köszörülés alkalmával a menet bekezdés átmérőjéből is ment le egy pár tized, ami nem baj, mert hegyesedik.(átmérőcsökkenés)
Ezt egy nagy fordulatú, flexibilis tengelyű patronos befogású készülékkel oldottam meg.
( Ez olyan mint a Dremel, csak saját készítésű)
A patronban, egy 3-as szárra egy 25x3-as pici köszörű korong volt befogva. Finom kő!! A szár és korong az Dremel tartozék.
A menet ívét követve, a korong az árokban, és nagyon finoman nekidöntve a korongot a menet oldalának-élének, köszörültem. Kívül is- belül is. Így meg lehet "élezni" a menetet. Én csak kb. az első 1-1,5 menetszakaszt éleztem meg.
A különbség azonnal érezhető volt!!
Sokkal kisebb toló erőre volt szükség, ahhoz, hogy a kúp "beleharapjon" a fába.
A harmadik:
Ezt még nem csináltam meg, és nem is láttam még sehol! Ötlet szintjén van, de kitaláltam.
Ugye ez a kúpos rönkhasító, elég veszélyes üzem. Amikor toljuk neki a tuskót a kúpnak, és a kúp már átjött a tuskón, akkor a kezünk ott lehet. Figyelmetlenség, kapkodás stb.
Ha a kúp belefúródik a kezünkbe/tenyerünkbe, még lerántani sem tudjuk, mert a kúposság, és a nagy menetemelkedés miatt, a kúp inkább magába/ra húzza a kezünket.
A kúpos rönkhasítók ellenlábasai is mindig ezt az érvet hozzák fel. Jogosan!!!
Megoldás:
Képzelj el egy sarlót. De ennek két nyele van. Mind a két végén.
Tehát amit elképzeltünk az egy egyenes, majd egy ív, és még egy egyenes.
Az anyaga lehet, 20x20-as zártszelvény. Az ív, dongásító/ívhajlító géppel készül, kb. a legnagyobb hasítani kívánt tuskó rádiusszal. És ugye van neki két egyenes vége. A rádiusznak.
Most készítünk egy 30-40mm átmérőjű tömör anyagból egy távtartót, aminek a magassága:
kúp csúcsmagasság mínusz 10 mm. A távtartóba alul -felül M10-es menet. Ezt a távtartót alulról
fogatjuk fel, a tárgyasztal tetejére. A "kétnyelű sarló" egyik egyenes részének a végében, készítünk egy 10.5mm-es furatot.A zártszelvénybe készítünk/behelyezünk egy gyűrűt is, hogy a csavar ne tudja összeroppantani.
Majd rácsavarozzuk a távtartónk tetejére, egy lapos alátéttel. (Esetleg lehet cifrázni, mondjuk, csapágyazott forgási ponttal, vagy eleve peremes - távtartós - részmenetes csavarral) Az ív belső fele a kúpra néz!! Így készen is van egy kar, amivel biztonsággal neki tolhatjuk a tuskót a kúpnak úgy, hogy nem kell attól tartanunk, hogy a kezünk bánja.
Persze a távtartó által képzett forgáspontunknak a helyét, úgy kell meghatározni, hogy ha a "sarlót" toljuk (a nem lerögzített egyenes résszel (fogantyúval)) a kúp felé, akkor "sarló" ívének a belső középpontja , az pont a kúp csúcsára essen. (Ezt lehet, hogy többször kell elolvasni :-)
Így ha a "sarlónk" belső íve hozzá is ér a kúp hegyéhez, azt nem tudja magára rántani.
A belső ív középpontjára ráhegeszthetünk egy 30mm átmérőjű, 2mm vastag korongot is, amivel , elérjük azt, hogy a kúp nem tud mással ütközni, csak ezzel a koronggal.
A kúpot nem kell félteni, hiszen keményebb anyagból van ( CrV) , mint a zártszelvény, vagy a sima vas korong. Ha mégis nagyon féltjük a kúp hegyét akkor a korong lehet pl. sárgaréz, a mit forraszthatunk a zártszelvényre, vagy a korong két szélén egy-egy M3-as sülyfej. csavarral rögzíthetünk a zártszelvényhez. Természetesen mindegyik fajta korongnak, előzőleg megcsináljuk a zártszelvény ívét, a tökéletes felfekvéshez.
.Ez hosszúra sikerült, de rövidebben nem tudtam leírni , ilyen részletességgel.
Mindkét levél Fórumunk egy lelkes olvasójától jött,Ő nem regisztrált tag,csak olvasó.
Nagy Attila az ismeretlen segítő,aki leírta a tapasztalatait/véleményét a témával kapcsolatban,és elküldte nekem.
Előzetes engedélyével közzé teszem az írását,hátha tartalmaz olyan információkat a témával kapcsolatban,ami másoknak is hasznos lehet.
Tisztelt PSoft !
Elnézést, hogy így ismeretlenül önre török a levelemmel, de csak a segítőkész jó szándék vezérel.
A HobbyCNC Fórum rendszeres (mindennapi) olvasója vagyok, regisztrált tagja nem.
Olvastam a Mechanikai ötletek /10668 és 10678-10679-es hozzászólását.
10668 -ban feltett kérdésére a válasz: a 140 mm csúcsmagasság!asztal, az magas. Nem csak azért, mert az erdészeti rönkök 1m-esek, és azt háromba vágva, 330mm-ert kapunk aminek az egyharmadánál kellene behasítani a kúpnak , azaz 110mm-nél.
Ez ez elv.
A gyakorlatban, most készülök levinni 90 mm-re a csúcsmagasságot.
Indoklás : Nekem is megtépte a gépemet egy keményebb fa, kétszer is.
A hiba ott van, hogy a kúp csúcsa magasan van. Ha megszorul a kúp a fában, az egész tuskót, maga alá akarja gyűrni a kúp.
(ezért is hajolt el a tengely) Ha maga alá gyűri, a tengelyt hajlítja felfelé. Ha ez sikerült neki, már üt is a tengely.
Képzeljen el egy egyenlő szárú háromszöget. A háromszög csúcsa a kúp csúcsánál van , ahol belemegy
a tuskóba. A háromszög másik két csúcsa, az a tuskó két széle ahol felfekszik a tárgyasztalra.
Ezt az egyenlő szárú háromszöget osszuk ketté, függőlegesen. Kapunk 2db derékszögű háromszöget.
Innentől a forgásirány szerint beszélünk baloldali vagy jobboldali derékszögű háromszögről.
A forgásirány , ugye a menet függvény. Jobbos vagy balos van a kúpon.
Tehát: arra kell törekedni, hogy a derékszögű háromszög függőleges befogója jóval rövidebb legyen a vízszintes befogónál.(terpesztés)
Ekkor még nehezebb dolga van a gépnek (kúpnak) átfordítani-maga alá gyűrni a tuskót, ezáltal nem tudja meghajlítani a tengelyt.
Még egy dolog segít a kérdésen, ha a kúp alatt a tárgyasztalra van hegesztve , tengelyirányban egy vastag laposvas.
Amikor a tuskó már meghasadt, a kúp "húzza fel magára" a tuskót a laposvas is akadályozza az aláfordulást.
Nekem 2 éve van egy szalagfűrésszel egybe épített rönkhasítóm. 2.8 Kw motorral, 80-as cserélhető hegyű kúppal
csapágyházzal, láncos hajtással (az ékszíjcsúszás ellen) 538 rpm/min terheletlenül.
A diszperzites vödör átmérőjű friss akácrönkök egy reccsenéssel hasadtak, gond nélkül.
Már vagy 150q fát felhasogatott, gond nélkül. Most egy hete tréfált meg először a két év alatt.
De meg van az ellenszer.
Remélem érthető volt a leírásom. Ha valami kérdése van szívesen válaszolok.
Önök is a HCNC-n önzetlenül tesznek közzé információkat, amikből már én is sokat tanultam, vagy a helyes irányba mozdított el.
Még egyszer elnézést, hogy ismeretlenül "bekopogtattam".
Jó munkát,és sok sikert a géphez
-----------------------------------------------
Valami még lemaradt, most pótolom.
A baj inkább a kis átmérőjű tuskókkal van! Mert, ha a kúp csúcsmagasság pl.: 110 mm
és a tuskó átmérő pl.: 150 mm, akkor a derékszögű háromszögünk függőleges befogójának hossza
110 mm, de a vízszintes befogó , csak 75 mm!! Ekkor nincs meg a megfelelő "terpesztés vagy erőkar."
Ekkor, mivel a vízszintes befogó rövidebb!! , mint a függőleges, tehát ekkor képes a tuskót kissé összepréselve, maga alá gyűrni a kúp,..... és jönnek a bajok.
Egyre nagyobb átmérőjű tuskónál, a vízszintes befogó hossza is egyre jobban nő, ezáltal a terpesztés is,
ami jó nekünk, mert csökken az aláfordulás esélye. Ezért jó, ha a kúp csúcsmagassága lejjebb kerül,
mert a kisebb átmérőjű tuskókat, is hatékonyan hasítjuk.
A tuskó magassága (normál keretek között!!!) nem is mérvadó., mert azt alul hasítjuk, és mikor a hasítás megkezdődik, a kúp húzza magára a tuskót, és folyamatosan repeszti felfelé a tuskót.
A másik:
Nekem is CNC-vel készített kúpom van. De a nagy menetemelkedés miatt nem lehet, a kúpot nagyon hegyesre készíteni. Ez azért probléma, mert az erő amivel a tuskót neki toljuk a kúpnak , az relative nagy.
Ezen úgy tudtam segíteni, hogy a kúp hegyén lévő menet bekezdést, megköszörültem. Kézből.
Igazából a menet elejét borotva élesre köszörültem. A köszörülés alkalmával a menet bekezdés átmérőjéből is ment le egy pár tized, ami nem baj, mert hegyesedik.(átmérőcsökkenés)
Ezt egy nagy fordulatú, flexibilis tengelyű patronos befogású készülékkel oldottam meg.
( Ez olyan mint a Dremel, csak saját készítésű)
A patronban, egy 3-as szárra egy 25x3-as pici köszörű korong volt befogva. Finom kő!! A szár és korong az Dremel tartozék.
A menet ívét követve, a korong az árokban, és nagyon finoman nekidöntve a korongot a menet oldalának-élének, köszörültem. Kívül is- belül is. Így meg lehet "élezni" a menetet. Én csak kb. az első 1-1,5 menetszakaszt éleztem meg.
A különbség azonnal érezhető volt!!
Sokkal kisebb toló erőre volt szükség, ahhoz, hogy a kúp "beleharapjon" a fába.
A harmadik:
Ezt még nem csináltam meg, és nem is láttam még sehol! Ötlet szintjén van, de kitaláltam.
Ugye ez a kúpos rönkhasító, elég veszélyes üzem. Amikor toljuk neki a tuskót a kúpnak, és a kúp már átjött a tuskón, akkor a kezünk ott lehet. Figyelmetlenség, kapkodás stb.
Ha a kúp belefúródik a kezünkbe/tenyerünkbe, még lerántani sem tudjuk, mert a kúposság, és a nagy menetemelkedés miatt, a kúp inkább magába/ra húzza a kezünket.
A kúpos rönkhasítók ellenlábasai is mindig ezt az érvet hozzák fel. Jogosan!!!
Megoldás:
Képzelj el egy sarlót. De ennek két nyele van. Mind a két végén.
Tehát amit elképzeltünk az egy egyenes, majd egy ív, és még egy egyenes.
Az anyaga lehet, 20x20-as zártszelvény. Az ív, dongásító/ívhajlító géppel készül, kb. a legnagyobb hasítani kívánt tuskó rádiusszal. És ugye van neki két egyenes vége. A rádiusznak.
Most készítünk egy 30-40mm átmérőjű tömör anyagból egy távtartót, aminek a magassága:
kúp csúcsmagasság mínusz 10 mm. A távtartóba alul -felül M10-es menet. Ezt a távtartót alulról
fogatjuk fel, a tárgyasztal tetejére. A "kétnyelű sarló" egyik egyenes részének a végében, készítünk egy 10.5mm-es furatot.A zártszelvénybe készítünk/behelyezünk egy gyűrűt is, hogy a csavar ne tudja összeroppantani.
Majd rácsavarozzuk a távtartónk tetejére, egy lapos alátéttel. (Esetleg lehet cifrázni, mondjuk, csapágyazott forgási ponttal, vagy eleve peremes - távtartós - részmenetes csavarral) Az ív belső fele a kúpra néz!! Így készen is van egy kar, amivel biztonsággal neki tolhatjuk a tuskót a kúpnak úgy, hogy nem kell attól tartanunk, hogy a kezünk bánja.
Persze a távtartó által képzett forgáspontunknak a helyét, úgy kell meghatározni, hogy ha a "sarlót" toljuk (a nem lerögzített egyenes résszel (fogantyúval)) a kúp felé, akkor "sarló" ívének a belső középpontja , az pont a kúp csúcsára essen. (Ezt lehet, hogy többször kell elolvasni :-)
Így ha a "sarlónk" belső íve hozzá is ér a kúp hegyéhez, azt nem tudja magára rántani.
A belső ív középpontjára ráhegeszthetünk egy 30mm átmérőjű, 2mm vastag korongot is, amivel , elérjük azt, hogy a kúp nem tud mással ütközni, csak ezzel a koronggal.
A kúpot nem kell félteni, hiszen keményebb anyagból van ( CrV) , mint a zártszelvény, vagy a sima vas korong. Ha mégis nagyon féltjük a kúp hegyét akkor a korong lehet pl. sárgaréz, a mit forraszthatunk a zártszelvényre, vagy a korong két szélén egy-egy M3-as sülyfej. csavarral rögzíthetünk a zártszelvényhez. Természetesen mindegyik fajta korongnak, előzőleg megcsináljuk a zártszelvény ívét, a tökéletes felfekvéshez.
.Ez hosszúra sikerült, de rövidebben nem tudtam leírni , ilyen részletességgel.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 19:24
Írta: PSoft Dátum 2012 október 27, 19:24
Még,egy "szösszenet" erejéig visszatérve a kúpos hasító(k)ra.
Az elmúlt napokban "kifényesítettem" a © KoLa-féle hasítókúp cserélhető/hőkezelt hegyét.
Túl vagyok a 8m3 cser/tölgyfa hasogatásán!
Baromi nagy könnyebbség a fejszéhez képest ez a hasítókúp!
Pusztán két napom ment rá a hasogatásra,a hagyományos,fejszés technikával ez sokkal több lett volna.:))
Mint már előbbre írtam egy fogaskerekes hajtómű lett az "erőgép",3kW-os villanymotorral szerelve,a kimenő fordulata 200 a hajtóműnek.
Az asztallap/kúp magasság,....
Mint ahogy írtam 140mm volt a próbáknál.
Biztos,hogy ez is közrejátszott a kihajtó tengely elgörbülésénél.:(
A végleges verziónál csökkentettem a kúpmagasságot 70mm-re.
Ha lehet,NE "fikázzátok" a hevenyészve összeállított "gépvázat/asztalt".
Sürgetett az idő,majd kerül rá festék is,...
Szóval,a 70mm-es csúcsmagassággal,úgy néz ki bevált a technika.
Semmi gond nem volt,végigdolgozta a masina a két napot,hiba nélkül,és elfogyott a 8m3 hasogatni való.
Egy alkalommal ment "ágcsomó"-ba,....megállt a 3kW-os motor,mint a szög,megfogta a névlegesre állított hőkioldó,de a tengely nem görbült.
Ellenkező forgással sikerült a kúpot visszahúzni a rönkből,és a kúp hegye,NEM maradt a fában,mint ahogy mondták páran.
Lehet,hogy csak szerencsém volt!?
Ék nem került a kúp alá,nem látom az ék jelentőségét!
Megfelelő technikával a hasogatás teljesen biztonságos,egyszer sem akarta a kúp maga alá fordítani a fát.










Az elmúlt napokban "kifényesítettem" a © KoLa-féle hasítókúp cserélhető/hőkezelt hegyét.
Túl vagyok a 8m3 cser/tölgyfa hasogatásán!
Baromi nagy könnyebbség a fejszéhez képest ez a hasítókúp!
Pusztán két napom ment rá a hasogatásra,a hagyományos,fejszés technikával ez sokkal több lett volna.:))
Mint már előbbre írtam egy fogaskerekes hajtómű lett az "erőgép",3kW-os villanymotorral szerelve,a kimenő fordulata 200 a hajtóműnek.
Az asztallap/kúp magasság,....
Mint ahogy írtam 140mm volt a próbáknál.
Biztos,hogy ez is közrejátszott a kihajtó tengely elgörbülésénél.:(
A végleges verziónál csökkentettem a kúpmagasságot 70mm-re.
Ha lehet,NE "fikázzátok" a hevenyészve összeállított "gépvázat/asztalt".
Sürgetett az idő,majd kerül rá festék is,...
Szóval,a 70mm-es csúcsmagassággal,úgy néz ki bevált a technika.
Semmi gond nem volt,végigdolgozta a masina a két napot,hiba nélkül,és elfogyott a 8m3 hasogatni való.
Egy alkalommal ment "ágcsomó"-ba,....megállt a 3kW-os motor,mint a szög,megfogta a névlegesre állított hőkioldó,de a tengely nem görbült.
Ellenkező forgással sikerült a kúpot visszahúzni a rönkből,és a kúp hegye,NEM maradt a fában,mint ahogy mondták páran.
Lehet,hogy csak szerencsém volt!?
Ék nem került a kúp alá,nem látom az ék jelentőségét!
Megfelelő technikával a hasogatás teljesen biztonságos,egyszer sem akarta a kúp maga alá fordítani a fát.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 október 27, 19:39
Írta: s2k5ycubj Dátum 2012 október 27, 19:39
Nem tudom mi bajod ezzel a "készülékkel",teljesen jól megcsináltad szerintem.[#eljen][#eljen][#eljen]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 október 27, 20:04
Írta: svejk Dátum 2012 október 27, 20:04
És a jobb térdeddel hányszor nyomtad meg akaratlanul a vészstoppot? :))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 20:33
Írta: PSoft Dátum 2012 október 27, 20:33
Egyszer se!:)
Nem kell ám előtte ficánkolni,"elveszi" a kúp a fát,azán semmi dolgod,mehetsz akár,...kávézni is.:))
No,de viccet félretéve,...
Párszor az elején előfordult,de aztán nem.
Nem véletlen tettem "térdmagasságba" azt a vészstoppot.:)
Nem kell ám előtte ficánkolni,"elveszi" a kúp a fát,azán semmi dolgod,mehetsz akár,...kávézni is.:))
No,de viccet félretéve,...
Párszor az elején előfordult,de aztán nem.
Nem véletlen tettem "térdmagasságba" azt a vészstoppot.:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 20:51
Írta: PSoft Dátum 2012 október 27, 20:51
Semmi,...tulajdonképpen "kitűnőre" vizsgázott.:)
Talán,...az asztal lapja lett kicsit hosszú.
Ez,főleg a "cingárabb" rönköknél mutatkozott,de szerencsére azokból volt kevesebb.:))
Talán,...az asztal lapja lett kicsit hosszú.
Ez,főleg a "cingárabb" rönköknél mutatkozott,de szerencsére azokból volt kevesebb.:))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 27, 21:23
Írta: 000000000 Dátum 2012 október 27, 21:23
Egy dolgot nem értek:
2 nap x 3kW óránként...ami ugye több is ha feszül a moci...mit kerestél te ezen...?? 1000ft -ot?? 8 m3 2 nap alatt...nevetségesnek tartom.
2 nap x 3kW óránként...ami ugye több is ha feszül a moci...mit kerestél te ezen...?? 1000ft -ot?? 8 m3 2 nap alatt...nevetségesnek tartom.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2012 október 27, 21:25
Írta: Rabb Ferenc Dátum 2012 október 27, 21:25
Mit nem értesz? Ez hobbi! [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 október 27, 21:28
Írta: KoLa Dátum 2012 október 27, 21:28
Na! jól felnagyítottad! - a hegyet!
Meg vagyok nyugodva! ezek szerint működőképes!
Ilyen beszámolót még nem láttam róla! jó az infó a magasságról, hasznos lehet másoknak is![#eljen]
Meg vagyok nyugodva! ezek szerint működőképes!
Ilyen beszámolót még nem láttam róla! jó az infó a magasságról, hasznos lehet másoknak is![#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 21:31
Írta: PSoft Dátum 2012 október 27, 21:31
Kicsit bővebben is kifejthetnéd,hogy mi a nevetséged tárgya.
Még,...mielőtt én tartalak nevetségesnek Téged.
Még,...mielőtt én tartalak nevetségesnek Téged.
Cím: Re:Mechanikai ötletek
Írta: aajydmb6r Dátum 2012 október 27, 21:33
Írta: aajydmb6r Dátum 2012 október 27, 21:33
Nem elhanyagolható tény, hogy megspórolta a csontkovács árát. 5-10000 Ft/alkalom egy ilyen hasogatás után legalább 2 alkalomra be kell fizetni. Tehát akkor nem is 1000 Ft-t spórolt, hanem 10-20 ezret. :)
Cím: Re:Mechanikai ötletek
Írta: aajydmb6r Dátum 2012 október 27, 21:34
Írta: aajydmb6r Dátum 2012 október 27, 21:34
Ja és nem gúnyolódásból írtam, hanem tapasztalatból. :(
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 október 27, 21:35
Írta: s7manbs8 Dátum 2012 október 27, 21:35
Ha még jobban akarunk spórolni az egész fahalmot gépestől együtt be a nagyszobába és a motor hője is bent marad ... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 27, 21:41
Írta: 000000000 Dátum 2012 október 27, 21:41
Aki fiatal az nem érti hogy nem lehet egy adott kor után mindent erőből megoldani,az én vállaim sem szeretik már a fejszés hasogatást.Kénytelen vagyok olyan fát venni amivel kevesebb ilyen munka adódik vagy gépi segítséggel csinálom.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 21:42
Írta: PSoft Dátum 2012 október 27, 21:42
Én,nem ismerem © vasas kollega favágói mivoltát/és legfőképp nem a képességeit.:(
Csak annyit tudok(tudunk)róla,ami az adatlapjából kiolvasható,nevezetesen,hogy:
"főállásu asztalos cnc-megmunkáló,testőr,végrehajtó,"
Jah,és még egy "egyéb infó",hogy: "Szabolcsi kan!!"
Csak annyit tudok(tudunk)róla,ami az adatlapjából kiolvasható,nevezetesen,hogy:
"főállásu asztalos cnc-megmunkáló,testőr,végrehajtó,"
Jah,és még egy "egyéb infó",hogy: "Szabolcsi kan!!"
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 október 27, 21:59
Írta: hostya Dátum 2012 október 27, 21:59
"Egy dolgot nem értek: "
Én meg azt nem értem hogy mit nem értesz...
"2 nap x 3kW óránként..."
Szerinted 2nap(48 óra) alatt végig felvette/leadta a az a moci a 3kW-ot??
Gondolkozz el azon hogy ki, vagy mi a nevetséges...
Én meg azt nem értem hogy mit nem értesz...
"2 nap x 3kW óránként..."
Szerinted 2nap(48 óra) alatt végig felvette/leadta a az a moci a 3kW-ot??
Gondolkozz el azon hogy ki, vagy mi a nevetséges...
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 október 27, 22:04
Írta: hostya Dátum 2012 október 27, 22:04
Ez éppen elég ahhoz, hogy a 'helyén' kezeljük a "kollégát"... [#eljen]
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2012 október 27, 22:10
Írta: RogerCo Dátum 2012 október 27, 22:10
Ha 70Ft egy KW/h (szerencsére nincs ennyi. 50-60Ft) akkor is ha napi 12 órát ment egyfolytában csúcson [#confused] az 2*12*3*70 az 5.040Ft. az naponta 2.520Ft Nehogy-már ne érje meg[#wow1]Ilyet csak az mond aki nem hasogatott életében elég fát !
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 22:13
Írta: PSoft Dátum 2012 október 27, 22:13
"Meg vagyok nyugodva! ezek szerint működőképes!"
Csak nem azt akarod mondani,hogy......
No,azért ne bízd el magad,hogy így megdícsértem a kúpodat.:)
Van azon a kúpon még csiszolni való.:)))
Csak nem azt akarod mondani,hogy......
No,azért ne bízd el magad,hogy így megdícsértem a kúpodat.:)
Van azon a kúpon még csiszolni való.:)))
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 27, 22:32
Írta: Sz.József Dátum 2012 október 27, 22:32
Nagyon f@sz@ lett, gratula. [#eljen]
Brutálisak azok a kuglik a háttérben, de egy ilyen szerkezetnek ez nem akadály...
Brutálisak azok a kuglik a háttérben, de egy ilyen szerkezetnek ez nem akadály...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 22:48
Írta: PSoft Dátum 2012 október 27, 22:48
Áááá,az már csak az "apraja",amit a képeken látsz.:)
Voltak közte 60cm átmérőjű kuglik is,bőven.
Egyedül nem is bírtam velük,ketten tettük föl az asztalra.:(:)
Voltak közte 60cm átmérőjű kuglik is,bőven.
Egyedül nem is bírtam velük,ketten tettük föl az asztalra.:(:)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 október 27, 22:55
Írta: 4um5b65d Dátum 2012 október 27, 22:55
Te Béla Bá !
Nem lett volna egyszerűbb 2 nap alatt egy akkor kazánt hegeszteni amibe egyben befér a kugli ?
:))
Az Oroszok a Tajgán 6 méteres hosszban tolják rá a kályhára. :)
Nem lett volna egyszerűbb 2 nap alatt egy akkor kazánt hegeszteni amibe egyben befér a kugli ?
:))
Az Oroszok a Tajgán 6 méteres hosszban tolják rá a kályhára. :)
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 október 27, 23:02
Írta: s2k5ycubj Dátum 2012 október 27, 23:02
Mér te se a 6 méteres rúdanyagot esztergálod egybe nem?[#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 23:10
Írta: PSoft Dátum 2012 október 27, 23:10
Őőő,megfordult a fejembe de,....épp hétvége volt,meg ünnep is(csapás csapás hátán).:((
Körülnéztem a sufniba,de akkora kazánlemez nem akadt a kezembe,mint amekkora kellett volna a köbméteres kazánhoz.:(
A dolog,meg ugye nem várhatott szerdáig,amig a MÉH-es kinyit!
Így aztán fájó szívvel mondtam le a kazánhegesztésről,és bekapcsoltam ezt a rönkhasító masinát.:)
Hah,hah,hah,...
Én meg,6 méteres hosszban tojok az Oroszokra a Tajgán.[#nyes][#nyes][#nevetes1][#nevetes1][#nevetes1]
Körülnéztem a sufniba,de akkora kazánlemez nem akadt a kezembe,mint amekkora kellett volna a köbméteres kazánhoz.:(
A dolog,meg ugye nem várhatott szerdáig,amig a MÉH-es kinyit!
Így aztán fájó szívvel mondtam le a kazánhegesztésről,és bekapcsoltam ezt a rönkhasító masinát.:)
Hah,hah,hah,...
Én meg,6 méteres hosszban tojok az Oroszokra a Tajgán.[#nyes][#nyes][#nevetes1][#nevetes1][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 69sevc9a5 Dátum 2012 október 27, 23:22
Írta: 69sevc9a5 Dátum 2012 október 27, 23:22
Sziasztok!Hol lehet beszerezni ilyen hasítókúpot,és mennyibe kerül??
Nekem is el akar menni az eszem :)
Nekem is el akar menni az eszem :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 23:25
Írta: PSoft Dátum 2012 október 27, 23:25
VBody megtette!
Ő,bizony kilikasztotta a műhely oldalát,hogy a kétméteres golyósorsót be tudja tolni a főorsójába.:)
Nem hogy elflexelte volna "kazánméretre".:)))
Ő,bizony kilikasztotta a műhely oldalát,hogy a kétméteres golyósorsót be tudja tolni a főorsójába.:)
Nem hogy elflexelte volna "kazánméretre".:)))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 23:28
Írta: PSoft Dátum 2012 október 27, 23:28
Haha!
Vettél volna sok tombolát Fehérváron!
Most,lehetne/lenne egy ilyen f@sza
© KoLa-féle hasítókúpod.:)))
Vettél volna sok tombolát Fehérváron!
Most,lehetne/lenne egy ilyen f@sza
© KoLa-féle hasítókúpod.:)))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 október 27, 23:37
Írta: 4um5b65d Dátum 2012 október 27, 23:37
Én már alapból úgy építettem a műhelyt, hogy a 60-as lyuk ott figyel a falban. Kibélelve csővel, és még egy fadugó is van hozzá. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 27, 23:48
Írta: PSoft Dátum 2012 október 27, 23:48
Az semmi!
Nálam a főorsó tengelyében ott a satupad,no meg a satu.
Csak "lazán" befogok egy közel méretes csapágyat a satuba,némi kis távtartó gyűrű,és má meg is van az inas,a kihelyezett állóbáb.:))
Nálam a főorsó tengelyében ott a satupad,no meg a satu.
Csak "lazán" befogok egy közel méretes csapágyat a satuba,némi kis távtartó gyűrű,és má meg is van az inas,a kihelyezett állóbáb.:))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 október 27, 23:58
Írta: 4um5b65d Dátum 2012 október 27, 23:58
Na , ezt gyorsan lekoppintom, mielőtt még kopirejszolod. :)
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2012 október 28, 00:17
Írta: s2k5ycubj Dátum 2012 október 28, 00:17
Már értem,kibontod a falat a 60-as csővel együtt és oda rakod a satupadot. Király ötlet,csak kár,hogy a tél most jön,mert hideg lesz ehhez a "mókához".[#eplus2][#eplus2][#eplus2][#nyes][#nyes][#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 28, 05:10
Írta: 000000000 Dátum 2012 október 28, 05:10
Megmondom:
Mert te vagy Psoft..így téged nem lehet kritizálni..Akkor mért fórumozol?
A te adat lapod menyire bővebb mint az enyém??
2 mert a master 14m3 és minimum 8m3 rönk volt benne,ha nem több,,és reggel 8 tól az öregem(65éves) 5 re össze hasította egy géppel ami csak 2,2kw...ennyi...ez a netevetséges ,hogy ha te mint ismert személynek hisző ember aszthiszi hogy ha csinál bármit akkor ...az mindenki felett való...mert ugranak a fórumtársak és karolnak mint egy csecsemőt!
Lehet gúnyolódni,róllam lepattan,,de ez inkább téged minősít !
És valszeg többet ismerek innét mint te,csak engemm nem kell felkarolni 2005-óta...
Mert te vagy Psoft..így téged nem lehet kritizálni..Akkor mért fórumozol?
A te adat lapod menyire bővebb mint az enyém??
2 mert a master 14m3 és minimum 8m3 rönk volt benne,ha nem több,,és reggel 8 tól az öregem(65éves) 5 re össze hasította egy géppel ami csak 2,2kw...ennyi...ez a netevetséges ,hogy ha te mint ismert személynek hisző ember aszthiszi hogy ha csinál bármit akkor ...az mindenki felett való...mert ugranak a fórumtársak és karolnak mint egy csecsemőt!
Lehet gúnyolódni,róllam lepattan,,de ez inkább téged minősít !
És valszeg többet ismerek innét mint te,csak engemm nem kell felkarolni 2005-óta...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 28, 09:09
Írta: PSoft Dátum 2012 október 28, 09:09
Veled sem fogok parttalan vitába kezdeni.
Mint ahogy,nem teszem ezt más Fórumtárssal sem.
Irigy emberrel nem lehet vitatkozni.
Illetve,vitatkozni lehet,de semmi értelme,mert nem vezet sehova.:((
Mint ahogy,nem teszem ezt más Fórumtárssal sem.
Irigy emberrel nem lehet vitatkozni.
Illetve,vitatkozni lehet,de semmi értelme,mert nem vezet sehova.:((
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 28, 10:09
Írta: PSoft Dátum 2012 október 28, 10:09
Itt a VBody-féle fortély.:)
Úgy látszik,más CNC-s oldalakon is figyelemre méltónak tartják az ötleteit.[#eljen]
Úgy látszik,más CNC-s oldalakon is figyelemre méltónak tartják az ötleteit.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 október 28, 10:17
Írta: xg2w6ib9x Dátum 2012 október 28, 10:17
Ismered PSoft-ot személyesen is ?
Ne bántsd Őt ![#ejnye1]
Hidd el nekem, ritka rendes emberrel állsz szemben!
Ne bántsd Őt ![#ejnye1]
Hidd el nekem, ritka rendes emberrel állsz szemben!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 október 28, 10:18
Írta: svejk Dátum 2012 október 28, 10:18
Vasas alias Maffia!
Te olyan vagy mint a tököm... :)
Anno Téged is felkaroltunk, megvédtünk amikor felraktad a rozsdás vasdarabodat a ronggyal.
Psoft, sok mindent bemutat, rendszeresen hozzászól, segítőkész.
Te meg néhanapján előkerülsz egy-egy kificamított kérdéssel, amin 3 napig rágódunk, aztán sokszor kiderült teljesen félrevezettél bennünket.
Olyan ember nincs akinél ne lehetne gyorsabban, szebben, jobban dolgozni, de addig Ő a legjobb amíg valaki nem mutatja be a jobbat.
De mivel Ő volt az első bemutató, akkor is a babér rajta marad.
Ha Te felrakod a "művedet" a Fateroddal hamarabb, Psoft-nak esze ágában sem lett volna feleslegesen képregényt írni.
Ilyen egyszerű a képlet, de a Te kopasz fejed ezt nem veszi be. :((
Te olyan vagy mint a tököm... :)
Anno Téged is felkaroltunk, megvédtünk amikor felraktad a rozsdás vasdarabodat a ronggyal.
Psoft, sok mindent bemutat, rendszeresen hozzászól, segítőkész.
Te meg néhanapján előkerülsz egy-egy kificamított kérdéssel, amin 3 napig rágódunk, aztán sokszor kiderült teljesen félrevezettél bennünket.
Olyan ember nincs akinél ne lehetne gyorsabban, szebben, jobban dolgozni, de addig Ő a legjobb amíg valaki nem mutatja be a jobbat.
De mivel Ő volt az első bemutató, akkor is a babér rajta marad.
Ha Te felrakod a "művedet" a Fateroddal hamarabb, Psoft-nak esze ágában sem lett volna feleslegesen képregényt írni.
Ilyen egyszerű a képlet, de a Te kopasz fejed ezt nem veszi be. :((
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 28, 11:15
Írta: 000000000 Dátum 2012 október 28, 11:15
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 28, 11:22
Írta: PSoft Dátum 2012 október 28, 11:22
Köszönöm Neked is,meg a másik Istvánnak is( © GB35),de egész jól elvagyok.:)[#wink][#worship]
Szerencsére,elég régóta meg van az a képességem,hogy tudjam helyén kezelni a dolgokat,és embereket.:)
Van aki nem "bír" ilyen képességgel,de hát így lesz kerek a világ.
Nem vagyunk,és nem is lehetünk egyformák.
Nem akarok én ilyen-olyan "babérokat",nincsenek ilyen irányú ambícióim.
Pusztán,csak segíteni akarok,ha tudok,és ezt meg is teszem a későbbiekben is.
A hasítóhoz,még....
Van egy kis videó is róla,ahogy a gép dolgozik.
Nem is akartam megmutatni,de...
Aki akarja megnézi,aki nem-nem.:)
Hasítás
Szerencsére,elég régóta meg van az a képességem,hogy tudjam helyén kezelni a dolgokat,és embereket.:)
Van aki nem "bír" ilyen képességgel,de hát így lesz kerek a világ.
Nem vagyunk,és nem is lehetünk egyformák.
Nem akarok én ilyen-olyan "babérokat",nincsenek ilyen irányú ambícióim.
Pusztán,csak segíteni akarok,ha tudok,és ezt meg is teszem a későbbiekben is.
A hasítóhoz,még....
Van egy kis videó is róla,ahogy a gép dolgozik.
Nem is akartam megmutatni,de...
Aki akarja megnézi,aki nem-nem.:)
Hasítás
Cím: Re:Mechanikai ötletek
Írta: gorbi Dátum 2012 október 28, 11:53
Írta: gorbi Dátum 2012 október 28, 11:53
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 október 28, 11:55
Írta: svejk Dátum 2012 október 28, 11:55
No aki nem bír ilyen képességekkel azokat kell nekünk jól helyrerakni!! :))
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 október 28, 12:34
Írta: hostya Dátum 2012 október 28, 12:34
Aki nem érti a kúp alatti ék jelentőségét, annak itt egy másik videó.
A 0:40-től kezdődik a lényeg.
Ha nem lett volna ott az ék, akkor a tengely szinte biztosan görbült volna...
Ritkán van rá szükség, de akkor jó ha ott van.
(Nem az én videóm, csak most találtam)
A 0:40-től kezdődik a lényeg.
Ha nem lett volna ott az ék, akkor a tengely szinte biztosan görbült volna...
Ritkán van rá szükség, de akkor jó ha ott van.
(Nem az én videóm, csak most találtam)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 október 28, 12:43
Írta: 4um5b65d Dátum 2012 október 28, 12:43
Ez a video azt is jól szemlélteti, hogy nem szabad az ék felső élét a kúp vonalával együtt vinni. Az ék maradjon vízszintes felsővel.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 október 28, 12:53
Írta: hostya Dátum 2012 október 28, 12:53
Pontosan!
Nagyon jól látod.[#eljen]
Nagyon jól látod.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 28, 12:57
Írta: 000000000 Dátum 2012 október 28, 12:57
szívd csak a vérem..le..rom.De akkor is kár volt a videó..már az első percben gondoltam hogy gebaszvan a gépeddel,vagy veled..kinlódás az nem hasogatás!!...mint mondottam 8m3 2 nap alatt..Korod/méreted ellenére inkább a 80 évesek mozgása jellemző rád,vagyis csal az adatlapod.
És még a gépet is elbaltáztad,villanyász..
Én Irigy ??? ezek szerint te vagy mert nekem 4 állásom is van és nem kell tököljek a favágással,,,mert könnyedén kapcsolom a gázt..
Egy jó gép a Gorbi videóján látszik!
Ott nem ellenörzik percenként hogy meleg e a motor..stb.
Ha jobban viselnéd a kritikát,jobban is dolgozhatnál,és előre látván könyebben is megbírkóztál volna a 8m3 rönkel.
Tisztellek a fórumon megmutatott dolgaidért! De nem gondoltam hogy ezen ennyire kiakadsz,és hogy letámadsz érte...de végül is te magad bizonyítottad be saját hülyeségedet a videóval..mert a gép az nem lett 100as a 3kw teljesítményhez képpest.
És még a gépet is elbaltáztad,villanyász..
Én Irigy ??? ezek szerint te vagy mert nekem 4 állásom is van és nem kell tököljek a favágással,,,mert könnyedén kapcsolom a gázt..
Egy jó gép a Gorbi videóján látszik!
Ott nem ellenörzik percenként hogy meleg e a motor..stb.
Ha jobban viselnéd a kritikát,jobban is dolgozhatnál,és előre látván könyebben is megbírkóztál volna a 8m3 rönkel.
Tisztellek a fórumon megmutatott dolgaidért! De nem gondoltam hogy ezen ennyire kiakadsz,és hogy letámadsz érte...de végül is te magad bizonyítottad be saját hülyeségedet a videóval..mert a gép az nem lett 100as a 3kw teljesítményhez képpest.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 október 28, 13:19
Írta: xg2w6ib9x Dátum 2012 október 28, 13:19
te most így akarod fényezni magad mások előtt ?
Hát nem sikerült !
Sőt, mondhatni eléggé mellényúltál.
Tényleg jó lenne, ha a melldöngetés után kicsit visszafogná magát a szabolcsi kan !
Hát nem sikerült !
Sőt, mondhatni eléggé mellényúltál.
Tényleg jó lenne, ha a melldöngetés után kicsit visszafogná magát a szabolcsi kan !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 28, 13:32
Írta: 000000000 Dátum 2012 október 28, 13:32
Hívj fel megbeszéljük!
Anyuci kisfia[#kocsog]
Anyuci kisfia[#kocsog]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 október 28, 13:33
Írta: PSoft Dátum 2012 október 28, 13:33
Ha jól emlékszem,két napja pont Neked próbáltam segíteni.
Lehet,hogy nem is olvastál vissza,és észre sem vetted.:((
De,...nem baj!
Továbbra is segíteni fogok,ha tudok,bárkinek itt a Fórumon,még,...NEKED is.
© vasas 2012. okt. 26. 00:20 | Válasz | #44682
Lift lapos kábelt keresek !!
© PSoft 2012. okt. 26. 05:47 | Válasz | #44685
Keresd © destroyer-t.
Ha jól tudom Neki van lapos liftkábelja.
Talán,...12x1,5mm2-es.
Lehet,hogy nem is olvastál vissza,és észre sem vetted.:((
De,...nem baj!
Továbbra is segíteni fogok,ha tudok,bárkinek itt a Fórumon,még,...NEKED is.
© vasas 2012. okt. 26. 00:20 | Válasz | #44682
Lift lapos kábelt keresek !!
© PSoft 2012. okt. 26. 05:47 | Válasz | #44685
Keresd © destroyer-t.
Ha jól tudom Neki van lapos liftkábelja.
Talán,...12x1,5mm2-es.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2012 október 28, 13:39
Írta: mxjj54gxi Dátum 2012 október 28, 13:39
Ezt a stílust itt baromira vissza kéne fognod!
Nem szeretjük az ilyesmit itt olvasni, és véletlenóül még letirpákoznak, akkor meg már jön az, hogy rasszista megnyilvánulások vannak irányodba.
Mi a fene bajod van?
Psoft nem tudta, hogy versenyeznie kell az apáddal rönkhasítás terén!!!
Neki elég volt 8 köbméter két nap alatt.
Nem szeretjük az ilyesmit itt olvasni, és véletlenóül még letirpákoznak, akkor meg már jön az, hogy rasszista megnyilvánulások vannak irányodba.
Mi a fene bajod van?
Psoft nem tudta, hogy versenyeznie kell az apáddal rönkhasítás terén!!!
Neki elég volt 8 köbméter két nap alatt.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 október 28, 13:57
Írta: xg2w6ib9x Dátum 2012 október 28, 13:57
Nem tagadom Anyuci kisfia vagyok, ahogy a legtöbb férfi.
Ha jobban belegondolsz téged is anya szült, még akkor is ha a viselkedésed mást mutat.
Ha jobban belegondolsz téged is anya szült, még akkor is ha a viselkedésed mást mutat.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 október 28, 14:31
Írta: svejk Dátum 2012 október 28, 14:31
Ez az utolsó mondat odavert! [#eljen]
Jót röhögtem :))
No de hagyjátok most már abba, mert irgum-burgum lesz!!
Jót röhögtem :))
No de hagyjátok most már abba, mert irgum-burgum lesz!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 28, 15:22
Írta: 000000000 Dátum 2012 október 28, 15:22
moderálva
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 29, 12:43
Írta: 000000000 Dátum 2012 október 29, 12:43
Sziasztok,
Tud valaki valamilyen kepletet, vagy akar okolszabajt arra hogy mekkora egy fogaaszijhajtas vesztesege,- vagyis mekkora nyomatekot emeszt fel.
Udv
Tud valaki valamilyen kepletet, vagy akar okolszabajt arra hogy mekkora egy fogaaszijhajtas vesztesege,- vagyis mekkora nyomatekot emeszt fel.
Udv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 29, 16:17
Írta: 000000000 Dátum 2012 október 29, 16:17
Nincs jelentősége!
Úgyis mindent túlméretezünk.
Úgyis mindent túlméretezünk.
Cím: Re:Mechanikai ötletek
Írta: 9pk59nuy Dátum 2012 október 29, 17:05
Írta: 9pk59nuy Dátum 2012 október 29, 17:05
Hajtástechnikai szakember mondta, hogy a fogasszíj 95% körüli hatásfokkal melózik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 október 29, 19:10
Írta: 000000000 Dátum 2012 október 29, 19:10
Köszi a valaszokat!
Kicsit rosszul tettem fel a kérdést, nem szimpla hajtasrol van szo.
Az Omega hajtásos plotteremnél bizony számitasba kellett(volna)venni. Az hogy mennyire volt feszes a szíj nagyban befolyásolta a veszteséget.Most is egy eléggé összetett hajtast akarok méretezni (elég sok helyen meg lesz hajlítva a szíj) Pontosabban ezt akarom eldönteni hogy, hogy oldjam meg a hajtást. Szóval valami olyan összefüggés kéne amiben szerepel ez is. Vagy valami ötlet hogy hol lehet utánanézni.
Üdv
Kicsit rosszul tettem fel a kérdést, nem szimpla hajtasrol van szo.
Az Omega hajtásos plotteremnél bizony számitasba kellett(volna)venni. Az hogy mennyire volt feszes a szíj nagyban befolyásolta a veszteséget.Most is egy eléggé összetett hajtast akarok méretezni (elég sok helyen meg lesz hajlítva a szíj) Pontosabban ezt akarom eldönteni hogy, hogy oldjam meg a hajtást. Szóval valami olyan összefüggés kéne amiben szerepel ez is. Vagy valami ötlet hogy hol lehet utánanézni.
Üdv
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 30, 08:44
Írta: Sz.József Dátum 2012 október 30, 08:44
Adok-veszek >> Kulcsár Zoltánnak:
Én ezekből gondoltam, hogy valahol fellelhető 10-es alátámasztott:
SBR10UU-1
SBR10UU-2
ebay-on sajnos csak kocsi...
[#nemtudom][#rinya]
Én ezekből gondoltam, hogy valahol fellelhető 10-es alátámasztott:
SBR10UU-1
SBR10UU-2
ebay-on sajnos csak kocsi...
[#nemtudom][#rinya]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 október 30, 08:51
Írta: besirkyjh Dátum 2012 október 30, 08:51
SzJozsef kérdezte az adok veszekben .
"Ha megszeretnék spórolni egy regisztrációt, akkor megtudod nekem mondani, hogy alátámasztott linekkel is foglalkoznak? (pl. 10mm-esbe)
Köszi."
A Hidropress
Nem igazán foglalkozik lintechnikával , valoszinü máshol is használatos a H6-os illesztettségü tengely ezért van náluk .
A 10mm-es alátámasztott tengely nem valoszinü hogy beszerezhetö , legalább is én még nem találkoztam vele .Ez már annyira kicsi hogy a rávalo nyitott persely nagyon kis eröre is megnyillik igy szerintem részünkre használhatatlan .Helyette inkább a kisebb acél kocsi vagy a nagyobb átméröjü zárt golyosperselyt ajánlanám ( ez persze függ az áthidalni kivánt távolságtol is ( pl átmérö 10-6s tengelynél nekem a 300mm a maximum hossz ) .
"Ha megszeretnék spórolni egy regisztrációt, akkor megtudod nekem mondani, hogy alátámasztott linekkel is foglalkoznak? (pl. 10mm-esbe)
Köszi."
A Hidropress
Nem igazán foglalkozik lintechnikával , valoszinü máshol is használatos a H6-os illesztettségü tengely ezért van náluk .
A 10mm-es alátámasztott tengely nem valoszinü hogy beszerezhetö , legalább is én még nem találkoztam vele .Ez már annyira kicsi hogy a rávalo nyitott persely nagyon kis eröre is megnyillik igy szerintem részünkre használhatatlan .Helyette inkább a kisebb acél kocsi vagy a nagyobb átméröjü zárt golyosperselyt ajánlanám ( ez persze függ az áthidalni kivánt távolságtol is ( pl átmérö 10-6s tengelynél nekem a 300mm a maximum hossz ) .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 október 30, 08:55
Írta: besirkyjh Dátum 2012 október 30, 08:55
Közben irtam és ezt nem láttam .
Az hogy kina mit tud gyártani az nem érdekes de sinek nélkül sajnos semmit nem ér ( lehet sinekkel sem ? ).
Szeretek a határon szerelni mechanikát de ez nekem nem bizalom gerjesztö .
Szereltél már ilyen alátámasztott lenekkel ?
Az hogy kina mit tud gyártani az nem érdekes de sinek nélkül sajnos semmit nem ér ( lehet sinekkel sem ? ).
Szeretek a határon szerelni mechanikát de ez nekem nem bizalom gerjesztö .
Szereltél már ilyen alátámasztott lenekkel ?
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 30, 09:06
Írta: Sz.József Dátum 2012 október 30, 09:06
Nem, nem szereltem még ilyet, ezért 0 tapasztalat...
Csak arra gondolta, nem olyan veszett drága (viszonylag kicsi)
és azért és egy kis igényű, kis igénybevételű gép esetén csak többet érne a "fióksíntől"...
Talán egy nyákfúrástól / nyákmarástól nemigen "szenvedne"...
"Szereltél már ilyen alátámasztott lenekkel ? "
Mik a buktatói...?
Csak arra gondolta, nem olyan veszett drága (viszonylag kicsi)
és azért és egy kis igényű, kis igénybevételű gép esetén csak többet érne a "fióksíntől"...
Talán egy nyákfúrástól / nyákmarástól nemigen "szenvedne"...
"Szereltél már ilyen alátámasztott lenekkel ? "
Mik a buktatói...?
Cím: Re:Mechanikai ötletek
Írta: w987wzmm Dátum 2012 október 30, 13:46
Írta: w987wzmm Dátum 2012 október 30, 13:46

Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 október 30, 16:54
Írta: besirkyjh Dátum 2012 október 30, 16:54
Na előkerültem .
Lehet a sinekkel nincs is különösebb gond bár nagyon keskeny felületen fekszik fel rajta a rudazat . A hasitott csapágyak már inkább problémásak mert szét tudnak nyilni ( nem csak rugalmasan ) , Ez oda vezet hogy a linek párhuzamára nem annyira reagál hisz a csapágy "leköveti" a hibát .Ebböl késöbb természetesen méretbeli problémák lehetnek és rezonanciához vezet a gép bizonyos pontjain .Egy Mi általunk cnc-nek nevezett gépen a csapágyak a radiális terhelést nem csak 1 iránybol kapják ( 360fokban bárhonnan ) ezért számit a rudazat rögzitése is a profilon .Ha számolunk egy kicsit akkor szerintem M3-as csavarokkal van rögzitve az alutartora ami kisebb oldalirányu terhelésre már deformálodik .
Nyák marás ? Hát nem tudom létezik e olyan gép amit csak arra használnánk hogy nyákot gravirozzunk vele .
Tapasztalatbol mondom hogy egy A4-esmunkaterületü gépet még szépen össze lehet szerelni 16mm-es rudazattal és zárt golyospersellyel és az nem csak nyák gravirozásra lenne jo .Egy dolog viszont minden csapágyazásnál lényeges az azonos tengelyen lévö csapágyak távolsága adja végül is a csapágyazás és ezáltal a gép merevségét ( ez az egyik legfontosabb ) .Mellesleg a 16-os zárt perselyes kisebb helyet foglal mint a nyitott 10-es a profiljával együtt .
Nincs bizalmam ezekkel a kicsikkel szemben .
Lehet a sinekkel nincs is különösebb gond bár nagyon keskeny felületen fekszik fel rajta a rudazat . A hasitott csapágyak már inkább problémásak mert szét tudnak nyilni ( nem csak rugalmasan ) , Ez oda vezet hogy a linek párhuzamára nem annyira reagál hisz a csapágy "leköveti" a hibát .Ebböl késöbb természetesen méretbeli problémák lehetnek és rezonanciához vezet a gép bizonyos pontjain .Egy Mi általunk cnc-nek nevezett gépen a csapágyak a radiális terhelést nem csak 1 iránybol kapják ( 360fokban bárhonnan ) ezért számit a rudazat rögzitése is a profilon .Ha számolunk egy kicsit akkor szerintem M3-as csavarokkal van rögzitve az alutartora ami kisebb oldalirányu terhelésre már deformálodik .
Nyák marás ? Hát nem tudom létezik e olyan gép amit csak arra használnánk hogy nyákot gravirozzunk vele .
Tapasztalatbol mondom hogy egy A4-esmunkaterületü gépet még szépen össze lehet szerelni 16mm-es rudazattal és zárt golyospersellyel és az nem csak nyák gravirozásra lenne jo .Egy dolog viszont minden csapágyazásnál lényeges az azonos tengelyen lévö csapágyak távolsága adja végül is a csapágyazás és ezáltal a gép merevségét ( ez az egyik legfontosabb ) .Mellesleg a 16-os zárt perselyes kisebb helyet foglal mint a nyitott 10-es a profiljával együtt .
Nincs bizalmam ezekkel a kicsikkel szemben .
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 30, 19:48
Írta: Sz.József Dátum 2012 október 30, 19:48
Köszz az infókat, meg hogy leírtad tapasztalataidat /véleményedet.
Újra áttanulmányozom a dimenziókat (befoglaló mérteket) és nem utolsó sorban a beszerzési lehetőségeket...
Újra áttanulmányozom a dimenziókat (befoglaló mérteket) és nem utolsó sorban a beszerzési lehetőségeket...
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 október 30, 19:49
Írta: Sz.József Dátum 2012 október 30, 19:49
Természetesen Kulcsár Zoltánnak szántam a választ...
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 október 30, 20:39
Írta: besirkyjh Dátum 2012 október 30, 20:39
Vettem a lapot :)
Természetesen ebben van egy kis elfogultság is de azért van benne igazság .
Ezeket a lineket elsösorban konvejorok épitéséhez és anyagtovábbito asztalokhoz fejelesztették ki .Az csak hab a tortán hogy tényleg nagyságrendekkel jobb a fioksintöl és még meg is fizethetö .Mindentovábbi nélkül épithetö belöle jo nagy gép is és kicsi is de elötte infozni kel és számolni sokat sokat !
Természetesen ebben van egy kis elfogultság is de azért van benne igazság .
Ezeket a lineket elsösorban konvejorok épitéséhez és anyagtovábbito asztalokhoz fejelesztették ki .Az csak hab a tortán hogy tényleg nagyságrendekkel jobb a fioksintöl és még meg is fizethetö .Mindentovábbi nélkül épithetö belöle jo nagy gép is és kicsi is de elötte infozni kel és számolni sokat sokat !
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 október 30, 21:26
Írta: s7manbs8 Dátum 2012 október 30, 21:26
Azért látszik, hogy láttál már ezt-azt, nem kell szégyenkezned. :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 október 30, 21:53
Írta: besirkyjh Dátum 2012 október 30, 21:53
Ráérzek dolgokra :))
Piszkosul tetszik ez az egész lin meg cnc dolog .Tetszik mikor látom hogy sokan az itt kapott segitségekkel tudnak gyünyörü dolgokat kreálni ( amiröl én csak álmodom néha ) .Legalább rajtunk ne muljon :)
Piszkosul tetszik ez az egész lin meg cnc dolog .Tetszik mikor látom hogy sokan az itt kapott segitségekkel tudnak gyünyörü dolgokat kreálni ( amiröl én csak álmodom néha ) .Legalább rajtunk ne muljon :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 november 05, 12:09
Írta: 000000000 Dátum 2012 november 05, 12:09
Szevasztok,
keresek olyan sporttársat, kinek akad némi tapasztalata a gumi alkatrészek adagolásával, pozicionálásával kapcsolatban.
köszönet előre is,
istvan
keresek olyan sporttársat, kinek akad némi tapasztalata a gumi alkatrészek adagolásával, pozicionálásával kapcsolatban.
köszönet előre is,
istvan
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 november 08, 19:57
Írta: svejk Dátum 2012 november 08, 19:57
Meg tudja valaki mondani, hogy a PTFE szimeringek miért nem érintkezhetnek szereléskor zsírral, olajjal?
Értem, hogy a működésükhöz nem kell, de miért TILOS?
Értem, hogy a működésükhöz nem kell, de miért TILOS?
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2012 november 08, 20:02
Írta: xfg6v697j Dátum 2012 november 08, 20:02
Talán megduzzadnak.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 november 08, 20:25
Írta: 4um5b65d Dátum 2012 november 08, 20:25
Miért, nem érintkezhetnek ?
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 november 08, 20:31
Írta: xg2w6ib9x Dátum 2012 november 08, 20:31
Mi a helyzet, amikor a teflon bevonatú serpenyő érintkezik az olajjal és a zsírral ?
Léteznek teflon tartalmú olajak is.
Nem valószínű, hogy kémiai reakció alakulna ki, valami más lehet a háttérben.
Léteznek teflon tartalmú olajak is.
Nem valószínű, hogy kémiai reakció alakulna ki, valami más lehet a háttérben.
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2012 november 08, 20:31
Írta: kuv5p7226 Dátum 2012 november 08, 20:31
Szerintem csak praktikussági oka van, összekoszolódik, összeszedi a koszt, ráragad és onnantól viszont tönkremegy. Szárazon nem ragad rá semmi.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 november 08, 20:39
Írta: 4um5b65d Dátum 2012 november 08, 20:39
Nem lehet, hogy valami oxigénes környezetben van az a teflon ?
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 november 08, 20:42
Írta: xg2w6ib9x Dátum 2012 november 08, 20:42
Pl. levegő (21 %)?[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 november 08, 20:46
Írta: 4um5b65d Dátum 2012 november 08, 20:46
Majd jön Svejk papa, aztán megmondja a tutit, de egyre jobban az oxigénre gyanakszom.
O2 >= 98%
:))
O2 >= 98%
:))
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 november 08, 20:49
Írta: xg2w6ib9x Dátum 2012 november 08, 20:49
Az ipari oxigén palackok szelepjeinek tömítéséhez valóban nem szabad teflon szalagot használni.
Volt is olyan gyártmány, aminek a spulnijára rá is volt írva, hogy "Oxigén veszélyes"
Erre gondoltál Laslie Mester ?
Volt is olyan gyártmány, aminek a spulnijára rá is volt írva, hogy "Oxigén veszélyes"
Erre gondoltál Laslie Mester ?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 november 08, 20:50
Írta: Szalai György Dátum 2012 november 08, 20:50
Az SKF másképp gondolja. Szerintük meg ha a szimering belső oldala üzem közben el van árasztva kenőanyaggal, akkor kell szárazon beszerelni, azután majd kap annyi kenést amennyi kell neki üzem közben, a rábízott kenőanyagból.
Ha meg száraz helyre kerül, akkor beszereléskor megfelelő hő tűrésű zsírral kell megkenni a csúszó peremét. Szóval szerintük kell neki a kenés. Annál is inkább mert erősebben koptató hatású, mint a nem PTFE szimering, ezért szerintük 58-62HRC keménységű tengely kell bele. Hát az elég kemény tengelynek.
A teflon szimering egyik előnye a hő tűrése. Mit csinálnak az általános olajok és zsírok (amivel beszerelnéd) 200C fok környékén?
http://www.skf.com/portal/skf/home/products?maincatalogue=1&lang=en&newlink=4_1_35b
Ha meg száraz helyre kerül, akkor beszereléskor megfelelő hő tűrésű zsírral kell megkenni a csúszó peremét. Szóval szerintük kell neki a kenés. Annál is inkább mert erősebben koptató hatású, mint a nem PTFE szimering, ezért szerintük 58-62HRC keménységű tengely kell bele. Hát az elég kemény tengelynek.
A teflon szimering egyik előnye a hő tűrése. Mit csinálnak az általános olajok és zsírok (amivel beszerelnéd) 200C fok környékén?
http://www.skf.com/portal/skf/home/products?maincatalogue=1&lang=en&newlink=4_1_35b
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 november 08, 20:55
Írta: 4um5b65d Dátum 2012 november 08, 20:55
Nem kifejezetten erre, mivel Svejk nem azt kérdezte, hogy miért nem lehet a teflont teflonnal kenni, hanem az olajszármazékkal miért tilos.
A tiszta oxigén nem érintkezhet olajjal, mert robbanás veszélyes.
De most, hogy mondod, tényleg , láttam már én is a teflonszalagra ráírva az oxigén tilalmát.
Nem hinném, hogy robbanás veszélyes lenne eme kapcsolat, talán a tiszta oxigén megbontja a teflon szerkezetét ?
Nem tudom, de majd csak lesz valaki okos ember aki megmondja.
A tiszta oxigén nem érintkezhet olajjal, mert robbanás veszélyes.
De most, hogy mondod, tényleg , láttam már én is a teflonszalagra ráírva az oxigén tilalmát.
Nem hinném, hogy robbanás veszélyes lenne eme kapcsolat, talán a tiszta oxigén megbontja a teflon szerkezetét ?
Nem tudom, de majd csak lesz valaki okos ember aki megmondja.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2012 november 08, 21:04
Írta: 4um5b65d Dátum 2012 november 08, 21:04
Vagy esetleg a teflon szalag nem bírja el azt a nyomást ami az oxigénnél felmerülhet ????
[#fejvakaras][#nemtudom]
[#fejvakaras][#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 november 08, 21:27
Írta: svejk Dátum 2012 november 08, 21:27
Emulzió van, hajtott szerszám tengelye, itt megy be a belső hűtés.
Szerelési tanácsok, az oldal közepe
szintén szerelési tanács
Szerelési tanácsok, az oldal közepe
szintén szerelési tanács
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 november 08, 21:29
Írta: svejk Dátum 2012 november 08, 21:29
Persze a tengelyt sz@arrá koptatta. :(
Kap egy tűgörgős csapágy belső gyűrűt és egy jobb fajta rozsdamentes rugóval szerelt normál szimmeringet.
Kap egy tűgörgős csapágy belső gyűrűt és egy jobb fajta rozsdamentes rugóval szerelt normál szimmeringet.
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2012 november 08, 21:31
Írta: VighLajos Dátum 2012 november 08, 21:31
Ez csak annyit jelent, hogy a gyártás és tárolás, stb. alatt nincs garantálva a zsír-, és olajmentessége.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 november 08, 21:32
Írta: svejk Dátum 2012 november 08, 21:32
Egyébként ez nem hagyományos teflon mint a hétköznapi fehér.
Sokkal keményebb és sötétszürke, vagy inkább fekete.
Sokkal keményebb és sötétszürke, vagy inkább fekete.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 november 08, 22:03
Írta: xg2w6ib9x Dátum 2012 november 08, 22:03
Köszi !
Bevallom ezt eddig nem tudtam.
Bevallom ezt eddig nem tudtam.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 november 09, 06:55
Írta: keri Dátum 2012 november 09, 06:55
Sőt, főtengely szimeringnek is használunk teflonost, mert nagyobb nyomást bír.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2012 november 09, 07:41
Írta: ebalint Dátum 2012 november 09, 07:41
Teflon-oxigén :
innen
Tömítôanyagként csak az oxigénre való alkalmassági típus -
vizsgálatnak alávetett — például a BAM jegyzékben szereplô —
gyártmányok, mint a PTFE (teflon) és más teljesen halogénezett
polimerek használhatók tisztán vagy például grafittal, bronzzal
kombinálva, ezenkívül a tisztán fémes réz, ólom, ón, nikkel és
ezüst tartalmú tömítések.
innen
Tömítôanyagként csak az oxigénre való alkalmassági típus -
vizsgálatnak alávetett — például a BAM jegyzékben szereplô —
gyártmányok, mint a PTFE (teflon) és más teljesen halogénezett
polimerek használhatók tisztán vagy például grafittal, bronzzal
kombinálva, ezenkívül a tisztán fémes réz, ólom, ón, nikkel és
ezüst tartalmú tömítések.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 november 09, 18:58
Írta: PSoft Dátum 2012 november 09, 18:58
Nem grafitos teflon,az a teflon???
Sikerrel használtam/használom évek óta,pld.fűtés keringető szivattyú kikopott grafitperselye helyett.
Fogása olyan mint a grafitnak,ha kihegyezem még,...írni is lehet vele.:))


Sikerrel használtam/használom évek óta,pld.fűtés keringető szivattyú kikopott grafitperselye helyett.
Fogása olyan mint a grafitnak,ha kihegyezem még,...írni is lehet vele.:))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 november 09, 19:11
Írta: svejk Dátum 2012 november 09, 19:11
Nem tudom, lehet.
10x22x7 -es méret, ebből az ismeretlen anyag ami látszik kb 2x0,3 mm-es gyűrű.
Majd szétfaragom...
10x22x7 -es méret, ebből az ismeretlen anyag ami látszik kb 2x0,3 mm-es gyűrű.
Majd szétfaragom...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 november 09, 20:39
Írta: Szalai György Dátum 2012 november 09, 20:39
Ha szürke, akkor lehet esetleg NDS-415 anyag (Teflon + 15% Grafit) vagy NDS-123 (Teflon + 15% üveg + 5% Molibdén diszulfid).
http://www.newdealseals.com/catalogues/PTFE.pdf
http://www.newdealseals.com/catalogues/PTFE.pdf
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 november 10, 21:00
Írta: 000000000 Dátum 2012 november 10, 21:00
Sziastok,
Kérdezem a hozzáértőket hogy megoldható-e fogaaszíjhajtás esetében a megfelelő szíjfeszesség elérése,ha nem karok se külső feszítőgörgőt használni se a tengelytávot nem akarom változtatni (nem szimpla hajtásről lenne szó). Ha igen akkor mekkora külömbség szükséges az elméleti és a valós szíjhossz között? Valószínűleg acélszálas szíj lenne PU anyagból.
Kérdezem a hozzáértőket hogy megoldható-e fogaaszíjhajtás esetében a megfelelő szíjfeszesség elérése,ha nem karok se külső feszítőgörgőt használni se a tengelytávot nem akarom változtatni (nem szimpla hajtásről lenne szó). Ha igen akkor mekkora külömbség szükséges az elméleti és a valós szíjhossz között? Valószínűleg acélszálas szíj lenne PU anyagból.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 november 10, 21:34
Írta: 000000000 Dátum 2012 november 10, 21:34
Annak csak az az egy szépséghibája lesz, hogy nem tudod feltenni a szíjat.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 november 10, 21:42
Írta: PSoft Dátum 2012 november 10, 21:42
Már,hogy ne tudná!
Visszalazítja a motorfelfogató csavarokat,és már fenn is a szíj.:)
Visszalazítja a motorfelfogató csavarokat,és már fenn is a szíj.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 november 10, 21:56
Írta: 000000000 Dátum 2012 november 10, 21:56
De mégis mekkora legyen a külömbség? Például ha van egy 30 fogas szíj 5 ös oasztással tehát 150mm hossz akkor menyivel legyen kisebb az elméleti szíjhossz?
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2012 november 11, 05:38
Írta: Motoros Dátum 2012 november 11, 05:38
Ha valóban grafitos teflon akkor a solymári Pemü is gyárt(ott) ilyet mindenféle átmérőben. Anno vettem én is egy darabot, de nem igazán tudom mire való. Csúszóperselyként árúlták. Lehet hogy jobb mint a zx.Érdemes lenne utánanézni.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2012 november 11, 05:54
Írta: Motoros Dátum 2012 november 11, 05:54
Közben egy másik topikból egy idevaló link Sz. Gyuri jóvoltából.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 november 11, 08:16
Írta: svejk Dátum 2012 november 11, 08:16
Leginkább semmivel.
Nem befőttes gumik ezek. :)
Viszont a különböző gyártók méretei szórnak, illetve idő elteltével a kopás miatt kell az állítási lehetőség
Nem befőttes gumik ezek. :)
Viszont a különböző gyártók méretei szórnak, illetve idő elteltével a kopás miatt kell az állítási lehetőség
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 november 11, 09:48
Írta: Szalai György Dátum 2012 november 11, 09:48
A megfelelő szíjfeszesség megelőzi a szíj nem húzott oldalának üzem közbeni megereszkedését, (ami rontaná az átvitel szögpontosságát) és biztosítja az optimális fogilleszkedést.
Megfelelő mértéke általában az üzemi húzóerő (húzott oldalban ébredő) 10-30%-a.
Szerintem nem megoldható a megfelelő szíjfeszesség elérése feszítőgörgő vagy tengelytáv változtatás nélkül. A szervóhajtás váltakozó mozgásiránya miatt a tengelytáv változtatást alkalmaznám. Ha a szíj hőmérséklete üzem közben nem változik jelentősen, és a hossza sem nagy, akkor nem látom értelmét a rugós szíjfeszítőnek. Tehát egy illesztő szeg körül elfordítható motortartó lemez és két rögzítő csavar.
Szerintem.
Megfelelő mértéke általában az üzemi húzóerő (húzott oldalban ébredő) 10-30%-a.
Szerintem nem megoldható a megfelelő szíjfeszesség elérése feszítőgörgő vagy tengelytáv változtatás nélkül. A szervóhajtás váltakozó mozgásiránya miatt a tengelytáv változtatást alkalmaznám. Ha a szíj hőmérséklete üzem közben nem változik jelentősen, és a hossza sem nagy, akkor nem látom értelmét a rugós szíjfeszítőnek. Tehát egy illesztő szeg körül elfordítható motortartó lemez és két rögzítő csavar.
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 november 21, 14:02
Írta: 000000000 Dátum 2012 november 21, 14:02
Sziasztok,
Koszonom a valaszokat, valoszinuleg a tengelytav valtoztatassal oldom meg.
Van egy masik dolog.
Ha veszunk egy szijhajtasos gepet. Sokszor felmerulo problema, hogy nehez elerni a megfelelo felbontast, mivel mar pl a legkisebb T5 os tarcsa kerulet is 50mm korul van. En leptetomotorral akarom majd hajtani a gepet, pontosabban hibrid servoval (encoderes leptetomotor) leattelezni nem akarom, mivel minel aalacsonyabb fordulaton mukodtetem a leptetot annal nagyobb nyomtekot ad le. Nem beszelve arrol, hogyha csupan a felbontas novelese miatt atteleznem le, akkor lehet tobbet vesztek mint amennyit nyerek, hiszen maga a szijhajtas is hibazik valamit. Arra a megoldasra gondoltam, mi lenne, ha direktben meghajtanam a tarcsat, majd errol a tengelyrol csinalnek egy gyorsito attetelt egy encoderre. Az atviendo teljesitmeny szinte o csak meg kell forgatni az encoder tengelyet-ebbol adodoan a szoghiba is a 0-hoz tartana :) Lehetne nagyon kis szijat hasznalni akar muanyag tarcsakkal, nem rontva ezzel a dinamikat. Pl 4 szeresere gyorsitani egy 1000 res encodert a hajto tengelyhez kepest, igy lenne pl az emlitett tarcsaval 50mm elmozdulasra 4000 line, ami ugye 16000 hasznos jel ha jol tudom, bar ehhez a reszhez mar nem ertek.
Szerintetek mukodhet a dolog?
Koszonom a valaszokat, valoszinuleg a tengelytav valtoztatassal oldom meg.
Van egy masik dolog.
Ha veszunk egy szijhajtasos gepet. Sokszor felmerulo problema, hogy nehez elerni a megfelelo felbontast, mivel mar pl a legkisebb T5 os tarcsa kerulet is 50mm korul van. En leptetomotorral akarom majd hajtani a gepet, pontosabban hibrid servoval (encoderes leptetomotor) leattelezni nem akarom, mivel minel aalacsonyabb fordulaton mukodtetem a leptetot annal nagyobb nyomtekot ad le. Nem beszelve arrol, hogyha csupan a felbontas novelese miatt atteleznem le, akkor lehet tobbet vesztek mint amennyit nyerek, hiszen maga a szijhajtas is hibazik valamit. Arra a megoldasra gondoltam, mi lenne, ha direktben meghajtanam a tarcsat, majd errol a tengelyrol csinalnek egy gyorsito attetelt egy encoderre. Az atviendo teljesitmeny szinte o csak meg kell forgatni az encoder tengelyet-ebbol adodoan a szoghiba is a 0-hoz tartana :) Lehetne nagyon kis szijat hasznalni akar muanyag tarcsakkal, nem rontva ezzel a dinamikat. Pl 4 szeresere gyorsitani egy 1000 res encodert a hajto tengelyhez kepest, igy lenne pl az emlitett tarcsaval 50mm elmozdulasra 4000 line, ami ugye 16000 hasznos jel ha jol tudom, bar ehhez a reszhez mar nem ertek.
Szerintetek mukodhet a dolog?
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2012 november 21, 16:55
Írta: s73tgf9vg Dátum 2012 november 21, 16:55
Sziasztok!
Ehhez hasonló rugós, gyorsan cserélhető szerszám befogóra keresek ötleteket. Hungarocell farigcsáláshoz kell max 6-os fúróval.

Ehhez hasonló rugós, gyorsan cserélhető szerszám befogóra keresek ötleteket. Hungarocell farigcsáláshoz kell max 6-os fúróval.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 november 21, 17:12
Írta: besirkyjh Dátum 2012 november 21, 17:12
Szia
Ha jössz vasárnap akkor szolj és a kezedbe adok egy ilyet ami akár automata cserélö is lehet ! :)
( illetve az is ) .
Ha jössz vasárnap akkor szolj és a kezedbe adok egy ilyet ami akár automata cserélö is lehet ! :)
( illetve az is ) .
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2012 november 21, 17:34
Írta: s73tgf9vg Dátum 2012 november 21, 17:34
Köszönöm, majd akkor elmondom a részleteket :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 03, 19:34
Írta: s7manbs8 Dátum 2012 december 03, 19:34
Ezeket a peremes golyós orsókat hogyan lehet rögzíteni a hajtandó asztal lapjához, milyen módszerek vannak ?
Amiket itt a kedves eladók is árulnak az Adok-Kapok topicban ?
Amiket itt a kedves eladók is árulnak az Adok-Kapok topicban ?
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2012 december 03, 19:43
Írta: 279nwbpsa Dátum 2012 december 03, 19:43
Kifúrsz pl. egy szögvasat a megfelelő helyeken,aztán ezzel már fel tudod fogatni az asztalra.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2012 december 03, 19:44
Írta: 279nwbpsa Dátum 2012 december 03, 19:44
Ja,a golyós anyát tudod vele rögzíteni persze...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 03, 20:24
Írta: keri Dátum 2012 december 03, 20:24
Én ilyeneket esztergáltam hozzá.

Ezt a peremre lehet felcsavarozni, de van olyan is ami kicsit szélesebb és a szélein csavar van amivel az aljához tudod csavarozni.
Ezt a peremre lehet felcsavarozni, de van olyan is ami kicsit szélesebb és a szélein csavar van amivel az aljához tudod csavarozni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 03, 21:18
Írta: s7manbs8 Dátum 2012 december 03, 21:18
VTamás, keri kösz a tippeket, nézegettem már régebben is ilyen golyós anyákat hogy, mondom hogy is lehetne megoldani, mert elméletben még csak csak de gyakorlatban kell hozzá valami szerszám meg gép mikor ilyen darabokat kell valamihez csinálni.
Tamás a szervókat nézem majd tovább, csak most nagyon sürgős elfoglaltságom van egy hete.
Tamás a szervókat nézem majd tovább, csak most nagyon sürgős elfoglaltságom van egy hete.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2012 december 03, 21:27
Írta: 279nwbpsa Dátum 2012 december 03, 21:27
Tudom,hogy nincsen otthon géped,ezért mondtam a szögvasat.Ahhoz elég egy satu,pisztolyfúró,esetleg reszelő...
Semmi gáz,csináld csak a dolgod nyugodtan.
Majd sorra kerül ez is...
Semmi gáz,csináld csak a dolgod nyugodtan.
Majd sorra kerül ez is...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 03, 21:35
Írta: keri Dátum 2012 december 03, 21:35
Nekem is ez a problémám. Ahhoz hogy marót építsek kellene egy marógép :)))
De legalább egy rendes méretű eszterga.
Amúgy valószínűleg én ezeket már nem használom, mert elvetettem azt a gépet amihez ezeket csináltam.
Ha már csak ez hiányzik a gépedből odaadom ingyen, de azért nem adom oda hogy nálad porosodjon :) általában nálam nem mennek veszendőbe az ilyen alkatrészek, valamilyen formában újjá születnek mindig, ha más nem mint alumínium forgács :)
De legalább egy rendes méretű eszterga.
Amúgy valószínűleg én ezeket már nem használom, mert elvetettem azt a gépet amihez ezeket csináltam.
Ha már csak ez hiányzik a gépedből odaadom ingyen, de azért nem adom oda hogy nálad porosodjon :) általában nálam nem mennek veszendőbe az ilyen alkatrészek, valamilyen formában újjá születnek mindig, ha más nem mint alumínium forgács :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 03, 21:55
Írta: s7manbs8 Dátum 2012 december 03, 21:55
Igen házilag jelenleg fúróm van kézi most csak, más nem nagyon de régen nem is furkáltam már semmit se. Ilyen vasféléket főleg.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 03, 21:56
Írta: s7manbs8 Dátum 2012 december 03, 21:56
Még el is fogadnám, ha tényleg nem porosodna utána, de a többi minden meg hiányzik úgyhogy egyelőre nem fogok bele. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 03, 21:58
Írta: s7manbs8 Dátum 2012 december 03, 21:58
Ja meg kéne nézni a lottómat lehet azóta már van is gépem ... :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 03, 21:59
Írta: keri Dátum 2012 december 03, 21:59
Azt is mondhattam volna, hogy akkor kapod meg, ha megmutatod a készre csiszolt távcsőtükrödet [#hehe]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 03, 22:06
Írta: PSoft Dátum 2012 december 03, 22:06
Megelőztél,....bakker![#wink][#rinya]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 04, 05:15
Írta: 000000000 Dátum 2012 december 04, 05:15
[#eljen]
Én is szeretem ezt a megoldást.
Én is szeretem ezt a megoldást.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 04, 12:04
Írta: 000000000 Dátum 2012 december 04, 12:04
Sziasztok,
Szerintetek eleg e 3 ponton rogziteni egy NEMA 23 kb 2 Nm es leptetomotort. Ugy ertem a 3 pontot, hogy egy lemez es a motor kozott hatszogletu tavtartok vannak, Es az egyik rogzitopontban hianyzik. A motor direktben hajtana, tehat szij nem huzza oldalra.
Koszi elore is
Udv
Szerintetek eleg e 3 ponton rogziteni egy NEMA 23 kb 2 Nm es leptetomotort. Ugy ertem a 3 pontot, hogy egy lemez es a motor kozott hatszogletu tavtartok vannak, Es az egyik rogzitopontban hianyzik. A motor direktben hajtana, tehat szij nem huzza oldalra.
Koszi elore is
Udv
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 04, 12:28
Írta: besirkyjh Dátum 2012 december 04, 12:28
Szia
Igen elég ha a hatszöged ( távtarto ) jo nagy felületen fekszik fel mind két végén !
Szoktam 2-vel is , de csak kisebb léptetöknél ( kb 1Nm ) .
Igen elég ha a hatszöged ( távtarto ) jo nagy felületen fekszik fel mind két végén !
Szoktam 2-vel is , de csak kisebb léptetöknél ( kb 1Nm ) .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 04, 13:12
Írta: 000000000 Dátum 2012 december 04, 13:12
Koszi!
11mm a laptav es M5 a menet.
11mm a laptav es M5 a menet.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 04, 13:38
Írta: besirkyjh Dátum 2012 december 04, 13:38
Töccckéletes , de a hosszát nem irtad :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 04, 14:18
Írta: 000000000 Dátum 2012 december 04, 14:18
40mm
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 04, 15:13
Írta: besirkyjh Dátum 2012 december 04, 15:13
Még mindig töccckéletes .
[#eljen]
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 04, 16:10
Írta: keri Dátum 2012 december 04, 16:10
És szerinted vajon kitől másoltam? :)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 december 04, 21:50
Írta: KoLa Dátum 2012 december 04, 21:50
Szia Sasi!
A cnc eszterga építő iskolából jöttem ide!
Megnéztem a fotókat.
Miért van az hogy nagyjából azonos szögben élesen szakadnak el a teszt lemezek?
A cnc eszterga építő iskolából jöttem ide!
Megnéztem a fotókat.
Miért van az hogy nagyjából azonos szögben élesen szakadnak el a teszt lemezek?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2012 december 04, 22:19
Írta: sasi Dátum 2012 december 04, 22:19
Szia!
A lemezek nem voltak tökéletesen megmunkálva, valamint nem volt pontosan tengelyirányú a húzás, mint egy szabványos szakító próbatest esetében.
Ezek a hibák a szakító szilárdságot kissé meghamisították, a valóságostól néhány százalékkal alacsonyabb érték jött így ki.
Mivel ennek a vizsgálatnak nem az alapanyag szilárdságának a megállapítása volt a célja, nem befolyásolta az eredményeket.
Az alapanyagból szabványos szakító vizsgálatot is készítettem.
Egyébként vékonyabb anyagok esetében szabványos szakításnál is gyakori a ferde szakadási vonal.
A lemezek nem voltak tökéletesen megmunkálva, valamint nem volt pontosan tengelyirányú a húzás, mint egy szabványos szakító próbatest esetében.
Ezek a hibák a szakító szilárdságot kissé meghamisították, a valóságostól néhány százalékkal alacsonyabb érték jött így ki.
Mivel ennek a vizsgálatnak nem az alapanyag szilárdságának a megállapítása volt a célja, nem befolyásolta az eredményeket.
Az alapanyagból szabványos szakító vizsgálatot is készítettem.
Egyébként vékonyabb anyagok esetében szabványos szakításnál is gyakori a ferde szakadási vonal.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2012 december 05, 22:58
Írta: KoLa Dátum 2012 december 05, 22:58
Köszönöm a részletes választ![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 07, 11:20
Írta: 000000000 Dátum 2012 december 07, 11:20
Sziasztok,
Bordasszijtarcsa meneszteset akarom megoldani. kis atmeroju tarcsatol lenne szo, a tengely 8mm atmeroju. Ragasztani nem nagyon akarom. Kupos szorito nem johet szoba a kis atmero miatt. A reteszhorony+ retesz megoldassal meg az a baj, hogy en nem tudom megmunkalni-tehat koletseges.
Ha valaki ismer valamilyen trukkot, vagy van egyeb otlete szivesen veszem.
Elore is koszonom
Udv
Bordasszijtarcsa meneszteset akarom megoldani. kis atmeroju tarcsatol lenne szo, a tengely 8mm atmeroju. Ragasztani nem nagyon akarom. Kupos szorito nem johet szoba a kis atmero miatt. A reteszhorony+ retesz megoldassal meg az a baj, hogy en nem tudom megmunkalni-tehat koletseges.
Ha valaki ismer valamilyen trukkot, vagy van egyeb otlete szivesen veszem.
Elore is koszonom
Udv
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2012 december 07, 12:50
Írta: 279nwbpsa Dátum 2012 december 07, 12:50
M3,vagy M4 "imbuszos hernyócsavar" miért nem jó?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 07, 12:59
Írta: 000000000 Dátum 2012 december 07, 12:59
Akar jo is lehet. Gondolom lapolt tengelyre.? Kb 2 Nm lenne a nyomatek 1:3 lassito attelen, tehat a hajtott tarcsan akar 6 Nm is lehet. Mondjuk ennyi uzemszeruen nem jelenkezik, de pl indulaskor igen.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2012 december 07, 13:19
Írta: 279nwbpsa Dátum 2012 december 07, 13:19
Beteszel mondjuk 2db M4-est,mondjuk kb. 120°-ra,
meg picit bele is fĂşrsz egyĂşttal a tengelybe,persze nem nagyon mĂŠlyen.
Nem hinnĂŠm.hogy gondod lenne vele a kĂŠsĹbbiekben...
meg picit bele is fĂşrsz egyĂşttal a tengelybe,persze nem nagyon mĂŠlyen.
Nem hinnĂŠm.hogy gondod lenne vele a kĂŠsĹbbiekben...
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2012 december 07, 13:20
Írta: 279nwbpsa Dátum 2012 december 07, 13:20
"mondjuk kb. 120°-ra"
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 07, 14:03
Írta: 000000000 Dátum 2012 december 07, 14:03
mondjuk ha 120 fok akkor inkabb mar 3 :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 december 07, 15:26
Írta: svejk Dátum 2012 december 07, 15:26
Ha acél tárcsa akkor tengelyirányban belefúrni egy M4 menetet a tengely és az agy találkozásánál. Ha alu a tárcsa akkor ez módszer nyűgösebb, de az ipar is alakalmazz nem éppen elgáns mivolta ellenére.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 07, 17:58
Írta: 000000000 Dátum 2012 december 07, 17:58
Három M5-M6-os hegyes imbusz hernyó csavar rögzítővel tökéletes.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 07, 18:29
Írta: PSoft Dátum 2012 december 07, 18:29
"Ragasztani nem nagyon akarom."
De,...miért is nem???
De,...miért is nem???
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 07, 18:33
Írta: PSoft Dátum 2012 december 07, 18:33
A Black & Decker is rögzít így.:))
Pld. a "nagyflex"-em forgórészén a kis kúpkerék így van rögzítve.
Igaz,hogy ott három tűgörgő szolgálja a rögzítést,120fokra egymástól.
Pld. a "nagyflex"-em forgórészén a kis kúpkerék így van rögzítve.
Igaz,hogy ott három tűgörgő szolgálja a rögzítést,120fokra egymástól.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 07, 20:33
Írta: Szalai György Dátum 2012 december 07, 20:33
Egyszer láttam egy ékszíjtárcsa rögzítést, amit az óta se, de nem tűnt rossznak.
A tengelybe és a rátolt tárcsába, közös, a tengellyel párhuzamos helyzetű lyukat fúrtak, fele a tárcsába, fele a tengelybe. Ebbe fúrt menetbe egy csavar volt tekerve.
Szinte retesz.
A tengelybe és a rátolt tárcsába, közös, a tengellyel párhuzamos helyzetű lyukat fúrtak, fele a tárcsába, fele a tengelybe. Ebbe fúrt menetbe egy csavar volt tekerve.
Szinte retesz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 07, 20:55
Írta: 000000000 Dátum 2012 december 07, 20:55
Az biztos, csak mégegyszer össze nem rakod.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 07, 22:46
Írta: besirkyjh Dátum 2012 december 07, 22:46
Szia
Erröl irt a Svejk a # 10840 ben .
Jo modszer ott ahhol utolag ne megoldhato az ékpálya marás !
Erröl irt a Svejk a # 10840 ben .
Jo modszer ott ahhol utolag ne megoldhato az ékpálya marás !
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 07, 22:47
Írta: besirkyjh Dátum 2012 december 07, 22:47
Szia
Már miért ne tudná ?
Aki furja az tudja mit csinál :)
Már miért ne tudná ?
Aki furja az tudja mit csinál :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 07, 23:21
Írta: 000000000 Dátum 2012 december 07, 23:21
Próbáld már lehúzni és mégegyszer ugyan abba a pozícióba visszatenni úgy, hogy a csavart is vissza lehessen tenni.
Ha jó az illesztés, akkor elég érdekes visszajátszani a meneteket úgy, hogy illeszkedjenek.
Ha jó az illesztés, akkor elég érdekes visszajátszani a meneteket úgy, hogy illeszkedjenek.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 08, 07:49
Írta: Szalai György Dátum 2012 december 08, 07:49
Ha elfordulás ellen, a reteszként működő csavar ad biztonságot, akkor a tengely kapcsolatnak nem kell szoros, csak préseléssel összerakható H7/r6 illesztésűnek lennie. Lehet pl. H7/h6 de még talán H7/g6 laza illesztésű is. Kézzel, simán beállítgatható.
Ennek ellentmond, hogy én még az életben csak H7 dörzsárat láttam, a tengelyátmérő tűrése meg többnyire úgy tudom m6. A H7/m6 illesztés már kéri a prést vagy a bronzkalapácsot.
Vagy a tárcsa furat átmérőjén barkácsolni kell, de a Hobbyista talán ezt is megteszi.
Ennek ellentmond, hogy én még az életben csak H7 dörzsárat láttam, a tengelyátmérő tűrése meg többnyire úgy tudom m6. A H7/m6 illesztés már kéri a prést vagy a bronzkalapácsot.
Vagy a tárcsa furat átmérőjén barkácsolni kell, de a Hobbyista talán ezt is megteszi.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 08, 07:52
Írta: Szalai György Dátum 2012 december 08, 07:52
Vagy beruház állítható dörzsárra, és olyat illeszt amilyet akar.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 08, 07:56
Írta: besirkyjh Dátum 2012 december 08, 07:56
Szia András
Probálom - probálom már 1974 ota :)
A "jo" illesztés egy elég tág fogalom , de irja is a Gyuri !
Mint ahogy a Svejk is irja ez egy lehetöség , aki él vele az használja aki nem az más modszert használ !!
Probálom - probálom már 1974 ota :)
A "jo" illesztés egy elég tág fogalom , de irja is a Gyuri !
Mint ahogy a Svejk is irja ez egy lehetöség , aki él vele az használja aki nem az más modszert használ !!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 08, 12:27
Írta: 000000000 Dátum 2012 december 08, 12:27
Mindenkinek nagyon köszönöm a hozzászólásokat.
Ami lényeges, hogy olyan dologhoz lenne aminek pont az a lényege, hogy többféleképpen össze lehet rakni. Tehát olyan kötés kell, ami oldható.
Röviden: Van egy 8-as tengely kb 80mm hosszú. Középen lenne rajta (a két csapágy közt) egy kis tárcsa 10 illetve 12 fogú (opcionálisan) ezenkívül a tárcsa egyik végén egy 40 fogú.
még egy léptetőmotor tengelyére is kellene meneszteni egy 12 fogut. Minden tárcsa 5 os osztású
Abban az esetben ha a tengelyen nem lesz megmunkálás (tehát csak egy rúd) akkor megfontolandó hogy 2 tengely és egyiken a 10 es a másikon a 12 es osztású tárcsa. viszont akkor a nagy tárcsa rögzítését úgy kell megoldani, hogy ne kelljen megmunkálni a tengelyeket pl kúpos szorítóval, de az meg csak acéltárcsáknál elérhető (javítsatok ki ha tévedek)
Ami lényeges, hogy olyan dologhoz lenne aminek pont az a lényege, hogy többféleképpen össze lehet rakni. Tehát olyan kötés kell, ami oldható.
Röviden: Van egy 8-as tengely kb 80mm hosszú. Középen lenne rajta (a két csapágy közt) egy kis tárcsa 10 illetve 12 fogú (opcionálisan) ezenkívül a tárcsa egyik végén egy 40 fogú.
még egy léptetőmotor tengelyére is kellene meneszteni egy 12 fogut. Minden tárcsa 5 os osztású
Abban az esetben ha a tengelyen nem lesz megmunkálás (tehát csak egy rúd) akkor megfontolandó hogy 2 tengely és egyiken a 10 es a másikon a 12 es osztású tárcsa. viszont akkor a nagy tárcsa rögzítését úgy kell megoldani, hogy ne kelljen megmunkálni a tengelyeket pl kúpos szorítóval, de az meg csak acéltárcsáknál elérhető (javítsatok ki ha tévedek)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 december 08, 12:35
Írta: svejk Dátum 2012 december 08, 12:35
kb. 15 Mavilor motort csapágyaztam újra. Kísérletemi során van hogy többször levettem- visrosszaktam az eredeti tárcsát. Mindig sikerült....

Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 december 08, 12:39
Írta: svejk Dátum 2012 december 08, 12:39
[#eljen]
egyébként van dörzsár nem csak H7-ben
egyébként van dörzsár nem csak H7-ben
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 december 08, 12:41
Írta: svejk Dátum 2012 december 08, 12:41
A nagy kerékhez a KLCC szorító a Te barátod, én ha elfér mindig ezt használom.
Az ára egy 16-os méretnek kb. 1300 Ft
Az ára egy 16-os méretnek kb. 1300 Ft
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 december 08, 12:45
Írta: svejk Dátum 2012 december 08, 12:45
Természetesen a képen látható Mavilor motornál is van ragasztó.
Alu-acél kombinációnál a 638-as ragasztó önmagában kevés a tapasztalatom szerint is.
Alu-acél kombinációnál a 638-as ragasztó önmagában kevés a tapasztalatom szerint is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 08, 12:57
Írta: 000000000 Dátum 2012 december 08, 12:57
Ez jónak tűnik a nagy tárcsához. Amúgy kb. mennyibe kerül a powerbeltnél egy reteszhorony a tárcsába?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2012 december 08, 13:10
Írta: svejk Dátum 2012 december 08, 13:10
Én úgy tudom csak nyerset árulnak, de lehet azóta szerződtek valami gépműhellyel. Bizonyára többe kerül a felár mint egy KLCC.
Persze a KLCC-nek van hátránya is, növeli a tehetetlenségi nyomatékot.
Persze a KLCC-nek van hátránya is, növeli a tehetetlenségi nyomatékot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 08, 13:17
Írta: 000000000 Dátum 2012 december 08, 13:17
"a tengelyátmérő tűrése meg többnyire úgy tudom m6." Miért lenne így??? Inkább többnyire h6, vagy h7.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 08, 13:20
Írta: 000000000 Dátum 2012 december 08, 13:20
Hát ez igaz, De de az én esetemben az átmérők még nem olyan nagyok. Azt írják hogy igény szerint megcsinálják az agy kiképzését. Már csak a kis tárcsákhoz kell valami. A motor tengelyére pl. ezt is úgy akarom hogy szerelhető legyen.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 08, 14:53
Írta: Szalai György Dátum 2012 december 08, 14:53
Akkor kézzel mozgatható?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 08, 15:13
Írta: 000000000 Dátum 2012 december 08, 15:13
Az hogy egy h7-es tengelyen mi mozgatható, az attól függ, milyen a furat illesztése. Így a kérdésedet sem értem, hiszen 3 eset lehetséges:
- laza (mozgatható)
- átmeneti
- szoros.
Egy a lényeg: motor tengelyt ritkán gyártanak m-es illesztéssel, és Te ezt sugalltad.
- laza (mozgatható)
- átmeneti
- szoros.
Egy a lényeg: motor tengelyt ritkán gyártanak m-es illesztéssel, és Te ezt sugalltad.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 09, 21:27
Írta: s7manbs8 Dátum 2012 december 09, 21:27
Olyan helyet tudtok, ahol komplett kis gépnek lehetne megvenni az alkatrészeit ilyen nyákkészítésre valót, amit össze kéne csak rakni, motor, meg vezérlés nem kéne bele, csak mechanika mondjuk, lehet többféle minőség is, már csak úgy kíváncsiságból is mi mennyi kb.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 09, 21:33
Írta: keri Dátum 2012 december 09, 21:33
Klávió
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 09, 21:34
Írta: s7manbs8 Dátum 2012 december 09, 21:34
Kösz, de ott van méretre levágva minden stb. ? Tehát csak össze kell szerelni ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 09, 21:37
Írta: s7manbs8 Dátum 2012 december 09, 21:37
Most az a helyzet, hogy nagyobb valamit szándékomban áll építeni, ami folyamatban is van már pár éve, de most külön nem akarok mg meint valamibe belefogni, ami miatt az is tolódik, meg a többi dolgok. Így aztán ezét gondolkodom, hogy egy rögtön hadra fogható valami amit szerszámok híján nem tudok legyártogatni magamnak sokkal célszerűbb megvenni valami szereld önmagad akciós szerkezetet. Így is már a vezérlés meg motorok meglennének,, ha még arra is pár napokat rászánok és készre csinálom
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 09, 21:43
Írta: s7manbs8 Dátum 2012 december 09, 21:43
Ott amit látok, valami kész gép, de azt nem gyártják, meg az nem összerakandó úgy látom. HA meg nekem kell kitalálni, hogy miből mekkorát vegyek alkatrészeket, az meg megint egy tervezés, na azt nem akarom pont, de komplettet se, mert az meg nyilván kicsit drágább vagy nem is kicsit.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 09, 22:43
Írta: PSoft Dátum 2012 december 09, 22:43
Most akkor,....mit is akarsz tulajdonképpen???
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 09, 22:44
Írta: keri Dátum 2012 december 09, 22:44
Igen. Ha van elég pénzed :)
Levágják neked, végmegmunkálást is csinálnak tudtommal, van aluprofil, minden szerelvény.
Levágják neked, végmegmunkálást is csinálnak tudtommal, van aluprofil, minden szerelvény.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 09, 22:45
Írta: keri Dátum 2012 december 09, 22:45
Csak álmodozik :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 09, 22:53
Írta: keri Dátum 2012 december 09, 22:53
Ha már annyira nem akarsz gondolkodni, hogy kész alkatrészeket nem tudsz összelegózni, akkor kérd meg Tibit és szétszed neked egy gépet, hogy össze tudd rakni [#mf2]
Nem a csavarozás a drága egy ilyen gépben, de ezt te is tudod.
Nem a csavarozás a drága egy ilyen gépben, de ezt te is tudod.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 10, 00:04
Írta: s7manbs8 Dátum 2012 december 10, 00:04
Mi lenne az a legegyszerűbb konstrukció, ami megállná a helyét egy nyák gravírozó fúró felhasználásban ?
De a csavarozás is lehet drága, mert ha egy kicsi gépet nézek ott is ugyanannyi csavar kell a motorokat rátenni meg a síneket vagy akármi, és agy a kicsi mivel kevesebb az alkatrész igénye vastagságra méretre annál arányában pont sok az összerakási díj is szerintem, tehát magamnak azt meg lehet spórolni, meg ugye nem kell motor meg driver hozzá pl. Lehet valami kis kínai tipp top gép kit kéne hátha árulnak. Persze a minőség ...
De a csavarozás is lehet drága, mert ha egy kicsi gépet nézek ott is ugyanannyi csavar kell a motorokat rátenni meg a síneket vagy akármi, és agy a kicsi mivel kevesebb az alkatrész igénye vastagságra méretre annál arányában pont sok az összerakási díj is szerintem, tehát magamnak azt meg lehet spórolni, meg ugye nem kell motor meg driver hozzá pl. Lehet valami kis kínai tipp top gép kit kéne hátha árulnak. Persze a minőség ...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 10, 06:16
Írta: Szalai György Dátum 2012 december 10, 06:16
Az Épül a gépem ::: Farkas Ádám #1-től #92-ig kisgépnek a profilokból épült váza.
Az Adok-veszek-cserélek. CSAK ÁRMEGJELÖLÉSSEL!! Sz.József #47791 szerelvényeivel, lehetne egy minimál konstrukció.
Akár szárazon csúszó, acél-műanyag vezetékekkel.
Az Adok-veszek-cserélek. CSAK ÁRMEGJELÖLÉSSEL!! Sz.József #47791 szerelvényeivel, lehetne egy minimál konstrukció.
Akár szárazon csúszó, acél-műanyag vezetékekkel.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 10, 06:22
Írta: besirkyjh Dátum 2012 december 10, 06:22
Szia
Erről egy vicc jut az eszembe :
Székelyek kártyáznak , kis idő múlva a padlón fekvő kutya éktelenül elkezd vonyítani .
Mi baja a kutyának ? - kérdi az egyik , majd játszanak tovább
Biztos nyomja szög az oldalát ! - mondja a másik majd tovább ütik a lapot .
Hülye az a kutya ? Miért nem fekszik arrébb ? - ........
Annyira nem nyomja !!
:)
Erről egy vicc jut az eszembe :
Székelyek kártyáznak , kis idő múlva a padlón fekvő kutya éktelenül elkezd vonyítani .
Mi baja a kutyának ? - kérdi az egyik , majd játszanak tovább
Biztos nyomja szög az oldalát ! - mondja a másik majd tovább ütik a lapot .
Hülye az a kutya ? Miért nem fekszik arrébb ? - ........
Annyira nem nyomja !!
:)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 10, 06:25
Írta: besirkyjh Dátum 2012 december 10, 06:25
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 10, 06:51
Írta: 000000000 Dátum 2012 december 10, 06:51
Vedd meg Magitól a bútorlaposat! :))
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 10, 07:11
Írta: besirkyjh Dátum 2012 december 10, 07:11
Szia Bodi
A mai napig használok egy MDF gépet amivel alut is marok de az olyan "égö" , meg fábol van :)
5 éves elmult pedig !
Most van nálam egy kis "gyári" masina amit át kel alakitani és alubol van meg ER11 meg kék vezérlö hozzá meg olcso és hogy free posta .
Van egy baja , nem alkalmas alu megmunkálásra még az MDF-et sem közeliti meg ( nem arra készült ) .
A mai napig használok egy MDF gépet amivel alut is marok de az olyan "égö" , meg fábol van :)
5 éves elmult pedig !
Most van nálam egy kis "gyári" masina amit át kel alakitani és alubol van meg ER11 meg kék vezérlö hozzá meg olcso és hogy free posta .
Van egy baja , nem alkalmas alu megmunkálásra még az MDF-et sem közeliti meg ( nem arra készült ) .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 10, 07:56
Írta: 000000000 Dátum 2012 december 10, 07:56
Szevasztok,
látom, jobbnál jobb ötleteket vettek fel a PCB-CNC épitése kapcsán.
Kérdésem lenne, szerintetek mennyire használható erre a célra a 20 mm menetemelkedésü orsó.
(pillanatnyilag csak ez van)
üdv.
István
látom, jobbnál jobb ötleteket vettek fel a PCB-CNC épitése kapcsán.
Kérdésem lenne, szerintetek mennyire használható erre a célra a 20 mm menetemelkedésü orsó.
(pillanatnyilag csak ez van)
üdv.
István
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 10, 08:08
Írta: besirkyjh Dátum 2012 december 10, 08:08
Szia
Ha csak az van akkor nagyon jol használhato :)
Áttételezéssel bármiböl bármit lehet csinálni !
Több adat kellene a hajtásrol a gép méretéröl és megmunkálási igényekröl .
Ha csak az van akkor nagyon jol használhato :)
Áttételezéssel bármiböl bármit lehet csinálni !
Több adat kellene a hajtásrol a gép méretéröl és megmunkálási igényekröl .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 10, 08:17
Írta: 000000000 Dátum 2012 december 10, 08:17
Üdv Zoli,
Hajtáshoz rendelkezésemre áll dc szervo is, de kezdetnek stepper-t gondoltam.A kinai kék 3 tengelyes változatot. Amit kalkuláltam, hogy a mikrostep nélkül a felbontás a 200-as motorral 0.1 mm lenne, áttétel nélkül.
Van ugyan bordásszijam és tárcsapárom áttételnek, de nem tudom, hogy a 0.1 mm alatt ez mennyire használható.
Aztán azt sem tudom, mekkora hasznot hoz a microstep, nem tudom ez a lépések közt mennyire stabil állapotot erednényez.
Hajtáshoz rendelkezésemre áll dc szervo is, de kezdetnek stepper-t gondoltam.A kinai kék 3 tengelyes változatot. Amit kalkuláltam, hogy a mikrostep nélkül a felbontás a 200-as motorral 0.1 mm lenne, áttétel nélkül.
Van ugyan bordásszijam és tárcsapárom áttételnek, de nem tudom, hogy a 0.1 mm alatt ez mennyire használható.
Aztán azt sem tudom, mekkora hasznot hoz a microstep, nem tudom ez a lépések közt mennyire stabil állapotot erednényez.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 10, 08:29
Írta: besirkyjh Dátum 2012 december 10, 08:29
Tökéletes a kék kütyü ide !
Ha lehet a mikrosteppet ne eröltesd ( gyengiti a motort ) a 400lépés/kör még jo .
Ha nem lakásban alvo baba melett dolgozol akkor kicsit tulzásnak érzem a DC szervot ( de ezt egyéne válogatja ) .A szij használhato természetesen 0.1mm alatt is ( a nyullására gondolsz ? ) .Nem kel tartanod a szijtol használd bátran .A mikrostepp csinál szög hibát de számold ki hogy ennek mennyi a jelentösége ha mondjuk az orsodat leáttételezed 4mm/körre !( semmi ? ) .Jobban mondva méretben nem hibázik csak a linearitása ott nem tökéletes ( az 1.00mm ott is 1.00mm ) .
Olyan 1:5 áttételt javaslok , ez viszonylag könnyen elérhetö egy 3mm osztásu fogazott kerékkel .
Ha lehet a mikrosteppet ne eröltesd ( gyengiti a motort ) a 400lépés/kör még jo .
Ha nem lakásban alvo baba melett dolgozol akkor kicsit tulzásnak érzem a DC szervot ( de ezt egyéne válogatja ) .A szij használhato természetesen 0.1mm alatt is ( a nyullására gondolsz ? ) .Nem kel tartanod a szijtol használd bátran .A mikrostepp csinál szög hibát de számold ki hogy ennek mennyi a jelentösége ha mondjuk az orsodat leáttételezed 4mm/körre !( semmi ? ) .Jobban mondva méretben nem hibázik csak a linearitása ott nem tökéletes ( az 1.00mm ott is 1.00mm ) .
Olyan 1:5 áttételt javaslok , ez viszonylag könnyen elérhetö egy 3mm osztásu fogazott kerékkel .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 10, 08:36
Írta: 000000000 Dátum 2012 december 10, 08:36
Köszi Zoli,
Egészen felbátoritottál.
István
Egészen felbátoritottál.
István
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 10, 08:38
Írta: besirkyjh Dátum 2012 december 10, 08:38
Hajrá !!!! :)
Megyek én is , asztalt szabályozni :(
Megyek én is , asztalt szabályozni :(
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 11, 22:16
Írta: s7manbs8 Dátum 2012 december 11, 22:16
Milyen anyagokat lehetne használni NEMA23 méretű motor felfogatására egy vázra, ami nem drága, hozzáférhető könnyen vagy lehet kapni, és nem nehéz megmunkálni, azaz egy nem túl OKs géppel is ki tudnám vagdalni és elég erős, erre a célra ?
Ami eszembe jut az alun kívül, ami nekem nehéz lenne, nyáklemez, MDF, műanyag (nehéz vágni mert beleragad) stb ... Ötletek ?
Kiötlöttem egy felfogató lemezt, majd be is rajzolom és megpróbálnál kimarni valahogy.
Ami eszembe jut az alun kívül, ami nekem nehéz lenne, nyáklemez, MDF, műanyag (nehéz vágni mert beleragad) stb ... Ötletek ?
Kiötlöttem egy felfogató lemezt, majd be is rajzolom és megpróbálnál kimarni valahogy.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 11, 22:32
Írta: keri Dátum 2012 december 11, 22:32
Rajzot kérünk. Így nem tudunk beledumálni :) Amúgy miért nem simán pálcikákra teszed?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 11, 22:35
Írta: s7manbs8 Dátum 2012 december 11, 22:35
Lehet vályogól kéne vetni igaz . :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 11, 22:39
Írta: keri Dátum 2012 december 11, 22:39
menete távtartókra gondoltam, olyat lehet kapni, és elég stabil sokak gépén.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 11, 22:53
Írta: s7manbs8 Dátum 2012 december 11, 22:53
Azért nem távtartókra teszem, mert jelen megoldásomnál itt az nem jó, mivel van egy lapom mondjuk egy nagyobb asztallap pl. és alulró a motornak a tengelye fog kibújni, rajta szíj lesz, és mivel nincs olyan nagy gépem hogy alá tegyek egy asztal lapot és közvetlen abba marjam ki, így azt találtam ki, hogy egy ilyen kis lappal, ami nem sokkal nagyobb mint a motor átmérője, oylat tudnék ponontosan kivágni sokat, majd ezeket akárhova ahol gondolom fel tudom szerelni úgy, hogy a asztallapnak ahol a motor kibújik ott csak egy akkora négyzetet ki kell vágni ahol kifér a felfogató lapon meg a négy szélén 4 csavar és kész. A lapból ezt négyzetet meg ahogy sikerül úgy vágom ki felső maróval, kifurkálva körvonalát ha vas lenne ez a lap stb. Vagy lehetne egy ilyen sablont kivágni és utána azt rátéve az asztallapra a úgy kifúrni meg körbe marni jelölni fúrni stb.
A mérete vagy 65x85 mm ez az egész.
A mérete vagy 65x85 mm ez az egész.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 12, 02:03
Írta: 000000000 Dátum 2012 december 12, 02:03
Nekem már volt,hogy két db m5-ös csavar fogta és nem nyeglett annyira,de persze filléres megoldások is vannak erre :D.4*50mm*d=10mm-es acél rúd sem egy eget rengető tétel.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 12, 06:37
Írta: besirkyjh Dátum 2012 december 12, 06:37
Szia
Valami ilyesmire gondolsz ?
Oldal közepe
Csak a fekfogatást nézd , de ez is lehet akár kis csöveken is .
Rajz is jo lenne az elkpézelésedröl .
Valami ilyesmire gondolsz ?
Oldal közepe
Csak a fekfogatást nézd , de ez is lehet akár kis csöveken is .
Rajz is jo lenne az elkpézelésedröl .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 12, 09:30
Írta: keri Dátum 2012 december 12, 09:30
Kezdem sejteni mit akarsz, de ha rajzolnál az sokat segítene.
Lehet hogy tudnék neked megoldást adni.
Végülis ha csak egy acél lap kell, a motor helye kifúrva, akkor azt meg esztergálom neked. 4mm-es a legvékonyabb lemezem ha az megfelel.
De tényleg ha csinálnál egy skiccet akkor lehet hogy tudnánk jobb ötleteket is adni. Pl a motortestet besüllyesteni és felülről belerakni az asztallapba. Nem sokkal emeli ki, és annyi talán kell is a szíjnak, viszont neked csak egy körkiszúró fűrész kell ami fillérekért van praktikerben.
Lehet hogy tudnék neked megoldást adni.
Végülis ha csak egy acél lap kell, a motor helye kifúrva, akkor azt meg esztergálom neked. 4mm-es a legvékonyabb lemezem ha az megfelel.
De tényleg ha csinálnál egy skiccet akkor lehet hogy tudnánk jobb ötleteket is adni. Pl a motortestet besüllyesteni és felülről belerakni az asztallapba. Nem sokkal emeli ki, és annyi talán kell is a szíjnak, viszont neked csak egy körkiszúró fűrész kell ami fillérekért van praktikerben.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 12, 09:33
Írta: keri Dátum 2012 december 12, 09:33
Vagy ilyesmire gondolhatott.
Legalább is én így értelmeztem.
Legalább is én így értelmeztem.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 12, 11:46
Írta: besirkyjh Dátum 2012 december 12, 11:46
Majd jön a fönök oszt mondja mi a baja :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 12, 16:14
Írta: keri Dátum 2012 december 12, 16:14
Ja, csak annyit kínlódik már ezzel, hogy össze kéne neki rakni már egy gépet, hogy nyugton legyen :D
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 12, 16:34
Írta: s7manbs8 Dátum 2012 december 12, 16:34

Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 12, 16:52
Írta: keri Dátum 2012 december 12, 16:52
Legalább olyan szépen írsz mint én :D
Tehát egy 65*85-ös acéllap mértani közepére kell egy 38,3 mm-es lyuk?
A 38mm-es léptető motor a 38,1-es lukba is kényelmesen belemegy.
A csavar furatait megcsinálod?
Ha probléma neked akkor ráfúrom azt is, de csak kézi fúróm van erre a célra.
Ja meg 5.08mm-es fúróm nincs :D csak 5-ös ami lehet kicsit nagyobbra fúrja :)
M3 M5 M6 M8 M10-es menetfúróm van, de ha te pont M4-et szeretnél akkor a kedvedért kiegészítem a szerszámsort.
Mindkét oldalát síkra esztergáljam a lapnak, vagy csak a külső elég? Ennek inkább csak esztétikai jelentősége lehet, mert egy bútorlaphoz képest elég sík a lemez.
Tehát egy 65*85-ös acéllap mértani közepére kell egy 38,3 mm-es lyuk?
A 38mm-es léptető motor a 38,1-es lukba is kényelmesen belemegy.
A csavar furatait megcsinálod?
Ha probléma neked akkor ráfúrom azt is, de csak kézi fúróm van erre a célra.
Ja meg 5.08mm-es fúróm nincs :D csak 5-ös ami lehet kicsit nagyobbra fúrja :)
M3 M5 M6 M8 M10-es menetfúróm van, de ha te pont M4-et szeretnél akkor a kedvedért kiegészítem a szerszámsort.
Mindkét oldalát síkra esztergáljam a lapnak, vagy csak a külső elég? Ennek inkább csak esztétikai jelentősége lehet, mert egy bútorlaphoz képest elég sík a lemez.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 12, 16:57
Írta: keri Dátum 2012 december 12, 16:57
Itt vannak a NEM23 motor hivatalos méretei.
Ez eredetileg colos méretezésű, azért vannak ilyen idióta törtszámok?
Mert akkor lehet hogy egyszerűbb eleve colos értékekkel dolgozni.
Ez eredetileg colos méretezésű, azért vannak ilyen idióta törtszámok?
Mert akkor lehet hogy egyszerűbb eleve colos értékekkel dolgozni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 12, 16:59
Írta: keri Dátum 2012 december 12, 16:59
Megvan. Colos skálán is hülye számok jönnek ki.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 12, 17:02
Írta: s7manbs8 Dátum 2012 december 12, 17:02
Várjál , ne csináljál semmit még a tervezés folyik. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 12, 17:03
Írta: s7manbs8 Dátum 2012 december 12, 17:03
A méretét onnan vettem az adatlapjából , aha.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 12, 17:04
Írta: s7manbs8 Dátum 2012 december 12, 17:04
Van maród is ?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 12, 17:07
Írta: keri Dátum 2012 december 12, 17:07
Maró van, csak gép nincs hozzá [#falbav][#idiota]
Szóval azzal ne számolj. Forgástesteket tudok gyártani esztergán, de azt is csak ~100mm elfordulásig. Bár 160-as is elfér, de késsel már nem férek hozzá.
De ne találj ki nekem túl bonyolult dolgokat, mert saját gépemmel sem haladok [#vigyor2]
Szóval azzal ne számolj. Forgástesteket tudok gyártani esztergán, de azt is csak ~100mm elfordulásig. Bár 160-as is elfér, de késsel már nem férek hozzá.
De ne találj ki nekem túl bonyolult dolgokat, mert saját gépemmel sem haladok [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 12, 21:38
Írta: s7manbs8 Dátum 2012 december 12, 21:38
Az, hogy ledugom felülről a motort és a válla felülre kerül, nem rossz gondolat, csak a furatai elég közel van a széléhez és nem tudom a pozdorja bútorlap anyaga nem megy e szét ha ott a szélén közel csavarom bele.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 12, 21:46
Írta: s7manbs8 Dátum 2012 december 12, 21:46

Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 13, 00:06
Írta: keri Dátum 2012 december 13, 00:06
Jogos.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 14, 21:03
Írta: s7manbs8 Dátum 2012 december 14, 21:03
Most pedig egy ilyet rajzoltam meg, amit meg kéne majd csinálni, egy tengely végére menne az a kerék és azt egy vas lappal tudnám rátenni, aminek egy 12-es furata van, nem tudom azt esztergálva, meg utána a két elemet össze hegesztve vagy más milyen technika lehetne vajon.
http://kepfeltoltes.hu/121214/PICT1447_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/121214/Y_tengely_bord_s_ker_k_tart__www.kepfeltoltes.hu_.jpg
Ha mindennap ennyit lehetne haladni egy órácskát rászánva lassan csak kialakulna valami gép féleség a szomszédok nagy örömére utána hallgathatnák a sok motor zúgást ... :)
http://kepfeltoltes.hu/121214/PICT1447_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/121214/Y_tengely_bord_s_ker_k_tart__www.kepfeltoltes.hu_.jpg
Ha mindennap ennyit lehetne haladni egy órácskát rászánva lassan csak kialakulna valami gép féleség a szomszédok nagy örömére utána hallgathatnák a sok motor zúgást ... :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 14, 21:03
Írta: s7manbs8 Dátum 2012 december 14, 21:03


Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 14, 21:25
Írta: keri Dátum 2012 december 14, 21:25
minek több darabból ez?
Powerbeltnél venni kell megfelelő kereket és csak a lyukat kell rá fúrni akkorát amekkorát akarsz...persze esztergával célszerű hogy ne üssön.
Powerbeltnél venni kell megfelelő kereket és csak a lyukat kell rá fúrni akkorát amekkorát akarsz...persze esztergával célszerű hogy ne üssön.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 14, 21:33
Írta: s7manbs8 Dátum 2012 december 14, 21:33
Egy olyan kerék mennyi körül van ilyen nagyobb méretben mert áttétel kell ehhez, de lehet ekkora kerék nem kell kitudja, ki kell valahogy próbálnom hogy bírja, mindenesetre egy ideiglenes megoldással is meg lehetne ha kivágnék egy 6mm MDF-ből meg ráfogatni hogy a tengelyre rá tudjam de ahhoz is kell esztergálni vagy hogy tudom a tengelyhez rögzíteni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 14, 21:42
Írta: s7manbs8 Dátum 2012 december 14, 21:42
Habár nem kellene iylen nagy se, elég lenne ha ott a kivágást elérné ott csavarral tudnám már rögzíteni olyan 65 mm átmérő anyag, meg ott a közepénél kiállna belőle 30mm átmérővel hogy a vállába belemenjen pont és akkor központos , na végül is akkor egy kb. 65 átmérőjű és vagy 100 hosszú rúdból meg lehet csinálni egy fogással az én tudatlan fejem meglátása szerint is, akár aluból vagy másból is amit könnyű megcsinálni és nem is drága.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 14, 21:44
Írta: s7manbs8 Dátum 2012 december 14, 21:44
Ha van egy olyan powerbelt kereket azt hogy rögzítem e tengelyhez ? mert abból nem áll ki, ahol hernyócsavart tudok beletenni vagy milyen módszer van még ?
De persze az a gond hogy posta felejtős stb ... azért se jó..
De persze az a gond hogy posta felejtős stb ... azért se jó..
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 14, 21:45
Írta: keri Dátum 2012 december 14, 21:45
Miért nem számolod ki egyszerűen?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 14, 21:49
Írta: s7manbs8 Dátum 2012 december 14, 21:49
Hogy mennyibe kerül ? Mert be se tudok lépni oda pl.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2012 december 14, 22:08
Írta: 279nwbpsa Dátum 2012 december 14, 22:08
Viszonyításnak:
1db. HTD-3M 40fog/15mm szélességű és
1db. HTD-3M 20fog/15mm szélesség postával együtt volt 4500Ft,ha jól emlékezem.
Ami még nagyon drága tud lenni,az a szíj... :(
1db. HTD-3M 40fog/15mm szélességű és
1db. HTD-3M 20fog/15mm szélesség postával együtt volt 4500Ft,ha jól emlékezem.
Ami még nagyon drága tud lenni,az a szíj... :(
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 14, 22:15
Írta: besirkyjh Dátum 2012 december 14, 22:15
Szia Tomi
Ezért használok XL-es fogazást .Az alu ott is annyi de a szij csak harmada és szintén PowerBeltes !
Ezért használok XL-es fogazást .Az alu ott is annyi de a szij csak harmada és szintén PowerBeltes !
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 14, 22:17
Írta: s7manbs8 Dátum 2012 december 14, 22:17
Kösz, ez meg van vagy 150 fogú, van hozzá szíj is, de azt nem tudom milyen fajta, HTD-3M vagy másféle e.Illetve ilyenből van 2-m is azért ha fel lehetne használni miért ne.
A szervók meggyógyultak, hétfő körül lehet fel kéne adni, amit tudok. már most lassan ki is gyógyulok a megfázásból, ami 2 hete kínoz majdnem.
A szervók meggyógyultak, hétfő körül lehet fel kéne adni, amit tudok. már most lassan ki is gyógyulok a megfázásból, ami 2 hete kínoz majdnem.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2012 december 14, 22:18
Írta: 279nwbpsa Dátum 2012 december 14, 22:18
Szia Zoli!
Van itthon abból is.
Csak mindig más fogszámú,mint ami éppen kellene... :(
Van itthon abból is.
Csak mindig más fogszámú,mint ami éppen kellene... :(
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2012 december 14, 22:25
Írta: 279nwbpsa Dátum 2012 december 14, 22:25
Mire akarod felszerelni egyébként?
Csak nem arra az X-Z-tengelyre?
A szervóknak örülök! :) Köszönöm szépen és jobbulást kívánok!
Csak nem arra az X-Z-tengelyre?
A szervóknak örülök! :) Köszönöm szépen és jobbulást kívánok!
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 14, 22:30
Írta: besirkyjh Dátum 2012 december 14, 22:30
Ismerös a dolog :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 14, 22:32
Írta: s7manbs8 Dátum 2012 december 14, 22:32
Szia , LCD kijelzőt kérdezted ? Pár napja mikor beszéltünk róla említetted.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 14, 22:33
Írta: s7manbs8 Dátum 2012 december 14, 22:33
De arra próbálnám valahogy megtesztelgetni.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 14, 22:43
Írta: besirkyjh Dátum 2012 december 14, 22:43
Ja bocsi .
Igen kérdeztem de nincs ilyen viszont a kezembe nyomtak egy fényképezö kijelzöjét ( illetve a komplett gépet ) . Az érdekel ?
Igen kérdeztem de nincs ilyen viszont a kezembe nyomtak egy fényképezö kijelzöjét ( illetve a komplett gépet ) . Az érdekel ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 14, 23:17
Írta: s7manbs8 Dátum 2012 december 14, 23:17
Hát ... azokban nem tudom mi van vajon, valami működő kéne amit lehet ismerni is, de megmutathatod ha ráérsz, ha ki lehet belezni :) :) Remélem nem zavarlak ha beszélünk erről-arról.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 15, 07:29
Írta: keri Dátum 2012 december 15, 07:29
Először az áttételt, aztán ha tudod mi kell, akkor telefon, és megkérdezed. Nem harapnak, nagyon barátságosak és segítőkészek voltak velem is :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2012 december 15, 07:58
Írta: besirkyjh Dátum 2012 december 15, 07:58
Ne butáskodj már !
Ha avarnál nem szolnék hozzád :))
Magánban küld a cimed !!
( innen a forumrol tökéletes )
Ha avarnál nem szolnék hozzád :))
Magánban küld a cimed !!
( innen a forumrol tökéletes )
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 18, 13:14
Írta: s7manbs8 Dátum 2012 december 18, 13:14
Arra gondoltam, mint ezekben a RepRap gépekben, ahogy a szerkezetet össze rakják, ott az az összetartó elem, ami a menetes szárakat fogja össze, egy pl. 20x20 mm-es kocka alakú fa is lehet jó lenne anyagnak, és azt semmilyen eszközzel meg lehetne munkálni úgy hogy először ledarabolni adott hosszra, majd bele 2 furat merőlegesen, ahhoz meg egy fúró és utána ezekkel akármit össze lehetne rakni, csak ilyen alapanyagot így leszabva kéne szermányolni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 18, 13:17
Írta: s7manbs8 Dátum 2012 december 18, 13:17
Vagy ilyen kész elemet valahol ha lehetne olcsón kapni tömegével az is jó lenne éppen.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 19, 16:48
Írta: keri Dátum 2012 december 19, 16:48
Ez zsaniális!
Moduláris hobbicnc!
Ha jól számolom csupán 4 féle okosan kitalált alkatrésszel + motor,orsó,lin.vezeték szinte bármilyen gépet képes volt összerakni a leleményes orosz kolléga.
Moduláris hobbicnc!
Ha jól számolom csupán 4 féle okosan kitalált alkatrésszel + motor,orsó,lin.vezeték szinte bármilyen gépet képes volt összerakni a leleményes orosz kolléga.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2012 december 19, 17:00
Írta: xg2w6ib9x Dátum 2012 december 19, 17:00
[#wow1]
Az általam eddig látott gépekhez képes ez teljesen újszerű felfogásban közelít a CNC gép kérdéshez.
Nagyon tetszik.
Persze lehet, hogy csak nekem új.
Vajon milyen szoftvert használ a tengelyek mozgatásához ?
Az általam eddig látott gépekhez képes ez teljesen újszerű felfogásban közelít a CNC gép kérdéshez.
Nagyon tetszik.
Persze lehet, hogy csak nekem új.
Vajon milyen szoftvert használ a tengelyek mozgatásához ?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 19, 17:33
Írta: keri Dátum 2012 december 19, 17:33
Nekem a modulok egyszerűsége tetszik.
A háromlábú CNC már régi dolog. Ha jól értettem az EMC linuxos vezérlő mintha képes lenne vezérelni.
A háromlábú CNC már régi dolog. Ha jól értettem az EMC linuxos vezérlő mintha képes lenne vezérelni.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2012 december 19, 17:51
Írta: Kristály Árpád Dátum 2012 december 19, 17:51
Oké!
Ez több mint profizmus!
Vajon milyen programmal vezérli????
Külön köszönöm, mert ötletet adott egy nem cnc téma megoldásához....sajnos én túlkomplikáltam...
így sokkal egyszerűbb.
Árpi
Ez több mint profizmus!
Vajon milyen programmal vezérli????
Külön köszönöm, mert ötletet adott egy nem cnc téma megoldásához....sajnos én túlkomplikáltam...
így sokkal egyszerűbb.
Árpi
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 december 19, 19:30
Írta: Szedlay Pál Dátum 2012 december 19, 19:30
És a látványon kívül az iparban ezekkel milyen megmunkálást lehetne végezni.
Ezek a gólyalábak nem túl meggyőzőek a stabilitás szempontjából.
Ezek a gólyalábak nem túl meggyőzőek a stabilitás szempontjából.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 19, 19:41
Írta: 000000000 Dátum 2012 december 19, 19:41
Nem biztos, hogy megmunkálást kell vele csinálni.
Lehet azzal pakoltatni is adott esetben és máris jó a stabilitása!
Nem csak vasmarás létezik 10mm mélyen 100mm szélességben egy fogásból!
Finomabb dolgok is léteznek és ahoz nem kell erődítmény!
Lehet azzal pakoltatni is adott esetben és máris jó a stabilitása!
Nem csak vasmarás létezik 10mm mélyen 100mm szélességben egy fogásból!
Finomabb dolgok is léteznek és ahoz nem kell erődítmény!
Cím: Re:Mechanikai ötletek
Írta: Antal Sándor Dátum 2012 december 19, 19:46
Írta: Antal Sándor Dátum 2012 december 19, 19:46
Használnak már hasonlót a nagyok is pl.:ABB
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 19, 19:53
Írta: 000000000 Dátum 2012 december 19, 19:53
na ezt mondom!
És ez nem lesz izomlázas!
És ez nem lesz izomlázas!
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 december 19, 19:54
Írta: Szedlay Pál Dátum 2012 december 19, 19:54
Ügyesen tetriszezik azt meg kell hagyni.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2012 december 19, 20:49
Írta: Kristály Árpád Dátum 2012 december 19, 20:49
Itt a fórumon van fent egy videó...
Ezzel a magoldással sírkövet mar....
Árpád
Ezzel a magoldással sírkövet mar....
Árpád
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 19, 22:58
Írta: PSoft Dátum 2012 december 19, 22:58
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 20, 07:39
Írta: Szalai György Dátum 2012 december 20, 07:39
A sok hitvány zsanér egymásra halmozódó kottyanása miatt szerintem több a holtjáték, mint a kis erő igényű forgácsolás fogásvétele.
Szóval szerintem a modularitás gondolata lehet jó, de ez a megvalósítás alkalmatlan a forgácsolásra.
Szóval szerintem a modularitás gondolata lehet jó, de ez a megvalósítás alkalmatlan a forgácsolásra.
Cím: Re:Mechanikai ötletek
Írta: 9pk59nuy Dátum 2012 december 20, 07:49
Írta: 9pk59nuy Dátum 2012 december 20, 07:49
Az egykarú ipari robotok ismétlési pontossága is egy nagyságrendel kisebb mint a szerszámgépeké.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 december 20, 09:30
Írta: Szedlay Pál Dátum 2012 december 20, 09:30
És miért is?
Kicsit fejtsd ki bővebben, kérlek.
Kicsit fejtsd ki bővebben, kérlek.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 23, 20:20
Írta: keri Dátum 2012 december 23, 20:20
Ezzel egyetértek. Nekem is a modularitása tetszik.
Cím: Re:Mechanikai ötletek
Írta: 9pk59nuy Dátum 2012 december 23, 20:35
Írta: 9pk59nuy Dátum 2012 december 23, 20:35
Leggyakrabban szerelési célra gyártják, és ilyen célra nincs szükség szerszámgép pontosságra. Indokolatlan robottal kiváltani szerszámgépet. (persze vannak nagyon precíz robotok is.)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2012 december 23, 20:56
Írta: s7manbs8 Dátum 2012 december 23, 20:56
Sok ilyen dolog van, amit poénból is megcsinálnak pl. hogy így is lehet, az ötletességet előtérbe helyezve, az nem is baj, sokszor új megoldások is előbukkannak így.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 24, 17:25
Írta: 000000000 Dátum 2012 december 24, 17:25
Üdv egy 130mm csúcsmagasságú szegnyerget keresek.leht EMU,E2N,E3N,stb.Bármilyen megoldás érdekel.Kapcsolat e-mailen
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2012 december 25, 09:49
Írta: 3vv2btrhv Dátum 2012 december 25, 09:49
Kerékpár
Nem szorosan CNC , de nekem nagyon bejön !!
Nem szorosan CNC , de nekem nagyon bejön !!
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2012 december 25, 14:06
Írta: Szedlay Pál Dátum 2012 december 25, 14:06
Én is úgy vélem ezeknek az ipar területén van létjogosultságuk, de nem feltétlenül a hagyományos cnc megmunkáló gépek kiváltóiként.
Cím: Re:Mechanikai ötletek
Írta: t7kkabs4 Dátum 2012 december 25, 18:14
Írta: t7kkabs4 Dátum 2012 december 25, 18:14
Sziasztok!
Ilyen megoldású (párhuzamos kinematikájú) szerszámgépek már léteznek az iparban is.
Pl. Okuma PM-600V
Okuma PM-600V
Ilyen megoldású (párhuzamos kinematikájú) szerszámgépek már léteznek az iparban is.
Pl. Okuma PM-600V
Okuma PM-600V
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2012 december 25, 21:10
Írta: w0hgtwf3w Dátum 2012 december 25, 21:10
Kellemes ünnepeket mindenkinek !
Eladóvá vált egy 1100x850 mm munkaterületű léptetőmotoros gép. Motor típusa Nema 34 (4Nm) vezérlő MSD. SC30UU csapágyak 30-sa lineárokon. 16x4 trapézmenetes orsók, danamid anyával.
Irány ár.:350 000. Kérésre képeket küldök.
Eladóvá vált egy 1100x850 mm munkaterületű léptetőmotoros gép. Motor típusa Nema 34 (4Nm) vezérlő MSD. SC30UU csapágyak 30-sa lineárokon. 16x4 trapézmenetes orsók, danamid anyával.
Irány ár.:350 000. Kérésre képeket küldök.
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2012 december 25, 21:15
Írta: w0hgtwf3w Dátum 2012 december 25, 21:15
Ezt elcsesztem, nem ide akartam
Cím: Re:Mechanikai ötletek
Írta: cu05ic9nw Dátum 2012 december 25, 21:15
Írta: cu05ic9nw Dátum 2012 december 25, 21:15
rósz helyen hirdeted! az adok veszettben kéne!!
Cím: Re:Mechanikai ötletek
Írta: cu05ic9nw Dátum 2012 december 25, 21:16
Írta: cu05ic9nw Dátum 2012 december 25, 21:16
látom magadtól is rá jöttél !! Kellemes Ünnepeket!
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2012 december 25, 21:17
Írta: w0hgtwf3w Dátum 2012 december 25, 21:17
Köszi
Már észrevettem[#falbav]
Már észrevettem[#falbav]
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2012 december 25, 21:18
Írta: w0hgtwf3w Dátum 2012 december 25, 21:18
Viszont
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 26, 17:22
Írta: PSoft Dátum 2012 december 26, 17:22
A készülgető "icipici gravírgép" (45x45x45mm hasznos)projectemhez,kértem a Jézuskától egy ilyet.:))

Elmagyaráztam Neki hogyan,mit akarok,mik a lehetőségek,és ez lett belőle.:))
A "géptest",50x50-es aluból készült,az "erőforrás" egy 9,6V-os Makita akkusfúró(békebeli:) )motorja.
A motor egy spéci ER11-es befogót hajt(Farkas Ádám-féle).:))



















Elmagyaráztam Neki hogyan,mit akarok,mik a lehetőségek,és ez lett belőle.:))
A "géptest",50x50-es aluból készült,az "erőforrás" egy 9,6V-os Makita akkusfúró(békebeli:) )motorja.
A motor egy spéci ER11-es befogót hajt(Farkas Ádám-féle).:))
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2012 december 26, 17:56
Írta: hostya Dátum 2012 december 26, 17:56
[#eljen][#worship]
Az akkus fúrómotor mennyit bír(időben), káros melegedés nélkül?
Az akkus fúrómotor mennyit bír(időben), káros melegedés nélkül?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 26, 17:57
Írta: 000000000 Dátum 2012 december 26, 17:57
Frankó lett!
Mennyit fog pörögni?
Mennyit fog pörögni?
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2012 december 26, 20:09
Írta: ywathzay Dátum 2012 december 26, 20:09
Ez olyan mint egy csoda! Nem semmi ez a Jézuska!
Ki segített neki elkészíteni? Gratulálok!!
Ki segített neki elkészíteni? Gratulálok!!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 26, 20:12
Írta: PSoft Dátum 2012 december 26, 20:12
Hogy "...mennyit bír(időben),..." káros melegedés nélkül ?
Még,...nem tudom megmondani.[#nemtudom]
Mint írtam, "egy 9,6V-os Makita akkusfúró(békebeli:)" volt a motordonor.
Ezek a gépek akkor készültek,amikor a kínai még csak "rizsát kapált".
Ez a motor,még nem a mai "kínaiakkusfúró" kazegória.:)
Ha a tokmányába 10-es fúrót teszel,és nyomod neki,nem égeti pár másodperc után a kék műanyag burkolat a markodat.
Persze,ez az extrém terhelés egy gravírozó fortunánál nagyon ritkán következik be,vagy nincs is.
De,...épp itt van a Varsa,Ő csinált hasonló motorral hajtott fortunát,és pár fórumozó kollega is összeállította/használja az általa kínált szett-et.:)
Kérdezzük meg Őket is,hogy mik a tapasztalatok?
Szerintem kezelhető a motor melegedése.:)
A Makita "donor":


Még,...nem tudom megmondani.[#nemtudom]
Mint írtam, "egy 9,6V-os Makita akkusfúró(békebeli:)" volt a motordonor.
Ezek a gépek akkor készültek,amikor a kínai még csak "rizsát kapált".
Ez a motor,még nem a mai "kínaiakkusfúró" kazegória.:)
Ha a tokmányába 10-es fúrót teszel,és nyomod neki,nem égeti pár másodperc után a kék műanyag burkolat a markodat.
Persze,ez az extrém terhelés egy gravírozó fortunánál nagyon ritkán következik be,vagy nincs is.
De,...épp itt van a Varsa,Ő csinált hasonló motorral hajtott fortunát,és pár fórumozó kollega is összeállította/használja az általa kínált szett-et.:)
Kérdezzük meg Őket is,hogy mik a tapasztalatok?
Szerintem kezelhető a motor melegedése.:)
A Makita "donor":
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 26, 20:25
Írta: PSoft Dátum 2012 december 26, 20:25
Még nem tudom pontosan,nem mértem.:((
10V-os tápról,és 12V-os akksiról hajtva,úgy 16-20000 közé "saccolom" a fordulatot.
Valószínű,hogy használni fogom az "eredeti" ford.szabályozóját a hajtáshoz.
A szabályzót szétbontva,és közvetlenül a motorra szerelve a dekni alá(pont befér).:)



Régebben,a boncolós topic-ban, #623-ban mutattam egy hasonló szabályzót szétbontva,csak az épp egy kínai volt.:))
10V-os tápról,és 12V-os akksiról hajtva,úgy 16-20000 közé "saccolom" a fordulatot.
Valószínű,hogy használni fogom az "eredeti" ford.szabályozóját a hajtáshoz.
A szabályzót szétbontva,és közvetlenül a motorra szerelve a dekni alá(pont befér).:)
Régebben,a boncolós topic-ban, #623-ban mutattam egy hasonló szabályzót szétbontva,csak az épp egy kínai volt.:))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 26, 21:03
Írta: 000000000 Dátum 2012 december 26, 21:03
Nem a melegedéssel lesz bajod, hanem a csapágyak fognak kifeküdni a tartós használattól.
Mivel ugyebár egy akkus fúrógépben töredék időt forog a motor egyszerre, mint egy gravírozóban.
Nekem hasonló motorom van, csak a csapágyait kidobtam és tettem bele normális gördülőcsapágyat.
Ha 24órát kell mennie, akkor annyit megy, minden panasz nélkül.
Mivel ugyebár egy akkus fúrógépben töredék időt forog a motor egyszerre, mint egy gravírozóban.
Nekem hasonló motorom van, csak a csapágyait kidobtam és tettem bele normális gördülőcsapágyat.
Ha 24órát kell mennie, akkor annyit megy, minden panasz nélkül.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 26, 21:37
Írta: PSoft Dátum 2012 december 26, 21:37
Mennyivel lett hangosabb a motorod a "gördülőcsapágyas" átalakítás után?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 26, 21:48
Írta: 000000000 Dátum 2012 december 26, 21:48
Semmivel, viszont az eredeti csapágyak kb 20perc után feküdtek ki.
Cím: Re:Mechanikai ötletek
Írta: 9pk59nuy Dátum 2012 december 27, 08:29
Írta: 9pk59nuy Dátum 2012 december 27, 08:29
Drága Cimbora!
Áruld el mi vitt rá egy működő Makita szétfaragására? Nekem 1985 óta van (narancsszinű) Makitám, de én nem bontanám szét semmiképpen az alkatrészeiért.
Modellboltban barátságos áron lehet maróhoz használható motort venni. Én is ilyet használok. Bírja a fordulatot, és nagy a nyomatéka.
Viszont amit csináltál a Makitából, az profi lett!
Áruld el mi vitt rá egy működő Makita szétfaragására? Nekem 1985 óta van (narancsszinű) Makitám, de én nem bontanám szét semmiképpen az alkatrészeiért.
Modellboltban barátságos áron lehet maróhoz használható motort venni. Én is ilyet használok. Bírja a fordulatot, és nagy a nyomatéka.
Viszont amit csináltál a Makitából, az profi lett!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 27, 08:41
Írta: Szalai György Dátum 2012 december 27, 08:41
Ha egy megesztergált csődarabbal, teljesen mereven volna összefogatva a motortengely a szerszámtengellyel, akkor a motorba szinte nem is kéne külön csapágy. A szerszámtengely csapágyazása tartaná.
(Golyósorsós hajtásoknál látom, hogy már nincsen is külön motortengely Az AC motor forgórészt közvetlenül rátolják a golyósorsó végére, és a golyósorsó merev csapágyazása prímán tartja.)
Nagyon szép lett az alumínium ház.
(Golyósorsós hajtásoknál látom, hogy már nincsen is külön motortengely Az AC motor forgórészt közvetlenül rátolják a golyósorsó végére, és a golyósorsó merev csapágyazása prímán tartja.)
Nagyon szép lett az alumínium ház.
Cím: Re:Mechanikai ötletek
Írta: Dakota25 Dátum 2012 december 27, 09:04
Írta: Dakota25 Dátum 2012 december 27, 09:04
Szervusz PSoft!
Bár ez nem az "Adok-veszek...", de!
Ezer éve használok egy ugyanilyen Makitát. Nemrég eltört a forgásirányváltó karja.
Véletlenül nem válik feleslegessé az átalakítás után? Vevő lennék rá nagy-nagy köszönettel!
Bár ez nem az "Adok-veszek...", de!
Ezer éve használok egy ugyanilyen Makitát. Nemrég eltört a forgásirányváltó karja.
Véletlenül nem válik feleslegessé az átalakítás után? Vevő lennék rá nagy-nagy köszönettel!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 27, 09:31
Írta: keri Dátum 2012 december 27, 09:31
Sok sok éve mint kezdő ez volt az első kérdésem.
Miért nem lehet merev kapcsolat a motor és az orsó között, és miért nem lehet azonos a csapágy. Persze jól kioktattak, hogy hülye vagyok. Elfogadtam.
Erre most meg azzal jössz hogy mégis lehet?[#falbav][#circling]
Najó, nem kell magyarázni értem én. Megelőztem a koromat.
Viszont ennek kapcsán szeretném kikérni a véleményedet, mert nagyszerűen meglátod a gyenge pontokat minden konstrukcióban.
Arra gondoltam, hogy ugye rövid orsókat szokás csak egyik végén megcsapágyazni, a másik vége szabadon foroghat.
Én is ezt tervezem legújabb gépemen, csak nem a motor oldali vége lesz csapágyazva, hanem a másik. A motor oldali pedig a szokásos rugalmas betétes tengelykapcsolóval csatlakozik.
Első sorban azért gondoltam így, mert a másik oldalon jobban elfér a csapágy, és így kompaktabb a szerkezet.
Miért nem lehet merev kapcsolat a motor és az orsó között, és miért nem lehet azonos a csapágy. Persze jól kioktattak, hogy hülye vagyok. Elfogadtam.
Erre most meg azzal jössz hogy mégis lehet?[#falbav][#circling]
Najó, nem kell magyarázni értem én. Megelőztem a koromat.
Viszont ennek kapcsán szeretném kikérni a véleményedet, mert nagyszerűen meglátod a gyenge pontokat minden konstrukcióban.
Arra gondoltam, hogy ugye rövid orsókat szokás csak egyik végén megcsapágyazni, a másik vége szabadon foroghat.
Én is ezt tervezem legújabb gépemen, csak nem a motor oldali vége lesz csapágyazva, hanem a másik. A motor oldali pedig a szokásos rugalmas betétes tengelykapcsolóval csatlakozik.
Első sorban azért gondoltam így, mert a másik oldalon jobban elfér a csapágy, és így kompaktabb a szerkezet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 27, 10:09
Írta: 000000000 Dátum 2012 december 27, 10:09
Jó lesz az, csak a másik oldalon két csapágy kel, előfeszítve, hogy kottyanásmentes legyen.
Ha hosszú a golyósorsód, így megúszod az úszó csapágyat.
Ha hosszú a golyósorsód, így megúszod az úszó csapágyat.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2012 december 27, 10:26
Írta: 3vv2btrhv Dátum 2012 december 27, 10:26
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 27, 11:42
Írta: Szalai György Dátum 2012 december 27, 11:42
Szép napot!
Sok-sok éve (2005. 05. 12. 13:40) sok minden más volt. Ismeret, lehetőség, és ezekre épülő elképzelés. Azóta koszinusz hiperbolikusz szerint emelkedő ütemben folyik a HobbyCNC evolúció.
Ma már tudjuk, hogy a motort a hajtáshoz áttétellel illeszteni kell. Azt is tudjuk, hogy ha a hajtás többi elemének tulajdonságai, a hajtással szembeni elvárások és a motor tulajdonságai is megengedik, akkor lehet az áttételi arány 1:1 is. Valószínűleg csak ebben a speciális esetben korrekt a motor forgórészét közvetlenül ráhúzni a golyós orsóra. Ezen felül, csak az üzleti érdek álszentesíti.
Nem látom baját a megoldásodnak, ha a direkt (1:1) hajtás feltételei teljesülnek. (De teljesülnek?) Esetleg lehet annyi hátránya, hogy a szereléskor, karbantartáskor, az orsó mindkét végéhez hozzá kell férni.
Az egyik orsóvég csapágyazása legyen merev az orsó hossztengelye irányában. Az orsó másik végén lehet a motor, ha neked úgy jó, de az orsó-motor tengelykapcsolatnak biztosítania kell az orsó hő tágulásának megfelelő mozgáslehetőséget.
Ja, és egy nagy felbontású encoder, ami a motort vezérli, az ne legyen az orsó túlsó végén, mert egy vékony, nagy emelkedésű orsó csavarodása, terhelés alatt, lehet jelentős is.
Gondolom, hogy ilyesmire úgysem vetemednél, de hát láttam már rendkívül „leleményes” Hobbyistákat is.
Sok-sok éve (2005. 05. 12. 13:40) sok minden más volt. Ismeret, lehetőség, és ezekre épülő elképzelés. Azóta koszinusz hiperbolikusz szerint emelkedő ütemben folyik a HobbyCNC evolúció.
Ma már tudjuk, hogy a motort a hajtáshoz áttétellel illeszteni kell. Azt is tudjuk, hogy ha a hajtás többi elemének tulajdonságai, a hajtással szembeni elvárások és a motor tulajdonságai is megengedik, akkor lehet az áttételi arány 1:1 is. Valószínűleg csak ebben a speciális esetben korrekt a motor forgórészét közvetlenül ráhúzni a golyós orsóra. Ezen felül, csak az üzleti érdek álszentesíti.
Nem látom baját a megoldásodnak, ha a direkt (1:1) hajtás feltételei teljesülnek. (De teljesülnek?) Esetleg lehet annyi hátránya, hogy a szereléskor, karbantartáskor, az orsó mindkét végéhez hozzá kell férni.
Az egyik orsóvég csapágyazása legyen merev az orsó hossztengelye irányában. Az orsó másik végén lehet a motor, ha neked úgy jó, de az orsó-motor tengelykapcsolatnak biztosítania kell az orsó hő tágulásának megfelelő mozgáslehetőséget.
Ja, és egy nagy felbontású encoder, ami a motort vezérli, az ne legyen az orsó túlsó végén, mert egy vékony, nagy emelkedésű orsó csavarodása, terhelés alatt, lehet jelentős is.
Gondolom, hogy ilyesmire úgysem vetemednél, de hát láttam már rendkívül „leleményes” Hobbyistákat is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 27, 13:03
Írta: 000000000 Dátum 2012 december 27, 13:03
Üdv . EPA 320 as gépem van NCT 90t vezérléssel. Több éve nem ment és ezt a hibát irja ki : ESTATE? a gép nem reagál a gombokra , nem csinál semmit . Esetleg Szolnok környékén van e aki ért az a vezérléséhez . Kössz
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 27, 13:44
Írta: 000000000 Dátum 2012 december 27, 13:44
És miért nem elég ezt egy helyre beírni?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 27, 14:03
Írta: keri Dátum 2012 december 27, 14:03
Igazság szerint ez egy olcsó gép lesz léptetővel, D14 4mm-es menetemelkedésű trapézmenetes orsóval, és ZX100 műanyag orsóanyával.
Bár alapvetően az áttételezés nem megoldhatatlan ebben az esetben sem. Egy kuplung sem olcsóbb, mint egy fogasszíjas áttétel, a szerkezetén meg nem változna szinte semmi.
Bár alapvetően az áttételezés nem megoldhatatlan ebben az esetben sem. Egy kuplung sem olcsóbb, mint egy fogasszíjas áttétel, a szerkezetén meg nem változna szinte semmi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 27, 15:13
Írta: 000000000 Dátum 2012 december 27, 15:13
[#ijedt][#csodalk]
Cím: Re:Mechanikai ötletek
Írta: w987wzmm Dátum 2012 december 27, 15:43
Írta: w987wzmm Dátum 2012 december 27, 15:43
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 27, 16:17
Írta: Szalai György Dátum 2012 december 27, 16:17
Ha olcsó megoldást akarsz, akkor talán rábízhatnád az orsó tolóerejét a léptetőmotor tányérrugóval kottyanás-mentesített csapágyaira is. Tudom, hogy volt, akit máglyára küldtek hasonló gondolatokért, de számolj utána, hogy menyi lesz az előtoló erő.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 27, 19:05
Írta: PSoft Dátum 2012 december 27, 19:05
Készült egy "tartalék" motor a #10955-ben mutatott kis 'főorsó'-hoz.:)
Egy ugyanolyan Makita motor,de mostmár golyóscsapágyas verzióban.
Egyenlőre benthagyom az eredeti szintercsapágyas motort a fortunában tesztelésre,kíváncsi vagyok,hogy mennyit bírnak folyamatos üzemben a szinterek,mikor,hány perc után "fekszenek ki".:)))
Azért,..valamivel hangosabb lett a motor a golyóscsapágyakkal,mint a szinterrerel az eredeti.:(
Pár kép a motorról,és az átalakításról:














Egy ugyanolyan Makita motor,de mostmár golyóscsapágyas verzióban.
Egyenlőre benthagyom az eredeti szintercsapágyas motort a fortunában tesztelésre,kíváncsi vagyok,hogy mennyit bírnak folyamatos üzemben a szinterek,mikor,hány perc után "fekszenek ki".:)))
Azért,..valamivel hangosabb lett a motor a golyóscsapágyakkal,mint a szinterrerel az eredeti.:(
Pár kép a motorról,és az átalakításról:
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 27, 19:16
Írta: 000000000 Dátum 2012 december 27, 19:16
Na ugye, hogy jó ötlet volt!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 27, 19:21
Írta: 000000000 Dátum 2012 december 27, 19:21
Ha jól látom, tökéletesen sikerült megakadályozni a forgórész hűtését. [#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 27, 19:30
Írta: PSoft Dátum 2012 december 27, 19:30
Mire is gondolsz???
Kifejtenéd pár szóban?,ha már...
Kifejtenéd pár szóban?,ha már...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 27, 19:50
Írta: 000000000 Dátum 2012 december 27, 19:50
Mert szerinted mi hűtötte eddig?
Mivel vintelláló nincs rajta és nem is volt?
Mivel vintelláló nincs rajta és nem is volt?
Cím: Re:Mechanikai ötletek
Írta: 4u88hx8j6 Dátum 2012 december 27, 20:13
Írta: 4u88hx8j6 Dátum 2012 december 27, 20:13
Iskolába hunor pnc 721 vezérlő volt ott bekapcsolás után megkellet nyomni ESTATE nevű gombot a szánok engedélyezéséhez.
Nem tudom hogy az NCT 90t vezérlőnél is így van.
Nem tudom hogy az NCT 90t vezérlőnél is így van.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 27, 21:54
Írta: keri Dátum 2012 december 27, 21:54
Nagyon kevés, mert nyák gravírozónak készül elsősorban.
Annyira mondjuk nem spórolok hogy egy támasztó csapágy ne férjen bele :)
Annyira mondjuk nem spórolok hogy egy támasztó csapágy ne férjen bele :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 27, 22:50
Írta: 000000000 Dátum 2012 december 27, 22:50
,ha már...
Ha már beleugattam?
Bocsi!
Nekem így is nagyon jó!
Én még nem találkoztam olyan csavarral, amelyiket két órán át, egyfolytában kellet volna hajtani.
Úgy láttam, hogy a levegőmozgásnak van kivágás a motor házán.
Ettől persze, tévedhetek is.
A régi fűtőmotorok is zártak voltak a kocsikban. Szóval, semmi nem kizárt.
Ha már beleugattam?
Bocsi!
Nekem így is nagyon jó!
Én még nem találkoztam olyan csavarral, amelyiket két órán át, egyfolytában kellet volna hajtani.
Úgy láttam, hogy a levegőmozgásnak van kivágás a motor házán.
Ettől persze, tévedhetek is.
A régi fűtőmotorok is zártak voltak a kocsikban. Szóval, semmi nem kizárt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 27, 22:53
Írta: 000000000 Dátum 2012 december 27, 22:53
Azért a légmozgás valamennyire csak biztosított. No meg a szakaszos üzem.
Ha beválik, nekem is van egy neve nincs motorom.
Legfeljebb, majd használom. [#nevetes1]
Ha beválik, nekem is van egy neve nincs motorom.
Legfeljebb, majd használom. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 27, 22:59
Írta: PSoft Dátum 2012 december 27, 22:59
Dobj egy mail-t az itteni elérhetőségemre!
Legyen benne a postacímed!:))
Legyen benne a postacímed!:))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 27, 23:18
Írta: PSoft Dátum 2012 december 27, 23:18
Igen,jól látod,van kivágás a motor házán.
Mert,van ezekből a motorokból olyan kivitel is,amelyik extrém igénybevételre tervezett.
Azokban van egy a forgórész tengelyére ékelt belső ventillátorlapát,az intenzívebb hűtéshez.
Viszont,a motor gyártója nem csinál két fajta házkialakítást.
Ebben a motorban nincs gyárilag ventillátor,feltételezem azért,mert a gyártó arra az alkalmazásra nem tartotta szükségesnek.
Habár,...valamilyen mégis csak van,ekkora fordulaton,maga a forgórész müködik ventillátorként.:)
Mert,van ezekből a motorokból olyan kivitel is,amelyik extrém igénybevételre tervezett.
Azokban van egy a forgórész tengelyére ékelt belső ventillátorlapát,az intenzívebb hűtéshez.
Viszont,a motor gyártója nem csinál két fajta házkialakítást.
Ebben a motorban nincs gyárilag ventillátor,feltételezem azért,mert a gyártó arra az alkalmazásra nem tartotta szükségesnek.
Habár,...valamilyen mégis csak van,ekkora fordulaton,maga a forgórész müködik ventillátorként.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 28, 07:46
Írta: 000000000 Dátum 2012 december 28, 07:46
Én is arra tippeltem, hogy a forgórész kevergeti a levegőt. De csak akkor van értelme, ha kapcsolatban áll a szabad levegővel is.
No de majd a gyakorlat kihozza az esetleges hiányosságokat. Ha vannak.
No de majd a gyakorlat kihozza az esetleges hiányosságokat. Ha vannak.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 28, 09:02
Írta: Szalai György Dátum 2012 december 28, 09:02
Talán a hátsó fedélbe bár mikor bele csavarozható egy kicsi hűtő fúvóka. Ami a kompresszorból a vízleválasztón keresztül érkező levegőt kis lyuk után engedi kitágulni. A levegő így tágulás közben elvonja a hőt a motorból. Az öblítő levegő elöl távozva, elfújhatná a pici forgácsot a maró közeléből.
csiki-től tavaly tanultam valamit.
Egy egyszerű fecskefarok, (trapéz) csúszó vezetéken, csavarral megszoríthatóan, le-fel, állítható a marómotor pozíciója, a Z platformon. Ennek a szükségét előbb utóbb hozza az univerzális hobby felhasználás.
csiki-től tavaly tanultam valamit.
Egy egyszerű fecskefarok, (trapéz) csúszó vezetéken, csavarral megszoríthatóan, le-fel, állítható a marómotor pozíciója, a Z platformon. Ennek a szükségét előbb utóbb hozza az univerzális hobby felhasználás.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 28, 16:28
Írta: PSoft Dátum 2012 december 28, 16:28
A tesztelések januárra tolódnak.
Pillanatnyilag "fontosabb" dolgaim is vannak.
Sok a meló,nem jut már idő mindenre az idén.:((
Ha szükséges lesz,még mindíg nyitható légcsatorna az aluházon.:)
Pillanatnyilag "fontosabb" dolgaim is vannak.
Sok a meló,nem jut már idő mindenre az idén.:((
Ha szükséges lesz,még mindíg nyitható légcsatorna az aluházon.:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 28, 17:05
Írta: PSoft Dátum 2012 december 28, 17:05
Jó az ötlet a hűtő fuvókára!
De,...nem igazán akarok még +levegőhozzávezetéssel,kompresszorral "vacakolni",macerás.:(
Persze,majd a tesztek megmondják,hogy kell-e a +hűtés a motornak.
Ha igen,majd akkor is ráérek "pekulálni" rajta.:)
A hátsó fedél alá tervezem még betenni a motorszabályzást #10960,annyi hely van,hogy pont befér.
Meg,ott is lenne a legjobb helye,minél közelebb a motorhoz.
Inkább,valamilyen belső/saját kényszerhűtés fele mennék,ha kell.
A motortengely hajtás oldalán van/lenne hely egy belső ventillátorlapátnak,persze akkor nyitni kell egy szívónyílást a motor felett a testen,meg egyet a ventillátor alatt a kilépő levegőnek.
Ennek a szabadlevegős átszellőztetésnek a hátulütője,viszont a belső tér indokolatlan elszennyeződése lenne,ami hosszú távon megint csak nem tenne jót a motornak.
Én bízok benne,hogy a mostani formájában se kell neki+hűtés.:)
A "Z" plattform,...
Csináltam már én is ezt a megoldást,+két sínen,4 kocsin van a marómotor,egy M16-os "orsó",végén kézitekerő kerékkel.
Meg a másik verziót is,ahol a marómotor fixen fúrt menetekkel lejjebb/följebb csavarozható a Z-n.
Ennél a most készülő "mini"-nél,a "Z " platform marómotorral együtt,két csúszkán egyben állítható lesz az oszlopon,az éppen kívánt helyen csavarral megszorítva/rögzítve.
De,...nem igazán akarok még +levegőhozzávezetéssel,kompresszorral "vacakolni",macerás.:(
Persze,majd a tesztek megmondják,hogy kell-e a +hűtés a motornak.
Ha igen,majd akkor is ráérek "pekulálni" rajta.:)
A hátsó fedél alá tervezem még betenni a motorszabályzást #10960,annyi hely van,hogy pont befér.
Meg,ott is lenne a legjobb helye,minél közelebb a motorhoz.
Inkább,valamilyen belső/saját kényszerhűtés fele mennék,ha kell.
A motortengely hajtás oldalán van/lenne hely egy belső ventillátorlapátnak,persze akkor nyitni kell egy szívónyílást a motor felett a testen,meg egyet a ventillátor alatt a kilépő levegőnek.
Ennek a szabadlevegős átszellőztetésnek a hátulütője,viszont a belső tér indokolatlan elszennyeződése lenne,ami hosszú távon megint csak nem tenne jót a motornak.
Én bízok benne,hogy a mostani formájában se kell neki+hűtés.:)
A "Z" plattform,...
Csináltam már én is ezt a megoldást,+két sínen,4 kocsin van a marómotor,egy M16-os "orsó",végén kézitekerő kerékkel.
Meg a másik verziót is,ahol a marómotor fixen fúrt menetekkel lejjebb/följebb csavarozható a Z-n.
Ennél a most készülő "mini"-nél,a "Z " platform marómotorral együtt,két csúszkán egyben állítható lesz az oszlopon,az éppen kívánt helyen csavarral megszorítva/rögzítve.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 28, 22:17
Írta: 000000000 Dátum 2012 december 28, 22:17
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 29, 12:52
Írta: Szalai György Dátum 2012 december 29, 12:52
Az is lehet, hogy a folyamatos használat közben, későn fogod megtudni, hogy kellett volna szellőztetni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 29, 13:04
Írta: keri Dátum 2012 december 29, 13:04
Komoly, mágnessel csavarja össze...azért kíváncsi lennék mit csinál ha megszorul. Akkor örökre vasalva? :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 29, 13:27
Írta: 000000000 Dátum 2012 december 29, 13:27
Szalai kolléga ötleten nagyon járható útnak néz ki.
Én csak azt mondtam, hogy talán gond lesz a forgórész hűtésével.
Persze, majd a gyakorlat mutatja meg.
Én csak azt mondtam, hogy talán gond lesz a forgórész hűtésével.
Persze, majd a gyakorlat mutatja meg.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 30, 14:05
Írta: PSoft Dátum 2012 december 30, 14:05
Nos,...
Visszatérve a #10955-ben mutatott kis főorsóra.
A #10977-ben mutatott,golyóscsapágyasra átalakított motor került be a főorsóba.
A szintercsapágyas eredeti motor,melegedett ugyan,de nem lett volna kezelhetetlen a melegedése,ha azt hagyom a főorsóban akkor sem.
A golyóscsapágyasra átalakított motor tengelyére illesztettem egy ventillátorlapátot,és ragasztással rögzítettem.
A főorsóházat több helyen "kinyitottam",a levegőáramlás biztosítása végett.
Szívónyílásokat,két helyre is tettem a házra.
Az egyik a motortesten az eredeti kivágás magasságában,a másik pedig a motor feletti térben,ahova a ford.szab.elektronikát tervezem beépíteni.
A kifúvónyílások,a ventillátor magasságában vannak.
A beépített kis ventillátor intenzív átszellőzést biztosít a motornak,és a beépítendő elektronikának is.
Így,a melegedés teljesen megszűnt.
Pár kép,az átalakításról:









TÖBB KÉP
Visszatérve a #10955-ben mutatott kis főorsóra.
A #10977-ben mutatott,golyóscsapágyasra átalakított motor került be a főorsóba.
A szintercsapágyas eredeti motor,melegedett ugyan,de nem lett volna kezelhetetlen a melegedése,ha azt hagyom a főorsóban akkor sem.
A golyóscsapágyasra átalakított motor tengelyére illesztettem egy ventillátorlapátot,és ragasztással rögzítettem.
A főorsóházat több helyen "kinyitottam",a levegőáramlás biztosítása végett.
Szívónyílásokat,két helyre is tettem a házra.
Az egyik a motortesten az eredeti kivágás magasságában,a másik pedig a motor feletti térben,ahova a ford.szab.elektronikát tervezem beépíteni.
A kifúvónyílások,a ventillátor magasságában vannak.
A beépített kis ventillátor intenzív átszellőzést biztosít a motornak,és a beépítendő elektronikának is.
Így,a melegedés teljesen megszűnt.
Pár kép,az átalakításról:
TÖBB KÉP
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2012 december 30, 14:20
Írta: vjanos Dátum 2012 december 30, 14:20
Klassz, nyomhatnád őket szériában :)
Jól gondolom, hogy a ventitől többszörösen hangosabb lett? Nem fog ez jelentősen levenni a kis moci teljesítményéből?
Jól gondolom, hogy a ventitől többszörösen hangosabb lett? Nem fog ez jelentősen levenni a kis moci teljesítményéből?
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 december 30, 15:51
Írta: Sz.József Dátum 2012 december 30, 15:51
Nagyon frankón néz ki, nekem tetszik. [#eljen]
Azt hogyan lehetne megsaccolni, hogy kb. hány relief után kell a szénkefét pótolni...?
Mennyi üzemóra körül kophatnak el csutkára?
Létezhet erre valamilyen "saccoló" irodalom?
Azt hogyan lehetne megsaccolni, hogy kb. hány relief után kell a szénkefét pótolni...?
Mennyi üzemóra körül kophatnak el csutkára?
Létezhet erre valamilyen "saccoló" irodalom?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 30, 17:34
Írta: 000000000 Dátum 2012 december 30, 17:34
Én két éve használom az enyémet. Most kapott új, normális csapágyakat de a kefék még nagyon jók benne.
A fordulatot addig engedem neki, míg a kefék épp szikrázni kezdenek. Ez a max. De nem használom maxon. Akkor 35ezret forog az enyém.
A fordulatot addig engedem neki, míg a kefék épp szikrázni kezdenek. Ez a max. De nem használom maxon. Akkor 35ezret forog az enyém.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2012 december 30, 19:03
Írta: Bicska Dátum 2012 december 30, 19:03
[#taps] Nagyon frankó lett!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 30, 19:19
Írta: PSoft Dátum 2012 december 30, 19:19
Hangosabb lett,mert ugye a turbina levegőhangja,de nem "többsörösen".:)
Az áramfelvételen alig mutatkozik a +terhelés,amit a ventillátor hozzátesz.
Az áramfelvételen alig mutatkozik a +terhelés,amit a ventillátor hozzátesz.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 30, 19:32
Írta: PSoft Dátum 2012 december 30, 19:32
Azt,még nem tudom,hogy "kb. hány relief után kell a szénkefét pótolni...?".
De ha belegondolsz,...hányszor cserélsz a motor eredeti alkalmazásában,az akkusfúró/behajtóban szénkefét?
Igazából,a gép élete folyamán egyszer sem.:)
A jobbakat,márkásabbakat tizen éven át használja az ember problémák nélkül.
Ott,pedig sokkal extrémebb terheléseknek,áramoknak van kitéve a motor.
(No,...ugyanez az akksikról már nem mondható el.:((( )
Jópár neves akkusfúró megfordult már nálam,de én még olyan motorral nem találkoztam,amelyikben "csutkára" koptak volna a szén/bronz kefék.:)
De ha belegondolsz,...hányszor cserélsz a motor eredeti alkalmazásában,az akkusfúró/behajtóban szénkefét?
Igazából,a gép élete folyamán egyszer sem.:)
A jobbakat,márkásabbakat tizen éven át használja az ember problémák nélkül.
Ott,pedig sokkal extrémebb terheléseknek,áramoknak van kitéve a motor.
(No,...ugyanez az akksikról már nem mondható el.:((( )
Jópár neves akkusfúró megfordult már nálam,de én még olyan motorral nem találkoztam,amelyikben "csutkára" koptak volna a szén/bronz kefék.:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 30, 19:37
Írta: PSoft Dátum 2012 december 30, 19:37
"Most kapott új, normális csapágyakat..."
Mit jelent a normális csapágy?
Milyeneket raktál bele?
Én,alig futott,döglött HDD-k ből kitermelt csapágyakat raktam a motorba.
Szerintem,azok is jó minőséget képviselnek.:)
Mit jelent a normális csapágy?
Milyeneket raktál bele?
Én,alig futott,döglött HDD-k ből kitermelt csapágyakat raktam a motorba.
Szerintem,azok is jó minőséget képviselnek.:)
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 december 30, 21:29
Írta: Sz.József Dátum 2012 december 30, 21:29
Ez, minden esetre bizalomgerjesztő... [#eljen]
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2012 december 30, 21:38
Írta: Sz.József Dátum 2012 december 30, 21:38
Végül is teljesen igazad van, amiket leírtál megállják a helyüket...
Csak azért próbáltam reliefekhez kapcsolni a dolgot, mert ugyebár ott alkalmanként 1-2 órákat is pörög egyfolytában
még egy akkus fúrónál erősen szakaszos (rövid) üzemről van szó...
De ahogyan András is írta, nem kell "aggódni" a kefe miatt.
Csak azért próbáltam reliefekhez kapcsolni a dolgot, mert ugyebár ott alkalmanként 1-2 órákat is pörög egyfolytában
még egy akkus fúrónál erősen szakaszos (rövid) üzemről van szó...
De ahogyan András is írta, nem kell "aggódni" a kefe miatt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 30, 22:22
Írta: 000000000 Dátum 2012 december 30, 22:22
Az első széria kínai fatengelyes volt, ezzel ment eddig. Most kapott Koyo alumínium tengelyest.
Remélem ezzel is megy még jó darabig.
Remélem ezzel is megy még jó darabig.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 30, 22:25
Írta: 000000000 Dátum 2012 december 30, 22:25
Nekem a legutóbbi munkámnál 22órán át ment kb 20ezres fordulattal. Semmi problémával.
Ez előző csapágyat azért kellett cserélni, mert a finom port nem szerette. Bement a porvédő mellett.
Ez előző csapágyat azért kellett cserélni, mert a finom port nem szerette. Bement a porvédő mellett.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2012 december 30, 22:30
Írta: PSoft Dátum 2012 december 30, 22:30
" csiki-től tavaly tanultam valamit.
Egy egyszerű fecskefarok, (trapéz) csúszó vezetéken, csavarral megszoríthatóan, le-fel, állítható a marómotor pozíciója, a Z platformon. Ennek a szükségét előbb utóbb hozza az univerzális hobby felhasználás."
"Ennél a most készülő "mini"-nél,a "Z " platform marómotorral együtt,két csúszkán egyben állítható lesz az oszlopon,az éppen kívánt helyen csavarral megszorítva/rögzítve."
Írtam válaszul,a #10991-ben.
Nos,...a "mini-gravír" "Z" platformja.
Ilyen lett:




TÖBB KÉP
Egy egyszerű fecskefarok, (trapéz) csúszó vezetéken, csavarral megszoríthatóan, le-fel, állítható a marómotor pozíciója, a Z platformon. Ennek a szükségét előbb utóbb hozza az univerzális hobby felhasználás."
"Ennél a most készülő "mini"-nél,a "Z " platform marómotorral együtt,két csúszkán egyben állítható lesz az oszlopon,az éppen kívánt helyen csavarral megszorítva/rögzítve."
Írtam válaszul,a #10991-ben.
Nos,...a "mini-gravír" "Z" platformja.
Ilyen lett:
TÖBB KÉP
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2012 december 30, 22:52
Írta: 000000000 Dátum 2012 december 30, 22:52
Ez a fém ház még látványra is sokat dob a gépen,minden elismerésem.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2012 december 31, 08:40
Írta: Szalai György Dátum 2012 december 31, 08:40
Cukor falat.
Olyan szép, hogy láttam már rondább karácsonyfa díszt is.
Olyan szép, hogy láttam már rondább karácsonyfa díszt is.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2012 december 31, 08:50
Írta: keri Dátum 2012 december 31, 08:50
[#nevetes1] ez jó szöveg!
Felírtam magamnak.
Psoft neked meg elismerésem!
Tényleg nagyon elegánsra csináltad [#worship]
Felírtam magamnak.
Psoft neked meg elismerésem!
Tényleg nagyon elegánsra csináltad [#worship]
Cím: Re:Mechanikai ötletek
Írta: 4k0yxz3fu Dátum 2013 január 05, 01:14
Írta: 4k0yxz3fu Dátum 2013 január 05, 01:14
Sziasztok!
Keresek kisméretű motort bolygóműves áttétellel. Kisméretű elektromos csavarhúzót kéne csinálnom. Valakinek van ötlete, hogy hol lehet ilyet kapni elfogadható áron? Esetleg csinált már valaki ilyet? (tudom RC szervóból is lehetne, de jobb lenne hengeres, profi kivitel)
Keresek kisméretű motort bolygóműves áttétellel. Kisméretű elektromos csavarhúzót kéne csinálnom. Valakinek van ötlete, hogy hol lehet ilyet kapni elfogadható áron? Esetleg csinált már valaki ilyet? (tudom RC szervóból is lehetne, de jobb lenne hengeres, profi kivitel)
Cím: Re:Mechanikai ötletek
Írta: ks46twg3x Dátum 2013 január 05, 08:06
Írta: ks46twg3x Dátum 2013 január 05, 08:06
Szia!
Nekem van van akkus fúróból bontott, 12V-os motorral.
Írj privátban, ha érdekel.
Nekem van van akkus fúróból bontott, 12V-os motorral.
Írj privátban, ha érdekel.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 január 05, 09:20
Írta: svejk Dátum 2013 január 05, 09:20
Keress rá a HIOS névre.
Időnként itt is feltűnik egy-egy példány.
én is adtam már el párat.
Nem túl drágák hozzá a BIT-ek sem.
Időnként itt is feltűnik egy-egy példány.
én is adtam már el párat.
Nem túl drágák hozzá a BIT-ek sem.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2013 január 05, 09:33
Írta: wkbgzy80t Dátum 2013 január 05, 09:33
Nézni is öröm
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 január 05, 10:56
Írta: Szedlay Pál Dátum 2013 január 05, 10:56
A 6841-es képen azok a vöröses színű leszorítók mi célt szolgálnak? Ezt magyarázd el légyszíves.
Nem tudok rá jönni.
Nem tudok rá jönni.
Cím: Re:Mechanikai ötletek
Írta: c2nsu773m Dátum 2013 január 05, 11:39
Írta: c2nsu773m Dátum 2013 január 05, 11:39
A farkas árúl egy gyárit!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 január 05, 11:59
Írta: PSoft Dátum 2013 január 05, 11:59
"A 6841-es képen..."???
Nincs is olan kép![#vigyor2]
Viszont,van 6487-88-91-94.:))
Ezeken,kicsit közelebbről látni,hogy mik is azok a "vöröses színű(műanyag) leszorítók"
Az egyik oldali sín fixen,csavarokkal rögzített.
A másik oldali sínt ezek a leszorítók tartják pozícióba.
Mindegyik barna műanyag elemben van egy hernyócsavar,amivel a sín párhuzamossága,feszessége,és így a kottyanásmentessége nagyon fínoman beállítható.[#finom][#wave]




Nincs is olan kép![#vigyor2]
Viszont,van 6487-88-91-94.:))
Ezeken,kicsit közelebbről látni,hogy mik is azok a "vöröses színű(műanyag) leszorítók"
Az egyik oldali sín fixen,csavarokkal rögzített.
A másik oldali sínt ezek a leszorítók tartják pozícióba.
Mindegyik barna műanyag elemben van egy hernyócsavar,amivel a sín párhuzamossága,feszessége,és így a kottyanásmentessége nagyon fínoman beállítható.[#finom][#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 05, 12:18
Írta: 000000000 Dátum 2013 január 05, 12:18
És ez mennyite szorítja a sínt?
Van értelme?
Van értelme?
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 január 05, 14:11
Írta: Szedlay Pál Dátum 2013 január 05, 14:11
Bocs elírtam a fénykép számát.
Vakuljak meg nem értem.
Addig világos, van két köszörült acél idom aminek az egyik oldalában ki van alakítva a hengergörgők helye ez a profil egymással szembe néz és közöttük egy lemezbe ágyazva ott vannak a hengergörgők. Eddig világos.
Ezek a görgők viszonylag rövid úton elmozdulnak a köszörült idomhoz képest és nagyon sima egyenletes mozgást biztosítanak a szerkezetnek.
Megadják a cégek egy görgő mekkora erővel terhelhető és hány görgő van az adott sín hosszon.
Eddig is megy még.
Egy pontosan megmunkált fészekbe felcsavarozom a sín pár egyik oldalát majd a másik oldalát is lazán felcsavarozom majd hernyócsavarokkal beállítom a hézagot, előfeszítem és utána véglegesen meghúzom a rögzítő csavarokat.
De itt nincsenek benne a rögzítő csavarok látszik a furat alján az alumínium akkor mi tartja stabilan a helyén? Csak nem azok a műanyag pöckök? Ezek helyettesítik az a 7 db rögzítő csavart?
Vagy még csak most fogod azoknak a helyét megmunkálni és ezek csak a beállítást előfeszítést végzik, mert akkor zseniális ötlet és értem.
Vakuljak meg nem értem.
Addig világos, van két köszörült acél idom aminek az egyik oldalában ki van alakítva a hengergörgők helye ez a profil egymással szembe néz és közöttük egy lemezbe ágyazva ott vannak a hengergörgők. Eddig világos.
Ezek a görgők viszonylag rövid úton elmozdulnak a köszörült idomhoz képest és nagyon sima egyenletes mozgást biztosítanak a szerkezetnek.
Megadják a cégek egy görgő mekkora erővel terhelhető és hány görgő van az adott sín hosszon.
Eddig is megy még.
Egy pontosan megmunkált fészekbe felcsavarozom a sín pár egyik oldalát majd a másik oldalát is lazán felcsavarozom majd hernyócsavarokkal beállítom a hézagot, előfeszítem és utána véglegesen meghúzom a rögzítő csavarokat.
De itt nincsenek benne a rögzítő csavarok látszik a furat alján az alumínium akkor mi tartja stabilan a helyén? Csak nem azok a műanyag pöckök? Ezek helyettesítik az a 7 db rögzítő csavart?
Vagy még csak most fogod azoknak a helyét megmunkálni és ezek csak a beállítást előfeszítést végzik, mert akkor zseniális ötlet és értem.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 január 05, 16:26
Írta: PSoft Dátum 2013 január 05, 16:26
A hét rögzítőfuratból a középsőben van egy a furathoz lazán illesztett csap,ami az első képen látszik is.
Ez a csap ad pozíciót a sínnek.
A négy műanyag "rögzítőkalapács" egy alu léc fészkeibe van beágyazva.
A "kalapácsok" az aluléccel keményen a sínhez vannak szorítva,így tökéletesen rögzül a sín.
"Ezek helyettesítik az a 7 db rögzítő csavart?"
Igen,ez a négy kalapács,+a stift a sínnek a rögzítése.
Ezt a megoldást nem én találtam ki,hanem valószínű,hogy nálam "komolyabb felkészültségű" szakemberek.:)
A kis lineárok egyébbként,SCHNEEBERGER R2105 gyártmányok.
Jah,...nem hengergörgősek,hanem golyósak.

Ez a csap ad pozíciót a sínnek.
A négy műanyag "rögzítőkalapács" egy alu léc fészkeibe van beágyazva.
A "kalapácsok" az aluléccel keményen a sínhez vannak szorítva,így tökéletesen rögzül a sín.
"Ezek helyettesítik az a 7 db rögzítő csavart?"
Igen,ez a négy kalapács,+a stift a sínnek a rögzítése.
Ezt a megoldást nem én találtam ki,hanem valószínű,hogy nálam "komolyabb felkészültségű" szakemberek.:)
A kis lineárok egyébbként,SCHNEEBERGER R2105 gyártmányok.
Jah,...nem hengergörgősek,hanem golyósak.
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 január 05, 17:51
Írta: Szedlay Pál Dátum 2013 január 05, 17:51
Azért biztosan tudják a gyári megoldásokban miérteket, ebben biztos vagyok.
A golyós kivitel terhelhetősége még kisebb mint a görgősöké és még simább a futása. Ilyen még nem volt a kezemben csak hengergörgős.
Köszönöm a részletes tájékoztatást.
A golyós kivitel terhelhetősége még kisebb mint a görgősöké és még simább a futása. Ilyen még nem volt a kezemben csak hengergörgős.
Köszönöm a részletes tájékoztatást.
Cím: Re:Mechanikai ötletek
Írta: 2dbfy8y Dátum 2013 január 05, 20:20
Írta: 2dbfy8y Dátum 2013 január 05, 20:20
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2013 január 05, 21:23
Írta: sasi Dátum 2013 január 05, 21:23
Az asztali szalagfűrészemet eddig nem túl sok mindenre tudtam használni, mert nagy volt a szalagsebessége, ezért fémet nem nagyon lehetett vele vágni. Ezen kívül gyakran lefulladt.
A 350 W-os motort lecseréltem 3 fázisú, 550 W-osra, melyet frekiváltóval hajtok meg, így a szalagsebesség tág határok között szabályozható.
Az első vágások nagyon biztatóak, 6-os acéllemezt úgy viszi, mint a vajat.
Sajnálom, hogy nem előbb alakítottam át!

A 350 W-os motort lecseréltem 3 fázisú, 550 W-osra, melyet frekiváltóval hajtok meg, így a szalagsebesség tág határok között szabályozható.
Az első vágások nagyon biztatóak, 6-os acéllemezt úgy viszi, mint a vajat.
Sajnálom, hogy nem előbb alakítottam át!
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 január 05, 21:40
Írta: jani300 Dátum 2013 január 05, 21:40
Örököltem egy hasonlót . Ha ezt nem írod eszembe nem jutott volna átalakítani .
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 január 05, 21:56
Írta: zozo Dátum 2013 január 05, 21:56
Nekem is volt hasonló szalagfűrészem, én egy csigahajtást tettem rá. 10-es kazánlemezeket kanyarítottunk rajta, és tényleg szépen vitte.
Összecsapós laphegesztőt is csináltam hozzá, pár menetet rátekertem a kábelből a hegesztő trafómra, aztán levékonyítás (lapra) köszörűn, bórax, rézlemez és már forrt is össze.
Összecsapós laphegesztőt is csináltam hozzá, pár menetet rátekertem a kábelből a hegesztő trafómra, aztán levékonyítás (lapra) köszörűn, bórax, rézlemez és már forrt is össze.
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2013 január 05, 22:30
Írta: xsugix Dátum 2013 január 05, 22:30
Régen mi is így csináltuk, később volt hozzá gyári céleszköz is, de akkor se bírta a megpróbáltatásokat a szalag. Profi módon össze lett forrasztva többször is, de mindig megadta magát. Később találtunk egy céget, ahol végeznek szalag végtelenítést, ez már hegesztéssel készül, ha jól tudom. Egyszer kellett elvinni az összes szalagot. Jó pár forrasztást spóroltunk meg. És még nem szakadt el azóta se. Ennek van már vagy 5-6 éve, pár 10 köbméter fenyő-tölgy rönk szélezése, szeletelése után. Kis reklám: a cég Nyíregyházán a vasútállomással majdnem szemben lévő profi élelmiszer üzlet parkolójánál van. Kicsike cég, de nagyon ügyesek!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 január 05, 22:31
Írta: PSoft Dátum 2013 január 05, 22:31
Nem is rossz ötlet sőt,...zseniális![#eljen]
Évek óta kihasználatlan a saját építésű,kis szalagfűrészem.:(
Már,gondolkodtam,hogy el kéne adni.
De most,...akkor még se adom el.:)
Most,egy 3 fázisú 750W-os 8 pólusú(910/min fordulatú) motor van rajta.
Meg,...hozzávaló frekiváltó is van a háznál.:)



Évek óta kihasználatlan a saját építésű,kis szalagfűrészem.:(
Már,gondolkodtam,hogy el kéne adni.
De most,...akkor még se adom el.:)
Most,egy 3 fázisú 750W-os 8 pólusú(910/min fordulatú) motor van rajta.
Meg,...hozzávaló frekiváltó is van a háznál.:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 január 05, 22:41
Írta: PSoft Dátum 2013 január 05, 22:41
Nekem van a géphez gyári szalagforrasztóm is.
A borax-sárgarézlemezes forrasztást jópárszor csináltam én is,amíg használtam a gépet.
Aztán,...mint ahogy © xsugix kollega is írja,találtam Veszprémben egy szakit,aki végtelenít szalagokat saját anyagából hegesztéssel.
Akkor vonult "nyugállományba" a szalagforrasztóm.:))
A borax-sárgarézlemezes forrasztást jópárszor csináltam én is,amíg használtam a gépet.
Aztán,...mint ahogy © xsugix kollega is írja,találtam Veszprémben egy szakit,aki végtelenít szalagokat saját anyagából hegesztéssel.
Akkor vonult "nyugállományba" a szalagforrasztóm.:))
Cím: Re:Mechanikai ötletek
Írta: r2u4n063m Dátum 2013 január 05, 22:46
Írta: r2u4n063m Dátum 2013 január 05, 22:46
Szereztem egy olyan lapforrasztót, mint amit láttam Nálad. Kis gyakorlás törött darabokon, majd elkészítettem amit a fűrészre is felraktam. Hamar el is pattant, mert túl vastag volt a kicsi kerékhez, alaposan megnézve a szalag majd minden fogtövénél be volt repedve [#circling]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 január 05, 22:57
Írta: PSoft Dátum 2013 január 05, 22:57
Igen!!!
Kis átmérőjű kerékre/kerekekre,vékony szalag dukál.:))
Erre,én is hamar rájöttem anno,még az első próbáknál.:(
Ugyanezt tapasztaltam én is,a "vastag" szalagon.:(((
Kis átmérőjű kerékre/kerekekre,vékony szalag dukál.:))
Erre,én is hamar rájöttem anno,még az első próbáknál.:(
Ugyanezt tapasztaltam én is,a "vastag" szalagon.:(((
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 05, 23:44
Írta: 000000000 Dátum 2013 január 05, 23:44
Régi "ökölszabály" a faipari gépeken - amennyi a kerék átmérője méterben annyi legyen a fűrészlap vastagsága milliméterben . Ettől eltérő méretet is lehet használni de mint írtad úgy hamarabb "elfárad" a lap .
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 január 05, 23:53
Írta: PSoft Dátum 2013 január 05, 23:53
Ugyanezt mondta az asztalos ismerősöm,mikor megmutattam Neki a © zzrash kollega által is leírt,fogtőben berepedezett szalagdarabot. [#wave]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 09:24
Írta: 000000000 Dátum 2013 január 06, 09:24
A fogtő berepedésének nem csak a kis átmérő az oka hanem a kicsi fogtő rádiusz illetve a tulzott megtámasztása a lapnak a hátsó görgővel ami terheléskor csak fokozódik.Legtöbbször ez okozza a fogtő berepedését.Három faipari szalagfűrészem van egy 800-as egy 350-es és nemrég készült el egy kicsi mobil 530-as 6 lovas négyütemű benzinmotorral hajtott vízszintes szalaggatter. 1 mm vastag lappal használom de nem jellemző hogy fogtőrepedés lenne.Saválló elektródával szoktam összevarni mert a rezes forrasztás nem fogja meg.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2013 január 06, 10:32
Írta: vadember Dátum 2013 január 06, 10:32
Itt azért valami hiba van. Ezek szerint 1,2 mm-es vastagságú laphoz amit használok a fémszalagfűrészemen 1,2 méter átmérőjű kerék kellene. Ráadásul minimum kettő. Elfoglalná az egész műhelyt!
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 06, 11:03
Írta: Sz.József Dátum 2013 január 06, 11:03
Ez nekem is sántít egy kicsit...
Nekem a 0,6-os lapomhoz 60cm-es kerék dukálna... (?)Közel sincs akkora...
Freedomocsra...
Abba az ökölszabályban, nem lehetséges, hogy van még egy paraméter? (csak kérdezem...(?))
Nekem a 0,6-os lapomhoz 60cm-es kerék dukálna... (?)Közel sincs akkora...
Freedomocsra...
Abba az ökölszabályban, nem lehetséges, hogy van még egy paraméter? (csak kérdezem...(?))
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 06, 11:08
Írta: Sz.József Dátum 2013 január 06, 11:08
Sokkal inkább számíthat az elfáradásban az, hogy milyen közel van a vezetőgörgő a kerékhez.
Vagy is, milyen "gyorsan" fordítja egyenesbe a lapot a megvezető a kerék előtt ill. utána. (szerintem)
Vagy is, milyen "gyorsan" fordítja egyenesbe a lapot a megvezető a kerék előtt ill. utána. (szerintem)
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 06, 11:17
Írta: Sz.József Dátum 2013 január 06, 11:17
Persze a "sima" szalgfűrésznél ez nem áll fenn...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 11:47
Írta: 000000000 Dátum 2013 január 06, 11:47
Ez igy van ,a jól beállított kerékről nem akar lemenni a lap hátrafele sem terheléskor,a megtámasztó görgő üzem közben ritkán ér a laphoz illetve ez nélkül is használható.Ha állandóan rámászik a lap akkor ott valami nem fut rendesen.
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 január 06, 11:53
Írta: Vetesi75 Dátum 2013 január 06, 11:53
A támasztó görgő (tárcsa, csapágy) távolsága a munkadarabtól sokat számít, - illetve az is , hogy mennyire van ráállítva a kerékdőlésre. A jó az, ha üresjáratban éppen nem ér hozzá a lap a támaszhoz és le kell ereszteni amennyire csak lehet. Meg használaton kívül érdemes fellazítani a lapot, mert ha elnyomódik a parafa, az későbbiekben felesleges dinamikus igénybevételnek teszi ki a lapot. (Meg így kevesebbszer is kell szabályozni.)
A lap is lehet selejt. Előfordult, hogy azonos gyártó-típus-stb. és az egyik tekercsből a lapok alig futottak, a másik tekercsből készültek pedig hibátlanul teljesítettek.
A lap is lehet selejt. Előfordult, hogy azonos gyártó-típus-stb. és az egyik tekercsből a lapok alig futottak, a másik tekercsből készültek pedig hibátlanul teljesítettek.
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 06, 12:10
Írta: Sz.József Dátum 2013 január 06, 12:10
Valószínűleg nem "egy csónakban evezünk", mert én elkanyarodtam a "sima" szalagfűrésztől...
Én a lap forgatásánál ezekre a megvezető görgőre gondoltam, csak ugyebár a "sima" szalag fűrésznél nincsen ez a lapforgatás.
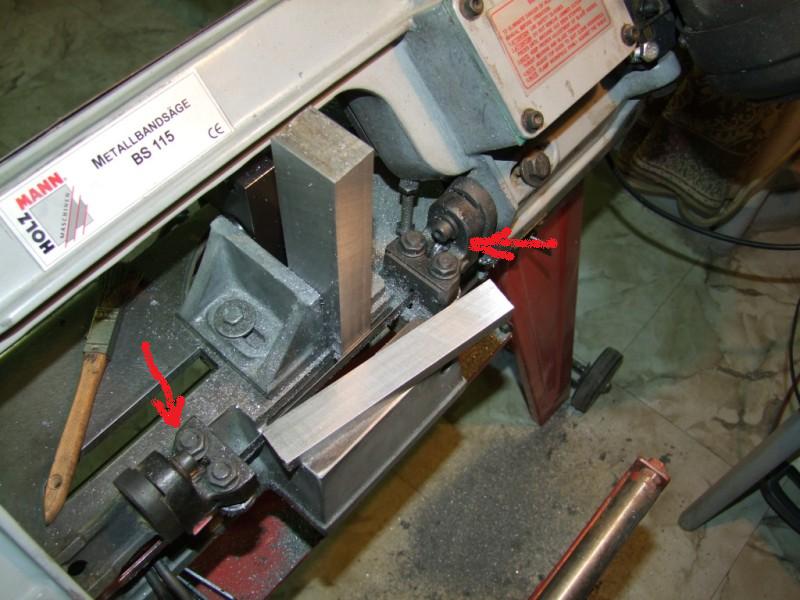
Én a lap forgatásánál ezekre a megvezető görgőre gondoltam, csak ugyebár a "sima" szalag fűrésznél nincsen ez a lapforgatás.
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 január 06, 12:21
Írta: Vetesi75 Dátum 2013 január 06, 12:21
Értettem. Ez fémipari, amiről meg én írtam az faipari... De ennél is a munkadarabhoz minél közelebb célszerű rakni.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2013 január 06, 12:48
Írta: Virbo Dátum 2013 január 06, 12:48
Nemrég beszereztem egy ER11-es befogót pár patronnal.
Amikor azonban meg akartam húzni az anyát egy patronnal, valami fura érzésem volt...
Megnéztem az anyát, és ezt láttam:

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Nem tudom mennyire látszik, de az anyánál a köszörült rész előtt van egy (talán gyártás során elcseszett) féloldalas váll. Emiatt a patron nem a köszörült kúpba ütközik fel, hanem ebben a peremben.
Namármost ha jól sejtem ezt nyugodtan ki lehet köszörülni belőle...? (Mintegy befejezni a gyártást... :) )
Amikor azonban meg akartam húzni az anyát egy patronnal, valami fura érzésem volt...
Megnéztem az anyát, és ezt láttam:

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu

A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Nem tudom mennyire látszik, de az anyánál a köszörült rész előtt van egy (talán gyártás során elcseszett) féloldalas váll. Emiatt a patron nem a köszörült kúpba ütközik fel, hanem ebben a peremben.
Namármost ha jól sejtem ezt nyugodtan ki lehet köszörülni belőle...? (Mintegy befejezni a gyártást... :) )
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 január 06, 13:02
Írta: keri Dátum 2013 január 06, 13:02
Neeee
az direkt van ott, abba kell bepattintani a patront és így amikor csavarod ki, ki is húzza a patront. Ha nem így teszel a következő kérdésed az lesz hogy lehet kiszedni a patront a helyéről :D
az direkt van ott, abba kell bepattintani a patront és így amikor csavarod ki, ki is húzza a patront. Ha nem így teszel a következő kérdésed az lesz hogy lehet kiszedni a patront a helyéről :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 13:05
Írta: 000000000 Dátum 2013 január 06, 13:05
Szerintem egyszerűen csak nem tudod rendeltetés szrűen használni a szerkezetet.
Nincs annak semmi baja. A patront csak egy helyzetben lehet behelyezni és utána nem esik ki magától az anyából.
Nincs annak semmi baja. A patront csak egy helyzetben lehet behelyezni és utána nem esik ki magától az anyából.
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 06, 13:08
Írta: Sz.József Dátum 2013 január 06, 13:08
Meg ne próbád kiköszörülni...!!!
Az bele való, az a perem húzza ki a patront...
Berakásnál, előbb tedd a patront a kupakba a perem mögé (ferdén kell belepattintani)
és azután tekerd be a kupakot a patronnal együtt...
Ez már itt a fórumon egy párszor le lett írva...
Az bele való, az a perem húzza ki a patront...
Berakásnál, előbb tedd a patront a kupakba a perem mögé (ferdén kell belepattintani)
és azután tekerd be a kupakot a patronnal együtt...
Ez már itt a fórumon egy párszor le lett írva...
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 06, 13:09
Írta: Sz.József Dátum 2013 január 06, 13:09
Na, látod, előttem már ketten is "kétségbe estek"... [#smile]
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2013 január 06, 13:18
Írta: Virbo Dátum 2013 január 06, 13:18
Igazatok van, sose láttam még ilyet közelről.
Kipróbáltam és tényleg... :)
Köszi mindenkinek!
Kipróbáltam és tényleg... :)
Köszi mindenkinek!
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2013 január 06, 13:20
Írta: Virbo Dátum 2013 január 06, 13:20
Ja ige, a következő kérdés:
Vajon milyen csapágyazást kell egy pici fortunának csinálni?
Arra gondoltam, hogy valami ékszíjas, vagy fogasszíjas hajtás lenne a tengely végén.
Sima mély hornyú golyós elég, vagy kell valami spéci csapágy hozzá?
Vajon milyen csapágyazást kell egy pici fortunának csinálni?
Arra gondoltam, hogy valami ékszíjas, vagy fogasszíjas hajtás lenne a tengely végén.
Sima mély hornyú golyós elég, vagy kell valami spéci csapágy hozzá?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 14:00
Írta: 000000000 Dátum 2013 január 06, 14:00
No akkor szalad neki még egyszer és próbáld helyesen elolvasni amit írtam !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 14:24
Írta: 000000000 Dátum 2013 január 06, 14:24
Az ökölszabály csak ajánlott - te döntöd el milyen vastag lapot használsz . Nekem is volt anno 500-as kerékkel szalagfűrészem majd 630-ra váltottam de folyton vágytam a 800 mm felettire . Már nem kellene semmilyen méretű az udvarra ( no fűrészpor !) - a telephelyet meg most adom el .És eddig minden mondókám a faipari gépekre vonatkozott !! A fémipari az más - de ott is van választék - én pld. össze sem hegesztek 13-as lapból 0,9 mm vastagságút csak ha 3 m feletti a hossz mérete ... alatta csak 0,65 mm-est érdemes a reklamációk elkerülése végett .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 14:30
Írta: 000000000 Dátum 2013 január 06, 14:30
Teljesen egyetértek veled csak még én a forgácskefe állapotát is a figyelem központjába helyezném . Hanyag felhasználók jelentéktelennek veszik és nem veszik észre a kerékre felrakódott forgács okozta problémát .
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 06, 14:35
Írta: Sz.József Dátum 2013 január 06, 14:35
Ok, én sem szeretem a fűrészport :),
ezért szinte automatikusan a fémipari fűrészben gondolkodtam... [#wave]
ezért szinte automatikusan a fémipari fűrészben gondolkodtam... [#wave]
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2013 január 06, 15:35
Írta: gsbwxanch Dátum 2013 január 06, 15:35
Sziasztok!
Nem cnc..de biztos már készített valaki szalagfűrészt otthoni faaprításra. Ha van aki segítséget tudna adni, azt várom. Fényképekkel stb.
A felső kerék állíthatósága a lényeg.
Köszönöm előre is!!
J.
Nem cnc..de biztos már készített valaki szalagfűrészt otthoni faaprításra. Ha van aki segítséget tudna adni, azt várom. Fényképekkel stb.
A felső kerék állíthatósága a lényeg.
Köszönöm előre is!!
J.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 15:48
Írta: 000000000 Dátum 2013 január 06, 15:48
2db köracél,egy orsó és egy csapágyház ami a 2db köracélon mozog,semmi bonyolult...
Cím: Re:Mechanikai ötletek
Írta: r2u4n063m Dátum 2013 január 06, 15:59
Írta: r2u4n063m Dátum 2013 január 06, 15:59
Az alábbi linken láthatsz fából készültet, valamint az oldalon sok érdekes tartalmat. Nem írtad, de fontos tudni, hogy asztalos jellegű az a faaprítás, vagy a tüzelőnek szolgáló rönköket akarod feldobálni rá. Eddigi ismereteim alapján azon az állásponton vagyok, hogy a két nagy kerék jobb, mint a három kisebb, mert nagyobb sugárban hajlik a lap, kevésbé töri meg, így vastagabbat alkalmazhatsz.
Szalagfűrész
Youtubeon, illetve a googlén keresve különböző oldalakon több ötletet is láthatsz a homemade bandsaw, how to make a bandsaw... stb keresőszavakkal
Szalagfűrész
Youtubeon, illetve a googlén keresve különböző oldalakon több ötletet is láthatsz a homemade bandsaw, how to make a bandsaw... stb keresőszavakkal
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 16:08
Írta: 000000000 Dátum 2013 január 06, 16:08
A két rúdon persely majd erre billenősre egy csappal rögzíteni a csapágyházat amit hátul szintén a két persely közepénél egy csavarral lehet állítani.Ez kell a szalagfutás beállításához. A magasságihoz meg egy kibelezett autóemelő orsója és anyája elég.A menetes szár nem jó.
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2013 január 06, 16:27
Írta: kua93zk4w Dátum 2013 január 06, 16:27
Szerintem nem érdemes sok energiát áldozni a gyártásra.Egyszerűbb ha veszel egy kisipari készítésűt. 100-150ezer közt már kapsz használhatóakat. Mire megveszed az összes alkatrészt többe fog kerülni.
Ha otthon fából akarsz építeni /nem éri meg/ a kerekeknek jobb tartósabb ha küllős mint a szekér kerék.Asztalosként találkoztam fából épített szalag fűrészel ahhoz sok idő kell főleg ha nincs hozzá faipari géped.
Azért is meggondolandó mert a fa mindig mozogni fog főleg ha nem műhelyben tartod, pár év alatt szétesik.
Ha otthon fából akarsz építeni /nem éri meg/ a kerekeknek jobb tartósabb ha küllős mint a szekér kerék.Asztalosként találkoztam fából épített szalag fűrészel ahhoz sok idő kell főleg ha nincs hozzá faipari géped.
Azért is meggondolandó mert a fa mindig mozogni fog főleg ha nem műhelyben tartod, pár év alatt szétesik.
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2013 január 06, 16:28
Írta: kua93zk4w Dátum 2013 január 06, 16:28
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 január 06, 17:43
Írta: s7manbs8 Dátum 2013 január 06, 17:43
Most kitaláltam egy olyat, hogy van egy esztergatokmányom és szemből hogy tudok vele vele fúrni hova tegyem a szegnyerget , úgy, hogy a tokmányba fogok egy fúrót és kifúrom szembe ami a szegnyereg furata lesz, majd utána abban megvan a középpont és be van állítva akkor középre elvileg, pl ha egy vastömböt odarakva, majd utána abba berakom a i szembe lesz vele.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 17:55
Írta: 000000000 Dátum 2013 január 06, 17:55
Horváth Miklós készített egyet nemrég.
A fényképeit megtalálod itt: Miki 4700 fűrésze
Valamint megtalálod a Simsonosokfórumán, szívesen segít biztosan.
A fényképeit megtalálod itt: Miki 4700 fűrésze
Valamint megtalálod a Simsonosokfórumán, szívesen segít biztosan.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 január 06, 17:57
Írta: vjanos Dátum 2013 január 06, 17:57
Fémvágó, dönthető szalagfűrészt készített esetleg valaki? :)
Cím: Re:Mechanikai ötletek
Írta: n2m4zws6 Dátum 2013 január 06, 17:59
Írta: n2m4zws6 Dátum 2013 január 06, 17:59
Az előttem szólókat csak annyival egészíteném ki, hogy a gép jó beállítása legalább olyan fontos a szalag élettartamát tekintve mint a kerék átmérője. Én már építettem de valóban érdemes átgondolni, hogy veszel-e egy kisiparit vagy építesz. Nekem pl. van egy géphez a vázon kívül minden alkatrész eladó (kerekek, bandázs, tengelyek csapágyház-csapágy stb.) Ha ezt így feltenném valahova pont az a baj, hogy annyit kérnék érte mint egy primitívebb kisipari gép ára. Te döntessz
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 18:00
Írta: 000000000 Dátum 2013 január 06, 18:00
Ha elfogadsz egy tanácsot ha építesz szalagfűrészt fontos hogy ne kelljen szerszámot használni pl.burkolatok nyitásához,vezetők állításához mert nincs bosszantóbb mint szárnyasanyát keresni a fűrészporban.Amilyen egyszerű gép azért sok munkával jár mire teljesen készen van.Készítettűnk kettőt amiben aluküllős kismotorkerék van,az egyik 470 mm az enyém rendesen motorgumival van komplett az 530 mm.A kerekek kiegyensúlyozása fontos főleg a felsőé mert rázza magát és idő előt szakad a lap meg a csapágynak annyi.
Cím: Re:Mechanikai ötletek
Írta: n2m4zws6 Dátum 2013 január 06, 18:08
Írta: n2m4zws6 Dátum 2013 január 06, 18:08
Kisipari gépeknél a leggyakoribb hiba a felső kerék mint írtad és a szalag nem egyenes végtelenítése. (hullámos járás)
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2013 január 06, 18:20
Írta: kua93zk4w Dátum 2013 január 06, 18:20
Hát igen, ilyet már megéri építeni.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 18:34
Írta: 000000000 Dátum 2013 január 06, 18:34
Egy ilyen gép 100 évre szól.Még egy hasznos és bevált ötlet:főleg ha a gép nagyrészt tüzifára van használva akkor a kerék parafázása felejtős.Egy szakadó vagy leugró lap azonnal összerágja megszabdalja illetve ha más szélességű lap van rátéve mint ami előtte volt akkor nem akar rendesen a helyén futni a lap vagy igen kimászik ha meg ráállítunk akkor meg beljebb fut és a foghegyek csapát rágnak a parafába.Nekünk hengerbálázó gumiszalagjából vágott csík van ráragasztva.Kétrétegű vásznas és a fútófelületen a gumi bütykös,ezt nem eszi meg a szalag ha a közepén fut illetve csökken a lap felrakódása fűrészporral.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 18:54
Írta: 000000000 Dátum 2013 január 06, 18:54
Szalagsebesség 22-25 m másodpercenként, a fordulatot ennek megfelelően állítani.400-as kb 1200ford. 500-as kb 960ford,600-as kb 800ford, 700-as kb 680 a 800-as kb 600/ perc.Az egyéni változtatás az építő joga.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 20:10
Írta: 000000000 Dátum 2013 január 06, 20:10
"A felső kerék állíthatósága a lényeg."
Ez volt az eredeti kérdés.
Ha semmi nem jön közbe, holnap teszek fel pár képet egy gyári Metabo szalagfűrész ezen részéről. Ha addig nem lesz jobb ötlete valakinek.
Nagyon primitív szerkezet, de akár otthon is meg lehet valósítani és kiválóan működik.
Ez gyári ugyan, de barkács kategória. Ezen is van lehetőség fém fűrészelésére. Igaz, én még nem próbáltam.
Két hosszbordás tárcsa van a villanymotoron és a fűrész hajtott részén is. Gondolom, azért lehet módosítani az áttételt, hogy fémet is lehessen vágni vele.
Úgy tudom majd megoldani, hogy felteszem egy tömörített fájlban és valaki felteszi egy tárhelyre, ha jónak találja.
Ez volt az eredeti kérdés.
Ha semmi nem jön közbe, holnap teszek fel pár képet egy gyári Metabo szalagfűrész ezen részéről. Ha addig nem lesz jobb ötlete valakinek.
Nagyon primitív szerkezet, de akár otthon is meg lehet valósítani és kiválóan működik.
Ez gyári ugyan, de barkács kategória. Ezen is van lehetőség fém fűrészelésére. Igaz, én még nem próbáltam.
Két hosszbordás tárcsa van a villanymotoron és a fűrész hajtott részén is. Gondolom, azért lehet módosítani az áttételt, hogy fémet is lehessen vágni vele.
Úgy tudom majd megoldani, hogy felteszem egy tömörített fájlban és valaki felteszi egy tárhelyre, ha jónak találja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 06, 22:32
Írta: 000000000 Dátum 2013 január 06, 22:32
Mi is abból készítettük, akad még pár méter.
Szerintem is jobb mint a parafa.
Szerintem is jobb mint a parafa.
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2013 január 07, 09:21
Írta: gsbwxanch Dátum 2013 január 07, 09:21
Köszönöm mindenkinek a sok hozzászólást!
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2013 január 07, 09:21
Írta: gsbwxanch Dátum 2013 január 07, 09:21
Oké
Köszi!
Köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 07, 09:48
Írta: 000000000 Dátum 2013 január 07, 09:48
A fényképezés nem jött össze.
http://www.google.hu/imgres?imgurl=http://www.mtmc.co.uk/Images/Products/61286/01_out283.gif&imgrefurl=http://www.mtmc.co.uk/Metabo-BANDSAW-BAS-316-G-WNB-230/1/50-GB-/-009043162511-Spare-Parts__p-61286.aspx&h=1015&w=752&sz=181&tbnid=SIeyZ3tvM_ezeM:&tbnh=86&tbnw=64&zoom=1&usg=__N2kh1xdHbMKWvJH6ieDOnK4lzTY=&docid=CrWvplWtZ0OW_M&hl=hu&sa=X&ei=torqUL_aHsnusgbrx4DoDA&ved=0CDsQ9QEwATgK&dur=279
Kicsit zavaros, de hátha.
Itt van egy alkatrész rajz. Nem annyira jó, de hátha.
Még nem mondtam le a fényképezésről, de bizonytalan a dolog.
http://www.google.hu/imgres?imgurl=http://www.mtmc.co.uk/Images/Products/61286/01_out283.gif&imgrefurl=http://www.mtmc.co.uk/Metabo-BANDSAW-BAS-316-G-WNB-230/1/50-GB-/-009043162511-Spare-Parts__p-61286.aspx&h=1015&w=752&sz=181&tbnid=SIeyZ3tvM_ezeM:&tbnh=86&tbnw=64&zoom=1&usg=__N2kh1xdHbMKWvJH6ieDOnK4lzTY=&docid=CrWvplWtZ0OW_M&hl=hu&sa=X&ei=torqUL_aHsnusgbrx4DoDA&ved=0CDsQ9QEwATgK&dur=279
Kicsit zavaros, de hátha.
Itt van egy alkatrész rajz. Nem annyira jó, de hátha.
Még nem mondtam le a fényképezésről, de bizonytalan a dolog.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 07, 09:57
Írta: 000000000 Dátum 2013 január 07, 09:57
A dolog lényege, hogy a 26 -os számú dologra van felszerelve a 4 -es számú valami (hogy szakszerű legyek). Ez mozgatható le és fel a 24 -25 számú tekerővel. Ezzel feszíti a fűrészlapot.
A 4 -e számú biz-baszra van szerelve a felső kerék tengelye. A 4 -es bizbasz, nem csak fel-le mozog. hanem ez egy csuklós dolog, ami lehetővé teszi a tengely döntögetését is. Azért, hogy beállítható legyen a fenti és a lenti tengely párhuzamossága. És ez a dolog lényege.
Közben, lett egy jobb link is.
Talán ez jobb
A 4 -e számú biz-baszra van szerelve a felső kerék tengelye. A 4 -es bizbasz, nem csak fel-le mozog. hanem ez egy csuklós dolog, ami lehetővé teszi a tengely döntögetését is. Azért, hogy beállítható legyen a fenti és a lenti tengely párhuzamossága. És ez a dolog lényege.
Közben, lett egy jobb link is.
Talán ez jobb
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 január 07, 10:04
Írta: Csuhás Dátum 2013 január 07, 10:04
Alakítottam a marógépemen. Régóta hiányzott egy fúró feltét amivel érzéssel lehet kisebb átmérőjű fúróval is dolgozni. Nekem fix a vertikálfej, így az asztalt emelve lehetett csak fúrni. Méhtelepen találtam egy hiányos fuserált asztali fúrót aminek a az orsóházát meg lehetett menteni. Készült hozzá egy felső csapágyház és egy szíjfeszítő. Ezután a vertikálfej kukucskáló nyílása körüli vastagabb öntvényrészbe fúrtam három menetet amire egy kis asztalka került. Erre is felfogható a fúró de így kevesebb a kihasználható mozgástartomány. Ezért készült egy konzol amivel a fúró a fej oldalára rögzíthető. Ötletadónak íme néhány fotó:




Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2013 január 07, 10:15
Írta: sufnituning Dátum 2013 január 07, 10:15
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2013 január 07, 10:41
Írta: gsbwxanch Dátum 2013 január 07, 10:41
Köszi!
Megpróbálom Horváth Miklóst elérni.
Megpróbálom Horváth Miklóst elérni.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2013 január 07, 10:53
Írta: xg2w6ib9x Dátum 2013 január 07, 10:53
Szép munka !
Cím: Re:Mechanikai ötletek
Írta: gsbwxanch Dátum 2013 január 07, 11:07
Írta: gsbwxanch Dátum 2013 január 07, 11:07
Hát nem találom email címét....
Valaki tudja?
Valaki tudja?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 07, 12:08
Írta: 000000000 Dátum 2013 január 07, 12:08
Sajnos nem tudom.
A fórumon megtalálod a "Gömbölyítés" valamint a "Bósflex" topikokban biztosan.
Esetleg ha Youtubeon írsz a videója alá, arra is reagál.
Itt a fűrészről készül előzetes. Készít majd egy átfogó animációt róla.
Miki fűrésze
A fórumon megtalálod a "Gömbölyítés" valamint a "Bósflex" topikokban biztosan.
Esetleg ha Youtubeon írsz a videója alá, arra is reagál.
Itt a fűrészről készül előzetes. Készít majd egy átfogó animációt róla.
Miki fűrésze
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 07, 12:09
Írta: Sz.József Dátum 2013 január 07, 12:09
Nagyon jó ötlet, esztétikus, precíz kivitel, gratula... [#eljen]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 január 07, 16:21
Írta: zozo Dátum 2013 január 07, 16:21
Pompás! Milyen jó az, amikor elő kell központozni és leosztani a távokat...
Cím: Re:Mechanikai ötletek
Írta: n2m4zws6 Dátum 2013 január 07, 16:53
Írta: n2m4zws6 Dátum 2013 január 07, 16:53
Szépen fut az biztos. Maszív gép, pontos munkát lehet majd végezni vele. Én a film elején az alsó szalagvezetésnél pont fordítva raktam volna a vezetőket: felül az oldaltámasz alul a hátsó élt támasztást mert az úgysem hajlik úgy mint oldalirányban. De elnézést kérek a tervezőtől mert amit én csináltam az inkább könnyebb gép volt és főleg primitívebb. Gratula Mikinek!
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2013 január 07, 17:06
Írta: 7vpav5d32 Dátum 2013 január 07, 17:06
Szalagvezetést illik alul-felül oldalsót is és hátsót is tenni. Oldalvezetésnek viszont nem tennék faipari gépre csapágyakat csak sima csúszóvezetőket. A csapágyak nagyon szépen mángorolják a fűrészport a lapra. Újabb gyári gépeken a tárcsáknál is van egy kefe szerelve ami takarít mielőtt a lap odaérne.

Felső keréknél a legokosabb, ha magában a tárcsában vannak a csapágyak és nem tengely+ csapágyház.
Cím: Re:Mechanikai ötletek
Írta: n2m4zws6 Dátum 2013 január 07, 17:33
Írta: n2m4zws6 Dátum 2013 január 07, 17:33
Az enyémen felül a kiskörösi vezető volt kompletten alul is így oldottam meg, hogy nem paknit raktam hanem mint felül az asztallap alatt közvetlenül két koptatófát raktam. A fűrészpor megoldása az nehezebb dolog mert a jó elszívás mellett is ott ragad meg ahol nem kéne: a szalagon. (de itt is felül van az oldaltámasz és alatta a hátsó én így gondoltam)
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2013 január 07, 17:38
Írta: 7vpav5d32 Dátum 2013 január 07, 17:38
OK! Úgy értelmeztem az alul-felülödet,, hogy az asztal alatt csak hátul az asztal felett meg csak oldalt támasztod. Elnézést :) A koptató fa a legjobb választás az oldal vezetéshez.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 07, 17:44
Írta: 000000000 Dátum 2013 január 07, 17:44
Gyakorlati tanács,tüzifa fűrészelésnél az oldalvezetőket nagyobb hézagra állítani mert ha lap úgy kívánja legyen helye kicsit csavarodni csökketve a lapszakadás esélyét.A lapot ne járassuk a hátsó megtámasztógörgőn vagy csapágyon, ez jóval 10 ezer felett forog ha alap eléri.
Cím: Re:Mechanikai ötletek
Írta: 4k0yxz3fu Dátum 2013 január 08, 00:09
Írta: 4k0yxz3fu Dátum 2013 január 08, 00:09
Hali, kösz! Az ilyesmi túl nagy szerintem. Még a legkisebb akkus barkács csavarhúzógépek is túl nagyok.
Cím: Re:Mechanikai ötletek
Írta: 4k0yxz3fu Dátum 2013 január 08, 00:11
Írta: 4k0yxz3fu Dátum 2013 január 08, 00:11
Ezekhez mind ilyen bazinagy tápegység van?
Cím: Re:Mechanikai ötletek
Írta: 4k0yxz3fu Dátum 2013 január 08, 00:12
Írta: 4k0yxz3fu Dátum 2013 január 08, 00:12
Köszi. Ez is bazinagynak tűnik nekem.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 január 08, 05:09
Írta: Szalai György Dátum 2013 január 08, 05:09
Ha csak egy kell, akkor itt van a legjobb, amit ember eddig kitalált, és az ára sem bolti.
http://epitkezes-otthon.vatera.hu/barkacs_szerszam_ipari_gep/alkatresz_tartozek/egyeb/maxon_ec_motor_maxon_gear_maxon_motor_control_1693418390.html
http://epitkezes-otthon.vatera.hu/barkacs_szerszam_ipari_gep/alkatresz_tartozek/egyeb/maxon_ec_motor_maxon_gear_maxon_motor_control_1693418390.html
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 január 08, 07:55
Írta: mxjj54gxi Dátum 2013 január 08, 07:55
Szalai Gyuri által is javasolt Maxxonból gyártanak 6 (hat) mm átmérőtől komplett motort és hozzá illő bolygóművet, egész nagyig!
Csak győzzed kifizetni!
Nem lenne egyszerűbb, ha megadnád a max átmérőt, ami jó neked?
Csak győzzed kifizetni!
Nem lenne egyszerűbb, ha megadnád a max átmérőt, ami jó neked?
Cím: Re:Mechanikai ötletek
Írta: n2m4zws6 Dátum 2013 január 08, 16:54
Írta: n2m4zws6 Dátum 2013 január 08, 16:54
Még két szabály és talán ki is merítettük ezt a témát.
A szalag és a támasztógörgő közt kb. 1mm-nek kell lenie!
A szalag vastagsága pedig a kerék átmérőjének az ezrede lehet.
A szalag és a támasztógörgő közt kb. 1mm-nek kell lenie!
A szalag vastagsága pedig a kerék átmérőjének az ezrede lehet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 08, 20:02
Írta: 000000000 Dátum 2013 január 08, 20:02
Ezt "vadember"-nek külön emeld ki !Talán úgy megérti .[#kacsint]
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2013 január 08, 20:32
Írta: 7vpav5d32 Dátum 2013 január 08, 20:32
"A szalag vastagsága pedig a kerék átmérőjének az ezrede lehet. "
Ez így azért nem igaz! :)
Ezek szerint akkor azokra az ugri-bugri einhell meg más kis gépre csak 0,15-0,2mm-es lapot lehet tenni? Vagy 1000-es gépre nem lehet feltenni az 1,5-ös lapot? Lap minősége a fog árok alakja, a hajtogatás, és a gép jó futása a lényeg. 0,7-0,8-as lap szinte mindenre jó szerintem.
Ez így azért nem igaz! :)
Ezek szerint akkor azokra az ugri-bugri einhell meg más kis gépre csak 0,15-0,2mm-es lapot lehet tenni? Vagy 1000-es gépre nem lehet feltenni az 1,5-ös lapot? Lap minősége a fog árok alakja, a hajtogatás, és a gép jó futása a lényeg. 0,7-0,8-as lap szinte mindenre jó szerintem.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2013 január 08, 20:37
Írta: 7vpav5d32 Dátum 2013 január 08, 20:37
Mellesleg az az 1mm-es hézag sem stimmel [#crazya]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 08, 21:18
Írta: 000000000 Dátum 2013 január 08, 21:18
Az átlag lap 0,7-0,8 mm vastag ilyet használok a 350-es szalagfűrészemen is illetve 1 mm-est az 530-as vízszintes mobil szalaggatternak nevezett sk. fűrészemen .Mivel géppel van élezve ezért a fogtő rádiusza is megfelelő.A hiba akkor adódik ha valaki háromszögű reszelővel élez és nem szalagfűrészhez való gömbölyített élű hanem sarkossal ,elindítva ezzel a fogtő berepedését.Ismerősöm évekig dolgozott olyan önjáró szalagfűrészgéppel amelyen hátsó megtámasztás nem is volt, a kerék 30 mm széles volt mégsem akart lemászni a lap hátrafelé.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 08, 22:12
Írta: 000000000 Dátum 2013 január 08, 22:12
Szerinted ezt magunktól találtuk ki? Tanulj !Olvass! [#gunyos1] Az "1mm-es " hézag ugye arról szól , hogy terhelés nélkül ne érjen hozzá a fűrészlap a támasztó görgőhöz . Az 1/1000 ugye meg arról szól , hogy hogyan válaszd meg a fűrészlap vastagságot - vékonyabb lehet , vastagabb lehet de nem ajánlott a fűrészlap üzemóra csökkenése miatt . Aki eltér ettől hát eltér , az ő dolga . Napi 20-40 db fémipari fűrészlapot levégtelenítek - és persze mellé jóindulatból néha próbálok tanácsot adni ... de nem erőltetem mert minek ?
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2013 január 09, 05:23
Írta: 7vpav5d32 Dátum 2013 január 09, 05:23
Kicsit visszább az agyarakkal! :)
Szerinted ez mit jelen? "A szalag vastagsága pedig a kerék átmérőjének az ezrede lehet."
Azt írta, hogy LEHET. Ez nem igaz! Mutatok neked 1,65mm-es szalagfürész lapot Te meg mutass nekem olyan gépet aminek 1600-1700mm-es a tárcsája! :) Az támasztó hézag pedig leginkább attól függ milyen a gép felépítése.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 09, 06:42
Írta: 000000000 Dátum 2013 január 09, 06:42
Te meg szedd már össze magad és a gondolataidat . Azt olvasd el és pontosan értelmezd amit én írtam !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 09, 07:00
Írta: 000000000 Dátum 2013 január 09, 07:00
Nevetséges , hogy mindig akad pár jó ember itt aki megragad néhány szót - végig nem olvassa , nem értelmezi a mondani valót csak az a lényeg , hogy valamibe bele tudjon kötni .[#boxer]Eredetileg írtam , hogy Faipari gépeknél "ökölszabály" - rögtön jött egy "okoska" aki a faipari gépekre AJÁNLOTT lapvastagság választást átkonvertálta a saját fémipari gépére ! Más a támasztó görgőnél leírt "1mm" - be is beleköt - de kérem ki az a hülye aki leméri ezt a hézagot - szándékosan nem akarja megérteni a mondandót : TERHELÉS NÉLKÜL NE ÉRJEN HOZZÁ A TÁMASZTÓ GÖRGŐHÖZ ! Hogyan lehet az , hogy én automatikusan átugrottam "LEHET" szót pedig én is sokáig használtam 500mm-es keréken 0,7 mm-es fűrészlapot - talán mert nem akartam egy szóba belekötni ? Ez a sárga fórum tényleg arról híres , hogy vannak rajta emberkék akik árgus szemekkel figyelik hátha valaki elejt egy kis hibát és rá lehet ugrani - persze ezzel bizonyítva a saját okosságukat . Tudom ,- hiányzik az erős moderátor innen . Miért nem lehet a másik esetleges hibát barátságosan megközelíteni , próbálni megérteni ?
Cím: Re:Mechanikai ötletek
Írta: n2m4zws6 Dátum 2013 január 09, 16:13
Írta: n2m4zws6 Dátum 2013 január 09, 16:13
Olvass légyszi vmi szakirodalmet, hogy mit ajánl! Amúgy anno én is 0.8-ast használtam mert ehhez jutottam hozzá mint ahogy gondolom Te is.
A KB!!! egy mm-t meg így tanította a mesterem az Ő nevében is bocsánatot kérek Tőled ha tévedett!
Amúgy meg bocsi de én nem vagyok hajlandó a kis ugri-bugrit az egésznapos használatra szánt géphez hasonlítani.
Mindenki azt és úgy használ amit és úgy ahogy akarja. Ebben ez a jó.
Kitaláltam egy játékot: Te mindenben jobb vagy nálam én ezt elismerem, Neked meg nem kell többé bármiáron ezt bizonyítanod. (ha Neked ez mrgfelel)
A KB!!! egy mm-t meg így tanította a mesterem az Ő nevében is bocsánatot kérek Tőled ha tévedett!
Amúgy meg bocsi de én nem vagyok hajlandó a kis ugri-bugrit az egésznapos használatra szánt géphez hasonlítani.
Mindenki azt és úgy használ amit és úgy ahogy akarja. Ebben ez a jó.
Kitaláltam egy játékot: Te mindenben jobb vagy nálam én ezt elismerem, Neked meg nem kell többé bármiáron ezt bizonyítanod. (ha Neked ez mrgfelel)
Cím: Re:Mechanikai ötletek
Írta: n2m4zws6 Dátum 2013 január 09, 16:22
Írta: n2m4zws6 Dátum 2013 január 09, 16:22
Mondjuk ha vmihez építő szándékkal nem tudok hozzászólni akkor inkább maradok a kukkoló poziciómban mert így tartom helyesnek.
Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2013 január 09, 17:23
Írta: 7vpav5d32 Dátum 2013 január 09, 17:23
Gyerekek! Jött egy valaki aki az első gépét építi tanácsot kérni. Szegény, ha ez a "szabály" megmarad benne, hogy "A szalag vastagsága pedig a kerék átmérőjének az ezrede lehet." az életben nem fog fűrészelni. Csinál egy 500-as gépet és elindul a "szabály" szerint 0,5mm-es lapot keresni. Ha netán talál akkor rájön, hogy az arra a munkára amire neki kell használhatatlan. Elég lett volna buta kitalált szabály helyett azt írni, hogy 0,7-0,8-as lappal mindent meg tud csinálni amit akar. (mellesleg én is túl vagyok már egy pár dolgon. Közte az is, hogy sok ekercs lapot elkoptattam 30 év alatt)
Cím: Re:Mechanikai ötletek
Írta: w987wzmm Dátum 2013 január 09, 17:44
Írta: w987wzmm Dátum 2013 január 09, 17:44
Cím: Re:Mechanikai ötletek
Írta: 5kfiyrw95 Dátum 2013 január 09, 17:49
Írta: 5kfiyrw95 Dátum 2013 január 09, 17:49
Mekkora kerületi sebességet javasolnátok ha a szalagfűrész gépemet szeretném átalakítani fém vágására. Frekvenciaváltóm az sajnos nincs de vannak áttételeim ,amivel be tudnám állítani a megfelelő sebességet. Kenés ill. hűtés mindenképp szükséges?
Cím: Re:Mechanikai ötletek
Írta: n2m4zws6 Dátum 2013 január 09, 18:06
Írta: n2m4zws6 Dátum 2013 január 09, 18:06
"Jött egy valaki aki az első gépét építi tanácsot kérni." És ha ezt jópár hozzászólással előbb írod le nem is alakul ki ez az "eszmecsere".
Nyilván nekem is rossz napom van így azt kérném Tőled, hogy inkább jó kolléga módjára egészítsük ki egymás mondandóját mint vetélkedjünk. Nekem is volt szerencsém jópár évig koptatni a koptatófát. [#wave][#nevetes1]
Nyilván nekem is rossz napom van így azt kérném Tőled, hogy inkább jó kolléga módjára egészítsük ki egymás mondandóját mint vetélkedjünk. Nekem is volt szerencsém jópár évig koptatni a koptatófát. [#wave][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 09, 18:09
Írta: 000000000 Dátum 2013 január 09, 18:09
Nekem egy gyári Metabóm van "ugribugri".
Ahol éleztetni szoktam, ott veszem hozzá a "lapot" is. Egyszer, nem volt csak vastagabb. Mondta is a mester, hogy ő lebeszélne róla. Menjek vissza pár nap múlva, mert akkor lesz a gépemre való.
Ritkán jutok be a városba, ezért gondoltam, megpróbálom a vastagabb lapot. Néhány órát használtam, és elszakadt.
Elsőre az volt a tippem, hogy én voltam béna. Fel a tartalék lap. Mikor úgy adódott, mentem éleztetni és vittem a "szakadt" lapot.
Mutatta a mester, hogy nincs értelme vacakolni vele, mert több helyen repedezett.
Végül is, ő szólt, hogy ez nem ilyen kis kerékre való. Én erőlködtem, hogy jó lesz az.
A tanulság.
Attól, hogy határozottan állítunk egy marhaságot, még nem lesz igaz is attól.
Ahol éleztetni szoktam, ott veszem hozzá a "lapot" is. Egyszer, nem volt csak vastagabb. Mondta is a mester, hogy ő lebeszélne róla. Menjek vissza pár nap múlva, mert akkor lesz a gépemre való.
Ritkán jutok be a városba, ezért gondoltam, megpróbálom a vastagabb lapot. Néhány órát használtam, és elszakadt.
Elsőre az volt a tippem, hogy én voltam béna. Fel a tartalék lap. Mikor úgy adódott, mentem éleztetni és vittem a "szakadt" lapot.
Mutatta a mester, hogy nincs értelme vacakolni vele, mert több helyen repedezett.
Végül is, ő szólt, hogy ez nem ilyen kis kerékre való. Én erőlködtem, hogy jó lesz az.
A tanulság.
Attól, hogy határozottan állítunk egy marhaságot, még nem lesz igaz is attól.
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 09, 18:36
Írta: Sz.József Dátum 2013 január 09, 18:36
A szalag sebessége:
Kor anyag ~20 m/perc
Fe ~30 m/perc
Al, Sr, ~50m/perc
Körülbelüli értékek...
Nehogy "gumicsont" legyen belőle... [#ejnye1] [#smile]
Kor anyag ~20 m/perc
Fe ~30 m/perc
Al, Sr, ~50m/perc
Körülbelüli értékek...
Nehogy "gumicsont" legyen belőle... [#ejnye1] [#smile]
Cím: Re:Mechanikai ötletek
Írta: 5kfiyrw95 Dátum 2013 január 09, 18:49
Írta: 5kfiyrw95 Dátum 2013 január 09, 18:49
Ezek szerint a 30 m/perc-es átlag sebesség lesz amit mérvadónak veszek. És mit javasolsz a kenés-hűtéssel kapcsolatban? Szerintem jelentősen megnövelné a lap élettartamát
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 09, 18:53
Írta: 000000000 Dátum 2013 január 09, 18:53
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 09, 19:17
Írta: 000000000 Dátum 2013 január 09, 19:17
Nem tudom, mennyire mérvadó.
Kb. harminc évvel ezelőtt láttam fém vágására alkalmas szalagfűrészt, meg reszelő gépet. NDK gyártmányok voltak.
Ezen nem alkalmaztak hűtést. Szerintem a függőlegesen futó lap miatt. Oda potyog a "fűrészpor", ahova nem kéne.
Valami membrános "légsűrítő" fújkálta meglehetősen mérsékelten a "fűrészport".
Nem etalon persze, amit most írtam. Én ilyet láttam. Ennyi az egész. Ja, és hogy gyári gép volt.
Kb. harminc évvel ezelőtt láttam fém vágására alkalmas szalagfűrészt, meg reszelő gépet. NDK gyártmányok voltak.
Ezen nem alkalmaztak hűtést. Szerintem a függőlegesen futó lap miatt. Oda potyog a "fűrészpor", ahova nem kéne.
Valami membrános "légsűrítő" fújkálta meglehetősen mérsékelten a "fűrészport".
Nem etalon persze, amit most írtam. Én ilyet láttam. Ennyi az egész. Ja, és hogy gyári gép volt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 09, 19:49
Írta: 000000000 Dátum 2013 január 09, 19:49
Az évek múlásával sok a változás és nagyobb a választék is . Sok helyen használnak fémipari szalagfűrészlapot - autógumi darabolás, raklapok darabolása , húsipar ( itt gyakran gyémánt bevonatút ha szárnyasokról van szó - a "zúza" miatt ), van aki bútorlap köteget vág egyben ... és persze csak a képzelet szab határt a felhasználhatóságnak . Persze néha olyan felhasználó is van aki fa fűrészelésre használja mivel a pontos gyári fogterpesztés miatt majd olyan a vágási felület mintha már gyalulva lenne a fa .A fog él finiselt így nem kell bejáratni a fűrészlapot , a fűrészlap teljesítményének növelése végett elő és után vágó fog kialakítás és ez persze M42-es vagy M51-es anyagbó .... és még lehetne tovább sorolni a technológiai "finomításokat .
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 09, 19:56
Írta: Sz.József Dátum 2013 január 09, 19:56
Mivel pár darabos, alkalmankénti vágás jellemző egy hobbi tevékenységre,
ezért én nem preferálom a locsi-pocsit.
2-3-4 vágásra ugye , minek pancsolni... (ez csak egyéni vélemény)
Egy kicsivel lassabb sebesség a megengedettnél és ecsettel kence-fice mindenféle csodaszerekkel...
Napi 8 órában ez már nem javasolt, ott már érdemes kiépíteni a hűtést...
Szerintem 10 emberből 12-féleképpen oldják meg... [#smile]
ezért én nem preferálom a locsi-pocsit.
2-3-4 vágásra ugye , minek pancsolni... (ez csak egyéni vélemény)
Egy kicsivel lassabb sebesség a megengedettnél és ecsettel kence-fice mindenféle csodaszerekkel...
Napi 8 órában ez már nem javasolt, ott már érdemes kiépíteni a hűtést...
Szerintem 10 emberből 12-féleképpen oldják meg... [#smile]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 január 09, 20:05
Írta: zozo Dátum 2013 január 09, 20:05
Autógumit vágnak fém szalagfűrészen?
A szomszéd kínlódott egyszer,
fémfűrészlapot többet tönkre tett, azt mondta nem viszi. (rugóhuzal, fémszövet stb) Hát flex-szel estem neki, de ennél ocsmányabb munkát még sose vállaltam :)
A szomszéd kínlódott egyszer,
fémfűrészlapot többet tönkre tett, azt mondta nem viszi. (rugóhuzal, fémszövet stb) Hát flex-szel estem neki, de ennél ocsmányabb munkát még sose vállaltam :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 09, 20:13
Írta: 000000000 Dátum 2013 január 09, 20:13
Igen , 8/12-est használnak .Természetesen ipari körülmények között . Persze létezik daráló is de az is speciális és nagyon drága gép . Talán így olcsóbb nekik [#vigyor2].
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 09, 20:42
Írta: 000000000 Dátum 2013 január 09, 20:42
Én csak a felnivel csatlakozó acéldrótos részt szoktam átvágni a többit meg karos ollóval.Késsel a felniről a perem mellett körbevágva levettük a gumit csak a drótos karimája maradt rajta azt meg flexel de ette a korongot rendesen na meg a bűz.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 09, 23:40
Írta: hostya Dátum 2013 január 09, 23:40
Áruljátok már el hogy milyen utólagos hasznosításra szokták az gumi abroncsot darabolni (házilag)?
Nekem egy tippem van csak:
-Hogy beférjen a kazán ajtón..(!)
De gondolom más felhasználás is lehet még.
Nekem egy tippem van csak:
-Hogy beférjen a kazán ajtón..(!)
De gondolom más felhasználás is lehet még.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 január 09, 23:46
Írta: jani300 Dátum 2013 január 09, 23:46
[#eljen]
Jahh ! De az nagyon füstöl !
Magamtól nem írtam volna . De ha már megemlítetted , hát nekem is rögtön ez ugrott be .
Jahh ! De az nagyon füstöl !
Magamtól nem írtam volna . De ha már megemlítetted , hát nekem is rögtön ez ugrott be .
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2013 január 10, 05:00
Írta: ANTAL GÁBOR Dátum 2013 január 10, 05:00
A házi hasznosításnál nekem sincs ötletem. Az ipari az más: a cementgyártás során a cement kötésének lassítása ( nem tévedés!) érdekében használtak piritet korábban . Ma gumiabroncsot égetnek ( a kén kell nekik) : ezenkívül darálnak is gumit aminek két felhasználása is ismert : Gumitégla ( játszótér, futópálya ) ill ha nagyon finom a darálék ( ami nem is darálógépen megy hanem vízsugaras aprítógépen csinálnak ) akkor töltőanyag gumiba. Évekkel ezelőtt ipari felkérésre szerkesztettem és kiviteleztem egy gépet ami kitépi a gumiabroncsból ( akár teherautó vagy traktorgumi is ) a peremkarikát ( ami a felninél van ) Ha valakit konkrétan érdekel akkor mailben leírom ( de házilagosan azért macerás mert komoly teljesítmény kell hozzá ( 25 tonna húzóerő )
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2013 január 10, 05:43
Írta: VighLajos Dátum 2013 január 10, 05:43
Ennek a fele rendben van: a 0.7-es, 0.8-as vastagságú lap mindent elvág.
Nekem egy HBM-400-ad szalagfűrészem van, gondoltam, nem várom meg, míg tönkremegy az egyetlen lapom, beszereztem egy tartalékot: 0,8 mm vastag és 25 mm széles.
Egy nyugdíjas asztalos ismerőstől kaptam ajándékba, az én gépemre lett leszabva, végtelenítve, kihajtogatva, élezve, stb.
A probléma az volt, hogy nem lehetett kifeszíteni: a kerékre való felfutáskor és lefutáskor "hasa" volt... Kicsi a kerék átmérője ehhez a lapmerevséghez.
500-as vagy nagyobb gépen nem lenne gond.
A kis sugarú kerék miatt amúgy hamar eltört volna a periódikus görbüléstől, egyenesedéstől.
Nekem egy HBM-400-ad szalagfűrészem van, gondoltam, nem várom meg, míg tönkremegy az egyetlen lapom, beszereztem egy tartalékot: 0,8 mm vastag és 25 mm széles.
Egy nyugdíjas asztalos ismerőstől kaptam ajándékba, az én gépemre lett leszabva, végtelenítve, kihajtogatva, élezve, stb.
A probléma az volt, hogy nem lehetett kifeszíteni: a kerékre való felfutáskor és lefutáskor "hasa" volt... Kicsi a kerék átmérője ehhez a lapmerevséghez.
500-as vagy nagyobb gépen nem lenne gond.
A kis sugarú kerék miatt amúgy hamar eltört volna a periódikus görbüléstől, egyenesedéstől.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 10, 06:39
Írta: 000000000 Dátum 2013 január 10, 06:39
Én annak idején mikor gépet építettem megvettem a "Faipari gépek" című könyvet mivel még nem létezett internet akkor - most ha belépsz pld. a PILANA honlapjára a faipari fűrészlapoknál egyből megtalálod ezt a fűrészlap vastagság megválasztására ajánlott számítási módszert --- elnézést de még ennyit tennék hozzá a "buta képletről" . [#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 10, 06:44
Írta: 000000000 Dátum 2013 január 10, 06:44
Gábor - talán most aktuális : amit a múlt héten szombaton mutattál gyári háromkerekes szalagfűrészed talán érdemes lenne meghirdetni eladásra . Szerintem már úgy sem fogod használni mert az embernek nincs mindenre ideje te meg úgy is nagyon elfoglalt ember vagy .
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2013 január 10, 07:39
Írta: VighLajos Dátum 2013 január 10, 07:39
Kösz a képlet fellelési helyét.
Azóta kaptam 20 mm széles, 0,6 mm vastag szalagot 25 m-es tekercsben, lett belőle 8 db lap, elég lesz egy ideig.
Ezzel már hasít rendesen!
Azóta kaptam 20 mm széles, 0,6 mm vastag szalagot 25 m-es tekercsben, lett belőle 8 db lap, elég lesz egy ideig.
Ezzel már hasít rendesen!
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 január 10, 10:39
Írta: zozo Dátum 2013 január 10, 10:39
Hostya, nem, nem a kazánba kell a gumi. A horgászok csónakkikötőben ütközőnek teszik fel.
Ne verődjön a stégnek, vagy egy fa oszlopra húzva két csónak közé, hogy ne ütközzenek egymásnak. Továbbá a szállító kocsin szintén jó alátámasztásnak.
Az én módszeremen csak vigyorognak, mert én csigarendszerrel, saválló drótkötéllel húzom be a stégtől 5m-re a járgányt, így a szabadvízen kedvére táncolhat :)
Ne verődjön a stégnek, vagy egy fa oszlopra húzva két csónak közé, hogy ne ütközzenek egymásnak. Továbbá a szállító kocsin szintén jó alátámasztásnak.
Az én módszeremen csak vigyorognak, mert én csigarendszerrel, saválló drótkötéllel húzom be a stégtől 5m-re a járgányt, így a szabadvízen kedvére táncolhat :)
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2013 január 10, 11:55
Írta: VighLajos Dátum 2013 január 10, 11:55
Erdélyben láttuk: a köpegy felvágva, kiterítve disznóetető vályú...
A két vége felkunkorodott, így az anyag nem folyt ki belőle. Részleteket nem láttunk, mert az említett műtárgy egy iszaptenger közepén volt, ahová csak hónaljig érő gumicsizmával, vagy disznócsülökkel lehetett bemenni.
Ez az újragasznosítás!
[#eljen][#smile]
A két vége felkunkorodott, így az anyag nem folyt ki belőle. Részleteket nem láttunk, mert az említett műtárgy egy iszaptenger közepén volt, ahová csak hónaljig érő gumicsizmával, vagy disznócsülökkel lehetett bemenni.
Ez az újragasznosítás!
[#eljen][#smile]
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2013 január 10, 11:56
Írta: VighLajos Dátum 2013 január 10, 11:56
köpegy=köpeny
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2013 január 10, 11:57
Írta: VighLajos Dátum 2013 január 10, 11:57
újragasznosítás=újrahasznosítás
Cím: Re:Mechanikai ötletek
Írta: n2m4zws6 Dátum 2013 január 10, 15:54
Írta: n2m4zws6 Dátum 2013 január 10, 15:54
Válasz a csevegőn
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 11, 06:35
Írta: 000000000 Dátum 2013 január 11, 06:35
Hőlégfúvó házilag.


Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 11, 06:36
Írta: 000000000 Dátum 2013 január 11, 06:36

Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 január 11, 08:19
Írta: 4um5b65d Dátum 2013 január 11, 08:19
Nem semmi....
Szerintem Te fognál két krumplit , egy kockasajtot meg 2 méter piros szigetelő szalagot aztán ennyiből fel is tudnál menni a holdra.
[#taps][#taps][#taps]
Légáramnak mit használsz, PC ventilátort, vagy csak simán szájjal fújod ?
Szerintem Te fognál két krumplit , egy kockasajtot meg 2 méter piros szigetelő szalagot aztán ennyiből fel is tudnál menni a holdra.
[#taps][#taps][#taps]
Légáramnak mit használsz, PC ventilátort, vagy csak simán szájjal fújod ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 11, 08:43
Írta: 000000000 Dátum 2013 január 11, 08:43
Az a kis kék akvárium szellőztető fujja a levegőt.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 január 11, 09:10
Írta: mxjj54gxi Dátum 2013 január 11, 09:10
Gázlángon húzz meg egy csövet középen, ettől elvékonyodik, de cső marad.
Kettétöröd, és két fújód lesz, de nagyon vékony légárammal.
Még jobb lesz, mint ez, a szűk helyekre!
Kettétöröd, és két fújód lesz, de nagyon vékony légárammal.
Még jobb lesz, mint ez, a szűk helyekre!
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2013 január 11, 09:20
Írta: HJózsi Dátum 2013 január 11, 09:20
[#eljen] Milyen jó, hogy az üveg rossz hővezető! ... Rézcsővel pl nem lehetne ilyen nyugodtan kézben tartani ... :) Szuper megoldás!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 11, 10:30
Írta: 000000000 Dátum 2013 január 11, 10:30
Valamikor nagyon régen műszer mutatót húztunk üvegcsőből gázlángon!
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 január 11, 11:02
Írta: mxjj54gxi Dátum 2013 január 11, 11:02
Még most is itt vannak a fiókomban az ehhez való két millis üvegek! :)))
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2013 január 11, 11:06
Írta: VighLajos Dátum 2013 január 11, 11:06
A vegyipari szakközépben kapillárist húztunk. 2-3 cm hosszban felhevítve az üvegcsövet 6-8 m hosszra is ki lehetett húzni, ha elég gyorsan mozgott a delikvens, és nem állt elé senki sem a laborban.
...és még cső maradt...
...és még cső maradt...
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2013 január 11, 11:10
Írta: VighLajos Dátum 2013 január 11, 11:10
és az forró üvegre is elmondható volt ugyanaz, mint a feszültség alatt álló vezetékre: ugyanúgy néz ki, mint a hideg, csak más a fogása...
[#eplus2]
[#eplus2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 11, 15:29
Írta: 000000000 Dátum 2013 január 11, 15:29
Cím: Re:Mechanikai ötletek
Írta: bjam28 Dátum 2013 január 11, 16:34
Írta: bjam28 Dátum 2013 január 11, 16:34
Elképesztően jó a film is meg a gép is.
Gratulálok!
Gratulálok!
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 január 11, 17:21
Írta: zozo Dátum 2013 január 11, 17:21
Volt gyerekkorunkban valami üveg szívószál féle, na azt öröm volt alakítgatni.
Cím: Re:Mechanikai ötletek
Írta: f35ezvjs Dátum 2013 január 11, 17:26
Írta: f35ezvjs Dátum 2013 január 11, 17:26
Így javítottuk az univekát meg, mikor tönkrement a mutató. beleállítottuk tusba és azonnal felszívta magát az üvegszál, majd beragasztottuk és már működött az univeka. Csak mi a szódásüveg vékonycsövét használtuk.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2013 január 11, 17:28
Írta: wkbgzy80t Dátum 2013 január 11, 17:28
Ez egészen profi! Baromi jó!
Csak arra vigyázz a terv pontos megvalósítása közben, hogy ha nem forgatod a csavarokat és/vagy anyákat összeszerelés közben, nagyon nehéz lesz összetolni őket, és a menetek is tönkremennek!
[#hawaii]
Csak arra vigyázz a terv pontos megvalósítása közben, hogy ha nem forgatod a csavarokat és/vagy anyákat összeszerelés közben, nagyon nehéz lesz összetolni őket, és a menetek is tönkremennek!
[#hawaii]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 12, 00:57
Írta: hostya Dátum 2013 január 12, 00:57
Tényleg jó ez az egész Miki fűrészéről készült film, de az volt az eredeti kérdés/kérés, hogy:
"A felső kerék állíthatósága a lényeg. (#11054)"
A linken szereplő Miki fűrészén pont a felső kerék állíthatósága (billenthetősége) nincs megoldva... :(
A szalag vezetésre van "kihegyezve" a film, ami nem rossz, de tűzifa vágáshoz semmi szükség ilyen precíz szalag vezetésre, meg parafa bandázsra a kerekeken.
Gondolom, azért próbálja ilyen módon vezetni a szalagot,(asztal alatt+fölött) mert nincs megoldva a felső kerék állítási lehetősége...
Ez a gép nem csak tűzifa, hanem asztalosipari felhasználásra is alkalmas lenne, ha a felső kerék állíthatósága meg lenne oldva... (de pont ez nincs rajta..)
"A felső kerék állíthatósága a lényeg. (#11054)"
A linken szereplő Miki fűrészén pont a felső kerék állíthatósága (billenthetősége) nincs megoldva... :(
A szalag vezetésre van "kihegyezve" a film, ami nem rossz, de tűzifa vágáshoz semmi szükség ilyen precíz szalag vezetésre, meg parafa bandázsra a kerekeken.
Gondolom, azért próbálja ilyen módon vezetni a szalagot,(asztal alatt+fölött) mert nincs megoldva a felső kerék állítási lehetősége...
Ez a gép nem csak tűzifa, hanem asztalosipari felhasználásra is alkalmas lenne, ha a felső kerék állíthatósága meg lenne oldva... (de pont ez nincs rajta..)
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2013 január 12, 01:34
Írta: xsugix Dátum 2013 január 12, 01:34
Dehogynem! Nézd csak meg a felső kerék csapágyazásról a videó elején az animációt. Látható, hogy az első és hátsó csapágyházak önbeállósak, illetve az egyiknél alulról lehet egy csavarral a magasságát beállítani, a másiknál pedig felülről. Igaz, nem gyors beállítás, mivel a szekrényen belül van, de ha egy szalaghoz belőtte, akkor már nincs mit állítgatni. A szalagot meg gondolom nem sűrűn cserélgeti.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 12, 03:21
Írta: hostya Dátum 2013 január 12, 03:21
Aki már épített, meg használ is szalagfűrészt, az tudja, hogy a szalagfutást csak "üzemszerű" terheletlen körülmények között lehet beállítani pontosan.
Normál esetben a szalagnak úgy kell futni a kerekeken, hogy a fogak a "levegőben" vannak, vagyis nem érintkeznek a kerekek bandázsaihoz.
Mindezt úgy kell elérni a kerekek beállításával, hogy a szalag a "támasztó" görgő(k)höz se érjen.

A képen látható felső kerék tengely megoldás, NEM alkalmas arra, hogy a gépen "futás" közben be lehessen állítani a megfelelő szalag helyzetet.
Fellazított csapágyház rögzítő csavarokkal..?
Ha meg meghúzod a csavarokat.. akkor, a beállítást lehet kezdeni előröl.
Maradjunk abban, hogy a videón látható konstrukciónak a leggyengébb pontja a felső kerék "felfüggesztés" :)
Maradjunk abban, hogy a képen látható megoldás is egy megoldás, de nem az az igazi..
Normál esetben a szalagnak úgy kell futni a kerekeken, hogy a fogak a "levegőben" vannak, vagyis nem érintkeznek a kerekek bandázsaihoz.
Mindezt úgy kell elérni a kerekek beállításával, hogy a szalag a "támasztó" görgő(k)höz se érjen.
A képen látható felső kerék tengely megoldás, NEM alkalmas arra, hogy a gépen "futás" közben be lehessen állítani a megfelelő szalag helyzetet.
Fellazított csapágyház rögzítő csavarokkal..?
Ha meg meghúzod a csavarokat.. akkor, a beállítást lehet kezdeni előröl.
Maradjunk abban, hogy a videón látható konstrukciónak a leggyengébb pontja a felső kerék "felfüggesztés" :)
Maradjunk abban, hogy a képen látható megoldás is egy megoldás, de nem az az igazi..
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2013 január 12, 04:21
Írta: xsugix Dátum 2013 január 12, 04:21
Igen, erre írtam, hogy nem egy gyors beállítási módszer. Bár ahogy a videóból kiderül, tüzifa vágására készült, szóval nincs is annyira nagy szükség a beállításra. Édesapám gépe hasonló ehhez, de ott külön orsók vannak a dőlésszög beállítására.
Illetve kiegészül egy a gázolaj adagolására való tartállyal, ami csepegtetve keni a lapot.
Illetve kiegészül egy a gázolaj adagolására való tartállyal, ami csepegtetve keni a lapot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 12, 08:31
Írta: 000000000 Dátum 2013 január 12, 08:31
Én úgy csináltam hogy a képen lévő kék színű agy az 10 mm vtg acéllemez és a tetején két fülön és egy csapon keresztül van a barna csúszó részhez rögzítve és az állítócsavarral meg a barna csúszóagy hátuljáról lehet a dőlést állítani.Könnyen szerelhető a kerék egy perc alatt levehető a csap kihuzása után.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 január 12, 08:37
Írta: Szalai György Dátum 2013 január 12, 08:37
„de ott külön orsók vannak a dőlésszög beállítására.”
Ha lesz rá lehetőség, tegyél majd erről egy képet légy szíves.
Érdekelne a műszaki megoldás, mert csak a garanciaidő feltalálása előtti gépeken látok ilyesmit.
Az is érdekelne, hogy édesapád milyen alkalmakkor állítja újra ezt az orsót.
Köszönöm.
http://upload.wikimedia.org/wikipedia/commons/f/f1/Vertical_bandsaw_resaw_%28Carpentry_and_Joinery%2C_1925%29.jpg
Ha lesz rá lehetőség, tegyél majd erről egy képet légy szíves.
Érdekelne a műszaki megoldás, mert csak a garanciaidő feltalálása előtti gépeken látok ilyesmit.
Az is érdekelne, hogy édesapád milyen alkalmakkor állítja újra ezt az orsót.
Köszönöm.
http://upload.wikimedia.org/wikipedia/commons/f/f1/Vertical_bandsaw_resaw_%28Carpentry_and_Joinery%2C_1925%29.jpg
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2013 január 12, 08:46
Írta: vadember Dátum 2013 január 12, 08:46
A faipari fűrészgép kerekeire miért tesznek parafa bandázst? Megcsúszik a szalag nélküle? Ha így van akkor a fémipari gépeken miért nem?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2013 január 12, 10:01
Írta: ra8nsmk6w Dátum 2013 január 12, 10:01
Azért ez a konstrukció még most is beférne a top 10-be.( a baleset védelmet leszámítva és nincs rajta USB csati sem)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 12, 10:06
Írta: 000000000 Dátum 2013 január 12, 10:06
Ennek a Robinsonnak könnyű volt!
Volt ideje ilyen szépen kifaragni. [#nevetes1]
Volt ideje ilyen szépen kifaragni. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 január 12, 11:06
Írta: Szalai György Dátum 2013 január 12, 11:06
Vagy jól tudta hogy az élete véges, az emlékét pedig csak a műve őrzi tovább a sárvilágban.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2013 január 12, 11:09
Írta: 2vkx6unz Dátum 2013 január 12, 11:09
Nagybátyám meg egy kicsit módosított Dacia első kerékagyat használ a felső tárcsához egy billenthető lemezre szerelve. A függőleges feszítés 2 db ~30mm rúdon, siklócsapágyas perselyre építve.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 január 12, 11:10
Írta: keri Dátum 2013 január 12, 11:10
Gondolom azért, mert ahogy írták, a faforgács rátapad a kerékre és belemángorolja a kerék felületébe, míg a parafába nem tudja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 12, 11:35
Írta: 000000000 Dátum 2013 január 12, 11:35
Olyan is lehet.
Meg olyan is, hogy az utókortól függetlenül, igényes volt önmagával szemben.
Mindig lenyűgöz, amikor egy régi gépet látok, mert sok esetben, csak a látványt tekintve is egy alkotás.
Meg olyan is, hogy az utókortól függetlenül, igényes volt önmagával szemben.
Mindig lenyűgöz, amikor egy régi gépet látok, mert sok esetben, csak a látványt tekintve is egy alkotás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 12, 11:53
Írta: 000000000 Dátum 2013 január 12, 11:53
A kerék parafázása vagy gumizása elsősorban a kerék védelmét szolgálja,enélkül a közel 1000-es fordulattal járó kerék a szalag futási felületén mivel az anyaga legtöbbször alumínium ötvözet idő előtti berágódását okozná,másrészt a kopás könnyebben korigálható illetve egy minimális rugalmasságot ad illetve elnyeli a rezgéseket.A lényeg a szalag és a kerék védelme,ha megvan feszitve rendesen akkor enélkül sem csúszna meg a szalag.A fémszalagfűrész meg eleve lassan forog ott enélkül is megfelelő .
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2013 január 12, 12:59
Írta: ra8nsmk6w Dátum 2013 január 12, 12:59
A fürészlap kihajtogatásait kiegyenesití a belső oldalon. Ilyenkor jár félre vezető mellett.
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2013 január 12, 13:01
Írta: xsugix Dátum 2013 január 12, 13:01
Igazából nem kell komoly dologra gondolni, ugyanaz a megoldás, mint a hostya által berakott képen van, csak a csapágyak egy (emlékezetből) 15mm körüli acél lapban vannak elhelyezve, nem ilyen csapágyházban. Ez mindkét oldalon érvényes, és ezek a lapok egy szintén laposvasakból, szögvasakból összehegesztett "sín"-ben mozog. Mindkét orsó alulra van kivezetve, így a szalagfeszítő orsó két oldalán helyezkedik el. A csapágyak szintén önbeállósak.
azt viszont majd megkérdezem, mikor állítgatja. Igazából már nagyon ritkán használja a gépet, a rönkszeletelő sínezést már le is vágtuk róla kb. egy éve. Régebben rengeteget vágtunk vele, most évente jó ha 2-3 alkalommal be van indítva.
Ja, youtubos videókon lehet látni rengeteg ilyen épített rönk szeletelőt, ahol maga a gép van mozgatva a rönkhöz képest. Nálunk ez fordítva történt, síneken futó 2 kocsi, rajta a rönk, kocsi pedig drótkötéllel vontatva.
azt viszont majd megkérdezem, mikor állítgatja. Igazából már nagyon ritkán használja a gépet, a rönkszeletelő sínezést már le is vágtuk róla kb. egy éve. Régebben rengeteget vágtunk vele, most évente jó ha 2-3 alkalommal be van indítva.
Ja, youtubos videókon lehet látni rengeteg ilyen épített rönk szeletelőt, ahol maga a gép van mozgatva a rönkhöz képest. Nálunk ez fordítva történt, síneken futó 2 kocsi, rajta a rönk, kocsi pedig drótkötéllel vontatva.
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2013 január 12, 13:09
Írta: xsugix Dátum 2013 január 12, 13:09
Ebből pedig adódik, hogy rönk szeletelésénél mivel a lap oldalra kényszerülne, viszont a rönk nem engedi, melegedni kezd, nyúlik, behullámosodik, tapasztalatlan gépkezelő meg nem tudja ilyenkor, hogy nem toljuk tovább az anyagot, hanem megvárjuk míg kihűl a lap, visszaáll egyenesbe, majd ezután lapélezés, laphajtogatás következik..
Valaki lentebb említette, hogy úgy kell beállítani a futást "szárazon", hogy a fogak még ne feküdjenek fel a kerékre. Ha elég éles a lap, nem kényszerül fel a kerékre túlságosan, a támasztó görgőt meg el sem éri. Apám gépén kb. 16-18 évvel ezelőtt lett felragasztva a parafa, ha minden igaz, egyszer lett felszabályozva azóta.
Valaki lentebb említette, hogy úgy kell beállítani a futást "szárazon", hogy a fogak még ne feküdjenek fel a kerékre. Ha elég éles a lap, nem kényszerül fel a kerékre túlságosan, a támasztó görgőt meg el sem éri. Apám gépén kb. 16-18 évvel ezelőtt lett felragasztva a parafa, ha minden igaz, egyszer lett felszabályozva azóta.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 január 13, 10:09
Írta: mxjj54gxi Dátum 2013 január 13, 10:09
És az mennyiben lehet releváns, hogy ha a csapágyház rögzítő csavarokat nem tépi keményre, és azzal a két állítócsavarral dolgozik?
A tengely és csapágyak állapota stabil, mivel a szalag pont úgy feszíti, hogy stabil állapotban tartja az egészet. Igazából ha nincs megtépve a csapágyházak felfogatása, "csak" lekontrázva minden csavar úgy, hogy a feszítővel még éppen eltolható a cucc, akkor is jó a rendszer, nem?
A tengely és csapágyak állapota stabil, mivel a szalag pont úgy feszíti, hogy stabil állapotban tartja az egészet. Igazából ha nincs megtépve a csapágyházak felfogatása, "csak" lekontrázva minden csavar úgy, hogy a feszítővel még éppen eltolható a cucc, akkor is jó a rendszer, nem?
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2013 január 13, 10:13
Írta: xsugix Dátum 2013 január 13, 10:13
Valószínű a tervező is így gondolta, ha megnézed az animációt, látszik is, hogy a kerék oldali csapágyház alulról van támasztva az állító csavarral, a hátsó oldali pedig felülről. Szóval igazad lehet. Faternak alulról van mindkettő, felülről meg egy elég erős rugó szorítja az egészet lefelé. Lehet nem a legjobb megoldás, de még nem esett szét az sem. :)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 13, 14:20
Írta: hostya Dátum 2013 január 13, 14:20
Releváns lehet az általad leírt megoldás is.
De, hogy rímeljen a válasz, szerintem ez a megoldás(műszaki szempontból) akkor sem elegáns. [#integet2]
De, hogy rímeljen a válasz, szerintem ez a megoldás(műszaki szempontból) akkor sem elegáns. [#integet2]
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 január 13, 16:23
Írta: Vetesi75 Dátum 2013 január 13, 16:23
[#eljen] A parafa legnagyobb ellensége a szakadt fűrészlap. Amikor esetek kb. 1% gyakoriságával begyűrődik a burkolatba és a lendületben maradó kerékről leesztergálja azt. Éppen ezért a vízüveges ragasztás hanyagolva, mert a gépre azonnal szükség van - nincs idő 24 órát várni. Pálmatex gumiragasztóval max. félóra egy kerék parafázása és gyakorlatilag azonnal használható, az eltávolításához az oldószert és a dörzspapírt meg feltalálták már...
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2013 január 13, 16:43
Írta: VighLajos Dátum 2013 január 13, 16:43
Szerintem is a vízüveget hanyagolni kellene. Kemencéhez a samottporba nagyon jó, de parafát ragasztani tényleg Palmatex vagy valami hasonló: FBS, esetleg maradék szőnyegpadló-ragasztó.
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 január 13, 16:48
Írta: Vetesi75 Dátum 2013 január 13, 16:48
De jó ötlet! Kétoldalas öntapadó még nem jutott eszünkbe. Szükségmegoldásként lehet, hogy beválna.
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2013 január 13, 16:55
Írta: xsugix Dátum 2013 január 13, 16:55
Tényleg 1%-a lehet,vagy még kevesebb. Én nem sok lapszakadást éltem meg eddig, de az hála az istennek mindig az asztal fölött pattant el. És a lendülettől legtöbbször majdnem az egész szalag kiszaladt a házból. Egyszer a fülem mellett elszáguldva... Többet soha nem álltam arra a részre.
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2013 január 13, 17:01
Írta: xsugix Dátum 2013 január 13, 17:01
Ha éppen nincs kéznél Palmatex.
Apropó! Parafát honnan szerzitek be? Gondolom a vékonyka padlóburkolat nem elég. Mintha vastagabb rémlene, olyan 8-10 mm körüli. Annyit beszéltek róla, lehet építek egy kis gépet a nyáron..[#circling]
Apropó! Parafát honnan szerzitek be? Gondolom a vékonyka padlóburkolat nem elég. Mintha vastagabb rémlene, olyan 8-10 mm körüli. Annyit beszéltek róla, lehet építek egy kis gépet a nyáron..[#circling]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 január 13, 17:02
Írta: svejk Dátum 2013 január 13, 17:02
Csak úgy érdekességképpen, errefelé a barkács tűzifavágásra készült gépek döntő többsége motorkerékbár kerékből készült.
Kedvelt volt a Danuvia kerék a relatív nagy 19"-os átmérőjével.
Kedvelt volt a Danuvia kerék a relatív nagy 19"-os átmérőjével.
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2013 január 13, 17:09
Írta: xsugix Dátum 2013 január 13, 17:09
Kis túlzással még a motort sem kell szétszedni hozzá! Erősebb indulással felkapod az elejét, függőlegesbe hozod, dobsz rá egy szalagot a kerekekre és már szabdalhatod is a tűzifát! A kormányzással meg a dőlésszög is meg van oldva.. [#wink]
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 január 13, 17:24
Írta: Vetesi75 Dátum 2013 január 13, 17:24
Terhelés alatt elvileg a hajtott kerék vagy kicsivel előtte kell szakadjon - ez mondható normálisnak. Általában a szakadt lap a burkolatnak feszül neki saját rugalmasságától, de volt már példa itthon is arra, hogy megijesztett. Ha be van repedve a lap, az a vágás irányában növekvő szitálásból gyakran megérezhető, ilyenkor nem szabad tovább kínozni, le kell cserélni, ellenben benne van a pakliban, hogy az anyag felett adja meg magát - ilyenkor életveszélyes.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 13, 17:24
Írta: hostya Dátum 2013 január 13, 17:24
Ezt a motorkerékpár kerék alkalmazást már máskor is hallottam szalagfűrész-kerék alkalmazáshoz.
Hogy működik a dolog, gumi abronccsal, vagy anélkül..??
Hogy működik a dolog, gumi abronccsal, vagy anélkül..??
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 január 13, 17:26
Írta: Vetesi75 Dátum 2013 január 13, 17:26
Parafa csíkot régebben vettünk faipari szakboltból, akkoriban még nem volt csillagászati ára. Most honnan lehet jó áron keríteni azt nem tudom.
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 január 13, 17:33
Írta: Vetesi75 Dátum 2013 január 13, 17:33
Szomszéd srác egy favázas, abroncsolt fakerekű masinát örökölt. Mikor megláttam némi fenntartással fogadtam, de későbbiekben kiderült, nincs rá ok. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 január 13, 17:34
Írta: svejk Dátum 2013 január 13, 17:34
Gumival felfújva. Így a fogak a levegőben vannak.
Hihetetlen de nem mászik le a kerékről a lap.
Egyetlen nyűgje, hogy néha pumpálni kell.[#vigyor2]
Hihetetlen de nem mászik le a kerékről a lap.
Egyetlen nyűgje, hogy néha pumpálni kell.[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 január 13, 17:47
Írta: PSoft Dátum 2013 január 13, 17:47
Amikor én csináltam az enyémet,parafa nem volt "elérhető" közelségben.:((
Viszont,5mm vastag,igazi bőr szíjam volt,és én azt tettem rá.
Először,én úgy ismertem akkor,hogy "bőrragasztó",azzal volt ragasztva.
Cégnél,ahol dolgoztam,ezt használták bőr,és bőr egymáshoz ragasztáshoz,ott,arra tökéletes volt.
Az alukeréken,azonban nem vált be,egy idő után elengedte/levált a ragasztás.:(
Utánna én is Palmatex-el ragasztottam,azóta is az a ragasztás van,nem engedte el,pedíg egy időben sokat használtam a fűrészt.
A #11150-ben © Szalai-kollega írja:
"„de ott külön orsók vannak a dőlésszög beállítására.”
Ha lesz rá lehetőség, tegyél majd erről egy képet légy szíves."
Igaz,hogy Tőled kéri a képet a Te megoldásodról...
Megmutatom az én megoldásomat a háromkerekes gépnél,nálam bevált,tökéletesen be tudom állítani az együttfutást,és egyben a szalag feszítés is meg van oldva.
A harmadik,"kitolt" keréken van megoldva a feszítési,és egyben a billentési lehetőség is.

A feszítés,a képen látható orsóval/menetes szárral.
Ezzel egyben az egész kerék,és felfüggesztés blokkot tudom kitolni,és a szalagot feszíteni.
Az előző képen,a kerék fölött látható a csavar feje,amivel rögzítem a feszítést.


Az "együttfutás" állítását a következő két képen látható másik orsóval/csavarral tudom megoldani.
Ezzel,az egész csapágyblokkot billentem,a géptesthez viszonyítva,így pontosan beállítható a három kerék együttfutása.
Persze,ennek feltétele,hogy a felső,és alsó kerék tökéletesen együttfusson,ezt már a "gyártásnál" biztosítani kell,de ez nem nagy feladat.:)


Viszont,5mm vastag,igazi bőr szíjam volt,és én azt tettem rá.
Először,én úgy ismertem akkor,hogy "bőrragasztó",azzal volt ragasztva.
Cégnél,ahol dolgoztam,ezt használták bőr,és bőr egymáshoz ragasztáshoz,ott,arra tökéletes volt.
Az alukeréken,azonban nem vált be,egy idő után elengedte/levált a ragasztás.:(
Utánna én is Palmatex-el ragasztottam,azóta is az a ragasztás van,nem engedte el,pedíg egy időben sokat használtam a fűrészt.
A #11150-ben © Szalai-kollega írja:
"„de ott külön orsók vannak a dőlésszög beállítására.”
Ha lesz rá lehetőség, tegyél majd erről egy képet légy szíves."
Igaz,hogy Tőled kéri a képet a Te megoldásodról...
Megmutatom az én megoldásomat a háromkerekes gépnél,nálam bevált,tökéletesen be tudom állítani az együttfutást,és egyben a szalag feszítés is meg van oldva.
A harmadik,"kitolt" keréken van megoldva a feszítési,és egyben a billentési lehetőség is.
A feszítés,a képen látható orsóval/menetes szárral.
Ezzel egyben az egész kerék,és felfüggesztés blokkot tudom kitolni,és a szalagot feszíteni.
Az előző képen,a kerék fölött látható a csavar feje,amivel rögzítem a feszítést.
Az "együttfutás" állítását a következő két képen látható másik orsóval/csavarral tudom megoldani.
Ezzel,az egész csapágyblokkot billentem,a géptesthez viszonyítva,így pontosan beállítható a három kerék együttfutása.
Persze,ennek feltétele,hogy a felső,és alsó kerék tökéletesen együttfusson,ezt már a "gyártásnál" biztosítani kell,de ez nem nagy feladat.:)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 13, 17:49
Írta: hostya Dátum 2013 január 13, 17:49
Ne ragaszkodj a parafához...
Nekem 6-8mm vastag vásznas gumilemezből levágott "csík"-ból van a bandázs.
A kisiparos asztalos barátom gépén is ilyenre cseréltük a parafát (gyári átm.1000mm keréken)
Nekem 6-8mm vastag vásznas gumilemezből levágott "csík"-ból van a bandázs.
A kisiparos asztalos barátom gépén is ilyenre cseréltük a parafát (gyári átm.1000mm keréken)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 január 13, 18:05
Írta: PSoft Dátum 2013 január 13, 18:05
Miért is mászna le a szalag a "hordós" felületről?
A szalag,szíj próbál mindíg a hordó legmagasabb pontján járni.
Az meg ugye,...középen van.:)
A pumpálással,megoldható a szalag feszítése is,persze,csak bizonyos határokon belül.:)))
A szalag,szíj próbál mindíg a hordó legmagasabb pontján járni.
Az meg ugye,...középen van.:)
A pumpálással,megoldható a szalag feszítése is,persze,csak bizonyos határokon belül.:)))
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 január 13, 18:07
Írta: Vetesi75 Dátum 2013 január 13, 18:07
Közben hátra mentem fotografálni. A képek:



A felső kerék a kerékagyban van csapágyazva, a tengely álló.
A felső kerék a kerékagyban van csapágyazva, a tengely álló.
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2013 január 13, 18:32
Írta: xsugix Dátum 2013 január 13, 18:32
Nem ragaszkodom, csak azt könnyebb felszabályozni.
De közben beszéltem édesapámmal Skype-on, és felvilágosított, neki még van egy fűrészre való, úgyhogy erre nem lesz gondom.
De közben beszéltem édesapámmal Skype-on, és felvilágosított, neki még van egy fűrészre való, úgyhogy erre nem lesz gondom.
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 január 13, 18:36
Írta: Vetesi75 Dátum 2013 január 13, 18:36
Nálam is ez az egyetlen ok, ami miatt nem gumis.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 13, 19:02
Írta: hostya Dátum 2013 január 13, 19:02
A feszítést+rögzítést azt értem a képek alapján, de a "billentést" azt nem igazán láttatják a képek, persze el tudom képzelni...
Holnap világosban készítek én is képeket az én gépemről, igaz az enyém csak két kerekű.
Holnap világosban készítek én is képeket az én gépemről, igaz az enyém csak két kerekű.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2013 január 13, 19:05
Írta: lari Dátum 2013 január 13, 19:05
Én pl. próbáltam már hosszbordás szíjat is a kerékre ragasztani.
Aztán jó megoldás még a fogazott szíj is, kifelé álló fogakkal. Ez tulajdonképpen egy öntisztuló megoldás, mert a fűrészpor kihullik a fogak közül. Ezeket nem igazán kell felszabályozni.
Aztán jó megoldás még a fogazott szíj is, kifelé álló fogakkal. Ez tulajdonképpen egy öntisztuló megoldás, mert a fűrészpor kihullik a fogak közül. Ezeket nem igazán kell felszabályozni.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 13, 19:08
Írta: hostya Dátum 2013 január 13, 19:08
A gumist azt nem kell szabályozni, mert az nem annyira sérülékeny.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 január 13, 19:27
Írta: PSoft Dátum 2013 január 13, 19:27
Igen,...ahhoz le kellett volna vennem a harmadik kereket,úgy jól látható lenne.:)
A 6508-as képen jól látszik a géptest anyagából(3mm-es lemez)kialakított "U" alakú rugózó fül.
Arra van két csavarral felfogatva a fecskefarkas sín állórésze.
A sín másik végét állítom/feszítem a 6509-es képen látható kézikerekes csavarral.
Így a géptesthez,és a másik két kerékhez képest billentem egyben a harmadik kerék felfogatását.
A 6508-as képen jól látszik a géptest anyagából(3mm-es lemez)kialakított "U" alakú rugózó fül.
Arra van két csavarral felfogatva a fecskefarkas sín állórésze.
A sín másik végét állítom/feszítem a 6509-es képen látható kézikerekes csavarral.
Így a géptesthez,és a másik két kerékhez képest billentem egyben a harmadik kerék felfogatását.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 13, 19:41
Írta: 000000000 Dátum 2013 január 13, 19:41
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 13, 19:44
Írta: 000000000 Dátum 2013 január 13, 19:44
Nem sikerült a képfeltöltés valaki segítsen!
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 13, 19:48
Írta: hostya Dátum 2013 január 13, 19:48
Erre mondtam hogy: "el tudom képzelni"
Amikor láttam az "U" alakú kivágást a gép testen..
Amikor láttam az "U" alakú kivágást a gép testen..
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 13, 19:52
Írta: hostya Dátum 2013 január 13, 19:52
Küld el a képet, és felteszem.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 január 13, 19:53
Írta: PSoft Dátum 2013 január 13, 19:53
Igen,...de lehet hogy nem mindenki olyan "vízuális típus",mint TE.:)))
Azért próbáltam szóban is elmondani a képeken látottakat.:)
Azért próbáltam szóban is elmondani a képeken látottakat.:)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 13, 20:52
Írta: hostya Dátum 2013 január 13, 20:52
Szatmári György képei a kommentekkel #11188
============
A csapágyazott kerékben lévő tengely a tartólappal és a csappal.

Ennek a helye és hátulról egy csavarral billenthető.

Beszerelt helyzetben,látható a csap ,az orsó huzásra feszít.

A 800-as kerék látható itt is egy vastag talán 20 mm-es acéllemezre van a tengely rögzítve érdekessége a tengely hosszában kifúrva menetelve és a látható csavarral állítható a billentés.

A képen látható vizszintes nagy csavar tartja a kereket az alaplapjával és ezen billenthető.

============
A csapágyazott kerékben lévő tengely a tartólappal és a csappal.
Ennek a helye és hátulról egy csavarral billenthető.
Beszerelt helyzetben,látható a csap ,az orsó huzásra feszít.
A 800-as kerék látható itt is egy vastag talán 20 mm-es acéllemezre van a tengely rögzítve érdekessége a tengely hosszában kifúrva menetelve és a látható csavarral állítható a billentés.
A képen látható vizszintes nagy csavar tartja a kereket az alaplapjával és ezen billenthető.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 január 14, 08:04
Írta: mxjj54gxi Dátum 2013 január 14, 08:04
Annyira felizgattok ezekkel a különböző ötletes megoldásokkal, hogy még a végén előveszem a padlásról a két nyers 400-as aluöntvény fűrésztárcsámat, és nekilátok egy gépnek.
Apám a hatvanasokban csinált egy 400-ast fakerékkel, vasvázon.
Az egész házat abból stafírozta ki, még a parketta is azzal készült, tüzifából, meg a parkettából készült lambéria, konyhabútor, előszobalambéria, stb.
Annak bőrözés volt a bandázsa, és sokszor szakadt a lap, de sosem ette meg a bandázst.
Apám a hatvanasokban csinált egy 400-ast fakerékkel, vasvázon.
Az egész házat abból stafírozta ki, még a parketta is azzal készült, tüzifából, meg a parkettából készült lambéria, konyhabútor, előszobalambéria, stb.
Annak bőrözés volt a bandázsa, és sokszor szakadt a lap, de sosem ette meg a bandázst.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2013 január 14, 10:26
Írta: sasi Dátum 2013 január 14, 10:26
Bevált a szalagfűrészem átalakítása.
25x25-ös méretű, S355J2-es anyagot kb. 50 másodperc alatt vág át, "gyengéd" kézi előtolással, egész jó felületi minőséggel, hűtés nélkül.
Vágósebesség 6 m/sec, szalag M42 bi-metal, 13x0,65/8-12 (fairtool.hu).

25x25-ös méretű, S355J2-es anyagot kb. 50 másodperc alatt vág át, "gyengéd" kézi előtolással, egész jó felületi minőséggel, hűtés nélkül.
Vágósebesség 6 m/sec, szalag M42 bi-metal, 13x0,65/8-12 (fairtool.hu).
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2013 január 16, 10:02
Írta: lari Dátum 2013 január 16, 10:02
Urak!
A fotón látható alu profil szét és összeszerelésére a nyíllal jelölt helyen van valami egyszerű lehetőség?
Nem csináltam még ilyet és nem akarom szét ba...molni
Két szélső láb közül kellene kiszerelni a nyíllal jelölt összekötő konzolt.
A konzol két végéből kinyúlik mindkét oldalon egy menetes szár és a végén T-nútos anya található. Mivel lehet oldani?

A fotón látható alu profil szét és összeszerelésére a nyíllal jelölt helyen van valami egyszerű lehetőség?
Nem csináltam még ilyet és nem akarom szét ba...molni
Két szélső láb közül kellene kiszerelni a nyíllal jelölt összekötő konzolt.
A konzol két végéből kinyúlik mindkét oldalon egy menetes szár és a végén T-nútos anya található. Mivel lehet oldani?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 16, 20:02
Írta: hostya Dátum 2013 január 16, 20:02
Ha ki akarod szerelni azt a közbenső konzolt, akkor bizony félig szét kell szedni az egész szerkezetet. :(
Ahogy a képekből meg tudom ítélni ezek a profilok ilyen, vagy hasonló sarok elemekkel vannak rögzítve.
Amit te menetes szárnak gondolsz, az(ok) valójában hernyócsavar(ok), amit ha fellazítasz akkor elmozdítható ugyan a konzol, de nem kivehető..
Ahhoz hogy kivehetőek legyenek az elemek, bizony félig szét kell szedni a szerkezetet, hogy ezek a belső sarok merevítők ki csúsztathatók legyenek a profil hornyaiból.
Ahogy a képekből meg tudom ítélni ezek a profilok ilyen, vagy hasonló sarok elemekkel vannak rögzítve.
Amit te menetes szárnak gondolsz, az(ok) valójában hernyócsavar(ok), amit ha fellazítasz akkor elmozdítható ugyan a konzol, de nem kivehető..
Ahhoz hogy kivehetőek legyenek az elemek, bizony félig szét kell szedni a szerkezetet, hogy ezek a belső sarok merevítők ki csúsztathatók legyenek a profil hornyaiból.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2013 január 16, 20:25
Írta: lari Dátum 2013 január 16, 20:25
Köszi a választ, de közben rájöttem a mikéntjére.
Ez olyan konstrukció, aminek egyik oldala a végénél ki van marva, kb 30mm hosszan.
Ezen a nyíláson be lehet férni egy 6-os imbuszkulccsal és íj módon fel lehet lazítani a kapcsolódást. Az imbuszkulcs csak gömbölyített végű lehet, mert a sima kulcsal nem lehet kellő mértékben hozzáférni.
Ez olyan konstrukció, aminek egyik oldala a végénél ki van marva, kb 30mm hosszan.
Ezen a nyíláson be lehet férni egy 6-os imbuszkulccsal és íj módon fel lehet lazítani a kapcsolódást. Az imbuszkulcs csak gömbölyített végű lehet, mert a sima kulcsal nem lehet kellő mértékben hozzáférni.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 január 18, 10:47
Írta: Csuhás Dátum 2013 január 18, 10:47
Egyszerű MacGyver ötlet amivel bekarcolt vagy pontozott jelölésre rá lehet állni központfúróval. De jó lehet még furatközép megkeresésére pl süllyesztéshez, akár asztali fúrón vagy marógépen is.
http://www.youtube.com/watch?v=pxX6nxHQlJs&feature=player_embedded
http://www.youtube.com/watch?v=pxX6nxHQlJs&feature=player_embedded
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2013 január 18, 11:41
Írta: yuagaci9g Dátum 2013 január 18, 11:41
Hogy ez mekkora![#wink][#taps][#worship]
Engedelmeddel atmasolom a Muhelyforgacsok-ba, otta helye!
[#integet2]
Engedelmeddel atmasolom a Muhelyforgacsok-ba, otta helye!
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 20, 19:35
Írta: istvan58 Dátum 2013 január 20, 19:35
Sziasztok,
gondoltam megosztom veletek a kinai golyósorsóval történteket:
vásároltam SFU 2005-ös orsót DFU anyával, végmegmunkálva.
Megjött, örültem neki .....tiz percig amig elvégeztem néhány mérést, erdmény:
- az 1m-es orsó görbe, közepén üt kb fél mm-ert. Szerencsére nem S alakban volt görbe, ezt sikerült kiegyenesiteni, most 1 szazad allati a görbeség. Ime a müvelet: (kész horror!)

majd megmérve a végmegmunkálást az saját golyós anyájában forgatva kb 0,1mm-ert utött. Mivel nem volt lehetőségem semilyen pontos gépen megmunkálni maradt a MacGyver módszer,
ime néhány videó a müveletröl:
elöte:
http://www.youtube.com/watch?v=ad52fnUaY6o
Köszörülés, hajtás:
http://www.youtube.com/watch?v=SvrSDqmKokg
http://www.youtube.com/watch?v=aBM3G6wSiW0
és az eredmény :
http://www.youtube.com/watch?v=Qfl-MYSqYl0
gondoltam megosztom veletek a kinai golyósorsóval történteket:
vásároltam SFU 2005-ös orsót DFU anyával, végmegmunkálva.
Megjött, örültem neki .....tiz percig amig elvégeztem néhány mérést, erdmény:
- az 1m-es orsó görbe, közepén üt kb fél mm-ert. Szerencsére nem S alakban volt görbe, ezt sikerült kiegyenesiteni, most 1 szazad allati a görbeség. Ime a müvelet: (kész horror!)
majd megmérve a végmegmunkálást az saját golyós anyájában forgatva kb 0,1mm-ert utött. Mivel nem volt lehetőségem semilyen pontos gépen megmunkálni maradt a MacGyver módszer,
ime néhány videó a müveletröl:
elöte:
http://www.youtube.com/watch?v=ad52fnUaY6o
Köszörülés, hajtás:
http://www.youtube.com/watch?v=SvrSDqmKokg
http://www.youtube.com/watch?v=aBM3G6wSiW0
és az eredmény :
http://www.youtube.com/watch?v=Qfl-MYSqYl0
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 20, 19:47
Írta: 000000000 Dátum 2013 január 20, 19:47
Frankón megoldottad![#eljen]
A köszörülés a "keri-féle" módszer.
A köszörülés a "keri-féle" módszer.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 20, 19:48
Írta: istvan58 Dátum 2013 január 20, 19:48
azt nem ismerem, eddig azthittem én találtam ki :(
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2013 január 20, 19:53
Írta: Farkas Ádám Dátum 2013 január 20, 19:53
ha ebay-os fenyegesd meg!!! legalább a fele pénzt küldje vissza!!
Nekem is volt már görbe orsóm, pár levél után visszakaptam a teljes árát..
Nekem is volt már görbe orsóm, pár levél után visszakaptam a teljes árát..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 20, 19:55
Írta: 000000000 Dátum 2013 január 20, 19:55
Persze az a mérőóra hozzá sem ér az orsóhoz.[#crazya]
A viccet félretéve nagyon klasszul megoldottad a dolgot minimális felszereléssel,minden elismerésem.[#eljen][#eljen][#eljen]
A viccet félretéve nagyon klasszul megoldottad a dolgot minimális felszereléssel,minden elismerésem.[#eljen][#eljen][#eljen]
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 20, 19:57
Írta: istvan58 Dátum 2013 január 20, 19:57
Sajnos nem ebayen ment a dolog, két részletben fizettem , a fedex kérte a Paypal szamlat.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2013 január 20, 19:59
Írta: sufnituning Dátum 2013 január 20, 19:59
Ügyes vagy![#eljen]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 20, 22:40
Írta: hostya Dátum 2013 január 20, 22:40
És a leköszörült orsóvégre milyen csapágyat teszel?
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 20, 22:55
Írta: istvan58 Dátum 2013 január 20, 22:55
ha mar van egy felület ami nem üt onnan könnyű. :)
Szóval a 15-ös csapágyméretet leköszörültem 14,7-re, pont ilyen lyuku acélcsövem volt.
utána ezt felragasztva csapágrögzitővel, majd ujabb köszörülés 17mm-es csapágyméretre.
Szóval a 15-ös csapágyméretet leköszörültem 14,7-re, pont ilyen lyuku acélcsövem volt.
utána ezt felragasztva csapágrögzitővel, majd ujabb köszörülés 17mm-es csapágyméretre.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 20, 23:03
Írta: istvan58 Dátum 2013 január 20, 23:03
ilyen lett:

Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 január 21, 07:13
Írta: Sz.József Dátum 2013 január 21, 07:13
Nem kötözködésnek szánom, de hová fog ütközni a csapágy?
Egyébként szép lett...

Egyébként szép lett...
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 21, 07:33
Írta: istvan58 Dátum 2013 január 21, 07:33
Nem lehet mindenki tökéletes :)
Van minimum 0.5mm-es vál az orsó menetfenéken, máshol meg értelemszerüen több
Van minimum 0.5mm-es vál az orsó menetfenéken, máshol meg értelemszerüen több
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 21, 10:12
Írta: 000000000 Dátum 2013 január 21, 10:12
Tulajdonképpen én sem akarok kötözködni, de a köszörüléssel vannak aggályaim!
Mégpedig az, kogy nem egyenletes. Ez abból látszik, hogy orsó menetemelkedésnyit megy az előtolás fordulatonként.
Az pedig inkább menetköszörülésnek tünik, mint símításnak!
Vagy csak én látom így?
Mégpedig az, kogy nem egyenletes. Ez abból látszik, hogy orsó menetemelkedésnyit megy az előtolás fordulatonként.
Az pedig inkább menetköszörülésnek tünik, mint símításnak!
Vagy csak én látom így?
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 21, 10:39
Írta: istvan58 Dátum 2013 január 21, 10:39
amiuitán rétoltam és lehuztam a csapágyat valóban látszik egy kis menet nyom, de néhány ezrelék lehett, nem mérhető 0,01-es órával, és szerintem nem zavaró tényező.
Köszöröléskor minden span után az orsó el volt tolva hosziránban hogy mindég más nyomon menjen.
ezt lehettet kihozni egy Proxon Minimot 40-el, és egy 10mm átmérőjü kővel.
Köszöröléskor minden span után az orsó el volt tolva hosziránban hogy mindég más nyomon menjen.
ezt lehettet kihozni egy Proxon Minimot 40-el, és egy 10mm átmérőjü kővel.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 21, 10:43
Írta: istvan58 Dátum 2013 január 21, 10:43
persze egy tengelyköszörű és patronba fogás jobb lett volna , de az nem volt...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 21, 10:43
Írta: 000000000 Dátum 2013 január 21, 10:43
Köszörüléskor az előtolás, a korongszélesség háromnegyede, vagy ilyesmi.
Ebből nehezen lesz menet.
Ebből nehezen lesz menet.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 21, 10:49
Írta: istvan58 Dátum 2013 január 21, 10:49
kb a korongszeleség negyedével volt eltolva, ugy hogy elég jó volt az étfedés...
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 21, 10:55
Írta: istvan58 Dátum 2013 január 21, 10:55
szóval az előtolás maga az orsó emelkedése, 5mm.
A kő kb 3-4mm-ert vitt., minden span után az anyák és az orsó el lettek tolva a tartó prizmában 1mm-el hossz irányban, igy végül egyenletes lett. Az utolsó span kb 1 szazad mm volt hogy a kő kopása ne lehyen nagy.
A kő kb 3-4mm-ert vitt., minden span után az anyák és az orsó el lettek tolva a tartó prizmában 1mm-el hossz irányban, igy végül egyenletes lett. Az utolsó span kb 1 szazad mm volt hogy a kő kopása ne lehyen nagy.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 21, 12:34
Írta: 000000000 Dátum 2013 január 21, 12:34
De körkörösség is!
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 január 21, 14:50
Írta: zozo Dátum 2013 január 21, 14:50
Én azt nem értem, hogyan köszörülik az orsót úgy, hogy egy tized ütés legyen benne. Ennyire rossz gépen csinálják? Egy rossz tokmányba fogták a végét és úgy köszörülték a golyóhornyot? Rejtély nekem. A palástköszörűt tartottam mindig a gépek királyának, mert szép és pontos munka jött le róla, mára már ez se így van...?
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 21, 15:20
Írta: istvan58 Dátum 2013 január 21, 15:20
A golyós orsó az hengerelt orsó, a vágmegmunkálás volt utólag, leszabás után, és szerintem csak simán esztergáták nem köszörülték....
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 január 21, 15:51
Írta: zozo Dátum 2013 január 21, 15:51
Aha, értem. Akkor legalább patronba fognák a golyóhornyos részt.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 21, 16:08
Írta: istvan58 Dátum 2013 január 21, 16:08
a végmegmunkálásért 8$-t szémoltak fel, enyiért ilyen munka jár...
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 január 21, 16:16
Írta: mxjj54gxi Dátum 2013 január 21, 16:16
Ne vicceljetek már gyerekek!
A méteres rudat befogták a tokmányba, tulizott a másik vége rendesen, ami kilógott a gépből, ettől szerintetek nem kerül bele esztergáláskor a tokmányból kilógó részbe öt tized?
SImán, még több is!
A méteres rudat befogták a tokmányba, tulizott a másik vége rendesen, ami kilógott a gépből, ettől szerintetek nem kerül bele esztergáláskor a tokmányból kilógó részbe öt tized?
SImán, még több is!
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 január 21, 16:27
Írta: zozo Dátum 2013 január 21, 16:27
Gondolod, hogy nincs egy vezető persely a főorsó másik végében, amikor egész nap ezt a munkát csinálják vele? -Hát ki tudja.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2013 január 21, 23:41
Írta: ywathzay Dátum 2013 január 21, 23:41
Simán tudsz pénzt visszakérni a PayPaL-on keresztül. Belépsz:
Resolution center
dispute of transaction
Leírod mi a probléma, lehetőleg angolul, ha 40 napnál nem régebbi az adásvétel, leírod szerinted mennyi ami kártérít, (szerencséd mert tudod igazolni képekkel meg videókkal is) nyugodj meg fog jelentkezni a Kínai és elkezd alkudozni, úgyhogy kicsit kérj afölött amennyit szeretnél visszakapni.
Resolution center
dispute of transaction
Leírod mi a probléma, lehetőleg angolul, ha 40 napnál nem régebbi az adásvétel, leírod szerinted mennyi ami kártérít, (szerencséd mert tudod igazolni képekkel meg videókkal is) nyugodj meg fog jelentkezni a Kínai és elkezd alkudozni, úgyhogy kicsit kérj afölött amennyit szeretnél visszakapni.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 január 21, 23:59
Írta: istvan58 Dátum 2013 január 21, 23:59
Köszi,
De sajnos túl van a 40 napon, sőt a 60 on is.
Amúgy volt már esetem velük amikor tavaly vettem valamit.Akkor sikerült részben viszakapni a pénzt.
De sajnos túl van a 40 napon, sőt a 60 on is.
Amúgy volt már esetem velük amikor tavaly vettem valamit.Akkor sikerült részben viszakapni a pénzt.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 január 22, 10:00
Írta: mxjj54gxi Dátum 2013 január 22, 10:00
Gondolom, sőt, mérget vennék rá.
Ahány vevő, annyi átmérőt akar, ezek meg lusták arra, hogy állandóan a perselyeket cserélgessék
Különben is, jó lesz az a fehér embernek, falura felkiáltással megy az egész.
Ahány vevő, annyi átmérőt akar, ezek meg lusták arra, hogy állandóan a perselyeket cserélgessék
Különben is, jó lesz az a fehér embernek, falura felkiáltással megy az egész.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 január 27, 16:00
Írta: hostya Dátum 2013 január 27, 16:00
Ha már a golyós orsóknál tartunk, akkor nekem is van egy kérdésem a hozzáértőkhöz.
Adott egy 12x5 STAR golyós orsó/anya páros.
Most szeretném beépíteni az épülő gépembe, és azt tapasztalom hogy az orsó simán akadás mentesen forog az anyában ha egy irányba hajtom.
Irányváltáskor azonban kissé szorul, ill. akadozva forog kb. egy fordulatig, utána megint simán megy.
Beépítés előtt ki akartam tisztítani, de ahogy kihajtottam az orsót az anyából, láttam hogy nem nagyon kell ezt tisztogatni, mert semmi szennyeződés nem volt. A zsír nem volt elszíneződve, tehát vagy keveset használták,vagy újra lett zsírozva.
Arra gondolok hogy az újra zsírozáskor "megszökött" egy-két golyó...
Mivel a g-anya zsírzó nyílásán nincs zsírzó szem,(az eredeti gyári műa.dugó van a helyén)ezért gondolom hogy "szétszedéssel" lett bezsírozva.
Tehát az a kérdésem, hogy egy-két golyó hiány okozhat-e ilyen jelenséget, vagy más(nagyobb) baj van..?


Adott egy 12x5 STAR golyós orsó/anya páros.
Most szeretném beépíteni az épülő gépembe, és azt tapasztalom hogy az orsó simán akadás mentesen forog az anyában ha egy irányba hajtom.
Irányváltáskor azonban kissé szorul, ill. akadozva forog kb. egy fordulatig, utána megint simán megy.
Beépítés előtt ki akartam tisztítani, de ahogy kihajtottam az orsót az anyából, láttam hogy nem nagyon kell ezt tisztogatni, mert semmi szennyeződés nem volt. A zsír nem volt elszíneződve, tehát vagy keveset használták,vagy újra lett zsírozva.
Arra gondolok hogy az újra zsírozáskor "megszökött" egy-két golyó...
Mivel a g-anya zsírzó nyílásán nincs zsírzó szem,(az eredeti gyári műa.dugó van a helyén)ezért gondolom hogy "szétszedéssel" lett bezsírozva.
Tehát az a kérdésem, hogy egy-két golyó hiány okozhat-e ilyen jelenséget, vagy más(nagyobb) baj van..?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 27, 16:03
Írta: 000000000 Dátum 2013 január 27, 16:03
Tanulság.
Ha valami jól működik, nem kell azt feltétlenül javítani. [#nevetes1]
Ha valami jól működik, nem kell azt feltétlenül javítani. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 január 27, 16:07
Írta: zozo Dátum 2013 január 27, 16:07
Én golyó hiányra tippelnék, a lin.kocsi ugyanezt adta elő, amíg nem szereztem bele még golyót.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 január 28, 19:59
Írta: Csuhás Dátum 2013 január 28, 19:59
Nemrég volt szó itt az egyik fórumon a marógép morse kúpos maró behúzószáráról. Gyári megoldásnál egy hollandi van a tengelyvégbe csavarva és a szár arra támaszkodva ki tudja tolni a beszorult kúpot. Sajna nálam ez nem megoldás, mert többféle behúzószárt használok a különböző menetű marók miatt. A gyári hollandi sem jó mert nemrég szerkesztettem egy lendkereket a maróorsó felső végére, és azt is rögzíteni kell valahogy. A marók kiütögetését nem találtam kulturált megoldásnak, így más megoldást kerestem. A főorsó végébe készítettem egy közdarabot, ami egyrészt a lendkereket rögzíti másrészt egy beszúrást tartalmaz a kinyomó eszköz rögzítésére. Maga az eszköz egy "maci" ami a két lába közé fogja a közdarabot, míg a két karjára támaszkodva az behúzó csavar anyája ki tudja tolni a marót. A képeken látszik a használata, egy mozdulattal felhelyezhető az eszköz, majd villáskulccsal egy két mozdulattal meglazítható a beszorult morsekúp.




Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 28, 20:05
Írta: 000000000 Dátum 2013 január 28, 20:05
Nagyon ötletes a kalapács nélküli megoldásod![#eljen]
A lendkerék mi célt szolgál?
A lendkerék mi célt szolgál?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 január 28, 20:11
Írta: Csuhás Dátum 2013 január 28, 20:11
Írtam már itt, de ismétlem. A verikálfejben mindkét fogaskerékpár kopott egy kicsit. Így tagolt felület marásakor, a forgácsoló él kilépésekor előrelendült a tengely, majd a következő élnél utolérte a hajtás. Egyszóval csúnyán zörgött. Hézagolással már nem volt javítható. Eredetileg csak egy felületet akartam amit forgás közben kézzel megfogva csillapítani lehet a rezgést. De kiderült hogy a tárcsa lenkerékként viselkedve önmagában megoldotta az egyenletes járást.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 január 28, 20:46
Írta: Szalai György Dátum 2013 január 28, 20:46
Egy-két golyó hiánya miatt nem tapasztaltam még rendellenes működést, mert egy egész sor fut mindég az orsó és az anya között. Az újra zsírozás inkább problémás, ha hanyagul végezték, vagy nem bele való (esetleg szennyezett) zsírral.
A kopott golyó pótlása picit kisebbel, az meg tragikus. A golyók nincsenek műanyag hevederbe fűzve és nem egyszerre gördülnek, irányváltáskor utolérik egymást, torlódnak. Nem megfelelő kenés esetén kenőfilm nélkül, fémesen érintkeznek. Ilyenkor akad meg a hajtás.
A kopott golyó pótlása picit kisebbel, az meg tragikus. A golyók nincsenek műanyag hevederbe fűzve és nem egyszerre gördülnek, irányváltáskor utolérik egymást, torlódnak. Nem megfelelő kenés esetén kenőfilm nélkül, fémesen érintkeznek. Ilyenkor akad meg a hajtás.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2013 január 28, 20:50
Írta: Kristály Árpád Dátum 2013 január 28, 20:50
Halihó Csuhás!
Jó az ötlet!
Köszönöm![#wow1][#worship][#worship][#worship]
Jó az ötlet!
Köszönöm![#wow1][#worship][#worship][#worship]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 január 28, 21:02
Írta: vjanos Dátum 2013 január 28, 21:02
A neve a legjobb, nagyon szemléletes a "maci" :))
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 január 31, 11:42
Írta: mfrfj8vv3 Dátum 2013 január 31, 11:42
Sziasztok,
Jó pár éve hanyagoltam már a CNC témát,de most megint előtérbe került a dolog.
Anno vettem egy gépet, amit marógépnek árultak, de később át kellett alakítanom
habvágóvá, mert mechanikája csak arra volt alkalmas. Játszottam vele pár évet, próbáltam hasznossá tenni, kevés sikerrel.
Most aztán megint felmerült, hogy kellene egy maró-gavírozó gép.
El is kezdtem a dolgot, megöntöttem a kocsikat és pár más dolgot spiáterből, lassan kezdem össze szerelni a mechanikát. Sima zártszelvényen, csapágyakon futó szerkezet lesz, mert nem akarok rá sokat költeni.
Az a cél, hogy egy-két tized milliméteres pontossággal tudjon működni, és üresen mondjuk olyan 2000-2500 mm/perc max. sebességet tudjon elérni, mégpedig jól használható gyorsulással.
A tervezett munkaterület 900 mm x 1200 mm x 150 mm . Az Y tengely tömege kb. 10 kg lesz.
Kérdés, hogy vajon a meglévő gépen működő 1 NM körüli motorokkal és vezérléssel ez megvalósítható-e?
Vagy jobban járok, ha a habvágót megpróbálom eladni és az árából egy komplett másik elektronikát vásárolok erősebb motorokkal?
Másik amin gondolkoztam, hogy a hajtás milyen legyen. Egyelőre a fogaszíjat gondolom befutónak, nekem az a szimpatikus.
Bár még nem tudom mennyibe kerülne olyanra csinálni. Ha nagyon drága lesz, akkor lehet hogy trapézmenetes orsó lesz. (még a sima zsinóros dörzshajtáson is agyaltam, amit kis scannerekben látni, de kísérleteim szerint az ide nem megfelelő :-) )
Tegyük fel, hogy a fogasszíj marad!
Mi van akkor, ha nem csinálok áttételt, hanem egy kb. 30-40 mm kerületű kerékkel közvetlenül hajtom a
szíjat, a szükséges felbontást pedig microsteppel érem el? Mennyire elképzelhető ilyen megoldás
1 nm-es és mennyire 3 nm körüli motorok alkalmazása esetén?
Vagy az áttételezést nem lehet/nem érdemes megúszni?
[#buck]
Jó pár éve hanyagoltam már a CNC témát,de most megint előtérbe került a dolog.
Anno vettem egy gépet, amit marógépnek árultak, de később át kellett alakítanom
habvágóvá, mert mechanikája csak arra volt alkalmas. Játszottam vele pár évet, próbáltam hasznossá tenni, kevés sikerrel.
Most aztán megint felmerült, hogy kellene egy maró-gavírozó gép.
El is kezdtem a dolgot, megöntöttem a kocsikat és pár más dolgot spiáterből, lassan kezdem össze szerelni a mechanikát. Sima zártszelvényen, csapágyakon futó szerkezet lesz, mert nem akarok rá sokat költeni.
Az a cél, hogy egy-két tized milliméteres pontossággal tudjon működni, és üresen mondjuk olyan 2000-2500 mm/perc max. sebességet tudjon elérni, mégpedig jól használható gyorsulással.
A tervezett munkaterület 900 mm x 1200 mm x 150 mm . Az Y tengely tömege kb. 10 kg lesz.
Kérdés, hogy vajon a meglévő gépen működő 1 NM körüli motorokkal és vezérléssel ez megvalósítható-e?
Vagy jobban járok, ha a habvágót megpróbálom eladni és az árából egy komplett másik elektronikát vásárolok erősebb motorokkal?
Másik amin gondolkoztam, hogy a hajtás milyen legyen. Egyelőre a fogaszíjat gondolom befutónak, nekem az a szimpatikus.
Bár még nem tudom mennyibe kerülne olyanra csinálni. Ha nagyon drága lesz, akkor lehet hogy trapézmenetes orsó lesz. (még a sima zsinóros dörzshajtáson is agyaltam, amit kis scannerekben látni, de kísérleteim szerint az ide nem megfelelő :-) )
Tegyük fel, hogy a fogasszíj marad!
Mi van akkor, ha nem csinálok áttételt, hanem egy kb. 30-40 mm kerületű kerékkel közvetlenül hajtom a
szíjat, a szükséges felbontást pedig microsteppel érem el? Mennyire elképzelhető ilyen megoldás
1 nm-es és mennyire 3 nm körüli motorok alkalmazása esetén?
Vagy az áttételezést nem lehet/nem érdemes megúszni?
[#buck]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 január 31, 18:06
Írta: 000000000 Dátum 2013 január 31, 18:06
Ha kiszámolod , hogy egy 30mm átmérőjű fogaskerékkel, 600 1/min motorfordulattal, mekkora elméleti sebességet érsz el(több mint 56000 mm/min), akkor szerintem te is belátod, hogy az áttétel kihagyása nem a legoptimálisabb dolog.
Főleg hogy te is említed, hogy jól használható gyorsulást szeretnél elérni.
A felbontásod pedig 1600 lépés/fordulat-nál több mint 0.05mm, ez még talán nem is olyan nagy baj ha csak 0,1-0,2mm-es pontosságot szeretnél elérni, de a sebesség és gyorsulás elvárásaid, szerintem mindenképpen indokolják az áttételt.
Főleg hogy te is említed, hogy jól használható gyorsulást szeretnél elérni.
A felbontásod pedig 1600 lépés/fordulat-nál több mint 0.05mm, ez még talán nem is olyan nagy baj ha csak 0,1-0,2mm-es pontosságot szeretnél elérni, de a sebesség és gyorsulás elvárásaid, szerintem mindenképpen indokolják az áttételt.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 01, 07:33
Írta: mfrfj8vv3 Dátum 2013 február 01, 07:33
Hali,
Köszi, mondjuk én nem átmérővel hanem 30-40 mm kerülettel számoltam, de nem godoltam 600-as motorfordulatra sem, csak olyan 100-150/percre.
Legalábbis anno a vásárolt géppel való próbálkozások során úgy vettem észre, hogy bár a motor diagramja szerint 500-as fordulatszám körül kezdene markánsan csökkenni a nyomaték, már 300-nál is elég volt a legkisebb gubanc a megálláshoz, míg 200 alatt egész jól működött a dolog.
Tehát fordulatonként kb. 40 mm úttal, maximum 100-as fordulattal számoltam és mondjuk 1/4 steppel.(0.05 mm/lépés?) De gondolom nem vinné el így direktben sem az 1 NM-es sem a 3 NM -es motor, legalábbis még nem láttam a neten ilyen direkt hajtást, mindenhol volt áttétel használva...
Köszi, mondjuk én nem átmérővel hanem 30-40 mm kerülettel számoltam, de nem godoltam 600-as motorfordulatra sem, csak olyan 100-150/percre.
Legalábbis anno a vásárolt géppel való próbálkozások során úgy vettem észre, hogy bár a motor diagramja szerint 500-as fordulatszám körül kezdene markánsan csökkenni a nyomaték, már 300-nál is elég volt a legkisebb gubanc a megálláshoz, míg 200 alatt egész jól működött a dolog.
Tehát fordulatonként kb. 40 mm úttal, maximum 100-as fordulattal számoltam és mondjuk 1/4 steppel.(0.05 mm/lépés?) De gondolom nem vinné el így direktben sem az 1 NM-es sem a 3 NM -es motor, legalábbis még nem láttam a neten ilyen direkt hajtást, mindenhol volt áttétel használva...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 01, 12:43
Írta: 000000000 Dátum 2013 február 01, 12:43
Bocs, ezt a kerület dolgot elnéztem.
Viszont a dolog változatlan, ha kiakarod használni a motor tudását akkor szerintem nem érdemes kikerülni az áttételt.
Viszont a dolog változatlan, ha kiakarod használni a motor tudását akkor szerintem nem érdemes kikerülni az áttételt.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 01, 13:50
Írta: mfrfj8vv3 Dátum 2013 február 01, 13:50
Köszi... közben nézegettem a neten árakat. Nem tudom jól láttam-e, de milliméterenként 50-60 forintos árakkal találkoztam folyóméteres fogasszíjaknál. Ha tényleg ennyi, akkor nyilván nem is ez lesz a befutó, hanem marad a vmilyen menetes száras hajtás...
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2013 február 01, 14:50
Írta: yuagaci9g Dátum 2013 február 01, 14:50
A milliméter ár a szélességre vonatkozik!
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 01, 17:32
Írta: mfrfj8vv3 Dátum 2013 február 01, 17:32
Köszi, furcsállottam is hogy milyen horror ár jön ki, de ez nem jutott eszembe... :-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 01, 17:52
Írta: 000000000 Dátum 2013 február 01, 17:52
Szia Zoli!
Szerintem, akármilyen nehezen is de inkább golyós orsót vegyél, rakjál. Lehet már viszonylag olcsón venni. Mert megint úgy jársz, mint régen. Belerakok sok pénzt, és mégse tudja azt, amire szükséged lenne.
Marónál, áttételre, orsó összekötésre jó a szíj, de mozgatásra nem.
Az 1 Nm –es motorokat ne rakd ide, mert nem lesz jó.
Igazán, megérdemelnél már egy használható, jó gépet.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 01, 20:21
Írta: mfrfj8vv3 Dátum 2013 február 01, 20:21
Szia Danibá!
Eltelt pár év. Én közben költöztem egyet, vakoltam, betonoztam,stb...Hát, egyelőre meglátjuk, hogy amikor összerakom a barkács mechanikát, az milyennek fog látszani. Ha nem fog nagyon gagyinak tűnni, akkor megpróbálom eladni a habvágót aztán meglátjuk az mire lesz elég.
Eltelt pár év. Én közben költöztem egyet, vakoltam, betonoztam,stb...Hát, egyelőre meglátjuk, hogy amikor összerakom a barkács mechanikát, az milyennek fog látszani. Ha nem fog nagyon gagyinak tűnni, akkor megpróbálom eladni a habvágót aztán meglátjuk az mire lesz elég.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 02, 01:22
Írta: 000000000 Dátum 2013 február 02, 01:22
Szívesen segítek, amiben tudok. Írhatsz magánba is.
Sok, sok építési tapasztalatom van már az óta, amikor találkoztunk.
Már nem ott laksz ahol, akkor? Jól értem?
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 február 02, 03:40
Írta: Szedlay Pál Dátum 2013 február 02, 03:40
Ne izgasd magad és sem értettem az árát, most már tudom.[#circling]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 02, 04:41
Írta: s7manbs8 Dátum 2013 február 02, 04:41
Én is nemrég vettem párat, de valahogy az se annyi jött ki mint amit számítottam ... több lett jóval. Nem tudom hogy végül mit szoroztam milyen adattal de jól meglökte az árat.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 02, 10:42
Írta: mfrfj8vv3 Dátum 2013 február 02, 10:42
Ti sosem alszotok? :-)
Kösz Danibá, ha gurulnak a tengelyek, majd elagyalok a továbbon. Akkor meglehet köszönettel igénybe veszem majd a privát segítségedet, majd küldök egy két képet is a produkcióról.(Isaszeg az új városom amúgy.) Ide már nem merném feltölteni, mert olyan volna mintha a lányom óvodás rajzait akarnám kiakasztani a Nemzeti Galériában :-) Elképesztő masinák születnek már itt, afrikai országok nemzeti ipara is büszkén mutogatná némelyiket.
Kösz Danibá, ha gurulnak a tengelyek, majd elagyalok a továbbon. Akkor meglehet köszönettel igénybe veszem majd a privát segítségedet, majd küldök egy két képet is a produkcióról.(Isaszeg az új városom amúgy.) Ide már nem merném feltölteni, mert olyan volna mintha a lányom óvodás rajzait akarnám kiakasztani a Nemzeti Galériában :-) Elképesztő masinák születnek már itt, afrikai országok nemzeti ipara is büszkén mutogatná némelyiket.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 február 02, 13:19
Írta: hostya Dátum 2013 február 02, 13:19
Ma szétszedtem, kimostam a g-anyát.
Úgy van ahogy írtad. Néhány golyót(5db)kisebb méretűvel pótolták.
Szerencsére volt belevaló 2mm-es golyó itthon, és pótoltam... :)
Összeraktam és úgy megy ahogy kell... :)
Köszönöm a segítséget! [#worship]
Úgy van ahogy írtad. Néhány golyót(5db)kisebb méretűvel pótolták.
Szerencsére volt belevaló 2mm-es golyó itthon, és pótoltam... :)
Összeraktam és úgy megy ahogy kell... :)
Köszönöm a segítséget! [#worship]
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 február 02, 13:32
Írta: Rabb Ferenc Dátum 2013 február 02, 13:32
Gondolom, pontosan mérted :) Mert az 5/64"-os is már majdnem 2mm (1,984375)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 február 02, 14:37
Írta: hostya Dátum 2013 február 02, 14:37
A STAR (ma már Rexroth) katalógus szerint ebbe a típusba 2mm golyó kell,(és meg is mértem a 'kimosott' golyókat egyenként. [#wow1])
A csapágyboltban vásárolt 2mm-es golyók(30db) közül, 12dbot kellett megmérni, ahhoz hogy 5db tényleg 2mm-es kerüljön beszerelésre.
Ennyit a csapágyboltban kapható golyók pontosságáról... :)
A csapágyboltban vásárolt 2mm-es golyók(30db) közül, 12dbot kellett megmérni, ahhoz hogy 5db tényleg 2mm-es kerüljön beszerelésre.
Ennyit a csapágyboltban kapható golyók pontosságáról... :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 02, 15:13
Írta: 000000000 Dátum 2013 február 02, 15:13
Hidd el, hogy nem a csapágybolt a felelős ezért!
A golyóknak van egy tűréshatáruk. Ha abba beleesik, akkor az annyi. Ha +/- 0,01mm akkor azon belül van az összes. Ha több, akkor annyi. Ehez tudni kell a katalógus adatokat és csak utána minősíteni azt, akit kell.
A golyóknak van egy tűréshatáruk. Ha abba beleesik, akkor az annyi. Ha +/- 0,01mm akkor azon belül van az összes. Ha több, akkor annyi. Ehez tudni kell a katalógus adatokat és csak utána minősíteni azt, akit kell.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 február 02, 16:10
Írta: hostya Dátum 2013 február 02, 16:10
Elhiszem..!
Én nem is hibáztattam senkit a golyók méretét illetően.
Csupán arra szerettem volna felhívni a figyelmet, hogy a "darabra" vásárolt golyók mérete általános célra (pl. bringa tengely) válogatás nélkül felhasználhatók, de speciális esetben többet kell venni ahhoz hogy kiválogassuk belőle a nekünk megfelelőt.
Én nem is hibáztattam senkit a golyók méretét illetően.
Csupán arra szerettem volna felhívni a figyelmet, hogy a "darabra" vásárolt golyók mérete általános célra (pl. bringa tengely) válogatás nélkül felhasználhatók, de speciális esetben többet kell venni ahhoz hogy kiválogassuk belőle a nekünk megfelelőt.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 február 03, 08:32
Írta: Szalai György Dátum 2013 február 03, 08:32
Mivel mérted? Most már érdekelne, hogy a csapágyboltban Gxxx milyen pontossági osztályú golyónak adták (egyáltalán volt-e minősítve, vagy sörétet vettél) és menyinek találtad a méretszórást.
Azért egy általános G100 osztályú golyónak 2,5 mikrométer differencián belül kell lennie.
Például itt nézegethet pontossági osztályokat, akit érdekel.
http://www.cimap.fr/ENGLISH/pdfENG/tolerances.pdf
Használt golyósanyába az szerintem bőven jó. Hobbyra meg feleslegesnek is gondolom a C3-tól pontosabb, új golyósorsót, amibe esetleg G20, vagy még pontosabb golyó kéne.
Itt egy ajánlás a gyári gépek orsóira. (Hobbyhoz nem sok köze van.)
http://www.kuroda-precision.com/products/ball_screws/QandA/BS_QandA_008.htm
Azért egy általános G100 osztályú golyónak 2,5 mikrométer differencián belül kell lennie.
Például itt nézegethet pontossági osztályokat, akit érdekel.
http://www.cimap.fr/ENGLISH/pdfENG/tolerances.pdf
Használt golyósanyába az szerintem bőven jó. Hobbyra meg feleslegesnek is gondolom a C3-tól pontosabb, új golyósorsót, amibe esetleg G20, vagy még pontosabb golyó kéne.
Itt egy ajánlás a gyári gépek orsóira. (Hobbyhoz nem sok köze van.)
http://www.kuroda-precision.com/products/ball_screws/QandA/BS_QandA_008.htm
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 február 03, 15:34
Írta: hostya Dátum 2013 február 03, 15:34
Lengőnyelves mikrométerrel mértem.
Azt nem tudom milyen pontossági osztályú volt a golyó, mert örültem hogy egyáltalán kaptam itt Egerben 2-es golyót.
A csapágyboltban csak 5-től felfelé voltak golyók.
Ezeket a 2-eseket egy "vegyes"kereskedésben vettem, -egy autószerelőnek van a műhelye mellett egy kis boltja, ahol ékszíj, csapágy, fagyálló, meg ilyenek vannak-.
Valószínűleg 'sörétet' vettem,:) de ezekből is ki tudtam válogatni azt a néhány "méretes" golyót, ami nekem kellett.
A méretszórás az úgy alakult hogy +-os golyó egy sem volt. Minuszba viszont 0,001-0,016 volt a szórás.
A kiszerelt golyókból is megmértem néhányat, és azok is minusz 0,005mm-en belül voltak, ezért igyekeztem a hiányzó darabokat is hasonlóval pótolni.


Azt nem tudom milyen pontossági osztályú volt a golyó, mert örültem hogy egyáltalán kaptam itt Egerben 2-es golyót.
A csapágyboltban csak 5-től felfelé voltak golyók.
Ezeket a 2-eseket egy "vegyes"kereskedésben vettem, -egy autószerelőnek van a műhelye mellett egy kis boltja, ahol ékszíj, csapágy, fagyálló, meg ilyenek vannak-.
Valószínűleg 'sörétet' vettem,:) de ezekből is ki tudtam válogatni azt a néhány "méretes" golyót, ami nekem kellett.
A méretszórás az úgy alakult hogy +-os golyó egy sem volt. Minuszba viszont 0,001-0,016 volt a szórás.
A kiszerelt golyókból is megmértem néhányat, és azok is minusz 0,005mm-en belül voltak, ezért igyekeztem a hiányzó darabokat is hasonlóval pótolni.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2013 február 04, 00:09
Írta: Jozs Dátum 2013 február 04, 00:09
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 február 04, 09:21
Írta: Szalai György Dátum 2013 február 04, 09:21
Köszönöm. Szép az a műszer.
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2013 február 04, 16:06
Írta: s73tgf9vg Dátum 2013 február 04, 16:06
Sziasztok!
Szükségem lenne kb 18cm átmérőjű 1 cm vastag vaskarikáva. Adtok ötleteket, hogy hol találhatok ilyet? Ha nincs más akkor hajlíttatok. UI: Fából próbáltam már, nem sikerült :)
Szükségem lenne kb 18cm átmérőjű 1 cm vastag vaskarikáva. Adtok ötleteket, hogy hol találhatok ilyet? Ha nincs más akkor hajlíttatok. UI: Fából próbáltam már, nem sikerült :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 04, 20:48
Írta: 000000000 Dátum 2013 február 04, 20:48
Szia Lovi!
Múltkor nekem is kellett és én egy lakatostól kaptam szétnyomott csapágy külsejét amit flexel kettévágtam. Mondjuk hátránya hogy belül íves, de gondolom láttál már szétnyomott csapágyat. Ha nincs olyan ismerősöd, akkor esetleg vastelepre vagy valami kamionbontóba próbálj meg bekéredzkedni. Budapesten a Keresztúri úton van egy telep ahol buszokat zúznak, de szerintem ide kicsi az esélyed hogy beengedjenek.
Múltkor nekem is kellett és én egy lakatostól kaptam szétnyomott csapágy külsejét amit flexel kettévágtam. Mondjuk hátránya hogy belül íves, de gondolom láttál már szétnyomott csapágyat. Ha nincs olyan ismerősöd, akkor esetleg vastelepre vagy valami kamionbontóba próbálj meg bekéredzkedni. Budapesten a Keresztúri úton van egy telep ahol buszokat zúznak, de szerintem ide kicsi az esélyed hogy beengedjenek.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2013 február 04, 20:58
Írta: robroy007 Dátum 2013 február 04, 20:58
vágatni kell lézerrel ha más nincs
Cím: Re:Mechanikai ötletek
Írta: torrente Dátum 2013 február 04, 23:06
Írta: torrente Dátum 2013 február 04, 23:06
Sziasztok!
Lineáris vezetés ügyben kérném segítségeteket. Az Y tengelyemre kellene 10cm X 110cm acél lemez 5mm vastagségban amin a Z tengely szaladgálna. Hol tudok ilyenre szert tenni, illetve hol vágnának ilyet nekem? Gondolom a vaskereskedésekben kapható laposvasak nem alkalmasak erre a célra.
Köszönöm előre is!
Lineáris vezetés ügyben kérném segítségeteket. Az Y tengelyemre kellene 10cm X 110cm acél lemez 5mm vastagségban amin a Z tengely szaladgálna. Hol tudok ilyenre szert tenni, illetve hol vágnának ilyet nekem? Gondolom a vaskereskedésekben kapható laposvasak nem alkalmasak erre a célra.
Köszönöm előre is!
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2013 február 04, 23:47
Írta: s73tgf9vg Dátum 2013 február 04, 23:47
Szia!
Az enyémre 10-es vas lemez van felhegesztve (60x530mm) és síkba van marva. Ha neked is hegeszteni kell akkor akár így is lehet, csavarozhatod is de szerintem az nem lesz sík, vagy vehetsz ilyen lapot aluból. Az kb 1.4 kiló vagyis 2500 ft körüli.
Az enyémre 10-es vas lemez van felhegesztve (60x530mm) és síkba van marva. Ha neked is hegeszteni kell akkor akár így is lehet, csavarozhatod is de szerintem az nem lesz sík, vagy vehetsz ilyen lapot aluból. Az kb 1.4 kiló vagyis 2500 ft körüli.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 05, 10:22
Írta: keri Dátum 2013 február 05, 10:22
Nem tudom merre vagy, de a Itt a Madár vas-nál elég sok ilyesmi hulladék előfordul, és nagyon segítőkészek a srácok.
Viszont ahogy Lovi mondta, ez nem lesz sík, és ilyen hosszban már minimális erőre is hajlik egy ilyen lemez, tehát csak meglévő szerkezet merevítésére ajánlanám, önmagában nem.
És persze, ha síneket akarsz hozzáfogatni, akkor összerakás után síkba kell marni.
Szerintem sima szerkezeti acél elég ha úgy használod ahogy gondolom, de mivel nem tudunk semmit a szerkezetedről ezért így nyilakozni sem lehet hogy mi kellene neked.
Viszont ahogy Lovi mondta, ez nem lesz sík, és ilyen hosszban már minimális erőre is hajlik egy ilyen lemez, tehát csak meglévő szerkezet merevítésére ajánlanám, önmagában nem.
És persze, ha síneket akarsz hozzáfogatni, akkor összerakás után síkba kell marni.
Szerintem sima szerkezeti acél elég ha úgy használod ahogy gondolom, de mivel nem tudunk semmit a szerkezetedről ezért így nyilakozni sem lehet hogy mi kellene neked.
Cím: Re:Mechanikai ötletek
Írta: torrente Dátum 2013 február 05, 12:33
Írta: torrente Dátum 2013 február 05, 12:33
Igazából még csak fejben próbálom összeállítani a masinát, gyűjtöm a használható ötleteket. Hasonló felépítésű és méretű gépen gondolkodom mint ez:
http://www.youtube.com/watch?v=WeWxc-Pa1xo
Ezen jól látható az ötletem, hogy a felcsavarozott acéllemezen szolgál lineáris vezetékként, mint ahogy az X tengelyén is. Szóval az a kérdés, hogy ilyen célra hol tudok beszerezni lemezeket? A madarvas.hu-t már nézegettem, méretben lenne ilyen melegen hengerelt laposacél, de nem tudom, hogy felülete, pontossága stb alkalmas-e ilyen célra.
http://www.youtube.com/watch?v=WeWxc-Pa1xo
Ezen jól látható az ötletem, hogy a felcsavarozott acéllemezen szolgál lineáris vezetékként, mint ahogy az X tengelyén is. Szóval az a kérdés, hogy ilyen célra hol tudok beszerezni lemezeket? A madarvas.hu-t már nézegettem, méretben lenne ilyen melegen hengerelt laposacél, de nem tudom, hogy felülete, pontossága stb alkalmas-e ilyen célra.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 05, 13:13
Írta: keri Dátum 2013 február 05, 13:13
Szerintem ez egy hibás konstrukció.
Vagy drága lesz, vagy használhatatlan. A videon szereplő egyszerre drága, és rossz.
Ha olcsót akarsz, akkor egy húzott L vagy zárt szelvény sarkain gördülő csapágy is megteszi.
Mint pl ezen a videón.
Sok hobby faipari gépen láthatsz ilyen megoldást, de még néhány gravírozón is.
Ha pontosságot akarsz, akkor meg köszörült tengellyel jobban jársz. Azt erre találták ki, és azzal is összehozható ugyan ilyen csapágyas megoldás és használják is páran.
Mint ezen a videón.
Azt a vékony tengelyt amin gördül a csapágy lehet külön is kapnia Kláviónál.
Vagy drága lesz, vagy használhatatlan. A videon szereplő egyszerre drága, és rossz.
Ha olcsót akarsz, akkor egy húzott L vagy zárt szelvény sarkain gördülő csapágy is megteszi.
Mint pl ezen a videón.
Sok hobby faipari gépen láthatsz ilyen megoldást, de még néhány gravírozón is.
Ha pontosságot akarsz, akkor meg köszörült tengellyel jobban jársz. Azt erre találták ki, és azzal is összehozható ugyan ilyen csapágyas megoldás és használják is páran.
Mint ezen a videón.
Azt a vékony tengelyt amin gördül a csapágy lehet külön is kapnia Kláviónál.
Cím: Re:Mechanikai ötletek
Írta: torrente Dátum 2013 február 05, 17:43
Írta: torrente Dátum 2013 február 05, 17:43
Szerinted miért rossz megoldás a linkelt elrendezés? Kíváncsi lennék a véleményedre! Nekem elég logikusnak és könnyen megvalósíthatónak tűnik a megoldás, és mivel a csapágy tengelyére merőleges erők hatnak nagy felfekvési felületen ezért strapabíró is. A gördülési ellenállás is jobb talán (ez terhelés alatt fontos lehet!). Persze a legjobb a gyári sín lenne, de meg akarom spórolni azt a 40-50 ezrest.. Amit linkeltél előszőr szerintem nem túl szerencsés mert a csapágy és a sín felfekvő felülete nagyon pici és a csapágyra is ferde hatásvonalú erő hat, ezért hamar kotyogós lesz a rendszer. Mint írtam, az általam belinkelt videón szereplő géphez hasonló méretben gondolkodok, tehát lenne erőhatás. A második videódon látható megoldás szimpatikusabb, de az sem az igazi, a másik meg a megvalósíthatósága. Mindkét esetben megbonyolítja a kivitelezést. De igazából nem is a futó kocsik kialakítására irányult a kérdés hanem a sínre. Tehát a kérdés továbbra is az, hogy egy ilyen vastag acéllemezt mint ami fel van csavarva az Y tengelyre az általam linkelt videoban hol tudok beszerezni. Egyébként nem kell nagy pontosság, kb 0,5mm bőven elég lenne mivel nagy méretű habanyagokkal akarok dolgozni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 05, 21:59
Írta: keri Dátum 2013 február 05, 21:59
1. Egy nagyméretű, vékony lemezt kell precízre munkállni, lehetőleg kemény kopásálló anyagból.
Ez önmagában drágább mint a 2500ft/méter köszörült és edzett lineáris tengely.
2. Nagyméretű vékony lemez elképesztően könnyen hajlik és deformálódik, a belső feszültségekre is érzékenyebb.
3. amikor lehúzod ezt a vékony lemezt garantáltan deformálódik a feszültségektől, ráadásul síkba kell marni azt a felületet is amire ráhúzod
4. Gördülési ellenállás nem kisebb a nagyobb felületen, de amúgy is elhanyagolható a különbség.
5. csapágynak ezen a szinten tökmindegy milyen irányba terheled. Ha aggódsz rajta, teheted 90fokban elforgatva egymáshoz képest csapágypárokat közrefogva a hengeres tengelyt.
6. kopás állósága az edzett köszörült tengelynek lényegesen jobb mint egy acéllemeznek. Ha meg edzed köszörülöd, többe fog kerülni mint a gyári tengely.
Ez önmagában drágább mint a 2500ft/méter köszörült és edzett lineáris tengely.
2. Nagyméretű vékony lemez elképesztően könnyen hajlik és deformálódik, a belső feszültségekre is érzékenyebb.
3. amikor lehúzod ezt a vékony lemezt garantáltan deformálódik a feszültségektől, ráadásul síkba kell marni azt a felületet is amire ráhúzod
4. Gördülési ellenállás nem kisebb a nagyobb felületen, de amúgy is elhanyagolható a különbség.
5. csapágynak ezen a szinten tökmindegy milyen irányba terheled. Ha aggódsz rajta, teheted 90fokban elforgatva egymáshoz képest csapágypárokat közrefogva a hengeres tengelyt.
6. kopás állósága az edzett köszörült tengelynek lényegesen jobb mint egy acéllemeznek. Ha meg edzed köszörülöd, többe fog kerülni mint a gyári tengely.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 05, 22:01
Írta: keri Dátum 2013 február 05, 22:01
7. Csak akkor könnyen megvalósítható ha nem érdekel a pontosság és tartósság, de akkor meg a húzott profilból is csinálhatod, az még olcsó is.
Cím: Re:Mechanikai ötletek
Írta: 2f428kduf Dátum 2013 február 06, 18:50
Írta: 2f428kduf Dátum 2013 február 06, 18:50
Tisztelt Uraim
Segítség kellene. Ügyesen ki hullattam a golyókat a kocsikból. Most tanács kellene, telegyömöszöljem golyókkal, vagy egy kis hézaggal.
Köszönöm
Segítség kellene. Ügyesen ki hullattam a golyókat a kocsikból. Most tanács kellene, telegyömöszöljem golyókkal, vagy egy kis hézaggal.
Köszönöm
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 06, 19:22
Írta: keri Dátum 2013 február 06, 19:22
kb fél, negyed golyónyi hézag szokott maradni, nem szabad szorosan lennie a golyóknak, mert nagyon súrlódna.
Cím: Re:Mechanikai ötletek
Írta: torrente Dátum 2013 február 06, 21:34
Írta: torrente Dátum 2013 február 06, 21:34
Szia Keri, köszönöm a választ! Lehet, hogy nem voltam elég világos a kigondolt konstrukciómmal.. szóval egy Y tengelyre (ami egy egyszerű zártszelvény lehet, hasraütésre pl 80X80mm 3mm falvastagsággal) lenne felcsavarozva az a szerencsétlen acéllemez ami 110cm fesztávú 10cm magas és 5mm vastag, tehát nem nagyon hajladozik főleg ha a futó élekhez közel megy a két csavarsor. Nem akarok síkbamaratni, köszörültetni és egyéb drága dolgokat csináltatni, főleg, hogy nem is kell századpontos gép. Habanyagokat szeretnék marni (nem lassan). Szóval a zártszelvényre felcsavarozom a szóban forgó acéllemezt és kész, tökéletesen párhuzamos éleket kapok amin gurulhat a Z tengely. Nem hinném, hogy 1 max 2 tizednél nagyobb egyenetlenség lenne a rendszerben.
A kérdés az, hogy milyen acéllemez legyen, hogy a felület alkalmas legyen arra, hogy csapágyak guruljanak rajta. Pl a madarvas.hu-n melyik lenne alkalmas? melegen hengerelt, hidegen hózott, vagy ezek teljesen felejtősek?
A kérdés az, hogy milyen acéllemez legyen, hogy a felület alkalmas legyen arra, hogy csapágyak guruljanak rajta. Pl a madarvas.hu-n melyik lenne alkalmas? melegen hengerelt, hidegen hózott, vagy ezek teljesen felejtősek?
Cím: Re:Mechanikai ötletek
Írta: xkbv3nx0d Dátum 2013 február 06, 21:37
Írta: xkbv3nx0d Dátum 2013 február 06, 21:37
hidegen húzott tökéletesen megfelel
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 06, 22:22
Írta: keri Dátum 2013 február 06, 22:22
Hát ha ragaszkodsz ehhez a megoldáshoz, akkor az amit szőkés is mond.
Működni fog, csak feleslegesen bonyolítod. Az eredmény ugyan az lesz.
Működni fog, csak feleslegesen bonyolítod. Az eredmény ugyan az lesz.
Cím: Re:Mechanikai ötletek
Írta: torrente Dátum 2013 február 06, 22:37
Írta: torrente Dátum 2013 február 06, 22:37
Nem akarom bonyolítani, szerintem az én elgondolásom a legegyszerűbb. Két egymástól függeltlen sínt felszerelni egy sima zártszelvényre, hogy párhuzamos is legyen nem egyszerű. Heggeszteni, csavarozni, hornyot marni neki, teljesen párhuzamos furatsor, stb szerintem eléggé megbonyolítaná, és precíziós gépmunkát igényelne.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 06, 23:04
Írta: keri Dátum 2013 február 06, 23:04
Az igen, de a zárszelvényt használni futófelületnek egyszerűbb és nem rosszabb mint amit szeretnél.
De figyu. Elmondtam a véleményemet, amit én látok ebből.
Nem kell meggyőznöd engem, nem kötelező hallgatnod rám. Azt csinálsz amit akarsz. [#wave]
De figyu. Elmondtam a véleményemet, amit én látok ebből.
Nem kell meggyőznöd engem, nem kötelező hallgatnod rám. Azt csinálsz amit akarsz. [#wave]
Cím: Re:Mechanikai ötletek
Írta: torrente Dátum 2013 február 06, 23:51
Írta: torrente Dátum 2013 február 06, 23:51
Végigolvastam még egyszer amit írtál, de a zárszelvényt mint futófelületet nem mondtad. Már felmerült bennem is ilyen megoldás, de azzal az a gond, hogy csak egy szabadsági fokot tud meghatározni, az Y tengely esetében a Z irányban oké de X irányban már nem tudod megoldani, csak ha esetleg körbeöleli a az egész zártszelvényt a futószerkezet. igy:
http://www.youtube.com/watch?v=OpKo3_SGIzU
http://www.youtube.com/watch?v=OpKo3_SGIzU
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 07, 10:33
Írta: mfrfj8vv3 Dátum 2013 február 07, 10:33
Hello,
Éppen most ügyködöm egy ilyen csapágyas szerkezeten. Itt van 1-2 kép, bár az Y-Z kocsikat éppen ma fogom újraönteni, más elrendezés lesz.
Motorossal pár éve beszélgettem erről a megoldásról, ő mutatott akkor egészen pontosan, profin kivitelezett megoldást, de már akkor azt mondta, nem éri meg vele vacakolni, jobb ha az ember megveszi a bolti síneket, kocsikat.
Hát, jobbnak jobb, de én is csak játszom ezzel a dologgal, tehát próbálok olcsón kijönni.
Egyelőre egész jónak tűnik, 20-30 dkg vonóerővel már szépen elhúzható a híd. Nagyon hasznos, hogy amit lehetett állíthatóra csináltam. Így a derékszögek, magasságok állíthatók, a nem egészen pontosan kivitelezett alkatrészek esetleges hibái korrigálhatók lesznek. Legalábbis remélem. :-)
kép 1.kép 2Kép3Kép 4
Éppen most ügyködöm egy ilyen csapágyas szerkezeten. Itt van 1-2 kép, bár az Y-Z kocsikat éppen ma fogom újraönteni, más elrendezés lesz.
Motorossal pár éve beszélgettem erről a megoldásról, ő mutatott akkor egészen pontosan, profin kivitelezett megoldást, de már akkor azt mondta, nem éri meg vele vacakolni, jobb ha az ember megveszi a bolti síneket, kocsikat.
Hát, jobbnak jobb, de én is csak játszom ezzel a dologgal, tehát próbálok olcsón kijönni.
Egyelőre egész jónak tűnik, 20-30 dkg vonóerővel már szépen elhúzható a híd. Nagyon hasznos, hogy amit lehetett állíthatóra csináltam. Így a derékszögek, magasságok állíthatók, a nem egészen pontosan kivitelezett alkatrészek esetleges hibái korrigálhatók lesznek. Legalábbis remélem. :-)
kép 1.kép 2Kép3Kép 4
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 07, 11:17
Írta: keri Dátum 2013 február 07, 11:17
Linkeltem videót is a megoldásról.
Szmutku Zoli képein is jól látszik hogy működik.
Én is egy ilyesmi gépből indultam ki annó, szintén Motorost másolva, de aztán továbbléptem. Öntvények nélkül is megoldható, bár így szebb.
De mint mondtam én csak javaslok, nem kell rám hallgatni, legtöbb kezdő (köztük én is) saját hibájából jön rá hogy igaza volt annak a hülyének aki az elején pofázott neki [#wink]
Szmutku Zoli képein is jól látszik hogy működik.
Én is egy ilyesmi gépből indultam ki annó, szintén Motorost másolva, de aztán továbbléptem. Öntvények nélkül is megoldható, bár így szebb.
De mint mondtam én csak javaslok, nem kell rám hallgatni, legtöbb kezdő (köztük én is) saját hibájából jön rá hogy igaza volt annak a hülyének aki az elején pofázott neki [#wink]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 07, 11:18
Írta: keri Dátum 2013 február 07, 11:18
RÉgen volt olyan hogy HobbyCNC oldal, de megszűnt, ott sok remek házilagos megoldás volt fent összegyűjtve, nem tudom hol lehetne elérni, de valaki biztos lementette magának.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 07, 11:47
Írta: mfrfj8vv3 Dátum 2013 február 07, 11:47
Hello,
Valamikor 2006-ban valaki készített egy mentést az egész akkori oldalról pdf formátumban.
Persze rég volt, de sok téma úgyis mindig ismétlődik. Ami a legjobb, hogy az a pdf kereshető is, nem úgy mint a fórum. Ha kell valakinek írjon rám és elküldöm.
Valamikor 2006-ban valaki készített egy mentést az egész akkori oldalról pdf formátumban.
Persze rég volt, de sok téma úgyis mindig ismétlődik. Ami a legjobb, hogy az a pdf kereshető is, nem úgy mint a fórum. Ha kell valakinek írjon rám és elküldöm.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 07, 11:51
Írta: keri Dátum 2013 február 07, 11:51
Nem a fórumról beszélek, hanem a Magi István féle HobbyCNC honlapról. Azt is lementette valaki. Ott a bal oldalon volt vagy 30-40 féle mechanika fotózva, rövid leírásokkal az akkori tagok építéseiből.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 07, 12:05
Írta: 000000000 Dátum 2013 február 07, 12:05
Úgy olvastam itt, hogy valaki megvette tőle.
Azóta viszont semmi infó nem szivárgott ki.
Nagy kár érte, hogy oda a sok hasznos ismertető (gépek, telepítések...).
Talán érdemes lenne elgondolkozni, hogy közösen meg kellene venni (persze törölni belőle a Magi Istvánra való hivatkozásokat...). Milyen sokszor dobtunk össze pénzt számunkra fontos dolgokért, ez legalább annyira fontos lenne.
Azóta viszont semmi infó nem szivárgott ki.
Nagy kár érte, hogy oda a sok hasznos ismertető (gépek, telepítések...).
Talán érdemes lenne elgondolkozni, hogy közösen meg kellene venni (persze törölni belőle a Magi Istvánra való hivatkozásokat...). Milyen sokszor dobtunk össze pénzt számunkra fontos dolgokért, ez legalább annyira fontos lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 07, 17:13
Írta: 000000000 Dátum 2013 február 07, 17:13
Sziasztok,
Szeretnék venni egy új, kb. 400X600X130-as cnc-maró gépet kompletten. Kérlek ajánljatok nekem valakit aki megbízható és jó ár érték arányban tud nekem összetákolni egy ilyen kütyüt.
Köszi
Szeretnék venni egy új, kb. 400X600X130-as cnc-maró gépet kompletten. Kérlek ajánljatok nekem valakit aki megbízható és jó ár érték arányban tud nekem összetákolni egy ilyen kütyüt.
Köszi
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2013 február 07, 17:46
Írta: Devecz Miklós Dátum 2013 február 07, 17:46
Nekem megvan a teljes lementés, ki lett belőle gyomlálva az összes Magira utaló link. Ennek ellenére törölnöm kellett, mert amikor feltettem a tárba, sokan kinyomozták az eredeti címet, és erre hivatkozva zargatták.
Ha van valami ötlet, akkor újra visszateszem csak pdf-ben. Így viszont nehezebb keresni benne.
Ha van valami ötlet, akkor újra visszateszem csak pdf-ben. Így viszont nehezebb keresni benne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 07, 20:54
Írta: 000000000 Dátum 2013 február 07, 20:54
És saját használatra elküldeni?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 február 07, 21:20
Írta: 4um5b65d Dátum 2013 február 07, 21:20
Tényleg, már no.....
Mit csinál manapság István ?
Mit csinál manapság István ?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 07, 21:28
Írta: svejk Dátum 2013 február 07, 21:28
Modellezik ezerrel, sőt ha jól rémlik tisztségviselő a helyi modellező klubban.
Cím: Re:Mechanikai ötletek
Írta: 69iejf00t Dátum 2013 február 08, 09:04
Írta: 69iejf00t Dátum 2013 február 08, 09:04
Sziasztok.
Vettem itt régebben egy fórumtárstól két lineáris sínt kocsival és eléggé szorul a kocsi a sínen. A sinen nem látni semmi sérülés nyomot, gondolom szennyeződés kerülhetett a kenő anyagba vagy megöregedett maga a kenőanyag. Mivel és hogyan tudom kitisztítani? Mire kell figyelni szétszedéskor, összerakáskor? Összerakáskor milyen zsírral kell megkenni a golyókat?
Köszi
Vettem itt régebben egy fórumtárstól két lineáris sínt kocsival és eléggé szorul a kocsi a sínen. A sinen nem látni semmi sérülés nyomot, gondolom szennyeződés kerülhetett a kenő anyagba vagy megöregedett maga a kenőanyag. Mivel és hogyan tudom kitisztítani? Mire kell figyelni szétszedéskor, összerakáskor? Összerakáskor milyen zsírral kell megkenni a golyókat?
Köszi
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2013 február 08, 09:15
Írta: MoparMan Dátum 2013 február 08, 09:15
Amint lesz egy kis időm visszakerül a gép-adatbázis a hobbycnc.hu-ra!
kérlek legyetek türelemmel.
kérlek legyetek türelemmel.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 február 08, 10:06
Írta: vjanos Dátum 2013 február 08, 10:06
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 08, 16:02
Írta: keri Dátum 2013 február 08, 16:02
Van többféle konstrukció, némelyikből kiesik a golyó ha lehúzod a sínről.
Szóval erre kell vigyázni leginkább, de amúgy is tálca felett érdemes szétszedni.
Ez után gázolajjal kisecsettel szépen ki lehet mosni, a golyókat körbe kergetve, aztán tiszta pamutronggyal vagy papírtörlővel kitörlöd.
Ha a golyók kijöttek, zsírt bekensz a golyópályára és egyenként bele ragasztgatod, majd visszatolod óvatosan a sínt. További zsírzást a zsírzógombon tudsz végezni. Nekem sima fecskendővel is belemegy, nem kell túl nagy nyomás hozzá.
Könnyű csapágyzsírt szereti, típust nem tudok, nekem jó volt azzal ami van otthon :) de ha gázolajosan vagy WD40-től tocsogva összerakod, próbálgatni úgy is lehet, úgy biztosan könnyen mozog.
Klaviónál lehet hozzávaló zsírt kapni, de szerintem bármelyik csapágyboltban is, ha mondod mihez kell.
Nekem egyszer szorult meg amikor valami SKF csapágyzsírt kentem bele, de nehéz géphez valót :)
Szóval erre kell vigyázni leginkább, de amúgy is tálca felett érdemes szétszedni.
Ez után gázolajjal kisecsettel szépen ki lehet mosni, a golyókat körbe kergetve, aztán tiszta pamutronggyal vagy papírtörlővel kitörlöd.
Ha a golyók kijöttek, zsírt bekensz a golyópályára és egyenként bele ragasztgatod, majd visszatolod óvatosan a sínt. További zsírzást a zsírzógombon tudsz végezni. Nekem sima fecskendővel is belemegy, nem kell túl nagy nyomás hozzá.
Könnyű csapágyzsírt szereti, típust nem tudok, nekem jó volt azzal ami van otthon :) de ha gázolajosan vagy WD40-től tocsogva összerakod, próbálgatni úgy is lehet, úgy biztosan könnyen mozog.
Klaviónál lehet hozzávaló zsírt kapni, de szerintem bármelyik csapágyboltban is, ha mondod mihez kell.
Nekem egyszer szorult meg amikor valami SKF csapágyzsírt kentem bele, de nehéz géphez valót :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 08, 16:05
Írta: keri Dátum 2013 február 08, 16:05
Ja és végig a patika tisztaságra ügyelj.
Finom szerkezetek ezek és megérzik a legkisebb szennyeződést. (mint a csapágyak általában)
Finom szerkezetek ezek és megérzik a legkisebb szennyeződést. (mint a csapágyak általában)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 február 09, 08:29
Írta: Szalai György Dátum 2013 február 09, 08:29
Az újszerű állapotú, feszes kocsik, azok szorulósan járnak és ez nem hiba, ha nem akadozik. A jó állapotú szennylehúzók is eleget fognak rajta, hiszen meg kell akadályozniuk a tiszta kenőanyag kijutását, meg a szennyes bejutását.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 09, 10:19
Írta: zozo Dátum 2013 február 09, 10:19
Zoli, ez a szerkezet szerintem nagyon berezonálós megoldás lesz. Nem tudom milyen célra építed. A csapágyak ettől a félaxiális terheléstől hamar zörögnek, a futásuk rövid időn belül kottyanásos lesz a szelvényen, mivel csak élben terhelik. Ha nagyobb motor lesz rajta, ez a pár tized kottyanás máris szétrázza az egészet. Persze ha csak gravírtűvel akarsz rajta dolgozni, akkor arra jó lehet. Annyi tehetetlensége lehet a mozgó tömegnek, hogy ezt a kisebb igénybevételt elviselje.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 09, 10:46
Írta: mfrfj8vv3 Dátum 2013 február 09, 10:46
Szervusz,
Köszi az észrevételt. A görgők tengelyének külső végén önzáró anyák lesznek, amikkel finoman beállítható a csapágyak feszítése.Illetve könnyen utána is lehet vele állítani. Én így gondoltam kiküszöbölni ezt a problémát, de tényleg nem tudom milyen élettartam várható tőle. Nem várok tőle túlságosan sokat. Ha nem lesz jó, majd csinálok valami jobb konstrukciót. Ötletem lett volna rá most is, de a rendelkezésemre álló eszközökkel ezt volt egyszerűbb volt megcsinálni. A csapágyak szerszámgépekből bontottak ingyér, a spiáter anyag meg a szögvas került vagy 10 ezer forintba, szóval vigyázok hogy sokat ne kockáztassak :-).
Ha sikerül működésre bírni, akkor egy olyan gépem is lesz a feladathoz, amivel már sokkal könnyebb lesz megvalósítani egy bonyolultabb konstrukciót. Legalábbis így gondolkoztam.
Köszi az észrevételt. A görgők tengelyének külső végén önzáró anyák lesznek, amikkel finoman beállítható a csapágyak feszítése.Illetve könnyen utána is lehet vele állítani. Én így gondoltam kiküszöbölni ezt a problémát, de tényleg nem tudom milyen élettartam várható tőle. Nem várok tőle túlságosan sokat. Ha nem lesz jó, majd csinálok valami jobb konstrukciót. Ötletem lett volna rá most is, de a rendelkezésemre álló eszközökkel ezt volt egyszerűbb volt megcsinálni. A csapágyak szerszámgépekből bontottak ingyér, a spiáter anyag meg a szögvas került vagy 10 ezer forintba, szóval vigyázok hogy sokat ne kockáztassak :-).
Ha sikerül működésre bírni, akkor egy olyan gépem is lesz a feladathoz, amivel már sokkal könnyebb lesz megvalósítani egy bonyolultabb konstrukciót. Legalábbis így gondolkoztam.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 09, 11:32
Írta: zozo Dátum 2013 február 09, 11:32
Nem lebeszélni akarlak, így gyűjtesz tapasztalatot. Szimpatikus, ha valaki új módszerrel próbálkozik.
Csapágyak beállítása után, Ha azon a Z-tengelyen a kocsit megragadod, és megcsavargatod minden irányba, bizony lesz egy jó mm kilengése. Ezzel számolni kell. A Z kocsin jön ki az összes pontatlanság halmozott mértékben.
Ha véletlenül igazam lenne, mivel ügyesen tudsz önteni, meg próbálhatod a csapágyakat V fészebe tenni, hogy lapra feküdjenek.
Csapágyak beállítása után, Ha azon a Z-tengelyen a kocsit megragadod, és megcsavargatod minden irányba, bizony lesz egy jó mm kilengése. Ezzel számolni kell. A Z kocsin jön ki az összes pontatlanság halmozott mértékben.
Ha véletlenül igazam lenne, mivel ügyesen tudsz önteni, meg próbálhatod a csapágyakat V fészebe tenni, hogy lapra feküdjenek.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 09, 12:15
Írta: mfrfj8vv3 Dátum 2013 február 09, 12:15
Hát, már úgy is ilyen,csak akkor kezdem elölről, ha tényleg nem lesz jó. Ha sikerül elindítani, majd beszámolok hogy mi lett az eredmény. Ha üzem közben bejön az 1 mm jóslatod, biztosan tökön szúrom magam... [#csodalk]
Amúgy az előbb nem is mondtam igazat, mert a kis tengelyeket és egyúttal 45 fokban lecsapott élű műanyag gyűrűket is esztergáltattam hozzá, az is 10 rugó volt. Annak a tíznek fele volt a gyűrűk ára, az kidobott pénz volt, mert sokkal kevésbé finoman gördül azokon végül nem építettem be őket.... bár, még mindíg megtehetem.
Amúgy az előbb nem is mondtam igazat, mert a kis tengelyeket és egyúttal 45 fokban lecsapott élű műanyag gyűrűket is esztergáltattam hozzá, az is 10 rugó volt. Annak a tíznek fele volt a gyűrűk ára, az kidobott pénz volt, mert sokkal kevésbé finoman gördül azokon végül nem építettem be őket.... bár, még mindíg megtehetem.
Cím: Re:Mechanikai ötletek
Írta: 69iejf00t Dátum 2013 február 09, 12:33
Írta: 69iejf00t Dátum 2013 február 09, 12:33
Sajnos nem újszerű állapotú.Elcsesztem mert amikor megjött nem néztem meg.Most, hogy a kezembe került akkor vettem észre, hogy nem megy olyan simán hanem akadozik.
Cím: Re:Mechanikai ötletek
Írta: 69iejf00t Dátum 2013 február 09, 12:35
Írta: 69iejf00t Dátum 2013 február 09, 12:35
Köszönöm a segítséged.Ezen információk alapján már menni fog a tisztítás.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 10, 22:12
Írta: svejk Dátum 2013 február 10, 22:12
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 11, 08:37
Írta: keri Dátum 2013 február 11, 08:37
Ez mire jó? Miért szögben van, miért nem simán végig gördül?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 11, 08:50
Írta: svejk Dátum 2013 február 11, 08:50
Olvasd el, itt a tengely forgó mozgásának hatására a kocsi lineárisan elmozdul.
Tehát nem klasszikus lineáris megvezetés.
Tehát nem klasszikus lineáris megvezetés.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 11, 09:12
Írta: keri Dátum 2013 február 11, 09:12
Értem én, érdekes megoldás, de mi az értelme?
Lineáris tengelyt forgatod az egy csomó problémát vet fel.
Szinte mindenkinek eszébe jutott már az orsót egyben lineáris vezetésnek is felhasználni ezzel spórolni a sínekkel, de tudjuk hogy ez hibás elgondolás.
OK, liftajtóhoz megfelelő és megspóroltak egy fogasszíjat.
Lineáris tengelyt forgatod az egy csomó problémát vet fel.
Szinte mindenkinek eszébe jutott már az orsót egyben lineáris vezetésnek is felhasználni ezzel spórolni a sínekkel, de tudjuk hogy ez hibás elgondolás.
OK, liftajtóhoz megfelelő és megspóroltak egy fogasszíjat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 11, 09:23
Írta: 000000000 Dátum 2013 február 11, 09:23
Anyagmozgatási célra van fejlesztve. Lényegében kenésmentes, mert a benne lévő csapágyakat nyilván előre kenik, a szennyezés által érintett területek pedig eleve nem érintkeznek kenőanyaggal. Túl nagy terhelésnél megszűnik maga a hatás, ami létrehozza az elmozdulást, kvázi megakadályozza a saját sérülését.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 11, 09:30
Írta: svejk Dátum 2013 február 11, 09:30
Így van, adott helyre nagy találmány.
Talán már itt a fórumon is latható volt maszek kivitelben, de nem gondoltam volna hogy gyártják a nagyok is.
Talán már itt a fórumon is latható volt maszek kivitelben, de nem gondoltam volna hogy gyártják a nagyok is.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2013 február 11, 12:01
Írta: 279nwbpsa Dátum 2013 február 11, 12:01
Emlékeztem rá,hogy effélét már láttam itt,csak kicsit vissza kellett keresgélnem... :)
A "segítség,béna vagyok" topik #14007 hozzászólásában volt ehhez hasonló megoldás látható.
A "segítség,béna vagyok" topik #14007 hozzászólásában volt ehhez hasonló megoldás látható.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 11, 13:29
Írta: svejk Dátum 2013 február 11, 13:29
Basszus, hogy találtad meg ilyen gyorsan?
Vajon mire jutott vele Sneci?
Vajon mire jutott vele Sneci?
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2013 február 11, 13:37
Írta: 279nwbpsa Dátum 2013 február 11, 13:37
Nagyon egyszerűen.Emlékeztem rá. :)
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2013 február 11, 16:09
Írta: t334wehtf Dátum 2013 február 11, 16:09
Nem rég építettem egy célgépet >ilyennel<, ez hasonló mint a nipponos cucc, csak ez irányváltós és változtatható a fordulatonkénti előtolása.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 február 11, 16:31
Írta: vjanos Dátum 2013 február 11, 16:31
Ötletes! [#eljen]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 11, 17:36
Írta: 000000000 Dátum 2013 február 11, 17:36
És az egészben a legszebb hogy ezt kb a 90-es évek elején már láttam a BMV-n egy magyar cég standján.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 11, 18:28
Írta: keri Dátum 2013 február 11, 18:28
Múltkori fogaskerék gyártás kapcsán volt egy ötletem, arra hogyan lehetne csiga áttételt csinálni. Most jutottam oda, hogy ki is próbáljam. Lehet hogy spanyolviasz, de azért működik.
A lényege, hogy egy trapézorsóból készített menetfúrónak nekinyomom a műanyag tárcsát szabadonfutóval a kúp elejénél, majd a hossz szánnal lassan közelítek a tokmányhoz, így a tárcsát forgatva szépen lefejti magától a csigakerék fogait. Csigának természetesen a trapézorsó használható.

A terramid kicsit megolvadt, meg látszik a kísérletezés nyomai, de azért jó lett az eredmény. Csak arra kell ügyelni,(természetesen) hogy egész fogra jöjjön ki a tárcsa kerülete.

A lényege, hogy egy trapézorsóból készített menetfúrónak nekinyomom a műanyag tárcsát szabadonfutóval a kúp elejénél, majd a hossz szánnal lassan közelítek a tokmányhoz, így a tárcsát forgatva szépen lefejti magától a csigakerék fogait. Csigának természetesen a trapézorsó használható.
A terramid kicsit megolvadt, meg látszik a kísérletezés nyomai, de azért jó lett az eredmény. Csak arra kell ügyelni,(természetesen) hogy egész fogra jöjjön ki a tárcsa kerülete.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 11, 18:54
Írta: s7manbs8 Dátum 2013 február 11, 18:54
Ez egy közismert bevált módszer ... :) Amatőr csillagászok távcső tengely hajtásra ilyet csinálnak évtizedek óta, de aki kitalálta meg ki tudja mikor lehetet azelőtt. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 11, 20:26
Írta: s7manbs8 Dátum 2013 február 11, 20:26
Az ilyen féle tengely vezeték megoldásnál a két rudat hogy rögzítitek a fához ? (Kulcsár Zoli pl. [#wave] )

Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2013 február 11, 20:29
Írta: guliver83 Dátum 2013 február 11, 20:29
Zoli helyett válaszolok! Egy U alakú alu van benne.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 február 11, 20:30
Írta: hostya Dátum 2013 február 11, 20:30
Szorosan... :))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 11, 20:31
Írta: s7manbs8 Dátum 2013 február 11, 20:31
Abban fekszik fel ? Az Ok, de hogy rögzíted ahhoz ? vagy azt is csavarral ?
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2013 február 11, 20:32
Írta: guliver83 Dátum 2013 február 11, 20:32
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 11, 20:33
Írta: keri Dátum 2013 február 11, 20:33
Kocsi a helyén tartja.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 11, 20:34
Írta: s7manbs8 Dátum 2013 február 11, 20:34
Á mondjuk végül is érthető, ez itt nálam most nem fog menni mert nincs alu se meg stb, max fúrni akarok keresztbe egy lyukat és összekötegelem madzaggal vagy kábelkötegelővel,ha lenne, de az sincs ...
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2013 február 11, 20:34
Írta: guliver83 Dátum 2013 február 11, 20:34
Nincs rögzítve, csak szorosan van benne, akikor összerakod úgy is összehúzatod a csapágyakkal és ettől is feszül, max be van ragasztva .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 11, 20:34
Írta: s7manbs8 Dátum 2013 február 11, 20:34
Arra gondoltam, hogy ha úgyis húzza összefele csak nem csúszik talán el.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 11, 20:35
Írta: s7manbs8 Dátum 2013 február 11, 20:35
Kösz, eszembe juthatott volna hogy itt a sok infó mindenkinek az okossága is.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2013 február 11, 20:35
Írta: guliver83 Dátum 2013 február 11, 20:35
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 11, 20:53
Írta: s7manbs8 Dátum 2013 február 11, 20:53
Most látom, hogy nem jól csináltam, mert V heggyel kellett volna azt a vályút belemarni de mindegy jó ez most így nem nagy súlyt kell neki vinni csak egy kis lézerfejet vagy ilyesmi lesz ...
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 február 11, 22:07
Írta: besirkyjh Dátum 2013 február 11, 22:07
Szia
Pontosan ahogy a srácok irták .
A tárban a nevemnél van két könyvtár "MDF topick és MDF gép " néven ott megtalálsz mindent hozzá .
Az alu lenne a lényeg de ha nem teszel akkor a kimart hornyot jol itasd át fehérenyv-el és akkor tartani fog valami ,egyébként szét fog hasadni .
Pontosan ahogy a srácok irták .
A tárban a nevemnél van két könyvtár "MDF topick és MDF gép " néven ott megtalálsz mindent hozzá .
Az alu lenne a lényeg de ha nem teszel akkor a kimart hornyot jol itasd át fehérenyv-el és akkor tartani fog valami ,egyébként szét fog hasadni .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 11, 22:10
Írta: s7manbs8 Dátum 2013 február 11, 22:10
Megsasoltam, valahogy az MDF-ről leghamarabb e neved jut eszembe, nem a párt vagy a többi. :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 február 11, 22:33
Írta: besirkyjh Dátum 2013 február 11, 22:33
He he .
Meglepöen jol dolgozik egyébbként .
Meglepöen jol dolgozik egyébbként .
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2013 február 11, 23:41
Írta: s73tgf9vg Dátum 2013 február 11, 23:41
Nekem tetszik a mechanika, nézzétek meg ti is, elég érdekes gép.
http://www.youtube.com/watch?v=SIgkcrsikF0
http://www.youtube.com/watch?v=SIgkcrsikF0
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 február 12, 00:57
Írta: Szedlay Pál Dátum 2013 február 12, 00:57
Nekem a szerszámcserélője tetszett.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 12, 01:41
Írta: 000000000 Dátum 2013 február 12, 01:41
Eléggé agyonbonyolították ezt a szerszámcserélő rendszert.
Fele ennyi mozgó alkatrésszel kétszer ilyen jó szerszámcserélőt lehetne csinálni.
Kicsit a BF20-as gépemre emlékeztet a felépítése.
Ahogy az egyik ismerősöm mondaná ezt megműteném menet közben ha így dolgozna. :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 12, 06:55
Írta: keri Dátum 2013 február 12, 06:55
BF20 alumínium profilokból összerakva :)
Valószínűleg túl sok sci-fit nézett a tervezője, mert az ilyen filmekben cél a minél bonyolultabbnak tűnő szerkezetek alkalmazása.
Éppen ezért nekem tetszik a cucc [#nyes]
Viszont tényleg meg lehetne oldani ugyanezt 1 karral és kevesebb mozgással, vagyis gyorsabban.
Valószínűleg túl sok sci-fit nézett a tervezője, mert az ilyen filmekben cél a minél bonyolultabbnak tűnő szerkezetek alkalmazása.
Éppen ezért nekem tetszik a cucc [#nyes]
Viszont tényleg meg lehetne oldani ugyanezt 1 karral és kevesebb mozgással, vagyis gyorsabban.
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2013 február 12, 07:31
Írta: kmajer Dátum 2013 február 12, 07:31
Érdekesnek érdekes, úgy is lehetne mondani fostalicska.
Még jó, hogy a fazon nem tervezi 30 mm-nél magasabb
alkatrészek gyártását, különben ne tudna cserélni.
Még jó, hogy a zökör nem akar különböző hosszúságú
szerszámokkal dolgozni, különben nem tudna cserélni.
Még jó, hogy ez nem magyar ötlet, különben tökön rúgnánk.
Még jó, hogy a fazon nem tervezi 30 mm-nél magasabb
alkatrészek gyártását, különben ne tudna cserélni.
Még jó, hogy a zökör nem akar különböző hosszúságú
szerszámokkal dolgozni, különben nem tudna cserélni.
Még jó, hogy ez nem magyar ötlet, különben tökön rúgnánk.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 február 12, 09:28
Írta: besirkyjh Dátum 2013 február 12, 09:28
Szia
Tetszik az utolso sorod :))
A gép elkészitése volt a fontos nem a müködés logikája , tipikus gondolkodás ( tudod mikor a jobb kezünkkel vakarjuk hátulrol a balfülünket ) .
Magyarban ez ugy nézne ki hogy az excenteres nyitást kézzel végezné és ezáltal 95%-al csökkenne a cserélésre szánt idö és meg sporolná az enyhén tulbonyolitott komplett szerszám cserélöt is .Az ilyen emberek Legon nevelkedtek , nem tudnak ( pedig akarnának ) egyszerüen gondolkodni , nem megy nekik .Még ötletet sem lehet belöle meriteni :)
Képzeld el mikor ezt a szerkezetet egy oktato videoben ismerteti a barátainak mint tecnikát .
Azok meg : yes meg like :))
Tetszik az utolso sorod :))
A gép elkészitése volt a fontos nem a müködés logikája , tipikus gondolkodás ( tudod mikor a jobb kezünkkel vakarjuk hátulrol a balfülünket ) .
Magyarban ez ugy nézne ki hogy az excenteres nyitást kézzel végezné és ezáltal 95%-al csökkenne a cserélésre szánt idö és meg sporolná az enyhén tulbonyolitott komplett szerszám cserélöt is .Az ilyen emberek Legon nevelkedtek , nem tudnak ( pedig akarnának ) egyszerüen gondolkodni , nem megy nekik .Még ötletet sem lehet belöle meriteni :)
Képzeld el mikor ezt a szerkezetet egy oktato videoben ismerteti a barátainak mint tecnikát .
Azok meg : yes meg like :))
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 február 12, 09:58
Írta: Rabb Ferenc Dátum 2013 február 12, 09:58
Ha ez megnyugtat, ugyanez létezik az elektronikában is. A kezdő tervezők "egységdobozokban" goldolkodnak. Elvégre ezt tanulták öt(+) évig.
Pl ha az a feladat, hogy egy jelet egyszeres erősítéssel át kell vinni egyik helyről a másikra,több megoldás is létezik. Bemeneti szűrő - erősítő - jelformáló - kimeneti szűrő - csillapító. Vagy két szál drót... Ha nagyon recegős a villany, vagy zajos a környezet, akkor sodrott érpár árnyékolással és csatikkal. Nem mindegy!!!
Pl ha az a feladat, hogy egy jelet egyszeres erősítéssel át kell vinni egyik helyről a másikra,több megoldás is létezik. Bemeneti szűrő - erősítő - jelformáló - kimeneti szűrő - csillapító. Vagy két szál drót... Ha nagyon recegős a villany, vagy zajos a környezet, akkor sodrott érpár árnyékolással és csatikkal. Nem mindegy!!!
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2013 február 12, 13:39
Írta: s73tgf9vg Dátum 2013 február 12, 13:39
Jócskán túl van bonyolítva az biztos. Én is hajlamos voltam erre, a CNC tanított meg rá, hogy ez rossz dolog, különben sehol sem tartana még a mostani gépem :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 12, 14:25
Írta: 000000000 Dátum 2013 február 12, 14:25
Ez a gép annak a tipikus esete mikor a tervező itt is lát valamit aztán ott is és a végén a sok nagy ötletből lesz egy bazi nagy katyvasz.
Próbált valami nagyot alkotni és ez lett belőle.
Nem igazán gondolta át mit csinál.
Nekem semmi gondom az alumíniummal míg azt nem gépekben használják!
Érdekes módon mindegyik gépem öntvényből van, nem is nagyon rezonálgat.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 február 12, 14:34
Írta: jani300 Dátum 2013 február 12, 14:34
Egész komoly gépeken is használják pedig az alut .Burkolatot , ajtót stb . frankót lehet belőle készíteni :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 12, 15:06
Írta: 000000000 Dátum 2013 február 12, 15:06
Erről az jutott eszembe mikor 1250x2500-as 0.5mm alu lemezt stancoltam a gépen és jött oda okoskodni a balfax hogy miért csak F4-en megy a gép.
(F1 full előtolási sebesség 225méter/perc, F2 ennek a fel 112... stb)
Aztán bement a géphez és felnyomta max feed-re.
Kicseréltem a táblát mert pont vége volt a programnak és elindítottam a gépet.
Ami ez után történt azt nem részletezném , de a gépet úgy csomagolta be a tábla mint mikor a szendvicset tekered aulfóliába.
Kb ennyi alumínium burkolat volt azon a gépen egyszer és talán útóljára. [#hehe]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 12, 15:18
Írta: 000000000 Dátum 2013 február 12, 15:18
Még annyit hogy 1250x1250-es táblából csináltuk az adott munkadarabot, csak a lemezollósok lusták voltak levágni és egyben küldték a táblát.
Amada gépeken meg ugyebár a multipartnál nem kellet sokat tökölni pikk pakk át lehetett írni a dolgot.
Egy biztos kicsomagolni már nehezebb volt a gépet mert ahhoz a dízel targonca is kellet. [#hehe]
A balfaxnak meg igen csak kikerekedett a szeme mikor meglátta mit is csinált [#wow1][#csodalk][#guluszem1]
Bocs a szófosásért.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 12, 19:37
Írta: keri Dátum 2013 február 12, 19:37
Trapézmenetes orsóhoz próbálkoztam hajtó oldali csapágyazást csinálni.
Első gondom, hogy 10mm-es az általánosan kapható, olcsó, legkisebb csapágy (6000 számú), a 14-es orsó magja pedig pár tizeddel kisebb.
Végül is rá tudtam húzni a csapágyat, jónak tűnik, de ez így jó?
Másik, hogy arra gondoltam elég kicsi a csapágyak kottyanása, nem kell előfeszíteni, de megmértem és a lengyel ZKL csapágy kottyanása 0,15mm. Van francia is ADR vagy ilyesmi az 0,25mm-t kottyan. Szóval a szimpla csapágynak lőttek. Nem is ez a gond, de nem akarom elbonyolítani az előfeszítést. Arra gondoltam acél hézagoló lemezzel állítom be, hogy ne kelljen precíz csavarzatot csinálni hozzá. Lehet kapni egyáltalán ilyen lemezt emberi mennyiségben?
Illetve tudom hogy működik, mert a japán bringám váltójában így van kihézagolva a csapágy, csak
Első gondom, hogy 10mm-es az általánosan kapható, olcsó, legkisebb csapágy (6000 számú), a 14-es orsó magja pedig pár tizeddel kisebb.
Végül is rá tudtam húzni a csapágyat, jónak tűnik, de ez így jó?
Másik, hogy arra gondoltam elég kicsi a csapágyak kottyanása, nem kell előfeszíteni, de megmértem és a lengyel ZKL csapágy kottyanása 0,15mm. Van francia is ADR vagy ilyesmi az 0,25mm-t kottyan. Szóval a szimpla csapágynak lőttek. Nem is ez a gond, de nem akarom elbonyolítani az előfeszítést. Arra gondoltam acél hézagoló lemezzel állítom be, hogy ne kelljen precíz csavarzatot csinálni hozzá. Lehet kapni egyáltalán ilyen lemezt emberi mennyiségben?
Illetve tudom hogy működik, mert a japán bringám váltójában így van kihézagolva a csapágy, csak
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 12, 19:40
Írta: keri Dátum 2013 február 12, 19:40
Na dejó hogy nem lehet javítani, és utólag látom mi maradt a végén :)
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2013 február 12, 19:49
Írta: 279nwbpsa Dátum 2013 február 12, 19:49
Csinálj kisebb átmérőjű tengelyvéget,aztán tégy rá vállas perselyt.Így a menetkifutás sem feszíti el a csapágyat.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2013 február 12, 19:52
Írta: 279nwbpsa Dátum 2013 február 12, 19:52
Csapágyházat meg jó és egyszerű úgy csinálni,hogy a csapágyméret egy oldalról van egy fenekes csapágyházba esztergálva.
Aztán beleteszel 2db csapágyat,a kettő között tetszőleges hézagolással.
Vagy fedelet készítesz ezután,vagy a rögzítéskor a fedél maga a gépelem,amire csavarozod az egészet.
Aztán beleteszel 2db csapágyat,a kettő között tetszőleges hézagolással.
Vagy fedelet készítesz ezután,vagy a rögzítéskor a fedél maga a gépelem,amire csavarozod az egészet.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 február 12, 20:02
Írta: Rabb Ferenc Dátum 2013 február 12, 20:02
Csapágyhézagoló lemezt keress Nagy és Nagy-nál. Róbert K. 68. Vagy a szomszéd utcában lévő csapágyboltban Hajdú u. 11.
De az igazi megoldást © VTamás mondta. A fenti üzletekben kapsz hozzá még finommenetes alacsony anyát is. Ezzel finoman elő lehet feszíteni a két egymás melletti csapágyat, és aztán lekontrázni. Örök élet, meg egy nap!
Persze csak ha jársz néha arrafelé :)
De az igazi megoldást © VTamás mondta. A fenti üzletekben kapsz hozzá még finommenetes alacsony anyát is. Ezzel finoman elő lehet feszíteni a két egymás melletti csapágyat, és aztán lekontrázni. Örök élet, meg egy nap!
Persze csak ha jársz néha arrafelé :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 12, 21:03
Írta: keri Dátum 2013 február 12, 21:03
Köszi mindkettőtöknek.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2013 február 12, 21:14
Írta: 279nwbpsa Dátum 2013 február 12, 21:14
Ja,azt meg el is felejtettem,hogy ha hézagoló kell,de éppen nincsen itthon,akkor(mivel lusta vagyok furikázni)inkább bökök le esztergán pár darabot.
Nem túl elegáns,de a célnak megfelel. :)
Szerintem a kis gépeddel is meg tudod ezt csinálni akár...
Nem túl elegáns,de a célnak megfelel. :)
Szerintem a kis gépeddel is meg tudod ezt csinálni akár...
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 február 12, 21:26
Írta: besirkyjh Dátum 2013 február 12, 21:26
Szia
Egy elég jol bevál modszer .
A csapágy külsögyürühez egy A4 böl ( 80gr , kb 0.12mm ) és belül összefesziteni a két belsö gyürüt kopra.Ha kel több ilyen "hézagolo " mehet ,Kicsit olajban áztasd meg és ugy huzd össze , igy hamarabb beáll méretre :)
A másik hogy ha a csapágyház belül osztott akkor ugy mértezd hogy egy rugos alátét éppen elférjen benne , majdnem összehuzva , és igy is tökéletes futást és kottyanás mentességet lehet elérni .
Egy elég jol bevál modszer .
A csapágy külsögyürühez egy A4 böl ( 80gr , kb 0.12mm ) és belül összefesziteni a két belsö gyürüt kopra.Ha kel több ilyen "hézagolo " mehet ,Kicsit olajban áztasd meg és ugy huzd össze , igy hamarabb beáll méretre :)
A másik hogy ha a csapágyház belül osztott akkor ugy mértezd hogy egy rugos alátét éppen elférjen benne , majdnem összehuzva , és igy is tökéletes futást és kottyanás mentességet lehet elérni .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 12, 21:37
Írta: keri Dátum 2013 február 12, 21:37
Nem jó ez a megoldás
Én minimum sörös dobozból vágok ilyen alátétet, annak az előkészítése is sokkal élvezetesebb [#wink][#pias]
Én minimum sörös dobozból vágok ilyen alátétet, annak az előkészítése is sokkal élvezetesebb [#wink][#pias]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 február 12, 21:49
Írta: besirkyjh Dátum 2013 február 12, 21:49
Nyitok is egy "soproni Démont " mintának ,probára nekem is jo lesz ( bár az alu zömül ) :))
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2013 február 12, 22:01
Írta: 279nwbpsa Dátum 2013 február 12, 22:01
Az nem baj,ha az alu zömül!
Akkor van ürügy újabb doboz sörre! :)
Akkor van ürügy újabb doboz sörre! :)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 12, 22:08
Írta: zozo Dátum 2013 február 12, 22:08
Vagy a csapágyházba a két csapágy közé egy seeger gyűrűt (horonyba) pattintani, aztán önzáró anyával az orsón bejátszható a kottyanás.
Így egyben ki lehet esztergálni a csapágyfuratot, nem kell fordítani a tokmányban.
Így egyben ki lehet esztergálni a csapágyfuratot, nem kell fordítani a tokmányban.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 12, 22:10
Írta: zozo Dátum 2013 február 12, 22:10
(csak jól kell illeszteni a horonyba a seegert)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 12, 22:13
Írta: keri Dátum 2013 február 12, 22:13
Probléma csak akkor van ha le levegősödik a doboz. Olyankor szakszerűen ki kell cserélni egy olyanra amiben nincs levegő :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 február 12, 22:14
Írta: besirkyjh Dátum 2013 február 12, 22:14
Vagy jol kel megforditani a csapágyházat :))
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 12, 22:16
Írta: zozo Dátum 2013 február 12, 22:16
Ez már inkább a tokmány állapotától függ :)
Viszont a seeger egy Kissé kúpos V-szerű horonyban kottyanás mentesen beáll.
Viszont a seeger egy Kissé kúpos V-szerű horonyban kottyanás mentesen beáll.
Cím: Re:Mechanikai ötletek
Írta: 279nwbpsa Dátum 2013 február 12, 22:20
Írta: 279nwbpsa Dátum 2013 február 12, 22:20
Az efféle,menet közben felmerülő problémákat azt hiszem,többségünk kellően kifinomult rutinnal tudja kezelni... :))
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 február 12, 22:21
Írta: besirkyjh Dátum 2013 február 12, 22:21
?
Méröora - koc-kos és akár 0.01mm is beáll :)
Nem eszik olyan forron a kását .
Méröora - koc-kos és akár 0.01mm is beáll :)
Nem eszik olyan forron a kását .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 12, 22:26
Írta: keri Dátum 2013 február 12, 22:26
Kösz neked is.
Asszem kombinálom az ötleteket.
Csapágyház zsákfurattal jó megoldás mert nem kell kivenni a tokmányból ami nálam garantált pontatlanságot okozna, viszont nem garantálta párhuzamos leszorítás.
Ezért a külső gyűrűre teszek tetszőleges hézagoló lemezt, össze szorítom a zsákfuratos csapágyházzal, majd finommenet+kontrával beállítom. Ja és leesztergálom 8-asra a tengelyt és peremes perselyt melegítek rá, hogy ne a menetvégre feküdjön fel a csapágy közepe.
Az üres sörösdobozt és a zégergyűrűt meg bevágom a sarokba.
Kihagytam valamit? :)
Asszem kombinálom az ötleteket.
Csapágyház zsákfurattal jó megoldás mert nem kell kivenni a tokmányból ami nálam garantált pontatlanságot okozna, viszont nem garantálta párhuzamos leszorítás.
Ezért a külső gyűrűre teszek tetszőleges hézagoló lemezt, össze szorítom a zsákfuratos csapágyházzal, majd finommenet+kontrával beállítom. Ja és leesztergálom 8-asra a tengelyt és peremes perselyt melegítek rá, hogy ne a menetvégre feküdjön fel a csapágy közepe.
Az üres sörösdobozt és a zégergyűrűt meg bevágom a sarokba.
Kihagytam valamit? :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 február 12, 22:32
Írta: besirkyjh Dátum 2013 február 12, 22:32
Igy jo de a zsákfuratos házban is rögziteni kel a csapágy külsögyürüket mert egyirányban kicsuszik a hézagoloval együtt :)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 12, 22:37
Írta: zozo Dátum 2013 február 12, 22:37
Ha zsákfuratos a csapágyház, akkor egy oldalra még ki tud jönni a csapágy, tehát vagy szembe kell állítani vele a másikat, vagy biztosítani kell. Ez nyűgösebb sztem, mintha átesztergálod a furatot, középen a seeger, jobbról-balról csapágy és az orsón összehúzod a közepüket. Így mindkét irányba rögzítve van az orsó egy házban. A túlsó végén meg csak vezeti a csapágy. (Még elegánsabb lenne két nyomcsapággyal :) )
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 12, 22:42
Írta: keri Dátum 2013 február 12, 22:42
Nem, mivel rá lesz szorítva a vázra.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 12, 22:43
Írta: zozo Dátum 2013 február 12, 22:43
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2013 február 12, 22:47
Írta: t334wehtf Dátum 2013 február 12, 22:47
2 soros ferde hatásvonalú csapágyban nem gondolkodtál???
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 12, 22:49
Írta: zozo Dátum 2013 február 12, 22:49
8-as furattal azt nem gyártják
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2013 február 12, 22:53
Írta: t334wehtf Dátum 2013 február 12, 22:53
És???? Perselyt neki! Én 8-as orsóhoz is ezt használom...
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 12, 22:56
Írta: zozo Dátum 2013 február 12, 22:56
Hol szerezted? -én kerestem tavaly 10-es tengelyre sima félaxiálist, de sehol nem volt.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2013 február 12, 22:59
Írta: t334wehtf Dátum 2013 február 12, 22:59
Mit? A perselyt csináltattam, a 10-es csapágyat (mert hogy 2 soros ferde hatásvonalúban ez a legkisebb) meg csapágyboltban.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 12, 23:08
Írta: zozo Dátum 2013 február 12, 23:08
Basszus, akkor engem átvertek az SKF-nél.
Ott forgatta a manus a katalógust és azt mondta, 10-esbe félax nem létezik. Akkor oda még visszamegyek...
Ott forgatta a manus a katalógust és azt mondta, 10-esbe félax nem létezik. Akkor oda még visszamegyek...
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 február 12, 23:40
Írta: Szedlay Pál Dátum 2013 február 12, 23:40
http://medias.schaeffler.de/medias/de!hp.ec.br.pr/32..-B-2Z*3200-B-2Z-TVH?clrsb=1
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 13, 07:24
Írta: keri Dátum 2013 február 13, 07:24
Ezt annyira bírom a bandában [#taps]
Tákolok egy primitív gravírozót, műanyag anyával, trapézorsóval, acél zártszelvényből. Felteszem a kérdést hogy lehetne ennek a színvonalnak megfelelően egyszerű, csapágyat gányolni az orsónak. Kezditek sorolni az egyszerű megoldásokat, egyre komolyabb, precízebb, drágább szerkezetekkel, a végén meg úgy elszabadul a fantázia, hogy a NASA-tól kell rendelni csapágyat [#nyes]
De így a jó, nem amikor politizálás, meg a fikázás megy
[#eljen]
Tákolok egy primitív gravírozót, műanyag anyával, trapézorsóval, acél zártszelvényből. Felteszem a kérdést hogy lehetne ennek a színvonalnak megfelelően egyszerű, csapágyat gányolni az orsónak. Kezditek sorolni az egyszerű megoldásokat, egyre komolyabb, precízebb, drágább szerkezetekkel, a végén meg úgy elszabadul a fantázia, hogy a NASA-tól kell rendelni csapágyat [#nyes]
De így a jó, nem amikor politizálás, meg a fikázás megy
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 13, 07:29
Írta: keri Dátum 2013 február 13, 07:29
De gondolkodtam. Van itthon, de ehhez a géphez tök felesleges.
Azt a nagyvashoz és golyós orsóhoz méreteztem.
Ahhoz gyártattam rendes acél csapágyházat középen támasztó peremmel aminek kétoldalról nekifeszülhetnek a csapágyak.
Azt a nagyvashoz és golyós orsóhoz méreteztem.
Ahhoz gyártattam rendes acél csapágyházat középen támasztó peremmel aminek kétoldalról nekifeszülhetnek a csapágyak.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 február 13, 07:47
Írta: Rabb Ferenc Dátum 2013 február 13, 07:47
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 február 13, 07:50
Írta: Rabb Ferenc Dátum 2013 február 13, 07:50
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 13, 07:57
Írta: 000000000 Dátum 2013 február 13, 07:57
Meg tudod csinálni Te is pontosan. Az egyik oldalon kiesztergálod a csapágyméretet. Esztergálsz egy csapágyméretű tüskét, rárögzíted a csapágyházat pár csepp pillanatragasztóval és szépen, lassan kiesztergálod a másik oldali csapágyhelyet.
Ez egy tuti, jól bevált megoldás.
Régebben volt egy vita is róla, hogy mennyire veszélyes, de semmi gond, nem kell pörgetni ezerrel!
Ez egy tuti, jól bevált megoldás.
Régebben volt egy vita is róla, hogy mennyire veszélyes, de semmi gond, nem kell pörgetni ezerrel!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 13, 09:06
Írta: svejk Dátum 2013 február 13, 09:06
Az a középső Seeger csak akkor a tuti ha köszörült.
Sajnos általában csak stancoltat lehet kapni, ezek felfekvő felületei nem az igaziak, főleg nem a füleseknek, így csapágyak terhelése sem egyenletes.
Valamint a nagy gyorsulással rendelkező irányváltások előbb-utóbb meglazítják a hornyot, főleg ha alu.
Persze a hobby gépek java részében megfelel ez a megoldás.
De ha van rá lehetőség akkor zsákfuratos csapágyház rendes zárófedéllel.
A normál mélyhornyúak hézagolása az előzőek szerint, vagy belső gyűrűt hézagolni és akkor a csapágyfedél csavarjaival finomabban lehet előfeszíteni, de egyben ezzel is nem kívánt aszimetriát tudunk bevinni.
Természetesen ha a tengelyen van a feszítő anya, akkor oda csak esztergált engedhető meg.
Ha a külső gyűrűt hézagoljuk akkor az X szerinti , míg ha belsőt akkor az O szerinti elrendezést kapjuk.
Elméletileg az X szerinti nagyobb tengely szöghibát enged meg.
Sajnos általában csak stancoltat lehet kapni, ezek felfekvő felületei nem az igaziak, főleg nem a füleseknek, így csapágyak terhelése sem egyenletes.
Valamint a nagy gyorsulással rendelkező irányváltások előbb-utóbb meglazítják a hornyot, főleg ha alu.
Persze a hobby gépek java részében megfelel ez a megoldás.
De ha van rá lehetőség akkor zsákfuratos csapágyház rendes zárófedéllel.
A normál mélyhornyúak hézagolása az előzőek szerint, vagy belső gyűrűt hézagolni és akkor a csapágyfedél csavarjaival finomabban lehet előfeszíteni, de egyben ezzel is nem kívánt aszimetriát tudunk bevinni.
Természetesen ha a tengelyen van a feszítő anya, akkor oda csak esztergált engedhető meg.
Ha a külső gyűrűt hézagoljuk akkor az X szerinti , míg ha belsőt akkor az O szerinti elrendezést kapjuk.
Elméletileg az X szerinti nagyobb tengely szöghibát enged meg.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 13, 09:08
Írta: svejk Dátum 2013 február 13, 09:08
Talán még nem esett róla szó, de a jó hatásfok miatt az RS-es csapágy kerülendő itt is.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 13, 09:12
Írta: zozo Dátum 2013 február 13, 09:12
Köszi, ezt el is mentettem hamar.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2013 február 13, 22:44
Írta: t334wehtf Dátum 2013 február 13, 22:44
Egy 1000 Ft-os csapágyban mi az űrtechnika??? Az, hogy nem kell szenvedned semmilyen hézagolással???
Azért mert hobby, nem kell igénytelennek, és szedett-vedettnek lennie, attól még lehet rendes alkatrészeket használni....
Azért mert hobby, nem kell igénytelennek, és szedett-vedettnek lennie, attól még lehet rendes alkatrészeket használni....
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 13, 23:10
Írta: keri Dátum 2013 február 13, 23:10
Nem 1000ft, nincs olyan kicsi, nincs porvédelem, feleslegesen túlméretezett erre az alkalmazásra.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 13, 23:29
Írta: 000000000 Dátum 2013 február 13, 23:29
Akkor nézd meg a 3200 2RS csapágyat.
Ettől jobbat keresve se találnál.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 14, 09:53
Írta: keri Dátum 2013 február 14, 09:53
Alsóhangon 5000ft ért??? biztos vagy benne hogy ez a jó nekem?
A kínaival hagyjál, az olyan is.
A kínaival hagyjál, az olyan is.
Cím: Re:Mechanikai ötletek
Írta: t334wehtf Dátum 2013 február 14, 13:54
Írta: t334wehtf Dátum 2013 február 14, 13:54
1000 Ft, tényleg, és hidd el, hogy egy pocsékul kivitelezett, tákolt előfeszítősnél lényegesen jobb a kínai.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2013 február 14, 14:56
Írta: D.Laci Dátum 2013 február 14, 14:56
rolling.hu
3200 2RS*KBS 875.00ft
3200 2Z*CHI 612.00ft
nettó
3200 2RS*KBS 875.00ft
3200 2Z*CHI 612.00ft
nettó
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 14, 17:26
Írta: svejk Dátum 2013 február 14, 17:26
Annál igen, de ha azt nézzük, hogy az SKF-nél -és gondolom más gyártónál is- a 3200-as normál verziónál a csapágy hézag akár 2,1 század is lehet akkor nem biztos hogy nem érdemes vacakolni vele.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 14, 18:58
Írta: keri Dátum 2013 február 14, 18:58
Jobb a "tákolt" mint a kínai, volt már vele dolgom. Ha már előfeszített csapágy akkor két külön kónuszos jöhet szóba. Ez a fajta nem erre a feladatra való.
D.Laci, ez mind a kettő kínai rossz.
FAG csapágyak nem drágák, ami drága az nem véletlenül kerül annyiba. lengyel ZKL is 3000/pár volt ferde hatásvonalúból.
D.Laci, ez mind a kettő kínai rossz.
FAG csapágyak nem drágák, ami drága az nem véletlenül kerül annyiba. lengyel ZKL is 3000/pár volt ferde hatásvonalúból.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 14, 19:01
Írta: keri Dátum 2013 február 14, 19:01
Egyébként mit is kell vele vacakolni meg tákolni?
A különbség a két külön csapágyhoz csak egy hézagoló lemez plusz kell, minden más ugyan az lenne mint a kétsoros csapágynál.
A különbség a két külön csapágyhoz csak egy hézagoló lemez plusz kell, minden más ugyan az lenne mint a kétsoros csapágynál.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 15, 08:53
Írta: svejk Dátum 2013 február 15, 08:53
Ahogy írod...
Egyébként:
"nem biztos hogy nem érdemes vacakolni vele. "
Azaz, valószínű hogy érdemes vele vacakolni, az előzőekben leírt megoldások közül valamelyikkel.
A #11384-ben el is írtam, helyesen a 3200-as kétsorú ferde normál hézagú csapágy axiális hézaga 6-23 um közt van míg egy 6200-as mezei normál csapágyé 3-18 um.
Tehát már alapesetben is kis szerencsével előfeszítés nélkül is jobbat lehet találni csinálni két mezeiből.
Bagatellnek tűnik ez az 1-2 század csapágyhézag, de ha hozzáadjuk a golyósorsó jó estben 1-2 százados kottyanását akkor az már majd fél tized, ami már kézzel megrángatva is jócskán érzékelhető.
A 3200 mellett szól, hogy komplett keskenyebb mint két mezei mélyhornyú vagy(14 vs. 18 mm), illetve nagyobb axiális terhelésnek lehet igénybe venni mivel ferde hatásvonalú.
Viszont meg kell barátkoznunk a gyárilag kapott axiális hézaggal, mely a későbbiekben sem állítható.
De ne feledjük a mélyhornyúak jellemzését:
"A mély futópálya horony, valamint a hornyok és a golyók közötti kedvező érintkezés lehetővé teszi, hogy a mélyhornyú golyóscsapágyak a radiális terhelés mellett, mindkét irányú axiális terhelést is felvegyenek, még nagy fordulatszámon is."
Lásd, a sok mélyhornyúval felépített főorsó, pl. Vbodi munkái.
A titok a megfelelő előfeszítésben rejlik, de ez minden csapágyazásra igaz, főleg a magasabb fordulatszámokon.
A fenti adatok az SKF katalógusból valók, valószínű a 600 Ft-os csapágyak közt még nagyobb a szórás.
Összességében ha valaki tuti csapágyazást akar golyósorsóra az szerezzen gyári megoldást vagy készítse el normál ferdékből állíthatóra- gondoskodva az utólagos porvédelemről- vagy ne riadjon vissza a mezei mélyhornyúak alkalmazásától.
Egyébként:
"nem biztos hogy nem érdemes vacakolni vele. "
Azaz, valószínű hogy érdemes vele vacakolni, az előzőekben leírt megoldások közül valamelyikkel.
A #11384-ben el is írtam, helyesen a 3200-as kétsorú ferde normál hézagú csapágy axiális hézaga 6-23 um közt van míg egy 6200-as mezei normál csapágyé 3-18 um.
Tehát már alapesetben is kis szerencsével előfeszítés nélkül is jobbat lehet találni csinálni két mezeiből.
Bagatellnek tűnik ez az 1-2 század csapágyhézag, de ha hozzáadjuk a golyósorsó jó estben 1-2 százados kottyanását akkor az már majd fél tized, ami már kézzel megrángatva is jócskán érzékelhető.
A 3200 mellett szól, hogy komplett keskenyebb mint két mezei mélyhornyú vagy(14 vs. 18 mm), illetve nagyobb axiális terhelésnek lehet igénybe venni mivel ferde hatásvonalú.
Viszont meg kell barátkoznunk a gyárilag kapott axiális hézaggal, mely a későbbiekben sem állítható.
De ne feledjük a mélyhornyúak jellemzését:
"A mély futópálya horony, valamint a hornyok és a golyók közötti kedvező érintkezés lehetővé teszi, hogy a mélyhornyú golyóscsapágyak a radiális terhelés mellett, mindkét irányú axiális terhelést is felvegyenek, még nagy fordulatszámon is."
Lásd, a sok mélyhornyúval felépített főorsó, pl. Vbodi munkái.
A titok a megfelelő előfeszítésben rejlik, de ez minden csapágyazásra igaz, főleg a magasabb fordulatszámokon.
A fenti adatok az SKF katalógusból valók, valószínű a 600 Ft-os csapágyak közt még nagyobb a szórás.
Összességében ha valaki tuti csapágyazást akar golyósorsóra az szerezzen gyári megoldást vagy készítse el normál ferdékből állíthatóra- gondoskodva az utólagos porvédelemről- vagy ne riadjon vissza a mezei mélyhornyúak alkalmazásától.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 15, 08:57
Írta: svejk Dátum 2013 február 15, 08:57
Természetesen a 3200-asnál is van lehetőség C2-es csapágyat venni, melynek katalógus axiális hézaga 1-12 um, de az már megint nem a 600 Ft-os kategória lesz és még mindig nem utánállítható.
Tudom sok gyári végcsapágyazás is ilyennel készül, de higgyétek el Ők nem a sarki csapágyboltban vásárolnak.
Tudom sok gyári végcsapágyazás is ilyennel készül, de higgyétek el Ők nem a sarki csapágyboltban vásárolnak.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2013 február 15, 09:15
Írta: Farkas Ádám Dátum 2013 február 15, 09:15
És ott van még a 3201-is.. ez 12-es tengelyre 32 külső ármérővel, kicsit nagyobb igénybevételnek..
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 15, 19:35
Írta: mfrfj8vv3 Dátum 2013 február 15, 19:35
Sziasztok,
Szeretném kérdezni, hogy a trapézmenetes orsó mennyire növeli a nyomatékigényt a golyósorsóhoz képest?
Szeretném kérdezni, hogy a trapézmenetes orsó mennyire növeli a nyomatékigényt a golyósorsóhoz képest?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 15, 20:05
Írta: svejk Dátum 2013 február 15, 20:05
Az leginkább az anyjától, akarom mondani az anyájától függ, no meg hogy polírozott-e az orsó.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 15, 20:23
Írta: mfrfj8vv3 Dátum 2013 február 15, 20:23
Hát, az orsó sima mángorolt, az anyja meg sima acél. Szóval a kérdés az volna, hogy egy meglévő gép teljesítményén mennyit dob az, ha a meglévő trapézorsót golyósorsóra cseréljük? Gondolom növelhető volna a sebesség is meg a gyorsítás is...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 15, 20:30
Írta: keri Dátum 2013 február 15, 20:30
Terheléstől is függ. A trapéz orsón csúszó súrlódás van ami a terheléstől és az anyag súrlódási együtthatójától függ.
A golyós orsó gördül, vagyis sokkal kevésbé függ a terheléstől a hatásfoka.
A golyós orsó gördül, vagyis sokkal kevésbé függ a terheléstől a hatásfoka.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 15, 20:33
Írta: svejk Dátum 2013 február 15, 20:33
Ha ez számítana a cserénél, akkor az a hajtás alul vagy lagalább is határra van méretezve.
A golyósorsóra való váltás a pontosság és a kottynásmentesítés miatt szokott követelmény lenni.
A golyósorsóra való váltás a pontosság és a kottynásmentesítés miatt szokott követelmény lenni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 15, 20:35
Írta: svejk Dátum 2013 február 15, 20:35
Egy új golyósorsónál a szennylehúzónak is van akkora ellenállása mint egy jól bejáratott trapézorsónak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 15, 20:44
Írta: 000000000 Dátum 2013 február 15, 20:44
Átlagszámokat írok:
- a trapézorsó hatásfoka (pl. 16*4) ~0.35
- a golyós orsó ~0.9
Ez azt jelenti, ha pl. 1 Nm-el hajtod motoroldalról az orsót, az egyik esetben 0.35 Nm hasznos marad, a másik esetben 0.9 Nm.
Magyarul ~2.6-szer nagyobb előtolóerőd lesz golyósorsónál azonos motor esetén.
- a trapézorsó hatásfoka (pl. 16*4) ~0.35
- a golyós orsó ~0.9
Ez azt jelenti, ha pl. 1 Nm-el hajtod motoroldalról az orsót, az egyik esetben 0.35 Nm hasznos marad, a másik esetben 0.9 Nm.
Magyarul ~2.6-szer nagyobb előtolóerőd lesz golyósorsónál azonos motor esetén.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 15, 20:53
Írta: mfrfj8vv3 Dátum 2013 február 15, 20:53
Köszi.
Az van, hogy ügyködtem az elmúlt napokban egy zártszelvényes, csapágyon futós barkács mechanikán. Nagyjából készen lett, de nem vagyok vele elégedett. Külön külön mindegyik tengely jó lett, de ha összeszerelem őket és lehúzom a csavarokat, akkor az X tengelyek kocsijain a csapágyak pont annyira megfeszülnek hogy már nem az igazi és akármennyit állítgatom, nem olyan mint kéne. Szóval szabadkézi garázsterméknek kitűnő, de CNC-hez nem elég pontos a kivitelezése, kevesek az eszközeim. Jégre tettem, elővettem inkább a régi gépemet, most elgondolkodom annak a felokosításán. Méretével ki tudnék békülni, a (mechanika adta) pontossága is nekem megfelel. Korábban használtam marógépként egy ideig, de a hajtása gyenge, végcsapágyazatlan, kotyogós trapézorsó és a motorok is picit alul vannak méretezve. 1 NM-es motorokkal fut, így elég lassú ha azt akarom hogy stabilan menjen.
A vezérlés 3A-t bír, tehát elvileg megduplázhatnám a motorok erejét, 2NM körülieket látok ebben a határértékben. Annyi a keret, hogy két lehetőség előtt állok. Vagy veszek erősebb motorokat és még a meglévő trapézmenetes hajtást okosítom meg kottyanásmentes anyával, meg végcsapággyal.
Vagy golyósorsóba ruházok be, a motorok viszont maradnak.
A cél az volna, hogy a sebességét és a gyorsítását a lehető legjobban megnöveljem ebből a keretből. (Kb. 100 e.)
Az van, hogy ügyködtem az elmúlt napokban egy zártszelvényes, csapágyon futós barkács mechanikán. Nagyjából készen lett, de nem vagyok vele elégedett. Külön külön mindegyik tengely jó lett, de ha összeszerelem őket és lehúzom a csavarokat, akkor az X tengelyek kocsijain a csapágyak pont annyira megfeszülnek hogy már nem az igazi és akármennyit állítgatom, nem olyan mint kéne. Szóval szabadkézi garázsterméknek kitűnő, de CNC-hez nem elég pontos a kivitelezése, kevesek az eszközeim. Jégre tettem, elővettem inkább a régi gépemet, most elgondolkodom annak a felokosításán. Méretével ki tudnék békülni, a (mechanika adta) pontossága is nekem megfelel. Korábban használtam marógépként egy ideig, de a hajtása gyenge, végcsapágyazatlan, kotyogós trapézorsó és a motorok is picit alul vannak méretezve. 1 NM-es motorokkal fut, így elég lassú ha azt akarom hogy stabilan menjen.
A vezérlés 3A-t bír, tehát elvileg megduplázhatnám a motorok erejét, 2NM körülieket látok ebben a határértékben. Annyi a keret, hogy két lehetőség előtt állok. Vagy veszek erősebb motorokat és még a meglévő trapézmenetes hajtást okosítom meg kottyanásmentes anyával, meg végcsapággyal.
Vagy golyósorsóba ruházok be, a motorok viszont maradnak.
A cél az volna, hogy a sebességét és a gyorsítását a lehető legjobban megnöveljem ebből a keretből. (Kb. 100 e.)
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 15, 21:03
Írta: mfrfj8vv3 Dátum 2013 február 15, 21:03
Ezek sokat mondó számok. Gyakorlatilag tehát (elvben) jobban is járhatok plusz erő szempontjából az orsócserével, mint a motorok cseréjével és pluszban megkaphatom a golyósorsók kivételes pontosságát is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 15, 21:11
Írta: 000000000 Dátum 2013 február 15, 21:11
Csak halkan jegyzem meg, az orsó (mindegy hogy golyós vagy hagyományos) hatásfoka NEM függ a terheléstől.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 15, 21:13
Írta: keri Dátum 2013 február 15, 21:13
Tehát arra keresel indokot, hogy vehess golyósorsókat :D
Az acélvázas mechanikához tök felesleges ilyen drága beruházás, főleg amíg a deformálódást nem oldod meg.
Mérőórával azért meg lehetne találni a hiba okát és be lehetne reszelni. Persze babramunka.
Régi rendes marógéphez érdemes ha amúgy jó a mechanikája.
Az acélvázas mechanikához tök felesleges ilyen drága beruházás, főleg amíg a deformálódást nem oldod meg.
Mérőórával azért meg lehetne találni a hiba okát és be lehetne reszelni. Persze babramunka.
Régi rendes marógéphez érdemes ha amúgy jó a mechanikája.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 15, 21:15
Írta: keri Dátum 2013 február 15, 21:15
Csak halkan jegyzem meg, ezt mondtam én is.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 15, 21:18
Írta: keri Dátum 2013 február 15, 21:18
Hogy mi????? A méghogy a trapézmenetes súrlódási ellenállása nem függ a terheléstő?????
Ekkora sületlenséget honnan vettél? Tépd szét a diplomádat Tibor [#eplus2]
Ekkora sületlenséget honnan vettél? Tépd szét a diplomádat Tibor [#eplus2]
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2013 február 15, 21:22
Írta: Devecz Miklós Dátum 2013 február 15, 21:22
A hatásfok és a súrlódási ellenállás nem úgyan az!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 15, 21:27
Írta: 000000000 Dátum 2013 február 15, 21:27
Vigyázz mit írkálsz tudatlansági alapon!:)
Nézzél már utána, hogy mi az orsó hatásfoka, és légy nagyon szerény fiú, és te add vissza az érettségidet. A képletben ugyanis ilyesmik vannak: súrlódási félkúpszög, menetemelkedési szög, tangens függvény stb .... Terhelésről nem sik szó, és nem is eshet hiszen a terhelés (pl. előtolóerő, nyomaték) az a hatásfoktól függ a bevitt nyomatéktól függően.
Nézzél már utána, hogy mi az orsó hatásfoka, és légy nagyon szerény fiú, és te add vissza az érettségidet. A képletben ugyanis ilyesmik vannak: súrlódási félkúpszög, menetemelkedési szög, tangens függvény stb .... Terhelésről nem sik szó, és nem is eshet hiszen a terhelés (pl. előtolóerő, nyomaték) az a hatásfoktól függ a bevitt nyomatéktól függően.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 15, 21:37
Írta: keri Dátum 2013 február 15, 21:37
Nem is mondtam hogy ugyan az a fogalom, de a fizika szerint szorosan összefügg. Úgy is megmagyarázza Tibor miért van igaza, de ezt már elbaszta, mert akárhogy is nézzük, nem fogalmazott elég szabatosan, pedig ő nagyon ügyel erre, főleg ha mások orra alá kell dörgölni.
[#eplus2]
[#eplus2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 15, 21:44
Írta: 000000000 Dátum 2013 február 15, 21:44
Te egyelőre rosszakodjál és gányoljad a csapágyaidat papírlapos hézagolókkal!:) Vedd már észre magad, és amihez nem értesz, maradj inkább csendben. Csak szeretsz okos és nagyképű fiú lenni itt (már akiket megetetsz ezzel). Sokkal jobb lenne, ha jövőben csak akkor szóljál, ha kellő műszaki alázat, és biztos tudásod van egy témáról.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 15, 21:44
Írta: keri Dátum 2013 február 15, 21:44
Ne beszélj mellé! Tehát ismét megkérdezem, ezek szerint nem változik a veszteségi munka a súrlódási erő változásától?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 15, 21:46
Írta: keri Dátum 2013 február 15, 21:46
ÓÓóó, ezek szerint elismered hogy benézted?
Amikor nincs igazi érved akkor jössz általában az ilyen fajta sértegetéseiddel és mellébeszéléssel.
Amikor nincs igazi érved akkor jössz általában az ilyen fajta sértegetéseiddel és mellébeszéléssel.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 15, 21:50
Írta: mfrfj8vv3 Dátum 2013 február 15, 21:50
Hát, szívem szerint menne a zaciba a családi ezüst , aztán magamhoz ölelnék egy boltban pár AC szervot, meg minden féle fényes jappán vasakat és azzal a lendülettel bejelenteném, hogy szabadságon vagyok... :-)
Pár napot amúgy eltököltem a vassal, de sehogy sem volt az igazi. Próbáltam másfajta kísérleti kocsit is, amiben lapjával futottak a csapágyak. Azzal valszeg sokkal jobb lenne, mert sokkal toleránsabb lenne azzal a minimális feszüléssel szemben, amitől az élen futó cucc máris megadta magát. Viszont azt a bonyolultabb formátumot sokkal nehezebb volna használható erősségű anyagból megcsinálni, ahhoz még annyi eszközöm sincs mint amennyi ehhez volt... Nem erőltetem.
Pár napot amúgy eltököltem a vassal, de sehogy sem volt az igazi. Próbáltam másfajta kísérleti kocsit is, amiben lapjával futottak a csapágyak. Azzal valszeg sokkal jobb lenne, mert sokkal toleránsabb lenne azzal a minimális feszüléssel szemben, amitől az élen futó cucc máris megadta magát. Viszont azt a bonyolultabb formátumot sokkal nehezebb volna használható erősségű anyagból megcsinálni, ahhoz még annyi eszközöm sincs mint amennyi ehhez volt... Nem erőltetem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 15, 21:52
Írta: 000000000 Dátum 2013 február 15, 21:52
Még mindig neked áll feljebb? Tudod nálam a tudatlanság és nagyképűség együttállása igen súlyos tünet, és nem először már a Fórumon most is ebben a cipőben jársz. Hajrá, érezd magad jól ebben a stílusban.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 február 15, 21:54
Írta: jani300 Dátum 2013 február 15, 21:54
Muszáj "vérre" menni ? :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 15, 22:01
Írta: keri Dátum 2013 február 15, 22:01
Ugye milyen idegesítő ha átveszem a te stílusodat? [#mf2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 15, 22:14
Írta: s7manbs8 Dátum 2013 február 15, 22:14
Csak nem egy banánhéjon csúsztatok el ? :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 15, 22:19
Írta: 000000000 Dátum 2013 február 15, 22:19
Nem muszály, de ha valaki többször sületlenségekről ír és még nagyképű is hozzá, azt nehezen viselem, és gondolom a csendes többség is így van ezzel. Olyan szép lenne ez a az ország, ha mindenki csak arról beszélne, írna határozottan, amihez egy picit legalább ért is.:)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 15, 22:27
Írta: s7manbs8 Dátum 2013 február 15, 22:27
Akkor elég nagy csend lenne. :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 február 15, 22:32
Írta: jani300 Dátum 2013 február 15, 22:32
Könnyen "ugrotok" mindketten . Remélem ugyanilyen hamar meg is békültök .
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 február 15, 23:03
Írta: Szedlay Pál Dátum 2013 február 15, 23:03
Keri a Tibornak van igaza. A hatásfoka nem függ a terheléstől.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 február 16, 07:28
Írta: besirkyjh Dátum 2013 február 16, 07:28
Szia
Ha lenne valami fotod vagy rajzod a "befeszülös" linedröl nem lenne baj .Egy tapasztalat amit viszont jo lenne ha megszivlelnél : a linvezetéket csak hengeres anyagbol ( rud vagy csö ) csináld mert ha sikfelületen fut a 90fokban elforditott csapágy akkor befog feszülni vagy laza lesz és igy a rugalmassága miatt használhatatlan .( csak megjegyzem hogy 50x50-es zártszelvényre tettem elforditott csapágyakat ( pantográf X tengely ) és ráfeszités után az elsö körben szétroppant a csapágy , 6201RS , ugyan ez egy vastagfalu csövön gyönyörüen futott ) .
Ha lenne valami fotod vagy rajzod a "befeszülös" linedröl nem lenne baj .Egy tapasztalat amit viszont jo lenne ha megszivlelnél : a linvezetéket csak hengeres anyagbol ( rud vagy csö ) csináld mert ha sikfelületen fut a 90fokban elforditott csapágy akkor befog feszülni vagy laza lesz és igy a rugalmassága miatt használhatatlan .( csak megjegyzem hogy 50x50-es zártszelvényre tettem elforditott csapágyakat ( pantográf X tengely ) és ráfeszités után az elsö körben szétroppant a csapágy , 6201RS , ugyan ez egy vastagfalu csövön gyönyörüen futott ) .
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 16, 08:55
Írta: mfrfj8vv3 Dátum 2013 február 16, 08:55
Szervusz,
Kép1
Kép 2
Kép 3
Kép 4
Ezeket csináltam még mielőtt eltettem a sarokba az egészet. A két X kocsi nem áll egyformán a térben, mert amíg nincs összecsavarozva, addig tök jól beállítható, szépen is gurul. Kisebb terhelés melett szerintem jól használható volna. Az Y és a Z jó is marad. Amikor lehúzom az Y tengelyt tartó elemeket, akkor lesz vége.
Úgy gondolkoztam, hogy ebben a konstrukcióban elég volna eltalálnom a csapágytengelyek furatainak a derékszögét és akkor a többi dolog beállítható lesz. De nem így lett, rossz volt az elképzelés.
Most ezt a gépemet próbálom használhatóbbá tenni, ez biztosabban sikerül, mert alapvetően végül is működik úgy is ahogy most van, csak picit gyenge és lassú. Ezért használtam ezidáig habvágóként.
Működő maró 1
Működő maró 2
Kép1
Kép 2
Kép 3
Kép 4
Ezeket csináltam még mielőtt eltettem a sarokba az egészet. A két X kocsi nem áll egyformán a térben, mert amíg nincs összecsavarozva, addig tök jól beállítható, szépen is gurul. Kisebb terhelés melett szerintem jól használható volna. Az Y és a Z jó is marad. Amikor lehúzom az Y tengelyt tartó elemeket, akkor lesz vége.
Úgy gondolkoztam, hogy ebben a konstrukcióban elég volna eltalálnom a csapágytengelyek furatainak a derékszögét és akkor a többi dolog beállítható lesz. De nem így lett, rossz volt az elképzelés.
Most ezt a gépemet próbálom használhatóbbá tenni, ez biztosabban sikerül, mert alapvetően végül is működik úgy is ahogy most van, csak picit gyenge és lassú. Ezért használtam ezidáig habvágóként.
Működő maró 1
Működő maró 2
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 16, 09:05
Írta: mfrfj8vv3 Dátum 2013 február 16, 09:05
És még egy kérdés, hadd folyjon a vér patakokban ... :-)
Jelenleg úgy tűnik, hogy bruttó 100 ezerért tudom beszerezni a kb. 3 méternyi golyós orsót és a 4 db anyát. Végmegmunkálás nincs benne, azt még külön meg kell oldani. Boltilag az is 32 ezer lenne a nyolc tengelyvégre. Ha az áfát el tudom valakivel boltolni, akkor lesz, ha nem tudom, akkor még nem lesz.
És a kérdés... A 16-os orsó is majdnem annyira jön ki mint a 12-es. De valamikor olvastam Tibor45 egyik munkáját, ami a forgó tömegekről szólt és úgy rémlik bazi sokat veszítenék a plusz tömeggel... kb. 1 méteres hosszban a 12-es is teljesen megfelel ugye?
Jelenleg úgy tűnik, hogy bruttó 100 ezerért tudom beszerezni a kb. 3 méternyi golyós orsót és a 4 db anyát. Végmegmunkálás nincs benne, azt még külön meg kell oldani. Boltilag az is 32 ezer lenne a nyolc tengelyvégre. Ha az áfát el tudom valakivel boltolni, akkor lesz, ha nem tudom, akkor még nem lesz.
És a kérdés... A 16-os orsó is majdnem annyira jön ki mint a 12-es. De valamikor olvastam Tibor45 egyik munkáját, ami a forgó tömegekről szólt és úgy rémlik bazi sokat veszítenék a plusz tömeggel... kb. 1 méteres hosszban a 12-es is teljesen megfelel ugye?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 09:08
Írta: 000000000 Dátum 2013 február 16, 09:08
Szerintem, minél nagyobb a terhelés, annál nagyobb a súrlódás.
Minél nagyobb a súrlódás, annál nagyobb a veszteség.
A fentektől függetlenül keri egy büdös bunkó.
T45 meg balf@sz.
Szerintem, ketten holtversenyben.
Minél nagyobb a súrlódás, annál nagyobb a veszteség.
A fentektől függetlenül keri egy büdös bunkó.
T45 meg balf@sz.
Szerintem, ketten holtversenyben.
Cím: Re:Mechanikai ötletek
Írta: t62d6ha2b Dátum 2013 február 16, 09:46
Írta: t62d6ha2b Dátum 2013 február 16, 09:46
Szia!
Szerintem sokat segítene, ha a zártszelvényen nem a csapágyak, hanem csapágyazott műanyag tárcsa futna, ami profilban illeszkedik a zártszelvényhez.A másik: a zártszelvényt meg kellene erősíteni behajlás ellen (talán a belső éléhez rögzített laposvas is jó lenne).
Szerintem sokat segítene, ha a zártszelvényen nem a csapágyak, hanem csapágyazott műanyag tárcsa futna, ami profilban illeszkedik a zártszelvényhez.A másik: a zártszelvényt meg kellene erősíteni behajlás ellen (talán a belső éléhez rögzített laposvas is jó lenne).
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 16, 09:56
Írta: mfrfj8vv3 Dátum 2013 február 16, 09:56
Hello,
A 45 fokos élű műanyag kereket próbáltam, de nem jobb volt, hanem rosszabb. Igaz, az esztergályos sem találta el pontosan a 45 fokot, de sztem nem azon múlott.
A 45 fokos élű műanyag kereket próbáltam, de nem jobb volt, hanem rosszabb. Igaz, az esztergályos sem találta el pontosan a 45 fokot, de sztem nem azon múlott.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 16, 10:10
Írta: zozo Dátum 2013 február 16, 10:10
A hosszadalmas és költséges kísérletek végén mindenki eljut a jól bevált gyári lineáris vezetésekig. -és mennyivel egyszerűbb [#wink]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 16, 10:26
Írta: svejk Dátum 2013 február 16, 10:26
A most működő gépedre eszedbe ne jusson 100-ezerért golyósorsókat venni!
Az a szerkezet marási feladatokhoz több sebből vérzik.
Az a szerkezet esetleg egy Tr10-12x2-3-as trapézt érdemel meg ZX100 vagy más ipari műanyag anyával.
Akkor egyenrangúak lesznek az építőelemek.
Az a szerkezet marási feladatokhoz több sebből vérzik.
Az a szerkezet esetleg egy Tr10-12x2-3-as trapézt érdemel meg ZX100 vagy más ipari műanyag anyával.
Akkor egyenrangúak lesznek az építőelemek.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 16, 10:31
Írta: svejk Dátum 2013 február 16, 10:31
Egyébként mi volt a célod az élére állított négyzet keresztmetszetű zártszelvénnyel?
Ha jól gondolom a másodrendű nyomatéka is kisebb mintha a talpára lenne állítva.
Ha jól gondolom a másodrendű nyomatéka is kisebb mintha a talpára lenne állítva.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 16, 10:32
Írta: svejk Dátum 2013 február 16, 10:32
Egyébként mekkorák a mostani sebesség és gyorsulási adataid amivel nem vagy megelégedve?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 16, 10:45
Írta: svejk Dátum 2013 február 16, 10:45
A hatásfokról volt szó...
Másrészt Te mint vitán kívülálló megtarthattad volna magadnak az alpári jelzőidet. [#ejnye1]
Elég ha a felek szidalmazzák egymást. :(
Másrészt Te mint vitán kívülálló megtarthattad volna magadnak az alpári jelzőidet. [#ejnye1]
Elég ha a felek szidalmazzák egymást. :(
Cím: Re:Mechanikai ötletek
Írta: t62d6ha2b Dátum 2013 február 16, 10:48
Írta: t62d6ha2b Dátum 2013 február 16, 10:48
Szia!
Nem biztos, hogy jól értetted - én olyan kerékre gondoltam, ami 90 fokban van kiesztergálva, úgy fekszik fel a zártszelvény tetejére.
Nem biztos, hogy jól értetted - én olyan kerékre gondoltam, ami 90 fokban van kiesztergálva, úgy fekszik fel a zártszelvény tetejére.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 12:29
Írta: 000000000 Dátum 2013 február 16, 12:29
"megtarthattad volna magadnak az alpári jelzőidet"
Kár!
Pedig éppen ez lett volna a lényeg. [#rinya][#nevetes1]
Kár!
Pedig éppen ez lett volna a lényeg. [#rinya][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 16, 12:40
Írta: svejk Dátum 2013 február 16, 12:40
Tudom :)
Te is olyan vagy mint az előttem fekvő LCD monitor... javíthatatlan. :(
Te is olyan vagy mint az előttem fekvő LCD monitor... javíthatatlan. :(
Cím: Re:Mechanikai ötletek
Írta: galiba Dátum 2013 február 16, 12:43
Írta: galiba Dátum 2013 február 16, 12:43
szerintetek...
Párhuzamos fénysugarakat szeretnék előállítani, 18-20 -as nagyságrendben. El lehet osztani valahogy a fényt, vagy próbálkozzak inkább annyi külön fényforrással? Mert azok párhuzamosságát összelőni nem lesz túl egyszerű dolog.
Ötlete valakinek?
Párhuzamos fénysugarakat szeretnék előállítani, 18-20 -as nagyságrendben. El lehet osztani valahogy a fényt, vagy próbálkozzak inkább annyi külön fényforrással? Mert azok párhuzamosságát összelőni nem lesz túl egyszerű dolog.
Ötlete valakinek?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 12:45
Írta: 000000000 Dátum 2013 február 16, 12:45
Tényleg abból indultam ki, hogy a terheléssel együtt növekszik a súrlódás. Hogy milyen arányban, azt nem tudom.
Mert ugye, egy dolog, hogy milyen erős egy mozdony. A másik, meg hogy mennyit nyom.
Pl, negyedét, mint most, szerintem abból nem lesz vontatás.
Ha az orsó és az anya között növekszik a terhelés, akkor gondolom, hogy a súrlódás is.
Ha növekszik a súrlódás, egyre több energia alakul hővé.
Amiből az is következhet, ha nem a hő fejlesztése a cél, akkor minden fejlődő hő a hatásfokot csökkenti.
Nekem itt a tanyán ez jött ki.
Arra is gondoltam, hogy éppen azért használnak kenőanyagot a tudatlanok (pl. én)hogy a súrlódást csökkentsék. Közvetve, hogy a hatásfok növekedjék. De legalább is, ne romoljon.
De ha nem így van, legfeljebb tévedtem.
Mert ugye, egy dolog, hogy milyen erős egy mozdony. A másik, meg hogy mennyit nyom.
Pl, negyedét, mint most, szerintem abból nem lesz vontatás.
Ha az orsó és az anya között növekszik a terhelés, akkor gondolom, hogy a súrlódás is.
Ha növekszik a súrlódás, egyre több energia alakul hővé.
Amiből az is következhet, ha nem a hő fejlesztése a cél, akkor minden fejlődő hő a hatásfokot csökkenti.
Nekem itt a tanyán ez jött ki.
Arra is gondoltam, hogy éppen azért használnak kenőanyagot a tudatlanok (pl. én)hogy a súrlódást csökkentsék. Közvetve, hogy a hatásfok növekedjék. De legalább is, ne romoljon.
De ha nem így van, legfeljebb tévedtem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 12:47
Írta: 000000000 Dátum 2013 február 16, 12:47
Ez most lehet, hogy nem volt jó példa.
Akkor érvénybe lép az első pont. (lcd monitor)
Akkor érvénybe lép az első pont. (lcd monitor)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 16, 12:58
Írta: svejk Dátum 2013 február 16, 12:58
Kerinek is ez jött ki Budapesten... :)
Csak hogy hatásfokot írt...
Erre meg ugye kapott az ellenfél, igaz csak csendben jegyezte meg.
No mindegy, ugorjunk, mondta Pósalaky uram.
Csak hogy hatásfokot írt...
Erre meg ugye kapott az ellenfél, igaz csak csendben jegyezte meg.
No mindegy, ugorjunk, mondta Pósalaky uram.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 13:03
Írta: 000000000 Dátum 2013 február 16, 13:03
Nagyon vigyázz, miket írkálsz itt!!!
Az ugye ebben az országban rendben van, hogy műszaki analfabéta, hülye lehetsz következmény nélkül.
Normális moderálású Fórumon azonban te egy-egy ilyen minősíthetetlen stílusú beírás után 1 perc múlva repülnél onnan.
A közmondás rád tökéletesen illik:
"Disznóval ne birkózz, mert te is sáros leszel!"
Az ugye ebben az országban rendben van, hogy műszaki analfabéta, hülye lehetsz következmény nélkül.
Normális moderálású Fórumon azonban te egy-egy ilyen minősíthetetlen stílusú beírás után 1 perc múlva repülnél onnan.
A közmondás rád tökéletesen illik:
"Disznóval ne birkózz, mert te is sáros leszel!"
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 13:04
Írta: 000000000 Dátum 2013 február 16, 13:04
Ezt bővebben kifejthetnéd hogy mégis mennyire kell azoknak a sugaraknak párhuzamosnak lennie.
Mert a lézer sugarak sem tökéletesen párhuzamosak (divergencia 1.5 mRAD)
Ez azt takarja ha a földről a holdra küldött lézersugár mire odaérne 1 km átmérőjű lenne.
Nem beszélve arról is hogy a mezei fényt közel se lehet ennyire párhuzamosra fókuszálni.
Mivel a fény amit az emberi szem lát sok hullámhossz összessége és minden irányban haladnak a fotonjai.
Valami speciális prizma rendszerrel talán meg tudnád oldani , de az közel se lenne a legolcsóbb megoldás.
Talán 18-20 külön fényforrással járnál a legjobban, vagy ennyi kis lézer pointerrel.
De nagyságrendekkel egyszerűbb lenne a kérdésre válaszolni ha meglenne a konkrét elképzelés mire is szeretnéd használni.
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2013 február 16, 13:15
Írta: e7c897sd8 Dátum 2013 február 16, 13:15
Sok az egy perc! Nálunk a fele alatt is repülne! De ez egy "szabad" fórum. (sajnos) [#ejnye1]
Cím: Re:Mechanikai ötletek
Írta: galiba Dátum 2013 február 16, 13:18
Írta: galiba Dátum 2013 február 16, 13:18
Egy raszterhálót szeretnék kivetíteni, kb. 1-1.5 m-re. Elképzelésem szerint ha 1 mm-en belül van a párhuzamosságuk olyan távolságban, már elfogadható. a 9-10 vízszintes, és ugyanennyi függőleges sugarat már egy mozgó tükörrel el tudom "vonalasítani". Hasonló lenne, mint a 3D-s szkennelés, csak itt több fénysugár lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 13:20
Írta: 000000000 Dátum 2013 február 16, 13:20

Ez konkrétan azoknak szól akire vonatkozik !
Már párszor el lett ugatva hogy NE etessétek a trollokat !!!
Az ilyeneknek ettől hízik a májuk hogy arctalanul hány embernek tudják felbaxni a vérnyomását!
Ha nem etetitek előbb utóbb éhen döglik. [#hehe]
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 február 16, 13:23
Írta: mex Dátum 2013 február 16, 13:23
"szabad" fórum. (sajnos)
Nekem az ilyen beírásoktól is hányingerem lesz...
Sajnos?
Nekem az ilyen beírásoktól is hányingerem lesz...
Sajnos?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 16, 13:23
Írta: svejk Dátum 2013 február 16, 13:23
Egy fórumtársunk felhívta a figyelmemet magánban, hogy Pósalaky úr azt mondta, hogy "ugorgyunk" és nem azt, hogy ugorjunk.
Elnézést Móricz Zsigmondtól és akiket még zavart. [#worship]
Elnézést Móricz Zsigmondtól és akiket még zavart. [#worship]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 13:25
Írta: 000000000 Dátum 2013 február 16, 13:25
Szimplán használj projektort és ennek a hálónak a többszörösét is meg tudod csinálni.
Nem a legolcsóbb , de mint tudjuk olcsó húsnak híg a leve.
És legtöbbször az olcsó megoldások a legdrágábbak a végén !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 13:38
Írta: 000000000 Dátum 2013 február 16, 13:38
Projektorral ilyen eredményt fogsz kapni.
Gondolom te is valami ilyesmire törekednél.
Esetleg írásvetítő és egy raszterháló is megfelelő lehetne.

Cím: Re:Mechanikai ötletek
Írta: galiba Dátum 2013 február 16, 14:00
Írta: galiba Dátum 2013 február 16, 14:00
Ez a projektor egy nagyon jó ötlet, érdemes lesz végiggondolnom. Köszönöm. A rasztert meg úgy állítom elő a számítógépemen, ahogy akarom...
Az olcsóság meg? 40-50 eFt-től indulnak, ahogy néztem az árakat - ha megveszek 20 lézerpointert, összebuherálom a tükrökkel, legalább két motor, megvezérlem - simán többe lenne.
Egy dolog aggat. Vajon elég kontrasztos és fényes képe lesz a projektornak ilyen távolságból?
Az olcsóság meg? 40-50 eFt-től indulnak, ahogy néztem az árakat - ha megveszek 20 lézerpointert, összebuherálom a tükrökkel, legalább két motor, megvezérlem - simán többe lenne.
Egy dolog aggat. Vajon elég kontrasztos és fényes képe lesz a projektornak ilyen távolságból?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 14:39
Írta: 000000000 Dátum 2013 február 16, 14:39
Ez a kontraszt arány eléggé sötét ló a projektoroknál.
De nézz utána, vannak elég jó leírások.
Egy biztos hogy a gyártók eléggé rugalmasan mérik ezt az arányt.
A fényerőnél meg a lényeg hogy 2000-2500 ANSI lumen alatt ne is gondolkozz.
A DSP rendszerűeknek jobb a kontrasztjuk mint az LCD-s berendezéseknek.
Cím: Re:Mechanikai ötletek
Írta: galiba Dátum 2013 február 16, 14:44
Írta: galiba Dátum 2013 február 16, 14:44
Pontosan ezért tartok tőle - láttam pár projektort élőben, hááát... Gondolom, a Tecsós kategória kiesik;)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 15:05
Írta: 000000000 Dátum 2013 február 16, 15:05
A legjobb ha valami ismerősnél akinek van kipróbálod ezt a kontraszt fényerő dolgot.
Aztán eldöntöd hogy melyik lesz a jobb.
Viszont ha beruházol, a projektort még mindig el tudod passzolni, míg azt a pointeres tákolmányt nem biztos.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 15:19
Írta: 000000000 Dátum 2013 február 16, 15:19
"Disznóval ne birkózz, mert te is sáros leszel!"
Szerinted, vitatkoztam én veled?
Szerinted, vitatkoztam én veled?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 15:37
Írta: 000000000 Dátum 2013 február 16, 15:37
Beírtalak a keresőbe és ez jött ki elsőre. [#hehe]
"A Bak tipikus strucc.
Saját árnyékodból nehezen tudsz kilépni: ha jobban utánagondolsz tulajdonképpen saját magadnak is keresztbeteszel.
Az anyagiakat ostoba módon többnyire munkával szerzed meg, ritkán hagyatkozol szerencsédre, vagyis konzervatív vagy és fosol a kockázattól. Számodra az élet állandó küzdelem, de reméled, hogy tartós, szívós munkával komoly eredményeket tudsz elérni.
A többi emberrel szemben pesszimista vagy, és bizalmatlan, mindig mindenkit vizsgáztatsz, ezért aztán ne is csodálkozz azon, hogy az emberi kapcsolataid egyike sem éppen sikertörténet.
A Bak jegyűek kitartóak, céltudatosak és megvesztegethetetlenek - az ilyennek csak az amcsi filmekben terem babér.
Munkamániás törtető vagy, számodra minden a karrier, az előrejutás.
Alapvetően egy értéktelen, ügyeskedő kis trágya vagy.
Arnold Benedictet kivéve egyetlen egy fontos Bakot sem produkált a világtörténelem.
Érdekes jegynek számítasz, mivel a Bak férfiak konzervatív gondolkodásúak, míg a Bak nők merészen vágnak bele a kalandokba.
Nehezen nyílsz meg, de akit egyszer bizalmadba fogadsz, azzal nagyon őszinte vagy... amire 90%-ban rá is faragsz.
A társadalom szerencséjére legtöbbetek impotens... "
És ezt NEM én találtam ki, de attól 100% igaz! [#hehe]
Elnézést a többiektől , de ezt nem tudtam kihagyni.
Cím: Re:Mechanikai ötletek
Írta: Gyati Dátum 2013 február 16, 15:48
Írta: Gyati Dátum 2013 február 16, 15:48
Ez nagyon ott van![#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2013 február 16, 16:19
Írta: e7c897sd8 Dátum 2013 február 16, 16:19
Azért a hasonló veszekedések nem igazán illenek a "Mechanikai ötletek" topikba...
Hányingered pedig attól lesz amitől jól lesik! A moderálás hiányosságaira írtam amit írtam.
Hányingered pedig attól lesz amitől jól lesik! A moderálás hiányosságaira írtam amit írtam.
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 február 16, 16:35
Írta: mex Dátum 2013 február 16, 16:35
A fórumok szabályait elfogadom, és eszerint szoktam postolni, néhány esettől eltekintve.
Mindenesetre nem is szeretnék "Nálatok" tag lenni, ahol egy "félperces" oda nem illő diskurzus után kitiltanak, kerékbetörnek, és lakhelyedet felégetés után sóval hintik be...
Nekem ez jött le az írásodból
Mindenesetre nem is szeretnék "Nálatok" tag lenni, ahol egy "félperces" oda nem illő diskurzus után kitiltanak, kerékbetörnek, és lakhelyedet felégetés után sóval hintik be...
Nekem ez jött le az írásodból
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 16:37
Írta: 000000000 Dátum 2013 február 16, 16:37
[#csodalk][#conf]
Cím: Re:Mechanikai ötletek
Írta: e7c897sd8 Dátum 2013 február 16, 16:51
Írta: e7c897sd8 Dátum 2013 február 16, 16:51
Pontosítok: egymás sértegetése még kötetlen témáknál sem lenne megengedett, de ebben talán egyet értesz velem. A moderátor dolga az írott és íratlan szabályok betartatása kellene, hogy legyen. Bár ez nem volt gond régebben itt....
Valamiért az egymás iránti tiszteletet felváltotta az acsarkodás... pedig rengeteg segítőkész és értékes ember van itt a fórumon!
A többit majd inkább a csevegőben!
Valamiért az egymás iránti tiszteletet felváltotta az acsarkodás... pedig rengeteg segítőkész és értékes ember van itt a fórumon!
A többit majd inkább a csevegőben!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 17:07
Írta: 000000000 Dátum 2013 február 16, 17:07
"A társadalom szerencséjére legtöbbetek impotens..."
Ezt a feleséged mondta?
Láttad te már őt világosban? [#nevetes1][#nevetes1][#nevetes1]
Akkor, meg ne csodálkozz.
Ezt a feleséged mondta?
Láttad te már őt világosban? [#nevetes1][#nevetes1][#nevetes1]
Akkor, meg ne csodálkozz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 17:36
Írta: 000000000 Dátum 2013 február 16, 17:36
1.5 óra alatt csak ennyire tellett, ezt egyedül ötlötted ki vagy segítettek is ? [#hehe]
Azért érzem hogy a vérnyomásod kissé megugrott hiába titkolod [#hehe]
Ugye milyen melengető érzés ha más trollkodik veled ? [#hehe]
De beszéltem a barátnőmmel és azt üzeni neked hogy csak keménytökűek jönnek be neki, és téged még bottal se piszkálna meg [#hehe]
Ha már a szépségnél tarunk mikor megszülettél nálad az orvos sírt fel mikor meglátott és a méhlepényt tette a pólyába. [#hehe]
Ezután írhatsz nekem bármit, nem fogom etetni a szerencsétlen troll fejed. [#hehe]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 16, 17:47
Írta: 000000000 Dátum 2013 február 16, 17:47
"keménytökűek jönnek be neki"
Ez komoly?
Mitől lehet az ember fia töke kemény?
Valamiféle gyulladás?
Biztos hogy tudjátok azt, hogy mi, mire való?
[#nevetes1]
Szerintem nem.
De ez már nem az én bajom.
Legyen ez a ti gondotok. [#taps]
Ez komoly?
Mitől lehet az ember fia töke kemény?
Valamiféle gyulladás?
Biztos hogy tudjátok azt, hogy mi, mire való?
[#nevetes1]
Szerintem nem.
De ez már nem az én bajom.
Legyen ez a ti gondotok. [#taps]
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 február 16, 18:40
Írta: 4um5b65d Dátum 2013 február 16, 18:40
Bár ebben a mostani vitában nem vagyok érintett, de azért azt is figyelembe kellene venni, hogy nem mindenki érdemli meg a tiszteletet.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 február 16, 19:29
Írta: mfrfj8vv3 Dátum 2013 február 16, 19:29
Szervusz,
A célom az volt az élére állítással, hogy a lehető legegyszerűbben , legkevesebb hibalehetőséggel kialakítható kocsikat tudjak rá készíteni.Mert hogy nem vagyok olyan nagyon felszerelve.
A gép 900 mm/perc max sebességre van állítva, a gyorsítás mező értéke pedig 50 mm/s/s. Üresen mondjuk ennél sokkal nagyobb értékekkel is jól elmegy. (1400 mm/perc max. és 250 mm/s/s mellett a levegőt még jól darabolja :-) )
Az is lehet, hogy a 100 wattos kis Proxxon maró a gyenge láncszem és miatta nem tudok nagyobb gyorsítást meg előtolást beállítani?
Szerinted tehát egyébként nem sokra megyek itt az orsó cserével, hiába a hatásfok különbség...Mit gondolsz a hajtómotor nyomaték duplázásról? Illetve mit gondolsz arról, hogy a köszörült tengelyeken jelenleg teflon csúszógyűrűk vannak, de a kialakítása olyan, hogy talán a lineáris görgőscsapágy is használható volna. Az is beleférne a keretbe. (motor + lin. csapágy+ zx100 anya...)
A célom az volt az élére állítással, hogy a lehető legegyszerűbben , legkevesebb hibalehetőséggel kialakítható kocsikat tudjak rá készíteni.Mert hogy nem vagyok olyan nagyon felszerelve.
A gép 900 mm/perc max sebességre van állítva, a gyorsítás mező értéke pedig 50 mm/s/s. Üresen mondjuk ennél sokkal nagyobb értékekkel is jól elmegy. (1400 mm/perc max. és 250 mm/s/s mellett a levegőt még jól darabolja :-) )
Az is lehet, hogy a 100 wattos kis Proxxon maró a gyenge láncszem és miatta nem tudok nagyobb gyorsítást meg előtolást beállítani?
Szerinted tehát egyébként nem sokra megyek itt az orsó cserével, hiába a hatásfok különbség...Mit gondolsz a hajtómotor nyomaték duplázásról? Illetve mit gondolsz arról, hogy a köszörült tengelyeken jelenleg teflon csúszógyűrűk vannak, de a kialakítása olyan, hogy talán a lineáris görgőscsapágy is használható volna. Az is beleférne a keretbe. (motor + lin. csapágy+ zx100 anya...)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 16, 21:06
Írta: svejk Dátum 2013 február 16, 21:06
Mélyreható tanácsokat nem adhatok hiányos szakértelmem miatt, de alapvetően a vékony, alátámasztás nélküli vezetés nagyban korlátozza a lehetőségeket.
Én azt a gépet úgy hagynám ahogy van.
Alu profilokból nagyságrenddel merevebb szerkezetet építhetsz, pl. olcsó alátámasztott kör keresztmetszetű golyós lin. vezetőkkel.
Én azt a gépet úgy hagynám ahogy van.
Alu profilokból nagyságrenddel merevebb szerkezetet építhetsz, pl. olcsó alátámasztott kör keresztmetszetű golyós lin. vezetőkkel.
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2013 február 16, 22:16
Írta: s73tgf9vg Dátum 2013 február 16, 22:16
Sziasztok!
Ez a motyó jó? Írnátok róla pár szót?

Ez a motyó jó? Írnátok róla pár szót?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 16, 23:25
Írta: zozo Dátum 2013 február 16, 23:25
Svejk mester majd szólásra emelkedik, épp pár napja lett kitárgyalva ez a forgó orsós ketyere
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2013 február 17, 01:31
Írta: s73tgf9vg Dátum 2013 február 17, 01:31
Szóval az orsó forog, így már kicsivel érthetőbb a dolog. Hajtásként is működik, vagy a forgás csak az elmozduláshoz kell? Ha megmondod hol lett megtárgyalva, utána olvasok!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 február 17, 07:02
Írta: Szalai György Dátum 2013 február 17, 07:02
Ez a Roh'lix . A Rolling Helix a tengely forgó mozgását alakítja lineáris mozgássá, 90% feletti hatásfokkal. 5 méretben készül, 5-200pond (kb. 22- 890Newton) tolóerőre. Ha elérte a max. tolóerőt, akkor egyszerűen megcsúszik, nem tör szét mindent. Két fél alumínium blokkban, hat darab, tekercsrugóval feszített, precíziós golyóscsapágy gördül, a tiszta, olajmentes, C-1060 edzett-köszörült HRC 58 kemény tengely mentén, spirális pályán. A rugóerő és vele a max. tolóerő állítható. A pontosságát 0,002 hüvelyk/fordulat (kb. 0,05mm) adja meg a gyártó. Pozíciótartást nem szabad rábízni, mert ha az erő a max. fölé emelkedik, akkor megcsúszik. Két, egyforma tolóerőre állított, egyforma kocsi is rakható közös tengelyre, ekkor a két max. tolóerő mínusz húsz százaléknyi terhelésre vehető igénybe.
Ennyit írnak róla. A kávém mellé elég is.
Ennyit írnak róla. A kávém mellé elég is.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 február 17, 07:24
Írta: Szalai György Dátum 2013 február 17, 07:24
Amit a gyártó nem ír, hogy azért ennek a tengelyét is (a golyósorsóhoz hasonlóan) megmunkálni és végcsapágyazni kell, axiális elmozdulás ellen. Úgy már nem is sokkal egyszerűbb, mint a golyósorsó. Azt sem írja, hogy száraz megcsúszás esetén, menyire sérülnek a felületek. Gondolom, hogy a futáspontosságnak, a csúszások vájta nyom azért odatesz, tehát nem kéne rendszeresen nyomatékhatárolásra használni. Akkor pedig, éppen amit a gyártó a legnagyobb előnyének emel ki, (megcsúszás) arra nem képes üzemszerűen. A gördülő felületek száraz-tisztasága és egyben a korróziómentessége, nehezen garantálható műhely körülmények között.
Azt gondolom, hogy ezzel nem lehet kiváltani egy golyósorsót. Ez valami másra való, hogy mire, arra nem sikerült rájönnöm.
Mondana valaki egy alkalmazást, ahol ezt szívesen látná?
Azt gondolom, hogy ezzel nem lehet kiváltani egy golyósorsót. Ez valami másra való, hogy mire, arra nem sikerült rájönnöm.
Mondana valaki egy alkalmazást, ahol ezt szívesen látná?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 17, 09:00
Írta: 000000000 Dátum 2013 február 17, 09:00
Hasonló megoldást alkalmaznak szalagrendszerű gyártásban.
A termék egy palettán van míg a dolgozó elvégzi a munkát a gépen egy stoper megállítja,az öt követő paletták feltorlódnak és ilyenkor csúsznak meg a csapágyak.
Majd ha a palettát elengedte követik a feltorlódott paletták.
A termék egy palettán van míg a dolgozó elvégzi a munkát a gépen egy stoper megállítja,az öt követő paletták feltorlódnak és ilyenkor csúsznak meg a csapágyak.
Majd ha a palettát elengedte követik a feltorlódott paletták.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 17, 10:19
Írta: keri Dátum 2013 február 17, 10:19
Csak linkelt egy érdekességet Svejk. Nem pozíciónálló mozgásokra van, mivel ugye dörzshajtás, de egyre szimpatikusabb nekem is ez a megoldás, mert nagyban egyszerűsíti az egyszerű mozgatásokhoz szükséges mechanikát.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 február 17, 10:30
Írta: keri Dátum 2013 február 17, 10:30
Nekem az első ami eszembe jutott a liftajtó nyitogatás [#vigyor]
Másra otthon nem nagyon tudnám használni, de elraktároztam az ötlete az agyamba. (bocs ezt páran vitatnák, szóval a fejembe)
De ugye ne feledjük, hogy ez nem csak a golyósorsót, hanem a lin vezetéket is kiváltja.
Másra otthon nem nagyon tudnám használni, de elraktároztam az ötlete az agyamba. (bocs ezt páran vitatnák, szóval a fejembe)
De ugye ne feledjük, hogy ez nem csak a golyósorsót, hanem a lin vezetéket is kiváltja.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 17, 11:02
Írta: svejk Dátum 2013 február 17, 11:02
Nem emelkedek én!
Aki nem olvassa rendszeresen és tüzetesen a fórumot az így járt !
Aki nem olvassa rendszeresen és tüzetesen a fórumot az így járt !
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 17, 11:06
Írta: svejk Dátum 2013 február 17, 11:06
No jó, töredelmesen bevallom halvány gőzöm sincs melyik topicban beszéltük.
De majd VTamás megmondja, mert Ő még belinkelte Sneci hozzászólását is, ahol CNC ben alkalmazták abszolute útmérő segédletével.
De majd VTamás megmondja, mert Ő még belinkelte Sneci hozzászólását is, ahol CNC ben alkalmazták abszolute útmérő segédletével.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 február 17, 11:17
Írta: 4um5b65d Dátum 2013 február 17, 11:17
"No jó, töredelmesen bevallom halvány gőzöm sincs melyik topicban beszéltük."
Aki nem olvassa rendszeresen és tüzetesen a fórumot az így járt !
[#crazya]
Aki nem olvassa rendszeresen és tüzetesen a fórumot az így járt !
[#crazya]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 17, 11:27
Írta: svejk Dátum 2013 február 17, 11:27
Hidd el én minden topicot elolvasok betűről betűre.
Sajnos nálam nagyobb a bibi :((
Sajnos nálam nagyobb a bibi :((
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 február 17, 11:44
Írta: 4um5b65d Dátum 2013 február 17, 11:44
A pájinka az oka mindennek..... :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 17, 11:49
Írta: svejk Dátum 2013 február 17, 11:49
Eh, a tej meg eteti a rákos sejteket, aztán majd egyszer elburjánzanak.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 február 18, 22:22
Írta: PSoft Dátum 2013 február 18, 22:22
Kísérleteket folytatok egy ilyen NDK-s "villanyírógép" motorral,CNC-s főorsó/fortuna alkalmazásra.:)
Első nekifutásra,bíztató eredményeket hoz a kis motor.
Ha a további kísérletek is igazolják a gondolataimat,majd részletesebben is írok róla.:))


Első nekifutásra,bíztató eredményeket hoz a kis motor.
Ha a további kísérletek is igazolják a gondolataimat,majd részletesebben is írok róla.:))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 február 18, 22:28
Írta: s7manbs8 Dátum 2013 február 18, 22:28
Láttam ilyeneket régebben vastelepeken kidobva mennyit ezelőtt évekkel.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2013 február 19, 09:17
Írta: guliver83 Dátum 2013 február 19, 09:17
Nekem is van egy ilyen! Kíváncsi vagyok az eredményre!!!
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 február 19, 10:32
Írta: mxjj54gxi Dátum 2013 február 19, 10:32
Külső forgórészes motor.
Hogyan fogatod fel a gépre olyan stabilan, hogy pontosan dolgozzon?
Annál a pilincka felfogatásnál sztem nem elég.
Hogyan fogatod fel a gépre olyan stabilan, hogy pontosan dolgozzon?
Annál a pilincka felfogatásnál sztem nem elég.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 12:20
Írta: 000000000 Dátum 2013 február 19, 12:20
Sziasztok, látom csupa profi szaki van itt, remélem, tudtok nekem segíteni. Ki kellene dolgozni egy koncepciót forgó sport táncrúdra.
Egy kb 45-50 mm átmérőjű polírozott rozsdamentes acélcsövet forgatna a szabadalom szerint 5 db csapágy (alul 3 mélyhornyú-axiális-mélyhornyú, felül 2 mélyhornyú)
Az lenne a kérdésem, hogy milyen perselyt (talapzatot) kell ehhez esztergálni, hogy a rúd kiszerelhető és alulról befesztíhető legyen?)Azaz a fix talp a plafonon lenne.
A mostani statikus kivitelnél alul egy a rúdba becsavarható és csavarral fixálható menetszár segítségével lehet befeszíteni a födém és az aljzat közé. Mennyiben változik ez a koncepció, ha már csapágyas persely az alja? És milyen módon lehet fixálni a forgást? Hol kell a fixáló csavaroknak megfúrni a perselyt? Köszönök minden segítséget. (abszolút kép -és hang nélkül vagyok efféle műszaki dolgokban) Rien
Egy kb 45-50 mm átmérőjű polírozott rozsdamentes acélcsövet forgatna a szabadalom szerint 5 db csapágy (alul 3 mélyhornyú-axiális-mélyhornyú, felül 2 mélyhornyú)
Az lenne a kérdésem, hogy milyen perselyt (talapzatot) kell ehhez esztergálni, hogy a rúd kiszerelhető és alulról befesztíhető legyen?)Azaz a fix talp a plafonon lenne.
A mostani statikus kivitelnél alul egy a rúdba becsavarható és csavarral fixálható menetszár segítségével lehet befeszíteni a födém és az aljzat közé. Mennyiben változik ez a koncepció, ha már csapágyas persely az alja? És milyen módon lehet fixálni a forgást? Hol kell a fixáló csavaroknak megfúrni a perselyt? Köszönök minden segítséget. (abszolút kép -és hang nélkül vagyok efféle műszaki dolgokban) Rien
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 13:30
Írta: 000000000 Dátum 2013 február 19, 13:30
Nem értesz a mechanikához, de lányokat szeretnél forgatni vasrúdon.
Ez szép.
Keresned kellene egy gépész szakembert és ő majd megoldja a kérdést.
Egy statikus sem ártana, mielőtt megemeled a födémet a feszítéssel, vagy éppen magadra húzatod.
Ez szép.
Keresned kellene egy gépész szakembert és ő majd megoldja a kérdést.
Egy statikus sem ártana, mielőtt megemeled a födémet a feszítéssel, vagy éppen magadra húzatod.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2013 február 19, 13:36
Írta: 2vkx6unz Dátum 2013 február 19, 13:36
Engem is érdekel a megoldás, én ilyenből szalagcsiszolót terveztem csinálni...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 14:04
Írta: 000000000 Dátum 2013 február 19, 14:04
Eszemben sincs megemelni a födémet, főleg hogy Porotherm kerámia béléstestes, azaz csak a gerendáknál lehet a befeszítést megcsinálni.
Én is lány vagyok, és magam is "vasrúdon forgok",szigorúan sport célból, és miért baj, hogy saját készítésű rudat szeretnék beszerelni, nem pedig 3-4 darabból álló méregdrága összerakhatósat?
Tudom, a monolit födém sokkal szerencsésebb lett volna, de nem a rúdhoz építettük a házat....
Én is lány vagyok, és magam is "vasrúdon forgok",szigorúan sport célból, és miért baj, hogy saját készítésű rudat szeretnék beszerelni, nem pedig 3-4 darabból álló méregdrága összerakhatósat?
Tudom, a monolit födém sokkal szerencsésebb lett volna, de nem a rúdhoz építettük a házat....
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 február 19, 14:25
Írta: mxjj54gxi Dátum 2013 február 19, 14:25
A gerendáknál viszont óvatosan!
Eszetekbe ne jusson megfúrni, és dűbellel/tiplivel rögzíteni a rudat!
A gerendának az alsó oldala húzásra van igénybe véve, mindenféle fúrás eszméletlenül csökkenti a teherbírását!
Ott valami trükköt kellhet alkalmazni eldőlés ellen!
Eszetekbe ne jusson megfúrni, és dűbellel/tiplivel rögzíteni a rudat!
A gerendának az alsó oldala húzásra van igénybe véve, mindenféle fúrás eszméletlenül csökkenti a teherbírását!
Ott valami trükköt kellhet alkalmazni eldőlés ellen!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 14:30
Írta: 000000000 Dátum 2013 február 19, 14:30
Hát ez az... nem tudom, hogy lenne jó... mivel a rúd a garázsban lesz, így alul nem maradhat benn a talp, mert a kocsinek útban van... bár rá nem állna, de balesetveszélyes. A födémre kell felvarázsolni egy tartót amibe beleillesztem, alul meg a menetszár tekerésével beállítom a magasságot... de hogy hogyan... félek a kerámiabéléstestektől meg a ropi gerendákat sem akarom bántani. Ötlet? :)
Alulra még lehet helyezni bármiféle menetet, vagy előkészítést, amibe majd csavar tekerhető, mivel az aljzatbeton még nincs ráöntve.
Alulra még lehet helyezni bármiféle menetet, vagy előkészítést, amibe majd csavar tekerhető, mivel az aljzatbeton még nincs ráöntve.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 14:36
Írta: 000000000 Dátum 2013 február 19, 14:36
Én még mindíg azt mondom, hogy keress először is egy statikust és az megaszondja, hogy mit és mekkora erővel használhatsz.
A többi utána következhet.
A többi utána következhet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 14:38
Írta: 000000000 Dátum 2013 február 19, 14:38
Statikusom az van. (mivel most építkezünk) Megkérdem. Hátha tud valami jó ötletet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 14:47
Írta: 000000000 Dátum 2013 február 19, 14:47
De attól még a persely kivitelezése kérdés marad...
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 február 19, 15:00
Írta: mxjj54gxi Dátum 2013 február 19, 15:00
Akkor semmi gáz nincsen!
A betonozás előtt kell megcsinálni a rúd alsó illesztését, és beönteni a betonba.
A rúd alul támaszkodik, viseli a súlyodat.
Felül meg csak eldőlés ellen lazán van illesztve, nem veszed igénybe se húzásra, se nyomásra a felsö födémet.
Alulra én nem tennék talpcsapágyat, hanem csak egy önbeállót a forgásnak, és egy nagy golyót a teherviselésnek.
Felülre szintén csak egy önbeállót.
A talpcsapágy kényes a derékszögre, de ezt egy épített rendszernél, ahol kőműves is dolgozott lehetetlen garantálni.
A súlyod meg akkora nem lehet, hogy egy 20-as vasgolyó egy acélrúddal el ne bírná! :)))
Szóval alul tömör rúddarab csapágyazva golyózva, és a rúd felső vége leszűkítve a cső belső méretére, a rúddarab felső szintje a padlószint alatt.
Aztán erre ráhúzni a csövet, majd a felső végénél egy galléros csapágyházban az önbeálló, ami a csövön hosszirányban el tud csúszni. Ezt a gallért meg a kefnikre rá lehet dűbelezni, mert rúdiárnyú erőket nem közvetít, csak oldalirányút.
Ha gyors ki-beszerelés követelmény, akkor a felső gallért úgy felerősíteni a plafonra, hogy a födémből lefelé kilógnak fej nélküli M8-M10 csavarok, azokra húzod fel a gallér furatoknál, majd a csavarokra mehetnek szárnyasanyák, vagy karosanyák.
Percek alatt telepíthető, leszerelhető.
A cső forgásának blokkolása is felül, a gallér és a cső átfúrásával, és egy stift keresztüldugásával megoldható
A betonozás előtt kell megcsinálni a rúd alsó illesztését, és beönteni a betonba.
A rúd alul támaszkodik, viseli a súlyodat.
Felül meg csak eldőlés ellen lazán van illesztve, nem veszed igénybe se húzásra, se nyomásra a felsö födémet.
Alulra én nem tennék talpcsapágyat, hanem csak egy önbeállót a forgásnak, és egy nagy golyót a teherviselésnek.
Felülre szintén csak egy önbeállót.
A talpcsapágy kényes a derékszögre, de ezt egy épített rendszernél, ahol kőműves is dolgozott lehetetlen garantálni.
A súlyod meg akkora nem lehet, hogy egy 20-as vasgolyó egy acélrúddal el ne bírná! :)))
Szóval alul tömör rúddarab csapágyazva golyózva, és a rúd felső vége leszűkítve a cső belső méretére, a rúddarab felső szintje a padlószint alatt.
Aztán erre ráhúzni a csövet, majd a felső végénél egy galléros csapágyházban az önbeálló, ami a csövön hosszirányban el tud csúszni. Ezt a gallért meg a kefnikre rá lehet dűbelezni, mert rúdiárnyú erőket nem közvetít, csak oldalirányút.
Ha gyors ki-beszerelés követelmény, akkor a felső gallért úgy felerősíteni a plafonra, hogy a födémből lefelé kilógnak fej nélküli M8-M10 csavarok, azokra húzod fel a gallér furatoknál, majd a csavarokra mehetnek szárnyasanyák, vagy karosanyák.
Percek alatt telepíthető, leszerelhető.
A cső forgásának blokkolása is felül, a gallér és a cső átfúrásával, és egy stift keresztüldugásával megoldható
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 15:49
Írta: 000000000 Dátum 2013 február 19, 15:49
Kedves Feri! Nagyon köszönöm, és akkor most jön az, amit írtam, hogy síkhülye vagyok ehhez a részéhez azaz amint meglátom pontosan lerajzolva a koncepciót, megértem, de addig azon agyalok, hogy akkor mit is kérek a csapágy meg a vas szaküzletben :) A fej nélküli M8-M10 es csavar az tiszta :)
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 február 19, 16:17
Írta: mxjj54gxi Dátum 2013 február 19, 16:17
A bolt ide kevés, mert esztergályosmunkák is vannak benne!
A boltból kell két csapágy, meg egy golyó, a csőanyag, rúdanyag meg a csapágyházaknak való anyag.
A bebetonozni való csapágyház, meg a plafonra való gallér az bizony összetettebb eszköz. Ott esztergálás, sőt talán hegesztés is játszik.
A boltból kell két csapágy, meg egy golyó, a csőanyag, rúdanyag meg a csapágyházaknak való anyag.
A bebetonozni való csapágyház, meg a plafonra való gallér az bizony összetettebb eszköz. Ott esztergálás, sőt talán hegesztés is játszik.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 19, 16:26
Írta: svejk Dátum 2013 február 19, 16:26
Alul mezei csapágy a beton síkjában, ha nem használod bele egy dugót, gombát, takarót.
felül egy 300-as átmérőjű 3-4 mm-es lemezt dűbelezni 6-8 csavarral.
A lemezkorong közepére hegeszteni egy csövet csapágyház gyanánt mely lelóg 60-70 mm-t, bele kétsoros önbeálló csapágyat.
(olcsóbb megoldás lehat egy komplett Y csapágyház)
A rúd két vége csapágyméret alatt 3-4 századdal és a felső rész 40-50 mm hosszúra.
A rúd behelyezése:
Először felül az önbeálló csapágynál ferdén feltolva, majd alul csapágy fölé húzni és függőlegesen lehúzni.
gondolom nem fog felugrani a rúd, de lehet felül biztosítani egy kereszt irányú szeggel, aminek mindig elfelejtem a nevét, olyan mint a hajtű, csak persze nagyban.
felül egy 300-as átmérőjű 3-4 mm-es lemezt dűbelezni 6-8 csavarral.
A lemezkorong közepére hegeszteni egy csövet csapágyház gyanánt mely lelóg 60-70 mm-t, bele kétsoros önbeálló csapágyat.
(olcsóbb megoldás lehat egy komplett Y csapágyház)
A rúd két vége csapágyméret alatt 3-4 századdal és a felső rész 40-50 mm hosszúra.
A rúd behelyezése:
Először felül az önbeálló csapágynál ferdén feltolva, majd alul csapágy fölé húzni és függőlegesen lehúzni.
gondolom nem fog felugrani a rúd, de lehet felül biztosítani egy kereszt irányú szeggel, aminek mindig elfelejtem a nevét, olyan mint a hajtű, csak persze nagyban.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 19, 16:27
Írta: svejk Dátum 2013 február 19, 16:27
Persze alul is kell csapágyház, nem szó szerint a csapágyat a betonba. :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 16:41
Írta: 000000000 Dátum 2013 február 19, 16:41
Okés, köszönöm. Igen, az esztergálás szükségessége miatt kötöttem ki itt. MInden máshoz már kaptam segítséget(SKF-es szaki a csapágyazáshoz stb) de az esztergáláshoz még sehol... :) Nem tudtam, pontosan mit is esztergáltassak és milyen méretekkel. Ezeket mind felírtam, próbálok még utánakérdezni a kivitelező mérnöknél, p nyilvén előbb megérti mint mérnök és férfi :) Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2013 február 19, 19:04
Írta: Béni Dátum 2013 február 19, 19:04
Ez is egy ötlet:

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 21:17
Írta: 000000000 Dátum 2013 február 19, 21:17
Bazi jó ötlet, mire is? :)
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2013 február 19, 21:40
Írta: Bicska Dátum 2013 február 19, 21:40
Ha már van aljzatbeton, akkor is ki lehet vésni szépen egy darabot..(kivágni egy részt flex-szel, sőt, egy gyémánt koronafúróval meg lehetne csinálni a csapágyház fészkét is.)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 február 19, 21:49
Írta: PSoft Dátum 2013 február 19, 21:49
Nem is olyan "pilincka" ám az a felfogatás.:)
40-es lyukkörön vannak az M4-es felfogatócsvarok.
A "talp" vastag,6mm-es alu öntvény.
Igen stabilan fel lehet a négy csavarral fogatni.
Jah,...a motor "eredeti" súlya 1670 gramm,de ez ha kell könnyíthető.



40-es lyukkörön vannak az M4-es felfogatócsvarok.
A "talp" vastag,6mm-es alu öntvény.
Igen stabilan fel lehet a négy csavarral fogatni.
Jah,...a motor "eredeti" súlya 1670 gramm,de ez ha kell könnyíthető.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 19, 22:19
Írta: 000000000 Dátum 2013 február 19, 22:19
Bicska neked is köszönöm, de inkább nem vésnék ha nem muszáj, mert féltem a bitumenes vízszig lemezt. Nem lyuggatnám ki ha nem muszáj... meg dupla munka lenne.
Jesszus PSoft,ez ugye nem nekem szól? :)
Jesszus PSoft,ez ugye nem nekem szól? :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 február 19, 22:56
Írta: PSoft Dátum 2013 február 19, 22:56
Mármint,...mi is???:)
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 február 19, 23:00
Írta: Szedlay Pál Dátum 2013 február 19, 23:00
Nem, Adrienn nem neked szólt.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 20, 06:29
Írta: svejk Dátum 2013 február 20, 06:29
Saját készítésű az ER adapter?
A külső forgórész miatt túl lehet könnyen hajszolni a mocit? Gondolom át lesz tekercselve nagyobb frekire.
A külső forgórész miatt túl lehet könnyen hajszolni a mocit? Gondolom át lesz tekercselve nagyobb frekire.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 február 20, 09:35
Írta: Csuhás Dátum 2013 február 20, 09:35
Milyen tekercselése van? Gyárilag úgy látom kondival ment. A fotódon viszont hat kivezetés látszik. Lehetséges hogy szimmetrikus három fázisú tekercs van rajta?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 20, 11:33
Írta: svejk Dátum 2013 február 20, 11:33
Írja az adattábla, hogy 3 fázis esetén 220/125 V
kondival 300/220 V.
kondival 300/220 V.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 20, 17:55
Írta: svejk Dátum 2013 február 20, 17:55
Ez nem biztos, hogy mégis így van :(
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 február 20, 22:44
Írta: PSoft Dátum 2013 február 20, 22:44
Igen,saját készítés az adapter.
Régebben,tán ebben a topic-ban mutattam képeket,és pár mondatot is írtam hozzá.
Kíváncsiságból készült.:)
Kíváncsi voltam,hogy mit,és milyen pontossággal tudok otthon,a magam eszközeivel megoldani.
Az anya,az gyári,kínai a befogó végén.
Ez volt a kísérleti próbadarab,mielőtt megcsináltam a Waltermotor tengelyvégére saját anyagából az ER11-es befogót.
Az írógépmotorra visszatérve....
Ezt hogy értsem?,mire gondolsz?
"A külső forgórész miatt túl lehet könnyen hajszolni a mocit?"
Egyenlőre,nincs tervbe a motor áttekerése nagyobb frekire.
De,...szükséges lenne az újratekerés,már a négypólusról kétpólusra tekercselés miatt is.
Pár mondatban írhatnál(írhatnátok) erről a magasabb frekire áttekerésről.
Mit is jelent az fizikailag?
Még,az eredeti állapotában van a motor.
Az eredeti öntvény perselyekben fut a tengely.
Lépcsős a tengely,elöl 8-as,hátul 10-es furatú perselyekkel.
Frekiváltóval,200Hz-ig pörgettem,az ugye ennél a négypólusú motornál,6000 körüli fordulatot jelent.
Ott,már lehetett érezni/hallani a külső forgórész palástján mérhető,gyártási pontatlanságából adódó 0,1mm-es "ütést".
Úgy gondolom,ez egy szabályozással/centírozással még javítható hiba,amit meg is fogok tenni a forgórésszel.:)
Aztán,...az öntvényperselyek,könnyen cserélhetők golyóscsapágyakra.
Ha az eredeti motortengely marad,akkor sk. ER11-es adapter lesz rajta.
De,az eredeti motortengely kiváltása egy ER11-es szárra,az is egy végig látható folyamat,nem nagy durranás.:)
Szóval,...még "képlékeny" az egész,bármelyik verzió lehet belőle.:)
© Csuhás-nak is válaszolva,de gondolom,ez már az eddig írtakból is kiderült:
Hat kivezetéses a motor,szimmetrikus,háromfázisú,négypólusú tekercseléssel.
Gyakorlatilag,ez egy háromfázisú,3x220/125V-ra tekercselt motor.
Régebben,tán ebben a topic-ban mutattam képeket,és pár mondatot is írtam hozzá.
Kíváncsiságból készült.:)
Kíváncsi voltam,hogy mit,és milyen pontossággal tudok otthon,a magam eszközeivel megoldani.
Az anya,az gyári,kínai a befogó végén.
Ez volt a kísérleti próbadarab,mielőtt megcsináltam a Waltermotor tengelyvégére saját anyagából az ER11-es befogót.
Az írógépmotorra visszatérve....
Ezt hogy értsem?,mire gondolsz?
"A külső forgórész miatt túl lehet könnyen hajszolni a mocit?"
Egyenlőre,nincs tervbe a motor áttekerése nagyobb frekire.
De,...szükséges lenne az újratekerés,már a négypólusról kétpólusra tekercselés miatt is.
Pár mondatban írhatnál(írhatnátok) erről a magasabb frekire áttekerésről.
Mit is jelent az fizikailag?
Még,az eredeti állapotában van a motor.
Az eredeti öntvény perselyekben fut a tengely.
Lépcsős a tengely,elöl 8-as,hátul 10-es furatú perselyekkel.
Frekiváltóval,200Hz-ig pörgettem,az ugye ennél a négypólusú motornál,6000 körüli fordulatot jelent.
Ott,már lehetett érezni/hallani a külső forgórész palástján mérhető,gyártási pontatlanságából adódó 0,1mm-es "ütést".
Úgy gondolom,ez egy szabályozással/centírozással még javítható hiba,amit meg is fogok tenni a forgórésszel.:)
Aztán,...az öntvényperselyek,könnyen cserélhetők golyóscsapágyakra.
Ha az eredeti motortengely marad,akkor sk. ER11-es adapter lesz rajta.
De,az eredeti motortengely kiváltása egy ER11-es szárra,az is egy végig látható folyamat,nem nagy durranás.:)
Szóval,...még "képlékeny" az egész,bármelyik verzió lehet belőle.:)
© Csuhás-nak is válaszolva,de gondolom,ez már az eddig írtakból is kiderült:
Hat kivezetéses a motor,szimmetrikus,háromfázisú,négypólusú tekercseléssel.
Gyakorlatilag,ez egy háromfázisú,3x220/125V-ra tekercselt motor.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 február 21, 06:30
Írta: Szalai György Dátum 2013 február 21, 06:30
A motortekercs váltóáramú ellenállása a frekvencia emelkedésével nő. Magasabb frekvencián, ugyan azon a tekercsen kevesebb áram folyik, ezért a motor teljesítménye nagyon csökken. Ez miatt tekercselik át szerintem.
Ahogy én gondolom, a magasabb frekvenciára tekercselés itt egyszerűen vastagabb vezetéket és kevesebb menetszámot jelent. Így hálózati frekvencián a motor kisebb feszültségen is leadja a megfelelő teljesítményt, amit a frekvenciaváltón beállítható U/f együttfutás garantál. A hálózatitól magasabb frekvencián pedig az U/f görbe eléri a maximumát, a feszülteség is a kihozható legnagyobb, az áram is épp a névleges, vagyis névleges teljesítményen szalad a motor.
A motor vesztessége és vele a melegedés emelkedik a frekvenciával együtt.
Ahogy én gondolom, a magasabb frekvenciára tekercselés itt egyszerűen vastagabb vezetéket és kevesebb menetszámot jelent. Így hálózati frekvencián a motor kisebb feszültségen is leadja a megfelelő teljesítményt, amit a frekvenciaváltón beállítható U/f együttfutás garantál. A hálózatitól magasabb frekvencián pedig az U/f görbe eléri a maximumát, a feszülteség is a kihozható legnagyobb, az áram is épp a névleges, vagyis névleges teljesítményen szalad a motor.
A motor vesztessége és vele a melegedés emelkedik a frekvenciával együtt.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2013 február 24, 19:22
Írta: Révész Richárd Dátum 2013 február 24, 19:22
Gondolom itt jó helyen lesz.
Egy pár kép, hogy mivel töltöm a nem felesleges szabadidőm.





Egy pár kép, hogy mivel töltöm a nem felesleges szabadidőm.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2013 február 24, 19:25
Írta: Révész Richárd Dátum 2013 február 24, 19:25
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2013 február 24, 19:26
Írta: Révész Richárd Dátum 2013 február 24, 19:26
Hát, hogy én miért nem látom az első képet....?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 24, 20:10
Írta: 000000000 Dátum 2013 február 24, 20:10
Kérdezném azt aki használt már feszített Omega formályu fogasszíj hajtást 1,5m felett.
Képpes e nyulni a szíj,illetve fékezéskor,tullendülni a végponton a vitt z-tengely?(2kg)
Képpes e nyulni a szíj,illetve fékezéskor,tullendülni a végponton a vitt z-tengely?(2kg)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 24, 20:18
Írta: zozo Dátum 2013 február 24, 20:18
Nahát! -egy forgácslemez tologató, furkáló öntöcskölő hidrobuzerátor!
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2013 február 24, 20:23
Írta: Révész Richárd Dátum 2013 február 24, 20:23
Valami hasonló.
Ez egy félig cnc fúrógép lesz.
Ez egy félig cnc fúrógép lesz.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2013 február 24, 20:29
Írta: ra8nsmk6w Dátum 2013 február 24, 20:29
Az én gépemen az utolsó elötti még kapható végtelenitett méretű T5 szij van. Ha jól emlékszem 2125mm. Most megy 3-ik éve még nem feszitettem egyszer sem. Pedig komoly mozgatott tömeg van, 200kg felett.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 február 24, 20:29
Írta: KoLa Dátum 2013 február 24, 20:29
Ezt olyan jól megmondtad! hogy, kíváncsi vagyok hogyan neveznéd el ezt a ma készült kütyüt a cnc esztergára?

Cím: Re:Mechanikai ötletek
Írta: 7vpav5d32 Dátum 2013 február 24, 20:34
Írta: 7vpav5d32 Dátum 2013 február 24, 20:34
Húú, de szép ez a kép! (ilyenekkel kellene foglalkozni nem a mások taposásával)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 február 24, 20:37
Írta: KoLa Dátum 2013 február 24, 20:37
Azok a hengerek ott alul(kék színű)állíthatóak mechanikusan, az anyagvastagsághoz?
Érdekes megoldás, ha, a fogasszíj hátoldala tologatja a forgácslemezt!
Érdekes megoldás, ha, a fogasszíj hátoldala tologatja a forgácslemezt!
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2013 február 24, 20:39
Írta: Révész Richárd Dátum 2013 február 24, 20:39
Nem.
Alapállapotban a két munkahenger felhúzza a tologatót.Max 36mm fér alá.
De csak egy fajta bútorlaphoz készült, az 18mm-es.
Alapállapotban a két munkahenger felhúzza a tologatót.Max 36mm fér alá.
De csak egy fajta bútorlaphoz készült, az 18mm-es.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 24, 20:43
Írta: zozo Dátum 2013 február 24, 20:43
Ótómata szemvédenszeti lecsappancs is lehetne, egy kis átalakítással :)
-de látom, hogy nem az. Mi a fenét csinál ez Lajos bá'?
-de látom, hogy nem az. Mi a fenét csinál ez Lajos bá'?
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 február 24, 21:00
Írta: 4um5b65d Dátum 2013 február 24, 21:00
Lala, már ott tartok, hogy megismerem a munkáidat.
Előbb láttam meg a képet és csak utána a neved, de kapásból az jött le, hogy Te csináltad.
Nem bánnám, ha elárulnád, hogy mi ez, mielőtt még nekem is ősz lesz a halántékom... :))
Előbb láttam meg a képet és csak utána a neved, de kapásból az jött le, hogy Te csináltad.
Nem bánnám, ha elárulnád, hogy mi ez, mielőtt még nekem is ősz lesz a halántékom... :))
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 február 24, 21:02
Írta: 4um5b65d Dátum 2013 február 24, 21:02
Ja, bakker ez valami tapintó, hogy hol kezdődik az anyag... :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 24, 21:03
Írta: svejk Dátum 2013 február 24, 21:03
Közelítéssel a menetszám a frekvenciával fordítottan arányos.
A vezeték keresztmetszet, pedig ami még épp elfér a horonyban ezzel a menetszámmal.
A vezeték keresztmetszet, pedig ami még épp elfér a horonyban ezzel a menetszámmal.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 február 24, 21:03
Írta: KoLa Dátum 2013 február 24, 21:03
Na bocsi![#worship]
Trükkös a kép! mert ez egy 'tapintó' a z tengelyre az esztergán!Csak pont egybeesik a forgácsvédő tengelyével a képen!
Ez akkor kell ha van egy csomó elő gyártmányod ami nem egyforma!...
Ez a képen nem a munkadarab, mert az furatos és nem publikus!de illusztrálja a feladatát!
A lényeg hogy ez egy peremes alkatrész eredetileg a tokmányba befogva a perem ütközik, de ezek a peremek változóak 1-2 mm
Mivel a megmunkálás egy furatkéssel elvégezhető ezért nem vállalhatjuk be a méretre oldalazást!
A perem szélessége nem számít sokat , csak az anyag végétől számított mélység!
Ez a z ref kapcsolóm párhuzamos kivezetése , csak itt nem nekimegyek a szánnal a kapcsolónak, hanem viszem a szánnal ellenkező irányba, míg az anyag vége meg nem nyomja a kapcsolót! ekkor ide nullázza a g53-t ami aztán viszi magával a g54-t is!
Ez nem Linuxos!
Amiért visszatértem a Mach3-hoz az az, hogy ezt a műveletet a g kódon belül el tudom végeztetni a g28.1 kóddal!
Trükkös a kép! mert ez egy 'tapintó' a z tengelyre az esztergán!Csak pont egybeesik a forgácsvédő tengelyével a képen!
Ez akkor kell ha van egy csomó elő gyártmányod ami nem egyforma!...
Ez a képen nem a munkadarab, mert az furatos és nem publikus!de illusztrálja a feladatát!
A lényeg hogy ez egy peremes alkatrész eredetileg a tokmányba befogva a perem ütközik, de ezek a peremek változóak 1-2 mm
Mivel a megmunkálás egy furatkéssel elvégezhető ezért nem vállalhatjuk be a méretre oldalazást!
A perem szélessége nem számít sokat , csak az anyag végétől számított mélység!
Ez a z ref kapcsolóm párhuzamos kivezetése , csak itt nem nekimegyek a szánnal a kapcsolónak, hanem viszem a szánnal ellenkező irányba, míg az anyag vége meg nem nyomja a kapcsolót! ekkor ide nullázza a g53-t ami aztán viszi magával a g54-t is!
Ez nem Linuxos!
Amiért visszatértem a Mach3-hoz az az, hogy ezt a műveletet a g kódon belül el tudom végeztetni a g28.1 kóddal!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 február 24, 21:04
Írta: KoLa Dátum 2013 február 24, 21:04
[#eljen]Talált süllyedt!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 február 24, 21:04
Írta: 4um5b65d Dátum 2013 február 24, 21:04
Mégsem, ez ahhoz túl bonyi..
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 február 24, 21:05
Írta: 4um5b65d Dátum 2013 február 24, 21:05
Légyszi valaki törölje már a 11527-es hozzászólásomat, úgy sokkal okosabbnak nézek ki... :)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 február 24, 21:06
Írta: 4um5b65d Dátum 2013 február 24, 21:06
Felhajtható, lehajtható ? Attól ilyen bonyi. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 24, 21:09
Írta: svejk Dátum 2013 február 24, 21:09
"...az áram is épp a névleges, vagyis névleges teljesítményen szalad a motor. "
A fenti helyett, az áram nagyobb lehet, mert nagyobb keresztmetszet fér el a horonyban a kevesebb menetszám miatt, de a gerjesztés, vagyis az Ampermenet gyakorlatilag nem változik, lehetőleg a telítődés közelébem legyen.
Viszont elfeledkeztél a fordulatszámról, mely a többszöröse, azaz a motor teljesítménye is többszöröződik.
Ugye mindenki tudja azt, hogy egy 2800-as fordulatú motor mindig nagyobb teljesítményű, mint az azonos kubatúrával rendelkező 1400-as.
A fenti helyett, az áram nagyobb lehet, mert nagyobb keresztmetszet fér el a horonyban a kevesebb menetszám miatt, de a gerjesztés, vagyis az Ampermenet gyakorlatilag nem változik, lehetőleg a telítődés közelébem legyen.
Viszont elfeledkeztél a fordulatszámról, mely a többszöröse, azaz a motor teljesítménye is többszöröződik.
Ugye mindenki tudja azt, hogy egy 2800-as fordulatú motor mindig nagyobb teljesítményű, mint az azonos kubatúrával rendelkező 1400-as.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 február 24, 21:10
Írta: KoLa Dátum 2013 február 24, 21:10
Persze! hogy felhajtható! ha elvégezte a feladatát nincs neki hely!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 február 24, 21:10
Írta: 4um5b65d Dátum 2013 február 24, 21:10
Javaslom az átalakítást.
Amint koppanást érzékel visszahúzza a rudat automatikusan vagy 15 centit.
Vagy automatikusan felhajtja mint egy sorompót.
Amint koppanást érzékel visszahúzza a rudat automatikusan vagy 15 centit.
Vagy automatikusan felhajtja mint egy sorompót.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 február 24, 21:11
Írta: svejk Dátum 2013 február 24, 21:11
Ó, a kis eltévelyedett, hazatért :))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 február 24, 21:14
Írta: 000000000 Dátum 2013 február 24, 21:14
Köszönöm,megtisztelő válaszát,tapasztalatát!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 február 24, 21:19
Írta: KoLa Dátum 2013 február 24, 21:19
Itt a megmunkálás teljes kódja:
G18 G40 G90 G94 G80
g0x150
g0 z20
t0101 ( itt még megáll a futás hogy lássam minden rendben)
m3 s700
m8
G0 X54
G0 Z0
G1 Z-5 F400
G1 Z-23 F130
G1 X53
G0 Z-4.5
G0 X55
G1 x55.01 Z-23 F120
G1 X50.5 F280
G1 X50.3 Z-26 F100
G1 Z-37
G1 X45F280
G0 Z0
G0 X62
G1 X93 F100
G1 X118 F160
M5
G0 x150
g0 z50
M2 ( itt cserélem a tokmányban az anyagot )
g0 z12 ( ráközelítés a referencia pontra )
g28.1 z10 ( a z tengely ref g53 z10 pozíciótól)
g4 p0.2 ( kicsit várunk)
g0 z20 ( hátrébb állunk hogy felhajthassuk a tapintót)
M47 (kezdődik minden elölről)
G18 G40 G90 G94 G80
g0x150
g0 z20
t0101 ( itt még megáll a futás hogy lássam minden rendben)
m3 s700
m8
G0 X54
G0 Z0
G1 Z-5 F400
G1 Z-23 F130
G1 X53
G0 Z-4.5
G0 X55
G1 x55.01 Z-23 F120
G1 X50.5 F280
G1 X50.3 Z-26 F100
G1 Z-37
G1 X45F280
G0 Z0
G0 X62
G1 X93 F100
G1 X118 F160
M5
G0 x150
g0 z50
M2 ( itt cserélem a tokmányban az anyagot )
g0 z12 ( ráközelítés a referencia pontra )
g28.1 z10 ( a z tengely ref g53 z10 pozíciótól)
g4 p0.2 ( kicsit várunk)
g0 z20 ( hátrébb állunk hogy felhajthassuk a tapintót)
M47 (kezdődik minden elölről)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 február 24, 21:26
Írta: KoLa Dátum 2013 február 24, 21:26
Feltámasztottam tetszhalott állapotából a Machomat!
Kb 5x kellett hard reset az első órában, aztán kezdtek eszembe jutni hogy, hogy is volt ez a Mach-nál!
Újból tudok 'lábújjhegyen' járni! cnc esztergálás közben![#nevetes1]
Kb 5x kellett hard reset az első órában, aztán kezdtek eszembe jutni hogy, hogy is volt ez a Mach-nál!
Újból tudok 'lábújjhegyen' járni! cnc esztergálás közben![#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 24, 21:30
Írta: zozo Dátum 2013 február 24, 21:30
Trükkös a szerkezet. Lajos, hányas a késtartóban az a befogószár? Lehet, hogy tudok neked ajándékozni egyet, majd megmérem holnap én is
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 február 24, 21:40
Írta: KoLa Dátum 2013 február 24, 21:40
25-s TaeguTec 55 fokos rombusz lapkás , nagyon jó!
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 február 24, 21:59
Írta: zozo Dátum 2013 február 24, 21:59
OK, holnap megkeresem, pár éve láttam egy fémdobozom alján, biztosan ott van még.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2013 március 01, 09:21
Írta: Sys_m Dátum 2013 március 01, 09:21
Egy kis mechanikai ötletadó (kerti Tv-khez):
Link>>
Link>>
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 01, 09:30
Írta: svejk Dátum 2013 március 01, 09:30
Az autóját meg közben lenyúlták :)
De hátha csak az inas vitte a garázsba.
De hátha csak az inas vitte a garázsba.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 március 01, 10:19
Írta: keri Dátum 2013 március 01, 10:19
Gagyi, még csak nem is fullHD :D
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 március 01, 10:46
Írta: mxjj54gxi Dátum 2013 március 01, 10:46
Azt hittem egy rakétasilója van a csávónak! :))
Mondjuk egy kiszáradt kút esetén legalább nem kell ásni egy nyolcméteres likat, ahova lesüllyed! :)))
Mondjuk egy kiszáradt kút esetén legalább nem kell ásni egy nyolcméteres likat, ahova lesüllyed! :)))
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2013 március 01, 10:51
Írta: Béni Dátum 2013 március 01, 10:51
No, ezt sem a becsületes munkában megőszült nyugdíjasoknak szánták ...
Cím: Re:Mechanikai ötletek
Írta: kg0sy39yf Dátum 2013 március 01, 12:26
Írta: kg0sy39yf Dátum 2013 március 01, 12:26
6-7 éve ezt mondtuk az ANDROIDOS telefonra is!
És láss csodát! [#nevetes1][#nevetes1][#nevetes1]
És láss csodát! [#nevetes1][#nevetes1][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2013 március 01, 14:24
Írta: sasi Dátum 2013 március 01, 14:24
Csak nem rám gondoltál? [#lookaround]
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2013 március 01, 14:45
Írta: Béni Dátum 2013 március 01, 14:45
Nem teljesen ugyanaz. A telefon kisrakás nejlon, a TV meg nagyrakás ... :)
Cím: Re:Mechanikai ötletek
Írta: Béni Dátum 2013 március 01, 14:47
Írta: Béni Dátum 2013 március 01, 14:47
Szoktam néha rád gondolni, de most bevallom nem ... [#circling]
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 március 01, 19:17
Írta: Szedlay Pál Dátum 2013 március 01, 19:17
Mire nyugdíjba megyek valószínű nekem is csak akkor lesz ilyen csajom, ha egy ilyen kecóhoz egy ilyen tévém lesz.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 március 02, 08:46
Írta: jani300 Dátum 2013 március 02, 08:46
Sziasztok! Régóta olvasgatom a Fórumot . Gépet még nem építettem . A legegyszerűbb és gondolom legolcsóbb hengeres egyenesbevezetéssel kapcsolatban lenne egy kérdésem . A két szélén megtámasztott hengeres vezetőt próbálta e már valaki középen kitámasztani ? Rövidíti ugyan a munkautat de szerintem nagymértékben javítana a merevségen . A mozgóasztal szélére helyezett vezetőkkel és a hengeres vezető kismértékű hosszabbításával hasonló munkautú jóval merevebb szerkezet építhető szerintem . Aztán lehet ez is ki lett már rág tárgyalva ,csak még nem láttam .
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 március 02, 09:22
Írta: Rabb Ferenc Dátum 2013 március 02, 09:22
Szerintem helytelen a gondolatmeneted! Az első része rendben, nagymértékben javítana a merevségen.
DE! A középen lévő kitámasztás behatárolja a mozgást. Így az maximum az asztal hossza, mínusz a két megvezetés. És ettől többet nem tudsz mozogni, hiába hosszítod meg a rúd két végét. Odáig már nem mehet el az asztal, mert középen elakad.
Használj nyitott lineáris csapágyakat alátámasztott rúddal. De még a precízen több helyen házilag alátámasztott vezeték is sokat javít a merevségen. Csak egy kicsit macerás a pontos beállítása - de nem lehetetlen.
DE! A középen lévő kitámasztás behatárolja a mozgást. Így az maximum az asztal hossza, mínusz a két megvezetés. És ettől többet nem tudsz mozogni, hiába hosszítod meg a rúd két végét. Odáig már nem mehet el az asztal, mert középen elakad.
Használj nyitott lineáris csapágyakat alátámasztott rúddal. De még a precízen több helyen házilag alátámasztott vezeték is sokat javít a merevségen. Csak egy kicsit macerás a pontos beállítása - de nem lehetetlen.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 március 02, 09:46
Írta: jani300 Dátum 2013 március 02, 09:46
A középső kitámasztó vastagságával is csökken a mozgás . Nem hiszem hogy ilyet építenék csak egy ötlet volt . A több helyen történő alátámasztásra én is gondoltam ,nyitott vezetővel . Sablonban készült prizmás tartók , és a felfekvés géppel történő meg munkálása sokat segíthet a beállításon főleg ha vezetőperemek is készülnek .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 március 02, 09:57
Írta: keri Dátum 2013 március 02, 09:57
Csak ismételni tudom Ferencet.
Létező megoldás, én is majdnem ilyet csináltam, de kb. 50%-al növeli a gép méretét, ezért tettem le róla.
Ugyan akkor, annyira nem növeli a merevséget mint gondolná az ember. Asztal közép állásában, gyakorlatilag ugyan akkora a merevség, szélső állásban lesz merevebb a középen alátámasztott, míg a végén alátámasztott gyengébb. De a fő torzulást nem az asztal okozza, hanem a híd és a Z a gyenge pontja a rendszernek. (nálam ugyan akkora az X és Y tengelyhossz Z meg rövidre van véve, így közel azonos hibát visz be mindegyik tengely.)
Olcsó megoldásnak tényleg jó ez a két végén alátámasztott tengely, ha meg masszívat akarsz, akkor végig alátámasztott megoldással jobban jársz.
Létező megoldás, én is majdnem ilyet csináltam, de kb. 50%-al növeli a gép méretét, ezért tettem le róla.
Ugyan akkor, annyira nem növeli a merevséget mint gondolná az ember. Asztal közép állásában, gyakorlatilag ugyan akkora a merevség, szélső állásban lesz merevebb a középen alátámasztott, míg a végén alátámasztott gyengébb. De a fő torzulást nem az asztal okozza, hanem a híd és a Z a gyenge pontja a rendszernek. (nálam ugyan akkora az X és Y tengelyhossz Z meg rövidre van véve, így közel azonos hibát visz be mindegyik tengely.)
Olcsó megoldásnak tényleg jó ez a két végén alátámasztott tengely, ha meg masszívat akarsz, akkor végig alátámasztott megoldással jobban jársz.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 március 02, 10:04
Írta: jani300 Dátum 2013 március 02, 10:04
Köszönöm Urak !
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 16:28
Írta: 4um5b65d Dátum 2013 március 09, 16:28
Kinek van valami pofon egyszerű ötlete egy egyenes vonalú mozgást (pl golyósorsó elmozdulás) átalakítani forgó mozgássá.
Az össz elforgásnak 180 fokosnak kell lennie.
Valami egyszerű több-karos mozgáson gondolkodnék. A holtjáték mentesség elengedhetetlen. Ja és nem baj , ha lineáris a mozgás, vagyis egységnyi orsó elmozdulás egységnyi elforgádulással jár.
Volt régebben linkelve a fórumra egy oldal ahol különféle érdekes karos mechanikákat mutattak be. Emlékszik még rá valaki?
Az össz elforgásnak 180 fokosnak kell lennie.
Valami egyszerű több-karos mozgáson gondolkodnék. A holtjáték mentesség elengedhetetlen. Ja és nem baj , ha lineáris a mozgás, vagyis egységnyi orsó elmozdulás egységnyi elforgádulással jár.
Volt régebben linkelve a fórumra egy oldal ahol különféle érdekes karos mechanikákat mutattak be. Emlékszik még rá valaki?
Cím: Re:Mechanikai ötletek
Írta: msas Dátum 2013 március 09, 16:34
Írta: msas Dátum 2013 március 09, 16:34
PL: fogasléc + fogaskerék
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 16:42
Írta: 4um5b65d Dátum 2013 március 09, 16:42
Jó is lenne, csak mindkettőnek edzett, köszörült kivitelnek kellene lennie ez esetben.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2013 március 09, 16:47
Írta: hostya Dátum 2013 március 09, 16:47
Nem néztem végig, de itt hátha találsz magadnak megfelelőt
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 március 09, 16:55
Írta: zozo Dátum 2013 március 09, 16:55
Nem sokat tudunk róla, mire kell, de kottyanás mentes lehet pl. 2 bordáskeréken futó szíj, ahol
a szíjat tologatod
a szíjat tologatod
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 18:01
Írta: 4um5b65d Dátum 2013 március 09, 18:01
Köszönöm, erre a linkre gondoltam.
Találtam is egyet ami megfelel a célokra csak némileg finomítani kell.
Nézzétek csak meg.
A kék kar megfordul 180 fokban, igaz, hogy balra jobbra is elmászik, DEEEEE
mi van akkor ha a legalsó két csuklópontot viszem el balra jobbra egy orsóval, míg a kék kart a középső forgáspontjánál fix helyzetben tartom.
ITT
Találtam is egyet ami megfelel a célokra csak némileg finomítani kell.
Nézzétek csak meg.
A kék kar megfordul 180 fokban, igaz, hogy balra jobbra is elmászik, DEEEEE
mi van akkor ha a legalsó két csuklópontot viszem el balra jobbra egy orsóval, míg a kék kart a középső forgáspontjánál fix helyzetben tartom.
ITT
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 március 09, 19:19
Írta: Csuhás Dátum 2013 március 09, 19:19
Bowden. Rugóval feszesen tartva. Két vége egyenes mozgású alkatrészre rögzítve, az egyik rögzítés rugós feszítéssel. A huzal közepe forgó elemre rögzítve. Mozgáskor az egyik ág letekeredik míg a másik fel. Ha pontosnak kell lennie akkor nyomtatóból való bevonatos huzal, vagy esetleg rugóacél szalag a megoldás.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 március 09, 19:24
Írta: zozo Dátum 2013 március 09, 19:24
Laslie, az úgy nem működik. Nem is tudod egyenes vonalban mozgatni, és különben is csak keveset (pár fokot) fordulna a himba
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 március 09, 19:28
Írta: zozo Dátum 2013 március 09, 19:28
Ja, és bocs Laslie, de elrontottam a linkeden a játékot :) Odébbfúrtam a lyukat, de megcsinálom azért mindjárt :)

Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 19:30
Írta: 4um5b65d Dátum 2013 március 09, 19:30
Akkor ezt még át kell gondolnom.
Csak hirtelen ötlet volt.
Csak hirtelen ötlet volt.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 19:34
Írta: 4um5b65d Dátum 2013 március 09, 19:34
Ezt hogy csinálod, hogy tologatod a forgópontokat ?
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 március 09, 19:36
Írta: mxjj54gxi Dátum 2013 március 09, 19:36
Nézd meg az 5 colos floppymeghajtók fejmozgatását!
A léptetőmotoron van egy acélszalag egy dobon rögzítve. A szalag két vége rátekerve a dobra, túloldalon keresztezik egymást, de úgy, hogy egyik végen középen, másik végen meg éppen a két oldalél mentén hagyják meg az anyagot,és az így keletkező lukban dugják át a másik véget.
Csak 180 fokot tud fordulni, de nem oldalaz a szalag a dobon, eszméletlen pontos vezetést eredményez.

Milyen hosszú az egyenes mozgás?
Sztem tudok adni ilyen cuccot 8 colos floppyból valót tuti, többet is, 5 1/4 floppyból valót már meg kéne nézzem a padláson, mi van
A léptetőmotoron van egy acélszalag egy dobon rögzítve. A szalag két vége rátekerve a dobra, túloldalon keresztezik egymást, de úgy, hogy egyik végen középen, másik végen meg éppen a két oldalél mentén hagyják meg az anyagot,és az így keletkező lukban dugják át a másik véget.
Csak 180 fokot tud fordulni, de nem oldalaz a szalag a dobon, eszméletlen pontos vezetést eredményez.
Milyen hosszú az egyenes mozgás?
Sztem tudok adni ilyen cuccot 8 colos floppyból valót tuti, többet is, 5 1/4 floppyból valót már meg kéne nézzem a padláson, mi van
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 március 09, 19:38
Írta: Csuhás Dátum 2013 március 09, 19:38
Esetleg ez:
107
Gardner D. Hiscox
1800 Mechanical Movements, Devices and Appliances
16. kiadás Dover publications inc Mineola, New York (1. kiadás 1899)
http://data.hu/get/5679680/1800MMDA.pdf
107
Gardner D. Hiscox
1800 Mechanical Movements, Devices and Appliances
16. kiadás Dover publications inc Mineola, New York (1. kiadás 1899)
http://data.hu/get/5679680/1800MMDA.pdf
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 19:40
Írta: 4um5b65d Dátum 2013 március 09, 19:40
Köszi, ismerem a megoldást régről, de nekem ez túl kicsi.
150-180mm-es csövet kell forgatni.
150-180mm-es csövet kell forgatni.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 19:43
Írta: 4um5b65d Dátum 2013 március 09, 19:43
Bakker, ez csak egy szoftver hiba. Nekem is sikerült megkevernem. :)))
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 március 09, 19:43
Írta: zozo Dátum 2013 március 09, 19:43
Csak a piros forgáspontot lehet jobbra-balra húzni. (én csak kísérleteztem vele, de mint látod kevés sikerrel)
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 19:51
Írta: 4um5b65d Dátum 2013 március 09, 19:51
Én meg azt hittem, hogy lemodellezted és az alapján mondod, hogy nem működik az elképzelésem.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 március 09, 19:53
Írta: zozo Dátum 2013 március 09, 19:53
Csak fejben modelleztem le, de nem müxik. :)
Csak egy jópofa hinta lenne.
Csak egy jópofa hinta lenne.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 március 09, 19:58
Írta: mxjj54gxi Dátum 2013 március 09, 19:58
Oké, akkor kész megoldást nem tudok a kezedbe adni, de a megoldás, mint megoldás sem jó?
Legyártod, azt jóvan!
Legyártod, azt jóvan!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 20:04
Írta: 4um5b65d Dátum 2013 március 09, 20:04
Az az igazság, hogy ezen a lemezes megoldáson már gondolkodtam, bár egy kicsit más kivitelben.
Mint egy lánchajtás , ahol az egyik lánckerék maga a cső amit fordítani kell, a másik lánckerék meg csak feszítésként van ott és a láncot húzogatom balra jobbra. Ugyanezt képzeld el lemezes megoldással. A lemez teljesen zárt oválist alkot.
Mint egy lánchajtás , ahol az egyik lánckerék maga a cső amit fordítani kell, a másik lánckerék meg csak feszítésként van ott és a láncot húzogatom balra jobbra. Ugyanezt képzeld el lemezes megoldással. A lemez teljesen zárt oválist alkot.
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 20:18
Írta: 4um5b65d Dátum 2013 március 09, 20:18
Annyi modellező szoftver van , nem tud valaki valami egyszerű free-t, amivel az ilyen karos mechanikákat lehet modellezni ?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 március 09, 20:38
Írta: zozo Dátum 2013 március 09, 20:38
Pár milláért már egész jókat lehet kapni.
De ha játszani akarsz, egyszerűbb keménypapírból kivágni, aztán letűzöd gombostűvel a parafa táblára. Csuklópontoknak meg alulról rajzszeg,
felülről rányomsz valami radírt, parafát stb.
De ha játszani akarsz, egyszerűbb keménypapírból kivágni, aztán letűzöd gombostűvel a parafa táblára. Csuklópontoknak meg alulról rajzszeg,
felülről rányomsz valami radírt, parafát stb.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 március 09, 20:46
Írta: 000000000 Dátum 2013 március 09, 20:46
Egy teljesen egyszerű 6 tengelyes hobby cnc gép
A hatodik tengelynek nem tudom mi értelme hogy a főorsó hossztengelyében is el tud fordulni, de ez már csak egy plusz bónusz ennél a kivitelezésnél, ha kell ha nem.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 március 09, 21:03
Írta: zozo Dátum 2013 március 09, 21:03
Erre mondják, hogy "nagyon ott van".
Csúcs az a dülöngélés amit előad.
Csúcs az a dülöngélés amit előad.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2013 március 09, 21:05
Írta: Devecz Miklós Dátum 2013 március 09, 21:05
Ez ennél is jobb:
link
link
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 március 09, 21:14
Írta: zozo Dátum 2013 március 09, 21:14
Ezt meg kéne tanítani "itt a piros, hol a piros"-t játszani. Ahogy a karok kergetik, ez ugrott be róla. :)
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2013 március 09, 21:16
Írta: Devecz Miklós Dátum 2013 március 09, 21:16
Nekem is!
Cím: Re:Mechanikai ötletek
Írta: 4um5b65d Dátum 2013 március 09, 21:19
Írta: 4um5b65d Dátum 2013 március 09, 21:19
A mai világban már nem papírozunk. :)
Csak a megfelelő kulcsszó kell és google tehenünk megfejhető.
linkage simulation
Csak a megfelelő kulcsszó kell és google tehenünk megfejhető.
linkage simulation
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 március 09, 21:22
Írta: 000000000 Dátum 2013 március 09, 21:22
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2013 március 09, 21:30
Írta: zozo Dátum 2013 március 09, 21:30
No, majd mutasd meg, milyen tejet sikerült fejni ingyenesen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 március 09, 21:58
Írta: 000000000 Dátum 2013 március 09, 21:58
Ez már csomót köt a vasra.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 március 09, 23:24
Írta: vjanos Dátum 2013 március 09, 23:24
Na ez odaver :O
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 március 10, 11:24
Írta: mfrfj8vv3 Dátum 2013 március 10, 11:24
Szisztok,
Köszönöm a korábbi véleményeket mindenkinek. Megfogadtam Svejk tanácsát és erre a gépre most inkább az olcsóbb trapézmenet+zx100 anya kombó mellett döntöttem. Ha lesz következő gépem, akkor abba viszont tényleg golyós orsók lesznek.
Egy-két napja építettem be az új trapézorsókat. Elég nehéz volt stabilra beállítani, mert nagyon könnyen megszorult de végül úgy tűnik sikerült.
1200 mm/perc max sebességgel és 350 gyorsulással stabilan működik, legalábbis egyelőre. Fában kergettem eddig a marót, legfeljebb 750 mm/perc előtolással.Most, hogy megszűnt a kottyanás, végre egész pontosan működik. Már az én foglamaim szerint :-).
Egyúttal viszont kipróbáltam egy másik módosítást is. Eregetileg teflon csúszóperselyeken siklanak a kocsik. Könnyen jár, de azért kell erő az elmozdításához. A Z tengelyt kísérleti jelleggel átalakítottam lineáris csapágyasra. Ég és föld a különbség így arra gondoltam, hogy talán érdemes lenne a többi tengelyt is átalakítani, nem volna olyan horror költség. Viszont már a rövid idő alatt is látható nyomot hagyott a golyós megvezetés a Z lineáris tengelyén. Lehetséges hogy a vezetékek felületi keménysége nem megfelelő a lineáris csapágyhoz?
Köszönöm a korábbi véleményeket mindenkinek. Megfogadtam Svejk tanácsát és erre a gépre most inkább az olcsóbb trapézmenet+zx100 anya kombó mellett döntöttem. Ha lesz következő gépem, akkor abba viszont tényleg golyós orsók lesznek.
Egy-két napja építettem be az új trapézorsókat. Elég nehéz volt stabilra beállítani, mert nagyon könnyen megszorult de végül úgy tűnik sikerült.
1200 mm/perc max sebességgel és 350 gyorsulással stabilan működik, legalábbis egyelőre. Fában kergettem eddig a marót, legfeljebb 750 mm/perc előtolással.Most, hogy megszűnt a kottyanás, végre egész pontosan működik. Már az én foglamaim szerint :-).
Egyúttal viszont kipróbáltam egy másik módosítást is. Eregetileg teflon csúszóperselyeken siklanak a kocsik. Könnyen jár, de azért kell erő az elmozdításához. A Z tengelyt kísérleti jelleggel átalakítottam lineáris csapágyasra. Ég és föld a különbség így arra gondoltam, hogy talán érdemes lenne a többi tengelyt is átalakítani, nem volna olyan horror költség. Viszont már a rövid idő alatt is látható nyomot hagyott a golyós megvezetés a Z lineáris tengelyén. Lehetséges hogy a vezetékek felületi keménysége nem megfelelő a lineáris csapágyhoz?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 március 10, 11:34
Írta: 000000000 Dátum 2013 március 10, 11:34
Ha nem edzett a tengely, akkor nyomot hagy és be is rágódhat.
Egy golyónak sokkal kisebb az érintkezési felülete, mit egy csúszó perselynek.
Egy golyónak sokkal kisebb az érintkezési felülete, mit egy csúszó perselynek.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 10, 11:36
Írta: svejk Dátum 2013 március 10, 11:36
Bizonyára nem.
Műanyag csúszóperselyhez elég pl. a hidraulika szár, mely nagyon vékonyan krómozott, sokáig bírja.
De ez nem alkalmas golyós lineárisokhoz, oda felületi edzett kell.
Nem drága az sem, kapsz pl. a Klavio-nál méterre.
Műanyag csúszóperselyhez elég pl. a hidraulika szár, mely nagyon vékonyan krómozott, sokáig bírja.
De ez nem alkalmas golyós lineárisokhoz, oda felületi edzett kell.
Nem drága az sem, kapsz pl. a Klavio-nál méterre.
Cím: Re:Mechanikai ötletek
Írta: mfrfj8vv3 Dátum 2013 március 10, 16:07
Írta: mfrfj8vv3 Dátum 2013 március 10, 16:07
Köszi, akkor egyelőre inkább úgy hagyom, ahogy van. Végül is már annak is örülök, hogy egyáltalán használható lett. Majd a következőnél, ha valaha lesz olyanra szükség...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 10, 18:40
Írta: PSoft Dátum 2013 március 10, 18:40
Folytatva a #11500-at,11508-at....
Nem is olyan rosszul teljesít ez az írógépmotor.:)
Lentebb írtam,hogy...
"Frekiváltóval,200Hz-ig pörgettem,az ugye ennél a négypólusú motornál,6000 körüli fordulatot jelent.
Ott,már lehetett érezni/hallani a külső forgórész palástján mérhető,gyártási pontatlanságából adódó 0,1mm-es "ütést".
Úgy gondolom,ez egy szabályozással/centírozással még javítható hiba,amit meg is fogok tenni a forgórésszel.:)"
A motort szétszedve,esztergapadon két csúcs között "eltüntettem" az említett 0,1mm-es ütést,ami a forgórészen kívül/belül mérhető volt.
Így már korrektül,és biztonságosan tudom pörgetni akár 10.000-es fordulat fölött is.
Csendes járású,még ezen a magas fordulaton is,csak a külső forgórész keltette levegőhangot lehet hallani.
Az öntvény csúszóperselyekhez egyenlőre nem nyúltam,de tervbe van mint ahogy írtam,a perselyek kiváltása golyós csapágyakra.
Egyenlőre maradt a motor eredeti négypólusú tekercselése is.
20mm-es alu vastaglemezből csináltam a motornak egy felfogatót,és felszereltem a mini gravírgépemre.
A motortengely végére a már korábban mutatott ER11-es sk. közdarabot fogattam fel.
A motort,most egy FUJI FVR-E9S frekiváltó pörgeti.
Pár kép a motorról,és a gravírgépre adoptálásról.








Nem is olyan rosszul teljesít ez az írógépmotor.:)
Lentebb írtam,hogy...
"Frekiváltóval,200Hz-ig pörgettem,az ugye ennél a négypólusú motornál,6000 körüli fordulatot jelent.
Ott,már lehetett érezni/hallani a külső forgórész palástján mérhető,gyártási pontatlanságából adódó 0,1mm-es "ütést".
Úgy gondolom,ez egy szabályozással/centírozással még javítható hiba,amit meg is fogok tenni a forgórésszel.:)"
A motort szétszedve,esztergapadon két csúcs között "eltüntettem" az említett 0,1mm-es ütést,ami a forgórészen kívül/belül mérhető volt.
Így már korrektül,és biztonságosan tudom pörgetni akár 10.000-es fordulat fölött is.
Csendes járású,még ezen a magas fordulaton is,csak a külső forgórész keltette levegőhangot lehet hallani.
Az öntvény csúszóperselyekhez egyenlőre nem nyúltam,de tervbe van mint ahogy írtam,a perselyek kiváltása golyós csapágyakra.
Egyenlőre maradt a motor eredeti négypólusú tekercselése is.
20mm-es alu vastaglemezből csináltam a motornak egy felfogatót,és felszereltem a mini gravírgépemre.
A motortengely végére a már korábban mutatott ER11-es sk. közdarabot fogattam fel.
A motort,most egy FUJI FVR-E9S frekiváltó pörgeti.
Pár kép a motorról,és a gravírgépre adoptálásról.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 március 10, 18:46
Írta: 000000000 Dátum 2013 március 10, 18:46
Sziasztok!
Melyik bordásszíj-bordáskerék fajtát ajánlanátok, hogy minél pontosabbra, kottyanás mentesre tudjam állítani? A T5-ről egy kolegám lebeszélt, szerinte nem teljesen kottyanás mentes. Más szerint az XL szíjak pontosak. Mi a véleményetek?
Köszönöm!
Melyik bordásszíj-bordáskerék fajtát ajánlanátok, hogy minél pontosabbra, kottyanás mentesre tudjam állítani? A T5-ről egy kolegám lebeszélt, szerinte nem teljesen kottyanás mentes. Más szerint az XL szíjak pontosak. Mi a véleményetek?
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 10, 19:44
Írta: svejk Dátum 2013 március 10, 19:44
Most még a tekercselés is eredeti?
Ha igen akkor legalább a kimenő feszt állítsd a legnagyobbra(ne csak 220V legyen), ha már megtetted akkor nem szóltam.
Ha igen akkor legalább a kimenő feszt állítsd a legnagyobbra(ne csak 220V legyen), ha már megtetted akkor nem szóltam.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 10, 19:47
Írta: svejk Dátum 2013 március 10, 19:47
Az XL-esek nagyon jók, kis veszteségűek pontosak, de az a baj, hogy az ismert hajtástechnikai boltokban csak acélkerekeket lehet hozzájuk kapni.
Metrikus alternatíva az AT-s fogprofil, állítólag hajtástechnikai szakemberek is ezt ajánlják.
Talán 30 %-al drágább mint a sima T-s.
Metrikus alternatíva az AT-s fogprofil, állítólag hajtástechnikai szakemberek is ezt ajánlják.
Talán 30 %-al drágább mint a sima T-s.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 10, 20:54
Írta: PSoft Dátum 2013 március 10, 20:54
Igen,még az eredeti négypólusú tekercseléssel pörög,...de már nem sokáig.:))
Körvonalazódik a kétpólusú,magasabb frekire áttekerés.
Még nem "ettem" ilyent:),most tájékozódok,...adatokat gyűjtögetek a témával kapcsolatban.:)
Megtettem,magasabb kimenő fesszel jár a motor![#wink][#worship]
Körvonalazódik a kétpólusú,magasabb frekire áttekerés.
Még nem "ettem" ilyent:),most tájékozódok,...adatokat gyűjtögetek a témával kapcsolatban.:)
Megtettem,magasabb kimenő fesszel jár a motor![#wink][#worship]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 március 10, 22:57
Írta: vjanos Dátum 2013 március 10, 22:57
Hogy feketíted be ilyen klasszul az ER11 befogódat?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 március 11, 06:17
Írta: Szalai György Dátum 2013 március 11, 06:17
Milyen javulást vársz az egyoldali, mély hornyú csapágyazástól?
Cím: Re:Mechanikai ötletek
Írta: ce2s84jij Dátum 2013 március 11, 08:59
Írta: ce2s84jij Dátum 2013 március 11, 08:59
Esetleg nézz utána a HTD-nek.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 11, 17:57
Írta: PSoft Dátum 2013 március 11, 17:57
Nagyon egyszerű a megoldás!
Amikor kész a befogó,(esztergálás/marás)egy alapos zsírtalanítás következik.
Általában aceton,vagy alkohol,attól függ,hogy mi van itthon.:)
A zsírtalanítás után,már ügyelve arra,hogy ne fogdossam össze,mert a kézről is tapad rá kosz/zsír.
Egy drótdarabra felakasztva gázlángon melegítem,sárga/lila/fehér,stb.
Majd,amikor egyenletesen átmelegedett,egyforma a színe mindenhol,egyszerűen olajba mártom,és az olajban hagyom kihűlni.
Általában trafóolaj van "kéznél",de más hígabb olaj is jó,nincs jelentősége.
Az olaj "ráég" a felületre,és egy elfogadható,egyenletes barna,vagy inkább fekete tartós felületet ad a vas-nak.
Amikor kész a befogó,(esztergálás/marás)egy alapos zsírtalanítás következik.
Általában aceton,vagy alkohol,attól függ,hogy mi van itthon.:)
A zsírtalanítás után,már ügyelve arra,hogy ne fogdossam össze,mert a kézről is tapad rá kosz/zsír.
Egy drótdarabra felakasztva gázlángon melegítem,sárga/lila/fehér,stb.
Majd,amikor egyenletesen átmelegedett,egyforma a színe mindenhol,egyszerűen olajba mártom,és az olajban hagyom kihűlni.
Általában trafóolaj van "kéznél",de más hígabb olaj is jó,nincs jelentősége.
Az olaj "ráég" a felületre,és egy elfogadható,egyenletes barna,vagy inkább fekete tartós felületet ad a vas-nak.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 11, 19:29
Írta: PSoft Dátum 2013 március 11, 19:29
"Milyen javulást vársz az egyoldali, mély hornyú csapágyazástól?"
Hát,...nem is tudom igazán.
Ugye,ez a motor az eredti alkalmazásban az NDK-s "villanyírógépekben" volt.
Hajtotta az írógép mechanikáját állandó üzemben.
Az állandó üzemet úgy kell érteni,hogy az írógép bekapcsolásával a motor forgásba lendült,forgott,forgott,és akár napi nyolc órán át bekapcsolva várta,hogy a titkárnő nyomkodja a billentyűket rajta.
Az írógépben fekvő beépítéssel csendesen,szinte hangtalanul futott a maga kis 1300-1400-as fordulatával a spécin megkonstruált öntvény perselyes,zsírzógombbal is ellátott csapágyain.
Ezek az írógépek,több tíz éves konstrukciók,szinte kivétel nélkül több évet,állandó üzemben futott motorokkal/csapágyakkal.
Jópár darab végezte nálam az évek folyamán a "boncasztalon".
Érdekes módon,egyikbe sem találtam széthajtott,lógó tengelyű,kikopott perselyes motort.
Pedíg,az eredeti fogasszíjas hajtás,igencsak "húzta" bennük a motortengelyt.
Szoros tengelyű,nehezen járó motor volt közöttük,de azoknál a szorulás az évek alatt beszáradt zsírnak volt betudható.
Amivel én "próbálkozom",a marómotornak alkalmazás...
Az eredeti alkalmazásban fekve 1400-at pörgő motor itt "feláll",és legalább a tízszeresét kell neki pörögni.
A motor súlyának jelentős részét a külső/köpeny forgórész képviseli.
Ezt a súlyt,el kell viselni a csapágyazásnak,hisz a tengelyen keresztül a csapágyakat terheli.
Bár,...így eredeti formájában,de felállítva,több órán át 9-10 ezres fordulattal pörgetve/dolgozva sem tapasztalható pld.melegedés az eredeti perselyekkel sem.
Spéci kis motor ez!
Szóval,...nem is tudom.
Egyenlőre maradnak a gyári perselyei a motornak,majd az üzemórák megmondják,hogy kell-e a mélyhornyú csapágyak fele lépni.:)
A mélyhornyúakkal,biztos,hogy hangosabb lesz valamivel,de még mindíg alatta fog maradni egy kommutátoros motor sivításának.:)
Ami most jobban izgat,az a motor áttekercselése kétpólusúra,és magasabb frekvenciára.
Pár kép a motor eredeti csapágyazásáról.
Ez a motor kétféle köpeny forgórésszel is készült.
Az utolsó képen,a másik verzió.
Ennek,a köpeny küllős kialakításából kifolyólag sokkal nagyobb a levegőhangja.:(






Hát,...nem is tudom igazán.
Ugye,ez a motor az eredti alkalmazásban az NDK-s "villanyírógépekben" volt.
Hajtotta az írógép mechanikáját állandó üzemben.
Az állandó üzemet úgy kell érteni,hogy az írógép bekapcsolásával a motor forgásba lendült,forgott,forgott,és akár napi nyolc órán át bekapcsolva várta,hogy a titkárnő nyomkodja a billentyűket rajta.
Az írógépben fekvő beépítéssel csendesen,szinte hangtalanul futott a maga kis 1300-1400-as fordulatával a spécin megkonstruált öntvény perselyes,zsírzógombbal is ellátott csapágyain.
Ezek az írógépek,több tíz éves konstrukciók,szinte kivétel nélkül több évet,állandó üzemben futott motorokkal/csapágyakkal.
Jópár darab végezte nálam az évek folyamán a "boncasztalon".
Érdekes módon,egyikbe sem találtam széthajtott,lógó tengelyű,kikopott perselyes motort.
Pedíg,az eredeti fogasszíjas hajtás,igencsak "húzta" bennük a motortengelyt.
Szoros tengelyű,nehezen járó motor volt közöttük,de azoknál a szorulás az évek alatt beszáradt zsírnak volt betudható.
Amivel én "próbálkozom",a marómotornak alkalmazás...
Az eredeti alkalmazásban fekve 1400-at pörgő motor itt "feláll",és legalább a tízszeresét kell neki pörögni.
A motor súlyának jelentős részét a külső/köpeny forgórész képviseli.
Ezt a súlyt,el kell viselni a csapágyazásnak,hisz a tengelyen keresztül a csapágyakat terheli.
Bár,...így eredeti formájában,de felállítva,több órán át 9-10 ezres fordulattal pörgetve/dolgozva sem tapasztalható pld.melegedés az eredeti perselyekkel sem.
Spéci kis motor ez!
Szóval,...nem is tudom.
Egyenlőre maradnak a gyári perselyei a motornak,majd az üzemórák megmondják,hogy kell-e a mélyhornyú csapágyak fele lépni.:)
A mélyhornyúakkal,biztos,hogy hangosabb lesz valamivel,de még mindíg alatta fog maradni egy kommutátoros motor sivításának.:)
Ami most jobban izgat,az a motor áttekercselése kétpólusúra,és magasabb frekvenciára.
Pár kép a motor eredeti csapágyazásáról.
Ez a motor kétféle köpeny forgórésszel is készült.
Az utolsó képen,a másik verzió.
Ennek,a köpeny küllős kialakításából kifolyólag sokkal nagyobb a levegőhangja.:(
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2013 március 11, 20:27
Írta: sanyi84 Dátum 2013 március 11, 20:27
Írtam ez ügyben, nekem ilyen kinézetű van. Kiveséznénk a bekötését itt vagy a fórumon kívül? Bár itt más is tanulhatna belőle...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 11, 22:29
Írta: PSoft Dátum 2013 március 11, 22:29
Nos,...
Mint ahogy előbbre már írtam,háromfázisú,szimetrikus tekercselés van a motorokon.
Igaz,hogy az írógépben egyfázisú,állandó üzemű segédfázisos üzemmódban,kondenzátorral mentek,de háromfázisú a tekercselése.
A motorok,3x220/127V-ra,négypólusúra vannak tekercselve.
Volt még egy átkapcsoló is beépítve az írógépbe,amivel át lehetett kapcsolni/kötni a gépet 127V-os egyfázisú hálózatra is,de ennek most nincs jelentősége.
A motor kivezetései,színes vezetékekkel vannak jelölve.
A motorok szinte mindegyikénél,szisztematikusan ugyanazok a színek a hat kivezetésnél.
A hat szín,amit az "NDK"-s gyártó használt:
piros/kék,fekete/szürke,sárga/barna.
Ezek a színpárok,így ahogy írom,egy-egy tekercs kezdő,és végző kivezetésének a jelölései.
Ha a szabványos háromfázisú kapocsléc bekötését veszük alapnak,akkor...
Alul,balról jobbra: U1 V1 W1
Felül,balról jobbra: W2 U2 V2
Ez,a motor kivezetéseknél alkalmazott színekkel úgy alakul,hogy:
Alul,balról jobbra: U1-sárga V1-fekete W1-piros
Felül,balról jobbra: W2-kék U2-barna V2-szürke
Tehát:
-U1 sárga
-V1 fekete
-W1 piros
-U2 barna
-V2 szürke
-W2 kék
És,még egy képes segítség a kapocsléc szabványos bekötéséhez.
Remélem,tudtam segíteni az eligazodás-ban.:)

Mint ahogy előbbre már írtam,háromfázisú,szimetrikus tekercselés van a motorokon.
Igaz,hogy az írógépben egyfázisú,állandó üzemű segédfázisos üzemmódban,kondenzátorral mentek,de háromfázisú a tekercselése.
A motorok,3x220/127V-ra,négypólusúra vannak tekercselve.
Volt még egy átkapcsoló is beépítve az írógépbe,amivel át lehetett kapcsolni/kötni a gépet 127V-os egyfázisú hálózatra is,de ennek most nincs jelentősége.
A motor kivezetései,színes vezetékekkel vannak jelölve.
A motorok szinte mindegyikénél,szisztematikusan ugyanazok a színek a hat kivezetésnél.
A hat szín,amit az "NDK"-s gyártó használt:
piros/kék,fekete/szürke,sárga/barna.
Ezek a színpárok,így ahogy írom,egy-egy tekercs kezdő,és végző kivezetésének a jelölései.
Ha a szabványos háromfázisú kapocsléc bekötését veszük alapnak,akkor...
Alul,balról jobbra: U1 V1 W1
Felül,balról jobbra: W2 U2 V2
Ez,a motor kivezetéseknél alkalmazott színekkel úgy alakul,hogy:
Alul,balról jobbra: U1-sárga V1-fekete W1-piros
Felül,balról jobbra: W2-kék U2-barna V2-szürke
Tehát:
-U1 sárga
-V1 fekete
-W1 piros
-U2 barna
-V2 szürke
-W2 kék
És,még egy képes segítség a kapocsléc szabványos bekötéséhez.
Remélem,tudtam segíteni az eligazodás-ban.:)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 március 12, 06:27
Írta: Szalai György Dátum 2013 március 12, 06:27
Szerintem:
Ennek a motornak az egyik legnagyobb előnye, (a több hátrány között) épp a sikló csapágyaknak köszönhető lopakodó járás. Ha cserélni kell, akkor a grafitos öntöttvas siklóperselytől már hozzáférhető lehet egy-két kedvezőbb tulajdonságú csapágyfém is. De a magasabb fordulatszámok felé, ahol a száraz súrlódást felváltja a hidrodinamikus súrlódás, a csapágyanyag jelentősége csökken, a kenőanyagé meg növekszik.
A halk üzemet megtartani, tízezres fordulatszámon, csak nagyon pontosan beállított, precíziós (drága) golyóscsapággyal tudnád. Egy előnye biztosan volna. Az, hogy a motorkád képes lenne tőle felvenni az axiális erőket is. Hiszen épp a gravírozó szerszám használatakor, a forgácsoló erőnek jelentős része Z irányban hat, az eredeti csapágyazás meg nagyon tisztán csak radiális erő felvételére készült.
Talán ilyen kicsi erőre kitalálható házilag axiális-radiális sikló csapágyazás is.
Ennek a motornak az egyik legnagyobb előnye, (a több hátrány között) épp a sikló csapágyaknak köszönhető lopakodó járás. Ha cserélni kell, akkor a grafitos öntöttvas siklóperselytől már hozzáférhető lehet egy-két kedvezőbb tulajdonságú csapágyfém is. De a magasabb fordulatszámok felé, ahol a száraz súrlódást felváltja a hidrodinamikus súrlódás, a csapágyanyag jelentősége csökken, a kenőanyagé meg növekszik.
A halk üzemet megtartani, tízezres fordulatszámon, csak nagyon pontosan beállított, precíziós (drága) golyóscsapággyal tudnád. Egy előnye biztosan volna. Az, hogy a motorkád képes lenne tőle felvenni az axiális erőket is. Hiszen épp a gravírozó szerszám használatakor, a forgácsoló erőnek jelentős része Z irányban hat, az eredeti csapágyazás meg nagyon tisztán csak radiális erő felvételére készült.
Talán ilyen kicsi erőre kitalálható házilag axiális-radiális sikló csapágyazás is.
Cím: Re:Mechanikai ötletek
Írta: yuagaci9g Dátum 2013 március 12, 07:56
Írta: yuagaci9g Dátum 2013 március 12, 07:56
''Ugye,ez a motor az eredti alkalmazásban az NDK-s "villanyírógépekben" volt''
Az NDK-ban úgy nőttek a villák, hogy nyírni kellett őket? [#confused][#confused]
Az NDK-ban úgy nőttek a villák, hogy nyírni kellett őket? [#confused][#confused]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 március 12, 11:48
Írta: 000000000 Dátum 2013 március 12, 11:48
Köszönöm a választ!
Powerbelt-nél pl kapható mindkét fajtában az XL... C40 vagy alu. A T5 csak aluban van. Egyébként mi a baj az acél tárcsákkal? Talán a súlyuk miatt a nagyobb tehetetlenségük a baj?
Powerbelt-nél pl kapható mindkét fajtában az XL... C40 vagy alu. A T5 csak aluban van. Egyébként mi a baj az acél tárcsákkal? Talán a súlyuk miatt a nagyobb tehetetlenségük a baj?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 12, 12:02
Írta: svejk Dátum 2013 március 12, 12:02
Valóban!
A minap L-est kerestem az csak acél, a nagyobbak öntöttvasban vannak.
Igen adott esetben a tehetetlenség káros lehet.
A minap L-est kerestem az csak acél, a nagyobbak öntöttvasban vannak.
Igen adott esetben a tehetetlenség káros lehet.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 március 12, 15:37
Írta: Szalai György Dátum 2013 március 12, 15:37
Csak még egy szög van a fejemben.
A motorod, eredetileg, a nehéz írógépbe beépítve, egy helyben dekkolva várta, míg teltek felette a boldog békeévek. A forgórész forgássíkját ez idő alatt senki sem változtatta. Üzemelő írógépet minek is emelgetett volna bár ki.
De most jössz Te, és más ötleted van. Elkezded a motort, üzem közben, ide-oda ráncigálni, és hogy nagyon el ne fáradj bele, ezt még szervósítod is.
A motor külső forgórésze egy hatásos lendkerék, percenként tízezerre felpörgetve meg egy príma giroszkóp, ami nagyon igyekszik megtartani a forgás síkját. De Te nem hagyod neki, fel-le rángatod Z irányban, ezért ebből erő lesz, ami hat. A forgórész vasát a csapágyazásával összekötő, kilencágú csillag formájú alumínium öntvény szárain fog dolgozni, míg valami nem enged.
Az meg merev, törik.
Tízezres fordulaton elszabadulva, jó, ha csak a gépedet bontja le.
Ezért támadt az a vízióm, hogy ha csapágycserére kerül egyszer a sor, akkor ezt a részt is célszerű volna olyan lyukassá alakítani, mint a nagyon pörgő modellező BLDC-ken látható.
A motorod, eredetileg, a nehéz írógépbe beépítve, egy helyben dekkolva várta, míg teltek felette a boldog békeévek. A forgórész forgássíkját ez idő alatt senki sem változtatta. Üzemelő írógépet minek is emelgetett volna bár ki.
De most jössz Te, és más ötleted van. Elkezded a motort, üzem közben, ide-oda ráncigálni, és hogy nagyon el ne fáradj bele, ezt még szervósítod is.
A motor külső forgórésze egy hatásos lendkerék, percenként tízezerre felpörgetve meg egy príma giroszkóp, ami nagyon igyekszik megtartani a forgás síkját. De Te nem hagyod neki, fel-le rángatod Z irányban, ezért ebből erő lesz, ami hat. A forgórész vasát a csapágyazásával összekötő, kilencágú csillag formájú alumínium öntvény szárain fog dolgozni, míg valami nem enged.
Az meg merev, törik.
Tízezres fordulaton elszabadulva, jó, ha csak a gépedet bontja le.
Ezért támadt az a vízióm, hogy ha csapágycserére kerül egyszer a sor, akkor ezt a részt is célszerű volna olyan lyukassá alakítani, mint a nagyon pörgő modellező BLDC-ken látható.
Cím: Re:Mechanikai ötletek
Írta: 2f428kduf Dátum 2013 március 12, 16:09
Írta: 2f428kduf Dátum 2013 március 12, 16:09
A giroszkóphatás csak a tengely irányának megváltoztatásánál jelentkezik, ha a Z tengely le-fel, illetve jobbra-balra mozog, NEM változik a tengely iránya, nem jelentkezik járulékos erő
Cím: Re:Mechanikai ötletek
Írta: ygzhw8kag Dátum 2013 március 12, 20:53
Írta: ygzhw8kag Dátum 2013 március 12, 20:53
Üdv
Ihletet kaptam a motor témától.
Van egy motorom ami egy Renault clio kormányszervójában volt. Nagyon jó minőségü ,kicsi és nem utolsó soban valami extrém halk. 24 V on 3600at pörög ,üresjáraton 1.2A vesz fel.
Megpróbáltam lefogni ,persze kesztyűben de nem tudtam.
Szerintetek alkalmas e főorsónak? Max 6mm marószárral aluminium megmunkálására. Illetve kell e gyorsító áttétel?
Ha igen milyen megoldást javasoltok ami megőrzi a motor halk járását?
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2013 március 12, 21:34
Írta: sanyi84 Dátum 2013 március 12, 21:34
Köszönöm, időm engedi elő keresem a motort a gyűjteményemből. Beszámolok az eredményekről.
Cím: Re:Mechanikai ötletek
Írta: Dakota25 Dátum 2013 március 12, 22:20
Írta: Dakota25 Dátum 2013 március 12, 22:20
Szervusz PSoft!
Vigyázz kérlek a sokszoros fordulattal!
A motort széttépni akaró erő a kerületi sebesség négyzetével arányosan nő. Ötszörös fordulaton 25x , tízszeres fordulaton százszor lesz nagyobb, mint amire tervezték a szerkezetét.
A legkisebb leválás, torzulás olyan kiegyensúlyozatlanságot okoz, ami széttépi az egész miskulanciát.
Nem biztos, hogy megéri.
Vigyázz kérlek a sokszoros fordulattal!
A motort széttépni akaró erő a kerületi sebesség négyzetével arányosan nő. Ötszörös fordulaton 25x , tízszeres fordulaton százszor lesz nagyobb, mint amire tervezték a szerkezetét.
A legkisebb leválás, torzulás olyan kiegyensúlyozatlanságot okoz, ami széttépi az egész miskulanciát.
Nem biztos, hogy megéri.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 március 12, 23:14
Írta: Csuhás Dátum 2013 március 12, 23:14
Ebben van valami. Elvégre minél nagyobb fordulatszámra készül egy motor, jellemzően annál karcsúbb a forgórésze. Ipari alkalmazásnál senkinek se jut eszébe külső forgórészes motort nagy fordulatra használni ( eltekintve az energiatároló speciális motoroktól )
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 március 13, 06:13
Írta: Szalai György Dátum 2013 március 13, 06:13
Óóó… Most nézem,hogy a gépeden lévő motoron már nem is az a kilencágú csillagos forgórész van, hanem egy attól sokkal tömörebb. Az nem úgy néz ki, mint ami el akarna repülni.
Szerinted, ha egy ilyen forgórészen megdöntve volnának fúrva a hűtőfuratok, akkor egy kicsit fújná a levegőt?
Szerinted, ha egy ilyen forgórészen megdöntve volnának fúrva a hűtőfuratok, akkor egy kicsit fújná a levegőt?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 március 13, 06:20
Írta: Szalai György Dátum 2013 március 13, 06:20
Először az rémlett, hogy egy külső forgórészes motorról, milyen praktikus volna egy kicsi fortunát pörgetni, laposszíjjal.
A gyorsító áttétel nagyobb kerekét ingyen kínálja a motor palástja.
A terhelés is megmarad tisztán radiális.
Sajnos a kicsi fortuna csapágyazásának problémája is marad és nem biztos, hogy elég a forgató nyomaték sem.
A gyorsító áttétel nagyobb kerekét ingyen kínálja a motor palástja.
A terhelés is megmarad tisztán radiális.
Sajnos a kicsi fortuna csapágyazásának problémája is marad és nem biztos, hogy elég a forgató nyomaték sem.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2013 március 13, 09:26
Írta: 2vkx6unz Dátum 2013 március 13, 09:26
Egy ilyet akartam én is építeni, de végül mégsem a külső forgórésztől hajtottam mert nem fért el a szíj. Tesztre megcsináltam teljesen jól működik. A motor üresjáratman 24V-ról ~150mA-t vett fel, ha fortunát hajtottam akkor még jött hozzá ~100mA. A max áram amit rá lehet ereszteni a motorra 2A volt. Elég jól lehetett vele gravírozni. Csak a helyhiány és a fortuna meghajtás nehézkes kialkítása miatt nem lehetett így megcsinálni.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2013 március 15, 18:53
Írta: sanyi84 Dátum 2013 március 15, 18:53
Ma unalmamba (vártam begyulladjon a tűz) bekötöttem a motort és megpörgettem. pár percet ment csak, pici olajat kapott, amíg sok volt az olaj addig melegedett most szépen fut. Deltába kötöttem. Igaz frekiváltóhoz nem értek, motor névleges feszültségnek 125 V ot vettem.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 15, 23:04
Írta: PSoft Dátum 2013 március 15, 23:04
Deee,hol itt az "ipari alkalmazás"???
Úgy iparilag,...én se használnám.:))
Úgy iparilag,...én se használnám.:))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 15, 23:38
Írta: PSoft Dátum 2013 március 15, 23:38
Nem igazán félek a giroszkóp hatástól.:)
Mint ahogy © Sásdi Zoltán is írja a #11608-ban,nem fogom én ezt a (tízezerrel pörgő) motort ide-oda,előre-hátra billegtetni.
Csak is kizárólag "Z" irányú,le-fel mozgása van a "Z" plattformnak.
Az utolsó gondolatod,a másik típusú forgórésszel teljesítve is van.:))
(habár,a kilencágú küllős forgórész is elég stabil ám)
A paláston,az "egyenes",döntés nélküli furatok is hatásos ventillátorként működnek.
Döntött furatokkal,biztos hatásosabb lenne a hűtés,de szükségtelen,és a csendes járás rovására is menne.:)
Nos,...ha ennek a motornak a palástját használnám fortuna hajtásra,akkor is kellene megoldás az "axiális-radiális sikló csapágyazás"-ra,hisz akkor is "feláll" a fekvő motor.
Mint ahogy © Sásdi Zoltán is írja a #11608-ban,nem fogom én ezt a (tízezerrel pörgő) motort ide-oda,előre-hátra billegtetni.
Csak is kizárólag "Z" irányú,le-fel mozgása van a "Z" plattformnak.
Az utolsó gondolatod,a másik típusú forgórésszel teljesítve is van.:))
(habár,a kilencágú küllős forgórész is elég stabil ám)
A paláston,az "egyenes",döntés nélküli furatok is hatásos ventillátorként működnek.
Döntött furatokkal,biztos hatásosabb lenne a hűtés,de szükségtelen,és a csendes járás rovására is menne.:)
Nos,...ha ennek a motornak a palástját használnám fortuna hajtásra,akkor is kellene megoldás az "axiális-radiális sikló csapágyazás"-ra,hisz akkor is "feláll" a fekvő motor.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 15, 23:46
Írta: PSoft Dátum 2013 március 15, 23:46
Mekkora frekivel,milyen fordulattal pörgetted?
Van "ütése" a forgórésznek?
Én,0,1mm-t mértem a paláston,kívül/belül.
Ez,hatezres fordulatnál,már érezhető volt.
Van "ütése" a forgórésznek?
Én,0,1mm-t mértem a paláston,kívül/belül.
Ez,hatezres fordulatnál,már érezhető volt.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2013 március 16, 08:40
Írta: sanyi84 Dátum 2013 március 16, 08:40
Nekem a küllős fajta van. 200 Hz el, itt elvben 6000 kellene pörögnie. Felpörgéskor voltak olyan fordulatok ahol érezhető volt a remegés azaz biztosan üt. Terv hogy elviszem a helyi tekercselőhöz és ha lehet átalakíttatom, azaz áttekercselés és centírozás erre a fordulatra. Fortunához gondoltam a motort, így némiképp kímélném a csapágyakat. Mivel láttam mire képes egy 3000 el pörgő 5 kilós vasdarab ha elszáll így egy burkolat is kell köré. Nagyon keveri a levegőt hűtéssel gond nem lesz. Minden azon áll vagy bukik elvállalja-e a tekercselő hölgy az átalakítást. Cégnél lemarom a háznak valót és elvileg készen is van.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2013 március 16, 10:33
Írta: sanyi84 Dátum 2013 március 16, 10:33
El is szaladtam ma a tekercselőhöz. Nem nagyon szeretné elvállalni, azt mondta keressek inkább alkalmas motort. Ám megvárom nálad mit mondanak. Amúgy ez csak egy "szemléltető" motor, kopott a tengely, 1 mm vagy picit kevesebbet kotyog is, a kis műanyag távtartó ki van kopva szerintem.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 16, 13:10
Írta: PSoft Dátum 2013 március 16, 13:10
"Ám megvárom nálad mit mondanak."
Hát,...semmit!:)
Nem szándékozom tekercselőhöz vinni az állórészt!
Nem lehet az olyan ördöngősség,hogy ne tudnám magam megcsinálni.:)
Kerestem irodalmat a témához,találtam is,egyik fórumtársunk hathatós segítségével,amit ezúton is köszönök Neki. [#worship][#worship][#worship]
Elektronikus formában(.DjVu)jött a segítség.:)


Az állórész áttekercselésére,már meg is történtek a fizikai előkészületek.:)
Az eredeti,négypólusú tekercselés "lebontása" pár képen:










Hát,...semmit!:)
Nem szándékozom tekercselőhöz vinni az állórészt!
Nem lehet az olyan ördöngősség,hogy ne tudnám magam megcsinálni.:)
Kerestem irodalmat a témához,találtam is,egyik fórumtársunk hathatós segítségével,amit ezúton is köszönök Neki. [#worship][#worship][#worship]
Elektronikus formában(.DjVu)jött a segítség.:)
Az állórész áttekercselésére,már meg is történtek a fizikai előkészületek.:)
Az eredeti,négypólusú tekercselés "lebontása" pár képen:
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2013 március 16, 13:28
Írta: sanyi84 Dátum 2013 március 16, 13:28
Nem mernék ilyet bevállalni, maximum "előkészületig". Most van egy 420 W os szénkefés mosógépmotor kinézve, ez is természetesen fortunával menne szépen, hangos de erősebb mint a sivítónak becézett dremmel utánzat (szigorúan csak motorként használva). Várok még egy 12.000 fordulatú motorról árat illetve állapotot. Valamerre lépnem kell mert már napokba mérhető a gyenge motor miatti plusz "fecsérelt" idő.
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 március 16, 13:48
Írta: Vetesi75 Dátum 2013 március 16, 13:48
Pedig ennél a típusnál nagyon rossz kifogás a "nem fér bele a kezem"... :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 16, 13:58
Írta: PSoft Dátum 2013 március 16, 13:58
Ennél a motornál,...még előregyártott tekercsek se nagyon kellenek.
Kis ügyességgel,begombolyíthatók a hornyok "kézből" is,azzal a pártíz menettel.:)

Kis ügyességgel,begombolyíthatók a hornyok "kézből" is,azzal a pártíz menettel.:)
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 március 16, 14:14
Írta: Vetesi75 Dátum 2013 március 16, 14:14
[#worship] A 30/24-es horonyszám mennyire szerencsés 3~/2p-re tekercselve az indítónyomaték szempontjából?
Cím: Re:Mechanikai ötletek
Írta: Antal Sándor Dátum 2013 március 16, 14:48
Írta: Antal Sándor Dátum 2013 március 16, 14:48
Az a DjVu engem is érdekelne....
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2013 március 16, 15:09
Írta: sanyi84 Dátum 2013 március 16, 15:09
Nem hiszem hogy átmenne az én tekerésem a nem vág agyon az áram teszten. :) Azért szerettem volna profira bízni. Egy kimondhatatlan előnye van azért a sivítónak, hallom ha megy :D . Lehet mondani? Most habot (hungarocellt) marok ,ez arra kiváló hogy a műhelyben a vékony fapor réteget bevonjuk vékony habforgács réteggel. Meg némi boldogságot csaljak az asszony arcára, illetve a ti arcotokra hogy nem vágja hanem marja :) .
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 16, 15:43
Írta: PSoft Dátum 2013 március 16, 15:43
"A 30/24-es horonyszám mennyire szerencsés 3~/2p-re tekercselve az indítónyomaték szempontjából?"
Egyenlőre nem tudom.
Ebben a táblázatban,a 24/30-as verzióra nincs adat,de talán....




Egyenlőre nem tudom.
Ebben a táblázatban,a 24/30-as verzióra nincs adat,de talán....
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 március 16, 20:45
Írta: mxjj54gxi Dátum 2013 március 16, 20:45
Asszem kétrétegű tekercselésre lesz szükséged.
A 30 horony a forgórészben van?
Vagy honnan jött ez az adat?
A 30 horony a forgórészben van?
Vagy honnan jött ez az adat?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 16, 21:10
Írta: PSoft Dátum 2013 március 16, 21:10
Igen,30 horony van a forgórészen.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 16, 21:14
Írta: PSoft Dátum 2013 március 16, 21:14
Közben nézelődök,figyelem a nagyokat is.
Van,aki így csinálja.:)
Én,nem akarom ennyire bonyolítani.:))
Van,aki így csinálja.:)
Én,nem akarom ennyire bonyolítani.:))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 16, 21:19
Írta: PSoft Dátum 2013 március 16, 21:19
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2013 március 16, 21:31
Írta: sasi Dátum 2013 március 16, 21:31
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 március 16, 23:16
Írta: Vetesi75 Dátum 2013 március 16, 23:16
Igen 30 a kalickás forgórész. A két hsz. közbeni időben hátra mentem a műhelybe megszámolni...
A szimmetrikus (többé-kevésbé szimmetrikus - bár törthoronyszám itt nem játszik) tekercselés egy dolog. Ettől függetlenül még lehet belőle meglepi, hogy köze nem lesz az eredi motor nyomaték-fordulatszám jellegéhez.
A szimmetrikus (többé-kevésbé szimmetrikus - bár törthoronyszám itt nem játszik) tekercselés egy dolog. Ettől függetlenül még lehet belőle meglepi, hogy köze nem lesz az eredi motor nyomaték-fordulatszám jellegéhez.
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 március 16, 23:38
Írta: Vetesi75 Dátum 2013 március 16, 23:38
Tavaly télen kínomban fűzögettem egy 50-es építési-magasságú "hzf"-klón 12 hornyú állórészét, vastag dróttal, 3~ kisfeszültségre, a közepe 32-es átmérő... :) A magas fordulatszámú projekt megbukott, a forgórész kiegyensúlyozatlansága miatt. Statikusan ez jajde kevés. Kiette a csapágy a pajzsot ---> kuka. :(
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 március 17, 06:25
Írta: Szalai György Dátum 2013 március 17, 06:25
A dinamikus kiegyensúlyozás barkás megvalósítására nem látsz lehetőséget?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 március 17, 06:26
Írta: Szalai György Dátum 2013 március 17, 06:26
barkács
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 március 17, 09:14
Írta: Rabb Ferenc Dátum 2013 március 17, 09:14
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 17, 20:00
Írta: PSoft Dátum 2013 március 17, 20:00
Nos,...
Ma egy kicsit a "más dolgával" is foglalkoztam.:)
Két,Walter motor volt a "vendégem".:)
Régi adósságom tudom le © amatőr forumtársunk felé.:))
Az igazsághoz hozzátartozik,hogy az Ő motorján hónapok óta "kész" van az ER11-es befogó,csak ezidáig nem volt összerakva.:((
Most megtörtént.:)
A másik Walter motor, © gilice fórumtársunké,ma készült a tengelyvégre az ER16-os befogó.
A jövő hét közepe felé,akár munkára is foghatják mindketten a Walterokat,mert viszi a postás.:))



Ma egy kicsit a "más dolgával" is foglalkoztam.:)
Két,Walter motor volt a "vendégem".:)
Régi adósságom tudom le © amatőr forumtársunk felé.:))
Az igazsághoz hozzátartozik,hogy az Ő motorján hónapok óta "kész" van az ER11-es befogó,csak ezidáig nem volt összerakva.:((
Most megtörtént.:)
A másik Walter motor, © gilice fórumtársunké,ma készült a tengelyvégre az ER16-os befogó.
A jövő hét közepe felé,akár munkára is foghatják mindketten a Walterokat,mert viszi a postás.:))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 17, 21:12
Írta: svejk Dátum 2013 március 17, 21:12
Te érted a használatát?
Nincs hozzá szoftver?
Amit a híres magyar fejlesztőmérnök gyárt, az is így máködik, de van hozzá egy DOS-os kiértékelő szoftver.
Nincs hozzá szoftver?
Amit a híres magyar fejlesztőmérnök gyárt, az is így máködik, de van hozzá egy DOS-os kiértékelő szoftver.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 17, 21:33
Írta: svejk Dátum 2013 március 17, 21:33
A híres magyar fejlesztőmérnök neve, Gyarmati Károly
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2013 március 17, 22:54
Írta: s2k5ycubj Dátum 2013 március 17, 22:54
És vajon mibe "fáj" egy ilyen készülék?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 március 18, 08:59
Írta: Rabb Ferenc Dátum 2013 március 18, 08:59
Valahol beljebb van egy "How does the Balancer work?"" című leírás a használatáról.
Barkács kiegyensúlyozóba nem kell szofver
[#nevetes1]
Sajnos egyszerre csak egy oldalt tud mérni, de ez szerintem a mechanika és az elektronika duplikálásával kiküszöbölhető. Ekkor egy kétsugaras szkóp mutathatja a kitérések mértékét. A pozícióját pedig a stroboszkópként használt LED. (bár villanócső azért jobb lenne)
Azért nem lehet annyira rossz szerkezet, ha sugárhajtómű modell turbináját centírozza vele a fickó...
Barkács kiegyensúlyozóba nem kell szofver
[#nevetes1]
Sajnos egyszerre csak egy oldalt tud mérni, de ez szerintem a mechanika és az elektronika duplikálásával kiküszöbölhető. Ekkor egy kétsugaras szkóp mutathatja a kitérések mértékét. A pozícióját pedig a stroboszkópként használt LED. (bár villanócső azért jobb lenne)
Azért nem lehet annyira rossz szerkezet, ha sugárhajtómű modell turbináját centírozza vele a fickó...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 18, 09:31
Írta: svejk Dátum 2013 március 18, 09:31
No majd megpróbálom érthetővé tenni magamnak a szöveget.
Minden bizonnyal jól használható, beírom az ötéves tervbe.
Minden bizonnyal jól használható, beírom az ötéves tervbe.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 18, 09:33
Írta: svejk Dátum 2013 március 18, 09:33
A tekercselő ismerősömnek van egy készüléke az úrtól, de nem tudok árat mondani.
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2013 március 18, 13:45
Írta: lari Dátum 2013 március 18, 13:45
Meg tudná mondani valaki, hogy THK BTK 1605 AZZ tipusú golyós anyához mekkora golyó passzol gyárilag?
Vagy hol lehetne ennek utánanézni?
Vagy hol lehetne ennek utánanézni?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 18, 19:14
Írta: svejk Dátum 2013 március 18, 19:14
"elolvastam" a cikket, értem.
Okos ötlet, ez a stroboszkópos kijelölés. [#worship]
Okos ötlet, ez a stroboszkópos kijelölés. [#worship]
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2013 március 18, 20:15
Írta: sanyi84 Dátum 2013 március 18, 20:15
Sziasztok!
Valaki találkozott már schaublin W-20 as patron anyával? Itt a szár amihez való, máshogy nem lehet rögzíteni. Vagy ez az ilyen nincs és mégis van esete?Elvben eszterga patron lenne, ez egy 5. tengely csapágyazása patron befogója (volt). Itt máshogy nem lehet rögzíteni csak anyával (patron menetének hely hátul nincs) .
Valaki találkozott már schaublin W-20 as patron anyával? Itt a szár amihez való, máshogy nem lehet rögzíteni. Vagy ez az ilyen nincs és mégis van esete?Elvben eszterga patron lenne, ez egy 5. tengely csapágyazása patron befogója (volt). Itt máshogy nem lehet rögzíteni csak anyával (patron menetének hely hátul nincs) .
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2013 március 18, 22:34
Írta: Virbo Dátum 2013 március 18, 22:34
Meg tudnád mutatni? Nem találom sehol, pedig engem is érdekelne...
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 március 18, 22:51
Írta: Rabb Ferenc Dátum 2013 március 18, 22:51
Az első oldal alján van egy "Click here!" A megnyíló oldalon pedig "Click here for download (418k)!"
Vagyis ITT a balancer.zip-ben
Na megvan???
Vagyis ITT a balancer.zip-ben
Na megvan???
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 március 18, 22:54
Írta: Rabb Ferenc Dátum 2013 március 18, 22:54
Ja, és azon belül a dokumentációkban [#wave]
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2013 március 19, 13:33
Írta: Virbo Dátum 2013 március 19, 13:33
Igen, köszönöm! :)
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 március 19, 17:43
Írta: Szedlay Pál Dátum 2013 március 19, 17:43
Itt a W20-as rajza hátha ez segít.
http://pdf.directindustry.com/pdf/rbc-france/douilles-pour-pinces-w-et-b/8109-54239-_4.html
http://pdf.directindustry.com/pdf/rbc-france/douilles-pour-pinces-w-et-b/8109-54239-_4.html
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2013 március 20, 20:55
Írta: sanyi84 Dátum 2013 március 20, 20:55
Köszönöm szépen. Holnap lefotózom még pár oldalról és mérek, hátha kiderül valami. Azt elképzelhetetlennek tartom hogy nem volt vagy a patron menetén behúzó vagy az orsón anya.
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2013 március 22, 03:21
Írta: Vetesi75 Dátum 2013 március 22, 03:21
Azért szemléltető eszközként még őrizgetem...
Gondoltam idővel elviszem valami komolyabb felszereltségű helyre kiegyensúlyoztatni, de akkor már tengelyt is kellene cserélni, mert a következő alkalommal a tengelykapcsolóval járnék pórul.
Gondoltam idővel elviszem valami komolyabb felszereltségű helyre kiegyensúlyoztatni, de akkor már tengelyt is kellene cserélni, mert a következő alkalommal a tengelykapcsolóval járnék pórul.
Cím: Re:Mechanikai ötletek
Írta: ht0cjk58i Dátum 2013 március 22, 07:06
Írta: ht0cjk58i Dátum 2013 március 22, 07:06
Üdv Urak.
Tudna valaki segíteni abban, hogy a BF20 és társainál a Z tengely finom állítása hogy van megoldva úgy, hogy durva és finom állítás is lehetséges?Gondolom csigakerékkel de van benne valami kuplung féleség?
Tudna valaki segíteni abban, hogy a BF20 és társainál a Z tengely finom állítása hogy van megoldva úgy, hogy durva és finom állítás is lehetséges?Gondolom csigakerékkel de van benne valami kuplung féleség?
Cím: Re:Mechanikai ötletek
Írta: robokacsa Dátum 2013 március 22, 08:31
Írta: robokacsa Dátum 2013 március 22, 08:31
valaki tudna egy rajzot, vagy bármiféle vizuális ábrát mutatni, a feszített orsón lévő anya hajtásáról?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 március 22, 09:48
Írta: 000000000 Dátum 2013 március 22, 09:48
Majd megpróbálok pár képet csinálni a BF20-as "tengelykapcsolójáról" csinálni.
Mivel egy kép többet ér 1000 szónál.
De nem értem mit lehet elbénázni hogy nem működik a finom állítás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 március 22, 10:48
Írta: 000000000 Dátum 2013 március 22, 10:48
Kép minőség olyan amilyen különösebben nem érdekel.

Magyarázat:
1-el jelölt alkatrész egy csigakerékben végződik ami egy csiga tengellyel kapcsolódik a finom állító tekerőhöz.
2-es alkatrészhez kapcsolódik retesszel a kézi kar ami egy fogaskerék fogasléccel mozgatja a főorsót.
3-as rugó tolja le az 1-es alkatrész kúpjáról az 5-ös kúpos kézi kart, így bontva a finom állítási lehetőséget.
4-es alkatrész azaz csavar húzza rá az 1-es kúpra az 5-ös alkatrészt ami így kapcsolódva biztosítja a finom állítási lehetőséget.
Cím: Re:Mechanikai ötletek
Írta: ht0cjk58i Dátum 2013 március 22, 11:29
Írta: ht0cjk58i Dátum 2013 március 22, 11:29
Köszönöm.Nem elrontva lett,oszlopos fúrógépre gondoltam ilyet aplikálni.Ha már van rajta frekiváltó és egyéb nyalánkság okkor miért ne. :)
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2013 március 26, 09:19
Írta: wzc80zbf7 Dátum 2013 március 26, 09:19
Próbált már valaki üvegszál-műgyanta alapanyagból csinálni CNC szerkezetet vagy alkatrészt? Csak mert gondolkodok rajta, de nem tudom mennyire lehet merev! :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 március 26, 09:37
Írta: svejk Dátum 2013 március 26, 09:37
Öööö... az a 4 oldal melyik könyvemből is van kiollózva???
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 március 26, 09:46
Írta: Szalai György Dátum 2013 március 26, 09:46
A „üvegszál-műgyanta” az nem elég pontos meghatározás ahhoz, hogy a merevségről lehessen fogalmat alkotni.
A merevség/rugalmasság döntően múlik a szerkezet kialakításán, azon belül a teherviselő szálak anyagától, mennyiségétől, és irányultságától. Szerencsés esetben a gyanta csak rögzíti ezeket a kompozitban, terhet közvetlenül nem visel.
Az üvegszál alapvetően nyúlékony, de ha sok van belőle, a szálakra külön-külön kis terhelés jut, akkor kevésbé.
(A szénszálak között van pl. a Dyneema aminek a nyúlása nagyon kicsi, merev szerkezet építésre alkalmasabb.)
Például itt tájékozódhatsz, a technikai adatlapokon.
http://www.novia.hu/index.php?a=termekek&cat_id=5
A merevség/rugalmasság döntően múlik a szerkezet kialakításán, azon belül a teherviselő szálak anyagától, mennyiségétől, és irányultságától. Szerencsés esetben a gyanta csak rögzíti ezeket a kompozitban, terhet közvetlenül nem visel.
Az üvegszál alapvetően nyúlékony, de ha sok van belőle, a szálakra külön-külön kis terhelés jut, akkor kevésbé.
(A szénszálak között van pl. a Dyneema aminek a nyúlása nagyon kicsi, merev szerkezet építésre alkalmasabb.)
Például itt tájékozódhatsz, a technikai adatlapokon.
http://www.novia.hu/index.php?a=termekek&cat_id=5
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 március 26, 11:52
Írta: 000000000 Dátum 2013 március 26, 11:52
A gépváz lényege hogy a lehető legmasszívabb és rugalmatlan legyen.
Az üvegszál műgyanta kombináció ennek a szöges ellentéte.
Emlékszem olyan gépépítőkre akik textilbakelitből csináltak gépelemeket.
Meg is bánták mint mikor a macska 9-et kölykezik.
De ez szemmel is látható mikor egy alumínium felületét marod síkra.
A gép nem rezonál a felület is sima mint egy tükör, viszont ha igen az látható mint az alábbi képen.

Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 március 26, 13:30
Írta: kuv5p7226 Dátum 2013 március 26, 13:30
Érdekes... ha síkmarófejjel megyek az alumíniumon, ugyanez a mintázat megvan még akkor is, ha élvonalzóval sem látszik egyenetlenség.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 március 26, 14:35
Írta: keri Dátum 2013 március 26, 14:35
Akár mikronnál is kisebb barázdák vannak a felületen, a szerszám mozgási irányába, ezek pedig ilyen optikai hatást keltenek.
De gondolom ha az élvonalzón nem látszik hiba, akkor nem is aggódsz miatta :)
De gondolom ha az élvonalzón nem látszik hiba, akkor nem is aggódsz miatta :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 március 26, 14:36
Írta: 000000000 Dátum 2013 március 26, 14:36
Mondjuk már lapkákat kéne cserélni a 63mm-es maró tárcsában , de 1-2mm fogásnál is szinte tükrös felületet visz.
Az élvonalzó meg csak azt igazolja hogy amit marsz az sík, de attól rezonálhat és ez látszik a felületen.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 március 26, 16:35
Írta: PSoft Dátum 2013 március 26, 16:35
Írtam magán-ban!
[#wink]
[#wink]
Cím: Re:Mechanikai ötletek
Írta: jv7pu3a5p Dátum 2013 március 26, 17:45
Írta: jv7pu3a5p Dátum 2013 március 26, 17:45
De ismerős kép. [#nevetes1]
Egyébként ennél a főorsó csapágy okozta a problémát, mint kiderült.
Gagyi kínai motor...
Egyébként ennél a főorsó csapágy okozta a problémát, mint kiderült.
Gagyi kínai motor...
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 április 08, 17:47
Írta: RogerCo Dátum 2013 április 08, 17:47
Sziasztok !
Valakinek van tapasztalata CNC felhasználási területen elektromágnes kuplunggal?
Egy kis eszterga átalakításán "dolgozok" fejben, és jó lenne a keresztszán kézi tekerőjét is meghagyni, hogy manuális esztergaként is működhessen.
Jól gondolom, ha direktben van a léptető motor a másik végén a tengelynek, a vezérlő nem igazán tolerálja, ha kikapcsolt állapotban a motor van tekergetve, és ezzel fezültség generálva rajta...
Ha pedig CNC-ként van használva, a kuplung meghúz (amíg fut a Mach), és így viszi át a hajtást.
Vagy felejtős?
Köszi
Valakinek van tapasztalata CNC felhasználási területen elektromágnes kuplunggal?
Egy kis eszterga átalakításán "dolgozok" fejben, és jó lenne a keresztszán kézi tekerőjét is meghagyni, hogy manuális esztergaként is működhessen.
Jól gondolom, ha direktben van a léptető motor a másik végén a tengelynek, a vezérlő nem igazán tolerálja, ha kikapcsolt állapotban a motor van tekergetve, és ezzel fezültség generálva rajta...
Ha pedig CNC-ként van használva, a kuplung meghúz (amíg fut a Mach), és így viszi át a hajtást.
Vagy felejtős?
Köszi
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2013 április 08, 20:10
Írta: ANTAL GÁBOR Dátum 2013 április 08, 20:10
Robi ! Én teljesen másképp csináltam meg és abs univerzális . Pár mondatban leírom magánban
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 április 08, 20:14
Írta: RogerCo Dátum 2013 április 08, 20:14
Köszi.
Bár Debrecenben próbáltam figyelni este, amikor Fateromnak mondtad :)
Bár Debrecenben próbáltam figyelni este, amikor Fateromnak mondtad :)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2013 április 08, 20:42
Írta: ANTAL GÁBOR Dátum 2013 április 08, 20:42
Meggondoltam a dolgot : közkinccsé teszem :
Szia ! nekem kész egy EMCO STAR 650 es eszterga CNC sítése és a tanultakból csináljuk a TOS 1500 ast
A mechanikus tekerőt kidobtam, a szánszekrényből a hajtást megszüntettem . A mechanikus helyén van egy kézi MPG.
AZ MPG kétfázisú jeléből egy quadratúra dekóder segítségével a Mach tól függetlenül step dir jeleket csinálok. Egy váltó relé érintkezőjén ezek belemennek a vezérlőbe és alkotnak egy motorizált keresztszánt . A rendszer úgy van összehangolva hogy igen finom legyen egy lépés ( nálam átmérőben 0.02 mm )
Egy gumiklaviatúra IC és két "INDEX" nyomógomb felhasználásával megoldottam a klaviatúra nélküli szánmozgatást . A gombok közvetlenül a szánon vannak. . Ilyenkor megy a MACH de passziv üzemben . A nyomógombok kétérintkezősek egyrészt emulálják a klaviatúrát másrészt átváltják a relét . Ugyancsak átvált a relé ha egy M3 parancsot "lát" . . Egy segéd időzitő áramkör gondoskodik arról hogy ne legyen lépésvesztés vagyis csak biztosan átváltott üzem után jöhet step .és az utolsó step után még kivár a relé
Lehet hogy a relé elég konzervativ de abs biztos leválasztás és zavarvédett
A vegyes üzem előnyei: Akármikor tudok hagyományosan esztergálni. Gyorsjárattal ( gombbal ) közelítek és finoman az MPG vel érintőzök . Nem használom a TAB gombot nem változtatom az MPG értéket nem egerezek . A MPG finoman teker
Tudok olyan lusta programot csinálni ahol a rázósabbat a Mach csinálja a fogásvételt meg én
Béninek köszönhetően az MPG értéke ki van jelezve egy segéd ablakban. Ez nullázható és egy kattintással bele lehet tölteni a Mach os DRO tartalmat . természetesen a benne rejlő tartalmat manuálisan át lehet írni a Mach ba ( egy távlati elképzelésem szerint ezt egy gombbal is meg lehet majd tenni ( BÉNI OLVASOD? )
Hát ennyi
Szia ! nekem kész egy EMCO STAR 650 es eszterga CNC sítése és a tanultakból csináljuk a TOS 1500 ast
A mechanikus tekerőt kidobtam, a szánszekrényből a hajtást megszüntettem . A mechanikus helyén van egy kézi MPG.
AZ MPG kétfázisú jeléből egy quadratúra dekóder segítségével a Mach tól függetlenül step dir jeleket csinálok. Egy váltó relé érintkezőjén ezek belemennek a vezérlőbe és alkotnak egy motorizált keresztszánt . A rendszer úgy van összehangolva hogy igen finom legyen egy lépés ( nálam átmérőben 0.02 mm )
Egy gumiklaviatúra IC és két "INDEX" nyomógomb felhasználásával megoldottam a klaviatúra nélküli szánmozgatást . A gombok közvetlenül a szánon vannak. . Ilyenkor megy a MACH de passziv üzemben . A nyomógombok kétérintkezősek egyrészt emulálják a klaviatúrát másrészt átváltják a relét . Ugyancsak átvált a relé ha egy M3 parancsot "lát" . . Egy segéd időzitő áramkör gondoskodik arról hogy ne legyen lépésvesztés vagyis csak biztosan átváltott üzem után jöhet step .és az utolsó step után még kivár a relé
Lehet hogy a relé elég konzervativ de abs biztos leválasztás és zavarvédett
A vegyes üzem előnyei: Akármikor tudok hagyományosan esztergálni. Gyorsjárattal ( gombbal ) közelítek és finoman az MPG vel érintőzök . Nem használom a TAB gombot nem változtatom az MPG értéket nem egerezek . A MPG finoman teker
Tudok olyan lusta programot csinálni ahol a rázósabbat a Mach csinálja a fogásvételt meg én
Béninek köszönhetően az MPG értéke ki van jelezve egy segéd ablakban. Ez nullázható és egy kattintással bele lehet tölteni a Mach os DRO tartalmat . természetesen a benne rejlő tartalmat manuálisan át lehet írni a Mach ba ( egy távlati elképzelésem szerint ezt egy gombbal is meg lehet majd tenni ( BÉNI OLVASOD? )
Hát ennyi
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 április 08, 21:00
Írta: vjanos Dátum 2013 április 08, 21:00
Esetleg fogasszíjas hajtás, és ha kézzel akarod tekergetni, leveszed a szíjat?
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 április 08, 21:36
Írta: RogerCo Dátum 2013 április 08, 21:36
[#eljen]Köszi !
Én/Mi is valami hasonlót szeretnénk összehozni, azzal különbséggel, hogy az eszterga manuális mivolta továbbra is megmaradjon. Ha csak kis "pitty-putty"-ot kell esztergálni, azért ne kelljen a számítógépet is bekapcsolni.
Aztán lehet mire a tényleges átépítésre kerül a sor, pont olyan lesz, mint amit most leírtál [#wave]
Más ügyből kifolyólag írtam emailt!
Én/Mi is valami hasonlót szeretnénk összehozni, azzal különbséggel, hogy az eszterga manuális mivolta továbbra is megmaradjon. Ha csak kis "pitty-putty"-ot kell esztergálni, azért ne kelljen a számítógépet is bekapcsolni.
Aztán lehet mire a tényleges átépítésre kerül a sor, pont olyan lesz, mint amit most leírtál [#wave]
Más ügyből kifolyólag írtam emailt!
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 április 09, 07:16
Írta: Sz.József Dátum 2013 április 09, 07:16
Szia Robi!
Szerintem nem érdemes kuplunggal "bonyolítani"...
Vagy elkészíted a Gábor megoldását vagy ha úgysem akarod kézi üzemmódban bekapcsolni a PC-t,
akkor nem egyszerűbb lehúzni a vezérlőről a motor kábelét. (?)
Ha a kiiktatott motornak a 4 kivezetését rövidre zárod egy kapcsolóval, akkor produkál egy
elég tekintélyes tartónyomatékot ami még hasznos is lehet pl. átmérőzésnél...
Persze amikor X-be fogást veszel ezt kilehetne kapcsolni.
Volt itt a faterod, mutatta mibe fogott (fogtatok) bele és én is kedvet kaptam hozzá... ( [#smile] )
Csak előbb a hosszán és a keresztszán csúszó felületeit akarom rendbe tenni, mert 1-2 dolog nem tetszik rajta...
Szerintem nem érdemes kuplunggal "bonyolítani"...
Vagy elkészíted a Gábor megoldását vagy ha úgysem akarod kézi üzemmódban bekapcsolni a PC-t,
akkor nem egyszerűbb lehúzni a vezérlőről a motor kábelét. (?)
Ha a kiiktatott motornak a 4 kivezetését rövidre zárod egy kapcsolóval, akkor produkál egy
elég tekintélyes tartónyomatékot ami még hasznos is lehet pl. átmérőzésnél...
Persze amikor X-be fogást veszel ezt kilehetne kapcsolni.
Volt itt a faterod, mutatta mibe fogott (fogtatok) bele és én is kedvet kaptam hozzá... ( [#smile] )
Csak előbb a hosszán és a keresztszán csúszó felületeit akarom rendbe tenni, mert 1-2 dolog nem tetszik rajta...
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 április 09, 07:28
Írta: RogerCo Dátum 2013 április 09, 07:28
Szia Józsi!
De, persze, egyszerűbb, mi több, akár egy (4p)kapcsolóval is megoldható lenne :)
Azért is vetettem fel a kérdést, hogy kinek mi a tapasztalat, beszéljünk róla.
De, persze, egyszerűbb, mi több, akár egy (4p)kapcsolóval is megoldható lenne :)
Azért is vetettem fel a kérdést, hogy kinek mi a tapasztalat, beszéljünk róla.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2013 április 09, 07:36
Írta: ANTAL GÁBOR Dátum 2013 április 09, 07:36
Ha figyelmesen olvasod akkor a kézi üzemhez nem kell PC mert a generált step dir jelek közvetlenül a vezérlőbe mennek . Ezt hívom motorizált keresztszánnak. A Mach ( bujtatott használata ) rengeteg előnnyel jár. A motorizált keresztszánt finomabbá lehet csinálni ami egy csapágyillesztésnél előnyös. Viszont ha sokat kell menni az X nek akkor sokat kell tekerni ami unalmas. Itt lép be elöször a Mach és a külső nyomógombbal gyorsan teker. ( persze meg lehetne csinálni MACH tól teljesen függetlenül is csak akkor váltani kellene az egy MPG pulzushoz tartozó stepszámot. ( Ha kell akkor 4 szer gyorsabbat könnyen tudnék csinálni mert a Quadratúra Ic ben benne van az adottság ( amikor finom akkor 1 kattanás 1 step amikor durva akkor 1 kattanás 4 step ) Viszont ha megy a MACH akkor az MPG t enkódernek is bekötve (és configurálva ) rögtön kész egy X elmozdulását megjelenítő DRO (ami azért előnyös )
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 április 09, 08:47
Írta: Sz.József Dátum 2013 április 09, 08:47
Beszélhetnénk róla...
Egy-két ötletet biztosan kitudnánk cserélni egymással.
Majd készítek róla képeket, hol tartok vele és berakom a topikomba...
Ahhoz, hogy gépi üzembe is "tűrhető" legyen, elég sok dolgot megszeretnék csinálni rajta, hogy később ne legyen gond vele.
Még így is lesz ami ki fog maradni idő hiányába...
A lakatanya hol tart? Sikerült lerajzolni? Nekem is valami nagyon porózus öntvényből van... (de legalább sértetlen, nem úgy mint a Tiéd)
Csak én már nem akartam Kolához "bejelentkezni", mert már ez súrolta volna a pofátlanság határát...
A keresztszánba viszont új anya van betervezve. (12x3-as vagy ZX 100 vagy bronz)
Az új emelkedésű orsó a nóniuszt egy kicsit "átrajzolja", de talán még nem fog gondot okozni...(ezt majd még átgondolom...)
Egy-két ötletet biztosan kitudnánk cserélni egymással.
Majd készítek róla képeket, hol tartok vele és berakom a topikomba...
Ahhoz, hogy gépi üzembe is "tűrhető" legyen, elég sok dolgot megszeretnék csinálni rajta, hogy később ne legyen gond vele.
Még így is lesz ami ki fog maradni idő hiányába...
A lakatanya hol tart? Sikerült lerajzolni? Nekem is valami nagyon porózus öntvényből van... (de legalább sértetlen, nem úgy mint a Tiéd)
Csak én már nem akartam Kolához "bejelentkezni", mert már ez súrolta volna a pofátlanság határát...
A keresztszánba viszont új anya van betervezve. (12x3-as vagy ZX 100 vagy bronz)
Az új emelkedésű orsó a nóniuszt egy kicsit "átrajzolja", de talán még nem fog gondot okozni...(ezt majd még átgondolom...)
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 április 09, 08:59
Írta: RogerCo Dátum 2013 április 09, 08:59
A lakatanya? Azt én még valamikor a múlthéten lemodelleztem, csináltam rajzot róla, és elküldtem Faternak, további intézkedésre.
Küldjél egy emailt, és egyeztetünk :)
Küldjél egy emailt, és egyeztetünk :)
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 április 09, 09:07
Írta: RogerCo Dátum 2013 április 09, 09:07
Szia Gábor,
Persze értettem amit írtál, de amit Te is említettél Debrecenben, hogy az MPG-vel tekerve "nem érzed, hogy mit csinálsz" és gondoltam, ha megmaradna az eredeti felállás is, így ha a Mach elvan indítva lehetne használni imulzus generátorként a kézi kerékhez, vagy gyorsjárathoz, vagy pedig G-kód futtatására.
Ha pedig nincs elindítva, maradna ugyan olyan kis ceruzahegyező, mint az átalakítás előtt :D
A tegnap esti Email-em megkaptad?
Persze értettem amit írtál, de amit Te is említettél Debrecenben, hogy az MPG-vel tekerve "nem érzed, hogy mit csinálsz" és gondoltam, ha megmaradna az eredeti felállás is, így ha a Mach elvan indítva lehetne használni imulzus generátorként a kézi kerékhez, vagy gyorsjárathoz, vagy pedig G-kód futtatására.
Ha pedig nincs elindítva, maradna ugyan olyan kis ceruzahegyező, mint az átalakítás előtt :D
A tegnap esti Email-em megkaptad?
Cím: Re:Mechanikai ötletek
Írta: e37a4y39 Dátum 2013 április 16, 06:32
Írta: e37a4y39 Dátum 2013 április 16, 06:32
Rajzos aluprofil , hol?mennyiért?
cnc1970@citromail.hu
Előre is kösz
cnc1970@citromail.hu
Előre is kösz
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 április 16, 09:21
Írta: 000000000 Dátum 2013 április 16, 09:21
Bárhol, bármennyiért.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 április 16, 18:04
Írta: Szalai György Dátum 2013 április 16, 18:04
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2013 április 16, 18:16
Írta: VighLajos Dátum 2013 április 16, 18:16
Beütöttem a "C" profilt, kiírta, hogy min. rendelési mennyiség 500 kg.
Köszönjük, Emese!
Köszönjük, Emese!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 április 16, 20:00
Írta: Szalai György Dátum 2013 április 16, 20:00
Én kérek bocsánatot, hogy nem vettem figyelembe a kérdés fel sem tett részét. Igazán gondolhattam volna.
Legközelebb majd megpróbálom kitalálni, hogy mekkora darab kellhet a kérdezőnek.
De akkor biztos az lesz a baj, hogy nem eloxált kell neki, vagy más színű.
Csók.
Emese.
Legközelebb majd megpróbálom kitalálni, hogy mekkora darab kellhet a kérdezőnek.
De akkor biztos az lesz a baj, hogy nem eloxált kell neki, vagy más színű.
Csók.
Emese.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 április 16, 20:13
Írta: keri Dátum 2013 április 16, 20:13
Szerintem ez a cég hozzáállására vonatkozott nem a segítő szándékodra.
Azért 500kg nem az a kisker mennyiség :)
Azért 500kg nem az a kisker mennyiség :)
Cím: Re:Mechanikai ötletek
Írta: andrasbsl Dátum 2013 április 16, 20:20
Írta: andrasbsl Dátum 2013 április 16, 20:20
Én csak a minimális nettó 200 EUR rendelési mennyiséget ismerem. Nem lehet hogy olyan C profilra keresett rá a Kolléga ami nem raktártétel?
Többször vásároltam náluk, semmi gond nem volt.
Többször vásároltam náluk, semmi gond nem volt.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 április 16, 20:22
Írta: PSoft Dátum 2013 április 16, 20:22
"Üdvözöljük az Alumínium Specialistánál"
A három hölgy közül,vajon melyik lehet az "Alumínium Specialista"?
[#nemtudom]
Mindhárom?
Lehet,...az egyik az elox-os,a másik meg nem,a harmadik meg talán,...a más színű?:)
Az meg egyszerűen kizárt,hogy mindhárom hölgy "Emese" lenne!!!:))
A három hölgy közül,vajon melyik lehet az "Alumínium Specialista"?
[#nemtudom]
Mindhárom?
Lehet,...az egyik az elox-os,a másik meg nem,a harmadik meg talán,...a más színű?:)
Az meg egyszerűen kizárt,hogy mindhárom hölgy "Emese" lenne!!!:))
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 április 16, 20:26
Írta: keri Dátum 2013 április 16, 20:26
Amari.hu-nak nincs ilyen? Nekik van mindenféle raktáron.
Ezeknek tényleg alig találtam raktárkészletet.
Ezeknek tényleg alig találtam raktárkészletet.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2013 április 17, 08:29
Írta: designr Dátum 2013 április 17, 08:29
Hátha valaki többet tud rólla...Arra lennék kíváncsi egy vinyó mozgató mechanikája alkalmas lehet-e,kis nyomaték igényű,kis elmozdulású,viszont nagyon gyors mozgást igénylő alkalmazásokhoz.Láttam már pár videót ahol teljesen hasonló módon(esetleg vinyót átalakítva oldották meg a fej bebillentését.Vajon egy pici szerszám pár mm-es pontos mozgatásához elég nagy ereje van-e,és a vezérlését egyszerű módon át lehet-e alakítani z tengely kiváltásához.Még egyszer csakis speckó alkalmazásra gondolok,nagyfordulatú könnyű gravírfej-pár mm mozgással(kőgravír-pirográf stb)Hátha valaki már csinált ilyet..Tanulnánk belöle..
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2013 április 17, 08:46
Írta: Kristály Árpád Dátum 2013 április 17, 08:46
Szerintem erőkar kérdése lehet....
Van egy nagyon régi két kábeles (már nem emlékszem, hogy mi a neve.... nagy winyom...[#worship]megnézem, hogy mekkora van benne...és képet teszek illetve küldök...[#integet2]
Van egy nagyon régi két kábeles (már nem emlékszem, hogy mi a neve.... nagy winyom...[#worship]megnézem, hogy mekkora van benne...és képet teszek illetve küldök...[#integet2]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2013 április 17, 08:47
Írta: Kristály Árpád Dátum 2013 április 17, 08:47
Ja...akkora mint egy kisméretű tégla!!!!!
és úgy indul m int a régi villamosok....[#bohoc][#confused][#szomoru1][#miaz]
és úgy indul m int a régi villamosok....[#bohoc][#confused][#szomoru1][#miaz]
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 április 17, 08:57
Írta: mxjj54gxi Dátum 2013 április 17, 08:57
Az a baj, hogy winyóban már nagyon régen nem léptetőmotoros a fejmozgatás, hanem lineáris motorszerű izé van benne. Ezt nem tudod meghajtani semmivel, nagyon spéci elektronikus megoldása van.
Az itt emlegetett MFM vincsikben annak idején volt léptetőmotoros fejmozgatás, de azok meg emlékeim szerint nem kétfázisú motorok voltak, nehéz lesz hozzá meghajtót kreálni.
Az itt emlegetett MFM vincsikben annak idején volt léptetőmotoros fejmozgatás, de azok meg emlékeim szerint nem kétfázisú motorok voltak, nehéz lesz hozzá meghajtót kreálni.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2013 április 17, 09:07
Írta: Kristály Árpád Dátum 2013 április 17, 09:07
Áh...ez a helyes kifejezés...MFM....
[#rinya][#worship][#worship][#worship][#wave][#integet2]
[#rinya][#worship][#worship][#worship][#wave][#integet2]
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2013 április 17, 09:42
Írta: VighLajos Dátum 2013 április 17, 09:42
Kedves Szalai Gyuri!
Bizony isten, az "emese" nem neked szólt, hanem a cégnek. Elképzeltem magam előtt az 500 kilónyi 10x20 mm-es C-sínt...
Ami először eszembe jutott, azt nem írom le, a második az volt, hogy "menjenek a fenébe!"
[#wave]
Bizony isten, az "emese" nem neked szólt, hanem a cégnek. Elképzeltem magam előtt az 500 kilónyi 10x20 mm-es C-sínt...
Ami először eszembe jutott, azt nem írom le, a második az volt, hogy "menjenek a fenébe!"
[#wave]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 április 17, 16:09
Írta: PSoft Dátum 2013 április 17, 16:09
"...egy vinyó mozgató mechanikája alkalmas lehet-e,kis nyomaték igényű,kis elmozdulású,viszont nagyon gyors mozgást igénylő alkalmazásokhoz."
Ha ezekből a példányokból találsz még valahol,ezek biztosan!
Itt még nyoma sincs a mostanság egyeduralkodó lineár motornak.
Nagyon fíííínom kis léptecs "huzigálja" a két acélszalaggal a fej mozgató karját oda vissza.
Ha ezekből a példányokból találsz még valahol,ezek biztosan!
Itt még nyoma sincs a mostanság egyeduralkodó lineár motornak.
Nagyon fíííínom kis léptecs "huzigálja" a két acélszalaggal a fej mozgató karját oda vissza.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 április 17, 16:59
Írta: svejk Dátum 2013 április 17, 16:59
A lieármotorossal sincs nagy baj, ha eltekintünk attól, hogy nem egyenesvonalú a mozgás hanem íves, azaz a fejmozgató kart "billegteti".
A forgáspontra egy jó nagy felbontású encoder, a tekercsre meg egy kis DC servo kimenete és már kész is.
Ezután esetleg meg lehet Bénit kérni, hogy írjon a MACH tengelyvezérlésére egy függvényt és akkor lehet linearizálni a mozgást.
Más ötlet ha a már mechanikusan egyenesvonalúvá varázsolt mozgásra egy lineár útadó, pl. egy percizíós tapintó analóg kimenettel.
Ezt lehet kis analóg bemenetű DC servohoz illeszteni.
perzse ha van ilyen pici megfelelő felbonzású quadtratúra kimenetű lineáris encoder, akkor mehet az előző normál step-dir-es dc szervo.
persze ez csak délutáni agynómenés, biztos sokat kellene még törpölni rajta de nem lehetetlen feladat talán még hobby körülmények közt sem.
Azt hiszem egyszer ki is fogom próbálni, már gondolkoztam máskor is rajta.
A forgáspontra egy jó nagy felbontású encoder, a tekercsre meg egy kis DC servo kimenete és már kész is.
Ezután esetleg meg lehet Bénit kérni, hogy írjon a MACH tengelyvezérlésére egy függvényt és akkor lehet linearizálni a mozgást.
Más ötlet ha a már mechanikusan egyenesvonalúvá varázsolt mozgásra egy lineár útadó, pl. egy percizíós tapintó analóg kimenettel.
Ezt lehet kis analóg bemenetű DC servohoz illeszteni.
perzse ha van ilyen pici megfelelő felbonzású quadtratúra kimenetű lineáris encoder, akkor mehet az előző normál step-dir-es dc szervo.
persze ez csak délutáni agynómenés, biztos sokat kellene még törpölni rajta de nem lehetetlen feladat talán még hobby körülmények közt sem.
Azt hiszem egyszer ki is fogom próbálni, már gondolkoztam máskor is rajta.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 április 17, 17:11
Írta: Szalai György Dátum 2013 április 17, 17:11
Emlékszem, volt egy kapcsolatos cikk rég az RT újságban, talán Puskás Tivadar tollából.
Ezeket a kis DC fejmozgatókat közös tengelyre építette és erőgépeket kreált valamilyen kísérleti célra.
Mintha még nyomatékot is mért volna rajta.
Ezeket a kis DC fejmozgatókat közös tengelyre építette és erőgépeket kreált valamilyen kísérleti célra.
Mintha még nyomatékot is mért volna rajta.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2013 április 17, 17:30
Írta: designr Dátum 2013 április 17, 17:30
Köszi mindenkinek az ötleteket.A linkemet jobban megnézve tulajdonképpen egy kopogtatószerkezet,gyémánt tűvel kopogtatja a márványt,szerintem egyszerű elektromágnes,az állandó mágnesek csak a gyors visszahúzását segítik a szerszámnak.16-os képKopogtató
A másik pedig szerintem áttételes léptecs billenti be a stiftet..KőgravírKőgravír
A másik pedig szerintem áttételes léptecs billenti be a stiftet..KőgravírKőgravír
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2013 április 17, 17:31
Írta: TROMF22 Dátum 2013 április 17, 17:31
Lehet, hogy te emlékszel jobban, de ha RT újság és P.T. monogramm, akkor nem inkább Pálinkás Tibor? Méréstechnikában is sokat tevékenykedett.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2013 április 17, 18:02
Írta: ra8nsmk6w Dátum 2013 április 17, 18:02
Nem az RT -ben volt hanem az Elektrotechnika (vagy annak az elődjénél) újságban. A Pálinkás úr az jó. Sokáig megvolt ez a sorozat is. Miután mozgásomban korlátozott az irodalom ingyen odadatam egy HE fórumtársnak. 1köbméter
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 április 17, 18:44
Írta: Szalai György Dátum 2013 április 17, 18:44
Szerintem ilyet régi merevlemez meghajtóból nem kreálsz. Kicsi hozzá az ereje.
Inkább ilyesmivel próbálnám kialakítani, ezek fénymásoló gépekben fordulnak elő tucatjával.
http://skoocom.en.alibaba.com/productshowimg/452059130-212401098/DC_micro_electromagnet.html
Nyiszi fórumtársunknál vehető egy teherautónyi.
https://picasaweb.google.com/110403088820718499845/EladoHolmik#5687168451761193698
Inkább ilyesmivel próbálnám kialakítani, ezek fénymásoló gépekben fordulnak elő tucatjával.
http://skoocom.en.alibaba.com/productshowimg/452059130-212401098/DC_micro_electromagnet.html
Nyiszi fórumtársunknál vehető egy teherautónyi.
https://picasaweb.google.com/110403088820718499845/EladoHolmik#5687168451761193698
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 április 29, 10:09
Írta: Csuhás Dátum 2013 április 29, 10:09
Megosztok egy ötletet. Siklócsapágyas marógépnél szerettem volna olajszint kijelzést megoldani.

Egy pet palack előforma a lényegi rész. A kupak kapott egy 1mm-es furatot. A tartó M10 csavar tengelyvonalban meg van fúrva, és egy keresztfurattal csatlakozik az olajtérhez. Az alkatrészek sziloplaszttal vannak tömítve.
Egy pet palack előforma a lényegi rész. A kupak kapott egy 1mm-es furatot. A tartó M10 csavar tengelyvonalban meg van fúrva, és egy keresztfurattal csatlakozik az olajtérhez. Az alkatrészek sziloplaszttal vannak tömítve.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 április 29, 14:28
Írta: 000000000 Dátum 2013 április 29, 14:28

Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 május 11, 21:37
Írta: svejk Dátum 2013 május 11, 21:37
Bénáztam ezzel a gyári Isel géppel.
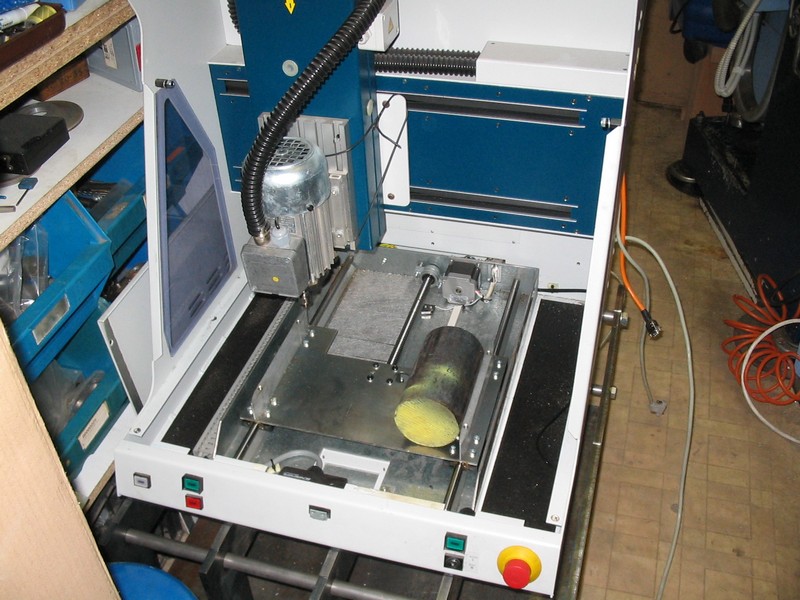
A Z egység kb. 12 kg, áram nélkül leszaladt.
Eredetileg valamilyen rúgó lehetett itt.

Kaptam Psoft társunktól írógépkocsi visszahúzót, sajnos kevés lett a kb. 15-20 N-jával.

Vettem 1800 Ft-ért asztali fúrógép visszahúzó rúgót, csináltam neki csapágyas dobot,

majd egy másikat műanyagból, nagyobb áttétellel

De sajnos nem lett jó, 30-130 N közt változott az ereje a feltekeréstől függően.
Végül berágtam és raktam rá gázrúgót.
Persze nem lett jó, mert befelé csillapítanak, így csak kis gyorsulást lehetett beállítani.
Végül a Moliton kft. lett a megoldás.
Megrendeltem 1 db 120 N-os, 140 mm-es mindkét végén M6-os menettel ellátott - és ami a lényeg: CSILLAPÍTATLAN gázrúgót.
8 nap múlva szállították, bruttó 4160 Ft-ba került.
Előtte elb@ctam vagy két napot a spirálrúgókkal. :((
Hogy meddig fogja bírni, azt nem tudom, de valakinek ki kell próbálni ezt is...
Egyelőre nagyon szépen dolgozik, kikapcsolva pont egyforma erővel lehet le és felhúzni a Z egységet.

A Z egység kb. 12 kg, áram nélkül leszaladt.
Eredetileg valamilyen rúgó lehetett itt.
Kaptam Psoft társunktól írógépkocsi visszahúzót, sajnos kevés lett a kb. 15-20 N-jával.
Vettem 1800 Ft-ért asztali fúrógép visszahúzó rúgót, csináltam neki csapágyas dobot,
majd egy másikat műanyagból, nagyobb áttétellel
De sajnos nem lett jó, 30-130 N közt változott az ereje a feltekeréstől függően.
Végül berágtam és raktam rá gázrúgót.
Persze nem lett jó, mert befelé csillapítanak, így csak kis gyorsulást lehetett beállítani.
Végül a Moliton kft. lett a megoldás.
Megrendeltem 1 db 120 N-os, 140 mm-es mindkét végén M6-os menettel ellátott - és ami a lényeg: CSILLAPÍTATLAN gázrúgót.
8 nap múlva szállították, bruttó 4160 Ft-ba került.
Előtte elb@ctam vagy két napot a spirálrúgókkal. :((
Hogy meddig fogja bírni, azt nem tudom, de valakinek ki kell próbálni ezt is...
Egyelőre nagyon szépen dolgozik, kikapcsolva pont egyforma erővel lehet le és felhúzni a Z egységet.
Cím: Re:Mechanikai ötletek
Írta: Sanyi Bá Dátum 2013 május 11, 21:55
Írta: Sanyi Bá Dátum 2013 május 11, 21:55
A DATRON is ezt a gázrugós megoldást használja a Z tengelyhez és kb 1-2 évet bírnak ki, de fordítva szerelik be, aminek szerintem nincs jelentősége.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 május 11, 22:01
Írta: 000000000 Dátum 2013 május 11, 22:01
Van jelentősége a beszerelésnek, mert így a benne lévő olaj keni a szárat fordítva meg nem igazán.
Cím: Re:Mechanikai ötletek
Írta: Sanyi Bá Dátum 2013 május 11, 22:02
Írta: Sanyi Bá Dátum 2013 május 11, 22:02
A DATRON a gázrugót kettő alu csőbe teszi ami egymásba illeszkedik lazán, és gondolom ez által nem szennyeződik el.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 május 11, 22:04
Írta: svejk Dátum 2013 május 11, 22:04
Csak így, szárral lefelé szabad használni, hogy legyen kenése a rúdnak!!
Mindenütt írják nagy betűvel...
Mindenütt írják nagy betűvel...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 május 11, 22:05
Írta: svejk Dátum 2013 május 11, 22:05
Éppenséggel ráhúzhatok két műnyag csövet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 május 11, 22:07
Írta: 000000000 Dátum 2013 május 11, 22:07
Fáziskésésben vagy lásd: #11709 [#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: Sanyi Bá Dátum 2013 május 11, 22:09
Írta: Sanyi Bá Dátum 2013 május 11, 22:09
Lehet, hogy ezért tartanak csak 1-2 évig, majd szólok a "cégnek" fordítva szereljék be a csere darabot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 május 11, 22:13
Írta: 000000000 Dátum 2013 május 11, 22:13
Majd hülye lesz megfogadni a tanácsot hisz akkor nem megy olyan gyorsan tönkre.
Aztán ki venné meg 30,000-ért a 3000 forintos alkatrészt ?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 május 11, 22:15
Írta: svejk Dátum 2013 május 11, 22:15
Majd még annyit alakítok rajta, hogy alul, de akár felül is, csak egy csészébe üljön a menetes rész, így elkerülhető a pontatlanságból adódó túlhatározottság, azaz a befeszülés.
Igy az esetleges csere is csak pár másodperc lenn.
Igy az esetleges csere is csak pár másodperc lenn.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 május 11, 22:17
Írta: svejk Dátum 2013 május 11, 22:17
Szerintem csak valamelyik TMK-s egyszer rosszul rakta be, aztán így maradt.
Minden esetre ha az iparban bírja 2 évig, akkor hobbyban lehet használható lesz.
Minden esetre ha az iparban bírja 2 évig, akkor hobbyban lehet használható lesz.
Cím: Re:Mechanikai ötletek
Írta: Sanyi Bá Dátum 2013 május 11, 22:17
Írta: Sanyi Bá Dátum 2013 május 11, 22:17
Nem a DATRON cégre gondoltam, csak egy helyi kis multira.
Cím: Re:Mechanikai ötletek
Írta: Sanyi Bá Dátum 2013 május 11, 22:20
Írta: Sanyi Bá Dátum 2013 május 11, 22:20
Nem volt TMK-s, mindent a CNC-s dolgozók javítottak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 május 11, 22:30
Írta: svejk Dátum 2013 május 11, 22:30
De sok CRT monitort javítottam a cégnek a szanaszét repülő alu forgácsok miatt.
Szóval a kérésem ezért talált süket fülekre, nem volt aki leburkolja őket.
Szóval a kérésem ezért talált süket fülekre, nem volt aki leburkolja őket.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 május 11, 22:55
Írta: 000000000 Dátum 2013 május 11, 22:55
Olcsón javítottad ezért nem foglalkoztak vele.
Úgy vagyok vele ha a tanácsom ellenére ugyanazzal a hibával kerül vissza 3x ár a javítás.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2013 május 13, 23:01
Írta: sasi Dátum 2013 május 13, 23:01
20x20-as zártszelvény rezgésmérésével játszadoztam egy kicsit.
Az elsőt üresen, a másodikat purhabbal töltve, a harmadikat folyami homokkal töltve mértem.
Mindhárom azonos méretű volt és a mérési körülmények is hasonlóak.
A mérési elrendezést mutatja az alábbi két kép:
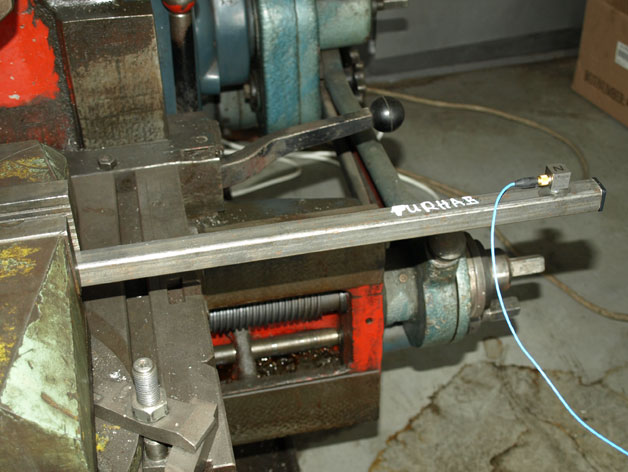

Az üres profil rezgésképe:
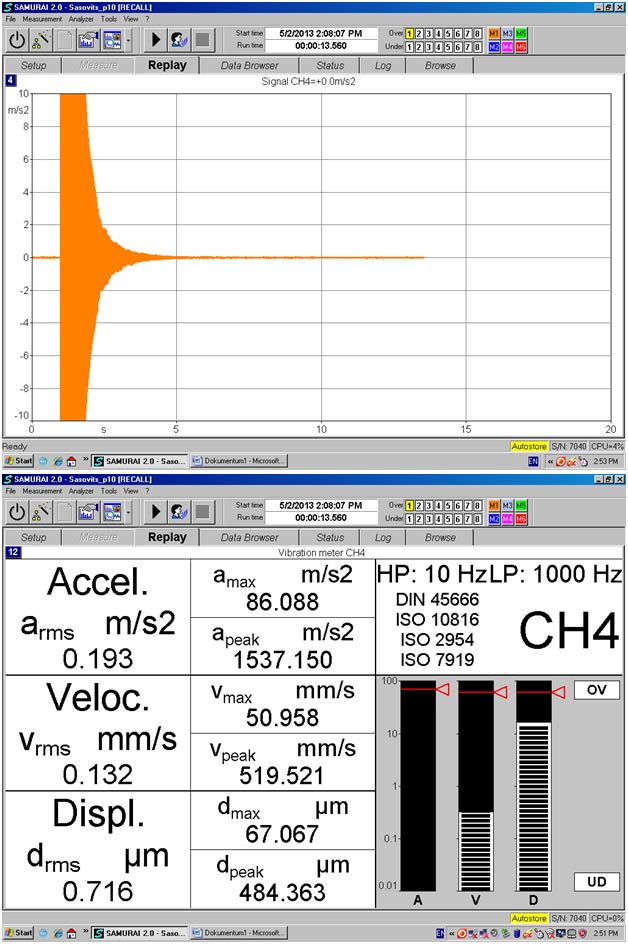
Purhabbal töltve:
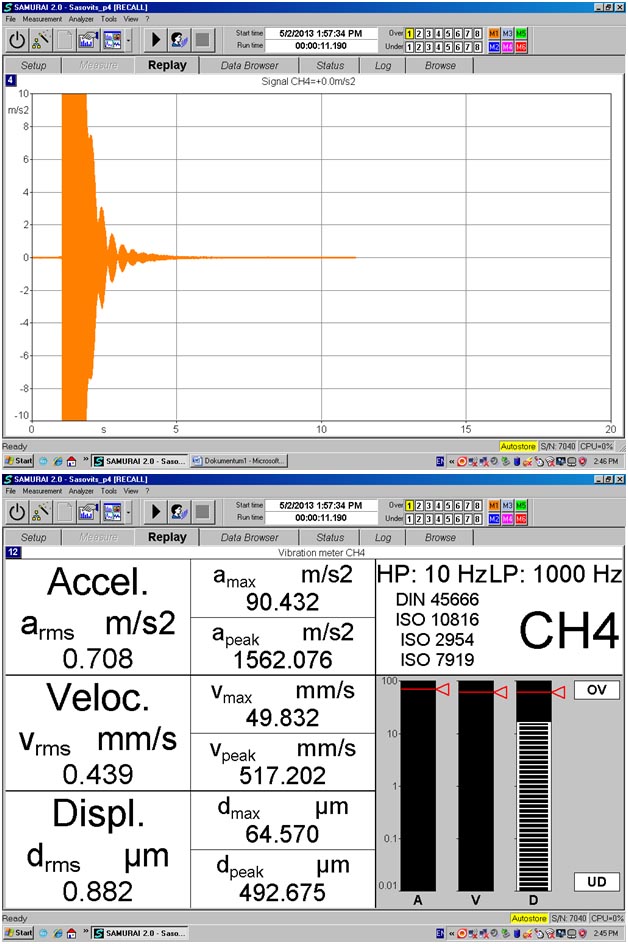
Homokkal töltve:
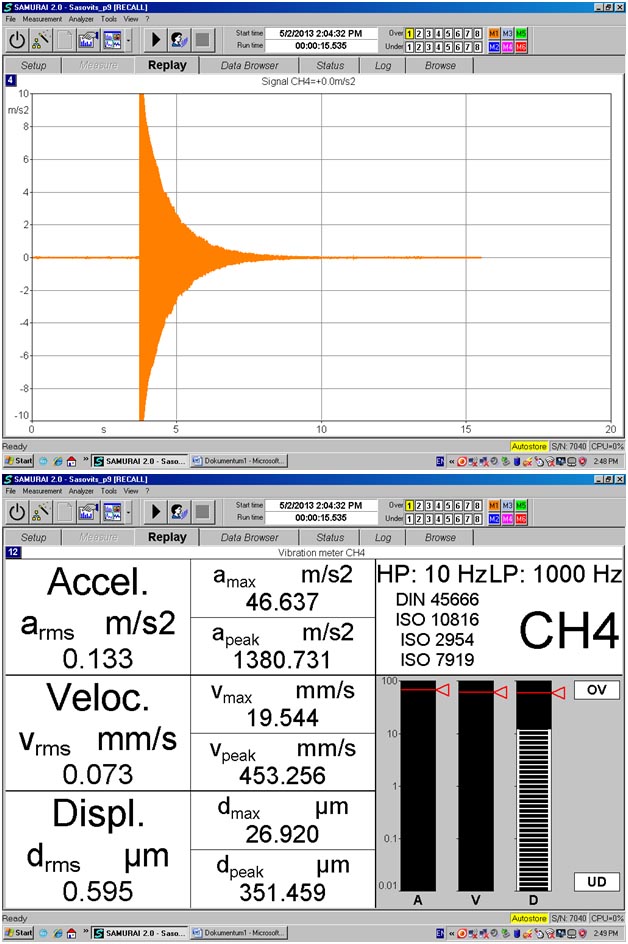
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 május 14, 00:02
Írta: KoLa Dátum 2013 május 14, 00:02
Nagyon jó kis bemutató! egy betonnal töltött még érdekelne!
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2013 május 14, 07:55
Írta: wkbgzy80t Dátum 2013 május 14, 07:55
És hogyan biztosítottad, hogy a kezdőimpulzus ugyanolyan legyen?
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 május 14, 08:06
Írta: mxjj54gxi Dátum 2013 május 14, 08:06
Magyarán a homoktöltéstől lassabban cseng le.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 május 14, 08:24
Írta: Rabb Ferenc Dátum 2013 május 14, 08:24
De a nagy gyorsulású rezgések töredéke idő alatt csökkenek le.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 május 14, 08:36
Írta: Rabb Ferenc Dátum 2013 május 14, 08:36
Még két mondat. Ha az első két rezgéskép borkológörbéjét kirajzolnánk tovább függőleges irányban, hatalmas kezdőértékek adódnának. A harmadikon ekkora gyorsulás közel sem jöhet létre.
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 május 14, 09:28
Írta: mxjj54gxi Dátum 2013 május 14, 09:28
Igaz.
De még nem tudjuk, hogy a kezdő energialöket biztosan ugyanakkora volt-e, vagy csak odavert Sasi egy kalapáccsal :)
Bár, ahogy én őt eddig megismertem, valami ütős ütőmódszert biztos kidolgozott
De még nem tudjuk, hogy a kezdő energialöket biztosan ugyanakkora volt-e, vagy csak odavert Sasi egy kalapáccsal :)
Bár, ahogy én őt eddig megismertem, valami ütős ütőmódszert biztos kidolgozott
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 május 14, 09:37
Írta: Rabb Ferenc Dátum 2013 május 14, 09:37
Szomorú és nagyon csalódott lennék, ha Sasi ennyire hebehurgya módon végezne el egy mérést. Nem az Ő stílusa, ebben biztos lehetsz!
Cím: Re:Mechanikai ötletek
Írta: lari Dátum 2013 május 14, 12:03
Írta: lari Dátum 2013 május 14, 12:03
Valószínűleg beindította a gyalugépet, aminek a satujába befogta a zártszelvényt.Energialöketnek gondolom ez bőven megteszi...:)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 május 14, 12:17
Írta: Csuhás Dátum 2013 május 14, 12:17
Szvsz a homokkal töltött esetben jóval nagyobb tömeg rezgett. Mivel a kezdeti amplitúdó ez esetben is kilógott a diagramból azért feltételezhető hogy jóval nagyobb volt a rezgés induló energiája. Ezért tartott tovább a lengés a nagyobb csillapítás ellenére is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 május 14, 12:35
Írta: 000000000 Dátum 2013 május 14, 12:35
Biztos ismeritek az ólomsöréttel töltött gumikalapács esetét.
Ergo ha a homok lazán van a zártszelvényben a lecsengési ideje is drasztikusan csökken.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2013 május 18, 11:15
Írta: sasi Dátum 2013 május 18, 11:15
Elnézéseteket kérem, amiért ilyen későn válaszolok, de nyugdíjas létemre mostanában nagyon elfoglalt vagyok (ez itt dicsekvés, nem panasz :).
A zártszelvények rezgésvizsgálatánál nem a korrekt mérés volt cél, csupán a csillapítási tendencia megfigyelése. Ezért nem kalibrált rezgéskeltővel történt a mérés, csupán egyforma magasságból azonos helyre ejtett golflabda adta a gerjesztést.
A #11722-es rezgésképekhez csatoltam a hozzátartozó főbb számszerű paramétereket így egyértelműbb a rezgésképek összehasonlítása.
Érdekesség képen említem, hogy ennek a vizsgálatnak az Excelbe exportált adatmennyisége 56 MB.
A vizsgálatot a műszer rögzíti, utólag is elemezhető, különböző paraméterek mellett újra lejátszható, akár lassítva is.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2013 május 18, 18:14
Írta: robroy007 Dátum 2013 május 18, 18:14
engem csak egy dolog érdekel mert nem értek hozzá mit látunk a képeken melyik megoldás a jó ??[#awink]
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 május 23, 22:55
Írta: istvan58 Dátum 2013 május 23, 22:55
Sziasztok,
Egy kis Kínai golyósanya "Upgrade",
szétszedtem az új kinai dupla DFU2005-ös golyósanyát kipucoltam a gyári spantol majd összerakva iszonyuan szorult. Megmértem a golyókat sima mikróméterel és két fajta van benne 3,15mm és 3,17mm átmérőjü. Szerencsére pont fele fele arányban,innen már világos volt hogy a két fél anyában külömbözö golyók vannak.
A két anya egy egyszerü gyürüvel van összefogva amelyen hernyó csavaral van rögzitve elfordulés ellen,
ez volt az:

csináltam helyette újatt mert ez kb. 0,5mm-ert lötyögött az anyában.
másik dolog ami nem tetszet a szenylehúzók, az anya egyik végében majd 1mm-ert lötyögött a lyukban. Ezek a szenylehúzók inkább arra vannak hogy egy szúnyog ne repüljön be az anyába :)
Esztergáltam két kis alu hüvelyt és abba tettem a szenylehézókat, rögzités ellőt csavarásal kicsit neki feszítettem a menetnek, de igy sem tökéletes.

Úgy hogy elhatároztam hogy a gyárin kívül csinálok még egy szenylehúzót, láttam ilyen dupla megoldást SKF orsókon.
Először egy ilyen róvid szőrü kefére gondoltam (a redőny sínben van), de megvizsgáltam és ellégé hullajtja a szőrét és nem tenne jót a golyóknak.

Végül egy csőszigetelő polifóm szivacsbol csináltam, de lehett valami szilikon szivacs jobb lenne. Majd kiderül, könnyü cserélni.
Igy néz ki a kész annya a dupla lehúzóval, eléfeszítés kézzel érzésre beállitva és rögzítve:



Egy kis Kínai golyósanya "Upgrade",
szétszedtem az új kinai dupla DFU2005-ös golyósanyát kipucoltam a gyári spantol majd összerakva iszonyuan szorult. Megmértem a golyókat sima mikróméterel és két fajta van benne 3,15mm és 3,17mm átmérőjü. Szerencsére pont fele fele arányban,innen már világos volt hogy a két fél anyában külömbözö golyók vannak.
A két anya egy egyszerü gyürüvel van összefogva amelyen hernyó csavaral van rögzitve elfordulés ellen,
ez volt az:
csináltam helyette újatt mert ez kb. 0,5mm-ert lötyögött az anyában.
másik dolog ami nem tetszet a szenylehúzók, az anya egyik végében majd 1mm-ert lötyögött a lyukban. Ezek a szenylehúzók inkább arra vannak hogy egy szúnyog ne repüljön be az anyába :)
Esztergáltam két kis alu hüvelyt és abba tettem a szenylehézókat, rögzités ellőt csavarásal kicsit neki feszítettem a menetnek, de igy sem tökéletes.
Úgy hogy elhatároztam hogy a gyárin kívül csinálok még egy szenylehúzót, láttam ilyen dupla megoldást SKF orsókon.
Először egy ilyen róvid szőrü kefére gondoltam (a redőny sínben van), de megvizsgáltam és ellégé hullajtja a szőrét és nem tenne jót a golyóknak.
Végül egy csőszigetelő polifóm szivacsbol csináltam, de lehett valami szilikon szivacs jobb lenne. Majd kiderül, könnyü cserélni.
Igy néz ki a kész annya a dupla lehúzóval, eléfeszítés kézzel érzésre beállitva és rögzítve:
Cím: Re:Mechanikai ötletek
Írta: cxmcdtrx Dátum 2013 június 03, 23:49
Írta: cxmcdtrx Dátum 2013 június 03, 23:49
Én is gondolkodtam a kínai golyósorsó vásárláson, de egyelőre elnapoltam. A "népszerű" sfu1605, 2005, satöbbi típusokat nézegettem. Valakinek van vele tapasztalata? pontosság, kotyogás, élettartam, ilyesmik?
Több helyen olvastam, hogy néha nem megfelelő golyót tesznek bele, és kotyog az anya, illetve néha görbe az orsó. Várok jó és rossz tapasztalatokat egyaránt. A távlati tervek között egy faipari gépet kellene majd mozgatni vele, munkatartománya egy beltéri ajtó méretű lenne...
Több helyen olvastam, hogy néha nem megfelelő golyót tesznek bele, és kotyog az anya, illetve néha görbe az orsó. Várok jó és rossz tapasztalatokat egyaránt. A távlati tervek között egy faipari gépet kellene majd mozgatni vele, munkatartománya egy beltéri ajtó méretű lenne...
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2013 június 16, 23:16
Írta: s73tgf9vg Dátum 2013 június 16, 23:16
Szia Attila!
Nekem sfu1605-öm van de még csak 1 hónapja használom. Egyszer már szét kellett szedjem mert a gyári porlehúzó az enyémban annyira gagyi volt, hogy egy 2mm hosszú vas szál átjutott rajta (olyan ami menetfúrásnál képződik) és darált az orsó. Ezen kívül a 3 orsóból 2 picit görbe gyárilag. Harmadrészt az egyik anyában összesen a 3 golyósorban 57 golyó van, a másikban 54. Úgy rakják össze ahogy éppen sikerül. Ezeket leszámítva meg vagyok velük elégedve. Működnek.
Nekem sfu1605-öm van de még csak 1 hónapja használom. Egyszer már szét kellett szedjem mert a gyári porlehúzó az enyémban annyira gagyi volt, hogy egy 2mm hosszú vas szál átjutott rajta (olyan ami menetfúrásnál képződik) és darált az orsó. Ezen kívül a 3 orsóból 2 picit görbe gyárilag. Harmadrészt az egyik anyában összesen a 3 golyósorban 57 golyó van, a másikban 54. Úgy rakják össze ahogy éppen sikerül. Ezeket leszámítva meg vagyok velük elégedve. Működnek.
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2013 június 16, 23:18
Írta: s73tgf9vg Dátum 2013 június 16, 23:18
És most jöjjön a kérdésem: Készített már valaki házilag automata olajzót/zsírzót? Hogy működnek ezek? Valamilyen nagy áttételes rendszeren át pumpálják motorral?

Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2013 június 16, 23:22
Írta: s73tgf9vg Dátum 2013 június 16, 23:22
Egy hete keresem, erre most véletlenül ráakadtam..
Na nem baj, itt van a megoldás hátha másokat is érdekel.
Na nem baj, itt van a megoldás hátha másokat is érdekel.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2013 június 16, 23:24
Írta: s2k5ycubj Dátum 2013 június 16, 23:24
Nemsokára lesznek képek,a gyári cnc esztergán a golyós orsókban szintén hasonló módon voltak a golyók. Azt gondoltam,hogy valaki trehány volt és elszórta,de ezek szerint nem egyedi eset. Most már meg van minden golyó és megszűnt a holtjáték... Ja és ezek nem kínai orsók.
Cím: Re:Mechanikai ötletek
Írta: s73tgf9vg Dátum 2013 június 17, 00:03
Írta: s73tgf9vg Dátum 2013 június 17, 00:03
Elképzelhető, hogy okkal hagynak ki golyókat? Az én orsóimnak nincs holtjátéka, így nem is pótoltam a hiányzó golyókat. A cnc eszterga képeket meg várjuk, én is ezen dolgozok most.
Cím: Re:Mechanikai ötletek
Írta: Szabó Zoltán Dátum 2013 június 17, 06:15
Írta: Szabó Zoltán Dátum 2013 június 17, 06:15
A központi olajzó nem elég az olaj csak nagynyomású impulzusokkal közlekedik beállított időszakonként. az olajzott rész előtt a vezetékre visszacsapószelep szerű elosztót szerelnek pontosan nem tudom a működését de nekem vannak ilyenek,képet levélben tudok küldeni erről.
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2013 június 21, 23:02
Írta: etc77f5nr Dátum 2013 június 21, 23:02
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 június 21, 23:37
Írta: 000000000 Dátum 2013 június 21, 23:37
Sziasztok,
Kicsit süllyedőben a topic. Hatha felpezsdül egy kicsit.
Régebben sokan építettek gépet csapágyon gördülós lin. vezeték megoldásokkal. Tudom hogy nem a legtökéletesebb de bizonyos megoldásokban optimális, költséghatékony lehet.
Gyári ipari megoldások így is meglehtősen drágák, mind a sín mind a hozzávaló "V-groove vagy U groove" csapagyak. Érdeks hogy a tengerentúlon jobban elterjedtek az ilyen megoldások, nekem legalábbis úgy tűnik.
Arra gondolram hogy lehetne-e egy hatszög profilt használni sínnek, a hidegen húzott acél hatszögprofilok elég pontosak, és viszonylag olcsók, lapos oldaluknál fogva oldalról rögzíthetők valamihez, és alul fölül a két élén gördülhetének a csapágyak. Ahogy a vázlaton van. Persze ha csak egy "sín" van az nem ad túl nagy merevséget nyomatékkal szemben, de ahol csak függőleges erő hat esetleg csekély oldalirányú, ott elég. Tipikus alkalmazásnak gondonám pl plotterek, plazmavágók mozgóhídjának csapágyazására. A kapható V hornyos csapágyak ugyan mind 90 fokosak, itt ugye 120 fok van, de az előbbi alkalmazásnál pl szerintem elég ha egy sima mélyhornyú csapágyhoz esztergálnánk egy műanyag gyűrűt 120 fokos horonnyal, megfelő ragasztási technológiával rögzitve. Esetleg kétsoros ferde hatásvonalú csapággyal talán még egy faipari maróhoz is elég lenne...--talán.
Persze nem mikronos pontosságot várnék tőle. A profil tűrése h11-es, ez kisebb méreteknel kb 0,1mm de nemhinnem hogy egyenetlensége is ennyi lenne.
Kinek mi a tapasztalata a csapágyon gördülő megoldásokkal? Volt aki esetleg épített látott konstrukciót hatszög profillal? Az hogy nem 90 hanem 120 fok az mit befolyásol, Általánosságban működőképesnek látjátok a dolgot? (direkt nem ötletet írtem, nem valószínűtlen hogy valaki csinált már ilyet akár a fórumról is)(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/130621/pic1_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/130621/pic1_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)
Kicsit süllyedőben a topic. Hatha felpezsdül egy kicsit.
Régebben sokan építettek gépet csapágyon gördülós lin. vezeték megoldásokkal. Tudom hogy nem a legtökéletesebb de bizonyos megoldásokban optimális, költséghatékony lehet.
Gyári ipari megoldások így is meglehtősen drágák, mind a sín mind a hozzávaló "V-groove vagy U groove" csapagyak. Érdeks hogy a tengerentúlon jobban elterjedtek az ilyen megoldások, nekem legalábbis úgy tűnik.
Arra gondolram hogy lehetne-e egy hatszög profilt használni sínnek, a hidegen húzott acél hatszögprofilok elég pontosak, és viszonylag olcsók, lapos oldaluknál fogva oldalról rögzíthetők valamihez, és alul fölül a két élén gördülhetének a csapágyak. Ahogy a vázlaton van. Persze ha csak egy "sín" van az nem ad túl nagy merevséget nyomatékkal szemben, de ahol csak függőleges erő hat esetleg csekély oldalirányú, ott elég. Tipikus alkalmazásnak gondonám pl plotterek, plazmavágók mozgóhídjának csapágyazására. A kapható V hornyos csapágyak ugyan mind 90 fokosak, itt ugye 120 fok van, de az előbbi alkalmazásnál pl szerintem elég ha egy sima mélyhornyú csapágyhoz esztergálnánk egy műanyag gyűrűt 120 fokos horonnyal, megfelő ragasztási technológiával rögzitve. Esetleg kétsoros ferde hatásvonalú csapággyal talán még egy faipari maróhoz is elég lenne...--talán.
Persze nem mikronos pontosságot várnék tőle. A profil tűrése h11-es, ez kisebb méreteknel kb 0,1mm de nemhinnem hogy egyenetlensége is ennyi lenne.
Kinek mi a tapasztalata a csapágyon gördülő megoldásokkal? Volt aki esetleg épített látott konstrukciót hatszög profillal? Az hogy nem 90 hanem 120 fok az mit befolyásol, Általánosságban működőképesnek látjátok a dolgot? (direkt nem ötletet írtem, nem valószínűtlen hogy valaki csinált már ilyet akár a fórumról is)(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/130621/pic1_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/130621/pic1_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E)
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 június 21, 23:50
Írta: istvan58 Dátum 2013 június 21, 23:50
Az enyem is görbe volt de kiegyenesitettem.
Amugy gördül amikor http://www.youtube.com/watch?v=dzIsR4Mg158
Amugy gördül amikor http://www.youtube.com/watch?v=dzIsR4Mg158
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2013 június 21, 23:52
Írta: istvan58 Dátum 2013 június 21, 23:52
Amikor lágyitják.....
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 június 25, 18:33
Írta: keri Dátum 2013 június 25, 18:33
Zajcsillapító lapok, autókhoz.
Talán nekünk is jó lehet.
Talán nekünk is jó lehet.
Cím: Re:Mechanikai ötletek
Írta: 2jx6cp7v3 Dátum 2013 június 25, 20:58
Írta: 2jx6cp7v3 Dátum 2013 június 25, 20:58
Szia
Nekem majdnem olyan van.
Itt csapágy beső-gyűrűben, csapágy, 12mm köracél, és aluprofil.
Videón látszik
Nekem majdnem olyan van.
Itt csapágy beső-gyűrűben, csapágy, 12mm köracél, és aluprofil.
Videón látszik
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 június 26, 06:48
Írta: 000000000 Dátum 2013 június 26, 06:48
Ennél jobb megoldás szerintem, ha három csapágy 120 fokban fut a hatszög lapjain.
A Te elképzelésed köracélhoz való, felesleges a hatszög.
A Te elképzelésed köracélhoz való, felesleges a hatszög.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 június 26, 11:10
Írta: 000000000 Dátum 2013 június 26, 11:10
Az én gépemen is csapágy belső gyűrű van csapágyazva és az rohangál az ITEM profilon.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 június 26, 11:36
Írta: jani300 Dátum 2013 június 26, 11:36
Akkor most ha egy hegesztett vázba be van gyalulva két v horony és abba beültetve két hidegen húzott köracél ,akkor az jól működhet ?
Amíg el nem kopik persze :(
Amíg el nem kopik persze :(
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 június 26, 12:06
Írta: jani300 Dátum 2013 június 26, 12:06
A köracélon természetesen a csapágyazott acél görgők gördülnek .
Úgy gondoltam .
Úgy gondoltam .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 június 26, 12:07
Írta: 000000000 Dátum 2013 június 26, 12:07
Sziasztok,
A csapagy belso gyuru jo otlet, de csak koracelhoz jo. Azert gontoltam a hatszoget, mert azt lehet rogziteni egy sik felulethez plusz alkatresz nelkul es tulajdonkeppen egy profil eleg is arra az alkalmazasra amit lejebb irtam. A 3 csapagyas megoldassal az a gond hogy csak a ket vegen lehet megtamasztani a profilt, de teny hogy maga a kapcsolt sokkal merevebb lenne. Alapvetoen mit befolyasol hogy v vagy u hornyos a fotofelulet?
A csapagy belso gyuru jo otlet, de csak koracelhoz jo. Azert gontoltam a hatszoget, mert azt lehet rogziteni egy sik felulethez plusz alkatresz nelkul es tulajdonkeppen egy profil eleg is arra az alkalmazasra amit lejebb irtam. A 3 csapagyas megoldassal az a gond hogy csak a ket vegen lehet megtamasztani a profilt, de teny hogy maga a kapcsolt sokkal merevebb lenne. Alapvetoen mit befolyasol hogy v vagy u hornyos a fotofelulet?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 június 26, 12:10
Írta: svejk Dátum 2013 június 26, 12:10
Nem, a hidegen húzott acélok ide kevesek.
De 2-3000 Ft/m-től kezdődnek az ide való edzett köszörült rudak.
De 2-3000 Ft/m-től kezdődnek az ide való edzett köszörült rudak.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 június 26, 12:19
Írta: jani300 Dátum 2013 június 26, 12:19
Kösz . Az azért még nem is drága .
Gyűjtögetem az alkatrészeket , csak az Y nem bánnám ha lenne legalább egy méter .
Az Általad linkelt két helyen alátámasztott szabad tartó méretezési sémája gondolom pont ide való !
Gyűjtögetem az alkatrészeket , csak az Y nem bánnám ha lenne legalább egy méter .
Az Általad linkelt két helyen alátámasztott szabad tartó méretezési sémája gondolom pont ide való !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 június 26, 12:19
Írta: 000000000 Dátum 2013 június 26, 12:19
Muanyag gyuruvel szerintem mukodhet, De a hatszoggel nem kene horony, es eleg lenne egy is, ha nem terheli nyomtatek.Nem beszelve arrol hogy a csvarkotes adna egy kis allitasi lehetoseget. Pl egy plazmavago hidjanak csapagyazasara. Amugy nekem alappvetoen nem tetszik ha egy hegesztett vazra vannak rogzitve a lin sinek, vagy golyosorso stb. Az mas ha megunkaljak persze.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 június 26, 12:33
Írta: jani300 Dátum 2013 június 26, 12:33
Megmunkálás nélkül nem sokat ér . Az idő is érték meg hézagolással kitotózni nem lehet egyszerű .
Arról már nem is szólva hogy megmunkáló gép is rámásolja a hibáit . Az alu profilokkal nem akarnék foglalkozni .
Régóta nyomja a talajt nálam agy UF 223 (4tonna) lehet lesz egy utolsó munkája .
Arról már nem is szólva hogy megmunkáló gép is rámásolja a hibáit . Az alu profilokkal nem akarnék foglalkozni .
Régóta nyomja a talajt nálam agy UF 223 (4tonna) lehet lesz egy utolsó munkája .
Cím: Re:Mechanikai ötletek
Írta: 2jx6cp7v3 Dátum 2013 június 26, 14:03
Írta: 2jx6cp7v3 Dátum 2013 június 26, 14:03
Szia
Amit gondolsz hatszög anyag + V hornyos csapágy,ugyan úgy jó lehet.De oda akkor még kell más merevítés is a rajztól eltérően.
Ki kell próbálni, szerintem csalódni nem fogsz benne.
A legigénytelenebb megoldások bírják a legtovább :)
Én csak azért linkeltem a videót, mert igaz nem hatszög anyagon gördül, de kialakítás szempontjából(legalábbis a kocsi) hasonlít.
Ez csak egy megoldás. Nem etalon! Ez vált be a sok közül, ez volt itthon, és ez ingyen volt.
De létezik gyáriba is ilyen kocsi, 3-4 gördős.
Bent a cégnél gyári láng és plazmavágó gépeken, sima négyzetprofilon fut sima csapágy. De ez lehetne akár milyen profil.
Egy zártszelvény alján és tetején fejenként alól 2 db, felől 4 vagy 5 db kis-csapágy, és 15 éve biztos használják azokat a gépeket.
Egyedül az Új plazma gépre szereltek thk sineket, de az már lett cserélve.
A hegesztő gépeken, sima zártszelvény 2 sarkán fut 4 db görgő(U kialakítású), meglehetősen könnyen, és nem, kotyog, igénytelen, és agyon sem lehet ütni.
Az üveges itt nálunk amit használ gépet darabolásra, ott csövön futnak a görgől, + valami szelvénnyel merevítve a híd. Nézegettem, elég stabil, pedig kb 4mx2m-es.
Bármi jó lehet csak jól át kell gondolni.
A különbség a v, és az U alakú görgő között szerintem: az U alakúnak pontosabban kell kialakítani a profilját, a V görgő meg ha nem elég kemény az anyag, egy idő után berág, mert 2 ponton érintkezik.(kör profilú anyagnál)
Hatszögnél már más a helyzet, épp fordítva van.
Próbáltam ezt is azt is.A végén lett belőle csapágy belső gyűrű ami pontosan illeszkedik a köranyagra. És eddig ez a legstabilabb,könnyű és nagyon könnyen mozog.
Az is jó amit írtál meg vbodi mond, itt 3 db görgő (az 6 db csapágy), ott is 2x3 db kell.De amíg a profilon 3-4 görgő elég, addig hatszög anyagból szerintem 2 db kell az 12db csapágy.Nagy fesztávon ugyanúgy hajlik mint a lineáris tengely.
(Szerintem, na meg ha jól értelmeztem amit írtatok)
Végül is mindenki azt használ amit tud vagy a tárca engedi. Ez a "Profil-köracél-görgő" csak azért tartom(tartottam) jobbnak, mert amíg egy 6szög anyag 1200mm en meghajlik, addig egy profil élére állítva 2 köranyaggal összehúzatva 2 végén(szendvicsbe), szerintem nem hajlik annyit.A híd két lába úgy lett kialakítva, hogy a profil mintája bele lett marva 10mm mélyen, így tart oldalirányba is.Ugyan ez a gép volt 16mm lineáris csapágyakkal összerakva, de sajnos nem elég stabil ilyen hosszon. 25mm-est meg túlzásnak tartottam egy lézerfejhez.
Üdv Piq
Amit gondolsz hatszög anyag + V hornyos csapágy,ugyan úgy jó lehet.De oda akkor még kell más merevítés is a rajztól eltérően.
Ki kell próbálni, szerintem csalódni nem fogsz benne.
A legigénytelenebb megoldások bírják a legtovább :)
Én csak azért linkeltem a videót, mert igaz nem hatszög anyagon gördül, de kialakítás szempontjából(legalábbis a kocsi) hasonlít.
Ez csak egy megoldás. Nem etalon! Ez vált be a sok közül, ez volt itthon, és ez ingyen volt.
De létezik gyáriba is ilyen kocsi, 3-4 gördős.
Bent a cégnél gyári láng és plazmavágó gépeken, sima négyzetprofilon fut sima csapágy. De ez lehetne akár milyen profil.
Egy zártszelvény alján és tetején fejenként alól 2 db, felől 4 vagy 5 db kis-csapágy, és 15 éve biztos használják azokat a gépeket.
Egyedül az Új plazma gépre szereltek thk sineket, de az már lett cserélve.
A hegesztő gépeken, sima zártszelvény 2 sarkán fut 4 db görgő(U kialakítású), meglehetősen könnyen, és nem, kotyog, igénytelen, és agyon sem lehet ütni.
Az üveges itt nálunk amit használ gépet darabolásra, ott csövön futnak a görgől, + valami szelvénnyel merevítve a híd. Nézegettem, elég stabil, pedig kb 4mx2m-es.
Bármi jó lehet csak jól át kell gondolni.
A különbség a v, és az U alakú görgő között szerintem: az U alakúnak pontosabban kell kialakítani a profilját, a V görgő meg ha nem elég kemény az anyag, egy idő után berág, mert 2 ponton érintkezik.(kör profilú anyagnál)
Hatszögnél már más a helyzet, épp fordítva van.
Próbáltam ezt is azt is.A végén lett belőle csapágy belső gyűrű ami pontosan illeszkedik a köranyagra. És eddig ez a legstabilabb,könnyű és nagyon könnyen mozog.
Az is jó amit írtál meg vbodi mond, itt 3 db görgő (az 6 db csapágy), ott is 2x3 db kell.De amíg a profilon 3-4 görgő elég, addig hatszög anyagból szerintem 2 db kell az 12db csapágy.Nagy fesztávon ugyanúgy hajlik mint a lineáris tengely.
(Szerintem, na meg ha jól értelmeztem amit írtatok)
Végül is mindenki azt használ amit tud vagy a tárca engedi. Ez a "Profil-köracél-görgő" csak azért tartom(tartottam) jobbnak, mert amíg egy 6szög anyag 1200mm en meghajlik, addig egy profil élére állítva 2 köranyaggal összehúzatva 2 végén(szendvicsbe), szerintem nem hajlik annyit.A híd két lába úgy lett kialakítva, hogy a profil mintája bele lett marva 10mm mélyen, így tart oldalirányba is.Ugyan ez a gép volt 16mm lineáris csapágyakkal összerakva, de sajnos nem elég stabil ilyen hosszon. 25mm-est meg túlzásnak tartottam egy lézerfejhez.
Üdv Piq
Cím: Re:Mechanikai ötletek
Írta: ggdr57dg Dátum 2013 június 26, 14:07
Írta: ggdr57dg Dátum 2013 június 26, 14:07
Szia, tudunk beszélni? Online vagyok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 június 26, 17:33
Írta: 000000000 Dátum 2013 június 26, 17:33
Szia,
Jo hogy mutattad a videot, nem jutott volna eszembe hogy csapagy belso gyurut lehet igy is hasznalni. Amit felreertesz az az hogy nem a hatszog viseli a terhet, pont az a lenyeg hogy a hatszoget lehet egy sik felulethez rogziteni valamelyik oldalanal fogva. A rajz nem pontos, csak a profil es a gorgok kapcsolatat hivatott abrazolni. Lehet itt felreertheto voltam a hid csapagyazasa alatt a ket szelen levo csapagyazast ertettem. Amugy keresztiranyu tengelynek en is olyasmit kepzelnek el mint a videon. Hogyan rogzitetted a koracelokat a hornyokba?
Jo hogy mutattad a videot, nem jutott volna eszembe hogy csapagy belso gyurut lehet igy is hasznalni. Amit felreertesz az az hogy nem a hatszog viseli a terhet, pont az a lenyeg hogy a hatszoget lehet egy sik felulethez rogziteni valamelyik oldalanal fogva. A rajz nem pontos, csak a profil es a gorgok kapcsolatat hivatott abrazolni. Lehet itt felreertheto voltam a hid csapagyazasa alatt a ket szelen levo csapagyazast ertettem. Amugy keresztiranyu tengelynek en is olyasmit kepzelnek el mint a videon. Hogyan rogzitetted a koracelokat a hornyokba?
Cím: Re:Mechanikai ötletek
Írta: 2jx6cp7v3 Dátum 2013 június 26, 18:13
Írta: 2jx6cp7v3 Dátum 2013 június 26, 18:13
Szia
"Hogyan rogzitetted a koracelokat a hornyokba?"
Sehogy.
Ahogy írtam az előbb. a két oldli hídlábába belemartam 10mm mélyen a profilnak, és a köranyagnak a kontúrját helyét. Berakom a nútba a köracélt, és a végére pedig rátolom a híd lábát.És ki van fújva habbal az egész profil. A köracél két végében van M6-os menet, És azzal húzatom össze az egészet 2 oldalról, + még köz-pen egy M8 as szár húzza a két oldalt össze. valahogyan így.
profil
Más képem sajna nincs, ezt is csak valakinek mutatónak készítettem, hogy fog kinézni.
Annyit még, hogy a köracélokat 1mm vel rövidebbre szúrtam le,nehogy feltámasszon. így olyan mint a húr, és nem mozog a nútban. Egyébként sem mozogna, mert a kocsi rendesen belenyomja.
Üdv Piq
"Hogyan rogzitetted a koracelokat a hornyokba?"
Sehogy.
Ahogy írtam az előbb. a két oldli hídlábába belemartam 10mm mélyen a profilnak, és a köranyagnak a kontúrját helyét. Berakom a nútba a köracélt, és a végére pedig rátolom a híd lábát.És ki van fújva habbal az egész profil. A köracél két végében van M6-os menet, És azzal húzatom össze az egészet 2 oldalról, + még köz-pen egy M8 as szár húzza a két oldalt össze. valahogyan így.
profil
Más képem sajna nincs, ezt is csak valakinek mutatónak készítettem, hogy fog kinézni.
Annyit még, hogy a köracélokat 1mm vel rövidebbre szúrtam le,nehogy feltámasszon. így olyan mint a húr, és nem mozog a nútban. Egyébként sem mozogna, mert a kocsi rendesen belenyomja.
Üdv Piq
Cím: Re:Mechanikai ötletek
Írta: Torro60 Dátum 2013 július 02, 20:23
Írta: Torro60 Dátum 2013 július 02, 20:23
Sziasztok,
Az "Ezt készitettem a CNC gépemmel"topic-ban feltettem egy saját készitésű órás szerszámbemérőt.
Szeretném megosztani a szétszedett állapotban készült képet és az alkatrész rajzot is.
Elnézést ,hogy csak "skiccet"csináltam.Sajnos időm ennyit engedett.
Ha,valakinek van kérdése,irjon.

Az "Ezt készitettem a CNC gépemmel"topic-ban feltettem egy saját készitésű órás szerszámbemérőt.
Szeretném megosztani a szétszedett állapotban készült képet és az alkatrész rajzot is.
Elnézést ,hogy csak "skiccet"csináltam.Sajnos időm ennyit engedett.
Ha,valakinek van kérdése,irjon.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 július 02, 20:37
Írta: s7manbs8 Dátum 2013 július 02, 20:37
Kép nem látható. :)
Cím: Re:Mechanikai ötletek
Írta: Torro60 Dátum 2013 július 02, 20:39
Írta: Torro60 Dátum 2013 július 02, 20:39

Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 július 02, 20:40
Írta: s7manbs8 Dátum 2013 július 02, 20:40
Közben egy kérdés, ha adott egy kész furatokkal ellátott Z tengely, aminek nem tudom mennyi a furatok távolsága, azt hogy lehet pontosan bemérni legjobban, legegyszerűbben ? Menet van benne 6-os pl. hogy két ilyen furato középpontja milyen messze van legalább tized mm pontosan kellene vagy még jobban.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 július 02, 20:41
Írta: s7manbs8 Dátum 2013 július 02, 20:41

Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 július 02, 20:44
Írta: Szedlay Pál Dátum 2013 július 02, 20:44
CTRL + görgő + szemüveg 3 drioprtia.
De még így sem tudom kivenni a részleteket.[#rinya]
De még így sem tudom kivenni a részleteket.[#rinya]
Cím: Re:Mechanikai ötletek
Írta: Vasspisti Dátum 2013 július 02, 21:01
Írta: Vasspisti Dátum 2013 július 02, 21:01
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 július 02, 21:12
Írta: s7manbs8 Dátum 2013 július 02, 21:12
Szia, kösz, közben én meg egy olyat találtam ki mintát venni, hogy egy fehér papírlapot ráteszek, cikkszalaggal rögzítem, hogy ne mozogjon, majd koszos kézzel a furatoknál megsimogatom, így egy kör látható lesz, amivel utána meg lehet pontozni azt , amit ide akarok majd tenni, annak furatánál a körök közepénél.
Most meg egy 6-os furat alatt kell kifúrni, amibe menet lesz vágva, 6-os, azt is úgy akarom, hogy egy 5-ös fúróra körbetekerek cikkszalagot pl, és úgy központosan tudnám fúrni, ez a terv, ennek a 6-osnak a közepénél. Mert megvan a motor a tartókkal, de a gyártás folyamán akármilyen pontos, csak az a legjobb, ha ráhelyezve megjelölöm a furatokat és ott kifúrni, lehet valahogy össze kéne őket satuzni és úgy fúrkálni megkezdeni, csak ilyen nagy összefogó szorítóm nincs persze.
Most meg egy 6-os furat alatt kell kifúrni, amibe menet lesz vágva, 6-os, azt is úgy akarom, hogy egy 5-ös fúróra körbetekerek cikkszalagot pl, és úgy központosan tudnám fúrni, ez a terv, ennek a 6-osnak a közepénél. Mert megvan a motor a tartókkal, de a gyártás folyamán akármilyen pontos, csak az a legjobb, ha ráhelyezve megjelölöm a furatokat és ott kifúrni, lehet valahogy össze kéne őket satuzni és úgy fúrkálni megkezdeni, csak ilyen nagy összefogó szorítóm nincs persze.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 július 02, 21:14
Írta: 000000000 Dátum 2013 július 02, 21:14
Mi az a cikkszalag???
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 július 02, 21:21
Írta: s7manbs8 Dátum 2013 július 02, 21:21
szigetelőszalag szigszalag
Cím: Re:Mechanikai ötletek
Írta: Vasspisti Dátum 2013 július 02, 21:22
Írta: Vasspisti Dátum 2013 július 02, 21:22
Szia,
ha nincs ekkora szorítód, akkor az egyik furatot el kellene készíteni, majd azon keresztül csavarral rögzíteni egymáshoz a két alkatrészt. Utána mehet a másik furat.
ha nincs ekkora szorítód, akkor az egyik furatot el kellene készíteni, majd azon keresztül csavarral rögzíteni egymáshoz a két alkatrészt. Utána mehet a másik furat.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 július 02, 21:22
Írta: KoLa Dátum 2013 július 02, 21:22
Furat távolság mérésre!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 július 02, 21:24
Írta: s7manbs8 Dátum 2013 július 02, 21:24
Igen én is hasonló megoldásra gondoltam.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 július 03, 08:05
Írta: besirkyjh Dátum 2013 július 03, 08:05
Szia
2db M6-os csavart beletekersz és töben megméred a távolságot és kivonsz egy csavarátméröt ( jo esetben 6mm-t ) .
Egy használt csigafuroval ami az M6-os magmérete átjelölöd ( köcogtatva ) a kétfuratot amit kiszeretnél furni , utánna pontozás és furás .
2db M6-os csavart beletekersz és töben megméred a távolságot és kivonsz egy csavarátméröt ( jo esetben 6mm-t ) .
Egy használt csigafuroval ami az M6-os magmérete átjelölöd ( köcogtatva ) a kétfuratot amit kiszeretnél furni , utánna pontozás és furás .
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 július 03, 10:07
Írta: svejk Dátum 2013 július 03, 10:07
Torro60 szerszámbemérője:
Az "Ezt készítettem a CNC gépemmel" topic-ban feltettem egy saját készítésű órás szerszámbemérőt.
Szeretném megosztani a szétszedett állapotban készült képet és az alkatrész rajzot is.
Elnézést, hogy csak skiccet csináltam, de sajnos időm csak ennyit engedett.
Ha valakinek van kérdése, írjon!
Az utolsó képen látható méretezett skicc nagyban itt látható



Az "Ezt készítettem a CNC gépemmel" topic-ban feltettem egy saját készítésű órás szerszámbemérőt.
Szeretném megosztani a szétszedett állapotban készült képet és az alkatrész rajzot is.
Elnézést, hogy csak skiccet csináltam, de sajnos időm csak ennyit engedett.
Ha valakinek van kérdése, írjon!
Az utolsó képen látható méretezett skicc nagyban itt látható
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 július 03, 10:13
Írta: svejk Dátum 2013 július 03, 10:13
Meglehet félreérthető az előbbi írás, én csak segítettem feltenni Torro60-nak a képeket.
A szerszámbemérő ügyében Őt keressétek, de nyilván a kérdéseket itt a fórum előtt célszerű feltenni.
A szerszámbemérő ügyében Őt keressétek, de nyilván a kérdéseket itt a fórum előtt célszerű feltenni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 július 03, 10:21
Írta: svejk Dátum 2013 július 03, 10:21
Torro60!
A két kritikus illesztett átmérőnél átm. 22/22,1 illetve átm. 5,9/6 mm-et látok a rajzon.
A gyakorlatban nem billen be és hamisítja meg a mérést, ha nem pont középen nyomod meg a bemérendő szerszámmal?
(anno én nagyobbacska Diesel motor adagolóeleméből akartam készíteni hasonló elvűt)
A két kritikus illesztett átmérőnél átm. 22/22,1 illetve átm. 5,9/6 mm-et látok a rajzon.
A gyakorlatban nem billen be és hamisítja meg a mérést, ha nem pont középen nyomod meg a bemérendő szerszámmal?
(anno én nagyobbacska Diesel motor adagolóeleméből akartam készíteni hasonló elvűt)
Cím: Re:Mechanikai ötletek
Írta: ht0cjk58i Dátum 2013 július 03, 16:11
Írta: ht0cjk58i Dátum 2013 július 03, 16:11
Üdv Urak.
Valaki építet vagy látot már élfólia ragasztózó gépet?Tapasztalat, működés stb.
Valaki építet vagy látot már élfólia ragasztózó gépet?Tapasztalat, működés stb.
Cím: Re:Mechanikai ötletek
Írta: Torro60 Dátum 2013 július 03, 20:03
Írta: Torro60 Dátum 2013 július 03, 20:03
Szia svejk!
Először is szeretném megköszönni a segitségedet!
Jogos a kérdésed.Amikor elkészült,nekem is ez jutott először eszembe.Egy átmérő 6-os maróval teszteltem.Valóban,a közepe és a széle között három század volt az eltérés.
Két lehetőség van.Vagy mindig a közepén mérek,vagy beleviszem a "hamis mérést"a munkadarabba.
A melóhelyen,ha nem olyan "pontos" munkát csinálok,a lézeres bemérőn sem szoktam csak tizedesig beirni az értéket.
Pü-be küldtem kettő fényképet.
Először is szeretném megköszönni a segitségedet!
Jogos a kérdésed.Amikor elkészült,nekem is ez jutott először eszembe.Egy átmérő 6-os maróval teszteltem.Valóban,a közepe és a széle között három század volt az eltérés.
Két lehetőség van.Vagy mindig a közepén mérek,vagy beleviszem a "hamis mérést"a munkadarabba.
A melóhelyen,ha nem olyan "pontos" munkát csinálok,a lézeres bemérőn sem szoktam csak tizedesig beirni az értéket.
Pü-be küldtem kettő fényképet.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 július 03, 20:09
Írta: svejk Dátum 2013 július 03, 20:09
Értem, köszönöm a választ.
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2013 július 03, 20:28
Írta: kua93zk4w Dátum 2013 július 03, 20:28
Nekem van egy gyári mit szeretnél tudni
Cím: Re:Mechanikai ötletek
Írta: ht0cjk58i Dátum 2013 július 04, 05:57
Írta: ht0cjk58i Dátum 2013 július 04, 05:57
Helló.
Első sorban hogy van megoldva az egyenletes ragasztó felhordás és mintázat kialakítása.Ha esetleg a főbb részeiről tudnál pár képet csinálni azt meg köszönném.Telefonon is értekezhetünk, ha adsz telszámot.
Első sorban hogy van megoldva az egyenletes ragasztó felhordás és mintázat kialakítása.Ha esetleg a főbb részeiről tudnál pár képet csinálni azt meg köszönném.Telefonon is értekezhetünk, ha adsz telszámot.
Cím: Re:Mechanikai ötletek
Írta: ht0cjk58i Dátum 2013 július 04, 06:53
Írta: ht0cjk58i Dátum 2013 július 04, 06:53
Esetleg nem eladó a gép?
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2013 július 04, 08:37
Írta: kua93zk4w Dátum 2013 július 04, 08:37
A ragasztó felhordásra több lehetőség van ejtő tartályos vagy alsó tartályos az első egyszerűbben kivitelezhető. De lehet nem érdemes nekiállni egy komolyabb gépműhelyes háttér nélkül én próbáltam csináltatni kenőhengert de nem vállalta senki az anyaga miatt.
Valószínűleg olcsóbban kijössz ha veszel egy használtat pl: élzárók
Valószínűleg olcsóbban kijössz ha veszel egy használtat pl: élzárók
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2013 július 25, 06:24
Írta: wkbgzy80t Dátum 2013 július 25, 06:24
Több topicban volt szó a dupla (esetleg tripla - L3Z gépe [#csodalk] ) főorsókról, építettek is néhányan ilyet. Tegnap megakadt ezen a szemem, gondoltam jó kis visszaigazolás/bátorítás lehet a hasonlóban gondolkodóknak. 2+m*~2m lehet az asztal.

Mikromat portálmaró
Mikromat portálmaró
Cím: Re:Mechanikai ötletek
Írta: Lpeti11 Dátum 2013 július 27, 20:47
Írta: Lpeti11 Dátum 2013 július 27, 20:47
Egy érdekes megoldás: 8 axis CNC machine for wedding rings and bangles
http://www.youtube.com/watch?v=WrYWWI48FfQ
Még érdekesebb a főorsó fordítása 90°-kal 2:54-nél.
http://www.youtube.com/watch?v=4WXxMSHZgKQ
http://www.youtube.com/watch?v=WrYWWI48FfQ
Még érdekesebb a főorsó fordítása 90°-kal 2:54-nél.
http://www.youtube.com/watch?v=4WXxMSHZgKQ
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 július 28, 13:58
Írta: keri Dátum 2013 július 28, 13:58
Cím: Re:Mechanikai ötletek
Írta: v2vhwz32z Dátum 2013 július 28, 14:09
Írta: v2vhwz32z Dátum 2013 július 28, 14:09
Ha Zoli igényeit a 3 Z tengely nagyjából kielégíti, miért ne? Nem kis pénz egy szerszámcserélő és még körítés is kell hozzá..
Próbáltam keresni ezt a gépet neten amiről a fotót feltetted de nem találtam.
Próbáltam keresni ezt a gépet neten amiről a fotót feltetted de nem találtam.
Cím: Re:Mechanikai ötletek
Írta: dravecz Dátum 2013 augusztus 22, 18:14
Írta: dravecz Dátum 2013 augusztus 22, 18:14
Üdv urak!
Mit javasoltok , arra hogy cnc gép építésesnél melyik a jobb megoldás?
A cnc asztala mozog előre hátra, vagy a felső mechanika mozogjon az asztal fölött, és az asztal fix.
Melyik a jobb megoldás, mi a hátránya, előnye, egyik, másik megoldásnak?
Mit javasoltok , arra hogy cnc gép építésesnél melyik a jobb megoldás?
A cnc asztala mozog előre hátra, vagy a felső mechanika mozogjon az asztal fölött, és az asztal fix.
Melyik a jobb megoldás, mi a hátránya, előnye, egyik, másik megoldásnak?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 augusztus 22, 18:39
Írta: svejk Dátum 2013 augusztus 22, 18:39
Egyszerű alkatrészekkel és eszközökkel stabilabb gépet lehet építeni a fix hidas megoldással, de cserébe nagyobb a helyfoglalása.
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 augusztus 22, 21:05
Írta: Sz.József Dátum 2013 augusztus 22, 21:05
Alapvetően igaz #11791...
De ha pl. relatíve nagy a munkaterület szerencsésebb a hidat mozgatni.
Vagy ha az asztalra helyezett munkadarab + satu (vagy forgató) tekintélyes súlyú, lehet akkor is a mozgó híd a szerencsésebb.
Tehát gép és felhasználás függő. (szerintem)
De ha pl. relatíve nagy a munkaterület szerencsésebb a hidat mozgatni.
Vagy ha az asztalra helyezett munkadarab + satu (vagy forgató) tekintélyes súlyú, lehet akkor is a mozgó híd a szerencsésebb.
Tehát gép és felhasználás függő. (szerintem)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 augusztus 22, 21:29
Írta: Szalai György Dátum 2013 augusztus 22, 21:29
Szerintem a nagy erőkkel dolgozó, nagy forgácsteljesítményű gépek jellemzője a mozgó asztalos felépítés.
Mert ahhoz álló híd társul, ami szinte bármekkora tömegű is lehet. Az álló hídnak nem kell könnyűnek lennie, hogy a dinamikus mozgatása kevés energia befektetéssel is megoldható legyen, mert nem mozog. A szinte bármilyen nagy tömegű híd pedig nagyon merev, ezzel lehetséges a nagy forgács teljesítmény és nagy pontosság egyben. Sajnos a munkatér méretéhez képest nagy a mozgó asztal helyigénye.
A kis erőkkel dolgozó, kicsi forgácsteljesítményű gépek pedig lehetnek mozgó híd szerkezetűek, így helytakarékosak. Mert a kicsi erő nem deformálja jelentősen a kis tömegű (ezért könnyen mozgatható) hidat. A munkatérhez képesti helyigény is kedvező.
A fentieknek addig lehet valóság alapja, míg nem alkalmaznak korszerűbb, erősebb, kevésbé rugalmas, mégis könnyebb anyagokat. Amikkel kialakítható egy nehéz üzemű, mégis mozgóhidas, kedvező helyigényű, mégis gazdaságosabban üzemeltethető szerkezet.
Mert ahhoz álló híd társul, ami szinte bármekkora tömegű is lehet. Az álló hídnak nem kell könnyűnek lennie, hogy a dinamikus mozgatása kevés energia befektetéssel is megoldható legyen, mert nem mozog. A szinte bármilyen nagy tömegű híd pedig nagyon merev, ezzel lehetséges a nagy forgács teljesítmény és nagy pontosság egyben. Sajnos a munkatér méretéhez képest nagy a mozgó asztal helyigénye.
A kis erőkkel dolgozó, kicsi forgácsteljesítményű gépek pedig lehetnek mozgó híd szerkezetűek, így helytakarékosak. Mert a kicsi erő nem deformálja jelentősen a kis tömegű (ezért könnyen mozgatható) hidat. A munkatérhez képesti helyigény is kedvező.
A fentieknek addig lehet valóság alapja, míg nem alkalmaznak korszerűbb, erősebb, kevésbé rugalmas, mégis könnyebb anyagokat. Amikkel kialakítható egy nehéz üzemű, mégis mozgóhidas, kedvező helyigényű, mégis gazdaságosabban üzemeltethető szerkezet.
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 augusztus 22, 22:09
Írta: kuv5p7226 Dátum 2013 augusztus 22, 22:09
Hobby géphez mozgasd a hidat. Egyszerűbb az egész életed. No meg olyanok az arányok, hogy így jóval nagyobb területet tudsz egy adott méretű mechanikával megmunkálni. Hobby gép esetén a szilárdsági és dinamikai szempontok gyakorlatilag nem játszanak, úgyis 20-as alu vastaglemezből építed, az meg elég merev bármelyik módhoz, az asztal sem de a híd sem nehezebb 15-20 kilónál, azzal meg röhögve megbírkózik egy 2 Nm-es léptecs, úgyhogy az is mindegy.
Amikor az asztal terhelhetősége 5-6 mázsa, a toronynak csak a váza 2 tonna, nos ott valóban elválik a két építési iskola (nem a portálmarókról beszélek hanem a VMC-kről), hogy a tornyot mozgatok, ami igen pontos dinamikai hangolást jelent, hiszen nem kell számolnom az asztalon lévő ismeretlen tömeggel és egy A-B típusú palettacserélő is roppant egyszerű lesz, míg a másik esetben mindez fordítva van.
De ez már olyan magas gépészeti tudomány, hogy gyanítom, hogy itt a fórumon nincs olyan, aki egy ilyen gép teljes tervezését át tudná látni mélységében.
Amikor az asztal terhelhetősége 5-6 mázsa, a toronynak csak a váza 2 tonna, nos ott valóban elválik a két építési iskola (nem a portálmarókról beszélek hanem a VMC-kről), hogy a tornyot mozgatok, ami igen pontos dinamikai hangolást jelent, hiszen nem kell számolnom az asztalon lévő ismeretlen tömeggel és egy A-B típusú palettacserélő is roppant egyszerű lesz, míg a másik esetben mindez fordítva van.
De ez már olyan magas gépészeti tudomány, hogy gyanítom, hogy itt a fórumon nincs olyan, aki egy ilyen gép teljes tervezését át tudná látni mélységében.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 augusztus 22, 22:36
Írta: jani300 Dátum 2013 augusztus 22, 22:36
Üdv !
Én is tervezgetem egy gép építését , majd elválik lesz e belőle valami .
Arra jutottam hogy fix híd , de az asztal keresztben mozog ,és a fix hídon mozog a Z a hosszabb úton . Így jobb a sínek hosszának a kihasználtsága ,merev erős lehet a híd , és a helyfoglalás is kisebb . Az anyaga mindenképp acél hegesztve .
Kaptam itt olyan választ hogy ez létező működő megoldás .
A cnc hez nagyon nem értek , de próbálok fejlődni :)
Én is tervezgetem egy gép építését , majd elválik lesz e belőle valami .
Arra jutottam hogy fix híd , de az asztal keresztben mozog ,és a fix hídon mozog a Z a hosszabb úton . Így jobb a sínek hosszának a kihasználtsága ,merev erős lehet a híd , és a helyfoglalás is kisebb . Az anyaga mindenképp acél hegesztve .
Kaptam itt olyan választ hogy ez létező működő megoldás .
A cnc hez nagyon nem értek , de próbálok fejlődni :)
Cím: Re:Mechanikai ötletek
Írta: 335ubzjy9 Dátum 2013 augusztus 24, 14:24
Írta: 335ubzjy9 Dátum 2013 augusztus 24, 14:24
Hali!
Valahol láttam régebben az módszert a normál metrikus anya kottyanásmentesítésére. Vlami második anya, és egy rugó volt benne. Ismeri valaki ezt a módszert? El tudná magyarázni?
Valahol láttam régebben az módszert a normál metrikus anya kottyanásmentesítésére. Vlami második anya, és egy rugó volt benne. Ismeri valaki ezt a módszert? El tudná magyarázni?
Cím: Re:Mechanikai ötletek
Írta: wm94bppdn Dátum 2013 augusztus 24, 14:47
Írta: wm94bppdn Dátum 2013 augusztus 24, 14:47
Ha a tengelyirányú erő nem nagyobb, mint a rugó ereje, akkor a két anya közé szorított rugó kottyanásmentesít. Szépsághibája, hogy koptat, és ezért csak kis erőhatásokra működik. Pl akkor, ha szánok a megmunkálás alatt nem mozognak (tömbszikra), vagy nincs az elmozdulás irányában munkavégzés (plazma, víz, lézer, huzalszikra, stb.)
Cím: Re:Mechanikai ötletek
Írta: 335ubzjy9 Dátum 2013 augusztus 24, 18:03
Írta: 335ubzjy9 Dátum 2013 augusztus 24, 18:03
OK, de hogy néz ez ki?
Az egyik anya fix, a másik nyilván nem, csak elfordulás ellen van rögzítve?
Az egyik anya fix, a másik nyilván nem, csak elfordulás ellen van rögzítve?
Cím: Re:Mechanikai ötletek
Írta: wm94bppdn Dátum 2013 augusztus 24, 22:47
Írta: wm94bppdn Dátum 2013 augusztus 24, 22:47
Pontosan! A második anya alakos kötéssel szokott kapcsolódni az elsőhöz. Pl: http://www.zentoolworks.com/popup_image.php?pID=77
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 szeptember 02, 20:36
Írta: mex Dátum 2013 szeptember 02, 20:36
Gyártottam egy ilyen tengelykapcsolót:
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 szeptember 02, 20:42
Írta: mex Dátum 2013 szeptember 02, 20:42
Nem Danibá-nak vagyok a konkurenciája, csak szükségem volt még kettő darabra, az eredetileg tervezett tengelykapcsolóból nem sikerült csak egy darabot szereznem, és gondoltam megpróbálom...
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 szeptember 02, 20:50
Írta: mex Dátum 2013 szeptember 02, 20:50
Egyébként a képen látható masinához kell.
Az eredeti golyósorsókat leszereltem, mert a mozgató motorok szerintem gyengék lettek volna,(egyébként sem volt semmi bizodalmam bennük).
Bár van olyan fórumtárs aki nem is akármilyen dolgokat farigcsált az eredeti elrendezéssel
Az eredeti golyósorsókat leszereltem, mert a mozgató motorok szerintem gyengék lettek volna,(egyébként sem volt semmi bizodalmam bennük).
Bár van olyan fórumtárs aki nem is akármilyen dolgokat farigcsált az eredeti elrendezéssel
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 szeptember 02, 22:36
Írta: PSoft Dátum 2013 szeptember 02, 22:36
Hubasszus!!!
De fáintos kis masinát "faragtál" belőle!
[#eljen][#worship]
Úgy saccolom,olyan....45x45mm lehet az XY munkatér.:))
Nem is olyan gyengék ám,az eredeti motorok sem...ehhez a fíínom kis mechanikához.:)
Járd már körbe jobban a fotomasináddal ezt a "cukifalatot"!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 szeptember 02, 22:41
Írta: PSoft Dátum 2013 szeptember 02, 22:41
Jól értem,hogy az eredeti orsókat motorostól "félretetted"?
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 szeptember 03, 18:23
Írta: mex Dátum 2013 szeptember 03, 18:23
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 szeptember 03, 18:32
Írta: mex Dátum 2013 szeptember 03, 18:32
Igen, egyenlőre pihennek.
A védőcső nélküli akadozik, valószínű ki kell takarítanom, de ilyet még nem szedtem szét,nyugisabb időszakban kerítek rá sort.
A védőcső nélküli akadozik, valószínű ki kell takarítanom, de ilyet még nem szedtem szét,nyugisabb időszakban kerítek rá sort.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2013 szeptember 03, 18:36
Írta: s2k5ycubj Dátum 2013 szeptember 03, 18:36
Rengeteg munka van benne,az látszik. És ahogy elnézem elég ügyesen bánsz a gépeiddel.[#worship][#worship][#integet2]
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 szeptember 03, 18:56
Írta: mex Dátum 2013 szeptember 03, 18:56
Köszönöm, az elismerő szavakat.
Viszonylag új vagyok a fórumon,és tényleg csak hobbiként tekintek rá. Ennek megfelelően totál kezdő vagyok a szoftver tekintetében, a mechanikával azért boldogulok, (vasas a szakmám), de forgácsolói képesítésem nincs, csak fiatal korom óta érdekelt. Az elektronikával sem állok hadilábon, bízom benne, hogy előbb-utóbb életre kel a "masina".
Mindenesetre a Z már mozgott egy Motion féle vezérlővel, amit egy próbapanelen összedugdosott 555 látott el step jelekkel.
A dir manuális volt...
Rendkívül finoman, szinte hang nélkül, persze nulla terheléssel- széles vigyort csalva képemre.[#nyes]
Viszonylag új vagyok a fórumon,és tényleg csak hobbiként tekintek rá. Ennek megfelelően totál kezdő vagyok a szoftver tekintetében, a mechanikával azért boldogulok, (vasas a szakmám), de forgácsolói képesítésem nincs, csak fiatal korom óta érdekelt. Az elektronikával sem állok hadilábon, bízom benne, hogy előbb-utóbb életre kel a "masina".
Mindenesetre a Z már mozgott egy Motion féle vezérlővel, amit egy próbapanelen összedugdosott 555 látott el step jelekkel.
A dir manuális volt...
Rendkívül finoman, szinte hang nélkül, persze nulla terheléssel- széles vigyort csalva képemre.[#nyes]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 szeptember 03, 21:00
Írta: PSoft Dátum 2013 szeptember 03, 21:00
Ezen a mechanikán,igen jól teljesítenek az eredeti kis 50 lépéses léptecsek is,azokkal a fínom kis,ha jól emlékszem 2mm-es? emelkedésű orsókkal.
Egy Magi féle H2-es négytengelyessel hajtom őket,1/16-os mikrolépésekkel.
Ha sort kerítesz az "akadós" orsó szétszedésére/takarítására,mindenképpen dokumentáld légy szíves,és majd írjál is a tapasztalatokról,a szétszedés/összerakás titkairól.
Érdekel,mert nekem is van egy tartalék motor/orsó párosom,ami szintén akadozik kissé.
Eddig,én is azt mondogattam magamnak(mivel nem sürgős),hogy majd "nyugisabb időszakban kerítek rá sort".:))
De így is van,...rá kell arra hangolódni.:))
Pár kép,hogy alakultak ugyanezek a kis mechanikák az én elképzelésemben.
Még pár kép,az első próbálkozásokról,fába.
Köszi a sok képet,amit mutattál.
[#eljen][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 szeptember 03, 21:22
Írta: vjanos Dátum 2013 szeptember 03, 21:22
Nagyon klassz :)
Milyen mechanika volt ez eredetileg?
Milyen mechanika volt ez eredetileg?
Cím: Re:Mechanikai ötletek
Írta: dravecz Dátum 2013 szeptember 09, 18:08
Írta: dravecz Dátum 2013 szeptember 09, 18:08
Üdv urak!
Mit gondoltok arról, hogy a gép váza és x-y tengelyek is 60x60 mm-es vastagfalú zártszelvényből készülne? Van valami hátránya, előnye az aluprofilból készült gépekhez képest? Valakinek van tapasztalata ilyen géppel, mire kell ilyen gépváz építésénél nagyon figyelni? Nem a hegesztés miatti vetemedésre gondolok, hanem bármi másra?
Mit gondoltok arról, hogy a gép váza és x-y tengelyek is 60x60 mm-es vastagfalú zártszelvényből készülne? Van valami hátránya, előnye az aluprofilból készült gépekhez képest? Valakinek van tapasztalata ilyen géppel, mire kell ilyen gépváz építésénél nagyon figyelni? Nem a hegesztés miatti vetemedésre gondolok, hanem bármi másra?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 szeptember 09, 22:16
Írta: Szalai György Dátum 2013 szeptember 09, 22:16
Szerintem:
60x60mm-es zártszelvényből készül 2, 3, 4, 5mm falvastagságú, de Neked melyik a vastag falú?
Egy 300x200x50mm munkaterű gravírozóhoz az 5mm vastag mindenképp jó lehet, mert ahhoz nem kell rácsos szerkezet. Az 5mm-es puha falba bemarható 1mm mélyen a 9mm széles IKO sin helye és befúrható az M4x0,5 menet is.
Egy nagy munkatérhez, és/vagy nagy erőhöz meg rácsos szerkezetet kell építeni. Oda elég lehet a 3mm vastag is, mert ott már a rács adja a merevséget.
A sínek is nagyobbak, a nagyobb felfogató csavaroknak meg vastagabb vashús kell.
M8 menetet nem lehet közvetlenül a zártszelvénybe, hanem csak a rá hegesztett 10mm vastag lapos acélba befúrni.
Hobby gépen fontos lehet a minél kisebb mozgó tömeg, mert a tömeg mozgatása energiát emészt, megmunkálás nélkül is. Az acél pedig majdnem háromszor olyan nehéz, mint az alumínium.
Ezért az acél alváz, de üreges alumíniumból készült mozgó felépítmény mellett szavaznék.
De kinek hogy. . .
60x60mm-es zártszelvényből készül 2, 3, 4, 5mm falvastagságú, de Neked melyik a vastag falú?
Egy 300x200x50mm munkaterű gravírozóhoz az 5mm vastag mindenképp jó lehet, mert ahhoz nem kell rácsos szerkezet. Az 5mm-es puha falba bemarható 1mm mélyen a 9mm széles IKO sin helye és befúrható az M4x0,5 menet is.
Egy nagy munkatérhez, és/vagy nagy erőhöz meg rácsos szerkezetet kell építeni. Oda elég lehet a 3mm vastag is, mert ott már a rács adja a merevséget.
A sínek is nagyobbak, a nagyobb felfogató csavaroknak meg vastagabb vashús kell.
M8 menetet nem lehet közvetlenül a zártszelvénybe, hanem csak a rá hegesztett 10mm vastag lapos acélba befúrni.
Hobby gépen fontos lehet a minél kisebb mozgó tömeg, mert a tömeg mozgatása energiát emészt, megmunkálás nélkül is. Az acél pedig majdnem háromszor olyan nehéz, mint az alumínium.
Ezért az acél alváz, de üreges alumíniumból készült mozgó felépítmény mellett szavaznék.
De kinek hogy. . .
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 szeptember 09, 22:17
Írta: vjanos Dátum 2013 szeptember 09, 22:17
Annyira nem lehet vastagfalú, hogy ne rezonáljon.
De épültek itt már ilyen gépek, meg kérdés, hogy milyen igénybevételre szeretnéd...
Én ha ilyenbe kezdenék, úgy raknám össze a szelvényeket, hogy a végén az egészet fel lehessen tölteni száraz homokkal, ami plusz súlyt ad és elnyeli a rezgés jó részét.
De épültek itt már ilyen gépek, meg kérdés, hogy milyen igénybevételre szeretnéd...
Én ha ilyenbe kezdenék, úgy raknám össze a szelvényeket, hogy a végén az egészet fel lehessen tölteni száraz homokkal, ami plusz súlyt ad és elnyeli a rezgés jó részét.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 szeptember 10, 14:51
Írta: keri Dátum 2013 szeptember 10, 14:51
Gyakorlati tapasztalatom nincs, de szimuláltam pont ilyet.
Gyakorlati hátránya ezeknek az acél rugalmassága miatt a rezonanciára való hajlam.
Kis átmérőjű gravírozó szerszámoknál nem hiszem hogy gond lenne ilyen szelvény méretekkel.
4-5mm falvastagságú 60*60-as szelvény már elég jó kisebb (200-300mm) gépekhez.
Nálam ugye szabad vezetékek vannak és ennél a konstrukciónál a vezeték a gyenge pont, a váznak elhanyagolható a deformációja.
Viszont zártszelvény hegesztésnél garantáltan torzul a szerkezet, ezt figyelembe kell venni.
Én ezért is csinálok szabad vezetékest, mert ott a váz pontossága nem olyan kritikus.
Vagy ha rögzített vezetéket használsz akkor síkba kell marni a felületeket.
Itt az én elképzelésem.
Tervezési szempont az volt, hogy 50ezer forintból meg lehessen építeni. 300N terhelésre (ami egy gravírozó marónál bőven elegendő szerintem) csak pár századot torzul a szimulációk szerint, és nem a váz, hanem a vezetékek hajlanak inkább.
Gyakorlati hátránya ezeknek az acél rugalmassága miatt a rezonanciára való hajlam.
Kis átmérőjű gravírozó szerszámoknál nem hiszem hogy gond lenne ilyen szelvény méretekkel.
4-5mm falvastagságú 60*60-as szelvény már elég jó kisebb (200-300mm) gépekhez.
Nálam ugye szabad vezetékek vannak és ennél a konstrukciónál a vezeték a gyenge pont, a váznak elhanyagolható a deformációja.
Viszont zártszelvény hegesztésnél garantáltan torzul a szerkezet, ezt figyelembe kell venni.
Én ezért is csinálok szabad vezetékest, mert ott a váz pontossága nem olyan kritikus.
Vagy ha rögzített vezetéket használsz akkor síkba kell marni a felületeket.
Itt az én elképzelésem.
Tervezési szempont az volt, hogy 50ezer forintból meg lehessen építeni. 300N terhelésre (ami egy gravírozó marónál bőven elegendő szerintem) csak pár századot torzul a szimulációk szerint, és nem a váz, hanem a vezetékek hajlanak inkább.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 szeptember 10, 14:52
Írta: keri Dátum 2013 szeptember 10, 14:52
Bocs, az előző Dravecz fórumtársnak volt válasz.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 szeptember 11, 20:54
Írta: PSoft Dátum 2013 szeptember 11, 20:54
"Érdekel,mert nekem is van egy tartalék motor/orsó párosom,ami szintén akadozik kissé.
Eddig,én is azt mondogattam magamnak(mivel nem sürgős),hogy majd "nyugisabb időszakban kerítek rá sort".:))
De így is van,...rá kell arra hangolódni.:))"
Írtam,a #11809-ben...
Nos,sürgősnek még most se volt sürgős,de....."ráhangolódtam".:)))
Az én tartalék Steinmeyerorsóm,azonban,nem az elkoszolódás miatt akadozott,mint ahogy a szétszedésnél kiderült.:(((
A motor/orsó párost,a léptecs felőli oldaláról kezdtem bontani.
Maga a kis léptecs,nincs önállóan csapágyazva.
A motor hátulján,hozzáférni,az M2,5-ös anyához.
Csőkulccsal,megfogva,és az orsót kézzel ellentartva levehető,a kis ragasztóval gyárilag rögzített anya.
Az anya alatt,egy körmös alátét is van.
Az anya,és körmös alátét levétele után ,a motortest,a motor szétszedése nélkül lehúzható az orsó végéről úgy,hogy a forgórész bent marad a motortestben.





Maga a golyós anya/anyaház,kettő,előfeszített/egymáshoz feszített anyát rejteget.
Az anyaház palástján,a motor felőli oldalon van egy furat,a furatba nyomott Brezon? stifttel.
A stiftet kivéve,a két egymáshoz feszített anya az orsóval együtt kihúzható a házból.
Az anyák fix előfeszítését,a két anya közti két db.acél tányéros alátét,és a házon keresztül az anya palástján lévő furatba nyomott stift biztosítja.
Az anyaház másik oldalán lévő cső hüvely,amely ebben az alkalmazásban az anyamozgás továbbítását biztosítja a mechanika felé,és egyben az orsó védelmét(mechanikai) is biztosítja,menettel kapcsolódik az anyaházhoz.








Nálam,az orsó akadozása,a második anya "szétesése" miatt volt.:((
Valószínű,hogy ki lett tekerve a második anyából az orsó,mert az anyaház belsejében megtaláltam a kihullott golyókat.
18 db.golyót sikerült összegyűjtenem,ami valószínű,hogy nem a teljes golyómennyiség,jópár db.hiányzik.:(
A golyók "nagyságának" érzékeltetésére,...egy gombostű fej a képen.:)







Az orsó,hajtás oldali csapágyazása.
A lapolt/menetes sárgaréz csapágyház fedél,szintén kevés ragasztóval rögzítve.
A menetes csapágyfedélben,egy hullámgyűrű a két feszített csapágy előtt.






A széthullot/üres anya,palástján,a sárgarézzel ledugózott furat.
Gondolom,a dugó eltávolítása után,a furaton keresztül lehet "felgolyózni" az anyát.

Talán,...tudtam valamit segíteni,a szétszedéssel kapcsolatban.:)
[#wave]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 szeptember 11, 21:14
Írta: Szalai György Dátum 2013 szeptember 11, 21:14
A két pici csapágy gyártója és típusa megtudható?
Cím: Re:Mechanikai ötletek
Írta: r2u4n063m Dátum 2013 szeptember 11, 21:23
Írta: r2u4n063m Dátum 2013 szeptember 11, 21:23
Meg kell hagyni, jó szemed van, azok a golyók nagyon aprók [#ticking]
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 szeptember 11, 22:19
Írta: mex Dátum 2013 szeptember 11, 22:19
A képek kiválóak, de ennek ellenére sem értem a kettő anya működési mechanizmusát...
Egészen pontosan: nem látom a golyók visszavezetését, úgy mint egy nagyobb méretű, "szokványos" anya külső részén a golyóvezető csövecskét.
A léptecset már régebben lebontottam az én akadozós példányomról, mert kíváncsi voltam a nyomaték átvitelt hogyan oldották meg - hát nekem nem tetszett a dolog. Az eredeti alkalmazásban biztonságos rögzítést tényleg csak ilyen kivitelű motorral lehet megoldani,vagy esetleg nagy fejvakarások közben kinyögdécselni valamilyen szorítóhüvelyes közdarabot, de ezzel együtt oda az "elegancia", úgyhogy le is mondtam a felhasználásukról, legalábbis ebben az alkalmazásban.
Csak megjegyzés: az én példányom orsója 2mm tengelymérettel, és ennek megfelelően M-2 menettel rögzíthető a léptecs forgórészéhez.
Egészen pontosan: nem látom a golyók visszavezetését, úgy mint egy nagyobb méretű, "szokványos" anya külső részén a golyóvezető csövecskét.
A léptecset már régebben lebontottam az én akadozós példányomról, mert kíváncsi voltam a nyomaték átvitelt hogyan oldották meg - hát nekem nem tetszett a dolog. Az eredeti alkalmazásban biztonságos rögzítést tényleg csak ilyen kivitelű motorral lehet megoldani,vagy esetleg nagy fejvakarások közben kinyögdécselni valamilyen szorítóhüvelyes közdarabot, de ezzel együtt oda az "elegancia", úgyhogy le is mondtam a felhasználásukról, legalábbis ebben az alkalmazásban.
Csak megjegyzés: az én példányom orsója 2mm tengelymérettel, és ennek megfelelően M-2 menettel rögzíthető a léptecs forgórészéhez.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 szeptember 13, 18:05
Írta: PSoft Dátum 2013 szeptember 13, 18:05
Nos,...
A "két pici csapágy".
Semmilyen gyártóra,és méretre utaló adat nincs rajtuk,:(( csak mérni tudom a fizikai méreteit.
Eszerint:
Külső,10mm furat,4mm szélesség,4mm.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 szeptember 13, 18:09
Írta: PSoft Dátum 2013 szeptember 13, 18:09
Nem olyan "aprók" azok!:)
Kereken,.... 1mm az átmérőjük.:)
A szemem?,....négy szemmel mértem.:)))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 szeptember 13, 18:49
Írta: PSoft Dátum 2013 szeptember 13, 18:49
Először is,...pontosítanék!
Elírás történt a #11816-ban,ami a tengely átmérőt,és a menetet illeti.:(([#falbav]
A megjegyzésed helytálló,valóban 2mm a tengely átmérő,és ennek megfelelően,M2 menet van a tengelyvégen.
"A képek kiválóak, de ennek ellenére sem értem a kettő anya működési mechanizmusát..."
Első ránézésre,én sem értettem.(de még,harmadikra sem!)
Aztán,...az anya palástjába préselt réz/bronz "dugót" és a horonyba süllyesztett stiftet nagyítóval vizsgálgatva,(a stift,bele van nyomva,a réz/bronz dugóba)beugrott egy feltételezés...ott lehet a "töltő furat",ahol az anyát felgolyózták.
Igen,de akkor még mindig....hol lehet az általad is hiányolt golyó visszavezető csatorna?
Egy hegyes kis "pontozóval",a stiftet a bronz dugótól elfele kopogtatva,a stift "kihúzható" a dugóból.(jobb ötletem nem volt)
A stift helyén a furatba egy horgászzsinór darabkát dugva,a damil vége megjelenik bent az anyában.
Így,már egyértelmű,hogy ezen a stifttel ledugózott furaton keresztül kerülnek az anyába a golyók.




Megint csak a nagyítómat elővéve,és az anya belsejét vizsgálva,kiderül az is,hogy miért csak 18db.golyót találtam a szétesett anya belsejében.(keveseltem az 1mm-es golyók számát,egy ilyen hosszú anyához)
A magyarázat,....az egész anya hosszból,csak egy menet játszik,egy menet van felgolyózva!!!
Így már,...nem kell tovább keresni a golyó visszavezető csatornát sem,mert nincs!:))
Illetve mégis csak van,...a használt egy menet záródásánál,a bronz dugóban,az anya belsejében kialakítva.
Hát,röviden...ennyi a "titka" ennek a kis Steinmeyer anyának.:))





Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 szeptember 13, 19:08
Írta: 000000000 Dátum 2013 szeptember 13, 19:08
Látom rájöttél, a kottyanás mentességet pedig a két torziós rugó által kifejtett erő csinálja ahogy a két anyát széttolja.
A bronz kis visszavezető dugót meg ne nagyon birizgáld mert, ha elmozdul vagy megsérül akkor annyi az anyának.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 szeptember 13, 19:18
Írta: PSoft Dátum 2013 szeptember 13, 19:18
"Köszönöm, megjegyzem."
Mindig tanul az ember!:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 szeptember 13, 21:53
Írta: PSoft Dátum 2013 szeptember 13, 21:53
Nem tudom eldönteni...
A képeket látva jutottál ezekre a megállapításokra,vagy....volt már dolgod hasonló Steinmeyer orsó/anya párossal?
[#nemtudom]
Mindegyik anyában ugye,...egy-egy menet van felgolyózva...
A két anya úgy van "gyárilag" a közös házba nyomva,hogy a felgolyózott egy-egy menet az összes variáció közül,a legközelebb esik egymáshoz.
Vajon miért?
Miért nem úgy vannak az anyák a házban,hogy a lehető legtávolabb essen egymástól az a két menet?
[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 szeptember 14, 09:11
Írta: Szalai György Dátum 2013 szeptember 14, 09:11
Csak találgatok. (Vagy inkább csak keresgélek.)
Ha a két golyósmenet egymástól távol helyezkedik el, akkor a rendszer sokkal merevebb az anyát keresztbe fordító erőkkel szemben.
Ha közelebb vannak egymáshoz a golyósmenetek, akkor jobban tűri a keresztbe feszegetést, de ugyan annyira kottyanásmentes a tengelyirányú erőkre.
Talán azért van egymáshoz közel a két golyósmenet, mert így szolgálta jobban az eredeti felhasználás körülményeit.
Ha a két golyósmenet egymástól távol helyezkedik el, akkor a rendszer sokkal merevebb az anyát keresztbe fordító erőkkel szemben.
Ha közelebb vannak egymáshoz a golyósmenetek, akkor jobban tűri a keresztbe feszegetést, de ugyan annyira kottyanásmentes a tengelyirányú erőkre.
Talán azért van egymáshoz közel a két golyósmenet, mert így szolgálta jobban az eredeti felhasználás körülményeit.
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 szeptember 14, 11:18
Írta: mex Dátum 2013 szeptember 14, 11:18
Köszönöm az "oknyomozást", így már teljesen tiszta a működés.
Ha megvan az összes gördülőelem, akkor tisztítás után viszonylag egyszerű módon összerakható, és használható továbbra is - ami jó hír!
Ha megvan az összes gördülőelem, akkor tisztítás után viszonylag egyszerű módon összerakható, és használható továbbra is - ami jó hír!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 szeptember 14, 11:22
Írta: PSoft Dátum 2013 szeptember 14, 11:22
Köszönöm!
Habár,...a #11825-ben feltett kérdéseim Pál fele irányultak...:)
A #11823 alapján mertem feltételezni,hogy volt már dolga ilyen,vagy hasonló orsóval.
Hasonló gondolatmenetre jutottam én is,a két anya elhelyezésével kapcsolatban.
Tudom az eredeti alkalmazás mivoltát....
Egy kamera,és a hozzá tartozó optika mozgatását végezte az X-Y síkon ez a kis mechanika ezekkel az orsókkal.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2013 szeptember 14, 13:34
Írta: Motoros Dátum 2013 szeptember 14, 13:34
Hasonló két golyósoros anyát az Isel is gyárt. Mikor szétszedtem ugyancsak elcsodálkoztam, hová tüntek a golyók. A két pálya itt az anya szélén volt...közte legalább 6, 8 menet üresen. A visszavezetést két műanyag betét végezte. Kottymentes volt és utánállításra nem volt lehetőség.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 szeptember 18, 16:52
Írta: barhz9bni Dátum 2013 szeptember 18, 16:52
Sziasztok, fűnyíró cnc-t szeretnék építeni a kertembe, ötleteket szeretnék kérni a gép felépítéséhez.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2013 szeptember 18, 17:18
Írta: D.Laci Dátum 2013 szeptember 18, 17:18
’Így, már egyértelmű, hogy ezen a stifttel ledugózott furaton keresztül kerülnek az anyába a golyók.”
Csak abban az esetben, ha akkora a furat hogy bele férjen a golyó, de ebben az esetben a legelső alkalomnál meg akadna a golyósor.
A képen nem látszik, hogy mekkora a furat, de nem lehet olyan nagy, ha nem látni.
Csak abban az esetben, ha akkora a furat hogy bele férjen a golyó, de ebben az esetben a legelső alkalomnál meg akadna a golyósor.
A képen nem látszik, hogy mekkora a furat, de nem lehet olyan nagy, ha nem látni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 szeptember 18, 17:28
Írta: 000000000 Dátum 2013 szeptember 18, 17:28
Ez, akkora nagy ötlet, hogy eddig senkinek nem jutott eszébe megépíteni.
Ezért, rád vár az úttörő szerep.
Kíváncsian várom az eredményedet. Én, majd a te tapasztalatod felhasználásával fogok neki.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2013 szeptember 18, 18:37
Írta: ra8nsmk6w Dátum 2013 szeptember 18, 18:37
Mivel a föld "mozog" csak a mozgó asztalos megoldás jőhet szóba[#nevetes1]
Komolyra forditva. A keritést használnám fel vezető sinként. Az 1500.1600mm magasság biztosan elég lesz Z mozgásnak. Igazából gondot csak az x tengely okozhat mert mig a kis bokrok kikerülhetőek programból addig a fák már aligha.Valóban látványos dolgokat tudok elképzelni az ötletből. Tény, hogy a munkadarab ujratermeli magát
Komolyra forditva. A keritést használnám fel vezető sinként. Az 1500.1600mm magasság biztosan elég lesz Z mozgásnak. Igazából gondot csak az x tengely okozhat mert mig a kis bokrok kikerülhetőek programból addig a fák már aligha.Valóban látványos dolgokat tudok elképzelni az ötletből. Tény, hogy a munkadarab ujratermeli magát
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2013 szeptember 18, 19:41
Írta: ukcge40u Dátum 2013 szeptember 18, 19:41
Én is gondolkoztam már rajta.
Én mindenképpen nagy átmérőjű, nagyon vékony kerekekre raknám, hogy ne tapossa le a füvet, és hogy a kisebb egyenetlenségeken ne akadjon meg.
Legyen 3 kereke, hogy fordulékony legyen.
Nem kell CNC-nek lennie, mert elvileg egy Aurdino beprogramozható azokra a funkciókra, amire szükség van.
Állandó üzemre kell tervezni, mert ritka üzem esetén sok lesz a levágott fű mennyisége, amihez már fűgyűjtő is kellene, azt meg üríteni kell. Állandó üzemben ilyen nincs, mert a mindig "tisztasági" nyírás elfér a fű között, nem kell gyűjteni.
Nem feltétlenül kell forgókéses megoldás, lehet pengés is, teszt dönti el, hogy melyiknek kevesebb az energiafelhasználása.
Legalább egy autóakku kell a hajtásra és a vágásra, és egy kisebb a vezérlésnek.
A vezérlés szerintem úgy célszerű, hogy a kütyü megyeget, amikor korlátot talál (ez lehet bármilyen, az elv a lényeg), akkor kicsit visszatolat, és elfordul 45 és 90 fok között.
Hogy melyik irányba, az lehet akár véletlenszerű is, vagy inkább érzékelő általi iránybefolyásolás lenne a célszerű.
A formája inkább torony, mint nagy széles doboz, két okból:
Kisebb körátmérő jobban befér a sarkokba, másrészt a torony oldalán sokkal több napelem elfér.
Mivel, ha az akku lemerül, akkor az automatika, lekapcsol, és addig vár, míg a napelem fel nem tölti, és amikor az ok, akkor megint mehet a fűnyíró program.
Én eddig jutottam.
Én mindenképpen nagy átmérőjű, nagyon vékony kerekekre raknám, hogy ne tapossa le a füvet, és hogy a kisebb egyenetlenségeken ne akadjon meg.
Legyen 3 kereke, hogy fordulékony legyen.
Nem kell CNC-nek lennie, mert elvileg egy Aurdino beprogramozható azokra a funkciókra, amire szükség van.
Állandó üzemre kell tervezni, mert ritka üzem esetén sok lesz a levágott fű mennyisége, amihez már fűgyűjtő is kellene, azt meg üríteni kell. Állandó üzemben ilyen nincs, mert a mindig "tisztasági" nyírás elfér a fű között, nem kell gyűjteni.
Nem feltétlenül kell forgókéses megoldás, lehet pengés is, teszt dönti el, hogy melyiknek kevesebb az energiafelhasználása.
Legalább egy autóakku kell a hajtásra és a vágásra, és egy kisebb a vezérlésnek.
A vezérlés szerintem úgy célszerű, hogy a kütyü megyeget, amikor korlátot talál (ez lehet bármilyen, az elv a lényeg), akkor kicsit visszatolat, és elfordul 45 és 90 fok között.
Hogy melyik irányba, az lehet akár véletlenszerű is, vagy inkább érzékelő általi iránybefolyásolás lenne a célszerű.
A formája inkább torony, mint nagy széles doboz, két okból:
Kisebb körátmérő jobban befér a sarkokba, másrészt a torony oldalán sokkal több napelem elfér.
Mivel, ha az akku lemerül, akkor az automatika, lekapcsol, és addig vár, míg a napelem fel nem tölti, és amikor az ok, akkor megint mehet a fűnyíró program.
Én eddig jutottam.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 szeptember 18, 19:51
Írta: Szalai György Dátum 2013 szeptember 18, 19:51
Azt hiszem ez annyira jó ötlet, hogy szakítanod kell a CNC-ben megszokott, tökéletlen alkatrészekkel.
A hitványul tehetetlen golyósorsók, veszteséges és sivító motorok, meg otromba vasak nem elég nagyszerűek egy ekkora genezishez.
Csapágyak helyett gömbcsuklókat kéne használni, motorok helyett eleven izomszövetet, számítógép helyett élő agyat és vezérlőprogram helyett elemi táplálkozási ösztönt.
Egy önreprodukáló, organikus fűnyíró, trágyázó és tömörítő gép, ami a saját újratermelődő munkadarabjának hulladékából tartja fent magát.
Az elkészült alkotást nevezhetnéd például birkának.
Ez a CNC csodája, amit kb. 65 millió éve fejlesztget az evolúció és már majdnem tökéletes.
http://liyage.files.wordpress.com/2011/07/moe-robot-lawn-mowing-sheep.jpg
A hitványul tehetetlen golyósorsók, veszteséges és sivító motorok, meg otromba vasak nem elég nagyszerűek egy ekkora genezishez.
Csapágyak helyett gömbcsuklókat kéne használni, motorok helyett eleven izomszövetet, számítógép helyett élő agyat és vezérlőprogram helyett elemi táplálkozási ösztönt.
Egy önreprodukáló, organikus fűnyíró, trágyázó és tömörítő gép, ami a saját újratermelődő munkadarabjának hulladékából tartja fent magát.
Az elkészült alkotást nevezhetnéd például birkának.
Ez a CNC csodája, amit kb. 65 millió éve fejlesztget az evolúció és már majdnem tökéletes.
http://liyage.files.wordpress.com/2011/07/moe-robot-lawn-mowing-sheep.jpg
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2013 szeptember 18, 19:58
Írta: ra8nsmk6w Dátum 2013 szeptember 18, 19:58
A birkát kellne rávenni, hogy kajálja a G kódot és akkor egy művészi gabona kör már nem gond
Cím: Re:Mechanikai ötletek
Írta: ukcge40u Dátum 2013 szeptember 18, 20:11
Írta: ukcge40u Dátum 2013 szeptember 18, 20:11
De srácok, most miért kell oltani?
Lehet, hogy gabonakört akar a kertjébe fűből, de ahhoz nekünk mi közünk?
Az alább általam felvázolt masinához köt egy RaspBerry PC-t, megfejeli néminemű centiméter pontosságú GPS-sel, és bármit kirajzolhat a kertjének füvébe, ha akar.
A lényeg nem az szerintem, hogy hülyeség, hanem az, hogy meg lehet oldani.
Hogy mekkora hülyeség, és megéri-e a befektetett anyagi részét, az más tészta, de meg lehet csinálni.
Jah, ez nem lesz CNC, hanem egy robotizált önvezető autó, ami fűnyíróban születik meg.
Lehet, hogy gabonakört akar a kertjébe fűből, de ahhoz nekünk mi közünk?
Az alább általam felvázolt masinához köt egy RaspBerry PC-t, megfejeli néminemű centiméter pontosságú GPS-sel, és bármit kirajzolhat a kertjének füvébe, ha akar.
A lényeg nem az szerintem, hogy hülyeség, hanem az, hogy meg lehet oldani.
Hogy mekkora hülyeség, és megéri-e a befektetett anyagi részét, az más tészta, de meg lehet csinálni.
Jah, ez nem lesz CNC, hanem egy robotizált önvezető autó, ami fűnyíróban születik meg.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2013 szeptember 18, 20:18
Írta: Rabb Ferenc Dátum 2013 szeptember 18, 20:18
A mechanikai részhez egy kis előtanulmány
De ha valakinel netán van egy kör alakó üres telke, akkor kampjúter sem kell hozzá.
De ha valakinel netán van egy kör alakó üres telke, akkor kampjúter sem kell hozzá.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 szeptember 18, 21:20
Írta: svejk Dátum 2013 szeptember 18, 21:20
Matekból nem nagyon van ott a szeren a koma. :))
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 szeptember 18, 21:40
Írta: Szedlay Pál Dátum 2013 szeptember 18, 21:40
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2013 szeptember 18, 21:59
Írta: ra8nsmk6w Dátum 2013 szeptember 18, 21:59
Szerintem itt képzavar van. A kérdező A fűvet nem learatni akarja hanem relief-et késziteni rá. Különben minek a cnc arra itt vannak a linkelt "buldogok"
Rosszabbik eset az ha én nem vagyok képben[#fejvakaras]
Rosszabbik eset az ha én nem vagyok képben[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2013 szeptember 18, 22:05
Írta: Szedlay Pál Dátum 2013 szeptember 18, 22:05
Nem értettem pontosan mit akar.
CNC=Computer Numerical Control
Ebbe sok minden belefér.
Sehol nem említett relief-et.
Fátylat rá, kíváncsi vagyok a végeredményre, már ha lesz belőle valami, kicsit szkeptikus vagyok ez ügyben.
Érdekes lesz majd látni ahogy Z-ben dolgozik.
CNC=Computer Numerical Control
Ebbe sok minden belefér.
Sehol nem említett relief-et.
Fátylat rá, kíváncsi vagyok a végeredményre, már ha lesz belőle valami, kicsit szkeptikus vagyok ez ügyben.
Érdekes lesz majd látni ahogy Z-ben dolgozik.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2013 szeptember 19, 06:50
Írta: Kristály Árpád Dátum 2013 szeptember 19, 06:50
Halihóóóó
Szerintem néz meg egy robotporszívót...az segithet
Arduino alkalmazás is van robotokra....
Ha jól tudom a kereskedelemben is található ilyen, néz utána és környékez meg egy szervizes embert
Itt kutakodj...:
Arduino robot...
Üdv.: Árpád
Szerintem néz meg egy robotporszívót...az segithet
Arduino alkalmazás is van robotokra....
Ha jól tudom a kereskedelemben is található ilyen, néz utána és környékez meg egy szervizes embert
Itt kutakodj...:
Arduino robot...
Üdv.: Árpád
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 szeptember 19, 08:06
Írta: 000000000 Dátum 2013 szeptember 19, 08:06
Majd ha meglessz a napkohód!:-)
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 szeptember 19, 14:12
Írta: barhz9bni Dátum 2013 szeptember 19, 14:12
Köszi a válaszokat, a legjobb megoldás a póznára kötött fűnyíró, bár lehet, hogy vastagabb pózna kellene. A robot fűnyírók hihetetlenül drágák, a bosh indego például "csak" félmillió forint. Ennyiért már egy birkanyájat is vehetek. Amivel viszont az a baj, hogy betegségeket terjesztenek, büdösek, hangosak, és etetni kell őket...
A különálló robot megoldás mondjuk jó, de fogalmam sincs hogyan hangolom össze a gps-el. Lehet, hogy beruházom egy arduinora, lehetséges, hogy egy már meglévő motoros fűnyírót alakítok inkább át.
A különálló robot megoldás mondjuk jó, de fogalmam sincs hogyan hangolom össze a gps-el. Lehet, hogy beruházom egy arduinora, lehetséges, hogy egy már meglévő motoros fűnyírót alakítok inkább át.
Cím: Re:Mechanikai ötletek
Írta: wcsxp0uxa Dátum 2013 szeptember 19, 14:42
Írta: wcsxp0uxa Dátum 2013 szeptember 19, 14:42
Dögöljek meg,veszek én is inkább Aurdinot ,programozzon az akinek 6 anyja van[#hehe].
Cím: Re:Mechanikai ötletek
Írta: h2o Dátum 2013 szeptember 19, 14:42
Írta: h2o Dátum 2013 szeptember 19, 14:42
A GPS felbontása erre a célra nem elegendő. Ide valamilyen más helymeghatározó módszer kell.
Keress rá a Local Positioning System-re.
Keress rá a Local Positioning System-re.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 szeptember 20, 06:53
Írta: Szalai György Dátum 2013 szeptember 20, 06:53
Nem biztos, hogy fűnyíráshoz rentábilis lesz.
http://www.wpi.edu/Images/CMS/ECE/Reza_Zekavat(1).pdf
http://www.wpi.edu/Images/CMS/ECE/Reza_Zekavat(1).pdf
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 szeptember 20, 07:47
Írta: 000000000 Dátum 2013 szeptember 20, 07:47
Pár éve egy elásott réz drótos megoldást építettem,ami 24v ról ment és a fűnyíró ezt a vonalat követte,hasonló mint a vonalkövető robotok ,csak én a mágneses teret figyeltettem halszenzorral.
mind addig ment mig valami oknál fogva megnem szakat valahol a vezeték...
vakond vagy axony ásott nem tudom...[#nemtudom].De mostmár inkább le lett térkövezve
mind addig ment mig valami oknál fogva megnem szakat valahol a vezeték...
vakond vagy axony ásott nem tudom...[#nemtudom].De mostmár inkább le lett térkövezve
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2013 szeptember 20, 07:50
Írta: Motoros Dátum 2013 szeptember 20, 07:50
Az axony az miféle állat, és mivel ás?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 szeptember 20, 08:37
Írta: keri Dátum 2013 szeptember 20, 08:37
Richter raktárában olyan robottargoncák mennek, hogy a tetejükön van egy forgó infralézér, és a jellegzetes pontokra sarokreflektorokat tettek. (macsakaszem)
Nem tudom mennyire bonyolították, de egy egyszerű négyszögletes kertben 4 reflektor elegendő. A reflektorok egymáshoz viszonyított szöge és egy hozzávetőleges iránytű infóval meghatározható a pontos pozíció.
Túl nagy számítási igénye sincs a dolognak, a pozíció meghatározáshoz egy mikrokontroller is elég.
Elmélet: Reflektor egymás közti távolsága ismert. Egy reflektorpár közti szögeltérés a robotnál egy ellipszis egyenletét adja. Mivel a robot egyszerre csak egy helyen tartózkodik, két reflektor pár ellipszis egyenletének eredménye azonos, így az ellipszis metszéspontját már ki tudjuk számolni. Persze ez még két koordinátát adhat, ezért kell a harmadik reflektorpár. A negyedik pedig a redundancia miatt, mert nem biztos hogy mindegyiket érzékeli. Az iránytű azért kell, mert másként nem tudja megkülönböztetni melyik reflektor melyik, de így tudja hogy északtól első, második...stb...vagy pedig kell egy kitüntetett reflektor, pl egyiket duplázod, és ezzel egy indexjelet generálsz, csak akkor gondoskodni kell róla, hogy a többi ne kerülhessen ilyen kicsi szögeltérésre egymástól.
Nem tudom mennyire bonyolították, de egy egyszerű négyszögletes kertben 4 reflektor elegendő. A reflektorok egymáshoz viszonyított szöge és egy hozzávetőleges iránytű infóval meghatározható a pontos pozíció.
Túl nagy számítási igénye sincs a dolognak, a pozíció meghatározáshoz egy mikrokontroller is elég.
Elmélet: Reflektor egymás közti távolsága ismert. Egy reflektorpár közti szögeltérés a robotnál egy ellipszis egyenletét adja. Mivel a robot egyszerre csak egy helyen tartózkodik, két reflektor pár ellipszis egyenletének eredménye azonos, így az ellipszis metszéspontját már ki tudjuk számolni. Persze ez még két koordinátát adhat, ezért kell a harmadik reflektorpár. A negyedik pedig a redundancia miatt, mert nem biztos hogy mindegyiket érzékeli. Az iránytű azért kell, mert másként nem tudja megkülönböztetni melyik reflektor melyik, de így tudja hogy északtól első, második...stb...vagy pedig kell egy kitüntetett reflektor, pl egyiket duplázod, és ezzel egy indexjelet generálsz, csak akkor gondoskodni kell róla, hogy a többi ne kerülhessen ilyen kicsi szögeltérésre egymástól.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 szeptember 20, 08:41
Írta: Szalai György Dátum 2013 szeptember 20, 08:41
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 szeptember 20, 08:43
Írta: Szalai György Dátum 2013 szeptember 20, 08:43
Amelyik ül. . . Vagy tetszés szerint.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2013 szeptember 20, 09:18
Írta: Motoros Dátum 2013 szeptember 20, 09:18
Kösz, most már tiszta. Nem ugrott be, mert nálunk az axony nem ás csak áskálódik.
Cím: Re:Mechanikai ötletek
Írta: h2o Dátum 2013 szeptember 20, 10:06
Írta: h2o Dátum 2013 szeptember 20, 10:06
Cím: Re:Mechanikai ötletek
Írta: h2o Dátum 2013 szeptember 20, 10:14
Írta: h2o Dátum 2013 szeptember 20, 10:14
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 szeptember 20, 13:59
Írta: 000000000 Dátum 2013 szeptember 20, 13:59
Nálunk meg van szép virágos kerje...
Mert Ő még nem 100 sem sulyban sem korban....Így tud ásni.
Nem vettem humorosnak a válaszodat! Remélem nem haragszol érte.
Mert Ő még nem 100 sem sulyban sem korban....Így tud ásni.
Nem vettem humorosnak a válaszodat! Remélem nem haragszol érte.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2013 szeptember 20, 14:54
Írta: Motoros Dátum 2013 szeptember 20, 14:54
Akkor viszont bocsánatot kérek mert azt hittem vicces vagyok. Velem van a baj, mert gyakran mások sem értik azt amit én humornak szánok. :((
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 szeptember 20, 15:00
Írta: 000000000 Dátum 2013 szeptember 20, 15:00
.[#fejvakaras]Akkor el-ÁS-om a bárdot.[#wave]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2013 szeptember 20, 15:03
Írta: Motoros Dátum 2013 szeptember 20, 15:03
[#eljen][#integet2]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 17, 18:51
Írta: PSoft Dátum 2013 október 17, 18:51
Egy régebbi Rittal-hoz hasonló elektromos szekrény törött "zárbizgentyűje".
Munkavédelmis régóta b@szogatott a nyitott,nem zárható ajtó miatt.:((
Most rászántam magam,fordult a kocka,...megszűnik a b@aszogatás.:)))
(azért kettő,mert még egy ilyen "őskövület" van mellette is,...sose lehet tudni!).:))

Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 október 17, 19:43
Írta: KoLa Dátum 2013 október 17, 19:43
Szép munka! le is edzetted?[#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 17, 20:11
Írta: PSoft Dátum 2013 október 17, 20:11
Áááá...
Csak egy kis színt adtam neki olajban.:)
A szépség itt nem számít,hisz összeépítve,semmi se látszik belőle,...tartós legyen.
Habár,az eredeti is kibírt vagy,...húsz évet.:)
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 00:14
Írta: barhz9bni Dátum 2013 október 18, 00:14
Sziasztok!
Olyan cnc-t kellene építenem, ami mint a vágóplotter, forgatja a pengét.
Gyakorlatilag egy üvegvágóhoz kellene, ahol nagyon fontos, hogy a vágófej mindig a húzási iránnyal párhuzamosan álljon.
Hogyan lehet ezt beállítani?
Olyan cnc-t kellene építenem, ami mint a vágóplotter, forgatja a pengét.
Gyakorlatilag egy üvegvágóhoz kellene, ahol nagyon fontos, hogy a vágófej mindig a húzási iránnyal párhuzamosan álljon.
Hogyan lehet ezt beállítani?
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 00:19
Írta: barhz9bni Dátum 2013 október 18, 00:19
Esetleg van más ötletetek üvegből formák kivágására? Vízzelvágás hobbi szinten elvérzik...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 18, 00:26
Írta: 000000000 Dátum 2013 október 18, 00:26
Kétféle megoldás látszik megvalósíthatónak. Utánfutó vágófej, mint a plotternél.
Vagy motorral forgatott vágófej
Cím: Re:Mechanikai ötletek
Írta: bznc93pf5 Dátum 2013 október 18, 00:43
Írta: bznc93pf5 Dátum 2013 október 18, 00:43
az nem is lehet kérdés, több tízezer nyomást hobby szinten nem tudsz előállítani
Cím: Re:Mechanikai ötletek
Írta: bznc93pf5 Dátum 2013 október 18, 00:53
Írta: bznc93pf5 Dátum 2013 október 18, 00:53
egy rugós vágófejet kell csinálnod, azt befogni a főorsóba mintha gravírkés lenne,rajzolsz egy alakzatot és úgy kivágod mintha gravíroznál csak nem akkora sebességgel, a tifani üveget így vágjuk már évek óta, persze vannak apró trükkök de erre rá kell jönni,
az sem mindegy milyen üveghez milyen vágót használsz,
ezeket mind gyakorolni kell
az sem mindegy milyen üveghez milyen vágót használsz,
ezeket mind gyakorolni kell
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 00:56
Írta: barhz9bni Dátum 2013 október 18, 00:56
Ezt nem teljesen értem, magától fordul a fej a vonalra?
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 00:59
Írta: barhz9bni Dátum 2013 október 18, 00:59
Kiegészítő kérdés.
Most építem az első gépem, nem tudom melyik vezérlőt vegyem meg hozzá.
Főleg az ár/érték arány számít.
Mach3 programot használnék.
1.
http://www.aliexpress.com/item/3-Axis-Stepper-Driver-Controller-stepping-motor-Driver-Board-TB6560-UC045/327355240.html
2.
http://www.geckodrive.com/geckodrive-step-motor-drives/g201x.html
3.
http://www.ebay.com/itm/330889590467?ssPageName=STRK:MESINDXX:IT&_trksid=p3984.m1436.l2649
4.
http://www.ebay.com/itm/CNC-4-Axis-TB6560-3-5A-Stepper-Motor-Driver-Board-Controller-4-Engraving-Machine-/281045883927
Ha jól sejtem a negyediket már ajánlották.
Most építem az első gépem, nem tudom melyik vezérlőt vegyem meg hozzá.
Főleg az ár/érték arány számít.
Mach3 programot használnék.
1.
http://www.aliexpress.com/item/3-Axis-Stepper-Driver-Controller-stepping-motor-Driver-Board-TB6560-UC045/327355240.html
2.
http://www.geckodrive.com/geckodrive-step-motor-drives/g201x.html
3.
http://www.ebay.com/itm/330889590467?ssPageName=STRK:MESINDXX:IT&_trksid=p3984.m1436.l2649
4.
http://www.ebay.com/itm/CNC-4-Axis-TB6560-3-5A-Stepper-Motor-Driver-Board-Controller-4-Engraving-Machine-/281045883927
Ha jól sejtem a negyediket már ajánlották.
Cím: Re:Mechanikai ötletek
Írta: bznc93pf5 Dátum 2013 október 18, 01:35
Írta: bznc93pf5 Dátum 2013 október 18, 01:35
ha vídiás karcolót használsz akkor nem kell hogy forduljon, ha pedig görgőset akkor kell a 4.tengely de az nem a Mach-al működik
a vídiásnál előfordulhat hogy nem lesz szép a karcolt él függ a vídia minőségétől de mivel említettem hogy tifanit készítettünk annál nem is kellett hogy szép legyen mert úgy sem látszott meg ha nagyon muszáj volt utána lehetett csiszolni
a vídiásnál előfordulhat hogy nem lesz szép a karcolt él függ a vídia minőségétől de mivel említettem hogy tifanit készítettünk annál nem is kellett hogy szép legyen mert úgy sem látszott meg ha nagyon muszáj volt utána lehetett csiszolni
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 02:18
Írta: barhz9bni Dátum 2013 október 18, 02:18
Köszi, ez jó megoldásnak tűnik. Nem is a karcolat és annak a szépsége a lényeg, hanem hogy le lehessen rendesen törni a darabokat.
Hogyan törtétek? Karcoltatok a géppel kiegészítő vonalakat is? Hol lehet ilyen vidiás cuccot venni? Mennyibe kerül? (tudnál linkelni pls?)
(Egyébként ha mégis vágófejjel csinálnám, mivel tudom a fej forgatását vezérelni?)
Hogyan törtétek? Karcoltatok a géppel kiegészítő vonalakat is? Hol lehet ilyen vidiás cuccot venni? Mennyibe kerül? (tudnál linkelni pls?)
(Egyébként ha mégis vágófejjel csinálnám, mivel tudom a fej forgatását vezérelni?)
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2013 október 18, 10:26
Írta: w0hgtwf3w Dátum 2013 október 18, 10:26
A 3. nagyon szimpatikus ha azt választod akkor légyszíves informálj minket, hogy milyen.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 október 18, 12:02
Írta: keri Dátum 2013 október 18, 12:02
A MACH3-nak is meg lehet adni hogy befordítsa a 4. tengelyt a haladási irányba.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 12:27
Írta: barhz9bni Dátum 2013 október 18, 12:27
Köszi, a 3.-ban viszont nincs 4. tengely vezérlés :((
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 12:39
Írta: barhz9bni Dátum 2013 október 18, 12:39
Kicsit utánanéztem. A harmadik gyakorlatilag ugyanaz mint az első, csak be van csomagolva! + lcd + gombok.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 12:43
Írta: barhz9bni Dátum 2013 október 18, 12:43
http://www.ebay.com/itm/4-Axis-USB-CNC-Controller-CNCUSB-USBCNC-CNC-USB-Alternative-MACH3-USBCNC-2-1-/321201375465?pt=LH_DefaultDomain_0&hash=item4ac91808e9
Ez is érdekes, usb
Ez is érdekes, usb
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 12:45
Írta: barhz9bni Dátum 2013 október 18, 12:45
3. tengely megadható haladási irányba forgatásra?
Mert ebben az esetben talán kapna egy adaptert a gép külön üvegvágáshoz.
Mert ebben az esetben talán kapna egy adaptert a gép külön üvegvágáshoz.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 október 18, 15:11
Írta: keri Dátum 2013 október 18, 15:11
Valaki csinált már ilyet, matrica vágáshoz. Tangenciális vezérlésnek hívják.
De ha így konkrétan nincs is menüpontban, akkor is van olyan funkciója, hogy a tengely vezérléshez egy függvényt tudsz rendelni, innentől meg elemi vektoralgebra csak beírni, hova kell fordulnia.
De ha így konkrétan nincs is menüpontban, akkor is van olyan funkciója, hogy a tengely vezérléshez egy függvényt tudsz rendelni, innentől meg elemi vektoralgebra csak beírni, hova kell fordulnia.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 18, 16:43
Írta: 000000000 Dátum 2013 október 18, 16:43
Kaptam egy kérdést, levélben Glazbox fórumtárstól.
„Szia! Remélem tudsz segíteni.”
„Kezdő cnc-sként szeretnék vásárolni egy vezérlőt, kísérleti géphez.”
De, mivel teljesen hasonló kérdést itt is feltettél. Ezért inkább itt válaszolok.
Én, a gépépítést nem a vezérlő vásárlással kezdeném. De, nem is a motoréval. De, mindenképpen, a használandó motorok tudatában.
Erre akkor kerüljön sor, amikor van kész mechanika. Vagy, teljesen kiforrott tervek vannak, amik egy, az egyben megvalósulnak.
Ahhoz hasonlítanám, mint ha konyhabútort vásárolnám, az építendő házamba. De, még telkem sincs.
Ezért, ajánlom, lépj vissza, a projekt elejére.
A linkelt vezérlőket én nem használtam. Ezért, autentikus véleményt sem tudok mondani.
De, azt igen, hogy mindegyiket bóvlinak tekintem. Ezért, nem is építeném be, az én általam, készítet, vagy készítendő gépbe. Kivéve, ha a megrendelőm, kifejezetten ezt kérné.
Ha, csak motorokkal, és annak vezérlési lehetőségével akarsz játszani. Tapasztalatokat gyűjteni. Akkor ezt a vezérlőt megfelelőnek gondolom.
http://www.ebay.com/itm/CNC-4-Axis-TB6560-3-5A-Stepper-Motor-Driver-Board-Controller-4-Engraving-Machine-/281045883927
Talán, vannak, akik jobban ismerik a lentebb linkelt vezérlőket. És, szabadabban áll a gépépítéshez, mint én.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 október 18, 17:10
Írta: jani300 Dátum 2013 október 18, 17:10
TB6600 CNC Single Axis 0.2 - 5A Two Phase Hybrid Stepper Motor Driver Controlle
Pedig erről a vezérlőről én is gondolkodtam hogy érdeklődöm . Már eljutottam odáig hogy úgy érzem értem hova kell rákötni a "drótokat".
Legfeljebb kijön belőle a füst :(
És igen megpróbálom meg tudok e forgatni egy léptető motort .
Lehet beképzelt vagyok de a mechanikától nem tartok ,a vezérlőprogram kezelése és a Gkódok megértése számomra bonyolultabbnak tűnik .
Csak azért írtam mert szerintem több oldalról is megközelíthető a dolog , ha esetleg összejön majd lehet lesz komolyabb vezérlő . Le lehet cseszni nyugodtan ha hülyeséget írok ,nem baj , abból is tanulok :)
Pedig erről a vezérlőről én is gondolkodtam hogy érdeklődöm . Már eljutottam odáig hogy úgy érzem értem hova kell rákötni a "drótokat".
Legfeljebb kijön belőle a füst :(
És igen megpróbálom meg tudok e forgatni egy léptető motort .
Lehet beképzelt vagyok de a mechanikától nem tartok ,a vezérlőprogram kezelése és a Gkódok megértése számomra bonyolultabbnak tűnik .
Csak azért írtam mert szerintem több oldalról is megközelíthető a dolog , ha esetleg összejön majd lehet lesz komolyabb vezérlő . Le lehet cseszni nyugodtan ha hülyeséget írok ,nem baj , abból is tanulok :)
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 október 18, 18:41
Írta: Sz.József Dátum 2013 október 18, 18:41
Erre a vezérlőre gondoltál?
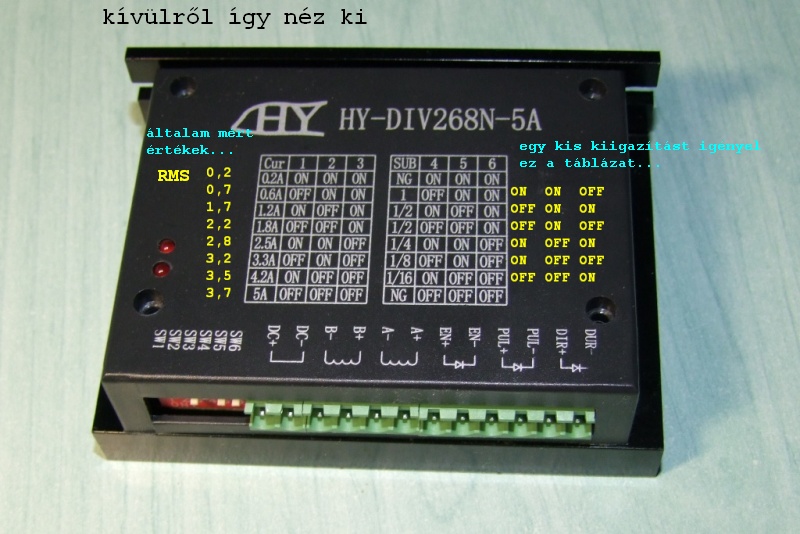
Kíváncsiságból 1-et én is beszereztem...
Vexta motorokat próbálgattam vele és meglepő fordulatszámokat tudtam vele produkálni...,
más vezérlőkhöz képest. Tudom, ez nem minden...
A vezérlőt elküldtem egy fórumtárnak "éles" tesztetelésre annak reményében, hogy tapasztalatait
megossza velünk itt a fórumon is...
Ebbe a topikba...
De sajnos itt a fórumon valami miatt semmilyen visszajelzést nem kaptam(tunk) Tőle...
Egyébként ár/érték tekintetében megfelelő vezérlőnek tartom.
Kíváncsiságból 1-et én is beszereztem...
Vexta motorokat próbálgattam vele és meglepő fordulatszámokat tudtam vele produkálni...,
más vezérlőkhöz képest. Tudom, ez nem minden...
A vezérlőt elküldtem egy fórumtárnak "éles" tesztetelésre annak reményében, hogy tapasztalatait
megossza velünk itt a fórumon is...
Ebbe a topikba...
De sajnos itt a fórumon valami miatt semmilyen visszajelzést nem kaptam(tunk) Tőle...
Egyébként ár/érték tekintetében megfelelő vezérlőnek tartom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 18, 18:49
Írta: 000000000 Dátum 2013 október 18, 18:49
Az univerzális (plazma, lézer, forgácsoló,...) Robsy CNC vágófej vezérlő programomnak van ilyen opciója, automatikusan működéskor mindig az elmozdulás irányába állítja be a szerszámodat, jelen esetben az üvegvágó tárcsádat.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 október 18, 18:57
Írta: svejk Dátum 2013 október 18, 18:57
De magánban csak írt róla valamit?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 október 18, 19:03
Írta: jani300 Dátum 2013 október 18, 19:03
Köszönöm a segítséget !
Így már emlékszem is . Lehet a Te hozzászólásod keltette fel az érdeklődésemet a vezérlő iránt .
Ebben tényleg abszolút kezdő vagyok ,innét szedtem össze szinte mindent a témával kapcsolatban .
Egyenlőre tapasztalatgyűjtés a célom , minél olcsóbban,persze .
Ezt a fórumot nézegetve tetszett meg a cnc magmunkálás .
Így már emlékszem is . Lehet a Te hozzászólásod keltette fel az érdeklődésemet a vezérlő iránt .
Ebben tényleg abszolút kezdő vagyok ,innét szedtem össze szinte mindent a témával kapcsolatban .
Egyenlőre tapasztalatgyűjtés a célom , minél olcsóbban,persze .
Ezt a fórumot nézegetve tetszett meg a cnc magmunkálás .
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 19:05
Írta: barhz9bni Dátum 2013 október 18, 19:05
Köszi!
Egyenlőre egy kompakt TB6560-as vezérlő mellett döntöttem:
http://www.aliexpress.com/item/A994-FreeShipping-3-Axis-TB6560-3-5A-16-Segments-CNC-stepper-motor-driver/309779351.html
Remélem kezdőként nem fog beletörni a fogam.
De a Sz.József és jani300 által említett vezérlők is tetszenek, főleg, hogy már rendelkezem breakout boarddal.
Lehet, hogy majd rendelek abból is később. Mindenesetre következő fokozatnak én inkább a geckodrive mellett döntenék :)
Egyenlőre egy kompakt TB6560-as vezérlő mellett döntöttem:
http://www.aliexpress.com/item/A994-FreeShipping-3-Axis-TB6560-3-5A-16-Segments-CNC-stepper-motor-driver/309779351.html
Remélem kezdőként nem fog beletörni a fogam.
De a Sz.József és jani300 által említett vezérlők is tetszenek, főleg, hogy már rendelkezem breakout boarddal.
Lehet, hogy majd rendelek abból is később. Mindenesetre következő fokozatnak én inkább a geckodrive mellett döntenék :)
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 19:10
Írta: barhz9bni Dátum 2013 október 18, 19:10
Esetleg tipp, hogy hogyan lehet laptopról vezérelni? :/ Sajnos nincs régi gépem, és lehet, hogy van olcsóbb megoldás is egy gép+monitor vásárlásnál.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 19:10
Írta: barhz9bni Dátum 2013 október 18, 19:10
Az USB-ltp kábelek többsége nem alkalmas cnc vezérlésre :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 18, 19:53
Írta: 000000000 Dátum 2013 október 18, 19:53
Jani!
Az előző beírásomban, felvetett kérdés nem igazán volt egyértelmű számomra.
Mivel, az is játszott hogy kísérletezni, meg az is hogy gépépítéshez.
Ezért lett kicsit zavaros a válaszom.
Visszatérve a te írásodhoz.
Különbséget kell tenni, hogy tanuláshoz, vagy géphajtáshoz választok vezérlőt.
Tanuláshoz, minimál vezérlő, és minimál motor is elég. Különösebb szempontok nincsenek.
De, ha gépet akarok hajtani, ott már nagy körültekintés szükséges. Az, nem elég, hogy olcsó legyen. Látom, némelyik fórumtárs, viszonylag jó mechanikát épít, de a hajtásra, és főorsóra kevés figyelmet fordít. Úgy értem ezen spórol.
Pedig egy gép, annyira jó, mint a leggyengébb pontja.
Egy jó mechanikát elkészíteni, az sokkal komolyabb feladat, mint a vezérlő választás, vagy a G kód. A G kódot, programkészítést meg lehet tanulni.
Ezért szoktuk javasolni, hogy először építsen a kezdő, egy akármilyen anyagból valami CNC féleséget. Az, rengeteg tapasztalatot tud adni, az építéshez.
A hajtás, és vezérlés mások tapasztalatával, tudásával kiválasztható. Ha, kész a mechanika.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2013 október 18, 19:56
Írta: s2k5ycubj Dátum 2013 október 18, 19:56
De kár,hogy nem ugyanarról beszéltek,pedig úgy biztos jobb lenne...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 október 18, 20:18
Írta: jani300 Dátum 2013 október 18, 20:18
Danibá !
Először is bocsi . Hirtelen felindulásból írtam .
Én még nem építettem gépet , nincs okom megkérdőjelezni amit írtál .
Felhozhatnám mentségként, hogy egy más szempontot kívántam megvilágítani . Valami van is benne .
Először is bocsi . Hirtelen felindulásból írtam .
Én még nem építettem gépet , nincs okom megkérdőjelezni amit írtál .
Felhozhatnám mentségként, hogy egy más szempontot kívántam megvilágítani . Valami van is benne .
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 20:38
Írta: barhz9bni Dátum 2013 október 18, 20:38
Mindenesetre jó választás volt?
Nem gravírozásra kell. Maradjunk annyiban, hogy lézervágás... :) egyébként homokszórásra lesz befogva a gép.
Nem gravírozásra kell. Maradjunk annyiban, hogy lézervágás... :) egyébként homokszórásra lesz befogva a gép.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 20:38
Írta: barhz9bni Dátum 2013 október 18, 20:38
+ üvegvágás
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 október 18, 20:44
Írta: Sz.József Dátum 2013 október 18, 20:44
Telefonon váltottunk pár szót..., de csak azért, mert én hívtam,
hogy mikor kerül vissza a vezérlő... :)
A fórumos kiértékelés viszont nem tudom miért maradt el.
A másik topikban feltett érdeklődésemre viszont még egy fél mondat sem érkezett...(?)[#nemtudom]
hogy mikor kerül vissza a vezérlő... :)
A fórumos kiértékelés viszont nem tudom miért maradt el.
A másik topikban feltett érdeklődésemre viszont még egy fél mondat sem érkezett...(?)[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 18, 21:13
Írta: 000000000 Dátum 2013 október 18, 21:13
Egyáltalán nincs miért bocsánatot kérned. Ha, többen, többet beszélünk róla. Annál több szempont jön elő.
Még, emlékszem, mennyire elbíztam magam, amikor az első „gépet” építettem.
Aztán, már a sokadiknál tartva, csak nevetni tudok az akkori magamon. Mert tudom már, hogy soha nem lehetek elég okos, és tapasztalt.
De, az építéshez, mindenképp kell a nagyfokú önbizalom. Különben, hozzá se lehet fogni.
Persze, a mai beszerzési lehetőségek, össze se hasonlíthatók az akkorival.
Arról nem is beszélve, hogy a kezdetekkor, mindenki tapogatózott. Kerestük az utat.
Ha, valaki egy kicsit többet tudott, azt nyúztuk a legkisebb infóért is.
De, ma, sok, sok tapasztalt fórumos van. Csak, elment a kedvük, az itten uralkodó légkörtől.
Tudod, ahol a másik legyűrése a fontos, és ehhez sokan asszisztálnak. Ott nem kell csodálkoznunk, ha egyre kevésbé, terem a segítő szándék.
Némelyik újsütetű, meg azt gondolja majd ő, osztja az észt. Ha, kérdez, se érdekli a válasz. Mert tudja, ő kitalálta a tutit.
Ezt nem rád értettem.
Ha, bele gondolok, mennyi nagy tapasztalatú, és tudású ember írását nem tudom olvasni már!?
Cím: Re:Mechanikai ötletek
Írta: ki005gz70 Dátum 2013 október 18, 21:15
Írta: ki005gz70 Dátum 2013 október 18, 21:15
"Pedig egy gép, annyira jó, mint a leggyengébb pontja."
Ez a megállapítás nagyon találó !!!!!!
Ez a megállapítás nagyon találó !!!!!!
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2013 október 18, 21:27
Írta: s2k5ycubj Dátum 2013 október 18, 21:27
A hatvani talin látható lesz a tőlem megvett csodaeszterga átalakítás után,csak,hogy a mechanikai ötleteknél maradjunk? Kíváncsian várom mit hozol össze belőle![#guluszem1][#guluszem1][#guluszem1]
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 18, 21:42
Írta: barhz9bni Dátum 2013 október 18, 21:42
Valaki válaszolna az én kérdésemre is? :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 október 18, 21:49
Írta: svejk Dátum 2013 október 18, 21:49
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 18, 21:52
Írta: 000000000 Dátum 2013 október 18, 21:52
Kösz!
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 18, 22:05
Írta: 000000000 Dátum 2013 október 18, 22:05
Ja, hogy kíváncsi vagy?
Ha, tudnád én mennyire. Még nem építettem CNC esztergát. Ezért ez egy kihívás.
Sőt, nem egy kihívás, hanem kettő. Mert van egy másik gép is, ami előbb, utóbb CNC -sítve lesz.
De, most van más munkám. Ami sürgősebb.
Ebbe az évben biztosan nem tudok hozzáfogni.
Sajnos, egyre kevesebb bírok dolgozni hetente, a bajaim miatt.
Remélem, leszek még jobban is.
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 október 18, 22:30
Írta: kuv5p7226 Dátum 2013 október 18, 22:30
Vegyél régebbi laptopot: marseus.hu
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 19, 00:20
Írta: barhz9bni Dátum 2013 október 19, 00:20
Köszönöm. Bár költségesebb megoldás.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 október 19, 06:09
Írta: keri Dátum 2013 október 19, 06:09
USB CNC átalakító UC100 vagy UC300 de az sem olcsó.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 17:06
Írta: barhz9bni Dátum 2013 október 20, 17:06
Lenne egy olyan kérdésem, hogy sokan írtátok, hogy a TB6560-as "kék" vezérlő lassú lesz.
Ha valóban használhatatlanul lassú lesz, ennek a problémának a kiküszöbölését nem lehet megoldani azzal, hogy menetes szár helyett lánccal/szíjjal mozgatom a tengelyeket?
Persze ez valamilyen szinten a pontosság rovására fog menni, de az én gépemnél fontos lesz a sebesség, és mivel nem gravírozásra használom, nem lesz kitéve akkora erőhatásoknak sem.
Tehát csiga helyett szíj hajtaná a tengelyeket.
Ha valóban használhatatlanul lassú lesz, ennek a problémának a kiküszöbölését nem lehet megoldani azzal, hogy menetes szár helyett lánccal/szíjjal mozgatom a tengelyeket?
Persze ez valamilyen szinten a pontosság rovására fog menni, de az én gépemnél fontos lesz a sebesség, és mivel nem gravírozásra használom, nem lesz kitéve akkora erőhatásoknak sem.
Tehát csiga helyett szíj hajtaná a tengelyeket.
Cím: Re:Mechanikai ötletek
Írta: pisti73 Dátum 2013 október 20, 17:12
Írta: pisti73 Dátum 2013 október 20, 17:12
Mekkora sebességre van szükséged megmunkálás közben?
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 17:48
Írta: barhz9bni Dátum 2013 október 20, 17:48
Sajnos nem tudom megmondani. Egy homokfúvásos felületroncsolási módszert szeretnék tesztelni, ahol szükség lehet gyors körkörös mozgásokra is.
Cím: Re:Mechanikai ötletek
Írta: pisti73 Dátum 2013 október 20, 18:00
Írta: pisti73 Dátum 2013 október 20, 18:00
Ha te sem tudod akkor nem biztos, hogy mások tudnak segíteni...
Cím: Re:Mechanikai ötletek
Írta: bznc93pf5 Dátum 2013 október 20, 18:05
Írta: bznc93pf5 Dátum 2013 október 20, 18:05
amikor az készült lehet még nem is volt Mach, azt a gépet amivel mi vágtuk az üveget más program vezérelte, kb. 13 éve lehetett, a gép még mindig meg van de senki nem használja, egy pincében rozsdásodik pár éve
Cím: Re:Mechanikai ötletek
Írta: bznc93pf5 Dátum 2013 október 20, 18:20
Írta: bznc93pf5 Dátum 2013 október 20, 18:20
akkor te most milyen űrállomást is akarsz építeni, #11892 lézervágó, homokszóró, #11893 +üvegvágó
a három gép úgy külön külön kivitelezhető de egyeben az már egy varázslat, azt írod nem kell a pontosság de a lézerhez és az üvegvágáshoz igen is kell az a pontosság, a másik a homokot ha szórod akkor a homokszemeket nem tudod irányítani merre menjenek, ez nagy baj mer ha a lézer is a gépen van akkor annak annyi, ha pedig üveget akarsz vágni akkor a homok összekarcolja az üveget, persze le lehet takarítani a homokot de az több órai munka, tehát én úgy gondolom hogy te 3 gépet akarsz építeni csak most ezeket külön külön kellene megbeszélni, vagy én olvasok összevissza mindent?[#nemtudom], lehet [#confused]
a három gép úgy külön külön kivitelezhető de egyeben az már egy varázslat, azt írod nem kell a pontosság de a lézerhez és az üvegvágáshoz igen is kell az a pontosság, a másik a homokot ha szórod akkor a homokszemeket nem tudod irányítani merre menjenek, ez nagy baj mer ha a lézer is a gépen van akkor annak annyi, ha pedig üveget akarsz vágni akkor a homok összekarcolja az üveget, persze le lehet takarítani a homokot de az több órai munka, tehát én úgy gondolom hogy te 3 gépet akarsz építeni csak most ezeket külön külön kellene megbeszélni, vagy én olvasok összevissza mindent?[#nemtudom], lehet [#confused]
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 18:23
Írta: barhz9bni Dátum 2013 október 20, 18:23
Nem eladó véletlenül? :)
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 18:26
Írta: barhz9bni Dátum 2013 október 20, 18:26
Kicsit tényleg összevissza van. A homokszóró lenne a legfontosabb. De a tesztkörnyezethez fontos lenne a nagy sebesség is.
Abban sem vagyok biztos, hogy a nyomást tudom-e majd állítani vezérléssel. Gondolom a kompresszor nyomásérzékelőjével kéne összebabrálnom a programot. Megvárni amíg esik, vagy nő a nyomás, és ezt a nyomást tartani. De ez egy külön történet....
Abban sem vagyok biztos, hogy a nyomást tudom-e majd állítani vezérléssel. Gondolom a kompresszor nyomásérzékelőjével kéne összebabrálnom a programot. Megvárni amíg esik, vagy nő a nyomás, és ezt a nyomást tartani. De ez egy külön történet....
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 október 20, 18:43
Írta: jani300 Dátum 2013 október 20, 18:43
Esetleg egy nyomás csökkentő nem egyszerűbb ?
Cím: Re:Mechanikai ötletek
Írta: bznc93pf5 Dátum 2013 október 20, 19:11
Írta: bznc93pf5 Dátum 2013 október 20, 19:11
egy jó pár éve külföldön él ő is, Ausztrália, és nem tudok semmi elérhetőségét, a szülei meg már nem élnek
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 19:33
Írta: 000000000 Dátum 2013 október 20, 19:33
Simám megoldható hogy a Mach 3 vezérelje a nyomást.
A kompresszorhoz a helyeben nem matatnék, főleg úgy nem hogy egy program szabályozza a kikapcsolását.
Vannak olyan nyomásszabályzók amik 0-10 voltos jellel szabályozhatók.
A Mach pedig tud PWM jelet kiadni amit át lehet alakítani könnyen 0-10 voltos jellé.
Tetszik már kapiskálni mire próbálok rávilágítani ?
A kompresszor előállítja a nyomást ez az eszköz pedig a feszültséggel arányos nyomást ad.
Ami nekem van az nyomást szabályzó is ami azt takarja hogy 0 volt = 0 Bar 10 volt = 10 Bar nyomás.
Ha nincs meg a 10 bár a bemenő oldalon akkor érelem szerűen nem tudja leadni csak a tartályban lévő nyomást.
Viszont az akkor is lineáris marad például ha 8 bar a bemenő akkor is 0volt = 0 Bar 1volt = 1Bar 2volt = 2Bar.... 8volt = 8Bar 9volt = 8bar.... :)
Tecikérteni ? :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 19:44
Írta: 000000000 Dátum 2013 október 20, 19:44
Nem beszélve arról hogy életveszélyes, de lassú is lenne a reagálása, ha a kompresszor nyomásával akarnál operálni.
Egy ilyen szelep akár másodpercenként többször állíthat nyomást pozitív vagy negatív irányba is.
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 október 20, 19:52
Írta: kuv5p7226 Dátum 2013 október 20, 19:52
Itt az urak a "lassú" és "gyors" kérdést másképp értelmezik mint te. Szerintem te még nem láttál gyorsan gépet működés (azaz marópálya) közben menni, az ember a gatyájába csinál egy komolyabb kanyarnál.:-)
Amúyg meg igaza van a kollégának, tisztázd már le magadban, hogy egyáltalán mit szeretnél, ne vesszél el a részletekben, hanem csak a lényeget.
Funkciók, mit és miért. Milyen minimálkövetelményei vannak az adott funkciónak. Aztán tudunk agyalni. De addig csak árnyékboxolás ami itt megy.
Amúyg meg igaza van a kollégának, tisztázd már le magadban, hogy egyáltalán mit szeretnél, ne vesszél el a részletekben, hanem csak a lényeget.
Funkciók, mit és miért. Milyen minimálkövetelményei vannak az adott funkciónak. Aztán tudunk agyalni. De addig csak árnyékboxolás ami itt megy.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 20:01
Írta: barhz9bni Dátum 2013 október 20, 20:01
szétkapja a homok szerintem.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 20:03
Írta: barhz9bni Dátum 2013 október 20, 20:03
Ja igen, hogy még a tiszta levegő nyomását szabályoznám vele :) tényleg.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 20:04
Írta: barhz9bni Dátum 2013 október 20, 20:04
Pál, hol lehet ilyen nyomásszabályozót venni? Tudnál linkelni? Valószínűleg tényleg ez lesz a megfelelő megoldás.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 20:07
Írta: barhz9bni Dátum 2013 október 20, 20:07
Szeretném, ha működés közben tapasztalnám ki a dolgokat, egyenlőre azt sem tudom mennyire dob fel a fúvócső, meddig "él" egy kerámia fúvófej, hogyan fog viselkedni az általam rendelt vezérlő, motorok, stb. Nem szeretném előre megtervezni az egészet, mert szerintem nem lehet.
Törékeny és gyenge gépet szeretnék majd célzottan megerősíteni miután kitapasztaltam a lehetőségeit, így lehetőséget adok arra is, hogy olyan dolog is közrejátsszon az építésben ami utólag jut az eszembe. Általában az elmélet+ gyakorlat nagyon erős váltásának híve vagyok, a csak elméletben, vagy előelméletben nem hiszek, sokkal inkább a gyakorlatban.
Törékeny és gyenge gépet szeretnék majd célzottan megerősíteni miután kitapasztaltam a lehetőségeit, így lehetőséget adok arra is, hogy olyan dolog is közrejátsszon az építésben ami utólag jut az eszembe. Általában az elmélet+ gyakorlat nagyon erős váltásának híve vagyok, a csak elméletben, vagy előelméletben nem hiszek, sokkal inkább a gyakorlatban.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 20:08
Írta: barhz9bni Dátum 2013 október 20, 20:08
Bár úgy vettem észre, hogy ez a gyakorlati kísérletetezés a mai világban egyenlő a pazarlással és a környezetszennyezéssel (hulladék, stb), de úgy gondolom ennyi még belefér.
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 október 20, 20:10
Írta: kuv5p7226 Dátum 2013 október 20, 20:10
Még mindig elveszel a részletekebn és még mindig nem tudod, hogy valójában mit is akarsz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 20:13
Írta: 000000000 Dátum 2013 október 20, 20:13
Egészen különös hited van. Emberek sokasága tanult, és végez tervezést. Valami technikum, vagy egyetem volt régen. Egy házat ne ugy ép0tünk, hogy először gyengében, utána megreős0tjük, vagy?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 20:16
Írta: 000000000 Dátum 2013 október 20, 20:16
én úgy tartom, hogy papiron olcsóbb változtatni, kitalálni, kifejleszteni valamit, mint javitgatással, ami olyan sose lesz... Mi az, hogy "nem lehet" egy hobbista se ismer ilyet...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 20:17
Írta: 000000000 Dátum 2013 október 20, 20:17
Gyors CNC gépen melóztam 8 évig ott alapban 125 méter / perces előtolással ment. (2083.333mm/sec)
Még meg se lehetett közelíteni mert a több sugaras fénysorompó azonnal megállította,
Na annál be lehetett rotyantani a gatyeszba aki nem szokta meg ezt a tempót
Főleg hogy az asztal mérete se volt kicsi 5x2.5 méter
Ezt rángatta tengelyenként 12kW-os Fanuc AC szervó
Ehhez képest a kis gépem a 10méter/perces előtolással egy csiga, de ez is bexarasztja az embert.
Főleg mikor a Z tengely a 35 kilójával közel szabadesés szerű sebességgel közelit az anyag felé. [#csodalk] [#hehe]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 20:20
Írta: 000000000 Dátum 2013 október 20, 20:20
A fórumon is árult valaki ilyen cuccot.
Újonnan meg se próbáld megvenni mert 100,000 környéken vannak.
Cím: Re:Mechanikai ötletek
Írta: NewUser Dátum 2013 október 20, 20:25
Írta: NewUser Dátum 2013 október 20, 20:25
Szia! Milyen géped is van? Egy kis infót kaphatnánk? :-)
Cím: Re:Mechanikai ötletek
Írta: NewUser Dátum 2013 október 20, 20:26
Írta: NewUser Dátum 2013 október 20, 20:26
Bocs ez Pál-nak szólt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 20:30
Írta: 000000000 Dátum 2013 október 20, 20:30
Itt egy link
Proporcionalis nyomásszabályozó szelep
Itt meg egy másik
Proporcionalis nyomásszabályozó szelep 2
Árat ne is keress ilyen oldalakon!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 20:34
Írta: 000000000 Dátum 2013 október 20, 20:34
Egy kis BF20-as AC szervókkal és Tibor45 kedvence hogy a főorsó is pozíció szervóval van forgatva [#hehe]
De ha erre jársz a Dunakanyar felé ugor be és nézd meg.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 október 20, 20:54
Írta: svejk Dátum 2013 október 20, 20:54
Az esztergád meg van még?
Szerdán de. járok arrafelé..
Szerdán de. járok arrafelé..
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2013 október 20, 20:57
Írta: etc77f5nr Dátum 2013 október 20, 20:57
Szerintem, ha olyan gépet akarsz, amit később erősítgetsz, akkor maga a tervezés, hogy később hozzáépíthető legyen több energiát fog elvenni mint maga a megépítés. Onnan kell kiindulni, hogy mekkora kell és mire szeretnéd használni. Ebből adódik, hogy milyen alapanyagból érdemes építeni. Nyilván egy 3D nyomtatóhoz, vagy laser gravírozáshoz nem kell acél váz. Ha megvan akkor szépen fejben összelehet pakolgatni, hogy mi áll rendelkezésre, hogy lehet összerakni aztán jöhet a CAD megrajzolásra, de ott még mindig megvan az a nehézség, hogy szerelhető legyen egy gép. Én a gépemet 1hónapig terveztem aztán kezdtem el összerakni. Nekem a későbbi "erősítés" abban merült ki, hogy lineáris csapágyazást kapott, amit előtte úgy terveztem, hogy simán beépíthető legyen az akkori gépre.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 21:01
Írta: 000000000 Dátum 2013 október 20, 21:01
Megvan még!
Csak nem biztos hogy én is otthon leszek.
Év végére megőrültek és mindenki ilyenkor akar biztonsági rendszereket telepíttetni.
Aztán látástól mikulásig megy a hajtás.
Igaz azóta nem volt fejlesztés mióta itt voltál, sőt a műhelybe is csak hébe-hóba esek be.
De tolólapost hozz, ha be is akarsz jönni [#hehe]
Tudod műhelyrend van. :)
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 21:11
Írta: barhz9bni Dátum 2013 október 20, 21:11
Köszi, archiváltam. [#eljen]
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 21:12
Írta: barhz9bni Dátum 2013 október 20, 21:12
vajon mennyibe kerülhet... [#wow1]
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 21:16
Írta: barhz9bni Dátum 2013 október 20, 21:16
Tényleg nem tudom még mire lesz jó.
Mármint nem tudom mit lehet majd kihozni belőle. Nyilván kézzel kellene kísérleteket végeznem a homokszórással, különböző fejekkel, nyomásokkal, éreznem mennyire húz vissza, és utána jöhet a gép.
De szerintem egy egyszerű cnc váz kell hozzá, amit valahogy le kell burkolni, hogy ne menjen bele a homok. Gondoltam itt gumis-harmónikaszerkezetű nejonponyvára, de arra is, hogy egyszerű széthúzható klímacsövet teszek a főtengelyre. Nem tudom még, de egyenlőre ez rá is ér még bőven.
Tehát egy egyszerű gép kellene, viszont elég nagy. Olyan 1x1 méteres minimum, hogy a nagyobb darabokkal is elbánjon.
Mármint nem tudom mit lehet majd kihozni belőle. Nyilván kézzel kellene kísérleteket végeznem a homokszórással, különböző fejekkel, nyomásokkal, éreznem mennyire húz vissza, és utána jöhet a gép.
De szerintem egy egyszerű cnc váz kell hozzá, amit valahogy le kell burkolni, hogy ne menjen bele a homok. Gondoltam itt gumis-harmónikaszerkezetű nejonponyvára, de arra is, hogy egyszerű széthúzható klímacsövet teszek a főtengelyre. Nem tudom még, de egyenlőre ez rá is ér még bőven.
Tehát egy egyszerű gép kellene, viszont elég nagy. Olyan 1x1 méteres minimum, hogy a nagyobb darabokkal is elbánjon.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 21:17
Írta: barhz9bni Dátum 2013 október 20, 21:17
Z tengely emelkedhet 30 centit akár.
Arra is gondoltam, hogy a fölösleges homokot azonnal elszívhatná valami. így nem kellene becsomagolni a gépet.
Arra is gondoltam, hogy a fölösleges homokot azonnal elszívhatná valami. így nem kellene becsomagolni a gépet.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 21:18
Írta: barhz9bni Dátum 2013 október 20, 21:18
De gyakorlatilag itt csak Z tengelyű erőhatásokkal kell (visszadob) számolni, rezonanciával és X-Y húzóerővel nem, hacsak nem a Z tengely súlya az.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2013 október 20, 21:20
Írta: ANTAL GÁBOR Dátum 2013 október 20, 21:20
" Értem én hogy villanymotor de mi hajtja ?"(hajcsa?) Áruld el nekem kérlek hogy mi a fenének akarod azt a nyomást a Mach al szabályozni ? Ha van egy kompresszor ami tölt egy tartályt és te a levegőt egy fúvókán elveszed akkor a kompresszor légszállítása és a fúvóka mérete meghatározza a kialakuló nyomást. Ha ez több mint ami kell neked akkor egy ( analóg ) nyomásszabályozó megoldja a gondodat és a kompresszort pedig egy automatika lekapcsolja. Egyébként kötve hiszem hogy ez az eset alakulna ki. Egy fontos termodinamikai tételről sem szabadna elfelejtkezned : a kritikus nyomásviszony fölött a kiáramlás a fúvókán mindíg hangsebességes és azt növelni egyszerű eszközökkel nem tudod.
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 október 20, 21:32
Írta: kuv5p7226 Dátum 2013 október 20, 21:32
Az iszonyat gyors, nekem a gyorsjáratom 24,5 m/perc. 25%-on szoltam hajtani, ha programot lövök be, akkor 5%-on. És még ott is nehéz megfogni a piros gombbal ha tévedtem...
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 21:36
Írta: barhz9bni Dátum 2013 október 20, 21:36
Nem érted, ugyanaz a helyzet mint a locsolócsővel. Ha csutkára kinyitod elviszi a virágaidat. Ha visszatekered a csapot, akkor annyira már nem.
De ha a szőlőtőke aljába locsolsz, akkor nyilván csutkára ki fogod megint nyitni a csapot mert nem akarsz naphosszat ott állni.
De ha a szőlőtőke aljába locsolsz, akkor nyilván csutkára ki fogod megint nyitni a csapot mert nem akarsz naphosszat ott állni.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 21:40
Írta: barhz9bni Dátum 2013 október 20, 21:40
Nyilván az is fontos, hogy a a sugár nyitni-zárni is tudjon. Ezt a kompresszor le-fel kapcsolásával a bufferidő miatt nem lehet megoldani. Csak szeleppel. Ha meg már szelep, miért ne lehetne nyomásszabályozás is?
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 21:42
Írta: barhz9bni Dátum 2013 október 20, 21:42
Persze az analóg szabályozó is jó lehet, de ha például egy munkán egyszerre alkalmazol durva, és finom megmunkálást, (jelen esetben homokszórással) jó, ha a gép vissza tud venni a nyomásból. De nem tudom :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 21:43
Írta: 000000000 Dátum 2013 október 20, 21:43
Szerintem annyit akarsz bele hogy egy nagy katyvasz lesz és nem hogy minden, de semmi sem fog jól működni a gépeden.
Jól vettem ki fő csapásirány az üveg megmunkálás és főleg homokszórással.
Szerintem egy olyan gépet tervezz ami eleve áll és így a homok lefolyik amit akár egy vályúba potyog amit így könnyen újra vissza forgathatsz.
Vagy a még jobb a helyi védelem.
Eleve a fejet körülvenni és ebben alacsony nyomást létrehozni, így nem kell hülyére burkolni a gép mozgó részeit.
Amúgy is a por és mozgó részek nem összeférhetőek.
ilyenkor magában a mozgó részekben csinálnak 0.5-1 báros túlnyomást és így a por se férkőzik be.
Ilyen megoldással csinálták a régi optikai mérőlécek védelmét is.
Mindenek előtt inkább ülj le gondod át mit is szeretnél létrehozni, és ehhez csinálj egy gépet.
Mert ami mindenre jó az általában semmire nem használható.
És mint ifjú titánnak ajánlanám a higgadt logikus gondolkodást előtérbe helyezni mikor megtervezed !
Valami minél egyszerűbb annál jobb !
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2013 október 20, 21:44
Írta: ANTAL GÁBOR Dátum 2013 október 20, 21:44
Ja így már kapisgálom........[#wow1]
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 22:08
Írta: barhz9bni Dátum 2013 október 20, 22:08
Ez nem rossz ötlet, hogy az asztal eleve állhatna, de nem értem hogyan tudok alacsony nyomást létrehozni a fej körül? Főleg, hogy mély megmunkálásokra is alkalmaznám.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 22:12
Írta: barhz9bni Dátum 2013 október 20, 22:12
Nekem gyakorlatilag elsőre csak egy gép kell, ami 1x1 méteres, 50 centi mélységben mozog a feje, és rá lehet erősíteni egy homokszóró fejet. De nem akarom túlagyalni...
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 október 20, 22:15
Írta: kuv5p7226 Dátum 2013 október 20, 22:15
Na végre...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 22:19
Írta: 000000000 Dátum 2013 október 20, 22:19
Például körbe sűrű kefe a fej körül és egy ( porszívó ) szívja el a kiszórt anyagot.
A porszívó tényleg csak zárójelben értendő!
Az elszívó ha ciklon rendszerű porleválasztóval van akkor az anyag is visszaforgatható ha az alján egy cellás adagolóval megakadályozod a visszaszívást.
De ennyire ne rohanjunk előre hisz még konkrét gép elképzelésed sincs.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 22:21
Írta: 000000000 Dátum 2013 október 20, 22:21
Egyet árulj el, minek kell 500-as Z tengely mozgás ?
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 október 20, 22:21
Írta: kuv5p7226 Dátum 2013 október 20, 22:21
Ennek a vázát megcsinálod 40-es zártszelvényből.
Rudas lineárokkal csináld, abból olcsó az alapanyag. Alátámasztva, 2-2 kocsival. A kocsikra felépítesz egy hidat (portálmaró) és arra a Z-tengelyedet.
Így elég erős lesz hozzá az alapod, hogy bármi változtatást eszközölj, pl. nehezebb fejet tegyél rá.
A meghajtás lehet akár T5-ös szíjjal is, jóval olcsóbb mint a golyósorsó és jóval kevésbé érzékeny a homokra is. A pontossága 1-2 tized lesz, de azt hiszem a homok szórásképe elbírna még 1-2 centit is.:-)
Rudas lineárokkal csináld, abból olcsó az alapanyag. Alátámasztva, 2-2 kocsival. A kocsikra felépítesz egy hidat (portálmaró) és arra a Z-tengelyedet.
Így elég erős lesz hozzá az alapod, hogy bármi változtatást eszközölj, pl. nehezebb fejet tegyél rá.
A meghajtás lehet akár T5-ös szíjjal is, jóval olcsóbb mint a golyósorsó és jóval kevésbé érzékeny a homokra is. A pontossága 1-2 tized lesz, de azt hiszem a homok szórásképe elbírna még 1-2 centit is.:-)
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2013 október 20, 22:24
Írta: designr Dátum 2013 október 20, 22:24
Régen készítettem ilyen homokszórót,a fúvóka, ami egy harang alakú fejben volt,körkefével söpörte a felületet.A fej szívott volt egy ipari porszívó porleválasztón ,szűrőn kresztül.Na ez egy példa a kis nyomásra a fej körül.(köbe fújtak feliratokat vele)
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 22:28
Írta: barhz9bni Dátum 2013 október 20, 22:28
Na igen, de én nem szöveget szeretnék vele fújni, hanem inkább 3d formák létrehozására fognám be. Még az sem biztos, hogy ez így gazdaságos, épp ezért kell a tesztkörnyezet.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 22:30
Írta: barhz9bni Dátum 2013 október 20, 22:30
Köszi. Valószínűleg így lesz. A végén egy tengellyel, két szíjjal. Egyébként hol lehet t5-ös szíjat venni? nincs erre olcsóbb megoldás? mondjuk rászorítom egy bowdenre a kocsit, összekötöm és 2 csigával kifeszítem? :D
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 22:33
Írta: barhz9bni Dátum 2013 október 20, 22:33
3d formák létrehozására. Mondjuk betennék a gépbe egy ipari üvegtömböt (olcsón hozzájutok) és beállítanám a gépet úgy, hogy mondjuk "faragjon" belőle nekem egy gömböt, vagy akármit.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 22:34
Írta: barhz9bni Dátum 2013 október 20, 22:34
Ez a ciklonos szívó + cellás adagoló hogyan nézne ki a gyakorlatban?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 22:35
Írta: 000000000 Dátum 2013 október 20, 22:35
Ahogy olvasgattam az írásaidat. Bennem olyan katyvasz alakult ki, hogy ki nem találnám. Mit is akarsz építeni egyáltalán.
Olyan, mintha, csak játszanál a szavakkal.
Hogy, ha ebből működő valami is lesz? Na, azon, meglepődnék. És, kíváncsian várom.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 22:39
Írta: barhz9bni Dátum 2013 október 20, 22:39
Hát majd kiderül. Csak érkezzen meg először a vezérlő.
Az megint jó kérdés, hogy a kék vezérlővel tudok-e régi nyomtatóból kiszerelt papírtovábbító léptetőmotorokat mozgatni?
Az megint jó kérdés, hogy a kék vezérlővel tudok-e régi nyomtatóból kiszerelt papírtovábbító léptetőmotorokat mozgatni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 22:40
Írta: 000000000 Dátum 2013 október 20, 22:40
“Mindenki tudja, hogy bizonyos dolgokat nem lehet megvalósítani, mígnem jön valaki, aki erről nem tud, és megvalósítja.” (Albert Einstein)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 22:48
Írta: 000000000 Dátum 2013 október 20, 22:48
Remélem azt tudod hogy ehhez akkora kompresszor kell majd hogy nem igazán lesz ez így rentábilis.
Főleg egy olyan valamivel akarsz 3D-s megmunkálást végezni ami annyira tud méretet tartani mint mikor valaki belepisálja a nevét a hóba.
Az elképzelés jó , csak nem ilyen egyszerű a megoldás.
Mert nem tudod hogy egy adott üveg mennyi idő alatt kopik le a homoktól annyira hogy az hozza a nagyjából méretet.
Ha nem viszi úgy ahogy a program vezérli akkor a fej felakad az anyagon.
Teccikérteni ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 22:50
Írta: 000000000 Dátum 2013 október 20, 22:50
Jobb esetben, mi úgy szoktuk, ha már van motor. Annak adatai tudatában választunk vezérlőt.
Ugyanez fordítva is igaz.
De, az is, hogy a mechanika, erősen befolyásolja, milyen motort kell alkalmazni.
Szerinted, a nyomtatóból bányászott motorok, elég lesznek a gépedhez?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 22:52
Írta: 000000000 Dátum 2013 október 20, 22:52
Idézném, az idézeted:))
“Mindenki tudja, hogy bizonyos dolgokat nem lehet megvalósítani, mígnem jön valaki, aki erről nem tud, és megvalósítja.” (Albert Einstein)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 október 20, 22:56
Írta: s7manbs8 Dátum 2013 október 20, 22:56
Az ilyen túl kicsi motorok nem sokra valók, csak nagyon kicsi valamihez jók. Vagy nagyon jó mechanikához minden gördülő és könnyen mozgatható és könnyű is, amit mozgatni kell, kivéve ha a sebesség nem érdekes, mert akkor nagy súlyt is el lehet mozgatni csak kicsi gyorsulással.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 23:00
Írta: 000000000 Dátum 2013 október 20, 23:00
............. és, nagy áttétellel:))
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 20, 23:01
Írta: 000000000 Dátum 2013 október 20, 23:01
Persze, áttételt akar ő is. Csak gyorsítót.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 23:09
Írta: barhz9bni Dátum 2013 október 20, 23:09
Nem, de olcsóbbak.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 23:09
Írta: barhz9bni Dátum 2013 október 20, 23:09
Később persze megveszem a nema17-es motorokat hozzá :) de egyenlőre erre nincs budget.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 23:11
Írta: barhz9bni Dátum 2013 október 20, 23:11
Más lenne az egész, ha lenne fizetésem, de jelenleg diák vagyok és az ösztöndíjamból fogom összeollózni a készüléket..
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 október 20, 23:15
Írta: jani300 Dátum 2013 október 20, 23:15
Most bocsi , de avval mit szeretnél mozgatni ?
Egy komolyabb fénymásolóból nagyobbakat lehet bontani .
Egy komolyabb fénymásolóból nagyobbakat lehet bontani .
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 20, 23:25
Írta: barhz9bni Dátum 2013 október 20, 23:25
Kezdek totálisan elbizonytalanodni :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 október 20, 23:34
Írta: jani300 Dátum 2013 október 20, 23:34
Lesett ! :) Áruld el mit tanulsz . De ha van önbizalom a többi majd összejön .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 október 21, 00:03
Írta: s7manbs8 Dátum 2013 október 21, 00:03
És feltétlenül ilyen gyári csicsa vezérlő kell neked ? Mert lehet csinálni olcsóbbat is. Vagy venni, pl. akár én is tudok csinálni, csak kérdés mikorra kellene.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 21, 00:06
Írta: barhz9bni Dátum 2013 október 21, 00:06
Már megvettem. Mondjuk az a gáz, hogy gépet is kell hozzá vennem, mert usb-ről nem fog működni :/
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 21, 00:07
Írta: barhz9bni Dátum 2013 október 21, 00:07
Üvegtervezést, és iszonyat sokat csiszoltam kézzel ahhoz, hogy elhatározzam, hogy nem fogom egész életemben ezt csinálni. Szóval most gondolkozom milyen megmunkálási módok adottak cnc-vel. csiszolás, vízvágás, homokfúvás, üvegvágás, akármi.
Tehát mindenképp próbálgatnom kell.
Tehát mindenképp próbálgatnom kell.
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 október 21, 00:08
Írta: kuv5p7226 Dátum 2013 október 21, 00:08
Kb. most ott tartunk, hogy azért akarod garantáltan működésképtelenre összerakni a cuccot, mert csak ahhoz van alapanyagod.:-)
Ab start az ötleted problémás, mert tömbös üvegből így nem fogsz tudni "faragni". Nincs sem elvi, sem gyakorlati ismereted az abrazív folyamatokról, lövésed nincs a homokfúvás áramlási viszonyairól, csak jó ötletnek tartod.
Kezdetként próbálj meg slauggal valamit ugyanígy kifaragni kézzel homokból. Ha megy, akkor menni fog géppel is.
A kompresszor kérdés még jobb.:-)
Ehhez a mutatványhoz már valóban ipari kompresszor kell, ez nem Einhell kategória még ha netán iparinak is hazudják. Ebből a teljesítményből az olcsóbb olaszok 200.000 körül már kijönnek, a német 400.000. De ez még csak a minimálteljesítmény, jobban járnál egy csavarkompresszorral, az úgy másfél millió. Egy ilyen kompresszor 4-5 kilowattos, azaz óránként 4-5 kilowattóra fogyasztással számolhatsz. Egy kisebb tömböt is 8-10 óra lehet így lemunkálni, ez legyen 50 kilowattóra egy napon. Nem tudom mennyi egy kilowattóra, de ha 20 forint akkor ez naponta egy ezres csak a levegőre.
A homokból sem jó az amit összelapátolsz a Dunaparton, szitált, tisztított kell. Innentől az sem kis pénz. Újrafelhasználni akkor tudod, ha van levegőszárítód is, mert akkor az olajos kondenzvíz nem csomósítja, trutymákolja össze a használat során. Ez 250-500.000 közt van. A másfél milliós csavarkompresszorban már beépítve kapod.
Tehát ha annyit nem tudsz beruházni, hogy vegyél 3 darab NEMA 23-as motort (mert ide a 17-es is kicsi lesz), akkor bele se kezdjél a tervezgetésbe sem, mert a légtechnikát soha nem hozod össze.
Ab start az ötleted problémás, mert tömbös üvegből így nem fogsz tudni "faragni". Nincs sem elvi, sem gyakorlati ismereted az abrazív folyamatokról, lövésed nincs a homokfúvás áramlási viszonyairól, csak jó ötletnek tartod.
Kezdetként próbálj meg slauggal valamit ugyanígy kifaragni kézzel homokból. Ha megy, akkor menni fog géppel is.
A kompresszor kérdés még jobb.:-)
Ehhez a mutatványhoz már valóban ipari kompresszor kell, ez nem Einhell kategória még ha netán iparinak is hazudják. Ebből a teljesítményből az olcsóbb olaszok 200.000 körül már kijönnek, a német 400.000. De ez még csak a minimálteljesítmény, jobban járnál egy csavarkompresszorral, az úgy másfél millió. Egy ilyen kompresszor 4-5 kilowattos, azaz óránként 4-5 kilowattóra fogyasztással számolhatsz. Egy kisebb tömböt is 8-10 óra lehet így lemunkálni, ez legyen 50 kilowattóra egy napon. Nem tudom mennyi egy kilowattóra, de ha 20 forint akkor ez naponta egy ezres csak a levegőre.
A homokból sem jó az amit összelapátolsz a Dunaparton, szitált, tisztított kell. Innentől az sem kis pénz. Újrafelhasználni akkor tudod, ha van levegőszárítód is, mert akkor az olajos kondenzvíz nem csomósítja, trutymákolja össze a használat során. Ez 250-500.000 közt van. A másfél milliós csavarkompresszorban már beépítve kapod.
Tehát ha annyit nem tudsz beruházni, hogy vegyél 3 darab NEMA 23-as motort (mert ide a 17-es is kicsi lesz), akkor bele se kezdjél a tervezgetésbe sem, mert a légtechnikát soha nem hozod össze.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 21, 00:08
Írta: barhz9bni Dátum 2013 október 21, 00:08
Egyetemen tanulom. Elég furcsa egyetem, de kapcsolatépítéshez jó.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 21, 00:14
Írta: barhz9bni Dátum 2013 október 21, 00:14
Hát nem tudom...
Múltkor láttam egy csávót, kiment a sivatagba, és fresnel lencsével + cnc-vel olvasztott üvegtárgyakat a homokból. Gondolom nem nézett utána a dolog hőtechnikai, kémiai vonatkozásainak, természetesen jó rossz is amit csinált, de legalább kiugrott vele.
Én is valami ilyesmit szeretnék. Nem kell precízen vinnie az üveget.
Egyébként meg általában kemencében szokták olvasztani, a kemence 2-5 kilowattot eszik alaphangon, 1-2 óra felfűtést igényel, a nagyobbak 4-5 órát is, utána 5-10 óra fokozatos lehűtést, ami még fogyasztást igényel.
Szóval ha összevetjük a kemence fogyasztását, és a kompresszorét, mennyiségben a kemence, takarékosságban a kompresszor nyerne.
Tudom, hogy csak nagyipari gyártásnál érné meg ez az egész, de meg kell próbálni, hátha.
8 éve foglalkozom üvegtervezéssel, mindenképp meg fogom csinálni. még akkor is, ha az első félúton szétesik...
Múltkor láttam egy csávót, kiment a sivatagba, és fresnel lencsével + cnc-vel olvasztott üvegtárgyakat a homokból. Gondolom nem nézett utána a dolog hőtechnikai, kémiai vonatkozásainak, természetesen jó rossz is amit csinált, de legalább kiugrott vele.
Én is valami ilyesmit szeretnék. Nem kell precízen vinnie az üveget.
Egyébként meg általában kemencében szokták olvasztani, a kemence 2-5 kilowattot eszik alaphangon, 1-2 óra felfűtést igényel, a nagyobbak 4-5 órát is, utána 5-10 óra fokozatos lehűtést, ami még fogyasztást igényel.
Szóval ha összevetjük a kemence fogyasztását, és a kompresszorét, mennyiségben a kemence, takarékosságban a kompresszor nyerne.
Tudom, hogy csak nagyipari gyártásnál érné meg ez az egész, de meg kell próbálni, hátha.
8 éve foglalkozom üvegtervezéssel, mindenképp meg fogom csinálni. még akkor is, ha az első félúton szétesik...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 21, 00:21
Írta: 000000000 Dátum 2013 október 21, 00:21
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 október 21, 00:33
Írta: kuv5p7226 Dátum 2013 október 21, 00:33
Ne érts félre, nem a kedvedet akarom elvenni, de vannak olyan technológiai paraméterek amiket lelkesedéssel nem tudsz megugrani.
Ha például valahonnan van levegőd, akkor máris előrébb vagy, úgy az építési problémák 80%-án túl vagy.
Maga a megmunkálás ott izgalmas, ha térbeli dolgot akarsz faragni. A CNC-sek gondolatvilágában ez úgy megy, hogy odamegyek a szerszámmal és az századra annyit szed le, amennyit odamentem. Nálad a homokfúvóval ez piszokul másképp menne, nem megoldhatatlannak látom, csak kacifántosnak.
Először is elvi és gyakorlati ismeretek kellenek, hogy pályát tudjál számoltatni vele. Baromi komoly matek. A megmunkálás során viszont orrba-szájba vissza kéne mérned, hogy ténylegesen mennyi anyag ment le. Ez mondjuk az egyszerűbb, ha 1-2 tizedes pontossági igényünk van, akkor pár ezer forint egy ilyen mérőfej megcsinálása és maga a gép is alkalmas rá, csak réteszed a mérőfejet és letapogatod szoftverből. A különbségeket meg átadod a pályagenerátornak, hogy számoljon vele. Az előbb említett kurva komoly matek úgy négyzetre emelődik nehézségben.
Ismétlem, ha síkban mozogsz akkor egyszerű a dolgod, akár körbevágás, akár minta rajzolása, mindenképp egyszerű.
Azok a szoftverek amik térben dolgoznak (ezek a 3D szoftverek) 4.000 EURO-tól indulnak. Számítógéppel együtt számolj úgy másfél millió forintot. De ez csak a CAM része, a CAD is kellene hozzá, az szintén annyi...
De mondjuk ezt sokan megoldják "balkézről" ingyér...
A géped egyszerű, még az acélbovdenes mozgatás is jól hangzik, bicikliboltban olcsó a bovden méterre. A gépvázra továbbra is a zártszelvényt javaslom, ekkora méretben alumínium profilból százezres nagyságrend jön ki, ha olcsón megveszed használtan, akkor is sok tízezer. Az acélhoz kell egy flex és egy kis hegesztőapparát.
Itt ami sokba kerül az a lineáris vezető. Bár ha a mm-es pontosság is elég, akkor pár olcsó csapágyból egy görgős megoldás is kijöhet, akkor pár ezer forintnál vagyunk. A lakatosmunkához viszont értened kell de nagyon, ez az olcsóság ára.
Ha például valahonnan van levegőd, akkor máris előrébb vagy, úgy az építési problémák 80%-án túl vagy.
Maga a megmunkálás ott izgalmas, ha térbeli dolgot akarsz faragni. A CNC-sek gondolatvilágában ez úgy megy, hogy odamegyek a szerszámmal és az századra annyit szed le, amennyit odamentem. Nálad a homokfúvóval ez piszokul másképp menne, nem megoldhatatlannak látom, csak kacifántosnak.
Először is elvi és gyakorlati ismeretek kellenek, hogy pályát tudjál számoltatni vele. Baromi komoly matek. A megmunkálás során viszont orrba-szájba vissza kéne mérned, hogy ténylegesen mennyi anyag ment le. Ez mondjuk az egyszerűbb, ha 1-2 tizedes pontossági igényünk van, akkor pár ezer forint egy ilyen mérőfej megcsinálása és maga a gép is alkalmas rá, csak réteszed a mérőfejet és letapogatod szoftverből. A különbségeket meg átadod a pályagenerátornak, hogy számoljon vele. Az előbb említett kurva komoly matek úgy négyzetre emelődik nehézségben.
Ismétlem, ha síkban mozogsz akkor egyszerű a dolgod, akár körbevágás, akár minta rajzolása, mindenképp egyszerű.
Azok a szoftverek amik térben dolgoznak (ezek a 3D szoftverek) 4.000 EURO-tól indulnak. Számítógéppel együtt számolj úgy másfél millió forintot. De ez csak a CAM része, a CAD is kellene hozzá, az szintén annyi...
De mondjuk ezt sokan megoldják "balkézről" ingyér...
A géped egyszerű, még az acélbovdenes mozgatás is jól hangzik, bicikliboltban olcsó a bovden méterre. A gépvázra továbbra is a zártszelvényt javaslom, ekkora méretben alumínium profilból százezres nagyságrend jön ki, ha olcsón megveszed használtan, akkor is sok tízezer. Az acélhoz kell egy flex és egy kis hegesztőapparát.
Itt ami sokba kerül az a lineáris vezető. Bár ha a mm-es pontosság is elég, akkor pár olcsó csapágyból egy görgős megoldás is kijöhet, akkor pár ezer forintnál vagyunk. A lakatosmunkához viszont értened kell de nagyon, ez az olcsóság ára.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 21, 01:10
Írta: barhz9bni Dátum 2013 október 21, 01:10
Na igen, sajna mindenki hozott anyagból dolgozik, sajna nekem nincs hegesztőm, de talán levágják nekem méretre a szelvényeket a vastelepen. furatokkal és szegecsekkel pedig össze tudom varázsolni.
3d-nél nem elég annyi, hogy a mach3 ami.... végülis letölthető törten is saját felelősségre, tehát a mach3-ba behívok egy 3d formát? vagy egész egyszerűen olyan rajzot kap a gép, ahol többször át kell mennie ugyanazon a vonalon, ez pedig mélyíteni fog.
A homok közelről mély, távolról lapos parabolát "fúj" persze itt szórással számolok és azért.
Legrosszabb esetben olyan üvegtárgyak születnének, mint az esővíz által kimosott amerikai sziklakanyonok. Utána ezt a felületet géppel (parafakorong, polírpaszta) le lehet polírozni.
3d-nél nem elég annyi, hogy a mach3 ami.... végülis letölthető törten is saját felelősségre, tehát a mach3-ba behívok egy 3d formát? vagy egész egyszerűen olyan rajzot kap a gép, ahol többször át kell mennie ugyanazon a vonalon, ez pedig mélyíteni fog.
A homok közelről mély, távolról lapos parabolát "fúj" persze itt szórással számolok és azért.
Legrosszabb esetben olyan üvegtárgyak születnének, mint az esővíz által kimosott amerikai sziklakanyonok. Utána ezt a felületet géppel (parafakorong, polírpaszta) le lehet polírozni.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 21, 01:13
Írta: barhz9bni Dátum 2013 október 21, 01:13
És sokszor pont az a szép, ami inkább egy organikus környezetet idéz.
Természetesen ezt az egész hajcihőt nem kell komolyan venni, számomra egyenlőre csak tanulmányi, iskolai célokra kell, idő kell, mire ez a gép képes lesz egy Bernini szoborcsoportot kifújni az üvegtömbből, egyenlőre az is jó, ha látványos kuszaságokat csinál.

Természetesen ezt az egész hajcihőt nem kell komolyan venni, számomra egyenlőre csak tanulmányi, iskolai célokra kell, idő kell, mire ez a gép képes lesz egy Bernini szoborcsoportot kifújni az üvegtömbből, egyenlőre az is jó, ha látványos kuszaságokat csinál.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 21, 01:15
Írta: barhz9bni Dátum 2013 október 21, 01:15
Persze később, ha beválik, és sikert is aratok vele a szakmámban, lehet majd finomítani, de nekem egyenlőre, és a lényeg tényleg ez
Egyenlőre elég az, hogy nem nekem kell tartanom a bazi nagy porfelhő közepén a félcolos gumicsövet, hanem a gép tartja és viszi ide-oda.
És tényleg csak ennyi. Tartja és viszi ide-oda. Egyenlőre nem szeretnék ebből nasa holdjárót építeni.
Egyenlőre elég az, hogy nem nekem kell tartanom a bazi nagy porfelhő közepén a félcolos gumicsövet, hanem a gép tartja és viszi ide-oda.
És tényleg csak ennyi. Tartja és viszi ide-oda. Egyenlőre nem szeretnék ebből nasa holdjárót építeni.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 21, 01:17
Írta: barhz9bni Dátum 2013 október 21, 01:17
Persze akinek már van kész cnc-je, simán feltehet egy fúvókát és kipróbálhatja. :-) erre kíváncsi lennék. Bevállalja valaki?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 október 21, 01:51
Írta: jani300 Dátum 2013 október 21, 01:51
A nagybetűs részhez nem kell cnc ! Ahhoz elég egy lassító áttételes hajtómű , 2DB végálláskapcsoló ,2db mágneskapcsoló ,lánc, bovden meg némi apróság .Lehet időrelével miegymással finomítani . És jár ide oda magától valami vezetéken .Ez is pár tízezer . Ha ez tényleg elég .
Azt megnézném ki fogja homokkal teleszórni a minimum pár százezres gépét :)
Azt megnézném ki fogja homokkal teleszórni a minimum pár százezres gépét :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 október 21, 02:06
Írta: jani300 Dátum 2013 október 21, 02:06
Ezt a mozgást nevezzük "Y" nak ,mondjuk .
X nek meg csinálhatsz egy sablont , amiben kényszerpályán mozog a slaguár . Ez már kb 2D , igaz csak másolás .
X nek meg csinálhatsz egy sablont , amiben kényszerpályán mozog a slaguár . Ez már kb 2D , igaz csak másolás .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2013 október 21, 02:17
Írta: jani300 Dátum 2013 október 21, 02:17
Ha az egész hóbelevánc elé teszel egy forgatót ,akkor feltaláltál egy homokfúvó másolóesztergát :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 október 21, 06:35
Írta: Szalai György Dátum 2013 október 21, 06:35
"És sokszor pont az a szép, ami inkább egy organikus környezetet idéz." [#worship]
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 október 21, 08:30
Írta: kuv5p7226 Dátum 2013 október 21, 08:30
És tényleg csak ennyi. Tartja és viszi ide-oda. Egyenlőre nem szeretnék ebből nasa holdjárót építeni.
Valljuk meg férfiasan, eddig nem ez jött le abból amit írtál...:-)))
Ebben az esetben még a hegesztéshez sem ragaszkodnék, fúrógép oszt csavarozd össze a vázat.
A légtechnika vs. kemence ügyhöz:
az rendben van, hogy a kemence is ugyanannyi villanyt fogyaszt. De ha jól értettem eddigi szavaidat, légtechnikád még nincsen, ugye? Annak a beruházását hogy oldod meg? Ott ugyanis nincs kispénzű megoldás, gyakorlatilag nincs a piacon olcsó, használt és jó állapotú (legalábbis egyszerre a 3 feltétel) megoldás!
Valljuk meg férfiasan, eddig nem ez jött le abból amit írtál...:-)))
Ebben az esetben még a hegesztéshez sem ragaszkodnék, fúrógép oszt csavarozd össze a vázat.
A légtechnika vs. kemence ügyhöz:
az rendben van, hogy a kemence is ugyanannyi villanyt fogyaszt. De ha jól értettem eddigi szavaidat, légtechnikád még nincsen, ugye? Annak a beruházását hogy oldod meg? Ott ugyanis nincs kispénzű megoldás, gyakorlatilag nincs a piacon olcsó, használt és jó állapotú (legalábbis egyszerre a 3 feltétel) megoldás!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 21, 11:50
Írta: 000000000 Dátum 2013 október 21, 11:50
Szia, láttam ezeket a vörös képződményeket, a természet szemcseszórója nem cnc-vel készítette. Nem nagyon értem, hogy miért erőlteted a fúvóka gépi mozgatását, az érték az alkotásban van. A szél a homokkő dombok között kavarogva, iránya, intenzitása változik. Az üvegnek a keménysége lehetne változó, de nem lesz.
Vagyis az alkotás értékét az emberkéz és gondolat hozza létre. Egy normális fülkében nem megy a homok a "szemedbe". (csak gondolatok)
Vagyis az alkotás értékét az emberkéz és gondolat hozza létre. Egy normális fülkében nem megy a homok a "szemedbe". (csak gondolatok)
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 21, 14:15
Írta: barhz9bni Dátum 2013 október 21, 14:15
Igen, de szerintem a 3d tervezés is lehet épp olyan értékes mint az élő. vagy esetleg agyagalap- utómodellezés, majd 3d kifúvás homokfúvó cnc-vel. ez lenne az igazi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 21, 14:43
Írta: 000000000 Dátum 2013 október 21, 14:43
:) sok sikert kívánok hozzá
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2013 október 23, 16:42
Írta: barhz9bni Dátum 2013 október 23, 16:42
Köszi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 25, 23:47
Írta: 000000000 Dátum 2013 október 25, 23:47
Homokfúvót szabad térben csak ott használnak, ahol muszáj a méret miatt. (Hidakon stb.)
Miért nem építesz szekrényyt neki, és gumikesztyűn benyúlva az üveg mögött homokfújni?
Egyrészt megmarad a homok, másrészt nem szemetelsz, akár egy garázsban, pincében is megodhatod. Pár zártszelvény összehegesztve, egy tábla üveg, egy közepes kompresszor és mehet a móka. Ahogy mondták, homok fúváshoz kell a tisztességes gép, nekem egy 2,2 kW-os, 2 hengeres, 50 literes tartállyal és 417 literes szívóteljesítményű van. Szerintem a keritésemről a festéket leveretni is sok idő lesz vele, nem hogy marni vele. A homok mennyiségről nem is beszélve. (nem tudom majd felszedni.) A plazmavágómhoz vettem, arra elég. Viszont közös automatán nem megy el vele, erre te is gondolj, ha ekkora gépeket tervezel venni.
Miért nem építesz szekrényyt neki, és gumikesztyűn benyúlva az üveg mögött homokfújni?
Egyrészt megmarad a homok, másrészt nem szemetelsz, akár egy garázsban, pincében is megodhatod. Pár zártszelvény összehegesztve, egy tábla üveg, egy közepes kompresszor és mehet a móka. Ahogy mondták, homok fúváshoz kell a tisztességes gép, nekem egy 2,2 kW-os, 2 hengeres, 50 literes tartállyal és 417 literes szívóteljesítményű van. Szerintem a keritésemről a festéket leveretni is sok idő lesz vele, nem hogy marni vele. A homok mennyiségről nem is beszélve. (nem tudom majd felszedni.) A plazmavágómhoz vettem, arra elég. Viszont közös automatán nem megy el vele, erre te is gondolj, ha ekkora gépeket tervezel venni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 26, 00:16
Írta: 000000000 Dátum 2013 október 26, 00:16
Üvegen (lapon) és tükrön homokfúvóval gyönyörű munkákat láttam, de ott csak mattították maszkolás után.
Azt én is fogom csinálni, a lakásban a beltéri ajtók üvegét, a tükröket így fogom megmunkálni.
3D képek homokfúvása üveglapra
Videó a vegyileg mart üveg tábláról
3D képek homokfújva, és leddel világítva.
homokfúvott + vegyileg mart 3D tájkép üvegen



Azt én is fogom csinálni, a lakásban a beltéri ajtók üvegét, a tükröket így fogom megmunkálni.
3D képek homokfúvása üveglapra
Videó a vegyileg mart üveg tábláról
3D képek homokfújva, és leddel világítva.
homokfúvott + vegyileg mart 3D tájkép üvegen
Cím: Re:Mechanikai ötletek
Írta: zoli0302 Dátum 2013 október 26, 11:12
Írta: zoli0302 Dátum 2013 október 26, 11:12
Azért a vegyi maratásba ne nagyon éld be magad,fluorsavat nem tudsz / legálisa/ venni..
Cím: Re:Mechanikai ötletek
Írta: mxjj54gxi Dátum 2013 október 26, 19:45
Írta: mxjj54gxi Dátum 2013 október 26, 19:45
Nyugodtan beleélheti magát,mivel a GM üvegezők boltjában, (Bp. Kőris utca) kapható üvegmarató gél, éppen ilyen feladatra.
Nem olcsó, de biztonságos, nem párolog, nem lélegzed be, maratás után le lehet húzni az üvegről, és újra felhasználható.
5000 körül van 50ml körüli mennyiség.
Nem olcsó, de biztonságos, nem párolog, nem lélegzed be, maratás után le lehet húzni az üvegről, és újra felhasználható.
5000 körül van 50ml körüli mennyiség.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 október 26, 23:31
Írta: 000000000 Dátum 2013 október 26, 23:31
4500-ért leszállítva USÁ-ból 10 oz. (295 ml)
Azzal megoldom mindet, amit otthonra tervezek.
4-500 Ft-ért stencil is van.
Azzal megoldom mindet, amit otthonra tervezek.
4-500 Ft-ért stencil is van.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 október 27, 15:31
Írta: s7manbs8 Dátum 2013 október 27, 15:31
Tegnapi, mai ügyködésem eredménye, tengely rendszer X-Y:
Távcső tükör vizsgáló segédeszköz, plusz panelfúrásra is jó X-Y platform

Távcső tükör vizsgáló segédeszköz, plusz panelfúrásra is jó X-Y platform
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 27, 17:42
Írta: PSoft Dátum 2013 október 27, 17:42
Tecccik a forgó asztalod!
Igazán jó ötlet!
Mi van alatta?
[#smile][#wave]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 október 27, 17:49
Írta: s7manbs8 Dátum 2013 október 27, 17:49
Egy ferde hatásvonalú nagyobb csapágy, csak a felvétel kedvéért. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 október 27, 17:49
Írta: s7manbs8 Dátum 2013 október 27, 17:49
A tükröd is hamarosan polírozódik majd, ezzel mérem.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 október 27, 18:04
Írta: keri Dátum 2013 október 27, 18:04
Csak nem nekiálltál a tükörnek is? [#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 27, 18:06
Írta: PSoft Dátum 2013 október 27, 18:06
Tükröööm?
Hu de régi téma...:)
Mi van a "titkos projectel"?
Nem nagyon mutogatod a képeket róla.:((
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 október 27, 18:13
Írta: s7manbs8 Dátum 2013 október 27, 18:13
Ja, nekiálltam annak is készül a 20 centis elsőnek, már a belső 11 centije éles képet ad, még kicsit kell polírozgatni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 október 27, 18:14
Írta: s7manbs8 Dátum 2013 október 27, 18:14
Nem csináltam már régen abba volt hagyva, bizonyos okok miatt.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 27, 18:17
Írta: PSoft Dátum 2013 október 27, 18:17
Nem is lehet mindent eccerre!(tapasztalat:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 27, 18:19
Írta: PSoft Dátum 2013 október 27, 18:19
Jah,ha esetleg(ki tudja) "elb@cnád"...
Kiabálj,...még valahol van két olyan üvegpogácsám.:))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 október 27, 18:22
Írta: Szalai György Dátum 2013 október 27, 18:22
Nekem is nagyon tetszik, igazi Hobby megoldás, csupa nagybetűvel.
Régi kedvenceim a fióksínek, be is gyűjtöttem egy halommal, mikor lehetett.
http://cnctar.hobbycnc.hu/Szalai_Gyorgy/TaliIIreviszem/28.jpg
A leglaposabb megoldás, és nyákhoz-habhoz talán nem is kell jobb.
Viszont precíziós, köszörült-polírozott menetfelületű M6x0,5 menetorsó az kéne egy pár méter, valahonnan.
De eddig csak rövid darabokat találtam, ilyen kórházi fecskendő pumpákban.
http://medtechtrade.com/en/equipment/syringe-pump-1
Az alsó vezeték miért nem fióksínből készült?
Régi kedvenceim a fióksínek, be is gyűjtöttem egy halommal, mikor lehetett.
http://cnctar.hobbycnc.hu/Szalai_Gyorgy/TaliIIreviszem/28.jpg
A leglaposabb megoldás, és nyákhoz-habhoz talán nem is kell jobb.
Viszont precíziós, köszörült-polírozott menetfelületű M6x0,5 menetorsó az kéne egy pár méter, valahonnan.
De eddig csak rövid darabokat találtam, ilyen kórházi fecskendő pumpákban.
http://medtechtrade.com/en/equipment/syringe-pump-1
Az alsó vezeték miért nem fióksínből készült?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 október 27, 18:28
Írta: s7manbs8 Dátum 2013 október 27, 18:28
Azért nem fióksínből készült az alja, mert csak meglévő alkatrészekből lett csinálva, amit találtam a hétvégén, bolt sincs ilyenkor még, ha akartam volna venni is, az volt a vél, hogy minél hamarabb meglegyen, ahogy a tükröt mérni akarom amiatt. Meg egy fillér pénz költés nélkül.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 27, 19:08
Írta: PSoft Dátum 2013 október 27, 19:08
Erről a tükörmérésről kicsit bővebben is írhatnál.
Hogy is mérsz,...mit?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 27, 19:12
Írta: PSoft Dátum 2013 október 27, 19:12
Milyen anyát gondolsz(gondolnál)ahhoz a "...precíziós, köszörült-polírozott menetfelületű M6x0,5 menetorsó..."-hoz?
A kórházi fecskendő pumpákban milyen van?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 október 27, 20:39
Írta: s7manbs8 Dátum 2013 október 27, 20:39
A tükör fókuszpontját lehet mérni a felületének különböző részei hova verik vissza a fényt, az ideális, ha egy pontba verik vissza, ez a paraboloid alakúnál valósul meg, ha a fény a tengelyével párhuzamosan jön. Egy kis pont fényforrás kell hozzá, meg egy késnek pl az éle, amit különböző távolságban ha elhelyezel a kép kinézetéből lehet megállapítani adatokat erre vonatkozóan.
Foucault nevű francia ember találta ki ezt az eljárást, Foucault féle késélpróbának nevezik magyarul.
Ezzel a szerkezettel ezt a fényforrást késélt meg a kamerát lehet mozgatni, hogy a képeket tudjad nézni vagy számítógéppel rögzíteni és eredményt számolni a látott képekből.
A kb. gömbre csiszolt tükörből kiindulva ezt a parabola alakot megcélozva ezen mért adat alapján tudod, hogy kell e még polírozni és hogyan, hogy a cél felé haladjál.
Foucault nevű francia ember találta ki ezt az eljárást, Foucault féle késélpróbának nevezik magyarul.
Ezzel a szerkezettel ezt a fényforrást késélt meg a kamerát lehet mozgatni, hogy a képeket tudjad nézni vagy számítógéppel rögzíteni és eredményt számolni a látott képekből.
A kb. gömbre csiszolt tükörből kiindulva ezt a parabola alakot megcélozva ezen mért adat alapján tudod, hogy kell e még polírozni és hogyan, hogy a cél felé haladjál.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 27, 21:15
Írta: PSoft Dátum 2013 október 27, 21:15
Foucault,...Foucault...?
Meg van,...tudom már!!!
Az INGA!
Ismerős arc,az
inga indításáról készült tudósításban.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 27, 22:24
Írta: PSoft Dátum 2013 október 27, 22:24
Ahahhh!
Én eddig,csak a "Szabó-féle késélpróbát" ismertem.:)
Ez a Szabó,hentesember(volt) a faluban.
Notórius disznóvágó(böllér) ember,nálam is járt párszor.:)
Ő,így mutatta a késélpróbát...
Kinyújtott bal kezén,csukló fölé tette a kés élét,kb.olyan 30 fokos szögben.
Majd jobb kezével lassú,egyenletes mozgással elkezdte maga felé,a könyöke felé húzni a pilingát.
Ha a borotváló pilingamozgás hatására hullott a szőr a keze száráról,akkor,de csak akkor,....
Határozott léptekkel elindult a disznóól felé.:)))
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 október 27, 22:37
Írta: KoLa Dátum 2013 október 27, 22:37
Az "Inga indítása" jó kis videó! köszi!
ANTAL GÁBOR fórumtársunk munkája!
ANTAL GÁBOR fórumtársunk munkája!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 27, 23:05
Írta: PSoft Dátum 2013 október 27, 23:05
Igen,tudom,hogy Gábor Fórumtársunk a konstruktőre a Miskolci Egyetem ingájának,és még pár másik Focault ingának,határainkon túl is.
Egy személyes látogatás/beszélgetés kapcsán volt alkalmam megismerni az inga működési elméletét,Gábor élvezetes magyarázatával.
Biztos emlékeztek a "postán tört tükör" históriájára...
Nos,...
ez alatt a gravírozott tükör alatt van az egyik ingájának az "elektronikája.:)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 október 28, 05:59
Írta: Szalai György Dátum 2013 október 28, 05:59
Post meridiem megobszerválom neked, pár aspektusból, hogy percipiálhasd a kompozíciót.
(Csak nem emlékszem már, hogy hová tettem a Cavinton-omat.)[#fejvakaras]
(Csak nem emlékszem már, hogy hová tettem a Cavinton-omat.)[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 október 28, 19:59
Írta: Szalai György Dátum 2013 október 28, 19:59
Válasz van a Boncolás #1817-ben.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 28, 20:49
Írta: PSoft Dátum 2013 október 28, 20:49
Repülök,...olvasom.:)
[#worship]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2013 október 28, 20:51
Írta: ANTAL GÁBOR Dátum 2013 október 28, 20:51
Köszi a reklámot . De az igazsághoz az is hozzátartozik Mester Gyula tükre is föl lett használva ( Bréda kastély Lökösháza ) Amit ti csináltatok az nagyon gyorsan kellett és pont a Balatonon voltam . Az Ungváron van
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2013 október 28, 20:54
Írta: ANTAL GÁBOR Dátum 2013 október 28, 20:54
És RC fórumtársunk is csinált egy szép gravírozást ( Lökösházára ) de a kastélydesignerek a végén a tükröt tették az iga alá. MINDENKINEK KÖSZÖNÖM MÉG EGYSZER A KÖZREMŰKÖDÉST
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 október 28, 21:17
Írta: PSoft Dátum 2013 október 28, 21:17
[#worship]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2013 november 08, 16:52
Írta: 3vv2btrhv Dátum 2013 november 08, 16:52
Cím: Re:Mechanikai ötletek
Írta: Szabó Zoltán Dátum 2013 november 08, 23:10
Írta: Szabó Zoltán Dátum 2013 november 08, 23:10
A lökösházi ingát én is láttam, nagyon szépen meg van csinálva, talán szebb is mint ezen a videón láttuk. Bár itt látványosság inkább.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2013 november 09, 19:24
Írta: ANTAL GÁBOR Dátum 2013 november 09, 19:24
Vigyétek csak a híremet...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 november 19, 22:16
Írta: PSoft Dátum 2013 november 19, 22:16
Válasz,Szalai György,"Épül a gépem ::: glazbox" #145-ös jegyzésére.
"Hátrányának látom, hogy a gyenge rugós szíjfeszítő miatt alig tud erőt kifejteni."
Hát,...tényleg gyengének bizonyult ez a rugós szíjfeszítés erre a nyomtatófejnél azért,...dinamikusabb mozgásra.:(
Ezért fix,de azért egy csavarral állítható/feszíthető,csapágyazott görgők kerültek a rugós feszítések helyére.
A spéci csapágyazott görgők, HDD-k ből "kimentett" fejmozgatás csapágyblokkok.
Érdekes megoldás,ezeken a nyomtató fejmozgatásból származó fogas szíjakon.
A szíj,nincs fogazva a teljes hosszon.
Így,oda/vissza mozgó lineáris hajtásnál elérhető,hogy a fogazott szakasz,sose menjen keresztül a nem fogazott,sima felületű feszítőgörgőn.
Okos ötlet a nyomtatógyártóktól.:)
Itt,jobban látható...a kocsin,a rögzítésnél van a fogazott/nem fogazott szakasz közötti váltás a szíjon.
Még pár kép,a kis 200x200-as munkaterű,mostmár együtt mozgó kis lézeres mechanikáról..:)
"A másik, amit sajnálok, hogy a pneu dugattyú járatában (védett helyen) nem lehet elhelyezni a szíjat.
Nem lehet?"
Hát,....13mm-es ezekben a kicsi Festok-ban a dugattyúátmérő.
Szerinted,...lehet?
Nagyobb,szintén Festo lineárokba,már építettem be orsót/anyát a dugattyú helyére.
A képen az "X" híd van,a már ráépített "z"-vel.
A hídban,szuperül védett helyen az orsó,és az anya,...a dugattyú helyén.
Ez,az orsó/anya páros van a Festó belsejében.:)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 november 20, 14:18
Írta: Csuhás Dátum 2013 november 20, 14:18
Ha valakinek sok menetet kell fúrnia akkor itt egy házilag megépíthető masina. Irányváltós, nyomaték határolt. Még a fordulatszám is váltható a motor elcsúsztatásával.
Menetfúró
Menetfúró
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 november 20, 14:29
Írta: Csuhás Dátum 2013 november 20, 14:29
Az előző ötlethez: Motor helyett elég egy pisztolyfúró, amit oda lehet fogni a nyakánál egy hasított gyűrűvel.
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2013 november 20, 17:49
Írta: mex Dátum 2013 november 20, 17:49
Ez tényleg ötletes!
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2013 november 20, 17:58
Írta: Révész Richárd Dátum 2013 november 20, 17:58
KB 1 hónapja voltam Vecsésen káposztát venni.
Ott volt így megoldva a torzsfúró berendezés.
Egyszerű és nagyszerű.
Ott volt így megoldva a torzsfúró berendezés.
Egyszerű és nagyszerű.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 20, 20:26
Írta: Szalai György Dátum 2013 november 20, 20:26
Tetszenek a megoldások, főleg a nagy FESTO a széles sínnel.
Mire meglátom a rugó problémát, addigra Te meg is oldod. Szép.
Winchester csapágy a tengelyével nálam is lapul egy fél marék, de a nyomtatók félig fogazott szíjai a kukában végezték, a kis motorjaikkal együtt. Ki gondolta akkor, hogy az alkalmas valamire. Csak a sok optikai érzékelő maradt.
Masszívabb fénymásolók rúdjait, csúszkáit, görgőit bowdenjeit, láncait, kerekeit és szíjait tárolom még, de arra is azt mondta egy tisztelt fórumtársam, hogy majd kinövöm.
Azok azt várják, hogy legyen már valami 5-10W körüli lézerdiódám, meg kedvem épiteni.
Hogy a 13mm-be belefér-e az a vékonyka szíj, az csak a köztük lévő légközön múlik.
Nyilván a motoron lévő fogastárcsa átmérője a meghatározó, mert azt nem érdemes lecserélni, bár lehetne kisebb, mert még akkor is elég fog kapcsolódna.
A túl oldali fordító görgő mérete is adott, mert az van készen, bár a külső csapágygyűrűt befogva meg lehetne fordítani, akkor a tengelyen vígan fordulna a nagyon vékony, fogatlan szíjszakasz.
Terelőgörgőkkel kár volna összenyomni a szíjat, és egy ilyen tiszta üzemű gépnél a védelem talán nem is létfontosságú. A megoldás téged igazol.
Látszik az IMG_8970.JPG-en, hogy az írógép sínt is alkalmazod.
Mire meglátom a rugó problémát, addigra Te meg is oldod. Szép.
Winchester csapágy a tengelyével nálam is lapul egy fél marék, de a nyomtatók félig fogazott szíjai a kukában végezték, a kis motorjaikkal együtt. Ki gondolta akkor, hogy az alkalmas valamire. Csak a sok optikai érzékelő maradt.
Masszívabb fénymásolók rúdjait, csúszkáit, görgőit bowdenjeit, láncait, kerekeit és szíjait tárolom még, de arra is azt mondta egy tisztelt fórumtársam, hogy majd kinövöm.
Azok azt várják, hogy legyen már valami 5-10W körüli lézerdiódám, meg kedvem épiteni.
Hogy a 13mm-be belefér-e az a vékonyka szíj, az csak a köztük lévő légközön múlik.
Nyilván a motoron lévő fogastárcsa átmérője a meghatározó, mert azt nem érdemes lecserélni, bár lehetne kisebb, mert még akkor is elég fog kapcsolódna.
A túl oldali fordító görgő mérete is adott, mert az van készen, bár a külső csapágygyűrűt befogva meg lehetne fordítani, akkor a tengelyen vígan fordulna a nagyon vékony, fogatlan szíjszakasz.
Terelőgörgőkkel kár volna összenyomni a szíjat, és egy ilyen tiszta üzemű gépnél a védelem talán nem is létfontosságú. A megoldás téged igazol.
Látszik az IMG_8970.JPG-en, hogy az írógép sínt is alkalmazod.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2013 november 20, 20:54
Írta: svejk Dátum 2013 november 20, 20:54
Dehogy vagyok én "tisztelt" :)
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2013 november 20, 20:56
Írta: vvvsmkgjx Dátum 2013 november 20, 20:56
Régebben olvastam itt valahol egy házilag készített marógépnél használható munkadarab bemérő készülékről. Valamilyen led-es cucc volt, de nem találom sehol. Esetleg van itt valaki, akinek van róla valami infója, hogy készíthetek egy ilyet?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 november 20, 22:13
Írta: PSoft Dátum 2013 november 20, 22:13
Vannak itt Fórumtársak,akik...
Komoly,profi gépeket építenek,a legapróbb részletekre is kiterjedő,kényes precizitással,és fontossággal.
Aztán,...vannak kis költségvetésű,fióksíneken guruló bútorlapokból összerakott gépek is,szép számmal.
Nincs is ezzel semmi baj,jól elvagyunk itt egymással,egymás mellett,gépek,és emberek,ezen a szép "sárga" felületen,ami INNEN,már csak egy kattintásnyira van.:)
Van,aki elolvassa a mondat első szavát,van aki már... átugrik rajta.
Én,...elolvasom,mert számomra,még az első szónak(is),VAN jelentése.
Valahol,titkon(még)úgy érzem,hogy nem vagyok egyedül.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 12:33
Írta: 000000000 Dátum 2013 november 21, 12:33
Sziasztok,
mi a megoldás, ha egy lineáris golyós vezeték megakad egy helyen?
Mit kell kicserélni?
mi a megoldás, ha egy lineáris golyós vezeték megakad egy helyen?
Mit kell kicserélni?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 21, 13:07
Írta: keri Dátum 2013 november 21, 13:07
Ha nincs rozsda vagy sérülés a felületen, akkor szennyeződés.
Valójában egy csapágy belsejének patika tisztaságúnak kell lennie.
Simán mosd ki, zsírozd újra, az szokott segíteni, persze kerüld a por/szennyeződés bekerülését.
Én miután kimosom, kiszárítom, kezet mosok és tiszta rongy felett, szűz zsírt fecskendezek bele. Ha van külső zsírzógomb, akkor még egyszerűbb, szárazon összerakom és utána zsírozom.
Valójában egy csapágy belsejének patika tisztaságúnak kell lennie.
Simán mosd ki, zsírozd újra, az szokott segíteni, persze kerüld a por/szennyeződés bekerülését.
Én miután kimosom, kiszárítom, kezet mosok és tiszta rongy felett, szűz zsírt fecskendezek bele. Ha van külső zsírzógomb, akkor még egyszerűbb, szárazon összerakom és utána zsírozom.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 21, 13:08
Írta: keri Dátum 2013 november 21, 13:08
Esetleg a golyót nézd meg mert gyengébb minőségnél az is ki tud kagylósodni.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 november 21, 13:15
Írta: vjanos Dátum 2013 november 21, 13:15
Próbálj rá egy másik kocsit, ha lehetséges.
Ha az jól megy, akkor az előzőben van a gond. Ha az új is akad, akkor a sinben.
Ha az jól megy, akkor az előzőben van a gond. Ha az új is akad, akkor a sinben.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 13:16
Írta: 000000000 Dátum 2013 november 21, 13:16
szedjem ki a golyókat?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 21, 13:33
Írta: keri Dátum 2013 november 21, 13:33
Miért kéne kiszedni? Kiesik az magától is :D
Ne de komolyabban. Nem kell kiszedni. Pl. HiWin esetében kényelmesen benemarad, ki lehet mosni úgy is, meg átgörgetni kézzel a golyósort.
Nekem visrosszakáskor szokott kipattanni, ha nem figyelek, ezért is jó rongy/tálca felett dolgozni.
Ha nincs benne golyótartó, akkor zsírral szoktam visrosszagasztani. Pl, golyósanyába, mert már olyat is mostam ki.
Ne de komolyabban. Nem kell kiszedni. Pl. HiWin esetében kényelmesen benemarad, ki lehet mosni úgy is, meg átgörgetni kézzel a golyósort.
Nekem visrosszakáskor szokott kipattanni, ha nem figyelek, ezért is jó rongy/tálca felett dolgozni.
Ha nincs benne golyótartó, akkor zsírral szoktam visrosszagasztani. Pl, golyósanyába, mert már olyat is mostam ki.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 13:40
Írta: 000000000 Dátum 2013 november 21, 13:40
Nem irigylem magamat úgy látom, hogy ki kell szednem a vezetéket, keményen akad,
(a gépet úgy rakták össze, hogy elővettek egy vezetéket, és erre szerelték fel a többi alkatrészt, vagyis mindet le kell szedni :( )
(a gépet úgy rakták össze, hogy elővettek egy vezetéket, és erre szerelték fel a többi alkatrészt, vagyis mindet le kell szedni :( )
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2013 november 21, 14:15
Írta: ra8nsmk6w Dátum 2013 november 21, 14:15
Ha egy vagy több ponton akadozva jár akkor nagy valószinűséggel a golyó forditó műanyag elemeiben van sérülés amit a bekerült forgács vagy szennyező anyag okozhat. Mindenképpen szét kellene szedni a korrekt javitáshoz. Ámbár nem lehetetlen ezt a hibát beszerelt állapotban elvégezni. De az egy más jól fizetett mesterség[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 21, 14:39
Írta: keri Dátum 2013 november 21, 14:39
Hú, nem irigyellek akkor.
Esetleg megpróbálhatod azt, hogy csak a porvédőket szeded le, és ahogy Gyula mondja, nőgyógyászati módszerekkel kimosni, megjáratni, hátha kihozza a szmötyit, de a megoldási lehetőségek ugye gépfüggőek, mert egy nagy CNC-t nem szívesen járatnék úgy hogy a fecskendővel hasalok a sínen :D
Esetleg megpróbálhatod azt, hogy csak a porvédőket szeded le, és ahogy Gyula mondja, nőgyógyászati módszerekkel kimosni, megjáratni, hátha kihozza a szmötyit, de a megoldási lehetőségek ugye gépfüggőek, mert egy nagy CNC-t nem szívesen járatnék úgy hogy a fecskendővel hasalok a sínen :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 14:54
Írta: 000000000 Dátum 2013 november 21, 14:54
kitermeltem... most gyöjtöm össze a golyókat a padlón... többféle van :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 15:06
Írta: 000000000 Dátum 2013 november 21, 15:06
lehet az, hogy páratlan számú golyó van benne?
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 november 21, 15:07
Írta: vjanos Dátum 2013 november 21, 15:07
Kb akkora esélye van, mint hogy páros számú legyen :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 15:08
Írta: 000000000 Dátum 2013 november 21, 15:08
lehet az, hogy a golyó 0,079", vagy 2,01 mm?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 15:11
Írta: 000000000 Dátum 2013 november 21, 15:11
de komolyan... attól függ, hogy a parkettafugákban páros, vagy páratlant keressek
najólvan, a segítségnénába kellett volna írnom... ilyet még nem bontottam szét
najólvan, a segítségnénába kellett volna írnom... ilyet még nem bontottam szét
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2013 november 21, 15:18
Írta: etc77f5nr Dátum 2013 november 21, 15:18
Lehet eltérő a golyó méret nekem is az hiwinben.. egy hiányzik is -.- cserélnem kell majd
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 15:19
Írta: 000000000 Dátum 2013 november 21, 15:19
Na, jó! Ne bénáskodj mááá!
Ami kicsi azt dobd ki. Ami nagy azt is.:))
A közepeseket visszapakolod, oszt jól van.:))
(Nem komolyan venni.)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2013 november 21, 15:20
Írta: vjanos Dátum 2013 november 21, 15:20
Erre most azt a tanácsot tudnám adni, hogy óvatosabban szedj szét még egyet, és nézd meg abban mennyi van :)
Még nem hallottam olyanról, hogy ezekben megszokottan páros vagy párarlan darab golyó van. Persze ettől még lehet.
Ha visszapakolod, akkor egy kis hézag szokott lenni az összetolt golyók közt, nem telik meg szorosan.
Még nem hallottam olyanról, hogy ezekben megszokottan páros vagy párarlan darab golyó van. Persze ettől még lehet.
Ha visszapakolod, akkor egy kis hézag szokott lenni az összetolt golyók közt, nem telik meg szorosan.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 15:33
Írta: 000000000 Dátum 2013 november 21, 15:33
ok, na. ez az első az életemben. izgulok is. olajjal, vagy zsírral kenjem?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 15:34
Írta: 000000000 Dátum 2013 november 21, 15:34
nem úgy érte! összesen! tehát gondoltam, hogy egyikoldalt annyi mint a másik
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 15:36
Írta: 000000000 Dátum 2013 november 21, 15:36
igazad van, voltegy kakukkgolyó
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 15:56
Írta: 000000000 Dátum 2013 november 21, 15:56
Én, már találkoztam olyannal, hogy 1-2 nagyobb, vagy kisebb volt benne.
Ez okozta az akadozást.
Az a jó, ha egyformák a golyók. Különben mindenféle gondokat okozhat.
Az, eltérő golyók, biztosan, élettartam rövidülést okoznak.
Nem így, az embernél[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 21, 16:01
Írta: keri Dátum 2013 november 21, 16:01
Rongy. Én szóltam hogy tegyél alá rongyot :)
AZ indikátor óra mágnestalpa hatékony golyókereső szerszám :)
AZ indikátor óra mágnestalpa hatékony golyókereső szerszám :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 16:04
Írta: 000000000 Dátum 2013 november 21, 16:04
ok, a rongyon valóban megáll...
majd legközelebb..
ez is érdekes, hogy kb 20 órát ment, sima ABS anyaggal, és belekeményedett a begyüjtött forgács a sínbe. Eddig 20 év alatt nem. Valami extra paramétert állítottam, be, vagy az anyag változott.
majd legközelebb..
ez is érdekes, hogy kb 20 órát ment, sima ABS anyaggal, és belekeményedett a begyüjtött forgács a sínbe. Eddig 20 év alatt nem. Valami extra paramétert állítottam, be, vagy az anyag változott.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 16:05
Írta: 000000000 Dátum 2013 november 21, 16:05
olaj, vagy zsír?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 21, 16:06
Írta: keri Dátum 2013 november 21, 16:06
Annyi golyót szoktak belerakni amennyi belefér.
Ha egy golyónál több hely marad, akkor hiányzik, de még így is bőven üzemképes.
Egyet én is elhagytam, de mázlimra a bringámhoz vásárolt csapágygolyók mikronra azonos méretűek voltak, így tudtam pótolni.
Persze hézagnak is kell lennie, hogy ne súrlódjanak a golyók egymáson.
Ha egy golyónál több hely marad, akkor hiányzik, de még így is bőven üzemképes.
Egyet én is elhagytam, de mázlimra a bringámhoz vásárolt csapágygolyók mikronra azonos méretűek voltak, így tudtam pótolni.
Persze hézagnak is kell lennie, hogy ne súrlódjanak a golyók egymáson.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 21, 16:07
Írta: keri Dátum 2013 november 21, 16:07
Ja, úgy azért illik párban lennie.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 21, 16:08
Írta: keri Dátum 2013 november 21, 16:08
zsír
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 21, 16:11
Írta: keri Dátum 2013 november 21, 16:11
De azért vigyázz!
Nem értek a zsírokhoz, de volt olyan ami blokkolta a kocsit, pedig SKF golyóscsapágy zsír volt.
Aztán itt tájékoztattak, hogy vasúti kocsi kerékcsapágyra való :D
Szilárd adalékos zsírt nem szereti.
Finom lítium bázisú zsírral nekem jól viselkedik.
Nem értek a zsírokhoz, de volt olyan ami blokkolta a kocsit, pedig SKF golyóscsapágy zsír volt.
Aztán itt tájékoztattak, hogy vasúti kocsi kerékcsapágyra való :D
Szilárd adalékos zsírt nem szereti.
Finom lítium bázisú zsírral nekem jól viselkedik.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 16:34
Írta: 000000000 Dátum 2013 november 21, 16:34
Ez "finom" tubusos skf zsír, mint mustár...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 16:38
Írta: 000000000 Dátum 2013 november 21, 16:38
Köszönöm az együttérző segítségeteket!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 21, 22:33
Írta: 000000000 Dátum 2013 november 21, 22:33
megtaláltam a 64. golyót, miután teljesen összeraktam az egészet :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 november 21, 22:49
Írta: PSoft Dátum 2013 november 21, 22:49
Nem árt,ha egy golyóval többje van az embernek!:)
Jól jöhet az,...akármikor.:))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 22, 05:45
Írta: Szalai György Dátum 2013 november 22, 05:45
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 22, 05:57
Írta: Szalai György Dátum 2013 november 22, 05:57
A kemény acél csapágygolyóban visszamaradó mágnesség (és ez miatt a golyók összetapadása) hogyan befolyásolja a futásteljesítményt.
A. Kit érdekel.
B. Nem jelentős.
C. Lemágnesezem.
A. Kit érdekel.
B. Nem jelentős.
C. Lemágnesezem.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2013 november 22, 07:24
Írta: Csuhás Dátum 2013 november 22, 07:24
Érzésem szerint a mágneses golyók miatti tapadó erők elhanyagolhatók a működés közben fellépő erőkhöz képest. Viszont ha mágnesezhető szálló por van jelen, akkor talán hamarabb koszolódik ha mágneses.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 22, 08:15
Írta: keri Dátum 2013 november 22, 08:15
B. Nem jelentős.
Mivel magas az ötvöző tartalma nem szeret mágneses maradni. Nem észleltem olyat hogy összetapadnának a mágnes elvétele után.
Mivel magas az ötvöző tartalma nem szeret mágneses maradni. Nem észleltem olyat hogy összetapadnának a mágnes elvétele után.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 22, 08:18
Írta: keri Dátum 2013 november 22, 08:18
Inkább a kenőanyag ami megfogja a port.
Amúgy meg a föld mágnesessége miatt minden mágneses egy kicsit.
Amúgy meg a föld mágnesessége miatt minden mágneses egy kicsit.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 22, 08:21
Írta: 000000000 Dátum 2013 november 22, 08:21
Sziasztok, ki nyerte a bónuszt a teszkérdésben?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 22, 08:24
Írta: 000000000 Dátum 2013 november 22, 08:24
Egyébként ni a franc az a "futásteljesítmény"? A gugli mit fordított erre? kW? Nm/s? határfordulatszám? surlódási ellenállás? zajszint? élettartam?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 22, 08:25
Írta: 000000000 Dátum 2013 november 22, 08:25
mi a mértékegysége?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 22, 08:30
Írta: keri Dátum 2013 november 22, 08:30
Úgy látszik a mai nap a kvízkérdések napja :)
Élettartam, de csapágyaknál ezt úgy szokták megadni, hogy fordulatok száma egy adott terhelés mellet. Ha mondjuk fele akkora a terhelés, akkor kétszer annyit tud fordulni, vagy lineár esetén kétszer akkora távolságot tud megtenni.
Persze a valóságban nem teljesen lineáris az összefüggés, de nekem így tanították.
Élettartam, de csapágyaknál ezt úgy szokták megadni, hogy fordulatok száma egy adott terhelés mellet. Ha mondjuk fele akkora a terhelés, akkor kétszer annyit tud fordulni, vagy lineár esetén kétszer akkora távolságot tud megtenni.
Persze a valóságban nem teljesen lineáris az összefüggés, de nekem így tanították.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 22, 08:35
Írta: keri Dátum 2013 november 22, 08:35
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 22, 08:38
Írta: 000000000 Dátum 2013 november 22, 08:38
ok :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 22, 08:45
Írta: 000000000 Dátum 2013 november 22, 08:45
Élettartam vizsgálatoknál nem merült fel a mágnesesség, csak a kenőanyag, a felületi megmunkálás.
Adottterheléssel napokig forgatták, utána mérték a zajszintet, hézagot...
(látom, frissek vagytok ma reggel...)
Adottterheléssel napokig forgatták, utána mérték a zajszintet, hézagot...
(látom, frissek vagytok ma reggel...)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 22, 08:54
Írta: keri Dátum 2013 november 22, 08:54
Ma végre kialudtam magam, szerdán összeraktam a CNC vezérlőmet érintőképernyős monitorral, csütörtökön csináltam egyedi felületet MACH-hez, most meg mindjárt megyek le játszani :)
Ha jó napom lesz összerakom a step/dir-es főorsót is, akkor meg már kockát is tudok esztergálni...bár valószínűleg nem mert nincs elég nyomatéka a léptetőmotorjaimnak ehhez.
Ha jó napom lesz összerakom a step/dir-es főorsót is, akkor meg már kockát is tudok esztergálni...bár valószínűleg nem mert nincs elég nyomatéka a léptetőmotorjaimnak ehhez.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 22, 09:00
Írta: 000000000 Dátum 2013 november 22, 09:00
Örülök, hogy eredményes voltál. Nekem ezen a héten minden feladat elcseszódött... De mégis: van egy jó(rossz) eredmény, van egy golyóm! Pluszban. Ami kimaradt :)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2013 november 22, 10:50
Írta: 3vv2btrhv Dátum 2013 november 22, 10:50
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 november 23, 20:43
Írta: PSoft Dátum 2013 november 23, 20:43
Épül a gépem ::: glazbox...Szalai György,#145-ös jegyzése...
Az ott linkelt...Omega szíjhajtás.
Elkészült az én verzióm,az Omega hajtásra.:)

Olyan egyszerű....hogy nem is tudom mit xarakodtam eddig ezzel .:))
Még pár kép a kis Omega hajtásról.
Cím: Re:Mechanikai ötletek
Írta: nffab2gnr Dátum 2013 november 23, 23:26
Írta: nffab2gnr Dátum 2013 november 23, 23:26
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 24, 07:58
Írta: Szalai György Dátum 2013 november 24, 07:58
Na, ez vérprofi lett.
Különösen a beeresztések és az illesztő perem késztet főhajtásra.
Legközelebb fecskefarkú beeresztéssel készíted a vinklit?
Különösen a beeresztések és az illesztő perem késztet főhajtásra.
Legközelebb fecskefarkú beeresztéssel készíted a vinklit?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 24, 09:47
Írta: 000000000 Dátum 2013 november 24, 09:47
Szia, mit gyártasz vele?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 november 24, 10:45
Írta: PSoft Dátum 2013 november 24, 10:45
Köszi!
Nem volt "nehéz" dolgom...
Van pár kiló,gépbontásokból származó,ilyen-olyankisebb alu darabom.
Sokminden másra,úgy se lennének alkalmasak,de ilyen apró munkákhoz,...ideálisak.
Az "illesztő peremek,beeresztések" szinte,...kínálták magukat,csak átgondoltan kellett darabolni a cuccot.:)
Régebben is,ma is,úgy álltam a dolgokhoz,hogy..."miből,mit lehet kihozni".
Ami már meg van,azt használni,a lehetőségekhez mérten,a legcélszerűbben.(persze,nem mindig sikerül,de...)
Azért van az ember nyakán az a golyó, ('fültartó')hogy használja...:)
(persze,olyanok is vannak,akiknél a "szájmozgatáson" kívül semmi funkciója nincs annak a 'golyónak'.:)))
Végül is,lehetett volna "fecskefarok" is.
Meg vannak hozzá az eszközeim,...na de,minek?
[#circling]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 24, 11:31
Írta: Szalai György Dátum 2013 november 24, 11:31
„na de,minek?”
Általában tényleg semminek.
Varsányi Péter gépépítése annak idején, nagy fellendülését okozott a csavareladásban. Saccra több volt a gépben az acél csavarok tömege, mint az alumínium lapoké, amiket összetartottak. Akkor éreztem úgy, hogy alternatívát kéne találni.
Sajnos a több lapból álló alumínium szerkezetek egybeöntése számomra nem tűnt választható megoldásnak, mert nem vagyok annyira elszánt, mint vbodi.
Körbeolvastam és érdeklődtem az alumíniumhegesztés lehetőségét is, de nem elérhető egyenlőre az sem.
Próbáltam a forrasztást, az vastag anyagok többszörös kötése esetén béna és rosszul működő megoldásnak bizonyult.
Közben elérhetők lettek az epoxi ragasztók.
Ez házi kivitelezhetőség szempontjából megfelel a hobby igényeimnek, de a kötés lefejtő szilárdsága nem mindég elég.
Akkor jött az ötlet, hogy a faipari kötéseket, epoxival ragasztva, alumínium vastaglapok szereléséhez is igénybe lehetne venni.
Így az alakkal záró kötés pótolja-kiegészíti a ragasztó gyengéit, egy fajta „kompozit” megoldásban.
Általában tényleg semminek.
Varsányi Péter gépépítése annak idején, nagy fellendülését okozott a csavareladásban. Saccra több volt a gépben az acél csavarok tömege, mint az alumínium lapoké, amiket összetartottak. Akkor éreztem úgy, hogy alternatívát kéne találni.
Sajnos a több lapból álló alumínium szerkezetek egybeöntése számomra nem tűnt választható megoldásnak, mert nem vagyok annyira elszánt, mint vbodi.
Körbeolvastam és érdeklődtem az alumíniumhegesztés lehetőségét is, de nem elérhető egyenlőre az sem.
Próbáltam a forrasztást, az vastag anyagok többszörös kötése esetén béna és rosszul működő megoldásnak bizonyult.
Közben elérhetők lettek az epoxi ragasztók.
Ez házi kivitelezhetőség szempontjából megfelel a hobby igényeimnek, de a kötés lefejtő szilárdsága nem mindég elég.
Akkor jött az ötlet, hogy a faipari kötéseket, epoxival ragasztva, alumínium vastaglapok szereléséhez is igénybe lehetne venni.
Így az alakkal záró kötés pótolja-kiegészíti a ragasztó gyengéit, egy fajta „kompozit” megoldásban.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 november 24, 13:58
Írta: PSoft Dátum 2013 november 24, 13:58
Egész egyszerűen,...macerááás.:(
Az én esetemben,bőven elégséges az a két-három db.M3-as,vagy M4-es csavar a vastaglemezek egymáshoz rögzítésére.
Az epoxi-t,még a csavarok mellé el tudnám képzelni,de megint csak azt mondom mint a fecskefarokra...minek!:))
Ha jól emlékszem,volt a Varsának "ragasztós" korszaka is.:))
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2013 november 24, 14:10
Írta: Révész Richárd Dátum 2013 november 24, 14:10
Szerintem a fecskefaroknak több hátránya is van kivitelezés szempontjából.
Ahhoz, hogy a derékszög derékszög maradjon, nagyon pontos illesztés kel, cserébe az életbe össze nem kalapálod a két darab alut.
Ha lazábbra hagyod, hogy ragasztó is férjen közé akkor meg nem lesz derékszög.
SZERINTEM.[#fejvakaras]
Ahhoz, hogy a derékszög derékszög maradjon, nagyon pontos illesztés kel, cserébe az életbe össze nem kalapálod a két darab alut.
Ha lazábbra hagyod, hogy ragasztó is férjen közé akkor meg nem lesz derékszög.
SZERINTEM.[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: nffab2gnr Dátum 2013 november 24, 14:32
Írta: nffab2gnr Dátum 2013 november 24, 14:32
Bútorlap pozíció fúrása. 1000x700 mm
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 25, 15:08
Írta: 000000000 Dátum 2013 november 25, 15:08
Sziasztok,
Tud valaki egyszrű, jó, olcsó alternatívát T-nutos anyára aluprofilhoz?
Üdv
Tud valaki egyszrű, jó, olcsó alternatívát T-nutos anyára aluprofilhoz?
Üdv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 25, 15:23
Írta: 000000000 Dátum 2013 november 25, 15:23
Megfelelő méretű laposvas. Kifúrni, menetelni.
Cím: Re:Mechanikai ötletek
Írta: wm94bppdn Dátum 2013 november 25, 15:31
Írta: wm94bppdn Dátum 2013 november 25, 15:31
Csavarboltokban árulnak felülnézetben trapéz lemezanyát, amely C profilba való, belefér a profilba, majd amikor elkezded meghúzni elfordul, és keresztbe áll. Az M6-os kb 10 mm széles és 4 mm vastag, az M8-as kb 13 mm széles és 5 mm vastag. Horganyzott szokott lenni, rendesen néz ki.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 25, 15:51
Írta: 000000000 Dátum 2013 november 25, 15:51
Szia,
Be tudnál esetleg linkelni egyet? Nem tudom pontosan mire gondolsz, de jól hangzik.
Üdv
Be tudnál esetleg linkelni egyet? Nem tudom pontosan mire gondolsz, de jól hangzik.
Üdv
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2013 november 25, 15:59
Írta: w0hgtwf3w Dátum 2013 november 25, 15:59
Milyen alu. profilhoz kell ?
A sima elfordulós (a legolcsóbb ) 72 Ft/db.
Nem sokat de tudok szerezni ha kell.
A sima elfordulós (a legolcsóbb ) 72 Ft/db.
Nem sokat de tudok szerezni ha kell.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 25, 17:01
Írta: 000000000 Dátum 2013 november 25, 17:01
Szia, tudsz egy linket, ahonnan ezernyi aluprofil közül választhatunk, ami vásárolható min szálanként?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 25, 20:34
Írta: 000000000 Dátum 2013 november 25, 20:34
Szia.
Item profil, 8-as a horony. Ha nem találok mást kereslek. Köszi
Üdv
Item profil, 8-as a horony. Ha nem találok mást kereslek. Köszi
Üdv
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2013 november 25, 21:37
Írta: r5y7cufaj Dátum 2013 november 25, 21:37
Sziasztok!
Segítséget kérnék eszterga szegnyereg tevezésben. Hobbi célra kell, minél egyszerűbben. Sajnos az esztergámon nincs meg.
Van saját ötletem de ha tudtok egyszerűbbet annak örülnék.
Üdv!
Segítséget kérnék eszterga szegnyereg tevezésben. Hobbi célra kell, minél egyszerűbben. Sajnos az esztergámon nincs meg.
Van saját ötletem de ha tudtok egyszerűbbet annak örülnék.
Üdv!
Cím: Re:Mechanikai ötletek
Írta: wm94bppdn Dátum 2013 november 25, 22:42
Írta: wm94bppdn Dátum 2013 november 25, 22:42
Akkor az én általam javasolt anya nagy, én még nem láttam M5-ösben, pedig annak kell 8 mm szélesnek lennie. De ezek csak igazi T-horonyba jók, nem ismerem a te profilodat, gyakran olyanok szoktak lenni, hogy a horonyanyának körszelet a keresztmetszete. Ahhoz nincs ötletem, gyárit kell venni.
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 november 26, 00:04
Írta: kuv5p7226 Dátum 2013 november 26, 00:04
Milyen az eszterga?
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2013 november 26, 08:19
Írta: w0hgtwf3w Dátum 2013 november 26, 08:19
Sapa webáruház
Ezek a profilok kaphatók a Budapesti áruházban.
A többi profil értékesítési opciója csak a vevőt (gyártatót) illeti meg. Tehát ezeket a profilokat mi nem értékesíthetjük más személynek vagy cégnek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 26, 08:44
Írta: 000000000 Dátum 2013 november 26, 08:44
Szia, köszönöm.
Ami "nyers", pl "J", és lemez, hogyan kaphatnám meg eloxált kivitelben?
Ami "nyers", pl "J", és lemez, hogyan kaphatnám meg eloxált kivitelben?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 26, 12:15
Írta: 000000000 Dátum 2013 november 26, 12:15
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2013 november 26, 13:58
Írta: w0hgtwf3w Dátum 2013 november 26, 13:58
A honlapon a kapcsolatok között találod az illetékest. Vele mindent meg tudsz beszélni.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 27, 12:31
Írta: RogerCo Dátum 2013 november 27, 12:31
Sziasztok !
Van valakinek ötlete, hogyan tudnék "íves lineáris vezetéket" készíteni?
Amit meg szeretnék valósítani vele, egy tárgy felett, negyed körívben egy kamerát mozgatni, pozicionálni, egy db léptetőmotorral, valami kényszerhajtással, drótkötél, fogasszíj, bármi...
Amit nem tudok hogyan oldjam meg a 2db egyrormára ívelt bármit, amiből a vezeték lenne.
Ötletek?
Köszi.
Van valakinek ötlete, hogyan tudnék "íves lineáris vezetéket" készíteni?
Amit meg szeretnék valósítani vele, egy tárgy felett, negyed körívben egy kamerát mozgatni, pozicionálni, egy db léptetőmotorral, valami kényszerhajtással, drótkötél, fogasszíj, bármi...
Amit nem tudok hogyan oldjam meg a 2db egyrormára ívelt bármit, amiből a vezeték lenne.
Ötletek?
Köszi.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 27, 12:40
Írta: Szalai György Dátum 2013 november 27, 12:40
Ha megengedhető pluszmínusz pár mm pontatlanság, akkor a vezetéknek két meghajlított acél hidraulikacső is lehet egy megoldás.
Áttételes motorral hajtott, hat feszített gumikerekes kocsival, amiből kettő hajtott kerék.
Áttételes motorral hajtott, hat feszített gumikerekes kocsival, amiből kettő hajtott kerék.
Cím: Re:Mechanikai ötletek
Írta: t62d6ha2b Dátum 2013 november 27, 12:40
Írta: t62d6ha2b Dátum 2013 november 27, 12:40
Szia!
Vegyél egy sugárnyi (r) vasdarabot, egyik végére erősítsd fel a kamerát, a másik végét tengelyezd meg, és forgasd. Már kész is! [#wave]
Vegyél egy sugárnyi (r) vasdarabot, egyik végére erősítsd fel a kamerát, a másik végét tengelyezd meg, és forgasd. Már kész is! [#wave]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 27, 12:53
Írta: Szalai György Dátum 2013 november 27, 12:53
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2013 november 27, 15:19
Írta: Sz.József Dátum 2013 november 27, 15:19
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 27, 15:31
Írta: 000000000 Dátum 2013 november 27, 15:31
Ezt nem értem minek valami esztelenségig bonyolítani ?
Eleve tárgy felett..., akkor a kamera lefelé néz.
Tehát egy karra rögzíted és ezen fordítod a kamerát és a forgáspontban tudod egy egyszerű áttétellel mozgatni.
ENNYI !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 27, 15:40
Írta: 000000000 Dátum 2013 november 27, 15:40
Ne beszéld rá egyszerű megoldásra. Engedd szárnyalni! Hátha egy macskát akar esztergálni, és fontos, hogy a kamera milyen pályán megy. Úgy hívták a tantárgyat az egyetemen, hogy "Mechanizmusok". Megtervezi a mozgásokat, megfelelő szabadságfokkal, áttételekkel...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 27, 15:52
Írta: 000000000 Dátum 2013 november 27, 15:52
Igen, mert a kar hosszával még az ívet is tudja változtatni és akár körbe is tudja járni.
Általában minél egyszerűbb valami annál jobb.
De lehet hogy mazochista és szeret szívni [#hehe]
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 27, 15:53
Írta: RogerCo Dátum 2013 november 27, 15:53
Igen, igaz, egy pár részletet elhalgattam :)
Szóval, a tágy fixen áll, a tárgy körül vizszintes síkon és "függőleges" ívelt síkon mozogna a kamera, mintha egy gömböt írál le...
Az alsó kör mozgással nem is lenne problémám. a ráépülő ívessel, akadtam el gondolatban.
Szóval, a tágy fixen áll, a tárgy körül vizszintes síkon és "függőleges" ívelt síkon mozogna a kamera, mintha egy gömböt írál le...
Az alsó kör mozgással nem is lenne problémám. a ráépülő ívessel, akadtam el gondolatban.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 27, 15:55
Írta: RogerCo Dátum 2013 november 27, 15:55
Ja, és a lényeges infó, a (gömb) középpontban SEMMI csak a tárgy lehet..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 27, 16:01
Írta: 000000000 Dátum 2013 november 27, 16:01
Egyszerű a megoldás: létrehozod a kívánt méretű gömbfelület leíró függvényét, és ezen aztán egy mezei x, y, z CNC mechanikán úgy mozgatod a kamerádat, ahogyan akarod.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 27, 16:02
Írta: 000000000 Dátum 2013 november 27, 16:02
Ebben az esetben akkor 2 kar és kész.
Egy kar ívesen ami körbe forog és ennek a végén egy másik íves kar ami az elevációt csinálja.
ellensúllyal kis fing motor is elég hozzá.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 27, 16:10
Írta: RogerCo Dátum 2013 november 27, 16:10
Igen, de csak két motort, és két vezérlőt, és PIC-et szeretnék használni :)
És a vezérlő is PIC lenne L298-al
LowCost
És az is lehet ha megépítem sem lesz életképes.
Egy 3D digitalizálót szeretnék kihozni belőle.
És a vezérlő is PIC lenne L298-al
LowCost
És az is lehet ha megépítem sem lesz életképes.
Egy 3D digitalizálót szeretnék kihozni belőle.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 27, 16:12
Írta: keri Dátum 2013 november 27, 16:12
Keretet kell csinálni, belül nincs semmi csak a tárgy.
Egy ívelt lineár bonyolult megoldás, a kerethez csak két kommersz csapágy kell, meg némi vas v. alu.
Egy ívelt lineár bonyolult megoldás, a kerethez csak két kommersz csapágy kell, meg némi vas v. alu.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 27, 16:13
Írta: keri Dátum 2013 november 27, 16:13
Esetleg a kamera fix és a tárgyat is lehet forgatni...gondolom nem mágneses térben lebegteted, szóval a tárgyasztallal ez megoldható
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 27, 16:17
Írta: 000000000 Dátum 2013 november 27, 16:17
Akinek nem lenne képzelő ereje annak ITT egy videó
Ilyet csinálni csak két negyed körívvel.
ENNYI !
Megint csak a bonyolítás !
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 27, 16:17
Írta: Szalai György Dátum 2013 november 27, 16:17
„Egy 3D digitalizálót szeretnék kihozni belőle.”
Hoppá! Ez miatt elég merev és pontos kell, hogy legyen. Most kezd érdekes lenni a feladat.
Hoppá! Ez miatt elég merev és pontos kell, hogy legyen. Most kezd érdekes lenni a feladat.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 27, 16:20
Írta: RogerCo Dátum 2013 november 27, 16:20
:D De titokban szeretném csinálni :)
Mert ha nem jó, nem sülök fel előttetek :DD
Mert ha nem jó, nem sülök fel előttetek :DD
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 27, 16:23
Írta: 000000000 Dátum 2013 november 27, 16:23
Nem az űrsiklóhoz fog alkatrészeket digitalizálni a mikron tört részének a pontosságával! [#hehe]
Hobby szinten kéne csak gondolkodni!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 27, 16:24
Írta: Szalai György Dátum 2013 november 27, 16:24
Na és hogy 1cm vagy 1m sugarú és nyolcad, negyed, fagy fél a bejárandó gömbfelület?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 27, 16:24
Írta: keri Dátum 2013 november 27, 16:24
Pontosan. Ugyan arra gondoltunk, csak én nem találtam ezt a szerkezetet a neten :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 27, 16:25
Írta: keri Dátum 2013 november 27, 16:25
Ha titkolni akartad, akkor csak szólok hogy nem sikerült :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 27, 16:32
Írta: 000000000 Dátum 2013 november 27, 16:32
Az eredeti neve orbitron.
Juhtyúkon viszont ne az orbitron és a kakiharcosokra keress :D
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 27, 16:34
Írta: Szalai György Dátum 2013 november 27, 16:34
1m sugarú köríven 1 fok elmozdulás kb.17mm differenciát okoz. 10cm sugáron is 1,7mm.
Ha ez megengedhető, akkor kottyanhat és hajolhat a szerkezet összesen egyetlen foknyit.
Neked mi a Hobby szint egy ilyen szerkezet esetén? Mekkora hibát engednél meg, ha neked digitalizálna?
Ha ez megengedhető, akkor kottyanhat és hajolhat a szerkezet összesen egyetlen foknyit.
Neked mi a Hobby szint egy ilyen szerkezet esetén? Mekkora hibát engednél meg, ha neked digitalizálna?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 november 27, 16:43
Írta: 000000000 Dátum 2013 november 27, 16:43
Eleve milyen kamerát használ az milyen pontosságot enged ?
Már az objektív torzítása is több mint milliméter, na most miről is beszélünk ?
Hagyjuk már ezt a hú de atom precíz szeretnék lenni filinget.
Eleve az ilyen programoktól sem kell elájulni ami FREE letölthető.
Hobby szinten, ha már a digitalizált tárgy és forgácsolt darab megközelítőleg hasonlít az ember a seggét a földhöz veri örömében.
Áttétel nélkül meg úgyse fogja tudni mozgatni.
Szerintem ezt kiveséztük.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 27, 16:56
Írta: keri Dátum 2013 november 27, 16:56
A legtöbb ilyen kamerás digitalizálót kézzel mozgatják.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 27, 17:24
Írta: Szalai György Dátum 2013 november 27, 17:24
Szerintem csak szerinted veséztük ki. Aki nem akar, az nem veséz természetesen.
Szóval akkor van a kamera hibája, meg az objektív, meg a free program és erre jön még a mechanika hibája.
Ez már nem „a hú de atom precíz szeretnék lenni” és nem is „a mikron tört részének a” pontossága.
Ez a -mire is használható még- és az -érdemes-e foglalkozni vele- kategória.
Szóval szerintem nem árt javítani amin lehet, és nem komolytalanra venni a megoldást.
Mert a végén tényleg igazad lesz, és „ha már a digitalizált tárgy és forgácsolt darab megközelítőleg hasonlít az ember a seggét a földhöz veri örömében.”
De ha Neked ez is elég. . .
Szóval akkor van a kamera hibája, meg az objektív, meg a free program és erre jön még a mechanika hibája.
Ez már nem „a hú de atom precíz szeretnék lenni” és nem is „a mikron tört részének a” pontossága.
Ez a -mire is használható még- és az -érdemes-e foglalkozni vele- kategória.
Szóval szerintem nem árt javítani amin lehet, és nem komolytalanra venni a megoldást.
Mert a végén tényleg igazad lesz, és „ha már a digitalizált tárgy és forgácsolt darab megközelítőleg hasonlít az ember a seggét a földhöz veri örömében.”
De ha Neked ez is elég. . .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 27, 17:53
Írta: keri Dátum 2013 november 27, 17:53
Én szívesen vesézek veled :)
Azt kérezem tőled, hogy mi viszi be szerinted a hibát a mechanikába?
Zárt szelvény elég merev, a kamera meg nem nehéz, megoldható hogy saját súlya alatt ne legyen kamera szempontjából észrevehető kihajlása.
Golyóscsapágy megint csak nem fog kotyogni.
Egy áttételt meg nyilván olyan szöglépésre fog építeni amire szüksége van.
Dinamikus mozgás nincs csak egyenletes.
A kart el lehet látni ellensúllyal tehát igazából mozgatási erő is csak annyi kell, amennyi a csapágyakhoz meg a tömeg gyorsításához, lassításához szükséges.
És ha gyenge a negyed köríves tartó, akkor még mindig csinálhat félköríveset, az meg aztán végkép elég erős két oldalról csapágyazva.
Azt kérezem tőled, hogy mi viszi be szerinted a hibát a mechanikába?
Zárt szelvény elég merev, a kamera meg nem nehéz, megoldható hogy saját súlya alatt ne legyen kamera szempontjából észrevehető kihajlása.
Golyóscsapágy megint csak nem fog kotyogni.
Egy áttételt meg nyilván olyan szöglépésre fog építeni amire szüksége van.
Dinamikus mozgás nincs csak egyenletes.
A kart el lehet látni ellensúllyal tehát igazából mozgatási erő is csak annyi kell, amennyi a csapágyakhoz meg a tömeg gyorsításához, lassításához szükséges.
És ha gyenge a negyed köríves tartó, akkor még mindig csinálhat félköríveset, az meg aztán végkép elég erős két oldalról csapágyazva.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 27, 19:03
Írta: RogerCo Dátum 2013 november 27, 19:03
Sziasztok,
Köszönöm mindenkinek a válaszát !
Megpróbálok egy hozzászólásban válaszolni.
Igen, tudom, a tervem nem maradt titokban :)
Kamerának én egy EOS1100D-t használnék. Ez objektívtől függően kb másfél kg.
És igen, tudom kézzel szokták, de az macerás, és pontatlan.
Tervem az, hogy egy PIC-el vezérelnék 2db léptető motort, és a "fél gömb" adott pontjain csináltatnék az elektronikával egy-egy képet.
A tárgynak fixen kell állnia, mert a feldolgozó szoftver az egy fényforrásból származó árnyékok alapján számolja ki mi hol is helyezkedik el a térben és a fényképező EXIF adataiból. (fókusz távolság, objektív adatai, stb..)
Terveim szerint a max tárgy méret átmérő 250mm és 250m magas lenne. Erre jönne még rá az a méret, amennyivel ez fölé/mellé kell elhelyezni a kamerát, hogy stabil fókusza lehessen, stb..
De ez még mind, mind csak elméletben a fejemben van meg.
Pl, ha körben 360fokban szeretnék digitalizálni 15 fokonként és "függőlegesen is 15fokonként akkor ez 144db képet jelentene, amit kézből szinte lehetetlen jól pozicionálni.
Köszönöm mindenkinek a válaszát !
Megpróbálok egy hozzászólásban válaszolni.
Igen, tudom, a tervem nem maradt titokban :)
Kamerának én egy EOS1100D-t használnék. Ez objektívtől függően kb másfél kg.
És igen, tudom kézzel szokták, de az macerás, és pontatlan.
Tervem az, hogy egy PIC-el vezérelnék 2db léptető motort, és a "fél gömb" adott pontjain csináltatnék az elektronikával egy-egy képet.
A tárgynak fixen kell állnia, mert a feldolgozó szoftver az egy fényforrásból származó árnyékok alapján számolja ki mi hol is helyezkedik el a térben és a fényképező EXIF adataiból. (fókusz távolság, objektív adatai, stb..)
Terveim szerint a max tárgy méret átmérő 250mm és 250m magas lenne. Erre jönne még rá az a méret, amennyivel ez fölé/mellé kell elhelyezni a kamerát, hogy stabil fókusza lehessen, stb..
De ez még mind, mind csak elméletben a fejemben van meg.
Pl, ha körben 360fokban szeretnék digitalizálni 15 fokonként és "függőlegesen is 15fokonként akkor ez 144db képet jelentene, amit kézből szinte lehetetlen jól pozicionálni.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 27, 19:05
Írta: RogerCo Dátum 2013 november 27, 19:05
Jaa, igen, a kamera, és a merevség:
Igaza van Gyurinak, abból a szempontból, hogy én egy tükörreflexes gépet tennék fel, aminek van "egyfajta bemozdulási képessége" amikor a tükör felcsapódik, ide kell(het) a merevség.
Igaza van Gyurinak, abból a szempontból, hogy én egy tükörreflexes gépet tennék fel, aminek van "egyfajta bemozdulási képessége" amikor a tükör felcsapódik, ide kell(het) a merevség.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 27, 19:31
Írta: keri Dátum 2013 november 27, 19:31
Értem én hogy kézből macerás, és ezért akarsz állványt, csak Gyurinak írtam, hogy nincs szükség a mikronos pontosságra.
Szerintem ő LASER scannerre gondolt, ott kell izmos mechaika, de ott eleve teodolit jellegű a forgófej.
Nekem egy Canon EOS 30D-m van.
Nem jellemző azért az hogy bemozduljon a tükörfelcsapástól, hiszen akkor nem lehetne kézből fotózni, pedig elég faintos képeket csinálnak ezek. Ez közepes záridős fotónál telénél, vagy erős makrónál kimutatható szintű probléma, azaz nagyító alatt lehet látni különbséget, de ha tényleg ettől tartasz, akkor van olyan üzemmód, hogy előre felcsapja a tükröt, és csak exponál. Ez jelentősen csökkenti a beremegést.
Szerintem ő LASER scannerre gondolt, ott kell izmos mechaika, de ott eleve teodolit jellegű a forgófej.
Nekem egy Canon EOS 30D-m van.
Nem jellemző azért az hogy bemozduljon a tükörfelcsapástól, hiszen akkor nem lehetne kézből fotózni, pedig elég faintos képeket csinálnak ezek. Ez közepes záridős fotónál telénél, vagy erős makrónál kimutatható szintű probléma, azaz nagyító alatt lehet látni különbséget, de ha tényleg ettől tartasz, akkor van olyan üzemmód, hogy előre felcsapja a tükröt, és csak exponál. Ez jelentősen csökkenti a beremegést.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 27, 19:38
Írta: RogerCo Dátum 2013 november 27, 19:38
Igen, sajnos, ezen a belépőszintű gépen nincs ez a funkció :(
És persze nem számottevő a beremegés, de a tervezett merevségbe ezt is bele kalkulálom ;)
És persze nem számottevő a beremegés, de a tervezett merevségbe ezt is bele kalkulálom ;)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 27, 20:31
Írta: Szalai György Dátum 2013 november 27, 20:31
Szerintem: A mechanikába általában elhajlás és kottyanás viszi be hibát.
Még nem tudom, hogy mekkora méret szükséges. Én egy „csak hobby” megoldástól olyan pontosságot várnék, hogy a hiba ne legyen nagyobb, mint a legnagyobb letapogatható méret ezred része. 1000mm-en 1mm. Ha egy ilyen pontosságú rendszerrel egy 100mm magas tárgyat vizsgálnak, akkor az 1mm hiba az a méret 1%-a, de hobbyiban elmegy. Nyilván ettől a kamera és a program többre is képes.
Az elhajlás úgy lehet elég kicsi, ha a szerkezetben ott van anyag ahol szükséges, ahol nem kell, ott meg nincs. Csak tervezés kérdése.
Ha Pál elforduló karikák ötlete az alap, akkor két negyed körív és két forgáspont kell, hogy a kamera mindég a középpont felé nézve bejárja a fél gömbhéjat. Kicsi kamera esetén ezt kivitelezhetőnek tartom elég kicsi behajlással még 1m gömbsugár esetén is, mert vannak hozzá eléggé merev és könnyű anyagok. Az acél zártszelvényt nem biztos, hogy alkalmaznám.
De, mert mindég van de. . . A forgáspontok és a meghajtás jelentéktelennek tűnő kottyanásait (súlypont átfordulásnál) a hosszú karok felnagyítják. A mélyhornyú csapágy hézaga és egy mezei fogaskerék áttétel kottyanása 1m sugáron már ehhez az elvárt pontossághoz képest jelentős. A csapágyazás kottyanás-mentesítésére van Hobbyista megoldás, de az áttétel az nehezebb kérdés, főleg ide valóan nagy áttételi arány mellett. Mondjuk, hogy pl. a servo kormányművekben lévő műanyag-acél csigaáttétel, jól beállítva, elég könnyű és pontos lehet hozzá.
Az ellensúlyról írhatnál, hogy azt hogyan képzeled el, egy ilyen két negyedíves mechanika esetében.
A motormozgások összehangolására nem is vagyok kíváncsi, hogy hogyan fog a kamera bejárni egymással párhuzamos vízszintes köröket.
Hirtelen ennyi fért a vesémbe.
Még nem tudom, hogy mekkora méret szükséges. Én egy „csak hobby” megoldástól olyan pontosságot várnék, hogy a hiba ne legyen nagyobb, mint a legnagyobb letapogatható méret ezred része. 1000mm-en 1mm. Ha egy ilyen pontosságú rendszerrel egy 100mm magas tárgyat vizsgálnak, akkor az 1mm hiba az a méret 1%-a, de hobbyiban elmegy. Nyilván ettől a kamera és a program többre is képes.
Az elhajlás úgy lehet elég kicsi, ha a szerkezetben ott van anyag ahol szükséges, ahol nem kell, ott meg nincs. Csak tervezés kérdése.
Ha Pál elforduló karikák ötlete az alap, akkor két negyed körív és két forgáspont kell, hogy a kamera mindég a középpont felé nézve bejárja a fél gömbhéjat. Kicsi kamera esetén ezt kivitelezhetőnek tartom elég kicsi behajlással még 1m gömbsugár esetén is, mert vannak hozzá eléggé merev és könnyű anyagok. Az acél zártszelvényt nem biztos, hogy alkalmaznám.
De, mert mindég van de. . . A forgáspontok és a meghajtás jelentéktelennek tűnő kottyanásait (súlypont átfordulásnál) a hosszú karok felnagyítják. A mélyhornyú csapágy hézaga és egy mezei fogaskerék áttétel kottyanása 1m sugáron már ehhez az elvárt pontossághoz képest jelentős. A csapágyazás kottyanás-mentesítésére van Hobbyista megoldás, de az áttétel az nehezebb kérdés, főleg ide valóan nagy áttételi arány mellett. Mondjuk, hogy pl. a servo kormányművekben lévő műanyag-acél csigaáttétel, jól beállítva, elég könnyű és pontos lehet hozzá.
Az ellensúlyról írhatnál, hogy azt hogyan képzeled el, egy ilyen két negyedíves mechanika esetében.
A motormozgások összehangolására nem is vagyok kíváncsi, hogy hogyan fog a kamera bejárni egymással párhuzamos vízszintes köröket.
Hirtelen ennyi fért a vesémbe.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 27, 21:16
Írta: RogerCo Dátum 2013 november 27, 21:16
Csináltam egy 3D skiccet az itt elhangzott felvetésekből, és tetszik :) Köszönöm.
A képeken nem igazán látszik, de a téglatest "a mintadarab" mozdulatlan, és a kamera szépen körbe járja.

A képeken nem igazán látszik, de a téglatest "a mintadarab" mozdulatlan, és a kamera szépen körbe járja.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 november 28, 07:27
Írta: Szalai György Dátum 2013 november 28, 07:27
Akkor már nagyjából tudjuk a méretet, ami 250mm meg a stabil fókusz, kb. 500mm.
A tárgy forgatása, amit keri #12120-ban ajánl, azért is lehet jó ötlet, mert a forgatóra van kidolgozott Hobby megoldás, ami akár később más feladatra is alkalmazható.
A tárgyforgatás másik nagy hozadéka, hogy a kamerát mozgató karnak elég egy negyed ívet leírnia, soha nincsen súlypont átbillenés miatti kottyanás, egyszerűsödhet a forgópont csapágyazása és meghajtása.
Azt még nem értem, hogy a rajzodon miért kellett az egész szerkezetet egy vékony rúdon kiemelned a szerelvénylap fölé.
A fénynek nem kell együtt forognia a tárggyal?
A tárgy forgatása, amit keri #12120-ban ajánl, azért is lehet jó ötlet, mert a forgatóra van kidolgozott Hobby megoldás, ami akár később más feladatra is alkalmazható.
A tárgyforgatás másik nagy hozadéka, hogy a kamerát mozgató karnak elég egy negyed ívet leírnia, soha nincsen súlypont átbillenés miatti kottyanás, egyszerűsödhet a forgópont csapágyazása és meghajtása.
Azt még nem értem, hogy a rajzodon miért kellett az egész szerkezetet egy vékony rúdon kiemelned a szerelvénylap fölé.
A fénynek nem kell együtt forognia a tárggyal?
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 28, 08:06
Írta: RogerCo Dátum 2013 november 28, 08:06
Szia Gyuri,
A skiccemen, az a vékonyka rúd jelképezi, hogy a barna kör tárgyasztal az alsó nézet alakú talplemezzel egy "egy egységet" képez.
Ezen a ródon tud elforogni megfelelő szembefordított ferehatásvonalú csapágyazott agyrész, melyre a sárgával jelült alsó kar, és az arra rászerelt kék íves kar el tud fordulni.
A fényforrásnak és a tárgynap az én olvasatomban a program sikeres működése szempontjából fixnek kell lennie, csak a kamera mozoghat.
A skiccemen, az a vékonyka rúd jelképezi, hogy a barna kör tárgyasztal az alsó nézet alakú talplemezzel egy "egy egységet" képez.
Ezen a ródon tud elforogni megfelelő szembefordított ferehatásvonalú csapágyazott agyrész, melyre a sárgával jelült alsó kar, és az arra rászerelt kék íves kar el tud fordulni.
A fényforrásnak és a tárgynap az én olvasatomban a program sikeres működése szempontjából fixnek kell lennie, csak a kamera mozoghat.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 28, 08:10
Írta: keri Dátum 2013 november 28, 08:10
RogerCo-nak könnyű műanyag vázas fényképezőgépe van. Nekem egy jóval súlyosabb öntvényházas változata van. Most felraktam a mérlegre egy viszonylag nagy objektívvel és ez 1372gramm nyakba akasztóval, és lencsevédővel együtt.
Csakazért sem számoltatom ki hogy pontosan mennyi a kihajlás, mert akkor ez a napos is elmenne a bizonygatással, de azért te is érzed, hogy a kedvenc rácsos tartód nélkül is el fogja bírni egy zártszelvény. 25*25mm-esnél vannak nagyobbak is és valójában egy doboz szerkezet masszívabb is mint bármelyik túlbonyolított rácsszerkezet. Ilyen méretekben és elhanyagolható súlyban nincs gyakorlati és gazdaságossági értelme másnak.
Csapágy kottyanás már valóban jelentősnek mondható, ha nem feszíti elő a szerkezetet, de mivel itt egyirányú a terhelés (nem fordul át a súlypont), a kottyanás nem okoz gondot, a pontos abszolút pozicionálásnak meg a scannelés jellegéből adódóan nincs jelentősége.
Amúgy elég ha megnézel egy kerékpár v. motorkerékpár kereket. Ott is szabvány csapágyakat használnak manapság, nem kóvályog vagy kottyan a kerék, sőt még küllő nélkül is a teljes súlyom kell ahhoz hogy egy MZ felnijét meg tudja hajlítani oldalirányba.
Ellensúly, amit én már csak a forgató motorok terhelésének megszüntetésére is beraknék, RogerCo rajzán a kék félkör folytatásaként a csapágyazás tengelye után raknám be.
Áttételnek én is egy acél-műanyag csigát alkalmaznék, mert ez házilag (esztergával) is le lehet gyártani elég nagy áttételezésre és kottyanás mentesre.
Csakazért sem számoltatom ki hogy pontosan mennyi a kihajlás, mert akkor ez a napos is elmenne a bizonygatással, de azért te is érzed, hogy a kedvenc rácsos tartód nélkül is el fogja bírni egy zártszelvény. 25*25mm-esnél vannak nagyobbak is és valójában egy doboz szerkezet masszívabb is mint bármelyik túlbonyolított rácsszerkezet. Ilyen méretekben és elhanyagolható súlyban nincs gyakorlati és gazdaságossági értelme másnak.
Csapágy kottyanás már valóban jelentősnek mondható, ha nem feszíti elő a szerkezetet, de mivel itt egyirányú a terhelés (nem fordul át a súlypont), a kottyanás nem okoz gondot, a pontos abszolút pozicionálásnak meg a scannelés jellegéből adódóan nincs jelentősége.
Amúgy elég ha megnézel egy kerékpár v. motorkerékpár kereket. Ott is szabvány csapágyakat használnak manapság, nem kóvályog vagy kottyan a kerék, sőt még küllő nélkül is a teljes súlyom kell ahhoz hogy egy MZ felnijét meg tudja hajlítani oldalirányba.
Ellensúly, amit én már csak a forgató motorok terhelésének megszüntetésére is beraknék, RogerCo rajzán a kék félkör folytatásaként a csapágyazás tengelye után raknám be.
Áttételnek én is egy acél-műanyag csigát alkalmaznék, mert ez házilag (esztergával) is le lehet gyártani elég nagy áttételezésre és kottyanás mentesre.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 28, 08:18
Írta: keri Dátum 2013 november 28, 08:18
Amiket én láttam ilyen jellegű scannereket, ott mindig a tárgyasztal forgott, és a fényforrás/laser rács volt fix a kamerához viszonyítva.
Ez mechanikai szempontból is előnyösebb lenne számodra. Sokkal masszívabb lehetne az egész szerkezet, spéci forgató csapágyak nélkül is.
Persze nem ismerem azt a programot amit használni akarsz.
Ez mechanikai szempontból is előnyösebb lenne számodra. Sokkal masszívabb lehetne az egész szerkezet, spéci forgató csapágyak nélkül is.
Persze nem ismerem azt a programot amit használni akarsz.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2013 november 28, 08:21
Írta: keri Dátum 2013 november 28, 08:21
Máskülönben a mechanikai előnyök olyan nagyok (szerintem) hogy érdemes lenne, az asztalt akkor is forgatni ha a fényforrásnak fixnek kell lennie a tárgyhoz képest, csak annyi, hogy a tárgyasztal szélétől egy karon kell felvinni a LED-eket, a kamera munkagömbén belül, így együtt fordul a tárggyal.
Cím: Re:Mechanikai ötletek
Írta: RogerCo Dátum 2013 november 28, 08:47
Írta: RogerCo Dátum 2013 november 28, 08:47
Cím: Re:Mechanikai ötletek
Írta: andrasbsl Dátum 2013 december 02, 15:18
Írta: andrasbsl Dátum 2013 december 02, 15:18
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2013 december 02, 16:07
Írta: kua93zk4w Dátum 2013 december 02, 16:07
Ötletnek jó, de egy olyan pórszívó áráért ami ezt működteti már kapsz kész porelszívót:ezek
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 02, 16:30
Írta: 000000000 Dátum 2013 december 02, 16:30
Mit gondoltok?
Ez a PVC csövezett műanyag edény nem robbanásveszélyes?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2013 december 02, 19:06
Írta: Szalai György Dátum 2013 december 02, 19:06
Attól az útjelző kúptól még van hová fejlődni.
ftp://witch.pmmf.hu:2001/Tanszeki_anyagok/Kornyezetmernoki%20Tanszek/Hulladekgazdalkodasi_technologus_FSZ/Kornyezettechnologia/kortech_08os/04_2_porlev_berendezesek.pdf
ftp://witch.pmmf.hu:2001/Tanszeki_anyagok/Kornyezetmernoki%20Tanszek/Hulladekgazdalkodasi_technologus_FSZ/Kornyezettechnologia/kortech_08os/04_2_porlev_berendezesek.pdf
Cím: Re:Mechanikai ötletek
Írta: xit3medzv Dátum 2013 december 02, 19:10
Írta: xit3medzv Dátum 2013 december 02, 19:10
Amit linkeltél forgácselszívó, ha port akarsz elszívni vele kell elé egy ciklon leválasztó.
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2013 december 02, 20:51
Írta: kua93zk4w Dátum 2013 december 02, 20:51
Valóban, de az oldalon lentebb az is van.
Cím: Re:Mechanikai ötletek
Írta: xit3medzv Dátum 2013 december 02, 21:17
Írta: xit3medzv Dátum 2013 december 02, 21:17
Ezek faipari munkákhoz jók. Ott forgács és fűrészpor keletkezik. Por pl. üvegszálas anyagok, kő, beton stb. marásakor, köszörüléskor keletkezik. Azért kotyogtam bele, mert elég sok pénzt elköltöttem, mire megtanultam, hogy port elszívni ilyesmivel csak úgy lehet, ha porleválasztó fokozat van előtte, pl. ciklon. [#kacsint]
Cím: Re:Mechanikai ötletek
Írta: kua93zk4w Dátum 2013 december 03, 07:40
Írta: kua93zk4w Dátum 2013 december 03, 07:40
Ok,ez így igaz
Cím: Re:Mechanikai ötletek
Írta: andrasbsl Dátum 2013 december 04, 20:17
Írta: andrasbsl Dátum 2013 december 04, 20:17
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 december 27, 00:12
Írta: s7manbs8 Dátum 2013 december 27, 00:12
Ha szerszámot cserélek megmunkálás közben, utána azt hogy lehet a nulla Z pontját beadni neki, milyen módszer van rá, valami spec g kód meg valami nullázó kütyü ? Tehát nem tudom pont hol lesz a nulla pont, ahogy sikerül menet közben betenni, erre kellene valami módszer.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 00:17
Írta: KoLa Dátum 2013 december 27, 00:17
A szerszámtáblát használtad már?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 december 27, 00:22
Írta: PSoft Dátum 2013 december 27, 00:22
"ahogy sikerül menet közben betenni,..."
Most ez komooooly???
Rengeteg módszer létezik,de ezt Neked tudnod kéne.
Te még,...fiatal ember vagy!:)))))
Cím: Re:Mechanikai ötletek
Írta: Thowra Dátum 2013 december 27, 00:22
Írta: Thowra Dátum 2013 december 27, 00:22
Én egy "etalonnal" veszem fel. Egy kis fémlap egy dróttal ami a Z limitre megy, a "kapcsoló" másik szála egy krokodilcsipesszel a szerszámra kerül. Felrakom a csipeszt, odarakom az etalont a munkadarab megmunkálatlan részére és elindulok lefele a Z vel. Ha a szerszám leér, záródik az áramkör és megáll. Ezután vezeték le, etalon ki és kézzel (goto) ráteszem az etalon vastagságát és kész. Mivel kezdő vagyok így sajna nem egy szerszámtörésem volt és ezt a módszert találtam a legegyszerűbbnek a visszaállításhoz.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 00:25
Írta: KoLa Dátum 2013 december 27, 00:25
Ne bánccsad már! Még most kezd éledni a gépe!semmi gond! jönnek elő a problémák!
Tudakozódik a barátunk![#wave][#eljen]
Tudakozódik a barátunk![#wave][#eljen]
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 december 27, 00:27
Írta: kuv5p7226 Dátum 2013 december 27, 00:27
Nem tudom milyen gépen dolgozol, de pl. az enyémen nem lehet a szerszámtáblát módosítani menet közben.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 00:32
Írta: KoLa Dátum 2013 december 27, 00:32
Biztosan a Mach3 lehet!
Ezt szerszámbehívással kell megoldani!
nem menet közben, hanem előre beírva a kódba, de ezt a Cam tudná !?
Ezt szerszámbehívással kell megoldani!
nem menet közben, hanem előre beírva a kódba, de ezt a Cam tudná !?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 december 27, 00:32
Írta: PSoft Dátum 2013 december 27, 00:32
Értem ééén!:)
Az ember,csak a barátot kérdezheti,még ily...kényes témában is.:))
[#papakacsint][#wave]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 00:37
Írta: KoLa Dátum 2013 december 27, 00:37
[#wave]Milyen jó hogy ilyen sok barátunk van!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 december 27, 00:38
Írta: s7manbs8 Dátum 2013 december 27, 00:38
Jó, de tehát fut a g kódom és szerszámcsere közben hogy tudok még méricskélni is ? Nem Mahc3 vagy akármit használok, saját gyártású programom van, csak nem tudom ezt hogy szokták csinálni más programok pl. vagy valami nullázó parancsot használnak erre külön, M kóddal pl ? Épp ezt kérdezném. Írtam egy kód generálót most tegnap, meg ma és annál jó lenne szerszám csere közben, de hogy ne kéne szétszedni több részre és külön kódként futtatni, mert úgy meg tudom csinálni nyilván, hanem úgy lenne jó, ha szerszámcsere parancsra egy olyan kód futna, ami kimenne szélre egy ilyen szerkentyű felé és magától nullázná a szerszámot pl.
Ja, most éledezek én is meg a gép is ... :) Közben meg egy kört próbáltam egy netes g kód megjelenítővel megnézni és érdekes módon egy egész kör nála 3/4 kör lesz vagy valami nem jól van megadva lehet mindjárt megmutatom azt is.
Ja, most éledezek én is meg a gép is ... :) Közben meg egy kört próbáltam egy netes g kód megjelenítővel megnézni és érdekes módon egy egész kör nála 3/4 kör lesz vagy valami nem jól van megadva lehet mindjárt megmutatom azt is.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 december 27, 00:39
Írta: s7manbs8 Dátum 2013 december 27, 00:39
Ja, menyasszonyt nem adod kölcsön ? :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 december 27, 00:39
Írta: s7manbs8 Dátum 2013 december 27, 00:39
Jó, hogy itt a társaság,lehet kérdezgetni.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 00:41
Írta: KoLa Dátum 2013 december 27, 00:41
Nekem tetszik...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 december 27, 00:43
Írta: PSoft Dátum 2013 december 27, 00:43
Ma délután is mondtam Neki,hogy...menny asszony!:)
Szerinted,hol van most?
Alussza az igazak álmát.:))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 december 27, 00:44
Írta: s7manbs8 Dátum 2013 december 27, 00:44
Az jó is, ha van szerszámtábla, de ha olyan a szerszámod, hogy nem tudod mindig ugyanolyan magasságban megfogni, akkor az hogy működik ?
Ilyet még nem használtam hogy csereberélni kellett volna, ez nálam még újdonság.
Ilyet még nem használtam hogy csereberélni kellett volna, ez nálam még újdonság.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 00:46
Írta: KoLa Dátum 2013 december 27, 00:46
[#nevetes1]Pont mint nálunk!:)))
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 00:53
Írta: KoLa Dátum 2013 december 27, 00:53
Én a marógépes témákba nem nagyon szólok bele!
De! a Dlaci ezt nagyon tudja!
Szerintem keresd Őt! biztosan segít!
De! a Dlaci ezt nagyon tudja!
Szerintem keresd Őt! biztosan segít!
Cím: Re:Mechanikai ötletek
Írta: Thowra Dátum 2013 december 27, 00:58
Írta: Thowra Dátum 2013 december 27, 00:58
"saját gyártású programom van" Így más a helyzet.
Rémlik, hogy van valami szerszámcsere kód (M6) de nem szoktam használni, eddig nem kellett szerszámtábla se. Amit írtam az pl akkor jó ha szerszámtörés van és szeretnéd folytatni a munkát új szerszámmal. Ha jól értem a programot és a gkód generátort is te írod, így esetleg beépíthetsz egy saját kódot ami utasítja szerszámcserére bár így a kompatibilitás nem ok más programokkal. A módszer amit írtam az pont az eltérő szerszámmagasság miatt jó, nem kell méregetni, megoldja a gép.
Rémlik, hogy van valami szerszámcsere kód (M6) de nem szoktam használni, eddig nem kellett szerszámtábla se. Amit írtam az pl akkor jó ha szerszámtörés van és szeretnéd folytatni a munkát új szerszámmal. Ha jól értem a programot és a gkód generátort is te írod, így esetleg beépíthetsz egy saját kódot ami utasítja szerszámcserére bár így a kompatibilitás nem ok más programokkal. A módszer amit írtam az pont az eltérő szerszámmagasság miatt jó, nem kell méregetni, megoldja a gép.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 december 27, 01:01
Írta: PSoft Dátum 2013 december 27, 01:01
Régen volt már itt,ezen a Fórumon ilyen késő esti-éjszakai órákba nyúló kötetlen beszélgetés.
A témában,témák közt ide-oda csapkodó,sokszor élcelődő,fricskázó,de egymást NEM bántó mondatok,írások.
Talán,...újra kezdődik valami,ami régen meg volt,természetes volt,és JÓ volt.
Ránézek a kinti hőmérőre,...8,5-9C fokot mutat,talán...itt a tavasz????:)))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 december 27, 01:23
Írta: s7manbs8 Dátum 2013 december 27, 01:23

Hogy ez miért ilyen ettől a kódtól ??
G90
G00 Z5
G00 X12.875 Y0.000
G00 Z0.300
F75
G01 Z-1.777
F200
G91
G03 X0.000 Y0.000 I-12.875 J0.000
G90
G00 Z5.000
M2
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 december 27, 01:24
Írta: s7manbs8 Dátum 2013 december 27, 01:24
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2013 december 27, 01:25
Írta: s2k5ycubj Dátum 2013 december 27, 01:25
[#eljen][#eljen][#eljen]
Nekem is jó végre ezt látni! Van elég baj az ember körül,legalább itt ne marakodjunk!
Nekem is jó végre ezt látni! Van elég baj az ember körül,legalább itt ne marakodjunk!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2013 december 27, 03:12
Írta: s7manbs8 Dátum 2013 december 27, 03:12
Ezt generáltam, jó lesz ez úgy látom, távcsőhöz okulár kihuzat a csőre ráfekszik a felülete henger alak , be lehet állítani mekkora legyen a furata a méretek a felfogó furatok, milyen átmérőjű a tubus amire felfekszik stb.:

Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 december 27, 07:12
Írta: besirkyjh Dátum 2013 december 27, 07:12
Szia
A szerszám cseréhez a Z tengelyt fel kel emelni , akkor pl: ha cserére megemeled 30mm-t - kiveszed a régi szerszámot - beteszed az uj szerszámot - aláteszel egy 30mm-s etalont - ráengeded az uj szerszámot és rögzited a befogoban .Ezzel a modszerrel az X - Y tengelyt nem is kel használni ( ha van tiszta Z nulla alatta ) .
Azt hogy a cserélés hogyan zajlik le azt az M06 és macro , vagy G98 - G99 paranccsal megtudod oldani .
Az " etalonos " modszert sokáig használtam , nekem bevált , arra kel figyelni hogy a patron meghúzásakor a szerszám picit felfelé megy de ez kalkulálható .
A szerszám cseréhez a Z tengelyt fel kel emelni , akkor pl: ha cserére megemeled 30mm-t - kiveszed a régi szerszámot - beteszed az uj szerszámot - aláteszel egy 30mm-s etalont - ráengeded az uj szerszámot és rögzited a befogoban .Ezzel a modszerrel az X - Y tengelyt nem is kel használni ( ha van tiszta Z nulla alatta ) .
Azt hogy a cserélés hogyan zajlik le azt az M06 és macro , vagy G98 - G99 paranccsal megtudod oldani .
Az " etalonos " modszert sokáig használtam , nekem bevált , arra kel figyelni hogy a patron meghúzásakor a szerszám picit felfelé megy de ez kalkulálható .
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2013 december 27, 08:52
Írta: robroy007 Dátum 2013 december 27, 08:52
egy oldalra kimenős magától mérős makrót valaki igazán mutathatna mert az engem is nagyon érdekelne, mivel a mérő ketyere hónapok óra készen van már hozzá, csak nincs amivel teszteljem a dolgot
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2013 december 27, 10:05
Írta: kuv5p7226 Dátum 2013 december 27, 10:05
Konkrétan itt mi a kérdésed?
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2013 december 27, 10:20
Írta: sanka74 Dátum 2013 december 27, 10:20
Sziasztok! Ide is beteszem, hátha itt többen olvassák...
Érdeklődni szeretnék, hogy hímzőgépet gyártott-e már valaki, vagy foglalkozik-e itt valaki a témával? Köszi.
Érdeklődni szeretnék, hogy hímzőgépet gyártott-e már valaki, vagy foglalkozik-e itt valaki a témával? Köszi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 10:59
Írta: 000000000 Dátum 2013 december 27, 10:59
Én ezt javaslom.

Smart Tool
Itt pedig találsz egy eladó példányt. De ennél fontosabb a bekötése, beállítása és programozása, ami szintén le van írva. Amúgy szerintem nem egy nagy wast is das megépíteni.
Auto Tool Zero Sensor Connection Checker
Smart Tool
Itt pedig találsz egy eladó példányt. De ennél fontosabb a bekötése, beállítása és programozása, ami szintén le van írva. Amúgy szerintem nem egy nagy wast is das megépíteni.
Auto Tool Zero Sensor Connection Checker
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 11:05
Írta: 000000000 Dátum 2013 december 27, 11:05
Faipari gépeken két ilyen zero pontot szoktam látni. Egyet fixen rászerelve, minden szerszámcsere után itt szokták felvenni a Z=0 pontot.
A másik mobil zero pontot munkadarab csere, forgatás (hátoldalra fordítás), vagy új munkadarab feltétele után használják.
A zero pontnak fix magassága (pl. 20 mm) segítségével adják meg a nyers munkadarab felületének magasságát.
Így tudják ráilleszteni a programban leírt megmunkált felületet. (Nem vág túl mélyre, nem szántja az asztalt, de a levegőt sem)
A másik mobil zero pontot munkadarab csere, forgatás (hátoldalra fordítás), vagy új munkadarab feltétele után használják.
A zero pontnak fix magassága (pl. 20 mm) segítségével adják meg a nyers munkadarab felületének magasságát.
Így tudják ráilleszteni a programban leírt megmunkált felületet. (Nem vág túl mélyre, nem szántja az asztalt, de a levegőt sem)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 11:06
Írta: 000000000 Dátum 2013 december 27, 11:06
Ja, láttam wireless verziót is.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 december 27, 11:06
Írta: besirkyjh Dátum 2013 december 27, 11:06
Szia
Program futás közben szeretne szerszámot cserélni .Ugy mint az auto tool change de csak kézzel .
Ezzel azt hogyan oldod meg ?
Program futás közben szeretne szerszámot cserélni .Ugy mint az auto tool change de csak kézzel .
Ezzel azt hogyan oldod meg ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 11:18
Írta: 000000000 Dátum 2013 december 27, 11:18
Lehet hülye kérdés, de nem lehet a programba beírni, hogy adott müvelet sor után érintsen egy pontot a marógépen nulla fordulattal?
Lehet butaságot írok, de ha megszakítja a program futását egy ponton, és akár kézi vezérlővel felveszi a z=0 pontot, utána vissza viszi az eredeti x, y koordinátákhoz a már beállított z-vel.
Auto tool change esetén ugyanezt teszik, csak ezen felül van pár plusz művelet: szerszám 1 helyére tesz, kiold, szerszám 2-t felvesz, rögzít, referenciapont megkeresése, Z-t nullázza, utána művelet folytatása.
Lehet rém leegyszerűsítem, de ez ugyanez, a gépi szerszám csere kihagyásával.
Lehet butaságot írok, de ha megszakítja a program futását egy ponton, és akár kézi vezérlővel felveszi a z=0 pontot, utána vissza viszi az eredeti x, y koordinátákhoz a már beállított z-vel.
Auto tool change esetén ugyanezt teszik, csak ezen felül van pár plusz művelet: szerszám 1 helyére tesz, kiold, szerszám 2-t felvesz, rögzít, referenciapont megkeresése, Z-t nullázza, utána művelet folytatása.
Lehet rém leegyszerűsítem, de ez ugyanez, a gépi szerszám csere kihagyásával.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 11:36
Írta: 000000000 Dátum 2013 december 27, 11:36
Mondjuk az M1-funkció beiktatásával.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 11:43
Írta: 000000000 Dátum 2013 december 27, 11:43
Itt egy video a beépített kezdő referenciapont felvételéről, és a szerszámcserekor használt macrók használatáról. Mondjuk ez fizetős dolog.
Szerszámcsere video
Itt pedig egy beépített macro leírása és felhasználása. Én is lementem magamnak, mivel tavasszal ugyanez a problémám lesz. (Remélem elérek odáig addigra)
beépített macro
Szerszámcsere video
Itt pedig egy beépített macro leírása és felhasználása. Én is lementem magamnak, mivel tavasszal ugyanez a problémám lesz. (Remélem elérek odáig addigra)
beépített macro
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2013 december 27, 11:59
Írta: PSoft Dátum 2013 december 27, 11:59
Hát,nem egy "piskóta dolog" ez a hímzőgép!
Nem irigylem,aki a konyhaasztal sarkán nekiáll,és "reszel" magának egy ilyet!
Persze,nem kell mindjárt a tízfejessel kezdeni,működhet ez egy fejjel is.
Manuális cérnaváltással,színenként,rétegenként újra,és újra végigjárva a felületet.
Ha így közelítem meg,akkor meg már...nem is tűnik olyan elérhetetlennek,ha van egy kis hely a konyhaasztal sarkán.:))
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 december 27, 12:07
Írta: besirkyjh Dátum 2013 december 27, 12:07
Szia
Ha macroban akkor ott van az M06 minek még mást is bele tenni ? :)
Egyébként mire jo az M1 és miben különbözik ebben az esetben ?( optimal program stop ).
Ha macroban akkor ott van az M06 minek még mást is bele tenni ? :)
Egyébként mire jo az M1 és miben különbözik ebben az esetben ?( optimal program stop ).
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 12:10
Írta: 000000000 Dátum 2013 december 27, 12:10
Itt van egy fickó, aki ennél jóval többet hozott össze.
Referenciapont kezelő, középpont kereső
Lehet, hogy (szerintem biztos) a régi motorosoknak ez alap dolog, de egy csecsemőnek minden vicc új.
Itt letölthetőek a macrok a következőkhöz:
-automatikus élkereső (X és Y tengely)
-automatikus sarokpont kereső
-automatikus középpont kereső
-automatikus átmérő mérő
Található itt műszaki rajz tapintófejhez, és teljes leírás a bekötéséről, a macro programok a használatához.
Örülök, hogy rákérdeztél erre, mert így én is beszereztem őket. Gondoltam rá, hogy kell majd, de még nem tartottam itt.
Referenciapont kezelő, középpont kereső
Lehet, hogy (szerintem biztos) a régi motorosoknak ez alap dolog, de egy csecsemőnek minden vicc új.
Itt letölthetőek a macrok a következőkhöz:
-automatikus élkereső (X és Y tengely)
-automatikus sarokpont kereső
-automatikus középpont kereső
-automatikus átmérő mérő
Található itt műszaki rajz tapintófejhez, és teljes leírás a bekötéséről, a macro programok a használatához.
Örülök, hogy rákérdeztél erre, mert így én is beszereztem őket. Gondoltam rá, hogy kell majd, de még nem tartottam itt.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 december 27, 12:14
Írta: besirkyjh Dátum 2013 december 27, 12:14
Nekem iszonyat lassu ez az odamenös kétszer érintös szerszám bemérés . Nem tetszik :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 12:21
Írta: 000000000 Dátum 2013 december 27, 12:21
A második, lassabb érintés a pontosság miatt történik, gondolom.
Én sem tudom, hogy melyiket fogom majd használni, a gépen elfér, majd a próba dönti el.
Én sem tudom, hogy melyiket fogom majd használni, a gépen elfér, majd a próba dönti el.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 12:51
Írta: 000000000 Dátum 2013 december 27, 12:51
© Kulcsar Zoltan ma 11:06 | Válasz | #12185
"Program futás közben szeretne szerszámot cserélni .Ugy mint az auto tool change de csak kézzel .
Ezzel azt hogyan oldod meg ? "
Úgy hogy belerakod a macróba az M1-et és csak akkor fog tovább futni szerszámcsere ha te akarod.Így kézzel is babrálatsz ,bemérőnél és a szerszámnál is.
"Program futás közben szeretne szerszámot cserélni .Ugy mint az auto tool change de csak kézzel .
Ezzel azt hogyan oldod meg ? "
Úgy hogy belerakod a macróba az M1-et és csak akkor fog tovább futni szerszámcsere ha te akarod.Így kézzel is babrálatsz ,bemérőnél és a szerszámnál is.
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2013 december 27, 13:06
Írta: VViktor Dátum 2013 december 27, 13:06
Azért nem árt egy M5 is ,hogy a főorsó megálljon előtte.
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2013 december 27, 13:06
Írta: sanka74 Dátum 2013 december 27, 13:06
Én is egy fejesben gondolkodom, csak nem nagyon tudom merre kellene elindulni....
Cím: Re:Mechanikai ötletek
Írta: Thowra Dátum 2013 december 27, 13:17
Írta: Thowra Dátum 2013 december 27, 13:17
Egy hasonlót használunk a gyárba:
gep
Itt a gép forog fent és lent összehangoltan (független servo hajtás).
gep
Itt a gép forog fent és lent összehangoltan (független servo hajtás).
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2013 december 27, 13:31
Írta: sanka74 Dátum 2013 december 27, 13:31
Ez nkem eléggé elérhetetlennek tűnik....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 14:09
Írta: 000000000 Dátum 2013 december 27, 14:09
A varrógép, hímző gép téma egy tipikus szinkron vezérlési feladat. A Mach3-et felejts el erre, ide speciális vezérlőprogram kell. Olyan ami a központi tű főhajtómű (mester) pozíció adadai alapján az igen nagy dinamikai képességű X, Y hajtás megoldással "rángatja" az öltéstávolság paraméter és varrási pálya alakzat mentén a kifeszített varrandó anyagot. A főhajtómű először lassan indul, majd begyorsul üzemi tempóra, amit még bír követni a mellékhajtás.
Tipikus egységugrás dinamikai témakör, nagy sebességeknél határig feszített hajtástechnikát követel, csak sima léptető motor felejtős.
Ha érdekel komolyabban, előbányászom ezt a vezérlő progimat, valahol még megvan, mert már elég régen írtam egy speciális ilyen munka kapcsán.
Tipikus egységugrás dinamikai témakör, nagy sebességeknél határig feszített hajtástechnikát követel, csak sima léptető motor felejtős.
Ha érdekel komolyabban, előbányászom ezt a vezérlő progimat, valahol még megvan, mert már elég régen írtam egy speciális ilyen munka kapcsán.
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2013 december 27, 14:16
Írta: sanka74 Dátum 2013 december 27, 14:16
Szia! Érdekel a dolog, csak egyelőre nagyon vakon tapogatózom. Néztem gyári gépeket, igen borsos az áruk. Elsőre arra gondoltam hogy egy hímző varró mechanikát kellene átalakítani illetve kiegészíteni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 14:27
Írta: 000000000 Dátum 2013 december 27, 14:27
Igen, először szerezned kellene egy gyári varró-hímzőfej egységet, mert ezek is finommechanikai kis csodák, komoly géppark nélkül nem lehet ilyen mechanikát elkészíteni. Utána már a megfelelő tű szenzor adatok alapján el lehet kezdeni a többi egység összehozását házilag, de ha gyors gépet szeretnél, a dinamikai problémák hamar elveszik a kedvünket a "száguldozástól".
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2013 december 27, 14:41
Írta: besirkyjh Dátum 2013 december 27, 14:41
Valoszinü igy is lehet , még az életben nem irtam macrot ezért csak a : general config - Stop spindle . Wait for Cycle Start funkciot használom és nem kel semmit sem irnom csak egy Startot nyomni a csere után .
Mentem borozni :)
Mentem borozni :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 14:47
Írta: 000000000 Dátum 2013 december 27, 14:47
A tesóban vettem pár éve az axonynak egy hímző és varó gépet.
És adtak hozzá hímző keretet is, kézzel is frankón lehet vele feliratozni stb..kb 20cm -es keret...már csak mehanika és egy jeladó a tű állásáró kellene rá a többi adott..(brother)
Szerintem ebből indulj ki.
És adtak hozzá hímző keretet is, kézzel is frankón lehet vele feliratozni stb..kb 20cm -es keret...már csak mehanika és egy jeladó a tű állásáró kellene rá a többi adott..(brother)
Szerintem ebből indulj ki.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 14:48
Írta: 000000000 Dátum 2013 december 27, 14:48
Van egy pár ilyesmi makróm,de ha mégsincs szerkesztek neked valót.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 14:52
Írta: 000000000 Dátum 2013 december 27, 14:52
A keréknyomásra figyelj felirat hiányzik![#alien]
2 Bar
2 Bar
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2013 december 27, 16:19
Írta: 000000000 Dátum 2013 december 27, 16:19
Szia, nekem egy Singer Quantum Fortuna van,
egy külön adapter a hímzőkeret mozgató CNC egység...
természetesen Corelből működik...
egy külön adapter a hímzőkeret mozgató CNC egység...
természetesen Corelből működik...
Cím: Re:Mechanikai ötletek
Írta: sanka74 Dátum 2013 december 27, 16:47
Írta: sanka74 Dátum 2013 december 27, 16:47
Szia! Saját készítés?
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2013 december 27, 16:58
Írta: guliver83 Dátum 2013 december 27, 16:58
Ahol én voltam katona, ott egy kicsit rosszabbul járt az egyik gyerek.
Ott ha jól tudom az Ural kerekét fújták és a gyűrű lejött!
Ott ha jól tudom az Ural kerekét fújták és a gyűrű lejött!
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2013 december 27, 19:04
Írta: robroy007 Dátum 2013 december 27, 19:04
Az M1 azt a célt szolgálja, hogy pl megmunkálás közben méret ellenőrzést tudj végezni, vagy egy lefogatót kell áttenni mert éppen útban van a szerszámnak
láttam valamikor egy videót amiben dörzs hegesztést demonstráltak, alu teknőbe egy lemezt varrtak be a lefogatók a szerszám előtt szépen időben elemelkedtek aztán visszafogtak mikor már elment a gép onnan
ott programozva volt minden mozdulat de az M1-el manuálban is lehet bűvészkedni
láttam valamikor egy videót amiben dörzs hegesztést demonstráltak, alu teknőbe egy lemezt varrtak be a lefogatók a szerszám előtt szépen időben elemelkedtek aztán visszafogtak mikor már elment a gép onnan
ott programozva volt minden mozdulat de az M1-el manuálban is lehet bűvészkedni
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 20:14
Írta: KoLa Dátum 2013 december 27, 20:14
Mach3-al, esztergán, M2-t használtam, ha meg kellett fordítani az anyagot a tokmányban!
Leáll a főorsó és a hűtés, ezért! ezeket az M2 utáni sorban újból meg kell adni!
Az M2 addig vár, míg nem nyomok egy program startot!
Az M1-el nem nagyon foglalkoztam mert állította meg a főorsót, leírhatnád hasonló stílusban hogy mi a következménye az M1-nek!
Leáll a főorsó és a hűtés, ezért! ezeket az M2 utáni sorban újból meg kell adni!
Az M2 addig vár, míg nem nyomok egy program startot!
Az M1-el nem nagyon foglalkoztam mert állította meg a főorsót, leírhatnád hasonló stílusban hogy mi a következménye az M1-nek!
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2013 december 27, 20:27
Írta: s2k5ycubj Dátum 2013 december 27, 20:27
A siemens vezérlésnél az M1,M2 csak feltételes megállást eredményez,ha annak megfelelően áll egy programkapcsoló. Viszont M0-ra mindig megáll és csak ciklus startra indul újra. És ott is meg kell adni a kellő paramétereket (forgás irány és sebesség,előtolás) érdekes a szerszámot nem kellet,mert azt tudta és tovább használta.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2013 december 27, 20:30
Írta: s2k5ycubj Dátum 2013 december 27, 20:30
Az M0-t használtam ütközőnél is,beváltás után odaküldtem az ütközőt és M0. Azután ciklus start és indulhat a móka.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2013 december 27, 20:35
Írta: robroy007 Dátum 2013 december 27, 20:35
fémtechnológiai táblázat 311 old.
M00 programozott megállás a gép leállítása a mondat feldolgozása után
M01 választható megállás úgy működik mint az M00 de csak akkor, ha a megállást választó kapcsoló be van kapcsolva
M02 program VÉGE gép (orső, hűtés) leáll a mondat feldolgozása után
.
.
.
M30 program VÉGE gép (orső, hűtés) leáll, egyidejűleg a kiindulási helyzetbe vagy program elejére való vissza állással, a mondat tartalma előzetesen kerül már feldolgozásra
a Mach-ban a M1 optional stop választó kapcsoló, második oszlop utolsó előtti épp zölden világít is
Kola fordításhoz nem is célszerű M1 mert csak választható funkció a fordítás meg kötelező művelet és biztos mindig ha kimarad a művelet ütközés várható
M00 programozott megállás a gép leállítása a mondat feldolgozása után
M01 választható megállás úgy működik mint az M00 de csak akkor, ha a megállást választó kapcsoló be van kapcsolva
M02 program VÉGE gép (orső, hűtés) leáll a mondat feldolgozása után
.
.
.
M30 program VÉGE gép (orső, hűtés) leáll, egyidejűleg a kiindulási helyzetbe vagy program elejére való vissza állással, a mondat tartalma előzetesen kerül már feldolgozásra
a Mach-ban a M1 optional stop választó kapcsoló, második oszlop utolsó előtti épp zölden világít is
Kola fordításhoz nem is célszerű M1 mert csak választható funkció a fordítás meg kötelező művelet és biztos mindig ha kimarad a művelet ütközés várható
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2013 december 27, 20:51
Írta: s2k5ycubj Dátum 2013 december 27, 20:51
[#eljen][#eljen][#eljen]
Na ez szakszerű volt!
Na ez szakszerű volt!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 21:23
Írta: KoLa Dátum 2013 december 27, 21:23
Csak egyszer használom évente kb!
A g28.1 elé kell egy m2! (ez a funkció nem megy a Linuxcnc-n)
A g28.1 elé kell egy m2! (ez a funkció nem megy a Linuxcnc-n)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 21:32
Írta: KoLa Dátum 2013 december 27, 21:32
A LinuxCnc ( eszterga mód ) m0 mondatban állítja meg a program futását és a főorsót! a hűtést bekapcsolva hagyja!
Addig vár amíg a folytatás gombot meg nem nyomom! tehát itt egy másik gombot kell megnyomni,nem a start-ot!
Addig vár amíg a folytatás gombot meg nem nyomom! tehát itt egy másik gombot kell megnyomni,nem a start-ot!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2013 december 27, 21:34
Írta: KoLa Dátum 2013 december 27, 21:34
Az lemaradt hogy, a főorsót indítani kell m0 után itt is!
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 január 03, 13:50
Írta: vvvsmkgjx Dátum 2014 január 03, 13:50
Az lenne a kérdésem, hogy készített-e már valaki házilag golyósanyát? Egyáltalán lehetséges lehet-e?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 január 03, 15:52
Írta: 000000000 Dátum 2014 január 03, 15:52
Persze, mikor az asszonyt meghülyítettem...
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 január 03, 15:58
Írta: vvvsmkgjx Dátum 2014 január 03, 15:58
Tehát nem. Ennyi is elég lett volna :)
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2014 január 03, 16:09
Írta: w0hgtwf3w Dátum 2014 január 03, 16:09
Én már olyat vettem el ....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 január 03, 16:10
Írta: 000000000 Dátum 2014 január 03, 16:10
Szia,
Nem hiszem, hogy bántani akartak.
Gondolj bele, golyós csapágyat sem szoktak csinálni, pedig nagyságrendekkel egyszerűbb lenne.
Házilag azért nem lehet elkészíteni, mert a házi, hobbi gépek nem képesek elérni azt a pontosságot, amit a golyósanya gyártásához kell.
Pont fordítva, golyósanya kell a hobbi gépbe, hogy jó legyen.
Szerintem olyan gép, amivel golyósanyát lehet készíteni, az nem hobbi gép, max. a gazdájának ez a hobbija, de a gépe profi.
Másrészt nem éri meg, egyet-egyet legyártani horribilis költség lenne az árához képest. (Ugyanolyan minőség mellett).
Nem hiszem, hogy bántani akartak.
Gondolj bele, golyós csapágyat sem szoktak csinálni, pedig nagyságrendekkel egyszerűbb lenne.
Házilag azért nem lehet elkészíteni, mert a házi, hobbi gépek nem képesek elérni azt a pontosságot, amit a golyósanya gyártásához kell.
Pont fordítva, golyósanya kell a hobbi gépbe, hogy jó legyen.
Szerintem olyan gép, amivel golyósanyát lehet készíteni, az nem hobbi gép, max. a gazdájának ez a hobbija, de a gépe profi.
Másrészt nem éri meg, egyet-egyet legyártani horribilis költség lenne az árához képest. (Ugyanolyan minőség mellett).
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 január 03, 16:37
Írta: vvvsmkgjx Dátum 2014 január 03, 16:37
Nem vettem fel persze, de nagyságrendekkel szebb választ kaptam tőled. Csak az érdekelt volna, valaki kísérletezett-e már hasonlóval és a nálam jóval okosabbaknak milyen tapasztalati vannak. Köszönöm az építő hozzászólást.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 január 03, 17:13
Írta: keri Dátum 2014 január 03, 17:13
Ahogy leírták nem érdemes, olcsóbban kap az ember mint ami macera lenne vele, de görgős anyát azért csináltak már, főleg régebben amikor még nem volt elérhető olcsó golyós anya.
Ráadásul ebből a társaságból.
Ráadásul ebből a társaságból.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 január 03, 17:15
Írta: 000000000 Dátum 2014 január 03, 17:15
Én is második éve gyűjik rá. [#integet2][#integet2]
Van amit nem tudsz megkerülni.
Nézd meg a céljaidhoz szükséges alkatrészek elérhetőségét, és árait.
Én is ezt tettem, én famaráshoz (nagyon max. aluminium marás, de ez nem elvárás), és plazmavágó mozgatáshoz fogom építeni.
Ehhez elég lenne fogasléces megoldás is.
Legacy Woodworking
Amint végnéztem az árakat, valamint az ehhez szükséges megmunkálás árait, úgy döntöttem, hogy külföldról hozom be, és golyósorsós - végig alátámasztott lineáris csapágyas mechanikát választottam.
Egy helyről vettem, minden méretre vágva, végek megmunkálva, csapágyak, kuplungok, stb. összepasszítva.
Ha összeírod az alkatrészeket, akkor a végösszegben nem jelent akkora különbséget, mint amekkora előnyt.
Úgyis rengeteg időbe kerül, míg összerakod, csak azt vedd meg, ami éppen beszerelésre kerül.
Mondjuk a mechanikát érdemes megvenni előre, mert csak jobb, ha a kezedben vannak az orsók és sínek, mielőtt kezded összehegeszteni az asztalt.
Utána ráérsz megvenni az elektronikát.
Van amit nem tudsz megkerülni.
Nézd meg a céljaidhoz szükséges alkatrészek elérhetőségét, és árait.
Én is ezt tettem, én famaráshoz (nagyon max. aluminium marás, de ez nem elvárás), és plazmavágó mozgatáshoz fogom építeni.
Ehhez elég lenne fogasléces megoldás is.
Legacy Woodworking
Amint végnéztem az árakat, valamint az ehhez szükséges megmunkálás árait, úgy döntöttem, hogy külföldról hozom be, és golyósorsós - végig alátámasztott lineáris csapágyas mechanikát választottam.
Egy helyről vettem, minden méretre vágva, végek megmunkálva, csapágyak, kuplungok, stb. összepasszítva.
Ha összeírod az alkatrészeket, akkor a végösszegben nem jelent akkora különbséget, mint amekkora előnyt.
Úgyis rengeteg időbe kerül, míg összerakod, csak azt vedd meg, ami éppen beszerelésre kerül.
Mondjuk a mechanikát érdemes megvenni előre, mert csak jobb, ha a kezedben vannak az orsók és sínek, mielőtt kezded összehegeszteni az asztalt.
Utána ráérsz megvenni az elektronikát.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 január 03, 17:32
Írta: 000000000 Dátum 2014 január 03, 17:32
Szia, tessék egyszerűen érthetően válaszolni: nem.
Mit kell körülírni, bonyolítani. Azt nem kérdezte, hogy miért.
Ha glazbox lenne, azt mondanád, hogy előbb gyártsa végig az skf csapágysort. Szerezzen gyakorlatot. És ha úgy találja, hogy havi 150 ezer db rendelése lesz, indítsa el a gyártást... :)
Mit kell körülírni, bonyolítani. Azt nem kérdezte, hogy miért.
Ha glazbox lenne, azt mondanád, hogy előbb gyártsa végig az skf csapágysort. Szerezzen gyakorlatot. És ha úgy találja, hogy havi 150 ezer db rendelése lesz, indítsa el a gyártást... :)
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 január 03, 17:55
Írta: vvvsmkgjx Dátum 2014 január 03, 17:55
Én tényleg csak azért gondolkodtam rajta, mert érdekel a dolog. Megnéztem és elolvastam jó pár dolgot a működéséről és hogy hogyan készül. És az nem baj, ha megvan a mit miért is. Én örülök annak ha segítenek. A gépépítés még csak fejben van meg, de a jövőben én is szeretnék építeni egy gépet, ami amennyire csak lehetséges az enyém legyen. Értem ezalatt, amit lehet ésszerű keretek között magam szeretném elkészíteni hozzá. Egyenlőre szedegetem magamra a dolgokat hozzá, mint tudjuk mindannyian ez 0-ról egy elég hosszú folyamat. Bármiféle szakszerű hozzászólást szívesen veszek.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 január 03, 19:07
Írta: keri Dátum 2014 január 03, 19:07
Szerintem megfontolandó a trapézmenetes orsó készlet. Sz.Józsi kifejezetten igényes darabokat gyárt és a golyóshoz képest nagyon olcsó.
Persze vannak hátrányai. Nagyobb az ellenállása, meg nem lehet túl nagy fordulattal használni, de valamit valamiért.
Esetleg fogasszíjat vagy fogaslécet is megfontolhatod, bár a jó fogasléc az drága.
Persze vannak hátrányai. Nagyobb az ellenállása, meg nem lehet túl nagy fordulattal használni, de valamit valamiért.
Esetleg fogasszíjat vagy fogaslécet is megfontolhatod, bár a jó fogasléc az drága.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 január 03, 19:16
Írta: s7manbs8 Dátum 2014 január 03, 19:16
Ezt a trapézmenetest mennyivel lehet forgatni ?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 január 03, 19:24
Írta: keri Dátum 2014 január 03, 19:24
Passz, nekem a motorom gyengébb annál hogy elérjem azt a fordulatot :)
~3000 1/min ig tudom forgatni, ZX100 anyával.
~3000 1/min ig tudom forgatni, ZX100 anyával.
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 január 03, 19:32
Írta: vvvsmkgjx Dátum 2014 január 03, 19:32
Ehhez a konstrukcióhoz mit szóltok?

Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 január 03, 19:33
Írta: vvvsmkgjx Dátum 2014 január 03, 19:33

Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 január 03, 19:34
Írta: vvvsmkgjx Dátum 2014 január 03, 19:34
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 január 03, 19:54
Írta: 000000000 Dátum 2014 január 03, 19:54
Bocs, nem gondoltam volna, hogy itt csak profi, viccmentes választ lehet adni!
Csak komolyan elvtársak, mint a vakbélgyulladás!
Csak komolyan elvtársak, mint a vakbélgyulladás!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 január 03, 20:03
Írta: s7manbs8 Dátum 2014 január 03, 20:03
Elég az.
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 január 03, 20:09
Írta: vvvsmkgjx Dátum 2014 január 03, 20:09
Senki nem mondta, hogy nem lehet viccelni. :)
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2014 január 03, 20:48
Írta: besirkyjh Dátum 2014 január 03, 20:48
Sziasztok
Elég sokat lehetne irni hogy hova milyen orsokat lehet ( kel ) használni de van már ebben is egy nagy csavar a golyos felé .
Az okát nem tudom de informácio hiányra gyanakszom vagy döntés képtelenségre .
Elég sokat lehetne irni hogy hova milyen orsokat lehet ( kel ) használni de van már ebben is egy nagy csavar a golyos felé .
Az okát nem tudom de informácio hiányra gyanakszom vagy döntés képtelenségre .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 január 03, 21:13
Írta: keri Dátum 2014 január 03, 21:13
Persze, nekem elég. Ezért választottam én is a gravírozóhoz.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 január 03, 21:52
Írta: svejk Dátum 2014 január 03, 21:52
Köszörült orsó, dupla előfeszíthető anya, két-két sor golyóval, kivehető golyóvisszavezetővel.
Régi, jól bevált, precíz megoldás.
Régi, jól bevált, precíz megoldás.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 január 03, 22:20
Írta: PSoft Dátum 2014 január 03, 22:20
Huhhh!
De régen volt már.:)
Rég volt,szép volt,kihívás volt,és még...működött is!
Nem ez volt a gyenge pont,sokkal inkább a menetes szár szórása/linearitás hibája.:(
Golyós orsók már akkor is voltak,csak mint ahogy írod,elérhetetlen áron.:(
Manapság,'könnyű' gépet építeni,annyi az elérhető "olcsó",és jó cucc,(újban is,használtban is)csak tudj jól,ügyesen választani a kínálatból.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 január 03, 22:20
Írta: s7manbs8 Dátum 2014 január 03, 22:20
Vajon ki találta ki ezt a fajta orsót ? Elég golyós lehetett az illető. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 január 03, 22:25
Írta: PSoft Dátum 2014 január 03, 22:25
És,mindezek mellett,még felhasználó(TMK)barát is.:)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2014 január 03, 22:41
Írta: KoLa Dátum 2014 január 03, 22:41
A kisebb anyákba elég nehéz lehet beleköszörülni a menetet! mi lehet ott a trükk?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 január 03, 22:51
Írta: PSoft Dátum 2014 január 03, 22:51
Golyósanyamenetfúró???
[#falbav][#kuss]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2014 január 03, 22:56
Írta: KoLa Dátum 2014 január 03, 22:56
Jóválasz! Furfangosmester'[#hehe]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 január 03, 23:00
Írta: 000000000 Dátum 2014 január 03, 23:00
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 január 03, 23:07
Írta: s7manbs8 Dátum 2014 január 03, 23:07
Cím: Re:Mechanikai ötletek
Írta: Thowra Dátum 2014 január 04, 00:05
Írta: Thowra Dátum 2014 január 04, 00:05
Igen, itt talán vissza lehet pakolni a golyókat.
Sajnos láttam olyan szakit aki letekerte egy kb 35mm es átmérőjű, kb 3000mm hosszú golyós orsóról az anyát, végül új anya kellett mert "golyóderbi" lett sajnos :(.
Sajnos láttam olyan szakit aki letekerte egy kb 35mm es átmérőjű, kb 3000mm hosszú golyós orsóról az anyát, végül új anya kellett mert "golyóderbi" lett sajnos :(.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 január 04, 00:11
Írta: PSoft Dátum 2014 január 04, 00:11
Ha 'ész nélkül' tekered le,ebből is "golyóderbi" lesz.:)
A 'zárt' anyába is vissza lehet pakolni a golyókat,csak kicsit macerásabb.:))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 január 04, 09:55
Írta: Szalai György Dátum 2014 január 04, 09:55
Ami a képen van, az szerintem két bekezdésű orsón lévő anya, ezért van anyánként két visszavezető cső. A külső visszavezetés jó a Hobbyistának, mert így van nekik mit birizgálni, de más előnye nem nagyon jut eszembe.
(Nem véletlen fejlesztették ki a külső helyett a belső golyó visszavezetést.)
A jó belső visszavezető az menetenkénti, minden menetre külön-külön van egy visszavezető csatorna. Így több rövidebb párhuzamos golyópálya alakul ki, amiben gyorsabban kisebb ellenállással és halkabban járhatnak a golyók. A golyókat nem vezetik ki, a forduló ív sugara nő, a bejárt pálya rövidül. Pontosabb, tartósabb, hatékonyabb felépítést tesz lehetővé.
Ezzel szemben a külső visszavezető többnyire az első menet elejétől az utolsó menet végéig tart, így az összes golyó egymás után fut, ami súrlódás szempontjából kedvezőtlen.
(Nem véletlen fejlesztették ki a külső helyett a belső golyó visszavezetést.)
A jó belső visszavezető az menetenkénti, minden menetre külön-külön van egy visszavezető csatorna. Így több rövidebb párhuzamos golyópálya alakul ki, amiben gyorsabban kisebb ellenállással és halkabban járhatnak a golyók. A golyókat nem vezetik ki, a forduló ív sugara nő, a bejárt pálya rövidül. Pontosabb, tartósabb, hatékonyabb felépítést tesz lehetővé.
Ezzel szemben a külső visszavezető többnyire az első menet elejétől az utolsó menet végéig tart, így az összes golyó egymás után fut, ami súrlódás szempontjából kedvezőtlen.
Cím: Re:Mechanikai ötletek
Írta: Thowra Dátum 2014 január 04, 09:57
Írta: Thowra Dátum 2014 január 04, 09:57
Sajnos a kolega úr úgy tekerte le mint egy sima anyát és meglepődött a sok fürge golyón.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 január 04, 10:38
Írta: keri Dátum 2014 január 04, 10:38
Ezt mondjuk nem értem. Még nem találkoztam olyan anyával amibe ne tudtam volna visszapakolni a golyókat. Ez miért olyan nagy kihívás?
Mutassatok már olyan anyát amibe nem lehet.
Mutassatok már olyan anyát amibe nem lehet.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 január 04, 10:48
Írta: keri Dátum 2014 január 04, 10:48
A belső visszavezetős valóban elegánsabb megoldás. Ezzel az egyszerűbb gyártás mellet, vékonyabb lehet az egész mivel csak a menetet kell átugrania a golyónak nem a többi golyót, de abban is egymás után futnak a golyók, csak menetenként van visszavezetve, vagy hogy gondoltad?
Azért ennek a külső visszavezetősnek is vannak előnyei mivel több golyó érintkezik és hosszabban, elég egy visszavezető is bekezdésenként a szimmetrikus elrendezéshez, míg a belsősnél általában hárommal 120fokosan eltolttal oldják meg.
Azért ennek a külső visszavezetősnek is vannak előnyei mivel több golyó érintkezik és hosszabban, elég egy visszavezető is bekezdésenként a szimmetrikus elrendezéshez, míg a belsősnél általában hárommal 120fokosan eltolttal oldják meg.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 január 04, 10:48
Írta: keri Dátum 2014 január 04, 10:48
Jó, jó jártunk mi is így, de mivel saját pénzemről van szó, azért megoldottam.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 január 04, 10:56
Írta: Csuhás Dátum 2014 január 04, 10:56
Visrosszakni gondolom nem nagy ügy. Körülményesebb az elveszett golyók helyett másikat venni. :-)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 január 04, 12:19
Írta: Szalai György Dátum 2014 január 04, 12:19
Persze, hogy nem a visszapakolás a nagy ügy. Hanem rájönni, hogy hogyan kell.
A golyósorsó mára a hobbygép építés elérhető kelléke lett. Vannak, akik szükségből már nem csak maguknak, hanem nagy önbizalommal, kifejezetten eladási célra is tákolnak.
De még senki sem foglalta itt össze, hogy egyáltalán hány és miféle golyó visszavezetések léteznek, és melyik esetben hogyan lehet szétszedni, takarítani, tölteni őket.
Mikor érdemes az állíthatót utánállítani, mikor értelmes golyócserében gondolkodni és mikor inkább másra használni a használt golyósorsót.
Némelyiknél egyszerű, mert magától értetődik, de más típusoknál nem is látszik, míg egyet szét nem barmol az ember.
A golyósorsó mára a hobbygép építés elérhető kelléke lett. Vannak, akik szükségből már nem csak maguknak, hanem nagy önbizalommal, kifejezetten eladási célra is tákolnak.
De még senki sem foglalta itt össze, hogy egyáltalán hány és miféle golyó visszavezetések léteznek, és melyik esetben hogyan lehet szétszedni, takarítani, tölteni őket.
Mikor érdemes az állíthatót utánállítani, mikor értelmes golyócserében gondolkodni és mikor inkább másra használni a használt golyósorsót.
Némelyiknél egyszerű, mert magától értetődik, de más típusoknál nem is látszik, míg egyet szét nem barmol az ember.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2014 január 04, 17:10
Írta: s2k5ycubj Dátum 2014 január 04, 17:10
Az állíthatót be tudom mutatni,egy pár képen:
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/130624/S5000001_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/130624/S5000001_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/130624/S5000005_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/130624/S5000005_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/140104/S5000043_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/140104/S5000043_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/140104/S5000044_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/140104/S5000044_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/140104/S5000045_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/140104/S5000045_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/130624/S5000001_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/130624/S5000001_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/130624/S5000005_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/130624/S5000005_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/140104/S5000043_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/140104/S5000043_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/140104/S5000044_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/140104/S5000044_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/140104/S5000045_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/140104/S5000045_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2014 január 04, 17:19
Írta: s2k5ycubj Dátum 2014 január 04, 17:19
Tehát,van két anya,ami magában eléggé lógósan van illesztve az orsóra. Közöttük van egy műanyag fogaskerék,és mindkét anyában az ellendarabja a fogaskeréknek vasból,amit 3 kis hernyócsavar rögzít elfordulás ellen az anyákban,és gyárilag meg is van fúrva egy kicsit a külseje,hogy ne tudjon elállítódni. Ha lóg az anyákat kell elfordítani egymáshoz képest és újra rögzíteni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 január 04, 19:12
Írta: Szalai György Dátum 2014 január 04, 19:12
sasi is mutatott egyet a Segítség, béna vagyok!!! #12369-ben.
Egyet én is a Boncolás #1344-ben.
Még a végén összejön az összes fajta.
Egyet én is a Boncolás #1344-ben.
Még a végén összejön az összes fajta.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 január 04, 23:19
Írta: Csuhás Dátum 2014 január 04, 23:19
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 január 05, 08:20
Írta: Szalai György Dátum 2014 január 05, 08:20
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 január 05, 08:25
Írta: Csuhás Dátum 2014 január 05, 08:25
Köszönöm! Ez egyszerűbb mint amit eddig kigondoltam.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 január 05, 11:05
Írta: Szalai György Dátum 2014 január 05, 11:05
Ja, bonyolultan is lehet.
http://wktodd.webspace.virginmedia.com/animations/probe%20type%203.gif
http://wktodd.webspace.virginmedia.com/animations/probe%20type%203.gif
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2014 január 05, 13:32
Írta: vjanos Dátum 2014 január 05, 13:32
Fél éjszaka ezen gondolkodtam... a kúpokig sikerült eljutni :)
Alul az milyen csapágypár, ami forog is, meg oldalra is kóvályog?
Alul az milyen csapágypár, ami forog is, meg oldalra is kóvályog?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2014 január 05, 13:45
Írta: Révész Richárd Dátum 2014 január 05, 13:45
Szerintem sima axial.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2014 január 05, 13:46
Írta: TROMF22 Dátum 2014 január 05, 13:46
Úgy tűnik, mintha miniatűr axilális golyóscsapágy golyósora lenne a kosárral.
A két kosár között pedig csak egy sík oldallapos tárcsa, a golyó futópályák nélkül.
A két kosár között pedig csak egy sík oldallapos tárcsa, a golyó futópályák nélkül.
Cím: Re:Mechanikai ötletek
Írta: Thowra Dátum 2014 január 05, 14:28
Írta: Thowra Dátum 2014 január 05, 14:28
Kíváncsiságból rákérdeztem a kolegára.
Néhány golyó elveszett és így csere lett.
Nem akartak kísérletezni "hasonló" golyókkal nehogy nagyobb baj legyen.
Néhány golyó elveszett és így csere lett.
Nem akartak kísérletezni "hasonló" golyókkal nehogy nagyobb baj legyen.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 január 05, 18:47
Írta: Szalai György Dátum 2014 január 05, 18:47
Pedig rég van olyan módi, hogy egy golyósanyába két különböző méretű golyót pakol a gyártó.
Amikor a sima és halk futás, oszcilláló mozgáskor is elsődleges szempont a terhelhetőséggel szemben, akkor a nagyon passzos méretű teherviselő golyók közé bepakolja a picivel kisebb méretű távtartó golyókat.
Ezt aztán takarításkor a Hobbyista vagy kiválogatja, és úgy rakja vissza ahogy kell, (Ha hallott már ilyenről egyáltalán.) vagy egyszerűen berakja esetlegesen és az eredmény is olyan lesz.
(A hibrid golyósorsók anyáiban is acélgolyó váltakozik a szilícium- nitrid golyóval.)
Amikor a sima és halk futás, oszcilláló mozgáskor is elsődleges szempont a terhelhetőséggel szemben, akkor a nagyon passzos méretű teherviselő golyók közé bepakolja a picivel kisebb méretű távtartó golyókat.
Ezt aztán takarításkor a Hobbyista vagy kiválogatja, és úgy rakja vissza ahogy kell, (Ha hallott már ilyenről egyáltalán.) vagy egyszerűen berakja esetlegesen és az eredmény is olyan lesz.
(A hibrid golyósorsók anyáiban is acélgolyó váltakozik a szilícium- nitrid golyóval.)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2014 január 05, 19:13
Írta: KoLa Dátum 2014 január 05, 19:13
Megtalálta már valaki a mrpete222 videóit 320db van!
Cím: Re:Mechanikai ötletek
Írta: andrasbsl Dátum 2014 január 06, 08:48
Írta: andrasbsl Dátum 2014 január 06, 08:48
Igen, nagyon rég óta nézem. Hasonlóan javasolt:
Keith Fenner
Oxtoolco
Abom79
James Kilroy
Tom's Techniques
Keith Rucker
Keith Fenner
Oxtoolco
Abom79
James Kilroy
Tom's Techniques
Keith Rucker
Cím: Re:Mechanikai ötletek
Írta: andrasbsl Dátum 2014 január 06, 08:55
Írta: andrasbsl Dátum 2014 január 06, 08:55
Keith Rucker itt
Keith Fenner itt
Oxtoolco ( Tom Lipton ) itt
Abom 79 ( Adam Booth ) itt
Tom's Techniques itt
James Kilroy itt
Keith Fenner itt
Oxtoolco ( Tom Lipton ) itt
Abom 79 ( Adam Booth ) itt
Tom's Techniques itt
James Kilroy itt
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2014 január 06, 11:08
Írta: vjanos Dátum 2014 január 06, 11:08
Kösz a linkeket :)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 január 06, 13:40
Írta: Csuhás Dátum 2014 január 06, 13:40
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 január 30, 21:39
Írta: svejk Dátum 2014 január 30, 21:39
Cím: Re:Mechanikai ötletek
Írta: smalla Dátum 2014 január 30, 21:48
Írta: smalla Dátum 2014 január 30, 21:48
Nekem nem jön át, hogy ebből hogyan lesz központkereső
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 január 30, 22:03
Írta: Csuhás Dátum 2014 január 30, 22:03
Olvass vissza az előzményekben pár hozzászólást. Van anigif és videó is. ( Lényeg az hogy marógépen indikátor órával kényelmesen rá tudsz állni ezzel az eszközzel egy henger vagy egy furat közepére. )
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 január 30, 22:11
Írta: s7manbs8 Dátum 2014 január 30, 22:11
Nem lenne rossz, csak mikor ilyet látok elgondolkozom, hogy akarok e én most ennek műhelyet építeni e vajon ? ... :) Az ember olyanba kezdjen, ameddig a keze elér ... :)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 február 07, 15:15
Írta: Csuhás Dátum 2014 február 07, 15:15
Egy érdekes házi készítésű gépbeállító vízmérték.
A cső valami polikarbonát lehet ( injekciós fecskendő? ) A két csavar és a középső feltámasztás lehetővé teszi a görbület vagyis az érzékenység állítását. A folyadék öngyújtó gáz. ( A kis viszkozitás miatt ) A töltő szelep is egy öngyújtóból való. Szerintem zseniális, és nagyon olcsó.

A cső valami polikarbonát lehet ( injekciós fecskendő? ) A két csavar és a középső feltámasztás lehetővé teszi a görbület vagyis az érzékenység állítását. A folyadék öngyújtó gáz. ( A kis viszkozitás miatt ) A töltő szelep is egy öngyújtóból való. Szerintem zseniális, és nagyon olcsó.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 07, 18:27
Írta: svejk Dátum 2014 február 07, 18:27
Valóban! [#eljen]
Cím: Re:Mechanikai ötletek
Írta: andrasbsl Dátum 2014 február 07, 19:18
Írta: andrasbsl Dátum 2014 február 07, 19:18
Azt áruljátok el hogy hogy, vagy hol lehet egy ilyet, vagy egy gyári preciziósat hitelesiteni, hitelesittetni?( Pontosabban beállitani vagy beállittatni, mert nem kell hogy hiteles legyen,csak simán jó legyen!)
Cím: Re:Mechanikai ötletek
Írta: xit3medzv Dátum 2014 február 07, 19:26
Írta: xit3medzv Dátum 2014 február 07, 19:26
Nagyon ügyes ez a vízmérték. Úgy kell beállítani, hogy egy tetszőleges felületre letéve, majd 180fokkal átfordítva szimmetrikus osztásokon legyen a buborék. Állításkor átlagolni kell, vagyis az eltérés felével kell korrigálni.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 február 07, 19:28
Írta: ANTAL GÁBOR Dátum 2014 február 07, 19:28
A MOM Kalibergyára ma is üzemel Kaliber kft néven. Az ügyvezető igen jó és régi ismerősöm ( Ballon István kora kb 70) fiatal korában ( gépbeállító ) vízmérték specialista volt. Ha valakinek ilyen igénye van bátran tudom ajánlani mert a mai napig működik a cég. A Miskolci Egyetemen sajnos felszámolták a Geodézia tanszéket , ott is volt kollimátor különböző geodéziai műszerek libelláinak és optikai tengelyének a beállítására.
A házi módszer közismert: Le kell tenni egy kőműves vízmértékkel beállított precíz ( köszörült ) lapra azután át kell fordítani ....
A házi módszer közismert: Le kell tenni egy kőműves vízmértékkel beállított precíz ( köszörült ) lapra azután át kell fordítani ....
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 február 07, 19:29
Írta: ANTAL GÁBOR Dátum 2014 február 07, 19:29
Gondolom a két perc beleszámít a gépelésbe ...
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 február 07, 20:00
Írta: ANTAL GÁBOR Dátum 2014 február 07, 20:00
Rosszul fogalmaztam a tanszék még meg van csak a műhelyt likvidálták az összes komoly műszerrel..
Cím: Re:Mechanikai ötletek
Írta: andrasbsl Dátum 2014 február 09, 16:04
Írta: andrasbsl Dátum 2014 február 09, 16:04
Köszönöm
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 13, 11:32
Írta: keri Dátum 2014 február 13, 11:32
Odafigyelek az ilyen mechanikai trükkökre, de ez nekem nagyon új megoldás, és zseniálisan egyszerű, amolyan kolombusz tojása!
Ugye mindenkinek ismerős a hullámhajtómű megoldása, amivel nagy arányú áttételeket lehet megvalósítani.
Meg ugye ismerős a többfokozatú bolygóműves hajtás is.
Na ez ötvözi a kettő megoldás szépségét.
kb. a 6. perctől lesz érdekes, előtte csak az építésről van szó.
Ugye mindenkinek ismerős a hullámhajtómű megoldása, amivel nagy arányú áttételeket lehet megvalósítani.
Meg ugye ismerős a többfokozatú bolygóműves hajtás is.
Na ez ötvözi a kettő megoldás szépségét.
kb. a 6. perctől lesz érdekes, előtte csak az építésről van szó.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 február 13, 12:40
Írta: Csuhás Dátum 2014 február 13, 12:40
Nekem itt valami nem stimmel. A két belső fogazású kerék eltérő fogszámú de azonos átmérőjű? Láthatóan igen, azaz az egyik fogazás vagy mindkét fogazás kissé torzított. Másrészt mire kell a középső kis kerék? Szinte azonos volna a működés ha a behajtó tengely a napkerekeket tartó alkatrészre kapcsolódna direktben.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 13, 12:57
Írta: keri Dátum 2014 február 13, 12:57
Igen. Mindent pontosan jól gondolsz.
-Lehet hajtani direktben a bolygókerekeket is, de a napkerékkel ad egy további áttételt.
-Az egyik koszorúban torzított fogak kellenek, de gyakorlati kivitelezésnél nem okoz gondot egy tengelyre két fogaskereket tenni a bolygó keréknél. A videón viszont nyílvaló a nagy mechanikai kottyanást használta ennek elcsalására, elvégre nem éppen evolvens fogazást használt :) de nekem a alapötlet tetszett.
Igazából lehet eltérő átmérő is, csak arra kell ügyelni, hogy a bolygókerekek tengelye essen egybe, de most ne kérdezd akkor hogyan számoljuk az áttételt :)
-Lehet hajtani direktben a bolygókerekeket is, de a napkerékkel ad egy további áttételt.
-Az egyik koszorúban torzított fogak kellenek, de gyakorlati kivitelezésnél nem okoz gondot egy tengelyre két fogaskereket tenni a bolygó keréknél. A videón viszont nyílvaló a nagy mechanikai kottyanást használta ennek elcsalására, elvégre nem éppen evolvens fogazást használt :) de nekem a alapötlet tetszett.
Igazából lehet eltérő átmérő is, csak arra kell ügyelni, hogy a bolygókerekek tengelye essen egybe, de most ne kérdezd akkor hogyan számoljuk az áttételt :)
Cím: Re:Mechanikai ötletek
Írta: L. Imre Dátum 2014 február 13, 13:02
Írta: L. Imre Dátum 2014 február 13, 13:02
Pontosan, ahogy mondod! Csalnak egy kicsit a fogszámon, de ez még nem jelent gondot. Repülőgép műszerekben régóta alkalmazzák 100 és 99 fogú kerekekkel, így 1:100 az áttétel. A középső kerék tényleg nem kell. Láttam már ilyet, de nem tudom melyik műszer volt.
Cím: Re:Mechanikai ötletek
Írta: smalla Dátum 2014 február 13, 13:06
Írta: smalla Dátum 2014 február 13, 13:06
az egyik belső fogazású kerék mintha 58 fogú lenne, a másik meg 60, ha jól értettem, de kici kínai (japán?) nem beszélni angol, én meg nem beszélni kínai. 4:10-nél látszik, hogy eltérő. Érdekes.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 13, 13:10
Írta: keri Dátum 2014 február 13, 13:10
Mondjuk így belegondolva, egy rendes fogaskerékpáron a fogak csak gördülnek egymáson.
Itt mindenképpen csúszni is kell, ami növeli a kopást és rontja a hatékonyságot.
Nem tudom mennyire számít ez, de lehet ezért nem terjedt el.
Itt mindenképpen csúszni is kell, ami növeli a kopást és rontja a hatékonyságot.
Nem tudom mennyire számít ez, de lehet ezért nem terjedt el.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 14, 12:30
Írta: s7manbs8 Dátum 2014 február 14, 12:30
Barkács cnc X-Y tengely merőlegességének beállítási módszere:

Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 február 14, 16:07
Írta: hostya Dátum 2014 február 14, 16:07
Elismerésre méltó a segítő szándékod, de aki meg akarja érteni, annak jó ha van egy idősebb gyógyszerész(patikus) ismerőse. :)
A régiek tudták olvasni az orvosok kézírását (többé-kevésbé)..
A fiatalabbaknak már könnyebb dolguk van.. [#integet2]
A régiek tudták olvasni az orvosok kézírását (többé-kevésbé)..
A fiatalabbaknak már könnyebb dolguk van.. [#integet2]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 február 14, 16:11
Írta: ANTAL GÁBOR Dátum 2014 február 14, 16:11
Egy kicsit belekotyoghatok ? Hazánk szülötte Galamb József a Ford művekbe megalkotta a Ford T modell külső fogaskerekes K+K típusú bolygóművét ( amiből a T modellbe kb 2.5 millió darabot építettek be ) Nos az egy hídon hajtott ( a hid tengelyén két bolygókereket tartalmazó hajtómű két napkerékkel . Az egyik napkerék áll, a másik napkerékről veszi le a hajtást . Igen nagy módosításra képes ha a napkerekek fogszáma csak eggyel különbözik Ha profileltolással fogazzuk az összes kereket akkor a két bolygókerék egyesíthető A fogazás nem torzított,korrekt de a gördülőkörök átmérői természetesen mások . Csináltam játékból ilyen hajtóművet. A nagy módosítás miatt a hatásfok romlik. Ugyanennek a rendszernek van belső fogazatú változata . B+B típusú hajtómű. ( annak jobb a hatásfoka ) A kis kínai egy ilyen B+ B tipusú hajtóműnek egy változatát mutatja . Nincs benne semmi trükk. Egy újszülöttnek minden vicc ........ Ha valakit érdekel akkor csinálhatok egy vázlatot és feltehetem a táramba
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 február 14, 16:18
Írta: ANTAL GÁBOR Dátum 2014 február 14, 16:18
Annyit még hogy én kb 1975 ben láttam az első ilyen bolygóművet használatban ( Egy EMCO gyalugép gyalutengelyéről közvetlenül hajtották az előtolóhengereket. Műszerhajtóművekben kis surlódású műanyag kerekekkel a mai napig használják. Egyébként nagyon tanulságos utánaolvasni a Galamb féle hajtóműnek mert a maga korában zseniális volt (egyesítette magában az előre / hátra menetet és a kuplungot )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 14, 16:39
Írta: 000000000 Dátum 2014 február 14, 16:39
Van egy kis 12 voltos motorom/mint két rudelem/ annak a végére is valami bolygókerekes hajtás van rátéve 1:210 lassítással.A nyomatéka 12 Nm.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 14, 21:12
Írta: keri Dátum 2014 február 14, 21:12
Szeretem gyűjtögetni elmémben az okos megoldásokat és ez új volt még számomra.
Bolygóművet ismerem, de ezt a kis elétérő fogszámú, nagy arányú áttételt eddig csak a hullámhajtóműnél, és a cikois hajtóműnől ismertem csak, csak utóbbinál viszonylag kevés fogszámot lehet belezsúfolni, de cserébe jó a hatásfok. Nyilván ez az újszülött meg a vicc esete. Ahogy a mondás tartja, mechanikában már 100 éve kitalálták amit lehet. Nem ritkán az ipari forradalom idejéből szoktam találni a leg érdekesebb megoldásokat.
A külső bolygó kerekes megoldás is jó, egyszerűbb gyártani.
Ha lesz 3D nyomtatóm biztos csinálok egy ilyet próbaképen.
Bolygóművet ismerem, de ezt a kis elétérő fogszámú, nagy arányú áttételt eddig csak a hullámhajtóműnél, és a cikois hajtóműnől ismertem csak, csak utóbbinál viszonylag kevés fogszámot lehet belezsúfolni, de cserébe jó a hatásfok. Nyilván ez az újszülött meg a vicc esete. Ahogy a mondás tartja, mechanikában már 100 éve kitalálták amit lehet. Nem ritkán az ipari forradalom idejéből szoktam találni a leg érdekesebb megoldásokat.
A külső bolygó kerekes megoldás is jó, egyszerűbb gyártani.
Ha lesz 3D nyomtatóm biztos csinálok egy ilyet próbaképen.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 14, 21:17
Írta: s7manbs8 Dátum 2014 február 14, 21:17
Mivel akkoriban még lehet jobban rá voltak kényszerülve hogy valamit kitaláljanak, ma meg csak bemegy az iskolába és minden kéznél van készen.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 14, 21:21
Írta: s7manbs8 Dátum 2014 február 14, 21:21
14 és 16-os trapézmenetes orsónak a végmegmunkálásához milyen csapágyat illik betervezni aminek a belsője 10mm vagy létezik olyan méret, ebben a mérettartományban milyen van, ami olcsó is , meg megfelelő kb. Két összefeszített egy anyával menttel a végében a vége meg legyen 8 mm tengely vége ? Van itt nekem egy olyan, aminek egyik végén 12mm a belső ez 16 mm-es orsó, csak másik végén még semmi nincs egyelőre. Meg akarnám rajzolni, meg valami csapágyházat is hozzá, hogy meg tudja csináltatni valakivel majd, most gondoltam nagyon ráérek, így berajzolom.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 14, 21:34
Írta: keri Dátum 2014 február 14, 21:34
Inkább úgy fogalmaznék, hogy azóta rájöttek mit érdemes. Pl. felesleges komplex megoldásokat használni, ha egyszerűvel is lehet. Kitaláltak mindenfélét, aztán ami a gyakorlatban is használható, gazdaságos, az maradt a köztudatban, a többi meg maradt érdekességnek.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2014 február 14, 21:55
Írta: Rabb Ferenc Dátum 2014 február 14, 21:55
Hajtásoldalra tegyél két 7200-ast. 10*30*9mm egysoros ferde hatásvonalú.
A szabadonfutó oldalra 6200. 10*30*9mm egysoros mélyhornyú.
A szabadonfutó oldalra 6200. 10*30*9mm egysoros mélyhornyú.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 14, 21:57
Írta: s7manbs8 Dátum 2014 február 14, 21:57
Vagy jobb kérdésem van, van ilyen kész rajz a neten, ami 14, 16 mm-es trapézorsó csapágyazását mutatja, nem ezt hívjátok O elrendezésnek, amikor két csapágy van és közte egy váll a csapágyházban és anyával szorítod meg amennyire akarod előfeszíted. ?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 14, 22:06
Írta: keri Dátum 2014 február 14, 22:06
Én csak egy hézagoló lemezt raktam a külső csapágygyűrűk közé. Egyszerűbb ehhez csapágyházat csinálni.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 február 14, 22:10
Írta: ANTAL GÁBOR Dátum 2014 február 14, 22:10
majd csinálok egy rajzot és elküldöm magánban
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 február 15, 07:50
Írta: Szalai György Dátum 2014 február 15, 07:50
A trapézmenetet talán egyetlen előnye a nagy átvihető axiális nyomaték, ezért alkalmazzák egyszerű mozgatóban és emelőben. Radiális irányban többnyire nem terhelik.
Akkor minek akarnád radiális igénybevételre is csapágyazni, ferde hatásvonalú csapágyakkal?
Emelőben, egy oldalról ható erő felvételére, egysoros axiális golyóscsapágy.
10mm átmérőjű tengelyvégre 51100, vagy 51200.
12mm átmérőjű tengelyvégre 51101, vagy 51201.
15mm átmérőjű tengelyvégre 51102, vagy 51202.
Mozgatóban, két oldalról ható erő felvételére, kétsoros axiális golyóscsapágy.
10mm átmérőjű tengelyvégre 52202.
15mm átmérőjű tengelyvégre 52204, vagy 52405.
(Ha egy nagyon tömzsi orsóról lenne szó, ami mellé nem teszel lineáris vezetéket, de az anyáját tengelyre merőlegesen is terhelnéd, akkor lehetne ferde hatásvonalú csapágyakban gondolkodni.)
Szerintem.
Akkor minek akarnád radiális igénybevételre is csapágyazni, ferde hatásvonalú csapágyakkal?
Emelőben, egy oldalról ható erő felvételére, egysoros axiális golyóscsapágy.
10mm átmérőjű tengelyvégre 51100, vagy 51200.
12mm átmérőjű tengelyvégre 51101, vagy 51201.
15mm átmérőjű tengelyvégre 51102, vagy 51202.
Mozgatóban, két oldalról ható erő felvételére, kétsoros axiális golyóscsapágy.
10mm átmérőjű tengelyvégre 52202.
15mm átmérőjű tengelyvégre 52204, vagy 52405.
(Ha egy nagyon tömzsi orsóról lenne szó, ami mellé nem teszel lineáris vezetéket, de az anyáját tengelyre merőlegesen is terhelnéd, akkor lehetne ferde hatásvonalú csapágyakban gondolkodni.)
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 15, 07:53
Írta: keri Dátum 2014 február 15, 07:53
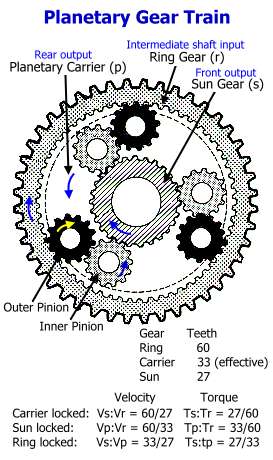
Cím: Re:Mechanikai ötletek
Írta: ks46twg3x Dátum 2014 február 15, 09:01
Írta: ks46twg3x Dátum 2014 február 15, 09:01
központ kereső, tapintó:
http://www.google.com/patents/US20120279079
http://www.google.com/patents/US20120279079
Cím: Re:Mechanikai ötletek
Írta: wm94bppdn Dátum 2014 február 15, 22:07
Írta: wm94bppdn Dátum 2014 február 15, 22:07
Én is kérem! Nekem már egyszer elmagyaráztad, és akkor megis értettem, de annyira jó, hogy érdemes megjegyezni.
Cím: Re:Mechanikai ötletek
Írta: wm94bppdn Dátum 2014 február 15, 22:08
Írta: wm94bppdn Dátum 2014 február 15, 22:08
meg is értettem (spacebar akadozik)
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2014 február 16, 19:06
Írta: a86ifm7g5 Dátum 2014 február 16, 19:06
Helló!
DB25 csatlakozó műszaki rajzát, esetleg olyan dxf-et, vagy vertic, vagy corel fájlt keresek, ami tartalmazza a DB25-ös csatlakozó "előlapi" rajzát.
Gyakorlatilag egyszerűbb az előlapot kimarni, mint furkálni és aztán reszelni. Remélem sikerült körbeírni, hogy mit is szeretnék kérni.
Köszönöm szépen!
DB25 csatlakozó műszaki rajzát, esetleg olyan dxf-et, vagy vertic, vagy corel fájlt keresek, ami tartalmazza a DB25-ös csatlakozó "előlapi" rajzát.
Gyakorlatilag egyszerűbb az előlapot kimarni, mint furkálni és aztán reszelni. Remélem sikerült körbeírni, hogy mit is szeretnék kérni.
Köszönöm szépen!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 február 16, 19:11
Írta: PSoft Dátum 2014 február 16, 19:11
Ha jól emlékszem,a Mach Wizard-jai közt valahol meg van a DB25 és a DB9 is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 16, 20:58
Írta: 000000000 Dátum 2014 február 16, 20:58
Én ezt úgy csináltam, hogy tolómérő és Artcam.
Tökéletes lett.
Tökéletes lett.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 16, 21:01
Írta: svejk Dátum 2014 február 16, 21:01
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 16, 21:02
Írta: svejk Dátum 2014 február 16, 21:02
Azok nem olyan béna szögletesek?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 16, 21:04
Írta: s7manbs8 Dátum 2014 február 16, 21:04
Azt hiszem a Front Panel Designer programban is benne van , a múltkor már el is kezdtem rajzolni egy előlap tervet.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 16, 21:05
Írta: s7manbs8 Dátum 2014 február 16, 21:05
Benne van, meg néztem most hirtelen, azzal megrajzolhatod az előlapot dxf-be ki lehet exportálni.
Cím: Re:Mechanikai ötletek
Írta: Karácsony Sándor Dátum 2014 február 16, 21:13
Írta: Karácsony Sándor Dátum 2014 február 16, 21:13
Szerintem ez nem rossz. Nincs axiális játéka ,zárt,könnyű szerelni olcsó.Hobbigépbe jó is lehet 3200zz
Cím: Re:Mechanikai ötletek
Írta: Karácsony Sándor Dátum 2014 február 16, 21:13
Írta: Karácsony Sándor Dátum 2014 február 16, 21:13
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 16, 21:17
Írta: s7manbs8 Dátum 2014 február 16, 21:17
Kösz, ez lehet pont jó is lesz, ilyen fajta. Néztem az Sz.Józsi féle orsók csapágyazását, ott úgy láttam 608-asok vannak benne, de az enyém az orsó is vastagabb, meg az erre gyenge lenne gondolom. Azok is biztos jók, a vékonyabb orsókhoz.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 16, 21:26
Írta: jani300 Dátum 2014 február 16, 21:26
Hát ez tényleg jónak , és egyszerűen kivitelezhetőnek tűnik ! Ha van ellenérv a használata ellen , kíváncsi lennék rá !
Láttam már itt hasonlóval forgatót . Arról rögtön kiszúrtam hogy gépkocsi csapágy .
Láttam már itt hasonlóval forgatót . Arról rögtön kiszúrtam hogy gépkocsi csapágy .
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2014 február 16, 21:46
Írta: vjanos Dátum 2014 február 16, 21:46
A webshop nagyvonalúan lehagyta az alaptípuson felüli jelöléseket, pedig azokból lehetne a pontosságáról többet tudni...
A legolcsóbb kétsoros tuti nem kottyanásmentes.
Egyébként az én Z tengelyem is ilyenből lesz, de az egy valamilyen gép golyósorsólyáról lett lebontva. A többi jelölését most nem tudom megmondani, de a múltkor valaki precíziósnak nevezte :)
A legolcsóbb kétsoros tuti nem kottyanásmentes.
Egyébként az én Z tengelyem is ilyenből lesz, de az egy valamilyen gép golyósorsólyáról lett lebontva. A többi jelölését most nem tudom megmondani, de a múltkor valaki precíziósnak nevezte :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 16, 21:51
Írta: jani300 Dátum 2014 február 16, 21:51
Köszönöm a választ !
Lehet túl egyszerű és olcsó lett volna . Kár :(
Lehet túl egyszerű és olcsó lett volna . Kár :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 16, 21:52
Írta: svejk Dátum 2014 február 16, 21:52
A mezeieknek nagy a csapágyhézaga, ha jól rémlik akkora mint mélyhornyúaknak.
C2-eske közül kellene válogatni...
Emlékszel Szalai György, mennyit szenvedtünk az ilyen INA csapágyakkal mire lehúzgáltuk a 25x25-ös golyósorsókról?
No azok nem kottyannak ma sem...
C2-eske közül kellene válogatni...
Emlékszel Szalai György, mennyit szenvedtünk az ilyen INA csapágyakkal mire lehúzgáltuk a 25x25-ös golyósorsókról?
No azok nem kottyannak ma sem...
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2014 február 16, 22:09
Írta: Vetesi75 Dátum 2014 február 16, 22:09
A C2 a standard hézag. Rendszerint külön nem jelölik, ill. a jelölésből elhagyható.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 16, 22:20
Írta: svejk Dátum 2014 február 16, 22:20
No nemá'! [#ejnye1]
Van a normál hézag, ami nincs jelölve.
C3 a normálnál nagyobb hézag
C2 a normálnál kisebb hézag.
Van a normál hézag, ami nincs jelölve.
C3 a normálnál nagyobb hézag
C2 a normálnál kisebb hézag.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 16, 22:21
Írta: jani300 Dátum 2014 február 16, 22:21
Rákerestem . Ezt írja a C2 -re "Radiális hézag a normálnál kisebb"
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 16, 22:28
Írta: jani300 Dátum 2014 február 16, 22:28
Köszönöm a válaszokat ! Értem miért vannak a "maszek" előfeszített csapágyak . Sima anyagi oka lehet . Ha nem jutok hozzá megfelelő "ipari hulladékhoz" , nekem is ez martad .
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2014 február 16, 22:32
Írta: Vetesi75 Dátum 2014 február 16, 22:32
Köszönöm a helyesbítést! Erre sajnos rosszul emlékeztem és remélem sikerül jól megjegyeznem hosszabb távon is. [#worship]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 február 16, 22:47
Írta: PSoft Dátum 2014 február 16, 22:47
Nem tudom,hogy mennyire "szögletesek".
A gyakorlatban,még nem használtam a Mach-ot erre a feladatra.
Ha a képernyőképet nézem,talán nem.
Ötös kép.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 18, 21:50
Írta: istvan58 Dátum 2014 február 18, 21:50
Azthited szórakozásbol csináljuk [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 20, 22:55
Írta: s7manbs8 Dátum 2014 február 20, 22:55
Na, most itt agyalva a gép beállításokon, meg egyebeken, kitaláltam egy módszert hogy a gép X, Y beállítását hogy lehet jól megoldani, hogy merőleges legyen, meg az orsók menetemelkedését is be lehessen állítani pontosan amennyire lehet.
Rászerelek egy webkamerát a Z-re hogy nagyítva lehessen látni az asztalra rátett pozíció és merőleges fóliát, amin vagy egy merőleges vonal és stb,
Az egyik sarkán rögzítem az egyik tengelyet a másokhoz képest hogy el lehessen forgatni, aztán
ennek az ábrának a kiinduló pontjára belövöm a kamera közepét, majd az ábra sarkaira viszem a kamerát és meglátszik, hogy merőleges e vagy sem, aztán lehet állítani és addig amíg nem lesz pont jó, ugyanígy a hosszat is lehet ellenőrizni, ha nem jó, akkor az eltérés arányával kell a menetemelkedést átszámolni és az is megvan akkor kész.
Rászerelek egy webkamerát a Z-re hogy nagyítva lehessen látni az asztalra rátett pozíció és merőleges fóliát, amin vagy egy merőleges vonal és stb,
Az egyik sarkán rögzítem az egyik tengelyet a másokhoz képest hogy el lehessen forgatni, aztán
ennek az ábrának a kiinduló pontjára belövöm a kamera közepét, majd az ábra sarkaira viszem a kamerát és meglátszik, hogy merőleges e vagy sem, aztán lehet állítani és addig amíg nem lesz pont jó, ugyanígy a hosszat is lehet ellenőrizni, ha nem jó, akkor az eltérés arányával kell a menetemelkedést átszámolni és az is megvan akkor kész.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 február 21, 07:04
Írta: Csuhás Dátum 2014 február 21, 07:04
Ezzel szemben az ipari gyakorlat az hogy mágnestalpas mérőórával tapintják végig a párhuzamos felületeket, vagy a jó minőségű derékszög élét. A te módszeredet nem igazán értem, de így is van néhány furcsa eleme. Egy fólia, amin valami mérőábra van? Az ábra mitől pontos? A fólia deformálódik ha feszíted, és hullámos ha nem teszed. A kamera jól mutat egy két század eltérést? Az ábrád vonalvastagsága is ennél többet szór. Ilyen jellegű beállítást csak egyfélét ismerek: Feszített vékony huzalt mikroszkóppal, vagy érintkezővel végigtapogatva lehet egyenesbe állítani az első sínt a gépen, majd a sínre rakott kocsira fogott órával lehet hozzáállítani a párját.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2014 február 21, 07:26
Írta: besirkyjh Dátum 2014 február 21, 07:26
Szia
Lényegesen egyszerübb és pontosabb modszer ha rajzoltatsz a gépeddel egy a lehetö legnagyobb négyszöget és megméred az átloját bátmivel .A két átlo egyformasága fogja adni a deréksöged , párhuzamod , pontosságát .
Sok buktatoja van a mechanikai beállitásoknak , vannak trükkök amik jol haszálhatoak .
Lényegesen egyszerübb és pontosabb modszer ha rajzoltatsz a gépeddel egy a lehetö legnagyobb négyszöget és megméred az átloját bátmivel .A két átlo egyformasága fogja adni a deréksöged , párhuzamod , pontosságát .
Sok buktatoja van a mechanikai beállitásoknak , vannak trükkök amik jol haszálhatoak .
Cím: Re:Mechanikai ötletek
Írta: 9a43swpp Dátum 2014 február 21, 08:52
Írta: 9a43swpp Dátum 2014 február 21, 08:52
Ez tetszik. Van valami hasonlóan ötletes és egyszerű módszer a Z tengely merőlegességének beállítására is?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2014 február 21, 08:57
Írta: Rabb Ferenc Dátum 2014 február 21, 08:57
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 21, 11:38
Írta: s7manbs8 Dátum 2014 február 21, 11:38
Aha régen már ezt is kitaláltam, csak most a kamera használat miatt jutott eszembe a kamerát használni ilyesmire, mert úgyis fogom használni az SMD beültetésnél is és kicsit gyakoroljak vele.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 21, 11:40
Írta: s7manbs8 Dátum 2014 február 21, 11:40
Ott is egy órát a végéra akasztva meg látszik merre dől, ha dől. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 21, 11:41
Írta: s7manbs8 Dátum 2014 február 21, 11:41
Jó, is ha ez a dolog néha felmerül, mert nem mindenki tudja ezeket, vagy találja ki magától.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 21, 12:06
Írta: s7manbs8 Dátum 2014 február 21, 12:06
Ez a körzős módszer csak azt mondja meg, hogy a főorsó tengelye merőleges az asztalra, de attól még a Z mozgása nem biztos hogy merőleges. Azt is be kell állítani, meg a főorsót is mindent ...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 12:29
Írta: 000000000 Dátum 2014 február 21, 12:29
Na erre kérdeztem rá én is párszor, de eddig válasz nem volt!
Ezzel a módszerrel a szerszám merőlegességét lehet beállítani.
De a szerszám középpontja a magasság változtatásával símán elmehet bármilyen irányba.
Magyarul, ha felemelem 100mm-re vagy 0-ra le, akkor a középpont helyzete ne változzon.
Ezt a merőlegest hogy lehet órázni és mihez?
Ezzel a módszerrel a szerszám merőlegességét lehet beállítani.
De a szerszám középpontja a magasság változtatásával símán elmehet bármilyen irányba.
Magyarul, ha felemelem 100mm-re vagy 0-ra le, akkor a középpont helyzete ne változzon.
Ezt a merőlegest hogy lehet órázni és mihez?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 21, 12:34
Írta: s7manbs8 Dátum 2014 február 21, 12:34
Ha ráteszünk az asztalra egy etalon hengert vagy kockát, akkor gondolom órával meg lehet látni, hogy mi a helyzet, persze hogy ettől könnyebb meg szerszám mentesebb módszer milyen van azt nem tudom.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 21, 12:34
Írta: svejk Dátum 2014 február 21, 12:34
Pl. felfogatsz egy mérőórát a Z egységre a mérendő irányba és az asztalra helyezett etalon derékszögű test függőleges falát letapogatod.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 12:35
Írta: istvan58 Dátum 2014 február 21, 12:35
ezen én is godolkodtam,
esetleg egy pontos derékszöget az asztalra és azt leórázni fügőlegesen?
esetleg egy pontos derékszöget az asztalra és azt leórázni fügőlegesen?
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 12:36
Írta: istvan58 Dátum 2014 február 21, 12:36
na sokan irtuk ugyanazt egyszerre :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 21, 12:37
Írta: s7manbs8 Dátum 2014 február 21, 12:37
Na már ki is találtuk Svejkkel első helyezést értünk el. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 21, 12:38
Írta: s7manbs8 Dátum 2014 február 21, 12:38
Reggel alfa állapotban végiggondoltam mindent. Olyankor sokkal tisztábban látszanak a dolgok.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 12:38
Írta: istvan58 Dátum 2014 február 21, 12:38
de szoros volt a hajrá [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2014 február 21, 12:48
Írta: besirkyjh Dátum 2014 február 21, 12:48
Szia
Elsö helyezés ? :)
Ahhoz hogy a derékszöggel mérni tudj az asztalnak már az X és Y tengellyel párhuzamosnak kel lennie de azt nem tudod addig megoldani mig a Z tengely nem tökéletes ( csak lépcsösre ) .Ez csak akkor kivitelezhetö ha két irányban ( X Y ) marsz egy egy hornyot ( bázist ) amibe a darékszöget teszed méréskor , a többi ugyan az .
Andrásnak : ha a körzö külsö szárát meg hosszabitod 100mm-es ( a példa kedvéért ) akkor ugyan azt kel mérned mint a rövidebb szárral ha nem , akkor jol látszik a különbség is hogy mit és merre .
Itt is feltétel az X-Y bázis felület .
Elsö helyezés ? :)
Ahhoz hogy a derékszöggel mérni tudj az asztalnak már az X és Y tengellyel párhuzamosnak kel lennie de azt nem tudod addig megoldani mig a Z tengely nem tökéletes ( csak lépcsösre ) .Ez csak akkor kivitelezhetö ha két irányban ( X Y ) marsz egy egy hornyot ( bázist ) amibe a darékszöget teszed méréskor , a többi ugyan az .
Andrásnak : ha a körzö külsö szárát meg hosszabitod 100mm-es ( a példa kedvéért ) akkor ugyan azt kel mérned mint a rövidebb szárral ha nem , akkor jol látszik a különbség is hogy mit és merre .
Itt is feltétel az X-Y bázis felület .
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 21, 12:57
Írta: svejk Dátum 2014 február 21, 12:57
Mi köze a Z tengelynek az asztal és az X, Y tengely párhuzamosságához?
A Z tengely még csak tervbe sem kell hogy legyen, amikor már be kell állítanod az asztalt és az X, Y tengelyeket.
Azt felejtsétek már el, hogy az asztalt síkba marom saját magával... Ez csak arra jó, hogy az X, Y tengely hibáit rávigyétek az asztalra.
A Z tengely még csak tervbe sem kell hogy legyen, amikor már be kell állítanod az asztalt és az X, Y tengelyeket.
Azt felejtsétek már el, hogy az asztalt síkba marom saját magával... Ez csak arra jó, hogy az X, Y tengely hibáit rávigyétek az asztalra.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 13:01
Írta: istvan58 Dátum 2014 február 21, 13:01
már peddig én sikba fogom marni, :) nics más lehetőségem.
De azért valamilyen egyenes akármivel (pl, köszörültetek egy 40x40 es zártszelvényt) órával magnézem hogy megy az X,Y.
De azért valamilyen egyenes akármivel (pl, köszörültetek egy 40x40 es zártszelvényt) órával magnézem hogy megy az X,Y.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2014 február 21, 13:05
Írta: besirkyjh Dátum 2014 február 21, 13:05
Szia
Hát csak annyi hogy abban van a szerszám amivel bármilyen megmunkálást végzel .
Azt a bemásolt hibát beleteszi egy külsö gép is amivel a sinek hellyeit marják .
Ennyire nem egyszerü ez .
Ettöl függetlenül nem szeretnék vitázni erröl senkivel , mindenkinek van magához valo esze és a szerint ténykedjen :)
Hát csak annyi hogy abban van a szerszám amivel bármilyen megmunkálást végzel .
Azt a bemásolt hibát beleteszi egy külsö gép is amivel a sinek hellyeit marják .
Ennyire nem egyszerü ez .
Ettöl függetlenül nem szeretnék vitázni erröl senkivel , mindenkinek van magához valo esze és a szerint ténykedjen :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 21, 13:17
Írta: svejk Dátum 2014 február 21, 13:17
Akkor mi a túrónak marattad fel a keretet?
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 13:26
Írta: istvan58 Dátum 2014 február 21, 13:26
valamire rá kellet szerelni az idejglenes síneket az oldal gyaluláshoz....Első körben csak hézagoltam és sz@r lett, aztán síkbamarás után ujragyalultam és jó lett...de ezt a topikom elején láthatod.
Kellet egy referencia felület, most ahoz ha beórázom az Y irányt 1-2 századon belül mozgok.
Ugy hogy nyugodtan ráviszem ezt a hibát az asztalra.
Kellet egy referencia felület, most ahoz ha beórázom az Y irányt 1-2 századon belül mozgok.
Ugy hogy nyugodtan ráviszem ezt a hibát az asztalra.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 21, 13:34
Írta: svejk Dátum 2014 február 21, 13:34
No látod, Te is az "asztalhoz" állítottad a síneket.
Az, hogy ezután ráraksz egy munkaasztalt és azt megmarod már más tészta.
Az, hogy ezután ráraksz egy munkaasztalt és azt megmarod már más tészta.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 13:34
Írta: istvan58 Dátum 2014 február 21, 13:34
még mindég zavarba vagyok az X-Y tengelyekel...külföldi fórumokon a hosziránti tengely az X itt meg forditva...ezért mindég belekavarodok.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 13:35
Írta: istvan58 Dátum 2014 február 21, 13:35
most hogy asztalhoz vagy máshoz az mindegy...de egy referencia felület az jól jön az biztos.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 13:41
Írta: 000000000 Dátum 2014 február 21, 13:41
Igen, a pontos derékszög.
Vettem BETA precíziós talpas derékszöget.
Csak meg ne forgassam a tengelye körül, mert elhányom magam!
Kb bicskával faragott precizitás 8ezerért!
Se nem egyenes, se nem derékszög.
Ezért kérdeztem a mikéntjét.
A Z-re fogattam az órát és két irányban állítottam, csak ilyen precíziós derékszögnek nevezett akármivel csak saccolni lehet.
Ipari viszonylatban hogy történik a beállítás?
Vettem BETA precíziós talpas derékszöget.
Csak meg ne forgassam a tengelye körül, mert elhányom magam!
Kb bicskával faragott precizitás 8ezerért!
Se nem egyenes, se nem derékszög.
Ezért kérdeztem a mikéntjét.
A Z-re fogattam az órát és két irányban állítottam, csak ilyen precíziós derékszögnek nevezett akármivel csak saccolni lehet.
Ipari viszonylatban hogy történik a beállítás?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 13:44
Írta: 000000000 Dátum 2014 február 21, 13:44
Nem értetted a kérdést!
Beállítom a körzős órával egyformára.
Ez elvileg merőleges minden irányban.
Most fogok egy 0,2mm-es fúrót és fúrok 10mm mélyen.
2mm-nél eltörik, mert a fúró tengelyvonala már 0,05mm-el elment akármerre.
Érted a kérdést?
Attól, hogy a körző szára hosszabb, még a hiba megvan!
Beállítom a körzős órával egyformára.
Ez elvileg merőleges minden irányban.
Most fogok egy 0,2mm-es fúrót és fúrok 10mm mélyen.
2mm-nél eltörik, mert a fúró tengelyvonala már 0,05mm-el elment akármerre.
Érted a kérdést?
Attól, hogy a körző szára hosszabb, még a hiba megvan!
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 13:49
Írta: istvan58 Dátum 2014 február 21, 13:49
esetleg folyamatosan növelni a körző szárat és mindég ujrarajzolni, talán látszik ha a kör elmászik valamerre.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 13:51
Írta: istvan58 Dátum 2014 február 21, 13:51
vagy egy esztergált hengert körbe órázni külömböző magaságban.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 14:26
Írta: 000000000 Dátum 2014 február 21, 14:26
A főorsó ellenőrzésére a legjobb megoldás a mellékel képen látható
Az összes többi hibára meg megjelel egy mérőóra is és adott sík mellet a gépet végig járatni.
Egyből kibukik ha nem párhuzamos.
Kár ennek nagy feneket keríteni !

Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 február 21, 14:32
Írta: Csuhás Dátum 2014 február 21, 14:32
Ezzel nagyszerűen be tudod állítani a főorsó tengelyének a merőlegességét az asztalhoz. Az itteni párbeszéd viszont a Z irányú mozgás merőlegességének beállításáról szól.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 21, 14:45
Írta: s7manbs8 Dátum 2014 február 21, 14:45
Igen, mert ha nem merőleges a Z, akkor törik stb. a szerszám, meg nem is lesz jó a munkadarab, kivéve, ha csak majdnem 2D síklapot vagdalsz vagy fúrkálsz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 14:50
Írta: 000000000 Dátum 2014 február 21, 14:50
Arra írtam azt hogy "Az összes többi hibára meg megjelel egy mérőóra is és adott sík mellet a gépet végig járatni. "
De mindenek előtt ugye nem árt ezt ellenőrizni.
Utána max teszel egy derékszöget az asztalra a föórsóra meg egy órát és az mellett szépen végigküldöd a Z tengelyt.
Már is kibukik az adott tengelyere merőleges hiba.
Az meg nagyon erős tülzás, ha 0.05mm elmegy a Z tengely eltörik egy 2mm-es fúró.
Még egy keményfém fúró is több axiális hibát elvisel !
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 14:52
Írta: istvan58 Dátum 2014 február 21, 14:52
András 0,2 es fúrót irt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 14:55
Írta: 000000000 Dátum 2014 február 21, 14:55
Még az is kibír annyit.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 21, 14:59
Írta: svejk Dátum 2014 február 21, 14:59
Valóban, a talpas derékszögek és társaik tényleg nem valami pontosak.
Régebben sokat jártuk a MÉH-telepeket. Én mindig gyűjtöttem a derékszögben és párhuzamosan megmunkált, főleg köszörült alkatrészeket, bármik is voltak azok.
Sokat is b@szogatott e miatt a Varga Laci. :)
Nem kell nagy darab, elég egy 50x50-es kockai is. Az ilyen mérésekhez viszont jól jöhet az egyébiránt sokszor felesleges és bosszantó ezredes óra.
Régebben sokat jártuk a MÉH-telepeket. Én mindig gyűjtöttem a derékszögben és párhuzamosan megmunkált, főleg köszörült alkatrészeket, bármik is voltak azok.
Sokat is b@szogatott e miatt a Varga Laci. :)
Nem kell nagy darab, elég egy 50x50-es kockai is. Az ilyen mérésekhez viszont jól jöhet az egyébiránt sokszor felesleges és bosszantó ezredes óra.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 15:07
Írta: 000000000 Dátum 2014 február 21, 15:07
Hobby szinten szőrszálhasogatás az ezredes óra, főleg alu profilból összerakott max pár száz kilós gépeknél.
Csak elég volt a kezem rátenni a gépre és egyből össze vissza mászkált az óra, és még nem is nyomtam meg.
10 tonna alatti gépeknél kár ezredekről beszélni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 15:14
Írta: 000000000 Dátum 2014 február 21, 15:14
Ezred?
Ugyan ne vacakoljatok már!
Itt a nagyolás is minimum tízezred. [#nevetes1]
Ahogy ez már régen kiderült.
Ugyan ne vacakoljatok már!
Itt a nagyolás is minimum tízezred. [#nevetes1]
Ahogy ez már régen kiderült.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2014 február 21, 15:16
Írta: besirkyjh Dátum 2014 február 21, 15:16
Értettem a kérdést nagyon is és ki is akartam javitani az irást ( mert hogy ha a maromotor megöleges az asztalra akkor a Z tengely akár 45fokban is mozoghat mindig ugyan azt mérem ) .
Hirtelen mnden fontosabb lett mint hogy itt ötleteljek .
Jo moka pedig :)
Hirtelen mnden fontosabb lett mint hogy itt ötleteljek .
Jo moka pedig :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 15:16
Írta: jani300 Dátum 2014 február 21, 15:16
Most olvastam :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 15:19
Írta: 000000000 Dátum 2014 február 21, 15:19
Mellesleg amit írtak itt hogy: "Most fogok egy 0,2mm-es fúrót és fúrok 10mm mélyen.
2mm-nél eltörik, mert a fúró tengelyvonala már 0,05mm-el elment akármerre."
Ez akkor túlzás, hogy az már blődség.
Tételezzük fel 2mm-en elmegy 0.05 miliméteret a Z tengely X vagy Y irányba az 100mm hosszon már 2.5mm eltérés.
200mm-en 5mm , ezt ha valaki nem veszi észre egy rozsdás asztalos derékszöggel sem az NE építsen inkább semmit.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 15:31
Írta: jani300 Dátum 2014 február 21, 15:31
Azt nem láttam eddig írta e valaki ,hogy át kell fordítani a derékszöget ,mint a vízmértéket . Máris pontos eredményt ad . Ha legalább egyenes ..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 15:34
Írta: 000000000 Dátum 2014 február 21, 15:34
Szerintem ez alapvető dolog, legalább is nálam, hogy az ilyen mérőeszközöket ellenőrzöm saját magával.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 15:35
Írta: 000000000 Dátum 2014 február 21, 15:35
"mert hogy ha a maromotor megöleges az asztalra akkor a Z tengely akár 45fokban is mozoghat mindig ugyan azt mérem"
Ennyi "tudással" egy közmunkás tanfolyamról kitennének, pedig ott állítólag nem magasak a követelmények.
Ennyit az itteni oszlopos tagokról. Nincs ezzel ő egyedül!
Ennyi "tudással" egy közmunkás tanfolyamról kitennének, pedig ott állítólag nem magasak a követelmények.
Ennyit az itteni oszlopos tagokról. Nincs ezzel ő egyedül!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 15:37
Írta: 000000000 Dátum 2014 február 21, 15:37
De mikor egy NORMÁLIS használható derékszöget nem lehet kapni, amin az órát os végig lehet tolni anélkül, hogy ne ugrálna össze vissza, akkor nem is olyan hülyeség a kérdés.
A fúró méreteket csak hasraütésre írtam a szemléltetés végett.
Nézd meg egy új derékszög bármelyik oldalár, hogy hogy van megmunkálva.
Szörnyű.
A fúró méreteket csak hasraütésre írtam a szemléltetés végett.
Nézd meg egy új derékszög bármelyik oldalár, hogy hogy van megmunkálva.
Szörnyű.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 15:38
Írta: jani300 Dátum 2014 február 21, 15:38
Arról volt szó hogy lehet a derékszög se pontos :) De annyi volt a hozzászólás , hogy lehet nem is olvastam mindet .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 15:39
Írta: 000000000 Dátum 2014 február 21, 15:39
Pedig hidd el, hogy lehetséges!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 15:45
Írta: 000000000 Dátum 2014 február 21, 15:45
Mármint, hogy ő egyedül van ezen a szinten?
Dehogy!
Itt az összes "véleményformáló" ilyen.
Ők vannak megsértődve, ha az ember nem osztja a véleményüket.
Dehogy!
Itt az összes "véleményformáló" ilyen.
Ők vannak megsértődve, ha az ember nem osztja a véleményüket.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 15:53
Írta: jani300 Dátum 2014 február 21, 15:53
És ha véletlenül valaki , valamit nem is ír jól , úgyis kijavítják legalább öten :)
Abból is lehet tanulni . Nem kell balhézni...
Abból is lehet tanulni . Nem kell balhézni...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 15:54
Írta: 000000000 Dátum 2014 február 21, 15:54
Én derékszögről beszéltem , és nem a kínai ipar csúcstermékéről amit ennek csúfolnak.
Nem tudom most a megoldást keressük , vagy a kifogásokat ?
Le lett írva a megoldást, az már más lapra tartozik, hogy nincs hozzá használható mérőeszköz.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 15:57
Írta: jani300 Dátum 2014 február 21, 15:57
És ha már megint benne vagyok ...
Nagyon béna lehetek ,mert sokat tanultam itt néhány "véleményformáló" hozzászólásaiból .
Nagyon béna lehetek ,mert sokat tanultam itt néhány "véleményformáló" hozzászólásaiból .
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2014 február 21, 16:03
Írta: besirkyjh Dátum 2014 február 21, 16:03
Szia
Nem akarsz modositani a beirásodon ?

Nem akarsz modositani a beirásodon ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 16:12
Írta: 000000000 Dátum 2014 február 21, 16:12
Én csak nyomós okkal szoktam változtatni a nézetemen.
Most ilyet nem látok.
Ezért maradok az eredeti álláspontomnál.
Karasz András pontosan megfogalmazta a problémát a fúrással szemléltetve.
Ha a Z-tengely pozíciója állandó, akkor van igazad.
Ha a Z-tengely pozíciója változott, akkor bukott a mutatvány.
Az bizony, meg sűrűn változik. Hiszen a szerszám 3D-ben mozog. (általában)
Most ilyet nem látok.
Ezért maradok az eredeti álláspontomnál.
Karasz András pontosan megfogalmazta a problémát a fúrással szemléltetve.
Ha a Z-tengely pozíciója állandó, akkor van igazad.
Ha a Z-tengely pozíciója változott, akkor bukott a mutatvány.
Az bizony, meg sűrűn változik. Hiszen a szerszám 3D-ben mozog. (általában)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 16:17
Írta: jani300 Dátum 2014 február 21, 16:17
Ezt , most tényleg nem értem . Ebből most mit is akartál kihozni .
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2014 február 21, 16:18
Írta: mex Dátum 2014 február 21, 16:18
A párhuzam marad, de a Z tengely dőlésének irányában már a x-y koordináták is változnak, holott ez a G-kódban nem szerepel...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 16:20
Írta: 000000000 Dátum 2014 február 21, 16:20
Szó sincs balhézásról.
Az a balhézás, amikor valaki felveti, hogy az egyik hozzászóló butaságot ír. Erre nekiesnek annak, aki szóvá teszi a hibát.
Tudom, vannak körök, akik elő szeretnék írni, hogy ki és mit gondoljon és hogy milyen állagú legyen a széklete.
Akár s széklet dologban eltér, már megy is a visítozás.
Szerintem, erről le kéne állni, mert nem fog működni.
Egyébként.
A kínai gagyiról a tapasztalatom, hogy a pontosságával semmi baj.
Igaz, egy ilyen ceruzahegyezőt volt alkalmam kipróbálni. Így aztán a megfigyelésem semmit nem cáfol, vagy bizonyít.
Én amit tapasztaltam, nagyon pontos.
Mind derékszög, mind mérettartás ügyében.
A "teljesítménye" nagyon halvány.
Nagyon puha anyagra és nagyon kis átmérőkre jó. Pl az eszterga. És persze, nagyon kis fogásokkal.
A "marógép" részénél.
Kis fogásmélység, kis szerszámátmérő.
És persze, csak vajban. lehetőleg a vaj ne legyen nagyon kemény. Ekkor nincsen vele baj.
Az a balhézás, amikor valaki felveti, hogy az egyik hozzászóló butaságot ír. Erre nekiesnek annak, aki szóvá teszi a hibát.
Tudom, vannak körök, akik elő szeretnék írni, hogy ki és mit gondoljon és hogy milyen állagú legyen a széklete.
Akár s széklet dologban eltér, már megy is a visítozás.
Szerintem, erről le kéne állni, mert nem fog működni.
Egyébként.
A kínai gagyiról a tapasztalatom, hogy a pontosságával semmi baj.
Igaz, egy ilyen ceruzahegyezőt volt alkalmam kipróbálni. Így aztán a megfigyelésem semmit nem cáfol, vagy bizonyít.
Én amit tapasztaltam, nagyon pontos.
Mind derékszög, mind mérettartás ügyében.
A "teljesítménye" nagyon halvány.
Nagyon puha anyagra és nagyon kis átmérőkre jó. Pl az eszterga. És persze, nagyon kis fogásokkal.
A "marógép" részénél.
Kis fogásmélység, kis szerszámátmérő.
És persze, csak vajban. lehetőleg a vaj ne legyen nagyon kemény. Ekkor nincsen vele baj.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 16:23
Írta: 000000000 Dátum 2014 február 21, 16:23
Ha ennyire nem vagy képben legalább az általános is iskolás mértannal, akkor én ezt nem tudom neked elmagyarázni.
Szerintem, nézd át az ötödikes matek, vagy nem tudom melyik könyvedet.
Ha emlékszel még a vonalzó csúsztatásra szerkesztéskor, ott már derenghet valami.
Ha a párhuzamosságot nézzük, akkor igazad van.
Egyébként, nagyon nem.
Szerintem, nézd át az ötödikes matek, vagy nem tudom melyik könyvedet.
Ha emlékszel még a vonalzó csúsztatásra szerkesztéskor, ott már derenghet valami.
Ha a párhuzamosságot nézzük, akkor igazad van.
Egyébként, nagyon nem.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 16:30
Írta: jani300 Dátum 2014 február 21, 16:30
A gép vezetékeinek egymáshoz képesti beállításairól volt szó . Azt nem értem hogy jönnek be a paraméter változások ? Még jó hogy nem egy változó pozícióju "Z"- n akarsz merőlegességet ellenőrizni . De lehet elmegyek egy kompetencia tanfolyamra :) De most kicsit inkább pihenek :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 16:36
Írta: 000000000 Dátum 2014 február 21, 16:36
Mert mikor változik a Z-pozíció, közben a z_tengely is eltolódik.
Igaz, párhuzamosan, de a Z -tengely X és Y pozíciójának VÁLTOZATLANNAK KELL maradnia.
Tényleg nem értem, hogy mi ebben a bonyolult.
Amikor pl fúrok, akkor a fúró hegye csak z irányban mozduljon és közben pedig X és Y meg ne.
Ez csak akkor teljesül, ha a Z -tengely szánja merőleges az asztalhoz képest.
Igaz, párhuzamosan, de a Z -tengely X és Y pozíciójának VÁLTOZATLANNAK KELL maradnia.
Tényleg nem értem, hogy mi ebben a bonyolult.
Amikor pl fúrok, akkor a fúró hegye csak z irányban mozduljon és közben pedig X és Y meg ne.
Ez csak akkor teljesül, ha a Z -tengely szánja merőleges az asztalhoz képest.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 16:37
Írta: jani300 Dátum 2014 február 21, 16:37
Muszáj megint írnom :( A "Z" változó pozícióját X,Y irányra értettem természetesen . De azt is meg kell még tanulnom, hogy Veled nem kell "kötekedni".
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 16:38
Írta: 000000000 Dátum 2014 február 21, 16:38
A főorsó tengelyvonala, meg ahogy fogalmazol a vezetékek derékszöge KÉT KÜLÖN dolog!
Ezt a részt vedd át még egyszer.
Ezt a részt vedd át még egyszer.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 16:44
Írta: jani300 Dátum 2014 február 21, 16:44
Na ! Örvendek hogy rájöttél ! Erről szólt egynéhány iromány eddig :) Részemről Vége !
Cím: Re:Mechanikai ötletek
Írta: t62d6ha2b Dátum 2014 február 21, 16:45
Írta: t62d6ha2b Dátum 2014 február 21, 16:45
Sziasztok!
Tudom, hogy nem profi megoldás, amit írok, de bizonyos keretek között működik.
Általában van itthon nagyobb méretű közepes vastagságú karton :) egyik oldala mentén nagyon pontosan félbehajtom (szálirányra vigyázni kell - ha érdekel valakit, szívesen leírom, hogy lehet megállapítani). A hajtást szépen lesimítom. Masszívabbá tehető, ha a hajtás közelében és rá merőlegesen a lap szélén kétoldalas ragasztóval (vizes ragasztó nem jó), ragasztok bele egy másik lapot. Így pontos derékszöget lehet csinálni, arra mindenképpen jó, hogy a ,,talpast" ellenőrizze az ember.
Tudom, hogy nem profi megoldás, amit írok, de bizonyos keretek között működik.
Általában van itthon nagyobb méretű közepes vastagságú karton :) egyik oldala mentén nagyon pontosan félbehajtom (szálirányra vigyázni kell - ha érdekel valakit, szívesen leírom, hogy lehet megállapítani). A hajtást szépen lesimítom. Masszívabbá tehető, ha a hajtás közelében és rá merőlegesen a lap szélén kétoldalas ragasztóval (vizes ragasztó nem jó), ragasztok bele egy másik lapot. Így pontos derékszöget lehet csinálni, arra mindenképpen jó, hogy a ,,talpast" ellenőrizze az ember.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 február 21, 17:18
Írta: Csuhás Dátum 2014 február 21, 17:18
Asztalos derékszög tesztelésére jó lehet. De a gépészetben egy derékszög nem tévedhet többet pár századnál. Ellenőrizni úgy lehet hogy pontos síkon az alsó részét ütközteted és a felső részét órával tapintod, majd átfordítva megismétled a mérést.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 17:42
Írta: 000000000 Dátum 2014 február 21, 17:42
Így van, erről a kérdésről van szó, persze nem ilyen durva felállításban, de a szemléltetés végett ez kell.
De szegelgetek csak szegeli a mondandóját fölöslegesen.
De a vége felé lehet, hogy rájön a kérdésre?
De szegelgetek csak szegeli a mondandóját fölöslegesen.
De a vége felé lehet, hogy rájön a kérdésre?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 17:59
Írta: 000000000 Dátum 2014 február 21, 17:59
Végül kiegyeztetek, hogy a fúrót nem tengely irányba, hanem sugárirányba toljátok?
Nekem jó, csak nekem ne úgy kelljen. [#nevetes1]
Nekem jó, csak nekem ne úgy kelljen. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 21, 18:09
Írta: svejk Dátum 2014 február 21, 18:09
Ha csak egy kis méretű, mondjuk 40-40 mm-es etalon kockánk van akkor az ezredes órának épp a szőrszálhasogató tulajdonságát használjuk ki, vagyis rövid úton megállapítható a dőlés.
Egyébként mint ahogy Jani300 írta nem feltétlen kell derékszögnek lenni az etalonnak, ha van türelmünk és sűrűn jegyzetelünk akkor az átforgatásos módszerrel is beállítható pontosan a Z szánvezetése 90 fokra az asztalhoz képest.
A felület viszont tényleg jó ha köszörült, mert valóban nagyon bosszantó mint amikor az óra ugrál.
De hogy segítő is legyen a hozzászólásom, azt fel tudom ajánlani, hogy ha valaki küld egy köszörült mondjuk hasábot, azt beméretem mérőgépen és a mérési jegyzőkönyvvel visszaküldöm.
Egyébként mint ahogy Jani300 írta nem feltétlen kell derékszögnek lenni az etalonnak, ha van türelmünk és sűrűn jegyzetelünk akkor az átforgatásos módszerrel is beállítható pontosan a Z szánvezetése 90 fokra az asztalhoz képest.
A felület viszont tényleg jó ha köszörült, mert valóban nagyon bosszantó mint amikor az óra ugrál.
De hogy segítő is legyen a hozzászólásom, azt fel tudom ajánlani, hogy ha valaki küld egy köszörült mondjuk hasábot, azt beméretem mérőgépen és a mérési jegyzőkönyvvel visszaküldöm.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 18:24
Írta: 000000000 Dátum 2014 február 21, 18:24
Eszed amennyi látszik.
Senki nem mondta, hogy keresztbe fúrunk, csak nem érted a merőlegesség problémáját.
Két helyen tud elmenni a merőleges!
Az egyik állítása, ami egy forgó gengely, az egyszerűen megoldható.
De a másik még két irányba tud menni és megy is!
De ez neked magas.
Senki nem mondta, hogy keresztbe fúrunk, csak nem érted a merőlegesség problémáját.
Két helyen tud elmenni a merőleges!
Az egyik állítása, ami egy forgó gengely, az egyszerűen megoldható.
De a másik még két irányba tud menni és megy is!
De ez neked magas.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 18:27
Írta: 000000000 Dátum 2014 február 21, 18:27
Attól, hogy bunkóságban önmagadon is túlteszel, még nem lesz igazad.
Bár, önmagadat nem kis teljesítmény túlszárnyalni.
Bár, önmagadat nem kis teljesítmény túlszárnyalni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 21, 19:15
Írta: keri Dátum 2014 február 21, 19:15
De jó kis vitából maradtam ki :D
Kicsit szerintem túlbonyolítjátok.
Akkor leírom ahogy én csinálnám.
Először is mérőóra és egy jó derékszög nélkülözhetetlen. András! Lehet kapni jót. Fairtoolnál van precíziós finoman küszörűlt, de kb. dupla annyi a legkisebb is mint amennyiért te vetted a Betát, ami inkább kínai barkácsminőség manapság.
Mindig két tengelyt mérek egymáshoz képest, végig kombinálva az XY,XZ,YZ variációkat.
Derékszöget berakom a két tengely mozgássíkjába. Ezt a derékszög oldalán tudom ellenőrizni indikátor órával mindkét tengelyt megmozgatva, de igazából erre annyira nem érzékeny, a lényeg hogy ne csússzon le az óra tapintója az éléről. Ez után a derékszög szárait nézem órával a hozzá tartozó tengelyt mozgatva.
Ha valaki nem hisz a derékszögnek az átfordíthatja és megint mérheti, ebből kiderül a derékszög hibája is és ki lehet átlagolni, akkor pontos lesz.
Ha a lineáris mozgások derékszögben vannak akkor jöhet a maró forgástengely és Z mozgástengely párhuzamossága, mert ez az ami eltöri a fúrót. Először is kell egy olyan referencia felület ami egysíkban van az XY mozgás síkjával. Azaz órával rátapintunk az asztalra, és XY mozgás esetén nem mozoghat az óra. Ha ez így igaz, akkor jöhet a "kurblivas" mérés a főorsóba fogva.
Más mérés szükségtelen. Ha ez megvan akkor lehet saját magával síkba marni asztalt, de ez már csak csicsa :)
Kicsit szerintem túlbonyolítjátok.
Akkor leírom ahogy én csinálnám.
Először is mérőóra és egy jó derékszög nélkülözhetetlen. András! Lehet kapni jót. Fairtoolnál van precíziós finoman küszörűlt, de kb. dupla annyi a legkisebb is mint amennyiért te vetted a Betát, ami inkább kínai barkácsminőség manapság.
Mindig két tengelyt mérek egymáshoz képest, végig kombinálva az XY,XZ,YZ variációkat.
Derékszöget berakom a két tengely mozgássíkjába. Ezt a derékszög oldalán tudom ellenőrizni indikátor órával mindkét tengelyt megmozgatva, de igazából erre annyira nem érzékeny, a lényeg hogy ne csússzon le az óra tapintója az éléről. Ez után a derékszög szárait nézem órával a hozzá tartozó tengelyt mozgatva.
Ha valaki nem hisz a derékszögnek az átfordíthatja és megint mérheti, ebből kiderül a derékszög hibája is és ki lehet átlagolni, akkor pontos lesz.
Ha a lineáris mozgások derékszögben vannak akkor jöhet a maró forgástengely és Z mozgástengely párhuzamossága, mert ez az ami eltöri a fúrót. Először is kell egy olyan referencia felület ami egysíkban van az XY mozgás síkjával. Azaz órával rátapintunk az asztalra, és XY mozgás esetén nem mozoghat az óra. Ha ez így igaz, akkor jöhet a "kurblivas" mérés a főorsóba fogva.
Más mérés szükségtelen. Ha ez megvan akkor lehet saját magával síkba marni asztalt, de ez már csak csicsa :)
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 20:32
Írta: istvan58 Dátum 2014 február 21, 20:32
de ha nincs jó derékszög akkor miárt nem jó egy esztergált henger amit körbejárok az órával?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 20:45
Írta: jani300 Dátum 2014 február 21, 20:45
Nem értettél valamit félre ? Derékszög helyett szerintem nem jó a henger . A henger csak a tengelyével párhuzamos hossz mozgásra ad korrekt méretet. Az orsó merőlegességének mérésére , pedig a hengerhez is kellene sík amire teszed , tehát a henger felesleges , szerintem . Ha nem a síkot méred a henger csak egy plusz hibalehetőség .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 21, 21:32
Írta: keri Dátum 2014 február 21, 21:32
Éppen lehet hengerrel is, csak azzal picit körülményesebb.
De szerintem ha az ember gépet épít, akkor be lehet szerezni egy jó derékszöget, ahogy mérő órát is.
Ezek alap mérő eszközök a tolómérő mellet. Esztergán is gyakran használom.
De szerintem ha az ember gépet épít, akkor be lehet szerezni egy jó derékszöget, ahogy mérő órát is.
Ezek alap mérő eszközök a tolómérő mellet. Esztergán is gyakran használom.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2014 február 21, 21:33
Írta: robroy007 Dátum 2014 február 21, 21:33
Én sokáig nem értettem miért henger alakú a derékszög aztán megvilágosodás jött
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 21, 21:34
Írta: keri Dátum 2014 február 21, 21:34
Na meg 100*150es derkészög az kicsinek számít, de egy ekkora hengert képes lennél leesztergálni? A kisebb mérettel pedig a hiba is növekszik.
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2014 február 21, 21:39
Írta: w0hgtwf3w Dátum 2014 február 21, 21:39
Félre értések elkerülése véget ez semmi kötekedés csak egy kérdés.
Az egész mérésed mennyire hiteles úgy hogy az asztal amire leteszed a derékszöget csak a beállítás utána van síkba marva.
Az egész mérésed mennyire hiteles úgy hogy az asztal amire leteszed a derékszöget csak a beállítás utána van síkba marva.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 21:48
Írta: jani300 Dátum 2014 február 21, 21:48
Az sem mindegy kitől kérdezed :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 február 21, 21:51
Írta: s7manbs8 Dátum 2014 február 21, 21:51
Na megyek i hengerezni ... :) Rajzoltatok egy négyzetet átlómérésre majd lehet. ...
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2014 február 21, 21:56
Írta: w0hgtwf3w Dátum 2014 február 21, 21:56
Hát úgy mindenkitől :) (természetesen "keri"-től csak lemaradt a válaszgomb).
Csal "szegelgetek" ne nyilatkozzon mert akkor megint zátonyra futunk.
Csal "szegelgetek" ne nyilatkozzon mert akkor megint zátonyra futunk.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 22:00
Írta: jani300 Dátum 2014 február 21, 22:00
Én se kötekszem . De például Keri nem azt írta hogy az asztalhoz állítja a derékszöget ,hanem a mozgássíkhoz . Egyik mozgáshoz állítja a derékszög egyik szárát , és ehhez ellenőrizheti a másik mozgást . Az asztalnak csak tartó szerepe lehet . De magát az asztalt is lehet először órázni egy mozgás síkhoz .
Cím: Re:Mechanikai ötletek
Írta: wcsxp0uxa Dátum 2014 február 21, 22:09
Írta: wcsxp0uxa Dátum 2014 február 21, 22:09
Bizony - bizony ütköznek az álláspontok , de végre valaki utalt az eszközök méretére is.
Az a poén az egészben ,hogy néha egy nagyobb pontatlan eszköz pontosabb tud lenni mint 1 kicsi ,pontos. A mérőórás elmélkedéseimet már leírtam más mesterek topikjában.
Az a poén az egészben ,hogy néha egy nagyobb pontatlan eszköz pontosabb tud lenni mint 1 kicsi ,pontos. A mérőórás elmélkedéseimet már leírtam más mesterek topikjában.
Cím: Re:Mechanikai ötletek
Írta: wcsxp0uxa Dátum 2014 február 21, 22:13
Írta: wcsxp0uxa Dátum 2014 február 21, 22:13
Ugye ha a tetőács ha 50x50 derékszöget (akár 0.001mm pontosságút) használna soha nem találkoznának a gerendák a megfelelő szögben.(ez csak 1 példa , mert nem használnak )
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 21, 22:14
Írta: keri Dátum 2014 február 21, 22:14
Persze jogos a felvetés, hogy előbb az asztalt kell ellenőrizni. Én primitív gépet építek így abból indultam ki hogy nekem biztos nem lesz jó az asztal, ezért nem is használom referenciafelületnek.
Ha az asztal pontosan egybe esik az XY síkkal az nagyban megkönnyíti a további kalibrációt, de ha nincs síkban én sokat nem tehetek ennek az érdekében, de a derékszöget beállíthatom alátétekkel a tengelyek beállításához megfelelő pozícióba.
Ha az asztal pontosan egybe esik az XY síkkal az nagyban megkönnyíti a további kalibrációt, de ha nincs síkban én sokat nem tehetek ennek az érdekében, de a derékszöget beállíthatom alátétekkel a tengelyek beállításához megfelelő pozícióba.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 22:22
Írta: jani300 Dátum 2014 február 21, 22:22
Más téma . Hosszabb anyagot kellene megmunkálnom mint amennyit mozog a gép asztala . Kb 1400milit de az asztal csak 1200 at mozog . Síkot még csak csak eltudom képzelni ütőkéssel , de kellene perem is (sínnek).A nagyobb gépen kívül van erre valami kipróbált megoldás ? Ebből is gépváz akarna lenni . És akkor már még egy kérdés . Egybefogásból megmunkált derékszögű elemekből lehet pontos gépet összerakni ? Komolyabb után munkálás , illesztés nélkül ?
Cím: Re:Mechanikai ötletek
Írta: wcsxp0uxa Dátum 2014 február 21, 22:27
Írta: wcsxp0uxa Dátum 2014 február 21, 22:27
Nem , mindig illeszteni kell az alkatrészeket.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 22:31
Írta: jani300 Dátum 2014 február 21, 22:31
Mondjuk azért ezt én is érzem ,de hátha :)
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 22:39
Írta: istvan58 Dátum 2014 február 21, 22:39
szerintem nem értettem félre,
akkor kifejtem:
először beállitom a merőlegest a már többek által emlitet módszerel,
majd egy hengert amit egy befogásbol megesztergálok és a végét is leszabályozom egy befogásbol.
utána ezt a hengert a leszabályozott végével az asztalra teszem.
A főorsóba fogot órával körbejárom a hengert az alján és középre álok, majd haladok felfelé és ahogy körbejárom látom hogy elmászik e a középpont.
akkor kifejtem:
először beállitom a merőlegest a már többek által emlitet módszerel,
majd egy hengert amit egy befogásbol megesztergálok és a végét is leszabályozom egy befogásbol.
utána ezt a hengert a leszabályozott végével az asztalra teszem.
A főorsóba fogot órával körbejárom a hengert az alján és középre álok, majd haladok felfelé és ahogy körbejárom látom hogy elmászik e a középpont.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 22:51
Írta: jani300 Dátum 2014 február 21, 22:51
Közben visszaolvastam , és megértettem .
Egy ellenvéleményem azért van .Ha bármit állítanod kell , elmegy az orsó is az asztal síkjához képest . Én az orsót állítanám be utolsónak . De utolsó ellenőrzésnek jó lehet a módszered .De ugye a henger méretarányai (átmérő hossz) sem lesznek ideálisak a feladatra .
Egy ellenvéleményem azért van .Ha bármit állítanod kell , elmegy az orsó is az asztal síkjához képest . Én az orsót állítanám be utolsónak . De utolsó ellenőrzésnek jó lehet a módszered .De ugye a henger méretarányai (átmérő hossz) sem lesznek ideálisak a feladatra .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 22:54
Írta: 000000000 Dátum 2014 február 21, 22:54
Teljesen mindegy, hogy hasáb, vagy henger.
A tuti derékszög a lényeg.
A tuti derékszög a lényeg.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 23:05
Írta: istvan58 Dátum 2014 február 21, 23:05
igen, mindenképen a legegyszerübb egy jó derékszög vagy egy bontot gépdarab....
aminek van egy derékszöge :)
aminek van egy derékszöge :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 21, 23:16
Írta: 000000000 Dátum 2014 február 21, 23:16
Ezt már nem lehet kihagyni.
A marógép főorsójába fogott szerszámmal ha lemarjuk az asztalt, abból még nem biztos, hogy derékszög lesz a főorsó tengelyvonala, meg az asztal síkja között.
Az asztal síkja párhuzamos lesz ugyan azzal a síkkal, amin az asztal elmozdult. Attól még nem lesz derékszögben a főorsó tengelyvonalával.
A marógép főorsójába fogott szerszámmal ha lemarjuk az asztalt, abból még nem biztos, hogy derékszög lesz a főorsó tengelyvonala, meg az asztal síkja között.
Az asztal síkja párhuzamos lesz ugyan azzal a síkkal, amin az asztal elmozdult. Attól még nem lesz derékszögben a főorsó tengelyvonalával.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 február 21, 23:20
Írta: istvan58 Dátum 2014 február 21, 23:20
Ki mondta hogy az lesz??
De ehez a sikhoz már be lehett állítani a merőlegest.
De ehez a sikhoz már be lehett állítani a merőlegest.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 21, 23:35
Írta: jani300 Dátum 2014 február 21, 23:35
Ha függőleges orsóelrendezésű maróra gondoltál ,akkor ha nem derékszögű az orsó az asztalmozgatásra ,akkor az az asztal nem lesz sík .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 22, 07:57
Írta: keri Dátum 2014 február 22, 07:57
Ezzel XY síkot, és erre a Z merőlegességét, valamint a főorsó egytengelyűségét tudod ellenőrizni.
Nagyrészt jó a módszer, de XY derékszöget nem indikálja, azt külön kell nézni.
A másik probléma, hogy egy 50*50-es hengeren mért 1 százados eltérés az a 150-es derékszög szárán ~3 század lesz.
Nagyrészt jó a módszer, de XY derékszöget nem indikálja, azt külön kell nézni.
A másik probléma, hogy egy 50*50-es hengeren mért 1 százados eltérés az a 150-es derékszög szárán ~3 század lesz.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 22, 08:05
Írta: keri Dátum 2014 február 22, 08:05
Először nézel egy síkot XY mozgással a henger tetejére.
Aztán orsóba fogott órával nézel egy orsó merőlegességet szintén a henger tetején.
Majd a Z alsó és felső pozícióban körbetapintod a palástot. Ha egyik pozícióban nem üt, a másikban igen akkor Z lineár nem merőleges.
Ezt beállítva megint kell mérni egy orsó merőlegességet.
Viszont az XY merőlegességhez még mindig kevés a henger, bár lehet derékszögnek használni az oldalára borítva, de előfeltétele hogy az asztal síkja is egybe essen YX síkkal.
Szóval ahogy mondtam: macerás de nem lehetetlen.
És ahogy te is mondod, a henger kis mérete rontja a mérés pontosságát.
Aztán orsóba fogott órával nézel egy orsó merőlegességet szintén a henger tetején.
Majd a Z alsó és felső pozícióban körbetapintod a palástot. Ha egyik pozícióban nem üt, a másikban igen akkor Z lineár nem merőleges.
Ezt beállítva megint kell mérni egy orsó merőlegességet.
Viszont az XY merőlegességhez még mindig kevés a henger, bár lehet derékszögnek használni az oldalára borítva, de előfeltétele hogy az asztal síkja is egybe essen YX síkkal.
Szóval ahogy mondtam: macerás de nem lehetetlen.
És ahogy te is mondod, a henger kis mérete rontja a mérés pontosságát.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 22, 08:09
Írta: 000000000 Dátum 2014 február 22, 08:09
Nanemá! [#nevetes1]
Ennyire azért ne menjünk le békába.
Ennyire azért ne menjünk le békába.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 22, 08:10
Írta: keri Dátum 2014 február 22, 08:10
Igen. Ez így van.
Ilyenkor keletkezik perem a marási sávok között, de ezt a hibát az orsóba fogott indikátor órával ki lehet mutatni.
Az asztal síkba marását amúgy is csak a gép teljes beállítása után végezném el.
Ilyenkor keletkezik perem a marási sávok között, de ezt a hibát az orsóba fogott indikátor órával ki lehet mutatni.
Az asztal síkba marását amúgy is csak a gép teljes beállítása után végezném el.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 22, 08:20
Írta: keri Dátum 2014 február 22, 08:20
Lehet ütköző tuskókat rögzíteni és azok mentén eltolni a munkadarabot. Az asztalhoz ez pontosan pozicionálja a munkadarabot, főleg ha ellenőrzöd is. Azonban mozgó asztal esetén gondolni kell arra a problémára is, hogy az alátámasztás változása miatt az asztal síkja elfordul a pozíciótól függően. 1-3 század ívesség is lehet, ami végül is nem nagy hiba, de ha ekkora lépcső van a sínpályában az már gond.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 22, 08:22
Írta: 000000000 Dátum 2014 február 22, 08:22
Alakul már!
Ez a lényeg.
Hagyjuk már az asztalt!
Azon síkoknak kell egymáshoz merőlegesnek, párhuzamosnak lenniük egymáshoz képest, amin a szerszám, vagy az anyag mozog.
Minden más majd csak ezután jön.
Mikor beállítottuk a SÍKOKAT, utána jöhet a főorsó és az asztal.
Mikor minden belőve, EKKOR érdemes az az asztalt síkba marni.
Mert a forgácsolás nem más, mint a már MEGLÉVŐ síkok másolgatása. Amikből adott esetben forgástestek is tudnak lenni.
Minden eldől akkor, amikor az "ágyvezetékeket" felraktuk.
Szóba is került itt, hogy amikor a síneknek megcsinálja az ember a helyét!
Nem akarom itt hírbe hozni az illetőt, aki megjegyezte, mert végül heves védekezésbe kényszerül.
Pedig pont arról van szó, hogy amikor a váz összehegesztve, leöntve, utána kialakítjuk a síkokat, ahova a síneket, prizmát "tesszük".
Az eredmény azon múlik, mennyire volt pontos a gép, amin ezt csináltuk. Na meg a szakértelmünktől. (a legjobb géppel is el lehet cseszni bármit)
Néha a műveletek rossz sorrendje is mindent elront.
Ez a lényeg.
Hagyjuk már az asztalt!
Azon síkoknak kell egymáshoz merőlegesnek, párhuzamosnak lenniük egymáshoz képest, amin a szerszám, vagy az anyag mozog.
Minden más majd csak ezután jön.
Mikor beállítottuk a SÍKOKAT, utána jöhet a főorsó és az asztal.
Mikor minden belőve, EKKOR érdemes az az asztalt síkba marni.
Mert a forgácsolás nem más, mint a már MEGLÉVŐ síkok másolgatása. Amikből adott esetben forgástestek is tudnak lenni.
Minden eldől akkor, amikor az "ágyvezetékeket" felraktuk.
Szóba is került itt, hogy amikor a síneknek megcsinálja az ember a helyét!
Nem akarom itt hírbe hozni az illetőt, aki megjegyezte, mert végül heves védekezésbe kényszerül.
Pedig pont arról van szó, hogy amikor a váz összehegesztve, leöntve, utána kialakítjuk a síkokat, ahova a síneket, prizmát "tesszük".
Az eredmény azon múlik, mennyire volt pontos a gép, amin ezt csináltuk. Na meg a szakértelmünktől. (a legjobb géppel is el lehet cseszni bármit)
Néha a műveletek rossz sorrendje is mindent elront.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 február 22, 08:23
Írta: keri Dátum 2014 február 22, 08:23
Precíz alkatrészekből pontos gépet összerakni illesztgetés nélkül elvileg lehet, mert végül is a derékszöggel is ezt csinálod a precíz elem beépítése nélkül, de nagyban függ a géped szerkezetétől a pontosság, mivel ha kis felületen illeszted a hosszan kinyúló alkatrészeket, akkor annak a hibáját fel erősíti.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2014 február 22, 09:58
Írta: 2vkx6unz Dátum 2014 február 22, 09:58
Én a követekőképpen csinálnám, de lehet, hogy rosszul [#wink]
Először a Z tengelyt és a főorsó tengely párhuzamos elmozdulását ellenőrizném és állítanám be a X és Y síkban. Csak a Z hez képest mérőorával. Ha ez rendben van akkor a főorsó tengelyébe fogva egy karon kersztül a mérőórát beállítanám a főorsó tengelyéhez az asztalt. Nyilván a mérőórát többször körbeforgatva.
Először a Z tengelyt és a főorsó tengely párhuzamos elmozdulását ellenőrizném és állítanám be a X és Y síkban. Csak a Z hez képest mérőorával. Ha ez rendben van akkor a főorsó tengelyébe fogva egy karon kersztül a mérőórát beállítanám a főorsó tengelyéhez az asztalt. Nyilván a mérőórát többször körbeforgatva.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 22, 11:00
Írta: 000000000 Dátum 2014 február 22, 11:00
A végeredmény ugyan az.
Hogy ellenőrzöd, hogy a Z-tengely minden irányból párhuzamos a főorsó tengelyvonalával?
Hogy ellenőrzöd, hogy a Z-tengely minden irányból párhuzamos a főorsó tengelyvonalával?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 22, 11:07
Írta: 000000000 Dátum 2014 február 22, 11:07
Végül is, gyártásnál megoldható.
A Z-tengely szánját bázisfelületnek használva simítani a főorsó csapágyfészkeit.
Egy nagyobb esztergán a keresztszánra fogatva.
Kis túlzással, horizontál esztergaként használva.
A fúrórúd a tokmányba, de inkább a főorsó kúpjába, szegnyereggel megtámasztva.
Csinálni kell egy befogót a keresztszánra. Erre felfogni a főorsó, Z-tengely "együttest".
Hasonlóan oldottam már meg motorblokk vonalba fúrást.
A Z-tengely szánját bázisfelületnek használva simítani a főorsó csapágyfészkeit.
Egy nagyobb esztergán a keresztszánra fogatva.
Kis túlzással, horizontál esztergaként használva.
A fúrórúd a tokmányba, de inkább a főorsó kúpjába, szegnyereggel megtámasztva.
Csinálni kell egy befogót a keresztszánra. Erre felfogni a főorsó, Z-tengely "együttest".
Hasonlóan oldottam már meg motorblokk vonalba fúrást.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 22, 11:08
Írta: jani300 Dátum 2014 február 22, 11:08
Köszönöm a válaszaid !
Némi megerősítésre vártam , hogy érdemes trükközni :) Mostanra akkor arra jutottam , hogy a vezetékek helyét , függőleges orsóval 250-es marótárcsával lesíkolom . Miközben írom , rájöttem hogy egy befogásból , a vízszintes orsóval ugyanígy mehet az oldalfelület is (csak le kell venni a vetikálfejet). A váz forgatás nélkül semmiképp nem menne , most jobbnak látom két egybefogásból készült darabból összeépíteni ,és utólag beállítani. A teljes művelettervvel nem fogok itt zavarogni . Ha rossz az elképzelésem csak fog szólni valaki :)
Némi megerősítésre vártam , hogy érdemes trükközni :) Mostanra akkor arra jutottam , hogy a vezetékek helyét , függőleges orsóval 250-es marótárcsával lesíkolom . Miközben írom , rájöttem hogy egy befogásból , a vízszintes orsóval ugyanígy mehet az oldalfelület is (csak le kell venni a vetikálfejet). A váz forgatás nélkül semmiképp nem menne , most jobbnak látom két egybefogásból készült darabból összeépíteni ,és utólag beállítani. A teljes művelettervvel nem fogok itt zavarogni . Ha rossz az elképzelésem csak fog szólni valaki :)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2014 február 22, 11:22
Írta: 2vkx6unz Dátum 2014 február 22, 11:22
Mondjuk befogok egy 10 mm átmérőjű udat ami a z elmodulas hosszanak a fele és a z-t mozgatva mérem a hibát a mérőórával. Addig állítom amíg 0 nem lesz mindkét végén. Ha nagyon igényes vagy akkor az orsót 180 fokkal elforgatod, hogy a befogas hibáját is ki tudd küszöbölni. Ezeknele a beállításoknál tök mindegy milyen az asztal helyzete.
Cím: Re:Mechanikai ötletek
Írta: 9a43swpp Dátum 2014 február 22, 16:43
Írta: 9a43swpp Dátum 2014 február 22, 16:43
A Z tengelyt legfelső pozícióba állítod. Fogsz egy rudat és befogod a szerszám helyére. A rúd fele olyan hosszan lógjon ki lefelé, mint amennyi a Z hasznos elmozdulása. A rúd aljához nekitámasztasz oldalról egy mérőórát. Ezután leengeded a rudat, közben nézed az órát. Nyilván több oldalról is meg kell/lehet csinálni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 22, 17:40
Írta: 000000000 Dátum 2014 február 22, 17:40
Ennek csak egy szépségbaja van, hogy semmi dőlést nem fog mutatni, max a rúd görbeségét, ha van.
Cím: Re:Mechanikai ötletek
Írta: 9a43swpp Dátum 2014 február 22, 20:35
Írta: 9a43swpp Dátum 2014 február 22, 20:35

Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2014 február 22, 20:50
Írta: z2a2u8wf Dátum 2014 február 22, 20:50
Akkor rúd helyett be kell fogni egy lézer ceruzát. rögtön látszik ha a Z mozgásra elmegy a kis pötty X vagy Y irányba. ott nincs görbeség.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2014 február 22, 20:56
Írta: 2vkx6unz Dátum 2014 február 22, 20:56
Valóban nem dőlést fog mutatni, hanem azt, hogy Z/2 elmozdulás esetén mennyit mozdul el oldalirányban az orsó. Ha nagyon pontos akarsz lenni akkor fordítasz az orsó 180 fokot és megznézed így is. Ha ebben az esetben is 0 akkor a Z tengelyed és a főorsó tengelye párhuzamos egymással. Nyilván ezt két merőleges síkon meg kell csinálni.
v.l ábrája pontosan mutatja a lényeget. Ha leengeded a főorsót az óra mutatja a hibát. Ha ez 0 akkor a Z és a főorsó árhuzamos a mérési síkban. Ha a befogott rudat a főorsóvak 180 fokben elfordítod és nem nulla lesz a hiba akkor vagy görbe a befogott rúd, vagy ferdén van befogva. Ebben az esetben a hiba felére kell állítani. Egyébként pont az az jó az egészben hogy akár görbe rúddal is pontosan be lehet állítani.
Eztuán jön, hogy a mérőórát egy karon befogva a főorsót megforgatva (kézzel) kell az asztal merőlegességét beállítani.
v.l ábrája pontosan mutatja a lényeget. Ha leengeded a főorsót az óra mutatja a hibát. Ha ez 0 akkor a Z és a főorsó árhuzamos a mérési síkban. Ha a befogott rudat a főorsóvak 180 fokben elfordítod és nem nulla lesz a hiba akkor vagy görbe a befogott rúd, vagy ferdén van befogva. Ebben az esetben a hiba felére kell állítani. Egyébként pont az az jó az egészben hogy akár görbe rúddal is pontosan be lehet állítani.
Eztuán jön, hogy a mérőórát egy karon befogva a főorsót megforgatva (kézzel) kell az asztal merőlegességét beállítani.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2014 február 22, 20:58
Írta: 2vkx6unz Dátum 2014 február 22, 20:58
A legtöbb lézet pointer pont nem alkalmas erre mert eleve nem egytengelyű a lézer és a háza, másrészt nem támasztja meg a fény a mérőórát [#wink]
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2014 február 22, 21:03
Írta: Rabb Ferenc Dátum 2014 február 22, 21:03
Miért is menne el a kis pötty? Ha egy kicsit részleteznéd talán megérteném. Ne kelljen már hülyén meghalnom :(
© v.l ábrájának pedig van egy kis hibája. A függőleges fekete vonal nem létezik, csak a ferde főorsótengely. Az pedig mindig azonos távolságra lesz a tapintócsúcstól.
© v.l ábrájának pedig van egy kis hibája. A függőleges fekete vonal nem létezik, csak a ferde főorsótengely. Az pedig mindig azonos távolságra lesz a tapintócsúcstól.
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2014 február 22, 21:23
Írta: z2a2u8wf Dátum 2014 február 22, 21:23
tudomásom szerint ha a Z tengely mozgása nem 90fokos szögben történik az Y és az X tengely síkjára akkor lefelé történő mozgás mellett oldalirányu mozgást is végez azaz a kis pötty mozogni fog a cnc munkaasztalán.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2014 február 22, 21:24
Írta: 2vkx6unz Dátum 2014 február 22, 21:24
A függőleges fekete a főorsóba fogott "mérőrúd oldala, a ferde barnás színű vonal meg a "Z" tengely mozgási síka erősen eltúlozva. A zöld trapéz meg a Z kocsi. Vagyis ha a Z elmozdul a főorsóval együtt akkor beáll a lerajzolt állapot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 22, 21:25
Írta: 000000000 Dátum 2014 február 22, 21:25
Ezt mondom!
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2014 február 22, 21:26
Írta: 2vkx6unz Dátum 2014 február 22, 21:26
Ebben igazad van, de mint írtam csak akkor tudod ezt beállításra felhasználni, ha a fény és pointer háza egytengelyű. Ha nem akkor még azt sem tudod mia a hibás és mennyire!
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2014 február 22, 21:29
Írta: z2a2u8wf Dátum 2014 február 22, 21:29
ha megforgatom a főorsót rögtön kiderül egytengelyű e.
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2014 február 22, 21:34
Írta: z2a2u8wf Dátum 2014 február 22, 21:34
én így ellenőriztem az enyémet.
lézer be a szerszám helyére. kicsi pötty megjelent az asztalon.főorsó forgatására nem mozdult a pötty. viszont a Z tengely mozgatására elindult a kis pötty. lefele Y- felfele meg Y+ irányba. mindvégig lassú fordulat mellet ellenőrizve a főorsó ütése ami nem volt észrevehető. viszont 200mm Z- eredményezett 1mm Y- irányt.
lézer be a szerszám helyére. kicsi pötty megjelent az asztalon.főorsó forgatására nem mozdult a pötty. viszont a Z tengely mozgatására elindult a kis pötty. lefele Y- felfele meg Y+ irányba. mindvégig lassú fordulat mellet ellenőrizve a főorsó ütése ami nem volt észrevehető. viszont 200mm Z- eredményezett 1mm Y- irányt.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2014 február 22, 21:39
Írta: Rabb Ferenc Dátum 2014 február 22, 21:39
Miért? A ferde mozgás döféspontja az asztalon mindig ugyanott lesz

Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2014 február 22, 21:44
Írta: z2a2u8wf Dátum 2014 február 22, 21:44
viszont elfelejted hogy a főorsó állhat ferdén a Z tengelyhez képest. nekem a főorsó a kurbliteszt szerint minden irányban derékszöges volt az asztallal
Cím: Re:Mechanikai ötletek
Írta: 9a43swpp Dátum 2014 február 22, 21:46
Írta: 9a43swpp Dátum 2014 február 22, 21:46
Csak akkor, ha a mozgás tengelye párhuzamos a "döfést" adó szerszám tengelyével (esetünkben a lézernyalábbal).
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 február 22, 21:54
Írta: Csuhás Dátum 2014 február 22, 21:54
Ezt a lézer dolgot nem értem. Hogyan látjátok a lézer pöttyön a százados elmozdulásokat? Vagy valami szegmensekre osztott detektorral nézitek az elmozdulást? Nekem egy mérőóra jobb eszköznek tűnik a gép geometria ellenőrzésére.
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2014 február 22, 21:55
Írta: z2a2u8wf Dátum 2014 február 22, 21:55
és a te esetedben nem törik a szerszám de egy 20mm-es nagyolómaró nem síkot fog marni adott felület síkilásánál hanem lépcsőzetes feluletet
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2014 február 22, 21:56
Írta: Rabb Ferenc Dátum 2014 február 22, 21:56
Legalább egy fix pont legyen az egész ceremónia alatt! Ha minden csámpás akkor kár belekezdeni, mert úgysem tudod megállapítani, mi a ferde.
De alapvetően nem a marómotor rossz rögzítését kell alapul venni, hanem a "Z" platform mozgásának merőlegességét az asztalra.
A főorsó felfogása egy másik történet. És bár ugyanilyen fontos, sokkal egyszerűbb a beállítása.
De alapvetően nem a marómotor rossz rögzítését kell alapul venni, hanem a "Z" platform mozgásának merőlegességét az asztalra.
A főorsó felfogása egy másik történet. És bár ugyanilyen fontos, sokkal egyszerűbb a beállítása.
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2014 február 22, 21:58
Írta: z2a2u8wf Dátum 2014 február 22, 21:58
csak azért hoztam fel hogy kizárjuk a kritizált rúd görbeségét amit megforgatással ugyanúgy ki lehet zárni. én fával dolgozom nekem nem lényeges a százados pontosság
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 február 22, 21:59
Írta: svejk Dátum 2014 február 22, 21:59
Te kicsit későn kapcsolódtál be, volt itt már mindenféle beállítás, gyakorlatilag az anyázásig :))
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2014 február 22, 22:00
Írta: z2a2u8wf Dátum 2014 február 22, 22:00
ebben igazad van.
de a gépet nem én építettem hanem más.
én csak elkezdtem átnézni hogy minden jó e
de a gépet nem én építettem hanem más.
én csak elkezdtem átnézni hogy minden jó e
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 február 22, 22:02
Írta: PSoft Dátum 2014 február 22, 22:02
Itt ugye,hobby körülmények közt "méricsgélünk",hobby gépeket.
Van aki egy szintén "hobby" lézer pointerrel...
Van aki mérőórával.
Én is azt mondom,...inkább a mérőóra!
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 22, 22:06
Írta: jani300 Dátum 2014 február 22, 22:06
Ja ! Csavarral is lehet beállítani :)
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2014 február 22, 22:07
Írta: z2a2u8wf Dátum 2014 február 22, 22:07
asztalosként nem tartok mérőórát.Esztergályos nem adta ide mondván hogy nőt és szerszámot költsön nem adunk. én is ezt vallom. valahogy viszont muszáj voltam megoldani a dolgot
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2014 február 22, 22:07
Írta: 2vkx6unz Dátum 2014 február 22, 22:07
Ebben igazad van. De ha a főorsó tengelye és a Z tengelye párhuzamos akkor az asztal merőlegességének a beállítása könnyebb és pontosabb a főorsó tengelyére, mit derékszögekkel állítgatni és ahhoz mérni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 22, 22:09
Írta: 000000000 Dátum 2014 február 22, 22:09
Csak megint egy apró gondolat, a merőlegesség témakörhöz.
Tegyük ilyen-olyan módszerrel megvan a merőleges beállítás.
Na de!!! Amikor a maró dolgozik is anyagban, és gyengécske a mechanika, akkor pont az előtoló erő hatására már nem merőleges, mert elhajlik az egész.
Azaz előfordulhat az a helyzet, hogy pont akkor lesz merőleges véletlenül az előtte nem az volt. Na ennyit a hosszas beállítgatásról és annak értelméről, ha Hobby és gyengus a mechanika.
Tegyük ilyen-olyan módszerrel megvan a merőleges beállítás.
Na de!!! Amikor a maró dolgozik is anyagban, és gyengécske a mechanika, akkor pont az előtoló erő hatására már nem merőleges, mert elhajlik az egész.
Azaz előfordulhat az a helyzet, hogy pont akkor lesz merőleges véletlenül az előtte nem az volt. Na ennyit a hosszas beállítgatásról és annak értelméről, ha Hobby és gyengus a mechanika.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2014 február 22, 22:12
Írta: KoLa Dátum 2014 február 22, 22:12
De,Tibor! Ezért van a simító fogás!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 22, 22:14
Írta: 000000000 Dátum 2014 február 22, 22:14
De Kola! Van az simító erő, és mechanika párosítás, aminek ez mindegy.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2014 február 22, 22:18
Írta: KoLa Dátum 2014 február 22, 22:18
Persze, van igazad ! mert néha a simító fogás nem működik egy nagyoló szerszámmal,mert nem tud létrejönni a mechanikai egyensúly!és beremeg!
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2014 február 22, 22:18
Írta: w0hgtwf3w Dátum 2014 február 22, 22:18
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 22, 22:28
Írta: jani300 Dátum 2014 február 22, 22:28
Valahol olvastam hogy esztergagép pontossági vizsgálatához, acélhuzalt feszítenek ki a főorsó tengely vonalában :) (Pedig nem is vicc)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 február 26, 00:55
Írta: 000000000 Dátum 2014 február 26, 00:55
Néha fogaskerék és bordásszíj gondokkal találkozol? A megoldás: "fogaskerekgyarto.hu"
Műszeripari fogaskerékgyártás - megfizethetően.
:-)
Műszeripari fogaskerékgyártás - megfizethetően.
:-)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 február 26, 07:30
Írta: jani300 Dátum 2014 február 26, 07:30
Senki nem fog 4-5 darabot rendelni attól hogy mindenhova beírod !
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 március 03, 18:29
Írta: vvvsmkgjx Dátum 2014 március 03, 18:29
Adott egy kb 1mx1m -es 10mm-es acéllemez. (ezt sikerülne szereznem baráti áron). Itthon lenne hozzá 30-as szögvasam. Gépasztalt gondoltam belőle csinálni. Erre a konstrukcióra gondoltam kimerevíteni. Mi a véleményetek? Hobbymaró alapnak készülni fa ill. alu marásokhoz.

Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 március 03, 18:31
Írta: vvvsmkgjx Dátum 2014 március 03, 18:31
Valahogy kép beillesztés sosem megy. :(
Gépalap
Gépalap
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2014 március 03, 19:05
Írta: ra8nsmk6w Dátum 2014 március 03, 19:05
A 10mm acéllemezhez a 100mm szögvas illik a 30mm az pozdorlya asztalhoz való. 1 méteres darabot még nem láttam egyenesbe. Persze ez igaz a nagyobb méretekre is, de azok még elbirják a sikolást
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2014 március 03, 19:19
Írta: Vetesi75 Dátum 2014 március 03, 19:19
A hegesztés meg fogja görbíteni. A harmincas szögvas is nagyon gyenge ilyen célra.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2014 március 03, 19:31
Írta: ra8nsmk6w Dátum 2014 március 03, 19:31
pozdorja!!!
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 március 03, 21:35
Írta: vvvsmkgjx Dátum 2014 március 03, 21:35
Igazából a plusz súly miatt is jó lenne az acéllemez. De ha jól értem akkor jó lenne az elv, csak nagyobb szögvas kellene alá, vagy jó lenne ez is, de max bútorlaphoz. Megfontolom. Köszönöm a válaszokat!
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 március 03, 21:37
Írta: vvvsmkgjx Dátum 2014 március 03, 21:37
A hegesztés gondolom, hogy elhúzná. Utána egy kétoldali síkmarás megoldaná a problémát itt a kérdés az, hogy mennyire vékonyítaná el az anyagot mire síkban lennék. Esetleg csavaros megoldás?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 március 04, 16:59
Írta: Szalai György Dátum 2014 március 04, 16:59
„Esetleg csavaros megoldás?”
Ahhoz kicsit csavarosan kell gondolkodni.
A hegesztéstől nem marad sík a lemez, a merevítő bordarendszer meg nem elég merev, ha a kapcsolódási pontjai csak csavarozva vannak.
Talán készíthetnél egy öszvért, ami merev is, meg elég sík is.
A merevítő borda rendszert viszonylag síkra össze lehet hegeszteni önmagában, (a lap nélkül) ha csak a lapra merőleges irányú, szimmetrikus, kettősvarratokat készítesz.
Azután a kész bordarendszerre rácsavarozhatnád a síklapot, DIN 7991 csavarokkal.
Ahhoz kicsit csavarosan kell gondolkodni.
A hegesztéstől nem marad sík a lemez, a merevítő bordarendszer meg nem elég merev, ha a kapcsolódási pontjai csak csavarozva vannak.
Talán készíthetnél egy öszvért, ami merev is, meg elég sík is.
A merevítő borda rendszert viszonylag síkra össze lehet hegeszteni önmagában, (a lap nélkül) ha csak a lapra merőleges irányú, szimmetrikus, kettősvarratokat készítesz.
Azután a kész bordarendszerre rácsavarozhatnád a síklapot, DIN 7991 csavarokkal.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 március 04, 18:40
Írta: PSoft Dátum 2014 március 04, 18:40
"Ahhoz kicsit csavarosan kell gondolkodni......DIN 7991 csavarokkal"
Ahahhh!
Szóval,....süllyesztettfejű inbusz .:))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 március 04, 21:30
Írta: Szalai György Dátum 2014 március 04, 21:30
Igen. Az M6-osnak a feje 12mm átmérőjű és 3,3mm mélyen kell süllyeszteni, hogy szintben legyen.
Azért valami minősített, legalább 8.8 szép fekete volna jó, tekintve hogy mégiscsak gép lesz ebből, nem pedig bútorfiók fogantyúcska.
Azért valami minősített, legalább 8.8 szép fekete volna jó, tekintve hogy mégiscsak gép lesz ebből, nem pedig bútorfiók fogantyúcska.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 március 04, 22:09
Írta: PSoft Dátum 2014 március 04, 22:09
A "minősített,szép feketét" értem.(látom is magam előtt:)
(meg azt is,hogy jó volna :(
De,mi lenne az a "8.8"...méret?:))
Cím: Re:Mechanikai ötletek
Írta: 9a43swpp Dátum 2014 március 04, 22:48
Írta: 9a43swpp Dátum 2014 március 04, 22:48
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 március 04, 23:05
Írta: PSoft Dátum 2014 március 04, 23:05
Látom!...nem rég regisztráltál.:)
[#wave]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 március 05, 00:13
Írta: s7manbs8 Dátum 2014 március 05, 00:13
Bordás kerék tengelyhez szorításhoz arra való M5-ös hernyócsavart ki tud nekem küldeni ?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 március 05, 06:39
Írta: Szalai György Dátum 2014 március 05, 06:39
8.8 a szilárdsági csoport.
Van itt egy jó magyarázat, Ritkánszóló Sasibácsi gyűjteményéből.
(Bocsánat az indián elnevezésért.)
http://www.sasovits.hu/cnc/irodalom/Kotoelemek_mechanikai_tulajdonsagai.pdf
Van itt egy jó magyarázat, Ritkánszóló Sasibácsi gyűjteményéből.
(Bocsánat az indián elnevezésért.)
http://www.sasovits.hu/cnc/irodalom/Kotoelemek_mechanikai_tulajdonsagai.pdf
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2014 március 05, 08:58
Írta: w0hgtwf3w Dátum 2014 március 05, 08:58
Ez valami specko.
Cím: Re:Mechanikai ötletek
Írta: 3m9kaxws5 Dátum 2014 március 05, 09:12
Írta: 3m9kaxws5 Dátum 2014 március 05, 09:12
Üdv. Én csaphegesztéssel lőnék rá a hátuljára csavarokat és ahoz rögzítenék húzott t vasat.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2014 március 05, 13:14
Írta: designr Dátum 2014 március 05, 13:14
Szerintem RAL 8.8 ..::)) De ha valaki belinkel egy RAL táblázatot fejbelövöm magam..::))
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2014 március 05, 15:17
Írta: robroy007 Dátum 2014 március 05, 15:17
[#hehe]
RAL (szín) táblázat

RAL (szín) táblázat
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2014 március 05, 17:07
Írta: D.Laci Dátum 2014 március 05, 17:07
[#wave]
Nyomtam egy hátast... [#hehe]
Nyomtam egy hátast... [#hehe]
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 március 20, 17:28
Írta: vvvsmkgjx Dátum 2014 március 20, 17:28
Mire használhatják az ilyesfajta hajtást? Látott már hasonlót valaki?
http://www.youtube.com/watch?v=_9rtQ91PQNw
http://www.youtube.com/watch?v=_9rtQ91PQNw
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 március 20, 17:29
Írta: vvvsmkgjx Dátum 2014 március 20, 17:29
Cím: Re:Mechanikai ötletek
Írta: vvvsmkgjx Dátum 2014 március 20, 17:36
Írta: vvvsmkgjx Dátum 2014 március 20, 17:36
Ez meg csak érdekességképpen annak aki nem látta a golyós orsókról:
Ballscrew
Ballscrew
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 április 19, 23:07
Írta: 000000000 Dátum 2014 április 19, 23:07
Sziasztok,
találtam egy érdekes megoldást, 1db bordás szíjjal lehet két tengelyes mozgát elérni.
Szerintetek, hogy oldható meg ennek a vezérlése hobby szinten? Csak érdekességképpen.

Üdv
találtam egy érdekes megoldást, 1db bordás szíjjal lehet két tengelyes mozgát elérni.
Szerintetek, hogy oldható meg ennek a vezérlése hobby szinten? Csak érdekességképpen.
Üdv
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2014 április 19, 23:12
Írta: Devecz Miklós Dátum 2014 április 19, 23:12
reprap, corexy.
Nem rossz, csak a 45 fokos mozgást nem igen szereti.

Nem rossz, csak a 45 fokos mozgást nem igen szereti.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 április 19, 23:24
Írta: 000000000 Dátum 2014 április 19, 23:24
Szerintem, Mach3 –al is megoldható.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 április 19, 23:28
Írta: 000000000 Dátum 2014 április 19, 23:28
kicsit bővebben?
Cím: Re:Mechanikai ötletek
Írta: tfpk6pks3 Dátum 2014 április 19, 23:30
Írta: tfpk6pks3 Dátum 2014 április 19, 23:30
Ezt még én is megvárom.
Tanulni sosem késő...
Tanulni sosem késő...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 április 19, 23:39
Írta: 000000000 Dátum 2014 április 19, 23:39
Ezen a néven már youtube-on is van egy rakás mechanika, főleg 3D nyomtató.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 április 19, 23:40
Írta: 000000000 Dátum 2014 április 19, 23:40
Mire vagy kíváncsi?
Ismered a Mach3 működését?
Mire használnád?
Másik lehetőség.
MasterGy. Fórumtárs, a kosújából kiráz hozzá egy vezérlő programot.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 április 19, 23:42
Írta: 000000000 Dátum 2014 április 19, 23:42
Gyere el hozzám, egy gépépítő, tanfolyamra:))
Összedobok addigra egy bemutató darabot, Mach3 alá.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 április 19, 23:49
Írta: 000000000 Dátum 2014 április 19, 23:49
Csak érdekességképpen érdekel. Az érdekel hogy hogyan konfigurálnád be a mach-ot hogy egy g-kódot végrehajtasson ezzel a mechanikával?
Nem a pontos beállítások érdekelnek hanem elvben. Ugye itt az a poén hogy nem egy motor tartorik egy tengelyhez, és nemtudom ezt hogykezelné le a mach...
Ahogy nézegettem a youtube-ot körinterpolációk is simán mennek.
Nem a pontos beállítások érdekelnek hanem elvben. Ugye itt az a poén hogy nem egy motor tartorik egy tengelyhez, és nemtudom ezt hogykezelné le a mach...
Ahogy nézegettem a youtube-ot körinterpolációk is simán mennek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 április 20, 00:07
Írta: 000000000 Dátum 2014 április 20, 00:07
Most elégé el vagyok mással foglalva. Át kell gondolni. De, van ötletem rá.
Nemrég eléggé hasonló feladatot kellett megoldanom.
Nem szeretnék most hülyeséget beírni.
De, ha simán nem vinné a Mach akkor egy segédprogrammal biztosan, menne.
Cím: Re:Mechanikai ötletek
Írta: rbbhbyvfs Dátum 2014 április 20, 14:19
Írta: rbbhbyvfs Dátum 2014 április 20, 14:19
Ha 45 fokban elforgatod a munkadarabot, akkor simán menne Mach3-al is, nem? Vagy eleve úgy rajzolod/tervezed, igaz nehezebb az egyenest belőni :) De szerintem menne, persze lehet hülyeség...
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2014 április 20, 14:50
Írta: m6j2vsrdz Dátum 2014 április 20, 14:50
Legyen a két motor tárcsaátmérője azonos, 2R. Szögelfordulásuk F1 és F2 rad, pozitív irány az óramutató járásával ellentétes.
X=R(F1+F2)
Y=R(F1-F2)
F1=(X+Y)/(2R)
F2=(Y-Z)/(2R)
[#wink]
X=R(F1+F2)
Y=R(F1-F2)
F1=(X+Y)/(2R)
F2=(Y-Z)/(2R)
[#wink]
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2014 április 20, 14:54
Írta: m6j2vsrdz Dátum 2014 április 20, 14:54
Jav.
F2=(X-Y)/(2R)
[#falbav]
F2=(X-Y)/(2R)
[#falbav]
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2014 április 20, 14:55
Írta: m6j2vsrdz Dátum 2014 április 20, 14:55
Egy laptopról írok, [#violent][#violent][#violent]
Cím: Re:Mechanikai ötletek
Írta: rbbhbyvfs Dátum 2014 április 20, 15:34
Írta: rbbhbyvfs Dátum 2014 április 20, 15:34
Azaz?
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2014 április 20, 16:06
Írta: besirkyjh Dátum 2014 április 20, 16:06
Szia
Elvileg idejutottam én is ma hajnalban de nem mertem ki irni igy csak magánban irtam a Gabcsinak hogy érdemes ebben az irányban elindulni .
Szerintem a kört ugyan ugy meg is csinálná ( 45 fokkal arrébb a kezdöpont ) mig egy négyszöget a sarkára állitana .
A Mach3 -nak mindegy mert az azt csinálja amit G-code ban kap .
( vagy elforditani a mechanikát az X-Y koordinátájához képest 45 fokkal :) ) .
Elvileg idejutottam én is ma hajnalban de nem mertem ki irni igy csak magánban irtam a Gabcsinak hogy érdemes ebben az irányban elindulni .
Szerintem a kört ugyan ugy meg is csinálná ( 45 fokkal arrébb a kezdöpont ) mig egy négyszöget a sarkára állitana .
A Mach3 -nak mindegy mert az azt csinálja amit G-code ban kap .
( vagy elforditani a mechanikát az X-Y koordinátájához képest 45 fokkal :) ) .
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2014 április 20, 18:06
Írta: m6j2vsrdz Dátum 2014 április 20, 18:06
A 12507 hszt kukázzuk.
Kezdjük újra:
Legyen a két motor tárcsaátmérője azonos, 2R. Szögelfordulásuk F1 és F2 rad, pozitív irány az óramutató járásával egyező.
X=(R/2)x(F1+F2)
Y=(R/2)x(F2-F1)
F1=(X-Y)/R
F2=(X+Y)/R
X irányát korábban elnéztem, és egy kettes szorzót is. Bocsi.
Kezdjük újra:
Legyen a két motor tárcsaátmérője azonos, 2R. Szögelfordulásuk F1 és F2 rad, pozitív irány az óramutató járásával egyező.
X=(R/2)x(F1+F2)
Y=(R/2)x(F2-F1)
F1=(X-Y)/R
F2=(X+Y)/R
X irányát korábban elnéztem, és egy kettes szorzót is. Bocsi.
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2014 április 20, 18:08
Írta: xfg6v697j Dátum 2014 április 20, 18:08
A Mach-ban meg lehet adni a munkadarab elfordulását,a Z tengely körül.Ezzel a probléma meg is oldódhat,higyszten megad az ember +-45°-ot és már kész is van.
Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2014 április 22, 12:15
Írta: frkdv6dyr Dátum 2014 április 22, 12:15
Épül a gépem immáron másodjára, mivel a fiókcsúszós megoldás egy félév alatt tönkrement.
Át linkelek néhány képet
Íme a darabjai:

Röviden leírom az elképzelésemet és a gondolataimat a kialakítással kapcsolatban. Szeretném ha segítenétek kijavítani az esetleges kisebb-nagyobb tévedéseimet, hogy mielőtt mindent megveszek vagy beszerzek tiszta legyen a kép.
Az alapvető ötlet a szögvasas megoldás volt.

De amint látható a rögzítés szerintem nem teszi lehetővé a pontosságot. Látszólag nem lehet a síkokat, derékszögeket egyértelműen tartani. erre találtam ki a hatszög kialakítást ami igaz, hogy mindössze 60°-os szögben tartja csak a csapágyakat, de az ebből adódó problémák a méretek növelésével kompenzálható.


A tervek a vízszintes Y tengelyre vonatkoznak, bár a megvalósítást az X tengelyen kezdtem mert meglátásom szerint az asztal síkját kell először kialakítani a későbbi derékszög beállítások miatt. Mivel MDF-ből, bútorlapból, meg ami van tongue készül minden (még erre sincs elég pénzem) a hátsó részt át kell gondolnom. Az X tengely esetén a felfele húzó erő nem foglya kiszakítani a 8-as csavart, de az Y esetén a szerkezet súlya már problémát okozhat a felső csapágynál. Ezen még gondolkodom.
Na de lássuk a megvalósulás első lépéseit:


Na és ezt a részt kell megoldani megnyugtatóan valahogyan:

Ebben szeretném kérni a segítségeteket. Persze a "vas" az Y tengelyé ezért ilyen rövid. Az X tengelyé 10cm-el hoszabb lesz, csak még nem fúrtam ki.
Át linkelek néhány képet
Íme a darabjai:
Röviden leírom az elképzelésemet és a gondolataimat a kialakítással kapcsolatban. Szeretném ha segítenétek kijavítani az esetleges kisebb-nagyobb tévedéseimet, hogy mielőtt mindent megveszek vagy beszerzek tiszta legyen a kép.
Az alapvető ötlet a szögvasas megoldás volt.
De amint látható a rögzítés szerintem nem teszi lehetővé a pontosságot. Látszólag nem lehet a síkokat, derékszögeket egyértelműen tartani. erre találtam ki a hatszög kialakítást ami igaz, hogy mindössze 60°-os szögben tartja csak a csapágyakat, de az ebből adódó problémák a méretek növelésével kompenzálható.
A tervek a vízszintes Y tengelyre vonatkoznak, bár a megvalósítást az X tengelyen kezdtem mert meglátásom szerint az asztal síkját kell először kialakítani a későbbi derékszög beállítások miatt. Mivel MDF-ből, bútorlapból, meg ami van tongue készül minden (még erre sincs elég pénzem) a hátsó részt át kell gondolnom. Az X tengely esetén a felfele húzó erő nem foglya kiszakítani a 8-as csavart, de az Y esetén a szerkezet súlya már problémát okozhat a felső csapágynál. Ezen még gondolkodom.
Na de lássuk a megvalósulás első lépéseit:
Na és ezt a részt kell megoldani megnyugtatóan valahogyan:
Ebben szeretném kérni a segítségeteket. Persze a "vas" az Y tengelyé ezért ilyen rövid. Az X tengelyé 10cm-el hoszabb lesz, csak még nem fúrtam ki.
Cím: Re:Mechanikai ötletek
Írta: besirkyjh Dátum 2014 április 22, 12:25
Írta: besirkyjh Dátum 2014 április 22, 12:25
Szia
640x480-as képek böven elegek .
Itt :ftp
találsz megoldást a kérdésedre .
2 alkönyvtár is szerepel ahhol az MDF gép van épitve ugyan ezzel a csapágyazással .Az elmult 6 évben egyszer sem kellett utánállitani a csapágyazást pedig alut marok vele nagyrészt .
Szerintem jo megoldás ez a csapágyazás , igénytelen de mégis nagyon massziv !
640x480-as képek böven elegek .
Itt :ftp
találsz megoldást a kérdésedre .
2 alkönyvtár is szerepel ahhol az MDF gép van épitve ugyan ezzel a csapágyazással .Az elmult 6 évben egyszer sem kellett utánállitani a csapágyazást pedig alut marok vele nagyrészt .
Szerintem jo megoldás ez a csapágyazás , igénytelen de mégis nagyon massziv !
Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2014 április 22, 12:28
Írta: frkdv6dyr Dátum 2014 április 22, 12:28
Alapból a 640x480 volt beállítva :) úgy látom sikeresen belinkeltem az eredetit
Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2014 május 02, 16:38
Írta: frkdv6dyr Dátum 2014 május 02, 16:38
Íme a folytatás. Kicsit változott a terv, de nem is lett jó. A felhasznált zárszelvény miatt szerintem, a szerkezet előre-hátra rángatásra lötyög. Próbáltam imitálni a maráskor fellépő erőket. Szóval visszatérek a tervekhez, de azt is megint megváltoztatva :) úgy, hogy a hátsó négy csapágy helyett csináltam még egy pár hatszög csapágytartót amiket szembe fordítva szerelem majd fel. Addig is ha van valakinek ötlete, szóljon mielőtt szétszedem ezt a kísérletet.



Cím: Re:Mechanikai ötletek
Írta: 2dbfy8y Dátum 2014 május 14, 12:24
Írta: 2dbfy8y Dátum 2014 május 14, 12:24
Sziasztok!
Van egy 10-es átmérő, 200mm hosszú golyós orsóm.
Gép Z tengelyére szeretném felhasználni.
Milyen súlyt szabad vele mozgatni max?
Valakinek van ilyennel tapasztalata?
Bocsi, hogy ide is beírom, de a semlegőbe nem nagyon lehet már értelmesen beszélni.
Tényleg rendbe kellene szedni ezt a fórumot, aki nem közénk való, egyből kipenderíteni.
Négy éve örömmel jártam ide, most is nagy a létszám,csak sajna már nem a hobby cnc-ről folyik a vita.
Van egy 10-es átmérő, 200mm hosszú golyós orsóm.
Gép Z tengelyére szeretném felhasználni.
Milyen súlyt szabad vele mozgatni max?
Valakinek van ilyennel tapasztalata?
Bocsi, hogy ide is beírom, de a semlegőbe nem nagyon lehet már értelmesen beszélni.
Tényleg rendbe kellene szedni ezt a fórumot, aki nem közénk való, egyből kipenderíteni.
Négy éve örömmel jártam ide, most is nagy a létszám,csak sajna már nem a hobby cnc-ről folyik a vita.
Cím: Re:Mechanikai ötletek
Írta: Sanyi Bá Dátum 2014 május 14, 12:27
Írta: Sanyi Bá Dátum 2014 május 14, 12:27
Írtam mailt.
Cím: Re:Mechanikai ötletek
Írta: 2dbfy8y Dátum 2014 május 14, 12:28
Írta: 2dbfy8y Dátum 2014 május 14, 12:28
pill meg is nézem.
Cím: Re:Mechanikai ötletek
Írta: 2dbfy8y Dátum 2014 május 14, 12:29
Írta: 2dbfy8y Dátum 2014 május 14, 12:29
nem jött semmi,írok a másik mailomról.
Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2014 május 14, 14:10
Írta: frkdv6dyr Dátum 2014 május 14, 14:10
Megint eljutottam egy fázisig és megmutatnám nektek is.
1.: Átgondolva az eddigi tapasztalatokat maradtam az "oldalról" támasztás mellett, és mivel az alapanyag nem annyira drága (800ft/500mm 19-es hatszög, 147ft/db 608-as csapágy) mindkét oldalra ugyan azt tettem.

Nem látszik ezen a képen, de középen összesen egy!! menetes szár köti össze a két lapot (azaz a Z tengely tartót, és a hátlapot)
2.: Meg akartam szüntetni a "libegést" de ezzel a módszerrel sem sikerült!!! Hmmmm. De miért is? Aztán rájöttem, hogy a hiba a felfogatóban van.

Amint látszik oldalról tettem egy darab MDF-et még, mert a lineáris csapágy magasabban van mint a motor felfogató két vízszintes része. A libegés az MDF rugalmassága és hajlékonysága miatt jött létre az atombiztos csapágyazás ellenére. Egy kis ragasztó és a dolog orvosolva.
Jelenleg annyira stabil, hogy nem merem tovább feszíteni, nehogy eltörjem az MDF lapok valamelyikét. De az biztos, hogy a motorok nem fogják elhajlítani vagy eltörni a szerkezetet (1Nm kevés ehhez).
A jelenlegi kísérlet lényege, az egyszerű, olcsó, de még stabil megoldás megkeresése. A gép a mostani átépítés után ha működik az alumínium öntés elsajátítása után amit Berényi Józsinak köszönhetek (itt is fent van) a gép alkatrészeit kiöntve, megmunkálva a fa részeket egyszerűen csak kicserélem. A végére vagy lesz egy vegyes gép, vagy lesz egy fa gép a padláson darabokban (nem dobom ki a kiépített elemeket) és lesz egy alugép ami működik.
Végül még két kép:


1.: Átgondolva az eddigi tapasztalatokat maradtam az "oldalról" támasztás mellett, és mivel az alapanyag nem annyira drága (800ft/500mm 19-es hatszög, 147ft/db 608-as csapágy) mindkét oldalra ugyan azt tettem.
Nem látszik ezen a képen, de középen összesen egy!! menetes szár köti össze a két lapot (azaz a Z tengely tartót, és a hátlapot)
2.: Meg akartam szüntetni a "libegést" de ezzel a módszerrel sem sikerült!!! Hmmmm. De miért is? Aztán rájöttem, hogy a hiba a felfogatóban van.
Amint látszik oldalról tettem egy darab MDF-et még, mert a lineáris csapágy magasabban van mint a motor felfogató két vízszintes része. A libegés az MDF rugalmassága és hajlékonysága miatt jött létre az atombiztos csapágyazás ellenére. Egy kis ragasztó és a dolog orvosolva.
Jelenleg annyira stabil, hogy nem merem tovább feszíteni, nehogy eltörjem az MDF lapok valamelyikét. De az biztos, hogy a motorok nem fogják elhajlítani vagy eltörni a szerkezetet (1Nm kevés ehhez).
A jelenlegi kísérlet lényege, az egyszerű, olcsó, de még stabil megoldás megkeresése. A gép a mostani átépítés után ha működik az alumínium öntés elsajátítása után amit Berényi Józsinak köszönhetek (itt is fent van) a gép alkatrészeit kiöntve, megmunkálva a fa részeket egyszerűen csak kicserélem. A végére vagy lesz egy vegyes gép, vagy lesz egy fa gép a padláson darabokban (nem dobom ki a kiépített elemeket) és lesz egy alugép ami működik.
Végül még két kép:
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 május 15, 17:34
Írta: Szalai György Dátum 2014 május 15, 17:34
Kísérletezni jó.
Ha kedved tartja, mielőtt nekiállsz alumínium alkatrészeket önteni, megérné egy nyúzópróbának alávetned a kerekrúd-golyóscsapágy kompozíciót. Nem eltúlozva, csak a várható terheléssel végigfuttatni pár tízezerszer. (Az nem sok, ha marni akarsz majd vele.)
Ne későn derüljön ki, ha esetleg nem lesz kellő élettartamú a rúd ahhoz, hogy érdemes legyen erre a változatra elkészíteni a tartós öntvény alkatrészeket.
(Az én egyszeri és egyszerű, acélsodronnyal vontatott bútorlap szabó megoldásomban anno, szintén 608ZZ csapágyak futottak 40X40 zártszelvényen. Mind a 7mm szélességükön szaladtak, nem csak egy élen, és igen hamar belevasalták a nyomvályújukat a zártszelvénybe. Pedig kuplungtárcsa rugókkal voltak ráfeszítve.)
Ha kedved tartja, mielőtt nekiállsz alumínium alkatrészeket önteni, megérné egy nyúzópróbának alávetned a kerekrúd-golyóscsapágy kompozíciót. Nem eltúlozva, csak a várható terheléssel végigfuttatni pár tízezerszer. (Az nem sok, ha marni akarsz majd vele.)
Ne későn derüljön ki, ha esetleg nem lesz kellő élettartamú a rúd ahhoz, hogy érdemes legyen erre a változatra elkészíteni a tartós öntvény alkatrészeket.
(Az én egyszeri és egyszerű, acélsodronnyal vontatott bútorlap szabó megoldásomban anno, szintén 608ZZ csapágyak futottak 40X40 zártszelvényen. Mind a 7mm szélességükön szaladtak, nem csak egy élen, és igen hamar belevasalták a nyomvályújukat a zártszelvénybe. Pedig kuplungtárcsa rugókkal voltak ráfeszítve.)
Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2014 május 15, 18:10
Írta: frkdv6dyr Dátum 2014 május 15, 18:10
Keresem a megoldást én is, de lassan megy. Vettem amint láttad 6.000.-Ft-ért 2db 280mm hosszú THK25-öst Z tengelynek, sikerült vennem 700mm-es THK SSr20-as kocsikkal is két sínt de sajna csak 2 kocsival, és ha itt még sikerül elcsípnem, akkor az alsó részre is veszek lineáris csapágyakat 2-2 kocsival, meg még két SSR20 kocsit. Csak ki kell várni, hogy a nyerészkedők eltűnjenek, és végre hobbista áron lehessen összerakni egy gépet.
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2014 május 15, 18:35
Írta: xfg6v697j Dátum 2014 május 15, 18:35
Petyát keresd magánban,ő elég jó áron ad lineket,és kocsikat is.
Ha éppen nem is hírdeti,még lehet hogy van neki olyan ami neked kell.
Amúgy a sinenkénti egy kocsi is elég erős lehet.
Nálam minden sinen csak egy van,a Z-n pedig sin is csak egy van,és minden gond nélkül meg tudok munkálni fémeket is.
gépem
Ha éppen nem is hírdeti,még lehet hogy van neki olyan ami neked kell.
Amúgy a sinenkénti egy kocsi is elég erős lehet.
Nálam minden sinen csak egy van,a Z-n pedig sin is csak egy van,és minden gond nélkül meg tudok munkálni fémeket is.
gépem
Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2014 május 15, 18:40
Írta: frkdv6dyr Dátum 2014 május 15, 18:40
Köszi a tippet.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2014 május 16, 08:25
Írta: Kristály Árpád Dátum 2014 május 16, 08:25
Halihó Nyárfa!
Jó ötlet ez a hatszög anyag...
[#eljen][#eljen][#eljen][#taps][#worship][#wave]
Jó ötlet ez a hatszög anyag...
[#eljen][#eljen][#eljen][#taps][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2014 május 16, 15:48
Írta: Vetesi75 Dátum 2014 május 16, 15:48
Ez a futógörgő felfogatás lehetőséget ad a hatszögletű vezetékek használatára is, növelve az érintkezés pontjait, hasonlóan a zártszelvényes megoldáshoz. Különbség viszont, hogy a húzott hatszög rudat jobb anyagminőségekben is gyártanak és ezek beszerzése aránylag könnyű.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 május 25, 20:10
Írta: svejk Dátum 2014 május 25, 20:10
Csak kíváncsiságból kérdezem.
A gyári öntvény asztalok felületét milyen módszerrel munkálják, alakítják készre?
Egy ilyen asztal felületének utólagos felmarás után -akármilyen éles is a maró-
olyan szivacsos szerkezetű marad és nagyon fog is a grafit.
Lehet éppen inkább tompább szerszám kellene ami szinte tömöríti az anyagot?
A gyári öntvény asztalok felületét milyen módszerrel munkálják, alakítják készre?
Egy ilyen asztal felületének utólagos felmarás után -akármilyen éles is a maró-
olyan szivacsos szerkezetű marad és nagyon fog is a grafit.
Lehet éppen inkább tompább szerszám kellene ami szinte tömöríti az anyagot?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2014 május 25, 20:13
Írta: ra8nsmk6w Dátum 2014 május 25, 20:13
Forditva kell forgatni a marót[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 május 25, 20:49
Írta: jani300 Dátum 2014 május 25, 20:49
Nem pont a kérdésedre válasz , de nemrég szemeztem egy 1x0,5 méteres T hornyos asztallal .
Jól esett volna szerelőasztalnak is . Ennek nézegettem a felületét ,szép sima volt . Talán köszörülték . A vásárlási gondom is megoldódott mert "kell az öntvény" , nem is adták .
Jól esett volna szerelőasztalnak is . Ennek nézegettem a felületét ,szép sima volt . Talán köszörülték . A vásárlási gondom is megoldódott mert "kell az öntvény" , nem is adták .
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2014 május 26, 07:23
Írta: Motoros Dátum 2014 május 26, 07:23
Profi asztalokat (pl Felman) köszöülik.
Ontvény köszörülés biztos külön mufaj. Alut is lehet.
Ontvény köszörülés biztos külön mufaj. Alut is lehet.
Cím: Re:Mechanikai ötletek
Írta: udr95i4vu Dátum 2014 május 26, 09:32
Írta: udr95i4vu Dátum 2014 május 26, 09:32
Misi küld át légyszi a számodat email-on.Szeretnék beszélni veled.
Üdv
Üdv
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 május 28, 21:38
Írta: s7manbs8 Dátum 2014 május 28, 21:38
Csináltam fogasszíjtárcsákat , meg házat stb. meg illesztő gyűrűt, hogy a csapágyba belemenjen a trapézorsó, de a vége meg most hogy feltettem látom, hogy üt a kiálló tengelyvég, de azon majd még le kell faragni valahogy, de most megpörgetem, ez vagy 12mm emelkedésű 3 bekezdéses valami talál kutyaisten orsó.


Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 május 28, 21:45
Írta: s7manbs8 Dátum 2014 május 28, 21:45
Felülről ránézve:


Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2014 május 28, 22:08
Írta: KBalázs Dátum 2014 május 28, 22:08
Frankón néz ki.[#eljen] Miért van négy csavar a szíjtárcsákban?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 május 28, 22:16
Írta: s7manbs8 Dátum 2014 május 28, 22:16
Az fogja össze a 32 darabot, mert kettőből van, mivel vékony anyagom volt, meg az egyiken perem is van, és azt úgy lehet megcsinálni, legalábbis így sikerült egy fél megoldást kitalálni. No, közben ami motor rá lett téve, az igencsak nem jó, vagy nem szereti a bipoláris hajtást, mert vezetékes, most rászerelek egy másikat, csak arra is teszek tárcsát kicsit várni kell, mire videózni fogok.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 május 28, 22:17
Írta: s7manbs8 Dátum 2014 május 28, 22:17
... 2 darabot ...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 május 28, 22:21
Írta: PSoft Dátum 2014 május 28, 22:21
Harminckettő...rétegből van az a tárcsa összerakva???[#wow1]
Bakker,akkor ehhez luxus a CNC!!!
Elég egy...körömolló!
[#hehe][#nyes]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 május 28, 23:42
Írta: s7manbs8 Dátum 2014 május 28, 23:42
Cím: Re:Mechanikai ötletek
Írta: Gamos Dátum 2014 június 02, 19:29
Írta: Gamos Dátum 2014 június 02, 19:29
Meguntam a régi ütközőt, így csináltam egyet a helyzetfúróra
https://plus.google.com/u/0/photos?pid=6020381793553124162&oid=112206563586408672255
https://plus.google.com/u/0/photos?pid=6020381831301391042&oid=112206563586408672255
Nos ilyen lett.
https://plus.google.com/u/0/photos?pid=6020381793553124162&oid=112206563586408672255
https://plus.google.com/u/0/photos?pid=6020381831301391042&oid=112206563586408672255
Nos ilyen lett.
Cím: Re:Mechanikai ötletek
Írta: Gamos Dátum 2014 június 02, 19:31
Írta: Gamos Dátum 2014 június 02, 19:31
Képpel
(http://plus.google.com/u/0/photos?pid=6020381793553124162&oid=112206563586408672255)
(http://plus.google.com/u/0/photos?pid=6020381831301391042&oid=112206563586408672255)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2014 június 02, 19:33
Írta: Csuhás Dátum 2014 június 02, 19:33
Sajnos a kép fekete alapon fekete ábra...
Cím: Re:Mechanikai ötletek
Írta: Gamos Dátum 2014 június 02, 19:39
Írta: Gamos Dátum 2014 június 02, 19:39
Nekem jól jelenik meg.
Cím: Re:Mechanikai ötletek
Írta: Gamos Dátum 2014 június 02, 19:45
Írta: Gamos Dátum 2014 június 02, 19:45

Cím: Re:Mechanikai ötletek
Írta: Gamos Dátum 2014 június 02, 19:45
Írta: Gamos Dátum 2014 június 02, 19:45
Hurrá sikerült
Cím: Re:Mechanikai ötletek
Írta: Torro60 Dátum 2014 június 02, 20:03
Írta: Torro60 Dátum 2014 június 02, 20:03
[#wave][#eljen]
Cím: Re:Mechanikai ötletek
Írta: HJózsi Dátum 2014 június 02, 20:06
Írta: HJózsi Dátum 2014 június 02, 20:06
[#eljen] Nagyon jó lett, szép munka!
A Vertexnek is megtetszett és lemásolta Vertex VWS-125 Werkstukstopper .. ;)
A Vertexnek is megtetszett és lemásolta Vertex VWS-125 Werkstukstopper .. ;)
Cím: Re:Mechanikai ötletek
Írta: Gamos Dátum 2014 június 03, 12:56
Írta: Gamos Dátum 2014 június 03, 12:56
Itt a rajza, ha valakit érdekel:

Cím: Re:Mechanikai ötletek
Írta: ywrxkjjky Dátum 2014 június 03, 22:03
Írta: ywrxkjjky Dátum 2014 június 03, 22:03
Hol?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 június 03, 22:18
Írta: 000000000 Dátum 2014 június 03, 22:18
A behajtani tilos mögött.
Cím: Re:Mechanikai ötletek
Írta: ywrxkjjky Dátum 2014 június 03, 22:26
Írta: ywrxkjjky Dátum 2014 június 03, 22:26
Juuu tényleg,na vazzeg!
Cím: Re:Mechanikai ötletek
Írta: Gamos Dátum 2014 június 04, 06:06
Írta: Gamos Dátum 2014 június 04, 06:06
Na ne mán tegnap még megvolt, de itt van újra:

Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2014 június 09, 22:08
Írta: zozo Dátum 2014 június 09, 22:08
Hirtelenjében kellett 20x5-ös alu profilt R1650-re ívelni. Nézelődtem a műhelyben, hogyan csináljam meg hamar. Aztán találtam Salgó-polc sarokrögzítő háromszögeket, aztán egy görgőt, majd beletúrtam a rossz csapágyas dobozba.
Aztán már csak finomítani kellett :)
A fúrószárakat 0,3-0,5 mm-enként cseréltem, amíg a rádiusz ki nem jött. [#wink]

Aztán már csak finomítani kellett :)
A fúrószárakat 0,3-0,5 mm-enként cseréltem, amíg a rádiusz ki nem jött. [#wink]
Cím: Re:Mechanikai ötletek
Írta: xfg6v697j Dátum 2014 június 10, 05:21
Írta: xfg6v697j Dátum 2014 június 10, 05:21
Ügyes!
Cím: Re:Mechanikai ötletek
Írta: tfpk6pks3 Dátum 2014 június 10, 09:56
Írta: tfpk6pks3 Dátum 2014 június 10, 09:56
Az a jó öreg Salgó... mit ki nem hoz az emberből... [#wink]
[#heureka]
[#heureka]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2014 június 10, 22:42
Írta: vjanos Dátum 2014 június 10, 22:42
Egyszerű és nagyszerű :)
Véletlenül én is épp zártszelvény hajlítót tákoltam a hétvégén, de az nem lett ilyen kifinomult :D
Véletlenül én is épp zártszelvény hajlítót tákoltam a hétvégén, de az nem lett ilyen kifinomult :D
Cím: Re:Mechanikai ötletek
Írta: 9pk59nuy Dátum 2014 június 13, 18:54
Írta: 9pk59nuy Dátum 2014 június 13, 18:54
Ezer mestert pótol, ezermester boltból!!![#wink]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 június 15, 20:18
Írta: s7manbs8 Dátum 2014 június 15, 20:18
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 június 15, 20:29
Írta: PSoft Dátum 2014 június 15, 20:29
Igen.
Úgy tudom,működő példány is van belőle itt,valamelyik kolégának.
De...
Hol itt a golyós orsó?
Inkább,görgős anyák ezek.
Miért is "lineár stepping motor" az a léptecs???[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 június 15, 20:31
Írta: hostya Dátum 2014 június 15, 20:31
Kihívásnak nem rossz.
De gyakorlati haszna nem sok van.. :)
De gyakorlati haszna nem sok van.. :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 június 15, 20:38
Írta: keri Dátum 2014 június 15, 20:38
A "Menet nélküli golyós orsó" is arra utal hogy nem tudott angolul aki ezt írta :))
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 június 15, 20:44
Írta: PSoft Dátum 2014 június 15, 20:44
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 június 15, 21:27
Írta: s7manbs8 Dátum 2014 június 15, 21:27
Most látom , hogy ez nem jó semmire ... :)
Cím: Re:Mechanikai ötletek
Írta: 9pk59nuy Dátum 2014 június 16, 11:42
Írta: 9pk59nuy Dátum 2014 június 16, 11:42
Szépen megcsináltad a képen levő görgős anyát!
Én azon töröm a fejem, hogy sokkal kisebb méretben 2db görgővel lapos kivitelben el lehet-e készíteni? Volna hozzá pici csapágyam is. Te a görgőket esztergáltad, vagy kiszerelted valamiből?
Én azon töröm a fejem, hogy sokkal kisebb méretben 2db görgővel lapos kivitelben el lehet-e készíteni? Volna hozzá pici csapágyam is. Te a görgőket esztergáltad, vagy kiszerelted valamiből?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 június 16, 17:31
Írta: PSoft Dátum 2014 június 16, 17:31
Köszi...régi darabok ezek már,még az első gépemhez készültek.:)
Bronzból esztergáltam a görgőket,két végükben csapágy.
A három görgő faxán központban tartja az "orsót".
Két görgővel...nem tudom,de valószínű,hogy nehéz központban tartani az orsót.
Szerintem,"kimászik" a görgők közül.:(
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 június 16, 19:38
Írta: s7manbs8 Dátum 2014 június 16, 19:38
Nekem mivel az egyik görgőm nagyon kajla lett, kettő hajtja a gépem és nem megy ki közüle az orsó igaz az elég vastag 20mm átmérőjű az orsója.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 június 16, 19:39
Írta: s7manbs8 Dátum 2014 június 16, 19:39
Véknyabbnál lehet probláma inkább.
Cím: Re:Mechanikai ötletek
Írta: 9pk59nuy Dátum 2014 június 16, 20:15
Írta: 9pk59nuy Dátum 2014 június 16, 20:15
Én 8mm-es orsóra szeretném. Azt gondoltam, hogy ha a görgő hossza kb 5mm (1mm emelkedés) akkor az L/D viszony szerint elég zömök lehet a konstrukció. azon még töprengek, hogy a keret végébe betegyek egy az irányt tartó rövid bronzanyát.
Jó hír, hogy elektron-nak megy 2 görgővel.
Jó hír, hogy elektron-nak megy 2 görgővel.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2014 június 23, 20:19
Írta: y9au2mspr Dátum 2014 június 23, 20:19
Sziasztok.
Egy T5 16széles szíj 3000 mm hosszban mi alapján tudnám meghatározni,hogy kellően feszes? Nem szeretném túlfeszíteni. Most 2500mm szabadon van és 5mm mindkét végén az asztaltól mért magassága. A közepén is a levegőben van 2-3mm-re elemelkedve.
Egy T5 16széles szíj 3000 mm hosszban mi alapján tudnám meghatározni,hogy kellően feszes? Nem szeretném túlfeszíteni. Most 2500mm szabadon van és 5mm mindkét végén az asztaltól mért magassága. A közepén is a levegőben van 2-3mm-re elemelkedve.
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2014 június 23, 21:54
Írta: m6j2vsrdz Dátum 2014 június 23, 21:54
"A szíjfeszítés (tengelyhúzás) beállítása
A szíjfeszítés beállítása többféleképp végezhető el.
Szíjbehajlás mérésnél a feszes szíjágra adott, meghatározott nagyságú terhelőerő alatt
a szíj behajlása a tengelytávolság 1,5 %-a lehet.
Hossznyúlás mérésnél először a szíj-szíjtárcsa hézagmentes kapcsolatát biztosítjuk.
Ezután a szíjfeszítést addig állítjuk, amíg a szíj nyúlása el nem éri a kijelölt mérési
hosszon a 0,5 0,75 %-os értéket.
Alakzáró, fogasszíj hajtásnál a szíjfeszítés: Fh 1,2Fk. A beállítás geometriai méretek szerinti
elvégzése nem nélkülözheti a szíjfeszítés nagyságának meghatározását, amely a tengelyek
tervezéséhez, a csapágyak kiválasztásához szükséges. A szíj feszességét előírt járatási idő
után ellenőrizni kell.
"
Svejk linkje 30.old.
A szíjfeszítés beállítása többféleképp végezhető el.
Szíjbehajlás mérésnél a feszes szíjágra adott, meghatározott nagyságú terhelőerő alatt
a szíj behajlása a tengelytávolság 1,5 %-a lehet.
Hossznyúlás mérésnél először a szíj-szíjtárcsa hézagmentes kapcsolatát biztosítjuk.
Ezután a szíjfeszítést addig állítjuk, amíg a szíj nyúlása el nem éri a kijelölt mérési
hosszon a 0,5 0,75 %-os értéket.
Alakzáró, fogasszíj hajtásnál a szíjfeszítés: Fh 1,2Fk. A beállítás geometriai méretek szerinti
elvégzése nem nélkülözheti a szíjfeszítés nagyságának meghatározását, amely a tengelyek
tervezéséhez, a csapágyak kiválasztásához szükséges. A szíj feszességét előírt járatási idő
után ellenőrizni kell.
"
Svejk linkje 30.old.
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2014 június 23, 21:56
Írta: m6j2vsrdz Dátum 2014 június 23, 21:56
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2014 június 23, 22:00
Írta: m6j2vsrdz Dátum 2014 június 23, 22:00
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 június 24, 11:19
Írta: ncw4w5nca Dátum 2014 június 24, 11:19
Hátha valakit érdekel a tegnapi projektem. Gáztakarékszelep Védőgázhoz, PB reduktorból.
Nem kell mást csinálni, csak a reduktor közepén található nagy csavar alatt lévő 0,8-as rugót, ki kell cserélni 1,5-ösre( a méretek a rugó anyagára vonatkoznak)Hatására megszűnik a gyújtáskor tapasztalható nagy gázkiáramlás, így kis ráfordítással komoly összeg takarítható meg.


Nem kell mást csinálni, csak a reduktor közepén található nagy csavar alatt lévő 0,8-as rugót, ki kell cserélni 1,5-ösre( a méretek a rugó anyagára vonatkoznak)Hatására megszűnik a gyújtáskor tapasztalható nagy gázkiáramlás, így kis ráfordítással komoly összeg takarítható meg.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2014 június 24, 15:27
Írta: y9au2mspr Dátum 2014 június 24, 15:27
Köszönöm. Belenéztem,de eléggé zavaros.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2014 június 24, 15:28
Írta: y9au2mspr Dátum 2014 június 24, 15:28
Viszont ha jól értelmeztem akkor áz általam írt feszesség már sok is.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 augusztus 11, 11:45
Írta: r5y7cufaj Dátum 2014 augusztus 11, 11:45
sziasztok!
Segítséget kérnék, egy golyósorsót szét kellett szednem, pontosan nem tudom hány golyó volt benne. Leírást találtam róla, de a golyók számáról nem ír. Esetleg tudtok tippet adni, hogy rakjam össze?
Erről van szó:
Köszi
Segítséget kérnék, egy golyósorsót szét kellett szednem, pontosan nem tudom hány golyó volt benne. Leírást találtam róla, de a golyók számáról nem ír. Esetleg tudtok tippet adni, hogy rakjam össze?
Erről van szó:

Köszi
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 augusztus 11, 15:03
Írta: keri Dátum 2014 augusztus 11, 15:03
Ha visszapakolod a golyókat, akkor egy golyónál kevesebb hely marad hézagnak a golyósornál.
Én úgy szoktam hogy bezsírozom és betolom az orsót a golyóvezetőhöz félig és elkezdem belepakolni a golyókat csipesszel a zsírba beleragasztva.
Svejk ugyan így csak zsír nélkül.
Én úgy szoktam hogy bezsírozom és betolom az orsót a golyóvezetőhöz félig és elkezdem belepakolni a golyókat csipesszel a zsírba beleragasztva.
Svejk ugyan így csak zsír nélkül.
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2014 augusztus 11, 15:50
Írta: istvan58 Dátum 2014 augusztus 11, 15:50
Én is zsirba raktam csipesszel majd beletoltam egy pvc csövet aminek a külső átmérője megegyezik az orsó menetfenék átmérővel majd az orsót ugy tekertem be hogy a csövet kinyomta, igy tutti nem esnek ki a golyók.
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2014 augusztus 11, 16:02
Írta: etc77f5nr Dátum 2014 augusztus 11, 16:02
Üdv! Lineáris kocsit mivel és hogyan szokás tisztítani? Nem szívesen szedeném le a sínről, mert nem akarom elcseszni a golyókat, de ha nincs más marad a szétszedés. Mivel érdemes pucolni? Benzin, brigeciol? Gondolom a víz nem tesz neki jót, de a brigeciolt azzal szokás lemosni, ha jól tudom.
Cím: Re:Mechanikai ötletek
Írta: PITU Dátum 2014 augusztus 11, 16:21
Írta: PITU Dátum 2014 augusztus 11, 16:21
szia
az ilyen golyós cuccoknál van egy szabály
telerakod golyóval , és maradni kell a végén hézagnak
ha annyi golyó megy bele , hogy a végén pont összeér..... akkor EGY GOLYÓVAL KEVESEBB !!!!
az ilyen golyós cuccoknál van egy szabály
telerakod golyóval , és maradni kell a végén hézagnak
ha annyi golyó megy bele , hogy a végén pont összeér..... akkor EGY GOLYÓVAL KEVESEBB !!!!
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 augusztus 11, 16:29
Írta: hostya Dátum 2014 augusztus 11, 16:29
Ha alaposan szeretnéd kitisztítani, akkor bizony le kell húznod a sínről, sőt a műanyag "végelemeket" is el kell távolítani ...
A fenti műveletet egy tálca(tepsi) fölött csináld, és akkor nem fognak elveszni a golyók.
Gázolaj, benzin, féktisztító spray.. stb
Összerakás előtt olajozd be az 'alkatrészeket' pl. olajba merítéssel, ecseteléssel stb.
A fenti műveletet egy tálca(tepsi) fölött csináld, és akkor nem fognak elveszni a golyók.
Gázolaj, benzin, féktisztító spray.. stb
Összerakás előtt olajozd be az 'alkatrészeket' pl. olajba merítéssel, ecseteléssel stb.
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2014 augusztus 11, 16:35
Írta: etc77f5nr Dátum 2014 augusztus 11, 16:35
Az a baj, hogy elvileg 2 különböző golyóméret van. Hiwin hgr20 és hgr15-s kocsik. Szétszedés után nem tudom megmérni, hogy melyik mekkora.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 augusztus 11, 16:57
Írta: keri Dátum 2014 augusztus 11, 16:57
Ha nincs különös oka akkor ne szedd szét, csak nyomj bele zsírt.
Ha belement valami amitől akadozik, akkor pedig nem úszod meg a szétborítást. Benzin, gázolaj, brigéciol-víz-szárítás. Motorszerelésnél én szoktam bármelyiket alkalmazni. Mondjuk ilyen finom szerkezeteknél az 2T benzint, vagy gázolajat részesítem előnyben, mert azok egy alap kenést is biztosítanak, a vízzel meg megkaphatja a rozsda ha nem szárítom meg gyorsan, szóval a brigéciolt inkább a durvább és koszosabb szerkezeteknél szeretem, majd nagynyomású mosóval mosom át, az minden olajsarat leszed :) de ide az túl durva.
A műanyag cuccokat érdemes lehet leszedni róla ha már úgy is átmosod. Az NBR gumi tömítések bírják a benzint és gázolajat, de a keményebb műanyag alkatrészeket nem tudom miből vannak, arra azért nem esküdnék, hogy azok is bírják.
Ha belement valami amitől akadozik, akkor pedig nem úszod meg a szétborítást. Benzin, gázolaj, brigéciol-víz-szárítás. Motorszerelésnél én szoktam bármelyiket alkalmazni. Mondjuk ilyen finom szerkezeteknél az 2T benzint, vagy gázolajat részesítem előnyben, mert azok egy alap kenést is biztosítanak, a vízzel meg megkaphatja a rozsda ha nem szárítom meg gyorsan, szóval a brigéciolt inkább a durvább és koszosabb szerkezeteknél szeretem, majd nagynyomású mosóval mosom át, az minden olajsarat leszed :) de ide az túl durva.
A műanyag cuccokat érdemes lehet leszedni róla ha már úgy is átmosod. Az NBR gumi tömítések bírják a benzint és gázolajat, de a keményebb műanyag alkatrészeket nem tudom miből vannak, arra azért nem esküdnék, hogy azok is bírják.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 augusztus 11, 16:58
Írta: hostya Dátum 2014 augusztus 11, 16:58
Egy kocsin belül kizártnak tartom hogy különböző golyóméretek lennének. (persze ettől még előfordulhat, de én még nem találkoztam ilyennel..)
Egyszerre csak egy kocsit vegyél kezelésbe.. :)
Egyszerre csak egy kocsit vegyél kezelésbe.. :)
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2014 augusztus 11, 16:59
Írta: etc77f5nr Dátum 2014 augusztus 11, 16:59
Csak ha szétborítom egy tálcára, akkor összegabalyodnak a golyókák :) Valaki már szedett itt szét ilyet, amit publikát is, és ha jól emlékszem akkor a két golyóméret között századok voltak :(
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 augusztus 11, 16:59
Írta: keri Dátum 2014 augusztus 11, 16:59
Egyszerre csak egy kocsit szedjél szét. A HiWin kocsikból nem esik ki a golyó lehúzástól, csak visrosszakáskor kell vigyázni, mert ha megfeszül akkor kipattanhat.
De amúgy is tálca felett csináld mert a padlón rossz keresgélni a golyókat :)
De amúgy is tálca felett csináld mert a padlón rossz keresgélni a golyókat :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 augusztus 11, 17:00
Írta: keri Dátum 2014 augusztus 11, 17:00
Kocsin belül tuti nincs eltérés, a két kocsi meg nem fog összekeveredni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 augusztus 11, 17:06
Írta: keri Dátum 2014 augusztus 11, 17:06
Amúgy nem századok, hanem ezredekre illik összeválogatni a golyókat, de ha nem veszíted el akkor ez nem fog gondot okozni.
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2014 augusztus 11, 17:10
Írta: etc77f5nr Dátum 2014 augusztus 11, 17:10
Az alsó és felső sor között van eltérés egy kocsin belül? Vagy rosszul tudom? Annyira nem gáz amúgy, csak sínnel együtt macera takarítani a kocsi benzinben, de szerintem úgy is belelehet mártogatni. Teszek egy csavart a sín végébe, hogy ne csússzon le a kocsi és mártogatom. De ha kijönnek a golyók és eltérőek egy kocsin beül akkor megvadulok :)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 augusztus 11, 17:27
Írta: hostya Dátum 2014 augusztus 11, 17:27
"Az alsó és felső sor között van eltérés egy kocsin belül? Vagy rosszul tudom?"
Rosszul tudod... Nincs eltérés!
Rosszul tudod... Nincs eltérés!
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2014 augusztus 11, 17:37
Írta: etc77f5nr Dátum 2014 augusztus 11, 17:37
Akkor szétpotyoghat, majd zsirba visszateszem és ottmarad, a sínre meg óvatosan húzom fel. Az elmélet jó?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 augusztus 11, 17:58
Írta: hostya Dátum 2014 augusztus 11, 17:58
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 augusztus 11, 19:24
Írta: Szalai György Dátum 2014 augusztus 11, 19:24
Már majdnem mindent elmondtak az előttem írók.
Egyet tartok még fontosnak, de azt nagyon.
Túl azon, hogy a tálcának elég magas legyen a széle, tegyél rá egy vastagabb puha fehér tiszta rongyot, és azon szedd szét a kocsit, hogy az alkatrészei ne tudjanak gurulni a tálcán, és nagyon jól láthatóak legyenek.
És előtte edd meg a somlói galuskát az átlátszó műanyag dobozból, mert az is kellhet.
Egyet tartok még fontosnak, de azt nagyon.
Túl azon, hogy a tálcának elég magas legyen a széle, tegyél rá egy vastagabb puha fehér tiszta rongyot, és azon szedd szét a kocsit, hogy az alkatrészei ne tudjanak gurulni a tálcán, és nagyon jól láthatóak legyenek.
És előtte edd meg a somlói galuskát az átlátszó műanyag dobozból, mert az is kellhet.
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2014 augusztus 11, 19:51
Írta: etc77f5nr Dátum 2014 augusztus 11, 19:51
Feltöltök egy 120 literes akváriumot zsírral és annak a belsejében szedem szét :)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 augusztus 11, 20:04
Írta: hostya Dátum 2014 augusztus 11, 20:04
Van akváriumod..?
Akkor te.... [#vigyor2]
Akkor te.... [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2014 augusztus 11, 20:05
Írta: etc77f5nr Dátum 2014 augusztus 11, 20:05
Akkor én nem vagyok meleg tudom. :) Mert akinek van akváriuma nem meleg. Egyébként van 2 59 literes az egyik növényes a másik ideiglenes :)
A hétvégén megjönnek elvileg az X tengely alkatrészek akkor leszerelem a lin csapágyakat és mosok. :)
A hétvégén megjönnek elvileg az X tengely alkatrészek akkor leszerelem a lin csapágyakat és mosok. :)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 augusztus 11, 20:13
Írta: hostya Dátum 2014 augusztus 11, 20:13
Nekem is volt(van) 2db 150 literes, az egyiket el ajándékoztam, a másik meg már a padláson szárad/pihen.. [#integet2]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 augusztus 11, 20:34
Írta: keri Dátum 2014 augusztus 11, 20:34
Búvár szemüveget vegyél hozzá [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2014 augusztus 11, 20:43
Írta: etc77f5nr Dátum 2014 augusztus 11, 20:43
Majd igyekszem :) Ha meglesznek az alkatrészek, akkor kérek topikot és megmutatom a gép átalakulását. Ez már a 2. lesz :) Fióksínektől a lin csapágyakig, 8-as menetes szártól a golyósorsóig :) Csak senki nem akar nekem eladni golyósorsót a fórumon :))
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 augusztus 17, 21:34
Írta: r5y7cufaj Dátum 2014 augusztus 17, 21:34
Sziasztok!
Linear-t ,hogy szoktátok méretre vágni? Gondolom illene hűteni, tehát flexel nekiesni ostobaság lenne.
Köszönöm..
Linear-t ,hogy szoktátok méretre vágni? Gondolom illene hűteni, tehát flexel nekiesni ostobaság lenne.
Köszönöm..
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2014 augusztus 17, 21:37
Írta: w0hgtwf3w Dátum 2014 augusztus 17, 21:37
Semmi flanc, vékony vágókoronggal simán lehet vágni.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 augusztus 17, 21:45
Írta: PSoft Dátum 2014 augusztus 17, 21:45
Vágjad csak nyugodtan "flex-el" vékony,0.8-as vágólappal,mint ahogy © kari is mondja!
(ha akarod,hűtheted is közben)
Ennél nagyobb "eretnekség" is volt már a történelemben.:))
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 17, 21:47
Írta: s7manbs8 Dátum 2014 augusztus 17, 21:47
PSoft bácsi, nincs valami jó kis dobozod vezérlőnek ? Csak jobb lenne berakni valamibe, mint csupaszon, szegény szégyellené magát pőrén. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 augusztus 17, 21:55
Írta: PSoft Dátum 2014 augusztus 17, 21:55
Mááá kinőtted a másikat!!!???[#wow1]
Mi van csupaszon???:)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 17, 21:56
Írta: s7manbs8 Dátum 2014 augusztus 17, 21:56
Abban benne van az övé ez egy másik lenne. :) Lehet a szervóvezérlő pl. ami a tárcsáidat meg az encoder optódat is érzékeli is pl.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 17, 21:58
Írta: s7manbs8 Dátum 2014 augusztus 17, 21:58
Olyanra gondolok, hogy elő meg hátlapot azt én kivágnám majd, amilyen e kell még azt be kell rajzolnom, meg olyan méretre, amekkora doboz lenne, dobozt nem szeretnék gyártani, biztos van az készen valamilyen fajta, ami megfelelne valakinél, valahol.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 augusztus 17, 22:00
Írta: PSoft Dátum 2014 augusztus 17, 22:00
Mutass má egy képet a belsejéről,hogy laktad be!
Aztán,majd...meglátom,kell-e a másik doboz!:))
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2014 augusztus 17, 22:04
Írta: KoLa Dátum 2014 augusztus 17, 22:04
Ha esetleg még vastagabbal vágod is el, akkor is csak esztétika, az a, 2-3 mm elszíneződés! ott úgysem használod semmi komoly dologra, a lényeg hogy sikerüljön derékszögben elvágni a megfelelő helyen!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 17, 22:07
Írta: s7manbs8 Dátum 2014 augusztus 17, 22:07
Ha láttál má cigány putrit, kb. olyanra sikerült, na meg vagy elégedve. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 augusztus 17, 22:21
Írta: PSoft Dátum 2014 augusztus 17, 22:21
Aztán,ha nem derékszög az a derékszög,az se nagy baj ám!:)
A szép görbe se csúnya.:)
(ott,úgysem használod semmi komoly dologra)
[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2014 augusztus 17, 22:58
Írta: KoLa Dátum 2014 augusztus 17, 22:58
Azé' adjuk meg a módját! Milyen az a "szép görbe"?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 augusztus 17, 23:21
Írta: PSoft Dátum 2014 augusztus 17, 23:21
Hát,amelyik nem csúnya!:))
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 augusztus 18, 08:18
Írta: r5y7cufaj Dátum 2014 augusztus 18, 08:18
Pont azt írtam, hogy hűteni kellene ezért szerintem nem jó a flex.
Nem értettél félre?
"Vágjad csak nyugodtan "flex-el" vékony,0.8-as vágólappal,mint ahogy © kari is mondja!
(ha akarod,hűtheted is közben) "
Üdv!
Nem értettél félre?
"Vágjad csak nyugodtan "flex-el" vékony,0.8-as vágólappal,mint ahogy © kari is mondja!
(ha akarod,hűtheted is közben) "
Üdv!
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 augusztus 18, 08:34
Írta: ncw4w5nca Dátum 2014 augusztus 18, 08:34
Vágjad csak nyugodtan "flex-el"A képződő hő nem fogja deformálni, hisz csak a legvége melegszik fel, az is egyenletesen, és kis mértékben. Ha vékony koronggal vágod még el sem színeződik. Üzem közben pedig a kocsik talán soha sem mennek a vágás közelébe.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 augusztus 18, 08:36
Írta: r5y7cufaj Dátum 2014 augusztus 18, 08:36
köszi!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 augusztus 18, 18:53
Írta: PSoft Dátum 2014 augusztus 18, 18:53
Nem értettelek félre!
De,ha szerinted nem jó a flex,akkor NE vágd vele.
Nem csak a "folyóvizes" hűtés létezik.
Kapásból tudok mondani kettőt/hármat,ami otthon,hobby körülmények között is megoldható.
(ha annyira hűteni akarod)
Előttem is,utánam is mondták,hogy vágjad nyugodtan...akár szárazon is.
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2014 augusztus 18, 21:28
Írta: Sz.József Dátum 2014 augusztus 18, 21:28
Megerősítem...
Hátha nyom valamit a latba Almacsutkánál. :)
Én 1mm-el vágtam 15-ös sínt 115-ös koronggal.
Ha nem kapkod vele az ember még csak el sem színeződik. (hűtés nélkül)
Hátha nyom valamit a latba Almacsutkánál. :)
Én 1mm-el vágtam 15-ös sínt 115-ös koronggal.
Ha nem kapkod vele az ember még csak el sem színeződik. (hűtés nélkül)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 18, 21:44
Írta: s7manbs8 Dátum 2014 augusztus 18, 21:44
Ma meg kimostam a csapágyakat, ami a 104mm rúdhoz való, amit múltkor kérdeztem is hol lehet kapni még egy 500mm hosszú 14mm köszörült rúd kellene, hogy valami egy tengelyt összerakjak belőle, ha már megvan egy jó része, ha van valakinek ilyenje szólhatna.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 18, 23:30
Írta: s7manbs8 Dátum 2014 augusztus 18, 23:30
14mm vastag rúdhoz
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 augusztus 19, 10:18
Írta: keri Dátum 2014 augusztus 19, 10:18
Tehát szereztél olyan csapágyakat amihez nem létezik tengely. Ügyes :D
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 augusztus 19, 10:42
Írta: PSoft Dátum 2014 augusztus 19, 10:42
Talán,valamelyik A3-as Epson,vagy HP nyomtatóban futkorászik ilyen,14-es lineáron a fej.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 19, 13:15
Írta: s7manbs8 Dátum 2014 augusztus 19, 13:15
Nem, ezek is bontottak valahonnan, csak elég régen megvan és ha én bontottam is szét már nem tudom miben volt ilyen. Csak ha már megvan, lehetne használni ha lenne párja legalább, vagy kettévágom és lesz egy rövid pl. ha egy ideig nem találok, szétvágok mindent ...
Cím: Re:Mechanikai ötletek
Írta: PITU Dátum 2014 augusztus 19, 13:31
Írta: PITU Dátum 2014 augusztus 19, 13:31
szia elektron
http://hud.powerbelt.eu/dte_linear_bearing_catalogue.pdf
4. oldal
http://hud.powerbelt.eu/dte_linear_bearing_catalogue.pdf
4. oldal
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 19, 17:38
Írta: s7manbs8 Dátum 2014 augusztus 19, 17:38
Kösz.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 augusztus 19, 18:08
Írta: hostya Dátum 2014 augusztus 19, 18:08
Nekem van egy 1060mm hosszú, átm.14-es krómozott köszörült rudam (nem edzett!).
Ez kiad 2db 500-ast, ha gondolod kettévágom, és elkészítem a neked megfelelő végkiképzést is (csap, menet..stb).
Ha érdekel, küld egy rajzot.
2db 500-as végkiképzéssel 3000Ft +posta.
Ez kiad 2db 500-ast, ha gondolod kettévágom, és elkészítem a neked megfelelő végkiképzést is (csap, menet..stb).
Ha érdekel, küld egy rajzot.
2db 500-as végkiképzéssel 3000Ft +posta.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 19, 19:10
Írta: s7manbs8 Dátum 2014 augusztus 19, 19:10
Jó, kösz az ajánlatot, majd megnézem, a pontos mérete mennyi átmérőben századra ? Ha azon gurulnak a görgők kikezdi hamar ? Most megyek el épp, majd még megnézzük a dolgot, OK. Itt leszek tudod úgyis később, holnap vagy ilyesmi legkésőbb.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 19, 19:13
Írta: s7manbs8 Dátum 2014 augusztus 19, 19:13
Na még van egy 16 mm átmérőjű 550mm körüli rudam is csak arra meg csapágy nincs ...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 19, 19:14
Írta: s7manbs8 Dátum 2014 augusztus 19, 19:14
Ez is valami krómozott lehet le is van jönve róla itt ott kis rozsda de ezeken nem inkább persely szokott csúszkálni ?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 augusztus 19, 21:09
Írta: hostya Dátum 2014 augusztus 19, 21:09
A rúd átmérője: 13,94 - 13,96mm
Ezek valóban sikló csapágyakhoz vannak kitalálva, de kompromisszumokkal lehet használni golyós perselyekhez is..
Ha a meglevő csapágyakat, ill. rudat is nyomtatóból bányásztad ki, akkor az a rúd sem edzett, mégis golyós persely van/volt rajta...
Lézer gravírozóhoz (kis terhelés/nagy sebesség) szerintem megfelel.
Ezek valóban sikló csapágyakhoz vannak kitalálva, de kompromisszumokkal lehet használni golyós perselyekhez is..
Ha a meglevő csapágyakat, ill. rudat is nyomtatóból bányásztad ki, akkor az a rúd sem edzett, mégis golyós persely van/volt rajta...
Lézer gravírozóhoz (kis terhelés/nagy sebesség) szerintem megfelel.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 augusztus 19, 21:19
Írta: PSoft Dátum 2014 augusztus 19, 21:19
Lehet,hogy csak nekem nem volt szerencsém(eddig)nyomtató bontáskor golyós perselyt találni?[#nemtudom]
Kizárólag sikló csapágyakkal találkoztam eddig.:(
A régebbi típusokban,még bronz,ma már inkább,valamilyen "kopásálló" műanyag szokott lenni.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 augusztus 19, 21:52
Írta: hostya Dátum 2014 augusztus 19, 21:52
Úgy tizenéve a MÉH telepen találtam egy A2-es sík plottert, azon golyós vezeték volt, de a rúdon látszott is a nyoma rendesen.
Ott is hagytam...
Ott is hagytam...
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2014 augusztus 27, 10:42
Írta: remrendes Dátum 2014 augusztus 27, 10:42
Jo napot mindenkinek!
Azt szeretnem kerdezni, hogy mennyire jok ezek a linearis talpas tengelyek? Meg soha nem volt vele dolgom.
Y iranyrol lenne szo, es eleg nehez a gantry.
Valamiert a csapagy kevesbbe szimpatikus, mint a teljesen zart verzio, az viszont tetszik, hogy a tengely vegig ala van tamasztva.
16mm vastagsagban gondolkodtam, linearis tengelybol 20-ast vennek. Esetleg van valakinek ezzel tapasztalata?
Azt szeretnem kerdezni, hogy mennyire jok ezek a linearis talpas tengelyek? Meg soha nem volt vele dolgom.
Y iranyrol lenne szo, es eleg nehez a gantry.
Valamiert a csapagy kevesbbe szimpatikus, mint a teljesen zart verzio, az viszont tetszik, hogy a tengely vegig ala van tamasztva.
16mm vastagsagban gondolkodtam, linearis tengelybol 20-ast vennek. Esetleg van valakinek ezzel tapasztalata?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 augusztus 27, 19:41
Írta: s7manbs8 Dátum 2014 augusztus 27, 19:41
Kösz, ezt nem vettem észre sem, küldheted, kell, amint tudod, csak ketté kéne vágni, végét nem kell megmunkálni, majd csinálok neki tartót, úgy könnyebb postázni is, emailben folytathatjuk. Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2014 augusztus 30, 15:33
Írta: Farkas Ádám Dátum 2014 augusztus 30, 15:33
ma délelőtt összeraktam egy daraboló firiszt :) még a kenő adagolást kell automatizálnom. Nem egy szépség de szépen forgácsol :)



Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2014 augusztus 30, 16:24
Írta: svejk Dátum 2014 augusztus 30, 16:24
mottó:
Szegény ember golyósorsóval mozgat.
Szegény ember golyósorsóval mozgat.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2014 augusztus 30, 17:55
Írta: guliver83 Dátum 2014 augusztus 30, 17:55
Nagyon is jó lett!
De nem kellene valami ütköző aminek az alu lapot ütközteted?
De nem kellene valami ütköző aminek az alu lapot ütközteted?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 augusztus 30, 19:25
Írta: PSoft Dátum 2014 augusztus 30, 19:25
Ahahh!
Nem szép dolog,szóval...lenyúltad © elektron 'szabadalmát'.:))))

Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2014 augusztus 30, 19:36
Írta: Farkas Ádám Dátum 2014 augusztus 30, 19:36
de az ütközők is felkerültek, és a végálláskapcsolók ;-) most futja a 12. körét :-) a kapcsoló megoldást levédetem... csípőfogóval lehet vészstopolni.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2014 augusztus 30, 21:16
Írta: PSoft Dátum 2014 augusztus 30, 21:16
Hogy oldottad meg,a 'vissza/gyorsjáratot?
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2014 augusztus 30, 23:09
Írta: guliver83 Dátum 2014 augusztus 30, 23:09
Milyen tárcsát használsz és milyen fordulaton megy?
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2014 augusztus 31, 10:30
Írta: Farkas Ádám Dátum 2014 augusztus 31, 10:30
ez egy 24V os "ablaktörlő" motor, találtam itthon egy 12/54v os trafót a 12v tökéletes a vágáshoz a gyorsjárat pedig az 54V az 30másodperc vissza.
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2014 augusztus 31, 10:34
Írta: Farkas Ádám Dátum 2014 augusztus 31, 10:34
Bosch tárcsa rétegelt fához és színesfémhez, 8e Ft volt. a fordulat 5000 körül van. a fürészlap max 10000 bír.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2014 augusztus 31, 12:02
Írta: guliver83 Dátum 2014 augusztus 31, 12:02
Mikor látunk egy videót róla?
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 22:33
Írta: nxw2m2665 Dátum 2014 szeptember 03, 22:33
Meguntam esztergakések szabad kezes élezését...
Készítettem egy ilyen "primitív" szerkezetet.
Síkba marás:


Készítettem egy ilyen "primitív" szerkezetet.
Síkba marás:
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 22:40
Írta: nxw2m2665 Dátum 2014 szeptember 03, 22:40
Na még egyszer...
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 22:41
Írta: nxw2m2665 Dátum 2014 szeptember 03, 22:41
http://kepfeltoltes.hu/view/140903/SAM_2731_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140903/SAM_2729_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140903/SAM_2730_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140903/SAM_2729_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140903/SAM_2730_www.kepfeltoltes.hu_.jpg
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 22:54
Írta: nxw2m2665 Dátum 2014 szeptember 03, 22:54
Nútok marása:


Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 22:56
Írta: nxw2m2665 Dátum 2014 szeptember 03, 22:56
http://kepfeltoltes.hu/view/140903/SAM_2733_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140903/SAM_2732_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140903/SAM_2732_www.kepfeltoltes.hu_.jpg
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:03
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:03
Szögbe marás:
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
A képet a Képfeltöltés.hu tárolja. http://www.kepfeltoltes.hu
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:09
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:09
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:19
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:19
http://kepfeltoltes.hu/140903/SAM_2740_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/140903/SAM_2741_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/140903/SAM_2742_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/140903/SAM_2741_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/140903/SAM_2742_www.kepfeltoltes.hu_.jpg
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:22
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:22
http://kepfeltoltes.hu/view/140903/SAM_2743_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140903/SAM_2744_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/view/140903/SAM_2744_www.kepfeltoltes.hu_.jpg
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:30
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:30
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:33
Írta: nxw2m2665 Dátum 2014 szeptember 03, 23:33
Na végre sikerült rájönnöm hogy kell felrakni a képet hogy könnyen elérhető legyen.
Elnézést a bambaságomért. [#zavart2]
Elnézést a bambaságomért. [#zavart2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 szeptember 04, 00:39
Írta: s7manbs8 Dátum 2014 szeptember 04, 00:39
Olyan ez, mint a csajozás, a 10. összejön, ... ha szerencsés is vagy. :)
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2014 szeptember 07, 12:58
Írta: Farkas Ádám Dátum 2014 szeptember 07, 12:58
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2014 szeptember 07, 13:24
Írta: guliver83 Dátum 2014 szeptember 07, 13:24
Nagyon jó lett gratulálok hozzá.
Van hozzá valami vezérlő ?
Van hozzá valami vezérlő ?
Cím: Re:Mechanikai ötletek
Írta: Farkas Ádám Dátum 2014 szeptember 07, 15:01
Írta: Farkas Ádám Dátum 2014 szeptember 07, 15:01
semmi, mindkét végén végálláskapcsolók több érintkezővel, az egyik beragadós. Megnyomom a startot és 5 perc alatt lefut ez amit a videón látni. Ott sem kell lennem. Na meg két feszültség az oda és a vissza irányhoz :)
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 szeptember 07, 19:51
Írta: ncw4w5nca Dátum 2014 szeptember 07, 19:51
Szuper lett[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2014 szeptember 07, 20:11
Írta: Kristály Árpád Dátum 2014 szeptember 07, 20:11
Ádám!
Gratula!
[#eljen][#eljen][#eljen][#taps][#worship][#wave]
Gratula!
[#eljen][#eljen][#eljen][#taps][#worship][#wave]
Cím: Re:Mechanikai ötletek
Írta: Lőrincz Tibor Dátum 2014 szeptember 07, 21:56
Írta: Lőrincz Tibor Dátum 2014 szeptember 07, 21:56
Ez nagyon zsírkirály lett!! Többször visszanéztem a videót olyan szépen megy.[#eljen][#eljen][#eljen][#eljen][#eljen][#eljen]
Cím: Re:Mechanikai ötletek
Írta: Kelepeisz Lajos Dátum 2014 október 13, 19:37
Írta: Kelepeisz Lajos Dátum 2014 október 13, 19:37
Sziasztok!
Tudnátok pár képet példának mutatni ahol a híd két oldalról orsóval van mozgatva, és 1 motor van középen ami szíjon kérészül hajt.
Köszönöm.
Tudnátok pár képet példának mutatni ahol a híd két oldalról orsóval van mozgatva, és 1 motor van középen ami szíjon kérészül hajt.
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 15, 09:20
Írta: r5y7cufaj Dátum 2014 október 15, 09:20
Sziasztok!
Szeretnék ilyen megoldást alkalmazni.
Az alternáló mozgásra valami hasonlót képzeltem el, ezt kellene még egy forgó mozgással bővíteni. Van ötletetek?
Köszönöm!
Szeretnék ilyen megoldást alkalmazni.
Az alternáló mozgásra valami hasonlót képzeltem el, ezt kellene még egy forgó mozgással bővíteni. Van ötletetek?
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2014 október 15, 09:49
Írta: nv5firipz Dátum 2014 október 15, 09:49
Szia! A képen úgy látom, hogy bordás tengelyt használnak. Egy azon elcsúszó szíjtárcsával lehet forgatni.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 15, 10:47
Írta: r5y7cufaj Dátum 2014 október 15, 10:47
Szia!
Nem hinném, hogy jó lenne.
A képen bejelöltem, hogy milyen irányú mozgást végez az a tengely.
Nem hinném, hogy jó lenne.
A képen bejelöltem, hogy milyen irányú mozgást végez az a tengely.
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2014 október 15, 10:51
Írta: nv5firipz Dátum 2014 október 15, 10:51
Ha a dugattyú tetejére van szerelve a bordás tengely akkor már jó. Az már csak egyenes irányú mozgást végez.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 15, 10:55
Írta: r5y7cufaj Dátum 2014 október 15, 10:55
Ráadásul a tengelyt, ebben a formában meghajtva letépné a másik motor felfogatását. Bár ha a tengely szabadon forogna...
De még akkor is fent áll az előző probléma.
De még akkor is fent áll az előző probléma.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 15, 10:56
Írta: r5y7cufaj Dátum 2014 október 15, 10:56
Gondolkodom.. :)
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2014 október 15, 10:59
Írta: nv5firipz Dátum 2014 október 15, 10:59
Lényegében egy olyan meghajtás kell mint egy dekopír fűrésznél vagy akár a dugattyúnál. Viszont a bordás tengely csapágyazva van a másikra és nem fixen rögzítve.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 15, 11:04
Írta: r5y7cufaj Dátum 2014 október 15, 11:04
Igen, csak a bordás tengely meghajtása kérdéses még számomra.
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2014 október 15, 11:07
Írta: nv5firipz Dátum 2014 október 15, 11:07
Egy rá passzoló bordás kerék ami csapágyazva van és azt forgatja egy léptető. A bordás tengely és kerék egymáshoz nincs rögzítve ezért elcsúsztatható.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 október 15, 11:08
Írta: 000000000 Dátum 2014 október 15, 11:08
Olyasmi megoldás kellene, mint az oszlopos fúrógépeknél, szíjtárcsa fixen csapágyazva, benne csúszkál a tengely. Tengely végére ez az alternáló mozgású dugattyú csatlakozna.
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2014 október 15, 11:15
Írta: nv5firipz Dátum 2014 október 15, 11:15
Csináltam egy profi rajzot az elgondolásomról:

Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 15, 11:22
Írta: r5y7cufaj Dátum 2014 október 15, 11:22
Na igen, de így a bordásszíj fel-le mozog a bordáskerékkel, sztem hosszutavon nem egeszseges.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 15, 11:24
Írta: r5y7cufaj Dátum 2014 október 15, 11:24
Én is erre gondolok, csak a kivitelezés nem tűnik egyszerűnek. :)
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2014 október 15, 11:44
Írta: nv5firipz Dátum 2014 október 15, 11:44
Dehogy mozog. Az egy csapágyon rögzítve van. Forogni tud, a belsejében elcsúszik a tengely.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 15, 11:45
Írta: r5y7cufaj Dátum 2014 október 15, 11:45
Lehet, hogy nincs is szükség a alternáló mozgásra.
Ezen videón sincs. Hasonló szivacsot vágnék.
Ezen videón sincs. Hasonló szivacsot vágnék.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 15, 11:47
Írta: r5y7cufaj Dátum 2014 október 15, 11:47
Pedig szerintem a léptetőmotorhoz képest mozog fel-le a bordáskerék a bordászíjjal.
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2014 október 15, 11:59
Írta: nv5firipz Dátum 2014 október 15, 11:59
De igen, 8mp-nél kapcsol be. Csak 3-4mm-t mozog.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 15, 12:08
Írta: r5y7cufaj Dátum 2014 október 15, 12:08
Igen, hang alapján valószínű, hogy mozog.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 október 15, 13:38
Írta: 000000000 Dátum 2014 október 15, 13:38
Szerintem rossz helyre tervezted a léptető motort - én az egész forgattyús mechanizmust forgatnám el a megfelelő szögben .[#pardon1]
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2014 október 15, 13:45
Írta: nv5firipz Dátum 2014 október 15, 13:45
Ez csak egy elvi vázlatnak készült a szemléltetés miatt. Én ezen az úton indulnék el, mondjuk attól még nem biztos, hogy ez a legegyszerűbb, legjobb megoldás.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 17, 11:00
Írta: r5y7cufaj Dátum 2014 október 17, 11:00
Sziasztok!

Idáig jutottam a témában, kettő problémám van.
Első: A vezeték a forgatások következtében fel fog tekeredni a tekercsre. (ezt mondjuk vissza forgatásokkal ki lehetne küszöbölni, de ez macerás... Mindig figyelni, hogy melyik irányból merre, mennyit forgasson?!)
Második: Ez a (kék) tekercs behúzza a mágnesezett tengelyt ami sok mozgást követően sajnos néha(a tesztek során)elforogott. Ezt az elforgást kellene megakadályozni. Az én elképzelésem az lett volna, hogy egy mini lineáris sin+kocsi szerű mechanikát mozgatna de sajnos nem megfelelő, mert nem lehet hosszabb már az egész mechanika.
Ha lenne ötletetek szívesen fogadom!
Köszi!
Idáig jutottam a témában, kettő problémám van.
Első: A vezeték a forgatások következtében fel fog tekeredni a tekercsre. (ezt mondjuk vissza forgatásokkal ki lehetne küszöbölni, de ez macerás... Mindig figyelni, hogy melyik irányból merre, mennyit forgasson?!)
Második: Ez a (kék) tekercs behúzza a mágnesezett tengelyt ami sok mozgást követően sajnos néha(a tesztek során)elforogott. Ezt az elforgást kellene megakadályozni. Az én elképzelésem az lett volna, hogy egy mini lineáris sin+kocsi szerű mechanikát mozgatna de sajnos nem megfelelő, mert nem lehet hosszabb már az egész mechanika.
Ha lenne ötletetek szívesen fogadom!
Köszi!
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 17, 11:09
Írta: r5y7cufaj Dátum 2014 október 17, 11:09
Na szép... A kép sitty-sutty eltűnt.
Felraktam máshova is:

]
Felraktam máshova is:

]
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 október 17, 11:10
Írta: r5y7cufaj Dátum 2014 október 17, 11:10
Bocs, beillesztem nagy méretben, csak jobb úgy..
Cím: Re:Mechanikai ötletek
Írta: Karácsony Sándor Dátum 2014 október 17, 14:15
Írta: Karácsony Sándor Dátum 2014 október 17, 14:15
Csak ötletkéntlemezvasalómágnesA késtengely felső részét rezgetné az elektromágnes.A mágnesbe közvetlenül belelógna a tengely vége . Légréssel,gumiharmonikás porvédővel.Esetleg nem 50 Hz-vel hanem alacsonyabb frekivel ,vagy a végállásoknál kacsolgatva.Hosszabb fogazott szíj elviselné a rezgetést. 5-10 mm rezgetési hossz talán elérhető lenne.CSAK ÖTLET!
Cím: Re:Mechanikai ötletek
Írta: Karácsony Sándor Dátum 2014 október 17, 14:24
Írta: Karácsony Sándor Dátum 2014 október 17, 14:24
Ja, a megvezetés csúszócsapágy v. lin.csapágy . Olyan amelyik az elfordulást is bírja.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 október 17, 18:47
Írta: Szalai György Dátum 2014 október 17, 18:47
Őszintén mondom fogalmam nincs, hogy mi ez a cucc amit összeraktál, és milyen viszonyban van a #12674 rajzoddal.
Nem látok szoros összefüggést.
De. . .
A kék tekercs tengelyének elfordulás elleni, kis függőleges helyigényű biztosítására megfelelő lehet egy vízszintes laprugó is. Kicsi a tehetetlen tömege és az energiatároló hatása is jól jönne a feladathoz.
Nem látok szoros összefüggést.
De. . .
A kék tekercs tengelyének elfordulás elleni, kis függőleges helyigényű biztosítására megfelelő lehet egy vízszintes laprugó is. Kicsi a tehetetlen tömege és az energiatároló hatása is jól jönne a feladathoz.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 október 17, 19:36
Írta: Szalai György Dátum 2014 október 17, 19:36
Egy vakmerő kérdés!
Mi volna, ha egy léptetőmotor tengelyét golyós persellyel csapágyaznád és egyszerűen összekötnéd egy szolenoid behúzó tekercs tengelyével?
Némileg le-fel is mozoghatna és középállásban lépkedhetne is körbe.
Mi volna, ha egy léptetőmotor tengelyét golyós persellyel csapágyaznád és egyszerűen összekötnéd egy szolenoid behúzó tekercs tengelyével?
Némileg le-fel is mozoghatna és középállásban lépkedhetne is körbe.
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 18:56
Írta: nxw2m2665 Dátum 2014 október 27, 18:56
Üdv urak!
Lenne egy kérdésem. Nem tudja valaki 1:40 csigaáttételhez milyen menetemelkedés szükséges? A kerék átmérője kb 100-120 mm körül kellene hogy legyen.
Lenne egy kérdésem. Nem tudja valaki 1:40 csigaáttételhez milyen menetemelkedés szükséges? A kerék átmérője kb 100-120 mm körül kellene hogy legyen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 október 27, 19:17
Írta: 000000000 Dátum 2014 október 27, 19:17
Ha jól számoltam akkor a kb 120 mm-es átmérőjü csigára kell 40 fog ami 3 modulosnak felel meg.A menetemelkedés 9.42 mm.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 október 27, 19:28
Írta: hostya Dátum 2014 október 27, 19:28
Fejtsd ki bővebben mit is szeretnél...
1. Egy meglévő csigakerékhez akarsz csigát készíteni..? (a hozzávaló emelkedéssel)
2. Vagy egy komplett csigahajtást?
3. Milyen terhelésre kellene..?
Annyira általános a kérdésed, mintha azt kérdeznéd: Milyen idő lesz a jövő héten...
Ehhez tudni kéne hogy, Sopronban, Szegeden, esetleg Kisvárdán..
1. Egy meglévő csigakerékhez akarsz csigát készíteni..? (a hozzávaló emelkedéssel)
2. Vagy egy komplett csigahajtást?
3. Milyen terhelésre kellene..?
Annyira általános a kérdésed, mintha azt kérdeznéd: Milyen idő lesz a jövő héten...
Ehhez tudni kéne hogy, Sopronban, Szegeden, esetleg Kisvárdán..
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 19:35
Írta: nxw2m2665 Dátum 2014 október 27, 19:35
Egy körasztalt szeretnék készíteni. Annak lenne a meghajtása.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 október 27, 19:40
Írta: jani300 Dátum 2014 október 27, 19:40
Üdv ! Nincs ám egészen igazad ! Megadta a nagy kerék átmérőjét és az áttételt . Ez azért már majdnem meghatározza a modult . Ha egybekezdésű akkor 40 a fogszám . Számolni én is csak néhány könyv fellapozása után tudnám :( Remélem nincs harag :)
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 19:41
Írta: nxw2m2665 Dátum 2014 október 27, 19:41
Köszönöm György a gyors választ. Akkor pontosítsunk egy kicsit. Mondjuk 3-as menetemelkedéshez mekkora átmérőre lenne szükség? Csak azért nem ezt kérdeztem elsőnek mert fogalmam sem volt hogy kb mekkorának kellene lennie.
a körasztal alapja egy 160*160-as zártszelvény lesz az alapja(teste), ezért kell a 120 körüli átmérő. Előre is köszönöm!
a körasztal alapja egy 160*160-as zártszelvény lesz az alapja(teste), ezért kell a 120 körüli átmérő. Előre is köszönöm!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 október 27, 19:43
Írta: Szalai György Dátum 2014 október 27, 19:43
Még ott vannak a több bekezdésű csigakerekes hajtóművek is, mert az egyetlen bekezdésű az elég szerencsétlen terhelésű.
És akkor még a hengeresek a globoidok meg a kúposak.
És akkor még a hengeresek a globoidok meg a kúposak.
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 19:46
Írta: nxw2m2665 Dátum 2014 október 27, 19:46
Valami hasonló módon szeretném megoldani a fogazást.
http://www.youtube.com/watch?v=XIzlg_uObwQ
http://www.youtube.com/watch?v=XIzlg_uObwQ
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 19:47
Írta: nxw2m2665 Dátum 2014 október 27, 19:47
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 19:49
Írta: nxw2m2665 Dátum 2014 október 27, 19:49
A hagyományos körasztalokban milyen van egy- vagy több bekezdésű?
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 19:52
Írta: nxw2m2665 Dátum 2014 október 27, 19:52
Illetve véleményed szerint egy bekezdésűvel nem lesz elég tartós? Természetesen nem fogok vele 3 mm-es fogásokkal marni.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 október 27, 19:58
Írta: jani300 Dátum 2014 október 27, 19:58
Egybekezdésű csigát láttam eddig még körasztalban .3 modulos emelkedéssel ez a módszer nem igen fog működni . Milyen szerszámod van hozzá ? Egyedileg gyártott ütőkéssel hallottam már ilyen csiga készítéséről , szép feladat .
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 20:21
Írta: nxw2m2665 Dátum 2014 október 27, 20:21
Egyedi szerszámmal szeretném megoldani valahogy így: http://www.youtube.com/watch?v=-umcQtrn1CQ
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 20:21
Írta: nxw2m2665 Dátum 2014 október 27, 20:21
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 20:23
Írta: nxw2m2665 Dátum 2014 október 27, 20:23
Szerintem működhet a dolog.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 október 27, 20:28
Írta: Szalai György Dátum 2014 október 27, 20:28
Az enyémben (TOS SR500) egy bekezdésű, hengeres csiga és globoid kerék.
Kézi hajtásra és osztótárcsához állításra való, 1:90 áttétel.
Kézi hajtásra és osztótárcsához állításra való, 1:90 áttétel.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 október 27, 20:47
Írta: jani300 Dátum 2014 október 27, 20:47
Rendben . Evvel a módszerrel működhet . Sőt 40-es évekbeli marós könyvben láttam is ezt a módszert , egyetemes maróra . 40 : 1 az osztófejek áttétele általában . A körasztaloké nagyobb . Györgynél a 90 sem lehet véletlen . (90x4 360 ? )A nagy kerék fogszáma kritikus lehet . Használhatóságot nézve .
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 október 27, 20:48
Írta: hostya Dátum 2014 október 27, 20:48
Mintha éreztem volna, hogy valami ilyesmi módon szeretne "egyszerűen" csigakereket/csigahajtást készíteniGear
Körasztalhoz ez az eljárás is megoldható,csak éppen nem szerencsés...
Akár 2modulu kereket is lehet esztergán készíteni a videón látható eljárással, de ahhoz megfelelő szerszámot: -2modulos "trapézmenetfúrót"(40°)-kell előtte készíteni, ami szintén egy kihívás...
[#wave]
Körasztalhoz ez az eljárás is megoldható,csak éppen nem szerencsés...
Akár 2modulu kereket is lehet esztergán készíteni a videón látható eljárással, de ahhoz megfelelő szerszámot: -2modulos "trapézmenetfúrót"(40°)-kell előtte készíteni, ami szintén egy kihívás...
[#wave]
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:01
Írta: nxw2m2665 Dátum 2014 október 27, 21:01
Ha elkészítem a csigát és azzal marom ki a nagy kereket akkor szerintem működik a dolog, vagy rosszul gondolom?
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:03
Írta: nxw2m2665 Dátum 2014 október 27, 21:03
Amint időm engedi kipróbálom először poliamiddal mert a bronz egy kicsit drága a kisérletezéshez... :)
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:10
Írta: nxw2m2665 Dátum 2014 október 27, 21:10
Azért szeretném 1:40 áttétellel mert az osztófejem is ilyen így a tárcsáit rá tudnám szerelni,így pontos osztást is tudnék vele csinálni.
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:15
Írta: nxw2m2665 Dátum 2014 október 27, 21:15
Bocs György most néztem mit írtam az előbb... [#falbav]
9-es menetemelkedéshez milyen átmérőre lenne szükség?
9-es menetemelkedéshez milyen átmérőre lenne szükség?
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 október 27, 21:22
Írta: hostya Dátum 2014 október 27, 21:22
Ha el tudod készíteni a MEGFELELŐ szerszámot(csigát) akkor működik...
Az a szerszám ami a 01 videón látható, az "parasztvakítás" nem fog forgácsolni, mert nincs hátszöge a vágóél(ek)nek..
Alukerék esetén még csak-csak ki lehet kínozni valahogy a fogazást, de bronzkerék esetén kizárt...
Hidd el nekem, próbáltam...
Az a szerszám ami a 01 videón látható, az "parasztvakítás" nem fog forgácsolni, mert nincs hátszöge a vágóél(ek)nek..
Alukerék esetén még csak-csak ki lehet kínozni valahogy a fogazást, de bronzkerék esetén kizárt...
Hidd el nekem, próbáltam...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 október 27, 21:31
Írta: jani300 Dátum 2014 október 27, 21:31
Az elv működhet . Hátraesztergált csavart fogú lefejtőmaróval . Egyedi osztással előnagyolva . Így gondoltam én is .[#integet2]
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:33
Írta: nxw2m2665 Dátum 2014 október 27, 21:33
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:35
Írta: nxw2m2665 Dátum 2014 október 27, 21:35
nem az 01-es videóban szereplő szerszámot készíteném el hanem ezt...
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:35
Írta: nxw2m2665 Dátum 2014 október 27, 21:35
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:36
Írta: nxw2m2665 Dátum 2014 október 27, 21:36
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:38
Írta: nxw2m2665 Dátum 2014 október 27, 21:38
Ez talán fogja forgácsolni a bronzot... remélem :)
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:42
Írta: nxw2m2665 Dátum 2014 október 27, 21:42
És így csinálnám valahogy. Az egyik lenne a csiga a másikból készülne a maró.
kép5
kép5
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 október 27, 21:47
Írta: hostya Dátum 2014 október 27, 21:47
Az "átlagos, adott modulú" lefejtőmaróval meg az a baj hogy az átmérője -többnyire- nem egyezik meg a csiga átmérőjével.
Fogaskerék készítésnél lényegtelen az átmérő, de csigakeréknél lényeges...
Fogaskerék készítésnél lényegtelen az átmérő, de csigakeréknél lényeges...
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 21:59
Írta: nxw2m2665 Dátum 2014 október 27, 21:59
Hát ez az, ezért kellene valami képlet vagy egy pontos átmérő ha valaki tudná...
Ha nem marad a kisérletezés [#nemtudom]
Ha nem marad a kisérletezés [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 október 27, 22:08
Írta: hostya Dátum 2014 október 27, 22:08
Nézd meg Sasi oldalán a csigahajtás méretező programot, hátha segít..
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2014 október 27, 22:17
Írta: hostya Dátum 2014 október 27, 22:17
Vagy itt egy másik leírás a méretezésről..
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 27, 22:26
Írta: nxw2m2665 Dátum 2014 október 27, 22:26
Köszönöm, megpróbálom ezek alapján.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 október 27, 23:11
Írta: jani300 Dátum 2014 október 27, 23:11
Ezt a hszt valahogy észre sem vettem :))
Cím: Re:Mechanikai ötletek
Írta: PITU Dátum 2014 október 27, 23:59
Írta: PITU Dátum 2014 október 27, 23:59
szia drlevis
ezzel a szerszámmal az a baj , hogy nincs hátramunkálva így marásra nem igazán alkalmas,nyomni fog
csigakereket lehet ütőkéssel is készíteni olyan lefejtő marógépen , aminek a szerszámtengelyen van tengely irányú előtolása
csiga-csigakerék számítás:
egy adott áttételhez nincs köze a modulnak , a modul nagysága az átvinni kívánt erőtől függ.
ha megvan a modul és az áttétel akkor ki lehet számolni a csigakerék átmérőjét.
a kiszámolt csigához bármilyen átmérőjű csiga készíthető.
ha szabott a tengelytáv akkor nem lehet variálni
ha nem akkor érdemes a férőhelyhez képes elég nagyra csinálni , a nagyobb átmérőn kisebb a menet emelkedési szög , és kisebb lehet a hajtóerő mert a súrlódás is kisebb lesz.
ezzel a szerszámmal az a baj , hogy nincs hátramunkálva így marásra nem igazán alkalmas,nyomni fog
csigakereket lehet ütőkéssel is készíteni olyan lefejtő marógépen , aminek a szerszámtengelyen van tengely irányú előtolása
csiga-csigakerék számítás:
egy adott áttételhez nincs köze a modulnak , a modul nagysága az átvinni kívánt erőtől függ.
ha megvan a modul és az áttétel akkor ki lehet számolni a csigakerék átmérőjét.
a kiszámolt csigához bármilyen átmérőjű csiga készíthető.
ha szabott a tengelytáv akkor nem lehet variálni
ha nem akkor érdemes a férőhelyhez képes elég nagyra csinálni , a nagyobb átmérőn kisebb a menet emelkedési szög , és kisebb lehet a hajtóerő mert a súrlódás is kisebb lesz.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 október 28, 06:49
Írta: Szalai György Dátum 2014 október 28, 06:49
Sok energiát megspórolnál, ha készen találnál alkalmas alkatrészeket.
A Toyota kormányszervóban 16:1 áttétel van.
Csigaorsó acél, két bekezdésű, 20mm külső átmérőjű menet.
Csigakerék acél, de a 32 fogú „futófelület” egy 90mm külső átmérőjű kemény műanyag.
Befér a 160x160 zártszelvénybe, nem kottyan.
Hátha találsz valahol egyet.
A Toyota kormányszervóban 16:1 áttétel van.
Csigaorsó acél, két bekezdésű, 20mm külső átmérőjű menet.
Csigakerék acél, de a 32 fogú „futófelület” egy 90mm külső átmérőjű kemény műanyag.
Befér a 160x160 zártszelvénybe, nem kottyan.
Hátha találsz valahol egyet.
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2014 október 28, 08:20
Írta: KBalázs Dátum 2014 október 28, 08:20
Elektromos szervókban hogyan oldják meg, hogy valami vezérlési hiba/motorhiba miatt ne önzárjon a kormány? (és ezzel ne célozzuk meg az elsô fát)
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2014 október 28, 08:24
Írta: KBalázs Dátum 2014 október 28, 08:24
Az egyik képen látható, szürke lyukacsos gyûrû a kuplung? De akkor ott valami rugónak is kéne lennie, hogy á.k.szakadás esetén bontson azonnal, és ne is tudjon megszorulni..[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 október 28, 09:13
Írta: jani300 Dátum 2014 október 28, 09:13
Eleve nem önzáró az áttétel . Ezért is nem igazán szerencsés körasztalhoz vagy osztófejhez ,szerintem .
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2014 október 28, 09:22
Írta: Kristály Árpád Dátum 2014 október 28, 09:22
Halihóóó... KBalazs!
Úgy, hogy nem önzáró a csiga hajtása...
Nekem van egy tucat egyik sem önzáróóó.
Ez nem szakad át!
Úgy, hogy nem önzáró a csiga hajtása...
Nekem van egy tucat egyik sem önzáróóó.
Ez nem szakad át!
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2014 október 28, 09:25
Írta: ra8nsmk6w Dátum 2014 október 28, 09:25
A servo csak rásegit a kormány mozdulatokra. A kézi mozgatást nem blokkolhatja elektromos hiba.Az sem egyszerű ha menet közben megszünik a servo és áttér zsiguliba a kormány
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2014 október 28, 10:53
Írta: KBalázs Dátum 2014 október 28, 10:53
Köszi mindenkinek. Reméltem, hogy ez a megoldás. Megnyugtató, bár az egyetlen kezembe akadt elektromos kormányszervo kiszerelve túl könnyen forgatható volt, ezért gondoltam valami kuplungos trükkre. Illetve a kocsi kapcsolási rajzán is említettek kuplungot. (Suzuki)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 október 28, 12:48
Írta: Szalai György Dátum 2014 október 28, 12:48
Hatékony kenőanyag jelenléte esetén (nagyon kicsi súrlódási tényező) az önzárás nem valósul meg. Szárazon pedig nem használom.
A gyári körasztal (1:90) és indexer (1:40) áttételek sem magukban önzáróak, hanem külön kialakított reteszek biztosítják elfordulás ellen.
A gyári körasztal (1:90) és indexer (1:40) áttételek sem magukban önzáróak, hanem külön kialakított reteszek biztosítják elfordulás ellen.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 október 28, 12:58
Írta: Szalai György Dátum 2014 október 28, 12:58
A szürke lyukacsos cső, a kormányerőt érzékelő mérőtranszformátor rendszer része.
Alatta a tengely csillag keresztmetszetű szakasza deformálódik a kormányerő hatására. Ezt igyekszik nulla környékére kompenzálni a szervó rendszer.
Alatta a tengely csillag keresztmetszetű szakasza deformálódik a kormányerő hatására. Ezt igyekszik nulla környékére kompenzálni a szervó rendszer.
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 28, 21:03
Írta: nxw2m2665 Dátum 2014 október 28, 21:03
Igen ez így van. Természetesen leköszörülnék/reszelnék hőkezelés előtt a hátából mint egy menetfúrónak, aztán hőkezelés, élezés, és mehet... talán...
Csináltam már ilyen menetfúrót amikor a kiesztergáló fejemet készítettem. K1-es anyagból készült majd hőkezelés, és a c-45-ös anyagba gyönyörűen dolgozott. Igaz az 0,5 mm menetemelkedésű volt. Ha megtalálom valahol felrakom a képet róla. Ebből gondolom hogy hátha működik trapézmenettel bronzba.
Csináltam már ilyen menetfúrót amikor a kiesztergáló fejemet készítettem. K1-es anyagból készült majd hőkezelés, és a c-45-ös anyagba gyönyörűen dolgozott. Igaz az 0,5 mm menetemelkedésű volt. Ha megtalálom valahol felrakom a képet róla. Ebből gondolom hogy hátha működik trapézmenettel bronzba.
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 28, 21:08
Írta: nxw2m2665 Dátum 2014 október 28, 21:08
Ja Üdvözöllek! (Bocsi de bunkó vagyok)
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 28, 21:14
Írta: nxw2m2665 Dátum 2014 október 28, 21:14
Szia György! Biztosan találnék alkatrészt és igazad van egyszerűbb is lenne csak nekem fontos lenne az 1:40-es áttétel amint azt tegnap írtam. Na meg az igazság hogy szeretem magamnak elkészíteni amit tudok, sokkal "büszkébben" használom. Főleg ha működik is... :))
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 október 29, 06:20
Írta: ANTAL GÁBOR Dátum 2014 október 29, 06:20
Nekem többgyári osztókészülékem van. Tudom hogy a 40 es osztás a favorit. De meg lehetne próbálni a 36 ot ill a 60 at is . Korábban ( jól felszerelt háttérrel csináltam kereket ( ütőkéssel ) ma már ( 63 évesen ) nem fognék bele . Egy tipp : a magyar kerti kapákhoz lehetett kapni kereket a mezőgazdasági boltokban . Én megnézném . A másik tipp : egy K+K típusú bolygóművet ( a Galamb féle Ford T modell hajtóművét ) elég könnyű megcsinálni 40 es módosításra .( akár kereskedelmi fogaskerekekkel is ) Ha érdekel valakit folytathatom ( én korábban csináltam és bele is szerelmesedtem )
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2014 október 29, 06:48
Írta: vjanos Dátum 2014 október 29, 06:48
Naná,hogy érdekel :)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 október 29, 07:40
Írta: ANTAL GÁBOR Dátum 2014 október 29, 07:40
No néhány szóban Ez egy fogszámkülönbségen alapuló csak külső fogakat tartalmazó hajtómű . Két napkereke van és az építéstől függően 1,2 3 bolygókerék párja van .A meghajtás a hídon történik a kimenet az egyik napkerék és a másik napkerék áll ( természetesen ha nem áll akkor a hajtómű" kikuplungolt" állapotban van ) a lassítás mértéke i = 1/ ((1-(a*b/c*d) )) A nevező értéke természetesen pozitív és negatív is lehet Ha egy 6 os lassítást akarok kivitelezni akkor a a*b/c*d értéknek 5/6 nak kell lenni de ha 7/6 akkor is 6 os lesz csak irányváltó . Ez volt a Galamb ötlete mert 3 napkereket használt és 3 as bolygókereket . Ha az egyik napkereket fogta le akkor előre ment a kocsi ha a másikat akkor hátra ha egyiket sem akkor ki volt kuplungolva . Ha profileltolással készülnek a kerekek akkor különböző gördulő körökön gördülhetnek ugyanazon tengelytávon és ilyenkor egy széles bolygókerék is elég ekkor a nevező a= c esetén ( a széles bolygókerék )
1-(b/d ). Egy további trükk : mivel a meghajtás a hídon történik ott is be lehet vetni egy áttételt ( pl fogasszíjj ) ekkor a 40 es lassítást egy 4 es fogassszij áttétellel és egy 10 et lassító bolygóművel el lehet érni Profil eltolt fogazattal pl egy 18/20 as napkerék választással megoldható. A széles bolygókerék fogszáma indifferens . Majd csinálok rajzot de kell valaki aki fölteszi A trükk mégegyszer i = 1/1-(b/d)
1-(b/d ). Egy további trükk : mivel a meghajtás a hídon történik ott is be lehet vetni egy áttételt ( pl fogasszíjj ) ekkor a 40 es lassítást egy 4 es fogassszij áttétellel és egy 10 et lassító bolygóművel el lehet érni Profil eltolt fogazattal pl egy 18/20 as napkerék választással megoldható. A széles bolygókerék fogszáma indifferens . Majd csinálok rajzot de kell valaki aki fölteszi A trükk mégegyszer i = 1/1-(b/d)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 október 29, 07:54
Írta: Szalai György Dátum 2014 október 29, 07:54
Na, most már engem is nagyon érdekel.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 október 29, 08:57
Írta: ANTAL GÁBOR Dátum 2014 október 29, 08:57
Egyébként az első fogszámkülönbségeken alapuló ( és így egyszerűen nagy módosításra alkalmas hajtómű ez volt . Azután csináltak b+b típusút ( az elv ugyanaz csak belső a fogazás . Aztán lett a B típus de ott kardán vagy oldham kell a kihajtáshoz. Mindnek a mottója az i = 1/1-( egy tört ) . De sorolhatnám a b típusúból lett a ciklohajtás vagy az orbit hidromotorok belseje , de a hullámhajtómű is . Visszatérve a k+k ra . Nagy módosításoknál rossz a hatásfoka de kb 20 ig bőven versenyképes ez mezei csigával . Amatőr viszonylatban a rossz hatásfok nem biztos hogy hátrány pl egy forgatónál. Én kb 20 éve csináltam egy példányt és néhány hónapja a sokszögesztergámhoz is készült egy 6 os lassítás ( 4 db kereskedelmi kerékkel profileltolás nélkül ) Sokkal kisebb a mérete mint egy akár két fokozatú lassító áttételnek. Fizetek egy sört aki megmondja hogy melyik az a 4 legkisebb fogszámú fogaskerék amivel ez realizálható ( Z nagyobb mint 17 )
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2014 október 29, 09:58
Írta: vjanos Dátum 2014 október 29, 09:58
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2014 október 29, 10:16
Írta: vjanos Dátum 2014 október 29, 10:16
Itt egy magyarázó videó is
Azt nem értem teljesen, hogy ha ez a megoldás nem önzáró, akkor hogy alkalmaznád osztókészüléken? Külön fékkel az adott pozíciókban?
Azt nem értem teljesen, hogy ha ez a megoldás nem önzáró, akkor hogy alkalmaznád osztókészüléken? Külön fékkel az adott pozíciókban?
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 október 29, 10:20
Írta: ANTAL GÁBOR Dátum 2014 október 29, 10:20
A cikk 80 % a Terplán professzor munkájából lett átemelve. Engem Ő tanított és akkor érintett meg elöször a dolog . Rész vettem az akadémia székfoglalóján (természetesen a bolygóművekről szólt ) Kár hogy nincs már közöttünk . ( Húzott a táblára egy középvonalat és szimmetrikus alkatrésznél egyszerre egy időben két kézzel mesteri rajzot készített)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 október 29, 10:24
Írta: ANTAL GÁBOR Dátum 2014 október 29, 10:24
Miért a gyári körasztal vagy osztófej az önzáró ? ( nálam egy 10 es laptávú négyszögletes fejű csavarral kell rögzíteni ) de a behajtásnál is lehet egy fék . Egyébként is a kottyanás a probléma de ez fönnáll a csigánál is
Cím: Re:Mechanikai ötletek
Írta: grekon Dátum 2014 október 29, 13:46
Írta: grekon Dátum 2014 október 29, 13:46
Heli .
" Miért a gyári körasztal vagy osztófej az önzáró ? "
Igen ! Nem is lehetne màs hisz maràskor magàra ràntanà az anyagot .
" a kottyanás a probléma de ez fönnáll a csigánál " igy van de de ez àllithato a gyári körasztal ès osztófejeknèl . Ès kikapcsolhatok . A rögzíto csavar a kèt asztalrèszt szoritja össze maràskor is meg szoktuk huzni picit hogy csokkentse a rezgèst .
" csak nekem fontos lenne az 1:40-es áttétel " mint màr emlitettèk a körasztalok áttéte nem ez ( ez az osztófejakè ) a a körasztalok inkàbb a 4(5) fokos osztàst hasznàljàk 1/90(72) .
" leköszörülnék/reszelnék hőkezelés előtt a hátából " Igen de a profilt nem tudod lereszelni s ott mèg durnà az anyagot . K1 ès M1-bol valoban készíthető jo lefejtőmaro de illik hátraesztergàlni .
drlevis-nek mèhàny tanàcs :
A marò átmérő min 0.5 modulal nagyobb kell legyen a csigànàl de azonos tűméret (+nèhàny szàzad )
Az megfelelő osztással előnagyolni muszàj !!
Ha nem tudod hátraesztergàlni a marot akkor esetleg 1-2 mm-es fejszalaggal nem dur annyira (?), de javasolnàm szerezz 50-60 mm átmérőjű 2-2.5 modulu lefejtőmarot s egy 25-30 mm-es csigàval a mèg jo lesz (jobb mint a kikinlodott maroval )
A 160 milis mèretet mèg hobbi cèlra is kicsinylem , probàld nagyobbra kèsziteni ( 160-180 milis csiga illene ) mèg ha lelog is kicsit az asztalrol .
Ha kell segitseg a csiga ( fogazàs ) szàmitàsban keress meg .
Sok sikert !
" Miért a gyári körasztal vagy osztófej az önzáró ? "
Igen ! Nem is lehetne màs hisz maràskor magàra ràntanà az anyagot .
" a kottyanás a probléma de ez fönnáll a csigánál " igy van de de ez àllithato a gyári körasztal ès osztófejeknèl . Ès kikapcsolhatok . A rögzíto csavar a kèt asztalrèszt szoritja össze maràskor is meg szoktuk huzni picit hogy csokkentse a rezgèst .
" csak nekem fontos lenne az 1:40-es áttétel " mint màr emlitettèk a körasztalok áttéte nem ez ( ez az osztófejakè ) a a körasztalok inkàbb a 4(5) fokos osztàst hasznàljàk 1/90(72) .
" leköszörülnék/reszelnék hőkezelés előtt a hátából " Igen de a profilt nem tudod lereszelni s ott mèg durnà az anyagot . K1 ès M1-bol valoban készíthető jo lefejtőmaro de illik hátraesztergàlni .
drlevis-nek mèhàny tanàcs :
A marò átmérő min 0.5 modulal nagyobb kell legyen a csigànàl de azonos tűméret (+nèhàny szàzad )
Az megfelelő osztással előnagyolni muszàj !!
Ha nem tudod hátraesztergàlni a marot akkor esetleg 1-2 mm-es fejszalaggal nem dur annyira (?), de javasolnàm szerezz 50-60 mm átmérőjű 2-2.5 modulu lefejtőmarot s egy 25-30 mm-es csigàval a mèg jo lesz (jobb mint a kikinlodott maroval )
A 160 milis mèretet mèg hobbi cèlra is kicsinylem , probàld nagyobbra kèsziteni ( 160-180 milis csiga illene ) mèg ha lelog is kicsit az asztalrol .
Ha kell segitseg a csiga ( fogazàs ) szàmitàsban keress meg .
Sok sikert !
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2014 október 29, 14:06
Írta: ANTAL GÁBOR Dátum 2014 október 29, 14:06
Szerintem nem önzáró. Egy csigahajtásnál az áttétel nagysága , a geometria és az anyagpárosítás valamint a felületi érdesség határozza meg hogy önzáró e. ( gépészetileg a fi és a mű értéke ) Ha önzáró akkor a kimenetre bármekkora nyomatékot tehetünk a bemenet nem mozdul meg . Egy 40 es áttételnél ez normális csigánál nem teljesül ( persze ha zsír helyett homok a kenőanyag akkor lehet ) . A napokban nézegettem az Agisys által forgalmazott csigahajtásokat ott is ezt az állításomat támasztották alá. A gyári osztókészülékeknél ha nem rögzítjük a megmunkálás elött a készüléket az ki is fog mozdulni
Cím: Re:Mechanikai ötletek
Írta: nxw2m2665 Dátum 2014 október 29, 23:26
Írta: nxw2m2665 Dátum 2014 október 29, 23:26
Üdv Grekon! Előre is öszönöm a tanácsokat és a segítségfelajánlást, élni fogok vele. Ahogy időm engedi nekilátok.
Cím: Re:Mechanikai ötletek
Írta: r5y7cufaj Dátum 2014 november 09, 20:48
Írta: r5y7cufaj Dátum 2014 november 09, 20:48
Sziasztok!
Talán tavaly láttam valakitől itt leírást golyósorsó (porvédő, forgács) védelemre. De sajnos most nem találom. Van bevált módszeretek? [#fejvakaras]
Köszönöm!
Talán tavaly láttam valakitől itt leírást golyósorsó (porvédő, forgács) védelemre. De sajnos most nem találom. Van bevált módszeretek? [#fejvakaras]
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2014 november 17, 20:50
Írta: remrendes Dátum 2014 november 17, 20:50
Hello! Egy 600x600mm-es merolapra epitkeznek.
A 2 fele lehetoseg kozul, melyiknek mik az elonyei es hatranyai? Az egyik, hogy a linearis csapagyat kozvetlen a merolapra teszem, a masik, hogy a 2 szelere egy sikolt UPN gerendat fektetek es arra kerulnek a csapagyak. Nekem ez utobbi stabilabnak tuni, mivel, hogy kisebb a mozgo tomeg.
A 2 fele lehetoseg kozul, melyiknek mik az elonyei es hatranyai? Az egyik, hogy a linearis csapagyat kozvetlen a merolapra teszem, a masik, hogy a 2 szelere egy sikolt UPN gerendat fektetek es arra kerulnek a csapagyak. Nekem ez utobbi stabilabnak tuni, mivel, hogy kisebb a mozgo tomeg.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 november 19, 07:04
Írta: Szalai György Dátum 2014 november 19, 07:04
A sin alá pakolt, sikolt U gerendának lehet még egy előnye, a mozgó tömeg csökkenésén kívül.
Hogy az U gerenda és a sin lelóghat a mérőlapról, hasznos munkaterületet nyerve.
Ha nem lóg le, akkor a szép mérőlap felületének egy értékes része nem kihasználható.
Hogy az U gerenda és a sin lelóghat a mérőlapról, hasznos munkaterületet nyerve.
Ha nem lóg le, akkor a szép mérőlap felületének egy értékes része nem kihasználható.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2014 november 19, 08:19
Írta: remrendes Dátum 2014 november 19, 08:19
Jogos. Igy mar nem is 130-as gerendan gondolkozom, hanem nagyobbon. Vagy lezervagatok 15-os lemezt, hogy meg jobban lelogjon. De akkor valoszinuleg megemelem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 21, 15:39
Írta: 000000000 Dátum 2014 december 21, 15:39
Üdv mindenkinek. Új vagyok itt, de jómagam is nyomulok ebben a témában.Ha valakit érdekel a fejlesztésem az nyugottan meugorhat erre a linkre :
Hobby CNC for Everyone
Hobby CNC for Everyone
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2014 december 21, 17:00
Írta: guliver83 Dátum 2014 december 21, 17:00
Néztem a fotókat nagyon jónak tűnik.Írnál róla bővebben?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 21, 17:15
Írta: 000000000 Dátum 2014 december 21, 17:15
Kösz,,,igen, tudnák róla irni nagyos sokat, egy könyvre valót , szal ha van valakinek valamijen konkrét kérdése, akkor inkáb arra válaszolnék.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 december 21, 18:32
Írta: keri Dátum 2014 december 21, 18:32
Látok ott polimer betont, meg alu zártszelvényt is. Hogy is lesz ez?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 21, 18:59
Írta: 000000000 Dátum 2014 december 21, 18:59
Igen, a váz alu profilokból lesz összecsavarozva és utólag beöntöm polymerbetonnal.Ez a legeyszerüb,és legolcsóbb,othon is megscinálható megoldás, ami kellő merevséget és rezgéscsillapitást biztosit.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2014 december 21, 21:32
Írta: vjanos Dátum 2014 december 21, 21:32
Szia, szépen dolgozol!
A polimerbeton receptet elárulod? Mennyi bazalt és homok kell mennyi epoxyhoz?
Vákuumozni kell, vagy kibuborékolja magát?
A polimerbeton receptet elárulod? Mennyi bazalt és homok kell mennyi epoxyhoz?
Vákuumozni kell, vagy kibuborékolja magát?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 21, 21:37
Írta: 000000000 Dátum 2014 december 21, 21:37
Szia, köszi !,,,nos a polymerbeton saját recepten alapszik, amit magam teszteltem le nemkis befektetés révén, szal ez szakmai titok.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2014 december 21, 21:38
Írta: vjanos Dátum 2014 december 21, 21:38
Oké, világos :)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2014 december 21, 21:39
Írta: vjanos Dátum 2014 december 21, 21:39
Milyen célra építed egyébként, mit akarsz megmunkálni a géppel?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 21, 21:45
Írta: 000000000 Dátum 2014 december 21, 21:45
Egyrészt mert uncsi ithon meló után a semmitttevés, másrészről meg izgat a dolog.Természetesen tesztelés és tapasztalatszerzés céljábol sem elhanyagolható dolog ijenbe vágni.Ha kész lesz, és kielégiti az igényejimet, akkor vagy gyártani fokok rajta valamit eladási célból, vagy maga a gép lesz az eladási termék, nemutolsó sorban reklámnak sem rosz alap.
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 december 21, 22:00
Írta: ncw4w5nca Dátum 2014 december 21, 22:00
"szal ha van valakinek valamijen konkrét kérdése, akkor inkáb arra válaszolnék"
Minek kérdezzünk ha szakmai titok[#nemtudom]Van esetleg valami ami nem szakmai titok, már csak hogy tudjuk, mire érdemes rákérdezni! [#zavart2]
Minek kérdezzünk ha szakmai titok[#nemtudom]Van esetleg valami ami nem szakmai titok, már csak hogy tudjuk, mire érdemes rákérdezni! [#zavart2]
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 december 21, 22:07
Írta: ncw4w5nca Dátum 2014 december 21, 22:07
Ja még egy kérdés, hátha ez nem szakmai titok: Miért nem használod a helyesírási segédletet?
Cím: Re:Mechanikai ötletek
Írta: Gyati Dátum 2014 december 21, 22:11
Írta: Gyati Dátum 2014 december 21, 22:11
Szia! Lehet, hogy nem magyar anyanyelvű?
Miért támadsz egyből?
Nem ismerjük, nem tudhatjuk. Üdv.
Miért támadsz egyből?
Nem ismerjük, nem tudhatjuk. Üdv.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 21, 22:38
Írta: 000000000 Dátum 2014 december 21, 22:38
Üdv. Most tesztelem a helysírási segédletet és meg kel mondjam, hogy nem rossz cudc. Kedves Józsi, nemkel rögtön általánosítani a dolgokat. Amire tudok, arra válaszolok, persze szakmai körön belül. Az mán más kérdés, ha nemtedcik a válasz.
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 december 21, 23:09
Írta: ncw4w5nca Dátum 2014 december 21, 23:09
Ez a fórum egy közösségi oldal, ami arról szól hogy segítsük egymást, nem a saját vállunk veregetéséről. A gépedben rejlő tudás sok sok önzetlen ember összeadott tudásából áll össze, és kicsit furcsának találom, hogy van egy ötleted, és azt egyből szakmai titokként kezeled. Mellesleg az az ötlet nem is olyan jó ötlet. A vas-beton kompozit tökéletes párosítás, hisz megegyezik a hőtágulásuk, a kompozit betonról- vasról ez már nem mondható el, az alumíniummal meg még rosszabb a helyzet. Így ha párosítod ezeket az anyagokat kis hőingadozásra is hatalmas feszültségek ébrednek bennük, ami jó esetben csak deformálja a gépet, de még instabillá is válhat tőle.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 21, 23:27
Írta: 000000000 Dátum 2014 december 21, 23:27
Nem tudom, hogy neked miről szól ez a fórum, de első benyomásra szerintem csak a szavad igazolására. Egyáltalán Te bekapcsolod az agyadat, mikor ilyen hülyeségeket irkálsz? Még hogy más önzetlen ember tudásából raktam össze a gépem ??? Te nem vagy normális ember, ha képes vagy alapjáratban megvádolni egy másik embert ilyen dologgal! Nyisd ki a szemed ember, mert az ilyen szintű kommunikáció csak a falusi parasztoknak van, akik a világot csak a kert végéig ismerik!
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 december 21, 23:33
Írta: ncw4w5nca Dátum 2014 december 21, 23:33
Mert te mindenkitől függetlenül találtad fel magadnak az összes alkotóelemet, a felhasználásukra is magad jöttél rá? Kis köcsög vegyél vissza az arcodból, mert nálunk számodra így nem terem babér! [#mf3]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 21, 23:39
Írta: 000000000 Dátum 2014 december 21, 23:39
Na most megmutattad az igazi arcodat. Csak egy irigy, semmirekellő vagy akinek nincs saját ötlete, csak másokat tud piszkálni!
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 december 22, 00:21
Írta: ncw4w5nca Dátum 2014 december 22, 00:21
Tévedsz kisöreg! én rámutattam egy téves elgondolásra, te ahelyett hogy ezt megcáfoltad volna, te kimutattad az árokszéli mivoltodat. vagy ebben a témában még nem volt honnan ollózni? Miért nem cáfolod meg a szakmai tévedéseimet, ha te mindent magadtól tudsz, és a géped saját kútfőből van. Egy ilyen briliáns elmének nem okozhat problémát eltaposni egy ilyen kis irigy senkit [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 december 22, 00:25
Írta: ncw4w5nca Dátum 2014 december 22, 00:25
Különben meg üdv. a csapatban, érezd jól magad nálunk[#eplus2][#wave]
Cím: Re:Mechanikai ötletek
Írta: ce2s84jij Dátum 2014 december 22, 00:27
Írta: ce2s84jij Dátum 2014 december 22, 00:27
Még hogy más önzetlen ember tudásából raktam össze a gépem ???
Szerinted a www.c-n-c.cz oldalon nem sok önzetlen ember segítette a munkádat a hozzászóllásaival? Mellesleg ott bőbeszédűbb voltál. Úgyhogy nem értem mi ez a hirtelen felindulás.
Szerinted a www.c-n-c.cz oldalon nem sok önzetlen ember segítette a munkádat a hozzászóllásaival? Mellesleg ott bőbeszédűbb voltál. Úgyhogy nem értem mi ez a hirtelen felindulás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 22, 00:38
Írta: 000000000 Dátum 2014 december 22, 00:38
Nem szoktam kioktatni olyas valakit, akiben nincs tisztelet. Hagy éljen a tévedéseiben. Férgeket nem szoktam eltaposni, elég bajuk van maguktól. Nem érdekel a ferde hajlamú ember pszichológiád a rosszkazmusod meg gyenge jellemre utal. Ilyen öntelt karakterrel kétlem, hogy tőled kérnének tanácsot a továbbjutáshoz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 22, 00:46
Írta: 000000000 Dátum 2014 december 22, 00:46
Z.J. kíváncsi lennék, hogy végig is olvastad azt amit ott írtam-írtak, vagy csak lapozgattál ?
Cím: Re:Mechanikai ötletek
Írta: ce2s84jij Dátum 2014 december 22, 01:05
Írta: ce2s84jij Dátum 2014 december 22, 01:05
Igen, végigolvastam.
Ahogy írtad sokat, sokféle anyaggal kisérleteztél. De sokan mások is megosztották veled a saját tapasztalatukat. Konktét gyártókról, konkrét anyagokról beszéltetek. Sőt úgy tünt, hogy akkor egy teljes polimerbeton gépet akartál építeni.
Egyébként maga polimerbeton nem az én témám, nem értek hozzá, csak nagyon alapokat tudok róla. Ebbe nem akarok beleszólni. Csak nem volt szimpatikus ez a fehér-fekete, jó-rossz, mindenttudó-féreg stílus. Azt észrevettem, hogy ott is, itt is előfordulnak hirtelenebb haragú emberek, kioktatóbbak is. De miért az a cél, hogy összeakasszuk a bajszunkat? Ez nekem magas.
Köszi én csak ennyit akartam mondani, Ti meg nyugodtan folytassátok, ha van rá idegrendszeretek. [#wink]
Ahogy írtad sokat, sokféle anyaggal kisérleteztél. De sokan mások is megosztották veled a saját tapasztalatukat. Konktét gyártókról, konkrét anyagokról beszéltetek. Sőt úgy tünt, hogy akkor egy teljes polimerbeton gépet akartál építeni.
Egyébként maga polimerbeton nem az én témám, nem értek hozzá, csak nagyon alapokat tudok róla. Ebbe nem akarok beleszólni. Csak nem volt szimpatikus ez a fehér-fekete, jó-rossz, mindenttudó-féreg stílus. Azt észrevettem, hogy ott is, itt is előfordulnak hirtelenebb haragú emberek, kioktatóbbak is. De miért az a cél, hogy összeakasszuk a bajszunkat? Ez nekem magas.
Köszi én csak ennyit akartam mondani, Ti meg nyugodtan folytassátok, ha van rá idegrendszeretek. [#wink]
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2014 december 22, 07:14
Írta: sanyi84 Dátum 2014 december 22, 07:14
Jó lett volna valami recept per kiló árral. Amit láttam hogy a vas csak össze volt gyorskötözve, ez nem tetszett, a beton viszont igen. Alumínium és beton nem tudom hogy bírja egymást. Tetszik az hogy nem zenegépet építesz, próbálod a földbe vezetni az energiát.
Nálam ha túrok helyet kellene valami súly is mert kevésnek érzem az önsúlyát és nagyon magasan is lenne a súlypontja.
Nálam ha túrok helyet kellene valami súly is mert kevésnek érzem az önsúlyát és nagyon magasan is lenne a súlypontja.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 december 22, 07:43
Írta: keri Dátum 2014 december 22, 07:43
[#eljen] Jó lesz. Kíváncsi leszek a tapasztalatokra.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 december 22, 07:50
Írta: s7manbs8 Dátum 2014 december 22, 07:50
Ez a polimerbeton mennyiből jön ki kb. köbmétere vagy literje ?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 december 22, 07:54
Írta: keri Dátum 2014 december 22, 07:54
Talán mert Cseh?
Azon felül én sem publikálom minden okos megoldásomat, amibe energiát és pénzt fektettem, hogy aztán valami leleményes simán lemásolja minimális befektetéssel és magamnak teremtsek konkurenciát.
Azon felül én sem publikálom minden okos megoldásomat, amibe energiát és pénzt fektettem, hogy aztán valami leleményes simán lemásolja minimális befektetéssel és magamnak teremtsek konkurenciát.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 december 22, 07:57
Írta: keri Dátum 2014 december 22, 07:57
Na látom már be is illeszkedtél [#eplus2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 december 22, 08:02
Írta: s7manbs8 Dátum 2014 december 22, 08:02
Még hogy vadnyugat ... nem kell itt westernt se nézni. :)
Én se mutogatom az űrhajómat, csak a limlomot a kamra asztalról néha ... :)
Én se mutogatom az űrhajómat, csak a limlomot a kamra asztalról néha ... :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2014 december 22, 08:23
Írta: jani300 Dátum 2014 december 22, 08:23
Üdv ! Láttam az adok - veszekben golyós hónolókat . Mennyire jók ezek ? Mondjuk egy kis motor hengerre ragadt alu tisztítására ?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 december 22, 08:31
Írta: keri Dátum 2014 december 22, 08:31
Hát ja. Ha tudnák hogy az UFO észlelésekért én vagyok a felelős :D ...jó hát kicsit vízfejű vagyok és sápadt [#alien]
Amúgy párszor előfordult a polimer beton receptje ezen a fórumon is, csak rá kell keresni. Ha a kolléga nem akarja elárulni, majd elárulja más. Úgy sem fog elterjedni a polimer beton gép, mert túl macerás a vashoz képest.
Amúgy párszor előfordult a polimer beton receptje ezen a fórumon is, csak rá kell keresni. Ha a kolléga nem akarja elárulni, majd elárulja más. Úgy sem fog elterjedni a polimer beton gép, mert túl macerás a vashoz képest.
Cím: Re:Mechanikai ötletek
Írta: smalla Dátum 2014 december 22, 08:37
Írta: smalla Dátum 2014 december 22, 08:37
A cnc zone com on van több recept is, csak epoxy gránitra kell keresni. 7-8 fajta szemkeveréses, meg 3fajta is, annak aki nem akarja elbonyolítani, s tapasztalatok is mellette. Nem gondolnám, hogy nagy titok ez. Meg ott van mellette az eljárás is, hohy hogyan lehet jól kiszámolni: kb végy egy vödröt, vagy nagyobb űrmértéket, s kezdd feltölteni a nagyobb szemcsemérettől, egyesével. Közben mindent mérj s jegyezz, hogy mennyi megy bele. Kevergesd, forgasd. Mikor látszólag tele a vödör, s több már nem fér bele, töltsd fel vízzel. Ettől persze a keverék összeesik. De az arányaid megvannak, s tudod mekkora lessz a végső térfogat.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 december 22, 08:53
Írta: keri Dátum 2014 december 22, 08:53
kb.
Nem atomfizika ez.
A kompozit anyagoknál mindig az a lényeg, hogy a hordozó anyagot a lehető leg kevesebb kötőanyaggal lehető legtömörebben ragasszuk, mert annál nagyobb nyíró erőt visel el a ragasztó minél kisebb hézagot kell áthidalni.
Azaz érdemes minden lehetséges rést feltölteni szilárd anyaggal, és tömöríteni meg vákuumozni is, mert akkor lesz a legjobb a mechanikai tulajdonsága.
Lehet persze ezek nélkül is csinálni, szétesni nem fog, csak a minőség csökken.
Nem atomfizika ez.
A kompozit anyagoknál mindig az a lényeg, hogy a hordozó anyagot a lehető leg kevesebb kötőanyaggal lehető legtömörebben ragasszuk, mert annál nagyobb nyíró erőt visel el a ragasztó minél kisebb hézagot kell áthidalni.
Azaz érdemes minden lehetséges rést feltölteni szilárd anyaggal, és tömöríteni meg vákuumozni is, mert akkor lesz a legjobb a mechanikai tulajdonsága.
Lehet persze ezek nélkül is csinálni, szétesni nem fog, csak a minőség csökken.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2014 december 22, 13:01
Írta: remrendes Dátum 2014 december 22, 13:01
Jo reggelt! Remelem nem zavarom meg a lenti eszmefuttatast :) csak elkezdtem keresni a mechanikam kovetkezo darabjat es lenne egy kerdesem.
Mekkora szentsegtorest kovetnek el, ha a modositott I gerendat hatrafele kb 120mm-rel tul logatnam es nem csak a feluleten fekudne fel? Igy egyszerubb lenne kialakitani a mozgo hid reszt. Okozhat ez valami remegest, rezgest a hatso reszen?
Mekkora szentsegtorest kovetnek el, ha a modositott I gerendat hatrafele kb 120mm-rel tul logatnam es nem csak a feluleten fekudne fel? Igy egyszerubb lenne kialakitani a mozgo hid reszt. Okozhat ez valami remegest, rezgest a hatso reszen?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 december 22, 13:33
Írta: s7manbs8 Dátum 2014 december 22, 13:33
Nesztek, itt egy kis mechanikai ötlet bazár, reggel óta az eszterga felrakást csinálom, még egy hajtás kell majd motor és mehet, de a szervómotor encoder tartó esztergáláshoz még az se, előbb azt még megcsinálom.

Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 december 22, 13:38
Írta: keri Dátum 2014 december 22, 13:38
És ezt mind ingyen? Nem félsz hogy ellopják az ötleteid? :D
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 december 22, 13:39
Írta: s7manbs8 Dátum 2014 december 22, 13:39
Ebben látsz valami ötletet ? A semmiből valami, kivéve amelyik részét csinálták a gyárba illetve fórumtárs.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2014 december 22, 13:42
Írta: s7manbs8 Dátum 2014 december 22, 13:42
Csak kérdezek azért egyet, ha egy parafa dugót ráhúzok a végére és azt megesztergálom, az szerinted az encoder lemezt elbírja majd és a rugalmassága nem vész el idővel, monjukt fúrok neki egy 3.2-essel, mert akimenő tengely 4, majd ráhúzom, az elég szoros lesz, ragasztó nélkül is talán, bár lehet valami műanyag darabot húzok rá. Majd kiderül nemsoká.
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2014 december 22, 13:45
Írta: mex Dátum 2014 december 22, 13:45
A porcelán levesestányér mint elektronikai alkatrésztároló tényleg nem köznapi ötlet!
A többi meg sokunk asztalán megtalálható, bár a zasszony inkább rendetlenségnek hívja.[#taps]
A többi meg sokunk asztalán megtalálható, bár a zasszony inkább rendetlenségnek hívja.[#taps]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 december 22, 13:58
Írta: keri Dátum 2014 december 22, 13:58
Szerintem elég nehéz a parafát esztergálni.
Inkább POM-ból vagy nejlonból esztergálnám.
Lehet azokat is 1-2 tizeddel szűkebbre fúrni mint a tengely és ráütve nagyon erősen megfogja.
Nekem az asztal emelgető orsó "kuplungja" készült így. És még kis rugalmassága is van.
Inkább POM-ból vagy nejlonból esztergálnám.
Lehet azokat is 1-2 tizeddel szűkebbre fúrni mint a tengely és ráütve nagyon erősen megfogja.
Nekem az asztal emelgető orsó "kuplungja" készült így. És még kis rugalmassága is van.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2014 december 22, 14:37
Írta: guliver83 Dátum 2014 december 22, 14:37
Inkább valami műanyagból csináld és ha kifúrod pontos méretre akkor is szorosan fog rámenni, én így csináltam. Úgy látom te a motor tengelyét fogtad meg,a motor burkolatát kellene.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 22, 14:53
Írta: 000000000 Dátum 2014 december 22, 14:53
Z.J.-igen,sokféle anyagokkal kísérleteztem,és másokkal is megosztottam a tapasztalataimat, amin vitáztunk is, mivel legtöbben nem kísérleteztek ilyen nagyban.Másrészről meg ahogy olvastam az a cshe fórum ötletlopásra, és kuncsaftlopásra szolgál.Konkrét recept mindig attól függ, hogy mibe akarjuk önteni, és hogy ki e akarjuk majd onnan venni.Sokféle epoxid létezik és mindegyiknek más a fizikai tulajdonsága.Az Epoxid-gránit a legjobb cudc,de nehéz hozzá jutni.Az egyes frakciókat úgy kel megválasztani,hogy egyensúlyban legyenek. Többnyire elég három frakció:0,5-1mm+1-2mm+2-4mm. Az általános összekeverési mód 30%+30%+30%+10%-epoxid,de lehet bele önteni akár 15-20% hogy ne legyen olyan sűrű. Ilyen az általános recept, amiből lehet kiindulni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 22, 14:59
Írta: 000000000 Dátum 2014 december 22, 14:59
Keri- a vákuumozás jó dolog, ha otthon összedobod egy régi hűtő kompréssorából, de vigyázni kel arra, hogy ne túl sokáig szivassad, mert elszívathatod a megszilárdulásához szükséges kémiai gázokat is.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2014 december 22, 15:19
Írta: keri Dátum 2014 december 22, 15:19
Erre a problémára nem is gondoltam, bár amit én használtam epoxit az két komponensű volt, de pl. a poliészter gyanták katalizátora nagyon illékony, azt biztos kiszedné egy komolyabb vákuum.
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 december 23, 03:42
Írta: ncw4w5nca Dátum 2014 december 23, 03:42
Attól függetlenül hogy cseh tud Ő helyesen is írni, na meg emberi módon válaszolni is. Nézd meg a #12798 válaszát! Csak egy kicsit biztatni kell[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2014 december 23, 10:40
Írta: Szalai György Dátum 2014 december 23, 10:40
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2014 december 31, 17:58
Írta: 000000000 Dátum 2014 december 31, 17:58
Honnan veszed, hogy cseh vagyok Józsi ?,,,ahelyett, hogy a fantázia világban élnél, felkélne már hogy ébredj! A 12798 válaszommal meg semmire sem mész baromarcú :).Attól,hogy még elmondom a receptet,még nem tanulsz meg főzni.
Cím: Re:Mechanikai ötletek
Írta: ncw4w5nca Dátum 2014 december 31, 20:52
Írta: ncw4w5nca Dátum 2014 december 31, 20:52
[#idiota]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 január 03, 16:39
Írta: s7manbs8 Dátum 2015 január 03, 16:39
Adott egy 8-as menetes szár, egy 608-as csapágyban a két végét beteszed, anyával meghúzod és itt jön a gond, ahogy forgatod, az anya szabálytalan volta miatt nem fog merőleges lenni a tengely és szorul. Erre miylen ötletek vannak megoldás, megmunkálás nélkül, mert esztergálással nyilván megoldható, de ha nincs.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 január 03, 17:12
Írta: keri Dátum 2015 január 03, 17:12
alátét, rugós alátét (3 ponton ér hozzá), alátét, anya.
De ez sem az igazi, én esztergáltam az anyát, de még így is bevisz egy kis hibát, pedig finom menetes.
Lehet hogy a menetet is esztergálni kéne, mert elég béna anyákat adnak manapság, a spéci anya meg drága...bár biztos lehet kapni
De ez sem az igazi, én esztergáltam az anyát, de még így is bevisz egy kis hibát, pedig finom menetes.
Lehet hogy a menetet is esztergálni kéne, mert elég béna anyákat adnak manapság, a spéci anya meg drága...bár biztos lehet kapni
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 január 03, 17:15
Írta: s7manbs8 Dátum 2015 január 03, 17:15
Én azt találtam ki, hogy dupla anyákat teszek egymással azokat megkontrázva mindkét oldalára a csapágynak és beállítom úgy, hogy ne szoruljon, arra, amire kell jó, mert kicsi kottyanáűs nem számít, mert a súly húzza lefele Z irányban.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 január 03, 17:25
Írta: keri Dátum 2015 január 03, 17:25
AMúgy is kontrázni kell, nem direktbe ráhúzni a csapágyra, de ezzel együtt ütni fog.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 02, 08:52
Írta: remrendes Dátum 2015 február 02, 08:52
Jo reggelt!
Elkezdtem felskiccelni amit szeretnek. Az bazis ontveny 602mm hosszu. A linear elvileg 880mm. Mennyire esszeru lelogatni az UPE160 gerendat? Lehet annyit, hogy a foorso meg elerje a lehetseges munkaterulet veget? Nem fog ott rezonalni? Esetleg erdemes osszekotni a ket gerendat?

Elkezdtem felskiccelni amit szeretnek. Az bazis ontveny 602mm hosszu. A linear elvileg 880mm. Mennyire esszeru lelogatni az UPE160 gerendat? Lehet annyit, hogy a foorso meg elerje a lehetseges munkaterulet veget? Nem fog ott rezonalni? Esetleg erdemes osszekotni a ket gerendat?
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 02, 09:53
Írta: m6j2vsrdz Dátum 2015 február 02, 09:53
Az U fenéklemezét miért belülről hegeszted? Nem tudsz ott minőséget produkálni és javítani sem lehet. Én összekötném a kettő U-t egyetlen lemezzel, ami a fenék lezárását is megoldaná. (8-10 mm)
Gondolom, az U statikai főtengelyébe esnek a lin. vezető furatai...akkor nincs csavaró igénybevétel ami a lin vezető szempontjából is fontos.
A körszelvényű lin. csapágymegoldását nem igazán értem. Egyszerűbben nem lehetne?
Gondolom, az U statikai főtengelyébe esnek a lin. vezető furatai...akkor nincs csavaró igénybevétel ami a lin vezető szempontjából is fontos.
A körszelvényű lin. csapágymegoldását nem igazán értem. Egyszerűbben nem lehetne?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 02, 10:28
Írta: remrendes Dátum 2015 február 02, 10:28
A hegesztest egyelore kivulrol nem tudom rajzon jelolni. :)
Ha osszekotom, akkor inkabb csavaroznam az osszekotest, az allithatosag es a megmunkalhatosag miatt. Egy "laposvas" alulrol es hatulrol nem lehet eleg?
Szerintem amire gondolsz kor keresztmetszetu csapagy, az golyosorso, csak egyelore nem rajzoltam meg ki teljesen.
Ha osszekotom, akkor inkabb csavaroznam az osszekotest, az allithatosag es a megmunkalhatosag miatt. Egy "laposvas" alulrol es hatulrol nem lehet eleg?
Szerintem amire gondolsz kor keresztmetszetu csapagy, az golyosorso, csak egyelore nem rajzoltam meg ki teljesen.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 02, 10:32
Írta: remrendes Dátum 2015 február 02, 10:32
Igen, masodrendu nyomatekot fogok szamolni, oda fognak menni a sinek, de elobb meg ki kell kalkulalnom mennyit marathatok le a gerenda eleibol.
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 02, 11:19
Írta: m6j2vsrdz Dátum 2015 február 02, 11:19
Borzasztó nagy inerciája van a meleg 160-as U-nak a feladathoz képest. Ráadásul befalazott tartó a modell. Jómagam nem sok értelmét látom a számításnak, ha 300 mm-t kilógatod, gyakorlatilag nem lesz (mérhető) lehajlása - bár a terhelést pontosan nem ismerjük. A konstrukció pedig némi lehajlást kibír, lengő orsó lévén. Összecsavarozás a megmunkálhatóság miatt lehet indokolt, de egyébként - szerintem - nem.
Összességében tetszik [#smile]
Összességében tetszik [#smile]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 02, 11:28
Írta: remrendes Dátum 2015 február 02, 11:28
Munkatarsam is azt mondta, hogy nagyjabol felesleges ezen aggodnom, ilyen gerendakbol epitett banyagepeket is.
De azert kivancsisagbol szamolgatok egy kicsit, csak mert engem is erdekel, regen csinaltam mar ilyet es akkor is inkabb csak elmeletben.
De azert kivancsisagbol szamolgatok egy kicsit, csak mert engem is erdekel, regen csinaltam mar ilyet es akkor is inkabb csak elmeletben.
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 02, 11:39
Írta: m6j2vsrdz Dátum 2015 február 02, 11:39
A golyósanyák rögzítését miért tetted a csapágyházhoz közel, miért nem a híd túloldalára?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 02, 13:50
Írta: 000000000 Dátum 2015 február 02, 13:50
Szia,
Én kompozitban gondolkodnék.
Az U profil helyett én keresnék egy olyan méretű zártszelvényt ami elég magas és elég széles. felhegeszteném, majd kitölteném merevítő anyaggal, polimerbetonnal, mivel ez kötés után nem vetemedik. A tetejére meg hegesztenék egy laposvasat amit aztán meg lehet munkálni. (inkább előtt, mert a hőt nem bírja a műgyanta) A legjobb az lenne ha az öntvényből tüskék állnak ki és ahhoz is hozzákötne a polimerbeton.
Az vázolt sem feltétlen rossz. de nekem bevált a polimerbeton merevítés. Szerintem jobb és talán olcsóbb is mint a keresztmetszetek növelésével merevíteni a gépet.
Üdv
Én kompozitban gondolkodnék.
Az U profil helyett én keresnék egy olyan méretű zártszelvényt ami elég magas és elég széles. felhegeszteném, majd kitölteném merevítő anyaggal, polimerbetonnal, mivel ez kötés után nem vetemedik. A tetejére meg hegesztenék egy laposvasat amit aztán meg lehet munkálni. (inkább előtt, mert a hőt nem bírja a műgyanta) A legjobb az lenne ha az öntvényből tüskék állnak ki és ahhoz is hozzákötne a polimerbeton.
Az vázolt sem feltétlen rossz. de nekem bevált a polimerbeton merevítés. Szerintem jobb és talán olcsóbb is mint a keresztmetszetek növelésével merevíteni a gépet.
Üdv
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 február 02, 17:52
Írta: vjanos Dátum 2015 február 02, 17:52
Van esetleg publikus és bevált recepted polimer betonra?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 február 02, 18:12
Írta: Szalai György Dátum 2015 február 02, 18:12
Akkor most merevítés, vagy rezgés csillapítás?
Mert a polimerbeton kiöntés szerintem nem sokat merevít. A rezgést jól csillapítja.
Mert a polimerbeton kiöntés szerintem nem sokat merevít. A rezgést jól csillapítja.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 február 02, 18:42
Írta: Szalai György Dátum 2015 február 02, 18:42
Én nem zárnám le az U szelvények végeit, mert nem akarnám teleönteni semmivel.
Merevítésre a kiöntés nem szolgál, a rezgést meg nem ott kéne csillapítani, hanem a keletkezés helyéhez minél közelebb.
Nyitva hagynám a végeit, kifelé fordítanám az U nyitott oldalát és bele építeném a síneket és az orsókat is. Mert így látom könnyebbnek védeni a munkatér szennyeitől, amit nagyon fontosnak tartok.
A munkatér végét sem zárnám le a két gerenda összekötésével, mert szálanyagot megmunkálni is jó lesz majd.
A gerendát végig engedném a sin teljes hossza alatt és a kereszthidat olyan szélesre hagynám, amennyit csak a sin és a golyósorsó hossza közötti különbség megenged. Minden centi sin és orsó legyen kihasználva. Akkor is, ha ezzel az alapöntvényről már lelóg a munkatér.
(Pl. Lehet, hogy egyszer majd ott lesz a szerszámtár, vagy valami más.)
Merevítésre a kiöntés nem szolgál, a rezgést meg nem ott kéne csillapítani, hanem a keletkezés helyéhez minél közelebb.
Nyitva hagynám a végeit, kifelé fordítanám az U nyitott oldalát és bele építeném a síneket és az orsókat is. Mert így látom könnyebbnek védeni a munkatér szennyeitől, amit nagyon fontosnak tartok.
A munkatér végét sem zárnám le a két gerenda összekötésével, mert szálanyagot megmunkálni is jó lesz majd.
A gerendát végig engedném a sin teljes hossza alatt és a kereszthidat olyan szélesre hagynám, amennyit csak a sin és a golyósorsó hossza közötti különbség megenged. Minden centi sin és orsó legyen kihasználva. Akkor is, ha ezzel az alapöntvényről már lelóg a munkatér.
(Pl. Lehet, hogy egyszer majd ott lesz a szerszámtár, vagy valami más.)
Cím: Re:Mechanikai ötletek
Írta: Gyati Dátum 2015 február 02, 18:50
Írta: Gyati Dátum 2015 február 02, 18:50
Jó ötlet a nagyobb munkatér, mert akkor utólag is síkba marhatja az asztalt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 02, 19:21
Írta: 000000000 Dátum 2015 február 02, 19:21
Is-is. A tömeg növelése mindenképpen rezgéscsillapító. A szóban forgó U szelvényen valóban nem kell sokat merevíteni, de a polimerbeton merev anyag, deformálódni sokat nem fog.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 02, 19:42
Írta: 000000000 Dátum 2015 február 02, 19:42
Van receptem is, de a töltőanyagok aránya akkor érvényes ha ugyanazt ugyanott szerzed be, mint ahol én.
Az alapelv nagyon egyszerű
a legnagyobb szemcseméret legyen a minimális falvastagság kb 1/3-a. a legkisebb az egész homokszerű 0.1-0-4 pl már jó. jó ha a kettő között van még kétféle szemcseméret. Nyilván minden szemcseméret egy tól-ig tartomány, így attól is függ milyet tudsz beszerezni.
Szóval van 3-4 osztályú kavicsod, és olyan keveréket kell öszzeállítanod hogy az legjobban kitöltse a teret.
Én úgy kísérleteztem, hogy egységnyi térfogatút kikevertem többféle összetételből majd felöntöttem vízzel, addig amíg elnyelte. amikor kezdett megállni a tetején a víz akkor visszamértem hogy mennyi víz kellett bele.
Ha műgyantával számolva az egész tömegéhez képest a gyanta 10-15% az már jó.
Poliésztergyantával jóval olcsóbb, de annak elég nagy a zsugorodása, szóval csak olyan helyekre javaslom ahol még meg lesznek munkálva a kényes felületek, gyengébb szerkezeteket eldeformálhat. kb 9-10 nap múlva fejeződik be teljesen a kötés, ezután nincs több zsugorodás. epoxi gyanták drágábbak, de jobb velük dolgozni nem olyan büdösek, jobbak a mechanikai tulajdonságai a megkötött gyantának.
röviden ennyi.
Az alapelv nagyon egyszerű
a legnagyobb szemcseméret legyen a minimális falvastagság kb 1/3-a. a legkisebb az egész homokszerű 0.1-0-4 pl már jó. jó ha a kettő között van még kétféle szemcseméret. Nyilván minden szemcseméret egy tól-ig tartomány, így attól is függ milyet tudsz beszerezni.
Szóval van 3-4 osztályú kavicsod, és olyan keveréket kell öszzeállítanod hogy az legjobban kitöltse a teret.
Én úgy kísérleteztem, hogy egységnyi térfogatút kikevertem többféle összetételből majd felöntöttem vízzel, addig amíg elnyelte. amikor kezdett megállni a tetején a víz akkor visszamértem hogy mennyi víz kellett bele.
Ha műgyantával számolva az egész tömegéhez képest a gyanta 10-15% az már jó.
Poliésztergyantával jóval olcsóbb, de annak elég nagy a zsugorodása, szóval csak olyan helyekre javaslom ahol még meg lesznek munkálva a kényes felületek, gyengébb szerkezeteket eldeformálhat. kb 9-10 nap múlva fejeződik be teljesen a kötés, ezután nincs több zsugorodás. epoxi gyanták drágábbak, de jobb velük dolgozni nem olyan büdösek, jobbak a mechanikai tulajdonságai a megkötött gyantának.
röviden ennyi.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 02, 19:55
Írta: 000000000 Dátum 2015 február 02, 19:55
Itt egy táblázat én ezt használtam alap iránymutatásként, egyébként Alvin plast kft anyaga, de nekem úgy nyilatkoztak hogy nem bánják ha terjesztem.

Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 02, 21:15
Írta: remrendes Dátum 2015 február 02, 21:15
Azon en is gondolkodtam, hogy a golyosorsot leteszem oldalra. A gerendat nem forditom meg, mert akkor beljebb kell hoznom X iranyban. A merolap szeletol kb 40mm ahova tudok atmeno furatot rakni, addig alul egy merevito van.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 február 02, 21:32
Írta: vjanos Dátum 2015 február 02, 21:32
Köszi, ezek hasznos infók, tapasztalatok!
Egyébként te milyen gépet kezeltél vele, és kb hány literes üreget?
Milyen módszerrel keverted?
Gondolom nem árt egy kis tapasztalat, és elsőre nem érdemes teljes nagy mennyiségnek nekiugrani :)
Egyébként te milyen gépet kezeltél vele, és kb hány literes üreget?
Milyen módszerrel keverted?
Gondolom nem árt egy kis tapasztalat, és elsőre nem érdemes teljes nagy mennyiségnek nekiugrani :)
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2015 február 03, 07:19
Írta: vadember Dátum 2015 február 03, 07:19
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2015 február 03, 08:15
Írta: vadember Dátum 2015 február 03, 08:15
Bocsánat de nálam először nem jelent meg a kép amit belinkeltél, ezért akartam segíteni.
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 03, 08:19
Írta: m6j2vsrdz Dátum 2015 február 03, 08:19
"összekötném a kettő U-t egyetlen lemezzel, ami a fenék lezárását is megoldaná. (8-10 mm) "
Továbbra is így csinálnám. Ez a lemez U alakú lenne, az U belseje fogadhatná a szálanyagokat. Mélysége az öntvény lap felső lapjához illeszkedne.
Indokom: Összekötés nélkül a külön mozgó/lengő U profilok - pl. ha a maró kimegy oldalra - eltérő fázisban rezegnek, a maró által gerjesztett rezgésekre eltérő kilengéseket produkálnak. Ezek a hídon keresztül a csapágyhézagból adódóan ronda felharmonikusokat gerjesztenek a másikban, amely kilengések külön-külön nagyobbak lehetnek, mintha a két U össze lenne kötve és együtt lengene. Ha a rezgéseket csillapítani akarjuk, célszerű összekötni a két U-t, célszerűen olyan lemezzel, amelynek vastagsága ~ 8 mm. Ez igazodik az U falvastagságához. Az egyik oldalra kifutó maró rezgéseit az együtt dolgozó "csavarodás mentes" U-szerkezet fogadja, együtt kisebb kilengésekkel, mint külön-külön. Az egy oldalt igénybevevő terhelés az összekötéssel nyomban átterhel a másik oldalra is, a lehajlás is kisebb lesz. Interferáló rezgéstranziensek kilőve.
Továbbra is így csinálnám. Ez a lemez U alakú lenne, az U belseje fogadhatná a szálanyagokat. Mélysége az öntvény lap felső lapjához illeszkedne.
Indokom: Összekötés nélkül a külön mozgó/lengő U profilok - pl. ha a maró kimegy oldalra - eltérő fázisban rezegnek, a maró által gerjesztett rezgésekre eltérő kilengéseket produkálnak. Ezek a hídon keresztül a csapágyhézagból adódóan ronda felharmonikusokat gerjesztenek a másikban, amely kilengések külön-külön nagyobbak lehetnek, mintha a két U össze lenne kötve és együtt lengene. Ha a rezgéseket csillapítani akarjuk, célszerű összekötni a két U-t, célszerűen olyan lemezzel, amelynek vastagsága ~ 8 mm. Ez igazodik az U falvastagságához. Az egyik oldalra kifutó maró rezgéseit az együtt dolgozó "csavarodás mentes" U-szerkezet fogadja, együtt kisebb kilengésekkel, mint külön-külön. Az egy oldalt igénybevevő terhelés az összekötéssel nyomban átterhel a másik oldalra is, a lehajlás is kisebb lesz. Interferáló rezgéstranziensek kilőve.
Cím: Re:Mechanikai ötletek
Írta: jh6nntzmv Dátum 2015 február 03, 08:19
Írta: jh6nntzmv Dátum 2015 február 03, 08:19
Bosch rexroth 30x30 profilhoz keresek sarok elemet és összefogató kalapács csavart. Ilyet beszerezni hol lehet? Vagy házi elkészítés is megoldható ?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 03, 08:23
Írta: 000000000 Dátum 2015 február 03, 08:23
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2015 február 03, 09:37
Írta: istvan58 Dátum 2015 február 03, 09:37
vagy Bosch-al méret kompatibilis de jobbn árak :
http://ltechnic.hu/shop/shop?page=shop.browse&category_id=5
http://ltechnic.hu/shop/shop?page=shop.browse&category_id=5
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 03, 12:20
Írta: remrendes Dátum 2015 február 03, 12:20
En azon gondolkodom, hogy vagatok egy akkora kazanlemezt, amennyivel tul lognak a gerendak es alulrol csavarozom hozza.
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 03, 13:09
Írta: m6j2vsrdz Dátum 2015 február 03, 13:09
Még ez is jobb mintha külön lennének. De az igazi, ha a lemez síkja merőleges az U-profilok hossztengelyére. Értem, hogy nem akarsz egybehegeszteni. Akkor csinálhatnád az eredeti megoldást, kiegészítve az általam javasolt U alakú lemezzel: csavarozhatnád a fenéklemezekhez, illesztőcsavarokkal. Sima csavar értelmetlen. Azért hegesztenék, mert rezeg minden ami kikezdheti a csavarkapcsolatokat így az erőátvitelt és ez most még elkerülhető lenne.
Szerintem érdemes megvárni a T. Fórumtársak újabb véleményét is [#wink]
Szerintem érdemes megvárni a T. Fórumtársak újabb véleményét is [#wink]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 03, 13:27
Írta: remrendes Dátum 2015 február 03, 13:27
Nincs okom kapkodni. Meg a linear sincs a kezemben, oda kell meg egy kis logisztika.
Az egeszet illesztocsavarokkal raknam ossze eloszor, remelhetoleg minden oda esik majd, ahova szeretnem.
Az egeszet illesztocsavarokkal raknam ossze eloszor, remelhetoleg minden oda esik majd, ahova szeretnem.
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 03, 13:35
Írta: m6j2vsrdz Dátum 2015 február 03, 13:35
Csak nem haragszol anyósodra? [#vigyor1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 03, 21:32
Írta: 000000000 Dátum 2015 február 03, 21:32
Szia,
kb 40-50 liter anyagot anyagot használtam fel. A gyanta amit használtam egy apoxi volt, 8 órás fazékidővel így volt időm. Kézzel kevertem, nyilván került bele valamennyi levegő, de nem hinném hogy sokat számít. Ha bővebben érdekel a konstrukció majd csinálhatok képet.
kb 40-50 liter anyagot anyagot használtam fel. A gyanta amit használtam egy apoxi volt, 8 órás fazékidővel így volt időm. Kézzel kevertem, nyilván került bele valamennyi levegő, de nem hinném hogy sokat számít. Ha bővebben érdekel a konstrukció majd csinálhatok képet.
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 04, 10:40
Írta: m6j2vsrdz Dátum 2015 február 04, 10:40
A kilógó U-profilokra érdemes lenne még egy sajátfrekvencia számítást végezni, esetleg kimérni. Közelítő becslést lehetne tenni pl. 4. old. utolsó képlet szerint
Alfa képletébe a kieresztés felét, az U tömegét és a táblázatból vett Ix-et kell beírni.
Összekötve sem nagyon változik, csupán az összekötő lemez súlya és a tömegközéppont kitolódása befolyásolják. Ha ez a freki a maród fordulatszámához kritikus, akkor bizony elgondolkodni másik U profilon - esetleg zártszelvényen + kiöntés. Biztos van más befolyásoló tényező is - maró pl. - de én itt már nem vagyok képben. [#pardon1]
Alfa képletébe a kieresztés felét, az U tömegét és a táblázatból vett Ix-et kell beírni.
Összekötve sem nagyon változik, csupán az összekötő lemez súlya és a tömegközéppont kitolódása befolyásolják. Ha ez a freki a maród fordulatszámához kritikus, akkor bizony elgondolkodni másik U profilon - esetleg zártszelvényen + kiöntés. Biztos van más befolyásoló tényező is - maró pl. - de én itt már nem vagyok képben. [#pardon1]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 04, 13:19
Írta: remrendes Dátum 2015 február 04, 13:19
Szalai György ur nagyon beletette a bogarat a fulembe, az egyeb kiegeszitokkel. Ugyhogy lehet nem sokat fog lelogni hatrafele (150-200mm), mert elorefele is kilogatnam. A merolap szemkozti oldalara tudnek pl forgatot szerelni ugy, hogy a Z-nek sem kellene tul nagy mozgastartomany.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 február 04, 14:04
Írta: Szalai György Dátum 2015 február 04, 14:04
Az önfrekvencia elnyomásának-elhangolásának is vannak alternatív módjai, a polimer betonos kiöntésen kívül.
Pl. Nagyon hatékony és egyszerű hobbymódszer a merőben eltérő önfrekvenciájú anyag (deszka) hozzácsavarozása és ragasztása.
Pl. Nagyon hatékony és egyszerű hobbymódszer a merőben eltérő önfrekvenciájú anyag (deszka) hozzácsavarozása és ragasztása.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 február 04, 14:47
Írta: Szalai György Dátum 2015 február 04, 14:47
Mikor használhatók ki jobban a gerenda túllógatásából adódó plusz munkatér lehetőségei?
Ha mindkét végén kilóg, de csak feleannyira, vagy ha csak az egyik oldalon lóg ki, kétszer annyira?
Ha mindkét végén kilóg, de csak feleannyira, vagy ha csak az egyik oldalon lóg ki, kétszer annyira?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 04, 16:19
Írta: remrendes Dátum 2015 február 04, 16:19
Ott a pont. Meg jo is, hogy 880-as lesz a sin :)
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 06, 10:48
Írta: m6j2vsrdz Dátum 2015 február 06, 10:48
Fúrta az oldalam a kíváncsiság honnan is kéne elhangolni és merre az U160-asodat [#lama]

Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 06, 19:06
Írta: 000000000 Dátum 2015 február 06, 19:06
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 06, 19:06
Írta: 000000000 Dátum 2015 február 06, 19:06
Hátha valakinek jó,most találtam!
Üdv.
Üdv.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 február 06, 19:16
Írta: vjanos Dátum 2015 február 06, 19:16
Ha a 4 db 4000, akkor oké, de egyesével kicsit drága...
Na meg nemtudjuk a pontosságát.
Na meg nemtudjuk a pontosságát.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 06, 19:23
Írta: remrendes Dátum 2015 február 06, 19:23
Koszonom. Oszinte leszek, csak azt latom, hogy 150mm felett mar nem nagy a valtozas.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 06, 22:13
Írta: 000000000 Dátum 2015 február 06, 22:13
Szerintem db-ja 4000 de nem kérdeztem,csak gondoltam valakit érdekelhet?!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 07, 01:21
Írta: 000000000 Dátum 2015 február 07, 01:21
https://www.youtube.com/watch?v=K69l15LJ3x8
Ezt muszáj voltam megosztani,legjobb a salátás tálba a csodafegyver vezérlő:)))
Ezt muszáj voltam megosztani,legjobb a salátás tálba a csodafegyver vezérlő:)))
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 február 07, 15:04
Írta: Szalai György Dátum 2015 február 07, 15:04
Akkor ebből megtudhatjuk, hogy a kilógatás mértékében kb. milyen hangon zenél az U szelvény.
De elég nagy lehet a rezgés amplitúdó ahhoz, hogy a megmunkálást zavaró mértékű legyen?
Vagy csak báncsa a fülünket. [#confused]
De elég nagy lehet a rezgés amplitúdó ahhoz, hogy a megmunkálást zavaró mértékű legyen?
Vagy csak báncsa a fülünket. [#confused]
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 09, 09:22
Írta: m6j2vsrdz Dátum 2015 február 09, 09:22
Amplitúdó mekkora?
Bonyolult dolgot kérdeztél.
A már linkelt jegyzetben koncentrált terhelés hatására létrejövő lehajlást számítanak: rugalmas középvonal egyenlete, az egyes keresztmetszetek szögelfordulása képlettel definiálva. A 160-as U-n lineáris vezető van, számottevő inerciával, ezt is figyelembe kéne venni. Eltolja a semleges szál helyzetét, Steiner-tétel stb. Koncentrált terhelés mellett (híd) megoszló terhelés (önsúly) van ami kedvezőtlenebb lehajlásokat eredményez, szuperpozíció elve. Gerjesztett és csillapított a rendszer, hídon a motor jön-megy. Szóval becsülni lehet, de pontosan kiszámítani keserves kísérlet és talán jelen esetben értelmetlen is. Ha nagyon megszorítanának, tudnám számol(gat)ni. De minek?
Érdekes, hogy a semleges szál görbéjével együtt a szélső szál is fordul, ahol az U magasságának fele mint sugár(kiegészítő) veendő figyelembe. A szélső szál (lin. vezető) megnyúlik. Az orsó ezt kompenzálja mert a hidat méreten tartja, tehát hosszirányban a lehajlás nem okoz különösebb megmunkálási pontatlanságot. Az orsóhoz önbeálló csapágyak kellenek mindenképp. [#lama]
Mérni célravezetőbb lenne. Utólag [#nyes]
Bonyolult dolgot kérdeztél.
A már linkelt jegyzetben koncentrált terhelés hatására létrejövő lehajlást számítanak: rugalmas középvonal egyenlete, az egyes keresztmetszetek szögelfordulása képlettel definiálva. A 160-as U-n lineáris vezető van, számottevő inerciával, ezt is figyelembe kéne venni. Eltolja a semleges szál helyzetét, Steiner-tétel stb. Koncentrált terhelés mellett (híd) megoszló terhelés (önsúly) van ami kedvezőtlenebb lehajlásokat eredményez, szuperpozíció elve. Gerjesztett és csillapított a rendszer, hídon a motor jön-megy. Szóval becsülni lehet, de pontosan kiszámítani keserves kísérlet és talán jelen esetben értelmetlen is. Ha nagyon megszorítanának, tudnám számol(gat)ni. De minek?
Érdekes, hogy a semleges szál görbéjével együtt a szélső szál is fordul, ahol az U magasságának fele mint sugár(kiegészítő) veendő figyelembe. A szélső szál (lin. vezető) megnyúlik. Az orsó ezt kompenzálja mert a hidat méreten tartja, tehát hosszirányban a lehajlás nem okoz különösebb megmunkálási pontatlanságot. Az orsóhoz önbeálló csapágyak kellenek mindenképp. [#lama]
Mérni célravezetőbb lenne. Utólag [#nyes]
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 09, 09:47
Írta: m6j2vsrdz Dátum 2015 február 09, 09:47
Arra viszont még nem jöttem rá, az 5. oldalon α1, α2 és α3 dimenziója miért [1/rad]...[#nezze] Unortodoxnak tűnik...
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 09, 10:32
Írta: m6j2vsrdz Dátum 2015 február 09, 10:32
"A szélső szál (lin. vezető) megnyúlik. Az orsó ezt kompenzálja mert a hidat méreten tartja,"
Ellentétes irányú kilengéskor pedig a lin. vezető összenyomódik. A lin. csapágyak a vezetőn tehát a lengés frekvenciájával fognak előre-hátra ugrálni/rezegni ami az élettartamukat drasztikusan csökkenti. [#rinya]
Ellentétes irányú kilengéskor pedig a lin. vezető összenyomódik. A lin. csapágyak a vezetőn tehát a lengés frekvenciájával fognak előre-hátra ugrálni/rezegni ami az élettartamukat drasztikusan csökkenti. [#rinya]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 11, 20:57
Írta: remrendes Dátum 2015 február 11, 20:57
Jo estet!
Szoval ugy nez ki, a linearis sinek megvannak. Jonnenek a kerdeseim a golyos orsoval kapcsolatban. :) Elore felek, nehogy haborut robbantsak :)
Mi az enyonye/hatranya annak, ha az anyat forgatom es nem az orsot? Azon kivul, hogy kicsit nagyobb a mozgo tomeg illetve nem olyan egyszeru athajtani Y-ban a masik oldalra.
Melyik jobb,
- ha egy 10mm emelkedesu orsot hasznalok 2.6:1 attetellel, vagy
- ha egy 5mm-est 1.8:1 attetellel?
Gondolkozom a kinai orsokon. Azt irtak 100mm-enkent 0.1mm-t hibazhat. Illetve ezt lehet korrigalni. Gondolom szoftveresen pl LinuxCNCn van erre mod?
Ha parban hasznalom az orsot akkor 600mm-en akar 1.2mm elteres is lehet a ket oldal kozott, ez nem tul szimpatikus.
Szoval ugy nez ki, a linearis sinek megvannak. Jonnenek a kerdeseim a golyos orsoval kapcsolatban. :) Elore felek, nehogy haborut robbantsak :)
Mi az enyonye/hatranya annak, ha az anyat forgatom es nem az orsot? Azon kivul, hogy kicsit nagyobb a mozgo tomeg illetve nem olyan egyszeru athajtani Y-ban a masik oldalra.
Melyik jobb,
- ha egy 10mm emelkedesu orsot hasznalok 2.6:1 attetellel, vagy
- ha egy 5mm-est 1.8:1 attetellel?
Gondolkozom a kinai orsokon. Azt irtak 100mm-enkent 0.1mm-t hibazhat. Illetve ezt lehet korrigalni. Gondolom szoftveresen pl LinuxCNCn van erre mod?
Ha parban hasznalom az orsot akkor 600mm-en akar 1.2mm elteres is lehet a ket oldal kozott, ez nem tul szimpatikus.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2015 február 11, 21:50
Írta: robroy007 Dátum 2015 február 11, 21:50
Anyát forgatni hosszú orsónál látom célszerűnek 1,5-3m-es hossz
Mivel egy vékonyabb tengely forgatása nagyobb fordulatok erősen kihajlana alátámasztók nélkül
Forgóbanya esetében ilyen gond max belógás amit előfeszítéssel lehet kompenzálni
A méret hiba az 100mm +/- 0.1 lehet vagyis maximum a métered 99.9-100.1 között van valahol ez azért nem vészes hobby szinten, mert a hajtáslánc úgyis bőven igényel korrekciót a számításokhoz képest
A jobb orsók is valamilyen fűtéssel készülnek mint minden más csak ott kisebb a megengedett eltérés
A párhuzamos áthajtás inkább lehet gond, de erre számtalan megoldás létezik
A hajtáslánc áttételes dolgaiban szerintem kevés enni infó
Milyen orsó átmérő, milyen motor milyen elvi pontosságot szeretnél milyen vezérlő milyen motor milyen motor/enkóder felbontás milyen mikrostep milyen freki max stabilan a vezérlőnek mit akarsz megmunkálni mert lehet nincs is akkora dinamikára szükség a végén ....
Szóval ebbe Tibor45 aki biztos jobban tud segíteni kapásból
Mivel egy vékonyabb tengely forgatása nagyobb fordulatok erősen kihajlana alátámasztók nélkül
Forgóbanya esetében ilyen gond max belógás amit előfeszítéssel lehet kompenzálni
A méret hiba az 100mm +/- 0.1 lehet vagyis maximum a métered 99.9-100.1 között van valahol ez azért nem vészes hobby szinten, mert a hajtáslánc úgyis bőven igényel korrekciót a számításokhoz képest
A jobb orsók is valamilyen fűtéssel készülnek mint minden más csak ott kisebb a megengedett eltérés
A párhuzamos áthajtás inkább lehet gond, de erre számtalan megoldás létezik
A hajtáslánc áttételes dolgaiban szerintem kevés enni infó
Milyen orsó átmérő, milyen motor milyen elvi pontosságot szeretnél milyen vezérlő milyen motor milyen motor/enkóder felbontás milyen mikrostep milyen freki max stabilan a vezérlőnek mit akarsz megmunkálni mert lehet nincs is akkora dinamikára szükség a végén ....
Szóval ebbe Tibor45 aki biztos jobban tud segíteni kapásból
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 12, 07:05
Írta: remrendes Dátum 2015 február 12, 07:05
En is a kihajlas miatt gondoltam, de lattam 1000mm hossz alatti gepen is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 12, 07:45
Írta: 000000000 Dátum 2015 február 12, 07:45
Kérdéseidre lehetetlenség válaszolni.
Azért, mert az alábbi fontosabb bemenő adatokat nem tudjuk számszerűen:
- a léptető motor max. nyomatéka
- a léptető motor tehetetlenségi nyomatéka
- a maximális gyorsmeneti sebesség
- a mozgató orsó teljes hossza
- a mozgató orsó átmérője
- a mozgatott tömeg
Aztán még sorolhatnám az apróbb adatokat, amik hiányoznak a válaszhoz, méretezéshez, amik alapján optimális áttételt lehetne számolgtani, amikor a CNC géped gyorsulási képessége maximális lesz.
Azért, mert az alábbi fontosabb bemenő adatokat nem tudjuk számszerűen:
- a léptető motor max. nyomatéka
- a léptető motor tehetetlenségi nyomatéka
- a maximális gyorsmeneti sebesség
- a mozgató orsó teljes hossza
- a mozgató orsó átmérője
- a mozgatott tömeg
Aztán még sorolhatnám az apróbb adatokat, amik hiányoznak a válaszhoz, méretezéshez, amik alapján optimális áttételt lehetne számolgtani, amikor a CNC géped gyorsulási képessége maximális lesz.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2015 február 12, 08:10
Írta: vadember Dátum 2015 február 12, 08:10
Küldtem egy excell táblát emailben, hajtáslánc méretezéshez.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 12, 10:08
Írta: 000000000 Dátum 2015 február 12, 10:08
Léptetőre is jó biztos? (M nem egyenlő állandó)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 12, 10:36
Írta: 000000000 Dátum 2015 február 12, 10:36
Sziasztok!
Esetleg tudja-e valaki, hogy 5mm átmérőjű tengelyekre hol lehetne beszerezni csigakerék készletet? ilyesmi:
csigakerék készlet
léptető motor hajtás, 90°-os tengely kapcsolatot kéne megoldanom, és nincs túl sok hely az egésznek...
Ha valaki tudna segíteni benne, nagyon megköszönném!
Üdv,
Fido
Esetleg tudja-e valaki, hogy 5mm átmérőjű tengelyekre hol lehetne beszerezni csigakerék készletet? ilyesmi:
csigakerék készlet
léptető motor hajtás, 90°-os tengely kapcsolatot kéne megoldanom, és nincs túl sok hely az egésznek...
Ha valaki tudna segíteni benne, nagyon megköszönném!
Üdv,
Fido
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2015 február 12, 14:26
Írta: KBalázs Dátum 2015 február 12, 14:26
Én modellboltokban keresgélnék.
És önzárónak kell legyen, illetve szükséges hogy iszonyatos áttétele legyen annak a kihajtásnak? És a sebesség vesztése az áttétel végett, nem gond? Egy ilyen áttételnek elég nagy a vesztesége is, tehát ha sokat jár, melegszik, kopik. Kúpfogaskerekek nem jobbak?
És önzárónak kell legyen, illetve szükséges hogy iszonyatos áttétele legyen annak a kihajtásnak? És a sebesség vesztése az áttétel végett, nem gond? Egy ilyen áttételnek elég nagy a vesztesége is, tehát ha sokat jár, melegszik, kopik. Kúpfogaskerekek nem jobbak?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 12, 14:41
Írta: 000000000 Dátum 2015 február 12, 14:41
Szia!
Igazából egy kamera slider készül, van benne fék, tehát az önzáró képesség nem feltétel, valahogy ez tünt "kézenfekvőnek". De a kúpfogaskerék is megoldás lehet, megnézem azokat, hátha van 5mm-es tengelyre. Igazából ez nem jár sokat, mert vagy iszonyat lassan megy értsd 5óra/m vagy ha gyorsan akkor pár 10 másodperc alatt megteszi az 1 métert.
Köszönöm a tanácsot!
Üdv, Fido
Igazából egy kamera slider készül, van benne fék, tehát az önzáró képesség nem feltétel, valahogy ez tünt "kézenfekvőnek". De a kúpfogaskerék is megoldás lehet, megnézem azokat, hátha van 5mm-es tengelyre. Igazából ez nem jár sokat, mert vagy iszonyat lassan megy értsd 5óra/m vagy ha gyorsan akkor pár 10 másodperc alatt megteszi az 1 métert.
Köszönöm a tanácsot!
Üdv, Fido
Cím: Re:Mechanikai ötletek
Írta: SültkrumpLee Dátum 2015 február 12, 14:54
Írta: SültkrumpLee Dátum 2015 február 12, 14:54
Szia!
Ha kúp fogaskerék is megfelel akkor itt érdemes szerintem nézelődni ilyen kis fogaskerekek ügyében. Bár meglehet utó munkálni kell még, de gondolom az nem gond :)
Üdv: Máté
Ha kúp fogaskerék is megfelel akkor itt érdemes szerintem nézelődni ilyen kis fogaskerekek ügyében. Bár meglehet utó munkálni kell még, de gondolom az nem gond :)
Üdv: Máté
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 12, 15:59
Írta: 000000000 Dátum 2015 február 12, 15:59
Szia!
Nézem, köszi!
Üdv, Fido
Nézem, köszi!
Üdv, Fido
Cím: Re:Mechanikai ötletek
Írta: B.Zoltán Dátum 2015 február 12, 17:24
Írta: B.Zoltán Dátum 2015 február 12, 17:24
Ezt a kúpkereket használtam kamerához, 5-ös lukkal van. Van fémből is, de szerintem fölösleges.
kúpfogaskerék
kúpfogaskerék
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 12, 20:15
Írta: remrendes Dátum 2015 február 12, 20:15
Itt is koszonom!
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 12, 20:25
Írta: remrendes Dátum 2015 február 12, 20:25
A ket attetelt az emlitett fajl alapjan irtam. Szoval a kerdesem inkabb ugy hangzik, hogy nagyobb attetel modositas nagyobb menetemelkedesu orsoval, vagy kisebb attetelmodositas kisebb emelkedesuvel?
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2015 február 13, 08:39
Írta: m6j2vsrdz Dátum 2015 február 13, 08:39
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 13, 13:27
Írta: 000000000 Dátum 2015 február 13, 13:27
Köszönöm!
A béna tervezésem okán, lehetséges hogy egyedi alkatrész kell, így irtam is az úrnak.
Üdv, Fido
A béna tervezésem okán, lehetséges hogy egyedi alkatrész kell, így irtam is az úrnak.
Üdv, Fido
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 25, 23:26
Írta: remrendes Dátum 2015 február 25, 23:26
Ettol letezik egyszerubb megoldas a 16-os orsok befogasara?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 26, 00:26
Írta: 000000000 Dátum 2015 február 26, 00:26
Hogy értve egyszerűbb ?
Ha nem elsődleges cél a pontosság akkor mezei csapággyal is megoldható.
A linkedben szereplő csapágyházak egyike a szabad oldalra megy a másik pedig a hajtottra.
A hajtott oldaliban 2 darab ferdehatásvonalú csapágy van amit vagy O vagy X elrendezésbe építenek be.
Ezt egy anyával feszítik össze a kottyanás megszüntetésére.
Például egy infúziópumpában nem számít a kottyanás mert ott egy irányba hat csak erő.
Ebben a típusban elég jópofa golyós orsó van, de mint az orsó mint a hajtás oldal jelentősen kotyog.
Ennek ellenére elég pontosan adagolja a morfiumot :)
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2015 február 26, 08:40
Írta: vadember Dátum 2015 február 26, 08:40
Satu?[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 26, 09:41
Írta: 000000000 Dátum 2015 február 26, 09:41
Azért ennyire ne legyünk drasztikusak [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 26, 19:14
Írta: remrendes Dátum 2015 február 26, 19:14
Ugy ertettem, hogy hasonlo hatasfokon. Szoval amivel kottyanasmentesitheto. De sok gulizas utan sem talaltam jobbat. Egyik felen menetelni, azzal lehet rogziteni, a masikon pedig egy seeger. Szerintem igy lesz. Ha vege a kinai ujevnek, beszerzeg egy nehany par ilyen felfuggesztot.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 26, 19:44
Írta: remrendes Dátum 2015 február 26, 19:44
Kozben kertem arat 2db 50mm szeles kazanlemez csikra az UPE gerendak helyett. Annak kenyelmesen ki tudom hasznalni az oldalat is a golyosorsonak.
Eddig a 140x80x12.5mm-es zartszelveny 2 meterere kaptam egy €120-as ajanlatot, ha a lemez dragabb, akkor ez marad, csak sikba kell marni az oldalait es kifurni. Az is valamivel olcsobb lesz, szerintem 120mm lesz a vegleges magassag.
Eddig a 140x80x12.5mm-es zartszelveny 2 meterere kaptam egy €120-as ajanlatot, ha a lemez dragabb, akkor ez marad, csak sikba kell marni az oldalait es kifurni. Az is valamivel olcsobb lesz, szerintem 120mm lesz a vegleges magassag.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 26, 20:16
Írta: 000000000 Dátum 2015 február 26, 20:16
Sziasztok!
Azt szeretném kérdezni, hogy induktív érzékelőt, ilyet: érzékelő tudok e használni referencia kapcsolónak cnc gépre. Mach3 vagy uccnc vel hajtva.
Üdv, Fido
Azt szeretném kérdezni, hogy induktív érzékelőt, ilyet: érzékelő tudok e használni referencia kapcsolónak cnc gépre. Mach3 vagy uccnc vel hajtva.
Üdv, Fido
Cím: Re:Mechanikai ötletek
Írta: 3wm3x3zz Dátum 2015 február 26, 20:25
Írta: 3wm3x3zz Dátum 2015 február 26, 20:25
szerintem nem , mert az érzékelési pontossága nagyobb mint 0,1mm, nekem sima mikor kapcsolo van amire egy kupos lemez fut rá .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 26, 20:30
Írta: 000000000 Dátum 2015 február 26, 20:30
ahhhh, nah azt nem is néztem, mármint a pontosságot. nem akartam szétfúrni a gépet de akkor kénytelen leszek. A tieden láttam a kapcsolókat :-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 26, 20:39
Írta: 000000000 Dátum 2015 február 26, 20:39
Iparban a referencia kapcsoló csak a enkóder nulla jelével együtt működik.
Ott görgős mikrokapcsolók vannak és egy rámpára futnak rá ami olyan hosszú, hogy az enkoder Z jele megérkezéséig még ne fusson le róla.
Az mindig hajszál pontosan ott áll meg.
Alternatívának a görgős mikrokapcsoló plusz rámpa dolog is megfelel.
Az is elég pontosan megáll 0.01-0.02mm között
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 26, 21:39
Írta: remrendes Dátum 2015 február 26, 21:39
Beultetogepeknel 3 fele megoldassal talalkoztam eddig, ilyen tipusu szenzort hasznalnak a leggyakrabban. Nemet gepeken ez a jellemzo. A harmadik verzio, amikor nincs vegallaskapcsolo, az encoder kikapcsolt allapotban is szamol.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 február 26, 21:57
Írta: 000000000 Dátum 2015 február 26, 21:57
SMD Beültető gépen én is találkoztam ilyen megoldásokkal, de ahol fröcsög a forgács és a hűtővíz mint egy forgácsoló gépen ott az optokapu eleve kilőve.
Sokat szívtunk a strassz kövező gépekkel mert ott a tár végállása is ilyen optokapus megoldás volt.
Elég volt egy kis szösz vagy bármi kosz, kőszilánk máris elment az egész és szórta szanaszét a cuccot a gép.
Szemmel alig látható dologról beszélek és már az elvitte a sűrűbe a gépet.
A reed cső plusz mágnes se a legjobb megoldás.
igazán jó megoldást még nem láttam ami 100%-ig pontos és hülye biztos lenne.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 február 26, 22:11
Írta: remrendes Dátum 2015 február 26, 22:11
Az utolso, amig az encoderben nem merul le az elem :)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 március 03, 11:23
Írta: remrendes Dátum 2015 március 03, 11:23
Ez mar a sokadik verzio, de ez tunik a legjobbnak. Meg nehany merevito, aztan haladoahtok tovabb. Talan igy lesz a legegyszerubb legyartani is. Majdnem egy sikban van a csapagy kocsi es a golyosorso anyaja. Erre jonne egy 15mm-es alulap a megfelelo helyeken kifurva.

Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2015 március 03, 14:22
Írta: TROMF22 Dátum 2015 március 03, 14:22
Szépen tisztul a konstrukció. Ez az IPB, HEB vagy HEM profil kedvezőbb mint az UPE amit korábban emlegettél.
Sajnos mint nyitott, melegen hengerelt szelvény tele lehet saját feszültséggel. Ha az egyik övlemez 40-45%-át eltávolítod valószínű, hogy deformálódni fog.
Lángvágással ne próbálkozz!
A ~ fél övet leforgácsolva is számíts rá, hogy a síkba munkálandó felületeken emiatt nagyobb lemunkálásokra lehet szükség.
Ez persze újabb feszültség átrendeződés -> deformáció.
Nem egyszerű korrektül végig vinni ezt a megmunkálást, elvileg nagyon kellenének a
közbülső feszültségmentesítések.
Nem olvastam vissza, milyen megmunkálási lehetőségeid vannak. Az lenne a legjobb, ha pályák, csapágyházak felfekvő síkjait már az összeszerelt vázon tudnád véglegesre megmunkálni. Egy felfogásban közös síkba.
(Egyébként azért a mérőlapért még mindig fáj a szívem.)
Említettél valamilyen bordás merevítést.
A nyitott szelvény gyenge csavaró merevségén és rezgéscsillapító képességén az javítana a legtöbbet, ha a jelenlegi gerinccel párhuzamosan, belül teljes hosszban, egy lapot hegesztenél be, ezzel kvázi zártszelvénnyé válna. A rögzítő csavarok eléréséhez elég lenne ezen kis ablakokat képezni.
(Persze a hegesztés újabb feszültségek forrása lehet, de valamit valamiért.)
Sajnos mint nyitott, melegen hengerelt szelvény tele lehet saját feszültséggel. Ha az egyik övlemez 40-45%-át eltávolítod valószínű, hogy deformálódni fog.
Lángvágással ne próbálkozz!
A ~ fél övet leforgácsolva is számíts rá, hogy a síkba munkálandó felületeken emiatt nagyobb lemunkálásokra lehet szükség.
Ez persze újabb feszültség átrendeződés -> deformáció.
Nem egyszerű korrektül végig vinni ezt a megmunkálást, elvileg nagyon kellenének a
közbülső feszültségmentesítések.
Nem olvastam vissza, milyen megmunkálási lehetőségeid vannak. Az lenne a legjobb, ha pályák, csapágyházak felfekvő síkjait már az összeszerelt vázon tudnád véglegesre megmunkálni. Egy felfogásban közös síkba.
(Egyébként azért a mérőlapért még mindig fáj a szívem.)
Említettél valamilyen bordás merevítést.
A nyitott szelvény gyenge csavaró merevségén és rezgéscsillapító képességén az javítana a legtöbbet, ha a jelenlegi gerinccel párhuzamosan, belül teljes hosszban, egy lapot hegesztenél be, ezzel kvázi zártszelvénnyé válna. A rögzítő csavarok eléréséhez elég lenne ezen kis ablakokat képezni.
(Persze a hegesztés újabb feszültségek forrása lehet, de valamit valamiért.)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 március 03, 15:22
Írta: remrendes Dátum 2015 március 03, 15:22
Koszonom a tippet. En is sajnalom, fel is ajanlottam csere egy hasonlo meretu egyeb ontvenyert vagy gepalapert, de senki nem jelentkezett. Meg mindig jobb neki itt, mint a mehtelepen.
A gerenda ossziranyara merolegesen gondoltam 6-os lemezbol, mindket oldalrol kb 4-6db-ot. Olyan letra szeruen. HEB gerenda.
A terv az, hogy behegesztem a mereviteseket meg a linear talpat es utana megy a marogepre. Oldalankent 1mm fogasmelyseggel szamoltam.
A gerenda ossziranyara merolegesen gondoltam 6-os lemezbol, mindket oldalrol kb 4-6db-ot. Olyan letra szeruen. HEB gerenda.
A terv az, hogy behegesztem a mereviteseket meg a linear talpat es utana megy a marogepre. Oldalankent 1mm fogasmelyseggel szamoltam.
Cím: Re:Mechanikai ötletek
Írta: galiba Dátum 2015 március 03, 17:00
Írta: galiba Dátum 2015 március 03, 17:00
Urak! Hogy a manóba lehet lefogatni egyenesen egy vékony lemezt? Az asztal tutira síkba van marva, és akárhogy is rögzítgetem körbe, középen mindig lesz egy pukli benne. Nem nagy, 1-2 tized mm, de van. És mindegy, hogy nyák, 3-as rétegelt lemez, vagy 4-es mdf lap, púpos lesz.
Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2015 március 03, 17:04
Írta: frkdv6dyr Dátum 2015 március 03, 17:04
Csinálj egy vákumasztalt. Egyszerűen elkészíthető, és elsőre egy porszívó is megteszi. Ha fix asztalos a géped, akkor csak Z-ből vesz el némi magasságot, ha mozgó asztalos a gép, akkor egy kicsit jobban oda kell figyelni a porszívó csövére.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 03, 17:06
Írta: 000000000 Dátum 2015 március 03, 17:06
Csak a porszívóból vedd ki a porzsákot, mert szétszakítja a vákum és beterít a por mindent mire észreveszed.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 03, 17:06
Írta: 000000000 Dátum 2015 március 03, 17:06
szia, kétoldalas ragasztóval... pl szőnyegragasztó, de létezik erre a célra gyártott műanayaglap, ami tapad... persze nem porózus pl fa munkadarabhoz
Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2015 március 03, 17:10
Írta: frkdv6dyr Dátum 2015 március 03, 17:10
Na olyat vettem mobil rögzítésre a kocsiba. Kifejezetten erre készült, csak nem vették figyelembe a nap káros hatásait. A második napon a levételkor szembesültem a problémával. Nem akart lejönni, a tokot meg örökre megfogta a ragasztó és foltot hagyott.
Cím: Re:Mechanikai ötletek
Írta: galiba Dátum 2015 március 03, 17:12
Írta: galiba Dátum 2015 március 03, 17:12
Kösz, de... Mozog az asztal, mert egyszerűbb volt megtervezni így. Ráadásul az asztal alatt jól tele van pakolva minden vicik-vacak áramkörrel, úgyhogy a porszívó kilőve .) 28 x 32 cm a munkafelület, és nagyrészt fát gravírozok vele. Most a kényesebb helyeken fentről nyomom kézzel, de ennek előbb-utóbb öndekorálás lesz a vége. Egyéb ötlet?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 03, 17:13
Írta: 000000000 Dátum 2015 március 03, 17:13
:) a porszívó csövén van egy falslevegő szabályozó, amivel a max vákuumot tudja állítani... szükséges kis levegőt beengedni, mert leéghet a motorja, ha nincs hűtés, és ha elzárod, felpörög a motor... mert csökken a terhelés/légszállítás, ez is jelzi... (bocs a beleugatásárt)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 03, 17:15
Írta: 000000000 Dátum 2015 március 03, 17:15
ez igaz... tanulság: ne gravírozzunk szélvédő mögött a napon... hetekig :)
Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2015 március 03, 17:17
Írta: frkdv6dyr Dátum 2015 március 03, 17:17
[#wink]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 03, 17:18
Írta: 000000000 Dátum 2015 március 03, 17:18
gravírlemezt, nyákot kétoldalassal kiváló, (lakkozott fa) de a fához vákuumasztal 3-5 mm magasságveszteségből kijön...
Cím: Re:Mechanikai ötletek
Írta: galiba Dátum 2015 március 03, 17:24
Írta: galiba Dátum 2015 március 03, 17:24
A kétoldalas ragasztónál a sima fóliásra, vagy a habosítottra gondolsz? Az előbbi papírlap vastagságú, a másik kb. 2 mm.
A vákuumasztalnak a csövével vannak gondjaim. Kevés a helyem, a hosszú ám vékony vezetéken elfogy a nyomáskülönbség. Vagy nem?
A vákuumasztalnak a csövével vannak gondjaim. Kevés a helyem, a hosszú ám vékony vezetéken elfogy a nyomáskülönbség. Vagy nem?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 03, 17:41
Írta: 000000000 Dátum 2015 március 03, 17:41
"simára", vagyis pl szőnyegragasztó... olcsó is... és visszaszedhető...
nem fogy el a nyomáskülönbség, ha nincs nagy áramlás... vagyis a lemezed elzárja a furatokat (ahol nincs lemez azt letakarod)
nem fogy el a nyomáskülönbség, ha nincs nagy áramlás... vagyis a lemezed elzárja a furatokat (ahol nincs lemez azt letakarod)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 03, 17:42
Írta: 000000000 Dátum 2015 március 03, 17:42
elég 10-12 mm átm cső
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2015 március 03, 17:44
Írta: TROMF22 Dátum 2015 március 03, 17:44
Nem kérsz egy saját gépépítő oldalt?
Ott áttekinthetően lehetne követni a terved, géped alakulását. És ha szükségét érzed célirányosabban kaphatnál támogatást is.
(ezt mondjuk csak óvatosan remélem)
Ott áttekinthetően lehetne követni a terved, géped alakulását. És ha szükségét érzed célirányosabban kaphatnál támogatást is.
(ezt mondjuk csak óvatosan remélem)
Cím: Re:Mechanikai ötletek
Írta: galiba Dátum 2015 március 03, 17:54
Írta: galiba Dátum 2015 március 03, 17:54
Kösz, akkor holnap papírbolt, ha az is görbén tartja a közepét az anyagnak, akkor fúrok-faragok egy kicsit. Az a baj ezekben a fránya lemezekben, hogy már mire hazahozom őket, görbülnek valamennyit.
Cím: Re:Mechanikai ötletek
Írta: xit3medzv Dátum 2015 március 03, 18:12
Írta: xit3medzv Dátum 2015 március 03, 18:12
Vákuumasztalhoz a porszívó csak akkor jó, ha adsz neki fals levegőt, különben leég, mert nem hűl a motor. Fals levegővel általában kevés a vákuum. A munkadarab lefogatás topikban volt régebben kitárgyalva. Vékony cső jó, ha nem tervezel nagy veszteséggel az asztalon. A munkadarabot át lehet vágni, az asztalt nem kell letakarni, ha használsz flízt. Én ezt használom, nagyon jó, 0.3mm-0.5mm-re marok bele. -300mBar-t érdemes megcélozni. Egy oldal csatornás szívó a jó választás sztem.
FLÍZ

FLÍZ
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2015 március 03, 18:36
Írta: ANTAL GÁBOR Dátum 2015 március 03, 18:36
pár mondatban kifejthetnéd ezt a Flízt. Annyit értek hogy egy 1 mm es spéci légáteresztő
" fólia " amit a darab alá teszel és a maró belemarhat abba ( vagyis a darab szépen átvágható ) De miért nem kell letakarni az asztalt ahol nem dolgozol ha a Fliz alapból légáteresztő ? Egy ötletem van de az nagyon vad : ahol csupaszon van a fliz ott valahogy alakváltozik és nagyon lecsökken a légátersztése ahol meg a darab van ott légáteresztő marad. Vagy csak arról van szó hogy alapból kicsi a lég áteresztő képessége de az elég ha egy oldalcsatornás szívóval szívod le a munkadarabot ?
" fólia " amit a darab alá teszel és a maró belemarhat abba ( vagyis a darab szépen átvágható ) De miért nem kell letakarni az asztalt ahol nem dolgozol ha a Fliz alapból légáteresztő ? Egy ötletem van de az nagyon vad : ahol csupaszon van a fliz ott valahogy alakváltozik és nagyon lecsökken a légátersztése ahol meg a darab van ott légáteresztő marad. Vagy csak arról van szó hogy alapból kicsi a lég áteresztő képessége de az elég ha egy oldalcsatornás szívóval szívod le a munkadarabot ?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 március 03, 18:48
Írta: remrendes Dátum 2015 március 03, 18:48
Van olyan ketoldalu, ami szovet erositeses, azt hasznaltuk.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 március 03, 19:08
Írta: svejk Dátum 2015 március 03, 19:08
Hát nekem ilyen kell !! :))
Kis hazánkban hol lehet beszerezni?
Kis hazánkban hol lehet beszerezni?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 március 03, 19:44
Írta: Szalai György Dátum 2015 március 03, 19:44
Ha jól értem.
Nagy vastagsági méret pontosságú és nagy tapadású perforált szintetikus gumiszőnyeg.
A vastagsága típusonként 1-3mm között van, de a méret tolerancia +-0,3mm, de van amelyiknél csak+- 0,05mm.
A lyukméretre és eloszlásra nem találtam adatot.
A titok az, hogy légáteresztő, de nem annyira. A munkadarab körül is átengedi kicsit a levegőt, de marad elég leszorító erő a munkadarabon is. Ezért kell hozzá az oldalcsatornás légszivattyú, hogy elég legyen a szállított légmennyiség.
Nagy vastagsági méret pontosságú és nagy tapadású perforált szintetikus gumiszőnyeg.
A vastagsága típusonként 1-3mm között van, de a méret tolerancia +-0,3mm, de van amelyiknél csak+- 0,05mm.
A lyukméretre és eloszlásra nem találtam adatot.
A titok az, hogy légáteresztő, de nem annyira. A munkadarab körül is átengedi kicsit a levegőt, de marad elég leszorító erő a munkadarabon is. Ezért kell hozzá az oldalcsatornás légszivattyú, hogy elég legyen a szállított légmennyiség.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 03, 19:47
Írta: 000000000 Dátum 2015 március 03, 19:47
...konnyu leszedni az asztalrol egy
ben lejon...
persze en csak hobicnc-s vagyok... a profi hammeresek profik
(Bocs telo)
ben lejon...
persze en csak hobicnc-s vagyok... a profi hammeresek profik
(Bocs telo)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 03, 19:50
Írta: 000000000 Dátum 2015 március 03, 19:50
A fogasmelysege 0.2... sikba tudja marni?
Cím: Re:Mechanikai ötletek
Írta: xit3medzv Dátum 2015 március 03, 20:02
Írta: xit3medzv Dátum 2015 március 03, 20:02
Nagy a légellenállása, 320mbar-t mérek teljesen lefojtva a szivattyút,
290mbar munkadarab nélkül a 300x400mm-es asztal letakarva vele.
A vákum a munkadarab alsó felületén~290mbar.
Pontos vastagságát tekintve, finom préselt granulátum lehet,
ollóval vágni nehéz, a maró elől is kitér némileg, jól tapad.
290mbar munkadarab nélkül a 300x400mm-es asztal letakarva vele.
A vákum a munkadarab alsó felületén~290mbar.
Pontos vastagságát tekintve, finom préselt granulátum lehet,
ollóval vágni nehéz, a maró elől is kitér némileg, jól tapad.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2015 március 03, 20:04
Írta: ANTAL GÁBOR Dátum 2015 március 03, 20:04
Köszönöm értem . Pont tegnap szembesültem azzal hogy milyen jó lenne egy vacuumasztal.
Cím: Re:Mechanikai ötletek
Írta: xit3medzv Dátum 2015 március 03, 20:16
Írta: xit3medzv Dátum 2015 március 03, 20:16
Az oldalcsatornás azért kell, mert, ha esetleg átmarom, akkor is elég.
Én onnan rendelem, amit linkeltem.
Ez is érdekes nagyon:
Vilmill
Nagy légellenállású vékony préselt szálas anyag.
A felülete be van vonva hőre lágyuló műanyaggal.
0.05-0.1mm bele marva megolvad és a marás nyomán
leragasztja a kis munkadarabot, segít a vákuumnak azt megtartani.
Én onnan rendelem, amit linkeltem.
Ez is érdekes nagyon:
Vilmill
Nagy légellenállású vékony préselt szálas anyag.
A felülete be van vonva hőre lágyuló műanyaggal.
0.05-0.1mm bele marva megolvad és a marás nyomán
leragasztja a kis munkadarabot, segít a vákuumnak azt megtartani.
Cím: Re:Mechanikai ötletek
Írta: xit3medzv Dátum 2015 március 03, 20:20
Írta: xit3medzv Dátum 2015 március 03, 20:20

Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 március 03, 21:28
Írta: remrendes Dátum 2015 március 03, 21:28
Egyelore ezen nem gondolkodtam, magamnak jegyzetelek. Viszont volt ma is egy fel oram, felskicceltem, hogy mire gondoltam.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2015 március 04, 14:21
Írta: TROMF22 Dátum 2015 március 04, 14:21
A bordázás teljesen rendben. A rádiuszos rész a hegesztésből kihagyva, korrekt.
Volt egy pár soros szövegtervezetem, amiben pontosan így javasoltam volna, de csak a saját oldaladra szántam. Így viszont a többi részét bemásolom:
Lesz még gondod a mérőlapra való felerősítéssel.
Valahol már említették, hogy nem lesz elegendő, ha csak átmenő furatokon keresztül lecsavarozod. Ezekhez a menetes furatokat még készítheted gondos átjelöléssel.
Viszont kellenének illesztőszegek, együtt fúrt, dörzsárazott furatokba, valahol a tartód két végén, közel a felfekvés széléhez.
Ezek elkészítése már nehezebb. Szükség lesz technológiai segédfuratokra a lineárok alatti talpakon keresztül. Csak ezek ne essenek egybe a sínek felfogó furataival.
És persze jó hosszú szerszámok kellenek hozzá. Ráadásul mivel a mérőlap szélén vagyunk, itt még valószínűleg zsákfuratok lesznek az alaplapban. Nem egyszerű…
Kb. ez lenne a gépészetileg korrekt megoldás. Csak azért irkálok, ha már beépíted azt a mérőlapot, legalább a felépítmény is hasznosítson minél többet a pontosságából.
Persze minden a lehetőségedtől függ. És ugye hobby oldalon vagyunk.
Volt egy pár soros szövegtervezetem, amiben pontosan így javasoltam volna, de csak a saját oldaladra szántam. Így viszont a többi részét bemásolom:
Lesz még gondod a mérőlapra való felerősítéssel.
Valahol már említették, hogy nem lesz elegendő, ha csak átmenő furatokon keresztül lecsavarozod. Ezekhez a menetes furatokat még készítheted gondos átjelöléssel.
Viszont kellenének illesztőszegek, együtt fúrt, dörzsárazott furatokba, valahol a tartód két végén, közel a felfekvés széléhez.
Ezek elkészítése már nehezebb. Szükség lesz technológiai segédfuratokra a lineárok alatti talpakon keresztül. Csak ezek ne essenek egybe a sínek felfogó furataival.
És persze jó hosszú szerszámok kellenek hozzá. Ráadásul mivel a mérőlap szélén vagyunk, itt még valószínűleg zsákfuratok lesznek az alaplapban. Nem egyszerű…
Kb. ez lenne a gépészetileg korrekt megoldás. Csak azért irkálok, ha már beépíted azt a mérőlapot, legalább a felépítmény is hasznosítson minél többet a pontosságából.
Persze minden a lehetőségedtől függ. És ugye hobby oldalon vagyunk.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 március 04, 16:21
Írta: remrendes Dátum 2015 március 04, 16:21
Gerendankent 5-5db M10-es illesztocsavart tennek bele. Minden gepen lenne kifurva. Ahogy nezem 40mm-re a szeletol mar tudom atmenovel rogziteni.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2015 március 04, 16:56
Írta: TROMF22 Dátum 2015 március 04, 16:56
Ha így megoldható, az egy szerencsés helyzet, már ami az átmenő furatokat illeti.
Így a hátoldal irányából össze is tudod dörzsárazni az illesztőcsavarokhoz szükséges furatokat. Bár a hátoldalon lehetnek bordák, de azokat valószínűleg ki tudod kerülni.
Így a hátoldal irányából össze is tudod dörzsárazni az illesztőcsavarokhoz szükséges furatokat. Bár a hátoldalon lehetnek bordák, de azokat valószínűleg ki tudod kerülni.
Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2015 március 06, 17:40
Írta: frkdv6dyr Dátum 2015 március 06, 17:40
A youtube dobta fel mint ajánlat ezt a videót. Annyira nem is ördöngös elkészíteni.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 március 07, 16:27
Írta: remrendes Dátum 2015 március 07, 16:27
Tegnap ejjel kicsit ismet volt idom ezzel foglalkozni. Lehet tenyleg erdemesebb lenne egy topikot kernem es ott osszegyujteni az infot.
Egyelore egy alu hidat csinaltam "A" tervnek, de erosen gondolkozom, hogy megprobaljam 6-os vagy 8-as lezervagott lemezbol kialakitani a gantryt. Az otletet tole loptam.
Egyelore egy alu hidat csinaltam "A" tervnek, de erosen gondolkozom, hogy megprobaljam 6-os vagy 8-as lezervagott lemezbol kialakitani a gantryt. Az otletet tole loptam.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2015 március 07, 20:42
Írta: xg2w6ib9x Dátum 2015 március 07, 20:42
Szia !
Írtam neked elektromágnes ügyben.
Írtam neked elektromágnes ügyben.
Cím: Re:Mechanikai ötletek
Írta: xit3medzv Dátum 2015 március 07, 21:12
Írta: xit3medzv Dátum 2015 március 07, 21:12
Szia!
Olvastam, fogok válaszolni.
Kis időt kérek, éppen túl sok a hirtelen előkerült mágnes az asztalomon.
Hétfőre eldöntöm merre tovább.
Olvastam, fogok válaszolni.
Kis időt kérek, éppen túl sok a hirtelen előkerült mágnes az asztalomon.
Hétfőre eldöntöm merre tovább.
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2015 március 07, 21:25
Írta: xsugix Dátum 2015 március 07, 21:25
Fuji beültető gép? :) Vannak jó megoldásaik..
Cím: Re:Mechanikai ötletek
Írta: Zozi Dátum 2015 március 07, 23:17
Írta: Zozi Dátum 2015 március 07, 23:17
Azért ezek az M6-os modulok nem nagyon tolerálják a plusz erőket, a fej is elég könnyű. Tibor45 viszont biztos értékelné a sok precízen méretezett 20W-os hajtást.Ha a vágott lemezeken gondolkozol, mindenképp nézd meg miképp van hegesztve, rengeteg ötlet van abban is. Sok kompromisszum van a modularitás és cserélhetőség miatt, viszont félelmetes milyen méretezéseket tudnak és hogy sűrítik az alkatrészeket a lehető legkompaktabb / egyszerűbb formába.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 március 08, 02:22
Írta: remrendes Dátum 2015 március 08, 02:22
X-ben 200W-os szervo, Y-ban pedig linear motor mozgatja :) 20-as a fejben lehet csak.
A Siemenset jobban szeretem, de carbont nem hasznalnek :)
A Siemenset jobban szeretem, de carbont nem hasznalnek :)
Cím: Re:Mechanikai ötletek
Írta: lacata Dátum 2015 március 08, 06:03
Írta: lacata Dátum 2015 március 08, 06:03
Mechanikai ötlethez egy gép.
A gép szinte fillérekből elkészíthető.
Pontosság: 5 századon belüli.
A debreceni talin megtekinthető.
https://www.youtube.com/watch?v=9aQR0CBHdGY&feature=youtu.be
A gép szinte fillérekből elkészíthető.
Pontosság: 5 századon belüli.
A debreceni talin megtekinthető.
https://www.youtube.com/watch?v=9aQR0CBHdGY&feature=youtu.be
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 08, 21:37
Írta: 000000000 Dátum 2015 március 08, 21:37
Üdv,
ez hasonló felépítésű, kicsit hosszú a videó de jól meg lehet figyelni a részleteket...
Video
Fido
ez hasonló felépítésű, kicsit hosszú a videó de jól meg lehet figyelni a részleteket...
Video
Fido
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 12, 22:19
Írta: 000000000 Dátum 2015 március 12, 22:19
Sziasztok.Szeretném kérdezni hogy mi a véleményetek egy olyan megoldású gépről(DÖNTÖTT) aminek a vízszintes tengelyét két 6,4nm -es motor hajt.Lépés hiba miatt nem fog megszorulni?Esetleg láncal vagy valamivel kössem össze őket,vagy felesleges.
Cím: Re:Mechanikai ötletek
Írta: 2f428kduf Dátum 2015 március 13, 15:16
Írta: 2f428kduf Dátum 2015 március 13, 15:16
Az én kis gépem Y tengelye kettős, két motorral hajtva. Rendszertelenűl megszorul, kézzel kellett helyrehozni, megint ment x ideig, megint megszorult. Végül összekötöttem a két tengelyt egy bordás-szijjal, azóta minden OK. Mindez történt annak ellenére, hogy a két motor, tulajdonképpen "egy" volt, azaz az egyik motor sorba volt kötve a másikkal, persze a tekecsek bekötésének alapos átgondolása után. Az egyik "csillagban" a másik "deltában"
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 március 13, 17:44
Írta: 000000000 Dátum 2015 március 13, 17:44
Köszi az infót.Én is hasonlóra gondoltam.Titokban reméltem hogy nem kell hozzá nyúlnom,de ha így jobb akkor átalakítom.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2015 március 14, 10:50
Írta: designr Dátum 2015 március 14, 10:50
Ezta akét motort sorbakötve..ezt nem értem..csillag-delta..
A két motor összekötése szerintem is jó ötlet..egy nagyobb léptecs..esetlegg még lassítva is..nagy nyomaték..el tudja csavarni a gépet..abban bízni hogy hetekig szinkronban marad..nem lehet..
Régen Varsa írta a régi német gépéről..azt mindig rendszeres időközönként ütköztette..így visszaállítva a szinkront..A tengelyek összekötése vagy bordásszíj..vagy nekem olyan ötletem is van hogy a két orsó végére két szembefordított derékszög hajtómű..pl egy csötengellyel összekötve..az sem biztosan jó ha teljesen szoros az összekötés..pl szervóknál lehet ráhajt a másik tengelyre?A lényeg hogy ne engedjen annyit hogybajt okozzon..A két tengely pedig Machban összefogva..vagy szervóknál slave-ben?Egyik vezérlő a másik encoderről kapná a jelet..Nekem is tervem a dupla tengely..
A két motor összekötése szerintem is jó ötlet..egy nagyobb léptecs..esetlegg még lassítva is..nagy nyomaték..el tudja csavarni a gépet..abban bízni hogy hetekig szinkronban marad..nem lehet..
Régen Varsa írta a régi német gépéről..azt mindig rendszeres időközönként ütköztette..így visszaállítva a szinkront..A tengelyek összekötése vagy bordásszíj..vagy nekem olyan ötletem is van hogy a két orsó végére két szembefordított derékszög hajtómű..pl egy csötengellyel összekötve..az sem biztosan jó ha teljesen szoros az összekötés..pl szervóknál lehet ráhajt a másik tengelyre?A lényeg hogy ne engedjen annyit hogybajt okozzon..A két tengely pedig Machban összefogva..vagy szervóknál slave-ben?Egyik vezérlő a másik encoderről kapná a jelet..Nekem is tervem a dupla tengely..
Cím: Re:Mechanikai ötletek
Írta: 2f428kduf Dátum 2015 március 14, 18:28
Írta: 2f428kduf Dátum 2015 március 14, 18:28
H1 vezérlőm van, csak 3 tengellyel bír, viszont így 4 motorom van, ezért csináltam a két Y motorokból egyet.
Előre kell bocsátanom, mielőtt agyonlőnek az Okoskák, én sok mindent máshogy csinálok, eddig bejött, egyszer (3x)nem, ugyanis három lányom született.
Visszatérve a motorokra: a léptecsek nyolc kivezetésüek, illetve megtalálható rajtuk, némi kutakodással. Az egyiket hagytam eredeti állapotába:6 kivezetéses,unipolárisnak. A két középkivezetés ment a táp pozitívra, a maradék 2-2 kivezetés ment a második motor kibontott négy tekercsére, alaposan kikutatva, hogy az átmenő áram mindkét motorban ugyanazt az elmozdulást eredményezve. Ezért írtam: az egyik soros, a másik párhuzamos.
Előre kell bocsátanom, mielőtt agyonlőnek az Okoskák, én sok mindent máshogy csinálok, eddig bejött, egyszer (3x)nem, ugyanis három lányom született.
Visszatérve a motorokra: a léptecsek nyolc kivezetésüek, illetve megtalálható rajtuk, némi kutakodással. Az egyiket hagytam eredeti állapotába:6 kivezetéses,unipolárisnak. A két középkivezetés ment a táp pozitívra, a maradék 2-2 kivezetés ment a második motor kibontott négy tekercsére, alaposan kikutatva, hogy az átmenő áram mindkét motorban ugyanazt az elmozdulást eredményezve. Ezért írtam: az egyik soros, a másik párhuzamos.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2015 március 14, 18:58
Írta: ra8nsmk6w Dátum 2015 március 14, 18:58
Ha jól értem amit irtál akkor a két motor tekercsei igy sorba vannak kötve.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 április 12, 11:10
Írta: 000000000 Dátum 2015 április 12, 11:10
Sziasztok,
Valaki tudja hogy meddig lehet pörgetni tengelykötéshez használt kúpos szorítókat? Mikor kezdi berázni a tengelyt, főorsóhoz lenne érdekes, kb 12000 fordulaton lehet még használni őket?
Üdv
Valaki tudja hogy meddig lehet pörgetni tengelykötéshez használt kúpos szorítókat? Mikor kezdi berázni a tengelyt, főorsóhoz lenne érdekes, kb 12000 fordulaton lehet még használni őket?
Üdv
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2015 április 12, 11:54
Írta: kmajer Dátum 2015 április 12, 11:54
Nagy fordulaton mindig ügyelni kell a forgó
tömeg kiegyensúlyozottságára.
Amennyiben a többi alkatrész kiegyensúlyozott,
ha jól emlékszem "Tarantorque" termékek között találsz megfelelőt.
tömeg kiegyensúlyozottságára.
Amennyiben a többi alkatrész kiegyensúlyozott,
ha jól emlékszem "Tarantorque" termékek között találsz megfelelőt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 április 13, 17:38
Írta: 000000000 Dátum 2015 április 13, 17:38
Igen ilyen szorítóra gondoltam, de nem találtam erre vonatkozó adatot...
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 május 03, 11:02
Írta: guliver83 Dátum 2015 május 03, 11:02
"""Épül a gépem ::: Adamant gépe"""
Főorsó csapágyazással kapcsolatban volt egy pár kérdés, oda nem akartam szemetelni így itt kérdezek. Nekem lenne egy ilyen főorsó készen, milyen csapágyazást lehetne erre tenni?

Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2015 május 03, 11:18
Írta: kmajer Dátum 2015 május 03, 11:18
Hello,
a 14-es hosszon labirint tömítés
átm 50-re 2db ferde hatásvonalú "O"-ban távtartóval, hogy
a menetes részre tett szorítóval meg tudd feszíteni
átm 40-re 2db ferde hatásvonalú "O"-ban hogy
a menetes részre tett szorítóval meg tudd feszíteni
a kérdés már csak az, hogy a behajtást hogyan oldod meg :)
a 14-es hosszon labirint tömítés
átm 50-re 2db ferde hatásvonalú "O"-ban távtartóval, hogy
a menetes részre tett szorítóval meg tudd feszíteni
átm 40-re 2db ferde hatásvonalú "O"-ban hogy
a menetes részre tett szorítóval meg tudd feszíteni
a kérdés már csak az, hogy a behajtást hogyan oldod meg :)
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 május 03, 11:23
Írta: guliver83 Dátum 2015 május 03, 11:23
Szerintem itt lett elrontva ez a főorsó, hogy rövid és nem lehet szíjtárcsát rátenni esetleg középre azt nem tudom mennyire megoldható lenne.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 május 03, 11:33
Írta: guliver83 Dátum 2015 május 03, 11:33
Szia!
Ha ezt az elrendezést használnám amit leírtál sehogyan sem lenne jó. Most néztem a csapágy méreteket és az 50 átmérőben 2 db csapágy és a 40 átmérőben 2 db csapágy jóval szélesebb mint ami nekem van hely.
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2015 május 03, 11:54
Írta: kmajer Dátum 2015 május 03, 11:54
a 7210 csak 20 széles,
a 40-es átmérő szívás
a 40-es átmérő szívás
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 május 03, 13:30
Írta: guliver83 Dátum 2015 május 03, 13:30
Nem tudom, hogy lehetne visszafogni és egy kicsit leszedni belőle, hogy szélesebb csapágy is odaférjen.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 május 03, 15:48
Írta: svejk Dátum 2015 május 03, 15:48
A 7008 15 mm széles, pont jó belőle 1 pár univerzálisan párosítható a 28,7 mm hosszra.
Persze nem olcsó...de ezek precíziós csapágyak.
Persze nem olcsó...de ezek precíziós csapágyak.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 május 03, 15:49
Írta: vjanos Dátum 2015 május 03, 15:49
Középre elfér, egy retesszel megoldható a szíjtárcsa menesztése...
Csak a szíj csere szívás 😃
Régebbi kis esztergák így vannak megoldva.
Csak a szíj csere szívás 😃
Régebbi kis esztergák így vannak megoldva.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 május 03, 15:54
Írta: svejk Dátum 2015 május 03, 15:54
Most nézem, ez nagyon rövid orsó, lehet túlhatározott lenne minkét végén "O"-ban.
Ugye nem ismerjuk a megmunkálás pontosságát sem a tengelynek sem a háznak.
Ebben a hosszban lehetne használni mindkét végén tandemben a ferdéket és a két véget "O"-ra hozni.
így: <<-->>
Nem baj ha nem egyforma átmérőjűek a csapágyak, hajtott szerszámoknál is bevett szokás.
Ugye nem ismerjuk a megmunkálás pontosságát sem a tengelynek sem a háznak.
Ebben a hosszban lehetne használni mindkét végén tandemben a ferdéket és a két véget "O"-ra hozni.
így: <<-->>
Nem baj ha nem egyforma átmérőjűek a csapágyak, hajtott szerszámoknál is bevett szokás.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 május 03, 15:58
Írta: svejk Dátum 2015 május 03, 15:58
Azoknál van egy csőtengely és azt hajtja a szíj.
Nem illik a főorsót egy irányba terhelni a szíjfeszítéssel.
Persze azoknál sokkal hosszabb a főorsó mint itt.
Nem illik a főorsót egy irányba terhelni a szíjfeszítéssel.
Persze azoknál sokkal hosszabb a főorsó mint itt.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 május 03, 16:00
Írta: svejk Dátum 2015 május 03, 16:00
De úgy is az lesz majd, hogy kap két mezei mélyhornyút, kissé előfeszítve aztán első esztergának ideiglenesen jó lesz negyven évig. [#vigyor2]
Főleg ha a célnak megfelel.
Főleg ha a célnak megfelel.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 május 03, 17:19
Írta: guliver83 Dátum 2015 május 03, 17:19
Egyenlőre csak az orsó van kész, már egy ideje, csak nem tudom, hogy milyen csapágyakat kellene rátenni és milyen elrendezésben.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 május 03, 17:30
Írta: guliver83 Dátum 2015 május 03, 17:30
Az első CNC eszterga már működik.

Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2015 május 03, 18:06
Írta: kmajer Dátum 2015 május 03, 18:06
"nem mondták, hogy nem a foga fáj" - Ludas Matyi-ból
szóval, milyen orsó is lenne?
maró, eszterga, terhelés, fordulatszám, szükséges futáspontosság.
Ház kialakítása milyen?
szóval, milyen orsó is lenne?
maró, eszterga, terhelés, fordulatszám, szükséges futáspontosság.
Ház kialakítása milyen?
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 május 03, 18:55
Írta: guliver83 Dátum 2015 május 03, 18:55
Egy kicsi eszterga főorsója lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 május 04, 06:18
Írta: 000000000 Dátum 2015 május 04, 06:18
Leírtad a tuti megoldást.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 június 06, 16:34
Írta: Csuhás Dátum 2015 június 06, 16:34
Sokan vettek itt a fórumon élkeresőt, itt egy nagyon egyszerű kis eszköz ami néha jól kiegészíti azt.
kiegészítő
kiegészítő
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 június 22, 12:13
Írta: Csuhás Dátum 2015 június 22, 12:13
Házi koptató dob apróbb cuccok rozsdátlanítására, sorjázása, fényesítésére.
Primitív, de működő megoldás:
Fusi vibro
Profibb változat:
De luxe
Primitív, de működő megoldás:
Fusi vibro
Profibb változat:
De luxe
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 június 22, 12:35
Írta: jani300 Dátum 2015 június 22, 12:35
Jó ez :)
De mi a koptató anyag ?
De mi a koptató anyag ?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 június 22, 12:49
Írta: Csuhás Dátum 2015 június 22, 12:49
Gondolom lehet venni profi koptató kerámia gúlácskákat, de házi viszonyokhoz szerintem jó a gyöngykavics homok keverék.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 június 22, 13:01
Írta: jani300 Dátum 2015 június 22, 13:01
Köszi !
Én mészkő zúzalékkal próbáltam betonkeverőben , de nem volt az igazi .
Kipróbálom a gyöngykavicsot is .
Én mészkő zúzalékkal próbáltam betonkeverőben , de nem volt az igazi .
Kipróbálom a gyöngykavicsot is .
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2015 június 22, 13:34
Írta: Motoros Dátum 2015 június 22, 13:34
Ez nagyon jó!!. én pici sajer dobot szerkesztettem de az ezerszer melósabb mint ez.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2015 június 22, 19:27
Írta: PSoft Dátum 2015 június 22, 19:27
Igaz,hogy én nem tervezek koptató dobot fusizni,de...
Egy ilyen faxxxa csípőfogóra,nagyon fáj a fogam!:)))
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2015 június 22, 19:52
Írta: fpd0kbd4 Dátum 2015 június 22, 19:52
A mészkő puha.bazaltot vagy roppantott kavicsot javasolnák, ezt használják a multi térkőgyártók a fölső koptatórétegnek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 június 22, 19:54
Írta: 000000000 Dátum 2015 június 22, 19:54
Hát, a körömollós vágásnál kezdett megrendülni a bizalmam. Az igazmondásában:))
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 június 22, 20:21
Írta: guliver83 Dátum 2015 június 22, 20:21
Néztem azt a videót hát nagyon érdekes!
Közben találtam egy ilyet.
Felni
Milyen anyagot használnak a felni tisztításához?
Cím: Re:Mechanikai ötletek
Írta: Gyati Dátum 2015 június 22, 20:32
Írta: Gyati Dátum 2015 június 22, 20:32
Szia!
Jogos.
1.59-nél az azért durva.
Jogos.
1.59-nél az azért durva.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2015 június 22, 20:34
Írta: ywathzay Dátum 2015 június 22, 20:34
Ezt az oldalt nézd meg itt mindent megtalálsz a felület tisztítás területén. Én azt szeretem még bennük, hogy ha kérdezek, még válaszolni is tudnak a problémára, nem csak találgatásokba bonyolódnak.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 június 22, 20:38
Írta: guliver83 Dátum 2015 június 22, 20:38
Most csak úgy megtetszett, hogy milyen szépen meg tudná, így csinálni az alufelnimet.
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 június 22, 20:39
Írta: guliver83 Dátum 2015 június 22, 20:39
Neked akkor van ilyen géped esetleg?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 június 22, 21:08
Írta: jani300 Dátum 2015 június 22, 21:08
Igen , én is így gondolom .
A tüzépen csak ezt az apró kavicsot találtam éppen . Próbára vettem két vödörrel .(egy két százas )
Abba maradt a dolog , de majd szerzek keményebb követ .
A tüzépen csak ezt az apró kavicsot találtam éppen . Próbára vettem két vödörrel .(egy két százas )
Abba maradt a dolog , de majd szerzek keményebb követ .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 június 22, 21:13
Írta: keri Dátum 2015 június 22, 21:13
Clarflexnek nincs vibrációs polírozóba való anyaga?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 június 22, 21:23
Írta: jani300 Dátum 2015 június 22, 21:23
Az mi fán terem :)
Bevallom némi rezesbandázást próbáltam egyszerűsíteni :) De van mosogató dörzsi :)
Bevallom némi rezesbandázást próbáltam egyszerűsíteni :) De van mosogató dörzsi :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 június 22, 21:31
Írta: jani300 Dátum 2015 június 22, 21:31
Siheder koromban a nagybátyámnál láttam , hogy mókuskerékben koptatja a stencilezett kis alu lapokat :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 június 22, 21:32
Írta: jani300 Dátum 2015 június 22, 21:32
Bocsánat ! stencilezett - stancolt
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 június 22, 21:44
Írta: vjanos Dátum 2015 június 22, 21:44
Szpinya ezzel foglalkozik.
Itt is regisztrálva van, de már egy ideje nem szólt hozzá... Ő talán tudna segíteni.
Itt is regisztrálva van, de már egy ideje nem szólt hozzá... Ő talán tudna segíteni.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2015 június 22, 22:03
Írta: ywathzay Dátum 2015 június 22, 22:03
Sajnos ilyen nincs. Én koptatódobban szoktam 10-20 mm-es alkatrészeket csiszolni, polírozni.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 június 23, 08:00
Írta: Csuhás Dátum 2015 június 23, 08:00
Most jut eszembe esetleg ki lehetne próbálni az edzett szélvédő üveg töréséből származó üvegmorzsát is. Ránézésre ideális anyag. Bontókban, vagy erdőszéli parkolókban szvsz ingyen összesöpörhető.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2015 június 23, 09:59
Írta: sasi Dátum 2015 június 23, 09:59
Idézet egy vibrációs polírozással foglalkozó weblapról:
„A mesterségesen előállított csiszolótestek korundot vagy szilícium-karbidot tartalmaznak és kerámia, fémkerámia vagy szerves kötésűek. Alakjuk lehet tetraéder, kocka, gúla, kúp, gömb vagy henger, de ezektől különböző, speciális alakzatokat is használnak . Általános, hogy a nagyobb munkadarabhoz nagyobb méretű csiszolótestet választanak, a bonyolultabb felülethez és kisebb munkadarabhoz kisebb méretű, többcsúcsú alakzatokat ajánlanak.
Polírozáshoz a lekerekített (esetleg gömb) idomok a megfelelőbbek, mert az éles sarkok durva karcnyomokat hagyhatnak a felületen.
Az adalékanyag, amely rendszerint valamilyen felületaktív folyadék, a forgácsleválasztást és az öblítést segíti, de korrózióvédelmet is nyújt.”
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 június 23, 10:39
Írta: Csuhás Dátum 2015 június 23, 10:39
Polírozni nem alkalmas, de rozsdát pucolni, sorjázni jó lehet az üvegtörmelék. Ha a használatban lekerekednek a sarkok akkor még polírozni is lehet majd vele.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 június 23, 11:20
Írta: jani300 Dátum 2015 június 23, 11:20
Na most figyelhetem a méhben , mikor tolja be az "ember" a targonca villáit az oldalüvegeken :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 június 23, 13:51
Írta: jani300 Dátum 2015 június 23, 13:51
De azért ez egy gyakorlatias jó ötlet , köszi .
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2015 június 23, 14:06
Írta: guliver83 Dátum 2015 június 23, 14:06
És milyen anyag lenne alkalmas polírozáshoz?
Például egy alufelnit polírozni.
Kézi utómunkát igényel egy ilyen polírozás?
Cím: Re:Mechanikai ötletek
Írta: cptMcLane Dátum 2015 június 23, 15:48
Írta: cptMcLane Dátum 2015 június 23, 15:48
Ásványokat féldrágaköveket koptattunk, políroztunk dobban, ilyeneket :



Forgó dobban csiszoláshoz 7-es keménységű (mohs skála) kvarc alapú ásványokhoz az élek koptatásától a polírozás elötti állapotig szilicium - karbidot használunk 3 lépcsőben 80, 200, 500-as szemnagyságban vizesen.
A polírozáshoz alumínium oxidot, vagy gyémánt pasztát szintén vizesen.
Forgó dobban csiszoláshoz 7-es keménységű (mohs skála) kvarc alapú ásványokhoz az élek koptatásától a polírozás elötti állapotig szilicium - karbidot használunk 3 lépcsőben 80, 200, 500-as szemnagyságban vizesen.
A polírozáshoz alumínium oxidot, vagy gyémánt pasztát szintén vizesen.
Cím: Re:Mechanikai ötletek
Írta: cptMcLane Dátum 2015 június 23, 15:55
Írta: cptMcLane Dátum 2015 június 23, 15:55
Ilyen a tenger által megkoptatott/csíszolt sörös, pezsgős, üdítős üveg kavics, ennek már csak a polírpaszta kell...

Cím: Re:Mechanikai ötletek
Írta: cptMcLane Dátum 2015 június 23, 15:55
Írta: cptMcLane Dátum 2015 június 23, 15:55
bocs a nagy képért...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 június 24, 09:50
Írta: keri Dátum 2015 június 24, 09:50
Clarflex.hu
csiszolástechnikai bolt.
Én itt vettem korrundlisztet. Tetszőleges durvaságút lehet kapni. Nagyságrendekkel jobban koptat mint bármelyik természetes kő. Homokfúvókba használják. Szerintem ha rájuk kérdezel a vibrációs polírozóba való anyagot is tudnak adni, de a honlapjukon nem találtam.
De ha sima 1000-es feletti korrundot szappanos vízzel keverve beleraksz, az is szépen kipolíroz neked idővel bármit.
csiszolástechnikai bolt.
Én itt vettem korrundlisztet. Tetszőleges durvaságút lehet kapni. Nagyságrendekkel jobban koptat mint bármelyik természetes kő. Homokfúvókba használják. Szerintem ha rájuk kérdezel a vibrációs polírozóba való anyagot is tudnak adni, de a honlapjukon nem találtam.
De ha sima 1000-es feletti korrundot szappanos vízzel keverve beleraksz, az is szépen kipolíroz neked idővel bármit.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 június 24, 09:51
Írta: keri Dátum 2015 június 24, 09:51
A polirozó malom is jó, de a vibrációs hatékonyabb.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 június 24, 09:54
Írta: keri Dátum 2015 június 24, 09:54
[#eljen]
Igen egyes féldrágakövek nagyon kemények tudnak lenni.
Én fúrni akartam egy achát lapot, de a vidia nem vitte csak a gyémánt.
Igen egyes féldrágakövek nagyon kemények tudnak lenni.
Én fúrni akartam egy achát lapot, de a vidia nem vitte csak a gyémánt.
Cím: Re:Mechanikai ötletek
Írta: cptMcLane Dátum 2015 június 24, 11:53
Írta: cptMcLane Dátum 2015 június 24, 11:53
Igen, a korund az alumínium oxid AL2O3, a tizes skálán 9-es keménységű, onnan feljebb már csak a gyémánt. Fémoxidos szennyeződései a zafir és a rubin.
De 7-es keménység feletti anyagot fúrni hatékonyan csak gyémánttal lehet, lehetőleg koronafúróval, hogy ne kelljen az összes anyagot megenni, ami a furatban van. És fúrószáron keresztűl öblitbe vizzel, hogy hütse és kihozza az elkoptatott anyagot. Ahhoz meg kell egy "vizes tokmány". Az üveg is 6,5 - 7,5 között van.
De 7-es keménység feletti anyagot fúrni hatékonyan csak gyémánttal lehet, lehetőleg koronafúróval, hogy ne kelljen az összes anyagot megenni, ami a furatban van. És fúrószáron keresztűl öblitbe vizzel, hogy hütse és kihozza az elkoptatott anyagot. Ahhoz meg kell egy "vizes tokmány". Az üveg is 6,5 - 7,5 között van.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 június 24, 13:14
Írta: keri Dátum 2015 június 24, 13:14
Én csak piciben csináltam, órát akart csinálni az asszony, és kezembe nyomta hogy fúrd ki :D
Én oldalról egy tűből locsoltam a furatba folyamatosan a vizet, és úgy nyomtam telibe a gyémántporos dremmelt.
A sziliciumkarbid nem keményebb mint a korrund?
Legalább is a wolframkarbid szerszámokat azzal is lehet köszörülni a gyémánton kívül.
Én oldalról egy tűből locsoltam a furatba folyamatosan a vizet, és úgy nyomtam telibe a gyémántporos dremmelt.
A sziliciumkarbid nem keményebb mint a korrund?
Legalább is a wolframkarbid szerszámokat azzal is lehet köszörülni a gyémánton kívül.
Cím: Re:Mechanikai ötletek
Írta: cptMcLane Dátum 2015 június 24, 13:29
Írta: cptMcLane Dátum 2015 június 24, 13:29
De, a sziliciumkarbid szerintem a korund és a gyémánt között van, de nem tudom pontosan. Aztán meg mindenféle szennyeződéstől is függ. pl van üveg, ami karcolja az üveget...
Cím: Re:Mechanikai ötletek
Írta: iiidyyiy3 Dátum 2015 június 24, 14:04
Írta: iiidyyiy3 Dátum 2015 június 24, 14:04
Szerintem van ott van még a köbös bór-nitrid (CBN) a gyémánt és a korund között. Talán 9,3 a keménysége, de ebben nem vagyok biztos.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 június 24, 15:08
Írta: 000000000 Dátum 2015 június 24, 15:08
Szia, maradt a követekből? nekem kellene 2 db Lapis lazurit (lapos)gravírozni szeretnék rá...
Cím: Re:Mechanikai ötletek
Írta: cptMcLane Dátum 2015 június 24, 21:49
Írta: cptMcLane Dátum 2015 június 24, 21:49
Szia, sajnos nincs lápiszom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 június 25, 08:38
Írta: 000000000 Dátum 2015 június 25, 08:38
Tudod, erre volt gravírozva másodjára a "tíz" parancsolat...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 július 08, 08:31
Írta: svejk Dátum 2015 július 08, 08:31
Sokszor visszatérő kérdés, mennyire terhelhetők a fogazott szíjak.
Különféle profilú szíjak terhelhetőségei a szélességük függvényében.
Különféle profilú szíjak terhelhetőségei a szélességük függvényében.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 július 08, 08:41
Írta: svejk Dátum 2015 július 08, 08:41
Cím: Re:Mechanikai ötletek
Írta: krnj79r9n Dátum 2015 július 24, 14:38
Írta: krnj79r9n Dátum 2015 július 24, 14:38
Sziasztok,
Kinek van tapasztalata CNC tollas rajzolással.
Megbízható, napi szinten használható megoldásra lenne szükségem. Csak sima vonalakat kell rajzolni gipszkarton táblára (kartonpapír), de úgy 10-20 m vonal egy táblán. Aztán jön a következő és a következő.
Erre az egyszerű golyóstoll szerintem alkalmatlan hosszútávon, de cáfoljatok meg, ha még is.
Esetleg töltőtoll jellegű valamire gondoltam. De lehet egy töltőceruza is megfelelne. Nem kell feltétlenül toll.
Meg egy jó rugós mechanizmus is kellene, bár azt szerintem megoldom.
Ha valakinek van használható megoldása, ötlete, azt megköszönném.
Kinek van tapasztalata CNC tollas rajzolással.
Megbízható, napi szinten használható megoldásra lenne szükségem. Csak sima vonalakat kell rajzolni gipszkarton táblára (kartonpapír), de úgy 10-20 m vonal egy táblán. Aztán jön a következő és a következő.
Erre az egyszerű golyóstoll szerintem alkalmatlan hosszútávon, de cáfoljatok meg, ha még is.
Esetleg töltőtoll jellegű valamire gondoltam. De lehet egy töltőceruza is megfelelne. Nem kell feltétlenül toll.
Meg egy jó rugós mechanizmus is kellene, bár azt szerintem megoldom.
Ha valakinek van használható megoldása, ötlete, azt megköszönném.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 július 24, 14:51
Írta: Csuhás Dátum 2015 július 24, 14:51
Esetleg egy tintasugaras nyomtatóból való köpködő fej nem volna jó? Érintés nélkül rajzol egyenetlen felületre is. Lehet hogy elegendő egy ráépített négyszög generátorral vezérelni.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 július 24, 14:55
Írta: sanyi84 Dátum 2015 július 24, 14:55
Igen valami hasonló :
http://nicholasclewis.com/projects/inkshield/theory/
http://nicholasclewis.com/projects/inkshield/theory/
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 július 24, 14:57
Írta: Csuhás Dátum 2015 július 24, 14:57
Ennél egyszerűbb mert vonal húzáshoz elegendő egyetlen fúvókát vezérelni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 július 24, 14:59
Írta: 000000000 Dátum 2015 július 24, 14:59
Ha csak egyenes vonal akkor egy közlő kerék ami felveszi a festéket és egy gumi kerék ami az anyagra teszi és kész.
Az anyag hajtja a kerekeket mikor hozzáér, így nincs paca sem ha megáll.
De ezt egy nyomdász fórumozó tagunk jobban tudja hogyan is működik.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 július 24, 15:26
Írta: sanyi84 Dátum 2015 július 24, 15:26
A vezérlés elve miatt tettem fel . De Tibor45 nek kész cucca van hozzá. Ha ez cég ott az idő számít.
Cím: Re:Mechanikai ötletek
Írta: krnj79r9n Dátum 2015 július 28, 16:11
Írta: krnj79r9n Dátum 2015 július 28, 16:11
Köszönöm az ötleteket!
Nem rossz a tintasugaras fej elgondolás, de nem hiszem, hogy most belemennék.
Egyenlőre valami sima tollas megoldást próbálnék ki vagy inkább töltőceruzát.
Nem kell erősen rajzolni, csak látszódjon. Készítek valami fasza rugós mechanikát aztán meglátjuk. Majd referálok.
Nem rossz a tintasugaras fej elgondolás, de nem hiszem, hogy most belemennék.
Egyenlőre valami sima tollas megoldást próbálnék ki vagy inkább töltőceruzát.
Nem kell erősen rajzolni, csak látszódjon. Készítek valami fasza rugós mechanikát aztán meglátjuk. Majd referálok.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 21:00
Írta: barhz9bni Dátum 2015 július 29, 21:00
Sziasztok!
Nem teljesen cnc, de érdekel, hogy megvalósítható-e.
Szóval nekem egy talajszkenner kellene, egészen pontosan víz alatti. Fémkereső lenne rajta és fél méteres szakaszokat pásztázna végig GPS és giroszkóp alapján betájolva. Lenne rajta kamera, lámpa, fúvókák és amikor talál valamit megállna és megvizsgálná, nekem csak ilyenkor kellene közbe lépnem. Lehetséges ilyen szkennert építeni?
Vagy a robot helyett több értelme lenne kifeszített huzaloknak? Hogyan lehetne ezt megoldani?
Nyilván ha a víz alatt mozog akkor is van lehetőség például arra, hogy lebegjen, vagy arra, hogy egy kishajóról lelógjanak az érzékelők, v akár a talajszinten is mozoghatna mint egy kis tank. Úgy tudom a gps jeleket nem nagyon lehet a víz alatt venni ezért kellene egy kilógó antenna.
A tájékozódás pontosságát javíthatná akár szonár, giroszkóp, gyorsulásmérő, ultrahang szenzorok, távolságmérők (víz alatti) lézerek.
Mit gondoltok, meg lehet csinálni? Kenterbe lehetne vele verni az összes fémkeresős majmot a balatonon és a tengerparton.
Nem teljesen cnc, de érdekel, hogy megvalósítható-e.
Szóval nekem egy talajszkenner kellene, egészen pontosan víz alatti. Fémkereső lenne rajta és fél méteres szakaszokat pásztázna végig GPS és giroszkóp alapján betájolva. Lenne rajta kamera, lámpa, fúvókák és amikor talál valamit megállna és megvizsgálná, nekem csak ilyenkor kellene közbe lépnem. Lehetséges ilyen szkennert építeni?
Vagy a robot helyett több értelme lenne kifeszített huzaloknak? Hogyan lehetne ezt megoldani?
Nyilván ha a víz alatt mozog akkor is van lehetőség például arra, hogy lebegjen, vagy arra, hogy egy kishajóról lelógjanak az érzékelők, v akár a talajszinten is mozoghatna mint egy kis tank. Úgy tudom a gps jeleket nem nagyon lehet a víz alatt venni ezért kellene egy kilógó antenna.
A tájékozódás pontosságát javíthatná akár szonár, giroszkóp, gyorsulásmérő, ultrahang szenzorok, távolságmérők (víz alatti) lézerek.
Mit gondoltok, meg lehet csinálni? Kenterbe lehetne vele verni az összes fémkeresős majmot a balatonon és a tengerparton.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 21:03
Írta: barhz9bni Dátum 2015 július 29, 21:03
Továbbá még fontos szempont lehet a szenzor mérete. mondjuk egy 1 méteres szakaszon elhelyezett több (3-4) szenzor valamelyest javíthatná a szkennelés pontosságát, bár amilyen sok söröskupak és egyéb van a vízben gyakran megállna a gép, ezért kéne rá valamiféle fúvóka, vagy UH, hogy azonnal meg tudja állapítani a tárgy milyenségét. Úgy tudom erre már vannak mérnöki megoldások, például amik a falban levő vezetékeket mérik ki.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 21:04
Írta: barhz9bni Dátum 2015 július 29, 21:04
Csak az érdekel, hogy úgy nagyjából meg lehetne-e csinálni, ha nem LEHETETLEN a dolog én hobbiból neki is állnék.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2015 július 29, 21:08
Írta: ANTAL GÁBOR Dátum 2015 július 29, 21:08
Ha elég sűrűn lennének a huzalok sőt azok még kereszteznék is egymást akkor ha nem talál a fémkereső fémet de beúszna egy busa ( amit természetesen a halradar azonnal jelezne !! ) akkor halászni is lehetne a scannerrel [#vigyor2][#vigyor2][#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 július 29, 21:32
Írta: keri Dátum 2015 július 29, 21:32
Semmi sem lehetetlen, de azért ilyen komoly kincskereső robotja még Robert Ballardnak sincs. (ő találta meg a Titanikot)
Simán kézi vezérléssel szoktak kutatni, illetve szonárral tapogatják le a feneket, vagy húzni kell egy fémkeresőt, és ha bejelez akkor leküldeni a robotot. Ja és a robot vezetékes, mert a víz alatt nehezen terjed bármi is.
Simán kézi vezérléssel szoktak kutatni, illetve szonárral tapogatják le a feneket, vagy húzni kell egy fémkeresőt, és ha bejelez akkor leküldeni a robotot. Ja és a robot vezetékes, mert a víz alatt nehezen terjed bármi is.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 július 29, 21:39
Írta: zozo Dátum 2015 július 29, 21:39
Hát elég fura gondolat.
1. Fél méteres pontossággal GPS víz alatt? Víz felett vonszolt antenna? Akkor hol a pontosság? Felejtős
2. Hajtással közvetlen a víz fenekén, ami felkeveri az iszapot és még a kamera is lásson valamit? No és a kép továbbítás?
3. A fenék tele van apró gödrökkel, huplikkal, na és hínárral, egyéb gazokkal sok helyen a strandokon is. (Mert ugye másutt meg felesleges keresgélni) Hát párszor azért bemehetnél menteni a robotot
De azért millás nagyságrendekben gondolkodva biztosan összejönne egy ilyen akadálykerülő, automatizált terepkutató robotgép.
1. Fél méteres pontossággal GPS víz alatt? Víz felett vonszolt antenna? Akkor hol a pontosság? Felejtős
2. Hajtással közvetlen a víz fenekén, ami felkeveri az iszapot és még a kamera is lásson valamit? No és a kép továbbítás?
3. A fenék tele van apró gödrökkel, huplikkal, na és hínárral, egyéb gazokkal sok helyen a strandokon is. (Mert ugye másutt meg felesleges keresgélni) Hát párszor azért bemehetnél menteni a robotot
De azért millás nagyságrendekben gondolkodva biztosan összejönne egy ilyen akadálykerülő, automatizált terepkutató robotgép.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 július 29, 21:40
Írta: svager Dátum 2015 július 29, 21:40
Az ötletnek nem rossz,de sajnos már engedélyköteles a fémkeresőzés is[#nezze][#wink]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2015 július 29, 21:43
Írta: hostya Dátum 2015 július 29, 21:43
Kedves © glazbox!
Az "ábrándozás az élet megrontója"... [#unalmas]
Az "ábrándozás az élet megrontója"... [#unalmas]
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 21:43
Írta: barhz9bni Dátum 2015 július 29, 21:43
Elsősorban nem mélytengerre, hanem tengeri-tavi strandokra, vagy simán dunapartra gondoltam (uuh... sodrás) Szóval kis terület, sok idő.
A víz alatti jelátvitel miatt gondoltam mondjuk egy sima antennára ami kilóg a vízből, vagy egy kishajóra, amiről lelógnak a műszerek.
Kérdés, hogy a manőverezés, megoldható-e. Tehát az egyik kulcskérdés a dologban az, hogy lehetséges-e végigszkennelni (itt jön a képbe a cnc) az egész területet viszonylag pontosan fizikai manőverezés mellett. Ma már mondjuk elég fejlett érzékelők vannak, de hogy az egy helyben lebegés lehetséges-e azt nem tudom. (nyilván igen)
A víz alatti jelátvitel miatt gondoltam mondjuk egy sima antennára ami kilóg a vízből, vagy egy kishajóra, amiről lelógnak a műszerek.
Kérdés, hogy a manőverezés, megoldható-e. Tehát az egyik kulcskérdés a dologban az, hogy lehetséges-e végigszkennelni (itt jön a képbe a cnc) az egész területet viszonylag pontosan fizikai manőverezés mellett. Ma már mondjuk elég fejlett érzékelők vannak, de hogy az egy helyben lebegés lehetséges-e azt nem tudom. (nyilván igen)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 július 29, 21:44
Írta: s7manbs8 Dátum 2015 július 29, 21:44
Ha találsz valami aranybányát a duna parton megyek segíteni keresni . :)
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2015 július 29, 21:45
Írta: 4ybj8h3c8 Dátum 2015 július 29, 21:45
Vízből kilógatott antenna minek? Alapból pórázon kell vezetned, én legalábbis nem tartanám túl gazdaságosnak a magára hagyott kütyüt, a harmadik eltűnése után újraértékelnéd az életet. Hajón meg tudod mérni a pozíciód.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 21:45
Írta: barhz9bni Dátum 2015 július 29, 21:45
Talán egy vízszintmérővel, vagy giroszkóppal vagy bármivel megoldható, hogy az antenna "egyenesen álljon" az akadás tényleg problémás, de egy radar megoldhatná a problémát. (szonár?...) vagy a google autókon használt radar-szerűség. Biztos van megoldás.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 július 29, 21:46
Írta: s7manbs8 Dátum 2015 július 29, 21:46
A Titanicot is alig találták meg. :) Pedig az jó nagy volt.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 július 29, 21:47
Írta: s7manbs8 Dátum 2015 július 29, 21:47
Lehet egyszerűbb egy gereblyével keresni, hátha abba bele akad jobban. Egy mechanikus érzékelő érezné, ha fémmel érintkezik ellenállást mérve.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 21:48
Írta: barhz9bni Dátum 2015 július 29, 21:48
[#eljen] (koccintós ikont nem találok :()
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 21:51
Írta: barhz9bni Dátum 2015 július 29, 21:51
Hát szerintem egyszerűbb a fémkereső érzékelő, csak valamiféle algoritmus alapján kéne végigmozgatni a vízben.
Úgy jött az ihlet, hogy pár hete tihanyban láttam fémkeresősöket a vízben és hihetetlen mit műveltek le. Konkrétan össze vissza mászkáltak kb egy órán keresztül, nem tűntek amatőrnek.
Erre jött az ötlet, hogy igazából be sem kellene menni a vízbe ehhez, ha pedig talál valamit a robot, egyszerűen valami távirányítós rendszerrel ránézni mit van ott, aztán mehetne is tovább.
Úgy jött az ihlet, hogy pár hete tihanyban láttam fémkeresősöket a vízben és hihetetlen mit műveltek le. Konkrétan össze vissza mászkáltak kb egy órán keresztül, nem tűntek amatőrnek.
Erre jött az ötlet, hogy igazából be sem kellene menni a vízbe ehhez, ha pedig talál valamit a robot, egyszerűen valami távirányítós rendszerrel ránézni mit van ott, aztán mehetne is tovább.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2015 július 29, 21:51
Írta: sasi Dátum 2015 július 29, 21:51
Mint © svager is írta, fémkeresőt csak engedélyekkel szabad használni.
Mielőtt nagyon beleéled magadat, ezt olvasd el.
Mielőtt nagyon beleéled magadat, ezt olvasd el.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 21:52
Írta: barhz9bni Dátum 2015 július 29, 21:52
A mai világban amikor drónokat röptetnek a levegőben, tele van a net nyílt forrású fejlesztőcuccokkal (arduino, stb) nem okozhat problémát egy ilyen kis cucc megépítése szerintem.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 21:54
Írta: barhz9bni Dátum 2015 július 29, 21:54
Nyilván itt a legegyszerűbb lecsapni a labdát, nem feltétlen régészeti leleteket keresnék, csak elhagyott cuccokat. Söröskupakokat, kukoricagránátot, kocsikulcsot, ötforintost.
De akkor vegyünk úgy, hogy nincs is szó keresőről, csak egy víz alatti robotot szeretnék egy bizonyos pályán végigfuttatni.
De akkor vegyünk úgy, hogy nincs is szó keresőről, csak egy víz alatti robotot szeretnék egy bizonyos pályán végigfuttatni.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2015 július 29, 22:18
Írta: sasi Dátum 2015 július 29, 22:18
Te fölvázoltál egy sokmilliós projektet, ezért bátorkodtam felvetni, hogy a műszaki problémákon kívül felmerülhetnek más megoldandó feladatok is.
Senkit nem kívánok semmire rá, vagy lebeszélni. Egyébkéni is a fémkereső építéséhez nem is kel engedély, csupán a használatához.
Senkit nem kívánok semmire rá, vagy lebeszélni. Egyébkéni is a fémkereső építéséhez nem is kel engedély, csupán a használatához.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 22:21
Írta: barhz9bni Dátum 2015 július 29, 22:21
Persze, értem. De miért gondolod, hogy sokmilliós? Lehet egy közepes kereső árából is simán kijön, vagy:
árulhatom a gépet olyanoknak, akik "hivatalosan" fémkeresőznek.. (az már az ő dolguk)
árulhatom a gépet olyanoknak, akik "hivatalosan" fémkeresőznek.. (az már az ő dolguk)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 július 29, 22:23
Írta: zozo Dátum 2015 július 29, 22:23
Hidd el a legdögösebb drónt is 100-szor könnyebb megépíteni, mint amit te szeretnél. A drón hótt egyszerű, minden elektronika kapható hozzá, nem kell kitalálni semmit.
Válaszolva neked, az antenna függőlegessége a legelhanyagolhatóbb dolog, oda aztán nem kell gyro.
A kiválasztott fémtárgy felvétele meg külön problémakör. Értem, hogy hobbiból akarod megépíteni, de sztem nagyon nem látod át a problémakör részleteit.
Válaszolva neked, az antenna függőlegessége a legelhanyagolhatóbb dolog, oda aztán nem kell gyro.
A kiválasztott fémtárgy felvétele meg külön problémakör. Értem, hogy hobbiból akarod megépíteni, de sztem nagyon nem látod át a problémakör részleteit.
Cím: Re:Mechanikai ötletek
Írta: barhz9bni Dátum 2015 július 29, 22:34
Írta: barhz9bni Dátum 2015 július 29, 22:34
Hát igen, elég komplex, de nem lehetetlen. A tárgy felvétele is kérdéses, megoldható talán egyfajta kiemelő villával, vagy fúvókákkal-szívókákkal.
Cím: Re:Mechanikai ötletek
Írta: Gyati Dátum 2015 július 29, 22:45
Írta: Gyati Dátum 2015 július 29, 22:45
Szia!
Megint fárasztod a népet a hülyeségeiddel.
Van olyan jóindulatú, aki be is dől neked.
Nőlj már fel.
Megint fárasztod a népet a hülyeségeiddel.
Van olyan jóindulatú, aki be is dől neked.
Nőlj már fel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 július 29, 23:53
Írta: 000000000 Dátum 2015 július 29, 23:53
Eszméletlen jó fejek vagytok. Nem fáradtok. :)
A malaj gepet pl. tegnap megtalaltak
A malaj gepet pl. tegnap megtalaltak
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 július 30, 05:42
Írta: svager Dátum 2015 július 30, 05:42
Szerintem a "vetőgép"elgondolásod joval életképesebb volt, ezért inkább abba az irányba kellene továbblépned.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2015 július 30, 08:04
Írta: Rabb Ferenc Dátum 2015 július 30, 08:04
Látom, megtaláltad ismét a topik címéhez legjobban nem illő témát.
Ha érdemi választ vársz, jobb volna a Hobbi Elektronika "Házilag építhető fémkereső" topikban kérdeznél [#wave]
Ha érdemi választ vársz, jobb volna a Hobbi Elektronika "Házilag építhető fémkereső" topikban kérdeznél [#wave]
Cím: Re:Mechanikai ötletek
Írta: 5bzs27u7 Dátum 2015 augusztus 03, 11:28
Írta: 5bzs27u7 Dátum 2015 augusztus 03, 11:28
Van ötlete valakinek, tengelykapcsolóra..
Ami elviseli a nagy egytengelyűség külömbséget..?
Ami elviseli a nagy egytengelyűség külömbséget..?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 augusztus 03, 11:31
Írta: Csuhás Dátum 2015 augusztus 03, 11:31
Ez így kevés, mekkora teljesítményre? Milyen fordulatszámon? Kotyogás megengedett? Mekkora a tengelyeltérés? stb.
Ezen adatok nélkül mondjuk felexibilis tengelyt javasolnék :-)
Ezen adatok nélkül mondjuk felexibilis tengelyt javasolnék :-)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 augusztus 03, 11:32
Írta: svejk Dátum 2015 augusztus 03, 11:32
Kardán kereszt/tengely.
Cím: Re:Mechanikai ötletek
Írta: 5bzs27u7 Dátum 2015 augusztus 03, 11:45
Írta: 5bzs27u7 Dátum 2015 augusztus 03, 11:45
Tengely eltérés, kb 0.5 mm
fordulat 4500
Kotyogás nem gond..
A teljesítményt nem tudom..
fordulat 4500
Kotyogás nem gond..
A teljesítményt nem tudom..
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2015 augusztus 03, 12:21
Írta: Rabb Ferenc Dátum 2015 augusztus 03, 12:21
Soha ne a tüneteket kezeld, hanem a kiváltó okot szüntesd meg! Különösen ne ekkora fordulatnál
A "kb 0.5 mm-es" hézagoló lemez(ek) sokkal hatékonyabbak lehetnek
A "kb 0.5 mm-es" hézagoló lemez(ek) sokkal hatékonyabbak lehetnek
Cím: Re:Mechanikai ötletek
Írta: 5bzs27u7 Dátum 2015 augusztus 04, 12:06
Írta: 5bzs27u7 Dátum 2015 augusztus 04, 12:06
Köszönöm az ötleteket..!
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2015 augusztus 05, 21:10
Írta: niu7vyvp0 Dátum 2015 augusztus 05, 21:10
Sziasztok,
Új vagyok még itt, de nagyon érdekel a cnc világa. örülök, hogy ráakadtam erre a fórumra, mert fellobbantotta újra a lángot bennem, hogy szeretnék én is gépet építeni.
Témánál maradva, neki álltam rajzolni az elképzeléseimet és szeretném róla kikérni a véleményeteket, hogy jó irányba haladok-e. Nos hobbi célra szeretnék gépet építeni. Nyákot szeretnék készíteni, fát marni ill. gravírozni és ha már jól megy a dolog esetleg a lézerezésbe is belekóstolnék. A gép hasznos paraméterei 500x350x150 mm lenne. Kérdésem az lenne, hogy hobbi célra elegendő a trapézmenetes hajtás v. illik golyós orsósra tervezni? Meg a vezető rudak/orsó átmérőre mit javasoltok? (Én rudakéra d20 ra gondoltam)
Csatolok a vázról egy képet, hogy mégis hogy néz ki eddig a művem.
A segítségeteket előre is köszönöm!

Új vagyok még itt, de nagyon érdekel a cnc világa. örülök, hogy ráakadtam erre a fórumra, mert fellobbantotta újra a lángot bennem, hogy szeretnék én is gépet építeni.
Témánál maradva, neki álltam rajzolni az elképzeléseimet és szeretném róla kikérni a véleményeteket, hogy jó irányba haladok-e. Nos hobbi célra szeretnék gépet építeni. Nyákot szeretnék készíteni, fát marni ill. gravírozni és ha már jól megy a dolog esetleg a lézerezésbe is belekóstolnék. A gép hasznos paraméterei 500x350x150 mm lenne. Kérdésem az lenne, hogy hobbi célra elegendő a trapézmenetes hajtás v. illik golyós orsósra tervezni? Meg a vezető rudak/orsó átmérőre mit javasoltok? (Én rudakéra d20 ra gondoltam)
Csatolok a vázról egy képet, hogy mégis hogy néz ki eddig a művem.
A segítségeteket előre is köszönöm!
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 augusztus 05, 21:27
Írta: Csuhás Dátum 2015 augusztus 05, 21:27
Nem értek a cnc-hez így csak műszaki érzék alapján kérdezek: Milyen előnye van a mozgó hídnak a mozgó asztalhoz képest? Nekem hátrányosnak tűnik a nagyobb mozgó tömeg és a bonyolultabb kábelezés. Könnyű darabokat fogsz megmunkálni így nem érzem problémának a munkadarab mozgatását. Az érdemi kérdéseidre pedig majd válaszolnak a hozzáértők.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 augusztus 05, 21:46
Írta: jani300 Dátum 2015 augusztus 05, 21:46
Én sem értek a cnc hez :(
A mozgó híd egyik előnye hogy nagyobb munkaterületet ad azonos hosszúságú sínekkel .
A mozgó tömeg valószínűleg kisebb a mozgó hídnál .
Komolyabb mozgóasztalos gépnél , és nagyobb munkadarabnál .
A mozgóasztalos gép pedig szerkezetéből adódóan már eleve merevebb .
Ezeket a köveztetéseket tudtam levonni mióta zavargok itt a fórumon .
A mozgó híd egyik előnye hogy nagyobb munkaterületet ad azonos hosszúságú sínekkel .
A mozgó tömeg valószínűleg kisebb a mozgó hídnál .
Komolyabb mozgóasztalos gépnél , és nagyobb munkadarabnál .
A mozgóasztalos gép pedig szerkezetéből adódóan már eleve merevebb .
Ezeket a köveztetéseket tudtam levonni mióta zavargok itt a fórumon .
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2015 augusztus 05, 22:05
Írta: s2k5ycubj Dátum 2015 augusztus 05, 22:05
Szia! Üdv a fórumon! Ennek a kivitelezésnek vannak előnyei és hátrányai is. Az előny a kedvezőbb,egyszerűbb,olcsóbb kivitelezhetőség. A hátrány a merevség hiánya! És ez pont középen jelentkezik a legjobban. Elkezdték másolni valamennyire a régi gravograph gépeket,csak a lényeget felejti ki mindenki:az alátámasztott csapágyakat. Amikor még nullából indul a kivitelezés,tervezés nem sokkal drágább az egész. Igaz több alkatrész kell bele. A legfontosabb,ami a tervedből kimaradt a a kocsi hátsó merevítő lemeze a felső helyett,vagy a mindkettőt megtartva még jobb a végeredmény. Ha mindenképpen ez a verzió marad a lineáris csapágy méretére figyelj,a 20-as nagyon kevés,sajnos tapasztalat...
Cím: Re:Mechanikai ötletek
Írta: 3wm3x3zz Dátum 2015 augusztus 06, 04:56
Írta: 3wm3x3zz Dátum 2015 augusztus 06, 04:56
Nézz be a épül a gépem Farkas Ádám topicba
érdemes ,ott sok érdekes dolgot találsz
érdemes ,ott sok érdekes dolgot találsz
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2015 augusztus 06, 05:08
Írta: niu7vyvp0 Dátum 2015 augusztus 06, 05:08
Köszönöm az észre vételeket.
Mivel hobbira szánom ezért próbáltam "olcsón" kihozni. Először a lineáris kocsikkal szemeztem csak elég drágák.
@Áts László
az alátámasztott csapágy bak helyes kivitelezésére tudnál esetleg képet mutatni?
Mivel hobbira szánom ezért próbáltam "olcsón" kihozni. Először a lineáris kocsikkal szemeztem csak elég drágák.
@Áts László
az alátámasztott csapágy bak helyes kivitelezésére tudnál esetleg képet mutatni?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 augusztus 06, 08:05
Írta: remrendes Dátum 2015 augusztus 06, 08:05
Ugyanakkora befoglalo merethez nagyobb munkater tartozik.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 augusztus 06, 08:09
Írta: remrendes Dátum 2015 augusztus 06, 08:09
Tobbeknel mukoditt hasonlo konstrukcio, meg alura is. En kicsit meg itt ott valtoztatnek rajta, de nem szeretnelek befolyasolni. :) Olvasgasd a topikokat. Farkas Adamet en is ajanlom, sot, neki van youtube csatornaja is hasonlo geppel es mintha o is mart volna vele aluminiumot (talan w300 a neve).
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2015 augusztus 06, 12:41
Írta: niu7vyvp0 Dátum 2015 augusztus 06, 12:41
Már olvasom a topikját, vannak benne érdekes dolgok :) Trapéz orsóval mennyire lehet jól dolgozni? Meghajtó motoroknak milyet ajánlasz/tok? Lesz majd még pár kérdésem, ahogy próbálok előre haladni :)
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2015 augusztus 06, 16:16
Írta: Devecz Miklós Dátum 2015 augusztus 06, 16:16
Bordásszíj végtelenítésre nincs valami jó ötletetek?
Cím: Re:Mechanikai ötletek
Írta: smalla Dátum 2015 augusztus 06, 17:44
Írta: smalla Dátum 2015 augusztus 06, 17:44
Trapézorsó lassú lesz, fára határeset, de lézerhez/3D nyomtatáshoz használhatatlan. Sajnos tapasztalat :( nyák maráshoz jó lehet, de ahhoz meg majd kell egy vákuum asztal, aminek el kell férnie. Sajnos a nyákok túl görbék.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 augusztus 06, 18:24
Írta: sanyi84 Dátum 2015 augusztus 06, 18:24
Bár elmondták előttem, ez sok sebből vérzik.
-Az alsó keret a tengellyel van merevítve .
-nem alátámasztott tengely
-kicsi a híd kocsijainak széttartása (egy vagy két kocsi közvetlenül egymás mellett)
-Híd nincs alul összekötve rendesen de ez az előzőből következik, szerintem alul fölül és szembe is kellene plusz derékszög elemekkel merevíteni.
Z tengelynek sínt és kocsit választanék, de inkább az egésznek.
Alapvetően Z tengelytől indulnék a hidat a munkatér méreteihez igazítanám beleszámolva harmonikás védőket is.
Asztalméretet kiadja X irányba a híd hossza - merevítők - főorsó szélesség
Y irányba a híd kocsijainak széttartása - össz sín hossz- harmonika .
Én ezt nem építeném meg , igazából semmire se jó így ahogy van
-Az alsó keret a tengellyel van merevítve .
-nem alátámasztott tengely
-kicsi a híd kocsijainak széttartása (egy vagy két kocsi közvetlenül egymás mellett)
-Híd nincs alul összekötve rendesen de ez az előzőből következik, szerintem alul fölül és szembe is kellene plusz derékszög elemekkel merevíteni.
Z tengelynek sínt és kocsit választanék, de inkább az egésznek.
Alapvetően Z tengelytől indulnék a hidat a munkatér méreteihez igazítanám beleszámolva harmonikás védőket is.
Asztalméretet kiadja X irányba a híd hossza - merevítők - főorsó szélesség
Y irányba a híd kocsijainak széttartása - össz sín hossz- harmonika .
Én ezt nem építeném meg , igazából semmire se jó így ahogy van
Cím: Re:Mechanikai ötletek
Írta: zvw8as45 Dátum 2015 augusztus 06, 18:49
Írta: zvw8as45 Dátum 2015 augusztus 06, 18:49
Én ugy végtelenítettem hogy eggy darab fogas szíjjat levágtam a fogazatra helyeztem és U alaku
bilincsel fixáltam.
bilincsel fixáltam.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2015 augusztus 06, 18:54
Írta: Devecz Miklós Dátum 2015 augusztus 06, 18:54
Sajnos esetemben ez nem használható, a toldásnak fel is kell szaladnia a kiskerékre.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2015 augusztus 06, 18:57
Írta: Devecz Miklós Dátum 2015 augusztus 06, 18:57
Cím: Re:Mechanikai ötletek
Írta: zvw8as45 Dátum 2015 augusztus 06, 19:05
Írta: zvw8as45 Dátum 2015 augusztus 06, 19:05
Annak idelyén lehetett kapni vulkanizáló vásznot
az autós boltba
az autós boltba
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 augusztus 06, 19:23
Írta: zozo Dátum 2015 augusztus 06, 19:23
Egyszer kínomban úgy oldottam meg ideiglenesen egy rövid hajtószíj összegyógyítását, hogy kívül körbekentem (melegítős cipész)ragasztóval, majd cipész cérnával körbetekertem hosszában, szépen sorban, kb. 15-20-szor. Pár nap múlva jött másik szíj, de addig jól bírta.
Persze ez apró fogú, kis igénybevételű szíj volt.
Persze ez apró fogú, kis igénybevételű szíj volt.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2015 augusztus 06, 19:49
Írta: ra8nsmk6w Dátum 2015 augusztus 06, 19:49
Talán egy hosszanti ferdevágással a fogakra merőlegesen kb 100mm hosszban. Majd összevulkanizálni egy profilos kalodában. A vágási hosszon lehetne egy vászontakarás is.
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2015 augusztus 06, 21:07
Írta: niu7vyvp0 Dátum 2015 augusztus 06, 21:07
Köszönöm az észre vételeket, megfogadom őket és átdolgozom a koncepciót.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 augusztus 06, 21:52
Írta: svejk Dátum 2015 augusztus 06, 21:52
A Bánki-Sóósék a T5 16 mm-es PU szíjat nekem V alakban metszették fel úgy 100 mm hosszon, az ellendarab ugye ennek megfelelően hegyes volt.
A vulkanizálásról viszont nincs fogalmam hogy csinálják.
A hordozószál ebben az esetben nem folyamatos, 50% terhelést engednek meg az ilyen megoldásnál.
A vulkanizálásról viszont nincs fogalmam hogy csinálják.
A hordozószál ebben az esetben nem folyamatos, 50% terhelést engednek meg az ilyen megoldásnál.
Cím: Re:Mechanikai ötletek
Írta: noctiluxx Dátum 2015 augusztus 08, 10:32
Írta: noctiluxx Dátum 2015 augusztus 08, 10:32
Uraim!
Kis méretű sínt csinálnék mobilos videóhoz. Ehhez keresek valami olya C sínt, aminek a behajtott része picit erősebb. A kocsit és a többi köcöléket kinyomtatnám hozzá :)
Valami ilyesmi:

Kis méretű sínt csinálnék mobilos videóhoz. Ehhez keresek valami olya C sínt, aminek a behajtott része picit erősebb. A kocsit és a többi köcöléket kinyomtatnám hozzá :)
Valami ilyesmi:
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2015 augusztus 08, 11:10
Írta: 4ybj8h3c8 Dátum 2015 augusztus 08, 11:10
Fogsz Syma idomot, és kívülről feszíted rá a görgőt. Kamerasínnek tökéletes.
De tehetsz 3 réteg összefogott lapos idomot, amiben a középső réteg szélesebb annyival, hogy ráférjen a görgő.
Görgőt hol veszel hozzá, utoljára nekem a palástmart csapágyat darabonként 13 darab ezresért ajánlották meg.
De tehetsz 3 réteg összefogott lapos idomot, amiben a középső réteg szélesebb annyival, hogy ráférjen a görgő.
Görgőt hol veszel hozzá, utoljára nekem a palástmart csapágyat darabonként 13 darab ezresért ajánlották meg.
Cím: Re:Mechanikai ötletek
Írta: noctiluxx Dátum 2015 augusztus 08, 11:35
Írta: noctiluxx Dátum 2015 augusztus 08, 11:35
Mivel nem lesz rajta nagy terhelés, 3D nyomtatóval kinyomtatom hozzá. A bosch féle profilokat néztem, ez most jobban tetszik :)
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 augusztus 09, 08:37
Írta: sanyi84 Dátum 2015 augusztus 09, 08:37
Elakadtam egy kis eszterga keresztszán cnc-sítésében. A hely bizony kicsi, golyósanya nem férne el, Szjózsi féle trapézorsó még elfért de ettől jobb lenne valamivel nagyobb hogy stabilabb legyen. Cél pár darab iso25 befogó legyártása bc3 ból. Majd felköszörülés is edzés után (ahhoz még kellene egy csúszószán is amit fokba elforgatok de ez lényegtelen). Viszont a szöget a géppel tenném rá ráhagyással, szóval a szánoknak kottyanni nem szabad. Golyósorsó önmagában elfér, így anyát pörgetném.
Hogy kellene felcsapágyazni az anyát-, Valaki csinált már ilyen megoldást?
Hogy kellene felcsapágyazni az anyát-, Valaki csinált már ilyen megoldást?
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 augusztus 09, 12:10
Írta: svager Dátum 2015 augusztus 09, 12:10
Szia!
A kéziszánt nem lehet elfordítani?
Azért a pár befogoért nem hiszem megéri vele szenvedni,ráadásul ráhagyással készíted.
Esetleg egy képet felrakhatnál a gépről meg az anyáról ,hogy mégis hova szeretnéd.
Én nem tartom valami jó ötletnek ezt a megoldást ,szerintem balesetveszélyes (látom magam előtt amikor feltekeri az orsó a ruhádat)
A trapézorsó amit a Józsi árul szerintem bőven megteszi,mert gondolom ami orsó eddig benne volt nem azét rossz mert nem elég stabil,hanem mert kottyan,nem elég pontos.
A kéziszánt nem lehet elfordítani?
Azért a pár befogoért nem hiszem megéri vele szenvedni,ráadásul ráhagyással készíted.
Esetleg egy képet felrakhatnál a gépről meg az anyáról ,hogy mégis hova szeretnéd.
Én nem tartom valami jó ötletnek ezt a megoldást ,szerintem balesetveszélyes (látom magam előtt amikor feltekeri az orsó a ruhádat)
A trapézorsó amit a Józsi árul szerintem bőven megteszi,mert gondolom ami orsó eddig benne volt nem azét rossz mert nem elég stabil,hanem mert kottyan,nem elég pontos.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 augusztus 09, 12:39
Írta: svager Dátum 2015 augusztus 09, 12:39
Pontositanék mert a golyósorsó az áll,az anya meg forog, ezért csak hason szúr vagy lennebb[#buck]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 augusztus 09, 13:50
Írta: Szalai György Dátum 2015 augusztus 09, 13:50
Csak egy agymenés.
A legegyszerűbb lehetne (talán a leg olcsóbb is) egy bontott négypont érintkezésű csapágyat ragasztással rögzíteni a golyósanyára. (Esetleg egy keresztgörgőset.)
Hátha van neked olyan. (Vagy Petyának.) [#nemtudom]
A legegyszerűbb lehetne (talán a leg olcsóbb is) egy bontott négypont érintkezésű csapágyat ragasztással rögzíteni a golyósanyára. (Esetleg egy keresztgörgőset.)
Hátha van neked olyan. (Vagy Petyának.) [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2015 augusztus 09, 14:18
Írta: PSoft Dátum 2015 augusztus 09, 14:18
Azt mondják,hogy...
"egy újszülöttnek,minden vicc új"
Viccet félretéve,no meg már,újszülött se vagyok.:(
Utána olvastam ennek a négypont érintkezésű csapágynak.
Neked köszönhetően...
Megint tanultam valamit!
[#worship]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 augusztus 09, 15:14
Írta: Szalai György Dátum 2015 augusztus 09, 15:14
Pedig itt a fórumon is jelen vannak már egy ideje ilyesmi szerkezetű csapágyak.
Petya kínálatában visszatérő, bontott és megfizethető, közvetlenül szerelhető golyósorsó végcsapágy egységek.
ZKLF…2RS és ZKLFA…2RS típusok.
Teljesen szétszedhető, így tökéletesen kitisztítható, a golyók és futópályák tükörfényesek, újra zsírozva tökéletes.
Petya kínálatában visszatérő, bontott és megfizethető, közvetlenül szerelhető golyósorsó végcsapágy egységek.
ZKLF…2RS és ZKLFA…2RS típusok.
Teljesen szétszedhető, így tökéletesen kitisztítható, a golyók és futópályák tükörfényesek, újra zsírozva tökéletes.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2015 augusztus 09, 15:23
Írta: ANTAL GÁBOR Dátum 2015 augusztus 09, 15:23
Ez a megoldás azért előnyös mert vékonyabb a konstrukció mintha 2 db ferde hatásvonalú lenne használva? ( de mivel a térben az anya nem változtatja a helyét csak egy fogazott szíjjal van megforgatva szerintem így is úgy is 2 csapágy kellene ) Érdekel a dolog mert volt idő amikor reálisan gondolkodtam hasonló megoldáson ....
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 augusztus 09, 15:27
Írta: 000000000 Dátum 2015 augusztus 09, 15:27
Ez nagyon tetszik: .... Nekünk nem. Kérlek méretezd át a képet felrakás előtt. Csuhás
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 augusztus 09, 15:36
Írta: sufnituning Dátum 2015 augusztus 09, 15:36
Minek kellett ekkorába berakni? Ennyire tetszik?
és nem is csak egy képet!
és nem is csak egy képet!
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 augusztus 09, 15:39
Írta: sanyi84 Dátum 2015 augusztus 09, 15:39
Nincs kéziszán. A gépre kell bíznom a kúp elkészítését. Mivel jobb oldalra helyezném el így leszúrás veszélye nem fenyeget (és az orsó ebben az esetben áll). Előnye nem kell forgatni a nagy orsót, könnyű forgácsvédelem, olyan helyre is lehet tenni ahol az orsó férne el csak de az anya már nem. Megéri leszenvedni a befogókat mert 1-2 forgalmazónál van aranyárba csak. Még ha weldonba is gondolkozom csak akkor is, abba lehet tenni bármilyen szárat. Bár egy komplett gyári orsót tudok összehozni ebből a "suzukiültető" mennyiségű fémkupacból némi munkával kettő is lehetséges minimális pénz ráfordítással és persze némi szívesség kéréssel munkahelyem irányába. 20-30 befogó elég lenne a két orsóhoz. 20 befogó alku nélküli ára 340e körül van. Kb 1000-1200 lenne annyi anyag amiből kihozható, plusz hőkezelés plusz iszonyat sok munka plusz 10-14 db er16-er20 befogó plusz 2-2 patronkészlet és még a sokszor használtakból pár darab. Még mindig jobb mint 340 e . Megéri-e nos szerintem igen.
Szalai György
Nem elvetendő ötlet ez a csapágy (megint tanultam én is PSoft még linkelt is szóval keresni se kellett) . Egy házat kell terveznem hozzá olyat mint ami a hagyományos gépek keresztszánján van mostanság. Minimális félelem hogy könnyebb legyártani ezt több darabból, csapolva csavarozva még jó is lehet de a motorfelfogás nem lesz egyszerű, vagy csak bele kell tervezni ezt is a csapágyházhoz. Ragasztástól nem félek hogy elengedné. A bordáskerék elhelyezése nem gond szerintem.
Szalai György
Nem elvetendő ötlet ez a csapágy (megint tanultam én is PSoft még linkelt is szóval keresni se kellett) . Egy házat kell terveznem hozzá olyat mint ami a hagyományos gépek keresztszánján van mostanság. Minimális félelem hogy könnyebb legyártani ezt több darabból, csapolva csavarozva még jó is lehet de a motorfelfogás nem lesz egyszerű, vagy csak bele kell tervezni ezt is a csapágyházhoz. Ragasztástól nem félek hogy elengedné. A bordáskerék elhelyezése nem gond szerintem.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 augusztus 09, 15:41
Írta: sanyi84 Dátum 2015 augusztus 09, 15:41
Kis helyigény indokolja nálam, de más műszaki szempontból hosszú és nagy orsót forgatni nem megfelelő megoldás.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 augusztus 09, 15:47
Írta: 000000000 Dátum 2015 augusztus 09, 15:47
Bocsánat nem gondoltam volna hogy ilyen "primitív" a fórum motor. Egy HTML parancs leméretezni.
Amúgy erről lenne szó. Ez összepakolható itthon? Láttok benne valami nagyon speckó alkatrészt?
Amúgy erről lenne szó. Ez összepakolható itthon? Láttok benne valami nagyon speckó alkatrészt?
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2015 augusztus 09, 16:12
Írta: ANTAL GÁBOR Dátum 2015 augusztus 09, 16:12
A forgatott anya megoldást ismerem ( mint említettem ) engem a 4 pont érintkezésű csapágy előnyei izgattak erről faggattam Gyurit .Pár perc múlva megy egy levél a mailedre
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 augusztus 09, 16:21
Írta: svejk Dátum 2015 augusztus 09, 16:21
A ZKLF nem kétsoros ferde hatásvonalú osztott belsőgyűrűvel? (kivitelre mint a mai autók kerékcsapágyai)
A négypontérintkezésű is osztott belső gyűrűs, de abban csak egy golyósor van.
A négypontérintkezésű is osztott belső gyűrűs, de abban csak egy golyósor van.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 augusztus 09, 16:39
Írta: Szalai György Dátum 2015 augusztus 09, 16:39
Igen.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 augusztus 10, 11:11
Írta: svager Dátum 2015 augusztus 10, 11:11
Nem vagyok jártas a cnc esztergák világában,de szerintem,hogy pontos legyen alapfeltétel egy kellöen merev gép !
Nekem egy hbm 250×400 "ácsceruza" hegyezöm vam,gyorsváltó késtartoval aminél ha veszek mondjuk 1mm fogást simán hajlik 4 századot,és ez már átméröben 8 század
Amikor végigmegyek a fogással megmérem és ez alapján természetesen korigálok .
Viszont a cnc,ami végigmegy a fogással, vesz egy újabb fogást fügettlenül attol, hogy az elöző fogásnál sikerülte vagy sem leforgácsolnia az anyagot.
Na most itt a probléma mert a gép vesz egy ujabb fogást, és ez addig ismétlödik amig véget nem ér az adott program.
Egy ilyen kis esztergánál az egyre nagyobb fogásvétel miatt növekszik a forgácsolási erő ezáltal nagyobb lesz a kihajlás,vagy a nagyobb fogásvètel miatt már rezonancia lép fel stb.. stb..
Ezzel csak azt szeretném mondani,hogy szerintem csak olyan gépet érdemes átépiteni ami kellöen massziv,és maradéktalanul végig tudja hajtani a feladatot, hisz ennek a pici gépnek nyomsz egy startot,és a kezedet a stop gomb fölött tartva végigizgulod az egész müveletet,mint egy krimit :o
Ha elkészül a marógépem szeretnék egy esztergát is,valoszinű egy nagyob gépet épitek át aminek kellöen merev a váza, vagy egy teljesen új vázat tervezek neki.
Nekem egy hbm 250×400 "ácsceruza" hegyezöm vam,gyorsváltó késtartoval aminél ha veszek mondjuk 1mm fogást simán hajlik 4 századot,és ez már átméröben 8 század
Amikor végigmegyek a fogással megmérem és ez alapján természetesen korigálok .
Viszont a cnc,ami végigmegy a fogással, vesz egy újabb fogást fügettlenül attol, hogy az elöző fogásnál sikerülte vagy sem leforgácsolnia az anyagot.
Na most itt a probléma mert a gép vesz egy ujabb fogást, és ez addig ismétlödik amig véget nem ér az adott program.
Egy ilyen kis esztergánál az egyre nagyobb fogásvétel miatt növekszik a forgácsolási erő ezáltal nagyobb lesz a kihajlás,vagy a nagyobb fogásvètel miatt már rezonancia lép fel stb.. stb..
Ezzel csak azt szeretném mondani,hogy szerintem csak olyan gépet érdemes átépiteni ami kellöen massziv,és maradéktalanul végig tudja hajtani a feladatot, hisz ennek a pici gépnek nyomsz egy startot,és a kezedet a stop gomb fölött tartva végigizgulod az egész müveletet,mint egy krimit :o
Ha elkészül a marógépem szeretnék egy esztergát is,valoszinű egy nagyob gépet épitek át aminek kellöen merev a váza, vagy egy teljesen új vázat tervezek neki.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 augusztus 10, 12:35
Írta: sanyi84 Dátum 2015 augusztus 10, 12:35
Igen ez igaz, a lényeg az lenne hogy le tudjam 2-3 tizedes ráhagyással nagyolni az anyagot. Egyszerűbb lenne 40-50 es áteresztésű esztergába mert akkor kettő be is fér, beférne a plusz főorsó is és csak behúzom a kúpba egy szárral aztán valószínűleg központos lesz. Na de ilyen lehetőség most nincs, ami van az a darabonkénti gyártás. Mivel van plusz orsóm így rá tudok mérni jó-e a szög egyszerűen Nem mondom hogy lehetetlen legyártani de sokkal több idő. Viszont kihívás. :)
Nagy gépet én nem alakítanék át. Minek? Értelmét nem látom mert sokkal jobban használható egy nagyobb gép hagyományos gépként mint cnc gépként. Ha kilós ár alatt van és nem is a legjobb állapotú, van lehetőség lemunkálni a csúszófelületet szegnyereg megvezetésének kivételével. Akkor talán érdemes. És azért értelme is legyen legyen rá pici munka néha. Legalább 1-2 év alatt árát hozza vissza akkor már jó a hobbistának.
Nagy gépet én nem alakítanék át. Minek? Értelmét nem látom mert sokkal jobban használható egy nagyobb gép hagyományos gépként mint cnc gépként. Ha kilós ár alatt van és nem is a legjobb állapotú, van lehetőség lemunkálni a csúszófelületet szegnyereg megvezetésének kivételével. Akkor talán érdemes. És azért értelme is legyen legyen rá pici munka néha. Legalább 1-2 év alatt árát hozza vissza akkor már jó a hobbistának.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 augusztus 10, 14:22
Írta: svager Dátum 2015 augusztus 10, 14:22
Kiváncsi vagyok a végeredményre,a marogépemre akartam egy morse3-as főorsot ,de a harmadik probálkozás után föladtam,inkább átalakitottam egy nagy marogép vertikálfejét.
Nem fog tizezreket pörögni de nem is fára akarom használni:)
A főorsót meg szerintem nem kell beraknod,mert ha legyártod a kupokat a tokmányt leveszed,és a helyére esztergálsz egy befogot és abba húzod bele a kúpokat.
Természetesen a befogonak csak hátlapját esztergálom a tokmányba, ezután fölrakom a gépre és azután készitem el benne a kupot.
A végén összejelölöm hogyha leveszem mindig ugyanoda tegyem vissza.
Nem fog tizezreket pörögni de nem is fára akarom használni:)
A főorsót meg szerintem nem kell beraknod,mert ha legyártod a kupokat a tokmányt leveszed,és a helyére esztergálsz egy befogot és abba húzod bele a kúpokat.
Természetesen a befogonak csak hátlapját esztergálom a tokmányba, ezután fölrakom a gépre és azután készitem el benne a kupot.
A végén összejelölöm hogyha leveszem mindig ugyanoda tegyem vissza.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2015 augusztus 10, 15:01
Írta: s2k5ycubj Dátum 2015 augusztus 10, 15:01
Nincs teljesen igazad. Csak egy kérdés: a programot ki írja majd a gépre? Nem kell mindig 1mm-es fogással dolgozni... Nekem egy nagyon hasonló esztergám van (opti240D500). A tapasztalataim szerint két baj van vele(és egyik sem a váz merevségéből adódik):
1. A késtartó lehajlik a forgácsolóerőtől.
2. Főorsó csapágyazás gyenge és hajlamos deformálódni nagy erőknél.
Átalakítottam a főorsót,kapott két ferde hatásvonalú és két normál golyóscsapágyat.
És,ha valami tős megmunkálásra van szükség,csináltam egy nagy,tömör késtartót,amit előre és hátra is fel lehet szerelni.
És nekem is nagyon közel van a cnc hajtás.
Viszont az is tapasztalat,hogy a kicsi,lapkás késeimmel a 0.5-ös fogást elég jó tempóban lehet végrehajtani,0.4-0.6-os előtolás és 150-200-as vágósebesség,vasnál. Tehát nem lehetetlen küldetés,de meg kell érte küzdeni.
1. A késtartó lehajlik a forgácsolóerőtől.
2. Főorsó csapágyazás gyenge és hajlamos deformálódni nagy erőknél.
Átalakítottam a főorsót,kapott két ferde hatásvonalú és két normál golyóscsapágyat.
És,ha valami tős megmunkálásra van szükség,csináltam egy nagy,tömör késtartót,amit előre és hátra is fel lehet szerelni.
És nekem is nagyon közel van a cnc hajtás.
Viszont az is tapasztalat,hogy a kicsi,lapkás késeimmel a 0.5-ös fogást elég jó tempóban lehet végrehajtani,0.4-0.6-os előtolás és 150-200-as vágósebesség,vasnál. Tehát nem lehetetlen küldetés,de meg kell érte küzdeni.
Cím: Re:Mechanikai ötletek
Írta: s2k5ycubj Dátum 2015 augusztus 10, 15:03
Írta: s2k5ycubj Dátum 2015 augusztus 10, 15:03
Ja és a "rendes" késtartóval kényelmes a mm-es fogás vasban,szép lila forgáccsal,még nagyobb átmérőknél is.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 augusztus 10, 16:42
Írta: svager Dátum 2015 augusztus 10, 16:42
Lehet,hogy félreérthető volt amit írtam!
Nem azt mondom ,hogy nem lehet 1mm fogást venni a géppel,mert ha megtámasztom az anyagot megfelelő késsel lehet akár 2 mm is!
Csupán csak azt szerettem volna mondani,hogy ezek a kis gépek hajlamosak a deformáciora,hogy ez most a késtaró,csapágy vagy a váz gyengeségétöl van az már mindegy, de erősen lekorlátozza a használhatoságát.
Természetesen nem kell 1mm fogással dolgozi,de figyelembe kell venni ,hogy a deformáció miatt ami itt fokozottan fenn áll,nem biztos,hogy az lessz a végeredmény amit szeretnénk.
Mivel nem dolgoztam ilyen pici géppel nincs tapasztalatom,hogy mekkora fogással lehet dolgozni rajta de méretéböl itélve(a gépemnek kb a fele) kétszer is meg kell gondolni ,hogy mekkora fogást vesz az ember.
Természetesen a hobbiban az idő nem számit,lehet tizedenként is "rabolni" az anyagot mert a végeredmény számit!
Ha viszont az elkészült munkadarab pontatlan, ami lassan készül el, akkor nem sok értelme van az egésznek [#szomoru1]
Nem azt mondom ,hogy nem lehet 1mm fogást venni a géppel,mert ha megtámasztom az anyagot megfelelő késsel lehet akár 2 mm is!
Csupán csak azt szerettem volna mondani,hogy ezek a kis gépek hajlamosak a deformáciora,hogy ez most a késtaró,csapágy vagy a váz gyengeségétöl van az már mindegy, de erősen lekorlátozza a használhatoságát.
Természetesen nem kell 1mm fogással dolgozi,de figyelembe kell venni ,hogy a deformáció miatt ami itt fokozottan fenn áll,nem biztos,hogy az lessz a végeredmény amit szeretnénk.
Mivel nem dolgoztam ilyen pici géppel nincs tapasztalatom,hogy mekkora fogással lehet dolgozni rajta de méretéböl itélve(a gépemnek kb a fele) kétszer is meg kell gondolni ,hogy mekkora fogást vesz az ember.
Természetesen a hobbiban az idő nem számit,lehet tizedenként is "rabolni" az anyagot mert a végeredmény számit!
Ha viszont az elkészült munkadarab pontatlan, ami lassan készül el, akkor nem sok értelme van az egésznek [#szomoru1]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2015 augusztus 10, 16:49
Írta: Motoros Dátum 2015 augusztus 10, 16:49
Van benne speckó cucc: Vajon hol lehet kapni ilyenalu profilt. Olyan mint az ITEM de mégsem mert a katalógusukban nincsen benne.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 augusztus 11, 12:55
Írta: sanyi84 Dátum 2015 augusztus 11, 12:55
Mivel észrevettem a hajtásnál van deformációm ezért ezeket megfelelőre cserélve talán jó lehet. Igaz az egyik orsóba 2 százados kottyanás van , a másik talán nullás. Nem kínai cuccok, az egyik egy huzalról lett ledobva. Cél oly távol építkezés miatt, de komolyan el kell gondolkodni magán a megoldáson mert ha kicsi idő lesz munkahelyen akkor máris gyártani kell a cuccokat az átalakításhoz.
Cím: Re:Mechanikai ötletek
Írta: 0bn8uxmw Dátum 2015 augusztus 11, 13:19
Írta: 0bn8uxmw Dátum 2015 augusztus 11, 13:19
MakerSlide a neve pont ilyen kis filligrán vacak mechanikákhoz csinálták a Hipster arcok. Ennél az x-carve-nál a mechanika a szánalmas 20x20-as aluprofil összetaknyolva..viszont a szoftvere nagyon rendben van, egy kezdő is simán elboldogul vele. Egy masszívabb mechanikával olcsóbban kihozhatóbb sokkal mint a gyári ára az elektronika Arduino uno és GRBL shield-el. Minden nyílt forráskodú.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2015 augusztus 11, 14:41
Írta: Motoros Dátum 2015 augusztus 11, 14:41
Pár alkalmazáshoz jó lehet ez a mechanika (lézer, vágó plotter) de gravírozásnál már ügyeskedni kell. Nem írják valahol, hogy a profil honnan van?
A szoftvert megnézem. Kösz.
A szoftvert megnézem. Kösz.
Cím: Re:Mechanikai ötletek
Írta: 0bn8uxmw Dátum 2015 augusztus 11, 16:24
Írta: 0bn8uxmw Dátum 2015 augusztus 11, 16:24
Amber Spyglass Lld. angol cég a forgalmazó Európában: MakerSlide
maga a profil nem drága csak a szállítása. A görgők sem olcsók darabaja 1200 forint, egy kocsira kell négy darab meg kell neki egy lap excenteres anyák stb. Szerintem olcsóbb rendes görgős lin. rudakat és csapágyat venni. Ha a zaj is számít akkor ott az vannak az igus csapágyai.
Viszont mivel derlin a görgők anyaga szerintem egy esztergályos simán legyártja itthon is negyed árban.
maga a profil nem drága csak a szállítása. A görgők sem olcsók darabaja 1200 forint, egy kocsira kell négy darab meg kell neki egy lap excenteres anyák stb. Szerintem olcsóbb rendes görgős lin. rudakat és csapágyat venni. Ha a zaj is számít akkor ott az vannak az igus csapágyai.
Viszont mivel derlin a görgők anyaga szerintem egy esztergályos simán legyártja itthon is negyed árban.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 augusztus 17, 21:04
Írta: svejk Dátum 2015 augusztus 17, 21:04
Kerinek és Zozo-nak a Robsy 2 topicba...
Általában minimálisan 6 (vagy 7?) fogban határozzák meg a szíjgyártók a minimális fogkapcsolódást. Erre figyelni kell pl. az átfogási szög kiválasztásakor.
De pl. a Breco programja az AT5-ös kerekeket 15 fogban, a T5-öst 10 fogban minimanizálja.
Általában minimálisan 6 (vagy 7?) fogban határozzák meg a szíjgyártók a minimális fogkapcsolódást. Erre figyelni kell pl. az átfogási szög kiválasztásakor.
De pl. a Breco programja az AT5-ös kerekeket 15 fogban, a T5-öst 10 fogban minimanizálja.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 augusztus 17, 21:38
Írta: zozo Dátum 2015 augusztus 17, 21:38
Köszi [#eljen]
Igen, az egyértelmű, hogy egy határon túl nem csökkenthető szíjaknál sem a fogszám. A 6-7 fog még nagyon jó, a szíjat dicséri.
Pedig micsoda dögös áttételeket lehetne csinálni egy fogú fogaskerékkel, meg szíjtárcsával [#nevetes1][#nevetes1]
Amúgy van egy 7 fogú 1 modulos fogaskerekem, na az milyen idétlenül néz ki! A méretei, mármint lábkör és fejkör, köszönő viszonyban sincsenek a számítottal. Így a csalt méretekkel lehetett megcsinálni, hogy egy darabig működjön. 140 fogút hajtott, pontosabban csócsálgatott.
Igen, az egyértelmű, hogy egy határon túl nem csökkenthető szíjaknál sem a fogszám. A 6-7 fog még nagyon jó, a szíjat dicséri.
Pedig micsoda dögös áttételeket lehetne csinálni egy fogú fogaskerékkel, meg szíjtárcsával [#nevetes1][#nevetes1]
Amúgy van egy 7 fogú 1 modulos fogaskerekem, na az milyen idétlenül néz ki! A méretei, mármint lábkör és fejkör, köszönő viszonyban sincsenek a számítottal. Így a csalt méretekkel lehetett megcsinálni, hogy egy darabig működjön. 140 fogút hajtott, pontosabban csócsálgatott.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 augusztus 17, 21:39
Írta: zozo Dátum 2015 augusztus 17, 21:39
Svejknek szántam természetesen
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 augusztus 17, 21:51
Írta: svejk Dátum 2015 augusztus 17, 21:51
Tipikus kevés fogszámú kerék felhasználása az esztergáknál a keresztelőtolás kereke az orsón (kevés a hely) valóban rendesen alá van metszve...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 augusztus 17, 21:54
Írta: jani300 Dátum 2015 augusztus 17, 21:54
egy fogú fogaskerék ...
egybekezdésű csiga ? :)
egybekezdésű csiga ? :)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 augusztus 17, 22:58
Írta: zozo Dátum 2015 augusztus 17, 22:58
Nulla menetemelkedésű orsó, finombeállításhoz? [#wink]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2015 augusztus 18, 07:15
Írta: ANTAL GÁBOR Dátum 2015 augusztus 18, 07:15
A " dögös " áttételeknek van egy másik útja : konkrétan a fogszámkülönbségen alapuló bolygóművek ( k+k ,B+B, B ) A "B" típusúnak az alváltozatai a ciklo és hullámhajtás . Korábban már bemutattam hogy egy házi készítésű k+k val ( amit Galamb József alkalmazott a Ford T modellben ) milyen frappánsan lehet lassítani , irányt váltani stb
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 augusztus 18, 09:40
Írta: zozo Dátum 2015 augusztus 18, 09:40
Igen, tudok ezen hajtások létezéséről, most hogy írtad, vissza is kerestem a házi megoldásotokat. Majd este elolvasgatom.
A ྂ-es években találkoztam egy jópofa sebességcsökkentővel, ami egy db mélyhornyú golyóscsapágy volt, külső gyűrű fixen, a belső gyűrűben a tengely, a golyókosárba pedig textilbakelit korona ment a fogak közé és vette le a hajtást. Végülis az elrendezés mint a hullámhajtóműveknél, csak fogszám különbség helyet átmérő különbség játszik.
A ྂ-es években találkoztam egy jópofa sebességcsökkentővel, ami egy db mélyhornyú golyóscsapágy volt, külső gyűrű fixen, a belső gyűrűben a tengely, a golyókosárba pedig textilbakelit korona ment a fogak közé és vette le a hajtást. Végülis az elrendezés mint a hullámhajtóműveknél, csak fogszám különbség helyet átmérő különbség játszik.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 augusztus 18, 09:44
Írta: zozo Dátum 2015 augusztus 18, 09:44
Javítok, kapkodtam :)
" golyókosárba pedig textilbakelit korona ment a fogak közé és vette le a hajtást"
Helyesen:
Golyókosár helyett textilbakelit korona ment a golyók közé és vette le a hajtást.
" golyókosárba pedig textilbakelit korona ment a fogak közé és vette le a hajtást"
Helyesen:
Golyókosár helyett textilbakelit korona ment a golyók közé és vette le a hajtást.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2015 augusztus 18, 20:04
Írta: PSoft Dátum 2015 augusztus 18, 20:04
"A ྂ-es években találkoztam egy jópofa sebességcsökkentővel,..."
Én is!:)
Lehet,hogy ere gondolsz?
Ezermester...྄ Májusi számot nézd 26-27.oldal.
Akkoriban...kísérleteztem is vele.:)

Cím: Re:Mechanikai ötletek
Írta: u3xrz0cut Dátum 2015 augusztus 18, 20:13
Írta: u3xrz0cut Dátum 2015 augusztus 18, 20:13
De ismerős... [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 augusztus 18, 20:53
Írta: zozo Dátum 2015 augusztus 18, 20:53
Te is emlékszel ám minden technikai cuccra, 40 év után is, de az asszony születés-, névnapja, házassági évforduló napja, -az is megvan? [#wink]
Szintén a ྂ-es években próbálkoztam golyóscsapágy-anyával. Azt már nem tudom, hogy olvastam-e az ezermesterben, vagy magamtól agyaltam ki [#nevetes1] Ez úgy nézett ki, hogy 90 fokos menetbe volt fektetve egy mélyhornyú csapágy belső gyűrűje, ~45 fokban. Emléxem vagy 10 féle csapágyat néztem, de egyikkel se jött ki a kívánt menetemelkedéshez a 45 fok közeli csapágydőlés. Fűrészfog menetet meg nem akartam.
Szintén a ྂ-es években próbálkoztam golyóscsapágy-anyával. Azt már nem tudom, hogy olvastam-e az ezermesterben, vagy magamtól agyaltam ki [#nevetes1] Ez úgy nézett ki, hogy 90 fokos menetbe volt fektetve egy mélyhornyú csapágy belső gyűrűje, ~45 fokban. Emléxem vagy 10 féle csapágyat néztem, de egyikkel se jött ki a kívánt menetemelkedéshez a 45 fok közeli csapágydőlés. Fűrészfog menetet meg nem akartam.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 augusztus 18, 21:02
Írta: 000000000 Dátum 2015 augusztus 18, 21:02
Szia, bolygoműves hajtómű surlodo kapcsolattal.
Én perisztaltikus szivattyúhoz készítettem.
Fontos hogy túlfedéses illesztésú csapagyat valassz! Kulonben megcsuszik vagy csak egy idő után.
Én legyártattam.... mert ott dolgoztam :)
Én perisztaltikus szivattyúhoz készítettem.
Fontos hogy túlfedéses illesztésú csapagyat valassz! Kulonben megcsuszik vagy csak egy idő után.
Én legyártattam.... mert ott dolgoztam :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2015 augusztus 18, 21:13
Írta: PSoft Dátum 2015 augusztus 18, 21:13
Ááááá!
Ezeket a dátumokat,nekem...nem kell fejbe tartanom!
Előtte pár nappal,valahogy mindig...szóba kerül!:)))
Golyós(csapágy)anya...
Itt is volt régebben a fórumon.
Képek is voltak róla,de már nem tudom...
Talán... © sasi mester?
[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 augusztus 26, 13:04
Írta: Csuhás Dátum 2015 augusztus 26, 13:04
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 augusztus 26, 22:32
Írta: remrendes Dátum 2015 augusztus 26, 22:32
Hogyan lenne erdemes megtamasztani az Y sineket? Eleg lehet, ha racs szeruen osszekotom vagy mindenkepp erdemesebb lenne alulrol tamasztani?
Ha tennek 10-es anyagbol egy par olyan bordat, ami alulrol raillik a zartszelvenyekre, akkor problemasabb lenne megmunkalni a hid es a sin felfogatasait. Sok anyagot nem akarok beletenni, igy is 200kg korul lesz a vegeredmeny. Az FMEA most valamiert cserbenhagyott :) a keret befoglalo merete 1000x780mm.
Ha tennek 10-es anyagbol egy par olyan bordat, ami alulrol raillik a zartszelvenyekre, akkor problemasabb lenne megmunkalni a hid es a sin felfogatasait. Sok anyagot nem akarok beletenni, igy is 200kg korul lesz a vegeredmeny. Az FMEA most valamiert cserbenhagyott :) a keret befoglalo merete 1000x780mm.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2015 augusztus 27, 07:30
Írta: ra8nsmk6w Dátum 2015 augusztus 27, 07:30
Hibás a megközelitése a problémának. A gépedbe ésszerűen beépitett tömeg minden kg-ja áldásos lesz a leendő forgácsolási határadatoknak.
A 200kg nem lehet határadat egy ilyen méretű gépnél.
A 200kg nem lehet határadat egy ilyen méretű gépnél.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 augusztus 27, 08:40
Írta: remrendes Dátum 2015 augusztus 27, 08:40
Ez igaz. Neki is alltam 80x80x6-os zartszelvenybol rajzolni, de amikor 300kg felett mondot, akkor kicsit elbizonytalanodtam. Viszont az ejjel szerintem megtalaltam a megoldast :)
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2015 szeptember 04, 13:45
Írta: niu7vyvp0 Dátum 2015 szeptember 04, 13:45
Sziasztok,
Hobbicélre milyen motort érdemes választani?
Léptető v. szervó?
Kérdésem, hogy mind a 2 verziónál lehet használni tengelykapcsolós megoldást? V. van megkötés, hogy melyik esetben kell szíjat is bevinni a képbe?
Előre is köszönöm a segítséget!
Hobbicélre milyen motort érdemes választani?
Léptető v. szervó?
Kérdésem, hogy mind a 2 verziónál lehet használni tengelykapcsolós megoldást? V. van megkötés, hogy melyik esetben kell szíjat is bevinni a képbe?
Előre is köszönöm a segítséget!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 04, 14:02
Írta: svejk Dátum 2015 szeptember 04, 14:02
Kérdéseidre oldalakt lehetne írni és még akkor is csak a felszínt kapirgáljuk.
Mivel úgy látom kezdő vagy és hobbira kell, így a léptetőt ajánlom.
A léptetőmotornál megfelelő orsóválasztással általában mehet a direkt hajtás.
A szervo túlnyomó többségben megköveteli az áttételezést.
Ha vannak konkrét terveid akkor a gép méretei és felhasználását figyelembe véve már esetleg lehet ajánlást tenni a hajtásra.
De tökös fórumtárs aki ezt leírja neked egy-az egyben.
A szamárlétrát nehéz megkerülni, vagy sok pénz kell hozzá.
Mivel úgy látom kezdő vagy és hobbira kell, így a léptetőt ajánlom.
A léptetőmotornál megfelelő orsóválasztással általában mehet a direkt hajtás.
A szervo túlnyomó többségben megköveteli az áttételezést.
Ha vannak konkrét terveid akkor a gép méretei és felhasználását figyelembe véve már esetleg lehet ajánlást tenni a hajtásra.
De tökös fórumtárs aki ezt leírja neked egy-az egyben.
A szamárlétrát nehéz megkerülni, vagy sok pénz kell hozzá.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 szeptember 04, 14:23
Írta: s7manbs8 Dátum 2015 szeptember 04, 14:23
Ha szíjat használsz nem lesz olyan hangos .:)
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2015 szeptember 04, 19:44
Írta: niu7vyvp0 Dátum 2015 szeptember 04, 19:44
Köszönöm a gyors válaszokat.
Első sorban fa marás/gravírozást szeretnék, nyák marás és később lézerezni.
Képet mutatok hogy hol is tartok a tervezésben.
Orsóból 16X5 st ajánlott ez egyik fórumtársunk és 15 ös lineáris sínt. Pénz nyilván számít ezért szeretnék cmi kompromisszum képes megoldást. Esetleg ilyen tengelyhez tudtok jól bevált motort? V. tengely motor párost v. szimplán jó megoldást :)
Nem szeretnék mellé lőni ezért kérdezek meg mindent inkább
[img]http://kepfeltoltes.hu/view/150904/g_p_www.kepfeltoltes.hu_.jpg]
Első sorban fa marás/gravírozást szeretnék, nyák marás és később lézerezni.
Képet mutatok hogy hol is tartok a tervezésben.
Orsóból 16X5 st ajánlott ez egyik fórumtársunk és 15 ös lineáris sínt. Pénz nyilván számít ezért szeretnék cmi kompromisszum képes megoldást. Esetleg ilyen tengelyhez tudtok jól bevált motort? V. tengely motor párost v. szimplán jó megoldást :)
Nem szeretnék mellé lőni ezért kérdezek meg mindent inkább
[img]http://kepfeltoltes.hu/view/150904/g_p_www.kepfeltoltes.hu_.jpg]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 04, 19:48
Írta: svejk Dátum 2015 szeptember 04, 19:48
Ehhez a géphez tökéletes lesz a léptetőmotor, majd a gyakorlatiasabb fórumtársak megmondják hány Nm-eset ajánlanak.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 szeptember 05, 11:00
Írta: keri Dátum 2015 szeptember 05, 11:00
Ezt így nem lehet. Szegény Svejk nem véletlenül nem mond konkrét adatokat mert még mindig itt lebeg Tibor aka "hajtáslánc méretezés" szelleme.
Döntsd el. Olyat akarsz rátenni ami olcsó és egyszerű megoldás, vagy olyat, ami méretezett.
Ha olcsót akkor úgy is az ár dönt. Jó lesz a 16*5-ös orsó. Gondolom a 15-ös sín is olcsó, ezért ajánlották, amikor én vettem a 25-ös volt a legolcsóbb. Tervezett terhelést bőven bírja mindegyik.
Motor direkt hajtásban 1Nm-től felfelé bármi, nekem 0,2Nm-es motor is mozgatta már ezt az orsót. Bár manapság a léptető motorok már elég olcsóak ahhoz hogy rátegyél bármit. Szóval én azt mondom NEMA23-asból tegyél rá ami belefér.
Nagyobb átmérőjű motorokból ugyan van nagyobb nyomatékú, de ezek lustábbak is.
Ha meg méretezed, akkor szépen begyűjtöd az adatlapokat és kiszámítod hogy adott tömeghez, gyorsulás igényhez, megmunkálási jelleghez, mi az optimális, és nem itt kérdezgeted, mert senki nem fogja helyetted kiszámolni, legfeljebb készségesen elirányítunk a megfelelő wikipédia oldalra, ahol megtalálod a szükséges alap számításokat :)
Viszont most szólok hogy teljesen más az optimális a lézerhez és a maráshoz.
Lézerhez, nyák maráshoz én egy erős, szíjas mozgatású könnyű mechanikát alkalmaznél, kicsi, de gyors motorokkal, áttételezve.
Maráshoz jobb a lassú, masszív, precízebb mechanika, mivel ott marás közben inkább erő kell mint sebesség, az üresjárat meg nem olyan gyakori hogy ennek alacsony sebessége rontsa le a megmunkálási időt.
Harmadik dolog. Nem csak méregdrága golyós orsó és vezeték létezik. Van trapéz orsó, bronz vagy spéci műanyag anyával (Sz.Józsi fórumtárs gyárt igény szerint beszerelésre készen ilyeneket, golyós orsóhoz mérten nagyságrendekkel olcsóbban, de nyers orsót méterre fillérekért kapsz, és anyát sem olyan bonyolult gyártani ha van esztergád és leleményességed) Ezek a súrlódás miatt ugyan nem olyan önnyű mozgásúak mint a golyós orsó, de szintén elég pontos és jó, különösen hobby célra, és olyan dolgokra amit te is felsoroltál.
A terved jó a céljaidra. Annyit kifogásolnék hogy az X tengely vezetékeit inkább a fölső profilra tenném hogy kisebb legyen az erőkar a marószerszám csúcsa és a kocsik között, valamint az Y híd síneit érdemes minél távolabb tenni egymástól, legalább úgy hogy a Z kocsik alá kerüljenek az Y kocsik.. Bár ez a négyzetes doboz szerkezet elég jól viselkedik a csavaró erőre, de a legnagyobb deformálódást minden esetben a Z szenvedi el, ezért ennek a minél direktebb erőátadására érdemes koncentrálni, és nem beépíteni ilyen rugózó közdarabokat. Optimális esetben a Z és Y kocsik egymás felett vannak, így az Y kocsi szerkezete nem szól bele a váz rugalmasságába, de persze mechanikailag ez nem mindig kivitelezhető, ezért el lehet tolni, hogy hozzáférj a csavarokhoz, de törekedni kell erre. Ezért szoktak inkább állított téglalap hidat alkalmazni.
Pl. itt ha 4darab profilból rakod össze a hidat, akkor érdemesebb 3-at egymás felé alulra meg duplán tenni (az erőkar miatt itt nagyobb errő hat) mert így ugyan azzal az anyag mennyiséggel merevebb lesz a szerkezeted, és a nagyobb sín távolság a Z-re is jótékonyan hat.
Döntsd el. Olyat akarsz rátenni ami olcsó és egyszerű megoldás, vagy olyat, ami méretezett.
Ha olcsót akkor úgy is az ár dönt. Jó lesz a 16*5-ös orsó. Gondolom a 15-ös sín is olcsó, ezért ajánlották, amikor én vettem a 25-ös volt a legolcsóbb. Tervezett terhelést bőven bírja mindegyik.
Motor direkt hajtásban 1Nm-től felfelé bármi, nekem 0,2Nm-es motor is mozgatta már ezt az orsót. Bár manapság a léptető motorok már elég olcsóak ahhoz hogy rátegyél bármit. Szóval én azt mondom NEMA23-asból tegyél rá ami belefér.
Nagyobb átmérőjű motorokból ugyan van nagyobb nyomatékú, de ezek lustábbak is.
Ha meg méretezed, akkor szépen begyűjtöd az adatlapokat és kiszámítod hogy adott tömeghez, gyorsulás igényhez, megmunkálási jelleghez, mi az optimális, és nem itt kérdezgeted, mert senki nem fogja helyetted kiszámolni, legfeljebb készségesen elirányítunk a megfelelő wikipédia oldalra, ahol megtalálod a szükséges alap számításokat :)
Viszont most szólok hogy teljesen más az optimális a lézerhez és a maráshoz.
Lézerhez, nyák maráshoz én egy erős, szíjas mozgatású könnyű mechanikát alkalmaznél, kicsi, de gyors motorokkal, áttételezve.
Maráshoz jobb a lassú, masszív, precízebb mechanika, mivel ott marás közben inkább erő kell mint sebesség, az üresjárat meg nem olyan gyakori hogy ennek alacsony sebessége rontsa le a megmunkálási időt.
Harmadik dolog. Nem csak méregdrága golyós orsó és vezeték létezik. Van trapéz orsó, bronz vagy spéci műanyag anyával (Sz.Józsi fórumtárs gyárt igény szerint beszerelésre készen ilyeneket, golyós orsóhoz mérten nagyságrendekkel olcsóbban, de nyers orsót méterre fillérekért kapsz, és anyát sem olyan bonyolult gyártani ha van esztergád és leleményességed) Ezek a súrlódás miatt ugyan nem olyan önnyű mozgásúak mint a golyós orsó, de szintén elég pontos és jó, különösen hobby célra, és olyan dolgokra amit te is felsoroltál.
A terved jó a céljaidra. Annyit kifogásolnék hogy az X tengely vezetékeit inkább a fölső profilra tenném hogy kisebb legyen az erőkar a marószerszám csúcsa és a kocsik között, valamint az Y híd síneit érdemes minél távolabb tenni egymástól, legalább úgy hogy a Z kocsik alá kerüljenek az Y kocsik.. Bár ez a négyzetes doboz szerkezet elég jól viselkedik a csavaró erőre, de a legnagyobb deformálódást minden esetben a Z szenvedi el, ezért ennek a minél direktebb erőátadására érdemes koncentrálni, és nem beépíteni ilyen rugózó közdarabokat. Optimális esetben a Z és Y kocsik egymás felett vannak, így az Y kocsi szerkezete nem szól bele a váz rugalmasságába, de persze mechanikailag ez nem mindig kivitelezhető, ezért el lehet tolni, hogy hozzáférj a csavarokhoz, de törekedni kell erre. Ezért szoktak inkább állított téglalap hidat alkalmazni.
Pl. itt ha 4darab profilból rakod össze a hidat, akkor érdemesebb 3-at egymás felé alulra meg duplán tenni (az erőkar miatt itt nagyobb errő hat) mert így ugyan azzal az anyag mennyiséggel merevebb lesz a szerkezeted, és a nagyobb sín távolság a Z-re is jótékonyan hat.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 szeptember 05, 11:03
Írta: keri Dátum 2015 szeptember 05, 11:03
Egyébként nem kell félni az áttételtől.
Az orsó csapágyazását úgy is meg kell oldani, a motor felfogatást is, a különbség csak annyi a direkt hajtáshoz képest, hogy a motor el van tolva a tengely vonalából. A fogasszíjas áttétel alkalmazása nem lényegesen drágább, se nem bonyolultabb mint egy direkt hajtásban a rugalmas betétes kuplung.
Az orsó csapágyazását úgy is meg kell oldani, a motor felfogatást is, a különbség csak annyi a direkt hajtáshoz képest, hogy a motor el van tolva a tengely vonalából. A fogasszíjas áttétel alkalmazása nem lényegesen drágább, se nem bonyolultabb mint egy direkt hajtásban a rugalmas betétes kuplung.
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2015 szeptember 05, 12:03
Írta: niu7vyvp0 Dátum 2015 szeptember 05, 12:03
Nagyon szépen köszönöm a kifejtett segítséget. Adtál egy jó löketet a tovább haladáshoz :)
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2015 szeptember 05, 12:43
Írta: niu7vyvp0 Dátum 2015 szeptember 05, 12:43
Esetleg az áttételezésről tudsz linkelni olvasni valót, hogy tudjak számolgatni?
Hálás lennék érte!
Hálás lennék érte!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 szeptember 05, 14:45
Írta: keri Dátum 2015 szeptember 05, 14:45
Hú, hát konkrét áttételezésről nem tudok hirtelen. Tibor volt a nagy spílere ennek az áttétel számításnak, de én is szeretem a matekot. Ha még létezik Tibor45 Robsy hajtás topikját olvasgasd...már amikor nem ugrottak egymásnak az emberek.
Áttételezés szempontjából ez a bejegyzés érdekes számodra.
Nem tudom mennyire vagy képben matek és fizika terén, de azért elmondom.
Ugye egy test gyorsulása függ a tömegétől és a rá ható erőtől. (a=F/m) mi a maximális gyorsulásra törekszünk, illetve ha a levegő szántási sebesség fontos neked, akkor azt is vedd figyelembe hogy mennyi hely van az adott sebességre való gyorsításra.
A forgó mozgásban is így van csak a mozgás nem egyenes vonalú és máshogy nevezik.
Lényeg az hogy a mozgatott tömegeket visszaszámolod áttételeken keresztül a motor tengelyen mérhető inerciára, VAGY amit én jobban kedvelek, mert paraszti ésszel is jobban felfogható a mozgatott tömegre számolod vissza a forgó részek tömegét, és a motor nyomatéket vonóerőre. Ebből már tudod is a maximális gyorsulást.
Pl. 10kg hidat mozgatsz 1Nm-es motorral direktben 16*5-ös golyós orsóval.
A golyós orsóra ható 1Nm erő azt jelenti hogy 1 méteres erőkarral 1N erővel teszel egy fordulatot, vagyis 2*PI méter 1N erő aránylik az 5mm elmozdulásra azaz 6,28m*1N=0,005m*X azaz 6,28/0,005=1256 az elmozdulás aránya, így 1256N hat a 10kg-os hídra...elvileg. Ez nagyon sok, de hozzá kell adni a tömeghez az orsó perdületi nyomatékát tömegre átszámolva, az elmozdulás aránnyal szorozva, illetve a motor perdületi nyomatékát is.
Ha áttételezed a motort, akkor a motor mozgatott tömegre átszámolt inerciáját szorozni kell az áttétel lassításával, és szorozhatod a mozgató erőt is, vagyis ezzel növeled a gyorsulást, jó esetben.
DE egy hatalmas nagy DE.
Az áttétel a motor sebességet is osztja.
Sajnos a motorok sebessége nem végtelen, léptető motornál kifejezetten alacsony, szervóknál lényegesen nagyobb. És sajnos nem is lineáris a nyomaték görbe. Léptetőknél gyakorlatilag csak álló helyzetben tudja azt a nyomatékot amit ráírnak. Kb. fele akkora nyomaték az amivel lehet kalkulálni és ezt a fordulatot vesszük az üzemi fordulatnak is. Ez után rohamosan csökken a nyomaték, vagyis nem lehet hasznos teljesítményt kiszedni belőle. Persze az emlegetett Tibor most tépi a haját a pongyola megfogalmazás miatt, de kb. !!! ismétlem KB. ezek a gyakorlati értékek szoktak működni léptető esetén.
Ha pontos akarsz lenni, akkor veszed a motor nyomaték/fordulatszám görbéjét és integrálsz, deriválsz és úgy kiszámolhatod az optimumot.
Ha rám hallgatsz akkor fogsz egy egyszerű 1:2-es áttételt, egy néhány Nm-es motort és az elég közel szokott esni az optimumhoz :)
Esetleg ha értetted miről beszélek, akkor beírod egy Excel táblázatba, és a könnyen hozzáférhető áttételi arányokkal csinálsz egy egyszerűsített számítássorozatot, és kijön hogy 1:2,323584545 az optimális.
Áttételezés szempontjából ez a bejegyzés érdekes számodra.
Nem tudom mennyire vagy képben matek és fizika terén, de azért elmondom.
Ugye egy test gyorsulása függ a tömegétől és a rá ható erőtől. (a=F/m) mi a maximális gyorsulásra törekszünk, illetve ha a levegő szántási sebesség fontos neked, akkor azt is vedd figyelembe hogy mennyi hely van az adott sebességre való gyorsításra.
A forgó mozgásban is így van csak a mozgás nem egyenes vonalú és máshogy nevezik.
Lényeg az hogy a mozgatott tömegeket visszaszámolod áttételeken keresztül a motor tengelyen mérhető inerciára, VAGY amit én jobban kedvelek, mert paraszti ésszel is jobban felfogható a mozgatott tömegre számolod vissza a forgó részek tömegét, és a motor nyomatéket vonóerőre. Ebből már tudod is a maximális gyorsulást.
Pl. 10kg hidat mozgatsz 1Nm-es motorral direktben 16*5-ös golyós orsóval.
A golyós orsóra ható 1Nm erő azt jelenti hogy 1 méteres erőkarral 1N erővel teszel egy fordulatot, vagyis 2*PI méter 1N erő aránylik az 5mm elmozdulásra azaz 6,28m*1N=0,005m*X azaz 6,28/0,005=1256 az elmozdulás aránya, így 1256N hat a 10kg-os hídra...elvileg. Ez nagyon sok, de hozzá kell adni a tömeghez az orsó perdületi nyomatékát tömegre átszámolva, az elmozdulás aránnyal szorozva, illetve a motor perdületi nyomatékát is.
Ha áttételezed a motort, akkor a motor mozgatott tömegre átszámolt inerciáját szorozni kell az áttétel lassításával, és szorozhatod a mozgató erőt is, vagyis ezzel növeled a gyorsulást, jó esetben.
DE egy hatalmas nagy DE.
Az áttétel a motor sebességet is osztja.
Sajnos a motorok sebessége nem végtelen, léptető motornál kifejezetten alacsony, szervóknál lényegesen nagyobb. És sajnos nem is lineáris a nyomaték görbe. Léptetőknél gyakorlatilag csak álló helyzetben tudja azt a nyomatékot amit ráírnak. Kb. fele akkora nyomaték az amivel lehet kalkulálni és ezt a fordulatot vesszük az üzemi fordulatnak is. Ez után rohamosan csökken a nyomaték, vagyis nem lehet hasznos teljesítményt kiszedni belőle. Persze az emlegetett Tibor most tépi a haját a pongyola megfogalmazás miatt, de kb. !!! ismétlem KB. ezek a gyakorlati értékek szoktak működni léptető esetén.
Ha pontos akarsz lenni, akkor veszed a motor nyomaték/fordulatszám görbéjét és integrálsz, deriválsz és úgy kiszámolhatod az optimumot.
Ha rám hallgatsz akkor fogsz egy egyszerű 1:2-es áttételt, egy néhány Nm-es motort és az elég közel szokott esni az optimumhoz :)
Esetleg ha értetted miről beszélek, akkor beírod egy Excel táblázatba, és a könnyen hozzáférhető áttételi arányokkal csinálsz egy egyszerűsített számítássorozatot, és kijön hogy 1:2,323584545 az optimális.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 szeptember 05, 17:05
Írta: remrendes Dátum 2015 szeptember 05, 17:05
Tudom, hogy ez szervomeretezes, de nem eleg alacsonyabb fordulatszammal kalkulalni?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 szeptember 05, 18:20
Írta: keri Dátum 2015 szeptember 05, 18:20
De. Gondolom lehet olyan motorparamétereket beállítani ami megfelel a léptető motorhoz.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 szeptember 05, 19:02
Írta: sanyi84 Dátum 2015 szeptember 05, 19:02
A Z tengelynél pedig ki kell egyensúlyozni a mozgatott tömeget és mindjárt jobb sebességet lehet elérni.... (Nem is neked írom szaky27 nek de kiegészíti a tiédet) Vagy súllyal de az növeli az X tengely tömegét ezt általában fix tornyos gépeknél szokták, de a légrugó jó megoldás erre. Én ezt használtam az egri cégtől rendeltem. Dupla Z sebességet értem el kis 0.47 Nm motor rángatja az ősöreg 1.3 kW motort ami a legnagyobb súlyú a szerkezetben. Optimális hobbigép nincs mert mindent munkálunk ezeken, talán a folyadékokat nem. Kb százalékban felmérve kell meghatározni mire kell rámenni. Aztán lehet várni míg valaki ehhez kurrens dolgot tesz fel.
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2015 szeptember 05, 19:20
Írta: niu7vyvp0 Dátum 2015 szeptember 05, 19:20
Köszönöm ismét a segítséget, neki állok nézelődni és számolgatni.
Köszönöm hogy ilyen segítőkészek vagytok! :)
Köszönöm hogy ilyen segítőkészek vagytok! :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 05, 20:43
Írta: svejk Dátum 2015 szeptember 05, 20:43
Az eredeti excel táblázat elkészülte óta Tiborc fórumtársunk rávilágított egy két hibára, de még nem lett javítva, valószínű nem is lesz.
így csak iránymutatóak az eredmények.
Léptetőmotor esetében a motor fordulatszámát 300 1/percre érdemes választani.
így csak iránymutatóak az eredmények.
Léptetőmotor esetében a motor fordulatszámát 300 1/percre érdemes választani.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 szeptember 05, 20:47
Írta: keri Dátum 2015 szeptember 05, 20:47
Hacsak az nem, hogy tökéletesen vízszintes motor nyomatékkal számol...de nem te mondtad hogy neked a magas a matek? Ahhoz képest ez elég igényes kivitelű kalkulátor.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 05, 20:54
Írta: svejk Dátum 2015 szeptember 05, 20:54
Kissé kusza nekem az írásod, de ami a lényeg a tehetetlenségi nyomatékok az áttétel NÉGYZETÉVEL arányosak.
(ez sajnos az általam megismert legelső neten talált irodalomban is sajtóhibásan jelent meg)
Ez az áttétel lényege a dinamikában.
(ez sajnos az általam megismert legelső neten talált irodalomban is sajtóhibásan jelent meg)
Ez az áttétel lényege a dinamikában.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 05, 20:56
Írta: svejk Dátum 2015 szeptember 05, 20:56
A szervomotornak olyan is a nyomatéka,
De egyébként más a hiba...
De egyébként más a hiba...
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 szeptember 05, 21:00
Írta: keri Dátum 2015 szeptember 05, 21:00
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 szeptember 05, 22:17
Írta: svager Dátum 2015 szeptember 05, 22:17
Válasz dualface kérdésére anyárfa topikbol .
A főorsó egy morse4-es marógép vertikál fej,a házat átalakítottam 45mm rövidebb így fel tudtam rakni a fogasszíjtárcsát.
A motor 1.5kw 3f 2880 ford frekvenciaváltóval,szíj htd-5m az áttétel motor tengely 24 főorsó 36 ami talán a különleges a motorban ,hogy 1.1kw méretű de 1.5 kw
A híd mozgó tömege 160-165kg de feltöltöm majd még egy ki homokkal is.
Az elektronika még hátra van a motorok nema 34 X-Y 8nm Z 4nm enkoderes léptetök
gólyosorsó X-Y tengely 20/5mm Z tengelyen 15/2.5mm
A főorsó egy morse4-es marógép vertikál fej,a házat átalakítottam 45mm rövidebb így fel tudtam rakni a fogasszíjtárcsát.
A motor 1.5kw 3f 2880 ford frekvenciaváltóval,szíj htd-5m az áttétel motor tengely 24 főorsó 36 ami talán a különleges a motorban ,hogy 1.1kw méretű de 1.5 kw
A híd mozgó tömege 160-165kg de feltöltöm majd még egy ki homokkal is.
Az elektronika még hátra van a motorok nema 34 X-Y 8nm Z 4nm enkoderes léptetök
gólyosorsó X-Y tengely 20/5mm Z tengelyen 15/2.5mm
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 szeptember 05, 22:22
Írta: vjanos Dátum 2015 szeptember 05, 22:22
A híd hogy készült?
Vágattál vastaglemezt és hegesztetted?
Vagy ez valami meglevő alkatrész volt?
Vágattál vastaglemezt és hegesztetted?
Vagy ez valami meglevő alkatrész volt?
Cím: Re:Mechanikai ötletek
Írta: cdswcrkpn Dátum 2015 szeptember 05, 22:29
Írta: cdswcrkpn Dátum 2015 szeptember 05, 22:29
Köszi![#eljen] Ez nem fog beremegni a műfában [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 szeptember 05, 22:41
Írta: svager Dátum 2015 szeptember 05, 22:41
A híd és a váz vastaglemez 20mm belül, 16mm bordák vágtam a vastaglemezt és hegesztettem feszültségmentesítettem.


Cím: Re:Mechanikai ötletek
Írta: frkdv6dyr Dátum 2015 szeptember 05, 22:59
Írta: frkdv6dyr Dátum 2015 szeptember 05, 22:59
Kezdem átértékelni a brutális fogalmát a saját gondolataimban. Öt perce nézem és csak pislogok. Az ötlet hatalmas. Nem csak a szerkezet maga, de a feszültségmentesítés "házilag" szintén példaértékű.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 szeptember 05, 23:22
Írta: svager Dátum 2015 szeptember 05, 23:22

Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 szeptember 05, 23:49
Írta: remrendes Dátum 2015 szeptember 05, 23:49
Huuu, massziv darab. Hany kg korul lehet?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 szeptember 06, 00:17
Írta: remrendes Dátum 2015 szeptember 06, 00:17
Lehet tudni pontosan mi a hiba? Hatha valaki tanul belole.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 szeptember 06, 03:14
Írta: s7manbs8 Dátum 2015 szeptember 06, 03:14
A távcsövem hajtásánál van egy kis gond, a léptetőmotor által átadott rezgést kellene csökkenteni, valami rezgést elnyelő megoldással, kuplunggal, hogy lehetne ezt megoldani, milyen módszerek vannak.
A léptető motor 1/10 mikrolépéssel megy, az áttétel is adott, ezeken nem tudok változtatni, meg nem is akarok, a motor egy szíjon keresztül hajt egy nagyobb kereket.
Az lenne jó, ha a mozgatáskor valamilyen frekvencia felett leszűrné a rezgést a megoldás, ez a frekvencia kb. 5Hz vagy hasonló nagyságrend.
A léptető motor 1/10 mikrolépéssel megy, az áttétel is adott, ezeken nem tudok változtatni, meg nem is akarok, a motor egy szíjon keresztül hajt egy nagyobb kereket.
Az lenne jó, ha a mozgatáskor valamilyen frekvencia felett leszűrné a rezgést a megoldás, ez a frekvencia kb. 5Hz vagy hasonló nagyságrend.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 szeptember 06, 06:41
Írta: Csuhás Dátum 2015 szeptember 06, 06:41
Gondolom itt egyenletes lassú mozgásra van szükség (óragép), így a rugalmas tengelykapcsoló után egy lendkereket kellene használnod. ( Az egyenetlen mozgást nem csak a motor hanem a tapadás és csúszás átmenetek is okozhatják, szóval próbáld meg a motor helyett kézzel is tekerni hogy lásd úgy egyenletes-e a mozgás )
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 06, 06:42
Írta: 000000000 Dátum 2015 szeptember 06, 06:42
Megpróbálhatnád a léptetőt gumibakokra szerelni.?
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 szeptember 06, 06:54
Írta: sanyi84 Dátum 2015 szeptember 06, 06:54
Ez durva. Átéri az eszterga az egész munkateret vagy csak a felét? Szerinted elég kiórázni ? A sínek egyenességének biztosításához tervezel oldal feszítőket a sínekhez? Mire fogod helyezni a gépet? Az Y hajtás megoldását hogyan kell elképzelnünk ,szíjjal kötöd össze? Lényegében ha nehezebben is mint egy munkatérbe beleférő gépen de megcsinálható és nagyon tetszik a gép.
A feszültségmentesítés... Szóval azt látom építettél egy kemencét, gázzal fűtötted ? Mekkora hőfokot kell elérni és meddig tartani? Milyen pálcával, technológiával indultál neki a hegesztésnek?
A feszültségmentesítés... Szóval azt látom építettél egy kemencét, gázzal fűtötted ? Mekkora hőfokot kell elérni és meddig tartani? Milyen pálcával, technológiával indultál neki a hegesztésnek?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 szeptember 06, 07:12
Írta: Szalai György Dátum 2015 szeptember 06, 07:12
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 06, 07:15
Írta: 000000000 Dátum 2015 szeptember 06, 07:15
Hasonlóan kétségbeesett próbálkozásaim nekem is voltak.
Járható út, csak kicsit rögös.
Mint a hobbistáé általában.
További sok sikert kívánok hozzá.
Járható út, csak kicsit rögös.
Mint a hobbistáé általában.
További sok sikert kívánok hozzá.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 06, 07:17
Írta: 000000000 Dátum 2015 szeptember 06, 07:17
Pl. nem léptető motort használsz.
Ez ugyan nem válasz, de szerintem rossz úton jársz.
Ez ugyan nem válasz, de szerintem rossz úton jársz.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 szeptember 06, 07:43
Írta: keri Dátum 2015 szeptember 06, 07:43
Sokkal, de sokkal több mikrolépést kell használni hogy vibráció mentes legyen a léptetőmotor. De nem tudom hogy ilyen nagy erősítésű optika esetén mi látszana a képen.
Antal Gábor is most csinált egy hasonlót, csak ő mikroszkóppal. Kérdezd meg mire jutott.
Szerintem nem csillapítani kell a rezgéseket, hanem eleve nem előállítani.
Antal Gábor is most csinált egy hasonlót, csak ő mikroszkóppal. Kérdezd meg mire jutott.
Szerintem nem csillapítani kell a rezgéseket, hanem eleve nem előállítani.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 szeptember 06, 07:47
Írta: keri Dátum 2015 szeptember 06, 07:47
Ezzel csak az a baj, hogy Elektron 24óra/fordulatot akar előállítani. Elég nagy tömegű lendkerékre lenne szüksége ha ilyen alacsony frekvenciájú rezgést akarna kiszűrni.
Lehet hogy jobban járna ha a léptető motort rontaná le és elektronikus oldalon tenne be egy RC szűrőt a motor lágyabb járásának érdekében...ezzel igaz hogy megakadályozná a gyors mozgást, de ezt akár kapcsolhatja is.
Lehet hogy jobban járna ha a léptető motort rontaná le és elektronikus oldalon tenne be egy RC szűrőt a motor lágyabb járásának érdekében...ezzel igaz hogy megakadályozná a gyors mozgást, de ezt akár kapcsolhatja is.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 szeptember 06, 08:19
Írta: Csuhás Dátum 2015 szeptember 06, 08:19
Nem ott kell szűrni, hanem a motor tengelyén, ahol a nagy áttételezés miatt még sokkal gyorsabb rezgéseket kell elnyelni. Ha van lehetőség akkor az áttételt is érdemes megváltoztatni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 06, 08:19
Írta: 000000000 Dátum 2015 szeptember 06, 08:19
Az újabb vezérlők mint például az AM882 már két lépés között is közel szinuszos a legkisebb mikrolépéssel viszi át a másik pozícióba. (főleg mikor lassú a Step impulzus akkor érzékelhető )
Volt szerencsém ilyen vezérlőhöz, szerintem annyira jóra sikerült, hogy a rezonanciától való parázás elfelejthető.
De ha nem hiszel nekem akkor próbáld ki tegyél a tengelyre egy jó hosszú kábelkötegelőt az minden hajtásbeli anomáliát láthatóvá tesz.
Ha nem ok akkor rezeg mint a nyárfalevél. :)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 szeptember 06, 08:26
Írta: svager Dátum 2015 szeptember 06, 08:26
A marót körbe lehet forditani,ezért nem kelett átrakni elérte a egész vázat.
Sajnos nem lett valami pontos mivel,az esztega ágy pontatlansága bemásolodott,pedig felhántoltam :(
A nagy távolság miatt,elég csak 1 század máris 5 század lesz a hiba!
Az ágy hántolása közben jöttem rá a megoldásra,hogy fel kellene hántolni,így már pontos lett.
A sínek egyik oldala természetesen ütköztetve van,hagytam egy vállat neki.
A "kemence" elöször csak kisérletnek indult,amit kb két óra alatt összedobáltam,de gondoltam mivel nincs veszteni valom beraktam a gépet is:)
A melegités kb két órám át tartott,egyenletesen mindig néztem ,hogy ne melegedjen túl( ne ízzon)
Ezután még négy óra volt mig lassan hagtam hogy hüljön,a gázt kb 20 percemként csökkentettem ,másnap reggel még langyosak voltak a téglák amikor szétszedtem.
Sajnos mennem kell dolgozni folyt.köv.:)
Sajnos nem lett valami pontos mivel,az esztega ágy pontatlansága bemásolodott,pedig felhántoltam :(
A nagy távolság miatt,elég csak 1 század máris 5 század lesz a hiba!
Az ágy hántolása közben jöttem rá a megoldásra,hogy fel kellene hántolni,így már pontos lett.
A sínek egyik oldala természetesen ütköztetve van,hagytam egy vállat neki.
A "kemence" elöször csak kisérletnek indult,amit kb két óra alatt összedobáltam,de gondoltam mivel nincs veszteni valom beraktam a gépet is:)
A melegités kb két órám át tartott,egyenletesen mindig néztem ,hogy ne melegedjen túl( ne ízzon)
Ezután még négy óra volt mig lassan hagtam hogy hüljön,a gázt kb 20 percemként csökkentettem ,másnap reggel még langyosak voltak a téglák amikor szétszedtem.
Sajnos mennem kell dolgozni folyt.köv.:)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 szeptember 06, 08:28
Írta: svager Dátum 2015 szeptember 06, 08:28
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 szeptember 06, 08:44
Írta: jani300 Dátum 2015 szeptember 06, 08:44
[#eljen] Szia ! Itt már nem kérdés hogy tervezed e az acélok megmunkálását a géppel .
A hobbysta is csak annyit takar hogy szereted csinálni (mert ez már komoly szakszerű munka!).
Ami kérdésem esetleg lenne azt "Sanyi 84" már mid kérdezte.[#integet2]
A hobbysta is csak annyit takar hogy szereted csinálni (mert ez már komoly szakszerű munka!).
Ami kérdésem esetleg lenne azt "Sanyi 84" már mid kérdezte.[#integet2]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2015 szeptember 06, 08:49
Írta: KoLa Dátum 2015 szeptember 06, 08:49
Nálam is volt ilyen rezonancia kis előtolásnál! 5000 mikrolépés majdnem megoldotta!
MSDD vezérlő pedig 100%-ban megszüntette 200 mikrolépéssel!
MSDD vezérlő pedig 100%-ban megszüntette 200 mikrolépéssel!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 06, 08:50
Írta: 000000000 Dátum 2015 szeptember 06, 08:50
Köszi a leírást, várom (várjuk) a folytatást.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2015 szeptember 06, 09:01
Írta: ANTAL GÁBOR Dátum 2015 szeptember 06, 09:01
Pont tegnap teszteltem a mikroszkópos egységet : A tapasztalat : A pikodrive vel ( N mikro 3200 észrevehető kattogás volt tapasztalható , a pololu- nál ( N mikro = 6400 ) hasonlóan kattogott . Azután bevetettem egy Klaviós digitálist ( MSDD40 N mikro=6400) . Minden hiba megszünt egyenletesen szépen teszi a dolgát
( n =0.25 1/ min ) Nem tévedés 4 perc alatt fordul körbe egyszer a léptető tengelye. A meghajtást egy asszimetrikus multivibrátor adta 555 el . Igaz csupán érzékszervi a megfigyelés de a digitális vezérlővel nem tudtam a motor tengelyét lefogni , a másik kettőnél pedig sikerült . Az áramok minden esetben 1 A ra lettek beállítva , a tápfesz 24 V volt
( n =0.25 1/ min ) Nem tévedés 4 perc alatt fordul körbe egyszer a léptető tengelye. A meghajtást egy asszimetrikus multivibrátor adta 555 el . Igaz csupán érzékszervi a megfigyelés de a digitális vezérlővel nem tudtam a motor tengelyét lefogni , a másik kettőnél pedig sikerült . Az áramok minden esetben 1 A ra lettek beállítva , a tápfesz 24 V volt
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 szeptember 06, 09:20
Írta: keri Dátum 2015 szeptember 06, 09:20
Én hiszek neked, de ahogy elektront ismerem valami kukázott elektronikával csinálja :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 06, 09:43
Írta: 000000000 Dátum 2015 szeptember 06, 09:43
Ahogy a régi mobilszolgáltatókat kifigurázó reklámban is volt, A minőségnek ára van ! a színvonalnak menni kell felfelé ! :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 szeptember 06, 13:47
Írta: s7manbs8 Dátum 2015 szeptember 06, 13:47
A lényeg, hogy ez egy kész vezérlő program, ami mikrolépéses PWM jeleket ad ki, forráskódja nincs meg, közvetlen tekercsvezérlése van unipoláris motorra. Ebből a jelből akartam először egy procival a léptetési sorrendjéből kikódolva egy step dir impulzust csinálni, de mivel nem tiszta jel jön ki, ezt nehéz lenne megcsinálni, bár azt nem mondom, hogy lehetetlen, mert szervót akartam utána rátenni a step dir jelemre, amit multkor mutattam itt végfokomat, már működik és azzal hajtottam volna.
Az a gumibakos dolog lehet kicsi segítene, vagy olyan nyúlóska gumis valami szíj is, ami nem rántaná hirtelen a kereket, csak persze gyors mozgásra is szükség van, meg erőre is, így nem egyszerű, hogy mindez teljesüljön, illetve ha még jobban áttételezem, akkor meg a max sebesség csökken le nagyon, és a gyors műholdakat nem tudom majd követni , amit videózni szeretnék.
Az a gumibakos dolog lehet kicsi segítene, vagy olyan nyúlóska gumis valami szíj is, ami nem rántaná hirtelen a kereket, csak persze gyors mozgásra is szükség van, meg erőre is, így nem egyszerű, hogy mindez teljesüljön, illetve ha még jobban áttételezem, akkor meg a max sebesség csökken le nagyon, és a gyors műholdakat nem tudom majd követni , amit videózni szeretnék.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 szeptember 06, 13:55
Írta: s7manbs8 Dátum 2015 szeptember 06, 13:55
Olyan vezérlést is tudok csinálni, ami több mikrolépésre felbontja a lépést, mint ezek e legújabb hiper szuper vezérlők, ha nagyon akarom, de itt nincs tiszta step dir jelem.
Ha ezt a PWM-ezett mirkolépés ráengedném egy szűrőre, akkor kijönne 4 analóg jelem, amit ha gyorsan digitalizálnék, akkor mondjuk még lehet meg is tudnám oldania dolgot, most hogy agyalok, nem lehetetlen annyira, mert ha simán számolom az adott lábat, a jel mennyi ideig van magas illetve alacsony szinten, akkor kijön, hogy menniy a PWM érték és abból a mikrolépést is vissza tudom fejteni, azt meg adhatom a szervónak pl. csak ehhez megint írni kell valami programot, ami egy két napot lehet elvesz az időmből, de lehet majd megpróbálom, úgyis, mire jó idő lesz, hogy lehet egezni, addig ráérek, meg amúgy is működik csak rezeg a kép, majd felteszek már egy videót, a Hold hogy néz ki így rezegve.
Ez a PWM jele a távcső vezérlő panelnek us mértékű jeleket tartalmaz, tehát elég gyorsnak kell lenni a feldolgozásnak, lehet előkapok egy 160MHz-es 32 bites procit, aztán azzal jobban megy, bár lehet az se kell.
Ha ezt a PWM-ezett mirkolépés ráengedném egy szűrőre, akkor kijönne 4 analóg jelem, amit ha gyorsan digitalizálnék, akkor mondjuk még lehet meg is tudnám oldania dolgot, most hogy agyalok, nem lehetetlen annyira, mert ha simán számolom az adott lábat, a jel mennyi ideig van magas illetve alacsony szinten, akkor kijön, hogy menniy a PWM érték és abból a mikrolépést is vissza tudom fejteni, azt meg adhatom a szervónak pl. csak ehhez megint írni kell valami programot, ami egy két napot lehet elvesz az időmből, de lehet majd megpróbálom, úgyis, mire jó idő lesz, hogy lehet egezni, addig ráérek, meg amúgy is működik csak rezeg a kép, majd felteszek már egy videót, a Hold hogy néz ki így rezegve.
Ez a PWM jele a távcső vezérlő panelnek us mértékű jeleket tartalmaz, tehát elég gyorsnak kell lenni a feldolgozásnak, lehet előkapok egy 160MHz-es 32 bites procit, aztán azzal jobban megy, bár lehet az se kell.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 szeptember 06, 13:57
Írta: s7manbs8 Dátum 2015 szeptember 06, 13:57
Amúgy meg van egy új ötletem, ha azt megcsinálom, száguldani fog a távcső, csak ahhoz még idő kell, az egy új project lesz. Az már a fél méteres tükrömet fogja hajtani ... :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 szeptember 06, 14:06
Írta: s7manbs8 Dátum 2015 szeptember 06, 14:06
Most, ahogy a motor fel van fogva mereven, lehet ha gumibakot tennék alá, az elnyelne valamennyit ... erre már gondoltam egyébként én is azelőtt, mielőtt a 10 pontos kérdésemet feltettem, hátha van jobb ötlet.
Cím: Re:Mechanikai ötletek
Írta: 9pk59nuy Dátum 2015 szeptember 06, 15:36
Írta: 9pk59nuy Dátum 2015 szeptember 06, 15:36
"a fél méteres tükrömet fogja hajtani"
Na ez a tükör kerül többe mint a projekted!
[#integet2]
100 alatti nagyításnál, okulárral nézve nem számít ha lépkedve megy. 100 feletti nagyítás esetén, különösen ha üveglemezre fényképezel (vagy CCD-re) akkor zavaró lehet a rángatás.
Ajánlom az MSD vezérlőt 25000 mikrolépéssel. Garantáltan nem rángat. A kis vezérlők ide nem alkalmasak!
Ha ezen túlrágtad magad, akkor jön a fogaskerék probléma. Emiatt a feszített zsinórhajtás a nyerő!
[#integet2][#integet2][#integet2][#integet2][#integet2][#integet2][#integet2]
Na ez a tükör kerül többe mint a projekted!
[#integet2]
100 alatti nagyításnál, okulárral nézve nem számít ha lépkedve megy. 100 feletti nagyítás esetén, különösen ha üveglemezre fényképezel (vagy CCD-re) akkor zavaró lehet a rángatás.
Ajánlom az MSD vezérlőt 25000 mikrolépéssel. Garantáltan nem rángat. A kis vezérlők ide nem alkalmasak!
Ha ezen túlrágtad magad, akkor jön a fogaskerék probléma. Emiatt a feszített zsinórhajtás a nyerő!
[#integet2][#integet2][#integet2][#integet2][#integet2][#integet2][#integet2]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 szeptember 06, 22:29
Írta: svager Dátum 2015 szeptember 06, 22:29
Sziasztok
A hegesztéssel kapcsolatban nem volt semmi különleges egy 160A inverter 3.2 pálca
ennél a méretnél már kevés a 2.5 pálca.
Talán még azt lehetne ,hogy fölmelegíteni a hegesztés előtt az anyagot, kevesebb feszültség keletkezne benne a hegesztés során.
Kimaradt egy nagyon fontos dolog a feszmentesitéssel kapcsolatban!
Tökéletesen alá kell támasztani, mert simán elvetemedik a megeresztéskor. Sajnos ezt nem tudtam,a három oldalon normálisan alá volt támasztva,a negyediknek nem tulajdonítottam jelentőséget,az eredmény 1mm elhajlás az alátámasztatlan oldalon.

Először csak egy 20mm széles bemarást készítettem

A hántolás miatt sajnos mennie kell az egyik oldalnak

Ha jó a lapka,és a csillagok állása is kedvező, egy kis géppel is lehet forgácsot termeli:)

A sínekről:
A sínt a hántoló gerendának nekifogadtam asztalosszorítóval,amit a vállnak nekihúztam és így fogadtam le,így századon belül van,viszont amikor a tetejét néztem volt,hogy két század hullám is volt benne,amikor két kocsival néztem már nem volt benne a hullám.
Vakargattam is a fejem,nem értettem mi lehet a gond aztán ráraktam a hántoló gerendát így már látszott a hiba.

Ezen jobban látszik,a sin deformálodása a lehúzáskor,az m5 csavar helyett m6 csavart használtam aminek a fejét le esztergáltam lehet ,hogy ez miatt is deformálodott. Mivel a kocsik a sinen akár 3-4 századot is hajlanak és a két kocsinál már nem jelentkezika hiba ezért így maradt.

A híd lábait síkba hántoltam.

Ezután hozzáhántoltam a gerendát
hántolás előtt:

a végén:

A hegesztéssel kapcsolatban nem volt semmi különleges egy 160A inverter 3.2 pálca
ennél a méretnél már kevés a 2.5 pálca.
Talán még azt lehetne ,hogy fölmelegíteni a hegesztés előtt az anyagot, kevesebb feszültség keletkezne benne a hegesztés során.
Kimaradt egy nagyon fontos dolog a feszmentesitéssel kapcsolatban!
Tökéletesen alá kell támasztani, mert simán elvetemedik a megeresztéskor. Sajnos ezt nem tudtam,a három oldalon normálisan alá volt támasztva,a negyediknek nem tulajdonítottam jelentőséget,az eredmény 1mm elhajlás az alátámasztatlan oldalon.
Először csak egy 20mm széles bemarást készítettem
A hántolás miatt sajnos mennie kell az egyik oldalnak
Ha jó a lapka,és a csillagok állása is kedvező, egy kis géppel is lehet forgácsot termeli:)
A sínekről:
A sínt a hántoló gerendának nekifogadtam asztalosszorítóval,amit a vállnak nekihúztam és így fogadtam le,így századon belül van,viszont amikor a tetejét néztem volt,hogy két század hullám is volt benne,amikor két kocsival néztem már nem volt benne a hullám.
Vakargattam is a fejem,nem értettem mi lehet a gond aztán ráraktam a hántoló gerendát így már látszott a hiba.
Ezen jobban látszik,a sin deformálodása a lehúzáskor,az m5 csavar helyett m6 csavart használtam aminek a fejét le esztergáltam lehet ,hogy ez miatt is deformálodott. Mivel a kocsik a sinen akár 3-4 századot is hajlanak és a két kocsinál már nem jelentkezika hiba ezért így maradt.
A híd lábait síkba hántoltam.
Ezután hozzáhántoltam a gerendát
hántolás előtt:
a végén:
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 szeptember 07, 21:06
Írta: remrendes Dátum 2015 szeptember 07, 21:06
Az X es a Z linear kocsik rogziteset, hogy erdemes elrendezni?
200mm eleg lehet az X kocsik kulso szelei kozt? Igaz, igy nagyon szeles lesz a Z egyseg, de ha kozepre raknam akkor meg nagyon keskenynek tunik.
200mm eleg lehet az X kocsik kulso szelei kozt? Igaz, igy nagyon szeles lesz a Z egyseg, de ha kozepre raknam akkor meg nagyon keskenynek tunik.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 szeptember 07, 22:16
Írta: svager Dátum 2015 szeptember 07, 22:16
Sajnos vagy az a verzió van amit rajzoltál,vagy szét húzod a kocsikat,ez nálam 280mm.
Szerintem ez már elég stabil a sínek tengelytávolsága kb 115mm és minden elfért.

Szerintem ez már elég stabil a sínek tengelytávolsága kb 115mm és minden elfért.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 07, 22:55
Írta: 000000000 Dátum 2015 szeptember 07, 22:55
Mivel ilyen, Rémrendes vagy. Én is az leszek veled:))
Elmondok neked egy harmadik verziót.
A Z hez füles kocsikat használsz. És rakhatod szembe a másik kocsival.
A lapba vágott menettel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 07, 22:57
Írta: 000000000 Dátum 2015 szeptember 07, 22:57
Jaj, azt nem írtam. Ne add tovább. Szigorúan titok:))
Saját fejlesztés.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 szeptember 07, 23:06
Írta: remrendes Dátum 2015 szeptember 07, 23:06
Koszonom. Ha veletlen osszefutnek egy garnituraval az apron, akkor eszembe fog jutni az otlet. :)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 szeptember 07, 23:07
Írta: remrendes Dátum 2015 szeptember 07, 23:07
Aszt@ku... de a lenti kepekbol kiindulva nem kene meglepni ennek a Z tengelynek :)
Koszonom. Azert jobban nem huznam szet az X kocsikat.
Koszonom. Azert jobban nem huznam szet az X kocsikat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 07, 23:21
Írta: 000000000 Dátum 2015 szeptember 07, 23:21
Na jó. Akkor már a 4. ötletem le sem írom. Minek.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 szeptember 08, 06:34
Írta: Szalai György Dátum 2015 szeptember 08, 06:34
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 08, 07:19
Írta: 000000000 Dátum 2015 szeptember 08, 07:19
Tetszik a smiley-d! :-))
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 szeptember 08, 08:52
Írta: remrendes Dátum 2015 szeptember 08, 08:52
Ez lehet a magnestalpas CNC.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 szeptember 08, 10:11
Írta: Csuhás Dátum 2015 szeptember 08, 10:11
A témához kapcsolódóan itt egy ipari megoldás a nagy a munkadarabom de kicsi a maróm problémára.
Ötletes, és szép gép: oerlikon
Ötletes, és szép gép: oerlikon
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 szeptember 08, 10:13
Írta: svager Dátum 2015 szeptember 08, 10:13
Tényleg mágnes asztal!
Egy újabb ötletet adtál....[#wink]
Egy újabb ötletet adtál....[#wink]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2015 szeptember 08, 10:17
Írta: svager Dátum 2015 szeptember 08, 10:17
Már megit a meleg vizet találtam fel[#szomoru1]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 szeptember 08, 10:40
Írta: remrendes Dátum 2015 szeptember 08, 10:40
Kicsit nagyobban mar lattam ilyet. Gyartattunk egy 4300 hosszu 800mm atmeroju tengelyt, amit marni is kellett.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 szeptember 08, 11:27
Írta: Szalai György Dátum 2015 szeptember 08, 11:27
Ilyet kérek karácsonyra! [#taps]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 szeptember 08, 15:34
Írta: s7manbs8 Dátum 2015 szeptember 08, 15:34
Az szerintetek működhet, ha az unipoláris léptető vezérlőnek a tranzisztora elé teszek egy RC tagot, hogy ne hirtelen kapcsoljon egyik fázisról a másikra és akkor finoman megy át a következő lépésre, ez a távcső vezérlőnél érdekes. Csak persze ilyenkor gyorsan nem lehet mozgatni kivéve ha valami logikát betennék, hogy gyors léptetési sorozatnál ezt a tagot lekapcsolja valahogy , így afféle automata mikrolépés lenne. Meg nem rángatná a csövet, nem rezegne, ezt a csillagász fórumon írta az egyik illető. Persze így melegedni fog jobban a tranyó is de az nem számít.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 szeptember 08, 15:45
Írta: Csuhás Dátum 2015 szeptember 08, 15:45
Ha a tranyó vezérlőjelét lelassítod akkor nagy eséllyel túldiszipálja magát. De egyébként se lassíthatod le mert a mikrolépéseket alighanem pwm módban csinálja, és ezt meg is ölnéd egy rc taggal.
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2015 szeptember 08, 15:51
Írta: 4ybj8h3c8 Dátum 2015 szeptember 08, 15:51
Miért nem teszel rá normál DC motort. Pontos fordulatszám szabályzással és nagy áttétellel tökéletes, nincs rángatás.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 szeptember 08, 16:42
Írta: s7manbs8 Dátum 2015 szeptember 08, 16:42
A motor csak annyi tápfeszt kap, ami a névlegese, úgyhogy több amper nem tud folyni, max 5W lehet a disszipáció, de hülyeségből lehet megpróbálom, illetve nem is így kéne, hanem egy TDA2030 végfokkal vagy ilyesmivel, hajtani.mert a tranyónak is 0.7V idg ugye nem nagyon nyit ott csak hirtelen emelkedne.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 szeptember 08, 16:44
Írta: s7manbs8 Dátum 2015 szeptember 08, 16:44
Mert pontosan van vezérelve, az meg ugyanaz má rmint ha szervót tennék, de pont a jelet nem tudom kiszedni értelmesen, bár, ha egy RC taggal megszűröm és ADC vel beolvasgatom, mivel itt nem gyors váltások vannak, abból is tudok előállítani step dir jelet, fde közbe máűr találtam egy másik elektronikát,m ami eleve iylet ad ki, amjd azt megépítem, addig meg ezzel közbe azért szórakozok. Bár amazt se tart sokáig megcsinálni, mindenem megvan hozzá szinte.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2015 szeptember 08, 16:49
Írta: s7manbs8 Dátum 2015 szeptember 08, 16:49
Hopp, mégiscsak meg tudom csinálni az eredeti elképzelést, mert a microstepet nem tudtam eddig kiszedni, de mivel lehetőség van benne a mikrolépés táblázat átírására a felületen, ha ott azt íyrom hgoy 0-255 a feléig amásik felén meg 255-0 akkor simán át fog lképni és megszűnik mikrolépni,m na innentől meg már megvan a step dir átalakítsá ...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 szeptember 09, 07:08
Írta: Szalai György Dátum 2015 szeptember 09, 07:08
Ha már a lassú üzemben analóg (TDA2030) végfokkal hajtanád a motort, akkor készíthetnél elé egy tisztán szinuszos analóg generátort is. Így minden ugrás/remegés megszűnne, mintha hálózati 50Hz-ről járatnád.
Persze, kibicnek (nekem) semmi sem drága.
Persze, kibicnek (nekem) semmi sem drága.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2015 szeptember 09, 08:44
Írta: Rabb Ferenc Dátum 2015 szeptember 09, 08:44
Csakhogy egy tanáccsal több legyen: miért nem teszel rá egy hálózati szinkron motort? Pl egy mikró tányérforgató motorját. A kimenő fordulatszáma 2,5 vagy 5 fordulat/perc.
Kicsi, nem rángat, nem kell neki vezérlés és abszolút pontos a fordulata. A további áttételezés pedig még javít a "remegésen"
Kicsi, nem rángat, nem kell neki vezérlés és abszolút pontos a fordulata. A további áttételezés pedig még javít a "remegésen"
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 szeptember 09, 09:52
Írta: Csuhás Dátum 2015 szeptember 09, 09:52
Körülményes a fordulatszám szabályzása. Kellene egy hang végfok, generátorról hajtva, és kimenő trafónak egy hálózati trafó a szekunderről táplálva. Szóval bonyolult.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2015 szeptember 09, 09:59
Írta: Rabb Ferenc Dátum 2015 szeptember 09, 09:59
Akkor valamit (vagy sok mindent) nem értek [#nemtudom] A Föld forgása állítólag elég egyenletes. Miért is kell akkor szabályozni a forgató motor fordulatát?
De hát nem is kell nekem mindent érteni...
De hát nem is kell nekem mindent érteni...
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 szeptember 09, 10:03
Írta: Csuhás Dátum 2015 szeptember 09, 10:03
Nem tudom milyen ez a távcső, de feltételezem hogy ugyanez a motor viszi pozícióba is tubust.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2015 szeptember 09, 10:38
Írta: Rabb Ferenc Dátum 2015 szeptember 09, 10:38
Lehet zongorával is tüzelni - csak egy kicsit drága. Pl az "A" és "E" síkban külön-külön motor mozgatná a távcsövet. Az "igazi" csillagvizsgálókban, ahol az egész több tonnás tornyot kell forgatni, na ott ez kell.
De egy viszonylag kis méretű tubust szerintem a Föld forgástengelyével párhuzamos tengely körül kell csak mozgatni. Az aktuális égitestre oldható kötéssel durván majd finoman ráállni, ott rögzíteni aztán a többi a mozgató mechanika dolga.
De majd © elektron megszakérti a dolgot
De egy viszonylag kis méretű tubust szerintem a Föld forgástengelyével párhuzamos tengely körül kell csak mozgatni. Az aktuális égitestre oldható kötéssel durván majd finoman ráállni, ott rögzíteni aztán a többi a mozgató mechanika dolga.
De majd © elektron megszakérti a dolgot
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 28, 11:17
Írta: 000000000 Dátum 2015 szeptember 28, 11:17
Sziasztok,
Szerintetek mik azok a számszerű gyorsulási értékek mellékmozgást tekintve, amire érdemes méretezni egy normál fémmegmunkálásnál? Sokszor szó esik a dinamikáról, de mégis számszerűen ez mennyi az amire méretezni érdemes?
Másik kérdés? Szerintetek a klavionál kapható encoderes léptető rendszerek működhetnek lineáris útmérőről, ha igen milyen feltételek mellett?
Szerintetek mik azok a számszerű gyorsulási értékek mellékmozgást tekintve, amire érdemes méretezni egy normál fémmegmunkálásnál? Sokszor szó esik a dinamikáról, de mégis számszerűen ez mennyi az amire méretezni érdemes?
Másik kérdés? Szerintetek a klavionál kapható encoderes léptető rendszerek működhetnek lineáris útmérőről, ha igen milyen feltételek mellett?
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2015 szeptember 28, 13:28
Írta: kmajer Dátum 2015 szeptember 28, 13:28
0.2- 0.6 G
lineáris útmérőnek 0.001mm-es felbontás és alatta
van értelme.
lineáris útmérőnek 0.001mm-es felbontás és alatta
van értelme.
Cím: Re:Mechanikai ötletek
Írta: fektiforg Dátum 2015 szeptember 28, 14:14
Írta: fektiforg Dátum 2015 szeptember 28, 14:14
"lineáris útmérőnek 0.001mm-es felbontás és alatta
van értelme."
Szerintem NEM !
Lineáris útmérővel általában közvetlen tengely elmozdulást mérünk ( legpontosabb mérés fajta )
Forgó encoderel pedig, lineáris elmozdulás esetén
közvetett mérés lehet, hibái pl: orsó és hajtás lánc holtjáték, orsó linearitás hiba.
van értelme."
Szerintem NEM !
Lineáris útmérővel általában közvetlen tengely elmozdulást mérünk ( legpontosabb mérés fajta )
Forgó encoderel pedig, lineáris elmozdulás esetén
közvetett mérés lehet, hibái pl: orsó és hajtás lánc holtjáték, orsó linearitás hiba.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 28, 14:31
Írta: 000000000 Dátum 2015 szeptember 28, 14:31
Köszi a válaszokat,
Az amlített 0.2-0.6 G ról írnál kicsit bővebben? Gyári szerszámgépek adatai, vagy valami más forrás, esetleg saját tapasztalat?
A lineáris útmérésnél arra gondoltam működhet-e a zárt hurkú hajtás, lineáris útmérőről visszacsatolva, ami ugye nagyon pontos pályvezérlést tenne lehetővé, de ha a mechanikánka vannak hibái azt mennyire képes kompenzálni, vagy egyátaláén működik-e a hajtás?
Ezekre a vezérlőkre gondoltam: LINK
Az amlített 0.2-0.6 G ról írnál kicsit bővebben? Gyári szerszámgépek adatai, vagy valami más forrás, esetleg saját tapasztalat?
A lineáris útmérésnél arra gondoltam működhet-e a zárt hurkú hajtás, lineáris útmérőről visszacsatolva, ami ugye nagyon pontos pályvezérlést tenne lehetővé, de ha a mechanikánka vannak hibái azt mennyire képes kompenzálni, vagy egyátaláén működik-e a hajtás?
Ezekre a vezérlőkre gondoltam: LINK
Cím: Re:Mechanikai ötletek
Írta: Gyati Dátum 2015 szeptember 28, 15:09
Írta: Gyati Dátum 2015 szeptember 28, 15:09
Szia!
Hiába csatolnád vissza, nem találsz hozzá elérhető áron vezérlő szoftvert ami lekezeli.
Hiába csatolnád vissza, nem találsz hozzá elérhető áron vezérlő szoftvert ami lekezeli.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 28, 15:10
Írta: 000000000 Dátum 2015 szeptember 28, 15:10
A vezérlőig csatolnám vissza, nem a szoftverig. Az encoder helyére kötném.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 28, 15:37
Írta: svejk Dátum 2015 szeptember 28, 15:37
Ha direkt hajtás van és tutira kottyanásmentes az orsó és az encoder accor működhet, esetben megygyűlik a bajod az ilyen egyszerű szervo behangolásával.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 28, 15:53
Írta: svejk Dátum 2015 szeptember 28, 15:53
Itt pl. a 3. oldalon olvashatod az adatokat.
42000 mm/perces szánsebességek és 4200-7400 mm/s2 gyorsulások.
(átváltottam olyan formába, ahogy a mach3 motortuningjába kellene beírmi)
Ez egy középkategóriás gép, ma már nem egy kirívó eset.
42000 mm/perces szánsebességek és 4200-7400 mm/s2 gyorsulások.
(átváltottam olyan formába, ahogy a mach3 motortuningjába kellene beírmi)
Ez egy középkategóriás gép, ma már nem egy kirívó eset.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 28, 15:57
Írta: svejk Dátum 2015 szeptember 28, 15:57
Persze ha ezek a kottyanásmentes feltételek adottak akkor okafogyottá válik az útmérő, hisze ekkor pontos a motoron levő forgó encoder is. [#circling]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 28, 16:00
Írta: svejk Dátum 2015 szeptember 28, 16:00
De azért azt vedd figyelembe, hogy egy könnyű alu vázas gépnél ha megindítasz egy 20 kg-os Z egységet mondjuk 0,5 G-vel az már igencsak bólintani akar.
Cím: Re:Mechanikai ötletek
Írta: cdswcrkpn Dátum 2015 szeptember 28, 16:03
Írta: cdswcrkpn Dátum 2015 szeptember 28, 16:03
Azért ez a gép nem hobbigép árkategória, ezeket a számokat nyugodtan oszthatjuk 10el is akár...bár én csak zöldfülű vagyok itt.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 28, 16:11
Írta: 000000000 Dátum 2015 szeptember 28, 16:11
Köszi az infókat,
Nem is aluvázas gépről van szó. Ez a 0,5G egy jó méretezési alap, aztán majd úgyis kiderül ténylegesen mit bír. Egy polimerbeton vázas gépem van, most fog kapni golyósorsókat, meg agy komolyabb x-Z egységet. Van két útmérőm otthon, ha tényleg működne egy ilyen vezérlés szerintem nagyban nőne a gép pontossága. hiába a kottyanásmentes hajtás csak van rugalmasság, orsó, csapágyazás, kuplung stb. kérdés persze mi az amit kompenzzálni tud annélkül hogy behülyülne....
Nem is aluvázas gépről van szó. Ez a 0,5G egy jó méretezési alap, aztán majd úgyis kiderül ténylegesen mit bír. Egy polimerbeton vázas gépem van, most fog kapni golyósorsókat, meg agy komolyabb x-Z egységet. Van két útmérőm otthon, ha tényleg működne egy ilyen vezérlés szerintem nagyban nőne a gép pontossága. hiába a kottyanásmentes hajtás csak van rugalmasság, orsó, csapágyazás, kuplung stb. kérdés persze mi az amit kompenzzálni tud annélkül hogy behülyülne....
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2015 szeptember 28, 16:11
Írta: PSoft Dátum 2015 szeptember 28, 16:11
Egy "teszt összeállítás".
A tintás HP-k fejszervó "alkatrészeiből" összerakva.
Ha jól emlékszem, a DSSC-vel tesztelgettem, asztalon.
Elég fürgének/dinamikusnak bizonyult.
A dióda lézerek kb. 0,1mm-es sugár átmérőjéhez elég is lenne a szalag felbontása.
Egy "komolyabb" mechanikai kivitelben, mennyire lenne életképes a megoldás?
Cím: Re:Mechanikai ötletek
Írta: cnv Dátum 2015 szeptember 28, 18:02
Írta: cnv Dátum 2015 szeptember 28, 18:02
Hoppácska.
Elnézést az offért,
Gabcsi5456, nem akarsz véletlenül írni a polimerbeton gépvázadról a vonatkozó topicba? Szerintem sokakat érdekelne!
Vagy ha oda nem, akkor kérdeznék privátban :)
Elnézést az offért,
Gabcsi5456, nem akarsz véletlenül írni a polimerbeton gépvázadról a vonatkozó topicba? Szerintem sokakat érdekelne!
Vagy ha oda nem, akkor kérdeznék privátban :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 28, 18:11
Írta: svejk Dátum 2015 szeptember 28, 18:11
Ez jó! :)
Kitaláltad a DC motoros, szalagencoderes nyomtatót.
Minden bizonnyal működne, de mivel lenne jobb. mitha a motoron van az encoder?
Kitaláltad a DC motoros, szalagencoderes nyomtatót.
Minden bizonnyal működne, de mivel lenne jobb. mitha a motoron van az encoder?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 szeptember 28, 18:19
Írta: svejk Dátum 2015 szeptember 28, 18:19
Hobbiban igen, de normál fémmegmunkálás volt a kérdés.
Ma már ennél sokkal dinamikusabb gépek is vannak.
Van a látókörömben egy HAAS maró, de inkább csak helyzetfúró.
Úgy 3-4 tonna lehet az egész, de négy 16-os dűbellel le kell fogatni az aljzattbetonhoz mert elsétálgat.
Pedig a saját eredeti talpain áll.
Ma már ennél sokkal dinamikusabb gépek is vannak.
Van a látókörömben egy HAAS maró, de inkább csak helyzetfúró.
Úgy 3-4 tonna lehet az egész, de négy 16-os dűbellel le kell fogatni az aljzattbetonhoz mert elsétálgat.
Pedig a saját eredeti talpain áll.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 szeptember 28, 18:49
Írta: sanyi84 Dátum 2015 szeptember 28, 18:49
Nekem is néha után kell állni a munkahelyi gép vizének, kéthavonta nézem. Magam rutinosan 1-2 óra toronnyal együtt, ha más segít segítőtől függően fél óra egy nap :D . Azt is meg lehet zörgetni pedig 7 tonna, az nem mozdul de alatta lehet süllyed a talaj vagy ki tudja, de szerintem nem lazul a csavar.
Most az iso 25 ös szerszámtest gyártásán gondolkodom, fél mm ír befogott szerszámtestnél a szerszámtest alja és a főorsó homloka között. Lehet próbadarab kell mielőtt komolyan belemegyek. Az a picinység 90 kg lesz motorral. Polibeton váz kell ennek, kisebb fém munkákra jó. Nem akarom veszni hagyni mert a kuplungok feljavításával, csapágy cserével (eredeti horror, amivel anno ment a gépen összeállított orsó poén ár és jó volt az is), szíjak cseréjével lenne egy szerszámtáras kis főorsóm. Viszont ez már nem 10-20 kilós fagépemen lévő orsó kategória.
Most az iso 25 ös szerszámtest gyártásán gondolkodom, fél mm ír befogott szerszámtestnél a szerszámtest alja és a főorsó homloka között. Lehet próbadarab kell mielőtt komolyan belemegyek. Az a picinység 90 kg lesz motorral. Polibeton váz kell ennek, kisebb fém munkákra jó. Nem akarom veszni hagyni mert a kuplungok feljavításával, csapágy cserével (eredeti horror, amivel anno ment a gépen összeállított orsó poén ár és jó volt az is), szíjak cseréjével lenne egy szerszámtáras kis főorsóm. Viszont ez már nem 10-20 kilós fagépemen lévő orsó kategória.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 szeptember 28, 19:27
Írta: 000000000 Dátum 2015 szeptember 28, 19:27
De majd írok, csak össze akarok szedni képeket, meg előszedni a feljegyzéseimet, mert fejből sok konkrétat nem tudnék írni.
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2015 szeptember 28, 19:41
Írta: kmajer Dátum 2015 szeptember 28, 19:41
fém megmunkálásról volt szó,
a pozíció visszacsatoláshoz a bemenő jelek mennyisége
a leírtak szerint szükséges.
a pozíció visszacsatoláshoz a bemenő jelek mennyisége
a leírtak szerint szükséges.
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2015 szeptember 28, 19:46
Írta: kmajer Dátum 2015 szeptember 28, 19:46
elégséges a 0.2-0.6G saját tapasztalat alapján
kb 250 kg-os Y asztal rajta a 100kg-os X-el
szépen táncoltatja arrébb a 3tonnás masinát...
amennyiben a mechanikai hibák jelentősek,
mindegy milyen pontos mérőrendszer van a gépen.
kb 250 kg-os Y asztal rajta a 100kg-os X-el
szépen táncoltatja arrébb a 3tonnás masinát...
amennyiben a mechanikai hibák jelentősek,
mindegy milyen pontos mérőrendszer van a gépen.
Cím: Re:Mechanikai ötletek
Írta: cnv Dátum 2015 szeptember 28, 22:06
Írta: cnv Dátum 2015 szeptember 28, 22:06
Előre is köszi, biztosan sokakat érdekelni fog amit megosztasz velünk.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 10:56
Írta: 000000000 Dátum 2015 október 05, 10:56
Üdv mindenkinek! Használ esetleg valaki arduinot? Elkezdtem építeni egy hobby cnc gépet és ha minden igaz a motor vezérlés arduino lesz! Neten rengeteget találtam és nem 100ezres szerkezet! 10ezerből megvan az arduino + a shield!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 10:57
Írta: 000000000 Dátum 2015 október 05, 10:57
Igazából az érdekelne hogy mennyire megbízható szerkezet?
Cím: Re:Mechanikai ötletek
Írta: 0bn8uxmw Dátum 2015 október 05, 10:59
Írta: 0bn8uxmw Dátum 2015 október 05, 10:59
GRBL-t nézd meg ha tudsz angolul, ha problémás akkor segítek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 11:03
Írta: 000000000 Dátum 2015 október 05, 11:03
https://www.youtube.com/watch?v=YWe_A8ED0Qo
konkrétan ezt rendeltem meg! Ez szerintem ugyan az! Mondjuk én nem GRBL-ként rendeltem hanem arduino uno r3 + shield! De ugyan ez
konkrétan ezt rendeltem meg! Ez szerintem ugyan az! Mondjuk én nem GRBL-ként rendeltem hanem arduino uno r3 + shield! De ugyan ez
Cím: Re:Mechanikai ötletek
Írta: 0bn8uxmw Dátum 2015 október 05, 11:14
Írta: 0bn8uxmw Dátum 2015 október 05, 11:14
Igen ugyan az. chilipepp van hozzá egy ilyen webes interfész is.(nekem csak chrome-ban megy firefox nem tölti be.)
Van egy amcsi arc aki ilyenekkel játszik( amikor nem éppen nem valami alkatrészt gyárt éppen ).
Itt a youtube link:
NYC CNC DIY Arduino CNC: Z Axis Upgrade & ChiliPeppr! érdemes megnézni a többi videóját is a témában.
Ha nem akarsz nagy motorokat túl gyorsan hajtani elég a vas neki, de amit a 3D nyomatóhoz használunk Arduino mega 2560 és ramps 1.4 sokkal erősebb avr proci lenne alá.
Van egy amcsi arc aki ilyenekkel játszik( amikor nem éppen nem valami alkatrészt gyárt éppen ).
Itt a youtube link:
NYC CNC DIY Arduino CNC: Z Axis Upgrade & ChiliPeppr! érdemes megnézni a többi videóját is a témában.
Ha nem akarsz nagy motorokat túl gyorsan hajtani elég a vas neki, de amit a 3D nyomatóhoz használunk Arduino mega 2560 és ramps 1.4 sokkal erősebb avr proci lenne alá.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 11:31
Írta: 000000000 Dátum 2015 október 05, 11:31
Nema17-es motorokat néztem ki hozzá! Fa maráshoz szerintem elegendő (remélem)! Nagyon gyorsan nem akarom én mozgatni :) Nekem az is elég ha megcsinálja :)
Cím: Re:Mechanikai ötletek
Írta: 0bn8uxmw Dátum 2015 október 05, 11:56
Írta: 0bn8uxmw Dátum 2015 október 05, 11:56
Nema 23-asal jobban járnál, van belőle 2A-es változat(a motorvezérlő ennyit bír bordával és hűtéssel) azzal erősebb lenne és komolyabban bele tudnád engedni az anyagba. Persze jó marómotor is kell hozzá. De elkezdeni bármi jó csak csináld és tanulj belőle. Én is nema 17-esel mocikkal kezdtem de hamar belátja az ember a korlátait.
(bocsi de kérhetném, hogy ne használj minden mondat végén felkiáltójelet elég zavaró, köszönöm)
(bocsi de kérhetném, hogy ne használj minden mondat végén felkiáltójelet elég zavaró, köszönöm)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 15:36
Írta: 000000000 Dátum 2015 október 05, 15:36
Beltéri tápegységet lehet kapni Obi-ba vagy Tescoba esetleg? Ha találok régi mobil töltőt ami 12v az is jó nem?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 15:38
Írta: 000000000 Dátum 2015 október 05, 15:38
nekem van mobiltöltőm, még 2843 db, zerintem azok 5 voltosak, köss sorba többet
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 16:02
Írta: 000000000 Dátum 2015 október 05, 16:02
Na jó azért annyira nem szeretnék maszekolni. :) Néztem már neten olyan 2000-ért annyit kibírok.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 16:05
Írta: 000000000 Dátum 2015 október 05, 16:05
Ha csak USB-vel kötöm össze az arduinót? 3 nema 17-es motorhoz kevés?
Cím: Re:Mechanikai ötletek
Írta: sastas Dátum 2015 október 05, 16:17
Írta: sastas Dátum 2015 október 05, 16:17
A motor meghajtásához USB? Eléggé. A 2.0-ás USB szabvány 200 mA-t ad le. Az még egy mocinak sem elég, nemhogy 3nak. Ráadásul az USBn 5V jön nem 12...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 17:13
Írta: 000000000 Dátum 2015 október 05, 17:13
Találtam egy adapter. Ez szerintem megteszi. A kérdés már csak az hogy melyik lehet a fázis és a 0?
Cím: Re:Mechanikai ötletek
Írta: kuv5p7226 Dátum 2015 október 05, 17:16
Írta: kuv5p7226 Dátum 2015 október 05, 17:16
Szerintem az a kimenet... voltmérővel ki tudod mérni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 17:17
Írta: 000000000 Dátum 2015 október 05, 17:17
Ez már elég a 3 mocihoz?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 05, 17:27
Írta: 000000000 Dátum 2015 október 05, 17:27
Most néztem elvileg 1.3 amperes a moci. Akkor kéne neki olyan 3900mA nem?
Cím: Re:Mechanikai ötletek
Írta: 0bn8uxmw Dátum 2015 október 05, 18:24
Írta: 0bn8uxmw Dátum 2015 október 05, 18:24
Ha 12V-ot akarsz akkor a PC-s ATX táp de a 24V-ot is meghálálná. PC tápot én 200 FT-ért szoktam venni tápkábellal. [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2015 október 13, 21:12
Írta: PSoft Dátum 2015 október 13, 21:12
Egy kis aluforgács gyártás, ez...CNC nélkül is megy!:)
A művelet egyetlen célja, a 700x250x10mm-es alakos/ablakos alulemez darabka "könnyítése" a 17db. 50-es furattal.:)





Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 október 14, 06:24
Írta: Szalai György Dátum 2015 október 14, 06:24
Az áttörésekkel könnyített tartók tervezési szempontjai is egy érdekes terület volna a hobbygép építés részeként.
Hova kell lyuk és mekkora, hova mag anyag és menyi. [#integet2]
Hova kell lyuk és mekkora, hova mag anyag és menyi. [#integet2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 október 14, 10:19
Írta: 000000000 Dátum 2015 október 14, 10:19
Nem macskáztál, szép méretes forgácsot gyártottál.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2015 október 14, 19:08
Írta: PSoft Dátum 2015 október 14, 19:08
Hát, toltam neki mert...
Egy délutánom volt rá, a táblalemeztől, az utolsó képig.:)
Ma már, a helyén működik!:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2015 október 14, 19:26
Írta: PSoft Dátum 2015 október 14, 19:26
Az áttörés tervezési szempontok most...háttérbe szorultak.:)
Kaptam egy A4-es skiccet a fő méretekkel.
(lyukak nélkül)
Kivágtam, már kicsit meg is csiszoltam, mikor jött a tel. hogy "könnyíts rajta, mer lehet hogy nehéz lesz".
A hobbygép építés, az más!
Azt, sokszor...évekig, alaposan tervezgeti az ember.
Aztán, vagy lesz belőle valami, vagy...nem!:)
(mármint, a lyukból):))
[#wave]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2015 október 29, 19:34
Írta: PSoft Dátum 2015 október 29, 19:34
Még délután kérdezni akartam...
Adott egy léptetőmotor.(NEMA17 méret)
Valahonnan a motortestben levált egy "részecske".
A motor tengelye, kézzel forgatva, "fémesen egyet akad" utána körbeforgatható, akárhányszor.
Ellenkezőleg forgatva megint akad egyet,és utána már simán körbeforog.
Ebből ítélve, mágnesezhető a levált részecske, ami a légrésben a pólusok közé szorulva/tapadva az akadást okozza.
...hogyan lehet eltávolítani a pólusok közül, a pólushoz tapadt mágnesezhető "szemetet" a forgórész kivétele nélkül???[#nemtudom]
(szóval, ezt akartam kérdezni, még délután):)
Aztán....
A motor pajzsait levéve, nagyítóval átnézve a pólusok közti légrések egyikében, meg is találtam a pólusra tapadt "szemetet"
Mélyen bent a forgórész kb. fele hosszánál, a körmök között.
No de...hogyan szedem ki onnan, a forgórész kihúzása nélkül???
Csipesz, fogpiszkáló, csavarhúzó hegye, sehogy se fér be a résbe.
Aztán...
Papírlapból vágtam egy csíkot.
A választott vastagságú papírlap csík, pont befér a pólusok közti légrésbe.
A papírlap csíkot egyik irányból a résbe tolva, sikerült a végig a forgórész körméhez tapadó "piszkot" kitolni a másik irányba a résből.
Onnan már, vékony, hegyes csipesszel, egy mozdulattal le tudtam venni.
Összerakva a motort, mostmár nincs "akadás" szépen, egyenletesen jár.:)
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2015 október 29, 19:56
Írta: designr Dátum 2015 október 29, 19:56
Kitartó vagy..NEMA17-ért nem sokan törték volna magukat..pedig a tapasztalat megéri..
Csapágyazásnál..vagy ha le kell szedni valamiért a pajzsot..nagyon kell vigyázni az összseszerelésre..egy motort 8 vezetékesre átkötés után..sehogy sem sikerült központosan összeraknom..a márkás motoroknál nincs ilyen gond..ott megvezeti a pajzs..de kínai..ott trükközni kell..félig meghúz..óvatosan kocogtat..amig eltünik a fémes nyiszorgás..csak szépen darabosan fut..ha ilyenkor hamar feladja az ember könnyen besúrol a forgórész és rövid időn belül kuka..
Csapágyazásnál..vagy ha le kell szedni valamiért a pajzsot..nagyon kell vigyázni az összseszerelésre..egy motort 8 vezetékesre átkötés után..sehogy sem sikerült központosan összeraknom..a márkás motoroknál nincs ilyen gond..ott megvezeti a pajzs..de kínai..ott trükközni kell..félig meghúz..óvatosan kocogtat..amig eltünik a fémes nyiszorgás..csak szépen darabosan fut..ha ilyenkor hamar feladja az ember könnyen besúrol a forgórész és rövid időn belül kuka..
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2015 október 29, 20:05
Írta: PSoft Dátum 2015 október 29, 20:05
Ez, még nem a "gagyi kínai"!
Ezért a..."kitartás".:)
Ha az lett volna, én is kidobtam volna.:)))

Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 október 29, 21:07
Írta: vjanos Dátum 2015 október 29, 21:07
Esetleg sűrített levegővel nem lehetett volna kifújni?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 október 30, 06:14
Írta: Szalai György Dátum 2015 október 30, 06:14
Gratulálok a türelmedhez és a leleményes megoldáshoz. [#worship]
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 november 03, 20:40
Írta: sanyi84 Dátum 2015 november 03, 20:40
Van pár lineáris kocsim, nagyon kotyognak. A jó és a nem jó kocsik golyói között az eltérés 5-10 mikron 8 golyót átmérve. Viszont hozzá sem ér szinte a golyó a pályához. Kottyanása jóval több mint pár század. Érdemes a golyókat cserélni vagy ezek kukák? Lehet a kocsi golyópálya is kapott, elméletileg ki tudom mérni de közel sem biztos a jó eredmény. két jó (új) kocsim van a többi kotyog.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 november 03, 20:44
Írta: vjanos Dátum 2015 november 03, 20:44
Ha valami elterjedt, olcsó golyóméret megy bele (pl 1/8" - 3.125mm) próbáld átgolyózni, kicsi a veszteség, ha nem lesz jó.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2015 november 03, 20:47
Írta: designr Dátum 2015 november 03, 20:47
Szánj rá fél órát..az uj kocsikból a goyókat átszereled..ha azzal jók..akkor megéri..De csapágyboltba is mikroval menj..nagy a szórás..
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 november 03, 21:16
Írta: sanyi84 Dátum 2015 november 03, 21:16
Thk hsr 25 szóval a 4.75 ös méret (valami colos ez is) megy bele. Ez mintha bringaboltba is lenne.
designr
Mindenképp azzal megyek, bármelyik boltba is jutok el. Inkább veszek golyót.
Elvben már 8 golyó is megfeszítené a kocsit. Nem értem hogy a kocsi hossza vagy a golyó átmérő feszít. Logikailag mindenképp el kellene lennie kopva a kocsinak, a sínen van minimális "rágódás" (golyó összetorlódás?) nyom, de az új kocsi észre sem veszi ezt-szennylehúzóval és nélküle sem.
Erre a sínre épülne egy nagyobb súlyú hobbigép (80 kg csak az egyik alkatrész).
designr
Mindenképp azzal megyek, bármelyik boltba is jutok el. Inkább veszek golyót.
Elvben már 8 golyó is megfeszítené a kocsit. Nem értem hogy a kocsi hossza vagy a golyó átmérő feszít. Logikailag mindenképp el kellene lennie kopva a kocsinak, a sínen van minimális "rágódás" (golyó összetorlódás?) nyom, de az új kocsi észre sem veszi ezt-szennylehúzóval és nélküle sem.
Erre a sínre épülne egy nagyobb súlyú hobbigép (80 kg csak az egyik alkatrész).
Cím: Re:Mechanikai ötletek
Írta: istvan58 Dátum 2015 november 04, 11:11
Írta: istvan58 Dátum 2015 november 04, 11:11
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 november 05, 20:04
Írta: remrendes Dátum 2015 november 05, 20:04
Golyos orsot szokas meretezni, vagy eleg a "hossz nem lehet tobb, mint 40x az atmero" szabaly?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 november 05, 20:20
Írta: svejk Dátum 2015 november 05, 20:20
igen többek közt kihajlásra.
Befogástól, axiális terheléstől, fordulatszámtól függ.
A gyakorlatban nomogrammok segítenek a tervezésben, majd minden orsógyártó/forgalmazó oldalán elérhetők.
Befogástól, axiális terheléstől, fordulatszámtól függ.
A gyakorlatban nomogrammok segítenek a tervezésben, majd minden orsógyártó/forgalmazó oldalán elérhetők.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 16, 10:21
Írta: Csuhás Dátum 2015 november 16, 10:21
A hétvégén csináltam néhány hasított perselyt. A hasítást az új gyalugépemmel végeztem, és a sima leszúró kés helyett csináltam törött gépi fűrészlapból célszerszámot. Remekül működött, pláne amikor a satura egy mágnessel felraktam egy használt fogkefét ami letörölte az anyagból kijáró fűrész fogairól a forgácsot.

Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 16, 12:39
Írta: sufnituning Dátum 2015 november 16, 12:39
Ez meg mi akar lenni?[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 16, 12:41
Írta: sufnituning Dátum 2015 november 16, 12:41
Vagy ez egy nútmaró-féle gyalugépbe??
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 16, 12:46
Írta: sufnituning Dátum 2015 november 16, 12:46
Ha keresztbe használod, akkor meg a satupofa-recézőnek is jó.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 16, 12:46
Írta: Csuhás Dátum 2015 november 16, 12:46
Igen az. Kb arra használhatod mint a marógépen a fűrésztárcsát.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 16, 12:50
Írta: sufnituning Dátum 2015 november 16, 12:50
Jópofa, majd kipróbálom én is.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2015 november 16, 13:55
Írta: designr Dátum 2015 november 16, 13:55
Jó ötlet.
Mindig olvasom hogy esztergán is meg lehet a reteszhorony marást csinálni.
Egy hasonló szerkezet a késtartóra felszerelve sokkal kíméletesebb..és nem is kell a spec kés köszörülést kigyakorolni..
Mindig olvasom hogy esztergán is meg lehet a reteszhorony marást csinálni.
Egy hasonló szerkezet a késtartóra felszerelve sokkal kíméletesebb..és nem is kell a spec kés köszörülést kigyakorolni..
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2015 november 16, 15:51
Írta: Virbo Dátum 2015 november 16, 15:51
Megkérdezhetem hogy ezeket a frankó négyzetes alapanyagokat honnan veszed? Pl a szárnak.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 16, 15:55
Írta: sufnituning Dátum 2015 november 16, 15:55
És még kúpos reteszhornyot is lehet könnyűszerrel csinálni a késtartó szán elfordításával. Hagyományos gyalu ill. vésőgéppel ez nehézkes lenne.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 16, 15:57
Írta: sufnituning Dátum 2015 november 16, 15:57
Szerintem Ő is a vasboltban veszi, ott van egy csomó, még el is adnak belőle.[#duhos2]
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 16, 16:00
Írta: sufnituning Dátum 2015 november 16, 16:00
Helyesen, a reteszhorony nem kúpos, csak a furat.[#ijedt]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 16, 16:00
Írta: Csuhás Dátum 2015 november 16, 16:00
A méh telepen meg szoktam venni a törött lapkás esztergakéseket. Jó alapanyag a száruk. A fotón szereplő szerszám szára és feje két darabból van összehegesztve.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 16, 16:11
Írta: sufnituning Dátum 2015 november 16, 16:11
Egyébként Te annyit dolgozol, én csak felhegesztettem volna a fűrészlapot.[#hehe]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 16, 16:17
Írta: Csuhás Dátum 2015 november 16, 16:17
Elsősorban Te ügyes vagy, nekem mindig elrepedt a gyorsacél amikor hegeszteni akartam. Másrészt így akár különböző vastagságú fűrészlapokat is befoghatok, pl kézi vasfűrész lapját is. Harmadrészt szeretek bütykölni a munka öröméért, akkor is ha egy egy ritkán használt szerszámot készítek, vagy rendbe rakok, ami egy nem hobbistának már nem gazdaságos.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 november 16, 16:19
Írta: 000000000 Dátum 2015 november 16, 16:19
Frankó megoldás.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 november 16, 20:16
Írta: zozo Dátum 2015 november 16, 20:16
No, már azt is tudjuk, hogyan lesz a "harántfűrész" [#awink]
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 november 16, 20:44
Írta: sanyi84 Dátum 2015 november 16, 20:44
Próbáld meg saválló pálcával. Ha holnap jön a "mágus" dolgozni megkérdem Ő hogy szokta.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2015 november 16, 21:00
Írta: Virbo Dátum 2015 november 16, 21:00
Örülök hogy tudsz olyan vasboltot ahol normális négyzetes alapanyagot lehet venni.
Kérlek oszd meg velem is, mert én egyenlőre megrekedtem a laposvasnál és a kis keresztmetszetű négyzetes "rúdnál" ami bilivasból van általában a vastelepeken...
Kérlek oszd meg velem is, mert én egyenlőre megrekedtem a laposvasnál és a kis keresztmetszetű négyzetes "rúdnál" ami bilivasból van általában a vastelepeken...
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2015 november 16, 21:01
Írta: Virbo Dátum 2015 november 16, 21:01
Köszi.
Sejtettem hogy két darab, a nagyobbik is késszár volt anno?
Sejtettem hogy két darab, a nagyobbik is késszár volt anno?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 november 17, 18:40
Írta: svejk Dátum 2015 november 17, 18:40
Milyen gyalut vettél?
Ma láttunk egy nagyon klassz Strigont Kavicskánál.
És úgy néz ki még olcsó is lesz.
Ma láttunk egy nagyon klassz Strigont Kavicskánál.
És úgy néz ki még olcsó is lesz.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 17, 18:52
Írta: sufnituning Dátum 2015 november 17, 18:52
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 17, 19:56
Írta: Csuhás Dátum 2015 november 17, 19:56
Egy nagyon aranyos Anderle gépet. Van róla pár képem az ftp-n, vásárláskori, és a mostani rendbe rakott állapotban is. Nézd meg! Gyalu
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 17, 20:07
Írta: sufnituning Dátum 2015 november 17, 20:07
A késszánhoz meg rakhatsz egy indikátorórát is és akkor század pontosan tudsz vele dolgozni:-)
Így is, csak azt könnyebb nézni.
Így is, csak azt könnyebb nézni.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 17, 20:09
Írta: sufnituning Dátum 2015 november 17, 20:09
Vésni tudsz már vele?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 17, 20:14
Írta: Csuhás Dátum 2015 november 17, 20:14
Igen, a marógépem vertikálfejét is úgy használom, egy hosszú utas órával. A gyalura pedig készítek egy közdarabot hogy a szupport köszörűt felrakva apróbb síkköszörüléshez is tudjam használni, no ahhoz is kell a mérőóra. ( Maró )
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 17, 20:17
Írta: Csuhás Dátum 2015 november 17, 20:17
Tudok, az a vésőkés ahol csúszótalp, van az él előtt és mögött az bevált, ez nem hajlamos belekapni az anyagba.

Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 17, 20:24
Írta: sufnituning Dátum 2015 november 17, 20:24
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 17, 20:28
Írta: sufnituning Dátum 2015 november 17, 20:28
Érdekes ez a csúszótalpas megoldás, nem rossz,
bár nekem semmi gondom a sima vésőkkel, még nem kapott bele az anyagba késem, vagyis csak annyira amennyire kell:-))
bár nekem semmi gondom a sima vésőkkel, még nem kapott bele az anyagba késem, vagyis csak annyira amennyire kell:-))
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 17, 20:31
Írta: sufnituning Dátum 2015 november 17, 20:31
Ja még HSS vésőkést is szoktam hegeszteni,
csak eszembejutott
csak eszembejutott
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 november 17, 20:58
Írta: svejk Dátum 2015 november 17, 20:58
Ez tényleg aranyos, ha 1 raklapon elfért!
No meg látom megadtad a módját ennek is szokásod szerint. [#eljen]
No meg látom megadtad a módját ennek is szokásod szerint. [#eljen]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 17, 21:04
Írta: Csuhás Dátum 2015 november 17, 21:04
Csak 300 a lökethossza. Itt egy video egy ilyen gépről működés közben.
Cím: Re:Mechanikai ötletek
Írta: grekon Dátum 2015 november 18, 08:18
Írta: grekon Dátum 2015 november 18, 08:18
Csak nem tudom mitol ilyen zajos , a 700-as Strigonnak negyed ennyi hangja se volt :)
Asztalt felgyalultad ?
Vèsèshez pedig forditva kell betenni a kèst ( ha jol làtom ) s a felso kis szànnal adni kèzbol az elotolàst .
Asztalt felgyalultad ?
Vèsèshez pedig forditva kell betenni a kèst ( ha jol làtom ) s a felso kis szànnal adni kèzbol az elotolàst .
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 18, 09:28
Írta: Csuhás Dátum 2015 november 18, 09:28
Két zajforrás van a gépben, a nagy kereket hajtó fogaskerék, és az olajszivattyú. Az én gépem csendesebb mint a videón szereplő masina.
Az asztalt órázva jónak ítéltem így nem piszkáltam csak egy két felütést javítottam. Nem rossz gondolat, ha a kés a furat tetején dolgozik akkor lehet hogy eleve stabilabb lesz.
Az asztalt órázva jónak ítéltem így nem piszkáltam csak egy két felütést javítottam. Nem rossz gondolat, ha a kés a furat tetején dolgozik akkor lehet hogy eleve stabilabb lesz.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2015 november 18, 10:12
Írta: xg2w6ib9x Dátum 2015 november 18, 10:12
Ha már szóba került a MÉH telep:
Ma reggel kérdeztem meg az érdi MÉH telepet az aktuális hulladékvas átvételi árakról:
vas hulladék fajtától függően 26-30 Ft/kg
vörös réz 1000
sárgaréz 700
Egy éve 50Ft körül mozgott a vashulladék átvételi ár.
Az átvevő elmondása szerint a trend lefelé megy emelkedés nem várható.
Minden rosszban van valami jó is:
a régi gépeket érdemesebb lesz gépként eladni ...
Ma reggel kérdeztem meg az érdi MÉH telepet az aktuális hulladékvas átvételi árakról:
vas hulladék fajtától függően 26-30 Ft/kg
vörös réz 1000
sárgaréz 700
Egy éve 50Ft körül mozgott a vashulladék átvételi ár.
Az átvevő elmondása szerint a trend lefelé megy emelkedés nem várható.
Minden rosszban van valami jó is:
a régi gépeket érdemesebb lesz gépként eladni ...
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2015 november 18, 10:51
Írta: sufnituning Dátum 2015 november 18, 10:51
Szia! Jó de Te nem ennyiért veszed meg tőlük!![#rinya]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2015 november 18, 11:03
Írta: jani300 Dátum 2015 november 18, 11:03
Az eladási árból viszont nem engedtek semmit ...
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2015 november 18, 12:35
Írta: zozo Dátum 2015 november 18, 12:35
Épp most értem haza én is a méh telepről, 73kg sárgarezet vittem, nálunk 760-ért vették át, igaz 4% adót levontak belőle. Az alut 210-ért, a vashulladékot 28 Ft-ért vették át.
Egyszer bevittem egy utánfutónyi kartonpapírt, kiszámoltam, nem fedezte a benzinköltséget :)
Egyszer bevittem egy utánfutónyi kartonpapírt, kiszámoltam, nem fedezte a benzinköltséget :)
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2015 november 18, 18:08
Írta: xg2w6ib9x Dátum 2015 november 18, 18:08
Én csak a tényeket közöltem, mármint hogy ők mennyiért veszik tőlem.
Azt hogy ők mennyiért adnák nekem, vagy tőlük mennyiért veszi meg az ipar arról nem tudok semmit.
Egyébként van itt felénk olyan vastelep, ahol kategórikusan elzárkóznak az eladástól.
Volt ahol azt mondták, hogy erre külön VPOP engedély kellene.
Azt hogy ők mennyiért adnák nekem, vagy tőlük mennyiért veszi meg az ipar arról nem tudok semmit.
Egyébként van itt felénk olyan vastelep, ahol kategórikusan elzárkóznak az eladástól.
Volt ahol azt mondták, hogy erre külön VPOP engedély kellene.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2015 november 18, 18:10
Írta: xg2w6ib9x Dátum 2015 november 18, 18:10
De egyébként a lényegen nem változtat a dolog:
Akinek kidobandó gépe van mindenképpen jobban jár, ha megkeresi azt a potenciális vásárlói kört, akik a gépet látják a vasban és nem a hulladékot.
Akinek kidobandó gépe van mindenképpen jobban jár, ha megkeresi azt a potenciális vásárlói kört, akik a gépet látják a vasban és nem a hulladékot.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 november 20, 08:46
Írta: keri Dátum 2015 november 20, 08:46
Jobban jár az ember ha az ilyesmit elégeti a vegyes tüzelésű kazánban.
Ha összetömöríted, akkor elég jó az égéshője a papírnak.
Ha összetömöríted, akkor elég jó az égéshője a papírnak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 november 20, 09:10
Írta: 000000000 Dátum 2015 november 20, 09:10
Sziasztok! Előre is elnézést kérek , ha rossz helyre írnék , de ezt a topicot találtam legalkalmasabbnak. Nagyon kezdő vagyok , viszont érdekelnek az eszterga és CNC eszterga gépek. Jelenleg a főorsót és működési elvét tanulmányozom , youtube , irodalom , rajzok stb segítségével. Az lenne a kérésem , hogy valakinek lenne főorsóról rajz , robbantott ábra , orsóház szerkezetéről bármilyen vizuális anyaga kérem ossza meg velem. Köszönöm előre is . Üdv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 november 20, 09:41
Írta: 000000000 Dátum 2015 november 20, 09:41
Csuhás Mester feltett egy kiváló szakkönyv gyűjteményt.
Olyan tankönyvek is találhatók közöttük, amikből generációk tanulták meg a forgácsolás alapjait.
Olyan tankönyvek is találhatók közöttük, amikből generációk tanulták meg a forgácsolás alapjait.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 november 20, 09:43
Írta: 000000000 Dátum 2015 november 20, 09:43
hol találom ezt meg?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 november 20, 09:44
Írta: 000000000 Dátum 2015 november 20, 09:44
Bocsi, ez lemaradt.
A linkek "könyvtárban", itt az oldalon.
A linkek "könyvtárban", itt az oldalon.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 20, 10:18
Írta: Csuhás Dátum 2015 november 20, 10:18
Itt: Könyvek
Több eszterga gépkönyv is van amiben összeállítási rajzokat is találsz.
Több eszterga gépkönyv is van amiben összeállítási rajzokat is találsz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 november 20, 10:24
Írta: 000000000 Dátum 2015 november 20, 10:24
KÖSZÖNÖM!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 november 20, 11:57
Írta: 000000000 Dátum 2015 november 20, 11:57
134
Kart E2N eszterga gépkönyve + összeállítási rajzok
Jobb minőségű mint az eddig fent levő
http://data.hu/get/6856185/e2n_rajzos.zip
Az ebben lévő összeállítási rajzok tökéletesek lennének számomra , csak a darabjegyzék hiányzik sajnos. Valakinek esetleg nincs egy olyan segédlete , amiben benne van , hogy milyen csapágyak , milyen perselyek stb ? Méretekkel? Vagy 3 D-s összeállítási rajz ?
Kart E2N eszterga gépkönyve + összeállítási rajzok
Jobb minőségű mint az eddig fent levő
http://data.hu/get/6856185/e2n_rajzos.zip
Az ebben lévő összeállítási rajzok tökéletesek lennének számomra , csak a darabjegyzék hiányzik sajnos. Valakinek esetleg nincs egy olyan segédlete , amiben benne van , hogy milyen csapágyak , milyen perselyek stb ? Méretekkel? Vagy 3 D-s összeállítási rajz ?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 20, 12:04
Írta: Csuhás Dátum 2015 november 20, 12:04
Esetleg őt keresd meg. Itt a fórumon is mutatta ezt de sajna nem emlékszem a nickére.
e2n
Egyébként ha házi feladat akkor illik dolgozni is vele egy kicsit :-)
e2n
Egyébként ha házi feladat akkor illik dolgozni is vele egy kicsit :-)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 november 20, 12:50
Írta: 000000000 Dátum 2015 november 20, 12:50
Köszönöm . Ez már legalább segítség kicsit. Nem házi feladatról van szó. Hanem arról , hogy egyszerűen nem bírtam megérteni a főorsó működési elvét , mert az orsóházról értelmes rajzot nem igazán találok . Illetve kiváncsi lettem volna több változatra . Köszi a segítséget. Üdv
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 november 20, 13:06
Írta: 000000000 Dátum 2015 november 20, 13:06
Sok megérteni való azért nincsen rajta.
Azon kívül, hogy mind a vezérorsó, mind a vonóorsó innen kapja a hajtást.
Többek között azért, hogy a vezérorsó szinkronban forogjon a fórorsóval menetvágáskor.
Azon kívül, hogy mind a vezérorsó, mind a vonóorsó innen kapja a hajtást.
Többek között azért, hogy a vezérorsó szinkronban forogjon a fórorsóval menetvágáskor.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 20, 18:21
Írta: Csuhás Dátum 2015 november 20, 18:21
Nos nem kezdjük el magyarázni mert elég nagy téma, de kérdezz konkrétumokat bátran biztos hogy kapsz választ.
Cím: Re:Mechanikai ötletek
Írta: cxkt2gvrw Dátum 2015 november 20, 22:21
Írta: cxkt2gvrw Dátum 2015 november 20, 22:21
Szeretnéd bővíteni a könyvtáradat? Valszeg tudok segíteni.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 november 20, 22:25
Írta: Csuhás Dátum 2015 november 20, 22:25
Hogyne, bármilyen fémiparral kapcsolatos könyvet szívesen megosztok. Ha van ilyened akkor légyszi küld el! ( ha nagy akkor valamelyik nagy levél küldővel pl toldacuccot stb )
Cím: Re:Mechanikai ötletek
Írta: cxkt2gvrw Dátum 2015 december 04, 18:20
Írta: cxkt2gvrw Dátum 2015 december 04, 18:20
Megy mail
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 december 24, 18:01
Írta: remrendes Dátum 2015 december 24, 18:01
Kicsit megakadtam. A gepepitesben jartassabbak segitseget kernem. Melyik verziot lehet egyszerubben megmunkalni? Nekem az elso szimpatikusabb, de talan a masodik konnyebben legyarthato.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2015 december 24, 18:09
Írta: hostya Dátum 2015 december 24, 18:09
Nekem mindkét linkre EZ jön le... :(
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2015 december 24, 18:20
Írta: remrendes Dátum 2015 december 24, 18:20
Meg kell osztanom a fajlokat, de ido kozben megallt a dropboxom :(
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 december 28, 16:16
Írta: Csuhás Dátum 2015 december 28, 16:16
Régóta keresek előrajzoláshoz egy normális talpas tolómérőt, de mert nem találtam kedvemre valót, ezért készítettem egyet:





Cím: Re:Mechanikai ötletek
Írta: Messer Dátum 2015 december 28, 16:41
Írta: Messer Dátum 2015 december 28, 16:41
Köszönöm, hogy megosztottad. [#eljen]
Kedvem támadt egy hasonlót elkövetni.
Kedvem támadt egy hasonlót elkövetni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 december 28, 20:30
Írta: svejk Dátum 2015 december 28, 20:30
Mi volt a talp eredetileg?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 december 28, 20:33
Írta: Csuhás Dátum 2015 december 28, 20:33
Egy rozsdás öntvény darab. Direkt öntött vasat kerestem hogy szépen síkba tudjam hántolni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 december 28, 20:45
Írta: svejk Dátum 2015 december 28, 20:45
A képeken látható horonymart kis talp hántolt öntvény?[#wow1]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 december 28, 20:51
Írta: Csuhás Dátum 2015 december 28, 20:51
Igen. Öntöttvas. Martam rá néhány letörést, egy kis ívet a megfogáshoz. Az aljára került pár szutyokfogó 0.5mm befűrészelés, majd az alját síkba hántoltam. Ha érdekel holnap kattintok egy képet az aljáról is.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 december 28, 21:04
Írta: vjanos Dátum 2015 december 28, 21:04
A mérőeszköz mi volt előtte?
Tolómérő, vagy ilyen kis felszerelhető DRO?
Tolómérő, vagy ilyen kis felszerelhető DRO?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 december 28, 21:07
Írta: Csuhás Dátum 2015 december 28, 21:07
Egy gagyi, műanyag, tized milliméter felbontású tolómérő. Ajándéknak vettem párat a tescoban mert el volt rontva a vonalkódja: reszelőnek adták pár száz forintért. :-)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 december 28, 21:08
Írta: vjanos Dátum 2015 december 28, 21:08
Annyit akkor megért :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2015 december 28, 21:15
Írta: svejk Dátum 2015 december 28, 21:15
Jó, jó elhiszem! :)
Hogy van nektek ilyenekhez ügyességetek/türelmetek!?
Hogy van nektek ilyenekhez ügyességetek/türelmetek!?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 december 28, 21:18
Írta: Csuhás Dátum 2015 december 28, 21:18
Hobby, egyszerűen szeretek vele piszmogni. Azután jó használni, és büszkélkedni vele. :-)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2015 december 28, 21:23
Írta: Szalai György Dátum 2015 december 28, 21:23
Szép lett és biztos kézreálló.
Egy ilyen, ennyiért nem lett volna elfogadható?
http://epitkezes-kert.vatera.hu/barkacs_szerszam_ipari_gep/keziszerszamok/meroeszkoz_meromuszer/tolomero_mikrometer/talpas_elorajzolo_tolomero_1_50_pontossagu_350_es_2148510110.html
A talpatlan tolómérőmön a digitális kijelzőt már én is könnyebben leolvasom, de mire használnám, addigra lemerül a gombelem.
Akkor előveszem a hagyományos tolómérőt, meg a nagyítót. Miért nem szerelem rá fixen, azt nem tudom.
Hiszen az egyetemes szögmérőn is van gyárilag nagyító. Akkor lehet, hogy az nem szégyen?
Egy ilyen, ennyiért nem lett volna elfogadható?
http://epitkezes-kert.vatera.hu/barkacs_szerszam_ipari_gep/keziszerszamok/meroeszkoz_meromuszer/tolomero_mikrometer/talpas_elorajzolo_tolomero_1_50_pontossagu_350_es_2148510110.html
A talpatlan tolómérőmön a digitális kijelzőt már én is könnyebben leolvasom, de mire használnám, addigra lemerül a gombelem.
Akkor előveszem a hagyományos tolómérőt, meg a nagyítót. Miért nem szerelem rá fixen, azt nem tudom.
Hiszen az egyetemes szögmérőn is van gyárilag nagyító. Akkor lehet, hogy az nem szégyen?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 december 28, 21:33
Írta: Csuhás Dátum 2015 december 28, 21:33
Igen ilyent vadásztam már egy ideje de mindig lemaradtam róla. Normál tolómérőben azért vettem nemrég egy mitutoyót mert az nem merül le mindig.
( Kb a tizede az áramfelvétele mint egy kínainak )
Ezen a talpason még nincs kifúrva de az aluba belefér egy fészek egy AAA elemnek, ha gyakran lemerül akkor azt használom majd. Egyébként lehetne a normál tolómérőhöz is 3d printerrel elemtartó kiegészítést nyomtatni akkor nem merülne le olyan hamar.
( Kb a tizede az áramfelvétele mint egy kínainak )
Ezen a talpason még nincs kifúrva de az aluba belefér egy fészek egy AAA elemnek, ha gyakran lemerül akkor azt használom majd. Egyébként lehetne a normál tolómérőhöz is 3d printerrel elemtartó kiegészítést nyomtatni akkor nem merülne le olyan hamar.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2015 december 28, 21:46
Írta: Motoros Dátum 2015 december 28, 21:46
[#eljen]
Nekem meg van egy eredeti gyárim kis hibával és azt is lusta vagyok rendberakni. Pedig jól jönne néha.
.. viszont van zsír kalodám [#crazya]
Nekem meg van egy eredeti gyárim kis hibával és azt is lusta vagyok rendberakni. Pedig jól jönne néha.
.. viszont van zsír kalodám [#crazya]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2015 december 28, 21:57
Írta: vjanos Dátum 2015 december 28, 21:57
Ha megrajzolod, kinyomtatom :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 december 28, 22:12
Írta: keri Dátum 2015 december 28, 22:12
Megelőztél :)
Szóval akkor már ketten is vagyunk rá.
Nekem elég egy skiccrajz is, szívesen berajzolom számítógépre.
Szóval akkor már ketten is vagyunk rá.
Nekem elég egy skiccrajz is, szívesen berajzolom számítógépre.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 december 28, 22:20
Írta: Csuhás Dátum 2015 december 28, 22:20
Hmm, rajzolni nem tudom de elmondom: Képzelj el egy kinai tolómérőt aminek az ülepére rátettél egy 3a elemet és egy kis bliszter fóliát szívattál rá.
Egy ilyen alkatrész kell, az elem be van forrasztva két huzallal, úgy se kell gyakran cserélni, és a műanyag hosszabb csavarokkal az eredeti alsó résszel együtt van felcsavarozva a helyére.
Egy ilyen alkatrész kell, az elem be van forrasztva két huzallal, úgy se kell gyakran cserélni, és a műanyag hosszabb csavarokkal az eredeti alsó résszel együtt van felcsavarozva a helyére.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 december 28, 22:34
Írta: keri Dátum 2015 december 28, 22:34
Nekem jó a képzeletem, de hány éves a kapitány? :)
AAA elem akad azzal ne foglalkozz, csak hogy mekkora az a lap amire illeszkednie kell. Nincs digitális tolómérőm, csak analóg.
Meg igazából ha nyomtatunk, akkor már lehet cicásítani is. Szóval rápattintós ház, szépen lekerekítve, csavarok helyét ha megmondod akkor azt is belenyomtatom süllyesztéssel együtt, esetleg vezeték helyét kialakítani.
AAA elem akad azzal ne foglalkozz, csak hogy mekkora az a lap amire illeszkednie kell. Nincs digitális tolómérőm, csak analóg.
Meg igazából ha nyomtatunk, akkor már lehet cicásítani is. Szóval rápattintós ház, szépen lekerekítve, csavarok helyét ha megmondod akkor azt is belenyomtatom süllyesztéssel együtt, esetleg vezeték helyét kialakítani.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 december 28, 22:46
Írta: Csuhás Dátum 2015 december 28, 22:46
No ennek alászaladtam. Nekem nem igazán kell ilyen kiegészítő mert vettem egy mitutoyot. Igaz használok egy kínait is de annyira nem zavar hogy nekiálljak méricskélni. ( Ha zavarna akkor max melegtakonnyal felragasztanék egy duracelt az ülepére.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2015 december 28, 22:48
Írta: keri Dátum 2015 december 28, 22:48
:)
Rendben akkor csak azt mond meg mekkora négyszög amihez illeszkednie kell, a többit megoldom ahogy mondtad.
Rendben akkor csak azt mond meg mekkora négyszög amihez illeszkednie kell, a többit megoldom ahogy mondtad.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2015 december 28, 22:50
Írta: Csuhás Dátum 2015 december 28, 22:50
Holnap lefotózom és berajzolok rá pár méretet, a maradékot pedig lemérheted a fotón.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 december 30, 22:05
Írta: 000000000 Dátum 2015 december 30, 22:05
Sziasztok kezdő vagyok a témában. Pár dolog érdekelne. Kizárólag fát szeretnék marni, gravírozni. 500mm * 500mm méretű az x asztal 1 maximum 2 kilogramm a munkadarab súlya illetve az y és z tengelyen a marómotor ami szintén pár kilogramm. A kérdésem az lenne, hogy találtam lineáris vezetéket 16, 20, 25 -ös méretben, trapézmenetes orsót 10*2, 12*3 -as méretben. Melyik lenne jó megoldás, elég a kisebb vagy érdemes a nagyobb méretet megvenni? Szeretném, ha jól működne a gép de túlméretezni sem akarom, ha felesleges. Illetve mekkora nyomatékú motorok kellenek a hajtáshoz? Előre is köszönöm a segítséget tisztelettel Lengyel Gergő!
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2015 december 31, 08:22
Írta: ra8nsmk6w Dátum 2015 december 31, 08:22
A vázolt alkatrészekkel nem tudod túlméretezni
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2015 december 31, 10:38
Írta: robroy007 Dátum 2015 december 31, 10:38
tedd hozzá Gyula, hogy eleve bőven túlméretes teljesítményre képesek így is [#nevetes1]
szóval ezekből bármelyiket választod Gergő biztos elég lesz, csak az aszab határt, hogy később mire fogod még használni a géped
szóval ezekből bármelyiket választod Gergő biztos elég lesz, csak az aszab határt, hogy később mire fogod még használni a géped
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2015 december 31, 12:37
Írta: sanyi84 Dátum 2015 december 31, 12:37
Szerintem fába se mindegy mit akarsz csinálni. Nagy fordulat kell mindenképp. Szerintem alapból 2 Z egységgel és főorsóval tervezd -ok: ha csak relief kell ne menjen fölösen kW motor, egy gravírtű nagy fordulatot kér nagy előtolás mellett, egy bitmaró nagy előtolás közepes fordulatot (2-3000-8000 mm/perc 24.000 f/min). 500x500 nem nagy, hamar határra kerülsz. Mai kínai léptetők sem valami bajnokok (van ezeknek adatlapja? nyomatékgörbéje megfelel? ) Szerintem tudjon 5-8000 mm/perccel munkálni (kiesik a trapézorsó?). Nagy orsóhoz er 11 felejtős, tegnap törtem el egy C8 as szárú er 11 befogót 8 as szárú 16 mm átmérőjű felsőmaró bit volt benne. 4000mm/ perc 2 mm fogással gőzölt bükkbe-ha jó a lefogatásom erősebb a hajtásom, nem er11 a befogószár simán mehettem volna nagyobb fogással. A gép körüli forgácsvédő fa lapokat lelökte és a 2 méterre lévő nyír csavarhúzótartóról pattant valahova a földre, törés oka figyelmetlenség ...
Tanácsom határozd el mi is kell mind méretben (jövőre is gondolva) mind teljesítményben, ez mindenre kihat. Számolj sokat, elég lesz-e az amit a (léptető)motor adatlapja ír adott gépelemeknél? Mire is képesek a gépelemek amiket választasz? (svejk féle szervóméretező jó kiindulás) Stabil gépnek adhatsz nagy fogást, gyorsabb lesz a munka- több idő jut másra. De ha csak relief kell... Az más ott a "piliszka" gépek is jók lesznek.
Tanácsom határozd el mi is kell mind méretben (jövőre is gondolva) mind teljesítményben, ez mindenre kihat. Számolj sokat, elég lesz-e az amit a (léptető)motor adatlapja ír adott gépelemeknél? Mire is képesek a gépelemek amiket választasz? (svejk féle szervóméretező jó kiindulás) Stabil gépnek adhatsz nagy fogást, gyorsabb lesz a munka- több idő jut másra. De ha csak relief kell... Az más ott a "piliszka" gépek is jók lesznek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2015 december 31, 18:43
Írta: 000000000 Dátum 2015 december 31, 18:43
Köszönöm a segítséget ha nekilátok az építésnek teszek fel pár képet.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 február 04, 23:32
Írta: Csuhás Dátum 2016 február 04, 23:32
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2016 február 06, 08:14
Írta: VighLajos Dátum 2016 február 06, 08:14
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 február 18, 12:18
Írta: Csuhás Dátum 2016 február 18, 12:18
Nagyon nem cnc de talán a mechanikai ötletbe belefér: Kukorica morzsoló
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2016 február 18, 18:34
Írta: Kristály Árpád Dátum 2016 február 18, 18:34
Az eszem megáll...
[#csodalk]
Milyen jó lett volna az ötlet mikor galambot s egyéb állatot tenyésztettem....[#csodalk]
[#worship][#integet2][#taps]
[#csodalk]
Milyen jó lett volna az ötlet mikor galambot s egyéb állatot tenyésztettem....[#csodalk]
[#worship][#integet2][#taps]
Cím: Re:Mechanikai ötletek
Írta: 4va4kwi Dátum 2016 március 07, 21:08
Írta: 4va4kwi Dátum 2016 március 07, 21:08
Sziasztok!
sbr16uu kocsit ha fejtetőn használok az bírni fogja ugyan azt a terhelést?
Elvileg 770N bír dinamikusan, de ha fejtetőre állítom akkor ez az erő nem fogja kitépni az 5-ős csavarokat?
sbr16uu kocsit ha fejtetőn használok az bírni fogja ugyan azt a terhelést?
Elvileg 770N bír dinamikusan, de ha fejtetőre állítom akkor ez az erő nem fogja kitépni az 5-ős csavarokat?
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2016 március 07, 21:15
Írta: vjanos Dátum 2016 március 07, 21:15
Mekkora erő, mire használod? :)
Cím: Re:Mechanikai ötletek
Írta: 4va4kwi Dátum 2016 március 07, 21:17
Írta: 4va4kwi Dátum 2016 március 07, 21:17
Plazmavágónak a hídja lenne rajta 4 kocsin
kb 100-120kg a teljes híd. És így a 16db 5-ős csavarra jutna a teljes tömeg.
kb 100-120kg a teljes híd. És így a 16db 5-ős csavarra jutna a teljes tömeg.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2016 március 07, 21:24
Írta: vjanos Dátum 2016 március 07, 21:24
Szerintem simán elbírja...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 március 07, 21:35
Írta: Szalai György Dátum 2016 március 07, 21:35
Egy rendes 8.8 minőségű csavar szakító szilárdsága 800N/mm2
Az M5 csavar mag keresztmetszete kb. 13,85mm2.
Elbír vagy 11000 N húzóerőt, mielőtt elszakad.
Hogy mibe van betekerve, az más kérdés.
http://users.atw.hu/mokaj/csavarkotesek.pdf
(1.4 Csavarok terhelhetősége)
Az M5 csavar mag keresztmetszete kb. 13,85mm2.
Elbír vagy 11000 N húzóerőt, mielőtt elszakad.
Hogy mibe van betekerve, az más kérdés.
http://users.atw.hu/mokaj/csavarkotesek.pdf
(1.4 Csavarok terhelhetősége)
Cím: Re:Mechanikai ötletek
Írta: 4va4kwi Dátum 2016 március 07, 21:47
Írta: 4va4kwi Dátum 2016 március 07, 21:47
Én sem a csavaron aggódom, hanem hogy a csavar 10mm-t van belecsavarva az alumíniumba.
Cím: Re:Mechanikai ötletek
Írta: 4va4kwi Dátum 2016 március 07, 22:00
Írta: 4va4kwi Dátum 2016 március 07, 22:00
Ha 300N/mm2 el számolom az alumíniumot , akkor annak is simán el kell bírnia.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 március 07, 22:03
Írta: PSoft Dátum 2016 március 07, 22:03
Engem, a nyitott/hasított csapágyak fordított szerelése, ellenkező irányú terhelése is aggasztana.
De, lehet hogy...túlzott az aggódásom?!
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 március 07, 22:09
Írta: Szalai György Dátum 2016 március 07, 22:09
Ha jól emlékszem a Házkötő segédlet szerint a 8.8 csavar szükséges becsavarási hossza alumínium ötvözetbe 2d vagyis az átmérő duplája.
M5 csavar esetében akkor épp 10 mm.
M5 csavar esetében akkor épp 10 mm.
Cím: Re:Mechanikai ötletek
Írta: 4va4kwi Dátum 2016 március 08, 11:45
Írta: 4va4kwi Dátum 2016 március 08, 11:45
Nem tudom, hogy kell-e ezzel foglalkoznom. a csapágygolyók több sorban kőrbe ölelik. Elvileg minden irányból tartania kellene. De igazából nem értek ezekhez a gépészeti dolgokhoz, azért is kérdezem.
Cím: Re:Mechanikai ötletek
Írta: NickE Dátum 2016 március 21, 17:44
Írta: NickE Dátum 2016 március 21, 17:44
A Shapeoko (3) mechanikáról mi a véleményetek? Hasonló kellene nekem, de csak az X és Y tengely kellene, a Z-t én megcsinálom, az nagyon egyedi lesz. Nekem nem igazán tetszik a extrúdált alumínium vázon futó görgős megoldás, de konkrétan a shapeokos megoldás lehet, hogy nem a legrosszabb. Legalább 40x40cm munkaterület kellene, de 60x60cm-nél ne legyen (sokkal) nagyobb. Új érdekel csak, mert lehet, hogy később több is kell. Egyébként elkezdtem egyet építeni, csak lassan halad, ha találnék kb. 300ezerig jó mechanikát, lehet, hogy megvenném. Gyors mozgás kell, fej kb. 1kg lesz csak, viszont nagyon pontosnak kell lenni, ne rezonáljon a váz gyors mozgások esetén sem, jó volna min. 0,02mm pozícionálási és ismétlési pontosság. Könnyű összeszerelhetőség nagy előnyt jelent.
http://carbide3d.com/shapeoko/
http://carbide3d.com/shapeoko/
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 április 04, 19:40
Írta: jani300 Dátum 2016 április 04, 19:40
Üdv !
Ma kivettem kenyérbéllel egy főtengely végéből a tűgörgős kis támasztó csapágyat .
Ez a művelet még sosem sikerült , eddig , nekem .
Mégsem legenda :)
Ma kivettem kenyérbéllel egy főtengely végéből a tűgörgős kis támasztó csapágyat .
Ez a művelet még sosem sikerült , eddig , nekem .
Mégsem legenda :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 április 04, 19:54
Írta: PSoft Dátum 2016 április 04, 19:54
Hát, persze, hogy nem legenda!:)
Régebben, itt már jól kitárgyaltuk ezt a technikát(is).
Amíg nem ismertem...pld. "kisflex" kereszttengely végén a házban a tűgörgőst(ha van), kihúzóm nem lévén...
A házba kívülről fúrt, 2-3mm-es furaton keresztül szoktam kiütni.
Ennél a technikánál, lényeges volt a furat pontos helyének meghatározása, hogy oda fúródjon, "ahova köll":)
A kiütő furatot, utána le szoktam dugózni, egy a furatba szorosan nyomott műa. pálcával.
A kenyérbeles kivétel, sokkal egyszerűbb,és még, gyorsabb is lehet!:))
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 április 04, 19:58
Írta: jani300 Dátum 2016 április 04, 19:58
Persze , de messziről jött ember mondhat bármit :) Hiszem ha látom ...:)
Váltóból pl az önindító persely csak azért sem jött így ki ...
Váltóból pl az önindító persely csak azért sem jött így ki ...
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2016 április 04, 20:13
Írta: sufnituning Dátum 2016 április 04, 20:13
Hogy is van ez a kenyérbeles dolog?[#fejvakaras][#fejvakaras][#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2016 április 04, 20:14
Írta: 000000000 Dátum 2016 április 04, 20:14
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2016 április 04, 20:16
Írta: sufnituning Dátum 2016 április 04, 20:16
Na most tényleg jó lenne tudni, mit nem tudok, mert hülyén fogok meghalni.
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2016 április 04, 20:25
Írta: Kristály Árpád Dátum 2016 április 04, 20:25
Szia Sufnituning!
Az eladó könyvtáradban van egy vírusos kép....
Újra és újra jelez az AVAST....
Az eladó könyvtáradban van egy vírusos kép....
Újra és újra jelez az AVAST....
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2016 április 04, 20:27
Írta: Kristály Árpád Dátum 2016 április 04, 20:27
http://sufnicnc.com/elado/rex3.jpg
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 április 04, 20:28
Írta: Csuhás Dátum 2016 április 04, 20:28
A ":-)" egy link egy videóra ami mutatja a kényérbeles technikát.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 április 04, 20:32
Írta: PSoft Dátum 2016 április 04, 20:32
Igen, mert a #13332 története egy, "tűgörgős kis támasztó csapágy"-ról beszél...
A #13334 története meg...nem!:)
De mostmár, hiszed...
Hisz, láttad/tapasztaltad!:)
Egyébként, az az 'anno "messziről jött ember" Neked, nem is volt (van) olyan messze!
Ő lakik "Á"-ban, Te meg, "B"-ben.:)))
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2016 április 04, 21:14
Írta: sufnituning Dátum 2016 április 04, 21:14
Szia Árpi! Nekem nincs ilyen könyvtáram.
Ezt nem értem?? Hol van ez?
Ezt nem értem?? Hol van ez?
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2016 április 04, 21:16
Írta: sufnituning Dátum 2016 április 04, 21:16
Az nem az én könyvtáram, hanem a sufnicnc-é
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2016 április 04, 21:19
Írta: sufnituning Dátum 2016 április 04, 21:19
Be tudnád linkelni? nem látom, vagy csak hülyítetek?
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2016 április 04, 21:20
Írta: sufnituning Dátum 2016 április 04, 21:20
Ja már megvan, csak olyan pici az a :-)[#csodalk]
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2016 április 04, 21:24
Írta: sufnituning Dátum 2016 április 04, 21:24
megint megáll az eszem rés hidraulika, ha tudom ezt nem fúrtam volna meg a múlt héten egy csapágyházat[#taps][#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: fisrcxuk3 Dátum 2016 április 04, 22:48
Írta: fisrcxuk3 Dátum 2016 április 04, 22:48
Nem jól alkalmazzák a kenyérbéléses technikát a videón.A szikkadt,félig száraz kenyérbelet őssze kell gyurmázni, a levegőt ki kell "gyúrni "belőle .Utána a sűrüség beállítása következik az adott feladathoz.; valamikori tanítómesterem a konzisztenciát nyállal,köpködéssel állította be.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2016 április 07, 17:39
Írta: 000000000 Dátum 2016 április 07, 17:39
sziasztok
mennyire számít az hogy az X-tengelyemen 30x10 az Y-on pedig 20x5-ös golyósorsó van ?
meghatároz ez valamit ?
mennyire számít az hogy az X-tengelyemen 30x10 az Y-on pedig 20x5-ös golyósorsó van ?
meghatároz ez valamit ?
Cím: Re:Mechanikai ötletek
Írta: etc77f5nr Dátum 2016 április 07, 18:07
Írta: etc77f5nr Dátum 2016 április 07, 18:07
Az Y tengelyed felbontása jobb lesz pontosabb lesz, egyébként semmi jelentősége, step/unit beállításnál kell figyelni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 április 07, 18:20
Írta: Szalai György Dátum 2016 április 07, 18:20
Vastagabb orsó, nagyobb tehetetlenség.
Tehetetlenebb tömeg dinamikus mozgatásához nagyobb forgatónyomaték kell.
Talán már nincs is jelentősége.
Tehetetlenebb tömeg dinamikus mozgatásához nagyobb forgatónyomaték kell.
Talán már nincs is jelentősége.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2016 április 07, 18:28
Írta: 000000000 Dátum 2016 április 07, 18:28
Köszi szépen gyors válaszotokat
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 április 09, 11:30
Írta: PSoft Dátum 2016 április 09, 11:30
Igazán jó, tematikusan összegyűjtött anyag.[#eljen]
Ugyanezt, megtette 'anno © HJózsi is, csak Ő .pdf formátumban gyűjtötte össze az anyagot.
Kár, hogy azóta már, nem elérhető az a .pdf.:))
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 április 09, 11:37
Írta: gaben Dátum 2016 április 09, 11:37
Esetleg megkérni, hogy tegye újra elérhetővé a .pdf-et?
Voltak benne rajzok is vagy csak az excelből csinált pdf-et?
Voltak benne rajzok is vagy csak az excelből csinált pdf-et?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 április 09, 11:46
Írta: PSoft Dátum 2016 április 09, 11:46
Közben, megtaláltam a .pdf-et.:)
Akkoriban, Varsa/fórumgazda is eltette a saját könyvtárába.[#worship]
Az Ő könyvtárában, még elérhető!
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 április 09, 11:47
Írta: gaben Dátum 2016 április 09, 11:47
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 április 09, 12:27
Írta: gaben Dátum 2016 április 09, 12:27
Na, akkor ezt kb. egyszerre sikerült meglelni. [#vigyor]
Szerintem Tibort vissza kellene csábítani az oldalra valahogy. [#rolleyes]
Szerintem Tibort vissza kellene csábítani az oldalra valahogy. [#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 április 09, 12:33
Írta: PSoft Dátum 2016 április 09, 12:33
Kicsit, tovább is olvasgattam az akkori(2009 nov.)bejegyzéseket.
Idáig jutottam!:((
Én is azon a véleményen vagyok, hogy "vissza kellene csábítani".
No de...hogy???
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 április 09, 12:42
Írta: Szalai György Dátum 2016 április 09, 12:42
Vagy. . . Tartsuk tiszteletben az elhatározását, míg meg nem gondolja magát.
Közben őrizzük a békét a fórumon és amit Tibor45 ránk hagyott.
Szerintem néha most is ide figyel, és ha látja hogy érdemes, akkor majd ír is.
Közben őrizzük a békét a fórumon és amit Tibor45 ránk hagyott.
Szerintem néha most is ide figyel, és ha látja hogy érdemes, akkor majd ír is.
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 április 09, 12:42
Írta: gaben Dátum 2016 április 09, 12:42
Kellene egy olyan topik Tibornak, ahová ezeket a remek anyagokat összegzi.
És nem lehet hozzászólni!
Illetve kellene egy keménykezű Admin, aki a támadásokat csírájában elfojtaná.
Vadászfórum erre kiváló példa, persze nem mindennel értek egyet én sem, de aki személyeskedik és nem bír magával az hamar röpül.
[#wave]
És nem lehet hozzászólni!
Illetve kellene egy keménykezű Admin, aki a támadásokat csírájában elfojtaná.
Vadászfórum erre kiváló példa, persze nem mindennel értek egyet én sem, de aki személyeskedik és nem bír magával az hamar röpül.
[#wave]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 április 09, 13:18
Írta: Szalai György Dátum 2016 április 09, 13:18
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 április 09, 15:24
Írta: svejk Dátum 2016 április 09, 15:24
Nem biztos, hogy jó néven fogja venni, hogy a törölt anyagait viszamásolgatjátok!
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 április 09, 15:40
Írta: gaben Dátum 2016 április 09, 15:40
Ugyan már.
Minden tiszteletem Tiboré és a tudásáé, szerintem nem veszi rossz néven ha egy kicsit tanulni szeretnénk ill. komolyabban belemerülni abba a témába, amit Ő fáradtságos munkával létrehozott.
Mert, hogy a cél akkor is az volt és ez most sem változott.
[#wave]
Minden tiszteletem Tiboré és a tudásáé, szerintem nem veszi rossz néven ha egy kicsit tanulni szeretnénk ill. komolyabban belemerülni abba a témába, amit Ő fáradtságos munkával létrehozott.
Mert, hogy a cél akkor is az volt és ez most sem változott.
[#wave]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 április 09, 15:49
Írta: PSoft Dátum 2016 április 09, 15:49
Igazad lehet!
A #13357 után, magam is elgondolkodtam ezen, lehet, hogy nem volt etikus.
Részemről, visszavettem a #13354 linkjét.
[#worship]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 április 09, 16:03
Írta: svager Dátum 2016 április 09, 16:03
Szerencsére résen voltam [#rolleyes]
Viszont sosem értettem ezt a kollektív bűnösség dolgot,néhány ember miatt...[#nemtudom]
Viszont sosem értettem ezt a kollektív bűnösség dolgot,néhány ember miatt...[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 április 09, 17:42
Írta: ANTAL GÁBOR Dátum 2016 április 09, 17:42
Gábor ha tanulni akarsz akkor magánemberként megteheted . ...T45 címe telefonszám elérhető . Segítőkész ha megkeresed ( ezt bizton állítom ) DE amikor a fórumon szakmai ellentmondásba kerülsz vele akkor érdekes jelzőkkel fogsz találkozni és ha a tűrőképességed átlagos akkor meg fog változni a véleményed , és megsértve fogod érezni magad. A regisztrációd ideje nem nyúlik vissza arra az időszakra amikor ( még én is !!! moderálni voltam kénytelen )
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 április 09, 21:01
Írta: gaben Dátum 2016 április 09, 21:01
Szia Gábor,
igen tudom, már többször beszéltem Tiborral. [#wink]
A szakmaisága előtt le a kalappal és nem lennék megsértődve semmilyen hozzászólásán, ami arra világítana rá, hogy mi az amit nem tudok. Hozzá képest sehol sem vagyok, ezért elfogadom a tanácsát és azt is, hogy nem megy bele olyan találgatásokba amik a hobbiban megengedettek.
Ebből valszeg soha nem jönne ki jól és emiatt érthető.
A másik része pedig rám van bízva, hogy ebből engem mennyi érdekel. [#wave]
üdv, gaben
igen tudom, már többször beszéltem Tiborral. [#wink]
A szakmaisága előtt le a kalappal és nem lennék megsértődve semmilyen hozzászólásán, ami arra világítana rá, hogy mi az amit nem tudok. Hozzá képest sehol sem vagyok, ezért elfogadom a tanácsát és azt is, hogy nem megy bele olyan találgatásokba amik a hobbiban megengedettek.
Ebből valszeg soha nem jönne ki jól és emiatt érthető.
A másik része pedig rám van bízva, hogy ebből engem mennyi érdekel. [#wave]
üdv, gaben
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 április 23, 07:56
Írta: Csuhás Dátum 2016 április 23, 07:56
Egyszerű gyors osztófej kiegészítés oszlopos fúróra. Ha egy lyukkörre kell néhány furat, Plusz az asztal közepébe épített patronbehúzó is figyelemre méltó.

Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2016 április 27, 13:20
Írta: kly Dátum 2016 április 27, 13:20
sziasztok
Lehet nem jó topicba írok. bocsánat
Szóval keresek ötletet olyan anyagra amit jól tudok forgácsolni CNC maróval (nem kenődik),mérettartó, elektromosan szigetelő, lehetőleg táblás anyag legyen 1cm vastagságban. kb 6cm pogácsákat kéne kimarnom belőle pár furattal. mechanikailag nem kell túl erős anyag de fából azért nem akarom.
Plexit próbáltam de nem az igazi. Textilbakelit jó volt próbára de valami esztétikusabb homogén felületű kéne. A színe mindegy.
És persze ne is legyen nagyon drága.
?
Lehet nem jó topicba írok. bocsánat
Szóval keresek ötletet olyan anyagra amit jól tudok forgácsolni CNC maróval (nem kenődik),mérettartó, elektromosan szigetelő, lehetőleg táblás anyag legyen 1cm vastagságban. kb 6cm pogácsákat kéne kimarnom belőle pár furattal. mechanikailag nem kell túl erős anyag de fából azért nem akarom.
Plexit próbáltam de nem az igazi. Textilbakelit jó volt próbára de valami esztétikusabb homogén felületű kéne. A színe mindegy.
És persze ne is legyen nagyon drága.
?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 április 27, 13:31
Írta: Csuhás Dátum 2016 április 27, 13:31
Ha sok kell akkor vegyél POM anyagot, nagyon szépen lehet belőle dolgozni. De apróságokhoz vettem már tescos műanyag vágódeszkát is :-)
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2016 április 27, 14:04
Írta: kly Dátum 2016 április 27, 14:04
Nem kell túl sok 4-5 db A4 méret elég lenne egy évre is. Ezt a vágódeszka dolgot kipróbálom. köszi
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 május 02, 12:44
Írta: Csuhás Dátum 2016 május 02, 12:44
Egy ügyes megoldás ha hengert kell átmérőben átfúrni: szegnyeregprizma. Gyorsabb mint a fúrógép alá prizmát igazítani:


Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 május 02, 14:34
Írta: jani300 Dátum 2016 május 02, 14:34
Húúú ! Nagyon király dolgot találtam .
Lehet veszek is egyet :)

Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 május 02, 14:39
Írta: jani300 Dátum 2016 május 02, 14:39
Kíváncsi vagyok ki tudja mi ez ?
Lesni nem ér ... :)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 május 02, 14:45
Írta: RJancsi Dátum 2016 május 02, 14:45
csőtágító...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 május 02, 14:50
Írta: jani300 Dátum 2016 május 02, 14:50
Na ez hamar megvolt :)
De hogy helyszínen kipufogó csövet tágítani , és nem kell az autó alatt hegeszteni , hát az király !
Volt már hogy kínomban hajlítottam csövet lemezből toldásnak ...
De akár egyszerű hónolófejnek is jó lehet , smirglivel ...
De hogy helyszínen kipufogó csövet tágítani , és nem kell az autó alatt hegeszteni , hát az király !
Volt már hogy kínomban hajlítottam csövet lemezből toldásnak ...
De akár egyszerű hónolófejnek is jó lehet , smirglivel ...
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 május 02, 15:38
Írta: RJancsi Dátum 2016 május 02, 15:38
Akkor már jobb a csiszoló paszta. Csak hamar elfogyna a "hónoló" is. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2016 május 02, 17:01
Írta: 000000000 Dátum 2016 május 02, 17:01
Ha bedugod a csőbe. Hogy fogod meg az anyát?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 május 02, 18:27
Írta: Csuhás Dátum 2016 május 02, 18:27
Az anyát a szögletei nem engedik elfordulni, az egész szerkezetet pedig amíg kézzel tekered addig fogja az O gyűrű. Azután pedig beszorul. ( Az anya és az egész szerkezet áll csak a fekete orsóval húzod össze a két gúlát. )
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 május 02, 20:00
Írta: jani300 Dátum 2016 május 02, 20:00
A működése már megvan .
Nem láttam még ilyet , csak a forrcsőprést ismertem .
Kézifékes tárcsafékhez csináltam ma egy visszatekerő szerszámot , annak a képét kerestem , és így találtam ezt a klassz kis prést .
Nem láttam még ilyet , csak a forrcsőprést ismertem .
Kézifékes tárcsafékhez csináltam ma egy visszatekerő szerszámot , annak a képét kerestem , és így találtam ezt a klassz kis prést .
Cím: Re:Mechanikai ötletek
Írta: djfgekywd Dátum 2016 május 02, 20:22
Írta: djfgekywd Dátum 2016 május 02, 20:22
A csőnek a másik vége is lukas!
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2016 május 02, 20:31
Írta: sufnituning Dátum 2016 május 02, 20:31
De jó lehet esztergában is megfogni vele pl egy javítandó ékszíjtárcsát, sokszor van, hogy a furatában tudom csak megfogni (vagyis éppen hogy nem tudom megfogni)az anyagot, ilyenkor esztergálnom kell neki egy tengelyt, ha az esztergapofák csukott pofaállásnál nagyobb átmérőjűek mint a furat.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 május 03, 09:09
Írta: jani300 Dátum 2016 május 03, 09:09
Valahol tényleg lukas :)
De ez kipufogó csőtágítónak készült , és így már nem egyszerű belenyúlni a másik oldalról ...
De ez kipufogó csőtágítónak készült , és így már nem egyszerű belenyúlni a másik oldalról ...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 május 03, 09:10
Írta: jani300 Dátum 2016 május 03, 09:10
Feszítőtüske ... ?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 május 14, 17:03
Írta: jani300 Dátum 2016 május 14, 17:03
Nemrég tönkrement a CO védőgázas hegesztőm munkakábelének a kapcsolója .
Szétszedtem , végül is egy picit hosszabb munkakábel lett . A fej kis görbületénél nem akarta rendesen áttolni a huzalt mindig akadozott . Levettem a sárgaréz idomot és nyitottam rajta nagyobb íve lett .
Most sokkal egyenletesebben adagol .
Hátha más is küszködik ilyen gondokkal .
Egy görgős az előtoló , hiába régi nagy ablaktörlő motoros .
Tudom négy görgős jobb lenne , de azt még meg kellene csinálni :(
Szétszedtem , végül is egy picit hosszabb munkakábel lett . A fej kis görbületénél nem akarta rendesen áttolni a huzalt mindig akadozott . Levettem a sárgaréz idomot és nyitottam rajta nagyobb íve lett .
Most sokkal egyenletesebben adagol .
Hátha más is küszködik ilyen gondokkal .
Egy görgős az előtoló , hiába régi nagy ablaktörlő motoros .
Tudom négy görgős jobb lenne , de azt még meg kellene csinálni :(
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 május 14, 17:59
Írta: zozo Dátum 2016 május 14, 17:59
Lehet, hogy kikopott már a görgőn a huzalvezető árok és nem kapaszkodik eléggé.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 május 15, 16:19
Írta: jani300 Dátum 2016 május 15, 16:19
Igen az is lehet , nem egy mai gyerek .
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2016 május 15, 18:56
Írta: Virbo Dátum 2016 május 15, 18:56
(Nálam porosodik egy új gyári előtolóegység. ;) Sajnos csak egygörgős.)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 május 16, 09:47
Írta: jani300 Dátum 2016 május 16, 09:47
Köszi !
Van négy görgős külön előtolóm , leégett motorral ,meg még két tartalék kis gép .
De amíg működik tuti nem fogok hozzányúlni :)
Lemezmunkához használom leginkább a gépet (kaszni szegelgetés :) ).
Van négy görgős külön előtolóm , leégett motorral ,meg még két tartalék kis gép .
De amíg működik tuti nem fogok hozzányúlni :)
Lemezmunkához használom leginkább a gépet (kaszni szegelgetés :) ).
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 június 06, 14:04
Írta: remrendes Dátum 2016 június 06, 14:04
Erdekelne masok velemenye errol a Z tengelyrol:
1. kep
2. kep
Sinek, orso, motor mar megvannak. Motortartot is megrendelem a napokban, illetve a szij es a tarcsak kivalasztasa folyamatban. A rajzon egyebkent 1:2.5 attetel van.
Annyi valtozas tortent a kepek ota, hogy az orso vegallasat allito utkozonek lett eleg helye a mozgashoz, illetve a motort felfogo csavarok kicsit kozelebb kerultek egymashoz, hogy allithato legyen a szijtarcsa magassaga.
1. kep
2. kep
Sinek, orso, motor mar megvannak. Motortartot is megrendelem a napokban, illetve a szij es a tarcsak kivalasztasa folyamatban. A rajzon egyebkent 1:2.5 attetel van.
Annyi valtozas tortent a kepek ota, hogy az orso vegallasat allito utkozonek lett eleg helye a mozgashoz, illetve a motort felfogo csavarok kicsit kozelebb kerultek egymashoz, hogy allithato legyen a szijtarcsa magassaga.
Cím: Re:Mechanikai ötletek
Írta: 0i8bkxjf4 Dátum 2016 június 06, 14:31
Írta: 0i8bkxjf4 Dátum 2016 június 06, 14:31
Nálunk ilyen ipari cnc van annak ilyesmi az Y-Z mozgatója
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 június 06, 14:58
Írta: remrendes Dátum 2016 június 06, 14:58
Najo, oke, de ez messze nem ipari kivitel lesz.
Cím: Re:Mechanikai ötletek
Írta: 0i8bkxjf4 Dátum 2016 június 06, 15:32
Írta: 0i8bkxjf4 Dátum 2016 június 06, 15:32
De ipari gépen is van ilyen kivitel.
Azaz működőképes megoldás ha nagyba is csinálják
Azaz működőképes megoldás ha nagyba is csinálják
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 június 06, 16:03
Írta: remrendes Dátum 2016 június 06, 16:03
Ez jogos.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 június 28, 08:01
Írta: Csuhás Dátum 2016 június 28, 08:01
Egy ötlet két képben:


Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2016 június 28, 09:38
Írta: sasi Dátum 2016 június 28, 09:38
Ötletes az ötleted!
[#eljen][#eljen][#eljen]
Cím: Re:Mechanikai ötletek
Írta: 5z7aew5x Dátum 2016 június 28, 09:48
Írta: 5z7aew5x Dátum 2016 június 28, 09:48
Szerintem teljesen korrekt megoldás.Az egyetlen kérdés az, hogy mekkora lesz a súly amit mozgatnod kell, mert ha túl nagy (több mint 10 kg) akkor kellhet egy ellensúly illetve egy fékes motorra is szükség lehet... [#integet2]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 június 28, 11:13
Írta: jani300 Dátum 2016 június 28, 11:13
Ok ! De mégis , ez mi akar lenni ? :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 június 28, 11:17
Írta: jani300 Dátum 2016 június 28, 11:17
Ha valami szintező akkor ok , de nem értem mi a jó benne ...
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2016 június 28, 11:36
Írta: vjanos Dátum 2016 június 28, 11:36
Én osztókör furat átjelölőre tippelek.
Bútorlapok csapolásához csináltam régebben hasonlót...
Bútorlapok csapolásához csináltam régebben hasonlót...
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 június 28, 11:44
Írta: Csuhás Dátum 2016 június 28, 11:44
Így igaz, menetes furat átjelölő. A kitekeréshez való eltolt sliccelés tetszett meg rajta. Amikor én csináltam hasonlót akkor lelapoltam a csúcs tövét és hegyes fogóval szenvedtem ki a tüskét a furatból az átjelölés után. Csavarhúzóval ez egyszerűbb.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 június 28, 13:14
Írta: jani300 Dátum 2016 június 28, 13:14
Később gondoltam erre is .
De hogyan lehet használni .?
A tokmány adatlapján régen megadták a felfogó csavarok osztókörének átmérőjét .
Az illesztőperem készítésekor ezt is bekarcolja az ember . Ezután már csak egy pont tetszőleges helyre az osztókörön , utána körzővel hat fele osztom .Öt tizeddel nagyob lukra kifúr és örül :)
Hogy központosítod ezt a csúcsos valamit az illesztő peremmel ?
De hogyan lehet használni .?
A tokmány adatlapján régen megadták a felfogó csavarok osztókörének átmérőjét .
Az illesztőperem készítésekor ezt is bekarcolja az ember . Ezután már csak egy pont tetszőleges helyre az osztókörön , utána körzővel hat fele osztom .Öt tizeddel nagyob lukra kifúr és örül :)
Hogy központosítod ezt a csúcsos valamit az illesztő peremmel ?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 június 28, 13:24
Írta: Csuhás Dátum 2016 június 28, 13:24
Van egy valamid amiben menetek vannak és hozzáfognád valami máshoz amibe lyukakat készülsz fúrni. Teszem azt egy tokmányt a hátlaphoz. A menetekbe betekered ezeket az edzett kis dugókat úgy hogy kb 1mm-re álljon ki a hegyük. Majd összeillesztve a két darabot egy fakalapáccsal megütögeted, és máris be vannak pontozva a csavarfuratok helyei. Egyszerű gyors és pontos. Az osztókör kimérése is pontos de ott könnyű elnézni, elszámolni a méretet.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 június 28, 13:33
Írta: jani300 Dátum 2016 június 28, 13:33
Egy amorf , több csavaros dekninél jó is az ötlet . De egy tokmányhátlapnál valami külön darabbal illene a futáspontosságot is biztosítani .
Egyébként vágtam már le gy szeletet diesel motorblokkból mert kellett egy egy pontos átalakítót csinálni váltóhoz :)
Ott jól jöttek volna ilyen csavarok :)
Egyébként vágtam már le gy szeletet diesel motorblokkból mert kellett egy egy pontos átalakítót csinálni váltóhoz :)
Ott jól jöttek volna ilyen csavarok :)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 június 28, 13:52
Írta: Csuhás Dátum 2016 június 28, 13:52
Tokmánynál a perem biztosítja futást. Ez a jelölő csak a rögzítő csavarokhoz átjelöléséhez kell. A te példád még jobb, egy alaktalan öntött valamihez sok csavarral odafogott fedőlemezt csinálni ilyen jelölő nélkül nagyon keserves.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 június 28, 14:17
Írta: remrendes Dátum 2016 június 28, 14:17
Kb 10-12kg-ra saccolom a tomegem, de ez a kocsikra felszerelt, Z iranyban nem mozgo lappal egyutt.
Fekes motort egyelore nem tervezek.
Fekes motort egyelore nem tervezek.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2016 június 29, 09:15
Írta: Virbo Dátum 2016 június 29, 09:15
Ha már a furat átjelölés a téma...
Mi a korrekt technológiája két munkadarab illesztőcsappal való egymáshoz illesztésének? Ha az egyiken megengedett az átmenő furat akkor ok, de ha mindkét félben zsákfuratba kellene az illesztőstiftet tenni?
Hogy lehet ezt korrektül (és pontosan) megcsinálni?
Mi a korrekt technológiája két munkadarab illesztőcsappal való egymáshoz illesztésének? Ha az egyiken megengedett az átmenő furat akkor ok, de ha mindkét félben zsákfuratba kellene az illesztőstiftet tenni?
Hogy lehet ezt korrektül (és pontosan) megcsinálni?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 június 29, 09:38
Írta: Csuhás Dátum 2016 június 29, 09:38
Szerintem sehogy. Esetleg úgy hogy az egyik mégis átmenő amit azután ledugóznak. ( A dugó lehet maga a szorosan illesztett stift is )
Cím: Re:Mechanikai ötletek
Írta: Oszi53 Dátum 2016 június 29, 10:16
Írta: Oszi53 Dátum 2016 június 29, 10:16
Esetleg egy átmenőfuratos közdarab? Az egyik oldalával az egyik munkadarabhoz a másik oldalával a másik munkadarabhoz illesztve fúrni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 június 29, 10:24
Írta: Szalai György Dátum 2016 június 29, 10:24
Kisiparban, gondolom, segédeszközzel készítik.
Fog a szaki egy lemezt, ami kb. olyan vastag, mint a stift.
A lemezre feljelöli az illesztő szegek helyét, rátájolja az egyik félre rögzíti és együtt összefúrja.
Azután a lemezt megfordítva rátájolja a másik félre, rögzíti, és sablonként használva megfurkálja a másik felet is.
Dörzsárazza a furatokat, bekocogtatja a stifteket az egyik félbe, majd ráteszi a másik felet.
Ha elég pontosan dolgozott, akkor összehúzathatja a két felet.
De ha a gépe alkalmas a furatok megfelelően pontos pozicionálására, akkor sablonra sincs szüksége.
Fog a szaki egy lemezt, ami kb. olyan vastag, mint a stift.
A lemezre feljelöli az illesztő szegek helyét, rátájolja az egyik félre rögzíti és együtt összefúrja.
Azután a lemezt megfordítva rátájolja a másik félre, rögzíti, és sablonként használva megfurkálja a másik felet is.
Dörzsárazza a furatokat, bekocogtatja a stifteket az egyik félbe, majd ráteszi a másik felet.
Ha elég pontosan dolgozott, akkor összehúzathatja a két felet.
De ha a gépe alkalmas a furatok megfelelően pontos pozicionálására, akkor sablonra sincs szüksége.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 június 29, 10:29
Írta: Csuhás Dátum 2016 június 29, 10:29
A közdarabbal szerintem az a baj hogy a furatok szája ugyan találkozik, de az irányuk már nem biztos hogy egyezik.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2016 június 29, 10:59
Írta: Motoros Dátum 2016 június 29, 10:59
"Hogy lehet ezt korrektül (és pontosan) megcsinálni? "
Ujratervezéssel. :)
Ujratervezéssel. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 június 29, 11:08
Írta: Szalai György Dátum 2016 június 29, 11:08
Pici irányeltérés zavaró lehet ilyen rövid hosszon, ha az eltérés mértéke és iránya minden furatnál állandó?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2016 június 29, 11:19
Írta: D.Laci Dátum 2016 június 29, 11:19
Átmenő furat nélkül hogyan lesz összehúzatva?
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2016 június 29, 13:12
Írta: Virbo Dátum 2016 június 29, 13:12
Sehogy, máshol csavarral. :)
Csak elvi síkon kérdeztem, ha pl egy olyan valamit kellene illeszteni egy másik valamihez, ahol a csavarhelyek nem használhatóak erre.
Na jól megfogalmaztam. :)
Csak elvi síkon kérdeztem, ha pl egy olyan valamit kellene illeszteni egy másik valamihez, ahol a csavarhelyek nem használhatóak erre.
Na jól megfogalmaztam. :)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2016 június 29, 15:04
Írta: D.Laci Dátum 2016 június 29, 15:04
Mindig van annyi hely a csavar mellett, hogy az illesztő stift elférjen, ha mégsem akkor újra tervezés, ha még úgysem fér el, akkor illesztő nútok, hornyok peremek készítésével megoldható. :)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 július 04, 17:07
Írta: remrendes Dátum 2016 július 04, 17:07
Gepvazhoz AlMg3 vagy a AlMg4,5Mn0,7 lemez lenne inkabb alkalmasabb? Nagyjabol azonos aron vannak.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 július 04, 17:46
Írta: Szalai György Dátum 2016 július 04, 17:46
Az AlMg4,5Mn0,7-nek az E modulusa és a hőtágulása kicsivel kedvezőbb, de nem jelentős a különbség az AlMg3-hoz képest.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 július 04, 18:27
Írta: remrendes Dátum 2016 július 04, 18:27
En csak annyit talaltam, hogy lenyegesen kemenyebb es a szakitoszilardsaga es a folyashatara is magasabb.
A kerdes, hogy gepvaznak melyik lenne jobb.
A kerdes, hogy gepvaznak melyik lenne jobb.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 július 04, 19:26
Írta: keri Dátum 2016 július 04, 19:26
Gyuri is ezt mondta :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 július 04, 19:31
Írta: Szalai György Dátum 2016 július 04, 19:31
A hobby forgácsológép vázszerkezettel szembeni legfontosabb elvárásnak a merevséget tartom.
Ezért az építőanyag számomra legfontosabb tulajdonsága az E (rugalmassági) modulus.
Legyen minél magasabb, ha lehet.
Ezért az építőanyag számomra legfontosabb tulajdonsága az E (rugalmassági) modulus.
Legyen minél magasabb, ha lehet.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 július 04, 20:13
Írta: remrendes Dátum 2016 július 04, 20:13
Koszonom. Akkor vagatok egy par darab lemezt.
Cím: Re:Mechanikai ötletek
Írta: Bozso777 Dátum 2016 július 17, 21:57
Írta: Bozso777 Dátum 2016 július 17, 21:57
Nem biztos hogy ide való, de a béna topikban nem kaptam választ, és elég sürgős lenne:
Kis help kéne...
Z tengelyt építek, ehhez keresek lineárokat. Egyenlőre úgy tervezem, hogy 150 mozgása lesz, egész mozgó rész súlya kb max 4kg. Ehhez elég lehet e THK HRW17 kocsi 4db. THK HRW17CA link Hátha ismeri valaki mire elegek ezek a lineárok.
Kis help kéne...
Z tengelyt építek, ehhez keresek lineárokat. Egyenlőre úgy tervezem, hogy 150 mozgása lesz, egész mozgó rész súlya kb max 4kg. Ehhez elég lehet e THK HRW17 kocsi 4db. THK HRW17CA link Hátha ismeri valaki mire elegek ezek a lineárok.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 július 18, 05:40
Írta: Szalai György Dátum 2016 július 18, 05:40
Cím: Re:Mechanikai ötletek
Írta: Bozso777 Dátum 2016 július 18, 12:22
Írta: Bozso777 Dátum 2016 július 18, 12:22
Köszi!
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 augusztus 17, 01:43
Írta: Kisamotors Dátum 2016 augusztus 17, 01:43
Belekeztem egy kicsit masszívabb gép építésébe, ebben szeretném a tanácsotokat kérni.
Ez a az elképzelés , össze is állítottam nagyjából a keretet. .
Vastagfalú ITEM profil így összeállítva elég stabilnak tűnik.
Oszlopoknak 150mm széles 20mm vastag alu anyagom van, vagy 200mm széles 15mm vastag. Egyiket sem érzem elég jónak, leginkább acélból csinálnám, de azt nem tudom megmunkálni, és a rezonanciát sem tudom merre viszi.
Van egy félig kész gépem, amiről átmenteném az X és Z egységet..
Melyik lehetne a jobb X-nek?
A fotón szereplő széles sín egy kocsival, vagy a 25-ös 1-1 kocsival?
Előzőekből tanulva az Y tengely két oldalon két orsóval lesz hajtva, még nem tudom, hogy szíjas összeköttetéssel egy szervóval, vagy két léptetővel egyenként.
Bármilyen ötletet és építő kritikát szivesen fogadok.
Kösz!
Ez a az elképzelés , össze is állítottam nagyjából a keretet. .
Vastagfalú ITEM profil így összeállítva elég stabilnak tűnik.
Oszlopoknak 150mm széles 20mm vastag alu anyagom van, vagy 200mm széles 15mm vastag. Egyiket sem érzem elég jónak, leginkább acélból csinálnám, de azt nem tudom megmunkálni, és a rezonanciát sem tudom merre viszi.
Van egy félig kész gépem, amiről átmenteném az X és Z egységet..
Melyik lehetne a jobb X-nek?
A fotón szereplő széles sín egy kocsival, vagy a 25-ös 1-1 kocsival?
Előzőekből tanulva az Y tengely két oldalon két orsóval lesz hajtva, még nem tudom, hogy szíjas összeköttetéssel egy szervóval, vagy két léptetővel egyenként.
Bármilyen ötletet és építő kritikát szivesen fogadok.
Kösz!
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 augusztus 17, 02:21
Írta: Kisamotors Dátum 2016 augusztus 17, 02:21
A cél alu marás jó felülettel, maximum 6mm-es maróval, remélem reális elvárás.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 augusztus 17, 06:19
Írta: Szalai György Dátum 2016 augusztus 17, 06:19
Az a gyönyörű vasdarab ott középen, az maga a stabilitás.
Az alumínium váz meg egyszerűen méltatlan hozzá, szerintem az egy 300W-os kis KaVo főorsó motorhoz való.
De, ha ez van, hát ez van.
Biztos működni fog. Valahogy.
Az egy kocsis megoldásokat szerintem kerüld, ha nem csak gravírozgatni szeretnél.
Az X alul-felül sin elrendezés is borzaszt, bár már több hobby konstrukcióban láttam.
Az alumínium váz meg egyszerűen méltatlan hozzá, szerintem az egy 300W-os kis KaVo főorsó motorhoz való.
De, ha ez van, hát ez van.
Biztos működni fog. Valahogy.
Az egy kocsis megoldásokat szerintem kerüld, ha nem csak gravírozgatni szeretnél.
Az X alul-felül sin elrendezés is borzaszt, bár már több hobby konstrukcióban láttam.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 augusztus 17, 07:51
Írta: remrendes Dátum 2016 augusztus 17, 07:51
A CAE szerint eleg jo eredmenyeket lehet elerni aluminiummal is. Mondjuk nem az ITEM profilra gondoltam, hanem a 20mm-es lemezre.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 augusztus 17, 08:37
Írta: keri Dátum 2016 augusztus 17, 08:37
Van anyag azokban is. Jó lesz ez.
Asztal meg gondolom azért vas, mert ez volt, de valóban túlzás oda...persze ártani nem árt.
Az alul felül sínes elrendezés komplikáltabb, de megvan az az előnye, hogy adott híd szerkezet mellet, nagyobb az erőkar, vagyis erősebb lesz a híd. Az sem mellékes, hogy a Z kilógása a síkból kisebb, így ez is növeli a merevséget.
Asztal meg gondolom azért vas, mert ez volt, de valóban túlzás oda...persze ártani nem árt.
Az alul felül sínes elrendezés komplikáltabb, de megvan az az előnye, hogy adott híd szerkezet mellet, nagyobb az erőkar, vagyis erősebb lesz a híd. Az sem mellékes, hogy a Z kilógása a síkból kisebb, így ez is növeli a merevséget.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 augusztus 17, 08:42
Írta: keri Dátum 2016 augusztus 17, 08:42
Egyébként megértem az ellenszenvedet az ITEM szerű, előre gyártott elemekből épülő szerkezeteken, de meglepően okosan vannak kitalálva, és a látszat ellenére elég jól közelít az optimális megoldáshoz.
Én akkor döbbentem erre rá amikor egy lemezekből összerakott gyári quadkopter vázat jól lefikáztam, elkezdtem áttervezni, meg számolni, és kiderült hogy elhanyagolható mértékű javulást tudnék csak elérni úgy ha szabadon formázható héjszerkezettel akarnám pótolni ugyan akkora tömegű anyaggal.
Persze mindig lehet jobbat tervezni, de a gyakorlatban a praktikum és a könnyű szerelhetőség nagyobb előny, mint a tökéletesség. Ezért van neki egy majdnem kész gépe, neked meg csak álmaid [#bee1]
Én akkor döbbentem erre rá amikor egy lemezekből összerakott gyári quadkopter vázat jól lefikáztam, elkezdtem áttervezni, meg számolni, és kiderült hogy elhanyagolható mértékű javulást tudnék csak elérni úgy ha szabadon formázható héjszerkezettel akarnám pótolni ugyan akkora tömegű anyaggal.
Persze mindig lehet jobbat tervezni, de a gyakorlatban a praktikum és a könnyű szerelhetőség nagyobb előny, mint a tökéletesség. Ezért van neki egy majdnem kész gépe, neked meg csak álmaid [#bee1]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2016 augusztus 17, 13:59
Írta: vjanos Dátum 2016 augusztus 17, 13:59
Az a szép széles dupla furatos sin vélentlenül nem THK HRW 50 ?
:)
:)
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 augusztus 17, 18:16
Írta: Kisamotors Dátum 2016 augusztus 17, 18:16
Igen a 80 kilós öntvény kicsit túlzás, de ez volt "olcsón" szép állapotban.
A vastagfalú profil így duplázva már nem olyan sovány, elég jó ötvözet. Egy kompromisszum, ahogy Keri is mondta.
A 70mm széles acél sín is jól összetartja, így egy blokkot alkotva már nekem remélem megfelel.
Jobban tartok az oszlopoktól és különösen a Z egységtől, azzal könnyű elrontani egy gépet.
Szintén, ahogy Keri is említi az alul felül sín nagyban csökkenti az orsó kinyúlását, ami szerintem nagyon meghatározó a merevség szempontjából, sok hátrányát nem látom.
Fix hidas, mozgó asztalos konstrukció nekem szimpatikusabb, nagyon lecsökkenti a munkaterületet és-vagy növeli a méretet. A sínek meg adottak, 780mm-es sínnel kár lenne 250-300mm-en dolgozni.
Ez 70mm széles sín, 95mm a kocsi azaz majdnem akkora, mint két 25mm-es kocsi egymásra tolva.
Az a hátránya megvan, hogy kettő "sok" egy pedig talán kevés.
300W leadott teljesítménnyel meg is elégednék, nekem a minőség és pontosság fontosabb, mint a termelékenység.
Viszont 20-30mm mély profilmarásra alkalmasnak kellene lennie. (ami nagyrészben a marószáron múlik).
Kösz mindenkinek a válaszokat.
A vastagfalú profil így duplázva már nem olyan sovány, elég jó ötvözet. Egy kompromisszum, ahogy Keri is mondta.
A 70mm széles acél sín is jól összetartja, így egy blokkot alkotva már nekem remélem megfelel.
Jobban tartok az oszlopoktól és különösen a Z egységtől, azzal könnyű elrontani egy gépet.
Szintén, ahogy Keri is említi az alul felül sín nagyban csökkenti az orsó kinyúlását, ami szerintem nagyon meghatározó a merevség szempontjából, sok hátrányát nem látom.
Fix hidas, mozgó asztalos konstrukció nekem szimpatikusabb, nagyon lecsökkenti a munkaterületet és-vagy növeli a méretet. A sínek meg adottak, 780mm-es sínnel kár lenne 250-300mm-en dolgozni.
Ez 70mm széles sín, 95mm a kocsi azaz majdnem akkora, mint két 25mm-es kocsi egymásra tolva.
Az a hátránya megvan, hogy kettő "sok" egy pedig talán kevés.
300W leadott teljesítménnyel meg is elégednék, nekem a minőség és pontosság fontosabb, mint a termelékenység.
Viszont 20-30mm mély profilmarásra alkalmasnak kellene lennie. (ami nagyrészben a marószáron múlik).
Kösz mindenkinek a válaszokat.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 augusztus 17, 18:16
Írta: Kisamotors Dátum 2016 augusztus 17, 18:16
Láttam, hogy keresel, de ez valamilyen 70-es INA. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 augusztus 17, 20:04
Írta: Szalai György Dátum 2016 augusztus 17, 20:04
„Álmok álmodói – világraszóló magyarok”
Tehetek én arról hogy álmodni élvezetesebb mint csalódni?
Nincs bajom az Item profilokkal. Lehetnek elég jók is, pl. könnyű hídnak.
Ez nem elég jó!
Mert hajlítással szemben nem a tagolt külmérete számit, hanem a belső mag mérete, ami talán 20x20mm ha lehet.
Míg a fenti 80x80 külméretű profilban ott rejtezik a sarkára állított 56x56mm zártszelvény.
És itt nem könnyű dinamikus híd lesz ezekből a soványkákból, hanem statikus alépítmény, aminél még a tömeg is csak jótékony hatású.
Akkor miért ebből? Mi szól mellette? [#nemtudom]
Tehetek én arról hogy álmodni élvezetesebb mint csalódni?
Nincs bajom az Item profilokkal. Lehetnek elég jók is, pl. könnyű hídnak.
Ez nem elég jó!
Mert hajlítással szemben nem a tagolt külmérete számit, hanem a belső mag mérete, ami talán 20x20mm ha lehet.
Míg a fenti 80x80 külméretű profilban ott rejtezik a sarkára állított 56x56mm zártszelvény.
És itt nem könnyű dinamikus híd lesz ezekből a soványkákból, hanem statikus alépítmény, aminél még a tömeg is csak jótékony hatású.
Akkor miért ebből? Mi szól mellette? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2016 augusztus 17, 20:49
Írta: w0hgtwf3w Dátum 2016 augusztus 17, 20:49
Itt is folyamatosan megfigyelhető a fejlődés.
Amikor én még látogatni kezdtem a fórumot sokan gondolkodtak a favázas gépben léptetőmotorral fióksínnel. Ezekkel lehetett egy "10 éve Szeretlek Kati" fa szívet kimarni, úgy hogy néha a lépésvesztés látványosan pont a közepén okozott egy elugrást.
Aztán elkezdődtek a hegesztett zártszelvényes gépek építése,ki homokkal ki valami polimer betonnal próbálta a rezonanciát mérsékelni és egy elfogadott gépet csinálni.
Ahogy én itt észrevettem ezeknek a gépeknek az építése folyamán ütközött mindenki a legtöbb nehézségbe, a hegesztett váz tekeredett, a sínek helyét be kellet maratni néha a világ másik végén vállalták csak el olyan áron ami megfűzethető egy hobbistának, és bele is fér marógép megmunkáló területbe.
Nagyon sok ilyen gép építése állt meg a végkifejlet előtt, és került az adok-veszek rovat heti rendszerességgel megjelenő folyamatos árcsökkenéssel szereplő portékájává.
És talán egy-két éve belekerült a képbe az alu építőprofil, Item, Bosch, stb.
Meggyőződésem, hogy az egyik legjobb választás egy hobbistának, nagyon könnyű szerelni, szinte roncsolásmentes az összeszerelés és a szétszedés. A pontosságok teljesen megfelelő a hobbi szinthez. Nem utolsó szempont az sem, hogy a valamit elszúrunk azt egyből látjuk, és nem akkor amikor megérkezik a 2 hete megrendelt nem kis pénzért műhelyben legyártatott alkarrész. Én nagyon sok mindent építettem már belőle. Nem hiszem, hogy az otthoni gépépítésekhez ennél nagyobb befektetést kell.
Egy masszív 'VAS" gép az már nem hobbi szint az már egy kicsit több !
Lásd. Farkas Ádám
Amikor én még látogatni kezdtem a fórumot sokan gondolkodtak a favázas gépben léptetőmotorral fióksínnel. Ezekkel lehetett egy "10 éve Szeretlek Kati" fa szívet kimarni, úgy hogy néha a lépésvesztés látványosan pont a közepén okozott egy elugrást.
Aztán elkezdődtek a hegesztett zártszelvényes gépek építése,ki homokkal ki valami polimer betonnal próbálta a rezonanciát mérsékelni és egy elfogadott gépet csinálni.
Ahogy én itt észrevettem ezeknek a gépeknek az építése folyamán ütközött mindenki a legtöbb nehézségbe, a hegesztett váz tekeredett, a sínek helyét be kellet maratni néha a világ másik végén vállalták csak el olyan áron ami megfűzethető egy hobbistának, és bele is fér marógép megmunkáló területbe.
Nagyon sok ilyen gép építése állt meg a végkifejlet előtt, és került az adok-veszek rovat heti rendszerességgel megjelenő folyamatos árcsökkenéssel szereplő portékájává.
És talán egy-két éve belekerült a képbe az alu építőprofil, Item, Bosch, stb.
Meggyőződésem, hogy az egyik legjobb választás egy hobbistának, nagyon könnyű szerelni, szinte roncsolásmentes az összeszerelés és a szétszedés. A pontosságok teljesen megfelelő a hobbi szinthez. Nem utolsó szempont az sem, hogy a valamit elszúrunk azt egyből látjuk, és nem akkor amikor megérkezik a 2 hete megrendelt nem kis pénzért műhelyben legyártatott alkarrész. Én nagyon sok mindent építettem már belőle. Nem hiszem, hogy az otthoni gépépítésekhez ennél nagyobb befektetést kell.
Egy masszív 'VAS" gép az már nem hobbi szint az már egy kicsit több !
Lásd. Farkas Ádám
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 augusztus 17, 20:53
Írta: svejk Dátum 2016 augusztus 17, 20:53
A fejlődés vitathatatlan, de az aluprofilos gépek hamarabb készültek mint a hegesztett vázúak.
Már az első találkozókon is ott voltak az Item profilosok.
Már az első találkozókon is ott voltak az Item profilosok.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 augusztus 17, 20:54
Írta: svejk Dátum 2016 augusztus 17, 20:54
Szerintem... copyright: Szalai György :)
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2016 augusztus 17, 21:19
Írta: w0hgtwf3w Dátum 2016 augusztus 17, 21:19
Természetesen akkor is készültek alu gépek, én inkább csak a trendet akartam érzékeltetni.
És még mindig azt mondom a hobbiban az a szép, hogy ma felépítem a cnc gépet, holnap pedig szétszedem és csinálok belőle egy Varga féle fűrészt :))
És még mindig azt mondom a hobbiban az a szép, hogy ma felépítem a cnc gépet, holnap pedig szétszedem és csinálok belőle egy Varga féle fűrészt :))
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 augusztus 17, 21:27
Írta: remrendes Dátum 2016 augusztus 17, 21:27
Raktunk ossze egy par dolgot a gyartasba ilyen profilokbol. Nekem a kotoelemek a gyengek.
Gondolkodtam en is profilos vazban, de az osszeallitas utan hegesztve.
Gondolkodtam en is profilos vazban, de az osszeallitas utan hegesztve.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2016 augusztus 17, 21:33
Írta: vjanos Dátum 2016 augusztus 17, 21:33
Áhh, ezzel az aluprofillal is csak a gond van :)
- Házilag nem olyan jó darabolni
- A találkozó végeket azért csak merőlegesre kéne marni
- Úgysem találni épp akkor pont ahhoz a profilhoz tartozó kötőelemet.
- Unalmas a laposvasat furkálni, menetelni, darabolni :)
- Házilag nem olyan jó darabolni
- A találkozó végeket azért csak merőlegesre kéne marni
- Úgysem találni épp akkor pont ahhoz a profilhoz tartozó kötőelemet.
- Unalmas a laposvasat furkálni, menetelni, darabolni :)
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2016 augusztus 17, 21:36
Írta: sanyi84 Dátum 2016 augusztus 17, 21:36
Szerinted a marás mint tecnológia pontos? Mert ha a gépváz maróra feltételkor a lefogatásnál megcsavarodik akkor kiengedve is vinni fogja a csavarodást. IPE profil talán jó választás lehet. Akár mit is csinál az ember a hegsztés csavarodást visz a vázba. Mondjuk simán csavarozva és mava esetleg K720 ból jó lenne. De szerkezeti anyagként ilyen drága anyagot luxus használni. Minden esere marós tapasztalatból mondom az legalább nem vetmedik. Persze hegeszteni se lehet.
Kedvenc munkáimhoz talán valamikor készül egy gép. Ott két motor lesz, egy nagy és egy kicsi. Légrugós könnyíés persze kiiktatható. Y tengelyt rövidebbre akarom venni, ergonómia a legfőbb szempont.
Kedvenc munkáimhoz talán valamikor készül egy gép. Ott két motor lesz, egy nagy és egy kicsi. Légrugós könnyíés persze kiiktatható. Y tengelyt rövidebbre akarom venni, ergonómia a legfőbb szempont.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 augusztus 17, 22:18
Írta: Kisamotors Dátum 2016 augusztus 17, 22:18
Miért ebből? Leírta.
Könnyű szerelhetőség, könnyű megmunkálni, méretre marózni, könnyű módosítani.
A széles sínt szinte csak fel kell csavaroznom, összedobva sincs benne 1-2 tizednél nagyobb hiba.
Konzolként, távtartóként működik.
Mit kellett volna használnom? Valami teljes öntöttvasból készült, köszörült, vagy hegesztett acélváz ennél egy nagyságrenddel kerül többe.
Az utánajárásról, egyeztetésről a forgácsolóműhellyel, hurcibálásról nem beszélve.
Nekem az kinlódás és nem hobby.
Ma mértem le, 110 kiló eddig, ha egyenszilárd gépet szeretnék, akkor most jön a neheze.
Amiatt továbbra is aggódom, az az e feletti felépítmény :)
Könnyű szerelhetőség, könnyű megmunkálni, méretre marózni, könnyű módosítani.
A széles sínt szinte csak fel kell csavaroznom, összedobva sincs benne 1-2 tizednél nagyobb hiba.
Konzolként, távtartóként működik.
Mit kellett volna használnom? Valami teljes öntöttvasból készült, köszörült, vagy hegesztett acélváz ennél egy nagyságrenddel kerül többe.
Az utánajárásról, egyeztetésről a forgácsolóműhellyel, hurcibálásról nem beszélve.
Nekem az kinlódás és nem hobby.
Ma mértem le, 110 kiló eddig, ha egyenszilárd gépet szeretnék, akkor most jön a neheze.
Amiatt továbbra is aggódom, az az e feletti felépítmény :)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 augusztus 18, 07:24
Írta: svager Dátum 2016 augusztus 18, 07:24
A Gyurinak pedig igaza van.
"A cél alu marás jó felülettel, maximum 6mm-es maróval, remélem reális elvárás"
Szerintem,ha 6mm maróval akarsz dolgozni a gépnek tudnia kell min a dupláját is elviselni.
Teszteltem a gépemet,acélban 12mm maróval telibe a 2mm fogásmélység is megy,viszont ha a felület is számít,max.6-8mm maróval,max. 1mm fogásmélység az ideális.
"A cél alu marás jó felülettel, maximum 6mm-es maróval, remélem reális elvárás"
Szerintem,ha 6mm maróval akarsz dolgozni a gépnek tudnia kell min a dupláját is elviselni.
Teszteltem a gépemet,acélban 12mm maróval telibe a 2mm fogásmélység is megy,viszont ha a felület is számít,max.6-8mm maróval,max. 1mm fogásmélység az ideális.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 augusztus 18, 09:12
Írta: keri Dátum 2016 augusztus 18, 09:12
Jó lesz az. Láttam már hasonló felépítésű gépet. Kézzel nem tudtam 2századnál többet belehúzni. Gyönyörűen dolgozik már lassan 10 éve ismerősnél, kb. arra használja amire te is akarod.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 augusztus 18, 09:15
Írta: keri Dátum 2016 augusztus 18, 09:15
Egyébként egyrészről igaza van azoknak akik a túlméretezett merevséget erőltetik, mert abból soha nem elég, de én is azt veszem észre, hogy adott feladatra leméretezett gépeim rendre dupla olyan vaskosak mint azok amit a gyakorlatban használni szoktak :) szóval nem kell aggódni, ha belerakod az anyagot jó lesz.
Nyilván nem egy mikrokristályos, pihentetett öntöttvas ipari marógép, 5Tonnával, de nem is egy fa mechanikás gép, faszív faragásra.
Nyilván nem egy mikrokristályos, pihentetett öntöttvas ipari marógép, 5Tonnával, de nem is egy fa mechanikás gép, faszív faragásra.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 augusztus 18, 09:53
Írta: Szalai György Dátum 2016 augusztus 18, 09:53
Bár nehéz, de elfogadom, hogy a kevesebb eszközt igénylő megépíthetőség, és a későbbi átépíthetőség, egy Hobbyistának fontosabb anyagválasztási szempont lehet, mint a mechanikai merevség.
Ezzel megmagyaráztuk az alu profil létjogát.
És mi az uralkodó vélemény az egy kocsis megvezetésekről, amikor nyomóerő helyett csavaró erő hat a kocsira.
Először annak fényében, hogy a kocsik (Ma) csavaró igénybevétellel szembeni ellenálló képessége kb. század része a (C0) nyomó hatás elleninek.
Ami sokkal rövidebb életciklust is jelent.
(Csavaró igénybevételkor a golyósor végén lévő egyetlen golyó adja át a nyomóerő legnagyobb részét.)
Ezzel megmagyaráztuk az alu profil létjogát.
És mi az uralkodó vélemény az egy kocsis megvezetésekről, amikor nyomóerő helyett csavaró erő hat a kocsira.
Először annak fényében, hogy a kocsik (Ma) csavaró igénybevétellel szembeni ellenálló képessége kb. század része a (C0) nyomó hatás elleninek.
Ami sokkal rövidebb életciklust is jelent.
(Csavaró igénybevételkor a golyósor végén lévő egyetlen golyó adja át a nyomóerő legnagyobb részét.)
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2016 augusztus 18, 12:19
Írta: sanyi84 Dátum 2016 augusztus 18, 12:19
Ezzel azt akarod mondani sík kell a sín felfogatáshoz? A #13441 ben leírtam a felmarásról az aggodalmamat vagy inkább tapasztalatomat. A sín sem egyenes, még feltételezhetően oldalnézetből sem. Valószínű profi gépgyártók azért feszítik oldalról is a síneket nem csak síkra csavarozzák.
Cím: Re:Mechanikai ötletek
Írta: korbendallas Dátum 2016 augusztus 18, 12:30
Írta: korbendallas Dátum 2016 augusztus 18, 12:30
Ezt ugye Te sem gondoltad komolyan:(Csavaró igénybevételkor a golyósor végén lévő egyetlen golyó adja át a nyomóerő legnagyobb részét.)
Cím: Re:Mechanikai ötletek
Írta: korbendallas Dátum 2016 augusztus 18, 12:32
Írta: korbendallas Dátum 2016 augusztus 18, 12:32
Legalább 4 golyósor van
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 augusztus 18, 13:09
Írta: svager Dátum 2016 augusztus 18, 13:09
Masszív gép lehet,ha csak 2 századot hajlik.
Megmértem egyszer a Bf45-ös marógépemet,5kg-nál 2 századot,20kg-nál 5századot hajlik a főorsónál,pedig 360kg és öntvényből van.
Össze kellene csavaroznom ilyen profilokból egy masszívabb gépet.. [#kuss]
Megmértem egyszer a Bf45-ös marógépemet,5kg-nál 2 századot,20kg-nál 5századot hajlik a főorsónál,pedig 360kg és öntvényből van.
Össze kellene csavaroznom ilyen profilokból egy masszívabb gépet.. [#kuss]
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2016 augusztus 18, 21:37
Írta: fpd0kbd4 Dátum 2016 augusztus 18, 21:37
A Bankimajki topikjában láttam a linkelt plazmavágó gépek között egy gépet, amin mnden tengely, görgős lánc hajtású. Mi a hátránya ennek a technikának, hogy nincs elterjedve?
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 augusztus 18, 21:42
Írta: Kisamotors Dátum 2016 augusztus 18, 21:42
Na igen egy-két mérőóra nagyon le tudja lombozni a kedélyeket :)
Az addig masszívnak gondolt szerkezet kézzel jól megnyomorgatva is több tizedet hajlik.
A kis fából tákolt cnc micsodám, X síkban olyan 1-1.3mm-t rugózik, mégis tudok vele alut marni 3-as egyélűvel.
Ennek ellenére két azonos darabot is 1-2 tized pontossággal megcsinál.
Jó, mondjuk azt egy marós szakbarbárságnak hívná, de még mindig sokkal gyorsabb, pontosabb kényelmesebb, mint a fűrész, reszelő, oszlopos fúró. Hobby.
Az addig masszívnak gondolt szerkezet kézzel jól megnyomorgatva is több tizedet hajlik.
A kis fából tákolt cnc micsodám, X síkban olyan 1-1.3mm-t rugózik, mégis tudok vele alut marni 3-as egyélűvel.
Ennek ellenére két azonos darabot is 1-2 tized pontossággal megcsinál.
Jó, mondjuk azt egy marós szakbarbárságnak hívná, de még mindig sokkal gyorsabb, pontosabb kényelmesebb, mint a fűrész, reszelő, oszlopos fúró. Hobby.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 augusztus 18, 21:57
Írta: Kisamotors Dátum 2016 augusztus 18, 21:57
Tudom én azt, hogy a fizikát nem érdekli, hogy nekem mihez van kedvem, vagy mire van pénzem :)
Merev vázzal, tömeggel is tisztában vagyok.
Elég csak pár percet dolgozni a nagy oszlopos fúróval. Azt a szilárdságot esélytelen megközelítenem.
A lehetőségeimhez mértem szeretnék egy egyenszilárd gépet építeni.
Kösz a szakértést Neked és mindenkinek!
Merev vázzal, tömeggel is tisztában vagyok.
Elég csak pár percet dolgozni a nagy oszlopos fúróval. Azt a szilárdságot esélytelen megközelítenem.
A lehetőségeimhez mértem szeretnék egy egyenszilárd gépet építeni.
Kösz a szakértést Neked és mindenkinek!
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 augusztus 18, 22:35
Írta: zozo Dátum 2016 augusztus 18, 22:35
"...azt egy marós szakbarbárságnak hívná..."
Pont annak nem, mert aki szakbarbár, az csak egy dologhoz ért, de abban úgymond, Király! Viszont semmi máshoz nem ért.
Pont annak nem, mert aki szakbarbár, az csak egy dologhoz ért, de abban úgymond, Király! Viszont semmi máshoz nem ért.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 augusztus 18, 23:28
Írta: Kisamotors Dátum 2016 augusztus 18, 23:28
Hm, valóban.
Nem gondoltam volna, hogy majdnem az ellentkezője a jelentése, mint ahogy használtam.
Szakbarbár: A szakmájához ért, semmi máshoz nem.
Nem gondoltam volna, hogy majdnem az ellentkezője a jelentése, mint ahogy használtam.
Szakbarbár: A szakmájához ért, semmi máshoz nem.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 szeptember 04, 19:01
Írta: remrendes Dátum 2016 szeptember 04, 19:01
Jo estet!
Vegre ismet volt egy kis szabadidom, ugyhogy elorebb jutottam a dolgommal. (https://drive.google.com/file/d/0B5Q2OeXv4-eTVnRGT1hQd2w0cHc/view)
Meg az Y hajtas vedelmet kell kitalalnom es kezdodhet a masodik fazis.
Viszont lenne egy olyan kerdesem elotte , hogy szerintetek az alap aluminium lapot erdemes lenne a hegesztett zarszelveny keretre mondjuk puffer gumikkal (http://www.gumetall.de/produkt/gummi-metall-puffer_zylindrisch/gummi-metall-puffer_zylindrisch/) rogziteni? Terv szerint a zartszelvenyt feltoltom valoszinuleg homokkal.
Vegre ismet volt egy kis szabadidom, ugyhogy elorebb jutottam a dolgommal. (https://drive.google.com/file/d/0B5Q2OeXv4-eTVnRGT1hQd2w0cHc/view)
Meg az Y hajtas vedelmet kell kitalalnom es kezdodhet a masodik fazis.
Viszont lenne egy olyan kerdesem elotte , hogy szerintetek az alap aluminium lapot erdemes lenne a hegesztett zarszelveny keretre mondjuk puffer gumikkal (http://www.gumetall.de/produkt/gummi-metall-puffer_zylindrisch/gummi-metall-puffer_zylindrisch/) rogziteni? Terv szerint a zartszelvenyt feltoltom valoszinuleg homokkal.
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2016 szeptember 05, 06:15
Írta: kaqkk007 Dátum 2016 szeptember 05, 06:15
Én nem tennék ekkora gumibakokat alá, maximum gumilemezt , az lehet hogy csillapítja a rezgést-hangot , de a mozgó tömeg nem "lendíti" meg az alu lapot
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 szeptember 05, 07:16
Írta: remrendes Dátum 2016 szeptember 05, 07:16
Igen, az a masik amin gondolkodtam, talan van otthon egy par meter regi redler szalag.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 szeptember 05, 07:38
Írta: Csuhás Dátum 2016 szeptember 05, 07:38
Semmiképpen nem választanám le a gép tömegének egy részét egy kis csillapítású rugalmas elemmel, mert így egy önálló lengő rendszer hozol létre valószínűleg határozott rezonanciákkal. A gumi lap szerencsésebb, mert ott már a csillapítás és nem a rugalmasság dominál.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 szeptember 05, 09:07
Írta: remrendes Dátum 2016 szeptember 05, 09:07
A gondom az, hogy akkora hegesztett alkatreszt senki nem fog nekem a kornyeken sikba marni. Az aluminium lemez viszont mart.
Lehet csinalok egy ideiglenes peremet ra es a tetejet kiontom nehany mm mugyantaval, az mar viszonylag nem rugalmas, de elmeletileg elterul.
Lehet csinalok egy ideiglenes peremet ra es a tetejet kiontom nehany mm mugyantaval, az mar viszonylag nem rugalmas, de elmeletileg elterul.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 szeptember 05, 20:54
Írta: svager Dátum 2016 szeptember 05, 20:54
Sziasztok
Valami ötlet kellene elakadtam.
Szeretném ezt a fogasszíj tárcsát valahogy rögzíteni a tengely végére.
http://www.imgserv.com/images/2016/09/05/UM6lKa.th.jpg
Sajnos mivel ebben a méretben nem lehet kúpos tengelykötést kapni (44mm furat)gondoltam 4db M5 csavarral rögzítem.
Mivel a tengely edzett,csak a tömör keményfém fúróval tudtam kifúrni,pontosabban kifúrnám de a menetfúró csak nyöszörög benne.
Néztem,hogy esetleg vennék tömör keményfém menetfúrót,de az ára.. [#ijedt]
Szóval,valami ötlet kellene.
Valami ötlet kellene elakadtam.
Szeretném ezt a fogasszíj tárcsát valahogy rögzíteni a tengely végére.
http://www.imgserv.com/images/2016/09/05/UM6lKa.th.jpg
Sajnos mivel ebben a méretben nem lehet kúpos tengelykötést kapni (44mm furat)gondoltam 4db M5 csavarral rögzítem.
Mivel a tengely edzett,csak a tömör keményfém fúróval tudtam kifúrni,pontosabban kifúrnám de a menetfúró csak nyöszörög benne.
Néztem,hogy esetleg vennék tömör keményfém menetfúrót,de az ára.. [#ijedt]
Szóval,valami ötlet kellene.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 szeptember 05, 20:55
Írta: svager Dátum 2016 szeptember 05, 20:55
A kép:(http://www.imgserv.com/images/2016/09/05/UM6lKa.th.jpg) (http://www.imgserv.com/xln)
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2016 szeptember 05, 21:13
Írta: guliver83 Dátum 2016 szeptember 05, 21:13
Az edzett réteg max 3mm azt egy kicsit nagyobb fúróval fúrnám ki és beljebb vágnák menetet, ha már menet kell.
Vagy csak a tárcsába vágok menetet és a csavar végét le esztergályozom a furatnak megfelelő méretre.
Ékpályát kell bele marni.
Vagy csak a tárcsába vágok menetet és a csavar végét le esztergályozom a furatnak megfelelő méretre.
Ékpályát kell bele marni.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2016 szeptember 05, 21:17
Írta: guliver83 Dátum 2016 szeptember 05, 21:17
Ezek a híd lábak gondolom még jobban meg lesznek merevítve?
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 szeptember 05, 21:28
Írta: gaben Dátum 2016 szeptember 05, 21:28
Szia,
milyen átmérőben kellene a tömör keményfém fúró?
4m-es talán van otthon azt tudok küldeni. [#wave]
milyen átmérőben kellene a tömör keményfém fúró?
4m-es talán van otthon azt tudok küldeni. [#wave]
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2016 szeptember 05, 21:31
Írta: guliver83 Dátum 2016 szeptember 05, 21:31
Menetfúrót akart venni.
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 szeptember 05, 21:33
Írta: gaben Dátum 2016 szeptember 05, 21:33
Jaa, most látom én is. Köszi. [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 szeptember 05, 21:37
Írta: remrendes Dátum 2016 szeptember 05, 21:37
Igen, 45 fokos merevitesek lesznek majd benne.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 szeptember 05, 21:42
Írta: svager Dátum 2016 szeptember 05, 21:42
Inkább menetfúrót küldj... [#vigyor3]
Holnap megnézem,lehet puhább valamivel a belseje.
Holnap megnézem,lehet puhább valamivel a belseje.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 szeptember 05, 21:52
Írta: svager Dátum 2016 szeptember 05, 21:52
A híd középső része az egy darabból lesz?
Én nem vágnám ki derékszögben,ott a sarkot 45 fokban hagynám,sőt fölöslegesen sok van kivágva belőle,a mdb. nem ütközik neki.
Én nem vágnám ki derékszögben,ott a sarkot 45 fokban hagynám,sőt fölöslegesen sok van kivágva belőle,a mdb. nem ütközik neki.
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 szeptember 05, 21:53
Írta: gaben Dátum 2016 szeptember 05, 21:53
Van 5-ös menetfúróm, úgysem használom.
De az sima HSS, szóval ne lepődj meg ha beletörik. [#vigyor]
De az sima HSS, szóval ne lepődj meg ha beletörik. [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 szeptember 06, 07:26
Írta: svager Dátum 2016 szeptember 06, 07:26
Meló előtt kipróbáltam,6mm volt az edzett réteg.
Sajnos,még mindig túl kemény,ezért még nagyobbra fúrtam,(4.5mm),de így is beletörtem egy új menetfúrot.[#rinya]
Átgondoltan a dolgot,a bordáskerék tengely belsejét kúposra esztergálom,felhasítom,és készítek hozzá egy ellen darabot ami szétfesziti.
Sajnos,még mindig túl kemény,ezért még nagyobbra fúrtam,(4.5mm),de így is beletörtem egy új menetfúrot.[#rinya]
Átgondoltan a dolgot,a bordáskerék tengely belsejét kúposra esztergálom,felhasítom,és készítek hozzá egy ellen darabot ami szétfesziti.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 szeptember 06, 07:29
Írta: remrendes Dátum 2016 szeptember 06, 07:29
Igen, az 1db-bol lesz.
Majd megnezem, hogy jon ki a nesting, 3/4 tabla vastaglemezt szanok ra. A szimulacio szerint eleg eros, de igazad van, ha belefer, akkor hagyok meg ra egy kis anyagot.
Majd megnezem, hogy jon ki a nesting, 3/4 tabla vastaglemezt szanok ra. A szimulacio szerint eleg eros, de igazad van, ha belefer, akkor hagyok meg ra egy kis anyagot.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 szeptember 06, 07:51
Írta: Csuhás Dátum 2016 szeptember 06, 07:51
Fúrd meg nagyobb átmérővel és:
A: menetes perselyt vagy tőcsavart ragassz bele
B: Betonhoz való tőcsavart tegyél bele ( olyanra gondolok aminek kúpos a vége és egy felhasított rugógyűrű van rajta, így a csavart meghúzva a kúp beékeli a gyűrűt. Ezt is erősítheted ragasztással )
A: menetes perselyt vagy tőcsavart ragassz bele
B: Betonhoz való tőcsavart tegyél bele ( olyanra gondolok aminek kúpos a vége és egy felhasított rugógyűrű van rajta, így a csavart meghúzva a kúp beékeli a gyűrűt. Ezt is erősítheted ragasztással )
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2016 szeptember 06, 08:40
Írta: fpd0kbd4 Dátum 2016 szeptember 06, 08:40
A szerelhetőségi környezet függvényében, akár egy plusz alkatrész beépítésével a zsugorkötés is megoldás lehet.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 szeptember 06, 19:42
Írta: remrendes Dátum 2016 szeptember 06, 19:42
Koszonom, megneztem a nestinget.
Rahagyok meg egy kicsit, nem azt mondom, hogy 45fok-ban, de meg tudom duplazni a labak szelesseget.
Rahagyok meg egy kicsit, nem azt mondom, hogy 45fok-ban, de meg tudom duplazni a labak szelesseget.
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2016 szeptember 06, 22:33
Írta: niu7vyvp0 Dátum 2016 szeptember 06, 22:33
Sziasztok,
A marómotor köré szeretnék tenni egy "szoknyát" elszívóval, hogy ne legyen minden tiszta forgács. Néztem pár ötletet már és elég sok helyen fixre volt szerelve a motortartóra, de pl, ha elég mélyen dolgozik a gép nem gyűri be a kefe részt?
Meg ha már itt tartunk hogy kefe, láttam egy jó megoldást mi szerint sima autómosó kefének a szőrét ragasztotta be az illető a plexi lemez nútjába, de ennél a megoldásnál van némi szőr vesztés. Láttam gyári kefe részt is, de azt hol lehet venni itthon, mert a legjobb amit láttam az ilyen ajtóra felrakható verzió volt és annak rövid a szőre.
Hol lehetne venni megfelelő kefét?
A marómotor köré szeretnék tenni egy "szoknyát" elszívóval, hogy ne legyen minden tiszta forgács. Néztem pár ötletet már és elég sok helyen fixre volt szerelve a motortartóra, de pl, ha elég mélyen dolgozik a gép nem gyűri be a kefe részt?
Meg ha már itt tartunk hogy kefe, láttam egy jó megoldást mi szerint sima autómosó kefének a szőrét ragasztotta be az illető a plexi lemez nútjába, de ennél a megoldásnál van némi szőr vesztés. Láttam gyári kefe részt is, de azt hol lehet venni itthon, mert a legjobb amit láttam az ilyen ajtóra felrakható verzió volt és annak rövid a szőre.
Hol lehetne venni megfelelő kefét?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 szeptember 07, 08:03
Írta: Szalai György Dátum 2016 szeptember 07, 08:03
Sajna megfelelően erős, kemény és hosszú szőrű ipari körkefe, ritkán van hobby áron.
A természetes szőrök és rostok nem is nagyon alkalmasak.
Engem a szomszéd műanyag kerti seprőjének a közepéből kivágott szálköteg is vidám megelégedéssel töltene el.
Az elég hosszú, erős szálú és mókás megoldás. Olcsó játék. . . (Magas labda.)
Megfelelő formájú műanyag darabba vágott nútba be kell ragasztani.
Örök élet.
A természetes szőrök és rostok nem is nagyon alkalmasak.
Engem a szomszéd műanyag kerti seprőjének a közepéből kivágott szálköteg is vidám megelégedéssel töltene el.
Az elég hosszú, erős szálú és mókás megoldás. Olcsó játék. . . (Magas labda.)
Megfelelő formájú műanyag darabba vágott nútba be kell ragasztani.
Örök élet.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 szeptember 07, 08:30
Írta: Szalai György Dátum 2016 szeptember 07, 08:30
Talán nem közvetlenül a motorplatformra jó szerelni, hanem a platformra rakott külön lin csúszkára.
Hogy mozoghasson a motortól függetlenül is fel-le és mindég rázárhasson a munkadarabra.
Hogy mozoghasson a motortól függetlenül is fel-le és mindég rázárhasson a munkadarabra.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2016 szeptember 07, 09:20
Írta: guliver83 Dátum 2016 szeptember 07, 09:20
Nem rossz megoldás ez sem!
Nekem a 25mm tengelybe M8 menet van simán bele lehet vágni.
Csak egy pár mm ami keményebb azt csak nagyobb fúróval meg kellene fúrni és kész.
Nekem a 25mm tengelybe M8 menet van simán bele lehet vágni.
Csak egy pár mm ami keményebb azt csak nagyobb fúróval meg kellene fúrni és kész.
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2016 szeptember 08, 06:26
Írta: niu7vyvp0 Dátum 2016 szeptember 08, 06:26
Otthon van műanyagsörtés söprű max akkor szét szedem azt :)
Először én is lin csúszkára gondoltam,néztem vannak egész picik is, ami kényelmesen elfér, de az áruk már annyira nem kényelmes :(
Szerinted, ha van egy tartókeret és abban van 4 db vezetőcsap, ezen tudna a keferész le-fel mozogni, vmi ilyesmi elképzelés életképes lehet, nem szorulna meg?
Először én is lin csúszkára gondoltam,néztem vannak egész picik is, ami kényelmesen elfér, de az áruk már annyira nem kényelmes :(
Szerinted, ha van egy tartókeret és abban van 4 db vezetőcsap, ezen tudna a keferész le-fel mozogni, vmi ilyesmi elképzelés életképes lehet, nem szorulna meg?
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2016 szeptember 08, 07:06
Írta: nv5firipz Dátum 2016 szeptember 08, 07:06
Görgős fióksin? Felesleges ide a komolyabb lineáris technika.
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2016 szeptember 08, 20:35
Írta: niu7vyvp0 Dátum 2016 szeptember 08, 20:35
Viszonylag kevés helyem van rá :(
Cím: Re:Mechanikai ötletek
Írta: nv5firipz Dátum 2016 szeptember 08, 21:24
Írta: nv5firipz Dátum 2016 szeptember 08, 21:24
Mármint hossz irányban? Akkor vágj a fióksínből.
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2016 szeptember 09, 06:13
Írta: niu7vyvp0 Dátum 2016 szeptember 09, 06:13
Igaz nincs méretezve de nagyjából látni, hogy szűkös lesz.
HA a fiók sínt megvágom akkor nem veszti el a "stabilitást"?
(http://kepfeltoltes.hu/thumb/160909/P_20160828_145740_www.kepfeltoltes.hu_.jpg)[/url (http://kepfeltoltes.hu/view/160909/P_20160828_145740_www.kepfeltoltes.hu_.jpg)
HA a fiók sínt megvágom akkor nem veszti el a "stabilitást"?
(http://kepfeltoltes.hu/thumb/160909/P_20160828_145740_www.kepfeltoltes.hu_.jpg)[/url (http://kepfeltoltes.hu/view/160909/P_20160828_145740_www.kepfeltoltes.hu_.jpg)
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2016 szeptember 09, 06:13
Írta: niu7vyvp0 Dátum 2016 szeptember 09, 06:13
(http://kepfeltoltes.hu/thumb/160909/P_20160828_145740_www.kepfeltoltes.hu_.jpg) (http://kepfeltoltes.hu/view/160909/P_20160828_145740_www.kepfeltoltes.hu_.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 szeptember 09, 06:30
Írta: Szalai György Dátum 2016 szeptember 09, 06:30
Lehet, hogy nem is muszáj a lineáris vezetés, csak már kapásból az jut az ember eszébe.
Nem lehetne akár egy (kettő vagy négy) karon le fel elfordulós, vagy ollósan csuklós szerkezet is.
Meg kéne rajzolni mérethelyesen, hogy mit engednek a lehetőségek.
Nem lehetne akár egy (kettő vagy négy) karon le fel elfordulós, vagy ollósan csuklós szerkezet is.
Meg kéne rajzolni mérethelyesen, hogy mit engednek a lehetőségek.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 szeptember 09, 06:55
Írta: remrendes Dátum 2016 szeptember 09, 06:55
Kefe. (http://www.aliexpress.com/item/Woodworking-cnc-router-brush-1m-100mm-Brush-Vacuum-Cleaner-Engraving-machine-Dust-Cover-for-cnc-milling/32636382651.html?spm=2114.30010308.3.10.VrYzyY&ws_ab_test=searchweb201556_8,searchweb201602_1_10057_10065_10056_10068_10037_10055_10054_10069_301_10059_10033_10058_10032_10073_10017_10071_10070_10060_10061_10052_10062_10053_10050_10051,searchweb201603_1&btsid=f48c6c08-1a58-42e0-9fc5-d870c05f14f2)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 szeptember 09, 07:11
Írta: remrendes Dátum 2016 szeptember 09, 07:11
10mm-es talpas linear? (http://www.aliexpress.com/item/Free-Shipping-2pcs-lot-SBR10-200mm-10mm-Linear-Rail-nanjinghaokun-parts-SBR10-200mm-linear-guide/32720023025.html?spm=2114.30010308.3.199.l8vQO5&ws_ab_test=searchweb201556_8,searchweb201602_1_10057_10065_10056_10068_10037_10055_10054_10069_301_10059_10033_10058_10032_10073_10017_10071_10070_10060_10061_10052_10062_10053_10050_10051,searchweb201603_1&btsid=cae25a08-daf4-4e7f-84cd-db89dab36c18) Van hozza olcso kocsi (http://www.aliexpress.com/item/1pcs-10mm-SBR10UU-Open-Aluminum-Linear-Motion-Slide-Bearing-SME10UU-for-XYZ-CNC/1338484125.html?spm=2114.30010308.3.1.T0WglH&ws_ab_test=searchweb201556_8,searchweb201602_1_10057_10065_10056_10068_10037_10055_10054_10069_301_10059_10033_10058_10032_10073_10017_10071_10070_10060_10061_10052_10062_10053_10050_10051,searchweb201603_1&btsid=357a6020-a3af-464e-96a1-bc9e1c404ff7) is.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 szeptember 09, 07:12
Írta: remrendes Dátum 2016 szeptember 09, 07:12
Lemaradt a hozzaszolasom eleje.
Szoval, cirka $20-bol kijon az esztetikusabb vezetek.
10mm-es talpas (http://www.aliexpress.com/item/Free-Shipping-2pcs-lot-SBR10-200mm-10mm-Linear-Rail-nanjinghaokun-parts-SBR10-200mm-linear-guide/32720023025.html?spm=2114.30010308.3.199.l8vQO5&ws_ab_test=searchweb201556_8,searchweb201602_1_10057_10065_10056_10068_10037_10055_10054_10069_301_10059_10033_10058_10032_10073_10017_10071_10070_10060_10061_10052_10062_10053_10050_10051,searchweb201603_1&btsid=cae25a08-daf4-4e7f-84cd-db89dab36c18), es van hozza...
Szoval, cirka $20-bol kijon az esztetikusabb vezetek.
10mm-es talpas (http://www.aliexpress.com/item/Free-Shipping-2pcs-lot-SBR10-200mm-10mm-Linear-Rail-nanjinghaokun-parts-SBR10-200mm-linear-guide/32720023025.html?spm=2114.30010308.3.199.l8vQO5&ws_ab_test=searchweb201556_8,searchweb201602_1_10057_10065_10056_10068_10037_10055_10054_10069_301_10059_10033_10058_10032_10073_10017_10071_10070_10060_10061_10052_10062_10053_10050_10051,searchweb201603_1&btsid=cae25a08-daf4-4e7f-84cd-db89dab36c18), es van hozza...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 szeptember 09, 09:29
Írta: svejk Dátum 2016 szeptember 09, 09:29
Rémisztő és kedvrontó, hogy mire kitalálná az ember hogy szétkapja otthon az egyébként sem használt partfist, a kínai inkább rádtukmál pont neked való cuccot.
Persze én is megveszem, mert olcsó, oda passzol és alig kell vele dolgozni.
Persze én is megveszem, mert olcsó, oda passzol és alig kell vele dolgozni.
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 szeptember 09, 09:46
Írta: gaben Dátum 2016 szeptember 09, 09:46
Mekkora jó már ez a cucc.
Ha netán rendelésen törnétek a fejeteket, beszállok egy garnitúrába én is. [#awink]
Thx, Gábor [#wave]
Ha netán rendelésen törnétek a fejeteket, beszállok egy garnitúrába én is. [#awink]
Thx, Gábor [#wave]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 szeptember 09, 09:50
Írta: svejk Dátum 2016 szeptember 09, 09:50
10 dolcsi ingyenes szállítással.
Itt nincs értem összefogni, mert abból vám meg fa lenne.
Az, hogy mekkora jó cucc meg majd kiderül ha megérkezik :))
mert azért nyugtával a napot...
Itt nincs értem összefogni, mert abból vám meg fa lenne.
Az, hogy mekkora jó cucc meg majd kiderül ha megérkezik :))
mert azért nyugtával a napot...
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 szeptember 09, 09:53
Írta: gaben Dátum 2016 szeptember 09, 09:53
Ja télleg, 20 dolcsi után vám meg minden...
Ne is emlegesd ezt a nyugtával dicsérd szlogent. [#vigyor]
Ne is emlegesd ezt a nyugtával dicsérd szlogent. [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 szeptember 09, 10:25
Írta: svejk Dátum 2016 szeptember 09, 10:25
Az érték az egy ügy, a kis kínai tudja mit kell a megfelelő rublikába írni, de egy nagy csomag már feltűnő.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 szeptember 09, 12:52
Írta: remrendes Dátum 2016 szeptember 09, 12:52
Hihetetlen egyebkent, kb minden beszerezheto.
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 szeptember 09, 13:28
Írta: gaben Dátum 2016 szeptember 09, 13:28
Ennél biztos, hogy jobb a sörte: műanyag kefe (https://www.youtube.com/watch?v=3nxiIDKdYzk)
És amit Szalai Gyuri mondott a szerkezet elkészítésére vonatkozóan az is jó ötlet. Egy külön sínen legyen föl-le futtatva a kefe és elszívófej, ezt pedig valami nyomórugós módszerrel be lehetne lőni, hogy "felületkövető" legyen.
Annyi pont elég, hogy a sörték hozzáérjenek a felülethez marási munka közben, viszont amint a marófej lejjebb lépeget, a fej fölfelé mozdulna.
Mondjuk itt már elég nehéz lenne az elszívást is megoldani.
És amit Szalai Gyuri mondott a szerkezet elkészítésére vonatkozóan az is jó ötlet. Egy külön sínen legyen föl-le futtatva a kefe és elszívófej, ezt pedig valami nyomórugós módszerrel be lehetne lőni, hogy "felületkövető" legyen.
Annyi pont elég, hogy a sörték hozzáérjenek a felülethez marási munka közben, viszont amint a marófej lejjebb lépeget, a fej fölfelé mozdulna.
Mondjuk itt már elég nehéz lenne az elszívást is megoldani.
Cím: Re:Mechanikai ötletek
Írta: Bozso777 Dátum 2016 szeptember 09, 14:34
Írta: Bozso777 Dátum 2016 szeptember 09, 14:34
Kis kinai tudja hogy kici árat kell írni, meg azt is hogy Gift...dee mert ezt mind tudja, ezért minden csomag úgy jön...vámosok meg vagy megnézik vagy nem :)
Én ezelőtt ilyenből csináltam kefét...jól működött :
(http://www.hzp.hu/img-1-304-l-300/129.58.jpg)
Én ezelőtt ilyenből csináltam kefét...jól működött :
(http://www.hzp.hu/img-1-304-l-300/129.58.jpg)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 szeptember 09, 16:05
Írta: svejk Dátum 2016 szeptember 09, 16:05
Ez minek a mije, és hol vetted? :)
Milyen hosszú a szőr?
A nagy forgóajtókon levő kefék azért elég strapabírónak tűnnek.
Milyen hosszú a szőr?
A nagy forgóajtókon levő kefék azért elég strapabírónak tűnnek.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2016 szeptember 09, 16:16
Írta: guliver83 Dátum 2016 szeptember 09, 16:16
Már bánom, hogy nem hoztam ilyen kis keféket több métert dobálnak ki állandóan ahol dolgozok.
És kimondottan ajtón lévő kefe és elég sűrű.
Legközelebb hozok egy pár métert.
És kimondottan ajtón lévő kefe és elég sűrű.
Legközelebb hozok egy pár métert.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 szeptember 09, 16:48
Írta: svejk Dátum 2016 szeptember 09, 16:48
Nekem is volt több méter lemezfoglaltban, de midnig elkótyavetyéltem a találkozók előtt. :)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 szeptember 09, 16:53
Írta: svager Dátum 2016 szeptember 09, 16:53
Kúpcserép alá teszik,hófogónak.(Kúpalátét)
[#wink]
[#wink]
Cím: Re:Mechanikai ötletek
Írta: Bozso777 Dátum 2016 szeptember 09, 16:54
Írta: Bozso777 Dátum 2016 szeptember 09, 16:54
UNIVERZÁLIS SZÁRAZ`KÚPELEM LÜFTOMAT®`75 MM FÉSŰS
Itt pl kapható...de biztos van olcsóbb hely is...nekem még annó megmaradt darab volt itthon.
http://mastercenter.hu/termek/187/masterplast-luftomat-uni-60-barna (http://mastercenter.hu/termek/187/masterplast-luftomat-uni-60-barna)
Elég merev a műanyag, de most gyors szétbontottam egy kis darabot, így már bárhova beragasztható.
75mm a szőr hossza.
(http://cnctar.hobbycnc.hu/Bozso777/kefe/DSCI0002.JPG)
Itt pl kapható...de biztos van olcsóbb hely is...nekem még annó megmaradt darab volt itthon.
http://mastercenter.hu/termek/187/masterplast-luftomat-uni-60-barna (http://mastercenter.hu/termek/187/masterplast-luftomat-uni-60-barna)
Elég merev a műanyag, de most gyors szétbontottam egy kis darabot, így már bárhova beragasztható.
75mm a szőr hossza.
(http://cnctar.hobbycnc.hu/Bozso777/kefe/DSCI0002.JPG)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 szeptember 09, 16:58
Írta: Szalai György Dátum 2016 szeptember 09, 16:58
Node!
Ha az elszívás jóságát, a levegő (mint szállítóközeg) tömegárama döntően határozza meg, akkor a zárt kefegyűrű ezt sajnos hatékonyan csökkenti.
Tehát a kefegyűrű nem lehet teljesen zárt, (mint amiket lentebb láttunk) hanem réseltnek kell lennie.
Réseltnek, méghozzá több körben, hogy a rések egymást körönként válogassák és takarják.
Ettől nem repül ki a forgács, de bemegy a levegő.
Vagy mi.
A kefesávok örvény alakzatot is követhetnének, eleve megpörgetve a beáramló levegőt, de ez már megint csak olyan Gyurkaság. (https://encrypted-tbn0.gstatic.com/images?q=tbn:ANd9GcRMkBuKOm6ASvP5SpnV3PjTNtarUSx8ToFxosHUPx-qy514X773VA)
Ha az elszívás jóságát, a levegő (mint szállítóközeg) tömegárama döntően határozza meg, akkor a zárt kefegyűrű ezt sajnos hatékonyan csökkenti.
Tehát a kefegyűrű nem lehet teljesen zárt, (mint amiket lentebb láttunk) hanem réseltnek kell lennie.
Réseltnek, méghozzá több körben, hogy a rések egymást körönként válogassák és takarják.
Ettől nem repül ki a forgács, de bemegy a levegő.
Vagy mi.
A kefesávok örvény alakzatot is követhetnének, eleve megpörgetve a beáramló levegőt, de ez már megint csak olyan Gyurkaság. (https://encrypted-tbn0.gstatic.com/images?q=tbn:ANd9GcRMkBuKOm6ASvP5SpnV3PjTNtarUSx8ToFxosHUPx-qy514X773VA)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 szeptember 09, 17:20
Írta: svejk Dátum 2016 szeptember 09, 17:20
Nem semmi! Mennyit változott az építőipar is párszor tíz év alatt?!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 szeptember 09, 17:27
Írta: svejk Dátum 2016 szeptember 09, 17:27
Elég koszmó elszívó lehet az aminek egy ilyen kefe akadályt jelent.
No meg mint minden, ez is kompromisszum kérdése.
No meg mint minden, ez is kompromisszum kérdése.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 szeptember 09, 17:30
Írta: svager Dátum 2016 szeptember 09, 17:30
Én még ílyen porszívó fejet nem láttam. [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 szeptember 09, 17:40
Írta: Szalai György Dátum 2016 szeptember 09, 17:40
Kérdés.
Kialakítható-e úgy a kefeszoknya, hogy az alatta keletkező vákuum pont lehúzza a munkasíkra, az elszívó kikapcsolásakor meg automatikusan felemelkedjen?
Kialakítható-e úgy a kefeszoknya, hogy az alatta keletkező vákuum pont lehúzza a munkasíkra, az elszívó kikapcsolásakor meg automatikusan felemelkedjen?
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2016 szeptember 09, 17:43
Írta: gaben Dátum 2016 szeptember 09, 17:43
Millió féle verziója van, lehet ötleteket gyűjteni a youtube-ról...kefe (https://www.youtube.com/watch?v=ufXTIu2VmME)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 szeptember 09, 18:02
Írta: svager Dátum 2016 szeptember 09, 18:02
Talán egy rugós szelep kell a szivócsöbe amit a vákum behúz, az mozgatná a kefét.
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2016 szeptember 09, 18:39
Írta: niu7vyvp0 Dátum 2016 szeptember 09, 18:39
Húú jó sok megoldás hangzott el :)
Én elsőnek vmi ilyesmi megoldást gondoltam, de akkor meg lehet spékelni rugóval is akár, csak nem tudom h mennyire szorulna meg.
A legalsó részre mennek a kefe és azt mágnes tartaná fenn a segéd kereten.
(http://kepfeltoltes.hu/thumb/160909/brushholder_www.kepfeltoltes.hu_.jpg) (http://kepfeltoltes.hu/view/160909/brushholder_www.kepfeltoltes.hu_.jpg)
Én elsőnek vmi ilyesmi megoldást gondoltam, de akkor meg lehet spékelni rugóval is akár, csak nem tudom h mennyire szorulna meg.
A legalsó részre mennek a kefe és azt mágnes tartaná fenn a segéd kereten.
(http://kepfeltoltes.hu/thumb/160909/brushholder_www.kepfeltoltes.hu_.jpg) (http://kepfeltoltes.hu/view/160909/brushholder_www.kepfeltoltes.hu_.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 szeptember 09, 20:08
Írta: Szalai György Dátum 2016 szeptember 09, 20:08
Koszmó? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 szeptember 09, 20:21
Írta: svejk Dátum 2016 szeptember 09, 20:21
= gagyi, vacak, semmire sem jó
Eredete homályba veszett, de talán egy régi kollégámtól tanultam, tettszett, mert senki sem ismerte. :)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 szeptember 09, 21:45
Írta: zozo Dátum 2016 szeptember 09, 21:45
Barátunk mondá':
A koszmó ugyan nem fáj, és nem viszket, de jelenléte elég zavaró lehet, és előfordulhat, hogy más későbbi probléma kialakulását jelzi. [#eplus2][#nevetes1]
Ettől függetlenül nekem is tetszett a "koszmó" elszívó, így amennyiben Svejk nem védette le, így átvenném én is tőle[#smile] Elég sok koszmó van körülöttem is...
A koszmó ugyan nem fáj, és nem viszket, de jelenléte elég zavaró lehet, és előfordulhat, hogy más későbbi probléma kialakulását jelzi. [#eplus2][#nevetes1]
Ettől függetlenül nekem is tetszett a "koszmó" elszívó, így amennyiben Svejk nem védette le, így átvenném én is tőle[#smile] Elég sok koszmó van körülöttem is...
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 szeptember 09, 21:57
Írta: zozo Dátum 2016 szeptember 09, 21:57
Visszafelé haladok az olvasással...
Szaki, ez az anyag lefogatás... -bocsi,de nagyon csúnya.
1. 4-szer akkora erővel kell a csavart meghúzni
2. mivel ferdén áll a csavar, deformálhatja a T-hornyot
3. nem függőlegesen szorítja le az anyagot, (könnyebben kimozdulhat)
Leszorításkor mindig az anyag felől legyen minél kisebb távolságra a csavar, a lefogó papucs (pracni) alátámasztása pedig legalább 2-szer távolabb. A lefogó papucs inkább az anyag felé lejtsen minimálisan.
Így kisebb erővel kell meghúzni a csavart, nem sérül a horony és stabilan rátámaszt az anyagra. (tényleg csak jótanács)
Szaki, ez az anyag lefogatás... -bocsi,de nagyon csúnya.
1. 4-szer akkora erővel kell a csavart meghúzni
2. mivel ferdén áll a csavar, deformálhatja a T-hornyot
3. nem függőlegesen szorítja le az anyagot, (könnyebben kimozdulhat)
Leszorításkor mindig az anyag felől legyen minél kisebb távolságra a csavar, a lefogó papucs (pracni) alátámasztása pedig legalább 2-szer távolabb. A lefogó papucs inkább az anyag felé lejtsen minimálisan.
Így kisebb erővel kell meghúzni a csavart, nem sérül a horony és stabilan rátámaszt az anyagra. (tényleg csak jótanács)
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2016 szeptember 09, 22:11
Írta: niu7vyvp0 Dátum 2016 szeptember 09, 22:11
Köszönöm az észrevételt, erre nem is gondoltam :(
Már beszerzés alatt van egy alu t-nutos asztal azon több horony lesz és jobban tudom majd pozícionálni a csavarokat.
Már beszerzés alatt van egy alu t-nutos asztal azon több horony lesz és jobban tudom majd pozícionálni a csavarokat.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 szeptember 09, 23:15
Írta: Kisamotors Dátum 2016 szeptember 09, 23:15
Viszont a maró nem tudom milyen, de szép, letisztult munkának tűnik. Te építetted?
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 szeptember 09, 23:21
Írta: Kisamotors Dátum 2016 szeptember 09, 23:21
Ha már.. a stunyó kifejezést ismeritek?
Öreg szakitól hallottam hogy azt...itt elmondta mit kell vele csináni, de ez segítene a megfejtésben.
Bólogattam, de azt sem tudtam mi a stunyó :)
Öreg szakitól hallottam hogy azt...itt elmondta mit kell vele csináni, de ez segítene a megfejtésben.
Bólogattam, de azt sem tudtam mi a stunyó :)
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2016 szeptember 10, 04:56
Írta: niu7vyvp0 Dátum 2016 szeptember 10, 04:56
Köszönöm az elismerő szavakat!
Neten látottak alapján rajzoltam meg 3D-be, hogy minden stimmel e és úgy építettem meg. Van mit fejleszteni, de első gépnek nem rossz :)
Neten látottak alapján rajzoltam meg 3D-be, hogy minden stimmel e és úgy építettem meg. Van mit fejleszteni, de első gépnek nem rossz :)
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2016 szeptember 12, 11:16
Írta: kly Dátum 2016 szeptember 12, 11:16
Sziasztok
Következő problémám van.
Adott egy hajó utánfutó ami elég hosszú kb 10 méter. Ezzel kellene manőverezni egy elég szűk helyen. Ha ráállok az autóval úgy már annyira hosszú az egész hogy esélytelen a tolatás. Nem lehet elfordulni.
Azt találtam ki hogy a futó első mankókerekét ki kéne cseréni valami 12V DC motoros hatalmas áttételű hajtott kerékre amit egy előre-hátra kapcsolóval tudnék indítani a hajó akkujáról. AZ lenne a lényeg hogy nagyon lassan akár kb 1cm /sec el tudjam a futót önjáróvá tenni. Kormányzás lehetne valami egyszerű módon pl egy rúddal elfordítani a mankókereket. Persze nem a hajóból akarom irányítani ,hanem mellette sétálva.
Igazából az ötlet összeállt már a fejemben hogy mit kéne ,csak nem tudom milyen erős motorral lehet ezt összehozni. pl. önindítómotor? Vagy az leégne?
Illetve inkább a mechanikus kivitelezés jelent problémát.
Ötleteket szeretnék kapni a kivitelezéshez. Lehet létezik valami olyan cucc ami alapból tudja amit szeretnék kis átalakítás árán. Ilyesmik hogy: rokkantkocsi meghajtómotor, elektromos roller , rotakapa vonószemmel a tetején stb.
A futót viszonylag könnyű tolni kézzel is, sík a terep jó a burkolat. Ha van 3-4 ember akkor kézzel meg lehet csinálni de nemszeretem meló. Ezért kéne jobb megoldás.
Következő problémám van.
Adott egy hajó utánfutó ami elég hosszú kb 10 méter. Ezzel kellene manőverezni egy elég szűk helyen. Ha ráállok az autóval úgy már annyira hosszú az egész hogy esélytelen a tolatás. Nem lehet elfordulni.
Azt találtam ki hogy a futó első mankókerekét ki kéne cseréni valami 12V DC motoros hatalmas áttételű hajtott kerékre amit egy előre-hátra kapcsolóval tudnék indítani a hajó akkujáról. AZ lenne a lényeg hogy nagyon lassan akár kb 1cm /sec el tudjam a futót önjáróvá tenni. Kormányzás lehetne valami egyszerű módon pl egy rúddal elfordítani a mankókereket. Persze nem a hajóból akarom irányítani ,hanem mellette sétálva.
Igazából az ötlet összeállt már a fejemben hogy mit kéne ,csak nem tudom milyen erős motorral lehet ezt összehozni. pl. önindítómotor? Vagy az leégne?
Illetve inkább a mechanikus kivitelezés jelent problémát.
Ötleteket szeretnék kapni a kivitelezéshez. Lehet létezik valami olyan cucc ami alapból tudja amit szeretnék kis átalakítás árán. Ilyesmik hogy: rokkantkocsi meghajtómotor, elektromos roller , rotakapa vonószemmel a tetején stb.
A futót viszonylag könnyű tolni kézzel is, sík a terep jó a burkolat. Ha van 3-4 ember akkor kézzel meg lehet csinálni de nemszeretem meló. Ezért kéne jobb megoldás.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2016 szeptember 12, 11:22
Írta: Devecz Miklós Dátum 2016 szeptember 12, 11:22
Köss a végére egy elektromos csörlőt.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2016 szeptember 12, 11:45
Írta: vjanos Dátum 2016 szeptember 12, 11:45
A csörlő jó ötlet.
Az önindító nem bírja a huzamos terhelést, nem erre van kitalálva.
Áttételtes dc motorokat gyakran hirdetnek itt az adok-veszekben is...
Az önindító nem bírja a huzamos terhelést, nem erre van kitalálva.
Áttételtes dc motorokat gyakran hirdetnek itt az adok-veszekben is...
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2016 szeptember 12, 12:22
Írta: kly Dátum 2016 szeptember 12, 12:22
Csörlővel nem lehet manőverezni. Meg ki kell kötni a végét valamihez. Nem jo. Probaltam a rajta levo kezivel
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 szeptember 12, 12:28
Írta: zozo Dátum 2016 szeptember 12, 12:28
Dcsaba hirdetett a [48974] -as hozzászólásban neked valót.
Kisebb kerék kellene rá, mert így nagyobb a sebessége, mint ami neked kell. Az elektromos roller motorok 3000-et fordulnak, csak a kis kerék és direkt hajtású áttétel (lánc, fogazott szíj) miatt használható közlekedésre, bár az enyém így is 45km/h-ra képes full fordulaton, tehát ez nem jó neked.
De mint mondták, áttételes DC motort is találsz hozzá az adok-veszekben.
Kisebb kerék kellene rá, mert így nagyobb a sebessége, mint ami neked kell. Az elektromos roller motorok 3000-et fordulnak, csak a kis kerék és direkt hajtású áttétel (lánc, fogazott szíj) miatt használható közlekedésre, bár az enyém így is 45km/h-ra képes full fordulaton, tehát ez nem jó neked.
De mint mondták, áttételes DC motort is találsz hozzá az adok-veszekben.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 szeptember 12, 12:33
Írta: zozo Dátum 2016 szeptember 12, 12:33
A másik, hogy amennyiben a vonóhorog-fej közelében akarod forgatni,
kevés lesz a súly, még rá is kell nehezedned, hogy ne kaparjon el.
kevés lesz a súly, még rá is kell nehezedned, hogy ne kaparjon el.
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2016 szeptember 12, 12:44
Írta: kly Dátum 2016 szeptember 12, 12:44
Súly nem gond. Akár több száz kiló is nyomhatja a manókereket. Ezt én állítom be a vonószem magasságával. Az eregeti mankókeréken is van magasság állítás. Ha nem lenne fel sem tudnám tenni a horogra olyan nehéz ha rajta a hajó.
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2016 szeptember 12, 12:45
Írta: kly Dátum 2016 szeptember 12, 12:45
Másik fórumon mondták még a csavarbehajtót mint motor.
EZ remek 5let.
EZ remek 5let.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 szeptember 12, 13:13
Írta: zozo Dátum 2016 szeptember 12, 13:13
A vonóhorog függőleges terhelése kötött érték, nem szabadna 50Kg fölé mennie. (ha jól emlékszem)
A csavarbehajtó nagyon karcsúnak tűnik ehhez a feladathoz.
Én is húzkodok hajót, tudom mennyire nehéz csak egy 400kg-ot is mozgatni, nemhogy másfél tonnát.
A csavarbehajtó nagyon karcsúnak tűnik ehhez a feladathoz.
Én is húzkodok hajót, tudom mennyire nehéz csak egy 400kg-ot is mozgatni, nemhogy másfél tonnát.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 szeptember 12, 13:19
Írta: jani300 Dátum 2016 szeptember 12, 13:19
A teherautó hátfal emelők hidrós tápegysége általában önindító motorral működik .(átalakítva azért )
Szakaszos üzem , nincsen is maxra kiterhelve ,gondolom .
Szakaszos üzem , nincsen is maxra kiterhelve ,gondolom .
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2016 szeptember 12, 13:21
Írta: guliver83 Dátum 2016 szeptember 12, 13:21
Akkor inkább egy valaki kicsi elektromos targonca kerék
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2016 szeptember 12, 13:30
Írta: guliver83 Dátum 2016 szeptember 12, 13:30
Ha jól tudom Kristály Árpád árult régebben olyan kereket amit hajómű is volt DC motorral.
És elektromos béka vagy targonca kereket láttam olyat ami egyben volt építve minden.
És elektromos béka vagy targonca kereket láttam olyat ami egyben volt építve minden.
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2016 szeptember 12, 13:34
Írta: kly Dátum 2016 szeptember 12, 13:34
Igen mindenképp előnyös lenne ha egybe lenne már építve.
Azért nem olyan trivi ezt összerakni egy db kisflexel meg pár elektródával.
Azért nem olyan trivi ezt összerakni egy db kisflexel meg pár elektródával.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2016 szeptember 12, 14:33
Írta: Devecz Miklós Dátum 2016 szeptember 12, 14:33
Keresd meg Varsát.
Lakókocsi motoros hajtással (http://cnctar.hobbycnc.hu/VarsanyiPeter/Lakokocsi_MotorMeghajtassal/LakokocsiMotooral.wmv)
Lakókocsi motoros hajtással (http://cnctar.hobbycnc.hu/VarsanyiPeter/Lakokocsi_MotorMeghajtassal/LakokocsiMotooral.wmv)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2016 szeptember 12, 14:58
Írta: vjanos Dátum 2016 szeptember 12, 14:58
Erről még nem hallottam, köszi.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 05, 17:05
Írta: RJancsi Dátum 2016 október 05, 17:05
Sziasztok! Nem CNC téma, de azért adhatnátok valami ötletet. Hogyan lehetne házilag egy olyan kompresszort összetákolni, ami 150-200 bar nyomást tudna előállítani? [#conf]
Nem kell nagy léghozam, nem búvárpalackot szeretnék tölteni vele csak a PCP légpuskám tartályát (180 ml). Természetesen minél olcsóbb megoldás kellene. [#awink]
A Youtube-on olyan megoldások vannak, hogy a kézi pumpát hajtják meg egy hajtókarral, de valami kisebb, kompakt megoldás jobban tetszene...
Link (https://www.youtube.com/watch?v=q_22dphYB_k)
Link (https://www.youtube.com/watch?v=ZpJVs6L-zYY)
Nem kell nagy léghozam, nem búvárpalackot szeretnék tölteni vele csak a PCP légpuskám tartályát (180 ml). Természetesen minél olcsóbb megoldás kellene. [#awink]
A Youtube-on olyan megoldások vannak, hogy a kézi pumpát hajtják meg egy hajtókarral, de valami kisebb, kompakt megoldás jobban tetszene...
Link (https://www.youtube.com/watch?v=q_22dphYB_k)
Link (https://www.youtube.com/watch?v=ZpJVs6L-zYY)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 05, 18:37
Írta: jani300 Dátum 2016 október 05, 18:37
Sűrített levegős palack ?
A vége felé már gazdaságtalan , kicsi a nyomás .
De nem Co sak ?
Nem vagyok képben .
A vége felé már gazdaságtalan , kicsi a nyomás .
De nem Co sak ?
Nem vagyok képben .
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 október 05, 19:18
Írta: ANTAL GÁBOR Dátum 2016 október 05, 19:18
Az orosz tankokban volt egy levegős " önindító" . A sürített levegőt egy kétfokozatú kompresszor állította elő ,amely fizikailag egy barkács kompresszor méretének a FELE volt ( a nyomása bőven 150 bár fölötti volt ) No olyan kellene neked .... Nekem volt egy de annyira érdekelta belseje hogy szétszedtem ( " boncolás "...) és a darabjait elhánytam
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 05, 19:26
Írta: RJancsi Dátum 2016 október 05, 19:26
Igen, az egyik megoldás egy kicsi búvár palack (nem "üzemi", hanem 2 literes "mentő") lehetne, de azzal az a bajom, hogy azt sem tudnám otthon feltölteni. Egy búvár boltban meg drágán töltenék és külön gond lenne a palackot nyomáspróbáztatni, mert anélkül nem teszik töltőre (érthető okokból).
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 05, 19:27
Írta: RJancsi Dátum 2016 október 05, 19:27
Jó ötlet, csak nem tudok "harckocsi bontót", ahol ilyet lehetne kapni. Börzéken meg nemigen láttam ilyet :(
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 05, 19:36
Írta: RJancsi Dátum 2016 október 05, 19:36
Rákerestem a neten. Az AK 150 "harckocsi kompresszor" 300 bar-t tud. Csak kicsit (?) olcsóbb megoldásra gondoltam...
AK 150 kompresszor (http://www.jofogas.hu/bacs_kiskun/AK_150_Kompresszor_elado_max_300_bar_t_tud__Vadonatuj_55678676.htm?first=1)
AK 150 kompresszor (http://www.jofogas.hu/bacs_kiskun/AK_150_Kompresszor_elado_max_300_bar_t_tud__Vadonatuj_55678676.htm?first=1)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 október 05, 22:30
Írta: ANTAL GÁBOR Dátum 2016 október 05, 22:30
Jancsi ! ezek szerint én egy 120 000 Ft os kompresszort szedtem szét és a " boncolásom " eredményét tettem a kukába .. Basszus ( Így mulat egy magyar úr ) Pontosan a képen szereplő kompresszort szedtem szét
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 október 05, 22:45
Írta: ANTAL GÁBOR Dátum 2016 október 05, 22:45
Éveken keresztül kompresszorokat oktattam ... Az egy fokozatban elérhető nyomást a levegő fölmelegedése ( általában politrópikus állapot változással számolunk ) korlátozza . De p2/ p1 akár 10 -12 is lehet . Vagyis a nagy nyomást ugy lehet elérni ha több fokozatot kapcsolunk egymás után és minden komprimálás előtt visszahűtjük a levegőt A tank kompresszor ránézésre 2 fokozatú de emlékeim szerint a második fokozat talán bujtatva egy harmadikat is tartalmaz . . Ha valójában 3 fokozatú akkor a 300 bar eléréséhez csak 6.7 es kompresszióviszony tartozik mert 6.7 ad 3 az kb 300.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 október 05, 22:45
Írta: Kisamotors Dátum 2016 október 05, 22:45
Nitrogén palack?
Nagy a töltőnyomása, bérelni sem drága, sokan csak kauciót kérnek, palack bérleti díjat nem.
Nagy a töltőnyomása, bérelni sem drága, sokan csak kauciót kérnek, palack bérleti díjat nem.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 október 05, 22:48
Írta: Kisamotors Dátum 2016 október 05, 22:48
Persze a sorban összekapcsolt kompresszorok paraméterei egész mások, szóval nem egyszerű.
Cím: Re:Mechanikai ötletek
Írta: 2dbfy8y Dátum 2016 október 05, 23:00
Írta: 2dbfy8y Dátum 2016 október 05, 23:00
És egy hülye kérdés....
Harckocsinál mire kellett ez a 300bar?
Talán gumikerekűnél a kilőtt gumik levegő utánpótlására?
Pl ilyen kompresszor alkalmas lenne 8bar előállítására is?
Vagy szét is nyomna egy tartályt?
Gondolom egy 100l-es tartály feltermelése szinte időbe se tellene.
Harckocsinál mire kellett ez a 300bar?
Talán gumikerekűnél a kilőtt gumik levegő utánpótlására?
Pl ilyen kompresszor alkalmas lenne 8bar előállítására is?
Vagy szét is nyomna egy tartályt?
Gondolom egy 100l-es tartály feltermelése szinte időbe se tellene.
Cím: Re:Mechanikai ötletek
Írta: gab27 Dátum 2016 október 05, 23:15
Írta: gab27 Dátum 2016 október 05, 23:15
A nyomás és a szállított folyadék mennyisége két teljesen eltérő dolog. Pl. egy gyűszűnyi lökettérfogatú kompresszor akár hatalmas nyomást is elő tud állítani megfelelő mechanikai tulajdonságokat feltételezve, de egy 100 literes tartályt egy örökkévalóságig fog tölteni.
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2016 október 05, 23:48
Írta: MoparMan Dátum 2016 október 05, 23:48
indításhoz. lehet elektromosan önindítóval, önállóan sűrített levegővel, vagy vegyes módban is.
Cím: Re:Mechanikai ötletek
Írta: somma Dátum 2016 október 05, 23:48
Írta: somma Dátum 2016 október 05, 23:48
Nem hülye a kérdés, mert oka volt ám annak.
A 38 literes (igen 38000 köbcentis 12 hengeres V motorkának két indítási módja volt.
1. villamos önindítóval
2. sűrített levegővel, ha az akku nem lett volna "hadrafogható")
A generátorát előszeretettel használták fel "hegesztődinamónak" egy megfelelő teljesítményű aszinkron motorral forgatva.
A 38 literes (igen 38000 köbcentis 12 hengeres V motorkának két indítási módja volt.
1. villamos önindítóval
2. sűrített levegővel, ha az akku nem lett volna "hadrafogható")
A generátorát előszeretettel használták fel "hegesztődinamónak" egy megfelelő teljesítményű aszinkron motorral forgatva.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 október 06, 01:07
Írta: Kisamotors Dátum 2016 október 06, 01:07
Ahogy emlékszem a gumi kerekűeknél (BTR80)volt ilyen is, ami a kerékben tartotta a nyomást.
Hogy ez ennek a kompresszornak az első lépcsője volt, vagy másik arról fogalmam sincs.
A több száz Bar főleg azért kellett, hogy kis helyen lehessen tárolni nagy energiát.
"Igen, indul sűrített levegővel is, legalább is az T55-ös. Indol akksival, illetve vegyesen is, levegő-elektromos. A vezető bal vállánál van 2db palack kb. poroltó nagyságú 3-5liter, 100-150bár levegő nyomással, amit egy három lépcsős kompresszor termel, a hajtást a motortól egy átmérő 10-es tengelyen kapja. Mikor indítunk, a lefele mozgó dugattyúkra fejt ki hatást a levegő, felfelé mozgóknál sűrít és indul a motor. 4db 12v akksi van benne kb. 80kiló ami úgy van kötve hogy 24voltot legyen. Általában vegyesen indítottunk. Folyamata: A legelső áram alá helyezni a gépet, hogy lehessen rádiózni, levegő palackokat kinyitni. A motort indíts parancsot kaphatom a hk.parancsnoktól, illetve kintről zászló vagy karjelzéssel. Motor indítása: MZM szivattyú (elektromosan működő olajszivattyú, hogy ne induljon szárazon a motor)a olajnyomás műszert figyelve 6-8bár a kapcsoló továbbforgatásával indul az önindító, illetve nyílik a mágnesszelep ami engedi a levegőt a dugattyúkhoz. Ha szerencséd van indul a motor:-)"
Forrás: ferenczy, roncskutatas.hu
Hogy ez ennek a kompresszornak az első lépcsője volt, vagy másik arról fogalmam sincs.
A több száz Bar főleg azért kellett, hogy kis helyen lehessen tárolni nagy energiát.
"Igen, indul sűrített levegővel is, legalább is az T55-ös. Indol akksival, illetve vegyesen is, levegő-elektromos. A vezető bal vállánál van 2db palack kb. poroltó nagyságú 3-5liter, 100-150bár levegő nyomással, amit egy három lépcsős kompresszor termel, a hajtást a motortól egy átmérő 10-es tengelyen kapja. Mikor indítunk, a lefele mozgó dugattyúkra fejt ki hatást a levegő, felfelé mozgóknál sűrít és indul a motor. 4db 12v akksi van benne kb. 80kiló ami úgy van kötve hogy 24voltot legyen. Általában vegyesen indítottunk. Folyamata: A legelső áram alá helyezni a gépet, hogy lehessen rádiózni, levegő palackokat kinyitni. A motort indíts parancsot kaphatom a hk.parancsnoktól, illetve kintről zászló vagy karjelzéssel. Motor indítása: MZM szivattyú (elektromosan működő olajszivattyú, hogy ne induljon szárazon a motor)a olajnyomás műszert figyelve 6-8bár a kapcsoló továbbforgatásával indul az önindító, illetve nyílik a mágnesszelep ami engedi a levegőt a dugattyúkhoz. Ha szerencséd van indul a motor:-)"
Forrás: ferenczy, roncskutatas.hu
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2016 október 06, 06:42
Írta: VighLajos Dátum 2016 október 06, 06:42
Lehet hogy a tudatlanságom szülte:
hűtőgép kompresszor?
Kicsi, dugattyús, nem tudom, mennyit képes nyomni.
Hallottam olyat, hogy a turistapalackból gömböt csinált.
hűtőgép kompresszor?
Kicsi, dugattyús, nem tudom, mennyit képes nyomni.
Hallottam olyat, hogy a turistapalackból gömböt csinált.
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2016 október 06, 07:43
Írta: fpd0kbd4 Dátum 2016 október 06, 07:43
Ha nem több lépcsős nyomásfokozós a rendszere,bármelyik kompresszor lökethosszából,sűrítési arányából (ha más rendszerű,nem dugattyús)lehet következtetni az elérhető tartálynyomásra,a tömítési veszteségek figyelembe vételével. Általánosságban használt kompresszorokkal,fizikai képtelenség elérni az itt megcélzott 180 bár-t. Nem véletlen hogy a videókon látható házilagos szörnyetegnek tűnő készülékekkel küzdenek. Ennek oka a nem mindennapos lökethossz.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 06, 08:31
Írta: RJancsi Dátum 2016 október 06, 08:31
Köszi mindenkinek a tanácsokat, ötleteket! Ha jól tudom, a hűtőgép kompresszorok néhány 10 (20-30) bar nyomást tudnak.
Úgy látom marad a ronda de viszonylag egyszerű megoldás, a meglévő kézi pumpám motoros meghajtása. Bár érdekességként találtam egy pneumatikus hajtású megoldást, ahol egy hosszú löketű nagy átmérőjű hengerrel "pumpálnak". Nem tűnik bonyolultnak (egyszerűbb, mint a hajtókaros megoldás), és a henger kivételével minden meg van hozzá.
pneumatikus meghajtás (https://www.youtube.com/watch?v=FlH1lVmGosk&list=PLuTbZZFdlZdsOK0_aUAfe9gTvIQjzKYsS)
Úgy látom marad a ronda de viszonylag egyszerű megoldás, a meglévő kézi pumpám motoros meghajtása. Bár érdekességként találtam egy pneumatikus hajtású megoldást, ahol egy hosszú löketű nagy átmérőjű hengerrel "pumpálnak". Nem tűnik bonyolultnak (egyszerűbb, mint a hajtókaros megoldás), és a henger kivételével minden meg van hozzá.
pneumatikus meghajtás (https://www.youtube.com/watch?v=FlH1lVmGosk&list=PLuTbZZFdlZdsOK0_aUAfe9gTvIQjzKYsS)
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2016 október 06, 08:34
Írta: designr Dátum 2016 október 06, 08:34
A meglévő kézi pumpa az valami speciális,erre a célra gyártott ?
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 06, 08:51
Írta: RJancsi Dátum 2016 október 06, 08:51
Természetesen, kifejezetten ilyen légpuskákhoz/pisztolyokhoz való.
Hatsan tartozékok (http://www.hatsan.com.tr/en_pcp_accessories.html)
Hatsan tartozékok (http://www.hatsan.com.tr/en_pcp_accessories.html)
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2016 október 06, 09:12
Írta: fpd0kbd4 Dátum 2016 október 06, 09:12
Milyen lökethosszú lenne megfelelő? Lehet hogy van nekem ami jó lenne.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 06, 09:57
Írta: RJancsi Dátum 2016 október 06, 09:57
440 mm a teljes lökethossz, de már 400 mm is elég lenne (ha nem húzom fel ütközésig a pumpát akkor is beszív, csak kevesebbet). Az is szempont, hogy a kompresszorom csak 6 bar-t tud, és a pumpához kicsit több, mint 70 kg erő kell már 150 bar környékén. Fürdőszobai mérlegre tettem, így mértem meg.
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2016 október 06, 10:35
Írta: fpd0kbd4 Dátum 2016 október 06, 10:35
Ami per pillanat van itthon az nem megfelelő számodra ,de majd utána nézek. Azért azt is számításba kell venni,hogy a kompresszorod literteljesítménye a szükséges nyomáson, elegendő-e a folyamatos és megfelelő sebességű működéshez.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 06, 11:58
Írta: RJancsi Dátum 2016 október 06, 11:58
Úgy saccolom, hogy egy 50-400 -as henger már jó lenne. A kompresszorom sima egyhengeres Hyundai (barkács kategória), de inkább nézem, hogy negyed óra alatt feltöltse a légtartályt, mintsem 20-25 percig küzdjek a pumpával. 100 bar felett pedig már komoly erő a lenyomásához. Az asszony a maga 55 kilójával 80 bar fölé nem is tudja nyomni, mert nincs elég súlya a pumpa lenyomásához. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2016 október 06, 12:29
Írta: ywathzay Dátum 2016 október 06, 12:29
Véleményem szerint akkor jársz a legjobban, ha a hajtóműves megoldást választod. A pneumatikus pumpáláshoz megfelelő mennyiségű, majdnem állandó nyomás kell, főleg ahogy mondod, 100bar felett. Vagy rászánod a hajtómű árát, szétnézel az acélpalack piacon, mibe kerül egy 6 literes, nyomáspróbázott palack. Elviszed egy nagyobb tűzoltóságra, ott bérben feltölteted, 300-(akár 320) barra, majd gazdálkodsz a benne lévő levegővel.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2016 október 06, 12:40
Írta: designr Dátum 2016 október 06, 12:40
Alkalmas lenne valami sűrített levegővel működő nyomásfokó is..Cégnél mi saját biztonsági szelepeink nyomáspróbázására vettünk egy gépet..ott a próbázandó szelep leszorítása működik igy..sima 8 bar ból tudok hatalmas lefogató erőt..
Hasonlót kellene bogarászni mint ez csak még egy kicsit olcsóbban..
nyomásfokozó (http://nextapro.hu/hirdetes/haskel-aad2-150bar-nyomasfokozo-szivattyu-pneumatika-pumpa-ID61397)
Hasonlót kellene bogarászni mint ez csak még egy kicsit olcsóbban..
nyomásfokozó (http://nextapro.hu/hirdetes/haskel-aad2-150bar-nyomasfokozo-szivattyu-pneumatika-pumpa-ID61397)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 06, 12:49
Írta: RJancsi Dátum 2016 október 06, 12:49
Gondolom ez is úgy műxik, hogy egy nagy és egy kis átmérőjű hengerben mozog a közös dugattyúrúdon levő két dugattyú.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 06, 15:03
Írta: keri Dátum 2016 október 06, 15:03
És mi a gond a többlépcsős megoldással?
Viszonyleg kicsi sűrítési aránnyal is nagy nyomást lehet létrehozni mondjuk 3 lépcsőben, hiszen a jól értettem Antal Gábort akkor az egyes fokozatok sűrítési arányai szorzódnak.
Plusz a fokozatok közötti hűtés, tovább javítja a hatékonyságot.
Ebből következik hogy 3 sorba kötött hűtőgép kompresszorral már kényelmesen megvan a 150bar.
Viszonyleg kicsi sűrítési aránnyal is nagy nyomást lehet létrehozni mondjuk 3 lépcsőben, hiszen a jól értettem Antal Gábort akkor az egyes fokozatok sűrítési arányai szorzódnak.
Plusz a fokozatok közötti hűtés, tovább javítja a hatékonyságot.
Ebből következik hogy 3 sorba kötött hűtőgép kompresszorral már kényelmesen megvan a 150bar.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 október 06, 15:12
Írta: Csuhás Dátum 2016 október 06, 15:12
Feltéve hogy a harmadik fokozatot úgy tudod becsomagolni hogy az elviselje az előző fokozatok 100Bar nyomását.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 06, 15:19
Írta: RJancsi Dátum 2016 október 06, 15:19
Ha jól tudom, a hűtőgép kompresszorok max 30 bar-t tudnak. Tehát az első fokozat csinál 30-at, ezt bevezetem egy nyomásálló tartályba, amiben a 2. fokozat lapul. Az a 30-ból csinál 60 bar-t. A harmadik fokozat ugyanilyen leven már 90 bar-t tud. A szükséges 150 bar-hoz alig 5 fokozat kellene, mindegyik a saját nyomásának megfelelő kamrával. Szép szerkezet lenne! Akkor már inkább egy hajtóműves motor és a kézi pumpa.
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2016 október 06, 15:31
Írta: MoparMan Dátum 2016 október 06, 15:31
Plusz ne feledkezzünk meg a szügséges levegő mennyiségéről.
Fél liter 150 bar-os levegő mekkora térfogat légköri nyomáson? Nem tudom kiszámolni, de kb annyira saccolom, hogy az első fokozatnak 4 napig kellene termelnie, mert olyan kicsi a légszállítása
Fél liter 150 bar-os levegő mekkora térfogat légköri nyomáson? Nem tudom kiszámolni, de kb annyira saccolom, hogy az első fokozatnak 4 napig kellene termelnie, mert olyan kicsi a légszállítása
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2016 október 06, 15:33
Írta: MoparMan Dátum 2016 október 06, 15:33
Azt már ne is említsem, hogy a második fokozatnak nem lesz elegendő teljesítményű motorja a kompresszor meghajtásához. A többi fokozat már okafogyottá is vállt. Szerintem
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 15:42
Írta: jani300 Dátum 2016 október 06, 15:42
A 40 literes palackban , 150 bár nyomáson ,6 köbméter oxigén van .
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 06, 15:53
Írta: RJancsi Dátum 2016 október 06, 15:53
Ha az oxigén ideális "tökéletes" gáz lenne. De nagyjából így van.
Nekem elég lenne 27 liter levegőt beletuszkolni a 180 ml-es tartályomba. (150 bar x 0,18 l = 1 bar x 27 l)
Nekem elég lenne 27 liter levegőt beletuszkolni a 180 ml-es tartályomba. (150 bar x 0,18 l = 1 bar x 27 l)
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2016 október 06, 15:54
Írta: fpd0kbd4 Dátum 2016 október 06, 15:54
Ha ugyan olyan teljesítményű kompresszorok vannak sorba kötve,és nem időeltolódással vannak indítva( hogy akkumuláljon nyomáson lévő levegőmenyiséget) kompresszoronként,akkor hogy fokozódik a nyomás? Ugyan azt a térfogatú levegőt adják egymásnak kézről kézre.A második kompresszor hengerében,az első kompresszor által össze sűrített levegő először kitágul,majd jóesetben ugyan arra a nyomásra sűrít, mint az első.(mivel a veszteségek összeadódnak)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 15:55
Írta: jani300 Dátum 2016 október 06, 15:55
Túlbonyolítjátok !
Én inkább puskáztam ... :)
http://www.vegyipari.hu/iskola/gazszallitas/tobbfok_komp.htm
Én inkább puskáztam ... :)
http://www.vegyipari.hu/iskola/gazszallitas/tobbfok_komp.htm
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 16:01
Írta: jani300 Dátum 2016 október 06, 16:01
Ez sem saját eredmény , minden hegesztő tudja ...
Ezt tudtam azért fejből , de nem számoltam :)
Ezt tudtam azért fejből , de nem számoltam :)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 06, 16:03
Írta: RJancsi Dátum 2016 október 06, 16:03
Ezért írtam, hogy az egymást követő fokozatok egy olyan nyomásálló kamrában kell, hogy legyenek, amiben az egész kompresszort körülveszi az előző fokozat nyomása. Így tudnák a nyomást fokozni. De csak elméletben, nem hiszem, hogy bárki ilyennel próbálkozna.
A bevált és megvalósított házi megoldások legtöbbje áttételes villanymotorral és hajtókarral készült, bár még mindig tetszik nekem a pneumatika hengerrel történő alternáló pumpálás.
Teljesen eretnek, de működőképes megoldás lenne, ha a pumpa fogantyúira felhúznék 4 db 20 kg-os súlyzótárcsát, és egy elektromos csörlővel emelgetném/süllyeszteném azokat. Igaz, hogy kézzel kéne a gombokat nyomkodnom, de kétség kívül működne. [#falbav]
A bevált és megvalósított házi megoldások legtöbbje áttételes villanymotorral és hajtókarral készült, bár még mindig tetszik nekem a pneumatika hengerrel történő alternáló pumpálás.
Teljesen eretnek, de működőképes megoldás lenne, ha a pumpa fogantyúira felhúznék 4 db 20 kg-os súlyzótárcsát, és egy elektromos csörlővel emelgetném/süllyeszteném azokat. Igaz, hogy kézzel kéne a gombokat nyomkodnom, de kétség kívül működne. [#falbav]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 06, 16:13
Írta: svejk Dátum 2016 október 06, 16:13
És viszed az egész hóbelebancot a lőtérre? :)
Milyen gyorsan kell lenyomni a pumpa dugattyúját?
ha lassabban nyomod van veszteség?
Elektromos aktuátor?
megfelelő emelkedésű orsóval megfelelő teljesítményű 12V-os motorral és akár szivargyújtóról is mehetne.
Milyen gyorsan kell lenyomni a pumpa dugattyúját?
ha lassabban nyomod van veszteség?
Elektromos aktuátor?
megfelelő emelkedésű orsóval megfelelő teljesítményű 12V-os motorral és akár szivargyújtóról is mehetne.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 16:15
Írta: jani300 Dátum 2016 október 06, 16:15
A régi , lóvontatású ,tűzoltó szivattyú mechanikáját ismered ?
Két pumpával , két ötvenkilós csaj , nevetve felpumpálja .
Két pumpával , két ötvenkilós csaj , nevetve felpumpálja .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 16:19
Írta: jani300 Dátum 2016 október 06, 16:19
A gyerek szokott játszani a kis nyomi autós kompresstzorral , tud 20 bart .
Ha megnézted volna a videót , láttad volna hogy a léghenger már a végén alig tudja végig nyomni a pumpát , szinte meg áll .
Ha megnézted volna a videót , láttad volna hogy a léghenger már a végén alig tudja végig nyomni a pumpát , szinte meg áll .
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 06, 16:34
Írta: RJancsi Dátum 2016 október 06, 16:34
Viszi a nyavalya! "Házi" lőteret használok a kert végében. [#violent] Ha lassan nyomom akkor sem ereszt, csak jobban kifáradok, mintha tempósan lenyomnám. Lendületből könnyebb a 70 kilót lelökni, mint szép lassan és sokáig tartani. Gondolkodtam garázskapu mozgatóban vagy kapu tolómotorban is. Talán lenne is olyan ami 70 kilót tud, egy nagyobb hőszigetelt kapu is nyomhat ennyit ellensúly vagy rugós rásegítés ellenére is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 06, 16:40
Írta: svejk Dátum 2016 október 06, 16:40
Most megnéztem nagyon ráérős, gondolom nem is lehetne gyorsabban mert nagyon felmelegedne a levegő.
200 W-os DC motor, 5-ös emelkedésű golyósorsót 1:1-ben hajtva 750 N erő kifejtésére alkalmas (~75 kg) igaz így 4 másodperc lenne egy oda-vissza löket.
200 W-os DC motor, 5-ös emelkedésű golyósorsót 1:1-ben hajtva 750 N erő kifejtésére alkalmas (~75 kg) igaz így 4 másodperc lenne egy oda-vissza löket.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 16:57
Írta: jani300 Dátum 2016 október 06, 16:57
Az a kétfokozatú kompresszor megmozgatta a fantáziámat .
A sima kompresszor egy dugattyú és hengerfej cserével , könnyen átalakíthatónak tűnik , így "fotelból" .
Nem gondoltam volna hogy ennyire egyszerű .
A léghengernek gondolom határon van már az ereje , a végén , nagyobb légnyomás kellene .
Jó a villamos is biztosan , de a hajtókaros megoldás egyszerűbb .
A sima kompresszor egy dugattyú és hengerfej cserével , könnyen átalakíthatónak tűnik , így "fotelból" .
Nem gondoltam volna hogy ennyire egyszerű .
A léghengernek gondolom határon van már az ereje , a végén , nagyobb légnyomás kellene .
Jó a villamos is biztosan , de a hajtókaros megoldás egyszerűbb .
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2016 október 06, 17:10
Írta: VighLajos Dátum 2016 október 06, 17:10
Itt érettségiztem 1975-ben.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 október 06, 17:16
Írta: Csuhás Dátum 2016 október 06, 17:16
Kétfokozatúból (https://www.youtube.com/watch?v=V-pgPbN76d8) nekem ez tetszett..
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 06, 18:03
Írta: keri Dátum 2016 október 06, 18:03
6bar-os kompresszorból 3 darabot kell sorba kötni 216bar veszteség mentes nyomáshoz.
De ahogy rámutattak, nem bírja a 150bar-t egy hűtőgép kompresszor tartálya.
Viszont hidraulika boltokban tök jó alkatrészek vannak, amik bírják :)
De ahogy rámutattak, nem bírja a 150bar-t egy hűtőgép kompresszor tartálya.
Viszont hidraulika boltokban tök jó alkatrészek vannak, amik bírják :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 06, 18:06
Írta: keri Dátum 2016 október 06, 18:06
Eleinte, de ahogy fokozódik a nyomás a végén, úgy épül fel végig a láncon.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 06, 18:10
Írta: keri Dátum 2016 október 06, 18:10
Nem kell körbevennie, elég csak a szívó ágra rákötni, úgy hogy bírja az abszolút nyomást. Az meg nem nagy feladat, ha nem számít a sebesség.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 06, 18:15
Írta: keri Dátum 2016 október 06, 18:15
Minek ennyire elbonyolítani?
Mozgási energiával kell sűríteni.
Mozgási energáiát minden esetben villany motor adja, legfeljebb az áttétel érdekes.
Illetve a dugattyú átmérők a motor nyomatékának tekintetében.
Ökölnyi kompresszorban bármi varázslat nélkül meg lehet csinálni 2-3 fokozatban a 150bar levegőt. Nagy nyomású cuccoknál amúgy sem jó nagy tereket felpumpálni, minimalizálni kell a térfogatot, és növelni a falvastagságot.
Levegős pumpa is vicces. Ez lényegében egy penumatikus áttétel, aminek pocsék a hatásfoka. Egyszerűbb fogaskereket rátenni a villanymotorra és azzal áttételezni, az eredmény ugyan az, csak nincs elbonyolítva.
Mozgási energiával kell sűríteni.
Mozgási energáiát minden esetben villany motor adja, legfeljebb az áttétel érdekes.
Illetve a dugattyú átmérők a motor nyomatékának tekintetében.
Ökölnyi kompresszorban bármi varázslat nélkül meg lehet csinálni 2-3 fokozatban a 150bar levegőt. Nagy nyomású cuccoknál amúgy sem jó nagy tereket felpumpálni, minimalizálni kell a térfogatot, és növelni a falvastagságot.
Levegős pumpa is vicces. Ez lényegében egy penumatikus áttétel, aminek pocsék a hatásfoka. Egyszerűbb fogaskereket rátenni a villanymotorra és azzal áttételezni, az eredmény ugyan az, csak nincs elbonyolítva.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 18:15
Írta: jani300 Dátum 2016 október 06, 18:15
(http://images.slideplayer.hu/8/2064793/slides/slide_28.jpg)
Nekem ez tetszett meg !
De eddig kerestem ...
Nekem ez tetszett meg !
De eddig kerestem ...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 18:29
Írta: jani300 Dátum 2016 október 06, 18:29
És ugye a forgattyús hajtómű erőviszonyai éppen illeszkednek a feladathoz .
A holtpont közelében , kis elmozdulás , nagy erő .
A holtpont közelében , kis elmozdulás , nagy erő .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 18:44
Írta: jani300 Dátum 2016 október 06, 18:44
https://www.youtube.com/watch?v=AMgBM-bmY5I (https://www.youtube.com/watch?v=AMgBM-bmY5I)
Még ki sem találtam , de a kínai már lenyúlta az ötletet :)
Szerintem a kis barkács kompresszor van átalakítva , profi módon .
Még ki sem találtam , de a kínai már lenyúlta az ötletet :)
Szerintem a kis barkács kompresszor van átalakítva , profi módon .
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2016 október 06, 19:00
Írta: fpd0kbd4 Dátum 2016 október 06, 19:00
A föltett rajzodon lehet értelmezni, amire a #13569#-ben próbáltam rávilágítani. A fokozatok között csökkenő hengertérfogat különbségeknek kell lenni,hogy a nyomás fokozódjon.Ez a rajzon is világosan látszik.Azonos sűrítési hengertérfogatú kompresszorok sorba kötésével a nyomás nem fog fokozódni.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 19:16
Írta: jani300 Dátum 2016 október 06, 19:16
Vannak szelepek , nem tud visszadolgozni .
De kell a csökkenő dugattyú átmérő valóban .
Azonos kompresszoroknál ,már a második sem bírna átfordulni . Valamelyik gáztőrvényre gondolsz ? Hogy más nyomáson , de ugyan azt a mennyiséget szállítja tovább ? Így lehet valahogy .
De kell a csökkenő dugattyú átmérő valóban .
Azonos kompresszoroknál ,már a második sem bírna átfordulni . Valamelyik gáztőrvényre gondolsz ? Hogy más nyomáson , de ugyan azt a mennyiséget szállítja tovább ? Így lehet valahogy .
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2016 október 06, 19:36
Írta: fpd0kbd4 Dátum 2016 október 06, 19:36
Ha nincs térfogatkülönbség második kompresszor dugattyú addig jár le föl(és termeli a hőt)míg kap akkora előtöltést hogy el tudja érni a tartálynyomást, ki tudja nyitni a szelepet és tölt.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 06, 19:53
Írta: keri Dátum 2016 október 06, 19:53
Abban igazad van, hogy amíg nincs nyomás a tartályban az egyes fokozatok, gyakorlatilag egymásnak adogatják a levegőt sűrítés nélkül.
Ha meg csökkenő a löket térfogat, és a nagyobb dugattyú tölt, a második kisebb szív, akkor csak a kettő különbsége közötti térfogat változást kell legyőzni. Igen ez gyakorlatias és célszerű kialakítás, illetve az egyes dugattyún kifejtett erők egyenletes eloszlása miatt is célszerű csökkenteni az átmérőt.
Viszont most a gyakorlattól elvonatkoztatva. 2 egyforma kompresszor sorba kötve, nyomaték problémáktól mentesen is össze szórzódik a sűrítési arány.
Vegyünk egy 1:10-es sűrítést. Azaz 1ccm holttér, 10ccm löket. Ez elméletben 10bar nyomásra képes.
Ha kettőt összekötünk sorba akkor a második felpumpálja a tartályt 10bar-ra és innentől kezdve a holttérben lévő levegő szíváskor is kitölti a teljes löketet, vagyis nem tud beszívni több levegőt...kivétel ha az előző fokozat belepumpál még egy lökettérfogatnyi levegőt. Egészen addig amíg az alsó holtponton az előző fokozat által előállított 10bar lesz a második hengerben, felső holtponton, meg a 10bar levegőt még 1/10-re sűrítve 100bar.
Ha meg csökkenő a löket térfogat, és a nagyobb dugattyú tölt, a második kisebb szív, akkor csak a kettő különbsége közötti térfogat változást kell legyőzni. Igen ez gyakorlatias és célszerű kialakítás, illetve az egyes dugattyún kifejtett erők egyenletes eloszlása miatt is célszerű csökkenteni az átmérőt.
Viszont most a gyakorlattól elvonatkoztatva. 2 egyforma kompresszor sorba kötve, nyomaték problémáktól mentesen is össze szórzódik a sűrítési arány.
Vegyünk egy 1:10-es sűrítést. Azaz 1ccm holttér, 10ccm löket. Ez elméletben 10bar nyomásra képes.
Ha kettőt összekötünk sorba akkor a második felpumpálja a tartályt 10bar-ra és innentől kezdve a holttérben lévő levegő szíváskor is kitölti a teljes löketet, vagyis nem tud beszívni több levegőt...kivétel ha az előző fokozat belepumpál még egy lökettérfogatnyi levegőt. Egészen addig amíg az alsó holtponton az előző fokozat által előállított 10bar lesz a második hengerben, felső holtponton, meg a 10bar levegőt még 1/10-re sűrítve 100bar.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 19:58
Írta: jani300 Dátum 2016 október 06, 19:58
Nem egészen . Az első kompresszor tölti , valóban , a zárt rendszert ,míg el nem éri a nyomáshatára közelét . Utána kezdene intenzíven dolgozni a második fokozat .
Csakhogy akkor már a nyomáshatára felett fog dolgozni , és vagy a motor vagy valami mechanika megadja magát , ha csak nincsen több tízszeresen túlméretezve .
A szelepek nyomó irányban , végig nyitottak , nyitnak .
Hiába kisebb a térfogat , szerintem akkor is így működik , csak kisebb dugattyúátmérővel , azonos lökettel bírná , a második kompresszor is .
Az egybeépítettnek ez valahol vesztesége lehet .
De sorba kötött , egyforma ,kompresszorokról beszélünk , ugye ?
Csakhogy akkor már a nyomáshatára felett fog dolgozni , és vagy a motor vagy valami mechanika megadja magát , ha csak nincsen több tízszeresen túlméretezve .
A szelepek nyomó irányban , végig nyitottak , nyitnak .
Hiába kisebb a térfogat , szerintem akkor is így működik , csak kisebb dugattyúátmérővel , azonos lökettel bírná , a második kompresszor is .
Az egybeépítettnek ez valahol vesztesége lehet .
De sorba kötött , egyforma ,kompresszorokról beszélünk , ugye ?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 06, 20:18
Írta: jani300 Dátum 2016 október 06, 20:18
Meggyőződésem hogy a kínai csak , hengerfejet és dugattyút cserél a kis kompresszoron , és így lesz 300 bar-os .
De aggályom volt hogy túlterhelődik az alap gép .
De kimagyaráztuk végül is hogy nem tud , mert csak fokozatonként dolgozik a kompresszor . Nagyobb nyomáson kevesebb levegőt szállít .
De azért lehet hogy az első fokozat hengere is kisebb
, jobban átgondolva [#fejvakaras]
De aggályom volt hogy túlterhelődik az alap gép .
De kimagyaráztuk végül is hogy nem tud , mert csak fokozatonként dolgozik a kompresszor . Nagyobb nyomáson kevesebb levegőt szállít .
De azért lehet hogy az első fokozat hengere is kisebb
, jobban átgondolva [#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 október 06, 20:37
Írta: ANTAL GÁBOR Dátum 2016 október 06, 20:37
Direkt nyomásviszony fogalmat használtam : Tehát p2/ p1 Ha ez mondjuk 6 akkor az első fokozat visszahűtés után 6 bárt eredményez , a második már 36 ot és a harmadik pedig 216 ot
Az egyes fokozatok teljesítményigénye is állandó mert a gáz tömegárama konstans ( hisz az első adja át a másodiknak , a második pedig a harmadiknak )
Az elméleti munkaszükségletet a tömegáramból és a ln ( p2/ p1 ) ből és még pár adatból ( gázállandó hőmérséklet stb lehet egyszerűen kiszámolni Látható hogy ha p2/ p1 állandó akkor annak a ln je is . A pontosabb számoláshoz politrópikus állapotváltozást feltételezünk de ott is a
p2 / p1 szerepel ( a kappa-1 / kappadikon ) . A fokozatok közötti hűtés rendkívül fontos
Az egyes fokozatok teljesítményigénye is állandó mert a gáz tömegárama konstans ( hisz az első adja át a másodiknak , a második pedig a harmadiknak )
Az elméleti munkaszükségletet a tömegáramból és a ln ( p2/ p1 ) ből és még pár adatból ( gázállandó hőmérséklet stb lehet egyszerűen kiszámolni Látható hogy ha p2/ p1 állandó akkor annak a ln je is . A pontosabb számoláshoz politrópikus állapotváltozást feltételezünk de ott is a
p2 / p1 szerepel ( a kappa-1 / kappadikon ) . A fokozatok közötti hűtés rendkívül fontos
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 október 06, 20:41
Írta: ANTAL GÁBOR Dátum 2016 október 06, 20:41
Igen jól érzed . A sürítési munkát a gáz tömegárama
( kg/ s ) határozza meg ami elméletileg nem változik . A térfogatáram csökken , a tömegáram konstans
( kg/ s ) határozza meg ami elméletileg nem változik . A térfogatáram csökken , a tömegáram konstans
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 október 06, 21:37
Írta: PSoft Dátum 2016 október 06, 21:37
"A vezető bal vállánál van 2db palack kb. poroltó nagyságú 3-5liter, 100-150bár levegő nyomással..."
Hogy mik nem vannak!...az én "sufnimban".[#confused]
Most épp, CO2 a töltete!:)
Kicsit még turkálnék, lehet, a tank is meglenne hozzá![#nevetes1][#nevetes1]
(http://cnctar.hobbycnc.hu/PSoft/kep/T-55_onindito/20161006_165006.jpg)
(http://cnctar.hobbycnc.hu/PSoft/kep/T-55_onindito/20161006_165007.jpg)
(http://cnctar.hobbycnc.hu/PSoft/kep/T-55_onindito/20161006_165008.jpg)
Hogy mik nem vannak!...az én "sufnimban".[#confused]
Most épp, CO2 a töltete!:)
Kicsit még turkálnék, lehet, a tank is meglenne hozzá![#nevetes1][#nevetes1]
(http://cnctar.hobbycnc.hu/PSoft/kep/T-55_onindito/20161006_165006.jpg)
(http://cnctar.hobbycnc.hu/PSoft/kep/T-55_onindito/20161006_165007.jpg)
(http://cnctar.hobbycnc.hu/PSoft/kep/T-55_onindito/20161006_165008.jpg)
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 október 06, 22:39
Írta: Kisamotors Dátum 2016 október 06, 22:39
Hm, érdekes és logikus amit írsz, de vagy nem értem, vagy rosszul értelmezem.
Az tiszta, hogy mindhárom fokozatnak a teljesítményigénye azonos, hiszen a nyomásviszonyuk ugyan az, de ez azt is jelentené, hogy azonos felépítésűek?
Tipikus példa a traktor és a versenyautó esete, midkettő 100kW, mégsem hasonlítanak...
Kicsit belekavarodtam. [#fejvakaras]
Az tiszta, hogy mindhárom fokozatnak a teljesítményigénye azonos, hiszen a nyomásviszonyuk ugyan az, de ez azt is jelentené, hogy azonos felépítésűek?
Tipikus példa a traktor és a versenyautó esete, midkettő 100kW, mégsem hasonlítanak...
Kicsit belekavarodtam. [#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 07, 00:48
Írta: jani300 Dátum 2016 október 07, 00:48
A [13585]-öt láttad ?
Valaki javította már látszik a kép is .
A valós megoldásoknál , csökken a dugattyú átmérő a nagyobb nyomású fokozatokban .
Elcsesztem vele a délutánt , de érdekes .
Találtam PDF-et is, robbantott rajzzal .
Valaki javította már látszik a kép is .
A valós megoldásoknál , csökken a dugattyú átmérő a nagyobb nyomású fokozatokban .
Elcsesztem vele a délutánt , de érdekes .
Találtam PDF-et is, robbantott rajzzal .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 07, 01:00
Írta: jani300 Dátum 2016 október 07, 01:00
Szia !
Nekem 10 literes van . A tiédben nem eredeti már a szelep , magyarra van cserélve . Az enyémben eredeti orosz van , és csak nagyjából tudom ,merre is van :)
Az DET , vagy valami hasonló nevű tolólaposban volt , mi oxigénre használtuk . Hogyan is töltöd CO-val ? :)
Most már azért kíváncsi vagyok , hogyan is férsz el ?
Mert én már sehogy ...
Nekem 10 literes van . A tiédben nem eredeti már a szelep , magyarra van cserélve . Az enyémben eredeti orosz van , és csak nagyjából tudom ,merre is van :)
Az DET , vagy valami hasonló nevű tolólaposban volt , mi oxigénre használtuk . Hogyan is töltöd CO-val ? :)
Most már azért kíváncsi vagyok , hogyan is férsz el ?
Mert én már sehogy ...
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2016 október 07, 08:05
Írta: fpd0kbd4 Dátum 2016 október 07, 08:05
Igazad van![#worship] Megértettem az elméletet.Bár, az azonos paraméterű kompresszorok egyszerű sorba kapcsolásának a gyakorlati létjogosultságával, még mindig több ponton fenntartásaim vannak.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 07, 08:35
Írta: keri Dátum 2016 október 07, 08:35
"A fokozatok közötti hűtés rendkívül fontos"
Igen. A motoros fórumon volt egy vita hogy ki tud alakulni akár jelentős nyomástöbblet is a geometriából adódó kompresszió viszonyhoz képest, mivel a sűrítés kori melegedés is növeli a nyomást, nem csak a sűrítés.
Így egy több fokozatú kompresszor végén termonukleáris reakció is beindulhatna ha nem hűtenénk közben [#idiota]
Igen. A motoros fórumon volt egy vita hogy ki tud alakulni akár jelentős nyomástöbblet is a geometriából adódó kompresszió viszonyhoz képest, mivel a sűrítés kori melegedés is növeli a nyomást, nem csak a sűrítés.
Így egy több fokozatú kompresszor végén termonukleáris reakció is beindulhatna ha nem hűtenénk közben [#idiota]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 október 07, 16:02
Írta: ANTAL GÁBOR Dátum 2016 október 07, 16:02
A felépítésük elvileg azonos. Vagyis szívó és nyomó szelep , henger , dugó és forgattyús mechanizmus . DE a fizikai méretek egyre kisebbednek . Ha az első fokozatban felkomprimálunk pl 6 bar ra és a gázt visszahűtjük akkor annak a térfogata a kiinduló térfogat hatodrésze . Vagyis a második fokozat lökettérfogatát a hatod részre kell méretezni ( és így tovább ) A korábbiak szerint a gáz tömege nem változik csak a térfogata . A második fokozat ugyanazt a gázt süríti mint az első csak az már " sokkal kisebb helyen is elfér " Ha a nyomásviszonyok megegyeznek akkor az egyes fokozatok meghajtásához azonos teljesítmény kell . Vagyis indulunk egy hobby méretű kompresszorból majd csinálunk egy kb akkorát mint amit a Tescoban árulnak az autók kerekeinek a felpumpálására ( akkuról Dc motorral ) és a végén akkora a kompresszor mint egy modell repülőgép belsőégésű motorja ( kissé eltúlozva a dolgokat mert a nyomás növekedésekor a falvastagságot stb is arányoasan növelni kell
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 október 07, 16:06
Írta: ANTAL GÁBOR Dátum 2016 október 07, 16:06
A méreteknél a henger / dugó méreteket értem.A forgattyús mechanizmus viszi át a hajtást tehát az nem csökkenhet abban a mértékben ahogy a lökettérfogat
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 október 07, 17:31
Írta: Kisamotors Dátum 2016 október 07, 17:31
Kösz, pontosan így gondoltam én is.
Azaz 3 tök egyforma barkács kompresszorral természetesen nem lehet ekkora nyomást előállítani. Hiába elegendő hozzá a teljesítménye, 3 lépcső is megvan, de a lökettérfogatot lépcsőnként csökkenteni kell.
Azaz 3 tök egyforma barkács kompresszorral természetesen nem lehet ekkora nyomást előállítani. Hiába elegendő hozzá a teljesítménye, 3 lépcső is megvan, de a lökettérfogatot lépcsőnként csökkenteni kell.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 07, 17:41
Írta: RJancsi Dátum 2016 október 07, 17:41
És mi az ötletetek egy egylépcsős dugattyús pumpáról? Igaz, hogy folyadék, de pl. epoxi gyantás injektálópumpák léteznek sima kézi fúrógép meghajtással. Bőven tudnak 200 bar nyomást. Lehet, hogy levegőt is tudna nyomni, csak a kenést kéne valahogy megoldani, hogy ne szárazon fusson. Ha egy automata olajzó lenne elé rakva, utána meg egy olajleválasztó, elvben működne a dolog?
epoxi injektáló pumpa (https://www.aliexpress.com/item-img/SL-6001-High-Pressure-adjustable-Injection-Pump-for-crack-repair/2048700382.html)
epoxi injektáló pumpa (https://www.aliexpress.com/item-img/SL-6001-High-Pressure-adjustable-Injection-Pump-for-crack-repair/2048700382.html)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 07, 17:48
Írta: jani300 Dátum 2016 október 07, 17:48
Nem működne .
Sokat vacakoltam tegnap , keresgéltem , a gép előtt .
Szerintem még a kézi pumpa is 3 lépcsős .
Sokat vacakoltam tegnap , keresgéltem , a gép előtt .
Szerintem még a kézi pumpa is 3 lépcsős .
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 október 07, 19:03
Írta: ANTAL GÁBOR Dátum 2016 október 07, 19:03
JANCSI! A gáz amikor sürítjük akkor felmelegszik A felmelegedést a műszaki gyakorlatban politropikus állapotváltozásnak tekintjük . A felmelegedés egy 200 as nyomásviszony esetén T2 = T1 * ( p2/p1) ad (kappa -1/kappa ) A kappa a levegőnél 1.4 A kitevő tehát 0.285 Ha 200 at felemeled a 0.285 re akkor 4.52 az eredmény . Ha 20 fokos a beszívott levegő akkor az Kelvinben : 293fok ( T1) . A felmelegedett gáz tehát 1326 Kelvin vagyis 1053 Celzius . No egyéb gondok mellett olyan olaj kellene ami ezt kibírja .
De ha még egy kicsit gondolkozunk akkor feltaláljuk a DIESEL motort.
Amikor folyadéknak növeljük a nyomását ( direkt nem sürítést írok !! ) akkor az könnyen megy
De ha még egy kicsit gondolkozunk akkor feltaláljuk a DIESEL motort.
Amikor folyadéknak növeljük a nyomását ( direkt nem sürítést írok !! ) akkor az könnyen megy
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 október 07, 19:09
Írta: ANTAL GÁBOR Dátum 2016 október 07, 19:09
Azért csináljuk a sürítést pl 3 fokozatban mert ilyenkor a nyomásviszonyt úgy állítjuk be hogy a gáz ne melegedjen meg nagyon . Pl ha p2/ p1 = 6 akkor az elöbbi számpélda eredménye T2 =215 Celzius Ezt könnyű visszahűteni aztán 293 ról indulhat a második fokozat és így tovább . Természetesen a hengerfej és sok dolog von el hőt de 200 bart nem lehet 1 fokozatban reálisan megvalósítani
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 07, 19:18
Írta: RJancsi Dátum 2016 október 07, 19:18
Ez elméletben (és bizonyos gyakorlati - ipari - körülmények között) igaz, de ha mindig így lenne, akkor a kézi pumpám sem működne pedig de. [#papakacsint]
Mint írtam, nem búvárpalackot és főleg nem nagyüzemben szeretnék tölteni, hanem csak a kis nyamvadt 180 ml-es légtartályomat. 150 bar-ral számolva 27 liter levegőt kéne összenyomni és utána pihenhetne a pumpa akár egy órát is.
Tehát megfelelő hűtőbordával a henger körül szerintem megoldható lenne. A kézi pumpában sima szilikon "O" gyűrű tömítés van a dugattyún némi szilikon zsírral kenve és évek óta nem kellett cserélni pedig gyakran használom.
A legújabb ötletem egy kapunyitó "tolómotor" (szinte aktuátor) amit használtan már 10-15 ezer Ft-ért meg lehet venni. 1 kN-t e legkisebbek is tudnak, de nem ritka a 3 kN-os sem. A szűk keresztmetszet a legalább 40 cm működési hossz.
Mint írtam, nem búvárpalackot és főleg nem nagyüzemben szeretnék tölteni, hanem csak a kis nyamvadt 180 ml-es légtartályomat. 150 bar-ral számolva 27 liter levegőt kéne összenyomni és utána pihenhetne a pumpa akár egy órát is.
Tehát megfelelő hűtőbordával a henger körül szerintem megoldható lenne. A kézi pumpában sima szilikon "O" gyűrű tömítés van a dugattyún némi szilikon zsírral kenve és évek óta nem kellett cserélni pedig gyakran használom.
A legújabb ötletem egy kapunyitó "tolómotor" (szinte aktuátor) amit használtan már 10-15 ezer Ft-ért meg lehet venni. 1 kN-t e legkisebbek is tudnak, de nem ritka a 3 kN-os sem. A szűk keresztmetszet a legalább 40 cm működési hossz.
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2016 október 07, 19:32
Írta: szf Dátum 2016 október 07, 19:32
Egy kis ötletadónak a nyomásfokozáshoz. Betáp levegő nyomás 7bar.
(http://kepfeltoltes.hu/161007/WP_20161007_16_14_54_Pro_www.kepfeltoltes.hu_.jpg)
(http://kepfeltoltes.hu/161007/WP_20161007_16_15_16_Pro_www.kepfeltoltes.hu_.jpg)
(http://kepfeltoltes.hu/161007/WP_20161007_16_15_37_Pro_www.kepfeltoltes.hu_.jpg)
(http://kepfeltoltes.hu/161007/WP_20161007_16_15_49_Pro_www.kepfeltoltes.hu_.jpg)
(http://kepfeltoltes.hu/161007/WP_20161007_16_16_01_Pro_www.kepfeltoltes.hu_.jpg)
(http://kepfeltoltes.hu/161007/WP_20161007_16_14_54_Pro_www.kepfeltoltes.hu_.jpg)
(http://kepfeltoltes.hu/161007/WP_20161007_16_15_16_Pro_www.kepfeltoltes.hu_.jpg)
(http://kepfeltoltes.hu/161007/WP_20161007_16_15_37_Pro_www.kepfeltoltes.hu_.jpg)
(http://kepfeltoltes.hu/161007/WP_20161007_16_15_49_Pro_www.kepfeltoltes.hu_.jpg)
(http://kepfeltoltes.hu/161007/WP_20161007_16_16_01_Pro_www.kepfeltoltes.hu_.jpg)
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2016 október 07, 19:32
Írta: szf Dátum 2016 október 07, 19:32
Ház ez nem pont így akartam.
De a HP....
De a HP....
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2016 október 07, 20:00
Írta: szf Dátum 2016 október 07, 20:00
Közben megjöttek az adatok.
3P 550W-os motor, max 250 bar, 10 perc alatt tölti meg a tartályát.
3P 550W-os motor, max 250 bar, 10 perc alatt tölti meg a tartályát.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 07, 20:15
Írta: keri Dátum 2016 október 07, 20:15
Mivel a folyadékok összenyomhatatlanok, nincs olyan határnyomása mint a levegős pumpáknak. Kizárólag a dugattyú átmérő és a rá ható erőtől függ a nyomás.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 07, 20:17
Írta: keri Dátum 2016 október 07, 20:17
Egy két irányú munkahengerrel lehet két fokozatot csinálni egyben.
A tolórúd térfogata lejön abból a munkatérből amibe belóg.
A tolórúd térfogata lejön abból a munkatérből amibe belóg.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 07, 20:37
Írta: jani300 Dátum 2016 október 07, 20:37
Igen !
Ez egy igazi építő jellegű hozzászólás ![#worship]
Ez egy igazi építő jellegű hozzászólás ![#worship]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 október 07, 21:03
Írta: Szalai György Dátum 2016 október 07, 21:03
Így működik a gázrugó.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 október 07, 21:13
Írta: zozo Dátum 2016 október 07, 21:13
"A legújabb ötletem egy kapunyitó "tolómotor" ... 1 kN-t e legkisebbek is tudnak, de nem ritka a 3 kN-os sem. "
Vigyázz, a kapu súlyát szokták megadni, 300kg-os vagy 500kg-os kapu mozgatására alkalmas, de nem 3000 ill. 5000N a tolóereje. A tartós 700N-os pumpálást sem nagyon fogja díjazni, melegszik mint állat.
Vigyázz, a kapu súlyát szokták megadni, 300kg-os vagy 500kg-os kapu mozgatására alkalmas, de nem 3000 ill. 5000N a tolóereje. A tartós 700N-os pumpálást sem nagyon fogja díjazni, melegszik mint állat.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 07, 21:16
Írta: jani300 Dátum 2016 október 07, 21:16
Akkor SZF gépét csak csövezéssel , át lehet alakítani 3 fokozatúra .
Még annyi hogy nem közvetlenül a puskába kellene tölteni a gázt , vagy hűlés után még rátölteni , hogy elkerüljék a nyomás esést ha hűl a palack .
A felső hengert valami teló betétnek nézem .
A kis kínai kompresszor robbantott rajzát nem találom , az még érdekelne . Ott a tetején a vízhűtésű nagynyomású fokozat .
Még annyi hogy nem közvetlenül a puskába kellene tölteni a gázt , vagy hűlés után még rátölteni , hogy elkerüljék a nyomás esést ha hűl a palack .
A felső hengert valami teló betétnek nézem .
A kis kínai kompresszor robbantott rajzát nem találom , az még érdekelne . Ott a tetején a vízhűtésű nagynyomású fokozat .
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2016 október 07, 21:23
Írta: szf Dátum 2016 október 07, 21:23
Ha valamilyen pontosabb info kell akkor holnap megkérdem a barátomat.
(Most kint ül a lesen és rosszvasra horgászik.Remélem olvasod.
Görbüljön az a puskacső)
A hajtómű áttétele 1:400.
És hidraulika cuccokkal van megépítve.
(Most kint ül a lesen és rosszvasra horgászik.Remélem olvasod.
Görbüljön az a puskacső)
A hajtómű áttétele 1:400.
És hidraulika cuccokkal van megépítve.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 07, 21:28
Írta: jani300 Dátum 2016 október 07, 21:28
https://ae01.alicdn.com/kf/HTB1y_OqNpXXXXbvXpXXq6xXFXXXm/120991049/HTB1y_OqNpXXXXbvXpXXq6xXFXXXm.jpg
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 07, 21:41
Írta: jani300 Dátum 2016 október 07, 21:41
https://www.youtube.com/watch?v=y8rE357rgE4
Most már , nyugodtan alszom ...
Most már , nyugodtan alszom ...
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2016 október 07, 21:44
Írta: Kisamotors Dátum 2016 október 07, 21:44
Így van, nagyon megtévesztő.
A hagyományos, trapézorsós egység maximum 700-1000N-t tud, de akkor már meg is áll.
Ráadásul mindezt nagyon alacsony sebességgel (kb. 2 méter/perc).
Ebből is adódik, hogy kis teljesítményű 40-60W körüli motorok hajtják. Az tuti kevés ide.
A hagyományos, trapézorsós egység maximum 700-1000N-t tud, de akkor már meg is áll.
Ráadásul mindezt nagyon alacsony sebességgel (kb. 2 méter/perc).
Ebből is adódik, hogy kis teljesítményű 40-60W körüli motorok hajtják. Az tuti kevés ide.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 08, 08:03
Írta: RJancsi Dátum 2016 október 08, 08:03
A melegedésre én is gondoltam, de ha már a gyártó a húzó/nyomó erőre ír max. 3000 N-t, gondoltam 700 N nem fogja nagyon megterhelni.
Bosh tolómotor 15000 HUF-ért (http://www.jofogas.hu/komarom_esztergom/Bosch_elektromos_munkahenger__tolomotor__54337104.htm?first=1)
Bosh tolómotor 15000 HUF-ért (http://www.jofogas.hu/komarom_esztergom/Bosch_elektromos_munkahenger__tolomotor__54337104.htm?first=1)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 október 08, 08:15
Írta: Csuhás Dátum 2016 október 08, 08:15
Inkább az lehet gond hogy a kapukat nem folyamatosan nyitogatják, így a motort is úgy méretezik hogy van ideje lehűlni a következő nyitásig.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 08:41
Írta: keri Dátum 2016 október 08, 08:41
Igen. Szerintem is elegendő lehet a hengerfej tömege meg a hűlése ilyen kicsi mennyiségeknél, bár Antal Gábornak van tapasztalata ebben, de logikus ha a kézi pumpával megy, akkor lehet motorizálni is valahogy.
Meg ahogy mondod, a tartályba pumpált levegő is sok hőt visz el, és a tartálynak is van hőleadó felülete.
Esetleg egy hosszú löketű, pneumatika munkahengerrel próbálkoznék, két fokozatot kialakítani. Kellően alacsony sebességgel nem melegszik túl.
Kézi pumpánál ugye maga az emberi meghajtás teljesítménye korlátozza a pumpa teljesítményét, így a melegedését, tehát egy kicsi, de leáttételezett villanymotorral működne.
A hajtást én mindenképpen forgattyús tengellyel oldanám meg.
Kapu motorok nagyon gyengék.
Igazából ami van videón házi pumpa, az a kialakítás pont jó is lenne. Kell egy áttételes villanymotor, meg egy tartó szerkezet. Néha itt az adokveszekben is ki lehet fogni, de ha nem, akkor is összepakolnék egy fogaskerekes (http://powerbelt.hu/products/fogaskerek-muanyag) áttétel láncot....bár sokkal valószínűbb hogy 3D nyomtatóval nyomtatnám :) illetve akkor már ilyesmi bolygóműves áttételt (http://www.thingiverse.com/thing:25063) nyomtatnék, persze megfelelően méretezve, hogy bírja a nyomatékot.
Meg ahogy mondod, a tartályba pumpált levegő is sok hőt visz el, és a tartálynak is van hőleadó felülete.
Esetleg egy hosszú löketű, pneumatika munkahengerrel próbálkoznék, két fokozatot kialakítani. Kellően alacsony sebességgel nem melegszik túl.
Kézi pumpánál ugye maga az emberi meghajtás teljesítménye korlátozza a pumpa teljesítményét, így a melegedését, tehát egy kicsi, de leáttételezett villanymotorral működne.
A hajtást én mindenképpen forgattyús tengellyel oldanám meg.
Kapu motorok nagyon gyengék.
Igazából ami van videón házi pumpa, az a kialakítás pont jó is lenne. Kell egy áttételes villanymotor, meg egy tartó szerkezet. Néha itt az adokveszekben is ki lehet fogni, de ha nem, akkor is összepakolnék egy fogaskerekes (http://powerbelt.hu/products/fogaskerek-muanyag) áttétel láncot....bár sokkal valószínűbb hogy 3D nyomtatóval nyomtatnám :) illetve akkor már ilyesmi bolygóműves áttételt (http://www.thingiverse.com/thing:25063) nyomtatnék, persze megfelelően méretezve, hogy bírja a nyomatékot.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 08:49
Írta: keri Dátum 2016 október 08, 08:49
Hát ez nem egy házilag gányolt szerkezet.
Nagyon szépen és okosan van felépítve. [#taps]
Nagyon szépen és okosan van felépítve. [#taps]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 október 08, 09:33
Írta: zozo Dátum 2016 október 08, 09:33
Te döntöd el, de mégegyszer mondom. Ez a 120W-os motor soha nem fog 3000N-nal tolni, a 700 is sok lenne neki.
1perc üzem után 9 perc pihenő kell, ezek így vannak méretezve.
A kapu zárásakor/nyitásakor indulásnál van egy nagyobb nyomatékigény, utána már lazán tol/húz 50-100N erővel. Így is csak 1 percre van méretezve az üzemideje.
1perc üzem után 9 perc pihenő kell, ezek így vannak méretezve.
A kapu zárásakor/nyitásakor indulásnál van egy nagyobb nyomatékigény, utána már lazán tol/húz 50-100N erővel. Így is csak 1 percre van méretezve az üzemideje.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 10:34
Írta: svejk Dátum 2016 október 08, 10:34
A kapunyitók hitvány, gyenge szerkezetek rossz hatásfokkal.
A #13577-ben levezettem már neked az aktuátor esélyeit, Innentől kezdve ha van villany akkor szerzel egy kotyogós hulladék golyósorsót, egy egyszerű sínt és akkora motort raksz rá amekkorát akarsz.
Az eredeti pumpa ha eddig megfelelt akkor azt kár kicserélni bármire is.
Az egyenesvonalú erő(N)= (6.28 * forgatónyomaték(Nm)) / menetemelkedés(m)
Egy löket ideje meg adódik a menetemelkedésből és az orsó fordulatszámából.
A #13577-ben levezettem már neked az aktuátor esélyeit, Innentől kezdve ha van villany akkor szerzel egy kotyogós hulladék golyósorsót, egy egyszerű sínt és akkora motort raksz rá amekkorát akarsz.
Az eredeti pumpa ha eddig megfelelt akkor azt kár kicserélni bármire is.
Az egyenesvonalú erő(N)= (6.28 * forgatónyomaték(Nm)) / menetemelkedés(m)
Egy löket ideje meg adódik a menetemelkedésből és az orsó fordulatszámából.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 10:40
Írta: keri Dátum 2016 október 08, 10:40
A mozgatást meg DC motorral, forgás irányváltással a végállás kapcsolókra 2 relével meg lehet oldani.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 10:47
Írta: svejk Dátum 2016 október 08, 10:47
Motorválastáshoz pedig használd ezt, ez minden motorra igaz.
Persze mindkét képlet elmélet, a gyakorlatban hatásfokkal is kell számolni, golyósorsónál ez jobb mint 90%.
Forgatónyomaték(Nm)=teljesítmény(W) / (6.28 * fordulatszám(1/s))
Persze mindkét képlet elmélet, a gyakorlatban hatásfokkal is kell számolni, golyósorsónál ez jobb mint 90%.
Forgatónyomaték(Nm)=teljesítmény(W) / (6.28 * fordulatszám(1/s))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 10:52
Írta: svejk Dátum 2016 október 08, 10:52
A forgattyús mechanizmusok biztos ideálisabbak a pumpálásra, de az eredeti pumpád nagy lökethossza miatt ormótlan szerkezetek lennének.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 10:54
Írta: svejk Dátum 2016 október 08, 10:54
Egyébként hányat lehet lőni egy palackkal?
Hogy van megoldva, hogy a nyomás csökkenésével ne romoljon a hatótáv, pontosság?
Hogy van megoldva, hogy a nyomás csökkenésével ne romoljon a hatótáv, pontosság?
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 08, 10:58
Írta: RJancsi Dátum 2016 október 08, 10:58
Az aktuátort (tolómotort) elvetettem, marad a hajtókaros megoldás. Nem szép de működik. Megpróbálok valami olcsó hajtóműves motort venni, ami képes meghajtani a kézi pumpát. Igazából most az a bajom, hogy nem tudom mekkora nyomaték kéne a kihajtásnál. Mert a kézi pumpa hajtókaros "nyomatékigénye" ciklikusan változik, mivel a kihajtás tengelyéhez képest folyamatosan változik az erőkar. Megfelelő összeállításnál amikor a legnagyobb erőre van szükség, az erőkar egy pillanatra nulla lesz, így nagyobb nyomaték kell a sűrítés közepén mint a maximális nyomásnál. Legalábbis ha jól gondolom. De lehet, hogy túlbonyolítom a dolgot...[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 08, 11:06
Írta: RJancsi Dátum 2016 október 08, 11:06
Hivatalosan 6 tárat, azaz 60-at. A puskában vagy egy nyomásszabályzó, ami kb. 100 bar-t enged a skuló mögé. Elvben 200 bar-ig szabad felpumpálni a tartályt, de több fórumon írták, hogy 150 bar fölé nem érdemes menni, mert a tömítések gyorsan feladják. Nem tudom a nyomásszabályzóban mekkora a nyomásesés, én 110-120 bar alatt szoktam újra pumpálni mert soha nem számolom mennyit lőttem vele. A tartály elejében van egy kis manométer így bármikor megnézhető épp mekkora nyomás van benne.
Hatsan légtartály (http://pelletgunzone.com/wp-content/uploads/2014/09/hatsan-galatian-powerplant.jpg)
Hatsan légtartály (http://pelletgunzone.com/wp-content/uploads/2014/09/hatsan-galatian-powerplant.jpg)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 11:10
Írta: svejk Dátum 2016 október 08, 11:10
Ormótlan, bonyolult és még drága, rossz hatásfokú is lesz a csigahajtómű miatt, de nem baj csináld!
Nehogy úgy járj a sok tanáccsal mint az egyszeri esztergályos kolléga. :)
Nehogy úgy járj a sok tanáccsal mint az egyszeri esztergályos kolléga. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 11:10
Írta: svejk Dátum 2016 október 08, 11:10
Köszönöm, így már vili.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 11:12
Írta: svejk Dátum 2016 október 08, 11:12
Utánakereshetnék, de inkább Téged kérdezlek.
Az elsütőszerkezet mechanikus, vagy valami elektromos szelep van benne?
Az elsütőszerkezet mechanikus, vagy valami elektromos szelep van benne?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 11:23
Írta: keri Dátum 2016 október 08, 11:23
Jó kis ujjgyakorlat excelen.
Kiszámolom neked.
Mekkora a maximális erő, amit ki kell fejtened a pumpára (teljesen összenyomva), és mekkora a löket?
Kiszámolom neked.
Mekkora a maximális erő, amit ki kell fejtened a pumpára (teljesen összenyomva), és mekkora a löket?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 11:25
Írta: keri Dátum 2016 október 08, 11:25
A golyós orsót az ára miatt vetettem el, de amúgy tényleg a levitézlett golyós orsóval lehet a legolcsóbban megoldani. Erőt is biztosít, meg a hatásfoka is jó. Szerkezetileg is ez a legkompaktabb és a legkevesebb munka megvalósítani.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 11:29
Írta: keri Dátum 2016 október 08, 11:29
ja, és a pumpa hosszára is szükségem van.
Azaz igazából a pumpa alsó forgáspont és a forgattyús tengely távolsága, valamint a forgattyús kar hossza ami érdekes.
Azaz igazából a pumpa alsó forgáspont és a forgattyús tengely távolsága, valamint a forgattyús kar hossza ami érdekes.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 11:32
Írta: svejk Dátum 2016 október 08, 11:32
Én béna vagyok az excelhez(is), anno szervoméretező megalkotása is napokig tartott két komoly segítséggel.
Ha nem gond közzétehetnéd a kreált progidat.
Ha nem gond közzétehetnéd a kreált progidat.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 08, 11:33
Írta: RJancsi Dátum 2016 október 08, 11:33
Sima mechanikus. Léteznek elektromos elsütőszerkezetesek is, de azok inkább a verseny kategóriák jócskán 300 e Ft felett...
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 08, 11:34
Írta: RJancsi Dátum 2016 október 08, 11:34
Pontosan nem tudom, fürdőszoba mérleggel mérve 70-75 kg a nyomószelep nyitása előtt. A lökethossz 440 mm.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 11:36
Írta: svejk Dátum 2016 október 08, 11:36
Szerintem a pumpa élettartamát nagyban megnövelné ha rendes forgattyúsmechanizmust használna keresztfejjel és a pumpára már csak egyenesvonalú erő hatna.
Egyes videókon látható ingó-bingó pumpa nagyon nem iparos megoldás. :(
Egyes videókon látható ingó-bingó pumpa nagyon nem iparos megoldás. :(
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 08, 12:18
Írta: RJancsi Dátum 2016 október 08, 12:18
Nem annyira eretnek megoldás. Egyfelől a pumpa egy tengellyel csatlakozik az alaplemezhez, sőt, a leírásában még ki is hangsúlyozzák, hogy a csuklós talp kényelmesebbé teszi a pumpálást.
Másfelől nagyon sok "igazi" gőzgépet építettek ilyen lengőhengeres megoldással főleg hajókon.
oszcilláló gőzgép (https://en.wikipedia.org/wiki/Marine_steam_engine#Oscillating)
Másfelől nagyon sok "igazi" gőzgépet építettek ilyen lengőhengeres megoldással főleg hajókon.
oszcilláló gőzgép (https://en.wikipedia.org/wiki/Marine_steam_engine#Oscillating)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 12:30
Írta: keri Dátum 2016 október 08, 12:30
Már kész. (https://1drv.ms/x/s!ArYQ5r5KRF2jjvYuJxYQMpECbjxweQ) [#vigyor]
csak az adatokra várok
Ha nem gond nem csicsáztam túl.
csak az adatokra várok
Ha nem gond nem csicsáztam túl.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 12:47
Írta: svejk Dátum 2016 október 08, 12:47
No persze, de ott biztos megoldották a megfelelő erősségű rúdkivezetést, de a Te pumpád rúdtömítését és megvezetését aligha ilyen igénybevételre tervezték.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 12:50
Írta: svejk Dátum 2016 október 08, 12:50
[#nemtudom] (nem találtam fejvakarós ikont)
Cím: Re:Mechanikai ötletek
Írta: Dakota25 Dátum 2016 október 08, 12:52
Írta: Dakota25 Dátum 2016 október 08, 12:52
És egy jó kis folyadékdugattyús szívattyú, fogaskerékszivattyúval meghajtva? Akár káros tér nélkül, tömítési gondok nélkül, egy lépcsőben akár 500 Bar-ig?
Egy sörösrekesz méretébe belefér.
Egy sörösrekesz méretébe belefér.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 13:05
Írta: keri Dátum 2016 október 08, 13:05
Mi a kérdés?
Ha beírod a geometriai adatokat, meg pumpa végnyomásánál az összenyomási erőt, a hajtókar szög függvényében kiköpi a forgatónyomatékot.
Első lépés sima trigonometriával kiszámolni a pumpa hosszát, ebből az összenyomás mértékét. Azt tudom hogy teljesen kihúzva 0N az erő, összenyomva meg valamennyi. A kettő között meg beraktam egy olyan függvényt ami úgy vélem kb. fedi a valóságot. Ezt a részt nem modelleztem tökéletes pontossággal.
A pumpára ható erőből meg már szimpla sinus-al, vektorszámítással tudjuk a forgatónyomatékot.
Ha beírod a geometriai adatokat, meg pumpa végnyomásánál az összenyomási erőt, a hajtókar szög függvényében kiköpi a forgatónyomatékot.
Első lépés sima trigonometriával kiszámolni a pumpa hosszát, ebből az összenyomás mértékét. Azt tudom hogy teljesen kihúzva 0N az erő, összenyomva meg valamennyi. A kettő között meg beraktam egy olyan függvényt ami úgy vélem kb. fedi a valóságot. Ezt a részt nem modelleztem tökéletes pontossággal.
A pumpára ható erőből meg már szimpla sinus-al, vektorszámítással tudjuk a forgatónyomatékot.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 13:10
Írta: svejk Dátum 2016 október 08, 13:10
De mi az a kettő, főleg jobb oldali bazi nagy tüske?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 október 08, 13:12
Írta: zozo Dátum 2016 október 08, 13:12
Ha már ormótlan a cél, akkor lehet kicsit simítani a nyomatékon egy kulisszás hajtóművel :)
Mint pl. a harántgyalu elrendezése. Legalább a visszaút gyorsabb lenne.
(https://encrypted-tbn0.gstatic.com/images?q=tbn:ANd9GcQf_DgRGZWi_wHyvULwbUZ0_uGlrKbFXavgyAmrbPPlBj8Aa1i7gg)
Mint pl. a harántgyalu elrendezése. Legalább a visszaút gyorsabb lenne.
(https://encrypted-tbn0.gstatic.com/images?q=tbn:ANd9GcQf_DgRGZWi_wHyvULwbUZ0_uGlrKbFXavgyAmrbPPlBj8Aa1i7gg)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 13:16
Írta: keri Dátum 2016 október 08, 13:16
adathiba, amikor felmásoltam még nem volt benne
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 13:18
Írta: svejk Dátum 2016 október 08, 13:18
A végletekig lehetne bonyolítani...
Ezen egyszerű pumpának is bizonyára van egy ideális út-sebesség görbéje, ahol legjobb a hatásfoka.
Ezen egyszerű pumpának is bizonyára van egy ideális út-sebesség görbéje, ahol legjobb a hatásfoka.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 13:18
Írta: svejk Dátum 2016 október 08, 13:18
[#nevetes1]
csodás digitális világ
csodás digitális világ
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 13:27
Írta: keri Dátum 2016 október 08, 13:27
Próbáld ezt. (https://1drv.ms/x/s!ALYQ5r5KRF2jjvYw)
Az előzőn valamiért volt szerkesztési engedély és valaki belejavított.
Az előzőn valamiért volt szerkesztési engedély és valaki belejavított.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 13:34
Írta: keri Dátum 2016 október 08, 13:34
most nézem hogy hülyén ábrázoltam a grafikont.
A sűrítés jobbról balra van, mert csökkenő hajtókar szögekre sűrít.
A sűrítés jobbról balra van, mert csökkenő hajtókar szögekre sűrít.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 13:42
Írta: keri Dátum 2016 október 08, 13:42
Erről van valami hogy néz ki?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 október 08, 13:45
Írta: zozo Dátum 2016 október 08, 13:45
Bonyolítani is lehet, meg egyszerűsíteni is.
Íme a legegyszerűbb megoldás:
-Haver, itt a pumpa, nyomd fel lécci, mert fáj a vállam[#nyes]
Íme a legegyszerűbb megoldás:
-Haver, itt a pumpa, nyomd fel lécci, mert fáj a vállam[#nyes]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 08, 13:48
Írta: RJancsi Dátum 2016 október 08, 13:48
Tök jó ötlet! [#taps] Mikor érsz rá? A derekam is fáj... [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 13:48
Írta: keri Dátum 2016 október 08, 13:48
Erre a sűrített levegős motorra gondolsz? (http://www.piliscar.hu/?q=node/147)
Kettős dugattyú, kettős csuklású forgattyús mechanizmussal. Állítólag ez az optimális [#idiota]
Kettős dugattyú, kettős csuklású forgattyús mechanizmussal. Állítólag ez az optimális [#idiota]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 08, 14:13
Írta: svejk Dátum 2016 október 08, 14:13
Nem, nem is ismerem.
Csupán arra, hogy a pumpa lenyomása az elején mehet gyorsan, majd a nyomás növekedésekor lelassulhat, így közel állandó lehet a teljesítménybevitel. Lehet a hőfejlődés is másképp alakul.
Ezt meg lehetne valósítani a Zozo által említett kulisszás vagy más mechanizmusssal.
De a lényeg, Vbodi már ez idő alatt biztos ellövöldözött volna nyócvanhat' tárnyi golyóbist. :)
Csupán arra, hogy a pumpa lenyomása az elején mehet gyorsan, majd a nyomás növekedésekor lelassulhat, így közel állandó lehet a teljesítménybevitel. Lehet a hőfejlődés is másképp alakul.
Ezt meg lehetne valósítani a Zozo által említett kulisszás vagy más mechanizmusssal.
De a lényeg, Vbodi már ez idő alatt biztos ellövöldözött volna nyócvanhat' tárnyi golyóbist. :)
Cím: Re:Mechanikai ötletek
Írta: Dakota25 Dátum 2016 október 08, 16:08
Írta: Dakota25 Dátum 2016 október 08, 16:08
Biztos lehet találni, de nem nagyon kell, pár szó az egész, a világ legegyszerűbb szerkezete:
hengert alulról (de bárhonnan, úgyis lemegy :-)) feltöltesz pl. hidraulikaolajjal egy fogaskerékszivattyúval. (Ezek akár 500 Bar-ig teljesítenek) Az olaj a harang felső szelepén át kipréseli a gázt. Hiánytalanul kitöltheti a hengert, akár "végtelen nagy" kompresszióviszonnyal. Tömítés nem kell. Nincs mit tömíteni, a mozgó alkatrész az olaj. Gáz-abszorpciós vesztesége biztos van, de a 150 Bar még biztos megy az átlag olajoknak is.
Aztán olaj ki, levegő be, és újra.
2l-es hengerrel tizenpár ciklus.
hengert alulról (de bárhonnan, úgyis lemegy :-)) feltöltesz pl. hidraulikaolajjal egy fogaskerékszivattyúval. (Ezek akár 500 Bar-ig teljesítenek) Az olaj a harang felső szelepén át kipréseli a gázt. Hiánytalanul kitöltheti a hengert, akár "végtelen nagy" kompresszióviszonnyal. Tömítés nem kell. Nincs mit tömíteni, a mozgó alkatrész az olaj. Gáz-abszorpciós vesztesége biztos van, de a 150 Bar még biztos megy az átlag olajoknak is.
Aztán olaj ki, levegő be, és újra.
2l-es hengerrel tizenpár ciklus.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 18:06
Írta: keri Dátum 2016 október 08, 18:06
Az biztos. Amíg mi itt elmélkedünk, okoskodunk, modellezzük, kiszámoljuk, ő esztergál és magának egy 800bar-ra feltuningolt pumpát kazánlemezből, és porig alázza a gyári megoldásokat [#hehe]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 08, 18:06
Írta: jani300 Dátum 2016 október 08, 18:06
Képes voltál , felrakni :)
Nekem is eszembe jutott , már az elején ...
De nem mertem :)
Akinek van PW 550 vagy hasonló , annak tök egyszerű , felteszi az asztalra a pumpát ... :)
Nekem is eszembe jutott , már az elején ...
De nem mertem :)
Akinek van PW 550 vagy hasonló , annak tök egyszerű , felteszi az asztalra a pumpát ... :)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 08, 18:09
Írta: keri Dátum 2016 október 08, 18:09
Ez sem rossz, de gondolom valami olajcsapda nem árt a nyomott oldalon.
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2016 október 08, 19:27
Írta: fpd0kbd4 Dátum 2016 október 08, 19:27
Én 50 bar fölött már tartanék "diesel effektus"-tól. Valaki ebben a témában már említette,hogy újra föltaláljuk a diesel motort.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 08, 19:33
Írta: jani300 Dátum 2016 október 08, 19:33
Így másodszorra , már értem :)[#integet2]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 október 08, 20:10
Írta: ANTAL GÁBOR Dátum 2016 október 08, 20:10
Én írtam a dieselről ( mert akkor még azt hittem hogy a cél egy 150 bar os kompresszor létrehozása ) . Ott sok a levegő és nagyon kevés az olaj valamint folyamatos és gyors a sürítés. Amikor " levegős " egy hidraulika henger akkor a bezárt levegő nyomása azonos az olaj nyomásával és nem képződik robbanás mert lassú a folyamat és nagyon intenzív a hőcsere
Apropó : robbanás. egy megfelelően méretezett
" légtartályban " egy kis mennyiségű ( precízen kimért ) fekete lőpor villamosan iniciálva olyan olyan égésterméket eredményez ( széndioxid , kéndioxid , nitrogénoxid ) amely gázok molnyi mennyisége a visszahűtést követően 22.41 liter térfogatuak lennének ha hagynánk kitágulni őket . Pl 0.5* 3 molnyi mennyiség az 33 liter ami ha a "légtartály "220 cm3 es akkor 150 bart eredményez ( visszahűtés után ) Persze a robbanáskor a gázok melegek ezért a tartályt a nagyobb ( meleg ) gázokra kell méretezni és a diesel motor analógiájára feltaláljuk a puskát . Sajnos a légpuskába valószínűleg a kéndioxid és a nitrogénoxid korrozív hatása miatt az eljárás nem jó
Apropó : robbanás. egy megfelelően méretezett
" légtartályban " egy kis mennyiségű ( precízen kimért ) fekete lőpor villamosan iniciálva olyan olyan égésterméket eredményez ( széndioxid , kéndioxid , nitrogénoxid ) amely gázok molnyi mennyisége a visszahűtést követően 22.41 liter térfogatuak lennének ha hagynánk kitágulni őket . Pl 0.5* 3 molnyi mennyiség az 33 liter ami ha a "légtartály "220 cm3 es akkor 150 bart eredményez ( visszahűtés után ) Persze a robbanáskor a gázok melegek ezért a tartályt a nagyobb ( meleg ) gázokra kell méretezni és a diesel motor analógiájára feltaláljuk a puskát . Sajnos a légpuskába valószínűleg a kéndioxid és a nitrogénoxid korrozív hatása miatt az eljárás nem jó
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 08, 20:42
Írta: jani300 Dátum 2016 október 08, 20:42
Természetesen emlékeztem rá hogy Te írtad .
Ha a konkrét számításokat nem is mindig , de legalább az elméletet ,általában , tudom követni :)
Türelmesen , jól el tudod magyarázni a dolgokat ![#worship]
Az iskolai műhelyben anno berobbantottuk csak az olajat is.
Excenteres lyukasztóval talán 5 mm körüli lyukakat készítettünk . A kivágott hulladékok.szépen egymás után beszorultak , nem estek ki . Ecsettel volt olajozva a szerszám . Minden negyedik , ötödik lyukasztás után , ha az ember jó lendületesem meghúzta a kart , berobbant a hulladékok közti olaj . Érdekes volt .
A nagynyomású kompresszortól , szép lassan , eljutunk a szerelt lőszerig :)
Csak politizálni nem lehet :)
Ha a konkrét számításokat nem is mindig , de legalább az elméletet ,általában , tudom követni :)
Türelmesen , jól el tudod magyarázni a dolgokat ![#worship]
Az iskolai műhelyben anno berobbantottuk csak az olajat is.
Excenteres lyukasztóval talán 5 mm körüli lyukakat készítettünk . A kivágott hulladékok.szépen egymás után beszorultak , nem estek ki . Ecsettel volt olajozva a szerszám . Minden negyedik , ötödik lyukasztás után , ha az ember jó lendületesem meghúzta a kart , berobbant a hulladékok közti olaj . Érdekes volt .
A nagynyomású kompresszortól , szép lassan , eljutunk a szerelt lőszerig :)
Csak politizálni nem lehet :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 09, 21:51
Írta: jani300 Dátum 2016 október 09, 21:51
https://www.youtube.com/watch?v=oOzxM5E-Qhs
Találtam egy videót egy viszonylag egyszerűen elkészíthető kifúrófejről , nekem tetszik !
Találtam egy videót egy viszonylag egyszerűen elkészíthető kifúrófejről , nekem tetszik !
Cím: Re:Mechanikai ötletek
Írta: pistikeid Dátum 2016 október 12, 21:08
Írta: pistikeid Dátum 2016 október 12, 21:08
Szia én igy fúrtam ujra az ean szegnyergemet.https://www.youtube.com/watch?v=ayVp2DMitpU
Mint ezen a videón.
Mint ezen a videón.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 október 12, 21:36
Írta: jani300 Dátum 2016 október 12, 21:36
Ez korrekt megoldásnak tűnik . Ha jó az ágy még pontos is lehet .
A második ,már nem ean gépemhez nem volt szegnyereg .
Arra lett átalakítva egy méhben talált hasonló méretű .
Na azt lesúlyozva kifúrtam egy hosszú , tokmányba fogott fúrórúddal , támasztás nélkül :(
A vége felé volt benne egy zárvány , az nem kellett volna .
De a kiadódó méretre kapott egy új , járóhüvelyt , és használható lett .
A második ,már nem ean gépemhez nem volt szegnyereg .
Arra lett átalakítva egy méhben talált hasonló méretű .
Na azt lesúlyozva kifúrtam egy hosszú , tokmányba fogott fúrórúddal , támasztás nélkül :(
A vége felé volt benne egy zárvány , az nem kellett volna .
De a kiadódó méretre kapott egy új , járóhüvelyt , és használható lett .
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 október 12, 21:40
Írta: svejk Dátum 2016 október 12, 21:40
Jéé, márkatárs! :)
Cím: Re:Mechanikai ötletek
Írta: ajpwg6jrn Dátum 2016 október 23, 21:23
Írta: ajpwg6jrn Dátum 2016 október 23, 21:23
Mondhatok még egy ötletet. Ha már van ilyen nagy nyomású pumpád, akkor azt is pillanatok alatt átalakíthatod úgy hogy ahol beszívja a levegőt, oda már sűrített levegőt nyomsz. És simán kézzel tolsz bele párat. (Egy kis autós kompresszor vagy hobby 24-50 literes tartállyal rendelkező kompresszor szerintem elég is lenne, ami a bemeneti légköri nyomást mondjuk megtízszerezné, akkor az eredeti lenyomások számának csupán 10.-ét kellene belenyomni kézzel.) Mi erről a véleményed? (Fekvőtámaszos edzések helyett ez is jó lenne. [#vigyor3] )
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2016 október 24, 07:01
Írta: VighLajos Dátum 2016 október 24, 07:01
CNC-megoldás (https://www.youtube.com/watch?v=Q-KCZoxvzcQ)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 október 24, 07:35
Írta: RJancsi Dátum 2016 október 24, 07:35
Elvben megoldható lenne, de nem vagyok biztos benne, hogy jól járnék vele. Érdekes módon a fogantyú egyik végén szívja be a levegőt egy préselt(?) kúp alakú réz szivacson keresztül, és állítólag belül még valami páraszívó anyag - tán szilikagél - is van. Ide kéne valami csőcsatlakozót fabrikálni és rákötni a kompresszort. Kérdéses a működés, mert most fel kell húzni a pumpát kézzel, de ha sűrített levegőt kapna, akkor "üresjáratban" is nyomni kéne, hogy ne lője fel a fogantyút.
De lassacskán összeáll a dolog, időközben vettem egy hajtóműves háromfázisú motort aminek egy kicsi lánckerék van a kihajtásánál. Láncom is akad hozzá, már csak füles patentszemet kell vennem hozzá, hogy össze tudjam kötni a pumpával. Amit még nem tudok, hogyan kéne elhelyezni a pumpát a lánchoz képest, hogy hosszirányban terhelje a láncot és ne külpontosan, oldalra feszítve.
De lassacskán összeáll a dolog, időközben vettem egy hajtóműves háromfázisú motort aminek egy kicsi lánckerék van a kihajtásánál. Láncom is akad hozzá, már csak füles patentszemet kell vennem hozzá, hogy össze tudjam kötni a pumpával. Amit még nem tudok, hogyan kéne elhelyezni a pumpát a lánchoz képest, hogy hosszirányban terhelje a láncot és ne külpontosan, oldalra feszítve.
Cím: Re:Mechanikai ötletek
Írta: ajpwg6jrn Dátum 2016 október 24, 10:01
Írta: ajpwg6jrn Dátum 2016 október 24, 10:01
Én nem vetném el az ötletet azért. A magától feljövő tolórúd ellen pedig vannak hosszú tekercsrugók, amiket húzni kell a feszítéshez, azt rátéve és jól beállítva a rugóerőt, meg is van oldva a probléma. (És akkor a videókban látható mechanikus szerkezetek sem olyan sokáig dolgoznának, hanem pár lenyomásra elérnék a kívánt nyomást.) Egy kis matekozást megérne szerintem hogy mekkora elősűrítéssel mennyit változna a működési idő.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2016 október 24, 10:07
Írta: Rabb Ferenc Dátum 2016 október 24, 10:07
Elmés megoldás, egy gyengébb diplomamunkának vagy szakdolgozatnak pont jó. De a pontossága eléggé építőipari kategória lehet.
Tetszik a mechanikai stabilitást és "rezgéscsillapítást" biztosító (két téglás) módszer (2:32-nél)
Tetszik a mechanikai stabilitást és "rezgéscsillapítást" biztosító (két téglás) módszer (2:32-nél)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2016 október 24, 10:09
Írta: Rabb Ferenc Dátum 2016 október 24, 10:09
Bocs, 0:21-nél
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 október 24, 10:22
Írta: keri Dátum 2016 október 24, 10:22
Hát egyrészt ezt már régen kitalálták, másrészt ez tényleg olyan mintha a kőműves épített volna CNC-t :D
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2016 október 24, 10:44
Írta: guliver83 Dátum 2016 október 24, 10:44
Nagyon jó megoldás szerintem és amire ő használja bőven elég lehet a pontosság.
Itt manapság mindenki profi gépekben gondolkodik és már nem is hobby kategóriás gépekben, régebben jó volt as bútorlap fióksín M8 vagy M10 menetes szár.
Bútorlapból készült géppel is lehet szépet és jót csinálni.
Nem tudtam nagyobb képet feltenni.
CERTAL alu 8mm maróval 0,5mm fogás 1000 előtolással 15 ezres fordulaton kicsi fa géppel.
A felületen nem lehet érezni maró nyomát.
(http://gulivercnc.ucoz.com/_si/0/94856364.jpg)
Itt manapság mindenki profi gépekben gondolkodik és már nem is hobby kategóriás gépekben, régebben jó volt as bútorlap fióksín M8 vagy M10 menetes szár.
Bútorlapból készült géppel is lehet szépet és jót csinálni.
Nem tudtam nagyobb képet feltenni.
CERTAL alu 8mm maróval 0,5mm fogás 1000 előtolással 15 ezres fordulaton kicsi fa géppel.
A felületen nem lehet érezni maró nyomát.
(http://gulivercnc.ucoz.com/_si/0/94856364.jpg)
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2016 november 02, 19:40
Írta: KBalázs Dátum 2016 november 02, 19:40
Láttam egy érdekes ötletet az imént, leírom ne vesszen el.
Ha nincs otthon homokfúvó, és jelölni akarunk, pl. üveget:
Kivágni fóliából a logót/szöveget, felragasztani az üvegre, és sima szerkezeti acél anyagot elkezdeni flexelni , a szikrák meg egyenesen a szabadon maradt részekbe égnek.
Ha nincs otthon homokfúvó, és jelölni akarunk, pl. üveget:
Kivágni fóliából a logót/szöveget, felragasztani az üvegre, és sima szerkezeti acél anyagot elkezdeni flexelni , a szikrák meg egyenesen a szabadon maradt részekbe égnek.
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2016 november 02, 20:54
Írta: 4ybj8h3c8 Dátum 2016 november 02, 20:54
Ed China egy kreatív koma...
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2016 november 02, 21:04
Írta: VighLajos Dátum 2016 november 02, 21:04
[#nevetes1][#taps]
Cím: Re:Mechanikai ötletek
Írta: pbalazs Dátum 2016 november 02, 21:07
Írta: pbalazs Dátum 2016 november 02, 21:07
Igen, láttam én is.
Az a baj vele, hogy a beégett anyag rozsdásodik, és lefolyik a barna lé. Na az már szerintem nem szép.
Korábban én is csináltam ilyet, még nem célzottan. Nem is nézett ki jól az ablak :)
Az a baj vele, hogy a beégett anyag rozsdásodik, és lefolyik a barna lé. Na az már szerintem nem szép.
Korábban én is csináltam ilyet, még nem célzottan. Nem is nézett ki jól az ablak :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 november 02, 23:29
Írta: PSoft Dátum 2016 november 02, 23:29
Tanúsíthatom...
A fehér csempén se mutat jól hosszú távon a ráflexelt fűtéscső szikrája.:)
A fehér csempén se mutat jól hosszú távon a ráflexelt fűtéscső szikrája.:)
Cím: Re:Mechanikai ötletek
Írta: KBalázs Dátum 2016 november 03, 08:38
Írta: KBalázs Dátum 2016 november 03, 08:38
Ugyanezt a mûveletet eljátszani rozsdamentes anyaggal? Vagy lemaratni az üvegrôl savval a vas maradványokat, esetleg passziválni? (ötletbörze [#fogmosas])
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 04, 10:56
Írta: Csuhás Dátum 2016 november 04, 10:56
Ezen a fórumon sok más jó ötlet mellett (érdemes lapozgatni ) az oldal közepénél egy egyszerűen elkészíthető gépbeállító vízmérték látható. (Valamikor régen linkeltem ennek az ötletnek egy másik változatát is )
fórum (http://bbs.homeshopmachinist.net/threads/39202-Shop-Made-Tools/page258)
fórum (http://bbs.homeshopmachinist.net/threads/39202-Shop-Made-Tools/page258)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 november 04, 17:02
Írta: Szalai György Dátum 2016 november 04, 17:02
Te lehinnéd, amit az a vízmérték mutat?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 04, 17:14
Írta: Csuhás Dátum 2016 november 04, 17:14
Ha csak a vízszintesség a kérdés akkor feltétlenül, hiszen nagyon egyszerűen kalibrálható. Ha buborék skála szerinti helyzete a kérdés akkor semmiképp sem, de ez esetben egy sinus vonalzóra tenném és ismét csak egy ponton mérnék.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 10, 21:54
Írta: jani300 Dátum 2016 november 10, 21:54
https://www.youtube.com/watch?v=UHYi4GNqgeE
Ivánék rafkósak , beteszik fordítva az emelőt :)
Ma szereztem 15 tonnás palack emelőt , és lekoppintom a műhelyprésbe .
Ivánék rafkósak , beteszik fordítva az emelőt :)
Ma szereztem 15 tonnás palack emelőt , és lekoppintom a műhelyprésbe .
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 10, 22:42
Írta: svager Dátum 2016 november 10, 22:42
Van a Jenkik között is... (https://youtu.be/0nlSp21KZJ8)
A srác egy kicsit túlpörgött ezzel a hegesztéssel,én fúrtam volna egy menetet a furatba. [#wink]
A srác egy kicsit túlpörgött ezzel a hegesztéssel,én fúrtam volna egy menetet a furatba. [#wink]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 10, 23:12
Írta: jani300 Dátum 2016 november 10, 23:12
Ehh nem ugrott be senki [#whatever]
De valahogy úgy gondolom én is .
De valahogy úgy gondolom én is .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 november 11, 07:51
Írta: keri Dátum 2016 november 11, 07:51
hmmm... én mindig abban a hitben éltem, hogy a palackemelő nem működik fejjel lefelé, mert luftot szív a pumpa.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 november 11, 07:53
Írta: keri Dátum 2016 november 11, 07:53
Ja, hogy berak egy szívócsövet.... így már rendben.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 november 11, 07:58
Írta: keri Dátum 2016 november 11, 07:58
Mondjuk én nem szívnék ezzel ennyit.
Lehet kapni direkt présbe való munkahengert pumpával együtt.
Kicsit több az ára csak, de nem is kínai minőség.
Lehet kapni direkt présbe való munkahengert pumpával együtt.
Kicsit több az ára csak, de nem is kínai minőség.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 11, 08:22
Írta: jani300 Dátum 2016 november 11, 08:22
Szia ! Na ere gondoltam ... :) Egy kapásom csak lett :)[#integet2]
Én is pislogtam először egy darabig , hogy hogyan is van ez ?
Én is pislogtam először egy darabig , hogy hogyan is van ez ?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 11, 08:24
Írta: jani300 Dátum 2016 november 11, 08:24
Kemény 7 darab százas volt az emelő .
A gyárinak a kézi pumpa része , még meg is van ...
A gyárinak a kézi pumpa része , még meg is van ...
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 november 11, 09:33
Írta: remrendes Dátum 2016 november 11, 09:33
De ugy nem tudja megmutatni, hogy TIG-je :)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 11, 09:59
Írta: svager Dátum 2016 november 11, 09:59
Akinek meg nincs az gondolkodik [#hehe]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 11, 10:13
Írta: svager Dátum 2016 november 11, 10:13
Nemrég vettem egy 20T-at,hogy készítek egy prést.
De nem kézzel akartam nyomogatni, ezért csináltam hozzá egy kis motoros mehanikát.
Mire elkészült volna már okafogyottá vált,igy egyelőre félreraktam a projektet.
Majd ha megint kell befejezem.
De nem kézzel akartam nyomogatni, ezért csináltam hozzá egy kis motoros mehanikát.
Mire elkészült volna már okafogyottá vált,igy egyelőre félreraktam a projektet.
Majd ha megint kell befejezem.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 11, 12:56
Írta: Csuhás Dátum 2016 november 11, 12:56
Ha volna ilyen puskám biztos készítenék egy felfogó közdarabot, azután a haránt gyalu szépen elhajtaná :- )
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 november 11, 15:14
Írta: zozo Dátum 2016 november 11, 15:14
Vadászni meg Bodri helyett, -a harántgyalut vinnéd[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 november 15, 18:40
Írta: zozo Dátum 2016 november 15, 18:40
Forgatóhoz mini "szegnyereg" 4000 Ft postával.
Hátha valakit érdekel ilyen
forgócsúccsal... (http://www.banggood.com/Double-Bearing-Live-Center-Revolving-Centre-DIY-Accessories-for-Mini-Lathe-p-1096823.html?utm_design=19&utm_source=emarsys&utm_medium=Mail_men206_email&utm_campaign=newsletter-emarsys&utm_content=misue&sc_src=email_2093835&sc_eh=bc32e710848f93c71&sc_llid=136911&sc_lid=88090013&sc_uid=Vwx7sL2eoW)
Hátha valakit érdekel ilyen
forgócsúccsal... (http://www.banggood.com/Double-Bearing-Live-Center-Revolving-Centre-DIY-Accessories-for-Mini-Lathe-p-1096823.html?utm_design=19&utm_source=emarsys&utm_medium=Mail_men206_email&utm_campaign=newsletter-emarsys&utm_content=misue&sc_src=email_2093835&sc_eh=bc32e710848f93c71&sc_llid=136911&sc_lid=88090013&sc_uid=Vwx7sL2eoW)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 16, 18:11
Írta: jani300 Dátum 2016 november 16, 18:11
Ma délután úgy döntöttem semmi nem érdekel , ráérek és kész .
Belenéztem a 16 tonnás emelőbe .
Hát vannak kétségeim hogy elég lesz abba egy hosszabbított
szívócső hogy működjön , fejre állítva is .
Minkét golyós szelep simán súllyal zár , nincsen mögötte rúgó. Kell szerintem mögé tennem valami gyenge kis rúgócskát .
Belenéztem a 16 tonnás emelőbe .
Hát vannak kétségeim hogy elég lesz abba egy hosszabbított
szívócső hogy működjön , fejre állítva is .
Minkét golyós szelep simán súllyal zár , nincsen mögötte rúgó. Kell szerintem mögé tennem valami gyenge kis rúgócskát .
Cím: Re:Mechanikai ötletek
Írta: iv43r83d Dátum 2016 november 16, 19:50
Írta: iv43r83d Dátum 2016 november 16, 19:50
Szia!Én régebben alakítottam át egy orosz gyártmányú olajemelőt hogy fejre állítva tudjam használni de rugót nem raktam!
Üdv Csaba!
Üdv Csaba!
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 16, 19:54
Írta: svager Dátum 2016 november 16, 19:54
Nem kell aggódnod, kijöttem a mühelybe 20 perc volt a műtéti beavatkozás,az enyém már csak fordítva müködik. [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: fisrcxuk3 Dátum 2016 november 16, 20:07
Írta: fisrcxuk3 Dátum 2016 november 16, 20:07
Nekem simán működik fejre állítva,szívócsővel,kb 15 éve.Én még visszahúzó rugót is tettem a 60 mm-es henger belsejébe .
Ki-be sajtoltam vagy száz kerékcsapágyat vele,most már kezd folydogálni a dugó tömítése,ami egy darab o-gyűrű.(NBR70-80ból ,már nem emlékszem .
Ki-be sajtoltam vagy száz kerékcsapágyat vele,most már kezd folydogálni a dugó tömítése,ami egy darab o-gyűrű.(NBR70-80ból ,már nem emlékszem .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 16, 21:23
Írta: jani300 Dátum 2016 november 16, 21:23
Köszönöm urak !
Én lassabb körülményesebb vagyok (már?).
Ez 50 es munkahenger , lent karmantyúval . fent egy O gyűrűvel . A nyomó oldalra akkor is raknék rugót ! :)
Van benne biztonsági szelep is , persze kiszedtem , és kerestem is fél órát a tűszelepet :)
Elkezdtem számolgatni mekkora nyomás kellhet a 16 tonnához . Hát megdöbbentő , vagy elkúrtam a számítást ...
Létezik hogy 800 bár körül ?
Én lassabb körülményesebb vagyok (már?).
Ez 50 es munkahenger , lent karmantyúval . fent egy O gyűrűvel . A nyomó oldalra akkor is raknék rugót ! :)
Van benne biztonsági szelep is , persze kiszedtem , és kerestem is fél órát a tűszelepet :)
Elkezdtem számolgatni mekkora nyomás kellhet a 16 tonnához . Hát megdöbbentő , vagy elkúrtam a számítást ...
Létezik hogy 800 bár körül ?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 16, 21:38
Írta: jani300 Dátum 2016 november 16, 21:38
Nyomáshatároló szelep lesz inkább a neve
Cím: Re:Mechanikai ötletek
Írta: fisrcxuk3 Dátum 2016 november 16, 21:42
Írta: fisrcxuk3 Dátum 2016 november 16, 21:42
Igen,létezik.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 16, 21:52
Írta: svager Dátum 2016 november 16, 21:52
Miért akarod bonyolítani,ha így is működik? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 16, 22:06
Írta: jani300 Dátum 2016 november 16, 22:06
Láttam több videót , animációt , van amelyikben van rúgója a golyónak . Ebben a munkahenger alján van a nyomószelep nem a kis dugattyú alatt van egyben a kettő .
De ha nem kell hát nem kell ...
Tanulmányozni is akartam ,mert van több krokodil ami nem emel , vagy fenn akad .
A súlyáról tudom hogy 16 tonnás :) (net)
Vettem két használtat . Kipucolom , átalakítom .
Játszottam kicsit vele , na ... :)
De ha nem kell hát nem kell ...
Tanulmányozni is akartam ,mert van több krokodil ami nem emel , vagy fenn akad .
A súlyáról tudom hogy 16 tonnás :) (net)
Vettem két használtat . Kipucolom , átalakítom .
Játszottam kicsit vele , na ... :)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 17, 07:53
Írta: svager Dátum 2016 november 17, 07:53
Valaki esetleg meg tudná mondani,hogy a Csuhás által linkelt vizmértéket(adok-veszek 52737 hsz.) hogyan lehet beállítani?
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2016 november 17, 08:17
Írta: RJancsi Dátum 2016 november 17, 08:17
Van rá ötletem, priviben leírom.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 17, 08:49
Írta: Csuhás Dátum 2016 november 17, 08:49
Ahogy minden más vízmértéket. Először is igen ritkán mérünk vele szögeltérést így a skála alárendelt szerepű. Csak a vízszintes helyzetet detektáljuk. Hogy ilyenkor középen van-e a buborék azt stabil sík felületre rakott műszer 180 fokkal való átfordításával lehet tesztelni, ugyanis ilyenkor nem változhat a buborék helyzete. Ha a skálát is kalibrálni akarod akkor egy kb 1m masszív anyagra kell helyezned aminek egyik felét egy csavarral vagy precízebb megoldásként alárakott raporterrel, hézagmérővel megemelve kimérheted hány század mm-t kell a méteres rúd végén emelni hogy egy osztást elmenjen a buborék. ( Ez persze nem lesz pontos hiszen az üvegcső belső felülete nem pontosan csiszolt mint egy igazi vízmérték esetén ) Az egész méréshez valami stabil alap kell, hiszen egy irodai asztal közepére rakott vízmérték azt is érzékeli ha egy mellérakott pénzérmétől meghajlik az asztal.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 17, 08:50
Írta: svejk Dátum 2016 november 17, 08:50
Vízmértéket beállítani a világ legegyszerűbb dolga, keresel egy megközelítőleg vízszintes felületet, és addig állítgatod amíg 180-fokkal átforgatva ugyan azt nem mutatja.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 17, 08:56
Írta: Csuhás Dátum 2016 november 17, 08:56
Még annyi hogy szöget is mérhetsz vízmértékkel, ha egy szinuszvonalzóra helyezed és úgy mérsz.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 17, 09:26
Írta: svager Dátum 2016 november 17, 09:26
Szerintem azért nem ilyen egyszerű,mert sok esetben már a folyadék felületi feszültsége miatt sem mozdul el a buborék,ráadásul ahoz hogy minél érzékenyebb/pontosabb legyen,minél hosszabb távon kellene mérni.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 17, 09:40
Írta: Csuhás Dátum 2016 november 17, 09:40
A kis felületi feszültség miatt célszerű szinzett alkoholt, vagy akár öngyújtó (pb) gázt használni folyadéknak.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 november 17, 09:53
Írta: ANTAL GÁBOR Dátum 2016 november 17, 09:53
A klasszikus ( 70es 80 as évek ) fogaskerék szivattyús hidraulika nyomása 160-250 bar szokott lenni. A (fém) dugattyús szivattyúk magasabb nyomásúak de ott sem megyünk fel a 320 bar fölé
Az autóemelők , mobil kézi húzatók -nyomatók ( egyhatású hengerek ) átlag nyomása 400-600 bar .Ezeknél a "pumpa " egy kézi dugattyús szivattyú általában elasztomer tömítéssel
( és ez a lényeg!!!) Egy 50 es hengernél a falvastagság sem olyan borzasztó akár 800 bart is feltételezve
s = (p*D)/(2* szigma )
Az autóemelők , mobil kézi húzatók -nyomatók ( egyhatású hengerek ) átlag nyomása 400-600 bar .Ezeknél a "pumpa " egy kézi dugattyús szivattyú általában elasztomer tömítéssel
( és ez a lényeg!!!) Egy 50 es hengernél a falvastagság sem olyan borzasztó akár 800 bart is feltételezve
s = (p*D)/(2* szigma )
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 17, 10:13
Írta: svager Dátum 2016 november 17, 10:13
Teszek egy kísérletet,van itthon egy pontatlan gép beállító vizmértékem,nekiállok és az eggyi végéből lehántolok.
Kíváncsi vagyok jó lessz vagy sem.
Kíváncsi vagyok jó lessz vagy sem.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 17, 11:00
Írta: svejk Dátum 2016 november 17, 11:00
Ezt a szigmát tudnád számszerűsíteni különféle anyagokra?
(húzott alu és acélcső, öntvény..)
(húzott alu és acélcső, öntvény..)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 17, 11:01
Írta: svejk Dátum 2016 november 17, 11:01
A gépbeállító mércéknél mindig van állítócsavar.
Vagy a talp felülete egyenetlen?
Vagy a talp felülete egyenetlen?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 17, 11:23
Írta: svejk Dátum 2016 november 17, 11:23
A borcsinálás forradalmán a 80-as években, Bosh dízel adagolók látták el a házi gyártású szőlőprések szivattyú szerepét.
Nagyon lassan kellet nyomni és tudta a 300 bar-t.
Pont ki volt találva.
Nagyon lassan kellet nyomni és tudta a 300 bar-t.
Pont ki volt találva.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2016 november 17, 14:10
Írta: ANTAL GÁBOR Dátum 2016 november 17, 14:10
Szigma = a szigma megengedett . Egy "pucu " acélcsőnél én nem mennék 300N/mm2 fölé Egy példa : D=50mm p = 800 bar
( kb 80 N/mm2 ) s = 80*25/300 = 6.6 mm . A képlet az un " kazán " képlet amit Mollier francia természettudós vezetett le . A valóság egy kicsit más, mert az összefüggés a vékony falakra lett kidolgozva A mérnöki gyakorlatban az elméletileg kiszámolt falat vastagítjuk Pl én 9 es falat vennék ( vagy jobb anyagminőségű ( pl nemesített ) ) csövet .
( kb 80 N/mm2 ) s = 80*25/300 = 6.6 mm . A képlet az un " kazán " képlet amit Mollier francia természettudós vezetett le . A valóság egy kicsit más, mert az összefüggés a vékony falakra lett kidolgozva A mérnöki gyakorlatban az elméletileg kiszámolt falat vastagítjuk Pl én 9 es falat vennék ( vagy jobb anyagminőségű ( pl nemesített ) ) csövet .
Cím: Re:Mechanikai ötletek
Írta: pistikeid Dátum 2016 november 17, 15:08
Írta: pistikeid Dátum 2016 november 17, 15:08
Szia én csináltam ezt a 180 fokos fordigatós [#wow1]beállitást 0.02/1000mm-es vizimértéken.Had ne mondjam hogy egy délelőtt rá ment.
Üdv
[#wow1]
Üdv
[#wow1]
Cím: Re:Mechanikai ötletek
Írta: 6x509vxe Dátum 2016 november 17, 15:59
Írta: 6x509vxe Dátum 2016 november 17, 15:59
Én igy oldottam meg.
Alulra be van ragasztva két mágnes ami a vason tartja
(http://kephost.com/images/2016/11/17/Nikon021.jpg)
Alulra be van ragasztva két mágnes ami a vason tartja
(http://kephost.com/images/2016/11/17/Nikon021.jpg)
Cím: Re:Mechanikai ötletek
Írta: b4nm7gjvr Dátum 2016 november 17, 16:05
Írta: b4nm7gjvr Dátum 2016 november 17, 16:05
Ez baromi ötletes... [#eljen]
Cím: Re:Mechanikai ötletek
Írta: 6x509vxe Dátum 2016 november 17, 16:34
Írta: 6x509vxe Dátum 2016 november 17, 16:34
A két fecskendő egyforma,van rajta beosztás,és bármilyen hosszon lehet vizszintezni.
Sőt,minél távolabbi a két mérőhely,annál pontosabb a mérés.
Sőt,minél távolabbi a két mérőhely,annál pontosabb a mérés.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 17, 16:38
Írta: svejk Dátum 2016 november 17, 16:38
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 17, 16:39
Írta: svejk Dátum 2016 november 17, 16:39
Hát igen a 2 százados itt olyan mint az ezredes óra, inkább ne is lenne. :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 17, 17:56
Írta: jani300 Dátum 2016 november 17, 17:56
Köszönöm a hozzászólást .
Néhány fel sem tett kérdésemet is megválaszoltad .
Az ötvenes henger 15 tonnásnál nem nagyobb emelőé .
Kevertem egy robosztusabb orosszal .
A munkahenger háza 60/50 es átmérőjű cső .
A 15 tonna miatt a 800 bar is kevesebb picit .
600 bar nyomással a 12 tonna jönne ki inkább .
Nincs rajta már felirat , de a 12 tonnásnak vékonyabb kicsit a munkahengere .
Néhány fel sem tett kérdésemet is megválaszoltad .
Az ötvenes henger 15 tonnásnál nem nagyobb emelőé .
Kevertem egy robosztusabb orosszal .
A munkahenger háza 60/50 es átmérőjű cső .
A 15 tonna miatt a 800 bar is kevesebb picit .
600 bar nyomással a 12 tonna jönne ki inkább .
Nincs rajta már felirat , de a 12 tonnásnak vékonyabb kicsit a munkahengere .
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 17, 19:36
Írta: svager Dátum 2016 november 17, 19:36
Ja, a talp felülete egy kicsit egyenetlen [#vigyor5]
(http://www.imgserv.com/images/2016/11/17/fW1wi9L8s.th.jpg) (http://www.imgserv.com/xh2)
(http://www.imgserv.com/images/2016/11/17/CYHXWiLr7R.th.jpg) (http://www.imgserv.com/xhG)
Valójában kidobtam,de kiguberáltam a hulladék vasak közül.
Kivakartam a rozsdából,hántoltam rajta kicsit,erre megnőtt benne a buborék. [#rinya]
(http://www.imgserv.com/images/2016/11/17/bATuiV.th.jpg) (http://www.imgserv.com/xhZ)
Sajnos elrepedt az üveg[#szomoru2]
Nem értem,évek óta ott heverészett a rádobált vasak alatt,erre mikor kap egy kis törődést... [#falbav]
(http://www.imgserv.com/images/2016/11/17/fW1wi9L8s.th.jpg) (http://www.imgserv.com/xh2)
(http://www.imgserv.com/images/2016/11/17/CYHXWiLr7R.th.jpg) (http://www.imgserv.com/xhG)
Valójában kidobtam,de kiguberáltam a hulladék vasak közül.
Kivakartam a rozsdából,hántoltam rajta kicsit,erre megnőtt benne a buborék. [#rinya]
(http://www.imgserv.com/images/2016/11/17/bATuiV.th.jpg) (http://www.imgserv.com/xhZ)
Sajnos elrepedt az üveg[#szomoru2]
Nem értem,évek óta ott heverészett a rádobált vasak alatt,erre mikor kap egy kis törődést... [#falbav]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 17, 19:40
Írta: svejk Dátum 2016 november 17, 19:40
Akkor ez a pár óra kárba veszett! :(
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 17, 19:46
Írta: svager Dátum 2016 november 17, 19:46
Viszont nagyon érdekes,amikor kintről behoztam a buborék sokkal kisebb/rövidebb volt benne,amikor meg felmelegedett akkor viszont már olyan hosszú lett,hogy a két első vonalig ért.
Cím: Re:Mechanikai ötletek
Írta: ajpwg6jrn Dátum 2016 november 17, 19:50
Írta: ajpwg6jrn Dátum 2016 november 17, 19:50
Egyébként vízben lassú melegítéssel felforrósítva, majd utána hirtelen langyosvízbe helyezve szerintem szívna be vizet a repedésen keresztül. :) (Bár akkor már valami erősen színezett vízbe tenném.)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 17, 19:52
Írta: Csuhás Dátum 2016 november 17, 19:52
Nem biztos hogy pontosabb mint egy sima libella, hiszen elég pár tizedfok hőmérséklet különbség a cső két vége között pl az eltérő távolság a fűtéstől, vagy nyáron egy kis napsütés és már el is megy a pontosság. Ráadásul a nagyobb a hossz ennek esélyét is megnöveli.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 17, 19:58
Írta: svager Dátum 2016 november 17, 19:58
Szerintem valami gyorsan párolgó folyadék van benne,mert folyamatosan keletkeznek benne a buborékok,tehát csökken benne a folyadék.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 17, 20:06
Írta: Csuhás Dátum 2016 november 17, 20:06
Szívasd meg alkohollal, majd átlátszó lakkal ( vagy szélvédő repedés javító ragasztóval ) kend le a csövet kívülről. Így talán megmentheted.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 17, 20:18
Írta: jani300 Dátum 2016 november 17, 20:18
gépbeállító? (http://www.kephost.com/image/v2if)
Na kb két hónapja hoztam be én is. Már akkor is kiváncsi voltam, hogy jó-e gép beállításra. Hát akkor most feltettem, hátha kiderül. :)
Még a végén nekem is van :)
Na kb két hónapja hoztam be én is. Már akkor is kiváncsi voltam, hogy jó-e gép beállításra. Hát akkor most feltettem, hátha kiderül. :)
Még a végén nekem is van :)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 17, 20:20
Írta: svager Dátum 2016 november 17, 20:20
Á ennyire nem érdekes a dolog, inkább futni hagyom..
Csak gondoltam hátha lett volna belőle valami.
Csak gondoltam hátha lett volna belőle valami.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 november 17, 21:10
Írta: PSoft Dátum 2016 november 17, 21:10
Gépbeállító?[#fejvakaras]
Még a végén...nekem is van! (http://cnctar.hobbycnc.hu/PSoft/kep/Gepbeallito/):)
Még a végén...nekem is van! (http://cnctar.hobbycnc.hu/PSoft/kep/Gepbeallito/):)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 17, 21:15
Írta: svejk Dátum 2016 november 17, 21:15
Egy ilyen Kinex most úgy 90 ropiba kerül.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 november 17, 21:30
Írta: PSoft Dátum 2016 november 17, 21:30
Hiszek Neked!
(annyié, viheted ha jössz)[#vigyor2]
(annyié, viheted ha jössz)[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 17, 21:44
Írta: svejk Dátum 2016 november 17, 21:44
Hopsz, túláraztam. (http://www.toolvendor.hu/meroeszkoz/vonalzo-vizmertek-meroszalag-stopper/gepipari-vizmertek/keretes-vizmertek-szintezo/159700-keretes-szintezo-prizmas-talpu-kinex-002mm/m)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2016 november 17, 22:12
Írta: PSoft Dátum 2016 november 17, 22:12
Annyié...nem adom!:)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 18, 14:06
Írta: Csuhás Dátum 2016 november 18, 14:06
Egy ötlet: Ikeás lámpából géplámpa:
(http://cnctar.hobbycnc.hu/Csuhas/apro_otletek_gepekhez/ikea_lampa.JPG)
(http://cnctar.hobbycnc.hu/Csuhas/apro_otletek_gepekhez/ikea_lampa.JPG)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2016 november 18, 16:13
Írta: Szalai György Dátum 2016 november 18, 16:13
Ilyen kell nekem.
Lehet külön kapni hattyúnyak csövet, stucnival a végén?
Lehet külön kapni hattyúnyak csövet, stucnival a végén?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 18, 16:30
Írta: svejk Dátum 2016 november 18, 16:30
Nekem volt hasonló, a gégegcső hamar elhagyja magát és nem lesz tartása. Persze biztos gyártója válogatja.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 18, 18:22
Írta: Csuhás Dátum 2016 november 18, 18:22
Tartós tapasztalatom még nincs de remélem a könnyű fej miatt nem lesz vele gondom.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 18, 18:41
Írta: svejk Dátum 2016 november 18, 18:41
Raktál elé méhsejt rácsot, vagy volt is benne valami?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 november 18, 18:48
Írta: Csuhás Dátum 2016 november 18, 18:48
Nem kell, ledes, és azt hiszem egy üveg lencse van előtte, ránézésre nem zavarja az emulzió vagy a forró forgács. Nem tudom a képen mennyire látszik de a fej az csak kb 3cm átmérőjű.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 november 18, 19:39
Írta: svejk Dátum 2016 november 18, 19:39
Inkább fényterelés miatt mondom, hogy csak ha szemből nézed akkor vakít, persze ha a LED-nek jó a szöge akkor szupi.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2016 november 18, 20:00
Írta: keri Dátum 2016 november 18, 20:00
Én is ilyet használok az esztergán, viszont nekem hamar elhagyta magát, gondoltam belehúzom egy hűtőfolyadék flexicsőbe, meg is vettem, csak azóta sem foglalkoztam vele.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 21, 12:28
Írta: jani300 Dátum 2016 november 21, 12:28
Szia ! Kész a fejre állított emelő!
Be is van szerelve a présbe . Egy befejezett projekt , rég volt ilyen .
Van egy fogasléces , nyitott vázas 100 kiló körüli , gondolom kis szériában gyártott , azt majd felteszem eladásra .
Be is van szerelve a présbe . Egy befejezett projekt , rég volt ilyen .
Van egy fogasléces , nyitott vázas 100 kiló körüli , gondolom kis szériában gyártott , azt majd felteszem eladásra .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 21, 12:54
Írta: jani300 Dátum 2016 november 21, 12:54
Szia !
A szívó oldalra én sem tettem , de a nyomó oldal golyója mögé igen .Nem a visszaáramlás zár , szerintem jobb így .
Ez most ilyen lett , működik .
Acél öntvény lehet az emelő talpa , szépen hozzá tudtam hegeszteni egy 200x100 lv 10 es lemezt ,leesés ellen középen kapott egy 20 as csavart felfele . Így állítható , könnyem levehető . Ez már így marad ! :)[#integet2]
A szívó oldalra én sem tettem , de a nyomó oldal golyója mögé igen .Nem a visszaáramlás zár , szerintem jobb így .
Ez most ilyen lett , működik .
Acél öntvény lehet az emelő talpa , szépen hozzá tudtam hegeszteni egy 200x100 lv 10 es lemezt ,leesés ellen középen kapott egy 20 as csavart felfele . Így állítható , könnyem levehető . Ez már így marad ! :)[#integet2]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 november 21, 17:48
Írta: svager Dátum 2016 november 21, 17:48
[#eljen][#eljen]
Le is festetted? [#vigyor3]
Le is festetted? [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 november 21, 19:37
Írta: jani300 Dátum 2016 november 21, 19:37
Ja igen ! Akkor mégsincsen kész , de használható [#wink]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2016 november 21, 21:18
Írta: KoLa Dátum 2016 november 21, 21:18
Jó kis gyalugép!
Kellene egy olyan fotó is ahol, ez a lámpa világítja meg a gépet!
Egyébként azok a kék színű, összepattintható hűtőcsövek sokkal jobbak erre a célra, teljesen vízzáró, állítható minden irányban, elférne benne akár vastagabb vezeték is,csak hát, kell hozzá készíteni egyedi csatlakozást,a gömbre.
Annó szórakoztam ezzel,el is tettem az alakos késeket, hogy majd ha kell előkapom...
Kellene egy olyan fotó is ahol, ez a lámpa világítja meg a gépet!
Egyébként azok a kék színű, összepattintható hűtőcsövek sokkal jobbak erre a célra, teljesen vízzáró, állítható minden irányban, elférne benne akár vastagabb vezeték is,csak hát, kell hozzá készíteni egyedi csatlakozást,a gömbre.
Annó szórakoztam ezzel,el is tettem az alakos késeket, hogy majd ha kell előkapom...
Cím: Re:Mechanikai ötletek
Írta: iv43r83d Dátum 2016 november 21, 21:24
Írta: iv43r83d Dátum 2016 november 21, 21:24
Frankó![#eljen]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 december 22, 00:25
Írta: remrendes Dátum 2016 december 22, 00:25
Gyanitom ez mar megtortent, ugyhogy erdemes megkerdeznem, hogy keszitett mar valaki hasonlo elrendezesu gepet?
(https://lh5.googleusercontent.com/m_09vz1sJNR8RwK_bdeade9I3i9aMqZRC7mHufcIl4iKpa7l3HBRRB4vs6loeYFT0u2viMFjtkobMK8=w1600-h770-rw)
(https://lh5.googleusercontent.com/m_09vz1sJNR8RwK_bdeade9I3i9aMqZRC7mHufcIl4iKpa7l3HBRRB4vs6loeYFT0u2viMFjtkobMK8=w1600-h770-rw)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2016 december 22, 09:04
Írta: vjanos Dátum 2016 december 22, 09:04
403 - forbidden :(
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 december 22, 09:50
Írta: Csuhás Dátum 2016 december 22, 09:50
Készítettem ilyen fotót is:
(http://cnctar.hobbycnc.hu/Csuhas/Gyalug%C3%A9p/IMGP3240.JPG)
(http://cnctar.hobbycnc.hu/Csuhas/Gyalug%C3%A9p/IMGP3240.JPG)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 december 22, 09:59
Írta: svager Dátum 2016 december 22, 09:59
Most egyet karácsonyi fényfüzérrel...[#taps]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 december 22, 13:37
Írta: remrendes Dátum 2016 december 22, 13:37
:/
Kell neznem egy uj kepfeltoltos oldalt. A Drive nem mindig mukodik.
Kell neznem egy uj kepfeltoltos oldalt. A Drive nem mindig mukodik.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2016 december 22, 14:36
Írta: Csuhás Dátum 2016 december 22, 14:36
Használd a cnctárt. Link az oldal tetején.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2016 december 23, 07:18
Írta: KoLa Dátum 2016 december 23, 07:18
Erre gondoltam!Köszi!
Nekem is van egy hasonló, csak mágnestalpon van, ide-oda teszem a gépen, a neont jól kiegészíti.
Nekem is van egy hasonló, csak mágnestalpon van, ide-oda teszem a gépen, a neont jól kiegészíti.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 december 23, 11:54
Írta: remrendes Dátum 2016 december 23, 11:54
Sajat felhasznalonevvel, jelszovan be lehet lepni az FTP-re?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 december 26, 09:57
Írta: remrendes Dátum 2016 december 26, 09:57
Sajnos az en netemmel az ftp eleg lassu. Ugyhogy mashova kellett feltennem a kepet (http://www.imgserv.com/images/2016/12/26/I3nWY.jpg).
Szoval, gondolom keszult mar hasonlo, lemezbol fabrikalt gep. Van ennek valami buktatoja? Szimulacio szerint eleg jonak tunik.
Szoval, gondolom keszult mar hasonlo, lemezbol fabrikalt gep. Van ennek valami buktatoja? Szimulacio szerint eleg jonak tunik.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 december 26, 10:35
Írta: svejk Dátum 2016 december 26, 10:35
Van tapasztalat... (http://forum.hobbycnc.hu/topic.php?topic=66&page=1&order=DESC)
(a képek az ftp költözés óta nem látszanak :( )
Bazi sok munka van vele.
A lemezekből összeállított U alakú vázat inkább hegeszd össze 6-8mm-es teli lemezből tetejére vastag anyag a végén síkba marva a síneknek.
(a képek az ftp költözés óta nem látszanak :( )
Bazi sok munka van vele.
A lemezekből összeállított U alakú vázat inkább hegeszd össze 6-8mm-es teli lemezből tetejére vastag anyag a végén síkba marva a síneknek.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 december 26, 11:23
Írta: remrendes Dátum 2016 december 26, 11:23
Igen, hegesztenem az egeszet. A vagott lemezek egymasba csusznak, wz lehet a kepen nem latszik jol. Igy akkorat talan mar a hegesztes sem huz rajta.
Koszonom szepen, vegig fogom olvasni.
Koszonom szepen, vegig fogom olvasni.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 december 26, 16:07
Írta: jani300 Dátum 2016 december 26, 16:07
Szia ! Svager gépe is hasonló hegesztett , csak magasabb híddal , de az bombabiztosnak tűnik .
Úgy érzed , jobb a zárt dobozszerű váz ?
A téglarakás amivel feszmentesített az egy elég merész , kreatív dolog . Az nagyon tetszett nekem :)
Nincsen betojva a hegesztéstől az biztos .
Úgy érzed , jobb a zárt dobozszerű váz ?
A téglarakás amivel feszmentesített az egy elég merész , kreatív dolog . Az nagyon tetszett nekem :)
Nincsen betojva a hegesztéstől az biztos .
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 december 26, 18:17
Írta: svejk Dátum 2016 december 26, 18:17
Eh, elúszott vagy húsz mondatom...
Szóval nálunk a lézeresek nem tudtak pontosan vágni, a hegesztési elhúzásnak meg mindegy, hogy 0,1 vagy 1 mm a hézag.
Szóval nálunk a lézeresek nem tudtak pontosan vágni, a hegesztési elhúzásnak meg mindegy, hogy 0,1 vagy 1 mm a hézag.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 december 26, 18:33
Írta: svejk Dátum 2016 december 26, 18:33
Lehet nem jobb, de sokkal egyszerűbb...
A rácsosnál az utólagos bedobozolás már eleve elég komoly munka.
A rácsosnál az utólagos bedobozolás már eleve elég komoly munka.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2016 december 26, 18:42
Írta: TROMF22 Dátum 2016 december 26, 18:42
És valóban merev szerkezetet a "rácsozás" és a "dobozolás"
együttesen eredményez.
együttesen eredményez.
Cím: Re:Mechanikai ötletek
Írta: djfgekywd Dátum 2016 december 26, 18:53
Írta: djfgekywd Dátum 2016 december 26, 18:53
Üdv!
Gravograph IS-800 gép burkolat alatti részeiről nincs valakinek képe?
X-Y-Z megoldása érdekelne.
Gravograph IS-800 gép burkolat alatti részeiről nincs valakinek képe?
X-Y-Z megoldása érdekelne.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 december 26, 18:53
Írta: jani300 Dátum 2016 december 26, 18:53
Ha egyszerűbb és ugyanolyan szilárd , akkor már jobb ! :)
Én még mindig légvárat építek :(
De gyakorolom , a darabokból hegesztett szerkezet építési fogásait . Egy szalagfűrész kerék össze van állítva .
tízes lemezből vágott középrészre hajtottam 30x10 es laposvasból karikát . Meglepődtem , 29 maradt a karika szélességéből szabályozás után , felhegesztés előtt .
Az egyes hegesztések között sokat egyengetek . Lassan lesz egy kerék :)
Nem tudom mivel vágták (cnc az biztos ) de jól bekeményedett a széle . A másikat megflexelem holnap , nehezen vitte a forrasztott lapkás kés .
Én még mindig légvárat építek :(
De gyakorolom , a darabokból hegesztett szerkezet építési fogásait . Egy szalagfűrész kerék össze van állítva .
tízes lemezből vágott középrészre hajtottam 30x10 es laposvasból karikát . Meglepődtem , 29 maradt a karika szélességéből szabályozás után , felhegesztés előtt .
Az egyes hegesztések között sokat egyengetek . Lassan lesz egy kerék :)
Nem tudom mivel vágták (cnc az biztos ) de jól bekeményedett a széle . A másikat megflexelem holnap , nehezen vitte a forrasztott lapkás kés .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 december 26, 18:54
Írta: jani300 Dátum 2016 december 26, 18:54
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2016 december 26, 21:27
Írta: KoLa Dátum 2016 december 26, 21:27
Akkor az anyagod edzhető! de ez ne szomorítson el! csak kicsit kellemetlen lesz,az utó' megmunkálás!
A plazmáról is azt írják hogy, nem keményíti a vágás felületét, pedig de! és a lézervágás is így viselkedik!
Hegesztéskor majd, lehet hallani hogy milyen anyag!
A plazmáról is azt írják hogy, nem keményíti a vágás felületét, pedig de! és a lézervágás is így viselkedik!
Hegesztéskor majd, lehet hallani hogy milyen anyag!
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 december 26, 22:14
Írta: jani300 Dátum 2016 december 26, 22:14
Picit nagyobb fogással alá kellett volna mennem a kemény rétegnek , de nem olyan biztos a megfogás , nem akartam röptetni . Nem tűnt különleges anyagnak , könnyen egyengethető is . A hegesztésnél arra gondolsz hogy hallom hogy reped , hűlés közben ?
Na gyorsan hegesztek még pár rövid varratot , és megkapirgálom , a varrat széleket .
Most ráérek , végre :)
De észrevettem valamit !
Digi tolómérővel akartam a tárcsát középre állítani a karikában . Hát túrókat ! Amíg be van kapcsolva az inverter és rajta a test , ha hozzáérek a tolómérővel , rögtön megbolondul a kijelző !
Na gyorsan hegesztek még pár rövid varratot , és megkapirgálom , a varrat széleket .
Most ráérek , végre :)
De észrevettem valamit !
Digi tolómérővel akartam a tárcsát középre állítani a karikában . Hát túrókat ! Amíg be van kapcsolva az inverter és rajta a test , ha hozzáérek a tolómérővel , rögtön megbolondul a kijelző !
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2016 december 26, 22:46
Írta: KoLa Dátum 2016 december 26, 22:46
Hegesztéshez elég a mérőszalag is, központozni!az mindig jó!
Ezt a, " Amíg be van kapcsolva az inverter és rajta a test , ha hozzáérek a tolómérővel , rögtön megbolondul a kijelző !"
Még nem próbáltam.
A hegesztésnél onnan veszed észre hogy valami jobb anyag került az ív alá hogy, hirtelen minden olyan frankó lett, szépen szól az ív:)
Ezt a, " Amíg be van kapcsolva az inverter és rajta a test , ha hozzáérek a tolómérővel , rögtön megbolondul a kijelző !"
Még nem próbáltam.
A hegesztésnél onnan veszed észre hogy valami jobb anyag került az ív alá hogy, hirtelen minden olyan frankó lett, szépen szól az ív:)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2016 december 26, 22:47
Írta: KoLa Dátum 2016 december 26, 22:47
Má! megint itt van a smile!
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2016 december 26, 23:01
Írta: jani300 Dátum 2016 december 26, 23:01
A futófelület van 30x10 es laposvasból hengerítve . Hogy ne legyen keskeny a az Lv tizes lemezből vágott kerék .
Na a laposvas 30 as oldalának a közepét igyekeztem eltalálni tolómérővel, hogy ne kalimpáljon nagyon a kerék , vagy ne kelljen túl keskenyre szabályozni a kész kereket .
Elég tökölős , de most már befejezem .
Na a laposvas 30 as oldalának a közepét igyekeztem eltalálni tolómérővel, hogy ne kalimpáljon nagyon a kerék , vagy ne kelljen túl keskenyre szabályozni a kész kereket .
Elég tökölős , de most már befejezem .
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2016 december 26, 23:19
Írta: KoLa Dátum 2016 december 26, 23:19
Biztos jó lesz![#eljen]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2016 december 26, 23:21
Írta: zozo Dátum 2016 december 26, 23:21
Az internet őskorában nem volt "beszúrható" smile, ezért pl. IRC beszélgetéskor a hangulatjelek is karakterek voltak.
A fejedet a bal válladra billentve és úgy olvasva voltak értelmezhetőek. Ezért volt mosoly a : és ) egymás mellé írva. De hatalmas tára volt ezeknek, az ember minimum 10 félét használt beszélgetéskor.
Azért, hogy írás közben ne kelljen egerezni, keresni, beszúrni egy smile-t, csak beírod a karakter megfelelőjét, és utána konvertálódik "képpé".
Innen csemegézhetsz:
hangulatjelek, lejjebb tekerve egy táblázatban is (https://hu.wikipedia.org/wiki/Hangulatjel)
A fejedet a bal válladra billentve és úgy olvasva voltak értelmezhetőek. Ezért volt mosoly a : és ) egymás mellé írva. De hatalmas tára volt ezeknek, az ember minimum 10 félét használt beszélgetéskor.
Azért, hogy írás közben ne kelljen egerezni, keresni, beszúrni egy smile-t, csak beírod a karakter megfelelőjét, és utána konvertálódik "képpé".
Innen csemegézhetsz:
hangulatjelek, lejjebb tekerve egy táblázatban is (https://hu.wikipedia.org/wiki/Hangulatjel)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2016 december 26, 23:42
Írta: KoLa Dátum 2016 december 26, 23:42
Már alszok! de azért köszi![#integet2]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 december 27, 01:47
Írta: remrendes Dátum 2016 december 27, 01:47
A kepeket megtaltam :) Ez tenyleg nagyon hasonlo. Valami ilyesmit kerestem, koszonom!
Csak a lemezek elhelyezkedese kicsit mas.
Igaz, csaltam, kicsit konzultaltam mar ezzel kapcsolatban egy lezeres szakival.
Illetve lehet meg egyszerusitek kicsit rajta, "csak" 90kg lett az alap, X iranyban 6 borda van benn, 10-es lemezbol, lehet megprobalom meg 5-tel 12-esbol.
Csak a lemezek elhelyezkedese kicsit mas.
Igaz, csaltam, kicsit konzultaltam mar ezzel kapcsolatban egy lezeres szakival.
Illetve lehet meg egyszerusitek kicsit rajta, "csak" 90kg lett az alap, X iranyban 6 borda van benn, 10-es lemezbol, lehet megprobalom meg 5-tel 12-esbol.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 december 27, 12:03
Írta: remrendes Dátum 2016 december 27, 12:03
Szoval ilyen (http://www.imgserv.com/images/2016/12/27/aq5Elihx7.png) modon raknam ossze a lemezeket.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 december 27, 12:07
Írta: remrendes Dátum 2016 december 27, 12:07
Engem meglepett, hogy 12-es anyagbol meg erosebb lett a szerkezet. Fentrol a linerisok helyet 1kN-nal, szembol pedig 100N-nal terheltem. 1-1 bordat kiszedtem a vastagabb anyagbol.
10mm-es vaz (http://www.imgserv.com/images/2016/12/27/pNhas.png)
12mm-es vaz. (http://www.imgserv.com/images/2016/12/27/DIXa5.png)
10mm-es vaz (http://www.imgserv.com/images/2016/12/27/pNhas.png)
12mm-es vaz. (http://www.imgserv.com/images/2016/12/27/DIXa5.png)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2016 december 27, 12:25
Írta: svager Dátum 2016 december 27, 12:25
Szia, nem értem ezeket a szimulációkat,ezek így nem helyesek nem az egész vázon fog eloszlani a terhelés,csak egy adott pontokban kellene terhelni .
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 december 28, 01:43
Írta: remrendes Dátum 2016 december 28, 01:43
Ez igaz, de nem szanok ra annyi idot, hogy feltegyem a linearisokat es a kocsiait a megfelelo kapcsolatokkal, hogy teljesen elethu legyen. Inkabb ketszeres erovel terheltem. Illetve remelem a 20-as sin es az alatta levo 20-as vagy 30-as lemez szepen elosztja majd a terhelest.
Cím: Re:Mechanikai ötletek
Írta: c2nsu773m Dátum 2016 december 30, 22:55
Írta: c2nsu773m Dátum 2016 december 30, 22:55
https://www.youtube.com/watch?v=o6g9eTP5H1Q#t=327.934931
5.30 percnél van egy érdekes kis 5 tengelyes asztali marógép.
5.30 percnél van egy érdekes kis 5 tengelyes asztali marógép.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2016 december 30, 22:58
Írta: Devecz Miklós Dátum 2016 december 30, 22:58
Most van készülőben nálam.[#wave]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2016 december 30, 23:04
Írta: KoLa Dátum 2016 december 30, 23:04
6.23-nál az a kézi szerszámcsere is elég jól kivan találva!
Gondolkodtál már a klikkelhető linkek beillesztésén?
Gondolkodtál már a klikkelhető linkek beillesztésén?
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2016 december 30, 23:45
Írta: vjanos Dátum 2016 december 30, 23:45
Na azt szivesen megnézném, ha publikálod :)
Mivel tervezel 5 tengelyes kódot generálni?
Fusion-ban már van pár 5 tengelyes művelet... legalább valaki kipróbálná
Mivel tervezel 5 tengelyes kódot generálni?
Fusion-ban már van pár 5 tengelyes művelet... legalább valaki kipróbálná
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2016 december 31, 00:46
Írta: remrendes Dátum 2016 december 31, 00:46
Lehet, hogy hallgatok rad. A lezervagos is azt mondta, hogy nem igeri meg, hogy 12mm-es lemeznel konnyen szerelheto lesz, ha 40mm-t akarom egymasba tolni a lemezeket.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 december 31, 10:37
Írta: svejk Dátum 2016 december 31, 10:37
Az első próbavágás után meggyanúsítottam a vállalkozót, hogy ezt nem is lézerrel, hanem plazmával csinálta.
Aztán végigtelefonáltam fél Magyarország lézereseit és a komolyabbak azt mondták hogy 10 mm a lélektani határ a nálunk átlagosnak vehető 5 kW-os gépekkel. A fölött rohamosan romlik a vágás pontossága, minősége.
Egy győri fórumtársunk is hirdette itt magát anno, kértem tőle próbavágást de az is vacak lett.
A fórumos elbeszélések alapján a Nyírségben van egy cég aki talán a legjobbat tudja produkálni, most nem ugrik be a nevük.
Aztán végigtelefonáltam fél Magyarország lézereseit és a komolyabbak azt mondták hogy 10 mm a lélektani határ a nálunk átlagosnak vehető 5 kW-os gépekkel. A fölött rohamosan romlik a vágás pontossága, minősége.
Egy győri fórumtársunk is hirdette itt magát anno, kértem tőle próbavágást de az is vacak lett.
A fórumos elbeszélések alapján a Nyírségben van egy cég aki talán a legjobbat tudja produkálni, most nem ugrik be a nevük.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2016 december 31, 10:42
Írta: Révész Richárd Dátum 2016 december 31, 10:42
Az Autopress kft az, de ott sem mindegy, hogy ki vág és milyen kedve van.
Volt olyan vágás ami úgy nézett ki mintha marva lenne, de volt olyan is ami még a lángvágásnál is rosszabb volt.
Volt olyan vágás ami úgy nézett ki mintha marva lenne, de volt olyan is ami még a lángvágásnál is rosszabb volt.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 december 31, 10:49
Írta: svejk Dátum 2016 december 31, 10:49
No igen... a szakemeber mindig fontos.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 december 31, 10:53
Írta: svejk Dátum 2016 december 31, 10:53
Ja és nálunk a kb 400x600 mm-es U alakú "bordákat" hidraulikus présen egyengetni kellett mit mert mind elkajszult a vágás közben.
(ST37-es anyag volt)
(ST37-es anyag volt)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2016 december 31, 11:09
Írta: vjanos Dátum 2016 december 31, 11:09
Még mielőtt belevágtam a mostani gépbe, egy hasonló elrendezésűt akartam csinálni, csak UNP gerendából.
Elvileg külön-külön megmarhatóak kisebb gépen, aztán csak össze kell őket csavarozni. Az U belsejét be lehetne bordázni, esetleg kiönteni valamivel.
Valszínűleg olcsóbban is kijön, mint a vágott lemez.
Hátha ad ötletet...
(https://dl.dropboxusercontent.com/content_link/DEln3k4sWzAEd9a8ZoO07xAmUKWql1tKQGB0pvkVHSF4QkZNU3w3dAYCSWobqn6m/file)
Elvileg külön-külön megmarhatóak kisebb gépen, aztán csak össze kell őket csavarozni. Az U belsejét be lehetne bordázni, esetleg kiönteni valamivel.
Valszínűleg olcsóbban is kijön, mint a vágott lemez.
Hátha ad ötletet...
(https://dl.dropboxusercontent.com/content_link/DEln3k4sWzAEd9a8ZoO07xAmUKWql1tKQGB0pvkVHSF4QkZNU3w3dAYCSWobqn6m/file)
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2016 december 31, 11:27
Írta: w0hgtwf3w Dátum 2016 december 31, 11:27
Itt igazából az öt 5 tengely csak a felületek forgatására használják.
A program írás nem áll másból csak sima felületmarásokból, és a marandó felületek szerszám felé forgatásából.
Itt a kódgenerálás nem egy nagy dolog, hiszen a felület beforgatás után csak sima felületmarási kódot futtatnak.
Az igazi 5 tengely ez lenne
5 Tengely (https://www.youtube.com/watch?v=0WPfmdkK5zo)
Én egy ilyenre lennék kíváncsi.
A program írás nem áll másból csak sima felületmarásokból, és a marandó felületek szerszám felé forgatásából.
Itt a kódgenerálás nem egy nagy dolog, hiszen a felület beforgatás után csak sima felületmarási kódot futtatnak.
Az igazi 5 tengely ez lenne
5 Tengely (https://www.youtube.com/watch?v=0WPfmdkK5zo)
Én egy ilyenre lennék kíváncsi.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2016 december 31, 11:34
Írta: robroy007 Dátum 2016 december 31, 11:34
én az idén egy ilyen vasat gyártottam megrendelésre
10-es lézerezett lemezek a bordák a többi zártszelvény
hegesztés után szerencsére nem ment el sehol se a váz mérhetően (szalaggal)
a feszmentesítést a 2x-es 3-órán keresztül tartó porfestés adta, miután megmondták az árát és a kemence időket egyből sikerült lebeszélni magunkat a vibrálásról
ezután jött a megmunkálás
(http://www.imgserv.com/images/2016/12/31/NB5rCS24n.jpg)
sajnos nem találom a megmunkálás utáni kész képeket
de piszik masszív relatívan gyorsan össze állítható volt
és a zártszelvények miatt sokkal olcsóbb a vágott lemezekhez képes
10-es lézerezett lemezek a bordák a többi zártszelvény
hegesztés után szerencsére nem ment el sehol se a váz mérhetően (szalaggal)
a feszmentesítést a 2x-es 3-órán keresztül tartó porfestés adta, miután megmondták az árát és a kemence időket egyből sikerült lebeszélni magunkat a vibrálásról
ezután jött a megmunkálás
(http://www.imgserv.com/images/2016/12/31/NB5rCS24n.jpg)
sajnos nem találom a megmunkálás utáni kész képeket
de piszik masszív relatívan gyorsan össze állítható volt
és a zártszelvények miatt sokkal olcsóbb a vágott lemezekhez képes
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 december 31, 11:41
Írta: svejk Dátum 2016 december 31, 11:41
Egy fórumtársunk készített már ilyesmi 5 tengelyest.
Kisiparszerűen használják, úgy tudom EdgeCAM-el generálják a kódokat.
Kisiparszerűen használják, úgy tudom EdgeCAM-el generálják a kódokat.
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2016 december 31, 11:48
Írta: w0hgtwf3w Dátum 2016 december 31, 11:48
Hát igen, ezt lenne jó látni már egyszer.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2016 december 31, 11:50
Írta: svejk Dátum 2016 december 31, 11:50
Sajnos nem fórumtársnál üzemel :(
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2016 december 31, 16:46
Írta: kmajer Dátum 2016 december 31, 16:46
El kell hogy szomorítsalak, ezt sem az,
mármint amilyen progit futtat...
mármint amilyen progit futtat...
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 január 01, 07:52
Írta: remrendes Dátum 2017 január 01, 07:52
Lehet megnezem a vizeseket is, tudok egy kozeli ceget Baranyaban.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 január 01, 07:52
Írta: remrendes Dátum 2017 január 01, 07:52
Nagyon erdekelne a kep, kaphatok egy kozvetlen linket? Koszonom.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 január 01, 07:54
Írta: remrendes Dátum 2017 január 01, 07:54
Koszonom a tippet.
Most mar innen-onnan gyulik a lista, ahol erdemes erdeklodni.
Most mar innen-onnan gyulik a lista, ahol erdemes erdeklodni.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 január 01, 10:56
Írta: vjanos Dátum 2017 január 01, 10:56
link (https://www.dropbox.com/s/06cip8hfbxgvnlj/unp.jpg?dl=0)
(https://www.dropbox.com/s/06cip8hfbxgvnlj/unp.jpg?raw=1)
(https://www.dropbox.com/s/06cip8hfbxgvnlj/unp.jpg?raw=1)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 január 01, 11:45
Írta: svager Dátum 2017 január 01, 11:45
Nem bonyolítottad túl.[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 január 01, 12:38
Írta: svager Dátum 2017 január 01, 12:38
Szerintem le lehetne egyszerűsíteni,kevesebbet kellene hegeszteni és nem annyira húzná el az egész vázat.
(http://www.imgserv.com/images/2017/01/01/qIWexjk.th.jpg) (http://www.imgserv.com/1f3)
Remélem érthető a moricka rajz
Én a főtartókat hagynám,annyit változtatnék rajta,hogy a sarkok nem derékszög.
1.Középre 3-4db valami combosabb anyagot raknék amin a tárgyasztal lesz.
2.Lv3-5mm lemezből lehajtatnám az egész belsejét,és a külső borítást,természetesen előtte kivágatnám a bordáknál pl.10*30 részeken és ott hegeszteném. Az igazi akkor lenne ha a bordák is úgy készülnének,hogy a borda síkjából kiállnának a kivágás ellendarabjai,de a lemez vastagság -1mm,mert könnyebb lenne a hegesztés.
Gyakorlatilag csak a váz külső részein kell hegeszteni,(kivéve a asztalt tartó 3-4 db)szinte minimális a feszültség ami keletkezik,viszont sokkal stabilabb lenne az egész.
(http://www.imgserv.com/images/2017/01/01/qIWexjk.th.jpg) (http://www.imgserv.com/1f3)
Remélem érthető a moricka rajz
Én a főtartókat hagynám,annyit változtatnék rajta,hogy a sarkok nem derékszög.
1.Középre 3-4db valami combosabb anyagot raknék amin a tárgyasztal lesz.
2.Lv3-5mm lemezből lehajtatnám az egész belsejét,és a külső borítást,természetesen előtte kivágatnám a bordáknál pl.10*30 részeken és ott hegeszteném. Az igazi akkor lenne ha a bordák is úgy készülnének,hogy a borda síkjából kiállnának a kivágás ellendarabjai,de a lemez vastagság -1mm,mert könnyebb lenne a hegesztés.
Gyakorlatilag csak a váz külső részein kell hegeszteni,(kivéve a asztalt tartó 3-4 db)szinte minimális a feszültség ami keletkezik,viszont sokkal stabilabb lenne az egész.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2017 január 01, 12:49
Írta: 2vkx6unz Dátum 2017 január 01, 12:49
Én még annyit tennék, hogy a vázlemezeket úgy vágatnám és raknám sorba, hogy az egyik vége felé lejtsen a belső borítás, hogy a hűtőfolyadék és a forgács egy irányban távozzon.
"B" verzió, hogy az alja üresen maradna, csak az oldala lenne boríva és a forgács a gép alatti fiókba/ládába gyűkhetne. Ez akkor problémásabb ha van hűtőfolyadék is, de abban az esetben a fiók alatt lenne egy hűtőfolyadék gyűjtő tálca a forgács meg egy alul részben hálóval borított fiókba kerülne.
Mindez akkor igaz, ha a gép nem egy asztali gép lenne, hanem egy állványon állna.
"B" verzió, hogy az alja üresen maradna, csak az oldala lenne boríva és a forgács a gép alatti fiókba/ládába gyűkhetne. Ez akkor problémásabb ha van hűtőfolyadék is, de abban az esetben a fiók alatt lenne egy hűtőfolyadék gyűjtő tálca a forgács meg egy alul részben hálóval borított fiókba kerülne.
Mindez akkor igaz, ha a gép nem egy asztali gép lenne, hanem egy állványon állna.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 január 01, 13:19
Írta: vjanos Dátum 2017 január 01, 13:19
Igen, ez lett volna a cél, hogy egyszerű és nagyszerű legyen [#eplus2]
De mint írtam, csak ötletadó lett volna...
De mint írtam, csak ötletadó lett volna...
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 január 01, 14:00
Írta: remrendes Dátum 2017 január 01, 14:00
Igen, lesz rajta egy kis valtoztatas, hogy a vagas utan osszerakhato legyen.
A sarkokat lekerekitem, teljesen jogos.
A sarkokat lekerekitem, teljesen jogos.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 január 01, 14:01
Írta: svager Dátum 2017 január 01, 14:01
Erre mondják, a kevesebb néha több..
Ebben az esetben is,ha a marómotort nézzük fölösleges ilyen vázzal szenvedni,nem az lesz a gyenge pontja.
Ebben az esetben is,ha a marómotort nézzük fölösleges ilyen vázzal szenvedni,nem az lesz a gyenge pontja.
Cím: Re:Mechanikai ötletek
Írta: niu7vyvp0 Dátum 2017 január 01, 16:08
Írta: niu7vyvp0 Dátum 2017 január 01, 16:08
Azért ez se semmi szerintem :)
bukósisak (https://www.youtube.com/watch?v=RnIvhlKT7SY)
bukósisak (https://www.youtube.com/watch?v=RnIvhlKT7SY)
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2017 január 01, 16:45
Írta: w0hgtwf3w Dátum 2017 január 01, 16:45
Nem szomorítasz el.
Csak magyarázd el, hogy ez miért is nem ??
Csak magyarázd el, hogy ez miért is nem ??
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2017 január 01, 16:46
Írta: w0hgtwf3w Dátum 2017 január 01, 16:46
Nagyon szuper, igazából megnézném a marópálya készítést.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 január 02, 09:23
Írta: D.Laci Dátum 2017 január 02, 09:23
Azért mert itt is síkokra van elkészítve a szerszámpálya, nem követi a felületet megmunkálás közben a szerszám érintőlegesen. Az a jó, ha a szerszám rádiusza érintőlegesen forgácsolja a felületeket érintőlegesen.
Az-az a rádiuszos szerszám nem a ,,hegyével" ,,forgácsol" mert ott igazából nem is történik forgácsolás.
És minden egyes mozgásnál, lépésnél a felület érintőjéhez forgatva a szerszámot.
Az-az a rádiuszos szerszám nem a ,,hegyével" ,,forgácsol" mert ott igazából nem is történik forgácsolás.
És minden egyes mozgásnál, lépésnél a felület érintőjéhez forgatva a szerszámot.
Cím: Re:Mechanikai ötletek
Írta: kmajer Dátum 2017 január 02, 10:28
Írta: kmajer Dátum 2017 január 02, 10:28
Részben Dlaci megválaszolta.
Ne tévesszen meg az, hogy a a szerszám tengelye van
beforgatva, nem a darab.
Az alábbi videóban látható a különbség..
5ax (https://www.youtube.com/watch?v=RnIvhlKT7SY)
Ne tévesszen meg az, hogy a a szerszám tengelye van
beforgatva, nem a darab.
Az alábbi videóban látható a különbség..
5ax (https://www.youtube.com/watch?v=RnIvhlKT7SY)
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2017 január 02, 17:46
Írta: w0hgtwf3w Dátum 2017 január 02, 17:46
Teljesen igazatok van [#worship]
Én is olyat akartam belinkelni mint a bukósisakos.
Nem voltam elég körültekintő :(
Én is olyat akartam belinkelni mint a bukósisakos.
Nem voltam elég körültekintő :(
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 január 02, 18:00
Írta: Szalai György Dátum 2017 január 02, 18:00
Előfordulhat, hogy ha ugyanezt az összeállítást zártszelvényekből építik, akkor kisebb tömeg mellett nagyobb merevség várható?
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 január 02, 20:42
Írta: vjanos Dátum 2017 január 02, 20:42
Nem kizárt, bár én örülök a tömegnek :)
De az eredeti ötletben az U belseje be lett volna bordázva.
Illetve zártszelvényből szerintem nehezebb ilyen falvastagságút és méretűt szerválni.
De az eredeti ötletben az U belseje be lett volna bordázva.
Illetve zártszelvényből szerintem nehezebb ilyen falvastagságút és méretűt szerválni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 január 02, 20:59
Írta: keri Dátum 2017 január 02, 20:59
Vékonyabb fal nem tenne jót a rezonanciának, noha a terhelhetőség növekedne.
Amikor nem repülőgépet épít az ember, akkor néha egyszerűbb megvenni párszáz kiló vasat, mert azzal biztos jó lesz :)
Amikor nem repülőgépet épít az ember, akkor néha egyszerűbb megvenni párszáz kiló vasat, mert azzal biztos jó lesz :)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 január 02, 21:18
Írta: vjanos Dátum 2017 január 02, 21:18
Ehh, most vágattam 200 kilót lánggal... :P
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 január 08, 12:55
Írta: jani300 Dátum 2017 január 08, 12:55
Hoppá ! Kábelnyúzó ! (https://www.youtube.com/watch?v=49e_4DJy9hM)
Na ez ígéretes termék lesz a csóri Baranyában :)
Na ez ígéretes termék lesz a csóri Baranyában :)
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2017 január 08, 14:46
Írta: sasi Dátum 2017 január 08, 14:46
Előbb utóbb nekem is kel építeni egy kábelnyúzót, mert van néhány száz méret vastag, dupla harisnyás koax kábelem, meg RG58-as, amivel már nem tudok mit kezdeni.
A vastag koaxnál a harisnya eléggé bele van nőve a külső burkolatba, de még a dielektrikumba is. Kérdés, hogy egyáltalán meg éri e foglalkozni vele?
A vastag koaxnál a harisnya eléggé bele van nőve a külső burkolatba, de még a dielektrikumba is. Kérdés, hogy egyáltalán meg éri e foglalkozni vele?
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2017 január 08, 15:22
Írta: b7gwr90m6 Dátum 2017 január 08, 15:22
Max akkor ha tényleg van egy automata nagyon jól működő nyúzód, egyébként nem.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 január 08, 17:09
Írta: Szalai György Dátum 2017 január 08, 17:09
Nem látható ilyesmi anyag a közelemben lévő gyűjtő telepeken.
Ha a hivatásos fémgyűjtőknek nem éri meg ezzel foglalkozni, akkor az már ráfizetés.
Hullámosított rézcső árnyékolású koaxot láttam már bontva.
Addig azt sem tudtam, hogy van olyan. Hiába, komoly iskola egy jó telep.
Ha a hivatásos fémgyűjtőknek nem éri meg ezzel foglalkozni, akkor az már ráfizetés.
Hullámosított rézcső árnyékolású koaxot láttam már bontva.
Addig azt sem tudtam, hogy van olyan. Hiába, komoly iskola egy jó telep.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 január 08, 17:19
Írta: Szalai György Dátum 2017 január 08, 17:19
http://www.ruscable.ru/news/images/060707cvetlit2.jpg (http://www.ruscable.ru/news/images/060707cvetlit2.jpg)
Cím: Re:Mechanikai ötletek
Írta: wwdjyffm3 Dátum 2017 február 05, 19:12
Írta: wwdjyffm3 Dátum 2017 február 05, 19:12
Sziasztok!
Érdekelne a véleményetek erről a tervről. A főorsó felfogatást lerejtettem, mert még nem végleges. Nagyjából 15 kilós a híd, és ezt szeretném mozgatni 1,9Nm-es 3A-s léptetőmotorral, egy TR12x3-as orsón keresztül. Az zöld részek műanyagból készülnének, a gépalap pedig 60x30x3-as zártszelvényből (ebbe a 3mm-be kellene M6 menetet vágni, hogy a lineársíneket fel tudjam csavarozni. Hegesztett kötéseket sehol sem szeretnék eszközölni.
Az alkatrészek jó része már le is van gyártva. Kíváncsi lennék a rutinosabbak jó tanácsaira.
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_nqh3cg2qbgag8538bha7c_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/nqh3cg2qbgag8538bha7c_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_tmw6eipfbbmnijsi6wxe2_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tmw6eipfbbmnijsi6wxe2_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_g6i5h83qgpudayji3jmwr_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/g6i5h83qgpudayji3jmwr_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_axjktnqqav3seox04e7ij_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/axjktnqqav3seox04e7ij_4493.jpg)
Érdekelne a véleményetek erről a tervről. A főorsó felfogatást lerejtettem, mert még nem végleges. Nagyjából 15 kilós a híd, és ezt szeretném mozgatni 1,9Nm-es 3A-s léptetőmotorral, egy TR12x3-as orsón keresztül. Az zöld részek műanyagból készülnének, a gépalap pedig 60x30x3-as zártszelvényből (ebbe a 3mm-be kellene M6 menetet vágni, hogy a lineársíneket fel tudjam csavarozni. Hegesztett kötéseket sehol sem szeretnék eszközölni.
Az alkatrészek jó része már le is van gyártva. Kíváncsi lennék a rutinosabbak jó tanácsaira.
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_nqh3cg2qbgag8538bha7c_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/nqh3cg2qbgag8538bha7c_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_tmw6eipfbbmnijsi6wxe2_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tmw6eipfbbmnijsi6wxe2_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_g6i5h83qgpudayji3jmwr_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/g6i5h83qgpudayji3jmwr_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_axjktnqqav3seox04e7ij_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/axjktnqqav3seox04e7ij_4493.jpg)
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2017 február 05, 19:32
Írta: szf Dátum 2017 február 05, 19:32
Mit fogsz vele megmunkàlni?
Cím: Re:Mechanikai ötletek
Írta: wwdjyffm3 Dátum 2017 február 05, 20:44
Írta: wwdjyffm3 Dátum 2017 február 05, 20:44
Ja igen, azt elfelejtettem leírni.
Fa és műanyag. Gravírozás, relief, nyákmarás. Meg nagyon tetszenek azok a pontokból összevarázsolt képek. Azt hiszem halftone a neve. Nagyjából erre lenne használva.
Fa és műanyag. Gravírozás, relief, nyákmarás. Meg nagyon tetszenek azok a pontokból összevarázsolt képek. Azt hiszem halftone a neve. Nagyjából erre lenne használva.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2017 február 05, 20:48
Írta: hostya Dátum 2017 február 05, 20:48
Én is azt kérdezem először hogy mit/milyen eljárással szeretnél megmunkálni a géppel?
Ha lézer vágó/gravírozó lesz, akkor jó így ahogy van..
Ha fúrásra marásra szeretnéd használni, akkor lenne néhány javaslatom.
1. Az X "gerenda" asztaltól való távolsága/magassága túl nagy.
Az ilyen gépeken általában 'lapos' mdb-okat szokás megmunkálni, pl. NYÁK, relief, névtábla...stb.(gépsatu nemigen kerül az asztalra.
Az "első gép"-építők szinte mindig beleesnek ebbe a hibába...
Ha mégis ragaszkodsz ehhez a magassághoz, akkor..
2. Növeld meg az Y kocsi(k) hosszát, és ezzel jelentősen javulni fog a géped merevsége.
Az a jó, ha a Z(magasság), és az Y kocsik távolsága közel azonos.
Az utóbbi változtatásnak persze ára van, csökkenni fog a munkaterület Y irányban, de mégis használhatóbb lesz a gép a jelenlegi "gólyalábas" megoldásnál.
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_tsusfc3ufks6snp5dzfir_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tsusfc3ufks6snp5dzfir_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_umq0rzxfmvezrdaw64eea_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/umq0rzxfmvezrdaw64eea_910.jpg)
Ha lézer vágó/gravírozó lesz, akkor jó így ahogy van..
Ha fúrásra marásra szeretnéd használni, akkor lenne néhány javaslatom.
1. Az X "gerenda" asztaltól való távolsága/magassága túl nagy.
Az ilyen gépeken általában 'lapos' mdb-okat szokás megmunkálni, pl. NYÁK, relief, névtábla...stb.(gépsatu nemigen kerül az asztalra.
Az "első gép"-építők szinte mindig beleesnek ebbe a hibába...
Ha mégis ragaszkodsz ehhez a magassághoz, akkor..
2. Növeld meg az Y kocsi(k) hosszát, és ezzel jelentősen javulni fog a géped merevsége.
Az a jó, ha a Z(magasság), és az Y kocsik távolsága közel azonos.
Az utóbbi változtatásnak persze ára van, csökkenni fog a munkaterület Y irányban, de mégis használhatóbb lesz a gép a jelenlegi "gólyalábas" megoldásnál.
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_tsusfc3ufks6snp5dzfir_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tsusfc3ufks6snp5dzfir_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_umq0rzxfmvezrdaw64eea_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/umq0rzxfmvezrdaw64eea_910.jpg)
Cím: Re:Mechanikai ötletek
Írta: wwdjyffm3 Dátum 2017 február 05, 22:00
Írta: wwdjyffm3 Dátum 2017 február 05, 22:00
Remek. Én is pont ezen gondolkodtam, hogy gyakorlatilag 130mm magas munkatér maradt, ami szerintem teljesen felesleges, hiszen az esetek 90%-ában 5...50mm vastag darabok lesznek megmunkálva. Ezzel még le tudok menni kb 50mm-t és jut is marad is.
Ezen a 15 kilónyi mozgatáson gondolkodom. Nincs benne rutinom és félek, hogy sok lesz a motornak.
Ezen a 15 kilónyi mozgatáson gondolkodom. Nincs benne rutinom és félek, hogy sok lesz a motornak.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 február 06, 00:39
Írta: remrendes Dátum 2017 február 06, 00:39
Menethossznak altalaban 0.8D-t szoktak hasznalni. A zartszelveny van olyan egyenes, hogy hozza lehet fogatni a sineket?
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 09, 10:39
Írta: Virbo Dátum 2017 február 09, 10:39
Szeretnék egy 150mm hosszú, 26-os bronz rudat középen felhasítani 100mm hosszon.
Van hozzá eszterga, meg 1mm körüli fűrésztárcsa (finomfogú, 100mm körüli átmérővel). Ennek a befogását a tokmányba meg tudom oldani.
Kérdés, hogy a rudat hogy a pékbe fogjam meg? Satuban hosszában nem lehet ugye. Arra gondoltam, hogy az érintetlen végét befogom satuba, és a másik oldalt meg szerkesztek neki valamiféle prizmás támaszt. Így neki tudok menni a fűrésztárcsával innen. Ezt a keresztszánon rögzíteném. Sajnos így nincs lehetőségem emelgetni a rudat, így egy fogásból kellene megoldani. Félek a csak támasztott részen remegne.
Vajon ez így életképes? [#help]
Van hozzá eszterga, meg 1mm körüli fűrésztárcsa (finomfogú, 100mm körüli átmérővel). Ennek a befogását a tokmányba meg tudom oldani.
Kérdés, hogy a rudat hogy a pékbe fogjam meg? Satuban hosszában nem lehet ugye. Arra gondoltam, hogy az érintetlen végét befogom satuba, és a másik oldalt meg szerkesztek neki valamiféle prizmás támaszt. Így neki tudok menni a fűrésztárcsával innen. Ezt a keresztszánon rögzíteném. Sajnos így nincs lehetőségem emelgetni a rudat, így egy fogásból kellene megoldani. Félek a csak támasztott részen remegne.
Vajon ez így életképes? [#help]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 február 09, 10:46
Írta: RJancsi Dátum 2017 február 09, 10:46
Mi fér bele a késtartódba? Ha megoldható, egy négyszög keresztmetszetű tömbbe fúrj (esztergálj) egy 26-os lukat, az egyik oldalon hasítsd fel és máris van egy befogód amivel be tudod fogni a rudat a késtartóba.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 09, 13:31
Írta: Virbo Dátum 2017 február 09, 13:31
Valóban.
De: [#wink]
- Ugyanúgy szabadon lesz az egyik vége.
- Nem tudok magasságot állítani (teli fogással kellene nekimenni), bár gyorsváltósom van 1-2 tizedre azért vissza lehet állni vele...
- Nem biztos hogy lesz elég munkaútja a keresztszánnak ha a kéziszán a helyén van.
Nehéz ügy.
De: [#wink]
- Ugyanúgy szabadon lesz az egyik vége.
- Nem tudok magasságot állítani (teli fogással kellene nekimenni), bár gyorsváltósom van 1-2 tizedre azért vissza lehet állni vele...
- Nem biztos hogy lesz elég munkaútja a keresztszánnak ha a kéziszán a helyén van.
Nehéz ügy.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 február 09, 14:39
Írta: RJancsi Dátum 2017 február 09, 14:39
Ha a kéziszánt párhuzamosra állítod a kereszt-szánnal, nyersz vele pár centit. De nem tudom mekkora padod van, látatlanban "osztom az észt". [#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 09, 14:42
Írta: Csuhás Dátum 2017 február 09, 14:42
Mondanám hogy pillants rá az adatlapjára és néz meg, de felesleges hiszen nincs kitöltve.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 február 09, 14:54
Írta: RJancsi Dátum 2017 február 09, 14:54
Mondanám, hogy az én adatlapom ki van töltve, de ha abból Te meg tudod mondani mekkora esztergám van, jobb vagy mint Nostradamus![#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 09, 14:56
Írta: Csuhás Dátum 2017 február 09, 14:56
Az enyém is ki van töltve, még az esztergám típusát is olvashatod. :- )
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 február 09, 15:17
Írta: jani300 Dátum 2017 február 09, 15:17
Én adatlap nélkül is tudom 5-6 emberről itt , milyen típusú esztergálja van :)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 február 09, 16:29
Írta: Motoros Dátum 2017 február 09, 16:29
"Vajon ez így életképes?"
Nem.
Felejtsd el és keress egy maróst aki elvállalja, vagy esetleg szalagfűrész ha megfelel.
Nem indokolnám mert hosszú de úgy is belátod. Hacsak nem valami brutál esztergával rendelkezel, de még akkor is többe lesz a leves mint a hús.[#confused]
Már többször előfordult, hogy egy bedobott kérdésen elkezdtünk agyalni, miközben azt sem tudtuk hogy hány éves a kapitány.[#nemtudom][#nevetes1]
Nem.
Felejtsd el és keress egy maróst aki elvállalja, vagy esetleg szalagfűrész ha megfelel.
Nem indokolnám mert hosszú de úgy is belátod. Hacsak nem valami brutál esztergával rendelkezel, de még akkor is többe lesz a leves mint a hús.[#confused]
Már többször előfordult, hogy egy bedobott kérdésen elkezdtünk agyalni, miközben azt sem tudtuk hogy hány éves a kapitány.[#nemtudom][#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 február 09, 17:04
Írta: RJancsi Dátum 2017 február 09, 17:04
Vagy rossz az adatlap vagy én nem tudok olvasni. [#conf] Alul az szerepel: "Magamról" nem pedig "Gépeimről". [#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 február 09, 18:23
Írta: s7manbs8 Dátum 2017 február 09, 18:23
Kicsit felröhögtem most, hogy látom a témakör alsó sorában mi van írva, "Sínek ..." mi ez valami vonatozás ? Lineáris vezeték, hogy legyünk szakmaiak kissé, bár én sem vagyok éppen gépészmérnök. :)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 február 09, 18:51
Írta: Motoros Dátum 2017 február 09, 18:51
A koaxal vigyázz, nem az aminek látszik. Pár mikron réz bevonat alumínium belsőt takar. Mármint a melegérnél. A harisnya miatt meg nem biztos hogy megéri a fáradozást.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 09, 20:41
Írta: Virbo Dátum 2017 február 09, 20:41
Na pont ezaz. Tapasztalatom nincs a bronzal és a fűrésztárcsákkal... A marós bácsi hogy fogná be? Vajon telibe vágná, vagy több fogásból?
Valami ilyesmi az elképzelés. A keresztszánom maxon van kitekerve. A tárcsa 80x0,8-as. Csak telibe tudnám vágni úgy hogy 20-30mm-eket haladok, majd ki lógatom a rudat a következő vonalig úgy hogy a már vágott hézagban lenne a tárcsa...
Nekem se tetszik, de jelenleg elképzelésem sincs hogy kéne.
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_sakvir28nzd4qozr6uw0y_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/sakvir28nzd4qozr6uw0y_2270.jpg)
Valami ilyesmi az elképzelés. A keresztszánom maxon van kitekerve. A tárcsa 80x0,8-as. Csak telibe tudnám vágni úgy hogy 20-30mm-eket haladok, majd ki lógatom a rudat a következő vonalig úgy hogy a már vágott hézagban lenne a tárcsa...
Nekem se tetszik, de jelenleg elképzelésem sincs hogy kéne.
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_sakvir28nzd4qozr6uw0y_2270.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/sakvir28nzd4qozr6uw0y_2270.jpg)
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 09, 20:44
Írta: Virbo Dátum 2017 február 09, 20:44
Valóban. De emlékeim szerint odaát ki volt töltve. Itt eddig nem is néztem rá az adatlapomra.
Bár azt hittem emlékszel rám, voltam veled hántolni, gyalultál már nekem felfogó derékszöget és kaptam fióksínt (ez a projekt félig kész, de pihen a gyerkőc miatt). [#wave]
Bár azt hittem emlékszel rám, voltam veled hántolni, gyalultál már nekem felfogó derékszöget és kaptam fióksínt (ez a projekt félig kész, de pihen a gyerkőc miatt). [#wave]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 09, 20:46
Írta: Csuhás Dátum 2017 február 09, 20:46
Közelítsünk másfelől. Mi lesz belőle? Miért akarod bevágni? Nem lehet más megoldással kiváltani ezt a körülményes fűrészelést?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 09, 20:49
Írta: Csuhás Dátum 2017 február 09, 20:49
Most hogy mondod már képben vagyok. Elnézést kérek tőled és mindenki mástól, de nekem sok idő kell míg a nick és az ember összekapcsolódik a fejemben.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 09, 20:55
Írta: Virbo Dátum 2017 február 09, 20:55
Nem problem, igazad van amúgy.
Hajtókar hónoló lesz. Fel lesz vágva 100mm hosszon, a végében menet valami kúpos bevezetővel., Kicsit kifeszítve a végét le kell esztergálni 24.02-re a vágás hosszában. Erre mondjuk még kell valaki mert nálam kúpol ekkora hosszban a gép.
Esztergálás után a feszítést kiszedve elvileg a vége visrosszugózik pár századot. Hajtókar rá, olaj, csiszapor, majd csavarral picit szétfeszíteni és lehet hónolni. Odafigyelve az átforgatásra prímán lehet használni.
Ekkora furathoz sajnos egyenlőre nem ismerek jobb megoldást.
Hajtókar hónoló lesz. Fel lesz vágva 100mm hosszon, a végében menet valami kúpos bevezetővel., Kicsit kifeszítve a végét le kell esztergálni 24.02-re a vágás hosszában. Erre mondjuk még kell valaki mert nálam kúpol ekkora hosszban a gép.
Esztergálás után a feszítést kiszedve elvileg a vége visrosszugózik pár századot. Hajtókar rá, olaj, csiszapor, majd csavarral picit szétfeszíteni és lehet hónolni. Odafigyelve az átforgatásra prímán lehet használni.
Ekkora furathoz sajnos egyenlőre nem ismerek jobb megoldást.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 09, 21:07
Írta: Csuhás Dátum 2017 február 09, 21:07
Akkor nem kell nagyon precíznek lenni a résnek. Szerintem próbáld meg úgy ahogy a képen szerepel. Arra figyelve hogy visszafelé forgatva dolgozz ebben az elrendezésben hogy a tárcsa eltolja magától az anyagot.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2017 február 09, 22:27
Írta: KoLa Dátum 2017 február 09, 22:27
Pont az ilyen munkák miatt lett az én szalagfűrészem függőleges, sík mozgású!
Cím: Re:Mechanikai ötletek
Írta: grekon Dátum 2017 február 10, 04:08
Írta: grekon Dátum 2017 február 10, 04:08
Megprobàlhatod a fotòn làthato mòdon figyelve :
szembe menj az anyaggal
satu pontosan meroleges legyen
furèszlap uj legyen ; acèlt mèg nem vàgott , s jobb lenne nagyobb fogu
hűtés is kelleni fog .
De mèg igy is problemàs lehet : fèlrevàgàs , beszorulàs , törès ( ha ugy törik milis lemezt àtlyukaszt ).
Inkàbb vàgd fel flexel , 180-230-as korongal (van 1.6-2 mm vastag) csak nem àrt maszk mert piszkosul szòrja a forrò bronzot (2-3 perc alatt felvàgod ) . Nem emlèkszem melyik vàgokorong jobb neki (acèl vagy inox ) .
szembe menj az anyaggal
satu pontosan meroleges legyen
furèszlap uj legyen ; acèlt mèg nem vàgott , s jobb lenne nagyobb fogu
hűtés is kelleni fog .
De mèg igy is problemàs lehet : fèlrevàgàs , beszorulàs , törès ( ha ugy törik milis lemezt àtlyukaszt ).
Inkàbb vàgd fel flexel , 180-230-as korongal (van 1.6-2 mm vastag) csak nem àrt maszk mert piszkosul szòrja a forrò bronzot (2-3 perc alatt felvàgod ) . Nem emlèkszem melyik vàgokorong jobb neki (acèl vagy inox ) .
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 február 10, 07:45
Írta: Motoros Dátum 2017 február 10, 07:45
Ja hogy neked ilyen speckó esztergád van aminek T nútos a keresztszánja. Így már talán nem olyan reménytelen.
De amíg elkészül a felépítmény addig szalagfűrészen valaki 100 szor felhasítja...keress valakit.
Vagy mivel mondod mire lesz...mondok valamit ingyen:[#heureka]
Fogd be a satuba és egy kézifűrésszel vágd fel, van finomfogú fűrészlap kb 1 mm szélesben.
Ha elmegy picit az sem baj.
De amíg elkészül a felépítmény addig szalagfűrészen valaki 100 szor felhasítja...keress valakit.
Vagy mivel mondod mire lesz...mondok valamit ingyen:[#heureka]
Fogd be a satuba és egy kézifűrésszel vágd fel, van finomfogú fűrészlap kb 1 mm szélesben.
Ha elmegy picit az sem baj.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 10, 08:18
Írta: Csuhás Dátum 2017 február 10, 08:18
No kézifűrész az elég keserves, csúszik a bronzon, az istennek se lehet vele haladni. Még keresztbe is sokáig tartana, de hosszában el sem kezdeném.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 10, 08:24
Írta: Csuhás Dátum 2017 február 10, 08:24
Megteheted hogy két menetben két oldalról vágod be úgy hogy 2..3 mm megmaradjon középen. Így nem fog a feszültségek miatt összezárni a fűrésztárcsára. A végén a közepét pedig kézi fűrésszel átvághatod. A B megoldás: Fúrd fel úgy hogy kb 5..8 falvastagság maradjon, amit már könnyebben át tudsz vágni fűrésztárcsával. Hónolni pedig így is elég erős lesz.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 10, 20:37
Írta: Virbo Dátum 2017 február 10, 20:37
Két oldalról nem tudom vágni, nem hiszem hogy át tudnám úgy forgatni. Meg utána megint 20-30 miliméterenként kell haladni úgy hogy mindig kijjebb lógatom...
Az egy menetes vágás talán még menne, ott a tárcsa segít a pozícionálásban. Elméletileg. [#whatever]
Ezt a befúrásos dolgot még átgondolom, de nem szeretném kézifűrésszel, annál azért pontosabbat szeretnék.
80-as tárcsához mekkora fordulatot próbáljak? Olaj jó kenésnek, vagy csak beragad a forgács?
Ja és a tárcsával félig alulról tudok támadni...
Az egy menetes vágás talán még menne, ott a tárcsa segít a pozícionálásban. Elméletileg. [#whatever]
Ezt a befúrásos dolgot még átgondolom, de nem szeretném kézifűrésszel, annál azért pontosabbat szeretnék.
80-as tárcsához mekkora fordulatot próbáljak? Olaj jó kenésnek, vagy csak beragad a forgács?
Ja és a tárcsával félig alulról tudok támadni...
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 10, 20:38
Írta: Virbo Dátum 2017 február 10, 20:38
Hát mázlim van vele az biztos. Egyedi építés, de sokszor segített már ki.
Sajnos nem ismerek szalagfűrészes embert aki hosszában tudná vágni
Sajnos nem ismerek szalagfűrészes embert aki hosszában tudná vágni
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 február 10, 21:05
Írta: svejk Dátum 2017 február 10, 21:05
Ne b@sszmá' ki velünk, egy hagyományos új fűrészlappal már a satupadot is átvágtad volna ennyi idő alatt.
Csuhásnak csak úgy látszik mindig kopott lapok jutottak. :)
Csuhásnak csak úgy látszik mindig kopott lapok jutottak. :)
Cím: Re:Mechanikai ötletek
Írta: m6j2vsrdz Dátum 2017 február 11, 10:25
Írta: m6j2vsrdz Dátum 2017 február 11, 10:25
Ha furatolható, elgondolkodnék a dekopír fűrészelésen. Vissza kéne vágni a pengét, hogy a löket szélső állásában se érje el a furat alját. Esetleg feltét a bronzra a dekopír alá...
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 február 11, 10:41
Írta: D.Laci Dátum 2017 február 11, 10:41
Hát nem érted HÓNOLÓ lesz... Csavarral szétfeszítve... :)
Véleményem szerint sarokcsiszolóval már rég fellehetett volna hasítani, de szerintem a hónolók nem véletlen 3 szegmensesek szokta lenni, Ha csavarral szétfeszíti úgyis mindegy a pontosság átmérőben is meg hosszában is...
Véleményem szerint sarokcsiszolóval már rég fellehetett volna hasítani, de szerintem a hónolók nem véletlen 3 szegmensesek szokta lenni, Ha csavarral szétfeszíti úgyis mindegy a pontosság átmérőben is meg hosszában is...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 február 11, 11:01
Írta: PSoft Dátum 2017 február 11, 11:01
Két napja hasogatjátok azt a 150mm hosszú, 26-os bronz rudat.:)
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 11, 11:43
Írta: Virbo Dátum 2017 február 11, 11:43
Sokat gondolkodtam hogy erre válaszoljak, de legyen.
A flexes megoldással már rég végeztem volna, viszont az általam elvárt minőséget úgy érzem ez a megoldás hozná a legkevésbé. De köszönöm a tippet.
És igen furathónoló lesz. Valóban a jó honólók minimum 4-5 kövesek és egy kúpos kényszerpályán mozognak a kőtartók, amit szintén csavaros mozgatással oldanak meg! Van belőlük gyémántos is azok még jobbak. Sőt, minél több páratlan számú kő van bennük annál kisebb az alakhibájuk.
Ja, azt olvastad hogy 24-es furathoz kellene[#kerdes]. Kérlek mutass ebben a méretben elérhető többköves gyári hónolót!
Számolgassunk kicsit. A hajtókar 13mm széles. A hónolás lökethossza 30-40mm. Ha a tervezett 100mm hosszon kúpol a szétfeszített tüske 1 századott, akkor a dolgozó részre eső kúpolás mekkora? Elméletileg 3-4 ezred, azon a hosszon. A hajtókart forgatva 1-2 ezred alakhibát el lehet érni. Ja igen, ehhez kell valaki aki tudja mit csinál. Mondok valamit: a gyári hónolásban is van ennyi.
Valóban gányolásnak tűnhet a dolog, de ha mindent amit leszóltak hagytam volna fenébe, akkor nem tartanék ott ahol most. 2010 óta versenyzem az általam felkészített motorral (Simsonnal. Igen azzal. Próbálj meg hozzá versenyzésre alkalmas alkatrészeket venni...), azóta fejlesztem az eszközparkom, amit tudok én magam csinálok a motoromon. 2 éve országos bajnok voltam (Mert hogy van/volt ilyen hivatalos bajnokság is)az általam épített motorral, a javítási megoldásaim felét lehurrogták hogy "úgyse fog működni, meg se próbáljam".
Ezt a hónolótüskét egy idős szakinál láttam, anno a Honvéd-ben volt versenymotor szerelő, több igen jól működő motorjában bizonyított ez a megoldás. Sőt amit eddig én használtam - és működőképesnek bizonyult, csak ráment egy fél napom mindig - attól azt hiszem többeknek felállna a szőr a hátán.
Szóval egy hobbi fórumon próbáljátok így kezelni a kérdéseket. [#rolleyes]
A flexes megoldással már rég végeztem volna, viszont az általam elvárt minőséget úgy érzem ez a megoldás hozná a legkevésbé. De köszönöm a tippet.
És igen furathónoló lesz. Valóban a jó honólók minimum 4-5 kövesek és egy kúpos kényszerpályán mozognak a kőtartók, amit szintén csavaros mozgatással oldanak meg! Van belőlük gyémántos is azok még jobbak. Sőt, minél több páratlan számú kő van bennük annál kisebb az alakhibájuk.
Ja, azt olvastad hogy 24-es furathoz kellene[#kerdes]. Kérlek mutass ebben a méretben elérhető többköves gyári hónolót!
Számolgassunk kicsit. A hajtókar 13mm széles. A hónolás lökethossza 30-40mm. Ha a tervezett 100mm hosszon kúpol a szétfeszített tüske 1 századott, akkor a dolgozó részre eső kúpolás mekkora? Elméletileg 3-4 ezred, azon a hosszon. A hajtókart forgatva 1-2 ezred alakhibát el lehet érni. Ja igen, ehhez kell valaki aki tudja mit csinál. Mondok valamit: a gyári hónolásban is van ennyi.
Valóban gányolásnak tűnhet a dolog, de ha mindent amit leszóltak hagytam volna fenébe, akkor nem tartanék ott ahol most. 2010 óta versenyzem az általam felkészített motorral (Simsonnal. Igen azzal. Próbálj meg hozzá versenyzésre alkalmas alkatrészeket venni...), azóta fejlesztem az eszközparkom, amit tudok én magam csinálok a motoromon. 2 éve országos bajnok voltam (Mert hogy van/volt ilyen hivatalos bajnokság is)az általam épített motorral, a javítási megoldásaim felét lehurrogták hogy "úgyse fog működni, meg se próbáljam".
Ezt a hónolótüskét egy idős szakinál láttam, anno a Honvéd-ben volt versenymotor szerelő, több igen jól működő motorjában bizonyított ez a megoldás. Sőt amit eddig én használtam - és működőképesnek bizonyult, csak ráment egy fél napom mindig - attól azt hiszem többeknek felállna a szőr a hátán.
Szóval egy hobbi fórumon próbáljátok így kezelni a kérdéseket. [#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 11, 11:44
Írta: Virbo Dátum 2017 február 11, 11:44
Ha lenne időm rá csinálnám. De dolgozni is kell, és a gyerkőc is betegeskedik éppen. [#shakehead]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 február 11, 11:58
Írta: svejk Dátum 2017 február 11, 11:58
Várható volt ez az ellenreagálás, de nem baj, legalább ezeket az infókat is megtudtuk rólad.
Ez sem történt volna meg, ha ki lenne töltve az adatlapod... mondaná Csuhás. :)
Csináld csak ahogy jólesik és kedved leleld benne, ötletet kaptál eleget.
Van itt a fórumon sok szuperpreciz ember és sok "kontár" is. Magamat az utóbbi csoportba sorolom, s mi bizony legalább olyan nehezen nézzük el a tökölést mint a precízek slender munkát.
No szóval a lényeg, hogy talán ebbe a fórumba belefér a b@szogatás is...ugorgyunk!
Ez sem történt volna meg, ha ki lenne töltve az adatlapod... mondaná Csuhás. :)
Csináld csak ahogy jólesik és kedved leleld benne, ötletet kaptál eleget.
Van itt a fórumon sok szuperpreciz ember és sok "kontár" is. Magamat az utóbbi csoportba sorolom, s mi bizony legalább olyan nehezen nézzük el a tökölést mint a precízek slender munkát.
No szóval a lényeg, hogy talán ebbe a fórumba belefér a b@szogatás is...ugorgyunk!
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2017 február 11, 12:05
Írta: MoparMan Dátum 2017 február 11, 12:05
csak kérdezem. mi lenne ha nem hasítanád, hanem levágnád a fél darabot és két csavaros lenne a feszítés. így némi méricskéléssel a párhuzamosság is tartható.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 február 11, 12:11
Írta: 000000000 Dátum 2017 február 11, 12:11
Igazából ezek a dolgok több darabból vannak és rugók feszítik a köveket, vagy a gyémánt szerszámokat a furat falának.
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2017 február 11, 12:18
Írta: MoparMan Dátum 2017 február 11, 12:18
de itt nem lesznek kövek és gyémánt szerszámok csak a csiszolóanyag és kenőanyag keveréke.
természetesen így szerszám is kopni fog, a többrészes megoldással a későbbiekben ez is könnyen korrigálható.
természetesen így szerszám is kopni fog, a többrészes megoldással a későbbiekben ez is könnyen korrigálható.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 február 11, 12:22
Írta: Motoros Dátum 2017 február 11, 12:22
"Sajnos nem ismerek szalagfűrészes embert aki hosszában tudná vágni"
Ezt a fórumot több ezren olvassák naponta. Ha beírod a lakhelyedet akkor többen fognak jelentkezni a közeledből, hogy felvágják neked pár perc alatt. Egy próbát megér.
A Simsonos eredményekhez megőszintén: [#eljen]
Ezt a fórumot több ezren olvassák naponta. Ha beírod a lakhelyedet akkor többen fognak jelentkezni a közeledből, hogy felvágják neked pár perc alatt. Egy próbát megér.
A Simsonos eredményekhez megőszintén: [#eljen]
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2017 február 11, 12:22
Írta: MoparMan Dátum 2017 február 11, 12:22
használtam eleget a 90-es években, amikor még Ladát tuningoltunk. Virbó esetében ilyen ki méretben ez házilag nem kivitelezhető. Vagy ha igen, csak értelmetlenül sok idő ráfordításával.
(http://www.robogoalkatresz.eu/images_termek/pic3_10523_1.jpg)
(http://www.robogoalkatresz.eu/images_termek/pic3_10523_1.jpg)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 február 11, 12:24
Írta: 000000000 Dátum 2017 február 11, 12:24
Mivel a szerszám is kopni fog, szerintem nem sok értelme, de ez az ő dolga.
Fényes felületet biztosan el lehet érni vele, de a pontossághoz nem sok köze lesz. Persze, nem tudom, hogy az neki mennyire fontos az adott munkájához.
Fényes felületet biztosan el lehet érni vele, de a pontossághoz nem sok köze lesz. Persze, nem tudom, hogy az neki mennyire fontos az adott munkájához.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 február 11, 12:26
Írta: 000000000 Dátum 2017 február 11, 12:26
Ilyesvalamire gondoltam én is. esetleg, ipari kiadásban. Én még csak olyat láttam.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 február 11, 12:34
Írta: svejk Dátum 2017 február 11, 12:34
Mesélhetnél -titkokat nem kifecsegve- a tuningolt motorodról.
Én pl. azt sem tudom miket lehet elkövetni, hogy még indulhasson az adott versenykategóriában a gép.
Én pl. azt sem tudom miket lehet elkövetni, hogy még indulhasson az adott versenykategóriában a gép.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 február 11, 12:45
Írta: D.Laci Dátum 2017 február 11, 12:45
Ha nem írtál volna ilyen hosszú szösszenetet még el is árultam volna hogyan lehet csak esztergával házilag kisméretű, több szegmenses honolót készíteni.
Az öreg szakitól egy dolgot nem tanultál meg " mindegy, hogy mit csinálsz csak csinálj valamit".
Nem mondta, hogy a sarokcsiszolóval kézből vágjad....
Az öreg szakitól egy dolgot nem tanultál meg " mindegy, hogy mit csinálsz csak csinálj valamit".
Nem mondta, hogy a sarokcsiszolóval kézből vágjad....
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 11, 17:44
Írta: svager Dátum 2017 február 11, 17:44
Én nem értek hozzá,de ítt van kisméretű is (http://www.maxibolt.hu/) [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 12, 19:59
Írta: Virbo Dátum 2017 február 12, 19:59
Valóban nem mondta.
De pont erről a "hozzàllásról" beszéltem... [#nemtudom]
Attól mert nincs mögöttem több évtizednyi tapasztalat még nem kell "leszólni" a készülő eszközeim. Építő kritikát bármikor megfogadok, de a kinevetést valahogy nem szeretem.
De pont erről a "hozzàllásról" beszéltem... [#nemtudom]
Attól mert nincs mögöttem több évtizednyi tapasztalat még nem kell "leszólni" a készülő eszközeim. Építő kritikát bármikor megfogadok, de a kinevetést valahogy nem szeretem.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 12, 20:03
Írta: Virbo Dátum 2017 február 12, 20:03
És íme. Voltak meglepetések, de alapvetően működött a dolog.
Tanulság: olyan tárcsa kellene aminek a fogai kicsit oldalra kiállnak, olaj nem jó kenésre, 50mm-en megfogva és 100mm-ert kilógatva a rúd felét telibe lehet vágni. (Végülis kapott egy 5-ös furatot végig.)
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_3hjebgcvwgxb5hr6xwdoj_2270.jpeg) (https://hobbicncforum.hu/uploaded_images/2017/02/3hjebgcvwgxb5hr6xwdoj_2270.jpeg)
Tanulság: olyan tárcsa kellene aminek a fogai kicsit oldalra kiállnak, olaj nem jó kenésre, 50mm-en megfogva és 100mm-ert kilógatva a rúd felét telibe lehet vágni. (Végülis kapott egy 5-ös furatot végig.)
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_3hjebgcvwgxb5hr6xwdoj_2270.jpeg) (https://hobbicncforum.hu/uploaded_images/2017/02/3hjebgcvwgxb5hr6xwdoj_2270.jpeg)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 február 12, 20:40
Írta: svejk Dátum 2017 február 12, 20:40
Az olaj nem, az ilyen anyagokhoz általában a "szárító" anyagok a jobbak, pl. a petróleum, kerozin.
De azt tudod, hogy csak azért sikerült ilyen jól mert cseszegettünk? :)
De azt tudod, hogy csak azért sikerült ilyen jól mert cseszegettünk? :)
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2017 február 12, 20:59
Írta: w0hgtwf3w Dátum 2017 február 12, 20:59
Nekem valahogy nem tetszik ez a hozzáállás.
Sajnos a fórumon nagyon sokan "osszák az észt", ha megfigyeled ezek mindig, a nem produktummal szereplő nagy dumás tagok.
Ha szembesítik saját kötekedésükkel vagy hülyeségükkel akkor vagy csendbe lapítanak, vagy valami egoista barom hozzászólással még nagyobb ökörnek állítják be magukat.
Ez a fórum lassan nem áll másból csak
- kereskedőből (Az rengeteg van) 60%
- egy-két lelkes amatőrből akik szomjazzák a tudást 10%
- rengeteg okoskodó produktum nélküli megmondóból.25%
- és belőletek akik próbáltok itt segíteni 5% (Ezek között te is ott vagy)
Sajnos ez egy hobby fórumnak nagyon-nagyon rossz arány.
És az effajta kötekedő leszóló megnyilvánulások inkább el fogják rettenteni az érdeklődő tagokat, mint idecsalogatni.
Mint régen is írtam, az új tagok eloszlása : 10-ből 8 kétes eredetű portékáit akarja itt eladni, és talán a maradék 20% akar cnc-ni vagy bármi más értelmesebb dolgot művelni.
Na ezt a 20%-kot próbálják a megmondó emberek kioktatni. Ha bírják maradnak, ha nem akkor csak fogyni fognak, de azt hiszem igen gyors ütembe.
Nézzetek körbe más fórumokon:
Teljesen mása hozzáállás!!
Sajnos a fórumon nagyon sokan "osszák az észt", ha megfigyeled ezek mindig, a nem produktummal szereplő nagy dumás tagok.
Ha szembesítik saját kötekedésükkel vagy hülyeségükkel akkor vagy csendbe lapítanak, vagy valami egoista barom hozzászólással még nagyobb ökörnek állítják be magukat.
Ez a fórum lassan nem áll másból csak
- kereskedőből (Az rengeteg van) 60%
- egy-két lelkes amatőrből akik szomjazzák a tudást 10%
- rengeteg okoskodó produktum nélküli megmondóból.25%
- és belőletek akik próbáltok itt segíteni 5% (Ezek között te is ott vagy)
Sajnos ez egy hobby fórumnak nagyon-nagyon rossz arány.
És az effajta kötekedő leszóló megnyilvánulások inkább el fogják rettenteni az érdeklődő tagokat, mint idecsalogatni.
Mint régen is írtam, az új tagok eloszlása : 10-ből 8 kétes eredetű portékáit akarja itt eladni, és talán a maradék 20% akar cnc-ni vagy bármi más értelmesebb dolgot művelni.
Na ezt a 20%-kot próbálják a megmondó emberek kioktatni. Ha bírják maradnak, ha nem akkor csak fogyni fognak, de azt hiszem igen gyors ütembe.
Nézzetek körbe más fórumokon:
Teljesen mása hozzáállás!!
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 12, 21:10
Írta: Csuhás Dátum 2017 február 12, 21:10
Egyáltalán nem éreztem elriasztónak a hozzáállást. Felmerült egy érdekes probléma, amire ki ki tudása gyakorlata szerint igyekezett megoldást találni. A "cseszegetés" pedig max annak szólt hogy lássuk már az eredményt, szóval kíváncsiság és nem bántás volt benne.
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2017 február 12, 21:21
Írta: w0hgtwf3w Dátum 2017 február 12, 21:21
Na látod, én és még más ezt másképp látta (érzi).
Te és még mások másképp.
Ezért talán hagyjuk (És talán ezért hagytak el minket már sokan)
Te és még mások másképp.
Ezért talán hagyjuk (És talán ezért hagytak el minket már sokan)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 február 12, 22:00
Írta: svejk Dátum 2017 február 12, 22:00
Hmmm... lehet hogy igazad van, lehet hogy nem.
Egyébként én kezdtem el Virbo cseszegetését, -bár már bánom- de nem rossz szándék vezérelt, hanem mint írta Csuhás a "mi van már?" izgalom.
Én ezt a fórumot sem látom annyira gáznak, bár más fórumoknak nem vagyok aktív tagja, csak bele-beleolvasok, de azok sem különbek.
Tény, hogy volt itt olyan ember aki nyíltan megmondta, hogy az Ő műszaki ingerküszöbét nem éri el ez a fórum, így hanyagolja, de én ettől még szeretem ezt a fórumot, no és persze a megmondó embert is.
Egyébként én kezdtem el Virbo cseszegetését, -bár már bánom- de nem rossz szándék vezérelt, hanem mint írta Csuhás a "mi van már?" izgalom.
Én ezt a fórumot sem látom annyira gáznak, bár más fórumoknak nem vagyok aktív tagja, csak bele-beleolvasok, de azok sem különbek.
Tény, hogy volt itt olyan ember aki nyíltan megmondta, hogy az Ő műszaki ingerküszöbét nem éri el ez a fórum, így hanyagolja, de én ettől még szeretem ezt a fórumot, no és persze a megmondó embert is.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 február 12, 22:40
Írta: jani300 Dátum 2017 február 12, 22:40
Nem egy mai darab, de saját produktum :)
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_tgqosaim8ujs0sr2azbyo_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tgqosaim8ujs0sr2azbyo_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_0yz575hyn0n7jv55vwm8s_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/0yz575hyn0n7jv55vwm8s_2430.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_tgqosaim8ujs0sr2azbyo_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tgqosaim8ujs0sr2azbyo_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_0yz575hyn0n7jv55vwm8s_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/0yz575hyn0n7jv55vwm8s_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2017 február 12, 22:47
Írta: KoLa Dátum 2017 február 12, 22:47
Ezt jól megmontad! 25%
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2017 február 13, 06:49
Írta: w0hgtwf3w Dátum 2017 február 13, 06:49
Még az is lehet, hogy neked van igazad.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 február 13, 07:29
Írta: Motoros Dátum 2017 február 13, 07:29
A rudat a 100 x 1 mm tárcsával nagyon nehéz lett volna telibe átvágni.
Rossz irány, ujratervezés.
Ha jól emlékszem pont Csuhás javasolta, hogy fel kellene fúrni ha nem zavaró. És így sikerült simán négy fogásból átvágni az adott esztergán.
Végül is hasznos volt a diskurzus.
Rossz irány, ujratervezés.
Ha jól emlékszem pont Csuhás javasolta, hogy fel kellene fúrni ha nem zavaró. És így sikerült simán négy fogásból átvágni az adott esztergán.
Végül is hasznos volt a diskurzus.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 február 13, 07:34
Írta: fn47xk7ei Dátum 2017 február 13, 07:34
Én most váltottam felhasználói nevet - ugyan nem "mása" lett [#vigyor2][#nevetes1]- és persze továbbra is gyakran használom az adok-veszek oldalt de jobban serkentem is magam és próbálok szerény tudásommal a HCNC-n az aktivitást növelni . Szeretek fényképezni is ezért gyakran fogok fényképeket is közzétenni a saját épül a gépem topicban - és persze szívesen olvasok hasonló oldalakat is olvasgatni .
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2017 február 13, 09:35
Írta: 4ybj8h3c8 Dátum 2017 február 13, 09:35
A szaki az "szaki". Mindent megold:
https://www.youtube.com/watch?v=PgmnNija6eY
https://www.youtube.com/watch?v=PgmnNija6eY
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 február 13, 09:44
Írta: D.Laci Dátum 2017 február 13, 09:44
1. Nem is szóltam hozzád.
2. Nem nevettelek ki.
3. A sarokcsiszoló is egy lehetséges megoldás volt ép úgy mint a többi.
4. ,,mögöttem több évtizednyi" ez most sértés vagy hízelgés akar lenni? :)
Még 5-10 percet ,,reszelté"l volna rajta már lenne egy igazi honolóra hasonlító szerszámod, pedig egyszerű mint a ,,kontrafék" :)
No de ugorjunk, ne tartsunk fel a sok hülyeséggel.
2. Nem nevettelek ki.
3. A sarokcsiszoló is egy lehetséges megoldás volt ép úgy mint a többi.
4. ,,mögöttem több évtizednyi" ez most sértés vagy hízelgés akar lenni? :)
Még 5-10 percet ,,reszelté"l volna rajta már lenne egy igazi honolóra hasonlító szerszámod, pedig egyszerű mint a ,,kontrafék" :)
No de ugorjunk, ne tartsunk fel a sok hülyeséggel.
Cím: Re:Mechanikai ötletek
Írta: B.Zoltán Dátum 2017 február 13, 09:51
Írta: B.Zoltán Dátum 2017 február 13, 09:51
Hát nem esett kétségbe, hogy nincs esztergája.
Mondjuk ötletért sem kell a szomszédba menni neki.
Mondjuk ötletért sem kell a szomszédba menni neki.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 február 13, 09:55
Írta: D.Laci Dátum 2017 február 13, 09:55
Igen jól mondod, a témához nem szólsz hozzá.
Támad, némi félre értés rögtön szítod a vitát. :(
Támad, némi félre értés rögtön szítod a vitát. :(
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 február 13, 10:25
Írta: 000000000 Dátum 2017 február 13, 10:25
Visszaolvastam néhány évet mostanában.
Én ahogy látom, nagyon te se tettél hozzá semmit ehhez a fórumhoz.
Igazad van.
Újonc létemre én sem. De tervezem.
Én ahogy látom, nagyon te se tettél hozzá semmit ehhez a fórumhoz.
Igazad van.
Újonc létemre én sem. De tervezem.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 február 13, 10:46
Írta: keri Dátum 2017 február 13, 10:46
Szerintem pont az lenne a lényeg, hogy mivel egy hengerből van, ezért nincs gond a pontossággal.
Mondjuk eszterga +hss 0,8-as körfűrész lap teljesen járható út...mondjuk pár ilyen fűrészt sikerült már elégetnem [#hehe] szóval a tanulság hogy csak lassan és hűtve.
Mondjuk eszterga +hss 0,8-as körfűrész lap teljesen járható út...mondjuk pár ilyen fűrészt sikerült már elégetnem [#hehe] szóval a tanulság hogy csak lassan és hűtve.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 február 13, 10:55
Írta: keri Dátum 2017 február 13, 10:55
[#eljen]
A hozzá álláson meg ne akadj ki.
Mindig ezt csinálják (minden fórumon)
Én úgy szoktam, hogy bekérdezek, jönnek ezek az oltások, a túl precízkedés meg űrtechnika, szépen rájuk hagyom, vagy belekérdezek, aztán kimazsolázom a számomra hasznos ötleteket/trükköket, hogy felhasználhassam az elképzelésemhez.
Nem izgat ha lehetetlennek gondolják amit csinálok, elég ha én tudom hogy meg lehet csinálni :)
Persze olyan is volt hogy megcsináltam, szép volt, jó volt köszönöm, legközelebb megveszem a boltban, de a lényeg hogy bebizonyítottam magamnak hogy meg lehet csinálni ahogy elképzeltem, legfeljebb nem érdemes.
A hozzá álláson meg ne akadj ki.
Mindig ezt csinálják (minden fórumon)
Én úgy szoktam, hogy bekérdezek, jönnek ezek az oltások, a túl precízkedés meg űrtechnika, szépen rájuk hagyom, vagy belekérdezek, aztán kimazsolázom a számomra hasznos ötleteket/trükköket, hogy felhasználhassam az elképzelésemhez.
Nem izgat ha lehetetlennek gondolják amit csinálok, elég ha én tudom hogy meg lehet csinálni :)
Persze olyan is volt hogy megcsináltam, szép volt, jó volt köszönöm, legközelebb megveszem a boltban, de a lényeg hogy bebizonyítottam magamnak hogy meg lehet csinálni ahogy elképzeltem, legfeljebb nem érdemes.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 február 13, 10:59
Írta: keri Dátum 2017 február 13, 10:59
"Ha szembesítik saját kötekedésükkel vagy hülyeségükkel akkor vagy csendbe lapítanak, vagy valami egoista barom hozzászólással még nagyobb ökörnek állítják be magukat."
Tehát ha elismeri a tévedését és nem szól hozzá, akkor gyáva nyúl aki nem áll ki a véleménye mellet, ha meg kiáll akkor egy hülye barom aki marhasághoz ragaszkodik. :D
Értem én, szép lehetek de okos nem :D
Tehát ha elismeri a tévedését és nem szól hozzá, akkor gyáva nyúl aki nem áll ki a véleménye mellet, ha meg kiáll akkor egy hülye barom aki marhasághoz ragaszkodik. :D
Értem én, szép lehetek de okos nem :D
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2017 február 13, 11:00
Írta: MoparMan Dátum 2017 február 13, 11:00
[#offtopic]
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 14, 09:54
Írta: Virbo Dátum 2017 február 14, 09:54
Közvetlenül valóban nem.
13869-es hozzászólás: "Hát nem érted HÓNOLÓ lesz... Csavarral szétfeszítve... [#vigyor0]"
Sértegetni nem akarlak, valószínűleg van pár év tapasztalatod, ami nekem nincs.
Na de ugorjunk. [#vigyor0]
És még mindig fogalmam sincs hogy lehetne ebben a méretben többköves párhuzamos feszítésű hónolót gyártani. A nulladik pontban megakadok mindig: ilyen keskeny követ hol lehet találni, ami nem törik ketté az első befeszítésnél?
13869-es hozzászólás: "Hát nem érted HÓNOLÓ lesz... Csavarral szétfeszítve... [#vigyor0]"
Sértegetni nem akarlak, valószínűleg van pár év tapasztalatod, ami nekem nincs.
Na de ugorjunk. [#vigyor0]
És még mindig fogalmam sincs hogy lehetne ebben a méretben többköves párhuzamos feszítésű hónolót gyártani. A nulladik pontban megakadok mindig: ilyen keskeny követ hol lehet találni, ami nem törik ketté az első befeszítésnél?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 február 14, 09:59
Írta: 000000000 Dátum 2017 február 14, 09:59
Bocsi, hogy beleszólok.
Ebben a méretben nem a honoláson kell gondolkodni. Hanem a köszörülésen.
Ebben a méretben nem a honoláson kell gondolkodni. Hanem a köszörülésen.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 február 14, 10:00
Írta: 000000000 Dátum 2017 február 14, 10:00
Az lemaradt, hogy pláne akkor, ha a munkadarab forgatható.
A palástköszörüléshez nem kell gyorsan forgatni a munkadarabot.
Tehát, nem lépnek fel kiegyensúlyozási problémák.
A palástköszörüléshez nem kell gyorsan forgatni a munkadarabot.
Tehát, nem lépnek fel kiegyensúlyozási problémák.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 14, 10:15
Írta: Csuhás Dátum 2017 február 14, 10:15
Egy ötlet: Négy külön szegmens bronzból, vagy öntött vasból. Mindkét oldalról dörzsölt kúpos furattal ( még a felvágás előtt dörzsölve ) Majd egy kúpos tengellyel és kúpos anyával feszíted szét, és az elején végén egy kisebb átmérőjű részre felrakott seeger gyűrű ellenében. A szegmensekbe lehet egy egy sugár irányú furatot készíteni amibe lazán illeszkedik a tengelybe ütött négy stift, és így meneszti a szegmenseket.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 14, 10:15
Írta: svager Dátum 2017 február 14, 10:15
Nem értem,miért nem jó neked a gyári?
Amit linkeltem boltban,lehet kapni 19-64mm között állíthatót 4900ft.
Amit linkeltem boltban,lehet kapni 19-64mm között állíthatót 4900ft.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 14, 10:25
Írta: Csuhás Dátum 2017 február 14, 10:25
Milyen kategóriában keressük? Keresőt nem láttam az oldalon, főzőlapok és porszívó tartozékok között pedig nem találtam. Egy pontosabb link esetleg nem volna?
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 14, 10:26
Írta: Virbo Dátum 2017 február 14, 10:26
Nem tudom hogy forgatható-e a hajtókar.
De a köszörülés drága. Nincs sajnos köszörűm. A köszörűs bácsi általában nem szereti ha beesek 1 db valamivel. Tudom keressek mást. De hát... [#shakehead]
De a köszörülés drága. Nincs sajnos köszörűm. A köszörűs bácsi általában nem szereti ha beesek 1 db valamivel. Tudom keressek mást. De hát... [#shakehead]
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 14, 10:31
Írta: Virbo Dátum 2017 február 14, 10:31
Tudom, nekem is van. Mikor felmerült akkor vettem 0. percben.
De. A hajtókar 13mm széles. Azon a rugós izén a köveket egy csap tartja aminek a mentén tudnak elfordulni. A kövek közepén. Na el lehet képzelni, hogy mennyire lehet úgy mozogni, hogy ne billenjenek le a kövek...
Tapasztalat 2: az adott kövek kb 10 másodper alatt elmorzsolódtak. [#vigyor]
Tapasztalat 3: a köveket valamilyen szinten rendbe rakva nagyobb sebességgel is gyorsan kopnak és tükrösítenek ekkora lökethosszal.
Ezzel a fajta hónolóval a szükséges lökethosszt nem lehet megoldani, mert kibillennek a kövek.
De. A hajtókar 13mm széles. Azon a rugós izén a köveket egy csap tartja aminek a mentén tudnak elfordulni. A kövek közepén. Na el lehet képzelni, hogy mennyire lehet úgy mozogni, hogy ne billenjenek le a kövek...
Tapasztalat 2: az adott kövek kb 10 másodper alatt elmorzsolódtak. [#vigyor]
Tapasztalat 3: a köveket valamilyen szinten rendbe rakva nagyobb sebességgel is gyorsan kopnak és tükrösítenek ekkora lökethosszal.
Ezzel a fajta hónolóval a szükséges lökethosszt nem lehet megoldani, mert kibillennek a kövek.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2017 február 14, 10:37
Írta: Virbo Dátum 2017 február 14, 10:37
És a tengely másik végét fognám be a forgatáshoz.
Ha a tengelybe illeszkedik a stift, akkor az hogy tud forogni (állításkor)?
Ugyanez az elképzelés ha van egy fém hengered amibe 4 (5) horony van a szegmenseknek, belül a kúpos tengely.
De ez még mindig csak a csiszolóporos megoldás... [#vigyor0]
Illetve nem nagyon tudom kivitelezni a kúpos tengelyes - ellendarabos részét.
Ha a tengelybe illeszkedik a stift, akkor az hogy tud forogni (állításkor)?
Ugyanez az elképzelés ha van egy fém hengered amibe 4 (5) horony van a szegmenseknek, belül a kúpos tengely.
De ez még mindig csak a csiszolóporos megoldás... [#vigyor0]
Illetve nem nagyon tudom kivitelezni a kúpos tengelyes - ellendarabos részét.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 február 14, 10:39
Írta: 000000000 Dátum 2017 február 14, 10:39
Nem a forgatás a gond.
Igazad van.
Otthoni körülmények között tényleg járhatóbb út a honolás.
Igazad van.
Otthoni körülmények között tényleg járhatóbb út a honolás.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 14, 10:57
Írta: svager Dátum 2017 február 14, 10:57
Telefonról?[#szomoru1]
Gép szerszám/ Kéziszerszám/Járműipari szerszámok
Gép szerszám/ Kéziszerszám/Járműipari szerszámok
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 14, 10:58
Írta: svager Dátum 2017 február 14, 10:58
Ja,már próbáltad.[#wave]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 14, 11:22
Írta: svager Dátum 2017 február 14, 11:22
Csak ötlet,ha összefognál több darabot,Pl.hármat nem tudna kibillenni a kő,a két szélső megvezetné.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 február 14, 12:12
Írta: PSoft Dátum 2017 február 14, 12:12
Látom, már készül/kész a szerszám.
Eretnek ötlet lett volna pld. ennek a szerszámnak az elvéből kiindulni? (http://cnctar.hobbycnc.hu/PSoft/Boncol%C3%A1s/Boncol%C3%A1s_c%C3%A9lszersz%C3%A1m/) [#nemtudom]
Ez egy "csőtágító/peremező" szerszám.
A kúpos mag tolja ki az acél görgőket.
(mint írtam is, az elven van a hangsúly)
(http://cnctar.hobbycnc.hu/PSoft/Boncol%C3%A1s/Boncol%C3%A1s_c%C3%A9lszersz%C3%A1m/IMG_0075.JPG)
Eretnek ötlet lett volna pld. ennek a szerszámnak az elvéből kiindulni? (http://cnctar.hobbycnc.hu/PSoft/Boncol%C3%A1s/Boncol%C3%A1s_c%C3%A9lszersz%C3%A1m/) [#nemtudom]
Ez egy "csőtágító/peremező" szerszám.
A kúpos mag tolja ki az acél görgőket.
(mint írtam is, az elven van a hangsúly)
(http://cnctar.hobbycnc.hu/PSoft/Boncol%C3%A1s/Boncol%C3%A1s_c%C3%A9lszersz%C3%A1m/IMG_0075.JPG)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 február 14, 13:24
Írta: jani300 Dátum 2017 február 14, 13:24
Nem mertem eddig írni :)
De én például a kipufogó cső tágítóra gondoltam .
Legalábbis hasonlóra , mert ilyen kis méretben nincsen valószínűleg .
De én például a kipufogó cső tágítóra gondoltam .
Legalábbis hasonlóra , mert ilyen kis méretben nincsen valószínűleg .
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 február 16, 15:48
Írta: remrendes Dátum 2017 február 16, 15:48
Altalaban mi a legkisebb tavolsag a maromotor also pontja es az asztal kozott? Szoval mekkora a legkisebb szerszamkinyulas, amit hasznaltok?
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 17, 20:29
Írta: mxhg494g3 Dátum 2017 február 17, 20:29
Sziasztok! Sajnos nincs hülye kérdések fórum, ezért itt kell megtennem. Megoldható viszonylag elfogadható árban, egy 50m-es lineáris pálya? A pontosság 20-30 mm is lehet.[#vigyor4]
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2017 február 17, 20:32
Írta: szf Dátum 2017 február 17, 20:32
mire használnád?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 17, 20:34
Írta: Csuhás Dátum 2017 február 17, 20:34
Hogyne, mi kisvasutat használunk erre a célra. :- )
Cím: Re:Mechanikai ötletek
Írta: iv43r83d Dátum 2017 február 17, 21:19
Írta: iv43r83d Dátum 2017 február 17, 21:19
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 február 18, 00:19
Írta: remrendes Dátum 2017 február 18, 00:19
30-as linearis sinekkel lattam mar (talan) Esab plazmavagot 12m hosszban.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 február 18, 02:47
Írta: RJancsi Dátum 2017 február 18, 02:47
A beton-előregyártó üzemek egy részében kötöttpályás (kisvasúti sínes) "tojógépek" készítik a zsalukövet és egyéb termékeket. Akár 100 m hosszban pár mm eltéréssel az egyenestől.Link (https://www.youtube.com/watch?v=-ct20ku7Ovo)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 február 18, 02:51
Írta: RJancsi Dátum 2017 február 18, 02:51
Ez már szinte 3D beton nyomtatás! [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 18, 07:29
Írta: mxhg494g3 Dátum 2017 február 18, 07:29
Kertészkedéssel kapcsolatos dolgokra. De valami láncos hajtás is szóba jöhetne.
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 18, 07:34
Írta: mxhg494g3 Dátum 2017 február 18, 07:34
Nem rossz a link,hasonló is szóba jöhetne. [#vigyor4]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 18, 08:22
Írta: svager Dátum 2017 február 18, 08:22
FarmBot? [#ravasz1]
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2017 február 18, 08:41
Írta: fpd0kbd4 Dátum 2017 február 18, 08:41
Sok függ a konkrét felhasználási környezettől.Ezekkel a paraméterekkel,T vagy I acél síneken golyóscsapágyakkal összeállított kocsikkal,acél sodrony mozgatással tudom elképzelni, a legkarcsúbb anyagi költséggel.
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 19, 09:49
Írta: mxhg494g3 Dátum 2017 február 19, 09:49
Az a helyzet, hogy svager tökéletesen bele talált.[#vigyor3] Ezt szeretném nagyban.
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 19, 09:51
Írta: mxhg494g3 Dátum 2017 február 19, 09:51
Van olyan aki vállalna egy ilyen projektet?
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 19, 10:35
Írta: svager Dátum 2017 február 19, 10:35
Nem túl bonyolult dolog egy ilyet összerakni, viszont én inkább tolokapú fogaslécet raknék rá.
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2017 február 19, 13:04
Írta: w0hgtwf3w Dátum 2017 február 19, 13:04
Ha már mindenképpen kiépített pályát akarsz akkor szerintem talpára lefektetett U profilban közlekedő kis járművet készítenék, egy egyszerű huzalos útmérővel.
Ha széles a terület akkor a pályák végén még egy keresztbe mozgatással esetleg több pályán is lehetne ugyanazt a kocsit használni.
Ha széles a terület akkor a pályák végén még egy keresztbe mozgatással esetleg több pályán is lehetne ugyanazt a kocsit használni.
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2017 február 19, 13:17
Írta: szf Dátum 2017 február 19, 13:17
Régebben ràlàtâsom volt egy 80m hosszú hasonló müködésű pàlyàra.Ahol a hanyat fektetett u profilban görgös lànc volt belehegesztve és felette futott a lànckerék meghajtva omron szervóval.
A pàlya felett y-z tengely mint egy cnc.
A tmk-sok között Maglev volt a beceneve.
A pàlya felett y-z tengely mint egy cnc.
A tmk-sok között Maglev volt a beceneve.
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 19, 14:20
Írta: mxhg494g3 Dátum 2017 február 19, 14:20
Most néztem a tolókapu fogaslécet. 16000 Ft/m. Mondjuk ötletnek nem lenne rossz. Az u profil járható, de nem tudom egy nyolc órás folyamatos munka után hol fog járni pontosságban.
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 19, 14:21
Írta: mxhg494g3 Dátum 2017 február 19, 14:21
Ha ez működött komoly lehetett, de ott nem nagyon lehet elcsúszni a párhuzamostól.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 19, 14:22
Írta: Csuhás Dátum 2017 február 19, 14:22
Szerintem ha nem szántani akarsz vele akkor egész vékony rozsdamentes drót vagy műanyag kötéllel kellene mozgatni és az elcsúszást néhány mikrokapcsolón való áthaladáskor korrigálni.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 19, 14:24
Írta: Csuhás Dátum 2017 február 19, 14:24
Vagy akár biciklilánc is lehet de azt védeni kell a víztől.
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2017 február 19, 14:34
Írta: szf Dátum 2017 február 19, 14:34
úgy nézett ki mint egy kocsi, 4 kerék. A tengelyek egymástól kb1500mm lehettek, a nyomtáv pontosan 2325mm. Megállás előtt a lelassított és a szabadon futó kerekeket el kezdte befékezni.
Pontossága kb 10-15mm lehetett.
10m-10m-enként pozíciónáló oszlopok voltak amik megmondták hányadik 10m-nél tart.Olyan mintha referencia felvételi pontok lettek volna.
A gépen volt a meghajtás vezérlése, akkumlátoros tápellátás.Rádiós távoli vezérlés.
Pontossága kb 10-15mm lehetett.
10m-10m-enként pozíciónáló oszlopok voltak amik megmondták hányadik 10m-nél tart.Olyan mintha referencia felvételi pontok lettek volna.
A gépen volt a meghajtás vezérlése, akkumlátoros tápellátás.Rádiós távoli vezérlés.
Cím: Re:Mechanikai ötletek
Írta: w0hgtwf3w Dátum 2017 február 19, 14:59
Írta: w0hgtwf3w Dátum 2017 február 19, 14:59
A huzalos távolságmérőnek pont az a lényege, hogy a huzaldobot egy helyre rögzítve mindig az lesz a referencia pontod.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 19, 14:59
Írta: svager Dátum 2017 február 19, 14:59
2200 Ft/ 1m (http://szereljukegyutt.hu/fem_fogaslec_8mm_szeles_1_m_hosszu_490)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 február 19, 15:35
Írta: Szalai György Dátum 2017 február 19, 15:35
És ha a végtelenített huzal eléggé kicsit nyúlik a teljes húzóerő hatására, akkor ebben a pontosság tartományban talán vontathat is, meg mérhet is egyszerre.
Ezzel sokat egyszerűsödne a felépítés.
Fémhuzal helyett minimális nyúlású és nagy szakítószilárdságú Dyneema zsinórral még a vizet/koszt is elviselné kenőanyag nélkül.
Ráadásul a terhelhetőség/súly aránya vagy tízszer jobb az acélnál, ezért levegőben is jobban feszíthető.
Ezzel sokat egyszerűsödne a felépítés.
Fémhuzal helyett minimális nyúlású és nagy szakítószilárdságú Dyneema zsinórral még a vizet/koszt is elviselné kenőanyag nélkül.
Ráadásul a terhelhetőség/súly aránya vagy tízszer jobb az acélnál, ezért levegőben is jobban feszíthető.
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 19, 15:36
Írta: mxhg494g3 Dátum 2017 február 19, 15:36
Annyira kezdeti még az egész, de feltételezhetően az y is lesz vagy 10m, de ez simán kivitelezhető fogasléccel. Annyi jó tippet kaptam,a láncos az megvalósult és működik, a sodrony pontos és olcsó... Van olyan aki bevállalná? :)
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 19, 15:45
Írta: mxhg494g3 Dátum 2017 február 19, 15:45
Köszi a tippet. Utána néztem a zsinórnak. Arra gondoltam, hogy nem végtelenített, hanem a húzást két ellenkező irányból két motor végezheti. Talán így teljesen kiküszöbölhető egy csiga csúszása.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 február 19, 15:57
Írta: Szalai György Dátum 2017 február 19, 15:57
Szerintem neked a hármas bőven elég is lenne.
http://www.maritimehajosbolt.hu/termek/kotel-3as-fall-fekete-tkv03tdydnrfk (http://www.maritimehajosbolt.hu/termek/kotel-3as-fall-fekete-tkv03tdydnrfk)
http://www.maritimehajosbolt.hu/termek/kotel-3as-fall-fekete-tkv03tdydnrfk (http://www.maritimehajosbolt.hu/termek/kotel-3as-fall-fekete-tkv03tdydnrfk)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 19, 16:17
Írta: svager Dátum 2017 február 19, 16:17
Állandóan változik a tekercs/ dob átmérő,ezt hogyan tudod majd vezérelni?
Ráadásul a tekercs már rugalmas lesz amikor fel van tekerve.
Ráadásul a tekercs már rugalmas lesz amikor fel van tekerve.
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 19, 16:32
Írta: mxhg494g3 Dátum 2017 február 19, 16:32
És a távolságmérő nem nyújt erre megoldást?
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 19, 16:33
Írta: mxhg494g3 Dátum 2017 február 19, 16:33
Az első amit találtam, az a Decatlonban volt és 45 kg. teherbírással 1100/m-ért. :) Van különbség.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 19, 17:40
Írta: svager Dátum 2017 február 19, 17:40
De minden bizonnyal,viszont az újabb motorok és vezetékek illetve a hozzá való alkatrészek feszítők,dob,stb. csak bonyolultabb és ezáltal drágább is lesz.
A fogasléc/ lánchajtásnál mindent felrakhatsz a hídra,csak egy tápkábel kell hozzá.
(Szerintem)
A fogasléc/ lánchajtásnál mindent felrakhatsz a hídra,csak egy tápkábel kell hozzá.
(Szerintem)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 február 19, 17:58
Írta: Szalai György Dátum 2017 február 19, 17:58
Esetleg a megtett utat nem a kötéldob elfordulásán méri, hanem a kötél iránytörésében elhelyezett független csigán, amin nem csúszik a kötél.
Ez (http://cnctar.hobbycnc.hu/Szalai_Gyorgy/rwo57.jpg) egy Derlin acetál gyanta golyóscsapággyal szerelt, RWO gyártmányú, 57 méretsorozatú, racsnis kötélvezető csiga. (Amin jó, ha nem csúszik meg a kötél, mert akkor hiába volna racsnis.) A kötéllel érintkező felülete nem sima, hanem a képen látható, megnevezhetetlen geometriájú.
Mint minden neves gyártó, a Harken is készít ilyet és az ő képén (http://www.v-rigger.com/WebRoot/Store/Shops/es140267/4E13/1C9D/C292/0FBC/0342/0A0F/1117/1F95/carbo-ratchet-sheave.jpg) jobban látszik a lényeg mint az enyémen.
Ez (http://cnctar.hobbycnc.hu/Szalai_Gyorgy/rwo57.jpg) egy Derlin acetál gyanta golyóscsapággyal szerelt, RWO gyártmányú, 57 méretsorozatú, racsnis kötélvezető csiga. (Amin jó, ha nem csúszik meg a kötél, mert akkor hiába volna racsnis.) A kötéllel érintkező felülete nem sima, hanem a képen látható, megnevezhetetlen geometriájú.
Mint minden neves gyártó, a Harken is készít ilyet és az ő képén (http://www.v-rigger.com/WebRoot/Store/Shops/es140267/4E13/1C9D/C292/0FBC/0342/0A0F/1117/1F95/carbo-ratchet-sheave.jpg) jobban látszik a lényeg mint az enyémen.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 február 20, 08:10
Írta: svager Dátum 2017 február 20, 08:10
Megnéztem néhány videot,és ezeknek 1,5m×3m a( veteményes) mérete.
Nem tudom,hogy 10m×50m területen hogyan lehetne ezt kivitelezni,már az ültetés is problémás,mivel a szerszám cserélő pozícióban veszi fel egyesével a magokat.
Nyilván a vetés lehet különböző időpontokban, mivel a növényeket sem egy időben ültetik,viszont közben gyomlálni és locsolni is kell.
Nem tudom,hogy 10m×50m területen hogyan lehetne ezt kivitelezni,már az ültetés is problémás,mivel a szerszám cserélő pozícióban veszi fel egyesével a magokat.
Nyilván a vetés lehet különböző időpontokban, mivel a növényeket sem egy időben ültetik,viszont közben gyomlálni és locsolni is kell.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 február 20, 11:01
Írta: ywathzay Dátum 2017 február 20, 11:01
Az a legkevesebb hogy veszi fel a magot. Azt szállíthatja a hídon is.... de azért tíz méter fesztávra már illik egy kisebb rácsos tartó, különben a saját súlyától is behajlik.
Megy az ötletelés ezerrel, pedig kivitelezőt keres a kolléga, nem ötleteket vár a megvalósításra.
Megy az ötletelés ezerrel, pedig kivitelezőt keres a kolléga, nem ötleteket vár a megvalósításra.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 február 20, 11:32
Írta: zozo Dátum 2017 február 20, 11:32
Milyen jó cuccok tudnak lenni a hajókon... -igaz? [#wink]
(Remélem a nyáron Te is vízre szállsz ismét.)
Azért tegyük hozzá, hogy ezek a "karmos" csigaprofilok bizony meg tudnak kopni, aztán már csúszik is rajta a kötél.
(Remélem a nyáron Te is vízre szállsz ismét.)
Azért tegyük hozzá, hogy ezek a "karmos" csigaprofilok bizony meg tudnak kopni, aztán már csúszik is rajta a kötél.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 február 20, 18:33
Írta: Szalai György Dátum 2017 február 20, 18:33
Nem szállok vízre, hanem hegyre szállok meg síkra. Nyomom a kéktúrát, ahogy csak bírom, a fiatalokkal. Sümeg felől már lassan beérek a Balaton felvidékre.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 február 20, 20:09
Írta: Csuhás Dátum 2017 február 20, 20:09
De jó egy túratárs! Gratulálok! A Sümeg Tapolca táv nekünk is most volt novemberben. A kék az egyik legjobb dolog az országban, mondom ezt sok sok lejár km után.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 február 20, 21:25
Írta: PSoft Dátum 2017 február 20, 21:25
Azért a színvilághoz, hű maradtál!
Kékszalag, kéktúra...:)
Kékszalag, kéktúra...:)
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 21, 19:39
Írta: mxhg494g3 Dátum 2017 február 21, 19:39
Igen, de nem kell külön felvenni, ha egy tengelyen van az összes.
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 21, 19:40
Írta: mxhg494g3 Dátum 2017 február 21, 19:40
Igen ez nem rossz, és idővel viszonylag könnyen meghosszabbítható.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 február 21, 20:07
Írta: keri Dátum 2017 február 21, 20:07
Ha nem kell pontosság, akkor szögvas, és kapu görgő.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 február 21, 20:09
Írta: keri Dátum 2017 február 21, 20:09
U-ba minden szemét belemegy.
Huzal sem túl tartós.
Kapu mozgató fogasléc jobb ötlet.
Huzal sem túl tartós.
Kapu mozgató fogasléc jobb ötlet.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 február 21, 20:10
Írta: keri Dátum 2017 február 21, 20:10
Hát akkor ne ott vedd :)
Pár ezer forint métere.
Ha több akkor lézerrel kell vágatni.
Pár ezer forint métere.
Ha több akkor lézerrel kell vágatni.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 február 22, 07:25
Írta: RJancsi Dátum 2017 február 22, 07:25
Lehet, hogy nem is annyira elvetemült gondolat: a pálya végén egy lézervetítő (pontlézer), amit a gépen levő érzékelő "figyel". Ezzel egyszerűen lehet az irányt tartani. Az iparban sok ilyen rendszerű gépvezérlés van. A távolságot autonóm módon távmérővel vagy a hajtott kerekek mozgásából lehetne meghatározni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 február 25, 20:05
Írta: s7manbs8 Dátum 2017 február 25, 20:05
Egy 2 léptetőmotoros, mindkettő forgótengely mechanikára lenne szükségem, minél tömzsibb méretben, valami kész 3d modell iylesmi jó lenne 3D nyomtathatóan, ha létezne, valakinek ötlete, vagy valahol látott ilyet ideírhatná. Kösz. Nema17vagy az alatti motorokkal.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 február 25, 23:09
Írta: remrendes Dátum 2017 február 25, 23:09
Segitenek meg a rajzban is, de nem annyira vilagos a dolog.
Cím: Re:Mechanikai ötletek
Írta: sastas Dátum 2017 február 26, 02:38
Írta: sastas Dátum 2017 február 26, 02:38
Olyanra gondolsz mint egy Scara robot?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 február 26, 05:43
Írta: Szalai György Dátum 2017 február 26, 05:43
Ahhoz kéne egy legalább 2D (de lehet, hogy 3) szervó rendszer, aminek csak annyi a dolga, hogy a sugáron tartsa az optikai érzékelőt, az egyenetlen talajviszonyok ellenében.
Ágyúval verébre megoldásnak tűnik egy kerti traktorhoz.
Ágyúval verébre megoldásnak tűnik egy kerti traktorhoz.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 február 26, 07:00
Írta: RJancsi Dátum 2017 február 26, 07:00
Első tudatlan ráérzésre a cnc is olyan bonyolult és kifinomult dolog, hogy csak profiknak, ipari környezetben van létjogosultsága. Ehhez képest itt ez a fórum a többmilliós ipari gépektől kezdve a "deszka" gravírozókig.
Nem biztos, hogy komoly szervó rendszerre van szükség, a józan paraszti ész és a találékonyság csodákra képes. [#papakacsint]
Nem biztos, hogy komoly szervó rendszerre van szükség, a józan paraszti ész és a találékonyság csodákra képes. [#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 február 26, 14:05
Írta: s7manbs8 Dátum 2017 február 26, 14:05
Mint egy kis robotkar vége nagyjából, 2 egymásra merőleges tengely forogjon.
Cím: Re:Mechanikai ötletek
Írta: cptMcLane Dátum 2017 február 26, 15:27
Írta: cptMcLane Dátum 2017 február 26, 15:27
Szia, Paracord zsinór? 150,-Ft/m. Kapható: Bp, Üllői út 32.
Kreatív Ékszer Gyöngyösbolt. Tel: 1 328 0268
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_7v23m8ggxmwn7qnp5230o_1446.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/7v23m8ggxmwn7qnp5230o_1446.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_3zepvak2d3qohd5d872qv_1446.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/3zepvak2d3qohd5d872qv_1446.jpg)
Kreatív Ékszer Gyöngyösbolt. Tel: 1 328 0268
(https://hobbicncforum.hu/uploaded_images/2017/02/tn_7v23m8ggxmwn7qnp5230o_1446.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/7v23m8ggxmwn7qnp5230o_1446.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/tn_3zepvak2d3qohd5d872qv_1446.jpg) (https://hobbicncforum.hu/uploaded_images/2017/02/3zepvak2d3qohd5d872qv_1446.jpg)
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 26, 17:11
Írta: mxhg494g3 Dátum 2017 február 26, 17:11
Jül néz ki. És ez nem nyúlik?
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 26, 17:12
Írta: mxhg494g3 Dátum 2017 február 26, 17:12
Igen, egy útmérő. És nyúlástól függetlenül mindig tudja hol van.
Cím: Re:Mechanikai ötletek
Írta: mxhg494g3 Dátum 2017 február 26, 17:14
Írta: mxhg494g3 Dátum 2017 február 26, 17:14
A huzal lenne szerintem a legjobb a mozgatásra. A tengely két végét meg talán elbírja egy görgős sin.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 február 27, 05:33
Írta: Szalai György Dátum 2017 február 27, 05:33
. . . mint a csúzligumi. (https://en.wikipedia.org/wiki/Parachute_cord)
Cím: Re:Mechanikai ötletek
Írta: Peppe Dátum 2017 március 01, 20:23
Írta: Peppe Dátum 2017 március 01, 20:23
Sziasztok,
Mit szóltok az Openbuilds.org-os mechanikai megoldásokhoz?
Mennyire strapabíró?
Személy szerint fa/alu/plexi megmunkálásra használnám igazán.
Érdemes vele foglalkozni vagy távolról kerüljem el?
Nekem azok a kerekek kopása miatt nem tetszik.
Erre gondoltam:
http://openbuildspartstore.com/c-beam-linear-actuator-bundle/
Péter
Mit szóltok az Openbuilds.org-os mechanikai megoldásokhoz?
Mennyire strapabíró?
Személy szerint fa/alu/plexi megmunkálásra használnám igazán.
Érdemes vele foglalkozni vagy távolról kerüljem el?
Nekem azok a kerekek kopása miatt nem tetszik.
Erre gondoltam:
http://openbuildspartstore.com/c-beam-linear-actuator-bundle/
Péter
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 március 03, 07:50
Írta: Motoros Dátum 2017 március 03, 07:50
Ha az alu profilba pattintott kéregedzett acélrúdra gondolsz amin profilos csapágyak futnak akkor amiatt ne aggódj, nem igen fog az megkopni. Ráadásul a por szennyállósága, koszvédelme is elég jó, ha rá is tapad valami akkor egy mozdulattal lehúzható.
Ami nekem inkább furcsa, hogy a motorokat két láb fogja + a tengely---hát lehet ide elég, de nem szép. Gravírozgatni műanyagoz marogatni jó ez kezdésnek, de pl az alut már nem igen szereti csak igen kis fogásokkal.
Ami nekem inkább furcsa, hogy a motorokat két láb fogja + a tengely---hát lehet ide elég, de nem szép. Gravírozgatni műanyagoz marogatni jó ez kezdésnek, de pl az alut már nem igen szereti csak igen kis fogásokkal.
Cím: Re:Mechanikai ötletek
Írta: Peppe Dátum 2017 március 03, 19:08
Írta: Peppe Dátum 2017 március 03, 19:08
Nem teljesen. Ennél nincs köszörült rúd.
Én erre gondoltam:
http://openbuildspartstore.com/v-slot-nema-23-linear-actuator-bundle-lead-screw/
Amire te gondoltál tudnál küldeni linket amin lehet szemezgetni az alkatrészek között.
Én erre gondoltam:
http://openbuildspartstore.com/v-slot-nema-23-linear-actuator-bundle-lead-screw/
Amire te gondoltál tudnál küldeni linket amin lehet szemezgetni az alkatrészek között.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 március 03, 20:30
Írta: Motoros Dátum 2017 március 03, 20:30
Igen ezt elnéztem, itt valami alu profilon gördül a müanyag kerék. ITT (http://cdn1.bigcommerce.com/server2300/itwgldve/products/96/images/909/untitled.142__02700.1383017940.1280.1280.jpg?c=2) jól látszik.
Amire gondoltam az ILYESMI (http://cnctar.hobbycnc.hu/Misimuvek/a3orsox.jpg) megoldás.
Amire gondoltam az ILYESMI (http://cnctar.hobbycnc.hu/Misimuvek/a3orsox.jpg) megoldás.
Cím: Re:Mechanikai ötletek
Írta: ebbwvjnt3 Dátum 2017 március 03, 20:53
Írta: ebbwvjnt3 Dátum 2017 március 03, 20:53
Sziasztok!
Tud valaki Budapesten egy nem webáruházat, ahol gépépítő profilokat sarokelem,csavart lehet venni?
Egész nap a netet bujom,sehol nincs csak megrendelésre.
Köszönöm
Tud valaki Budapesten egy nem webáruházat, ahol gépépítő profilokat sarokelem,csavart lehet venni?
Egész nap a netet bujom,sehol nincs csak megrendelésre.
Köszönöm
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 március 03, 21:19
Írta: 000000000 Dátum 2017 március 03, 21:19
Mikor még nem lehetett hozzájutni ilyen görgős lineáris csodákhoz akkor csapágyból csináltunk magunknak.
Úgy válogatunk össze méreteket, hogy a kis csapágy a nagyobbnak a belső futógyűrűjébe passzoljon.
Aztán a nagy csapágy külső gyűrűje le lett vágva.
Igaz ez még a hobby CNC hőskorában volt.
Most már ahhoz képest tejjel-mézzel folyó Kánaán van.
Úgy válogatunk össze méreteket, hogy a kis csapágy a nagyobbnak a belső futógyűrűjébe passzoljon.
Aztán a nagy csapágy külső gyűrűje le lett vágva.
Igaz ez még a hobby CNC hőskorában volt.
Most már ahhoz képest tejjel-mézzel folyó Kánaán van.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 március 03, 21:49
Írta: Motoros Dátum 2017 március 03, 21:49
Vagy sima mélyhornyú csapágynak leköszörülve a pereme és hasonló másikkal szembe fordítva összeszorítani.
Nem is tudok ki volt az elkövető.[#nemtudom]
(http://cnctar.hobbycnc.hu/Misimuvek/ig04total.jpg)
Nem is tudok ki volt az elkövető.[#nemtudom]
(http://cnctar.hobbycnc.hu/Misimuvek/ig04total.jpg)
Cím: Re:Mechanikai ötletek
Írta: grekon Dátum 2017 március 03, 23:56
Írta: grekon Dátum 2017 március 03, 23:56
Ès a sin mi volt ? Mutathatnàl egy közeli kèpet is . .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 március 04, 00:12
Írta: 000000000 Dátum 2017 március 04, 00:12
A sin maga az alu profil hornyába beletett rúdanyag.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 március 04, 01:08
Írta: 000000000 Dátum 2017 március 04, 01:08
Sajnos, ez nem így van.
Létezik olyan aluprofil, ami bepattintható az aluprofil nútjába. És ebbe a bepattintható profilba pattantható be a kéreg edzett rúd. Amin gördül a profilos csapágy.
Létezik olyan aluprofil, ami bepattintható az aluprofil nútjába. És ebbe a bepattintható profilba pattantható be a kéreg edzett rúd. Amin gördül a profilos csapágy.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 március 04, 08:20
Írta: 000000000 Dátum 2017 március 04, 08:20
Mielőtt irkálsz nézd meg az előzményeket !
Például [13981] számú hozzászólást.
Tudom jól miről beszélsz.
De 10-12 éve örült az ember ha már alu profilt tudott szerezni, mert nem volt cég aki kiskereskedelemmel foglalkozott vonna.
Azóta már boldog boldogtalan gyárt, árul, kereskedik az ilyen hobby cnc igények kielégítésére.
Mikor az első gépet építettük még a nagyobb méretű motort is úgy kellet vadászni és egy 6.4Nm belőle 56,000Ft+ÁFa volt. aztán létezett hozzá a Magi profi 1 vezérlő oszt csókolom.
Ami "gyári" vezérlő volt az meg egy tengelyre 300,000-ért vesztegették!
Például [13981] számú hozzászólást.
Tudom jól miről beszélsz.
De 10-12 éve örült az ember ha már alu profilt tudott szerezni, mert nem volt cég aki kiskereskedelemmel foglalkozott vonna.
Azóta már boldog boldogtalan gyárt, árul, kereskedik az ilyen hobby cnc igények kielégítésére.
Mikor az első gépet építettük még a nagyobb méretű motort is úgy kellet vadászni és egy 6.4Nm belőle 56,000Ft+ÁFa volt. aztán létezett hozzá a Magi profi 1 vezérlő oszt csókolom.
Ami "gyári" vezérlő volt az meg egy tengelyre 300,000-ért vesztegették!
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 március 04, 09:59
Írta: Motoros Dátum 2017 március 04, 09:59
Fotót nem tudok mert a gép már nincsen meg.
Ez szabvány ITEM profil bepattintható alu profillal amiben volt a 6 mm kéregedzett rúd. De volt olyan variációm is aminél a rúdanyag simán befeküdt az alu nútba. De ezek már túlhaladott dolgok, nem biztos hogy megéri, sőt biztos, hogy nem, de akkor ez volt egy variáció.
Ez szabvány ITEM profil bepattintható alu profillal amiben volt a 6 mm kéregedzett rúd. De volt olyan variációm is aminél a rúdanyag simán befeküdt az alu nútba. De ezek már túlhaladott dolgok, nem biztos hogy megéri, sőt biztos, hogy nem, de akkor ez volt egy variáció.
Cím: Re:Mechanikai ötletek
Írta: grekon Dátum 2017 március 04, 10:13
Írta: grekon Dátum 2017 március 04, 10:13
De az ötlet jó máshova meg használható .
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 március 04, 10:49
Írta: Motoros Dátum 2017 március 04, 10:49
Ne bújd hanem blattyog el IDE (http://www.tech-con.hu/) aztán a nagy ITEM katalógusukat kérd el a bejáratnál jobbra és blattyogj haza és nézd át és válasszad ki mi kell és vedd meg. Pénzt azért vigyél.[#wink]
Cím: Re:Mechanikai ötletek
Írta: j5new3bgb Dátum 2017 április 11, 13:21
Írta: j5new3bgb Dátum 2017 április 11, 13:21
Sziasztok!
Lineáris vezetékeket lehet toldani?
A végeik ferdén vannak levágva. Pontosan megköszörülve bele lehet toldani? Plazmavágó asztal Y tengelyéről lenne szó.
NSK LH sorozatos sínról lenne szó, bár ez szerintem lényegtelen.
Lineáris vezetékeket lehet toldani?
A végeik ferdén vannak levágva. Pontosan megköszörülve bele lehet toldani? Plazmavágó asztal Y tengelyéről lenne szó.
NSK LH sorozatos sínról lenne szó, bár ez szerintem lényegtelen.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 április 11, 13:28
Írta: Csuhás Dátum 2017 április 11, 13:28
Igen. Pontosan merőlegesre köszörülve a végét.
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2017 április 11, 13:53
Írta: 4ybj8h3c8 Dátum 2017 április 11, 13:53
Ez se rossz, de a kérdés azért lebeg az éterben, hogy a magyar kereskedő miért nem akar árral és fényképpel eladni valamit. Tele a net olyan oldalakkal, ahol csak megrendelés után süllyednek le a pórhoz és nyögnek nagy kegyesen valami árat. De erősen sanszos, hogy amint kiderül , hogy a rendelés mértékegysége nem a konténer vagy tartálykocsi, akkor még válaszra sem méltatják az embert.
Cím: Re:Mechanikai ötletek
Írta: j5new3bgb Dátum 2017 április 11, 14:31
Írta: j5new3bgb Dátum 2017 április 11, 14:31
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 április 11, 17:09
Írta: svejk Dátum 2017 április 11, 17:09
Ahogy írja Csuhás... és ami a gyakorlatban azt jelenti, hogy flex-el szemre merőlegesen elvágod a síneket az éleket épp egy hangyafasznyit letöröd, a két sínre ráhúzol felesbe egy kocsit és így rögzíted a síneket. :)
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 13, 22:00
Írta: 0w3dp8g7e Dátum 2017 április 13, 22:00
Sziasztok!
Az utobbi időbe egyre többet foglalkozok a témával
Olyan 1300mmx600-700mmx300mm munkaterületű gépet szeretnék. Saját, hobbi célra, plexi vágás, gravirozás 2-4 mm rétegeltlemez vágása!
Combó gépet tervezekugy hogy a maró helyére lézert is tudjak tenni!
Találtam egy ilyen rendszerű BlackToe nevű (https://www.google.ch/search?q=blacktoe+cnc&client=ms-android-samsung&prmd=imsvn&source=lnms&tbm=isch&sa=X&ved=0ahUKEwi_hfzYmqLTAhXMAsAKHbuLBvUQ_AUIBygB&biw=360&bih=560&dpr=3) géptipust!
Mi a véleményetek rola? Odákat zengenek a gépről, meg állitolag stabil is, és szinte teljesen kiküszöbölhető a kottyanás!
Igen tudom... ez erősen hobbi kategória!
Az utobbi időbe egyre többet foglalkozok a témával
Olyan 1300mmx600-700mmx300mm munkaterületű gépet szeretnék. Saját, hobbi célra, plexi vágás, gravirozás 2-4 mm rétegeltlemez vágása!
Combó gépet tervezekugy hogy a maró helyére lézert is tudjak tenni!
Találtam egy ilyen rendszerű BlackToe nevű (https://www.google.ch/search?q=blacktoe+cnc&client=ms-android-samsung&prmd=imsvn&source=lnms&tbm=isch&sa=X&ved=0ahUKEwi_hfzYmqLTAhXMAsAKHbuLBvUQ_AUIBygB&biw=360&bih=560&dpr=3) géptipust!
Mi a véleményetek rola? Odákat zengenek a gépről, meg állitolag stabil is, és szinte teljesen kiküszöbölhető a kottyanás!
Igen tudom... ez erősen hobbi kategória!
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 április 13, 22:09
Írta: svager Dátum 2017 április 13, 22:09
"és szinte teljesen kiküszöbölhető a kottyanás"
Főleg párásabb időben [#nyes](bocs ezt nem tudtam kihagyni)
Szerintem a lézerhez kevés lesz a sebessége.
Főleg párásabb időben [#nyes](bocs ezt nem tudtam kihagyni)
Szerintem a lézerhez kevés lesz a sebessége.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 április 13, 22:12
Írta: svager Dátum 2017 április 13, 22:12
Most láttam egy videót,nem is olyan lassú [#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 13, 22:56
Írta: 0w3dp8g7e Dátum 2017 április 13, 22:56
Na ez az hogy nem is olyan lassu...
mondjuk egyik fele MDF lapbol.. màsik fele rétegeltlemezből csinàlja!
Maga a "V" nútos görgő "L" profillal tudom hogy működőképes. Elég sok cnc-n láttam... Csak ez a butorlap ;) :) de nekem tetszik! Lehet hogy belemászok egybe!
Na megyek is a hirdetős topickba, Keresek valakit lapvágásra,
Ha van még véleményetek, tippetek akkor mondjátok! Minden kritikát szivesen veszek
mondjuk egyik fele MDF lapbol.. màsik fele rétegeltlemezből csinàlja!
Maga a "V" nútos görgő "L" profillal tudom hogy működőképes. Elég sok cnc-n láttam... Csak ez a butorlap ;) :) de nekem tetszik! Lehet hogy belemászok egybe!
Na megyek is a hirdetős topickba, Keresek valakit lapvágásra,
Ha van még véleményetek, tippetek akkor mondjátok! Minden kritikát szivesen veszek
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 13, 23:02
Írta: 0w3dp8g7e Dátum 2017 április 13, 23:02
Mondjuk az a fogasszíj hajtás is tetszik! ;)
Ahhoz hogy a fogasszíj hajtás pontos legyen, ahhoz gondolom spanolni kell rendesen a fogasszíjt ez viszont gondolom lefogja a motort igy az inditásnál sokkal nagyobb eröt kell a motornak kifejtenie... gondolom ugyan ez fennál a menetrsszárnàl... de ott azèrt valamivel kisebb ugye?
Ahhoz hogy a fogasszíj hajtás pontos legyen, ahhoz gondolom spanolni kell rendesen a fogasszíjt ez viszont gondolom lefogja a motort igy az inditásnál sokkal nagyobb eröt kell a motornak kifejtenie... gondolom ugyan ez fennál a menetrsszárnàl... de ott azèrt valamivel kisebb ugye?
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 április 13, 23:11
Írta: svager Dátum 2017 április 13, 23:11
Nem feltétlenül kell megfeszíteni,a menetes szár ekkora méretben már felejtős,lézerhez meg lassú.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_5qqqjye85gwboeuqidzae_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/5qqqjye85gwboeuqidzae_2939.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_5qqqjye85gwboeuqidzae_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/5qqqjye85gwboeuqidzae_2939.jpg)
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 13, 23:21
Írta: 0w3dp8g7e Dátum 2017 április 13, 23:21
Jol làtom ez valami olyan megoldás hogy dupla fogasszíj... az egyik fekszik a profilon a másik meg bele kapaszkodik?
Valahogy így?
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_xwhc53sif078dx3efjoop_5223.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/xwhc53sif078dx3efjoop_5223.jpg)
Valahogy így?
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_xwhc53sif078dx3efjoop_5223.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/xwhc53sif078dx3efjoop_5223.jpg)
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 13, 23:22
Írta: 0w3dp8g7e Dátum 2017 április 13, 23:22
Mondjuk én előszőr valami ilyenre gondoltam!
/ alul fehér/
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_2c382fg3gwfryhuu2tcif_5223.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/2c382fg3gwfryhuu2tcif_5223.jpg)
/ alul fehér/
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_2c382fg3gwfryhuu2tcif_5223.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/2c382fg3gwfryhuu2tcif_5223.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 április 14, 05:35
Írta: Szalai György Dátum 2017 április 14, 05:35
Az a képen a hosszú mozgáspályákra fejlesztett omega szíjhajtás.
https://www.google.com/patents/US20090301237 (https://www.google.com/patents/US20090301237)
http://www.bell-everman.com/images/stories/Bell_Everman_SBL_H_Tech_Specs.pdf (http://www.bell-everman.com/images/stories/Bell_Everman_SBL_H_Tech_Specs.pdf)
A hozzá használt szíj tulajdonsága, hogy a fogai a foghézagokat pontosan kitöltik.
Az alsó szíj nem csak fekszik, hanem le is van ragasztva, ezért nem nyúlik.
Ebbe zár bele a felső szíj fogazata, védve a kosztól.
A nyúló szíjszakasz így, az omega formában épp bent lévő, két simító kerék közötti darab.
A szíj alakkal zár és a nyúló szakasz rövid, ezért nem kell feszíteni a szíjat.
https://www.google.com/patents/US20090301237 (https://www.google.com/patents/US20090301237)
http://www.bell-everman.com/images/stories/Bell_Everman_SBL_H_Tech_Specs.pdf (http://www.bell-everman.com/images/stories/Bell_Everman_SBL_H_Tech_Specs.pdf)
A hozzá használt szíj tulajdonsága, hogy a fogai a foghézagokat pontosan kitöltik.
Az alsó szíj nem csak fekszik, hanem le is van ragasztva, ezért nem nyúlik.
Ebbe zár bele a felső szíj fogazata, védve a kosztól.
A nyúló szíjszakasz így, az omega formában épp bent lévő, két simító kerék közötti darab.
A szíj alakkal zár és a nyúló szakasz rövid, ezért nem kell feszíteni a szíjat.
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 14, 09:27
Írta: 0w3dp8g7e Dátum 2017 április 14, 09:27
Nagyon szépek azok a kocsik... de adatlap nélkül is biztos vagyok benne hogy nekem az tul drága!
Hobbi szintek szoktak ilyet megvalósítani?
A sin mellè még egy profil amin fut a szíj, simítógörgők, ès àllitható felfogatás a motorhoz, hogy passzoljon több fogaskerékhez is
Hobbi szintek szoktak ilyet megvalósítani?
A sin mellè még egy profil amin fut a szíj, simítógörgők, ès àllitható felfogatás a motorhoz, hogy passzoljon több fogaskerékhez is
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 14, 09:30
Írta: 0w3dp8g7e Dátum 2017 április 14, 09:30
Amit én linkeltem "Sima lengő szíjas" az nagyon nagy terhelést ad a motornak, Keresek pár adatlapot, mekkora a szíjak nyúlása
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2017 április 14, 09:37
Írta: Rabb Ferenc Dátum 2017 április 14, 09:37
Tele a tököm az ilyen buzi amerikai szabadalmakkal [#boxer] Ha valaki nem a csavarra hajtja az anyát, hanem a csavart tekeri az annyába - szabadalmaztatja.
Egyszer majd valakinek eszébe jut levédetni a lélegzetvételt is, aztán fizethetünk nekik minden szippantásért.
Egyszer majd valakinek eszébe jut levédetni a lélegzetvételt is, aztán fizethetünk nekik minden szippantásért.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 április 14, 10:34
Írta: Motoros Dátum 2017 április 14, 10:34
Tőlem egyszer kért valaki olyan csavart amiben belül van a menet.
Mondtam neki hogy ezt lekéste, mert már szabadalmaztatták...anya néven.
Azért megnyugtattam, bárki gyárthatja mert 20 év után közkincs.
Mondtam neki hogy ezt lekéste, mert már szabadalmaztatták...anya néven.
Azért megnyugtattam, bárki gyárthatja mert 20 év után közkincs.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2017 április 14, 10:41
Írta: designr Dátum 2017 április 14, 10:41
Ha félsz a motortengely nagy terhelésétől csinálj egy csapágyazott szijas áttételt a motor és a hosszú szijj meghajtó kereke közé,ami felveszi a megfeszítésből adódó terhelést..ezzel szépen be tudod állitani a fordulatot is..és a rövid végtelenitett szij miatt csak épp meg kell egy kicsit fesziteni..
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 14, 10:58
Írta: 0w3dp8g7e Dátum 2017 április 14, 10:58
Félni mondjuk nem félek... csak tapasztalat és ismeret hiányába nem tudom hogy mennyire fogja le a tengelyt, és ezálltal mennyivel kell tulméretezni a motort! Amugy csak azért szemezek vele mert ehhez a BlackToe géphez pont passzolna! Árba is meg stilusba is! ;)
Még egy kérdés... én hobby célra használom majd a gépet és nem is gyakran....
Viszont a hely nagy probléma...
Mozgó hidas gépet tervezek, de foglalkoztat a gondolat hog vajon életképes lehet e a "levehető hidas" technika?? Így könyebb tárolni is!
Valahogy ugy gondoltam hogy fogasszíj kiakaszt és egyik irányba lejár a kocsi a profilról.....
Nagy hülyeség?
Még egy kérdés... én hobby célra használom majd a gépet és nem is gyakran....
Viszont a hely nagy probléma...
Mozgó hidas gépet tervezek, de foglalkoztat a gondolat hog vajon életképes lehet e a "levehető hidas" technika?? Így könyebb tárolni is!
Valahogy ugy gondoltam hogy fogasszíj kiakaszt és egyik irányba lejár a kocsi a profilról.....
Nagy hülyeség?
Cím: Re:Mechanikai ötletek
Írta: izbeki Dátum 2017 április 14, 11:04
Írta: izbeki Dátum 2017 április 14, 11:04
Ez a megoldás? Elég helytakarékos.
Kompas H-2000 (http://www.cnc1.eu/hu/kompas-h-2000.htm)
Kompas H-2000 (http://www.cnc1.eu/hu/kompas-h-2000.htm)
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2017 április 14, 11:05
Írta: designr Dátum 2017 április 14, 11:05
Innen már csak egy lépés a felfujható változat..
Viccet félretéve ha szétszedhető ..amit meg lehet csinálni..minden használat előtt összerakni,beállítani..
Mostanában sok olyan gépet látni mint az ipari lapszabászgépek..70-80 fokban függőbe állitott asztal és ellensuly..
Viccet félretéve ha szétszedhető ..amit meg lehet csinálni..minden használat előtt összerakni,beállítani..
Mostanában sok olyan gépet látni mint az ipari lapszabászgépek..70-80 fokban függőbe állitott asztal és ellensuly..
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2017 április 14, 11:06
Írta: designr Dátum 2017 április 14, 11:06
Ugye...::))
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 14, 11:25
Írta: 0w3dp8g7e Dátum 2017 április 14, 11:25
Hmmmm... felfujható... azt hiszem előveszem a gyerek úszógumijait![#vigyor2][#guluszem1]
De komolyra dorditva a szót... ha havonta meg fogok gravirozni egy plexit... vagy kivagni egy (valamien formát , kameratartot motortartót) rétegelt lemezből akkor már sokat mondok!
Ezért gondoltam a levehető hidra. vagy pedig a másik hogy valahogy mehanikusan fixálom mondjuk csavarral hátsó helyzetbe a hidat és felakasztom a falra!
Társasház 2x3 méteres pincetárolo.... ezért gondolkodok csak a szétszedhetőségen vagy a felakaszthatóságon...
De komolyra dorditva a szót... ha havonta meg fogok gravirozni egy plexit... vagy kivagni egy (valamien formát , kameratartot motortartót) rétegelt lemezből akkor már sokat mondok!
Ezért gondoltam a levehető hidra. vagy pedig a másik hogy valahogy mehanikusan fixálom mondjuk csavarral hátsó helyzetbe a hidat és felakasztom a falra!
Társasház 2x3 méteres pincetárolo.... ezért gondolkodok csak a szétszedhetőségen vagy a felakaszthatóságon...
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 április 14, 12:26
Írta: svager Dátum 2017 április 14, 12:26
Egyszerüen felhajtod,nyilván a híd magassága meghatározza,mennyit áll el a faltól.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_k74jy3wdgceu43ykfz2t2_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/k74jy3wdgceu43ykfz2t2_2939.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_k74jy3wdgceu43ykfz2t2_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/k74jy3wdgceu43ykfz2t2_2939.jpg)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 április 14, 12:35
Írta: keri Dátum 2017 április 14, 12:35
Vagy állhat kifelé is a híd és akkor nem le hanem felhajtod.
Vagy kiemelő pánttal akár fentről is lehet és akkor a támasztás is meg van oldva.
Vagy kiemelő pánttal akár fentről is lehet és akkor a támasztás is meg van oldva.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 április 14, 13:10
Írta: svager Dátum 2017 április 14, 13:10
Én tuti vagy lefejelném, vagy az oldalamat beverném akárhányszor csak elmennék melette.
Ha már befelé áll lehetne oldalfala is,az megvédené a szennyezödéstől,és még esztétikusan is nézne ki.
Ha már befelé áll lehetne oldalfala is,az megvédené a szennyezödéstől,és még esztétikusan is nézne ki.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 április 14, 13:22
Írta: keri Dátum 2017 április 14, 13:22
Mert ha kilóg 40centire akkor nem fejeled le? :)
De amúgy persze. Helyzethez kell igazítani melyik a jobb megoldás. Nekem amikor ilyen kicsi pincém volt, túl sok helyet foglalt volna ha befelé fordítom. A sarokban meg elfért a megmunkáló motor.
Porvédelemet nem gondolnám fontosnak egy porgyártó gépnél, hacsak nem a környezetet akarod megvédeni.
Én amúgy abban gondolkodok egy nagyméretű gépnél, hogy a falon fog dolgozni is. Nem hajtogatom én.
De amúgy persze. Helyzethez kell igazítani melyik a jobb megoldás. Nekem amikor ilyen kicsi pincém volt, túl sok helyet foglalt volna ha befelé fordítom. A sarokban meg elfért a megmunkáló motor.
Porvédelemet nem gondolnám fontosnak egy porgyártó gépnél, hacsak nem a környezetet akarod megvédeni.
Én amúgy abban gondolkodok egy nagyméretű gépnél, hogy a falon fog dolgozni is. Nem hajtogatom én.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 április 14, 13:23
Írta: D.Laci Dátum 2017 április 14, 13:23
Photoshop, hogyan takarjuk ki a háteret 1-es lecke. :)
(http://www.cnc1.eu/files/images/stories/H_2000/Kompas_H_2000_06.jpg)
(http://www.cnc1.eu/files/images/stories/H_2000/Kompas_H_2000_06.jpg)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 április 14, 13:53
Írta: svager Dátum 2017 április 14, 13:53
Egy szekrényt ritkán szoktam lefejelni,viszont egy fej vagy láb magasságban kiálló valaminek hamar nekimegy az ember.
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 14, 14:21
Írta: 0w3dp8g7e Dátum 2017 április 14, 14:21
Ez tetszik... háttértakarás
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 14, 14:24
Írta: 0w3dp8g7e Dátum 2017 április 14, 14:24
Amugy a felakasztást én valahogy így gondoltam...
Igen az ott lent egy asztal.[#ijedt]
Igen az ott lent egy asztal.[#ijedt]
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 14, 14:25
Írta: 0w3dp8g7e Dátum 2017 április 14, 14:25
Hopp a kép lemaradt
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_nz7bomjowxatzpihnp5dq_5223.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/nz7bomjowxatzpihnp5dq_5223.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_nz7bomjowxatzpihnp5dq_5223.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/nz7bomjowxatzpihnp5dq_5223.jpg)
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 14, 17:59
Írta: 0w3dp8g7e Dátum 2017 április 14, 17:59
Úgylátom a rajzom lefagyasztotta a forumot![#wilting][#taps]
Amugy lehet hogy akasztgatnom se kell.. mert találtam több levehetős hidas gèpet!
Amugy lehet hogy akasztgatnom se kell.. mert találtam több levehetős hidas gèpet!
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 április 14, 19:29
Írta: svager Dátum 2017 április 14, 19:29
Nem a gyerek rajzolta? [#nevetes1]
Ha leveszed a hídat,a gép az asztalon maradhat?[#fejvakaras]
Ha leveszed a hídat,a gép az asztalon maradhat?[#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 14, 21:35
Írta: 0w3dp8g7e Dátum 2017 április 14, 21:35
Nem.... a kép azt illusztrálja hogy a komplett egész gép fel van akasztva a falra csak nemakartam 2 külön képet beilleszteni![#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 április 14, 22:48
Írta: vjanos Dátum 2017 április 14, 22:48
Az enyém üzemszerűen tudott a plafonon dolgozni :D
Én nem csinálnám szétszerelhetőre... ha csak ritkán is használod, mindig szereléssel kezdeni és befejezni... nem is beszélve a beállítgatásról.
Ha rendesen összerakott erős keretet csinálsz neki, simán felakaszthatod a falra... Aluprofil ilyen szempontból jó választás, relatíve könnyű.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_mqeuif32hzmcxfhrh5exh_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/mqeuif32hzmcxfhrh5exh_1640.jpg)
Én nem csinálnám szétszerelhetőre... ha csak ritkán is használod, mindig szereléssel kezdeni és befejezni... nem is beszélve a beállítgatásról.
Ha rendesen összerakott erős keretet csinálsz neki, simán felakaszthatod a falra... Aluprofil ilyen szempontból jó választás, relatíve könnyű.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_mqeuif32hzmcxfhrh5exh_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/mqeuif32hzmcxfhrh5exh_1640.jpg)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 április 14, 22:51
Írta: keri Dátum 2017 április 14, 22:51
És ez meg a konyhátok?
(https://i1.wp.com/unusualplaces.org/wp-content/uploads/2014/01/upsidedown8.jpg) (https://i1.wp.com/unusualplaces.org/wp-content/uploads/2014/01/upsidedown8.jpg)
(https://i1.wp.com/unusualplaces.org/wp-content/uploads/2014/01/upsidedown8.jpg) (https://i1.wp.com/unusualplaces.org/wp-content/uploads/2014/01/upsidedown8.jpg)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 április 14, 22:56
Írta: zozo Dátum 2017 április 14, 22:56
...vagy felviszi magával az ágyba :)
Nekem volt olyan kedves technikai eszközöm, amit beraktam szépen párnára és takaró rá. Mondtam az asszonynak, sorry, ma a fotelban alszol :)
Azt nem mondom, mi volt a válasza[#nevetes1]
Nekem volt olyan kedves technikai eszközöm, amit beraktam szépen párnára és takaró rá. Mondtam az asszonynak, sorry, ma a fotelban alszol :)
Azt nem mondom, mi volt a válasza[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 április 14, 23:28
Írta: vjanos Dátum 2017 április 14, 23:28
Kéne, mi? [#eplus2]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 április 14, 23:49
Írta: vjanos Dátum 2017 április 14, 23:49
Esetleg fregoliként felhúzni a plafonra? :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 április 15, 08:17
Írta: Szalai György Dátum 2017 április 15, 08:17
Ha neked jólesik ilyen hangulatban tölteni az idődet. . .
Engem nem zavar.
Engem nem zavar.
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 15, 11:26
Írta: 0w3dp8g7e Dátum 2017 április 15, 11:26
Na látom azèrt beindult a fantáziátok! ;)
Lenne még 2 kérdésem! Álltalában mi az a munkamagasság amit mayimálisan egy hobbista használni szokott!
Én töprengtem sokat... gondolkoztam vajon mit fogok marni stb stb! De szerintem olyan 20-25 centinél nem nagyon megyek magasabbra De az is csak maximum egy egy RC auto kasztni vákumformájához!
A másik... a léptetőmotorokat mi alapján tudom méretezni?
Lenne még 2 kérdésem! Álltalában mi az a munkamagasság amit mayimálisan egy hobbista használni szokott!
Én töprengtem sokat... gondolkoztam vajon mit fogok marni stb stb! De szerintem olyan 20-25 centinél nem nagyon megyek magasabbra De az is csak maximum egy egy RC auto kasztni vákumformájához!
A másik... a léptetőmotorokat mi alapján tudom méretezni?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2017 április 15, 11:41
Írta: Rabb Ferenc Dátum 2017 április 15, 11:41
25 cm, pontosabban 250 mm (mert ez mégsem egy kőműves fórum) elég nagy magasság. Ahhoz már masszív hídszerkezet kell. Nem az a szétszedhető, felfújható-leereszthető fajta.
Több program is alkalmas a 2,5D modell X-Y síkkal párhuzamos szeletelésére. Aztán ragacsot neki! Ha még a szerelést elősegítő pozicionáló furatokat is teszel rá, hajszálpontos lesz a kész darab.
Szerintem max 100-150 mm "Z" mozgás elegendő és egyszerűbben valósítható meg.
Több program is alkalmas a 2,5D modell X-Y síkkal párhuzamos szeletelésére. Aztán ragacsot neki! Ha még a szerelést elősegítő pozicionáló furatokat is teszel rá, hajszálpontos lesz a kész darab.
Szerintem max 100-150 mm "Z" mozgás elegendő és egyszerűbben valósítható meg.
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 15, 12:54
Írta: 0w3dp8g7e Dátum 2017 április 15, 12:54
Igen... hogy őszinte legyek szivem szerint a 150mm irtam volna... csak féltem hogy kapom a savazást! ;)
Amugy közbe rájöttem hogy 3 éve elő sem vettem az rc-met!
csak repkedek.
Oda meg ugyis a habvágo kell! Max kameratartónak vagy ilyeneknek rétegeltlemez vágás.... lézerrel vagy marással! Ez majd pénz kérdése!
Amugy közbe rájöttem hogy 3 éve elő sem vettem az rc-met!
csak repkedek.
Oda meg ugyis a habvágo kell! Max kameratartónak vagy ilyeneknek rétegeltlemez vágás.... lézerrel vagy marással! Ez majd pénz kérdése!
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2017 április 15, 13:01
Írta: Rabb Ferenc Dátum 2017 április 15, 13:01
A hozzászólásaid nagyobb részét "Új hozzászólás"-ként írod. Így nehéz követni, hogy kinek válaszolsz, mire reagálsz.
Van egy "Válasz erre" gomb (felirat) is... [#integet2]
Van egy "Válasz erre" gomb (felirat) is... [#integet2]
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 április 15, 13:28
Írta: 0w3dp8g7e Dátum 2017 április 15, 13:28
Teljesen igazad van! Bocsánat... fogyelni fogok ezek használatára!
Amugy hallgatok a bölcsebb tapasztaltabb kollégák javaslatára és valahol 150-175mm közé tervezem a "Z" tengely futását!
De realizálom a többit is és valószinüleg a hasznos terület 800x400mm környékére fog csökenni!
Ismerkedni tanulni, szerintem elég lesz ez is! Meg ezzel a mérettel talán maradhatok a lakásba nem kell a pincetárolóba sűlyednem!
Viszont igy valőszinűleg teljes porelszívást kell majd kitaláljak!
De előbb a mechanika! És itt szintén felmerűl pár kérdés!
Kivitelbe maradok ezeknél a BlackToe tipusnál!
A fő vágásokat a lapszabászatba tervezem, mert akkor az szinte biztos derékszög és párhuzam, viszont... szerintetek a különböző furatok felfogatási pontok elkészithetőek pontosan "kézi szerszámmal" vagy nagyságrendekkel jobb ha keresek egy kollégát aki cnc-vel munkálja meg a darabokat?
Amugy hallgatok a bölcsebb tapasztaltabb kollégák javaslatára és valahol 150-175mm közé tervezem a "Z" tengely futását!
De realizálom a többit is és valószinüleg a hasznos terület 800x400mm környékére fog csökenni!
Ismerkedni tanulni, szerintem elég lesz ez is! Meg ezzel a mérettel talán maradhatok a lakásba nem kell a pincetárolóba sűlyednem!
Viszont igy valőszinűleg teljes porelszívást kell majd kitaláljak!
De előbb a mechanika! És itt szintén felmerűl pár kérdés!
Kivitelbe maradok ezeknél a BlackToe tipusnál!
A fő vágásokat a lapszabászatba tervezem, mert akkor az szinte biztos derékszög és párhuzam, viszont... szerintetek a különböző furatok felfogatási pontok elkészithetőek pontosan "kézi szerszámmal" vagy nagyságrendekkel jobb ha keresek egy kollégát aki cnc-vel munkálja meg a darabokat?
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2017 április 15, 17:40
Írta: guliver83 Dátum 2017 április 15, 17:40
Lenne egy olyan kérdésem, hogy csinált már valaki házilag hajlítógépet?
Max 50x50 zártszelvény és cső vagy laposvas hajlásához, mert ami van jelenleg az nagyon barkács kategória.
Valami méret érdekelne, hogy a tengelyek közötti távolság mennyinek kellene lennie.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_udfzxbq6ii7i2zgbopj66_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/udfzxbq6ii7i2zgbopj66_1763.jpg)
Max 50x50 zártszelvény és cső vagy laposvas hajlásához, mert ami van jelenleg az nagyon barkács kategória.
Valami méret érdekelne, hogy a tengelyek közötti távolság mennyinek kellene lennie.
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_udfzxbq6ii7i2zgbopj66_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/udfzxbq6ii7i2zgbopj66_1763.jpg)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 április 15, 18:09
Írta: ywathzay Dátum 2017 április 15, 18:09
Ahány gyár annyi méret. Ha távol teszed könnyebb ívelni, de több lesz a "maradék", ha közel teszed, ennek az ellentéte. Az a legjobb ahol lehet közelíteni egymáshoz az alsó görgőket is, és anyagvastagság függvényében variálod.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2017 április 15, 19:53
Írta: Bicska Dátum 2017 április 15, 19:53
1 vagy 2 éve az egyik fórumtémában elég sokat beszéltünk róla, többen töltöttek fel képeket, leírásokat házi hajlítógépekről. Azóta én is próbáltam visszakeresni, de arra sem jöttem rá, hogy melyik témában volt :(
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 április 15, 21:23
Írta: ywathzay Dátum 2017 április 15, 21:23
Itt (http://www.nargesa.com/en/industrial-machinery/section-bending-machines) mazsolázhatsz, van műszaki adat is bőven. Tengelyméret, távolság, egyebek leírva... csak el kell készíteni.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2017 április 16, 07:01
Írta: guliver83 Dátum 2017 április 16, 07:01
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: sastas Dátum 2017 április 16, 13:41
Írta: sastas Dátum 2017 április 16, 13:41
Vagy így:
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 április 26, 17:12
Írta: RJancsi Dátum 2017 április 26, 17:12
Sziasztok! lehet, hogy a "Segítség, béna vagyok" topicba kellene írnom, de bízom benne, hogy ezt is olvassátok. [#papakacsint] Sikerült (itt a fórumon) 40x130 mm-es T-nútos alu zártszelvényeket vennem, és hármat egymás mellé hegesztve elég merev asztalt tudok csinálni belőle. A kérdésem az, hogy az asztal hosszabbik oldalával párhuzamos lineárokat hová érdemes tenni? A trapézorsó az asztal alatt középen lesz és nem az asztal fog mozogni (bár minden relatív) hanem az Y-Z híd. Így a lineárokat tehetem az asztal szélére felül, alul vagy a zártszelvény oldalára. Melyik a legjobb megoldás mechanikai és koszolódási szempontból?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 április 26, 19:08
Írta: zozo Dátum 2017 április 26, 19:08
A helyét ennyi infóból nehéz megmondani, de mindenképp az asztal síkja alá kerüljön, mivel egy terjedelmesebb/lelógó alkatrésznek útjában lenne az asztal szélén.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 április 26, 19:39
Írta: RJancsi Dátum 2017 április 26, 19:39
A felső sík azért sem tetszene, mert ott koszolódna legjobban a sín. A kopás/kotyogás szempontjából érdekelne, hogy mi jobb. Ha az asztal alján van a sín és az oszlopok és a híd híd "lógna" a kocsival együtt (a skiccen jobb oldalt), vagy az asztal oldalán van a sín és az élére állított kocsin van az oszlop ami a hidat tartja (a skiccen bal oldalon).
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_92v4v4ipthu4cw6xeqnj_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/92v4v4ipthu4cw6xeqnj_3111.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_92v4v4ipthu4cw6xeqnj_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/92v4v4ipthu4cw6xeqnj_3111.jpg)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 április 26, 22:03
Írta: zozo Dátum 2017 április 26, 22:03
A bal oldali elrendezés is használatos, hátárnya, hogy csak egyik golyósor van terhelve a kocsin.
A jobb oldali szerencsésebb mint a terhelés, mint a védelem miatt.
De lehet, van aki nem osztja ezt a nézetet.
A jobb oldali szerencsésebb mint a terhelés, mint a védelem miatt.
De lehet, van aki nem osztja ezt a nézetet.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 április 26, 22:19
Írta: Csuhás Dátum 2017 április 26, 22:19
Ha nem túl gyakran hajlítgatsz, és van marógéped, akkor egy ötlet: Horizontál tengelyre egy görgő, az asztalra két másik, és már hajthatod is a karikákat. :- )
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 április 26, 22:23
Írta: jani300 Dátum 2017 április 26, 22:23
[#ejnye1] Képes lennél rá ?
Van 3,5 -4 tonnás is , lehet sose fogom használni semmire , de akkor sem ... :)
Van 3,5 -4 tonnás is , lehet sose fogom használni semmire , de akkor sem ... :)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 április 26, 22:29
Írta: zozo Dátum 2017 április 26, 22:29
Kibicnek semmi sem drága.[#nevetes1]
Te hajlítanál 50x50es zártszelvényt a marógépeden?
25-ös alucsövet én is íveltem így, de azt csak olyan 3m-es rádiuszra kellett, kézzel áttoltam a szabadonfutó görgők közt.
Te hajlítanál 50x50es zártszelvényt a marógépeden?
25-ös alucsövet én is íveltem így, de azt csak olyan 3m-es rádiuszra kellett, kézzel áttoltam a szabadonfutó görgők közt.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 április 26, 22:33
Írta: Csuhás Dátum 2017 április 26, 22:33
No jó igazatok van, az 50*50 már túl nagy falat. Szóval a javaslatom csak vékony anyagokhoz megoldás.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 április 27, 05:40
Írta: Szalai György Dátum 2017 április 27, 05:40
A koszolódás védelem nézőpontja mellett bátorkodnék felemlegetni egy másikszempontot, ami talán befolyásolhat a sínek elhelyezésében.
(Bár nem tudom, hogy mi lesz a géped célja.)
A maximális elérhető merevségre törekvés, a meglévő anyagokból.
A merevséget minden derékszögű, átlós merevítő nélküli kapcsolat jelentősen csökkenti, a munkadarab és a szerszám között. Egyszerűen a hajlékonysága miatt.
Vagyis, ha nem akarsz bumszli merevítőket, de merevséget meg igen, akkor kerülöd a derékszögű kapcsolatokat.
Mindet nyilván nem lehet megszüntetni, de ha nem alulra rakod a síneket, hanem oldalra, akkor máris kettővel kevesebb van.
Ebből a szempontból a legjobb a helyzet, ha a sínek kiemelve, felül vannak szerelve. (https://encrypted-tbn2.gstatic.com/images?q=tbn:ANd9GcRHQLf-z80n0W_lnhxcJUjYoEiDT5NKXJ0O81twZOUgdbwtlAjqEw)
Szerintem.
(Bár nem tudom, hogy mi lesz a géped célja.)
A maximális elérhető merevségre törekvés, a meglévő anyagokból.
A merevséget minden derékszögű, átlós merevítő nélküli kapcsolat jelentősen csökkenti, a munkadarab és a szerszám között. Egyszerűen a hajlékonysága miatt.
Vagyis, ha nem akarsz bumszli merevítőket, de merevséget meg igen, akkor kerülöd a derékszögű kapcsolatokat.
Mindet nyilván nem lehet megszüntetni, de ha nem alulra rakod a síneket, hanem oldalra, akkor máris kettővel kevesebb van.
Ebből a szempontból a legjobb a helyzet, ha a sínek kiemelve, felül vannak szerelve. (https://encrypted-tbn2.gstatic.com/images?q=tbn:ANd9GcRHQLf-z80n0W_lnhxcJUjYoEiDT5NKXJ0O81twZOUgdbwtlAjqEw)
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2017 április 27, 08:09
Írta: ra8nsmk6w Dátum 2017 április 27, 08:09
A lehető legegyszerübb és leggyengébb megoldás a gép alá betekert Y hajtás. Forgácsolás szempontjából minden egyes tengely hajtásnak a körülményekhez képest a legközelebb kell lennie a maró csúcsának és az adott tengely megvezető elemeinek.
Elég egy mérőszalag ezt lemérni a linkelt képen lévő "forgácstörő" és egy a gép alján keresztülvitt hajtásnál.
Komoly mozgatott tömeget lehet megtakaritani és ezt a tömeget ésszerűen felhasználni merevitésre rezgéscsillapitásra.
Elég egy mérőszalag ezt lemérni a linkelt képen lévő "forgácstörő" és egy a gép alján keresztülvitt hajtásnál.
Komoly mozgatott tömeget lehet megtakaritani és ezt a tömeget ésszerűen felhasználni merevitésre rezgéscsillapitásra.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 április 27, 09:22
Írta: RJancsi Dátum 2017 április 27, 09:22
A kiindulási alap az, hogy a meglévő gépem alkatrészeit felhasználva minél kevesebb új dolgot kelljen megvennem. A felült szerelt megoldás kétség kívül a legelőnyösebb, de ehhez kellene még egy ugyanolyan teljes meghajtást (orsót, végeket, anyát, kuplungot, motort, drivert) vadásznom. Elég esélytelen. Egyszerűbb de jóval drágább, ha egyből két teljesen egyforma szet-et veszek, a meglévőt meg megpróbálom eladni. Természetesen használtan töredék áron, mint az újakat.
A gép célja alapvetően fa (néha műanyag) gravírozás/marás, nem akarom fémmel fárasztani. Tehát a merevség nem annyira számít, a mozgatott tömeg annál inkább a gyorsítások/lassítások miatt. Főleg, hogy "sima" léptecses megoldás lesz, nem szervós.
A gép célja alapvetően fa (néha műanyag) gravírozás/marás, nem akarom fémmel fárasztani. Tehát a merevség nem annyira számít, a mozgatott tömeg annál inkább a gyorsítások/lassítások miatt. Főleg, hogy "sima" léptecses megoldás lesz, nem szervós.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 április 27, 16:12
Írta: Szalai György Dátum 2017 április 27, 16:12
A kérdésed csak a sínek elhelyezésére vonatkozott. Ha nem akarsz két orsót, akkor nem teszel két orsót.
Attól, hogy az Y sínek az asztal felett kiemelve lennének, az orsó még akár alul-középen is lehetne.
A mozgó keret alsó fele abban az esetben csak az előtolásban vesz részt. Így annak mindössze előtolás irányban kell merevnek lennie.
A sínek feletti keretfél dolgozik a forgácsolásban, annak már több irányban is szüksége van merevségre.
Ott a lényeg, hogy merev is legyen meg könnyű is legyen.
Szerintem.
Attól, hogy az Y sínek az asztal felett kiemelve lennének, az orsó még akár alul-középen is lehetne.
A mozgó keret alsó fele abban az esetben csak az előtolásban vesz részt. Így annak mindössze előtolás irányban kell merevnek lennie.
A sínek feletti keretfél dolgozik a forgácsolásban, annak már több irányban is szüksége van merevségre.
Ott a lényeg, hogy merev is legyen meg könnyű is legyen.
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 április 27, 17:15
Írta: RJancsi Dátum 2017 április 27, 17:15
Erre nem is gondoltam! Köszi az ötletet, lehet, hogy így oldom meg! [#worship]
Cím: Re:Mechanikai ötletek
Írta: prinx Dátum 2017 május 15, 20:49
Írta: prinx Dátum 2017 május 15, 20:49
Üdv fórum társak!
Kérnék egy kis segítséget az alábbi képen látható kuplungot legyártanám ilyen formában jó a megoldásom vagy ez nem járható út? Nema 23 léptetőmotor illetve Tr12*3 orsó tengelykapcsoló lenne.
Segítségeteket illetve hasznos építő jellegű hozzászólásokat előre is köszönöm!
Üdv Attila
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_be8323au4g70gi4z9spfq_4870.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/be8323au4g70gi4z9spfq_4870.jpg)
Kérnék egy kis segítséget az alábbi képen látható kuplungot legyártanám ilyen formában jó a megoldásom vagy ez nem járható út? Nema 23 léptetőmotor illetve Tr12*3 orsó tengelykapcsoló lenne.
Segítségeteket illetve hasznos építő jellegű hozzászólásokat előre is köszönöm!
Üdv Attila
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_be8323au4g70gi4z9spfq_4870.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/be8323au4g70gi4z9spfq_4870.jpg)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 május 15, 20:59
Írta: keri Dátum 2017 május 15, 20:59
Nyíró erő van a gumibetéten. Ennyi erővel kínai spirál kuplungot is vehetsz.
Csinálj két ilyet. (https://1drv.ms/i/s!ArYQ5r5KRF2jhXgjztbKBc-DdH_q)
Ezek között a gumi kereszt csak nyomásnak van kitéve, a terhelést az alu viseli.
Vagy csinálj lemezes kuplungot.
Vagy csak simán vegyél a boltban. (https://webaruhaz.klavio.hu/?id=85b75cfc564c4822863dbd4884138991&p=kereses&kat=140727)
Csinálj két ilyet. (https://1drv.ms/i/s!ArYQ5r5KRF2jhXgjztbKBc-DdH_q)
Ezek között a gumi kereszt csak nyomásnak van kitéve, a terhelést az alu viseli.
Vagy csinálj lemezes kuplungot.
Vagy csak simán vegyél a boltban. (https://webaruhaz.klavio.hu/?id=85b75cfc564c4822863dbd4884138991&p=kereses&kat=140727)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 május 15, 21:09
Írta: Szalai György Dátum 2017 május 15, 21:09
Van ilyen kuplung.
A neten nem találok most dokumentációt, de emlékszem, hogy találkoztam már vele.
Talán van is ilyenem valahol.
A középső része nem gumi, hanem jó siklási tulajdonságú és kopásálló műanyag.
Az egy mozgó alkatrész, ami ide-oda csúszkálva egyenlíti ki az egytengelyűtlenség (szép szó) hibát.
Szerintem lehet jó is, ha jó anyagból jól van elkészítve.
De van célszerűbb, egyszerűen megvehető megoldás léptetőmotorokhoz.
A neten nem találok most dokumentációt, de emlékszem, hogy találkoztam már vele.
Talán van is ilyenem valahol.
A középső része nem gumi, hanem jó siklási tulajdonságú és kopásálló műanyag.
Az egy mozgó alkatrész, ami ide-oda csúszkálva egyenlíti ki az egytengelyűtlenség (szép szó) hibát.
Szerintem lehet jó is, ha jó anyagból jól van elkészítve.
De van célszerűbb, egyszerűen megvehető megoldás léptetőmotorokhoz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 május 15, 21:10
Írta: 000000000 Dátum 2017 május 15, 21:10
Ha jól látom ez egy Oldham kuplung.
Ez akkor jó ha a két tengely párhuzamos , de nem egy tengelyű.
Szögeltérést nem tűri.
Nagyon pontos illesztés igényel mert különben zörögni vagy szorulni fog.
Kis nyomatékú hajtásikhoz ildomos használni max pár 1000 RPM-ig.
Ez akkor jó ha a két tengely párhuzamos , de nem egy tengelyű.
Szögeltérést nem tűri.
Nagyon pontos illesztés igényel mert különben zörögni vagy szorulni fog.
Kis nyomatékú hajtásikhoz ildomos használni max pár 1000 RPM-ig.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 május 15, 21:14
Írta: Szalai György Dátum 2017 május 15, 21:14
Na megvan. (https://www.google.hu/search?q=Oldham+couplings&newwindow=1&site=webhp&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjgxYLHzfLTAhUhApoKHX5lDQAQ_AUIBigB&biw=1280&bih=709)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 május 15, 21:15
Írta: 000000000 Dátum 2017 május 15, 21:15
A Rotex rendszerű tengelykapcsolók jobbak a léptetőmotorokhoz.
A gép is csöndesebb ha nem viszi át a kuplung a lépési rezonanciákat az orsóra.
Ezért a lemezes kuplung is felejthető ezen a téren.
Szervónál kimondottan jó a merevebb tengelykapcsolat.
A gép is csöndesebb ha nem viszi át a kuplung a lépési rezonanciákat az orsóra.
Ezért a lemezes kuplung is felejthető ezen a téren.
Szervónál kimondottan jó a merevebb tengelykapcsolat.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 15, 21:16
Írta: svejk Dátum 2017 május 15, 21:16
Az analóg autósrádiók elengedhetetlen kelléke volt a forgókondi hajtásnál. Pedig nem is olyan rég volt...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 május 15, 21:30
Írta: 000000000 Dátum 2017 május 15, 21:30
Oda tökéletes volt.
A hangoló egységgel kötötte össze a tekerő tengelyét. (kis fém dobozka ferrit rudacskákat tologatott egy menettel)
A forgókondis egységet a skálahúr kötötte össze. [#crazya]
Sőt az egész hangoló egységet kiszedve csak 12 voltot és a AFC bemenetre MPX-et kellet kötni és kész is volt az FM transmitter [#nevetes1]
A hangoló egységgel kötötte össze a tekerő tengelyét. (kis fém dobozka ferrit rudacskákat tologatott egy menettel)
A forgókondis egységet a skálahúr kötötte össze. [#crazya]
Sőt az egész hangoló egységet kiszedve csak 12 voltot és a AFC bemenetre MPX-et kellet kötni és kész is volt az FM transmitter [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 15, 21:36
Írta: svejk Dátum 2017 május 15, 21:36
Az más-más furattávolság miatt kellett bele, mindegy hogy mit tekert.
Cím: Re:Mechanikai ötletek
Írta: prinx Dátum 2017 május 16, 06:28
Írta: prinx Dátum 2017 május 16, 06:28
Üdv, nem gumi betét lesz közte teflonból lenne, köszönöm a segítséged illetve az infot jobb szeretném én legyártani.
Cím: Re:Mechanikai ötletek
Írta: prinx Dátum 2017 május 16, 06:31
Írta: prinx Dátum 2017 május 16, 06:31
Ez igaz csak szeretném magam legyártani az alkatrészeket. Köszönöm a válaszodat.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 május 17, 20:59
Írta: PSoft Dátum 2017 május 17, 20:59
Ha már szóba hoztátok a tengelykapcsolókat...
Van pár darab ilyen kardánkeresztem.
Precíziósnak tűnő darabok...
Emlékeim szerint, pneumatikus munkahenger szárakat kapcsoltak mozgó testekhez.
(de, lehet, hogy tévedek)[#nemtudom]
Elox alu test, végeiben M5-ös menettel, illesztővállal.
A keresztek, precízen csapágyazottak, kottyanás mentesek.
A csuklók, kb. a képen is látható szögben törnek.
Gondoltam, kis méretű(NEMA17-es)motorok tengelykapcsolójának, jó választás lehet.
Vélemény?
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_4metektwm38mm7fbqvq_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/4metektwm38mm7fbqvq_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_98byb6x39kp4vv2je4j_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/98byb6x39kp4vv2je4j_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_m425pejz4ykg655pa0n8_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/m425pejz4ykg655pa0n8_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_h58uvmjv62iit449vjec_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/h58uvmjv62iit449vjec_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_2cm2cp55h2c26y9bbdp3_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/2cm2cp55h2c26y9bbdp3_1068.jpg)
Van pár darab ilyen kardánkeresztem.
Precíziósnak tűnő darabok...
Emlékeim szerint, pneumatikus munkahenger szárakat kapcsoltak mozgó testekhez.
(de, lehet, hogy tévedek)[#nemtudom]
Elox alu test, végeiben M5-ös menettel, illesztővállal.
A keresztek, precízen csapágyazottak, kottyanás mentesek.
A csuklók, kb. a képen is látható szögben törnek.
Gondoltam, kis méretű(NEMA17-es)motorok tengelykapcsolójának, jó választás lehet.
Vélemény?
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_4metektwm38mm7fbqvq_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/4metektwm38mm7fbqvq_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_98byb6x39kp4vv2je4j_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/98byb6x39kp4vv2je4j_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_m425pejz4ykg655pa0n8_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/m425pejz4ykg655pa0n8_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_h58uvmjv62iit449vjec_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/h58uvmjv62iit449vjec_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/tn_2cm2cp55h2c26y9bbdp3_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/2cm2cp55h2c26y9bbdp3_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 május 17, 21:11
Írta: 000000000 Dátum 2017 május 17, 21:11
NEMA17 motorhoz elég egy darab pneumatika tömlő is!
És legalább rugalmas ami csökkenti a lépészajt.
Ami nem árt ha jó hosszú és vékony az orsó.
És legalább rugalmas ami csökkenti a lépészajt.
Ami nem árt ha jó hosszú és vékony az orsó.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 május 17, 21:17
Írta: Csuhás Dátum 2017 május 17, 21:17
Két lehetséges problémát látok:
Hogyan szerelnéd ezt a tengelyekre?
Irányeltérést ez remekül kompenzál, de mit kezdesz az oldaleltéréssel?
Hogyan szerelnéd ezt a tengelyekre?
Irányeltérést ez remekül kompenzál, de mit kezdesz az oldaleltéréssel?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 május 17, 22:22
Írta: PSoft Dátum 2017 május 17, 22:22
Persze!
Nagyobbhoz meg...hegesztőtömlő, vagy...fél colos, vászonbeteétes gumislag, szigszalaggal kaliberezve.[#nevetes1]
Nagyobbhoz meg...hegesztőtömlő, vagy...fél colos, vászonbeteétes gumislag, szigszalaggal kaliberezve.[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 május 17, 22:33
Írta: 000000000 Dátum 2017 május 17, 22:33
Most vigyorogsz , de amit építek 3D nyomtatót a Z tengelye így lesz megoldva.
Már próbálgattam és A4-es M6-os menetes szárral 5 kilót 700mm/min sebességgel mozgatott is.
Igaz csak rögtönzött megoldás mert amit itthon találtam szemetet azt építettem bele.
A NEMA17-es motor is a fene tudja milyen ócskaság mert még a csapágyat is kispórolták belőle.
Majd ha megérkezik a többi cucc akkor fogok tudni tovább lépni.
Már próbálgattam és A4-es M6-os menetes szárral 5 kilót 700mm/min sebességgel mozgatott is.
Igaz csak rögtönzött megoldás mert amit itthon találtam szemetet azt építettem bele.
A NEMA17-es motor is a fene tudja milyen ócskaság mert még a csapágyat is kispórolták belőle.
Majd ha megérkezik a többi cucc akkor fogok tudni tovább lépni.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 május 17, 22:46
Írta: PSoft Dátum 2017 május 17, 22:46
Mindkét vázolt problémára látok megoldást.
(ha úgy alakulna, hogy tengelykapcsoló lesz belőlük)
(ha úgy alakulna, hogy tengelykapcsoló lesz belőlük)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 május 17, 22:52
Írta: 000000000 Dátum 2017 május 17, 22:52
Na, most komolyan gondolkodóba estem, rendezzek e ismét hatvanban találkozót.
Eszembe jutott a minden idők második találkozójának egyik gépépítő kiírása. Amibe hulladékból épült ,,CNC" gépek nevezhettek be. Első díjat, MasterGy hozta el. Igaz, más nevező nem is volt. De, ha lett volna is, lekörözött volna mindenkit. A szkennerekből épített gépével. (Én meg a gépet őrzöm, mint relikvia)
Ennek mintájára írnám ki a ,,működő 3D nyomtató hulladékból" című nevezési lehetőséget.
Bár, ez most már eléggé korrupciógyanúsnak látszik. Mintha Pál -ra lenne szabva. (Persze hasonlóval nap, mint nap találkozhatunk.)
Hátha így én is hozzájutnék a nyeremény antennaforgató egységhez.
Eszembe jutott a minden idők második találkozójának egyik gépépítő kiírása. Amibe hulladékból épült ,,CNC" gépek nevezhettek be. Első díjat, MasterGy hozta el. Igaz, más nevező nem is volt. De, ha lett volna is, lekörözött volna mindenkit. A szkennerekből épített gépével. (Én meg a gépet őrzöm, mint relikvia)
Ennek mintájára írnám ki a ,,működő 3D nyomtató hulladékból" című nevezési lehetőséget.
Bár, ez most már eléggé korrupciógyanúsnak látszik. Mintha Pál -ra lenne szabva. (Persze hasonlóval nap, mint nap találkozhatunk.)
Hátha így én is hozzájutnék a nyeremény antennaforgató egységhez.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 május 17, 23:01
Írta: 000000000 Dátum 2017 május 17, 23:01
A korrupció gyanúja nem fog fenyegetni mert te azt a gépet személyesen nem fogod látni ahogy a forgatót sem !
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 május 17, 23:08
Írta: 000000000 Dátum 2017 május 17, 23:08
Háát, piszokul lelomboztál. Pedig már elhatároztam, hogy holnaptól a zsebpénzem egy részét félreteszem a fődíj nyertesének.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 május 18, 08:19
Írta: keri Dátum 2017 május 18, 08:19
Régen tényleg PE csövet raktunk kuplungnak. 3D nyomtatónak meg aztán mindegy. Nálam pl. simán merev kapcsolatban van.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 május 18, 09:27
Írta: RJancsi Dátum 2017 május 18, 09:27
Sziasztok! Lézergravírozó építésén fáradozok. Szerintetek mennyire igénytelen/jó/rossz stb. megoldás végtelenített fogas-szíj feszítésére ez a "ruhacsipesz rugós" megoldás? Mindenesetre egyszerűbb, mint az állítható feszítőgörgős és automatikusan követi a szíj nyúlását. Más kérdés, hogy jobban terheli a motortengelyt/csapágyat.
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_32dngg4icfh6y4m4yymz4_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/32dngg4icfh6y4m4yymz4_3111.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_32dngg4icfh6y4m4yymz4_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/32dngg4icfh6y4m4yymz4_3111.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 május 18, 09:39
Írta: Csuhás Dátum 2017 május 18, 09:39
Szerintem ezzel az egyik mozgásirányba egy rugalmas elemet viszel be, hirtelen irányváltásoknál egyik irányba a rugó miatt le fog maradni a fej.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 május 18, 09:44
Írta: RJancsi Dátum 2017 május 18, 09:44
Ettől tartok én is. Ha meg nagyon erős a rugó, feleslegesen terheli a motortengelyt. Mégis elég sok netes képen/videón látni ilyet. És nem csak kínait.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 május 18, 09:49
Írta: 000000000 Dátum 2017 május 18, 09:49
A motortengely ezt a feszítőerőt észre sem veszi !
A csapágy is ennek a többszörösét elviseli statikus terhelésben.
Egyedül ez a fekete gatyagumi fog szépen utána nyúlni !
A csapágy is ennek a többszörösét elviseli statikus terhelésben.
Egyedül ez a fekete gatyagumi fog szépen utána nyúlni !
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 május 18, 09:50
Írta: vjanos Dátum 2017 május 18, 09:50
Én csak akkor használnék ilyent, ha sehogy máshogy nem lehet feszíteni a szíjat.
Még a CoreXY nyomtatómon próbáltam, nem sokat számított.
Még a CoreXY nyomtatómon próbáltam, nem sokat számított.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 18, 14:35
Írta: svejk Dátum 2017 május 18, 14:35
Ha jól van megválasztva a rugóerő akkor bőven belefér a hobby keretbe.
Hány deka lehet egy komplett fejegység kék lézerrel?
Hány deka lehet egy komplett fejegység kék lézerrel?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 18, 14:38
Írta: svejk Dátum 2017 május 18, 14:38
Tényleges lézerezés közben állandó sebességgel megy a fej.
A programok általában hagynak "margót" az irányváltási problémák elkerülése végett.
Bár ugye van közkézen egy másik progi is ami a sebességgel variál, ott esetleg jelentkezhet a probléma, De bizonyára ott is meg lehet találni a pont megfelelő rugóerőt.
A programok általában hagynak "margót" az irányváltási problémák elkerülése végett.
Bár ugye van közkézen egy másik progi is ami a sebességgel variál, ott esetleg jelentkezhet a probléma, De bizonyára ott is meg lehet találni a pont megfelelő rugóerőt.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 május 18, 14:57
Írta: Csuhás Dátum 2017 május 18, 14:57
Ebben igazad lehet. Tudsz mondani valami érvet hogy ez mennyiben volna jobb egy elmozdítható motornál vagy fordító görgőnél vagy egy állítható szíjbefogásnál?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 18, 15:02
Írta: svejk Dátum 2017 május 18, 15:02
Azonkívül, hogy frappáns , csak annyiban, hogy folyamatosan majdnem ugyanolyan feszesen tartja a szíjat, kompenzálja a szíjnyúlást, hőtágulást.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 május 18, 15:36
Írta: PSoft Dátum 2017 május 18, 15:36
Nem tudom![#nemtudom]
Hazaérek, megmérem.:)
Hazaérek, megmérem.:)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 május 18, 16:28
Írta: PSoft Dátum 2017 május 18, 16:28
"Bár ugye van közkézen egy másik progi is ami a sebességgel variál, ott esetleg jelentkezhet a probléma,..."
Tapasztalatból mondom, hogy...nem.
"buta" kis progi ám az, nem ugrál egységeket összevissza!:)
(illetve nem is Ő buta, hanem az, aki az utasításait levezényli)[#nevetes1]
A rámpát, vagy "margót" viszont, ő is használja/ismeri, ha akarod.
Tapasztalatból mondom, hogy...nem.
"buta" kis progi ám az, nem ugrál egységeket összevissza!:)
(illetve nem is Ő buta, hanem az, aki az utasításait levezényli)[#nevetes1]
A rámpát, vagy "margót" viszont, ő is használja/ismeri, ha akarod.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 18, 16:36
Írta: svejk Dátum 2017 május 18, 16:36
Akkor oda is jó a ruhacsipesz. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 május 18, 17:12
Írta: PSoft Dátum 2017 május 18, 17:12
Jó hát!:)
Közben, megmértem a "Hebo-féle" 2W-os fej 'versenysúlyát.
Ennyi, a kis ventivel együtt.
(megjegyzem, ahogy bekapcsolom pár grammot lök a mázsán, de aztán kevés lengés után, stabilan beáll a 118.7 grammos versenysúly)[#nevetes1]
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_pkkx35gwxywkqvg8eta_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/pkkx35gwxywkqvg8eta_1068.jpg)
Közben, megmértem a "Hebo-féle" 2W-os fej 'versenysúlyát.
Ennyi, a kis ventivel együtt.
(megjegyzem, ahogy bekapcsolom pár grammot lök a mázsán, de aztán kevés lengés után, stabilan beáll a 118.7 grammos versenysúly)[#nevetes1]
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_pkkx35gwxywkqvg8eta_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/05/pkkx35gwxywkqvg8eta_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 18, 17:36
Írta: svejk Dátum 2017 május 18, 17:36
Hát persze!
Ha bekapcsolod belemennek az elektronok a fotonok meg kijönnek.
De mivel ez nem perpetum mobile, ezért több elektronnak kell belemennie mint kijönnie fotonnak. :)
Tényleg a hő, az milyen elnevezésben jön ki belőle?
Ha bekapcsolod belemennek az elektronok a fotonok meg kijönnek.
De mivel ez nem perpetum mobile, ezért több elektronnak kell belemennie mint kijönnie fotonnak. :)
Tényleg a hő, az milyen elnevezésben jön ki belőle?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 18, 17:39
Írta: svejk Dátum 2017 május 18, 17:39
Akkor már csak ki kell számolni 117g-ot mekkora erővel kell gyorsítani, hogy mondjuk 0,1 g (gé, nem gramm) legyen a gyorsulása, és megkapjuk, hogy minimum milyen erős ruhacsipesz rugó kell.
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2017 május 18, 17:40
Írta: kaqkk007 Dátum 2017 május 18, 17:40
"Tényleg a hő, az milyen elnevezésben jön ki belőle?"
Ha mondod neki hogy hő akkor megáll és nem jön ki ...[#vigyor3]
Ha mondod neki hogy hő akkor megáll és nem jön ki ...[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 május 18, 18:01
Írta: PSoft Dátum 2017 május 18, 18:01
Az, attól függ...
Volt, hogy "alányúltam".:)
Ha jól emlékszem, én hirtelen a kurvameleg elnevezést használtam, azt hiszem, a basszameg szócska kíséretében.[#nevetes1]
Volt, hogy "alányúltam".:)
Ha jól emlékszem, én hirtelen a kurvameleg elnevezést használtam, azt hiszem, a basszameg szócska kíséretében.[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 május 18, 19:10
Írta: RJancsi Dátum 2017 május 18, 19:10
Még annyit kellett volna megtenned, hogy be is kapcsolod a lézert. Akkor megtudtuk volna, milyen tolóereje van egy 2W-os fotonrakétának. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 május 18, 19:12
Írta: RJancsi Dátum 2017 május 18, 19:12
Ja, bocsi, azt hittem, csak a ventit kapcsoltad be. De újraértelmeztem, hogy a fotonrakéta is be volt gyújtva.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 május 18, 19:17
Írta: PSoft Dátum 2017 május 18, 19:17
Persze, "fotonrakéta"...nem volt bekapcsolva.
Nem is lehetett, hisz a képen látható, az első 2W-osom.
Ami ugye...elhalálozott!:(
Nem is lehetett, hisz a képen látható, az első 2W-osom.
Ami ugye...elhalálozott!:(
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 május 18, 19:26
Írta: PSoft Dátum 2017 május 18, 19:26
Még mindig számolsz?
Hol akadtál el?:):)
Hol akadtál el?:):)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 18, 20:42
Írta: svejk Dátum 2017 május 18, 20:42
Bajság van, felütötte a munka a fejét. :(
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 május 18, 20:47
Írta: PSoft Dátum 2017 május 18, 20:47
Brrr...rémálom!!!
Részvétem!:)
Részvétem!:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 18, 21:34
Írta: svejk Dátum 2017 május 18, 21:34
No szóval van az a képlet, hogy F=m*a
A gyorsulást vegyük 1m/s2 nek.
(a mach3 setup-ban ez ugye úgy szerepel, hogy 1000 mm/s2, ezt általában még a nem optimális hajtások is tudják)
Ebben az esetben tehát a csipeszrugónak 0,12 N-nál erősebbnek kell lennie.
Persze a optimalizált hajtásokkal akár el lehet érni az 1 g azaz ~10 m/s2 gyorsítást is, ekkor már 1,2 N erő ébred a szíjban, de ez még mindig csak 0,12 kg súlyerőnek felel meg, tehát nem kell félni, hogy a csapágyakat kinyírjuk még a többszörös erejű feszítéssel sem.
Ha nem tévedtem akkor megnyugtató, hogy az ilyen kis tömegek mozgatásánál elégséges ez az ötletes állandó szíjfeszítés.
A gyorsulást vegyük 1m/s2 nek.
(a mach3 setup-ban ez ugye úgy szerepel, hogy 1000 mm/s2, ezt általában még a nem optimális hajtások is tudják)
Ebben az esetben tehát a csipeszrugónak 0,12 N-nál erősebbnek kell lennie.
Persze a optimalizált hajtásokkal akár el lehet érni az 1 g azaz ~10 m/s2 gyorsítást is, ekkor már 1,2 N erő ébred a szíjban, de ez még mindig csak 0,12 kg súlyerőnek felel meg, tehát nem kell félni, hogy a csapágyakat kinyírjuk még a többszörös erejű feszítéssel sem.
Ha nem tévedtem akkor megnyugtató, hogy az ilyen kis tömegek mozgatásánál elégséges ez az ötletes állandó szíjfeszítés.
Cím: Re:Mechanikai ötletek
Írta: Peppe51 Dátum 2017 május 24, 09:43
Írta: Peppe51 Dátum 2017 május 24, 09:43
Ötlet, közös gondolkodás fórumot keresek.
Most éppen 1500A-es, 12mm átmérőjű elektródához csatlakozót szerkesztek 25x1-es rozsdamentes cső végére derékszögben. A feladatot nehezíti, hogy otthoni hulladékból kell legyen (pl. réz 18mm-es rézcső).
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_77267bfb0pzn09fxuumq4_2600.png) (https://hobbicncforum.hu/uploaded_images/2017/05/77267bfb0pzn09fxuumq4_2600.png)
Most éppen 1500A-es, 12mm átmérőjű elektródához csatlakozót szerkesztek 25x1-es rozsdamentes cső végére derékszögben. A feladatot nehezíti, hogy otthoni hulladékból kell legyen (pl. réz 18mm-es rézcső).
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_77267bfb0pzn09fxuumq4_2600.png) (https://hobbicncforum.hu/uploaded_images/2017/05/77267bfb0pzn09fxuumq4_2600.png)
Cím: Re:Mechanikai ötletek
Írta: Peppe51 Dátum 2017 május 24, 09:54
Írta: Peppe51 Dátum 2017 május 24, 09:54
Lemaradt, hogy 150 kDa erővel terhelhető legyen a kapcsolat.
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_kpscew0q3mbqpdmsdayiq_2600.png) (https://hobbicncforum.hu/uploaded_images/2017/05/kpscew0q3mbqpdmsdayiq_2600.png)
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_kpscew0q3mbqpdmsdayiq_2600.png) (https://hobbicncforum.hu/uploaded_images/2017/05/kpscew0q3mbqpdmsdayiq_2600.png)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 május 24, 10:03
Írta: Csuhás Dátum 2017 május 24, 10:03
Első blikkre tervezz vízhűtést a rozsdamentes csőbe ha azon is átfolyik az 1.5kA.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 május 24, 10:06
Írta: D.Laci Dátum 2017 május 24, 10:06
"Da" az nem tömeg mértékegység véletlenül?
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2017 május 24, 12:45
Írta: g89ketty Dátum 2017 május 24, 12:45
A csőben 20A/mm2 áram folyik, ami a rézhez képest nagy ellenállása miatt szépen felízzik, ha a tápod győzi feszűltséggel.[#integet2]
Cím: Re:Mechanikai ötletek
Írta: Peppe51 Dátum 2017 május 24, 22:25
Írta: Peppe51 Dátum 2017 május 24, 22:25
Köszönöm a gyors válaszokat. Természetesen a vörösréz kapcsolat mindenhol minimum 125 mm2 (pirossal a réz anyag). A mechanikai ötlettel vagyok gondban: a cső-elektróda kapcsolatnak 150 kDa (kp) erőt kell kibírnia.
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_uqbmdpz873awimj58y7f_2600.png) (https://hobbicncforum.hu/uploaded_images/2017/05/uqbmdpz873awimj58y7f_2600.png)
(https://hobbicncforum.hu/uploaded_images/2017/05/tn_uqbmdpz873awimj58y7f_2600.png) (https://hobbicncforum.hu/uploaded_images/2017/05/uqbmdpz873awimj58y7f_2600.png)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 május 24, 22:42
Írta: RJancsi Dátum 2017 május 24, 22:42
Megvallom, molekulák tömegmérésében elég kezdő vagyok. De rákeresve a neten kiderült, hogy a 150 kDa kb. 2,5 x 10E-19 gramm. Most már értem, mi okozza a problémádat: hogyan lehet ennyire meggyengíteni valamit....
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 25, 10:48
Írta: svejk Dátum 2017 május 25, 10:48
Szerintem az a Da inkább daN akarna lenni, ha már erő...
1 daN = 10 N
Az SI bevezetésével elfelejtődött.
1 daN = 10 N
Az SI bevezetésével elfelejtődött.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 május 25, 12:28
Írta: D.Laci Dátum 2017 május 25, 12:28
Úgy már igaz is lehet...
150daN = 152,957kp.
150daN = 152,957kp.
Cím: Re:Mechanikai ötletek
Írta: Dakota25 Dátum 2017 május 25, 12:36
Írta: Dakota25 Dátum 2017 május 25, 12:36
??
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2017 május 25, 18:24
Írta: g89ketty Dátum 2017 május 25, 18:24
Minnél több réz, annál kevesebb gond. Sok sikert a megvalósításhoz. [#integet2]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 május 25, 18:48
Írta: svejk Dátum 2017 május 25, 18:48
A leírt egyenlőség igaz, de most látom csak fórumtársunk használ még egy "k" prefixumot is.
Ez viszont már így érdekes lenne: kilo-deka-newton. :)
No várjuk meg hátha előkerül és kifejti mire is gondolt pontosan
Ez viszont már így érdekes lenne: kilo-deka-newton. :)
No várjuk meg hátha előkerül és kifejti mire is gondolt pontosan
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 június 15, 04:17
Írta: remrendes Dátum 2017 június 15, 04:17
Mivel ugy nez ki a mozgo hidas gep utomegmunkalasa eleg korulmenyes, ezert elgondolkodtam egy hagyomanyosabb elrendezesen. Ebben az esetben viszont merjunk nagyot almodni :) Ennel az elrendezesnel elferhet sok minden a gep alatt.
Szoval melyik optimalisabb megoldas, a 4+1 tengely? (XYZAB) Vagy a 3+2? (XYZAC)
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_kgf5e3iwtutmdkx6dz2_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/kgf5e3iwtutmdkx6dz2_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_95q89mvmhhx33shmef5_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/95q89mvmhhx33shmef5_3133.jpg)
Szoval melyik optimalisabb megoldas, a 4+1 tengely? (XYZAB) Vagy a 3+2? (XYZAC)
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_kgf5e3iwtutmdkx6dz2_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/kgf5e3iwtutmdkx6dz2_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_95q89mvmhhx33shmef5_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/95q89mvmhhx33shmef5_3133.jpg)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 június 15, 09:14
Írta: 000000000 Dátum 2017 június 15, 09:14
Valaki tudna mondani olyan anyagot "műanyagra gondolok" amivel kitudnám önteni zártszelvény dugók belsejét tömörre és valamelyest forgácsolhat is lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 június 15, 09:22
Írta: 000000000 Dátum 2017 június 15, 09:22
Minek ha eleve van ilyen amit el szeretnél követni
http://www.cypron.hu (http://www.cypron.hu/feltolteses%20konyvtarak/alkatreszek%20gyartok%20reszere/labak%20dugok/Labak%20es%20%20%20dugok%20oldal.htm)
http://www.cypron.hu (http://www.cypron.hu/feltolteses%20konyvtarak/alkatreszek%20gyartok%20reszere/labak%20dugok/Labak%20es%20%20%20dugok%20oldal.htm)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 június 15, 09:29
Írta: 000000000 Dátum 2017 június 15, 09:29
40x40-es dugó belsejét szeretném tömörre kiönteni mert ugye amiket lehet kapni azok üregesek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 június 15, 09:52
Írta: 000000000 Dátum 2017 június 15, 09:52
És mivel írtad, hogy forgácsolható is legyen így gondolom géplábnak kell, azt meg nem árt szintezni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 június 15, 10:20
Írta: 000000000 Dátum 2017 június 15, 10:20
tengely megvezetésnek kell és sok darab. Ha ki lehetne önteni gazdaságosabb lenne mint pl marni kockákat műanyagbol.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 június 15, 10:42
Írta: vjanos Dátum 2017 június 15, 10:42
Az elsőnél talán kisebb munkadarabot tudsz 5 tengelyesen megmunkálni.
Viszont a másodiknál sokkal nehezebbnek tűnik a marófej preciz és masszív forgatása, mindenképp speckó alkatrész kell hozzá.
Én az egyémre egy az elsőhöz hasonló, levehető dupla forgatós egységet tervezek. Esetleg úgy, hogy a két forgó tengelyt még külön lehessen választani, a bölcső részt levéve csak az A-t használni.
Viszont a másodiknál sokkal nehezebbnek tűnik a marófej preciz és masszív forgatása, mindenképp speckó alkatrész kell hozzá.
Én az egyémre egy az elsőhöz hasonló, levehető dupla forgatós egységet tervezek. Esetleg úgy, hogy a két forgó tengelyt még külön lehessen választani, a bölcső részt levéve csak az A-t használni.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 június 15, 15:47
Írta: remrendes Dátum 2017 június 15, 15:47
Nem gondolkozom akkora leptekben, mint te, a latott Z alapjan. :) Az elso nekem is kicsit megbizhatobbnak tunik.
A kinaiak eleg egyszeruen megoldottak:
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_hvbj9av68te5qv97jzan_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/hvbj9av68te5qv97jzan_3133.jpg)
A kinaiak eleg egyszeruen megoldottak:
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_hvbj9av68te5qv97jzan_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/hvbj9av68te5qv97jzan_3133.jpg)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 június 15, 22:48
Írta: vjanos Dátum 2017 június 15, 22:48
Jah, valamiért ez az ékszerész kategória eszembe se jutott ezzel az elrendezéssel :)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 június 16, 06:53
Írta: remrendes Dátum 2017 június 16, 06:53
Hat igen, nem egy nagy gep az egesz, a vaz ~170kg.
Tudom, hogy lehetne egy kesz gepet atalakitani, de en akarom csinalni az egeszet az elejetol.
Az asztal 460x330, ezt meg epp korbe tudja jarni.
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_0k4542t5qfg5u9bicvp86_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/0k4542t5qfg5u9bicvp86_3133.jpg)
Tudom, hogy lehetne egy kesz gepet atalakitani, de en akarom csinalni az egeszet az elejetol.
Az asztal 460x330, ezt meg epp korbe tudja jarni.
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_0k4542t5qfg5u9bicvp86_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/0k4542t5qfg5u9bicvp86_3133.jpg)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 június 16, 08:24
Írta: ywathzay Dátum 2017 június 16, 08:24
Nagyon jó terv, én is hasonlóban gondolkodom. Csak kisebb asztallal. Ha ezt összehozod, egy forgácsgyűjtős olajtálca mindenképp kell alá, mert ezzel biztos nem papírt fogsz megmunkálni. Egy ilyennél a főorsó a nagy kérdés, milyen lehetne ami "lassan", de erősen forog fémhez, és esetleg gyorsan ha valami gravírozni való akad.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 június 16, 08:45
Írta: vjanos Dátum 2017 június 16, 08:45
Mi van ha azt mondom, hogy az enyémnek kb fele csak a munkatere? :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 június 16, 08:57
Írta: 000000000 Dátum 2017 június 16, 08:57
Lekoppintattad a BF20-as gépet ?
Mert az szinte ugyanez a konstrukció, mondjuk kicsit könnyebb mert az csak 120kg [#nevetes1]
Mert az szinte ugyanez a konstrukció, mondjuk kicsit könnyebb mert az csak 120kg [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 június 16, 12:24
Írta: remrendes Dátum 2017 június 16, 12:24
Igen, a talca a kovetkezo alkatresz, meg egy asztal. Foorsobol egy kinai 3kW-os lesz egyelore az biztos.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 június 16, 12:39
Írta: remrendes Dátum 2017 június 16, 12:39
En egy Chestert lattam egy hobby vasut kiallitason, ami megtetszett, de meg ezzel a gyenge fonttal is 350k lenne egy alapmodell ara.
A mozgo hidas elrendezes megmunkalasa eleg problemas lett, ennel pedig a legnagyobb megmunkalando alkatresz 300x780mm.
A mozgo hidas elrendezes megmunkalasa eleg problemas lett, ennel pedig a legnagyobb megmunkalando alkatresz 300x780mm.
Cím: Re:Mechanikai ötletek
Írta: 3z4pi4rei Dátum 2017 június 17, 09:32
Írta: 3z4pi4rei Dátum 2017 június 17, 09:32
Sziasztok!
Az alábbi videó adott egy ötletet. A 3:50-től látható, egérből kiszerelt pici mikrokapcsolót nem lehet kisebb gépekhez végálláskapcsolónak felhasználni?
Az alábbi videó adott egy ötletet. A 3:50-től látható, egérből kiszerelt pici mikrokapcsolót nem lehet kisebb gépekhez végálláskapcsolónak felhasználni?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2017 június 17, 09:45
Írta: ra8nsmk6w Dátum 2017 június 17, 09:45
Hasonlóan komoly felfogásban (mint a videóban) igen.
Azonban egy cnc gépre legyen az bármilyen kicsi is ennek a kapcsolónak a fizikai védelme nem megfelelő!
Azonban egy cnc gépre legyen az bármilyen kicsi is ennek a kapcsolónak a fizikai védelme nem megfelelő!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 június 17, 09:52
Írta: 000000000 Dátum 2017 június 17, 09:52
Mindent lehet, de 300Ft egy normálisabb.
https://www.conrad.hu/hu/mikrokapcsolo-250-vac (https://www.conrad.hu/hu/mikrokapcsolo-250-vac-5-a-1-x-bebe-hartmann-mbb1-01-a-01-c-09-a-nyomo-1-db-707243.html)
https://www.conrad.hu/hu/mikrokapcsolo-250-vac (https://www.conrad.hu/hu/mikrokapcsolo-250-vac-5-a-1-x-bebe-hartmann-mbb1-01-a-01-c-09-a-nyomo-1-db-707243.html)
Cím: Re:Mechanikai ötletek
Írta: 3z4pi4rei Dátum 2017 június 17, 10:50
Írta: 3z4pi4rei Dátum 2017 június 17, 10:50
Lehet, hogy ez a megszokott és így elfogadott típusú, de ez legalább 2x akkora, mint az. Nekem a mérete miatt tetszett meg. Ha azt vesszük alapul, hogy a gépen túl sűrűn nem kéne "működnie", ugyanakkor az eredeti, rendeltetésszerű helyén mennyiszer van nyomkodva, akkor elég strapabíró.
Szerintem lehet hozzá olyan konzolt készíteni, ami megbízható felfogatást/rögzítést biztosít neki. Ha úgy van beállítva hogy "lapra" találkozzanak, akkor nem érzem sérülékenyebbnek a megszokott típusnál...
Szerintem lehet hozzá olyan konzolt készíteni, ami megbízható felfogatást/rögzítést biztosít neki. Ha úgy van beállítva hogy "lapra" találkozzanak, akkor nem érzem sérülékenyebbnek a megszokott típusnál...
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2017 június 17, 12:40
Írta: kaqkk007 Dátum 2017 június 17, 12:40
Ezt soha nem értettem (de nem is fogom megérteni!) Miért kérdez valaki ha már úgy is eldöntötte a dolgot a választól függetlenül ? te már eldöntötted hogy ezt akarod használni akkor próbáld ki és dicsekedj ha jól működik, vagy oszd meg a tanulságot ha rossz ...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 június 17, 13:26
Írta: PSoft Dátum 2017 június 17, 13:26
Vannak ezekből az "egérméretű" mikrókapcsolókból, "komolyabb" kivitelek is.
Pld. ez a Burgess gyártmány.
Elég jól megoldott a porvédelme, gyakorlatilag zárt kivitel.
Ebből is van "karos" változat, olyanokat tettem pld. az ollós emelőm alá, a két végállásnak.
Persze a járulékos mechanikai védelmet, ezeknél is meg kell oldani.
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_tm64fpx4ycsdshq2yy9tk_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tm64fpx4ycsdshq2yy9tk_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_szzgiaywb4xceuksxycq_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/szzgiaywb4xceuksxycq_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_jbfxgza2wm4gp3ff8zg4k_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/jbfxgza2wm4gp3ff8zg4k_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_5dhbhpkxghjcmdy8ckcfu_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/5dhbhpkxghjcmdy8ckcfu_1068.jpg)
Pld. ez a Burgess gyártmány.
Elég jól megoldott a porvédelme, gyakorlatilag zárt kivitel.
Ebből is van "karos" változat, olyanokat tettem pld. az ollós emelőm alá, a két végállásnak.
Persze a járulékos mechanikai védelmet, ezeknél is meg kell oldani.
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_tm64fpx4ycsdshq2yy9tk_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tm64fpx4ycsdshq2yy9tk_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_szzgiaywb4xceuksxycq_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/szzgiaywb4xceuksxycq_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_jbfxgza2wm4gp3ff8zg4k_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/jbfxgza2wm4gp3ff8zg4k_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/tn_5dhbhpkxghjcmdy8ckcfu_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2017/06/5dhbhpkxghjcmdy8ckcfu_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: iv43r83d Dátum 2017 június 17, 15:12
Írta: iv43r83d Dátum 2017 június 17, 15:12
Hajrá![#eljen]Képek is lesznek?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 június 18, 11:48
Írta: remrendes Dátum 2017 június 18, 11:48
Biztosan. De ez meg egy nagyon felkesz tervezet.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 június 19, 07:25
Írta: remrendes Dátum 2017 június 19, 07:25
Kicsit leragadtam a hajtas meretezesnel. Valahol egyszer olvastam, hogy a minimalis fogszam 6 es a minimalis korulfogasi szog 60fok.
Ez utobbival nincs gondom, mert ez mindket kinezett attetelnel (16:40, 24:60) boven felette van, de a minimalis fogszam ezeknel az adott eseteknel pl 7.3 es 10.3. Szoval itt mar cirka 40% az elteres. Erdemesebb a nagyobb part valasztani? Vagy 6 fogszam felett nincs jelentos kulonbseg pl a holtjatekban?
Ez utobbival nincs gondom, mert ez mindket kinezett attetelnel (16:40, 24:60) boven felette van, de a minimalis fogszam ezeknel az adott eseteknel pl 7.3 es 10.3. Szoval itt mar cirka 40% az elteres. Erdemesebb a nagyobb part valasztani? Vagy 6 fogszam felett nincs jelentos kulonbseg pl a holtjatekban?
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2017 június 19, 08:53
Írta: 2vkx6unz Dátum 2017 június 19, 08:53
Ugyan ebben (sem) vagyok spíler, de Tibos45 anyagai alapján azt a minimális átmérőt választanám ami
- biztosítja a minimális kapcsolódó fogszámot (jelen esetben 6) de ez függ a szíjtól a fogak osztásától, szélességétől. Ezt gondolom ellenőrizted.
- Mivel mindkettő tárcsa minimális méretű így lehet csökkenteni a J-t - ha jól emlékszem - vagyis így érhető el a legjobb dinamikus viselkedés, vagy legalábbis így rontjuk a leg kevesebbet.
- Az áttételt is a megkívánt dinamikai viselkedés alapján választanám és nem csak azért met így jól számolható.
Szóval én úgy csinálnám, hogy kiszámolnám mi az ideális vagy ahhoz közeli áttétel, és az összes többit innen vezetném le. De gondolom ezt már megtetted.
- biztosítja a minimális kapcsolódó fogszámot (jelen esetben 6) de ez függ a szíjtól a fogak osztásától, szélességétől. Ezt gondolom ellenőrizted.
- Mivel mindkettő tárcsa minimális méretű így lehet csökkenteni a J-t - ha jól emlékszem - vagyis így érhető el a legjobb dinamikus viselkedés, vagy legalábbis így rontjuk a leg kevesebbet.
- Az áttételt is a megkívánt dinamikai viselkedés alapján választanám és nem csak azért met így jól számolható.
Szóval én úgy csinálnám, hogy kiszámolnám mi az ideális vagy ahhoz közeli áttétel, és az összes többit innen vezetném le. De gondolom ezt már megtetted.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 június 19, 11:02
Írta: remrendes Dátum 2017 június 19, 11:02
Szamitas szerint 1:2.4 lenne az idealis. Mondjuk az sem elerhetetlen egy 20:48-as parral. Ugy majdnem 9 lenne mar a kapcsolodo fogszam.
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 június 20, 23:47
Írta: 0w3dp8g7e Dátum 2017 június 20, 23:47
Valaki áruljon el nekem egy titkot!
Miért van sokkal kevesebb ezekből a tipusú cnc-k ből
Itt ugye nem a hid van megemelve hanem a pálya amin fut a hid!
Elvileg sokkal stabilabb és pontosabb!
Vagy csak azért nincs belőle sok mert eltér az etalontol?
(nem kifejezetten csak erre gondolok hanem minden olyan megoldásra ahol a pálya van felemelve
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_5ubcxpe90a4qznwi9bq8z_5223.png) (https://hobbicncforum.hu/uploaded_images/2017/06/5ubcxpe90a4qznwi9bq8z_5223.png)
Miért van sokkal kevesebb ezekből a tipusú cnc-k ből
Itt ugye nem a hid van megemelve hanem a pálya amin fut a hid!
Elvileg sokkal stabilabb és pontosabb!
Vagy csak azért nincs belőle sok mert eltér az etalontol?
(nem kifejezetten csak erre gondolok hanem minden olyan megoldásra ahol a pálya van felemelve
(https://hobbicncforum.hu/uploaded_images/2017/06/tn_5ubcxpe90a4qznwi9bq8z_5223.png) (https://hobbicncforum.hu/uploaded_images/2017/06/5ubcxpe90a4qznwi9bq8z_5223.png)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 június 21, 06:19
Írta: svejk Dátum 2017 június 21, 06:19
Készült itt is jó pár darab olyan.
Relatíve több anyag kell hozzá.
Relatíve több anyag kell hozzá.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 június 21, 08:01
Írta: RJancsi Dátum 2017 június 21, 08:01
Én is épp most építek egy ilyen "megemelt" sínes gépet. Elég sokat mérlegeltem, és végül úgy tűnt egyszerűbb ha ilyen lesz, mint egy merev keretes híd ami az asztal alatt van középen egy orsóval meghajtva. Igaz, hogy az emelt sínhez két orsó kell ami többlet költség, de nekem célszerűbbnek/egyszerűbbnek tűnt.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 június 21, 10:07
Írta: remrendes Dátum 2017 június 21, 10:07
Az is. Csak akkor van gond, ha egybe kell megmunkalni az egeszet.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 június 21, 10:43
Írta: RJancsi Dátum 2017 június 21, 10:43
Mire (melyik elrendezésre) gondolsz? Ha maradunk a "hobby" kategóriánál és nem üldözzük a mikronokat, szerintem nem nehezebb egy emelt hidas masinát összerakni, mint egy merev keretes "alsó sínes"-t. Felső sínnél a híd kialakítása/meghajtása sokkal egyszerűbb (lényegében egy egyenes gerenda), alsósínes keretnél a "fejnehéz" marómotor kialakítás miatti nyomaték és az asztal alatti középső orsó miatt a merevség biztosítása elég macerás.
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 június 21, 18:12
Írta: 0w3dp8g7e Dátum 2017 június 21, 18:12
Valahogy énis igy gondolom!
Egy "másik"forumon is nyilatkoztak ott azt a választ kaptam hogy ez nem olyan stabil!
Meginterjuvoltam egy statikus barátomat is!
Ő meg pont azt mondta hogy ez a stabilabb meg az egyszerübb!
Nem tudom se statikus nem vagyok, se nagy cnc-s De valahogy nekem is szimpibb ez!
Lehet valamit tudni a te gépedröl??
Készültségi szint... képek?
Egy "másik"forumon is nyilatkoztak ott azt a választ kaptam hogy ez nem olyan stabil!
Meginterjuvoltam egy statikus barátomat is!
Ő meg pont azt mondta hogy ez a stabilabb meg az egyszerübb!
Nem tudom se statikus nem vagyok, se nagy cnc-s De valahogy nekem is szimpibb ez!
Lehet valamit tudni a te gépedröl??
Készültségi szint... képek?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 június 21, 18:18
Írta: remrendes Dátum 2017 június 21, 18:18
Az emelt verzios nagyobb darab. Ha utolag egyben kell megmunkalni a hegesztett szerkezetet, akkor nem hobby-barat arak jonnek ki.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 június 21, 19:09
Írta: RJancsi Dátum 2017 június 21, 19:09
Hát igen. Ki mit ért hobby alatt. Van aki hobbyból gyűjti a 100 milliós sportautókat (Dubaiban), valaki hobbyból maga javítgatja a 30 éves Golf I-ét. Az én megítélésem szerint a hegesztett vázú (feszültségmentesített) és utólag mart/köszörült/hántolt CNC masina már nem hobby kategória.
Nem szégyellem bevallani, az én gépemhez a gépépítő profilok marógépen lettek végmegmunkálva és amennyire az sikerült és a horonyanyák összehúzták a vázat annyira lett pontos. Az egyik lineáris sínt többé kevésbé pontosan a horony tengelyébe csavaroztam, a másikat pedig a híddal állítottam be. Először csak az egyik végét csavaroztam le kicsit szorosan amennyire csak lehetett közel húzva hozzá a hidat, majd áttoltam a hidat a sín másik végére és lecsavaroztam ott is. Így többé-kevésbé párhuzamosak lettek, legalábbis a hidat végigtolva nem érezni lötyögést, szorulást sehol sem. Lehet, hogy nem a legprofibb megoldás, de működik :) Alapvetően fát (műanyagot) szeretnék megmunkálni vele, így nem célom a mikronok de még csak a századok üldözése sem. Ha tized mm pontosan sikerül reliefet marnom már elégedett leszek.
Nem szégyellem bevallani, az én gépemhez a gépépítő profilok marógépen lettek végmegmunkálva és amennyire az sikerült és a horonyanyák összehúzták a vázat annyira lett pontos. Az egyik lineáris sínt többé kevésbé pontosan a horony tengelyébe csavaroztam, a másikat pedig a híddal állítottam be. Először csak az egyik végét csavaroztam le kicsit szorosan amennyire csak lehetett közel húzva hozzá a hidat, majd áttoltam a hidat a sín másik végére és lecsavaroztam ott is. Így többé-kevésbé párhuzamosak lettek, legalábbis a hidat végigtolva nem érezni lötyögést, szorulást sehol sem. Lehet, hogy nem a legprofibb megoldás, de működik :) Alapvetően fát (műanyagot) szeretnék megmunkálni vele, így nem célom a mikronok de még csak a századok üldözése sem. Ha tized mm pontosan sikerül reliefet marnom már elégedett leszek.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2017 június 24, 22:09
Írta: sanyi84 Dátum 2017 június 24, 22:09
Mivel a gép alapvetően forgácsol is jobb választás. Nem két kiló fa/vas/műanyag stb forgácson kell keresztülnyomni magát a hídnak. Persze azért a forgácsvédelem attól még kell. Ez nagy előnye a konstrukciónak. Szinte a legmerevebb abban a kategóriában ahogyan a helyet kihasználja.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 június 25, 08:37
Írta: keri Dátum 2017 június 25, 08:37
Szerintem is stabilabb.
Amiért hobbi körökben ritkább a használata, az, hogy ehhez két oldali orsó és meghajtás kell (ami nagyon megdobja a költségeket) de ezt leszámítva szerintem is az egyik legjobb konstrukció.
Amiért hobbi körökben ritkább a használata, az, hogy ehhez két oldali orsó és meghajtás kell (ami nagyon megdobja a költségeket) de ezt leszámítva szerintem is az egyik legjobb konstrukció.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 július 18, 21:34
Írta: s7manbs8 Dátum 2017 július 18, 21:34
A nyák marakodás mellett, ugye fúrni is szerettem volna majd géppel esetleg, de az is meghiúsulni látszik, a Z tengelyemben a bakelit szerű siklócsapágyak megszorultak, olajozás után, ami tegnap volt, nem javult meg, erő kell a kis motor nem bírja hajtani, kézzel is érződik, meg ugrálva halad, ahogy megfeszül az orsó, az amúgy az a házi készítésű gördülős fajta.
A tengelyem 20-as, most azon filózok, hogy a 4 siklócsapáőgyból kivennék egyet, úgy talán nam lenne túlhatározva és nem szorulna, csak ehhez szét kellene szedni, úgyis szét kell, mert így nem tudom használni.
A mérete meg olyan, hogy lineáris csapágyra nemigen tudom kicserélni, mert a furat nem olyan méretű, meg elég rövid is lenne.
Valamit a mostanival kellene kezdeni, kibővíteni a furatot vagy másfélét csinálni bele valami ZX100-at vagy fene tudja.
A tengelyem 20-as, most azon filózok, hogy a 4 siklócsapáőgyból kivennék egyet, úgy talán nam lenne túlhatározva és nem szorulna, csak ehhez szét kellene szedni, úgyis szét kell, mert így nem tudom használni.
A mérete meg olyan, hogy lineáris csapágyra nemigen tudom kicserélni, mert a furat nem olyan méretű, meg elég rövid is lenne.
Valamit a mostanival kellene kezdeni, kibővíteni a furatot vagy másfélét csinálni bele valami ZX100-at vagy fene tudja.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 július 18, 22:37
Írta: s7manbs8 Dátum 2017 július 18, 22:37
Ez a tengely:
(https://hobbicncforum.hu/uploaded_images/2017/07/tn_hn879w7xkaswspbusc4dk_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/07/hn879w7xkaswspbusc4dk_918.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/07/tn_hn879w7xkaswspbusc4dk_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/07/hn879w7xkaswspbusc4dk_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: iv43r83d Dátum 2017 július 18, 22:57
Írta: iv43r83d Dátum 2017 július 18, 22:57
Szia! Szerintem a persely helyett megérné lineáris csapágyra váltani még akkor is ha másik Z tengelyt kellene csinálni.
20-as lineáris csapágyat tudok neked adni ha érdekel és el jössz érte!
Üdv Csaba!
20-as lineáris csapágyat tudok neked adni ha érdekel és el jössz érte!
Üdv Csaba!
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 július 18, 23:37
Írta: s7manbs8 Dátum 2017 július 18, 23:37
Szétszedtem még jobban.
A tengely ennél 25mm-es, az a persely, meg kívül 30-nak néz ki.
Arra gondoltam, hogy ki lehetne szedni belőle pár tizedet, csak vagy 2mm hosszan meghagyni úgy is feltámaszkodik amennyire kell, nem fog az se elkopni ezer év alatt se.
Vagy nem tudom még mit lehetne kitalálni ehhez.
A tengely szoros nagyon már egybe is ha bedugom, nem csoda, hogy nehéz volt tekerni.
Az anyaga valami műanyagnak néz ki, lehet danamid szerűség bár én nem vagyok szakértő ebben.
(https://hobbicncforum.hu/uploaded_images/2017/07/tn_q0c7xuhnjvh6mfh2mfkfm_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/07/q0c7xuhnjvh6mfh2mfkfm_918.jpg)
A tengely ennél 25mm-es, az a persely, meg kívül 30-nak néz ki.
Arra gondoltam, hogy ki lehetne szedni belőle pár tizedet, csak vagy 2mm hosszan meghagyni úgy is feltámaszkodik amennyire kell, nem fog az se elkopni ezer év alatt se.
Vagy nem tudom még mit lehetne kitalálni ehhez.
A tengely szoros nagyon már egybe is ha bedugom, nem csoda, hogy nehéz volt tekerni.
Az anyaga valami műanyagnak néz ki, lehet danamid szerűség bár én nem vagyok szakértő ebben.
(https://hobbicncforum.hu/uploaded_images/2017/07/tn_q0c7xuhnjvh6mfh2mfkfm_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/07/q0c7xuhnjvh6mfh2mfkfm_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 július 18, 23:38
Írta: s7manbs8 Dátum 2017 július 18, 23:38
Szia !
Beszéltem egy ismerőssel, majd valamikor lehet átmegyünk arrafele is kocsival, csak nem tudom még mikor lesz idő, meg ha van valami ilyesmi, felhívlak majd, ha nem baj.
Üdv Béla.
Beszéltem egy ismerőssel, majd valamikor lehet átmegyünk arrafele is kocsival, csak nem tudom még mikor lesz idő, meg ha van valami ilyesmi, felhívlak majd, ha nem baj.
Üdv Béla.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 július 19, 09:46
Írta: zozo Dátum 2017 július 19, 09:46
A danamid nagyon meg tud duzzadni az olajtól-zsírtól.
Nem jó ilyen helyre. Anno a trabi függőcsapszegét perselyeztem meg vele, aztán másnap nem bírtam kikanyarodni az udvarból :)
Nem jó ilyen helyre. Anno a trabi függőcsapszegét perselyeztem meg vele, aztán másnap nem bírtam kikanyarodni az udvarból :)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 július 19, 09:52
Írta: Csuhás Dátum 2017 július 19, 09:52
Furcsa de még a csapágyanyagnak javasolt ZX100 is megduzzad. A köszörűm kézi tekerőjének kb 50mm furatú perselyét legalább háromszor szereltem már szét mert egy idő után mindig szorulni kezdett.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 július 19, 11:31
Írta: keri Dátum 2017 július 19, 11:31
Ezért kell jó előre beáztatni olajba, és összeszereléskor dörzsárazni méretre.
POM egy fokkal jobb, de az is képes tizedeket dagadni.
POM egy fokkal jobb, de az is képes tizedeket dagadni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 július 19, 13:16
Írta: s7manbs8 Dátum 2017 július 19, 13:16
Az kellene nekem lehet pont, 25-ös dörzsár, na iylen kinek lehet a környékemen, bár lehet megkérdem egyik szomszédot, annak van pár szerszáma.
Cím: Re:Mechanikai ötletek
Írta: Gamos Dátum 2017 július 19, 14:48
Írta: Gamos Dátum 2017 július 19, 14:48
Mi a cégnél hajdanán hostaform c9021-t használtunk, soha nem volt vele probléma.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 július 19, 14:55
Írta: s7manbs8 Dátum 2017 július 19, 14:55
Szomszédnál volt 25-ös dörzsár, de az nem visz semmit így elővettem egy 12-es marót és azzal kikönnyítem párhuzamosan árkokat vályok bele fúrógéppel kézzel, úgy látom ez beválik nemsoká rakom is összefel és mehet a fúrkálás majd.
Cím: Re:Mechanikai ötletek
Írta: iv43r83d Dátum 2017 július 19, 17:01
Írta: iv43r83d Dátum 2017 július 19, 17:01
Szia! Hívhatsz bármikor!
Üdv Csaba!
Üdv Csaba!
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 augusztus 04, 23:03
Írta: 0w3dp8g7e Dátum 2017 augusztus 04, 23:03
Sziasztok!
Ötleteket szeretnék kérni zárt... dobozolt HomeMade cnc-re vagy arra hogy hogyan is keressem a neten!
Mert eddig csak kb 2-3 képet talaltam és az is inkább a hangszigetelésre voltak kihegyezve!
Előre is köszönöm
Ötleteket szeretnék kérni zárt... dobozolt HomeMade cnc-re vagy arra hogy hogyan is keressem a neten!
Mert eddig csak kb 2-3 képet talaltam és az is inkább a hangszigetelésre voltak kihegyezve!
Előre is köszönöm
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 augusztus 07, 14:40
Írta: zozo Dátum 2017 augusztus 07, 14:40
[#wow1] Oszt' milyen CNC-re? Eszterga, marógép, vagy valami megmunkáló központot akarsz építeni? Mind szépen van dobozolva.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 augusztus 07, 16:02
Írta: vjanos Dátum 2017 augusztus 07, 16:02
keresőszó: enclosure (https://www.google.de/search?q=diy+cnc+enclosure&rlz=1CDGOYI_enHU719HU719&hl=en-GB&prmd=isvn&source=lnms&tbm=isch&sa=X&ved=0ahUKEwigiuXIpMXVAhVOK1AKHbLbA5wQ_AUIECgB&biw=375&bih=591)
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 08, 08:45
Írta: Marosi István Dátum 2017 augusztus 08, 08:45
A por és zaj nálam is zavaró volt,én igy oldottam meg.
Ez a kisebbik gép
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_awuubhcngmpspbuskju_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/awuubhcngmpspbuskju_5481.jpg)
Ez a kisebbik gép
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_awuubhcngmpspbuskju_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/awuubhcngmpspbuskju_5481.jpg)
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 08, 08:47
Írta: Marosi István Dátum 2017 augusztus 08, 08:47
Ez a nagyobbik
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_bb3dis9ytebdmde7xutw_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/bb3dis9ytebdmde7xutw_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_aiqc4izuqvefvtdtba63a_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/aiqc4izuqvefvtdtba63a_5481.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_bb3dis9ytebdmde7xutw_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/bb3dis9ytebdmde7xutw_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_aiqc4izuqvefvtdtba63a_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/aiqc4izuqvefvtdtba63a_5481.jpg)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 augusztus 08, 09:10
Írta: 000000000 Dátum 2017 augusztus 08, 09:10
Helló !
Végre regisztráltál a fórumra ? [#nevetes1]
Már csak az ördög hiányzik ! [#vigyor5]
Végre regisztráltál a fórumra ? [#nevetes1]
Már csak az ördög hiányzik ! [#vigyor5]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 augusztus 08, 09:17
Írta: 000000000 Dátum 2017 augusztus 08, 09:17
Mellesleg ez új hasonló kinézetű gép vagy új helyre költöztél ?
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 08, 10:12
Írta: Marosi István Dátum 2017 augusztus 08, 10:12
Hát...volt egy ehhez hasonló,de azt még tavaly eladtam.Egyébként elköltöztettem a műhelyt...Látogass meg valamikor
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 augusztus 08, 14:51
Írta: 0w3dp8g7e Dátum 2017 augusztus 08, 14:51
Szia!
A Kisebbiknek tudnál mondani külső méretet és munkafelületet??? A marokcsavarhuzó meg a Konyhaszekrényfogantyu alapjan probalok viszonyitani... de lehet hogy tévedek!
Csak hogy mire számitsak!!!
Mert nekem egy 1000×600 as külmérethez ahol a dobozszerkezet csak 2-2centit vesz el alig jött ki 750×350 hasznos munkaterület( igaz még csak tervezési fázisba vagyok) pedig probalom a kocsikat és a hidat a legkisebbre tervezni ami még stabil!
A Kisebbiknek tudnál mondani külső méretet és munkafelületet??? A marokcsavarhuzó meg a Konyhaszekrényfogantyu alapjan probalok viszonyitani... de lehet hogy tévedek!
Csak hogy mire számitsak!!!
Mert nekem egy 1000×600 as külmérethez ahol a dobozszerkezet csak 2-2centit vesz el alig jött ki 750×350 hasznos munkaterület( igaz még csak tervezési fázisba vagyok) pedig probalom a kocsikat és a hidat a legkisebbre tervezni ami még stabil!
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 08, 14:55
Írta: Marosi István Dátum 2017 augusztus 08, 14:55
Az alapterület 770x530mm
A megmunkálási terület 400x310mm
A megmunkálási terület 400x310mm
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 09, 10:53
Írta: Marosi István Dátum 2017 augusztus 09, 10:53
Van valakinek szakirodalma fémnyomásról?
Hangszórómembránt kellene nyomnom vékony aluminiumból,de mindig beszakad...
Hangszórómembránt kellene nyomnom vékony aluminiumból,de mindig beszakad...
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2017 augusztus 09, 12:12
Írta: sasi Dátum 2017 augusztus 09, 12:12
A neten sok irodalmat találhatsz, a kulcsszó a mélyhúzás.
google.hu (https://www.google.hu/search?newwindow=1&site=&source=hp&q=m%C3%A9lyh%C3%BAz%C3%A1s&oq=m%C3%A9lyh%C3%BAz%C3%A1s&gs_l=psy-ab.3..0l4.3429.11752.0.15366.9.9.0.0.0.0.310.1899.0j6j2j1.9.0....0...1.1.64.psy-ab..0.9.1896...0i131k1.XznL2w8tujE)
Konkrétabban. (http://tudasbazis.sulinet.hu/hu/szakkepzes/gepeszet/gepeszeti-szakismeretek-2/melyhuzas/a-melyhuzas-technologiaja)
google.hu (https://www.google.hu/search?newwindow=1&site=&source=hp&q=m%C3%A9lyh%C3%BAz%C3%A1s&oq=m%C3%A9lyh%C3%BAz%C3%A1s&gs_l=psy-ab.3..0l4.3429.11752.0.15366.9.9.0.0.0.0.310.1899.0j6j2j1.9.0....0...1.1.64.psy-ab..0.9.1896...0i131k1.XznL2w8tujE)
Konkrétabban. (http://tudasbazis.sulinet.hu/hu/szakkepzes/gepeszet/gepeszeti-szakismeretek-2/melyhuzas/a-melyhuzas-technologiaja)
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2017 augusztus 09, 12:28
Írta: b7gwr90m6 Dátum 2017 augusztus 09, 12:28
Sziasztok
Kérdésem a következő.
Elkezdtem tervezi egy kicsi cnc-t.
És nem tudom hogy elegendő e lenne egy 20-as kocsi oldalanként, vagy tegyem duplán őket?!(Lásd kép)
Nem hiszem hogy 20-as kocsinál, nagyon megtudna tűzni, bármelyik irányba is. (A Váz mindenhol 20-as alu!)
Előre is Köszi.
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_ww3684nhh06s5ibvph3_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/ww3684nhh06s5ibvph3_4831.jpg)
Kérdésem a következő.
Elkezdtem tervezi egy kicsi cnc-t.
És nem tudom hogy elegendő e lenne egy 20-as kocsi oldalanként, vagy tegyem duplán őket?!(Lásd kép)
Nem hiszem hogy 20-as kocsinál, nagyon megtudna tűzni, bármelyik irányba is. (A Váz mindenhol 20-as alu!)
Előre is Köszi.
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_ww3684nhh06s5ibvph3_4831.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/ww3684nhh06s5ibvph3_4831.jpg)
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2017 augusztus 09, 12:35
Írta: designr Dátum 2017 augusztus 09, 12:35
Ha a sinhez van még 2 kocsid ne spórolj vele.
Tégy egy próbát,tegyél sinenként egy kocsit hevenyészve és kézzel csavarj bele,egyik oldalt előre másikat hátra,csavarodni fog.ha már középen hajtod egy orsóval a négy kocsi legalább valamellyest mereven tartja.
Tégy egy próbát,tegyél sinenként egy kocsit hevenyészve és kézzel csavarj bele,egyik oldalt előre másikat hátra,csavarodni fog.ha már középen hajtod egy orsóval a négy kocsi legalább valamellyest mereven tartja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 augusztus 09, 12:36
Írta: 000000000 Dátum 2017 augusztus 09, 12:36
Ha nem lesz alja a szerkezetnek akkor homokóra szerűen tud torzulni a váz, így némileg engedi keresztbe fordulni.
Pár kilóval megtolva a kocsit biztos 1-2 tized millimétert engedni fogja keresztbe fordulni.
A két kocsi némileg javít ezen.
Két orsó jobb megoldás lenne.
De lézerre így is jó lehet.
Pár kilóval megtolva a kocsit biztos 1-2 tized millimétert engedni fogja keresztbe fordulni.
A két kocsi némileg javít ezen.
Két orsó jobb megoldás lenne.
De lézerre így is jó lehet.
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2017 augusztus 09, 13:21
Írta: b7gwr90m6 Dátum 2017 augusztus 09, 13:21
Pál és designr , Köszönöm a válaszokat.
Kocsi az van, Orsóra nincs pénz :)
Akkor felrakok még 2 kocsit.
Igazából, azért nem akartam, hogy több legyen a hasznos terület.De valamit valamiért.
Alja valóban nem lesz, de felül azért van olyan sok furat a két oldalt, mert 20x20-as alu item profillal fogom végigrakni. Így talán nem fog tekeredni a váz.
Köszi még1szer.
Üdv.: Ádám
Kocsi az van, Orsóra nincs pénz :)
Akkor felrakok még 2 kocsit.
Igazából, azért nem akartam, hogy több legyen a hasznos terület.De valamit valamiért.
Alja valóban nem lesz, de felül azért van olyan sok furat a két oldalt, mert 20x20-as alu item profillal fogom végigrakni. Így talán nem fog tekeredni a váz.
Köszi még1szer.
Üdv.: Ádám
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 augusztus 09, 14:08
Írta: Motoros Dátum 2017 augusztus 09, 14:08
Nem egy nagy tudomány. kb ennyi. (https://www.youtube.com/watch?v=icUlrNaF2UQ)
Ha gondolod utánanézek, hogy fatornyos falumban él e még a fémnyomó, akinek még a faterja is az volt, és anno az Izzónak gyártottak ezt azt.
A mag elkészítéséhez szükséges metszeti fazont kell csak megszerkesztened aminek alapján az esztergályos megcsinálja a szerszámot. Olcsó technológia, semmi beruházás.
Ha gondolod utánanézek, hogy fatornyos falumban él e még a fémnyomó, akinek még a faterja is az volt, és anno az Izzónak gyártottak ezt azt.
A mag elkészítéséhez szükséges metszeti fazont kell csak megszerkesztened aminek alapján az esztergályos megcsinálja a szerszámot. Olcsó technológia, semmi beruházás.
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 09, 18:06
Írta: Marosi István Dátum 2017 augusztus 09, 18:06
Köszönöm,de nem mélyhúzással,hanem fémnyomással kell megoldanom mert nagyon vékony az anyag.
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 09, 18:10
Írta: Marosi István Dátum 2017 augusztus 09, 18:10
Köszi,végignéztem én is a videókat,de a 0.1mm-es fólia nyomásáról nem találtam semmit.
Van egy Fémnyomás cimű könyv,de sehol sem találtam eladó példányt.
Abban bizom hogy hátha van benne valami utalás arra hogy hogyan csinálják.
A Seas megoldotta,de a videókon csak a gépek szerepelnek,maga a munkafolyamat nem.
Pedig ezen múlna a kerámiamembrános hangszóróm készitése
Van egy Fémnyomás cimű könyv,de sehol sem találtam eladó példányt.
Abban bizom hogy hátha van benne valami utalás arra hogy hogyan csinálják.
A Seas megoldotta,de a videókon csak a gépek szerepelnek,maga a munkafolyamat nem.
Pedig ezen múlna a kerámiamembrános hangszóróm készitése
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 09, 21:18
Írta: ywathzay Dátum 2017 augusztus 09, 21:18
Mutass egy képet a végeredményről. Kb. méretekkel.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 augusztus 10, 20:19
Írta: Szalai György Dátum 2017 augusztus 10, 20:19
"de a videókon"
Mutass már egy ilyet légy szíves.
Mutass már egy ilyet légy szíves.
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 11, 14:23
Írta: Marosi István Dátum 2017 augusztus 11, 14:23
A mérete kb.15cm.
A szélén fogatom fel 6db csavarral,és befelé nyomom.
Sajnos a közepe mindig kiszakad,és nem tudom használni mert a tekercs 25mm
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_6t44xs49i4t0nqbz7h4yp_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/6t44xs49i4t0nqbz7h4yp_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_63q8yp7tcxacqt2bd3ge_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/63q8yp7tcxacqt2bd3ge_5481.jpg)
A szélén fogatom fel 6db csavarral,és befelé nyomom.
Sajnos a közepe mindig kiszakad,és nem tudom használni mert a tekercs 25mm
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_6t44xs49i4t0nqbz7h4yp_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/6t44xs49i4t0nqbz7h4yp_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_63q8yp7tcxacqt2bd3ge_5481.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/63q8yp7tcxacqt2bd3ge_5481.jpg)
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 11, 14:24
Írta: Marosi István Dátum 2017 augusztus 11, 14:24
A youtubon beirtam hogy metal spinning...
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2017 augusztus 11, 14:34
Írta: Rabb Ferenc Dátum 2017 augusztus 11, 14:34
Csak egy naiv kérdés: fordítva miért nem lehet? Úgy, mint az "igazi" fémnyomók csinálják. Belülről kifelé...
Ott az anyag zömül, van miből deformálódnia. Nálad folyamatosan vékonyodik és ezért idő előtt elszakad
Ott az anyag zömül, van miből deformálódnia. Nálad folyamatosan vékonyodik és ezért idő előtt elszakad
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 11, 14:53
Írta: ywathzay Dátum 2017 augusztus 11, 14:53
A legnagyobb baj ott van, hogy rögzíted az anyagot a csavarokkal. Persze hogy szakad. Ezért kell rugós leszorítót alkalmazni, hogy tudjon valamelyest engedni. Szerintem az .1-es lemez a fémnyomónak is feladja a leckét. Ha mindenáron fémnyomásban gondolkodsz a továbbiakban, miért nem keresel egyet? Beszélj vele. Egy olyan képet tegyél már fel, hogy milyen végeredmény kell legyen, légy szíves. Az a gond, ha valaki belemerül egy bizonyos témakörbe, ő tudja hogy miről van szó, de más nem biztos.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 augusztus 11, 18:12
Írta: zozo Dátum 2017 augusztus 11, 18:12
Továbbá úgy tűnik, hogy a (kifényesedett) nyakrésznél mintha szorulna az anyag, vagyis rázár a szerszám és nem tudja tovább húzni. (mérd meg mikróval, hol milyen vastag az anyag, hol nyúlott jobban)
Kenése ugye volt?
Rugós ráncfogó gyűrű kellene az anyag lefogáshoz, ez a csavarozás semmiképp nem jó.
Kenése ugye volt?
Rugós ráncfogó gyűrű kellene az anyag lefogáshoz, ez a csavarozás semmiképp nem jó.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 augusztus 11, 18:32
Írta: zozo Dátum 2017 augusztus 11, 18:32
De lehet, hogy az is működne, ha egy gumizott peremű fedővel letakarnád a "negatív szerszámot" aztán sűrített levegővel "belerobbantanád" a fóliát a szerszámba. Csak egy ötlet persze.
(mint robbantásos lemezalakítás :) )
(mint robbantásos lemezalakítás :) )
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2017 augusztus 11, 19:27
Írta: ORCA17 Dátum 2017 augusztus 11, 19:27
Ha jól látom elég "karcos" - megmunkálási gyűrűk - találhatóak a felületen. Húzó szerszámok elsődleges "kenése"
a kialakított felület egyenletessége - nem ártana felpolírozni a surlódó felületeket
A rugós ráncfogó bizony szintén sokat segítene, és ha megoldható, a kenés!
Mélyhúzó szerszámok működését tekintve a sebesség is fontos szempont, nem szerencsés a gyors alakváltozás.
De ezeket biztos Te is tudod, csak memorizáltam valamikori szerszámkészítő multam[#wave]
a kialakított felület egyenletessége - nem ártana felpolírozni a surlódó felületeket
A rugós ráncfogó bizony szintén sokat segítene, és ha megoldható, a kenés!
Mélyhúzó szerszámok működését tekintve a sebesség is fontos szempont, nem szerencsés a gyors alakváltozás.
De ezeket biztos Te is tudod, csak memorizáltam valamikori szerszámkészítő multam[#wave]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2017 augusztus 11, 19:39
Írta: KoLa Dátum 2017 augusztus 11, 19:39
Nincs itt valami fogalomzavar a fémnyomás és a mélyhúzás között?
Ez a próbanyomás mélyhúzásra hasonlít, elég sok mélyhúzó szerszámot készítettem már, különféle kerékfelnikhez!
Ez hasonlít az egyikhez, csak az 1mm-es acéllemezt présel.
Ráncfogó nélkül szinte lehetetlen!
Ott is volt ilyen szakadás, de egy megfelelő furat megoldotta hogy középről is tudjon egy kis anyagot húzni.
Persze csak akkor, ha lesz benne furat a végén.
Ez a próbanyomás mélyhúzásra hasonlít, elég sok mélyhúzó szerszámot készítettem már, különféle kerékfelnikhez!
Ez hasonlít az egyikhez, csak az 1mm-es acéllemezt présel.
Ráncfogó nélkül szinte lehetetlen!
Ott is volt ilyen szakadás, de egy megfelelő furat megoldotta hogy középről is tudjon egy kis anyagot húzni.
Persze csak akkor, ha lesz benne furat a végén.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2017 augusztus 11, 20:00
Írta: ORCA17 Dátum 2017 augusztus 11, 20:00
Bizony minden szavad igaz lehet:
"A fémnyomás az a folyamat, amelynek során egy lemez vagy fém cső forog nagy sebességgel, és alakul át egy axiálisan szimmetrikus elemmé (tárggyá). A fémnyomás végezhető kézzel (tradicionális fémnyomás) vagy eszterga géppel (gépi fémnyomás)."
Innen van az infóm (http://www.femnyomas.hu/)
"A fémnyomás az a folyamat, amelynek során egy lemez vagy fém cső forog nagy sebességgel, és alakul át egy axiálisan szimmetrikus elemmé (tárggyá). A fémnyomás végezhető kézzel (tradicionális fémnyomás) vagy eszterga géppel (gépi fémnyomás)."
Innen van az infóm (http://www.femnyomas.hu/)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2017 augusztus 11, 20:08
Írta: KoLa Dátum 2017 augusztus 11, 20:08
Így van! megnéztem az oldalt!
Az első képen amit láttam mintha a Danibá lenne:)))
Nehéz munka! ki is van kötve a géphez rendesen!
Az első képen amit láttam mintha a Danibá lenne:)))
Nehéz munka! ki is van kötve a géphez rendesen!
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2017 augusztus 11, 20:13
Írta: ORCA17 Dátum 2017 augusztus 11, 20:13
Az első képen amit láttam mintha a Danibá lenne
Rossz vagy[#awink]
Rossz vagy[#awink]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 augusztus 12, 07:46
Írta: remrendes Dátum 2017 augusztus 12, 07:46
Lattam olyan videot, ahol az ilyen vekony anyagot elomelegitettek.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 augusztus 12, 08:21
Írta: Motoros Dátum 2017 augusztus 12, 08:21
Én is úgy látom összekeveredtünk rendesen.
István fotóján az nem is fémnyomás, hanem mélyhúzás valóban.
A koncentrikus körök pedig a szerszámon lévő megmunkálási nyomok.
Ha ez így van akkor azokat a csavarokat el kellene hagyni és csak egy sima ráncfogót alkalmazni.
Nem is kell hogy rugós legyen, elég egy sima lap a szerszám felső síkjától 1 tized mm-re.
Szép lassan nyomni akár kézzel golyós préssel.
Előtte a lemezt belemártani olajba, mondjuk orsóolaj is megteszi...had csöpögjön.
Valamikor így gyártottam esővédő serlegeket aluból kültéri antennaleágazókra. Az anyagvastagság 2 mm, a kész serleg átmérője 70 mm, a magassága 30 mm volt.
A terítékre is készült külön körkivágó.
A széle kicsit rojtos lett, de fel lett szabályozva esztergán. Az anyag kb 2 tized mm-t vékonyodott csak.
A mélyhúzás egy menetben ment egy 10 tonnás excenterprésen, mert nem volt más (hidraulikus) úgy hogy a gép munka ütemben csak lendületből vitte lefelé a medvét egyre csökkenő sebességgel. Minden úszott az olajban. A szerszámok még megvannak.
István fotóján az nem is fémnyomás, hanem mélyhúzás valóban.
A koncentrikus körök pedig a szerszámon lévő megmunkálási nyomok.
Ha ez így van akkor azokat a csavarokat el kellene hagyni és csak egy sima ráncfogót alkalmazni.
Nem is kell hogy rugós legyen, elég egy sima lap a szerszám felső síkjától 1 tized mm-re.
Szép lassan nyomni akár kézzel golyós préssel.
Előtte a lemezt belemártani olajba, mondjuk orsóolaj is megteszi...had csöpögjön.
Valamikor így gyártottam esővédő serlegeket aluból kültéri antennaleágazókra. Az anyagvastagság 2 mm, a kész serleg átmérője 70 mm, a magassága 30 mm volt.
A terítékre is készült külön körkivágó.
A széle kicsit rojtos lett, de fel lett szabályozva esztergán. Az anyag kb 2 tized mm-t vékonyodott csak.
A mélyhúzás egy menetben ment egy 10 tonnás excenterprésen, mert nem volt más (hidraulikus) úgy hogy a gép munka ütemben csak lendületből vitte lefelé a medvét egyre csökkenő sebességgel. Minden úszott az olajban. A szerszámok még megvannak.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 12, 09:30
Írta: ywathzay Dátum 2017 augusztus 12, 09:30
Most hogy pihentetve van, azért dolgozni neki is kell!
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 augusztus 12, 19:28
Írta: svager Dátum 2017 augusztus 12, 19:28
Nekem ez a módszer szimpatikusabb,mint a robbantás.[#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 12, 20:28
Írta: svejk Dátum 2017 augusztus 12, 20:28
Igazából nem is értem, ezzel a módszerrel gömbsüveg lesz abból meg nem lesz jó fényvető.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 augusztus 12, 20:45
Írta: svager Dátum 2017 augusztus 12, 20:45
Pedig a veterán motorokon mind ilyen lemez bili volt,csak foncsorozták.[#nemtudom]
Nem is volt nagy fényerő,csak annyi,hogy ne teljesen sötétben motorozz.
Nem is volt nagy fényerő,csak annyi,hogy ne teljesen sötétben motorozz.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2017 augusztus 12, 20:45
Írta: KoLa Dátum 2017 augusztus 12, 20:45
Régebben, excenteren gyártottunk alu kémcsőkupakot, sík korong az első lépés, aztán az első mélyhúzás kb azonos átmérőjű és hosszúságú csészét eredményezett,a második csökkentette az átmérőt és nyújtotta a hosszúságot, a harmadik kémcső méretre húzta, a sallangot patronba fogva revolvereztük...
Lehet hogy ennél a munkadarabnál is kellene egy előhúzás!
Ahogy nézem, lehet hogy a sörösdoboz allja megfelelne erre a célra, az újrahúzáshoz.
Na,már megint a sörözdoboz alljára néztem![#nevetes1]
Lehet hogy ennél a munkadarabnál is kellene egy előhúzás!
Ahogy nézem, lehet hogy a sörösdoboz allja megfelelne erre a célra, az újrahúzáshoz.
Na,már megint a sörözdoboz alljára néztem![#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2017 augusztus 12, 21:03
Írta: KoLa Dátum 2017 augusztus 12, 21:03
Azt a külső éles peremet kell másik szerszámban belenyomni.
Az ugyanis, nagyon megfogja a végén a mélyhúzást, ezért szakad a közepe.
Az ugyanis, nagyon megfogja a végén a mélyhúzást, ezért szakad a közepe.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 augusztus 12, 21:13
Írta: jani300 Dátum 2017 augusztus 12, 21:13
Még kölyökkoromba láttuk a hadtörténetiben kiállítva , a töltényhüvelyek mély húzásának lépcsőit . Volt jó sok lépcső . Még a régi puskalőszerek voltak kiállítva .
Már akkor is érdekeltek ezek a dolgok :)
Már akkor is érdekeltek ezek a dolgok :)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2017 augusztus 12, 21:19
Írta: KoLa Dátum 2017 augusztus 12, 21:19
Aszinné' az ember hogy, csőből gyárják!pedig,nem![#wave]
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2017 augusztus 12, 21:24
Írta: Bicska Dátum 2017 augusztus 12, 21:24
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 16, 13:36
Írta: Marosi István Dátum 2017 augusztus 16, 13:36
Próbáltam közben hőlégfúvóval melegiteni,talán kicsit lett jobb,de igy is szakadt
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 16, 13:39
Írta: Marosi István Dátum 2017 augusztus 16, 13:39
Esztergába fogom be az egyik szerszámfelet,amire fel van csavarozva a lemez,aztán görgővel nyomom rá fokozatosan forgás közben.
Ez azt hiszem fémnyomás
Ez azt hiszem fémnyomás
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 16, 14:00
Írta: Marosi István Dátum 2017 augusztus 16, 14:00
Próbáltam azt is,de túl vékony az anyag.Szinte azonnal gyűrődik [#rinya]
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 16, 14:01
Írta: Marosi István Dátum 2017 augusztus 16, 14:01
Beszéltem néhány fémnyomóval,és csak a fejüket csóválták...
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 16, 14:01
Írta: ywathzay Dátum 2017 augusztus 16, 14:01
Én laikusként azt figyeltem meg, hogy a fémnyomásnál belülről kifelé haladnak. Esetleg így nem próbáltad?
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 16, 14:02
Írta: ywathzay Dátum 2017 augusztus 16, 14:02
Gondolom az a bajuk hogy nem több ezres tétel kell...
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 16, 14:03
Írta: Marosi István Dátum 2017 augusztus 16, 14:03
Ez a robbantásos techológia érdekes lehet...majd utánanézek hogyan működik
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 16, 14:04
Írta: Marosi István Dátum 2017 augusztus 16, 14:04
Ez is tetszik,már el is kezdtem tervezni hozzá egy készüléket
Cím: Re:Mechanikai ötletek
Írta: Marosi István Dátum 2017 augusztus 16, 14:07
Írta: Marosi István Dátum 2017 augusztus 16, 14:07
Azért próbáltam befelé,mert a szokásos fémnyomásnál is a rögzités felől kezdik nyomni az anyagot.
Már vagy 20 selejten túl vagyok [#pardon1]
Már vagy 20 selejten túl vagyok [#pardon1]
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 16, 19:04
Írta: ywathzay Dátum 2017 augusztus 16, 19:04
Az addig rendben hogy a rögzítésnél kezdik, de nem szélen rögzítik és mennek a kisebb átmérő felé, hanem a kis átmérőből a nagy felé. Nekem úgy tűnik. Ráadásul "rugalmas" rögzítést használnak, csak támasztva van az anyag, a csavarozás az ide sok. Tegyél már be egy olyan képet amin egy kész munkadarab van. Hadd lássuk már a végeredményt.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2017 augusztus 16, 20:30
Írta: Rabb Ferenc Dátum 2017 augusztus 16, 20:30
A "végeredmény" [#t179p14182#]
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 16, 22:07
Írta: ywathzay Dátum 2017 augusztus 16, 22:07
Ez nem egy kész munkadarab ez egy selejt előgyártmány. Én arra vagyok kíváncsi hogy ennek hogyan is kellene kinéznie.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2017 augusztus 16, 22:44
Írta: Rabb Ferenc Dátum 2017 augusztus 16, 22:44
Hát nem egy anyagtakarékos megoldás a maga 1%-os kihasználtságával és nem is fémnyomás, de állítólag igen merev...
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 augusztus 28, 22:58
Írta: Csuhás Dátum 2017 augusztus 28, 22:58
Éppen azon gondolkodtam milyen ideiglenes eszközt készítsek amivel ki tudom egyensúlyozni a szalagfűrészem kerekeit. Egy kicsit ráz a gép, részben a lap forrasztás miatt, de a kereken sem látom az egyensúlyozás nyomait. Szóval ezt az egyszerű megoldást találtam: Tárcsa egyensúlyozás (https://abieneman.wordpress.com/2011/06/13/simple-wheel-balancing-jig/) :- ))))
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 29, 06:27
Írta: ywathzay Dátum 2017 augusztus 29, 06:27
Amit itt bemutat az semmire nem jó, legalábbis forgó testnél ennek szerintem semmi értelme. Ráadásul még így sem balanszírozta ki, mert továbbra is ferdén lóg. Na persze még terjeszti is a semmit. Itt egy használható ötlet, igaz több a nyűg vele, de a végeredmény magáért beszél.
Cím: Re:Mechanikai ötletek
Írta: István83 Dátum 2017 augusztus 29, 06:43
Írta: István83 Dátum 2017 augusztus 29, 06:43
Mi egy segéd tengelyt szoktunk esztergálni bele,amik a két vége 15-20mm átmérőjű.Két darab kivizszintezett prizmán (köszörült szögvas)gurgatjuk.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 29, 07:36
Írta: keri Dátum 2017 augusztus 29, 07:36
Ha megforgatod így felfüggesztve akkor talán van értelme, de csak statikusan lógatni nincs.
Statikus balansz lényege, hogy vízszintes tengelyre kell felfűzni és olyan finoman csapágyazni, hogy a nehezebb oldala felé forduljon mindig.
Magas fordulatú propellereket és motorokat úgy szoktam, hogy mérem a rezonanciát és megforgatom olyan fordulattal ahol a legerősebb. Aztán megfelelő súlyt elkezdem tologatni rajta és megkeresem a minimumot.
Esetleg ha van olyan felület, akkor egy alkoholos filccet óvatosan a tengelynek nyomva látszik, hogy melyik irányba van eltolódva a tömegközéppont.
Statikus balansz lényege, hogy vízszintes tengelyre kell felfűzni és olyan finoman csapágyazni, hogy a nehezebb oldala felé forduljon mindig.
Magas fordulatú propellereket és motorokat úgy szoktam, hogy mérem a rezonanciát és megforgatom olyan fordulattal ahol a legerősebb. Aztán megfelelő súlyt elkezdem tologatni rajta és megkeresem a minimumot.
Esetleg ha van olyan felület, akkor egy alkoholos filccet óvatosan a tengelynek nyomva látszik, hogy melyik irányba van eltolódva a tömegközéppont.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 augusztus 29, 07:55
Írta: 000000000 Dátum 2017 augusztus 29, 07:55
Pont ezt a videót néztem pár napja !
Be is akartam linkelni hogy a kisöreg nem semmi.
A "tokmányt" nézted ami esztergál ?
Be is akartam linkelni hogy a kisöreg nem semmi.
A "tokmányt" nézted ami esztergál ?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 augusztus 29, 07:57
Írta: Csuhás Dátum 2017 augusztus 29, 07:57
Nekem továbbra is tetszik az ötlet. Van ugyan egy köszörű korong egyensúlyozó állványom, szóval lehet hogy esztergálok segéd tengelyt de ez a zsinór dugó kombináció egyszerűbbnek tűnt. Ennek a megoldásnak a hátránya hogy csak furatos tárcsára alkalmas. Ahogy írja az érzékenység függ attól hogy a zsinór befogási pontja milyen közel kerül a tömegközépponthoz. Egyébként az ilyen nem túl magas fordulatszámon futó, átmérőhöz képest "vékony" tárcsánál a statikus kiegyensúlyozás is elég jó eredményt ad. Most a gép működéskor döccen amikor a forrasztás odaér a szalagvezetőhöz ( nem esik tökéletesen egy vonalba a lap a forrasztás előtt és után ). Kikapcsoláskor amikor kifut a gép akkor viszont van egy határozott rezonancia. Az öntött vas tárcsák ugyan szép felületűek, de csak az agyrésznél, és a futófelületnél vannak megmunkálva. Ebből gondolom hogy jelentős egyensúlytalanság is lehet bennük.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 augusztus 29, 09:14
Írta: D.Laci Dátum 2017 augusztus 29, 09:14
"Esetleg ha van olyan felület, akkor egy alkoholos filccet óvatosan a tengelynek nyomva látszik, hogy melyik irányba van eltolódva a tömegközéppont."
Ebben a formában nem működik. Ugyanis van némi késése a kimozdulásnak, ha így próbálod kiegyensúlyozni akkor szépen eltolódik a kiegyensúlyozatlanság, és egyszer csak körbeérsz :)
Ebben a formában nem működik. Ugyanis van némi késése a kimozdulásnak, ha így próbálod kiegyensúlyozni akkor szépen eltolódik a kiegyensúlyozatlanság, és egyszer csak körbeérsz :)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 29, 09:39
Írta: ywathzay Dátum 2017 augusztus 29, 09:39
Erre mondják, Aki tud az tud!
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 augusztus 29, 09:48
Írta: Csuhás Dátum 2017 augusztus 29, 09:48
Egy zsinóron felfüggesztett megforgatott tárgy minden késés nélkül úgy fog forogni fogy a forgástengely a tömegközépponton megy át. Az általad említett késés akkor lehet ha rugalmas a felfüggesztés, a tömeg plusz rugóállandó egy késleltető RC tagot alkot.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 augusztus 29, 09:55
Írta: D.Laci Dátum 2017 augusztus 29, 09:55
"akkor lehet ha rugalmas a felfüggesztés"
Ha nem rugalmas akkor nem igazán lehet dinamikusan kiegyensúlyozni azzal a technikával, szerintem.
Ha nem rugalmas akkor nem igazán lehet dinamikusan kiegyensúlyozni azzal a technikával, szerintem.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 augusztus 29, 10:10
Írta: Csuhás Dátum 2017 augusztus 29, 10:10
Elfogadom hogy nem lehet. No de egy szóval se említettem hogy a dinamikus kiegyensúlyozást szeretnék, sőt azt írtam hogy az ilyen tárcsáknál nincs is arra szükség.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 29, 10:29
Írta: keri Dátum 2017 augusztus 29, 10:29
Akár jó is lehetne a módszer, de nem tudod kellő pontossággal középpontosan fellógatni.
Jobb a gördítős módszer a statikus balanszra. Az tényleg egész jó eredményt ad.
Jobb a gördítős módszer a statikus balanszra. Az tényleg egész jó eredményt ad.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 29, 10:33
Írta: keri Dátum 2017 augusztus 29, 10:33
Nincs késése.
Abban igazad van, hogy a tömegközéppont az átellenes oldalon lesz a jelöléshez.
Akkor van késése ha rugóval függeszted fel, mert a pörgettyű tömege és a rugó rezonáns elemet alkot és ez valóban beleszól az elmozdulásba, fordulatszám függvényében, de ha elhanyagolható rugalmassággal felfüggeszted, és persze megfelelően magas fordulatra pörgeted, akkor minden forgó tömeg a tömegközéppont körül fog forogni....iszonyat sokat balanszíroztam a helikopterem alkatrészeit [#vigyor]
Abban igazad van, hogy a tömegközéppont az átellenes oldalon lesz a jelöléshez.
Akkor van késése ha rugóval függeszted fel, mert a pörgettyű tömege és a rugó rezonáns elemet alkot és ez valóban beleszól az elmozdulásba, fordulatszám függvényében, de ha elhanyagolható rugalmassággal felfüggeszted, és persze megfelelően magas fordulatra pörgeted, akkor minden forgó tömeg a tömegközéppont körül fog forogni....iszonyat sokat balanszíroztam a helikopterem alkatrészeit [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 29, 10:35
Írta: keri Dátum 2017 augusztus 29, 10:35
Olyannyira lehet, hogy a magas fordulatú gőzturbináknál volt hogy direkt excentrikusan helyezték el a tengelyt, és rugalmas anyagból csinálták, így magas fordulaton szépen beállt tökéletes egyensúlyba, míg a merev tengelyeket mindig széttépte.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 augusztus 29, 10:42
Írta: D.Laci Dátum 2017 augusztus 29, 10:42
Szerintem meg statikusan sem szükséges kiegyensúlyozni, én ami szalagfűrészt csináltam az sem volt kiegyensúlyozva sehogy sem, lehet csak szerencsém volt :)
Gumibandázs volt rajta, hegesztet lapokat használtam, hátsó megtámasztás csak akkor kelet ha rönkfákat vágtam, nehogy letoljam a szalagot :) Akkor van jól beállítva ha általános használat mellet nem éri a szalag a támasztó csapágyat.
Gumibandázs volt rajta, hegesztet lapokat használtam, hátsó megtámasztás csak akkor kelet ha rönkfákat vágtam, nehogy letoljam a szalagot :) Akkor van jól beállítva ha általános használat mellet nem éri a szalag a támasztó csapágyat.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 augusztus 29, 11:03
Írta: D.Laci Dátum 2017 augusztus 29, 11:03
Ha mereven fixen áll minden, akkor a tengely mitől mozdul el, hogy nyomot hagy rajta a filctoll?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 augusztus 29, 11:37
Írta: Csuhás Dátum 2017 augusztus 29, 11:37
Remekül vág most is, de egy kicsit maximalista vagyok. Pl egy órája tettem rá egy patakefe fejet ami pucolja az alsó kereket, pedig gyárilag nem volt rajta kefe. Egy kiegyensúlyozás után, azt hiszem érezhetően nyugodtabb futása lesz a gépnek. Akarok majd keskeny szalagot venni fémhez és fához is a precíz munkákhoz. Tegnap már próbaként felaprítottam három trepnit. Majd még kell rá egy tálca ami felfogja a nagyja fűrészport, és valami ügyes vezető párhozamvágáshoz. Az utóbbin még ötletelnem kell egy kicsit mert csak egy sima öntött alu asztala van összesen két M10 menettel.
Cím: Re:Mechanikai ötletek
Írta: grekon Dátum 2017 augusztus 29, 13:46
Írta: grekon Dátum 2017 augusztus 29, 13:46
A helyes modja a kiegyensulyozàsnak :
kell hozzà kèt pàrhuzamos ès teljesen !! vizszintes felulet , legjobb ha kèsèl de Φ 15-20 egyenes koszorult tengely is igen jo (de az eszterga àgya is megteszi)
ràrakod a kiegyensulyozandot (sajàt tengelyèn vagy beledugsz egyenes koszorult tengelyt ami lehet kissebb is mint a luk) megvàrod mig suly leviszi , krètajel , jelnèl belefursz az anyagba 3-5 lukat kulso rèszen 2-3 mm mèlyen
visza a kiegyensulyozora s addig folytatod mig nem forog .
Màsik dolog :
" Egy kicsit ráz a gép, részben a lap forrasztás miatt "
ilyet nem szabad !! Igen csunya baleseteket okozhat .
A jo lapforrasztás szinte làthatatlan s nem vastagabb a lapnàl , èszrevètlenul megy àt a vezetokon .
Azt a lapot surgosen ragasztasd ujra ! Olyan cègnèl ahol indukciosan heggesztik (nem a rezezès) , nàlunk kb 700 ft a ragasztàs s a szalag mellette torik el (idovel) .
Màsik amire vigyàzz hogy àllandoan èles legyen a furèszlap , mert az èletlen torik ( kb 2-4 ora az uzemideje) .
kell hozzà kèt pàrhuzamos ès teljesen !! vizszintes felulet , legjobb ha kèsèl de Φ 15-20 egyenes koszorult tengely is igen jo (de az eszterga àgya is megteszi)
ràrakod a kiegyensulyozandot (sajàt tengelyèn vagy beledugsz egyenes koszorult tengelyt ami lehet kissebb is mint a luk) megvàrod mig suly leviszi , krètajel , jelnèl belefursz az anyagba 3-5 lukat kulso rèszen 2-3 mm mèlyen
visza a kiegyensulyozora s addig folytatod mig nem forog .
Màsik dolog :
" Egy kicsit ráz a gép, részben a lap forrasztás miatt "
ilyet nem szabad !! Igen csunya baleseteket okozhat .
A jo lapforrasztás szinte làthatatlan s nem vastagabb a lapnàl , èszrevètlenul megy àt a vezetokon .
Azt a lapot surgosen ragasztasd ujra ! Olyan cègnèl ahol indukciosan heggesztik (nem a rezezès) , nàlunk kb 700 ft a ragasztàs s a szalag mellette torik el (idovel) .
Màsik amire vigyàzz hogy àllandoan èles legyen a furèszlap , mert az èletlen torik ( kb 2-4 ora az uzemideje) .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 29, 14:35
Írta: keri Dátum 2017 augusztus 29, 14:35
Honnan vetted ezt hogy mereven van rögzítve? Mindenki azt mondta, szabadon van felfüggesztve.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 augusztus 29, 15:22
Írta: D.Laci Dátum 2017 augusztus 29, 15:22
[#t179p14229#]
A hozzászólásodból arra következtettem.
A hozzászólásodból arra következtettem.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 29, 15:39
Írta: keri Dátum 2017 augusztus 29, 15:39
Rosszul következtettél. A madzagos felfüggesztésről volt szó.
De más is írta hogy "alacsony rugóállandó", az nem a merevség definíciója.
Mindegy. Szerintem engedd el. Lényeg hogy lehet filctollal dinamikusan balanszolni :)
De más is írta hogy "alacsony rugóállandó", az nem a merevség definíciója.
Mindegy. Szerintem engedd el. Lényeg hogy lehet filctollal dinamikusan balanszolni :)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 augusztus 29, 18:10
Írta: D.Laci Dátum 2017 augusztus 29, 18:10
Hol írtam, hogy filctollal nem lehet?
Csak a mikéntjét firtatom.
Használd az elvi és gyakorlati hibás modszered :)
A helyes módra meg úgy láton a kutyasem kiváncsi... :(
Mindegy ugorjunk...
Csak a mikéntjét firtatom.
Használd az elvi és gyakorlati hibás modszered :)
A helyes módra meg úgy láton a kutyasem kiváncsi... :(
Mindegy ugorjunk...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 29, 18:11
Írta: svejk Dátum 2017 augusztus 29, 18:11
Én igen!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 29, 19:28
Írta: keri Dátum 2017 augusztus 29, 19:28
Most már én is kíváncsi vagyok, hogy mit süt ki az alapvető fizikai tévedéséből, és az emlékezet kieséseiből [#falbav]
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 29, 19:38
Írta: ywathzay Dátum 2017 augusztus 29, 19:38
Én is.
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2017 augusztus 29, 20:41
Írta: szf Dátum 2017 augusztus 29, 20:41
Én az ilyen jellegű gépek kerekeit a gumishoz szoktam elvinni.tökêletessen megcsinálja.1000Ft!
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 augusztus 29, 20:47
Írta: D.Laci Dátum 2017 augusztus 29, 20:47
[#ejnye1]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 30, 07:35
Írta: keri Dátum 2017 augusztus 30, 07:35
Írjad inkább a megoldást a mutogatás helyett, különben soha nem derül ki, hogy csak félre értettél, kötekedni akarsz, vagy tényleg nem ismered a fizikát.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 augusztus 30, 07:44
Írta: remrendes Dátum 2017 augusztus 30, 07:44
Koszi! Nemreg volt egy kis problemam egy XXL meretu szijtarcsaval. Ott a sebesseg csokkentese lett a megoldas, legkozelebb talan lesz idom kiserletezni, akkor kiprobalom.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 augusztus 30, 08:00
Írta: fn47xk7ei Dátum 2017 augusztus 30, 08:00
Az indukciós hegesztés létezik de én még nem találkoztam vele fűrészlapnál ( persze nem zárja ki , hogy nem lehetséges ). Én amivel dolgoztam és láttam azok leolvasztó hegesztők voltak ( tompa hegesztés egyik variációja ) . Viszont a témához érdemileg hozzászólva egy részlet megjegyzés - még érdemes odafigyelni a hegesztési varrat pozícióra azaz lehetőség szerint foghátra kerüljön - ez is növeli az élettartamát a fűrészlapnak . Persze ez csak azoknak szól akik házilag hegesztik otthon maguknak a fűrészlapot mert tudok egy-két embert akik készítettek ilyen egyszerűbb hegesztő gépezetet ( nem forrasztó - mielőtt vita lenne belőle ).
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_3icub9wmgkx5j9jzfw0tk_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/3icub9wmgkx5j9jzfw0tk_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_fc8eatuxy80q624k3jim_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/fc8eatuxy80q624k3jim_4984.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_3icub9wmgkx5j9jzfw0tk_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/3icub9wmgkx5j9jzfw0tk_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_fc8eatuxy80q624k3jim_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/fc8eatuxy80q624k3jim_4984.jpg)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 augusztus 30, 08:43
Írta: D.Laci Dátum 2017 augusztus 30, 08:43
Miről van szó? :) "emlékezet kieséseiből", Nem emlékszem :)
Akit érdekelt az már tudja, te meg igggggy jártál. :)
Akit érdekelt az már tudja, te meg igggggy jártál. :)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 augusztus 30, 09:50
Írta: ywathzay Dátum 2017 augusztus 30, 09:50
Végigolvasva az angol szöveget, nekem úgy tűnik ez nem forgatja csak függeszti a kereket. Ez a statikus kiegyensúlyozás elvi hibás. Attól, hogy sikerül egy testet vízszintbe helyezni súlyokkal, vagy súlycsökkentéssel, az még nem jelenti azt hogy mint forgástest egyensúlyban van. Javítsatok ki ha tévedek.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 augusztus 30, 10:17
Írta: Csuhás Dátum 2017 augusztus 30, 10:17
Kijavítalak, felfüggesztéssel pont ugyanúgy statikusan kiegyensúlyozható egy tárcsa mintha segéd tengellyel felraknád egy egyensúlyozó állványra. Mivel tárcsáról van szó így a dinamikus kiegyensúlyozásra nincs szükség. ( Nem kell forgatni, a forgatás ötlete csak a hozzászólásokban került elő )
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 augusztus 30, 10:17
Írta: remrendes Dátum 2017 augusztus 30, 10:17
Statikusan igen, dinamikusan nem, szerintem.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 30, 10:39
Írta: svejk Dátum 2017 augusztus 30, 10:39
Így van, csak a videóval ellentétben precízebben kell a felfüggeszteni és valóban fontos hogy a felfüggesztés az osztósíkra is essen, ne csak a radiális középpontba.
Ekkor lesz a legérzékenyebb a "mérleg".
Mert hiszen ez nem más mint egy 2D-s karos mérleg.
A dinamikus kiegyensúlyozásra meg szerintem sincs különösebb szükség ilyen nagy D/l viszonynál, ahol a fordulatszám is csak pár száz.
Egy autó kereke sokkal kisebb D/l viszonnyal rendelkezik és a fordulata is magasabb, így ott már szükség van rá.
Ekkor lesz a legérzékenyebb a "mérleg".
Mert hiszen ez nem más mint egy 2D-s karos mérleg.
A dinamikus kiegyensúlyozásra meg szerintem sincs különösebb szükség ilyen nagy D/l viszonynál, ahol a fordulatszám is csak pár száz.
Egy autó kereke sokkal kisebb D/l viszonnyal rendelkezik és a fordulata is magasabb, így ott már szükség van rá.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 30, 11:17
Írta: svejk Dátum 2017 augusztus 30, 11:17
Egyébként van egy ember Magyarországon (talán Fehárgyarmaton, vagy valahol ott Nyíregyháza környékén) aki az életét tette a centrírozás tudományára, kb. Robsy-hoz tudnám hasonlítani.
Motortekercselő ismerősöm is Tőle vett kiegyensúlyozó gépet.
Az Ő honlapján sok okoságot lehetett olvasni, de most nem találom. :(
Motortekercselő ismerősöm is Tőle vett kiegyensúlyozó gépet.
Az Ő honlapján sok okoságot lehetett olvasni, de most nem találom. :(
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 augusztus 30, 11:36
Írta: D.Laci Dátum 2017 augusztus 30, 11:36
http://kiegyensulyoz.hu/kiegyensulyozas/ (http://kiegyensulyoz.hu/kiegyensulyozas/)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 augusztus 30, 11:53
Írta: Szalai György Dátum 2017 augusztus 30, 11:53
Mekkora az a D/l viszony, ami alatt nem kell, felette meg igen?
Egyáltalán menyire kell egy ilyen kereket kiegyensúlyozni? Menyi lehet a maradó kiegyensúlyozatlanság? (Mert marad valami, az biztos.)
Ez még fontos is lehet, hiszen kiegyensúlyozatlanság miatti erő a szögsebesség négyzetével emelkedik.
Tisztelettel megjegyzem, hogy még nem esett szó a ,,kritikus fordulatszám" és a ,,vonatkozó szabvány" dolgairól.
Pedig ezek elég jó irányokat és keretértékeket adhatnak. [#nemtudom]
Egyáltalán menyire kell egy ilyen kereket kiegyensúlyozni? Menyi lehet a maradó kiegyensúlyozatlanság? (Mert marad valami, az biztos.)
Ez még fontos is lehet, hiszen kiegyensúlyozatlanság miatti erő a szögsebesség négyzetével emelkedik.
Tisztelettel megjegyzem, hogy még nem esett szó a ,,kritikus fordulatszám" és a ,,vonatkozó szabvány" dolgairól.
Pedig ezek elég jó irányokat és keretértékeket adhatnak. [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 augusztus 30, 15:03
Írta: Csuhás Dátum 2017 augusztus 30, 15:03
Még nem vagyok készen, de a 260mm átmérőjű kerekekre rendre 18, 20, 34g súlyok kerültek 240-es sugárra. A kerekek éppen felfértek az egyensúlyozó állványomra így nem a zsinóros módszert választottam. Most összeszerelem és kipróbálom.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 30, 15:19
Írta: svejk Dátum 2017 augusztus 30, 15:19
Hopsz, ilyen kicsi a kereked, azt hittem rendes szalagfűrészed van... Ja, hogy ez 3 kerekű ugye?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 30, 15:22
Írta: svejk Dátum 2017 augusztus 30, 15:22
Ez lesz az!
Gyarmat=Gyarmat :)
Bár másmilyen honlapra emlékeztem, de bizonyára újult.
Gyarmat=Gyarmat :)
Bár másmilyen honlapra emlékeztem, de bizonyára újult.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 30, 15:32
Írta: svejk Dátum 2017 augusztus 30, 15:32
Ez a most használatos állvány milyen szerkezet, és milyen elvet használ?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 augusztus 30, 15:41
Írta: Csuhás Dátum 2017 augusztus 30, 15:41
Ez egy "pici" fűrész, csak három 260-as kerékkel, de centi vastag öntvény vázzal. Cirka 150kg. Egy békebeli 1.1kW-os 1400-as motor hajtja.
Összeraktam, és nagyon lecsökkent a vibrációja a gépnek. Volt egy kis remegése üzemi fordulaton, és egy határozott rezonanciája kifutáskor. Nos mindkettő megszűnt. Kezd egész precíz masinává válni.
Összeraktam, és nagyon lecsökkent a vibrációja a gépnek. Volt egy kis remegése üzemi fordulaton, és egy határozott rezonanciája kifutáskor. Nos mindkettő megszűnt. Kezd egész precíz masinává válni.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 augusztus 30, 15:48
Írta: ANTAL GÁBOR Dátum 2017 augusztus 30, 15:48
Derecske az a Fehérgyarmat De jól kapisgálsz mert a neve : Gyarmati ( Voltam nála egy fél napot ) Még Paksnak is egyensúlyoz
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 30, 16:11
Írta: svejk Dátum 2017 augusztus 30, 16:11
Nagy kár, hogy előtte és most nem nézted meg a felfüggesztéssel, most sokkal okosabbak lennénk. :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 30, 16:25
Írta: svejk Dátum 2017 augusztus 30, 16:25
kérdezhetek egy butát(vagy soka) :)
Adva vagyon egy 200 mm hosszú 16x5-ös golyósorsó.
Ilyen rövid orsót nem feltétlen kell kétoldalt megtámasztani, ráadásul a fordulatszáma is max 300 1/min lesz.
Nagyon eretnek gondolat úgy szerelni, hogy az orsó egyik végén a motor, kuplunggal csatlakozva golyósorsóhoz és az orsó másik végén lenne a BK-s fix csapágyház?
No, egyébként ez a kínai BK csapágyház kiverte nálam a biztit.
Közismert hajtástechnikai cég DTE márkájú csapágyháza.
Bennük ferde hatásvonalú csapágyak "X" elrendezéssel.
(a csapágyak pontosságára most ne térjünk ki ennyi pénzért)
A dobozban mellékelve az orsóra finommenetű anya és a szimeringeknek futógyűrűk.
Igen ám, de a háromból kettőben axiális irányban 1-2 mm-t lötyögnek a csapágyak mert a kicsi kínai esztergályos kis peremet hagyott a csapágyakat beszorító fedélen!
Tudom, hogy nem a bolt a bűnös....
Adva vagyon egy 200 mm hosszú 16x5-ös golyósorsó.
Ilyen rövid orsót nem feltétlen kell kétoldalt megtámasztani, ráadásul a fordulatszáma is max 300 1/min lesz.
Nagyon eretnek gondolat úgy szerelni, hogy az orsó egyik végén a motor, kuplunggal csatlakozva golyósorsóhoz és az orsó másik végén lenne a BK-s fix csapágyház?
No, egyébként ez a kínai BK csapágyház kiverte nálam a biztit.
Közismert hajtástechnikai cég DTE márkájú csapágyháza.
Bennük ferde hatásvonalú csapágyak "X" elrendezéssel.
(a csapágyak pontosságára most ne térjünk ki ennyi pénzért)
A dobozban mellékelve az orsóra finommenetű anya és a szimeringeknek futógyűrűk.
Igen ám, de a háromból kettőben axiális irányban 1-2 mm-t lötyögnek a csapágyak mert a kicsi kínai esztergályos kis peremet hagyott a csapágyakat beszorító fedélen!
Tudom, hogy nem a bolt a bűnös....
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2017 augusztus 30, 16:40
Írta: gaben Dátum 2017 augusztus 30, 16:40
A Miskolci Egyetem, mechatronikai rendszerekről szóló pdf-ét böngészve már olvastam erről, íme a kivágott rész:
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_kjz49taw4be9b2uuffm4_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/kjz49taw4be9b2uuffm4_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_zzenyxw73d88pj9cgdy8_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/zzenyxw73d88pj9cgdy8_4447.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/08/tn_kjz49taw4be9b2uuffm4_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/kjz49taw4be9b2uuffm4_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/tn_zzenyxw73d88pj9cgdy8_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2017/08/zzenyxw73d88pj9cgdy8_4447.jpg)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 30, 17:00
Írta: svejk Dátum 2017 augusztus 30, 17:00
Ezt ismerjük, minden golyósorsó katalógusban ott vannak a nomogrammok is.
Csak maga az elrendezés szokatlan, de így adná magát az adott helyen.
Egyébként meg úgy is így lesz :), hacsak nem ír valaki megdönthetetlen ellenérvet.
Csak maga az elrendezés szokatlan, de így adná magát az adott helyen.
Egyébként meg úgy is így lesz :), hacsak nem ír valaki megdönthetetlen ellenérvet.
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2017 augusztus 30, 17:27
Írta: gaben Dátum 2017 augusztus 30, 17:27
Én kérek elnézést. [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 30, 18:13
Írta: svejk Dátum 2017 augusztus 30, 18:13
Jól van no, nem harapok én... [#oooo]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 augusztus 30, 19:47
Írta: remrendes Dátum 2017 augusztus 30, 19:47
Gondolom a hotagulas miatt szokas a hajtott oldalt fixre csapagyazni. Ha nincs mas megoldas en oda egy merevebb tengelykapcsolot tennek be, pl acellemezest.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 augusztus 30, 21:32
Írta: Szalai György Dátum 2017 augusztus 30, 21:32
Ha az orsónak a motortól távolabbi végét fogod merev csapágyazásba, akkor a hőtágult orsó axiál irányban feszíteni fogja a motor fix csapágyazását. (Ami többnyire az elülső csapágy, ha a hátulsó az úszó.)
Kivéve, ha a kuplung a hosszváltozást kompenzálni képes. És valószínűleg képes.
Nincs ellenérvem. [#nemtudom]
Kivéve, ha a kuplung a hosszváltozást kompenzálni képes. És valószínűleg képes.
Nincs ellenérvem. [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Sz.József Dátum 2017 augusztus 31, 06:46
Írta: Sz.József Dátum 2017 augusztus 31, 06:46
Gyuri hozzászólását megerősítve, szerintem is alkalmazható ez a megoldás,
ha az ellen oldalon merev csapágyazást alkalmazol.
Ekkora orsó hossznál 30 fokos hőmérséklet változásra a hosszváltozást 0,1 mm-re saccolom.
Ezt a kuplung bizonyára tudja kompenzálni.
De 30 fokos hóváltozás csak a Te műhelyedben fordulhat elő...[#nevetes1]
ha az ellen oldalon merev csapágyazást alkalmazol.
Ekkora orsó hossznál 30 fokos hőmérséklet változásra a hosszváltozást 0,1 mm-re saccolom.
Ezt a kuplung bizonyára tudja kompenzálni.
De 30 fokos hóváltozás csak a Te műhelyedben fordulhat elő...[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 augusztus 31, 07:14
Írta: 000000000 Dátum 2017 augusztus 31, 07:14
Pörgettem már meg úgy golyósorsót amiben utána a golyók az anya és a orsó egy egységet alkotott örökre.
Ott nem 30 fok lett a hőkülönbség de még 5 perc után is sütős volt az egész.
OK , rendben ez extrém eset. [#nevetes1]
De például japán lineáris egységben a hajtott oldal a fix és a szabad oldal úgy van kialakítva amin nincs véglemunkálás.
Úgy látták jónak, hogy a orsó külső mérete pár századdal a csapágyillesztés alatt van és rá van húzva egy mélyhornyú csapágy.
Ott aztán mászkálhat kedvére a szabad oldali vége hossz irányban.
Mellesleg egy acéllemezes kuplung ami kimondottan szervó hajtásokhoz megfelelő a brutális csavaró merevsége miatt, de hosszban a nagyobbacska darabok akár 1mm-t is tudnak engedni gond nélkül.
Előző példaként felhozott japán lineárisban is ilyen dupla lemezes tengelykapcsoló van ami a kb 30-as ármérőjéhez képest simán engedné játszani 0.5mm hossz irányban.
Ott nem 30 fok lett a hőkülönbség de még 5 perc után is sütős volt az egész.
OK , rendben ez extrém eset. [#nevetes1]
De például japán lineáris egységben a hajtott oldal a fix és a szabad oldal úgy van kialakítva amin nincs véglemunkálás.
Úgy látták jónak, hogy a orsó külső mérete pár századdal a csapágyillesztés alatt van és rá van húzva egy mélyhornyú csapágy.
Ott aztán mászkálhat kedvére a szabad oldali vége hossz irányban.
Mellesleg egy acéllemezes kuplung ami kimondottan szervó hajtásokhoz megfelelő a brutális csavaró merevsége miatt, de hosszban a nagyobbacska darabok akár 1mm-t is tudnak engedni gond nélkül.
Előző példaként felhozott japán lineárisban is ilyen dupla lemezes tengelykapcsoló van ami a kb 30-as ármérőjéhez képest simán engedné játszani 0.5mm hossz irányban.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2017 augusztus 31, 07:34
Írta: ebalint Dátum 2017 augusztus 31, 07:34
" Nagyon eretnek gondolat úgy szerelni, hogy az orsó egyik végén a motor, kuplunggal csatlakozva golyósorsóhoz és az orsó másik végén lenne a BK-s fix csapágyház? "
Én itt nem vagyok nagymenő, de nem tartom jó ötletnek.
Sőt rossznak.
A csapágynak a meghajtásnál lenne a helye, ekkora orsónál a másik vége gond nélkül lehetne szabad.
Én itt nem vagyok nagymenő, de nem tartom jó ötletnek.
Sőt rossznak.
A csapágynak a meghajtásnál lenne a helye, ekkora orsónál a másik vége gond nélkül lehetne szabad.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 augusztus 31, 18:40
Írta: svejk Dátum 2017 augusztus 31, 18:40
Köszönöm Uraim! [#worship]
Valahogy a lelki békémmel jobban összeegyeztethető ha az orsó mindkét végén van valami, még ha az a kuplungos motor semmit sem ér radiális irányban.
De alapvetően jobban férnék így.
Kicsit már más, de gondolom a fix oldali csapágyazások sem véletlen "X" csapágyelrendezéssel készülnek, ezek ugyanis nagyobb szögeltérést engednek meg mint az "O" elrendezésűek.
Valahogy a lelki békémmel jobban összeegyeztethető ha az orsó mindkét végén van valami, még ha az a kuplungos motor semmit sem ér radiális irányban.
De alapvetően jobban férnék így.
Kicsit már más, de gondolom a fix oldali csapágyazások sem véletlen "X" csapágyelrendezéssel készülnek, ezek ugyanis nagyobb szögeltérést engednek meg mint az "O" elrendezésűek.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 31, 19:47
Írta: keri Dátum 2017 augusztus 31, 19:47
Köszönöm, hogy megerősítetted, hogy sejtelmed sincs a témáról, csak kötekszel.
Isten veled! Hasznos funkció a felhasználó tiltás [#integet2]
Isten veled! Hasznos funkció a felhasználó tiltás [#integet2]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 31, 19:54
Írta: keri Dátum 2017 augusztus 31, 19:54
Elvben nem tévedsz, viszont ilyen laposabb és nem különösebben magas fordulatú tárgyaknál megfelel a statikus egyensúlyozás is.
Nekem ezzel a fellógatással inkább az a bajom, hogy így kikötve nem feltétlenül középen lesz a felfüggesztés, és tized mm-es eltérés is csúnyán meghamisítja a mérést.
A két vízszintes élre rakott tengellyel ilyen gond nincs, ha nem görbe a tengely.
Nekem ezzel a fellógatással inkább az a bajom, hogy így kikötve nem feltétlenül középen lesz a felfüggesztés, és tized mm-es eltérés is csúnyán meghamisítja a mérést.
A két vízszintes élre rakott tengellyel ilyen gond nincs, ha nem görbe a tengely.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 augusztus 31, 20:00
Írta: keri Dátum 2017 augusztus 31, 20:00
Eléggé eretnek, de én is így csináltam az ólcsó gravírozómat.
A rugalmas betétes kuplunggal üt egy kicsit, mert az engedi oldalirányba a tengelyt, de lemezessel működhet.
Viszont én pont most gondolkodok azon hogy teszek csapágyat a motor oldalára is.
A rugalmas betétes kuplunggal üt egy kicsit, mert az engedi oldalirányba a tengelyt, de lemezessel működhet.
Viszont én pont most gondolkodok azon hogy teszek csapágyat a motor oldalára is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 augusztus 31, 20:17
Írta: 000000000 Dátum 2017 augusztus 31, 20:17
Eretnek vagy nem , de működik ! [#nevetes1]
Mellesleg nekem is volt olyan gép ahol a szabad oldal annyira volt szabad, hogy semmi nem volt az orsó végén.
A BF20-as Z tengelye is így van megoldva mégsem kacsázik rezonál.
Mellesleg nekem is volt olyan gép ahol a szabad oldal annyira volt szabad, hogy semmi nem volt az orsó végén.
A BF20-as Z tengelye is így van megoldva mégsem kacsázik rezonál.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 augusztus 31, 20:56
Írta: zozo Dátum 2017 augusztus 31, 20:56
A BK csapágy helyett nálam 2db axiális csapágy van, amik közrefognak egy rögzített lapot. Másik végen a motor rugalmas kapcsolattal. (itt ez nem számít, nem CNC, zajcsökkentés miatt kell)
Aztán mégis teljes a lelki békém [#nevetes1]
Aztán mégis teljes a lelki békém [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 szeptember 01, 08:22
Írta: D.Laci Dátum 2017 szeptember 01, 08:22
Nincs mit!!! :)
Bár érdekes, hogy már jó pár motor rotorját kiegyensúlyoztam dinamikusan (24.000rpm-re) és Gyarmati mérnők úr még hibát nem talált benne.
Örülök, hogy segíthetem megtalálni a "Felhasználó letiltása" opciót. :)
Bár érdekes, hogy már jó pár motor rotorját kiegyensúlyoztam dinamikusan (24.000rpm-re) és Gyarmati mérnők úr még hibát nem talált benne.
Örülök, hogy segíthetem megtalálni a "Felhasználó letiltása" opciót. :)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 szeptember 01, 15:49
Írta: Csuhás Dátum 2017 szeptember 01, 15:49
Azt hiszem tartozom néhány fotóval, ha ennyit kérdezgettem fűrész, és centrírozás ügyben.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_72gz5nidf068evkbu7_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/72gz5nidf068evkbu7_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_4w447hziii4csc5ye3uqt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/4w447hziii4csc5ye3uqt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_mn78c2nj2e0b0aamb77gy_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/mn78c2nj2e0b0aamb77gy_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_9es5txu4f6sj6p5n9yyi4_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/9es5txu4f6sj6p5n9yyi4_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_b79vkbdz48uxu98b22zu_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/b79vkbdz48uxu98b22zu_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_72gz5nidf068evkbu7_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/72gz5nidf068evkbu7_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_4w447hziii4csc5ye3uqt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/4w447hziii4csc5ye3uqt_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_mn78c2nj2e0b0aamb77gy_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/mn78c2nj2e0b0aamb77gy_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_9es5txu4f6sj6p5n9yyi4_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/9es5txu4f6sj6p5n9yyi4_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_b79vkbdz48uxu98b22zu_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/b79vkbdz48uxu98b22zu_1881.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 szeptember 01, 16:00
Írta: Csuhás Dátum 2017 szeptember 01, 16:00
Egy érdekes szerszám:
link1[/url [url=https://youtu.be/of9p70H7gdg]link2 (http://clamptool.com/pages/double.html)
És a saját verzióm:
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_pw7spjdyugi2sbivpp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/pw7spjdyugi2sbivpp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_dmw2fnxytm9w0749hhiz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/dmw2fnxytm9w0749hhiz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_8754wu0ft989a3xk8g6h_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/8754wu0ft989a3xk8g6h_1881.jpg)
link1[/url [url=https://youtu.be/of9p70H7gdg]link2 (http://clamptool.com/pages/double.html)
És a saját verzióm:
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_pw7spjdyugi2sbivpp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/pw7spjdyugi2sbivpp_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_dmw2fnxytm9w0749hhiz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/dmw2fnxytm9w0749hhiz_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/tn_8754wu0ft989a3xk8g6h_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/8754wu0ft989a3xk8g6h_1881.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 szeptember 01, 16:01
Írta: Csuhás Dátum 2017 szeptember 01, 16:01
A hibás link újra: videó (https://youtu.be/of9p70H7gdg)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 szeptember 01, 16:04
Írta: keri Dátum 2017 szeptember 01, 16:04
Nagyon komoly :)
Bár én általában rátekerek pár menet réz, vagy lágyvasdrótot és a két végét összetekerem kombinált fogóval. Az is nagyon rá tud szorulni.
Bár én általában rátekerek pár menet réz, vagy lágyvasdrótot és a két végét összetekerem kombinált fogóval. Az is nagyon rá tud szorulni.
Cím: Re:Mechanikai ötletek
Írta: Rab Zoli Dátum 2017 szeptember 04, 15:11
Írta: Rab Zoli Dátum 2017 szeptember 04, 15:11
Üdv. Az 5mm-es tengelyű főorsómotoromra hogyan kapcsoljam rá az Er11-es tengelyemet, hogy35.000ford-nál ne robbanjon szét? Az alu tengelykapcsolókra azt mondták tuti szét robban. Ötletek?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 szeptember 04, 16:55
Írta: Szalai György Dátum 2017 szeptember 04, 16:55
Hát fogd be a motortengelyt az 5mm-es patronba.
Bocsánat, ezt nem tudtam megállni. [#vigyor2]
Szerintem valami Weldon szerű befogót kéne képezni az ER szár végére.
Bocsánat, ezt nem tudtam megállni. [#vigyor2]
Szerintem valami Weldon szerű befogót kéne képezni az ER szár végére.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 szeptember 04, 16:59
Írta: Szalai György Dátum 2017 szeptember 04, 16:59
Itt is valami olyasmi van elkövetve. (http://variometrum.hu/image/cache/catalog/maromotor/300w_2016_01-500x500.jpg)
Cím: Re:Mechanikai ötletek
Írta: Rab Zoli Dátum 2017 szeptember 04, 18:30
Írta: Rab Zoli Dátum 2017 szeptember 04, 18:30
Igen de én a 100mm-es szárat akarnám összekötni a tengellyel, ilyet láttam az ebayen de nem akarom a motor csapágyát terhelni.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 szeptember 04, 18:33
Írta: Csuhás Dátum 2017 szeptember 04, 18:33
Gondolom egy csapágyazott er11 tengelyt szeretnél bldc motorral meghajtani. Ha így van akkor én a motor forgórészét "felfúrnám" és rászerelném a er11 tengelyre Majd köré építeném az állórészt, teljesen kihagyva a motor eredeti csapágyazását.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 szeptember 04, 19:22
Írta: Szalai György Dátum 2017 szeptember 04, 19:22
A magas szögsebesség nehezíti a dolgodat, de arra valószínűleg szükséged van a technológiádban. Nem akarod csökkenteni.
Feltételezem, hogy ekkora fordulaton kis élkör átmérőjű szerszámokat fogsz használni, amitől kicsi lesz a forgács keresztmetszeted és alacsony a forgácsoló erő.
Ha így van, akkor a tengelykötésed fő feladata nem a nagy nyomatékátvitel lesz, hanem a centrifugális erő elleni harc.
A centrifugális erő és a statikus kiegyensúlyozás fizikáját alapul véve (a fenti esetben) azt tartom jó megoldásnak, ahol a tengelykötés a forgástengelytől a legkisebb rádiuszon és a legkisebb tömegben valósul meg.
Akkor, póriassága ellenére, egy szövetes gumi gáztömlő darab is lehet megfelelő tengelykötés.
Azért egy alulemez csíkot köré kerítenék, hátha mégiscsak szétrepül !
Feltételezem, hogy ekkora fordulaton kis élkör átmérőjű szerszámokat fogsz használni, amitől kicsi lesz a forgács keresztmetszeted és alacsony a forgácsoló erő.
Ha így van, akkor a tengelykötésed fő feladata nem a nagy nyomatékátvitel lesz, hanem a centrifugális erő elleni harc.
A centrifugális erő és a statikus kiegyensúlyozás fizikáját alapul véve (a fenti esetben) azt tartom jó megoldásnak, ahol a tengelykötés a forgástengelytől a legkisebb rádiuszon és a legkisebb tömegben valósul meg.
Akkor, póriassága ellenére, egy szövetes gumi gáztömlő darab is lehet megfelelő tengelykötés.
Azért egy alulemez csíkot köré kerítenék, hátha mégiscsak szétrepül !
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 szeptember 04, 20:22
Írta: zozo Dátum 2017 szeptember 04, 20:22
"Akkor, póriassága ellenére, egy szövetes gumi gáztömlő darab is lehet megfelelő tengelykötés.
Azért egy alulemez csíkot köré kerítenék, hátha mégiscsak szétrepül !"
35.000 rpm-re? -én nem tartanám jó megoldásnak.
Szegény csapágyak behalnának a rezonanciától rövid időn belül.
Azért egy alulemez csíkot köré kerítenék, hátha mégiscsak szétrepül !"
35.000 rpm-re? -én nem tartanám jó megoldásnak.
Szegény csapágyak behalnának a rezonanciától rövid időn belül.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 szeptember 04, 20:42
Írta: zozo Dátum 2017 szeptember 04, 20:42
Ha lenne ER11-es tengely, legalább 150-160mm hosszú, már én is rég rádobtam volna egy outrunner motort. Van amelyiknek 8mm-es a tengelye, csak rá kellene húzni a fortuna fölé.
Gondolkodtam, hogy ER11 hüvelyt a végére, mint ahogyan a képen a motoron is van, de nem bízom az együttfutásban, lévén, hogy kicsi kínai tucatterméke. ER11x100-as tengelyt is 3-at rendeltem, egyet tudtam berakni, annak plusszos volt a szára, rá tudtam csiszolni a csapágyat. A másikakra ráesik a csapágy, ragasztani lehetne csak.
Gondolkodtam, hogy ER11 hüvelyt a végére, mint ahogyan a képen a motoron is van, de nem bízom az együttfutásban, lévén, hogy kicsi kínai tucatterméke. ER11x100-as tengelyt is 3-at rendeltem, egyet tudtam berakni, annak plusszos volt a szára, rá tudtam csiszolni a csapágyat. A másikakra ráesik a csapágy, ragasztani lehetne csak.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 szeptember 04, 20:59
Írta: Szalai György Dátum 2017 szeptember 04, 20:59
A gumicső szerintem sem korrekt műszaki megoldás, csak nem tudok jobbat.
Ekkora fordulatszámra nincs gyári kuplung, sem műszakilag támadhatatlan házi praktika.
De ha nem válik be, még mindég nincs elrontva semmi.
Adnék neki egy esélyt.
Ekkora fordulatszámra nincs gyári kuplung, sem műszakilag támadhatatlan házi praktika.
De ha nem válik be, még mindég nincs elrontva semmi.
Adnék neki egy esélyt.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 szeptember 04, 21:07
Írta: zozo Dátum 2017 szeptember 04, 21:07
Ha totál centírozottan rá lehetne szorítani a tengelyekre, akkor működhetne. Talán roppantó gyűrűvel, de az sem lenne központos, pár tizedet biztosan elmászna a gumin.
Cím: Re:Mechanikai ötletek
Írta: Rab Zoli Dátum 2017 szeptember 05, 10:08
Írta: Rab Zoli Dátum 2017 szeptember 05, 10:08
A Power Belt-nél is azt a választ kaptam, hogy nem tudnak rá semilyen gyár kuplungot adni. Az a baj, hogy pár milligramm is óriási rezonanciát okozhat 30.000-nél ami szintén kinyirja a motor csapágyait. Talán egy esztergált rúdba fúrni egy illesztett furattal és ragasztással lehetne megcsinálni. De itt szintén a halálpontos központosítás a fontos mert amúgy feszültség lesz benne ami melegedéssel jár :(
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 szeptember 05, 13:17
Írta: remrendes Dátum 2017 szeptember 05, 13:17
Zsugorkotes? A huvelyt kicsit felmelegitve.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 szeptember 05, 14:19
Írta: Csuhás Dátum 2017 szeptember 05, 14:19
Nehéz szétszedni egy esetleges csapágycseréhez. Inkább precízen illesztett hüvely felragasztva, az egy kis melegítéssel szükség esetén szétszedhető.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 szeptember 05, 14:36
Írta: remrendes Dátum 2017 szeptember 05, 14:36
Ahogy felment, ugy le is kell jonnie. :)
Ha mondjuk H7-tel van turve a 8-as furat, akkor az a 0.015mm eleg a ragasztonak? A javasolt minimalis res 0.05mm, szoval az atmeroben 0.1mm.
Ha mondjuk H7-tel van turve a 8-as furat, akkor az a 0.015mm eleg a ragasztonak? A javasolt minimalis res 0.05mm, szoval az atmeroben 0.1mm.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 05, 15:17
Írta: RJancsi Dátum 2017 szeptember 05, 15:17
Nagyon OFF és nem CNC, de adhatnátok pár ötletet...
Csillagász teleszkópomhoz szeretnék egy motoros mozgatót csinálni, ami a Föld forgását "kompenzálja". A meglévő óratengelyen egy 144 fogú csigakerék van amit egy egybekezdéses csiga hajt meg. Na, ezt kéne 10 percenként 1 fordulattal tekerni. Gondolkodtam léptetőmotoron, de nem tudom a legnagyobb mikrolépéssel "kvázi" folyamatos lenne-e a mozgatás. Vagy kéne még egy jó nagy lassító áttétel, hogy a léptecs viszonylag gyorsan forogjon. A léptetőmotor topicban nemrég volt szó a "lendkerekes" motorokról. Lehet, hogy ilyen kellene, mert itt állandó sebességgel kéne forognia, nincs gyorsítás-lassítás.
Kínai DC motoros meghajtást lehet olcsón kapni de sok a panasz rá mert gagyi műanyag az egész, az elem lemerülésével (különösen hideg téli éjszakákon) gyorsan változik a sebessége és hamar megeszi a fogaskerekeit.
Csillagász teleszkópomhoz szeretnék egy motoros mozgatót csinálni, ami a Föld forgását "kompenzálja". A meglévő óratengelyen egy 144 fogú csigakerék van amit egy egybekezdéses csiga hajt meg. Na, ezt kéne 10 percenként 1 fordulattal tekerni. Gondolkodtam léptetőmotoron, de nem tudom a legnagyobb mikrolépéssel "kvázi" folyamatos lenne-e a mozgatás. Vagy kéne még egy jó nagy lassító áttétel, hogy a léptecs viszonylag gyorsan forogjon. A léptetőmotor topicban nemrég volt szó a "lendkerekes" motorokról. Lehet, hogy ilyen kellene, mert itt állandó sebességgel kéne forognia, nincs gyorsítás-lassítás.
Kínai DC motoros meghajtást lehet olcsón kapni de sok a panasz rá mert gagyi műanyag az egész, az elem lemerülésével (különösen hideg téli éjszakákon) gyorsan változik a sebessége és hamar megeszi a fogaskerekeit.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 05, 15:30
Írta: 000000000 Dátum 2017 szeptember 05, 15:30
"Na, ezt kéne 10 percenként 1 fordulattal tekerni."
Nem egészen érthető a feladat, mert közben folytonos, folyamatos mozgásról is írtál. Most akkor mit is kellene csinálni a hajtásnak?
Nem egészen érthető a feladat, mert közben folytonos, folyamatos mozgásról is írtál. Most akkor mit is kellene csinálni a hajtásnak?
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2017 szeptember 05, 15:33
Írta: designr Dátum 2017 szeptember 05, 15:33
Csak egy ötlet..ha a bontókban egy ezresért kapható ablaktörlő motorbó 2 db-ot sorba szerelsz..nincs most a fejemben hirtelen mekkora az áttétele.Akkor már egyből nem gyors a léptecs..
Ha nem a szoc..hanem valami nyugati ótóét veszed,abban szép minőségi van.
Ha nem a szoc..hanem valami nyugati ótóét veszed,abban szép minőségi van.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 05, 15:45
Írta: 000000000 Dátum 2017 szeptember 05, 15:45
A Leadshine DM és AM vezérlők már közel szinuszos jellel hajtják a motorokat azt lépéstől független !
Ezeknek a vezérlőknek ha csak pár másodpercenként is adsz step jelet akár egész lépésben sem fog ugrani egyik pozícióból a másikba !
De a megfelelően nagy áttétel elkerülhetetlen és a minimum 24 voltos tápellátás is !
Tehát szabadba nem árt egy áramátalakító vagy 230 volt [#papakacsint]
Ezeknek a vezérlőknek ha csak pár másodpercenként is adsz step jelet akár egész lépésben sem fog ugrani egyik pozícióból a másikba !
De a megfelelően nagy áttétel elkerülhetetlen és a minimum 24 voltos tápellátás is !
Tehát szabadba nem árt egy áramátalakító vagy 230 volt [#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: gab27 Dátum 2017 szeptember 05, 15:45
Írta: gab27 Dátum 2017 szeptember 05, 15:45
Ha erre a kötésre tényleg szükség van (ekkora fordulatszámnál ezt párszor azért biztosan meggondolják jobb helyeken), a zsugorkötés a legkorrektebb megoldás. A ragasztásnál bőven századon belülre kéne kerülnie a befogónak a tengelyhez képest, és az esetleges szétszedésnél nemcsak a ragasztó maradványait kell kibányászni a furatból, hanem újra is kell illeszteni. A zsugorkötés több ezerszer oldható-köthető, a szétszedésnél - megfelelő anyagválasztás esetén - semmiféle nehézség nem merül fel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 05, 15:56
Írta: 000000000 Dátum 2017 szeptember 05, 15:56
"Ezeknek a vezérlőknek ha csak pár másodpercenként is adsz step jelet akár egész lépésben sem fog ugrani egyik pozícióból a másikba !"
Micsoda szakmaiatlanság ez megint már![#nyes]
Tegyük fel áll a motor 10 másodpercig. Aztán egyszer csak jön a step jel, miért is nem ugrik "azonnal" egy egész lépést? Ne vicceljünk már kérem.
Micsoda szakmaiatlanság ez megint már![#nyes]
Tegyük fel áll a motor 10 másodpercig. Aztán egyszer csak jön a step jel, miért is nem ugrik "azonnal" egy egész lépést? Ne vicceljünk már kérem.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 05, 15:58
Írta: RJancsi Dátum 2017 szeptember 05, 15:58
Pontosabban 10 perc/fordulattal kell tekerni azaz 10 perc alatt 360 fokot. (0,6 fok/sec szögsebesség)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 szeptember 05, 15:59
Írta: vjanos Dátum 2017 szeptember 05, 15:59
"10 percenként 1 fordulat" - szerintem 0.1 1/min fordulatszámú folyamatos forgásra gondolt a kollega.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 szeptember 05, 15:59
Írta: vjanos Dátum 2017 szeptember 05, 15:59
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 05, 16:17
Írta: RJancsi Dátum 2017 szeptember 05, 16:17
Igazából attól tartok, hogy a teleszkóp kb. 9 kg tömegű. Hiába van egy masszív állványon, ha a léptetőmotor úgy "lökdösi" mint egy analóg óra másodperc mutatóját, akkor az egész szerkezet lengésbe jön és élvezhetetlen lesz a kép. Ezért kéne minél gyorsabban forgatni a motort és valami csillapítással hajtani a tengelyt. Akár a hobby CNC gépeknél előforduló gumicső "kuplunggal". Mivel állandó sebességű egyirányú forgás kell, a gumicső torziója talán ki tudná egyenlíteni a lüktető hajtást. A meghajtást egy 12 V-os motorkerékpár akkura bíznám, az elég kicsi és könnyű terepre is.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 05, 16:19
Írta: 000000000 Dátum 2017 szeptember 05, 16:19
Én meg nem vagyok gondolatolvasó!
10 PERCENKÉNT (ha valaik így fogalmaz) 1 fordulat tudod végtelen sok módon létrejöhet, pl. a végtelenből egy megoldás az, hogy 599 másodpercig áll, majd 1 másodperc alatt egyet fordul.
Ha azt írja elsőként, 10 perc ALATT fordul egyet, egyértelmű még egy hülye mérnöknek is, hogy folytonos a forgó mozgás!
Közben ha jól láttam pontosított, és írt egy szögsebesség adatot (0.6 fok/s), ez már így egyértelmű.
10 PERCENKÉNT (ha valaik így fogalmaz) 1 fordulat tudod végtelen sok módon létrejöhet, pl. a végtelenből egy megoldás az, hogy 599 másodpercig áll, majd 1 másodperc alatt egyet fordul.
Ha azt írja elsőként, 10 perc ALATT fordul egyet, egyértelmű még egy hülye mérnöknek is, hogy folytonos a forgó mozgás!
Közben ha jól láttam pontosított, és írt egy szögsebesség adatot (0.6 fok/s), ez már így egyértelmű.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 szeptember 05, 16:21
Írta: Csuhás Dátum 2017 szeptember 05, 16:21
"Ahogy felment, úgy le is kell jönnie."
Asztalon könnyen felmelegítheted a hüvelyt, hogy gyorsan rátold a hideg tengelyre, de tengelyestül csak a hüvelyt melegíteni, nem lehetetlen de nagyon körülményes. Ráadásul a zsugorkötés ilyen kis átmérőknél igen csak precíz megmunkálást igényel, a kis hézag a ragasztást nem zavarja, maximum kell néhány beszúrás amibe tartalékolódik a ragasztó összetoláskor.
De az egyenletesen bekent tengely és furat szerintem jó kötést ad hornyok nélkül is.
Asztalon könnyen felmelegítheted a hüvelyt, hogy gyorsan rátold a hideg tengelyre, de tengelyestül csak a hüvelyt melegíteni, nem lehetetlen de nagyon körülményes. Ráadásul a zsugorkötés ilyen kis átmérőknél igen csak precíz megmunkálást igényel, a kis hézag a ragasztást nem zavarja, maximum kell néhány beszúrás amibe tartalékolódik a ragasztó összetoláskor.
De az egyenletesen bekent tengely és furat szerintem jó kötést ad hornyok nélkül is.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 szeptember 05, 16:21
Írta: vjanos Dátum 2017 szeptember 05, 16:21
Ha már itt vagyok... kéne nekem is egy Mechanikai ötlet.
Épül egy kis asztali gép, amire szeretnék többféle cserélhető fejet.
Ehhez a fejcseréhez kellene sugallat.
A kiindulási alap egy 60x60mm függőleges terület, erre kellene a fejeket felrögzíteni úgy, hogy
- gyorsan cserélhető legyen, egy csavarral, netán csavar nélkül
- megfelelő visszaállási pontossággal
- a rögzítő rész ne adjon hozzá jelentős tömeget, kiterjedést
- aluból el lehessen készíteni egy 3 tengelyes gépen.
Adná magát az olasz késtartó szerű prizmás megoldás, de ezt nem biztos, hogy jól meg tudnám csinálni elsőre.
Épül egy kis asztali gép, amire szeretnék többféle cserélhető fejet.
Ehhez a fejcseréhez kellene sugallat.
A kiindulási alap egy 60x60mm függőleges terület, erre kellene a fejeket felrögzíteni úgy, hogy
- gyorsan cserélhető legyen, egy csavarral, netán csavar nélkül
- megfelelő visszaállási pontossággal
- a rögzítő rész ne adjon hozzá jelentős tömeget, kiterjedést
- aluból el lehessen készíteni egy 3 tengelyes gépen.
Adná magát az olasz késtartó szerű prizmás megoldás, de ezt nem biztos, hogy jól meg tudnám csinálni elsőre.
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2017 szeptember 05, 16:29
Írta: 4ybj8h3c8 Dátum 2017 szeptember 05, 16:29
Bátor. Nem keresem vissza, mit gondoltak a fórum eszei hasonló ötletre.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 05, 16:32
Írta: 000000000 Dátum 2017 szeptember 05, 16:32
Egy lehetséges megoldása a feladatodnak az, hogy egy 0.9 fokos steppert hajtsál egy jobbfajta meghajtóval 3200-as felbontással, ekkor már 10 Hz fölött lesz a léptetési frekvencia, és így a motor saját J-je is "jótékonyan" kiintegrálja a rezgásek nagy rászét.
Egyébként ha érdekel a téma komolyabban, megint elszaladhatnál hozzám, mint múltkor a lézeres mérésnél, és a motordinamikai mérőrendszeremmel kimérjük a pozíció hibáját a hajtásodnak, valamint segítek még pár ötlettel korrigálni, javítani a beállításokat, ha csúnya lesz a mérési diagramm.
Egyébként ha érdekel a téma komolyabban, megint elszaladhatnál hozzám, mint múltkor a lézeres mérésnél, és a motordinamikai mérőrendszeremmel kimérjük a pozíció hibáját a hajtásodnak, valamint segítek még pár ötlettel korrigálni, javítani a beállításokat, ha csúnya lesz a mérési diagramm.
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2017 szeptember 05, 16:33
Írta: 4ybj8h3c8 Dátum 2017 szeptember 05, 16:33
Úgy 30 évvel ezelőtt már hajtottunk szinuszjellel léptetőt. Egyik sem panaszkodott érte, ugrándozás nélküli gyönyörű lineáris mozgása volt. Nem olyan nagy csoda ez.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 05, 16:41
Írta: RJancsi Dátum 2017 szeptember 05, 16:41
De azt már általános iskolában tanítják, hogy a Föld 24 óra alatt fordul egyet a tengelye körül. Azt is leírtam, hogy 144 fogú az óratengelyen levő csigakerék amit egybekezdésű csigatengely hajt. Egy mérnök (de még egy jobb képességű középiskolás is) összerakhatta volna ennyi információból mire van szükségem. Ha a segítő szándékra és nem a kioktatásra fordítottad volna drága idődet, előbbre lennénk mind a ketten. :)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 05, 16:47
Írta: RJancsi Dátum 2017 szeptember 05, 16:47
Köszi, de nem élek vele. Nem szeretnék túl nagy "tudományt" belevinni, elég ha működik, nem kell a NASA elméleti és gyakorlati képességeit felülmúlnom.
Azt már csak csendben jegyzem meg, hogy eszem ágában sincs egyik égitestet sem órákon keresztül bámulni. Így az se gond, ha a teleszkóp 10-15 perc után kézi igazításra szorul, mert "lemászik" a látnivalóról. Ez végképp nem a mikrosec-ről és egységugrásról szól.
Azt már csak csendben jegyzem meg, hogy eszem ágában sincs egyik égitestet sem órákon keresztül bámulni. Így az se gond, ha a teleszkóp 10-15 perc után kézi igazításra szorul, mert "lemászik" a látnivalóról. Ez végképp nem a mikrosec-ről és egységugrásról szól.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 szeptember 05, 16:47
Írta: Szalai György Dátum 2017 szeptember 05, 16:47
Ez jó a NATO-nak. Hátha NEKED-nek is jó. (https://www.google.hu/search?newwindow=1&biw=1280&bih=709&tbm=isch&sa=1&q=picatinny+quick+release+dimension&oq=picatinny+quick+release+dimension&gs_l=psy-ab.12...0.0.0.84363.0.0.0.0.0.0.0.0..0.0....0...1..64.psy-ab..0.0.0.Z5aRFguCr_g)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 szeptember 05, 16:50
Írta: Szalai György Dátum 2017 szeptember 05, 16:50
Édesapámé, ha jól emlékszem, valami elektromos óraszerkezetből készült sok éve.
Talán szinkron motoros.
Érdekelhet az a megoldás Téged? Utána kaparjak?
Talán szinkron motoros.
Érdekelhet az a megoldás Téged? Utána kaparjak?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 05, 16:54
Írta: 000000000 Dátum 2017 szeptember 05, 16:54
Ezt egy picit szerintem elhamarkodtad....
Azt gondolom a 14311-ben egy konkrét megoldást javasoltam, és még bemérési tesztelési lehetőséget is felajánlottam.
Érdekesnek találom, hogy összességében neked az eddigiekből ennek ellenére mégis az jött át, hogy "kioktattalak, és nem segítettem.
Azt gondolom a 14311-ben egy konkrét megoldást javasoltam, és még bemérési tesztelési lehetőséget is felajánlottam.
Érdekesnek találom, hogy összességében neked az eddigiekből ennek ellenére mégis az jött át, hogy "kioktattalak, és nem segítettem.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 05, 16:58
Írta: RJancsi Dátum 2017 szeptember 05, 16:58
Ha nem nagy teher légyszi igen! Gondolkodtam a régebbi
automata mosógépek programkapcsolójában levő meghajtásra. Kellően nagy áttétel, csak nem szívesen vinnék 230 V-os motort a terepre, érintésvédelmi és tápellátás
megfontolásból sem.
automata mosógépek programkapcsolójában levő meghajtásra. Kellően nagy áttétel, csak nem szívesen vinnék 230 V-os motort a terepre, érintésvédelmi és tápellátás
megfontolásból sem.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 05, 17:02
Írta: 000000000 Dátum 2017 szeptember 05, 17:02
Mondtam már milyen vezérlő kell rá azzal nem fogja lökdösni !
Mivel a belső processzora ha a lépés jelek nagyon lassan jönnek nem hirtelen ugrasztja egyik pozícióból a másikba, hanem szép lassan fog átúszni akár egész lépést is !
Két lépés között eltelt idő veszi alapul és ezzel számolva szinuszoid áramgörbével hajtja az egész lépést is. (első lépésnél nevetségesen lassan teszi ezt ha nem követi másik 1 másodpercen belül )
De ez csak a Leadshine DM és AM vezérlőkre igaz.
Aki nem hiszi próbálja ki !
Tegye egész lépéses üzemmódba és rögzítsen rá egy hosszú pálcát és 2-3 másodpercenkét adjon neki lépés jelet.
Sajnos PC-vel összekötve COM porton lehet csak beállítani egész lépést ezeknél a vezérlőknél.
Viszont megéri mert pár mérnöknek is megnyúlna az arca rémületében amit látna ! [#hehe]
Mivel a belső processzora ha a lépés jelek nagyon lassan jönnek nem hirtelen ugrasztja egyik pozícióból a másikba, hanem szép lassan fog átúszni akár egész lépést is !
Két lépés között eltelt idő veszi alapul és ezzel számolva szinuszoid áramgörbével hajtja az egész lépést is. (első lépésnél nevetségesen lassan teszi ezt ha nem követi másik 1 másodpercen belül )
De ez csak a Leadshine DM és AM vezérlőkre igaz.
Aki nem hiszi próbálja ki !
Tegye egész lépéses üzemmódba és rögzítsen rá egy hosszú pálcát és 2-3 másodpercenkét adjon neki lépés jelet.
Sajnos PC-vel összekötve COM porton lehet csak beállítani egész lépést ezeknél a vezérlőknél.
Viszont megéri mert pár mérnöknek is megnyúlna az arca rémületében amit látna ! [#hehe]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 05, 17:07
Írta: RJancsi Dátum 2017 szeptember 05, 17:07
OFF Nem baj, nem vagyunk egyformák... Csak egy ideje olvasom Pál-lal való pengeváltásotokat és ezekből nem a segítő szándék hanem inkább az jött le, alig várod, hogy valamibe beleköthessél. Valóban pongyolán fogalmaztam, de rajtad kívül mindenki megértette mire gondoltam. Szerintem Te is, de inkább félremagyaráztad majd cinikusan megjegyezted, hogy nem vagy gondolat olvasó. Ne is pazarold rám az idődet, ennyiért is kár volt. ON
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 szeptember 05, 17:07
Írta: Szalai György Dátum 2017 szeptember 05, 17:07
Jut eszembe erről a szinkron motorról.
A 90 fokos tekercselésű léptető motor is alkalmas (korlátozottan) 1f 50Hz sin. árammal dolgozni, kondenzátorral eltolt állandó segédfázissal.
Az itt tárgyalt állandó fordulatszámot és folyamatos üzemet egyszerű váltóáramú tápegységről biztosíthatná.
Mik lehetnek a korlátok?
A 90 fokos tekercselésű léptető motor is alkalmas (korlátozottan) 1f 50Hz sin. árammal dolgozni, kondenzátorral eltolt állandó segédfázissal.
Az itt tárgyalt állandó fordulatszámot és folyamatos üzemet egyszerű váltóáramú tápegységről biztosíthatná.
Mik lehetnek a korlátok?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 05, 17:20
Írta: 000000000 Dátum 2017 szeptember 05, 17:20
Itt egy videjó egy AM típusról.
Nem is lehet hallani alacsony fordulaton !
Nem is lehet hallani alacsony fordulaton !
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 05, 17:28
Írta: RJancsi Dátum 2017 szeptember 05, 17:28
Rákerestem ezekre a vezérlőkre. Kicsit "ágyúval verébre" megoldás. Akár még jó is lehetne, de alaphangon 20 e Ft körül van az áruk. És ez még csak a meghajtó. Mire bedobozolva step-jeladóval, motorral ráakasztom a teleszkópra már többe kerülne mint egy gyári léptetőmotoros meghajtás ami 30 ezer Ft körül van. Bár az kínai, de relatív kulturált vezérlőpanel van hozzá lassú és gyors előre/hátra kézi vezérléssel az irányzáshoz.
RA léptetőmotoros meghajtó (http://www.rothervalleyoptics.co.uk/skywatcher-ra-motor-drive-for-eq2-with-multi-speed-handset.html)
RA léptetőmotoros meghajtó (http://www.rothervalleyoptics.co.uk/skywatcher-ra-motor-drive-for-eq2-with-multi-speed-handset.html)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 05, 17:35
Írta: 000000000 Dátum 2017 szeptember 05, 17:35
Sajnos a minőségnek ára van !
Ez az AM típus az egyik legjobb vezérlő ami még nem zárthurkú a piacon
Ami meg már zárthurkú léptetőmotoros, annál meg már a léptetőmotor szinte összes hátránya ki van küszöbölve.
De az már szervó rendszer !
Ez az AM típus az egyik legjobb vezérlő ami még nem zárthurkú a piacon
Ami meg már zárthurkú léptetőmotoros, annál meg már a léptetőmotor szinte összes hátránya ki van küszöbölve.
De az már szervó rendszer !
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 szeptember 05, 18:39
Írta: vjanos Dátum 2017 szeptember 05, 18:39
Köszi [#integet2]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 szeptember 05, 18:41
Írta: vjanos Dátum 2017 szeptember 05, 18:41
Ezért érdemes volt billentyűt ragadni.
Gratulálhatsz magadnak...
Gratulálhatsz magadnak...
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2017 szeptember 05, 19:22
Írta: 4ybj8h3c8 Dátum 2017 szeptember 05, 19:22
Inkább neked gratulálok, hiszen te is hasonló dicséretet érdemelsz. De ugye nem haragszol, hogy ezzel most biza szép nagy öngólt rúgtál magadnak.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 szeptember 05, 20:26
Írta: remrendes Dátum 2017 szeptember 05, 20:26
Hatha ad otletet. Ettol gyorsabbat es pontosabbat nem hiszem hogy fogsz talalni, de alubol nem allnek neki a csatlakozo feluleteknek. Fuji NXT fejcsere:
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 szeptember 05, 20:41
Írta: remrendes Dátum 2017 szeptember 05, 20:41
30000 1/min fordulathoz szerintem mindenkepp preciz megmunkalas szukseges. Jo illesztessel a huvely letolja maga elott a ragasztot, gondolom nem veletlen van megadva a minimalis retegvastagsag.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 szeptember 05, 20:45
Írta: zozo Dátum 2017 szeptember 05, 20:45
A motorakku nem jó ilyen célra, hamar lemerül, nem tartja a feszültséget. Ciklikus akkumulátor kell.
A kapacitását meg a szükséges üzemidőhöz és áramfelvételhez kell kalkulálni.
A kapacitását meg a szükséges üzemidőhöz és áramfelvételhez kell kalkulálni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 06, 07:24
Írta: 000000000 Dátum 2017 szeptember 06, 07:24
Még annyit ehhez a vezérlőhöz, PC-vel COM porton programozva 1-512 mikorlépés állítható be tetszőlegesen.
Ami azt jelenti ha ehhez még választasz egy 0.9 Fok/ lépéses motort akkor az a maximális felbontásnál 204800 lépéssel fordulna egyszer körbe.
Erre a felbontásra ha másodpercenként 100 lépést is küldesz akkor is 34.133 perc lenne 1 körülfordulás.
Ehhez még egy 1:35-os csiga áttétel és garantáltan nem lesz semmilyen észrevehető rángatózás !
Ami azt jelenti ha ehhez még választasz egy 0.9 Fok/ lépéses motort akkor az a maximális felbontásnál 204800 lépéssel fordulna egyszer körbe.
Erre a felbontásra ha másodpercenként 100 lépést is küldesz akkor is 34.133 perc lenne 1 körülfordulás.
Ehhez még egy 1:35-os csiga áttétel és garantáltan nem lesz semmilyen észrevehető rángatózás !
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 06, 07:28
Írta: RJancsi Dátum 2017 szeptember 06, 07:28
Köszi!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 06, 08:36
Írta: 000000000 Dátum 2017 szeptember 06, 08:36
"Ehhez még egy 1:35-os csiga áttétel és garantáltan nem lesz semmilyen észrevehető rángatózás !"
Egy periodikusan változó (rezonáló) bemenő fordulatszám esetén a lassító csiga áttétel után a kimenő fordulatszám ingadozása nem szűnik meg, annak arány értéke változatlan marad. Azaz Nbemax/Nbemin = Nkimax/Nkimin.
Úgy látszik minden napra jut tőled egy hatalmas szakmaiatlanság, amit érdekes módon egyesek még meg is köszönnek neked.:)
Egy periodikusan változó (rezonáló) bemenő fordulatszám esetén a lassító csiga áttétel után a kimenő fordulatszám ingadozása nem szűnik meg, annak arány értéke változatlan marad. Azaz Nbemax/Nbemin = Nkimax/Nkimin.
Úgy látszik minden napra jut tőled egy hatalmas szakmaiatlanság, amit érdekes módon egyesek még meg is köszönnek neked.:)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 szeptember 06, 08:55
Írta: jani300 Dátum 2017 szeptember 06, 08:55
Némi paraszti ésszel én úgy gondolom , hogy az áttétel hatására .a rezgések amplitúdója csökken a kihajtó tengelyen . Ha van a csigahajtásnak holtjátéka , akár csökkenhetne is a rezonancia . De kíváncsi vagyok tévedek e .
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 szeptember 06, 08:58
Írta: Csuhás Dátum 2017 szeptember 06, 08:58
Az arány megmarad, de ezzel szemben a szöghiba az osztás arányában lecsökken. Egy kis távcső esetén pár másodperces szöghiba érdemben már nem ront a fotó minőségén. A sebesség pedig nem fontos hiszen a föld forgását kell kompenzálni, szóval beáldozható a sebesség a kisebb szöghiba érdekében. Persze biztos vagyok benne hogy ezt te is tudod, csak hát bele akarsz kötni a hsz. írójába.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 06, 09:12
Írta: 000000000 Dátum 2017 szeptember 06, 09:12
Kérlek nulladik lépésként definiáld az egyértelműség kedvéért, hogy te mit értesz egy fordulatszám amplitúdója alatt?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 06, 09:26
Írta: 000000000 Dátum 2017 szeptember 06, 09:26
Sajnálom, de mivel itt képnézésről van szó, a távcsövet ha élvezhető minőségben akarod nézni, akkor annak az egyenletes szögsebessége kis fordulaton is lényeges, arra pedig te magad írtad "az arány megmarad".
Jó lenne, ha te se kötekedésnek tartanád azt, ami nem az, hanem egy szakmai tévedés helyretétele, kijavítása egy műszaki Fórumon, ahol illene tényekről, műszakilag helyes dolgokról beszélni, írni.
Jó lenne, ha te se kötekedésnek tartanád azt, ami nem az, hanem egy szakmai tévedés helyretétele, kijavítása egy műszaki Fórumon, ahol illene tényekről, műszakilag helyes dolgokról beszélni, írni.
Cím: Re:Mechanikai ötletek
Írta: kart emg Dátum 2017 szeptember 06, 12:35
Írta: kart emg Dátum 2017 szeptember 06, 12:35
Mint volt és talán leendő amatőrcsillagász mondom, hogy egyetértek veled, mivel tisztán kézi vezetéssel (azaz bármiféle óragép nélkül) is lehet 20-30 perces (!) fotókat készíteni, én csináltam annó. Nem a pici, néhány ívmásodperces ingadozás látszik egy amatőr csillagászati felvételen, hanem (1) a távcső rezgése, (2) a pontatlan pólusra állás. Ezért aztán amatőrként mindig vezetni kell a távcsövet óramű mellett is. Ha valaki elég gazdag, vehet automata csillagkövetőt a Go-To mechanikájához, de az már nem a hobby távcsőépítés kategória, nem a saját fejlesztés gyümölcse.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 szeptember 06, 13:50
Írta: jani300 Dátum 2017 szeptember 06, 13:50
Igazad van ! Rángatózás ,rezonálás benne volt a hozzászólásban . Sok szóvolt mostanában a léptetők rezonanciájáról , én azt kevertem bele így reggel .
De valóban fordulatszámról írtál , elnéztem ,azt olvastam amire gondoltam :(
De valóban fordulatszámról írtál , elnéztem ,azt olvastam amire gondoltam :(
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 szeptember 06, 14:00
Írta: fn47xk7ei Dátum 2017 szeptember 06, 14:00
Ez teccik : azt olvastam amire gondoltam [#nevetes1] Akkor mi van amikor annyira belemerülök a gondolataimba , hogy már régen túl haladtam az úti célomon mire észreveszem hol vagyok ill. hova akartam menni .[#kerdes]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 06, 14:26
Írta: RJancsi Dátum 2017 szeptember 06, 14:26
Szia! Nemrég vettem egy 114/900-as Newton refraktort. Mint kezdő érdeklődöm: ha jó a pólusra állás és van óragép is, miért kell kézzel is vezetni a távcsövet?
Természetesen nem áll szándékomban Go-To csillagkövetőt venni, majd 3x annyiba kerülne mint a teleszkópom. [#rinya]
Természetesen nem áll szándékomban Go-To csillagkövetőt venni, majd 3x annyiba kerülne mint a teleszkópom. [#rinya]
Cím: Re:Mechanikai ötletek
Írta: zvw8as45 Dátum 2017 szeptember 06, 15:05
Írta: zvw8as45 Dátum 2017 szeptember 06, 15:05
Vissza a startra,hátha eszedbe jut.
Én így csinálom!
Én így csinálom!
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 szeptember 06, 15:37
Írta: jani300 Dátum 2017 szeptember 06, 15:37
Én már sokszor jártam így, hogy majdnem oda értem és akkor jöttem rá, hogy nem jó helyre megyek.
A soha el nem készülő, fémvágó fűrészemhez ma lőttem egy hajtómű áttételt.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_hfwit77epk48kztkpjn_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/hfwit77epk48kztkpjn_2430.jpg)
A soha el nem készülő, fémvágó fűrészemhez ma lőttem egy hajtómű áttételt.
(https://hobbicncforum.hu/uploaded_images/2017/09/tn_hfwit77epk48kztkpjn_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/09/hfwit77epk48kztkpjn_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: kart emg Dátum 2017 szeptember 06, 15:44
Írta: kart emg Dátum 2017 szeptember 06, 15:44
Szia!
Nem kötözködéséképpen, de ugye Newton reflektort vettél (tükrös)? Azért kell állogatni kézzel, mert jól pólusra állni nem is olyan könnyű. Mostanában az óratengelybe építenek egy kicsi célzótávcsövet, ami ezt segíti. De hát a sarkcsillag az nem pont a föld forgástengelyének irányában van, másrészt a pólusraállás előfeltétele a nagyon pontos vízszintezés. A pici libellával, amit a távcsövekre szoktak szerelni ezt nem lehet igazán pontosan megcsinálni. Ezért aztán véges pontos lesz a pólusra állítás, így idővel a nagyon pontosan 24 óra alatt körbeforgó óratengelyű távcső képe is elmászik. Az elmászás mértéke (szögértékben) függ attól is, hogy merre néz a távcső.
Üdv.
Nem kötözködéséképpen, de ugye Newton reflektort vettél (tükrös)? Azért kell állogatni kézzel, mert jól pólusra állni nem is olyan könnyű. Mostanában az óratengelybe építenek egy kicsi célzótávcsövet, ami ezt segíti. De hát a sarkcsillag az nem pont a föld forgástengelyének irányában van, másrészt a pólusraállás előfeltétele a nagyon pontos vízszintezés. A pici libellával, amit a távcsövekre szoktak szerelni ezt nem lehet igazán pontosan megcsinálni. Ezért aztán véges pontos lesz a pólusra állítás, így idővel a nagyon pontosan 24 óra alatt körbeforgó óratengelyű távcső képe is elmászik. Az elmászás mértéke (szögértékben) függ attól is, hogy merre néz a távcső.
Üdv.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 szeptember 06, 15:53
Írta: fn47xk7ei Dátum 2017 szeptember 06, 15:53
Én még most sem döntöttem el pontosan milyen hajtómű lesz az én fűrészemen . Egyenlőre kisebb gépet tervezek építeni és mostanában fogom elvinni a kerekeket esztergályoshoz . Viszont már nagyjából kivágtam 8-as lemezből a billenő keretet . Csak lassan - túl sok mindent akarok építeni és kevés az anyagi keret .
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 06, 15:55
Írta: RJancsi Dátum 2017 szeptember 06, 15:55
Igen, azt. Így már értem. Az én óratengelyem tömör. A pólusra állást nem a Sarkcsillagra célzással hanem iránytűvel csinálom, figyelembe véve a mágneses elhajlást.
Mondjuk már az is fejtörést okozott, hogy a földrajzi szélesség beállítása mennyire lehet pontos a kezdetleges 2°-os osztású skálával. Sok sebből vérzik a dolog.
De azért boldogulok, fotózni még nem próbáltam, a sima megfigyeléshez meg eddig elég volt az óratengelyt tekerni, nem mászott el nagyon a kép.
Mondjuk már az is fejtörést okozott, hogy a földrajzi szélesség beállítása mennyire lehet pontos a kezdetleges 2°-os osztású skálával. Sok sebből vérzik a dolog.
De azért boldogulok, fotózni még nem próbáltam, a sima megfigyeléshez meg eddig elég volt az óratengelyt tekerni, nem mászott el nagyon a kép.
Cím: Re:Mechanikai ötletek
Írta: kart emg Dátum 2017 szeptember 06, 16:26
Írta: kart emg Dátum 2017 szeptember 06, 16:26
OFF
Kamasz kormban évekig hordozgattam a ház körül egy 150/1000 Newton távcsövet, saját készítésű német mecahnikával. Nem volt egy könnyű darab. Sima menetes szár volt a finomállító ollókban. Ennek ellenére óriási élmény volt, talán egész életermre hatással vannak azok az évek. Szabad szemes megfigyeléshez nem kell a nagy pontosság, a fotózást azonban nagyon meg tudja könnyíteni. Egy minimum alá pedig nem lehet menni a rezgések miatt.
ON
Üdv.
Kamasz kormban évekig hordozgattam a ház körül egy 150/1000 Newton távcsövet, saját készítésű német mecahnikával. Nem volt egy könnyű darab. Sima menetes szár volt a finomállító ollókban. Ennek ellenére óriási élmény volt, talán egész életermre hatással vannak azok az évek. Szabad szemes megfigyeléshez nem kell a nagy pontosság, a fotózást azonban nagyon meg tudja könnyíteni. Egy minimum alá pedig nem lehet menni a rezgések miatt.
ON
Üdv.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 27, 17:53
Írta: Sys_m Dátum 2017 szeptember 27, 17:53
Sziasztok, egy problémába ütköztem, segítsetek. Egy sima tükör hátoldalán lévő festéket akarom leszedni, de úgy, hogy a foncsor réteg ne sérüljön. Nitro, aceton észter hígítót már próbáltam kék felületű/festékes tükörnél, nem oldja.
Volt régen valami hektor festék eltávolító, az talán vinné, de már nem lehet kapni. A sebbenzin jó lehet?
Üdv.: Sys_m
Volt régen valami hektor festék eltávolító, az talán vinné, de már nem lehet kapni. A sebbenzin jó lehet?
Üdv.: Sys_m
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 szeptember 27, 17:59
Írta: PSoft Dátum 2017 szeptember 27, 17:59
Ha az aceton nem, akkor a sebbenzin...biztos, hogy nem.
Én, a "régi" kromofágot mondanám, de az is...hol van már?:(
Ha sikerülne is valamivel, a festék alatt a foncsorréteg nagyon sérülékeny. Még puha ruhával áttörölve is "karcolódik".
Én, a "régi" kromofágot mondanám, de az is...hol van már?:(
Ha sikerülne is valamivel, a festék alatt a foncsorréteg nagyon sérülékeny. Még puha ruhával áttörölve is "karcolódik".
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 27, 19:41
Írta: Sys_m Dátum 2017 szeptember 27, 19:41
Köszi, szomorúan hallom.
Ez az ürge mit használhat? Az mondja hogy környezet barát, víz bázisú és még is szedi a festéket. [#nemtudom]
Sys_m
Ez az ürge mit használhat? Az mondja hogy környezet barát, víz bázisú és még is szedi a festéket. [#nemtudom]
Sys_m
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 27, 19:42
Írta: Sys_m Dátum 2017 szeptember 27, 19:42
Video (https://www.youtube.com/watch?v=IaEaaeajCSI)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 szeptember 27, 19:57
Írta: RJancsi Dátum 2017 szeptember 27, 19:57
A festékoldó kanna feliratából a gúgli feldobta a biztonsági adatlapját. (http://www.kleanstrip.com/uploads/documents/GKS3_SDS-4015.34.pdf)
Eszerint:
60-100% (?) metilén klorid (diklór metán, rákkeltő)
10-20% metilalkohol
legfeljebb 5% alifás petróleum párlat
Ez alapján akár meg lehetne próbálni házilag összekutyulni.
Eszerint:
60-100% (?) metilén klorid (diklór metán, rákkeltő)
10-20% metilalkohol
legfeljebb 5% alifás petróleum párlat
Ez alapján akár meg lehetne próbálni házilag összekutyulni.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 27, 19:58
Írta: 000000000 Dátum 2017 szeptember 27, 19:58
Fékolaj !
Hagyd rajta 1 napot és láthatsz érdekes dolgokat [#papakacsint]
Unitra tunernál a plexiről a skálát is így szedtem le, de ott nem kellet csak kb 15-20 perc.
Hagyd rajta 1 napot és láthatsz érdekes dolgokat [#papakacsint]
Unitra tunernál a plexiről a skálát is így szedtem le, de ott nem kellet csak kb 15-20 perc.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 27, 20:15
Írta: Sys_m Dátum 2017 szeptember 27, 20:15
Fékolaj, metilén klorid vagy kloroform, kromofág, könnyen beszerezhető anyagok (a fékolaj nem, de milyen fajta legyen?). A kontakt tisztítóban mi lehet?
Dlp nyomtatóhoz kellene first surface mirror-t csinálnom, próbára.
Sys_m
Dlp nyomtatóhoz kellene first surface mirror-t csinálnom, próbára.
Sys_m
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 27, 20:24
Írta: Sys_m Dátum 2017 szeptember 27, 20:24
A kontakt tisztító spray-ben izopropil alkohol van.
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2017 szeptember 27, 20:28
Írta: szf Dátum 2017 szeptember 27, 20:28
Szerintem az ipari tintasugaras nyomtatók hígítótja.
Egyszer nem akartam de sikerült.
Egyszer nem akartam de sikerült.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 27, 21:06
Írta: 000000000 Dátum 2017 szeptember 27, 21:06
Izopropil alkohol híg hegyi levegő arra amire használni akarod !
Mindegy milyen fékolaj lemarja a festéket !
Nem azonnal, hagyni kell hatni.
Mindegy milyen fékolaj lemarja a festéket !
Nem azonnal, hagyni kell hatni.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 27, 21:26
Írta: Sys_m Dátum 2017 szeptember 27, 21:26
Sziasztok, köszi az infókat Pál, neked is.
Rákerestem és ezeket találtam. Álmomban sem gondoltam volna a fékolajra: Makett tisztítási/maratási módszerek (https://www.makettinfo.hu/index.php?jobb=Festekmaratas_Szi-Ti_lefolyotisztitoval&&hash=)
Sys_m
Rákerestem és ezeket találtam. Álmomban sem gondoltam volna a fékolajra: Makett tisztítási/maratási módszerek (https://www.makettinfo.hu/index.php?jobb=Festekmaratas_Szi-Ti_lefolyotisztitoval&&hash=)
Sys_m
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 szeptember 27, 21:30
Írta: ywathzay Dátum 2017 szeptember 27, 21:30
Hideg zsíroldó spray felszedi a festéket. Nekem gyanús hogy a mellékelt videón azt használja.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 27, 21:33
Írta: 000000000 Dátum 2017 szeptember 27, 21:33
De a hideg zsíroldó az ezüst bevonatot is leszedi. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 27, 21:35
Írta: Sys_m Dátum 2017 szeptember 27, 21:35
Az nem felgőzölt alu?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 27, 21:41
Írta: 000000000 Dátum 2017 szeptember 27, 21:41
Nem igazán lenne egyszerű több négyzetméteres üvegtáblákat UHV-ban gőzölni.
Esetleg ha a NASA-nak a hatalmas erre kiképzett "csarnokaiba" vinnék. [#nevetes1]
Kis 2-3 tenyérnyi méreteket még meg lehet oldani.
Esetleg ha a NASA-nak a hatalmas erre kiképzett "csarnokaiba" vinnék. [#nevetes1]
Kis 2-3 tenyérnyi méreteket még meg lehet oldani.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2017 szeptember 27, 21:42
Írta: Devecz Miklós Dátum 2017 szeptember 27, 21:42
Esetleg WD-40 (http://www.instructables.com/id/Unusual-Uses-for-WD-40/?utm_source=newsletter&utm_medium=email) ?
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 27, 21:50
Írta: Sys_m Dátum 2017 szeptember 27, 21:50
Akkor gondolom ezüst nitráttal dolgoznak. Megnézem a fékfolyadékot, a wd 40-et (köszi PSoft) és a tesco-s lefolyó lötyit is, meg most dolgozik egy noname hideg zsíroldó is tszben. Kipróbálok mindent, hátha valami összejön.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 27, 22:01
Írta: 000000000 Dátum 2017 szeptember 27, 22:01
A legtöbb tükörre 150 fokon ráégetik a festéket, aztán ez miatt elég ragaszkodó lesz.
A fékolajnak is kelleni fog 1 nap pont ez miatt.
Akkor szoktam fékolajjal tökölni ha műanyagról vagy érzékeny felületről kell festéket leszedni.
DOT 3 vagy DOT 4, teljesen mindegy volt leszedte.
De ha van autód akkor kell otthon lennie fékolajnak is !
Nekem még a biciklibe is a váltón kívül mindenhol olaj van.
Első villában vagy 3-4 deci a hátsóban kb 1-1.5 deci na meg a fékekben is. [#nevetes1]
A fékolajnak is kelleni fog 1 nap pont ez miatt.
Akkor szoktam fékolajjal tökölni ha műanyagról vagy érzékeny felületről kell festéket leszedni.
DOT 3 vagy DOT 4, teljesen mindegy volt leszedte.
De ha van autód akkor kell otthon lennie fékolajnak is !
Nekem még a biciklibe is a váltón kívül mindenhol olaj van.
Első villában vagy 3-4 deci a hátsóban kb 1-1.5 deci na meg a fékekben is. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 27, 22:24
Írta: Sys_m Dátum 2017 szeptember 27, 22:24
Igen, viszont ha ezüst van rajta (én alura gondoltam), akkor a festék réteg eltávolítsa után oxidálódni/bemattulni fog a tükör, magyarul, lecsó a dolog...[#zavart2]
Sys_m
Sys_m
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 27, 22:34
Írta: 000000000 Dátum 2017 szeptember 27, 22:34
Viszont egy darabig lehet használni.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 28, 09:29
Írta: Sys_m Dátum 2017 szeptember 28, 09:29
Hideg noname zsíroldó semmit nem tett a tükörrel, délután fékolaj meg tescós lefolyótisztító teszt.
Sys_m
Sys_m
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 28, 09:49
Írta: 000000000 Dátum 2017 szeptember 28, 09:49
"tescós lefolyótisztító" nem lesz jó !
Ha le is szedi akkor a fémréteget is !
Ha le is szedi akkor a fémréteget is !
Cím: Re:Mechanikai ötletek
Írta: 2f428kduf Dátum 2017 szeptember 28, 19:01
Írta: 2f428kduf Dátum 2017 szeptember 28, 19:01
A mostani tükrökön, biztos nem ezüst van. Az ezüst-tükör nagyon igazmondó, és az igazság senkinek sem tetszik. Az ón-higany amalgámtükör, kicsit hízeleg, ezért, és az ára miatt is, ezt használják. Korábban a festéket leszedve, a felületet rezezve, alacsony feszültségen, nagy árammal fűtöttem.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 28, 19:15
Írta: Sys_m Dátum 2017 szeptember 28, 19:15
Szia, és a festéket mivel szedted le? Most ázik dot 3-as fék folyadékban már több mint 1 órája (Pál javaslatára), de nem látszik változás... A lefolyó tisztító elkezdett valamit, de az is inkább alá mart, mint hogy oldaná. A kloroformot kéne még kipróbálnom. Nem tudom az Azur bolt ad-e földi halandónak.
Sys_m
Sys_m
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 szeptember 28, 19:25
Írta: svejk Dátum 2017 szeptember 28, 19:25
Ha nem titok mi lesz belőle?
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 szeptember 28, 19:42
Írta: ANTAL GÁBOR Dátum 2017 szeptember 28, 19:42
Tudom olyat mondok ami nem lesz otthon . Ciklohexanol, hidrotetrafurán ,mint írod kloroform , toluol ,
és a jó öreg ( békebeli ) kromofág Gondolom az acetonnal és a nitró higítóval már próbálkoztál ( a nitró nagyrészt toluol )
Én egyszer egy összeragasztott ferritet áztattam a felsoroltakkal (kb 1 hónapig játszottam ) de olyan műgyantával ragasztották össze amit nem tudtam szétroncsolni ( aztán megmelegítettem de nem a legjobb mert a ferrit is eltörhet )
és a jó öreg ( békebeli ) kromofág Gondolom az acetonnal és a nitró higítóval már próbálkoztál ( a nitró nagyrészt toluol )
Én egyszer egy összeragasztott ferritet áztattam a felsoroltakkal (kb 1 hónapig játszottam ) de olyan műgyantával ragasztották össze amit nem tudtam szétroncsolni ( aztán megmelegítettem de nem a legjobb mert a ferrit is eltörhet )
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 28, 19:52
Írta: Sys_m Dátum 2017 szeptember 28, 19:52
First surface morror-t akarok csinálni, lentebb írom...
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 28, 19:56
Írta: Sys_m Dátum 2017 szeptember 28, 19:56
Az bosszant a legjobban, hogy mikor tükör karcoltam cnc-vel és a gép alatt rögzítettem az üveget ragaccsal, sokszor rajta maradt a ragacs és ott történt az eltávolításnál, hogy valamelyik oldószer szedte a tükör festéket, de sajnos nem tudom, hogy melyik.
Cím: Re:Mechanikai ötletek
Írta: wtwpbr0re Dátum 2017 szeptember 28, 20:29
Írta: wtwpbr0re Dátum 2017 szeptember 28, 20:29
Én nem vacakolnék vele. Amire Neked kell az megköveteli a minőséget. Bármivel törlöd le a maratás után, nyomot fog hagyni.
Csak egy gyors ötletnek, mit és hol keress: tükör (http://www.ebay.com/itm/Front-First-Surface-Mirror-Aluminized-Surface-100mm-Square-For-Camera-Projector-/262975286374?hash=item3d3a8c6c66:g:Q6kAAOSw1MZZixii)
Csak egy gyors ötletnek, mit és hol keress: tükör (http://www.ebay.com/itm/Front-First-Surface-Mirror-Aluminized-Surface-100mm-Square-For-Camera-Projector-/262975286374?hash=item3d3a8c6c66:g:Q6kAAOSw1MZZixii)
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2017 szeptember 28, 20:37
Írta: 4ybj8h3c8 Dátum 2017 szeptember 28, 20:37
Kérdés, hogy mire akarod használni. A mezei tükör "festéses" eljárással készül, a felületi meg gőzöléssel. Teljesítménytől és felhasználástól függő anyaggal és ha szükséges megfelelő védőréteggel. Mezei tükörnél a "sík" minden csak nem sík, gőzölt tükörnél már a felületi minőség is előírásos, nem úgy működik, hogy levágnak egy darabot egy ablaküvegből.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 szeptember 28, 20:40
Írta: PSoft Dátum 2017 szeptember 28, 20:40
Mekkora darab(ok) is kell(enek)?[#nemtudom]
Fénymásolók/lézeres nyomtatók bontásából lehet festék nélküli sokszor 20mm széles tükörcsíkokra szert tenni.
Azokon, mintha "stabilabb" lenne a foncsor, egy mezei tükörnél.
(ha nagyon turkálnák, találnák is pár félretett db.-ot valahol)
Fénymásolók/lézeres nyomtatók bontásából lehet festék nélküli sokszor 20mm széles tükörcsíkokra szert tenni.
Azokon, mintha "stabilabb" lenne a foncsor, egy mezei tükörnél.
(ha nagyon turkálnák, találnák is pár félretett db.-ot valahol)
Cím: Re:Mechanikai ötletek
Írta: somma Dátum 2017 szeptember 28, 20:42
Írta: somma Dátum 2017 szeptember 28, 20:42
Próbához, kísérletezéshez a fénymásolókban (régebbiek !) találsz felületi foncsoros tükröket. Talán mentettem belőlük.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 szeptember 28, 20:46
Írta: Szalai György Dátum 2017 szeptember 28, 20:46
Ráadásul azok egyből FSM tükrök.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 28, 20:47
Írta: Sys_m Dátum 2017 szeptember 28, 20:47
Igen köszönöm az útbaigazításokat, az ebayről mire megjön kb 1 hónap, nekem hamarabb kellene, mérete kd 10x15 cm kb ha működik a végleges, úgy is gyárit veszek. Most tiret tudbóval próbálkozom..., érdekel a végeredmény.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 szeptember 28, 20:53
Írta: PSoft Dátum 2017 szeptember 28, 20:53
Segííííts!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 szeptember 28, 20:57
Írta: PSoft Dátum 2017 szeptember 28, 20:57
Mááá...nem kell![#falbav]
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 szeptember 29, 07:43
Írta: Sys_m Dátum 2017 szeptember 29, 07:43
A végeredmény: Tiret turbo meg se csiklandozta és sajnos a fékolaj sem. A szemcsés lefolyó tisztító kicsit megkezdte, de inkább alámart, mint oldotta. Kloroform talán vinné, de mire rendelnék, árban ugyan ott lenne mint egy tükör ára. Én arra számítottam, hogy valamelyik szer ráncos hártyásra felmarja a festéket és azt lelöbözöm, öblítem róla.
Cím: Re:Mechanikai ötletek
Írta: L. Imre Dátum 2017 szeptember 29, 14:21
Írta: L. Imre Dátum 2017 szeptember 29, 14:21
Hívd fel ezt a céget lesz nekik készen ilyesmi. Ha nincs, akkor vákumpárologtatnak optikai üvegre. A sima tükör nem lesz jó, mert torzítani fog.
Az egyetlen maszek cég amelyik még foglalkozik optikai elemek készítésével az országban. Összegyüjtötték az elfekvő csiszoló és daraboló gépeket, valóságos csoda ami náluk történik!
Unioptik Bt. (http://www.unioptik.t-online.hu/hun/index.html)
Az egyetlen maszek cég amelyik még foglalkozik optikai elemek készítésével az országban. Összegyüjtötték az elfekvő csiszoló és daraboló gépeket, valóságos csoda ami náluk történik!
Unioptik Bt. (http://www.unioptik.t-online.hu/hun/index.html)
Cím: Re:Mechanikai ötletek
Írta: 2f428kduf Dátum 2017 szeptember 29, 18:01
Írta: 2f428kduf Dátum 2017 szeptember 29, 18:01
Kromofággal, de még a régi fajtával. Mivel az állam kiskorunak nézi a polgárait ( a pénzem azért kell neki), így kihagytak valamit az újból. Nem tudom ez viszi-e?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 30, 21:15
Írta: 000000000 Dátum 2017 szeptember 30, 21:15
Sziasztok!
Számolgattam egy 5mm emelkedésű golyósorsó emelő képességét, létezik az, hogy 2Nm nél durván olyan 150kg lenne ?
Számolgattam egy 5mm emelkedésű golyósorsó emelő képességét, létezik az, hogy 2Nm nél durván olyan 150kg lenne ?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 szeptember 30, 21:28
Írta: jani300 Dátum 2017 szeptember 30, 21:28
Neki nem állnék számolni , de az nem sok .
Az nagyobb gond hogy nem önzáró .
Az nagyobb gond hogy nem önzáró .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 szeptember 30, 21:33
Írta: 000000000 Dátum 2017 szeptember 30, 21:33
ez igaz bár már láttam "önzáró" kínai csodát ami önzáró volt mert nulla volt csapágy golyó hézag..
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 szeptember 30, 22:38
Írta: zozo Dátum 2017 szeptember 30, 22:38
Van az 250kp is, veszteségek nélkül számolva.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 01, 00:09
Írta: jani300 Dátum 2017 október 01, 00:09
Ha már emlegettem , és még csak nem is drága .
Ez új :)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_kjq64inwpzxgwwdz59c_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/kjq64inwpzxgwwdz59c_2430.jpg)
Ez új :)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_kjq64inwpzxgwwdz59c_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/kjq64inwpzxgwwdz59c_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 október 01, 07:51
Írta: keri Dátum 2017 október 01, 07:51
1Nm az azt jelenti, hogy 1méteres erőkarral 1N erővel tekered az orsót. Azaz 1méter*2*pi=6,28méter utat jársz be amíg az orsón 5mm az elmozdulás.
6283mm/5mm=1256-os áttételi arány, vagyis ~250kg tömeg emelésével egyenértékű erő keletkezik 2Nm forgatónyomaték hatására...persze minusz a veszteségek.
6283mm/5mm=1256-os áttételi arány, vagyis ~250kg tömeg emelésével egyenértékű erő keletkezik 2Nm forgatónyomaték hatására...persze minusz a veszteségek.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 01, 08:55
Írta: 000000000 Dátum 2017 október 01, 08:55
köszi valami ilyesmit számoltam én is 0.6 tényezővel.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 október 01, 09:44
Írta: Szalai György Dátum 2017 október 01, 09:44
Nahát. Nekem egy nullával kevesebb jön ki.
Pontosabban 25,62826371 kg.
Pontosabban 25,62826371 kg.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 01, 09:53
Írta: 000000000 Dátum 2017 október 01, 09:53
Akkor számold újra mert tízen pár éve mikor próbáltuk mérni egy golyós orsóra kötött motort akkor az alá tett 120kg személymérleg kilapult mint a sz*r !
Sőt úgy is mondhatnám, hogy kitaposta a belét ! [#hehe]
És ezt meghazudtolni vagy elszámolni nem igazán lehet mivel le lett próbálva !
Sőt úgy is mondhatnám, hogy kitaposta a belét ! [#hehe]
És ezt meghazudtolni vagy elszámolni nem igazán lehet mivel le lett próbálva !
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 október 01, 11:59
Írta: Szalai György Dátum 2017 október 01, 11:59
Megtaláltam a hibámat. Már nekem is stimmel.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 01, 12:37
Írta: 000000000 Dátum 2017 október 01, 12:37
Tehát megint csak igazam volt ! [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 01, 12:40
Írta: 000000000 Dátum 2017 október 01, 12:40
Tükört VS fékolaj !
Behatási idő kb 30 perc !
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_vpndukjz4u2ux6k5zze_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/vpndukjz4u2ux6k5zze_705.jpg)
Behatási idő kb 30 perc !
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_vpndukjz4u2ux6k5zze_705.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/vpndukjz4u2ux6k5zze_705.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 október 01, 12:53
Írta: PSoft Dátum 2017 október 01, 12:53
Védőfesték,és védőfesték között is jelentős minőségi eltérések vannak.
A CO lézeres tükörgravír emlékeim szerint volt tükör, amit nagyon könnyen, de volt olyan is, amelyet igen nehezen, teljesen más beállításokkal tudtam csak gravírozni.
Talán, a szürke/sötétszürke védőfesték adta meg magát a legnehezebben.
Míg más színek, zöld, kék, stb. lényegesen könnyebben voltak gravírozhatóak.
A CO lézeres tükörgravír emlékeim szerint volt tükör, amit nagyon könnyen, de volt olyan is, amelyet igen nehezen, teljesen más beállításokkal tudtam csak gravírozni.
Talán, a szürke/sötétszürke védőfesték adta meg magát a legnehezebben.
Míg más színek, zöld, kék, stb. lényegesen könnyebben voltak gravírozhatóak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 01, 13:05
Írta: 000000000 Dátum 2017 október 01, 13:05
Ezzel az erővel fékolaj és fékolaj között is van jelentős eltérés ! [#nevetes1]
Tehát ha nem 30 perc akkor max 1 nap és meglesz az eredménye, olyan festék még nem volt amit a fékolaj nem szedet volna szét előbb vagy utóbb !
Tehát ha nem 30 perc akkor max 1 nap és meglesz az eredménye, olyan festék még nem volt amit a fékolaj nem szedet volna szét előbb vagy utóbb !
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 október 01, 13:34
Írta: PSoft Dátum 2017 október 01, 13:34
Olyan tükör még nem volt, amit a védőfesték miatt ne tudtam volna CO-val gravírozni![#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 október 01, 17:17
Írta: Szalai György Dátum 2017 október 01, 17:17
Hát persze. (https://encrypted-tbn0.gstatic.com/images?q=tbn:ANd9GcS0aYdB6_K7FMK0swCjh9VjVBPMfdlrHxp4YjQhFdDwG_KxVpPG) [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 01, 17:54
Írta: 000000000 Dátum 2017 október 01, 17:54
Hát persze, mivel te bas*tad el a számítást mindössze 90% alákalkulálva ! [#hehe]
De mentségedre beismerted a tévedésed ! [#nevetes1]
De mentségedre beismerted a tévedésed ! [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 01, 19:14
Írta: remrendes Dátum 2017 október 01, 19:14
Az csak a kinai orso surlodasi tenyezoje.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2017 október 01, 19:17
Írta: Kisamotors Dátum 2017 október 01, 19:17
Fékfolyadék! :)
Nem olaj, glikol.
Nem olaj, glikol.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 01, 19:22
Írta: jani300 Dátum 2017 október 01, 19:22
[#eljen]
Nem mindha rám nem illene , de azért jó duma :)
Nem mindha rám nem illene , de azért jó duma :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 01, 19:55
Írta: 000000000 Dátum 2017 október 01, 19:55
Gúgli a FÉKOLAJ-ra " Nagyjából 111000 találat 0.41 másodperc " alatt.
Tehát használatos ez is az is ! [#hehe]
Tehát használatos ez is az is ! [#hehe]
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 október 01, 20:06
Írta: Sys_m Dátum 2017 október 01, 20:06
Az valami szuper NASA fék "fluid" lehet, az enyém magzatvíz ahhoz képest. Kb 1,5 napja ázik benne és semmi. A tükör hátulján kék a festék.
A tiret turbó mindent vitt, a granulátumos lefolyótisztító talán félúton elfáradt??? [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_fczx7c558kbegbs2i0xv8_767.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/fczx7c558kbegbs2i0xv8_767.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_fqhp0sppuijyqdi90x52_767.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/fqhp0sppuijyqdi90x52_767.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_mpv730n9gz224tk98azdu_767.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/mpv730n9gz224tk98azdu_767.jpg)
A tiret turbó mindent vitt, a granulátumos lefolyótisztító talán félúton elfáradt??? [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_fczx7c558kbegbs2i0xv8_767.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/fczx7c558kbegbs2i0xv8_767.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_fqhp0sppuijyqdi90x52_767.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/fqhp0sppuijyqdi90x52_767.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_mpv730n9gz224tk98azdu_767.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/mpv730n9gz224tk98azdu_767.jpg)
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 október 01, 20:10
Írta: Sys_m Dátum 2017 október 01, 20:10
Ha jól látom, a te tükröd hátulja szürke?
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2017 október 01, 20:18
Írta: Kisamotors Dátum 2017 október 01, 20:18
A hüjére meg 234.000.-et 0.79sec alatt szóval...sok a hülye. :)
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2017 október 01, 20:21
Írta: kaqkk007 Dátum 2017 október 01, 20:21
A lefolyó tisztító és a tiret egyszerű nátronlúg (naoh) a festékek legtöbbje sav és lúg álló tehát nagy valószínűséggel áztathatod benne a végtelenségig .Szerves oldószert kéne próbálni , toluol-benzol és társai festékboltban nézd meg a hígítók címkéjét van köztük amelyik nagy százalékban tartalmaz ilyet , talán az aromás hígító lehet az ...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 01, 20:34
Írta: 000000000 Dátum 2017 október 01, 20:34
Miért is, mert megint igazam van ? [#eplus2]
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 október 01, 20:37
Írta: vjanos Dátum 2017 október 01, 20:37
És mi jár annak, akinek igaza van? :D
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 01, 22:12
Írta: 000000000 Dátum 2017 október 01, 22:12
Nem szürke inkább valami barnás árnyalat.
De mi van ha másik fajta tükörrel próbálkoznál ?
Esetleg egy kis melegítés segít a fékolajnak aktivizálni magát.
De mi van ha másik fajta tükörrel próbálkoznál ?
Esetleg egy kis melegítés segít a fékolajnak aktivizálni magát.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2017 október 02, 00:13
Írta: Kisamotors Dátum 2017 október 02, 00:13
Esetleg próbáld meg DOT4-el, annak más adalékai vannak.
Ha nem válik be az autódba még mindig jó lesz.
Ha nem válik be az autódba még mindig jó lesz.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 02, 01:06
Írta: 000000000 Dátum 2017 október 02, 01:06
Az általam használt fékolaj már nem mai darab és ezek felveszik a levegőből a páratartalmat. (ezért kell ezt is mérni és cserélni)
Aztán ki tudja milyen hatással volt ez rá a sok sok éves tárolás alatt.
Aztán ki tudja milyen hatással volt ez rá a sok sok éves tárolás alatt.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2017 október 02, 01:13
Írta: Kisamotors Dátum 2017 október 02, 01:13
"...felveszik a levegőből a páratartalmat..."
Röviden higroszkópus. :)
Röviden higroszkópus. :)
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 október 02, 08:02
Írta: Sys_m Dátum 2017 október 02, 08:02
Hy, a környékben kék hátuljú van, de keresgélek...
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 október 02, 08:06
Írta: Sys_m Dátum 2017 október 02, 08:06
Szia, jó ötlet, most már végigjárom a lehetőségeket. Lehet, hogy a dot 4 és a dot 4+ között is van különbség? Folyadék-folyadék, összenyomhatatlan, a féknél kell még a fagyállóság, talán a viszkozitás, minek oda ilyen agresszív anyag (amit pl. Pál is mutatott)?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 02, 08:31
Írta: 000000000 Dátum 2017 október 02, 08:31
Ha már ennyire kötöd az ebet a karóhoz, akkor helyesen higroszkópos ! [#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 02, 11:59
Írta: remrendes Dátum 2017 október 02, 11:59
Az ujak mar kornyezetbaratak, szerintem azert nem mar, a regi vitte a szint is a ruhabol.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 02, 12:25
Írta: svejk Dátum 2017 október 02, 12:25
Ha még mindig nem megy, gyere adok tömény forgácsológépekbe való emulziót.
Mindenféle tudományos alapot nélkülözve a gyakorlatból tudom, hogy a porfestett festéken kívül bármilyen, akár kétkomponensű festéket is megold, felhólyagzik.
De lehet kell neki pár nap.
Mindenféle tudományos alapot nélkülözve a gyakorlatból tudom, hogy a porfestett festéken kívül bármilyen, akár kétkomponensű festéket is megold, felhólyagzik.
De lehet kell neki pár nap.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 02, 12:39
Írta: remrendes Dátum 2017 október 02, 12:39
Amivel en meg kiserleteznek az a Loctite 7360, esetleg Zestron.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 október 02, 13:12
Írta: Sys_m Dátum 2017 október 02, 13:12
Vettem Mol Dot4+ -os fékolajat, majd délután kiderül, hogy mit tud. Egyébként hígabbnak tűnik, mint a dot3-as, persze ugye más anyag, ez természetes.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 október 02, 13:13
Írta: Sys_m Dátum 2017 október 02, 13:13
Szia, lehet, hogy élek vele.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 október 02, 13:16
Írta: Sys_m Dátum 2017 október 02, 13:16
Ezek elég húzósak árban, nem?
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2017 október 03, 01:03
Írta: Kisamotors Dátum 2017 október 03, 01:03
Igaz, remélem elhiszed, hogy csak elütés volt. :)
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2017 október 03, 01:14
Írta: Kisamotors Dátum 2017 október 03, 01:14
Agresszív, mivel szemben?
Pl. a fékrendszer gumialkatrészeit óvja, a fém felületeket tisztán tartja ezzel hosszú távon roncsolja, de nem számottevő.
Fagyállósság is fontos, de sokkal kritikusabb a forráspont (200-240 Cfok).
Mivel higroszkópos, lecsökken a forráspontja, e miatt kell sűrűn cserélni.
A DOT4+ nem ismerem, szerintem az valami reklámfogás.
DOT4, DOT5, DOT 5.1 a kronológia, ebből érdekes móson a DOT5 lóg ki, az nem keverhető semmivel, az 5.1 kompatibilis a hárommal és a néggyel.
Pl. a fékrendszer gumialkatrészeit óvja, a fém felületeket tisztán tartja ezzel hosszú távon roncsolja, de nem számottevő.
Fagyállósság is fontos, de sokkal kritikusabb a forráspont (200-240 Cfok).
Mivel higroszkópos, lecsökken a forráspontja, e miatt kell sűrűn cserélni.
A DOT4+ nem ismerem, szerintem az valami reklámfogás.
DOT4, DOT5, DOT 5.1 a kronológia, ebből érdekes móson a DOT5 lóg ki, az nem keverhető semmivel, az 5.1 kompatibilis a hárommal és a néggyel.
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 október 03, 09:40
Írta: Sys_m Dátum 2017 október 03, 09:40
Mol dot4+ semmi hatás. Éljen a környezetbarátság. [#vigyor3] Ezt a témát jól sikerült körbejárni, az üvegessel beszéltem, szerinte talán a zöldes festésű tükröt nézzem meg.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 03, 09:59
Írta: remrendes Dátum 2017 október 03, 09:59
Ez jo kerdes, a beszerzes nem az en feladatom :) Egyebkent ilyet (http://www.instructables.com/id/DIY-Front-Surface-Mirror./) neztel?
Cím: Re:Mechanikai ötletek
Írta: Sys_m Dátum 2017 október 04, 13:16
Írta: Sys_m Dátum 2017 október 04, 13:16
Lentebb kitárgyalva...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 04, 15:42
Írta: 000000000 Dátum 2017 október 04, 15:42
Sziasztok !
Egy 6.5Nm léptető motor, szerintetek mekkora mechanikát tud mozgatni tömeg sebesség gyorsulás viszonylatban mit lehet biztonságosan elvárni egy ekkora motortól?
Egy 6.5Nm léptető motor, szerintetek mekkora mechanikát tud mozgatni tömeg sebesség gyorsulás viszonylatban mit lehet biztonságosan elvárni egy ekkora motortól?
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2017 október 04, 16:56
Írta: kaqkk007 Dátum 2017 október 04, 16:56
Milyen a hajtáslánc ? golyósorsó , bordásszíj , trapézorsó ?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2017 október 05, 10:51
Írta: sasi Dátum 2017 október 05, 10:51
Az alábbi beállításokkal hibátlanul mozgat a 6,4 Nm-es motor egy 70-75 kg körüli hidat, két 32-es átmérőjű, 1250 mm hosszú, 10-es emelkedésű golyósorsóval. A hajtás áttétele 1:1, a meghajtó MSD-90-8,2, 85 V-al táplálva.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_xg5gv3y8fk79twd0sxx4_205.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/xg5gv3y8fk79twd0sxx4_205.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_xg5gv3y8fk79twd0sxx4_205.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/xg5gv3y8fk79twd0sxx4_205.jpg)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 05, 11:20
Írta: 000000000 Dátum 2017 október 05, 11:20
Ez a gép így messze van az optimális gyorsulástól, ilyen borzalmas nagy átmérőjű, és hosszúságú golyósorsókat nem szerencsés 1:1-ben hajtani ezzel a motorral.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 05, 13:17
Írta: 000000000 Dátum 2017 október 05, 13:17
ha jól értem 2db 6,4Nm motor van beépítve?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 05, 13:21
Írta: 000000000 Dátum 2017 október 05, 13:21
Szerinted mi lenne ez esetben az ideális összeállítás első nekifutásra?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 05, 14:11
Írta: 000000000 Dátum 2017 október 05, 14:11
Egyelőre azt se tudjuk, mit akarsz, milyen CNC gépről (forgácsoló, lézer vagy plazmavágó, ....) beszélünk, milyen hajtáselemekkel gondolod. Ezek nélkül lehetetlenség konkrétan neked válaszolni.
Abból azért kindulhatsz, amit a léptetőmotor topik 5610-es motor dinamikai mérési eredménye mutat. Az egy hasonló motor, mint a tied, picit nagyobb a nyomatéka 8 Nm.
Ott láthatod, hogy maga a motorhajtás mire képes, ~4 ms alatt 2 1/s fordulaton van, ez ~3140 rad/s2 szöggyorsulás. Ezt fogod aztán lerontani attól függően, milyen áttétellel, miket mozgatsz vele, milyen műszaki feltételek mellett.
Abból azért kindulhatsz, amit a léptetőmotor topik 5610-es motor dinamikai mérési eredménye mutat. Az egy hasonló motor, mint a tied, picit nagyobb a nyomatéka 8 Nm.
Ott láthatod, hogy maga a motorhajtás mire képes, ~4 ms alatt 2 1/s fordulaton van, ez ~3140 rad/s2 szöggyorsulás. Ezt fogod aztán lerontani attól függően, milyen áttétellel, miket mozgatsz vele, milyen műszaki feltételek mellett.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 október 05, 14:23
Írta: D.Laci Dátum 2017 október 05, 14:23
"ez esetben"
EZ ESETBEN!!!!!
EZ ESETBEN!!!!!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 05, 14:41
Írta: 000000000 Dátum 2017 október 05, 14:41
Szerintem kár kiabálnod, mert az "ez esetben" számomra nem tartalmaz CNC gép típust, de te biztos látnok vagy, és tudod ennyi infóból is, hogy milyen CNC gépről van szó ez esetben.
Elárulnád a konkrét CNC géptípust, hogy miről beszélünk?
Elárulnád a konkrét CNC géptípust, hogy miről beszélünk?
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 október 05, 14:56
Írta: D.Laci Dátum 2017 október 05, 14:56
Nem kiabáltam vagy talán hallottad? :)
Pusztán csak felhívtam a figyelmed!
[#t179p14438#]
Pusztán csak felhívtam a figyelmed!
[#t179p14438#]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 05, 15:06
Írta: 000000000 Dátum 2017 október 05, 15:06
És ez milyen CNC gép?
Egyelőre csak az állapítható meg, hogy gyengécske, nem optimális a gyorsulása, ahogyan már írtam. Sőt még az se egyértelmű, egy motor hajt két orsót, vagy egy egyet.
Egyelőre csak az állapítható meg, hogy gyengécske, nem optimális a gyorsulása, ahogyan már írtam. Sőt még az se egyértelmű, egy motor hajt két orsót, vagy egy egyet.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2017 október 05, 15:09
Írta: D.Laci Dátum 2017 október 05, 15:09
"Ez a gép így messze van az optimális gyorsulástól"
Eme kijelentést akkor mire alapoztad?
No mindegy ugorjunk nem igazán érdekel, tégedet próbáltalak vissza terelni a "helyesnek" vélt útra, de ez vakvágány :(
Eme kijelentést akkor mire alapoztad?
No mindegy ugorjunk nem igazán érdekel, tégedet próbáltalak vissza terelni a "helyesnek" vélt útra, de ez vakvágány :(
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2017 október 05, 15:28
Írta: 4ybj8h3c8 Dátum 2017 október 05, 15:28
"Az alábbi beállításokkal hibátlanul mozgat"
Tehát essen neki, szedje szét az amúgy jól működő gépet és költsön rá százezreket, hogy a te igényeidnek megfeleljen?
Mekkora odssal fogadnál rá, hogy megteszi?
Tehát essen neki, szedje szét az amúgy jól működő gépet és költsön rá százezreket, hogy a te igényeidnek megfeleljen?
Mekkora odssal fogadnál rá, hogy megteszi?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 05, 16:11
Írta: 000000000 Dátum 2017 október 05, 16:11
"Eme kijelentést akkor mire alapoztad?"
A hajtástechnikai gyakorlatomra, rutinomra, több ezer motorhajtás méretezés, tervezés után tudod nekem elég ha elképzelek egy ekkora L*D acél golyósorsót (egyből kb. számszerűsítve ott van az agyamban a J-e is, anélkül hogy pontosan kiszámolnám géppel), amit ez a szerencsétlen léptető motor direktben forgat.
A többi következtetés (amit beírtam aaz első bejegyzsemnél) az meg már adja magát az elméleti alapok, összefüggések mentén.
Azért hogy tényleg "ugorjunk" és vége legyen ennek a felesleges kötözködésnek is, csak beírtam már az adatokat, és lefutattam pár Robsy hajtás méretező program verziót. A gyorsulási görbék minden esetben visszaigazolták, 2-3 közötti lassító áttételnél lenne az optimuma ennek a hajtásnak. Ha majd úgy alakul, a léptető topikba egyszer beteszem a konkrét átviteli függvény screen shoot-ját.
Azt meg a kedves semleges Fórum olvasóra bíznám a fentiek alapján, mi az igazi helyes út, és mi a vakvágány.
A hajtástechnikai gyakorlatomra, rutinomra, több ezer motorhajtás méretezés, tervezés után tudod nekem elég ha elképzelek egy ekkora L*D acél golyósorsót (egyből kb. számszerűsítve ott van az agyamban a J-e is, anélkül hogy pontosan kiszámolnám géppel), amit ez a szerencsétlen léptető motor direktben forgat.
A többi következtetés (amit beírtam aaz első bejegyzsemnél) az meg már adja magát az elméleti alapok, összefüggések mentén.
Azért hogy tényleg "ugorjunk" és vége legyen ennek a felesleges kötözködésnek is, csak beírtam már az adatokat, és lefutattam pár Robsy hajtás méretező program verziót. A gyorsulási görbék minden esetben visszaigazolták, 2-3 közötti lassító áttételnél lenne az optimuma ennek a hajtásnak. Ha majd úgy alakul, a léptető topikba egyszer beteszem a konkrét átviteli függvény screen shoot-ját.
Azt meg a kedves semleges Fórum olvasóra bíznám a fentiek alapján, mi az igazi helyes út, és mi a vakvágány.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 05, 16:26
Írta: svejk Dátum 2017 október 05, 16:26
Számolgatok, mivel vagyok. :)
Ugye Sasi gépéről beszélünk...
Sasi képén látszik, hogy 800 1/min a max. motorfordulata, Ehhez ugye tartozik a 8000 mm/perces max. sebesség.
Ehhez hozzávettem egy Klavios 6,4 Nm-es motort melynek az tehetetlenségi nyomatéka 2,8 kgcm2, de óvatosan 4 Nm-rel számoltam, ezt talán még tudja ezen a fordulatszámon.
Az orsóátmérő ugye 32 mm a hossza 2500 mm (mert 2 db van belőle), 10-es emelkedés, 70 kg mozgatott tömeg.
Én úgy állapítottam meg, hogy nem túl meredek az áttétel karakterisztikája.
Az igaz, hogy az optimális áttétel 1:2,5 körül lenne, ekkor 3,5 m/s2 gyorsulásra, de ezen a motorfordulaton csak 3500 mm/perces gyorsjáratra lenne alkalmas.
A mostani direkthajtással pedig elméletileg 2,5 m/s2 gyorsulásra lenne alkalmas és van 8000 mm/perces gyorsjárat.
(Abba most ne menjünk bele, hogy áttételnél mennyire lenne emelhető a motorfordulatszám mert ugyan van áttétel de a motorfordulat emelkedésével vészesen fogy a nyomaték.
Szóval ide már komplexebb számítások kellenének.
Mindenesetre az álmoskönyvek szerint sem jó a léptetőt nagyon pörgetni.)
Szóval én nem bontanám meg ezt az összeállítást, esetleg a következő gép építésénél kérnék segítséget valakitől.
Ha a kitűzött célt el lehet vele érni akkor ámen rá.
Ugye Sasi gépéről beszélünk...
Sasi képén látszik, hogy 800 1/min a max. motorfordulata, Ehhez ugye tartozik a 8000 mm/perces max. sebesség.
Ehhez hozzávettem egy Klavios 6,4 Nm-es motort melynek az tehetetlenségi nyomatéka 2,8 kgcm2, de óvatosan 4 Nm-rel számoltam, ezt talán még tudja ezen a fordulatszámon.
Az orsóátmérő ugye 32 mm a hossza 2500 mm (mert 2 db van belőle), 10-es emelkedés, 70 kg mozgatott tömeg.
Én úgy állapítottam meg, hogy nem túl meredek az áttétel karakterisztikája.
Az igaz, hogy az optimális áttétel 1:2,5 körül lenne, ekkor 3,5 m/s2 gyorsulásra, de ezen a motorfordulaton csak 3500 mm/perces gyorsjáratra lenne alkalmas.
A mostani direkthajtással pedig elméletileg 2,5 m/s2 gyorsulásra lenne alkalmas és van 8000 mm/perces gyorsjárat.
(Abba most ne menjünk bele, hogy áttételnél mennyire lenne emelhető a motorfordulatszám mert ugyan van áttétel de a motorfordulat emelkedésével vészesen fogy a nyomaték.
Szóval ide már komplexebb számítások kellenének.
Mindenesetre az álmoskönyvek szerint sem jó a léptetőt nagyon pörgetni.)
Szóval én nem bontanám meg ezt az összeállítást, esetleg a következő gép építésénél kérnék segítséget valakitől.
Ha a kitűzött célt el lehet vele érni akkor ámen rá.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 05, 16:29
Írta: 000000000 Dátum 2017 október 05, 16:29
"Tehát essen neki, szedje szét az amúgy jól működő gépet és költsön rá százezreket, hogy a te igényeidnek megfeleljen?"
Ez a te szokásos kötekedő, előítéletes kitalációd, és még van képed beírni is, mintha írtam, állítottam volna ilyet. Én csak egy valós tényt írtam a példa gép gyorsulási képességével kapcsolatban.
Viszont kedves objektíven gondolkodni képes, és még gépépítés előtt álló Fórumtársak gondolkozzatok el, és vonjátok le a tanulságokat ezen példa kapcsán is, és Ti így a jövőben építsetek jobb dinamikájú gépet. Ez lenne egy igazi műszaki Fórum lényege, sokkal kevesebb alternatív valóság, kötözködés, rosszindulat, ezzel szemben pedig minél több VALÓSÁG, műszaki tény, és azok alkalmazása CNC gépépítéskor.
Ezen utóbbi szemlélethez kívánok Nektek sok sikert!
Szevasztok![#integet2]
Ez a te szokásos kötekedő, előítéletes kitalációd, és még van képed beírni is, mintha írtam, állítottam volna ilyet. Én csak egy valós tényt írtam a példa gép gyorsulási képességével kapcsolatban.
Viszont kedves objektíven gondolkodni képes, és még gépépítés előtt álló Fórumtársak gondolkozzatok el, és vonjátok le a tanulságokat ezen példa kapcsán is, és Ti így a jövőben építsetek jobb dinamikájú gépet. Ez lenne egy igazi műszaki Fórum lényege, sokkal kevesebb alternatív valóság, kötözködés, rosszindulat, ezzel szemben pedig minél több VALÓSÁG, műszaki tény, és azok alkalmazása CNC gépépítéskor.
Ezen utóbbi szemlélethez kívánok Nektek sok sikert!
Szevasztok![#integet2]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 október 05, 17:10
Írta: PSoft Dátum 2017 október 05, 17:10
Ha ott (már)nem lehet, akkor itt, vagy...bárhol???
Kerüljön ide is lakat?
Jó úton haladtok e-felé.
Én, sokkal több lakatot raknék, de...nem topikokra!
Szerintem pedig, nincs más megoldás. Ennek így...sose lesz vége.:(
Kerüljön ide is lakat?
Jó úton haladtok e-felé.
Én, sokkal több lakatot raknék, de...nem topikokra!
Szerintem pedig, nincs más megoldás. Ennek így...sose lesz vége.:(
Cím: Re:Mechanikai ötletek
Írta: u3xrz0cut Dátum 2017 október 05, 18:22
Írta: u3xrz0cut Dátum 2017 október 05, 18:22
De jó, hogy az én gépem nem tudja az elméleti optimális mozgásértékeket. Inkább teszi a dolgát évek óta.......
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 05, 19:43
Írta: ANTAL GÁBOR Dátum 2017 október 05, 19:43
Pont a "Léptetőmotor "topicban akartam egy építő jellegű javaslattal előrukkolni ( célszerű lenne szakítani az üresjárási mérésekkel minthogy Robsy találós kérdése is mást sugall ) de ott a lakat ...
No majd alakul ( egyszer megérkezhet a javaslat )
No majd alakul ( egyszer megérkezhet a javaslat )
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2017 október 06, 06:48
Írta: 4ybj8h3c8 Dátum 2017 október 06, 06:48
Nem akarom újraindítani a hiriget, de ha Robsy alatt visszaolvasol, bőven a csúcs találós kérdése feltevése előtt (nincs időgépem) megadtam már rá a választ, csak ugye ő a nevet olvassa csak el és arra hörög egy sort, a korábbi hozzászólásokat nem szokta sem olvasni, sem észben tartani.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2017 október 07, 17:40
Írta: sasi Dátum 2017 október 07, 17:40
Most, hogy lenyugodtak a kedélyek, van néhány megjegyzésem.
A tervezett áttétel másfeles lassítás volt, de ehhez a bordáskerék kombinációhoz annak idején nem tudtam belátható időn belül szíjakat beszerezni, így lett 1:1 az áttétel és ezzel használom úgy hat éve.
Nagyobb gyorsítást is elvisel a hajtás, viszont akkor már az 70-75 kg nagyon megterheli a berendezést, lebetonozni meg nem szeretném..
Lézernél elkelne nagyobb gyorsulás, de hát egy ekkora tömegnél lomhábbak a szárnyak...
Így is teljesíti az elvárásaimat, azaz ostobaság lenne pénzt és energiát fektetni a hajtás módosításába.
Egy meghökkentő adat a gépről: a Z tengely mozgástartománya 300 mm és a hídhoz képest magasabbra is átszerelhető.
Polisztirol habtól az acélig használható, persze nem ipari teljesítmény mellett, de amire épült, hobbyra tökéletes.
A tervezett áttétel másfeles lassítás volt, de ehhez a bordáskerék kombinációhoz annak idején nem tudtam belátható időn belül szíjakat beszerezni, így lett 1:1 az áttétel és ezzel használom úgy hat éve.
Nagyobb gyorsítást is elvisel a hajtás, viszont akkor már az 70-75 kg nagyon megterheli a berendezést, lebetonozni meg nem szeretném..
Lézernél elkelne nagyobb gyorsulás, de hát egy ekkora tömegnél lomhábbak a szárnyak...
Így is teljesíti az elvárásaimat, azaz ostobaság lenne pénzt és energiát fektetni a hajtás módosításába.
Egy meghökkentő adat a gépről: a Z tengely mozgástartománya 300 mm és a hídhoz képest magasabbra is átszerelhető.
Polisztirol habtól az acélig használható, persze nem ipari teljesítmény mellett, de amire épült, hobbyra tökéletes.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 07, 17:45
Írta: svejk Dátum 2017 október 07, 17:45
De ugye ez nem a főiskolai gép?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 07, 17:53
Írta: svejk Dátum 2017 október 07, 17:53
Annak idején, még az első papír-ceruzás számítási próbálkozásaim kapcsán Tibor45 nulladik hibaként könyvelte el, hogy bemenő adatként kezeltem a gyorsulást.
Egyszerűen nem értette meg, hogy nem tudunk hobbyban olyan gépet alkotni ami elbírja a 0,1-0,3 g-nél nagyobb gyorsulást.
Persze mi öszvér gépekben gondolkodtunk Ő meg pici célgépekben.
Ma már minden másképp van.
Én is máshogy számolok, a gépépítési lehetőségek, követelmények is kibővültek.
Ma már ha gépet akarunk építeni nem akarunk ugyanazon a gépen kék lézerezni és acélba csapágyfészket marni.
Egyszerűen nem értette meg, hogy nem tudunk hobbyban olyan gépet alkotni ami elbírja a 0,1-0,3 g-nél nagyobb gyorsulást.
Persze mi öszvér gépekben gondolkodtunk Ő meg pici célgépekben.
Ma már minden másképp van.
Én is máshogy számolok, a gépépítési lehetőségek, követelmények is kibővültek.
Ma már ha gépet akarunk építeni nem akarunk ugyanazon a gépen kék lézerezni és acélba csapágyfészket marni.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2017 október 07, 18:22
Írta: sasi Dátum 2017 október 07, 18:22
Nem, ez nagyobb, masszívabb szerkezet.
Küldtem képet róla.
Küldtem képet róla.
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2017 október 07, 18:58
Írta: z2a2u8wf Dátum 2017 október 07, 18:58
Ment privát uzenet
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 07, 19:49
Írta: 000000000 Dátum 2017 október 07, 19:49
Sok az alternatív valóság, legenda ebben a szösszenetedben velem kapcsolatban, pl.:
"Persze mi öszvér gépekben gondolkodtunk Ő meg pici célgépekben."
Valóban pici? [#fejvakaras]
Pl. ez a 2 tonnás Y, Y asztal, 1100 W-os DC tárcsaszervó hajtás azért annyira nem kicsi Aradi Ferenc gépén.
(http://cnctar.hobbycnc.hu/Tibor45/1100WRobsy-Servo/CNC-2.jpg)
"Persze mi öszvér gépekben gondolkodtunk Ő meg pici célgépekben."
Valóban pici? [#fejvakaras]
Pl. ez a 2 tonnás Y, Y asztal, 1100 W-os DC tárcsaszervó hajtás azért annyira nem kicsi Aradi Ferenc gépén.
(http://cnctar.hobbycnc.hu/Tibor45/1100WRobsy-Servo/CNC-2.jpg)
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2017 október 07, 20:27
Írta: guliver83 Dátum 2017 október 07, 20:27
Ma már ez a gép tökéletesem működik!
Már láttam egy párszor munka közben!
[#worship]
Már láttam egy párszor munka közben!
[#worship]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 07, 20:53
Írta: svejk Dátum 2017 október 07, 20:53
A kivétel erősíti a szabályt :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 07, 20:57
Írta: svejk Dátum 2017 október 07, 20:57
Majd ne felejtsd el az ígért függvényeket, abból tudunk tanulni.[#finom]
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 08, 19:02
Írta: 000000000 Dátum 2017 október 08, 19:02
Sziasztok! Megtudja mondani valaki, hogy a mélyhornyú csapágy mennyire terhelhető axiálisan nem számszerűen értem hanem radiális terhelés arányában?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 október 08, 19:16
Írta: Szalai György Dátum 2017 október 08, 19:16
Bármennyire. A terhelés növekedésével (is) az élettartam csökken.
Valahol harminc százalékot olvastam, de Svejk ne kérdezze, hogy hol.
Valahol harminc százalékot olvastam, de Svejk ne kérdezze, hogy hol.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 08, 22:29
Írta: svejk Dátum 2017 október 08, 22:29
Ez minden csap
ágykönyvben benne van, én 50%-ra emlékszem, de az biztos,hogy meglepőe n nagy érték.
no ez a tablet nem nekem valo :(
ágykönyvben benne van, én 50%-ra emlékszem, de az biztos,hogy meglepőe n nagy érték.
no ez a tablet nem nekem valo :(
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 október 09, 07:12
Írta: keri Dátum 2017 október 09, 07:12
Van ott a billentyűzet sarkában egy kis mikrofon jel.
Azzal tudsz neki diktálni. Egész jól csinálja.
De egyetértek. Borzalmas az állandó javítási kényszere.
Azzal tudsz neki diktálni. Egész jól csinálja.
De egyetértek. Borzalmas az állandó javítási kényszere.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 09, 07:59
Írta: remrendes Dátum 2017 október 09, 07:59
Letezik ilyen altalanos ertek?
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_uwki020cjwea3zcw3z890_3133.png) (https://hobbicncforum.hu/uploaded_images/2017/10/uwki020cjwea3zcw3z890_3133.png)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_uwki020cjwea3zcw3z890_3133.png) (https://hobbicncforum.hu/uploaded_images/2017/10/uwki020cjwea3zcw3z890_3133.png)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 09, 12:44
Írta: 000000000 Dátum 2017 október 09, 12:44
Köszönöm sokat segített!
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 14:43
Írta: y9au2mspr Dátum 2017 október 09, 14:43
Sziasztok.
Golyósorsókból gondoltam készítek egy élhajlító masinát full elektromos kivitelben. Megközelítőleg kb.1670mm munkaszélleségben gondolkodom ,csak semmi hidraulikus technika.
Jelenleg van egy 450mm munkaszélleségű 6 tengelyes hajlító gépem 5T nyomóerővel(fogaskerék mechanizmus) full manuális minden. Baromira jó kis géplett,de jó lenne tovább fejleszteni és kicsit a cnc felé elvinni a dolgot. Lenne is rá igény a műhelyemben.
30T körüli nyomóerő eléréséhez milyen vezérelt léptető,szervó motor(ok) jöhetnek számításba.Akát több darabból is. A nyomó sebességnek sem kell gyorsnak lennie.Megelégednék mondjuk 500mm/perces sebességel.
Ha valaki már gondolkozott hasonlóban és esetleg meg is osztaná velünk a gondolatait ne habozzon. Kíváncsi lennék milyen kötségből lehetne összeszedni rá az elektromos és mechanikus elemeket.
Golyósorsókból gondoltam készítek egy élhajlító masinát full elektromos kivitelben. Megközelítőleg kb.1670mm munkaszélleségben gondolkodom ,csak semmi hidraulikus technika.
Jelenleg van egy 450mm munkaszélleségű 6 tengelyes hajlító gépem 5T nyomóerővel(fogaskerék mechanizmus) full manuális minden. Baromira jó kis géplett,de jó lenne tovább fejleszteni és kicsit a cnc felé elvinni a dolgot. Lenne is rá igény a műhelyemben.
30T körüli nyomóerő eléréséhez milyen vezérelt léptető,szervó motor(ok) jöhetnek számításba.Akát több darabból is. A nyomó sebességnek sem kell gyorsnak lennie.Megelégednék mondjuk 500mm/perces sebességel.
Ha valaki már gondolkozott hasonlóban és esetleg meg is osztaná velünk a gondolatait ne habozzon. Kíváncsi lennék milyen kötségből lehetne összeszedni rá az elektromos és mechanikus elemeket.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2017 október 09, 16:45
Írta: sanyi84 Dátum 2017 október 09, 16:45
Szia Szabi!
A golyósorsó nem biztos hogy alkalmas a célra. Nagy gépből kidobott orsóval próbált az egyik volt kollégám papírt préselni, eredmény hogy széthullt az orsó. De esetleg más menet jó lehet. Após is olajemelővel nyomta a papírt.
A golyósorsó nem biztos hogy alkalmas a célra. Nagy gépből kidobott orsóval próbált az egyik volt kollégám papírt préselni, eredmény hogy széthullt az orsó. De esetleg más menet jó lehet. Após is olajemelővel nyomta a papírt.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 09, 16:56
Írta: remrendes Dátum 2017 október 09, 16:56
Biztosan van olyan orso ami kibirja, de en azert lemereteznem elotte, nem hobby atmero fog kijonni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 18:05
Írta: svejk Dátum 2017 október 09, 18:05
Ollózva az SKF Főkatalógusból: (tovább lapozva jönnek az általad is mutatott bonyolult számítások)
(http://cnctar.hobbycnc.hu/Svejk/skf.jpg)
(http://cnctar.hobbycnc.hu/Svejk/skf.jpg)
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 18:25
Írta: y9au2mspr Dátum 2017 október 09, 18:25
Köszönöm a válaszodat. Még csak a kutakodás folyik.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 18:27
Írta: y9au2mspr Dátum 2017 október 09, 18:27
Szia. Értem és köszönöm a hozzászólásodat. Lehet,hogy zsákutca lessz a gondolat.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 18:33
Írta: y9au2mspr Dátum 2017 október 09, 18:33
èlhajlító (http://www.langtool.hu/tartalomkezelo/tartalom/cone_elhajlito_gepek)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 október 09, 19:00
Írta: Motoros Dátum 2017 október 09, 19:00
Élhajlító kolyósorsóval---felejtsd el. Ki van már találva régen. Hidraulika kell oda.[#integet2]
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 19:07
Írta: y9au2mspr Dátum 2017 október 09, 19:07
Èrthető és igaz is. Miképp oldanád meg azt hobbi szinten hidraulikával ,hogy a nyomó kés mindig század pontosan ugyanott a pozícióban álljon meg?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 19:15
Írta: svejk Dátum 2017 október 09, 19:15
De csak, hogy legyenek számok is.
A golyósorsó szükséges átmérőjétől most tekintsünk el, mert valószínűleg úgy is halott ötlet.
Nézzünk átlag 5 mm-es emelkedést.
Az 500 mm/perces sebességhez percenként 100-as fordulatszám kell.
Egy szervo tud 3000-es fordulatot, tehát az áttétel lehet 1:30-as
30 tonna nyomóerőhöz 5-ös orsónál 240000 Nm-es forgatónyomaték kellene. (nem tudom kiszámolni ezt milyen vastagságú orsó bírná ki)
Az 1:30-as áttétel alapján veszteséget nem is számolva 8000 Nm kellene a szervomotornak tudni.
Ezt egy 2,5 MW-os szervomotor tudná.
Persze csak ha nem rontottam el a tizedesvessző helyét. :)
A golyósorsó szükséges átmérőjétől most tekintsünk el, mert valószínűleg úgy is halott ötlet.
Nézzünk átlag 5 mm-es emelkedést.
Az 500 mm/perces sebességhez percenként 100-as fordulatszám kell.
Egy szervo tud 3000-es fordulatot, tehát az áttétel lehet 1:30-as
30 tonna nyomóerőhöz 5-ös orsónál 240000 Nm-es forgatónyomaték kellene. (nem tudom kiszámolni ezt milyen vastagságú orsó bírná ki)
Az 1:30-as áttétel alapján veszteséget nem is számolva 8000 Nm kellene a szervomotornak tudni.
Ezt egy 2,5 MW-os szervomotor tudná.
Persze csak ha nem rontottam el a tizedesvessző helyét. :)
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 19:32
Írta: y9au2mspr Dátum 2017 október 09, 19:32
Köszönöm a tudományos megközelítést. Ebben a formában valóban esélytelen. Szerintem valószínűleg a minél nagyobb átmérőjű orsóban lehet a kulcs. A minél nagyobb kerületi érték jobb nyomaték és erőátviteli tényezővel kell rendelkeznie mivel a menet emelkedés egy egysége hosszabb úton való forgó mozgásra van eltólva. Ez persze lehet nem igaz,csak a laikus gondolkodásom szüleménye.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 19:34
Írta: y9au2mspr Dátum 2017 október 09, 19:34
Az általam linkelt gép vajon miképp működik?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 09, 19:42
Írta: remrendes Dátum 2017 október 09, 19:42
De ez nem ad meg aranyt az axialis es radialis erok kozott.
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2017 október 09, 19:46
Írta: robroy007 Dátum 2017 október 09, 19:46
nem a hidraulika tudja a század pontosságot hanem a munkahengerben lévő támaszték
egy kb 150mm-es lapos menetes tengely van beállítva méretre ami megfogja a hidraulika terhelő erejét amíg az el nem enged a túlnyomás szelepen keresztül
az új szervo élhajlítók elvét nem ismerem még annyira újdonság volt számomra a technika még
egy kb 150mm-es lapos menetes tengely van beállítva méretre ami megfogja a hidraulika terhelő erejét amíg az el nem enged a túlnyomás szelepen keresztül
az új szervo élhajlítók elvét nem ismerem még annyira újdonság volt számomra a technika még
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 19:54
Írta: y9au2mspr Dátum 2017 október 09, 19:54
A hidraulika biztos megoldás,de hobbi szinten nem gondolom hogy megéri ilyen rendszerekbe pénzt fektetnie az embernek és gépèpìtèsbe fognia. Akkor már inkább venni egy leharcolt de gyári gépet egy , másfél milláèrt. Én csak kíváncsi vagyok,hogy ez hobbi eszközök felhasználásával működhet -e vajon. Köszönöm a hozzászólásodat.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 19:57
Írta: y9au2mspr Dátum 2017 október 09, 19:57
Lehet a 30T kicsit sok volt első nekifutásnak.[#lookaround]
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2017 október 09, 20:01
Írta: robroy007 Dátum 2017 október 09, 20:01
amint azt a mellékelt videó is mutatja működik
Hiwin 80/20 orsó 32t dinamikus 82 t statikus terhet bír elviselni katalógus szerint
csak honnan lehet szerezni olcsón vajon
Hiwin 80/20 orsó 32t dinamikus 82 t statikus terhet bír elviselni katalógus szerint
csak honnan lehet szerezni olcsón vajon
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 20:07
Írta: svejk Dátum 2017 október 09, 20:07
Nem igaz...
Adott bemenő forgatónyomaték esetén a keletkezett egyenesvonalú erő erő nem függ az orsó átmérőjétől csak a menetemelkedéstől.
(a súrlódásokat nem véve figyelembe)
Nehéz elhinni de így van.
Adott bemenő forgatónyomaték esetén a keletkezett egyenesvonalú erő erő nem függ az orsó átmérőjétől csak a menetemelkedéstől.
(a súrlódásokat nem véve figyelembe)
Nehéz elhinni de így van.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 október 09, 20:09
Írta: Szalai György Dátum 2017 október 09, 20:09
Ha megnézek egy harminctonnás golyósorsós emelőt, nem is olyan vastag az orsója. Ilyen orsó talán még az én "háztartásomban" is előfordul. (http://skin.wbscdn.com/skin/S00505/images/pdf2/jtb-ball-jack/JTB%20Series%20Ball%20Screw%20Jack%20Catalogue.pdf)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 20:09
Írta: svejk Dátum 2017 október 09, 20:09
Hát a 0,5 Cnull és a kisebb csapágyaknál a 0,25 Cnull mi a manó?
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 09, 20:10
Írta: ANTAL GÁBOR Dátum 2017 október 09, 20:10
Nekem valami más : a 30tonna az közetítőleg 300.000N
M= e*F/(2*pi ) vagyis 300.000* 5*10 ad-3 /6.28 = 238.8Nm ennek a 30 ad része 79.6 Nm Ami 300as omegával 2288W
de másképp : v= 500/60= 8.3mm/s, F = 300.000N a szorzatuk
2490 watt
M= e*F/(2*pi ) vagyis 300.000* 5*10 ad-3 /6.28 = 238.8Nm ennek a 30 ad része 79.6 Nm Ami 300as omegával 2288W
de másképp : v= 500/60= 8.3mm/s, F = 300.000N a szorzatuk
2490 watt
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 október 09, 20:10
Írta: Szalai György Dátum 2017 október 09, 20:10
Az átvihető erő azért átmérő függő is kell, hogy legyen.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 20:15
Írta: svejk Dátum 2017 október 09, 20:15
Miből termelted ki azt a 80-as átmérőjű orsót?
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 20:15
Írta: y9au2mspr Dátum 2017 október 09, 20:15
Nehéz elhinni. Ez olyan mind az ék. Minél hosszabb ugyanazon magas ék annál könnyebb vele emelő, feszítő erőt kifejteni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 20:16
Írta: svejk Dátum 2017 október 09, 20:16
kicsit gyanús is volt [#falbav]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 20:17
Írta: svejk Dátum 2017 október 09, 20:17
Én anno bebizonyítottam magamnak mert én sem hittem.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 20:18
Írta: y9au2mspr Dátum 2017 október 09, 20:18
Nagyon érdekes számomra. Köszönöm
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 20:19
Írta: y9au2mspr Dátum 2017 október 09, 20:19
Szia Gábor. Ez már barátságos eredménynek tűnik. Nagyon köszönöm neked hogy is a fáradozásodat.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 20:20
Írta: svejk Dátum 2017 október 09, 20:20
Az átvihető erő más tészta, -az függ a golyók átmérőjétől is- itt egy speciális áttételről van szó.
Bemenő adat forgatónyomaték (Nm) kimenő adat erő (N)
Bárhol megnézheted csak a menetemelkedés szerepel a képletben.
Bemenő adat forgatónyomaték (Nm) kimenő adat erő (N)
Bárhol megnézheted csak a menetemelkedés szerepel a képletben.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 09, 20:20
Írta: y9au2mspr Dátum 2017 október 09, 20:20
Köszönöm, valóban nehéz lessz ezt megemészteni,de menni fog. Hihetetlen az biztos.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 09, 20:23
Írta: remrendes Dátum 2017 október 09, 20:23
Nagyjabol az a meret lehet. A 30t-s Enerpac palack kicsivel nagyobb, mint 70mm dugattyu atmeroju.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 20:23
Írta: svejk Dátum 2017 október 09, 20:23
no meg persze a 2Pi
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 09, 20:26
Írta: ANTAL GÁBOR Dátum 2017 október 09, 20:26
Természetesen a két számítási metodika conform .Az eltérés a 300 as omega helyettesítésből ( gyors fejszámolásnál a percenkénti fordulatszám tizede ) adódik
A helyes érték a 60/2*Pi vagyis 9.55 lenne . Ezzel az omega 314 1/ s Vagyis P= 2499 watt az első esetben
A második esetben ha a sebességnél több tizedest veszünk figyelembe akkor 8.33*300= 2499 Watt
. Mielött jönne még a dörgedelmes bejegyzés : én tudom hogy ennél pontosabb akkor lenne a dolog ha a tonna / newton átváltásnál is figyelembe vennénk a mi szélességi körünkön lévő g ( 9.81 ) értékét
A helyes érték a 60/2*Pi vagyis 9.55 lenne . Ezzel az omega 314 1/ s Vagyis P= 2499 watt az első esetben
A második esetben ha a sebességnél több tizedest veszünk figyelembe akkor 8.33*300= 2499 Watt
. Mielött jönne még a dörgedelmes bejegyzés : én tudom hogy ennél pontosabb akkor lenne a dolog ha a tonna / newton átváltásnál is figyelembe vennénk a mi szélességi körünkön lévő g ( 9.81 ) értékét
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 09, 20:29
Írta: remrendes Dátum 2017 október 09, 20:29
Statikus alapterheles. Nekem ugy jott le, hogy a kerdes az Fa es Fr arany volt.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 20:32
Írta: svejk Dátum 2017 október 09, 20:32
Vadnyuszi tengelyirányban akarja terhelni a csapágyat nem sugárirányban. Legalább is nekem ez jött le.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 október 09, 20:37
Írta: Szalai György Dátum 2017 október 09, 20:37
Csak ott állt éveken át, a pénztár ablaktól ballra, volt vagy egy méter hosszú. Talán még mindég ott áll. (http://cnctar.hobbycnc.hu/Szalai_Gyorgy/Gyal3.jpg)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 20:37
Írta: svejk Dátum 2017 október 09, 20:37
Ja persze... a menetemelkedésnél mm helyett m-el számoltam...
Anno én írtam be a képletek topicba és azért m-ben hogy alapmértékegység legyen, holott ugye itt a mm a gyakorlati mértékegység orsó menetemelkedésnél.
Ugye már akkor sem volt ritka a szőrszálhasogatás a fórumban.
De ez nem mentség részemről egyértelműen a "hülye okoskodott" :(
Anno én írtam be a képletek topicba és azért m-ben hogy alapmértékegység legyen, holott ugye itt a mm a gyakorlati mértékegység orsó menetemelkedésnél.
Ugye már akkor sem volt ritka a szőrszálhasogatás a fórumban.
De ez nem mentség részemről egyértelműen a "hülye okoskodott" :(
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 20:39
Írta: svejk Dátum 2017 október 09, 20:39
Sajnos annak ott már aligha lesz jó gazdája. :( [#szomoru1]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 09, 20:40
Írta: ANTAL GÁBOR Dátum 2017 október 09, 20:40
Egyébként nem is vad ötlet : Az egyetemen van egy gigantikus talajnyíró gép aminek a próbaüzem alatt berágott a fűrészmenetes nyomató egysége. Kiszámoltam hogy azzal az átmérővel és anyagpárosítással nem is működhet mert a felületi nyomás a húszszorosa volt a megengedhetőnek . Mivel minden adott volt csak csavarorsós hajtás jöhetett szóba. A kecskeméti Szimikron a javaslatomra csinált bele egy 60 as golyósorsót . Minimum 10 éve teszi a dolgát .
És itt jön be az átmérő kérdése. Az érintkező felületeknek elég nagyoknak kell lenniük . Persze az orsó poláris keresztmetszeti tényezője minimum akkora kell hogy legyen hogy a nyomatékból származó tau nyírófeszültség is a megengedett alatt maradjon És ezért lesz átmérő függő a dolog
Az alapösszefüggés F = 2*pi*M / e az nem tartalmazza az átmérőt
És itt jön be az átmérő kérdése. Az érintkező felületeknek elég nagyoknak kell lenniük . Persze az orsó poláris keresztmetszeti tényezője minimum akkora kell hogy legyen hogy a nyomatékból származó tau nyírófeszültség is a megengedett alatt maradjon És ezért lesz átmérő függő a dolog
Az alapösszefüggés F = 2*pi*M / e az nem tartalmazza az átmérőt
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 09, 20:47
Írta: ANTAL GÁBOR Dátum 2017 október 09, 20:47
Nehogy már a kardodba dőlj ..Mindenkit megtévesztene a 30 tonna ( mert azért az már elég nagy )
Nekem annyi előnyöm van hogy van az udvaromon egy 30 tonnás prés és egy kiherélt dobmotorból van a hidraulikus tápegysége ami saccra úgy 2.2 kw os Ja és a prés tudja is az 500mm/ percet
Nekem annyi előnyöm van hogy van az udvaromon egy 30 tonnás prés és egy kiherélt dobmotorból van a hidraulikus tápegysége ami saccra úgy 2.2 kw os Ja és a prés tudja is az 500mm/ percet
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 09, 21:00
Írta: 000000000 Dátum 2017 október 09, 21:00
Igen főterhelés axiális radiális terhelés nem jelentős, és azon gondolkodtam hogy 2db párosított mélyhornyú csapágy elegendő e. Köszi svejk a skf főkatalogus fotód, nem tudtam, hogy skf be magyarul is van gyors le is töltöttem.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 október 09, 21:17
Írta: zozo Dátum 2017 október 09, 21:17
Axiális csapágy (nyomcsapágy) bír egy minimális radiális terhelést. De neked félaxiális, (ferde határvonalú) csapágy kell, az bírja mind az axiális, mind a radiális igénybevételt.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 09, 21:21
Írta: remrendes Dátum 2017 október 09, 21:21
SKF-nek van online meretezo lehetosege.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 09, 21:24
Írta: svejk Dátum 2017 október 09, 21:24
Inkább a sebességet sokallottam hiszen az volt a nagy szám 500!!! nem gondolkoztam..
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 09, 21:51
Írta: 000000000 Dátum 2017 október 09, 21:51
"300.000* 5*10 ad-3 /6.28 = 238.8Nm"
Nem értem ezeket a tizedes pontokat így együtt, ez így biztos nem jó egy sorban. Ha következetes vagy nem írhatsz a háromszázezer helyett 300.000-t mert az csak 300-at jelent.
Nem értem ezeket a tizedes pontokat így együtt, ez így biztos nem jó egy sorban. Ha következetes vagy nem írhatsz a háromszázezer helyett 300.000-t mert az csak 300-at jelent.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 09, 22:30
Írta: ywathzay Dátum 2017 október 09, 22:30
1.000.000 és akkor ez most csak 1-et jelent? Szerintem nem, és te is tudod hogy Gábor hogy gondolta.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 09, 22:54
Írta: 000000000 Dátum 2017 október 09, 22:54
Nagyon zavarólag hat.
Ugyanis az ilyen tizedes pont használat egy képletben egy sorban a többi tizedespontot tartalmazó értékkel egybevetve a műszaki életben helytelen, hiszen 3 nagyságrendnyi eltérést jelent a gondolthoz képest.
Pl. egy másik példa:
Szerinted az X300.000 G kód sor hatására hány mm-t fog elmozdulni egy CNC gép?
Ugyanis az ilyen tizedes pont használat egy képletben egy sorban a többi tizedespontot tartalmazó értékkel egybevetve a műszaki életben helytelen, hiszen 3 nagyságrendnyi eltérést jelent a gondolthoz képest.
Pl. egy másik példa:
Szerinted az X300.000 G kód sor hatására hány mm-t fog elmozdulni egy CNC gép?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 október 09, 23:00
Írta: zozo Dátum 2017 október 09, 23:00
Most nem jó példát hoztál.
A Pi értéke 3,142 vagy 3.142 ?
Mondhatod, hogy az utolsó Háromezer-száznegyvenkettő, pedig nem.
Mindegyik jó, csak az első magyarul, a második angolul.
Robsy arra utalt, hogy figyelmetlenségből keverve volt a kettő. Megszoktuk már, hogy az angol formátumot is gyakran kell használnunk, ebből adódik ilyesmi.
A Pi értéke 3,142 vagy 3.142 ?
Mondhatod, hogy az utolsó Háromezer-száznegyvenkettő, pedig nem.
Mindegyik jó, csak az első magyarul, a második angolul.
Robsy arra utalt, hogy figyelmetlenségből keverve volt a kettő. Megszoktuk már, hogy az angol formátumot is gyakran kell használnunk, ebből adódik ilyesmi.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 09, 23:47
Írta: ywathzay Dátum 2017 október 09, 23:47
Ok, értem, nem vitázom, már régóta tudjuk hogy a matek, meg a fizika törvényei állandóak..... de akkor is mind tudjuk, hogy 300000 akart lenni az a szám. [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: kart emg Dátum 2017 október 10, 16:13
Írta: kart emg Dátum 2017 október 10, 16:13
Szia!
Egy dolog szöget ütött a fejemben ezzel a számolással kapcsolatban: mekkora teljesítmény kell a súrlódás legyőzésére. Mert 30 tonnát 0.5m/perc tempóban mozgatni már nem tűnik olyan kis dolognak súrlódás szempontjából sem. Így számolok:
egy fordulat alatt R*2*pi a megtett út a menet mentén (kb., ha nem túl nagy a menetelemlkedés). R az orsó magja és a menetközép (vagy valami ezzel ekvivalens golyós orsó esetén) távolsága. Az orsót és az anyát (trapézmenet) vagy orsót és golyós anyát (golyósorsó) összenyomó tengelyirányú erő F=300000 N. A surlódási erő f=mu*F, legyen mu=0.01 -- 0.001. Ha R = 0.015 m, akkor az egy fordulat alatt végzett munka
Q = R*2*pi*mu*F = mu*28274 N*m.
Ezt a munkát t=e/v = 0.005/(0.5/60) = 0.6 sec alatt végezzük el, tehát a súrlódás leküzdésére fordítandó teljesítmény
P = Q/t = mu*47124 Watt. Ha mu = 0.001, akkor jelentéktelen 47 Watt plusz teljesítmény kell, ha viszont csak 0.01, akkor már 470 Watt, ami már negyede az emeléhez szükséges, súrlódásmentes teljesítménynek. Jól számolok ?
Üdv.
Egy dolog szöget ütött a fejemben ezzel a számolással kapcsolatban: mekkora teljesítmény kell a súrlódás legyőzésére. Mert 30 tonnát 0.5m/perc tempóban mozgatni már nem tűnik olyan kis dolognak súrlódás szempontjából sem. Így számolok:
egy fordulat alatt R*2*pi a megtett út a menet mentén (kb., ha nem túl nagy a menetelemlkedés). R az orsó magja és a menetközép (vagy valami ezzel ekvivalens golyós orsó esetén) távolsága. Az orsót és az anyát (trapézmenet) vagy orsót és golyós anyát (golyósorsó) összenyomó tengelyirányú erő F=300000 N. A surlódási erő f=mu*F, legyen mu=0.01 -- 0.001. Ha R = 0.015 m, akkor az egy fordulat alatt végzett munka
Q = R*2*pi*mu*F = mu*28274 N*m.
Ezt a munkát t=e/v = 0.005/(0.5/60) = 0.6 sec alatt végezzük el, tehát a súrlódás leküzdésére fordítandó teljesítmény
P = Q/t = mu*47124 Watt. Ha mu = 0.001, akkor jelentéktelen 47 Watt plusz teljesítmény kell, ha viszont csak 0.01, akkor már 470 Watt, ami már negyede az emeléhez szükséges, súrlódásmentes teljesítménynek. Jól számolok ?
Üdv.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 10, 17:03
Írta: ANTAL GÁBOR Dátum 2017 október 10, 17:03
Visszatérek rá ( 5 kor vendégek jönnek ) Golyósorsó volt a példában ott el lehet hanyagolni . Trapéznál élesnél jóval komplikáltabb ( még a menet profilszöge is belejátszik ) és igen jelentős a surlódás . A hatásfok leeshet 30-40 % ra
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 10, 20:09
Írta: ANTAL GÁBOR Dátum 2017 október 10, 20:09
Az emelőerő surlódásmentes esetben F = 2*Pi*M / e
e=5mm F = 300000N esetén a szükséges nyomaték M = 238.8Nm
ugyanez ( lapos menetes orsóval )
F = 2*M /(D*tg(alfa))
mert e = D*Pi *tg( alfa)
Surlódásos esetben az alfát növelni kell a ró = arc tg ( mű) vel
legyen mű= 0.05 ( ró = 2.86fok ) D =30mm e= 5mm ilyenkor alfa = arc tg 5/( 30*pi)=3 fok
ilyenkor ( alfa+ró )tangense = tg( 3+2.85 ) =0.1
csavarjuk az orsót az előbb kiszámolt 238.8 Nm el !
F = 2*238.8/(0.030*0.1)=159200 N hatásfok =53%
mű=0.1 esetén ró = 5.7 fok
tg ( 3+5.7) = 0.15 és F =106133N hatásfok = 0.35%
Ha a lapos menet helyett trapéz vagy mezei 60 fokos menetet használunk akkor még pesszimisztikusabb a helyzet mert a ró tovább nő ( laposmenetnél 1.035 szeresére 60 fokosnál 1.154 szeresére )
e=5mm F = 300000N esetén a szükséges nyomaték M = 238.8Nm
ugyanez ( lapos menetes orsóval )
F = 2*M /(D*tg(alfa))
mert e = D*Pi *tg( alfa)
Surlódásos esetben az alfát növelni kell a ró = arc tg ( mű) vel
legyen mű= 0.05 ( ró = 2.86fok ) D =30mm e= 5mm ilyenkor alfa = arc tg 5/( 30*pi)=3 fok
ilyenkor ( alfa+ró )tangense = tg( 3+2.85 ) =0.1
csavarjuk az orsót az előbb kiszámolt 238.8 Nm el !
F = 2*238.8/(0.030*0.1)=159200 N hatásfok =53%
mű=0.1 esetén ró = 5.7 fok
tg ( 3+5.7) = 0.15 és F =106133N hatásfok = 0.35%
Ha a lapos menet helyett trapéz vagy mezei 60 fokos menetet használunk akkor még pesszimisztikusabb a helyzet mert a ró tovább nő ( laposmenetnél 1.035 szeresére 60 fokosnál 1.154 szeresére )
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 10, 20:10
Írta: ANTAL GÁBOR Dátum 2017 október 10, 20:10
0.35% helyett 35%
Cím: Re:Mechanikai ötletek
Írta: J-Steel Dátum 2017 október 11, 11:54
Írta: J-Steel Dátum 2017 október 11, 11:54
Tiszteletem!
Találtam egy jó kütyüt, a gépműhelyben az öreg rókáknak nagyon tetsztett, gondoltam megmutatom, hátha valaki nem ismeri.
Ez egy digitális nyomatékmérő 20-200 Nm-ig használható. Az ember beállítja a kijelzőn, és amikor meghúzza vele a csavart, egyre gyorsabban pittyeg, ha közeledik a beállított érték. Majd sípol, ha elérte.
10 programhely van benne, hogy ne kelljen minden csavarnak külön állítgatni.
A kijelző világít, bár én halványnak találtam. Szemüveg kell hozzá!
Ami nekem nagyon tetszett, hogy adtak hozzá adaptert, amivel 1/2 colról 3/4 és 3/8-ra is szűkít.
20Nm alatt nem lehet csipogást beállítani, de a kijelzőt le lehet olvasni.
Mindkét irányba mér. (az én mechanikus nyomatékkulcsom sajnos csak jobbos meneten műlödik)
Én 50 Euróért (15E Ft) vettem Németben, de otthon sem sokkal drágább.
Találtam egy jó kütyüt, a gépműhelyben az öreg rókáknak nagyon tetsztett, gondoltam megmutatom, hátha valaki nem ismeri.
Ez egy digitális nyomatékmérő 20-200 Nm-ig használható. Az ember beállítja a kijelzőn, és amikor meghúzza vele a csavart, egyre gyorsabban pittyeg, ha közeledik a beállított érték. Majd sípol, ha elérte.
10 programhely van benne, hogy ne kelljen minden csavarnak külön állítgatni.
A kijelző világít, bár én halványnak találtam. Szemüveg kell hozzá!
Ami nekem nagyon tetszett, hogy adtak hozzá adaptert, amivel 1/2 colról 3/4 és 3/8-ra is szűkít.
20Nm alatt nem lehet csipogást beállítani, de a kijelzőt le lehet olvasni.
Mindkét irányba mér. (az én mechanikus nyomatékkulcsom sajnos csak jobbos meneten műlödik)
Én 50 Euróért (15E Ft) vettem Németben, de otthon sem sokkal drágább.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 11, 15:13
Írta: y9au2mspr Dátum 2017 október 11, 15:13
Na most akkor van értelme belevágni az általam kérdezett ötletelésbe,vagy sem. Érdekelne milyen golyós orsó és motor lehetne kiindulási pont . továbbá egy vagy több orsó használata a jobb megoldás. Én a nyomóèl két végére tenném az orsókat és valami szinkronos hajtással kapnának meghajtást.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 október 11, 15:26
Írta: Szalai György Dátum 2017 október 11, 15:26
Rossz.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 11, 15:33
Írta: y9au2mspr Dátum 2017 október 11, 15:33
Miért is? Válaszodat előre is köszönöm szépen
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 11, 15:47
Írta: ywathzay Dátum 2017 október 11, 15:47
Ha már építenék én biztos hidraulikusat készítenék. Sokkal egyszerűbb. A 30T nyomóerő nem sok. Kettő munkahengerrel egyszerűen kivitelezhető. Ha mással nem egy mezei, erős, állítható ütközővel lehet megálljt parancsolni a mozgó oszlopnak a megfelelő magasságban, akár kézi vezérléssel is működhet, de annyiféle szelep van, létezik olyan ami a keletkező túlnyomásra átkapcsol reverz üzemmódba. Egy 3Kw-os motorral már szép teljesítményt el lehetne érni (most nem érek rá számolgatni), és ugye ált. a szivattyúk direkt hajtásban vannak a motorral. Nekem van egy KAEV stancolóm, azon lendkerék van a motoron, és így a legnagyobb erőkifejtéskor "ütközéskor" sem sem kezd leállni, mert arra a néhány tized mp-re megsegíti a villanymotort, és így azt hiszem talán 1500w-os motorral van szerelve.
Vagy pl. a mellékelt képen látható MTZ munkahenger kékkel berajzolt részén van egy pöcök, ezt megnyomva a munkahenger nem mozdul tovább, visszatérő ágra vezeti az olajat. Dugattyúja úgy emlékszem 100mm, 160Bar az üzemi nyomása. A traktoron is egy a mozgó szárra szerelt ütközővel, mm pontos emelés hajtható végre korlátlan számban.
Vagy pl. a mellékelt képen látható MTZ munkahenger kékkel berajzolt részén van egy pöcök, ezt megnyomva a munkahenger nem mozdul tovább, visszatérő ágra vezeti az olajat. Dugattyúja úgy emlékszem 100mm, 160Bar az üzemi nyomása. A traktoron is egy a mozgó szárra szerelt ütközővel, mm pontos emelés hajtható végre korlátlan számban.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 11, 16:11
Írta: svejk Dátum 2017 október 11, 16:11
Ha már támasztani kell valahol, akkor 2/9-ed és 7/9-ednél.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 11, 19:38
Írta: y9au2mspr Dátum 2017 október 11, 19:38
Jó ,de az általad leírtak alapján eléggé nehézkes lenne egy bizonyos hajtás pontosságának beállítása. Nyilván ha az ütköző jól van beállítva akkor hozható a kívánt hajtási szög,de elállítása után a vissza állítás már megint nehézkes, macerás. Erre valami utmèrő nincs ami kapcsol,kiold?
Ugye ha valami szervó motor hajtás lenne, és az ez mögé csatolt elektronika a kés elmozdulásábol ki tudná számolni a mozgási mértéket, és egy egyszerű g code parancscsal a megfelelő pozícióba járatni a kést akkor egy szerszám egyszeri bekalibrálását követően mindig hozható lenne a kívánt szög.
Ez hidraulikával miképp lehetne kivitelezni?
Én csak kíváncsi vagyok ,mert a hidraulika számomra sötét űr.
Ugye ha valami szervó motor hajtás lenne, és az ez mögé csatolt elektronika a kés elmozdulásábol ki tudná számolni a mozgási mértéket, és egy egyszerű g code parancscsal a megfelelő pozícióba járatni a kést akkor egy szerszám egyszeri bekalibrálását követően mindig hozható lenne a kívánt szög.
Ez hidraulikával miképp lehetne kivitelezni?
Én csak kíváncsi vagyok ,mert a hidraulika számomra sötét űr.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 11, 19:44
Írta: y9au2mspr Dátum 2017 október 11, 19:44
Gondolom 3/9-ed részt akartál írni. Ez miért lenne jobb. Ugye a két rèsz között a két orsó maximálisan kifejtette nyomatéka lessz elérhető a szerszámokon. Az ettől kieső részen már nem. Közvetlen az orsók alatt meg a fele. Ha közepén van egy menetorsó akkor meg az a baj,hogy az egyenletes nyomó erő a középpontból kifelé mindkét irányba egyenletesen kell az anyagra kifejteni, ellenkező esetben előfordulhat a szerszám,vagy nagy erőhatás érheti a lineáris vezetőket. Gondolom én!?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2017 október 11, 19:50
Írta: Révész Richárd Dátum 2017 október 11, 19:50
Kell egy útmérő a medvére, meg egy PLC vagy arduino és kész a cucc.
Egy gyári gépnek lehalt a vezérlése, azt alakítottam át PLC- re.
Ott egy sima lineáris poti volt az útmérő, egyszer kiszámolod az adott szöghöz tartozó elmozdulást és nincs több dolgod.
Egy gyári gépnek lehalt a vezérlése, azt alakítottam át PLC- re.
Ott egy sima lineáris poti volt az útmérő, egyszer kiszámolod az adott szöghöz tartozó elmozdulást és nincs több dolgod.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 október 11, 19:57
Írta: Szalai György Dátum 2017 október 11, 19:57
Bocsánat, délután csak egy vakkantásra volt időm, mert a vonat nem vár. (A vár meg nem vonat.) [#vigyor2]
,,Én a nyomóèl két végére tenném az orsókat"
Az alátámasztás arany arány szabályai, azt hiszem itt is érvényesek, csak fentről lefelé.
Szóval ott kéne nyomni szerintem, ahol amúgy alátámasztanád, hogy a legkevésbé görbüljön.
Nem a végein.
Talán nem is csak két ponton kéne nyomni, ha ,,1670mm munkaszélleségben gondolkodom".
,,Én a nyomóèl két végére tenném az orsókat"
Az alátámasztás arany arány szabályai, azt hiszem itt is érvényesek, csak fentről lefelé.
Szóval ott kéne nyomni szerintem, ahol amúgy alátámasztanád, hogy a legkevésbé görbüljön.
Nem a végein.
Talán nem is csak két ponton kéne nyomni, ha ,,1670mm munkaszélleségben gondolkodom".
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 11, 20:03
Írta: y9au2mspr Dátum 2017 október 11, 20:03
Szuper ötlet. Mi állítja meg a munkahengert az adott pillanatban? Vagyis inkább úgy kérdezem,hogy hobbi szinten erre mi lehet alkalmas?
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2017 október 11, 20:05
Írta: Révész Richárd Dátum 2017 október 11, 20:05
Azt hittem nyilvánvaló, hát mágnesszelep.
A hidraulika csodákra képes.
Ki lehet fogni néha jó áron ilyen cuccokat.
A hidraulika csodákra képes.
Ki lehet fogni néha jó áron ilyen cuccokat.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 október 11, 20:10
Írta: zozo Dátum 2017 október 11, 20:10
Azt is lehet, hogy hidraulika hajlít, az ütközőknek pedig önzáró trapézmenetes orsót használsz, amit előtte a léptetőmotorral pozicionálsz.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 11, 20:13
Írta: y9au2mspr Dátum 2017 október 11, 20:13
Köszönöm a válaszod. Abban az esetben ha pl 4-5 különböző szerszám szegmentálást kell csinálni és mindet egyszerre szeretném felrakni a gépre,mert egyszerűbb mindig arrébb lépni,rakni a műveletre az anyagot,mintsem cserélni a szerszámokat. Abban az esetben lessz ami nem a nyomó orsó,vagy munkahengert alá esik hanem mellé, közé. Vagyis jó esetben az csak előny ha a nyomó él mindenhol jó terheléssel bír. Viszont ez csak akkor érhető el ha a két végén van ( vagy legalább,ha kettőnél is több nyomópont van) erő átadás. jó most nem is ez a kérdés,hanem a felhasználható konstrukció. A hidraulika számomra is szimpatikus,de nekem sok nehézséget is okoz
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 11, 20:14
Írta: y9au2mspr Dátum 2017 október 11, 20:14
Értem, és én erre is gondoltam.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 11, 20:16
Írta: y9au2mspr Dátum 2017 október 11, 20:16
Ez már számomra is megvalósítható ötlet. Jól és egyszerűnek hangzik.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2017 október 11, 20:43
Írta: Rabb Ferenc Dátum 2017 október 11, 20:43
[#t200p33624#] Ezt olvasd át!
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 11, 22:57
Írta: ywathzay Dátum 2017 október 11, 22:57
A hidraulika pofon egyszerű, csak a mostani világ akar mindent bonyolulttá tenni. Pl. Zozó ahogy írta, orsó meghajtva ütközőnél, ez már vezérelhető. Hidraulikához vannak vezérlő szelepek, útváltó szelepek, 3 és 5 utas, ezeket lehet kombinálni, sok mindent el lehet készíteni. Amíg nem voltak CNC gépek, az ipar addig is működött.
Én a pneumatikával voltam úgy hogy nem ismertem, de készítettem egy pneumatikus lemezadagolót, és bele kellett bújnom. Néhány nap alatt átláttam mit hogyan kell.
Kicsit utánaszámoltam 1670mm hosszan, Lv 2mm szénacél V hajlításához egy 40mm széles prizmában kb 12780kg nyomóerő szükséges. A 30 tonna így nem is rossz.
Én a pneumatikával voltam úgy hogy nem ismertem, de készítettem egy pneumatikus lemezadagolót, és bele kellett bújnom. Néhány nap alatt átláttam mit hogyan kell.
Kicsit utánaszámoltam 1670mm hosszan, Lv 2mm szénacél V hajlításához egy 40mm széles prizmában kb 12780kg nyomóerő szükséges. A 30 tonna így nem is rossz.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 11, 23:12
Írta: jani300 Dátum 2017 október 11, 23:12
Már egy ideje piszkál hogy szóba hozzam , de még igazán olaj sem kell hozzá .
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_sey67wjd83c3cica6ncdt_2430.jpeg) (https://hobbicncforum.hu/uploaded_images/2017/10/sey67wjd83c3cica6ncdt_2430.jpeg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_sey67wjd83c3cica6ncdt_2430.jpeg) (https://hobbicncforum.hu/uploaded_images/2017/10/sey67wjd83c3cica6ncdt_2430.jpeg)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 11, 23:27
Írta: ywathzay Dátum 2017 október 11, 23:27
Ehhez tényleg nem kell, de szerintem bonyolultabb mint a hidraulikus, valószínűleg ezért kopott ki a divatból jó pár évtizede. Ez csak az én véleményem.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 11, 23:49
Írta: jani300 Dátum 2017 október 11, 23:49
Persze ez igaz . De kisebb méretben , kombi gépként még árulnak hasonló működésű elvű gépeket .
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 október 12, 02:11
Írta: Motoros Dátum 2017 október 12, 02:11
Ha már engem kérdeztél akkor a válaszom az, hogy nincsen értelme.
Ha van rá munkád és pénzed akkor inkább vegyél eggyet lehet kapni készen.
Ha néha lenne szükség ilyesmire akkor lehet találni olyat itt a fórumon is aki profin meghajlítja.
Ha lenne egy szerszámgépgyárad még akkor sem tanácsolnám egy darab ilyen gép legyártását.
Ha van rá munkád és pénzed akkor inkább vegyél eggyet lehet kapni készen.
Ha néha lenne szükség ilyesmire akkor lehet találni olyat itt a fórumon is aki profin meghajlítja.
Ha lenne egy szerszámgépgyárad még akkor sem tanácsolnám egy darab ilyen gép legyártását.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 12, 06:33
Írta: remrendes Dátum 2017 október 12, 06:33
Ha mindenkepp elektromos, akkor en biztos tobb orsot hasznalnek, valami kenyszerkapcsolattal, nem csak a 2 vegen.
A hidraulika masszivabb, de egy ekkora pakk nem csak 7 szamjegyu, de szerintem nem is 1-essel kezdodik.
A hidraulika masszivabb, de egy ekkora pakk nem csak 7 szamjegyu, de szerintem nem is 1-essel kezdodik.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 október 12, 07:06
Írta: Motoros Dátum 2017 október 12, 07:06
Egy ILYESMI (http://cncmuhely.com/wp-content/uploads/2017/02/Gepi-elhajlito-e1488983530536-685x1030.jpg) hidraulikus gépet kis szerencsével 1 millió alatt lehet szerezni. Az alsó pont ha jól látom ütközővel állítható.
De csak az olajcsere meghaladhatja a 100 ezer forintot, de lehet keveset mondtam.
De csak az olajcsere meghaladhatja a 100 ezer forintot, de lehet keveset mondtam.
Cím: Re:Mechanikai ötletek
Írta: kart emg Dátum 2017 október 12, 08:23
Írta: kart emg Dátum 2017 október 12, 08:23
Köszönöm a részletezést. Még nem értem, hogyan jön ez ki, de rajzolgatok erővektoros ábrákat.
Üdv.
Üdv.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 12, 10:38
Írta: ywathzay Dátum 2017 október 12, 10:38
Én régóta figyelem a hirdetéseket, sajnos nem tudok belefutni egy 1250mm-esbe. Lemezolló rengeteg van eladó, de valahogy az élhajlítókhoz ragaszkodik mindenki. Amúgy ha az ember haladni akar a munkával, nem mindig van idő kivárni, hogy mondjuk 2 hét alatt lehajlítják az anyagot. Én sokszor járok így, és van hogy 40km-t kell utazzak oda majd vissza, és két hét múlva megint. Mert ami 15km-re van, legutóbb 1.5 hónap telt el míg elkészültek a munkadarabjaim, közben az esőn rosszrá áztatták, és még legyek hálás, hogy voltak kegyesek meghajlítani az addigra csupa rozsda (előtte újonnan vásárolt) lemezeket.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 12, 12:03
Írta: y9au2mspr Dátum 2017 október 12, 12:03
Hasonló a tapasztlatom sajnosa bérhajlítássokal.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 12, 12:04
Írta: y9au2mspr Dátum 2017 október 12, 12:04
Köszönöm a hozzászólásokat. Most megemésztem az itt olvasottakat és majd meglátom merre ,mibe tegyem a korlátozott számban hozzáférhető pénzecskémet.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 12, 18:30
Írta: 000000000 Dátum 2017 október 12, 18:30
Egy ekkora erővel dolgozó hajlítógépet gépváz szempontjából sem tudsz elkészíteni, nem lesz elég merev. Hogy érezzed a milyen deformációk keletkeznek ilyen erőknél a gyakorlatban, egy példa számítást végeztem.
Tegyük fel, hogy van egy 100*100 mm-es acél négyszög lapos profilod, ezt 1 m-es alátámasztási pontokra tesszük, és középen megterheljük csak a harmada erővel, amit te szeretnél a gépednél, azaz 100000 N a nyomóerővel.
Mekkora lesz a behajlás mértéke középen?
Nos a tény eredmény elkeserítő, és álomromboló: 1.19 mm-t fog behajlani ez "kis picurka példa tartó". [#csodalk] (Az eredeteti erővel számolva 3-szor ekkora a behajlása, azaz 3.57 mm!)
Talán ez a példa segíti a gyors "emésztésedet", és belátod, egy ilyen hajlítógépbe kár lenne belefognod, reménytelen ügy használható kivitelben elkészítened hobby körülmények közepette a gépvázat.
Tegyük fel, hogy van egy 100*100 mm-es acél négyszög lapos profilod, ezt 1 m-es alátámasztási pontokra tesszük, és középen megterheljük csak a harmada erővel, amit te szeretnél a gépednél, azaz 100000 N a nyomóerővel.
Mekkora lesz a behajlás mértéke középen?
Nos a tény eredmény elkeserítő, és álomromboló: 1.19 mm-t fog behajlani ez "kis picurka példa tartó". [#csodalk] (Az eredeteti erővel számolva 3-szor ekkora a behajlása, azaz 3.57 mm!)
Talán ez a példa segíti a gyors "emésztésedet", és belátod, egy ilyen hajlítógépbe kár lenne belefognod, reménytelen ügy használható kivitelben elkészítened hobby körülmények közepette a gépvázat.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 október 12, 19:02
Írta: RJancsi Dátum 2017 október 12, 19:02
Alapvetően igaz amit írsz de nem életszerű. A példád nagyon szemléletes, de mikor fognak egy élhajlító gép közepén "0" szélességű munkadarabot maximális erővel hajlítani?
Egyenletesen megoszló teherrel kéne terhelni a gerendát az egyszerűség kedvéért végtelen merevnek tekintve a rugalmas alátámasztás helyett.
A maximális erő akkor fog előfordulni amikor valami vastag és széles lemez hajlítása a cél. Amikor csak a gerenda közepén dolgoznak, akkor nincs szükség maximális erőre. Szerintem.
De abban abszolút igazat adok, hogy sokkal kisebb gépvázak kellően merev elkészítése is komoly feladat egy hobby gépépítőnek, ekkora terhelésnek megfelelő szerkezet szinte lehetetlen.
Egyenletesen megoszló teherrel kéne terhelni a gerendát az egyszerűség kedvéért végtelen merevnek tekintve a rugalmas alátámasztás helyett.
A maximális erő akkor fog előfordulni amikor valami vastag és széles lemez hajlítása a cél. Amikor csak a gerenda közepén dolgoznak, akkor nincs szükség maximális erőre. Szerintem.
De abban abszolút igazat adok, hogy sokkal kisebb gépvázak kellően merev elkészítése is komoly feladat egy hobby gépépítőnek, ekkora terhelésnek megfelelő szerkezet szinte lehetetlen.
Cím: Re:Mechanikai ötletek
Írta: Dezső Dátum 2017 október 12, 19:22
Írta: Dezső Dátum 2017 október 12, 19:22
Sziasztok.
Íme egy házi készítésű elhajlító.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_hanzat8wactem6dun56m_4348.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/hanzat8wactem6dun56m_4348.jpg)
Íme egy házi készítésű elhajlító.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_hanzat8wactem6dun56m_4348.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/hanzat8wactem6dun56m_4348.jpg)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 12, 19:27
Írta: jani300 Dátum 2017 október 12, 19:27
Most azért visszakérdeznék . Mekkora erőkarokkal lehet számolni ,egy akár 2000-es gépnél ?
A nyomógerendának ugye rettenetes keresztmetszeti tényezője van , biztos behajlik valamennyit ,de szerintem egészen biztosan nem az a gyenge pont .
A nyomógerendának ugye rettenetes keresztmetszeti tényezője van , biztos behajlik valamennyit ,de szerintem egészen biztosan nem az a gyenge pont .
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 12, 19:27
Írta: 000000000 Dátum 2017 október 12, 19:27
Én gépvázról beszéltem, amit kb. 1 m-es távolságban fognak a hidraulikus munkahengerek, vagy orsók rögzítési pontjain át ~ koncentrált erővel betámadni.
Egy 100*100 mm-es keresztmetszetű acél tartót meg erre a példa feladatra, kísérletre úgy kb. mindenki érzékel, hogy az már nem olyan kis vasdarab, és mégis mekkorát alakváltozik a terhelés hatására.
A lemez munkadarab hajlítási megoszló erőrendszerről szó sem volt, az egy külön problémakör.
Egy 100*100 mm-es keresztmetszetű acél tartót meg erre a példa feladatra, kísérletre úgy kb. mindenki érzékel, hogy az már nem olyan kis vasdarab, és mégis mekkorát alakváltozik a terhelés hatására.
A lemez munkadarab hajlítási megoszló erőrendszerről szó sem volt, az egy külön problémakör.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 12, 19:58
Írta: jani300 Dátum 2017 október 12, 19:58
És akkor még egyszer ,egy mechanikus megoldás . Hiába minden ,nekem ez tetszik .
Találtam rajzot is , de annak a levadászásához majd kell a rendszergazda :)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_xeh3h86bitscxkwpw67_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/xeh3h86bitscxkwpw67_2430.jpg)
Találtam rajzot is , de annak a levadászásához majd kell a rendszergazda :)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_xeh3h86bitscxkwpw67_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/xeh3h86bitscxkwpw67_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 12, 20:00
Írta: jani300 Dátum 2017 október 12, 20:00
A hidraulika henger felett persze összeköthette volna a vázat , de ez részletkérdés :)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 12, 20:38
Írta: ywathzay Dátum 2017 október 12, 20:38
Jó a példád csak nem életszerű.
1. ki az az elvetemült, aki 100x100mm-es "négyszög lapos profil"-t akar ilyen célra használni. Gyakorlati ember mondjuk 20x500-600mm, élben támasztva dolgoztat. (1m -es, max 30 tonnás hajlítóról beszélek)
2. egy hajlítógép alsó prizmája nem 2 végén van alátámasztva, mondjuk 20x500-600mm, élben támaszt.
A fő erők nem középen hatnak ha teljes hosszban hajlít, akkor egyenletesen megoszló a terhelés, a rövid, de vaskos munkadarabnál egy megfelelő alátámasztás elosztja a terhelést.
1. ki az az elvetemült, aki 100x100mm-es "négyszög lapos profil"-t akar ilyen célra használni. Gyakorlati ember mondjuk 20x500-600mm, élben támasztva dolgoztat. (1m -es, max 30 tonnás hajlítóról beszélek)
2. egy hajlítógép alsó prizmája nem 2 végén van alátámasztva, mondjuk 20x500-600mm, élben támaszt.
A fő erők nem középen hatnak ha teljes hosszban hajlít, akkor egyenletesen megoszló a terhelés, a rövid, de vaskos munkadarabnál egy megfelelő alátámasztás elosztja a terhelést.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 12, 20:46
Írta: jani300 Dátum 2017 október 12, 20:46
Egy tálca szerű anyag hajlítása egyik szélen lehetséges ,ugye . A másik oldalra ilyenkor be szoktak tenni egy ugyanolyan vastagságú lemezcsíkot hogy ne nyomjon féloldalasan a gép . Persze akkor igaz ez ,ha nem darabolt a kés . Ilyesmire gondoltál ?
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 12, 20:47
Írta: ywathzay Dátum 2017 október 12, 20:47
Találtam egy elrettentő példát, ez a szegény flótás nem hitt a fizikának, meg a matematikának, ezért épített otthon egy 200T 3mm élhajlítót, az oldalán egy 130T oszlopos préssel. Itt épp 12mm lemezt hajlít vele. Lehet nem full CNC, de valószínűleg költségvetésben messze nem éri el egy gyári gép árát.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2017 október 12, 20:59
Írta: KoLa Dátum 2017 október 12, 20:59
Hosszú évek óta csodálom a MachTech-en bemutatott csigasoros élhajlítót! két szervómotor tekergeti a hevedereket.
Ez itt a HJózsi fotója, nekem voltak sokkal részletesebbek is de nem találom...
(http://cnctar.hobbycnc.hu/HJozsi/MachTech2013/Mach-Tech%202013_189.JPG)
Ez itt a HJózsi fotója, nekem voltak sokkal részletesebbek is de nem találom...
(http://cnctar.hobbycnc.hu/HJozsi/MachTech2013/Mach-Tech%202013_189.JPG)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2017 október 12, 21:19
Írta: KoLa Dátum 2017 október 12, 21:19
videó (https://www.youtube.com/watch?time_continue=30&v=hfvUnaBcD0E)
Cím: Re:Mechanikai ötletek
Írta: d46hvfrdr Dátum 2017 október 12, 21:51
Írta: d46hvfrdr Dátum 2017 október 12, 21:51
Egy picit beleszólok a témába. Túlságosan nem szeretnék belemerülni mert el lehetne benne időzni.
Nekem van egy 80 tonnás gyári élhajlítóm és Persze nem lehetetlen készíteni egyet, de fel kell kötni a gatyát ha valaki bele akar vágni egy építésbe! A buktató már az alapanyagok beszerzésénél és áránál jelentkezni fog! Mert papírból vagy zártszelvényekből csak vicces gépet lehet készíteni, persze ha valaki csak vékony lemezt akar hajlítani jól beletéve az anyagot lehet használhatót építeni.
A kemény dió Például: a medvét minimum 30mm vastag anyagból kell készíteni de 50mm sem árt! A megfelelő munkahengerek sem olcsók és kell a keresztmetszet rendesen!
Alapváznak is minimum 15-20mm-es lemez szükséges. És igencsak komoly gyökölt, többsoros hegesztéssel kell összeállítani a gépet! A vetemedésekre pedig komolyan fel kell készülni mert ilyen hegesztéshez csak úgy álljon neki az ember ha tud is hegeszteni! Mert komoly erőhatások vannak hajlítás közben és nem jók a meglepetések...
Emellett rengeteg egyéb buktató van még, mint a teljesen egyenletes mozgása a medvének, a másik a hajlítószerszám és az igen méretes alkatrészek pontos megmunkálása stb...
Javasolnám, hogy mindenképpen élőben nézzen meg egy működő hajlítógépet az aki építeni akar egyet!
Ha valakit érdekel Érsekvadkerten bármikor megtekintheti bárki az enyémet, Fő részeinek buktatóit szívesen megmutatom amire mindenképp figyelni kell! Nem mai darab de működik. Idén télen kap egy kis tatart...
Nekem van egy 80 tonnás gyári élhajlítóm és Persze nem lehetetlen készíteni egyet, de fel kell kötni a gatyát ha valaki bele akar vágni egy építésbe! A buktató már az alapanyagok beszerzésénél és áránál jelentkezni fog! Mert papírból vagy zártszelvényekből csak vicces gépet lehet készíteni, persze ha valaki csak vékony lemezt akar hajlítani jól beletéve az anyagot lehet használhatót építeni.
A kemény dió Például: a medvét minimum 30mm vastag anyagból kell készíteni de 50mm sem árt! A megfelelő munkahengerek sem olcsók és kell a keresztmetszet rendesen!
Alapváznak is minimum 15-20mm-es lemez szükséges. És igencsak komoly gyökölt, többsoros hegesztéssel kell összeállítani a gépet! A vetemedésekre pedig komolyan fel kell készülni mert ilyen hegesztéshez csak úgy álljon neki az ember ha tud is hegeszteni! Mert komoly erőhatások vannak hajlítás közben és nem jók a meglepetések...
Emellett rengeteg egyéb buktató van még, mint a teljesen egyenletes mozgása a medvének, a másik a hajlítószerszám és az igen méretes alkatrészek pontos megmunkálása stb...
Javasolnám, hogy mindenképpen élőben nézzen meg egy működő hajlítógépet az aki építeni akar egyet!
Ha valakit érdekel Érsekvadkerten bármikor megtekintheti bárki az enyémet, Fő részeinek buktatóit szívesen megmutatom amire mindenképp figyelni kell! Nem mai darab de működik. Idén télen kap egy kis tatart...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 13, 02:32
Írta: jani300 Dátum 2017 október 13, 02:32
Ezt találtam ...
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2017 október 13, 20:12
Írta: g89ketty Dátum 2017 október 13, 20:12
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 13, 21:26
Írta: jani300 Dátum 2017 október 13, 21:26
Tök jó videó egy mechanikus élhajlító hidraulikussá alakításáról . Meg se nézte senki :(
A vigyorira kell kattintani ,kicsit elbaltáztam ,de működik ...
A vigyorira kell kattintani ,kicsit elbaltáztam ,de működik ...
Cím: Re:Mechanikai ötletek
Írta: d46hvfrdr Dátum 2017 október 13, 21:52
Írta: d46hvfrdr Dátum 2017 október 13, 21:52
[#zavart2]
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 október 13, 22:20
Írta: fn47xk7ei Dátum 2017 október 13, 22:20
Gyengusz élhajlító (https://grabcad.com/library/homemade-bottle-jack-press-brake-1)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 október 14, 07:24
Írta: keri Dátum 2017 október 14, 07:24
Ezzel nekem csak az a bajom, hogy a hajlító kés (vagy hogy nevezik) az itt a nagy csoda.
Szerintem az teszi ki a szerkezet árának 90%-át.
Szerintem az teszi ki a szerkezet árának 90%-át.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 14, 09:24
Írta: jani300 Dátum 2017 október 14, 09:24
Meg az adja ezen esetben a merevséget . Hiába rúgódzik a gyengusz vázacska :)
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 14, 15:35
Írta: y9au2mspr Dátum 2017 október 14, 15:35
Nem olcsó a szerszám. Most vettem egy 805x60x60 mm hosszú szegmentált 4v bélyeget. 95+áfa az ára. Egy hónapig hezitáltam,de győzött a kényelem. Házilag is vágtam alsó szerszámot 450 mm hosszú acél hasábból flexel . Jó lett,de macerás megcsinálni . Ja meg persze sosem lessz olyan mint a gyári.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 október 14, 17:26
Írta: fn47xk7ei Dátum 2017 október 14, 17:26
Csak rossz példának tettem be mert a végén ott az a csicsavilág de attól még nem lesz jó egy tervezés .Ami tetszene az a következő egyszerű megoldás inkább - de nekem valószínű soha nem lesz élhajlítóm .
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_udtf73ngw98w668ym23h_4984.png) (https://hobbicncforum.hu/uploaded_images/2017/10/udtf73ngw98w668ym23h_4984.png)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_udtf73ngw98w668ym23h_4984.png) (https://hobbicncforum.hu/uploaded_images/2017/10/udtf73ngw98w668ym23h_4984.png)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 14, 19:14
Írta: jani300 Dátum 2017 október 14, 19:14
Éppen ez a harmadik kép erről a fajtáról :)
Az olajemelő a műhelyprésbe jó , de lemezt nem hajlítanék olyannal .
Az olajemelő a műhelyprésbe jó , de lemezt nem hajlítanék olyannal .
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2017 október 15, 09:07
Írta: frob Dátum 2017 október 15, 09:07
Sziasztok
Biztos van aki már épített a cncdrive féle fogaslécekből gép hajtást, érdeklődni szeretnék milyen megfogatással lehet őket rögzíteni?
Mert hogy katalógus szerint nincs rajta felfogató furat.
Láttam itt ott a neten hogy valami kis L profillal szorítják a géptesthez ezeket, de ez olyan bizonytalannak látszik...
A másik meg a rajta futó fogaskerék és rögzítése, ezt fixen ráállítva érdemes vagy rugó feszítéssel?
Milyen egyéb buktatói vannak, azon kívül hogy valamilyen úton módon egy síkban kellene lennie a fogak felületének, amit nem is tartok annyira egyszerűnek betartani, pláne erre tökéletesen illeszkednie kellene a fogaskeréknek...
Szóval milyen nehézségi szint a játékban? :)
Előre is köszi!
Biztos van aki már épített a cncdrive féle fogaslécekből gép hajtást, érdeklődni szeretnék milyen megfogatással lehet őket rögzíteni?
Mert hogy katalógus szerint nincs rajta felfogató furat.
Láttam itt ott a neten hogy valami kis L profillal szorítják a géptesthez ezeket, de ez olyan bizonytalannak látszik...
A másik meg a rajta futó fogaskerék és rögzítése, ezt fixen ráállítva érdemes vagy rugó feszítéssel?
Milyen egyéb buktatói vannak, azon kívül hogy valamilyen úton módon egy síkban kellene lennie a fogak felületének, amit nem is tartok annyira egyszerűnek betartani, pláne erre tökéletesen illeszkednie kellene a fogaskeréknek...
Szóval milyen nehézségi szint a játékban? :)
Előre is köszi!
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 október 15, 09:16
Írta: fn47xk7ei Dátum 2017 október 15, 09:16
Nem a mechenikai működése miatt tettem be hanem a keret kivitelezése ami megfogta a szememet - keskeny - merev - praktikus . Esetleg ezt még el tudnám képzelni kisebb kivitelezéssel még a műhelyben .
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 15, 09:17
Írta: 5agi4zz4h Dátum 2017 október 15, 09:17
Felhívom figyelmeteket hogy 400mm 1.5 sima fekete lemez hajlításához csekély 10 tonna szükségeltetik.(10 tonnás hidraulikus emelővel végeztem,szuszogott is rendesen a visszaeresztő szelep) Penge rádiusza 1mm a matrica vályú szélessége meg v 10.
E miatt röpködnek a tonnák egy élhajlítógép esetén.
Itt is érvényes a "paraszt számítás" ami: vályú szélessége = anyagvastagság x 8. A 90 fokos hajlításhoz 88 fokos matrica kell!!!
E miatt röpködnek a tonnák egy élhajlítógép esetén.
Itt is érvényes a "paraszt számítás" ami: vályú szélessége = anyagvastagság x 8. A 90 fokos hajlításhoz 88 fokos matrica kell!!!
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 október 15, 09:21
Írta: fn47xk7ei Dátum 2017 október 15, 09:21
Köszönjük a figyelmeztetést .
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2017 október 15, 09:37
Írta: robroy007 Dátum 2017 október 15, 09:37
fogasléc oldalába furat mehet amin keresztül lehet felfogatni
az se árt ha 3 tizedet le köszörülnek a fogakból illetve a fogas kerékből is, így igaz oda az elvileg tökéletek evolvensen való mozgás viszont nem fog akadni a kerék a lécben, csendesebb lesz és könnyebb járású
ha meg tudod oldani a rugós feszítést az a legjobb, viszont ne legyen neki hely hagyva a rugónál, hogy át tudjon ugrani a fogakon
ha fix excenteres az állítási lehetőség úgyis beáll magától valahová, ami egy helyen passzos a többi helyen kottyos lehet kérdés, hogy ez mennyire befolyásolja a munkát
esetleg támasztott léc levegőben fix fogaskerék
a lác hátoldalára pedig gumi szalag ami elvégzi a szükséges feszítést és zaj csillapítást
az se árt ha 3 tizedet le köszörülnek a fogakból illetve a fogas kerékből is, így igaz oda az elvileg tökéletek evolvensen való mozgás viszont nem fog akadni a kerék a lécben, csendesebb lesz és könnyebb járású
ha meg tudod oldani a rugós feszítést az a legjobb, viszont ne legyen neki hely hagyva a rugónál, hogy át tudjon ugrani a fogakon
ha fix excenteres az állítási lehetőség úgyis beáll magától valahová, ami egy helyen passzos a többi helyen kottyos lehet kérdés, hogy ez mennyire befolyásolja a munkát
esetleg támasztott léc levegőben fix fogaskerék
a lác hátoldalára pedig gumi szalag ami elvégzi a szükséges feszítést és zaj csillapítást
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2017 október 15, 09:48
Írta: frob Dátum 2017 október 15, 09:48
Hú a támasztott léc verzió elégé labilisnak tűnik elsőre, de biztos az is megoldható megfelelő megfogatással.
Te használsz egyébként a gépeden ilyet?
Te használsz egyébként a gépeden ilyet?
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 15, 10:11
Írta: 5agi4zz4h Dátum 2017 október 15, 10:11
hasonlót csináltam.
hidraulikus emelővel való élhajlító. (https://grabcad.com/library/bottle-jack-press-and-bender-prensa-y-plegadora-hidraulica-1)
hidraulikus emelővel való élhajlító. (https://grabcad.com/library/bottle-jack-press-and-bender-prensa-y-plegadora-hidraulica-1)
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 15, 10:16
Írta: 5agi4zz4h Dátum 2017 október 15, 10:16
itt van mire képes
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 15, 10:55
Írta: jani300 Dátum 2017 október 15, 10:55
Működik ,nincsen avval probléma . De nem elég széles , 1 méter legalább kellene , sokszor . A kezelése is nehézkes így .
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 október 15, 11:51
Írta: keri Dátum 2017 október 15, 11:51
Én inkább valami ilyesmi konstrukcióban gondolkodok. (https://lincos.hu/712-muhelypres-hidraulikus-30t.html)
Lemez oldalra kihajlása miatt nem biztos hogy optimális, ugyan akkor sok vágással jár, ami vastag lemeznél macerás, nehéz, szóval nem szeressem.
Viszont ilyen U gerendás megoldás viszonylag egyszerűen összelapátolható, jól méretezhető, benne van az anyag, és nem kell feltétlenül precíz statikai számításokat végezni hozzá, hogy elbírja, csak ránézni egy ilyenre, lemásolni és biztos lehetsz benne, hogy bírja a 10Tonnát.
Lemez oldalra kihajlása miatt nem biztos hogy optimális, ugyan akkor sok vágással jár, ami vastag lemeznél macerás, nehéz, szóval nem szeressem.
Viszont ilyen U gerendás megoldás viszonylag egyszerűen összelapátolható, jól méretezhető, benne van az anyag, és nem kell feltétlenül precíz statikai számításokat végezni hozzá, hogy elbírja, csak ránézni egy ilyenre, lemásolni és biztos lehetsz benne, hogy bírja a 10Tonnát.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 október 15, 11:53
Írta: keri Dátum 2017 október 15, 11:53
Ja, bár a V matrica szélességétől függhet az erő, de nyilván úgy praktikus a használat ha minél keskenyebb.
Karos hajlítóban nem gondolkodott esetleg senki? Ott én döntöm el mennyire hajlítson.
Karos hajlítóban nem gondolkodott esetleg senki? Ott én döntöm el mennyire hajlítson.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 11:57
Írta: svejk Dátum 2017 október 15, 11:57
E[#heureka]zek az igazán hasznos infók egy ilyen hobby oldalon!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 12:12
Írta: svejk Dátum 2017 október 15, 12:12
Powerbelttől vettem fém fogaslécet, fémfogaskereket.
80x40-es aloprofolra került a cucc (hekyzetfúró lett belőle)
A fogaskerékkel gyűlt meg a bajom az eredeti furat és agy átmérő de még a fejkör sem futott az osztókörrel.
Nagy kínlódás árán a fogárkokba görgőket rakva lett újraesztergálva.
Nem lett tökéletes kellett a rugós keréknekifeszítés.
Ha túl erős a rúgó hangos, ha nem elég a feszítés a visszahatásokra lötyög.
Szóval kétszer csináltam egyszer előszörre és másodszor utoljára. [#circling]
1 évre rá kellett egy még nagyobb. hasonló helyzetfúró.
Szintén Powerbeltes fém fogasléc de üvegszálerősítésű poliamid kerék.
Szintén aluprofilra erősítve elsőre tökéles, a fogasléc szépen ráengedve kerékre és szakaszonként rögzítve a profilhoz.
25 m/perc nem hangosabb mint egy golyósorsó.
Pontosság? Ki tudja oda jó ahova készült. Ha legközelebb járok arra majd megnézem mennyit kopott.
Minden esetre lézer mozgatásra aligha vetném be ezt a technikát a nálunk megvásárolható anyagokkal.
(persze léteznek köszörült fogaslécek és kerekek de ahhoz halandó ember nem jut hozzá)
80x40-es aloprofolra került a cucc (hekyzetfúró lett belőle)
A fogaskerékkel gyűlt meg a bajom az eredeti furat és agy átmérő de még a fejkör sem futott az osztókörrel.
Nagy kínlódás árán a fogárkokba görgőket rakva lett újraesztergálva.
Nem lett tökéletes kellett a rugós keréknekifeszítés.
Ha túl erős a rúgó hangos, ha nem elég a feszítés a visszahatásokra lötyög.
Szóval kétszer csináltam egyszer előszörre és másodszor utoljára. [#circling]
1 évre rá kellett egy még nagyobb. hasonló helyzetfúró.
Szintén Powerbeltes fém fogasléc de üvegszálerősítésű poliamid kerék.
Szintén aluprofilra erősítve elsőre tökéles, a fogasléc szépen ráengedve kerékre és szakaszonként rögzítve a profilhoz.
25 m/perc nem hangosabb mint egy golyósorsó.
Pontosság? Ki tudja oda jó ahova készült. Ha legközelebb járok arra majd megnézem mennyit kopott.
Minden esetre lézer mozgatásra aligha vetném be ezt a technikát a nálunk megvásárolható anyagokkal.
(persze léteznek köszörült fogaslécek és kerekek de ahhoz halandó ember nem jut hozzá)
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 15, 12:42
Írta: 5agi4zz4h Dátum 2017 október 15, 12:42
ez minden élhajlítos bibliája [#csodalk]
élhajlítási táblázat anyagvastagság szerint..... szoval a "V " a fontos nem a penge rádiusza. Ha kisebb, annál jobban beviszed mikrótörést az anyag belsejébe...mert már préselés lesz , nem hajlítás !!! Mi már törtünk el 2mm lemezt 6-os matricában hajlítás után :)85 tonna csodákra képes.
A penge nyomótengelye mindig a központban legyen.Ez alapszabály minden gyári pengének,így az ellenerő mindig függőlegesen hat a "medvére" Ezen honlapon dwg dxf ben letölthető ingyenesen a penge meg a matrica alakzata. Nem kell mindig edzett acélnak lennie, sokszor lézerrel kivágott 8-as lemezből készítünk szendvics technikával (magyarul 2 központosított furat D5mm köracélra felfűzve a n x 8mm penge, végén meg fűzővarrattal ellátva miután beleeresztjük a matricába).
Mindnél nagyobb a fesztávolság amit akarsz hajlítani, annál több anyagra lesz szükséged a váznak, meg sok sok tonnára.
(http://euram.it/euram_EN/tabella_piegatura.asp)
élhajlítási táblázat anyagvastagság szerint..... szoval a "V " a fontos nem a penge rádiusza. Ha kisebb, annál jobban beviszed mikrótörést az anyag belsejébe...mert már préselés lesz , nem hajlítás !!! Mi már törtünk el 2mm lemezt 6-os matricában hajlítás után :)85 tonna csodákra képes.
A penge nyomótengelye mindig a központban legyen.Ez alapszabály minden gyári pengének,így az ellenerő mindig függőlegesen hat a "medvére" Ezen honlapon dwg dxf ben letölthető ingyenesen a penge meg a matrica alakzata. Nem kell mindig edzett acélnak lennie, sokszor lézerrel kivágott 8-as lemezből készítünk szendvics technikával (magyarul 2 központosított furat D5mm köracélra felfűzve a n x 8mm penge, végén meg fűzővarrattal ellátva miután beleeresztjük a matricába).
Mindnél nagyobb a fesztávolság amit akarsz hajlítani, annál több anyagra lesz szükséged a váznak, meg sok sok tonnára.
(http://euram.it/euram_EN/tabella_piegatura.asp)
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 október 15, 12:49
Írta: fn47xk7ei Dátum 2017 október 15, 12:49
Jó az - mindenki olyan gépet tervez ami neki a legpraktikusabbnak tűnik éppen - nekem elég lenne egy 600 mm széles munkarész és kevés helyet foglaljon el + plusz kerekeken mozgatható legyen .Présem van kisebb és nagyobbacska is . Viszont van még más gond is a hajlítóval !! Dolgoztam másfél hónapot néhány élhajlító cnc-n de én úgy megutáltam azokat a gépeket - az ellenségemnek sem kívánom , hogy ilyen gépeken kelljen dolgozniuk ![#mf3] Szinte elmenekültem onnan .Láttam az idő alatt olyan fiatalembert aki az ujját hagyta ott pár hónapos munkavégzés után . Minden hajlításra szigorú másodpercek voltak megadva - nagy sebességgel forgattad a kezedben a bonyolult hajlítású lemez darabkákat - ma is berzenkedve gondolok rá .[#szomoru1]
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 15, 12:55
Írta: 5agi4zz4h Dátum 2017 október 15, 12:55
link valamiért nem ment fel:
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_k9dz3z8fdqg0fpp752t_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/k9dz3z8fdqg0fpp752t_3277.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_k9dz3z8fdqg0fpp752t_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/k9dz3z8fdqg0fpp752t_3277.jpg)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 15, 13:05
Írta: remrendes Dátum 2017 október 15, 13:05
Elmeletileg ezek a fogaslecek koszorultek, legalabbis a hirdeteseknel azt irjak. Sajnos egyenes fogazasuak, de nagy mozgastartomanyra igy sem nagyon van jobb.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2017 október 15, 15:06
Írta: frob Dátum 2017 október 15, 15:06
Köszönöm a fogasléces hozzászólásokat, vagy lánc vagy szíj lesz, majd az ár dönt...
szíj legalább 20-30mm kellene hogy meg lehessen rendesen feszíteni, ahhoz meg már a kerekek sem olcsók...
nyúlás is igen számottevő már 3.5m en..
szíj legalább 20-30mm kellene hogy meg lehessen rendesen feszíteni, ahhoz meg már a kerekek sem olcsók...
nyúlás is igen számottevő már 3.5m en..
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 15:18
Írta: svejk Dátum 2017 október 15, 15:18
Akkor most hogy is van?
Azt írtad tegnap, 400 mm hosszon az 1,5-ös lemezhez 10 tonna kellett.
A linkelt táblázatod -igaz nagyobb, 1,5-ös rádiusszal számol- 1,5-ös lemezhez csak 18 kN/m-t ír.
Vagyis 400 mm hosszhoz 7,2 kN azaz 0,72 tonna szükségeltetik.
A táblázat többi rublikáját is nézve a hajlítási sugár és a nyomóerő közt lineáris a kapcsolat, tehát nem indokolja a nagy különbséget a tapasztalatod és a táblázat közt.
Azt írtad tegnap, 400 mm hosszon az 1,5-ös lemezhez 10 tonna kellett.
A linkelt táblázatod -igaz nagyobb, 1,5-ös rádiusszal számol- 1,5-ös lemezhez csak 18 kN/m-t ír.
Vagyis 400 mm hosszhoz 7,2 kN azaz 0,72 tonna szükségeltetik.
A táblázat többi rublikáját is nézve a hajlítási sugár és a nyomóerő közt lineáris a kapcsolat, tehát nem indokolja a nagy különbséget a tapasztalatod és a táblázat közt.
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 15, 16:58
Írta: 5agi4zz4h Dátum 2017 október 15, 16:58
teljes mértékedben igazad van a táblázattal kapcsolatban.
Csak a kis kockákban beírtakat inkább tonnának vedd !
Én is ebbe a csapdába estem bele elsőre.
Csak a kis kockákban beírtakat inkább tonnának vedd !
Én is ebbe a csapdába estem bele elsőre.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 17:04
Írta: svejk Dátum 2017 október 15, 17:04
Hibás lehet?
Vagy valami más a titok nyitja?
Talán az esetedben nem egyenletes, hanem az emelő által szolgáltatott lüktető nyomóerő?
Vagy valami más a titok nyitja?
Talán az esetedben nem egyenletes, hanem az emelő által szolgáltatott lüktető nyomóerő?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 17:06
Írta: svejk Dátum 2017 október 15, 17:06
Kár, hogy Pali koma "pihenőn" van Ő elég sokat dolgozott lemezüzemben. Biztos tudná.
Meg van nekünk egy Lakatos nick nevű fórumtársunk komoly lemezmegmunkáló üzemmel, de sajnos nem jár mostanában erre felé. :(
Meg van nekünk egy Lakatos nick nevű fórumtársunk komoly lemezmegmunkáló üzemmel, de sajnos nem jár mostanában erre felé. :(
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2017 október 15, 17:19
Írta: Motoros Dátum 2017 október 15, 17:19
A győri gyártású GÉFI 1250-es gépen az alábbi tábla van:
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_a2i8d30u8dstzpdxexnyt_138.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/a2i8d30u8dstzpdxexnyt_138.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_a2i8d30u8dstzpdxexnyt_138.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/a2i8d30u8dstzpdxexnyt_138.jpg)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 október 15, 17:21
Írta: keri Dátum 2017 október 15, 17:21
[#worship]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 18:05
Írta: svejk Dátum 2017 október 15, 18:05
No de ebből nem derül ki a szükséges nyomóerő. :(
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2017 október 15, 18:36
Írta: TROMF22 Dátum 2017 október 15, 18:36
Én úgy értelmezem, hogy F=150 kN áll rendelkezésre.
(Valószínűleg ez a gép max. lehetősége.)
Ezt az erőt pedig a diagram szerinti lemezvastagság, hossz stb. kombinációban lehet kihasználni.
(Valószínűleg ez a gép max. lehetősége.)
Ezt az erőt pedig a diagram szerinti lemezvastagság, hossz stb. kombinációban lehet kihasználni.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 október 15, 18:39
Írta: fn47xk7ei Dátum 2017 október 15, 18:39
Én is így értelmeznék egy 150 kN-os géptáblát . De azéret létezik szakirodalma is a nyomóerő számításnak .
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_b3y860ue9zu5gpdtzu3_4984.png) (https://hobbicncforum.hu/uploaded_images/2017/10/b3y860ue9zu5gpdtzu3_4984.png)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_b3y860ue9zu5gpdtzu3_4984.png) (https://hobbicncforum.hu/uploaded_images/2017/10/b3y860ue9zu5gpdtzu3_4984.png)
Cím: Re:Mechanikai ötletek
Írta: nyiszi Dátum 2017 október 15, 18:43
Írta: nyiszi Dátum 2017 október 15, 18:43
A V betűnél lévő adat a fontos.
Az 1,5mm-es lemezhez 20mm.
A lentebb említett példában 10mm.
Minél keskenyebb a vályú annál nagyobb erő kell hozzá.
Nekem is van egy gyári GÉFI 2500mm/50T-ás élhajlítóm.
Nagyon sok lemezt kellett már hajlítgatnom.
Az 1,5mm-es lemezhez 20mm.
A lentebb említett példában 10mm.
Minél keskenyebb a vályú annál nagyobb erő kell hozzá.
Nekem is van egy gyári GÉFI 2500mm/50T-ás élhajlítóm.
Nagyon sok lemezt kellett már hajlítgatnom.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 15, 18:43
Írta: jani300 Dátum 2017 október 15, 18:43
A kis bádogos hajlítógéphez hasonló általam tákolt valamin , simán meghajlítottan a másfeles lemezt U profilnak (nem is U mert még a két széle is vissza volt hajtva) 72 centi hosszon . Előtte kicsit azért alakítgattam ,erősítettem a masinát .
kB KÉT 80 centi hosszú rúddal lehet fordítani a mozgó pofát , nem hinném hogy 20 tonna lenne bent a késnél habár ugye kicsi a belső erőkar .
Kaptam volna segítséget műhelyprés szerűségen ,(még a prizma is az enyém volt valaha). De negyven centis darabokkal nem igen mentem volna sokra ,ezért hagytam ezt a dolgot .
Egyes lemezig szerintem 1-1,25 m es gépet még lehet házilag építeni , de nagyobb szélességgel semmiképpen nem próbálkoznék , még ha lenne időm rá akkor sem .
A könyök emelős megoldás az erőnövelés miatt tetszik ,és nem utolsó szempont a sebesség alakulása sem a mozgás során . Pont ott lassú szinte végtelen erejű ahol kell .
Ha már ennyit beleszóltam eddig ,ez még talán belefér :)
kB KÉT 80 centi hosszú rúddal lehet fordítani a mozgó pofát , nem hinném hogy 20 tonna lenne bent a késnél habár ugye kicsi a belső erőkar .
Kaptam volna segítséget műhelyprés szerűségen ,(még a prizma is az enyém volt valaha). De negyven centis darabokkal nem igen mentem volna sokra ,ezért hagytam ezt a dolgot .
Egyes lemezig szerintem 1-1,25 m es gépet még lehet házilag építeni , de nagyobb szélességgel semmiképpen nem próbálkoznék , még ha lenne időm rá akkor sem .
A könyök emelős megoldás az erőnövelés miatt tetszik ,és nem utolsó szempont a sebesség alakulása sem a mozgás során . Pont ott lassú szinte végtelen erejű ahol kell .
Ha már ennyit beleszóltam eddig ,ez még talán belefér :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 18:49
Írta: svejk Dátum 2017 október 15, 18:49
Ez ezért még kissé hiányos, biztos van több oldala is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 18:58
Írta: svejk Dátum 2017 október 15, 18:58
Értem én, hogy fontos, meg mindent elhiszek, csak
igazából azt nem értem, hogy a gyakorlat szerint miért kellett Secusoftnak ~10-szer annyi erő mint amit táblázat ír.
Elfogadom azt is, hogy hibás a táblázat, csak mutassatok másikat vagy számolja ki egy írástudó a Csikarc linkje alapján, hogy:
l: 400 mm
lv: 1,5 mm
v: 10 mm
r: 1 mm
F: ?
lásd: #14593 hozzászólás
igazából azt nem értem, hogy a gyakorlat szerint miért kellett Secusoftnak ~10-szer annyi erő mint amit táblázat ír.
Elfogadom azt is, hogy hibás a táblázat, csak mutassatok másikat vagy számolja ki egy írástudó a Csikarc linkje alapján, hogy:
l: 400 mm
lv: 1,5 mm
v: 10 mm
r: 1 mm
F: ?
lásd: #14593 hozzászólás
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 18:59
Írta: svejk Dátum 2017 október 15, 18:59
Egyébként Te mit szólsz ahhoz a táblázathoz?
Te látod a feszmérőn a nyomóerőt, még ha nem is abban van kalibrálva.
Te látod a feszmérőn a nyomóerőt, még ha nem is abban van kalibrálva.
Cím: Re:Mechanikai ötletek
Írta: nyiszi Dátum 2017 október 15, 19:13
Írta: nyiszi Dátum 2017 október 15, 19:13
Szerintem jó a táblázat.
A nyomásmérőt nem szoktam nézni mert sajnos olyan helyre rakták, hogy munka közben azt nehéz nézni.
De csináltam most egy képet ennek a gépnek a táblázatáról.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_g88hex28s2n6fu28a2he_887.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/g88hex28s2n6fu28a2he_887.jpg)
A nyomásmérőt nem szoktam nézni mert sajnos olyan helyre rakták, hogy munka közben azt nehéz nézni.
De csináltam most egy képet ennek a gépnek a táblázatáról.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_g88hex28s2n6fu28a2he_887.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/g88hex28s2n6fu28a2he_887.jpg)
Cím: Re:Mechanikai ötletek
Írta: nyiszi Dátum 2017 október 15, 19:26
Írta: nyiszi Dátum 2017 október 15, 19:26
Abban a táblázatban én nem találom a lemez hosszúsági adatát.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2017 október 15, 19:26
Írta: TROMF22 Dátum 2017 október 15, 19:26
Előkerestem egy diagramot, amit egykor a DIGÉP élhajlítógép konstruktőrei adtak ki a technológiai tervezéshez.
Ez már kiállta az idők próbáját.
A mintapéldádnak ez szerint 60-70 kN az erőszükséglete.
Az a bizonyos táblázat pedig valószínűleg nyomdatechnikai okból hibás, de egy 10x faktorral ehhez közeli értéket ad.
Ez már kiállta az idők próbáját.
A mintapéldádnak ez szerint 60-70 kN az erőszükséglete.
Az a bizonyos táblázat pedig valószínűleg nyomdatechnikai okból hibás, de egy 10x faktorral ehhez közeli értéket ad.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2017 október 15, 19:28
Írta: TROMF22 Dátum 2017 október 15, 19:28
Fajlagosan ad meg F= ....kN/m értéket.
Ami mint kiderült szorzandó tízzel.
Ami mint kiderült szorzandó tízzel.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 19:45
Írta: svejk Dátum 2017 október 15, 19:45
Köszönöm, hogy utánanéztél és megerősítetted Secusoft-ot.
Most már nyugodtabban hajtom fejemet a párnára :)
Most már nyugodtabban hajtom fejemet a párnára :)
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 október 15, 20:15
Írta: fn47xk7ei Dátum 2017 október 15, 20:15
Persze , hogy van több oldala is - de felesleges a többi oldalt ide betenni mert úgysem érdekel senkit sem a pontos számítás ... mint persze más sem , legalábbis az itteni olvasmányaim szerint . [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 október 15, 20:19
Írta: fn47xk7ei Dátum 2017 október 15, 20:19
.. vagy talán még sincs is igazam .[#worship] Most olvastam el a többi hozzászólást .
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 15, 20:24
Írta: 5agi4zz4h Dátum 2017 október 15, 20:24
lemezmegmunkálások... és én alulról kezdtem, nem a föiskolán. (https://grabcad.com/library?page=1&per_page=25&time=all_time&sort=recent&query=secusoft)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 20:29
Írta: svejk Dátum 2017 október 15, 20:29
Remélem nem vetted sértésnek a hitetlenkedésem, csak bosszant ha van két megoldás és nem tudom biztosan az igazit.
Ha nem linkeled be azt táblázatot eszembe sem jutott volna kételkedni, mert nem értek hozzá.
Egy kollégám mondása: Addig tudod mennyi a pontos idő amíg egy órád van. [#vigyor2]
Ha nem is teljesen de passzol ide.
Ha nem linkeled be azt táblázatot eszembe sem jutott volna kételkedni, mert nem értek hozzá.
Egy kollégám mondása: Addig tudod mennyi a pontos idő amíg egy órád van. [#vigyor2]
Ha nem is teljesen de passzol ide.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 15, 20:34
Írta: ywathzay Dátum 2017 október 15, 20:34
Az általad megadott adatokkal számolva a hajlítás erő szükséglete kb. 76500N~ 7800kg. Valószínűleg az a 10 tonnás emelő nem tudja a 10 tonnát. Persze az sem mindegy hogy hidegen vagy melegen hengerelt lemezről van szó. Az okoskönyv szerinti adatokkal számolva, 1%C tartalmú lemez esetén ez az érték 202725N, de a hidegen hengerelt lemez C tartalma 0.12-től kevesebb, így az első számítás helytálló.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 15, 20:39
Írta: svejk Dátum 2017 október 15, 20:39
Szupi, neked is köszi, akkor kategorikusan kijelenthetjük, hogy a #14606-ban belinkelt táblázat hibás mint ahogy később írta is Secusoft fórumtársunk.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 15, 21:23
Írta: remrendes Dátum 2017 október 15, 21:23
Meg a hengerles iranya sem mindegy.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 15, 21:27
Írta: remrendes Dátum 2017 október 15, 21:27
Ugy 3-4mm-ig lehet hinni neki :D Addig megbizhato.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 16, 21:39
Írta: y9au2mspr Dátum 2017 október 16, 21:39
Én ebből számoltam ki a kézi gépem lehetséges határait.
link (http://www.profabservices.pl/hu_tabelasil.html)
link (http://www.profabservices.pl/hu_tabelasil.html)
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 16, 21:40
Írta: y9au2mspr Dátum 2017 október 16, 21:40
Nem közvetlenül remrendesnek szántam.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 16, 21:54
Írta: svejk Dátum 2017 október 16, 21:54
Köszi!
Úgy látom ugyan az a táblázat mint a x14406, csak itt már helyesen tonna/méter a mértékegység.
Jól megkavart bennünket az az olasz tábla. :(
Úgy látom ugyan az a táblázat mint a x14406, csak itt már helyesen tonna/méter a mértékegység.
Jól megkavart bennünket az az olasz tábla. :(
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 16, 22:02
Írta: 5agi4zz4h Dátum 2017 október 16, 22:02
kétszer már írtam nekik hivatalosan...de nem hajlandók változtatni... de pengéket az oldalon már a max terhelést tonnába adják meg :)
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 16, 22:05
Írta: y9au2mspr Dátum 2017 október 16, 22:05
Igen, ott nem is értem miért KN/m a mértékegység.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 október 16, 22:19
Írta: fn47xk7ei Dátum 2017 október 16, 22:19
Talán azért mert a hajlításhoz szükséges erő a hajlítandó anyag hosszúságának függvénye is ?[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 17, 06:39
Írta: remrendes Dátum 2017 október 17, 06:39
Szerintem ezzel tisztaban van, csak a kN/m es a t/m kozott van egy majdnem 10-es szorzo.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 október 17, 06:53
Írta: RJancsi Dátum 2017 október 17, 06:53
Szerintem a fő gond ott van, hogy egy műszakinak (illetve az általa készített táblázatnak) illene tudni mi a különbség az erő és a tömeg között. Bár a tonna nem SI de használható - megtűrt - mértékegység, tömegre vonatkozik, ami egy test belső "állandója". Nem kéne az erővel keverni ami tömeg és gyorsulásfüggő...
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 október 17, 08:14
Írta: fn47xk7ei Dátum 2017 október 17, 08:14
Pontosan , csak én még véletlenül sem akarok senkit kioktatni mert előfordulhat , hogy besértődnek - így csak kérdezve fogalmaztam a hsz.-t . Az a 10-es osztás meg alapból ott van az ember fejében .
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 17, 09:58
Írta: svejk Dátum 2017 október 17, 09:58
Ez már veszett fejsze nyele.
Egy fórumtársunk szokta mondani: "Ami egyszer kikerül a NET-re az már ott is marad."
Gondold el hányan letöltötték már azt a táblát -és vágták jó esetben a sutba-, de mindig lesznek akik megtalálják.
Nem utolsó sorban Te is belinkelted, csak amikor kiszúrtam akkor írtad, hogy hibás. [#circling]
Egy fórumtársunk szokta mondani: "Ami egyszer kikerül a NET-re az már ott is marad."
Gondold el hányan letöltötték már azt a táblát -és vágták jó esetben a sutba-, de mindig lesznek akik megtalálják.
Nem utolsó sorban Te is belinkelted, csak amikor kiszúrtam akkor írtad, hogy hibás. [#circling]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 17, 10:14
Írta: svejk Dátum 2017 október 17, 10:14
Anno, a NET-en ma is kint levő főiskolai jegyzet alapján próbálgattam hajtást optimalizálni.
Persze, hogy egy alapképletből hiányzott egy apró kis négyzetre emelés.
Én meg szoptam napokig mint a torkosborz, mert tanulatlanságom miatt nem jöttem rá a hibára.:(
Végül Tibor45 csak megmondta a tutit.
Persze, hogy egy alapképletből hiányzott egy apró kis négyzetre emelés.
Én meg szoptam napokig mint a torkosborz, mert tanulatlanságom miatt nem jöttem rá a hibára.:(
Végül Tibor45 csak megmondta a tutit.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 október 17, 10:34
Írta: Csuhás Dátum 2017 október 17, 10:34
Ez a jegyzet nincs meg a könyvtárunkban? Mert ha igen, akkor tennék mellé javítást, hogy mást ne szívassunk meg vele.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 17, 11:46
Írta: svejk Dátum 2017 október 17, 11:46
Szerintem nincs, egy word formátum, persze most nem találom a NET-en.
de nekem le van mentve -megjegyzéssel.
de nekem le van mentve -megjegyzéssel.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 17, 19:22
Írta: y9au2mspr Dátum 2017 október 17, 19:22
szervó motoros èlhajlító (https://youtu.be/6z7P80ypRHc)
Ezen a videón látszik a golyós orsó mechanika. Szerintem ez még kivitelezhető is lenne.
Ezen a videón látszik a golyós orsó mechanika. Szerintem ez még kivitelezhető is lenne.
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 18, 08:05
Írta: y9au2mspr Dátum 2017 október 18, 08:05
Ezt a nyomóerőt még egy viszonylag kisebb átmérőjű golyós orsó pár is elviseli mit az a videón is látható. Ellenben a golyós anya is képes lehet ezt elviselni,vagy akár orsónként ez is párban lehet? Csak tippelek,de az orsó kb 35-40mm átmérővel rendelkezhet. A menet emelkedése is kb 20mm. A szervó motorokon van hajtómű ,és nem is az olcsó kategóriából. A szíj milyen típusú lehet? azok sem valami széllesek,inkább vastagok.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2017 október 18, 09:27
Írta: frob Dátum 2017 október 18, 09:27
A szervó a fröccsöntésben is kezdi átvenni a helyet a hidraulikától, főleg az energiamegtakarítás ami jelentős!
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 18, 09:45
Írta: 000000000 Dátum 2017 október 18, 09:45
Valoszinü nem 2db orso végez ekkora erö átvitelt több tiz tonánál egész ezen a videon ugy fejmagaság felet van pár szijas átétel tengelyvégel ez lehet a nyomoerö átviteli rendszer valoszinü...
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2017 október 18, 10:03
Írta: TROMF22 Dátum 2017 október 18, 10:03
Csak egy tipp: valószínűleg egy sor excentert hajt az elektronika.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 október 18, 11:46
Írta: Csuhás Dátum 2017 október 18, 11:46
Dehogy, nézd meg jobban, úgy működik mint a cipőfűző, meghúzod a végét és az sorra megfeszül a lyukakon és összehúzza a cipőt. Ebben a szerkezetben az alsó keréksor a vázhoz van rögzitve, míg a felső kerekek a "koshoz" ( Ovális kivágáson bújik át a tengelyük ) Ha a súrlódást elhanyagoljuk akkor a szíj húzóerejének annyiszorosa nyomja le a kost ahány szij ág megy a két elem között.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 október 18, 12:15
Írta: RJancsi Dátum 2017 október 18, 12:15
Ha jól számolom 8 görgő (szíjtárcsa) van alul azaz 16 ágon oszlik meg a terhelés. Ha 800 kN-os a gép (az adattábláján ennyi van), akkor áganként 50 kN (tömegmániásoknak 5 tonna) erő hat. Az azért nem kevés még akkor sem ha nincs nagy jelentősége a szíj nyúlásának.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 október 18, 12:37
Írta: Csuhás Dátum 2017 október 18, 12:37
Itt látszik a mozgás: video (https://youtu.be/1nbPkNWBGhE?t=21)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2017 október 18, 13:48
Írta: TROMF22 Dátum 2017 október 18, 13:48
Úgy látszik túl bonyolítottam. Én még "ős" mechanikában gondolkodom....
Az a szíj azért nem semmi. (Ez RJancsinak is feltűnt.)
Biztos valamilyen spec. szál-betétes, de ennek ellenére igen lapos és hajlékony.
Azért a visszajáratás is érdekes lehet, mert ugye a szíj nem tud tolni. Esetleg hátul megvan ennek a rendszernek a tükörképe? Az lenne a balos "cipőfűző".
Az a szíj azért nem semmi. (Ez RJancsinak is feltűnt.)
Biztos valamilyen spec. szál-betétes, de ennek ellenére igen lapos és hajlékony.
Azért a visszajáratás is érdekes lehet, mert ugye a szíj nem tud tolni. Esetleg hátul megvan ennek a rendszernek a tükörképe? Az lenne a balos "cipőfűző".
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 október 18, 13:53
Írta: RJancsi Dátum 2017 október 18, 13:53
A visszatoláshoz elég két rugó is. De megnéztem, a Powerbeltnél (http://hud.powerbelt.eu/pu_special_timing_belt_technical_datas.pdf) az "erősített" fogas-szíjak között van 65 kN szakítószilárdságú is...
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 október 18, 14:04
Írta: Csuhás Dátum 2017 október 18, 14:04
Tényleg rugó viszi fel:
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_0dts2wm03s3eyu4gwmiw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/0dts2wm03s3eyu4gwmiw_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_0dts2wm03s3eyu4gwmiw_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/0dts2wm03s3eyu4gwmiw_1881.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 18, 16:11
Írta: 5agi4zz4h Dátum 2017 október 18, 16:11
Mivel előző katalógusomban hibásan szerepel a nyomóerő, mindenhol tonnába számolnak. Eurostamp szerszámkatalógusban is ez szerepel.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_f54hu0bmfpvn7hn6z7jn_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/f54hu0bmfpvn7hn6z7jn_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_0q779qp5dm57pk6uaegs_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/0q779qp5dm57pk6uaegs_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_y5e3ym87q508vhswtjnyx_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/y5e3ym87q508vhswtjnyx_3277.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_f54hu0bmfpvn7hn6z7jn_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/f54hu0bmfpvn7hn6z7jn_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_0q779qp5dm57pk6uaegs_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/0q779qp5dm57pk6uaegs_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_y5e3ym87q508vhswtjnyx_3277.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/y5e3ym87q508vhswtjnyx_3277.jpg)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 18, 17:21
Írta: ywathzay Dátum 2017 október 18, 17:21
Érdekes ez a nyomóerő számítás. Van egy Szerszámkészítés c. könyvem. Sok okosság van benne. Pl. a lemezhajlításhoz szükséges nyomóerő számítás. Ott nem függ a bélyeg rádiuszától, az anyag fajtájától annál inkább. Van egy tényező ami anyag fajtánként, azon belül is akár a széntartalom függvényében különböző érték, táblázatból kiolvasható.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 október 18, 18:19
Írta: Csuhás Dátum 2017 október 18, 18:19
Igen hátul is megvan a szíjrendszer párja lásd: video (https://youtu.be/1nbPkNWBGhE?t=37) Így a szíjban fellépő erő is feleződik, egy egész tűrhető értékre.
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 18, 20:51
Írta: 5agi4zz4h Dátum 2017 október 18, 20:51
én a programban amiben a "bádog"-ot tervezem( Solidworks) 0.5 a k faktor vagyis a semleges szál nyúlása... de mivel 0.8 mm rádiuszos a pengesorunk (mert csekély 2 millió forintba kerül egy 3x833 pengesor)e miatt egy másik kiegészítőt használok, hogy a K faktort 0.62 re alakítsa a teríték számításánál. 0.7-től .. 4mm lemezig nálam ez adta ki a jó cuppanós terítéket ami +/-0.2mm tűréshatárt enged meg. Alapprogramok mindig anyagvastagság egyenlő pengerádiusszal számol... így egyetlen cég sem engedheti meg magának ezt a n x 2 milliót magának.
Ezért a táblázat iránymutató, de 135 tonnás gépnél a tonna nyomási érték az módosítható anyaghoz képest. De azért minden penge max 50-75 tonnára van biztosítva gyárilag...persze max -ot írnak ki, de többet is kibír. Inkább az a veszélyes ha elnézed az anyagvastagságot. Szép nagy csattanással jár... hiába a biztonsági szelep.. mire reagálna... már pukkanás van.
Ezért a táblázat iránymutató, de 135 tonnás gépnél a tonna nyomási érték az módosítható anyaghoz képest. De azért minden penge max 50-75 tonnára van biztosítva gyárilag...persze max -ot írnak ki, de többet is kibír. Inkább az a veszélyes ha elnézed az anyagvastagságot. Szép nagy csattanással jár... hiába a biztonsági szelep.. mire reagálna... már pukkanás van.
Cím: Re:Mechanikai ötletek
Írta: 5agi4zz4h Dátum 2017 október 18, 20:57
Írta: 5agi4zz4h Dátum 2017 október 18, 20:57
Safan élhajlítógép volt ilyen kialakítású szíjhajtással. nagy előnye volt, ha "elbactad" a paraméter beállítást vagy elírtad az anyagot, az bordás ékszíjat ledobta magáról. Igaz egy jó órába telt a gép tetején mászkálva visszatenni :) utána jó kuss volt, de tanultál a hibából :D
Cím: Re:Mechanikai ötletek
Írta: J-Steel Dátum 2017 október 18, 22:31
Írta: J-Steel Dátum 2017 október 18, 22:31
Tisztelt Kopirnyák Úr!
Mesélne erről a Szerszámkészítés c. könyvről?
Három dolog feltétlen érdekelne:
- Ki(k) a szerző(k)
- Mikor íródott
- Milyen témákat tárgyal, ami hasznos
Köszönöm előre is!
Mesélne erről a Szerszámkészítés c. könyvről?
Három dolog feltétlen érdekelne:
- Ki(k) a szerző(k)
- Mikor íródott
- Milyen témákat tárgyal, ami hasznos
Köszönöm előre is!
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 18, 22:50
Írta: ywathzay Dátum 2017 október 18, 22:50
- Kikérem magamnak a magázódást.
- Sajnos Úrnak születni kell, én nem annak születtem...
- Hack- Jaszovszky- Smóling : Szerszámkészítés
a könyv szerzői és címe, véleményem szerint a legjobb szerszámkészítésről szóló könyv (megvettem eddig minden ebbe a támába vágó könyvet, amihez csak hozzá lehetett jutni). A régikönyvek.hu oldalon rákeresel, ott a tartalomjegyzék fel van rakva. Ez a könyv mindent taglal, és rengeteg okos dolog van benne.
- Sajnos Úrnak születni kell, én nem annak születtem...
- Hack- Jaszovszky- Smóling : Szerszámkészítés
a könyv szerzői és címe, véleményem szerint a legjobb szerszámkészítésről szóló könyv (megvettem eddig minden ebbe a támába vágó könyvet, amihez csak hozzá lehetett jutni). A régikönyvek.hu oldalon rákeresel, ott a tartalomjegyzék fel van rakva. Ez a könyv mindent taglal, és rengeteg okos dolog van benne.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 október 19, 06:50
Írta: keri Dátum 2017 október 19, 06:50
Léteznek golyós prések. Ott mondjuk van egy nagy lendkerék is a tetején. Szerintem ez a "nagyobb kalapács" precízebb formája.
Ez pl 25Tonnás. (http://www.gepesztuning.hu/images/kepek/pres.jpg)
Viszont hidraulika még mindig jobb szerintem.
Ez pl 25Tonnás. (http://www.gepesztuning.hu/images/kepek/pres.jpg)
Viszont hidraulika még mindig jobb szerintem.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 19, 07:23
Írta: remrendes Dátum 2017 október 19, 07:23
Vegso esetben digitalisan is letoltheto.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 19, 08:56
Írta: ywathzay Dátum 2017 október 19, 08:56
Lehet, de én még úgy nőttem fel, hogy szeretem a könyveket a maguk fizikai valójában. Látom Csuhás könyvtárában is megvan, akit érdekel a téma, töltse le, hasznos olvasmány.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 19, 09:23
Írta: remrendes Dátum 2017 október 19, 09:23
En erre tartok egy tabletet. Sajnos rengeteg beszerezhetetlen konyv van.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 19, 16:46
Írta: ywathzay Dátum 2017 október 19, 16:46
Nekem nincs tabletem, el vagyok nélküle, sőt még okostelefon és appok nélkül is tudom élni az életem -de sajnos az egyszerű telefonok már annyira egyszerűek, hogy ez már néha nekem is kevés- de problémám hogy nem tudok rájuk vigyázni, mindig azért kellett cserélnem. A könyvek nem beszerezhetetlenek, amit keresek, feliratkozok az online antikváriumok várólistájára, és előbb -utóbb meglesznek. Nagyon sok már így került hozzám.
Cím: Re:Mechanikai ötletek
Írta: PalfiGabor Dátum 2017 október 19, 19:56
Írta: PalfiGabor Dátum 2017 október 19, 19:56
Sziasztok!
Nem tudom jó helyre került-e ez a hsz., de hátha tud valaki segíteni.
Nem is CNC téma, de CNC-s alkatrészekkel kapcsolatos a kérdés:
Szalagfűrész gépet építenék, 600mm-es kerekekkel.
Mennyire elvetemült ötlet lineáris tengelyek és csapágyak használata a szalagfeszítő mechanika elkészítéséhez?
Ilyesmi elképzelésem lenne csak kicsit precízebb megoldás kellene:
(https://www.agroinform.hu/files/forum/agroinform_20121230093835_SAM_0561.JPG)
30mm-es lineáris tengely és 2 (vagy 4) alu blokkos lineáris csapágyra csavaroznám fel a billentő mechanikás tengelycsonkot tartó 6mm-es acél lemezt. (ez kb 15x15cm)
Szerintetek? Alkalmas ilyen célra a lineáris csapágyas megoldás?
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_vaw973kqknawzf6ecct7_4960.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/vaw973kqknawzf6ecct7_4960.jpg)
Nem tudom jó helyre került-e ez a hsz., de hátha tud valaki segíteni.
Nem is CNC téma, de CNC-s alkatrészekkel kapcsolatos a kérdés:
Szalagfűrész gépet építenék, 600mm-es kerekekkel.
Mennyire elvetemült ötlet lineáris tengelyek és csapágyak használata a szalagfeszítő mechanika elkészítéséhez?
Ilyesmi elképzelésem lenne csak kicsit precízebb megoldás kellene:
(https://www.agroinform.hu/files/forum/agroinform_20121230093835_SAM_0561.JPG)
30mm-es lineáris tengely és 2 (vagy 4) alu blokkos lineáris csapágyra csavaroznám fel a billentő mechanikás tengelycsonkot tartó 6mm-es acél lemezt. (ez kb 15x15cm)
Szerintetek? Alkalmas ilyen célra a lineáris csapágyas megoldás?
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_vaw973kqknawzf6ecct7_4960.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/vaw973kqknawzf6ecct7_4960.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 október 19, 20:02
Írta: Csuhás Dátum 2017 október 19, 20:02
Alkalmas, de teljesen felesleges. Normál esetben napokon keresztül meg se mozdítod, miközben végig előfeszítve van.
Cím: Re:Mechanikai ötletek
Írta: PalfiGabor Dátum 2017 október 19, 20:02
Írta: PalfiGabor Dátum 2017 október 19, 20:02
...Vagy esetleg inkább egy "izmosabb" lineáris sin+kocsi????[#rolleyes][#kerdes]
Cím: Re:Mechanikai ötletek
Írta: PalfiGabor Dátum 2017 október 19, 20:06
Írta: PalfiGabor Dátum 2017 október 19, 20:06
Csak azért kérdezem, mert nem tudom hogy sokkal olcsóbb-e esztergályossal legyártatni valamilyen tengelyhez 2 illesztett hüvelyt, vagy egy acéltömbbe fúratni megfelelő méretű lyukakat a 2 függőleges tengelyhez...
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 október 19, 20:25
Írta: Csuhás Dátum 2017 október 19, 20:25
Nem kell kerek megvezetés. Ha nincs eszterga kéznél akkor egyszerűbb lapos anyagokból összehegesztgetni egy sínt és kocsit.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 október 19, 21:07
Írta: jani300 Dátum 2017 október 19, 21:07
Hidegen húzott vagy nem tudom pontosan a nevét , hengeres anyag , létezik hozzá ugyanolyan passzos vastagfalú cső is . (fényes) Az ide tökéletesen megfelel , ha hengeres vezetést szeretnél . Csak darabolni kell .
Cím: Re:Mechanikai ötletek
Írta: PalfiGabor Dátum 2017 október 19, 21:51
Írta: PalfiGabor Dátum 2017 október 19, 21:51
Köszi mindenkinek! Valószínűleg igazatok van! Túlgondolom én ezt nagyon! Nem egy precíziós műszer a szalagfűrész!
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 19, 22:27
Írta: y9au2mspr Dátum 2017 október 19, 22:27
Szia. Azért a minőségi anyagok felhasználása sosem baj. Az,hogy régen miképp készültek ezek a remek masinák még nem biztos,hogy ma is úgy kell csinálni . A minél pontosabb mechanika csak könnyíti az életedet és a fűrészlap tartósságát is elősegíti. Én egy holzmann fémipari géppel szenvedek mert nem adtak a precizitásra sajnos és sok lapom odalett miatta . Persze kis alakítgatással javult a helyzet. Itt a fórumon is lehet venni jó kis lineárokat jó áron ha kifogja az ember. Nem biztos,hogy ha te nekiálsz házilag olcsóbb lessz mint egy használt de oda bőven megfelelő lineáris vezető. Nézz körbe az adok-veszek topikban mert lehet találsz neked valót.
Cím: Re:Mechanikai ötletek
Írta: PalfiGabor Dátum 2017 október 20, 11:15
Írta: PalfiGabor Dátum 2017 október 20, 11:15
Kicsit utána néztem az anyagbeszerzésnek. Hidegen húzott (mert ez méretpontosabb és keményebb anyag mint a melegen hengerelt) laposvasat - és egyéb anyagokat sem - nem adnak kis tételben, csak egész-, esetleg fél szálban! Ahhoz hogy elfogadható pontosságú feszítő mechanikát tudjak kreálni, kellenének 6-os 8-as vastagságú laposvasak. Ezekből egy szál már komolyabb összegbe kerül. Sajnos itt kaposváron nem jutok hozzá 50cm-es darabokhoz. Sőt csak rendelésre tudják meghozatni ezeket. (Melegen hengerelt acéltermékek vannak inkább) Szóval lehet hogy böngészem az aprót valami vaskosabb lineár-pár után....
Hengeres és sínes is megfelelő lenne? Mindegyik ugyanúgy bírná a terhelést?
Hengeres és sínes is megfelelő lenne? Mindegyik ugyanúgy bírná a terhelést?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 október 20, 11:26
Írta: Csuhás Dátum 2017 október 20, 11:26
Hengeres is jó.
Egyébként nézd csak: video (https://www.youtube.com/watch?v=1i04XGEZWHU)
Egyébként nézd csak: video (https://www.youtube.com/watch?v=1i04XGEZWHU)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 október 20, 11:37
Írta: Csuhás Dátum 2017 október 20, 11:37
Egyébként még mindig nem értem, hogy egy üzem közben nem mozgó alkatrészt miért kívánsz ilyen precízen csapágyazni?
Cím: Re:Mechanikai ötletek
Írta: PalfiGabor Dátum 2017 október 20, 12:39
Írta: PalfiGabor Dátum 2017 október 20, 12:39
Mert az esetleges rezonancia miatti szalagszakadás lehetőségét még jobban elősegíti a kotyogós felfüggesztés. Egyébként láttam már Miklós fűrészgépéről készült videót! Na, az sem egy egyszerű szerkezet! [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2017 október 20, 12:46
Írta: Csuhás Dátum 2017 október 20, 12:46
Nem nagyon tud kotyogni mert a szalag előfeszíti.
Picit hasonló az eszterga keresztszán orsó kopása, addig dolgoznak vele míg átszakad a menet, ugyanis a forgácsoló erő mindig egy irányba feszíti elő a lötyögős anyát.
No mind1 egy, én csak kívülről pofázom bele, a munka a tied.
Picit hasonló az eszterga keresztszán orsó kopása, addig dolgoznak vele míg átszakad a menet, ugyanis a forgácsoló erő mindig egy irányba feszíti elő a lötyögős anyát.
No mind1 egy, én csak kívülről pofázom bele, a munka a tied.
Cím: Re:Mechanikai ötletek
Írta: PalfiGabor Dátum 2017 október 20, 13:09
Írta: PalfiGabor Dátum 2017 október 20, 13:09
Örülök neki hogy "belepofázol" Ezért jó az ilyen fórum! Csak egyelőre nem látom sokkal olcsóbb és jobb megoldásnak a laposvasas, vagy illesztett hüvelyes megoldást. Hegeszteni, fúrni, vágni, csavarozni tudok, forgácsolni nem sajnos.....
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 20, 14:24
Írta: ANTAL GÁBOR Dátum 2017 október 20, 14:24
Volt egy jelszó ( anno) kb ennyi: merjünk nagyban gondolkodni!
Kell 50 cm laposvas de csak 6 métert adnak . Én ( 67 évesen ) szóvétek nélkül venném meg a 6 métert .... Mert úgy is el fog fogyni .... ( garantálom )
Mottó :" ha Antalnak( én vagyok ) kell egy liter tej : vesz egy tehenet "
Kell 50 cm laposvas de csak 6 métert adnak . Én ( 67 évesen ) szóvétek nélkül venném meg a 6 métert .... Mert úgy is el fog fogyni .... ( garantálom )
Mottó :" ha Antalnak( én vagyok ) kell egy liter tej : vesz egy tehenet "
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 20, 15:08
Írta: ywathzay Dátum 2017 október 20, 15:08
A nagyapám 80 évesen is így gondolkodott:))
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 20, 15:20
Írta: svejk Dátum 2017 október 20, 15:20
Előnyod van a vasiparral, hogy a maradék 5,5 métert talán megtalálod legközelebb,
Ha nekem kell egy tranyó én is 10 -et veszek.
Legközelebb megint mert pár hét múlva már nem találom meg a múltkori maradék kilencet, csak miután leadtam a második tíz megrendelését.[#circling]
Ha nekem kell egy tranyó én is 10 -et veszek.
Legközelebb megint mert pár hét múlva már nem találom meg a múltkori maradék kilencet, csak miután leadtam a második tíz megrendelését.[#circling]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 október 20, 15:38
Írta: zozo Dátum 2017 október 20, 15:38
Üdv a klubban :) 3db görgős mikrokapcsolóért egy hónapja körbeautóztam egész Veszprémet. Ráadásul felemás méreteket kaptam, nem keveset szentségelve.
Tegnap az egyik dobozomban találtam 4 egyformát :)
Tegnap az egyik dobozomban találtam 4 egyformát :)
Cím: Re:Mechanikai ötletek
Írta: dezsoe Dátum 2017 október 20, 16:57
Írta: dezsoe Dátum 2017 október 20, 16:57
Tudod a mondást: akinek nincs esze... írjon programot. [#vigyor3] Kreténebb alkatrészeknél a bolti kódot is rögzítem, hogy legközelebb ne egy óráig keressem. A pozíció pedig, hogy hol találom itthon. :)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_5ujsy65yeiy9gquujgmsc_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/10/5ujsy65yeiy9gquujgmsc_3977.png)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_5ujsy65yeiy9gquujgmsc_3977.png) (https://hobbicncforum.hu/uploaded_images/2017/10/5ujsy65yeiy9gquujgmsc_3977.png)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 20, 17:24
Írta: ANTAL GÁBOR Dátum 2017 október 20, 17:24
Én még fejből "operálok"
7414 ...Az zöld ( horgász ) dobozban van .. Ps . kb 30 egyforma ( zöld ) dobozom van .... ( no comment )
7414 ...Az zöld ( horgász ) dobozban van .. Ps . kb 30 egyforma ( zöld ) dobozom van .... ( no comment )
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 20, 17:51
Írta: svejk Dátum 2017 október 20, 17:51
Nem tudom az okát de azt látom mindenütt, hogy ezek a számítógépes nyilvántartások nem működnek olyan jól mint a régi kartonozós rendszer.
Persze lehet mai emberek szimplán "nemtőrődömök" nem úgy mint a múltban, ahol egy életpálya volt egy-egy raktárba bekerülni.
A vonalkódos lecsipogás az talán jól működik.
Persze lehet mai emberek szimplán "nemtőrődömök" nem úgy mint a múltban, ahol egy életpálya volt egy-egy raktárba bekerülni.
A vonalkódos lecsipogás az talán jól működik.
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2017 október 20, 19:30
Írta: g89ketty Dátum 2017 október 20, 19:30
Ez így van! Ilyenkor megfogadom, ha utólag megtalálom akkor kidobom. Volt már hogy betartottam.[#pias]
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2017 október 20, 19:40
Írta: g89ketty Dátum 2017 október 20, 19:40
Ne is mondd! A kartonozósnál nem fagy le a rendszer, áramszünet nem gond (gyertyánál is működik), 1000 évig nem tőrlődik az adat,stb.[#wave]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 október 20, 20:02
Írta: PSoft Dátum 2017 október 20, 20:02
A fahasogatás mikéntjének, csak a fantázia szab határt.:)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 október 20, 20:40
Írta: svejk Dátum 2017 október 20, 20:40
[#nevetes2]
Cím: Re:Mechanikai ötletek
Írta: u6p5jr23k Dátum 2017 október 20, 22:41
Írta: u6p5jr23k Dátum 2017 október 20, 22:41
Ez a videö is megerősített benne, hogy a hasítókúp a jö megoldás. Azonban nem semmi a traktor targoncatorony kombó és a felhegesztett baktafej/gumikalapács páros sem :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 október 20, 23:13
Írta: PSoft Dátum 2017 október 20, 23:13
Nemrég volt téma valamelyik topikban, az akkucellák cseréje/ponthegesztése...
Egy kicsit "sufnituning", de kis fantáziával...tovább lehet gondolni.:)
Egy kicsit "sufnituning", de kis fantáziával...tovább lehet gondolni.:)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 október 21, 08:37
Írta: 000000000 Dátum 2017 október 21, 08:37
"a nyomóerő ott nem függ a bélyeg rádiuszától ..."
Az elég nagy baj lenne, függ tőle.
Az elég nagy baj lenne, függ tőle.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 október 21, 11:23
Írta: PSoft Dátum 2017 október 21, 11:23
Nocsak...itt egy lánccal hajtott CNC-s forgó tengely.:)
Igaz, hogy a pontossági igény itt nem századokban mérhető...
De úgy néz ki, az adott feladatra több mint megfelel.
Igaz, hogy a pontossági igény itt nem századokban mérhető...
De úgy néz ki, az adott feladatra több mint megfelel.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 21, 11:46
Írta: ywathzay Dátum 2017 október 21, 11:46
Lehet hogy nagy baj, ebben nem tudok állást foglalni.
Viszont a lentebb megadott táblázatot megnézve a Svejk által korábban adott adatokkal(400mm hosszú, Lv 1.5mm szénacél lemez, 10-es matricában) számolva nekem 7800kg nyomóerő igény jött ki a könyv alapján számolva, a táblázatban ha jól olvastam ki 6800kg kell (bélyeg rádiusza 1.6), a rádiusz növelésével -amivel a matrica szélességét is növeli- pedig egyre kevesebb.
Nem érzem problémásnak ha egy hajlításra tervezett szerkezet a könyv által adott adatokkal van méretezve.
Viszont a lentebb megadott táblázatot megnézve a Svejk által korábban adott adatokkal(400mm hosszú, Lv 1.5mm szénacél lemez, 10-es matricában) számolva nekem 7800kg nyomóerő igény jött ki a könyv alapján számolva, a táblázatban ha jól olvastam ki 6800kg kell (bélyeg rádiusza 1.6), a rádiusz növelésével -amivel a matrica szélességét is növeli- pedig egyre kevesebb.
Nem érzem problémásnak ha egy hajlításra tervezett szerkezet a könyv által adott adatokkal van méretezve.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 25, 15:14
Írta: ywathzay Dátum 2017 október 25, 15:14
Csak hogy tovább vigyem az élhajlító témát, találtam a neten egy gépet. 2méteres, 200T. Igaz, anyag van benne mert leírás szerint 4.5T, de nekem senki ne mondja, hogy egy ilyet házilagosan egy kis segítséggel ne lehetne összehozni.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_ih65a6e2ggm3v2gzdf4_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/ih65a6e2ggm3v2gzdf4_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_ppuhftz46yyp2pnt45_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/ppuhftz46yyp2pnt45_891.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_ih65a6e2ggm3v2gzdf4_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/ih65a6e2ggm3v2gzdf4_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_ppuhftz46yyp2pnt45_891.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/ppuhftz46yyp2pnt45_891.jpg)
Cím: Re:Mechanikai ötletek
Írta: d46hvfrdr Dátum 2017 október 25, 16:31
Írta: d46hvfrdr Dátum 2017 október 25, 16:31
A gépet tekintve, elgondolkodtató ez a 4,5T hogy miből adódhat össze... Az alatta lévő 2 köbméter betonnal együtt biztosan megvan a tömeg...
Viszonyítva a környezethez és a látott alkatrészekhez kb 1, esetleg 1,5 tonna ha lehet a gépben. Persze lehetnek benne rejtett és kegyetlen tömegű öntvény tömbök.
És ez a 200t nyomóerő is szerintem megkérdőjelezhető. Persze el lehet érni a 200 tonnát, mert nem lehetetlen, de a szerkezet károsodásával max. De nem lehetetlen.
Az én Agroszolg 92 által gyártott gépemnek csak a vázmérete 2,6m X 1m X 2,2m. Erre rámegy még a hidraulikus elemek védőrács és elektromos dobozok stb... A gép teljes súlya csupán 2500kg , 80 tonna nyomóerő. Az alapváz átlag 30mm és 50mm vastagságú lemezből van.
Viszonyítva a környezethez és a látott alkatrészekhez kb 1, esetleg 1,5 tonna ha lehet a gépben. Persze lehetnek benne rejtett és kegyetlen tömegű öntvény tömbök.
És ez a 200t nyomóerő is szerintem megkérdőjelezhető. Persze el lehet érni a 200 tonnát, mert nem lehetetlen, de a szerkezet károsodásával max. De nem lehetetlen.
Az én Agroszolg 92 által gyártott gépemnek csak a vázmérete 2,6m X 1m X 2,2m. Erre rámegy még a hidraulikus elemek védőrács és elektromos dobozok stb... A gép teljes súlya csupán 2500kg , 80 tonna nyomóerő. Az alapváz átlag 30mm és 50mm vastagságú lemezből van.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2017 október 25, 17:42
Írta: ywathzay Dátum 2017 október 25, 17:42
A leírását nem én készítettem, elolvastam. Én sem gondolom hogy ebben van 4.5T, de a leírt paramétereit nem én találtam ki, ez nem is igazán érdekelt... Hosszára 2.5m van megadva. A szerkezet kialakításán van a hangsúly, a korábban tárgyalt témával kapcsolatban.
Cím: Re:Mechanikai ötletek
Írta: d46hvfrdr Dátum 2017 október 25, 18:03
Írta: d46hvfrdr Dátum 2017 október 25, 18:03
Én is inkább arra akartam utalni, hogy fals infók vannak írva az oldalon. Picit szépítettek a leírásban [#pardon1]
Építés terén egyébként tényleg nem egy lehetetlen dolog a hajlítógép, a gondot az anyagok keresztmetszete és annak ára és megmunkálása jelenti. 20-40 tonnás nyomóerejű gép építése már bőven elég átlag vékony lemez hajlításához. De oda is kell a túlméretezés.
Ami nekem van hajítógép, a medve feletti munkahenger alátámasztó rész 2db 20mm x 600mm-es lemezzel van megoldva, ez van belegyökölve az váz oldalsó elemeibe. Ennek feszül neki a két munkahenger, 40 tonna nyomóerőtől már szemmel láthatóan hajlanak ezek az átkötő lemezek. Ezt a gyenge pontot ki akarom küszöbölni a gépen mert picit rá szeretnék emelni majd a hidraulika nyomásra ami jelenleg 100-160 bar között állítható és 200-250 köré is elérhetővé akarom tenni, így már jóval 100 tonna fölé vihetem a gép jelenlegi max 80 tonna nyomóerejét. Persze van rajta 1-2 átépítés amit érdemes meglépni mert a konstrukció picit szerintem hiányos tervezésileg...
Építés terén egyébként tényleg nem egy lehetetlen dolog a hajlítógép, a gondot az anyagok keresztmetszete és annak ára és megmunkálása jelenti. 20-40 tonnás nyomóerejű gép építése már bőven elég átlag vékony lemez hajlításához. De oda is kell a túlméretezés.
Ami nekem van hajítógép, a medve feletti munkahenger alátámasztó rész 2db 20mm x 600mm-es lemezzel van megoldva, ez van belegyökölve az váz oldalsó elemeibe. Ennek feszül neki a két munkahenger, 40 tonna nyomóerőtől már szemmel láthatóan hajlanak ezek az átkötő lemezek. Ezt a gyenge pontot ki akarom küszöbölni a gépen mert picit rá szeretnék emelni majd a hidraulika nyomásra ami jelenleg 100-160 bar között állítható és 200-250 köré is elérhetővé akarom tenni, így már jóval 100 tonna fölé vihetem a gép jelenlegi max 80 tonna nyomóerejét. Persze van rajta 1-2 átépítés amit érdemes meglépni mert a konstrukció picit szerintem hiányos tervezésileg...
Cím: Re:Mechanikai ötletek
Írta: y9au2mspr Dátum 2017 október 26, 18:26
Írta: y9au2mspr Dátum 2017 október 26, 18:26
Nagyon meggyőző külsőre a gép. Viszont itt sem alkalmazták a svejk által említett ideális munkahengerek elosztási arányait.(2/9;7/9)
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2017 október 27, 16:33
Írta: Devecz Miklós Dátum 2017 október 27, 16:33
Sziasztok!
Szedett már valaki szét Straus mini kompresszort?
Úgy néz ki csapágyat kellene cserélnem benne, az excenter oldalon, de sehogy nem jövök rá, hogy lehetne az excentert levarázsolni. Nem látok sehol egy csavart az excenternél, a csapágy furaton meg nem fér ki.
Este teszek fel képet róla.
Szedett már valaki szét Straus mini kompresszort?
Úgy néz ki csapágyat kellene cserélnem benne, az excenter oldalon, de sehogy nem jövök rá, hogy lehetne az excentert levarázsolni. Nem látok sehol egy csavart az excenternél, a csapágy furaton meg nem fér ki.
Este teszek fel képet róla.
Cím: Re:Mechanikai ötletek
Írta: J-Steel Dátum 2017 október 29, 21:07
Írta: J-Steel Dátum 2017 október 29, 21:07
Van egy ilyen csavarszorítós kis satum.
https://www.rc-machines.com/media/images/org/RCPNS75N_2.jpg
Álatalában a rövid oldalon szoktam leszorítani, de van úgy hogy nincs helyem. A hosszú oldalán van ugyan hasíték, de ha más méretű anyagot kell beleraknom, akkor nem tudok lyukat váltani, csak ha szétszerelem a leszorítást.
Nincs valakinek valamilyen ötlete, hogyan lehetne ezt a szerkezetet leszorítani ügyesen és gyorsan?
Már valamilyen fül hegesztésén is gondolkodtam, de félek, hogy hőtől vetemedni fog.
https://www.rc-machines.com/media/images/org/RCPNS75N_2.jpg
Álatalában a rövid oldalon szoktam leszorítani, de van úgy hogy nincs helyem. A hosszú oldalán van ugyan hasíték, de ha más méretű anyagot kell beleraknom, akkor nem tudok lyukat váltani, csak ha szétszerelem a leszorítást.
Nincs valakinek valamilyen ötlete, hogyan lehetne ezt a szerkezetet leszorítani ügyesen és gyorsan?
Már valamilyen fül hegesztésén is gondolkodtam, de félek, hogy hőtől vetemedni fog.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 október 29, 22:33
Írta: vjanos Dátum 2017 október 29, 22:33
Alulról rácsavarozni egy precizen megmunkált 10mm+ lapot, ami körbe kilóg és azt lehet leszorítani?
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2017 október 29, 23:23
Írta: Vetesi75 Dátum 2017 október 29, 23:23
Havernál láttam egy hasonló kategóriájú "gazdaságos" kompresszor motorját kallódni (a kompresszor része kikönyökölt), azon az excenteres rész menettel kapcsolódik a motor tengelyéhez. Hogy jobbos vagy balos azt ne kérdezd, de a forgás irányából gondolom kikövetkeztethető (- vagy nem). :(
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 október 30, 14:49
Írta: remrendes Dátum 2017 október 30, 14:49
Ezzel kapcsolatban megkeresnelek, ha rabolhatom az idod nehany percre.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2017 október 30, 15:18
Írta: ANTAL GÁBOR Dátum 2017 október 30, 15:18
ok
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 november 04, 13:00
Írta: jani300 Dátum 2017 november 04, 13:00
Öntvény alapanyag, prizma ellenőrző léc lesz belőle.
(csak az anyagot szereztem, nem kell cikizni)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_t536u9w3vfenviahtgmz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t536u9w3vfenviahtgmz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_svpxtbs5spxfjepdy4ikb_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/svpxtbs5spxfjepdy4ikb_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_6wd2wtt7dmf5uqyay6vmu_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/6wd2wtt7dmf5uqyay6vmu_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_sxb7gz8i87xkmza3aj38_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/sxb7gz8i87xkmza3aj38_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_bq83z5abc3v9bahk0kn0_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/bq83z5abc3v9bahk0kn0_2430.jpg)
(csak az anyagot szereztem, nem kell cikizni)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_t536u9w3vfenviahtgmz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t536u9w3vfenviahtgmz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_svpxtbs5spxfjepdy4ikb_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/svpxtbs5spxfjepdy4ikb_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_6wd2wtt7dmf5uqyay6vmu_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/6wd2wtt7dmf5uqyay6vmu_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_sxb7gz8i87xkmza3aj38_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/sxb7gz8i87xkmza3aj38_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_bq83z5abc3v9bahk0kn0_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/bq83z5abc3v9bahk0kn0_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 november 05, 07:21
Írta: svager Dátum 2017 november 05, 07:21
Nem cikizés,de ezek az öntvények nem valmi jó alapanyagok.
Tele vannak zárvánnyal,durva a szemcseszerkezete az öntvénynek,és egyenletlen a mínősége az anyagnak,de ha hántolod majd meglátod.
Inkább valami szerszámgépből szerezz egy darabot.
Tele vannak zárvánnyal,durva a szemcseszerkezete az öntvénynek,és egyenletlen a mínősége az anyagnak,de ha hántolod majd meglátod.
Inkább valami szerszámgépből szerezz egy darabot.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 november 05, 10:36
Írta: jani300 Dátum 2017 november 05, 10:36
Öntödei hulladék . Tagolt , bordázott aknafedlapok ,és jó nagy bonyolult hajtóműházakkal együtt volt , gondolom ugyan az az anyaga .A beömlőt lefűrészeltem róla , azt nem akartam megvenni . Szép egyenletes anyagnak tűnik ,ahol vágtam . Nem az én bulim ,csak anyagot szereztem .
Ezer pár száz forint az anyagköltség , nagyolás után kiderül milyen is valójában .
Ezer pár száz forint az anyagköltség , nagyolás után kiderül milyen is valójában .
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 november 05, 11:11
Írta: PSoft Dátum 2017 november 05, 11:11
Ezek szerint, Te fogod megmunkálni?[#eljen]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2017 november 05, 11:13
Írta: zozo Dátum 2017 november 05, 11:13
Láttam én már öntvényt is vetemedni forgácsolás után...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 november 05, 13:09
Írta: jani300 Dátum 2017 november 05, 13:09
Nem én csinálom . Több mili ráhagyással ki kell rakni az udvarra tíz évre . Nekem így is tanították .
Persze ha szorít az ötéves terv , és két év alatt muszáj befejezni , akkor ...[#nemtudom] . Rázogatás , mesterséges öregbítés , az is lehetőség [#integet2]
Persze ha szorít az ötéves terv , és két év alatt muszáj befejezni , akkor ...[#nemtudom] . Rázogatás , mesterséges öregbítés , az is lehetőség [#integet2]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 november 05, 13:19
Írta: jani300 Dátum 2017 november 05, 13:19
De ha valaki szeretne MVE vagy EU ból darabot vágni megpróbálhatom elintézni :) Kivan nagyolva ,a törőben ...
A "T" nútosokall meg nem is borzolom a kollégák idegeit .
Nekem elég volt hogy erről lefűrészeltem egy 4 kilós beömlőt . Útban lett volna , nehéz csomagolni ,ha marad .
A "T" nútosokall meg nem is borzolom a kollégák idegeit .
Nekem elég volt hogy erről lefűrészeltem egy 4 kilós beömlőt . Útban lett volna , nehéz csomagolni ,ha marad .
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2017 november 05, 16:31
Írta: ra8nsmk6w Dátum 2017 november 05, 16:31
Szinte minden esetben megtörténik ha megbomlik a felületen a kéreg folytonossága. Igazán akkor szemetünő (nem is kell mérni) Ha az egyik oldalát megmunkálod.
Bosszantó, de számolni kell vele. Az igazság az, hogy az öntvény az úgy jó ahogy van.
Bosszantó, de számolni kell vele. Az igazság az, hogy az öntvény az úgy jó ahogy van.
Cím: Re:Mechanikai ötletek
Írta: cz7ib6jxf Dátum 2017 november 08, 00:00
Írta: cz7ib6jxf Dátum 2017 november 08, 00:00
Ami azt illeti, elég macerás egy megoldás.
Aki megelégszik a forrasztással is, (mert többnyire miért is ne elégedhetne meg) annak ajánlanám a SZUPER EVIPASS nevű "csodaszert". Egyetlen csepp és úgy fut az ón ezeken a felületeken, mintha mindig ezt gyakorolta volna :-)
Sok helyen kapható. A Házak áruházában én 400 Ft-ért vettem 1000 ml-t. Ebből egy darabig lehet csepegtetni.
Ja, és egyébként fémfelületek passziválására használatos; foszforsav és bórsav elegye.
A lényeg, hogy elég hőkapacitással és hőmérséklettel rendelkező pákával és gyorsan történjen a forrasztás, mert akkor maga az akku a forrasztást követően is alig lesz melegebb, mint a kézmelegség, tehát biztosan nem tesz kárt benne.
Aki megelégszik a forrasztással is, (mert többnyire miért is ne elégedhetne meg) annak ajánlanám a SZUPER EVIPASS nevű "csodaszert". Egyetlen csepp és úgy fut az ón ezeken a felületeken, mintha mindig ezt gyakorolta volna :-)
Sok helyen kapható. A Házak áruházában én 400 Ft-ért vettem 1000 ml-t. Ebből egy darabig lehet csepegtetni.
Ja, és egyébként fémfelületek passziválására használatos; foszforsav és bórsav elegye.
A lényeg, hogy elég hőkapacitással és hőmérséklettel rendelkező pákával és gyorsan történjen a forrasztás, mert akkor maga az akku a forrasztást követően is alig lesz melegebb, mint a kézmelegség, tehát biztosan nem tesz kárt benne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 november 08, 00:08
Írta: 000000000 Dátum 2017 november 08, 00:08
Saválló és rozsdamentes cuccokat forrasztani folyasztószer nélkül csak óngurgulázás a felületen.
Az általad írt rozsdamaró rozsdaátalakító szer főleg Foszforsavat tartalmaz ezért tudod forrasztani utána.
Mi a savállóhoz 85 %-os élelmiszeripari foszforsavat szoktunk használni a rézcsövekhez alkalmazott forrasztóanyaggal.
De a 60/40 ón ólom forrasztóanyag is tökéletes hozzá.
Az általad írt rozsdamaró rozsdaátalakító szer főleg Foszforsavat tartalmaz ezért tudod forrasztani utána.
Mi a savállóhoz 85 %-os élelmiszeripari foszforsavat szoktunk használni a rézcsövekhez alkalmazott forrasztóanyaggal.
De a 60/40 ón ólom forrasztóanyag is tökéletes hozzá.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 november 08, 08:21
Írta: keri Dátum 2017 november 08, 08:21
Meg mondtál valami étkezési savat, hogy az is milyen jó, csak már elfelejtettem mi volt az....pedig néztem is hogy kilója 500forint.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 november 08, 08:22
Írta: keri Dátum 2017 november 08, 08:22
Ja, hülye vagyok, itt írod [#circling]
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2017 november 08, 17:45
Írta: kaqkk007 Dátum 2017 november 08, 17:45
öblítsd le colával ...[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 november 08, 17:59
Írta: keri Dátum 2017 november 08, 17:59
És a kicsapódó cukorréteg a forrasztás közbeni oxidáció ellen is jó...vagy nem mert ráég :D
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 november 11, 18:24
Írta: svejk Dátum 2017 november 11, 18:24
Hogy szoktátok a lineáris kocsik nehezen hozzáférhető zsírzógombjait kivezetni?
A 15-ös kocsikban M4-es menetű a zsírzógomb, sajnos tudtommal nem létezik M4 / 4 mm-es pneumatikacső idom.
Utoljára amikor ilyet csináltam M5/4 mm-esekre vágtam át metszővel M4-esre a menetet, de elég határeset maradt a falvastagság.
A 15-ös kocsikban M4-es menetű a zsírzógomb, sajnos tudtommal nem létezik M4 / 4 mm-es pneumatikacső idom.
Utoljára amikor ilyet csináltam M5/4 mm-esekre vágtam át metszővel M4-esre a menetet, de elég határeset maradt a falvastagság.
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2017 november 11, 20:01
Írta: szf Dátum 2017 november 11, 20:01
Közelemben a helyi erők M4/M5 KB-s átalakítokat csináltak és abba tekerték a pneumatikus csatlatlozót.
Szegény ember vízzel gőz.[#kacsint]
Szegény ember vízzel gőz.[#kacsint]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 november 12, 09:49
Írta: keri Dátum 2017 november 12, 09:49
Miért nem vágsz rézcsőre M4 menetet oda vezeted ki ahova akarod, és oda teszed a végére a zsírzó gombot.
Feltágíthatod, vághatsz bele menetet, vagy tetszőleges idomot is forraszthatsz végére, mert ott már van hely.
Feltágíthatod, vághatsz bele menetet, vagy tetszőleges idomot is forraszthatsz végére, mert ott már van hely.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 november 12, 10:17
Írta: svejk Dátum 2017 november 12, 10:17
A lusta meg kérdezget. :)
De ha már átalakító...
Most pl. tervezési hiba miatt kellene vagy 10 db K/B-s M6/M4-es és M10/M6-os átalakító-8-10 mm hosszú.
Ilyenekkel nem találkoztam még csavarboltokban, de hátha valaki látott már ilyeneket boltban.
NEM menetjavítóra van szükségem, az más tészta.
De ha már átalakító...
Most pl. tervezési hiba miatt kellene vagy 10 db K/B-s M6/M4-es és M10/M6-os átalakító-8-10 mm hosszú.
Ilyenekkel nem találkoztam még csavarboltokban, de hátha valaki látott már ilyeneket boltban.
NEM menetjavítóra van szükségem, az más tészta.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 november 12, 10:24
Írta: svejk Dátum 2017 november 12, 10:24
Ááá... olyan cigányos.
Csak addig tudod beletekerni amíg egyenes a cső,aztán ha meghajlítgatod nem tudod cserélni.
Előnye viszont, hogy bírja a nyomást.
Nagy eszű kollégáim rárakták a nagy levegős zsírzót a központi gombra. Persze a kocsik nem győzték nyelni a zsírt, a 4 mm-es poliamid csövek kisujjnyi vastagra duzzadtak, míg kettő szét nem repedt hosszában. :)
Csak addig tudod beletekerni amíg egyenes a cső,aztán ha meghajlítgatod nem tudod cserélni.
Előnye viszont, hogy bírja a nyomást.
Nagy eszű kollégáim rárakták a nagy levegős zsírzót a központi gombra. Persze a kocsik nem győzték nyelni a zsírt, a 4 mm-es poliamid csövek kisujjnyi vastagra duzzadtak, míg kettő szét nem repedt hosszában. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 november 12, 10:26
Írta: svejk Dátum 2017 november 12, 10:26
No persze ha nem a cső durrant volna ki akkor meglehet a kocsik végeit nyomta volna le a nyomás.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 november 12, 10:50
Írta: keri Dátum 2017 november 12, 10:50
jajmá de igényes vagy te [#hehe]
Akkor egy ilyen motoros fékcső fitting megoldás? (http://www.iconrider.hu/content/webshop/motor-futomufekeklancok/fekcsovek/0317-egyenes-fitting.jpg)
m4-esben persze nincs ilyen, de esztergán 4-es csavarból viszonylag egyszerű gyártani, és nagyon könnyű szétszedni.
Akkor egy ilyen motoros fékcső fitting megoldás? (http://www.iconrider.hu/content/webshop/motor-futomufekeklancok/fekcsovek/0317-egyenes-fitting.jpg)
m4-esben persze nincs ilyen, de esztergán 4-es csavarból viszonylag egyszerű gyártani, és nagyon könnyű szétszedni.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 november 12, 10:51
Írta: keri Dátum 2017 november 12, 10:51
Akkor az eredeti is jó lenne, csak a kollégáknak kéne megtanulni, hogy ne nyomja meg 100BAR-al?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 november 12, 11:12
Írta: svejk Dátum 2017 november 12, 11:12
Azt is mókolt, én csináltam.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 november 12, 11:12
Írta: svejk Dátum 2017 november 12, 11:12
-t
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2017 november 12, 11:16
Írta: svejk Dátum 2017 november 12, 11:16
Az ilyen kis bisz-baszok miatt lenne érdemes egy kis CNC eszterga.
Simán le lehetne gyártani több ezer darabot és bemenni vele a Powerbeltbe vagy a Klaviohoz, hogy tessék, kiegészítő elem, csak meg kell reklámozni a honlapon a kocsik mellett.
Simán le lehetne gyártani több ezer darabot és bemenni vele a Powerbeltbe vagy a Klaviohoz, hogy tessék, kiegészítő elem, csak meg kell reklámozni a honlapon a kocsik mellett.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 november 12, 12:39
Írta: 000000000 Dátum 2017 november 12, 12:39
Nem az a lényeg mit gyártasz, hanem az hogy megtaláld vele az a pici piaci rést akivel senki nem foglalkozik.
Például madarászoknak is fillérekből lehet gyártani kis kütyüket és közel ezüst gramm árban veszik mint a cukrot ! [#papakacsint]
Például madarászoknak is fillérekből lehet gyártani kis kütyüket és közel ezüst gramm árban veszik mint a cukrot ! [#papakacsint]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 november 12, 12:41
Írta: jani300 Dátum 2017 november 12, 12:41
Kié is a haszon ? A boltos jár igazán jól :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 november 12, 12:46
Írta: 000000000 Dátum 2017 november 12, 12:46
Főleg mikor mikor saját magad árulod mert senki nem foglakozik vele. [#papakacsint]
Egy jó honlap kérdése az egész és onnan kezdve megkerülhetetlen vagy !
Egy jó honlap kérdése az egész és onnan kezdve megkerülhetetlen vagy !
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 november 12, 14:41
Írta: keri Dátum 2017 november 12, 14:41
Na, ha bejön az ötletem, pár százalékot cseppentsetek nekem is [#hehe]
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2017 november 12, 20:04
Írta: z2a2u8wf Dátum 2017 november 12, 20:04
Sziasztok.
Szert tettem egy elég masszív X-Y-Z mechanikára ami alumínium és fém megmunkálására is alkalmas lehet.
Melyik építési módot ajánlanátok?
Mózgó hidas, vagy mozgó asztalos?
Melyiknek mik az előnyei hátrányai? Eddig csak faipari géppel volt szerencsém.
Munkaterülete kb 300x400x150mm lenne.
Szert tettem egy elég masszív X-Y-Z mechanikára ami alumínium és fém megmunkálására is alkalmas lehet.
Melyik építési módot ajánlanátok?
Mózgó hidas, vagy mozgó asztalos?
Melyiknek mik az előnyei hátrányai? Eddig csak faipari géppel volt szerencsém.
Munkaterülete kb 300x400x150mm lenne.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 november 12, 20:16
Írta: 000000000 Dátum 2017 november 12, 20:16
Mozgó hidas kisebb helyet foglal.
A mozgó asztalos masszívabb de az asztal miatt dupla akkora hely kell neki.
Más előnye hátránya nem igazán van.
A mozgó asztalos masszívabb de az asztal miatt dupla akkora hely kell neki.
Más előnye hátránya nem igazán van.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 november 12, 20:40
Írta: RJancsi Dátum 2017 november 12, 20:40
Talán még annyi, hogy mozgó hidasnál előre lehet méretezni a híd tömegével (tehetetlenség, teljesítmény igény)függetlenül a leendő munkadarab tömegétől. Mozgó asztalosnál munkadarabként akkora tömb is előfordul ami még éppen befér a híd alá. Nyilván erre kell méretezni az asztalt, ami lehet, hogy jóval nagyobb tömeg mint a híd. Ha nagyobb a mérete a munkadarabnak mint az asztal, mozgó hidasnál a kilógó részeket alá lehet támasztani. Mozgó asztalnál a lelógó rész ronda nagy nyomatékkal tekeri az asztal lineárjait legyen az sín vagy köracél.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 november 12, 21:03
Írta: 000000000 Dátum 2017 november 12, 21:03
300x400-as mozgásterületű gépnél nem hiszem, hogy akkora tömeget rá tudna tenni amit akár egy 3-4 Nm-es léptetőmotor különösebben zokon venne.
2Nm-es motornál direkt hajtású 5mm-es emelkedésű golyós orsós megoldásnál is több mint 200kg mellékmozgási erővel lehet számolni.
Ezért se tértem ki erre.
A mozgó asztalosnál a nagyobb hely miatt hosszabb lineáris vezetékek kellenek.
Ennyiből rosszabb választás.
A mozgó hidasnál meg a kétoldali hajtás elengedhetetlen.
Ez a melyik ujjam harapjam meg effektus !
2Nm-es motornál direkt hajtású 5mm-es emelkedésű golyós orsós megoldásnál is több mint 200kg mellékmozgási erővel lehet számolni.
Ezért se tértem ki erre.
A mozgó asztalosnál a nagyobb hely miatt hosszabb lineáris vezetékek kellenek.
Ennyiből rosszabb választás.
A mozgó hidasnál meg a kétoldali hajtás elengedhetetlen.
Ez a melyik ujjam harapjam meg effektus !
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 november 13, 06:10
Írta: RJancsi Dátum 2017 november 13, 06:10
Nem annyira a tömeg mint a gyorsulások miatt írtam. Igazad van, hogy a 2 Nm-es motor is tud 200 kg-ot mozgatni. Szép egyenletes tempóban. De egy 300x400-as munkaterületű gépnél ennek töredéke sem lesz a híd, különösen ha kiemelt sineken van és nem az asztal alól nyúlik fel mint egy portáldaru. Azt meg tapasztalatból írtam, nálam sűrűn előfordult, hogy hosszú munkadarab végébe gravíroztam ami bőven lelógott az asztalról. Mozgó asztalosnál nem hiszem, hogy megoldható lett volna. A munkadarab súlypontja jócskán az asztalon kívül volt. Mozgó asztalnál ez rendesen igénybe venné a lineárokat.
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2017 november 13, 06:23
Írta: z2a2u8wf Dátum 2017 november 13, 06:23
Köszönöm a válaszokat.
A gondom hogy a híd középpontba és a maromotort tengelye kozotti távolság 200mm az oldala pedig kb 350mm lenne. Vagyis a hidátumot az asztaltól nagyon magasra es elegge hatra kell helyeznem.
(https://sc02.alicdn.com/kf/HTB1OMQBJVXXXXbDXVXXq6xXFXXXe/Hot-sale-SIGN-4040-2-2KW-mini.jpg_350x350.jpg)
(https://ae01.alicdn.com/kf/HTB1S98wPVXXXXX8XVXXq6xXFXXXD/Small-desktop-cnc-router-6090-Metal-cnc-engraving-machine-cnc-router-cutters-for-aluminum.jpg)
A gondom hogy a híd középpontba és a maromotort tengelye kozotti távolság 200mm az oldala pedig kb 350mm lenne. Vagyis a hidátumot az asztaltól nagyon magasra es elegge hatra kell helyeznem.
(https://sc02.alicdn.com/kf/HTB1OMQBJVXXXXbDXVXXq6xXFXXXe/Hot-sale-SIGN-4040-2-2KW-mini.jpg_350x350.jpg)
(https://ae01.alicdn.com/kf/HTB1S98wPVXXXXX8XVXXq6xXFXXXD/Small-desktop-cnc-router-6090-Metal-cnc-engraving-machine-cnc-router-cutters-for-aluminum.jpg)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 november 13, 07:51
Írta: 000000000 Dátum 2017 november 13, 07:51
Ez csak részben igaz amit írsz mert nem a sebesség a lényeg hanem azt milyen gyorsítással lassítással tudod elindítani megállítani azt a tömeget.
Ettől függetlenül elég szép tempót lehet elérni, nem kell cammognia.
A mozgó asztalosnál is le lehet lógatni a darabot és már egy 15-ös kinai hiwin lineáris sin is 11380 N dinamikus és 25310 N statikus terhelést bír ki. ( ezek már tonnás terhelhetőségek darabonként )
Az MX maximumot elérd igen csak sok 100 kilóban kellene az asztalon túl lennie a súlypontjának a munkadarabnak.
Beszéltem itt a súlypontról és ha az asztal szélén helyezkedik el a kocsi akkor igen csak túl kell lógnia amivel meglenne a 150 Nm csavaró erő, de...
És ugyebár a minimum 4 kocsi miatt a csavaróerő elhanyagolható ami egy 300x400 asztal esetén összejön a józan ész keretei között. (előbb borítaná fel a gépet mint károsodna a lineáris egység )
Csak egy példa miket viselnek el ezek a 15 lineáris sínek és kocsik.
Egy tömbre volt rögzítve egy darab THK 15 kocsi amiben 1000mm sin volt beletolva és ez a tömb volt befogva egy 150-es satuba.
A végét fel le megrángatva MX csavaróerőt létrehozva a fa satupad deszkája szakadt fel satuval együtt és nem volt érezhető, látható, mérhető károsodás a lineáris egységen.
Így ellenőriztem a "lógását" de csak a satupad bánta. [#nevetes1]
Tehát a 65-szögeket cserélnem kell valami böszme facsavarokra. [#hehe]
Ettől függetlenül elég szép tempót lehet elérni, nem kell cammognia.
A mozgó asztalosnál is le lehet lógatni a darabot és már egy 15-ös kinai hiwin lineáris sin is 11380 N dinamikus és 25310 N statikus terhelést bír ki. ( ezek már tonnás terhelhetőségek darabonként )
Az MX maximumot elérd igen csak sok 100 kilóban kellene az asztalon túl lennie a súlypontjának a munkadarabnak.
Beszéltem itt a súlypontról és ha az asztal szélén helyezkedik el a kocsi akkor igen csak túl kell lógnia amivel meglenne a 150 Nm csavaró erő, de...
És ugyebár a minimum 4 kocsi miatt a csavaróerő elhanyagolható ami egy 300x400 asztal esetén összejön a józan ész keretei között. (előbb borítaná fel a gépet mint károsodna a lineáris egység )
Csak egy példa miket viselnek el ezek a 15 lineáris sínek és kocsik.
Egy tömbre volt rögzítve egy darab THK 15 kocsi amiben 1000mm sin volt beletolva és ez a tömb volt befogva egy 150-es satuba.
A végét fel le megrángatva MX csavaróerőt létrehozva a fa satupad deszkája szakadt fel satuval együtt és nem volt érezhető, látható, mérhető károsodás a lineáris egységen.
Így ellenőriztem a "lógását" de csak a satupad bánta. [#nevetes1]
Tehát a 65-szögeket cserélnem kell valami böszme facsavarokra. [#hehe]
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2017 november 13, 07:53
Írta: designr Dátum 2017 november 13, 07:53
Az egyik kép mozgó asztalos a másik mozgó hidas.De mindkettő jó elosztásúnak tünik..egy képet ha tennél föl a mechanikáról..hogy mennyire adottak a méretei..
Ha teljesen kész 3 engelyes mechanika akkor már valamilyen szinten meg van kötve a kezed,de könnyebb helyzetben is vagy..nem kell sokat alakitani.és ha gyári volt meg van tervezve,csak aztal,váz..miegymás kell,ami sok munka ugyan de nagyságrendekkel kevesebb mint egy halom lineárból orsóból alulemezből ideális felépitésű gépet konstruálni.
Ha teljesen kész 3 engelyes mechanika akkor már valamilyen szinten meg van kötve a kezed,de könnyebb helyzetben is vagy..nem kell sokat alakitani.és ha gyári volt meg van tervezve,csak aztal,váz..miegymás kell,ami sok munka ugyan de nagyságrendekkel kevesebb mint egy halom lineárból orsóból alulemezből ideális felépitésű gépet konstruálni.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2017 november 13, 07:57
Írta: remrendes Dátum 2017 november 13, 07:57
Nekem ez a legkevesbbe szimpatikus gep verzio (ami a masodik kepen van). Nekem a sineket felemelve sokkal szimpatikusabb. Tehat az asztal az "U" alaki es a hid pedig csak rajta fekszik "-"
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2017 november 13, 08:11
Írta: designr Dátum 2017 november 13, 08:11
Igen Y kocsijat tehette volna kicsit szét..de nem rossz konstrukció..ez egy aránylag kis méretű gép,igaz középen egy orsóval hajt de ugy látom alul össze vannak kötve a hidak.
De nekem is jobban tetszik a kiemelt U alakú sin és persze alap a két oldali hajtás.
De nekem is jobban tetszik a kiemelt U alakú sin és persze alap a két oldali hajtás.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2017 november 13, 08:31
Írta: svager Dátum 2017 november 13, 08:31
A mozgó asztalosnak van egy olyan problémája,hogy a hoszabb,nagy keresztmetszetű munkadarabok lefogatásakor,nem lehajlik,hanem az asztalt hozzáhúzza a munkadarabhoz.
Egy 150-200 gerenda simán elhúzza a marógép 50mm-es aztalát,ezért is használják a komolyabb gépeknél is,hogy a asztalon vannak a kocsik és egy kétszer akkora síneken futnak.
Egy 150-200 gerenda simán elhúzza a marógép 50mm-es aztalát,ezért is használják a komolyabb gépeknél is,hogy a asztalon vannak a kocsik és egy kétszer akkora síneken futnak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 november 13, 08:45
Írta: 000000000 Dátum 2017 november 13, 08:45
Ha bármi hajlik azt rég meg lehet cseszni !
Nem kell bemutatni találkoztam már pár géppel !
Év elején befejezett mozgó asztalos masinán csak az asztal 1.1 Tonna !
Egyetlen kocsi nincs sehol mert csúszóágyas, mondjuk nem is hobby gép [#nevetes1]
Gőzmozdony alkatrészeket gyártanak rajta, ami köztudottan kis könnyű darabok. [#nevetes1]
Nem kell bemutatni találkoztam már pár géppel !
Év elején befejezett mozgó asztalos masinán csak az asztal 1.1 Tonna !
Egyetlen kocsi nincs sehol mert csúszóágyas, mondjuk nem is hobby gép [#nevetes1]
Gőzmozdony alkatrészeket gyártanak rajta, ami köztudottan kis könnyű darabok. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: z2a2u8wf Dátum 2017 november 13, 09:39
Írta: z2a2u8wf Dátum 2017 november 13, 09:39
A képeken a híd az asztaltól 12cm-re van de még 15centitás emelném kell.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_54w26fiuniezuwpsn4bs3_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/54w26fiuniezuwpsn4bs3_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_ze5dcdi6gmwmzmb9fn0s_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ze5dcdi6gmwmzmb9fn0s_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_uyvftze3p7yh349mhng2s_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/uyvftze3p7yh349mhng2s_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_t6j0ebiwxgy73vsy4wiv_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t6j0ebiwxgy73vsy4wiv_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_kwj6qse9a7z5de05uzc9x_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/kwj6qse9a7z5de05uzc9x_1553.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_54w26fiuniezuwpsn4bs3_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/54w26fiuniezuwpsn4bs3_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_ze5dcdi6gmwmzmb9fn0s_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ze5dcdi6gmwmzmb9fn0s_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_uyvftze3p7yh349mhng2s_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/uyvftze3p7yh349mhng2s_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_t6j0ebiwxgy73vsy4wiv_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/t6j0ebiwxgy73vsy4wiv_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_kwj6qse9a7z5de05uzc9x_1553.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/kwj6qse9a7z5de05uzc9x_1553.jpg)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 november 13, 09:47
Írta: RJancsi Dátum 2017 november 13, 09:47
Nem kötözködés, tényleg érdekel! Kinek kell ma annyi gőzmozdony alkatrész, hogy CNC gépet gyártat hozzá és nem készen vásárol egy "gyárit"?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2017 november 13, 10:02
Írta: 000000000 Dátum 2017 november 13, 10:02
Annak aki dízel kisvasút mozdonyt is épített és kisvasút kerék esztergát alakíttat át CNC-re sok millióért.
Nem mindenki gondolkozik kicsiben és hobby szinten.
Nem mindenki gondolkozik kicsiben és hobby szinten.
Cím: Re:Mechanikai ötletek
Írta: kijy8hc3f Dátum 2017 november 14, 06:02
Írta: kijy8hc3f Dátum 2017 november 14, 06:02
Tisztelt Fórum. Megoldási ötleteket szeretnék kérni, megakadtam, egyszerűen nincs ötletem.
A probléma röviden van egy tányér alakú égetőfej ( pellet kazán) amibe az új anyag középen tolul felfelé oldalról benyúlik egy kar, ami az anyagmagasságot szabályozza. Az égés során ez a kar süllyed lefelé ezáltal uabb anyag kerül középen a tányérba. De közben a tányér szélén az elégett anyag csorog lefele, azonban sajnos egy idő után az anyag kicsit összeáll (a rosszabb minőségű pelletben levő homok miatt) és nem csorog le a tányér szeléről így az égési tartomány beszűkül és a hatásfok lecsökken.
Valami mechanikai mozgást kellene csinálni, hogy ezt a viszonylag nagyon könnyen letolható elégett hamut körben lekotorja a tányér szeléről.
Az akadályok:
1, Folyamatosan komoly hőmérséklet van benn,
2, körkörösen nem lehet mozgatni mert a szabályzó kar miatt
csak 270 fok elmozdulási lehetőség van,
3, kívülről valamit bedugni nem lehet, mert a vízteret nem
lehet átlukasztani.
HA valakinek van esetleg ötlete, mindenkit szivesen meghalgatok. Kérem segitsetek.
Üdvözlettel Mészáros Jenő 06209758051
A probléma röviden van egy tányér alakú égetőfej ( pellet kazán) amibe az új anyag középen tolul felfelé oldalról benyúlik egy kar, ami az anyagmagasságot szabályozza. Az égés során ez a kar süllyed lefelé ezáltal uabb anyag kerül középen a tányérba. De közben a tányér szélén az elégett anyag csorog lefele, azonban sajnos egy idő után az anyag kicsit összeáll (a rosszabb minőségű pelletben levő homok miatt) és nem csorog le a tányér szeléről így az égési tartomány beszűkül és a hatásfok lecsökken.
Valami mechanikai mozgást kellene csinálni, hogy ezt a viszonylag nagyon könnyen letolható elégett hamut körben lekotorja a tányér szeléről.
Az akadályok:
1, Folyamatosan komoly hőmérséklet van benn,
2, körkörösen nem lehet mozgatni mert a szabályzó kar miatt
csak 270 fok elmozdulási lehetőség van,
3, kívülről valamit bedugni nem lehet, mert a vízteret nem
lehet átlukasztani.
HA valakinek van esetleg ötlete, mindenkit szivesen meghalgatok. Kérem segitsetek.
Üdvözlettel Mészáros Jenő 06209758051
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 november 14, 07:28
Írta: keri Dátum 2017 november 14, 07:28
Lehet hogy ők a "gyári" gőzmozdony alkatrész beszállítók?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2017 november 14, 07:41
Írta: keri Dátum 2017 november 14, 07:41
Megrezgetném a tányért, a rezgés elfolyósít bármilyen szilárd szemcsés anyagot. Mondjuk a csiga végére valami rugóval felraknék egy kis kalapácsot ami néha rásóz az aljára.
Amúgy amit láttam pelletkazánt, az nem így működött.
Egy csiga tolta be felülről az anyagot. Arra azt írták hogy azért jó mert nem tud visszaégni az üzemanyag tartályba az anyag, mert ha vissza is égne, elolvad a műanyag cső és megszűnik a kapcsolat.
Amúgy amit láttam pelletkazánt, az nem így működött.
Egy csiga tolta be felülről az anyagot. Arra azt írták hogy azért jó mert nem tud visszaégni az üzemanyag tartályba az anyag, mert ha vissza is égne, elolvad a műanyag cső és megszűnik a kapcsolat.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 november 14, 08:51
Írta: jani300 Dátum 2017 november 14, 08:51
APRÍTÉK ÉGETŐS FÓRUM (http://forum.index.hu/Article/showArticle?t=9200024)
Üdv ! Ez egy gyári kazán, nyelves adagolás vezérléssel ?
Ha az a gond hogy az összeállt salak miatt nem tud adagolni , mert felakad a nyelv , akkor egy egyszerű időalapú vezérlés is segíthet . Anyagtól ,fejtől függenek a beállítási idők . Nálam percenként adagol , 0,5-2 másodperc között .A teljesítmény szükséglettől függően . Fűrészport égetek , vályús fejben .
Üdv ! Ez egy gyári kazán, nyelves adagolás vezérléssel ?
Ha az a gond hogy az összeállt salak miatt nem tud adagolni , mert felakad a nyelv , akkor egy egyszerű időalapú vezérlés is segíthet . Anyagtól ,fejtől függenek a beállítási idők . Nálam percenként adagol , 0,5-2 másodperc között .A teljesítmény szükséglettől függően . Fűrészport égetek , vályús fejben .
Cím: Re:Mechanikai ötletek
Írta: 0w3dp8g7e Dátum 2017 november 20, 22:47
Írta: 0w3dp8g7e Dátum 2017 november 20, 22:47
Sziasztok!
450-550 mm-es széles hid 300W kínai maromotorral, mennyire fog nekem behajlani logni ha (10-12 es) rétglemezből építem?
Nem azèrt tudnék hozzá rendelni aluprofilt, de "szebb lenne" ha az egész fából lenne!
Fa; réteglemez; plexi; NYÁK megmunkálás a cél!
Köszönöm
450-550 mm-es széles hid 300W kínai maromotorral, mennyire fog nekem behajlani logni ha (10-12 es) rétglemezből építem?
Nem azèrt tudnék hozzá rendelni aluprofilt, de "szebb lenne" ha az egész fából lenne!
Fa; réteglemez; plexi; NYÁK megmunkálás a cél!
Köszönöm
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 november 21, 05:57
Írta: RJancsi Dátum 2017 november 21, 05:57
Ez így nem sokat mond... A 10-12-es rétegelt lemez lehet 10-12 mm széles csík is (négyzet keresztmetszetre vágva) ami az önsúlya alatt is behajlik vagy jól megépített szekrény vagy térbeli rácsos tartó. Milyen kialakításra gondolsz?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2017 november 21, 06:06
Írta: Szalai György Dátum 2017 november 21, 06:06
Ha statikailag okosan építed a szerkezetét, akkor ilyen kis igénybevételre lehet megfelelő.
Szerintem.
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2017 november 21, 06:14
Írta: kaqkk007 Dátum 2017 november 21, 06:14
Nyák maráshoz pontos merev gép kell , kis méretekben ezt elég nehéz rétegeltből megoldani. A doboz (váz) legyen rétegeltből a híd meg aluból és lineársínen fusson (kompromisszum) Így pontos lesz és merev ..
Cím: Re:Mechanikai ötletek
Írta: sastas Dátum 2017 december 01, 19:07
Írta: sastas Dátum 2017 december 01, 19:07
Üdv!
Talán befér mint ötletelés ide:
Szerintetek 45x90 es rexroth profilból lehetne egy kisebb maróhoz vázat készíteni? Mennyire lenne merev, gondolok itt arra hogy alu/bronz óvatos marása vállalható lenne vele? Van pár 500-1000mm közötti darabom, és egyre jobban zavarja a szememet. Viszont marót még nem építettem úgyhogy óvatosan közelíteném a dolgot. 15 ös lineárokkal és golyósorsóval gondolnám el, kb 400x300x100-200 as méretben.
Talán befér mint ötletelés ide:
Szerintetek 45x90 es rexroth profilból lehetne egy kisebb maróhoz vázat készíteni? Mennyire lenne merev, gondolok itt arra hogy alu/bronz óvatos marása vállalható lenne vele? Van pár 500-1000mm közötti darabom, és egyre jobban zavarja a szememet. Viszont marót még nem építettem úgyhogy óvatosan közelíteném a dolgot. 15 ös lineárokkal és golyósorsóval gondolnám el, kb 400x300x100-200 as méretben.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2017 december 01, 19:50
Írta: xt79ipd3 Dátum 2017 december 01, 19:50
Üdv!
Persze, hogy lehet. Van, akinek nagyon profin sikerült. (https://forum.hobbycnc.hu/topic.php?topic=73&page=25&order=DESC)
Magamnak sem kívánnék jobbat. :)
Persze, hogy lehet. Van, akinek nagyon profin sikerült. (https://forum.hobbycnc.hu/topic.php?topic=73&page=25&order=DESC)
Magamnak sem kívánnék jobbat. :)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2017 december 08, 18:02
Írta: RJancsi Dátum 2017 december 08, 18:02
Érdekes szerkezet, de működik... [#wow2]
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2017 december 20, 21:47
Írta: 6rk75uezn Dátum 2017 december 20, 21:47
Végre kész.
KÖSZI SZÉPEN Jani!
Most egyenes,egy év mulva azért le ellenőrzöm majd.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_qmkfiwa3c7qsmc6sywfep_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/qmkfiwa3c7qsmc6sywfep_2053.jpg)
KÖSZI SZÉPEN Jani!
Most egyenes,egy év mulva azért le ellenőrzöm majd.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_qmkfiwa3c7qsmc6sywfep_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/qmkfiwa3c7qsmc6sywfep_2053.jpg)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 december 25, 20:35
Írta: s7manbs8 Dátum 2017 december 25, 20:35
HOgy kicsit mozogjak, megsúrolgattam tisztogattam ezt a pár darab részelemet, valamit össze kelene rakni belőle.
Azon gondolkodtam, hogy a felső fecskefarok részben egy orsó elférne, valami diószerűséget bele fogatva belül, meg rámenne egy késtartó vagy ilyesmi, esetleg ha marakodnék, akkor meg egy asztalka.
Kis ékszerész marónak is jó lehetne pl.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_g6mgiui06wpatsne77ta_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/g6mgiui06wpatsne77ta_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_z2y5esawjznzc4630ftfi_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/z2y5esawjznzc4630ftfi_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_jx0wz8ga98pncj5av68_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/jx0wz8ga98pncj5av68_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_28wx2xgeabbs8hxih7sm_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/28wx2xgeabbs8hxih7sm_918.jpg)
Azon gondolkodtam, hogy a felső fecskefarok részben egy orsó elférne, valami diószerűséget bele fogatva belül, meg rámenne egy késtartó vagy ilyesmi, esetleg ha marakodnék, akkor meg egy asztalka.
Kis ékszerész marónak is jó lehetne pl.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_g6mgiui06wpatsne77ta_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/g6mgiui06wpatsne77ta_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_z2y5esawjznzc4630ftfi_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/z2y5esawjznzc4630ftfi_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_jx0wz8ga98pncj5av68_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/jx0wz8ga98pncj5av68_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_28wx2xgeabbs8hxih7sm_918.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/28wx2xgeabbs8hxih7sm_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2017 december 25, 20:41
Írta: Rabb Ferenc Dátum 2017 december 25, 20:41
Ebből még egy akármit is összerakhatsz. Ahogy elnézem a lazán illeszkedő fecskefarkakat, legfeljebb egy elefántnak készíthetsz vele karkötőt. Ott nem számít plusz/mínusz fél tenyérnyi eltérés [#confused]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 december 25, 20:56
Írta: s7manbs8 Dátum 2017 december 25, 20:56
Ott még lenne egy léc bele majd, azt hogy honnan még nem tudom. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 december 25, 20:57
Írta: s7manbs8 Dátum 2017 december 25, 20:57
Illetve anniyra nem egy nagy kóc, beledugok majd valamit, ami belemegy, úgyis a csavarok beállítják amennyire kel szorosra.
Ilyen apróságok nem állítanak meg. :)
Ilyen apróságok nem állítanak meg. :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 25, 21:09
Írta: jani300 Dátum 2017 december 25, 21:09
Reszelő , vasfűrész , egy hántoló ,satu , majdnem elég hozzá ,ne keseredj el :)
Egy tizeden belül azért nem lenne baj a pontossága .
Egy tizeden belül azért nem lenne baj a pontossága .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 25, 21:13
Írta: jani300 Dátum 2017 december 25, 21:13
De van hetek óta a kocsimban egy ,eszterga szánszerkezet .
Aranyos , fixen rögzíthető hosszánnal , keresztszánnal , hiányos kéziszánnal .
Alapjában semmire való ,szép műemlék .
Aranyos , fixen rögzíthető hosszánnal , keresztszánnal , hiányos kéziszánnal .
Alapjában semmire való ,szép műemlék .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 december 25, 21:13
Írta: s7manbs8 Dátum 2017 december 25, 21:13
Van ilyenre valami könyv, ahol ezt mutatja hogy kell neten ? Linket tudnál mutatni, megnézném szívesen, hogy is kellene ezt, ha nem marok egyet gyorsan bakelitből pl.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 december 25, 21:14
Írta: s7manbs8 Dátum 2017 december 25, 21:14
Ha majd találkozol vele megmutathatnád, ha megkérhetlek.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 25, 21:15
Írta: jani300 Dátum 2017 december 25, 21:15
Csuhás könyvtárában ,marós ,gyalus szakkönyvben szerintem találsz ,infót ezekről .
Szeretem nézni a netes dolgokat is ,de példát onnét most nem tudok .
Szeretem nézni a netes dolgokat is ,de példát onnét most nem tudok .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 25, 21:17
Írta: jani300 Dátum 2017 december 25, 21:17
Felrakom én ide , ha nem rúgnak seggbe érte .
Nemsokára szívesen . De nem sikálom :)
Nemsokára szívesen . De nem sikálom :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 december 25, 21:19
Írta: s7manbs8 Dátum 2017 december 25, 21:19
Én nem vagyok szépmániás, nem zavar , ha csúnya. :) De ha szégyellenéd privátban is küldheted a kinézetét.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 december 25, 21:20
Írta: s7manbs8 Dátum 2017 december 25, 21:20
Köszünüm, megnézem, hátha van ott anyag. Kicsit most ráérek pár napot azért indultam be annyira. :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 25, 21:20
Írta: jani300 Dátum 2017 december 25, 21:20
Nem loptam ,miért szégyellném :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 25, 21:57
Írta: jani300 Dátum 2017 december 25, 21:57
Parancsolj !
Egyébként egy ismerős nemrég cserélte le a régi házi készítésű kis esztergáját egy ehhez nagyon hasonlóra .
Még örülni is tud neki . Látta ezt is .
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_2j6ga07xvfy6d57k4tkk_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/2j6ga07xvfy6d57k4tkk_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_6fa3yh6598cbq82v96kqj_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/6fa3yh6598cbq82v96kqj_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_9mqsw0jituq9c4ibg0fd7_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/9mqsw0jituq9c4ibg0fd7_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_ph8jzasv4scgs5pfyjyw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/ph8jzasv4scgs5pfyjyw_2430.jpg)
Egyébként egy ismerős nemrég cserélte le a régi házi készítésű kis esztergáját egy ehhez nagyon hasonlóra .
Még örülni is tud neki . Látta ezt is .
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_2j6ga07xvfy6d57k4tkk_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/2j6ga07xvfy6d57k4tkk_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_6fa3yh6598cbq82v96kqj_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/6fa3yh6598cbq82v96kqj_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_9mqsw0jituq9c4ibg0fd7_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/9mqsw0jituq9c4ibg0fd7_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_ph8jzasv4scgs5pfyjyw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/ph8jzasv4scgs5pfyjyw_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 december 25, 23:06
Írta: s7manbs8 Dátum 2017 december 25, 23:06
Köszi, ez milyen fajta lehet ? Gyártó évjárat, stb ?
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 december 26, 00:28
Írta: vjanos Dátum 2017 december 26, 00:28
Tyű de furcsák rajta azok a húsdaráló tekerentyűk :D
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 26, 00:38
Írta: jani300 Dátum 2017 december 26, 00:38
Szerintem ez közel jár a századik évéhez , és eredetinek gondolom a "tekerentyűket" is .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 26, 00:41
Írta: jani300 Dátum 2017 december 26, 00:41
Attól még hogy nem láttál ilyet , létezik pedig .
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_ht6tksevixnnsvw9s8qf_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/ht6tksevixnnsvw9s8qf_2430.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_ht6tksevixnnsvw9s8qf_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/ht6tksevixnnsvw9s8qf_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 26, 00:54
Írta: jani300 Dátum 2017 december 26, 00:54
Ehhez még hasonlít is .
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_d6uf4pm3miptuphzjpd_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/d6uf4pm3miptuphzjpd_2430.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_d6uf4pm3miptuphzjpd_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/d6uf4pm3miptuphzjpd_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 december 26, 00:58
Írta: PSoft Dátum 2017 december 26, 00:58
Hasonlít, hasonlít, de ezen...
Hol kell a cérnát befűzni?[#nevetes1]
Hol kell a cérnát befűzni?[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 26, 01:02
Írta: jani300 Dátum 2017 december 26, 01:02
Cseszd meg :) De én is akartam írni a varrógépet ...
Ha ennyire komplett lenne , csak március után állnék neki , esetleg , más szekerét tolni ... :)
Ha ennyire komplett lenne , csak március után állnék neki , esetleg , más szekerét tolni ... :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 26, 01:04
Írta: jani300 Dátum 2017 december 26, 01:04
De meggyőződésem hogy hasonló korú , és ezért sem hagytam veszni . Gyűjtők ? :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 26, 01:19
Írta: jani300 Dátum 2017 december 26, 01:19
El akartam bóvlizni később az adok kapokban .
Ha nem bacogattok sose kerestem volna rá .
De még a hátul lévő hegyes szögű prizma is hasonló .
Eredeti mindene . Köszönöm ![#worship]
Ha nem bacogattok sose kerestem volna rá .
De még a hátul lévő hegyes szögű prizma is hasonló .
Eredeti mindene . Köszönöm ![#worship]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2017 december 26, 01:30
Írta: PSoft Dátum 2017 december 26, 01:30
Akkoo most...
Nem lesz elektronnak ilyen kurblizós vasa?[#nevetes1]
Nem lesz elektronnak ilyen kurblizós vasa?[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 26, 01:34
Írta: jani300 Dátum 2017 december 26, 01:34
Nem tudom . Múzeumból már elég körülményes elhozni .
Volt már hosszgyalu ,és eszterga is , picit fiatalabb , de lábítósom még soha .
Volt már hosszgyalu ,és eszterga is , picit fiatalabb , de lábítósom még soha .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 december 26, 02:14
Írta: s7manbs8 Dátum 2017 december 26, 02:14
Most, hogy így mutatod azt a zöld gépet az egyik szomszédomnak kb pont ilyenje van. :) Vagy nagyon hasonlít legalábbis.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2017 december 26, 02:15
Írta: s7manbs8 Dátum 2017 december 26, 02:15
A nagyobbik gépre gondoltam, amit először linkeltél be.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 26, 02:21
Írta: jani300 Dátum 2017 december 26, 02:21
Azóta bogarászom a szánok gyártási idejét .
Akárhogyan is ezek 1880 körüli időkből valók lehetnek !
Jól kipihent öntvények . :)
Akárhogyan is ezek 1880 körüli időkből valók lehetnek !
Jól kipihent öntvények . :)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2017 december 26, 10:06
Írta: vjanos Dátum 2017 december 26, 10:06
Oké-oké.
Nem beszólni akartam [#integet2]
Nem beszólni akartam [#integet2]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2017 december 26, 10:12
Írta: jani300 Dátum 2017 december 26, 10:12
[#t179p14796#]Semmi gond , még jó is hogy írtad :)
Teljesen az a típus mint ami a képen van .
Teljesen az a típus mint ami a képen van .
Cím: Re:Mechanikai ötletek
Írta: rokonok Dátum 2017 december 30, 11:57
Írta: rokonok Dátum 2017 december 30, 11:57
Üdv.
A kérdés a következő.
A sín terhelhetősége melyik oldalról a legmegfelelőbb?
A cnc gép esetében a legnagyobb erő azt gondolom a meghajtott tengelyen lép fel. Általában ez ugye a golyós orsó lenne. Ami a mozgást közvetíti a mozgatott kocsi felé.
A kérdés a következő.
A sín terhelhetősége melyik oldalról a legmegfelelőbb?
A cnc gép esetében a legnagyobb erő azt gondolom a meghajtott tengelyen lép fel. Általában ez ugye a golyós orsó lenne. Ami a mozgást közvetíti a mozgatott kocsi felé.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 december 30, 21:07
Írta: fn47xk7ei Dátum 2017 december 30, 21:07
Egy ötlet Kelepeisz Lajosnak az 1/2"-os menetfúró kereséséhez ill. annak kiváltására . Nekem sincs 1/2"-os menetfúróm ezért úgy oldottam meg , hogy levettem egy PT-100-ról a rögzítő alumínium karimát amiben 1/2"-os menet van és azt csavaroztam fel a PB palack nyakára így már megfelelő lett a csatlakozási méret .
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_xvuasez8yfdmhipcewxn_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/xvuasez8yfdmhipcewxn_4984.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_xvuasez8yfdmhipcewxn_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/xvuasez8yfdmhipcewxn_4984.jpg)
Cím: Re:Mechanikai ötletek
Írta: Kelepeisz Lajos Dátum 2017 december 30, 21:38
Írta: Kelepeisz Lajos Dátum 2017 december 30, 21:38
Hu, ezt most nem értem, az anyát tartalmazó korongot csavaroztad fel?
Cím: Re:Mechanikai ötletek
Írta: Kelepeisz Lajos Dátum 2017 december 30, 21:40
Írta: Kelepeisz Lajos Dátum 2017 december 30, 21:40
Kivetted a palackból a csapot majd a felfúrtad felmenetelted és rögzítetted a 6db csavarral a korongot?
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2017 december 30, 22:04
Írta: fn47xk7ei Dátum 2017 december 30, 22:04
Igen , 6-os menetfúróm az van így nem került pénzembe és megoldódott a problémám . Elsőre én is kerestem 1/2"-os menetfúrót de így nem volt rá szükségem .
Cím: Re:Mechanikai ötletek
Írta: Kelepeisz Lajos Dátum 2017 december 31, 21:23
Írta: Kelepeisz Lajos Dátum 2017 december 31, 21:23
Köszönöm a tippet!
BUÉK!!!
BUÉK!!!
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2018 január 02, 14:42
Írta: b7gwr90m6 Dátum 2018 január 02, 14:42
Sziasztok, egy ilyet tervezek megépíteni!
Egy kép alapján mi a véleményetek?
(https://www.kephost.com/images/2018/01/02/CNC-KESZ.md.jpg) (https://www.kephost.com/image/EeTW)
Egy kép alapján mi a véleményetek?
(https://www.kephost.com/images/2018/01/02/CNC-KESZ.md.jpg) (https://www.kephost.com/image/EeTW)
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2018 január 02, 14:45
Írta: sufnituning Dátum 2018 január 02, 14:45
Az alsó sín nagyon rövid[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2018 január 02, 14:49
Írta: b7gwr90m6 Dátum 2018 január 02, 14:49
Az csak azért van, mert a sin annyira "részletgazdag" , az golyósorsóval együtt, hogy csak egy darabot tettem a modelltérbe, mert szétszabja a gyengusz laptopom:/ :)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 január 02, 14:53
Írta: zozo Dátum 2018 január 02, 14:53
A végek tetejére még ráfekszik egy 20 mm magas asztal, az pont eléri a Z felfogólapját.
Cím: Re:Mechanikai ötletek
Írta: 9pk59nuy Dátum 2018 január 02, 14:57
Írta: 9pk59nuy Dátum 2018 január 02, 14:57
Az alsó sineken levő kocsik nem kellő merevséggel fogják tartani a z tengely szerelvényeit! Gyors irányváltáskor bólogatni fog a felépítmény!
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2018 január 02, 14:58
Írta: b7gwr90m6 Dátum 2018 január 02, 14:58
Arra egy Igen 20mm "vastag" T nút asztal lesz.
Igen elméletbe pont ott lesz az alja, de nemprobléma, mert a végállás kapcs. 5mm feljebb teszem.
Legalábbis úgy gondoltam.
Ez amúgy 20mm vastag aluból készül, remélem elég lesz a "Z"-nél az egy-egy 20-as lin. csapagy. :/
Igen elméletbe pont ott lesz az alja, de nemprobléma, mert a végállás kapcs. 5mm feljebb teszem.
Legalábbis úgy gondoltam.
Ez amúgy 20mm vastag aluból készül, remélem elég lesz a "Z"-nél az egy-egy 20-as lin. csapagy. :/
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2018 január 02, 15:02
Írta: b7gwr90m6 Dátum 2018 január 02, 15:02
Elírtam, nem a "Z" hanem az "X"
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2018 január 02, 15:03
Írta: b7gwr90m6 Dátum 2018 január 02, 15:03
Ettől félek én is, azért raktam ide 20-ast, hátha jobban tart!
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 január 02, 15:15
Írta: zozo Dátum 2018 január 02, 15:15
Ennek a kis gépnek nem kellene sem 20-as lineársín, sem 20-as lemez az X és Z tengelyekre.
Kisebb lineárral és kocsival "magasságot" nyersz (ezzel pedig kisebb erőkart a főorsó középpontjáig) a felfogó lemezekhez pedig bőven elég a 12-15 mm is. (tömeget is csökkentendő)
No és mint mondták, alul az Y-hoz dupla kocsi.
Az asztal közepe pedig hajladozni/rezegni fog, ha a 20-as T-nútos lemez gyenge, mivel középen nem tudod merevíteni/rögzíteni.
Kisebb lineárral és kocsival "magasságot" nyersz (ezzel pedig kisebb erőkart a főorsó középpontjáig) a felfogó lemezekhez pedig bőven elég a 12-15 mm is. (tömeget is csökkentendő)
No és mint mondták, alul az Y-hoz dupla kocsi.
Az asztal közepe pedig hajladozni/rezegni fog, ha a 20-as T-nútos lemez gyenge, mivel középen nem tudod merevíteni/rögzíteni.
Cím: Re:Mechanikai ötletek
Írta: Pali79 Dátum 2018 január 02, 15:31
Írta: Pali79 Dátum 2018 január 02, 15:31
Nem ártana valami méret is mert így nagyon csalóka tud lenni.
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2018 január 02, 18:38
Írta: b7gwr90m6 Dátum 2018 január 02, 18:38
Köszi az infót, ha tudok szerezni ugyan ekkora (hosszra) 15-ös lint, csapággyal, akkor kicserélem, ha nem, akkor sajnos így marad, vagy csúszik a projekt.
Amúgy 660*550mm az alap
Amúgy 660*550mm az alap
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 január 02, 21:10
Írta: zozo Dátum 2018 január 02, 21:10
Ja, ha 20-as már van, akkor persze azzal épít az ember, ami elérhető.
Hát én kb. 200 mm X- mozgást saccoltam, ezekszerint nagyobb lesz?
Hát én kb. 200 mm X- mozgást saccoltam, ezekszerint nagyobb lesz?
Cím: Re:Mechanikai ötletek
Írta: jau5ccsn9 Dátum 2018 január 02, 21:48
Írta: jau5ccsn9 Dátum 2018 január 02, 21:48
Nem értek hozzá, én is most tervezgetem a gépemet és az lenne a kérdésem, hogy miért ez a hídlábas elrendezés az elterjedt? Nem lenne sokkal stabilabb a gép egy U asztalos megoldással, mint pl. Farkas Ádám W1000 gépe?
https://www.youtube.com/watch?v=ddACG4stzwA
https://www.youtube.com/watch?v=ddACG4stzwA
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2018 január 02, 22:55
Írta: sufnituning Dátum 2018 január 02, 22:55
Amit linkeltél, sokkal stabilabb, az egy igazi profi gép! Valamiért elterjedtek a kis nyihi-nyuhi gépek, hogy miért, talán több minta van fenn belőlük, kisebb az anyagköltségük, aluból és szerves hulladékból pár nap alatt megépíthetők.
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2018 január 02, 23:03
Írta: b7gwr90m6 Dátum 2018 január 02, 23:03
Hát remélem azért több lessz, de ha kicsinyellem, akkor majd eladom és csinalok egy másikat:)
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2018 január 02, 23:09
Írta: b7gwr90m6 Dátum 2018 január 02, 23:09
Hát első gépnek sztem ez a fajta amit mi építünk bőven elég:)
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2018 január 02, 23:11
Írta: sufnituning Dátum 2018 január 02, 23:11
Csinálj inkább egy másikat![#dumcsi]
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2018 január 02, 23:17
Írta: b7gwr90m6 Dátum 2018 január 02, 23:17
Mert mi a baj a tervemmel?:)
Cím: Re:Mechanikai ötletek
Írta: jau5ccsn9 Dátum 2018 január 02, 23:23
Írta: jau5ccsn9 Dátum 2018 január 02, 23:23
Nekem is ez lesz az első. De egyszerűbbnek tűnik 2 db 160-as U gerendát az oldalára csavarozni, mint a hídlábakkal bíbelődni. És a végeredmény is jobb lesz.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2018 január 02, 23:35
Írta: sufnituning Dátum 2018 január 02, 23:35
Gyenge lesz, csak gravírhoz akarod? a 20 -as sín az sok, akko má 15-ös hozzá. komoly maróteljesítményt nem várj tőle! Nekem valahogy magas is , meg alacsony is nyeklősnek tűnik, középen egy orsóval lehet feszülős is lesz, de majd ha összerakod, akkor látod, hogy nem úgy megy, ahogy kéne.
Ha meg nem, akkor örüjjél!
Ha meg nem, akkor örüjjél!
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2018 január 02, 23:37
Írta: sufnituning Dátum 2018 január 02, 23:37
Azt jónak tartom![#eljen]
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2018 január 02, 23:42
Írta: b7gwr90m6 Dátum 2018 január 02, 23:42
Ahhh értem , ha találok 15-os lint akkor kicserélem és akkor kap 2-2 csapágyat is.
És akkor masszívabb lessz.
Amúgy marni is szeretnék vele!
És akkor masszívabb lessz.
Amúgy marni is szeretnék vele!
Cím: Re:Mechanikai ötletek
Írta: J-Steel Dátum 2018 január 07, 15:59
Írta: J-Steel Dátum 2018 január 07, 15:59
Üdv!
Szeretnék készíteni egy speciális kerékpárülést. Itt vannak róla képek:
https://dualactionseat.com/shop/ (https://dualactionseat.com/shop/)
Az lenne a tervem, hogy betolok egy rudat a kerékpár nyeregfuratába, majd keresztbe elhegyezek egy másik rúd tartót, aminek a két felére két-két csapágyazott lapos acélt teszek.
Valahogy rögzítem a végállásokat.
A kérdés az, hogy szerkezeti acél vajon elég-e? 100kg-ra szeretném méretezni.
Készítettem egy skiccet.
Az A-val jelölt furatot a marógépben fúrnám és esztergálnám ki.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_vb8aef3b8pmh9k00a9e32_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/01/vb8aef3b8pmh9k00a9e32_4880.png)
Szeretnék készíteni egy speciális kerékpárülést. Itt vannak róla képek:
https://dualactionseat.com/shop/ (https://dualactionseat.com/shop/)
Az lenne a tervem, hogy betolok egy rudat a kerékpár nyeregfuratába, majd keresztbe elhegyezek egy másik rúd tartót, aminek a két felére két-két csapágyazott lapos acélt teszek.
Valahogy rögzítem a végállásokat.
A kérdés az, hogy szerkezeti acél vajon elég-e? 100kg-ra szeretném méretezni.
Készítettem egy skiccet.
Az A-val jelölt furatot a marógépben fúrnám és esztergálnám ki.
(https://hobbicncforum.hu/uploaded_images/2018/01/tn_vb8aef3b8pmh9k00a9e32_4880.png) (https://hobbicncforum.hu/uploaded_images/2018/01/vb8aef3b8pmh9k00a9e32_4880.png)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 január 07, 16:55
Írta: zozo Dátum 2018 január 07, 16:55
Nem a laposacél a kritikus része ennek, hanem a keresztbe tett rúd anyaga, átmérője.
Megkockáztatom, hogy a 2 mm vastag laposacél sem görbül el, mivel a felületén megoszlik a "seggterhelés".
A keresztrúd ne törjön, mert az baromi kellemetlen érzés lenne [#nevetes1]
Függőleges tengely mentén nem akarod forgatni?
Megkockáztatom, hogy a 2 mm vastag laposacél sem görbül el, mivel a felületén megoszlik a "seggterhelés".
A keresztrúd ne törjön, mert az baromi kellemetlen érzés lenne [#nevetes1]
Függőleges tengely mentén nem akarod forgatni?
Cím: Re:Mechanikai ötletek
Írta: 55bszcucp Dátum 2018 január 07, 19:51
Írta: 55bszcucp Dátum 2018 január 07, 19:51
Sziasztok!
Lenne egy kezdő kérdésem.Mivel érdemes kenni a trapézorsót,valamint a lineáris tengelyeket?
Lenne egy kezdő kérdésem.Mivel érdemes kenni a trapézorsót,valamint a lineáris tengelyeket?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 január 08, 06:21
Írta: Szalai György Dátum 2018 január 08, 06:21
Az anyát és a csapágyat érdemes feltölteni zsírral a szennylehúzóin belül.
Ha az orsót és a tengelyeket is védeni kell a korróziótól, akkor talán száraz teflon sprével, hogy kevésbé tapadjon rá a kosz.
Ha az orsót és a tengelyeket is védeni kell a korróziótól, akkor talán száraz teflon sprével, hogy kevésbé tapadjon rá a kosz.
Cím: Re:Mechanikai ötletek
Írta: 55bszcucp Dátum 2018 január 08, 08:02
Írta: 55bszcucp Dátum 2018 január 08, 08:02
Köszönöm.A történet annyi,hogy el kell indítanom egy CNC-t ami 6 évet állt nem túl jó körülmények közt.Teljes tisztítás után most műszerolajjal kapott kis kenést,üresjárásos teszthez,mert a gyári elektronika nincs meg így amíg nem találok olyan drivert ami rendesen meghajtja addig nem éri por.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 január 08, 10:33
Írta: keri Dátum 2018 január 08, 10:33
Lágy fehér lítium zsír a golyóscsapágyaknak, a trapézorsónak grafitos zsírt használok.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 január 10, 13:12
Írta: s7manbs8 Dátum 2018 január 10, 13:12
Ha egy ágyat így fel lehet köszörülni utána ugyanígy géppel a felületbe a hántolást nem lehet géppel csinálni, egy megfelelő fejjel, mint ahogy kézzel ugyanolyan mintázatot belehántolna ?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 január 10, 14:30
Írta: Csuhás Dátum 2018 január 10, 14:30
Ez csak a nagyolás amit meg lehet köszörűvel könnyíteni. Első lépésben behántolod pontosra és nem mintásra a szegnyereg prizmákat, majd köszörülsz. Azután behántolod az ágyazatot pontosra, végül ráhántolsz egy mintát, olajtárolási és esztétikai okokból. A folyamatból nem hagyható ki a két "pontos hántolás" max ha eladásra akarod felkészíteni a gépet a vevő átverésével.
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2018 január 11, 08:12
Írta: 6rk75uezn Dátum 2018 január 11, 08:12
Imi,ha már ez a téma,és közeledek az ágyazat teljeskész állapotához nem tudsz valami jó videót/oldalt ami bemutat különböző vég/diszitő hántolást,az hogy hogy néz ki az engem annyira nem érdekel (nem néz ki rosszul) inkább az olajtároló táskák miatt csinállnám meg.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 január 11, 12:55
Írta: Csuhás Dátum 2018 január 11, 12:55
Pass, valami kagylós mintát tehetsz rá. Magam a gyalugépem kosát amikor hántoltam nem tettem rá külön mintát, maradt a utolsó hántolás eredménye. A gépen szivattyús olajozás van és láthatóan így is kialakul az egyenletes olajfilm a csúszófelületeken.
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2018 január 12, 04:24
Írta: 6rk75uezn Dátum 2018 január 12, 04:24
Akkor valószinű igy hagyom ;)
Nem tudom milyen gép volt (lehet Biax) de annál egy videón a fickó beálitotta hogy a penge billegjen,tehát a lapka sarka vitt,hol jobb majd bal sarka,igy ahogy tolta egy sűrű hullámos vékony de mély hántolási csikot kapott ami mindig tele lehetett olajjal.
Nekem ilyen nem lesz :)
Nem tudom milyen gép volt (lehet Biax) de annál egy videón a fickó beálitotta hogy a penge billegjen,tehát a lapka sarka vitt,hol jobb majd bal sarka,igy ahogy tolta egy sűrű hullámos vékony de mély hántolási csikot kapott ami mindig tele lehetett olajjal.
Nekem ilyen nem lesz :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 január 12, 08:31
Írta: jani300 Dátum 2018 január 12, 08:31
Díszítő hántolást szerintem húzóhántolóval csinálják .
Kevesebbet visz . Valami szövésmintát szokás készíteni .
Kevesebbet visz . Valami szövésmintát szokás készíteni .
Cím: Re:Mechanikai ötletek
Írta: Pali79 Dátum 2018 január 12, 15:45
Írta: Pali79 Dátum 2018 január 12, 15:45
Azon dilemmázok, hogy mi lenne az optimális menetemelkedés a mozgató orsók esetében. A nagy menetemelkedés a sebesség mellett szól, de ez esetleg a pontosság rovására mehet. Nem vagyok nagy barátja a mikrostep-nek. A léptetők 3 Nm körüliek. Valami tapasztalattal tud valaki tanácsot adni?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 január 12, 17:07
Írta: 000000000 Dátum 2018 január 12, 17:07
Barátkozz meg pedig a microstep-pel, mert az egész lépés egy 1.8 fokos léptetőmotornál borzalmas dinamikai pozicionálási hibákat, rezgéseket, lépésvesztést okoz/hat.
Az orsó menetemelkedését, motor áttételt pedig a CNC feladat paraméterei, hajtás dinamikai elvárásai határozzák meg alapvetően, erre pedig pl. az optimális gyorsulás peremfeltétele alapján tudsz méretezni.
Az orsó menetemelkedését, motor áttételt pedig a CNC feladat paraméterei, hajtás dinamikai elvárásai határozzák meg alapvetően, erre pedig pl. az optimális gyorsulás peremfeltétele alapján tudsz méretezni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 január 12, 18:03
Írta: s7manbs8 Dátum 2018 január 12, 18:03
ELég a mini step is nem kell mikro ... :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 január 12, 18:28
Írta: PSoft Dátum 2018 január 12, 18:28
Nem tudom, ezért kérdezem.
Mióta van microstep a léptetők világában?
Ha volt(mert lenni kellett) "csak" egész lépéses korszak, milyen megoldások voltak a vázolt problémák orvoslására?
Mióta van microstep a léptetők világában?
Ha volt(mert lenni kellett) "csak" egész lépéses korszak, milyen megoldások voltak a vázolt problémák orvoslására?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2018 január 12, 19:01
Írta: ra8nsmk6w Dátum 2018 január 12, 19:01
A profi 1 nevű turmixgép már tudta a fél lépést ha jól emlékszem. Rövid barátság volt, de jó hangos[#hehe]
Konkrétan örület!
Konkrétan örület!
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2018 január 12, 20:29
Írta: 6rk75uezn Dátum 2018 január 12, 20:29
Ismerem azt a fajtát,de az szwrintem tényleg csak diszités,a másik hold alakú fajta diszitő hántolás ha kicsit mélyebb akkor az már bizony olajtáskaként is funkcionálhat.
Igy hagyom,jóvanazúgy :)
Igy hagyom,jóvanazúgy :)
Cím: Re:Mechanikai ötletek
Írta: Pali79 Dátum 2018 január 12, 20:55
Írta: Pali79 Dátum 2018 január 12, 20:55
Hát ez az! Az egész lépés a motor stabil működése. Az ettől eltérő csak az elektronika varázsa. Visszanéztem az archívumban 2009-ben Magiék által gyártott vezérlő csak fél lépést tudott.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 január 12, 21:03
Írta: 000000000 Dátum 2018 január 12, 21:03
Az első verzió tudott egész lépést.
Viszont a hangja az tényleg felejthetetlen !
Viszont a hangja az tényleg felejthetetlen !
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 január 13, 00:23
Írta: svejk Dátum 2018 január 13, 00:23
Gépbontásaim alkalmával az ipari vezérlők közt is csak féllépésessel találkoztam, a 90-es évek technikájával.
Nekem rögeszmém, hogy a léptetőmotor használat az iparban már a halálán volt, mikor jött a mach2-3 és ezt meglovagolta pár távol-keleti kisebb-nagyobb cég, aztán a jó biznisz és a gyors processzorok hozták magukkal a fejlődést.
10-12 éve nem lehetett emberi áron hozzájutni szinte semmilyen lépetős cucchoz, szinte csak az L297 volt elérhető.
A nagy komoly cégek mint Berger-Lahr, Oriental, stb. persze biztos fejlesztettek közben is, de talán Ők inkább az 5 és 3 fázisú irányába mentek.
Persze mindez mint írtam meglehet csak az én képzeletem szüleménye.
Mindenesetre eleinte elég pesszimistán fogadtuk itt a microsteppet.
Nekem rögeszmém, hogy a léptetőmotor használat az iparban már a halálán volt, mikor jött a mach2-3 és ezt meglovagolta pár távol-keleti kisebb-nagyobb cég, aztán a jó biznisz és a gyors processzorok hozták magukkal a fejlődést.
10-12 éve nem lehetett emberi áron hozzájutni szinte semmilyen lépetős cucchoz, szinte csak az L297 volt elérhető.
A nagy komoly cégek mint Berger-Lahr, Oriental, stb. persze biztos fejlesztettek közben is, de talán Ők inkább az 5 és 3 fázisú irányába mentek.
Persze mindez mint írtam meglehet csak az én képzeletem szüleménye.
Mindenesetre eleinte elég pesszimistán fogadtuk itt a microsteppet.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 január 13, 07:35
Írta: Szalai György Dátum 2018 január 13, 07:35
Egyáltalán mi szüksége lehetett az iparnak a léptető motorokra, amikor ott voltak a kefés DC később meg a kefe nélküli AC szervók?
Púp a hátukra. Pozíciókontroll nélküli termelés? Brrr...
Forgácskihordónak se használnám míg van más lehetőség. [#nemtudom]
Púp a hátukra. Pozíciókontroll nélküli termelés? Brrr...
Forgácskihordónak se használnám míg van más lehetőség. [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 január 13, 08:34
Írta: designr Dátum 2018 január 13, 08:34
Kezdetben a szervó motorok nagyon drágák voltak.
Egy egyszerűbb alkalmazásban megdrágította volna a berendezést.
Gondold el mennyibe került volna egy motoros írógép,egy ital automata,egy játéktermi flipper szervókkal.
Számtalan olyan hely volt ahol az egyszerű,olcsó jól méretezett léptecs évtizedekig szolgált.
Egy egyszerűbb alkalmazásban megdrágította volna a berendezést.
Gondold el mennyibe került volna egy motoros írógép,egy ital automata,egy játéktermi flipper szervókkal.
Számtalan olyan hely volt ahol az egyszerű,olcsó jól méretezett léptecs évtizedekig szolgált.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 január 13, 08:38
Írta: remrendes Dátum 2018 január 13, 08:38
Ma is hasznaljak oket eleg "hi-tech"-nek es draganak mondhato gepekben is.
Cím: Re:Mechanikai ötletek
Írta: swghderh5 Dátum 2018 január 13, 08:43
Írta: swghderh5 Dátum 2018 január 13, 08:43
Anno a FOK-GYEM-ben már a 80-s években használtuk a léptető motorokat(Admap és plotter gépekben),de hogy a vezérlése milyen volt arra már nem emlékszem...Annak idején nagyon jó minőségű Japán vagy német léptető motorokat építettünk be.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 január 13, 08:51
Írta: 000000000 Dátum 2018 január 13, 08:51
Szerszámgépek automatizált villamos hajtásai kapcsán már 1984-ben tanultunk erről, aztán az első munkahelyemen a Labor MIM-ben 85-ben már találkoztam Z80 alapú microstep alkalmazással bizonyos rétegkromatográfiás labor berendezésekben.
Nyugaton gondolom már a hatvanas-hetvenes években is létezett ez a hajtás üzemmód.
Egy a lényeg: a CNC forgácsolás technikában a már ismeretett műszaki okok miatt az egész lépés kerülendő még Hobby szinten is.
Nyugaton gondolom már a hatvanas-hetvenes években is létezett ez a hajtás üzemmód.
Egy a lényeg: a CNC forgácsolás technikában a már ismeretett műszaki okok miatt az egész lépés kerülendő még Hobby szinten is.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 január 13, 09:59
Írta: svejk Dátum 2018 január 13, 09:59
Nem fémiparra gondoltam, hanem úgy általánosan az iparra. csomagoló, ragasztó gépekben sokszor visszaköszöntek, no meg ugye a különféle nyomtatók is a léptetőkre épültek.
És sajnos be kell vallani, hogy manapság a lépetővezérlők pár esetben még kínai mivoltuk ellenére is felveszik a versenyt a szervokkal.
Biztos olvasod itt a fórumon, hogy sokan csalódnak a szervokban, még ha ezt így nem is írják le.
Ennek oka általában az, hogy nincs rendesen méretezve a mechanika illetve nincs türelem a beállításhoz, vagy csak egyszerűen túlzóak voltak az elvárások, mert itt sok esetben a fellegekbe volt magasztalva.
Az már csak hab a tortán a hogy az általunk használt hobby vezérlő szoftverek a léptetős hajtásokhoz optimalizáltak.
És sajnos be kell vallani, hogy manapság a lépetővezérlők pár esetben még kínai mivoltuk ellenére is felveszik a versenyt a szervokkal.
Biztos olvasod itt a fórumon, hogy sokan csalódnak a szervokban, még ha ezt így nem is írják le.
Ennek oka általában az, hogy nincs rendesen méretezve a mechanika illetve nincs türelem a beállításhoz, vagy csak egyszerűen túlzóak voltak az elvárások, mert itt sok esetben a fellegekbe volt magasztalva.
Az már csak hab a tortán a hogy az általunk használt hobby vezérlő szoftverek a léptetős hajtásokhoz optimalizáltak.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 január 13, 10:58
Írta: 000000000 Dátum 2018 január 13, 10:58
Ezzel egyetértek "kínai mivoltuk ellenére is felveszik a versenyt a szervokkal"
Mivel a léptetőmotoron mint végrehajtó egységen kívül egy az egyben megegyeznek a szervókkal !
Enkóder visszacsatolás, PID beállítás, ugyanaz mint a DC vagy BL szervóknál.
Nem is értem miért nem stepper servo név alatt fut ?
Mivel a léptetőmotoron mint végrehajtó egységen kívül egy az egyben megegyeznek a szervókkal !
Enkóder visszacsatolás, PID beállítás, ugyanaz mint a DC vagy BL szervóknál.
Nem is értem miért nem stepper servo név alatt fut ?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 január 13, 11:29
Írta: svejk Dátum 2018 január 13, 11:29
[#wow1] ??
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 január 13, 12:10
Írta: 000000000 Dátum 2018 január 13, 12:10
Nézd meg a saját szemeddel.
Itt van a leírása.
http://www.leadshine.com/UploadFile/Down/iESsm.pdf (http://www.leadshine.com/UploadFile/Down/iESsm.pdf)
Itt van a leírása.
http://www.leadshine.com/UploadFile/Down/iESsm.pdf (http://www.leadshine.com/UploadFile/Down/iESsm.pdf)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 január 13, 12:13
Írta: 000000000 Dátum 2018 január 13, 12:13
igaz ez már Integrated Easy Servo (Closed Loop Stepper) néven fut
Tehát a léptetőnek már semmi köze az egykori önmagához.
Tehát a léptetőnek már semmi köze az egykori önmagához.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 január 13, 13:22
Írta: remrendes Dátum 2018 január 13, 13:22
Ez csak a neveben szervo.
Cím: Re:Mechanikai ötletek
Írta: Pali79 Dátum 2018 január 13, 13:24
Írta: Pali79 Dátum 2018 január 13, 13:24
De legalább jó drága...[#wilting]
Cím: Re:Mechanikai ötletek
Írta: gab27 Dátum 2018 január 13, 13:49
Írta: gab27 Dátum 2018 január 13, 13:49
Ugyanarrol beszelunk? Csak mert a linkelt cucc ennel "szervobb" mar nem is lehetne... szabalyozastechnikailag teljes koru szervomechanizmust valosit meg nyomatek-, sebesseg- es poziciohurokkal, enkoder-visszacsatolasos uzemben. Te valami mast neztel, vagy... az semmikepp ne zavarjon meg, hogy leptetomotort hajt, hiszen ez a korulmeny csak a karakterisztikajat befolyasolja. Magyarul a gyakorlatban - jellemzoen - elmarad a sebessege es a dinamikus teljesitmenye attol, amit a PMSM ("AC szervo") motoroknal megszokhattunk. Ettol fuggetlenul sok felhasznalasi teruletre tokeletes, ahol pl. az AC szervo max. fordulatszamat nem tudjak kihasznalni, koltseghatekonysagi szempontokbol sokszor leptetomotoros szervohajtast vetnek be. Akkor is elonyos, ha a beepitesi melyseg kicsi, a nyomatekigeny meg viszonylag magas.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 január 13, 15:00
Írta: 000000000 Dátum 2018 január 13, 15:00
Pedig az szervó ahogyan az előttem szóló is írta.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 január 13, 18:20
Írta: remrendes Dátum 2018 január 13, 18:20
Lehet, en egy encoderes leptetomotor leirasat lattam a pdf-ben.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 január 13, 19:07
Írta: 000000000 Dátum 2018 január 13, 19:07
És mi a lényege egy zárt hurkú pozíció vezérlésnek ?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 január 14, 07:43
Írta: remrendes Dátum 2018 január 14, 07:43
Amilyen motorokat en eddig lattam, azoknak a felepitese es a mukodese is kulonbozott.
Cím: Re:Mechanikai ötletek
Írta: gab27 Dátum 2018 január 14, 16:13
Írta: gab27 Dátum 2018 január 14, 16:13
Akkor tkp. jól látod, bár a doksi a vezérlőé (egészen pontosan ettől válik egyértelművé, hogy szervóról van szó), csak egy kis fogalomzavar lépett fel. Persze ez nem meglepő, ismerve a gyártók marketingjét...
A "szervó" kifejezés arra utal, hogy a rendszer visszacsatolásos (zárt hatásláncú, szabályozott kört alkotó) üzemben működik, ti. hogy a szabályzó az érzékelőtől kapott ellenőrző jel és az alapjel között különbséget képez, majd ebből kiindulva a beállított paramétereknek megfelelően avatkozik be a szabályozott szakasz működésébe. Ennek megfelelően teljesen mindegy, hogy mit szabályozol (feszültséget, hőmérsékletet, elmozdulást, sebességet, gyorsulást, nyomást stb.), ahogy annak sincs jelentősége, hogy milyen médiumnak pontosan melyik jellemzőjét szabályozod az adott cél érdekében (léteznek hidraulikus, pneumatikus stb. szervórendszerek is speciális használatra, pl. lineáris dörzshegesztő gépet hidraulikus szervóval valósítottak meg).
A vezérlés ettől a koncepciótól annyiban tér el, hogy zárt kör helyett csak nyitott láncról beszélünk, a vezérlésnél a zavaró jellemzők hatását figyelmen kívül hagyjuk.
Önmagában semmilyen motor nem szervó. A piaci szereplők szóhasználatában az ún. "szervómotorok" (ez legtöbbször szög- v. forgásjeladóval szerelt permanens mágneses szinkronmotorra vagy kefés DC motorra utal) csak a megfelelő elektronikával ill. a szög- és/vagy forgásjeladó bekötésével együtt válnak szervóhajtássá. Egy "DC szervómotor" pl. triviálisan hajtható vezérelt üzemben (pl. táp -> potis, irányváltós PWM elektronika -> motor), de ilyenkor persze már nem nevezhető szervónak semmilyen értelemben, hacsak nem építjük be mellé fixen az operátort (servus, azaz szolga (!)) is, aki a kívánt pozíció eléréséig kapcsolgat és tekergeti a forgatógombot. :)
Ugyanakkor léteznek olyan speciális szervók is, amelyek indukciós motort szabályoznak. Mivel korábban a léptetőmotorokat szinte kivétel nélkül vezérelt üzemben, visszacsatolás nélkül hajtották, aktualizált ismeretek - és/vagy némi gondolkodás - híján sokan nem tárgyalják a szervóknál.
tl;dr: a pongyola meghatározásokat megritkítandó, érdemes a "szervó" kifejezést a definíció szerint olyan hajtásokra használni, amelyek szabályozott körben, zárt hatáslánccal működnek. A motor besorolásával (PMSM v. AC szervó, DC szervó, léptetőmotoros szervó) könnyedén lehet pontosítani a rendszer jellegét, vagy ugyanezzel utalni arra, hogy egy bizonyos motor - kedvező elektromos és elektromechanikus állandói mellett - valamilyen be-
vagy ráépített jeladóval van szerelve.
Ld. 3.6.3 szekció, itt (http://doksi.hu/doksik.php?order=GetOviewPage&lid=10060&p=53&f=png) és itt (http://doksi.hu/doksik.php?order=GetOviewPage&lid=10060&p=54&f=png), ebből (http://doksi.hu/get.php?lid=10060) a jegyzetből. Az elméletet is ajánlom az elejéről.
A "szervó" kifejezés arra utal, hogy a rendszer visszacsatolásos (zárt hatásláncú, szabályozott kört alkotó) üzemben működik, ti. hogy a szabályzó az érzékelőtől kapott ellenőrző jel és az alapjel között különbséget képez, majd ebből kiindulva a beállított paramétereknek megfelelően avatkozik be a szabályozott szakasz működésébe. Ennek megfelelően teljesen mindegy, hogy mit szabályozol (feszültséget, hőmérsékletet, elmozdulást, sebességet, gyorsulást, nyomást stb.), ahogy annak sincs jelentősége, hogy milyen médiumnak pontosan melyik jellemzőjét szabályozod az adott cél érdekében (léteznek hidraulikus, pneumatikus stb. szervórendszerek is speciális használatra, pl. lineáris dörzshegesztő gépet hidraulikus szervóval valósítottak meg).
A vezérlés ettől a koncepciótól annyiban tér el, hogy zárt kör helyett csak nyitott láncról beszélünk, a vezérlésnél a zavaró jellemzők hatását figyelmen kívül hagyjuk.
Önmagában semmilyen motor nem szervó. A piaci szereplők szóhasználatában az ún. "szervómotorok" (ez legtöbbször szög- v. forgásjeladóval szerelt permanens mágneses szinkronmotorra vagy kefés DC motorra utal) csak a megfelelő elektronikával ill. a szög- és/vagy forgásjeladó bekötésével együtt válnak szervóhajtássá. Egy "DC szervómotor" pl. triviálisan hajtható vezérelt üzemben (pl. táp -> potis, irányváltós PWM elektronika -> motor), de ilyenkor persze már nem nevezhető szervónak semmilyen értelemben, hacsak nem építjük be mellé fixen az operátort (servus, azaz szolga (!)) is, aki a kívánt pozíció eléréséig kapcsolgat és tekergeti a forgatógombot. :)
Ugyanakkor léteznek olyan speciális szervók is, amelyek indukciós motort szabályoznak. Mivel korábban a léptetőmotorokat szinte kivétel nélkül vezérelt üzemben, visszacsatolás nélkül hajtották, aktualizált ismeretek - és/vagy némi gondolkodás - híján sokan nem tárgyalják a szervóknál.
tl;dr: a pongyola meghatározásokat megritkítandó, érdemes a "szervó" kifejezést a definíció szerint olyan hajtásokra használni, amelyek szabályozott körben, zárt hatáslánccal működnek. A motor besorolásával (PMSM v. AC szervó, DC szervó, léptetőmotoros szervó) könnyedén lehet pontosítani a rendszer jellegét, vagy ugyanezzel utalni arra, hogy egy bizonyos motor - kedvező elektromos és elektromechanikus állandói mellett - valamilyen be-
vagy ráépített jeladóval van szerelve.
Ld. 3.6.3 szekció, itt (http://doksi.hu/doksik.php?order=GetOviewPage&lid=10060&p=53&f=png) és itt (http://doksi.hu/doksik.php?order=GetOviewPage&lid=10060&p=54&f=png), ebből (http://doksi.hu/get.php?lid=10060) a jegyzetből. Az elméletet is ajánlom az elejéről.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 január 14, 16:21
Írta: svejk Dátum 2018 január 14, 16:21
Ajaj!
10 éve én a hasonló megnyilatkoztatásokkal örökre elástam magam pár fórumtárs előtt. :)
10 éve én a hasonló megnyilatkoztatásokkal örökre elástam magam pár fórumtárs előtt. :)
Cím: Re:Mechanikai ötletek
Írta: gab27 Dátum 2018 január 14, 16:51
Írta: gab27 Dátum 2018 január 14, 16:51
Úgy tűnik, ez nem szegte kedved. :)
Mondjuk nem hinném, hogy remrendes pont azért fog megorrolni rám, mert leírtam neki, hogy mit tanítottak szabtechből...
Mondjuk nem hinném, hogy remrendes pont azért fog megorrolni rám, mert leírtam neki, hogy mit tanítottak szabtechből...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 január 14, 16:57
Írta: 000000000 Dátum 2018 január 14, 16:57
Azért csak óvatosan bánjunk ezzel a szervo kifejezéssel, és adjuk meg neki a kellő műszaki tiszteletet.
Egy hitvány dinamikai képességű motorból ugyanis nem lesz szervó motor csak amiatt, mert szervókörbe beteszed, és megfűszerezed még egy kis "csicsavilág" számítástechnikával.
Egy hitvány dinamikai képességű motorból ugyanis nem lesz szervó motor csak amiatt, mert szervókörbe beteszed, és megfűszerezed még egy kis "csicsavilág" számítástechnikával.
Cím: Re:Mechanikai ötletek
Írta: Kisamotors Dátum 2018 január 14, 17:09
Írta: Kisamotors Dátum 2018 január 14, 17:09
Szerintem az idők folyamán, ahogy fejlődtek a rendszerek, hozzájött egy többletjelentés is, ami a hatékonyabb, nagyobb teljesítményű működéssel van kapcsolatban.
Cím: Re:Mechanikai ötletek
Írta: gab27 Dátum 2018 január 14, 17:10
Írta: gab27 Dátum 2018 január 14, 17:10
"(...) ugyanezzel utalni arra, hogy egy bizonyos motor - kedvező elektromos és elektromechanikus állandói mellett - valamilyen be- vagy ráépített jeladóval van szerelve."
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 január 14, 17:45
Írta: svejk Dátum 2018 január 14, 17:45
Inkább megerősített, tanulásra sarkallt és így segítette az előrehaladásom.
De azért pár nyugtatót be kellett kapnom anno. :)
De azért pár nyugtatót be kellett kapnom anno. :)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 január 14, 18:42
Írta: remrendes Dátum 2018 január 14, 18:42
De nem am, sot. En elsosorban tanulni jarok ide :)
Cím: Re:Mechanikai ötletek
Írta: Peppe51 Dátum 2018 január 21, 10:51
Írta: Peppe51 Dátum 2018 január 21, 10:51
B16 elfordul-leesik /FEIN fúrógépen RÖHM tokmány).
HOGYAN LEHET RÖGZÍTEN?
HOGYAN LEHET RÖGZÍTEN?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 január 21, 11:07
Írta: zozo Dátum 2018 január 21, 11:07
Két okból esik le.
1. nem jó a kúpszög
2. rezonancia, nagy terhelés.
Ez utóbbin segít a főorsó végébe fúrt menet.
A tokmányt is át kell fúrni és sülly. fejű csavarral rögzíteni a főorsóra.
1. nem jó a kúpszög
2. rezonancia, nagy terhelés.
Ez utóbbin segít a főorsó végébe fúrt menet.
A tokmányt is át kell fúrni és sülly. fejű csavarral rögzíteni a főorsóra.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 január 21, 11:12
Írta: zozo Dátum 2018 január 21, 11:12
Ja, és a brutálisabb megoldás, felmelegíteni a tokmányt ér rákoccintani a kúpra. Vagy csapágyragasztó. (ez csak melegítve lesz bontható)
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2018 január 21, 11:19
Írta: Révész Richárd Dátum 2018 január 21, 11:19
Vagy olajos/zsíros és azért esik le.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 január 21, 12:05
Írta: jani300 Dátum 2018 január 21, 12:05
Ha ráteszed csak agy rezsóra a tokmányt ,és felütöd , az lehet örökre ottmarad :)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 január 21, 12:07
Írta: Csuhás Dátum 2018 január 21, 12:07
Az eddigi ötleteken túl, lehet hogy a kúp hegye, vagy nyaka felütközik és nem engedi a kúpot kellően összezáródni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 január 21, 12:28
Írta: svejk Dátum 2018 január 21, 12:28
A múltkor egy kis szegnyeregből nem jött ki a morse2-es állócsúcs. Hátulról hozzáférhető volt, de sem kisebb hidraulikus prés, sem melegítés, sem nagykalapács nem segített.
Végül kínkeservesen a két végéről hosszában át kellett fúrni keményfémfúróval az egész állócsúcsot.
ekkor aztán a 2 kilósnak megadta magát.
Előtte elkönyveltem, hogy ennek a hüvelynek már annyi ha így be van rohadva.
De csodának csodájára mind a hüvely mind a kifúrt állócsúcs palástja tökéletes állapotban volt, semmit nem kellett tenni vele.
Végül kínkeservesen a két végéről hosszában át kellett fúrni keményfémfúróval az egész állócsúcsot.
ekkor aztán a 2 kilósnak megadta magát.
Előtte elkönyveltem, hogy ennek a hüvelynek már annyi ha így be van rohadva.
De csodának csodájára mind a hüvely mind a kifúrt állócsúcs palástja tökéletes állapotban volt, semmit nem kellett tenni vele.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 január 21, 12:40
Írta: jani300 Dátum 2018 január 21, 12:40
SN 63 (eszterga).
Volt picit kint is ...
A szegnyereg járóhüvelyével legalább egy napot kínlódtam mire megmozdult . Végül megküldtem(fán keresztül) 10 kilóssal ,megindult .
Ebben egyébként van lapolása is a morsénak .
Kopott gép , foghiányos sebességekkel ,de nekem jól kézre áll .
Volt picit kint is ...
A szegnyereg járóhüvelyével legalább egy napot kínlódtam mire megmozdult . Végül megküldtem(fán keresztül) 10 kilóssal ,megindult .
Ebben egyébként van lapolása is a morsénak .
Kopott gép , foghiányos sebességekkel ,de nekem jól kézre áll .
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 január 21, 12:56
Írta: zozo Dátum 2018 január 21, 12:56
Nekem levágott végű szűkítő hüvely ragadt egyszer a szegnyeregben. Mikor belelöktem, már eszembe jutott, hogy nem kellett volna :)
Hátulról nem lehetett hozzáférni, előre 3mm-t lógott ki a szegnyeregből. Két helyen belevágtam 0,8-as flex koronggal, így aztán szerencsémre 2 csavarhúzóval, azokat betámasztva sikerült kiszabadítani :)
Hátulról nem lehetett hozzáférni, előre 3mm-t lógott ki a szegnyeregből. Két helyen belevágtam 0,8-as flex koronggal, így aztán szerencsémre 2 csavarhúzóval, azokat betámasztva sikerült kiszabadítani :)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2018 január 21, 13:05
Írta: D.Laci Dátum 2018 január 21, 13:05
A hüvelyt kikel venni, egyengetőlapra felfektetni, puha réz kalapáccsal kocogtatni a palástfelületet, közben forgatni. Egyre gyorsabban kocogtatni, megfelelő frekvencia elérésekkor kiesik a morzekúp.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 január 21, 13:06
Írta: jani300 Dátum 2018 január 21, 13:06
Nekem egy belső mentes tokmánytartó kúpom van . Amikor véletlenül beütöm , mindig megfogadom ha kibányásztam teszek bele egy fej nélküli csavart ...
Természetesen még mindig nincsen benne ... Lehet eladom mérgemben ... :)
Természetesen még mindig nincsen benne ... Lehet eladom mérgemben ... :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 január 21, 13:11
Írta: jani300 Dátum 2018 január 21, 13:11
Autószerelő praktika .
Nagyon komoly autószerelő műhelyben , nemrég tanácsolták ... Nem akartam kontárkodni ott mindenki belőtt :)
De hát akkor két kalapács és szia :)
Nagyon komoly autószerelő műhelyben , nemrég tanácsolták ... Nem akartam kontárkodni ott mindenki belőtt :)
De hát akkor két kalapács és szia :)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2018 január 21, 13:14
Írta: D.Laci Dátum 2018 január 21, 13:14
Na jó... de azért mégiscsak egy "precíziós" gépalkatrésztől beszélünk.
Itt nem hatnak akkora erők mint a két kalapácsos együtéses módszernél. :)
Itt nem hatnak akkora erők mint a két kalapácsos együtéses módszernél. :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 január 21, 13:19
Írta: jani300 Dátum 2018 január 21, 13:19
Ezt most kivételesen nem cikinek szántam ...
Jól írtad ,elég ha picit lazítják a finom kocogtatások .[#integet2]
Jól írtad ,elég ha picit lazítják a finom kocogtatások .[#integet2]
Cím: Re:Mechanikai ötletek
Írta: rokonok Dátum 2018 január 30, 22:05
Írta: rokonok Dátum 2018 január 30, 22:05
Végig néztem pár videót a youtubon amin robbantott rajzon mutatják be a gépiket különböző cégek. A dmg mori-nál láttam 2 db motorral fogaskerék meghajtással fogaslécen mozgatják a a szánokat de lehetőség van ez helyett lineáris motorral lecserélni fogasléces megoldást. A 2 motorral ha valamennyire késleltetve működtetik gondolom lehet "kottyanás mentesíteni" a mozgatást. Kinek mi a véleménye ez a megoldás mennyire megbízható?
1 percnél lehet szemügyre venni a megoldást.
videó (https://www.youtube.com/watch?v=U5LzcgdRDLk)
1 percnél lehet szemügyre venni a megoldást.
videó (https://www.youtube.com/watch?v=U5LzcgdRDLk)
Cím: Re:Mechanikai ötletek
Írta: 38tnwsv8g Dátum 2018 január 30, 23:34
Írta: 38tnwsv8g Dátum 2018 január 30, 23:34
A mai hajtástechnológiákkal, ferde fogazású fogaskerék-fogasléc kapcsolattal, előfeszített hajtóművel már nem nagy dolog kottyanásmentes kapcsolatot csinálni. Én is dolgoztam ilyenekkel szerszámgépeknél.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 január 31, 07:56
Írta: designr Dátum 2018 január 31, 07:56
Itt egy jó,viszonylag egyszerűen megvalósitható fogasléces kottymentes megoldás.
Gyári KIT-et rak össze az uriember,az alap ehhez is persze egy kottymentes hajtómű.
Ami érdekes a két fogaskerekes szij feszitéssel kottymentesithető hajtás.
Érdemes végignézni az összerakás egész folyamatát.
Összeszerelés (https://www.youtube.com/watch?v=d1sHaF7PYwY)
Gyári KIT-et rak össze az uriember,az alap ehhez is persze egy kottymentes hajtómű.
Ami érdekes a két fogaskerekes szij feszitéssel kottymentesithető hajtás.
Érdemes végignézni az összerakás egész folyamatát.
Összeszerelés (https://www.youtube.com/watch?v=d1sHaF7PYwY)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 január 31, 08:44
Írta: remrendes Dátum 2018 január 31, 08:44
A boncolosba (https://forum.hobbycnc.hu/topic.php?topic=24&page=2&order=DESC#5291) tettem fel egy kepet. Ott ha megnezed a 2 nagy fogaskereket, oszott. A ketto kozott egy rugo elofeszites van, nehany foggal el vannak tekerve egymastol a kerekek. Tuti kottyanasmentes, evente van merve, tesztelve, de folyamatosan van ellenorizve a beultetesi pontossag.
A kepen levok kb 12 eve porognek, altalaban 24//7-ben. Igaz, lattam mar olyat, ami elkopott. Mondjuk a veluk hajtott orso elobb rakja le a kanalat.
A kepen levok kb 12 eve porognek, altalaban 24//7-ben. Igaz, lattam mar olyat, ami elkopott. Mondjuk a veluk hajtott orso elobb rakja le a kanalat.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 08, 19:38
Írta: xt79ipd3 Dátum 2018 február 08, 19:38
Üdvözlet!
Szakmai konzultációra szeretném hívni a jelenlévőket.
A majd épülő gépemhez elkezdtem beszerezni az építőanyagokat, alkatrészeket. Egy picit megtorpantam, mert a 3D-s terv szerint egyes alkatrészek 10, 15 és 20mm vastag alumíniumból készülnek. Eddig egy cégől kaptam árajánlatot a kékkel jelölt alkatrészekre. Mivel online rendelés esetén csak új, táblás anyagból adnának, 51.000 Ft-os ajánlatot kaptam. Ezek csak a gépelemek nyers, befoglaló méreteit adják ki, formára vágás, marás nélkül. Anyagköltség tul.képpen.
Ezt az összeget borzasztóan sokallom. (Tudom, mindennek ára van, a vastag alu amúgy is drága, de nekem akkor is sok pár darab tenyérnyi alumíniumért.)
A második képen kékkel jelölt konzoloknál indokolja bármi is, hogy méregdrága alu vastaglemezből készüljenek? Véleményem szerint egyéb hozzáférhető olcsóbb anyag is tökéletesen megállná a helyét (a nyugvó helyekre kazánlemez, a mozgó részekhez könnyebb, pl. textilbakelit, necuron, danamid, stb.) Az oldalsó háromszög alakú konzolokhoz -sarkosan fogalmazva- egy darab deszka is megtenné... Várom a véleményeket, köszönöm.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_yzvsvbzem959ue45v3f5_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/yzvsvbzem959ue45v3f5_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_2m5u29ispmuq03yv6fb5_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/2m5u29ispmuq03yv6fb5_5485.jpg)
Szakmai konzultációra szeretném hívni a jelenlévőket.
A majd épülő gépemhez elkezdtem beszerezni az építőanyagokat, alkatrészeket. Egy picit megtorpantam, mert a 3D-s terv szerint egyes alkatrészek 10, 15 és 20mm vastag alumíniumból készülnek. Eddig egy cégől kaptam árajánlatot a kékkel jelölt alkatrészekre. Mivel online rendelés esetén csak új, táblás anyagból adnának, 51.000 Ft-os ajánlatot kaptam. Ezek csak a gépelemek nyers, befoglaló méreteit adják ki, formára vágás, marás nélkül. Anyagköltség tul.képpen.
Ezt az összeget borzasztóan sokallom. (Tudom, mindennek ára van, a vastag alu amúgy is drága, de nekem akkor is sok pár darab tenyérnyi alumíniumért.)
A második képen kékkel jelölt konzoloknál indokolja bármi is, hogy méregdrága alu vastaglemezből készüljenek? Véleményem szerint egyéb hozzáférhető olcsóbb anyag is tökéletesen megállná a helyét (a nyugvó helyekre kazánlemez, a mozgó részekhez könnyebb, pl. textilbakelit, necuron, danamid, stb.) Az oldalsó háromszög alakú konzolokhoz -sarkosan fogalmazva- egy darab deszka is megtenné... Várom a véleményeket, köszönöm.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_yzvsvbzem959ue45v3f5_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/yzvsvbzem959ue45v3f5_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_2m5u29ispmuq03yv6fb5_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/2m5u29ispmuq03yv6fb5_5485.jpg)
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2018 február 08, 19:46
Írta: ra8nsmk6w Dátum 2018 február 08, 19:46
A kulcsszó az "egyenszilárdság"
A felsorolt anyagok nem illenek a képbe. (Hozzáteszem, hogy majdnem alu árban vannak)
A felsorolt anyagok nem illenek a képbe. (Hozzáteszem, hogy majdnem alu árban vannak)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 08, 19:46
Írta: s7manbs8 Dátum 2018 február 08, 19:46
Textil bakelit is frankó, erős is, meg ha elég vastag és csak oylan irányú erők érik, amit jól bír, akkor az is jó lehet.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 február 08, 19:53
Írta: Csuhás Dátum 2018 február 08, 19:53
Egy alternatívaként el lehetne gondolkodni a kérdéses elemeknek alu öntvényből való gyártásán.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 08, 20:10
Írta: xt79ipd3 Dátum 2018 február 08, 20:10
A híd alkotóelemeit nem is variálnám. A második képen lévő elemek (szerintem) nincsenek olyan erőhatásoknak kitéve, hogy ne lehetne őket helyettesíteni.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 08, 20:11
Írta: xt79ipd3 Dátum 2018 február 08, 20:11
Nem értek hozzá, de gondolod, hogy olcsóbban jönnék ki a végén, mint készen megvásárolni őket?
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 08, 20:12
Írta: xt79ipd3 Dátum 2018 február 08, 20:12
Ezt gondoltam én is. Szerintem könnyebb is hozzájutni, mint 20mm vastag aluhoz.
Cím: Re:Mechanikai ötletek
Írta: rokonok Dátum 2018 február 08, 20:47
Írta: rokonok Dátum 2018 február 08, 20:47
Hogyan lehet ragasztani vagy összekötni a méterben árult ékszíjat. Vagy megrövidíteni már egy kész ékszíjat?
Cím: Re:Mechanikai ötletek
Írta: syxy Dátum 2018 február 08, 22:07
Írta: syxy Dátum 2018 február 08, 22:07
Ezek tetszőleges hosszban szerelhetők (http://www.powerbelt.hu/category/speci-folyometeres)
Cím: Re:Mechanikai ötletek
Írta: Ftomi Dátum 2018 február 08, 22:25
Írta: Ftomi Dátum 2018 február 08, 22:25
Ők esetleg? alucentrum (https://alucentrum.hu/aluminium-vastaglemez-vagas-ar/) Valamikor a jövőben nekem is vágatnom kellene még én sem kérdeztem, de ők lennének az első áldozat.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 08, 23:10
Írta: xt79ipd3 Dátum 2018 február 08, 23:10
Köszi, egy kérdést megér. Bár ez a kitétel aggaszt:legkisebb rendelhető lemez méret bármely ötvözet esetén 100mm x 100mm
Nekem van, ami csak 80mm széles.
Nekem van, ami csak 80mm széles.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 február 09, 07:53
Írta: remrendes Dátum 2018 február 09, 07:53
Kicsit soknak tunik, de egyaltalan nem extrem koltseg. Azert megkerdeznem mashol is. Erdemes atgondolni, hova milyen vastag anyag szukseges es a 3 fele vastagsagot atvarialni 2-re, de inkabb lehetoleg egyre. Kiszedni az alkatreszeket, megcsinalni a nestinget es 1db-ban levagatni, aztan a tobbit CNC-n, vagy ha meg tul nagy, akkor dekopirral tovabb szabdalni.
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2018 február 09, 09:54
Írta: istvan3 Dátum 2018 február 09, 09:54
Szerintem túlbonyolítod a dolgot. Ha ennyire költséghatékonyan akarod megoldani, akkor egyszerűsítsd le a tervet. Használj mindenhova 1 féle vastagságot, ne csinálj letöréseket, legyen minden alkatrész téglalap/négyzet alakú.
A terven minden megcsinálható 20mm-es lemezből, ha áttervezed itt-ott.
Ezeket az alkatrészeket megmunkáltatni egyedileg szerintem jóvan többe fog kerülni mint az 50-e forintos alumínium ár.
Inkább vegyél bontott gépipari alut pl. LoneWolftól, az síkbamart, és olcsó, és körfűrésszel vágd fel méretre. +-1mm-en belül felvágható.
Oszlopos fúrógéppel készítsd el a furatokat és úgy rakd össze. Nem lesz olyan szép, de legalább olcsó lesz. Aztán ha van egy működő géped utána megcsinálhatsz minden jól, ahol szeretnéd.
Elég nagy méretűnek tűnik ez a gép. Ezt pontosan beállítani, hogy a sík az sík legyen, párhuzam párhuzam, a derékszög pedig derékszög szintén sok időt fog igényelni. Valamint ugye mérőeszközöket, ami szintén nem olcsó.
A legelső gépem én is így készítettem 4 éve. Azóta is megvan és működik. Pontosságra nem a legjobb, de a legtöbb feladatra elég.
A terven minden megcsinálható 20mm-es lemezből, ha áttervezed itt-ott.
Ezeket az alkatrészeket megmunkáltatni egyedileg szerintem jóvan többe fog kerülni mint az 50-e forintos alumínium ár.
Inkább vegyél bontott gépipari alut pl. LoneWolftól, az síkbamart, és olcsó, és körfűrésszel vágd fel méretre. +-1mm-en belül felvágható.
Oszlopos fúrógéppel készítsd el a furatokat és úgy rakd össze. Nem lesz olyan szép, de legalább olcsó lesz. Aztán ha van egy működő géped utána megcsinálhatsz minden jól, ahol szeretnéd.
Elég nagy méretűnek tűnik ez a gép. Ezt pontosan beállítani, hogy a sík az sík legyen, párhuzam párhuzam, a derékszög pedig derékszög szintén sok időt fog igényelni. Valamint ugye mérőeszközöket, ami szintén nem olcsó.
A legelső gépem én is így készítettem 4 éve. Azóta is megvan és működik. Pontosságra nem a legjobb, de a legtöbb feladatra elég.
Cím: Re:Mechanikai ötletek
Írta: borvendeg Dátum 2018 február 09, 14:01
Írta: borvendeg Dátum 2018 február 09, 14:01
Nem teljesen mechanika, de azért megosztom.
Készítettem egy kézikerék szerű vezérlőt Mach3-hoz. Az 5 gomb és az encoder LPT porton csatlakozik, a num pad pedig USB-s.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_msztidnq9pfibuqq9d8b_5370.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/msztidnq9pfibuqq9d8b_5370.jpg)
Készítettem egy kézikerék szerű vezérlőt Mach3-hoz. Az 5 gomb és az encoder LPT porton csatlakozik, a num pad pedig USB-s.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_msztidnq9pfibuqq9d8b_5370.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/msztidnq9pfibuqq9d8b_5370.jpg)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 09, 14:14
Írta: xt79ipd3 Dátum 2018 február 09, 14:14
Természetesen több helyen érdeklődöm és többféle megoldást is fontolóra veszek.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 09, 14:23
Írta: xt79ipd3 Dátum 2018 február 09, 14:23
Egyelőre csak felmérem a lehetőségeket és az első lehetőség nekem nem tetszett. Ennyi történt. Nem estem kétségbe, rengeteg lehetőség adott még.
Nekem is volt eszemben LoneWolf, nála biztosan van olyan alu alapanyag, ami alkalmas lenne nekem. Körfűrészem van, csak aluvágó lapot kell rá venni. Dekopír van, kis szalagfűrész is. Oszlopos fúró van, szalagcsiszoló van, indikátorórák, digitális szögmérő van... Minden van, csak időm nincs egyelőre. Ezért az egy dologért keresgélek még egyéb alternatívák között.
(Illetve ismerős a helyzet, amikor valamit megcsinálunk ideiglenesen, aztán úgy marad örökre.) :)
Nekem is volt eszemben LoneWolf, nála biztosan van olyan alu alapanyag, ami alkalmas lenne nekem. Körfűrészem van, csak aluvágó lapot kell rá venni. Dekopír van, kis szalagfűrész is. Oszlopos fúró van, szalagcsiszoló van, indikátorórák, digitális szögmérő van... Minden van, csak időm nincs egyelőre. Ezért az egy dologért keresgélek még egyéb alternatívák között.
(Illetve ismerős a helyzet, amikor valamit megcsinálunk ideiglenesen, aztán úgy marad örökre.) :)
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2018 február 09, 14:32
Írta: istvan3 Dátum 2018 február 09, 14:32
1 tipp. Én a fűrészemre Praktikeres fához való, vídiás sokfogú korongot vettem, 3000Ft körül. (Nem emlékszem hány fogas, de a legtöbb amit volt adott átmérőhöz) Teljesen jól használható alu darabolásához. Már vagy 2m2 20-as lemezt felvágtam apróbb darabokra és még mindig jól vág.
Ezt azért írom, hogy ha nem nagy mennyiség lesz felvágva, elég egy átlagos korong is.
Ezt azért írom, hogy ha nem nagy mennyiség lesz felvágva, elég egy átlagos korong is.
Cím: Re:Mechanikai ötletek
Írta: Ftomi Dátum 2018 február 09, 15:01
Írta: Ftomi Dátum 2018 február 09, 15:01
A Lidl-ben volt (02.01 akciós újság) 210mm-es körfűrészkorong én a 80 fogast vettem azt hiszem 1800ft volt. színesfémekhez is ajánlja. Hátha van még.
Én hasonló célra tervezem , vagyis alu daraboláshoz.
Én hasonló célra tervezem , vagyis alu daraboláshoz.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2018 február 09, 15:19
Írta: ra8nsmk6w Dátum 2018 február 09, 15:19
A motor tengelytől a maró csúcsáig húzz egy vonalat a hajtásláncokon keresztül és minden világos lesz.
A mezei motortartót sokak "motortartó lemezként" definiálják.
Én inkább motortartó tömbnek.
A mezei motortartót sokak "motortartó lemezként" definiálják.
Én inkább motortartó tömbnek.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 09, 16:22
Írta: xt79ipd3 Dátum 2018 február 09, 16:22
Akkor majd alkalomadtán kipróbálom a rajta lévő Workzone lappal. Azt hagytam a fűrészen hulladék fák darabolásához.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 09, 16:23
Írta: xt79ipd3 Dátum 2018 február 09, 16:23
Úgy értsem, hogy azon nem kellene spórolni?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 február 09, 16:50
Írta: Szalai György Dátum 2018 február 09, 16:50
Vannak ezek között a kékek között olyan darabok, amiknek a létét csak tervezési hibának vagyok képes elfogadni.
És vannak olyanok, amiknek meg éppen nem kéne olyan vastag anyagból lennie.
Meg van a harmadik féle, aminek meg nem is úgy kéne lennie.
Ezek a rajzok nagyon jók arra, hogy meglásd hol a hiba, és Te ne úgy csináld.
És vannak olyanok, amiknek meg éppen nem kéne olyan vastag anyagból lennie.
Meg van a harmadik féle, aminek meg nem is úgy kéne lennie.
Ezek a rajzok nagyon jók arra, hogy meglásd hol a hiba, és Te ne úgy csináld.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 09, 17:32
Írta: xt79ipd3 Dátum 2018 február 09, 17:32
Az a baj, hogy én nagyon kevés vagyok ahhoz, hogy meglássam a kékkel jelölt alkatrészek hibáit. Segítenél, hogy milyen hibákat vettél észre?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 február 09, 18:20
Írta: Szalai György Dátum 2018 február 09, 18:20
Ahogy én látom.
Zöld kérdőjelek: Ezeknek minek kell ilyen bazi vastag anyagból készülniük. Nincs semmi értelme.
Piros kérdőjelek: Ezek minek vannak egyáltalán? Semmi szükség rájuk.
Sárga kérdőjelek: Miért nem lehet ez a kettő egyetlen darabból. Nincs ok rá, hogy külön legyenek.
Rózsaszín kérdőjel: Ez mi és minek van? Az úszó oldali végcsapágyon nincs tengely irányú erő.
Kék kérdőjel: Ha vastag anyagokat pakolt oda, ahol semmi szükség rájuk, akkor miért egy sínt kínoz a Z axison? Oda is ,,jár" a kettő sin.
Szerintem. [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_7m6xv4hsxk796dzmwws4_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/7m6xv4hsxk796dzmwws4_415.jpg)
Zöld kérdőjelek: Ezeknek minek kell ilyen bazi vastag anyagból készülniük. Nincs semmi értelme.
Piros kérdőjelek: Ezek minek vannak egyáltalán? Semmi szükség rájuk.
Sárga kérdőjelek: Miért nem lehet ez a kettő egyetlen darabból. Nincs ok rá, hogy külön legyenek.
Rózsaszín kérdőjel: Ez mi és minek van? Az úszó oldali végcsapágyon nincs tengely irányú erő.
Kék kérdőjel: Ha vastag anyagokat pakolt oda, ahol semmi szükség rájuk, akkor miért egy sínt kínoz a Z axison? Oda is ,,jár" a kettő sin.
Szerintem. [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_7m6xv4hsxk796dzmwws4_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/7m6xv4hsxk796dzmwws4_415.jpg)
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2018 február 09, 18:47
Írta: ra8nsmk6w Dátum 2018 február 09, 18:47
A zöld kérdőjelhez! Nagyon nem vékonyitanám el azt a lemezt amelyik az orsó anyát tartja. Egy hosszabb orsónál komoly rezonanca forrása lehet.
A motortartóknál ott ebben az elrendezésben valóban felesleges ez az anyagvastagság.
A z tengelynél az egy sines megoldást én sem tudom hova tenni ugyanis a legkisebb orsó hibát is beleképezi az anyagba
A motortartóknál ott ebben az elrendezésben valóban felesleges ez az anyagvastagság.
A z tengelynél az egy sines megoldást én sem tudom hova tenni ugyanis a legkisebb orsó hibát is beleképezi az anyagba
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 február 09, 19:28
Írta: Szalai György Dátum 2018 február 09, 19:28
Szerintem a ,,háromszög"-nek csak az orsó hosszirányára kell merevnek lennie, azt garantálja maga az alak, akár a közepe nélkül is.
Orsóra merőleges irányban kifejezetten lehet rugalmas, hogy ne okozzon túlhatározottságot.
Az orsó rezonanciát nem annak a darabnak kell garantálnia, de ilyen arányok és felhasználás mellett, attól nem tartok, ha helyes a végcsapágyazás.
Ki, hogy szereti.
Orsóra merőleges irányban kifejezetten lehet rugalmas, hogy ne okozzon túlhatározottságot.
Az orsó rezonanciát nem annak a darabnak kell garantálnia, de ilyen arányok és felhasználás mellett, attól nem tartok, ha helyes a végcsapágyazás.
Ki, hogy szereti.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 09, 20:55
Írta: xt79ipd3 Dátum 2018 február 09, 20:55
Köszönöm!
Így már értem én is az aggályaidat. Úgy látom, volt néhány közös gondolatunk. :)
Zöld kérdőjel: az oldalsó háromszögeket én is anyagpazarlásnak tartom. Azokra írtam korábban, hogy -kis túlzással- akár egy-egy darab deszkából is lehetnének. Van viszont 5mm vastag rozsdamentes anyagom, abból oldom meg őket. Kiszámoltam, hogy könnyebb is lesz egy kicsivel, mint 20mm vastag aluból. Ennek ugyan sok jelentősége nincs, de a mozgó tömeg mégiscsak csökken.
Piros kérdőjel: Talán ezek is kellettek az optimális hídmagasság eléréséhez. Vagy kimaradt két ilyen darab alu és a tervező nem akarta kidobni... :)
Sárga kérdőjel: egy darabból valóban masszívabb lenne. Akkor mégse 5mm-es rozsdamentes anyagból legyen a háromszög, hanem tervezzem egy egységgé a híd oldallal?
Rózsaszín kérdőjel: tettem képet hátulnézetből is. Az csak a keret sarokeleme hátul. Tettem még fel képeket más szögből is.
Kék kérdőjel: ez nekem sem tetszett, átterveztem a Z-t és két lineáris sínt vettem hozzá. :)
Közben nekem is feltűnt valami. De azt majd később, mert elterelődik a szó a jelenleg beszélt dolgokról.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_vkb26fengcisskkv2kxn_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/vkb26fengcisskkv2kxn_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_5754wkuzcs6ui3u0wc64w_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/5754wkuzcs6ui3u0wc64w_5485.jpg)
Így már értem én is az aggályaidat. Úgy látom, volt néhány közös gondolatunk. :)
Zöld kérdőjel: az oldalsó háromszögeket én is anyagpazarlásnak tartom. Azokra írtam korábban, hogy -kis túlzással- akár egy-egy darab deszkából is lehetnének. Van viszont 5mm vastag rozsdamentes anyagom, abból oldom meg őket. Kiszámoltam, hogy könnyebb is lesz egy kicsivel, mint 20mm vastag aluból. Ennek ugyan sok jelentősége nincs, de a mozgó tömeg mégiscsak csökken.
Piros kérdőjel: Talán ezek is kellettek az optimális hídmagasság eléréséhez. Vagy kimaradt két ilyen darab alu és a tervező nem akarta kidobni... :)
Sárga kérdőjel: egy darabból valóban masszívabb lenne. Akkor mégse 5mm-es rozsdamentes anyagból legyen a háromszög, hanem tervezzem egy egységgé a híd oldallal?
Rózsaszín kérdőjel: tettem képet hátulnézetből is. Az csak a keret sarokeleme hátul. Tettem még fel képeket más szögből is.
Kék kérdőjel: ez nekem sem tetszett, átterveztem a Z-t és két lineáris sínt vettem hozzá. :)
Közben nekem is feltűnt valami. De azt majd később, mert elterelődik a szó a jelenleg beszélt dolgokról.
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_vkb26fengcisskkv2kxn_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/vkb26fengcisskkv2kxn_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_5754wkuzcs6ui3u0wc64w_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/5754wkuzcs6ui3u0wc64w_5485.jpg)
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2018 február 10, 05:17
Írta: sanyi84 Dátum 2018 február 10, 05:17
Én azért illesztőszegeket fúrnék az alukba. Elég a külsőbe is egyenlőre, sőt csak dörzsár aá méretet csak. Ha belőttél mindent akkor lehet megfúrni majd dörzsárazni kézzel
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2018 február 10, 15:47
Írta: Tari Gábor Dátum 2018 február 10, 15:47
Szia,
Engedd mg, hogy én is hozzászóljak.
Alapvetően egyet értek az előttem szólókkal, én is egyféle vastag lemezből hoznám össze, és kiegészíteném annyival, hogy fóliás gyárilag síkbamart anyagot venék. Az anyag drága ugyan, legalább kétszerese a normál alunak, de összeszerelésnél ég és föld lesz a különbség. Megmunkáláson többet spórolsz, mit amenyivel az anag drágább. Így nem kell az alkatrélszeket csak kontúrmarni, és rátenni a furatokat, sőt ahol nem fontos a kuntúr, akát egy szalagfűrészen kivágható, így házilag is elkészíthető, megint csak sok gépmunkát spórolsz. Nem tudom helyileg hol vagy, de székesfehérvár melett van egy cég, ők akármit levágnak neked, és nem kell a fél táblát megvenni.
Sok sikert!
Gábor
Engedd mg, hogy én is hozzászóljak.
Alapvetően egyet értek az előttem szólókkal, én is egyféle vastag lemezből hoznám össze, és kiegészíteném annyival, hogy fóliás gyárilag síkbamart anyagot venék. Az anyag drága ugyan, legalább kétszerese a normál alunak, de összeszerelésnél ég és föld lesz a különbség. Megmunkáláson többet spórolsz, mit amenyivel az anag drágább. Így nem kell az alkatrélszeket csak kontúrmarni, és rátenni a furatokat, sőt ahol nem fontos a kuntúr, akát egy szalagfűrészen kivágható, így házilag is elkészíthető, megint csak sok gépmunkát spórolsz. Nem tudom helyileg hol vagy, de székesfehérvár melett van egy cég, ők akármit levágnak neked, és nem kell a fél táblát megvenni.
Sok sikert!
Gábor
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 10, 17:53
Írta: xt79ipd3 Dátum 2018 február 10, 17:53
Köszönöm, ez sem elvetendő ötlet.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 február 10, 17:54
Írta: xt79ipd3 Dátum 2018 február 10, 17:54
Szia!
Köszönöm szépen. Szentlőrinckátán lakom.
Köszönöm szépen. Szentlőrinckátán lakom.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 február 24, 22:03
Írta: Csuhás Dátum 2018 február 24, 22:03
Egy érdekes megoldás, hobby cnc eszközöknél is hasznos lehet:
Cím: Re:Mechanikai ötletek
Írta: Pali79 Dátum 2018 február 25, 07:36
Írta: Pali79 Dátum 2018 február 25, 07:36
Ügyes szerkezet, de 100 dolcsiért kicsit sokallom. Végülis két laprugó egy pontlézer és egy ellensúly az egész.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 február 25, 08:12
Írta: Csuhás Dátum 2018 február 25, 08:12
Pont ezért került a "mechanikai ötletek" topicba és nem a "hirdetés figyelő"-be. A módszer érdekes, szerintem tud is kb 0.1mm pontosságot, és gyorsan ügyesen használható, így akit érdekel megépítheti, rugóval, vagy szorítóval ahogy neki tetszik.
Cím: Re:Mechanikai ötletek
Írta: Jozs Dátum 2018 február 25, 12:49
Írta: Jozs Dátum 2018 február 25, 12:49
Vagy várni kell egy picit mire a kínaiak felfigyelnek rá, elkezdik gyártani és kínálni az ebay -n 3 dollárért ingyenes szállítással [#vigyor4]
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 február 25, 12:54
Írta: vadember Dátum 2018 február 25, 12:54
És az a szomorú valóság, hogy a 3 dollár sokkal közelebb áll az igazi értékéhez mint a 100.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 16:40
Írta: s7manbs8 Dátum 2018 február 25, 16:40
Találtam egy új hobbista feladatot, persze aminek hazsna is lenne.
Egy keverőgép forgórészének kimenő tengelye lekopott, ezt kéne helyrehozni. Ötlet ?
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_cd4nfwjpfytqjy5u75gh0_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/cd4nfwjpfytqjy5u75gh0_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_h5b3ksu5ngmqcd8kxb2f9_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/h5b3ksu5ngmqcd8kxb2f9_918.jpg)
Egy keverőgép forgórészének kimenő tengelye lekopott, ezt kéne helyrehozni. Ötlet ?
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_cd4nfwjpfytqjy5u75gh0_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/cd4nfwjpfytqjy5u75gh0_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/tn_h5b3ksu5ngmqcd8kxb2f9_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/h5b3ksu5ngmqcd8kxb2f9_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 február 25, 16:53
Írta: RJancsi Dátum 2018 február 25, 16:53
Esztergában a tengelyt hosszában megfúrod mélyen a csapágy alá, utána levágod a csapágy melletti ép résznél és megfordítva a furatba dugott tüskével visrosszagasztod. Nem a legkorrektebb megoldás de talán egy ideig működhet.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 16:55
Írta: s7manbs8 Dátum 2018 február 25, 16:55
Kösz, jó ötlet, nekem ami elsőnek eszembe jutott, hogy felrakni hegesztéssel majd megmunkálni, de ez bonyolultabb, meg lehet hülyeség is, az ötleted egyszerű is meg jónak tűnik.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 16:56
Írta: s7manbs8 Dátum 2018 február 25, 16:56
Mondjuk arra gondoltam egy forgatón megforgatve kimarva persze a profilt megfelelően.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 16:58
Írta: s7manbs8 Dátum 2018 február 25, 16:58
Ezt gyártáskor vajon mángorolják vagy marják ? Tengely irányban látom bemélyedéseket rajta, mintha abba az irányba marták volna pl.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 február 25, 17:05
Írta: zozo Dátum 2018 február 25, 17:05
Felejtős. Csavart fogazású fogaskerék. Lefejtő marógép kell hozzá, vagy olyan egyetemes marógép, aminek van osztófej kihajtása az asztalról. Úgy 40.000-ből megcsinálnák neked, számla nélkül.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 17:07
Írta: s7manbs8 Dátum 2018 február 25, 17:07
Sebaj, majd magam kimarom. :) AZ is lesz negyvenezer lehet, de hétvégén magamnak nem szpmolok óradíjat szernecsére. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 17:08
Írta: s7manbs8 Dátum 2018 február 25, 17:08
A profilját meg elvileg be lehet pontosan mérni ha felrakom egy tapintóval, a Robsy gépe jó gyorsan megcsinálná az biztos, neki való feladat ez pont.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 február 25, 17:12
Írta: zozo Dátum 2018 február 25, 17:12
Persze, a profilja tök egyszerű, egy moduljának megfelelő evolvens görbe ;)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 február 25, 17:32
Írta: RJancsi Dátum 2018 február 25, 17:32
Újabb "Mekk Elek" ötlet. Az esztergával történő tengely fúrás marad, de utána leszúrnám először az elkopott részt, majd az ép darabot. Ezután esztergálnék egy távtartót a tengelycsonk és az ép fogazatú rész közé hogy oda kerüljenek a fogak ahol a fogaskeréknek a "legjobb". A tüskézés és ragasztás maradna.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 február 25, 17:37
Írta: zozo Dátum 2018 február 25, 17:37
Saccra a lábköre van vagy 5mm. Ebbe belefúrsz és tengelyt/tüskét teszel... Mi fogja a nyomatékot átvinni?
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 február 25, 17:43
Írta: RJancsi Dátum 2018 február 25, 17:43
PL. egy 3-3,5 mm-es edzett/köszörült illesztő tüske (brezon-stift). Kellő illesztéssel talán ragasztás nélkül is működhet. Túl nagy nyomatékot nem hiszem, hogy át kéne vinnie, talán 6-7 fog van a motortengelyen, a hajtott fogaskerék meg gondolom jó nagy.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 február 25, 17:44
Írta: RJancsi Dátum 2018 február 25, 17:44
De lehet, hogy egyszerűbb bár drágább venni egy új forgórészt
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 február 25, 17:50
Írta: zozo Dátum 2018 február 25, 17:50
Ez a keresztmetszet úgy kb. ötöde lenne az eredetinek.
Nem biztos, hogy elég lenne.
Nem biztos, hogy elég lenne.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 február 25, 17:58
Írta: RJancsi Dátum 2018 február 25, 17:58
Csak egy 5let volt. Írtam, hogy TALÁN elmegy egy darabig. A kikukázás előtt azért megpróbálnám.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 február 25, 18:47
Írta: PSoft Dátum 2018 február 25, 18:47
Felejtsétek el azt a forgórészt.
Minden perc ráfordított idő, ablakon kidobott "pénz".
Minden perc ráfordított idő, ablakon kidobott "pénz".
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 február 25, 18:57
Írta: RJancsi Dátum 2018 február 25, 18:57
A hibákból is lehet tanulni. Akkor nem kidobott "pénz". [#awink][#wave]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 február 25, 18:58
Írta: jani300 Dátum 2018 február 25, 18:58
[#eljen]
Még főorsó motornak el lehet vele baszakodni mielőtt kuka !
:)
Még főorsó motornak el lehet vele baszakodni mielőtt kuka !
:)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 19:00
Írta: s7manbs8 Dátum 2018 február 25, 19:00
Maga a motor jó csak hogy hajtsak vele mit is ?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 19:01
Írta: s7manbs8 Dátum 2018 február 25, 19:01
Csiszoljuk az elménket, már az is egy haszon. :)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 február 25, 19:03
Írta: zozo Dátum 2018 február 25, 19:03
Kuka forgórész a KUKA robotodba [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 február 25, 19:04
Írta: RJancsi Dátum 2018 február 25, 19:04
Ha a hűtőventilátort megfordítod és 3D nyomtatóval csinálsz egy házat neki, centrifugál szivattyúnak még jó lehet. [#nevetes1] Hány libád van? Mert ötletünk még lenne... [#awink]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 19:08
Írta: s7manbs8 Dátum 2018 február 25, 19:08
Lesz még miből építkezni majd mutogatom sorban. :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 február 25, 19:09
Írta: jani300 Dátum 2018 február 25, 19:09
Kis cncre főorsó !
Fázishasítás , fortunával egytengelyűnek kialakítva .
Fel kell adni .
Kaptam majdnem új kisflexet .
Valami gagyi , lenyalta a kúpkerekeket , még hasonló típusú leégett is van ,naná hogy nem csereszabatos a kereke .
Fázishasítás , fortunával egytengelyűnek kialakítva .
Fel kell adni .
Kaptam majdnem új kisflexet .
Valami gagyi , lenyalta a kúpkerekeket , még hasonló típusú leégett is van ,naná hogy nem csereszabatos a kereke .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 19:09
Írta: s7manbs8 Dátum 2018 február 25, 19:09
Az amúgy egy "Einhell" márkájú cucc volt.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 19:10
Írta: s7manbs8 Dátum 2018 február 25, 19:10
Ja igaz az nem is rossz ötlet, mint a kisflexből VBody csinőált iyleneket régebben.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 február 25, 19:13
Írta: jani300 Dátum 2018 február 25, 19:13
Az a gond velük ,hogy mielőtt elindítod kell zsírt tenni a hajtásházba .
Tesznek ,a ház sarkába valahol , csak az ott marad nem ken .
És mindezek ellenére lefényképezted a végeredményt .
Tesznek ,a ház sarkába valahol , csak az ott marad nem ken .
És mindezek ellenére lefényképezted a végeredményt .
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 február 25, 19:22
Írta: svejk Dátum 2018 február 25, 19:22
Nem lehet a hajtóműházat átalakítani, hogy hátrébb kerüljön a jó részhez a kapcsolódó fogaskerék?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 február 25, 19:24
Írta: PSoft Dátum 2018 február 25, 19:24
De ha a kerekek közé tenné a zsírt, akkor is csak az első bekapcsolásig maradna közöttük.:)
A "mezei" zsír,(mer, az van bennük) nem igazán az ilyen hajtásházakba való kenőanyag.
A "mezei" zsír,(mer, az van bennük) nem igazán az ilyen hajtásházakba való kenőanyag.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 19:26
Írta: s7manbs8 Dátum 2018 február 25, 19:26
Igen, azt még megnézem, nem e lehetne lentébb tolni a rácsatlakozó kerekeket.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 19:35
Írta: s7manbs8 Dátum 2018 február 25, 19:35
Ide megy bele:
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_auh82z6ij59hggq8500sw_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/auh82z6ij59hggq8500sw_918.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/02/tn_auh82z6ij59hggq8500sw_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/02/auh82z6ij59hggq8500sw_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 19:45
Írta: s7manbs8 Dátum 2018 február 25, 19:45
Azt is lehetne, hogy a hozzá csatlakozó fogaskereket legyártani vagy arrébb tolni valahogy és akkor még mehet pár évet ...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 19:46
Írta: s7manbs8 Dátum 2018 február 25, 19:46
Robsi is a szinkron eszterálásával meg tudná csinálni a csavart evolvenst rá pl. pont iyleneket szokott mutogatni mp4 formátumban a saját oldalán is.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 február 25, 20:14
Írta: jani300 Dátum 2018 február 25, 20:14
Most írjam ?
Lehet keverni olajjal is , csak akkor "csúnya" lesz belül ,nem ilyen szép aluszínű .
De konstrukciós hibás is , meg sima mart edzetlen fog ,és még valószínűleg kihajlik is .
Ez a dolga ,így lett tervezve !
Igazi agyagedény aki tervezte !
Nem mentség a tervezett avulás , járna azért valami ...
Lehet keverni olajjal is , csak akkor "csúnya" lesz belül ,nem ilyen szép aluszínű .
De konstrukciós hibás is , meg sima mart edzetlen fog ,és még valószínűleg kihajlik is .
Ez a dolga ,így lett tervezve !
Igazi agyagedény aki tervezte !
Nem mentség a tervezett avulás , járna azért valami ...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 február 25, 20:17
Írta: jani300 Dátum 2018 február 25, 20:17
Úgy hogy működjön ,nem .
Túl sokáig ment volna ha közelebb kerül a támasztó csapágyhoz a nagykerék .
Túl sokáig ment volna ha közelebb kerül a támasztó csapágyhoz a nagykerék .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 21:13
Írta: s7manbs8 Dátum 2018 február 25, 21:13
Azt a csatlakozó tengely ha az alsó aluházban marok egy kicsi, lejjebb tudom tolni vagy 3 mm-t az nekem örök életű lesz, amenynit hazsnálni fogom. :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 február 25, 21:25
Írta: jani300 Dátum 2018 február 25, 21:25
Ok ! Majd megnézzük :)[#integet2]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 február 25, 21:45
Írta: s7manbs8 Dátum 2018 február 25, 21:45
Holnap kiveszem majd azt a tegngelyt, csak ma már nem akarok zsíros kézzel itt gombokat nyomkodni emiatt. :)
Már maga z ötlet is jó, hogy pl. nem is feltétlen az elromlott alkatrészt kell megjavítani, amit Svejk is mondott, ha a hegy nem megy Mohamedhez, Mohamed megy a hegyhez, ősrégi bölcsesség ez amúgy. :)
Már maga z ötlet is jó, hogy pl. nem is feltétlen az elromlott alkatrészt kell megjavítani, amit Svejk is mondott, ha a hegy nem megy Mohamedhez, Mohamed megy a hegyhez, ősrégi bölcsesség ez amúgy. :)
Cím: Re:Mechanikai ötletek
Írta: LittleSV Dátum 2018 február 26, 18:03
Írta: LittleSV Dátum 2018 február 26, 18:03
Sziasztok.
Mechanika csak más... Gyermekeimnek "lézerkardot" kell gyártanom. Eddig 10mm-es rétegelt lemezből vagdostam ki kardokat, tőröket, vékonyabból dobócsillagot (tininindzsa teknőcöknek), de most a star wars lemez forog.
Ugyan előrelátóan nyáriszünetre ígértem nekik, de jobb szeretném időben elkezdeni a projektet, mert ismerve magam ha most kezdem talán nyárra kész lesz...
Tudnátok ötletekkel szolgálni honnan/hogyan induljak el.
Amire én gondoltam: plexi rúd, élében 1 db rgb led, nyelébe góliát akku (csak hogy a tömege miatt igazi legyen :) ). De egy 40mm-es plexi rúd elég nehéz, drága és törékeny lehet.
A plexi csőbe húzott ledszalag még sérülékenyebb.
Esetleg valamilyen vékonyabb acél szál, rajta ledszalag és ezen átlátszó szilikoncső (ha létezik ilyen 40mm átmérő körül.
(Hangot adni meg akár gyorsulásmérővel, egy mini hangszóróval meg egy tiny45-tel lehet :) )
Azért hogy szorosan a topic címénél maradjak, a nyélhez akkor már egy forgatót is kell gyártanom. Ahhoz csak HD a megfelelő, vagy lehet másban is gondolkodni?
Előre is köszönöm a tanácsokat/ötleteket.
Mechanika csak más... Gyermekeimnek "lézerkardot" kell gyártanom. Eddig 10mm-es rétegelt lemezből vagdostam ki kardokat, tőröket, vékonyabból dobócsillagot (tininindzsa teknőcöknek), de most a star wars lemez forog.
Ugyan előrelátóan nyáriszünetre ígértem nekik, de jobb szeretném időben elkezdeni a projektet, mert ismerve magam ha most kezdem talán nyárra kész lesz...
Tudnátok ötletekkel szolgálni honnan/hogyan induljak el.
Amire én gondoltam: plexi rúd, élében 1 db rgb led, nyelébe góliát akku (csak hogy a tömege miatt igazi legyen :) ). De egy 40mm-es plexi rúd elég nehéz, drága és törékeny lehet.
A plexi csőbe húzott ledszalag még sérülékenyebb.
Esetleg valamilyen vékonyabb acél szál, rajta ledszalag és ezen átlátszó szilikoncső (ha létezik ilyen 40mm átmérő körül.
(Hangot adni meg akár gyorsulásmérővel, egy mini hangszóróval meg egy tiny45-tel lehet :) )
Azért hogy szorosan a topic címénél maradjak, a nyélhez akkor már egy forgatót is kell gyártanom. Ahhoz csak HD a megfelelő, vagy lehet másban is gondolkodni?
Előre is köszönöm a tanácsokat/ötleteket.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 február 26, 18:38
Írta: zozo Dátum 2018 február 26, 18:38
Korábban láttem, de meglett :) Vízvezeték szerelvényekből markolat [#nevetes1]
fénykard markolat (http://www.blikk.hu/eletmod/keszitsunk-fenykardot-hazilag/qhj0x43)
fénykard markolat (http://www.blikk.hu/eletmod/keszitsunk-fenykardot-hazilag/qhj0x43)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 február 26, 18:44
Írta: zozo Dátum 2018 február 26, 18:44
No és itt a további tippek:
lightsaber diy keresőszóval (https://www.google.hu/search?q=lightsaber+diy&client=ubuntu&hs=RWP&channel=fs&dcr=0&source=lnms&tbm=vid&sa=X&ved=0ahUKEwjJgd_-j8TZAhVSJFAKHeTHCMMQ_AUICygC&biw=1174&bih=593)
lightsaber diy keresőszóval (https://www.google.hu/search?q=lightsaber+diy&client=ubuntu&hs=RWP&channel=fs&dcr=0&source=lnms&tbm=vid&sa=X&ved=0ahUKEwjJgd_-j8TZAhVSJFAKHeTHCMMQ_AUICygC&biw=1174&bih=593)
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 február 26, 18:45
Írta: vadember Dátum 2018 február 26, 18:45
Polikarbonát cső.
Cím: Re:Mechanikai ötletek
Írta: LittleSV Dátum 2018 március 05, 15:36
Írta: LittleSV Dátum 2018 március 05, 15:36
Rendeltem víztiszta csövet. Egyik megoldás hogy homokfúvással opálosítva lesz. A másik hogy sziloplaszt féle anyaggal kéne kiönteni miután bent van a ledszalag és a csatlakozó. Elméletem szerint jó lenne mert rugalmas belsőt kapna és a nem üreges cső nehezebben törik, nem lenne túlzottan nehéz sem, ráadásul ez opálosítaná a cső belső falát (már amennyiben sikerül buborékmentesen kinyomni).
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 március 05, 15:40
Írta: Csuhás Dátum 2018 március 05, 15:40
Nem elég ha egy pauszpapír csíkot teszel a csőbe?
Cím: Re:Mechanikai ötletek
Írta: LittleSV Dátum 2018 március 05, 15:42
Írta: LittleSV Dátum 2018 március 05, 15:42
Az mondjuk tényleg olcsóbb, de akkor a ledszalag még tud lötyögni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 05, 19:40
Írta: Szalai György Dátum 2018 március 05, 19:40
Mi lesz így a melegekkel? Hová hűlnek a Led-ek, az ellenállások, meg a vékonyka huzalozás?
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 március 05, 21:08
Írta: vadember Dátum 2018 március 05, 21:08
Nekem gyanús, hogy több időt fogsz az elkészítésével eltölteni, mint amennyit a gyerekek játszani fognak vele.
Nálam legalábbis az volt a csoda, ha egy játék három napnál tovább érdekelte a gyerekeimet.
Nálam legalábbis az volt a csoda, ha egy játék három napnál tovább érdekelte a gyerekeimet.
Cím: Re:Mechanikai ötletek
Írta: LittleSV Dátum 2018 március 05, 22:10
Írta: LittleSV Dátum 2018 március 05, 22:10
Miért, az eleve szigetelt ledszalagból hová tűnik a meleg? Itt még meg tudom csinálni hogy a merevítést amit be kell tennem a két ledszalag közé azt keskeny alu csíkból készítem el. Ha simán lötyögne a ledszalag attól előbb tönkremenne mint a kiöntéstől.
Ahogy írom össze a hozzávalókat, lassan annyiba lesz mint ha yoda-tól kéne megvennem... :)
Ahogy írom össze a hozzávalókat, lassan annyiba lesz mint ha yoda-tól kéne megvennem... :)
Cím: Re:Mechanikai ötletek
Írta: LittleSV Dátum 2018 március 05, 22:11
Írta: LittleSV Dátum 2018 március 05, 22:11
Így van, sőt mire elkészülök már le is fog csengeni náluk :) No de ha nem ő értük létezünk akkor mi másért?
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 10, 22:05
Írta: xt79ipd3 Dátum 2018 március 10, 22:05
Üdv!
Ismét kérdésem lenne az épülő marógéppel kapcsolatban. A terv szerint a híd 25x150-es aluprofilból készül. Ilyet égen-földön nem találtam. Lenne egy helyen 40x160-as, de abból csak 6m-es szálat adnak el.
Vagy adnának 30x120-ast, 25000 + ÁFA áron egy 70 centis darabot. [#wow1]
Lényegi kérdés: Hídnak megfelelne 2 darab egymásra helyezett (és rögzített) 90x90mm-es aluprofil? Jobb ötletem nincs és azt tudok épeszű áron venni. 628mm lenne egyébként a szükséges hossz.
Ismét kérdésem lenne az épülő marógéppel kapcsolatban. A terv szerint a híd 25x150-es aluprofilból készül. Ilyet égen-földön nem találtam. Lenne egy helyen 40x160-as, de abból csak 6m-es szálat adnak el.
Vagy adnának 30x120-ast, 25000 + ÁFA áron egy 70 centis darabot. [#wow1]
Lényegi kérdés: Hídnak megfelelne 2 darab egymásra helyezett (és rögzített) 90x90mm-es aluprofil? Jobb ötletem nincs és azt tudok épeszű áron venni. 628mm lenne egyébként a szükséges hossz.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 11, 00:12
Írta: 5kye5guy9 Dátum 2018 március 11, 00:12
Esetleg ilyen: Alumínium profil 22,5x180 (http://www.ltechnicmagyarorszag.hu/hu/webshop/item/46)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 11, 00:21
Írta: xt79ipd3 Dátum 2018 március 11, 00:21
Köszi a segítséget!
Igazság szerint az eredeti tervben lévő 25x150-es aluprofiltól is idegenkedtem egy kicsit. Szerintem nem hídnak való anyag. Vékony, széles. Tudom, hogy a profilja miatt sokkel erősebb a vastaglemeznél, de akkor is. A komplett Z becslésem szerint 5,5 kg körüli lesz. Ez a tömeg és a működés közben ébredő erők lelki szemeim előtt már csavargatják, hajlítják is rendesen a 25x150 mm-es aluprofil hidat. :)
Viszont két darab 90x90 aluprofil egymáson már sokkal stabilabb szerintem.
Igazság szerint az eredeti tervben lévő 25x150-es aluprofiltól is idegenkedtem egy kicsit. Szerintem nem hídnak való anyag. Vékony, széles. Tudom, hogy a profilja miatt sokkel erősebb a vastaglemeznél, de akkor is. A komplett Z becslésem szerint 5,5 kg körüli lesz. Ez a tömeg és a működés közben ébredő erők lelki szemeim előtt már csavargatják, hajlítják is rendesen a 25x150 mm-es aluprofil hidat. :)
Viszont két darab 90x90 aluprofil egymáson már sokkal stabilabb szerintem.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 március 11, 06:47
Írta: vadember Dátum 2018 március 11, 06:47
Ha átmenő csavarokkal egymáshoz húzatod több helyen a két profilt, akkor megkapod azt a szilárdságot amit szeretnél.
Ha csak a két végénél rögzíted egymáshoz az sokkal gyengébb egységet képez.
De az így kialakult 90x180-as profil már a négyszerese a 25x150-es eredeti elképzelésednek. Erre már rá mernék állni.
Lonewolfnál lehet akár olyan profil amit szeretnél 800-1000 Ft./Kg áron.
Ha csak a két végénél rögzíted egymáshoz az sokkal gyengébb egységet képez.
De az így kialakult 90x180-as profil már a négyszerese a 25x150-es eredeti elképzelésednek. Erre már rá mernék állni.
Lonewolfnál lehet akár olyan profil amit szeretnél 800-1000 Ft./Kg áron.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2018 március 11, 09:17
Írta: Rabb Ferenc Dátum 2018 március 11, 09:17
>> Tudom, hogy a profilja miatt sokkal erősebb a vastaglemeznél <<
Milyen méretű vastaglemezre gondoltál?
Milyen méretű vastaglemezre gondoltál?
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 11, 09:49
Írta: xt79ipd3 Dátum 2018 március 11, 09:49
Én is átmenő csavarokkal gondoltam. Ha találnék Szentlőrinckáta környékén olyan embert, aki tud alumíniumot hegeszteni, akkor azt is megfontolnám.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 11, 09:50
Írta: xt79ipd3 Dátum 2018 március 11, 09:50
Mint a vele azonos vastagságú lemez. Mint ahogy egy cső is erősebb a vele azonos átmérőjű rúdnál.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2018 március 11, 10:14
Írta: Rabb Ferenc Dátum 2018 március 11, 10:14
Na ezt a népszerű téveszmét nagyon gyorsan felejtsd el!!!
Ugye azt Te sem hiszed, hogy egy adott méretű cső önmagában erősebb, mintha még mellé teszel egy, a cső belső átmérőjével azonos méretű rudat is.
A pontos(abb) megfogalmazás úgy hangzik, hogy azonos KERESZTMETSZETŰ, vagyis anyagmennyiségű cső és rúd közül a cső szilárdsága nagyobb. De azok nem azonos átmérőjűek!!!
Ugye azt Te sem hiszed, hogy egy adott méretű cső önmagában erősebb, mintha még mellé teszel egy, a cső belső átmérőjével azonos méretű rudat is.
A pontos(abb) megfogalmazás úgy hangzik, hogy azonos KERESZTMETSZETŰ, vagyis anyagmennyiségű cső és rúd közül a cső szilárdsága nagyobb. De azok nem azonos átmérőjűek!!!
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 11, 10:38
Írta: xt79ipd3 Dátum 2018 március 11, 10:38
Rendben, köszönöm a kiigazítást. :)
Vissza az előző témához:
A 2 darab 90x90-es aluprofilt egyébként egymásra téve össze lehet hegeszteni? Hegeszthető ötvözet? Vagy érdemes egyáltalán az átmenő csavarok mellett ezzel még szórakozni? A hegesztés miatt ott is olyan vetemedéssel kell számolni, mint a vas hegesztésekor?
Vissza az előző témához:
A 2 darab 90x90-es aluprofilt egyébként egymásra téve össze lehet hegeszteni? Hegeszthető ötvözet? Vagy érdemes egyáltalán az átmenő csavarok mellett ezzel még szórakozni? A hegesztés miatt ott is olyan vetemedéssel kell számolni, mint a vas hegesztésekor?
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 11, 11:04
Írta: 5kye5guy9 Dátum 2018 március 11, 11:04
Szerintem felejtsd el a hegesztést, a profil egyenességén csak rontani fog. Kérdés, hogy eleve mennyire volt pontos. Síkba akarod marni a sínek alatt, vagy direktbe menne rá? Milyen a keresztmetszete annak a 90x90-esnek, amiben gondolkozol?
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 március 11, 11:10
Írta: RJancsi Dátum 2018 március 11, 11:10
Hegesztés helyett én inkább ragasztanám. És amíg köt a ragasztó, valami garantáltan sík dologra rögzíteném (eszterga ágy, marógép asztal stb.) nehogy ívesen vagy hullámosan kössön meg a ragasztó.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 március 11, 11:14
Írta: vadember Dátum 2018 március 11, 11:14
Eszedbe ne jusson hegesztetni. A kellő számú összeszorító csavarral bőven elegendő erőt tudsz elérni, hogy szinte egy egységként működjön.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 11, 12:01
Írta: xt79ipd3 Dátum 2018 március 11, 12:01
Rendben, elvetettem a hegesztés ötletét. Magam sem rajongtam érte. :)
Már csak 80x80-as profil van, de nekem az is teljesen megfelel. Ez a keresztmetszet szimpatikus: (https://www.tracepartsonline.net/PartsDefs/Production/APS/50-27092017-100463/pictures/50-27092017-100463L.gif)
2016-ban Szalai György sem írt rosszat róla:
[#t179p13434#]
Már csak 80x80-as profil van, de nekem az is teljesen megfelel. Ez a keresztmetszet szimpatikus: (https://www.tracepartsonline.net/PartsDefs/Production/APS/50-27092017-100463/pictures/50-27092017-100463L.gif)
2016-ban Szalai György sem írt rosszat róla:
[#t179p13434#]
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 11, 14:34
Írta: 5kye5guy9 Dátum 2018 március 11, 14:34
Egy ilyesmi 80x80 (vagy még nagyobb) profil tökéletes derékszögbe munkálására mit javasolnátok?
Eddig max. 40-es profillal kellett megtennem, ott azt csináltam, hogy az eszterga keresztszánjára felfogtam, a tokmányba került egy D50-es homlokmaró, és azzal szépen és pontosan meg lehetett csinálni. De egy 80-as profilhoz már egy 100-as marófejet kéne venni, vagy valami ütőkést eszkábálni... [#nemtudom]
Eddig max. 40-es profillal kellett megtennem, ott azt csináltam, hogy az eszterga keresztszánjára felfogtam, a tokmányba került egy D50-es homlokmaró, és azzal szépen és pontosan meg lehetett csinálni. De egy 80-as profilhoz már egy 100-as marófejet kéne venni, vagy valami ütőkést eszkábálni... [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 11, 14:38
Írta: zozo Dátum 2018 március 11, 14:38
No de mitől nincs derékszögben? Pont egy 80x80-as bosch profilt néztem egyszer, arra úgy passzolt az élvonalzós derékszög, mint kutya szájába a tojás. (igaz új volt)
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 március 11, 14:47
Írta: designr Dátum 2018 március 11, 14:47
Lehetséges hogy a vágás pontos derékszögbe munkálásáról irt.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 11, 14:50
Írta: 5kye5guy9 Dátum 2018 március 11, 14:50
Ahol venni szoktam ilyesmit, darabolnak is méretre. Direkt erre a célra vettek egy 2-300e Ft-os körfűrészt, és akár hogy állítgatják, azt mondják, hogy a 20-30as profiloknál tökéletes, de az ilyen nagy keresztmetszeteknél elmegy a vágás. Persze nem durván, ha ráteszed a derékszöget, szemmel nem is igen látod. De ha összecsavarozol pl. egy 600-800mm-es darabokból álló keretet, akkor már kijön, hogy nem oda kívánja magát, mint ahova tervezted. Persze oda lehet húzatni a csavarral, de nem jó érzés tudni, hogy már "gyárilag" feszültségek vannak benne.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 11, 14:52
Írta: 5kye5guy9 Dátum 2018 március 11, 14:52
Szóval eddig azt csináltam, hogy levágattam velük 1mm-rel hosszabbra, és a 2 végén meg pár tizedeket lesíkoltam az esztergán.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 11, 14:54
Írta: zozo Dátum 2018 március 11, 14:54
Nehogy már 90x90-es profilból 2db kelljen egy 600 mm hosszú hídhoz. Hogy fog az kinézni?
Ha nem gépépítő, (vagyis erősített) a profil, akkor legfeljebb csavarozz a homlok oldalára, kicsit erősebb (lineár síneket tartó) lemezt, mondjuk 600x120x12-est. Persze csak vaktában lövöldözök, mert úgy emlékszem fa és műanyag megmunkáló gépet akarsz.
Ha nem gépépítő, (vagyis erősített) a profil, akkor legfeljebb csavarozz a homlok oldalára, kicsit erősebb (lineár síneket tartó) lemezt, mondjuk 600x120x12-est. Persze csak vaktában lövöldözök, mert úgy emlékszem fa és műanyag megmunkáló gépet akarsz.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 11, 15:05
Írta: zozo Dátum 2018 március 11, 15:05
OK, én tényleg az oldallapokra gondoltam, nem a végére :)
Hát, ha van egy jókora eszterga a közelben... azon fel kéne oldalazni.
- egyik oldal 4 pofás tokmány, másik oldalon kell bele dugó, amit vagy csapágyazva, vagy egyéb trükkel kell támasztani. A profiltól függően kell kitalálni.
Hát, ha van egy jókora eszterga a közelben... azon fel kéne oldalazni.
- egyik oldal 4 pofás tokmány, másik oldalon kell bele dugó, amit vagy csapágyazva, vagy egyéb trükkel kell támasztani. A profiltól függően kell kitalálni.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 11, 15:17
Írta: 5kye5guy9 Dátum 2018 március 11, 15:17
Hát ehhez tényleg jókora eszterga kéne, főleg, ha pl. 160x80as a profil :)
Ezért csináltam fordítva, mert a keresztszánra fektetve nem volt gond a 180x22.5-el sem, és a hossza is gyakorlatilag korlátlan lehet, a lassú előtolásnál nem számított, hogy mennyi lóg a másik végén a levegőben. De lehet, hogy van ettől egyszerűbb megoldás is, azért kérdeztem, hátha...
Ezért csináltam fordítva, mert a keresztszánra fektetve nem volt gond a 180x22.5-el sem, és a hossza is gyakorlatilag korlátlan lehet, a lassú előtolásnál nem számított, hogy mennyi lóg a másik végén a levegőben. De lehet, hogy van ettől egyszerűbb megoldás is, azért kérdeztem, hátha...
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 13, 17:22
Írta: xt79ipd3 Dátum 2018 március 13, 17:22
Csak 80x80-asok a profilok. :) Szerintem vállalható lesz végül hídként. A csavaros összefogatást hosszában még ki kell ötölnöm. A széleken egyértelmű, mert beférnek szerszámok a csavarokat meghúzni. De mondjuk 30 centire a profil belsejében nem lesz egyszerű...
Igen, fa és műanyag lenne a felhasználási terület. De ha aluból kell egy csapágyház alkalomadtán, akkor bírkózzon már meg a feladattal a gép, ha már beletettem 3-400.000 forintot. Ne kelljen már szégyenszemre maróshoz menni ilyenért. :)
Igen, fa és műanyag lenne a felhasználási terület. De ha aluból kell egy csapágyház alkalomadtán, akkor bírkózzon már meg a feladattal a gép, ha már beletettem 3-400.000 forintot. Ne kelljen már szégyenszemre maróshoz menni ilyenért. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 13, 18:46
Írta: Szalai György Dátum 2018 március 13, 18:46
Miért csavarozod? Szétszedhetőnek kell lennie?
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 13, 18:54
Írta: xt79ipd3 Dátum 2018 március 13, 18:54
A hegesztést senki nem javasolta és én is tartok a vetemedéstől.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 13, 19:13
Írta: Szalai György Dátum 2018 március 13, 19:13
A hegesztésen kívül van még a forrasztás és a ragasztás. Mindkettő házilag is kivitelezhető.
Ezek egyik sem jó?
A ragasztást erre a feladatra alkalmasnak gondolom és egyszerűbben kivitelezhetőnek, az összes többi kötéstől.
Ezek egyik sem jó?
A ragasztást erre a feladatra alkalmasnak gondolom és egyszerűbben kivitelezhetőnek, az összes többi kötéstől.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 március 13, 19:51
Írta: PSoft Dátum 2018 március 13, 19:51
Nem tudom, azért kérdezem.
A forrasztást nem "gátolja" az elox alu réteg?
A forrasztást nem "gátolja" az elox alu réteg?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 13, 19:57
Írta: Szalai György Dátum 2018 március 13, 19:57
Eleinte gátolja. Azután győz a smirgli, a forrasztózsír, meg a rozsdamentes drótkefe.
Ahol meg ott marad az elox, legalább nem taknyolódik össze a szép anyag.
Ahol meg ott marad az elox, legalább nem taknyolódik össze a szép anyag.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 13, 22:10
Írta: xt79ipd3 Dátum 2018 március 13, 22:10
Összecsaptam egy ábrát. Így jó lehet?
Piros: ragasztott felületek Palmatex-szel
Kék: 2-2 csavar a végeken a biztonság kedvéért
Zöld: a közös nútok kiöntése epoxy gyantával
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_xsqdd0kpjnv0e7mdu34b9_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/xsqdd0kpjnv0e7mdu34b9_5485.jpg)
Piros: ragasztott felületek Palmatex-szel
Kék: 2-2 csavar a végeken a biztonság kedvéért
Zöld: a közös nútok kiöntése epoxy gyantával
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_xsqdd0kpjnv0e7mdu34b9_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/xsqdd0kpjnv0e7mdu34b9_5485.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 14, 05:43
Írta: Szalai György Dátum 2018 március 14, 05:43
Szerintem biztos nem.
A Palmatex az gumi. Cipőtalpra való.
A töltőanyag nélküli epoxinak pedig nem a legjobb a nyíró szilárdsága, ezért nem alakkal záró eszköz.
Az epoxi a felületi tapadásban jó, ezért felület kell neki, amit a Te elképzelésedben elfoglal előle a szuperrugalmas Palmatex.
Jó megoldásnak tartanám, ha az összefekvő felületeket kennéd epoxival. Azután, ha szükségesnek látod kiönteni az üreget, akkor dugjál bele valami alu vagy szálerősített műanyag csíkot, amin keresztül a ragasztó összeköti a két szelvényt.
Ragasztás előkészítés fontos. Érdesítés, portalanítás, zsírtalanítás.
Próbát mindenképp csinálni kell, mert sok ragasztó sokféle.
Aminek nincsen korrekt műszaki adatlapja az kerülendő, bármit ígér a reklám.
Nekem az Araldit AW 106/ Haerter HV 953 U bizonyított.
Nem kiöntőgyanta, hanem ragasztó és nem ciánakrilát, hanem epoxi.
A Palmatex az gumi. Cipőtalpra való.
A töltőanyag nélküli epoxinak pedig nem a legjobb a nyíró szilárdsága, ezért nem alakkal záró eszköz.
Az epoxi a felületi tapadásban jó, ezért felület kell neki, amit a Te elképzelésedben elfoglal előle a szuperrugalmas Palmatex.
Jó megoldásnak tartanám, ha az összefekvő felületeket kennéd epoxival. Azután, ha szükségesnek látod kiönteni az üreget, akkor dugjál bele valami alu vagy szálerősített műanyag csíkot, amin keresztül a ragasztó összeköti a két szelvényt.
Ragasztás előkészítés fontos. Érdesítés, portalanítás, zsírtalanítás.
Próbát mindenképp csinálni kell, mert sok ragasztó sokféle.
Aminek nincsen korrekt műszaki adatlapja az kerülendő, bármit ígér a reklám.
Nekem az Araldit AW 106/ Haerter HV 953 U bizonyított.
Nem kiöntőgyanta, hanem ragasztó és nem ciánakrilát, hanem epoxi.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 március 14, 06:05
Írta: svager Dátum 2018 március 14, 06:05
Kicsit túlbonyolítod ezt a dolgot,vegyél M6×80 bk. csavart az egyik profilt átfúrod és a másik profilba teszel egy anyát.
Nem kell semmilyen extra csavar a sima horganyzott is elég,és ha nagyon cifrázni akarod,akkor felváltva rakod egyszer az egyik profilt fúrod át aztán a másikat.
Nem kell semmilyen extra csavar a sima horganyzott is elég,és ha nagyon cifrázni akarod,akkor felváltva rakod egyszer az egyik profilt fúrod át aztán a másikat.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 14, 10:36
Írta: 5kye5guy9 Dátum 2018 március 14, 10:36
Az átmenő csavarról egy kérdés: ha meghúzza rendesen, akkor nem fogja deformálni (összepréselni) a profilt? Ha csak módjával húzza meg, akkor meg minek?
Ez megnyugtatóbb megoldásnak tűnik, itt nyugodtan meg lehet tépni a csavart:
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_4qacuy5f0ksamf9ssdgjs_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/4qacuy5f0ksamf9ssdgjs_1982.jpg)
Ez megnyugtatóbb megoldásnak tűnik, itt nyugodtan meg lehet tépni a csavart:
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_4qacuy5f0ksamf9ssdgjs_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/4qacuy5f0ksamf9ssdgjs_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 14, 11:15
Írta: zozo Dátum 2018 március 14, 11:15
Tényleg túl van bonyolítva. Sokkal egyszerűbb szendvics szerűen két alulap között megcsavarozni a profilt. Az egyik csavar sor mindjárt a lineár sínt is foghatja.
Mint írtam, tök felesleges a két darab 80-as profil, eképpen megerősítve elég lenne egy is, arra a 600 mm hosszra.
Bocs, többet nem szólok hozzá, felőlem akár technokol rapiddal, vagy csirizzel is ragaszthattok gépet.
Nekem idegen egy gép építése során mindenféle hegesztés, forrasztás és ragasztás.
Mint írtam, tök felesleges a két darab 80-as profil, eképpen megerősítve elég lenne egy is, arra a 600 mm hosszra.
Bocs, többet nem szólok hozzá, felőlem akár technokol rapiddal, vagy csirizzel is ragaszthattok gépet.
Nekem idegen egy gép építése során mindenféle hegesztés, forrasztás és ragasztás.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 14, 11:23
Írta: zozo Dátum 2018 március 14, 11:23
"A Palmatex az gumi. Cipőtalpra való."
Gyuri, már jó 30 éve nem használják cipőtalphoz sem. :)
Sokkal jobb, korszerűbb ragasztók vannak már.
Infrás melegítés után hidraulikus présben nyomjuk rá a talpgumit a cipőre. Ezután a gumi szakad, nem a ragasztás.
Gyuri, már jó 30 éve nem használják cipőtalphoz sem. :)
Sokkal jobb, korszerűbb ragasztók vannak már.
Infrás melegítés után hidraulikus présben nyomjuk rá a talpgumit a cipőre. Ezután a gumi szakad, nem a ragasztás.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 március 14, 11:33
Írta: PSoft Dátum 2018 március 14, 11:33
A Palmatex ez esetben, csak tömítőanyagként funkcionál.:)
Nem engedi, hogy a "zöld" kitöltőgyanta elcsorogjon.
Jahhh...
Még a rezgés csillapításában is segíthet.:)
Nem engedi, hogy a "zöld" kitöltőgyanta elcsorogjon.
Jahhh...
Még a rezgés csillapításában is segíthet.:)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 március 14, 12:21
Írta: RJancsi Dátum 2018 március 14, 12:21
A Palmatex-et (vagy valamelyik utódját) véletlenül sem használnám. Ugyebár először mindkét felületet be kell kenni vele majd megvárni, amíg porszáraz lesz. Utána össze kell nyomni és préselve szárítani 24 órát. A gond egyfelől a felkenéssel van, nem igazán lehet egyenletes vékony rétegben felvinni. A nagyobbik gond a darabok összeillesztésénél lesz, ahogy összeér a két darab, már mozdíthatatlanul összeragadnak. Ha pár tized mm-es lépcsővel sikerül elsőre összeérinteni, az már úgy marad, esélyt sem adva az igazításra. Egy "hagyományos" epoxi ragasztó vékonyan kenhető és a fazékidőig tetszés szerint igazgatható a két darab. Összeszorítva a felesleges ragasztó kinyomódik amit azonnal le lehet törölni vagy kötés után lecsiszolni.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 14, 14:59
Írta: xt79ipd3 Dátum 2018 március 14, 14:59
Köszönöm az eddigi hozzászólásokat. Valóban nem volt szerencsés dolog a Palmatexet említenem, mert ezáltal sikerült is teljesen hülyének nézetnem magam. :)
Ezen a fórumon szerencsére egy problémámra 6-8 ember is megoldást javasol. Lesz legalább 5 féle verzió. Nyilvánvaló, hogy csak egy megoldást fogok alkalmazni. De azt nem szeretném, hogy valaki sértve érezze magát, mert nem az ő ötlete lett a befutó.
A két alulap közötti 80x80-as aluprofil egy csomó plusz gondot és költséget hozott volna az alulapok beszerzése során.
A két 80x80-as profilt meg az előbb hozta a futár. Az összefogatásukat majd megoldom valahogy, maradjunk ennyiben. Csavarozni azért nem szeretném teljes hosszban, mert macerás és nem szeretném 10-12 furattal gyengíteni őket.
Közben még egy dolog miatt kezdtem el aggódni. Ez pedig a híd tömege.
-A két 80x80-as aluprofil 9kg
-vettem egy gyári komplett Z egységet, 3kg
-KRESS marómotor 1,7kg
-léptetőmotorok, X golyósorsó és lineárok tömege: 8-10kg biztosan lesz. Ez nagyjából 24kg. Nem lesz ez egy kicsit sok?
Ezen a fórumon szerencsére egy problémámra 6-8 ember is megoldást javasol. Lesz legalább 5 féle verzió. Nyilvánvaló, hogy csak egy megoldást fogok alkalmazni. De azt nem szeretném, hogy valaki sértve érezze magát, mert nem az ő ötlete lett a befutó.
A két alulap közötti 80x80-as aluprofil egy csomó plusz gondot és költséget hozott volna az alulapok beszerzése során.
A két 80x80-as profilt meg az előbb hozta a futár. Az összefogatásukat majd megoldom valahogy, maradjunk ennyiben. Csavarozni azért nem szeretném teljes hosszban, mert macerás és nem szeretném 10-12 furattal gyengíteni őket.
Közben még egy dolog miatt kezdtem el aggódni. Ez pedig a híd tömege.
-A két 80x80-as aluprofil 9kg
-vettem egy gyári komplett Z egységet, 3kg
-KRESS marómotor 1,7kg
-léptetőmotorok, X golyósorsó és lineárok tömege: 8-10kg biztosan lesz. Ez nagyjából 24kg. Nem lesz ez egy kicsit sok?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 14, 15:10
Írta: zozo Dátum 2018 március 14, 15:10
"A két alulap közötti 80x80-as aluprofil egy csomó plusz gondot és költséget hozott volna az alulapok beszerzése során. "
Erre csak annyit, hogy folyóméterre adják a 80x6-os, 80x8-as, 80x10-es stb. téglalap aluszelvényt.
Egy db ilyen lapot az egy db 80x80-as profilra a sínekkel együtt felcsvaroznék, oszt joccakát.
Függőleges irányba jól merevítené a hidat, előre-hátra kevésbé, de nem is szükséges, elég a 80-as profil merevsége.
Távol álljon tőlem, hogy rábeszéljelek, csupán egy vélemény a másoké mellett.
Erre csak annyit, hogy folyóméterre adják a 80x6-os, 80x8-as, 80x10-es stb. téglalap aluszelvényt.
Egy db ilyen lapot az egy db 80x80-as profilra a sínekkel együtt felcsvaroznék, oszt joccakát.
Függőleges irányba jól merevítené a hidat, előre-hátra kevésbé, de nem is szükséges, elég a 80-as profil merevsége.
Távol álljon tőlem, hogy rábeszéljelek, csupán egy vélemény a másoké mellett.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 14, 15:18
Írta: xt79ipd3 Dátum 2018 március 14, 15:18
Vettem egy gyári Z egységet. Ez 300 mm hosszú. Ezt nem tehetem fel a hídra, ha az csak 80mm széles. Akkor a hídon lévő lineáris sínek talán 40-50mm távolságra lennének egymástól. Ez szerintem túl közel van. Azért döntöttem a két 80x80-as aluprofil egymásra építésén, mert így a lineáris sínek között is tudok nagyobb távolságot hagyni, ami szerintem ideálisabb a 300mm hosszú Z egységhez.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_x306csvnz9pf475ann48_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/x306csvnz9pf475ann48_5485.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_x306csvnz9pf475ann48_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/x306csvnz9pf475ann48_5485.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 14, 16:40
Írta: Szalai György Dátum 2018 március 14, 16:40
Köszi, hogy ez megírtad, mert én még mindig avval ragasztok bőrt vásznat gumit, ahogy gyerekkorom óta.
Párszor volt szerencsém a döglöttbéka szagú latexxel is ragasztani.
Írhatnál, ha van időd, erről a nekem új technikáról gyártót, típust, ismertetőt.
Hátha nekem is ideje volna váltanom.
Sok ingatag lábon áll a család, sok a hitvány lábbeli.
Párszor volt szerencsém a döglöttbéka szagú latexxel is ragasztani.
Írhatnál, ha van időd, erről a nekem új technikáról gyártót, típust, ismertetőt.
Hátha nekem is ideje volna váltanom.
Sok ingatag lábon áll a család, sok a hitvány lábbeli.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 14, 18:36
Írta: Szalai György Dátum 2018 március 14, 18:36
Van ezeknek a húzott profiloknak egy elsőre meglepő tulajdonsága. De másodikra nem meglepő.
Hogy egyetlen sík felület sincsen rajtuk. Sehol.
Ha csavarral összehúzom, akkor a két egymással szemben lévő íves felület addig idomul, amíg ki nem egyenlíti egymást.
Nem kis mechanikai feszültség árán.
A mechanikai feszültség, egységugrás tesztel érzékelhető.
(Júj, ezt itt nem szeretik, pedig egyszerű. A profildarabot madzagra lógatva oldalba vágni egy fadarabbal és figyelni a hangja magasságát, tisztaságát, lecsengését. Nem kell hozzá süketszoba, mérőmikrofon, terc/oktáv analizátor.)
Jó az egy marógép hídszerkezetnek, ha mechanikai feszültségek vannak benne?
Hogy hat ez a sajátrezonanciára?
Hogy egyetlen sík felület sincsen rajtuk. Sehol.
Ha csavarral összehúzom, akkor a két egymással szemben lévő íves felület addig idomul, amíg ki nem egyenlíti egymást.
Nem kis mechanikai feszültség árán.
A mechanikai feszültség, egységugrás tesztel érzékelhető.
(Júj, ezt itt nem szeretik, pedig egyszerű. A profildarabot madzagra lógatva oldalba vágni egy fadarabbal és figyelni a hangja magasságát, tisztaságát, lecsengését. Nem kell hozzá süketszoba, mérőmikrofon, terc/oktáv analizátor.)
Jó az egy marógép hídszerkezetnek, ha mechanikai feszültségek vannak benne?
Hogy hat ez a sajátrezonanciára?
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2018 március 14, 18:47
Írta: VighLajos Dátum 2018 március 14, 18:47
A mai cipők talpai ragaszthatatlanok. Ha valaki másképp gondolja, írja meg, hogy mivel próbálkozzam...
:-)
:-)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 március 14, 18:56
Írta: PSoft Dátum 2018 március 14, 18:56
Belekukkantottam kicsit az előzményekbe.:)
Lassan négy napja rakódik össze az a két nyomorult, 90x90-es, 628 mm hosszú alu profil.
Az egyik darabja Budapesten van, az sejthető!
De hol lehet a másik, hogy sehogy sem akarnak összeérni?[#nemtudom]
Nehéz a hobbygép építők élete![#nevetes1]
Lassan négy napja rakódik össze az a két nyomorult, 90x90-es, 628 mm hosszú alu profil.
Az egyik darabja Budapesten van, az sejthető!
De hol lehet a másik, hogy sehogy sem akarnak összeérni?[#nemtudom]
Nehéz a hobbygép építők élete![#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 14, 19:29
Írta: 5kye5guy9 Dátum 2018 március 14, 19:29
Az OK. hogy az aluprofil nem a legüdvözítőbb megoldás egy marógépnek, de mi mást tehet egy anyagilag és/vagy műhelyháttérileg korlátozott hobbista?
Én 160x80-as vastagfalú ITEM-ből tervezem a leendő hidat, és pont azért, hogy legalább egy sík felület legyen rajta, azt gondoltam, hogy a homlokára, sínek alá még felteszek egy síkbamart 10 vagy 15 lapot. Mondjuk a feszültséget azzal sem tudom megúszni, de legalább a sínek sík felületre kerülnek, és talán elég masszív is lesz. Vagy "házilag" egyszerűbben lehet jobbat?
Én 160x80-as vastagfalú ITEM-ből tervezem a leendő hidat, és pont azért, hogy legalább egy sík felület legyen rajta, azt gondoltam, hogy a homlokára, sínek alá még felteszek egy síkbamart 10 vagy 15 lapot. Mondjuk a feszültséget azzal sem tudom megúszni, de legalább a sínek sík felületre kerülnek, és talán elég masszív is lesz. Vagy "házilag" egyszerűbben lehet jobbat?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 14, 19:29
Írta: zozo Dátum 2018 március 14, 19:29
Gumi talpról volt szó :) A kínai zsíros műanyagokkal tényleg vannak gondok, de a cipészek ránézésre tudják, hogy melyikkel nem érdemes vesződni, melyiket lehet jól és ideiglenesen megragasztani.
Gyuri, kedden (addig pihi) lefényképezem a ragasztós dobozokat. Én nem értek hozzá, cipész alkalmazottam majd segít benne. Privátban elküldöm majd az infókat.
A húzott profilos tapasztalatod lehet, hogy a vékonyabb szerkezeti profilokra jellemzőek? A 80-as Bosch profilt ellenőriztem egyszer és meglepően egyenes, derékszögű és csavarodás mentes volt.
Gyuri, kedden (addig pihi) lefényképezem a ragasztós dobozokat. Én nem értek hozzá, cipész alkalmazottam majd segít benne. Privátban elküldöm majd az infókat.
A húzott profilos tapasztalatod lehet, hogy a vékonyabb szerkezeti profilokra jellemzőek? A 80-as Bosch profilt ellenőriztem egyszer és meglepően egyenes, derékszögű és csavarodás mentes volt.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 14, 19:32
Írta: 5kye5guy9 Dátum 2018 március 14, 19:32
Mondjuk ennek a 160x80-nak van két nagy és két kisebb kamrája, amit fel lehetne tölteni homokkal / gyanta+őrleménnyel. Ez talán csillapítana a rezgésen, de ártana a dinamikának a megnövekedett súly. Melyiktől kéne jobban tartani?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 14, 19:37
Írta: Szalai György Dátum 2018 március 14, 19:37
"És látá Isten, hogy jó.
És lőn este és lőn reggel, negyedik nap." [#vigyor2]
És lőn este és lőn reggel, negyedik nap." [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2018 március 14, 19:48
Írta: kaqkk007 Dátum 2018 március 14, 19:48
Én így fogattam össze 2db 45x45-ös alu idomot (egy 80x50 es u profil segítségével)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_smjvfmkjsujedfieby5af_3165.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/smjvfmkjsujedfieby5af_3165.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_smjvfmkjsujedfieby5af_3165.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/smjvfmkjsujedfieby5af_3165.jpg)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 14, 19:56
Írta: xt79ipd3 Dátum 2018 március 14, 19:56
Csak 80x80-as... És ma hozta a futár... Nem volt alapos a visszaolvasás, mert ezeket már leírtam. :)
És valódi megoldás még mindig nincs, de a cipőjavítást lassan kitanulom. [#vigyor2]
És valódi megoldás még mindig nincs, de a cipőjavítást lassan kitanulom. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 14, 19:58
Írta: xt79ipd3 Dátum 2018 március 14, 19:58
Köszönöm!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 március 14, 19:59
Írta: PSoft Dátum 2018 március 14, 19:59
" A mi Urunk Jézus Krisztusnak kegyelme legyen mindnyájan ti veletek. Ámen."[#awink]
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2018 március 14, 20:00
Írta: kaqkk007 Dátum 2018 március 14, 20:00
Ha érdekel az oldalamon találsz még képeket ..
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 14, 20:04
Írta: zozo Dátum 2018 március 14, 20:04
"És valódi megoldás még mindig nincs, de a cipőjavítást lassan kitanulom. "
...és a végére meg is térsz :)
...és a végére meg is térsz :)
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2018 március 14, 20:05
Írta: kaqkk007 Dátum 2018 március 14, 20:05
Azért jó (szerintem) ez a megoldás mert így van helye a golyós orsónak, így közvetlenül a hídon fut a Z tengely . Igaz így a hidam kb 50Kg de legalább elég merev ...[#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 március 14, 20:06
Írta: PSoft Dátum 2018 március 14, 20:06
Hát, igen!
Sokszor, elég nagy "suszteráj" ez az egész...
Tele, cipőt javítani szerető inasokkal.[#nevetes1]
[#wave]
Sokszor, elég nagy "suszteráj" ez az egész...
Tele, cipőt javítani szerető inasokkal.[#nevetes1]
[#wave]
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 14, 20:13
Írta: xt79ipd3 Dátum 2018 március 14, 20:13
Megnézem majd, csak most éjszakás vagyok. 50kg? Akkor én ne aggódjak a híd tömege miatt? Lentebb számolgattam, hogy 25 kiló lesz kb.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 március 14, 20:30
Írta: svager Dátum 2018 március 14, 20:30
Kíváncsiságból kimentem és elvégeztem a rezonancia tesztet,
a felső installációs profil valóban egy xilofon,viszont az alsó gépépítő elem ugyan nem egy feszültség mentesített öntvény,de nagyon jó a rezgéscsillapítása.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_aatqdtt3uup7s2u0jdexa_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/aatqdtt3uup7s2u0jdexa_2939.jpg)
a felső installációs profil valóban egy xilofon,viszont az alsó gépépítő elem ugyan nem egy feszültség mentesített öntvény,de nagyon jó a rezgéscsillapítása.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_aatqdtt3uup7s2u0jdexa_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/aatqdtt3uup7s2u0jdexa_2939.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 14, 20:39
Írta: Szalai György Dátum 2018 március 14, 20:39
,,Mit az akarat elhatároz és a tehetség tenni enged."
Súlyra könnyebbet, szerkezetre célszerűbbet, merevebbet, sajnos több munkával, és gépek nélkül az precíziós kézimunka.
De az erővektorok ismerete nélkül nem lehet optimalizálni.
Ha az alkatrészek ragasztásra vannak tervezve, kialakításuk kellő felületeket nyújt, akkor szerintem sok helyen a szerkezeti ragasztás lehet kiváltója a csavarozásnak.
Hobbygép építésben, olyan helyeken, ahol semmi szükség a kötés bonthatóságára.
Kivitelezni is egyszerűbb a ragasztást, nem okoz mechanikai feszültséget és alumínium-alumínium alkatrészek esetén nagyon jelentős tömegcsökkenést eredményez az acél csavarsoros kötésekhez képest.
Súlyra könnyebbet, szerkezetre célszerűbbet, merevebbet, sajnos több munkával, és gépek nélkül az precíziós kézimunka.
De az erővektorok ismerete nélkül nem lehet optimalizálni.
Ha az alkatrészek ragasztásra vannak tervezve, kialakításuk kellő felületeket nyújt, akkor szerintem sok helyen a szerkezeti ragasztás lehet kiváltója a csavarozásnak.
Hobbygép építésben, olyan helyeken, ahol semmi szükség a kötés bonthatóságára.
Kivitelezni is egyszerűbb a ragasztást, nem okoz mechanikai feszültséget és alumínium-alumínium alkatrészek esetén nagyon jelentős tömegcsökkenést eredményez az acél csavarsoros kötésekhez képest.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 14, 20:42
Írta: Szalai György Dátum 2018 március 14, 20:42
Ha időd engedi rögzíts mellé egy deszkadarabot és ismételd meg.
Kész a rezgés csillapítás. Ahol az alu rezeg, ott a fa pont nem akar. Talán nincs is közös rezonancia pontjuk.
Kész a rezgés csillapítás. Ahol az alu rezeg, ott a fa pont nem akar. Talán nincs is közös rezonancia pontjuk.
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2018 március 14, 21:01
Írta: kaqkk007 Dátum 2018 március 14, 21:01
Ha golyós orsóval mozgatod és nem egy szupergyors lézert akarsz csinálni akkor a merevség és a tömeg csatájában inkább a merevség felé mozdulj , maximum erősebb léptetőket vagy áttételt kel használni a mozgatáshoz . (én 3Nm es mocikat vettem a géphez és 16x5mm es golyós orsókat )
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 14, 21:11
Írta: xt79ipd3 Dátum 2018 március 14, 21:11
16x5-ös golyósorsók lesznek nálam is. Az Y mozgatása két darab léptetőmotorral és orsókkal lesz megoldva, mert széles a gép.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 14, 21:55
Írta: 5kye5guy9 Dátum 2018 március 14, 21:55
Köszönöm, akkor majd a ragasztás lehetőségével is számolok.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 15, 14:08
Írta: 5kye5guy9 Dátum 2018 március 15, 14:08
Eredetileg így képzeltem a megpatkolt hidat. A síneket rögzítő csavarok egyúttal az alulemezt is profilra fogták volna. Ha a lemezt csak ragasztanám a profilra (a sínek csavarjai így csak a lemezbe lennének menetelve), az biztonsággal kibírna a kb. 30kg súlyt + a marásból fakadó erőket? [#nemtudom]
Mert ha igen, akkor tényleg nagyon szimpatikus megoldásnak tűnik, a kb. 30db horonyanya önmagában kb. 0,5kg-al növeli a mozgó súlyt, "cserébe" feszültségeket generál.
Arról nem is beszélve, hogy az ITEM profilok oldalai V alakban enyhén lejtenek a horony felé (ezzel "beépített rugós alátétként" működnek), így a rárakott lemez csak keskeny sávokban feküdne fel, a többi helyen pedig 0,1-2 mm légrés maradna. A ragasztó ezt szépen ki tudná tölteni, teljes felületen kapcsolatot adni, ami gondolom szintén jó irányba hatna.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_uejhmmczdv65ew9ukwzf8_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/uejhmmczdv65ew9ukwzf8_1982.jpg)
Mert ha igen, akkor tényleg nagyon szimpatikus megoldásnak tűnik, a kb. 30db horonyanya önmagában kb. 0,5kg-al növeli a mozgó súlyt, "cserébe" feszültségeket generál.
Arról nem is beszélve, hogy az ITEM profilok oldalai V alakban enyhén lejtenek a horony felé (ezzel "beépített rugós alátétként" működnek), így a rárakott lemez csak keskeny sávokban feküdne fel, a többi helyen pedig 0,1-2 mm légrés maradna. A ragasztó ezt szépen ki tudná tölteni, teljes felületen kapcsolatot adni, ami gondolom szintén jó irányba hatna.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_uejhmmczdv65ew9ukwzf8_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/uejhmmczdv65ew9ukwzf8_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 15, 14:14
Írta: xt79ipd3 Dátum 2018 március 15, 14:14
Ebben az esetben ragasztás + csavarozás mellett döntenék. Lehet hogy butaság, de munka közben mindig attól félnék, hogy az alulap leválik a profilról. [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 15, 14:18
Írta: 5kye5guy9 Dátum 2018 március 15, 14:18
Alapból talán én is, de gondoltam megkérdezem a hozzáértőket, mert ha egy jó ragasztás is garantáltan bírni fogja, akkor kispórolnám az anyák/csvarok súlyát, és a feszültséget.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 15, 15:00
Írta: Szalai György Dátum 2018 március 15, 15:00
A 15012-ben a két 80x80 szelvény egymáshoz rögzítéséről volt szó. Ez most más eset, más irányú és nagyságú erőkkel.
De szerencsére a rendes ragasztónak van adatlapja, amivel az anyag és felület ismeretében kiszámolható, hogy bíri, vagy nem bíri.
Adatlap. (http://www.farix.hu/pdf/1391004539.pdf)
Én azt gondolom, hogy a síneket párhuzamba állítani elég macera. A nélkül is, hogy közben még bajlódni kéne a háta mögötti szelvénnyel is.
Ezért biztos nem próbálnám ugyanazzal a csavarsorral megoldani a két feladatot.
Legyen egy stabil alapom, amin dolgozhatok a sínekkel, pláne, ha veztőváll sincs előmarva nekik.
De szerencsére a rendes ragasztónak van adatlapja, amivel az anyag és felület ismeretében kiszámolható, hogy bíri, vagy nem bíri.
Adatlap. (http://www.farix.hu/pdf/1391004539.pdf)
Én azt gondolom, hogy a síneket párhuzamba állítani elég macera. A nélkül is, hogy közben még bajlódni kéne a háta mögötti szelvénnyel is.
Ezért biztos nem próbálnám ugyanazzal a csavarsorral megoldani a két feladatot.
Legyen egy stabil alapom, amin dolgozhatok a sínekkel, pláne, ha veztőváll sincs előmarva nekik.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 15, 15:44
Írta: 5kye5guy9 Dátum 2018 március 15, 15:44
Köszi! Hát, első ránézésre nem nagyon van mit számolni. Alu-Alu ragasztásnál 26N/mm2? Akkor már egy négyzetcentis ragasztott felület 260kg-ot bír? Akkor az én felületem több 10 tonnát kéne, hogy elbírjon. Már ha jól értelmezem...
Nem lesz mart vezető váll, pont az ilyen gépmunkákat szeretném elkerülni, amennyire lehet. A vastaglemez gyárilag síkbamart védőfóliás AMARI-s lesz, az eddigi (ugyan kevéske) tapasztalatom alapján az tökéletes felületet ad a sínek alá.
Én is kipróbáltam az egységugrás tesztet egy darab fellógatott 160*80-ason (sajnos csak a vékonyfalúból volt itthon). Hát egy Mike Oldfield - Tubular bells koncertre simán be lehetett volna állni vele! Hosszan (5-6mp) szépen szólt, ha ezalatt ismét megütöttem, akkor lüktető hangon gyönyörűen interferált. Aztán eszembe jutott a "rögzíts rá egy deszkát" javallatod. Ezt ugyan nem tettem meg, mert a gépbe azért fát nem szívesen tennék, de próbaképpen a profil kamráit megtömtem összegyűrt újságpapírral. Hát ég és föld volt a különbség. Szinte teljesen eltűnt a csengés, max 1-2 tized másodperces tompa hangja maradt. Lehetne ennek hatása a marás közben fellépő rezonanciákra is (így pl felület minőségre), vagy ez csak azon változtat, amit az ember füle hall?
Nem lesz mart vezető váll, pont az ilyen gépmunkákat szeretném elkerülni, amennyire lehet. A vastaglemez gyárilag síkbamart védőfóliás AMARI-s lesz, az eddigi (ugyan kevéske) tapasztalatom alapján az tökéletes felületet ad a sínek alá.
Én is kipróbáltam az egységugrás tesztet egy darab fellógatott 160*80-ason (sajnos csak a vékonyfalúból volt itthon). Hát egy Mike Oldfield - Tubular bells koncertre simán be lehetett volna állni vele! Hosszan (5-6mp) szépen szólt, ha ezalatt ismét megütöttem, akkor lüktető hangon gyönyörűen interferált. Aztán eszembe jutott a "rögzíts rá egy deszkát" javallatod. Ezt ugyan nem tettem meg, mert a gépbe azért fát nem szívesen tennék, de próbaképpen a profil kamráit megtömtem összegyűrt újságpapírral. Hát ég és föld volt a különbség. Szinte teljesen eltűnt a csengés, max 1-2 tized másodperces tompa hangja maradt. Lehetne ennek hatása a marás közben fellépő rezonanciákra is (így pl felület minőségre), vagy ez csak azon változtat, amit az ember füle hall?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 15, 17:30
Írta: Szalai György Dátum 2018 március 15, 17:30
A rezonancia az rezonancia akár a fülben, akár az anyagon.
Most egyszer-kétszer ütötted meg, a maró szerszám pedig a fordulatszám szorozva az élek száma alkalommal fogja gerjeszteni.
Persze beépített állapotában már nem viselkedik majd ennyire szabadon. Sok körülmény csillapítja és tolja el az alap rezonancia pontot.
Most egyszer-kétszer ütötted meg, a maró szerszám pedig a fordulatszám szorozva az élek száma alkalommal fogja gerjeszteni.
Persze beépített állapotában már nem viselkedik majd ennyire szabadon. Sok körülmény csillapítja és tolja el az alap rezonancia pontot.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2018 március 15, 20:55
Írta: ANTAL GÁBOR Dátum 2018 március 15, 20:55
Én az Araldit AW 106 ot már 1974 ben sikerrel használtam
Arra figyelj ha ragasztót használsz akkor az nyírva legyen !
A lefejtést azt nem bírja azt valami más módon meg kell gátolni ( csavar )
A metilmetakrilátok is hasonlóan nagyon jók ( tau =25 N /mm2) habár sokkal hamarabb "bedöglenek "
Nekem van 30 !! éves AW106 om és egy kis trükkel ( enyhe melegítéssel csökkentem a viszkozitást) még egy fél éve is használtam . ( van belőle még kb 0.5 kiló )
A linkelt Farix az a Faragó Gábor cége aki már 74 ben is forgalmazta a "Ciba"-s Aralditokat ( saccra 70 éves profi szakember )
Van nekik metilmetakrilátjuk is, de ott újabban minimum 0.3 mm rétegvastagság kell ( különben nem köt meg )
Arra figyelj ha ragasztót használsz akkor az nyírva legyen !
A lefejtést azt nem bírja azt valami más módon meg kell gátolni ( csavar )
A metilmetakrilátok is hasonlóan nagyon jók ( tau =25 N /mm2) habár sokkal hamarabb "bedöglenek "
Nekem van 30 !! éves AW106 om és egy kis trükkel ( enyhe melegítéssel csökkentem a viszkozitást) még egy fél éve is használtam . ( van belőle még kb 0.5 kiló )
A linkelt Farix az a Faragó Gábor cége aki már 74 ben is forgalmazta a "Ciba"-s Aralditokat ( saccra 70 éves profi szakember )
Van nekik metilmetakrilátjuk is, de ott újabban minimum 0.3 mm rétegvastagság kell ( különben nem köt meg )
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 15, 23:44
Írta: 5kye5guy9 Dátum 2018 március 15, 23:44
Köszi az infót!
Nem vitatkozni akarok (hiszen nem is értek hozzá), de a leírásában ez áll:
"Nagy húzónyíró - és lefejtőszilárdsággal rendelkezik"
Vagy a papír mindent elbír? [#nemtudom]
Nem vitatkozni akarok (hiszen nem is értek hozzá), de a leírásában ez áll:
"Nagy húzónyíró - és lefejtőszilárdsággal rendelkezik"
Vagy a papír mindent elbír? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2018 március 16, 06:52
Írta: ANTAL GÁBOR Dátum 2018 március 16, 06:52
A ragasztók lefejtő szilárdsága általában nagyon kicsi ( gondolj csak bele olyankor vonalszerű a terhelés és a vonalnak nagyon kicsi a szélessége tehát egy nagyon kis felületen koncentrálódik az erő , akármekkora tau sem bír vele )
No az araldit kissé jobb ebből a szempontból ezt sugallja a papír . A legjobb ragasztók kb 25 N/ mm2 nyírószilárdsággal rendelkeznek .
Én a metilmetakrilátot (is ) nagyon preferálom . Egyetemes húzógépen teszteltem húzásra !! ( nem nyírásra ) és ott is jött a 25 N/mm2
Konkrétan : 50*50 es ragasztott felület 7 tonna fölött szakadt le
No az araldit kissé jobb ebből a szempontból ezt sugallja a papír . A legjobb ragasztók kb 25 N/ mm2 nyírószilárdsággal rendelkeznek .
Én a metilmetakrilátot (is ) nagyon preferálom . Egyetemes húzógépen teszteltem húzásra !! ( nem nyírásra ) és ott is jött a 25 N/mm2
Konkrétan : 50*50 es ragasztott felület 7 tonna fölött szakadt le
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2018 március 16, 11:16
Írta: istvan3 Dátum 2018 március 16, 11:16
Szerintem nem minden esetben.
Item 40x80-as vastagfalú gépépítő profilt használok, gépépítésre. Rövid oldalon elhelyezett sín egyenessége +-2 századon belül van 40cm-es hosszon. Hídként használva, alul felül 2-2 kocsit elhelyezve, összekötve +-1,5 századon belülre be lehet állítani az egyenességet mindkét irányban.
Tegnap is pont állítottam be 1 sínt, hosszabb oldalra fogatva +-1,5 századon belül állítottam be 50cm hosszon, mindkét irányban az egyenességet.
Mitutoyo mérőórát és DIN874/1-es vonalzót használok.
Szerintem ez egy kis hobby gépen több mint jó.
DZ-CNCnek:
Amúgy azért egy 80x80-as vastagfalú profil elég erős.
Milyen hosszú profilt építel be?
Item 40x80-as vastagfalú gépépítő profilt használok, gépépítésre. Rövid oldalon elhelyezett sín egyenessége +-2 századon belül van 40cm-es hosszon. Hídként használva, alul felül 2-2 kocsit elhelyezve, összekötve +-1,5 századon belülre be lehet állítani az egyenességet mindkét irányban.
Tegnap is pont állítottam be 1 sínt, hosszabb oldalra fogatva +-1,5 századon belül állítottam be 50cm hosszon, mindkét irányban az egyenességet.
Mitutoyo mérőórát és DIN874/1-es vonalzót használok.
Szerintem ez egy kis hobby gépen több mint jó.
DZ-CNCnek:
Amúgy azért egy 80x80-as vastagfalú profil elég erős.
Milyen hosszú profilt építel be?
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2018 március 16, 12:18
Írta: sasi Dátum 2018 március 16, 12:18
Időnként találkozom ragasztók különböző anyagokkal történő kötésszilárdságának vizsgálatával.
Eddig a maximumot a BMW K5b jelű hozta, a maga 79 N/mm2 mért nyírószilárdságával.
A minimum 0,2-0,7 N/mm2 között mozgott, ezeknél a ragasztók típusai nem publikusak.
Vékony lemezek egyszerű összeragasztását szakítógépen terhelve ugyan nem tiszta nyírást produkálunk, de jó közelítéssel számolhatunk az így kapott eredménnyel, mely egy kicsit kisebb a szabványos próbatesten mértnél (MSZ EN 14869-2).
Alumínium ragasztására nekem nagyon bevált a jó öreg Epokitt. Vannak olyan műszerdobozaim, melyeket 2-es Al lemezből 30-40 éve készítettem hajlítás nélkül, csupán ragasztva és a mi napig egyben vannak.
Ragasztás előtt trisós vízben kifőzöm az alut, és igyekszem a ragasztandó felületeket nem összefogdosni...
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_e65qf7n4fpxgd8qes6yb_205.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/e65qf7n4fpxgd8qes6yb_205.jpg)
Eddig a maximumot a BMW K5b jelű hozta, a maga 79 N/mm2 mért nyírószilárdságával.
A minimum 0,2-0,7 N/mm2 között mozgott, ezeknél a ragasztók típusai nem publikusak.
Vékony lemezek egyszerű összeragasztását szakítógépen terhelve ugyan nem tiszta nyírást produkálunk, de jó közelítéssel számolhatunk az így kapott eredménnyel, mely egy kicsit kisebb a szabványos próbatesten mértnél (MSZ EN 14869-2).
Alumínium ragasztására nekem nagyon bevált a jó öreg Epokitt. Vannak olyan műszerdobozaim, melyeket 2-es Al lemezből 30-40 éve készítettem hajlítás nélkül, csupán ragasztva és a mi napig egyben vannak.
Ragasztás előtt trisós vízben kifőzöm az alut, és igyekszem a ragasztandó felületeket nem összefogdosni...
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_e65qf7n4fpxgd8qes6yb_205.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/e65qf7n4fpxgd8qes6yb_205.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 16, 15:12
Írta: Szalai György Dátum 2018 március 16, 15:12
K5b is epoxi, azt írják. (https://www.parts.bmwgroup.com/infodok/1467/en_EN/documents/C_GluingRiveting.pdf)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 március 16, 15:50
Írta: PSoft Dátum 2018 március 16, 15:50
Én, Eporapidot használtam legutóbb alu ragasztásához.
A felületeket kissé érdesítve,(csiszolva)és zsírtalanítva, nagyszerűen lehet használni.
Persze esetemben nincs/nem lesz több tonnás, se húzó, se nyíró igénybevétel.:)
Annyi volt a "kritérium", egyszerű, és gyors legyen.
Na és persze...ne essen szét, ha rá nézek.:)
Alu szögidomból hajtogatott keret, a sarkokon háromszög merevítőlemezekkel.
A keretben, a perforált lemez is ragasztott.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_9b482d38b73kqcgzyupgy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/9b482d38b73kqcgzyupgy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_p2hjvhk20ds8s6i5h6wsi_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/p2hjvhk20ds8s6i5h6wsi_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_w979hgmxut6hkm2yt3eqw_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/w979hgmxut6hkm2yt3eqw_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_0bqeu03qaagdi63gv0nga_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/0bqeu03qaagdi63gv0nga_1068.jpg)
A felületeket kissé érdesítve,(csiszolva)és zsírtalanítva, nagyszerűen lehet használni.
Persze esetemben nincs/nem lesz több tonnás, se húzó, se nyíró igénybevétel.:)
Annyi volt a "kritérium", egyszerű, és gyors legyen.
Na és persze...ne essen szét, ha rá nézek.:)
Alu szögidomból hajtogatott keret, a sarkokon háromszög merevítőlemezekkel.
A keretben, a perforált lemez is ragasztott.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_9b482d38b73kqcgzyupgy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/9b482d38b73kqcgzyupgy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_p2hjvhk20ds8s6i5h6wsi_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/p2hjvhk20ds8s6i5h6wsi_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_w979hgmxut6hkm2yt3eqw_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/w979hgmxut6hkm2yt3eqw_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_0bqeu03qaagdi63gv0nga_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/0bqeu03qaagdi63gv0nga_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 16, 16:02
Írta: 5kye5guy9 Dátum 2018 március 16, 16:02
850-1000mm körül tervezem a híd gerendát. Tudom, hogy elvileg egy 80x80-is jó lehet, de ez ugye elég szubjektív, hogy mit tekintünk annak. Inkább beletenném a nagyobb keresztmetszetűt, hogy stabilabb legyen, ha pl. alut kell marni. Persze értem én, hogy nehéz megtalálni az arany középutat, mert akár egy 200x200-as gerendát is betehetne az ember, amivel még nagyobb fogással, vagy szebb felülettel marhatna az ember, csak nagyobb súly, lomhább gép...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 16, 16:58
Írta: Szalai György Dátum 2018 március 16, 16:58
,,nagyobb súly, lomhább gép"
Ez ugyan igaz, de a súlyon túl is még több dologtól függ a lomhaság.
Vagyis az elérhető dinamika nem csak tisztán a mozgó tömeg függvénye. Szerencsére.
A nagyobb merevség meg szintén nem csak tisztán a nagyobb tömeggel érhető el.
A nagyobb merevség a célszerű szerkezet kialakítással és anyagválasztással érhető el.
Ebből meg az következik, hogy a célszerű anyagból célszerűen kialakított szerkezet optimális tömegű és ez a dinamikára is jótékony.
Ez az egész rizsa, gondolom, mindenkinek a könyökén jön már ki.
Csakis azért tüsszentettem ide, mert kicsit elmerengtem a 15046 rajzodon.
Arra jutottam, hogy az Item szelvény gerendád jelentős része nem merevíti hatékonyan a hidat.
Holt teher.
Kíváncsi vagyok, hogy ossza-e valaki ezt a véleményemet.[#nemtudom]
Ez ugyan igaz, de a súlyon túl is még több dologtól függ a lomhaság.
Vagyis az elérhető dinamika nem csak tisztán a mozgó tömeg függvénye. Szerencsére.
A nagyobb merevség meg szintén nem csak tisztán a nagyobb tömeggel érhető el.
A nagyobb merevség a célszerű szerkezet kialakítással és anyagválasztással érhető el.
Ebből meg az következik, hogy a célszerű anyagból célszerűen kialakított szerkezet optimális tömegű és ez a dinamikára is jótékony.
Ez az egész rizsa, gondolom, mindenkinek a könyökén jön már ki.
Csakis azért tüsszentettem ide, mert kicsit elmerengtem a 15046 rajzodon.
Arra jutottam, hogy az Item szelvény gerendád jelentős része nem merevíti hatékonyan a hidat.
Holt teher.
Kíváncsi vagyok, hogy ossza-e valaki ezt a véleményemet.[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 március 16, 17:07
Írta: jani300 Dátum 2018 március 16, 17:07
Mindha említve lett volna régebben hogy érdemes nézegetni egy sík ellenőrző idomszer (tusírléc) kialakítását .
Egyenszilárdságra tervezve .
De ez ellen szól hogy az valószínűleg nem alu ,és drága is .
A hegesztett kivitel pedig az utólagos megmunkálás miatt elvetendő .
Az egyszeri embernek akkor marad a gerenda .
De egy jó tervezésű öntött alu hidat ,lehet érdemes megmunkáltatni .[#nemtudom]
Egyenszilárdságra tervezve .
De ez ellen szól hogy az valószínűleg nem alu ,és drága is .
A hegesztett kivitel pedig az utólagos megmunkálás miatt elvetendő .
Az egyszeri embernek akkor marad a gerenda .
De egy jó tervezésű öntött alu hidat ,lehet érdemes megmunkáltatni .[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 március 16, 17:49
Írta: TROMF22 Dátum 2018 március 16, 17:49
Csak annyi, hogy kár a paláston lévő hornyokért, azon a három oldalon, ahol nincs felszerelve a lineket tartó alulap.
Hornyok nélküli, folyamatosan kitöltött (megszakítás nélküli) palásttal messze nagyobb merevséget adna.
A tömeg pedig alig növekedne.
No de ez a gerenda van, és amiről fantáziálok olyan kivitelt meg azt hiszem nem is gyártanak, talán csak a 40-45 mm tartományban.
Hornyok nélküli, folyamatosan kitöltött (megszakítás nélküli) palásttal messze nagyobb merevséget adna.
A tömeg pedig alig növekedne.
No de ez a gerenda van, és amiről fantáziálok olyan kivitelt meg azt hiszem nem is gyártanak, talán csak a 40-45 mm tartományban.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 16, 17:49
Írta: 5kye5guy9 Dátum 2018 március 16, 17:49
Hát az biztos, hogy ha csak úgy "CTRL-X"-el lehetne törölni az profil részeiből, akkor lenne mit kicsipkedni, de a valóságban pl. fűrésszel kifarigcsálni nem fogok nekiállni.
Az öntés / megmunkáláson én is gondolkoztam, de ott nincs benne a pakliban, hogy 1-2 év alatt a belső feszültségektől nekiáll deformálódni?
Az öntés / megmunkáláson én is gondolkoztam, de ott nincs benne a pakliban, hogy 1-2 év alatt a belső feszültségektől nekiáll deformálódni?
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 március 16, 17:55
Írta: TROMF22 Dátum 2018 március 16, 17:55
A profil belső részén viszont egy gerenda-vég csatlakozáshoz nagyon jól jön az a nyolc darab menetelhető furat a hozzájuk kapcsolódó "X" bordákkal.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 16, 18:02
Írta: 5kye5guy9 Dátum 2018 március 16, 18:02
Igen, a véglemezekhez a 8db M8-as furatot + a hornyokba univerzális összekötőt gondoltam.
Van ilyen, másik oldalán zárt profil, de ez egyúttal kicsit ki is van könnyítve a szerkezete :(
Persze, lehet, hogy a zártsága miatt mégis jobb, és még könnyebb is [#nemtudom]
Megépítem ezzel is, azzal is, aztán írok egy pofil vs. profil tesztet róluk :)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_6kac4gbp07c8isteaps7q_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/03/6kac4gbp07c8isteaps7q_1982.png)
Van ilyen, másik oldalán zárt profil, de ez egyúttal kicsit ki is van könnyítve a szerkezete :(
Persze, lehet, hogy a zártsága miatt mégis jobb, és még könnyebb is [#nemtudom]
Megépítem ezzel is, azzal is, aztán írok egy pofil vs. profil tesztet róluk :)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_6kac4gbp07c8isteaps7q_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/03/6kac4gbp07c8isteaps7q_1982.png)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 március 16, 18:09
Írta: TROMF22 Dátum 2018 március 16, 18:09
Akkor a "kívánságom" harmada már teljesült is.[#integet2]
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 március 16, 18:11
Írta: TROMF22 Dátum 2018 március 16, 18:11
Persze nem kell ezt próbaként kétszeresen megépíteni.
Meg kell lenni a táblázatokban az összehasonlítható inercia adatoknak.
Meg kell lenni a táblázatokban az összehasonlítható inercia adatoknak.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 16, 18:15
Írta: 5kye5guy9 Dátum 2018 március 16, 18:15
A gyári adatok szerint, 1000mm hosszon, középen 1000N-tal húzva:
Vastag nyitott verzió: 0.02 / 0.01 mm lehajlás
Vékonyabb zárt verzió: 0.03 / 0.01 mm lehajlás
Cserébe az utóbbi könnyebb 3,2kg-val, méterenként.
Vastag nyitott verzió: 0.02 / 0.01 mm lehajlás
Vékonyabb zárt verzió: 0.03 / 0.01 mm lehajlás
Cserébe az utóbbi könnyebb 3,2kg-val, méterenként.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2018 március 16, 19:10
Írta: ra8nsmk6w Dátum 2018 március 16, 19:10
Ha a forgácsolás tekintetében vannak igényeid és miért ne lennének a nagyobb súly lomhább gép csak másodlagos.
Egyébként nagyobb mozgatandó tömeg erösebb motor és annyi.
Egyébként nagyobb mozgatandó tömeg erösebb motor és annyi.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 16, 19:52
Írta: 5kye5guy9 Dátum 2018 március 16, 19:52
Igen, valamiért inkább én is "klasszikus", tegyük bele az anyagot megoldás híve vagyok.
Ha szúrja az ember szemét, hogy nyitva vannak a hornyok, még mindig fel lehet ragasztani egy-egy lemez hátra/alulra/felülre :)
Ha szúrja az ember szemét, hogy nyitva vannak a hornyok, még mindig fel lehet ragasztani egy-egy lemez hátra/alulra/felülre :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 március 16, 19:58
Írta: PSoft Dátum 2018 március 16, 19:58
"Ha szúrja az ember szemét, hogy nyitva vannak a hornyok.."
Akkor, szinte mindegyik profilgyártó kínál horonytakarót a saját cuccához.
A színes műanyagoktól, a színre eloxált aluig...minden van.
Akkor, szinte mindegyik profilgyártó kínál horonytakarót a saját cuccához.
A színes műanyagoktól, a színre eloxált aluig...minden van.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 16, 20:08
Írta: zozo Dátum 2018 március 16, 20:08
Azért ne felejtsük el, hogy egy böhöm tömegű híd, magával vonzza az Y mechanika és ágyazat dupla igénybevételre való méretezését.
Ilyenkor el kell gondolkodni, hogy a nagy tömegű XZ egységet nem kéne-e fixre telepíteni és egy fürge Y irányban mozgó asztalt építeni alája, aminek a tömege a megmunkálandó anyaggal együtt is kevesebb, mint a híd maga.
Ilyenkor el kell gondolkodni, hogy a nagy tömegű XZ egységet nem kéne-e fixre telepíteni és egy fürge Y irányban mozgó asztalt építeni alája, aminek a tömege a megmunkálandó anyaggal együtt is kevesebb, mint a híd maga.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 16, 20:08
Írta: 5kye5guy9 Dátum 2018 március 16, 20:08
Igen tudom, de most a szemszúrás alatt nem az optikájára gondoltam, hanem hogy a hornyokkal felsliccelt külső részei a profilnak nem vesznek eléggé részt a merevítésben.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2018 március 16, 20:13
Írta: ra8nsmk6w Dátum 2018 március 16, 20:13
Feltettem magamnak a kérdést mit tennék ha profilokból kellene hidat épitenem?
(Szerncsére én akkor másként döntöttem))
Nem raknám egymásra a két 80x80 profilt hanem úgy 50mm egymástól rögziteném egy alu vastaglemezre min 12mm (800mm hid szélességnél) Ez a távolság jótékonyan hatna a gép felépitésére és egyből gépesebbnek nézne ki. Az 50mm vályúban elférne a golyós anya aminek a védettségét is valamelyest ellátná. Az egész X megoldást is laposabbá lehetne épiteni.
(Szerncsére én akkor másként döntöttem))
Nem raknám egymásra a két 80x80 profilt hanem úgy 50mm egymástól rögziteném egy alu vastaglemezre min 12mm (800mm hid szélességnél) Ez a távolság jótékonyan hatna a gép felépitésére és egyből gépesebbnek nézne ki. Az 50mm vályúban elférne a golyós anya aminek a védettségét is valamelyest ellátná. Az egész X megoldást is laposabbá lehetne épiteni.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 március 16, 20:16
Írta: TROMF22 Dátum 2018 március 16, 20:16
Ha mégis körbe ragasztanád, akkor annyi munkát már csak akkor érdemes bele fektetni, ha nem csak egy vékony, esztétikai célú lemezt tennél rá, hanem a falvastagság legalább 1,5-szörösét.
Ennek már biztosan érzékelhető hatása lenne a merevségre.
Ezt a két változatot tényleg célszerű lenne előtte-utána állapotban egy terhelési tesztnek alávetni.
Ennek már biztosan érzékelhető hatása lenne a merevségre.
Ezt a két változatot tényleg célszerű lenne előtte-utána állapotban egy terhelési tesztnek alávetni.
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2018 március 16, 20:20
Írta: kaqkk007 Dátum 2018 március 16, 20:20
[#t179p15031#] Én U melegen hengerelt acél profilt tettem közéjük ..
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 16, 20:29
Írta: xt79ipd3 Dátum 2018 március 16, 20:29
Nem DZ-CNC, hanem én akarok egymásra építeni két 80x80-as profilt, hogy abból legyen a híd.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2018 március 16, 20:31
Írta: ra8nsmk6w Dátum 2018 március 16, 20:31
Akkor Te már tudsz is tapasztalatokkal szolgálni. Szerintem ide kivánkozik. Fel sem merült benned a pihe könnyű mozgó asztalos megoldás?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2018 március 16, 20:35
Írta: ra8nsmk6w Dátum 2018 március 16, 20:35
Bocs! le vagyok maradva a visszaolvasásban.
Tekintsétek meg nem történtnek[#pardon1]
Tekintsétek meg nem történtnek[#pardon1]
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2018 március 16, 21:29
Írta: kaqkk007 Dátum 2018 március 16, 21:29
Nem merült fel mert egy makita élmaró van rajta és faipari gépnek épül de lehet hogy alu marásra is befogom. A hidat el fogja bírni a 3Nmes stepper a16x5 ös golyós orsóval ,és nem akarok vele lézerezni ezért nem elsődleges a gyorsaság . A lézergépet külön megépítem "pihekönnyű" 45x45 ös híddal és bordásszíj hajtással ...
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2018 március 16, 21:33
Írta: kaqkk007 Dátum 2018 március 16, 21:33
Bocs "félreolvastam" a mozgóasztal azért nem felel meg nekem mert 100x100cm az alapterülete a gépnek és kb 90x90 lesz a munkaterület, ha mozgó asztalt csinálnék vagy a munkaterület csökkenne a felére vagy az alapterületet kéne duplájára emelni , nálam egyik megoldás sem jöhet számításba .
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 17, 07:40
Írta: Szalai György Dátum 2018 március 17, 07:40
Szerintem:
A hídban, a két végén befogott X gerenda, megmunkálás közben, csavarásra van igénybe véve.
Ha jól gondolom, akkor a csavaró nyomaték nagysága nagyjából a Z hossztól és az előtoló erőnek a gerendára merőleges eredőjétől függ.
A rugalmas csavarodás mértéke pedig, a csavaró nyomaték nagyságán kívül az X kocsi helyzetén is múlik. A gerenda végén, a befogáshoz közel kisebb. A közepén a legnagyobb.
Miközben a két X sin, egymáshoz képest ellentétesen meghajlik.
A csavaró nyomaték hatására, a csavart szelvény keresztmetszetében, a nyírófeszültség a csavarási tengelyben nulla, és kifelé haladva lineárisan nő.
Tehát a két sin közötti anyag, a csavarási középvonalhoz közeledve, egyre inkább haszontalan holt teher.
Akkor pedig, célszerű a két sin mögötti hatékony megtámasztás volna, oda kéne anyagot koncentrálni. Középre meg nem nagyon.
Ezzel szemben az Item profil, csavarásra nincs optimalizálva, hanem hajlításra van. Arra kéne igénybe venni.
Vagyis célszerűen a síneket tartó lemez háta mögé egy-egy külön Item profil volna a kedvezőbb megoldás, minél távolabb egymástól.
Lehetőleg nem négyszög, hanem tégla és a rövidebb oldalával a sín felé.
Így a csavarási tengely közelébe alig kerül holt anyag, a széleken pedig hatékony tud lenni. [#nemtudom]
A hídban, a két végén befogott X gerenda, megmunkálás közben, csavarásra van igénybe véve.
Ha jól gondolom, akkor a csavaró nyomaték nagysága nagyjából a Z hossztól és az előtoló erőnek a gerendára merőleges eredőjétől függ.
A rugalmas csavarodás mértéke pedig, a csavaró nyomaték nagyságán kívül az X kocsi helyzetén is múlik. A gerenda végén, a befogáshoz közel kisebb. A közepén a legnagyobb.
Miközben a két X sin, egymáshoz képest ellentétesen meghajlik.
A csavaró nyomaték hatására, a csavart szelvény keresztmetszetében, a nyírófeszültség a csavarási tengelyben nulla, és kifelé haladva lineárisan nő.
Tehát a két sin közötti anyag, a csavarási középvonalhoz közeledve, egyre inkább haszontalan holt teher.
Akkor pedig, célszerű a két sin mögötti hatékony megtámasztás volna, oda kéne anyagot koncentrálni. Középre meg nem nagyon.
Ezzel szemben az Item profil, csavarásra nincs optimalizálva, hanem hajlításra van. Arra kéne igénybe venni.
Vagyis célszerűen a síneket tartó lemez háta mögé egy-egy külön Item profil volna a kedvezőbb megoldás, minél távolabb egymástól.
Lehetőleg nem négyszög, hanem tégla és a rövidebb oldalával a sín felé.
Így a csavarási tengely közelébe alig kerül holt anyag, a széleken pedig hatékony tud lenni. [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 17, 17:08
Írta: 5kye5guy9 Dátum 2018 március 17, 17:08
Szerintem:
tökéletesen összefoglaltad :)
Találtam egy rajzot, ami mindezt remekül szemlélteti.
Forrás (http://www.cncroutersource.com/do-it-yourself-CNC-router.html)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_h27vs0uy2q045iy5b0ip_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/h27vs0uy2q045iy5b0ip_1982.jpg)
tökéletesen összefoglaltad :)
Találtam egy rajzot, ami mindezt remekül szemlélteti.
Forrás (http://www.cncroutersource.com/do-it-yourself-CNC-router.html)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_h27vs0uy2q045iy5b0ip_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/h27vs0uy2q045iy5b0ip_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 17, 18:04
Írta: Szalai György Dátum 2018 március 17, 18:04
Még egy dolog szembetűnik elsőre a rajzon.
Szépen kiagyalta a hidat, de a ,,Spindle Arm" ponttól lefele hajladozni hagyja a Z főmotor tartó platformját.
Csak egy egyszerű lemez, nincs neki pereme, ami a hajladozást gátolná. Vagy csak nem rajzolta oda. [#vigyor2]
Szépen kiagyalta a hidat, de a ,,Spindle Arm" ponttól lefele hajladozni hagyja a Z főmotor tartó platformját.
Csak egy egyszerű lemez, nincs neki pereme, ami a hajladozást gátolná. Vagy csak nem rajzolta oda. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 18, 23:50
Írta: xt79ipd3 Dátum 2018 március 18, 23:50
A 3D-s terven módosítottam a hidat. A 25x150mm-es hátlapot helyettesítő 80x160-as aluprofil látványa sokkal bizalomgerjesztőbb számomra. (Bár én nem értek hozzá. :) ) Az Y tengely lineáris kocsik közti távolság is jótékonyan nőtt 55mm-rel.
A híd oldalait ki akartam merevíteni derékszögű konzolokkal, de fölöslegesnek érzem, mert masszívan rögzül a 80x160-as profilhoz.
Egy idevágó kérdés: ti szükségesnek látjátok az oldalakat 8 csavarral rögzíteni? Mindkét végnél alulról is rögzíti 4-4 csavar.
Előtte-utána képek:
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_npabhff5ctzbth2xug577_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/npabhff5ctzbth2xug577_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_z0b7npgf8620ka964y2ga_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/z0b7npgf8620ka964y2ga_5485.jpg)
A híd oldalait ki akartam merevíteni derékszögű konzolokkal, de fölöslegesnek érzem, mert masszívan rögzül a 80x160-as profilhoz.
Egy idevágó kérdés: ti szükségesnek látjátok az oldalakat 8 csavarral rögzíteni? Mindkét végnél alulról is rögzíti 4-4 csavar.
Előtte-utána képek:
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_npabhff5ctzbth2xug577_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/npabhff5ctzbth2xug577_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_z0b7npgf8620ka964y2ga_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/z0b7npgf8620ka964y2ga_5485.jpg)
Cím: Re:Mechanikai ötletek
Írta: Pali79 Dátum 2018 március 19, 08:33
Írta: Pali79 Dátum 2018 március 19, 08:33
Ha a profilokban megvan a csavarok helye akkor ne spórold el. Az oldal lemezeket és a többi ilyen-olyan alakú lemezt le akarod gyártani/gyártatni cncvel?
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 19, 10:02
Írta: xt79ipd3 Dátum 2018 március 19, 10:02
Szia!
Igen, a profilokban ott a csavarok helye. Nem is a spórolás miatt kérdezem, csak nem akarom 8 furattal -talán feleslegesen- gyengíteni az oldalakat. (Bár lehet, hogy ezt is túlaggódom és túlvariálom. [#falbav] [#nemtudom] [#wink] )
Igen, a profilokban ott a csavarok helye. Nem is a spórolás miatt kérdezem, csak nem akarom 8 furattal -talán feleslegesen- gyengíteni az oldalakat. (Bár lehet, hogy ezt is túlaggódom és túlvariálom. [#falbav] [#nemtudom] [#wink] )
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 19, 10:03
Írta: xt79ipd3 Dátum 2018 március 19, 10:03
Igen, amit nem tudok itthon megoldani, azt gyártatni fogom.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 március 19, 10:44
Írta: 5kye5guy9 Dátum 2018 március 19, 10:44
A csavaroktól ne féltsd az oldallemezt. Azzal, hogy minél több helyen összehúzatod őket, oda-vissza erősítik egymást.
Én még ilyet is használnák, nem feltétlen azért, hogy még több legyen, hanem azért, mert ez a kötés a profilodat a külső kontúrjánál rögzítené, ezzel merevebb lesz, mint a 20mm-rel beljebb lévő lyukakkal rögzítve.
A rajzod nekem kicsit túlbonyolítottnak tűnik. Miért kell 2db vízszintes lemez egymásra fektetve? És miért kell a 2db függőlegesnek különálló darabnak lennie? Minél több darabból legózod össze, annál instabilabb lesz. Szerintem [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_cg2byc8aqm3aczyh62um_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/cg2byc8aqm3aczyh62um_1982.jpg)
Én még ilyet is használnák, nem feltétlen azért, hogy még több legyen, hanem azért, mert ez a kötés a profilodat a külső kontúrjánál rögzítené, ezzel merevebb lesz, mint a 20mm-rel beljebb lévő lyukakkal rögzítve.
A rajzod nekem kicsit túlbonyolítottnak tűnik. Miért kell 2db vízszintes lemez egymásra fektetve? És miért kell a 2db függőlegesnek különálló darabnak lennie? Minél több darabból legózod össze, annál instabilabb lesz. Szerintem [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_cg2byc8aqm3aczyh62um_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/cg2byc8aqm3aczyh62um_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 március 19, 14:18
Írta: xt79ipd3 Dátum 2018 március 19, 14:18
Én is csak később jöttem rá, de az egymáson fekvő két lap a szerelésnél lesz nagyon hasznos. A másik említett dolgot majd átrágom, talán áttervezem.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 március 21, 19:42
Írta: s7manbs8 Dátum 2018 március 21, 19:42
Egy néhány milliméteres elmozdulást tudó, pár milliméter max valamit megszorító mechanika relé szerűség mi lenne jó ilyesmi célra, vagy hog yhívják ezeket, valami relészerűségre gondolok, ami egy kis pofát mozgatna és összeszorítana valamit egy adott pozícióba, hogy ne mozduljon el.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2018 március 21, 19:48
Írta: ra8nsmk6w Dátum 2018 március 21, 19:48
Mini satú?[#nyes]
Cím: Re:Mechanikai ötletek
Írta: Sanyi Bá Dátum 2018 március 21, 19:56
Írta: Sanyi Bá Dátum 2018 március 21, 19:56
Pneumatikus satu.
http://cnctar.hobbycnc.hu/Sanyi%20Ba/Pneumatikus%20satu/
http://cnctar.hobbycnc.hu/Sanyi%20Ba/Pneumatikus%20satu/
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 március 21, 20:11
Írta: s7manbs8 Dátum 2018 március 21, 20:11
Annyi van, hogy 12V-tal kéne neki menni valahogy.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 21, 20:26
Írta: Szalai György Dátum 2018 március 21, 20:26
Léptetőmotor egyetlen előre lépés zár, hátra lépés nyit.
csak egy kar kell a tengelyére.
csak egy kar kell a tengelyére.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 21, 20:29
Írta: Szalai György Dátum 2018 március 21, 20:29
KR relé érintkezői leszedve, a horgony valami műanyag darabbal meghosszabbítva.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 21, 20:31
Írta: Szalai György Dátum 2018 március 21, 20:31
Szolenoid tekercs, kétkarú emelőt mozgat.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2018 március 21, 20:39
Írta: Rabb Ferenc Dátum 2018 március 21, 20:39
Lehet ötletelni - de minek? Addig amíg csak annyi a "hasznos infó", hogy >> valamit megszorító mechanika relé szerűség << háááát, nehéz érdemi választ adni [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 március 21, 20:42
Írta: s7manbs8 Dátum 2018 március 21, 20:42
Ezek nem túl gyengék, illetve konkrétan valami ilyesmi kész mechanika nem kapható valahol vagy miylen néven kéne keresni ? Kösz amúgy az ötleteket is, a többieknek is.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 21, 20:45
Írta: Szalai György Dátum 2018 március 21, 20:45
Nem írtad, hogy mekkora szorító erő kell. Én meg nem kérdeztem.
Pár milliméteren el tudok olyat képzelni, aminek nem tenném alá az ujjam.
Pár milliméteren el tudok olyat képzelni, aminek nem tenném alá az ujjam.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 március 21, 20:46
Írta: s7manbs8 Dátum 2018 március 21, 20:46
Elsőnek azt találtam ki, hogy egy RC szervóval oldom meg, de mondom lehet valami egyszerűbb is jó lenne, egy valami relének kéne 12V-ról működve egy pár milliméter hosszon mozgatnia, vagy egy tárcsát markona meg vagy egy bowdent vagy valami ilyen lapszerűt, hogy ne tudjon elmozdulni amíg meg van húzva, ennyi lenne a feladat.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 március 21, 20:46
Írta: PSoft Dátum 2018 március 21, 20:46
A valamit megszorítani, az...nem semmi.
A semmit megszorítani, az meg már...valami.
[#nevetes1]
A semmit megszorítani, az meg már...valami.
[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 március 21, 20:47
Írta: s7manbs8 Dátum 2018 március 21, 20:47
Erőnek gondolom vagy 3-5N talán elég lenne.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 március 21, 20:48
Írta: s7manbs8 Dátum 2018 március 21, 20:48
OLyasmi, hogy van egy gép, aminél kézzel lehet egy karral húzni bowdennel valamit és ezt a bowdent kéne megfogni, egy rugú alaphelyzetbe húzná egyébként, ha kézzel elengedem, azt kéne megfognia ennek a relének.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2018 március 21, 20:54
Írta: Rabb Ferenc Dátum 2018 március 21, 20:54
Az RC szervó nem szereti ha nem tud a vezérlő jelnek megfelelő állásig elfordulni.
Ha a hirtelen erős rántás megengedett, akkor egy kisebb mágneskapcsoló is jó lehet. Persze egy rugó közbeiktatása mindenképpen ajánlott mert ez sem szereti a félig zárt állapotot. Először csak a hangja lesz zavaró aztán a szaga is...
Ha a hirtelen erős rántás megengedett, akkor egy kisebb mágneskapcsoló is jó lehet. Persze egy rugó közbeiktatása mindenképpen ajánlott mert ez sem szereti a félig zárt állapotot. Először csak a hangja lesz zavaró aztán a szaga is...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 március 21, 20:58
Írta: s7manbs8 Dátum 2018 március 21, 20:58
Aha, na közben eljutottam már odáig is, hogy az rc servót be tudtam üzemelni, ez úgy látom úgy működik, ha hirtelen is rántom a potit egyik végéből a másikba, akkor se valamio gyorsan megy át a szervó van egy max sebessége oylan 120 fokot mozog a tengelye kb.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 március 21, 22:29
Írta: s7manbs8 Dátum 2018 március 21, 22:29
Ez 1.5Nm forgatónyomatékú lenne ?
https://www.modellfutar.hu/Tower-Pro-MG-995-ROBOTICS-180-szervo (https://www.modellfutar.hu/Tower-Pro-MG-995-ROBOTICS-180-szervo)
https://www.modellfutar.hu/Tower-Pro-MG-995-ROBOTICS-180-szervo (https://www.modellfutar.hu/Tower-Pro-MG-995-ROBOTICS-180-szervo)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 21, 23:37
Írta: zozo Dátum 2018 március 21, 23:37
Nem. 5V-on 85 Ncm 6V-on 100 Ncm, tehát max. 1Nm.
Szeretnek kicsit lódítani az eladók. Ráadásul még ez is kozmetikázott, biztosan találnék ennél is kisebb nyomatékot prezentáló doksit, ugyanerre a szervóra :)
A gyakorlat pedig még kevesebbet szokott mutatni.
adatok (http://www.electronicoscaldas.com/datasheet/MG995_Tower-Pro.pdf)
Szeretnek kicsit lódítani az eladók. Ráadásul még ez is kozmetikázott, biztosan találnék ennél is kisebb nyomatékot prezentáló doksit, ugyanerre a szervóra :)
A gyakorlat pedig még kevesebbet szokott mutatni.
adatok (http://www.electronicoscaldas.com/datasheet/MG995_Tower-Pro.pdf)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 március 21, 23:58
Írta: s7manbs8 Dátum 2018 március 21, 23:58
Mondjuk egy tollat gondolom fel tud emelni pár mm-re azért annyira elég lehet vagy ilyen kis dolgoknak. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 22, 06:07
Írta: Szalai György Dátum 2018 március 22, 06:07
Önindító behúzó mágnes tengelyét negyvenöt fokban befűrészeled, a résen átvezeted a sodronyt.
Megfogja és éppen tizenkét voltos.
Kapható is.
Megfogja és éppen tizenkét voltos.
Kapható is.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 22, 09:37
Írta: zozo Dátum 2018 március 22, 09:37
Hát, arra meg bőven jó egy 400 Ft-os szervo is :)
9g szervo (https://www.ebay.com/itm/SG90-9G-towerpro-micro-servo-motor-RC-Robot-Helicopter-Airplane-control/172350920977?hash=item2820ea5911:g:8SMAAOSwzaJX4OiV)
9g szervo (https://www.ebay.com/itm/SG90-9G-towerpro-micro-servo-motor-RC-Robot-Helicopter-Airplane-control/172350920977?hash=item2820ea5911:g:8SMAAOSwzaJX4OiV)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 március 22, 12:13
Írta: s7manbs8 Dátum 2018 március 22, 12:13
Aha, kösz.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 22, 12:24
Írta: zozo Dátum 2018 március 22, 12:24
Régen mágnes zárakat csináltam belőle, nagy fémajtókra, de át kellett tekercselnem, mert 6-7 A-t simán bezabált.
Aztán ha kettő nyitott egyszerre, megült a táp :)
Aztán ha kettő nyitott egyszerre, megült a táp :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 március 22, 22:17
Írta: Szalai György Dátum 2018 március 22, 22:17
De jó lesz, ha elkészül az első Hobby elektro-permanens mágnes. [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 március 30, 07:31
Írta: remrendes Dátum 2018 március 30, 07:31
Jo reggelt!
Ketfele "dual wire" rendszert turtam elo. Az egyiknel a motorok ugyanabban a korben vannak es ugye csak a forgasuk iranya hatarozza meg a gep mozgasat. A masiknal viszont az iranyoknak kulon-kulon motorja van. Elobbinel mennyire korulmenyes a post processzalas? (mar ha magyarosithato a kifejezes). Csatolom a ket kepet is, remelhetoleg sorrendben.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_9qs0pi43uip6smadvef86_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/9qs0pi43uip6smadvef86_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_t4asvavjb9y2i4fvhbt7h_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/t4asvavjb9y2i4fvhbt7h_3133.jpg)
Ketfele "dual wire" rendszert turtam elo. Az egyiknel a motorok ugyanabban a korben vannak es ugye csak a forgasuk iranya hatarozza meg a gep mozgasat. A masiknal viszont az iranyoknak kulon-kulon motorja van. Elobbinel mennyire korulmenyes a post processzalas? (mar ha magyarosithato a kifejezes). Csatolom a ket kepet is, remelhetoleg sorrendben.
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_9qs0pi43uip6smadvef86_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/9qs0pi43uip6smadvef86_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/tn_t4asvavjb9y2i4fvhbt7h_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/t4asvavjb9y2i4fvhbt7h_3133.jpg)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 március 30, 08:51
Írta: keri Dátum 2018 március 30, 08:51
Baloldalit a CoreXY rendszert érdemes használni a kettő közül. Főleg kisebb, könnyű gépeknél.
Nagyobb gépeknél túl hosszú lesz a beépített szíj hossza ami rontja a gép merevségét.
Oda már érdemesebb közvetlen meghajtást használni, mint pl. a MakerBot-nál, mert bár a hídon vinni kell az egyik motort de ez nem akkora probléma mint a túl hosszú szíj.
Nagyobb gépeknél túl hosszú lesz a beépített szíj hossza ami rontja a gép merevségét.
Oda már érdemesebb közvetlen meghajtást használni, mint pl. a MakerBot-nál, mert bár a hídon vinni kell az egyik motort de ez nem akkora probléma mint a túl hosszú szíj.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 március 30, 09:04
Írta: keri Dátum 2018 március 30, 09:04
Ja és hogy a kérdésre is válaszoljak [#rolleyes]
Nem körülményes a postproc.
Itt van a lap alján a képlet. (http://corexy.com/theory.html)
Látszik hogy csak összeadás, kivonás, maximum kettővel osztás.
Szóval könnyű beadni a CNC vezérlőnek. Illetve a GRLB alapú vezérlők kapásból tudják is.
Nem körülményes a postproc.
Itt van a lap alján a képlet. (http://corexy.com/theory.html)
Látszik hogy csak összeadás, kivonás, maximum kettővel osztás.
Szóval könnyű beadni a CNC vezérlőnek. Illetve a GRLB alapú vezérlők kapásból tudják is.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 március 30, 10:29
Írta: remrendes Dátum 2018 március 30, 10:29
Igaz, hogy konnyu, aluszelvenyes, de egy nagyobb meretu gep lenne, legalabb 2000x1000-es meretben. Egy Asymtek Axiom (http://www.assemblyonline.com/media/catalog/category/Positioner_1.JPG)-on lattam hasonlo, igaz bowdenes megoldast.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 március 30, 10:51
Írta: designr Dátum 2018 március 30, 10:51
Bár lehet a bénázós topicba kellene..
Kérdésem hogy épített,próbálkozott-e valaki a két Y orsós,kétoldali szinkron hajtás olyan kivitelezésével hogy a két orsót,két teljesen egyforma derékszög hajtás szembeforditásával, 1 db nagyobb motorral oldja meg?
A nagyobb munkaterületű gépeknél ugye elengedhetetlen a két oldali hajtás..ennek számos módja van.
Hosszú fogazottszij.
1000-1500mm-nél már iszonyuan fesziteni kell,és kiváncsi
lennék egy nagyobb tömegű hid mozgatására pl szervóval..
Két oldali orsó hajtása külön külön motorral command jelek valahol összefogva..
Jó de ha gebasz van legkisebb kontakt.. valami védelem kell mert csavarodik,törik szakad.
Beültető gépeknél bevált megoldás az egyik oldal orsóval hajtva..másik oldalra egy X-el párhuzamos forgó tengellyel átvinni a hajtást,ami mindkét oldali feszitett fogazott szijra csatlakozik.
Ez is jó lehet,de megmunkálógépeknél nem biztos hogy elég..hiányzik a fém a fémen kapcsolat.
Két motorral,és beültetőgépeknél használt külső lineáris encoderes szervóhajtással..
Ez jó lehet..de félelmem a két motor hajtásának a fix
összekötése..
Mi van ha egyik oldali hajtás rádolgozik a másikra?
Kezdődik a húzd meg-ereszd meg..
Egy motor hajtása X-el párhuzamos forgó tengellyel szátoszva az emlitett két derékszöggel hajtva az Y-t.
Szerintem jó lehet ha kottymentesen megvalósitható..
Kérdés ezek a hajtóművek meddig kottymentesek?
Bár szervómotoroknál legtöbb esetben hajtóművel
hajtanak..ha ottjó akkor nekünk is..
Kérdésem hogy épített,próbálkozott-e valaki a két Y orsós,kétoldali szinkron hajtás olyan kivitelezésével hogy a két orsót,két teljesen egyforma derékszög hajtás szembeforditásával, 1 db nagyobb motorral oldja meg?
A nagyobb munkaterületű gépeknél ugye elengedhetetlen a két oldali hajtás..ennek számos módja van.
Hosszú fogazottszij.
1000-1500mm-nél már iszonyuan fesziteni kell,és kiváncsi
lennék egy nagyobb tömegű hid mozgatására pl szervóval..
Két oldali orsó hajtása külön külön motorral command jelek valahol összefogva..
Jó de ha gebasz van legkisebb kontakt.. valami védelem kell mert csavarodik,törik szakad.
Beültető gépeknél bevált megoldás az egyik oldal orsóval hajtva..másik oldalra egy X-el párhuzamos forgó tengellyel átvinni a hajtást,ami mindkét oldali feszitett fogazott szijra csatlakozik.
Ez is jó lehet,de megmunkálógépeknél nem biztos hogy elég..hiányzik a fém a fémen kapcsolat.
Két motorral,és beültetőgépeknél használt külső lineáris encoderes szervóhajtással..
Ez jó lehet..de félelmem a két motor hajtásának a fix
összekötése..
Mi van ha egyik oldali hajtás rádolgozik a másikra?
Kezdődik a húzd meg-ereszd meg..
Egy motor hajtása X-el párhuzamos forgó tengellyel szátoszva az emlitett két derékszöggel hajtva az Y-t.
Szerintem jó lehet ha kottymentesen megvalósitható..
Kérdés ezek a hajtóművek meddig kottymentesek?
Bár szervómotoroknál legtöbb esetben hajtóművel
hajtanak..ha ottjó akkor nekünk is..
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 március 30, 10:55
Írta: designr Dátum 2018 március 30, 10:55
A felsorolásből számos verzió kimaradt..
Talán még a kétoldali fogasléc a legnépszerübb,de itt megint csak követelmény a kottymentes hajtómű,plussz szükség van a fogazott lécnél a fogaskerék-léc kottymentes kapcsolatra..ami szintén sok munka..
Talán még a kétoldali fogasléc a legnépszerübb,de itt megint csak követelmény a kottymentes hajtómű,plussz szükség van a fogazott lécnél a fogaskerék-léc kottymentes kapcsolatra..ami szintén sok munka..
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 március 30, 11:08
Írta: zozo Dátum 2018 március 30, 11:08
Csak az új hajtóműnek minimális a kottyanása, esetedben a kettő hibája összeadódik, tehát a minimális is duplán jelentkezik.
Kihagytad az Omega-hajtást is, ahol alul is belefekszik a szíj fogazata a másikéba.
Kihagytad az Omega-hajtást is, ahol alul is belefekszik a szíj fogazata a másikéba.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 március 30, 11:15
Írta: remrendes Dátum 2018 március 30, 11:15
Ez melyik beultetonel van igy?
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 március 30, 11:35
Írta: designr Dátum 2018 március 30, 11:35
Oldalanként van egy-egy derékszögű,tehát a motor és az orsó között csak 1 db van..Ezért csak egyszeres kottyal lehet számolni.
Tapasztalatom szerint az uj hajtómű nem kritérium..annál is lehet sok mikron..mig van használtam ami szinte előfeszített..
Tapasztalatom szerint az uj hajtómű nem kritérium..annál is lehet sok mikron..mig van használtam ami szinte előfeszített..
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 március 30, 11:39
Írta: designr Dátum 2018 március 30, 11:39
Ilyenre gondoltam..
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_9xf9psh9fefu2wene5h_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/9xf9psh9fefu2wene5h_1575.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_9xf9psh9fefu2wene5h_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/9xf9psh9fefu2wene5h_1575.jpg)
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 március 30, 11:40
Írta: designr Dátum 2018 március 30, 11:40
De igazad van..a két oldali orsó között a derékszög hajtóművek kottya összadódik..Csak a motor-orsó között egyszeres.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 március 30, 11:57
Írta: remrendes Dátum 2018 március 30, 11:57
Szerintem itt nincs parhuzamos hajtas.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 március 30, 12:22
Írta: designr Dátum 2018 március 30, 12:22
A motor golyósorsóval hajtja az egyik oldalt.
Onnan a két oldalon megfeszitett fogazottszij össze van kötve egy forgó tengellyel..
Alul látszik az áthajtó tengely..de itt még jobban..
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_w9wwqhv65zb6g8n8cnick_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/w9wwqhv65zb6g8n8cnick_1575.jpg)
Onnan a két oldalon megfeszitett fogazottszij össze van kötve egy forgó tengellyel..
Alul látszik az áthajtó tengely..de itt még jobban..
(https://hobbicncforum.hu/uploaded_images/2018/03/tn_w9wwqhv65zb6g8n8cnick_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2018/03/w9wwqhv65zb6g8n8cnick_1575.jpg)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 március 30, 12:34
Írta: keri Dátum 2018 március 30, 12:34
Na annak egyértelműen jobb a direkt hajtás.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 március 30, 12:43
Írta: keri Dátum 2018 március 30, 12:43
Ha orsót hajtasz fogasszíjjal akkor nem olyan nagy probléma a hajtás rugalmassága, mivel az orsónál a hiba töredéke jelentkezik, plusz a szíjon nincs is túl erő.
Léptető motoros hajtásnál előbb lefullad a motor minthogy szétcsavarja a gépet, az AC szervó pedig a visszacsatolás miatt nem fog hibázni, ha meg leakad az egyik oldalon a motor, akkor hibát generál, és le is oldhat erre az egész.
Léptető motoros hajtásnál előbb lefullad a motor minthogy szétcsavarja a gépet, az AC szervó pedig a visszacsatolás miatt nem fog hibázni, ha meg leakad az egyik oldalon a motor, akkor hibát generál, és le is oldhat erre az egész.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 március 30, 12:48
Írta: designr Dátum 2018 március 30, 12:48
Ha pl ac szervóval hajtok külön külön a két oldalt és van egy encoder kontakt hiba..vagy egy kuplungtörés..akkor pl elszalad az egyik oldal..feltéve ha nincs valami védelem a két oldal szinkronból kiesés ellen.Semmi sem fogja megfogni csak a végállás..mázsákkal fog csavarni..
Ha szijjal hajtok orsót akkor tényleg nincs akkora kotty..de ha fémet akarok megmunkálni egy hosszu szij esetén szerintem remegni fog a szerkezet..
Tudom ki kell próbálni..de nem egyszerű összerakni csak ugy próbára.
Ha szijjal hajtok orsót akkor tényleg nincs akkora kotty..de ha fémet akarok megmunkálni egy hosszu szij esetén szerintem remegni fog a szerkezet..
Tudom ki kell próbálni..de nem egyszerű összerakni csak ugy próbára.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 március 30, 13:19
Írta: remrendes Dátum 2018 március 30, 13:19
Hat igen, csak ebben a hosszban... Gondolkodom fogaslecen, de ott is attetelezni kellene.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 március 30, 14:44
Írta: keri Dátum 2018 március 30, 14:44
Már úgy értettem szíjjal direkt hajtás, már ha ilyen hosszon a szíj rugalmassága amúgy nem zavar.
MakerBot 3D nyomtatón úgy van, hogy hátul van egy tengely, ezt egy szíj áttétellel hajtja a motor, és a tengely két végén egy egy szíj hurok mozgatja a híd két oldalát.
Bár ekkora méretben legfeljebb lézert mozgatnék szíjjal.
MakerBot 3D nyomtatón úgy van, hogy hátul van egy tengely, ezt egy szíj áttétellel hajtja a motor, és a tengely két végén egy egy szíj hurok mozgatja a híd két oldalát.
Bár ekkora méretben legfeljebb lézert mozgatnék szíjjal.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 március 30, 14:46
Írta: keri Dátum 2018 március 30, 14:46
Amúgy áttétel miért olyan nagy probléma? Fogasszíj áttétel elég hatékony és olcsó. Elég sok fémipari gépen van így megoldva a primer hajtás.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 március 30, 14:50
Írta: keri Dátum 2018 március 30, 14:50
Kösd össze szíjjal vagy merőleges hajtással a két orsót és külön külön is tegyél rá motort. Akkor a hajtás kottyanása nem zavar be, de szét sem csavarja a géped.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 március 30, 14:50
Írta: keri Dátum 2018 március 30, 14:50
Vagy méretezd úgy a géped, hogy ne tudja szétcsavarni [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 március 30, 14:57
Írta: remrendes Dátum 2018 március 30, 14:57
Nem problema, csak egyszerubb, ha nincs. De valoszinuleg muszaj lesz. A bowdennel is attetelezni kell. Mivel itt nincs semmilyen visszahato ero, igy azt sem vetem el egyelore, sot, talan meg igenytelenebb, mint a szij.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 04, 18:14
Írta: 5kye5guy9 Dátum 2018 április 04, 18:14
Sziasztok!
Pár hete annyira kiveséztük az "ALU profilból hidat" probléma kört, hogy a végén el is ment a kedvem tőle :)
Most inkább az öntés felé hajlok. Árban kb. úgy jönne ki, mint a 160x80-as ITEM profil, és súlyban alig több: 11,4kg/13,4kg.
Véleményeznétek az elképzelést? Hova kéne vagy nem kéne anyag, több/kevesebb? A méretei 850 x 200 x 85mm
Köszi!
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_xwphn485zzj686t3j8ne9_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/xwphn485zzj686t3j8ne9_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_35qht37s39yuz0mwg7sdh_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/35qht37s39yuz0mwg7sdh_1982.jpg)
Pár hete annyira kiveséztük az "ALU profilból hidat" probléma kört, hogy a végén el is ment a kedvem tőle :)
Most inkább az öntés felé hajlok. Árban kb. úgy jönne ki, mint a 160x80-as ITEM profil, és súlyban alig több: 11,4kg/13,4kg.
Véleményeznétek az elképzelést? Hova kéne vagy nem kéne anyag, több/kevesebb? A méretei 850 x 200 x 85mm
Köszi!
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_xwphn485zzj686t3j8ne9_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/xwphn485zzj686t3j8ne9_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_35qht37s39yuz0mwg7sdh_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/35qht37s39yuz0mwg7sdh_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2018 április 04, 18:29
Írta: wkbgzy80t Dátum 2018 április 04, 18:29
Az átlós borda jó dolog. Azzal lehet még egyszerűen megspékelni, ha a közepe felé sűrűsödő bordákat csinálsz, az még jobb súly/merevség arányt ad.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 április 05, 06:19
Írta: remrendes Dátum 2018 április 05, 06:19
Kertel mar arat ontesre es ontoformara?
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2018 április 05, 07:31
Írta: wkbgzy80t Dátum 2018 április 05, 07:31
Nekem Bp-en a Patina öntödében kb 5 éve 800ft-os áron öntöttek öv200-as anyagból, én vittem a mintát.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 05, 10:00
Írta: 5kye5guy9 Dátum 2018 április 05, 10:00
Próbáltam valami sorvezetőt keresni az általad említett borda sűrítésre. Sajnos ilyen jellegű öntvényeket nem sikerült ki gúglizni, csak igazi hidakat, ott viszont sehol sem alkalmazzák a váltakozó sűrűséget. Vagy ott más szempontokkal számolnak? [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_3gs8sm9wkmnp5p9xbg9_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/3gs8sm9wkmnp5p9xbg9_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_w9pqkgmg2kdiit07j9fvc_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/w9pqkgmg2kdiit07j9fvc_1982.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_3gs8sm9wkmnp5p9xbg9_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/3gs8sm9wkmnp5p9xbg9_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_w9pqkgmg2kdiit07j9fvc_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/w9pqkgmg2kdiit07j9fvc_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 05, 10:02
Írta: 5kye5guy9 Dátum 2018 április 05, 10:02
A formát megcsinálnám magamnak, mert azért horror árat kérnek. Az öntés Al SI MG 10-ből 3300Ft + ÁFA/kg.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 április 05, 10:16
Írta: RJancsi Dátum 2018 április 05, 10:16
Hidaknál az esztétika is számít. Az egyenletes rácskiosztás jobban néz ki, mintha az erőjátéknak megfelelően változó sűrűségű lenne. Ehelyett a rácsrudak keresztmetszetével "játszanak", ahol nagyobb az igénybevétel, ott vastagabb szelvényt alkalmaznak, de ez messziről nem nagyon látszik...
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 április 05, 10:44
Írta: zozo Dátum 2018 április 05, 10:44
Jó az, amit szerkesztettél. A közlekedési hidakat behajlásra méretezik, a te esetedben viszont nem a Z irányú erő a domináns.
Fontosabb, hogy amikor a középen leeresztett maró Y irányban dolgozik, a híd ne rezonáljon, ne csavarodjon, ne emelkedjen. A rácsos szerkezeted ezt elég jól szolgálja.
Persze. lehetne behajlásra, csavarodásra kiélezett mechanikai számításokkal optimalizálni a rácsozást, de én sok értelmét nem látom egy hobbi gép tervezésekor.
Fontosabb, hogy amikor a középen leeresztett maró Y irányban dolgozik, a híd ne rezonáljon, ne csavarodjon, ne emelkedjen. A rácsos szerkezeted ezt elég jól szolgálja.
Persze. lehetne behajlásra, csavarodásra kiélezett mechanikai számításokkal optimalizálni a rácsozást, de én sok értelmét nem látom egy hobbi gép tervezésekor.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2018 április 05, 10:52
Írta: wkbgzy80t Dátum 2018 április 05, 10:52
Ezeken az ábrákon jól látszik, hogy a legtöbb változat próbálja mellőzni a sarkokat, és erősíteni a fesztáv közepét. Sok esetben változó profilméretekkel.
A rácsszerkezetek mintázatai sztem lehet, hogy félrevezetőek ezeken a képeken, a hidaknál alapvetően húzás és nyomás van csak feltételezve, a mi esetünkben viszont az egész szerkezet összetett terhelést fog kapni csavarással és egyebekkel, tehát a Te merevítő bordáid és a hidas ábrák között távoli az analógia.
Marógépen a sínek jó, ha a lehető legtávolabb vannak egymástól. Emiatt a sínek síkjára merőleges nézetből feltétlenül a téglalap sziluett az indokolt (a két hosszú oldal a két sín). Emellett lehetne még "felülnézetből nézve" változó keresztmetszetet csinálni, kvázi mint egy "fekvő, íves híd" akkor viszont nehézkes felfektetni a sínek felületeinek a megmunkálásához (horizontális gépen könnyebben megoldható...), illetve mélyebbek is lesznek a bordák, egyik sem nagy gond, de az én véleményem szerint nem indokolt.
Nagyjából ugyanazt a hatást lehet elérni a bordák sűrítésével/vastagításával a közepe felé, mint a keresztmetszet változtatásával. A vastagítással óvatosan bánnék, mert nem jó nagyon kombinálni az eltérő vastagságokat gravitációs öntés esetén (de javítsatok ki ha tévedek).
Én akkor sem számolnám ki, hogy pontosan mennyire érdemes sűríteni, vastagítani a bordákat, ha a saját gépem lenne, nem is tudnám. Ezeket a terheléseket nem lehet szimulálni, pláne az általunk befektetni kívánt energia mennyiségével.
Ha erősíted a közepét, csak jól járhatsz, de a jóljárás mértékének a maximalizálásába nem fektetnék aránytalanul sok időt. Szemre ami jól néz ki és nem aránytalan, az sztem. elég is lesz..
Csinálj folyamatosan változó szögű X-eket a közepe felé, úgy, hogy a közepén egy adott hosszon legyen mondjuk 1,5x annyi anyag a bordákban, mint a széleken...
Mindig elhatározom, hogy rövid és velős válaszokat írok, aztán tessék... Most már viszont nem fogok törölgetni...
A rácsszerkezetek mintázatai sztem lehet, hogy félrevezetőek ezeken a képeken, a hidaknál alapvetően húzás és nyomás van csak feltételezve, a mi esetünkben viszont az egész szerkezet összetett terhelést fog kapni csavarással és egyebekkel, tehát a Te merevítő bordáid és a hidas ábrák között távoli az analógia.
Marógépen a sínek jó, ha a lehető legtávolabb vannak egymástól. Emiatt a sínek síkjára merőleges nézetből feltétlenül a téglalap sziluett az indokolt (a két hosszú oldal a két sín). Emellett lehetne még "felülnézetből nézve" változó keresztmetszetet csinálni, kvázi mint egy "fekvő, íves híd" akkor viszont nehézkes felfektetni a sínek felületeinek a megmunkálásához (horizontális gépen könnyebben megoldható...), illetve mélyebbek is lesznek a bordák, egyik sem nagy gond, de az én véleményem szerint nem indokolt.
Nagyjából ugyanazt a hatást lehet elérni a bordák sűrítésével/vastagításával a közepe felé, mint a keresztmetszet változtatásával. A vastagítással óvatosan bánnék, mert nem jó nagyon kombinálni az eltérő vastagságokat gravitációs öntés esetén (de javítsatok ki ha tévedek).
Én akkor sem számolnám ki, hogy pontosan mennyire érdemes sűríteni, vastagítani a bordákat, ha a saját gépem lenne, nem is tudnám. Ezeket a terheléseket nem lehet szimulálni, pláne az általunk befektetni kívánt energia mennyiségével.
Ha erősíted a közepét, csak jól járhatsz, de a jóljárás mértékének a maximalizálásába nem fektetnék aránytalanul sok időt. Szemre ami jól néz ki és nem aránytalan, az sztem. elég is lesz..
Csinálj folyamatosan változó szögű X-eket a közepe felé, úgy, hogy a közepén egy adott hosszon legyen mondjuk 1,5x annyi anyag a bordákban, mint a széleken...
Mindig elhatározom, hogy rövid és velős válaszokat írok, aztán tessék... Most már viszont nem fogok törölgetni...
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2018 április 05, 12:09
Írta: vjanos Dátum 2018 április 05, 12:09
Esetleg U gerendát hegesztve így bebordázni és feszmentesíteni?
Szerintem kevesebbre jön ki és nem kell formát sem csinálni.
Szerintem kevesebbre jön ki és nem kell formát sem csinálni.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 05, 15:46
Írta: xt79ipd3 Dátum 2018 április 05, 15:46
Tehát az öntés kb. 45.000 Ft, plusz a tervezésre szánt idő, plusz a minta anyagköltsége, plusz a minta elkészítése és az öntödébe való utazás, plusz az öntvény utómunkálatai... Tudom, hogy nem lehet mindent pénzben számolni, de nem értem, hogy miért írtad, hogy kb azonos árban lenne az alumínium profillal. Én a két 80x80-ast 14-ért vettem szállítással együtt. Mire híd lesz belőle, akkor is megáll 20-ból.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 05, 16:27
Írta: 5kye5guy9 Dátum 2018 április 05, 16:27
Mindenkinek köszönöm a tanácsát!
Ezek fényében, illetve hozzáadva Szalai Úr [#t179p15082#] javaslatát, miszerint a sínek mögé kéne az anyagot koncentrálni, a következőképp módosítottam a tervet, szigorúan érzés szerint, számításokat mellőzve :)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_5vqzmbnwb5ksi2mjvfzau_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/5vqzmbnwb5ksi2mjvfzau_1982.jpg)
Ezek fényében, illetve hozzáadva Szalai Úr [#t179p15082#] javaslatát, miszerint a sínek mögé kéne az anyagot koncentrálni, a következőképp módosítottam a tervet, szigorúan érzés szerint, számításokat mellőzve :)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_5vqzmbnwb5ksi2mjvfzau_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/5vqzmbnwb5ksi2mjvfzau_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 05, 16:33
Írta: 5kye5guy9 Dátum 2018 április 05, 16:33
Ez is egy lehetséges megoldás, nyilván mindenkinél más a szempont, nálam ezzel az a baj, hogy nem tudok olyan szinten hegeszteni, így azt is másra kéne bíznom, mint az öntést. Az öntőformát viszont ki tudom marni magamnak, és szívesen is bíbelődnék vele, illetve a tetszetősebb végeredményre is jobb lenne ránézni.
Szerintem ebben a hobbiban is igaz, hogy nem a cél elérése a lényeg, hanem az oda vezető út. Vagyis, nem (csak) az a cél, hogy a végén legyen egy jó gép, hanem hogy addig is élvezzük az alkotás örömét.
Szerintem ebben a hobbiban is igaz, hogy nem a cél elérése a lényeg, hanem az oda vezető út. Vagyis, nem (csak) az a cél, hogy a végén legyen egy jó gép, hanem hogy addig is élvezzük az alkotás örömét.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2018 április 05, 16:35
Írta: vjanos Dátum 2018 április 05, 16:35
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 05, 16:42
Írta: 5kye5guy9 Dátum 2018 április 05, 16:42
- Tervezésre szánt idő: szívesen csinálom, örömet okoz, és nem mellesleg mélyíti az ember CAD ismereteit/tapasztalatit.
- Minta anyagköltsége: MDF lap, pár ezer forint, és a marás közben is hasznos tapasztalatokkal gazdagodik az ember.
- Öntöde: még nem csináltattam ilyet, csak munkából kifolyólag jártam jó pár öntődében. Tetszik maga a technológia, érdekel mint (szinte) minden műszaki megoldás, és szívesen kipróbálnám egy saját darabon.
- Az az ITEM profil, amiben eredetileg gondolkoztam, szinte forintra annyiba kerülne, kb. 45-46e. De arra még rátettem volna egy síkbamart 10-15-ös lemezt, a sínek alá: + 10-15e Ft
És a végeredmény az öntős verzióban szerintem stabilabb lesz, nem beszélve arról, hogy a saját keze munkáját mindig jobban megbecsüli az ember, mint a készen vettet :)
- Minta anyagköltsége: MDF lap, pár ezer forint, és a marás közben is hasznos tapasztalatokkal gazdagodik az ember.
- Öntöde: még nem csináltattam ilyet, csak munkából kifolyólag jártam jó pár öntődében. Tetszik maga a technológia, érdekel mint (szinte) minden műszaki megoldás, és szívesen kipróbálnám egy saját darabon.
- Az az ITEM profil, amiben eredetileg gondolkoztam, szinte forintra annyiba kerülne, kb. 45-46e. De arra még rátettem volna egy síkbamart 10-15-ös lemezt, a sínek alá: + 10-15e Ft
És a végeredmény az öntős verzióban szerintem stabilabb lesz, nem beszélve arról, hogy a saját keze munkáját mindig jobban megbecsüli az ember, mint a készen vettet :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 április 05, 16:42
Írta: svejk Dátum 2018 április 05, 16:42
Amelyik programban tervezted nincs benne végeselem számítás/szimulálás?
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 05, 16:47
Írta: 5kye5guy9 Dátum 2018 április 05, 16:47
Solid Edge ST10 Sajnos abban a verzióban amit használok, csak alap szintű szimuláció van, és azt sem próbáltam még, hogy mit-hogyan kell/lehet.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 05, 17:07
Írta: Szalai György Dátum 2018 április 05, 17:07
Az ipar (amennyire a neten látom) többnyire az öntött acél, kocka vagy téglatest alapú térrácsokat alkalmazza, kerek lyukakkal. Ha öntéssel, kevés anyagból, nagy merevséget kell kihozni.
Némely cég bonyolultabb utakon jár.
Pár kép hátha elgondolkodtat.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_hpvk38ysgi5i4s28u3tj_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/hpvk38ysgi5i4s28u3tj_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_gcmpkxffvkztvmqnu2gg_415.png) (https://hobbicncforum.hu/uploaded_images/2018/04/gcmpkxffvkztvmqnu2gg_415.png) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_37xjchu0ii7jsnxpg095_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/37xjchu0ii7jsnxpg095_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_mpe4muufx20gkbj30nxu_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/mpe4muufx20gkbj30nxu_415.jpg)
Némely cég bonyolultabb utakon jár.
Pár kép hátha elgondolkodtat.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_hpvk38ysgi5i4s28u3tj_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/hpvk38ysgi5i4s28u3tj_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_gcmpkxffvkztvmqnu2gg_415.png) (https://hobbicncforum.hu/uploaded_images/2018/04/gcmpkxffvkztvmqnu2gg_415.png) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_37xjchu0ii7jsnxpg095_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/37xjchu0ii7jsnxpg095_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_mpe4muufx20gkbj30nxu_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/mpe4muufx20gkbj30nxu_415.jpg)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 05, 17:07
Írta: xt79ipd3 Dátum 2018 április 05, 17:07
Megértem az érveidet.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2018 április 05, 17:11
Írta: wkbgzy80t Dátum 2018 április 05, 17:11
Szerintem az elsőként vázolt terv jobb volt, mint ez a mostani.
Szalai Gyurinak (ha megengedi) igaza van, hogy csavarás a fő igénybevétel, de abban nincs, hogy a szélekre kell koncentrálni az anyagot, hogy jobban ellenálljon neki.
Zárt profilok esetén így lenne (cső), viszont ha az ember felhasít egy csövet (C profil), mint ahogy ebben az esetben is, az elveszti a merevségét mind csavarás mind hajlítás ellen. Csak úgy lehet neki visszaadni, ha ki vannak támasztva a falak, hogy ne tudjanak kitérni a teher útjából.
A kenyérszeletelés analógiáját tudnám példának hozni. A friss, ropogós héj sokkal merevebb, mint a friss, puha kenyérbél. Ha sértetlen a héj, könnyű szeletelni a kenyeret, mert ellentart a késnek, a zárt héj merevíti. Viszont ha a sült részeket türelmetlenül levágod, hogy még ropogós állapotban megehesd, megsértve ezzel a héj folytonosságát, nyitott profilt létrehozva, sokkal gyengébb lesz a kenyér, fel sem lehet rendesen szeletelni mert összecsuklik annak ellenére, hogy a héj 90%-a ugyanúgy ott van sértetlenül.
Inkább fúrd a síneket egészen a szélére, és akkor ott lesznek a szélső falak mögöttük. annál jobb merevítés nem kell, süllyesztés helyett csak az orsónak csinálj egy árkot a közepére szerintem
Szalai Gyurinak (ha megengedi) igaza van, hogy csavarás a fő igénybevétel, de abban nincs, hogy a szélekre kell koncentrálni az anyagot, hogy jobban ellenálljon neki.
Zárt profilok esetén így lenne (cső), viszont ha az ember felhasít egy csövet (C profil), mint ahogy ebben az esetben is, az elveszti a merevségét mind csavarás mind hajlítás ellen. Csak úgy lehet neki visszaadni, ha ki vannak támasztva a falak, hogy ne tudjanak kitérni a teher útjából.
A kenyérszeletelés analógiáját tudnám példának hozni. A friss, ropogós héj sokkal merevebb, mint a friss, puha kenyérbél. Ha sértetlen a héj, könnyű szeletelni a kenyeret, mert ellentart a késnek, a zárt héj merevíti. Viszont ha a sült részeket türelmetlenül levágod, hogy még ropogós állapotban megehesd, megsértve ezzel a héj folytonosságát, nyitott profilt létrehozva, sokkal gyengébb lesz a kenyér, fel sem lehet rendesen szeletelni mert összecsuklik annak ellenére, hogy a héj 90%-a ugyanúgy ott van sértetlenül.
Inkább fúrd a síneket egészen a szélére, és akkor ott lesznek a szélső falak mögöttük. annál jobb merevítés nem kell, süllyesztés helyett csak az orsónak csinálj egy árkot a közepére szerintem
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 április 05, 17:21
Írta: svejk Dátum 2018 április 05, 17:21
No, megelőztetek, de én úgy is csak konyhanyelven tudnám írni.
Ahogy mondod, csavarásra a cső, hajlításra -ami még jellemző erőhatás a hídra- pedig az I szelvényszerűségek az ideálisak.
Tehát a kettő kombinációja lenne az igazi.
Ahogy mondod, csavarásra a cső, hajlításra -ami még jellemző erőhatás a hídra- pedig az I szelvényszerűségek az ideálisak.
Tehát a kettő kombinációja lenne az igazi.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 05, 17:25
Írta: Szalai György Dátum 2018 április 05, 17:25
Sajnos a csavarással szembeni merevség a feladatnak csak az egyik része.
Egy másik fontos dolog, a rezgéssel szembeni csillapítás. A cső meg hát ugye hangszer. [#nemtudom]
Egy másik fontos dolog, a rezgéssel szembeni csillapítás. A cső meg hát ugye hangszer. [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: happisusu Dátum 2018 április 05, 17:44
Írta: happisusu Dátum 2018 április 05, 17:44
Egy pillanat! Ha az öntőformát ki tudod marni magadnak, akkor nem lenne egyszerűbb egy darab ahengeret aluból kimarni egyben ahogy megtervezted? persze több idö.... DE ott a kész s.k. hidad
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 05, 17:48
Írta: 5kye5guy9 Dátum 2018 április 05, 17:48
Hogy érted, hogy az első terv jobb volt?
A rács sűrítését Te is ajánlottad, ezen kívül csak plusz merevítéseket tettem a sínek mögé, ami ártani (gondolom) nem árt, maximum annyiban, hogy a súlyt feleslegesen növeli? [#nemtudom]
Csináltattam egy generatív tervezést a programmal. A kívánt cél a súly 75%-ra csökkentése volt, a hidat a két végén "rögzítettem", és 500-500N erővel nyomtam meg a síneknél, csak persze ellentétes irányban. Ez lett az eredmény:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_7m64czsuny86ivt8e2ge_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/7m64czsuny86ivt8e2ge_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_vnp6jqesigc9p80bi6uz_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/vnp6jqesigc9p80bi6uz_1982.jpg)
A rács sűrítését Te is ajánlottad, ezen kívül csak plusz merevítéseket tettem a sínek mögé, ami ártani (gondolom) nem árt, maximum annyiban, hogy a súlyt feleslegesen növeli? [#nemtudom]
Csináltattam egy generatív tervezést a programmal. A kívánt cél a súly 75%-ra csökkentése volt, a hidat a két végén "rögzítettem", és 500-500N erővel nyomtam meg a síneknél, csak persze ellentétes irányban. Ez lett az eredmény:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_7m64czsuny86ivt8e2ge_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/7m64czsuny86ivt8e2ge_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_vnp6jqesigc9p80bi6uz_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/vnp6jqesigc9p80bi6uz_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 05, 17:56
Írta: 5kye5guy9 Dátum 2018 április 05, 17:56
Hát egyrészt a megfelelő minőségű 850x200x85-ös ALU darab szerintem kapásból többe kerül, mint az öntés. És azt kimarni... háát arra nem vállalkoznék a mostani géppel. A fával nagyságrenddel könnyebben boldogul, illetve csak a töredék anyagot kéne forgáccsá darálni.
Az elképzelésem az, hogy az öntőforma egy 3 rétegű MDF szendvicsből lenne összeragasztva.
A középső egy 20mm vastag, ebből csak az orsó alatti süllyesztést kéne kimarni. Az előtte/mögötte lévő merevítő kereteket pedig kontúr marással csinálnám, így nem kéne a kieső zsebek teljes térfogatát elmarni.
Ez szerintetek működőképes elképzelés lehet? [#nemtudom]
Az elképzelésem az, hogy az öntőforma egy 3 rétegű MDF szendvicsből lenne összeragasztva.
A középső egy 20mm vastag, ebből csak az orsó alatti süllyesztést kéne kimarni. Az előtte/mögötte lévő merevítő kereteket pedig kontúr marással csinálnám, így nem kéne a kieső zsebek teljes térfogatát elmarni.
Ez szerintetek működőképes elképzelés lehet? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2018 április 05, 18:10
Írta: wkbgzy80t Dátum 2018 április 05, 18:10
Arra gondoltam, hogy a szélek erősítése (szerintem!) nem szükséges, ezért volt az első tetszetősebb (mert abban nem volt ez benne), a borda sűrítés (hosszanti irányban a közepe felé haladva) továbbra sem ártana szerintem, de nem akarom lenyomni a senki torkán... Számomra egyértelmű a dolog, de nyilván sok különböző vélemény van és mindenki meg van győződve...
Ez a topológiai optimálás amúgy nagyon érdekes és hasznos eredményeket tud adni, de becsapós is lehet mint minden végeselemes cucc, a peremfeltételektől nagyon sok függ... Én egy sima egy darabból álló 2D modellel küzdök hetek óta...
Az, hogy a közepét kivágta, garantáltan ront a híd súly/merevség arányán.
Ez csak egy béna paint, de ilyesmire gondoltam:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_va0cnbsp904iipcd46jj_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/va0cnbsp904iipcd46jj_445.jpg)
Ez a topológiai optimálás amúgy nagyon érdekes és hasznos eredményeket tud adni, de becsapós is lehet mint minden végeselemes cucc, a peremfeltételektől nagyon sok függ... Én egy sima egy darabból álló 2D modellel küzdök hetek óta...
Az, hogy a közepét kivágta, garantáltan ront a híd súly/merevség arányán.
Ez csak egy béna paint, de ilyesmire gondoltam:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_va0cnbsp904iipcd46jj_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/va0cnbsp904iipcd46jj_445.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 05, 18:12
Írta: 5kye5guy9 Dátum 2018 április 05, 18:12
Csináltam egy 75%-os fogyókúrát a második verzióra is, a sínek mögé pluszban berakott bordákat nagyrészt kiszedte, főleg az alsó-felső talpakhoz hagyta meg a kis háromszög merevítőket:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_x7dfsfvw2gn5ze0t2897e_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/x7dfsfvw2gn5ze0t2897e_1982.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_x7dfsfvw2gn5ze0t2897e_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/x7dfsfvw2gn5ze0t2897e_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 05, 18:17
Írta: 5kye5guy9 Dátum 2018 április 05, 18:17
Igen, ezt a középre sűrítést bele is tettem a második verzióba, a perspektívikus nézeten talán kevésbé látszik, de olyan, mint amit amit most paint-eltél.
Lehet, hogy akkor a sínek mögé csak egy-egy háromszög merevítőt teszek, az X-ek közepe alá/fölé.
Lehet, hogy akkor a sínek mögé csak egy-egy háromszög merevítőt teszek, az X-ek közepe alá/fölé.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 05, 19:09
Írta: Szalai György Dátum 2018 április 05, 19:09
Lehet, hogy velem van a baj, de nekem ez tetszik.
Hozott egy megvilágosodást.
El is mentettem magamnak. Köszi.
Hozott egy megvilágosodást.
El is mentettem magamnak. Köszi.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 05, 19:12
Írta: Szalai György Dátum 2018 április 05, 19:12
Egy cső, amiben belül-körben I gerenda merevítések vannak?
Esetleg az I gerendák szélei összeérve teljes kört alkotnak?
Még van is olyasmi. (http://p.globalsources.com/IMAGES/PDT/B1152761353/6063-t5-Silver-Sand-Blasting-Aluminium-Alloy-Table-Leg-Extruded-Profile.jpg)
Esetleg az I gerendák szélei összeérve teljes kört alkotnak?
Még van is olyasmi. (http://p.globalsources.com/IMAGES/PDT/B1152761353/6063-t5-Silver-Sand-Blasting-Aluminium-Alloy-Table-Leg-Extruded-Profile.jpg)
Cím: Re:Mechanikai ötletek
Írta: happisusu Dátum 2018 április 05, 19:24
Írta: happisusu Dátum 2018 április 05, 19:24
most néztem meg az első rajzod sin uldalát, nem értem miért vannak a sinek besűlyeszve?
más eddig nem esett szó a merevítő bordák profiljárol, és ez a modelleden teljesen egyenes. Ezt (tudom móricka, gyorsan painteltem) gondolnám , ha öntetni akarod akko is kell bizonyos kis fokú kúposság a mintának, a formából kivételnél számit.
MDF annak a fekületét is kezelned kell majd vizpergető valamivel ami az enyhén nedves homok miatt.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_cnb39tcqsq5dsb2gwu3sn_4706.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/cnb39tcqsq5dsb2gwu3sn_4706.jpg)
más eddig nem esett szó a merevítő bordák profiljárol, és ez a modelleden teljesen egyenes. Ezt (tudom móricka, gyorsan painteltem) gondolnám , ha öntetni akarod akko is kell bizonyos kis fokú kúposság a mintának, a formából kivételnél számit.
MDF annak a fekületét is kezelned kell majd vizpergető valamivel ami az enyhén nedves homok miatt.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_cnb39tcqsq5dsb2gwu3sn_4706.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/cnb39tcqsq5dsb2gwu3sn_4706.jpg)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 április 05, 19:29
Írta: remrendes Dátum 2018 április 05, 19:29
Meg az orsonak sincs felteve a helye, szoval szerintem ott meg lesz egy kis ujratervezes, hogy a tavolsaagok stimmeljenek.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 06, 00:07
Írta: 5kye5guy9 Dátum 2018 április 06, 00:07
A képeken nem igazán jön át, de a modell bordái 4%-ban döntve vannak. Az öntős azt mondta, hogy minimum 3% legyen. Az MDF-et a végén alaposan festeni vagy lakkozni gondoltam.
Jogos a felvetés a sínek helyével kapcsolatban, ezen még dilemmázok az alábbi két verzió között. Van egy elképzelt híd alatt szabadon átjárható magasság, jelen esetben ez 160mm.
Az tiszta sor, hogy a síneket lehetőség szerint minél távolabb tegyük egymástól. De szerintem ez ugyan úgy igaz az alsó/felső vízszintes felületekre is, amik a csavarás ellen védenek. Ha megtartom ezeknek a 200mm-es távolságát, illetve a talpakat egyformán 86mm szélesre veszem, akkor így adja ki az egyik illetve a másik verzió. Jelenleg az 1.-est preferálom, az alábbiak figyelembevételével:
PRO:
- A Z tengely leendő helye közelebb esik a híd középvonalához: 46mm a 72 helyett
- A teljes híd szélesség rövidebb, 89mm a 115 helyett, ergo helytakarékosabb
- Alacsonyabb az egész híd: a rövidebb lábak merevebbek, könnyebbek
- A sínek/kocsik védelme masszívan meg van oldva alapból, a másik esetben legalább egy hajlított lemez burkolat kéne
KONTRA:
- A sínek közelebb vannak, mint a 2. esetben
Jól gondolkozom? Vagy tévedek valamiben, kihagytam valamit? [#nemtudom]
Sajnos tökéletes megoldás itt sincs, azt meg nehéz eldönteni, hogy az előnyök/hátrányok mellett összességében melyik a jobb [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_6b0k0vhsw5tcv78iwhdka_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/6b0k0vhsw5tcv78iwhdka_1982.jpg)
Jogos a felvetés a sínek helyével kapcsolatban, ezen még dilemmázok az alábbi két verzió között. Van egy elképzelt híd alatt szabadon átjárható magasság, jelen esetben ez 160mm.
Az tiszta sor, hogy a síneket lehetőség szerint minél távolabb tegyük egymástól. De szerintem ez ugyan úgy igaz az alsó/felső vízszintes felületekre is, amik a csavarás ellen védenek. Ha megtartom ezeknek a 200mm-es távolságát, illetve a talpakat egyformán 86mm szélesre veszem, akkor így adja ki az egyik illetve a másik verzió. Jelenleg az 1.-est preferálom, az alábbiak figyelembevételével:
PRO:
- A Z tengely leendő helye közelebb esik a híd középvonalához: 46mm a 72 helyett
- A teljes híd szélesség rövidebb, 89mm a 115 helyett, ergo helytakarékosabb
- Alacsonyabb az egész híd: a rövidebb lábak merevebbek, könnyebbek
- A sínek/kocsik védelme masszívan meg van oldva alapból, a másik esetben legalább egy hajlított lemez burkolat kéne
KONTRA:
- A sínek közelebb vannak, mint a 2. esetben
Jól gondolkozom? Vagy tévedek valamiben, kihagytam valamit? [#nemtudom]
Sajnos tökéletes megoldás itt sincs, azt meg nehéz eldönteni, hogy az előnyök/hátrányok mellett összességében melyik a jobb [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_6b0k0vhsw5tcv78iwhdka_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/6b0k0vhsw5tcv78iwhdka_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 06, 01:12
Írta: 5kye5guy9 Dátum 2018 április 06, 01:12
Csináltattam még egy tervezést, úgy, hogy ne vigyem félre a programot a saját bordázási ötleteimmel. Kiindulásnak a híd eleje maradt ugyan az, a hátulját pedig 60mm vastag tömör anyagnak hagytam meg. 50%-os súlycsökkenéssel ezt hagyta meg:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_xht7jtde8nk0vmhm6a7zs_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/xht7jtde8nk0vmhm6a7zs_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_4u4n2b6c2pkwtxt2kjj3_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/4u4n2b6c2pkwtxt2kjj3_1982.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_xht7jtde8nk0vmhm6a7zs_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/xht7jtde8nk0vmhm6a7zs_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_4u4n2b6c2pkwtxt2kjj3_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/4u4n2b6c2pkwtxt2kjj3_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 06, 05:47
Írta: Szalai György Dátum 2018 április 06, 05:47
A gyártók azt a trükköt is elkövetik néha, hogy a két sin által alkotott síkot megdöntik.
Így bár a gerenda nem lesz magasabb, a sínek mégis távolabb kerülnek egymástól.
Ez is adhat egy irányt a tervezésnek. (http://www.fourstarcnc.com/?f=Machine-Center-Structural-Design)
Így bár a gerenda nem lesz magasabb, a sínek mégis távolabb kerülnek egymástól.
Ez is adhat egy irányt a tervezésnek. (http://www.fourstarcnc.com/?f=Machine-Center-Structural-Design)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 április 06, 06:35
Írta: svager Dátum 2018 április 06, 06:35
Miért ragaszkodsz a szimetrikus elrendezéshez?
Szerintem a híd alsó része kapja a legnagyobb terhelést, főleg amikor a Z teljesen lent van.
A Szalai kolléga által linkelt képeken is láthatod,hogy a gyártók is ezt preferálják.
Szerintem a híd alsó része kapja a legnagyobb terhelést, főleg amikor a Z teljesen lent van.
A Szalai kolléga által linkelt képeken is láthatod,hogy a gyártók is ezt preferálják.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 06, 11:45
Írta: 5kye5guy9 Dátum 2018 április 06, 11:45
Nem ragaszkodok hozzá, mindössze eddig fel sem merült bennem ez a megoldás :)
De tökéletesen igazatok van, próbálok akkor ebbe az irányba mozdulni, köszi!!! [#worship]
De tökéletesen igazatok van, próbálok akkor ebbe az irányba mozdulni, köszi!!! [#worship]
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 06, 11:53
Írta: 5kye5guy9 Dátum 2018 április 06, 11:53
Nem igazán értem, mire gondolsz. Mármint azt igen, hogy a cső egy stabil szerkezet, csak hogy építsen erre az ember síneket? ITEM-ből van ilyen, esetleg ilyesmire gondoltál?
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ebt6uh2gzuytpg8xi8hsi_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/04/ebt6uh2gzuytpg8xi8hsi_1982.png)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ebt6uh2gzuytpg8xi8hsi_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/04/ebt6uh2gzuytpg8xi8hsi_1982.png)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 06, 14:31
Írta: Szalai György Dátum 2018 április 06, 14:31
svejk 15157
,,csavarásra a cső, hajlításra pedig az I szelvényszerűségek"
,,a kettő kombinációja lenne az igazi"
Erre kerestem a létező megoldást, nem továbbgondolva, hogy mit hogyan ehet rá rögzíteni.
,,csavarásra a cső, hajlításra pedig az I szelvényszerűségek"
,,a kettő kombinációja lenne az igazi"
Erre kerestem a létező megoldást, nem továbbgondolva, hogy mit hogyan ehet rá rögzíteni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 április 06, 14:51
Írta: svejk Dátum 2018 április 06, 14:51
Anno még a Csizi gépénél csövet akartam felhasítani, a hasítás mentén alul-felül két "szögvasat" ráhegeszteni, a síneknek.
A hasított csőbe 100 mm-enként duci holdkaréj bordák lettek volna hegesztve, csak annyi helyet hagyva, hogy a golyósorsó/anya páros elférjen.
Persze a szögvasak a végén síkba munkálva.
Semmi számítás, tervezés nem alapozta meg a dolgot.
Aztán a végén találtam egy combosabb 100-as U gerendát 20 és 15 mm-es fallal.
Hagytam a csudába az egészet.
A hasított csőbe 100 mm-enként duci holdkaréj bordák lettek volna hegesztve, csak annyi helyet hagyva, hogy a golyósorsó/anya páros elférjen.
Persze a szögvasak a végén síkba munkálva.
Semmi számítás, tervezés nem alapozta meg a dolgot.
Aztán a végén találtam egy combosabb 100-as U gerendát 20 és 15 mm-es fallal.
Hagytam a csudába az egészet.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 április 06, 16:18
Írta: TROMF22 Dátum 2018 április 06, 16:18
A Csizi gépépítő oldalán nem jönnek be a képek.
De ahogyan leírtad, valami ilyen profilt találhattál:
Targonca emelőtornyok profilja, belül párhuzamos oldalfalakkal.
Adott esetben ez tényleg nem kívánt sok további merevítést.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_hdw25zv36q0aviwa585_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/hdw25zv36q0aviwa585_2640.jpg)
De ahogyan leírtad, valami ilyen profilt találhattál:
Targonca emelőtornyok profilja, belül párhuzamos oldalfalakkal.
Adott esetben ez tényleg nem kívánt sok további merevítést.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_hdw25zv36q0aviwa585_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/hdw25zv36q0aviwa585_2640.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 április 06, 16:22
Írta: PSoft Dátum 2018 április 06, 16:22
Itt, megtalálhatóak a képek a Csizi épülő gépéről. (http://cnctar.hobbycnc.hu/Svejk/%C3%89p%C3%BCl%20a%20Haverom%20g%C3%A9pe/)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 április 06, 16:28
Írta: TROMF22 Dátum 2018 április 06, 16:28
Igen igen. Kooperációban készült.
Nem ugrott be, hogy Svejknél is megnézzem.
Viszont a fotók alapján még az általam feltételezettnél is brutálisabb profilt találtak....[#smile]
Nem ugrott be, hogy Svejknél is megnézzem.
Viszont a fotók alapján még az általam feltételezettnél is brutálisabb profilt találtak....[#smile]
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 07, 11:04
Írta: 5kye5guy9 Dátum 2018 április 07, 11:04
Gondolkoztam azon a felvetésen, hogy a híd alsó rész nagyobb terhelést kapna. Nem mondom, hogy nem igaz, csak nem találom az okát. A csavarás középpontja a két X sín között középen van, tehát a hozzájuk tartozó erőkarok egyformák. Akkor miből jön az alsó rész nagyobb terhelése? [#nemtudom]
Gyuri által linkelt brutál kínai marógépen szerintem azért aszimmetrikus az alsó-felső rész, hogy a forgáspont ne hídon kívül legyen, így stabilabb az egész. Ezzel egyúttal helyet is generáltak az orsónak.
Vagy rosszul gondolom? [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_dp9k5358zdqbqnsmw8682_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/04/dp9k5358zdqbqnsmw8682_1982.png)
Gyuri által linkelt brutál kínai marógépen szerintem azért aszimmetrikus az alsó-felső rész, hogy a forgáspont ne hídon kívül legyen, így stabilabb az egész. Ezzel egyúttal helyet is generáltak az orsónak.
Vagy rosszul gondolom? [#nemtudom]
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_dp9k5358zdqbqnsmw8682_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/04/dp9k5358zdqbqnsmw8682_1982.png)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2018 április 07, 11:15
Írta: D.Laci Dátum 2018 április 07, 11:15
"A csavarás középpontja a két X sín között középen van, tehát a hozzájuk tartozó erőkarok egyformák."
Kicsit összetettebb a probléma.
Ha az alsó sínt tekintjük forgáspontnak akkor a felső sínt terheljük jobban. Ha a felső sínt tekintjük forgáspontnak akkor az alsó sín terhelődik jobban, de ilyen esetek nem igazán fordulnak ellő.
A te felvetésed akkor állná meg a helyét ha kétkarú emelőként kezelnénk, ahhoz az kellene hogy a Z tengelyt lentis és fent is hasonló irányú és nagyságú erők terheljék. ilyen eset sem fordul elő.
Sokkal összetettebb a probléma mint azt elsőre gondolná az ember.
Kicsit összetettebb a probléma.
Ha az alsó sínt tekintjük forgáspontnak akkor a felső sínt terheljük jobban. Ha a felső sínt tekintjük forgáspontnak akkor az alsó sín terhelődik jobban, de ilyen esetek nem igazán fordulnak ellő.
A te felvetésed akkor állná meg a helyét ha kétkarú emelőként kezelnénk, ahhoz az kellene hogy a Z tengelyt lentis és fent is hasonló irányú és nagyságú erők terheljék. ilyen eset sem fordul elő.
Sokkal összetettebb a probléma mint azt elsőre gondolná az ember.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 07, 13:35
Írta: Szalai György Dátum 2018 április 07, 13:35
A legnagyobb kitérést adó forgáspont, a két sin között akkor volna középen, ha nem lennének szilárd anyagból készült gerendára szerelve.
Ha a síneket tartó hídgerenda anyaga homogén is, a teljes híd szerkezete már valószínűleg nem az.
Így a csavarodás forgáspontja nem eshet a kén sin közötti felező egyenesbe, hanem hátrébb, valahol a síneket tartó gerendában lesz.
Attól is függően, hogy az alsó vagy a felső sin alatti szerkezetrész merevebb.
Vagyis, ha az alsó sin mereven meg van támasztva, a felső meg kevésbé, akkor a forgástengely értelem szerűen az alsó sin közelébe tolódik.
Mikor a legkedvezőbb, legkisebb a kitérés?
Ha a síneket tartó hídgerenda anyaga homogén is, a teljes híd szerkezete már valószínűleg nem az.
Így a csavarodás forgáspontja nem eshet a kén sin közötti felező egyenesbe, hanem hátrébb, valahol a síneket tartó gerendában lesz.
Attól is függően, hogy az alsó vagy a felső sin alatti szerkezetrész merevebb.
Vagyis, ha az alsó sin mereven meg van támasztva, a felső meg kevésbé, akkor a forgástengely értelem szerűen az alsó sin közelébe tolódik.
Mikor a legkedvezőbb, legkisebb a kitérés?
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 07, 13:44
Írta: 5kye5guy9 Dátum 2018 április 07, 13:44
Hát ha lejjebb jön a forgáspont, akkor elvileg kisebb lesz a szerszámnál a kitérés, azonos megdőlés esetén... nem?
De ha a felső hídrész is egyformán erős, akkor ugyan feljebb lesz a forgáspont, de kisebb lesz a maró megdőlése, azonos erőre. Kérdés, hogy melyiknek jobb a végeredménye? [#nemtudom]
De ha a felső hídrész is egyformán erős, akkor ugyan feljebb lesz a forgáspont, de kisebb lesz a maró megdőlése, azonos erőre. Kérdés, hogy melyiknek jobb a végeredménye? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 április 07, 15:24
Írta: svager Dátum 2018 április 07, 15:24
Ezek szerint ha a háromszöget egy téglalapra cseréljük az emelő alatt,egyenletesen oszlik el a terhelés.[#fejvakaras]
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_tjcszpz6he958pby9qsp_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tjcszpz6he958pby9qsp_2939.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_tjcszpz6he958pby9qsp_2939.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tjcszpz6he958pby9qsp_2939.jpg)
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2018 április 07, 15:45
Írta: wkbgzy80t Dátum 2018 április 07, 15:45
Szerintem az nem kérdés, hogy egy merevebb vagy rugalmasabb híd ad-e jobb eredményt, ha ugyanott vannak a sínek mindkettőn (az asztalhoz képest is).
Lehet, hogy lejjebb alakul ki a forgáspont ha gyengébb a híd fölső része, de annyival rugalmasabb is lesz, hogy összesítve többet fog kitérni a szerszám.
Lehet, hogy lejjebb alakul ki a forgáspont ha gyengébb a híd fölső része, de annyival rugalmasabb is lesz, hogy összesítve többet fog kitérni a szerszám.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 07, 16:33
Írta: 5kye5guy9 Dátum 2018 április 07, 16:33
Azt hiszem, az asszimmetriát elengedem. Biztos lehet valahogy valamit profitálni belőle, de megbonyolítaná a forma készítést, a megmunkálást, a Z tengely kialakítását...
A többi itt kapott ötletet megpróbáltam belegyúrni az eddigibe, ez lett belőle:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_g9uij2ggaj76qmp3b4a_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/04/g9uij2ggaj76qmp3b4a_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_9qk65ym6gqegipfz3yzxq_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/9qk65ym6gqegipfz3yzxq_1982.jpg)
A többi itt kapott ötletet megpróbáltam belegyúrni az eddigibe, ez lett belőle:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_g9uij2ggaj76qmp3b4a_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/04/g9uij2ggaj76qmp3b4a_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_9qk65ym6gqegipfz3yzxq_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/9qk65ym6gqegipfz3yzxq_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 április 07, 17:04
Írta: svager Dátum 2018 április 07, 17:04
Most már ne változtass rajta,ez nagyon jól néz ki![#eljen]
(Még az orsó csapágyházaknak valami kellene,vagy nem?)
(Még az orsó csapágyházaknak valami kellene,vagy nem?)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2018 április 07, 17:10
Írta: ANTAL GÁBOR Dátum 2018 április 07, 17:10
Csak részlegesen követtem az eddigieket Gondolom aluból ( lesz leöntve . Kokillaöntést tervezel vagy homoköntést?
Mert most már biztos nagyon jó szilárdságtanilag , de azt hiszem érnek még majd meglepetések a formakészítésnél....
Mert most már biztos nagyon jó szilárdságtanilag , de azt hiszem érnek még majd meglepetések a formakészítésnél....
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 07, 17:24
Írta: 5kye5guy9 Dátum 2018 április 07, 17:24
Amíg folyamatosan újra van tervezve, csapágyház és egyéb dolgokkal nem akartam foglalkoztam, elsőnek az alapokat gondoltam kitalálni. De asszem ismét áttervezés lesz, csináltattam egy számítást rá, és ebből azt vettem le, hogy 4db X is elég lenne hátul (a középsőt teljesen kidobta, ezt a helyet persze nem hagyom üresen, hanem úgy osztom el a 4 X-et, hogy végigérje az egészet). Elöl meg a sínek mellett lévő bordát csak ott érdemes háromszöggel merevíteni, ahol egybeesik a hátoldali függőleges bordával.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_y4iq63ica97mup7yntwh_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/y4iq63ica97mup7yntwh_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_pmbm5efpvyt5h2hc5jqcg_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/pmbm5efpvyt5h2hc5jqcg_1982.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_y4iq63ica97mup7yntwh_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/y4iq63ica97mup7yntwh_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_pmbm5efpvyt5h2hc5jqcg_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/pmbm5efpvyt5h2hc5jqcg_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2018 április 07, 17:26
Írta: wkbgzy80t Dátum 2018 április 07, 17:26
Mik voltak a peremfeltételek?
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 07, 17:27
Írta: 5kye5guy9 Dátum 2018 április 07, 17:27
Igen, alu homoköntés lenne. Az első verzióra azt mondták, hogy mehet, ezt a mait még nem küldtem el az öntőknek... [#vigyor3]
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 07, 17:29
Írta: 5kye5guy9 Dátum 2018 április 07, 17:29
Súlycsökkentés 16.4kg-ról 12,1-re. A híd két vége rögzítve, a sínek közepén 200mm hosszon 500-500N-al nyomva, ellentétes irányba.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 07, 17:38
Írta: Szalai György Dátum 2018 április 07, 17:38
Hát nem gyönge.
A hátsó peremet nem teszed rá?
Jönnek a technológiai korrekciók. Zsugorodás ráhagyás, kúpolások, kerekítések, biztos kellenek.
De kíváncsi vagyok, hogy hol gyűjtené a feszültséget FEA alatt!
A hátsó peremet nem teszed rá?
Jönnek a technológiai korrekciók. Zsugorodás ráhagyás, kúpolások, kerekítések, biztos kellenek.
De kíváncsi vagyok, hogy hol gyűjtené a feszültséget FEA alatt!
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 07, 17:52
Írta: 5kye5guy9 Dátum 2018 április 07, 17:52
Hátsó peremet? Mire gondolsz?
Zsugorodásra 1.2%-ot mondtak, azt majd bele kell számolni.
A kúpolás most is benne van, a modellbe semmiből nem áll beletenni, az MDF-be nehezebb lesz :)
Ha előtte a kontúrt (a kellő ráhagyással) kimarom, akkor egy ilyen maróval a 4%-os dőlést bele lehet tenni? Úgy értem, hogy vinné-e a fát, mert ezt elvileg fémre ajánlják...
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_sw80e0vnc2bjmwjnz4j_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/04/sw80e0vnc2bjmwjnz4j_1982.png)
Zsugorodásra 1.2%-ot mondtak, azt majd bele kell számolni.
A kúpolás most is benne van, a modellbe semmiből nem áll beletenni, az MDF-be nehezebb lesz :)
Ha előtte a kontúrt (a kellő ráhagyással) kimarom, akkor egy ilyen maróval a 4%-os dőlést bele lehet tenni? Úgy értem, hogy vinné-e a fát, mert ezt elvileg fémre ajánlják...
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_sw80e0vnc2bjmwjnz4j_1982.png) (https://hobbicncforum.hu/uploaded_images/2018/04/sw80e0vnc2bjmwjnz4j_1982.png)
Cím: Re:Mechanikai ötletek
Írta: Messer Dátum 2018 április 07, 18:07
Írta: Messer Dátum 2018 április 07, 18:07
Ez kell neked. (https://www.cncpart.hu/szerszamok/gravirtu/gombvegugravirtu8)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 07, 18:22
Írta: Szalai György Dátum 2018 április 07, 18:22
Inkább ezzel. (http://www.cmtutensili.com/show_items.asp?pars=RC~152~2~2~2)
Náluk veszem a CMT szerszámot. (http://www.paliszander.hu/kapcsolat)
Náluk veszem a CMT szerszámot. (http://www.paliszander.hu/kapcsolat)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 07, 18:32
Írta: Szalai György Dátum 2018 április 07, 18:32
Erre a peremre gondoltam.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_xkdsixzv6a6kcud9mpiqz_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/xkdsixzv6a6kcud9mpiqz_415.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_xkdsixzv6a6kcud9mpiqz_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/xkdsixzv6a6kcud9mpiqz_415.jpg)
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2018 április 07, 18:42
Írta: wkbgzy80t Dátum 2018 április 07, 18:42
Egyébként milyen szerkezetű gépet akarsz csinálni? A híd lábakon fog állni/mozogni, vagy ki lesznek emelve az Y sínek?
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 07, 19:05
Írta: 5kye5guy9 Dátum 2018 április 07, 19:05
Hát jót tenne neki, az biztos, de szerintem az öntős letenné a haját a formakészítéstől :) Jó, tudom, hogy megoldható, de akkor lehet, hogy a 3300-as kg ár mellé becsúszik egy +20e forma felár. Vagy annyira nem nagy gond ez nekik?
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 07, 19:09
Írta: 5kye5guy9 Dátum 2018 április 07, 19:09
Megelőztél a kérdéssel, amíg írtad, pont egy skiccet csináltam a vázról :) Nem feltétlen pont így, de ilyen felépítésű vázban gondolkozom. A kérdésem pedig az lett volna, hogy a pirossal oda nagyolt lábakat külön darabból kéne-e csinálni, vagy egybeönteni a híddal?
Az utóbbi nyilván merevebb, stabilabb, csak gondolom ezek is bonyolítják a homokformázást, illetve nekem is macerásabb összeszerelni, beállítani. De ha van meglátásotok, azt szívesen fogadom :)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_m7yzc6vs6bpxe9wxqca2_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/m7yzc6vs6bpxe9wxqca2_1982.jpg)
Az utóbbi nyilván merevebb, stabilabb, csak gondolom ezek is bonyolítják a homokformázást, illetve nekem is macerásabb összeszerelni, beállítani. De ha van meglátásotok, azt szívesen fogadom :)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_m7yzc6vs6bpxe9wxqca2_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/m7yzc6vs6bpxe9wxqca2_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 07, 19:39
Írta: 5kye5guy9 Dátum 2018 április 07, 19:39
Köszönöm a tippeket! A CMT nem sokat ír az elérhető méretekről, de majd felhívom a Paliszendert.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2018 április 07, 23:29
Írta: wkbgzy80t Dátum 2018 április 07, 23:29
Annyira kedvet kaptam ehhez a végeselemes optimáláshoz (amit DZ is csinál), hogy nekem is ki kellett próbálnom. Szóval csináltam egy gyors modellt. Szerintem nagyon tanulságos lett -számomra mindenképpen-, ezért gondoltam, hogy talán érdemes megosztani.
A technikai részéhez gyorsan csak annyit, hogy ezekben a végeselemes szimulációkban nem szabad bízni. Rosszul megadott peremfeltételek teljesen(!) fals eredményeket adnak, és természetesen a program nem figyelmeztet...
Tehát:
-A kiinduló test egy tömör hasáb volt, benne az orsó helyével (félkör).
-Befoglaló méretek adottak (lentebb)
-Forgácsoló erő 500N (ha reális, ha nem...)
-Ennek hatásvonala asztallal vízszintesen 200mm-re az alsó sín alatt hat asztallal párh. (így lehet csak közelíteni a valódi terhelést), két db 5 cm széles foltra fejti ki a hatását a sínek felületén (távolról, erőkarral, tehát hajlít is, csavar is).
-A híd oldalán két, kb. kocsi méretű felületen van megvezetve az egész, az alsó oldalon. Ezek a felületek mindenhogy csavarodhatnak, de orsó irányban nem mozdulhatnak, illetve a síkból sem térhetnek ki. Továbbá az egyik oldal a híd hossz irányába is mozoghat. Ha mindkét vége be lenne falazva a hídnak, az is teljesen más eredményt ad, mivel úgy már maguk a befogások is nagyon megmerevítik az egészet.
-A sínek alatti felületen, illetve a feltámaszátsoknál 2cm mélyen meg kell hogy maradjon az anyag, ez meglett adva a programnak, minden mást kiszedhet.
Az eredmény:
Én személy szerint érdekesnek találom, hogy a közepén egy vastag keresztmetszetet meghagyott, ez nyilván a csavarás hatása, mely igénybevétel nem változik a hossz mentén (mechanikából tudjuk). Mindennel együtt ilyen arányok mellett eszerint ilyesmi az optimum (a cső dominál)... Én azt hittem, hogy a hajlítás is számottevő, és a haránt bordák gondolom emiatt is alakultak ki, illetve a támadáspont mögött a két kis vízszintes bordácska alul, minden estre másra számítottam. Nagyon érdekes
Mind1, beszéljenek a képek. A színes képeken sajna nem tudtam kiszedni az eltüntetett részeket (kék egyszínű), így takarják a megmaradt részben a színeket. Az mindenesetre látszik, hogy szép egyenfeszültségű lett az egész, kivéve a sínek végeit, de azt a kényszer miatt tartotta meg.
Fontos: Ez az eredmény főleg arra van, hogy szórakoztasson minket, de nem jelent egy optimálishoz közeli híd geometriát, mivel csak a középen álló főorsó esetét reprezentálja. A széleken terhelve más eredmény jönne ki.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_in2w3x6469zmjm9isz93_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/in2w3x6469zmjm9isz93_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_qgi9hivn5fwejic0wmnf3_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/qgi9hivn5fwejic0wmnf3_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_a3a9yixzfcdnvqcq40ent_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/a3a9yixzfcdnvqcq40ent_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_vdtjip5c2wdvi9m9bajvy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/vdtjip5c2wdvi9m9bajvy_445.jpg)
A technikai részéhez gyorsan csak annyit, hogy ezekben a végeselemes szimulációkban nem szabad bízni. Rosszul megadott peremfeltételek teljesen(!) fals eredményeket adnak, és természetesen a program nem figyelmeztet...
Tehát:
-A kiinduló test egy tömör hasáb volt, benne az orsó helyével (félkör).
-Befoglaló méretek adottak (lentebb)
-Forgácsoló erő 500N (ha reális, ha nem...)
-Ennek hatásvonala asztallal vízszintesen 200mm-re az alsó sín alatt hat asztallal párh. (így lehet csak közelíteni a valódi terhelést), két db 5 cm széles foltra fejti ki a hatását a sínek felületén (távolról, erőkarral, tehát hajlít is, csavar is).
-A híd oldalán két, kb. kocsi méretű felületen van megvezetve az egész, az alsó oldalon. Ezek a felületek mindenhogy csavarodhatnak, de orsó irányban nem mozdulhatnak, illetve a síkból sem térhetnek ki. Továbbá az egyik oldal a híd hossz irányába is mozoghat. Ha mindkét vége be lenne falazva a hídnak, az is teljesen más eredményt ad, mivel úgy már maguk a befogások is nagyon megmerevítik az egészet.
-A sínek alatti felületen, illetve a feltámaszátsoknál 2cm mélyen meg kell hogy maradjon az anyag, ez meglett adva a programnak, minden mást kiszedhet.
Az eredmény:
Én személy szerint érdekesnek találom, hogy a közepén egy vastag keresztmetszetet meghagyott, ez nyilván a csavarás hatása, mely igénybevétel nem változik a hossz mentén (mechanikából tudjuk). Mindennel együtt ilyen arányok mellett eszerint ilyesmi az optimum (a cső dominál)... Én azt hittem, hogy a hajlítás is számottevő, és a haránt bordák gondolom emiatt is alakultak ki, illetve a támadáspont mögött a két kis vízszintes bordácska alul, minden estre másra számítottam. Nagyon érdekes
Mind1, beszéljenek a képek. A színes képeken sajna nem tudtam kiszedni az eltüntetett részeket (kék egyszínű), így takarják a megmaradt részben a színeket. Az mindenesetre látszik, hogy szép egyenfeszültségű lett az egész, kivéve a sínek végeit, de azt a kényszer miatt tartotta meg.
Fontos: Ez az eredmény főleg arra van, hogy szórakoztasson minket, de nem jelent egy optimálishoz közeli híd geometriát, mivel csak a középen álló főorsó esetét reprezentálja. A széleken terhelve más eredmény jönne ki.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_in2w3x6469zmjm9isz93_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/in2w3x6469zmjm9isz93_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_qgi9hivn5fwejic0wmnf3_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/qgi9hivn5fwejic0wmnf3_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_a3a9yixzfcdnvqcq40ent_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/a3a9yixzfcdnvqcq40ent_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_vdtjip5c2wdvi9m9bajvy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/vdtjip5c2wdvi9m9bajvy_445.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 08, 07:05
Írta: Szalai György Dátum 2018 április 08, 07:05
Amit nyertél a gerendán, most elveszítenéd az alatta lévő piros darabon. Azon fog billegni a jó merev hídad? [#vigyor2]
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_eppe23wu90hfws0bfgavk_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/eppe23wu90hfws0bfgavk_415.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_eppe23wu90hfws0bfgavk_415.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/eppe23wu90hfws0bfgavk_415.jpg)
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2018 április 08, 08:03
Írta: gaben Dátum 2018 április 08, 08:03
A felvetésed jó, bár a youtube-on nézegetve a hasonló műszaki paraméterekkel/megoldásokkal, működő és klassz dolgokat faragó hobbyCNC gépek vannak. ;)
És nemcsak fába, hanem aluba is remek alkatrészeket készítenek, tűréshatáron belül.
És nemcsak fába, hanem aluba is remek alkatrészeket készítenek, tűréshatáron belül.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 08, 10:59
Írta: Szalai György Dátum 2018 április 08, 10:59
Jó bolygón élsz.
Ahol én élek, ott a ,,házilag készült" kategóriában csak játék gépek vannak a youtube-on.
De fejlődik a Hobbyzás (nagy örömömre) és jó ütemben bővülnek a lehetőségek.
A generatív terveztetés önmagában egy csoda.
Láthatok számítógéppel segített tervezést, profi öntvény meg gyári alkatrészeket, lineáris motorokat, útmérőket.
Már következhetne egy ,,rendes" CNC program a sorban.
Ahol én élek, ott a ,,házilag készült" kategóriában csak játék gépek vannak a youtube-on.
De fejlődik a Hobbyzás (nagy örömömre) és jó ütemben bővülnek a lehetőségek.
A generatív terveztetés önmagában egy csoda.
Láthatok számítógéppel segített tervezést, profi öntvény meg gyári alkatrészeket, lineáris motorokat, útmérőket.
Már következhetne egy ,,rendes" CNC program a sorban.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 08, 11:03
Írta: 5kye5guy9 Dátum 2018 április 08, 11:03
Gyuri, tökéletesen igazad van! :)
Kb. én is így képzeltem el, de mivel a kérdés a "lábak" egybeöntés avagy külön alkatrészségére irányult, ezért egyrészt nem akartam fölöslegesen sokat rajzolgatni, másrészt az egész kialakítása attól is függ, hogy ha egyben van öntve, akkor a hidak alá kerülne, ha külön elem, akkor a híd végeihez oldalról lenne csavarozva.
Tegnap kicsit Youtubeoltam homokformázás témakörben, és ez megerősített, hogy az egybeöntés nem kivitelezhetetlen, de jóval macerásabb.
Ha csak a hidat kéne formázni, akkor az osztósík a híd kb. közepén lévő, egybefüggő függőleges fal lenne, tehát mindkét homokformába kb. 45mm mélyen nyomódna bele.
Ha ráönteném a lábakat, akkor az egyik forma marad a kb. 45mm, a másik viszont legalább 150-180mm mély lenne.
Nulla tapasztalatom van a téren, de abban biztos vagyok, hogy macerásabb lenne kihúzni a homokból a mintát, illetve a nagyon eltérő keresztmetszetek a táplálást is bonyolítják. De lehet, hogy egy gyakorlott öntő ezt egy vállrándítással elintézi? [#nemtudom]
Kb. én is így képzeltem el, de mivel a kérdés a "lábak" egybeöntés avagy külön alkatrészségére irányult, ezért egyrészt nem akartam fölöslegesen sokat rajzolgatni, másrészt az egész kialakítása attól is függ, hogy ha egyben van öntve, akkor a hidak alá kerülne, ha külön elem, akkor a híd végeihez oldalról lenne csavarozva.
Tegnap kicsit Youtubeoltam homokformázás témakörben, és ez megerősített, hogy az egybeöntés nem kivitelezhetetlen, de jóval macerásabb.
Ha csak a hidat kéne formázni, akkor az osztósík a híd kb. közepén lévő, egybefüggő függőleges fal lenne, tehát mindkét homokformába kb. 45mm mélyen nyomódna bele.
Ha ráönteném a lábakat, akkor az egyik forma marad a kb. 45mm, a másik viszont legalább 150-180mm mély lenne.
Nulla tapasztalatom van a téren, de abban biztos vagyok, hogy macerásabb lenne kihúzni a homokból a mintát, illetve a nagyon eltérő keresztmetszetek a táplálást is bonyolítják. De lehet, hogy egy gyakorlott öntő ezt egy vállrándítással elintézi? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2018 április 08, 11:14
Írta: gaben Dátum 2018 április 08, 11:14
Az a baj, hogy most a végletekről beszélsz.
A hót gagyi rosszokról, meg a lineáris motorokról, amiből 1db is egy több százezer Ft-ba kerül.
Én a köztes megoldások híve vagyok és ebből rengeteg van a neten.
Persze a végeredmény itt is sokba fog kerülni, de szerintem senki sem bútorlapos gépre vágyik a műhelyében, amik fióksínekből vannak eszkábálva.
Ez abban az időben még elment, amikor a fórum megalakult és próbáltatok egy működő masinát építeni.
De a fejlődés itt is jól követhető, és nem visszafelé megyünk. ;)
A hót gagyi rosszokról, meg a lineáris motorokról, amiből 1db is egy több százezer Ft-ba kerül.
Én a köztes megoldások híve vagyok és ebből rengeteg van a neten.
Persze a végeredmény itt is sokba fog kerülni, de szerintem senki sem bútorlapos gépre vágyik a műhelyében, amik fióksínekből vannak eszkábálva.
Ez abban az időben még elment, amikor a fórum megalakult és próbáltatok egy működő masinát építeni.
De a fejlődés itt is jól követhető, és nem visszafelé megyünk. ;)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2018 április 08, 11:23
Írta: vjanos Dátum 2018 április 08, 11:23
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 08, 11:34
Írta: 5kye5guy9 Dátum 2018 április 08, 11:34
Megcsináltam ugyan azt az alaptestet mint Te, egy sima hasáb, egy félkör kivágással az orsó helyén, aztán le "fogyóztattam" 9,8kg-ra. Tényleg elgondolkodtató, hogy mennyire más eredmény jön ki. Ötletadónak jók lehetnek, de készpénznek venni? És ha igen, akkor melyiket? [#vigyor2]
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_a7ye5k626inudyi97y_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/a7ye5k626inudyi97y_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_37zk528k9bkket74pk_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/37zk528k9bkket74pk_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_d6w53vnf7i44bdktu72kf_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/d6w53vnf7i44bdktu72kf_1982.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_a7ye5k626inudyi97y_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/a7ye5k626inudyi97y_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_37zk528k9bkket74pk_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/37zk528k9bkket74pk_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_d6w53vnf7i44bdktu72kf_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/d6w53vnf7i44bdktu72kf_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 08, 11:47
Írta: 5kye5guy9 Dátum 2018 április 08, 11:47
Egy dolog biztos, ahogy a generált formákat elnézem, azt gyanítom, hogy a szoftverek kifejlesztésében H.R.Giger (az Alien képvilágának megálmodója) is részt vett [#nyes]
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 április 08, 13:40
Írta: vadember Dátum 2018 április 08, 13:40
Na ezekből a formákból te milyen gépalkatrész ötletet tudsz meríteni? Merthogy áthidalóhoz még nyomokban sem alkalmas egyetlen része sem.
Nekem leginkább egy ultramodern semmitmondó kültéri szobor jut róla az eszembe.
Nekem leginkább egy ultramodern semmitmondó kültéri szobor jut róla az eszembe.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2018 április 08, 13:57
Írta: ANTAL GÁBOR Dátum 2018 április 08, 13:57
Egy miskolci multi pont ilyen embereket keres :mottó : tervezett elavulás ! A generátorok pajzsából kellene még 20 grammot lefaragni úgy hogy a garancia alatt teljesítse a dolgát , de utána 3 hónapon belül törjön el !
Egyszer egy kiállításon megkérdeztem az ifjú mérnököt hogy azután tudja e hogy hogyan működik a külső gerjesztésű körmös pólusos szinkrongenerátor ? Hát a válasz az volt hogy nem .. . És mi a feladatod a cégnél ? volt a következő kérdés . A választ az előbb leírtam
Egyszer egy kiállításon megkérdeztem az ifjú mérnököt hogy azután tudja e hogy hogyan működik a külső gerjesztésű körmös pólusos szinkrongenerátor ? Hát a válasz az volt hogy nem .. . És mi a feladatod a cégnél ? volt a következő kérdés . A választ az előbb leírtam
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 április 08, 14:03
Írta: PSoft Dátum 2018 április 08, 14:03
Így lesz egy az elején még sokat ígérő elképzelésből...semmi.:(
Ha 'anno így készültek volna a bútorlap, fióksín, írógépkocsi, stb. gépecskék...
Hát...nem tudom!
Ha 'anno így készültek volna a bútorlap, fióksín, írógépkocsi, stb. gépecskék...
Hát...nem tudom!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 április 08, 14:08
Írta: PSoft Dátum 2018 április 08, 14:08
"Ahol én élek, ott a ,,házilag készült" kategóriában csak játék gépek vannak a youtube-on."
No de aki nem épít "játék gépet", az...játszani se fog tudni!:)
No de aki nem épít "játék gépet", az...játszani se fog tudni!:)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 08, 15:36
Írta: 5kye5guy9 Dátum 2018 április 08, 15:36
Nézd, nem vagyok gépészmérnök, és sajnos mindenre kiterjedő gyakorlati tapasztalatom sincs a témában. Lehet, hogy annak, aki az előbbiek birtokában van, annak minden magától érthetődik.
Nekem viszont segítség lehet, pl. amit tegnap írtam, hogy a berakott két tucat merevítő egy részét kivette, más részét bent hagyta, és az utóbbit átgondolva úgy véltem, hogy látom benne a rációt. Persze lehet, hogy tévedek, de mivel egyedül a saját tudásomra nem tudok/akarok támaszkodni, ezért próbálok tanácsot kérni, akár a géptől, akár az Emberektől.
Nekem viszont segítség lehet, pl. amit tegnap írtam, hogy a berakott két tucat merevítő egy részét kivette, más részét bent hagyta, és az utóbbit átgondolva úgy véltem, hogy látom benne a rációt. Persze lehet, hogy tévedek, de mivel egyedül a saját tudásomra nem tudok/akarok támaszkodni, ezért próbálok tanácsot kérni, akár a géptől, akár az Emberektől.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 08, 16:54
Írta: s7manbs8 Dátum 2018 április 08, 16:54
Egy szerszám csak megfelelő kézben nyújtja a maximumot. :)
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 április 08, 17:23
Írta: 2am4nwzib Dátum 2018 április 08, 17:23
Hasonló eredményt( negatívban) kaptam ,,stress-symul,, esetén , üreges kompozíció .
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_55g67w0ehtcb7mj49847_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/55g67w0ehtcb7mj49847_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_ykk0gpumt3isp2aztak_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ykk0gpumt3isp2aztak_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_tu3tvzbpqyuqwhzgnbcd2_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tu3tvzbpqyuqwhzgnbcd2_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_55g67w0ehtcb7mj49847_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/55g67w0ehtcb7mj49847_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_ykk0gpumt3isp2aztak_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ykk0gpumt3isp2aztak_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_tu3tvzbpqyuqwhzgnbcd2_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tu3tvzbpqyuqwhzgnbcd2_5949.jpg)
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 április 08, 17:28
Írta: vadember Dátum 2018 április 08, 17:28
Eddig az a legjobb amit először rajzoltál. A gyárthatóságot is figyelned kell. Fölösleges sok rövidebb merevítővel telepakolni. Mennyi plusz merevséget nyerhetsz vele? 1%-8% ?Senki sem fogja tudni megmondani a pontos választ.Fa és alu megmunkálásra a 800x200x80 körüli keresztmetszetével bőven elegendő lesz ennek a merevsége. Acélhoz úgyis csak végszükség esetén lehet majd használni, nagyon kis fogásokkal. Gondolom nem is ez a célod, mert ha igen akkor nem alu szerkezeti elemekre van szükséged.
Inkább a többi elemen gondolkozz tovább, mert minden szerkezet olyan erős mint a leggyengébb "láncszeme".
Inkább a többi elemen gondolkozz tovább, mert minden szerkezet olyan erős mint a leggyengébb "láncszeme".
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2018 április 08, 18:02
Írta: wkbgzy80t Dátum 2018 április 08, 18:02
Most elvonatkoztatva az eredeti kérdés feltevéstől, szerintem inkább nehezíteni kellene a szerkezeten könnyítés helyett. :)
Feltételezm, hogy nem sorozatgyártásra akarod használni, ha így van nem is cél a villámgyors mozgás, ellenben elégedettebb lennél, ha szép sima felületet marna. Annak pedig úgy vélem a nagy tömegű alkarészek meg túlméretes sínek tesznek jót.
Feltételezm, hogy nem sorozatgyártásra akarod használni, ha így van nem is cél a villámgyors mozgás, ellenben elégedettebb lennél, ha szép sima felületet marna. Annak pedig úgy vélem a nagy tömegű alkarészek meg túlméretes sínek tesznek jót.
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 08, 19:25
Írta: 5kye5guy9 Dátum 2018 április 08, 19:25
Igen, ez már nekem is eszembe jutott, hogy egy szint fölött már nem biztos, hogy érdemes tovább javítgatni, mert a rengeteg plusz munka/energia eredménye nem lesz észrevehető.
Vasra semmiféle képen nem akarom használni, csak ahogy írtad, fa-alu-műanyag. A mostani gépem hídjának ilyen a keresztmetszete (770m hosszú), se borda, se merevítés, csak egy sima aluöntvény lap. (Ez nem saját készítés, hanem a kínai ipar nagyszerű teméke :) )
Ennek ellenére, különösebb remegés nélkül simán viszi az alut 10-es maróval, 1mm fogással. Ha az utolsót leveszem 0,1-2mm-re, akkor még a felülete is szép. Szóval az az egy nyugtat, hogy a felmerült verziók bármelyike is sokkal jobb eredményt kéne hogy adjon, mint a jelenlegi, ami eleve nem rossz.
NG-nek: sorozatgyártást valóban nem tervezek, de a mozgó részeket azért inkább nem nehezíteném a szükségesnél jobban. Amikor még nem volt gépem, úgy gondoltam, hogy nem kell gyorsnak lennie, ráérünk, megvárjuk. De most hogy használom már egy ideje, és gyakran vannak olyan munkák, amikor egy marás 30-40 percig megy, pedig 1500-2000mm az előtolás... Hát a minőség javítása mellett azért a sebességen is szeretnék növelni, ha lehet.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_6vu2tvtumwtgdhmavs76_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/6vu2tvtumwtgdhmavs76_1982.jpg)
Vasra semmiféle képen nem akarom használni, csak ahogy írtad, fa-alu-műanyag. A mostani gépem hídjának ilyen a keresztmetszete (770m hosszú), se borda, se merevítés, csak egy sima aluöntvény lap. (Ez nem saját készítés, hanem a kínai ipar nagyszerű teméke :) )
Ennek ellenére, különösebb remegés nélkül simán viszi az alut 10-es maróval, 1mm fogással. Ha az utolsót leveszem 0,1-2mm-re, akkor még a felülete is szép. Szóval az az egy nyugtat, hogy a felmerült verziók bármelyike is sokkal jobb eredményt kéne hogy adjon, mint a jelenlegi, ami eleve nem rossz.
NG-nek: sorozatgyártást valóban nem tervezek, de a mozgó részeket azért inkább nem nehezíteném a szükségesnél jobban. Amikor még nem volt gépem, úgy gondoltam, hogy nem kell gyorsnak lennie, ráérünk, megvárjuk. De most hogy használom már egy ideje, és gyakran vannak olyan munkák, amikor egy marás 30-40 percig megy, pedig 1500-2000mm az előtolás... Hát a minőség javítása mellett azért a sebességen is szeretnék növelni, ha lehet.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_6vu2tvtumwtgdhmavs76_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/6vu2tvtumwtgdhmavs76_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: 5kye5guy9 Dátum 2018 április 08, 21:31
Írta: 5kye5guy9 Dátum 2018 április 08, 21:31
Annyit nyomogattam az egeret az elmúlt napokban, hogy már kellett valami valós dolgot is csinálni. Ugyan még nem öntőforma, de legalább a gép körül nagyobb lesz vele a rend :)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_0u97qt6gi3223bgi3328_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/0u97qt6gi3223bgi3328_1982.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_0u97qt6gi3223bgi3328_1982.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/0u97qt6gi3223bgi3328_1982.jpg)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2018 április 08, 22:42
Írta: ywathzay Dátum 2018 április 08, 22:42
Ha nem remeg a géped, nagyobb fogást tudsz venni, a munkatempót az is növeli nem csak a száguldás.... én minap a strigon-on, 20-as nagyolóval 35mm mélyen dolgoztam, egy fogással, tulajdonképpen vehettem volna 5x7mm fogásmélységet is, de így gyorsabb volt.
Cím: Re:Mechanikai ötletek
Írta: pingtomi Dátum 2018 április 09, 13:25
Írta: pingtomi Dátum 2018 április 09, 13:25
Sziasztok,
Kellene gyártanom egy vertikál fejet a CNC gépemhez [#kacsint] Az orsó megvan, a fejet öntetem és kimunkálom, de a meghajtással bajban vagyok, kellenének ötletek, hogyan illik meghajtani egy orsót (csapágyazás, fogaskerekezés, stb). Ha lenne elfekvőben nektek scannelt műszaki rajz vmilyen szerszámmaró gép vertikál fejéhez (lehetőleg újabb) és megosztaná velem, könyebb helyzetbe kerülnék [#vigyor]
És nagyon köszönöm előre is!
Kellene gyártanom egy vertikál fejet a CNC gépemhez [#kacsint] Az orsó megvan, a fejet öntetem és kimunkálom, de a meghajtással bajban vagyok, kellenének ötletek, hogyan illik meghajtani egy orsót (csapágyazás, fogaskerekezés, stb). Ha lenne elfekvőben nektek scannelt műszaki rajz vmilyen szerszámmaró gép vertikál fejéhez (lehetőleg újabb) és megosztaná velem, könyebb helyzetbe kerülnék [#vigyor]
És nagyon köszönöm előre is!
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2018 április 09, 13:29
Írta: D.Laci Dátum 2018 április 09, 13:29
Ilyet találtam...
https://www.cnccookbook.com/cnc-mill-spindle-bearing-belt-drive-vfd-atc-design/ (https://www.cnccookbook.com/cnc-mill-spindle-bearing-belt-drive-vfd-atc-design/)
https://www.cnccookbook.com/cnc-mill-spindle-bearing-belt-drive-vfd-atc-design/ (https://www.cnccookbook.com/cnc-mill-spindle-bearing-belt-drive-vfd-atc-design/)
Cím: Re:Mechanikai ötletek
Írta: pingtomi Dátum 2018 április 09, 13:37
Írta: pingtomi Dátum 2018 április 09, 13:37
Köszönöm, pontosítok:
1. kép: a jelenlegi vertikálfej (hátulról / oldalról).
2. kép: a kihajtás (gerenda)
3. kép: az új ISO30 orsó, ami 3:1-es gyorsítással rendelkezik orsóházon belül.
Ezt szeretném összeházasítani, azaz: a bordás tengelyre raknék egy 90fokos kúpfogaskereket, amire merőlegesen a párját, ahhoz illeszteném a kihajtás felől jövő tengelyt. Az itteni fogaskerekek csapágyazása a kérdéses számomra - elkezdtem már megrajzolni SolidEdge-ben, de az még nagyon embroinális állapotú prekoncepció.
Fentiek miatt a linken lévő szíjhajtás nem jó sajna, a gyári főmotort szeretném használni a teljesítménye és a meglévő, működő szabályozása miatt.
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_2xhbznfgy8atuzi5uv30_1192.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/2xhbznfgy8atuzi5uv30_1192.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_v8ehj0axheh003k9td53t_1192.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/v8ehj0axheh003k9td53t_1192.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_skqn42mpe5mk5qaapmz70_1192.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/skqn42mpe5mk5qaapmz70_1192.jpg)
1. kép: a jelenlegi vertikálfej (hátulról / oldalról).
2. kép: a kihajtás (gerenda)
3. kép: az új ISO30 orsó, ami 3:1-es gyorsítással rendelkezik orsóházon belül.
Ezt szeretném összeházasítani, azaz: a bordás tengelyre raknék egy 90fokos kúpfogaskereket, amire merőlegesen a párját, ahhoz illeszteném a kihajtás felől jövő tengelyt. Az itteni fogaskerekek csapágyazása a kérdéses számomra - elkezdtem már megrajzolni SolidEdge-ben, de az még nagyon embroinális állapotú prekoncepció.
Fentiek miatt a linken lévő szíjhajtás nem jó sajna, a gyári főmotort szeretném használni a teljesítménye és a meglévő, működő szabályozása miatt.
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_2xhbznfgy8atuzi5uv30_1192.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/2xhbznfgy8atuzi5uv30_1192.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_v8ehj0axheh003k9td53t_1192.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/v8ehj0axheh003k9td53t_1192.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_skqn42mpe5mk5qaapmz70_1192.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/skqn42mpe5mk5qaapmz70_1192.jpg)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 12, 21:24
Írta: xt79ipd3 Dátum 2018 április 12, 21:24
Üdv!
Elkezdtem rendbetenni az itthon lévő régi lineáris síneket és kocsikat. Takarítás, új golyók a 4 soros kocsikba, stb. De...
A síneken a kocsik oldalirányba nem lötyögnek, viszont a képen jelölt irányba billegnek. Nem mértem, de szemmel alig látható és kézzel érezhető mértékben. Ezek lennének az X tengely lineáris egységei, vagyis az összes tömeg rajtuk nyugszik. Összeszerelt állapotban nem hinném, hogy tudnának billenni. Ez mekkora probléma? Vegyek inkább új síneket?
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ztwqwxwis6ixxaqjfv4v_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ztwqwxwis6ixxaqjfv4v_5485.jpg)
Elkezdtem rendbetenni az itthon lévő régi lineáris síneket és kocsikat. Takarítás, új golyók a 4 soros kocsikba, stb. De...
A síneken a kocsik oldalirányba nem lötyögnek, viszont a képen jelölt irányba billegnek. Nem mértem, de szemmel alig látható és kézzel érezhető mértékben. Ezek lennének az X tengely lineáris egységei, vagyis az összes tömeg rajtuk nyugszik. Összeszerelt állapotban nem hinném, hogy tudnának billenni. Ez mekkora probléma? Vegyek inkább új síneket?
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ztwqwxwis6ixxaqjfv4v_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ztwqwxwis6ixxaqjfv4v_5485.jpg)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 12, 21:27
Írta: xt79ipd3 Dátum 2018 április 12, 21:27
Bocs, a Golyós lin. vezetők topikba akartam...
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 április 13, 18:50
Írta: Szalai György Dátum 2018 április 13, 18:50
Tudod őket olyan pontosan beépíteni és üzemeltetni, hogy megmaradjon ez a billegés beépített állapotukban is?
Szerintem nehezen.
Akkor meg nem számit, mert beépítve úgyis megszűnik a billegés. Kissé befeszül a kocsi. Jó, ha csak kissé.
De kíváncsi vagyok az ellen véleményekre is. [#nemtudom]
Szerintem nehezen.
Akkor meg nem számit, mert beépítve úgyis megszűnik a billegés. Kissé befeszül a kocsi. Jó, ha csak kissé.
De kíváncsi vagyok az ellen véleményekre is. [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 13, 22:07
Írta: xt79ipd3 Dátum 2018 április 13, 22:07
Ebben bízom én is, hogy összeszerelve nem lesz gond. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 április 14, 07:56
Írta: svejk Dátum 2018 április 14, 07:56
Ha érzed a leírt irányban akkor van lógás a többiben is arányosan.
Az összeszerelésnél akárhogy feszíted (ergo pontatlanul szerelsz) akkor is csak jó esetben 2-2 golyósor fog érintkezni.
Jó kiindulás a rezonanciákhoz.
Gépekhez előfeszített kocsik dukálnak, de persze azt meg nehezebb mozgatni.
Az esztergagépek többségében még ma mai napig is csúszószánokkal készülnek, a marógépeknél már szinte egyeduralkodó a hengergörgős lin. technika.
De persze hobbinak jó lesz az a használt, majd ha rá tudod fogni menet közben a hibákat akkor relatíve könnyen ki tudod cserélni.
A felfogatásuk többé-kevésbé szabványos.
Az összeszerelésnél akárhogy feszíted (ergo pontatlanul szerelsz) akkor is csak jó esetben 2-2 golyósor fog érintkezni.
Jó kiindulás a rezonanciákhoz.
Gépekhez előfeszített kocsik dukálnak, de persze azt meg nehezebb mozgatni.
Az esztergagépek többségében még ma mai napig is csúszószánokkal készülnek, a marógépeknél már szinte egyeduralkodó a hengergörgős lin. technika.
De persze hobbinak jó lesz az a használt, majd ha rá tudod fogni menet közben a hibákat akkor relatíve könnyen ki tudod cserélni.
A felfogatásuk többé-kevésbé szabványos.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 14, 14:14
Írta: xt79ipd3 Dátum 2018 április 14, 14:14
Az előző véleményben bíztam, ettől meg féltem. :) A kocsikat simán, könnyedén fel lehet tolni a sínekre.
A kész gépet már nem szívesen szedném szét, a fő alapegységeket cserélgetni. Ezek NB márkájúak. Mennyire valószínű, hogy más sínnel kompatibilis?
A kész gépet már nem szívesen szedném szét, a fő alapegységeket cserélgetni. Ezek NB márkájúak. Mennyire valószínű, hogy más sínnel kompatibilis?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 április 14, 21:58
Írta: svejk Dátum 2018 április 14, 21:58
A kocsik csak saját sínükkel, de a komplett egység felfogató és külső méretei valószínűleg kompatibilis más gyártóéval.
Egyébként egy ekkora munkaterületű gépnél nem megfizethetetlen mondjuk egy kinai HIWIN vagy TBI lineártechnika.
Persze ezek élettartama általában nem összemérhető mondjuk egy NSK cuccal, de hobbyban elmegy.
Az a baj ha itt kérdezgetsz ilyeneket, tuti kapsz két, homlokegyenesen ellentétes ajánlást, aztán vakarhatod a fejed. :)
más:
Ma volt szerencsém egy háború alatt készült svájci sugárfúrógép gémjét szemügyre venni.
Kb. 1500 mm-es, a vége felé vékonyodó D alakú üreges öntvény profil a hátulján kerek lyukakkal
Szép volt...
Egyébként egy ekkora munkaterületű gépnél nem megfizethetetlen mondjuk egy kinai HIWIN vagy TBI lineártechnika.
Persze ezek élettartama általában nem összemérhető mondjuk egy NSK cuccal, de hobbyban elmegy.
Az a baj ha itt kérdezgetsz ilyeneket, tuti kapsz két, homlokegyenesen ellentétes ajánlást, aztán vakarhatod a fejed. :)
más:
Ma volt szerencsém egy háború alatt készült svájci sugárfúrógép gémjét szemügyre venni.
Kb. 1500 mm-es, a vége felé vékonyodó D alakú üreges öntvény profil a hátulján kerek lyukakkal
Szép volt...
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 14, 23:54
Írta: xt79ipd3 Dátum 2018 április 14, 23:54
"Egyébként egy ekkora munkaterületű gépnél nem megfizethetetlen mondjuk egy kinai HIWIN vagy TBI lineártechnika."
-Valóban, de túl van a fájdalomküszöbön. 60.000 lenne kb. csak az Y tengelyre. Közel méteres 20mm-es sínekről van szó.
"...tuti kapsz két, homlokegyenesen ellentétes ajánlást, aztán vakarhatod a fejed."
-Ez pontosan így szokott lenni. :) Most is csak dilemmázok, hogy hogy legyen.
-Valóban, de túl van a fájdalomküszöbön. 60.000 lenne kb. csak az Y tengelyre. Közel méteres 20mm-es sínekről van szó.
"...tuti kapsz két, homlokegyenesen ellentétes ajánlást, aztán vakarhatod a fejed."
-Ez pontosan így szokott lenni. :) Most is csak dilemmázok, hogy hogy legyen.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 április 15, 08:56
Írta: keri Dátum 2018 április 15, 08:56
Offtopik tanács: a Facebook weboldaladat nem tudom megnézni FB regisztráció nélkül. Próbáld meg elérhetővé tenni, nekünk nem létező személyeknek is, mert vagyunk páran.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 15, 15:08
Írta: xt79ipd3 Dátum 2018 április 15, 15:08
Feltöltöm majd a Google Drive-ra, mert az eddigi tárhely (myfotoroom) nem elérhető.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2018 április 15, 16:38
Írta: guliver83 Dátum 2018 április 15, 16:38
Lenne egy ilyen főorsóban lévő sárga rugó és levegővel szeretném nyitni zárni a főorsót, van valamilyen táblázat, erre a rugóra vagy meg kellene mérni mennyi levegőnyomásnál nyit és kész.
Egyenlőre még nincs, nagy teljesítményű kompresszorom, de beszerzés alatt áll.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_tds3cswfzpey402d96ii_1763.png) (https://hobbicncforum.hu/uploaded_images/2018/04/tds3cswfzpey402d96ii_1763.png)
Egyenlőre még nincs, nagy teljesítményű kompresszorom, de beszerzés alatt áll.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_tds3cswfzpey402d96ii_1763.png) (https://hobbicncforum.hu/uploaded_images/2018/04/tds3cswfzpey402d96ii_1763.png)
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2018 április 15, 16:51
Írta: Miki2 Dátum 2018 április 15, 16:51
Itt mindent megtalálsz a rugóval kapcsolatban:
Rugó katalógus (http://www.recom.hu/img/rugok.pdf)
Rugó katalógus (http://www.recom.hu/img/rugok.pdf)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 15, 17:57
Írta: xt79ipd3 Dátum 2018 április 15, 17:57
Közben helyrejött a myfotoroom. :)
http://gripologic.myfotoroom.com/_pportfolio
http://gripologic.myfotoroom.com/_pportfolio
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 április 15, 18:55
Írta: keri Dátum 2018 április 15, 18:55
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2018 április 15, 18:59
Írta: keri Dátum 2018 április 15, 18:59
Jól néznek ki.
A kormányomra akarok fa furnér betéteket csinálni, csak nem tudtam igazán elképzelni hogy hogy néz ki egy olyan komplex felületen.
Sötétre pácolt kőris és a mahagóni tetszik, valami ilyesmiből fogom megcsinálni.
A kormányomra akarok fa furnér betéteket csinálni, csak nem tudtam igazán elképzelni hogy hogy néz ki egy olyan komplex felületen.
Sötétre pácolt kőris és a mahagóni tetszik, valami ilyesmiből fogom megcsinálni.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 15, 20:02
Írta: xt79ipd3 Dátum 2018 április 15, 20:02
Köszi. Ha tanács kell, szólj nyugodtan. :)
Cím: Re:Mechanikai ötletek
Írta: 0cphxg8ns Dátum 2018 április 17, 14:00
Írta: 0cphxg8ns Dátum 2018 április 17, 14:00
Üdvözletem!
Szeretném a gépem, 0.1mm-es hibahatáron belül tudni, de sajnos az asztal közepén 0.4mm a "belógás" a Z tengelynek.
Tények:
X tengely 16-os hengeren, 350x350x10mm es alu lap, 4 lineáris csapággyal. Hasznos elmozdulás ~350mm
Y tengely 10-es hengeren, ~2kg nehéz felépítmény, 2 széles lineáris csapággyal. Hasznos elmozdulás ~310mm
Z tengely 7mm-es sín, 4db kocsival. Hasznos elmozdulás ~64mm
Az X tengelyen mozgatva a kocsit, a két szélét kalibráltam, hogy párhuzamosan fusson az asztallal (0-0 a két végén az érték, 0.01mm-es orosz mérővel mérve)
De középen 0.4mm-el lentebb van.
A 10-es tengelyen való behajlásra gondoltam, de a képlet szerint nem szabadna ennyit hajolnia.
Kézzel felfele "feszítve" a Z szerkezetet, nem mozdul soha a 0-ig, max 0.2mm-et tudok elérni az erőlködéstől, tehát feltételezem, nem a tengely gyenge most, hanem az alsó nagy lap "görbe". (lefele is csak 0.2-t tudok "feszíteni" kézzel)
Lehetséges, hogy az alsó asztalom "görbe"? Nem tükör sima a felület, elképzelhető. (de akkor mért a közepe lóg?)
Ez esetben a kérdésem pedig az, hogy, miként tudna egy 24V-os 1A-t felvevő gravírozásra kitalált szervó motor (encoder nélküli) "felpolírozni" egy felületet? Van ilyen finom (és pontos) smirgli korong a világon?
Remélem érthetően fogalmaztam, vagy a képek elárulják mi a kérdésem. :)
Bármííí építő kritikát is előre köszönök!
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_q28eq6ptbv74c98t3tub_4919.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/q28eq6ptbv74c98t3tub_4919.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_2afayczu95g2ymx8ajyyz_4919.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/2afayczu95g2ymx8ajyyz_4919.jpg)
Szeretném a gépem, 0.1mm-es hibahatáron belül tudni, de sajnos az asztal közepén 0.4mm a "belógás" a Z tengelynek.
Tények:
X tengely 16-os hengeren, 350x350x10mm es alu lap, 4 lineáris csapággyal. Hasznos elmozdulás ~350mm
Y tengely 10-es hengeren, ~2kg nehéz felépítmény, 2 széles lineáris csapággyal. Hasznos elmozdulás ~310mm
Z tengely 7mm-es sín, 4db kocsival. Hasznos elmozdulás ~64mm
Az X tengelyen mozgatva a kocsit, a két szélét kalibráltam, hogy párhuzamosan fusson az asztallal (0-0 a két végén az érték, 0.01mm-es orosz mérővel mérve)
De középen 0.4mm-el lentebb van.
A 10-es tengelyen való behajlásra gondoltam, de a képlet szerint nem szabadna ennyit hajolnia.
Kézzel felfele "feszítve" a Z szerkezetet, nem mozdul soha a 0-ig, max 0.2mm-et tudok elérni az erőlködéstől, tehát feltételezem, nem a tengely gyenge most, hanem az alsó nagy lap "görbe". (lefele is csak 0.2-t tudok "feszíteni" kézzel)
Lehetséges, hogy az alsó asztalom "görbe"? Nem tükör sima a felület, elképzelhető. (de akkor mért a közepe lóg?)
Ez esetben a kérdésem pedig az, hogy, miként tudna egy 24V-os 1A-t felvevő gravírozásra kitalált szervó motor (encoder nélküli) "felpolírozni" egy felületet? Van ilyen finom (és pontos) smirgli korong a világon?
Remélem érthetően fogalmaztam, vagy a képek elárulják mi a kérdésem. :)
Bármííí építő kritikát is előre köszönök!
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_q28eq6ptbv74c98t3tub_4919.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/q28eq6ptbv74c98t3tub_4919.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_2afayczu95g2ymx8ajyyz_4919.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/2afayczu95g2ymx8ajyyz_4919.jpg)
Cím: Re:Mechanikai ötletek
Írta: 0cphxg8ns Dátum 2018 április 17, 14:30
Írta: 0cphxg8ns Dátum 2018 április 17, 14:30
Fejlemény:
A derékszögvas libikókázik a lapon, tuti az a görbe felület.
A kérdésem egyszerűsödött:
Mivel tudnám síkba "polírozni"? (mert a marás nekem túl erős szó 0.4mm-hez :P)
A derékszögvas libikókázik a lapon, tuti az a görbe felület.
A kérdésem egyszerűsödött:
Mivel tudnám síkba "polírozni"? (mert a marás nekem túl erős szó 0.4mm-hez :P)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 április 17, 14:50
Írta: zozo Dátum 2018 április 17, 14:50
Hááát, a polírozás meg ezredekről, vagy századokról szól, marni kéne inkább azt a 0,4 mm-t, vagy egy másik sík lapot keríteni.
No de! -van egy viszonylag erős váz szerkezeted és beleteszel hurkapálcikákat a lineáris megvezetésnek. Hidd el, az még gravírozáshoz is gyenge lesz.
Még nem késő, cseréld sínekre, vagy ≥20 átmérőjűre a rudakat.
Ezeket a pálcikákat meg tedd el egy majdani diódás lézerhez.
No de! -van egy viszonylag erős váz szerkezeted és beleteszel hurkapálcikákat a lineáris megvezetésnek. Hidd el, az még gravírozáshoz is gyenge lesz.
Még nem késő, cseréld sínekre, vagy ≥20 átmérőjűre a rudakat.
Ezeket a pálcikákat meg tedd el egy majdani diódás lézerhez.
Cím: Re:Mechanikai ötletek
Írta: J-Steel Dátum 2018 április 17, 15:04
Írta: J-Steel Dátum 2018 április 17, 15:04
Az nem volna elég, ha leszerelnéd a két szélén feltámasztanád és a közepére súlyt tennél, vagy ráállnál? (Esetleg hidraulikus emelővel valahogy összenyomni)
Ezt a 0.4-et ugyanis nem nehéz ekkora lapnál megváltoztatni.
Ezt a 0.4-et ugyanis nem nehéz ekkora lapnál megváltoztatni.
Cím: Re:Mechanikai ötletek
Írta: 0cphxg8ns Dátum 2018 április 17, 15:12
Írta: 0cphxg8ns Dátum 2018 április 17, 15:12
Mindenféleképpen kéne cserélni, mivel beremeg a közepén a Z szerkezet. (betettem gömbfejű marót, meg lidl-s (tudom tudom) drótkorongot (centírozatlan :P), és remeg az egész gép, amikor anyagot fog.
Szóval csak a pénztárcám a macera, hogy mikor lesz cserélve, de addig meg laaaasssan gondoltam színre polírozom az alsó tálcát.
Az meg, hogy valahova elviszem, és egyenesbe hozzák, azért nem játszik, mert lehet az egész Y tengelyem is csal. (meg az Y tengelyen levő marandó alu lap alja is hasonló hepehupás), szóval mihez képes lesz egyenes az egyenes? Lehet csinálnak nekem egy 10%-os egyenes lejtést a többi tengelyhez képest (nem 90 fokosan a másik tengelyre, hanem tök átlósan vagy akárhogy).
A görbítés jó ötlet lenne, ha nem húzná magával az előző problémát, hogy akkor az összes tengelyt szinte hozzá kéne húzni (az y 16mm-est, a trapézmenetes orsóját, stb).
Ezért gondoltam a saját maga által elvégezhető polírra (marásra), de nincs itthon ilyen finom, centírozott korongom.
Létezik ilyen egyáltalán? Egyélű maróval nem mehetek neki, a remegés miatt vájatokat vág néha a lapba. Minél nagyobb lenne a szerszám fogó területe (és finom az éle, illetve rugalmas a szerkezete), annál kevésbé jelentene gondot az irtó gyenge 10-es tengelyem.
(ha nincs ilyen finomságú (és centírozott) smirgli, drót, vagy egyéb korong a piacon, akkor marad a tengelyre gyűjtés)
Szóval csak a pénztárcám a macera, hogy mikor lesz cserélve, de addig meg laaaasssan gondoltam színre polírozom az alsó tálcát.
Az meg, hogy valahova elviszem, és egyenesbe hozzák, azért nem játszik, mert lehet az egész Y tengelyem is csal. (meg az Y tengelyen levő marandó alu lap alja is hasonló hepehupás), szóval mihez képes lesz egyenes az egyenes? Lehet csinálnak nekem egy 10%-os egyenes lejtést a többi tengelyhez képest (nem 90 fokosan a másik tengelyre, hanem tök átlósan vagy akárhogy).
A görbítés jó ötlet lenne, ha nem húzná magával az előző problémát, hogy akkor az összes tengelyt szinte hozzá kéne húzni (az y 16mm-est, a trapézmenetes orsóját, stb).
Ezért gondoltam a saját maga által elvégezhető polírra (marásra), de nincs itthon ilyen finom, centírozott korongom.
Létezik ilyen egyáltalán? Egyélű maróval nem mehetek neki, a remegés miatt vájatokat vág néha a lapba. Minél nagyobb lenne a szerszám fogó területe (és finom az éle, illetve rugalmas a szerkezete), annál kevésbé jelentene gondot az irtó gyenge 10-es tengelyem.
(ha nincs ilyen finomságú (és centírozott) smirgli, drót, vagy egyéb korong a piacon, akkor marad a tengelyre gyűjtés)
Cím: Re:Mechanikai ötletek
Írta: 0cphxg8ns Dátum 2018 április 17, 15:16
Írta: 0cphxg8ns Dátum 2018 április 17, 15:16
És ebből fakad a kérdésem:
Házilag mennyire lehetséges a gramm alatti (finom, nagyon finom, mg, vagy finomabb) osztású polír gép készítése?
Úgy építenék egy ilyet, a fúrókhoz is jó lehet, meg bármileyn maróhoz, ha az él törne, kopna, újra lehetne centírozni. :P
Lehetne ilyet építeni házilag?
(a gramm alatti tartományra valami jó nagy áttétel tengely kéne, hogy hatványozza a kilengés valódiságát. A mértéket egy orosz 0.01 mérő adná, csak szépen meg kéne tervezni a tengelyek hosszát, a precíziós csapágyat, a befogó patronszerkezetet, stb... (elkalandoztam, de jöhetnek az építő gondolatok ehhez is! :P)
Házilag mennyire lehetséges a gramm alatti (finom, nagyon finom, mg, vagy finomabb) osztású polír gép készítése?
Úgy építenék egy ilyet, a fúrókhoz is jó lehet, meg bármileyn maróhoz, ha az él törne, kopna, újra lehetne centírozni. :P
Lehetne ilyet építeni házilag?
(a gramm alatti tartományra valami jó nagy áttétel tengely kéne, hogy hatványozza a kilengés valódiságát. A mértéket egy orosz 0.01 mérő adná, csak szépen meg kéne tervezni a tengelyek hosszát, a precíziós csapágyat, a befogó patronszerkezetet, stb... (elkalandoztam, de jöhetnek az építő gondolatok ehhez is! :P)
Cím: Re:Mechanikai ötletek
Írta: happisusu Dátum 2018 április 17, 15:50
Írta: happisusu Dátum 2018 április 17, 15:50
először is : Mi az asztal anyaga??
Acél= köszörülés; tusírozás.
Aluminium= felszereled a "Z " tengelyt, és saját magát síkba marja a géped
Acél= köszörülés; tusírozás.
Aluminium= felszereled a "Z " tengelyt, és saját magát síkba marja a géped
Cím: Re:Mechanikai ötletek
Írta: 0cphxg8ns Dátum 2018 április 17, 15:53
Írta: 0cphxg8ns Dátum 2018 április 17, 15:53
Azt hittem a képekről lerí, hogy alu.
És nem képes magát síkba marni, mert gyenge az X tengelyem.
Finomabb léptékű megoldás kéne, ami "csuszmitolja" a kívánt felesleget, nem marja. A marástól (harapás) beremeg a tengely, és krátereket csinál magába.
Most dremel-be való drótkoronggal megyek rajta végig, az szépen megkapja, ahol magasabb a felület a kelleténél. (remélem le is szed a drótkorong az aluból)
És nem képes magát síkba marni, mert gyenge az X tengelyem.
Finomabb léptékű megoldás kéne, ami "csuszmitolja" a kívánt felesleget, nem marja. A marástól (harapás) beremeg a tengely, és krátereket csinál magába.
Most dremel-be való drótkoronggal megyek rajta végig, az szépen megkapja, ahol magasabb a felület a kelleténél. (remélem le is szed a drótkorong az aluból)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 április 17, 15:56
Írta: Csuhás Dátum 2018 április 17, 15:56
"Aluminium= felszereled a "Z " tengelyt, és saját magát síkba marja a géped"
Pontosabban az XY tengely hibáit belemásolod az asztalba. Ugyan a mozgás párhuzamos lesz az asztal felületével, de nem biztos hogy sík is lesz.
Pontosabban az XY tengely hibáit belemásolod az asztalba. Ugyan a mozgás párhuzamos lesz az asztal felületével, de nem biztos hogy sík is lesz.
Cím: Re:Mechanikai ötletek
Írta: Pali79 Dátum 2018 április 17, 17:55
Írta: Pali79 Dátum 2018 április 17, 17:55
Nekem eléggé úgy tűnik, hogy sz@rból próbálsz várat építeni. Ha marad a jelenlegi lineár akkor tök mindegy, hogy az alsó egyenes vagy sem, mert csak a két végén támaszkodik. Ha meg rendes lineárokat teszel akkor illene legalább a sínek helyét kimaratni síkba és ahhoz már lenne értelme lesíkoltatni az asztalt.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 április 17, 18:39
Írta: Csuhás Dátum 2018 április 17, 18:39
A dolog egyszerűen eldönthető: Terheld meg a lineárt középen mondjuk 2kg-al ami jelképezi a marómotor a Z tengely és a forgácsoló erő minimális értét. Ha a lehajlás kb 0.1mm alatti akkor fát gravírozhatsz majd, ha több akkor át kell gondolni a konstrukciót.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 április 17, 19:15
Írta: zozo Dátum 2018 április 17, 19:15
"Most dremel-be való drótkoronggal megyek rajta végig, az szépen megkapja, ahol magasabb a felület a kelleténél. (remélem le is szed a drótkorong az aluból)"
Ezt máris felejtsd el. Ha mindenképpen ezzel a felállással akarsz valamit kezdeni, (addig is amíg átdolgozod az egészet) akkor fogass az asztalra besüllyesztett csavarokkal egy rétegelt lemez lapot, vagy plexi lapot, ami nem nagyobb a bejárható útnál.
Aztán ezt mard le szépen egy 2-es maróval síkba, raszteresen. Mint Csuhás is írta, így legalább a szerszám mozgási síkját másolod az asztalra.
Ezt máris felejtsd el. Ha mindenképpen ezzel a felállással akarsz valamit kezdeni, (addig is amíg átdolgozod az egészet) akkor fogass az asztalra besüllyesztett csavarokkal egy rétegelt lemez lapot, vagy plexi lapot, ami nem nagyobb a bejárható útnál.
Aztán ezt mard le szépen egy 2-es maróval síkba, raszteresen. Mint Csuhás is írta, így legalább a szerszám mozgási síkját másolod az asztalra.
Cím: Re:Mechanikai ötletek
Írta: 0cphxg8ns Dátum 2018 április 17, 19:35
Írta: 0cphxg8ns Dátum 2018 április 17, 19:35
A drótkorongot leváltottam (csúnya felületet adott) smirglire, amit textil korongra ragasztottam meleg takonnyal.
Ez szépen szedi ahol van felesleg. :)
És igen, sz.rból várat, mivel HOBBIcnc. :)
Amúgy meg a tengely lehajlás számítás az nem támasztott értékre vonatkozó képlet, tehát maximum 0.1 a behajlás, de inkább kevesebb, mert nincs 2Kg se a Z konstrukció.
A trapézmenetes orsó, a műanyag anya amúgy se hoz 0.1 nél pontosabb lehetőséget, felesleges az alá törekednem, míg nincs golyós orsóm.
A beremegés csak akkor jön elő, ha terhelődik a marófej, tehát gravírnál nincs gond a 10-es tengelyekkel.
Első sorban PCB készítéshez volt tervezve a gép, ha a vízszintes mozgása is hozza a 0.1-es pontosságot, akkor már lehet vele dolgozni. Ha majd behozza az eddig beleölt pénzt, örömmel váltok sínekre, és golyós orsóra. :)
Vagy akárki megtámogathat egy két tengellyel, orsóval, ha úgy gondolja. :)))
Diákként örülök, ha a 0.1-et hozza, az első gép építéséhez képest így is túl precíz lett. :P
A behajlás 0.1 alatti, amit még elvisel a nyák. Erre lett építve. Köszönöm mindenkinek az építő hsz-eket!
[#worship]
Ez szépen szedi ahol van felesleg. :)
És igen, sz.rból várat, mivel HOBBIcnc. :)
Amúgy meg a tengely lehajlás számítás az nem támasztott értékre vonatkozó képlet, tehát maximum 0.1 a behajlás, de inkább kevesebb, mert nincs 2Kg se a Z konstrukció.
A trapézmenetes orsó, a műanyag anya amúgy se hoz 0.1 nél pontosabb lehetőséget, felesleges az alá törekednem, míg nincs golyós orsóm.
A beremegés csak akkor jön elő, ha terhelődik a marófej, tehát gravírnál nincs gond a 10-es tengelyekkel.
Első sorban PCB készítéshez volt tervezve a gép, ha a vízszintes mozgása is hozza a 0.1-es pontosságot, akkor már lehet vele dolgozni. Ha majd behozza az eddig beleölt pénzt, örömmel váltok sínekre, és golyós orsóra. :)
Vagy akárki megtámogathat egy két tengellyel, orsóval, ha úgy gondolja. :)))
Diákként örülök, ha a 0.1-et hozza, az első gép építéséhez képest így is túl precíz lett. :P
A behajlás 0.1 alatti, amit még elvisel a nyák. Erre lett építve. Köszönöm mindenkinek az építő hsz-eket!
[#worship]
Cím: Re:Mechanikai ötletek
Írta: 0cphxg8ns Dátum 2018 április 17, 19:40
Írta: 0cphxg8ns Dátum 2018 április 17, 19:40
A piros vonal alatt kb 1cm-el látható, hogy ezüstösebb a felület, onnan leszedett már valamennyit, de azért végigmegyek rajta addig, (azonos léptékkel) míg az egész asztal nem lesz ilyen egyenletes csillogó. Akkor a tengelyhez hozza a párhuzamot.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ai04xuhkdwuxyfvcaazsi_4919.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ai04xuhkdwuxyfvcaazsi_4919.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ai04xuhkdwuxyfvcaazsi_4919.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ai04xuhkdwuxyfvcaazsi_4919.jpg)
Cím: Re:Mechanikai ötletek
Írta: Pali79 Dátum 2018 április 17, 20:33
Írta: Pali79 Dátum 2018 április 17, 20:33
Hát majd ha munkára fogható lesz, akkor fogod látni, hogy mekkorát tévedsz! 0.1 pontossággal nyákot marni? 35um a réz réteg, ehhez képest a 0.1 nagyságrendű különbség. Mindenki azt hiszi hogy nyákot marni bármilyen sz@rral lehet, pedig az egyik legpontosabb megmunkálást igénylő feladat. Az honnan veszed, hogy a Szénási féle orsókkal nem lehet nagyobb pontosságot elérni? Semmivel sem rosszabb pontosságú mint bármely más megoldás. Nyilván vannak határai, de a pontosságára nem lehet panasz. Tudom mert nekem is van belőle 4 db.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 április 17, 20:42
Írta: xt79ipd3 Dátum 2018 április 17, 20:42
Azért ez nem olyan hatalmas munkaterületű gép. Itt a fórumon jó eséllyel találsz rendes lineáris síneket és kocsikat hozzá elérhető áron. Mondjuk két bulis hétvége árán. :)
Cím: Re:Mechanikai ötletek
Írta: 0cphxg8ns Dátum 2018 április 17, 21:00
Írta: 0cphxg8ns Dátum 2018 április 17, 21:00
Nem bulizom, nem iszok, nem dohányzom, abból van a mostani gép is, eddig nyújtózkodhattam. :)
Az orsó meg igenis ugrik.
A léptető 400 lépésből tesz egy kört, ami 0.075mm es lépést jelent az orsóval kalkulálva. Gyakorlatilag 0.1 körül ugrik lépésenként léptetve a motort, nem 0.075-önként. Órával mértem. Azóta már kapott szilikonzsírt a tengely, mégis ugrál.
De le is tettem a pontosságról, elég a 0.1. :)
A nyákhoz meg igenis elég nekem egy 0.1-es gép, nem smd-s málnákat gyártok, hanem házi hülyeségeket, leginkább furatszerelt cuccokkal, amihez elég, ha a réz réteg le lesz gravírozva az üvegszálról. Ehhez elég a 0.1, köszönöm a hsz-ed! :)
Neken nem baj, ha az üvegszálba belenyúl a gravírtű, a nyák még nem esik szét tőle.
Szóval köszönöm mindenkinek a gondolatokat, de nem hiába kérdeztem azt, amit. :)
Ha a polírozó folyamat (holnapra remélhetőleg) kész, jövök az eredményekkel!
Ez nem kér enni, ingyen megvan, ha nagyon nem hozná a kívánt eredményt, még mindig gyűjthetek tengelyre, aztán fél év múlva kb lehet belőle valami. (szereléssel, élesztéssel együtt)
Ez meg plusz 1 nap meló, és hátha. [#eljen]
Az orsó meg igenis ugrik.
A léptető 400 lépésből tesz egy kört, ami 0.075mm es lépést jelent az orsóval kalkulálva. Gyakorlatilag 0.1 körül ugrik lépésenként léptetve a motort, nem 0.075-önként. Órával mértem. Azóta már kapott szilikonzsírt a tengely, mégis ugrál.
De le is tettem a pontosságról, elég a 0.1. :)
A nyákhoz meg igenis elég nekem egy 0.1-es gép, nem smd-s málnákat gyártok, hanem házi hülyeségeket, leginkább furatszerelt cuccokkal, amihez elég, ha a réz réteg le lesz gravírozva az üvegszálról. Ehhez elég a 0.1, köszönöm a hsz-ed! :)
Neken nem baj, ha az üvegszálba belenyúl a gravírtű, a nyák még nem esik szét tőle.
Szóval köszönöm mindenkinek a gondolatokat, de nem hiába kérdeztem azt, amit. :)
Ha a polírozó folyamat (holnapra remélhetőleg) kész, jövök az eredményekkel!
Ez nem kér enni, ingyen megvan, ha nagyon nem hozná a kívánt eredményt, még mindig gyűjthetek tengelyre, aztán fél év múlva kb lehet belőle valami. (szereléssel, élesztéssel együtt)
Ez meg plusz 1 nap meló, és hátha. [#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 április 17, 21:12
Írta: PSoft Dátum 2018 április 17, 21:12
Készültek itt a "hőskorban" bútorlapból, írógép kocsikból is gépek, menetesszár "orsókkal", rugós, meg görgős, meg mittudom én még milyen kotty. mentesítéssel.
Nyákot, több kevesebb sikerrel szinte mindenki mart/gyártott azokkal is, hiszen 'anno az volt az egyik vágyálma mindenkinek.:)
[#eljen][#wave]
Nyákot, több kevesebb sikerrel szinte mindenki mart/gyártott azokkal is, hiszen 'anno az volt az egyik vágyálma mindenkinek.:)
[#eljen][#wave]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 17, 22:15
Írta: s7manbs8 Dátum 2018 április 17, 22:15
Hátha látsz valami ötletet, kis csendélet a műhelyemből.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_xmczk7k5pw3nyun52c0i_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/xmczk7k5pw3nyun52c0i_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_ttus3fpzqk5vfsjsb2he_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ttus3fpzqk5vfsjsb2he_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_n4cnmaqxxqu3s6mx4izfx_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/n4cnmaqxxqu3s6mx4izfx_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_wk650t0ajwaabdiez45_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/wk650t0ajwaabdiez45_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_0985c2e48vm7jd05iguny_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/0985c2e48vm7jd05iguny_918.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_xmczk7k5pw3nyun52c0i_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/xmczk7k5pw3nyun52c0i_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_ttus3fpzqk5vfsjsb2he_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ttus3fpzqk5vfsjsb2he_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_n4cnmaqxxqu3s6mx4izfx_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/n4cnmaqxxqu3s6mx4izfx_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_wk650t0ajwaabdiez45_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/wk650t0ajwaabdiez45_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_0985c2e48vm7jd05iguny_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/0985c2e48vm7jd05iguny_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 április 17, 22:57
Írta: jani300 Dátum 2018 április 17, 22:57
[#eljen] végre tettél képet !
Én már nem merek , mindig megszólnak :)
Pedig nincsen is CNC-m :)
Én már nem merek , mindig megszólnak :)
Pedig nincsen is CNC-m :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 17, 23:02
Írta: s7manbs8 Dátum 2018 április 17, 23:02
Amint látható ezek is ami volt abból lett összerakva, öszvér gépek. :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 április 17, 23:08
Írta: jani300 Dátum 2018 április 17, 23:08
Működik ? Hát akkor ?
Szégyenlem magam ,mert lehetőségem lenne , de nem tudom mi van velem :(
Próbálok váltani , egy nagy húsdarálót már üzembe helyeztünk , haver is próbál váltani villanyszerelésre ,megint .
Ha lesz komolyabb relés automatikája ,lesz melóm :)
Szégyenlem magam ,mert lehetőségem lenne , de nem tudom mi van velem :(
Próbálok váltani , egy nagy húsdarálót már üzembe helyeztünk , haver is próbál váltani villanyszerelésre ,megint .
Ha lesz komolyabb relés automatikája ,lesz melóm :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 17, 23:12
Írta: s7manbs8 Dátum 2018 április 17, 23:12
Működik mindegyik, most éppen nincs rajtuk megmunkált cucc, de majd most ahogy beindulok e téren jobban , lesz később pár mutatvány.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 17, 23:13
Írta: s7manbs8 Dátum 2018 április 17, 23:13
Az a hőskor még jelenleg is tart, úgy érzem. :)
Cím: Re:Mechanikai ötletek
Írta: torrente Dátum 2018 április 23, 20:13
Írta: torrente Dátum 2018 április 23, 20:13
Sziasztok! Egy nagyobbacska gép építésén töröm a fejem (kb 1000X1000mm munkaterület). Alu és plexi megmunkálás lenne a cél. Mozgóhidas konstrukció lenne és kb 1200mm lenne a fesztáv. A híd vagy két zártszelvényből (pl 80X80 vagy 100X100) lenne összehegesztve (egymás felett) vagy egy combosabb UNP (mondjuk unp 200)lenne oldalára állítva. Mindkettőnek van előnye és hátránya is, én az UNP felé hajlanék. Mi a véleményetek, mit javasolnátok? Köszönöm.. Péter
Cím: Re:Mechanikai ötletek
Írta: Pali79 Dátum 2018 április 23, 20:32
Írta: Pali79 Dátum 2018 április 23, 20:32
Szerintem a zártszelvényt soha nem tudod megcsinálni egyenesre. Én inkább gondolkodnék valami combosabb U szelvényben, persze annak is az érintett részeit síkban kellene marni vagy köszörülni.
Cím: Re:Mechanikai ötletek
Írta: Pali79 Dátum 2018 április 23, 20:34
Írta: Pali79 Dátum 2018 április 23, 20:34
Most néztem, hogy az UNP az U szelvény. [#taps]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 23, 22:25
Írta: s7manbs8 Dátum 2018 április 23, 22:25
Kicsit alakítottam tovább az eszterga szerűségemet.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ty9xkzndx2gjefbx8hn_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ty9xkzndx2gjefbx8hn_918.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ty9xkzndx2gjefbx8hn_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ty9xkzndx2gjefbx8hn_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2018 április 23, 22:27
Írta: szf Dátum 2018 április 23, 22:27
Miből van az orsóház, valami szelep test?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 23, 22:28
Írta: s7manbs8 Dátum 2018 április 23, 22:28
Valami generátor volt úgy rémlik.
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2018 április 23, 22:30
Írta: szf Dátum 2018 április 23, 22:30
Ügyes
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 23, 22:32
Írta: s7manbs8 Dátum 2018 április 23, 22:32
Még képek.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_4qsp8pisgfmua7igus3f_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/4qsp8pisgfmua7igus3f_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_uxpkg3ygm9zfa6pke5t6_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/uxpkg3ygm9zfa6pke5t6_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_64u7dxud83h75zhp24hg_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/64u7dxud83h75zhp24hg_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_8jhacxuwv78azwick3q_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/8jhacxuwv78azwick3q_918.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_4qsp8pisgfmua7igus3f_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/4qsp8pisgfmua7igus3f_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_uxpkg3ygm9zfa6pke5t6_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/uxpkg3ygm9zfa6pke5t6_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_64u7dxud83h75zhp24hg_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/64u7dxud83h75zhp24hg_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_8jhacxuwv78azwick3q_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/8jhacxuwv78azwick3q_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2018 április 23, 22:33
Írta: fn47xk7ei Dátum 2018 április 23, 22:33
Elég halovány a főorsó mérete .
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 23, 22:33
Írta: s7manbs8 Dátum 2018 április 23, 22:33
Az alja majd még szebb lesz, csak össze van rakva, hogy kb mi hova esik tervezés nélkül élőben. From scratch. Ahogy az angol mondaná. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 23, 22:34
Írta: s7manbs8 Dátum 2018 április 23, 22:34
Tudom, de ez megvan, úgy fogom rátenni, hogy azt a részt ki lehessen cserélni, illetve az egész ágyát be akarom majd önteni műgyantás betonnal vagy akármi, majd ahogy sikerül.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 23, 22:35
Írta: s7manbs8 Dátum 2018 április 23, 22:35
Műanyaggal fával el lehet majd bohóckodni így is remélhetőleg.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 23, 22:39
Írta: s7manbs8 Dátum 2018 április 23, 22:39
A tokmány az 110 mm-es.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2018 április 23, 22:46
Írta: fn47xk7ei Dátum 2018 április 23, 22:46
Ha elkészül ! De mintha ez az esztergagép is olyan lucaszék tempóban épülne mert rémlik valami fénykép erről régebbi dátummal is .[#vigyor1]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 április 23, 23:17
Írta: jani300 Dátum 2018 április 23, 23:17
Nem egészen idevaló ,de ha már esztergáltok ...
A haver el akar velem cserélni egy orosz nehéz műszerész esztergát az EAN on ra .
Szerintem hagyom magam :)
Az ean egész komplett , az oroszban nincsen lábváltó .
A haver el akar velem cserélni egy orosz nehéz műszerész esztergát az EAN on ra .
Szerintem hagyom magam :)
Az ean egész komplett , az oroszban nincsen lábváltó .
Cím: Re:Mechanikai ötletek
Írta: 2f428kduf Dátum 2018 április 24, 14:51
Írta: 2f428kduf Dátum 2018 április 24, 14:51
Régi csepel teherautó dinamó-háza, vagy 40 éves.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2018 április 24, 17:04
Írta: hostya Dátum 2018 április 24, 17:04
Én csak azt nem értem, hogy ha már régi dinamó házból+ pajzsokból alakítottad ki a "főorsót", akkor..
- Miért a kefeoldali "lábas" pajzs került a tokmány felé..?? (mert ugye, ez a gyengébb..) [#csodalk]
- A másik, hajtás-oldali pajzs sokkal merevebb lenne...
Fordítsd meg a "főorsót" a pajzsokkal együtt.
Akkor talán használható lesz... fához, műanyaghoz.
- Miért a kefeoldali "lábas" pajzs került a tokmány felé..?? (mert ugye, ez a gyengébb..) [#csodalk]
- A másik, hajtás-oldali pajzs sokkal merevebb lenne...
Fordítsd meg a "főorsót" a pajzsokkal együtt.
Akkor talán használható lesz... fához, műanyaghoz.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 24, 17:10
Írta: s7manbs8 Dátum 2018 április 24, 17:10
Köszönöm ez jó ötletnek tűnik. !!!!
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 április 24, 18:20
Írta: remrendes Dátum 2018 április 24, 18:20
Altalaban az UPN gerenda keresztmetszete geometrikailag nem tul szabalyos.
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2018 április 24, 18:52
Írta: szf Dátum 2018 április 24, 18:52
De, ha már faragod lehet , hogy fel tudok neked kínálni egy öntvény házat.Holnap rakok fel képeket.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 24, 19:48
Írta: s7manbs8 Dátum 2018 április 24, 19:48
OK, amúgy is képlékeny itt minden, nem ragaszkodok ehhez , csak ha már megvolt mondom ráteszem valamire. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 29, 13:13
Írta: s7manbs8 Dátum 2018 április 29, 13:13
Lehet itt mit csinálni, CNC-vel megturbózom valahogy az esztergát, azonkívül a kínai minőség néháy gyengeségét is meg kell javítani.
Lekaptam pár alkatrészt róla, ami helyett motorizálni lehet elég könnyen úgy látom.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ttnmdjavswcqsc3maseq0_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ttnmdjavswcqsc3maseq0_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_hcs38h50hbm3qu9uvjdyy_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/hcs38h50hbm3qu9uvjdyy_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_6xi3a4ytch5zf4fi459_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/6xi3a4ytch5zf4fi459_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_us2m77steuf6nhn7bh9f_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/us2m77steuf6nhn7bh9f_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_ndk7a80gft503qb99hf7a_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ndk7a80gft503qb99hf7a_918.jpg)
Lekaptam pár alkatrészt róla, ami helyett motorizálni lehet elég könnyen úgy látom.
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ttnmdjavswcqsc3maseq0_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ttnmdjavswcqsc3maseq0_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_hcs38h50hbm3qu9uvjdyy_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/hcs38h50hbm3qu9uvjdyy_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_6xi3a4ytch5zf4fi459_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/6xi3a4ytch5zf4fi459_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_us2m77steuf6nhn7bh9f_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/us2m77steuf6nhn7bh9f_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_ndk7a80gft503qb99hf7a_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ndk7a80gft503qb99hf7a_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 április 29, 15:29
Írta: designr Dátum 2018 április 29, 15:29
Olyan vagy te is..kapsz valamit és egyből szétszeded..
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 29, 16:05
Írta: s7manbs8 Dátum 2018 április 29, 16:05
Annyiból jának látom, hogy pár perc alatt fel lehet rá tenni egy CNC-sítést, meg visszafele is manuálisra, ha jól kitalálom.
Az első értelmes munka mindjárt meg is lesz, befogok egy 2-es mkukorica marót és egy nyákpanelen így elvágok pár vezetéket . :)
Az első értelmes munka mindjárt meg is lesz, befogok egy 2-es mkukorica marót és egy nyákpanelen így elvágok pár vezetéket . :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 29, 16:06
Írta: s7manbs8 Dátum 2018 április 29, 16:06
Az eredeti feliratát lecserélehetm majd egy rendes alu táblába gravírotzottra az faszább lesz mindjárt. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 29, 16:23
Írta: s7manbs8 Dátum 2018 április 29, 16:23
Megvan:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_2n078n8i9scdfpaa9ehu_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/2n078n8i9scdfpaa9ehu_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_56e0s46tegmxasazyehnu_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/56e0s46tegmxasazyehnu_918.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_2n078n8i9scdfpaa9ehu_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/2n078n8i9scdfpaa9ehu_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/tn_56e0s46tegmxasazyehnu_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/56e0s46tegmxasazyehnu_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2018 április 29, 17:47
Írta: mex Dátum 2018 április 29, 17:47
Körülményes módját használod a nyákrajzolat átrendezésének, az már biztos.Szikével többre mennél. [#kacsint]
Inkább próbálj meg ceruzát hegyezni, gyanítom, nagyobb lesz a sikerélményed.
Inkább próbálj meg ceruzát hegyezni, gyanítom, nagyobb lesz a sikerélményed.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2018 április 30, 07:19
Írta: ebalint Dátum 2018 április 30, 07:19
Nagyon király ötlet! [#wilting]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 07:29
Írta: s7manbs8 Dátum 2018 április 30, 07:29
Acélt próbálva esztergálni, érdeks kúp lett, nem sík, aztán rájöttem, hogy a hosszánt eltolja, ennek mi a trükkje ?
Kézzel kell tartani ? De az elég béna mert akkor is elmozdulhat rögzítő nincs rajta, az áttétel oylan kicsi, hogy a kést ahogy noymja elgurul ...
Kézzel kell tartani ? De az elég béna mert akkor is elmozdulhat rögzítő nincs rajta, az áttétel oylan kicsi, hogy a kést ahogy noymja elgurul ...
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 április 30, 07:38
Írta: Csuhás Dátum 2018 április 30, 07:38
Minden normális gépen leszorítható a hossz szán. A kínai hegyezőkre rá kell építeni a leszorítót. Egy kínai gép esetén nagyjából a pucolás, a szánok illesztése után következik a rögzítők beépítése ( hossz szán, szegnyereg ). Azért olcsó mert Te fejezed be a gyártást.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 08:19
Írta: s7manbs8 Dátum 2018 április 30, 08:19
OK, kösz, erre számítottam. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 08:22
Írta: s7manbs8 Dátum 2018 április 30, 08:22
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 április 30, 08:24
Írta: Csuhás Dátum 2018 április 30, 08:24
A leszorítók konkrét megoldásaira rengeteg ötletet találsz a neten, mert mindenki aki esztergálni kezdett ilyen masinákkal, rájött hogy ezeket meg kell építeni.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 10:40
Írta: s7manbs8 Dátum 2018 április 30, 10:40
A hátulsó középső lemezszorító csavart meghúzom és rögzül csak leszedtem a lemezt mögüle, hogy hozzá férjen.
Ezen a hosszánon nincs oldalt anyag, amire egy egyszerű furatot készíteve közép alá meg lemezt téve megoldható lenne ...
Ezen a hosszánon nincs oldalt anyag, amire egy egyszerű furatot készíteve közép alá meg lemezt téve megoldható lenne ...
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 10:57
Írta: s7manbs8 Dátum 2018 április 30, 10:57
Ez a megoldás jó lesz úgy látom az enyémre:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_s4b6gh8hp4h8c0ia2pkx6_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/s4b6gh8hp4h8c0ia2pkx6_918.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_s4b6gh8hp4h8c0ia2pkx6_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/s4b6gh8hp4h8c0ia2pkx6_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 11:00
Írta: s7manbs8 Dátum 2018 április 30, 11:00
Még kép közelről:
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ge3s4agc8efa8e0886z53_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ge3s4agc8efa8e0886z53_918.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_ge3s4agc8efa8e0886z53_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/ge3s4agc8efa8e0886z53_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 április 30, 11:17
Írta: TROMF22 Dátum 2018 április 30, 11:17
Micsoda kompozíció! Az új szerzemény, tükörben a fotós, és mellette a kegyvesztett(?) garabonciás eszterga-masinája. Csak nem hagyod veszni!?
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 11:49
Írta: s7manbs8 Dátum 2018 április 30, 11:49
Nem, eszem ágában sincs azt abbahagyni.
Azt is készítem tovább.
Azt is készítem tovább.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 április 30, 11:53
Írta: TROMF22 Dátum 2018 április 30, 11:53
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 április 30, 12:44
Írta: Csuhás Dátum 2018 április 30, 12:44
Azt gondold meg mennyire lesz útban a szegnyereg előtt egy csavar imbuszkulccsal. Az igazi esztergákon nem középen rögzítenek hanem hátul levő billenésgátló léc egy darabját szokták megszorítani. Fontos hogy minél kevesebbet vegyél el a szegnyereg útjából. ( Megjegyzem hogy szerintem az e2n gép szán rögzítése is elhibázott, nagyon merev anyagot görbít el rossz erőkarral, szóval gyárilag alig szorít. Az enyémet átalakítottam, szerintem tökéletes lett. Arról is van fent pár fotó )
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 14:18
Írta: s7manbs8 Dátum 2018 április 30, 14:18
Kösz ha hátul húzom meg a ott nem zavar semmit ahhoz tulajdonképp nem is kell csinálni semmit illetve pl. a középső csavarra (nem a gyárira, egy másikra) ráhegesztve egy kart ha jól beállítom, akkor elfordítom és úgy megszorul, ha meg vissza kiengedem pl. úgy szinte semmit se kell csinálni ehhez mást. Arra elég hogy oldalazgassak.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 14:19
Írta: s7manbs8 Dátum 2018 április 30, 14:19
A billenésgátló lécen, ahogy írod pont igen. Kösz.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 április 30, 14:33
Írta: svager Dátum 2018 április 30, 14:33
Ha rázárod a lakatanyát(természetesen nem forog az orsó)nem kell még hegesztened sem.[#wink]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 április 30, 14:37
Írta: zozo Dátum 2018 április 30, 14:37
Ha valami cserélhető lapkás késsel próbálsz oldalazni, akkor nem csoda, ha eltolja a hossz-szánt. Azok nyomnak ilyen kis gépen.
Megoldások:
1. jó élszögekkel kell a kést köszörülni, akkor nem nyom
2. lakatanyával is lehet a hossz-szánt rögzíteni, kéziszánnal pedig fogást venni oldalazáshoz
3. a szegnyereg talpához betámasztod a szánt, a szegnyerget rögzíted a kívánt helyen.
Megoldások:
1. jó élszögekkel kell a kést köszörülni, akkor nem nyom
2. lakatanyával is lehet a hossz-szánt rögzíteni, kéziszánnal pedig fogást venni oldalazáshoz
3. a szegnyereg talpához betámasztod a szánt, a szegnyerget rögzíted a kívánt helyen.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2018 április 30, 15:54
Írta: sanyi84 Dátum 2018 április 30, 15:54
Lehet venni jó lapkákat is, mert már van technika tehat ne temesse senki az újat. 3-400% al kevesebb energiát igénylő "hihetetlen" marófej is létezik, kizarólag hűtés nélkül használható. A 3-400% úgy jön ki hogy bár fele annyi teljesítmény igénye de majd dupla annyi anyagot távolít el mi nt a masik nagyoló és fele idő alatt. Esztergakhoz is vannak jó lapjak, nem csak tnmg/cnmg/wnmg/vnmg iso lapkák vannak a vilagon.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 16:54
Írta: s7manbs8 Dátum 2018 április 30, 16:54
Enek mindig forog az orsó, persze ha megbontom a fogaskerekeknél, akkor lehet nem fog ... :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 április 30, 16:55
Írta: s7manbs8 Dátum 2018 április 30, 16:55
Kösz.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 április 30, 17:38
Írta: svager Dátum 2018 április 30, 17:38
Ha nem vágysz menetet,ne leggyen a fogaskerék ősszekapcsolva.
Sokkal hangosabb,és ha nem kenegeted folyamatosan hajlamos megszorulni, ilyenkor pillanatok alatt tőrik a fogaskerék.
Sokkal hangosabb,és ha nem kenegeted folyamatosan hajlamos megszorulni, ilyenkor pillanatok alatt tőrik a fogaskerék.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 május 03, 20:25
Írta: s7manbs8 Dátum 2018 május 03, 20:25
Ilyen ennek a hajtás része a fogaskerekeknél, jó kis műanyagok. :)
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_pz9f7ukdf6gkkuec8tp2n_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/pz9f7ukdf6gkkuec8tp2n_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/tn_qeass0bvvxx06pk4z0qe8_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/qeass0bvvxx06pk4z0qe8_918.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_pz9f7ukdf6gkkuec8tp2n_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/pz9f7ukdf6gkkuec8tp2n_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/tn_qeass0bvvxx06pk4z0qe8_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/qeass0bvvxx06pk4z0qe8_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 május 03, 20:44
Írta: PSoft Dátum 2018 május 03, 20:44
Ha 'vasbú vóóóna...zörögne, mint a veszedelem.[#nyes]
Van annak előnye is!
Pikk-pakk, nyomtatsz ha kopik/törik.:)
Van annak előnye is!
Pikk-pakk, nyomtatsz ha kopik/törik.:)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 május 03, 20:52
Írta: s7manbs8 Dátum 2018 május 03, 20:52
Igen nekem is a 3D noymtató jutott eszembe, legalább lesz munkája annak is. :)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 május 03, 21:14
Írta: zozo Dátum 2018 május 03, 21:14
Felül az irányváltó kerekeket tedd semleges állásba, hogy ne kapjanak hajtást a főorsóról. Feleslegesen hajtod, zörgeted, koptatod így őket.
Az alsót meg visszateheted.
Az alsót meg visszateheted.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 május 03, 21:52
Írta: s7manbs8 Dátum 2018 május 03, 21:52
Kösz, megnézem.
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 május 16, 20:00
Írta: 2am4nwzib Dátum 2018 május 16, 20:00
Így jártak .
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2018 május 16, 22:24
Írta: xg2w6ib9x Dátum 2018 május 16, 22:24
Ebben mi volt a mechanikai ötlet, hogy figyelj oda mikor géppel dolgozol, mert drága lesz ? [#conf]
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 május 16, 22:40
Írta: 2am4nwzib Dátum 2018 május 16, 22:40
Drága szórakozás ez a CNC ,lehet más kárán tanulni ...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 május 17, 11:01
Írta: 000000000 Dátum 2018 május 17, 11:01
Na meg fájdalmakat is okozhat ha valaki nem figyel...[#rinya]
Azért van az én gépem vastag plexi ablakkal látva. Gyáva vagyok és vigyázós. Kellenek a szemeim és az ujjaim még néhány évre...
Azért van az én gépem vastag plexi ablakkal látva. Gyáva vagyok és vigyázós. Kellenek a szemeim és az ujjaim még néhány évre...
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 május 17, 11:11
Írta: 000000000 Dátum 2018 május 17, 11:11
Én inkább egy CNC-n delrin (POM) műanyagból csinálnék ujjat tartalékba. 3D printer az jó, de nem hiszem erre. Láttam néhány videót ezekről de nem nézett ki jól az eredmény, meg nem nagyon erős.
Cím: Re:Mechanikai ötletek
Írta: B.Zoltán Dátum 2018 május 17, 11:55
Írta: B.Zoltán Dátum 2018 május 17, 11:55
Nem olyan gyenge az, nekem menetvágásnál bevált, bár most már CNC-vel vágom.
POM nyilván érősebb, de ez meg gyorsan megvan a 3D-vel.
POM nyilván érősebb, de ez meg gyorsan megvan a 3D-vel.
Cím: Re:Mechanikai ötletek
Írta: sastas Dátum 2018 május 17, 12:40
Írta: sastas Dátum 2018 május 17, 12:40
Oktatási intézmények CNC-ihez nyomtattunk ilyen fogaskereket, egy fél marékkal. Inkább az törjön egy tanoncnál mint valami más. Általában fél évente van egy figyelmetlen tanuló..
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 május 17, 22:48
Írta: 2am4nwzib Dátum 2018 május 17, 22:48
Oroszok...........
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 május 17, 23:10
Írta: 2am4nwzib Dátum 2018 május 17, 23:10
szintén orosz , most kőre.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_jfh25ph9pa97mztbssve_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/jfh25ph9pa97mztbssve_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_jfh25ph9pa97mztbssve_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/jfh25ph9pa97mztbssve_5949.jpg)
Cím: Re:Mechanikai ötletek
Írta: 49db863y8 Dátum 2018 május 18, 21:19
Írta: 49db863y8 Dátum 2018 május 18, 21:19
Szervusz Tibor!
Azt szeretném kérdezni Tőled ,hogy mi a külömbség a következő megmunkálási módszerek között. Konkrétan fa esztergálás_marás
esetében.
1. 360 fokot fordul az A tengely aztán lép egyet Z irányba
mint az "Oroszok" videón majd ellen irányba fordul
2. Folyamatosan forog az A tengely ,360 foknál lép Z irányba,
a marószerszám közben X irányban is végzi a dolgát
3. A harmadik esetben a marószerszám hosszirányba mozog (és
sugár irányban is) a munkadara végeken az A tengely lép
egy poziciót és egy fordulat alatt van kész a munkadarab.
Remélem érthető amit kérdezek.Az x és Z tengely esztega kordináta rendszerben értem.
Üdv:László
Azt szeretném kérdezni Tőled ,hogy mi a külömbség a következő megmunkálási módszerek között. Konkrétan fa esztergálás_marás
esetében.
1. 360 fokot fordul az A tengely aztán lép egyet Z irányba
mint az "Oroszok" videón majd ellen irányba fordul
2. Folyamatosan forog az A tengely ,360 foknál lép Z irányba,
a marószerszám közben X irányban is végzi a dolgát
3. A harmadik esetben a marószerszám hosszirányba mozog (és
sugár irányban is) a munkadara végeken az A tengely lép
egy poziciót és egy fordulat alatt van kész a munkadarab.
Remélem érthető amit kérdezek.Az x és Z tengely esztega kordináta rendszerben értem.
Üdv:László
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 május 18, 22:43
Írta: 2am4nwzib Dátum 2018 május 18, 22:43
Hello
szerintem; 1) A(0=360) , (X),Z=mozog (latcolag eszterga de nem az)
ha az lenne A=9999999999999....∞( persze lehet 2Ax is értelmezni)
2) 4Ax ,X/Z/A=mozog Y=0 igazából 3=tengely.
3) 4Ax ,X/Y/Z/A=4tengely szimultán.
szerintem; 1) A(0=360) , (X),Z=mozog (latcolag eszterga de nem az)
ha az lenne A=9999999999999....∞( persze lehet 2Ax is értelmezni)
2) 4Ax ,X/Z/A=mozog Y=0 igazából 3=tengely.
3) 4Ax ,X/Y/Z/A=4tengely szimultán.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 május 19, 07:01
Írta: Szalai György Dátum 2018 május 19, 07:01
Abban gondolok különbséget, hogy mennyi dinamika árán készül el a munkadarab.
Az ideálishoz legközelebbi ugye az volna, ha a teljes folyamat alatt minden axis egy irányba mozogna, állandó sebességgel.
Ez kerülne a legkevesebb energiába és gépkopásba.
Azután jön az, amikor a legkisebb mozgó tömegű géprész mozog dinamikusan, a többi meg állandó sebességgel vagy szögsebességgel mozog, változatlan irányba.
Ha minden axis ide-oda ugrál folyton, az többszörös energiaigény és többszörös igénybevétel a gépnek.
Az ideálishoz legközelebbi ugye az volna, ha a teljes folyamat alatt minden axis egy irányba mozogna, állandó sebességgel.
Ez kerülne a legkevesebb energiába és gépkopásba.
Azután jön az, amikor a legkisebb mozgó tömegű géprész mozog dinamikusan, a többi meg állandó sebességgel vagy szögsebességgel mozog, változatlan irányba.
Ha minden axis ide-oda ugrál folyton, az többszörös energiaigény és többszörös igénybevétel a gépnek.
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 május 19, 18:00
Írta: 2am4nwzib Dátum 2018 május 19, 18:00
Gondolom az ,,ide-oda ugrál folyton,, a 4Ax_szimultánra érti?
itt egy példa hogy mire jó ez a ,,ugrálás,,Óra alkatrész (fogaskerék), modul maró (drága cucc ) helyettesítő megoldás.
Persze és akkor benne vagyunk a szokásos mesében ;költségkímélés .....stb.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_zbefg5ey4saep8zujmv_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/zbefg5ey4saep8zujmv_5949.jpg)
itt egy példa hogy mire jó ez a ,,ugrálás,,Óra alkatrész (fogaskerék), modul maró (drága cucc ) helyettesítő megoldás.
Persze és akkor benne vagyunk a szokásos mesében ;költségkímélés .....stb.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_zbefg5ey4saep8zujmv_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/zbefg5ey4saep8zujmv_5949.jpg)
Cím: Re:Mechanikai ötletek
Írta: 49db863y8 Dátum 2018 május 19, 21:08
Írta: 49db863y8 Dátum 2018 május 19, 21:08
Helló Tibor!
Köszönöm ,hogy válaszoltál és köszönöm az információt.
Egy faesztergát épitgetek hasonló elrendezésben mint az Általad linkelt videón látható. 3 tengelyes lesz ,a harmadik tengely a léptetőmotorral is hajtható főorsó.Remélem hamarosan "hadra fogható" lesz és ezért érdeklődőm a megmunkálási módszerek iránt.Sajnos a Cad programok elég bonyolultak a számomra ,de majd csak sikerül valamilyen szinten.
https://www.youtube.com/watch?time_continue=7&v=_VBFlqX671Q
https://www.youtube.com/watch?v=qNvtO0QR-38
https://www.youtube.com/watch?time_continue=7&v=_VBFlqX671Q
Ezen 3 videón látni a három féle megmunkálást és a végeredmény ugyan az.Ez három külömböző program lenne?
Üdv:László
Köszönöm ,hogy válaszoltál és köszönöm az információt.
Egy faesztergát épitgetek hasonló elrendezésben mint az Általad linkelt videón látható. 3 tengelyes lesz ,a harmadik tengely a léptetőmotorral is hajtható főorsó.Remélem hamarosan "hadra fogható" lesz és ezért érdeklődőm a megmunkálási módszerek iránt.Sajnos a Cad programok elég bonyolultak a számomra ,de majd csak sikerül valamilyen szinten.
https://www.youtube.com/watch?time_continue=7&v=_VBFlqX671Q
https://www.youtube.com/watch?v=qNvtO0QR-38
https://www.youtube.com/watch?time_continue=7&v=_VBFlqX671Q
Ezen 3 videón látni a három féle megmunkálást és a végeredmény ugyan az.Ez három külömböző program lenne?
Üdv:László
Cím: Re:Mechanikai ötletek
Írta: 49db863y8 Dátum 2018 május 19, 21:22
Írta: 49db863y8 Dátum 2018 május 19, 21:22
Szia György!
Nagy széria vagy tömeggyártás esetén valóban meggondolandók az Általad emlitett tényezők hiszen nem mindegy ,hogy mennyi idő alatt készül el az alkatrész vagy meddig birja a gép a termelést.Én csak egyedi illetve kis szériás gyártást tervezek és inkább a minőséget próbálom megcélozni .
Köszönöm a válaszodat.
Üdv:László
Nagy széria vagy tömeggyártás esetén valóban meggondolandók az Általad emlitett tényezők hiszen nem mindegy ,hogy mennyi idő alatt készül el az alkatrész vagy meddig birja a gép a termelést.Én csak egyedi illetve kis szériás gyártást tervezek és inkább a minőséget próbálom megcélozni .
Köszönöm a válaszodat.
Üdv:László
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 május 19, 22:24
Írta: 2am4nwzib Dátum 2018 május 19, 22:24
Ez a rendszer a ,,4Axis Y=0,, a legtöbb CAD/CAM rendelkezik ezzel a funkcióval pl; VisualCadCam , RhinoCam ...elég könnyű kezelni és nem bonyolult.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_pw3cn40bfw3nppuedkuf_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/pw3cn40bfw3nppuedkuf_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/tn_94b0eke53ndtqpnbnq8dv_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/94b0eke53ndtqpnbnq8dv_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/tn_5fe5cx960jtaz7a6k3kac_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/5fe5cx960jtaz7a6k3kac_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_pw3cn40bfw3nppuedkuf_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/pw3cn40bfw3nppuedkuf_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/tn_94b0eke53ndtqpnbnq8dv_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/94b0eke53ndtqpnbnq8dv_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/tn_5fe5cx960jtaz7a6k3kac_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/5fe5cx960jtaz7a6k3kac_5949.jpg)
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 május 21, 20:43
Írta: 2am4nwzib Dátum 2018 május 21, 20:43
Tovább fejlesztve Y-tengelyt , átalakul 4Ax-szimultán sőtt még
egy komplex MILL/TURN-ra is .
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_578ib9vds0fynuumfh98_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/578ib9vds0fynuumfh98_5949.jpg)
egy komplex MILL/TURN-ra is .
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_578ib9vds0fynuumfh98_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/578ib9vds0fynuumfh98_5949.jpg)
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 május 21, 20:54
Írta: 2am4nwzib Dátum 2018 május 21, 20:54
Tormach eszterva/marógép .
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2018 május 22, 10:41
Írta: ywathzay Dátum 2018 május 22, 10:41
Élhajlító golyósorsóval (http://www.coastone.fi/assets/c_g-series_yhteisesite_eng_web.pdf)
Igazi CNC csemege. Valószínűleg egyszerűbben vezérelhető, és kevesebb energiára van szüksége mint a hidraulikusnak.
Igazi CNC csemege. Valószínűleg egyszerűbben vezérelhető, és kevesebb energiára van szüksége mint a hidraulikusnak.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2018 május 22, 10:44
Írta: ywathzay Dátum 2018 május 22, 10:44
Utóbbi mondatom módosítanám, az adatlapot alaposabban tanulmányozva lehet hogy mégis eszik annyit....
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 május 22, 10:59
Írta: Csuhás Dátum 2018 május 22, 10:59
A szalagos élhajlító talán még ennél is könnyebben megvalósítható, és egyben olcsóbb egyszerűbb.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2018 május 28, 10:44
Írta: Tari Gábor Dátum 2018 május 28, 10:44
Sziasztok,
"ricnizés" -ről keresek szabványt, vagy információt.
Olyanra gondolok, ami a csaptelepeken van pl, Nagyon hasonló a barázdafogazathoz (DIN 5481) de nem az. Speciális adaptert kell terveznem, ehhez kellene a szabvány. Ha valaki tudja hol érdemes keresni, vagy mi a hivatalos neve ennek az is segítség.
Köszi
"ricnizés" -ről keresek szabványt, vagy információt.
Olyanra gondolok, ami a csaptelepeken van pl, Nagyon hasonló a barázdafogazathoz (DIN 5481) de nem az. Speciális adaptert kell terveznem, ehhez kellene a szabvány. Ha valaki tudja hol érdemes keresni, vagy mi a hivatalos neve ennek az is segítség.
Köszi
Cím: Re:Mechanikai ötletek
Írta: Gamos Dátum 2018 május 28, 12:09
Írta: Gamos Dátum 2018 május 28, 12:09
Helló!
Szerkesztési atlasz 127. oldalán vannak hasonlók.Vagy Műszaki táblázatok könyv 139. oldalán. Barázdafogazatú tengelykötés alatt.
Üdv.
Szerkesztési atlasz 127. oldalán vannak hasonlók.Vagy Műszaki táblázatok könyv 139. oldalán. Barázdafogazatú tengelykötés alatt.
Üdv.
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 május 28, 17:50
Írta: 2am4nwzib Dátum 2018 május 28, 17:50
Nem éppen ötletnek (mechanikai)szánom , de nem tudtam megállni
........pirossal jelöltem a zseniális megoldásokat.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_c9dtjxepmz7g3vwjnpaa_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/c9dtjxepmz7g3vwjnpaa_5949.jpg)
........pirossal jelöltem a zseniális megoldásokat.
(https://hobbicncforum.hu/uploaded_images/2018/05/tn_c9dtjxepmz7g3vwjnpaa_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/05/c9dtjxepmz7g3vwjnpaa_5949.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 május 28, 19:41
Írta: PSoft Dátum 2018 május 28, 19:41
És mondá az Úr...
-Legyen egy asztal!
Amikor az megtelt, ismét mondá az Úr...
-Legyen egy segédasztal is!
Na most...
Megtelt a segédasztal.:)
Ismét az Úr jön.[#nevetes1]
-Legyen egy asztal!
Amikor az megtelt, ismét mondá az Úr...
-Legyen egy segédasztal is!
Na most...
Megtelt a segédasztal.:)
Ismét az Úr jön.[#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 május 28, 20:57
Írta: Szalai György Dátum 2018 május 28, 20:57
De (Mózes könyve szerint) azt nem mondá a limlomnak, hogy:
"Szaporodjatok és sokasodjatok, és töltsétek be a földet"
Az meg mégis azt teve.
Hát ha nem gondolta végig ezt a teremtést előre, az összes következményeivel együtt, akkor most gondoskodjon kellő számú segédasztalokról.
Hobbyista. [#vigyor2]
"Szaporodjatok és sokasodjatok, és töltsétek be a földet"
Az meg mégis azt teve.
Hát ha nem gondolta végig ezt a teremtést előre, az összes következményeivel együtt, akkor most gondoskodjon kellő számú segédasztalokról.
Hobbyista. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 május 28, 21:34
Írta: zozo Dátum 2018 május 28, 21:34
Erről egy ismerősöm jut eszembe. A munkahelyén rendszeresen begyűjtötte az órákat, mondván, ért hozzá, tisztviselő létére. Aztán többnyire az öreg órás barátjánál kötöttek ki, de boldogan vitte vissza a tulajdonosának. A kérdésre, hogy -mit fizetek érte? -a válasz mindig az volt, ugyanmár, semmit, nekem ez hobbi!
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 június 05, 16:15
Írta: xt79ipd3 Dátum 2018 június 05, 16:15
Üdv!
Szedegetem össze továbbra is az alkatrészeket a készülő CNC marómhoz. Többek tanácsára egyelőre a szíjas, 1:2 áttétes hajtás kerül előtérbe az eredeti direkt hajtás helyett. A golyósorsók 16mm átmérőjűek lesznek, de mekkora legyen a menetemelkedés? Y irányban 2 orsó, x tengelyen egy.
X hasznos hossz: 557mm
Y hasznos hossz: 820mm
(A Z-vel nem kell foglalkozni, ahhoz már komplett egységem van.)
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_6pynh0s4q96mi6bdetcx7_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/6pynh0s4q96mi6bdetcx7_5485.jpg)
Szedegetem össze továbbra is az alkatrészeket a készülő CNC marómhoz. Többek tanácsára egyelőre a szíjas, 1:2 áttétes hajtás kerül előtérbe az eredeti direkt hajtás helyett. A golyósorsók 16mm átmérőjűek lesznek, de mekkora legyen a menetemelkedés? Y irányban 2 orsó, x tengelyen egy.
X hasznos hossz: 557mm
Y hasznos hossz: 820mm
(A Z-vel nem kell foglalkozni, ahhoz már komplett egységem van.)
Köszönöm!
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_6pynh0s4q96mi6bdetcx7_5485.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/6pynh0s4q96mi6bdetcx7_5485.jpg)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 június 05, 17:52
Írta: remrendes Dátum 2018 június 05, 17:52
Mi okbol kifolyolag dontottel a szij mellett?
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 június 05, 20:13
Írta: xt79ipd3 Dátum 2018 június 05, 20:13
A léptetőmotorok nem túl izmosak és a nyomaték növelése miatt javasolták az áttételt. Meg elvileg a dinamikára is jótékony hatással van. (Én nem értek hozzá... [#nemtudom] )
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 június 06, 06:24
Írta: remrendes Dátum 2018 június 06, 06:24
Teny, hogy igy minden pillanatban duplazod a motor nyomatekat, ha a vesztesegektol eltekintunk. A kerdes az, hogy megeri e. Egy random NEMA23 Leadshine motor nyomatekgorbeje. (http://americanmotiontech.com/Upload/TorqueCurve/57hs13b.jpg)
Ha 24V-rol hajtod, akkor latod, hogy 500rpm-en cirka 1Nm-t tud, 1000-en pedig kb 0.5-0.55-ot.
Jelen esetben nyomatek szempontjabol kb ugyanott leszel, viszont belevittel a rendszerbe nehany felesleges alkatreszt es emeled a fordulatszamot, aminek azert vannak nem tul elonyos mellekhatasai is.
Lehet rosszul gondolom, de szerintem ha nem eleg a leptetomotor nyomateka, akkor motort kell cserelni.
Ha 24V-rol hajtod, akkor latod, hogy 500rpm-en cirka 1Nm-t tud, 1000-en pedig kb 0.5-0.55-ot.
Jelen esetben nyomatek szempontjabol kb ugyanott leszel, viszont belevittel a rendszerbe nehany felesleges alkatreszt es emeled a fordulatszamot, aminek azert vannak nem tul elonyos mellekhatasai is.
Lehet rosszul gondolom, de szerintem ha nem eleg a leptetomotor nyomateka, akkor motort kell cserelni.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 június 06, 08:42
Írta: xt79ipd3 Dátum 2018 június 06, 08:42
Köszönöm, ez ismét hasznos információ. (Bár nem túl örömteli, mert így megint a hezitálás maradt...) Igaza volt itt anno valakinek, amikor azt írta, hogy egy kérdésre kapok majd 5-6 féle választ és abból kell kimazsolázni az igazit. :)
Úgyhogy ezúton kérek még a direkt- kontra áttételes hajtásról véleményeket, mert ezt akkor el kell döntenem végérvényesen.
Köszönöm.
Úgyhogy ezúton kérek még a direkt- kontra áttételes hajtásról véleményeket, mert ezt akkor el kell döntenem végérvényesen.
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2018 június 06, 09:37
Írta: svejk Dátum 2018 június 06, 09:37
Ma már mindenből lehet olyan paraméterű alkatrészt kapni ami optimális az adott helyre.
10-12 éve még nem volt így, akkor fordítva kellett a lovon ülnünk és a talált alkatrészekből kerekedtek a jobb-rosszabb gépek.
A géptervezésnek elég bőséges az irodalma de sok a látszólagos ellentmondás, így komolyan bele kell merülni abba is, hogy megértsd az összefüggéseket.
A hajtásméretezéshez tudnod kell a majdan keletkező megmunkálóerőket, a mozgatott tömegek súlyát, illetve meg kell határoznod a gyorsjárat elvárt sebességét.
(kis munkaterületű gép lévén ez nem a legfontosabb)
Ezután lehet orsót átmérő és menetemelkedés, illetve motort fordulatszám és nyomaték szerint választani, ha szükséges akkor megfelelő áttétel közbeiktatásával.
Keresd meg Robsy fórumtársunkat, Ő meg tudja mondani a tutit.
10-12 éve még nem volt így, akkor fordítva kellett a lovon ülnünk és a talált alkatrészekből kerekedtek a jobb-rosszabb gépek.
A géptervezésnek elég bőséges az irodalma de sok a látszólagos ellentmondás, így komolyan bele kell merülni abba is, hogy megértsd az összefüggéseket.
A hajtásméretezéshez tudnod kell a majdan keletkező megmunkálóerőket, a mozgatott tömegek súlyát, illetve meg kell határoznod a gyorsjárat elvárt sebességét.
(kis munkaterületű gép lévén ez nem a legfontosabb)
Ezután lehet orsót átmérő és menetemelkedés, illetve motort fordulatszám és nyomaték szerint választani, ha szükséges akkor megfelelő áttétel közbeiktatásával.
Keresd meg Robsy fórumtársunkat, Ő meg tudja mondani a tutit.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 június 06, 09:49
Írta: zozo Dátum 2018 június 06, 09:49
Azért sokféle a tanácsadás, mert ez sok tényezős dolog.
Ismerni kell a mozgatott tömeget, a kívánt gyorsulást, a kívánt sebességet, a hajtás súrlódási és egyéb várható veszteségeit.
Ezek alapján számítható, méretezhető a hajtáslánc.
Még a motor forgórészének és a rajta lévő kuplungnak, valamint a mozgatott orsónak az inerciája is bejátszik a történetbe és nem kis elhanyagolható mértékben.
Nagyon jó segítséget ad a képletek és számítások topik, én is bogarásztam egy időben, sok újat tanulva belőlük, pedig anno tanultam is ezeket.
Példaként egy gyors gravírozó géphez nyilván kitűnő a golyósorsó direkt hajtással, kis tömeget jó súrlódási feltételekkel vidáman lehet mozgatni.
Viszont egy manuális prizmás marógép vagy eszterga átalakítása, trapézorsóinak mozgatására már csak áttételes hajtás jöhet szóba.
A nagyobb nyomaték érdekében, bele kell törődni a sebesség
és gyorsulás csökkentésébe. Sajnos itt fordított az arányosság.
Az áttételes hajtás, akár fogazott szíj is veszteséggel jár a hajtásban. (tehetetlenségi nyomaték a plusz tömeg miatt, a szíj feszessége miatti surlódási nyomaték növekedése stb.)
Ezért javasolták a megfelelő nyomatékú motor kiválasztását, direkt orsóhajtással. Egyszerű és nagyszerű.
Ha a két Y irányú mozgató orsódat fogazott szíjjal kötöd össze, akkor ott is figyelembe kell venni a veszteségeket, vagyis rá kell számolni a motor nyomatékigényére.
Két motoros szinkron hajtásnál kicsit kevesebb mint fele az igény.
Ismerni kell a mozgatott tömeget, a kívánt gyorsulást, a kívánt sebességet, a hajtás súrlódási és egyéb várható veszteségeit.
Ezek alapján számítható, méretezhető a hajtáslánc.
Még a motor forgórészének és a rajta lévő kuplungnak, valamint a mozgatott orsónak az inerciája is bejátszik a történetbe és nem kis elhanyagolható mértékben.
Nagyon jó segítséget ad a képletek és számítások topik, én is bogarásztam egy időben, sok újat tanulva belőlük, pedig anno tanultam is ezeket.
Példaként egy gyors gravírozó géphez nyilván kitűnő a golyósorsó direkt hajtással, kis tömeget jó súrlódási feltételekkel vidáman lehet mozgatni.
Viszont egy manuális prizmás marógép vagy eszterga átalakítása, trapézorsóinak mozgatására már csak áttételes hajtás jöhet szóba.
A nagyobb nyomaték érdekében, bele kell törődni a sebesség
és gyorsulás csökkentésébe. Sajnos itt fordított az arányosság.
Az áttételes hajtás, akár fogazott szíj is veszteséggel jár a hajtásban. (tehetetlenségi nyomaték a plusz tömeg miatt, a szíj feszessége miatti surlódási nyomaték növekedése stb.)
Ezért javasolták a megfelelő nyomatékú motor kiválasztását, direkt orsóhajtással. Egyszerű és nagyszerű.
Ha a két Y irányú mozgató orsódat fogazott szíjjal kötöd össze, akkor ott is figyelembe kell venni a veszteségeket, vagyis rá kell számolni a motor nyomatékigényére.
Két motoros szinkron hajtásnál kicsit kevesebb mint fele az igény.
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 június 06, 22:17
Írta: xt79ipd3 Dátum 2018 június 06, 22:17
Köszönöm szépen a válaszokat, akkor még próbálok okosodni a sok -esetleg felesleges- alkatrész vásárlása helyett.
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 június 20, 20:59
Írta: 2am4nwzib Dátum 2018 június 20, 20:59
Fúró köszörülése , másként.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_7a6mk7ipss2avuz8i8nq_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/7a6mk7ipss2avuz8i8nq_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_7a6mk7ipss2avuz8i8nq_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/7a6mk7ipss2avuz8i8nq_5949.jpg)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 június 20, 21:45
Írta: TROMF22 Dátum 2018 június 20, 21:45
AGATHON A175 gépen, háromsíkú csigafúró élezés.
Nagyon jó eredményekkel használtuk kb. 1985-től.
A szervezési része volt a nehezebb, hogy visszakerüljenek a csigafúrók a központi élezőhöz, és ne szaladgáljanak a szakik a bakköszörűkhöz a műhely sarkába. Végül is megfelelő számú forgó készlettel megoldható volt. Lényegesen csökkent a szerszámfogyás.
(Az igazsághoz tartozik, hogy más rendszerű élező gép is hozott volna javulást a szerszám gazdálkodásban ilyen rendszer esetén. Itt viszont lett egy kényszer, használni kellett a keményvalutás, svájci gépet, nem volt apelláta.)
Nagyon jó eredményekkel használtuk kb. 1985-től.
A szervezési része volt a nehezebb, hogy visszakerüljenek a csigafúrók a központi élezőhöz, és ne szaladgáljanak a szakik a bakköszörűkhöz a műhely sarkába. Végül is megfelelő számú forgó készlettel megoldható volt. Lényegesen csökkent a szerszámfogyás.
(Az igazsághoz tartozik, hogy más rendszerű élező gép is hozott volna javulást a szerszám gazdálkodásban ilyen rendszer esetén. Itt viszont lett egy kényszer, használni kellett a keményvalutás, svájci gépet, nem volt apelláta.)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 június 20, 22:10
Írta: TROMF22 Dátum 2018 június 20, 22:10
Mielőtt valaki helyreigazít:
A háromsíkú élező az AVYAC 3P32 volt.
Együtt érkeztek a AGATHONnal. Mindkettő igen drága volt és nagy tortúrával járt beszerezni.
A háromsíkú élező az AVYAC 3P32 volt.
Együtt érkeztek a AGATHONnal. Mindkettő igen drága volt és nagy tortúrával járt beszerezni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 június 21, 20:25
Írta: Szalai György Dátum 2018 június 21, 20:25
Köszönöm, hogy felemlítetted ezt a gépet.
Ismerkedem vele. (https://www.scanalex.com/docs/Agathon.Op.%20manual.pdf)
Nagyon praktikusan kitalált szerkezet, sok új ismeretet ad.
Ismerkedem vele. (https://www.scanalex.com/docs/Agathon.Op.%20manual.pdf)
Nagyon praktikusan kitalált szerkezet, sok új ismeretet ad.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2018 június 21, 21:19
Írta: TROMF22 Dátum 2018 június 21, 21:19
Nem ma kezdték a szerszámélezést.
Klasszikusnak számítanak a gépkonstrukcióik.
Bármilyen leharcolt állapotban felbukkan egy-egy régi gyártású gépük a piacon, felvásárolják és az utolsó porcikájáig felújítva ismét forgalomba hozzák.
Nem marad a nyakukon...
Klasszikusnak számítanak a gépkonstrukcióik.
Bármilyen leharcolt állapotban felbukkan egy-egy régi gyártású gépük a piacon, felvásárolják és az utolsó porcikájáig felújítva ismét forgalomba hozzák.
Nem marad a nyakukon...
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2018 június 27, 14:29
Írta: 6rk75uezn Dátum 2018 június 27, 14:29
Igornak milyen jó kis menetelő feje van.
Egy 80-as 4 pofás tokmányból szeretném ezt elkésziteni.
Ha valakinek van hasonló esetleg vagy működéséről vagy inkább apróbb részletekről tudna pár mondatot irni azt megköszönöm.
Egy 80-as 4 pofás tokmányból szeretném ezt elkésziteni.
Ha valakinek van hasonló esetleg vagy működéséről vagy inkább apróbb részletekről tudna pár mondatot irni azt megköszönöm.
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2018 június 27, 14:30
Írta: 6rk75uezn Dátum 2018 június 27, 14:30
2perc után látható,pedig úgy tettem be a linket hogy onnan induljon.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 június 27, 14:39
Írta: s7manbs8 Dátum 2018 június 27, 14:39
https://www.youtube.com/watch?v=IR2p9ceg1bw (https://www.youtube.com/watch?v=IR2p9ceg1bw)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 június 27, 14:45
Írta: PSoft Dátum 2018 június 27, 14:45
A YouTube link beszúrása funkciónk, nem támogatja a "jelenlegi időpontot tartalmazó videó-URL másolása" lehetőséget.
[#t235p310#]
Ígéret volt rá, de még eddig...nem valósult meg.
[#t235p310#]
Ígéret volt rá, de még eddig...nem valósult meg.
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2018 június 27, 14:51
Írta: 6rk75uezn Dátum 2018 június 27, 14:51
Hát ez van,majd egyszer csak lesz ilyenünk is,remélhetőleg.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 június 27, 15:39
Írta: s7manbs8 Dátum 2018 június 27, 15:39
Megnéztem már, hogy a Sieg C3 esztergán a hosszán orsó mennyi forgató nyomatékot kér minimum a hajtáshoz.
50mm erőkar, kb. 2 kg tömeg húzza lefele, annyi a minimum ilyenkor persze esztergálás még nincs.
Ez így olyan 1Nm kb. úgyhogy egy combosabb 2Nm-es léptető közvetlen hajtással épp elbírhatná talán.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_eakfb0vhqajj6kpfcj6yy_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/eakfb0vhqajj6kpfcj6yy_918.jpg)
50mm erőkar, kb. 2 kg tömeg húzza lefele, annyi a minimum ilyenkor persze esztergálás még nincs.
Ez így olyan 1Nm kb. úgyhogy egy combosabb 2Nm-es léptető közvetlen hajtással épp elbírhatná talán.
(https://hobbicncforum.hu/uploaded_images/2018/06/tn_eakfb0vhqajj6kpfcj6yy_918.jpg) (https://hobbicncforum.hu/uploaded_images/2018/06/eakfb0vhqajj6kpfcj6yy_918.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 június 27, 16:05
Írta: Csuhás Dátum 2018 június 27, 16:05
Ezzel szemben az esztergáláskor jóval nagyobb erők szükségesek, emlékezz mennyivel nagyobb erővel kell kézzel nyomni amikor acélban nagy fogással dolgozol, mondjuk egy műanyag simításához képest. Saccra legalább hússzoros az erő különbség.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 június 27, 16:31
Írta: s7manbs8 Dátum 2018 június 27, 16:31
Az biztos több kell neki, mikor a készszánnal tolom acélba, akkor kis fogásnál is elkér vagy 2Nm-t szerintem, emez meg a hosszán, ott alapból kell enyni, hogy megmozduljon, majd Robsy kollága elmeséli mennyi is a mellékmozgás erőigénye, a 0.1W ha jól emlékszem. :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 június 27, 16:32
Írta: s7manbs8 Dátum 2018 június 27, 16:32
Az sem mindegy, a kés milyen, ha csak dúrja az anyagot akkor jóval nagyobb kell neki.
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2018 június 27, 16:32
Írta: s7manbs8 Dátum 2018 június 27, 16:32
No, ez majd kiderül, mert ki akarom próbálni, hogy így mit bír el egy léptetővel vagy egyébbel kis áttételt adok neki azért.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2018 június 27, 17:16
Írta: 2vkx6unz Dátum 2018 június 27, 17:16
Én ezt "üresen" egy kicsit sonkak tartom ha csak a szán mozog. Nem hajtottad esetleg a teljes áttétel rendszert is?
Nem tudom milyen orsó van benne tippre 1,5mm emelkedésű mondjuk 20-as trapézorsó.
Vagy nagyon szoros a szán és esetleg az anya is, de ennél azért kisebb forgatónyomatékkal is mennie kellene ha nem forgácsolsz.
Nem tudom milyen orsó van benne tippre 1,5mm emelkedésű mondjuk 20-as trapézorsó.
Vagy nagyon szoros a szán és esetleg az anya is, de ennél azért kisebb forgatónyomatékkal is mennie kellene ha nem forgácsolsz.
Cím: Re:Mechanikai ötletek
Írta: happisusu Dátum 2018 június 27, 17:50
Írta: happisusu Dátum 2018 június 27, 17:50
Nincs egy nyomatékkulcs kéznél?? kicsit pontosabb eredményt kaphatnál, és meg lehetne tekerni forgácsolás közben is
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2018 június 27, 17:57
Írta: 6rk75uezn Dátum 2018 június 27, 17:57
Nem rossz ötlet de azért olyan alacsony vágósebesség esetén jóval nagyobb lesz az érték mint optimális körülmények esetén.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 június 27, 18:15
Írta: 000000000 Dátum 2018 június 27, 18:15
Jól emlékszel, ehhez a ceruzahegyeződhöz a hasznos előtolási teljesítmény igény forgácsoláskor maximum pár tized watt.
Az meg egy másik tészta, hogy egyéb haszontalan súrlódási és egyéb veszteségekre még mekkora teljesítmény megy el egy adott gépen, és milyen elszomorító is lehet így a hatásfok.
Az meg egy másik tészta, hogy egyéb haszontalan súrlódási és egyéb veszteségekre még mekkora teljesítmény megy el egy adott gépen, és milyen elszomorító is lehet így a hatásfok.
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2018 június 27, 19:40
Írta: MoparMan Dátum 2018 június 27, 19:40
elvileg már megy.
ilyenkor ugye a link végén van egy "t=1234" ahol az 1234 a másodperc (az elejétől számítva) ahonnan el kell indítani a videót.
ilyenkor ugye a link végén van egy "t=1234" ahol az 1234 a másodperc (az elejétől számítva) ahonnan el kell indítani a videót.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 június 27, 22:49
Írta: PSoft Dátum 2018 június 27, 22:49
Faca![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2018 július 06, 23:53
Írta: 6rk75uezn Dátum 2018 július 06, 23:53
Épülő fémszalagfűrészem tengelyének csapágyazásával kapcsolatban kérdeznék (ezen a tengelyen lesz maga gép fölső része),szóval ide a kotty elkerülése végett két kúpgörgős csapágyat tervezek.
A képen látható módon két egymással szembe forditott kúpcsapággyal szerintetek okés lesz?
Gondolom ebben a helyzetben a csapágy belső gyűrű és a tengely közötti illesztést célszerű kicsitt lazábbra hagyni.
Köszönöm a tanácsokat/ötleteket.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_4mgginn3s2jtd9fi6ds4_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/4mgginn3s2jtd9fi6ds4_2053.jpg)
A képen látható módon két egymással szembe forditott kúpcsapággyal szerintetek okés lesz?
Gondolom ebben a helyzetben a csapágy belső gyűrű és a tengely közötti illesztést célszerű kicsitt lazábbra hagyni.
Köszönöm a tanácsokat/ötleteket.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_4mgginn3s2jtd9fi6ds4_2053.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/4mgginn3s2jtd9fi6ds4_2053.jpg)
Cím: Re:Mechanikai ötletek
Írta: pistikeid Dátum 2018 július 07, 06:01
Írta: pistikeid Dátum 2018 július 07, 06:01
Szia
Van egy gyári bomar fürészem 2Db sima golyós csapágy van benne egymás mellet.
Üdv
Van egy gyári bomar fürészem 2Db sima golyós csapágy van benne egymás mellet.
Üdv
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 július 07, 06:47
Írta: Szalai György Dátum 2018 július 07, 06:47
Szerintem. Ha az van épp olcsón, akkor az lesz pont jó.
Azt gondolom, hogy mivel azokon a csapágyakon nem, vagy alig lesz axiális irányú igénybevétel, ezért a radiális erők felvételére megteszi a mélyhornyú golyóscsapágy is.
Kottyanás-mentesre az is beállítható.
A mélyhornyú golyóscsapágy haszna a kúpgörgőssel szemben a kész porvédelem.
Gondolom, nagyobb futásteljesítményt sem kell várni ezektől a csapágyaktól.
Ha hozzájutsz egy elhasznált, vastag golyósorsó csikkjéhez, amin jó nagy ZKLF vagy ZKLFA csapágy van kontraanyával, az tovább egyszerűsítheti az építést.
Közvetlenül szerelhető, porvédett, megvan bele a tengely az anyával, szétszedhető, kimosható, újra zsírozás után ott örökéletű.
Azt gondolom, hogy mivel azokon a csapágyakon nem, vagy alig lesz axiális irányú igénybevétel, ezért a radiális erők felvételére megteszi a mélyhornyú golyóscsapágy is.
Kottyanás-mentesre az is beállítható.
A mélyhornyú golyóscsapágy haszna a kúpgörgőssel szemben a kész porvédelem.
Gondolom, nagyobb futásteljesítményt sem kell várni ezektől a csapágyaktól.
Ha hozzájutsz egy elhasznált, vastag golyósorsó csikkjéhez, amin jó nagy ZKLF vagy ZKLFA csapágy van kontraanyával, az tovább egyszerűsítheti az építést.
Közvetlenül szerelhető, porvédett, megvan bele a tengely az anyával, szétszedhető, kimosható, újra zsírozás után ott örökéletű.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 július 07, 06:49
Írta: remrendes Dátum 2018 július 07, 06:49
Szalagfureszt meg nem szedtem szet, de ez elegge tulhatarozott.
Az egyik oldalra csak tamasztast tennek, a masik oldalra pedig valami olyat, ami axialis erot is elvisel.
Az egyik oldalra csak tamasztast tennek, a masik oldalra pedig valami olyat, ami axialis erot is elvisel.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2018 július 07, 07:11
Írta: 2vkx6unz Dátum 2018 július 07, 07:11
Nagybátyám szerint - aki elég sok szalagfűrészt épített- a legjobb megoldás a Dacia kerékagy. Készen van olcsó és könnyen adaptálható a feladatra mivel talpas rögzítése van könnyen megoldható a felső tengely döntése is.
Persze nem kell feltétlenül ehhez ragaszkodni jó az opel astra is.
Persze nem kell feltétlenül ehhez ragaszkodni jó az opel astra is.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 július 07, 08:02
Írta: jani300 Dátum 2018 július 07, 08:02
A satut állítanád szögbe , vagy maga az egész keret fordulna ?
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2018 július 07, 11:47
Írta: 6rk75uezn Dátum 2018 július 07, 11:47
Köszönöm a sok sok választ,lehet túl gondolom de pont ez a 2db megmaradt kúpcsapágyam van itthon,pedigha a Bomar is golyósat tett akkor biztosan nem kellene egyéb más fajta.
Az is igaz hogy ebben az esetben a porvédelem nem megoldott,de ez nem lenne gond.(cs.ház és tengely közé beszúrok egy O gyűrűt),de ha talállok golyósat akkor azt hiszem váltani fogok.
A satu fog fordulni.
Az is igaz hogy ebben az esetben a porvédelem nem megoldott,de ez nem lenne gond.(cs.ház és tengely közé beszúrok egy O gyűrűt),de ha talállok golyósat akkor azt hiszem váltani fogok.
A satu fog fordulni.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2018 július 07, 14:06
Írta: jani300 Dátum 2018 július 07, 14:06
Na erre voltam kíváncsi .
Ha a satu fordul akkor lehet szélesebb az alátámasztás távolsága és az nem egy kritikus dolog úgy .
Ha a satu fordul akkor lehet szélesebb az alátámasztás távolsága és az nem egy kritikus dolog úgy .
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2018 július 07, 15:54
Írta: 6rk75uezn Dátum 2018 július 07, 15:54
Kb 450mm re lesz a két csapágy egymástól,de nem találltam értelmes és megfelelő golyóst itthon igy a meglévő kúpgörgősek lesznek benne.
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2018 július 12, 08:10
Írta: kly Dátum 2018 július 12, 08:10
sziasztok
tegnap írtam egy másik topikba:
"Keresek Vác környékén valakit aki 22mm-es acélcsövet (inox) 1.5mm falvastagság, meg tudna nekem ívelni kb 2 méteres rádiuszra.
2db kb 1m csőről van szó. csövem van az viszem!"
sajnos senki sem jelentkezett :(
Azt szeretném kérni hogy ha valaki tud működő házi módszert a problémámra írja le röviden. Elég jól felszerelt barkácsműhelyem van, majd mindent meg tudok csinálni.... görgős ívelőm viszont nincs.
köszi
tegnap írtam egy másik topikba:
"Keresek Vác környékén valakit aki 22mm-es acélcsövet (inox) 1.5mm falvastagság, meg tudna nekem ívelni kb 2 méteres rádiuszra.
2db kb 1m csőről van szó. csövem van az viszem!"
sajnos senki sem jelentkezett :(
Azt szeretném kérni hogy ha valaki tud működő házi módszert a problémámra írja le röviden. Elég jól felszerelt barkácsműhelyem van, majd mindent meg tudok csinálni.... görgős ívelőm viszont nincs.
köszi
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 július 12, 08:23
Írta: svager Dátum 2018 július 12, 08:23
Egy egyszerű kivitel nyilván a görgőket a cső méretéhez kell kialakítani.
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2018 július 12, 10:04
Írta: kly Dátum 2018 július 12, 10:04
köszi
Lehet csinálok valami hasonló egyszer használatos célgépet keményfagörgőkkel. Biztos rámegy egy nap mire valami használható lesz belőle.....
Lehet csinálok valami hasonló egyszer használatos célgépet keményfagörgőkkel. Biztos rámegy egy nap mire valami használható lesz belőle.....
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 július 12, 10:11
Írta: zozo Dátum 2018 július 12, 10:11
Házilag, ekkora nagy rádiuszhoz gumikalapács kell. :)
Két tetőléc darabot keresztben felszegelsz egy 2"-os deszka
élére, ez legyen felül. (kb. 300 mm-re egymástól)
Alkoholos filccel végighúzol a cső tetején egy vonalat, hogy tudd, melyik lesz az ív belső fele.
Aztán a lécekre fektetve a csövet, középen szépen elkezded dádázni a gumikalapáccsal, de minden ütés között odébb húzod a csövet pár centit. Mindig a filces vonal legyen felül.
Nem kell nagyokat ütni, de egyforma erővel és többször végigmész.
Az ajtóra 2 m-es madzag és ceruza párossal felrajzolod az ívet, amihez tudod próbálni a csövet.
Ne feledd, a csőnek hosszabbnak kell lennie, és ívelés után vágod méretre.
Ha pontos ív kell, akkor 3 görgőt (ékszíjtárcsa, csapágy) kell két lap közé fogatni, a középsőt természetesen állíthatóra. De ezt gondolom el akarod kerülni.
Két tetőléc darabot keresztben felszegelsz egy 2"-os deszka
élére, ez legyen felül. (kb. 300 mm-re egymástól)
Alkoholos filccel végighúzol a cső tetején egy vonalat, hogy tudd, melyik lesz az ív belső fele.
Aztán a lécekre fektetve a csövet, középen szépen elkezded dádázni a gumikalapáccsal, de minden ütés között odébb húzod a csövet pár centit. Mindig a filces vonal legyen felül.
Nem kell nagyokat ütni, de egyforma erővel és többször végigmész.
Az ajtóra 2 m-es madzag és ceruza párossal felrajzolod az ívet, amihez tudod próbálni a csövet.
Ne feledd, a csőnek hosszabbnak kell lennie, és ívelés után vágod méretre.
Ha pontos ív kell, akkor 3 görgőt (ékszíjtárcsa, csapágy) kell két lap közé fogatni, a középsőt természetesen állíthatóra. De ezt gondolom el akarod kerülni.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 július 12, 10:14
Írta: svager Dátum 2018 július 12, 10:14
van készen is (https://protecokapunyito.hu/termek/tolokapugorgo-m60-u-profilu-gorgo-tolokapukhoz/) én nem dolgoznék vele egy napot
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 július 12, 10:17
Írta: zozo Dátum 2018 július 12, 10:17
Ha görgőset akarsz, elmondom hogyan lehet a középső görgő "állíthatóságát" halál egyszerűen megoldani.
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2018 július 12, 10:41
Írta: kly Dátum 2018 július 12, 10:41
Ez jó ötlet kipróbálom , kicsit félek hogy belapul a cső ezért előbb sima félcolos vascsővel tesztelem módszert.
köszi
UI: dehogy akarok én görgőst de ha nincs más jó megoldás muszáj lesz. Ez nem széria. soha többet nem fog kelleni
köszi
UI: dehogy akarok én görgőst de ha nincs más jó megoldás muszáj lesz. Ez nem széria. soha többet nem fog kelleni
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 július 12, 10:53
Írta: Csuhás Dátum 2018 július 12, 10:53
Csinálj egy közdarabot, egy kis tömböt egy félkör alakú bemarással ami illeszkedik a csőre. Reszelővel egy hangyányit igazítsd ívesre, és kerekítgesd le, majd azt tedd a kalapács és a cső közé.
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2018 július 12, 11:00
Írta: kly Dátum 2018 július 12, 11:00
igen ,eszembe nem jutott volna [#worship]
szerintem így tökéletes lesz.
szerintem így tökéletes lesz.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 július 12, 11:35
Írta: zozo Dátum 2018 július 12, 11:35
...és mint Csuhás mondja, akkor már a támasztó léceknek is csinálhatsz kis rádiuszos ágyat, amibe a cső belefekszik.
Legegyszerűbb, ha összefogod a két anyagot pillanatszorítóval és az érintősíkban átfúrod 22-es fúróval. Így kapsz két szép rádiuszos ágyat.
Legegyszerűbb, ha összefogod a két anyagot pillanatszorítóval és az érintősíkban átfúrod 22-es fúróval. Így kapsz két szép rádiuszos ágyat.
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2018 július 12, 12:34
Írta: g89ketty Dátum 2018 július 12, 12:34
Keress egy fűtésszerelőt, akinek van háromlábu hidr. hajlítója és hozzáenged fél órára. Egy darab 1,5-2mm-es lemezt vigyél magaddal, mert a 3/4-es betét kb. 26mm. A 1/2-es lehet, hogy szűk. Sok sikert!
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 július 12, 15:59
Írta: vadember Dátum 2018 július 12, 15:59
Ha szép és egyenletes körív kell akkor felejtsd el a kalapácsos módszert és a vízvezeték szerelő csőhajlító gépét.
Azt a satusat kell megcsinálnod íves vezetőgörgőkkel. Nem tudom miért kellene hozzá egy nap, hogy elkészítsd.
Az egyik szögvasra hegesztesz két húszas csavart a támasztógörgőknek a másikra pedig egyet, ahogy a satuson látod a kettő közé félútra. Erre pedig egy csövet húzol és arra szorosan a hajtógörgőt.
A görgőket keményfából elkészítheted percek alatt. Akár fúrógéppel forgatva és egy flexxel belecsiszolod az ívet.
Nem kell hajszál pontosnak lennie.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_74a0s3vzdkgpu73bxk0ha_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/74a0s3vzdkgpu73bxk0ha_2308.jpg)
Azt a satusat kell megcsinálnod íves vezetőgörgőkkel. Nem tudom miért kellene hozzá egy nap, hogy elkészítsd.
Az egyik szögvasra hegesztesz két húszas csavart a támasztógörgőknek a másikra pedig egyet, ahogy a satuson látod a kettő közé félútra. Erre pedig egy csövet húzol és arra szorosan a hajtógörgőt.
A görgőket keményfából elkészítheted percek alatt. Akár fúrógéppel forgatva és egy flexxel belecsiszolod az ívet.
Nem kell hajszál pontosnak lennie.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_74a0s3vzdkgpu73bxk0ha_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/74a0s3vzdkgpu73bxk0ha_2308.jpg)
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2018 július 12, 17:52
Írta: kly Dátum 2018 július 12, 17:52
Az a gond hogy ehhez kb 4cm vastag keményfa kell hogy maradjon hús. Épp van is ilyen régi lépcső anyagom. Viszont a körkivágóm nem éri át. Megpróbáltam két oldalról de szétégett CSÁ ba :(, nem bírta a tölgyet.
Most töröm a fejem hogy szúrjam ki a tárcsákat.
Csinálhatok valami életveszélyes kiszúrót amit fúróval pörgetek de inkább nem kéne belehalni.....
Ha valahogy durván kivágom pl. dekopírral akkor meg kell valami esztergafélét barkácsolnom hogy lehúzzzam kerekre. A kis CNC-m sem bír a 4cm Z vel. csak nyákot szoktam vele.
szóval nem olyan egyszerű mint a faék:D nem pár perc
Most töröm a fejem hogy szúrjam ki a tárcsákat.
Csinálhatok valami életveszélyes kiszúrót amit fúróval pörgetek de inkább nem kéne belehalni.....
Ha valahogy durván kivágom pl. dekopírral akkor meg kell valami esztergafélét barkácsolnom hogy lehúzzzam kerekre. A kis CNC-m sem bír a 4cm Z vel. csak nyákot szoktam vele.
szóval nem olyan egyszerű mint a faék:D nem pár perc
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2018 július 12, 18:23
Írta: kly Dátum 2018 július 12, 18:23
Lehet túlgondoltam ezt a dolgot.
Fogtam mérgemben a 2m es csövet mint Robin az íjjat és megfeszítettem kézzel. simán hozta az ívet a közepe pont kiadja az 1m íves részt mire szükség van :) . annyira könnyen hajlik hogy még beépítés után is tudom majd finoman feszegetni ha kell hogy pont passzoljon.
Köszi mindenkinek.[#vigyor]
Fogtam mérgemben a 2m es csövet mint Robin az íjjat és megfeszítettem kézzel. simán hozta az ívet a közepe pont kiadja az 1m íves részt mire szükség van :) . annyira könnyen hajlik hogy még beépítés után is tudom majd finoman feszegetni ha kell hogy pont passzoljon.
Köszi mindenkinek.[#vigyor]
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 július 12, 18:40
Írta: vadember Dátum 2018 július 12, 18:40
Nekem már kész lenne ha nem lenne esztergám akkor is.
Dekopírral kivágod a kört. 12-es furat a közepébe. Fúrógépbe belefogsz egy csavart, ráhúzod a kilyukasztott pogácsát.Satuba befogod a fúrógépet és megpörgeted az anyagot. Flexxel lamellás koronggal könnyedén ki lehet alakítani az ide szükséges futáspontosságú hengert. ezután szépen belemélyíted a szükséges ívet.
Az úgy volt egyszer réges-régen, hogy 40x5-ös laposvasat kellett volna kb. 6 méteres körívre hajlítani a puszta közepén. Légmagos söntfojtó tekercs földeléséhez. Ehhez hasonló szerkezetet raktam össze hozzá kb. egy óra alatt azzal a különbséggel, hogy egy 160-as U-acélra van az egész ráhegesztve és csavarral lehet feszíteni a hajtógörgőt.
Na ezt az "ideiglenes" szerkezetet használjuk már vagy 10-12 éve. Elkészült vele Békéscsaba, Debrecen-Józsa, Felsőzsolca, Pécs.
Most éppen 800-as átmérőre hajlítanak vele néhány száz betonvasat a távvezetékesek.
Dekopírral kivágod a kört. 12-es furat a közepébe. Fúrógépbe belefogsz egy csavart, ráhúzod a kilyukasztott pogácsát.Satuba befogod a fúrógépet és megpörgeted az anyagot. Flexxel lamellás koronggal könnyedén ki lehet alakítani az ide szükséges futáspontosságú hengert. ezután szépen belemélyíted a szükséges ívet.
Az úgy volt egyszer réges-régen, hogy 40x5-ös laposvasat kellett volna kb. 6 méteres körívre hajlítani a puszta közepén. Légmagos söntfojtó tekercs földeléséhez. Ehhez hasonló szerkezetet raktam össze hozzá kb. egy óra alatt azzal a különbséggel, hogy egy 160-as U-acélra van az egész ráhegesztve és csavarral lehet feszíteni a hajtógörgőt.
Na ezt az "ideiglenes" szerkezetet használjuk már vagy 10-12 éve. Elkészült vele Békéscsaba, Debrecen-Józsa, Felsőzsolca, Pécs.
Most éppen 800-as átmérőre hajlítanak vele néhány száz betonvasat a távvezetékesek.
Cím: Re:Mechanikai ötletek
Írta: kly Dátum 2018 július 12, 18:51
Írta: kly Dátum 2018 július 12, 18:51
Hát igen ha a szükség rávisz kreatív az ember.
Különben nem írtam előbb de találtam egy csomó nagy 80as fakötésű alátétet 10 es lyukkal a közepén. Jó vastagok. Ezeket gondoltam összefogni csavarral és ugyanúgy ahogy írtad fúró és flex :) és már kész is a horony.
de másképp lett.
Tanultam azért sokat, ez is valami.
Különben nem írtam előbb de találtam egy csomó nagy 80as fakötésű alátétet 10 es lyukkal a közepén. Jó vastagok. Ezeket gondoltam összefogni csavarral és ugyanúgy ahogy írtad fúró és flex :) és már kész is a horony.
de másképp lett.
Tanultam azért sokat, ez is valami.
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2018 július 12, 22:42
Írta: dtb Dátum 2018 július 12, 22:42
Nem vagy TE borsodi véletlenül??? [#nyes][#nyes][#nyes][#taps][#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 július 13, 06:02
Írta: vadember Dátum 2018 július 13, 06:02
Földiek vagyunk úgy látom.
Az előző felsorolásból kimaradt Litér, Szolnok és néhány öntőforma karika a kollégák szalonnasütőjéhez.
Vannak nálunk ilyen feladatok amivel megtalálnak, hogy kellene "valamilyen" szerkezet amivel meg lehet csinálni ezt vagy azt. Az instrukció kb. annyi hogy "Ugye meg tudod csinálni abból ami van a raktáron".
Ez a legutóbbi McGyver-es szerkezet. Elég sok lemezt kellett lángvágóval felkockázni, ezért összeütöttem egy szekátort. Léptecs, kínai 500Ft-os stepgenerátor meg egy 1600 Ft-os vezérlő. Dolga végeztével a hulladékvasban végezte.
Ez meg az a betonvas hajlító amit a 20-as gömbvasak hajlításához csináltam vagy 15 évvel ezelőtt. Meglátták a HidraMixesek és lekoppintották, azután beszorozták az árát tízzel.
Hajlító (https://hidramix.eu/termekek/sajat-termekek/gombvas-koracel-hajlito-keszulek-2/)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_6tmqykjm555u5c5x0qj7a_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/6tmqykjm555u5c5x0qj7a_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_7h0kd0vuxq0a2c4fsuvm_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/7h0kd0vuxq0a2c4fsuvm_2308.jpg)
Az előző felsorolásból kimaradt Litér, Szolnok és néhány öntőforma karika a kollégák szalonnasütőjéhez.
Vannak nálunk ilyen feladatok amivel megtalálnak, hogy kellene "valamilyen" szerkezet amivel meg lehet csinálni ezt vagy azt. Az instrukció kb. annyi hogy "Ugye meg tudod csinálni abból ami van a raktáron".
Ez a legutóbbi McGyver-es szerkezet. Elég sok lemezt kellett lángvágóval felkockázni, ezért összeütöttem egy szekátort. Léptecs, kínai 500Ft-os stepgenerátor meg egy 1600 Ft-os vezérlő. Dolga végeztével a hulladékvasban végezte.
Ez meg az a betonvas hajlító amit a 20-as gömbvasak hajlításához csináltam vagy 15 évvel ezelőtt. Meglátták a HidraMixesek és lekoppintották, azután beszorozták az árát tízzel.
Hajlító (https://hidramix.eu/termekek/sajat-termekek/gombvas-koracel-hajlito-keszulek-2/)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_6tmqykjm555u5c5x0qj7a_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/6tmqykjm555u5c5x0qj7a_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_7h0kd0vuxq0a2c4fsuvm_2308.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/7h0kd0vuxq0a2c4fsuvm_2308.jpg)
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2018 július 13, 23:50
Írta: sufnituning Dátum 2018 július 13, 23:50
Na ezt ellopom tőled plazmához![#nyes]
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 július 14, 05:30
Írta: vadember Dátum 2018 július 14, 05:30
Lemondok a jogdíjról, ezennel szabad felhasználásúnak nyilvánítom.
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2018 július 14, 05:57
Írta: VViktor Dátum 2018 július 14, 05:57
Szia a jelgenerátorról tudnál adni valami infót? Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2018 július 14, 06:09
Írta: kaqkk007 Dátum 2018 július 14, 06:09
Szerintem ez lehet az (https://www.ebay.com/itm/2PCS-NE555-Pulse-Frequency-Duty-Cycle-Square-Wave-Adjustable-Signal-Generator/323103259825?hash=item4b3a747cb1%3Ag%3AubMAAOSwbA1alMSG&_sacat=0&_nkw=555&_from=R40&rt=nc&_trksid=m570.l1313)
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2018 július 14, 06:15
Írta: VViktor Dátum 2018 július 14, 06:15
Szia. Köszönöm :)
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2018 július 14, 06:18
Írta: kaqkk007 Dátum 2018 július 14, 06:18
Nézz körül válogass 555 a keresőszó (van ezer változata)
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2018 július 14, 06:23
Írta: vadember Dátum 2018 július 14, 06:23
Ez az:Stepgen (https://www.ebay.com/itm/2-way-Independent-PWM-Generator-Serial-Communication-Stepper-Motor-Driver-Pulse/232384794904?hash=item361b369118%3Ag%3AKzcAAOSwAO9ZThCH&_sacat=0&_nkw=2-way+Independent+PWM+Generator+Serial+Communication+Stepper+Motor+Driver+Pulse&_from=R40&rt=nc&_trksid=m570.l1313)
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2018 július 14, 06:57
Írta: VViktor Dátum 2018 július 14, 06:57
Szia. Köszönöm ;)
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2018 július 29, 19:19
Írta: dtb Dátum 2018 július 29, 19:19
Valamelyik topicban korábban téma volt, hogy hogy lehet megoldani, hogy ne maradjon még véletlenül se a tokmánykulcs a gépben. Jöttek válaszok, ilyen olyan érzékelő, de a fotón látható megoldástól egyszerűbbet elképzelni se lehet.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_9spshs3a66372637s474_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/9spshs3a66372637s474_5978.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_9spshs3a66372637s474_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/9spshs3a66372637s474_5978.jpg)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 július 29, 20:27
Írta: zozo Dátum 2018 július 29, 20:27
Addig szép és jó, amíg nem kell használni. Aztán amikor hatodszor hajolsz le a földre a tokmánykulcsért, akkor a rugót lerántod róla és odafigyelsz inkább, hogy ne maradjon a tokmányban a kulcs.
Egyébként csak a kezdők hagyják benne, egy idő után rutinná válik, hogy kivedd, akár az autóvezetés közben az indexelés.
Egyébként csak a kezdők hagyják benne, egy idő után rutinná válik, hogy kivedd, akár az autóvezetés közben az indexelés.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 július 29, 21:01
Írta: PSoft Dátum 2018 július 29, 21:01
"...rutinná válik,...akár az autóvezetés közben az indexelés."
Húúú de "rossz" példát hoztál.:)
Az én tapasztalatom, hogy minél "menőbb", drágább egy mai autó, annál elérhetetlenebb helyen van benne az a qrva irányjelző kapcsoló.[#violent][#violent]
Húúú de "rossz" példát hoztál.:)
Az én tapasztalatom, hogy minél "menőbb", drágább egy mai autó, annál elérhetetlenebb helyen van benne az a qrva irányjelző kapcsoló.[#violent][#violent]
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2018 július 29, 21:02
Írta: szf Dátum 2018 július 29, 21:02
Ippen pont ezt akatam írni.
De valamiért abbahagytam...........[#eplus2]
De valamiért abbahagytam...........[#eplus2]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 július 29, 21:13
Írta: zozo Dátum 2018 július 29, 21:13
Én meg azt hittem, a drága autók ilyen rosszok, pár hónap után nem működik az indexük, nem lehet a ködlámpát lekapcsolni, meg bizonyára a kormányszervójuk is rosszakodik, mert nem lehet a belső sávból kijönni velük a lakott területen kívül :)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 július 29, 22:56
Írta: xt79ipd3 Dátum 2018 július 29, 22:56
Neem, az csak egy védelmi funkció, nehogy a villogástól epilepsziás rohamot kapjon valaki. [#nyes]
Cím: Re:Mechanikai ötletek
Írta: jbrkfminp Dátum 2018 július 30, 06:18
Írta: jbrkfminp Dátum 2018 július 30, 06:18
Szia!
Nálam a balanszeres megoldás vált be.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_uf0ipnucqy6i86nzwzfsu_4963.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/uf0ipnucqy6i86nzwzfsu_4963.jpg)
Nálam a balanszeres megoldás vált be.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_uf0ipnucqy6i86nzwzfsu_4963.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/uf0ipnucqy6i86nzwzfsu_4963.jpg)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 július 31, 10:46
Írta: RJancsi Dátum 2018 július 31, 10:46
Nem CNC de gondolatébresztő... Most futottam bele a youtube-n. Elsőre egyszerűnek tűnik, de azt nem mutatják, hogy lehet (menet közben) áttolni a hátsó csapágy koszorút egy másik fogaskerék pályára. Gyanítom sehogy. Vélemény?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 július 31, 10:51
Írta: Csuhás Dátum 2018 július 31, 10:51
Rosszul gyanítod. Eleve értelmetlen volna ha nem lehetne vele váltani. Úgy működhet hogy egy rugót feszít elő a váltókar, majd amikor a kerék abba a pozícióba fordul ahol a lépcsős keréken egy vonalba esnek a "fogak" ott a rugó átlöki a csapágyat a kívánt pozícióba.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 július 31, 12:33
Írta: RJancsi Dátum 2018 július 31, 12:33
Így valóban működhetne a dolog, de a karbon tengelyen nyoma sincs annak, hogy a csapágykoszorú azon mozogna (bordástengely vagy legalább kopásnyom). Tudom, el lehet dugni ha nagyon muszáj, de se bowden se mechanika nem látszik ami mozgatná a "váltót".
Nem hiszek az összeesküvés elméletekben, de egy ilyen promo videón szerintem megmutatnák működés közben ha képes lenne váltani. Miért csak egy fokozatban tekergetik 4 percen keresztül?
Nem hiszek az összeesküvés elméletekben, de egy ilyen promo videón szerintem megmutatnák működés közben ha képes lenne váltani. Miért csak egy fokozatban tekergetik 4 percen keresztül?
Cím: Re:Mechanikai ötletek
Írta: 7gsdrbw03 Dátum 2018 július 31, 13:26
Írta: 7gsdrbw03 Dátum 2018 július 31, 13:26
Sziasztok! Szerintem a kardán, tengely irányban el tud mozdulni,és úgy vált.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 július 31, 13:59
Írta: zozo Dátum 2018 július 31, 13:59
A kardánban van az eb elásva :)
Okos elektronika, baby elem, nyomaték változás érzékelés. A nyomaték növekedésével/csökkenésével egy orsó mozgatja a csapágyas koszorút.
Okos elektronika, baby elem, nyomaték változás érzékelés. A nyomaték növekedésével/csökkenésével egy orsó mozgatja a csapágyas koszorút.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 július 31, 14:10
Írta: zozo Dátum 2018 július 31, 14:10
Ja, ez meg lemaradt.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_igismixs4epd6u40pfh_2204.png) (https://hobbicncforum.hu/uploaded_images/2018/07/igismixs4epd6u40pfh_2204.png)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_igismixs4epd6u40pfh_2204.png) (https://hobbicncforum.hu/uploaded_images/2018/07/igismixs4epd6u40pfh_2204.png)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2018 július 31, 15:32
Írta: RJancsi Dátum 2018 július 31, 15:32
Szuper! Köszi a választ, erre álmomban sem gondoltam volna. Igazi high-tech. Nem hiszem, hogy nagy tömegben fogják árulni.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 augusztus 01, 05:28
Írta: remrendes Dátum 2018 augusztus 01, 05:28
Ez igy terheletlenul eleg mutatos. De nekem nem tunik tul izmosnak ez a szoghajtas(?).
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 augusztus 01, 09:28
Írta: Csuhás Dátum 2018 augusztus 01, 09:28
Igen csak jó anyagból kell a fogaskoszorút készíteni hogy odalépve a pedálnak ne hajoljanak ki oldalra.
Cím: Re:Mechanikai ötletek
Írta: kart emg Dátum 2018 augusztus 04, 10:02
Írta: kart emg Dátum 2018 augusztus 04, 10:02
Sziasztok!
1:30 körül mondja és mutatja, hogy a kis "fogasnak" mozognia kell majd, de ez még nincs kész, mivel ez egy prototipus. A nagy fogas jelenleg alumíniumból van, nem hinném, hogy egy nagyobb áttétnél ez a lukacsos tárcsa ne görbülne össze-vissza pillanatok alatt.
Üdvözlettel,
1:30 körül mondja és mutatja, hogy a kis "fogasnak" mozognia kell majd, de ez még nincs kész, mivel ez egy prototipus. A nagy fogas jelenleg alumíniumból van, nem hinném, hogy egy nagyobb áttétnél ez a lukacsos tárcsa ne görbülne össze-vissza pillanatok alatt.
Üdvözlettel,
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 augusztus 07, 20:33
Írta: 2am4nwzib Dátum 2018 augusztus 07, 20:33
Érdekes CNC konstrukciók.
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_y37kbiti8puedx4y8972_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/y37kbiti8puedx4y8972_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_56id54hh7ssbjje4ywd3x_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/56id54hh7ssbjje4ywd3x_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_y37kbiti8puedx4y8972_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/y37kbiti8puedx4y8972_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_56id54hh7ssbjje4ywd3x_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/56id54hh7ssbjje4ywd3x_5949.jpg)
Cím: Re:Mechanikai ötletek
Írta: ecp4rs0md Dátum 2018 augusztus 22, 05:09
Írta: ecp4rs0md Dátum 2018 augusztus 22, 05:09
Folyamatosból szakaszos forgómozgás, tegnap bontottam szét ezt a hajtóművet,hogy mégis mi a megoldás...
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 augusztus 22, 11:41
Írta: zozo Dátum 2018 augusztus 22, 11:41
Kezdőknek ötletek.
cnc marógépek (home made) (https://hu.pinterest.com/pin/821836631976676525/)
cnc marógépek (home made) (https://hu.pinterest.com/pin/821836631976676525/)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 augusztus 22, 11:45
Írta: zozo Dátum 2018 augusztus 22, 11:45
Nem tom, miért csak egyet tett be, akkor így linkelem inkább
cnc témák (https://hu.pinterest.com/adrianpironti/cnc/?utm_campaign=rdboards&e_t=da136a2466ad40a3acd2be79990f33d7&utm_content=821836700690092145&utm_source=31&utm_term=4&utm_medium=2004)
cnc témák (https://hu.pinterest.com/adrianpironti/cnc/?utm_campaign=rdboards&e_t=da136a2466ad40a3acd2be79990f33d7&utm_content=821836700690092145&utm_source=31&utm_term=4&utm_medium=2004)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 augusztus 22, 11:48
Írta: zozo Dátum 2018 augusztus 22, 11:48
Bocs, feladom. Csak a regisztráltaknak mutatja.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 augusztus 24, 20:00
Írta: PSoft Dátum 2018 augusztus 24, 20:00
Ma, olyan..."elit" délutánom volt.:)
Bak-elit délután.[#nyes]
A marógépet se volt kedvem fölszerszámozni, na meg összeporozni, így...maradtam végig az esztergánál.
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_s58j0exjhbcvh0w0hasj_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/s58j0exjhbcvh0w0hasj_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_iuifq9fb6pxipmsjbi5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/iuifq9fb6pxipmsjbi5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_ny7fx9f6gvtfpay57ty6p_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/ny7fx9f6gvtfpay57ty6p_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_eww3upimbexk2wehe2amy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/eww3upimbexk2wehe2amy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_qv72y2qv8j82h8vxc6p_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/qv72y2qv8j82h8vxc6p_1068.jpg)
Bak-elit délután.[#nyes]
A marógépet se volt kedvem fölszerszámozni, na meg összeporozni, így...maradtam végig az esztergánál.
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_s58j0exjhbcvh0w0hasj_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/s58j0exjhbcvh0w0hasj_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_iuifq9fb6pxipmsjbi5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/iuifq9fb6pxipmsjbi5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_ny7fx9f6gvtfpay57ty6p_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/ny7fx9f6gvtfpay57ty6p_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_eww3upimbexk2wehe2amy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/eww3upimbexk2wehe2amy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/tn_qv72y2qv8j82h8vxc6p_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/qv72y2qv8j82h8vxc6p_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2018 augusztus 24, 23:02
Írta: szf Dátum 2018 augusztus 24, 23:02
Mi lesz belőle?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 augusztus 24, 23:07
Írta: PSoft Dátum 2018 augusztus 24, 23:07
Csomagoló, fóliavágó/hegesztő szerszámokra, vágószál végszigetelők.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 augusztus 25, 06:13
Írta: Szalai György Dátum 2018 augusztus 25, 06:13
Mi az anyag?
Textil bakelit, esetleg üvegtextil bakelit?
Textil bakelit, esetleg üvegtextil bakelit?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2018 augusztus 25, 09:14
Írta: PSoft Dátum 2018 augusztus 25, 09:14
20 mm vastag, textil bakelit táblalemez.
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 augusztus 25, 20:54
Írta: 2am4nwzib Dátum 2018 augusztus 25, 20:54
Egy fafaragási(marás) módszer , kifinomult részletekhez.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 augusztus 30, 20:53
Írta: svager Dátum 2018 augusztus 30, 20:53
hidraulikus satu [#nyes]
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2018 augusztus 30, 21:07
Írta: xt79ipd3 Dátum 2018 augusztus 30, 21:07
Ez csak addig jó, míg nem ereszti orrán-száján az olajat. [#nyes] Ráadásul minden anyagbefogásnál alaphelyzetről kell pumpálni. Érdekességnek jó, de nekem nem kéne.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2018 augusztus 30, 22:16
Írta: sufnituning Dátum 2018 augusztus 30, 22:16
Lehet, hogy nem kell alaphelyzetről pumpizni, mivel a tehermentesítő szelep bárhol zárható-nyitható, de [#nemtudom]én is maradnék a hagyományosnál, amellett présnek kicsinek tartom.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 augusztus 31, 05:32
Írta: remrendes Dátum 2018 augusztus 31, 05:32
Egyszer probaltam 4db 30t-s hengerrel rogziteni egy daralo rostajat, de kis ido utan kilazult a kotes. Szerintem ez erre is alkalmatlan.
Cím: Re:Mechanikai ötletek
Írta: tibs Dátum 2018 augusztus 31, 07:41
Írta: tibs Dátum 2018 augusztus 31, 07:41
A hydrós satut már feltalálták.
Sokkal egyszerűbb és tökéletesen működik.
Sokkal egyszerűbb és tökéletesen működik.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 augusztus 31, 08:31
Írta: Csuhás Dátum 2018 augusztus 31, 08:31
Satuhoz nem olajos henger kell hanem egy spéci kettős csavar, amin a nagy menet pozicionál míg a kicsi egy kis gyurmaszerű anyaggal kitolja az elején levő dugattyút.
Így működnek tudtommal a hidraulikus csapágylehúzók.
A több hengeres olajos rögzítés működött volna ha van a rendszerben egy rugalmas nyomástároló, hogy a legkisebb résvesztesség esetén is valami fenntartsa a nyomást. Legegyszerűbb esetben egy légbuborék is elég lehet erre.
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_umvcevf2cy9g9pzdh7fjq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/umvcevf2cy9g9pzdh7fjq_1881.jpg)
Így működnek tudtommal a hidraulikus csapágylehúzók.
A több hengeres olajos rögzítés működött volna ha van a rendszerben egy rugalmas nyomástároló, hogy a legkisebb résvesztesség esetén is valami fenntartsa a nyomást. Legegyszerűbb esetben egy légbuborék is elég lehet erre.
(https://hobbicncforum.hu/uploaded_images/2018/08/tn_umvcevf2cy9g9pzdh7fjq_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2018/08/umvcevf2cy9g9pzdh7fjq_1881.jpg)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 augusztus 31, 09:06
Írta: 000000000 Dátum 2018 augusztus 31, 09:06
Ez túl komplikált egyszerű feladatra, vagy nem értem mi az előnye. [#nemtudom] Nekem nem kellene, szerintem hagyományos csavaros jobb.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 szeptember 10, 07:06
Írta: remrendes Dátum 2018 szeptember 10, 07:06
4db M30-os csavar megoldotta a rogzitest.
Nem mindegyik, nalunk ilyen pumpas volt:
Nem mindegyik, nalunk ilyen pumpas volt:
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 szeptember 10, 07:09
Írta: remrendes Dátum 2018 szeptember 10, 07:09
Talan igy: (https://i.ebayimg.com/images/g/s88AAOSwMYRaXszO/s-l1600.jpg)
Cím: Re:Mechanikai ötletek
Írta: jbrkfminp Dátum 2018 szeptember 10, 17:45
Írta: jbrkfminp Dátum 2018 szeptember 10, 17:45
Tökéletes egyszerűséggel átalakitotta vízszintes működésre.
Kimegyek csinálok én is egyet.
Kimegyek csinálok én is egyet.
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 szeptember 20, 19:38
Írta: 2am4nwzib Dátum 2018 szeptember 20, 19:38
A gyártó garanciát vállal a termékre.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_ubztq6dnm3df4n7eysz_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/ubztq6dnm3df4n7eysz_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_ubztq6dnm3df4n7eysz_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/ubztq6dnm3df4n7eysz_5949.jpg)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 szeptember 20, 20:34
Írta: zozo Dátum 2018 szeptember 20, 20:34
Anyósnak elvinni, aztán
-Mama, ha ennyire utál, inkább lőjön le! :)
-Mama, ha ennyire utál, inkább lőjön le! :)
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 szeptember 20, 20:42
Írta: 2am4nwzib Dátum 2018 szeptember 20, 20:42
Az Anyós gondolom nem olvassa a fórumot ?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 szeptember 23, 20:38
Írta: remrendes Dátum 2018 szeptember 23, 20:38
Volna nekem egy kisse tonkrement lampamagassag allitom.
A problema vele, hogy a szilent kisse megfarad, konkretabban a kulso pereme eltunt es a kek szinu "kutyacsontbol" kiszakadt.
Milyen anyagbol lehetne esztergalni egy masikat, amit eleg rugalmas, hogy bele tudjam gyomoszolni a perselybe es utana ra tudjam pattintani arra a gombocra? Csatoltam egy kepet egy hasonlo szerkezetrol es a javitando darabrol.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_zxyumb5bzppn6f4ec2a6_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/zxyumb5bzppn6f4ec2a6_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/tn_m256x5iutz5uaesm0z7u_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/m256x5iutz5uaesm0z7u_3133.jpg)
A problema vele, hogy a szilent kisse megfarad, konkretabban a kulso pereme eltunt es a kek szinu "kutyacsontbol" kiszakadt.
Milyen anyagbol lehetne esztergalni egy masikat, amit eleg rugalmas, hogy bele tudjam gyomoszolni a perselybe es utana ra tudjam pattintani arra a gombocra? Csatoltam egy kepet egy hasonlo szerkezetrol es a javitando darabrol.
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_zxyumb5bzppn6f4ec2a6_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/zxyumb5bzppn6f4ec2a6_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/tn_m256x5iutz5uaesm0z7u_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/m256x5iutz5uaesm0z7u_3133.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 szeptember 24, 08:27
Írta: Csuhás Dátum 2018 szeptember 24, 08:27
A fészket felérdesíteném majd a szilikonnal bekent csap köre poliuretánt, vagy csak sima gyurmaragasztót nyomnék.
Cím: Re:Mechanikai ötletek
Írta: Timár László Dátum 2018 szeptember 24, 09:17
Írta: Timár László Dátum 2018 szeptember 24, 09:17
FBS ragasztó nem jó? Az rugalmas.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2018 szeptember 24, 09:36
Írta: remrendes Dátum 2018 szeptember 24, 09:36
Igen, en sem talaltam semmilyen esztergalhato rugalmas anyagot. Eddig a formalevalaszto es melegragaszto paros tunt a legjobbnak, de a PUR sem rossz.
Cím: Re:Mechanikai ötletek
Írta: xbwtgv9j Dátum 2018 szeptember 28, 11:35
Írta: xbwtgv9j Dátum 2018 szeptember 28, 11:35
Bocs kritikus leszek)
Felesleges Innováció.
Látszik hogy Gyengébb, ha kipróbálhatnám azonnal felugranék rá, és jól megtaposnám. Megnézném ha nagy nyomatékot kapnak az íves részek, nem hajlana e ki a tárcsa, mivel sok erősítést nem látok rajta az anyagmerevségén túl. Ha fogaskerekes derékszöghajtás lenne kussolnék.
Van amikor már nincs szükség újításra a lánc a legjobb, az ugrás pedig az elektromotor nem az ilyen marhaság aminek nincs értelme mert már van lánc ami ugyan ezt a célt szolgálja és jobb.
De legalább volt min szórakoznia és pénzt herdálnia ennek a többre nem képes uriembernek, bemutatta a csodálatos nagy semmit.
Lehet kitalálom én meg hogy holnaptól a kilincs az ajtó közepén legyen. Hátha az jobb
Felesleges Innováció.
Látszik hogy Gyengébb, ha kipróbálhatnám azonnal felugranék rá, és jól megtaposnám. Megnézném ha nagy nyomatékot kapnak az íves részek, nem hajlana e ki a tárcsa, mivel sok erősítést nem látok rajta az anyagmerevségén túl. Ha fogaskerekes derékszöghajtás lenne kussolnék.
Van amikor már nincs szükség újításra a lánc a legjobb, az ugrás pedig az elektromotor nem az ilyen marhaság aminek nincs értelme mert már van lánc ami ugyan ezt a célt szolgálja és jobb.
De legalább volt min szórakoznia és pénzt herdálnia ennek a többre nem képes uriembernek, bemutatta a csodálatos nagy semmit.
Lehet kitalálom én meg hogy holnaptól a kilincs az ajtó közepén legyen. Hátha az jobb
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 szeptember 28, 19:19
Írta: 2am4nwzib Dátum 2018 szeptember 28, 19:19
Alámarás 3tengelyre , csag az orsót kell megfelelő szögben elfordítani(na meg a programozást CAM-ban)
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_k3s8nua8q36ctu90ta8zq_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/k3s8nua8q36ctu90ta8zq_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/tn_mxh668fjm6pit5tx4u3p5_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/mxh668fjm6pit5tx4u3p5_5949.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/09/tn_k3s8nua8q36ctu90ta8zq_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/k3s8nua8q36ctu90ta8zq_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/tn_mxh668fjm6pit5tx4u3p5_5949.jpg) (https://hobbicncforum.hu/uploaded_images/2018/09/mxh668fjm6pit5tx4u3p5_5949.jpg)
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2018 szeptember 28, 22:40
Írta: sanyi84 Dátum 2018 szeptember 28, 22:40
Napi szinten használok láncváltót. Na szóval nagyon jó, a gyártónak. A szíjhajtás hajtómű váltóval az ami ideális megoldás. Nehéz, picivel nehezebb mint a lánc vagy agyváltó, de a tömeg pont jó helyen van. Agyváltóval csinálják a szíjhajtást, de ott pont nincs jó helyen a tömeg. A lánc elavult. De olcsó, viszont kopik is rendesen. Évi egy hátsó kazetta + 1 lánc.
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 október 12, 19:47
Írta: 2am4nwzib Dátum 2018 október 12, 19:47
Egy okos megoldás !!
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_4djyi6xe7zjmy96ma0hb_5949.png) (https://hobbicncforum.hu/uploaded_images/2018/10/4djyi6xe7zjmy96ma0hb_5949.png)
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_4djyi6xe7zjmy96ma0hb_5949.png) (https://hobbicncforum.hu/uploaded_images/2018/10/4djyi6xe7zjmy96ma0hb_5949.png)
Cím: Re:Mechanikai ötletek
Írta: fisrcxuk3 Dátum 2018 október 12, 21:20
Írta: fisrcxuk3 Dátum 2018 október 12, 21:20
"" Na szóval nagyon jó, a gyártónak. A lánc elavult."" Tudtom szerint még mindég a görgöslánc hatásfoka a legjobb, az ékszij pedig a legrosszabb a fordulat módositó áttételek közül. A kettő között van a fogaskerék. A bordás és hosszbordás nem tudom hová sorolandó.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2018 október 13, 07:01
Írta: Szalai György Dátum 2018 október 13, 07:01
"kilincs az ajtó közepén" [#vigyor2]
Hogyne mindjárt a zsanér mellett.
Hogyne mindjárt a zsanér mellett.
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 október 15, 18:52
Írta: 2am4nwzib Dátum 2018 október 15, 18:52
Hobby CNC dróthajlító
Cím: Re:Mechanikai ötletek
Írta: pa0n9mw Dátum 2018 október 15, 19:02
Írta: pa0n9mw Dátum 2018 október 15, 19:02
Üdv
Nagyon jó.
A hajlítási programot hogyan csinálják?
Nagyon jó.
A hajlítási programot hogyan csinálják?
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2018 október 15, 19:56
Írta: 2am4nwzib Dátum 2018 október 15, 19:56
Itt (https://howtomechatronics.com/projects/arduino-3d-wire-bending-machine/) megtalálod az egész tervet(3D,Arduino_script... stb)
Cím: Re:Mechanikai ötletek
Írta: xbwtgv9j Dátum 2018 október 16, 10:26
Írta: xbwtgv9j Dátum 2018 október 16, 10:26
Igen tudom hogy a lánc is kopik, ennek mértéke függ a kenéstől ugye, és hogy milyen terhelést kap. Utálom a váltót kattogtatni, egyszer csináltam egy merészet, még amikor napi szinten jártam melóba 30 km ert, ráadásul a belvárosból. Átkötöttem a bal fékkarba a hátsó váltót, nekem nagyon jó volt, kigyorsításkor csak engedni kell fel mint egy kuplungot és nem csattog, gyorsanb minden. Emelkedőn picit fárasztó tartani, de azon keveset mentem.
A lánc tökéletes menetvágásra is esztergára
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_8n2439wa2fj4x7055fgwt_4260.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/10/8n2439wa2fj4x7055fgwt_4260.jpeg)
A lánc tökéletes menetvágásra is esztergára
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_8n2439wa2fj4x7055fgwt_4260.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/10/8n2439wa2fj4x7055fgwt_4260.jpeg)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2018 október 16, 12:34
Írta: 000000000 Dátum 2018 október 16, 12:34
"A lánc tökéletes menetvágásra is esztergára"
Messze van az a tökéletestől, hiszen a lánchajtás áttétele nem állandó, így ez a hiba a menetemelkedésnél is szép kis ingadozást fog okozni.
Messze van az a tökéletestől, hiszen a lánchajtás áttétele nem állandó, így ez a hiba a menetemelkedésnél is szép kis ingadozást fog okozni.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 október 16, 13:21
Írta: zozo Dátum 2018 október 16, 13:21
Azért érdekes lenne kiszámítani, hogy mondjuk két 30 fogú lánckerék esetén fordulatonként 30-szor, +/- hány ezred millimétert változna az 1 mm-es emelkedés.
Ki tudnám számolni, de szerintem elhanyagolható, jóllehet, ennek a gépnek a mechanikája nagyobb hibával dolgozik.
Amit nem értek, hogy a főorsóról hajtja ugye a vezérorsót.
Milyen menetemelkedések jönnek létre egy ilyen random láncáttétel esetén?
Ki tudnám számolni, de szerintem elhanyagolható, jóllehet, ennek a gépnek a mechanikája nagyobb hibával dolgozik.
Amit nem értek, hogy a főorsóról hajtja ugye a vezérorsót.
Milyen menetemelkedések jönnek létre egy ilyen random láncáttétel esetén?
Cím: Re:Mechanikai ötletek
Írta: xbwtgv9j Dátum 2018 október 16, 13:22
Írta: xbwtgv9j Dátum 2018 október 16, 13:22
https://m.youtube.com/watch?v=kffPWk9GFw4
2:33
Tehát a láncal nagyon szépen lehet menetet vágni
2:33
Tehát a láncal nagyon szépen lehet menetet vágni
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2018 október 16, 13:24
Írta: designr Dátum 2018 október 16, 13:24
Vigyázz mert a "nagyon szépen" az nem pontos mértékegység..[#vigyor]
Cím: Re:Mechanikai ötletek
Írta: xbwtgv9j Dátum 2018 október 16, 13:25
Írta: xbwtgv9j Dátum 2018 október 16, 13:25
Egyediek :) ebben igazat adok, nem gyári de mezőre jó
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2018 október 16, 15:52
Írta: Csuhás Dátum 2018 október 16, 15:52
Bár ha végig gondoljuk a lánchajtás szög ingadozása miatt keletkező hibát bőven elfedi egy esztergán a forgácsolt felület érdessége. Amit mondasz esetleg egy menetköszörűn okozna problémát.
Cím: Re:Mechanikai ötletek
Írta: xbwtgv9j Dátum 2018 október 18, 01:30
Írta: xbwtgv9j Dátum 2018 október 18, 01:30
Mini hajlító (:
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_nasxbxmnuix6u5qnj4m5_4260.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/10/nasxbxmnuix6u5qnj4m5_4260.jpeg)
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_nasxbxmnuix6u5qnj4m5_4260.jpeg) (https://hobbicncforum.hu/uploaded_images/2018/10/nasxbxmnuix6u5qnj4m5_4260.jpeg)
Cím: Re:Mechanikai ötletek
Írta: J-Steel Dátum 2018 november 21, 22:11
Írta: J-Steel Dátum 2018 november 21, 22:11
Feleségem nem szeret korán kelni a tyúkokhoz amikor nem vagyok otthon.
Két dologra lenne szükségem:
1) Ólajtó nyitás/csukás mechanika a legegyszerűbben, ami legyen időjárásálló
2) Búzaadagoló, szintén időjárásálló
Egy mikrokontrollerrel vezérelném. Mi a legyegyszerűbb mechanikai megoldás ezekre? Max 2-2 órám lenne a mechanika elkészítésére. (mondjuk az Obi/Praktiker meglátogatását alapanyagot keresve nem beleszámítva)
Két dologra lenne szükségem:
1) Ólajtó nyitás/csukás mechanika a legegyszerűbben, ami legyen időjárásálló
2) Búzaadagoló, szintén időjárásálló
Egy mikrokontrollerrel vezérelném. Mi a legyegyszerűbb mechanikai megoldás ezekre? Max 2-2 órám lenne a mechanika elkészítésére. (mondjuk az Obi/Praktiker meglátogatását alapanyagot keresve nem beleszámítva)
Cím: Re:Mechanikai ötletek
Írta: Lacibácsi Dátum 2018 november 21, 22:39
Írta: Lacibácsi Dátum 2018 november 21, 22:39
Az autók ablaktörlő motorja 12V-os, ez jól jöhet az érintésvédelem miatt, és a feszültség nagyságától függ a fordulatszám. 12V-nál kb 60-at forognak percenként. Bontóban könnyű hozzájutni. Garat alján cső, csőben lemez csiga, meghajtva a motorral. Ameddig forog, annyi búza folyik ki. Olyan mint egy húsdaráló csak nagy garattal, akár egy hétre való mag is beleférhet. Az ajtót is ki lehet nyitni ablaktörlő motorral, végálláskapcsolók segítségével. Előny, hogy polaritás felcserélésével ellentétesen forog.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2018 november 22, 08:43
Írta: ra8nsmk6w Dátum 2018 november 22, 08:43
Alábecsülöd ezt a munkát! Már ami a ráfordoitott idöt jelenti.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2018 november 22, 10:21
Írta: vjanos Dátum 2018 november 22, 10:21
1., Az ajtót rugó vagy ellensúly húzza befelé, a motor meg egy madzaggal, csörlővel kifelé. Az áttétel legyen önzáró, reggel kinyit, este visszateker.
2., Régebben nyúletetőnek volt egy darab 110-es pvc csövem függőlegesen, az alján egy 110/50-es szűkítővel, és az egész egy tálcába állítva, hogy legyen köztük pár centi hézag.
Bocs, mikrokontroller nélkül :D
Van itt egyébként egy webódal ötletadónak (https://annot.org/cikkek/bunker-etetok-csirkek-szamara/)
2., Régebben nyúletetőnek volt egy darab 110-es pvc csövem függőlegesen, az alján egy 110/50-es szűkítővel, és az egész egy tálcába állítva, hogy legyen köztük pár centi hézag.
Bocs, mikrokontroller nélkül :D
Van itt egyébként egy webódal ötletadónak (https://annot.org/cikkek/bunker-etetok-csirkek-szamara/)
Cím: Re:Mechanikai ötletek
Írta: tibs Dátum 2018 november 22, 14:08
Írta: tibs Dátum 2018 november 22, 14:08
Nekem szürkületkapcsólós volt az ólajtó.
Ablaktörlő motorral egy kulisszás meghajtással két végállás kapcsolóval.
Nem kellett polaritást váltogatni egy fet hajtotta meg.
Az ajtó vizszintesen mozgott egy sinben míg a hülye tyúkja nem gondolta úgy hogy telekaparja földdel.
Az osb lapon korom jelezte ahogy a füst kiszállt a fetből.
Ekkor került bele biztosíték is.
Sokszor 2 óra ment rá most meg már tyúk sincs.
Ablaktörlő motorral egy kulisszás meghajtással két végállás kapcsolóval.
Nem kellett polaritást váltogatni egy fet hajtotta meg.
Az ajtó vizszintesen mozgott egy sinben míg a hülye tyúkja nem gondolta úgy hogy telekaparja földdel.
Az osb lapon korom jelezte ahogy a füst kiszállt a fetből.
Ekkor került bele biztosíték is.
Sokszor 2 óra ment rá most meg már tyúk sincs.
Cím: Re:Mechanikai ötletek
Írta: svager Dátum 2018 november 22, 18:06
Írta: svager Dátum 2018 november 22, 18:06
Itt egy remek ötlet,csak egy csavarbehajtó kell.
Cím: Re:Mechanikai ötletek
Írta: d30xhrezp Dátum 2018 december 12, 18:18
Írta: d30xhrezp Dátum 2018 december 12, 18:18
Sziasztok!
Hátha érdekel valakit gravírozó tű.
Az egyik mágnes szelepből van.Új tű vezetőt kell csinálnom,mert egy picit kottyan.
A másik egy régi porlasztóból van,ott nincs kottyanás és a rugó feszessége is állítható. Vagy esetleg tapintónak is jó a Z0-át felvenni.
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_9ix3xgbmag773gvfdpg3_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/9ix3xgbmag773gvfdpg3_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_q2h5vcpgmid6njc2m35p_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/q2h5vcpgmid6njc2m35p_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_btyis05yw3b8ggxy2f73j_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/btyis05yw3b8ggxy2f73j_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_wxkv8jzd4be00gn3qpqi4_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/wxkv8jzd4be00gn3qpqi4_3894.jpg)
Hátha érdekel valakit gravírozó tű.
Az egyik mágnes szelepből van.Új tű vezetőt kell csinálnom,mert egy picit kottyan.
A másik egy régi porlasztóból van,ott nincs kottyanás és a rugó feszessége is állítható. Vagy esetleg tapintónak is jó a Z0-át felvenni.
(https://hobbicncforum.hu/uploaded_images/2018/12/tn_9ix3xgbmag773gvfdpg3_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/9ix3xgbmag773gvfdpg3_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_q2h5vcpgmid6njc2m35p_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/q2h5vcpgmid6njc2m35p_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_btyis05yw3b8ggxy2f73j_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/btyis05yw3b8ggxy2f73j_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/tn_wxkv8jzd4be00gn3qpqi4_3894.jpg) (https://hobbicncforum.hu/uploaded_images/2018/12/wxkv8jzd4be00gn3qpqi4_3894.jpg)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2018 december 12, 19:57
Írta: zozo Dátum 2018 december 12, 19:57
A porlasztó csúcs tűje valóban kiváló anyag, vagy 10 éve használok egyet pontozónak, most is hibátlan.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2018 december 12, 20:01
Írta: guliver83 Dátum 2018 december 12, 20:01
Ismeri valaki ezt a patront?
Ez egy R8 Tormach cég gyártja.
Ha szerszámváltós főorsóba van ez benne mekkora erővel, vagy milyen rúgó kell a behúzásához ?
Ez egy R8 Tormach cég gyártja.
Ha szerszámváltós főorsóba van ez benne mekkora erővel, vagy milyen rúgó kell a behúzásához ?
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 06:59
Írta: Varga László Dátum 2019 január 05, 06:59
Sziasztok!
Keresnék ötleteket ,linkeket egy egyszerű letisztult molnárkocsi 100 kg -ig terhelhetőségű ,elektromos vagy hidroalikus megvalósításához.
Egy órát kellene intenzíven dolgoznia.
Egy óra áll rendelkezésre tölteni míg szállítom a méheket(vagy akku csere).
Viszonylag könnyűnek kellene lennie.
Érdekelne mini differenciálmű
Kb 1 KW-os motor --vagy kettő kerékmotor 500W (segway)
Kerékátmérő 10 col feletti
Megkérném azon ügyes Matematikus úriembereket aki ki tudja számolni nekem hogy melyik megoldással tudok a legkisebb veszteséggel dolgozni.
Ezalatt azt értem hogy: elektromos,két motorral
hidroalikus-benzinmotorral
benzinmotoros difi művel
elektromos difi művel
100 kg-ot--kell terepen viszonylag normál gyalog kisérerttel 50-100métert megtenni 80-szor
Illetve egy rámpán felmennie 1 méter magasra.
Segítséget mehanikában elektronikában esetlegesen kivitelezésben mézzel tudom meghálálni.
Keresnék ötleteket ,linkeket egy egyszerű letisztult molnárkocsi 100 kg -ig terhelhetőségű ,elektromos vagy hidroalikus megvalósításához.
Egy órát kellene intenzíven dolgoznia.
Egy óra áll rendelkezésre tölteni míg szállítom a méheket(vagy akku csere).
Viszonylag könnyűnek kellene lennie.
Érdekelne mini differenciálmű
Kb 1 KW-os motor --vagy kettő kerékmotor 500W (segway)
Kerékátmérő 10 col feletti
Megkérném azon ügyes Matematikus úriembereket aki ki tudja számolni nekem hogy melyik megoldással tudok a legkisebb veszteséggel dolgozni.
Ezalatt azt értem hogy: elektromos,két motorral
hidroalikus-benzinmotorral
benzinmotoros difi művel
elektromos difi művel
100 kg-ot--kell terepen viszonylag normál gyalog kisérerttel 50-100métert megtenni 80-szor
Illetve egy rámpán felmennie 1 méter magasra.
Segítséget mehanikában elektronikában esetlegesen kivitelezésben mézzel tudom meghálálni.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 január 05, 07:08
Írta: remrendes Dátum 2019 január 05, 07:08
Ennek (https://www.jungheinrich.hu/fileadmin/minion/hu/tx_jhproducts_ffz/7844_hu-hu/assets/ejc_m10_e_m10b_e_t__puslap.pdf) az adatlapja hatha segit kicsit.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 január 05, 07:45
Írta: Szalai György Dátum 2019 január 05, 07:45
Valami innovatív szerkezet, ötletadónak? (http://www.motocaddy.com/int/m5-connect-electric-trolley-2018#)
Vagy raktáribb formájú? (https://kyburz-switzerland.ch/en/utility_vehicles/etrolley)
Esetleg alapnak egy villamosszék? (https://www.jofogas.hu/fejer/Rokkantkocsi_87037390.htm)
Vagy raktáribb formájú? (https://kyburz-switzerland.ch/en/utility_vehicles/etrolley)
Esetleg alapnak egy villamosszék? (https://www.jofogas.hu/fejer/Rokkantkocsi_87037390.htm)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 08:53
Írta: RJancsi Dátum 2019 január 05, 08:53
Az "önegyensúlyozó" járgányok (elektromos egy- és kétkerekűk) tárcsamotorjait (kefe nélküli DC motorok) nem ajánlom. Neked a giroszkópra nincs igazán szükséged. Másfelől felesleges az 1-2 kW teljesítmény is, mert "gyalogkíséretű" üzemben úgyis le kell áttételezned a motort a kerék fordulatára. Az önegyensúlyozókban direkt hajtás van, az abroncs (gumi) közvetlenül a motor palástjára van szerelve. Ezért kell a nagy teljesítmény illetve nyomaték, hogy egy 100-120 kg-os embert is 15-20 km/h sebességgel tudjon egy lejtőn felvinni. Persze ebben a műfajban is vannak "szörnyetegek", amik akár 40-50 km/sebességgel képesek menni, de erre neked nem sok szükséged lesz. (Ezeknek az ára egy használt kocsiéval vetekszik.) Alacsony fordulaton elég nagy a nyomatékuk, de piszkosul melegszenek és nagy áramot vesznek fel (akár 20-25 A-t is, amit az akkuk nem feltétlen szeretnek)
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 10:10
Írta: Varga László Dátum 2019 január 05, 10:10
Jelenleg ez teljesít szolgálatot!
Hirtelen készült rövid távra ,de 5 éve szolgál.
Kenyér szervós!
Egy szállításnál 2 kiló lemegy-és a ruhámban lévő szárazanyag tartalom nulla.
Jobbat még nem sikerült kiagyalnom ,vagy az idő vagy a pénz.
Ezért szeretnék egy kicsit könnyíteni.
Több ötletem van, csak az idő meg a pénz.
Ezért gondoltam ,hogy van közöttünk sokat látott ember.[#integet2]
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_iiz0y6z3x6v5ecgj8gupz_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/iiz0y6z3x6v5ecgj8gupz_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_px3z5yfsp9n93xcmnz24_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/px3z5yfsp9n93xcmnz24_1571.jpg)
Hirtelen készült rövid távra ,de 5 éve szolgál.
Kenyér szervós!
Egy szállításnál 2 kiló lemegy-és a ruhámban lévő szárazanyag tartalom nulla.
Jobbat még nem sikerült kiagyalnom ,vagy az idő vagy a pénz.
Ezért szeretnék egy kicsit könnyíteni.
Több ötletem van, csak az idő meg a pénz.
Ezért gondoltam ,hogy van közöttünk sokat látott ember.[#integet2]
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_iiz0y6z3x6v5ecgj8gupz_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/iiz0y6z3x6v5ecgj8gupz_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_px3z5yfsp9n93xcmnz24_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/px3z5yfsp9n93xcmnz24_1571.jpg)
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 10:14
Írta: Varga László Dátum 2019 január 05, 10:14
Megelégednék ha tudnék szerezni egy mini difit ,vagy ha a két kerék két motor lenne és ha egy kicsit fordulásnál rátartanék a másik motorra több ampert adna.
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 05, 10:22
Írta: rotaryfun Dátum 2019 január 05, 10:22
A rotáció kapán sincs difi mégis fordul. Én valami kis benyás rotakapa átalakításából csinálnék kaptárcipekedőt, ha a méhek tolerálják a zaját és a szagát.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 10:25
Írta: Varga László Dátum 2019 január 05, 10:25
Ezeken már túl vagyok gondolatban ,de köszönöm az ötletelést.
Rokkant kocsira gondoltam de rossz érzéssel tölt el ha én azért veszek egyet hogy szétbarmoljam.
De ha valaki más szedi szét és a hajtást értékesíti az más .
Agyaltam a fűnyíró difin csak nincs a közelemben ami méretben megfelelő lenne és hát együtt van a váltójával.
Rokkant kocsira gondoltam de rossz érzéssel tölt el ha én azért veszek egyet hogy szétbarmoljam.
De ha valaki más szedi szét és a hajtást értékesíti az más .
Agyaltam a fűnyíró difin csak nincs a közelemben ami méretben megfelelő lenne és hát együtt van a váltójával.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 10:28
Írta: RJancsi Dátum 2019 január 05, 10:28
Biztosan kell az a difi? Megbonyolítja a dolgot. Ha jól sejtem többnyire nem szilárd burkolaton hanem terepen tolod a járgányt, ott meg nem gond a merev tengely sem. Olyasmi csigahajtásra gondolok ami a kapálógépeken van.
Pl. egy ilyenre (https://www.jofogas.hu/pest/Robi_55_kapalogep__rotacioskapa_hajtomu_87437442.htm) felraksz két kereket a hajtást meg megoldod egy 50-100 W körüli 12V-os motorral. Az 1:40 áttétel első ránézésre kellően lassú és nyomatékos hajtást eredményez. Egy viszonylag kicsi munkaakkuval (elektromos csónakmotorhoz valóval) sokáig bírná.
Pl. egy ilyenre (https://www.jofogas.hu/pest/Robi_55_kapalogep__rotacioskapa_hajtomu_87437442.htm) felraksz két kereket a hajtást meg megoldod egy 50-100 W körüli 12V-os motorral. Az 1:40 áttétel első ránézésre kellően lassú és nyomatékos hajtást eredményez. Egy viszonylag kicsi munkaakkuval (elektromos csónakmotorhoz valóval) sokáig bírná.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 10:29
Írta: RJancsi Dátum 2019 január 05, 10:29
Amíg írtam beelőztél a rotakapával. Szerintem járható út még villanymotorral is.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 10:32
Írta: Varga László Dátum 2019 január 05, 10:32
Igen jó az ötlet de ezt is félretettem mivel hangos és nem utolsó sorban hátramenet nincs benne meg a szaga és nehéz is .
Kis ducati MPM rotyakapa bírná is csak arról is le kellett tennem .Pedig már nekiálltam hogy abból faragok
Köszönöm neked is! jó az irány!
Kis ducati MPM rotyakapa bírná is csak arról is le kellett tennem .Pedig már nekiálltam hogy abból faragok
Köszönöm neked is! jó az irány!
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 10:37
Írta: Varga László Dátum 2019 január 05, 10:37
Legjobban a rámpán való feltolással van a baj az nehéz vagy a lendület a kicsi vagy az erő .
Egyébként lehetne szabadon futó!
Egyébként lehetne szabadon futó!
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 05, 10:37
Írta: rotaryfun Dátum 2019 január 05, 10:37
Igen túl nagy power biztos nem kell és a villanyos csendes is és szagtalan is, sőt talán aksi is van mert a pergetést is aksikkal szokták megoldani. A rámpára feljutás az ami némi nyomatékot igényel de talán nem kivitelezhetetlen. Ami a matek az a súlyelosztás a tengelyen hogy sem üresben sem rakottan ne kelljen megszakadni.
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 05, 10:41
Írta: rotaryfun Dátum 2019 január 05, 10:41
Jó ötlet a szabadon futó csak nehogy lefusson a rámpáról veled együtt.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 10:49
Írta: Varga László Dátum 2019 január 05, 10:49
Ebben az esetben akupunktúrás kezeléssel enyhítenek a méhek az esési fájdalmon!
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 10:54
Írta: RJancsi Dátum 2019 január 05, 10:54
Ha maradunk a rotakapa meghajtásnál a csiga/csigakerék önzáró. A benzinmotoros hajtásnál kell csak a röpsúlyos kuplung, hogy alapjáraton szétkapcsolódjon a hajtás. Villanymotornál lehet fix kapcsolat is.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 10:59
Írta: Varga László Dátum 2019 január 05, 10:59
Segvay motorjain agyaltam motorok súlya a tengelyen van.
Ha nem kap áramot az szabadon forog?
a giroszkóp az tényleg nem kell .
de ha a molnárkocsi nyelén egyszerre nyomom a gombot vagy potmétert a sebességét is tudnám szabályozni .
Kérdés hogy működne e .
Ezeknek a járgányoknak az akkumulátor-ja is 30 km hatástávolságú
Ha nem kap áramot az szabadon forog?
a giroszkóp az tényleg nem kell .
de ha a molnárkocsi nyelén egyszerre nyomom a gombot vagy potmétert a sebességét is tudnám szabályozni .
Kérdés hogy működne e .
Ezeknek a járgányoknak az akkumulátor-ja is 30 km hatástávolságú
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 05, 10:59
Írta: rotaryfun Dátum 2019 január 05, 10:59
[#taps]
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 11:07
Írta: Varga László Dátum 2019 január 05, 11:07
Ez igaz csak mondjuk 100 kg-ot nehéz eltekerni ha merev a hajtás.
Rotakapa a földben pedig ásva megy ott tekergethető vivel ez a cél.
Merev tengellyel a 80 szoros utat megtéve homokon átrendezi a földet a futó körül .
ebből a rotakapából pedig felkészültem.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_j3smvdma4tbqpc7g0psnf_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/j3smvdma4tbqpc7g0psnf_1571.jpg)
Rotakapa a földben pedig ásva megy ott tekergethető vivel ez a cél.
Merev tengellyel a 80 szoros utat megtéve homokon átrendezi a földet a futó körül .
ebből a rotakapából pedig felkészültem.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_j3smvdma4tbqpc7g0psnf_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/j3smvdma4tbqpc7g0psnf_1571.jpg)
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 05, 11:08
Írta: rotaryfun Dátum 2019 január 05, 11:08
Abból amit eladnak jelenleg annak rossz az aksija és horror az ára úgy is. Biztosan nem szabadon forog mert akkor hegyről le nagy esések lennének.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 11:19
Írta: Varga László Dátum 2019 január 05, 11:19
Hidró hajtáson is agyaltam ott megoldódna a diferenciál csak nagy az olajos rendszer vesztesége.vagy rosszul gondolom .
vannak 60mm-es átmérőjű hidro motorjaim amiből tudnék indulni.
vannak 60mm-es átmérőjű hidro motorjaim amiből tudnék indulni.
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2019 január 05, 11:20
Írta: fpd0kbd4 Dátum 2019 január 05, 11:20
Van egy alumínium hídtokos,difis kis hidam, elektromos motor nélkül,felnikkel,gumik nélkül. Amennyiben érdekel előkeresem és lefotózom.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 11:21
Írta: Varga László Dátum 2019 január 05, 11:21
Kerékpár vagy robogó motor?
Hány voltosak?
Az autómon 24V áll rendelkezésre,töltést illetően.
Hány voltosak?
Az autómon 24V áll rendelkezésre,töltést illetően.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 11:22
Írta: Varga László Dátum 2019 január 05, 11:22
Felizgattál!
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 11:34
Írta: RJancsi Dátum 2019 január 05, 11:34
Igen ha nincs áram alatt akkor szabadon fut. De nem hiszem, hogy egyszerű lenne egyedi elektronikát faragni hozzá. Ezek többfázisú permanens mágneses kefe nélküli DC motorok spéci vezérléssel. Mindegyik motoron van egy enkóder is, ami a vezérlésnek visszajelez a fordulatszámról, forgásirányról.
Elektromos egykerekű motor (https://github.com/EGG-electric-unicycle/documentation/wiki/Motor)
Elektromos egykerekű motor (https://github.com/EGG-electric-unicycle/documentation/wiki/Motor)
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 január 05, 11:55
Írta: vadember Dátum 2019 január 05, 11:55
Maradj a molnárkocsi elrendezésnél, de szerintem sokat segítene egy ilyen, a saját súlyától kihajló segéd támasz. Természetesen nagyobb kerekekkel, hogy ne süllyedjen a földbe.
A hajtást teljesen fölösleges elektronikával túlbonyolítanod. A merev tengelyt hajtsd meg egy fixen ráerősített bordás keréken keresztül. A meghajtó motort pedig egy megfelelően méretezett hajtóművel lassítsd a kívánt kimenő fordulatra. A kerekeket pedig szabadonfutó csapágyakra szereld , így meg van oldva a "differenciálmű" is plusz súly nélkül.
Lejmenetnél is használható a szabadonfutó tolatva, csak forgásirányt kell váltanod. Ilyenkor gyakorlatilag motorfékként működik a motorod.
A hajtást teljesen fölösleges elektronikával túlbonyolítanod. A merev tengelyt hajtsd meg egy fixen ráerősített bordás keréken keresztül. A meghajtó motort pedig egy megfelelően méretezett hajtóművel lassítsd a kívánt kimenő fordulatra. A kerekeket pedig szabadonfutó csapágyakra szereld , így meg van oldva a "differenciálmű" is plusz súly nélkül.
Lejmenetnél is használható a szabadonfutó tolatva, csak forgásirányt kell váltanod. Ilyenkor gyakorlatilag motorfékként működik a motorod.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 január 05, 12:13
Írta: vadember Dátum 2019 január 05, 12:13
Találtam egy még neked még jobban megfelelő elrendezést. Annyit kell változtatni hogy a kihajló gumilánctalp konzol négy sarkára kereket szerelsz. Aztán te döntöd el. hogy meghajtod fogas szíjjal mind a négy kereket, vagy csak az első kettőt.
De akár egy az egyben megépíthető ez a szerkezet is. Szerintem nem is muszáj terepen, hogy legyen kapaszkodó borda a külső oldalon. De egyébként kapható két oldalon bordás hajtószíj is pl. a Powerbeltnél.
De akár egy az egyben megépíthető ez a szerkezet is. Szerintem nem is muszáj terepen, hogy legyen kapaszkodó borda a külső oldalon. De egyébként kapható két oldalon bordás hajtószíj is pl. a Powerbeltnél.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 12:16
Írta: Varga László Dátum 2019 január 05, 12:16
Ez már tuti!
Már csak a számítás kellene hogy mekkora akku és motor tudja ezt az órát ledolgozni
10colos kerékmérettel
80 kanyar 100 kg-mal
50m távon
Már csak a számítás kellene hogy mekkora akku és motor tudja ezt az órát ledolgozni
10colos kerékmérettel
80 kanyar 100 kg-mal
50m távon
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 január 05, 12:35
Írta: vadember Dátum 2019 január 05, 12:35
Valószínűleg egy akkuval nem fogod tudni megoldani, mert rengeteg plusz súly kellene cipelned.Mondjuk a cserét nem nehéz megoldani egy gyorscsatlakozóval.
Pontosan nemigen lehet megmondani a teljesítményigényt, mert nem tudható a gördülési ellenállás a kereknél a terepen. A lánctalp ezért lenne szerencsésebb, mert az normál terepen nem nagyon süllyed a talajba. Az én tippem egy 500-750 Wattos motor lenne amivel elkezdeném az építést. Nem lehet a végtelenségig levinni, mert nem lesz meg a kívánt sebességhez a nyomatékod.
Pontosan nemigen lehet megmondani a teljesítményigényt, mert nem tudható a gördülési ellenállás a kereknél a terepen. A lánctalp ezért lenne szerencsésebb, mert az normál terepen nem nagyon süllyed a talajba. Az én tippem egy 500-750 Wattos motor lenne amivel elkezdeném az építést. Nem lehet a végtelenségig levinni, mert nem lesz meg a kívánt sebességhez a nyomatékod.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 január 05, 12:40
Írta: Szalai György Dátum 2019 január 05, 12:40
Az még nem lesz mindegy, hogy milyen magasra.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 12:44
Írta: RJancsi Dátum 2019 január 05, 12:44
Ha Li-ion akkupakkban gondolkodunk, abból nem kunszt nagy energiasűrűséget (kis tömeget) összehozni. Az önegyensúlyozó járgányok jellemzően 64-92 V körüli akkupakkokkal működnek. A kapacitásuk a 250-1500 Wh között mozog, a 8-10 km hatótávtól a 70-100 km -ig. Általában 1 óra alatt a kapacitás 80%-ára fel lehet tölteni őket. Az tény, hogy sokkal macerásabbak mint egy hagyományos ólomakku.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 január 05, 12:57
Írta: vadember Dátum 2019 január 05, 12:57
Én ezt nagyon jól tudom, hogy Li akku könnyebb meg jobb lenne. Csak az akkupakk és a töltő ára a kérdés. Meg, hogy mennyit szán rá.
Bár nekem volt egy méhész kollégám aki 3-5 milliót bevételt termelt meg a évente a mézből. Azt hiszem talán 100 méhcsaládja volt, de erre nem esküdnék meg.
Bár nekem volt egy méhész kollégám aki 3-5 milliót bevételt termelt meg a évente a mézből. Azt hiszem talán 100 méhcsaládja volt, de erre nem esküdnék meg.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 13:03
Írta: RJancsi Dátum 2019 január 05, 13:03
Micsoda kapitalista! A dolgozóknak meg ősszel kiszúrta a szemét egy kis cukros vízzel, mi? [#nyes]
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 05, 13:08
Írta: rotaryfun Dátum 2019 január 05, 13:08
Hát az már túl bonyolult szerintem erre a célra, de menő lenne.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 január 05, 13:21
Írta: vadember Dátum 2019 január 05, 13:21
Elektrikus szakmunkás, nem főnök. Mondjuk sohasem értettük, hogy miért dolgozik nálunk. Egy igazi rosszevő pénzcsináló volt. Nem volt egy nadrágja sem a mi bokán alul ért volna.
Viszont volt neki Hajdúszoboszlón egy bérüdülője 300 millió értékben. Debrétén egy hatalmas telek, a Nyírségben egy akkora erdőrész ami mellett vagy félórán át mentünk kocsival. Több kiadó bérlakása Miskolcon és Debrecenben.
De a Balaton mellől hazahozott a táskájában egy talált téglát, mert azt mondta, hogy 20 Forint is 20 Forint.
Az udvarára viszont szó szerint nem lehetett bemenni a téglarakásoktól amit az Edelényi kastély felújításakor hozott el.
Szerettem vele dolgozni, mert sohasem volt neki semmi munka büdös.
Viszont volt neki Hajdúszoboszlón egy bérüdülője 300 millió értékben. Debrétén egy hatalmas telek, a Nyírségben egy akkora erdőrész ami mellett vagy félórán át mentünk kocsival. Több kiadó bérlakása Miskolcon és Debrecenben.
De a Balaton mellől hazahozott a táskájában egy talált téglát, mert azt mondta, hogy 20 Forint is 20 Forint.
Az udvarára viszont szó szerint nem lehetett bemenni a téglarakásoktól amit az Edelényi kastély felújításakor hozott el.
Szerettem vele dolgozni, mert sohasem volt neki semmi munka büdös.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 13:37
Írta: RJancsi Dátum 2019 január 05, 13:37
Azt hiszem félreértettél... A "dolgozókon" a méheket értettem akiktől elveszik a mézet, helyette meg cukros vizet kapnak, hogy átvészeljék a telet.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 13:38
Írta: Varga László Dátum 2019 január 05, 13:38
max 1 méter
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 13:46
Írta: Varga László Dátum 2019 január 05, 13:46
Meg virágporos cukorlepény meg szigetelés meg fűtés -stb.
Megvannak a méhészkedésnek a költségei is, és buktatói.
Vannak akik a hirtelen meggazdagodás reményében belevágnak,és....
Ha lehetne inkább bankár lennék --de ha a pénznek nincs értéke akkor éhen hal volt már ilyen a pengős világban sok millió pengőért nem kaptak egy tojást.
Megvannak a méhészkedésnek a költségei is, és buktatói.
Vannak akik a hirtelen meggazdagodás reményében belevágnak,és....
Ha lehetne inkább bankár lennék --de ha a pénznek nincs értéke akkor éhen hal volt már ilyen a pengős világban sok millió pengőért nem kaptak egy tojást.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 január 05, 13:48
Írta: PSoft Dátum 2019 január 05, 13:48
A méhek, kivételes helyzetben vannak a többi haszonállattal szemben.:)
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 05, 13:57
Írta: rotaryfun Dátum 2019 január 05, 13:57
És mondjuk 1-1 kefés motor önzáró csiga hajtással a jobb és bal kerékre (pl valami odaverősebb ablaktörlő moci) A jobb és bal kezed hüvelyk ujjánál pedig külön külön PWM szabályozó poti és mondjuk irány váltó kapcsoló. Máris kész a "fékezett" akár saját tengelye körül is megforduló molnár kocsi [#kacsint]
De pl időnként vannak lomisoknál divatja múlt (http://www.licit.hu/arveres_Egyedi_ritkasag_Cartier_Santos_100_Centenarium_kiadas_szogletes_kis_elado_licit_1062154732.html) golffelszerelés táska cipelő elektromos kütyük, lehet azokból is lehetne kihozni valamit.
De pl időnként vannak lomisoknál divatja múlt (http://www.licit.hu/arveres_Egyedi_ritkasag_Cartier_Santos_100_Centenarium_kiadas_szogletes_kis_elado_licit_1062154732.html) golffelszerelés táska cipelő elektromos kütyük, lehet azokból is lehetne kihozni valamit.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 14:14
Írta: RJancsi Dátum 2019 január 05, 14:14
Tartok tőle, hogy egy golfzsák hurcolászó kocsi nem szívesen vinne 100 kg-ot egy rámpán felfelé. Főleg nem "folyamatos" üzemben 1 órán keresztül.
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 05, 14:33
Írta: rotaryfun Dátum 2019 január 05, 14:33
Igen, ezért is írtam erősen feltételesen ezt a megoldást. Látni kellene mekkora mocik vannak benne, mert egy luxus sport luxus felszerelésére nem a spórolás a jellemző. Egy kört a dolog megérne szerintem. De ott vannak pl a villanyos rokkant kocsik amikből szintén erős kínálat van használtban, ezek is komoly "alkatrész bányák" lehetnének és a strapát már biztosan jól bírnák.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 14:39
Írta: RJancsi Dátum 2019 január 05, 14:39
Igen, használtan már 25-30 ezer Ft-ért lehet működőképest venni. És általában elég nagy nyomatékúak mert kb. 100 kg-os emberrel a meredek akadálymentesítő rámpákon is fel tudnak menni. Ezekkel csak az a baj, hogy nem spórolnak a tömeggel, kb. 70-100 kg az önsúlyuk. Még ha le is csupaszítod, a motor, akku és kerekek legalább 20-30 kg maradnak.
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 05, 15:45
Írta: rotaryfun Dátum 2019 január 05, 15:45
Hát igen, valamiért valamit. Olcsó, erős, és könnyű....
A vicc jut eszembe :
Mi 1.olcsón,
2.gyorsan
3. kiválóan dolgozunk ! Ön a 3- ból kettőt választhat [#kacsint]
A vicc jut eszembe :
Mi 1.olcsón,
2.gyorsan
3. kiválóan dolgozunk ! Ön a 3- ból kettőt választhat [#kacsint]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 17:07
Írta: RJancsi Dátum 2019 január 05, 17:07
Mivel kibicnek semmi sem drága és csak az ötletelés szintjén tartunk, bennem felmerült a kábeles működtetés. Tudom, kényelmetlenebb mert figyelni kell a tyúkbélre, cserébe az áramforrás lehet szinte bármekkora (az autó elbírja), cserébe a molnárkocsi csak a motorral vagy motorokkal lenne nehezebb, a vezérlés és kapcsolók, potik nem jelentenek nagy többletet. Célszerű lenne minél nagyobb (váltó) feszültséggel ellátni a szerkezetet, hogy az 50 m kábelen ne legyen nagy feszültségesés. Persze ez meg érintésvédelmi problémákat vet vet.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 17:08
Írta: RJancsi Dátum 2019 január 05, 17:08
vet vet = vet fel
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 17:20
Írta: g89ketty Dátum 2019 január 05, 17:20
Váltó fesszel nagyobb lessz a veszteség.[#integet2]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 január 05, 17:57
Írta: remrendes Dátum 2019 január 05, 17:57
Nem azert hasznalunk valtoaramot, mert az egyent korulmenyesebb szallitani?
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2019 január 05, 17:59
Írta: kaqkk007 Dátum 2019 január 05, 17:59
Igen ugyanannyi egyenfesz minimum kétszer akkora dobozba fér csak bele (össze kell hajtogatni)[#vigyor]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 18:32
Írta: RJancsi Dátum 2019 január 05, 18:32
A sok hülye mégis nagyfesz váltóáramot használ a távvezetékeknél mert úgy tudja így gazdaságosabb. Ki érti ezt? [#conf]
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 18:37
Írta: g89ketty Dátum 2019 január 05, 18:37
De igen, csak akkor előbb feltranszformáljuk minnél nagyobb feszre, hogy minnél kisebb árammmal vigyük át ugyan azt a teljesítményt. Aztán letranszformáljuk használható értékre. A molnárkocsi esetében az akksi helyett trafót kell cipelni.[#pias]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 18:52
Írta: RJancsi Dátum 2019 január 05, 18:52
Azért egy trafó/egyenirányító még mindig kisebb tömeg, mint egy használható kapacitású munka akkumulátor.
De halljuk a te ötletedet, hogyan kéne megoldani a kérdést?
De halljuk a te ötletedet, hogyan kéne megoldani a kérdést?
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 19:00
Írta: g89ketty Dátum 2019 január 05, 19:00
A sok hülye megkülönbözteti az áramot a feszűltségtől. Ugyan azt az efektív áramot egyenben kisebb keresztmetszeten lehet átkűldeni mint a váltót. A váltó csúcsértéke kb 29%-al nagyobb, és sajnos a veszteség az áram négyzetével nő.
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 19:14
Írta: g89ketty Dátum 2019 január 05, 19:14
Az egyenirányító néhány deka, a néhányszáz wattos toroidnak azért van súlya. Ez mérés és mérlegelés kérdése. A trafó áráért vehet egy akkut, amit bármiről lehet tőlteni. Sajnos néhány évente cserélni kell, ahogy a maga után húzogatott kanócot is.[#pias]
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2019 január 05, 19:24
Írta: Rabb Ferenc Dátum 2019 január 05, 19:24
IdézUgyan azt az efektív áramot egyenben kisebb keresztmetszeten lehet átkűldeni mint a váltót.
Erre azért ne fogadj nagyobb összeggel... És a 29%-ra sem.
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 19:27
Írta: g89ketty Dátum 2019 január 05, 19:27
Ha a csúcsértéknek 0,71 az efektivje akkor fölötte mi van?
Cím: Re:Mechanikai ötletek
Írta: laca Dátum 2019 január 05, 19:35
Írta: laca Dátum 2019 január 05, 19:35
A váltóáramhoz azért elég kisebb keresztmetszet, mert váltakozó irányba melegít, így a melegedések kioltják egymást....Aszimmetrikus váltó esetén meg hűt....javascript:InsertSmiley('nyes')
(bocs ! )
(bocs ! )
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 19:40
Írta: g89ketty Dátum 2019 január 05, 19:40
Végre egy szakember aki kivezet minket a labirintusból, kössz![#pias]
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2019 január 05, 19:52
Írta: Rabb Ferenc Dátum 2019 január 05, 19:52
IdézA váltó csúcsértéke kb 29%-al nagyobb...
Nem, a csúcs kb 41%-al nagyobb (gyök2=1.4142...) A csúcsértéktől az effektív valóban 29%-al tér el - de kisebb.
Ja, és nem váltó (az a váltóláz :) ) hanem váltakozó. Tudod, ez is olyan mint a magasfeszültség. Magas a villanyoszlop, és azon van a nagyfeszültségű távvezeték [#integet2]
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 20:07
Írta: g89ketty Dátum 2019 január 05, 20:07
Igazad van! A bruttó ár is 27%-al magasabb mint a nettó. A bruttó ár cca. 79%-a a nettó.[#taps] A lényeg, hogy az efektív fölötti áramcsúcsok négyzetesen növelik a veszteséget, utána már hiába van árammentes szakasz, ami elveszett már nem jön vissza.[#pias]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 05, 20:15
Írta: jani300 Dátum 2019 január 05, 20:15
"utána már hiába van árammentes szakasz"
Ez mikor van ?
Nulla időpontig a nullátmenetnél ?
Ezt a négyzetes dolgot már megszenvedtem a kétutas egyenirányítással , azt most hagynám :(
Ez mikor van ?
Nulla időpontig a nullátmenetnél ?
Ezt a négyzetes dolgot már megszenvedtem a kétutas egyenirányítással , azt most hagynám :(
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2019 január 05, 20:22
Írta: Rabb Ferenc Dátum 2019 január 05, 20:22
Az effektív alatti is négyzetesen növeli... merthogy P=I2xR
Én valahogy úgy tanultam, hogy az áram effektív értéke pontosan annyit hőt termel ohmikus terhelésen mint a vele azonos nagyságú egyenáram.
De basszus! Ez nem is a Elektronika hanem a Mechanika topik. Na szevasz [#pias]
Én valahogy úgy tanultam, hogy az áram effektív értéke pontosan annyit hőt termel ohmikus terhelésen mint a vele azonos nagyságú egyenáram.
De basszus! Ez nem is a Elektronika hanem a Mechanika topik. Na szevasz [#pias]
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 20:36
Írta: g89ketty Dátum 2019 január 05, 20:36
Hát gyerekek, itt egy molnárkocsi után vonszolt kábel veszteségéről beszélgetünk, de egy kondival túlságosan megpakolt egyenirányító esetén ugyanezzel a gonddal találkozhatunk. Lehet, hogy egyszerübb sörrel tologatni azt kocsit?[#pias]
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2019 január 05, 20:39
Írta: s7manbs8 Dátum 2019 január 05, 20:39
Hirtelen beütöttem már a Wolfram-ba, hogy hogy is van, a definíciója is az effektívnek pont az ... ? :)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_e3yw406yi2uvb76uv8_918.png) (https://hobbicncforum.hu/uploaded_images/2019/01/e3yw406yi2uvb76uv8_918.png)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_e3yw406yi2uvb76uv8_918.png) (https://hobbicncforum.hu/uploaded_images/2019/01/e3yw406yi2uvb76uv8_918.png)
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 január 05, 20:45
Írta: fn47xk7ei Dátum 2019 január 05, 20:45
Neked is igazad van és Ferinek is ! Feri írta , hogy "ohm-os terhelés esetén" - és ez igaz. Te meg a váltó egyenirányítás utáni nagyobb kapacitásra hivatkozol - ami megint csak igaz csak az ugye kapacitív "eset" (még ha a fogyasztó valójában induktív) és akkor valóban jobban melegszik a vezeték mert az áram görbe már rég elfelejtette a szinusz alakot . [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 05, 20:56
Írta: rotaryfun Dátum 2019 január 05, 20:56
De mi a helyzet ha Tesla vezeték nélküli energia továbbításával lenne a tápellátás megoldva ? Vagy esetleg a Széles féle energia cellával ? Sőt ha cak napsütésben használnák akkor akár ...... [#csodalk][#wilting][#taps]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 21:04
Írta: RJancsi Dátum 2019 január 05, 21:04
És akkor még nem beszéltünk a kinetikus energiáról. Az autónál szivargyújtóról felpörget egy lendkereket amivel megteszi az 50 m hasznos távot, visszafelé az üres molnárkocsit meg könnyedén visszatolja. [#nyes]
És ha gondosan ügyel arra, hogy az autó mindig magasabban - dombtetőn - parkoljon, akkor a gravitáció is segít.
És ha gondosan ügyel arra, hogy az autó mindig magasabban - dombtetőn - parkoljon, akkor a gravitáció is segít.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 január 05, 21:06
Írta: vadember Dátum 2019 január 05, 21:06
Tényleg "sok hülye lehet a világban. Ki érti ezt?[#conf]"
A volt igazgatónk előadása a nagyfeszültségű DC energiaátvitelről.
HVDC (ftp://ftp.energia.bme.hu/pub/Energetikai%20aktualitasok/2013-14-02/08/HVDC_beszamolo.pdf)
A volt igazgatónk előadása a nagyfeszültségű DC energiaátvitelről.
HVDC (ftp://ftp.energia.bme.hu/pub/Energetikai%20aktualitasok/2013-14-02/08/HVDC_beszamolo.pdf)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2019 január 05, 21:10
Írta: Rabb Ferenc Dátum 2019 január 05, 21:10
Ez a dombtetős megoldás nagyon jó! A traktoroknak is azért sokkal nagyobb a hátsó kerekük, hogy mindig csak lefelé kelljen vontatniuk [#zavart2]
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 05, 21:20
Írta: Varga László Dátum 2019 január 05, 21:20
Köszönöm nektek !
Eddig jutottunk Frédinek köszönhetek eme remek difit ,amivel sikerülhet pihenősre fognom a szállítást.
Persze kell még hozzá egy motor ami 100 mm-nél nem lehet nagyobb meg aksi és elektronika.
Ha lenne valakinek hozzá cucca, és már birtoklási vágyát rég kielégítette,örülnék ha jelentkezne.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_yisbj74vcnujwxjpfbneu_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/yisbj74vcnujwxjpfbneu_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_n04b52bwin2q239ivg4he_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/n04b52bwin2q239ivg4he_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_wwpujzh2gz0g0ssz97y3s_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/wwpujzh2gz0g0ssz97y3s_1571.jpg)
Eddig jutottunk Frédinek köszönhetek eme remek difit ,amivel sikerülhet pihenősre fognom a szállítást.
Persze kell még hozzá egy motor ami 100 mm-nél nem lehet nagyobb meg aksi és elektronika.
Ha lenne valakinek hozzá cucca, és már birtoklási vágyát rég kielégítette,örülnék ha jelentkezne.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_yisbj74vcnujwxjpfbneu_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/yisbj74vcnujwxjpfbneu_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_n04b52bwin2q239ivg4he_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/n04b52bwin2q239ivg4he_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_wwpujzh2gz0g0ssz97y3s_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/wwpujzh2gz0g0ssz97y3s_1571.jpg)
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 21:24
Írta: g89ketty Dátum 2019 január 05, 21:24
Tisztázzuk. Az egyenfesz maga az efektív. Az ezzel egyenértékü hullámos (pl:váltó) egyszer ennél több, máskor kevesebb de az átlag kijön. Ahol több ott az efektív fölé nyúló áramcsúcsok lesznek, amelyek vesztesége nem térül meg amikor az efektív alá csökken. Ezért jobb a csúcsra méretezni. Egyennél az efektívre. Egyenirányítás előtt még rosszabb a helyzet, mert minnél nagyobb a kondi, annál rövidebb és nagyobb 10-100-szoros áramimpulzusok lehetnek, és még négyzetre kell emelnünk.[#pias]
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2019 január 05, 21:26
Írta: sasi Dátum 2019 január 05, 21:26
Szia Laci!
A csatolt linkek adhatnak ötleteket a kaptárszállító szerkezet konstruálásában.
Úgy tíz éve készítettem hasonló szerkezetet, de én elsősorban a mézűr leemelésére használtam. Kissé túlbonyolítottam, ugyanis ahelyett, hogy kézi tekerővel emeltem volna, akkus fúrógéppel bonyolítottam, ettől viszont lassabban lehetett vele dolgozni.
Kerekeknek kerékpár kerekeket használtam, így könnyű volt a szerkezet és az egyenetlen talajon is elég jól használható volt.
https://bee.net.ua/en/vizok-dlya-pasiki/
https://bee.net.ua/en/pidjomnik-dlya-vulikiv/
A csatolt linkek adhatnak ötleteket a kaptárszállító szerkezet konstruálásában.
Úgy tíz éve készítettem hasonló szerkezetet, de én elsősorban a mézűr leemelésére használtam. Kissé túlbonyolítottam, ugyanis ahelyett, hogy kézi tekerővel emeltem volna, akkus fúrógéppel bonyolítottam, ettől viszont lassabban lehetett vele dolgozni.
Kerekeknek kerékpár kerekeket használtam, így könnyű volt a szerkezet és az egyenetlen talajon is elég jól használható volt.
https://bee.net.ua/en/vizok-dlya-pasiki/
https://bee.net.ua/en/pidjomnik-dlya-vulikiv/
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 21:27
Írta: RJancsi Dátum 2019 január 05, 21:27
A cikk is azt mondja, hogy épp napjainkban terjednek el azok az eszközök, amik lehetővé teszik az egyenáramú távvezetékek lehetőségét. Pár éve még egyszerűen nem voltak ilyenek.
Tudjuk, hogy a hidrogéncellás autók mennyivel környezet barátabbak a fosszilis meghajtásúaknál, de ettől még mindig a motorok 99.9%-a benzin vagy gázolaj hajtással készül napjainkban is. Szerintem még el fog telni pár évtized mire a mostani nagyfeszültségű váltóáramú távvezetékeket leváltják az egyenáramúak. Még akkor is, ha elméletben sokkal jobb lenne ha már csak azok lennének.
Tudjuk, hogy a hidrogéncellás autók mennyivel környezet barátabbak a fosszilis meghajtásúaknál, de ettől még mindig a motorok 99.9%-a benzin vagy gázolaj hajtással készül napjainkban is. Szerintem még el fog telni pár évtized mire a mostani nagyfeszültségű váltóáramú távvezetékeket leváltják az egyenáramúak. Még akkor is, ha elméletben sokkal jobb lenne ha már csak azok lennének.
Cím: Re:Mechanikai ötletek
Írta: sasi Dátum 2019 január 05, 21:27
Írta: sasi Dátum 2019 január 05, 21:27
https://www.youtube.com/watch?time_continue=7&v=YCX4__nRiW8
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 január 05, 21:30
Írta: fn47xk7ei Dátum 2019 január 05, 21:30
Így van szerintem is .Ezért írtam a hozzászólásom .[#eljen]
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 21:31
Írta: g89ketty Dátum 2019 január 05, 21:31
Nekem a trabival bejáratott lejtős parkolóm volt, ahonnan reggel repülőstartal tudtunk indulni. A család meglökte és túz.
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 21:38
Írta: g89ketty Dátum 2019 január 05, 21:38
A váltót trafóval könnyen lehet átalakítani, de ma már az egyent sokkal jobb hatásfokkal alakítják át.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 05, 21:40
Írta: RJancsi Dátum 2019 január 05, 21:40
Engem első időben a 120 GLS skodám szívatott meg. A benzintank a két hátsó ülés alatt volt és emiatt alig 10-15 cm magas. Ha úgy álltam meg a telken, hogy "rossz" oldalra dőlt a kocsi és már csak 1/4 tank benzin volt benne, a búvárcső nem ért bele a benzinbe. Ha nem indultam el egyből motorindítás után, kifogyott a benzin az úszóházból és szánalmas tologatással kezdhettem a napot. [#duhos2]
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 22:11
Írta: g89ketty Dátum 2019 január 05, 22:11
Figyelj Laci! Működik a dolog vodkával is, dupla haszon.[#pias]
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 05, 22:15
Írta: g89ketty Dátum 2019 január 05, 22:15
Ezért veszek a következő nyugdíjamból egy elektromosat.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 január 06, 08:59
Írta: Csuhás Dátum 2019 január 06, 08:59
Egy ideig volt egy Land Roverem. Terepen gyakori hogy megdőlve áll az autó, ezért ravasz üzemanyag ellátása volt. Az acpumpa két lépcsős volt, a kis nyomású része egy szűrőn keresztül töltött egy kb két literes felül nyitott keskeny és magas "bögrét" a tankban amibe az egész szivattyú bele lógott. Így a nagynyomású szivattyúrész mindig talált üzemanyagot a bögrében, míg a kisnyomású hol gázolajt nyomott hol csak a levegőben forgott.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2019 január 06, 09:25
Írta: keri Dátum 2019 január 06, 09:25
Én eladom neked, nekem már úgy sem kell [#nyes]
https://jatekmuzeum.blog.hu/2018/12/29/jatekmuzeum_tv_109_adas
https://jatekmuzeum.blog.hu/2018/12/29/jatekmuzeum_tv_109_adas
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 január 06, 09:56
Írta: g89ketty Dátum 2019 január 06, 09:56
Kössz! Ehhez még két nyugdíjat is meg kell várnom.[#integet2]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 06, 09:56
Írta: svejk Dátum 2019 január 06, 09:56
Mekkora a difi áttétele?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 06, 09:59
Írta: svejk Dátum 2019 január 06, 09:59
Hatásfok ügyében vagy valami nagyon jó minőségű DC vagy AC szervo, a difi áttétele függvényében hajtóművel megfejelve.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 06, 12:52
Írta: Varga László Dátum 2019 január 06, 12:52
1:15
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 06, 15:37
Írta: svejk Dátum 2019 január 06, 15:37
Az sirály, nem is vagy csak alig kell plusz áttétel 10"-os kerekeknél.
Cím: Re:Mechanikai ötletek
Írta: baltech Dátum 2019 január 06, 18:03
Írta: baltech Dátum 2019 január 06, 18:03
Szia Laci!
Találtam itthon egy-két kefés dc motort.
Az egyik egy kicsit nagyobb: a palást átm:112mm
Az alu pajzs átm:105mm, ebből lehet leszedni is.
Ez 24V-os, van egy kisebbik is, annak az átmérője 80mm, az 12V-os, asszem 800W-os.
A nagyobbik tekercs gerjesztésű, tehát kicsit kalandos a forgásirány váltás, a kisebbik állandó mágneses.
A nagyobbikrók két kép:
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_8s7v4d0n0ks89iybu4t_4925.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/8s7v4d0n0ks89iybu4t_4925.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_bkwv5uv3276whi25q3mhi_4925.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/bkwv5uv3276whi25q3mhi_4925.jpg)
Találtam itthon egy-két kefés dc motort.
Az egyik egy kicsit nagyobb: a palást átm:112mm
Az alu pajzs átm:105mm, ebből lehet leszedni is.
Ez 24V-os, van egy kisebbik is, annak az átmérője 80mm, az 12V-os, asszem 800W-os.
A nagyobbik tekercs gerjesztésű, tehát kicsit kalandos a forgásirány váltás, a kisebbik állandó mágneses.
A nagyobbikrók két kép:
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_8s7v4d0n0ks89iybu4t_4925.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/8s7v4d0n0ks89iybu4t_4925.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_bkwv5uv3276whi25q3mhi_4925.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/bkwv5uv3276whi25q3mhi_4925.jpg)
Cím: Re:Mechanikai ötletek
Írta: baltech Dátum 2019 január 06, 18:09
Írta: baltech Dátum 2019 január 06, 18:09
Találtam még egy PWM szabályzót is, bár ez csak 60A-es, egy próbát megérhet.
Üdv:
Zsolt.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_aazhvi4n7idq4dtvd22qm_4925.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/aazhvi4n7idq4dtvd22qm_4925.jpg)
Üdv:
Zsolt.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_aazhvi4n7idq4dtvd22qm_4925.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/aazhvi4n7idq4dtvd22qm_4925.jpg)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 07, 10:04
Írta: jani300 Dátum 2019 január 07, 10:04
Ha kondenzátort töltünk ott igaz amit írtál , jó nagy kapacitásnál még inkább .
A szövegkörnyezetből ez számomra nem derült ki .
Így értem amit írtál ,bocsi .
A szövegkörnyezetből ez számomra nem derült ki .
Így értem amit írtál ,bocsi .
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 január 07, 10:10
Írta: Varga László Dátum 2019 január 07, 10:10
Köszönöm neked !Talonba veszem!
Még nincs nálam a mini difi amire kell a motor .
Elvileg 100mm-nél nagyobb átmérőjű motor nem fér el.
Még nincs nálam a mini difi amire kell a motor .
Elvileg 100mm-nél nagyobb átmérőjű motor nem fér el.
Cím: Re:Mechanikai ötletek
Írta: xbwtgv9j Dátum 2019 január 10, 19:46
Írta: xbwtgv9j Dátum 2019 január 10, 19:46
Cím: Re:Mechanikai ötletek
Írta: xbwtgv9j Dátum 2019 január 10, 19:47
Írta: xbwtgv9j Dátum 2019 január 10, 19:47
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 18, 18:59
Írta: jani300 Dátum 2019 január 18, 18:59
[#t19p97946#]
Érdekes téma .
Miét nem elég elvékonyítani a tolómérő pofáit ?
Érdekes téma .
Miét nem elég elvékonyítani a tolómérő pofáit ?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 január 18, 19:07
Írta: Csuhás Dátum 2019 január 18, 19:07
Mert azzal körülményes pl egy furat végén a seeger gyűrű beszúrás mélységét megmérni.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 18, 19:09
Írta: jani300 Dátum 2019 január 18, 19:09
furatbeszúrás mérő (https://mahr.shop.hu/mahr-4103080-digitalis-tolomero-furatbeszuras-meresre-adatkimenettel-ip67-vedelemmel-marcal-16-ewr-al-10-160mm)
Aha , közben meglett ,köszi
Aha , közben meglett ,köszi
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 18, 19:12
Írta: jani300 Dátum 2019 január 18, 19:12
Látom huzogatjátok az oroszlán bajszát :)
Értem én ,de minek ...
Értem én ,de minek ...
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 18, 19:26
Írta: ANTAL GÁBOR Dátum 2019 január 18, 19:26
Köszi . Nézted 242.000Ft .. Hát elég drága lenne a hidraulika henger ha ilyennel méricskélném a beszúrást amit az egyenesbe vezető teflon szalag igényel . Ma vagy 3 szor nekifogtam mert oda "nullás" méret kell amit a nóniusszal nem tudtam megcsinálni ( egyszerűen kihajlik a kés és nem visz annyit amit látok a skálán ) . Mérni kellene nem próbálgatni
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 18, 19:30
Írta: rotaryfun Dátum 2019 január 18, 19:30
még szerencse [#nyes] hogy lehet kapni !
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 18, 19:33
Írta: jani300 Dátum 2019 január 18, 19:33
Jaj !!!!!!!!
Az árát ,nem néztem , csak a képet hogy mi is lehet az .
A furat nincsen benne az eredeti hozzászólásban , de a kép alapján rájöttem miről is van szó .
Végre valami amit nem ismertem ... :)
Unalmas ha nincsen újdonság amin lehet csemegézni ...
Meg most már pogácsa recept is van ,azt is megnéztem ,azt sem próbáltam még :)
Az árát ,nem néztem , csak a képet hogy mi is lehet az .
A furat nincsen benne az eredeti hozzászólásban , de a kép alapján rájöttem miről is van szó .
Végre valami amit nem ismertem ... :)
Unalmas ha nincsen újdonság amin lehet csemegézni ...
Meg most már pogácsa recept is van ,azt is megnéztem ,azt sem próbáltam még :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 január 18, 19:34
Írta: PSoft Dátum 2019 január 18, 19:34
Emlékeztem, mintha Laslie (http://turning.fw.hu/v007.html) oldalán lett volna valami "home made", de...nem találtam.:(
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 18, 19:36
Írta: jani300 Dátum 2019 január 18, 19:36
Benyúlsz tapintó körzővel .és ha kivetted megméred tolómérővel ... :)
Vicc akart lenni :)
Vicc akart lenni :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 január 18, 19:41
Írta: PSoft Dátum 2019 január 18, 19:41
Ha nem írod, akkor is kitaláltam volna.:)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 18, 19:43
Írta: ANTAL GÁBOR Dátum 2019 január 18, 19:43
A V007 es verziót akarom megcsinálni . De én ki akarom( tam ?) fúrni a pofát .. Pont ilyen műhely- tolómérőt választottam vastag pofával amibe bele lehetne fúrni egy 2 mm es furatot és aztán loctitével bele a csapokat ..
Satuban CNC vel el tudom képzelni hogy pontos furatot tudok csinálni . A lágyforrasztás nekem macerás .. Ezüsttel meg tudom kemény forrasztani de akkor automatán kilágyul a pofa ( Csuhás pont ezt javasolta ) akkor meg már fúrhatom is minek kemény forrasszam ?
Satuban CNC vel el tudom képzelni hogy pontos furatot tudok csinálni . A lágyforrasztás nekem macerás .. Ezüsttel meg tudom kemény forrasztani de akkor automatán kilágyul a pofa ( Csuhás pont ezt javasolta ) akkor meg már fúrhatom is minek kemény forrasszam ?
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 18, 19:44
Írta: ANTAL GÁBOR Dátum 2019 január 18, 19:44
van néhány tapintókörzőm de én "Cirklinek " hívom
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 január 18, 19:47
Írta: PSoft Dátum 2019 január 18, 19:47
Te, a ragasztás mestere is vagy.
Az az irány...nem járható?(fúrás nélkül)[#nemtudom]
Az az irány...nem járható?(fúrás nélkül)[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2019 január 18, 19:48
Írta: KoLa Dátum 2019 január 18, 19:48
Ezeknél a cirkliknél sokal pontosab a nóniusz!
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 január 18, 19:52
Írta: Csuhás Dátum 2019 január 18, 19:52
Hogy hogy nem találtad? Az általad linkelt oldalon pont az utolsó az.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 január 18, 19:56
Írta: PSoft Dátum 2019 január 18, 19:56
Mostmár látom![#eljen]
Szerintem mikor végigpörgettem, még...nem töltött be az oldal teljesen.[#nemtudom]
Szerintem mikor végigpörgettem, még...nem töltött be az oldal teljesen.[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 18, 19:59
Írta: ANTAL GÁBOR Dátum 2019 január 18, 19:59
Érdekes mert egy ilyen apró problémától megélénkült a Fórum és tényleg sok ötlet érkezik Sanyi 84 írta hogy ha kemény az alapanyag akkor inkább marjam .. A satus kiífúrás az elég macerás ( nagyon pontosan kell poziciónálni a kettészedett tolómérőt
De ha a tolómérőt le spanájzlizom az asztalra akkor ( lágyítás után) secc perc alatt keresztben bele tudok marni egy 2 mm széles 2-3 mm mély árkot a pofákba .. Abba befektetem a tűgörgőt és vagy beleragasztom vagy beleforrasztom azokat ..
De ha a tolómérőt le spanájzlizom az asztalra akkor ( lágyítás után) secc perc alatt keresztben bele tudok marni egy 2 mm széles 2-3 mm mély árkot a pofákba .. Abba befektetem a tűgörgőt és vagy beleragasztom vagy beleforrasztom azokat ..
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2019 január 18, 20:01
Írta: KoLa Dátum 2019 január 18, 20:01
Nekem is másodikra sikerült az utolsó 2 kép megjelenítése a linkelt oldalon.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 január 18, 20:03
Írta: PSoft Dátum 2019 január 18, 20:03
Ugye...mondom én!:)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 18, 20:05
Írta: ANTAL GÁBOR Dátum 2019 január 18, 20:05
Mit csináljak ? Holnap tepertő és forralt bor fesztivál Görömbölyön . Oda menjek ? vagy gyártsak spéci tolómérőt ( Görömbölyön )
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 18, 20:08
Írta: jani300 Dátum 2019 január 18, 20:08
A munka megvár .
Ki kell már használni amit lehet , amíg lehet .
Hamarabb is rájöhettem volna ... :(
Ki kell már használni amit lehet , amíg lehet .
Hamarabb is rájöhettem volna ... :(
Cím: Re:Mechanikai ötletek
Írta: rotaryfun Dátum 2019 január 18, 20:12
Írta: rotaryfun Dátum 2019 január 18, 20:12
A tepertő és a forralt bor elfogy, a munka viszont megvár.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 január 18, 20:16
Írta: RJancsi Dátum 2019 január 18, 20:16
Amit ma megtehetsz, ne halaszd holnapra! Inkább holnap utánra, hátha már nem lesz aktuális...[#nyes]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2019 január 18, 20:21
Írta: KoLa Dátum 2019 január 18, 20:21
Én azt csinálnék amihez kedvem van!
A tepertő csak frissen jó!és csak néhány perc élvezetet ad!forralt bort ritkán iszom,marad a tolómérő átalakítás[#nyes]
A tepertő csak frissen jó!és csak néhány perc élvezetet ad!forralt bort ritkán iszom,marad a tolómérő átalakítás[#nyes]
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2019 január 18, 20:44
Írta: KoLa Dátum 2019 január 18, 20:44
Beszúrás mélységet miért akartok mérni?
Szinte lehetetlen egy befogott anyagban pontosan mérni!
Mi a feladat? Seeger gyűrű, vagy 'O',gyűrű, vagy karmantyú?
Az előzőleg méretezett furatban vett érintő pontossága elég a beszúrókéshez,ha valami jobb az anyag, pl crv4 vagy crmo4 akkor a mélység elérése után visszavesszük a kést és lassan ráközelítünk, érezni a kontaktot ( aki nem érzi, vegye feljebb a főorsó fordulatszámát és rögtön hallani fogja)
Itt, ha lenézünk a nóniuszra láccik' a lemaradás, ezt kell kompenzálni!
Ezeknél az eseteknél inkább a minuszos beszúrás a jó, vagyis , nem igarán kell vele túl sokat foglalkozni!
Szinte lehetetlen egy befogott anyagban pontosan mérni!
Mi a feladat? Seeger gyűrű, vagy 'O',gyűrű, vagy karmantyú?
Az előzőleg méretezett furatban vett érintő pontossága elég a beszúrókéshez,ha valami jobb az anyag, pl crv4 vagy crmo4 akkor a mélység elérése után visszavesszük a kést és lassan ráközelítünk, érezni a kontaktot ( aki nem érzi, vegye feljebb a főorsó fordulatszámát és rögtön hallani fogja)
Itt, ha lenézünk a nóniuszra láccik' a lemaradás, ezt kell kompenzálni!
Ezeknél az eseteknél inkább a minuszos beszúrás a jó, vagyis , nem igarán kell vele túl sokat foglalkozni!
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 18, 20:45
Írta: jani300 Dátum 2019 január 18, 20:45
3 vagy 4 napja délután , kitaláltam hogy útban van nagyon a 3 talicska sóder ami maradt .
Nosza nekiálltam pakolni ,tükröt csinálni , betonkeverőt bevinni .
22 , 30 ra be is fejeztem .
Kedvem volt hozzá jól esett ...
Másnap reggel már azért megéreztem ...
De lassan már rálehet menni , most fordult a kocka végre látszik hogy alakul , már a kutya is birtokba vette a kis üres helyet :)
Nosza nekiálltam pakolni ,tükröt csinálni , betonkeverőt bevinni .
22 , 30 ra be is fejeztem .
Kedvem volt hozzá jól esett ...
Másnap reggel már azért megéreztem ...
De lassan már rálehet menni , most fordult a kocka végre látszik hogy alakul , már a kutya is birtokba vette a kis üres helyet :)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2019 január 18, 20:50
Írta: KoLa Dátum 2019 január 18, 20:50
A kimaradt sóderrel én is hasonlóképpen 'jártam' csak nem kellett hozzá betonkeverő!
Egy laposabb részbe elterítettem, a műhely előtt, a két kutyám azóta csak ezt használja WC-nek[#csodalk]
Egy laposabb részbe elterítettem, a műhely előtt, a két kutyám azóta csak ezt használja WC-nek[#csodalk]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 19, 07:08
Írta: ANTAL GÁBOR Dátum 2019 január 19, 07:08
Nem seeger nem karmantyú mert azoknak a tűrése bőven a hibahatár alatt van Hanem 15 mm széles bronzos teflon szalag a hidraulika henger egyenesbe vezetéséhez Az 2.5 mm vastag ( esetleg pár századdal kevesebb ) A rúd amit meg kell vezetnie névlegesen 67 es .
. Vagyis kell egy 72 ös beszúrás , aztán a beszúrásba belefekteti az ember a bronzos teflonszalagot ( néhány perc tökölés kell a pontos hossz megállapításához betesz , hosszú kivesz köszörül stb ) Aztán igyekszik az ember pontosan benyomkodni és próba Szoros , kivesz, új fogás ( max 1 tized ) és újra ..
Triviális hogy a 15 ös beszúrást azt nem 15 széles késsel csinálom hanem 3 assal . A hosszán DRO val nézem az elmozdulást tengely irányban )
Nekem a negyedikre sikerült . Az induló méretet furatmikróval ismertem ( esetemben az alap henger furat 67.3 volt ) ahhoz hogy elérjem a 72 őt elvileg 4.7 et kellett beszúrnom . No az jött össze nehezen . Erre kellene egy jó mérőeszköz
. Vagyis kell egy 72 ös beszúrás , aztán a beszúrásba belefekteti az ember a bronzos teflonszalagot ( néhány perc tökölés kell a pontos hossz megállapításához betesz , hosszú kivesz köszörül stb ) Aztán igyekszik az ember pontosan benyomkodni és próba Szoros , kivesz, új fogás ( max 1 tized ) és újra ..
Triviális hogy a 15 ös beszúrást azt nem 15 széles késsel csinálom hanem 3 assal . A hosszán DRO val nézem az elmozdulást tengely irányban )
Nekem a negyedikre sikerült . Az induló méretet furatmikróval ismertem ( esetemben az alap henger furat 67.3 volt ) ahhoz hogy elérjem a 72 őt elvileg 4.7 et kellett beszúrnom . No az jött össze nehezen . Erre kellene egy jó mérőeszköz
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 19, 07:10
Írta: ANTAL GÁBOR Dátum 2019 január 19, 07:10
Felhívtam egy cég idős emberét aki naponta gyárt hengereket Azt mondta nullás legyen a beszúrás mert a bronzos teflon néhány századdal kisebb
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2019 január 19, 08:01
Írta: ywathzay Dátum 2019 január 19, 08:01
Én a tolómérő pofáit a piros vonalig visszaköszörülném, legyen felfekvő felület, két pofavastagságú, rozsdamentes tűgörgőt a kékkel jelölt helyeken AWI-val odapöttyintenék, aztán mehet a mérés.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_84ejx3uk5370gwuhd70cq_891.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/84ejx3uk5370gwuhd70cq_891.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_84ejx3uk5370gwuhd70cq_891.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/84ejx3uk5370gwuhd70cq_891.jpg)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 19, 08:10
Írta: ANTAL GÁBOR Dátum 2019 január 19, 08:10
Készülni fog egy ilyen is ( igaz egy 3 e ft os hagyományos de új tolómérőből ) Az a baj hogy sokszor rövid az ilyen elrendezés ( Mély a furat amiben a beszúrás van . )
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 január 19, 08:17
Írta: Szalai György Dátum 2019 január 19, 08:17
Nem mintha értenék ehhez se, de ha mély a furat, akkor nem valami tapintókörző féle volna alkalmatosabb.
https://www.uni-max.hu/digitalis-tapintomero-belso/d/
https://www.uni-max.hu/digitalis-tapintomero-belso/d/
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 január 19, 08:18
Írta: Szalai György Dátum 2019 január 19, 08:18
Kérdőjel.
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2019 január 19, 08:26
Írta: fpd0kbd4 Dátum 2019 január 19, 08:26
Egy jobbfajta fém ragasztóval is megfelelhetne az igénybevételnek. Nem kellene a tolómérőnek egy hegesztéssel járó brutálisabb beavatkozást elszenvedni.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2019 január 19, 08:32
Írta: ywathzay Dátum 2019 január 19, 08:32
A fém ragasztó ide nem megoldás. Awi- val 2-3 kis pötty nem brutális.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 19, 09:06
Írta: svejk Dátum 2019 január 19, 09:06
Az intók nem fogják át azt az 5 mm átmérőbeli különbséget?
(kérdezem mert utoljára kb. 35 éve mértem olyannal)
(kérdezem mert utoljára kb. 35 éve mértem olyannal)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 19, 09:09
Írta: svejk Dátum 2019 január 19, 09:09
De ugye srégen vágod el a szalagot?
Egyébként miért kell az egyenesbevezetőnek századra pontosnak lennie?
Egyébként miért kell az egyenesbevezetőnek századra pontosnak lennie?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 január 19, 09:17
Írta: Csuhás Dátum 2019 január 19, 09:17
Ha nem furatba kerül a görgő, akkor biztosabb eredményt ad a lágyforrasztás, valami jó folyósítószerrel.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 19, 21:23
Írta: ANTAL GÁBOR Dátum 2019 január 19, 21:23
Srégan , de láttam már olyat hogy egyenesben vágták (bulgár munkahenger )
Tesa-m van igen bőven de Intóm nincs csak 50 ig
Holnap készül egy tolómérő ( ha szerencsém van) és kedden megjön a fúró akkor majd az az igazi
. Hogy miért kell az a pontosság ? Kikérdeztem olyan szakit aki nap mint nap csinálja Ezt mondta ... . Nem akartam felülbírálni , de hogy macerás sz biztos
Tesa-m van igen bőven de Intóm nincs csak 50 ig
Holnap készül egy tolómérő ( ha szerencsém van) és kedden megjön a fúró akkor majd az az igazi
. Hogy miért kell az a pontosság ? Kikérdeztem olyan szakit aki nap mint nap csinálja Ezt mondta ... . Nem akartam felülbírálni , de hogy macerás sz biztos
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2019 január 19, 22:10
Írta: Virbo Dátum 2019 január 19, 22:10
Megkérdezhetem hogy mennyire merev és-vagy rugalmas az ilyen szalag?
Én motor teleszkóp dugattyúrúdjához keresgélnék tömítőgyűrűnek való anyagot a beszerezhetetlen gyáriak helyett. Próbáltam 2-es teflonlemezből megfelelő széles csíkot vágni, de nagyon nem akar kör alakra hajlani a végeken (kb 30-as átmérőről van szó) csak ha nagyon passzos az átmérőkülönbség de akkor meg túlságosan szorulva mozog. Egyedileg lehetne esztergálni valamit, de a gyűrű felhasítására nem találtam jó módszert (és rengeteg próbadarabbal jár a megfelelő átmérőjű gyűrű megtalálása).
Szóval ez olyan anyag, amit formára tekerek és úgymarad (a végeinél is ives marad), vagy esetleg rugózik valamennyit?
Én motor teleszkóp dugattyúrúdjához keresgélnék tömítőgyűrűnek való anyagot a beszerezhetetlen gyáriak helyett. Próbáltam 2-es teflonlemezből megfelelő széles csíkot vágni, de nagyon nem akar kör alakra hajlani a végeken (kb 30-as átmérőről van szó) csak ha nagyon passzos az átmérőkülönbség de akkor meg túlságosan szorulva mozog. Egyedileg lehetne esztergálni valamit, de a gyűrű felhasítására nem találtam jó módszert (és rengeteg próbadarabbal jár a megfelelő átmérőjű gyűrű megtalálása).
Szóval ez olyan anyag, amit formára tekerek és úgymarad (a végeinél is ives marad), vagy esetleg rugózik valamennyit?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 20, 00:19
Írta: jani300 Dátum 2019 január 20, 00:19
Hát bocsi de nekem nagyon tetszik a gyalu , és ötletesnek tartom ezt a késkiemelőt .
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 20, 08:15
Írta: svejk Dátum 2019 január 20, 08:15
a megoldás: öntőgépszervíz (https://www.ontogepszerviz.hu/Tomitesgyartas.html) te megmondod hova kell, megadod a méreteket és/vagy elküldöd az eredetit és ők megmondják milyen anyagot ajánlanak.
Ki bírod majd fizetni.
Ki bírod majd fizetni.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 20, 08:32
Írta: svejk Dátum 2019 január 20, 08:32
van pár amcsi gépünk colos cuccokkal.
a lentebb említett öntőgépszervízzel szoktuk gyártatni a töltött teflon és más tömítéseket is.
Pontosak, gyorsak, olcsók, ritka hármas....
Délelőtt odatelefonálunk, délután 3 óra felé lehet menni a cuccért, vagy másnap hozza a futár.
van egy elég nagy, úgy átm. 200x1600-as munkahengerünk mostoha körülmények közt dolgozik, 4"-os a rúdja 5 évente cserélni kell a rúdtömítést.
kb. 100 mm széles bronz egyenesbevezetővel rendelkezik, itt van már vagy 2-3 tized lógás.
Azt mondták a szakik, ne cseréljük nem gond.
Igaz mind a munkahenger mind a rúd vége fixen rögzített, a kosnak van rendes megvezetése.
a lentebb említett öntőgépszervízzel szoktuk gyártatni a töltött teflon és más tömítéseket is.
Pontosak, gyorsak, olcsók, ritka hármas....
Délelőtt odatelefonálunk, délután 3 óra felé lehet menni a cuccért, vagy másnap hozza a futár.
van egy elég nagy, úgy átm. 200x1600-as munkahengerünk mostoha körülmények közt dolgozik, 4"-os a rúdja 5 évente cserélni kell a rúdtömítést.
kb. 100 mm széles bronz egyenesbevezetővel rendelkezik, itt van már vagy 2-3 tized lógás.
Azt mondták a szakik, ne cseréljük nem gond.
Igaz mind a munkahenger mind a rúd vége fixen rögzített, a kosnak van rendes megvezetése.
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2019 január 20, 12:11
Írta: Vetesi75 Dátum 2019 január 20, 12:11
Keress rá a kereskedőknél: "univerzális tartozékkészlet tolómérőhöz". Szokott benne lenni mélységmérő híd, külső és belső hornymérő rátét, külső/belső csap rátét, stb. . Megvenni azt nem nagyon kell, mert csillagászati ára van, de lehet ötleteket meríteni belőle az sk. barkácsoláshoz.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 20, 12:15
Írta: ANTAL GÁBOR Dátum 2019 január 20, 12:15
Az egyenesbe vezető feladata az egyenesbe vezetés . Az nem tömít ... Arra elasztomerből készülnek a különféle tömítések aminél nincs olyan szigorú tűrés ( mert tágul )
Én kereskedelmi árút használok ( kényelmi okokból egy viszonteladótól veszem ) bronzos teflon szalag. Szépen hajlítható és úgy is marad . De szerintem az Intramarkt tól direktben is vehetnék ( mindjárt rákeresek ) Pl egy méter 10 es szalag kb 3500 ft . Jobb mint tömörből vagy csőből esztergálni mert nincs hulladék . Kiszámolom a kerületet , ( ráhagyok a srégolásra ) azután leszabom és rövidítem . Mint említettem korrekt a vastagsága
Én kereskedelmi árút használok ( kényelmi okokból egy viszonteladótól veszem ) bronzos teflon szalag. Szépen hajlítható és úgy is marad . De szerintem az Intramarkt tól direktben is vehetnék ( mindjárt rákeresek ) Pl egy méter 10 es szalag kb 3500 ft . Jobb mint tömörből vagy csőből esztergálni mert nincs hulladék . Kiszámolom a kerületet , ( ráhagyok a srégolásra ) azután leszabom és rövidítem . Mint említettem korrekt a vastagsága
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 január 20, 12:18
Írta: remrendes Dátum 2019 január 20, 12:18
Vagy, ha valami gyari megolda kell:
link (https://www.aliexpress.com/item/9-150mm-Knife-point-Inside-Groove-Vernier-Caliper-Open-Frame/1870464733.html?spm=2114.search0104.3.46.69b538ffafzUTJ&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_319_317_10548_10696_453_10084_454_10083_433_10618_431_10304_10307_10820_10821_537_10302_536_5736111_5736011_10059_10884_10887_100031_10319_321_322_10103,searchweb201603_51,ppcSwitch_0&algo_expid=1c6d97af-374b-4e17-a9e3-c076b29feed8-7&algo_pvid=1c6d97af-374b-4e17-a9e3-c076b29feed8&transAbTest=ae803_3)
link (https://www.aliexpress.com/item/Inside-Groove-Vernier-Caliper-9-150mm-0-02-Stainless-Steel-Inner-Calipers-2-Claw/32930380813.html?spm=2114.search0104.3.60.69b538ffafzUTJ&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_319_317_10548_10696_453_10084_454_10083_433_10618_431_10304_10307_10820_10821_537_10302_536_5736111_5736011_10059_10884_10887_100031_10319_321_322_10103,searchweb201603_51,ppcSwitch_0&algo_expid=1c6d97af-374b-4e17-a9e3-c076b29feed8-9&algo_pvid=1c6d97af-374b-4e17-a9e3-c076b29feed8&transAbTest=ae803_3)
link (https://www.aliexpress.com/item/Knife-point-Inside-Groove-9-150mm-Dial-Caliper-Stainless-Steel-Long-Claws-Inner-Vernier-Calipers-Measuring/32951749911.html?spm=2114.search0104.3.185.69b538ffafzUTJ&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_319_317_10548_10696_453_10084_454_10083_433_10618_431_10304_10307_10820_10821_537_10302_536_5736111_5736011_10059_10884_10887_100031_10319_321_322_10103,searchweb201603_51,ppcSwitch_0&algo_expid=1c6d97af-374b-4e17-a9e3-c076b29feed8-29&algo_pvid=1c6d97af-374b-4e17-a9e3-c076b29feed8&transAbTest=ae803_3)
link (https://www.aliexpress.com/item/10-150mm-Inside-Groove-digital-Caliper-With-Knief-Edge-Measuring-Jaw-Inner-groove-with-edge-measuring/32950719060.html?spm=2114.search0104.3.237.69b538ffafzUTJ&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_319_317_10548_10696_453_10084_454_10083_433_10618_431_10304_10307_10820_10821_537_10302_536_5736111_5736011_10059_10884_10887_100031_10319_321_322_10103,searchweb201603_51,ppcSwitch_0&algo_expid=1c6d97af-374b-4e17-a9e3-c076b29feed8-37&algo_pvid=1c6d97af-374b-4e17-a9e3-c076b29feed8&transAbTest=ae803_3)
link (https://www.aliexpress.com/item/9-150mm-Knife-point-Inside-Groove-Vernier-Caliper-Open-Frame/1870464733.html?spm=2114.search0104.3.46.69b538ffafzUTJ&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_319_317_10548_10696_453_10084_454_10083_433_10618_431_10304_10307_10820_10821_537_10302_536_5736111_5736011_10059_10884_10887_100031_10319_321_322_10103,searchweb201603_51,ppcSwitch_0&algo_expid=1c6d97af-374b-4e17-a9e3-c076b29feed8-7&algo_pvid=1c6d97af-374b-4e17-a9e3-c076b29feed8&transAbTest=ae803_3)
link (https://www.aliexpress.com/item/Inside-Groove-Vernier-Caliper-9-150mm-0-02-Stainless-Steel-Inner-Calipers-2-Claw/32930380813.html?spm=2114.search0104.3.60.69b538ffafzUTJ&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_319_317_10548_10696_453_10084_454_10083_433_10618_431_10304_10307_10820_10821_537_10302_536_5736111_5736011_10059_10884_10887_100031_10319_321_322_10103,searchweb201603_51,ppcSwitch_0&algo_expid=1c6d97af-374b-4e17-a9e3-c076b29feed8-9&algo_pvid=1c6d97af-374b-4e17-a9e3-c076b29feed8&transAbTest=ae803_3)
link (https://www.aliexpress.com/item/Knife-point-Inside-Groove-9-150mm-Dial-Caliper-Stainless-Steel-Long-Claws-Inner-Vernier-Calipers-Measuring/32951749911.html?spm=2114.search0104.3.185.69b538ffafzUTJ&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_319_317_10548_10696_453_10084_454_10083_433_10618_431_10304_10307_10820_10821_537_10302_536_5736111_5736011_10059_10884_10887_100031_10319_321_322_10103,searchweb201603_51,ppcSwitch_0&algo_expid=1c6d97af-374b-4e17-a9e3-c076b29feed8-29&algo_pvid=1c6d97af-374b-4e17-a9e3-c076b29feed8&transAbTest=ae803_3)
link (https://www.aliexpress.com/item/10-150mm-Inside-Groove-digital-Caliper-With-Knief-Edge-Measuring-Jaw-Inner-groove-with-edge-measuring/32950719060.html?spm=2114.search0104.3.237.69b538ffafzUTJ&ws_ab_test=searchweb0_0,searchweb201602_3_10065_10068_319_317_10548_10696_453_10084_454_10083_433_10618_431_10304_10307_10820_10821_537_10302_536_5736111_5736011_10059_10884_10887_100031_10319_321_322_10103,searchweb201603_51,ppcSwitch_0&algo_expid=1c6d97af-374b-4e17-a9e3-c076b29feed8-37&algo_pvid=1c6d97af-374b-4e17-a9e3-c076b29feed8&transAbTest=ae803_3)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 20, 12:46
Írta: ANTAL GÁBOR Dátum 2019 január 20, 12:46
Ma elkészült ( Vad Tamás segítségével egy hegesztett változat AWI val ) és kilágyítottunk egy komolyabb műhely-tolómérőt amit kedden kifúrok és megkapja a ragasztott tűgörgőt
Az Alis beszerzés is folyamatban van de várnom kell vagy 3 hetet . Basszus ez az idősödő emberek problémája . Azonnal van 240 e ft ét vagy várni kell 3 hetet egy hasonló de tizedébe kerülő megoldásra ...
Kellett egy alátétlapka . Megkaptam a Tigertools tól ( 2 db ot vettem hogy kisebb legyen a bukás!!! )7 e ft ért . ( Pénteken megjött Kínából ugyanaz -10 Db - 6000 Ft ért )
Hát nem mindegy de örökké fogok élni ? és lesz időm kivárni ??
Az Alis beszerzés is folyamatban van de várnom kell vagy 3 hetet . Basszus ez az idősödő emberek problémája . Azonnal van 240 e ft ét vagy várni kell 3 hetet egy hasonló de tizedébe kerülő megoldásra ...
Kellett egy alátétlapka . Megkaptam a Tigertools tól ( 2 db ot vettem hogy kisebb legyen a bukás!!! )7 e ft ért . ( Pénteken megjött Kínából ugyanaz -10 Db - 6000 Ft ért )
Hát nem mindegy de örökké fogok élni ? és lesz időm kivárni ??
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2019 január 20, 14:49
Írta: Virbo Dátum 2019 január 20, 14:49
Hasonló merevsége van mint pl egy ugyanolyan vastag teflon darabnak? Vagy hajlékonyabb?
A gyári megoldásoknál egy O gyűrű "feszíti" neki a csőfalnak a teflonozott valamit.
De végülis nem egetrengető költség, lehet beszerzek én is. Max ha nem ilyenre gondoltam nézegetem a polcon a maradék 9,9 métert. Ha meg bejön lesz elég próbálkozni... :)
A gyári megoldásoknál egy O gyűrű "feszíti" neki a csőfalnak a teflonozott valamit.
De végülis nem egetrengető költség, lehet beszerzek én is. Max ha nem ilyenre gondoltam nézegetem a polcon a maradék 9,9 métert. Ha meg bejön lesz elég próbálkozni... :)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 január 20, 16:17
Írta: ANTAL GÁBOR Dátum 2019 január 20, 16:17
"A gyári megoldásoknál egy O gyűrű "feszíti" neki a csőfalnak a teflonozott valamit."
Szerintem pont fordítva :[#nemtudom][#nemtudom]
Ilyenkor a túlfedéssel illesztett "O "gyűrű tömít, és a teflon ( támasztó ) gyűrű pedig támaszt. Vagyis nincs semmi tömítő funkciója a teflonnak ergó lazább is a tűrése
Szerintem pont fordítva :[#nemtudom][#nemtudom]
Ilyenkor a túlfedéssel illesztett "O "gyűrű tömít, és a teflon ( támasztó ) gyűrű pedig támaszt. Vagyis nincs semmi tömítő funkciója a teflonnak ergó lazább is a tűrése
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 20, 16:29
Írta: svejk Dátum 2019 január 20, 16:29
Ne kisérletezz!
Ezt a gyári megoldást fogod kapni az öntőgépszervíztől.
Szürke vagy barnás színű az eredeti töltött teflon?
Ezt a gyári megoldást fogod kapni az öntőgépszervíztől.
Szürke vagy barnás színű az eredeti töltött teflon?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 20, 16:32
Írta: svejk Dátum 2019 január 20, 16:32
Jól mondja Virbo, töltött teflon tömítésnél mindig van egy "O" gyűrű alatta ami feszít. (és persze tömít a teflontömítés és az álló fal közt)
Sőt még lehet két vékony oldaltámasz is, de ez nem jellemző.
Sőt még lehet két vékony oldaltámasz is, de ez nem jellemző.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 20, 16:36
Írta: svejk Dátum 2019 január 20, 16:36
oldaltámasz = támasztógyűrű [#falbav]
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2019 január 20, 18:24
Írta: TROMF22 Dátum 2019 január 20, 18:24
Az "O" gyűrűvel előfeszített gyűrű, egy nagyon jó siklási tulajdonságú tömítő gyűrű. Ketten együtt adják az üzemi tömítést. Kis belső súrlódási igényű hengereknél szokásos.
Gábor a tömítés melletti (egy vagy mindét oldalon lévő) széles, lapos vezetőgyűrűkkel küzd.
Ezeket nem feszítik elő.
Az előgyártott profil keresztmetszet tűrése és a fészek tűrése adja a megvezetés pontosságát.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_3d8s0wkpu7gzad005wfs5_2640.png) (https://hobbicncforum.hu/uploaded_images/2019/01/3d8s0wkpu7gzad005wfs5_2640.png)
Gábor a tömítés melletti (egy vagy mindét oldalon lévő) széles, lapos vezetőgyűrűkkel küzd.
Ezeket nem feszítik elő.
Az előgyártott profil keresztmetszet tűrése és a fészek tűrése adja a megvezetés pontosságát.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_3d8s0wkpu7gzad005wfs5_2640.png) (https://hobbicncforum.hu/uploaded_images/2019/01/3d8s0wkpu7gzad005wfs5_2640.png)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 20, 18:29
Írta: svejk Dátum 2019 január 20, 18:29
Én jól tudom mikről van szó, csak Antal Gábor nem értette Virbo-t. [#circling]
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2019 január 20, 19:04
Írta: hostya Dátum 2019 január 20, 19:04
Keverednek a fogalmak...
===
-Antal Gábor vezető "perselyt"..,(nem tömítést) akar kialakítani dugattyúrúdhoz a teflonos 'szalagból'...
- Vibro meg 'O'gyűrűvel előfeszített TÖMÍTÉS-ről ír..
TROMF remekül illusztrálta mindkét alkalmazást.
(https://forum.hobbycnc.hu/uploaded_images/2019/01/3d8s0wkpu7gzad005wfs5_2640.png)
===
-Antal Gábor vezető "perselyt"..,(nem tömítést) akar kialakítani dugattyúrúdhoz a teflonos 'szalagból'...
- Vibro meg 'O'gyűrűvel előfeszített TÖMÍTÉS-ről ír..
TROMF remekül illusztrálta mindkét alkalmazást.
(https://forum.hobbycnc.hu/uploaded_images/2019/01/3d8s0wkpu7gzad005wfs5_2640.png)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 20, 19:09
Írta: svejk Dátum 2019 január 20, 19:09
Ne bosszantsatok már, én nagyon jól tudom ki miről írt és alkalmazom is mindkettőt.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 20, 19:21
Írta: jani300 Dátum 2019 január 20, 19:21
Én viszont örülök a rajznak és a szöveges infónak is .
Ebben a dologban egyáltalán nem voltam képben ,és jól jön most .
:)
Ebben a dologban egyáltalán nem voltam képben ,és jól jön most .
:)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2019 január 20, 19:27
Írta: TROMF22 Dátum 2019 január 20, 19:27
Ne bosszankodj!
Csak annyi történt, hogy a te [15647] számú válaszodhoz illeszkedett legjobban egy képes illusztráció, mert kicsit kezdett összecsúszni két eltérő feladat megoldásának fogalomköre.
Szereld továbbra is szakszerűen a hengereidet, senki nem
vonta kétségbe, hogy sok ilyennel találkoztál![#wave]
Csak annyi történt, hogy a te [15647] számú válaszodhoz illeszkedett legjobban egy képes illusztráció, mert kicsit kezdett összecsúszni két eltérő feladat megoldásának fogalomköre.
Szereld továbbra is szakszerűen a hengereidet, senki nem
vonta kétségbe, hogy sok ilyennel találkoztál![#wave]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 20, 19:30
Írta: svejk Dátum 2019 január 20, 19:30
Jó-jó persze... [#wave]
Olyan sokat azért nem szerelek ilyet, csak ha elromlik valami.
Olyan sokat azért nem szerelek ilyet, csak ha elromlik valami.
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2019 január 20, 19:35
Írta: hostya Dátum 2019 január 20, 19:35
Dehogy bosszantalak...[#wave]
Én vétkem hogy megnyomtam a "válasz" gombot, a hsz. megírása előtt.
Önálló hsz-ként kellett volna.. (Bocsánat érte..)
Én is alkalmazom mindkettőt a munkám során, úgy 25 éve..
Csak arra akartam felhívni a figyelmet, hogy:
-Keverednek a fogalmak.. a dugattyú/dugattyúrúd vezetés, és a dug./dug.rúd tömítés kialakítása között..
Én vétkem hogy megnyomtam a "válasz" gombot, a hsz. megírása előtt.
Önálló hsz-ként kellett volna.. (Bocsánat érte..)
Én is alkalmazom mindkettőt a munkám során, úgy 25 éve..
Csak arra akartam felhívni a figyelmet, hogy:
-Keverednek a fogalmak.. a dugattyú/dugattyúrúd vezetés, és a dug./dug.rúd tömítés kialakítása között..
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 20, 19:39
Írta: svejk Dátum 2019 január 20, 19:39
Tudom-tudom, csak már én is magamra veszek mindent, és zsörtölödök mindenért.
Én kérek elnézést![#worship]
Én kérek elnézést![#worship]
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2019 január 20, 20:00
Írta: TROMF22 Dátum 2019 január 20, 20:00
Ok.
Lenne egy kérdésem az "Elektronika" oldalon.
Nézz már rá légy szíves.
Lenne egy kérdésem az "Elektronika" oldalon.
Nézz már rá légy szíves.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2019 január 20, 20:48
Írta: Virbo Dátum 2019 január 20, 20:48
Hú, engem félreértettetek.
Nekem tök más felhasználásra kellene, motor első (és hátsó) teleszkóp csillapítóegységében van egy tömítés ami a becsúszó szár belső felében választ el két olajteret.
A régi és egyszerű konstrukciókban általában egy hasított műanyag gyűrű volt ez (ami ugye az idők során elkopik) kb mint egy dugattyúgyűrű.
Az új konstrukciókon ez egy teflonozott lemezszerű valami, amit kb rá kell hajtani a helyére, ami egy 2-3mm mély beszúrás. Általában a végei vagy ferdén vágott, vagy L alakban van megvágva hogy ha összefekszik a helyén minél kevesebb olaj tudjon ott átjutni. Ez alatt szokott lenni egy (több?) O gyűrű, és úgy van kitalálva a redszer hogy a cső falához (amiben ez mozog) viszonylag jól nekisimuljon, de a lehető legkisebb mértékben akadályozza a kis erők által okozott mozgásokat.
(Holnap keresek képet miről is beszélek.)
Na és itt találkozik a hobbista, aki egyedileg próbál ilyesmit elkövetni egy szoci motor teleszkópjában, az ötletekkel. :)
Nekem tök más felhasználásra kellene, motor első (és hátsó) teleszkóp csillapítóegységében van egy tömítés ami a becsúszó szár belső felében választ el két olajteret.
A régi és egyszerű konstrukciókban általában egy hasított műanyag gyűrű volt ez (ami ugye az idők során elkopik) kb mint egy dugattyúgyűrű.
Az új konstrukciókon ez egy teflonozott lemezszerű valami, amit kb rá kell hajtani a helyére, ami egy 2-3mm mély beszúrás. Általában a végei vagy ferdén vágott, vagy L alakban van megvágva hogy ha összefekszik a helyén minél kevesebb olaj tudjon ott átjutni. Ez alatt szokott lenni egy (több?) O gyűrű, és úgy van kitalálva a redszer hogy a cső falához (amiben ez mozog) viszonylag jól nekisimuljon, de a lehető legkisebb mértékben akadályozza a kis erők által okozott mozgásokat.
(Holnap keresek képet miről is beszélek.)
Na és itt találkozik a hobbista, aki egyedileg próbál ilyesmit elkövetni egy szoci motor teleszkópjában, az ötletekkel. :)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2019 január 21, 08:58
Írta: D.Laci Dátum 2019 január 21, 08:58
[#3133@remrendes] 2. -4. linkjén lévőt lehet kérni
IdézAliExpress Premium Shipping-el. 8-10 nap alatt megérkezik +17 dollár.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 január 21, 20:52
Írta: remrendes Dátum 2019 január 21, 20:52
Egy 3000mm hosszu fogaslecet hobby korulmenyek kozott be lehet allitani kottyanasmentesre, vagy 1-2mm-t erdemes rugoval rafesziteni a fogaskerekre?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 január 21, 20:59
Írta: Szalai György Dátum 2019 január 21, 20:59
Lehet, hogy nem is az a jó kérdés.
Hanem hogy: Minek kínlódnál a beállítással, ha csinálhatod egyszerűen rugósra is?
Hanem hogy: Minek kínlódnál a beállítással, ha csinálhatod egyszerűen rugósra is?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 21, 21:10
Írta: svejk Dátum 2019 január 21, 21:10
Be, de minden azon múlik, hogy a fogaskerék mennyire fut a tengelyén.
No ezt nem könnyű megcsinálni. :(
Sajnos az olcsó készen kapott marással készült acél fogaskerekek osztóköre semmilyen megmunkált felületükkel nem fut, tapasztalat.
(talán ha tudna az ember szerezni köszörült fogaskereket, az jó lenne)
Az első fogasléces szerkezetem ez miatt rúgós lett de az sem egyszerű a szorítás hatásszögének merőlegesnek kell lenni , ha kétirányú a hajtás.
El is ment a kedvem tőle rendesen.
Később csináltam egy másikat, ott töltött PA műanyag kereket használtam, annak a fejköre futott az osztókörrel és futterban tudtam koncentrikus tengelyfuratot készíteni.
feltűnően jó lett, lehet hogy többet sem tudnék csinálni.
No ezt nem könnyű megcsinálni. :(
Sajnos az olcsó készen kapott marással készült acél fogaskerekek osztóköre semmilyen megmunkált felületükkel nem fut, tapasztalat.
(talán ha tudna az ember szerezni köszörült fogaskereket, az jó lenne)
Az első fogasléces szerkezetem ez miatt rúgós lett de az sem egyszerű a szorítás hatásszögének merőlegesnek kell lenni , ha kétirányú a hajtás.
El is ment a kedvem tőle rendesen.
Később csináltam egy másikat, ott töltött PA műanyag kereket használtam, annak a fejköre futott az osztókörrel és futterban tudtam koncentrikus tengelyfuratot készíteni.
feltűnően jó lett, lehet hogy többet sem tudnék csinálni.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2019 január 21, 22:08
Írta: TROMF22 Dátum 2019 január 21, 22:08
Bírom benned ezt a határtalan optimizmust:
"..feltűnően jó lett, lehet hogy többet sem tudnék csinálni." [#taps]
"..feltűnően jó lett, lehet hogy többet sem tudnék csinálni." [#taps]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 21, 22:31
Írta: svejk Dátum 2019 január 21, 22:31
Tisztában vagyok a képességeimmel. :)
Már az első után mondtam hogy kétszer csináltam olyat, először és utoljára.
Aztán persze még egyszer belevágtam.
Már az első után mondtam hogy kétszer csináltam olyat, először és utoljára.
Aztán persze még egyszer belevágtam.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 január 22, 05:54
Írta: remrendes Dátum 2019 január 22, 05:54
Ez is egy fajta megkozelitese a problemanak [#eljen]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 január 22, 05:56
Írta: remrendes Dátum 2019 január 22, 05:56
Sejthettem volna, hogy a kereskedelemben kaphato fogaskerekek sem jobbak, mint a fogasszij tarcsak. Kossz!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2019 január 22, 09:18
Írta: keri Dátum 2019 január 22, 09:18
Nyomtatni nem lehetne? Ha ennyire gyatra a gyári, akkor a nyomtatott sem rossz, az legalább fut rendesen, ha nem is halálpontos.
Én nyomtattam kazettás magnóba fogaskereket és a tulajdonosa szerint jól működik.
Én nyomtattam kazettás magnóba fogaskereket és a tulajdonosa szerint jól működik.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 27, 11:10
Írta: svejk Dátum 2019 január 27, 11:10
Szerintetek elvetemült dolog lenne egy ilyen [#t19p98375#] helyre befaragni egy valami jobb minőségű USB-s kamerát?
Vajon elég lenne csak a kamerát odaapplikálni megfelelő távolságba vagy még kellene plusz optika is?
(ha utóbbi akkor biztos tárgytalan a dolog, mert nem értek az optikához)
Vajon elég lenne csak a kamerát odaapplikálni megfelelő távolságba vagy még kellene plusz optika is?
(ha utóbbi akkor biztos tárgytalan a dolog, mert nem értek az optikához)
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2019 január 27, 11:28
Írta: dtb Dátum 2019 január 27, 11:28
Ezen már én is gondolkodtam. Igazából kici kinai van, opcionálisan kiválasztható kábelhosszal (1-...5..15m), és megadott fókusztávolsággal, vagy (nem tudom, hogy hivják helyesen) a végtelenített optikával. Mondjuk túl hosszú kábelt nem szabad választani, vagy akkor kell egy aktiv hub, hogy ne legyen vészes a feszültség esés. Kút alján (8m) már kukucskáltam vele :-)
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2019 január 27, 11:30
Írta: dtb Dátum 2019 január 27, 11:30
Árak, az alin:
usb-camera-endoscope (https://www.aliexpress.com/w/wholesale-usb-camera-endoscope.html)
usb-camera-endoscope (https://www.aliexpress.com/w/wholesale-usb-camera-endoscope.html)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2019 január 27, 13:02
Írta: hostya Dátum 2019 január 27, 13:02
Szerintem egyáltalán nem elvetemült dolog..
Csak éppen nem "ócó"kínai WEB-kamerát kell használni, hanem egy régi már 'eldobott/nem használt' pl. compact 3,2Mpixeles fényképezőt. (Biztos találsz ilyet a családban, vagy az ismerősöknél)
ITT (http://www.truetex.com/micad.htm) találsz elég részletes megoldásokat...
Ha fképezőt használsz akkor szerintem nem kell optika, CSAK egy megfelelő méretű, és kialakítású "közgyűrű".
Sok sikert hozzá..[#wave]
Csak éppen nem "ócó"kínai WEB-kamerát kell használni, hanem egy régi már 'eldobott/nem használt' pl. compact 3,2Mpixeles fényképezőt. (Biztos találsz ilyet a családban, vagy az ismerősöknél)
ITT (http://www.truetex.com/micad.htm) találsz elég részletes megoldásokat...
Ha fképezőt használsz akkor szerintem nem kell optika, CSAK egy megfelelő méretű, és kialakítású "közgyűrű".
Sok sikert hozzá..[#wave]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 január 27, 13:38
Írta: jani300 Dátum 2019 január 27, 13:38
[#t196p2005#]
Ilyet felajánlok egyet , ha valaki elvinné hozzád :)
A postát nem éri meg , és még nem volt időm játszani vele .
Kettőt már elajándékoztam , egyet meg felrakok ,ijesztésnek .
Ilyet felajánlok egyet , ha valaki elvinné hozzád :)
A postát nem éri meg , és még nem volt időm játszani vele .
Kettőt már elajándékoztam , egyet meg felrakok ,ijesztésnek .
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2019 január 27, 14:09
Írta: designr Dátum 2019 január 27, 14:09
Régebben lányomnak vettem egy Zeiss Amplivalt.
Addig próbálkoztam mig egy Zeiss ET objektiv és pár közgyűrű segitségével sikerült..a menetek kiesztergálása nem semmi kaland volt.
Szabványos egyébként a felfogatás,de szerintem jobb kamera kell.
Ez egy Fuji 5Mp.
Hátha valakinek lenne készen,jó fórumuk van és szinte minden oldalon visszaköszön fórumtárs..
Mikroszkóp fórum (http://forum.index.hu/Article/showArticle?t=9105440)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_gtnyhyz3z6usgi85ey59j_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/gtnyhyz3z6usgi85ey59j_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_tbk7pcnbn3gmuskvw2n67_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tbk7pcnbn3gmuskvw2n67_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_40wk5y9f2it5ms8yax37h_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/40wk5y9f2it5ms8yax37h_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_suu8mfa6bpb6sidn4gax7_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/suu8mfa6bpb6sidn4gax7_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_0k05x8pds0ztp7c9nky40_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/0k05x8pds0ztp7c9nky40_1575.jpg)
Addig próbálkoztam mig egy Zeiss ET objektiv és pár közgyűrű segitségével sikerült..a menetek kiesztergálása nem semmi kaland volt.
Szabványos egyébként a felfogatás,de szerintem jobb kamera kell.
Ez egy Fuji 5Mp.
Hátha valakinek lenne készen,jó fórumuk van és szinte minden oldalon visszaköszön fórumtárs..
Mikroszkóp fórum (http://forum.index.hu/Article/showArticle?t=9105440)
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_gtnyhyz3z6usgi85ey59j_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/gtnyhyz3z6usgi85ey59j_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_tbk7pcnbn3gmuskvw2n67_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tbk7pcnbn3gmuskvw2n67_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_40wk5y9f2it5ms8yax37h_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/40wk5y9f2it5ms8yax37h_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_suu8mfa6bpb6sidn4gax7_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/suu8mfa6bpb6sidn4gax7_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_0k05x8pds0ztp7c9nky40_1575.jpg) (https://hobbicncforum.hu/uploaded_images/2019/01/0k05x8pds0ztp7c9nky40_1575.jpg)
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2019 január 27, 14:18
Írta: dtb Dátum 2019 január 27, 14:18
Most lejöttem a garázsba, és előkotortam a pár dolláros kinai usb endoszkópomat. Ez 10m kábeles, 640x480, és Win7 alatt némi baszakodással sikerült megoldani a sima állóképet (ingyenes WebcamViewer V1.0) és a folyamatos mozgókép rögztést is (vlc)
Ennek a fókusztávolsága olyan 8-10 cm körül van, a képeken látható jobb oldali pöttyök a nem szakszerű tárolásból fakadó vizcseppek a szenzoron :-(
Szerintem használható drága kamera helyett.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_nmg2hzu839s6b79a6pvw4_5978.png) (https://hobbicncforum.hu/uploaded_images/2019/01/nmg2hzu839s6b79a6pvw4_5978.png) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_gi2zqkgdv645ywxhvd80_5978.png) (https://hobbicncforum.hu/uploaded_images/2019/01/gi2zqkgdv645ywxhvd80_5978.png) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_vhianj09m6daaugkh27yq_5978.png) (https://hobbicncforum.hu/uploaded_images/2019/01/vhianj09m6daaugkh27yq_5978.png)
Ennek a fókusztávolsága olyan 8-10 cm körül van, a képeken látható jobb oldali pöttyök a nem szakszerű tárolásból fakadó vizcseppek a szenzoron :-(
Szerintem használható drága kamera helyett.
(https://hobbicncforum.hu/uploaded_images/2019/01/tn_nmg2hzu839s6b79a6pvw4_5978.png) (https://hobbicncforum.hu/uploaded_images/2019/01/nmg2hzu839s6b79a6pvw4_5978.png) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_gi2zqkgdv645ywxhvd80_5978.png) (https://hobbicncforum.hu/uploaded_images/2019/01/gi2zqkgdv645ywxhvd80_5978.png) (https://hobbicncforum.hu/uploaded_images/2019/01/tn_vhianj09m6daaugkh27yq_5978.png) (https://hobbicncforum.hu/uploaded_images/2019/01/vhianj09m6daaugkh27yq_5978.png)
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2019 január 27, 14:41
Írta: designr Dátum 2019 január 27, 14:41
Persze neked csak annyi kell hogy egy rendelkezésre álló kamerát bepróbálj ,ha a szögmérő skálájára sikerül használható módon éles fókuszt beállitani onnan már csak "szakmunka" egy adott távtartó elkészítése.
A mikroszkópra nekem az objektiv a mikroszkóp objektiv miatt kell.
A mikroszkópra nekem az objektiv a mikroszkóp objektiv miatt kell.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 január 27, 16:42
Írta: svejk Dátum 2019 január 27, 16:42
Nem sikerült.
Sőt kaptam kölcsönbe egy 10x-es komplett okulárt ami passzolt ide, de azzal sem tudok képet varázsolni.
Eh, nem nekem való ez túladok rajta így ahogy van.
Sőt kaptam kölcsönbe egy 10x-es komplett okulárt ami passzolt ide, de azzal sem tudok képet varázsolni.
Eh, nem nekem való ez túladok rajta így ahogy van.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2019 február 21, 14:28
Írta: Virbo Dátum 2019 február 21, 14:28
Valaki aki nálam jobban ért angolul magyarázza már el nekem, hogy ennél a kütyünél mi célt szolgál az a két oldalsó összekötőlemez?
Egyáltalán miért jobb ez mint egy "normális" óratartó talp?
Egyáltalán miért jobb ez mint egy "normális" óratartó talp?
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2019 február 21, 14:38
Írta: designr Dátum 2019 február 21, 14:38
Látod a videó elején hogy az uriember nem a hagyományos módon használja.
Ez a felhasitott talpú célszerszámba téve a sikok ellenőrzésére szolgál.
Ha nem sik a felület enged a talp..kimozdul az óra..
Ez a felhasitott talpú célszerszámba téve a sikok ellenőrzésére szolgál.
Ha nem sik a felület enged a talp..kimozdul az óra..
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2019 február 21, 14:45
Írta: istvan3 Dátum 2019 február 21, 14:45
A két oldalsó lemez funkciójában a videó készítője sem biztos. Azt mondja, hogy laza a kapcsolat, lötyög az összekötő, szerinte az ellen véd, hogy nyomásra nehogy túlhajoljon (elgörbüljön a bevágás mentén) az eszköz.
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2019 február 21, 14:46
Írta: istvan3 Dátum 2019 február 21, 14:46
Illetve a méröeszközt a kallantyúnál való felemelésénél nehogy megeresztkedjen.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2019 február 21, 21:08
Írta: Virbo Dátum 2019 február 21, 21:08
Mit értesz a nem hagyományos módon alatt? Láttam én is mire használják, csak nem értem miért van ez így megbonyolítva... [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2019 február 21, 21:10
Írta: Virbo Dátum 2019 február 21, 21:10
Hmm...
Csak én érzem hogy picit túlgondolták ezt az eszközt? Vajon miért nem közvetlenül az órával tapint? (Az állíthatóságot meg megoldja máshogy.)
De köszönm, ezek szerint kb jól értettem.
Csak én érzem hogy picit túlgondolták ezt az eszközt? Vajon miért nem közvetlenül az órával tapint? (Az állíthatóságot meg megoldja máshogy.)
De köszönm, ezek szerint kb jól értettem.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 február 21, 21:36
Írta: Csuhás Dátum 2019 február 21, 21:36
Egyetlen halvány értelmét látom: Az óra tapintója elég kis felület, így a sík apró felületi hibái megzavarják a mérést. Persze ilyenkor az ember valami kis köszörült bigyót szokott az óra tapintója alá tenni. Ha nem minden nap kell síkot ellenőrizni akkor sokkal egyszerűbb mint ez a szerkezet.
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2019 február 22, 08:13
Írta: wkbgzy80t Dátum 2019 február 22, 08:13
Sziasztok!
Nincs valakinek valami jó ötlete arra nézve, hogy hogyan lehetne egy radiál ventilátort kiegyensúlyozni?
Szemre nem az igazi...
Nincs valakinek valami jó ötlete arra nézve, hogy hogyan lehetne egy radiál ventilátort kiegyensúlyozni?
Szemre nem az igazi...
Cím: Re:Mechanikai ötletek
Írta: attila820224 Dátum 2019 március 04, 01:46
Írta: attila820224 Dátum 2019 március 04, 01:46
Gránitból készült sík etalonok, Síkba csiszolásánál, alkalmazzák.
Indikátor órával mérve mivel a Gránit szemcsés berezonál a mérési érték, ezért nem is áll vissza az elöző pozicióba.
Ilyen gyorsan sem lehetne mérni.Például hamarabb kopna a méró tapintó.
Szögtapintos órával egy fokkal jobb a helyzet.
Ez a szerkezet ,egy szög ellenörző,mivel a hasítás mentén hajlik, nem véletlenül van a fix felületen 3 pontos alátámasztás és a mozgó résznél is.
az oldalén lévó két lemez a mozgó részt tartja,hogy ne hajoljon többet mint amit kell.
A gránit síkokat négyzethálós mérésre osztják fel .
A felületi mikrométeres hibák nem számítanak amik mondjuk miliméteren belül vannak ,mivel amit ráraksz a gránit síkra megmérni mondjuk a magasságát vagy síkságát, az biztos nagyobb az érdesség hibájánál tehát azt átlagolja.
Indikátor órával mérve mivel a Gránit szemcsés berezonál a mérési érték, ezért nem is áll vissza az elöző pozicióba.
Ilyen gyorsan sem lehetne mérni.Például hamarabb kopna a méró tapintó.
Szögtapintos órával egy fokkal jobb a helyzet.
Ez a szerkezet ,egy szög ellenörző,mivel a hasítás mentén hajlik, nem véletlenül van a fix felületen 3 pontos alátámasztás és a mozgó résznél is.
az oldalén lévó két lemez a mozgó részt tartja,hogy ne hajoljon többet mint amit kell.
A gránit síkokat négyzethálós mérésre osztják fel .
A felületi mikrométeres hibák nem számítanak amik mondjuk miliméteren belül vannak ,mivel amit ráraksz a gránit síkra megmérni mondjuk a magasságát vagy síkságát, az biztos nagyobb az érdesség hibájánál tehát azt átlagolja.
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2019 március 04, 09:48
Írta: Virbo Dátum 2019 március 04, 09:48
Köszönöm a leírást.
De továbbra is úgy érzem, hogy picit túlbonyolították ezt a szerkentyűt. :)
De továbbra is úgy érzem, hogy picit túlbonyolították ezt a szerkentyűt. :)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 március 12, 19:52
Írta: remrendes Dátum 2019 március 12, 19:52
Milyen elonye/hatranya van egy 20-as golyos sinhez kepest egy 35-os gorgosnek? A tomegen kivul.
Az egyik forumtarsnal akadna egy par ilyen komoly darab, a Variometrumos 20-as sinek aranak feleert.
Az egyik forumtarsnal akadna egy par ilyen komoly darab, a Variometrumos 20-as sinek aranak feleert.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 március 12, 20:28
Írta: svejk Dátum 2019 március 12, 20:28
A terhelhetősége többszöröse mint a golyósnak.
Komolyabb "modern" marógépekre jellemező alkatrész.
A gördülési ellenállása persze nagyobb, nem tud akkora sebességeket mint az ugyanolyan méretű golyós.
A katalógusadtok általában beszédesek.
Komolyabb "modern" marógépekre jellemező alkatrész.
A gördülési ellenállása persze nagyobb, nem tud akkora sebességeket mint az ugyanolyan méretű golyós.
A katalógusadtok általában beszédesek.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 március 12, 20:30
Írta: svejk Dátum 2019 március 12, 20:30
Gyárilag jelentősen előfeszítettek, vagy folyamatos terhelésre valók, különben hamarabb meg tud csúszni mint a golyós.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 március 12, 20:32
Írta: svejk Dátum 2019 március 12, 20:32
Van nekem is 2 db 1700 hosszú 45-ös 3-3 kocsival.
A soha el nem készülő CNC esztergám lesz belőle. :(
A soha el nem készülő CNC esztergám lesz belőle. :(
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2019 március 12, 21:10
Írta: wkbgzy80t Dátum 2019 március 12, 21:10
Biztonságérzetet ad, ha van a háznál néhány ilyen felfoghatatlan teherbírású sín.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 március 12, 21:37
Írta: remrendes Dátum 2019 március 12, 21:37
Hmmm, koszi, ezen nem sok terheles lesz...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 március 12, 21:44
Írta: svejk Dátum 2019 március 12, 21:44
Nyugodtabban is alszok azóta. [#vigyor2]
De tudni kell elengedni is dolgokat.
Ma sajnos már nem kapnám meg érte azt mint 8-10 éve mint amikor én vettem. :(
De tudni kell elengedni is dolgokat.
Ma sajnos már nem kapnám meg érte azt mint 8-10 éve mint amikor én vettem. :(
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 március 14, 07:12
Írta: a86ifm7g5 Dátum 2019 március 14, 07:12
Sziasztok kedves fórum társak!
A véleményetekre, tanácsaitokra van szükségem. Építeni szeretnék egy asztali szalagcsiszolót. A tervek körvonalazódtak már a fejemben. Mellékletben itt egy kép vázlat is. Szerintetek jó e ez az elgondolás? Elsősorban a szabadonfutó görgő szalagpálya állítása kapcsán tettem fel a vázlatot, illetve kérdezlek benneteket.
Röviden:
A szabadonfutó görgő konzolját rugó húzza hátra felé, ezzel feszítve a szalagot. A szalag lefutását megakadályozandó teendő ugye a tengely szögének kis mértékű állítása. Ez az állítócsavarral történne. A tengely egyik pontja fixen egy önbeálló csapágyba van rögzítve, a másik vége viszont a konzolban lévő "nút"-ban el tud mozdulni az állítócsavar segítségével. Természetesen mindeközben a rugó folyamatosan húzza a konzolt, feszítve ezzel a szalagot.
Jól gondolom?
Köszönöm szépen.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_nqyk8qb2m80m9qfweygw_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/nqyk8qb2m80m9qfweygw_2989.jpg)
A véleményetekre, tanácsaitokra van szükségem. Építeni szeretnék egy asztali szalagcsiszolót. A tervek körvonalazódtak már a fejemben. Mellékletben itt egy kép vázlat is. Szerintetek jó e ez az elgondolás? Elsősorban a szabadonfutó görgő szalagpálya állítása kapcsán tettem fel a vázlatot, illetve kérdezlek benneteket.
Röviden:
A szabadonfutó görgő konzolját rugó húzza hátra felé, ezzel feszítve a szalagot. A szalag lefutását megakadályozandó teendő ugye a tengely szögének kis mértékű állítása. Ez az állítócsavarral történne. A tengely egyik pontja fixen egy önbeálló csapágyba van rögzítve, a másik vége viszont a konzolban lévő "nút"-ban el tud mozdulni az állítócsavar segítségével. Természetesen mindeközben a rugó folyamatosan húzza a konzolt, feszítve ezzel a szalagot.
Jól gondolom?
Köszönöm szépen.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_nqyk8qb2m80m9qfweygw_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/nqyk8qb2m80m9qfweygw_2989.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 március 14, 07:26
Írta: Csuhás Dátum 2019 március 14, 07:26
Ha így készíted el akkor a tengely billentést a tengely külső végére tedd. Nem jó a futó szalaghoz olyan közel állítgatni. ( Egyébként jobb volna a csuklósan szerelt álló tengely csapágyazott görgővel. )
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2019 március 14, 07:47
Írta: RJancsi Dátum 2019 március 14, 07:47
Persze jó a tengely szögének csavaros állítgatása is, de őseink a transzmissziós hajtásnál már régen feltalálták a hordósítást. . Ha a laposszíj-tárcsa enyhén hordó alakú akkor magától középen tartja a szalagot. Ebből a szempontból mindegy, hogy csiszoló vagy erőátvivő szíjról van szó.
Ebben a pdf-ben (http://www.skft.hu/data/laposszijtarcsa.pdf) a 2. oldalon látható a különböző tárcsa átmérőkhöz és szélességhez tartozó hordósítás magassága.
Ebben a pdf-ben (http://www.skft.hu/data/laposszijtarcsa.pdf) a 2. oldalon látható a különböző tárcsa átmérőkhöz és szélességhez tartozó hordósítás magassága.
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2019 március 14, 09:42
Írta: gaben Dátum 2019 március 14, 09:42
Szia,
én a 3. generációs csiszagépemnél uganazt a feszítést alkalmaztam, amit a kisebbik csiszagépeimnél.
Rögtön a feszítőkaron van a billenőpont és a hordós görgő is.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_uw0u568q2gepepd6e734_4447.png) (https://hobbicncforum.hu/uploaded_images/2019/03/uw0u568q2gepepd6e734_4447.png) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_bjg7mxkfb4375z6td0hj_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/bjg7mxkfb4375z6td0hj_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_qutdqsjucwbwnjkkhjpxd_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/qutdqsjucwbwnjkkhjpxd_4447.jpg)
én a 3. generációs csiszagépemnél uganazt a feszítést alkalmaztam, amit a kisebbik csiszagépeimnél.
Rögtön a feszítőkaron van a billenőpont és a hordós görgő is.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_uw0u568q2gepepd6e734_4447.png) (https://hobbicncforum.hu/uploaded_images/2019/03/uw0u568q2gepepd6e734_4447.png) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_bjg7mxkfb4375z6td0hj_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/bjg7mxkfb4375z6td0hj_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_qutdqsjucwbwnjkkhjpxd_4447.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/qutdqsjucwbwnjkkhjpxd_4447.jpg)
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 március 14, 09:50
Írta: a86ifm7g5 Dátum 2019 március 14, 09:50
A csuklós megoldáson gondolkodom éppen. Valóban jobb megoldás lenne. Készítek egy tervet, aztán felrakom ide véleményezésre :)
Köszönöm szépen!
Köszönöm szépen!
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 március 14, 10:35
Írta: Csuhás Dátum 2019 március 14, 10:35
Szvsz készítsd el a Gábor által mutatott gépet. Jól használható masina, és ha jól tudom a tervek is közzé lettek téve. Magam is megépítettem Gábortól vásárolt lézervágott lemezek használatával. Pár kép az enyémről itt. (https://cnctar.hobbycnc.hu/Csuhas/szalagcsiszolo/)
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 március 14, 10:49
Írta: a86ifm7g5 Dátum 2019 március 14, 10:49
Nagyon jó kis gép! Tetszik.
Nekem viszont vízszintes felületű gép kell, no meg viszonylag kis gép. A kézi szalagcsiszoló szalag kerül fel majd rá. Lemezeket, nyákot csiszolni kell majd.
Nekem viszont vízszintes felületű gép kell, no meg viszonylag kis gép. A kézi szalagcsiszoló szalag kerül fel majd rá. Lemezeket, nyákot csiszolni kell majd.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 március 14, 11:00
Írta: Csuhás Dátum 2019 március 14, 11:00
Vegyél egy tescos szalagcsiszolót és rögzítsd fel az asztalra, ez lesz a legolcsóbb megoldás :- )))
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 március 14, 11:17
Írta: a86ifm7g5 Dátum 2019 március 14, 11:17
:) No igen. De akkor hol marad az építés, agyalás öröme? :D
Közben készítettem egy terv részletet. Talán ez lesz a legjobb megoldás.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_iumbxahkwty4y3z8h6tw7_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/iumbxahkwty4y3z8h6tw7_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_gbmq9g4v7fixj93aa7by_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/gbmq9g4v7fixj93aa7by_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_t55i27j9ycgnwvn78ntx_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/t55i27j9ycgnwvn78ntx_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_097yqnvmb3ssu2yjtjp_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/097yqnvmb3ssu2yjtjp_2989.jpg)
Közben készítettem egy terv részletet. Talán ez lesz a legjobb megoldás.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_iumbxahkwty4y3z8h6tw7_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/iumbxahkwty4y3z8h6tw7_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_gbmq9g4v7fixj93aa7by_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/gbmq9g4v7fixj93aa7by_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_t55i27j9ycgnwvn78ntx_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/t55i27j9ycgnwvn78ntx_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_097yqnvmb3ssu2yjtjp_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/097yqnvmb3ssu2yjtjp_2989.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 március 14, 11:24
Írta: Csuhás Dátum 2019 március 14, 11:24
Egyszerűbb ha a két húzórugót elhagyod, a szalag úgyis nekinyomja az elbillenő részt az állítócsavarnak.
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 március 14, 11:30
Írta: a86ifm7g5 Dátum 2019 március 14, 11:30
Nem biztos, hogy nekinyomja. Mert a szalag nem felülről nyomja a görgőt, hanem oldalról.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 március 14, 11:32
Írta: Csuhás Dátum 2019 március 14, 11:32
Akkor sajnos nem fog működni, nem abban az irányban kell billenteni a görgőt.
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 március 14, 11:48
Írta: a86ifm7g5 Dátum 2019 március 14, 11:48
Hopp!
Tényleg. Akkor elfordtom 90 fokkal, és a rugót is elhagyhatom. Tökéletesen igazad van. Köszönöm, hogy felhívtad rá a figyelmemet.
Tényleg. Akkor elfordtom 90 fokkal, és a rugót is elhagyhatom. Tökéletesen igazad van. Köszönöm, hogy felhívtad rá a figyelmemet.
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 március 14, 14:30
Írta: a86ifm7g5 Dátum 2019 március 14, 14:30
Talán ez jónak tűnik. Legalább is remélem.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_wwy4uwuy2g8yjn42yhz59_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/wwy4uwuy2g8yjn42yhz59_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_yuq68kwybumdgz7iij98_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/yuq68kwybumdgz7iij98_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_jhnfcm9yvm8q624n25d_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/jhnfcm9yvm8q624n25d_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_egmzvsf379qptv4vzm_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/egmzvsf379qptv4vzm_2989.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_wwy4uwuy2g8yjn42yhz59_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/wwy4uwuy2g8yjn42yhz59_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_yuq68kwybumdgz7iij98_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/yuq68kwybumdgz7iij98_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_jhnfcm9yvm8q624n25d_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/jhnfcm9yvm8q624n25d_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_egmzvsf379qptv4vzm_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/egmzvsf379qptv4vzm_2989.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 március 14, 15:15
Írta: Csuhás Dátum 2019 március 14, 15:15
Jobb. Már csak az elforduló kar csapágyazását találd ki ügyesebben. A kar befeszül a szalag feszítése miatt, illetve a szalag terhelése, egyenetlensége miatt hajlamos lesz a vibrációra, ami pontatlan szalagfutást, és az alu gerenda gyors elhasználódását okozza.
Cím: Re:Mechanikai ötletek
Írta: Szabó M. Béla Dátum 2019 március 15, 07:57
Írta: Szabó M. Béla Dátum 2019 március 15, 07:57
Szia, érdeklődnék, milyen programot használsz a rajzoláshoz / animáció készítéshez?
Cím: Re:Mechanikai ötletek
Írta: Szabó M. Béla Dátum 2019 március 15, 08:01
Írta: Szabó M. Béla Dátum 2019 március 15, 08:01
Szia, érdeklődni szeretnék, milyen programban készítetted ezeket a rajzokat?
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2019 március 15, 08:32
Írta: gaben Dátum 2019 március 15, 08:32
Szia,
Fusion 360-at használok, mióta Vilmos Jani barátunk megfertőzött az előadásával, a 2016-os székesfehérvári fórumtalin. :)
Fusion 360-at használok, mióta Vilmos Jani barátunk megfertőzött az előadásával, a 2016-os székesfehérvári fórumtalin. :)
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 március 15, 08:53
Írta: a86ifm7g5 Dátum 2019 március 15, 08:53
Szia!
Ez a program a Sketchup Make 2014. Magán felhasználásra ingyenes program. (Bár én a körökkel, hengerekkel mindig küzdök, valahogy nem tudom illeszteni elsőre a többi alkatrészhez, mert nem mindig találom el a geometriai középpontot.) Amit hiányolok belőle, az az egyes alkatrészek egymáshoz való pozicionálása. (Align)
Ez a program a Sketchup Make 2014. Magán felhasználásra ingyenes program. (Bár én a körökkel, hengerekkel mindig küzdök, valahogy nem tudom illeszteni elsőre a többi alkatrészhez, mert nem mindig találom el a geometriai középpontot.) Amit hiányolok belőle, az az egyes alkatrészek egymáshoz való pozicionálása. (Align)
Cím: Re:Mechanikai ötletek
Írta: Szabó M. Béla Dátum 2019 március 15, 08:54
Írta: Szabó M. Béla Dátum 2019 március 15, 08:54
Azért kérdem, mert nekem is kéne valami 3d-s program itthoni használatra (2d-re van egy Corel-em, az tökéletesen bevált).
Nemrég végeztem el egy OKJ-s ötvös-fémműves iskolát, ott Rhinocerost használtunk 3d-re, az nem túl bonyolult, de nagyon drága.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_dz0gkwd6fwmkvzwis24fj_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/dz0gkwd6fwmkvzwis24fj_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_3a9qbwqa9e6keixyiy_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/3a9qbwqa9e6keixyiy_4832.jpg)
Nemrég végeztem el egy OKJ-s ötvös-fémműves iskolát, ott Rhinocerost használtunk 3d-re, az nem túl bonyolult, de nagyon drága.
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_dz0gkwd6fwmkvzwis24fj_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/dz0gkwd6fwmkvzwis24fj_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/tn_3a9qbwqa9e6keixyiy_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2019/03/3a9qbwqa9e6keixyiy_4832.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szabó M. Béla Dátum 2019 március 15, 08:59
Írta: Szabó M. Béla Dátum 2019 március 15, 08:59
Köszönöm, utánanézek. Úgy tudom a Fusion is ingyenes.
A kettő közül melyik használhatóbb tervezésre?
A kettő közül melyik használhatóbb tervezésre?
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2019 március 15, 09:04
Írta: gaben Dátum 2019 március 15, 09:04
A Fusion 360 ingyenes évi 100.000 dollár alatti bevétel esetén.
Rendkívül sokat tud, ugye ez inkább egy CAD-CAM progi elsősorban, de modellezéshez is kiváló.
Ajánlom Jani oktatóvideóját:
Rendkívül sokat tud, ugye ez inkább egy CAD-CAM progi elsősorban, de modellezéshez is kiváló.
Ajánlom Jani oktatóvideóját:
Cím: Re:Mechanikai ötletek
Írta: 2am4nwzib Dátum 2019 március 15, 12:07
Írta: 2am4nwzib Dátum 2019 március 15, 12:07
Létezik egy Rhinoceroshoz nagyon hasonló 3D progi ,,Moi3d,, az ára nem 800Eu , hanem 200Eu .
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2019 április 11, 15:57
Írta: ORCA17 Dátum 2019 április 11, 15:57
Egy ismerősömnek készítettem egy kiegészítőt - gyűrűt gravírozni.
Felül az eredeti, toll gravírozó applikáció, alatta a kiegészítő megfogó szerkezet.
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_zzhwmx9jzuy4duszf3m47_993.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/zzhwmx9jzuy4duszf3m47_993.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_ugqep6emxcugw99m0nmsn_993.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/ugqep6emxcugw99m0nmsn_993.jpg)
Felül az eredeti, toll gravírozó applikáció, alatta a kiegészítő megfogó szerkezet.
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_zzhwmx9jzuy4duszf3m47_993.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/zzhwmx9jzuy4duszf3m47_993.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_ugqep6emxcugw99m0nmsn_993.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/ugqep6emxcugw99m0nmsn_993.jpg)
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2019 április 11, 18:15
Írta: ebalint Dátum 2019 április 11, 18:15
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2019 április 11, 18:42
Írta: ORCA17 Dátum 2019 április 11, 18:42
A nagyobb truváj az, ha a belsejébe is lehet gravírozni. Van egy döntött fejű fogorvosi fúró markolat, azt lehet, hogy megpróbálom összehozni[#rolleyes]
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2019 április 12, 07:03
Írta: ebalint Dátum 2019 április 12, 07:03
Sikerüljön!
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 április 12, 08:06
Írta: Nagy Csaba Dátum 2019 április 12, 08:06
Sziasztok ! véleményeket szeretnék kérni építem első marógépemet és az alsó asztal kialakításán gondolkodom. találtam egy jó megoldást a neten kérdezem ez egy 65 cm X 150 cm es alapterületre jó lenne ? 2db lineáris sínem van meg. a kérdés igazából az lenne az alsó összekötő alá raknátok a lin sínt vagy így oldalára mi a jobb?? Esetlelg ha van más megoldás a kialakításra szívesen fogadom az észrevételeket. köszönöm
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_kwhzqfnt703swt255jxmn_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/kwhzqfnt703swt255jxmn_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_fivsppa8hdggmdkf2anih_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/fivsppa8hdggmdkf2anih_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_dc5dg7pedx3zgkyen34_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/dc5dg7pedx3zgkyen34_4697.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_kwhzqfnt703swt255jxmn_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/kwhzqfnt703swt255jxmn_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_fivsppa8hdggmdkf2anih_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/fivsppa8hdggmdkf2anih_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_dc5dg7pedx3zgkyen34_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/dc5dg7pedx3zgkyen34_4697.jpg)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2019 április 12, 08:57
Írta: Motoros Dátum 2019 április 12, 08:57
[#eljen][#eljen]
Esetleg még lehetne valami bővítménye ami lehetővé tenné, hogy a belsejébe is lehessen írni a pipa alakú rugós karcolóval?
Esetleg még lehetne valami bővítménye ami lehetővé tenné, hogy a belsejébe is lehessen írni a pipa alakú rugós karcolóval?
Cím: Re:Mechanikai ötletek
Írta: sastas Dátum 2019 április 12, 09:23
Írta: sastas Dátum 2019 április 12, 09:23
A síned típusától is függ. Vannak olyan sinek amiket csak bizonyos irányokból érhet főterhelés. Először ezt vizsgáld meg a gyártó adatlapján. Ha mindegy neki akkor igazából az a verzió a jobb ahol a sínek meszebb vannak egymástól. De hobby szinten sokat nem fog számítani. Az épülő géped vázának a merevsége sokkal fontosabb szempont.
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2019 április 12, 09:56
Írta: ORCA17 Dátum 2019 április 12, 09:56
Elképzelés van...csak a megvalósításnál azt is jól át kell rágni,(nem cipó, hamm bekaplak[#vigyor0] hogy a gyűrűk jó része belül üreges.
Szóval még "agyalok" egy keveset.
Ezt gondoltam felhasználni a projekthez
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_u83qpxwjypafdsavtqw_993.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/u83qpxwjypafdsavtqw_993.jpg)
Szóval még "agyalok" egy keveset.
Ezt gondoltam felhasználni a projekthez
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_u83qpxwjypafdsavtqw_993.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/u83qpxwjypafdsavtqw_993.jpg)
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 április 12, 09:56
Írta: Nagy Csaba Dátum 2019 április 12, 09:56
Köszönöm hogy felhívtad rá a figyelem nem tudtam, hogy lehet olyan ami nem terhelhető csak lapjára ... Itt vásároltam a síneket egy kedves fórumtárstól rexroth márkájúak
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_928umyvqw4dvftt5b34gc_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/928umyvqw4dvftt5b34gc_4697.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_928umyvqw4dvftt5b34gc_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/928umyvqw4dvftt5b34gc_4697.jpg)
Cím: Re:Mechanikai ötletek
Írta: ORCA17 Dátum 2019 április 12, 10:13
Írta: ORCA17 Dátum 2019 április 12, 10:13
Az "X" tengely elégséges lehet - a gépen végzendő munka ismeretének hiánya miatt, csak sacc/kábé.
De azok az oldal lemezek...elég zsengésnek tűnnek.
Mivel nem az asztalt fogod mozgatni (a hossza miatt gondolom) érdemes min. 20 mm vastag anyagból elkészíteni az "X" oldalsó konzoljait..
SASTAS kollegával egyet értve, nézz utána a meglévő alkatrészek műszaki paramétereinek.
De akkor sem tévedsz nagyot, ha az "Y" tengely síneket felülről terhelve használod.
Sok sikert az építéshez[#integet2]
De azok az oldal lemezek...elég zsengésnek tűnnek.
Mivel nem az asztalt fogod mozgatni (a hossza miatt gondolom) érdemes min. 20 mm vastag anyagból elkészíteni az "X" oldalsó konzoljait..
SASTAS kollegával egyet értve, nézz utána a meglévő alkatrészek műszaki paramétereinek.
De akkor sem tévedsz nagyot, ha az "Y" tengely síneket felülről terhelve használod.
Sok sikert az építéshez[#integet2]
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 április 12, 10:27
Írta: Nagy Csaba Dátum 2019 április 12, 10:27
Igazad van hogy zsenge először egy alap hobby tanuló gépet szerettem volna aztán kaptam itt pár remek alkatrészt amik komolyabbak mint az első tervem volt, azt gondoltam megépítem a gépet most már a meglévő 10 es oldalfallal és ha minden rendben lesz és már megtanultam használni a dolgokat akkor le fogom cserélni egy 20 as alura. Ez további átalakítást nem fog jelenteni csak a kuplungot kell kicserélni a motornál 10 mm el hosszabbra majd. puha anyagok lesznek megmunkálva pl fa, műanyag, opcionálisan alumínium ha sikerül olyan erősségű gépet készíteni. ( és tényleg siker kell az építéshez egyenlőre nagy fába próbálok kis fejszével csapkondi :D )
Cím: Re:Mechanikai ötletek
Írta: sastas Dátum 2019 április 12, 10:42
Írta: sastas Dátum 2019 április 12, 10:42
Ezek Rexroth FNS kocsik, ha jól látom 4 golyósoros verzió. Ezeket mindegy merről terheled, de az oldalán minden kocsinak van beütve egy szám RR165 vagy hasonló kezdetű. Neten fentvan a katalógus.
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 április 12, 10:46
Írta: Nagy Csaba Dátum 2019 április 12, 10:46
igen a fotón is látszik az egyik kocsi oldalán a beütött szám megkeresem köszönöm !
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2019 április 12, 14:38
Írta: 4ybj8h3c8 Dátum 2019 április 12, 14:38
"A Fusion 360 ingyenes évi 100.000 dollár alatti bevétel esetén."
Hol?
Az Autodesknél ez van:
"Fusion 360
Full use of Fusion 360 free for 30-days
Free"
Utána meg havi előfizetéses.
Hol?
Az Autodesknél ez van:
"Fusion 360
Full use of Fusion 360 free for 30-days
Free"
Utána meg havi előfizetéses.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 április 12, 15:50
Írta: remrendes Dátum 2019 április 12, 15:50
Itt. (https://knowledge.autodesk.com/support/fusion-360/troubleshooting/caas/sfdcarticles/sfdcarticles/Do-I-qualify-for-free-use-of-Fusion-360.html)
Cím: Re:Mechanikai ötletek
Írta: 4ybj8h3c8 Dátum 2019 április 13, 11:07
Írta: 4ybj8h3c8 Dátum 2019 április 13, 11:07
Ott:
"A Startup használatának időtartama egy (1) év a hozzáféréstől számítva."
Mire megtanulja az ember használni, lehet fizetni. Hol ingyenes? A megszokott 1 hónappal szemben hosszabb a próbaperiódus, de mint írják, bármikor visszavehetik még a próbaliszenszet is, oszt újfent életbe lép a lehet fizetni verzió.
"A Startup használatának időtartama egy (1) év a hozzáféréstől számítva."
Mire megtanulja az ember használni, lehet fizetni. Hol ingyenes? A megszokott 1 hónappal szemben hosszabb a próbaperiódus, de mint írják, bármikor visszavehetik még a próbaliszenszet is, oszt újfent életbe lép a lehet fizetni verzió.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 április 13, 11:20
Írta: remrendes Dátum 2019 április 13, 11:20
Elolvastad a linket?
Can my business use Fusion 360 for free?
If your business generates less than $100,000 (or local equivalent) per year from the total sale of goods or services, yes!
If your business generates more than $100,000 (or local equivalent) per year from the total sale of goods or services, no. You'll need to buy licenses.
Can my business use Fusion 360 for free?
If your business generates less than $100,000 (or local equivalent) per year from the total sale of goods or services, yes!
If your business generates more than $100,000 (or local equivalent) per year from the total sale of goods or services, no. You'll need to buy licenses.
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2019 április 13, 11:27
Írta: gaben Dátum 2019 április 13, 11:27
3 éve a gépemen van, használom is, de még nem kellett fizetnem. ;)
Persze van fizetős verzió is, de az Education license nem az.
Persze van fizetős verzió is, de az Education license nem az.
Cím: Re:Mechanikai ötletek
Írta: sastas Dátum 2019 április 15, 15:55
Írta: sastas Dátum 2019 április 15, 15:55
És a startupoknak annyi "hátránya" van az edu licenszhez képest, hogy évente meg kell erősítenie, hogy nincs 100k USD feletti árbevétele. És ameddig megerősíted, addig ingyenes
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 április 19, 08:28
Írta: 4umhue7vh Dátum 2019 április 19, 08:28
Sziasztok! Építek egy mozgóasztalos gépet, 800x800x28mm vaslap az asztal,(nem könnyű) Végre felkerült a helyére, de igazából egy nagy harang lett belőle. Ahol a 4 kocsi alátámasztja ott jó, de azközepén és a szélein cseng, berezonál már akkor is ha csak egy kicsit ütök rá. Szerintetek ha az aljára ráőntenék valami hompozitbeton szerűséget, javulna a helyzet? Ahol a sínek futnak csak 18mm hely van, a többi részen lehetne pl,40mm vastag.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 április 19, 09:06
Írta: remrendes Dátum 2019 április 19, 09:06
Feszultsegmentesiteni kene.
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 április 19, 09:27
Írta: 4umhue7vh Dátum 2019 április 19, 09:27
Ez egy öregbített anyag, 1992-től van nállam, valamikor a 80-as évekbe gyalulhatták meg.[#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2019 április 19, 20:46
Írta: ywathzay Dátum 2019 április 19, 20:46
Nem véletlenül használnak öntöttvasat ilyen helyekre. Sokan azt gondolják, hogy tokmányfelfogónak is felesleges. Az acél az acél marad, mindegy mikor gyalulták.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 április 19, 21:11
Írta: jani300 Dátum 2019 április 19, 21:11
És ha rendesen be lenne bordázva az alja ?
Tudom hogy attól még nem lesz öntvény :)
Tudom hogy attól még nem lesz öntvény :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 április 19, 21:18
Írta: jani300 Dátum 2019 április 19, 21:18
Akkor már nem is sík :)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2019 április 19, 21:28
Írta: ywathzay Dátum 2019 április 19, 21:28
Attól még szép hangja lenne.
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 április 19, 21:31
Írta: 4umhue7vh Dátum 2019 április 19, 21:31
Amennyire meg tudom állapítani ,nem látok benne síkbeli hibát,ha görbe lett volna nem rakom fel. de ha kész a gép fel fogom sikolni.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 április 19, 21:34
Írta: jani300 Dátum 2019 április 19, 21:34
Ok ,az csak vicc volt .
Ha öregszik vetemedhet is .de nem honném hogy bármit is csinált .
Ha öregszik vetemedhet is .de nem honném hogy bármit is csinált .
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 április 19, 21:36
Írta: 4umhue7vh Dátum 2019 április 19, 21:36
Ez egy volt mérőgép 250mm vastag gránit tömbjén mozog, akár hol mérem a gránithoz képest 0.1mm-en belül van, sí
kolás után egész jó lehetne.
kolás után egész jó lehetne.
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 április 19, 21:55
Írta: 4umhue7vh Dátum 2019 április 19, 21:55
A hangja nem is érdekelne, de rezegnek rejta az ottfelejtet csavarok és alátétek ha éppen csak ráejtem a fakalapácsot, ahol a kocsik vannak ott meg olyan mindha oda lenne betonozva.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 április 19, 22:02
Írta: jani300 Dátum 2019 április 19, 22:02
Túl nagy a felülete a vastagságához képest .
Egyértelműen bordázni kellene alulról , mind az öntött tusírlapok pl .
Hogy átlósan ,utólag alulról csavarozott bordák segíthetnek e azt nem tudom .
Egyértelműen bordázni kellene alulról , mind az öntött tusírlapok pl .
Hogy átlósan ,utólag alulról csavarozott bordák segíthetnek e azt nem tudom .
Cím: Re:Mechanikai ötletek
Írta: ajpwg6jrn Dátum 2019 április 19, 22:11
Írta: ajpwg6jrn Dátum 2019 április 19, 22:11
Igen alulról kellő méretű bordák segíthetnek.
Nekem is ilyen volt az a lap, amivel elkezdtem építkezni (Igaz az aluból van.) Kapott alulról keresztbordázást 8cm magasságban és megszűnt a kongása. :)
Nekem is ilyen volt az a lap, amivel elkezdtem építkezni (Igaz az aluból van.) Kapott alulról keresztbordázást 8cm magasságban és megszűnt a kongása. :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 április 19, 22:34
Írta: jani300 Dátum 2019 április 19, 22:34
Ez egy kisebb tusírlap alulról .
Hiába öntvény ,nem bízzák azért a véletlenre a merevséget .
Hátha segít a kép másnak is a tervezésben ,amíg nem késő .
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_vdd5nkwqm4vmunqqb67_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/vdd5nkwqm4vmunqqb67_2430.jpg)
Hiába öntvény ,nem bízzák azért a véletlenre a merevséget .
Hátha segít a kép másnak is a tervezésben ,amíg nem késő .
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_vdd5nkwqm4vmunqqb67_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/vdd5nkwqm4vmunqqb67_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szabó M. Béla Dátum 2019 április 20, 17:51
Írta: Szabó M. Béla Dátum 2019 április 20, 17:51
Szétnéztem a témában a neten, végül egy FreeCAD nevű progit töltöttem le, most ezt próbálgatom.
Használja ezt itt valaki?
Konzultálnék vele, mert elég nehézkesen akar összeállni.
Ezt a rajzot kb. fél nap kísérletezés után hoztam össze ...
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_sasji0bnge7qxxc8iybpb_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/sasji0bnge7qxxc8iybpb_4832.jpg)
Használja ezt itt valaki?
Konzultálnék vele, mert elég nehézkesen akar összeállni.
Ezt a rajzot kb. fél nap kísérletezés után hoztam össze ...
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_sasji0bnge7qxxc8iybpb_4832.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/sasji0bnge7qxxc8iybpb_4832.jpg)
Cím: Re:Mechanikai ötletek
Írta: B.Zoltán Dátum 2019 április 20, 18:27
Írta: B.Zoltán Dátum 2019 április 20, 18:27
Nem akarod a DesignSpark Mechanical programot kipróbálni? Mert a FreeCad-ba nekünk is beletört a bicskánk.
Nehézkes a kezelése nagyon, de ez a saját véleményem.
Nehézkes a kezelése nagyon, de ez a saját véleményem.
Cím: Re:Mechanikai ötletek
Írta: Szabó M. Béla Dátum 2019 április 20, 20:41
Írta: Szabó M. Béla Dátum 2019 április 20, 20:41
Lehet, hogy kipróbálom.
Egy kicsit még elszórakozok ezzel, de ha nem megy, ki fogok próbálni valami mást.
Egy kicsit még elszórakozok ezzel, de ha nem megy, ki fogok próbálni valami mást.
Cím: Re:Mechanikai ötletek
Írta: B.Zoltán Dátum 2019 április 20, 22:00
Írta: B.Zoltán Dátum 2019 április 20, 22:00
Próbáltam, 10-12 perc alatt sikerült, de nem szabványosan, a kocka.
Csak a folyamatot teszteltem.
Persze, aki nagyon benne van a FreeCad-ba az még hamarább is megcsinálhatja.
Én a tanulás, és kezelhetőségre mondom, hogy nagyon jó kis pogi, még öregeknek is, amilyen én is vagyok.
Csak a folyamatot teszteltem.
Persze, aki nagyon benne van a FreeCad-ba az még hamarább is megcsinálhatja.
Én a tanulás, és kezelhetőségre mondom, hogy nagyon jó kis pogi, még öregeknek is, amilyen én is vagyok.
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 április 21, 07:12
Írta: a86ifm7g5 Dátum 2019 április 21, 07:12
Hol írja, hogy ingyenes a szoftver? Letöltöttem, telepítettem, de még nem mertem account-ot csinálni. Nehogy a végén egy rakat pénzt kelljen fizetni. :)
Köszönöm.
Köszönöm.
Cím: Re:Mechanikai ötletek
Írta: B.Zoltán Dátum 2019 április 21, 07:33
Írta: B.Zoltán Dátum 2019 április 21, 07:33
Nem tudom, hogy hol írja, de halálbiztos hogy ingyenes.
Ha van 64 bites Win7 a gépeden, akkor a 4.0 verzió már tud magyarul is.
Ha van 64 bites Win7 a gépeden, akkor a 4.0 verzió már tud magyarul is.
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 április 21, 07:38
Írta: a86ifm7g5 Dátum 2019 április 21, 07:38
Sajnos csak 32 bites Win7-em van, így a 2.0-t tudom telepíteni. Kicsit még kutakodom, hogy hol találom meg, ahol egyértelműen leírja az ingyenes használatot.
Köszönöm a választ!
Köszönöm a választ!
Cím: Re:Mechanikai ötletek
Írta: B.Zoltán Dátum 2019 április 21, 07:45
Írta: B.Zoltán Dátum 2019 április 21, 07:45
Ezen a linken több helyen is írják, hogy ingyenes (free).
https://www.rs-online.com/designspark/our-software
Account az kell hozzá, nekünk is van, és több éve így használjuk.
Ha még fizetős lenne is, maximum nem működne ha nem fizetsz érte. Pénzt meg úgyse tudnak levenni, mert nem adod meg a kártya adataidat.
https://www.rs-online.com/designspark/our-software
Account az kell hozzá, nekünk is van, és több éve így használjuk.
Ha még fizetős lenne is, maximum nem működne ha nem fizetsz érte. Pénzt meg úgyse tudnak levenni, mert nem adod meg a kártya adataidat.
Cím: Re:Mechanikai ötletek
Írta: B.Zoltán Dátum 2019 április 21, 08:07
Írta: B.Zoltán Dátum 2019 április 21, 08:07
Én is a 2.0 használom, bár ez még nem tud magyarul, de minimális angol tudással már elboldogul az ember. Nekem most már a magyar lenne zavaróbb.
Feltettem két lap beállítást a DesignSpark Mechanical topikba, hogy egy helyen legyen.
Feltettem két lap beállítást a DesignSpark Mechanical topikba, hogy egy helyen legyen.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2019 április 22, 13:57
Írta: 0gbwyh99 Dátum 2019 április 22, 13:57
Üdvözletem a tisztelt fórumlakóknak! Adott egy ilyen pofás kis marógép. A kérdésem: hogyan lehetne a legegyszerűbben valamilyen vertikális marófejet ráaplikálni. A cél bogy vasat is tudjak vele normálisan marni-forgácsolni. Nem is kel mondanom hogy az anyagi keret igen szűkös. Sajnos a gép típusárol illetve gyártórol nem tudok semmit! Semmilyen adattábla sincs rajta. Minden ötletre kíváncsi vagyok!
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_2uz9hpujzmqvbjzun357e_430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/2uz9hpujzmqvbjzun357e_430.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_2uz9hpujzmqvbjzun357e_430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/2uz9hpujzmqvbjzun357e_430.jpg)
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2019 április 22, 14:11
Írta: 0gbwyh99 Dátum 2019 április 22, 14:11
Gondolom hogy egyszerűbb egy masszív különálló fortunát felszerelni mint a jelenlegi tengely helyére egy szöghajtásos akármilyen marófejet odabuherálni.
Esetleg aki már csinált ilyet, nagyon szépen kérem, osztja meg velem hogyan kel. Akár privátban is jöhet. Köszönöm szépen.
Esetleg aki már csinált ilyet, nagyon szépen kérem, osztja meg velem hogyan kel. Akár privátban is jöhet. Köszönöm szépen.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2019 április 22, 14:15
Írta: 0gbwyh99 Dátum 2019 április 22, 14:15
Ja, és a tárgyasztalon lévő cuccokrol is jó vólna megtudnom hogy mire valók. [#conf]
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 április 22, 17:17
Írta: ANTAL GÁBOR Dátum 2019 április 22, 17:17
Én elsőre csinálnék egy derékszögű felfogatást az asztalra ( hegesztett, feszmentesített, síkbamart ) Persze ahhoz kell egy jó nagy másik marógép
Nekem van és időnként kényszerből használom is ( a verikálfej elforgatva és a munkadarab a felfogatóra ráfogva )
Hogy miért ? A baromi nagy és nehéz ruszki maróm mindig alacsony ezzel a trükkel sok problémám megoldódik
Nekem van és időnként kényszerből használom is ( a verikálfej elforgatva és a munkadarab a felfogatóra ráfogva )
Hogy miért ? A baromi nagy és nehéz ruszki maróm mindig alacsony ezzel a trükkel sok problémám megoldódik
Cím: Re:Mechanikai ötletek
Írta: 49db863y8 Dátum 2019 április 22, 17:18
Írta: 49db863y8 Dátum 2019 április 22, 17:18
Helló István!
Én igy oldottam meg.20-as R8 tipusú patron van a főorsóban.
A motor fordulat frekvenciaváltóval lesz szabályozható.Ez még a jóvő zenéje.Egy Barátomnak készül ,most van nyúzópróbán.
A szerszám csere mechanikus, de készül a pneumatikus változat
is.Üdv :Bagyinszki László
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_stpfjv2f67ccbi5s3uv5_175.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/stpfjv2f67ccbi5s3uv5_175.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_6n6ngqtk440e33kmccxg_175.png) (https://hobbicncforum.hu/uploaded_images/2019/04/6n6ngqtk440e33kmccxg_175.png) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_ydpf8ufpx56hkzd8yj_175.png) (https://hobbicncforum.hu/uploaded_images/2019/04/ydpf8ufpx56hkzd8yj_175.png)
Én igy oldottam meg.20-as R8 tipusú patron van a főorsóban.
A motor fordulat frekvenciaváltóval lesz szabályozható.Ez még a jóvő zenéje.Egy Barátomnak készül ,most van nyúzópróbán.
A szerszám csere mechanikus, de készül a pneumatikus változat
is.Üdv :Bagyinszki László
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_stpfjv2f67ccbi5s3uv5_175.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/stpfjv2f67ccbi5s3uv5_175.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_6n6ngqtk440e33kmccxg_175.png) (https://hobbicncforum.hu/uploaded_images/2019/04/6n6ngqtk440e33kmccxg_175.png) (https://hobbicncforum.hu/uploaded_images/2019/04/tn_ydpf8ufpx56hkzd8yj_175.png) (https://hobbicncforum.hu/uploaded_images/2019/04/ydpf8ufpx56hkzd8yj_175.png)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 április 22, 17:49
Írta: Csuhás Dátum 2019 április 22, 17:49
Azt vedd figyelembe, hogy ha az asztalra felraksz egy körasztalt, arra egy tokmányt, belel a munkadarabot, a vertikál fejbe egy fúrótokmányt abba egy fúrót, és rájössz hogy ezzel már mínusz 300mm vagy. Szóval jó a vertikál fej egy horizontál gépen csak nem fér be alá semmi. ( Saját gépemre is magasítót tervezek már egy ideje. )
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2019 április 22, 18:50
Írta: 0gbwyh99 Dátum 2019 április 22, 18:50
Na! Ez már igen! Én is ilyesmit álmodtam me! [#taps]
Félő hogy egyennlőre egy egyenes fortuna szerű alkalmatosság lesz valahogy ideiglenessen ráépítve szintén saját motorral, ami már megvan.
Félő hogy egyennlőre egy egyenes fortuna szerű alkalmatosság lesz valahogy ideiglenessen ráépítve szintén saját motorral, ami már megvan.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2019 április 22, 19:14
Írta: 0gbwyh99 Dátum 2019 április 22, 19:14
Egy kiseszterga főorsóját tervezem megvenni egyikk fórumtárstól, mert az a tervem hogy építek egy "ceruzahegyezőt" is. Egy hosszabító felépítmény segítségével tervezem felszerelni a gépre. Idővel egy "Bagyinszki" féle megoldás volna a cél, amit esetleg el is lehetne forgatni!!
Cím: Re:Mechanikai ötletek
Írta: 49db863y8 Dátum 2019 április 22, 19:25
Írta: 49db863y8 Dátum 2019 április 22, 19:25
Szögbe ez is forgatható!
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2019 április 22, 19:30
Írta: 0gbwyh99 Dátum 2019 április 22, 19:30
Na, hát erröl beszéltem!! [#taps][#finom]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 április 22, 20:06
Írta: jani300 Dátum 2019 április 22, 20:06
A főorsó szerszám felőli oldalán milyen típusú a két csapágy ? Az érdekelne ...
Cím: Re:Mechanikai ötletek
Írta: 49db863y8 Dátum 2019 április 22, 20:08
Írta: 49db863y8 Dátum 2019 április 22, 20:08
Ferdehatásvonalú .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 április 22, 20:10
Írta: jani300 Dátum 2019 április 22, 20:10
Köszönöm ! Az akkor tuti ,csak nem olcsó .
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2019 április 22, 23:00
Írta: 0gbwyh99 Dátum 2019 április 22, 23:00
Gábor, ha jól értettem amit írtál: Képen szereplő marótárcsa helyet egy tokmányt vagy patronos befogót csináltatok, amit vízszintesen tengelyirányban a marógépbe dugok. A megmunkálni való tárgyat meg a derékszög alakú állványzatra rögzítek ami a tárgyasztalra van rögzítve. Nagyon is jó ötletnek tartom. Majd ha nálam lesz a gép (ugyanis még nem jött meg [#szomoru1]), kiszedem belőle a marótárcsa tartó tengelyt és akkor meglátom mit tudok vele kezdeni.
Cím: Re:Mechanikai ötletek
Írta: 0gbwyh99 Dátum 2019 április 23, 15:24
Írta: 0gbwyh99 Dátum 2019 április 23, 15:24
Jelentem meg van a megoldás! Hozzájutottam egy csinos kis marófejhez amit egy derékszögű felépítménnyel fogok majd a gépre szerelni. A felépítmény olyan lesz hogy lehetővé teszi hogy a marófej elég magasra kerüljön a tárgyasztaltól. A marófejet szíjjal, külön motorral, frekiváltóval hajtom meg.
Köszönöm szépen az ötleteket, illetve jó tanácsokat, azok segitségével jutottam el erre a megoldásra. Majd publikálom a haladást hátha másnak is megtetszik. Szép napot mindenkinek!
Tisztelettel: István
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_qa4i4gw7cghigzhxebm_430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/qa4i4gw7cghigzhxebm_430.jpg)
Köszönöm szépen az ötleteket, illetve jó tanácsokat, azok segitségével jutottam el erre a megoldásra. Majd publikálom a haladást hátha másnak is megtetszik. Szép napot mindenkinek!
Tisztelettel: István
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_qa4i4gw7cghigzhxebm_430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/qa4i4gw7cghigzhxebm_430.jpg)
Cím: Re:Mechanikai ötletek
Írta: y3sd2gjv6 Dátum 2019 április 23, 20:25
Írta: y3sd2gjv6 Dátum 2019 április 23, 20:25
Üdv Szakik! Érdeklődnék, hogy valaki EAN1000 főorsón sikló csapágyat cserélt-e görgőscsapágyra,esetleg kúpgörgősre vagy hasonló. Előre is köszönöm.
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 április 27, 13:43
Írta: 4umhue7vh Dátum 2019 április 27, 13:43
Na ez engem is érdekelne, szinte használhatatlan a gépem.
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 április 27, 14:26
Írta: 4umhue7vh Dátum 2019 április 27, 14:26
Úgy néz ki a vaslap csengését sikerül megoldanom, 20x30mm-es négyzetacélok felrakásával Még csak egy próbát csináltam az egyik oldalán,de javulni látszik a helyzet. Közben felmerült még egy kérdés, a Z tengely lapjai milyen anyagból legyenek? Vas, alu vastaglemez, vagy alu öntvény?
A gép 1100x1300x270mm vastag gránit, ezen mozog a 800x880x28-as (KB 200Kg) vaslap 35-ös síneken, A híd 160x130mm gránit, öntöttvas állványon 25-ös sinek vannak rajta.Mindenhol dupla anyás köszörült orsók. Ezek figyelembe vételével kérnék javaslatokat az anyagminőségre.
Köszi!
A gép 1100x1300x270mm vastag gránit, ezen mozog a 800x880x28-as (KB 200Kg) vaslap 35-ös síneken, A híd 160x130mm gránit, öntöttvas állványon 25-ös sinek vannak rajta.Mindenhol dupla anyás köszörült orsók. Ezek figyelembe vételével kérnék javaslatokat az anyagminőségre.
Köszi!
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 április 29, 11:07
Írta: Nagy Csaba Dátum 2019 április 29, 11:07
Sziasztok tovább haladtam a marógépen építésével most jön az alsó asztal kialakítása 1360 mm X 707 mm lesz az alapterülete. Élén a felső profilnak lesz 1-1db lineár sin. A tetejére megmunkáló asztalnak egy 10 mm es alulapot terveztem. kérdésem használ valaki ilyen elrendezésű asztalt? Mennyire rossz megoldás ha csak 1 db menetes orsót vásárolnék hozzá középen húznám ? Egyéb ötleteket nagyon szívesen fogadom! köszönöm szépen.
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_x0u7g84x2ks8x7mqhg7_4697.png) (https://hobbicncforum.hu/uploaded_images/2019/04/x0u7g84x2ks8x7mqhg7_4697.png)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_x0u7g84x2ks8x7mqhg7_4697.png) (https://hobbicncforum.hu/uploaded_images/2019/04/x0u7g84x2ks8x7mqhg7_4697.png)
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 április 29, 22:21
Írta: 4umhue7vh Dátum 2019 április 29, 22:21
Ha jól gondolom a híd mozog, alul össze van kötve, és középen 1 orsó. Sok mindentől függ hogy haszálható e lesz, a hid merevsége, tartókonzolok, alsó összekötő, kocsik távolsága, a sín milyen, stb, láttam olyan 3000x1500-as gépet ami igy van megoldva és tök jó, ugyanott van egy hasonló méretűgép kétoldali fogaslécec megoldással, az nagyon gáz, mindkét eset a kivitelezésnek köszönhetően olyan amilyen. Szerintem a kétoldali hajtás a jobb megoldás.
Csináltam egy ilyen gépet,vékony múanyag lapok marására, arra teljesen jó, de alu lemezt nem raknék fel rá.
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_75qj3ha6hqi0tuuwz8tfc_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/75qj3ha6hqi0tuuwz8tfc_653.jpg)
Csináltam egy ilyen gépet,vékony múanyag lapok marására, arra teljesen jó, de alu lemezt nem raknék fel rá.
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_75qj3ha6hqi0tuuwz8tfc_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/75qj3ha6hqi0tuuwz8tfc_653.jpg)
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 április 30, 07:53
Írta: Nagy Csaba Dátum 2019 április 30, 07:53
Igen jól gondolod így lesz a kivitelezés. nehezen tudok 2 egyforma golyós orsót beszerezni nem horror áron... megpróbálok keresni 1360 mm hosszúságút hátha sikerül majd figyelem az adok veszeket :D
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_eghutxs63tzck4c0hcx_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/eghutxs63tzck4c0hcx_4697.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/04/tn_eghutxs63tzck4c0hcx_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/04/eghutxs63tzck4c0hcx_4697.jpg)
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 08, 08:39
Írta: 4umhue7vh Dátum 2019 június 08, 08:39
Tegnap a z tengelyem súlykiegyenlítésen gondolkoztam. Körülnéztem mit tudnék felhasználni. Mivel pneumatikus rendszer kiépítése volt a cél, egyből a kezembe akadt egy kb 40mm átmérőjű légmunkahenger és egy mini hűtőkompresszor. Először a munkahergert feleslegesen vastagnak ítéltem, vagy mégis jó, Vákuumhoz? Igen, tehát a vákum oldalt kötömm a munkahengerbe, és kész is a majdnem állando húzóerőt biztosító szerkezet.. Már csak egy vákuumkápcsolót kell kotornom a kacatain között, de ha nem lesz kap egy időzítőt ami félóránként bekapcsoja 1 percre a kmpresszort.
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2019 június 08, 12:08
Írta: kaqkk007 Dátum 2019 június 08, 12:08
Miért nem használsz egyszerűen gázrugót ? Tudod ami a csomagtartót nyitja az autókon .
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 08, 13:31
Írta: 4umhue7vh Dátum 2019 június 08, 13:31
Mert annak folyamatosan nővekvő ereje van, lineáris vagy inkább progresszív a karakterisztikálya.
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 08, 13:42
Írta: 4umhue7vh Dátum 2019 június 08, 13:42
Ja és a beépített csillapítás sem hinnén hogy javítana a gép mükődésén.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2019 június 09, 08:34
Írta: keri Dátum 2019 június 09, 08:34
Ez csak tervezés kérdése. Nem kell tökéletesen egyenletesnek lennie, és van csillapítás nélküli is.
Több értelme van mint egy bonyolult pneumatikus aktuátor rendszerrel kompenzálni.
Nem tudom milyen géped van, de sima hosszú húzórugóval is szokták csökkenteni a Z terhelését.
Több értelme van mint egy bonyolult pneumatikus aktuátor rendszerrel kompenzálni.
Nem tudom milyen géped van, de sima hosszú húzórugóval is szokták csökkenteni a Z terhelését.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 június 09, 09:07
Írta: svejk Dátum 2019 június 09, 09:07
Egy kis elmélet a gázrúgókról. (http://www.eurotechnika.com.pl/public/files/8.pdf)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 június 09, 09:09
Írta: svejk Dátum 2019 június 09, 09:09
Az előbbi szerint a 4.-et kell választanod.
Én egyébként a Molitontól (https://moliton.hu/online-gazrugo-konfigurator.html) szoktam rendelni.
Én egyébként a Molitontól (https://moliton.hu/online-gazrugo-konfigurator.html) szoktam rendelni.
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 09, 10:24
Írta: 4umhue7vh Dátum 2019 június 09, 10:24
Értem én, ha nincsenek itthon ezek az alkatrészek, felrakok 2 gumipókot, mint a másik gépemre.Vagy keresgélek 1 hétig megfelelő gázrugót,csavarrugót, stb. Egyépként ha nem akarok tökéleteset a kompresszor is elhagyható. Kell egy golyósszelep a munkahengerre, a refpont felvételekor kitolja magából a levegőt, lefelé, az első 10-20mm után már lesz akkora vácuum hogy az út további részén men befolyásolja jelentősen az erőt. Legfeljebb munka közben megfelelő időközönként fel kell ugyrani felső végállás közelébe.Meg fogom nézni mennyi ideig képes megtartani egy munkahenger a vákuumot.
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2019 június 09, 10:32
Írta: kaqkk007 Dátum 2019 június 09, 10:32
IdézMeg fogom nézni mennyi ideig képes megtartani egy munkahenger a vákuumot.Ha jó a szelep és jól letömíted a csatlakozást akkor a "végtelenségig"
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 09, 10:51
Írta: 4umhue7vh Dátum 2019 június 09, 10:51
Nem értem mit akarsz ezzel mondani,így gyorsba azt látom hogy lieárisan növekvő az erő, persze tudom hogy az 500mm útból csak 200-at használok... Ez a rugó legalább 1100mm hosszú, a sufnyim 2m magas legfeljebb
kereszbe tudnám felszerelni.[#nyes]
kereszbe tudnám felszerelni.[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 09, 10:54
Írta: 4umhue7vh Dátum 2019 június 09, 10:54
Ha a végtelenség felét tudja akkor már nekem jó![#nyes]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 június 09, 10:56
Írta: svejk Dátum 2019 június 09, 10:56
Én nem ajánlottam semmilyen méretűt, csak az elméletet kellett volna megértened.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2019 június 09, 11:08
Írta: keri Dátum 2019 június 09, 11:08
Tehát akkor hobbigép, amit a talált alkatrészekből kell megoldani.
Így már több értelme van.
Lényegében ez is csak gázrugó csak limitált az ereje.
Így már több értelme van.
Lényegében ez is csak gázrugó csak limitált az ereje.
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 09, 11:49
Írta: 4umhue7vh Dátum 2019 június 09, 11:49
Akkor most a táblázatban, a kitolóerő alatt, nem a két végérték van megadva?
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2019 június 09, 13:29
Írta: vjanos Dátum 2019 június 09, 13:29
Én csináltattam a molitronnál gázrugót.
Csillapitás nélküli, oda-vissza dolgozó, 400mm löket, 500N kinyomó erő kb 10e ft volt két éve.
A Z egység kb 130 kg, két ilyen rugóval két ujjal lehet tekergetni az orsót.
Az egy másik kérdés hogy azóta se állt hadrendbe a gép :/
Csillapitás nélküli, oda-vissza dolgozó, 400mm löket, 500N kinyomó erő kb 10e ft volt két éve.
A Z egység kb 130 kg, két ilyen rugóval két ujjal lehet tekergetni az orsót.
Az egy másik kérdés hogy azóta se állt hadrendbe a gép :/
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 09, 14:12
Írta: 4umhue7vh Dátum 2019 június 09, 14:12
jó, közbe rájöttem.[#nyes]
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 09, 14:41
Írta: 4umhue7vh Dátum 2019 június 09, 14:41
Hát pont ez az! Ha jövök, megyek, rendelgetek sosem lesz kész.Nem igy volt tervezve, de a gép és saját magam adottságait figyelembe véve aligha találtam volna egyszerűbb jó, ingyen megoldást. 1 óra sem kellet hozzá, semmi féle segédalkatrészt nem igényelt, kompresszer sem lesz, 4 óra alatt nem vesztet a vákuumból. Tehát kész.
Mem sok kell már hogy kész legyen a teljes gép. Az Y tengely orsó csapágyházát kell egy kicsit beljebb raknom, volt rajta egy gyári csapágyház, de nagyon kirakták a szélére. (Nem ekkora erőszakra tervezték)félek kitörik a gránitból, a 12Nm-es encoderes léptecs elég szépen rángatja a 200 kilót
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_ham9m882umm0q9ntgjhix_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/ham9m882umm0q9ntgjhix_653.jpg)
Mem sok kell már hogy kész legyen a teljes gép. Az Y tengely orsó csapágyházát kell egy kicsit beljebb raknom, volt rajta egy gyári csapágyház, de nagyon kirakták a szélére. (Nem ekkora erőszakra tervezték)félek kitörik a gránitból, a 12Nm-es encoderes léptecs elég szépen rángatja a 200 kilót
(https://hobbicncforum.hu/uploaded_images/2019/06/tn_ham9m882umm0q9ntgjhix_653.jpg) (https://hobbicncforum.hu/uploaded_images/2019/06/ham9m882umm0q9ntgjhix_653.jpg)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2019 június 09, 16:16
Írta: 000000000 Dátum 2019 június 09, 16:16
Fura a logikád. Kritizálod a gyári légrugót, hogy picit változik az erő az elmozdulás függvényében.
Ugyanakkor a te primitív vákumos léghengerednél ennek a többszöröse a változás, az meg már nem zavar.
Ugyanakkor a te primitív vákumos léghengerednél ennek a többszöröse a változás, az meg már nem zavar.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 június 09, 16:26
Írta: svejk Dátum 2019 június 09, 16:26
Ha jó, akkor szupi!
De mindössze csak cirka 10 kilónyi Z-ben a mozgatott tömeged? (40-es henger)
Vagy ennyi, meg a súrlódás már elég, hogy ne tekeredjen le?
Mert ugye gondolom csak az áram nélküli letekeredés miatt kellett hiszen a 12 Nm-es motornak ez a 10 kg nem ellenfél.
De mindössze csak cirka 10 kilónyi Z-ben a mozgatott tömeged? (40-es henger)
Vagy ennyi, meg a súrlódás már elég, hogy ne tekeredjen le?
Mert ugye gondolom csak az áram nélküli letekeredés miatt kellett hiszen a 12 Nm-es motornak ez a 10 kg nem ellenfél.
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 09, 17:35
Írta: 4umhue7vh Dátum 2019 június 09, 17:35
Igen kb 10kg, de nem a z-re irtam a 12Nm-es motort. A Z-n csk 3,7Nm van most, de ki fogom cserélni 4.5-ös encoderesre.
Cím: Re:Mechanikai ötletek
Írta: 4umhue7vh Dátum 2019 június 09, 18:51
Írta: 4umhue7vh Dátum 2019 június 09, 18:51
Jó, nem voltam képbe, meg autócsomagtartó rúgóról volt szó először.Ha forditva működne elgondolkodnék rajta, de igy, utazzak, vagy rendeljem, legyek itthon amikor hozza a futár, és még faragjak segédvasakat hozzá.nem fogok 1 ilyen sz@rral 1 teljes napt eltőlteni.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 július 27, 20:43
Írta: PSoft Dátum 2019 július 27, 20:43
Valami hasonlót akarok ami már, pld. a tűzoltókészülékeknél jól bevált. (https://www.google.com/search?biw=1680&bih=944&tbm=isch&sa=1&ei=MJU8XfW8CIWQ8gKSk6GAAg&q=t%C5%B1zolt%C3%B3+k%C3%A9sz%C3%BCl%C3%A9k+%C3%A9rv%C3%A9nyess%C3%A9gi+matrica&oq=t%C5%B1zolt%C3%B3+k%C3%A9sz%C3%BCl%C3%A9k+%C3%A9rv%C3%A9nyess%C3%A9gi+matrica&gs_l=img.3...157513.164076..165191...0.0..0.100.1228.13j1......0....1..gws-wiz-img.......35i39.crtYxyACafM&ved=0ahUKEwj1lLfb2tXjAhUFiFwKHZJJCCAQ4dUDCAY&uact=5#imgrc=pOoc3hxz31F6FM:)
Hasonló formában, de más elrendezésben.
A lényeg, előre gyártott, öntapadós matricákat kellene adott szisztéma szerint perforálni.
Gyakorlatilag egy többtüskés kézi lyukasztó a tervem, aminek a mechanikai alkatrészei készülgetnek, egyenlőre 3D nyomtatással.
A tüskék manuálisan, tetszés szerint variálhatóak a test furataiban, hogy az aktualitásnak megfeleljen a perforáció.
A kérdésem, a következő:
-A matricát lyukasztó tüskék vég, vagy élkialakítása...milyen legyen?[#nemtudom]
Egy perforálásnál, több tüske is dolgozik egyszerre...
-Egyenként, vagy egyszerre történjen a lyukasztás?[#nemtudom]
Az egyenként-nél pld. az együtt mozgó tüskék eltérő hosszára gondolok.
Hasonló formában, de más elrendezésben.
A lényeg, előre gyártott, öntapadós matricákat kellene adott szisztéma szerint perforálni.
Gyakorlatilag egy többtüskés kézi lyukasztó a tervem, aminek a mechanikai alkatrészei készülgetnek, egyenlőre 3D nyomtatással.
A tüskék manuálisan, tetszés szerint variálhatóak a test furataiban, hogy az aktualitásnak megfeleljen a perforáció.
A kérdésem, a következő:
-A matricát lyukasztó tüskék vég, vagy élkialakítása...milyen legyen?[#nemtudom]
Egy perforálásnál, több tüske is dolgozik egyszerre...
-Egyenként, vagy egyszerre történjen a lyukasztás?[#nemtudom]
Az egyenként-nél pld. az együtt mozgó tüskék eltérő hosszára gondolok.
Cím: Re:Mechanikai ötletek
Írta: Devecz Miklós Dátum 2019 július 27, 20:57
Írta: Devecz Miklós Dátum 2019 július 27, 20:57
Hasonlót mát készítettem (lyukkártya lyukasztó)
Ott úgy oldottam meg, hogy a lyukasztó közepe V-alakban be lett köszörülve minimálisan, és így két oldalról kezdődött a kivágás.
Egyszerre 8-10 hengeres tüske dolgozott.
Remélem érthető voltam.
Ott úgy oldottam meg, hogy a lyukasztó közepe V-alakban be lett köszörülve minimálisan, és így két oldalról kezdődött a kivágás.
Egyszerre 8-10 hengeres tüske dolgozott.
Remélem érthető voltam.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 július 27, 21:35
Írta: PSoft Dátum 2019 július 27, 21:35
Köszönöm, világos amit írsz.
Hengeres tüskék lesznek ebben is, kb. 2,5 mm átmérővel.
(elég kicsi a matrica, el kell férnie pld. egy flex, kézi fúrógép, stb. műanyag testén is valahol)
A tüskéknél, én se egyenes végre gondoltam.
Amire én hirtelen gondoltam, hasonló, csak nem V, hanem íves köszörülés.
De a V-alakú bevágás/köszörülés ezek szerint bevált.
A matrica valamilyen műanyag fólia, papír hordozón.
Ugye kézi lyukasztás, a nyomóerő minimalizálása miatt gondoltam a tüskék egyenkénti, vagy sorozat működésére.
Hengeres tüskék lesznek ebben is, kb. 2,5 mm átmérővel.
(elég kicsi a matrica, el kell férnie pld. egy flex, kézi fúrógép, stb. műanyag testén is valahol)
A tüskéknél, én se egyenes végre gondoltam.
Amire én hirtelen gondoltam, hasonló, csak nem V, hanem íves köszörülés.
De a V-alakú bevágás/köszörülés ezek szerint bevált.
A matrica valamilyen műanyag fólia, papír hordozón.
Ugye kézi lyukasztás, a nyomóerő minimalizálása miatt gondoltam a tüskék egyenkénti, vagy sorozat működésére.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 július 27, 22:25
Írta: remrendes Dátum 2019 július 27, 22:25
A papir lyukasztok is ivesre vannak koszorulve es a ket szelen erinti eloszor a papirt.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2019 július 28, 08:38
Írta: ywathzay Dátum 2019 július 28, 08:38
A műanyag nem papír, nem kell íves vég, nyúlni fog és csúnyán szakadni, viszont fontosabb a megfelelő robbantási hézag megléte, lapos véggel.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2019 július 28, 08:49
Írta: Motoros Dátum 2019 július 28, 08:49
Riccelés nem lenne jó?
Ilyesmire gondoltam. (https://www.paperfox.hu/ritzeles.html)
Ha valami fazon szerint van a kivágás (megnyomás) akkor meg a "fakés" is lehet megoldás valami ilyesmi. (https://www.paperfox.hu/paperfox-ep-1-eurolyuk-szerszam.html)
Ilyesmire gondoltam. (https://www.paperfox.hu/ritzeles.html)
Ha valami fazon szerint van a kivágás (megnyomás) akkor meg a "fakés" is lehet megoldás valami ilyesmi. (https://www.paperfox.hu/paperfox-ep-1-eurolyuk-szerszam.html)
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2019 július 28, 08:57
Írta: dtb Dátum 2019 július 28, 08:57
Nekem az nem világos, hogy felragasztás előtt, vagy után lesz perforálva? Ha előtte, akkor a régi vasutas jegylyukasztó kellene nem? :-)
Egyébként bőrlyukasztóban van hasonló készen, nekem is van itthon (https://www.praktiker.hu/szerszam-gep-muhely/keziszerszam/csavarhuzo-fogo/240281-novotrading-borlyukaszto-fogo-230mm), bármit vág.
Egyébként bőrlyukasztóban van hasonló készen, nekem is van itthon (https://www.praktiker.hu/szerszam-gep-muhely/keziszerszam/csavarhuzo-fogo/240281-novotrading-borlyukaszto-fogo-230mm), bármit vág.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 július 28, 09:38
Írta: PSoft Dátum 2019 július 28, 09:38
Biztos jó lenne a riccelt is, de szerintem az "átlyukasztás" egyszerűbben kivitelezhető művelet.
Ilyen eurolyuk stancolót mint a másik linkeden van, évekkel ezelőtt már csináltam.
Ami most a feladat lenne...
Kb. 40x25 mm-es, nyomdázott, előre darabolt, öntapadós matricák lyukasztása.
Kb. 35x12 mm a matricán a négyzethálós felület, a többi a fejléc/duma rész.
Ebben a 35x12 mm-es négyzethálóban kell lyukasztani, adott dátumnak megfelelően.
@dtb-nek...
Tehát, a matricák előre daraboltak, lyukasztás után történik a matrica felragasztása.
Egy műveletben, egy nyomással akarom a "lyukkódot" stancolni.
Bolondbiztosnak kell lennie, nem -csak- én fogom használni.[#nyes]
Ilyen eurolyuk stancolót mint a másik linkeden van, évekkel ezelőtt már csináltam.
Ami most a feladat lenne...
Kb. 40x25 mm-es, nyomdázott, előre darabolt, öntapadós matricák lyukasztása.
Kb. 35x12 mm a matricán a négyzethálós felület, a többi a fejléc/duma rész.
Ebben a 35x12 mm-es négyzethálóban kell lyukasztani, adott dátumnak megfelelően.
@dtb-nek...
Tehát, a matricák előre daraboltak, lyukasztás után történik a matrica felragasztása.
Egy műveletben, egy nyomással akarom a "lyukkódot" stancolni.
Bolondbiztosnak kell lennie, nem -csak- én fogom használni.[#nyes]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 július 28, 09:46
Írta: PSoft Dátum 2019 július 28, 09:46
Idézviszont fontosabb a megfelelő robbantási hézag megléte
Erről, írhatnál kicsit többet.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2019 augusztus 10, 07:55
Írta: Motoros Dátum 2019 augusztus 10, 07:55
Most a lomok közül előkerült az a lyukasztó szerszám ami valami hasonló feladatra lett kitalálva amire talán Te is gondoltál.
Sajnos a méretek nem teljesen stimmelnek. A kb 100 tüske 2,5 mm raszterban van és a lyukasztó átmérője 1 mm.
Ha jó emlékszem ez 0.3 mm acél lemezhez készült, de a 0.4 mm kartont is hellyel közzel kilyukasztja. A robbanási hézagnak kellene kisebbnek lennie.
Van egy táblázatom ami megadja a lemezvastagság és a nyírószilárdság függvényében a robbanási hézagot.
Sajnos minél lágyabb az anyag annál kisebb a robbanási hézag, tipikusan 1 század mm a vágórés, ezt oldalanként kell érteni. tehát 1 mm lyukasztó átmérő esetén a furat a vágólapban 1.02 mm [#csodalk]
Az utolsó képen lehet látni a papír túloldalát meg a "sorját" ami itt abban nyilvánul meg, hogy nem szakad körbe, hanem csak lehajlik.
Az ábra kialakításához a nyomólap levétele után a felesleges lyukasztókat ki kell szedni. A karton papírt könnyedén meg lehet nyomni egy asztali karos könyökprésen.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_bhb8aba9dmj7af5n69a_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/bhb8aba9dmj7af5n69a_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_a6jknbki95m7m5esj_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/a6jknbki95m7m5esj_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_wfzfyjhg0z58xjjewb7ej_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/wfzfyjhg0z58xjjewb7ej_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_sf7ts5xct3e2hh36p8u4_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/sf7ts5xct3e2hh36p8u4_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_jyys5e72kk4axm30fzbkz_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/jyys5e72kk4axm30fzbkz_138.jpg)
Sajnos a méretek nem teljesen stimmelnek. A kb 100 tüske 2,5 mm raszterban van és a lyukasztó átmérője 1 mm.
Ha jó emlékszem ez 0.3 mm acél lemezhez készült, de a 0.4 mm kartont is hellyel közzel kilyukasztja. A robbanási hézagnak kellene kisebbnek lennie.
Van egy táblázatom ami megadja a lemezvastagság és a nyírószilárdság függvényében a robbanási hézagot.
Sajnos minél lágyabb az anyag annál kisebb a robbanási hézag, tipikusan 1 század mm a vágórés, ezt oldalanként kell érteni. tehát 1 mm lyukasztó átmérő esetén a furat a vágólapban 1.02 mm [#csodalk]
Az utolsó képen lehet látni a papír túloldalát meg a "sorját" ami itt abban nyilvánul meg, hogy nem szakad körbe, hanem csak lehajlik.
Az ábra kialakításához a nyomólap levétele után a felesleges lyukasztókat ki kell szedni. A karton papírt könnyedén meg lehet nyomni egy asztali karos könyökprésen.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_bhb8aba9dmj7af5n69a_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/bhb8aba9dmj7af5n69a_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_a6jknbki95m7m5esj_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/a6jknbki95m7m5esj_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_wfzfyjhg0z58xjjewb7ej_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/wfzfyjhg0z58xjjewb7ej_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_sf7ts5xct3e2hh36p8u4_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/sf7ts5xct3e2hh36p8u4_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_jyys5e72kk4axm30fzbkz_138.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/jyys5e72kk4axm30fzbkz_138.jpg)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2019 augusztus 10, 08:00
Írta: Motoros Dátum 2019 augusztus 10, 08:00
A vágórést nem bonyolult elkészíteni. A vágólapba dörzsöltek a furatok és a lyukasztókat pedig mínuszosra kell köszörülni.
Cím: Re:Mechanikai ötletek
Írta: swghderh5 Dátum 2019 augusztus 10, 08:40
Írta: swghderh5 Dátum 2019 augusztus 10, 08:40
Szia!
A "robbantási hézag"-t az nem kell ilyen vékony papírnál! Én 20 éve 1-3mm-s kartont lyukasztok "h"-s tűrésű saját készítésű lyukasztóval és azóta sem volt gond(átmérő 1.5 és 2.0 mm-s lyukakkal)Csak ahogy írták homorú köszörülés kell!!
(így akár 10-15db-t is összefoghatsz)
Én a helyedben egy "hálót"(mátrixot) készítenék és oda teszed a lyukasztókat ahova kell! Gondolom változtatni kell időnként a lyukak helyét
Bocs,hogy belekotyogtam...[#nyes]
A "robbantási hézag"-t az nem kell ilyen vékony papírnál! Én 20 éve 1-3mm-s kartont lyukasztok "h"-s tűrésű saját készítésű lyukasztóval és azóta sem volt gond(átmérő 1.5 és 2.0 mm-s lyukakkal)Csak ahogy írták homorú köszörülés kell!!
(így akár 10-15db-t is összefoghatsz)
Én a helyedben egy "hálót"(mátrixot) készítenék és oda teszed a lyukasztókat ahova kell! Gondolom változtatni kell időnként a lyukak helyét
Bocs,hogy belekotyogtam...[#nyes]
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2019 augusztus 10, 09:59
Írta: robroy007 Dátum 2019 augusztus 10, 09:59
a homorúra köszörült vég csökkenti a vágó erőt is, alakítja a hulladékot
a dosszié papír lyukasztói is mind két tüskés éllel kezdik a vágást aztán végig halad az él a kerület mentén
a roppantási hézag függ az anyagtól, a vágott él minőségétől, anyagvastagságtól, pontossági elvárások,
nagy rés hosszú élettartam, kedvezőtlenebb vágott él, rosszabb pontosság
igaz el kell dönteni, hogy a lyuk vagy a kieső kell nekünk
a dosszié papír lyukasztói is mind két tüskés éllel kezdik a vágást aztán végig halad az él a kerület mentén
a roppantási hézag függ az anyagtól, a vágott él minőségétől, anyagvastagságtól, pontossági elvárások,
nagy rés hosszú élettartam, kedvezőtlenebb vágott él, rosszabb pontosság
igaz el kell dönteni, hogy a lyuk vagy a kieső kell nekünk
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 augusztus 10, 10:18
Írta: Varga László Dátum 2019 augusztus 10, 10:18
Felesleges vágó bélyegeket csinálnod!
A nyomdászatban van lyukasztó 23,8 mm magas szabványos.
egy rétegelt nyír lemezbe belefúrod a dátumvariációkat.
Beleütöd a kívánt dátumot,és kell hozzá egy karos prés (a farkasnál volt a minap)egy sík acéllap és egyszerűen stancolod.
A lyukasztók az egy 23,8 mm magasságú 2,5 átmérő, és egy rugó van a homlokvágóél közepén ami a konfektit kinyomja.
A nyomdászatban van lyukasztó 23,8 mm magas szabványos.
egy rétegelt nyír lemezbe belefúrod a dátumvariációkat.
Beleütöd a kívánt dátumot,és kell hozzá egy karos prés (a farkasnál volt a minap)egy sík acéllap és egyszerűen stancolod.
A lyukasztók az egy 23,8 mm magasságú 2,5 átmérő, és egy rugó van a homlokvágóél közepén ami a konfektit kinyomja.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2019 augusztus 10, 11:57
Írta: Motoros Dátum 2019 augusztus 10, 11:57
Olyasmi ez mint a bőrlyukasztó...egy cső alakú élezett peremű szerszám, belül a kilökő?
Ilyen kis méretben még nem láttam, nem lehet valami olcsó.
Ilyen kis méretben még nem láttam, nem lehet valami olcsó.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 augusztus 10, 13:09
Írta: Varga László Dátum 2019 augusztus 10, 13:09
Olyasmi!
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_8ywaugcf427ivcz8ake5n_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/8ywaugcf427ivcz8ake5n_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_gy8s70ycfd7xatysmbt76_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/gy8s70ycfd7xatysmbt76_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_hbudkcp6fw5d4t87pzg9b_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/hbudkcp6fw5d4t87pzg9b_1571.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_8ywaugcf427ivcz8ake5n_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/8ywaugcf427ivcz8ake5n_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_gy8s70ycfd7xatysmbt76_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/gy8s70ycfd7xatysmbt76_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_hbudkcp6fw5d4t87pzg9b_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/hbudkcp6fw5d4t87pzg9b_1571.jpg)
Cím: Re:Mechanikai ötletek
Írta: swghderh5 Dátum 2019 augusztus 10, 14:34
Írta: swghderh5 Dátum 2019 augusztus 10, 14:34
Nem akarok vitatkozni senkivel,de ott vannak a lyukasztóim és a 20-éves gyakorlat.......Mindenki úgy csinálja ahogy tudja.:D ÉN készítettem a lyukasztókat és dolgozom is velük a mai napig...de kinek a pap kinek a papné....Azért ne felejtsük el,hogy mit lyukasztani a kolléga!! Kb. 3-4 tized vastag fóliázott papírral kell dolgoznia...
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 augusztus 10, 15:22
Írta: vadember Dátum 2019 augusztus 10, 15:22
Nem hisznek a szemüknek. Sokan szeretik túlbonyolítani az egyszerű dolgokat.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 augusztus 10, 17:52
Írta: PSoft Dátum 2019 augusztus 10, 17:52
Köszönöm az ismét hasznos hozzászólásokat a "lyukasztó témámhoz".
Laikusként, én is [#3290@Tóth Görgy] és [#138@Motoros] Fórumtársunk meglátásai/tapasztalata fele hajlok.
Nem akarom én ezt a lyukasztót túlbonyolítani, a legegyszerűbb, működő megoldás a célom.
Nem is lesz napi használatban, időszakosan, évi 50-100 lyukasztás a feladata, nem több.
Mint lentebb már írtam, saját elképzelés szerint készülget egy "prototípus", 3D nyomtatott elemekből.
Hogy erre jó lesz-e a műanyagból nyomtatott verzió, ez is kérdés, de...
Talán, igen.
Pár kép az elképzelésemről...
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_0tgc6vyy2b7ad4jdpt7_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/0tgc6vyy2b7ad4jdpt7_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_jgy5vxx3us4c9m878tehv_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/jgy5vxx3us4c9m878tehv_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_8eb05fzsp0fpct475n9qw_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/8eb05fzsp0fpct475n9qw_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_564u4qtywh02ujjqdvkf_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/564u4qtywh02ujjqdvkf_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_ih6hst748s9by9699zjgu_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ih6hst748s9by9699zjgu_1068.jpg)
Laikusként, én is [#3290@Tóth Görgy] és [#138@Motoros] Fórumtársunk meglátásai/tapasztalata fele hajlok.
Nem akarom én ezt a lyukasztót túlbonyolítani, a legegyszerűbb, működő megoldás a célom.
Nem is lesz napi használatban, időszakosan, évi 50-100 lyukasztás a feladata, nem több.
Mint lentebb már írtam, saját elképzelés szerint készülget egy "prototípus", 3D nyomtatott elemekből.
Hogy erre jó lesz-e a műanyagból nyomtatott verzió, ez is kérdés, de...
Talán, igen.
Pár kép az elképzelésemről...
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_0tgc6vyy2b7ad4jdpt7_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/0tgc6vyy2b7ad4jdpt7_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_jgy5vxx3us4c9m878tehv_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/jgy5vxx3us4c9m878tehv_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_8eb05fzsp0fpct475n9qw_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/8eb05fzsp0fpct475n9qw_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_564u4qtywh02ujjqdvkf_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/564u4qtywh02ujjqdvkf_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_ih6hst748s9by9699zjgu_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/ih6hst748s9by9699zjgu_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: swghderh5 Dátum 2019 augusztus 10, 18:58
Írta: swghderh5 Dátum 2019 augusztus 10, 18:58
Nem akarlak elkeseríteni,de nem biztos,hogy a műanyag az alsó szerszámnak is jó lesz! Mivel pár darabot készítesz így a megvezetéshez elég a műanyag,DE az alsó részét legalább egy 6082-s aluból (2-3mm-s) készítsd el nehogy "csak" szakítsa a papírt. Mindig a fólia oldalról lyukaszd(bár erre Te is rájössz) Egy betét lapot készíts hozzá amit cserélni tudsz,ha már elkopott. Sok sikert hozzá [#kacsint]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2019 augusztus 10, 20:49
Írta: zozo Dátum 2019 augusztus 10, 20:49
Szerintem nagyon ügyesen megoldottad. Ha a vágólap kikopik, teszel a lyukakba valami vékony csőből perselyeket. Tutira találsz hozzá valamelyik fiókodban [#kacsint]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 augusztus 10, 21:03
Írta: PSoft Dátum 2019 augusztus 10, 21:03
Köszönöm, megfogadom a tanácsodat!
Cím: Re:Mechanikai ötletek
Írta: NickE Dátum 2019 augusztus 16, 16:22
Írta: NickE Dátum 2019 augusztus 16, 16:22
Erre (https://www.ebay.com/itm/DE-Send-DIY-Wood-Router-Cutter-Milling-Engraving-Desktop-6040-CNC-Machine-Frame/192902089796) a mechanikára azt írják, hogy csak műanyag és fa munkákhoz jó, fém gravírozás és felületi munkákat lehet vele végezni, de maráshoz nem jó.
Ennek ellenére a youtube-on elég sok alu márós videó van még ennél kisebb gépekkel is.
Szerintem ez annyira nem gyenge, hogy óvatosan ne lehessen vele fémeket marni. Tévedek?
Ennek ellenére a youtube-on elég sok alu márós videó van még ennél kisebb gépekkel is.
Szerintem ez annyira nem gyenge, hogy óvatosan ne lehessen vele fémeket marni. Tévedek?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2019 augusztus 16, 22:55
Írta: zozo Dátum 2019 augusztus 16, 22:55
Van az a kis átmérőjű maró, kicsi marásmélység, kicsi előtolás, amivel képes lehet alut marni. -egy darabig...
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 augusztus 17, 07:35
Írta: remrendes Dátum 2019 augusztus 17, 07:35
Meddig tart a gravirozas es hol kezdodik a maras?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 augusztus 17, 10:52
Írta: Szalai György Dátum 2019 augusztus 17, 10:52
Elgondolkodtattál. Amire jutottam:
A gravírozás a szerszám hegyével és díszítő/jelölő jelleggel történik. Vagyis csak jelzés értékű. Kicsi a forgácskeresztmetszet, kicsik az erők. Jó hozzá a pilincka gép is.
A marás a szerszám palástjával, esetleg a homlokával készül. Alakformáló, alakító jellegű, lényegesen nagyobb forgácskeresztmetszet és erőigény jellemzi. Merev, erős gép kell hozzá.
Valahol a század négyzetmilliméter forgácskeresztmetszet, egy két Newton forgácsoló erő környékén jelölném a határsávot. [#vigyor2]
A gravírozás a szerszám hegyével és díszítő/jelölő jelleggel történik. Vagyis csak jelzés értékű. Kicsi a forgácskeresztmetszet, kicsik az erők. Jó hozzá a pilincka gép is.
A marás a szerszám palástjával, esetleg a homlokával készül. Alakformáló, alakító jellegű, lényegesen nagyobb forgácskeresztmetszet és erőigény jellemzi. Merev, erős gép kell hozzá.
Valahol a század négyzetmilliméter forgácskeresztmetszet, egy két Newton forgácsoló erő környékén jelölném a határsávot. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2019 augusztus 17, 19:22
Írta: b7gwr90m6 Dátum 2019 augusztus 17, 19:22
Sziasztok
Szerintetek a fogasléc hajtás , mennyivel rosszabb, mindt a golyósorsós?
Elgondolkodtató, ha van léc kéznél, hogy vegyek e helyette golyósorsót.
Szerintetek a fogasléc hajtás , mennyivel rosszabb, mindt a golyósorsós?
Elgondolkodtató, ha van léc kéznél, hogy vegyek e helyette golyósorsót.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 augusztus 17, 19:43
Írta: remrendes Dátum 2019 augusztus 17, 19:43
Attol fugg mire... Eleg masok az attetelek. Golyosorsonal 5-15mm korul van a szokasos elmozdulas 1 fordulatra, egy 1 modulos fogaslec egy 18 fogas kerekkel 56.5mm.
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2019 augusztus 17, 20:24
Írta: b7gwr90m6 Dátum 2019 augusztus 17, 20:24
Ouhhh ennyire bele se gondoltam, de ha elág kicsi a fogaskerekem, akkor elérhető közelségbe kerúl a golyósorsóhoz nem?
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2019 augusztus 17, 20:41
Írta: zozo Dátum 2019 augusztus 17, 20:41
17 határfogszám, az alá nem érdemes menni az alámetszés miatt. Amúgy a fogasléc soha nem lesz kottyanásmentes, hacsak rá nem költöd egy golyósorsó árát :)
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2019 augusztus 18, 07:25
Írta: ebalint Dátum 2019 augusztus 18, 07:25
Ha kicsihez van nagy is, akkor csinálsz áttételt.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 augusztus 18, 12:13
Írta: remrendes Dátum 2019 augusztus 18, 12:13
Van ugye a rugos rafeszites, ami azert nem egy vagyon.
Kerdes a hossz, meg, hogy mekkora erot kell atvinni.
En a 3000-es hosszon nagyon torom a fejem, hogy megprobalom egy 2510-es orsoval, ket oldalrol meghajtva. Uton van mar egy kuplung, hogy ket motort szembekossek es kiprobalom mennyire uzembiztos.
Kerdes a hossz, meg, hogy mekkora erot kell atvinni.
En a 3000-es hosszon nagyon torom a fejem, hogy megprobalom egy 2510-es orsoval, ket oldalrol meghajtva. Uton van mar egy kuplung, hogy ket motort szembekossek es kiprobalom mennyire uzembiztos.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2019 augusztus 18, 14:23
Írta: sufnituning Dátum 2019 augusztus 18, 14:23
Meg lehet csinálni két fogasléccel egy kerékkel, a két egymás melletti fogaslécet eltolni ellentétes irányba amí nem lesz kotty.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 augusztus 18, 15:17
Írta: remrendes Dátum 2019 augusztus 18, 15:17
Ezekben az olcso fogas dolgokban nem biznek. Ami az egyik vegen nem kotyog, az kozepen meg lehet, hogy fog, vagy siman megszorul.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 augusztus 18, 15:45
Írta: Csuhás Dátum 2019 augusztus 18, 15:45
Egy golyósorsó szutyoklehúzóval letolja magáról a forgácsot, a fogasléc belevasalja a fogakba.
Cím: Re:Mechanikai ötletek
Írta: hegedűs györgy Dátum 2019 augusztus 18, 17:17
Írta: hegedűs györgy Dátum 2019 augusztus 18, 17:17
Hogy rosszabb- e? A válasz az, hogy nem. Ehhez viszont az kell, hogy a megfelelő hajtásláncban legyen használva, vagy a megfelelő módon. Egy hosszú golyósorsó( pl.famegmunkáló cnc ), értsd alatta 2-3000mm , ha nem elég vastag (Ø40-45mm) be fog lógni.Ha belóg és nagy sebeséggel megforgatod,dobni-ütni fog.Kész katasztrófa. . .Tudom. Van egy 2x3m-es cau-cau cnc-m 25mm-es Kínai orsóval. Ne akard kitapasztalni és a saját károdon megtanulni!
Ilyen esetekben az orsó jobb, ha áll és az anya egy lecsapágyazott persellyel forog, amit akár fogasszíjjal hajt a szervo motor és ez az egész kütyü együtt utazik a mozgatott tömeggel. Faipari gépeknél régebben ezt a megoldást használták.Fiatalabb vagy vadi új gépeknél ,,ferde-fogas fogaslécet" használnak, faiparhoz bőven elegendő ±0,02mm-es (2 százados) pontossággal. A hangsúly a ferde fogon van! Kis méretű cnc-nél azt hiszem olcsóbb egy golyósorsó, mint a rack'n'pinion. Kérdés, hogy mit és mekkorát akarsz megmunkálni. Én egy 25 éves homag cnc-vel dolgozom, ami most is tud ±0,1mm
(1 tized) pontosságot. ,,Ő" az XY-t (3800x1250mm) fogasléccel gyűri le, a Z-t (370mm)pedig, Ø30-as(!!!),golyósorsóval. Egyelőre megy és nem tervezzük a ,,schrott"-ra vinni. Volt egy hasonló holzher cnc is nálunk, de kevesebb üzemórával az X tengely orsólyát (3200mm) kellett át köszörültetni és újragolyózni a q_anyját. Annak ellenére, hogy fix volt az orsó és az anya utazott. Azt tudni kell, hogy az az orsó hengerelt típus volt nem pedig köszörült! Mindezt asztalosként
mondom . Fémmegmunkálásnál az említett tűréshatárok persze viccnek is kínosak. . .
[#wink] https://www.doguskalip.com.tr/Product/helical-rack-and-gear-pinions/4617
Ilyen esetekben az orsó jobb, ha áll és az anya egy lecsapágyazott persellyel forog, amit akár fogasszíjjal hajt a szervo motor és ez az egész kütyü együtt utazik a mozgatott tömeggel. Faipari gépeknél régebben ezt a megoldást használták.Fiatalabb vagy vadi új gépeknél ,,ferde-fogas fogaslécet" használnak, faiparhoz bőven elegendő ±0,02mm-es (2 százados) pontossággal. A hangsúly a ferde fogon van! Kis méretű cnc-nél azt hiszem olcsóbb egy golyósorsó, mint a rack'n'pinion. Kérdés, hogy mit és mekkorát akarsz megmunkálni. Én egy 25 éves homag cnc-vel dolgozom, ami most is tud ±0,1mm
(1 tized) pontosságot. ,,Ő" az XY-t (3800x1250mm) fogasléccel gyűri le, a Z-t (370mm)pedig, Ø30-as(!!!),golyósorsóval. Egyelőre megy és nem tervezzük a ,,schrott"-ra vinni. Volt egy hasonló holzher cnc is nálunk, de kevesebb üzemórával az X tengely orsólyát (3200mm) kellett át köszörültetni és újragolyózni a q_anyját. Annak ellenére, hogy fix volt az orsó és az anya utazott. Azt tudni kell, hogy az az orsó hengerelt típus volt nem pedig köszörült! Mindezt asztalosként
mondom . Fémmegmunkálásnál az említett tűréshatárok persze viccnek is kínosak. . .
[#wink] https://www.doguskalip.com.tr/Product/helical-rack-and-gear-pinions/4617
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 augusztus 18, 17:40
Írta: remrendes Dátum 2019 augusztus 18, 17:40
Ha jol van elhelyezve, akkor ez talan elkerulheto.
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2019 augusztus 19, 09:51
Írta: b7gwr90m6 Dátum 2019 augusztus 19, 09:51
Megpróbálok mindenkinek válaszolni:)
Szval csak jóminőségü rexroth ferdefogas sinnel dolgoznék, a hajtás átvitelről még nemtudok, hogy feszítve legyen vagy fix, azon még nem agyaltam. Egy egy kb 1500x1000-es kis hobbi gép lenne 80x80 illetve 80x160-as bosch profilból! ( a profilt kitoltom kvarchomok es mugyanta keverékével)
Kis gépem már van 660x480mm 20mm alu "vastaglapból"
Az mind3 tengely golyósorsós fogaskerekes szijhajtással, feszítővel.
De a fogasléc keznél van ekkora merethez, es elgondolkodtató hogy X Y tengelyre tegyek. Illetve a 1500mm tengelyre mind 2 oldalra tennék hogy könnyebben mozogjon.
Mert ennyi golyósorsót beszerezni megint sok idő;)
Az elöző gépemet is 1,5 evig epitettem.
Jah és a lényeg aluminiumot is szeretnék megmunkálni vele!
Ezekután szerintetek megvalósítható?
Szval csak jóminőségü rexroth ferdefogas sinnel dolgoznék, a hajtás átvitelről még nemtudok, hogy feszítve legyen vagy fix, azon még nem agyaltam. Egy egy kb 1500x1000-es kis hobbi gép lenne 80x80 illetve 80x160-as bosch profilból! ( a profilt kitoltom kvarchomok es mugyanta keverékével)
Kis gépem már van 660x480mm 20mm alu "vastaglapból"
Az mind3 tengely golyósorsós fogaskerekes szijhajtással, feszítővel.
De a fogasléc keznél van ekkora merethez, es elgondolkodtató hogy X Y tengelyre tegyek. Illetve a 1500mm tengelyre mind 2 oldalra tennék hogy könnyebben mozogjon.
Mert ennyi golyósorsót beszerezni megint sok idő;)
Az elöző gépemet is 1,5 evig epitettem.
Jah és a lényeg aluminiumot is szeretnék megmunkálni vele!
Ezekután szerintetek megvalósítható?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 augusztus 19, 10:02
Írta: svejk Dátum 2019 augusztus 19, 10:02
"Kis gépem már van 660x480mm 20mm alu "vastaglapból"
Az mind3 tengely golyósorsós fogaskerekes szijhajtással, feszítővel."
A fentit túl erősnek, pontosnak találtad?
Az mind3 tengely golyósorsós fogaskerekes szijhajtással, feszítővel."
A fentit túl erősnek, pontosnak találtad?
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2019 augusztus 19, 12:17
Írta: b7gwr90m6 Dátum 2019 augusztus 19, 12:17
Nem nem :)
De nagyon sokaig tartott mire megterveztem mindent cad-be, főleg hogy akkor hasznaltam először.
Az aluprofil az idő megtkarítás miatt lenne, a fogasléc meg a pénz miatt, de nemakarom hogy a minőség rovására menjen a spórolásom.
De nagyon sokaig tartott mire megterveztem mindent cad-be, főleg hogy akkor hasznaltam először.
Az aluprofil az idő megtkarítás miatt lenne, a fogasléc meg a pénz miatt, de nemakarom hogy a minőség rovására menjen a spórolásom.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2019 augusztus 19, 12:39
Írta: 000000000 Dátum 2019 augusztus 19, 12:39
"jóminőségü rexroth ferdefogas sinnel dolgoznék"
Ha jól értem, ilyen fogasléced már van.
Hány modulos ez a ferdefogas fogasléc ("sín")? Köszörült kivitelű?
Ehhez már van fogaskereked is, ha igen mekkora a fogszáma?
Ezeket kell fejben lejátszanod nulladik lépésként, mert ezen áll vagy bukik a hajtás elképzelésed, hogy a végén megfelelő, optimális áttételed a motor és a fogaskerék között.
Egyébként meg ökölszabályként elmondható, hogy fémek, különösen acél marásához nem javasolt az egyszerű fogasléces hajtás. Ha meg precíziósat akarsz, az lehet, hogy többe kerül, mint a golyósorsós megoldás, de ezeket már mások is elmondták neked.
Ha jól értem, ilyen fogasléced már van.
Hány modulos ez a ferdefogas fogasléc ("sín")? Köszörült kivitelű?
Ehhez már van fogaskereked is, ha igen mekkora a fogszáma?
Ezeket kell fejben lejátszanod nulladik lépésként, mert ezen áll vagy bukik a hajtás elképzelésed, hogy a végén megfelelő, optimális áttételed a motor és a fogaskerék között.
Egyébként meg ökölszabályként elmondható, hogy fémek, különösen acél marásához nem javasolt az egyszerű fogasléces hajtás. Ha meg precíziósat akarsz, az lehet, hogy többe kerül, mint a golyósorsós megoldás, de ezeket már mások is elmondták neked.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 augusztus 19, 16:53
Írta: svejk Dátum 2019 augusztus 19, 16:53
A megfelelő mennyiségű és elhelyezkedésű aluprofil még csak-csak kiöntés nélkül is, de a golyósorsót ne akard kispórolni.
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2019 augusztus 19, 21:02
Írta: b7gwr90m6 Dátum 2019 augusztus 19, 21:02
Megfogtál :)
Teljesen kezdő vagyok ezen a téren "is".
Csak a márkából gondoltam hogy jóminőségü.
Az hogy hány profilu, vagy koszorult e nemtudom, mert nemtudom hogy melyik mit takar!:/
Teljesen kezdő vagyok ezen a téren "is".
Csak a márkából gondoltam hogy jóminőségü.
Az hogy hány profilu, vagy koszorult e nemtudom, mert nemtudom hogy melyik mit takar!:/
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2019 augusztus 23, 08:44
Írta: frob Dátum 2019 augusztus 23, 08:44
Sziasztok
lineáris sínt és a rajtafutó, főleg a rajtafutó kocsit milyen zsírral szabad kenni?
gondolom valami hígabb változat mint amit az általános kenésekhez használnak, vagy inkább olaj, gondolok itt arra hogy a berakott zsírzószemen ügye be kellene nyomni és jó lenne ha nem az első 5 percben csorogna ki belőle...
szóval ki mit használ hozzá?
TBI lineáris sínhez és kocsihoz kellene, de gondolom ez lényegtelen, kb mindegyikhez hasonló kellhet
lineáris sínt és a rajtafutó, főleg a rajtafutó kocsit milyen zsírral szabad kenni?
gondolom valami hígabb változat mint amit az általános kenésekhez használnak, vagy inkább olaj, gondolok itt arra hogy a berakott zsírzószemen ügye be kellene nyomni és jó lenne ha nem az első 5 percben csorogna ki belőle...
szóval ki mit használ hozzá?
TBI lineáris sínhez és kocsihoz kellene, de gondolom ez lényegtelen, kb mindegyikhez hasonló kellhet
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2019 augusztus 23, 09:15
Írta: Rabb Ferenc Dátum 2019 augusztus 23, 09:15
Nekem ez bevált. [#t169p13826#]
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2019 augusztus 23, 10:32
Írta: sanyi84 Dátum 2019 augusztus 23, 10:32
Ajánlom a klübert. Nem olcsó, ám azért minőséget kapsz. Van nekik magyar katalógusuk is. Átfedés is van zsírok közt, van ami golyósorsó csapágyához és főorsó csapágyához is ajánlott.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2019 augusztus 23, 13:45
Írta: frob Dátum 2019 augusztus 23, 13:45
Köszönöm mindkettőtöknek!
Cím: Re:Mechanikai ötletek
Írta: 73bk3icgz Dátum 2019 augusztus 24, 09:49
Írta: 73bk3icgz Dátum 2019 augusztus 24, 09:49
Segítséget tanácsot,ötletet szeretnék kérni.
Keresek egy CNC-s szakembert aki tudna segíteni. Forgó mozgásból áttételen keresztül //tengely átmérő 15mm // szeretnék golyósorsó alkalmazásával gép lineáris előtolást megvalósítani.Természetesen bármilyen működő precíz megoldás érdekelne.
Cél tekercselőgép állítható előtolás építése. A lényeg,hogy a 0.2mm-s vezetéket egymás mellé szép sorba tudjam feltekerni.
Keresek egy CNC-s szakembert aki tudna segíteni. Forgó mozgásból áttételen keresztül //tengely átmérő 15mm // szeretnék golyósorsó alkalmazásával gép lineáris előtolást megvalósítani.Természetesen bármilyen működő precíz megoldás érdekelne.
Cél tekercselőgép állítható előtolás építése. A lényeg,hogy a 0.2mm-s vezetéket egymás mellé szép sorba tudjam feltekerni.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2019 augusztus 24, 11:13
Írta: guliver83 Dátum 2019 augusztus 24, 11:13
Kérni szeretnék egy kis segítséget!
Csináltam egy asztalemelőt amin T2,3 szíjtárcsák vannak jelenleg, de 1700mm hosszú szíj kellene hozzá én úgy néztem ilyen nem is létezik, vagy csak én nem találom?
Valakinek ötlet, hogy mire cseréljem le ?
T5 szíjtárcsám van még ami egy egyszerű cserével le tudom váltani. Esetleg olyan szíj amit méterre lehet kapni és azt valahogy összeragasztani?
Csináltam egy asztalemelőt amin T2,3 szíjtárcsák vannak jelenleg, de 1700mm hosszú szíj kellene hozzá én úgy néztem ilyen nem is létezik, vagy csak én nem találom?
Valakinek ötlet, hogy mire cseréljem le ?
T5 szíjtárcsám van még ami egy egyszerű cserével le tudom váltani. Esetleg olyan szíj amit méterre lehet kapni és azt valahogy összeragasztani?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2019 augusztus 24, 13:08
Írta: 000000000 Dátum 2019 augusztus 24, 13:08
Kérdez rá nagyobb hajtás tehc cégnél mert ök csinálnak egyedi végteleníttet méretet is ....
de otthon is lehet....
de otthon is lehet....
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2019 augusztus 24, 13:43
Írta: dtb Dátum 2019 augusztus 24, 13:43
Egy fofó mondjuk nem ártana, hogy milyen lehetőségek vannak, de az a megoldás nem járható, hogy a mozgatandó asztalhoz rögzíted, mint a hidak esetében? Vagy nagy áttétel van?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 24, 13:57
Írta: jani300 Dátum 2019 augusztus 24, 13:57
Ezt most küldte a gyerek ,még tanulmányozom :)
Cím: Re:Mechanikai ötletek
Írta: s7manbs8 Dátum 2019 augusztus 24, 14:30
Írta: s7manbs8 Dátum 2019 augusztus 24, 14:30
Mi lenne a kérdés ?
Valami kép van, mibe kellene tenni, egyéb ?
Valami kép van, mibe kellene tenni, egyéb ?
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2019 augusztus 24, 16:36
Írta: ra8nsmk6w Dátum 2019 augusztus 24, 16:36
T5 szij biztos, hogy van 2m fölött is ! talán 2300. Az én gépemen a leghoszabb kapható szij van a pontos méretére nem emlékszem, de 2m fölött van az tuti
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2019 augusztus 24, 16:42
Írta: guliver83 Dátum 2019 augusztus 24, 16:42
Szinte ugyan ilyen a négy sarkában az orsó 600x250 a mérete. Egyenlőre T2,5 szíjtárcsa van rajta, de egyszerű cserélni T5 re is! Olyan 1700mm-től max 1800mm-ig elég lenne.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_vyczjz24ushp2um45hak_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/vyczjz24ushp2um45hak_1763.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_vyczjz24ushp2um45hak_1763.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/vyczjz24ushp2um45hak_1763.jpg)
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2019 augusztus 24, 16:51
Írta: ra8nsmk6w Dátum 2019 augusztus 24, 16:51
25mm szélességben afa+18 000ft( Power belt)
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2019 augusztus 24, 16:53
Írta: guliver83 Dátum 2019 augusztus 24, 16:53
T5 méretben?
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2019 augusztus 24, 17:15
Írta: 000000000 Dátum 2019 augusztus 24, 17:15
Bocs, de ez így komolytalan megoldás.
Helyette két motort tegyél rá, párhuzamosan kötve, így két rövidebb szíj is elég lesz (ami már kapható a szabvány sorban), és megnövekszik az átfogási szög is a jelenlegi kockázatos 90 fokról a duplájára.
Helyette két motort tegyél rá, párhuzamosan kötve, így két rövidebb szíj is elég lesz (ami már kapható a szabvány sorban), és megnövekszik az átfogási szög is a jelenlegi kockázatos 90 fokról a duplájára.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2019 augusztus 24, 17:52
Írta: ra8nsmk6w Dátum 2019 augusztus 24, 17:52
igen!
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2019 augusztus 24, 17:55
Írta: ra8nsmk6w Dátum 2019 augusztus 24, 17:55
Omegában min 180 fok
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2019 augusztus 24, 17:58
Írta: ra8nsmk6w Dátum 2019 augusztus 24, 17:58
Pontosabban! a négy orsónál ez nem járható!
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2019 augusztus 24, 18:18
Írta: guliver83 Dátum 2019 augusztus 24, 18:18
Közben már át is terveztem!
Csak három szíj lesz és közepén a motor ez van itthon abból csinálom :)
Csak három szíj lesz és közepén a motor ez van itthon abból csinálom :)
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2019 augusztus 24, 18:21
Írta: 000000000 Dátum 2019 augusztus 24, 18:21
Szuper! [#eljen]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 augusztus 24, 18:23
Írta: PSoft Dátum 2019 augusztus 24, 18:23
A motor így, mennyit vesz el a tervezett, hasznos "Z"-ből?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 augusztus 24, 18:35
Írta: Csuhás Dátum 2019 augusztus 24, 18:35
Tökéletes, sokkal jobb mint az ezernyi kössünk össze egy motor egy generátorral típusú örökmozgót bemutató videó.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 augusztus 24, 18:57
Írta: fn47xk7ei Dátum 2019 augusztus 24, 18:57
A lendítőkeréknek is hasonló a működési elve azaz a befektetett energiát visszaadni a hajtás felé csak sokkal egyszerűbb és probléma mentesebb mint egy égéstérben elhelyezett rúgónak. A rúgó hamar elfárad , eltörik! Ekkor mi történik a hengerfallal?[#nemtudom](költői kérdés inkább mert persze mindenki tudja a választ). Ami még nagyon fontos a belsőégésű motoroknál az az égéstér alakja!!Ezt totálisan tönkreteszi a rugó! Az égéstér fontossága, meghatározó ténye volta miatt nem tudja háttérbe szorítani más működésű belsőégésű motor az Ottó motort. Pedig nap mint nap adnak be újabb és újabb találmányokat a találmányi hivatalba. A Wankel motor is nagyon frappánsnak tűnik de ott is egyik probléma az égéstér alakja (+ olajfogyasztás is de most azt hanyagoljuk). Szóval szerény véleményem szerint egy újabb naiv hülyeség! De ez csak az én véleménye! Aki akarja csinálja meg mert a saját tapasztalat mindennél fontosabb.[#taps]
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 augusztus 24, 19:05
Írta: fn47xk7ei Dátum 2019 augusztus 24, 19:05
De ha már így belemerültem a hozzászólás írásban a mechanikai ötlet témában én inkább egy egyszerűbb ötletet vitatnák meg. Az adok-veszekben feltett hirdetés után érdeklődést mutattak egy ívelő szerkezet tervei után. Én is hasonló cipőben járok jelenleg és kinézetem magamnak egy egyszerű de jól használható ívelőt. Előnyének látom az egyszerű görgő áthelyezést illetve a teljes körön túli méretű anyagok kivételét a készülékből. Ez legalábbis nekem egy gyakorlatiasabb kérdés, téma felvetés. A fényképen látható az általam preferált ívelő szerkezet. Létezhet ettől jobb megoldás is?
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 augusztus 24, 19:08
Írta: fn47xk7ei Dátum 2019 augusztus 24, 19:08
Addig vacakoltam a rossz egeremmel míg elfelejtettem a képet hozzátenni a hozzászóláshoz.[#worship]
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_s072xmbwt0i04uhve375a_4984.png) (https://hobbicncforum.hu/uploaded_images/2019/08/s072xmbwt0i04uhve375a_4984.png)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_s072xmbwt0i04uhve375a_4984.png) (https://hobbicncforum.hu/uploaded_images/2019/08/s072xmbwt0i04uhve375a_4984.png)
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2019 augusztus 24, 19:09
Írta: guliver83 Dátum 2019 augusztus 24, 19:09
A motor olyan helyre esik, hogy nem zavar neki semmi és a magasságát nem befolyásolja!
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 augusztus 24, 19:14
Írta: Csuhás Dátum 2019 augusztus 24, 19:14
Nem készítettem még ívelő gépet, de az általad vázolt megoldásnak egy hátrányát látom: Az egyetlen hajtó görgő szeret majd megcsúszni az anyagon... Azt hiszem nem véletlenül látni annyi lánccal összekötött görgőjű megoldást.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 augusztus 24, 20:27
Írta: fn47xk7ei Dátum 2019 augusztus 24, 20:27
Ez igaz. Elsőre egy egyszerűbbet eszközt készítenék amelynél a két szélső ( alsó) görgők kis méretű autó vízpumpa csapágyazott tengelyei lennének . A felső hajtó görgő pedig jóval nagyobb átmérővel rendelkezne, kb. 60 mm. Ezzel a szerszámmal 10x10-es vagy 12x12-es kvadrát ill. laposacélt szeretnék ívelni. Talán a nagyobb átmérő választással a megcsúszást elkerülhetném. A komolyabb szerkezet még kitárgyalást tárgyát képezi amellyel már nagyobb méretű anyagokat is lehet ívelni. Gondolom ( vagy legalábbis remélem) van itt pár fórumtárs aki használ gyakorlatban ilyen saját építésű ívelőt.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 augusztus 24, 20:32
Írta: Varga László Dátum 2019 augusztus 24, 20:32
Szerintem ez az élettartamát növelte meg azzal hogy nincs tehetetlensége a dugónak meg a hajtókarnak (nem kotyog és veri ki magát a csúszó csapágy).
ugyanúgy van sűrítés robbanás ,csak elő van feszítve.
Pl a Trabantnak jól jött volna egy ilyen előfeszítés.
Gondolom én ezt hülyén!
ugyanúgy van sűrítés robbanás ,csak elő van feszítve.
Pl a Trabantnak jól jött volna egy ilyen előfeszítés.
Gondolom én ezt hülyén!
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 augusztus 24, 20:40
Írta: Csuhás Dátum 2019 augusztus 24, 20:40
Hűha, tényleg el tudjátok képzelni hogy egy rugó lehet egy belsőégésű motor hengerében?!!! És képes lesz melegen, rugalmasan, elfáradás nélkül követni több ezres fordulatnál a dugattyút, miközben nem mászik el és nem barmolja össze a henger falát? Jaj, hol van a műszaki érzék?
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 augusztus 24, 21:01
Írta: fn47xk7ei Dátum 2019 augusztus 24, 21:01
[#eljen]Én több érdemi dolgot már nem is vetnék a témához mert akkora sületlenség az egész. (De még halkan megkérdezném [#worship]- a hiszékeny emberek látták már egy motor hengert mikor a dugattyú a felső holtponton van és hogyan néz ki a hengerfejben az égéstér- vajon hol van ott annyi hely, hogy az égéstér változtatása nélkül ekkora rúgót el lehetne helyezni. Módosítás esetén mennyi lenne a kompresszió? Stb.stb.és még + ezernyi kérdés vet fel a téma)
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2019 augusztus 24, 21:07
Írta: xt79ipd3 Dátum 2019 augusztus 24, 21:07
Már eleve két hengerből a törött rugót veszi ki a fickó. [#wilting]
A kompresszióviszony (sűrítési arány ) is borul erősen. Olyan "kísérletezzünk valami lepukkant sz@ron, amiért nem kár" videó ez. Számomra kb. ennyi komolysággal bír:
A kompresszióviszony (sűrítési arány ) is borul erősen. Olyan "kísérletezzünk valami lepukkant sz@ron, amiért nem kár" videó ez. Számomra kb. ennyi komolysággal bír:
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2019 augusztus 24, 21:14
Írta: MoparMan Dátum 2019 augusztus 24, 21:14
ha tippelnem kéne, akkor rajtad kívül mindenkinek átment, hogy ez csak tréfa.
mint a videó végén írják és mondják is, amikor a rugókészlet mellé teszi az irányjelző folyadékot [#vigyor]
mint a videó végén írják és mondják is, amikor a rugókészlet mellé teszi az irányjelző folyadékot [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2019 augusztus 24, 21:15
Írta: MoparMan Dátum 2019 augusztus 24, 21:15
ja bocs, roland7-nek sem ment át valószínűleg [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: xt79ipd3 Dátum 2019 augusztus 24, 21:19
Írta: xt79ipd3 Dátum 2019 augusztus 24, 21:19
Enyhítő körülmény, hogy nem tudok angolul? [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 24, 21:20
Írta: jani300 Dátum 2019 augusztus 24, 21:20
A nyitott vázas elképzelést támogatom .
Gondolkodtam én is ezen ,minimum autó , olyan egybe kerékcsapágy , házastól .
Van két egyforma nagyobb fogaskerekem , kis kerékkel , lánccal , feszítővel .
Ne taknyolj , csinálj rendeset.
Mondjuk könnyen dumálok mert már régóta van a méhből komolyabb hengerítőm , abban hajlítottam a szalagfűrész kerekekhez a 30x10 es laposvas futógyűrűt .
A hengerbe rúgón meg hát rágódjon aki szeretne :)
Gondolkodtam én is ezen ,minimum autó , olyan egybe kerékcsapágy , házastól .
Van két egyforma nagyobb fogaskerekem , kis kerékkel , lánccal , feszítővel .
Ne taknyolj , csinálj rendeset.
Mondjuk könnyen dumálok mert már régóta van a méhből komolyabb hengerítőm , abban hajlítottam a szalagfűrész kerekekhez a 30x10 es laposvas futógyűrűt .
A hengerbe rúgón meg hát rágódjon aki szeretne :)
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 augusztus 24, 21:22
Írta: Varga László Dátum 2019 augusztus 24, 21:22
Fáradtan álmosan el is hittem !-de azét nem alakítom át a Toyotát 6 henger, meg 4 liter, akkora rugó meg nincs is.!
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 24, 21:28
Írta: jani300 Dátum 2019 augusztus 24, 21:28
Még a gépipariban két osztálytársammal kitaláltuk a kalapácsos egyenirányítót egy óra előtt .
Szépen elmagyaráztuk , lerajzoltuk a Marikának :)
Na persze hogy kihívták felelni , és gyönyörűen felrajzolta a táblára ...
Szegény tanárunk csak annyit tudott mondani : ki mondta ezt neked Marika ?
Nagy gond azért nem lett belőle .
72 körül talán .
Írtam már itt régen , és az is kiderült hogy lenyúlták a szellemi termékünket :)
Ja és köszi hogy javítottad a linket .
Szépen elmagyaráztuk , lerajzoltuk a Marikának :)
Na persze hogy kihívták felelni , és gyönyörűen felrajzolta a táblára ...
Szegény tanárunk csak annyit tudott mondani : ki mondta ezt neked Marika ?
Nagy gond azért nem lett belőle .
72 körül talán .
Írtam már itt régen , és az is kiderült hogy lenyúlták a szellemi termékünket :)
Ja és köszi hogy javítottad a linket .
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 augusztus 24, 21:30
Írta: PSoft Dátum 2019 augusztus 24, 21:30
Már...hogy ne lenne![#nyes]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 24, 21:32
Írta: jani300 Dátum 2019 augusztus 24, 21:32
A kipufogó csapágy tetszett ! :)
De a dumát én sem értettem ,de szerintem szükségtelen is :)
De a dumát én sem értettem ,de szerintem szükségtelen is :)
Cím: Re:Mechanikai ötletek
Írta: Messer Dátum 2019 augusztus 24, 21:33
Írta: Messer Dátum 2019 augusztus 24, 21:33
Közzététel: 2018. ápr. 1. [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 augusztus 24, 21:54
Írta: fn47xk7ei Dátum 2019 augusztus 24, 21:54
Valószínűleg igazad lehet mert nem szoktam végignézni azokat a videókat amelyek meghaladják az ingerküszöböm csak a szerintem lényeges dolgokat keresem ki rajtuk az alsó keresőcsíkon. De szerintem más is komolyan vette ... még talán aki belinkelte is?[#nemtudom][#nemtudom]No akkor bocs, hogy komolyra vettem a tréfát![#vigyor4]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 24, 21:55
Írta: jani300 Dátum 2019 augusztus 24, 21:55
Na most mesélte a gyerek hogy a Görög tanár úr bedobta nekik ezt a kalapácsos egyenirányítót ...
Az egész banda elhitte :)
Szürke egerek voltunk mindhárman "feltalálók" , de ez legalább megmaradt utánunk ...
Az egész banda elhitte :)
Szürke egerek voltunk mindhárman "feltalálók" , de ez legalább megmaradt utánunk ...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 24, 21:58
Írta: jani300 Dátum 2019 augusztus 24, 21:58
Na , ez fájt ám !
Eleve ott volt a vigyori ...
Eleve ott volt a vigyori ...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 augusztus 24, 22:00
Írta: PSoft Dátum 2019 augusztus 24, 22:00
Ott volt, ott volt...
De...választhattál volna egy határozottabbat is.
De...választhattál volna egy határozottabbat is.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 24, 22:02
Írta: jani300 Dátum 2019 augusztus 24, 22:02
Ja , de akkor csak egy szokásos punnyadt estém lett volna , kis betonozás után .[#eplus2]
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 augusztus 24, 22:04
Írta: fn47xk7ei Dátum 2019 augusztus 24, 22:04
Nem szoktam taknyolni!Viszont bizonyos helyzetekben jobb a kisebb, egyszerűbb, kényelmesebb szerkezet.(Ágyúval nem lövök verébre azaz eszközökből igyekszem több méretűt is beszerezni).
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 augusztus 24, 22:09
Írta: fn47xk7ei Dátum 2019 augusztus 24, 22:09
Eleve ágáltam ellene, hogy ez baromság csak én kereskedelmi átverésre gondoltam már mint jó pénzt hiszékeny emberektől összelejmolni.Végig meg nem akaródzott nézni.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 24, 22:13
Írta: jani300 Dátum 2019 augusztus 24, 22:13
Ezen most be ne sértődj ...
Terveztem hogy csinálok ,néztem is sok videót . Megvan a kialakult elképzelésem .
Több méretű ... , ma délután éppen pakoltam , elbetonoztam a kis maradék kavicsot .
Nincs helyem , nem tudok semmit kidobni , telivan a búrám .
Végül megkaptam volna a plazmavágót is amiről írtam , de hát már kenje a hajára aki nem adta , meg hát jobb is így ,se időm se helyem , meg még pénzem is maradt .
Semmim sincsen szinte befejezve , de ha csinálok akkor nagyot , ez van ,ilyen vagyok :)
Terveztem hogy csinálok ,néztem is sok videót . Megvan a kialakult elképzelésem .
Több méretű ... , ma délután éppen pakoltam , elbetonoztam a kis maradék kavicsot .
Nincs helyem , nem tudok semmit kidobni , telivan a búrám .
Végül megkaptam volna a plazmavágót is amiről írtam , de hát már kenje a hajára aki nem adta , meg hát jobb is így ,se időm se helyem , meg még pénzem is maradt .
Semmim sincsen szinte befejezve , de ha csinálok akkor nagyot , ez van ,ilyen vagyok :)
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 augusztus 24, 22:27
Írta: fn47xk7ei Dátum 2019 augusztus 24, 22:27
Nem sértődtem meg csak a mondatok értelmét teszem "helyre". A "kutyu-YouTyu"-ról mag az a véleményem , hogy rengeteg xar van rajta DE SOK JÓ dolog is. Nézegettem a mai nap is a bender-es videókat de még egy sem ragadta meg teljes mértékben az agyamat azaz mindegyikben találtam olyan dolgot ami nem tetszett. Így még kutakodom tovább e témában.( Ha nem titok akkor megírnád mennyiért vesztegették volna azt a plazmavágót?)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 24, 22:50
Írta: jani300 Dátum 2019 augusztus 24, 22:50
Hengerítő (ruszki) (https://www.youtube.com/watch?v=GldY45Zv58U)
Tessék most találtam .
4.15 tól hengerító ,ez már szerintem vállalható .
Plazmavágó .
Szabin volt az ellenség ...
De nem tudom elszálltak nagyon , ha ez a pali marad én lehet nem megyek . Mindig csöves vagyok , de a többiek ismernek , tudják miket vettem meg már . Megsértődtem , vannak közös ismerőseink érdeklődtem utána , de nem tetszik , kibaszott beképzelt , szinte mindenem megvan már , nem mondok többet ez is túl sok .
Elsőre 40 körül számítottam .
Komoly 3 fázisú , megtetszett .
Az ívelőről meg , a szétszedhető görgős gyáriakat másolnám egyszerűsítve .
Tessék most találtam .
4.15 tól hengerító ,ez már szerintem vállalható .
Plazmavágó .
Szabin volt az ellenség ...
De nem tudom elszálltak nagyon , ha ez a pali marad én lehet nem megyek . Mindig csöves vagyok , de a többiek ismernek , tudják miket vettem meg már . Megsértődtem , vannak közös ismerőseink érdeklődtem utána , de nem tetszik , kibaszott beképzelt , szinte mindenem megvan már , nem mondok többet ez is túl sok .
Elsőre 40 körül számítottam .
Komoly 3 fázisú , megtetszett .
Az ívelőről meg , a szétszedhető görgős gyáriakat másolnám egyszerűsítve .
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 augusztus 24, 23:11
Írta: fn47xk7ei Dátum 2019 augusztus 24, 23:11
Keresem az egyszerű, számomra praktikus megoldást. A legközelebb áll a gondolataimhoz a képen látható verzió 5-6 változtatással (felső tengely kihúzható legyen, alsó görgők kiemelhetők legyenek,hidraulika elhelyezése kényelmetlen,alsó görgőtartó határozottabb megvezetése, nagykerék helyett hajtókar alkalmazása, hosszabb alsó görgőtartó,lábak ne legyenek "lábalatt", meg még persze pár apróság).
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_dyygpumuwpmjeuiaxv8p6_4984.png) (https://hobbicncforum.hu/uploaded_images/2019/08/dyygpumuwpmjeuiaxv8p6_4984.png)
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_dyygpumuwpmjeuiaxv8p6_4984.png) (https://hobbicncforum.hu/uploaded_images/2019/08/dyygpumuwpmjeuiaxv8p6_4984.png)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 25, 00:27
Írta: jani300 Dátum 2019 augusztus 25, 00:27
Végül is az a lényeg hogy rendesen tegye a dolgát .
Vegyél már egy esztergát , megváltozik a világképed ...
Nem akarok én sem kínlódni más melóival , de más világ ha az egyszerűbb dolgokért nem kell sehova menni .
Vegyél már egy esztergát , megváltozik a világképed ...
Nem akarok én sem kínlódni más melóival , de más világ ha az egyszerűbb dolgokért nem kell sehova menni .
Cím: Re:Mechanikai ötletek
Írta: 2f428kduf Dátum 2019 augusztus 25, 08:29
Írta: 2f428kduf Dátum 2019 augusztus 25, 08:29
Urfi koromban, de még 65-ben, amikor katona voltam, a rádiókban volt egy "vibrátor", amit nem a hölgyeknek szántak: az takarhatja a "kalapácsos" egyenirányítót? Egy relé volt, ami mint a csangő lengette önmagát, és a "kalapács" rendszert, ami egyik kettőse kapcsolgatta az aksit egy középleágazásos trafóra, míg a másik kettő a kimeneten lévő , úgy 200V.-ot kapcsolgatta szinkronban a kimenetre. Egy alu henger volt, cső-foglalattal az alján. Elég sürün kellett cserélni.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2019 augusztus 25, 09:08
Írta: ywathzay Dátum 2019 augusztus 25, 09:08
Nem csúszik meg, amíg feszül benne az anyag, és a párhuzamosság megfelelő. Edzett kerekekkel, ha nem probléma a középső kerék kis recézéssel ellátva, tökéletes lehet. Én kiscsikó koromban ettől sokkal egyszerűbb szerkezettel készítettem lapos- és köracél íveléseket.
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2019 augusztus 25, 09:08
Írta: Rabb Ferenc Dátum 2019 augusztus 25, 09:08
Én is '65-ben voltam katona de úgy emlékszem, hogy az a bizonyos vibrátor nem egyenirányított - hanem pont fordítva tette a dolgát. Az akkumulátor egyenvillanyából a mechanikusan 50Hz-re hangolt rezgőrendszerével - polaritás váltással - négyszögjelet csinált.
Így a trafó primerére egy 50Hz-es négyszöghullám került, ami már - ha nem is az ideális jelalakkal - de tetszőleges feszültségre transzformálható.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_3d3ag55x7kj6emgn2fgt_1406.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/3d3ag55x7kj6emgn2fgt_1406.jpg)
Így a trafó primerére egy 50Hz-es négyszöghullám került, ami már - ha nem is az ideális jelalakkal - de tetszőleges feszültségre transzformálható.
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_3d3ag55x7kj6emgn2fgt_1406.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/3d3ag55x7kj6emgn2fgt_1406.jpg)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 augusztus 25, 10:23
Írta: jani300 Dátum 2019 augusztus 25, 10:23
Csak egy logikusan felépített vicc !
A színuszhullám hajt egy megfelelően profilozott fogaskereket , amivel egy tengelyen van egy bütykös tárcsa ami emelget egy kalapácsot .
No ez a kalapács ráüt a színusz hullámra és kiegyenesíti ...
Később állítólag még a rádió technikában is megjelent április elsején .
A színuszhullám hajt egy megfelelően profilozott fogaskereket , amivel egy tengelyen van egy bütykös tárcsa ami emelget egy kalapácsot .
No ez a kalapács ráüt a színusz hullámra és kiegyenesíti ...
Később állítólag még a rádió technikában is megjelent április elsején .
Cím: Re:Mechanikai ötletek
Írta: B.Zoltán Dátum 2019 augusztus 25, 10:41
Írta: B.Zoltán Dátum 2019 augusztus 25, 10:41
Igen, megjelent a RT újságban, emlékszem rá.
Cím: Re:Mechanikai ötletek
Írta: somma Dátum 2019 augusztus 25, 12:25
Írta: somma Dátum 2019 augusztus 25, 12:25
Sőt... szintén RT-ben volt "mechanoszkóp". Egy fémrácsot mozgatott zsineggel a "fűrészjel generátorként" egy excenter (na jó majdnem)tárcsa. Az "ernyőn szintén zsineges mozgatású volt a "fénypont".[#nyes]
Sajnos nagyon később sokat keresgéltem, de sosem leltem meg a ckket.[#nemtudom] Nagyon "logikusan" fel volt építve a szerkezet.[#vigyor5]
Sajnos nagyon később sokat keresgéltem, de sosem leltem meg a ckket.[#nemtudom] Nagyon "logikusan" fel volt építve a szerkezet.[#vigyor5]
Cím: Re:Mechanikai ötletek
Írta: somma Dátum 2019 augusztus 25, 12:28
Írta: somma Dátum 2019 augusztus 25, 12:28
Bocsi ! "Csak a "kapcsolási" rajza volt ! Valójában nem volt megépítve.
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2019 augusztus 25, 12:47
Írta: MoparMan Dátum 2019 augusztus 25, 12:47
[#offtopic]
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2019 augusztus 25, 20:00
Írta: g89ketty Dátum 2019 augusztus 25, 20:00
A ruszki autórádiók is ezzel működtek. A csövesek annó.
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2019 augusztus 25, 23:14
Írta: dtb Dátum 2019 augusztus 25, 23:14
A netről dobott elém egy reklámot a gép, de ez legalább tetszett, mert ez akár házilag is elkészíthető.
További képek, és ár itt:https://alinda.hu/gurulos-alafekvo-es-szerelo-szek
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_6mfkk59bjmx63meeqz90d_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/6mfkk59bjmx63meeqz90d_5978.jpg)
További képek, és ár itt:https://alinda.hu/gurulos-alafekvo-es-szerelo-szek
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_6mfkk59bjmx63meeqz90d_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/6mfkk59bjmx63meeqz90d_5978.jpg)
Cím: Re:Mechanikai ötletek
Írta: 2f428kduf Dátum 2019 augusztus 26, 07:05
Írta: 2f428kduf Dátum 2019 augusztus 26, 07:05
A másik két pár morse volt az egyenirányító, a másikkal szinkronban a szekundert kapcsolgatta a szűrő elektrolitra
Cím: Re:Mechanikai ötletek
Írta: wwdjyffm3 Dátum 2019 augusztus 29, 20:39
Írta: wwdjyffm3 Dátum 2019 augusztus 29, 20:39
Sziasztok!
Ismeri valaki ezeket a gravírozó mechanikákat? Szerintetek a 2 vagy a 3 motoros kivitel a megbízhatóbb?
Melyiknek mi az előnye/hátránya?
Üdv!
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_4ps67nu8u8aey7wvynafc_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/4ps67nu8u8aey7wvynafc_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_pqz9ybtc37558q2u6wahb_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/pqz9ybtc37558q2u6wahb_4493.jpg)
Ismeri valaki ezeket a gravírozó mechanikákat? Szerintetek a 2 vagy a 3 motoros kivitel a megbízhatóbb?
Melyiknek mi az előnye/hátránya?
Üdv!
(https://hobbicncforum.hu/uploaded_images/2019/08/tn_4ps67nu8u8aey7wvynafc_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/4ps67nu8u8aey7wvynafc_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/tn_pqz9ybtc37558q2u6wahb_4493.jpg) (https://hobbicncforum.hu/uploaded_images/2019/08/pqz9ybtc37558q2u6wahb_4493.jpg)
Cím: Re:Mechanikai ötletek
Írta: 2f428kduf Dátum 2019 augusztus 30, 07:34
Írta: 2f428kduf Dátum 2019 augusztus 30, 07:34
A két külön motoros előbb-utóbb befeszül, én kénytelen voltam végül egy szíjjal összekötni a két tengelyt, a végén a második motort is elhagytam.
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2019 szeptember 13, 08:02
Írta: dtb Dátum 2019 szeptember 13, 08:02
Ugyan nem 3D oldalon találtam, de szerintem könnyen kivitelezhető akár egy otthoni nyomtatással is.
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_uy6gk35084vbi7a396v4_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/uy6gk35084vbi7a396v4_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/tn_339b8p360s7hm0b2zq2hy_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/339b8p360s7hm0b2zq2hy_5978.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/09/tn_uy6gk35084vbi7a396v4_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/uy6gk35084vbi7a396v4_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/tn_339b8p360s7hm0b2zq2hy_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2019/09/339b8p360s7hm0b2zq2hy_5978.jpg)
Cím: Re:Mechanikai ötletek
Írta: xsugix Dátum 2019 szeptember 13, 16:12
Írta: xsugix Dátum 2019 szeptember 13, 16:12
Apósom egy fél éve kapott a főnökétől egy ilyet (mezőgazdaság) a műhelybe szerelgetni. Fekve, ha a fejét alá akarja támasztani, akkor a feneke (a pocakjával együtt [#eplus2]) már lelóg róla, töri a derekát.
Apró kerekei a huszon-harminc éves betonon inkább pattognak, mint gurulnak.
Ülő helyzetben szerelésre alkalmatlan (traktor-kombájn), alacsony.
Aratás végeztével (kalászosok külön, aztán nemsokára a többi...) hagyomány náluk egy jó nagy bográcsozás. Na, ott a bogrács mellett ülni tökéletes. [#vigyor]
Apró kerekei a huszon-harminc éves betonon inkább pattognak, mint gurulnak.
Ülő helyzetben szerelésre alkalmatlan (traktor-kombájn), alacsony.
Aratás végeztével (kalászosok külön, aztán nemsokára a többi...) hagyomány náluk egy jó nagy bográcsozás. Na, ott a bogrács mellett ülni tökéletes. [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: A.Andras Dátum 2019 szeptember 24, 00:04
Írta: A.Andras Dátum 2019 szeptember 24, 00:04
Sziasztók!
Valaki épített vagy gondolkozott hasonló gépen, mint ez a CNC eszterga-maró?
https://www.kickstarter.com/projects/1260359869/swissmak-the-mill-turn-center-for-your-machine-sho
András
Valaki épített vagy gondolkozott hasonló gépen, mint ez a CNC eszterga-maró?
https://www.kickstarter.com/projects/1260359869/swissmak-the-mill-turn-center-for-your-machine-sho
András
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 szeptember 27, 19:48
Írta: jani300 Dátum 2019 szeptember 27, 19:48
Angolkerék készítése (https://www.youtube.com/watch?v=RLrrV0LHPXg)
Most találtam ezt a videót .
Az "U" profil ívelése figyelemre méltó , nem sajnálja rá az időt .
Persze ismerem a módszert , csak hát itt komoly időt , munkát fektet a dologba .
A pisztoly vezetése is azt sugallja számomra hogy nem csak én vagyok balfék .
A jobbra , balra hegesztés miértjére még mindig nem sikerült választ kapnom , de már lényegtelen , erre a kis időre , elleszek avval amit tudok a témáról :)
Most találtam ezt a videót .
Az "U" profil ívelése figyelemre méltó , nem sajnálja rá az időt .
Persze ismerem a módszert , csak hát itt komoly időt , munkát fektet a dologba .
A pisztoly vezetése is azt sugallja számomra hogy nem csak én vagyok balfék .
A jobbra , balra hegesztés miértjére még mindig nem sikerült választ kapnom , de már lényegtelen , erre a kis időre , elleszek avval amit tudok a témáról :)
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 október 20, 08:45
Írta: a86ifm7g5 Dátum 2019 október 20, 08:45
Sziasztok!
A véleményekre volnék kíváncsi, hogy jó ötlet e.
Egy kézi szorító csavart szeretnék csinálni, melynek a végén egy szabadon forgó szorító tányér van. Ezzel szeretnék pozíciót rögzíteni, igénybevétel nélküli pozíciót. Egy golyó mágnes tartaná a helyén, és biztosítaná a szabadon mozgó, forgó acél tányért, aminek a szélesebb talp része gumi bevonatos.
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_ckufwb0px87463dwa8zpa_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/ckufwb0px87463dwa8zpa_2989.jpg)
A véleményekre volnék kíváncsi, hogy jó ötlet e.
Egy kézi szorító csavart szeretnék csinálni, melynek a végén egy szabadon forgó szorító tányér van. Ezzel szeretnék pozíciót rögzíteni, igénybevétel nélküli pozíciót. Egy golyó mágnes tartaná a helyén, és biztosítaná a szabadon mozgó, forgó acél tányért, aminek a szélesebb talp része gumi bevonatos.
Köszönöm.
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_ckufwb0px87463dwa8zpa_2989.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/ckufwb0px87463dwa8zpa_2989.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 október 20, 09:06
Írta: Csuhás Dátum 2019 október 20, 09:06
A mágnesgolyó elpattan. Magam a menetes orsó végébe fúrnék egy kis menetet és egy csavarral fognám fel lazán a kupakot. Arra menne a gumi. Esetleg a gumi alá mehet egy lemez korong ha nem lehet a szorító közepe puhább.
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2019 október 20, 09:52
Írta: ebalint Dátum 2019 október 20, 09:52
Én csinálnék egy süllyesztést a csavarba is a golyó részére.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 október 20, 10:04
Írta: PSoft Dátum 2019 október 20, 10:04
A rajzot nézve, a talpban sincs igazi golyófészek kialakítva.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2019 október 20, 21:47
Írta: KoLa Dátum 2019 október 20, 21:47
Ha nincs igénybevétel akkor ne bonyolítsd túl!
Nézz meg egy pillanatszorítót!
Nézz meg egy pillanatszorítót!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2019 október 21, 08:22
Írta: keri Dátum 2019 október 21, 08:22
Azoknál az orsó vége van golyó formára esztergálva, és a talpat meg ráperemezik.
Szerintem egyedi készítésben ez nem olyan egyszerű.
Orsó végébe egy kis süllyesztés, aztán jó ez az ötlet.
Szerintem egyedi készítésben ez nem olyan egyszerű.
Orsó végébe egy kis süllyesztés, aztán jó ez az ötlet.
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 október 21, 09:58
Írta: a86ifm7g5 Dátum 2019 október 21, 09:58
Értem. Azért gondoltam a mágnes golyóra, (3-4mm átmérőjű) mert azzal a szorító papucs nem esik le. Statikus terhelés lesz a szorító talpon, nagyjából 3-4kg összesen. Nem gondolnám, hogy ennyitől összeroppanna a golyó.
Már csak egy esztergályos kell, aki elkészíti...
Már csak egy esztergályos kell, aki elkészíti...
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2019 október 21, 10:21
Írta: zozo Dátum 2019 október 21, 10:21
Minek az acél talp a 3-4 kp szorító erőnek? Én is a gömbszerű orsóvég esztergálást választanám, fenekes műanyag talppal. A talp belső furata a gömbével azonos, de a bejárata 4-5 tizeddel szűkebb, így belepattan az orsó vége és nem esik le.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 október 21, 10:22
Írta: Szalai György Dátum 2019 október 21, 10:22
Esetleg egy ilyen megfelelő lehet a célodra? Nagyjából az a méret és kevéssé kéne átalakitanod. (http://www.mwmi.hu/termek/nc-95-3-dsf/)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 október 21, 10:29
Írta: Csuhás Dátum 2019 október 21, 10:29
Miért kell mágnes? Le akarod venni a szorító pofát? Mert ha nem akkor sokkal jobbnak tűnik egy sima mechanikai rögzítés.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 október 21, 10:32
Írta: Szalai György Dátum 2019 október 21, 10:32
Vagy esetleg egy nagytesó. Erről is szinte csak lefűrészelned kéne ami felesleges. (http://www.mwmi.hu/termek/cd74-am06-kf/)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2019 október 21, 10:39
Írta: zozo Dátum 2019 október 21, 10:39
Nekem aztán dehogy kell a mágnes. A POM-ot úgyse fogná [#nyes]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 október 21, 12:14
Írta: jani300 Dátum 2019 október 21, 12:14
A csavarra egy beszúrás , és a talpon lévő furaton átdugott "U" alakú acéldrót rúgó is szokásos megoldás ilyen dolgok rögzítésére .
Ez éppen némi áttervezést igényelne .
De ez esetben sima acélgolyó kerülhet a szorító talp alá akár ..
Ez éppen némi áttervezést igényelne .
De ez esetben sima acélgolyó kerülhet a szorító talp alá akár ..
Cím: Re:Mechanikai ötletek
Írta: a86ifm7g5 Dátum 2019 október 21, 13:11
Írta: a86ifm7g5 Dátum 2019 október 21, 13:11
Egy rajz az ötletről jó lenne. ☺️
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2019 október 21, 13:23
Írta: ywathzay Dátum 2019 október 21, 13:23
Hát nagy tákolóművész a srác, de úgy látom a nézettségből már tudott építeni egy szép műhelyt. Ez "módszer" ívelésre? Ha épített volna egy megfelelő hengerítőt hozzá, akkor elismerésre méltó lenne a váz, de ez így számomra [#levele].
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2019 október 21, 18:48
Írta: TROMF22 Dátum 2019 október 21, 18:48
Volt ennek egykoron szabványosított kialakítása.
A [#2430@jani300] által vázolt megoldás annyiban különbözik, hogy a nyomósaruban egymással párhuzamosan kettő darab d4 jelölésű furat van, tengely vonalra tükrözve.
Ebbe a két furatba egy villás (U) alakra hajtott elemet dugnak. Így ennek két szára tartja az orsó végén a sarut tengely irányban.
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_5t4p22iz89jvw6nkapvn_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/5t4p22iz89jvw6nkapvn_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_5wsys4dvasjxn8tq56pcp_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/5wsys4dvasjxn8tq56pcp_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_uqvh3nmd4neeadibztf9k_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/uqvh3nmd4neeadibztf9k_2640.jpg)
A [#2430@jani300] által vázolt megoldás annyiban különbözik, hogy a nyomósaruban egymással párhuzamosan kettő darab d4 jelölésű furat van, tengely vonalra tükrözve.
Ebbe a két furatba egy villás (U) alakra hajtott elemet dugnak. Így ennek két szára tartja az orsó végén a sarut tengely irányban.
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_5t4p22iz89jvw6nkapvn_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/5t4p22iz89jvw6nkapvn_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_5wsys4dvasjxn8tq56pcp_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/5wsys4dvasjxn8tq56pcp_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_uqvh3nmd4neeadibztf9k_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/uqvh3nmd4neeadibztf9k_2640.jpg)
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2019 október 21, 19:40
Írta: b7gwr90m6 Dátum 2019 október 21, 19:40
Sziasztok
Nemtudom jó helyre írok e, de talán:)
Ötlet, segítség kellene!
A nyáron szálítodott A-ból B-be 2db lineális sin, hogy megovjam a reggeli párától, rozsdától, gondoltam a celux (széles) jó megoldás lesz.
De nemszámoltam a nappal! Egy nap után "elégett" a celux es nagyon pici darabokba töredezik csak le, killódás:/
Arra gobdoltam hogy valami folyékony cucc kellene ami megeszi a müanyagot, celuxot!
Vagy esetleg más ötlet?:/
Nemtudom jó helyre írok e, de talán:)
Ötlet, segítség kellene!
A nyáron szálítodott A-ból B-be 2db lineális sin, hogy megovjam a reggeli párától, rozsdától, gondoltam a celux (széles) jó megoldás lesz.
De nemszámoltam a nappal! Egy nap után "elégett" a celux es nagyon pici darabokba töredezik csak le, killódás:/
Arra gobdoltam hogy valami folyékony cucc kellene ami megeszi a müanyagot, celuxot!
Vagy esetleg más ötlet?:/
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 október 21, 19:46
Írta: svejk Dátum 2019 október 21, 19:46
A nitro általában mindent visz.
No persze nem a cellux anyagát kell feloldatni hanem csak a ragasztóét fellazítani. Úgy talán könnyen le lehetne "törölni".
No persze nem a cellux anyagát kell feloldatni hanem csak a ragasztóét fellazítani. Úgy talán könnyen le lehetne "törölni".
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2019 október 21, 19:49
Írta: b7gwr90m6 Dátum 2019 október 21, 19:49
Nah holnap meeg is próbálom:)
Köszi
Köszi
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 október 21, 19:54
Írta: svejk Dátum 2019 október 21, 19:54
Kint az udvaron... [#felkialtas] jó idő lesz holnap is.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 október 21, 19:59
Írta: PSoft Dátum 2019 október 21, 19:59
Van spray formátum is, öntapadós matricák gyors,és hatékony eltávolítására.
Lehet, az is nito alapú?[#nemtudom]
Régebben használtam, de a nevét már nem tudom.[#szomoru1]
Lehet, az is nito alapú?[#nemtudom]
Régebben használtam, de a nevét már nem tudom.[#szomoru1]
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2019 október 21, 20:02
Írta: Révész Richárd Dátum 2019 október 21, 20:02
Ez itt (http://label%20off%2050%20spray)
De van a Bernernek is címkeoldója.
De van a Bernernek is címkeoldója.
Cím: Re:Mechanikai ötletek
Írta: Révész Richárd Dátum 2019 október 21, 20:03
Írta: Révész Richárd Dátum 2019 október 21, 20:03
Elbactam a linket.
Label Off 50 a neve.
Label Off 50 a neve.
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2019 október 21, 20:05
Írta: b7gwr90m6 Dátum 2019 október 21, 20:05
Úhhh lényleg cimkeoldóm van is.
Szuper
Szuper
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 október 21, 20:08
Írta: svejk Dátum 2019 október 21, 20:08
Nem, azok környezetbarátabbak, cserébe drágábbak és kevésbé hatékonyak.
Nekem Kontakt-Chemie-is van annak Solvent 50 a neve.
Az illata kellemes, a műanyagokra ragasztott etikett címkére én is ezt használom, hiszen a nitro kárt tenne a műanyagokban.
Nekem Kontakt-Chemie-is van annak Solvent 50 a neve.
Az illata kellemes, a műanyagokra ragasztott etikett címkére én is ezt használom, hiszen a nitro kárt tenne a műanyagokban.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 október 21, 20:10
Írta: svejk Dátum 2019 október 21, 20:10
Műanyagra ragasztott etikettcímkét egyébként a Nivea kézkrém is szépen leszedi.
Át kell a papírt itatni a kenőccsel és pár perc után szépen lehúzható.
Át kell a papírt itatni a kenőccsel és pár perc után szépen lehúzható.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2019 október 21, 20:14
Írta: ywathzay Dátum 2019 október 21, 20:14
Ehhez nem nap kell, ez csak úgy általában rossz megoldás. Én hidraulika szárral jártam hasonlóan, a boltban elfogyott a papírhenger hozzá, tettek rá (nem kérdezték, így adták ki a raktárból) olyasmit mint a duck tape, de átlátszó hordozón üvegszövetes ragasztószalagot. 12mm átmérőjű, 1.2m hosszú szárról kb 2 óra alatt jött le az a rossz, és észter higítóval nyomtam, mert az erősebb mint a nitró....
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 október 21, 20:14
Írta: PSoft Dátum 2019 október 21, 20:14
Szerintem, Berneres volt az enyém is.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 október 21, 21:13
Írta: jani300 Dátum 2019 október 21, 21:13
Egyszeri alkalomra , nem biztos hogy megéri ívelőt készíteni .
Az angol kereket viszont elkészítette .
Szögletes vázú angol kerékkel valószínűleg ugyanazt a minőséget tudta volna produkálni mint evvel .
Egyébként én soha nem másolok pontosan szinte semmit ,az ötlet az érdekes számomra .
A megvalósítást a megszerezhető anyagokhoz és a saját igényeimhez szoktam alakítani .
Ha egyszer minden elkezdett dolgom megvalósulna , a kapun sem tudnék már bemenni :)
Az angol kereket viszont elkészítette .
Szögletes vázú angol kerékkel valószínűleg ugyanazt a minőséget tudta volna produkálni mint evvel .
Egyébként én soha nem másolok pontosan szinte semmit ,az ötlet az érdekes számomra .
A megvalósítást a megszerezhető anyagokhoz és a saját igényeimhez szoktam alakítani .
Ha egyszer minden elkezdett dolgom megvalósulna , a kapun sem tudnék már bemenni :)
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2019 október 21, 22:36
Írta: ywathzay Dátum 2019 október 21, 22:36
Kisarkítottam, tudom hogy egyért nem éri meg, de úgy lett volna feladat, ez így smafu. Előbb az ívelő, amivel megíveli a 100-as U vasat. [#eplus2] Te szoktál hegeszteni, mennyire életképes ez a megoldás? Valamennyire. Muszályságból. Tele feszültséggel. OK, elvan a cucc, de szakmailag? Vág, hegeszt, vág, hegeszt... Korábban bele- bele néztem miket csinált, igazi kis rosszból várat projekteket, pl. a mikrohullámúból csinált fasza ponthegesztőt. Utóbbi időben hegesztget mindenfélét, ha kell, ha nem. Óriás satut már biztos csinált vagy négyet, hegesztve. Öntsön egyet, az már valami!
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 október 21, 23:18
Írta: jani300 Dátum 2019 október 21, 23:18
Pont jónak írod :)
90X90 es és 80x80 as vastagfalú nem túl egyenes szögvasakból csináltam egyenes 90 es zártszelvényt .
A gyerek egyszer azt találta mondani a földből kibányászott talán 60 as girbegurba szögvasaira hogy el kell vinni a méhbe ... Hát felfújtam magam és megmutattam neki hogy lehet az egyenes , üllőn kalapáccsal .
Az a 90y90xkb10 es zártszelvény azért készült mert volt szögvas , és zártszelvény kellett .
Hogy volt e értelme baszkurálódni vele ? Tudja a fene , megvan , a húzatópad abból készült része szerintem nem fog meggörbülni .
A feszültséget pedig meg lehet szüntetni ,ha éppen muszáj .
Csak magáért a hegesztésért már régóta nem hegesztek , de ha saját részre meg tudok csinálni ezt azt , szívesen csinálom .
Az más tészta ha üzleti alapon dolgozik az ember ott nem , lehet téma az anyag , van elég más dolog amiért illene felelősséget vállalni .
Hulladék anyag csak a méhben van ,nálam nincsen :)
Az a húzatópad egyébként még mindig csak kocsifelálló , de annak kiváló azért :)
90X90 es és 80x80 as vastagfalú nem túl egyenes szögvasakból csináltam egyenes 90 es zártszelvényt .
A gyerek egyszer azt találta mondani a földből kibányászott talán 60 as girbegurba szögvasaira hogy el kell vinni a méhbe ... Hát felfújtam magam és megmutattam neki hogy lehet az egyenes , üllőn kalapáccsal .
Az a 90y90xkb10 es zártszelvény azért készült mert volt szögvas , és zártszelvény kellett .
Hogy volt e értelme baszkurálódni vele ? Tudja a fene , megvan , a húzatópad abból készült része szerintem nem fog meggörbülni .
A feszültséget pedig meg lehet szüntetni ,ha éppen muszáj .
Csak magáért a hegesztésért már régóta nem hegesztek , de ha saját részre meg tudok csinálni ezt azt , szívesen csinálom .
Az más tészta ha üzleti alapon dolgozik az ember ott nem , lehet téma az anyag , van elég más dolog amiért illene felelősséget vállalni .
Hulladék anyag csak a méhben van ,nálam nincsen :)
Az a húzatópad egyébként még mindig csak kocsifelálló , de annak kiváló azért :)
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 október 22, 07:00
Írta: fn47xk7ei Dátum 2019 október 22, 07:00
Nekem tetszik a megoldás, egyszerű, olcsó, "kézenfekvő",praktikus,logikus, célnak tökéletes. Ívelője van nekimert ott látható a háttérben és bármikor tudott volna a célnak megfelelőt is készíteni.Az jobb lett volna (anyagfolyás)? Nézd a használat közbeni erők irányát a váznál- megegyezik a szegmens hegesztés közbeni feszültség irányának legtöbbjével.Egy nap alatt elkészíthető könnyedén a keret. Szóval (még egyszer)nekem teszik.[#eljen](Zárójelben- nem fogok öntészetet meg más szakmákat megtanulni egyetlen egy darab eszköz miatt és annak kivitelezési nehézségeiről meg már ne is beszéljünk.)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 október 22, 08:40
Írta: jani300 Dátum 2019 október 22, 08:40
2,40 től látszik hogy ugyanazt a pillanatszorítót használja ami nekem is nagyon tetszik .
Egy olyan van nekem is.
Természetesen törött volt , méhben túrva :)
Ránézésre hegesztéssel összetaknyolva .
Említettem a fórumon már ,de nem aratott nagy sikert .
Pedig a réi típusúból nekem is sok van , csak elég könnyű kitekerni a nyakukat :(
Egy olyan van nekem is.
Természetesen törött volt , méhben túrva :)
Ránézésre hegesztéssel összetaknyolva .
Említettem a fórumon már ,de nem aratott nagy sikert .
Pedig a réi típusúból nekem is sok van , csak elég könnyű kitekerni a nyakukat :(
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 október 22, 09:22
Írta: fn47xk7ei Dátum 2019 október 22, 09:22
Az előző hozzászólásomat úgy értelmezd, hogy minden tiszteletem a kivitelező úriemberé mert elkészítette azt amit megálmodott az általa fellelhető anyagból. Fiatal ember, van ideje. Én persze máshogyan készítettem volna el magamnak a keretet, jóval egyszerűbben, negyed ennyi hegesztéssel, padlón térdepeléssel. Egy függőleges + két vízszintes nagyobb acél gerenda , sarkakban komolyabb csomólemezzel oszt "ágya-bugya-jónapot"!
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2019 október 22, 09:36
Írta: zozo Dátum 2019 október 22, 09:36
Erre mondta egy ismerősöm:
-Ha mérnökök tervezték volna a világot, minden négyszögletes meg kör formájú lenne [#nyes]
Szerintem nem árt oda egy kis rugalmasság, nem véletlenül így csinálják.
-Ha mérnökök tervezték volna a világot, minden négyszögletes meg kör formájú lenne [#nyes]
Szerintem nem árt oda egy kis rugalmasság, nem véletlenül így csinálják.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 október 22, 09:49
Írta: fn47xk7ei Dátum 2019 október 22, 09:49
A rugalmasságot nem az alak határozza meg.[#integet2]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 október 22, 09:57
Írta: jani300 Dátum 2019 október 22, 09:57
6,22 nél látszik az ívelő ?
Nincsenek rossz dolgai ...
Amit írtál arra meg az a válaszom hogy nekünk már van jó nagy hegesztőasztalunk , dolgozik a fene a földön :)
Univerzális felhasználású a húzatópadom ...
Hegesztőasztalnak is egészen kiváló , meg hát láttam itt már a tiédet is .az sem kutya :)
Nincsenek rossz dolgai ...
Amit írtál arra meg az a válaszom hogy nekünk már van jó nagy hegesztőasztalunk , dolgozik a fene a földön :)
Univerzális felhasználású a húzatópadom ...
Hegesztőasztalnak is egészen kiváló , meg hát láttam itt már a tiédet is .az sem kutya :)
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 október 24, 11:14
Írta: Nagy Csaba Dátum 2019 október 24, 11:14
Sziasztok építek egy marógépet. Akik készítettek már ilyet véleményeznék a rajzomat, hogy ez a kialakítás jó lesz e két oldalt 20 as golyósorsó fogja húzni de azért berajzoltam középre is az nyilván nem lesz ott csak a furat. 1350 X 500 mm es és 80 X 40 es aluprofilok.köszönöm szépen
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_t3v40hzqezjp6i9a9t8v8_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/t3v40hzqezjp6i9a9t8v8_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_f0dwwwwieexy3w4ndzuf_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/f0dwwwwieexy3w4ndzuf_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_ztbjfiin6s46mw3867cw_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/ztbjfiin6s46mw3867cw_4697.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_t3v40hzqezjp6i9a9t8v8_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/t3v40hzqezjp6i9a9t8v8_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_f0dwwwwieexy3w4ndzuf_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/f0dwwwwieexy3w4ndzuf_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_ztbjfiin6s46mw3867cw_4697.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/ztbjfiin6s46mw3867cw_4697.jpg)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 október 24, 14:59
Írta: remrendes Dátum 2019 október 24, 14:59
Szerintem ennek a kialakitasnak az az elonye, hogy eleg 1 golyosorso kozepre.
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 október 24, 19:46
Írta: Nagy Csaba Dátum 2019 október 24, 19:46
Nem fog tudni elcsavarodni ha csak 1 orsót kap?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 október 24, 21:08
Írta: svejk Dátum 2019 október 24, 21:08
???
Ha már foglalkoztunk vele, szeretnénk mi is megtudni a nálad bevált tutit.
Ha már foglalkoztunk vele, szeretnénk mi is megtudni a nálad bevált tutit.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 október 25, 07:10
Írta: remrendes Dátum 2019 október 25, 07:10
Ahogy nezem a hid anyagvastagsagat, nem emiatt fog elcsavarodni a vaz.
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 október 25, 07:25
Írta: Nagy Csaba Dátum 2019 október 25, 07:25
170 mm széles 10 mm vastag anyagból lesz az alsó híd nem akarom 20 asból mert nagyon nehéz lenne már.
Köszönöm a válaszodat akkor 1 orsóval lesz egyenlőre.
Köszönöm a válaszodat akkor 1 orsóval lesz egyenlőre.
Cím: Re:Mechanikai ötletek
Írta: wt8g4i4 Dátum 2019 október 25, 07:37
Írta: wt8g4i4 Dátum 2019 október 25, 07:37
Nyugodtan csináld meg 1 orsóval, nem fog az elcsavarodni.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2019 október 25, 19:17
Írta: zozo Dátum 2019 október 25, 19:17
Ha használt síneket teszel be, akkor középorsóval nyekkenni fog, amikor a motor a széleken dolgozik. 2 orsóval sokkal jobb lesz.
Ha új lineárok lesznek, de szeretnél nekik hosszú életet, akkor 2 orsót teszel be.
Ha a fentiek nem számítanak, akkor egyet középre.
Ha új lineárok lesznek, de szeretnél nekik hosszú életet, akkor 2 orsót teszel be.
Ha a fentiek nem számítanak, akkor egyet középre.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 október 26, 07:56
Írta: remrendes Dátum 2019 október 26, 07:56
Szerintem nem az orsonak lenne feladata, hogy a megvedje a mechanikat a csavarodastol.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 október 26, 09:36
Írta: Szalai György Dátum 2019 október 26, 09:36
Ez szerintem is így van. Ha egyébként a kialakítás aránya gondoskodik a keresztbefordulás minimalizálásáról.
Csak hogy ez Hobbyban ritkán valósul meg.
Az okát abban látom, hogy helyhiányra hivatkozva igyekeznek a kocsikat egymás mellé építeni, így kihasználva a sin hossz adta maximális mozgás utat.
Így is létezhet az a kis erőigényű és tűrés igénytelenségű megmunkálás, ami még épp elvégezhető, zavaró keresztbefordulás nélkül.
Talán ettől csak Hobby.
Sokat javulhatna a helyzet, ha hosszabb sínt használna, (vagy csökkentené a munka utat) és széjjelebb tolná a kocsikat.
A négy kocsi által meghatározott téglalap oldalarányai miatt kevésbé fordulna keresztbe.
Csak hogy ez Hobbyban ritkán valósul meg.
Az okát abban látom, hogy helyhiányra hivatkozva igyekeznek a kocsikat egymás mellé építeni, így kihasználva a sin hossz adta maximális mozgás utat.
Így is létezhet az a kis erőigényű és tűrés igénytelenségű megmunkálás, ami még épp elvégezhető, zavaró keresztbefordulás nélkül.
Talán ettől csak Hobby.
Sokat javulhatna a helyzet, ha hosszabb sínt használna, (vagy csökkentené a munka utat) és széjjelebb tolná a kocsikat.
A négy kocsi által meghatározott téglalap oldalarányai miatt kevésbé fordulna keresztbe.
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 október 26, 15:01
Írta: Nagy Csaba Dátum 2019 október 26, 15:01
köszönöm az észrevételt mindenkinek megnézem összerakva, hogy mennyire csavaroik és eldöntöm hogyan tovább! szélesíteni is tudom a két csapágy távolságát.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 október 26, 17:27
Írta: remrendes Dátum 2019 október 26, 17:27
Azzal nem teszel rosszat.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2019 október 27, 06:53
Írta: 000000000 Dátum 2019 október 27, 06:53
"nem az orsonak lenne feladata, hogy a megvedje a mechanikat a csavarodastol."
Pedig tulajdonképpen ez történik.
Ez pedig abból következik, hogy egy szerszámgép mechanikát egy tartószerkezetként lehet modellezni, ahol a forgácsolási, dinamikai erők hatnak bizonyos támadási, felfüggesztési potokon, amikből hajlító és csavaró nyomaték keletkezik. Erre pedig deformációval válaszol a mechanika, hiszen nincs végtelen merevségű tartószerkezet. Ezt a deformációt lehet méretezéssel, optimum kereséssel minimalizálni.
A mozgatást végző orsó (vagy fogazott szíj, fogasléc) pedig ezeket az erővel kapcsolatos pontokat alapvetően módosítják, hiszen nagyon nem mindegy hogy pl. egy "befogott tartó" az alapmodell vagy egy kéttámaszú (azon belül is csuklós vagy merev végpontú a tartó modell. Nagyságrendi deformáció különbségek különbségek adódnak egy azonos geometriájú, anyagú gépváznál csak azáltal, hogy milyen az alapmodell típusa és hogyan választjuk meg a keresztmetszeti tényezőket.
Persze a hobbysta élete szép, és a boldog, mert keveseket érdekelnek az előbbi ok-okozat, műszaki tény összefüggések, vagy nem is tud ezekről. "Működik az a gép", oszt jó napot.[#nyes][#conf]
Nagy Csaba pedig dicséretet érdemel, mert elgondolkozott ezen a súlyos gépészeti probléma körön, és próbál valamit kihozni a legkedvezőbb esetre.[#eljen]
Pedig tulajdonképpen ez történik.
Ez pedig abból következik, hogy egy szerszámgép mechanikát egy tartószerkezetként lehet modellezni, ahol a forgácsolási, dinamikai erők hatnak bizonyos támadási, felfüggesztési potokon, amikből hajlító és csavaró nyomaték keletkezik. Erre pedig deformációval válaszol a mechanika, hiszen nincs végtelen merevségű tartószerkezet. Ezt a deformációt lehet méretezéssel, optimum kereséssel minimalizálni.
A mozgatást végző orsó (vagy fogazott szíj, fogasléc) pedig ezeket az erővel kapcsolatos pontokat alapvetően módosítják, hiszen nagyon nem mindegy hogy pl. egy "befogott tartó" az alapmodell vagy egy kéttámaszú (azon belül is csuklós vagy merev végpontú a tartó modell. Nagyságrendi deformáció különbségek különbségek adódnak egy azonos geometriájú, anyagú gépváznál csak azáltal, hogy milyen az alapmodell típusa és hogyan választjuk meg a keresztmetszeti tényezőket.
Persze a hobbysta élete szép, és a boldog, mert keveseket érdekelnek az előbbi ok-okozat, műszaki tény összefüggések, vagy nem is tud ezekről. "Működik az a gép", oszt jó napot.[#nyes][#conf]
Nagy Csaba pedig dicséretet érdemel, mert elgondolkozott ezen a súlyos gépészeti probléma körön, és próbál valamit kihozni a legkedvezőbb esetre.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2019 október 27, 13:27
Írta: mex Dátum 2019 október 27, 13:27
" "Működik az a gép", oszt jó napot."
Bele is betegednél, ha nem ilyen nagyképűen reagálnád le a dolgot...
Azért még a csicsavilágot hozzátehetted volna.
Bele is betegednél, ha nem ilyen nagyképűen reagálnád le a dolgot...
Azért még a csicsavilágot hozzátehetted volna.
Cím: Re:Mechanikai ötletek
Írta: 000000000 Dátum 2019 október 27, 16:13
Írta: 000000000 Dátum 2019 október 27, 16:13
Sajnálom, hogy a sok fontos műszaki tény információ, szemlélet megértése helyett csak egy ilyen téves, elfogult, személyeskedő, szubjektív véleményre jutottál.
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2019 október 27, 16:41
Írta: mex Dátum 2019 október 27, 16:41
Engedelmeddel tovább idéznélek: "Persze a hobbysta élete szép, és a boldog, mert keveseket érdekelnek az előbbi ok-okozat, műszaki tény összefüggések, vagy nem is tud ezekről."
Ugyan hogyan jutottál erre a megállapításra? Természetesen mérnöki elefántcsont-tornyodból alátekintve más a látvány, de úgy gondolom sok építő elgondolkodik a gépe tervezésekor, hogyan is tudná minél jobban hasznosítani, kialakítani a meglévő anyagait figyelembe véve a konstrukciót. A hibákból pedig tanul, de ezért hobbi.
Ugyan hogyan jutottál erre a megállapításra? Természetesen mérnöki elefántcsont-tornyodból alátekintve más a látvány, de úgy gondolom sok építő elgondolkodik a gépe tervezésekor, hogyan is tudná minél jobban hasznosítani, kialakítani a meglévő anyagait figyelembe véve a konstrukciót. A hibákból pedig tanul, de ezért hobbi.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 október 27, 17:55
Írta: PSoft Dátum 2019 október 27, 17:55
Én azt mondom, hagyjátok egymást.
Ebből megint csak...véget nem érő vita lesz.
Ebből megint csak...véget nem érő vita lesz.
Cím: Re:Mechanikai ötletek
Írta: Nagy Csaba Dátum 2019 október 27, 18:42
Írta: Nagy Csaba Dátum 2019 október 27, 18:42
nem vita indítónak szántam. de már sokat tanultam a dologból. Úgy tervezem meg a géptalpat hogy később még 1 lineár sin is aláférjen és akkor dupla erősítés lesz még szebben fog tudni csúszni egyenlőre megépítem és elkezdek tanulni marogatni vele. De az elmondások alapján már látom mi lesz itt a hosszútávú probléma mire kell figyelnem.
Cím: Re:Mechanikai ötletek
Írta: nagysam Dátum 2019 október 27, 19:04
Írta: nagysam Dátum 2019 október 27, 19:04
Én a mellékelt oldalt elég tanulságosnak gondolom a tervezéshez. Szerintem egy jó mankó lehet a képeivel, adataival
https://www.cnc-step.com/cnc-mill/
https://www.cnc-step.com/cnc-mill/
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 október 28, 13:04
Írta: jani300 Dátum 2019 október 28, 13:04
Nem tudom ide illik e a legjobban ,de nem tudom hova írjam .
Volt itt szó régebben táblalemez anyagról .
Használok piros alapozó színű anyag hulladékokat ,nehezen fúrható ,igen szívós valami .
Most találtam róla adattáblát
Típus : S235JR+N
Csak azért írom mert már volt erről szó és a megmunkálhatósága alapján egyáltalán nem biliacélnak tűnik !
Volt itt szó régebben táblalemez anyagról .
Használok piros alapozó színű anyag hulladékokat ,nehezen fúrható ,igen szívós valami .
Most találtam róla adattáblát
Típus : S235JR+N
Csak azért írom mert már volt erről szó és a megmunkálhatósága alapján egyáltalán nem biliacélnak tűnik !
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2019 október 28, 16:45
Írta: sanyi84 Dátum 2019 október 28, 16:45
Pedig... Ez ötvözetlen szerkezetiacél, normalizált.
Valami ott nem kerek.
Valami ott nem kerek.
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2019 október 28, 16:52
Írta: Vetesi75 Dátum 2019 október 28, 16:52
Szerkezeti biliacél kategória. Nem soroljuk a kitűnően forgácsolható anyagok közé - nyúlós, ragadós, takony. Éles szerszámmal, kis előtolással jellemzően folyóforgácsot ad, nagyobb előtolásnál és komolyabb forgácskeresztmetszetnél általában élrátét is keletkezik, de ekkor legalább meg lehet töretni a forgácsát. Nem szeretjük anyagminőség. A hegeszthetősége jó.
A piros oxidszerű bevonatnak úgy tudom a lézerezhetőség szempontjából van jelentősége. Akár csalóka is lehet, mert felénk a Domex700 és a Hardox450 is hasonlóan néz ki.
A piros oxidszerű bevonatnak úgy tudom a lézerezhetőség szempontjából van jelentősége. Akár csalóka is lehet, mert felénk a Domex700 és a Hardox450 is hasonlóan néz ki.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 október 28, 17:36
Írta: jani300 Dátum 2019 október 28, 17:36
Teljesen igazatok van !
Megnéztem ma vaskereskedésben ,amit írtam az sima laposvas és egyéb anyag .
Valószínűleg valahogy ráragadt egy másik tábla címkéje az általam kedvelt anyagra .
Akkor még mindig az van hogy nem tudtam beazonosítani az anyagminőséget ...
Megnéztem ma vaskereskedésben ,amit írtam az sima laposvas és egyéb anyag .
Valószínűleg valahogy ráragadt egy másik tábla címkéje az általam kedvelt anyagra .
Akkor még mindig az van hogy nem tudtam beazonosítani az anyagminőséget ...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 október 28, 17:39
Írta: jani300 Dátum 2019 október 28, 17:39
A tulajdonságai alapján a hardox hoz áll közelebb , de nem találtam még mindig rendesem olvasható címkét rajra .
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 október 28, 20:04
Írta: fn47xk7ei Dátum 2019 október 28, 20:04
A szín és a leírásod alapján valószínűleg Hardox lesz az nem 235-ös.
Cím: Re:Mechanikai ötletek
Írta: sastas Dátum 2019 október 28, 21:44
Írta: sastas Dátum 2019 október 28, 21:44
Én is a hardoxot sejteném bele. Ha esetleg van annyi hulladékod, hogy meg is válnál valamennyitől, gondolj rám légyszíves :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 október 28, 22:28
Írta: jani300 Dátum 2019 október 28, 22:28
No itt van két kép ,jöhet az anyag összetétel leírása :)
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_kicaejhehvu7wim2qnt6_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/kicaejhehvu7wim2qnt6_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_5vc53pj48tkx77j8z43xw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/5vc53pj48tkx77j8z43xw_2430.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/10/tn_kicaejhehvu7wim2qnt6_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/kicaejhehvu7wim2qnt6_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/tn_5vc53pj48tkx77j8z43xw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2019/10/5vc53pj48tkx77j8z43xw_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2019 október 29, 12:58
Írta: b7gwr90m6 Dátum 2019 október 29, 12:58
Sziasztok
Valaki próbálkozott golyósorsó egyenesítéssel!
Van egy kicsi 300mm hossz 8as atmerővel golyósorsóm anyával, sajnálnám kifobni:/
Van benne egy kis kifli, szerintem ferdén húzták meg a csapágyházat:/
Esetleg ötlet?
Köszi
Valaki próbálkozott golyósorsó egyenesítéssel!
Van egy kicsi 300mm hossz 8as atmerővel golyósorsóm anyával, sajnálnám kifobni:/
Van benne egy kis kifli, szerintem ferdén húzták meg a csapágyházat:/
Esetleg ötlet?
Köszi
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 október 29, 19:32
Írta: vadember Dátum 2019 október 29, 19:32
Az újakat is szokták egyengetni a gyártáskor. A két végén fel kell támasztani egy-egy görgős támaszra. Ahol görbe ott meg kell nyomni hidraulikával és utána ellenőrzöd egy indikátor órával a körfutást.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2019 október 29, 19:53
Írta: ANTAL GÁBOR Dátum 2019 október 29, 19:53
Fejből írom ezért az ellenőrzés lehetőségét felkínálom . A Hardox az egy un. mikroötvözésű acél . A lényeg a bór és az alumínium. Ettől válik edzhetővé ami után egy megeresztéssel egy nagyon szívós kopásálló anyagot kapunk .
Kb 30 éve találták fel . A magyarok is le tudták utánozni . Dunaújvárosban gyártottak anno DHR 52 . A lényeg a kis széntartalom és a mikro ötvöző .
Nekem van kb 600 kg 5.5 ös DHR 52 es anyagom ( felvásároltam a miskolci Mezőgép anyagát amiből boronatárcsákat csináltak . Vágner Feri ( Tromf22) segített anno , - nem tudom hogy emlékszik e , de most is hálás vagyok )
Én talajfúrók vágóélét csinálom az anyagból . A viszonylag kis széntartalom miatt hegeszthető. de kifúrni még alap esetben is nehéz. A vídia viszi.
Hőkezelés után szuper anyag. Nyugaton minden dömper plató ilyen anyagból készül
Kb 30 éve találták fel . A magyarok is le tudták utánozni . Dunaújvárosban gyártottak anno DHR 52 . A lényeg a kis széntartalom és a mikro ötvöző .
Nekem van kb 600 kg 5.5 ös DHR 52 es anyagom ( felvásároltam a miskolci Mezőgép anyagát amiből boronatárcsákat csináltak . Vágner Feri ( Tromf22) segített anno , - nem tudom hogy emlékszik e , de most is hálás vagyok )
Én talajfúrók vágóélét csinálom az anyagból . A viszonylag kis széntartalom miatt hegeszthető. de kifúrni még alap esetben is nehéz. A vídia viszi.
Hőkezelés után szuper anyag. Nyugaton minden dömper plató ilyen anyagból készül
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 október 29, 20:14
Írta: remrendes Dátum 2019 október 29, 20:14
Mi is azzal beleltuk a daralok, apritok vagoteret.
Cím: Re:Mechanikai ötletek
Írta: b7gwr90m6 Dátum 2019 október 29, 20:46
Írta: b7gwr90m6 Dátum 2019 október 29, 20:46
Rendbe köszi, egy próbát megér:)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 október 29, 21:03
Írta: jani300 Dátum 2019 október 29, 21:03
Na tessék basszus , elcsesztem :)
De végül is nem nagy tragédia , és talán hihető hogy véletlenül nem magánba ment .
De segíthetnétek törölni :)
Mindkét hozzászólást !
De végül is nem nagy tragédia , és talán hihető hogy véletlenül nem magánba ment .
De segíthetnétek törölni :)
Mindkét hozzászólást !
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2019 október 29, 21:14
Írta: sufnituning Dátum 2019 október 29, 21:14
A bór növeli az átedzhetőséget és évvel a nemesíthetőséget
Az alut dezoxidáláshoz teszik az acélba az aluoxid finomszemcséssé teszi az acélt leköti a nitrogén az acél öregedését megakadályozza, emellett rezgés csillapító.
Az alut dezoxidáláshoz teszik az acélba az aluoxid finomszemcséssé teszi az acélt leköti a nitrogén az acél öregedését megakadályozza, emellett rezgés csillapító.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 november 04, 21:12
Írta: jani300 Dátum 2019 november 04, 21:12
Ragaszkodó műanyag alvázvédelem lepucolása elmebaj nélkül autó alvázról (https://www.youtube.com/watch?v=uiho9buh0kE)
Ilyet még nem láttam indukciósan tisztít autó alvázat .
Az a helyzet hogy a műanyag fos szinte levakarhatatlan ,csak az acéllemez tűnik el idővel .
Ilyet még nem láttam indukciósan tisztít autó alvázat .
Az a helyzet hogy a műanyag fos szinte levakarhatatlan ,csak az acéllemez tűnik el idővel .
Cím: Re:Mechanikai ötletek
Írta: wt8g4i4 Dátum 2019 november 08, 13:27
Írta: wt8g4i4 Dátum 2019 november 08, 13:27
Mi ilyen anyaggal dolgozunk, Hardox, és Zalaegerszegen szoktuk vágatni. Mi a kopásállósága miatt használjuk a hardox 450-t. Helyette javasoltak még S960ql anyagot erről még sok tapasztalat nincs, de ezt is nagy cumi bármilyen őskori kotla gépen megmunkálni :D
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 november 09, 20:59
Írta: jani300 Dátum 2019 november 09, 20:59
Rúgóösszenyomó (https://www.youtube.com/watch?v=V0p0JCggATc)
Régóta gondolkodom egy komolyabb rúgó összehúzó készítésén -
Talán ha havonta egyszer van rá szükség ...
De most találtam ezt a kis gépet és ez megtetszett .
Régóta gondolkodom egy komolyabb rúgó összehúzó készítésén -
Talán ha havonta egyszer van rá szükség ...
De most találtam ezt a kis gépet és ez megtetszett .
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 november 10, 08:02
Írta: Csuhás Dátum 2019 november 10, 08:02
Egy ötlet amit érdemes lehet elkészíteni:
Él letörő, sorjázó (https://gtwr.de/chamfering-machine/)
Él letörő, sorjázó (https://gtwr.de/chamfering-machine/)
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2019 november 10, 09:04
Írta: Motoros Dátum 2019 november 10, 09:04
Valóban ötletes, és nem is rossz. Viszont szerintem az a gond vele, hogy akár négy élű maró esetén is a forgácsvastagság relative nagy és ezért viszonylag nehéz az előtolás kézzel...pontosabban lassú tolást enged.
Nekem van hasonló elrendezéssel egy szinte tök ilyen kütyüm annyi a különbség, hogy a motor felül van és a darabot egy asztalon lehet eltolni.
Még alu lemezek sorjátlanítására fazettázására sem igazi szériázás esetén.
Viszont van egy másik verzió amikor is egy újmaró helyett egy HSS fűrésztárcsa forog el egy tengelyen Az sokkal jobban használható. A "Varga" féle fazettázó is ilyen.
Egy abrikter asztalára aplikáltam egy ugyanolyan vinkli alu sint mint a barátunk. Sokkal hatékonyabb, nagy kézi előtolást tesz lehetővé és a felület is kielégítő.
Nekem van hasonló elrendezéssel egy szinte tök ilyen kütyüm annyi a különbség, hogy a motor felül van és a darabot egy asztalon lehet eltolni.
Még alu lemezek sorjátlanítására fazettázására sem igazi szériázás esetén.
Viszont van egy másik verzió amikor is egy újmaró helyett egy HSS fűrésztárcsa forog el egy tengelyen Az sokkal jobban használható. A "Varga" féle fazettázó is ilyen.
Egy abrikter asztalára aplikáltam egy ugyanolyan vinkli alu sint mint a barátunk. Sokkal hatékonyabb, nagy kézi előtolást tesz lehetővé és a felület is kielégítő.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 november 10, 12:01
Írta: Csuhás Dátum 2019 november 10, 12:01
Nekem marógép mellé kellene kb 1.5..2.5mm letöréseket készíteni acélba is. Szerinted ez a kialakítás, nem négyélű maróval, hanem vídia hengeres turbómaróval hogyan működne?
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2019 november 10, 15:28
Írta: ywathzay Dátum 2019 november 10, 15:28
Én ha mindenáron pontos élletörést akarok marógépen a 90fokos 3élű furatsüllyesztővel szoktam. Méretreállás után hibátlan, egyforma az összes letörés. Ritkán alkalmazom, egyenes vonal mentén reszelővel sem gond.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 november 10, 15:40
Írta: Varga László Dátum 2019 november 10, 15:40
Szerintem ha megengeded a választ.
Jó lassan !
Berakódna a turbómaró és törnének a fogai.
Jó lassan !
Berakódna a turbómaró és törnének a fogai.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2019 november 10, 16:16
Írta: Motoros Dátum 2019 november 10, 16:16
Szerintem is úgy történne ahogy V Laci leírta.
Kézi előtolással, pontosabban a munkadarabot kézbe fogva acélba nem nagyon tudom elképzelni, a dolgot.
Ami talán menne, az valami flexes megoldás, csiszolótárcsával a forgásra merőleges előtolással a V vályúban, és utánállítási lehetőséggel a kopás miatt. De ezt csak most találtam ki.[#nemtudom]
Kézi előtolással, pontosabban a munkadarabot kézbe fogva acélba nem nagyon tudom elképzelni, a dolgot.
Ami talán menne, az valami flexes megoldás, csiszolótárcsával a forgásra merőleges előtolással a V vályúban, és utánállítási lehetőséggel a kopás miatt. De ezt csak most találtam ki.[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2019 november 10, 16:28
Írta: Motoros Dátum 2019 november 10, 16:28
Igen a reszelő az egyik eszköz amit mára már teljesen elfelejtettünk. Ennek az is lehet az oka, hogy megfelelő fazonú, minőségű reszelő manapság ritkaság.
Pl esztergához való finom párhuzamos reszelőt honnan is??
Megmondom: Stihl fűrészhez kapható a lapos is nem csak a kerek. Én a nyélbe való hegyes végét le szoktam flexelni, nehogy a gép betolja a csuklómba ha véletlenül bénázok és megakad.
Sokan nem tudják, hogy az eltömődött de még nem kopott reszelőt nem drótkefézni kell, hanem egy aluminiumdarabbal kitolni, a forgácsot.
Pl esztergához való finom párhuzamos reszelőt honnan is??
Megmondom: Stihl fűrészhez kapható a lapos is nem csak a kerek. Én a nyélbe való hegyes végét le szoktam flexelni, nehogy a gép betolja a csuklómba ha véletlenül bénázok és megakad.
Sokan nem tudják, hogy az eltömődött de még nem kopott reszelőt nem drótkefézni kell, hanem egy aluminiumdarabbal kitolni, a forgácsot.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2019 november 10, 17:16
Írta: zozo Dátum 2019 november 10, 17:16
Én úgy emlékszem, a régen reszelő kefeként árult kefének réz vagy bronz volt a sörtéje. Miért ne lenne az jó most is?
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 november 10, 18:02
Írta: Varga László Dátum 2019 november 10, 18:02
Szalagcsiszolót tudnék elképzelni ,ami fölé van applikálva a vályú,és azt is 45 fokra a szalag irányára.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 november 10, 18:18
Írta: Csuhás Dátum 2019 november 10, 18:18
Öreg marógépemen nincs gyors fej így a letörést egy 50-es marófejjel készítem, amiben nyolcszögletes lapkák vannak így van 45 fokos éle. A műveletek közötti sorjázást vagy reszelővel vagy fordulatszám szabályzós felx-el csiszolópapíros tárcsával végzem. Ezt lehetne a műveletek között egy kb 0.5-ös letöréssel helyettesíteni, a végén meg mondjuk 1.5-ös esztétikai falzettázással befejezni a darabot.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2019 november 10, 18:24
Írta: Csuhás Dátum 2019 november 10, 18:24
Nekem konkrétan nem jó a szalagcsiszoló, mert kiutáltam a műhelyből a por miatt, minden darabbal kiszaladgálni a garázsba pedig nem praktikus.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2019 november 10, 18:26
Írta: TROMF22 Dátum 2019 november 10, 18:26
Vannak erre gyári gépek (de az árát inkább ne is nézd meg.)
Kantenbrechmaschine (https://www.google.com/search?newwindow=1&sxsrf=ACYBGNTANSMK4CZlrT7zmatR9wiQH3TbwQ:1573406366524&q=Kantenbrechmaschine&tbm=isch&source=univ&client=firefox-b-d&sa=X&ved=2ahUKEwjonsG8k-DlAhVeAxAIHdwdDlkQsAR6BAgQEAE&biw=1536&bih=848#imgrc=_)
Kantenbrechmaschine (https://www.google.com/search?newwindow=1&sxsrf=ACYBGNTANSMK4CZlrT7zmatR9wiQH3TbwQ:1573406366524&q=Kantenbrechmaschine&tbm=isch&source=univ&client=firefox-b-d&sa=X&ved=2ahUKEwjonsG8k-DlAhVeAxAIHdwdDlkQsAR6BAgQEAE&biw=1536&bih=848#imgrc=_)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2019 november 10, 18:33
Írta: TROMF22 Dátum 2019 november 10, 18:33
Ez már sk. is megvalósítható.
Módjával acélhoz is jó.
A szerszámát érdemes jól megnézni.
MAKRA (https://stange-maschinen.de/product_info.php?products_id=3084)
Módjával acélhoz is jó.
A szerszámát érdemes jól megnézni.
MAKRA (https://stange-maschinen.de/product_info.php?products_id=3084)
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 november 10, 18:40
Írta: vadember Dátum 2019 november 10, 18:40
Hegesztés előkészítésére is használják az iparban. Természetesen keményfém lapkával szerelt fejjel. Nem mondanám lassúnak.
Élletörő gépek (https://www.google.com/search?sxsrf=ACYBGNSw93tkWLL0joex-gpLh6j5sReNpQ:1573406854252&q=%C3%A9llet%C3%B6r%C5%91+g%C3%A9p&tbm=isch&source=univ&sxsrf=ACYBGNSw93tkWLL0joex-gpLh6j5sReNpQ:1573406854252&sa=X&ved=2ahUKEwi-5omlleDlAhVEpYsKHTbiAZsQsAR6BAgJEAE&biw=1920&bih=975#imgrc=_)
Élletörő gépek (https://www.google.com/search?sxsrf=ACYBGNSw93tkWLL0joex-gpLh6j5sReNpQ:1573406854252&q=%C3%A9llet%C3%B6r%C5%91+g%C3%A9p&tbm=isch&source=univ&sxsrf=ACYBGNSw93tkWLL0joex-gpLh6j5sReNpQ:1573406854252&sa=X&ved=2ahUKEwi-5omlleDlAhVEpYsKHTbiAZsQsAR6BAgJEAE&biw=1920&bih=975#imgrc=_)
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2019 november 11, 08:12
Írta: ebalint Dátum 2019 november 11, 08:12
... turbómaróval...
Sorjázási műveletként kézi módszerrel iparszerűen, autóipari cégnél működik.
A turbómaró jól bírja a "kiképzést", nem is olyan vészes az ára.
Sorjázási műveletként kézi módszerrel iparszerűen, autóipari cégnél működik.
A turbómaró jól bírja a "kiképzést", nem is olyan vészes az ára.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 11, 19:37
Írta: svejk Dátum 2019 november 11, 19:37
csinált már otthon valaki ilyesmi többpontos zsírzót? (https://www.bearing.hu/project/tobbpontos-automata-kenorendszerek/)
Persze nem gázosat.
Gondoltuk egy barátommal hogy összefognánk pár műanyag fecskendőt és egy kis léptetővel lehetne egy menetes szárral adagolni.
De ha valaki látott már hobby kivitelt akkor nem találnánk fel a spanyol viaszt.
Persze nem gázosat.
Gondoltuk egy barátommal hogy összefognánk pár műanyag fecskendőt és egy kis léptetővel lehetne egy menetes szárral adagolni.
De ha valaki látott már hobby kivitelt akkor nem találnánk fel a spanyol viaszt.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 11, 20:07
Írta: svejk Dátum 2019 november 11, 20:07
Vagy esetleg ilyen gázpatron beszerezhető valahonnan?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 november 11, 20:09
Írta: Szalai György Dátum 2019 november 11, 20:09
,,pár műanyag fecskendőt"
Axisonként ötöt? (Négy kocsi és egy anya)
Három axis = tizenöt fecskendő.
Kicsi vékony fecskendő hamar kifogy.
Nagy fecskendő csak vastag kivitelbe létezik, amit nagyobb erővel vagy kénytelen nyomni.
Mekkora erő kellhet egy darab 60 ml-es fecskendő megindításához NLGI 1 lágy zsírral? (Dugattyú d = 30 mm)
Van az a kemény zsír, ami nem folyik ki a kocsiból, de amitől előbb szétreped a fecskendő, mint ahogy megindulna?
Axisonként ötöt? (Négy kocsi és egy anya)
Három axis = tizenöt fecskendő.
Kicsi vékony fecskendő hamar kifogy.
Nagy fecskendő csak vastag kivitelbe létezik, amit nagyobb erővel vagy kénytelen nyomni.
Mekkora erő kellhet egy darab 60 ml-es fecskendő megindításához NLGI 1 lágy zsírral? (Dugattyú d = 30 mm)
Van az a kemény zsír, ami nem folyik ki a kocsiból, de amitől előbb szétreped a fecskendő, mint ahogy megindulna?
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 november 11, 20:17
Írta: vadember Dátum 2019 november 11, 20:17
Ez ugyan SMD alkatrészekhez készült, de az elv használható.
2:40 -nél
vagy egy kicsit túllihegve
2:40 -nél
vagy egy kicsit túllihegve
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 11, 20:20
Írta: svejk Dátum 2019 november 11, 20:20
Igen 3x5 fecskendő.
Mint látod a gyári is 8 ml-es azaz 8 cm3.
Egy 15 vagy 20-as kocsinak egy évig elég, főleg hobbyban.
Én mindig egy 15 ml-es fecskendőbe szívom fel az MP00-ás zsírt és azzal nyomom tele a kocsikat felszerelés után.
Nem nehéz kinyomni egyáltalán.
Egy fél Nm-es moci 1-es emelkedésű orsóval 300 kg súlyerőt tud elméletileg.
Mint látod a gyári is 8 ml-es azaz 8 cm3.
Egy 15 vagy 20-as kocsinak egy évig elég, főleg hobbyban.
Én mindig egy 15 ml-es fecskendőbe szívom fel az MP00-ás zsírt és azzal nyomom tele a kocsikat felszerelés után.
Nem nehéz kinyomni egyáltalán.
Egy fél Nm-es moci 1-es emelkedésű orsóval 300 kg súlyerőt tud elméletileg.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 11, 20:26
Írta: svejk Dátum 2019 november 11, 20:26
Köszi a videókat, ezek már űbertechnikák az én elképzelésemhez képest.
Én még azt is el tudnám képzelni, hogy egyszerűen csak kézzel tekerne az ember egy felet az orsó mint régen a stauferoknál csak ugye itt az a lényeg, hogy egyszerre menne mindegyik -egyébként sokszor utólag már elérhetetlen- helyre a kenőanyag.
A gőzmozdonyokon is volt már központi kenőprés :)
Én még azt is el tudnám képzelni, hogy egyszerűen csak kézzel tekerne az ember egy felet az orsó mint régen a stauferoknál csak ugye itt az a lényeg, hogy egyszerre menne mindegyik -egyébként sokszor utólag már elérhetetlen- helyre a kenőanyag.
A gőzmozdonyokon is volt már központi kenőprés :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 11, 20:35
Írta: svejk Dátum 2019 november 11, 20:35
Jó lenne olyan műanyag fecsiket szerezni amiknek koncentrikus a kifolyó csöcse.
Mostanában az egyik oldalra eltoltakkal találkozom, gondolom a könnyebb légtelenítés végett.
Mostanában az egyik oldalra eltoltakkal találkozom, gondolom a könnyebb légtelenítés végett.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 11, 20:39
Írta: svejk Dátum 2019 november 11, 20:39
Ez (https://gyogyaszati.hu/search/page=1/?t_kereso=10%20ml/fecskendo-3-reszes-gumidugos-10ml/5684) vajon még olyan lehet?
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 november 11, 21:04
Írta: vadember Dátum 2019 november 11, 21:04
Van példa mind a két kivitelre.
Fecskendők (https://www.aliexpress.com/af/syringe.html?d=y&origin=n&SearchText=syringe&catId=0&initiative_id=SB_20191111120151)
Fecskendők (https://www.aliexpress.com/af/syringe.html?d=y&origin=n&SearchText=syringe&catId=0&initiative_id=SB_20191111120151)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 11, 21:08
Írta: svejk Dátum 2019 november 11, 21:08
No, látom Te már notórius bazározó vagy. :)
Nálunk is fillérekbe kerül a fecsi.
Nálunk is fillérekbe kerül a fecsi.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2019 november 11, 21:41
Írta: vadember Dátum 2019 november 11, 21:41
Sajnos vagy nem ,de rákényszerít az élet. Mire hazaérek a melóból minden műszaki bolt zárva van. Ráadásul legtöbbször ugyan azt kapom mint Kínából, csak sokkal drágábban.
De ezt a linket csak a példa kedvéért küldtem, hogy van példa a közép kivezetésűre is.
De ezt a linket csak a példa kedvéért küldtem, hogy van példa a közép kivezetésűre is.
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2019 november 11, 22:26
Írta: Bicska Dátum 2019 november 11, 22:26
Azt én sem értem pontosan, hogy miért akarsz több kicsi fecskendőt? Miért nem elég 1-2 bazinagy? Utána meg csinálsz elosztót, akár lehetne állíthatóra is, hogy más-más mennyiség mehessen csapágyanként?! [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2019 november 12, 05:59
Írta: fpd0kbd4 Dátum 2019 november 12, 05:59
Pneu munkahenger egy vissza csapó szeleppel vagy külön kezelhető csappal a zsír beszívásához, plusz a #106990#-ben hirdetett elosztóim? Már csak a bazár miatt [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2019 november 12, 06:39
Írta: fpd0kbd4 Dátum 2019 november 12, 06:39
Épp a napokban kellett csinálnom pneu munkahengerből egy légtelenítő alkalmatosságot az autóm kuplungjához, mikor váratlanul nem sikerült kiállnom az udvarról.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 12, 09:01
Írta: svejk Dátum 2019 november 12, 09:01
Ad egy a csövek bizonyára nem egyforma hosszúak, ad kettő más egy kocsi és más egy golyósanya befogadó ellenállása.
Ergo sosem lenne egyenletes a zsírelosztás.
Ergo sosem lenne egyenletes a zsírelosztás.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 12, 09:06
Írta: svejk Dátum 2019 november 12, 09:06
aAhirdetett elosztód olajra való, ott a kimeneti egységek állítják be a mennyiséget.
Pl. egy faipari gépen nem használhatsz olajat, mert lecsöppenhet, a zsírral is csak ésszel lehet bánni.
Pl. egy faipari gépen nem használhatsz olajat, mert lecsöppenhet, a zsírral is csak ésszel lehet bánni.
Cím: Re:Mechanikai ötletek
Írta: fpd0kbd4 Dátum 2019 november 12, 14:07
Írta: fpd0kbd4 Dátum 2019 november 12, 14:07
A fellelt környezetében olajjal működött.Egy tesztel lehetne eldönteni,hogy központi zsír viszkozitással működne-e.A boncolós fotó alapján az a véleményem,hogy adagolja a kenőanyagot.
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_cf4pgxy92wesy9u045m6p_2771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/cf4pgxy92wesy9u045m6p_2771.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_cf4pgxy92wesy9u045m6p_2771.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/cf4pgxy92wesy9u045m6p_2771.jpg)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 12, 16:21
Írta: svejk Dátum 2019 november 12, 16:21
Kétféle megoldás létezik az alacsony és a magasnyomású.
Én az utóbbit ismerem közelebbről, ennél amikor megjön a nyomás akkor a dugattyút a rúgó ellenében felhúzza, majd amikor vége a nyomás ciklusnak akkor a rúgó kitolja a dugattyút és a megfelelő mennyiséget a kenési helyre továbbítja.
A betétekre rá van írva hogy hány mm3 egy löket.
De a lényeg nem is ezen van hanem azon, hogy könnyen reprodukálhatóan, és olcsón meg lehessen oldani a feladatot.
Ebbe a kategóriába nem fér bele a néha talált kenőrendszer.
Én az utóbbit ismerem közelebbről, ennél amikor megjön a nyomás akkor a dugattyút a rúgó ellenében felhúzza, majd amikor vége a nyomás ciklusnak akkor a rúgó kitolja a dugattyút és a megfelelő mennyiséget a kenési helyre továbbítja.
A betétekre rá van írva hogy hány mm3 egy löket.
De a lényeg nem is ezen van hanem azon, hogy könnyen reprodukálhatóan, és olcsón meg lehessen oldani a feladatot.
Ebbe a kategóriába nem fér bele a néha talált kenőrendszer.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 november 12, 16:48
Írta: Szalai György Dátum 2019 november 12, 16:48
Értem én, hogy fecskendőből telenyomod a kocsit fél folyékony, teflonos zsírral és nem nehéz nyomni, míg kimegy a kocsiból a levegő.
Ámde, mi van azután? Amikor már a retkes, beszáradt zsírt kell kituszkolni az új zsírnak a kocsiból, a szennylehúzó mellett-alatt-fölött.
(Mondjuk az a négy év szervizciklusú zsír pont nem a beszáradós fajta.)
Na de akkor már nem olyan könnyű szerintem.
A másik érdekes kérdés, hogy: Az utánnyomott tiszta zsír mikor jut el a gördülő elemig, ha azt a régi zsír veszi körül?
Vagyis, hogy van-e értelme utána nyomni a tiszta zsírt, ha előtte nem mostad ki a régit.
Hogy Jar Jar Binks-t idézzem a klasszikusok közül: ,,Ez nekem maxibűzli." [#vigyor2]
Ámde, mi van azután? Amikor már a retkes, beszáradt zsírt kell kituszkolni az új zsírnak a kocsiból, a szennylehúzó mellett-alatt-fölött.
(Mondjuk az a négy év szervizciklusú zsír pont nem a beszáradós fajta.)
Na de akkor már nem olyan könnyű szerintem.
A másik érdekes kérdés, hogy: Az utánnyomott tiszta zsír mikor jut el a gördülő elemig, ha azt a régi zsír veszi körül?
Vagyis, hogy van-e értelme utána nyomni a tiszta zsírt, ha előtte nem mostad ki a régit.
Hogy Jar Jar Binks-t idézzem a klasszikusok közül: ,,Ez nekem maxibűzli." [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2019 november 12, 19:51
Írta: dtb Dátum 2019 november 12, 19:51
Én a faipari gépemen a következőképp oldottam meg a zsírzás kérdését, már ahol lehetett... A "Z" volt a legegyszerűbb, ez mindkét oldalról kapott egy-egy kb. 200mm hosszú, autóknál használt porvédő gumiharangot. Ezeket megtömtem zsírral, aminek nagy része ki is jött ugyan az első minimum-maximum mozgatáskor, de még így is maradt benne bőven. A tengely innen kezdve "pormentes", és folyamatos zsírzásban részesül. Sajna ez a módszer hosszabb tengelynél nem használható, de 3-400mm hosszban még bőven jó.
Az Y-nál a két lineár csapágy közé gégecsőből vágtam olyan hosszúságot, ami kicsit több, mit a csapágyak távolsága, hogy rögzítés nélkül is befeszüljön, majd ezt is megtömtem zsírral, így amíg az összes ki nem hordódik a csapágyakon kívülre, mindig lesz a tengelyen egy vékony réteg kenés.
Az Y-nál a két lineár csapágy közé gégecsőből vágtam olyan hosszúságot, ami kicsit több, mit a csapágyak távolsága, hogy rögzítés nélkül is befeszüljön, majd ezt is megtömtem zsírral, így amíg az összes ki nem hordódik a csapágyakon kívülre, mindig lesz a tengelyen egy vékony réteg kenés.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 12, 20:23
Írta: svejk Dátum 2019 november 12, 20:23
Te tényleg nem akarod érteni vagy csak még nem láttál ilyet?
Összerakom a gépem új elemekkel és folyamatosan megy bele a zsír nincs beszáradva semmi, időnként letörlöm a kiszivárgottat.
Összerakom a gépem új elemekkel és folyamatosan megy bele a zsír nincs beszáradva semmi, időnként letörlöm a kiszivárgottat.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2019 november 13, 05:14
Írta: sanyi84 Dátum 2019 november 13, 05:14
Simán jó. Időnként 1-1 kocsit leszedsz és tisztítod, de meglátod nem megy a por csak a nem dugózott sín miatt a kocsi azon részéhez ahol csak a zsír van.
Én központi olajzást használok kis nyomású rendszerben olaj mérővel, vezetővel. Legalább is jobb fordítása nincs. Csúszó vezetéket olajoz, és golyósorsót olajoz. Az más tészta hogy fa gépeknél nem elég kizárólag csak a kocsik szennylehúzójára építeni a védelmet. Kellene rá harmonika is.
Én központi olajzást használok kis nyomású rendszerben olaj mérővel, vezetővel. Legalább is jobb fordítása nincs. Csúszó vezetéket olajoz, és golyósorsót olajoz. Az más tészta hogy fa gépeknél nem elég kizárólag csak a kocsik szennylehúzójára építeni a védelmet. Kellene rá harmonika is.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2019 november 13, 05:44
Írta: Szalai György Dátum 2019 november 13, 05:44
Persze, hogy láttam már központi zsírkenést. Teherautón.
Hobby gépen és hobby megoldásban nem látom értelmét.
Nem lesz korrekt és van jobb, egyszerűbb megoldás. Vagyis jojó, csak minek.
Élettartam zsírkenés, vagy szervizciklus zsírkenésben látom a megoldást.
Melyik gyártó honlapján olvastad, hogy tömd tele zsírral a kocsit, míg orrán-száján nem dől belőle?
Hogy másik klasszikust idézzek: Ez böszmeség.
Épp annyi zsír kell bele, amennyi oda való. Nem több. Pont egy ilyen nagyon remek, kenőanyagból, amilyet használsz. A többi csak akadályoz, nem ken, hatástalan.
(A porvédelmet meg szerintem kár ide keverni, úgy gondolom, az nem a zsír dolga. Épp ellenkezőleg.)
De ez csak a saját véleményem.
Hobby gépen és hobby megoldásban nem látom értelmét.
Nem lesz korrekt és van jobb, egyszerűbb megoldás. Vagyis jojó, csak minek.
Élettartam zsírkenés, vagy szervizciklus zsírkenésben látom a megoldást.
Melyik gyártó honlapján olvastad, hogy tömd tele zsírral a kocsit, míg orrán-száján nem dől belőle?
Hogy másik klasszikust idézzek: Ez böszmeség.
Épp annyi zsír kell bele, amennyi oda való. Nem több. Pont egy ilyen nagyon remek, kenőanyagból, amilyet használsz. A többi csak akadályoz, nem ken, hatástalan.
(A porvédelmet meg szerintem kár ide keverni, úgy gondolom, az nem a zsír dolga. Épp ellenkezőleg.)
De ez csak a saját véleményem.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2019 november 13, 07:16
Írta: frob Dátum 2019 november 13, 07:16
milyen központi olajzót használsz?
és persze milyen olajjal, gondolom a lineáris sínt kened vele, vagy a golyósorsót?
mennyi olaj fogy?
pár dolgot írj már róla légyszives, esetleg fotó is jöhet :)
köszi!
és persze milyen olajjal, gondolom a lineáris sínt kened vele, vagy a golyósorsót?
mennyi olaj fogy?
pár dolgot írj már róla légyszives, esetleg fotó is jöhet :)
köszi!
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2019 november 13, 08:22
Írta: sanyi84 Dátum 2019 november 13, 08:22
Régi cnc gép, vas siklik vason... A csúszó vezetéket és a golyósorsót keni. Kis fém és műanyag alkatrészekre való a gép. Nem fa!!!!
Kínai 2 literest.
https://s.click.aliexpress.com/e/tK2bpTOg
Kellett hozzá M8x1 4 mm levegő gyors csatlakozó is. A kimenetre.
Olaj 68 As szánkenő olaj. Olajzás felépítése:
Elosztó tömbből megy a Z felé és az XY felé. X tömbje Y tömbbel összekötve.
Az adagolók külön vannak tengelyenként. Olajozza a golyósorsót is. Több átfolyási ráta van!
https://s.click.aliexpress.com/e/BCK0vAWc
Még nem írtam okosságot hogy akkor olajozzon ha X métert megtett a szán. De akkor jó lenne 3 tartály...
Fotó talán van... Nézz szét itt:
https://www.instructables.com/id/Home-Renovation-of-Old-Cnc-Machine-With-Fagor-800m/
Kínai 2 literest.
https://s.click.aliexpress.com/e/tK2bpTOg
Kellett hozzá M8x1 4 mm levegő gyors csatlakozó is. A kimenetre.
Olaj 68 As szánkenő olaj. Olajzás felépítése:
Elosztó tömbből megy a Z felé és az XY felé. X tömbje Y tömbbel összekötve.
Az adagolók külön vannak tengelyenként. Olajozza a golyósorsót is. Több átfolyási ráta van!
https://s.click.aliexpress.com/e/BCK0vAWc
Még nem írtam okosságot hogy akkor olajozzon ha X métert megtett a szán. De akkor jó lenne 3 tartály...
Fotó talán van... Nézz szét itt:
https://www.instructables.com/id/Home-Renovation-of-Old-Cnc-Machine-With-Fagor-800m/
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 13, 08:54
Írta: svejk Dátum 2019 november 13, 08:54
"Melyik gyártó honlapján olvastad, hogy tömd tele zsírral a kocsit, míg orrán-száján nem dől belőle?"
Szerinted mi történik amikor nincs folyamatos kenés hanem mondjuk az előírt 1-6 hónapos intervallumra írja elő a gyártó a zsírzást?
TELETÖMÖD és a szennyezett elöregedett részt kitolod az újjal.
Egy gyártó sem írja hogy szedd miszlikre a 60 millás géped, a kocsikat mosd ki és egy borsószemnyi zsírt rakj bele. Érdekes is lenne...
Szóval ha jó ez a folyamatos zsírzás mondjuk a HAAS-nak akkor nekem is jó lenne.
A porvédelmet ugyan nem én írtam, de valóban a kitüremkedett zsír az egyik akadályozója annak hogy a finom por bejusson a kocsikba. Ha csak a golyók kapnak minimál kenést akkor a szennylehúzók mínusz idő alatt elkopnak, mint láthatod a fórumon árult használt lineárok java részénél, mert mint tudjuk ha a dolgozóra van bízva a kenés akkor azt meg lehet ba..ni.
"Hobby gépen és hobby megoldásban nem látom értelmét."
Nem is láthatod, mert 13 év alatt még egyet sem sikerült összeraknod. [#crazya][#nevetes1]
No mindegy az eredeti kérdésem csak annyi volt, hogy látott-e valaki hobby megoldást a folyamatos zsírozásra.... és hogy én is idézzek egy klasszikust: Ugorgyunk!
Szerinted mi történik amikor nincs folyamatos kenés hanem mondjuk az előírt 1-6 hónapos intervallumra írja elő a gyártó a zsírzást?
TELETÖMÖD és a szennyezett elöregedett részt kitolod az újjal.
Egy gyártó sem írja hogy szedd miszlikre a 60 millás géped, a kocsikat mosd ki és egy borsószemnyi zsírt rakj bele. Érdekes is lenne...
Szóval ha jó ez a folyamatos zsírzás mondjuk a HAAS-nak akkor nekem is jó lenne.
A porvédelmet ugyan nem én írtam, de valóban a kitüremkedett zsír az egyik akadályozója annak hogy a finom por bejusson a kocsikba. Ha csak a golyók kapnak minimál kenést akkor a szennylehúzók mínusz idő alatt elkopnak, mint láthatod a fórumon árult használt lineárok java részénél, mert mint tudjuk ha a dolgozóra van bízva a kenés akkor azt meg lehet ba..ni.
"Hobby gépen és hobby megoldásban nem látom értelmét."
Nem is láthatod, mert 13 év alatt még egyet sem sikerült összeraknod. [#crazya][#nevetes1]
No mindegy az eredeti kérdésem csak annyi volt, hogy látott-e valaki hobby megoldást a folyamatos zsírozásra.... és hogy én is idézzek egy klasszikust: Ugorgyunk!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2019 november 13, 09:00
Írta: keri Dátum 2019 november 13, 09:00
Mintha vbodi megcsinálta volna...vagy csak a zsírzó szemeket vezette ki? már rég volt.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2019 november 13, 09:01
Írta: frob Dátum 2019 november 13, 09:01
nagyon köszi!
tehát ha jól értem, van egy ilyen kínai olajzó, ami néha lök egyet , és az elosztókon ( arról is kérhetnék egy képet vagy linket) keresztül megy el mindenhova, milyen csővel? valami vékony levegőcső, pl 4mm es? ( nem tudom van e ilyen méret)
erről az olajról (https://olajshop.hu/spl/654653/ISO-VG-68) van szó?
egy átlag motorolajhoz képest mennyivel másabb a viszkozitása, hígabbnak képzelem egyébként...
az olajzónak mi a legkisebb mennyisége amit tud nyomni, mondjuk van kocsi dögivel szóval van mit, csak még is jó lenne ha nem ázna el minden :)
gondolom úgy csináltad, az első menetet hogy kijárattad az összes csőből a levegőt és utána kötötted fel a helyére csatlakozókkal
kösz!
tehát ha jól értem, van egy ilyen kínai olajzó, ami néha lök egyet , és az elosztókon ( arról is kérhetnék egy képet vagy linket) keresztül megy el mindenhova, milyen csővel? valami vékony levegőcső, pl 4mm es? ( nem tudom van e ilyen méret)
erről az olajról (https://olajshop.hu/spl/654653/ISO-VG-68) van szó?
egy átlag motorolajhoz képest mennyivel másabb a viszkozitása, hígabbnak képzelem egyébként...
az olajzónak mi a legkisebb mennyisége amit tud nyomni, mondjuk van kocsi dögivel szóval van mit, csak még is jó lenne ha nem ázna el minden :)
gondolom úgy csináltad, az első menetet hogy kijárattad az összes csőből a levegőt és utána kötötted fel a helyére csatlakozókkal
kösz!
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2019 november 13, 09:03
Írta: keri Dátum 2019 november 13, 09:03
Amúgy egy csomó zsírzószemes csapágyazásnál van karbantartási utasításban, hogy addig nyomjuk bele a zsírt amíg ki nem nyomja.
Persze világos mit mond György, én is úgy tanultam hogy egy zárt csapágyat 2/3-ban töltsünk csak fel zsírral, mert túlzott melegedéshez és a zsír kiolvadásához vezet ha teli rakjuk, de gondolom zsírzó szemnél nehéz megoldani hogy ne nyomja teli.
Persze világos mit mond György, én is úgy tanultam hogy egy zárt csapágyat 2/3-ban töltsünk csak fel zsírral, mert túlzott melegedéshez és a zsír kiolvadásához vezet ha teli rakjuk, de gondolom zsírzó szemnél nehéz megoldani hogy ne nyomja teli.
Cím: Re:Mechanikai ötletek
Írta: sanyi84 Dátum 2019 november 13, 10:00
Írta: sanyi84 Dátum 2019 november 13, 10:00
Kocsikat zsírozni szoktuk iparban is, évente 2x. Az olaj a golyós orsókhoz kell LM guide esetén. Nálam más mert siklóvezeték van. Én a makláriak olaját és hűtővizét (emulzióolaját) javaslom. Damat Lubs. Abból sem a repce jellegűt. Plusz hozzá egy ipari porszívó, lefölözni az olajat a vízről. Valami piros dobozosat használok, ha elfogy beruházók 20 liter szánkenőre/emulzióra és veszélyes anyag szállításra.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 13, 10:03
Írta: svejk Dátum 2019 november 13, 10:03
A kivezetés jó dolog lenne, de az is a dolgozóra van bízva.
Vagy keni vagy nem...
A melóhelyemen egy célgépnél f@szán kivezettük a zsírzógombokat 4-es pneumatika csővel.
(Nem egyszerű mert általában a kocsikon véletlen sem olyan menetet használnak ami passzolna a push-in pneumatika csatik menetével, menet átalakítókat kellett esztergálnom.)
Dolgozóknak elmondva hogy néha a kézi zsírzóval nyomjanak bele, amíg meg nem jeleneik a kocsik szennylehúzójánál.
Mindössze 4 db hozzáférhető helyre kivezetett zsírzógombról volt szó.
Kis idő múlva látom ám, hogy útközben minden csupa zsír.
Persze a dolgozó inkább odahúzta a 180 kg-os pneumatikus pumpával ellátott zsíroshordós kocsit és megnyomta a zsírzógombokat.
No erre a 200 barra a PA pneumatika csövek 10 cm-es felhasadással reagáltak. :)
Vagy keni vagy nem...
A melóhelyemen egy célgépnél f@szán kivezettük a zsírzógombokat 4-es pneumatika csővel.
(Nem egyszerű mert általában a kocsikon véletlen sem olyan menetet használnak ami passzolna a push-in pneumatika csatik menetével, menet átalakítókat kellett esztergálnom.)
Dolgozóknak elmondva hogy néha a kézi zsírzóval nyomjanak bele, amíg meg nem jeleneik a kocsik szennylehúzójánál.
Mindössze 4 db hozzáférhető helyre kivezetett zsírzógombról volt szó.
Kis idő múlva látom ám, hogy útközben minden csupa zsír.
Persze a dolgozó inkább odahúzta a 180 kg-os pneumatikus pumpával ellátott zsíroshordós kocsit és megnyomta a zsírzógombokat.
No erre a 200 barra a PA pneumatika csövek 10 cm-es felhasadással reagáltak. :)
Cím: Re:Mechanikai ötletek
Írta: Dezső Dátum 2019 november 13, 11:35
Írta: Dezső Dátum 2019 november 13, 11:35
Na de, van automata zsírzópatron, ott belehet állítani, hogy az adott mennyiségű zsírt hány hónap alatt tolja ki.
Azért célszerű használat előtt a csöveket kézi zsírzóval feltölteni!
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_2jtk6y0uznfiafics8up_4348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/2jtk6y0uznfiafics8up_4348.jpg)
Azért célszerű használat előtt a csöveket kézi zsírzóval feltölteni!
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_2jtk6y0uznfiafics8up_4348.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/2jtk6y0uznfiafics8up_4348.jpg)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 13, 11:49
Írta: svejk Dátum 2019 november 13, 11:49
No és célszerű az elejéről [#t179p16007#] elolvasni egy adott témát.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2019 november 13, 17:15
Írta: PSoft Dátum 2019 november 13, 17:15
Idézegy zárt csapágyat 2/3-ban töltsünk csak fel zsírral, mert túlzott melegedéshez és a zsír kiolvadásához vezet ha teli rakjuk
Ez akár igaz is lehet egy több százat, több ezret forgó csapágynál.
De...
Hallottál/olvastál itt már olyanról, hogy egy hobby gép zárt csapágyai -akár kocsi, akár orsóanya, akár végcsapágyak- az intenzív használattól túlmelegedtek és kifolyt a zsír belőlük?
Az első pár méterem "kidolgozza" magából a fölösleget és vígan megy tovább a bennmaradó zsírral.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 13, 18:11
Írta: svejk Dátum 2019 november 13, 18:11
Az a megállapítás szerintem igazából magas fordulatszámon üzemelő vagy nagy átmérőjű csapágyakra vonatkozik, ahol nagy a kosár és a golyók sebessége.
De akár egy 6x04-es csapágy esetén is 3000-es fordulaton úgy 100 m/perc körül szalad a kosár és a golyók.
Míg a hobbi lineáris vezetékeknél meg általában 3-6 m/perc, lézereknél esetleg 20-30 m/perc.
A golyósorsók golyói mehetnek gyorsabban de ott megint van helye a felesleges zsírnak.
De akár egy 6x04-es csapágy esetén is 3000-es fordulaton úgy 100 m/perc körül szalad a kosár és a golyók.
Míg a hobbi lineáris vezetékeknél meg általában 3-6 m/perc, lézereknél esetleg 20-30 m/perc.
A golyósorsók golyói mehetnek gyorsabban de ott megint van helye a felesleges zsírnak.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2019 november 13, 18:16
Írta: svejk Dátum 2019 november 13, 18:16
Egyébként a fémiparban is létezik 100 m/perces sebesség lineáris golyós kocsikkal és golyósorsókkal de ott már hűtve van az orsó és a sín is.
Pfrontenben a DMG gyárban büszkélkedtek is vele.
Pfrontenben a DMG gyárban büszkélkedtek is vele.
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2019 november 13, 21:03
Írta: VViktor Dátum 2019 november 13, 21:03
Sziasztok. Varga István anno igy oldotta meg a központi zsirozást.
https://cnctar.hobbycnc.hu/Varga%20Istv%C3%A1n/Mar%C3%B3g%C3%A9p%205tu/X%20sz%C3%A1n1.jpg
https://cnctar.hobbycnc.hu/Varga%20Istv%C3%A1n/Mar%C3%B3g%C3%A9p%205tu/Y%20sz%C3%A1n1.jpg
https://cnctar.hobbycnc.hu/Varga%20Istv%C3%A1n/Mar%C3%B3g%C3%A9p%205tu/Z%20anya%20ken%C3%A9s.jpg
https://cnctar.hobbycnc.hu/Varga%20Istv%C3%A1n/Mar%C3%B3g%C3%A9p%205tu/K%C3%A1belez%C3%A9s%201.jpg
https://cnctar.hobbycnc.hu/Varga%20Istv%C3%A1n/Mar%C3%B3g%C3%A9p%205tu/X%20sz%C3%A1n1.jpg
https://cnctar.hobbycnc.hu/Varga%20Istv%C3%A1n/Mar%C3%B3g%C3%A9p%205tu/Y%20sz%C3%A1n1.jpg
https://cnctar.hobbycnc.hu/Varga%20Istv%C3%A1n/Mar%C3%B3g%C3%A9p%205tu/Z%20anya%20ken%C3%A9s.jpg
https://cnctar.hobbycnc.hu/Varga%20Istv%C3%A1n/Mar%C3%B3g%C3%A9p%205tu/K%C3%A1belez%C3%A9s%201.jpg
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2019 november 13, 21:04
Írta: VViktor Dátum 2019 november 13, 21:04
De ebben a mappában benne van a többi kép is ;)
https://cnctar.hobbycnc.hu/Varga%20Istv%C3%A1n/Mar%C3%B3g%C3%A9p%205tu/
https://cnctar.hobbycnc.hu/Varga%20Istv%C3%A1n/Mar%C3%B3g%C3%A9p%205tu/
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2019 november 15, 06:02
Írta: remrendes Dátum 2019 november 15, 06:02
Ezetleg a "meat injektor" kicsit masszivabb kivitel.
Cím: Re:Mechanikai ötletek
Írta: Varga László Dátum 2019 november 20, 13:56
Írta: Varga László Dátum 2019 november 20, 13:56
Mángoroltatok már esztergán?
Nekem sikerült egy saválló csőre .
Kiindulásom egy golyó volt amit átesztergáltam 60 fokos görgővé.vékony falú saválló csőből viszont egy mézes hordó csap lesz.
A menet volt kérdéses ,mert nem igazán adta volna ki, ha vágom a menetet.
Mivel a golyó csak felület kezelt ,a görgő deformálódott egy kicsit.
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_fw04c8p0y7pcmbutjsqc4_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/fw04c8p0y7pcmbutjsqc4_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_s8499efnjv5wc2ks7fw_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/s8499efnjv5wc2ks7fw_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_et9vf5g3u05de875efh_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/et9vf5g3u05de875efh_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_isncpyt3tqcyukvu6gai_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/isncpyt3tqcyukvu6gai_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_nqb7ejzxe4z57mhjx6sat_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/nqb7ejzxe4z57mhjx6sat_1571.jpg)
Nekem sikerült egy saválló csőre .
Kiindulásom egy golyó volt amit átesztergáltam 60 fokos görgővé.vékony falú saválló csőből viszont egy mézes hordó csap lesz.
A menet volt kérdéses ,mert nem igazán adta volna ki, ha vágom a menetet.
Mivel a golyó csak felület kezelt ,a görgő deformálódott egy kicsit.
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_fw04c8p0y7pcmbutjsqc4_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/fw04c8p0y7pcmbutjsqc4_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_s8499efnjv5wc2ks7fw_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/s8499efnjv5wc2ks7fw_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_et9vf5g3u05de875efh_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/et9vf5g3u05de875efh_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_isncpyt3tqcyukvu6gai_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/isncpyt3tqcyukvu6gai_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_nqb7ejzxe4z57mhjx6sat_1571.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/nqb7ejzxe4z57mhjx6sat_1571.jpg)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 november 20, 14:58
Írta: jani300 Dátum 2019 november 20, 14:58
Frankó lett ! [#eljen]
Sablonra nyomtad ? Mert akkor inkább nevezzük fémnyomásnak .
A mángorlás kicsit keményebb gépet kívánna .
Sablonra nyomtad ? Mert akkor inkább nevezzük fémnyomásnak .
A mángorlás kicsit keményebb gépet kívánna .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 november 20, 15:00
Írta: jani300 Dátum 2019 november 20, 15:00
Basszus , bocsi .
Most látom hogy sima belül , akkor tényleg mángorlás .
Most látom hogy sima belül , akkor tényleg mángorlás .
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2019 november 20, 20:45
Írta: 6rk75uezn Dátum 2019 november 20, 20:45
Egy ilyen (http://mesterszerszam.hu/tompa-forgocsucs?search=Tompa%20cs%C3%BAcs) gombacsúcsot akarok csinálni,szerintetek milyen csapágyakkal lenne a legmegfelelőbb szerelni?
Kis csúcsoknál eddig találkoztam (kúp/támcsapágyal) és (mélyhornyú golyós/támcsapágyal).
Véleményem szerint mehetne bele két db golyós és egy db támcsapágy.
Kis csúcsoknál eddig találkoztam (kúp/támcsapágyal) és (mélyhornyú golyós/támcsapágyal).
Véleményem szerint mehetne bele két db golyós és egy db támcsapágy.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 november 20, 21:00
Írta: jani300 Dátum 2019 november 20, 21:00
Nagyobb kúpszárral csináld -
Láttam már letört végűt .
Abban 3db sima mélygörgős csapágy volt .
Biztosítás sem kell nincsen hova lemásznia .
Persze nem kizárt hogy létezik precíziós kivitelű is
Láttam már letört végűt .
Abban 3db sima mélygörgős csapágy volt .
Biztosítás sem kell nincsen hova lemásznia .
Persze nem kizárt hogy létezik precíziós kivitelű is
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2019 november 21, 01:39
Írta: 6rk75uezn Dátum 2019 november 21, 01:39
Gondolom úgy érted hogy a morze kúp után legyen vastagabb a szár átmérő.
Úgy gondolom mivel a morze 4 nagyobb átmérőlye 31mm akkor a kúp eleje után mehetne föl 2db 30mm es belső méretű golyóscsapágy,ehhez van is megfelelő méretű támcsapágy.
Még ha c45 ből készítem is el akkor sem gondolnám hogy akkor erőhatás nehezedne arfa a tengelyre hogy eltörne,de lehet megcsinálom 42crmo4 ből.
A fej biztos hogy c45 ből lesz de hőkezelve/vissza eresztve és összerakás után bent a nyeregben a helyén köszörülve szupport köszörűvel.
Úgy gondolom mivel a morze 4 nagyobb átmérőlye 31mm akkor a kúp eleje után mehetne föl 2db 30mm es belső méretű golyóscsapágy,ehhez van is megfelelő méretű támcsapágy.
Még ha c45 ből készítem is el akkor sem gondolnám hogy akkor erőhatás nehezedne arfa a tengelyre hogy eltörne,de lehet megcsinálom 42crmo4 ből.
A fej biztos hogy c45 ből lesz de hőkezelve/vissza eresztve és összerakás után bent a nyeregben a helyén köszörülve szupport köszörűvel.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 november 21, 02:11
Írta: fn47xk7ei Dátum 2019 november 21, 02:11
Nem egyszerűbb egy mélyhornyú és egy ferdehatásvonalú golyóscsapágy használata? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: 6rk75uezn Dátum 2019 november 21, 06:50
Írta: 6rk75uezn Dátum 2019 november 21, 06:50
Biztos működne azzal is de szerintem egy ferdehatásvonalú nem szertné az ekkora axiális erőket.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 november 21, 08:04
Írta: jani300 Dátum 2019 november 21, 08:04
Morse 4 es az már jó lesz .
Most látom hülyeséget írtam ,3db mély hornyú csapágyat akartam írni . Tehát sima golyóscsapágyak voltak benne .
BED42DH 95 ös rúdvégeim vannak rövidebb darabok ,esetleg .
75 a leghosszabb ,de lehet abból karácsonykor ha ráérek ,patrontartó lesz :)
Ha nem lesz más dolgom átbogarászok négy fémládát ott elvileg
meglehet a letört csúcs feje kb 20 éve :)
Most látom hülyeséget írtam ,3db mély hornyú csapágyat akartam írni . Tehát sima golyóscsapágyak voltak benne .
BED42DH 95 ös rúdvégeim vannak rövidebb darabok ,esetleg .
75 a leghosszabb ,de lehet abból karácsonykor ha ráérek ,patrontartó lesz :)
Ha nem lesz más dolgom átbogarászok négy fémládát ott elvileg
meglehet a letört csúcs feje kb 20 éve :)
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2019 november 21, 08:27
Írta: fn47xk7ei Dátum 2019 november 21, 08:27
Ok, akkor meg érdemes lenne a hivatalos támcsapágyat betervezni.
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2019 november 21, 09:10
Írta: ra8nsmk6w Dátum 2019 november 21, 09:10
http://www.nonoxvilag.hu/Muszaki/szerszamok/kemenyfem_furasa.aspx
Egy korántsem teljes ismertető!
Egy korántsem teljes ismertető!
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2019 november 21, 12:13
Írta: zozo Dátum 2019 november 21, 12:13
Egyszer hirtelen megoldásként egyszerűen tettem egy belső kúpot a "nagy" csúcsba, aztán ráhúztam a forgócsúcsra.
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_gx7qqd64gagjcmvm0bmc2_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/gx7qqd64gagjcmvm0bmc2_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_25u39yuf0j8g5g6eq75gx_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/25u39yuf0j8g5g6eq75gx_2204.jpg)
(https://hobbicncforum.hu/uploaded_images/2019/11/tn_gx7qqd64gagjcmvm0bmc2_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/gx7qqd64gagjcmvm0bmc2_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/tn_25u39yuf0j8g5g6eq75gx_2204.jpg) (https://hobbicncforum.hu/uploaded_images/2019/11/25u39yuf0j8g5g6eq75gx_2204.jpg)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2019 november 22, 22:22
Írta: jani300 Dátum 2019 november 22, 22:22
rugó összenyomó (https://szerszamx.hu/falontech-m81380mm-rugo-osszehuzo-keszlet-380mm-2db-1251?keyword=rug%C3%B3%20%C3%B6sszeh%C3%BAz%C3%B3)
Ennyiért nem érdemes szórakozni vele . Itt remélem jó helyen vagyunk vele . ZOZO nak írtam .
Másik volt a Lidli ben elektromos ,hálózati kerékkulcs vett valaki ,ezt későn láttam kíváncsi vagyok milyen .
Aksis hoz nincsen bizalmam .
Ennyiért nem érdemes szórakozni vele . Itt remélem jó helyen vagyunk vele . ZOZO nak írtam .
Másik volt a Lidli ben elektromos ,hálózati kerékkulcs vett valaki ,ezt későn láttam kíváncsi vagyok milyen .
Aksis hoz nincsen bizalmam .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 február 12, 23:05
Írta: jani300 Dátum 2020 február 12, 23:05
Foglalkoztat egy lemezhajlító építés .
A videóban 0,38 nál egy érdekes csuklós szerkezettel oldanak meg egy zsanér problémát ,amire ugye szükség lenne csak hát egyszerű módon nem fér el Nekem tetszik a ötlet , jópárszor visszajátszottam míg ellestem .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 február 13, 11:45
Írta: jani300 Dátum 2020 február 13, 11:45
Még mindig nézegetem :)
Valószínűleg most jöttem rá a csuklópontok arányaira .
Lehet kificamodott a műszaki ízlésvilágom :)
Vagy rajtam kívül mindenki ismerte ezt a módszert .
Hát hogy nem volt semmi semmi reakció erre a furfangos megoldásra , pláne hogy mindenféle állítható feszítéseket lehet látni e helyett a többi gépen .
Valószínűleg most jöttem rá a csuklópontok arányaira .
Lehet kificamodott a műszaki ízlésvilágom :)
Vagy rajtam kívül mindenki ismerte ezt a módszert .
Hát hogy nem volt semmi semmi reakció erre a furfangos megoldásra , pláne hogy mindenféle állítható feszítéseket lehet látni e helyett a többi gépen .
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2020 február 13, 12:04
Írta: wkbgzy80t Dátum 2020 február 13, 12:04
Csak értelmezés képpen: ha jól értem itt arról van szó, hogy a közepére is kell zsanér, hogy ne hajoljon a mozgó rész ami ""hajlít"". Mivel azonban a forgás tengelye nagyon közel esik a hajlítandó lemezekhez, konkrétan talán egybe is esik az éllel (?), ezért ilyen 4 tagú mechanizmus kell ami szimulál egy sima csuklót, ugyanakkor helyet hagy a forgástengely körül.
Ha így van akkor nekem ez luxusnak tűnik, mivel nagyobb mennyiségben lehet ezeket a "zsanérokat" gazdaságosan gyártani, és így kevesebb anyag megy a gépbe, iletve könyebb a mozgatott tömeg.
Viszont ha az ember magának épít, vszleg egyszerűbben kijön ha a közepe felé növekvő keresztmetszetű gerendát készít, és azzal megmerevíti a mozgatott részt nem?
Ha így van akkor nekem ez luxusnak tűnik, mivel nagyobb mennyiségben lehet ezeket a "zsanérokat" gazdaságosan gyártani, és így kevesebb anyag megy a gépbe, iletve könyebb a mozgatott tömeg.
Viszont ha az ember magának épít, vszleg egyszerűbben kijön ha a közepe felé növekvő keresztmetszetű gerendát készít, és azzal megmerevíti a mozgatott részt nem?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 február 13, 12:17
Írta: jani300 Dátum 2020 február 13, 12:17
"Viszont ha az ember magának épít, vszleg egyszerűbben kijön ha a közepe felé növekvő keresztmetszetű gerendát készít, és azzal megmerevíti a mozgatott részt nem?"
Evvel az a probléma hogy a hajlító gerenda nem nagyon kellene hogy 20 milinél vastagabb legyen középen sem , akkor használható megkötések nélkül .
Saját célra épített gépnél a befektetett munkával lehet jó eredményt elérni , úgy gondolom .
Ez egyszeri és bőségesen megtérülő befektetésnek tűnik számomra .
A sorozatgyártás törekszik inkább az egyszerűbb ,kevesebb alkatrészt tartalmazó szerkezetre mivel erősen profit orientált , szerintem .
Evvel az a probléma hogy a hajlító gerenda nem nagyon kellene hogy 20 milinél vastagabb legyen középen sem , akkor használható megkötések nélkül .
Saját célra épített gépnél a befektetett munkával lehet jó eredményt elérni , úgy gondolom .
Ez egyszeri és bőségesen megtérülő befektetésnek tűnik számomra .
A sorozatgyártás törekszik inkább az egyszerűbb ,kevesebb alkatrészt tartalmazó szerkezetre mivel erősen profit orientált , szerintem .
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2020 február 14, 15:14
Írta: wkbgzy80t Dátum 2020 február 14, 15:14
Érdekesnek találtam a mechanizmust, és volt is egy szabad fél órám, úgyhogy lerajzoltam.
Az derült ki, hogy vigyázni kell, mert ugyan lehetséges mindenféle arányokkal megvalósítani, viszont ha azt akarjuk, hogy egyetlen pont körül forogjon, akkor nem lehet akárhogy.
Hasalt méretekkel lásd az alábbi képen: Ebből az arányok láthatók. Lehet laposabbra is csinálni, mindenféle változtatás lehetséges, az is elérhető, hogy a hajlító lemez pl párhuzamosan eltolt helyzetbe érkezzen stb.
Annyira nem mentem bele, hogy kiderüljön lehet-e csupa "egész mérettel" csinálni, de talán nem is fontos...
Ha esetleg meg akarod építeni írj egy privátot, és szívesen átirogatom a méreteket személyre szabva.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_b05sdnhde4chx5e3yyin0_445.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/b05sdnhde4chx5e3yyin0_445.jpg)
Az derült ki, hogy vigyázni kell, mert ugyan lehetséges mindenféle arányokkal megvalósítani, viszont ha azt akarjuk, hogy egyetlen pont körül forogjon, akkor nem lehet akárhogy.
Hasalt méretekkel lásd az alábbi képen: Ebből az arányok láthatók. Lehet laposabbra is csinálni, mindenféle változtatás lehetséges, az is elérhető, hogy a hajlító lemez pl párhuzamosan eltolt helyzetbe érkezzen stb.
Annyira nem mentem bele, hogy kiderüljön lehet-e csupa "egész mérettel" csinálni, de talán nem is fontos...
Ha esetleg meg akarod építeni írj egy privátot, és szívesen átirogatom a méreteket személyre szabva.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_b05sdnhde4chx5e3yyin0_445.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/b05sdnhde4chx5e3yyin0_445.jpg)
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2020 február 14, 15:46
Írta: vjanos Dátum 2020 február 14, 15:46
Ez kb olyan mechanizmus, mint a békapánt (https://www.google.com/search?q=b%C3%A9kap%C3%A1nt), csak erősebb?
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2020 február 14, 15:57
Írta: vjanos Dátum 2020 február 14, 15:57
Nem, a békapántnál nagyon vándolrol a forgás középpont...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 február 14, 16:25
Írta: jani300 Dátum 2020 február 14, 16:25
Köszönöm hogy foglalkoztál vele !
Nekem is nagyon megtetszett a megoldás .
Azt nem értem a rajzodon ,miért nem szimmetrikus a csukló két oldala .
Csináltam egy hevenyészett skiccet arról szerintem hogyan vannak a prizmák helyzetei , de elfordult kilencven fokkal a kép .
A 90 fokos hajlítási helyzet van a skiccemen (szerintem).
Kell valami modellezést csinálnom , laposvasakkal hogyan is működik ,egyébként találtam egy komolyabb gépről is filmet hasonló megoldással .
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_3705mbq9dj6tfc3du75e7_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/3705mbq9dj6tfc3du75e7_2430.jpg)
Nekem is nagyon megtetszett a megoldás .
Azt nem értem a rajzodon ,miért nem szimmetrikus a csukló két oldala .
Csináltam egy hevenyészett skiccet arról szerintem hogyan vannak a prizmák helyzetei , de elfordult kilencven fokkal a kép .
A 90 fokos hajlítási helyzet van a skiccemen (szerintem).
Kell valami modellezést csinálnom , laposvasakkal hogyan is működik ,egyébként találtam egy komolyabb gépről is filmet hasonló megoldással .
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_3705mbq9dj6tfc3du75e7_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/3705mbq9dj6tfc3du75e7_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2020 február 14, 16:28
Írta: wkbgzy80t Dátum 2020 február 14, 16:28
Igen pontosan így van, azért nem szimmetrikus mnert nem vettem észre, hogy a két méret eltér...[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2020 február 14, 16:40
Írta: wkbgzy80t Dátum 2020 február 14, 16:40
Bonyolultabb a helyzet, amit rajzoltam annál pl a mozgó lap függőleges és vízszintes helyzetben a középpontra mutat, viszont a két állás között kicsit vándorol.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 február 15, 09:22
Írta: jani300 Dátum 2020 február 15, 09:22
Lehet feladom :)
Elszórakoztam jó pár órát mire papírból összehoztam valamit ami egyáltalán működik valamennyire .
Elszórakoztam jó pár órát mire papírból összehoztam valamit ami egyáltalán működik valamennyire .
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 február 15, 14:47
Írta: remrendes Dátum 2020 február 15, 14:47
"Multiple joint hinges". Az autobuszok csomagter ajtajan lathatsz hasonlot.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 február 15, 16:18
Írta: jani300 Dátum 2020 február 15, 16:18
Köszönöm ezek is inkább kivetősek , de hasonló nagyon .
Meg írtam a semlegesbe , miért nem érek rá most erre :)
Meg írtam a semlegesbe , miért nem érek rá most erre :)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2020 február 15, 18:58
Írta: KoLa Dátum 2020 február 15, 18:58
"Viszont ha az ember magának épít, vszleg egyszerűbben kijön ha a közepe felé növekvő keresztmetszetű gerendát készít, és azzal megmerevíti a mozgatott részt nem?"
Szerintem is ez a helyes megoldás! az ilyen sok csuklópántos mechanikáknál meg főleg, mert az acél az hajlik,sok holtjáték, és még sok munka is, egy merevítőhöz képest.
Ott a hátoldalon senkit nem zavar egy hídszerkezet, alul van.
Szerintem is ez a helyes megoldás! az ilyen sok csuklópántos mechanikáknál meg főleg, mert az acél az hajlik,sok holtjáték, és még sok munka is, egy merevítőhöz képest.
Ott a hátoldalon senkit nem zavar egy hídszerkezet, alul van.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2020 február 15, 19:15
Írta: KoLa Dátum 2020 február 15, 19:15
Van ott valami előfeszítő csavaros húzató is, ha jól látom[#guluszem1]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 február 15, 23:16
Írta: jani300 Dátum 2020 február 15, 23:16
Régóta van egy 72 centi széleset tudó ,nagyon egyszerű hajlítóm . Hamar összedobtam , azóta kétszer vágtam belőle (nem a hosszából),a második vágásnál a leeső darab merevítés lett .
Olyan kis csinos avval a pánttal az a hajlító .
És nem mellesleg az 1250 es re 2mm vastag lemez hajlítását engedik .
Olyan karácsonyfa jellegűt bárki tud csinálni :)
Olyan kis csinos avval a pánttal az a hajlító .
És nem mellesleg az 1250 es re 2mm vastag lemez hajlítását engedik .
Olyan karácsonyfa jellegűt bárki tud csinálni :)
Cím: Re:Mechanikai ötletek
Írta: xmas75 Dátum 2020 február 16, 12:40
Írta: xmas75 Dátum 2020 február 16, 12:40
Érdekelt a dolog, ezért rákerestem én is. Ezen az animáción látszik, hogy a bútorpántok kialakításánál hogy mozog a forgáspont.
https://www.septomax.com/fileadmin/medien/mehrgelenkscharniere/standard/Septomax_TypIX.mp4
https://www.septomax.com/fileadmin/medien/mehrgelenkscharniere/standard/Septomax_TypIX.mp4
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 16, 19:16
Írta: pvmyc6p5 Dátum 2020 február 16, 19:16
Üdv a Fòrumozòknak !
egy olyan kérdésem lenne (nem tudom melyik topic a megfelelö erre) ,hogy ha van egy acél zártszelvényböl hegesztett hídvázas gépalapom ,de a mérete miatt (5500mm x 1250mm ) nem tudom ,vagy nem költséghatékony ,síkba munkáltatni ,alkalmazhatok e a felfekvö felületekre valamilyem fém ragasztòt ,és azt síkolom a kívánt pontosság elérése végett ? csinált már valaki ilyesmit ,vagy csak én vagyok beborulva ?[#nemtudom]
köszönöm Szaki
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_m5aw4tfqc57yaducnb923_3151.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/m5aw4tfqc57yaducnb923_3151.jpeg)
egy olyan kérdésem lenne (nem tudom melyik topic a megfelelö erre) ,hogy ha van egy acél zártszelvényböl hegesztett hídvázas gépalapom ,de a mérete miatt (5500mm x 1250mm ) nem tudom ,vagy nem költséghatékony ,síkba munkáltatni ,alkalmazhatok e a felfekvö felületekre valamilyem fém ragasztòt ,és azt síkolom a kívánt pontosság elérése végett ? csinált már valaki ilyesmit ,vagy csak én vagyok beborulva ?[#nemtudom]
köszönöm Szaki
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_m5aw4tfqc57yaducnb923_3151.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/m5aw4tfqc57yaducnb923_3151.jpeg)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 február 16, 19:22
Írta: RJancsi Dátum 2020 február 16, 19:22
Abszolút nem értek hozzá, ezért mint laikus kérdezem: ha a fém szerkezetet a méreténél fogva nem tudod/akarod síkoltatni, akkor a tetejére kent fémragasztót(?) mennyivel lesz egyszerűbb?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 február 16, 19:31
Írta: jani300 Dátum 2020 február 16, 19:31
Azt kellene ehhez kideríteni hogyan készítették el az első 5 méteres hosszgyalu ágyat ?
Nem cikizés ,tényleg kíváncsi vagyok ,biztosan vannak benne érdekes trükkök .
Nem cikizés ,tényleg kíváncsi vagyok ,biztosan vannak benne érdekes trükkök .
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2020 február 16, 19:36
Írta: dtb Dátum 2020 február 16, 19:36
Nem akarok más ötletével okoskodni, de korábban többször téma volt a sík felület képzése műgyantás kiöntéssel. Variáció van bőven, rázóval, vagy anélkül, adalék anyagokkal, vagy anélkül...
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2020 február 16, 19:36
Írta: g89ketty Dátum 2020 február 16, 19:36
Öt darab 1-méteresből.[#nyes][#integet2]
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 16, 19:41
Írta: pvmyc6p5 Dátum 2020 február 16, 19:41
gondoltam a ragasztò könnyebben forgácsolhatò ,mint az acél ,tusírozásban van némi gyakorlatom ,így jött az ötlet .
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 16, 20:19
Írta: pvmyc6p5 Dátum 2020 február 16, 20:19
Szerintem pont ùgy mint az elsö(3) tusírlécet !
[#nemtudom]
[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 16, 20:21
Írta: pvmyc6p5 Dátum 2020 február 16, 20:21
Kaphatnék erre egy keresöszòt ,vagy linket ?
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 16, 20:26
Írta: pvmyc6p5 Dátum 2020 február 16, 20:26
Self leveling epoxi ? Vagy a Geronite ,hidraulic cemet (10.000 PSi) ,?
az a bajom ezekkel ,hogy a felület vagy homorù,vagy enyhén domborù lesz,emellett nem akarom az egész felületet ùgymond kiönteni ,hanem csak a gépváz felületét ,akár kis csatornákat képezve !
az a bajom ezekkel ,hogy a felület vagy homorù,vagy enyhén domborù lesz,emellett nem akarom az egész felületet ùgymond kiönteni ,hanem csak a gépváz felületét ,akár kis csatornákat képezve !
Cím: Re:Mechanikai ötletek
Írta: wkbgzy80t Dátum 2020 február 16, 20:28
Írta: wkbgzy80t Dátum 2020 február 16, 20:28
Mi lenne ha egy laposvas futna végig a felületen, ami le lenne csavarozva olyan osztással, hogy a sín csavarjaival ne találkozzanak a rögzítő csavarok, és mindenhol lenne egy vagy két alátét a laposvas és a tartó között, amikből lecsiszolnál, hogy beállítsd a síklapúságot, majd ha kész van a tetjét bekened formaleválasztóval és az egészet kiöntöd gyantával, 2mm résbe egy hígabb gyanta befolyik, és akkor nem kell puha felületre rögzíteni a sínt, meg ragasztót faragni sem.
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 16, 20:34
Írta: pvmyc6p5 Dátum 2020 február 16, 20:34
[#eljen]Köszi ,agyalok kicsit e körül ![#kacsint]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 február 16, 21:52
Írta: jani300 Dátum 2020 február 16, 21:52
Köszi ! [#kacsint]
Vártam ezt a választ . Mivel talán az elsők közt hoztam itt fel ezt a témát .
És láttam is 3 db 2x1 méteres vadiúj hántolt tusírlapot méhbe kidobva , kb 20 éve .
Hiába vettem volna meg ,akkor talán egy 20 as lett volna egy tonnás darab .
Vártam ezt a választ . Mivel talán az elsők közt hoztam itt fel ezt a témát .
És láttam is 3 db 2x1 méteres vadiúj hántolt tusírlapot méhbe kidobva , kb 20 éve .
Hiába vettem volna meg ,akkor talán egy 20 as lett volna egy tonnás darab .
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 16, 22:31
Írta: pvmyc6p5 Dátum 2020 február 16, 22:31
Lehet hogy ezen MÉH telepes tusírlapok közül került ki az enyém is ,csak én hegesztö,egyengetöasztalt csináltam belöle balga fejemmel ,meg akkor az kellett
Cím: Re:Mechanikai ötletek
Írta: Lacibácsi Dátum 2020 február 16, 22:34
Írta: Lacibácsi Dátum 2020 február 16, 22:34
Darabokból össze lehet rakni hosszabb ágyat. Zongorahúrt feszítettek ki, és nagyítóval nézték. Vagy egy vályút készítettek az ágy mellé, vizet töltöttek bele. a víz felszínét érintették meg tűhegyes mikrométer csavarral. Nagyon jól látszik az érintés pillanata. Persze ez a víz a föld görbülete miatt kicsit domború, de ilyen hosszon nem számottevő.
Láttam gyári ágyköszörűt aminek két darabból volt az ágya, igaz mesélték hogy elszórakoztak vele mire beszintezték. De ez már modern történet.
Nagyon tisztelem a régi szakembereket, akik úttörők voltak és szinte a semmiből hozták létre a szerszámgép ipart....
Láttam gyári ágyköszörűt aminek két darabból volt az ágya, igaz mesélték hogy elszórakoztak vele mire beszintezték. De ez már modern történet.
Nagyon tisztelem a régi szakembereket, akik úttörők voltak és szinte a semmiből hozták létre a szerszámgép ipart....
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2020 február 16, 23:47
Írta: dtb Dátum 2020 február 16, 23:47
Az a baj, hogy hirtelenjében én sem találom, pedig itt, a fórumon volt téma, és úgy emlékszem, volt, aki ezzel öntötte ki lineárok helyét, hogy ne kelljen sík-köszörülni. Egy linket találtam, itt szóba kerül: [#t201p42251#]
Még az is rémlik, hogy elsőre nem sikerült neki, mert valahol elkezdett kifolyni...
Hátha másnak beugrik, hogy ki volt, aki már csinálta, és van benne tapasztalata...
Még az is rémlik, hogy elsőre nem sikerült neki, mert valahol elkezdett kifolyni...
Hátha másnak beugrik, hogy ki volt, aki már csinálta, és van benne tapasztalata...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 február 17, 00:00
Írta: PSoft Dátum 2020 február 17, 00:00
[#4447@Aknai Gábor] volt az elkövető.
[#t54p908#]
[#t54p908#]
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 17, 00:03
Írta: pvmyc6p5 Dátum 2020 február 17, 00:03
Köszi,közben találtam én is ezt azt .[#kacsint]
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 17, 01:27
Írta: pvmyc6p5 Dátum 2020 február 17, 01:27
Igazán köszönöm ,hasonlò megoldásban gondolkodom ,csak nekem nincs 2 hetem a kötésidöre várni .[#eljen]
2 hét mùlva már marnom kell a géppel !
2 hét mùlva már marnom kell a géppel !
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2020 február 17, 06:50
Írta: vadember Dátum 2020 február 17, 06:50
Ez a folyékony műgyantával leöntöm módszer alapjában kudarcra van ítélve. A felületi feszültség miatt sohasem fog sík felületet képezni. Mindig fel fog kúszni az oldaltámasz határolón. Van erre egy kitalált anyag, Moglice névre hallgat. Ez már sikló feleületet is ad a gépágyakon. A te esetedben csak támasztást szolgálna.
Az alkalmazása úgy történik, hogy az alapfelületet bekenik vele és réteszik a síkra megmunkált ellendarabot. A száradási idő után leveszik a sablont, ami alatt ott van a kész, sík felület. Injektálással is csinálják.
A te esetedben ezt úgy végezném el, hogy egy lehetőleg szerinti leghosszabb tusírlécet nyomnék rá az anyagra amit a két végén kiszintezett támasszal tartanék a megkívánt magasságban.
Nem olcsó anyag.
Az alkalmazása úgy történik, hogy az alapfelületet bekenik vele és réteszik a síkra megmunkált ellendarabot. A száradási idő után leveszik a sablont, ami alatt ott van a kész, sík felület. Injektálással is csinálják.
A te esetedben ezt úgy végezném el, hogy egy lehetőleg szerinti leghosszabb tusírlécet nyomnék rá az anyagra amit a két végén kiszintezett támasszal tartanék a megkívánt magasságban.
Nem olcsó anyag.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 február 17, 08:59
Írta: svejk Dátum 2020 február 17, 08:59
Ne kapkodj!
Nemsokára lehetnek síkbamunkált öntvénygerendáid 4500 hosszban. [#kacsint]
Akkor már csak egy helyen kell toldanod...
Nemsokára lehetnek síkbamunkált öntvénygerendáid 4500 hosszban. [#kacsint]
Akkor már csak egy helyen kell toldanod...
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 február 17, 09:14
Írta: svejk Dátum 2020 február 17, 09:14
Sőt ahogy visszaolvasom a sínjeid is csak 4500 hosszúak lesznek, tehát Isten is neked teremtette a gerendákat.
De az ám!
Lett abból az egyetemi vagy hova való kovácsolt kapuból odakint valami?
De az ám!
Lett abból az egyetemi vagy hova való kovácsolt kapuból odakint valami?
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 17, 12:43
Írta: pvmyc6p5 Dátum 2020 február 17, 12:43
Köszönöm a kérdést,összejött a "kinti" munka ,annyira hogy itt is ragadtam családotul.
A Yele Egyetemre készült kapukkal pedig megnyertünk egy igazán komoly díjat is
1http://www.covax-design.com/news/
Covax (http://www.covax-design.com/news/)
A Yele Egyetemre készült kapukkal pedig megnyertünk egy igazán komoly díjat is
1http://www.covax-design.com/news/
Covax (http://www.covax-design.com/news/)
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 17, 12:46
Írta: pvmyc6p5 Dátum 2020 február 17, 12:46
köszi ,nagyon tetszik az ötlet ,már csak a sïkba munkált ellendarabot kell beszereznem ![#kacsint][#eljen]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 február 17, 12:48
Írta: svejk Dátum 2020 február 17, 12:48
Ja, hogy Te most is kint vagy?
Akkor kicsit bajos lesz az odaszállítás. :)
Akkor kicsit bajos lesz az odaszállítás. :)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 február 17, 12:49
Írta: svejk Dátum 2020 február 17, 12:49
Gratulálok!!! [#taps][#eljen]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 február 17, 16:05
Írta: Szalai György Dátum 2020 február 17, 16:05
Naháthogymikvannak. (https://hujberkft.hu/hu/termekek/diamant/moglice/b)
De mi az a "villanyderékszög" 3:52-nél?
De mi az a "villanyderékszög" 3:52-nél?
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 18, 00:41
Írta: pvmyc6p5 Dátum 2020 február 18, 00:41
Köszönöm ,igyekeztünk [#kacsint]
A Moglice stábjával felvettem a kapcsolatot ,a hét vége felé igértek kiszállást ,ùgy néz ki ,hogy a környékünkön több cég is küzd hasonlò gondokkal ,így ráállították a fejlesztö csapatukat ,egy kifejezetten gépváz önterülö síkképzö anyag elöállítása gyártására ,amiben mi lehetünk az eggyik teszt alany [#law].
A készülö gépet folyamatosan dokumentálom ,és ha megengeditek meg is osztom veletek !
Hamarosan képek !
A Moglice stábjával felvettem a kapcsolatot ,a hét vége felé igértek kiszállást ,ùgy néz ki ,hogy a környékünkön több cég is küzd hasonlò gondokkal ,így ráállították a fejlesztö csapatukat ,egy kifejezetten gépváz önterülö síkképzö anyag elöállítása gyártására ,amiben mi lehetünk az eggyik teszt alany [#law].
A készülö gépet folyamatosan dokumentálom ,és ha megengeditek meg is osztom veletek !
Hamarosan képek !
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 18, 00:43
Írta: pvmyc6p5 Dátum 2020 február 18, 00:43
Az "odaszállítást " nem értem ?[#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 18, 00:44
Írta: pvmyc6p5 Dátum 2020 február 18, 00:44
Hálám üldözni fog !!![#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2020 február 18, 06:13
Írta: vadember Dátum 2020 február 18, 06:13
Kíváncsi vagyok a megoldásukra az önterülő anyaggal.
Ha hígfolyós anyagot használnak akkor kell valami oldalhatároló anyagot végig rakni a szelvények oldalán ami megakadályozza a lefolyást. Ráadásul ennek a valaminek a felső széle a lehető legegyenesebben kell, hogy fusson az egész gépvázon. A te esetedben mivel gondolom valamilyen lineáris sínt fogsz használni ennek néhány század milliméteren belül kell lenni egy méteren, ha nem kívánsz utólagos komoly megmunkálást végezni. Hántolni nem szoktunk ugyebár csak századokat. Biztos van erre valami frappáns elképzelésük.
Az jutott még eszembe, hogy mivel nútos profilt akarsz ráfogatni a szelvényre. Annak a felülete azért kellően síknak tekinthető. Ha mondjuk fél méterenként bajlágoló lemezzel síkba hoznád a tetejét úgy, hogy maradjon alatta 2-3 milliméter hézag és így rögzítenéd. Akkor ebbe a résbe talán be lehetne injektálni a réskitöltő anyagot és a száradás után már rögtön használható is a sínpálya.
Ha hígfolyós anyagot használnak akkor kell valami oldalhatároló anyagot végig rakni a szelvények oldalán ami megakadályozza a lefolyást. Ráadásul ennek a valaminek a felső széle a lehető legegyenesebben kell, hogy fusson az egész gépvázon. A te esetedben mivel gondolom valamilyen lineáris sínt fogsz használni ennek néhány század milliméteren belül kell lenni egy méteren, ha nem kívánsz utólagos komoly megmunkálást végezni. Hántolni nem szoktunk ugyebár csak századokat. Biztos van erre valami frappáns elképzelésük.
Az jutott még eszembe, hogy mivel nútos profilt akarsz ráfogatni a szelvényre. Annak a felülete azért kellően síknak tekinthető. Ha mondjuk fél méterenként bajlágoló lemezzel síkba hoznád a tetejét úgy, hogy maradjon alatta 2-3 milliméter hézag és így rögzítenéd. Akkor ebbe a résbe talán be lehetne injektálni a réskitöltő anyagot és a száradás után már rögtön használható is a sínpálya.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 február 18, 08:14
Írta: svejk Dátum 2020 február 18, 08:14
Tegnap reggel még nem esett le, hogy Te még a nagy Amerikában vagy.
így [#t19p117472#] ezek odaszállítása kissé bajos lenne.
így [#t19p117472#] ezek odaszállítása kissé bajos lenne.
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 18, 12:42
Írta: pvmyc6p5 Dátum 2020 február 18, 12:42
Nem lenne gond a szállítás ,söt pont ide valò lenne [#kacsint]
De inkább egy ilyen https://www.ebay.com/itm/134-x-60-x-8-25-Steel-Welding-7-T-Slot-Table-Cast-Iron-Layout-Plate-Fixture/133153079626?_trksid=p2485497.m4902.l9144 asztalban gondolkodom ,csak nem találok méretben .
De inkább egy ilyen https://www.ebay.com/itm/134-x-60-x-8-25-Steel-Welding-7-T-Slot-Table-Cast-Iron-Layout-Plate-Fixture/133153079626?_trksid=p2485497.m4902.l9144 asztalban gondolkodom ,csak nem találok méretben .
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2020 február 18, 14:18
Írta: istvan3 Dátum 2020 február 18, 14:18
Elérhető lesz vajon ez a az önterülű anyag európában is?
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 19, 03:04
Írta: pvmyc6p5 Dátum 2020 február 19, 03:04
Amennyiben rajtam mùlik ,igen [#szeret]!
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 19, 03:09
Írta: pvmyc6p5 Dátum 2020 február 19, 03:09
Nemsokára elindul az online shop oldalam ,nem kifejezetten CNC témában ,de nehezen beszerzhetö,spéci CNC-s dolgokkal is gondoltam felruházni ,akár egyedi dolgok beszerzése végett !
Csak legyen már rá idöm,vagy veszek ......[#kacsint]
Csak legyen már rá idöm,vagy veszek ......[#kacsint]
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2020 február 19, 07:53
Írta: istvan3 Dátum 2020 február 19, 07:53
Remekül hangzik!
Következő gépemhez kellene egy előre lathólag 90x80 cm-es polimerbeton gépváz szélét síkba marni a sínek alatt, de nem igazán találok a közelben olyan céget akinek ekkora munkaterületű gépe lenne.
Egy ilyen önterülős anyag ami megkötve sík felületet ad, nagyban megkönnyítené az építést.
Erről majd szerintem velem együtt sokan mások is várják majd a tapasztalataidat.
Mondjuk a Moglice csúszópályás bevonat felviteles megoldás is tetszik, csak a megfelelő síkhoz ugye kellene egy ekkora méretű sík etalon is kellene, ami megadja a pozitív mintát.
Egy megfelelő méretű mérőgránit tökéletes megoldás lenne. Csak ugye nem olcsó mulatság, valamint ha valami nem jól sül el tönkre is mehet a gránit.
Esetleg pl egy 20mm-es sík üvegről mi a véleményetek?
Ez még viszonylag olcsón beszerezhető, bár ennek is kérdéses a síklapúsága ekkora méretnél.
Ötletem szerint a gépvázat a szélein, valamint több helyen a közepén bevonva a töltőanyaggal (az egyenletes súlyeloszlás maitt, meggátolva, hogy középen a saját súlyától behajolva) létre lehetne hozni egy sík formát.
Következő gépemhez kellene egy előre lathólag 90x80 cm-es polimerbeton gépváz szélét síkba marni a sínek alatt, de nem igazán találok a közelben olyan céget akinek ekkora munkaterületű gépe lenne.
Egy ilyen önterülős anyag ami megkötve sík felületet ad, nagyban megkönnyítené az építést.
Erről majd szerintem velem együtt sokan mások is várják majd a tapasztalataidat.
Mondjuk a Moglice csúszópályás bevonat felviteles megoldás is tetszik, csak a megfelelő síkhoz ugye kellene egy ekkora méretű sík etalon is kellene, ami megadja a pozitív mintát.
Egy megfelelő méretű mérőgránit tökéletes megoldás lenne. Csak ugye nem olcsó mulatság, valamint ha valami nem jól sül el tönkre is mehet a gránit.
Esetleg pl egy 20mm-es sík üvegről mi a véleményetek?
Ez még viszonylag olcsón beszerezhető, bár ennek is kérdéses a síklapúsága ekkora méretnél.
Ötletem szerint a gépvázat a szélein, valamint több helyen a közepén bevonva a töltőanyaggal (az egyenletes súlyeloszlás maitt, meggátolva, hogy középen a saját súlyától behajolva) létre lehetne hozni egy sík formát.
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2020 február 19, 08:01
Írta: istvan3 Dátum 2020 február 19, 08:01
Ezzel a tusírléccel nekem az a bajom, hogy pl. az előző hozzászólásomból kiindulva egy oldalt megcsinálni síkra egy sínpárból egyszerű, de hogy hogyan lehet megoldani, hogy utána a másik oldal is (én esetemben 90cm-re) ugyan ebben a síkban legyen egyenes, arra ötletem sincs.
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2020 február 19, 08:07
Írta: designr Dátum 2020 február 19, 08:07
Egy pontos gépbeállító vízmérték nem elég pl?
Cím: Re:Mechanikai ötletek
Írta: u6p5jr23k Dátum 2020 február 19, 09:35
Írta: u6p5jr23k Dátum 2020 február 19, 09:35
Urak!
Eddig kudarcba fulladt az M3 nútanya keresésem. Persze újat találtam, de...
Kérdése, hogy létezik-e megoldás az M8/M6 belső menet átalakítására M3 méretre. Valami olyasmit képzeltem el, mint a heli-coil.
Másik elgondolásom, hogy M8 menetes szárba esztergával elkészíteni az M3 belső menetet. Méretre vágás után menetrögzítővel raknám be a nútanyába.
Vélemény?
Eddig kudarcba fulladt az M3 nútanya keresésem. Persze újat találtam, de...
Kérdése, hogy létezik-e megoldás az M8/M6 belső menet átalakítására M3 méretre. Valami olyasmit képzeltem el, mint a heli-coil.
Másik elgondolásom, hogy M8 menetes szárba esztergával elkészíteni az M3 belső menetet. Méretre vágás után menetrögzítővel raknám be a nútanyába.
Vélemény?
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2020 február 19, 09:55
Írta: keri Dátum 2020 február 19, 09:55
Helicoil ekkora méretet nem tud szűkíteni.
Azt csinálják amit te is kitaláltál. Egy M6/M8-as csavarba vígan lehet M3 menetet fúrni, még eszterga sem feltétlenül kell hozzá.
Azt csinálják amit te is kitaláltál. Egy M6/M8-as csavarba vígan lehet M3 menetet fúrni, még eszterga sem feltétlenül kell hozzá.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2020 február 19, 10:01
Írta: ywathzay Dátum 2020 február 19, 10:01
Mindkét oldalról süllyeszted a menetet. A menetes szárat hosszúságban +1- 1.5mm ráhagyással, mint egy szegecset szépen belezömíted. Lesíkolod, olyan menetet készítesz bele (ebben az esetben M3) amilyet akarsz. Tartós lesz és biztonságos. Vagy ha van kedved többet molyolni vele, felfúrod és ugyanígy süllyesztve -ha tudod melegen- szegecselés, menetelés. Én már kazánlemezben is tettem így arrébb 5mm-el M12 menetet, hibátlan.
Cím: Re:Mechanikai ötletek
Írta: u6p5jr23k Dátum 2020 február 19, 11:18
Írta: u6p5jr23k Dátum 2020 február 19, 11:18
Kopirnyák, keri köszönöm a megerősítést!
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2020 február 19, 11:55
Írta: Vetesi75 Dátum 2020 február 19, 11:55
Műanyagba való "beőntő/bélés" anyák léteznek kereskedelmi forgalomban - ,hogy M8/M3 létezik-e nem tudom, de M8/M4 igen és szerintem van M6/M3 is - az szerintem gond nélkül bele ragasztható. Kívülről rendszerint nem teljes profilú a menet, de erre a menetmetszőn való előzetes áttekerés lehet a megoldás.
Cím: Re:Mechanikai ötletek
Írta: u6p5jr23k Dátum 2020 február 19, 12:24
Írta: u6p5jr23k Dátum 2020 február 19, 12:24
Köyzönöm az információt.
Mivel több időm van, mint pénzem, ezért azt hiszem, hogy maradok a menetes szárba való menetkészítésnél.
Mivel több időm van, mint pénzem, ezért azt hiszem, hogy maradok a menetes szárba való menetkészítésnél.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2020 február 19, 13:14
Írta: 2vkx6unz Dátum 2020 február 19, 13:14
Nem tudom mit kell rögzíteni M3-s csavarral nútanyába, én nyomtattam magamnak M3 és M4-s elfordulós nútanyát. Igaz a menetek nem nyomtatottak, hanem utólag lettek bmenetfúróval kialakítva. Persze csak burkolati elemeket rögzít, viszont az elfordulós megoldás miatt könnyű bontani és visrosszakni a burkolatot.
Ha valamivel erősebb megoldás kell akkor lehet rézből készült betéteket is belemelegíteni a nyomtatott anyagba.
Ha valamivel erősebb megoldás kell akkor lehet rézből készült betéteket is belemelegíteni a nyomtatott anyagba.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 február 19, 17:30
Írta: Szalai György Dátum 2020 február 19, 17:30
Az már szerintem szinte mindegy, hogy egy M8 csavart vágsz méretre és fúrsz bele menetet, vagy egy alkalmas vasdarabból fűrészelsz nútanyányi darabokat és abba menetelsz.
Az utóbbi a kevésbé barkácsmegoldás.
Szerintem.
Az utóbbi a kevésbé barkácsmegoldás.
Szerintem.
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 20, 03:06
Írta: pvmyc6p5 Dátum 2020 február 20, 03:06
Eddig így állunk .
A váz felsö keret 6 X 2 X 1/4 " zártszelvény ,csillapított elögyártmánybòl, ez alá az alsò keret 2 1/2 x 2 1/2 ' zártszelvényböl ,szintén csillapított elögyártmánybòl ,
a két keret 200 mm el áthidalva ,a kereszttartòk még nem kerültek be ,azok 1 1/2 x 2 x 1/4 " zartszelvényböl fognak készülni,(ha végre ideérnek már).
a felsö keretbe ,a t-slot profile alapnak ,behegesztettünk egy 2-1/2 x 1" -es solid laposvasbòl készùlt keretet ,amin keresztül le lesz fogatva a T-slot profile.
Majd a függöleges oldalnak 3 db síkba munkált ,kb 278 x 85 x 3/8 " "C" profile van supportnak felépítve ,aminek a tetejére kerül az egyik sín !
Eddig kb 1,8 tonna ,de a merevítések ,plusz síntartòk stb még nincs benn.
Az össz sùlyt kb 3,5 -3,8 tonnára saccoltam ,ha felkerül a szán is ,a maga 200 Kg -jával !
péntekre várom a "moglice" expert-jét ,de biztos ami biztos vettem egy gránit bemérö asztalt ,csak kicsit kicsi (54 "x 32 "x 8") ,de legrosszabb esetben több lépcsöben injektálva azzal megoldom a síkolást.
Folyt.Köv ......
Szêp Gépépítös Estét Mindenkinek [#kacsint]
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_a6ssfuchismmi596a9st_3151.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/a6ssfuchismmi596a9st_3151.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_970shh93eqsbya32zqy_3151.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/970shh93eqsbya32zqy_3151.jpg)
A váz felsö keret 6 X 2 X 1/4 " zártszelvény ,csillapított elögyártmánybòl, ez alá az alsò keret 2 1/2 x 2 1/2 ' zártszelvényböl ,szintén csillapított elögyártmánybòl ,
a két keret 200 mm el áthidalva ,a kereszttartòk még nem kerültek be ,azok 1 1/2 x 2 x 1/4 " zartszelvényböl fognak készülni,(ha végre ideérnek már).
a felsö keretbe ,a t-slot profile alapnak ,behegesztettünk egy 2-1/2 x 1" -es solid laposvasbòl készùlt keretet ,amin keresztül le lesz fogatva a T-slot profile.
Majd a függöleges oldalnak 3 db síkba munkált ,kb 278 x 85 x 3/8 " "C" profile van supportnak felépítve ,aminek a tetejére kerül az egyik sín !
Eddig kb 1,8 tonna ,de a merevítések ,plusz síntartòk stb még nincs benn.
Az össz sùlyt kb 3,5 -3,8 tonnára saccoltam ,ha felkerül a szán is ,a maga 200 Kg -jával !
péntekre várom a "moglice" expert-jét ,de biztos ami biztos vettem egy gránit bemérö asztalt ,csak kicsit kicsi (54 "x 32 "x 8") ,de legrosszabb esetben több lépcsöben injektálva azzal megoldom a síkolást.
Folyt.Köv ......
Szêp Gépépítös Estét Mindenkinek [#kacsint]
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_a6ssfuchismmi596a9st_3151.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/a6ssfuchismmi596a9st_3151.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_970shh93eqsbya32zqy_3151.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/970shh93eqsbya32zqy_3151.jpg)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2020 február 20, 14:50
Írta: TROMF22 Dátum 2020 február 20, 14:50
Hogyan viseled az Óperenciás Tengeren túli
Idéz(54 "x 32 "x 8")méretmegadást?
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 20, 23:59
Írta: pvmyc6p5 Dátum 2020 február 20, 23:59
Egész jòl viselem ,lassan 4 év alatt megszoktam .
Nemrég vettem egy 55" (1400mm) méréstartományù tolòméröt ,de az aukciòs oldalon mm-eresnek írták ,a képek meg kissé homályosak voltak .Gondoltam is azért volt "olcsò" (50 $) mert itt a kutyának sem kell ,mire megkaptam ,kiderült hogy imperial rendszerü a nòniusz ! Így kénytelen voltam megtanulni [#kacsint]
Van 2 Bridgeport marò,meg 1 LaBlond eszterga ,szintén coll-os nòniusszal ,de azokon a mai napig átszámolom mm-be amit tudni szeretnék ,majd vissza coll-ba így veszek fogást ,digitális tolòmérökön csak egy gombnyomás az egész .
Nemrég vettem egy 55" (1400mm) méréstartományù tolòméröt ,de az aukciòs oldalon mm-eresnek írták ,a képek meg kissé homályosak voltak .Gondoltam is azért volt "olcsò" (50 $) mert itt a kutyának sem kell ,mire megkaptam ,kiderült hogy imperial rendszerü a nòniusz ! Így kénytelen voltam megtanulni [#kacsint]
Van 2 Bridgeport marò,meg 1 LaBlond eszterga ,szintén coll-os nòniusszal ,de azokon a mai napig átszámolom mm-be amit tudni szeretnék ,majd vissza coll-ba így veszek fogást ,digitális tolòmérökön csak egy gombnyomás az egész .
Cím: Re:Mechanikai ötletek
Írta: Timár László Dátum 2020 február 21, 12:09
Írta: Timár László Dátum 2020 február 21, 12:09
Dolgoztam a GE Vákumtechnikai gyárában, akkor az volt az egyik legnagyobb gépészeti tervező team, már a rendszerváltás után. 3D-ben terveztük az izzólámpagyártó körasztalos 24 munkaállásos gyártógépeket. Amerikai méretezésű rajzokból, mm-esítve, hazai-európai méretű anyagokból, lemez-rúd. Csodálatos feladat, a kopasznak is égnek állt a haja, mindent inkább újraterveztünk szinte.
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 27, 01:53
Írta: pvmyc6p5 Dátum 2020 február 27, 01:53
Üdv Mindekinek !
Lassan de biztosan alakul a gépem !
A "moglice" expert-je ,meglátogatott,meg is eggyeztünk a gép szintezése,önszintezö asztal beöntése,valamint az "X axis" Hiwin sín -jei alatti injektált szintezö + beállítò munkák elvégzése iránt !
A vártnál sokkal olcsòbb az egész procedùra ,az asztal ,valamint a derékszögben állò segéd aszatal ,és a hosszanti (4,5 m) Hiwin sinek beállítása+injektálása,majd kb egy hét mùlva ,a már késznek minösíthetö gép minden porcikájának ismêtelt bemérése,bizonylattal,garanciával,stb ,a mi 5000x 1200x1600 mm befoglalò méretü gépünknél ,kb 5000 $ -ba kerül !!!
A beállítást 2 ezred !!! mm pontosságig garantálják ,az önterülö asztalunk ,az expert álltal a gránit méröasztal minòségéhez īgérten ,böven hozni fogja a kívánt kb 1 század mm pontosságot !
Akár AirBearing -nek is használhatjuk ,utòlagos felületkezelé nélkül is !
Az összes beallítást ,egy 3D Laser Scannerrel csinálják ,ami a top of the pop a piacon ,0.001 mm pontossággal bemér bármit kb 60 m-es körzetben !
A beszélgetés ,felmérés alat tapasztalt egyetlen problémám az ,hogy ez a cég ,az önterülö/injektálhatò/STB termékét ,szeretné service-el eladni ,magyarán nem akarják csak a spéci epoxi-jukat forgalmazi !
De megoldom ,ök is úgy veszik.......
Eddig így állunk,Folyt.Köv.....
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_0nybsj98fv8givdx4fwhe_3151.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/0nybsj98fv8givdx4fwhe_3151.jpg)
Lassan de biztosan alakul a gépem !
A "moglice" expert-je ,meglátogatott,meg is eggyeztünk a gép szintezése,önszintezö asztal beöntése,valamint az "X axis" Hiwin sín -jei alatti injektált szintezö + beállítò munkák elvégzése iránt !
A vártnál sokkal olcsòbb az egész procedùra ,az asztal ,valamint a derékszögben állò segéd aszatal ,és a hosszanti (4,5 m) Hiwin sinek beállítása+injektálása,majd kb egy hét mùlva ,a már késznek minösíthetö gép minden porcikájának ismêtelt bemérése,bizonylattal,garanciával,stb ,a mi 5000x 1200x1600 mm befoglalò méretü gépünknél ,kb 5000 $ -ba kerül !!!
A beállítást 2 ezred !!! mm pontosságig garantálják ,az önterülö asztalunk ,az expert álltal a gránit méröasztal minòségéhez īgérten ,böven hozni fogja a kívánt kb 1 század mm pontosságot !
Akár AirBearing -nek is használhatjuk ,utòlagos felületkezelé nélkül is !
Az összes beallítást ,egy 3D Laser Scannerrel csinálják ,ami a top of the pop a piacon ,0.001 mm pontossággal bemér bármit kb 60 m-es körzetben !
A beszélgetés ,felmérés alat tapasztalt egyetlen problémám az ,hogy ez a cég ,az önterülö/injektálhatò/STB termékét ,szeretné service-el eladni ,magyarán nem akarják csak a spéci epoxi-jukat forgalmazi !
De megoldom ,ök is úgy veszik.......
Eddig így állunk,Folyt.Köv.....
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_0nybsj98fv8givdx4fwhe_3151.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/0nybsj98fv8givdx4fwhe_3151.jpg)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 február 27, 05:37
Írta: remrendes Dátum 2020 február 27, 05:37
Van értelme ilyen pontosságra törekedni, amikor a gantry egyik vége meg sincs támasztva és a másik végén lévő megtámasztás sem tűnik túlméretezettnek?
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 27, 12:39
Írta: pvmyc6p5 Dátum 2020 február 27, 12:39
A fotò szereplö felépítmény csak méretvétel miatt került fel ,nem a végleges szán lesz .
A pontosság a technològiájukbòl adòdik ,nekem közel sem kellene ezred pontosan ,de baj nem lehet belöle. Az asztalnak használt önterülö epoxy meg magátòl beáll ezredre ,ùgy hogy semmit nem kell tenni vele utòlagosan .
A pontosság a technològiájukbòl adòdik ,nekem közel sem kellene ezred pontosan ,de baj nem lehet belöle. Az asztalnak használt önterülö epoxy meg magátòl beáll ezredre ,ùgy hogy semmit nem kell tenni vele utòlagosan .
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 február 27, 16:05
Írta: Szalai György Dátum 2020 február 27, 16:05
Lehet, hogy nem elég figyelmesen olvastam idáig.
Ez ugye egy siklócsapágy célra fejlesztett gyanta?
Vagyis a megkötött műgyanta felületnek a négyzetegységenkénti terhelhetősége nem túl nagy.
Hiszen arra készült, hogy nagy felületen, közel egyenletesen megoszló terhelés viseljen.
Te majd erre, jó nagy erővel, csavarokkal ráhúzod a síneket, amik egy keskeny sáv mentén terhelik a gyantát.
Eléggé teherbíró az a gyanta erre? (Nem találtam rá adatot.) Vagy idővel majd kinyomódik a sin alól és lesz, ami lesz?
Vagy teszel a sin alá egy laposvasat, ami elossza a terhelést?
Mekkora terhelés engedhető meg a gyantán, hosszú távon, károsodás nélkül?
Mondjuk N/cm2
Ez ugye egy siklócsapágy célra fejlesztett gyanta?
Vagyis a megkötött műgyanta felületnek a négyzetegységenkénti terhelhetősége nem túl nagy.
Hiszen arra készült, hogy nagy felületen, közel egyenletesen megoszló terhelés viseljen.
Te majd erre, jó nagy erővel, csavarokkal ráhúzod a síneket, amik egy keskeny sáv mentén terhelik a gyantát.
Eléggé teherbíró az a gyanta erre? (Nem találtam rá adatot.) Vagy idővel majd kinyomódik a sin alól és lesz, ami lesz?
Vagy teszel a sin alá egy laposvasat, ami elossza a terhelést?
Mekkora terhelés engedhető meg a gyantán, hosszú távon, károsodás nélkül?
Mondjuk N/cm2
Cím: Re:Mechanikai ötletek
Írta: ajpwg6jrn Dátum 2020 február 27, 19:48
Írta: ajpwg6jrn Dátum 2020 február 27, 19:48
Ha epoxy alapú (azt írta) akkor tudtommal üveg keménységűre köt. (Feltételezhetően megfelelő arányban fogják az edzőt használni és utólagos zsugorodás, vetemedés vagy megfolyás már nem lehet.) Legalábbis ez az elmélet.
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2020 február 27, 20:20
Írta: ANTAL GÁBOR Dátum 2020 február 27, 20:20
Emlékeim szerint a moglice az egy célszerűen ( és erősen) adalékolt epoxy . A csúszási tulajdonságokat a molibdénszulfid biztosítja és mészkőliszt és talán talkum is van benne. A keménysége ebből következően nem nagy
( korántsem üveg keménységű ) A csúszási tulajdonságai jók és nem is kopik annyira . A műgyanta zsugorját az adalékokkal gyakorlatilag levitték a nullára
A németek csinálják tehát bőven elérhető Európában de nálunk is tudok kb 10 céget akik árulják
A volt munkahelyen volt egy csapat akihez időnként lejöttek Németországból a fejlesztők . Majd rákérdezek hogy mekkora felületi nyomással terhelhető ( jogosnak ítélem Szalai Gyuri felvetését )
Hogy miért tudom mindezt? Egyszer központosan ráöntöttem egy epoxigyantát egy golyósorsóra ( primitív sikló golyósanya ) de nagy maradt a surlódása és volt néminemű zsugorja . Aztán elgondolkodtam hogy adalékolni kellene az epoxyt . Sajnos eszement molibdénszulfid árakat találtam ( de sikerült beszereznem jó siklási tulajdonságú grafitot )
Aztán leálltam a projektről ....
( korántsem üveg keménységű ) A csúszási tulajdonságai jók és nem is kopik annyira . A műgyanta zsugorját az adalékokkal gyakorlatilag levitték a nullára
A németek csinálják tehát bőven elérhető Európában de nálunk is tudok kb 10 céget akik árulják
A volt munkahelyen volt egy csapat akihez időnként lejöttek Németországból a fejlesztők . Majd rákérdezek hogy mekkora felületi nyomással terhelhető ( jogosnak ítélem Szalai Gyuri felvetését )
Hogy miért tudom mindezt? Egyszer központosan ráöntöttem egy epoxigyantát egy golyósorsóra ( primitív sikló golyósanya ) de nagy maradt a surlódása és volt néminemű zsugorja . Aztán elgondolkodtam hogy adalékolni kellene az epoxyt . Sajnos eszement molibdénszulfid árakat találtam ( de sikerült beszereznem jó siklási tulajdonságú grafitot )
Aztán leálltam a projektről ....
Cím: Re:Mechanikai ötletek
Írta: u6p5jr23k Dátum 2020 február 27, 21:19
Írta: u6p5jr23k Dátum 2020 február 27, 21:19
15 mm-es IKO lineár.
Lehet, hogy tényleg nyomtattatnom kellene nútanyát... Bírhatja a terhelést?
Lehet, hogy tényleg nyomtattatnom kellene nútanyát... Bírhatja a terhelést?
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2020 február 27, 22:29
Írta: 2vkx6unz Dátum 2020 február 27, 22:29
30 darab 4,4 dollár csak a szállítás hosszú. Szóval én inkább vennék fémből, ha belefér az időbe. ~40 forint/ darab...
pl. itt: https://www.aliexpress.com/item/4000726230157.html?spm=a2g0o.productlist.0.0.705b6de5NoY47o&s=p&algo_pvid=09189cad-5478-425b-97e2-be1d5d9b79d9&algo_expid=09189cad-5478-425b-97e2-be1d5d9b79d9-0&btsid=0ab50f6215828385273873407e8501&ws_ab_test=searchweb0_0,searchweb201602_,searchweb201603_
Műanyagból csak akkor ha nincs nagy mechanikai igénybevétel.
pl. itt: https://www.aliexpress.com/item/4000726230157.html?spm=a2g0o.productlist.0.0.705b6de5NoY47o&s=p&algo_pvid=09189cad-5478-425b-97e2-be1d5d9b79d9&algo_expid=09189cad-5478-425b-97e2-be1d5d9b79d9-0&btsid=0ab50f6215828385273873407e8501&ws_ab_test=searchweb0_0,searchweb201602_,searchweb201603_
Műanyagból csak akkor ha nincs nagy mechanikai igénybevétel.
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 28, 04:42
Írta: pvmyc6p5 Dátum 2020 február 28, 04:42
Az asztal önterülö anyaga ,az ígéret szerint Gránit keménységü anyaggá keményedik ,2-4 nap alatt ,de a teljes kötés kialakulása 48 nap
Figyelmesen olvastál ,de nem siklòcsapágy hanem Air bearing alap amihez használják föleg .majdnem ugyan az ,de mégsem.
A síneket ,egy ùgymond ijection molding technikával csinálják ,ami egy teljesen más technika ,más epoxi ,és a kivitelezö cég szerint LifeTime Waranty ,acél,edzett acél tulajdonságokkal bírò anyagròl beszélünk.
Injektálás után ha kell csiszolhatò ,esztergálhatò,marhatò,köszörülhetö ,menetvághatò,stb .
Adatokkal jelenleg nem tudok szolgálni,de a cég akik nekünk csinálják ,több 10 éve használják ezeket az anyagokat ,komoly nehézipari gépeket ùjítanak fel vele,így van némi tapasztalatuk ,reményeim szerint .
Az élettartam a gyártò szerint 50-150 év ,szerintem nekem elég lesz [#taps]
folyt.köv ......
Figyelmesen olvastál ,de nem siklòcsapágy hanem Air bearing alap amihez használják föleg .majdnem ugyan az ,de mégsem.
A síneket ,egy ùgymond ijection molding technikával csinálják ,ami egy teljesen más technika ,más epoxi ,és a kivitelezö cég szerint LifeTime Waranty ,acél,edzett acél tulajdonságokkal bírò anyagròl beszélünk.
Injektálás után ha kell csiszolhatò ,esztergálhatò,marhatò,köszörülhetö ,menetvághatò,stb .
Adatokkal jelenleg nem tudok szolgálni,de a cég akik nekünk csinálják ,több 10 éve használják ezeket az anyagokat ,komoly nehézipari gépeket ùjítanak fel vele,így van némi tapasztalatuk ,reményeim szerint .
Az élettartam a gyártò szerint 50-150 év ,szerintem nekem elég lesz [#taps]
folyt.köv ......
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 28, 04:54
Írta: pvmyc6p5 Dátum 2020 február 28, 04:54
Jòl tudod ,a németek gyártják ,de eddig Euròpa szerte nem akadt igény nagy menyiségben az önterülö(gránit bemérö asztal) keresletre.
Eddig megoldották hagyományos mòdszerekkel ,de aki lusta gondolkodik alapon ,ùgy néz ki ,hogy a tengerentùlon fel akarják pörgetni a bemerö asztal bussinest ,így akad igény az olcsò ,de mégis pontos eszközökre ,innek jön egy önterülö,olcsò ,egyszerüen alkalmazhatò epoxi ,amit lassan 1 évtizede használnak ,kissé titokban tartva a dolgot.
Eddig megoldották hagyományos mòdszerekkel ,de aki lusta gondolkodik alapon ,ùgy néz ki ,hogy a tengerentùlon fel akarják pörgetni a bemerö asztal bussinest ,így akad igény az olcsò ,de mégis pontos eszközökre ,innek jön egy önterülö,olcsò ,egyszerüen alkalmazhatò epoxi ,amit lassan 1 évtizede használnak ,kissé titokban tartva a dolgot.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 február 28, 06:15
Írta: remrendes Dátum 2020 február 28, 06:15
Ha esetleg valakit erdekel, a Multimaster Kft honlapjan arak is megtalalhatok hozza.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2020 február 28, 21:10
Írta: zozo Dátum 2020 február 28, 21:10
Mi a helyzet a hőtágulást tekintve? Ez az önterülő hókuszpók szakaszosan van öntve, vagy azonos a hótágulása az acéllal?
Ha az alu asztal rögzítve van a vas vázhoz, az is akár mm-eket tudja deformálni a szerkezetet. A hőtágulás figyelembe van véve a tervezésnél, kivitelezésnél?
Tavaly terveztem egy 700x600x1000 mm-es precíziós mechanikát/szerkezetet csupa aluból, Ebben is van 10 db lineáris sín, de kínszenvedés volt a beállítás, mert a műhelyben/csarnokban 5-7 fok hőmérséklet különbségek voltak reggel-délután-esti időszakban. Ez több tized mm-t jelentett a méretváltozásban. Természetesen terveztem vele.
A felhasználási helyén nincs gond, ott +/- egy fok eltérés van.
Ha az alu asztal rögzítve van a vas vázhoz, az is akár mm-eket tudja deformálni a szerkezetet. A hőtágulás figyelembe van véve a tervezésnél, kivitelezésnél?
Tavaly terveztem egy 700x600x1000 mm-es precíziós mechanikát/szerkezetet csupa aluból, Ebben is van 10 db lineáris sín, de kínszenvedés volt a beállítás, mert a műhelyben/csarnokban 5-7 fok hőmérséklet különbségek voltak reggel-délután-esti időszakban. Ez több tized mm-t jelentett a méretváltozásban. Természetesen terveztem vele.
A felhasználási helyén nincs gond, ott +/- egy fok eltérés van.
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 29, 02:38
Írta: pvmyc6p5 Dátum 2020 február 29, 02:38
Az önterülö "hòkuszpòk" jelen esetben nem szakaszosan lesz kiöntve ,az expert ajánlása alapján,hanem a jelenlegi váz lesz kiegészítve némi betét elemmel ,így egy kb egységes ,körülbelül 10mm beöntést kap ,a jelenlegi hegesztett hídvázas géptest felett.
Az összefüggö felület kb 5000x 500x10 mm lesz az epoxibòl ,egy olyan vázra öntve amit nem terveztünk mozgatni a beállitás után.
A felépítmény ùgy néz ki ,hogy van az acél váz ,majd erre az önterülö "hòkuszpòk ",majd az alu T-slot asztal ,oldalfallal ,szòval az alu alatt lévö felület "csak :hordozò ,semmi más szerepe terv szerint nincs.
A környezet ahova kerül/van jelenleg is ,egy klimatizált csarnok,plusz/mínusz 0.5 fok ,páratartalom ,meg minden kb állandò,elöttünk egy nagyon komoly gépmühely volt ,a tulaj nagyon adott a gépek korrekt környezetben tartására .
Én is aggòdtam kicsit az ùgymond "szendvics" szerkezettöl" a külömbözö hötágulások végett ,de mivel nem kell számítani nagy höfokváltozással,így inkább elöny lehet ,a külömbözö frekvencia csillapítás függvényében.
A másik szempont ,hogy nálunk nem kell preciziòs pontosság,inkább a felületi minöség lenne a fontos ,kevesebb kézi utòmunka igénnyel,szòval ha ki tudok marni/gyalulni/köszörülni egy bronz bart kb 1/10mm pontossággal ,és elfogadhatò a felületem ,akkor happy leszek !
Folyt . Köv . .....
Az összefüggö felület kb 5000x 500x10 mm lesz az epoxibòl ,egy olyan vázra öntve amit nem terveztünk mozgatni a beállitás után.
A felépítmény ùgy néz ki ,hogy van az acél váz ,majd erre az önterülö "hòkuszpòk ",majd az alu T-slot asztal ,oldalfallal ,szòval az alu alatt lévö felület "csak :hordozò ,semmi más szerepe terv szerint nincs.
A környezet ahova kerül/van jelenleg is ,egy klimatizált csarnok,plusz/mínusz 0.5 fok ,páratartalom ,meg minden kb állandò,elöttünk egy nagyon komoly gépmühely volt ,a tulaj nagyon adott a gépek korrekt környezetben tartására .
Én is aggòdtam kicsit az ùgymond "szendvics" szerkezettöl" a külömbözö hötágulások végett ,de mivel nem kell számítani nagy höfokváltozással,így inkább elöny lehet ,a külömbözö frekvencia csillapítás függvényében.
A másik szempont ,hogy nálunk nem kell preciziòs pontosság,inkább a felületi minöség lenne a fontos ,kevesebb kézi utòmunka igénnyel,szòval ha ki tudok marni/gyalulni/köszörülni egy bronz bart kb 1/10mm pontossággal ,és elfogadhatò a felületem ,akkor happy leszek !
Folyt . Köv . .....
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 február 29, 06:47
Írta: Szalai György Dátum 2020 február 29, 06:47
Még mindég böki az oldalamat ez a felületi terhelhetőség.
Az, hogy a gyanta felülete gránit keménységű, szerintem egy kitérő mellédumálás az eladó részéről.
Milyen kemény a gránit? És menyire terhelhető? Nekem nem derült ki.
A gránit egy kompozit, földpátból és kvarcból áll, kb. 6 vagy 7 körüli keménységgel.
És itt jön a csavar. A 6 vagy 7 az nem keménység, hanem karcállóság a Mohs skálán, ami nem ad infót a plasztikus deformációról.
Az, hogy a gyanta felülete gránit keménységű, szerintem egy kitérő mellédumálás az eladó részéről.
Milyen kemény a gránit? És menyire terhelhető? Nekem nem derült ki.
A gránit egy kompozit, földpátból és kvarcból áll, kb. 6 vagy 7 körüli keménységgel.
És itt jön a csavar. A 6 vagy 7 az nem keménység, hanem karcállóság a Mohs skálán, ami nem ad infót a plasztikus deformációról.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 február 29, 06:54
Írta: Szalai György Dátum 2020 február 29, 06:54
Érdekes helyzet. Hogy tervezel ezzel a hőtágulással? Az egyik oldalon a lineáris síneket rövid keresztirányú lineáris sínekre szereled, hogy elmozdulhassanak a hőmozgással, mint egy közúti híd esetében?
Akkor csak a viszonyítási oldal fix, a másik pedig szabad, így a rendszer nem válik túlhatározottá.
Vagy? [#nemtudom]
Akkor csak a viszonyítási oldal fix, a másik pedig szabad, így a rendszer nem válik túlhatározottá.
Vagy? [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2020 február 29, 10:22
Írta: zozo Dátum 2020 február 29, 10:22
A 10 db lineáris sín a mechanika mozgására van benne, nem a hőtágulást kompenzálom vele. Az elhelyezés volt az érdekes, hogy párban együtt vándoroljanak a hőtágulással. Így számítható volt a helyzetük. Párhuzamos oldalfalakra tettem őket, a hosszú oldalra merőlegesen. Külön-külön mechanikát mozgatnak, de az aktuális, egymáshoz képesti pozíciójuk ismerete fontos. Ha 3-4 fokot változik a hőmérséklet, szoftveresen kalibrálni kell az új pozíciót.
Egy kutyaságot azért kénytelen voltam belevinni. Két a tetejükkel egymással szemben álló sínt csak úgy tudtam pozícionálni, hogy az egyik sínt fixen rögzítettem, a másik pedig a sín furataiba illesztett csapon szabadon tud mozogni 4-5 tized mm-t. Tehát ezt a sínt a csapok tartják csavar helyett, plusz a talpuk oldalról is meg van támasztva. Nem szép megoldás, de bevált.
Ennek ellenére az első félévem azzal fog telni, hogy újragondoljam ezt a problémát, egy hasonló gép tervezésében. Akkor tudom jól kezelni a hőtágulást, ha a hordozó felületek minél kisebbek lesznek.
Az 1 m-es szakaszt felbontom 5x200 mm-re, és kis hőtágulású anyaggal lesznek összekötve egymáshoz, légrésekkel. Nem lesz egyszerű a benne lévő mechanika miatt, de megoldom valahogy.
Sajna ez is prototípus, nem nagyon tudom publikálni.
Egy kutyaságot azért kénytelen voltam belevinni. Két a tetejükkel egymással szemben álló sínt csak úgy tudtam pozícionálni, hogy az egyik sínt fixen rögzítettem, a másik pedig a sín furataiba illesztett csapon szabadon tud mozogni 4-5 tized mm-t. Tehát ezt a sínt a csapok tartják csavar helyett, plusz a talpuk oldalról is meg van támasztva. Nem szép megoldás, de bevált.
Ennek ellenére az első félévem azzal fog telni, hogy újragondoljam ezt a problémát, egy hasonló gép tervezésében. Akkor tudom jól kezelni a hőtágulást, ha a hordozó felületek minél kisebbek lesznek.
Az 1 m-es szakaszt felbontom 5x200 mm-re, és kis hőtágulású anyaggal lesznek összekötve egymáshoz, légrésekkel. Nem lesz egyszerű a benne lévő mechanika miatt, de megoldom valahogy.
Sajna ez is prototípus, nem nagyon tudom publikálni.
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 február 29, 15:13
Írta: pvmyc6p5 Dátum 2020 február 29, 15:13
A sínek alá ijectált epoxi nem ugyanaz amivel az önterülö asztallapunkat csinálják .
A sinek alá egy sokkal keményebb ,majdnem egy puha gyurma szerü anyagot nyomnak be ,pusztán kiegyenlítve az esetleges hibákat a két acél felület között .
Több 100Tonnás gêpágyakon sikerrel alakalmazták eddig ,nem hiszem hogy gond lenne a mi kis gépünkön vele.Meg garancia is jár hozzá ,így sok félnivalòm nincs .
Az expert srác aki felmérte a gépünket ,egy nagy mùltra visszatekintö szerszámgépek felùjításával foglalkozò család tagja,csak tudja hogy mit csinál.
A sinek alá egy sokkal keményebb ,majdnem egy puha gyurma szerü anyagot nyomnak be ,pusztán kiegyenlítve az esetleges hibákat a két acél felület között .
Több 100Tonnás gêpágyakon sikerrel alakalmazták eddig ,nem hiszem hogy gond lenne a mi kis gépünkön vele.Meg garancia is jár hozzá ,így sok félnivalòm nincs .
Az expert srác aki felmérte a gépünket ,egy nagy mùltra visszatekintö szerszámgépek felùjításával foglalkozò család tagja,csak tudja hogy mit csinál.
Cím: Re:Mechanikai ötletek
Írta: u6p5jr23k Dátum 2020 február 29, 20:01
Írta: u6p5jr23k Dátum 2020 február 29, 20:01
Az időbe belefér. Ideiglenesen megoldottam 15x5 lapos aluval.
Kösz.
Kösz.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 március 01, 12:07
Írta: svejk Dátum 2020 március 01, 12:07
Németh Szabolcs!
Kérd már meg a fórumgazdát, hogy nyisson neked egy topicot erre a gépre!
Most még nem késő átrakni az eddigi hozzászólásokat sem, bár már dolgozni kell vele.
Kérd már meg a fórumgazdát, hogy nyisson neked egy topicot erre a gépre!
Most még nem késő átrakni az eddigi hozzászólásokat sem, bár már dolgozni kell vele.
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 március 01, 16:32
Írta: pvmyc6p5 Dátum 2020 március 01, 16:32
Köszi a tippet ,kérek egy topikot a gépemnek ![#eljen]
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 március 01, 18:35
Írta: fn47xk7ei Dátum 2020 március 01, 18:35
[#eljen]No ilyen témát én is szívesen olvasgatok!
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 március 02, 08:54
Írta: svejk Dátum 2020 március 02, 08:54
Nem akarok Németh Szabolcs topicjába randítani, szóval anno ilyen (https://cnctar.hobbycnc.hu/Svejk/IMG_0045.jpg) oldaletetésű helyzetfúrót csináltunk.
Persze itt csak alu zártszelvényekbe kellett max. 4-es furatokat fúrni, de néha qrva sokat.
Persze itt csak alu zártszelvényekbe kellett max. 4-es furatokat fúrni, de néha qrva sokat.
Cím: Re:Mechanikai ötletek
Írta: pvmyc6p5 Dátum 2020 március 03, 04:38
Írta: pvmyc6p5 Dátum 2020 március 03, 04:38
Nyugodtan ,nem veszem zokon a jò ötleteket (sem) .[#kacsint]
Leírtam a topikomban ,hogy ez az ötlet miért lett elvetve ,remélem érthetöen irtam le ,ha nem szòljatok (be) bátran .
Leírtam a topikomban ,hogy ez az ötlet miért lett elvetve ,remélem érthetöen irtam le ,ha nem szòljatok (be) bátran .
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 március 24, 19:24
Írta: jani300 Dátum 2020 március 24, 19:24
Jó estét !
Megkerestek , hogy árok , domboldal tisztításhoz kellene egy drótköteles csörlőt készíteni, kisebb fák ágak felhúzására domboldalon ,meredek lejtőn ,gépi üzemmel .
Igazán nem ölnék én ebbe sok munkát ,az ötletem egy benzinmotoros kapálógép kapái helyére szerelt kötéldob , drótkötéllel . Ha kuplungos a gép az elég egyszerűnek tűnik .
A kérdés ,csinált már valaki hasonlót , működhet a dolog ?
Megkerestek , hogy árok , domboldal tisztításhoz kellene egy drótköteles csörlőt készíteni, kisebb fák ágak felhúzására domboldalon ,meredek lejtőn ,gépi üzemmel .
Igazán nem ölnék én ebbe sok munkát ,az ötletem egy benzinmotoros kapálógép kapái helyére szerelt kötéldob , drótkötéllel . Ha kuplungos a gép az elég egyszerűnek tűnik .
A kérdés ,csinált már valaki hasonlót , működhet a dolog ?
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 március 24, 19:57
Írta: RJancsi Dátum 2020 március 24, 19:57
A legtöbb kapálógépen nincs hátramenet. Kuplung ugyan van, de általában a függőleges motortengely (önzáró) csigahajtással hajtja a kereket. Tehát üresben sem tudod "lehúzni" a sodronyt, le kell tekerni róla.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 március 24, 20:00
Írta: RJancsi Dátum 2020 március 24, 20:00
A másik, hogy alacsony fordulaton elég kics a motor nyomatéka, ha meg nagy gázzal járatod akkor túl gyorsan fog húzni. Elvben lassíthatod kis átmérőjű kötéldobbal, de annak a sodrony minimális hajlítási sugara szab határt. Az is kérdés hogyan rögzíted a kapálógépet mert normál helyzetben a kapatagokon áll ill. mozog de az most a levegőben lesz. Nem lenne jó, ha nem a rönk jönne fel a völgyből hanem a gép indulna meg lefelé.
Cím: Re:Mechanikai ötletek
Írta: kaqkk007 Dátum 2020 március 24, 20:03
Írta: kaqkk007 Dátum 2020 március 24, 20:03
Venni kell egy 12 voltos autócsörlőt felrakni egy autóra (gondolom a rönköket el is szállítják valamivel ... ) A legegyszerűbb és legbiztonságosabb , Szerinted ki fogja megtartani a rotakapát amikor ráránt az alant lévő fadrabra főleg ha az valamiért elakad ?
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 március 24, 20:12
Írta: TBS-TEAM Dátum 2020 március 24, 20:12
Ha nem akarsz sokat sz....ni akkor 12V komplett csörlő (https://www.szerszamkell.hu/elektromos_csorlo_quadhoz_1360kg_12v_os_kompletten_5848?gclid=CjwKCAjw3-bzBRBhEiwAgnnLCvOmtS0umUbXCxRvWfPLFRwt1LPK9pmfku6KUOUiZHEXj_vKbKyS4BoCtDsQAvD_BwE)
Már csak a rögzítésen kell törpülnöd mert ha pl:1000Kg kell húzni mindenestől (test tömege surlódás lejtő szög.......)
akkor 1000kg feletti valamivel kell megtámasztanod, hogy egy helyben maradjon. [#eplus2]
Nem is olyan egyszerű mint ahogy hangzik.[#kacsint]
Már csak a rögzítésen kell törpülnöd mert ha pl:1000Kg kell húzni mindenestől (test tömege surlódás lejtő szög.......)
akkor 1000kg feletti valamivel kell megtámasztanod, hogy egy helyben maradjon. [#eplus2]
Nem is olyan egyszerű mint ahogy hangzik.[#kacsint]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 március 24, 20:19
Írta: svejk Dátum 2020 március 24, 20:19
Szerintem nem egyszeri alkalomról van szó.
Egy autócsörlő motornak az S értéke jó ha 5-10.
Egy autócsörlő motornak az S értéke jó ha 5-10.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 március 24, 20:35
Írta: TBS-TEAM Dátum 2020 március 24, 20:35
Akkor ilyen meghajtást (https://szerszamx.hu/moller-mr-ge-6503-192ccm-benzines-65le-motor-4-utemu-945)
Olyan csörlőt kell keresni amelyet mehanikusan ki lehet oldani a sodrony lehúzásához.
Olyan csörlőt kell keresni amelyet mehanikusan ki lehet oldani a sodrony lehúzásához.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 március 24, 20:45
Írta: RJancsi Dátum 2020 március 24, 20:45
Nem feltétlen traktorral...
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 március 24, 20:52
Írta: jani300 Dátum 2020 március 24, 20:52
Köszönöm a hozzászólásokat !
Alapból egy terepes UAZ a közelítő jármű .
Arra szerelve ,vagy ahhoz rögzítve ,van az elképzelés .
Lefele nem kell engedni ,ott nincsen teher , elég kihúzni egy stiftet , és kézzel lehúzni a kötelet .
Ismerem a felbakolt kerekes dolgot is , de az a difit pörgeti .
A villamos megoldást tartom inkább cuminak , és ot ugye egy jóval nagyobb motornak kell az áramot termelnie .
Itt nehéz , ipari körülményekkel lehet inkább számolni ,nem egy alkalmankénti csörlőzéssel .
Csak egy ötlet volt , úgy tudom a a robikhoz még nyomatéknövelő áttétel is létezett ,pótkocsi vontatáshoz .
Alapból egy terepes UAZ a közelítő jármű .
Arra szerelve ,vagy ahhoz rögzítve ,van az elképzelés .
Lefele nem kell engedni ,ott nincsen teher , elég kihúzni egy stiftet , és kézzel lehúzni a kötelet .
Ismerem a felbakolt kerekes dolgot is , de az a difit pörgeti .
A villamos megoldást tartom inkább cuminak , és ot ugye egy jóval nagyobb motornak kell az áramot termelnie .
Itt nehéz , ipari körülményekkel lehet inkább számolni ,nem egy alkalmankénti csörlőzéssel .
Csak egy ötlet volt , úgy tudom a a robikhoz még nyomatéknövelő áttétel is létezett ,pótkocsi vontatáshoz .
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2020 március 24, 21:00
Írta: D.Laci Dátum 2020 március 24, 21:00
http://uj-uaz.hu/wordpress/kiegeszitok/csorlo-12000-lbs-premium/
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2020 március 24, 21:02
Írta: zozo Dátum 2020 március 24, 21:02
Elektromos csörlővel, rádiós távirányítóval. Az "akasztó" ember kezében van a távirányító, ha baj van rögtön le tudja állítani, visszafele járatni.
Egy áramfejlesztő kell hozzá, de elférne az autón. Cserében biztonságos és kényelmes.
A hajómat egyedül így húztam ki a sólyán. Gyerekjáték volt.
Egy áramfejlesztő kell hozzá, de elférne az autón. Cserében biztonságos és kényelmes.
A hajómat egyedül így húztam ki a sólyán. Gyerekjáték volt.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 március 24, 21:02
Írta: PSoft Dátum 2020 március 24, 21:02
Idéz...úgy tudom a a robikhoz még nyomatéknövelő áttétel is létezett ,pótkocsi vontatáshoz .
Igen, egy kétlépcsős szíjtárcsa volt a főtengely végén.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 március 24, 21:20
Írta: jani300 Dátum 2020 március 24, 21:20
Nekem volt géplapátom , annak a sodronyában volt az indító vezeték , de lehet kidobtam már a tárcsát , hajtóművet .
Azért kell a kuplung ha elakad ki lehet kuplungolni ,a csiga pedig lehet önzáró .
De van egytonnás ,hengcsigás bolgár futómacskám , csak akkor háromfázisú generátor kell ,vagy frekiváltó :)
Favágó kezébe adnál finom villamos csörlőt ? :)
A 3,5 tonnás gépeimet én is egyedül vittem be , nem volt gond vele ,akkor :(
Azért kell a kuplung ha elakad ki lehet kuplungolni ,a csiga pedig lehet önzáró .
De van egytonnás ,hengcsigás bolgár futómacskám , csak akkor háromfázisú generátor kell ,vagy frekiváltó :)
Favágó kezébe adnál finom villamos csörlőt ? :)
A 3,5 tonnás gépeimet én is egyedül vittem be , nem volt gond vele ,akkor :(
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 március 24, 21:21
Írta: jani300 Dátum 2020 március 24, 21:21
Hát akkor az bizonyos hogy nem ugyanarra gondolunk :)
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2020 március 25, 08:09
Írta: ANTAL GÁBOR Dátum 2020 március 25, 08:09
Én könnyen beszélek mert nekem készen van ilyenem . Hidromotoros csörlő + belsőégésű ( 13 LE Honda) motorral megcsinált hidraulikus tápegység . Ennél jobb nem kell . Az útváltóval lehet szabályozni( fojtásos szabályzás) a sebességet , Vagyis a megállítás gyakorlatilag cm es pontosságú
A vonóerő a nyomáshatárolóval korlátozható tehát nem terhelhető túl a csörlő .A kis csőrlőmet kútfúrásnál az iszapoló mozgatására és felezős üzemben a csövek visszahúzására használom F = 1800 N A nagy csörlőm 5000 N os ( ott van egy 3 as áttétel )
A hidromotor mindkét esetben OMR típusú
A vonóerő a nyomáshatárolóval korlátozható tehát nem terhelhető túl a csörlő .A kis csőrlőmet kútfúrásnál az iszapoló mozgatására és felezős üzemben a csövek visszahúzására használom F = 1800 N A nagy csörlőm 5000 N os ( ott van egy 3 as áttétel )
A hidromotor mindkét esetben OMR típusú
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 március 25, 08:51
Írta: RJancsi Dátum 2020 március 25, 08:51
Ha már csörlőkről van szó... Régebben vásároltam egy kompakt csörlőt. Állítólag egy színház "vasfüggönyét" mozgatta amíg le nem cserélték. Sajnos nem sokat tudok róla. Egy elég kicsi 220/380 V-os motorka van rajta 12 mm-es tengellyel. Az adattáblája alapján talán 350 W-os, legalábbis van rajta 0.35 is. Egy egyszerű rugótergelésű kúpos kuplung határolja a nyomatékot.
Jó lenne tudni mekkora terhet képes megemelni. A mechanikai áttételt még ki tudom számolni (olajban futó bronz kerekes acél csigás hajtás), a kötéldob átmérőjét megmérem, és feltételezek pl. 10% súrlódást. De mennyi lehet egy ilyen motor forgató nyomatéka amit tartósan elbír illetve mekkora indítónyomatéka lehet a teher megindításához?
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_hu2298s2vvt6079ptheg9_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/hu2298s2vvt6079ptheg9_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_t8qfpumavsyf7im8iuq_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/t8qfpumavsyf7im8iuq_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_gc887ap7702sx3isi6xy_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/gc887ap7702sx3isi6xy_3111.jpg)
Jó lenne tudni mekkora terhet képes megemelni. A mechanikai áttételt még ki tudom számolni (olajban futó bronz kerekes acél csigás hajtás), a kötéldob átmérőjét megmérem, és feltételezek pl. 10% súrlódást. De mennyi lehet egy ilyen motor forgató nyomatéka amit tartósan elbír illetve mekkora indítónyomatéka lehet a teher megindításához?
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_hu2298s2vvt6079ptheg9_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/hu2298s2vvt6079ptheg9_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_t8qfpumavsyf7im8iuq_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/t8qfpumavsyf7im8iuq_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/tn_gc887ap7702sx3isi6xy_3111.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/gc887ap7702sx3isi6xy_3111.jpg)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 március 25, 09:35
Írta: svejk Dátum 2020 március 25, 09:35
A motor 2-2,2 Nm köröli nyomatékot tudhat.
Az indítónyomatéka 3 fázis esetén ennél kevesebb de akár lehet csak 50%-a.
A terhelt csigahajtómű vesztesége biztosan több mint 10 %, akár felmehet 40-50%-ra is.
Az indítónyomatéka 3 fázis esetén ennél kevesebb de akár lehet csak 50%-a.
A terhelt csigahajtómű vesztesége biztosan több mint 10 %, akár felmehet 40-50%-ra is.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 március 25, 09:55
Írta: PSoft Dátum 2020 március 25, 09:55
Nyilván, csak elírtad...[#kacsint]
Az indítónyomatéka 1 fázis esetén ennél kevesebb de akár lehet csak 50%-a.
Az indítónyomatéka 1 fázis esetén ennél kevesebb de akár lehet csak 50%-a.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 március 25, 10:01
Írta: svejk Dátum 2020 március 25, 10:01
Nem, 1 fázis esetén sokkal kevesebb akár csak 20 %.
Három fázis esetén is sokváltozós, a motor kialakításától függően akár még nagyobb is lehet mint a névleges, de általában kevesebb valamivel.
Három fázis esetén is sokváltozós, a motor kialakításától függően akár még nagyobb is lehet mint a névleges, de általában kevesebb valamivel.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 március 25, 10:22
Írta: RJancsi Dátum 2020 március 25, 10:22
Köszi az infót! Jobb híján arra gondoltam valahogy "blokkolom" (pl egy masszív csőfogóval) a csigahajtás bemenő tengelyét és megpróbálok a motor tengelyére valami közvetlen súlyterhelésű kart erősíteni. Ebből legalább azt meg tudnám állapítani milyen nyomatéknál csúszik meg a kuplung. Persze ez nem sokat segít abban, hogy mire képes a motor, ha korábban valaki jól megfeszítette a rugót akár le is égethetem a motort de a kuplung nem csúszik meg. Vagy a másik eset ha a biztonság javára lazára állították a rugót és hamarabb old mint amire a motor képes lenne.
Cím: Re:Mechanikai ötletek
Írta: 2si5rj3b Dátum 2020 április 02, 07:04
Írta: 2si5rj3b Dátum 2020 április 02, 07:04
Mindenféle hosszasabb levezetést mellőzve jó közelítés gyanát úgy is gondolkodhatsz, hogy mekkora munkát képes elvégezni a gép: Egy LE=736 Watt. Ez kb. 73,6 kg-nak megfelelő súlyerőt képes mozgatni, azaz emelni egy méter magasra, egy másodperc alatt.
350-es motorod ennek majdnem a felét tudja teljesíteni, (pontosabban 0,47-szeresét). Vegyük úgy tehát, hogy 35 kg-ra képes.
Ha mondjuk az áttételekkel 0,1 m/s az emelési sebesség, (a méter tizede) akkor a 35 kg tízszeresével 10x35=350 kg lesz a mozgatható tömeg. Ezt felére vesszük a csigán elvesző nyomaték, és egyéb veszteségek miatt. Ekkor 175 kg-ot kapunk eredményül.
Egyfázisú motor indítónyomatékára ne nagyon számolj, általában teher nélkül kell indítani őket. Pl. ugye induláskor nem feszes az emelőkötél.
350-es motorod ennek majdnem a felét tudja teljesíteni, (pontosabban 0,47-szeresét). Vegyük úgy tehát, hogy 35 kg-ra képes.
Ha mondjuk az áttételekkel 0,1 m/s az emelési sebesség, (a méter tizede) akkor a 35 kg tízszeresével 10x35=350 kg lesz a mozgatható tömeg. Ezt felére vesszük a csigán elvesző nyomaték, és egyéb veszteségek miatt. Ekkor 175 kg-ot kapunk eredményül.
Egyfázisú motor indítónyomatékára ne nagyon számolj, általában teher nélkül kell indítani őket. Pl. ugye induláskor nem feszes az emelőkötél.
Cím: Re:Mechanikai ötletek
Írta: 2si5rj3b Dátum 2020 április 02, 07:28
Írta: 2si5rj3b Dátum 2020 április 02, 07:28
Ez lemaradt:
Mérd meg mennyi idő alatt csévél fel egy méter kötelet a gépezet, és föntebiek alapján jó közelítést kaphatsz.
Ha nyomaték alapon számolsz, az hosszadalmasabb, és az áttétel pontos vesztesége akkor se lesz ismert. A csigánál ez mindennél jobban függ a kenőanyagtól, és a felhasznált anyagoktól is.
A teljesítmény = fordulatszám x nyomaték. (1/s) A nyomaték tehát számolható. A csigaáttétel ezt felszorozza, és a kötéldob és a csiga átmérőkülönbsége van még amivel számolni kell. (Ha több sor kötél van, akkor a legnagyobb cséveátmérő jelenti a legnagyobb terhelést is egyben.) De szerintem ne merülj ennyire bele. [#kacsint]
Mérd meg mennyi idő alatt csévél fel egy méter kötelet a gépezet, és föntebiek alapján jó közelítést kaphatsz.
Ha nyomaték alapon számolsz, az hosszadalmasabb, és az áttétel pontos vesztesége akkor se lesz ismert. A csigánál ez mindennél jobban függ a kenőanyagtól, és a felhasznált anyagoktól is.
A teljesítmény = fordulatszám x nyomaték. (1/s) A nyomaték tehát számolható. A csigaáttétel ezt felszorozza, és a kötéldob és a csiga átmérőkülönbsége van még amivel számolni kell. (Ha több sor kötél van, akkor a legnagyobb cséveátmérő jelenti a legnagyobb terhelést is egyben.) De szerintem ne merülj ennyire bele. [#kacsint]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 április 02, 18:24
Írta: RJancsi Dátum 2020 április 02, 18:24
Köszi a tanácsokat! Még az is lehet, hogy egyszerűbben oldom meg. Nagyjából ugyanazt a tömeget kellene mozgatnia, így egyszerűen ráakasztom és megnézem hogy "könnyedén" megindítja-e, nehezen de elbánik vele vagy szánalmas zümmögésbe kezd. Igazából az utánfutómat (megrakva kb. 1 tonna) szándékozom a szűk, enyhén emelkedő kocsibejárómon behúzni ill. kiengedni az utcára. Tolatva autóval is megoldhatnám, de nem akarom leégetni a kuplungot. Arra gondoltam, hogy a bejáró közepére ledűbelezem a csörlőt, ráakasztom az ufót és szép kényelmesen behúzom az utcáról. Mivel elég lassan megy a csörlő ezért kényelmesen tudnám "kormányozni". Kifelé a lejtőn simán kigurulna a kapun, a csörlő csak ellentartana, hogy ne kézzel kelljen visszafogni. Ha úgy látom, hogy felfelé erőlködik vagy meg sem indítja, egy (mozgó)csigával megduplázhatom a húzóerőt. Abban azért bízom, hogy nem kell csigasort építenem hozzá.
Cím: Re:Mechanikai ötletek
Írta: 2si5rj3b Dátum 2020 április 02, 18:59
Írta: 2si5rj3b Dátum 2020 április 02, 18:59
Nekem mindenhogy jó, ha boldogulsz! Nehogy tudálékosságnak, vagy zaklatásenak vedd amit írtam, ez a lényeg! Manapságf a tudomény az sokszor ördögnek a tömjén ugye...
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 április 03, 09:26
Írta: RJancsi Dátum 2020 április 03, 09:26
Dehogy veszem annak, őszintém megköszönök minden tanácsot. Az elmélettel többé-kevésbé tisztában vagyok, de egy hiányos adattábla és ismeretlen mechanika birtokában néztem ki a fejemből mint az üregi nyúl. Épp ezért tettem fel itt a kérdést, sok okos és gyakorlatban tapasztalt ember olvasta és adott ötleteket. Mindegyik hasznos volt. Arra pl. álmomban sem gondoltam, hogy egy olajban futó csigahajtás csak 40-50% hatásfokot tud felmutatni. Azt hittem sokkal hatákonyabb.
Már az is megfordult a fejemben, hogy valahogy mérnem kéne csörlőzés közben a motor áramát. Ha a teljesítményét elhiszem (az adattábla alapján) nagyjából ki lehetne számolni mekkora áram mehet át rajta füstölés nélkül.
Már az is megfordult a fejemben, hogy valahogy mérnem kéne csörlőzés közben a motor áramát. Ha a teljesítményét elhiszem (az adattábla alapján) nagyjából ki lehetne számolni mekkora áram mehet át rajta füstölés nélkül.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2020 április 03, 09:35
Írta: D.Laci Dátum 2020 április 03, 09:35
Esetleg egy ilyen?
https://handtrucks2go.com/Battery-Powered-Trailer-Dolly-Tugger-Cart.html
https://handtrucks2go.com/Battery-Powered-Trailer-Dolly-Tugger-Cart.html
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 április 03, 09:58
Írta: RJancsi Dátum 2020 április 03, 09:58
Ha lesz felesleges 1 millió Forintom akkor elgondolkodom rajta.[#fejvakaras] Most csak egy gyöngécske 3 fázisú csörlőféleségem van. [#nemtudom]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 április 03, 10:57
Írta: svejk Dátum 2020 április 03, 10:57
Hát úgy... nagyjából. :(
Jobban jársz a próbával, úgy is hallod mi a sok neki.
Jobban jársz a próbával, úgy is hallod mi a sok neki.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 április 03, 12:04
Írta: jani300 Dátum 2020 április 03, 12:04
Mondhattok amit akartok ...
Elég közel áll ez a kapálógéphez ,amit én találtam ki :)
Elég közel áll ez a kapálógéphez ,amit én találtam ki :)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 április 03, 12:54
Írta: RJancsi Dátum 2020 április 03, 12:54
Kisrepülőkhöz létezik egy comó fajta "Aircraft TUG" vagy "Aircraft towbar".
Ez pl. akkus "csavarbehajtós".
Ez pl. akkus "csavarbehajtós".
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 április 03, 16:49
Írta: jani300 Dátum 2020 április 03, 16:49
[#eljen]
Hogy is mondjam [#nemtudom]
Gyerekjátéknak elmenne ,felsőbb kategóriásnak .
Borítékolható hogy simán kézzel is tolhatná azt a repülőgépet .
Érdekes ez a mai világ , gondolom a sima lapátra is van hasonló kisgép :)
Hogy is mondjam [#nemtudom]
Gyerekjátéknak elmenne ,felsőbb kategóriásnak .
Borítékolható hogy simán kézzel is tolhatná azt a repülőgépet .
Érdekes ez a mai világ , gondolom a sima lapátra is van hasonló kisgép :)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 április 03, 17:27
Írta: RJancsi Dátum 2020 április 03, 17:27
Volt szerencsém 10 évig kézzel húzni-tolni repülőgépeket, a hazai "szokásoknak" megfelelően füves pályán. Természetesen lehet így is, bár némelyik 4 személyes gép feltankoltan piszkosul próbál ellenállni a mozgatásnak. Ilyen motoros úri huncutság persze nem volt, de amennyibe egy repülőgép tárolási díja kerül, repterenként egy-két ilyen vonszoló szerkezet biztosan beleférne a keretbe.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 április 07, 19:24
Írta: jani300 Dátum 2020 április 07, 19:24
[#t179p16149#]
Ehhez kapcsolódva kutakodtam kicsit , találtam ezt azt .
A lassító áttételből kiálló kihajtó tengely átmérő 50 , csak úgy viszonyításképpen .
És valahogyan kezd megváltozni a látásmódom .
Most azt látom hogy valami eszement telepakolt vagy 30 négyzetmétert , mindenféle vacak vassal :)
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_mzziewuj8ufhuc405asdm_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/mzziewuj8ufhuc405asdm_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/tn_df9jizgvkzwag4s537u_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/df9jizgvkzwag4s537u_2430.jpg)
Ehhez kapcsolódva kutakodtam kicsit , találtam ezt azt .
A lassító áttételből kiálló kihajtó tengely átmérő 50 , csak úgy viszonyításképpen .
És valahogyan kezd megváltozni a látásmódom .
Most azt látom hogy valami eszement telepakolt vagy 30 négyzetmétert , mindenféle vacak vassal :)
(https://hobbicncforum.hu/uploaded_images/2020/04/tn_mzziewuj8ufhuc405asdm_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/mzziewuj8ufhuc405asdm_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/tn_df9jizgvkzwag4s537u_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/04/df9jizgvkzwag4s537u_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2020 április 07, 20:40
Írta: Vetesi75 Dátum 2020 április 07, 20:40
Az áttétel alatt pedig a leendő szalagfűrészgéped tálcája?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 április 07, 20:43
Írta: jani300 Dátum 2020 április 07, 20:43
Igen .
Nem leendő ,csak javítandó .
Gyári gép , csak a hajtókerék hiányzik a hajtóművel -
Nem leendő ,csak javítandó .
Gyári gép , csak a hajtókerék hiányzik a hajtóművel -
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 április 07, 21:17
Írta: PSoft Dátum 2020 április 07, 21:17
"Ezt nézd meg Lali" jahhh, nem Lali...Jani! :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 április 08, 10:05
Írta: jani300 Dátum 2020 április 08, 10:05
Még vissza is pörgettem annó ,de nem tudtam rájönni mi is az valójában :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 április 08, 10:23
Írta: PSoft Dátum 2020 április 08, 10:23
A filmből is csak annyi derül ki...egy komoly "vas", ami milliókat ér. :)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2020 április 08, 10:39
Írta: Csuhás Dátum 2020 április 08, 10:39
Valami rozsdás hajtómű, mezőgazdasági gép, vagy akár marógépé is lehet, amire még egy kellékes rászerelt egy teljesen oda nem illő alu hűtőbordát.
Cím: Re:Mechanikai ötletek
Írta: Lpeti11 Dátum 2020 május 27, 16:21
Írta: Lpeti11 Dátum 2020 május 27, 16:21
Üdv. Érdekes megoldás a 4. Tengely hejett:
http://perryprojects.blogspot.com/2017/08/cnc-4th-axis.html?m=1
http://perryprojects.blogspot.com/2017/08/cnc-4th-axis.html?m=1
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 november 10, 19:15
Írta: remrendes Dátum 2020 november 10, 19:15
Mik az érvek és ellenérvek a különböző szíjhajtások mellett?
Azon kívül, hogy az egyiknél hosszabb szíj kell, a másiknál pedig mozgatom a motort is.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_hgc4v687x8qex32pd3cvk_3133.png) (https://hobbicncforum.hu/uploaded_images/2020/11/hgc4v687x8qex32pd3cvk_3133.png)
Azon kívül, hogy az egyiknél hosszabb szíj kell, a másiknál pedig mozgatom a motort is.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_hgc4v687x8qex32pd3cvk_3133.png) (https://hobbicncforum.hu/uploaded_images/2020/11/hgc4v687x8qex32pd3cvk_3133.png)
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 november 10, 19:39
Írta: fn47xk7ei Dátum 2020 november 10, 19:39
Még + gondolj a szinkron tengelyre is ergo én ezért nem az omegát választottam.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 november 10, 19:56
Írta: TBS-TEAM Dátum 2020 november 10, 19:56
Felső szállítószalag üzem ~6m-ig. kis mozgási szakaszokra deális.
Alsó fordított üzem 6m felett is fektetett szij. (A rajz feljel lefele [#kacsint])
Alsó fordított üzem 6m felett is fektetett szij. (A rajz feljel lefele [#kacsint])
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 november 10, 19:57
Írta: Szalai György Dátum 2020 november 10, 19:57
A tehetetlenség ellenében mozgatott tömeg a dinamikát jelentősen befolyásoló tényező.
Nagy tömeg mozgatása nagy dinamikával, sok energiát igényel.
A sok energia bevitel hosszváltozásokat okoz a szíjon. Hosszabb szíjban többet rövidebben kevesebbet.
A hosszváltozások sora vibrációhoz, lengéshez vezet. Ha ez visszahat a motorszabályzásra, az eredmény vadrezgés lesz.
Mozgás közben a vezetőkerekeken elszenvedett iránytörések a szíjban energiát emésztenek, ami melegedésként is jelentkezik. Ez vesztesség.
Nagyobb rádiuszon kevesebb vesztesség, kisebb rádiuszon több.
Szerintem: Dinamikus mozgásra az omega hajtás való, hosszú mozgáspályára különösen. De nem is ez a mezei, hanem a tovább fejlesztett omega hajtás.
Nem dinamikus, főleg egyirányú és azonos sebességű hajtásra meg a végtelen szíjas megoldás.
(https://media.tenor.com/images/7f1016ecb21526ad9ca08ccada47791a/tenor.gif)
Nagy tömeg mozgatása nagy dinamikával, sok energiát igényel.
A sok energia bevitel hosszváltozásokat okoz a szíjon. Hosszabb szíjban többet rövidebben kevesebbet.
A hosszváltozások sora vibrációhoz, lengéshez vezet. Ha ez visszahat a motorszabályzásra, az eredmény vadrezgés lesz.
Mozgás közben a vezetőkerekeken elszenvedett iránytörések a szíjban energiát emésztenek, ami melegedésként is jelentkezik. Ez vesztesség.
Nagyobb rádiuszon kevesebb vesztesség, kisebb rádiuszon több.
Szerintem: Dinamikus mozgásra az omega hajtás való, hosszú mozgáspályára különösen. De nem is ez a mezei, hanem a tovább fejlesztett omega hajtás.
Nem dinamikus, főleg egyirányú és azonos sebességű hajtásra meg a végtelen szíjas megoldás.
(https://media.tenor.com/images/7f1016ecb21526ad9ca08ccada47791a/tenor.gif)
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 november 10, 20:17
Írta: fn47xk7ei Dátum 2020 november 10, 20:17
"A tehetetlenség ellenében mozgatott tömeg a dinamikát jelentősen befolyásoló tényező. " Én pontosan ezért kerültem az omega hajtást. Nem kell még plusz tömegként a motort, szinkrontengelyt (kb. 8 kg), csapágyak, csapágyházak, stb tömegét gyorsítani-lassítani.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 november 10, 20:52
Írta: Szalai György Dátum 2020 november 10, 20:52
Az is lehet kérdés, hogy a ,,motor, szinkrontengely (kb. 8 kg), csapágyak, csapágyházak, stb" motortengelyre redukált tehetetlenségi nyomatéka menyire jelentős, a többi mozgatott tömeg J-jéhez képest.
Pl: Optimalizált szinkrontengely, nagy átmérőjű, vékony falú, alumínium csőből.
A továbbfejlesztett omega hajtás egyik nagyszerűsége pont abban áll, hogy a játszó szíjszakasz optimálisan rövid. Rövid szíj szakasz nyúlása pedig szinte semmi. (https://patents.google.com/patent/US20090301237)
Pl: Optimalizált szinkrontengely, nagy átmérőjű, vékony falú, alumínium csőből.
A továbbfejlesztett omega hajtás egyik nagyszerűsége pont abban áll, hogy a játszó szíjszakasz optimálisan rövid. Rövid szíj szakasz nyúlása pedig szinte semmi. (https://patents.google.com/patent/US20090301237)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 november 10, 20:57
Írta: remrendes Dátum 2020 november 10, 20:57
Y-ra épp emiatt nekem is az a szimpatikus, most az X-en gondolkoztam.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 november 10, 20:59
Írta: remrendes Dátum 2020 november 10, 20:59
Nem én rajzoltam, egy egyetemi jegyzetből van. :)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 november 10, 21:00
Írta: remrendes Dátum 2020 november 10, 21:00
Pláne, hogy egy hajtóművön keresztül hajtom majd a szíjtárcsát. :)
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 november 10, 21:02
Írta: fn47xk7ei Dátum 2020 november 10, 21:02
1.- Az eredeti kérdésben nincs fektetett szíj.
2.- Csak akkor igaz ha a fektetett szíj le is van rögzítve. Amennyiben nincs akkor az is nyúlik.
2.- Csak akkor igaz ha a fektetett szíj le is van rögzítve. Amennyiben nincs akkor az is nyúlik.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 november 11, 06:51
Írta: Szalai György Dátum 2020 november 11, 06:51
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 november 11, 06:52
Írta: svejk Dátum 2020 november 11, 06:52
Ide milyen szíj is kell?
Mert emlékeim szerint a "T" sorozat nem illeszkedik pontosan egymásba.
Mert emlékeim szerint a "T" sorozat nem illeszkedik pontosan egymásba.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 november 11, 07:59
Írta: fn47xk7ei Dátum 2020 november 11, 07:59
Talán még érdemes megjegyezni, hogy nem volt meghatározva a pontos felhasználási cél de én mindenképp plazmavágóra gondoltam mivel az adott topicban már volt erre utalás. Valamint a méretek ami nálam is úgy alakult, hogy a híd és a szinkron tengely is 2300 mm-es. Az "X" tengelyen pedig sima omega hajtás van T5-ös acélbetétes szíjjal megvalósítva.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 november 11, 08:11
Írta: TBS-TEAM Dátum 2020 november 11, 08:11
Attól függ milyen feladatra szeretnénk használni.
A fogazott szíj rugómerevségét a szíj szélességével lehet beállítani.
A lineáris mozgatók szíjai azért tűnnek aránytalanul szélesnek (50- vagy akár több mm széles), mert ezek esetében a pozícionálási pontosság érdekében növelni kell a szíj rugómerevségét.
Az eredő vonóelem rugómerevség (főként fogazott szíjaknál) a katalógusok ajánlása szerint mm szélességben adják meg.
A lineáris pozícionálónál a pozícionálási tűrés elsőrangú szempont.
A fogazott szíj rugómerevségét a szíj szélességével lehet beállítani.
A lineáris mozgatók szíjai azért tűnnek aránytalanul szélesnek (50- vagy akár több mm széles), mert ezek esetében a pozícionálási pontosság érdekében növelni kell a szíj rugómerevségét.
Az eredő vonóelem rugómerevség (főként fogazott szíjaknál) a katalógusok ajánlása szerint mm szélességben adják meg.
A lineáris pozícionálónál a pozícionálási tűrés elsőrangú szempont.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 november 11, 08:31
Írta: fn47xk7ei Dátum 2020 november 11, 08:31
Egyetértek veled.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2020 november 11, 11:37
Írta: Tari Gábor Dátum 2020 november 11, 11:37
Egy időben elég sokat foglalkoztam a témával. Teljesen passzoló standard fogazast nem fogsz találni. Az AT es T szeria valamelyest passzol egymasba. Én mugyantabol öntöttem egy U profilba közvetlen a szíjra, így lett egy fogaslecem. En olyat csináltam, hogy egy rövid végtelenített szij, mint egy lánctalp mozgott, igy sok fog kapcsolódik egyszerre. Lényegében bármekkora lökethossz lehet, es nincs szijnyulas. Ha érdekelnek reszletek keress privatban.
Üdv
Üdv
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 november 11, 13:49
Írta: TBS-TEAM Dátum 2020 november 11, 13:49
HTD és STD profil alkalmas pozicionálási feladatokra.
A többi profil csak csúszásmentes hajtási feladatokra alkalmas.
A többi profil csak csúszásmentes hajtási feladatokra alkalmas.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 november 11, 14:31
Írta: svejk Dátum 2020 november 11, 14:31
Az AT is alkalmas.
Illetve megfelelő pontosságú kerékkel a T-sekkel is lehet találkozni az iparban.
De alapvetően a kérdés arra irányult, hogy milyen szíjat is használ a linkelt szabadalom.
Illetve megfelelő pontosságú kerékkel a T-sekkel is lehet találkozni az iparban.
De alapvetően a kérdés arra irányult, hogy milyen szíjat is használ a linkelt szabadalom.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 november 11, 18:43
Írta: remrendes Dátum 2020 november 11, 18:43
T-vel mi is csináltunk holtjátékmentes hajtást, de egyedi gyártású kerékkel.
Az STD-t össze lehet így passzintani saját magával, de nem tökéletesen.
Az STD-t össze lehet így passzintani saját magával, de nem tökéletesen.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 november 11, 18:58
Írta: remrendes Dátum 2020 november 11, 18:58
Jó tipp volt [#eljen]
Milyen széles szíjat használtál?
Egész véletlen ma épp egy olyan gépet javítottam, amiben az hajtás volt, ami felé én is hajlok. Egy 1:2.5-ös (18:45 fog) fogaskerekes áttátel és aztán a szíjhajtás.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_avh3ntusyagzpvmb4jm95_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/avh3ntusyagzpvmb4jm95_3133.jpg)
Milyen széles szíjat használtál?
Egész véletlen ma épp egy olyan gépet javítottam, amiben az hajtás volt, ami felé én is hajlok. Egy 1:2.5-ös (18:45 fog) fogaskerekes áttátel és aztán a szíjhajtás.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_avh3ntusyagzpvmb4jm95_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/avh3ntusyagzpvmb4jm95_3133.jpg)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 november 11, 19:00
Írta: remrendes Dátum 2020 november 11, 19:00
A lenti képen lévő gép elég pontosnak mondható. Viszont nincsenek nagy sebességek. Az viszont tény, hogy ahol vannak, pl régi Siemenes S szériás épek, ott 50mm széles AT szíjak voltak.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 november 11, 19:38
Írta: TBS-TEAM Dátum 2020 november 11, 19:38
Ha a célnak megfelelően működik akkor, elég pontosnak mondható [#nevetes1]
Azt írd le mi a cél, milyen feladatot szeretnél megoldani?[#conf]
Azt írd le mi a cél, milyen feladatot szeretnél megoldani?[#conf]
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 november 11, 19:39
Írta: TBS-TEAM Dátum 2020 november 11, 19:39
Plazmavágás. [#eplus2]
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 november 11, 19:42
Írta: TBS-TEAM Dátum 2020 november 11, 19:42
Szíjhajtás:
Előnyös tulajdonságok:
nagy teljesítménysűrűség,
szinkron és csúszásmentes mozgásátvitel,
kis zaj,
kis tömeg,
kedvező árfekvés,
nagy szíjsebességek lehetségesek (kb. 80 m/s határig),
rezgéscsillapító hatás,
hatásfok névleges terhelésnél 98%-ot érhet el,
helyes szíjfeszítésnél alacsony tengelyterhelés,
karbantartási igény kevés (nincs kenés, esetenként szíjfeszesség állítás),
erőátvitel kitérő tengelyeknél lehetséges,
részlegesen szabványosított [ISO 5296; DIN 7721; ISO 13050; stb.].
Hátrányos tulajdonságok:
szíjanyagtól függően olajok, savak, lúgok, víz és zsírok ellen korlátozott ellenálló képesség (főként standard típusok esetében),
Korlátozott a hőmérséklet tartomány (pl.: NBR: -40°C-tól +130°C-ig),
érzékeny homokkal, porral és hasonló szemcsés anyagokkal szemben.
Előnyös tulajdonságok:
nagy teljesítménysűrűség,
szinkron és csúszásmentes mozgásátvitel,
kis zaj,
kis tömeg,
kedvező árfekvés,
nagy szíjsebességek lehetségesek (kb. 80 m/s határig),
rezgéscsillapító hatás,
hatásfok névleges terhelésnél 98%-ot érhet el,
helyes szíjfeszítésnél alacsony tengelyterhelés,
karbantartási igény kevés (nincs kenés, esetenként szíjfeszesség állítás),
erőátvitel kitérő tengelyeknél lehetséges,
részlegesen szabványosított [ISO 5296; DIN 7721; ISO 13050; stb.].
Hátrányos tulajdonságok:
szíjanyagtól függően olajok, savak, lúgok, víz és zsírok ellen korlátozott ellenálló képesség (főként standard típusok esetében),
Korlátozott a hőmérséklet tartomány (pl.: NBR: -40°C-tól +130°C-ig),
érzékeny homokkal, porral és hasonló szemcsés anyagokkal szemben.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 november 11, 19:53
Írta: PSoft Dátum 2020 november 11, 19:53
Idézszinkron és csúszásmentes mozgásátvitel,
Hogy is van ez?
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 november 11, 19:58
Írta: TBS-TEAM Dátum 2020 november 11, 19:58
Melyik szó okoz problémát???????????? [#conf][#kacsint]
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 november 11, 20:01
Írta: TBS-TEAM Dátum 2020 november 11, 20:01
Nézd menet közben a 3D nyomtatódat hátha [#wow1] valamelyiket[#kacsint]
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2020 november 11, 20:34
Írta: mex Dátum 2020 november 11, 20:34
,, szinkron és csúszásmentes mozgásátvitel, "
Véleményem szerint szerencsésebb lett volna így fogalmazni a mondatot: Csúszásmentes, ebből következően szinkronhajtásra is alkalmas megoldás.
Véleményem szerint szerencsésebb lett volna így fogalmazni a mondatot: Csúszásmentes, ebből következően szinkronhajtásra is alkalmas megoldás.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 november 11, 20:47
Írta: PSoft Dátum 2020 november 11, 20:47
Hogy melyik szó okoz problémát?...egyik sem!
mozgásátvitel...csúszásmentes...szinkron...
Mindhárom egyértelmű és világos.(még nekem is) :)
mozgásátvitel...csúszásmentes...szinkron...
Mindhárom egyértelmű és világos.(még nekem is) :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 november 11, 20:53
Írta: PSoft Dátum 2020 november 11, 20:53
Vagy, ha csak fordított a szavak sorrendje:
A mozgásátvitel csúszásmentes és szinkron.
A mozgásátvitel csúszásmentes és szinkron.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 november 11, 20:59
Írta: TBS-TEAM Dátum 2020 november 11, 20:59
szuper örűlök.[#vigyor]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 november 11, 21:03
Írta: Szalai György Dátum 2020 november 11, 21:03
A szabadalom csak annyit említ, hogy a statikus és a dinamikus szíj fogazatának összekapcsolhatónak kell lennie. Konkrét fogprofil típusra nem tér ki.
(Egy konkrét ServoBelt™ Actuátor típus adatlapján a kétirányú megismételhetőségre ± 25 - ± 125 µm-t ad meg, a lassítási profil függvényében. Ezt encoder visszacsatolással és hőmérsékleti skála korrekcióval érik el.)
A fogprofil minden rajzon és fotón kifejezetten trapéz, vagyis T-nek látható, és az is kiderült valahol, hogy a szíjat előfeszítik.
Gondolom muszáj a legalacsonyabb profilt használni, hogy a kerekek és az egész konstrukció alacsony lehessen.
Szerintem 25T2,5 Poliuretán.
(Egy konkrét ServoBelt™ Actuátor típus adatlapján a kétirányú megismételhetőségre ± 25 - ± 125 µm-t ad meg, a lassítási profil függvényében. Ezt encoder visszacsatolással és hőmérsékleti skála korrekcióval érik el.)
A fogprofil minden rajzon és fotón kifejezetten trapéz, vagyis T-nek látható, és az is kiderült valahol, hogy a szíjat előfeszítik.
Gondolom muszáj a legalacsonyabb profilt használni, hogy a kerekek és az egész konstrukció alacsony lehessen.
Szerintem 25T2,5 Poliuretán.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 november 12, 06:16
Írta: svejk Dátum 2020 november 12, 06:16
T-vel anno Debrecenben volt bemutató Celophant jóvoltából. Akkor elsőre meggyőző volt de később amikor fontolgattam egy ilyen elkészítését kétségeim támadtak.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2020 november 12, 07:49
Írta: TBS-TEAM Dátum 2020 november 12, 07:49
Szép ez a szabadalom, ha belegondolunk az alaktrészek legyártásába, összeállításána, nagyon drága mulatság jön ki belőle. Nem életszerű. A dupla szíj használattal már el is vesztette a relatív alacson árfekvést.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2020 november 12, 11:28
Írta: Tari Gábor Dátum 2020 november 12, 11:28
Itt a megoldás, amit prototípus szinten elkészítettem, az egyik debreceni talin talán 2015 ben ottvolt. A két lemez között van egy végtelenített szíj. Így egy fogasléc, és egy rövid szív kell. A fogasléc tetszőlegesen lehet a negatívja bármilyen szíjnek.
Szíjnyúlás így ki van küszöbölve, de azért fogasszíjról lévén szó, tized mm nagyságrendű pontosság várható tőle. Nagy lökethosszoknál van létjogosultsága.
Ezt arra készítettem, hogy le tudjam mérni a pozícionálási hibát, el is van látva egy lineáris útmérővel, és egy forgó jeladóval. A két lemez között, többféle szíjelrendezés is megoldható, ennél egyszerűbbre is meg lehet építeni.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_yfqk58u544ngdn3csgi_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/yfqk58u544ngdn3csgi_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_sm5snd0ititq7n3ypf3jy_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/sm5snd0ititq7n3ypf3jy_5362.jpg)
Szíjnyúlás így ki van küszöbölve, de azért fogasszíjról lévén szó, tized mm nagyságrendű pontosság várható tőle. Nagy lökethosszoknál van létjogosultsága.
Ezt arra készítettem, hogy le tudjam mérni a pozícionálási hibát, el is van látva egy lineáris útmérővel, és egy forgó jeladóval. A két lemez között, többféle szíjelrendezés is megoldható, ennél egyszerűbbre is meg lehet építeni.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_yfqk58u544ngdn3csgi_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/yfqk58u544ngdn3csgi_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_sm5snd0ititq7n3ypf3jy_5362.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/sm5snd0ititq7n3ypf3jy_5362.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 november 12, 18:40
Írta: Szalai György Dátum 2020 november 12, 18:40
Akkor Te a hurka módszert választottad? (Az egyik szíj hurka hajtja a másik szíjat.) (https://www.youtube.com/watch?v=_K3U0pHYIdM) [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2020 november 12, 18:51
Írta: mex Dátum 2020 november 12, 18:51
Inkább a hajtott szíjhurka szaladgál a fixen rögzített fölött.[#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2020 november 12, 19:13
Írta: Tari Gábor Dátum 2020 november 12, 19:13
Igen, bár más elrendezessel. 3 fajtát is kipróbáltam. Egy duplafogazasut, meg még sima fogazasubol 2 felét. Az volt a cél, jött minél több fog kapcsolódjon egyszerre. A lefektetett szíj helyett viszont sokkal jobb megoldás a mugyantabol öntött fogaslec.
Nagy méretű portálszerű mechanikaknal szerintem a legjobb megoldás, és olcsón kivitelezhető.
Nagy méretű portálszerű mechanikaknal szerintem a legjobb megoldás, és olcsón kivitelezhető.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2020 november 12, 20:10
Írta: svejk Dátum 2020 november 12, 20:10
A "fogasléc" öntésről nincs véletlen fotósorozatod?
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2020 november 13, 09:55
Írta: vjanos Dátum 2020 november 13, 09:55
Itt HTD 5M profillal csinált az ember egy ilyen hajtást.
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2020 november 14, 22:30
Írta: wzc80zbf7 Dátum 2020 november 14, 22:30
Sziasztok. Lenne egy apróbb problémám. Van egy 100W-os CO2 lézer gépem, aminek a levegő assistjét szeretném fejleszteni. A problémám hogy egy másik helységben van a kompresszor amit rá kellene kötnöm. A kérdésem az lenne hogy mivel érdemes elvinni a levegőt a gépig? 6x4-es Polyamid (színes) csővel meg lehet oldani? Fixen áthúznám a padláson. Kb 15m lenne a kompresszor és a végpont között. Vagy inkább a szövet erősített tömlő lenne a jobb? Merev csövezéssel nem szeretném csinálni. Esetleg valaki tud rá okosat mondani?
https://albaszerszam.hu/18-levegotomlok
https://albaszerszam.hu/18-levegotomlok
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2020 november 14, 22:46
Írta: Csuhás Dátum 2020 november 14, 22:46
Sima kék 6-os pneumatika csővel szerintem jó lesz.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2020 november 15, 09:27
Írta: Tari Gábor Dátum 2020 november 15, 09:27
Arra mindenképpen figyelj, hogyha egy hidegebb helyen viszed a csövet, akkor páralecsapodas miatt vizes lehet a levegő.
Cím: Re:Mechanikai ötletek
Írta: wzc80zbf7 Dátum 2020 november 15, 09:32
Írta: wzc80zbf7 Dátum 2020 november 15, 09:32
A gép előtt közvetlenül van egy vízleválasztó és szűrő rendszer. Csak addig kellene elvinnem valamivel hogy ne kelljen a kompresszort húzgálni. (Na meg a hangját se akarom hallani ha nem muszáj).
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2020 november 15, 20:15
Írta: robroy007 Dátum 2020 november 15, 20:15
az még csak hagyján, hogy vizes de a padláson meg is fagyhat benne a víz!!!!
Cím: Re:Mechanikai ötletek
Írta: robroy007 Dátum 2020 november 15, 20:18
Írta: robroy007 Dátum 2020 november 15, 20:18
én vastagabb csövön vinném amúgy, hogy ne essen a nyomás ha a gép előtt úgyis van valami előkészítő szabályzó egység
a szövet betétes csövek ára talán kedvezőbb és még slagnak is jó lesz ha megunod a levegőt [#kacsint]
a gép előtt állnék át legfeljebb a csatlakozásnak megfelelő módon akár mechman csőre vagy csak simán egy gyors csatlakozós spirál tömlővel a falról a géphez
a szövet betétes csövek ára talán kedvezőbb és még slagnak is jó lesz ha megunod a levegőt [#kacsint]
a gép előtt állnék át legfeljebb a csatlakozásnak megfelelő módon akár mechman csőre vagy csak simán egy gyors csatlakozós spirál tömlővel a falról a géphez
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2020 november 15, 20:50
Írta: sufnituning Dátum 2020 november 15, 20:50
Mielőtt satut vennél!
teszteld le![#csodalk]
teszteld le![#csodalk]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 november 15, 22:02
Írta: jani300 Dátum 2020 november 15, 22:02
Végignézted ? Én nem bírtam végignézni .
Ennél már csak azok marhábbak akik mindent szétnyomnak egy jó nagy hidraulikus préssel .
Nincsen bennük semmi tisztelet a gépek iránt .
Tudom hogy a nézettségért csinálja , de akkor is .
Nekem még volt iskolám , ezek csak ytubberek ....
Persze láttam én régen is hasonló mentalitású egyéneket , szóval nem vagyunk egyformák :)
Már nem emlékszem ki írta hogy volt hogy eltört egy kettes fúrót , mert hát leesett :)
Ennél már csak azok marhábbak akik mindent szétnyomnak egy jó nagy hidraulikus préssel .
Nincsen bennük semmi tisztelet a gépek iránt .
Tudom hogy a nézettségért csinálja , de akkor is .
Nekem még volt iskolám , ezek csak ytubberek ....
Persze láttam én régen is hasonló mentalitású egyéneket , szóval nem vagyunk egyformák :)
Már nem emlékszem ki írta hogy volt hogy eltört egy kettes fúrót , mert hát leesett :)
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2020 november 15, 23:27
Írta: Vetesi75 Dátum 2020 november 15, 23:27
Ne nézd végig! Lapozz inkább 35:00-hoz, egy méretes harántgyalu van a háttérben!
(Azt a "Bull Dog"-ot akárki is hegesztette, nagyon értette a dolgát.)
(Azt a "Bull Dog"-ot akárki is hegesztette, nagyon értette a dolgát.)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 november 16, 00:14
Írta: jani300 Dátum 2020 november 16, 00:14
Én ezt néztem délután . Elég hosszú , de sok érdekes megfogás , célszerszám van benne .
Az előző hozzászólásomat pedig felülbíráltam , komoly dolgai vannak a palinak .
Pont egy szerencsétlenül készült videója volt ez az ominózus . Ügyes csak a barbárkodás nem tetszett .
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 november 16, 07:43
Írta: fn47xk7ei Dátum 2020 november 16, 07:43
Nem tudom van-e erre ötletes megoldás: rengeteg Merlin Gerin kismegszakítóm és más c sínre rögzíthető termékük van amit használni szeretnék még. De szinte mindegyiknek el van törve a kis műanyag "pöcök" ami a c sínhez való rögzítésre szolgál. Van-e valamilyen egyszerű megoldás ennek kiváltására, hogy ne kelljen csak úgy kidobálnom ezeket a műszaki csodákat? Pazarlás és környezet szennyezés lenne, no meg sajnálnám is őket.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_ky754q652zekxjmnfbwq_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/ky754q652zekxjmnfbwq_4984.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_ky754q652zekxjmnfbwq_4984.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/ky754q652zekxjmnfbwq_4984.jpg)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 november 16, 09:52
Írta: RJancsi Dátum 2020 november 16, 09:52
3D nyomi valami erősebb anyagból, pl. PETG, ABS?
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2020 november 16, 10:34
Írta: xg2w6ib9x Dátum 2020 november 16, 10:34
Nem értem, mi a gond ezzel?
Összehasonlítanak több gyártmányt, keresik, hogy melyik a jobb, melyik a hitványabb.
Egy autó töréstesztjéhez is muszáj összetörni azt, hogy hiteles eredményeket kapj.
Ha csak nézegetjük, és "tiszteljük a gépet", abból pont a lényeg nem fog soha kiderülni, hogy egy adott szituációban mit bír a teszt alanya.
Összehasonlítanak több gyártmányt, keresik, hogy melyik a jobb, melyik a hitványabb.
Egy autó töréstesztjéhez is muszáj összetörni azt, hogy hiteles eredményeket kapj.
Ha csak nézegetjük, és "tiszteljük a gépet", abból pont a lényeg nem fog soha kiderülni, hogy egy adott szituációban mit bír a teszt alanya.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 november 16, 13:32
Írta: jani300 Dátum 2020 november 16, 13:32
Láttam régebben is videót tőle ,most is néztem párat .
Úgy látom neki és remélem nekem is elég ránézni egy satura maximum széttekerni és látszik mi várható el a satutól ,nem kel barbárkodni vele .
Tehát mindenképpen sima cirkusz ez a videója ,ez nem tetszett .
Szerencsére a többi videója alapján profi .
Egyébként két 125 ös és ha nagyobb kell egy 200 as magyar satut használok . A 200 as az nemigen törik :)
Úgy látom neki és remélem nekem is elég ránézni egy satura maximum széttekerni és látszik mi várható el a satutól ,nem kel barbárkodni vele .
Tehát mindenképpen sima cirkusz ez a videója ,ez nem tetszett .
Szerencsére a többi videója alapján profi .
Egyébként két 125 ös és ha nagyobb kell egy 200 as magyar satut használok . A 200 as az nemigen törik :)
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2020 november 16, 14:16
Írta: xg2w6ib9x Dátum 2020 november 16, 14:16
Ok, lehet hogy Nektek kettőtöknek elég ránézni valamire és már tudjátok a frankót. Viszont azt gondolom, hogy a legtöbb ember nem rendelkezik a vizuális anyagvizsgálat (Röntgen-szem) képességével, nekik ez támpont lehet.
Végül is a puding próbája az evés.
Egyébként meg ha már szóba hoztad a gépek-, meg a szerszámok tiszteletét ezzel én is egyetértek, csak annak arányában osztogatom a tisztelete, hogy mit teljesít az eszköz.
Ehhez meg kell némi bizonyíték, az nekem nem elég, hogy vasból van a cucc
Végül is a puding próbája az evés.
Egyébként meg ha már szóba hoztad a gépek-, meg a szerszámok tiszteletét ezzel én is egyetértek, csak annak arányában osztogatom a tisztelete, hogy mit teljesít az eszköz.
Ehhez meg kell némi bizonyíték, az nekem nem elég, hogy vasból van a cucc
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 november 16, 15:07
Írta: jani300 Dátum 2020 november 16, 15:07
Én nem szeretek semmit eltörni .
A szorítóerőt nézegette először .
Ha az ember szétcsavaja a csavar menetátmérőből emelkedésből számítható a szorító erő !
A konstrukcióból (középen furattal gyengített orsó ) jól közelíthető mit bír .
Ugye nem hosszabbítunk rá a szorítókarra !!!!!!!!! (max megküldi az ember kalapáccsal :) )
No de én tanultam is hasonlókat , és ugye kalapáccsal ügyködve hajlítani komolyabb erővel arra a kovácssatu való , mivel kovácsacél már az anyaga is nem öntvény !
Az én időmbem a barbárkdóknak még simán lenyomhatott egy pofont az oktató , nem volt ez ördögtöl való tett !
(Sok ytubbernek ma sem ártana )
No , simán a divat , és a balfék "gondolkodás mód" , ami nagyon irritál .
Aki ilyeneket elkövet az nem szakember , minden szerszámot a maga helyén rendeltetés szerűen kellene használni !
Igazából ezen a fórumon nem hinném hogy kellene hasonló hozzászólásokat írnom .
Érdemes megnézni a filmet amit az este linkeltem , ott nincsenek barbárok ,csak simán dolgoznak !
Ebből ne legyen harag , csak a véleményem ,nem több .
Tisztában vagyok vele hogy ma mindenki alapból mindent tud , csak a mi fejletlen korosztályunk tanult ,pár évet , műhelygyakorlat , technólógia és hasonló értelmetlen dolgokkal folalkozva .
Ne vedd személyeskedésnek , de még reszelni is meg kell tanulni ,az sem megy csak úgy .
Kisflexelni mindenki tud (legalábbis úgy érzi ), Azért egy 2000 w körüli 230 as flextől , már a nagy többségnek tele a gatyája , ha az első malőrt megúszta :)
A szorítóerőt nézegette először .
Ha az ember szétcsavaja a csavar menetátmérőből emelkedésből számítható a szorító erő !
A konstrukcióból (középen furattal gyengített orsó ) jól közelíthető mit bír .
Ugye nem hosszabbítunk rá a szorítókarra !!!!!!!!! (max megküldi az ember kalapáccsal :) )
No de én tanultam is hasonlókat , és ugye kalapáccsal ügyködve hajlítani komolyabb erővel arra a kovácssatu való , mivel kovácsacél már az anyaga is nem öntvény !
Az én időmbem a barbárkdóknak még simán lenyomhatott egy pofont az oktató , nem volt ez ördögtöl való tett !
(Sok ytubbernek ma sem ártana )
No , simán a divat , és a balfék "gondolkodás mód" , ami nagyon irritál .
Aki ilyeneket elkövet az nem szakember , minden szerszámot a maga helyén rendeltetés szerűen kellene használni !
Igazából ezen a fórumon nem hinném hogy kellene hasonló hozzászólásokat írnom .
Érdemes megnézni a filmet amit az este linkeltem , ott nincsenek barbárok ,csak simán dolgoznak !
Ebből ne legyen harag , csak a véleményem ,nem több .
Tisztában vagyok vele hogy ma mindenki alapból mindent tud , csak a mi fejletlen korosztályunk tanult ,pár évet , műhelygyakorlat , technólógia és hasonló értelmetlen dolgokkal folalkozva .
Ne vedd személyeskedésnek , de még reszelni is meg kell tanulni ,az sem megy csak úgy .
Kisflexelni mindenki tud (legalábbis úgy érzi ), Azért egy 2000 w körüli 230 as flextől , már a nagy többségnek tele a gatyája , ha az első malőrt megúszta :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 november 16, 15:13
Írta: PSoft Dátum 2020 november 16, 15:13
Nem 'vagyol ám egyedül! [#kacsint]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 november 16, 15:42
Írta: jani300 Dátum 2020 november 16, 15:42
Kis gondolkodás után ,még egy utolsó , más oldalról való megközelítés .
Egy komoly szakembertől én elvárnám hogy ilyen dolgokat ne tegyen közzé !
Van egy olyan dolog hogy példamutatás , szakmai büszkeség , az nem engedne ilyen dolgokat közzé tenni .
Valószínűleg elavult a szakma szemléletem , de szerintem nem bennem a hiba :)
[#integet2]
Egy komoly szakembertől én elvárnám hogy ilyen dolgokat ne tegyen közzé !
Van egy olyan dolog hogy példamutatás , szakmai büszkeség , az nem engedne ilyen dolgokat közzé tenni .
Valószínűleg elavult a szakma szemléletem , de szerintem nem bennem a hiba :)
[#integet2]
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2020 november 16, 16:48
Írta: Csuhás Dátum 2020 november 16, 16:48
Teljesen egyetértek a véleményeddel. Ha az ember valamit elront, akkor néha megosztja, hogy más tanuljon belőle. Ha jól sikerül valami akkor azt büszkén meg lehet mutatni. No de szándékosan elbarmolni valamit, csak a mert nagy nézettséget hoz, nos ez nagyon nem szimpatikus.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 november 16, 17:29
Írta: Szalai György Dátum 2020 november 16, 17:29
Nem találja a zsák a foltját?
Olyan kuka kell neked, ahová sok jó szerelő sok rossz kisautomatát dobál. Szelektíven.
Többnyire ott bőviben van egészséges sínrögzítő. Le kell szüretelni.
Olyan kuka kell neked, ahová sok jó szerelő sok rossz kisautomatát dobál. Szelektíven.
Többnyire ott bőviben van egészséges sínrögzítő. Le kell szüretelni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 november 16, 17:50
Írta: Szalai György Dátum 2020 november 16, 17:50
,,Valaki mondja meg, kinek kell hinnem,
Valaki mondja meg, kinek nem,"
(Déry Tibor)
Valaki mondja meg. . . erre a ,,teszt"-re
mért van szükség, vagy miért nem.
Ekkora erők tizedével sem húzunk meg egy satut soha.
Normálisan használva ezek közül a leg gyenguszabb is bőven megteszi.
(32:47-nél a piros gépkulcs megmutatta, hogy hol lakik az erő. Mikor pár éve elém került egy példánya, éreztem, hogy nem kell azt nekem otthagyni. Most büszke vagyok rá, hogy van egy olyanom.)
Valaki mondja meg, kinek nem,"
(Déry Tibor)
Valaki mondja meg. . . erre a ,,teszt"-re
mért van szükség, vagy miért nem.
Ekkora erők tizedével sem húzunk meg egy satut soha.
Normálisan használva ezek közül a leg gyenguszabb is bőven megteszi.
(32:47-nél a piros gépkulcs megmutatta, hogy hol lakik az erő. Mikor pár éve elém került egy példánya, éreztem, hogy nem kell azt nekem otthagyni. Most büszke vagyok rá, hogy van egy olyanom.)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2020 november 16, 18:19
Írta: Rabb Ferenc Dátum 2020 november 16, 18:19
IdézValaki mondja meg. . . erre a ,,teszt"-re
mért van szükség, vagy miért nem.
A pénzért. Több mint öt millióan nézték meg kb egy év alatt. Nem egy LOTTO főnyeremény, de fizetnek érte.
És ma már semminek nincs értéke - még a satunak sem - csak ára...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 november 16, 19:58
Írta: PSoft Dátum 2020 november 16, 19:58
IdézTöbbnyire ott bőviben van egészséges sínrögzítő. Le kell szüretelni.
Ez igaz, de még mindég ott az első mondatod...
Nem fogja találni a zsák a foltját, mert ahány ház, annyi folt.
Mustot meg ugye...egyikből se lehet préselni. :(
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2020 november 16, 20:22
Írta: sufnituning Dátum 2020 november 16, 20:22
Örülök, hogy ennyi véleményt olvashattam.Érdekes volt látni a reagálást.[#eljen]
Elsőre bennem fel sem merült az, hogy ez a film a pusztításról szól.
Inkább a szerszámok tesztelését láttam.
Az a kérdés, hogy akinek ilyen műhelye van, ilyen gépekkel, az miért pusztítana? Lásd gyalugép, forgófejes vízesvágó, stb.
És folyamatosan mérte az erőértékeket műszerrel, ami inkább tesztnek bizonyult.
Szinte mindennap használok satut, gépsatut, aminek elsődleges értéke,
hogy biztonságosan megfogja a munkadarabot, tartós és sokat kibír.
A kis gyenge bóvli satukkal nem végezhető komolyabb munka, amellett még balesetveszélyesek is.
Kérdés, ha végignézted a filmet, melyik satut választanád?
Valamilyen irányba vitt, vagy nem? Elvinnéd azt amelyik első húzásra széttört?
Amúgy meg ez is csak egy vas, ha sz@r, akkor a kukában a helye, nem lehet értéke, legalábbis munkához kapcsolódva nem.
Mondjuk egy vitrinbem szépen mutat bugyikékre festve, van akinek úgy is nagyon tetszik.
Az autókat is törik a "barbárok", de hány emberéletet mentettek meg a teszttörések? Vagy maradtunk volna a zaporozsecnél?[#nemtudom]
Én értékesnek tartom az ilyen teszteket, még ha pusztítással is jár.
Ahol pusztulás van, ott új élet is lesz.
Kicsit sajnálom, hogy többeknek a pénzszerzésről és rongáláslól szól ez a film.
De ha a filmmel nem is keresnek túl sokat, én biztos vennék a piros satujukból és ha más is így van, akkor már többet is kereshetnek.
Elsőre bennem fel sem merült az, hogy ez a film a pusztításról szól.
Inkább a szerszámok tesztelését láttam.
Az a kérdés, hogy akinek ilyen műhelye van, ilyen gépekkel, az miért pusztítana? Lásd gyalugép, forgófejes vízesvágó, stb.
És folyamatosan mérte az erőértékeket műszerrel, ami inkább tesztnek bizonyult.
Szinte mindennap használok satut, gépsatut, aminek elsődleges értéke,
hogy biztonságosan megfogja a munkadarabot, tartós és sokat kibír.
A kis gyenge bóvli satukkal nem végezhető komolyabb munka, amellett még balesetveszélyesek is.
Kérdés, ha végignézted a filmet, melyik satut választanád?
Valamilyen irányba vitt, vagy nem? Elvinnéd azt amelyik első húzásra széttört?
Amúgy meg ez is csak egy vas, ha sz@r, akkor a kukában a helye, nem lehet értéke, legalábbis munkához kapcsolódva nem.
Mondjuk egy vitrinbem szépen mutat bugyikékre festve, van akinek úgy is nagyon tetszik.
Az autókat is törik a "barbárok", de hány emberéletet mentettek meg a teszttörések? Vagy maradtunk volna a zaporozsecnél?[#nemtudom]
Én értékesnek tartom az ilyen teszteket, még ha pusztítással is jár.
Ahol pusztulás van, ott új élet is lesz.
Kicsit sajnálom, hogy többeknek a pénzszerzésről és rongáláslól szól ez a film.
De ha a filmmel nem is keresnek túl sokat, én biztos vennék a piros satujukból és ha más is így van, akkor már többet is kereshetnek.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2020 november 16, 20:26
Írta: sufnituning Dátum 2020 november 16, 20:26
És még annyit hozzáfűznék, hogy a rosszulteljesítő "szerszámok", azok nem szerszámok, csak vasak.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 november 16, 20:26
Írta: Szalai György Dátum 2020 november 16, 20:26
És nem lehetne most kivételesen, a bográcsgulyás hozzávalóiból kiindulva, vaníliás pudingot kavarni? Dehogynem.
Ki sínrögzítőt szüretel, arathat mustot is. Ez a csereüzlet nevű nagy varázslat. [#vigyor2]
Ki sínrögzítőt szüretel, arathat mustot is. Ez a csereüzlet nevű nagy varázslat. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 november 16, 20:41
Írta: PSoft Dátum 2020 november 16, 20:41
Franc tudja miért...régóta kedvelem olvasni amiket írsz.
Sokszor többször is...most is többször is. [#vigyor2]
Sokszor többször is...most is többször is. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 november 16, 20:43
Írta: fn47xk7ei Dátum 2020 november 16, 20:43
Az a baj, hogy a környékemen egyetlen egy olyan valaki van aki a kukába dobál kismegszakítókat... de ez az ember én vagyok.[#sir] Már nagyon unalmas ez a Merlin Gerin probléma-téma de eddig nem találtam megoldást rá. Persze vannak más típusúak, azzal nincs ilyen probléma.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2020 november 16, 20:47
Írta: xg2w6ib9x Dátum 2020 november 16, 20:47
[#eljen][#worship]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 november 16, 20:59
Írta: jani300 Dátum 2020 november 16, 20:59
Ez a satu :)
Csak ezt használom lakatos satunak (ezt a típust ) , másikkal nem kínlódok .
Ne vegyétek annyira komolyan amit írtam . Nem teszik a barbárkodás ,nekem , ennyi .
Azok a satuk nagyrészt hobbira ,fára műanyagra valók inkább , játszani , asztalosnak ,stb .
Nem hiszem hogy használnál ilyesmit . A vízvágó király ! :)
Ha valakit megsértettem elnézést kérek , nem az volt az igazi szándékom .
"Az autókat is törik a "barbárok", de hány emberéletet mentettek meg a teszttörések? Vagy maradtunk volna a zaporozsecnél? "
Nekem a T34 már megfelelne :)
Szép estét mindenkinek !
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_stuhkk2637qsj9f0hyd_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/stuhkk2637qsj9f0hyd_2430.jpg)
Csak ezt használom lakatos satunak (ezt a típust ) , másikkal nem kínlódok .
Ne vegyétek annyira komolyan amit írtam . Nem teszik a barbárkodás ,nekem , ennyi .
Azok a satuk nagyrészt hobbira ,fára műanyagra valók inkább , játszani , asztalosnak ,stb .
Nem hiszem hogy használnál ilyesmit . A vízvágó király ! :)
Ha valakit megsértettem elnézést kérek , nem az volt az igazi szándékom .
"Az autókat is törik a "barbárok", de hány emberéletet mentettek meg a teszttörések? Vagy maradtunk volna a zaporozsecnél? "
Nekem a T34 már megfelelne :)
Szép estét mindenkinek !
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_stuhkk2637qsj9f0hyd_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/stuhkk2637qsj9f0hyd_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2020 november 16, 21:04
Írta: sufnituning Dátum 2020 november 16, 21:04
T34? Jó vegyük azt![#kacsint]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 november 16, 21:58
Írta: jani300 Dátum 2020 november 16, 21:58
Ha már satu , itt van két kép , a ződ az örökségem.
A kék csak egy apró kézisikattyú .
A satu meglepő hasonlóságot mutat szerkezetileg avval amit előzőleg feltettem .
A szervizvezető ,rendszergazdámnak ez éppen méret :)
Nem tesztelhetőek :)
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_ep5f8jxsj8e0fx23wyzwz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/ep5f8jxsj8e0fx23wyzwz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_c4bpii92jh0dau638ihw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/c4bpii92jh0dau638ihw_2430.jpg)
A kék csak egy apró kézisikattyú .
A satu meglepő hasonlóságot mutat szerkezetileg avval amit előzőleg feltettem .
A szervizvezető ,rendszergazdámnak ez éppen méret :)
Nem tesztelhetőek :)
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_ep5f8jxsj8e0fx23wyzwz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/ep5f8jxsj8e0fx23wyzwz_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_c4bpii92jh0dau638ihw_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/c4bpii92jh0dau638ihw_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 november 16, 22:10
Írta: PSoft Dátum 2020 november 16, 22:10
IdézNekem a T34 már megfelelne
Igaz hogy nem T34, de...
Intézzek egy példányt Neked? :)
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_0408t7em808z23jtq0mfg_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/0408t7em808z23jtq0mfg_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 november 16, 22:20
Írta: jani300 Dátum 2020 november 16, 22:20
Köszönöm szépen de ez nekem sérülékeny :)
Hordtam a csúcsforgalomban dolgozni a gyereket ,onnét jött az ötlet .
De pár napja már megvan jogsija , már kocsim sincsen , csak az fog hiányozni hogy hazafele útba esett a méh telep :)
De valószínűleg benézünk majd egy teherautóval ,rajta egy PW550 nel :(
Hordtam a csúcsforgalomban dolgozni a gyereket ,onnét jött az ötlet .
De pár napja már megvan jogsija , már kocsim sincsen , csak az fog hiányozni hogy hazafele útba esett a méh telep :)
De valószínűleg benézünk majd egy teherautóval ,rajta egy PW550 nel :(
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2020 november 16, 22:30
Írta: KoLa Dátum 2020 november 16, 22:30
Én sem szeretek eltörni semmit sem!szinte fáj! egyetértek veled!
Nem győzöm a munkatársaimat csillapítani! a nagy hozzánemértésük közepette, mikor túlterheléssel akarják a céljukat elérni!
Sokan olyan okosak, hogy elolvassák a gépkönyvben leírtakat, és napi szinten túlterhelik a gépeket, mert ezt bírni kell neki
Ez, a más fa.....l verni a csalánt, szindróma.
A saját gépét az ember, nem terheli túl!
Amerikában! ez a srác feltalálta az én húsz évvel ezelőtti eszközeimet( mint látom ) a zártszelvényszerkezetek és egyébb hegesztési, derékszögelési munkákra.
Sorozatgyártás, és reklámozással megerősített bemutatók a YT-on.
Ez itt Amerika!
Megveszel tíz satut, és széttépheted, már a Tied! azt csinálhatsz vele amit akarsz!
Nekünk szegényeknek ez felháborító! mert az az első kilenc milyen jó lett vóna' nekünk!
Sajnos ez az életszínvonalunkból adódik, mert spórolnunk kell mindenre, és ha, megvan óvjuk!
Sokan ezekből tanulnak. és a Fireball tool-tól vesznek majd ilyen erős satukat, mint az utolsó! a győztes, ami a srác saját fejlesztése, és mint mutatta megállja a helyét!( ez egy hosszabb fejlesztés volt mert annó úgy kezdte hogy, hogyan kell a zártszelvényből kivenni a belső varrat túlfolyást! )
Bár ezek vasból vannak, de az erők eredője jó!
Nekem még az jut eszembe hogy, a MachTech-en a Német,a satuba befogott egy kb 30x50x80as rozsdamenetes anyagot,de csak úgy egy kézzel húzta meg a satut lazán, na ebbe az anyagba 10mm mélyen beindult a 8-as maró, hogy kimarja az SX betűket,megvan még valahol de nem rozsdásodik.
Nem tudunk versenyezni ezekkel a fiúkkal akik örököltek egy ilyen jól felszerelt műhelyt!
Ott már ez megszokott, van minden, és feküdhetnének a szobában is a TV, vagy a YT előtt, csipszet zabálva.
Nem! ezek a fiúk alkotnak, lehet hogy nem fél óra alatt mint mi, de ott, van ára az egyedi gyártásnak!
Régóta nézem a srác videóit, szerintem ez már a második ilyen pusztító videó,de a többi kreatív, alkotó jellegű!
Nem győzöm a munkatársaimat csillapítani! a nagy hozzánemértésük közepette, mikor túlterheléssel akarják a céljukat elérni!
Sokan olyan okosak, hogy elolvassák a gépkönyvben leírtakat, és napi szinten túlterhelik a gépeket, mert ezt bírni kell neki
Ez, a más fa.....l verni a csalánt, szindróma.
A saját gépét az ember, nem terheli túl!
Amerikában! ez a srác feltalálta az én húsz évvel ezelőtti eszközeimet( mint látom ) a zártszelvényszerkezetek és egyébb hegesztési, derékszögelési munkákra.
Sorozatgyártás, és reklámozással megerősített bemutatók a YT-on.
Ez itt Amerika!
Megveszel tíz satut, és széttépheted, már a Tied! azt csinálhatsz vele amit akarsz!
Nekünk szegényeknek ez felháborító! mert az az első kilenc milyen jó lett vóna' nekünk!
Sajnos ez az életszínvonalunkból adódik, mert spórolnunk kell mindenre, és ha, megvan óvjuk!
Sokan ezekből tanulnak. és a Fireball tool-tól vesznek majd ilyen erős satukat, mint az utolsó! a győztes, ami a srác saját fejlesztése, és mint mutatta megállja a helyét!( ez egy hosszabb fejlesztés volt mert annó úgy kezdte hogy, hogyan kell a zártszelvényből kivenni a belső varrat túlfolyást! )
Bár ezek vasból vannak, de az erők eredője jó!
Nekem még az jut eszembe hogy, a MachTech-en a Német,a satuba befogott egy kb 30x50x80as rozsdamenetes anyagot,de csak úgy egy kézzel húzta meg a satut lazán, na ebbe az anyagba 10mm mélyen beindult a 8-as maró, hogy kimarja az SX betűket,megvan még valahol de nem rozsdásodik.
Nem tudunk versenyezni ezekkel a fiúkkal akik örököltek egy ilyen jól felszerelt műhelyt!
Ott már ez megszokott, van minden, és feküdhetnének a szobában is a TV, vagy a YT előtt, csipszet zabálva.
Nem! ezek a fiúk alkotnak, lehet hogy nem fél óra alatt mint mi, de ott, van ára az egyedi gyártásnak!
Régóta nézem a srác videóit, szerintem ez már a második ilyen pusztító videó,de a többi kreatív, alkotó jellegű!
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2020 november 16, 22:53
Írta: KoLa Dátum 2020 november 16, 22:53
Mindíg későn jövök, de ez jó!
"Az a baj, hogy a környékemen egyetlen egy olyan valaki van aki a kukába dobál kismegszakítókat... de ez az ember én vagyok"
[#eljen]
"Az a baj, hogy a környékemen egyetlen egy olyan valaki van aki a kukába dobál kismegszakítókat... de ez az ember én vagyok"
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2020 november 16, 22:56
Írta: sufnituning Dátum 2020 november 16, 22:56
Egészségetekre!
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_ttd7zqtcptbgchxbhm235_1848.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/ttd7zqtcptbgchxbhm235_1848.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_ttd7zqtcptbgchxbhm235_1848.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/ttd7zqtcptbgchxbhm235_1848.jpg)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2020 november 16, 23:08
Írta: KoLa Dátum 2020 november 16, 23:08
Van a cégnél egy Mengele cnc élhajlító!
Ez az a Mengele család, akiknek a sarja a koncentrációs táborban 'gyógyította'az embereket, ez mint kiderült a későbbi orvostudományra nagy hatással bírt!
Mindíg be kell áldozni, hogy lépj egyet!és amikor már történelem, még visszaköszön a múltból.
Ez az a Mengele család, akiknek a sarja a koncentrációs táborban 'gyógyította'az embereket, ez mint kiderült a későbbi orvostudományra nagy hatással bírt!
Mindíg be kell áldozni, hogy lépj egyet!és amikor már történelem, még visszaköszön a múltból.
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2020 november 16, 23:27
Írta: KoLa Dátum 2020 november 16, 23:27
Ezt elfelejtetem:
Ez a régi Mengele,még mindíg többet tud mint a mai Török, Ermak élhajlító!
Ez a régi Mengele,még mindíg többet tud mint a mai Török, Ermak élhajlító!
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 november 17, 09:04
Írta: fn47xk7ei Dátum 2020 november 17, 09:04
A fő probléma az, hogy hiába cseréled ki a műanyag pöcköt akkor is ugyanolyan törékeny xar marad. Olyan rossz tervezése van és gyenge, elöregedő műanyagból készül hogy a pótlásnál még a látszólag jók is eltörnek a behelyezésnél. Én inkább arra hajadzanék, hogy két kis rugós hajlított acél lemezzel kellene pótolni, javítani de még eddig a gyakorlatban nem találkoztam ilyen ötlettel.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2020 november 17, 19:10
Írta: xg2w6ib9x Dátum 2020 november 17, 19:10
Szia Lajos!
Ilyen sínre pattintható eszközök között találkoztam már olyanokkal, melyeket egy tömör henger alakú gumiból levágott pöcök tartott a helyén. A sínre pattintás úgy ment, hogy előbb ráakasztottad a sín felső élére a kütyüt, majd lenyomva azt (ilyenkor nyomódott össze a gumi bigyó) bebillentetted az alját.
Szerintem ez esetben ez jó megoldás lehet és valószínűleg egyszerűbb is kivitelezni, mint a rugólemezes rögzítést.
Próbálok keresni egy ilyet és lefotózom, hátha segít a megoldásban.
Ilyen sínre pattintható eszközök között találkoztam már olyanokkal, melyeket egy tömör henger alakú gumiból levágott pöcök tartott a helyén. A sínre pattintás úgy ment, hogy előbb ráakasztottad a sín felső élére a kütyüt, majd lenyomva azt (ilyenkor nyomódott össze a gumi bigyó) bebillentetted az alját.
Szerintem ez esetben ez jó megoldás lehet és valószínűleg egyszerűbb is kivitelezni, mint a rugólemezes rögzítést.
Próbálok keresni egy ilyet és lefotózom, hátha segít a megoldásban.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2020 november 17, 19:41
Írta: xg2w6ib9x Dátum 2020 november 17, 19:41
Találtam is egy ilyen elven rögzülő kontaktort.
Ha nem is pont ugyanígy, de egy oda alkalmas gumi bigyó talán segíthet a problémádon.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_747id2z0ai6bdb9kz7c_2368.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/747id2z0ai6bdb9kz7c_2368.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_vy80mq7g6pa9jtpftxbqm_2368.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/vy80mq7g6pa9jtpftxbqm_2368.jpg)
Ha nem is pont ugyanígy, de egy oda alkalmas gumi bigyó talán segíthet a problémádon.
(https://hobbicncforum.hu/uploaded_images/2020/11/tn_747id2z0ai6bdb9kz7c_2368.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/747id2z0ai6bdb9kz7c_2368.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/tn_vy80mq7g6pa9jtpftxbqm_2368.jpg) (https://hobbicncforum.hu/uploaded_images/2020/11/vy80mq7g6pa9jtpftxbqm_2368.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 november 17, 20:13
Írta: Szalai György Dátum 2020 november 17, 20:13
Namosmánemértem.
A lentebbi fotódon a fekete kis mozgó köröm hiányzik.
Nem az törik el?
Mert az talán pótolható volna a hasonlatos F&G kismegszakítók pöckivel.
Ami nem törékeny.
Már kezdtem is gyűjtést szervezni azokból.
A lentebbi fotódon a fekete kis mozgó köröm hiányzik.
Nem az törik el?
Mert az talán pótolható volna a hasonlatos F&G kismegszakítók pöckivel.
Ami nem törékeny.
Már kezdtem is gyűjtést szervezni azokból.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 november 17, 21:36
Írta: fn47xk7ei Dátum 2020 november 17, 21:36
Köszönöm, értem. Holnap ki is próbálom.[#eljen]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2020 december 07, 10:54
Írta: jani300 Dátum 2020 december 07, 10:54
Nem pörög ez a topik .
Hát izé ... :) De azé ötlet ...
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_0v26z2gctzfiepsq2wi0_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/0v26z2gctzfiepsq2wi0_2430.jpg)
Hát izé ... :) De azé ötlet ...
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_0v26z2gctzfiepsq2wi0_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/0v26z2gctzfiepsq2wi0_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: izbeki Dátum 2020 december 07, 14:17
Írta: izbeki Dátum 2020 december 07, 14:17
Nagyon jó![#taps]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 december 07, 14:29
Írta: remrendes Dátum 2020 december 07, 14:29
Ha rácsavarozod, én felemelem. :)
Cím: Re:Mechanikai ötletek
Írta: wtwpbr0re Dátum 2020 december 09, 16:49
Írta: wtwpbr0re Dátum 2020 december 09, 16:49
T. Kollégák,
Nem találtam fröccsöntésre szakosodott fórumlapot, így itt kérdeznék:
Szükségem van egy fém kontaktusra (jumperre), amit műanyag vesz körbe. A vezető 2mm vastag réz "U" alakban meghajlítva. Alacsony feszültség, max 40V. A rézre kellene ráfröccsönteni a műanyagot, ami kb 2-3g.
Sajnos a svájci gyártó már 6-8 hónapos határidőket mond. Nekem havonta olyan 500-1000db kellene, ezért arra gondoltam, hogy egy kis fröccsöntőgéppel meg lehetne oldani.
Tudnátok olyas valakit ajánlani, aki ismer ilyen gépet? Akár készít, és értékesít?
Pl hasonlót:
http://kokaiestarsa.hu/mikromold-4/
Nem találtam fröccsöntésre szakosodott fórumlapot, így itt kérdeznék:
Szükségem van egy fém kontaktusra (jumperre), amit műanyag vesz körbe. A vezető 2mm vastag réz "U" alakban meghajlítva. Alacsony feszültség, max 40V. A rézre kellene ráfröccsönteni a műanyagot, ami kb 2-3g.
Sajnos a svájci gyártó már 6-8 hónapos határidőket mond. Nekem havonta olyan 500-1000db kellene, ezért arra gondoltam, hogy egy kis fröccsöntőgéppel meg lehetne oldani.
Tudnátok olyas valakit ajánlani, aki ismer ilyen gépet? Akár készít, és értékesít?
Pl hasonlót:
http://kokaiestarsa.hu/mikromold-4/
Cím: Re:Mechanikai ötletek
Írta: wtwpbr0re Dátum 2020 december 09, 16:56
Írta: wtwpbr0re Dátum 2020 december 09, 16:56
Hasonlót kellene gyártsak:
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_w2csxn3hcz5254vbf3k_3554.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/w2csxn3hcz5254vbf3k_3554.jpg)
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_w2csxn3hcz5254vbf3k_3554.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/w2csxn3hcz5254vbf3k_3554.jpg)
Cím: Re:Mechanikai ötletek
Írta: Kristály Árpád Dátum 2020 december 09, 21:27
Írta: Kristály Árpád Dátum 2020 december 09, 21:27
Halihóóóó Infra!
A Neten sok kis gép van... minden cucc a hobbycnc gépen is alkatrészek van illetve a filament gépben
Üdv.: Árpád
Google a barátod:
Microplast options desktop injection
[#worship][#worship][#integet2]
A Neten sok kis gép van... minden cucc a hobbycnc gépen is alkatrészek van illetve a filament gépben
Üdv.: Árpád
Google a barátod:
Microplast options desktop injection
[#worship][#worship][#integet2]
Cím: Re:Mechanikai ötletek
Írta: sastas Dátum 2020 december 09, 23:36
Írta: sastas Dátum 2020 december 09, 23:36
Ha nem akarsz sokfélét gyártani, vagy nagy diverzitást/ondemand gyártást, csak akkor vegyél gépet magadnak, hogyha érdekel is. Keress meg esetleg több céget, nyilván van egy sejtésed egy várható éves darabszámról, vannak olyanok akik szóbaállnak veled még ilyen apróság esetén is 10-15 000 darabra. Valszeg a svájci is azért mond 6-8 hónapot mert kicsi a darabszámod, a szerszámot ő is kínában csináltatja mint mindenki, és nem vesz előre.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2020 december 10, 10:22
Írta: RJancsi Dátum 2020 december 10, 10:22
Eseteg keresd meg Hunka Tibor topictársat. Talán ez a mennyiség belefér abba tartományba aminél megéri csoportsablonban önteni.
[#t9p27351#]
[#t9p27351#]
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2020 december 11, 08:40
Írta: Motoros Dátum 2020 december 11, 08:40
Jó helyen kapisgálsz ha a Kókai Úrtól vennél gépet. Nagyon korrekt jó fej...ismerem. Egészen biztos, hogy ehhez a melóhoz a függőleges elrendezésű asztali gépet fogja ajánlani..
Nekem van Rabbit 2/3 tipusú kis asztali gépem ami vízszintes dugattyús német gép, régi darab a Kókai féle gépek fejlettebbek.
Azért nem vállalnám még akkor sem ha van szerszámod hozzá mert ezen a gépen (Rabbit) nehézkes a gyártása automata mód nem megy mert a rezet mindig be kell rakni kézzel, és nem lehet úgy odaültetni mellé valakit mint a függőleges asztalihoz....kényelmetlen.
Léteztek még pici függőleges asztali fröccsgépek amiket a cipzárasok is használtak a konfekcionálásnál cipzár véglezárás .. (meg az elektronikában pl ic tokozás stb kis szériában), de ilyesmihez sem egyszerű már hozzájutni olcsón.
A szerszám elkészítése sem valami nagy vasziszdasz van egy acélos aluminium fajta 7075 számmal (az Amariban kapni) amit egy kis cnc marón el lehet készíteni..ebben segít szintén a Kókai Úr vagy bárki más. Hiába aluminium akkor is sok ezer darabot kibír és az utángyártás is olcsó .
Nekem van Rabbit 2/3 tipusú kis asztali gépem ami vízszintes dugattyús német gép, régi darab a Kókai féle gépek fejlettebbek.
Azért nem vállalnám még akkor sem ha van szerszámod hozzá mert ezen a gépen (Rabbit) nehézkes a gyártása automata mód nem megy mert a rezet mindig be kell rakni kézzel, és nem lehet úgy odaültetni mellé valakit mint a függőleges asztalihoz....kényelmetlen.
Léteztek még pici függőleges asztali fröccsgépek amiket a cipzárasok is használtak a konfekcionálásnál cipzár véglezárás .. (meg az elektronikában pl ic tokozás stb kis szériában), de ilyesmihez sem egyszerű már hozzájutni olcsón.
A szerszám elkészítése sem valami nagy vasziszdasz van egy acélos aluminium fajta 7075 számmal (az Amariban kapni) amit egy kis cnc marón el lehet készíteni..ebben segít szintén a Kókai Úr vagy bárki más. Hiába aluminium akkor is sok ezer darabot kibír és az utángyártás is olcsó .
Cím: Re:Mechanikai ötletek
Írta: wtwpbr0re Dátum 2020 december 11, 16:55
Írta: wtwpbr0re Dátum 2020 december 11, 16:55
Köszi! Nagyon jó dolgokat tanácsoltál!
Cím: Re:Mechanikai ötletek
Írta: wtwpbr0re Dátum 2020 december 11, 20:08
Írta: wtwpbr0re Dátum 2020 december 11, 20:08
És a többieknek is nagyon köszi a segítséget, tanácsokat! :)
Ha valakinek lenne eladó kis méretű fröccsöntő gépe, az is érdekelhet.
Ha valakinek lenne eladó kis méretű fröccsöntő gépe, az is érdekelhet.
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 december 13, 10:19
Írta: fn47xk7ei Dátum 2020 december 13, 10:19
Van valakinek tapasztalata Scroll kompresszor vákuumszivattyúként való használatában, alkalmazásában?
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 december 14, 18:51
Írta: fn47xk7ei Dátum 2020 december 14, 18:51
Köszönöm a pozitív hozzászólásokat, a helyzet megoldódott![#taps]
Cím: Re:Mechanikai ötletek
Írta: Bicska Dátum 2020 december 14, 20:45
Írta: Bicska Dátum 2020 december 14, 20:45
Pedig rohadtul drukkoltunk ám :D [#nyes]
Cím: Re:Mechanikai ötletek
Írta: e70p0gieb Dátum 2020 december 17, 13:37
Írta: e70p0gieb Dátum 2020 december 17, 13:37
Egy darabig biztos tudnád használni, de mivel a scroll-csigák és a tekercs is szívógáz hűtést igényelnek, ezért a kompresszornak borítékolva van a headshot.
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2020 december 17, 19:12
Írta: g89ketty Dátum 2020 december 17, 19:12
Én a kisüstitől kapok fejlövést.[#pias]
Cím: Re:Mechanikai ötletek
Írta: izbeki Dátum 2020 december 17, 20:56
Írta: izbeki Dátum 2020 december 17, 20:56
[#eljen][#taps]
Cím: Re:Mechanikai ötletek
Írta: fn47xk7ei Dátum 2020 december 17, 21:20
Írta: fn47xk7ei Dátum 2020 december 17, 21:20
Igazad van és köszönöm a hozzászólást. Persze az "ötlet" közben máshogyan lett megvalósítva nem Scroll kompresszorral.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 december 19, 23:03
Írta: remrendes Dátum 2020 december 19, 23:03
Mennyire lehet szukseges megfesziteni egy 15-20mm szeles vegtelenitett szijat 3200mm tengelytavolsagnal?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 december 19, 23:13
Írta: remrendes Dátum 2020 december 19, 23:13
Az elso mondat lemaradt, szoval:
Van egy fogasszijas linear aktuatorom.
Van egy fogasszijas linear aktuatorom.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 december 20, 08:07
Írta: Szalai György Dátum 2020 december 20, 08:07
kb. 30-50 Newton.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 december 20, 09:37
Írta: remrendes Dátum 2020 december 20, 09:37
Csak? Én jólva többre számoltam. Akkor egy PLF hajtómű elég, nem kell PLG. Köszi!
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2020 december 20, 10:23
Írta: Tari Gábor Dátum 2020 december 20, 10:23
Ez számítás alapján van, vagy tapasztalat alapján?
Szerintem nagyban függ attól, hogy mi az elvárt pozícionálási pontosság. Ha nem lényeges, akkor nem érdemes nagyon megfeszíteni, kb annyira, hogy ne legyen belengés és ne ugorhasson át, mert a nyomatégigényt nagyban növeli a feszes szíj. Ha a lehető legjobb pontosságot akarod kihozni, akkor viszont annyira megkell, amennyire a rendszer leggyengébb eleme engedi, (beleértve a szíj erőhordozó szálakat) Azert az sem mindegy milyen szíjról beszélünk.
A melléklet grafikonon mutat összefüggéeket, persze ez így nem teljes, de ha valaki jobban bele akar mélyedni tudok küldeni szakirodalmat erről.
György: Ne a válaszod kijavításának vedd a leírtakat, lehet hogy teljesen jó a 30-50 N csak arra akartam rávilágítani, hogy kicsit összetetebb a dolog.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_hcxi55ajcna6nnedyiku0_5362.png) (https://hobbicncforum.hu/uploaded_images/2020/12/hcxi55ajcna6nnedyiku0_5362.png)
Szerintem nagyban függ attól, hogy mi az elvárt pozícionálási pontosság. Ha nem lényeges, akkor nem érdemes nagyon megfeszíteni, kb annyira, hogy ne legyen belengés és ne ugorhasson át, mert a nyomatégigényt nagyban növeli a feszes szíj. Ha a lehető legjobb pontosságot akarod kihozni, akkor viszont annyira megkell, amennyire a rendszer leggyengébb eleme engedi, (beleértve a szíj erőhordozó szálakat) Azert az sem mindegy milyen szíjról beszélünk.
A melléklet grafikonon mutat összefüggéeket, persze ez így nem teljes, de ha valaki jobban bele akar mélyedni tudok küldeni szakirodalmat erről.
György: Ne a válaszod kijavításának vedd a leírtakat, lehet hogy teljesen jó a 30-50 N csak arra akartam rávilágítani, hogy kicsit összetetebb a dolog.
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_hcxi55ajcna6nnedyiku0_5362.png) (https://hobbicncforum.hu/uploaded_images/2020/12/hcxi55ajcna6nnedyiku0_5362.png)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2020 december 20, 11:03
Írta: zozo Dátum 2020 december 20, 11:03
Nálunk a 20 mm-es 5-ös osztású szíj 100 N feszítés körül fut rezgés mentesen, persze ez az egyenes ág hosszától is függ. Van egy frekvencia mérőnk, amivel a szíjat megpengetve mérjük a rezgését, ez 42-45 Hz között szokott mutatni.
Erre állitjuk a többi azonos hajtást is. A szíj tipus adatok és az egyenes ág hosszának ismeretében táblázat mutatja az ehhez tartozó feszítő erőt.
Erre állitjuk a többi azonos hajtást is. A szíj tipus adatok és az egyenes ág hosszának ismeretében táblázat mutatja az ehhez tartozó feszítő erőt.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2020 december 20, 12:57
Írta: remrendes Dátum 2020 december 20, 12:57
Az belefér, 240N-t bír a hajtómű radiális irányban. Mekkora hossznál van ez?
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2020 december 20, 13:03
Írta: Szalai György Dátum 2020 december 20, 13:03
Először azt akartam írni, hogy 30-50 N +- 30-50 N.
De azután letettem a vicceskedésről, és kerestem hozzá varit (wizard) a neten.
Rögtön kiderült, hogy milyen adatok hiányoznak a korrekt válaszhoz.
De egy ekkora méretű szíjat vagy felfektetnek, vagy rezegni fog, ha széttépem is.
Hobbyra használva annyi feszítés kell neki, hogy át ne ugorjon. Ahhoz elég a három öt kiló.
Szerintem.
Pontos számításhoz meg kéne sok pontos adat, ami nincs és hobbyban nem is lesz.
De azután letettem a vicceskedésről, és kerestem hozzá varit (wizard) a neten.
Rögtön kiderült, hogy milyen adatok hiányoznak a korrekt válaszhoz.
De egy ekkora méretű szíjat vagy felfektetnek, vagy rezegni fog, ha széttépem is.
Hobbyra használva annyi feszítés kell neki, hogy át ne ugorjon. Ahhoz elég a három öt kiló.
Szerintem.
Pontos számításhoz meg kéne sok pontos adat, ami nincs és hobbyban nem is lesz.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2020 december 20, 14:14
Írta: zozo Dátum 2020 december 20, 14:14
A szíj teljes hossza csak kb. 1800 mm, a legnagyobb szabad egyenes ág 700 mm körül van. Nem aktuátor, gép hajtás, egyenletes terhelés mellett.
Cím: Re:Mechanikai ötletek
Írta: vjanos Dátum 2020 december 25, 21:14
Írta: vjanos Dátum 2020 december 25, 21:14
Facebookon jött szembe: Varrógépből faeszterga.
Nem tudom mennyire használható, de mint mechanikai ötlet, nekem nagyon tetszik!
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_78vqwq8iq49vz4n0aj6t_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/78vqwq8iq49vz4n0aj6t_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_bwp8ddyyqdv3bxkvbbvyb_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/bwp8ddyyqdv3bxkvbbvyb_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_y6aptt4ayen3zk57q80_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/y6aptt4ayen3zk57q80_1640.jpg)
Nem tudom mennyire használható, de mint mechanikai ötlet, nekem nagyon tetszik!
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_78vqwq8iq49vz4n0aj6t_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/78vqwq8iq49vz4n0aj6t_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_bwp8ddyyqdv3bxkvbbvyb_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/bwp8ddyyqdv3bxkvbbvyb_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_y6aptt4ayen3zk57q80_1640.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/y6aptt4ayen3zk57q80_1640.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 december 26, 10:06
Írta: PSoft Dátum 2020 december 26, 10:06
Velem meg, ez jött szembe a minap: Varrógépből traktor... (https://www.instructables.com/How-to-Make-a-Sewing-Machine-Tractor/?utm_source=newsletter&utm_medium=email)
Nem tudom mennyire használható, [#nyes] de mint mechanikai ötlet, nekem nagyon tetszik!
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_3e8sx0qh33yfd60bu9y4_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/3e8sx0qh33yfd60bu9y4_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_qadftyy65m9abk6744c85_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/qadftyy65m9abk6744c85_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_dutj9fyfz0fezq0wqi8nn_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/dutj9fyfz0fezq0wqi8nn_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_hud90kwtvsa8ctmtqtw4j_1068.png) (https://hobbicncforum.hu/uploaded_images/2020/12/hud90kwtvsa8ctmtqtw4j_1068.png)
Nem tudom mennyire használható, [#nyes] de mint mechanikai ötlet, nekem nagyon tetszik!
(https://hobbicncforum.hu/uploaded_images/2020/12/tn_3e8sx0qh33yfd60bu9y4_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/3e8sx0qh33yfd60bu9y4_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_qadftyy65m9abk6744c85_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/qadftyy65m9abk6744c85_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_dutj9fyfz0fezq0wqi8nn_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/dutj9fyfz0fezq0wqi8nn_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2020/12/tn_hud90kwtvsa8ctmtqtw4j_1068.png) (https://hobbicncforum.hu/uploaded_images/2020/12/hud90kwtvsa8ctmtqtw4j_1068.png)
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2020 december 26, 10:19
Írta: ebalint Dátum 2020 december 26, 10:19
Ne kérem...
Újabb esély a varrógépeimnek. (?)
[#conf]
Újabb esély a varrógépeimnek. (?)
[#conf]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2020 december 26, 10:32
Írta: PSoft Dátum 2020 december 26, 10:32
Rajtad múlik... (https://www.google.com/search?q=sewing+machine+tractor&sxsrf=ALeKk03Fh3oz8Rwb8IX7ZoP4oh2MqJ2iNA:1608974883513&source=lnms&tbm=isch&sa=X&ved=2ahUKEwjegInDquvtAhUSDWMBHU6QBRMQ_AUoAXoECBAQAw&biw=1680&bih=944#imgrc=Gb3SJUGaGKqTqM&imgdii=T6r9tJEe1Xn3eM) :)
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2021 február 08, 09:45
Írta: Tari Gábor Dátum 2021 február 08, 09:45
Sziasztok,
Szerintetek láncfeszítőt, olyat amin folyamatosn csúszik a lánc milyen anyagból érdemes csinálni? A gyáriak polietilénből vannak, de pl POM, vagy teflon jó lehet?
Nem cnc, sima hajtás.
Köszi
Szerintetek láncfeszítőt, olyat amin folyamatosn csúszik a lánc milyen anyagból érdemes csinálni? A gyáriak polietilénből vannak, de pl POM, vagy teflon jó lehet?
Nem cnc, sima hajtás.
Köszi
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2021 február 08, 10:35
Írta: Rabb Ferenc Dátum 2021 február 08, 10:35
A teflon talán túl lágy lenne erre az alkalmazásra. A POM-nak is nagyon jók a siklási tulajdonságai és mechanikailag jóval stabilabb.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 február 09, 08:03
Írta: Szalai György Dátum 2021 február 09, 08:03
Siklásjavítóval adalékolt poliamid 6
Docamid 6gol néven keresd.
Docamid 6gol néven keresd.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2021 február 09, 14:30
Írta: Tari Gábor Dátum 2021 február 09, 14:30
Végül találtam polietilént, abból csináltam. Érdekes, mert egy nagyon lágy anyag, persze ettől még leet jó a kopásállósága.
Cím: Re:Mechanikai ötletek
Írta: Lpeti11 Dátum 2021 február 11, 11:19
Írta: Lpeti11 Dátum 2021 február 11, 11:19
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2021 február 11, 14:45
Írta: keri Dátum 2021 február 11, 14:45
Az tényleg jó. Az egyik legjobb kopási tulajdonságú anyag.
Itt lehetett kapni régen ilyen anyagot. (https://www.holes.hu/hu)
Esetleg a ZX100 sem rossz, de nekem itt tudtak szakmai tanácsot is adni mi lenne az én alkalmazásomra a legjobb anyag.
Itt lehetett kapni régen ilyen anyagot. (https://www.holes.hu/hu)
Esetleg a ZX100 sem rossz, de nekem itt tudtak szakmai tanácsot is adni mi lenne az én alkalmazásomra a legjobb anyag.
Cím: Re:Mechanikai ötletek
Írta: koferi Dátum 2021 február 11, 16:08
Írta: koferi Dátum 2021 február 11, 16:08
Egy kis távcső fogó oszlopának az alját csináltam POM-c ből.
A rajzon az alsó sárga rész fix, a feső kék a csőhöz rögzítve forog. Problémám, hogy kevés használat után elkezdett hangosan nyikorogni. Mi lehet a megoldás?
(https://hobbicncforum.hu/uploaded_images/2021/02/tn_ut3xy4bm3wzxhjymsd54i_6112.jpg) (https://hobbicncforum.hu/uploaded_images/2021/02/ut3xy4bm3wzxhjymsd54i_6112.jpg)
A rajzon az alsó sárga rész fix, a feső kék a csőhöz rögzítve forog. Problémám, hogy kevés használat után elkezdett hangosan nyikorogni. Mi lehet a megoldás?
(https://hobbicncforum.hu/uploaded_images/2021/02/tn_ut3xy4bm3wzxhjymsd54i_6112.jpg) (https://hobbicncforum.hu/uploaded_images/2021/02/ut3xy4bm3wzxhjymsd54i_6112.jpg)
Cím: Re:Mechanikai ötletek
Írta: hostya Dátum 2021 február 11, 16:45
Írta: hostya Dátum 2021 február 11, 16:45
1. Szedd szét az alsó és felső részt, és a csatlakozó felületeket vékonyan zsírozd be.
2. A felesleges zsírt egy ronggyal töröld le.
3. Rakd össze, és örülj.. [#integet2]
2. A felesleges zsírt egy ronggyal töröld le.
3. Rakd össze, és örülj.. [#integet2]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 február 11, 17:23
Írta: RJancsi Dátum 2021 február 11, 17:23
Zsírozhatod is, de abba idővel beleragad a por. Meg a zsír "kimászik" a kenési helyről és kívül is olajsár lesz a felületen. Én kipróbálnám a "száraz" kenést, azaz a csúszó felületeket grafittal kenném meg. (Akár egy ács-ceruzával vastagon összefirkálva.)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 február 11, 18:14
Írta: remrendes Dátum 2021 február 11, 18:14
Teflonspray.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 február 12, 07:34
Írta: Szalai György Dátum 2021 február 12, 07:34
Akkor erre a kérdésre az a legjobb válasz, hogy: Amilyen van. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 február 12, 08:03
Írta: TBS-TEAM Dátum 2021 február 12, 08:03
ha van helyed egy kis csapágyazott lánckerékre akkor jobb megoldás a rugós láncfeszítő mert az mindig optimális feszességet biztosít és nem kell a kopásból adodó utánállításokkal bajlódni [#vigyor0]
(https://hobbicncforum.hu/uploaded_images/2021/02/tn_fg83zgnzn9e9evbvhj4h_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/02/fg83zgnzn9e9evbvhj4h_3344.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/02/tn_fg83zgnzn9e9evbvhj4h_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2021/02/fg83zgnzn9e9evbvhj4h_3344.jpg)
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2021 február 12, 11:09
Írta: keri Dátum 2021 február 12, 11:09
Zsír.
Én a grafitosat szeretem, de a fehér finom, lítiumos is jó.
Én a grafitosat szeretem, de a fehér finom, lítiumos is jó.
Cím: Re:Mechanikai ötletek
Írta: keri Dátum 2021 február 15, 08:23
Írta: keri Dátum 2021 február 15, 08:23
Ez milyen ötletes.
Nem azt mondom hogy rögtön eldobom a nyomaték kulcsomat, de azért a nyomaték érzékeny helyeken nem hülyeség egy ilyen indikátoros csavar.
Nem azt mondom hogy rögtön eldobom a nyomaték kulcsomat, de azért a nyomaték érzékeny helyeken nem hülyeség egy ilyen indikátoros csavar.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2021 február 15, 08:36
Írta: D.Laci Dátum 2021 február 15, 08:36
És hogyan működik? :)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 február 15, 09:06
Írta: RJancsi Dátum 2021 február 15, 09:06
Eltekintve attól, hogy nyilván méretezett, de egy nyomatékérzékeny csavart szárát furattal kikönnyíteni nem tűnik szerencsés gondolatnak. Abban sem vagyok biztos, hogy jól viseli a ki/be tekerést, nyilván van valamekkora hiszterézise a "kijelzőnek" ha többször fellazítják/meghúzzák és ezt semmi sem mutatja.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 február 15, 15:06
Írta: PSoft Dátum 2021 február 15, 15:06
Nem kell oda beépített indikátor!
A villanyosoknak már régen kitalálták a tuti megoldást!
Húzod a csavart és amikor elég a nyomaték...leszakad a feje.
Egyszerű, mint a faék. [#eljen]
Így aztán, a disznópásztorból lett villanyász is magabiztosan szaggatja a csavarfejeket, mer'...ért hozzá. [#nyes][#nyes][#nyes]
A villanyosoknak már régen kitalálták a tuti megoldást!
Húzod a csavart és amikor elég a nyomaték...leszakad a feje.
Egyszerű, mint a faék. [#eljen]
Így aztán, a disznópásztorból lett villanyász is magabiztosan szaggatja a csavarfejeket, mer'...ért hozzá. [#nyes][#nyes][#nyes]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 február 15, 15:50
Írta: RJancsi Dátum 2021 február 15, 15:50
Már nem emlékszem hol találkoztam olyan csavarral, amibe be volt építve a meghúzási nyomaték és az egyszerhasználatosság is. A hatlap alatt volt egy beszúrás és onnét kúpos volt a csavarfej. Kellő meghúzásnál a hatlap leszakadt, a maradék kúpot meg nem lehetett semmivel megfogni, hogy kitekerje az ember. Maradt a lefúrás vagy egy anyának a ráhegesztése (én utóbbit csináltam).
(https://www.suzuminn.hu/images/Webaruhaz/Gyari-eredeti-alkatresz/apro-alkatreszek-csavarok-anyak-csavarok-anyak-Suzuki-biztonsagi-csavar-gyari-3715284G00-L.jpg)
(https://www.suzuminn.hu/images/Webaruhaz/Gyari-eredeti-alkatresz/apro-alkatreszek-csavarok-anyak-csavarok-anyak-Suzuki-biztonsagi-csavar-gyari-3715284G00-L.jpg)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 február 15, 15:56
Írta: TBS-TEAM Dátum 2021 február 15, 15:56
Személyautó kormányrudazat rögzítésénél előszeretettel alkalmazzák [#eplus2]
Cím: Re:Mechanikai ötletek
Írta: pbalazs Dátum 2021 február 15, 17:04
Írta: pbalazs Dátum 2021 február 15, 17:04
Nekem a váltózárat szerelték fel ilyen csavarral.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 február 15, 17:05
Írta: RJancsi Dátum 2021 február 15, 17:05
Lehet, de én biztosan nem autószerelésnél találkoztam vele. De hogy hol? [#nemtudom] Mindenesetre egy anyát simát rá lehetett tenni a kúpra és hegesztéssel odapöttyinteni. A meleg még jót is tett a rozsdának.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2021 február 15, 17:19
Írta: xg2w6ib9x Dátum 2021 február 15, 17:19
A hipermarketes kínai hosszabbítókat szerelik össze ilyen meghúzásra leszakadó fejű csavarokkal.
Cím: Re:Mechanikai ötletek
Írta: xg2w6ib9x Dátum 2021 február 15, 17:20
Írta: xg2w6ib9x Dátum 2021 február 15, 17:20
Pontosabban az elosztókat.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 február 15, 17:29
Írta: jani300 Dátum 2021 február 15, 17:29
Kis vágó , kis kalapács ...
Sokat kiszedtem , ugyanis nem örökéletűek a gyújtáskapcsoló zárbetétek , a kormányzár van így szerelve .
A zsigulikban viszont nem volt letépve a csavar feje .
Sokat kiszedtem , ugyanis nem örökéletűek a gyújtáskapcsoló zárbetétek , a kormányzár van így szerelve .
A zsigulikban viszont nem volt letépve a csavar feje .
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 február 15, 18:46
Írta: TBS-TEAM Dátum 2021 február 15, 18:46
Mert Anyecska az 1000-ik után már fáradt volt [#eplus2][#eplus2][#eplus2]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2021 február 15, 20:23
Írta: zozo Dátum 2021 február 15, 20:23
Én is kiszedtem vagy 200-at, a "kis vágót" asszimetrikusra szoktam köszörülni, vagy edzett dórnit féloldalasra :) Mikor mivel lehetett jobban hozzáférni.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2021 február 15, 20:32
Írta: zozo Dátum 2021 február 15, 20:32
Rémálom a történetben egy Volvo gyújtáskapcsoló, ami kék színű takony csavarrögzítővel is biztosítva volt. Nyolcad kör balra, 16-od kör jobbra, nyolcad megint balra.... Folyton megszorult a csavar, vagy 2 órát szenvedtem vele :)
Cím: Re:Mechanikai ötletek
Írta: fisrcxuk3 Dátum 2021 február 15, 22:00
Írta: fisrcxuk3 Dátum 2021 február 15, 22:00
Olvasom a Volvo kézikönyvet,100 m -ről lekérdezhető hogy volt-e riasztás.A riasztások módjai közt;szívdobogás érzékelő arra az esetre, ha valaki sötétben megbújik a verdában rossz szándékkal... mindezt 2006-ból.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2021 február 16, 10:00
Írta: Csuhás Dátum 2021 február 16, 10:00
Eddig nem értettem hogyan működnek egyes gépeken metrikus és colos kézi tekerők. Ma belefutottam a megoldásba. Olyan ötletesnek találom hogy megosztom:
(https://hobbicncforum.hu/uploaded_images/2021/02/tn_08iavsfvyds2nfmi6vpu_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2021/02/08iavsfvyds2nfmi6vpu_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/02/tn_08iavsfvyds2nfmi6vpu_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2021/02/08iavsfvyds2nfmi6vpu_1881.jpg)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 február 16, 10:07
Írta: RJancsi Dátum 2021 február 16, 10:07
Szinte hullámhajtómű. Tényleg nagyon ötletes. [#taps]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 április 27, 20:37
Írta: PSoft Dátum 2021 április 27, 20:37
Egy régi öreg, de a mai napig jól működő technikai megoldás az adok/veszek-ben.
[#t19p139870#]
Ki tudja hogy működik ez a kezdetleges, lágyindítós kapcsoló?
[#t19p139870#]
Ki tudja hogy működik ez a kezdetleges, lágyindítós kapcsoló?
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2021 április 27, 22:28
Írta: Rabb Ferenc Dátum 2021 április 27, 22:28
Egy megoldás a sok közül.. (https://www.google.com/url?sa=t&source=web&rct=j&url=https://www.mouser.com/datasheet/2/36/doc4712-29429.pdf&ved=2ahUKEwi457qnoJ_wAhXyiIsKHY5TB_4QFjAbegQIBBAC&usg=AOvVaw3DlNiWdpU5_M1sM-M13Y4_)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 április 27, 22:57
Írta: jani300 Dátum 2021 április 27, 22:57
Egy relé rémlik ,benne .
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2021 április 28, 09:08
Írta: Rabb Ferenc Dátum 2021 április 28, 09:08
Néhány relés megoldás. (http://agonesyah.blogspot.com/2014/04/adding-soft-start-to-water-pump-motors.html)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 április 28, 18:40
Írta: PSoft Dátum 2021 április 28, 18:40
Igen, az elektronika is egy megoldás a sok közül.
De "Flexék", egy sokkal puritánabb megoldást alkalmaztak.
Három érintkezős az a zöld billenőnyelves kapcsoló.
A három érintkező közül az egyik, késleltetve van.
Emlékeztek még a jobb kazettás magnók ajtónyitás megoldására?
Gombnyomásra szép lassan, komótosan nyílott az ajtó, no de...mitől?
De "Flexék", egy sokkal puritánabb megoldást alkalmaztak.
Három érintkezős az a zöld billenőnyelves kapcsoló.
A három érintkező közül az egyik, késleltetve van.
Emlékeztek még a jobb kazettás magnók ajtónyitás megoldására?
Gombnyomásra szép lassan, komótosan nyílott az ajtó, no de...mitől?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 április 28, 18:43
Írta: PSoft Dátum 2021 április 28, 18:43
Volt relés is, pld. a böszme nehéz Bulgár, pici fejű "nagyflexben" az volt. :)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2021 április 28, 19:25
Írta: Rabb Ferenc Dátum 2021 április 28, 19:25
Hogy mitől nyílott lassan? Hát a ragacsos kocsikenyőcstől ami megfogta a "dugattyút a hengerben"
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 április 28, 19:45
Írta: PSoft Dátum 2021 április 28, 19:45
Úgy van, a "ragacsos kocsikenyőcs"! [#eljen]
Ugyanolyan ragacs késlelteti ezekben a lágyindítós kapcsolókban a harmadik érintkező működését.
Ugyanolyan ragacs késlelteti ezekben a lágyindítós kapcsolókban a harmadik érintkező működését.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 április 28, 20:08
Írta: PSoft Dátum 2021 április 28, 20:08
Egyébként Flexék' nagymesterei voltak ezeknek a ragacsos kocsikenyőcsöknek.
Az "O" gyűrűkkel tömített fejben, kb. méz sűrűségű ragacs volt gyárilag.
Nem szórták le magukról a kerekek, sose mentek szárazon.
Az "O" gyűrűkkel tömített fejben, kb. méz sűrűségű ragacs volt gyárilag.
Nem szórták le magukról a kerekek, sose mentek szárazon.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2021 április 28, 21:10
Írta: zozo Dátum 2021 április 28, 21:10
...és hogyan volt az első, második és 3-dik késleltetett érintkező bekötve? Hogyan lágyindított? Kefés motorok voltak gondolom.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 április 28, 22:44
Írta: PSoft Dátum 2021 április 28, 22:44
Persze, a szokásos soros, kommutátoros motor.
A harmadik érintkező -a móricka rajzon a középső- zárása van a ragacsos zsírral késleltetve.
Az érintkezővel párhuzamosan kötött "xxx" egy soros, áramkorlátozó elem.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_fyw52e0hia9dvm6cajz_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/fyw52e0hia9dvm6cajz_1068.jpg)
A harmadik érintkező -a móricka rajzon a középső- zárása van a ragacsos zsírral késleltetve.
Az érintkezővel párhuzamosan kötött "xxx" egy soros, áramkorlátozó elem.
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_fyw52e0hia9dvm6cajz_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/fyw52e0hia9dvm6cajz_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2021 április 28, 23:17
Írta: zozo Dátum 2021 április 28, 23:17
Köszi szépen, nem tudtam, hogy ilyen trükkös volt az a kapcsoló. Pedig emlékeim szerint én is kapcsolgattam ilyet.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 május 09, 23:13
Írta: PSoft Dátum 2021 május 09, 23:13
Szenzációs ötlet! [#eljen]
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2021 május 10, 06:41
Írta: VighLajos Dátum 2021 május 10, 06:41
:-)
Az agy és a kéz ügyességét fejlesztő project. Amúgy mi értelme?
...tudom, nem kell mindenben az értelmet keresni.
:-)
Az agy és a kéz ügyességét fejlesztő project. Amúgy mi értelme?
...tudom, nem kell mindenben az értelmet keresni.
:-)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 május 10, 11:08
Írta: Szalai György Dátum 2021 május 10, 11:08
Nekem is ez jutott eszembe.
Ötlet, ügyesség, szellemi és kézimunka. Hogy legyen egy megbízhatatlanabb és nagyobb SD kártya meghajtója.
De biztos jól szórakozott közben.
Ötlet, ügyesség, szellemi és kézimunka. Hogy legyen egy megbízhatatlanabb és nagyobb SD kártya meghajtója.
De biztos jól szórakozott közben.
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2021 május 10, 11:45
Írta: 2vkx6unz Dátum 2021 május 10, 11:45
Az értelme az, hogy ezzel több pénzt kereset mint a többség itt egy hónap alatt...
Azért 145000-nél többen nézték meg. Van benne egy csomó reklám, és a sponzorok is fizettek érte.
több mint 800k előfizetője van, ezzel azért már lehet keresni...
Ebben a mai virtuális valóságban egy csomó video azért készül, hogy pénzt keressenek.
Azért 145000-nél többen nézték meg. Van benne egy csomó reklám, és a sponzorok is fizettek érte.
több mint 800k előfizetője van, ezzel azért már lehet keresni...
Ebben a mai virtuális valóságban egy csomó video azért készül, hogy pénzt keressenek.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 május 10, 14:50
Írta: PSoft Dátum 2021 május 10, 14:50
IdézAmúgy mi értelme?
Tulajdonképpen semmi! Gyorsan felejtsétek is el, Te is...Gyuri is. [#wave]
Cím: Re:Mechanikai ötletek
Írta: VighLajos Dátum 2021 május 11, 06:31
Írta: VighLajos Dátum 2021 május 11, 06:31
No, erre nem gondoltam...
[#taps]
[#taps]
Cím: Re:Mechanikai ötletek
Írta: a9iua0hi5 Dátum 2021 május 16, 20:45
Írta: a9iua0hi5 Dátum 2021 május 16, 20:45
Nem tudom mi igaz belőle, de valamikor hallottam egy olyan "anekdotát", hogy a 3,5-es floppy mérete a szokványos férfi ing felső zsebéhez lett kitalálva, pont kényelmesen zsebre tehető legyen. /Meg a kék munkás köppeny felső zsebe is pont ekkora volt/. Ez egy SD kártyáról csak kevéssé mondható el. Emlékszem amikor sokat jártunk úgy, hogy a floppy csak a zsebünkben a ceruza mellett és egészen jól lehetett dolgozni. Na egy SD kártyát beteszel a felső ingzsebbe akkor onnan piszkáld ki. Jó dlog a minimalizálás de néhe meg kéne nyomni az "elég lesz már ebből" gombot.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 május 16, 20:53
Írta: PSoft Dátum 2021 május 16, 20:53
No látod...!
Talán...pont ez -is lehet- a lényeg, újra az ingzsebedbe teheted a 3,5"-os floppy-t. :)
Talán...pont ez -is lehet- a lényeg, újra az ingzsebedbe teheted a 3,5"-os floppy-t. :)
Cím: Re:Mechanikai ötletek
Írta: a9iua0hi5 Dátum 2021 május 16, 20:54
Írta: a9iua0hi5 Dátum 2021 május 16, 20:54
[#nyes]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 május 17, 05:30
Írta: Szalai György Dátum 2021 május 17, 05:30
Az SD kártyámnak, az ingzsebem helyett, a meghajtójába kell passzolnia. Oda meg pont illik. Szerencsére.
Az ingzsebbe meg mehetnek a hasznos dolgok. Laposflaska, cigisdoboz, rágógumi, magyarkártya, vagy legjobb, ha semmi.
Persze hordhatok benne floppyt, csak minek már.
Azért jó, hogy a mobilomban micro SD van nem floppy. [#vigyor2]
Az ingzsebbe meg mehetnek a hasznos dolgok. Laposflaska, cigisdoboz, rágógumi, magyarkártya, vagy legjobb, ha semmi.
Persze hordhatok benne floppyt, csak minek már.
Azért jó, hogy a mobilomban micro SD van nem floppy. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 május 18, 18:02
Írta: PSoft Dátum 2021 május 18, 18:02
IdézAzért jó, hogy a mobilomban micro SD van nem floppy.
Majd egy órányit kerestem a "retro" Motorola mobilomat...
Nem találtam, pedig kimondottan Neked akartam kedveskedni vele pár fotóval. [#kacsint]
Ő még az a "telimarok" fajta, kirántható antennával, lenyitható billentyűzet takaró fedéllel, a széles, fekete nunájába meg, képzeld...bankkártya méretű "agyat" kell(ett) dugni. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 május 18, 19:52
Írta: Szalai György Dátum 2021 május 18, 19:52
Hát ebből nekem csak a fekete nuna ismerős, a többihez nem folt szerencsém.
Bakker, mindég utólag jön rá az ember, hogy miket hagyott ki az életben. Bankkártya méretű "agyat" nem próbáltam beletuszkolni.
Felírom ezt a bakancslistámra. [#vigyor2]
Bakker, mindég utólag jön rá az ember, hogy miket hagyott ki az életben. Bankkártya méretű "agyat" nem próbáltam beletuszkolni.
Felírom ezt a bakancslistámra. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: konvoid Dátum 2021 május 18, 21:19
Írta: konvoid Dátum 2021 május 18, 21:19
Igaz ez Nokia, de a méretei hasonlóak.
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_ys9ip6dysxz3z59kjba9_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/ys9ip6dysxz3z59kjba9_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_cijnhch9bf04gmk85fg_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/cijnhch9bf04gmk85fg_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_b9hj2x2f5twm0cvfd77ct_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/b9hj2x2f5twm0cvfd77ct_5784.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_ys9ip6dysxz3z59kjba9_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/ys9ip6dysxz3z59kjba9_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_cijnhch9bf04gmk85fg_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/cijnhch9bf04gmk85fg_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_b9hj2x2f5twm0cvfd77ct_5784.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/b9hj2x2f5twm0cvfd77ct_5784.jpg)
Cím: Re:Mechanikai ötletek
Írta: dtb Dátum 2021 május 23, 21:22
Írta: dtb Dátum 2021 május 23, 21:22
Nincs külön faipari topic, vagy csak én nem találtam, de jobb hijján ide teszem a mai kinlódásomat. Virágládákat kezdtem el készíteni, 180x40x20cm méretben, és igy szaladtam bele abba a problémába, hogy egy kb. 700mm hasznos munkaterületű géppel hogyan tudok 1800mm hosszúságban átlapolást csinálni az oldalfal deszkáin. Először elkezdtem úgy, hogy rendesen lefogatva, 3-4 ofszettel meg is volt, de baromi időigényes volt... Aztán eszembe jutott, hogy mi lenne, ha a marót felsőmaróként használnám, és kézzel tolom egy sablon mellett az anyagot. Sajna ez sem vált be, mivel ilyen hosszon már nem lehet kézben tartva tartani a pontos méreteket, és állandóan "beleharapott" az anyagba ott is, ahol nem kellett volna. Tehát kell valami, ami lenyomja a deszkát a munkaasztalra. Eszembe jutott, hogy Csikarctól kaptam régebben egy valamilyen csapágyazott görgőt.. Ezt némi marózás után már fel tudtam fogatni a marógépre, és szépen, stabilan tartja a munkadarabot a megfelelő magasságban, így már kézzel is lehet tolni az anyagot a marószerszám alatt. Tudom, hogy nem egy világszám, :-) de nekem ez most napokkal, sőt, hetekkel lerövidítette a munkámat, és hátha másnak is hasznos lesz! :-)
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_sa463s6egetm6a0za9jj_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/sa463s6egetm6a0za9jj_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_fhxzfwf5zj9ygp45hdi8n_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/fhxzfwf5zj9ygp45hdi8n_5978.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/05/tn_sa463s6egetm6a0za9jj_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/sa463s6egetm6a0za9jj_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/tn_fhxzfwf5zj9ygp45hdi8n_5978.jpg) (https://hobbicncforum.hu/uploaded_images/2021/05/fhxzfwf5zj9ygp45hdi8n_5978.jpg)
Cím: Re:Mechanikai ötletek
Írta: B.Zoltán Dátum 2021 május 23, 21:53
Írta: B.Zoltán Dátum 2021 május 23, 21:53
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 13, 19:58
Írta: 3vv2btrhv Dátum 2021 június 13, 19:58
Elkezdtem építeni egy beton kaspó készítő gépet . A célom az lenne , hogy szervo motoros meghajtással lenne vezérelve a forgó tengely amin a tárgy készülne és a sablon mozgatása .Igy tudnék tetszőleges alakú tárgyat készíteni . Minden javaslatot szívesen elfogadok .
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_vzw9qy9kj4vi7ttqj39_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/vzw9qy9kj4vi7ttqj39_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_kx9abwvm52h7mbz9gkmhh_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/kx9abwvm52h7mbz9gkmhh_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_vzw9qy9kj4vi7ttqj39_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/vzw9qy9kj4vi7ttqj39_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_kx9abwvm52h7mbz9gkmhh_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/kx9abwvm52h7mbz9gkmhh_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 13, 20:01
Írta: 3vv2btrhv Dátum 2021 június 13, 20:01
A kis testvére ami teljesen kézi vezérléssel fog működni .
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_qfgwmncc0xbg9tgi8jt0_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/qfgwmncc0xbg9tgi8jt0_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_qfgwmncc0xbg9tgi8jt0_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/qfgwmncc0xbg9tgi8jt0_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 június 13, 20:17
Írta: TBS-TEAM Dátum 2021 június 13, 20:17
Forgatásra elég egy egyszerű motor hajtoművel nem kell szerintem halálpontos forgatási pozició. [#eplus2]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 13, 20:48
Írta: 3vv2btrhv Dátum 2021 június 13, 20:48
https://youtu.be/7ZfXObe1oqk?t=351
De a sablont vezérelve kell mozgatni a forgatáshoz viszonyítva .
De a sablont vezérelve kell mozgatni a forgatáshoz viszonyítva .
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 június 13, 21:01
Írta: TBS-TEAM Dátum 2021 június 13, 21:01
Ha nem kör az alak akkor igen.
Léptető motorok kellenek nem kell szervo nincs dinamikus nagy sebességű változások.
Léptető motorok kellenek nem kell szervo nincs dinamikus nagy sebességű változások.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 június 13, 22:24
Írta: TBS-TEAM Dátum 2021 június 13, 22:24
Átgondolva mégsem kell léptető motor sem, csak egy sima hajtóműves motor amit egy frekiváltóval lehet szabályozni, hogy a fordulatát lehessen állítani.
A változó formák peremét kell lekövetni.
Az oldal forma lapot a forma peremének egy állítható nyomórugó szorítja a sablon oldalának. így leköveti a sablont mindegy milyen alakú. (akár lehet benne homorú is)
A sablont úgy kell kialakítani, hogy egyszerüen fel és levehető legyen a forgatótengelyre.
A változó formák peremét kell lekövetni.
Az oldal forma lapot a forma peremének egy állítható nyomórugó szorítja a sablon oldalának. így leköveti a sablont mindegy milyen alakú. (akár lehet benne homorú is)
A sablont úgy kell kialakítani, hogy egyszerüen fel és levehető legyen a forgatótengelyre.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 13, 23:39
Írta: 3vv2btrhv Dátum 2021 június 13, 23:39
Igen ez nagyon jó megoldás .
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2021 június 14, 08:28
Írta: D.Laci Dátum 2021 június 14, 08:28
Gondold át jól, mert okozhat némi meglepetést.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_8pqwy5g46mmtdaqksf9it_24.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/8pqwy5g46mmtdaqksf9it_24.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_y94x2b45z5tyx8fjs8t7_24.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/y94x2b45z5tyx8fjs8t7_24.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_8pqwy5g46mmtdaqksf9it_24.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/8pqwy5g46mmtdaqksf9it_24.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_y94x2b45z5tyx8fjs8t7_24.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/y94x2b45z5tyx8fjs8t7_24.jpg)
Cím: Re:Mechanikai ötletek
Írta: gtibi Dátum 2021 június 14, 10:21
Írta: gtibi Dátum 2021 június 14, 10:21
Egyszerű szerkezet:
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 14, 10:48
Írta: 3vv2btrhv Dátum 2021 június 14, 10:48
Persze , csak korlátozott mélységig fog működni .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 14, 10:50
Írta: 3vv2btrhv Dátum 2021 június 14, 10:50
Megtaláltam én is . De szeretnék egy kicsit profibb megoldást össze hozni .
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 június 14, 13:38
Írta: Szalai György Dátum 2021 június 14, 13:38
Szinkron szervó áram nélkül?
Hogy mire nem jó a régi írásvetítő Fresnel lencséje meg az öntapadós tapéta kockás hátulja. Húzórugó meg rozsdamentes gimiól.
Leleményért nem megy a szomszédba. [#eljen]
Hogy mire nem jó a régi írásvetítő Fresnel lencséje meg az öntapadós tapéta kockás hátulja. Húzórugó meg rozsdamentes gimiól.
Leleményért nem megy a szomszédba. [#eljen]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 június 14, 14:23
Írta: Szalai György Dátum 2021 június 14, 14:23
Vizes-finomszemcsés környezetbe viziprofi megoldás kéne, ami slaggal mosható.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 június 14, 23:11
Írta: PSoft Dátum 2021 június 14, 23:11
Idéz...szeretnék egy kicsit profibb megoldást össze hozni .Miért nem inkább, ebbe az irányba gondolkodsz? (http://www.robsy.hu/te10/robsy-3Dprint-6.mpg)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 15, 09:19
Írta: 3vv2btrhv Dátum 2021 június 15, 09:19
Szeretnék saját megoldást , én beton +adalék anyaggal kísérletezem .A mozgatás a sablonnak az már más kérdés .
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 június 15, 09:47
Írta: TBS-TEAM Dátum 2021 június 15, 09:47
Milyen méretekben gondolkozol?
(Kész termék átmérő/magasság min-max.tömeg?)
Milyen gyakori a méret és alakváltás?
Gyártási darabszám / óra?
Anyag adagolás? (kézi / gépi) [#eplus2]
(Kész termék átmérő/magasság min-max.tömeg?)
Milyen gyakori a méret és alakváltás?
Gyártási darabszám / óra?
Anyag adagolás? (kézi / gépi) [#eplus2]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 15, 16:04
Írta: 3vv2btrhv Dátum 2021 június 15, 16:04
A teszt deszka modell , ha minden össze jön akkor ma ki is próbálom .
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_wx2bcnxffsgdccxfu9ixk_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/wx2bcnxffsgdccxfu9ixk_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_wx2bcnxffsgdccxfu9ixk_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/wx2bcnxffsgdccxfu9ixk_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 június 15, 16:23
Írta: TBS-TEAM Dátum 2021 június 15, 16:23
Szuper a teszt sok infót fog adni. [#kacsint]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 15, 17:57
Írta: 3vv2btrhv Dátum 2021 június 15, 17:57
Kész is van az első próba darab , minden úgy van ahogy elképzeltem .
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_qf8qbunb5ndq6vm5cn7g7_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/qf8qbunb5ndq6vm5cn7g7_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_i0wg2ss82be6sdpf3si_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/i0wg2ss82be6sdpf3si_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_8s9s9jt6qs0kxnsn7a0j_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/8s9s9jt6qs0kxnsn7a0j_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_qf8qbunb5ndq6vm5cn7g7_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/qf8qbunb5ndq6vm5cn7g7_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_i0wg2ss82be6sdpf3si_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/i0wg2ss82be6sdpf3si_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_8s9s9jt6qs0kxnsn7a0j_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/8s9s9jt6qs0kxnsn7a0j_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2021 június 15, 18:00
Írta: 2vkx6unz Dátum 2021 június 15, 18:00
Elsőre kiváló lett!
Milyen betont használsz hozzá? Van erre valami egyedi keverék?
Mennyire lesz fagyálló?
Milyen betont használsz hozzá? Van erre valami egyedi keverék?
Mennyire lesz fagyálló?
Cím: Re:Mechanikai ötletek
Írta: onagy Dátum 2021 június 15, 21:59
Írta: onagy Dátum 2021 június 15, 21:59
Egészen jó lett. Kellene csinálnod egy cnc vezérelt fazekaskorongot.
O.
O.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 16, 22:08
Írta: 3vv2btrhv Dátum 2021 június 16, 22:08
Homok mag kísérlet (amit találtam a műhelyben ), egy kis csalással , az utolsó réteg az gipsz , nekem ez áll a kezemhez .A 3d nyomtatott sablon meglepően jól teljesít ,az éle Fusion 360.ban lett rajzolva , tehát gömb szelet !
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_xcwbczkj8gskincst0cp8_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/xcwbczkj8gskincst0cp8_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_dqep4jmk2ym72x8szcz_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/dqep4jmk2ym72x8szcz_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_xcwbczkj8gskincst0cp8_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/xcwbczkj8gskincst0cp8_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_dqep4jmk2ym72x8szcz_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/dqep4jmk2ym72x8szcz_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 június 17, 10:12
Írta: RJancsi Dátum 2021 június 17, 10:12
Végül is ez is a 3D nyomtatás egy változata. [#nyes]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 június 17, 16:38
Írta: Szalai György Dátum 2021 június 17, 16:38
Hát, csak amennyire a hurkatöltés is az. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 június 18, 07:15
Írta: remrendes Dátum 2021 június 18, 07:15
A belso feluletet hogyan formazod?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 18, 07:46
Írta: 3vv2btrhv Dátum 2021 június 18, 07:46
A homok mag adja a belső felületet ,a magra van rá húzva maga a termék ,nézd meg a videót .
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2021 június 18, 08:02
Írta: Rabb Ferenc Dátum 2021 június 18, 08:02
Ha a belső magot tömörre döngölt öntödei homokból formáznád bizonyára esztétikusabb felületet adna mint ami az egyik előző képen látható.
A gipsz szabadtéri időtállósága szerintem eléggé kétséges az eredetileg tervezett betonhoz képest...
A gipsz szabadtéri időtállósága szerintem eléggé kétséges az eredetileg tervezett betonhoz képest...
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 június 18, 08:21
Írta: remrendes Dátum 2021 június 18, 08:21
A video kimaradt, köszi!
Cím: Re:Mechanikai ötletek
Írta: gcu93g9if Dátum 2021 június 18, 11:13
Írta: gcu93g9if Dátum 2021 június 18, 11:13
Üdv.
Szeretném le egyszerűsíteni a gép kenését. Jó lenne valami központi zsirzó/olajzó pumpa de minimum valahogy ki szeretném vezetni csövekkel a kenési pontokat. Jelenleg elég nehezen hozzáférhető a Z tengelynél. Szerintetek mivel lehetne ezt valahogy kivezetni. M3-as a menete és roppant kevés a hely. Lenne valami ide való csatlakozó vagy valami?
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_vnfkyct0div0x4vuv0zm_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/vnfkyct0div0x4vuv0zm_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_8n5ysz668m3k4s05dz86b_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/8n5ysz668m3k4s05dz86b_7443.jpg)
Szeretném le egyszerűsíteni a gép kenését. Jó lenne valami központi zsirzó/olajzó pumpa de minimum valahogy ki szeretném vezetni csövekkel a kenési pontokat. Jelenleg elég nehezen hozzáférhető a Z tengelynél. Szerintetek mivel lehetne ezt valahogy kivezetni. M3-as a menete és roppant kevés a hely. Lenne valami ide való csatlakozó vagy valami?
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_vnfkyct0div0x4vuv0zm_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/vnfkyct0div0x4vuv0zm_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_8n5ysz668m3k4s05dz86b_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/8n5ysz668m3k4s05dz86b_7443.jpg)
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2021 június 18, 12:19
Írta: gaben Dátum 2021 június 18, 12:19
Szia,
én M3-as menetű Festo csatlakozókat használtam, de mivel a kocsikon M6-os menet van, ezért kellett csináltatnom hozzá egy réz közdarabot is.
Az elérhetetlen helyekre először rádugtam a csatira a 4mm-es csövet és utána betekertem a helyére. Na persze ez egyszerűnek hangzik, de a valóságban hatalmas szívás volt. [#vigyor]
én M3-as menetű Festo csatlakozókat használtam, de mivel a kocsikon M6-os menet van, ezért kellett csináltatnom hozzá egy réz közdarabot is.
Az elérhetetlen helyekre először rádugtam a csatira a 4mm-es csövet és utána betekertem a helyére. Na persze ez egyszerűnek hangzik, de a valóságban hatalmas szívás volt. [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 18, 12:22
Írta: 3vv2btrhv Dátum 2021 június 18, 12:22
A gipsz az elveszik , mint a homok mag ,csak az a szerepe , hogy sima legyen a belseje ,természetesen levélasztó réteget kapott a gipsz amire a beton kerül .
Az öntödei homok beszerzése nekem most gond ,de van jő minőségű kvarc homokom ami most jött meg .Ehhez fogok adagolni Kaolint, ez már egyszer bizonyított .
Az öntödei homok beszerzése nekem most gond ,de van jő minőségű kvarc homokom ami most jött meg .Ehhez fogok adagolni Kaolint, ez már egyszer bizonyított .
Cím: Re:Mechanikai ötletek
Írta: gcu93g9if Dátum 2021 június 18, 13:36
Írta: gcu93g9if Dátum 2021 június 18, 13:36
Ezt a fajtát használtad? Én ezt talátam a leg karcsúbb verziónak.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_t4nv7s6txdf8hfyq3e92e_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/t4nv7s6txdf8hfyq3e92e_7443.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_t4nv7s6txdf8hfyq3e92e_7443.jpg) (https://hobbicncforum.hu/uploaded_images/2021/06/t4nv7s6txdf8hfyq3e92e_7443.jpg)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 június 18, 14:15
Írta: remrendes Dátum 2021 június 18, 14:15
Én ilyen (https://www.beswick.com/catalog/product-detail/M3CB-1018-2/) fittingeket tekertem a csapágyházakba.
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2021 június 18, 16:52
Írta: gaben Dátum 2021 június 18, 16:52
Igen, ezt illetve a 90 fokos tesóit használtam.
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_fsmv0wp0n4n7va2eksvky_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/fsmv0wp0n4n7va2eksvky_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_s8wm6y5c2c7mppnp47u4c_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/s8wm6y5c2c7mppnp47u4c_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_eqbzdbb9hv7cge6uexdqw_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/eqbzdbb9hv7cge6uexdqw_4447.jpeg)
(https://hobbicncforum.hu/uploaded_images/2021/06/tn_fsmv0wp0n4n7va2eksvky_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/fsmv0wp0n4n7va2eksvky_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_s8wm6y5c2c7mppnp47u4c_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/s8wm6y5c2c7mppnp47u4c_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/tn_eqbzdbb9hv7cge6uexdqw_4447.jpeg) (https://hobbicncforum.hu/uploaded_images/2021/06/eqbzdbb9hv7cge6uexdqw_4447.jpeg)
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2021 június 18, 17:12
Írta: istvan3 Dátum 2021 június 18, 17:12
Sajnos a 15mm es kocsihoz nem fog bemenni az a Festo-s csati. Ki kell marni a kocsi alatt a csatinál egy ~3mm-es zsebet.
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2021 június 18, 20:03
Írta: istvan3 Dátum 2021 június 18, 20:03
Még egy tipp. Ezeket a Rexroth kocsikat oldalról (az imbusz csavart eltávolítva) illetve felülről a porvédő műanyagon keresztül is lehet kenni. Ki kell lyukasztani és egy O gyűrűvel tömíteni.
Adatlapon megtalálsz minden infót.
Lehet egyszerűbb a rajta lévő alut atfúrni és azt megmenetelve belerakni a kívánt zsirzó csatit.
Adatlapon megtalálsz minden infót.
Lehet egyszerűbb a rajta lévő alut atfúrni és azt megmenetelve belerakni a kívánt zsirzó csatit.
Cím: Re:Mechanikai ötletek
Írta: gcu93g9if Dátum 2021 június 18, 21:02
Írta: gcu93g9if Dátum 2021 június 18, 21:02
Köszönöm a válaszokat. Hasznosak voltak !!!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 június 19, 19:36
Írta: PSoft Dátum 2021 június 19, 19:36
Kicsit hosszú meg unalmas is a videó, de vannak benne egész jó, "látványos" részletek.
Pld...itt is. [#vigyor2]
Pld...itt is. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 június 19, 19:40
Írta: jani300 Dátum 2021 június 19, 19:40
A csecse ? :)
Tudod mi ugrott be most , ez már lassan a harangöntésre emlékeztet :)
De nem néztem végig a videót .
Tudod mi ugrott be most , ez már lassan a harangöntésre emlékeztet :)
De nem néztem végig a videót .
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 június 19, 19:51
Írta: PSoft Dátum 2021 június 19, 19:51
[#ejnye1] nahhh! [#kacsint]
Engem valahogy...nem "emlékeztet" a harangöntésre.
Talán azért, mert még...nem öntöttem harangot. :)
Engem valahogy...nem "emlékeztet" a harangöntésre.
Talán azért, mert még...nem öntöttem harangot. :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 június 19, 19:52
Írta: PSoft Dátum 2021 június 19, 19:52
De most, keresek/nézek harangöntős videót. :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 június 19, 19:54
Írta: Szalai György Dátum 2021 június 19, 19:54
Ez valami újdonság. Nekem legalábbis. (https://www.directindustry.com/prod/asahi-intecc/product-214603-2230847.html)
És érdekes is.
És érdekes is.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 június 19, 19:59
Írta: 3vv2btrhv Dátum 2021 június 19, 19:59
Ezt a technikát kellet nekem 1 éves mintakészítőként megtanulnom , de nem volt ilyen cse[#nyes]cse az oktatóm .
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2021 június 19, 20:26
Írta: Rabb Ferenc Dátum 2021 június 19, 20:26
Ez nem is CNC! Sem Fusion360, sem szervóhajtás, sem speciális függvények... Csak egy jó kondícióban lévő szaporán lépkedő biorobot aki valós időben végzi a munkáját [#integet2] Lehet, hogy napi egy marék rizsért [#rinya]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 június 19, 20:36
Írta: PSoft Dátum 2021 június 19, 20:36
Szinte hihetetlen...
Ennyire kiemelné a domborulatokat a napi egy marék rizs? [#smile]
Ennyire kiemelné a domborulatokat a napi egy marék rizs? [#smile]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 június 19, 20:42
Írta: jani300 Dátum 2021 június 19, 20:42
Itt a videón "álharang" a késztermék .
A domborulatok pedig viaszból vannak :) (nem rizsa)
A domborulatok pedig viaszból vannak :) (nem rizsa)
Cím: Re:Mechanikai ötletek
Írta: Rabb Ferenc Dátum 2021 június 19, 20:48
Írta: Rabb Ferenc Dátum 2021 június 19, 20:48
Na meg az edzés a malteros vödörrel [#nevetes1]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 június 19, 21:47
Írta: remrendes Dátum 2021 június 19, 21:47
Ez mukodne samottal is?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 július 08, 20:52
Írta: jani300 Dátum 2021 július 08, 20:52
https://www.patreon.com/posts/41672326?fbclid=IwAR0WhTQZALVnwhV3t44Qa1myNGWquYfT282moI0BZRFnxJxcG_ltwgQhcN8
PÁR NAPJA TALÁLTAM ,CSIGALEVÉL SZERKESZTŐ .
Leszedettem a gyerekkel mert béna voltam hozzá.
Excel tábla azt mondja .
Tök jónak tűnik ,tetszik .
PÁR NAPJA TALÁLTAM ,CSIGALEVÉL SZERKESZTŐ .
Leszedettem a gyerekkel mert béna voltam hozzá.
Excel tábla azt mondja .
Tök jónak tűnik ,tetszik .
Cím: Re:Mechanikai ötletek
Írta: Lacibácsi Dátum 2021 július 09, 14:36
Írta: Lacibácsi Dátum 2021 július 09, 14:36
Köszi a csigalevél szerkesztőt! Jól jöhet még. [#kacsint]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 július 21, 22:52
Írta: 3vv2btrhv Dátum 2021 július 21, 22:52
Formálódik a gépecském , már tudom a sablont mozgatni trapéz menetes orsóval .Termékeim vele .
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_f9g60m0nvu8zamqukdaj_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/f9g60m0nvu8zamqukdaj_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_xae7miyjtiev3bzewktt3_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/xae7miyjtiev3bzewktt3_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_v8twevk22dft7bjf9fin_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/v8twevk22dft7bjf9fin_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_f9g60m0nvu8zamqukdaj_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/f9g60m0nvu8zamqukdaj_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_xae7miyjtiev3bzewktt3_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/xae7miyjtiev3bzewktt3_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_v8twevk22dft7bjf9fin_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/v8twevk22dft7bjf9fin_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 július 22, 09:22
Írta: TBS-TEAM Dátum 2021 július 22, 09:22
A végén csak lesz rajta motor is [#nevetes1]
Alakul, a végtermék szuper [#eljen]
Alakul, a végtermék szuper [#eljen]
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 július 22, 16:49
Írta: Szalai György Dátum 2021 július 22, 16:49
[#taps]
Az a függőleges "nem fa darab" az milyen anyag? (Kerítéseket látok hasonlóból építeni.)
Az alsó fekete-fehér korongon lévő kódoló minták mi célt szolgálhattak eredetileg?
Az a függőleges "nem fa darab" az milyen anyag? (Kerítéseket látok hasonlóból építeni.)
Az alsó fekete-fehér korongon lévő kódoló minták mi célt szolgálhattak eredetileg?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 július 22, 20:49
Írta: 3vv2btrhv Dátum 2021 július 22, 20:49
Közönséges vizes homok . Ez a digitalizálom forgatója volt , saját tervezésük marker jelek ,ez segíti az Ossza varrást ,
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 július 23, 10:56
Írta: 3vv2btrhv Dátum 2021 július 23, 10:56
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 július 23, 11:09
Írta: RJancsi Dátum 2021 július 23, 11:09
Amszterdamban átadták az első 3D nyomtatott acél hidat. (https://www.euronews.com/next/2021/07/16/the-world-s-first-3d-printed-steel-bridge-has-opened-in-amsterdam)
Végül is az ötlet volt új, a több évtizede létező hegsztőrobotok végül is felfoghatók 3D nyomtatóként.
Végül is az ötlet volt új, a több évtizede létező hegsztőrobotok végül is felfoghatók 3D nyomtatóként.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 július 23, 15:07
Írta: Szalai György Dátum 2021 július 23, 15:07
Hogy becézik a kicsi hidat? Vagy ez már felnőtt?
Jó hogy ez a technológia lehetőséget ad az ilyen nagyon emberbarátságos, organikus formavilág megteremtésére.
Már majdnem olyan, mintha a természet növesztett volna oda egy hidat. [#eljen]
Jó hogy ez a technológia lehetőséget ad az ilyen nagyon emberbarátságos, organikus formavilág megteremtésére.
Már majdnem olyan, mintha a természet növesztett volna oda egy hidat. [#eljen]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 július 23, 17:42
Írta: RJancsi Dátum 2021 július 23, 17:42
A nagy ötlet benne (amit a cikk is kihangsúlyoz), hogy hagyományos hegesztőrobot "nyomtatta" ki. Szoftver kérdése, hogy monoton pályát jár be a robotkar mint egy autó karosszéria sorozatgyártásánál, vagy egy "szeletelő" által kódolt műtárgyat épít.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 július 26, 22:52
Írta: 3vv2btrhv Dátum 2021 július 26, 22:52
Ki tudtam próbálni a menetes orsóval való homok esztergálást , működik !
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_534ku8daknpv3cwj4b6sp_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/534ku8daknpv3cwj4b6sp_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_2cvnbgim6ja57daa7z66_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/2cvnbgim6ja57daa7z66_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_e9ybuyy0qvyb6nq83khp_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/e9ybuyy0qvyb6nq83khp_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_534ku8daknpv3cwj4b6sp_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/534ku8daknpv3cwj4b6sp_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_2cvnbgim6ja57daa7z66_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/2cvnbgim6ja57daa7z66_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/tn_e9ybuyy0qvyb6nq83khp_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/e9ybuyy0qvyb6nq83khp_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 július 29, 18:25
Írta: 3vv2btrhv Dátum 2021 július 29, 18:25
Variációk .
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_6bniiw7iy4ikuq36mpp7_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/6bniiw7iy4ikuq36mpp7_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/07/tn_6bniiw7iy4ikuq36mpp7_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/07/6bniiw7iy4ikuq36mpp7_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 július 30, 08:04
Írta: TBS-TEAM Dátum 2021 július 30, 08:04
Nagyon szépen alakul gratulálok [#integet2]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 09, 12:31
Írta: 3vv2btrhv Dátum 2021 augusztus 09, 12:31
Technológiai variációk .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_ewsjn8d5z37gd59hcs93_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/ewsjn8d5z37gd59hcs93_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_nssvu3mu3iya8ggh33tmw_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/nssvu3mu3iya8ggh33tmw_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_ewsjn8d5z37gd59hcs93_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/ewsjn8d5z37gd59hcs93_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_nssvu3mu3iya8ggh33tmw_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/nssvu3mu3iya8ggh33tmw_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 09, 12:32
Írta: 3vv2btrhv Dátum 2021 augusztus 09, 12:32
Meg ez is .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_gmnku5g0gtje4vf0wvy3_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/gmnku5g0gtje4vf0wvy3_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_gmnku5g0gtje4vf0wvy3_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/gmnku5g0gtje4vf0wvy3_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 augusztus 09, 12:46
Írta: TBS-TEAM Dátum 2021 augusztus 09, 12:46
Csak a képzeleted a határ [#taps] [#integet2]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 augusztus 09, 19:22
Írta: jani300 Dátum 2021 augusztus 09, 19:22
A fiatalabb fórumtársakat kérdezném : ez , mi ez ? :)
Ma szereztem .
Egyébként ilyen még az én kezemben sem volt ,persze nem is vagyok öreg (annyira) :)
A koporsószög csak méretnek van ott , nem élek vele .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_cfnu80kujnumh4pctpbcx_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/cfnu80kujnumh4pctpbcx_2430.jpg)
Ma szereztem .
Egyébként ilyen még az én kezemben sem volt ,persze nem is vagyok öreg (annyira) :)
A koporsószög csak méretnek van ott , nem élek vele .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_cfnu80kujnumh4pctpbcx_2430.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/cfnu80kujnumh4pctpbcx_2430.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 augusztus 09, 19:31
Írta: PSoft Dátum 2021 augusztus 09, 19:31
Diszkrimináció??? [#kuss]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 augusztus 09, 19:32
Írta: PSoft Dátum 2021 augusztus 09, 19:32
Van már pld...virággal beültetett is?
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 augusztus 09, 19:35
Írta: jani300 Dátum 2021 augusztus 09, 19:35
Hümm .
Ezt azért már a mi korosztályunk sem igen használta , úgyhogy akár meg is fejtheted .
Van ilyened ? :)
Ezt azért már a mi korosztályunk sem igen használta , úgyhogy akár meg is fejtheted .
Van ilyened ? :)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 augusztus 09, 19:53
Írta: PSoft Dátum 2021 augusztus 09, 19:53
Nem emlékszem hogy használtam volna és nincs is ilyenem...
No de, legyen ahogy először írtad. [#kacsint]
(na most aztán találd ki, tudom, vagy nem tudom) [#vigyor2]
No de, legyen ahogy először írtad. [#kacsint]
(na most aztán találd ki, tudom, vagy nem tudom) [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 augusztus 09, 19:56
Írta: jani300 Dátum 2021 augusztus 09, 19:56
Persze hogy tudod .
Egyébként Bilstein , a kép meg véletlenül fejen áll .
Elküldtem a képet a lányomnak is kíváncsi vagyok ismeri e .
(Motorszerelő , is )
Egyébként Bilstein , a kép meg véletlenül fejen áll .
Elküldtem a képet a lányomnak is kíváncsi vagyok ismeri e .
(Motorszerelő , is )
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 09, 20:10
Írta: 3vv2btrhv Dátum 2021 augusztus 09, 20:10
Persze , hogy lesz , de előbb a hölgyet kell megtalálnom akinek majd oda adom .
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2021 augusztus 09, 20:47
Írta: Csuhás Dátum 2021 augusztus 09, 20:47
Fiatalnak érzem magam, valami ilyesmire gondolok:
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_i4jg47u5djuacji6bmag7_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/i4jg47u5djuacji6bmag7_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_i4jg47u5djuacji6bmag7_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/i4jg47u5djuacji6bmag7_1881.jpg)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 augusztus 09, 20:51
Írta: jani300 Dátum 2021 augusztus 09, 20:51
A rendeltetése talált !https://www.ebay.com/itm/203544234829?hash=item2f642e8b4d%3Ag%3AWz0AAOSwT-JhBwFO&fbclid=IwAR1wo6_MHYx7HbwqWByE2FIVH09TaSV-wzuAxU47R4Etozid-X61toSFnWY
Közben találtam ezt . féláron is eladnám :)
Közben találtam ezt . féláron is eladnám :)
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2021 augusztus 09, 21:07
Írta: g89ketty Dátum 2021 augusztus 09, 21:07
VW bogár emelő?
Cím: Re:Mechanikai ötletek
Írta: fisrcxuk3 Dátum 2021 augusztus 09, 21:20
Írta: fisrcxuk3 Dátum 2021 augusztus 09, 21:20
Bár én sem vagyok fiatal ,kezdő lakatos koromban gyüjtöttük ezeket a bogár emelőket. egy csövet ráhuzva nyomatónak használta nagyon sok karosszériás .Mai napig van nekem is.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 augusztus 09, 21:35
Írta: jani300 Dátum 2021 augusztus 09, 21:35
Ez is hasonló célra lehetett használva .
De ehhez én akkor tényleg fiatal lennék .
Nyomatni nekem is van legalább öt wartburg emelő , az a menetes , kúpkerék áttételes frankó :)
De ehhez én akkor tényleg fiatal lennék .
Nyomatni nekem is van legalább öt wartburg emelő , az a menetes , kúpkerék áttételes frankó :)
Cím: Re:Mechanikai ötletek
Írta: fisrcxuk3 Dátum 2021 augusztus 09, 21:51
Írta: fisrcxuk3 Dátum 2021 augusztus 09, 21:51
Olyanom is van !Pedig tizen éve már nem gubizom,csak viszek a méh-be.(Késöbb meg készítettem egy hidraulikust ,amit egyszer használtam is már pár év alatt)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2021 augusztus 09, 22:51
Írta: jani300 Dátum 2021 augusztus 09, 22:51
2 vagy 3 éve vettem magamnak karácsonyra egy 10 tonnás hidraulikus készletet ,én már kétszer használtam ...
Kész a huzatópad , három ésfél küszöbszorító , lánc toldó kettő , láncok. de talán abba is hagyom már a dolgot .
De szerettem volna ezeket .örülök neki ,kész :)
Kész a huzatópad , három ésfél küszöbszorító , lánc toldó kettő , láncok. de talán abba is hagyom már a dolgot .
De szerettem volna ezeket .örülök neki ,kész :)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 15, 09:58
Írta: 3vv2btrhv Dátum 2021 augusztus 15, 09:58
Elkészültek az aranyozott koptatott felületű tárgyaim.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_bqvkfcmd833886paaz85_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/bqvkfcmd833886paaz85_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_gm3q5z0uzpfbb9yeqsaj_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/gm3q5z0uzpfbb9yeqsaj_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_09vu9tzvpq5x2yu8653_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/09vu9tzvpq5x2yu8653_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_eu9972qpa5qjpiafsjp9_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/eu9972qpa5qjpiafsjp9_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_bqvkfcmd833886paaz85_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/bqvkfcmd833886paaz85_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_gm3q5z0uzpfbb9yeqsaj_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/gm3q5z0uzpfbb9yeqsaj_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_09vu9tzvpq5x2yu8653_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/09vu9tzvpq5x2yu8653_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_eu9972qpa5qjpiafsjp9_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/eu9972qpa5qjpiafsjp9_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 augusztus 15, 10:25
Írta: PSoft Dátum 2021 augusztus 15, 10:25
No így már...jobban tetszenek. [#eljen]
Cím: Re:Mechanikai ötletek
Írta: designr Dátum 2021 augusztus 15, 10:25
Írta: designr Dátum 2021 augusztus 15, 10:25
Ezek nagyon jók lettek..
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 15, 11:06
Írta: 3vv2btrhv Dátum 2021 augusztus 15, 11:06
Igen , a képkeret készítésénél használtam ezt a stílust .Igy legalább megmarad a tudásom .
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2021 augusztus 15, 12:58
Írta: ywathzay Dátum 2021 augusztus 15, 12:58
Szép, piac van rá?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 16, 13:57
Írta: 3vv2btrhv Dátum 2021 augusztus 16, 13:57
Tipikus eset , amim van abból csináltam nagy forgatót .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_exuk2ubxkqqd6me6sca0_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/exuk2ubxkqqd6me6sca0_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_exuk2ubxkqqd6me6sca0_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/exuk2ubxkqqd6me6sca0_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 17, 22:05
Írta: 3vv2btrhv Dátum 2021 augusztus 17, 22:05
Kérdésem :ezt a szerszámot el lehetne profilosra készíteni ?
https://japaneseplastering.com/japanesetrowel/contemporary-trowels
https://japaneseplastering.com/japanesetrowel/contemporary-trowels
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 17, 22:07
Írta: 3vv2btrhv Dátum 2021 augusztus 17, 22:07
https://images-blogger-opensocial.googleusercontent.com/gadgets/proxy?url=http%3A%2F%2F3.bp.blogspot.com%2F-J3V9mBOU2gk%2FUtMWGmW01DI%2FAAAAAAAAI_8%2FKItcHCddKfk%2Fs1600%2FP1160806.JPG&container=blogger&gadget=a&rewriteMime=image%2F*
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 17, 22:11
Írta: 3vv2btrhv Dátum 2021 augusztus 17, 22:11
Igy , csak pont merőlegesen .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 17, 22:13
Írta: 3vv2btrhv Dátum 2021 augusztus 17, 22:13
ezt.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 17, 22:18
Írta: 3vv2btrhv Dátum 2021 augusztus 17, 22:18
ezt , csak merőlegesenhttps://japaneseplastering.com/japanese-trowels/corner-trowels ?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 augusztus 18, 06:52
Írta: remrendes Dátum 2021 augusztus 18, 06:52
Ezek (https://prowallz.hu/sarok-glett-lehuzo-spakli/) kozul egyik sem jo?
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 08:42
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 08:42
Az ötlet : profilos legyen , ügy mint a késztermék oldala .Ez okoz most gondot nekem .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_fvmwyfuvvq2j2zi82vd_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/fvmwyfuvvq2j2zi82vd_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_fvmwyfuvvq2j2zi82vd_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/fvmwyfuvvq2j2zi82vd_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 augusztus 18, 19:15
Írta: remrendes Dátum 2021 augusztus 18, 19:15
Talan XPS-bol kellene vagni.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 20:42
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 20:42
https://a360.co/2XumqAO
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 20:47
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 20:47
Ezt szeretném .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_kg7tdh3i2mcidt009uc_98.png) (https://hobbicncforum.hu/uploaded_images/2021/08/kg7tdh3i2mcidt009uc_98.png)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_kg7tdh3i2mcidt009uc_98.png) (https://hobbicncforum.hu/uploaded_images/2021/08/kg7tdh3i2mcidt009uc_98.png)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 augusztus 18, 20:54
Írta: PSoft Dátum 2021 augusztus 18, 20:54
Ha már meg is rajzoltad...
Ezt, vagy ehhez hasonló eszközöket, akár 3D nyomtatóval is "pikk-pakk" meg lehet csinálni.
Ezt, vagy ehhez hasonló eszközöket, akár 3D nyomtatóval is "pikk-pakk" meg lehet csinálni.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 21:14
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 21:14
Igen , már ki is próbáltam , de higgyél nekem a rozsdamentes lemez adja a tükörfényes felületet .Azt nem tudom még megoldani , hogy a nyomtatott profilra hogyan rögzítem a lemezt .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 21:20
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 21:20
Igy .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_sw6aikjvuiy34f877zw2x_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/sw6aikjvuiy34f877zw2x_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_sw6aikjvuiy34f877zw2x_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/sw6aikjvuiy34f877zw2x_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 augusztus 18, 21:22
Írta: PSoft Dátum 2021 augusztus 18, 21:22
Jahhh...
Hogy az a része már meg volt!?
Én úgy gondolnám hogy "trombitalemez", -ezt a vastagságra értem- valamilyen epoxi ragasztóval a sablonra rögzítve.
Hogy az a része már meg volt!?
Én úgy gondolnám hogy "trombitalemez", -ezt a vastagságra értem- valamilyen epoxi ragasztóval a sablonra rögzítve.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 21:27
Írta: 3vv2btrhv Dátum 2021 augusztus 18, 21:27
De pont a használat közben jöttek ki az ergonómiai problémák a biztos fogas es a stabil tartás hiánya .Ezért lenne jó a bevált gipszes eszközök nyél kialakítása .
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 augusztus 18, 22:56
Írta: remrendes Dátum 2021 augusztus 18, 22:56
Ez esetben lezervago.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 19, 15:36
Írta: 3vv2btrhv Dátum 2021 augusztus 19, 15:36
Mi lehet ennek a magyar neve? A falat dekoralja vele.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 19, 15:58
Írta: 3vv2btrhv Dátum 2021 augusztus 19, 15:58
ez.
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_yhnnnh7uq0ui4sy5gngu9_98.png) (https://hobbicncforum.hu/uploaded_images/2021/08/yhnnnh7uq0ui4sy5gngu9_98.png)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_yhnnnh7uq0ui4sy5gngu9_98.png) (https://hobbicncforum.hu/uploaded_images/2021/08/yhnnnh7uq0ui4sy5gngu9_98.png)
Cím: Re:Mechanikai ötletek
Írta: somma Dátum 2021 augusztus 19, 17:43
Írta: somma Dátum 2021 augusztus 19, 17:43
Már láttam ilyet, zöldben, Műanyag lábtörlő volt. (jó néhány évvel ezelőtt!)
Cím: Re:Mechanikai ötletek
Írta: somma Dátum 2021 augusztus 19, 17:46
Írta: somma Dátum 2021 augusztus 19, 17:46
Például ez:ime: (https://www.emag.hu/kulteri-labtorlo-finnturf-ct-120107-polietilen-91x40-cm-ct171-120107/pd/D3JNYNBBM/?cmpid=92349&gclid=CjwKCAjwgviIBhBkEiwA10D2j5MzOith_k2UtWXcR9DxRwwksjr3VZtgypmPp7bjlqXFkcBYwTHPHhoCDhAQAvD_BwE)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 19, 17:47
Írta: 3vv2btrhv Dátum 2021 augusztus 19, 17:47
Köszönöm . akkor ebben az irányban keresem . [#taps]
Cím: Re:Mechanikai ötletek
Írta: VViktor Dátum 2021 augusztus 19, 21:33
Írta: VViktor Dátum 2021 augusztus 19, 21:33
Szia Tibor. Lehet láttad már,de ez is a te érdeklődési köröd.
https://www.youtube.com/watch?v=7ILCaZjpnjs
https://www.youtube.com/watch?v=7ILCaZjpnjs
Cím: Re:Mechanikai ötletek
Írta: 2ni23j35s Dátum 2021 augusztus 19, 22:35
Írta: 2ni23j35s Dátum 2021 augusztus 19, 22:35
Szia Tibor
Megnéztem a sablon simítót. Megvan az ív és a forma műanyagból. Ezután egy 30 - 35 mm széles rozsdamentes lemezt csíkot ki kell hajtogatni erre a műanyag mintára. Ha a felületet jól simítja, akkor kell kitalálni, hogy hogyan lehet stabilizálni, milyen tartóelemeket kell a lemezre hegeszteni, hogy arra egy stabil fogantyút lehessen szerelni, úgy, hogy miközben dolgozol vele stabilan tudd tartani, és a lehúzott anyagot a simítási felületen tömörítse, egyenletes sima felületet hagyva maga után.
Megnéztem a sablon simítót. Megvan az ív és a forma műanyagból. Ezután egy 30 - 35 mm széles rozsdamentes lemezt csíkot ki kell hajtogatni erre a műanyag mintára. Ha a felületet jól simítja, akkor kell kitalálni, hogy hogyan lehet stabilizálni, milyen tartóelemeket kell a lemezre hegeszteni, hogy arra egy stabil fogantyút lehessen szerelni, úgy, hogy miközben dolgozol vele stabilan tudd tartani, és a lehúzott anyagot a simítási felületen tömörítse, egyenletes sima felületet hagyva maga után.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 19, 23:51
Írta: 3vv2btrhv Dátum 2021 augusztus 19, 23:51
Meg fogom építeni , ismertem már régebbről . [#eljen]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 19, 23:52
Írta: 3vv2btrhv Dátum 2021 augusztus 19, 23:52
Igen pont ez lenne a lényeg .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 22, 07:48
Írta: 3vv2btrhv Dátum 2021 augusztus 22, 07:48
Forgatós sablon gépezetem , a gumi ki lesz töltve betonnal .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_izae7hiw4v5temxiqm68q_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/izae7hiw4v5temxiqm68q_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_izae7hiw4v5temxiqm68q_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/izae7hiw4v5temxiqm68q_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 22, 07:49
Írta: 3vv2btrhv Dátum 2021 augusztus 22, 07:49
Kezd a szerszám alakulni .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_gssa5gzgmssu2f3q57s_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/gssa5gzgmssu2f3q57s_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_ps84mfy6gfsvsd34x77h_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/ps84mfy6gfsvsd34x77h_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_tdefdm25u6hg3d5shu_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tdefdm25u6hg3d5shu_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_gssa5gzgmssu2f3q57s_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/gssa5gzgmssu2f3q57s_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_ps84mfy6gfsvsd34x77h_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/ps84mfy6gfsvsd34x77h_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tn_tdefdm25u6hg3d5shu_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/tdefdm25u6hg3d5shu_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 23, 09:28
Írta: 3vv2btrhv Dátum 2021 augusztus 23, 09:28
Fogok nyomtatni láb készítő szerszámot .
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_p0sqq9qsexstx4yh5mivg_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/p0sqq9qsexstx4yh5mivg_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/08/tn_p0sqq9qsexstx4yh5mivg_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/08/p0sqq9qsexstx4yh5mivg_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2021 augusztus 23, 19:59
Írta: sufnituning Dátum 2021 augusztus 23, 19:59
Ez úgy néz ki, mint egy röfi,
azt a két alsó lábat le is vághatnád.
Tiszta Mazsola.
azt a két alsó lábat le is vághatnád.
Tiszta Mazsola.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 augusztus 23, 20:15
Írta: 3vv2btrhv Dátum 2021 augusztus 23, 20:15
Igen mit lát bele az ember , nem jut eszembe a szak kifejezés. Ezért látunk különböző dolgokat a felhőkben .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 05, 17:41
Írta: 3vv2btrhv Dátum 2021 szeptember 05, 17:41
A Nagy forgató első munkája .
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_wkid226yt4wwy3ndvvp2b_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/wkid226yt4wwy3ndvvp2b_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_q8nkvmt2h3044aqshmw8z_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/q8nkvmt2h3044aqshmw8z_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_yzatpebn5d5unkt8nkq4i_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/yzatpebn5d5unkt8nkq4i_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_wkid226yt4wwy3ndvvp2b_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/wkid226yt4wwy3ndvvp2b_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_q8nkvmt2h3044aqshmw8z_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/q8nkvmt2h3044aqshmw8z_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_yzatpebn5d5unkt8nkq4i_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/yzatpebn5d5unkt8nkq4i_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2021 szeptember 05, 19:05
Írta: ebalint Dátum 2021 szeptember 05, 19:05
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: 2ni23j35s Dátum 2021 szeptember 05, 20:01
Írta: 2ni23j35s Dátum 2021 szeptember 05, 20:01
Látom megy a simítás plexi- lemezsablonnal is!
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 06, 09:12
Írta: 3vv2btrhv Dátum 2021 szeptember 06, 09:12
Meg vagyok elégedve .
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_4vc28tawwkzizut5sts9s_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/4vc28tawwkzizut5sts9s_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_4vc28tawwkzizut5sts9s_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/4vc28tawwkzizut5sts9s_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2021 szeptember 06, 13:14
Írta: frob Dátum 2021 szeptember 06, 13:14
nagyon jól néz ki!
a belsejét hogy támasztottad meg?
a belsejét hogy támasztottad meg?
Cím: Re:Mechanikai ötletek
Írta: msas Dátum 2021 szeptember 06, 14:00
Írta: msas Dátum 2021 szeptember 06, 14:00
16475 ös hozzászólás.
az első fotón láthatod, homokból megcsinálja a belső negatívját.
az első fotón láthatod, homokból megcsinálja a belső negatívját.
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2021 szeptember 06, 14:49
Írta: sufnituning Dátum 2021 szeptember 06, 14:49
Meg vagyok veled elégedve![#kacsint]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 06, 20:43
Írta: 3vv2btrhv Dátum 2021 szeptember 06, 20:43
[#taps]
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2021 szeptember 07, 07:17
Írta: frob Dátum 2021 szeptember 07, 07:17
o kösz!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 szeptember 11, 16:18
Írta: PSoft Dátum 2021 szeptember 11, 16:18
A jövő héten kell pár tíz m 20-as lépésálló gégecsőnek hornyokat marnom kemény, XPS lábazati hőszigetelőbe.
Nem akartam gépre "beruházni", -meg bicskával farigcsálni, "gányolni"- se, ezért...
Eszköz hiányában, lássuk mi van itthon...miből lehet "főzni". :)
Úgy tizen éve őrizgetek egy fasza kis HITACHI D10YB sarok fúrógépet. Nagyon ritkán használom, szinte új a gép.
Ő lett a kiválasztott "donor" a feladatra.
A gépen semmi átalakítás nem történt, csak egy "adapter" készült a feladathoz, pár kallódó "vasdarab" felhasználásával. :)
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_kuabua547x7sh85b4e634_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/kuabua547x7sh85b4e634_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_ny0j0bj4fzxdd2cxx6zz5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/ny0j0bj4fzxdd2cxx6zz5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_kgznuhpseb54k8guwim2_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/kgznuhpseb54k8guwim2_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_qz42f0f9g4093d3wdhuuh_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/qz42f0f9g4093d3wdhuuh_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_58bgst93ajzfjmk8pwim_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/58bgst93ajzfjmk8pwim_1068.jpg)
Nem akartam gépre "beruházni", -meg bicskával farigcsálni, "gányolni"- se, ezért...
Eszköz hiányában, lássuk mi van itthon...miből lehet "főzni". :)
Úgy tizen éve őrizgetek egy fasza kis HITACHI D10YB sarok fúrógépet. Nagyon ritkán használom, szinte új a gép.
Ő lett a kiválasztott "donor" a feladatra.
A gépen semmi átalakítás nem történt, csak egy "adapter" készült a feladathoz, pár kallódó "vasdarab" felhasználásával. :)
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_kuabua547x7sh85b4e634_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/kuabua547x7sh85b4e634_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_ny0j0bj4fzxdd2cxx6zz5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/ny0j0bj4fzxdd2cxx6zz5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_kgznuhpseb54k8guwim2_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/kgznuhpseb54k8guwim2_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_qz42f0f9g4093d3wdhuuh_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/qz42f0f9g4093d3wdhuuh_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_58bgst93ajzfjmk8pwim_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/58bgst93ajzfjmk8pwim_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 szeptember 11, 16:30
Írta: PSoft Dátum 2021 szeptember 11, 16:30
A talp, egy gagyi/döglött, kínai szúrófűrészről van, pár vasdarabbal a HITACHI-hoz "illesztve".
A maró, egy csapos, 20 mm-es kétélű, keményfém lapkás asztalos maró.
A gép fordulatszabályozós, max. fordulata 2300/min. Úgy gondolom/látom, elég lesz a feladathoz.
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_7efs99x48q9mc68iyd5y_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/7efs99x48q9mc68iyd5y_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_xbqw254z997zvswmmjdn_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/xbqw254z997zvswmmjdn_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_uyhpa3v8mc5hkqkn0pv9u_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/uyhpa3v8mc5hkqkn0pv9u_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_vpyezkmsx8s9gg5gp5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/vpyezkmsx8s9gg5gp5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_zsmj3k9y3kx7g7xnh9qn_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/zsmj3k9y3kx7g7xnh9qn_1068.jpg)
A maró, egy csapos, 20 mm-es kétélű, keményfém lapkás asztalos maró.
A gép fordulatszabályozós, max. fordulata 2300/min. Úgy gondolom/látom, elég lesz a feladathoz.
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_7efs99x48q9mc68iyd5y_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/7efs99x48q9mc68iyd5y_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_xbqw254z997zvswmmjdn_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/xbqw254z997zvswmmjdn_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_uyhpa3v8mc5hkqkn0pv9u_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/uyhpa3v8mc5hkqkn0pv9u_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_vpyezkmsx8s9gg5gp5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/vpyezkmsx8s9gg5gp5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_zsmj3k9y3kx7g7xnh9qn_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/zsmj3k9y3kx7g7xnh9qn_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 szeptember 11, 16:40
Írta: PSoft Dátum 2021 szeptember 11, 16:40
Könnyen, egy kézzel is pontosan vezethető a jelölt nyomvonalon.
A horony pont "méretes" a csőhöz, szorosan belenyomható a mart horonyba, így, utólagos + rögzítés sem szükséges a csőnek.
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_h5ii03y0ucsyv3vtp7js_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/h5ii03y0ucsyv3vtp7js_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_nnn57445g63sgznqd0ha5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/nnn57445g63sgznqd0ha5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_avnh7j4xtixd9bmt6jw2_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/avnh7j4xtixd9bmt6jw2_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_m6qp7suaw93jdjy99587_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/m6qp7suaw93jdjy99587_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_ksk9ezpn8kf9hasuq343_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/ksk9ezpn8kf9hasuq343_1068.jpg)
A horony pont "méretes" a csőhöz, szorosan belenyomható a mart horonyba, így, utólagos + rögzítés sem szükséges a csőnek.
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_h5ii03y0ucsyv3vtp7js_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/h5ii03y0ucsyv3vtp7js_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_nnn57445g63sgznqd0ha5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/nnn57445g63sgznqd0ha5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_avnh7j4xtixd9bmt6jw2_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/avnh7j4xtixd9bmt6jw2_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_m6qp7suaw93jdjy99587_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/m6qp7suaw93jdjy99587_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_ksk9ezpn8kf9hasuq343_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/ksk9ezpn8kf9hasuq343_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 szeptember 11, 16:53
Írta: Szalai György Dátum 2021 szeptember 11, 16:53
A hiánygazdálkodásban nevelkedett szakemberek esze még rájár az ilyesmire.
Ezt a kreatív gondolkodást tanítják még valahol az élet iskoláján kívül?
Szegény dekopír fűrész meg talpatlan lett. Majd megszokja. [#vigyor2]
Ezt a kreatív gondolkodást tanítják még valahol az élet iskoláján kívül?
Szegény dekopír fűrész meg talpatlan lett. Majd megszokja. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 11, 17:08
Írta: 3vv2btrhv Dátum 2021 szeptember 11, 17:08
[#taps][#taps][#taps]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 11, 17:09
Írta: 3vv2btrhv Dátum 2021 szeptember 11, 17:09
Vigyázz , holnap a Kínaiak már árulni fogják !
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 11, 17:11
Írta: 3vv2btrhv Dátum 2021 szeptember 11, 17:11
Újabb termékei .
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_74278m2e9pu86c3cix2bp_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/74278m2e9pu86c3cix2bp_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_3h60bxcfiymwwaxaam7f_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/3h60bxcfiymwwaxaam7f_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_gbshuv04sv8hsh3kvt87v_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/gbshuv04sv8hsh3kvt87v_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_74278m2e9pu86c3cix2bp_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/74278m2e9pu86c3cix2bp_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_3h60bxcfiymwwaxaam7f_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/3h60bxcfiymwwaxaam7f_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_gbshuv04sv8hsh3kvt87v_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/gbshuv04sv8hsh3kvt87v_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 szeptember 11, 17:25
Írta: PSoft Dátum 2021 szeptember 11, 17:25
Ma már, kinevetik, elítélik? a "miből mit lehet kihozni" szemléletet. :(
Menj be a 'bótba, oszt...'vegyé! Mert...van minden, mi szem szájnak ingere. [#eljen] [#rinya]
Gondolkodtam egy hasonló felsőmaróban (https://www.glokar.net/sites/glokar/files/styles/large/public/felsomaro%20MIR-KA2-8.JPG?itok=d4kVHLFe) is.
Van a polcaimon, talán kettő is belőlük. [#nemtudom]
De olyan esetlennek..."nem gépész beállítottságú kezébe valónak" tűnt.
Pedig azon semmit se kellett volna bütykölni, csak befogni a marót, 'oszt...mehet. [#vigyor2]
Ez a "flex forma", nekem valahogy kézreállóbb...szimpatikusabb. [#kacsint]
A kínai dekopírt ne sajnáld, rég döglött volt már. :)
Menj be a 'bótba, oszt...'vegyé! Mert...van minden, mi szem szájnak ingere. [#eljen] [#rinya]
Gondolkodtam egy hasonló felsőmaróban (https://www.glokar.net/sites/glokar/files/styles/large/public/felsomaro%20MIR-KA2-8.JPG?itok=d4kVHLFe) is.
Van a polcaimon, talán kettő is belőlük. [#nemtudom]
De olyan esetlennek..."nem gépész beállítottságú kezébe valónak" tűnt.
Pedig azon semmit se kellett volna bütykölni, csak befogni a marót, 'oszt...mehet. [#vigyor2]
Ez a "flex forma", nekem valahogy kézreállóbb...szimpatikusabb. [#kacsint]
A kínai dekopírt ne sajnáld, rég döglött volt már. :)
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2021 szeptember 11, 20:20
Írta: D.Laci Dátum 2021 szeptember 11, 20:20
https://edigital.hu/felsomarok/bosch-professional-gkf-550-elmaro-550-w-p752363
Vagy akkus https://hu.banggood.com/Drillpro-18V-Cordless-Hand-Router-Electric-Wood-Work-Trimmer-Plasctic-Base-Hand-Trimmer-Tool-Fit-Makita-p-1881036.html?utm_source=googleshopping&utm_medium=cpc_organic&gmcCountry=HU&utm_content=minha&utm_campaign=minha-hug-hu-pc¤cy=HUF&cur_warehouse=CN&createTmp=1&utm_source=googleshopping&utm_medium=cpc_bgcs&utm_content=aliha&utm_campaign=aliha-SSC-HUg-ptool-0803&ad_id=537089640942&gclid=CjwKCAjwp_GJBhBmEiwALWBQk6UJ7Q5ff9rTn0SyIfMaoJOtkrqLe124WYwwbBQGH9iX_uaSjbn4khoCrOoQAvD_BwE
A márkás ipari akkus gépeksem drágák, ha már van hozzá akku meg töltő...
Vagy akkus https://hu.banggood.com/Drillpro-18V-Cordless-Hand-Router-Electric-Wood-Work-Trimmer-Plasctic-Base-Hand-Trimmer-Tool-Fit-Makita-p-1881036.html?utm_source=googleshopping&utm_medium=cpc_organic&gmcCountry=HU&utm_content=minha&utm_campaign=minha-hug-hu-pc¤cy=HUF&cur_warehouse=CN&createTmp=1&utm_source=googleshopping&utm_medium=cpc_bgcs&utm_content=aliha&utm_campaign=aliha-SSC-HUg-ptool-0803&ad_id=537089640942&gclid=CjwKCAjwp_GJBhBmEiwALWBQk6UJ7Q5ff9rTn0SyIfMaoJOtkrqLe124WYwwbBQGH9iX_uaSjbn4khoCrOoQAvD_BwE
A márkás ipari akkus gépeksem drágák, ha már van hozzá akku meg töltő...
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 szeptember 11, 20:28
Írta: PSoft Dátum 2021 szeptember 11, 20:28
Köszi!
Mindegyik szép, mondhatnám...szebb, mint az enyém! :)
Mindegyik szép, mondhatnám...szebb, mint az enyém! :)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 szeptember 12, 06:47
Írta: Szalai György Dátum 2021 szeptember 12, 06:47
Meg aztán ezt a táblát nem is kell rendesen marni, csak kapargatni, morzsolgatni, amihez ezen az átmérőn pont jó élsebességet ad a fúrógép fordulatszáma. Semmi hővezetésű és alacsony olvadáspontú habhoz ez pont alkalmas.
A fához való kézi marógépek veszélyes szerszámok, ezért is kétkezes a rendesebbje. A kis egykezesek meg pláne magas fordulatszámúak és csak pici átmérőjű szerszámocskákhoz valók.
A tapasztalatod jól szolgált, ahogy a képen is látszik. Nem olvad az anyag, nem ég rá a szerszámra.
A fához való kézi marógépek veszélyes szerszámok, ezért is kétkezes a rendesebbje. A kis egykezesek meg pláne magas fordulatszámúak és csak pici átmérőjű szerszámocskákhoz valók.
A tapasztalatod jól szolgált, ahogy a képen is látszik. Nem olvad az anyag, nem ég rá a szerszámra.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2021 szeptember 12, 10:02
Írta: Motoros Dátum 2021 szeptember 12, 10:02
[#eljen]
A probléma élő gipszkartonnál is, ahol villany vezetéket nyomnak bele kézzel a kimart fazonba, de a szerszám megvezetése a konkrét esetben cnc gépen történt... (nem tudom miért)
Ez univerzálisabb megoldás.
Érdekesség: a 10 mm-es kábel a 10-es horonyba belement, beleszorult, aztán jött a nagymeleg nyár megdagadt és már csak a 11-esbe ment bele. A klímaváltozás keze itt is betette a lábát talán[#nyes]
A probléma élő gipszkartonnál is, ahol villany vezetéket nyomnak bele kézzel a kimart fazonba, de a szerszám megvezetése a konkrét esetben cnc gépen történt... (nem tudom miért)
Ez univerzálisabb megoldás.
Érdekesség: a 10 mm-es kábel a 10-es horonyba belement, beleszorult, aztán jött a nagymeleg nyár megdagadt és már csak a 11-esbe ment bele. A klímaváltozás keze itt is betette a lábát talán[#nyes]
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2021 szeptember 12, 10:54
Írta: D.Laci Dátum 2021 szeptember 12, 10:54
Lehet, hogy szebbek, de nem biztos, hogy jobbak is mint a tiéd.
Gondold tovább egy kicsit. Készíts rá valamilyen derékszögű csúszómegvezetőt. Könnyebb lesz merőlegesen fúrni szűk helyeken.
Gondold tovább egy kicsit. Készíts rá valamilyen derékszögű csúszómegvezetőt. Könnyebb lesz merőlegesen fúrni szűk helyeken.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2021 szeptember 12, 10:56
Írta: D.Laci Dátum 2021 szeptember 12, 10:56
Lehet szépen forgácsolni az EPX XPS lapokat nagy fordulaton is, csak a forgács eltávolítást kel megoldani.
Pár köbmétert már elfaragtam.
[#t134p20537#]
Pár köbmétert már elfaragtam.
[#t134p20537#]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 szeptember 12, 11:08
Írta: remrendes Dátum 2021 szeptember 12, 11:08
A porszívó legyen veled. Főleg ha már a lábazatra van ragasztva.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 szeptember 12, 11:42
Írta: PSoft Dátum 2021 szeptember 12, 11:42
IdézKészíts rá valamilyen derékszögű csúszómegvezetőt.
Igen, (tovább)gondoltam már rá. :)
Mint írtam is, fordulatszabályozós a gép. A "seggén", még egy irányváltó kapcsoló is van.
Elég jó a beépített szabályozó, alacsony fordulaton is nagy nyomatékot ad a motornak.
Egy pontos/precíz csúszó megvezetéssel, akár még..."apróbb" menetek fúrásra is alkalmas lehet.
A hab marásra visszatérve...
Kíváncsiságból, próbáltam ugyanazzal a maróval, de ellentétes forgással is.(mer ugye, nem biztos hogy csak én használom majd) :)
Lényegi különbség nincs a hornyot illetően, talán csak annyi hogy...mivel az élek nem "harapnak" a gép, kicsit se akar oldalra menni a kezemben.
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_au79yjb8t633vzuy55zg6_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/au79yjb8t633vzuy55zg6_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_d3wi8294dwmh207p389_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/d3wi8294dwmh207p389_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_tf56xjiyxdq4bnkzye3_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tf56xjiyxdq4bnkzye3_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 szeptember 12, 11:53
Írta: PSoft Dátum 2021 szeptember 12, 11:53
IdézA probléma élő gipszkartonnál is, ahol villany vezetéket nyomnak bele kézzel a kimart fazonba...
Hát...nem tudom...ez a technika nekem új!
Sose szereltem még gipszkartont, magába a kartonba süllyesztett kábelekkel.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 szeptember 12, 12:05
Írta: PSoft Dátum 2021 szeptember 12, 12:05
Igen, már a lábazatra, attikafalra ragasztott a hab.
Lábazatba süllyesztett udvar, vagy "faltő" világítások és az attika párkány alatti LED-es fal/díszvilágítások nyomvonalai futnak az XPS-ben. (illusztráció) (https://bauexpress.hu/wp-content/uploads/2019/02/bauexpress.hu-attikafal.jpg)
Porszívó van, hiszen a belső, téglamunkákhoz kell.
Lábazatba süllyesztett udvar, vagy "faltő" világítások és az attika párkány alatti LED-es fal/díszvilágítások nyomvonalai futnak az XPS-ben. (illusztráció) (https://bauexpress.hu/wp-content/uploads/2019/02/bauexpress.hu-attikafal.jpg)
Porszívó van, hiszen a belső, téglamunkákhoz kell.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 szeptember 12, 16:30
Írta: remrendes Dátum 2021 szeptember 12, 16:30
A heten vagtam vegig a hazat, 115 szerelvenynek, porszivo nelkul. Jo moka volt :)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 20, 21:55
Írta: 3vv2btrhv Dátum 2021 szeptember 20, 21:55
Székesfehérvári Talin kaptam beton folyósítót egy igaz embertől[#taps] .Ezt tudtam vele csinálni .
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_iunmpkuxd4gdzw49uhye7_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/iunmpkuxd4gdzw49uhye7_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_9upvtbdpwzfxkmtuyxz7q_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/9upvtbdpwzfxkmtuyxz7q_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_iunmpkuxd4gdzw49uhye7_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/iunmpkuxd4gdzw49uhye7_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_9upvtbdpwzfxkmtuyxz7q_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/9upvtbdpwzfxkmtuyxz7q_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2021 szeptember 21, 08:10
Írta: ebalint Dátum 2021 szeptember 21, 08:10
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 szeptember 21, 11:03
Írta: RJancsi Dátum 2021 szeptember 21, 11:03
Melyik (i) gazembertől? [#nemtudom][#nyes][#fejvakaras]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 24, 09:21
Írta: 3vv2btrhv Dátum 2021 szeptember 24, 09:21
A nagyobb méreteknél már gond nekem a súly , ezért ki próbáltom a hab magos homok támasztást , működik. Ez lett a termék .
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_af0jpqyumdvxwfz3ye3_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/af0jpqyumdvxwfz3ye3_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_yathhx84su7pmjm5man0_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/yathhx84su7pmjm5man0_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_fybtsfityw6z8yc56zpp6_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/fybtsfityw6z8yc56zpp6_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_af0jpqyumdvxwfz3ye3_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/af0jpqyumdvxwfz3ye3_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_yathhx84su7pmjm5man0_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/yathhx84su7pmjm5man0_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_fybtsfityw6z8yc56zpp6_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/09/fybtsfityw6z8yc56zpp6_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: 2vkx6unz Dátum 2021 szeptember 24, 13:41
Írta: 2vkx6unz Dátum 2021 szeptember 24, 13:41
Egyre jobb lesz ez!
Lassan méretben és formában is egyre változatosabb lesz, lehet új designokat kitalálni.
Hajrá csak így tovább!
Lassan méretben és formában is egyre változatosabb lesz, lehet új designokat kitalálni.
Hajrá csak így tovább!
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 szeptember 24, 13:45
Írta: RJancsi Dátum 2021 szeptember 24, 13:45
Van még hová fejlődni![#nyes]
(http://www.kerti-aruda.hu/1706-9853-thickbox/kozteri-viraglada-orias-meret.jpg)
(http://www.kerti-aruda.hu/1706-9853-thickbox/kozteri-viraglada-orias-meret.jpg)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 24, 16:17
Írta: 3vv2btrhv Dátum 2021 szeptember 24, 16:17
[#kacsint]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 24, 16:18
Írta: 3vv2btrhv Dátum 2021 szeptember 24, 16:18
Soha , ekkorát .
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 25, 18:29
Írta: 3vv2btrhv Dátum 2021 szeptember 25, 18:29
https://a360.co/3kCZ0CC
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 26, 12:25
Írta: 3vv2btrhv Dátum 2021 szeptember 26, 12:25
https://a360.co/3uh0eGW
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 26, 22:07
Írta: 3vv2btrhv Dátum 2021 szeptember 26, 22:07
https://a360.co/3ibDDGV
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 szeptember 26, 22:37
Írta: 3vv2btrhv Dátum 2021 szeptember 26, 22:37
Sablon .
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_v4h2gkb09536hcyzimm2a_98.png) (https://hobbicncforum.hu/uploaded_images/2021/09/v4h2gkb09536hcyzimm2a_98.png) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_vtzbtcvju04ng9ndg5jt_98.png) (https://hobbicncforum.hu/uploaded_images/2021/09/vtzbtcvju04ng9ndg5jt_98.png)
(https://hobbicncforum.hu/uploaded_images/2021/09/tn_v4h2gkb09536hcyzimm2a_98.png) (https://hobbicncforum.hu/uploaded_images/2021/09/v4h2gkb09536hcyzimm2a_98.png) (https://hobbicncforum.hu/uploaded_images/2021/09/tn_vtzbtcvju04ng9ndg5jt_98.png) (https://hobbicncforum.hu/uploaded_images/2021/09/vtzbtcvju04ng9ndg5jt_98.png)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 október 07, 20:47
Írta: 3vv2btrhv Dátum 2021 október 07, 20:47
Friss termékek .
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_fand4aud44740v6u03b23_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/fand4aud44740v6u03b23_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/tn_t05s7ec73d22dp70vh_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/t05s7ec73d22dp70vh_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/tn_wkp76qc3m3u4g6c8f24d_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/wkp76qc3m3u4g6c8f24d_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_fand4aud44740v6u03b23_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/fand4aud44740v6u03b23_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/tn_t05s7ec73d22dp70vh_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/t05s7ec73d22dp70vh_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/tn_wkp76qc3m3u4g6c8f24d_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/wkp76qc3m3u4g6c8f24d_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2021 október 07, 21:13
Írta: szf Dátum 2021 október 07, 21:13
Kérek az elsőre egy árat. Köszi
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 október 10, 12:07
Írta: 3vv2btrhv Dátum 2021 október 10, 12:07
Be került egy bonsai kollekcióba a gyártmányom .
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_2cqw5zns3aiki8u4tq7zd_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/2cqw5zns3aiki8u4tq7zd_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_2cqw5zns3aiki8u4tq7zd_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/2cqw5zns3aiki8u4tq7zd_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 október 10, 12:11
Írta: TBS-TEAM Dátum 2021 október 10, 12:11
Szép munka gratulálok. [#law]
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2021 október 10, 12:13
Írta: PSoft Dátum 2021 október 10, 12:13
Szépen alakulnak a dolgaid, gratulálok hozzá. [#eljen] [#worship]
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 október 10, 12:53
Írta: 3vv2btrhv Dátum 2021 október 10, 12:53
Köszönöm a biztatást , mindent megteszek a siker érdekében ,
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 október 11, 15:31
Írta: 3vv2btrhv Dátum 2021 október 11, 15:31
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 október 11, 20:24
Írta: 3vv2btrhv Dátum 2021 október 11, 20:24
A 3D nyomtatott alsó vezető sablon és a munka sablonok .
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_pczbdv0t4dh2ydfnsyb0s_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/pczbdv0t4dh2ydfnsyb0s_98.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/10/tn_pczbdv0t4dh2ydfnsyb0s_98.jpg) (https://hobbicncforum.hu/uploaded_images/2021/10/pczbdv0t4dh2ydfnsyb0s_98.jpg)
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 október 11, 20:49
Írta: 3vv2btrhv Dátum 2021 október 11, 20:49
https://a360.co/3Ar2hJS
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2021 október 11, 20:59
Írta: MoparMan Dátum 2021 október 11, 20:59
[#98@Hunka Tibor] kéne ennek valami helyet találni, mert ez a köbméternyi betoncserép már rég nem "mechanikai ötletek"...
talán egy saját topik megfelelőbb lenne...
talán egy saját topik megfelelőbb lenne...
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2021 október 11, 21:02
Írta: sufnituning Dátum 2021 október 11, 21:02
Legyen a köves ember helye, vagy topikja a címe![#nyes][#eljen]
Cím: Re:Mechanikai ötletek
Írta: sufnituning Dátum 2021 október 11, 21:03
Írta: sufnituning Dátum 2021 október 11, 21:03
Vagy cserepes??
Cím: Re:Mechanikai ötletek
Írta: onagy Dátum 2021 október 11, 21:27
Írta: onagy Dátum 2021 október 11, 21:27
Rendhagyó módon szavazzunk meg neki egy Hunka Tibor világa nevű topikot. Kérni mindenki tud magának, de kiérdemelni nagyobb dolog. Én mindig örömmel nézem kreálmányait, egy kicsit kizökkent a megszokottból.
O.
O.
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 október 12, 08:26
Írta: 3vv2btrhv Dátum 2021 október 12, 08:26
Megtiszteltetésnek venném a :Hunka Tibor világa topikot .
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2021 október 12, 08:29
Írta: TBS-TEAM Dátum 2021 október 12, 08:29
Nagyon ötletes és jól hangzik.
Hunka Tibor Világa [#eljen]
Hunka Tibor Világa [#eljen]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 október 12, 08:39
Írta: RJancsi Dátum 2021 október 12, 08:39
Támogatom! [#taps]
Cím: Re:Mechanikai ötletek
Írta: ra8nsmk6w Dátum 2021 október 12, 15:29
Írta: ra8nsmk6w Dátum 2021 október 12, 15:29
CNC innen és túl! sok ????
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2021 október 12, 18:45
Írta: MoparMan Dátum 2021 október 12, 18:45
Boldog saját topikot [#vigyor]
[#t280#]
[#t280#]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 október 12, 18:56
Írta: RJancsi Dátum 2021 október 12, 18:56
Tudom nem kis munka, de nem tudnád az itt közzétettt "kaspós" hozzászólásokat az új topicba átrakni? Most már tényleg ott lenne a helyük.
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2021 október 12, 19:07
Írta: MoparMan Dátum 2021 október 12, 19:07
bevallom semmi kedvem fél évre visszamenőleg kibogarászni őket [#vigyor]
ha valakinek van, akkor a post linkeket összegyűjtve egy hozzászólásba beteheti mintegy előzmény gyanánt. vagy ha elküldi privátban akkor beteszem első hozzászólásnak Tibor topikjába
ha valakinek van, akkor a post linkeket összegyűjtve egy hozzászólásba beteheti mintegy előzmény gyanánt. vagy ha elküldi privátban akkor beteszem első hozzászólásnak Tibor topikjába
Cím: Re:Mechanikai ötletek
Írta: 3vv2btrhv Dátum 2021 október 12, 20:28
Írta: 3vv2btrhv Dátum 2021 október 12, 20:28
Köszönöm[#taps][#kacsint] !!
Cím: Re:Mechanikai ötletek
Írta: MoparMan Dátum 2021 október 12, 20:39
Írta: MoparMan Dátum 2021 október 12, 20:39
[#3176@laaci] fórumtárs jóvoltából:
[#t280p1#]
Köszönjük [#kacsint]
[#t280p1#]
Köszönjük [#kacsint]
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2021 október 13, 05:14
Írta: RJancsi Dátum 2021 október 13, 05:14
Köszi különösen laaci-nak![#eljen]
Cím: Re:Mechanikai ötletek
Írta: 87rsi64j Dátum 2021 november 16, 13:55
Írta: 87rsi64j Dátum 2021 november 16, 13:55
Sziasztok, Körkés élező gépet szeretnék építeni. Van valakinek terve, leírása vagy bármilyen használható ötlete hozzá. Előre is köszönöm.
Cím: Re:Mechanikai ötletek
Írta: JZoli Dátum 2021 november 16, 14:14
Írta: JZoli Dátum 2021 november 16, 14:14
Helló!
Milyen méretűek?Ezeknek mennyi lenne az ára?
Milyen méretűek?Ezeknek mennyi lenne az ára?
Cím: Re:Mechanikai ötletek
Írta: szabad paraszt Dátum 2021 november 16, 21:40
Írta: szabad paraszt Dátum 2021 november 16, 21:40
Jaj! Előre is bocs ...
Van a youtube-on egy Dan Gelbart nevű bácsi, aki igen szép karriert futott be. Van az a híres sorozata a prototípus készítés trükkjeiről.
Ez a bácsi pár hete feltett egy shop tour videót, ami önmagában is érdekes, de én most azon belül is egy esztergatokmány kiegészítő lehetséges szerkezetéről és működéséről kérdeznélek benneteket. Ez a tomány-izé képes a körfutási pontosságot szabályozni, tulajdonképpen a civilizált megoldása a tokmányelütesnek.
Az említett shop tour itt:
https://www.youtube.com/watch?v=HWPYoE1SNnA&t=374s
a tokmányról 13:27-től kezd el beszélni.
Az indexes forgácsolás forumban felvetettem már ezt a problémát, de hamar elhalt az ügy. Abban reménykedek, hogy nem teljes a fórumlakók átfedése és itt nem hal el azonnal a téma :)
Az indexes fórumban ettől a bejegyzéstől kezdve van egy két gondolat, de nem sok :(
https://forum.index.hu/Article/showArticle?na_start=120&na_step=30&t=9131104&na_order=
43029-es hozzászólás.
A youtube video alatt két hozzászólás van a témában, amire Dan bácsi válaszolt is. A legfrissebb 6 napja, míg a másik már 2 hete, de ezt be is másoltam az indexes fórum hozzászólásomba.
Van ötletetek a lehetséges működéséről?
Van a youtube-on egy Dan Gelbart nevű bácsi, aki igen szép karriert futott be. Van az a híres sorozata a prototípus készítés trükkjeiről.
Ez a bácsi pár hete feltett egy shop tour videót, ami önmagában is érdekes, de én most azon belül is egy esztergatokmány kiegészítő lehetséges szerkezetéről és működéséről kérdeznélek benneteket. Ez a tomány-izé képes a körfutási pontosságot szabályozni, tulajdonképpen a civilizált megoldása a tokmányelütesnek.
Az említett shop tour itt:
https://www.youtube.com/watch?v=HWPYoE1SNnA&t=374s
a tokmányról 13:27-től kezd el beszélni.
Az indexes forgácsolás forumban felvetettem már ezt a problémát, de hamar elhalt az ügy. Abban reménykedek, hogy nem teljes a fórumlakók átfedése és itt nem hal el azonnal a téma :)
Az indexes fórumban ettől a bejegyzéstől kezdve van egy két gondolat, de nem sok :(
https://forum.index.hu/Article/showArticle?na_start=120&na_step=30&t=9131104&na_order=
43029-es hozzászólás.
A youtube video alatt két hozzászólás van a témában, amire Dan bácsi válaszolt is. A legfrissebb 6 napja, míg a másik már 2 hete, de ezt be is másoltam az indexes fórum hozzászólásomba.
Van ötletetek a lehetséges működéséről?
Cím: Re:Mechanikai ötletek
Írta: ab Dátum 2021 november 16, 22:02
Írta: ab Dátum 2021 november 16, 22:02
Ha a tokmány pereme nem illesztett és a felfogó csavarfuratok megengedik, akkor az is "kocogtatható". Palástköszörűn volt olyan megoldás, hogy a tokmány egy fordított "kupakon" helyezkedett el. A kupakot élben rögzítették a hátlapcsavarok. A kupak palástjában hernyócsavarok. Ezek állításával lehetett belőni a pontos futást. Ha ilyesmire gondoltál...
Cím: Re:Mechanikai ötletek
Írta: mdani2 Dátum 2021 november 17, 02:41
Írta: mdani2 Dátum 2021 november 17, 02:41
Szia!
Stefan is állítható tokmányt használ és fel is tett egy videót a késítéséről:
Amúgy az ilyen tokmányokat valóban a köszörűgépeken használják. Pl a TOS is készít:
https://www.tossvitavy.com/media/soubory-k-produktum/iupg_iuhpg.pdf
Nem vagyok benne biztos, hogy Dan ugyan ezt a megoldást használja az on az esztergán. Lehet, hogy ő magának készített valami egyedi megoldást. Nem lenne szokatlan tőle. De az elv az ugyan az.
Üdv Dani
Stefan is állítható tokmányt használ és fel is tett egy videót a késítéséről:
Amúgy az ilyen tokmányokat valóban a köszörűgépeken használják. Pl a TOS is készít:
https://www.tossvitavy.com/media/soubory-k-produktum/iupg_iuhpg.pdf
Nem vagyok benne biztos, hogy Dan ugyan ezt a megoldást használja az on az esztergán. Lehet, hogy ő magának készített valami egyedi megoldást. Nem lenne szokatlan tőle. De az elv az ugyan az.
Üdv Dani
Cím: Re:Mechanikai ötletek
Írta: Virbo Dátum 2021 november 17, 08:43
Írta: Virbo Dátum 2021 november 17, 08:43
Témától függetlenül két kérdés felmerül a hátlap készítéssel kapcsolatban.
Ha kúpos a főorsóvége, miért nem kúpos hátlapot készít? Hogy tudja köszörülni?
Miért forgatja a hátlapot köszörülés közben? Csak dizájn, a gép geometriai hibáját csökkenti?
A témához kapcsolódva pedig ez a csavaros megoldás nekem kicsit olyan... na.... [#vigyor] Ok, ezzel nem fogsz 10mm-es fogásokkal dolgozni, de akkor is. :)
A bácsinak nem ilyen rendszerű a tokmánya.
Ha kúpos a főorsóvége, miért nem kúpos hátlapot készít? Hogy tudja köszörülni?
Miért forgatja a hátlapot köszörülés közben? Csak dizájn, a gép geometriai hibáját csökkenti?
A témához kapcsolódva pedig ez a csavaros megoldás nekem kicsit olyan... na.... [#vigyor] Ok, ezzel nem fogsz 10mm-es fogásokkal dolgozni, de akkor is. :)
A bácsinak nem ilyen rendszerű a tokmánya.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2021 november 17, 09:03
Írta: Motoros Dátum 2021 november 17, 09:03
Nálam a 4 pofás 160-as tokmányomon a tokmánytárcsa kb 3 tizedet is elüthető egy húzós vörösréz dornival.
Ezáltal hihetetlen de pár mikróra ki lehet centírozni egy kis rutinnal.
De van olyan eset is amikor pont a már megmunkált darabon kell valami utómunkát végezni és a befogás után a javítandó rész nem fut...na ilyenkor ez is beüthető.
Soha nem volt ebből nekem még gondom, a tokmány nem megy el...persze nem szoktam periodikus betonvasat gömbölyíteni meg a golyós orsót se szeretem.
Az elütéshez fontos a vörösréz, hogy ne okozzon a tokmányon sérülést és a legyen húzása is mivel a csavarok már ilyenkor meg vannak húzva.
Ez nagyon régi bevált módszer én is egy öreg mestertől lestem el.
Ezáltal hihetetlen de pár mikróra ki lehet centírozni egy kis rutinnal.
De van olyan eset is amikor pont a már megmunkált darabon kell valami utómunkát végezni és a befogás után a javítandó rész nem fut...na ilyenkor ez is beüthető.
Soha nem volt ebből nekem még gondom, a tokmány nem megy el...persze nem szoktam periodikus betonvasat gömbölyíteni meg a golyós orsót se szeretem.
Az elütéshez fontos a vörösréz, hogy ne okozzon a tokmányon sérülést és a legyen húzása is mivel a csavarok már ilyenkor meg vannak húzva.
Ez nagyon régi bevált módszer én is egy öreg mestertől lestem el.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2021 november 17, 10:17
Írta: ywathzay Dátum 2021 november 17, 10:17
Hidd el hogy a bácsiéval sem lehet még 1mm fogással sem dolgozni.
Ha előlről meghúzza a szorító csavart, akkor már tud nagyobb fogással is dolgozni, mert van akkora súrlódás a két felület között, főleg ha precízen köszörült/ hántolt, hogy nem fog elmozdulni a központból, legfeljebb egy irgalmatlan erős ütés által. Akkor pedig már az anyagnak is rotty. Viszont én még mindig azt mondom, esztergán ennek a legritkább esetben van létjogosultsága, mert a gépek 95%-a alkalmatlan 1/2/3 század milliméteres lépcsőkben dolgozni. Ha meg ettől több kell, mi a fenéért kell ez a tokmány? Az nem indok, hogy mert hobby...
Ha előlről meghúzza a szorító csavart, akkor már tud nagyobb fogással is dolgozni, mert van akkora súrlódás a két felület között, főleg ha precízen köszörült/ hántolt, hogy nem fog elmozdulni a központból, legfeljebb egy irgalmatlan erős ütés által. Akkor pedig már az anyagnak is rotty. Viszont én még mindig azt mondom, esztergán ennek a legritkább esetben van létjogosultsága, mert a gépek 95%-a alkalmatlan 1/2/3 század milliméteres lépcsőkben dolgozni. Ha meg ettől több kell, mi a fenéért kell ez a tokmány? Az nem indok, hogy mert hobby...
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2021 november 17, 10:18
Írta: ywathzay Dátum 2021 november 17, 10:18
A poliamidból készített kalapács, még alkalmasabb, az még annyi nyomot sem hagy mint a vörösréz.
Cím: Re:Mechanikai ötletek
Írta: mdani2 Dátum 2021 november 17, 13:22
Írta: mdani2 Dátum 2021 november 17, 13:22
A videóban választ ad mind a két kérdésedre:
- Nem kúpos a főorsó "orra" A pici hobbiesztergáknál gyakori, hogy hengeres a megvezetés
- Azért köszörüli így, mert pici a síkköszörűje és nem elég a keresztirányú asztal mozgás. Egyébként ez egy bevett teknika, ha nagyon sík felületet kell készíteni:
Érdekesség, hogy nem fogatja le a mágnesasztallal az alkatrészt, csak a maradék mágnesesség tarja helyén a darabot. Ezt azért csinálja, mert olyan erős a mágnes, hogy meg tudja görbíteni az alkatrészt.
Üdv Dani
- Nem kúpos a főorsó "orra" A pici hobbiesztergáknál gyakori, hogy hengeres a megvezetés
- Azért köszörüli így, mert pici a síkköszörűje és nem elég a keresztirányú asztal mozgás. Egyébként ez egy bevett teknika, ha nagyon sík felületet kell készíteni:
Érdekesség, hogy nem fogatja le a mágnesasztallal az alkatrészt, csak a maradék mágnesesség tarja helyén a darabot. Ezt azért csinálja, mert olyan erős a mágnes, hogy meg tudja görbíteni az alkatrészt.
Üdv Dani
Cím: Re:Mechanikai ötletek
Írta: mdani2 Dátum 2021 november 17, 13:42
Írta: mdani2 Dátum 2021 november 17, 13:42
Szerintem az a négy csavar a homlokon nem a tárcsák összehúzására szolgál, hanem csak egy burkoló lemezt tart és az alatt van a trükk. Egyébként szerintem ezt az esztergát nem nagyolásra használja és valószínűleg simán vesz vele 1mm fogást. A videóban azt magyarázza, hogy három tárcsa van és a középső tárcsára van rögzítve a tokmány azt lehet elmozdítani. Az alkatrészek edzettek, köszörültek és leppeltek. Nem kell semmit húzogatni, csak a hernyócsavarral beállítani és pont ezért pontosabb. Mint a patronos megfogás, amiről azt mondja, hogy 3um tud. Ehhez képest ezzel a módszerrel gyakorlatilag a korlátot a főorsó csapágyazásának a pontossága határozza meg.
A videóban azt mondja, hogy az egész megoldásnak az a legnagyobb előnye, hogy pillanatok alatt ki lehet nullázni egy visszafogott alkatrészt és rengeteg időt spórol így meg.
Azért olyan nagy átmérőjű a tokmányfelfogó tárcsa, hogy megőrizze a gép merevségét.
Én hárompofás tokmányt használok, már egy ideje gondolkozom, hogy be fogok szerezni egy független 4 pofás tokmányt, pont azért, hogy vissza tudja fogni alkatrészt. Ha kiveszem és visszateszem akkor néhány század hiba szokott lenni. Eddig megoldottam futterral, de azt meg sok idő elkészíteni.
A videóban azt mondja, hogy az egész megoldásnak az a legnagyobb előnye, hogy pillanatok alatt ki lehet nullázni egy visszafogott alkatrészt és rengeteg időt spórol így meg.
Azért olyan nagy átmérőjű a tokmányfelfogó tárcsa, hogy megőrizze a gép merevségét.
Én hárompofás tokmányt használok, már egy ideje gondolkozom, hogy be fogok szerezni egy független 4 pofás tokmányt, pont azért, hogy vissza tudja fogni alkatrészt. Ha kiveszem és visszateszem akkor néhány század hiba szokott lenni. Eddig megoldottam futterral, de azt meg sok idő elkészíteni.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2021 november 17, 16:08
Írta: Szalai György Dátum 2021 november 17, 16:08
Körkésből sokféle méretű, élgeometriájú, (fogazású) felfogatású készül.
Meddig mennél el variálhatóság terén?
A számítógéppel vezérelt CNC-ig is?
Tetszenek az oldaladon bemutatott munkáid. Tűzikovácsolsz is?
Meddig mennél el variálhatóság terén?
A számítógéppel vezérelt CNC-ig is?
Tetszenek az oldaladon bemutatott munkáid. Tűzikovácsolsz is?
Cím: Re:Mechanikai ötletek
Írta: szabad paraszt Dátum 2021 november 17, 16:36
Írta: szabad paraszt Dátum 2021 november 17, 16:36
Valamiért én is azt gyanítom, hogy nem okozna gondot 1mm-es fogas, de az is igaz, hogy a bacsinak a mikronos vilag a specialitasa. Főképpen azért vagyok kíváncsi, mert érdekel :) a másik meg, hogy hobby műhelyben jó projekt lenne leutánozni és valamilyen szinten hozni a pontosságát. Akár többször is nekiállni, ha elsőre nem sikerül.
Cím: Re:Mechanikai ötletek
Írta: mdani2 Dátum 2021 november 17, 16:54
Írta: mdani2 Dátum 2021 november 17, 16:54
Engem is érdekel a precizitás, de már látom, hogy azért a hagyományos esztergának meg vannak a korlátai. Egy k6 csapágytűrést megesztergálni már nem is olyan egyszerű, pláne, ha mind a két oldalra kellene és még a tengelyt is át kell fordítani stb. Nem hiába találták ki a palástköszörűt. Szóval nem mondom, hogy nem lehet megcsinálni, mert néha nekem is sikerülni szokott, de ha már ennyire feszegetni szeretné az ember a határokat, akkor kell a DRO vagy mérőórával mérni a szán elmozdulást és nem árt, ha a gép sincs agyon kopva. (csak halkan jegyzem meg, hogy csiszoló papír használat nem az esztergára való)
Létezik olyan eszterga, amivel lehet pontosabban dolgozni, hogy ne kelljen köszörülni, pl EKM-200 vagy a Hardinge, de ügye ezek ritkán fellelhető gépek.
Ha egyszer odajut a dolog, hogy ilyet építenék, akkor én szerintem a Stefan féle megoldást választanám. Egyrészt az részletesen be van mutatva és egyszerűbbnek tűnik, mint 200mm átmérőjű edzett, köszörült és leppelt tárcsákkal bajlódni.
Létezik olyan eszterga, amivel lehet pontosabban dolgozni, hogy ne kelljen köszörülni, pl EKM-200 vagy a Hardinge, de ügye ezek ritkán fellelhető gépek.
Ha egyszer odajut a dolog, hogy ilyet építenék, akkor én szerintem a Stefan féle megoldást választanám. Egyrészt az részletesen be van mutatva és egyszerűbbnek tűnik, mint 200mm átmérőjű edzett, köszörült és leppelt tárcsákkal bajlódni.
Cím: Re:Mechanikai ötletek
Írta: István83 Dátum 2021 november 17, 18:50
Írta: István83 Dátum 2021 november 17, 18:50
Azért a pontosságra kiváncsi lennék ezzel a technikával,hányszor megy alá szennyeződés a mágnes meg a munkadarab közé.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2021 november 18, 11:16
Írta: Motoros Dátum 2021 november 18, 11:16
Jó. Próbáld ki aztán rájössz miért nem jó.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2021 november 18, 11:20
Írta: ywathzay Dátum 2021 november 18, 11:20
Miért nem jó? Rugózik?
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2021 november 18, 11:45
Írta: Csuhás Dátum 2021 november 18, 11:45
Könnyű, nincs "húzása"
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2021 november 18, 17:39
Írta: remrendes Dátum 2021 november 18, 17:39
Nekem olyan van, ami valamilyen keményegbb gumi, viszont belül sörétek vannak.
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2021 november 19, 08:30
Írta: Motoros Dátum 2021 november 19, 08:30
Igen, mert a csavarok már teljesen meg vannak húzva. Nullázás után a csavar meghúzása elvinné megint a tokmányt.
Azért a módszernek vannak korlátai, de finom munkáknál nekem bejött. Biztos egy kis 80-as tokmánynál nem javasolt, bár ki tudja.
Azért a módszernek vannak korlátai, de finom munkáknál nekem bejött. Biztos egy kis 80-as tokmánynál nem javasolt, bár ki tudja.
Cím: Re:Mechanikai ötletek
Írta: Kicsa Dátum 2021 december 03, 22:54
Írta: Kicsa Dátum 2021 december 03, 22:54
Sziasztok,
találkozott már valaki közületek ilyen jelenséggel? Ez egy új,Oriental Motor gyártmányú kefenélküli motor egy 1:60as hajtóművel. A motor önmagában forgatva szinte néma,de a hajtóművel felszerelkezve kattogó hangja van,ami a terhelés növekedésével erősödik. Elvileg van benne gyári zsír,de ilyen hangja van. Öntöttem bele egy kis olajat,de ugyan ez a jelenség. Valahogy tudnék ezen halkítani?
Fontos lenne moderálni a hangját mert ez így elég zavaró. (Nem ipari környezetben dolgozna hanem lakásban.)
Köszönöm szépen!
találkozott már valaki közületek ilyen jelenséggel? Ez egy új,Oriental Motor gyártmányú kefenélküli motor egy 1:60as hajtóművel. A motor önmagában forgatva szinte néma,de a hajtóművel felszerelkezve kattogó hangja van,ami a terhelés növekedésével erősödik. Elvileg van benne gyári zsír,de ilyen hangja van. Öntöttem bele egy kis olajat,de ugyan ez a jelenség. Valahogy tudnék ezen halkítani?
Fontos lenne moderálni a hangját mert ez így elég zavaró. (Nem ipari környezetben dolgozna hanem lakásban.)
Köszönöm szépen!
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2022 április 18, 10:08
Írta: PSoft Dátum 2022 április 18, 10:08
Ügyes szerkezet...
Cím: Re:Mechanikai ötletek
Írta: onagy Dátum 2022 április 18, 10:32
Írta: onagy Dátum 2022 április 18, 10:32
Weldmac TX-55 talán. Van egy a közelemben, láttam vágni, ravasz kis jószág.
O.
(https://hobbicncforum.hu/uploaded_images/2022/04/tn_q0bc85s3528zcijphbum_6969.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/q0bc85s3528zcijphbum_6969.jpg)
O.
(https://hobbicncforum.hu/uploaded_images/2022/04/tn_q0bc85s3528zcijphbum_6969.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/q0bc85s3528zcijphbum_6969.jpg)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2022 április 18, 11:43
Írta: RJancsi Dátum 2022 április 18, 11:43
Mi "tapasztja" a meghajtó görgőt a sablonhoz? Mágnes? A videón elég vékonynak tűnt a sablon ahhoz, hogy egy mágnes kellő erővel tudja az egész kart nekiszorítani.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2022 április 18, 11:47
Írta: RJancsi Dátum 2022 április 18, 11:47
Utána néztem, tényleg mágnes. És ami külön tetszik, egy "mezei" 555-ös IC a legbonyolultabb elektronika benne. :)
https://d347awuzx0kdse.cloudfront.net/wcnetsuite/product-download/129.3_i.pdf?v=4a10f3b329ad616cc3399eb0a4c659fdd33f5e76
https://d347awuzx0kdse.cloudfront.net/wcnetsuite/product-download/129.3_i.pdf?v=4a10f3b329ad616cc3399eb0a4c659fdd33f5e76
Cím: Re:Mechanikai ötletek
Írta: uph5fcryd Dátum 2022 április 25, 00:00
Írta: uph5fcryd Dátum 2022 április 25, 00:00
Kedves tapasztalt fórum társak. Egy viszonylag nagy méretű vas lapot kellene kifurkálnom, hogy egy maróasztal rögzítő elemeinek csináljak 8mm-es furatokat (a különböző méretű munkadarabok rögzítéséhez). Itt a fórumon láttam egy megoldást miszerint egy négyzethálós elrendezésben, mondjuk egy 10x10-es hálóhoz fúrtak 11x11 azaz 121 lyukat. Azon gondolkodtam, hogy meg lehet-e oldani kevesebből?(vonaton utazgatva rengeteg gondolkodni való idő van) Ha 1, 2, 3, 4, 1, egység távolságokat veszek fel akkor abból 1-től 11-ig minden egészszámú távolság "kirakható". Ha ezt X,Y irányba megcsinálom abból meg kirajzolható az összes lehetséges egészszám oldalú téglalap(1-től 11-ig adott egészszámú oldalhosszúságokkal) és csak 36 lyukat kell fúrni.Persze nem tudom akárhova helyezni a munkadarabot, de az talán nem okoz problémát. Szerintetek ez hülyeség ? Vagy volna valami amit nem látok és nem működne jól a dolog?
Mellékeltem néhány képet, talán érthetőbbé teszi a kérdést.
Előre is köszönöm, ha segít valaki...
(https://hobbicncforum.hu/uploaded_images/2022/04/tn_4mt2qv2imkdp3v5vizd_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/4mt2qv2imkdp3v5vizd_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/tn_xu6h93q7xi8zw2u2qq49_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/xu6h93q7xi8zw2u2qq49_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/tn_ytbb0ejsjuqfhw3ubxx_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/ytbb0ejsjuqfhw3ubxx_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/tn_7ydgpxmcsuwqughh9upq_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/7ydgpxmcsuwqughh9upq_5129.jpg)
Mellékeltem néhány képet, talán érthetőbbé teszi a kérdést.
Előre is köszönöm, ha segít valaki...
(https://hobbicncforum.hu/uploaded_images/2022/04/tn_4mt2qv2imkdp3v5vizd_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/4mt2qv2imkdp3v5vizd_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/tn_xu6h93q7xi8zw2u2qq49_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/xu6h93q7xi8zw2u2qq49_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/tn_ytbb0ejsjuqfhw3ubxx_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/ytbb0ejsjuqfhw3ubxx_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/tn_7ydgpxmcsuwqughh9upq_5129.jpg) (https://hobbicncforum.hu/uploaded_images/2022/04/7ydgpxmcsuwqughh9upq_5129.jpg)
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2022 május 21, 08:48
Írta: Csuhás Dátum 2022 május 21, 08:48
Hagyományos vagy cnc gépen is gond lehet a világítás. Nekem az E2N gépen gyakran pusztult a 24V-os izzó mert a trafó 24V helyett üresben 31V-ot adott le. Izzót egyre nehezebb beszerezni így először áttértem E27 foglalatú ledes lámpára, de ez egy greatz-ot és egy kondit igényelt mert a gagyi lámpa szűretlen tápra villogott, ami forgó gépen nem szerencsés. Sajnos normálisan méretezett ledes lámpa nincs, mindegyik túlhajtva és érdemi hűtés nélkül elég hamar megpusztul. Lehetne venni igazi ledes géplámpát de azok ára elég borzasztó. Most viszont lehet találtam megoldást. Igaz hogy ehhez is le kellett tekernem pár menetet a gép világítási trafójából. Ami előnyös, hűtéssel ellátott, erős fényű, masszív kivitelű lámpát lehet kapni elég olcsón. Tegnap felszereltem a régi lámpa gégecsövének a végére. Tapasztalat még nincs de jónak látszik. Erről van szó, itt van több hasonló, szóval válogatni is lehet: Lámpa (https://convoy.hu/termek/munkalampa-led-kor-terito-27w-12-24v/)
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_0cuy7fmsvbmdxfkupb6hk_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/0cuy7fmsvbmdxfkupb6hk_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_0cuy7fmsvbmdxfkupb6hk_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/0cuy7fmsvbmdxfkupb6hk_1881.jpg)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2022 május 21, 10:30
Írta: TROMF22 Dátum 2022 május 21, 10:30
No ez éppen jókor jött!
Nemrég szereztem egy nagyon jó állapotú (rosszvasi?) retro géplámpát, ráadásul búrába épített kapcsolós, ami nekem fontos volt. Még nem döntöttem el milyen izzó kerüljön bele.
A 6000-6500 színhőmérséklet valami jéghideg fény.
Ez milyennek bizonyult a gyakorlatban?
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_65gqkcnbjdqqkahwp0pq_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/65gqkcnbjdqqkahwp0pq_2640.jpg)
Nemrég szereztem egy nagyon jó állapotú (rosszvasi?) retro géplámpát, ráadásul búrába épített kapcsolós, ami nekem fontos volt. Még nem döntöttem el milyen izzó kerüljön bele.
A 6000-6500 színhőmérséklet valami jéghideg fény.
Ez milyennek bizonyult a gyakorlatban?
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_65gqkcnbjdqqkahwp0pq_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/65gqkcnbjdqqkahwp0pq_2640.jpg)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2022 május 21, 10:36
Írta: TROMF22 Dátum 2022 május 21, 10:36
Hoppá!
Nem néztem meg a méreteket. Ez elég nagy méretű, a régi búrába nem illeszthető, azt pedig megtartanám.
Nem néztem meg a méreteket. Ez elég nagy méretű, a régi búrába nem illeszthető, azt pedig megtartanám.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2022 május 21, 11:13
Írta: Csuhás Dátum 2022 május 21, 11:13
Gondolkodtam én is a régi búra megtartásán, de elvetettem mert lefogja a hűtő levegő áramlását. Egyébként a lámpa vízálló, az öntvény széle pont annyit takar hogy nem világít a szemedbe, a ledek előtt valami műanyag van oda ragasztok majd valami cserélhető plexi korongot. A hűtőborda olyan elrendezésű hogy van egy ürege ahova beilleszthető egy billenő kapcsoló csak kell egy furat a vezetéknek. Sajnos hideg fehér, ezzel nem sokat lehet kezdeni, bár ha volna sárga plexim az segíthetne ezen is.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2022 május 21, 12:17
Írta: TBS-TEAM Dátum 2022 május 21, 12:17
Ezekbe a lámpákba mi AR111 12V 4000K Ledet szoktunk beépíteni.
Egy gratz hiddal és egy DC-DC (https://www.elektrobot.hu/termek.php?filename=3286.html&i=3286) táppal ez mind belefér a burkolatba.
Van olyan ami már több mint 5 éve üzemel napi 2 mászakban és nagyon jó a visszajelzés róla.
Egy gratz hiddal és egy DC-DC (https://www.elektrobot.hu/termek.php?filename=3286.html&i=3286) táppal ez mind belefér a burkolatba.
Van olyan ami már több mint 5 éve üzemel napi 2 mászakban és nagyon jó a visszajelzés róla.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2022 május 21, 13:21
Írta: PSoft Dátum 2022 május 21, 13:21
Itt vettem a Fórumon, [#1054@destroyer] fórumtársunk árulta ezeket a "csipeszes" lámpákat régebben.
Volt nála hideg és meleg fényű ledekkel szerelt is.
Masszív, 230V-os lámpatest fém fejjel, erős, gumibetétes csipesszel, gyakorlatilag bárhol megáll ahova csíptetem...
Forgatható/dönthető fej, optikával irányított fénnyel, szerintem ideális géplámpának(is).
Én ebből használok négy darabot.
A képeken, egy meleg fehér fényű példány.
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_f79wz569cnwjvgw5knxy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/f79wz569cnwjvgw5knxy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_ehg6ygj2knzkg3imi4x_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/ehg6ygj2knzkg3imi4x_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_9pm38gp0x0giv5022d6ts_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/9pm38gp0x0giv5022d6ts_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_3554t6un0pa5f93kdkm6_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/3554t6un0pa5f93kdkm6_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_0a56jc05t70b7hven4aw5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/0a56jc05t70b7hven4aw5_1068.jpg)
Volt nála hideg és meleg fényű ledekkel szerelt is.
Masszív, 230V-os lámpatest fém fejjel, erős, gumibetétes csipesszel, gyakorlatilag bárhol megáll ahova csíptetem...
Forgatható/dönthető fej, optikával irányított fénnyel, szerintem ideális géplámpának(is).
Én ebből használok négy darabot.
A képeken, egy meleg fehér fényű példány.
(https://hobbicncforum.hu/uploaded_images/2022/05/tn_f79wz569cnwjvgw5knxy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/f79wz569cnwjvgw5knxy_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_ehg6ygj2knzkg3imi4x_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/ehg6ygj2knzkg3imi4x_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_9pm38gp0x0giv5022d6ts_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/9pm38gp0x0giv5022d6ts_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_3554t6un0pa5f93kdkm6_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/3554t6un0pa5f93kdkm6_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/tn_0a56jc05t70b7hven4aw5_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2022/05/0a56jc05t70b7hven4aw5_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2022 május 21, 13:52
Írta: TROMF22 Dátum 2022 május 21, 13:52
Köszönöm a tippet. Elsősorban a fényforrás volt a dilemma.
Ez az AR111 jó lehet, de E27 foglalattal még nem találtam hazai forgalmazót.
AR111 + GU10(G53)/E27 átalakítóval meg már valószínűleg jól kilógna a búrából. Plusz, még drágább lenne.
Ez az AR111 jó lehet, de E27 foglalattal még nem találtam hazai forgalmazót.
AR111 + GU10(G53)/E27 átalakítóval meg már valószínűleg jól kilógna a búrából. Plusz, még drágább lenne.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2022 május 21, 14:39
Írta: TBS-TEAM Dátum 2022 május 21, 14:39
A foglalat kikerűl belőle az AR111 120 fokos szögben 3 ponton rögzítjűk a lámpa burkolatához.
Cím: Re:Mechanikai ötletek
Írta: Gyárfás Attila Dátum 2022 június 02, 13:44
Írta: Gyárfás Attila Dátum 2022 június 02, 13:44
Sziasztok
3-4mm es üveglap sarkaiba ba kellene fúrnom 4-5mm es furatokat. Van esetleg rá tippetek a 2 közül melyik fúró a jobb erre a célra?
Köszi
(https://hobbicncforum.hu/uploaded_images/2022/06/tn_q42hchj7dcptcxsh902_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2022/06/q42hchj7dcptcxsh902_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2022/06/tn_4ucmua9z6wt395i2xmftc_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2022/06/4ucmua9z6wt395i2xmftc_2006.jpg)
3-4mm es üveglap sarkaiba ba kellene fúrnom 4-5mm es furatokat. Van esetleg rá tippetek a 2 közül melyik fúró a jobb erre a célra?
Köszi
(https://hobbicncforum.hu/uploaded_images/2022/06/tn_q42hchj7dcptcxsh902_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2022/06/q42hchj7dcptcxsh902_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2022/06/tn_4ucmua9z6wt395i2xmftc_2006.jpg) (https://hobbicncforum.hu/uploaded_images/2022/06/4ucmua9z6wt395i2xmftc_2006.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2022 június 02, 15:54
Írta: Szalai György Dátum 2022 június 02, 15:54
A régi akváriumom alsó és hátsó üveglapjába a ball oldali képen lévőhöz hasonló szerszámmal, de kisebb és mélyebben beépített szemcsézetűvel fúrt lyukat a mester. Alacsony fordulattal, nedvesítve, állványos géppel.
Erre hasonlított inkább. (https://www.eternaltools.com/sintered-diamond-core-drills)
Erre hasonlított inkább. (https://www.eternaltools.com/sintered-diamond-core-drills)
Cím: Re:Mechanikai ötletek
Írta: e4vvbfxw Dátum 2022 június 02, 21:52
Írta: e4vvbfxw Dátum 2022 június 02, 21:52
Jobb oldali furóval, lassú fordulatszámon, amire gondolsz annál is lassabb, folyamatos hűtés mellett lehetőleg petróleummal.
A lyuk környékére készíts üvegező gittből vagy gyurmából gyürűt és nem fog elfolyni a hüttőfolyadék.
A lyuk környékére készíts üvegező gittből vagy gyurmából gyürűt és nem fog elfolyni a hüttőfolyadék.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2022 június 03, 05:50
Írta: vadember Dátum 2022 június 03, 05:50
A gyémántos bevonatú a nyerő, ez kíméletesebb. A másik nagyon rizikós, mert amikor átszakad nagyon könnyen befeszül és már le is tört a sarok.
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2022 június 03, 05:52
Írta: vadember Dátum 2022 június 03, 05:52
Gyúrmából kell köré egy kis magasítást. Ebbe kell olajat vagy vizet önteni, hogy folyamatos legyen a hűtés.
Cím: Re:Mechanikai ötletek
Írta: Csuhás Dátum 2022 augusztus 25, 12:39
Írta: Csuhás Dátum 2022 augusztus 25, 12:39
Ötletadónak, marógéphez gyorsfej
(https://hobbicncforum.hu/uploaded_images/2022/08/tn_2ejt8787dzqb4xcxsfms5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/08/2ejt8787dzqb4xcxsfms5_1881.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/08/tn_2ejt8787dzqb4xcxsfms5_1881.jpg) (https://hobbicncforum.hu/uploaded_images/2022/08/2ejt8787dzqb4xcxsfms5_1881.jpg)
Cím: Re:Mechanikai ötletek
Írta: 3wm3x3zz Dátum 2022 augusztus 30, 11:05
Írta: 3wm3x3zz Dátum 2022 augusztus 30, 11:05
Sziasztok , van egy kinai vizes főorsom . vettem hozzá kinai cnc szivattyut is de sajnos gyenge . ki hogy oldotta meg a hűtöviz keringetését? köszönöm a segitséget.
Cím: Re:Mechanikai ötletek
Írta: Lacibácsi Dátum 2022 augusztus 30, 14:23
Írta: Lacibácsi Dátum 2022 augusztus 30, 14:23
Köszi az ötletadást [#wave]
Cím: Re:Mechanikai ötletek
Írta: Karácsony Sándor Dátum 2022 szeptember 23, 03:03
Írta: Karácsony Sándor Dátum 2022 szeptember 23, 03:03
Ez egy super szerszámcserélő mechanika 3 percnél.https://www.youtube.com/watch?v=J4Vgh8q_T3o
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_7sa2cq32etkammv6z736g_483.png) (https://hobbicncforum.hu/uploaded_images/2022/09/7sa2cq32etkammv6z736g_483.png)
(https://hobbicncforum.hu/uploaded_images/2022/09/tn_7sa2cq32etkammv6z736g_483.png) (https://hobbicncforum.hu/uploaded_images/2022/09/7sa2cq32etkammv6z736g_483.png)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2022 szeptember 23, 06:04
Írta: svejk Dátum 2022 szeptember 23, 06:04
Sok hasznos mozgástér elvész az X-ből, no meg a forgácstól sincs védve.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2022 szeptember 23, 08:48
Írta: ywathzay Dátum 2022 szeptember 23, 08:48
Az ötlet kiváló, a kivitelezés hagyott bőven kihívást.
Cím: Re:Mechanikai ötletek
Írta: Karácsony Sándor Dátum 2022 szeptember 23, 15:44
Írta: Karácsony Sándor Dátum 2022 szeptember 23, 15:44
Persze,ha már felteszek egy cserélős föorsót akkor a pozíció ellenőrzést is megoldom pl.az induktív szenzorral vagy nem a motor csapágyát terhelem stb.De 5 db csavarral meg tartóval megoldva hobbyügyes.(csak megvédtem kicsit magam miért tetszett meg).
Cím: Re:Mechanikai ötletek
Írta: Motoros Dátum 2022 szeptember 25, 12:25
Írta: Motoros Dátum 2022 szeptember 25, 12:25
kár hogy nem előbb szóltál, mert van jó pár darab új 24V-os izzóm.
Cím: Re:Mechanikai ötletek
Írta: D.Laci Dátum 2022 szeptember 25, 20:21
Írta: D.Laci Dátum 2022 szeptember 25, 20:21
Eztsem bonyolították túl:
Cím: Re:Mechanikai ötletek
Írta: Lpeti11 Dátum 2022 október 12, 16:55
Írta: Lpeti11 Dátum 2022 október 12, 16:55
Üdv.
A HORN felfedete aspanyolviaszt gyalulást.
A HORN felfedete a
Cím: Re:Mechanikai ötletek
Írta: Karácsony Sándor Dátum 2022 október 13, 12:12
Írta: Karácsony Sándor Dátum 2022 október 13, 12:12
Tényleg visszalépésnek tűnik.De a forgácsvédelem a csúszkáló ablakokkal az jó!!
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2022 október 13, 15:51
Írta: RJancsi Dátum 2022 október 13, 15:51
Én fordítva (a szerszám felé szűkülve) oldottam volna meg az ablakot. Mert így ami nekirepül forgács, hűtőfolyadék, az megül a két ablak találkozásánál. Ha fordítva lennének az ablakok akkor meg simán leesne/folyna mint tetőcserépen a víz.
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2022 október 13, 17:03
Írta: zozo Dátum 2022 október 13, 17:03
Nyilván átgondolta ezt párszor a tervezője, akkor a csúszófelületek (horony?) lettek volna kívűl és telik meg szutyokkal.
Cím: Re:Mechanikai ötletek
Írta: 7ribea2ss Dátum 2022 október 14, 22:27
Írta: 7ribea2ss Dátum 2022 október 14, 22:27
Az Emko kis esztergám hossz szánja át lett alakítva. Korábban nem tudtam kottyanás mentesen beállítani. Vagy szorult vagy vagy kottyant. A megoldás a lineáris sín két kocsival. most kottyanás mentes és könnyen fut. Lehet, hogy a sínnek nem ez az ideális terhelése, fogja bírni.
(https://hobbicncforum.hu/uploaded_images/2022/10/tn_4vvdqbnzinejs7qkmwzu_2696.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/4vvdqbnzinejs7qkmwzu_2696.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_v3xzqdbfhmufszj7te7b5_2696.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/v3xzqdbfhmufszj7te7b5_2696.jpg)
(https://hobbicncforum.hu/uploaded_images/2022/10/tn_4vvdqbnzinejs7qkmwzu_2696.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/4vvdqbnzinejs7qkmwzu_2696.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/tn_v3xzqdbfhmufszj7te7b5_2696.jpg) (https://hobbicncforum.hu/uploaded_images/2022/10/v3xzqdbfhmufszj7te7b5_2696.jpg)
Cím: Re:Mechanikai ötletek
Írta: ebalint Dátum 2022 október 15, 08:36
Írta: ebalint Dátum 2022 október 15, 08:36
[#eljen]
Cím: Re:Mechanikai ötletek
Írta: zozo Dátum 2022 október 15, 10:35
Írta: zozo Dátum 2022 október 15, 10:35
Ha a csúszó megvezetést most lazára hagytad, az a lineár kocsikat tartó 4-5mm-es lemez rugalmas annyira, hogy nagyobb előtoló erő esetén "lengeni" fog a keresztszán.
Ilyenkor van az, hogy az éles kés beleharap az anyagba, egy csattanással kiszakítva a forgácsot. (akár műanyag, réz stb. esetén) (Ez történik kisgépeknél laza késszán esetén is)
De ne így legyen :)
Miért nem lehetett beállítani a csúszó megvezetés ékléceit? Annyira kopott az ágy, hogy tokmánynál laza volt, szegnyereg felé megszorult?
Ilyenkor van az, hogy az éles kés beleharap az anyagba, egy csattanással kiszakítva a forgácsot. (akár műanyag, réz stb. esetén) (Ez történik kisgépeknél laza késszán esetén is)
De ne így legyen :)
Miért nem lehetett beállítani a csúszó megvezetés ékléceit? Annyira kopott az ágy, hogy tokmánynál laza volt, szegnyereg felé megszorult?
Cím: Re:Mechanikai ötletek
Írta: 7ribea2ss Dátum 2022 október 15, 14:36
Írta: 7ribea2ss Dátum 2022 október 15, 14:36
Nagyon primitíven oldották meg egy lapos, talán acél lemez és öt csavarral lehetett beállítani.Semmi tükrös felület, a hogy kijött marógépből.
Cím: Re:Mechanikai ötletek
Írta: guliver83 Dátum 2022 november 06, 16:01
Írta: guliver83 Dátum 2022 november 06, 16:01
Épített már valaki hasonló gépet?
Néha sok a hulladék és érdemes lenne egy ilyen gépet építeni, de nem találok róla semmi infót.
Néha sok a hulladék és érdemes lenne egy ilyen gépet építeni, de nem találok róla semmi infót.
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2023 január 09, 18:20
Írta: TROMF22 Dátum 2023 január 09, 18:20
Mivel régen csücsül ez az oldal, az Adok-Veszekből, hoztam egy ötletet.
[#8222@Pool] fórumtárs hirdetéséből való, remélem nem neheztel meg érte.
Kézi megmunkáló gép tartóoszlopa, egy kinyúló merőleges konzollal szokásos.
De hátul egy paralelogrammás-orsós autóemelővel mozgatható a kinyúló kar. Az orsó éppen kézre áll, könnyen elvégezhető a függőleges szerszámbeállítás.
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_6m46pq9kg60wza5t0cdgq_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/6m46pq9kg60wza5t0cdgq_2640.jpg)
[#8222@Pool] fórumtárs hirdetéséből való, remélem nem neheztel meg érte.
Kézi megmunkáló gép tartóoszlopa, egy kinyúló merőleges konzollal szokásos.
De hátul egy paralelogrammás-orsós autóemelővel mozgatható a kinyúló kar. Az orsó éppen kézre áll, könnyen elvégezhető a függőleges szerszámbeállítás.
(https://hobbicncforum.hu/uploaded_images/2023/01/tn_6m46pq9kg60wza5t0cdgq_2640.jpg) (https://hobbicncforum.hu/uploaded_images/2023/01/6m46pq9kg60wza5t0cdgq_2640.jpg)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2023 január 09, 21:17
Írta: KoLa Dátum 2023 január 09, 21:17
Csak a gitártest miatt: ezzel a Zsiguli emelővel szerintem csak emelni lehet érdemben, süllyeszteni macerás a mechanikai zsenialitás miatt!
Egy előre beállított magasság eléréséhez kitűnő, mert lehet tolni az előfeszített mechanikát, aztán ebben a síkban felsőmarórni! ha nem tévedek?!
Egy előre beállított magasság eléréséhez kitűnő, mert lehet tolni az előfeszített mechanikát, aztán ebben a síkban felsőmarórni! ha nem tévedek?!
Cím: Re:Mechanikai ötletek
Írta: TROMF22 Dátum 2023 január 09, 21:57
Írta: TROMF22 Dátum 2023 január 09, 21:57
Én úgy látom, hogy ez nem egy fúrás jellegű mozgást igénylő feladat, (nem előtolást produkál a mechanizmus).
Szinteket állít be, fel-le, majd a négyszöghüvely két oldalán lévő csavarokkal, a kívánt pozícióban rögzíti.
Erre kiváló és ötletes.
Szinteket állít be, fel-le, majd a négyszöghüvely két oldalán lévő csavarokkal, a kívánt pozícióban rögzíti.
Erre kiváló és ötletes.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2023 január 09, 22:54
Írta: jani300 Dátum 2023 január 09, 22:54
Most hogyan mondjam ? :)
Az nem zsiguli emelő .
Az orosz ilyet nem követett el ,abban az időben legalábbis .
Az egy hamisítatlan nyugati típusú emelő , a dácsia persze ezt majmolta már akkor is .
No csak hogy a fiatalok is tudják :)
A többibe nem szólnék bele , érdekes ugyan , de ez nekem nagyon , hobbysta .
Most nem mindha nem kurvultam volna el én is az idők folyamán ,de ha lehet adjunk magunkra :)
Az nem zsiguli emelő .
Az orosz ilyet nem követett el ,abban az időben legalábbis .
Az egy hamisítatlan nyugati típusú emelő , a dácsia persze ezt majmolta már akkor is .
No csak hogy a fiatalok is tudják :)
A többibe nem szólnék bele , érdekes ugyan , de ez nekem nagyon , hobbysta .
Most nem mindha nem kurvultam volna el én is az idők folyamán ,de ha lehet adjunk magunkra :)
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2023 január 09, 23:01
Írta: jani300 Dátum 2023 január 09, 23:01
Persze a zártszelvény váz az már emlékeztethet a zsiga emelő megoldására , de az a trapézemelő .........
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2023 január 09, 23:16
Írta: jani300 Dátum 2023 január 09, 23:16
Csak hogy fényezzem kicsit magam :)
Tegnap használtuk a gyerekkel a huzatópad egyik küszöbszorítóját ...
Több mint húsz kilós bivalyerős valami .tökéletes volt a suzuki alá kisbaknak ... :)
Ez van ,legalább nem potyára dolgoztam vele :)
Majdnem két éve olajozgattuk a trapéz gömbfejet ......
De nem is szakadt ki .... De kapott újat tegnap , most jó .
Nagyon nem jól nézett ki a doblemez a lengőkar csatlakozásánál sem , de mivel lent volt a lengőkar megnyugodtam hogy csak a festék pattogzott fel csúnyán ,meg hát úgy hozzáférhető , kicsit hegesztettem is rajta , legalább az jó lesz még egy darabig .
Menne még a meló ,de a kezem nem szereti már .
Tegnap használtuk a gyerekkel a huzatópad egyik küszöbszorítóját ...
Több mint húsz kilós bivalyerős valami .tökéletes volt a suzuki alá kisbaknak ... :)
Ez van ,legalább nem potyára dolgoztam vele :)
Majdnem két éve olajozgattuk a trapéz gömbfejet ......
De nem is szakadt ki .... De kapott újat tegnap , most jó .
Nagyon nem jól nézett ki a doblemez a lengőkar csatlakozásánál sem , de mivel lent volt a lengőkar megnyugodtam hogy csak a festék pattogzott fel csúnyán ,meg hát úgy hozzáférhető , kicsit hegesztettem is rajta , legalább az jó lesz még egy darabig .
Menne még a meló ,de a kezem nem szereti már .
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 március 26, 14:39
Írta: RJancsi Dátum 2023 március 26, 14:39
Sziasztok! Ötleteket kérek, hogyan lehetne viszonylag egyszerűen kb. 10-12 mm/perc folyamatos mozgást létrehozni.
Egy kb. 10 dekás szánt kellene állandó sebességgel mozgatni 80 mm hosszon irányváltás nélkül. Mivel kicsi a sebesség, tartok tőle, hogy egy léptetőmotoros mozgatás "döcögős" lenne még mikrolépéssel is.
Egy kb. 10 dekás szánt kellene állandó sebességgel mozgatni 80 mm hosszon irányváltás nélkül. Mivel kicsi a sebesség, tartok tőle, hogy egy léptetőmotoros mozgatás "döcögős" lenne még mikrolépéssel is.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2023 március 26, 15:17
Írta: Tari Gábor Dátum 2023 március 26, 15:17
Szia,
Szerintem megfelelő áttétellel, nem lesz gond. Legkisebb emelkedésű orsóban gondolkoznék, akkor már nem extrém kicsi a fordulat.
Szerintem megfelelő áttétellel, nem lesz gond. Legkisebb emelkedésű orsóban gondolkoznék, akkor már nem extrém kicsi a fordulat.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 március 26, 15:54
Írta: RJancsi Dátum 2023 március 26, 15:54
Egy finom menetnek már nagy lehet a súrlódása, ezért gondolkodtam M6-ban, mert az épp 1 mm emelkedésű, relatív könnyű számolni is vele.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2023 március 26, 16:06
Írta: Tari Gábor Dátum 2023 március 26, 16:06
Szerintem még a 2mm emelkedésű golyosorso is jó lehet. Az 5-6 forulat/perc. Nem tudom mennyire kell komolyan megépíteni... Milyen célra kell egyébként?
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 március 26, 16:33
Írta: RJancsi Dátum 2023 március 26, 16:33
Meredek gondolat, de 78-as fordulatú gramofon lemezt szeretnék otthon készíteni. A Youtube tele van DIY ötletekkel, hagyományos (és feleslegessé vált) CD lemezekre "szoktak" zenét karcolni. A vágófej már összeállt, Rabb Feri volt olyan kedves és kisegített 9 mm-es lineárokkal amin a vágófej mozogni fog. Már csak a fej mozgatását kellene valahogy megoldani, ami a lemez szélétől egyenletes sebességgel mozog a központ felé. A léptetőmotor azért aggályos, mert kb. hangfrekvencián mozgatná a fejet ami behallatszik a felvételbe.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2023 március 26, 17:28
Írta: Tari Gábor Dátum 2023 március 26, 17:28
Legjobb lenne kihozni a lemez forgatòból a hajtást.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 március 26, 17:40
Írta: RJancsi Dátum 2023 március 26, 17:40
A Presto vágók egy része ilyen volt, csak attól tartok a mai lemezjátszók motorja nem bírná a terhelést. Lejátszáskor alig kell nyomtaék a lemez forgásban tartásához, de vágáskor a forgácsolási ellenállást meg a vágófej tömegét (mozgatását) már nem biztos, hogy elbírnák. A kényszerhajtású gépeken akkora motor volt, aminek nem okozott gondot. Ott a központi tengelyre tett csiga/kerék hajtott egy finommenetes orsót, kényszerkapcsolatba hozva a lemez forgatását a vágófej mozgatásával.
https://www.recordlatheparts.com/products/presto-75a-record-cutting-lathe
https://www.recordlatheparts.com/products/presto-75a-record-cutting-lathe
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2023 március 26, 18:51
Írta: Szalai György Dátum 2023 március 26, 18:51
Ilyen fecskendő előtoló izé kéne neked. (Most persze nem találom, hogy mi a tudálékos neve.) (https://cnctar.hobbycnc.hu/Szalai_Gyorgy/Fecskepump/)
DC motor, forgásjeladóval, áttétellel, kis emelkedésű orsó, bronz anya, csupa kis finomság.
DC motor, forgásjeladóval, áttétellel, kis emelkedésű orsó, bronz anya, csupa kis finomság.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 március 26, 19:16
Írta: RJancsi Dátum 2023 március 26, 19:16
Tényleg finom szerkezet és még jó is lenne. Rákerestem a Welmed-re de csak valami szépségszalon jött be. [#wilting]
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2023 március 26, 20:45
Írta: remrendes Dátum 2023 március 26, 20:45
A "syringe pump" eleg sok hasonlo talaltot ad.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2023 március 27, 06:02
Írta: Szalai György Dátum 2023 március 27, 06:02
Perfusor (https://www.google.com/search?q=perfusor&tbm=isch&rlz=1C1GCEA_enHU901HU901&hl=hu&sa=X&ved=2ahUKEwia5pzsnPv9AhUSyqQKHRagA_8QBXoECAEQPA&biw=1519&bih=736)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 március 27, 07:28
Írta: RJancsi Dátum 2023 március 27, 07:28
Láttam, de mindegyik alatt ott a vezérlő ami kicsit drágábá teszi.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2023 március 27, 07:59
Írta: Szalai György Dátum 2023 március 27, 07:59
Ezek alatt ugyan már nincs vezérlő, de egyet szivesen leporolok neked játszani.
Hacsak nem találsz valami még jobbat, golyósorsóssat.
Írj egy címet.
(https://hobbicncforum.hu/uploaded_images/2023/03/tn_fbqg5pvcxbj66uaci6we4_415.jpg) (https://hobbicncforum.hu/uploaded_images/2023/03/fbqg5pvcxbj66uaci6we4_415.jpg)
Hacsak nem találsz valami még jobbat, golyósorsóssat.
Írj egy címet.
(https://hobbicncforum.hu/uploaded_images/2023/03/tn_fbqg5pvcxbj66uaci6we4_415.jpg) (https://hobbicncforum.hu/uploaded_images/2023/03/fbqg5pvcxbj66uaci6we4_415.jpg)
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 március 27, 08:53
Írta: RJancsi Dátum 2023 március 27, 08:53
Örökre leköteleznél vele! Írok privátot.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2023 április 01, 14:12
Írta: PSoft Dátum 2023 április 01, 14:12
Egy mostanában épülő CO-2 lézergép asztalemelés vezető csúszkái.
20-as golyós lineárok, 80x40-es aluprofilból darabolt tartókba beültetve.
A hasznos asztalmozgás, ~180 mm lesz.
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_bkjm9957wez24zdht6tfz_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/bkjm9957wez24zdht6tfz_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_dipfyb3v0xc4s6ayu566b_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/dipfyb3v0xc4s6ayu566b_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_79wa9qgpex8biwtfyuq0_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/79wa9qgpex8biwtfyuq0_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_fpue4dft4tn9w78stdu09_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/fpue4dft4tn9w78stdu09_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_sh2jccjacehif553ju0x_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/sh2jccjacehif553ju0x_1068.jpg)
20-as golyós lineárok, 80x40-es aluprofilból darabolt tartókba beültetve.
A hasznos asztalmozgás, ~180 mm lesz.
(https://hobbicncforum.hu/uploaded_images/2023/04/tn_bkjm9957wez24zdht6tfz_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/bkjm9957wez24zdht6tfz_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_dipfyb3v0xc4s6ayu566b_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/dipfyb3v0xc4s6ayu566b_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_79wa9qgpex8biwtfyuq0_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/79wa9qgpex8biwtfyuq0_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_fpue4dft4tn9w78stdu09_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/fpue4dft4tn9w78stdu09_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/tn_sh2jccjacehif553ju0x_1068.jpg) (https://hobbicncforum.hu/uploaded_images/2023/04/sh2jccjacehif553ju0x_1068.jpg)
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2023 április 01, 14:31
Írta: Szalai György Dátum 2023 április 01, 14:31
Mekkora méretű lesz az asztal? Ha nem titok.
És mivel fúródott a nagy lyuk, az alumíniumba?
És mivel fúródott a nagy lyuk, az alumíniumba?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2023 április 01, 14:48
Írta: PSoft Dátum 2023 április 01, 14:48
Természetesen, nem titok. [#kacsint]
Az elképzelés szerint, ~1500x1000 mm lesz a hasznos munkatér.
Valahogy így adják ki a meglevő aluprofilok a méreteket.
A nagy lyuk négypofás tokmányban fúródott esztergán 30-as fúróval, majd a méretezés már lyukkéssel 32 mm-re.
Az aluprofilt flex-el, aluhoz való 1 mm-es lappal daraboltam, majd azt is esztergán oldalaztam "méretre".
Az elképzelés szerint, ~1500x1000 mm lesz a hasznos munkatér.
Valahogy így adják ki a meglevő aluprofilok a méreteket.
A nagy lyuk négypofás tokmányban fúródott esztergán 30-as fúróval, majd a méretezés már lyukkéssel 32 mm-re.
Az aluprofilt flex-el, aluhoz való 1 mm-es lappal daraboltam, majd azt is esztergán oldalaztam "méretre".
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2023 április 01, 15:41
Írta: Szalai György Dátum 2023 április 01, 15:41
Tisztelem a bátorságot, ami ekkora asztalmérethez kell.
,,30-as fúróval"
Hogy nem gyűrte össze azt a vékony anyagot? Koronafúró volt?
,,30-as fúróval"
Hogy nem gyűrte össze azt a vékony anyagot? Koronafúró volt?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2023 április 01, 17:44
Írta: PSoft Dátum 2023 április 01, 17:44
Koronafúró...
Most hogy mondod, lehetett volna az is de...eszembe se jutott. [#nemtudom]
Valahogy, természetes volt hogy...
Mezei 30-as kúpos végű csigafúró, szegnyeregből.
Találomra, valami vékonnyal -talán nyolcas- előfúrva.
A "bátorság"...talán a legutolsó, ami egy ekkora asztalméretű géphez kell. [#kacsint]
Ha meg, ennyi itt töltött év után nincs, akkor...megette a fene az egészet. [#vigyor2]
Most hogy mondod, lehetett volna az is de...eszembe se jutott. [#nemtudom]
Valahogy, természetes volt hogy...
Mezei 30-as kúpos végű csigafúró, szegnyeregből.
Találomra, valami vékonnyal -talán nyolcas- előfúrva.
A "bátorság"...talán a legutolsó, ami egy ekkora asztalméretű géphez kell. [#kacsint]
Ha meg, ennyi itt töltött év után nincs, akkor...megette a fene az egészet. [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2023 április 01, 19:02
Írta: szf Dátum 2023 április 01, 19:02
Tibor?
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2023 április 01, 19:22
Írta: PSoft Dátum 2023 április 01, 19:22
Igen!
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2023 május 17, 18:05
Írta: szf Dátum 2023 május 17, 18:05
CNC gépek vezetékvédő lemezburkolatain oldalt van valamilyen műanyagból készített csúszó felület. Valójában ezen mozdulnak el a lemezek. Milyen anyagból lehet ez?
Nekem olyan helyre kell ahol hűtőkenő rendszer nélkül forgácsolnak így csak a mechanikából származó olajok és zsírok vannak jelen az esetleges kenéshez.
Nekem olyan helyre kell ahol hűtőkenő rendszer nélkül forgácsolnak így csak a mechanikából származó olajok és zsírok vannak jelen az esetleges kenéshez.
Cím: Re:Mechanikai ötletek
Írta: Szalai György Dátum 2023 május 17, 18:54
Írta: Szalai György Dátum 2023 május 17, 18:54
ZX100 (https://www.holes.hu/hu/zedex_ZX-100)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2023 május 17, 20:39
Írta: TBS-TEAM Dátum 2023 május 17, 20:39
Láncveztő nagyon jól használható ilyen célra. 2m szálban kaphatók.többféle profillal.
PE-UHMW
PE-UHMW
Cím: Re:Mechanikai ötletek
Írta: szf Dátum 2023 május 17, 21:20
Írta: szf Dátum 2023 május 17, 21:20
Köszönöm a segítséget!
Cím: Re:Mechanikai ötletek
Írta: afjybsise Dátum 2023 június 02, 10:37
Írta: afjybsise Dátum 2023 június 02, 10:37
Hahó,
Egy kérdésem lenne, ami arra vonatkozik, hogy az ötletem mennyire lenne elvetemült?
Zanzásítva arról van szó, hogy decemberben elkészültem az egyik ilyen textiles gépünkre tervezett feltekercselő egységgel. A költséghatékonyság igényével terveztem, nagyjából tartható is volt, tök jól működik, szép a tekercs, biztonságos vele a gyártás.
Viszont utólag merülnek fel ötletek még, most egyre hegyezném ki a témát: próbáltam ezen a freecades rajzon szemléltetni. Az a zöld tákolmány egy UCF csapágyház, a csomólemezen pedig vannak nútok, azzal lehet a két tengely egymáshoz való távolságát egy 20-25 milis tartományban állítani. Viszont jelenleg csak úgy, ha meglazítom a csapágyház oldalanként 4-4 csavarját.
Ha kívülről kapna egy lemezt, amire felfogatnám a csapágyházat ugyanazzal a 4 csavarral, amire a "csomólemezre" is van, olyan mértékben meghúzva, hogy még el tudjon csúszni a nútokban és a fent említett lemez alkatrész kapna egy menetes furatot a közepére, amit egy rögzítőkarral lehetne szorítani és oldani a csomólemezhez képest, az elegendő lehetne?
A fotón látható szürkére festett tengelyről van szó, ami nem hajtott, radiális erők nem érik, túl nagy súlyt sem visel és sebessége is minimális.
Nem feltétlenül szükségszerű ez a módosítás egyébként, annyi, hogy a 2" és 3"-os dudák közötti váltásnál néha jobb lenne, ha a kisebb méretnél kisebb, a nagyobbnál pedig nagyobb lenne a távolság a két tengely között.
Ha ez puruttya kivitelezés lenne, amit nem szeretnék, akkor nem erőlködök rajta, így is jól működik. Nyilván nem így, nem ilyen csapágyházzal, felfogatással kellett volna megtervezni, de akkoriban nem merült fel bennem ez a kérdés.
(https://hobbicncforum.hu/uploaded_images/2023/06/tn_wwvb50kbgsm9vwhx67xcg_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/wwvb50kbgsm9vwhx67xcg_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/tn_kxjmvbg04ai3vvnwsgnf_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/kxjmvbg04ai3vvnwsgnf_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/tn_nc8xvm08ha2mhw3cmi7w9_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/nc8xvm08ha2mhw3cmi7w9_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/tn_aucjci7ny3yia0z40859h_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/aucjci7ny3yia0z40859h_8753.jpg)
Egy kérdésem lenne, ami arra vonatkozik, hogy az ötletem mennyire lenne elvetemült?
Zanzásítva arról van szó, hogy decemberben elkészültem az egyik ilyen textiles gépünkre tervezett feltekercselő egységgel. A költséghatékonyság igényével terveztem, nagyjából tartható is volt, tök jól működik, szép a tekercs, biztonságos vele a gyártás.
Viszont utólag merülnek fel ötletek még, most egyre hegyezném ki a témát: próbáltam ezen a freecades rajzon szemléltetni. Az a zöld tákolmány egy UCF csapágyház, a csomólemezen pedig vannak nútok, azzal lehet a két tengely egymáshoz való távolságát egy 20-25 milis tartományban állítani. Viszont jelenleg csak úgy, ha meglazítom a csapágyház oldalanként 4-4 csavarját.
Ha kívülről kapna egy lemezt, amire felfogatnám a csapágyházat ugyanazzal a 4 csavarral, amire a "csomólemezre" is van, olyan mértékben meghúzva, hogy még el tudjon csúszni a nútokban és a fent említett lemez alkatrész kapna egy menetes furatot a közepére, amit egy rögzítőkarral lehetne szorítani és oldani a csomólemezhez képest, az elegendő lehetne?
A fotón látható szürkére festett tengelyről van szó, ami nem hajtott, radiális erők nem érik, túl nagy súlyt sem visel és sebessége is minimális.
Nem feltétlenül szükségszerű ez a módosítás egyébként, annyi, hogy a 2" és 3"-os dudák közötti váltásnál néha jobb lenne, ha a kisebb méretnél kisebb, a nagyobbnál pedig nagyobb lenne a távolság a két tengely között.
Ha ez puruttya kivitelezés lenne, amit nem szeretnék, akkor nem erőlködök rajta, így is jól működik. Nyilván nem így, nem ilyen csapágyházzal, felfogatással kellett volna megtervezni, de akkoriban nem merült fel bennem ez a kérdés.
(https://hobbicncforum.hu/uploaded_images/2023/06/tn_wwvb50kbgsm9vwhx67xcg_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/wwvb50kbgsm9vwhx67xcg_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/tn_kxjmvbg04ai3vvnwsgnf_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/kxjmvbg04ai3vvnwsgnf_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/tn_nc8xvm08ha2mhw3cmi7w9_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/nc8xvm08ha2mhw3cmi7w9_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/tn_aucjci7ny3yia0z40859h_8753.jpg) (https://hobbicncforum.hu/uploaded_images/2023/06/aucjci7ny3yia0z40859h_8753.jpg)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2023 június 02, 11:13
Írta: TBS-TEAM Dátum 2023 június 02, 11:13
Ha elegendő a mostani ovális furat elmozdulása:
Egyszerűen cseréld le az imbusz csavarokat ugyanolyan
szorítókarokra mint amit használsz az oldal terelő elmozgatásához.
Az UCF csapágy belselyén egy lemezzel kösd össze az anyákat
elfordulás ellen.
Egyszerűen cseréld le az imbusz csavarokat ugyanolyan
szorítókarokra mint amit használsz az oldal terelő elmozgatásához.
Az UCF csapágy belselyén egy lemezzel kösd össze az anyákat
elfordulás ellen.
Cím: Re:Mechanikai ötletek
Írta: afjybsise Dátum 2023 június 02, 11:18
Írta: afjybsise Dátum 2023 június 02, 11:18
Erre is gondoltam. Az elképzelés az "egymozdulatos" megoldás miatt született. Te biztos találkozol hülyékkel, én azt tapasztaltam, ha kettőnél több kapcsoló, gomb, akármi van valamilyen berendezésen, akkor már el tudnak veszni az operátorok...
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2023 június 02, 11:29
Írta: TBS-TEAM Dátum 2023 június 02, 11:29
Mindkét oldalon akarod állítani mindkét görgőt?
Cím: Re:Mechanikai ötletek
Írta: afjybsise Dátum 2023 június 02, 11:58
Írta: afjybsise Dátum 2023 június 02, 11:58
Persze, illetve a szabadon forgó, nem hajtott görgőt mindkét oldalon. A hajtott az fix, már csak a lánchajtás miatt is.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2023 június 02, 12:10
Írta: TBS-TEAM Dátum 2023 június 02, 12:10
Jó az a megoldás amit kigondoltál.
Hosszított anyát rakj középre azt nem tudják
hamar tönkretenni.
Tegyél fel fém acélvonalzót mindkét oldalra
a pontos és gyors állíthatósághoz.
Hosszított anyát rakj középre azt nem tudják
hamar tönkretenni.
Tegyél fel fém acélvonalzót mindkét oldalra
a pontos és gyors állíthatósághoz.
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2023 június 02, 12:35
Írta: jani300 Dátum 2023 június 02, 12:35
Szerintem ha gépkezelő állítaná . akkor tengellyel a két oldalt összekötve ,excenteres ,vagy kúpkerekes álltás .
A csapágyazásnak pedig valami igen egyszerű egyenesbe vezetés .
A csapágyazásnak pedig valami igen egyszerű egyenesbe vezetés .
Cím: Re:Mechanikai ötletek
Írta: afjybsise Dátum 2023 június 02, 12:40
Írta: afjybsise Dátum 2023 június 02, 12:40
Köszi! Igyekszem valami bolond biztos konstrukciót csinálni [#nyes]
Amúgy, amit látsz az alu profilon egy fotocellát, az a ti megoldásotok alapján fogalmazódott meg bennem. Még tavaly mutattál egy tekercselő gépet, amin volt egy dance controlos frekiváltó.
A mi gépünkben egy szövet konvejor viszi hátra a textilt, így mindig tud lenni egy kis lógása tekercselés közben. A fotocella pedig azt figyeli. Ha látja a rongyot hajt, ha nem, akkor megáll. A kapcsoló, meg a motor frekvenciaváltója közé van iktatva. Lehet potméterrel szabályozni a sebességet ugyanúgy. a kiinduló dudaátmérőhöz állítok egy értéket és azzal többé-kevésbé végig is tud menni egy tekercs, anélkül, hogy folyamatosan ki-be kapcsolgatna. Ez így filléres, meg egyszerűbb megoldásnak tűnt, mint egy másik frekvenciaváltót venni. Ha meg az kell, hogy folyamatosan hajtson, akkor csak beteszem elé a tükrét.
Amúgy, amit látsz az alu profilon egy fotocellát, az a ti megoldásotok alapján fogalmazódott meg bennem. Még tavaly mutattál egy tekercselő gépet, amin volt egy dance controlos frekiváltó.
A mi gépünkben egy szövet konvejor viszi hátra a textilt, így mindig tud lenni egy kis lógása tekercselés közben. A fotocella pedig azt figyeli. Ha látja a rongyot hajt, ha nem, akkor megáll. A kapcsoló, meg a motor frekvenciaváltója közé van iktatva. Lehet potméterrel szabályozni a sebességet ugyanúgy. a kiinduló dudaátmérőhöz állítok egy értéket és azzal többé-kevésbé végig is tud menni egy tekercs, anélkül, hogy folyamatosan ki-be kapcsolgatna. Ez így filléres, meg egyszerűbb megoldásnak tűnt, mint egy másik frekvenciaváltót venni. Ha meg az kell, hogy folyamatosan hajtson, akkor csak beteszem elé a tükrét.
Cím: Re:Mechanikai ötletek
Írta: afjybsise Dátum 2023 június 02, 12:55
Írta: afjybsise Dátum 2023 június 02, 12:55
Jó az ötlet, de itt már minden méreten, minden a helyén, nincs is igazán helye annak, amit írsz. Egy UCT csapágyházzal meg lehetett volna oldani, de mint írtam nem akkora mértékű ez a dolog, hogy pár ezer forintnál többet költsek már rá.[#kacsint]
Cím: Re:Mechanikai ötletek
Írta: jani300 Dátum 2023 június 02, 13:17
Írta: jani300 Dátum 2023 június 02, 13:17
Rendben ,értem .
Az igazi kérdés , milyen gyakran kell állítani , mennyi a tervezett üzemidő .
Rám nehéz lenne fogni hogy bármit is túlkomplikálnék :)
Az igazi kérdés , milyen gyakran kell állítani , mennyi a tervezett üzemidő .
Rám nehéz lenne fogni hogy bármit is túlkomplikálnék :)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2023 június 02, 13:45
Írta: TBS-TEAM Dátum 2023 június 02, 13:45
Amit mutattam Dance kontroll megoldást ott folyamatos az átméröhöz
illesztett feltekercselési sebesség, nem kell foglalkozni a sebességállítással.
(emberi tényező kiiktatva).
Megoldottad, és ha tudják kezelni akkor minden rendben.
illesztett feltekercselési sebesség, nem kell foglalkozni a sebességállítással.
(emberi tényező kiiktatva).
Megoldottad, és ha tudják kezelni akkor minden rendben.
Cím: Re:Mechanikai ötletek
Írta: afjybsise Dátum 2023 június 02, 14:28
Írta: afjybsise Dátum 2023 június 02, 14:28
Igen, emlékszem. Itt a mi esetünkben az is fontos, ha nem a legfontosabb szempont, hogy nem lehet feszesen feltekercselni ezeket a műszálas rongyokat, mert akkor megnyúlik, pláne melegen. Ha túl gyors lenne a sebesség kikapcsol a hajtás. Nem feltétlenül a legelegánsabb módszer, de megbízhatóan működik, így egy pár kilométer tapasztalata után.
Tudják kezelni szerencsére, nem bonyolítottam túl.
Tudják kezelni szerencsére, nem bonyolítottam túl.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2023 június 27, 13:54
Írta: remrendes Dátum 2023 június 27, 13:54
Volt szerencsem egy szamomra eddig ismeretlen anyaghoz, ez a Cemix Castone Plus. Ez a fajta muko mennyire lehet az alkalmas gepvaznak?
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 június 27, 14:31
Írta: RJancsi Dátum 2023 június 27, 14:31
Ismerni nem ismerem, de a műszaki adatlapja alapján szálerősítésű ami azt jelenti, hogy nem igazán tud megrepedni, de ha hajszálrepedések lesznek is rajta, a szálak nem engedik a repedést megnyílni, az elrepedt felületeket egymáshoz képest elmozdulni. Egy gépváz jellemzően elég sokba kerül, így a kb. 160 000 Ft/m3 ár nem annyira vészes. Jó lenne tudni a rugalmassági modulusát és hogy zsugorodás kompenzált-e, de arról mélyen hallgatnak.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2023 június 27, 18:41
Írta: remrendes Dátum 2023 június 27, 18:41
Van erosites nelkuli valtozata is, vagy (gondolom) hozza is lehet keverni a szalakat. A hotagulasa lenne meg erdekes, mennyire mozog egyutt a vassal.
Az ara kozel huszada, mintha aluminiumbol epitkezne az ember.
Az ara kozel huszada, mintha aluminiumbol epitkezne az ember.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 június 28, 06:55
Írta: RJancsi Dátum 2023 június 28, 06:55
Mivel cement bázisú, a hőtágulása közel azonos lehet az acéléval. Engem inkább a zsugorodása aggasztana. Mivel nem kavics hanem csak homok van benne, nincs ami "kitámassza" a cementkövet. Ezért szilárdulás közben akár mm/m nagyságrendű zsugorodása lehet. Ami egy hosszabb zártszelvényben már számottevő (habarcs)repedést vagy acél torzulást okozhat. Ezért vagyok kíváncsi, hogy zsugorkompenzált-e.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2023 június 28, 18:11
Írta: remrendes Dátum 2023 június 28, 18:11
4mm a legnagyobb szemcsemeret. Lehet erdemes lenne ezen hazilag korrigalni egy kicsit?
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 június 28, 18:23
Írta: RJancsi Dátum 2023 június 28, 18:23
Nem valószínű, hogy sikerrel járnál. Általános "ökölszabáy", hogy a legnagyobb szemcseméret a legszűkebb keresztmetszet 2/3-a lehet. De ezt a szabályt a vasbetonra találták ki, hogy a zsalu és a vasalás közti résbe ne szorulhasson be a kavics, ezáltal üreget-fészkesedést okozva. Egy gépváz nyilván nincs belül vasalva, ezért a keresztmetszet számít, pl. egy 30x30-as zártszelvénybe gond nélkül be lehet küldeni a 16 mm-es kavicsot is. A gond nem is ezzel van, hanem azzal, ha nagyobb szemcséket raksz a gyári keverékbe, attól felborulnak az arányok. Fajlagosan kevesebb lesz a cement(pép), ami elsődlegesen a szilárdságot fogja csökkenteni. De a kavicsok felülete megköti a vizet (egyszerűen nedves lesz), ezáltal a gyári keverék szárazabbá válik, nehezebben lesz bedolgozható. Ha vizet öntesz hozzá attól megint csak a szilárdság fog (másodlagosan) csökenni.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2023 július 01, 20:55
Írta: remrendes Dátum 2023 július 01, 20:55
A polimerbetonhoz kepest azert nem kicsi az arkulonbseg. Ahogy szamolom abbol kb 1000 Ft-ra jon ki 1kg, az pedig mar kozeliti a vasontveny arat.
Cím: Re:Mechanikai ötletek
Írta: RJancsi Dátum 2023 július 02, 07:49
Írta: RJancsi Dátum 2023 július 02, 07:49
Nem az a kérdés, hogy mibe kerül, hanem, hogy alkalmas-e a feladatra vagy sem. A polimer beton sem feltétlen felel meg erre a célra. Nagyon nem mindegy, hogy milyen gyanta adja a kötést, epoxi, poliészter, poliuretán stb. Mindegyiknek mások a fizikai tulajdonságai, rugalmassági modulusza, zsugorodása, öregedése stb. A töltőanyag (szemcse) is sokat befolyásol. Szerencsére "nem utazom" polimer betonban, csak időnként jön szembe velem egy-egy ilyen ötlet, amit gyorsan el is hessentgetek magamtól. [#nyes] De pl. az egyik ügyfelem utcabútorokat gyárt. Ő színezett polimerbeton héjat (laminálós berkekben: coat réteget) ken fel a zsalura majd kiönti betonnal. Így egy dekoratív, időjárásálló kérget kap amin belül olcsó beton mag van. Sokat dolgozott azon, hogy a polimer- és a hagyományos beton összekössön, ne váljon szét a réteghatárnál. Elég sikeres vállalkozása van ebből.
Cím: Re:Mechanikai ötletek
Írta: g89ketty Dátum 2023 július 02, 22:18
Írta: g89ketty Dátum 2023 július 02, 22:18
Kedvenc betonom az utcánkban néhány éve lerakott szegélykövek. Másfél centis kéreggel, ami sérülése után szétfolyik a benne lévő két lapát sóder.[#pias]
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2023 szeptember 02, 07:30
Írta: Tari Gábor Dátum 2023 szeptember 02, 07:30
Sziasztok,
12,9, vagy hasonló anyagból készült csavar menetes részét kellene, föleddzeni, hogy jóval keményebb legyen. Szerintetek működhet? Hogyan lehetne megvalósítani? Nm egyszer kéne, hanem reprodukálhatóan. ismertek esetleg olyat aki hőkezeléssel foglalkozik, és meg tudja csinálni?
Üdv
12,9, vagy hasonló anyagból készült csavar menetes részét kellene, föleddzeni, hogy jóval keményebb legyen. Szerintetek működhet? Hogyan lehetne megvalósítani? Nm egyszer kéne, hanem reprodukálhatóan. ismertek esetleg olyat aki hőkezeléssel foglalkozik, és meg tudja csinálni?
Üdv
Cím: Re:Mechanikai ötletek
Írta: afjybsise Dátum 2023 szeptember 02, 07:52
Írta: afjybsise Dátum 2023 szeptember 02, 07:52
Erről nem hallottam még. A 12.9 elég kemény alapból is. Nitridálni lehetne talán, azzal elvileg nem ridegítik tovább.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2023 szeptember 02, 08:11
Írta: ywathzay Dátum 2023 szeptember 02, 08:11
Amennyire én tudom, a 12.9 az már nemesétett, azért is olyan szívós, nem feltétlen tesz neki jót az edzés. Egy szakszerű hőkezeléshez meg amúgy is tudni kell az anyagminőséget, anélkül csak kísérletezés bármi.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2023 szeptember 02, 08:37
Írta: Tari Gábor Dátum 2023 szeptember 02, 08:37
Nem klasszik csavarkötés lesz a feladata természetesen.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2023 szeptember 02, 08:43
Írta: ywathzay Dátum 2023 szeptember 02, 08:43
Tudod az anyagminőséget?
Cím: Re:Mechanikai ötletek
Írta: ANTAL GÁBOR Dátum 2023 szeptember 02, 12:59
Írta: ANTAL GÁBOR Dátum 2023 szeptember 02, 12:59
a 12.9 es csavar ( Mint ahogy Kopirnyák írja ) nemesítve van .
A nemesítés az edzés majd adott hőfokon történő megeresztés . Minél alacsonyabb a megeresztési hőfok annál nagyobb lesz a szakítószilárdság . Ebből az is következik hogy az alapanyagnak ( teljes keresztmetszetében)edzhetőnek kell lennie . Vagyis az alapanyag egy ötvözött acél ( Pl 42CrMo4 ) vagy egy szénacél ( kinai occo csavar )
Vagyis a 12.9 es látatlanban leedzhető .. DE(!!) a menet le fog törni mint a porcelán . Én másképp közelítenék : konkrétan a felhasználás szemszögéből. Mi a cél ?? Legyen kívül kemény de belűl szívós ? : akkor betétedzhető anyag kell . Vagy előnemesítés után egy indukciós edzés .
Pesten az ISVH Kft ajánlom , vagy ha indukciózni kell akkor az Alsónémediben található barátaimat ( Király ,Repáruk )
Az átlagember nem is tudja hogy milyen fegyver egy jól megválasztott anyag és egy korrekt hőkezelés
A nemesítés az edzés majd adott hőfokon történő megeresztés . Minél alacsonyabb a megeresztési hőfok annál nagyobb lesz a szakítószilárdság . Ebből az is következik hogy az alapanyagnak ( teljes keresztmetszetében)edzhetőnek kell lennie . Vagyis az alapanyag egy ötvözött acél ( Pl 42CrMo4 ) vagy egy szénacél ( kinai occo csavar )
Vagyis a 12.9 es látatlanban leedzhető .. DE(!!) a menet le fog törni mint a porcelán . Én másképp közelítenék : konkrétan a felhasználás szemszögéből. Mi a cél ?? Legyen kívül kemény de belűl szívós ? : akkor betétedzhető anyag kell . Vagy előnemesítés után egy indukciós edzés .
Pesten az ISVH Kft ajánlom , vagy ha indukciózni kell akkor az Alsónémediben található barátaimat ( Király ,Repáruk )
Az átlagember nem is tudja hogy milyen fegyver egy jól megválasztott anyag és egy korrekt hőkezelés
Cím: Re:Mechanikai ötletek
Írta: sarktibsi Dátum 2023 szeptember 02, 20:49
Írta: sarktibsi Dátum 2023 szeptember 02, 20:49
Amit érdemes tudni , a 8.8-as csavar alapból kb. 24-26 HRC. A 10.9-es kb 30-32 HRC. A 12.9-es kb 36-37 HRC. Én ezeket a csavarokat nem szoktam se lágyitani sem hőkezelni. Igy jók ahogy vannak.
Ha ettöl el kell térni inkább konzultálok egy hőkezelös kollegáával ( kár , hogy már nem dolgozom a gyárba )
De ahogy már mások is irták a felhasználási területtöl fűgg minden.
Alapanyagok amikkel én eddig dolgoztam: C45 , 42CRMO , 42CRMO QT,( nemesitett ) BNC3 , KO35 , KO13 , 51CRV4 , CRV3,
PL: Tegnap egy golyósorsó közepébe furtam bele , plusz menet is kellet. Ebböl is lehet látni az orsónak csak a felülete kemény.
Ha ettöl el kell térni inkább konzultálok egy hőkezelös kollegáával ( kár , hogy már nem dolgozom a gyárba )
De ahogy már mások is irták a felhasználási területtöl fűgg minden.
Alapanyagok amikkel én eddig dolgoztam: C45 , 42CRMO , 42CRMO QT,( nemesitett ) BNC3 , KO35 , KO13 , 51CRV4 , CRV3,
PL: Tegnap egy golyósorsó közepébe furtam bele , plusz menet is kellet. Ebböl is lehet látni az orsónak csak a felülete kemény.
Cím: Re:Mechanikai ötletek
Írta: Miki2 Dátum 2023 szeptember 03, 13:36
Írta: Miki2 Dátum 2023 szeptember 03, 13:36
Ahogyan én anno tanultam a 12.9 jelentése:
1200 N/mm2 szakító szilárdság és
a szakító szilárdság 90%-ánál következik be az anyag maradandó nyúlása.
1200 N/mm2 szakító szilárdság és
a szakító szilárdság 90%-ánál következik be az anyag maradandó nyúlása.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2023 október 31, 10:44
Írta: Tari Gábor Dátum 2023 október 31, 10:44
Sziasztok,
Adott egy 15-ös TBI motion lineár. Nekem most arra van szökségem, hogy laza, lötyögős legyen, amennyire lehet, persze ne essen szét, ne essenek ki golyók. Mennyivel kisebb golyók tehetők be a gyárinál?
Köszi
Adott egy 15-ös TBI motion lineár. Nekem most arra van szökségem, hogy laza, lötyögős legyen, amennyire lehet, persze ne essen szét, ne essenek ki golyók. Mennyivel kisebb golyók tehetők be a gyárinál?
Köszi
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2024 január 30, 18:39
Írta: svejk Dátum 2024 január 30, 18:39
[#5296@vamzol123] tól kérdezem a [#t218p9344#] kapcsán.
Milyen csapágyat használtál a forgáspontban?
Milyen lett az ismétlési pontossága a szerkezetnek?
Milyen csapágyat használtál a forgáspontban?
Milyen lett az ismétlési pontossága a szerkezetnek?
Cím: Re:Mechanikai ötletek
Írta: xs55942m6 Dátum 2024 január 31, 17:04
Írta: xs55942m6 Dátum 2024 január 31, 17:04
Hali! dupla, peremezett, feszített csapágyakat kasználtam. A pontosságáról nem tudok mit mondani mert még csak most kezdem el használni. Most kararom hangolni a 3d tapintóval.
Cím: Re:Mechanikai ötletek
Írta: eduard Dátum 2024 február 13, 19:52
Írta: eduard Dátum 2024 február 13, 19:52
Szia, elvileg feledzhető a széntartalmából ítélve. Én a betétedzéssel próbálnám, becsepegtetett metillel létrehozva a védőgázt. A megeresztésre sem venném ki, csak "kihúznám" félig ha tudja a betétedző kemence, így teljesen oxigénmentes környezetben edzhető és ereszthető, ami miatt szívós lesz én nem törékeny.
Cím: Re:Mechanikai ötletek
Írta: ywathzay Dátum 2024 február 13, 22:12
Írta: ywathzay Dátum 2024 február 13, 22:12
Mert, mennyi a széntartalma?
Cím: Re:Mechanikai ötletek
Írta: eduard Dátum 2024 február 14, 22:20
Írta: eduard Dátum 2024 február 14, 22:20
A 12.9 magas minőségű csavarokat jelöl, amelyet magas széntartalmú acélból készítenek. Az acél széntartalma legalább 0,28-0,40% között van, de ez a konkrét típustól és gyártótól függően változhat.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2024 február 29, 05:53
Írta: Tari Gábor Dátum 2024 február 29, 05:53
Sziasztok,
Szükségem lenne, egy olyan megfogókészülékre, ha úgy tetszik tokmányra, ami átereszt 160mm-is akár, és kis átmérőre is összezár.
Nem kell különösen masszivnak lennie,csövet kéne megfogni hegesztéshez, de van hogy át kell bújni karimának.
Az fontos, hogy központosan zárjon hogy más átmérők közepe is ugyanoda kerüljön.
Első körben valami kész megoldást keresek, mielőtt nekiállnék egyediben megtervezni. Erre kérek ötleteket, biztos vagyok benne hogy lehet kapni valamit, ami használható, akár kis átalakitással is. Nyilván a mega méretű esztergatokmányok nem játszanak.
Köszi
Szükségem lenne, egy olyan megfogókészülékre, ha úgy tetszik tokmányra, ami átereszt 160mm-is akár, és kis átmérőre is összezár.
Nem kell különösen masszivnak lennie,csövet kéne megfogni hegesztéshez, de van hogy át kell bújni karimának.
Az fontos, hogy központosan zárjon hogy más átmérők közepe is ugyanoda kerüljön.
Első körben valami kész megoldást keresek, mielőtt nekiállnék egyediben megtervezni. Erre kérek ötleteket, biztos vagyok benne hogy lehet kapni valamit, ami használható, akár kis átalakitással is. Nyilván a mega méretű esztergatokmányok nem játszanak.
Köszi
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2024 február 29, 06:33
Írta: remrendes Dátum 2024 február 29, 06:33
Valahol van elmentve ilyenem. Nyomatekot is at kell vinnie, vagy a cso forgatasat mas vegzi?
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2024 február 29, 07:01
Írta: Tari Gábor Dátum 2024 február 29, 07:01
Első elképzelés szerint a cső nem forogna, szóval abszolut csak fognia kell.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2024 február 29, 10:21
Írta: remrendes Dátum 2024 február 29, 10:21
Hetvegen megnezem. Egy olyat rajzoltam egyszer, aminel ket lezervagott lemez elforgatasaval 3 vagy 4 pofa megszoritja a csovet.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2024 március 01, 12:42
Írta: Tari Gábor Dátum 2024 március 01, 12:42
Rendben, köszi. Első körben valami készen kapható megoldást keresek, de ha nincs olyan amit érdemes felhasználni, akkor marad az egyedi tervezés/gyártás.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2025 március 12, 17:45
Írta: Tari Gábor Dátum 2025 március 12, 17:45
Sziasztok,
Egy menetes orsoval működő satut szeretnék automatán működtetni. A satu pofai szimmetrikusan mozognak, ez talán mellékes is. Számítások szerint kb 100 Nm nyomaték kell Valaki csinált már olyat, pl hogy egy hajtóműves motorral működtette? Ha 100 Nm el meghúzódom, kb mennyi kellhet hogy biztosan lelazuljon?
Üdv
Egy menetes orsoval működő satut szeretnék automatán működtetni. A satu pofai szimmetrikusan mozognak, ez talán mellékes is. Számítások szerint kb 100 Nm nyomaték kell Valaki csinált már olyat, pl hogy egy hajtóműves motorral működtette? Ha 100 Nm el meghúzódom, kb mennyi kellhet hogy biztosan lelazuljon?
Üdv
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2025 március 12, 18:24
Írta: Vetesi75 Dátum 2025 március 12, 18:24
Még nyomatékkulccsal sosem mértem, pedig lett volna rá lehetőség bőven. Gondolom minimum a csúszó- és nyugvó súrlódásitényező közötti különbséggel nő. (pláne, ha van ideje összerázódni és a kenőanyagnak kiszorulnia az egymásnak feszülő felületek közül) Ütvecsavarozóval kb. 120Nm-re húzott M16 szorítóvas csavart cirka másfélszer több ideig kell recsegtetni a lazuláshoz.
Cím: Re:Mechanikai ötletek
Írta: sarktibsi Dátum 2025 március 13, 15:25
Írta: sarktibsi Dátum 2025 március 13, 15:25
Szerintem frekiváltóval meg lehet csinálni , olyan váltó kell ami legalább kettő paraméterkészlettel rendelkezik. Szorításnál használod az egyiket lazításnál meg a másikat. Egyszerűen csak a szorításnál kevesebb ampert kell neki beírni.
Cím: Re:Mechanikai ötletek
Írta: Robsy1 Dátum 2025 március 13, 16:58
Írta: Robsy1 Dátum 2025 március 13, 16:58
Készítesz egy olyan vezérlést, ami két nyomógombot kezel.
Az egyikkel záródik a satu, a másikkal nyit.
Ehhez egy DC motorhajtás a legolcsóbb megoldás, programozható nyomaték I/O modullal, és egy nyitási végálláspont szenzorral.
Ilyen egyszerű a feladat megoldása.
Az egyikkel záródik a satu, a másikkal nyit.
Ehhez egy DC motorhajtás a legolcsóbb megoldás, programozható nyomaték I/O modullal, és egy nyitási végálláspont szenzorral.
Ilyen egyszerű a feladat megoldása.
Cím: Re:Mechanikai ötletek
Írta: Tari Gábor Dátum 2025 március 23, 20:30
Írta: Tari Gábor Dátum 2025 március 23, 20:30
Köszi a hozzászólásokat. Egyenlőre elvetettem az ötletet, mert penumatikus párhuzamszorító sokkal kompaktabb, persze nem olcsó ebben méretben.
Satus megoldáshoz ilyen nyomatékhoz nagyon izmos és nagy hajtómű kéne, illetve tartanék attól, hogy az orsó mivel ugyanott fog sokszor elkezd kopni.
Azért köszönöm a segítséget mindenkinek.
Satus megoldáshoz ilyen nyomatékhoz nagyon izmos és nagy hajtómű kéne, illetve tartanék attól, hogy az orsó mivel ugyanott fog sokszor elkezd kopni.
Azért köszönöm a segítséget mindenkinek.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 26, 20:08
Írta: frob Dátum 2025 március 26, 20:08
Sziasztok
Golyós orsót szeretnék 2-2.5m hosszan használni 20mm átmérőt 5mm menetemelkedéssel.
Nem alaptalanul úgy gondolom, félek megtámasztás nélkül hajtani, mert tuti beleng.
Milyen megoldást javasolnátok?
Lehetőség szerint maradnék a golyós orsónál.
Talán fogasléc, de ott a fogaskerék ráfeszítés miatt tartok a mechanika problémáktól.
Szíj hajtás kizártam, ilyen hosszban elég nagy gyorsulásokat kellene végezni, tuti nyúlna a szalag, esetleg át is ugrana... ( bár az átugrás már igen csak probléma lenne)
Szóval golyós orsó...
Plusz kocsi, ami pl maga után húz lánccal, dróttal hogy mindig legalább félúton meg legyen vezetve?
vagy valami rugós megoldás ahogy elhaladt a kocsi összefogja valami kettévágott műanyag cső rugós feszítéssel?
Hogy szokták ezt megoldani?
Előre is köszi!
Golyós orsót szeretnék 2-2.5m hosszan használni 20mm átmérőt 5mm menetemelkedéssel.
Nem alaptalanul úgy gondolom, félek megtámasztás nélkül hajtani, mert tuti beleng.
Milyen megoldást javasolnátok?
Lehetőség szerint maradnék a golyós orsónál.
Talán fogasléc, de ott a fogaskerék ráfeszítés miatt tartok a mechanika problémáktól.
Szíj hajtás kizártam, ilyen hosszban elég nagy gyorsulásokat kellene végezni, tuti nyúlna a szalag, esetleg át is ugrana... ( bár az átugrás már igen csak probléma lenne)
Szóval golyós orsó...
Plusz kocsi, ami pl maga után húz lánccal, dróttal hogy mindig legalább félúton meg legyen vezetve?
vagy valami rugós megoldás ahogy elhaladt a kocsi összefogja valami kettévágott műanyag cső rugós feszítéssel?
Hogy szokták ezt megoldani?
Előre is köszi!
Cím: Re:Mechanikai ötletek
Írta: vadember Dátum 2025 március 26, 20:17
Írta: vadember Dátum 2025 március 26, 20:17
Az ilyen hosszú orsónál az anyát szokás forgatni, hogy ne lengjen be az orsó.
Cím: Re:Mechanikai ötletek
Írta: sarktibsi Dátum 2025 március 26, 20:26
Írta: sarktibsi Dátum 2025 március 26, 20:26
Szerintem ez fordulatszám függő is egy D20-as golyósorsot ilyen hosszban nem kéne gyorsan forgatni. (hamar beremeg)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 26, 20:38
Írta: TBS-TEAM Dátum 2025 március 26, 20:38
Ilyen hosszban a legtöbb gyártó fogaslécet használ, ráadásúl a legolcsóbb megoldás.
Ferde fogazású (HELICAL) még csendes is meg több mint 1 fog fog mindig teljes kottyanásmentes.
Golyos orsós megoldásnál az anyát kell forgatni.
Az orsó felénél egy levegős hengerrel egy müanyag lappal támasztják meg.
Két érzékelővel a munkahenger közelében.
Amikor odaér az anya az érzékelőhöz lemegy a munkahenger.
Régen rugós karos alátámasztással oldották meg és az anya nyomta le mikor odaért.
Ferde fogazású (HELICAL) még csendes is meg több mint 1 fog fog mindig teljes kottyanásmentes.
Golyos orsós megoldásnál az anyát kell forgatni.
Az orsó felénél egy levegős hengerrel egy müanyag lappal támasztják meg.
Két érzékelővel a munkahenger közelében.
Amikor odaér az anya az érzékelőhöz lemegy a munkahenger.
Régen rugós karos alátámasztással oldották meg és az anya nyomta le mikor odaért.
Cím: Re:Mechanikai ötletek
Írta: sarktibsi Dátum 2025 március 26, 20:49
Írta: sarktibsi Dátum 2025 március 26, 20:49
Én akartam egyszer ilyet csinálni 3.000 MM D30x10-es golyósorsó a két végén csapágyazva , a közti rész két helyen megtámasztva pneumatikus nyíló-záró megtámasztás.
De túl sokba került volna , így nem valósult meg.
De túl sokba került volna , így nem valósult meg.
Cím: Re:Mechanikai ötletek
Írta: sarktibsi Dátum 2025 március 26, 20:59
Írta: sarktibsi Dátum 2025 március 26, 20:59
Nem véletlenül kerül egy 3.200 MM-es rúd adagoló sok-sok millióba, szerencsére járok ilyen helyre nem egy egyszerű szerkezet. Csak egy pár adat D32-es köracél 3.000-es fordulatszám 3.000 mm hosszon. És alig van hangja.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2025 március 26, 21:00
Írta: remrendes Dátum 2025 március 26, 21:00
A linearis motorok elterjedeseig szijhajtast hasznaltak SMT gepeken, pl Siemens F es S szeria.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 26, 21:01
Írta: TBS-TEAM Dátum 2025 március 26, 21:01
Az egyik ügyfelünk Vizvágó gépén 3,2m 25mm golyosorsó van az X tengelyen. Fix az orsó és az anya forog.
Ott pneumatikus megtámasztás van két érzékelővel.
Ott pneumatikus megtámasztás van két érzékelővel.
Cím: Re:Mechanikai ötletek
Írta: sarktibsi Dátum 2025 március 26, 21:17
Írta: sarktibsi Dátum 2025 március 26, 21:17
Igen én is úgy terveztem , csak annak pneumatikus megtámasztásnak nagyon precíznek és erős strapabírónak kell lenni. Ez olyan mint az eszterga gépváz-ágyszerkezet , nagyon sokféle van belőle a piacon de a nagyon jó konstrukcióból kevés van.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 26, 21:35
Írta: TBS-TEAM Dátum 2025 március 26, 21:35
Bordásszíjjal pl: HTD5M méteres fektetett kivitelben nagy gyorsulásnál sem ugrik meg és nem is nyúlik. üvegszálas.
Egy kép a HTD5M minimális hajlitási átmérővel.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_unv6s9hb8wxcgpf6963_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/unv6s9hb8wxcgpf6963_3344.png)
Egy kép a HTD5M minimális hajlitási átmérővel.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_unv6s9hb8wxcgpf6963_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/unv6s9hb8wxcgpf6963_3344.png)
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 27, 07:17
Írta: frob Dátum 2025 március 27, 07:17
Köszönöm az értékes információkat!
Összefoglalva, golyósorsót ilyen hosszan csak jó vastagot fogatunk azt is kitámasztva.
Forgatjuk inkább az anyát ( logikus miért nem jutott eszembe), bár itt a tömeg ami plusz hozzáadódik , motor és cuccai.
De mintha azt vettem volna ki az írásaitokból, hogy még ezt is érdemes megtámasztani
Fogasléc jó dolog, majd rákérdezek powerbelt nél ( vagy kit ajánlotok még) hogy van e ferdefogazású, bár attól tartok nem e nagy rezonanciát vihet át, mert akkora tömeget meg nem akarok ami azt esetleg meg tudná fogni.
Szíj, a fém vagy az üvegszálas a nyerőbb?
Beültetőket néztem, de omega hajtást nem láttam, ott is inkább teljesen körbevitt csak 1 oldalt hajtottakkal találkoztam.
Mozgatandó tömeg olyan 5-8kg, viszont tervek szerint ennek többszöröse is lehetne, mivel több fej is mozoghatna szinkronban. Bár ha a omega hajtás vagy a golyós anya fogatásról beszélünk akkor megnőne a tömeg hirtelen plusz 1-2kg-al, igaz az csak 1x
Gyorsjárat ami igazán sokat számítana, a munka tempó nem vészes max 100mm/s, gyorsjárat amennyiben lehetséges a duplája minimum.
Bár most számolom, lehet nem is kevés az, még egy 3000rmp-s szervónak is majd a csúcsban van a gyorsjárat, ha jól számolom... tulajdonképen direkt hajtás kell, erőhatást is számolnom kell mekkora moci is kellene... huha :)
Összefoglalva, golyósorsót ilyen hosszan csak jó vastagot fogatunk azt is kitámasztva.
Forgatjuk inkább az anyát ( logikus miért nem jutott eszembe), bár itt a tömeg ami plusz hozzáadódik , motor és cuccai.
De mintha azt vettem volna ki az írásaitokból, hogy még ezt is érdemes megtámasztani
Fogasléc jó dolog, majd rákérdezek powerbelt nél ( vagy kit ajánlotok még) hogy van e ferdefogazású, bár attól tartok nem e nagy rezonanciát vihet át, mert akkora tömeget meg nem akarok ami azt esetleg meg tudná fogni.
Szíj, a fém vagy az üvegszálas a nyerőbb?
Beültetőket néztem, de omega hajtást nem láttam, ott is inkább teljesen körbevitt csak 1 oldalt hajtottakkal találkoztam.
Mozgatandó tömeg olyan 5-8kg, viszont tervek szerint ennek többszöröse is lehetne, mivel több fej is mozoghatna szinkronban. Bár ha a omega hajtás vagy a golyós anya fogatásról beszélünk akkor megnőne a tömeg hirtelen plusz 1-2kg-al, igaz az csak 1x
Gyorsjárat ami igazán sokat számítana, a munka tempó nem vészes max 100mm/s, gyorsjárat amennyiben lehetséges a duplája minimum.
Bár most számolom, lehet nem is kevés az, még egy 3000rmp-s szervónak is majd a csúcsban van a gyorsjárat, ha jól számolom... tulajdonképen direkt hajtás kell, erőhatást is számolnom kell mekkora moci is kellene... huha :)
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 27, 07:34
Írta: frob Dátum 2025 március 27, 07:34
Jól számoltam, hogy még dupla sebességnél is elég lehetne 5-10W os szervó?
Az az 100W os simán vihetné direkt hajtással?
Az az 100W os simán vihetné direkt hajtással?
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2025 március 27, 08:48
Írta: remrendes Dátum 2025 március 27, 08:48
Igen, az Y motor ott a vazon van. Uvegszalas szijjal, pl ilyen (https://goldlandsmt.com/product-item/00334180-asm-siemens-siplace-x-axis-s27-belt/). Egy ilyen gep max 2.5m/s sebesseget tud.
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2025 március 27, 08:49
Írta: remrendes Dátum 2025 március 27, 08:49
Gondolnam nem a sebesseghez, hanem a gyorsulashoz kell a nagyobb teljesitmeny.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 27, 09:08
Írta: TBS-TEAM Dátum 2025 március 27, 09:08
Mivel nagyon kicsi a tömeg a leggazdaságosabb a fektetett bordásszíj hajtás.
HTD5M 12mm széles (megengedett terhelés 700N.)bőven elegendő ~5700.-Ft/m. Üvegszál az olcsóbb és nem érzékeny a hőmérséklet változásra.
Nem érzékeny a környezeti szennyeződésekre.
Szinte karbantartásmentes.
Egyszerű rögzítés a végeken.
30m/s is lazán elérhető.
Fogasléces hajtás:
Helical fogasléc. (https://shop.cncdrive.hu/termekek/helical-fogaslec-es-kerek)
~11000.-Ft/m.
Az 1,5 Modullal 200Kg mozgatása akár 35m/s is alkalmas.
Golyosorsó:
2-3m hosszban mindig áll az orsó és mindig az anyát forgatják.
Drága és az orsó/anya védelmet is meg kell oldani.
20-as ~16000.-Ft/m-től.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_0yeymhq6basiufxw760a2_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/0yeymhq6basiufxw760a2_3344.png)
HTD5M 12mm széles (megengedett terhelés 700N.)bőven elegendő ~5700.-Ft/m. Üvegszál az olcsóbb és nem érzékeny a hőmérséklet változásra.
Nem érzékeny a környezeti szennyeződésekre.
Szinte karbantartásmentes.
Egyszerű rögzítés a végeken.
30m/s is lazán elérhető.
Fogasléces hajtás:
Helical fogasléc. (https://shop.cncdrive.hu/termekek/helical-fogaslec-es-kerek)
~11000.-Ft/m.
Az 1,5 Modullal 200Kg mozgatása akár 35m/s is alkalmas.
Golyosorsó:
2-3m hosszban mindig áll az orsó és mindig az anyát forgatják.
Drága és az orsó/anya védelmet is meg kell oldani.
20-as ~16000.-Ft/m-től.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_0yeymhq6basiufxw760a2_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/0yeymhq6basiufxw760a2_3344.png)
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 27, 09:13
Írta: TBS-TEAM Dátum 2025 március 27, 09:13
Mivel nagyon kicsi a tömeg a leggazdaságosabb a fektetett bordásszíj hajtás.
HTD5M 12mm széles (megengedett terhelés 700N.)bőven elegendő ~5700.-Ft/m. Üvegszál az olcsóbb és nem érzékeny a hőmérséklet változásra.
Nem érzékeny a környezeti szennyeződésekre.
Szinte karbantartásmentes.
Egyszerű rögzítés a végeken.
3,0m/s is lazán elérhető.
Fogasléces hajtás:
Helical fogasléc.
~11000.-Ft/m.
Az 1,5 Modullal 200Kg mozgatása akár 3,5m/s is alkalmas.
Golyosorsó:
2-3m hosszban mindig áll az orsó és mindig az anyát forgatják.
Drága és az orsó/anya védelmet is meg kell oldani.
20-as ~16000.-Ft/m-től.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_8ht4vvzuzbpb87wzijef_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/8ht4vvzuzbpb87wzijef_3344.png)
HTD5M 12mm széles (megengedett terhelés 700N.)bőven elegendő ~5700.-Ft/m. Üvegszál az olcsóbb és nem érzékeny a hőmérséklet változásra.
Nem érzékeny a környezeti szennyeződésekre.
Szinte karbantartásmentes.
Egyszerű rögzítés a végeken.
3,0m/s is lazán elérhető.
Fogasléces hajtás:
Helical fogasléc.
~11000.-Ft/m.
Az 1,5 Modullal 200Kg mozgatása akár 3,5m/s is alkalmas.
Golyosorsó:
2-3m hosszban mindig áll az orsó és mindig az anyát forgatják.
Drága és az orsó/anya védelmet is meg kell oldani.
20-as ~16000.-Ft/m-től.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_8ht4vvzuzbpb87wzijef_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/8ht4vvzuzbpb87wzijef_3344.png)
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2025 március 27, 12:48
Írta: istvan3 Dátum 2025 március 27, 12:48
A Datron ML gépeken az 1500 mm-es hosszhoz úgy van megoldva, hogy a főorsótól jobbra és balra van 1-1 lineáris kocsi, amin van 1-1 golyósorsó támasz. A 2 elem össze van kötve egy rúddal (kb. 1 méter) így az egész egységet ide oda tologatja a főorsó. Így a támaszték nélküli szakasz le van csökkentve.
22m/perc gyorsjáratot tud, szóval direkt hajtással 2200 RPM fordulat.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_zbjeapp3zm5ayhdvaymzf_3305.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/zbjeapp3zm5ayhdvaymzf_3305.jpg)
22m/perc gyorsjáratot tud, szóval direkt hajtással 2200 RPM fordulat.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_zbjeapp3zm5ayhdvaymzf_3305.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/zbjeapp3zm5ayhdvaymzf_3305.jpg)
Cím: Re:Mechanikai ötletek
Írta: istvan3 Dátum 2025 március 27, 12:53
Írta: istvan3 Dátum 2025 március 27, 12:53
Az orsó méretét nem tudom, de az M8 típusban 16/10-es Rexroth orsó van és ez ránézésre ugyan az a méret.
Amúgy forgó orsó esetén sokat számít a végcsapágyazás típusa.
2 oldali előfeszített csapágyazással növelhető a maximális fordulatszám.
Nézd meg pl. a Rexroth adatlapját, ott különböző csapágyazásokra és orsó típusokra lebontva jól látni a maximális elérhető fordulatszámot.
Amit még figyelembe kell venni, hogy a hosszú orsó lesz a rendszer merevség ("rigidity") szempontjából a szűk keresztmetszet. Ez 2 oldali feszített csapágyazással javítható. Bár fogasszíj vagy fogasléc hajtáshoz képest valószínűleg az eredmény még mindig jobb a hosszú orsóval.
Amúgy forgó orsó esetén sokat számít a végcsapágyazás típusa.
2 oldali előfeszített csapágyazással növelhető a maximális fordulatszám.
Nézd meg pl. a Rexroth adatlapját, ott különböző csapágyazásokra és orsó típusokra lebontva jól látni a maximális elérhető fordulatszámot.
Amit még figyelembe kell venni, hogy a hosszú orsó lesz a rendszer merevség ("rigidity") szempontjából a szűk keresztmetszet. Ez 2 oldali feszített csapágyazással javítható. Bár fogasszíj vagy fogasléc hajtáshoz képest valószínűleg az eredmény még mindig jobb a hosszú orsóval.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 27, 17:44
Írta: frob Dátum 2025 március 27, 17:44
sorba veszek mindenkit :)
remrendes, a számítás , elfelejtetem írni hogy 200mm/s^2 re számoltam a sebességet.
és köszi a szíjjat!
TBS, elfelejtettem a legkézenfekvőbb boltot megnézni a neten, ahol még normális is a banda és segítőkész!
Keresni foglak benneteket!
Gondolom a szíj is kapható nálatok és hozzá kerék is, bár a 12mm kevésnek tartom ettől függetlenül. A táblázatban szereplő dolgok már már hihetetlennek tűnnek :)
Így hogy nálatok is kapható még a fogasléc is érdekes, pl annak a feszítésére valami jó megoldás?
Golyósorsó, igaz 35 körüli átmérővel de láttam már gépet nem megtámasztott módival is.
isvan3
állati jó megoldást mutattál, köszönöm szépen
Szóval mindenkinek köszi megint sok sok jó dolgot adtatok!
remrendes, a számítás , elfelejtetem írni hogy 200mm/s^2 re számoltam a sebességet.
és köszi a szíjjat!
TBS, elfelejtettem a legkézenfekvőbb boltot megnézni a neten, ahol még normális is a banda és segítőkész!
Keresni foglak benneteket!
Gondolom a szíj is kapható nálatok és hozzá kerék is, bár a 12mm kevésnek tartom ettől függetlenül. A táblázatban szereplő dolgok már már hihetetlennek tűnnek :)
Így hogy nálatok is kapható még a fogasléc is érdekes, pl annak a feszítésére valami jó megoldás?
Golyósorsó, igaz 35 körüli átmérővel de láttam már gépet nem megtámasztott módival is.
isvan3
állati jó megoldást mutattál, köszönöm szépen
Szóval mindenkinek köszi megint sok sok jó dolgot adtatok!
Cím: Re:Mechanikai ötletek
Írta: remrendes Dátum 2025 március 27, 17:48
Írta: remrendes Dátum 2025 március 27, 17:48
Ez otletes!
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2025 március 27, 18:14
Írta: Vetesi75 Dátum 2025 március 27, 18:14
Plazmavágón találkoztam 16x16 orsóval kb. 2500 hosszban. Ott a lineáron redőnygutnival összekötött támasztókat vonszolt kettőt vagy hármat. Léptetőmotoros gép volt és nem ez a része mutatkozott a gyenge pontjának.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 28, 14:04
Írta: frob Dátum 2025 március 28, 14:04
Nézegettem a fogasléceket, ezeken egyiken sincs felfogató furat?
Hogy szokták ezeket rögzíteni?
Hogy szokták ezeket rögzíteni?
Cím: Re:Mechanikai ötletek
Írta: ab Dátum 2025 március 28, 14:13
Írta: ab Dátum 2025 március 28, 14:13
Csavarozás + illesztőszeg páros (én belső menettel szeretem). Egyéni igények szerint az elosztás.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 28, 16:05
Írta: TBS-TEAM Dátum 2025 március 28, 16:05
Egyedileg kell elkészíteni, szokásos távolság 60mm-100mm.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 28, 17:15
Írta: frob Dátum 2025 március 28, 17:15
Hát ez így kevésbé barátságos, mennyi esélyem van hogy két furat is egy magasságba kerül :D kb semmi ...
Szóval ez nem nyert. :(
Szóval ez nem nyert. :(
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2025 március 28, 17:22
Írta: PSoft Dátum 2025 március 28, 17:22
Ne ám mááá...ne tudjál nyolc-tíz lyukat egy vonalba kifúrni! [#vigyor2]
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 28, 17:27
Írta: TBS-TEAM Dátum 2025 március 28, 17:27
Egy egyszerű sablonnal is megoldható a fúrási távolság.
A fogasléc fogaskerék kapcsolat meg rugós előfeszítéssel egyszerüen megoldható.
A fogasléc fogaskerék kapcsolat meg rugós előfeszítéssel egyszerüen megoldható.
Cím: Re:Mechanikai ötletek
Írta: ab Dátum 2025 március 28, 17:40
Írta: ab Dátum 2025 március 28, 17:40
Mi jelentősége van, ha nincs vonalban? A fogasléc párhuzamos legyen a lineáris megvezetéssel. Egyébként meg előfúrod a fogaslécet kis átmérőjű fúróval. Felfogatod a helyére, kiórázod, átjelölöd, menetet fúrsz. A fogaslécen meg elkészíted a csavarfej süllyesztést. Sorjázod, felfogatod már a csavarokkal. Kiórázod, majd minimum kettő darab illesztőszeggel véglegesíted.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 29, 07:51
Írta: frob Dátum 2025 március 29, 07:51
Hát, lehet hogy sikerül, de azért köze sincs hozzá hogy gyári legyen... nekem nagyon furcsa hogy nincs rajta lyuk..
Nem is értem, miért nincs, hogy rögzítik másképp, szorítóval? Attól még lehetne lyuk a szorítót nem zavarja de engem a lyuk hiánya igen...
Na ha véletlen e mellett döntök, keresek inkább cnc-st aki kifúrja pontosan... vagy maróst, legalább 1 vonalba legyen..
De legalább a végei passzolnak a következő darabhoz, vagy azt is a felhasználónak kell összecsiszolni?
Nem is értem, miért nincs, hogy rögzítik másképp, szorítóval? Attól még lehetne lyuk a szorítót nem zavarja de engem a lyuk hiánya igen...
Na ha véletlen e mellett döntök, keresek inkább cnc-st aki kifúrja pontosan... vagy maróst, legalább 1 vonalba legyen..
De legalább a végei passzolnak a következő darabhoz, vagy azt is a felhasználónak kell összecsiszolni?
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 29, 08:18
Írta: TBS-TEAM Dátum 2025 március 29, 08:18
Hegesztéssel is szokták rögzíteni.
A végek kialakítása olyan, hogy nem szakad meg a fogasléc fogak folytonossága.
A végek kialakítása olyan, hogy nem szakad meg a fogasléc fogak folytonossága.
Cím: Re:Mechanikai ötletek
Írta: PSoft Dátum 2025 március 29, 08:47
Írta: PSoft Dátum 2025 március 29, 08:47
IdézAttól még lehetne lyuk a szorítót nem zavarja de engem a lyuk hiánya igen...
Ha ennyire zavar a lyuk hiánya, akkor vegyél tolókapu fogaslécet. [#kacsint]
Ha esetleg elb@sznád a felfúrást, azon még a lyukak is nyújtottak. :)
Tolókapu fogasléc. (https://vallder.com/hu/product/sliding-gate-rack/)
Cím: Re:Mechanikai ötletek
Írta: ab Dátum 2025 március 29, 12:20
Írta: ab Dátum 2025 március 29, 12:20
Sokkal jobb tud lenni adott esetben, ha nem egységes furatkiosztású rögzítésre van szükséged.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 29, 12:57
Írta: frob Dátum 2025 március 29, 12:57
értem az iróniát... de azért na..
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2025 március 29, 13:29
Írta: gaben Dátum 2025 március 29, 13:29
Nem szereted a kihívásokat Robi? [#vigyor]
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 30, 11:57
Írta: frob Dátum 2025 március 30, 11:57
hát azért egy kapumozgató fogasléccel csináljon cnc-t akinek...
Egyébként ennyi erővel ne legyen lyuk a lineáris síneken se, mert hát majd kif
kifúrja mindenki ott ahol akarja, nem?
Mert itt mindenki baromi pontosan tud fúrni :)
Na jó nem szívózok, ez van, valahogy megoldom.
Még egyszer köszi mindenkinek az infókat, mind hasznos volt!
Egyébként ennyi erővel ne legyen lyuk a lineáris síneken se, mert hát majd kif
kifúrja mindenki ott ahol akarja, nem?
Mert itt mindenki baromi pontosan tud fúrni :)
Na jó nem szívózok, ez van, valahogy megoldom.
Még egyszer köszi mindenkinek az infókat, mind hasznos volt!
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2025 március 30, 13:27
Írta: Vetesi75 Dátum 2025 március 30, 13:27
Első CNC-met egy pisztolyfúrógéppel és kéziszerszámokkal alkottam. (Épül a gépem #100 #101)
Ez a kapumozgató fogasléc lézervágott?
Ez a kapumozgató fogasléc lézervágott?
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 30, 13:44
Írta: TBS-TEAM Dátum 2025 március 30, 13:44
Régebben préselt lemezből volt, mostanában már műanyag egyre
több gyártónál.
Könyebb csendesebb olcsóbb előállítani.
több gyártónál.
Könyebb csendesebb olcsóbb előállítani.
Cím: Re:Mechanikai ötletek
Írta: gaben Dátum 2025 március 30, 14:18
Írta: gaben Dátum 2025 március 30, 14:18
Azzal én sem bohóckodnék az tuti.
Persze kisebb darabokkal nem lenne probléma a furatokat megoldani, de 2000mm hosszúságú fogasléc nem mindenhol fér el pl. egy asztali fúrógép alatt.
Persze kisebb darabokkal nem lenne probléma a furatokat megoldani, de 2000mm hosszúságú fogasléc nem mindenhol fér el pl. egy asztali fúrógép alatt.
Cím: Re:Mechanikai ötletek
Írta: ab Dátum 2025 március 30, 14:40
Írta: ab Dátum 2025 március 30, 14:40
"Egyébként ennyi erővel ne legyen lyuk a lineáris síneken se,..."
52-64HRC a lineáris sinek keménysége amiket eddig mértem. Nem kivitelezhetetlen, de van akinek a fogas........
52-64HRC a lineáris sinek keménysége amiket eddig mértem. Nem kivitelezhetetlen, de van akinek a fogas........
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2025 március 30, 16:20
Írta: svejk Dátum 2025 március 30, 16:20
Az mitől lenne jobb ha lennének rajta furatok és adott esetben pont nem jó helyre esnének?
Nagyobb lenne a bosszúság.
A felfogató furatok még a lineáris síneknél sem alkalmasak tájolásra, csak rögzítésre.
A kapható fogaslécek könnyen fúrhatóak, csavarfejnek sűllyeszthetőek. Oda fúrod ahova kell, így van ez jól.
A végén a beállítás után pedig pár dörzsárazot furattal és illesztőszegekkel kell a pozíciót tartani.
Nagyobb lenne a bosszúság.
A felfogató furatok még a lineáris síneknél sem alkalmasak tájolásra, csak rögzítésre.
A kapható fogaslécek könnyen fúrhatóak, csavarfejnek sűllyeszthetőek. Oda fúrod ahova kell, így van ez jól.
A végén a beállítás után pedig pár dörzsárazot furattal és illesztőszegekkel kell a pozíciót tartani.
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 30, 16:32
Írta: frob Dátum 2025 március 30, 16:32
Meghajlok nagyságotok előtt!
De ettől még bosszant hogy nincs rajta, főleg hogy látom van ahol kapható, csak nem itthon..
De ettől még bosszant hogy nincs rajta, főleg hogy látom van ahol kapható, csak nem itthon..
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 30, 18:09
Írta: TBS-TEAM Dátum 2025 március 30, 18:09
Ha a fogasléc és a fogaskerék kapcsolatot rugós feszítésűre tervezed még a 5mm fogasléc hullámosság sem számítana.
Helical lécben gondolkozol az 1,5Modulos 17x17mm. kisebb nem nagyon érhető el HU-ban.
Elég nehéz el..ni egy ilyen nagy vasat. [#eplus2]
Azt írtad ~10kg amit mozgatni kell.
Elég 300mm-ént rögzíteni a lécet.
Egy kicsit nagyon túl sok lesz.
Nem írtad mire is lenne használva ez a gép?
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_4yveb7kqdq27utbssaggi_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/4yveb7kqdq27utbssaggi_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_9bypksgs2cbzisys80m8_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/9bypksgs2cbzisys80m8_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_c7qh4mds5um6neyzzkx0_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/c7qh4mds5um6neyzzkx0_3344.png)
Helical lécben gondolkozol az 1,5Modulos 17x17mm. kisebb nem nagyon érhető el HU-ban.
Elég nehéz el..ni egy ilyen nagy vasat. [#eplus2]
Azt írtad ~10kg amit mozgatni kell.
Elég 300mm-ént rögzíteni a lécet.
Egy kicsit nagyon túl sok lesz.
Nem írtad mire is lenne használva ez a gép?
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_4yveb7kqdq27utbssaggi_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/4yveb7kqdq27utbssaggi_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_9bypksgs2cbzisys80m8_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/9bypksgs2cbzisys80m8_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_c7qh4mds5um6neyzzkx0_3344.png) (https://hobbicncforum.hu/uploaded_images/2025/03/c7qh4mds5um6neyzzkx0_3344.png)
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 31, 07:53
Írta: frob Dátum 2025 március 31, 07:53
Cél gép lesz ennyi a szerelék ami húzni vonni kell...
a mozgatás cnc rendszerű, ezért sem akarom feltalálni ama viaszt...
A 1.5 modult ajánlod, mi az oka?
Mivel fogasléccel nem volt még dolgom ezért még kérdezek, a kis modul nem kopik jobban mint a nagy?
100-200W környékén mekkora fogaskerék amit illik beletenni, mi az amit általánosan használtok hozzá? Amit nézegettem moci 14mm a tengely átmérője, és 5mm széles a retesz.
Van olyan fogaskerék ami illeszkedik rá és nem kell megmunkálni, netán anynira pontos, hogy melegítve ráhúzom kihűl akkor utána az már ott marad?
Látom hogy most a méteres lécet a bolt úgy mutatja hogy nincs, mikorra várható?
És köszi a képeket, jól látom hogy alul a forgásponton csak csavar van, azt gondoltam min csapágy vagy bronzpersely, csavart mennyire kell meghúzni, vagy van annyira erős a rugó hogy elég feszesre lehet húzni akkor is el tud mozdulni?
a mozgatás cnc rendszerű, ezért sem akarom feltalálni ama viaszt...
A 1.5 modult ajánlod, mi az oka?
Mivel fogasléccel nem volt még dolgom ezért még kérdezek, a kis modul nem kopik jobban mint a nagy?
100-200W környékén mekkora fogaskerék amit illik beletenni, mi az amit általánosan használtok hozzá? Amit nézegettem moci 14mm a tengely átmérője, és 5mm széles a retesz.
Van olyan fogaskerék ami illeszkedik rá és nem kell megmunkálni, netán anynira pontos, hogy melegítve ráhúzom kihűl akkor utána az már ott marad?
Látom hogy most a méteres lécet a bolt úgy mutatja hogy nincs, mikorra várható?
És köszi a képeket, jól látom hogy alul a forgásponton csak csavar van, azt gondoltam min csapágy vagy bronzpersely, csavart mennyire kell meghúzni, vagy van annyira erős a rugó hogy elég feszesre lehet húzni akkor is el tud mozdulni?
Cím: Re:Mechanikai ötletek
Írta: frob Dátum 2025 március 31, 08:08
Írta: frob Dátum 2025 március 31, 08:08
még vmi ( meg még biztos lesz sok)
látom a renderelt képen lapos fejű csavar van, ragasztóval rögzítitek vagy fogas alátéttel?
Süllyesztésen gondolkodom, oda elférne bele a rugós vagy fogas alátét is..
látom a renderelt képen lapos fejű csavar van, ragasztóval rögzítitek vagy fogas alátéttel?
Süllyesztésen gondolkodom, oda elférne bele a rugós vagy fogas alátét is..
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 március 31, 09:01
Írta: TBS-TEAM Dátum 2025 március 31, 09:01
Az 1.5Modul azért írtam mert ez érhető el nem ajánlás.
Közvetlen nem jó ötlet a szervomotorral hajtanod.
Lassító áttételre van szükséged.
A fogaskerekek 8mm alapfurattal rendelkeznek 12-20 fogig.
14 tengelyre minimum 17fogut lehet felrakni.
Dm:20mm
Dpt:27,6mm x3,14x3000=259992mm/perc.
Minimum 1:20 áttételű hajtomü kell. ~13m/perc a gyorsjárat.
A képek rugós fogaskerék kapcsolatról megvalósitási minták.
Mi szinte csak Imbusz csavarokat használunk sinek, léccek rögzítéséhez.
Minden alá rugós körmös alátétet. 2.kép.
Nagy rezgésnek kitett helyeken: Fogazott ékzáró biztosító alátét, W.TEC sorozat. 3.kép.
A rugós kapcsolatú motorrögzítésnél a forgáspontnál nem kell
csapágy sima 10.9 csavar aminek a fejénél nincs menet.
Én a fektetett bordásszíjas felé hajlanék.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_wfdvuf9jy6ikachcmnw_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/wfdvuf9jy6ikachcmnw_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_x8qbd28q2ayw27sg8fdwa_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/x8qbd28q2ayw27sg8fdwa_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_sa43e6hcqp9ikfcqjxn8_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/sa43e6hcqp9ikfcqjxn8_3344.jpg)
Közvetlen nem jó ötlet a szervomotorral hajtanod.
Lassító áttételre van szükséged.
A fogaskerekek 8mm alapfurattal rendelkeznek 12-20 fogig.
14 tengelyre minimum 17fogut lehet felrakni.
Dm:20mm
Dpt:27,6mm x3,14x3000=259992mm/perc.
Minimum 1:20 áttételű hajtomü kell. ~13m/perc a gyorsjárat.
A képek rugós fogaskerék kapcsolatról megvalósitási minták.
Mi szinte csak Imbusz csavarokat használunk sinek, léccek rögzítéséhez.
Minden alá rugós körmös alátétet. 2.kép.
Nagy rezgésnek kitett helyeken: Fogazott ékzáró biztosító alátét, W.TEC sorozat. 3.kép.
A rugós kapcsolatú motorrögzítésnél a forgáspontnál nem kell
csapágy sima 10.9 csavar aminek a fejénél nincs menet.
Én a fektetett bordásszíjas felé hajlanék.
(https://hobbicncforum.hu/uploaded_images/2025/03/tn_wfdvuf9jy6ikachcmnw_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/wfdvuf9jy6ikachcmnw_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_x8qbd28q2ayw27sg8fdwa_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/x8qbd28q2ayw27sg8fdwa_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/tn_sa43e6hcqp9ikfcqjxn8_3344.jpg) (https://hobbicncforum.hu/uploaded_images/2025/03/sa43e6hcqp9ikfcqjxn8_3344.jpg)
Cím: Re:Mechanikai ötletek
Írta: KoLa Dátum 2025 április 14, 20:02
Írta: KoLa Dátum 2025 április 14, 20:02
Hogyan kell jobbos menetfúróval, balos menetet fúrni?
Gelbart Úr megmutatja, a videó elején másfél perc körül.
Amit a műhely rozsdavédelméről mond az is nagyon érdekes...
[yt]OuZjjActWmQ[/yt]
Gelbart Úr megmutatja, a videó elején másfél perc körül.
Amit a műhely rozsdavédelméről mond az is nagyon érdekes...
[yt]OuZjjActWmQ[/yt]
Cím: Re:Mechanikai ötletek
Írta: bbalazs Dátum 2025 április 14, 20:36
Írta: bbalazs Dátum 2025 április 14, 20:36
Tudom, hogy őrületesen szőrszálhasogatás, de mikor a vizet ráengedi a köszörűre, a falra is spriccel, ahol a konnektorok vannak. Látszik is a nyoma, ahogy folyik le. Vagy van előtte nylon/plexi?
Cím: Re:Mechanikai ötletek
Írta: sarktibsi Dátum 2025 május 22, 16:44
Írta: sarktibsi Dátum 2025 május 22, 16:44
Valakinek fagyasztó spray-vel kapcsolatban van tapasztalata?
Szerelnem kellene egy szoros tengelyre egy csapágyat , ara gondoltam a tengelyt befújom fagyasztó spray-vel majd kézzel betolom a tengelyt a helyére. Azt írják akár -50 fokot is tud.
Szerelnem kellene egy szoros tengelyre egy csapágyat , ara gondoltam a tengelyt befújom fagyasztó spray-vel majd kézzel betolom a tengelyt a helyére. Azt írják akár -50 fokot is tud.
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 május 22, 16:48
Írta: TBS-TEAM Dátum 2025 május 22, 16:48
Idézetet írta: sarktibsi Dátum 2025 május 22, 16:44Valakinek fagyasztó spray-vel kapcsolatban van tapasztalata?
Szerelnem kellene egy szoros tengelyre egy csapágyat , ara gondoltam a tengelyt befújom fagyasztó spray-vel majd kézzel betolom a tengelyt a helyére. Azt írják akár -50 fokot is tud.
Igen tudja, elktronika hibakeresésnél használjuk.
Cím: Re:Mechanikai ötletek
Írta: sarktibsi Dátum 2025 május 22, 17:14
Írta: sarktibsi Dátum 2025 május 22, 17:14
Idézetet írta: TBS-TEAM Dátum 2025 május 22, 16:48Igen tudja, elktronika hibakeresésnél használjuk.
Na ezt még nem halottam , mi a lényege?
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2025 május 22, 17:22
Írta: svejk Dátum 2025 május 22, 17:22
Idézetet írta: sarktibsi Dátum 2025 május 22, 16:44Valakinek fagyasztó spray-vel kapcsolatban van tapasztalata?
Szerelnem kellene egy szoros tengelyre egy csapágyat , ara gondoltam a tengelyt befújom fagyasztó spray-vel majd kézzel betolom a tengelyt a helyére. Azt írják akár -50 fokot is tud.
A csapágyat melegítsd fel.
Ha az kevés akkor már úgy is túl szoros és a csapágyra nézve káros lenne az illesztés.
Egyébként lehet vele hűteni, persze egy tengely sosem lesz -50 fokos.
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2025 május 22, 17:25
Írta: svejk Dátum 2025 május 22, 17:25
Idézetet írta: sarktibsi Dátum 2025 május 22, 17:14Na ezt még nem halottam , mi a lényege?
Egy ismeretlen elektronikánál ahol van 20-30 elektrolitkondenzátor össze-vissza, nagyban megkönnyíti a hibakeresést.
Processzorok, RAM-ok is hajlamosak hidegben rosszalkodni.
Cím: Re:Mechanikai ötletek
Írta: sarktibsi Dátum 2025 május 22, 18:25
Írta: sarktibsi Dátum 2025 május 22, 18:25
Idézetet írta: svejk Dátum 2025 május 22, 17:22A csapágyat melegítsd fel.
Ha az kevés akkor már úgy is túl szoros és a csapágyra nézve káros lenne az illesztés.
Egyébként lehet vele hűteni, persze egy tengely sosem lesz -50 fokos.
Na pont az lenne a cél , hogy szoros legyen a csapágy összeszerelés után, sajnos eddig nem találtam C2-es illesztésű csapágyat abban a méretben. A csapágyat nagyon nem tudom melegíteni mert kiolvad a zsír utólagos zsírzásra nincs lehetőség.
Szerintem gyárilag is hűtéssel melegítéssel volt szerelve. (nagyon nehéz volt szétszedni)
Cím: Re:Mechanikai ötletek
Írta: svejk Dátum 2025 május 22, 19:15
Írta: svejk Dátum 2025 május 22, 19:15
Idézetet írta: sarktibsi Dátum 2025 május 22, 18:25Na pont az lenne a cél , hogy szoros legyen a csapágy összeszerelés után, sajnos eddig nem találtam C2-es illesztésű csapágyat abban a méretben. A csapágyat nagyon nem tudom melegíteni mert kiolvad a zsír utólagos zsírzásra nincs lehetőség.
Szerintem gyárilag is hűtéssel melegítéssel volt szerelve. (nagyon nehéz volt szétszedni)
Csak érdekesség, 30 mm átmérőjű tengelynél a C2 és a normál csapágy csapágyhézaga közt 50% az átfedés, tehát a normálban találhatsz olyat ami kisebb hézagú mint egy felsőhatáros C2.
Cím: Re:Mechanikai ötletek
Írta: sarktibsi Dátum 2025 május 22, 19:45
Írta: sarktibsi Dátum 2025 május 22, 19:45
Idézetet írta: svejk Dátum 2025 május 22, 19:15Csak érdekesség, 30 mm átmérőjű tengelynél a C2 és a normál csapágy csapágyhézaga közt 50% az átfedés, tehát a normálban találhatsz olyat ami kisebb hézagú mint egy felsőhatáros C2.
Na ez is igaz , lehet esztergálok egy tüskét majd felhúzok rá pár db csapágyat (kina,német,japán,szlovák) majd egy ezredes órával megmérem őket. Már csak kíváncsiságból is. :T
Cím: Re:Mechanikai ötletek
Írta: kgl Dátum 2025 július 08, 23:25
Írta: kgl Dátum 2025 július 08, 23:25
Vásároltam pár hete egy mikrométer mágneses talpat a mikrométeremhez. A talpon csak egy helyen, középen lehet lerögzíteni a pozíciót a mikrométernél és a mágneses talpnál nagyon gyenge a fogása a golyónak és ott nincs rögzítési lehetőség, így nagyon könnyen elállítódik a kar és nem lesz pontos a mérés sem emiatt.
Mágneses talp (https://www.temu.com/ul/kuiper/un9.html?subj=goods-un&_bg_fs=1&_p_jump_id=894&_x_vst_scene=adg&goods_id=601099535101960&sku_id=17592294949206&adg_ctx=a-8926ba8d~c-407d52a1~f-4a3b26c2&_x_ads_sub_channel=shopping&_p_rfs=1&_x_ns_prz_type=3&_x_ns_sku_id=17592294949206&_x_ns_gid=601099535101960&mrk_rec=1&_x_ads_channel=google&_x_gmc_account=5583905692&_x_login_type=Google&_x_ns_gg_lnk_type=adr&_x_ads_account=8203313452&_x_ads_set=22769175751&_x_ads_id=183740011084&_x_ads_creative_id=762510329745&_x_ns_source=g&_x_ns_gclid=CjwKCAjwg7PDBhBxEiwAf1CVu3Phl-WyygLwWG0fd6m1nWvNqlDLRI0esCEr_mM2CffRU3xuCX9f9RoCgQgQAvD_BwE&_x_ns_placement=&_x_ns_match_type=&_x_ns_ad_position=&_x_ns_product_id=5583905692-hu-17592294949206&_x_ns_target=&_x_ns_devicemodel=&_x_ns_wbraid=CkAKCAjw4K3DBhBWEjAA-nF6gmj6is3ojOJmVto56DRUZwxps8sbcZxPNZVSyOjiMm2MQwYdDfnJ1yJJtqcaAtaB&_x_ns_gbraid=0AAAAAo4mICF3sGhFx09nhkwlTUGkeVMoz&_x_ns_targetid=pla-2429864460601&gad_source=1&gad_campaignid=22769175751&gbraid=0AAAAAo4mICF3sGhFx09nhkwlTUGkeVMoz&gclid=CjwKCAjwg7PDBhBxEiwAf1CVu3Phl-WyygLwWG0fd6m1nWvNqlDLRI0esCEr_mM2CffRU3xuCX9f9RoCgQgQAvD_BwE)
Próbáltam a fekete golyófelyet forgatni kézzel, hátha a rúd vége rögzíti a golyót, de kézzel nem tudtam állítani rajta fogóval meg nem akartam feszegetni mert még eltörik.
Gondoltam arra is hogy szét kéne szedni és a fekete golyótartókba fúrni egy 4 mm-es lyukat és pici csavart belerakni ami meg tudja szorítani a golyót.
Mit javasoltok?
Mágneses talp (https://www.temu.com/ul/kuiper/un9.html?subj=goods-un&_bg_fs=1&_p_jump_id=894&_x_vst_scene=adg&goods_id=601099535101960&sku_id=17592294949206&adg_ctx=a-8926ba8d~c-407d52a1~f-4a3b26c2&_x_ads_sub_channel=shopping&_p_rfs=1&_x_ns_prz_type=3&_x_ns_sku_id=17592294949206&_x_ns_gid=601099535101960&mrk_rec=1&_x_ads_channel=google&_x_gmc_account=5583905692&_x_login_type=Google&_x_ns_gg_lnk_type=adr&_x_ads_account=8203313452&_x_ads_set=22769175751&_x_ads_id=183740011084&_x_ads_creative_id=762510329745&_x_ns_source=g&_x_ns_gclid=CjwKCAjwg7PDBhBxEiwAf1CVu3Phl-WyygLwWG0fd6m1nWvNqlDLRI0esCEr_mM2CffRU3xuCX9f9RoCgQgQAvD_BwE&_x_ns_placement=&_x_ns_match_type=&_x_ns_ad_position=&_x_ns_product_id=5583905692-hu-17592294949206&_x_ns_target=&_x_ns_devicemodel=&_x_ns_wbraid=CkAKCAjw4K3DBhBWEjAA-nF6gmj6is3ojOJmVto56DRUZwxps8sbcZxPNZVSyOjiMm2MQwYdDfnJ1yJJtqcaAtaB&_x_ns_gbraid=0AAAAAo4mICF3sGhFx09nhkwlTUGkeVMoz&_x_ns_targetid=pla-2429864460601&gad_source=1&gad_campaignid=22769175751&gbraid=0AAAAAo4mICF3sGhFx09nhkwlTUGkeVMoz&gclid=CjwKCAjwg7PDBhBxEiwAf1CVu3Phl-WyygLwWG0fd6m1nWvNqlDLRI0esCEr_mM2CffRU3xuCX9f9RoCgQgQAvD_BwE)
Próbáltam a fekete golyófelyet forgatni kézzel, hátha a rúd vége rögzíti a golyót, de kézzel nem tudtam állítani rajta fogóval meg nem akartam feszegetni mert még eltörik.
Gondoltam arra is hogy szét kéne szedni és a fekete golyótartókba fúrni egy 4 mm-es lyukat és pici csavart belerakni ami meg tudja szorítani a golyót.
Mit javasoltok?
Cím: Re:Mechanikai ötletek
Írta: TBS-TEAM Dátum 2025 július 09, 06:33
Írta: TBS-TEAM Dátum 2025 július 09, 06:33
Idézetet írta: kgl Dátum 2025 július 08, 23:25Vásároltam pár hete egy mikrométer mágneses talpat a mikrométeremhez. A talpon csak egy helyen, középen lehet lerögzíteni a pozíciót a mikrométernél és a mágneses talpnál nagyon gyenge a fogása a golyónak és ott nincs rögzítési lehetőség, így nagyon könnyen elállítódik a kar és nem lesz pontos a mérés sem emiatt.
Mágneses talp (https://www.temu.com/ul/kuiper/un9.html?subj=goods-un&_bg_fs=1&_p_jump_id=894&_x_vst_scene=adg&goods_id=601099535101960&sku_id=17592294949206&adg_ctx=a-8926ba8d~c-407d52a1~f-4a3b26c2&_x_ads_sub_channel=shopping&_p_rfs=1&_x_ns_prz_type=3&_x_ns_sku_id=17592294949206&_x_ns_gid=601099535101960&mrk_rec=1&_x_ads_channel=google&_x_gmc_account=5583905692&_x_login_type=Google&_x_ns_gg_lnk_type=adr&_x_ads_account=8203313452&_x_ads_set=22769175751&_x_ads_id=183740011084&_x_ads_creative_id=762510329745&_x_ns_source=g&_x_ns_gclid=CjwKCAjwg7PDBhBxEiwAf1CVu3Phl-WyygLwWG0fd6m1nWvNqlDLRI0esCEr_mM2CffRU3xuCX9f9RoCgQgQAvD_BwE&_x_ns_placement=&_x_ns_match_type=&_x_ns_ad_position=&_x_ns_product_id=5583905692-hu-17592294949206&_x_ns_target=&_x_ns_devicemodel=&_x_ns_wbraid=CkAKCAjw4K3DBhBWEjAA-nF6gmj6is3ojOJmVto56DRUZwxps8sbcZxPNZVSyOjiMm2MQwYdDfnJ1yJJtqcaAtaB&_x_ns_gbraid=0AAAAAo4mICF3sGhFx09nhkwlTUGkeVMoz&_x_ns_targetid=pla-2429864460601&gad_source=1&gad_campaignid=22769175751&gbraid=0AAAAAo4mICF3sGhFx09nhkwlTUGkeVMoz&gclid=CjwKCAjwg7PDBhBxEiwAf1CVu3Phl-WyygLwWG0fd6m1nWvNqlDLRI0esCEr_mM2CffRU3xuCX9f9RoCgQgQAvD_BwE)
Próbáltam a fekete golyófelyet forgatni kézzel, hátha a rúd vége rögzíti a golyót, de kézzel nem tudtam állítani rajta fogóval meg nem akartam feszegetni mert még eltörik.
Gondoltam arra is hogy szét kéne szedni és a fekete golyótartókba fúrni egy 4 mm-es lyukat és pici csavart belerakni ami meg tudja szorítani a golyót.
Mit javasoltok?
Azt tedd fel a polcra dísznek mert semmi másra nem jó. :Q
Cím: Re:Mechanikai ötletek
Írta: Karácsony Sándor Dátum 2026 április 21, 18:55
Írta: Karácsony Sándor Dátum 2026 április 21, 18:55
Szeretnék készíteni ütvecsavarozó gép ekhez meghúzási nyomaték mérőt.A max.2000Nm nyomaték lennea cél.Első elgondolásom ;brutál átmérőjő csavar ,erőmérő cella, arduino ,lcd kijejző lenne. De lehet ,hogy Kb 25 mm átmérőjű csavar ,több tonnát elviselő erőmérő cella kellene ...Más ötletelést szívesen várok .Köszi
Cím: Re:Mechanikai ötletek
Írta: Szedlay Pál Dátum 2026 április 21, 19:28
Írta: Szedlay Pál Dátum 2026 április 21, 19:28
Idézetet írta: Karácsony Sándor Dátum 2026 április 21, 18:55Szeretnék készíteni ütvecsavarozó gép ekhez meghúzási nyomaték mérőt.A max.2000Nm nyomaték lennea cél.Első elgondolásom ;brutál átmérőjő csavar ,erőmérő cella, arduino ,lcd kijejző lenne. De lehet ,hogy Kb 25 mm átmérőjű csavar ,több tonnát elviselő erőmérő cella kellene ...Más ötletelést szívesen várok .Köszi
A 2000 Nm-es nyomaték biztonságos elviseléséhez a 12.9-es szilárdsági osztályú csavar a legjobb választás, de még ebben a minőségben is legalább M30-as méretre van szükség főleg ha kenve van. Az M27 az épp határeset.
Cím: Re:Mechanikai ötletek
Írta: Alga76 Dátum 2026 április 21, 23:04
Írta: Alga76 Dátum 2026 április 21, 23:04
Idézetet írta: Karácsony Sándor Dátum 2026 április 21, 18:55Szeretnék készíteni ütvecsavarozó gép ekhez meghúzási nyomaték mérőt.A max.2000Nm nyomaték lennea cél.Első elgondolásom ;brutál átmérőjő csavar ,erőmérő cella, arduino ,lcd kijejző lenne. De lehet ,hogy Kb 25 mm átmérőjű csavar ,több tonnát elviselő erőmérő cella kellene ...Más ötletelést szívesen várok .Köszi
A 2000 Nm a kb 203kg egy méteres erőkaron. A géppel próbálnék elforgatni (nem fordul el csak próbál) egy kis T alakú elemet. A T szára fodul el Y csapágyban. A fejénél tamasztja egy vagy szemben kettő súlycella, ami nem engedi elfodulni. A fej kinyúlasa növelésével lehet csökkenteni a súlycella szükséges méréshatárát. 1000 kg a cella akkor 220mm a T fej fele.
Ezzel lehetne kalibrálni a gépet.
Cím: Re:Mechanikai ötletek
Írta: Karácsony Sándor Dátum 2026 április 22, 15:07
Írta: Karácsony Sándor Dátum 2026 április 22, 15:07
Idézetet írta: Alga76 Dátum 2026 április 21, 23:04A 2000 Nm a kb 203kg egy méteres erőkaron. A géppel próbálnék elforgatni (nem fordul el csak próbál) egy kis T alakú elemet. A T szára fodul el Y csapágyban. A fejénél tamasztja egy vagy szemben kettő súlycella, ami nem engedi elfodulni. A fej kinyúlasa növelésével lehet csökkenteni a súlycella szükséges méréshatárát. 1000 kg a cella akkor 220mm a T fej fele.Csakhogy az ütvecsavarozó ,mivel impulzusszerű eröt ad , ezért a visszamozdulást meg kell akadályozni.Önzáró erő átadás kell. Köszönöm a segítséget.
Ezzel lehetne kalibrálni a gépet.
Cím: Re:Mechanikai ötletek
Írta: Karácsony Sándor Dátum 2026 április 22, 15:10
Írta: Karácsony Sándor Dátum 2026 április 22, 15:10
Idézetet írta: Szedlay Pál Dátum 2026 április 21, 19:28A 2000 Nm-es nyomaték biztonságos elviseléséhez a 12.9-es szilárdsági osztályú csavar a legjobb választás, de még ebben a minőségben is legalább M30-as méretre van szükség főleg ha kenve van. Az M27 az épp határeset.. A méreteket csak saccoltam.Kössz a pontosítást.
Cím: Re:Mechanikai ötletek
Írta: kgl Dátum 2026 április 23, 11:36
Írta: kgl Dátum 2026 április 23, 11:36
Idézetet írta: TBS-TEAM Dátum 2025 július 09, 06:33Azt tedd fel a polcra dísznek mert semmi másra nem jó. :Q
Megtaláltam a megoldást. Én nem tudtam szétszedni mert össze van ragasztva a golyótartó kosár a szárral. Talán melegítéssel szétjönne de azt nem próbáltam. Szétszedés nélkül meg nem akartam én sem megfúrni hogy egy csavart rakjak bele, mert a golyó sérülne és a menetet sem lehetne rendesen belevágni.
Először ki akartam tapasztalni mielött bármilyen átalakítást csinálnék rajta, hogy milyen pozicióba használva jó nekem. Rájöttem, hogy mindig más pozicióba kell állítanom attól függően mit mértem vele. Erre csak egy megoldást találtam, hogy ne állítódjon el olyan könnyen. Sikerült szereznem jobb tapadású 3M öntapadós alu szalagot 5 cm széleset és ezzel körbetekerve tudtam fixálni a csuklós részeket. Sajnos ez elég drága szalag, de a legjobb. Több hasonló alu szalaggal is próbálkoztam de azok nem tartották meg olyan erősen.
Érdemes lehet körülnézni a neten, hátha olcsóbban hozzá tudsz jutni ehhez:3M öntapadós alu szalag 5 cm (https://www.cdrmarket.hu/3m-1436-aluminium-ragasztoszalag-papir-alapon-tl-0-075-mm-50-mm-x-50-m/?gad_source=1&gad_campaignid=9512865116&gbraid=0AAAAADOobpUIFQBZDpmQ63AaWSFXkq75v&gclid=CjwKCAjwhqfPBhBWEiwAZo196sFiMdEteU-UWgerZiviGrkD_7JktDm2K-emIWWNmCjp5ZQOehfJlhoC_jEQAvD_BwE)
Cím: Re:Mechanikai ötletek
Írta: zsolt123 Dátum 2026 május 01, 23:34
Írta: zsolt123 Dátum 2026 május 01, 23:34
Sziasztok, van egy 25-ös acéltengelyem, ami a valóságban csak 24.89 mm, így némileg lötyög a 6205-ös csapágyban. van arra valamilyen megbízható, de nem túl drága módszer, hogy megnöveljem az átmérőjét egy tizeddel a csapágyazások helyén? azt tudom, hogy van a hevítéses/acél porszórásos módszer, de annyit nem ér.
Cím: Re:Mechanikai ötletek
Írta: Alga76 Dátum 2026 május 02, 07:35
Írta: Alga76 Dátum 2026 május 02, 07:35
Nagyon sufnituning ugyan, de fel kell pontozni sűrűn körbe.
Cím: Re:Mechanikai ötletek
Írta: borvendeg Dátum 2026 május 02, 07:47
Írta: borvendeg Dátum 2026 május 02, 07:47
Idézetet írta: zsolt123 Dátum 2026 május 01, 23:34Sziasztok, van egy 25-ös acéltengelyem, ami a valóságban csak 24.89 mm, így némileg lötyög a 6205-ös csapágyban. van arra valamilyen megbízható, de nem túl drága módszer, hogy megnöveljem az átmérőjét egy tizeddel a csapágyazások helyén? azt tudom, hogy van a hevítéses/acél porszórásos módszer, de annyit nem ér.lezerhegesztes.
Cím: Re:Mechanikai ötletek
Írta: pcs Dátum 2026 május 02, 07:58
Írta: pcs Dátum 2026 május 02, 07:58
Idézetet írta: zsolt123 Dátum 2026 május 01, 23:34Sziasztok, van egy 25-ös acéltengelyem, ami a valóságban csak 24.89 mm, így némileg lötyög a 6205-ös csapágyban. van arra valamilyen megbízható, de nem túl drága módszer, hogy megnöveljem az átmérőjét egy tizeddel a csapágyazások helyén? azt tudom, hogy van a hevítéses/acél porszórásos módszer, de annyit nem ér.Loctite 638 vagy 648 ?
Cím: Re:Mechanikai ötletek
Írta: Vetesi75 Dátum 2026 május 02, 10:18
Írta: Vetesi75 Dátum 2026 május 02, 10:18
Idézetet írta: borvendeg Dátum 2026 május 02, 07:47lezerhegesztes.
Idézetet írta: zsolt123 Dátum 2026 május 01, 23:34Sziasztok, van egy 25-ös acéltengelyem, ami a valóságban csak 24.89 mm, így némileg lötyög a 6205-ös csapágyban. van arra valamilyen megbízható, de nem túl drága módszer, hogy megnöveljem az átmérőjét egy tizeddel a csapágyazások helyén? azt tudom, hogy van a hevítéses/acél porszórásos módszer, de annyit nem ér.Szia! Galvanizálással (Cink) fel lehet vinni 120 mikront, de villanymotor forgórésznél pl. nem járható út, meg nagy terhelésre nem való. (Ha valahol útban van, sósavval vissza lehet maratni, pl. fogaskerékről, másik épp vállról, stb..)
A loctite 638, 648, 620 és sok más is képes ekkora hézagot áthidalni, de az elterjedt menetrögzítők zöme szoros illesztést kíván. Érdemes nézelődni a Henkel oldalán a termékadatlapok közt, mert lehet több is ,ami alkalmas ilyen hézagkitöltésre, ill. a hozzáférhetőség okán. Ekkora hézagnál az egytengelyűség megtartása miatt érdemes távtartózni - ez lehet a már említett felpontozós megoldás is.
A D52-es csapágyházméret kötött? A szorítóhüvelyes csapágyak pont az ilyen h11 tűrésű húzott vason is jól érzik magukat kategória, de eggyel nagyobb csapágy méretet igényel. Mezőgazdasági gépeken bevált megoldás.
Cím: Re:Mechanikai ötletek
Írta: zsolt123 Dátum 2026 május 02, 10:19
Írta: zsolt123 Dátum 2026 május 02, 10:19
Idézetet írta: pcs Dátum 2026 május 02, 07:58Loctite 638 vagy 648 ?
köszi! ez lesz az én barátom ;)
már csak azt kellene kitalálnom, hogy központozom középre, amíg megszárad a ragasztó.
Cím: Re:Mechanikai ötletek
Írta: zsolt123 Dátum 2026 május 02, 10:31
Írta: zsolt123 Dátum 2026 május 02, 10:31
Idézetet írta: Vetesi75 Dátum 2026 május 02, 10:18Szia! Galvanizálással (Cink) fel lehet vinni 120 mikront, de villanymotor forgórésznél pl. nem járható út, meg nagy terhelésre nem való. (Ha valahol útban van, sósavval vissza lehet maratni, pl. fogaskerékről, másik épp vállról, stb..)
A loctite 638, 648, 620 és sok más is képes ekkora hézagot áthidalni, de az elterjedt menetrögzítők zöme szoros illesztést kíván. Érdemes nézelődni a Henkel oldalán a termékadatlapok közt, mert lehet több is ,ami alkalmas ilyen hézagkitöltésre, ill. a hozzáférhetőség okán. Ekkora hézagnál az egytengelyűség megtartása miatt érdemes távtartózni - ez lehet a már említett felpontozós megoldás is.
A D52-es csapágyházméret kötött? A szorítóhüvelyes csapágyak pont az ilyen h11 tűrésű húzott vason is jól érzik magukat kategória, de eggyel nagyobb csapágy méretet igényel. Mezőgazdasági gépeken bevált megoldás.
mini cnc eszterga főtengelye lesz: https://www.aliexpress.com/item/4000965131024.html (C25 ER25). imádom a kínaiakat :) "0.003 mm precision", a befogópatron ütése 1-2 század mm, ami némi jóindulattal még tolerálható, de a C25 csövet sikerült nekik 11 századdal kisebb átmérőre köszörülni. :P
a csapágyazása már kész, nem gyártanám újra (abban 7005-ös precíziós csapágypár lesz, ergo még kisebb átmérőjű, mint a 6205, amivel kipróbáltam), ha nem nagyon muszáj. nyilván nem vonatkereket fogok vele esztergálni ;), brutál nagy terheléseket nem fog kapni.
Cím: Re:Mechanikai ötletek
Írta: mex Dátum 2026 május 02, 14:15
Írta: mex Dátum 2026 május 02, 14:15
Idézetet írta: zsolt123 Dátum 2026 május 02, 10:31mini cnc eszterga főtengelye lesz: https://www.aliexpress.com/item/4000965131024.html (C25 ER25). imádom a kínaiakat :) "0.003 mm precision", a befogópatron ütése 1-2 század mm, ami némi jóindulattal még tolerálható, de a C25 csövet sikerült nekik 11 századdal kisebb átmérőre köszörülni. :PLehet kapni 0.05mm vastagságú hézagolólemezt, abból egy csíkot levágva, mindkét oldalán loctite kenettel :D célt érhetsz. A ragasztónak utána kell nézni, melyik alkalmas az ilyen relatíve kis hézagnál is a szilárd kötésre.
a csapágyazása már kész, nem gyártanám újra (abban 7005-ös precíziós csapágypár lesz, ergo még kisebb átmérőjű, mint a 6205, amivel kipróbáltam), ha nem nagyon muszáj. nyilván nem vonatkereket fogok vele esztergálni ;), brutál nagy terheléseket nem fog kapni.