Cím: Épül a gépem ::: Sastas gépe
Írta: gaben Dátum 2025 február 26, 08:06
Írta: gaben Dátum 2025 február 26, 08:06
.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 25, 16:01
Írta: sastas Dátum 2015 december 25, 16:01
Sziasztok!
Aki követi a 3D nyomtatás témát, az már tudhatja, hogy nyomtató építésben vagyok benne. Ez mostmár eljutott egy olyan készültségi szintre, hogy lassan be is lehet mutatni.
Eredetileg egy kb 150x150x150-es mechanika volt tervbe, de amikor eljutottam az anyagbeszerzésig, rá kellet jöjjek, hogy árban nincs jelentős különbség, hogyha nagyobb, akkor sem lesz sokkal drágább. Úgyhogy egy nagyjából 400x400x350-es mechanika lett belőle.
A váz 30x30-as profilból készül, a mozgatás x-y irányban szíjjas, z-ben trapézorsós. Még van pár kiforratlan részlet, de az majd kialakul. Ahogy lesz időm és energiám az építés jelenlegi előrehaladtáról közlök képeket.
Aki követi a 3D nyomtatás témát, az már tudhatja, hogy nyomtató építésben vagyok benne. Ez mostmár eljutott egy olyan készültségi szintre, hogy lassan be is lehet mutatni.
Eredetileg egy kb 150x150x150-es mechanika volt tervbe, de amikor eljutottam az anyagbeszerzésig, rá kellet jöjjek, hogy árban nincs jelentős különbség, hogyha nagyobb, akkor sem lesz sokkal drágább. Úgyhogy egy nagyjából 400x400x350-es mechanika lett belőle.
A váz 30x30-as profilból készül, a mozgatás x-y irányban szíjjas, z-ben trapézorsós. Még van pár kiforratlan részlet, de az majd kialakul. Ahogy lesz időm és energiám az építés jelenlegi előrehaladtáról közlök képeket.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2015 december 25, 17:25
Írta: Devecz Miklós Dátum 2015 december 25, 17:25
Várjuk!
Ha segítség kell, keress.
Ha segítség kell, keress.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: VighLajos Dátum 2015 december 25, 19:08
Írta: VighLajos Dátum 2015 december 25, 19:08
Sok sikert!
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 25, 19:20
Írta: keri Dátum 2015 december 25, 19:20
[#eljen]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 25, 22:36
Írta: sastas Dátum 2015 december 25, 22:36
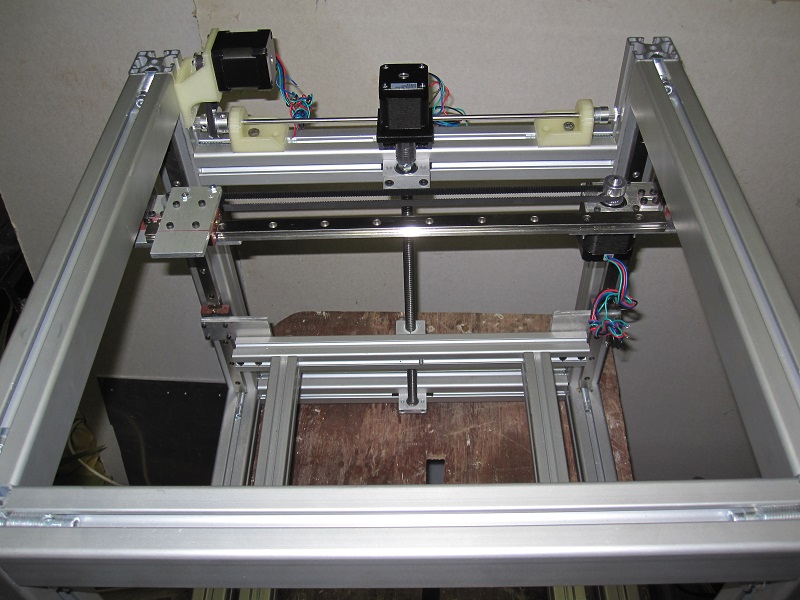
Kiegészítésként még leírom, hogy az építést nehezíti, hogy semmiféle műhely és szerszámozottság nem áll rendelkezésre. Az összeszerelés helye egy kollégiumi szoba, ahol persze semmi hely nincs. Na jó, pár csavarhúzó, egy tacskós imbusz készlet, egy dremel szerűség, meg egy forrasztóállomás azért van.
Gyorsan le is fotóztam ami már megvan(sorrendiséget feltételezni, nem helyes). A képek az ágyamon készültek, hol máshol... :)
Először is, az extrúder, köszönet érte Keri-nek. A kiskerék még nincs meg, volt egy kis komplikáció, és a posta nem volt kegyes, nem ért ide karácsonyig.:

Aztán a profilok, sima LoneWolf-féle 30x30-as profilok. Ha újra kezdeném, 40x40-ből csinálnám, de már ez van...

A profilok rögzítését, úgy láttam a legegyszerűbbnek, hogyha használom a profilokban meglévő meneteket(előző képen látszik). Ezért elvittem egy esztergályoshoz, és 8-as furatokat készítettem 4 profilba, majd a csavarfejek helyét megsüllyesztettem 16-osra:

Illetve az összerakott "kocka":

Mivel a nútanyákat drágállottam, így ez is az esztergályosnál készült. Az anyag is tőle van, valamiféle kapukhoz használt díszítőléc, 2mm vastag, 15x15-ös, közepén m3-as menet.


A lineárok ezzel vannak felfogatva:

Mire eljutottam a "Z" tervezéséhez, LoneWolf kifutott a 15x400-as rexroth profilból. Sajnos. Úgyhogy maradt a 12mm-es köszörült-kéregedzett tengely....

A motorokat bontottam, Reklám helye- Köszönet érte a miskolci Profil-Copy 2002 kft-nek.

A szíjtárcsák valami ezer éves szerkezetből valóak. Lövésem sincs honnan vannak, a fiókban találtam. Talán egy megboldogult rádióé lehetett...

Nem akartam széttolni a fórumot ezért használtam ezt a kiisképes megoldást. A kép kattintásra megnő. Ha valaki meg böngészni akar itt egy Drive mappa
Nagyjából itt járok. A csavarok méretét elszámoltam, úgyhogy majd még venni kell egy marék m8x30-as csavart, bár ez a 40mm-es némi noszogtatásra nagyon szép menetet vág az aluba [#nevetes1].
A másik, hogy ez a karácsony téma kicsit keresztbe tett. Minden műszaki/csavarboltba téli szabadságolás van... Kéne az extrúderbe pár csavar meg anya, meg egy marék alátét és nem találtam egy nyitva lévő(és normális áron áruló) boltot egész Debrecenben, Dec 23-án.
A motorok felfogatása még most jön, arra is van ötletem, de tanácsokat szívesen meghallgatok.
Kereszt irányban a sín, még nemtudom hogyan lesz felfogatva, azon agyaltam, hogy egy lemezcsíkot megfúrok, a két oldalsó kocsi 2-2 furatához illeszően, majd a keresztsínhez illően 40mm-ént kifúrom és alulról önzáró anyával(nylock) megfogatom.
A Z-hez még hiányzik a trapézorsó, ezt Sz.József fórumtárstól gondoltam, hogy megrendelem(bármi vélemény róla és az orsóiról?). Na meg ehhez kéne egy kuplung, amit nem tudom, honnan rendelhetnék meg, ami nem PRC és értelmes áron van.
Ami még képlékeny az a Znek az asztala, arról még csak pár kósza gondolat van a fejemben.
Illetve talán a legfontosabb. Ha megnézitek, az egyik irányból négyzetes a szerkezet, de a 3. irányban valamivel kevesebb. Most úgy raktam össze, hogy a "z" lett kevesebb, de azon gondolkodom, hogy sokkal logikusabb, hogyha a Z a nagyobb méret, és x vagy y irányban valamivel kisebb. Erről kinek-mi a véleménye?
Gyorsan le is fotóztam ami már megvan(sorrendiséget feltételezni, nem helyes). A képek az ágyamon készültek, hol máshol... :)
Először is, az extrúder, köszönet érte Keri-nek. A kiskerék még nincs meg, volt egy kis komplikáció, és a posta nem volt kegyes, nem ért ide karácsonyig.:
Aztán a profilok, sima LoneWolf-féle 30x30-as profilok. Ha újra kezdeném, 40x40-ből csinálnám, de már ez van...
A profilok rögzítését, úgy láttam a legegyszerűbbnek, hogyha használom a profilokban meglévő meneteket(előző képen látszik). Ezért elvittem egy esztergályoshoz, és 8-as furatokat készítettem 4 profilba, majd a csavarfejek helyét megsüllyesztettem 16-osra:
Illetve az összerakott "kocka":
Mivel a nútanyákat drágállottam, így ez is az esztergályosnál készült. Az anyag is tőle van, valamiféle kapukhoz használt díszítőléc, 2mm vastag, 15x15-ös, közepén m3-as menet.
A lineárok ezzel vannak felfogatva:
Mire eljutottam a "Z" tervezéséhez, LoneWolf kifutott a 15x400-as rexroth profilból. Sajnos. Úgyhogy maradt a 12mm-es köszörült-kéregedzett tengely....
A motorokat bontottam, Reklám helye- Köszönet érte a miskolci Profil-Copy 2002 kft-nek.
A szíjtárcsák valami ezer éves szerkezetből valóak. Lövésem sincs honnan vannak, a fiókban találtam. Talán egy megboldogult rádióé lehetett...
Nem akartam széttolni a fórumot ezért használtam ezt a kiisképes megoldást. A kép kattintásra megnő. Ha valaki meg böngészni akar itt egy Drive mappa
Nagyjából itt járok. A csavarok méretét elszámoltam, úgyhogy majd még venni kell egy marék m8x30-as csavart, bár ez a 40mm-es némi noszogtatásra nagyon szép menetet vág az aluba [#nevetes1].
A másik, hogy ez a karácsony téma kicsit keresztbe tett. Minden műszaki/csavarboltba téli szabadságolás van... Kéne az extrúderbe pár csavar meg anya, meg egy marék alátét és nem találtam egy nyitva lévő(és normális áron áruló) boltot egész Debrecenben, Dec 23-án.
A motorok felfogatása még most jön, arra is van ötletem, de tanácsokat szívesen meghallgatok.
Kereszt irányban a sín, még nemtudom hogyan lesz felfogatva, azon agyaltam, hogy egy lemezcsíkot megfúrok, a két oldalsó kocsi 2-2 furatához illeszően, majd a keresztsínhez illően 40mm-ént kifúrom és alulról önzáró anyával(nylock) megfogatom.
A Z-hez még hiányzik a trapézorsó, ezt Sz.József fórumtárstól gondoltam, hogy megrendelem(bármi vélemény róla és az orsóiról?). Na meg ehhez kéne egy kuplung, amit nem tudom, honnan rendelhetnék meg, ami nem PRC és értelmes áron van.
Ami még képlékeny az a Znek az asztala, arról még csak pár kósza gondolat van a fejemben.
Illetve talán a legfontosabb. Ha megnézitek, az egyik irányból négyzetes a szerkezet, de a 3. irányban valamivel kevesebb. Most úgy raktam össze, hogy a "z" lett kevesebb, de azon gondolkodom, hogy sokkal logikusabb, hogyha a Z a nagyobb méret, és x vagy y irányban valamivel kisebb. Erről kinek-mi a véleménye?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 25, 22:39
Írta: sastas Dátum 2015 december 25, 22:39
Kis kiegészítés. A motorokhoz a szíj is megvan, acélszálas. Szintén köszönet Keri fórumtársnak.
Az elektronika RAMPS 1.4, erről még nincs képem, majd pakolok fel.
A tápot pedig egyelőre egy megberhelt ATX táp fogja nyújtani.
Az elektronika RAMPS 1.4, erről még nincs képem, majd pakolok fel.
A tápot pedig egyelőre egy megberhelt ATX táp fogja nyújtani.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2015 december 25, 22:53
Írta: Devecz Miklós Dátum 2015 december 25, 22:53
Csak nem a NME-re jársz?
Valamikor én is ott koptattam az iskolapadot.
Ird meg mire van szükséged, megszponzorálom.
Valamikor én is ott koptattam az iskolapadot.
Ird meg mire van szükséged, megszponzorálom.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 25, 23:07
Írta: sastas Dátum 2015 december 25, 23:07
De, igen. Mechatronikai mérnöki képzés, 3-ad év.
Mindenféle támogatást szívesen fogadok :) A képekkel illusztrált hsz alján van ami még hiányzik, szemezgess. De a legértékesebb dolog, itt is az információ.
Mindenféle támogatást szívesen fogadok :) A képekkel illusztrált hsz alján van ami még hiányzik, szemezgess. De a legértékesebb dolog, itt is az információ.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vvvsmkgjx Dátum 2015 december 25, 23:19
Írta: vvvsmkgjx Dátum 2015 december 25, 23:19
Szia! Én is elkezdtem egy delta printer építését, ha kell valami alkatrész segítek legyártani. Én is megfordulok az ME-n. Keszitettem az extruderhez hutobordat, még a fuvokak hiányoznak. Ha kell tudok belőle szolgáltatni több készült. A leptecseket hogy szerezted?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 25, 23:29
Írta: sastas Dátum 2015 december 25, 23:29
Egy PRC J-head MK4-em van. Majd egy full metal-ra szeretném cserélni, de játszani, elkezdeni jólesz. A léptecsek pedig lehet gyengék lesznek, legalábbis ezt mondta valaki(talán Vérnyúl), de kezdésnek a minél olcsóbb kihozatal a cél.
A léptecsek úgy kerültek hozzám, hogy az egyetemi irószerben pont javították az egyik nyomtatót, és a sráccal beszélgettem 5 percet, mivel érdekelte a téma, mondta, hogy keressem meg a telephelyen. Adott egy csavarhúzót és rámutatott egy pár rossz gépre :)
A léptecsek úgy kerültek hozzám, hogy az egyetemi irószerben pont javították az egyik nyomtatót, és a sráccal beszélgettem 5 percet, mivel érdekelte a téma, mondta, hogy keressem meg a telephelyen. Adott egy csavarhúzót és rámutatott egy pár rossz gépre :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2015 december 25, 23:49
Írta: vjanos Dátum 2015 december 25, 23:49
Azért kolesz szobában ez merész :)
Én annó vízhűtést berheltem a tuningolt celeron processzoromra... csodájára járt az egész emelet :)
Milyen hajtás lesz egyébként, corexy?
Keríts egy pár amperes 24V tápot, arról menjenek a motorok - stabilabb, erősebb gyorsabb lesz.
Nincs még egy 30-as profilod hídnak? Arra mehetne a linsin.
Vagy vegyél egy 40x20x3-as alu U profilt - fél méter kb 500 ft. Abba szépen belefekszik a 15ös sin. Az enyémen így van ;)
Sz. Józsi orsóitól ne félj, már sokaknál bevált.
Én több széles cuccot nyomtattam eddig, mint magasat.
Sőt a magasakat sokszor inkább eldarabolom és összeragasztom.
Én annó vízhűtést berheltem a tuningolt celeron processzoromra... csodájára járt az egész emelet :)
Milyen hajtás lesz egyébként, corexy?
Keríts egy pár amperes 24V tápot, arról menjenek a motorok - stabilabb, erősebb gyorsabb lesz.
Nincs még egy 30-as profilod hídnak? Arra mehetne a linsin.
Vagy vegyél egy 40x20x3-as alu U profilt - fél méter kb 500 ft. Abba szépen belefekszik a 15ös sin. Az enyémen így van ;)
Sz. Józsi orsóitól ne félj, már sokaknál bevált.
Én több széles cuccot nyomtattam eddig, mint magasat.
Sőt a magasakat sokszor inkább eldarabolom és összeragasztom.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 26, 00:03
Írta: sastas Dátum 2015 december 26, 00:03
Apropó olcsó kihozatal. Egy gyors számvetés, hogy eddig mibe került:
A profilok+3 lineár 19.500, mire találtam valakit aki elhozza Miskolcra 4.500-Összesen 24.000 Ft
Az elektronika(RAMPS panel, stepstick-ek, eredeti(!) arduino Mega, 128x64 pixeles kijelző, enkóderrel), J-hed MK4, Heatbed, egy marék kábel, innen a fórumról vásárolva, postával 25.800 Ft
100k-s SMD termisztor 450 Ft(5 darabot vettem)
Az esztergályos munkadíja: 17.000 Ft+egy kávé, meg egy nikotinmérgezés.
A 12mm-es tengely+kocsik+felfogató elemek, CNCdrive-ról, futárral együtt 10.795 Ft
Szíj+3d nyomtatott alkatrészek Keri-től, postával együtt 4.600 Ft
Motorok 0 Ft, a tengelyekről leszedni a rászerelt fogaskerekeket: Édeasápám 10 percnyi szentségelése+egy kis flexelés.
Csavarok, kötőelemek, eddig kb 2.000 Ft, kb. még ugyanennyi lesz.
Egy csomó információ és segítőkészség itt a fórumon(na jó, utóbbi inkább privátban): Felbecsülhetetlen :)
Remélem nem gázoltam senkinek a lelkébe.
A profilok+3 lineár 19.500, mire találtam valakit aki elhozza Miskolcra 4.500-Összesen 24.000 Ft
Az elektronika(RAMPS panel, stepstick-ek, eredeti(!) arduino Mega, 128x64 pixeles kijelző, enkóderrel), J-hed MK4, Heatbed, egy marék kábel, innen a fórumról vásárolva, postával 25.800 Ft
100k-s SMD termisztor 450 Ft(5 darabot vettem)
Az esztergályos munkadíja: 17.000 Ft+egy kávé, meg egy nikotinmérgezés.
A 12mm-es tengely+kocsik+felfogató elemek, CNCdrive-ról, futárral együtt 10.795 Ft
Szíj+3d nyomtatott alkatrészek Keri-től, postával együtt 4.600 Ft
Motorok 0 Ft, a tengelyekről leszedni a rászerelt fogaskerekeket: Édeasápám 10 percnyi szentségelése+egy kis flexelés.
Csavarok, kötőelemek, eddig kb 2.000 Ft, kb. még ugyanennyi lesz.
Egy csomó információ és segítőkészség itt a fórumon(na jó, utóbbi inkább privátban): Felbecsülhetetlen :)
Remélem nem gázoltam senkinek a lelkébe.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 26, 00:11
Írta: sastas Dátum 2015 december 26, 00:11
Sima x-y hajtást terveztem, számomra egyszerűbbnek tűnik, lehet ha egy következőt építek az corexy lesz.
A táp az a költségcsökkentés miatt lett ATX, valószinűleg fogok egy nagyobb tápot rakni rá, meg majd a 12V-os heatbedet is 230as szilikonra akarom cserélni, de most ez volt az olcsó ;)
400mm hosszúból még éppen akad, de 450 kéne, meg a kocsi csak felülről csavarozható, nem lenne kultúrált megoldás, 3as fúróval átfúrni a profilt és felülről megfogatni, máshogy meg nem jönne ki, viszont egy 2mm vastag lemezcsík pont jólenne, ami van 460mm hosszú. Sőtt arra is gondoltam, hogy 2x150 mm, és a sínnek csak az oldalsó 3-3 furatát használni, és így a sín lenne maga a híd, bár ezt elég perverz megoldásnak vélem [#violent]
A táp az a költségcsökkentés miatt lett ATX, valószinűleg fogok egy nagyobb tápot rakni rá, meg majd a 12V-os heatbedet is 230as szilikonra akarom cserélni, de most ez volt az olcsó ;)
400mm hosszúból még éppen akad, de 450 kéne, meg a kocsi csak felülről csavarozható, nem lenne kultúrált megoldás, 3as fúróval átfúrni a profilt és felülről megfogatni, máshogy meg nem jönne ki, viszont egy 2mm vastag lemezcsík pont jólenne, ami van 460mm hosszú. Sőtt arra is gondoltam, hogy 2x150 mm, és a sínnek csak az oldalsó 3-3 furatát használni, és így a sín lenne maga a híd, bár ezt elég perverz megoldásnak vélem [#violent]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: 0bn8uxmw Dátum 2015 december 26, 07:04
Írta: 0bn8uxmw Dátum 2015 december 26, 07:04
Szia,
Alakul a géped szépen.
Mivel sima hajtásod lesz így a hidad nem csavarodik nagyon így nyugodtan egy alu lappal fogasd fel a Y kocsikra a sínt azokat a minimális erőket simán elviseli ez sín komolyabb megtámasztás nélkül is.
Engem a motorok aggasztanak kicsit milyen infód van róluk? Tekercsáram, ellenállásról és induktivitásáról van valami infód?
Alakul a géped szépen.
Mivel sima hajtásod lesz így a hidad nem csavarodik nagyon így nyugodtan egy alu lappal fogasd fel a Y kocsikra a sínt azokat a minimális erőket simán elviseli ez sín komolyabb megtámasztás nélkül is.
Engem a motorok aggasztanak kicsit milyen infód van róluk? Tekercsáram, ellenállásról és induktivitásáról van valami infód?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2015 december 26, 08:55
Írta: ezsolt74 Dátum 2015 december 26, 08:55
Az XY hajtás megvalósítása nehezebb mint egy Corexy.
Ha teheted áttételezd le az Y tengelyt, 1:2 vagy 1:2,5 arányban.
Ha teheted áttételezd le az Y tengelyt, 1:2 vagy 1:2,5 arányban.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2015 december 26, 09:04
Írta: ezsolt74 Dátum 2015 december 26, 09:04
Amúgy szépen alakul a nyomtatód.
:-)
:-)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vvvsmkgjx Dátum 2015 december 26, 10:00
Írta: vvvsmkgjx Dátum 2015 december 26, 10:00
Sztem ha már Ennyit ráköltöttél ne azon a kb 10ezren spórolj amibe mondjuk 4 db Nema 17 kerülne. Ha már ilyen szépen összehoztad a hozzávalókat ne ezen spórolj.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 26, 10:49
Írta: sastas Dátum 2015 december 26, 10:49
Már egyszer véleményezted őket, #9672-ben(nekem 21. oldal), de ide is beteszem, hogy meglegyen.
Mocik
Mocik
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 26, 10:50
Írta: sastas Dátum 2015 december 26, 10:50
Ez is nema 17-es, és ebből 7 darab volt 0 forint. Egyébként a 4 darab 10 ezer az hogy jött ki? Én mikor néztem őket, neten, kb darabja volt 10 rugó...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: rf63unrk7 Dátum 2015 december 26, 11:05
Írta: rf63unrk7 Dátum 2015 december 26, 11:05
Szerintem meg az OKI léptetőmotorok sokkal jobbak, mint a kínai léptecsek.
Az áramérték majdnem optimális, a hossza kicsit rövidebb az ajánlottnál, de jó lesz az. Kb. ferrari vs trabant a viszony, az oki javára.
Ha a bontásnál, és főleg a flexelésnél nem sérült (a motorba nem került bele a flexelésnél keletkező forgács, akkor minden rendben lesz).
Az áramérték majdnem optimális, a hossza kicsit rövidebb az ajánlottnál, de jó lesz az. Kb. ferrari vs trabant a viszony, az oki javára.
Ha a bontásnál, és főleg a flexelésnél nem sérült (a motorba nem került bele a flexelésnél keletkező forgács, akkor minden rendben lesz).
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 26, 11:15
Írta: sastas Dátum 2015 december 26, 11:15
3 darabon fogaskerék volt, azt satuban megnyomtam, majd csapágylehúzóval lehúztam róla félig, a tengely végéről pedig már egy kombináltfogóval leugrott. Egyen viszont szíjtárcsa volt(mint a képen), ez a tengely végéi levánszorgott, de még túl nagy rész fogta, úgyhogy csiszolókoronggal megkínáltuk, a tengelyen egy kb 2x1mm széles pár tized mély hornyot sikerült elkövetni, de más sérülés nincs rajta. Forgács nemhiszem, hogy ment bele, egyrészt a szikrát elfele dobta(merőlegesen a tengelyre), másrészt a tengelyen mindkét oldalt van egy fémgyűrű, ami elég jól zár.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vvvsmkgjx Dátum 2015 december 26, 11:26
Írta: vvvsmkgjx Dátum 2015 december 26, 11:26
Ebay-es árát mondtam, ott lehet kifogni darabját 2500 körül. A minősége más tészta de ezt bármire mondhatnám. A fórumon olvastam de igaz is ami nem kínai az hamisítvány. De végül kiderül h az is az. :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 26, 11:38
Írta: sastas Dátum 2015 december 26, 11:38
Na igen...[#banplz]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2015 december 26, 23:17
Írta: vjanos Dátum 2015 december 26, 23:17
"Az XY hajtás megvalósítása nehezebb mint egy Corexy. "
Ebben igazat adok :)
Már harmadik féleképpen vezetem a szíjakat az új masinán, de mindig útban van valami :)
Ebben igazat adok :)
Már harmadik féleképpen vezetem a szíjakat az új masinán, de mindig útban van valami :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 27, 00:08
Írta: sastas Dátum 2015 december 27, 00:08
A szíjvezetés az ami megijesztett benne. Igaz, még megcsinálhatnám, de már összeállt a kép a fejemben, hogyan is kéne megoldani, hogy elférjenek a dolgok. Holnap neki is állok, hátha van valami megfelelő lemezdarab szüleimnél az udvaron elfekvőben.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: 0bn8uxmw Dátum 2015 december 27, 06:30
Írta: 0bn8uxmw Dátum 2015 december 27, 06:30
Motorok:
Az X-et gond nélkül elviszi szerintem. Viszont az Y-t le kellene áttételezned mert ahhoz jó eséllyel kevés lesz ez a motor, hogy üzembiztosan működjön.
Az X-et gond nélkül elviszi szerintem. Viszont az Y-t le kellene áttételezned mert ahhoz jó eséllyel kevés lesz ez a motor, hogy üzembiztosan működjön.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2015 december 27, 07:55
Írta: ezsolt74 Dátum 2015 december 27, 07:55
Nálam is volt néhány újratervezés, hol ez hol az nem stimmelt.
A szíjaknak nem mindegy hogy hol mennek , könnyen útban tud lenni nekik akár egy csavar is, vagy az X motorja.
A szíjaknak nem mindegy hogy hol mennek , könnyen útban tud lenni nekik akár egy csavar is, vagy az X motorja.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 27, 13:39
Írta: sastas Dátum 2015 december 27, 13:39
Az áttételezéstől félek. Mármint arra jelenleg semmilyen épkézláb ötletem nincs. Főleg felfogatás terén...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 28, 22:30
Írta: sastas Dátum 2015 december 28, 22:30
Azon agyalok, hogy szükséges-e a sínt végig alátámasztani? Arra gondoltam, hogy 3-3 csavar a szélén elég merevséget adna. Valahogy így:
(//%3CA%20HREF=%22http://www.imgserv.com/MyM%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://www.imgserv.com/images/2015/12/28/Imo82q.th.png%22%20border=0%3E%3C/A%3E)
Mit gondoltok? Illetve mivel nincs elég nagy mérőeszközöm, az egyik oldalt a kocsi-felfogatókat úgy megcsinálni, hogy legyen egy kis állítási lehetőség, de ez már más kérdés.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 28, 22:31
Írta: sastas Dátum 2015 december 28, 22:31
Tök rendes ez a fórummotor. Bevette az entert amit nyomtam a kép elé :)
---------------
PSoft:))
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 28, 22:47
Írta: keri Dátum 2015 december 28, 22:47
A sínek nem önhordóak, Ha önhordó cucc kell, akkor a kör keresztmetszetű lineáris tengelyek valók neked. Abból is van jobb fajta, persze az már nem olcsó.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 28, 23:28
Írta: sastas Dátum 2015 december 28, 23:28
Értem én, szóval mindenképpen javaslod, hogy végigmenjen alatta. Ez veti fel a másik kérdést: Milyen vastagon? Mármint 2mm acéllemez elég? vagy inkább 4-5mm alu? Nagyjából mi az ami már elég hozzá?
@PSoft: Köszi :)
@PSoft: Köszi :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 28, 23:52
Írta: keri Dátum 2015 december 28, 23:52
Én alut választanám...bár belegondolva marógépekre érvényes. 3d nyomtatónak lehet elég ahogy te találtad ki.
Helyedben visszakeresném Devecz Miklós gépeit. Jó megoldásai vannak, és ő is használt sínt.
Helyedben visszakeresném Devecz Miklós gépeit. Jó megoldásai vannak, és ő is használt sínt.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 29, 00:13
Írta: sastas Dátum 2015 december 29, 00:13
Azért gondoltam így, mert egyszerűbb gyártani, olcsóbb, és mivel nincs komoly erőhatás rajta, nem fog meghajlani. Ezt a felfogatást 4mm vastag aluban képzeltem el, annak már van tartása, bár jobban szeretek acélt megmunkálni, ezt úgyis maratni kell, a pontosság miatt. Devecz Miklós gépeit hol is keressem? :) eZsoltét láttam, de az úgytudom átesett pár átalakításon.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 29, 08:15
Írta: keri Dátum 2015 december 29, 08:15
4-5mm alu jobb szerintem.
Bár az acél erős, de (hogy is mondjam) az alu kisebb fajsúlya miatt ~dupla olyan vastag lehet azonos súly mellet, és a vastagsággal a hajlító szilárdsága nem arányosan növekszik hanem jobban. Ezért csinálnak acélból is rácsos szerkezeteket, hogy "hígítsák" levegővel, mert így jobb a súly/szilárdság arány :)
Ezenfelül aluval könnyebb dolgozni. Két hátránya van. Drágább, és nehéz hegeszteni. (de nem lehetetlen)
Bár az acél erős, de (hogy is mondjam) az alu kisebb fajsúlya miatt ~dupla olyan vastag lehet azonos súly mellet, és a vastagsággal a hajlító szilárdsága nem arányosan növekszik hanem jobban. Ezért csinálnak acélból is rácsos szerkezeteket, hogy "hígítsák" levegővel, mert így jobb a súly/szilárdság arány :)
Ezenfelül aluval könnyebb dolgozni. Két hátránya van. Drágább, és nehéz hegeszteni. (de nem lehetetlen)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 29, 08:16
Írta: keri Dátum 2015 december 29, 08:16
Ja bocs, lemaradt a link Devecz Miklós gépeihez.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2015 december 29, 09:04
Írta: ezsolt74 Dátum 2015 december 29, 09:04
Nekem az X lineáris sín csak a két végén van felfogatva 2-2 csavarral, 4mm-es alumínium lemezre.
A lineáris sín merevebb mint a lineáris tengely, ráadásul itt a fejnek nincs nagy súlya, és nincs nagy terhelésnek kitéve.
A lineáris sín merevebb mint a lineáris tengely, ráadásul itt a fejnek nincs nagy súlya, és nincs nagy terhelésnek kitéve.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2015 december 29, 09:53
Írta: ezsolt74 Dátum 2015 december 29, 09:53
A lineáris tengelynek az a baja hogy csavarodik, és jóval nagyobb a súlya(mert az X tengelyhez 2db kell belőle) szemben a lineáris sínnel amiből csak 1db kell.
A lineáris tengelyhez a kocsik is elég nehezek, egy 12-es dupla alumínium kocsi közel 200g.
Azaz 2db dupla kocsi és hozzá a 2db 12-es lineáris tengely már közel 1,5 kg.
Ha ehhez az Y kocsikat is hozzávesszük akkor már több mint 2Kg-ot kéne mozgatnia a motoroknak, pláne ha ditekt extruderrel van szerelve.
Én ezért is terveztem át a nyomtatómat lineáris sinesre.
A lineáris tengelyhez a kocsik is elég nehezek, egy 12-es dupla alumínium kocsi közel 200g.
Azaz 2db dupla kocsi és hozzá a 2db 12-es lineáris tengely már közel 1,5 kg.
Ha ehhez az Y kocsikat is hozzávesszük akkor már több mint 2Kg-ot kéne mozgatnia a motoroknak, pláne ha ditekt extruderrel van szerelve.
Én ezért is terveztem át a nyomtatómat lineáris sinesre.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2015 december 29, 10:00
Írta: vjanos Dátum 2015 december 29, 10:00
Pro:
- müködni fog, a célnak megfelel
- megspórolsz 500ft-nyi aluprofilt
Kontra:
- nem profi, egy mechatronikai mérnöktöl nem ezt várja az ember...
Szerintem :))
- müködni fog, a célnak megfelel
- megspórolsz 500ft-nyi aluprofilt
Kontra:
- nem profi, egy mechatronikai mérnöktöl nem ezt várja az ember...
Szerintem :))
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 29, 10:02
Írta: keri Dátum 2015 december 29, 10:02
A szimpla lineáris sín sem túl jó. Túl kicsi a távolság a két golyópálya között.
Próbáltam 25mm-es HiWin hosszú és erősen előfeszített kocsikkal, de még az is csavarodik.
Ha nincs előfeszítve akkor meg az a minimális amúgy jelentéktelen játék is felerősödik.
Persze mindezt még mindig nem 3D nyomtatón. Lehet hogy olyan túlméretezése van a lineáris síneknek, hogy ott nem okoz gondot hosszútávon sem, de én inkább a dupla megvezetésben hiszek akármilyen megoldás esetén.
Inkább az igus féle alu tengelyeket próbálnám ki ha súlyproblémáid vannak. Nekem még mindig 2Nm-es motorjaim vannak, azoknak meg nem akadály a 2 kiló :) Inkább a szíj ami gyenge, de acél szálas szíjjal jelentős gyorsításnál is alig látszik a rezonancia a sarkokon.
Próbáltam 25mm-es HiWin hosszú és erősen előfeszített kocsikkal, de még az is csavarodik.
Ha nincs előfeszítve akkor meg az a minimális amúgy jelentéktelen játék is felerősödik.
Persze mindezt még mindig nem 3D nyomtatón. Lehet hogy olyan túlméretezése van a lineáris síneknek, hogy ott nem okoz gondot hosszútávon sem, de én inkább a dupla megvezetésben hiszek akármilyen megoldás esetén.
Inkább az igus féle alu tengelyeket próbálnám ki ha súlyproblémáid vannak. Nekem még mindig 2Nm-es motorjaim vannak, azoknak meg nem akadály a 2 kiló :) Inkább a szíj ami gyenge, de acél szálas szíjjal jelentős gyorsításnál is alig látszik a rezonancia a sarkokon.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2015 december 29, 10:20
Írta: ezsolt74 Dátum 2015 december 29, 10:20
Én viszont úgy vettem észre hogy a 2db 12-es lineáris tengely jobban csavarodik mint az 1db 15-ös lineáris sín.
Mivel itt nincs jelentős csavaró erőnek kitéve (mint a maróknál) ezért itt a súly a legfontosabb tényező.
3D nyomtatóknál kevesen használnak 2Nm-es motorokat, mindenki a Nema 17-es motorokat használja.
Mivel itt nincs jelentős csavaró erőnek kitéve (mint a maróknál) ezért itt a súly a legfontosabb tényező.
3D nyomtatóknál kevesen használnak 2Nm-es motorokat, mindenki a Nema 17-es motorokat használja.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 29, 10:22
Írta: keri Dátum 2015 december 29, 10:22
Mondjuk 12-es lineáris tengely is tök felesleges nyomtatóra.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2015 december 29, 10:26
Írta: ezsolt74 Dátum 2015 december 29, 10:26
A lineáris sín minden szempontból sokkal jobb mint egy lineáris tengely(kivéve az árát).
Az Igus lineáris alumínium sín-t használnám inkább.
Az Igus lineáris alumínium sín-t használnám inkább.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 29, 10:30
Írta: keri Dátum 2015 december 29, 10:30
Jól szét offoljuk Sastas topikját, menjünk inkább a 3D nyomtató topikba.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 29, 10:37
Írta: sastas Dátum 2015 december 29, 10:37
Egyébként nem az 500 Ft-nyi alumíniummal van probléma, hanem a megmunkálási hoszakkal, mert 150-200mm megmunkálására hamarabb(és talán olcsóbb is), gépet találni, mint mondjuk 460(500)-ra.
-> csak hallagató ;)
-> csak hallagató ;)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 29, 10:39
Írta: sastas Dátum 2015 december 29, 10:39
Offoljad csak, elfér :)
Amúgy, pont beszerző körútra készülök: Üveg vagy alu asztal? pro-kontra?
Amúgy, pont beszerző körútra készülök: Üveg vagy alu asztal? pro-kontra?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2015 december 29, 10:48
Írta: vjanos Dátum 2015 december 29, 10:48
Mindkettő.
Alulra alu, hogy eloszlassa a hőt.
Rá üveg a felület meg a tapadás miatt.
Alulra alu, hogy eloszlassa a hőt.
Rá üveg a felület meg a tapadás miatt.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2015 december 29, 10:58
Írta: ezsolt74 Dátum 2015 december 29, 10:58
Nekem alu asztal van, és rajta az üveg lap.
Így könnyebb a kinyomtatott tárgyat leszedni róla.
Ikeás 300x300mm-es tükörlapot használok, mert az olcsó (1600Ft 4db).
Az alu lemezek és az üveg lap is el tud deformálódni a hőtöl(pláne az ABS-nél a 100-110 foktól).
Én az alu asztalra alulról ragasztottam rá a szilikon fűtőlapot, így elég jó a hővezetése, egyenletesebb a hőeloszlás.
A 230V-os szilikon fűtőlap miatt nincsenek terhelve a FET-ek, és így egy jóval gyengébb tápegység is elegendő.
Így könnyebb a kinyomtatott tárgyat leszedni róla.
Ikeás 300x300mm-es tükörlapot használok, mert az olcsó (1600Ft 4db).
Az alu lemezek és az üveg lap is el tud deformálódni a hőtöl(pláne az ABS-nél a 100-110 foktól).
Én az alu asztalra alulról ragasztottam rá a szilikon fűtőlapot, így elég jó a hővezetése, egyenletesebb a hőeloszlás.
A 230V-os szilikon fűtőlap miatt nincsenek terhelve a FET-ek, és így egy jóval gyengébb tápegység is elegendő.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 29, 10:59
Írta: keri Dátum 2015 december 29, 10:59
Az is jó amit vjanos mond, de lassabban melegszik hűl.
Én alu lapot csak mechanikus hordozónak használom. Erre jön 8mm parafa hőszigetelés és erre van lehúzatva csavarral a négy sarkánál a klasszikus piros 215*215-ös fűtőlap. Erre pedig 200*200-as 3mm-es ablaküveg kaptonnal felragasztva a széleinél. Kis légrést hagytam, így a fűtőlap deformációja nem deformálja az üveglapot.
Hő egyenletességgel nincs bajom így sem.
Én alu lapot csak mechanikus hordozónak használom. Erre jön 8mm parafa hőszigetelés és erre van lehúzatva csavarral a négy sarkánál a klasszikus piros 215*215-ös fűtőlap. Erre pedig 200*200-as 3mm-es ablaküveg kaptonnal felragasztva a széleinél. Kis légrést hagytam, így a fűtőlap deformációja nem deformálja az üveglapot.
Hő egyenletességgel nincs bajom így sem.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2015 december 29, 16:54
Írta: Szalai György Dátum 2015 december 29, 16:54
Talán értem annak a jelentőségét, hogy menyi idő alatt melegszik a kívánt hőmérsékletre.
De annak is van jelentősége, hogy menyi idő alatt hűl vissza?
De annak is van jelentősége, hogy menyi idő alatt hűl vissza?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2015 december 29, 17:01
Írta: vjanos Dátum 2015 december 29, 17:01
Ha türelmetlen vagy... :)
Hideg asztalról könnyebben elválik a nyomat.
Vannak esetek amikor elég negéz leszedni a nyomtatott tárgyat - a multkor egy nagyobb darab feszegetése közben elöbb egy kést törtem el, aztán magát a nyomatot.
Hideg asztalról könnyebben elválik a nyomat.
Vannak esetek amikor elég negéz leszedni a nyomtatott tárgyat - a multkor egy nagyobb darab feszegetése közben elöbb egy kést törtem el, aztán magát a nyomatot.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: 0bn8uxmw Dátum 2015 december 29, 17:04
Írta: 0bn8uxmw Dátum 2015 december 29, 17:04
Egy ideális kompromisszum -ot kell kötni, ha sok anyagot(vastag ALU lap meg az üveg) kell felfűteni akkor lassabban melegíti fel de jobban is tartja a hőt ergo később kevesebb energia kell szinten tartani(ami a nyomat hűtő ventilátorok miatt nem árt). De lassabban is hűl ki ami annyira nem jó mert hideg asztalról könnyebb levenni a nyomatot de az ember nem türelmes fajta és nincs kedve megvárni mire kihűl rendesen az asztal és spaklival kezdi ledolgozni a tárgyat aminek vagy az üveg vagy a kapton szalag látja kárát[#falbav]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 30, 01:41
Írta: sastas Dátum 2015 december 30, 01:41
Na, akkor pont ottvagyok mint délelőtt, csak két kiló csavarral előrébb :)
Szóval azt tanácsoljátok, hogy fogom a kínai heatbedemet(standard kínai, 12Vos, piros, nyákból készített), erre rárakok egy alu lapot(mondjuk 2 mm?) majd erre egy üveglapot(3-4 mm?) majd az üvegre kaptont(?), és nem vagyok türelmetlen? :)
Üveg hővezetése milyen? Na meg, ha ezeket így szépen összerakom szendvicsbe, hova rakom a thermisztort? Az alulapba lenne logikus, az üveg felől, sőtt leginkább az üvegre a nyomat felől lenne a legoptimálisabb de az meg felveti azt a problémát,hogy középre nem tudom berakni, meg mire az üveg felmegy mondjuk 70 fokra, addigra a heatbed már rég elégett. Van még min agyalni...
Ha csak simán rárakom a piros kis nyákra az üveglapot az működhet? legalább próba jelleggel? Az más kérdés, hogy hogy oldom meg az asztalnak a felfogatását a mechanikára, mármint, hogy milyen alkatrészek kellenek vajon ehhez, meg hogy ezt hogyan fogom kivitelezni...
Arra gondoltam veszek L szelvényt, mondjuk 50x50x2-eset(csak van valami szabvány nagyjából itt :) ), és ebből le tudom szab(at)ni a motortartókat, szíjfordítóknak a felfogatóját, az asztal felfogató elemeit a csapágyakhoz/anyához, esetleg az asztalnak még kereszt elemeket is.
Szóval azt tanácsoljátok, hogy fogom a kínai heatbedemet(standard kínai, 12Vos, piros, nyákból készített), erre rárakok egy alu lapot(mondjuk 2 mm?) majd erre egy üveglapot(3-4 mm?) majd az üvegre kaptont(?), és nem vagyok türelmetlen? :)
Üveg hővezetése milyen? Na meg, ha ezeket így szépen összerakom szendvicsbe, hova rakom a thermisztort? Az alulapba lenne logikus, az üveg felől, sőtt leginkább az üvegre a nyomat felől lenne a legoptimálisabb de az meg felveti azt a problémát,hogy középre nem tudom berakni, meg mire az üveg felmegy mondjuk 70 fokra, addigra a heatbed már rég elégett. Van még min agyalni...
Ha csak simán rárakom a piros kis nyákra az üveglapot az működhet? legalább próba jelleggel? Az más kérdés, hogy hogy oldom meg az asztalnak a felfogatását a mechanikára, mármint, hogy milyen alkatrészek kellenek vajon ehhez, meg hogy ezt hogyan fogom kivitelezni...
Arra gondoltam veszek L szelvényt, mondjuk 50x50x2-eset(csak van valami szabvány nagyjából itt :) ), és ebből le tudom szab(at)ni a motortartókat, szíjfordítóknak a felfogatóját, az asztal felfogató elemeit a csapágyakhoz/anyához, esetleg az asztalnak még kereszt elemeket is.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: 0bn8uxmw Dátum 2015 december 30, 07:25
Írta: 0bn8uxmw Dátum 2015 december 30, 07:25
Elmondom az én verziómat.
Kell valami masszív alap az asztalnak amire le tudod rögzíteni és ami nem fog deformálódni. Ez lehet ALU lap pl. minél merevebb annál jobb de azért súlyban még tudja mozgatni a motor. Erre raksz valami szigetelő anyagot(parafa lap, kocsi szélvédőbe rakható hőtükrös fólia bármi jó lehet ami jó szigetel és nem gyullad ki) erre rakod piros nyákot majd erre az üveget. A piros nyáklapra az üveget irat csipesszel vagy kép keretre üveglap ráfogóval fogatod hozzá. A szigetelést ráragasztod(fogatod) a nyáklap aljára.
Az asztalnak a négy sarkát csavarral rögzíted és állíthatónak kell lennie a magasságának a szintezés végett, ezért kell hozzárögzíteni a szigetlesést a nyáklaphoz, hogy ha állítod a magasságot akkor ne váljon le a szigetelés róla.
A lényeg, hogy az egész nyáklap a szigeteléssel le legyen rögzítve az ALU lapra így lefele nem tud hajlani majd a hőtől felül pedig az üveg van ráfeszítve tehát arra sem tud puklisodni.
A nyák és üveg közzé lehet rakni ALU lapot 2-3mm-es vastagságban a jobb hőeloszlás miatt de azt már 12V-on nem biztos, hogy ki tudod fűteni 110-fokra ABS nyomtatáshoz.
A 220V-os szilikon fűtőlap a legjobb megoldás amire Zsolt is esküszik, relével leválasztva.
Szigetelés- Fűtőlap - ALU lap-üveg vagy tükör elrendezésben. Sokkal gyorsabban fűt fel és nem terheli az Ramps-ot.
Egyre figyelj nagyon, hogy az üveg / tükör ne legyen nagyobb mint fűtött rész (200x200 a nyáknál) mert az üveg széle így hideg marad és az így keletkezett feszültség pókhálósodás formájában jelenik meg az üveg szerkezetében. Itt egy videó hova rakd a thermisztort úgyis kevesebbet lesz az asztal felületi hőmérséklete(kb. nállam 5 fok az eltérés üveg és kaptonnal) én ezért szoktam 70 fokra rakni PLA-hoz.(mivel a PLA-t hűteni kell ezért a ventik még jobban lehűtik a felületét ezért rakom magasabbra a hőfokot a javasolt 50-60 fok helyett.
Wiring the Heatbed
Kell valami masszív alap az asztalnak amire le tudod rögzíteni és ami nem fog deformálódni. Ez lehet ALU lap pl. minél merevebb annál jobb de azért súlyban még tudja mozgatni a motor. Erre raksz valami szigetelő anyagot(parafa lap, kocsi szélvédőbe rakható hőtükrös fólia bármi jó lehet ami jó szigetel és nem gyullad ki) erre rakod piros nyákot majd erre az üveget. A piros nyáklapra az üveget irat csipesszel vagy kép keretre üveglap ráfogóval fogatod hozzá. A szigetelést ráragasztod(fogatod) a nyáklap aljára.
Az asztalnak a négy sarkát csavarral rögzíted és állíthatónak kell lennie a magasságának a szintezés végett, ezért kell hozzárögzíteni a szigetlesést a nyáklaphoz, hogy ha állítod a magasságot akkor ne váljon le a szigetelés róla.
A lényeg, hogy az egész nyáklap a szigeteléssel le legyen rögzítve az ALU lapra így lefele nem tud hajlani majd a hőtől felül pedig az üveg van ráfeszítve tehát arra sem tud puklisodni.
A nyák és üveg közzé lehet rakni ALU lapot 2-3mm-es vastagságban a jobb hőeloszlás miatt de azt már 12V-on nem biztos, hogy ki tudod fűteni 110-fokra ABS nyomtatáshoz.
A 220V-os szilikon fűtőlap a legjobb megoldás amire Zsolt is esküszik, relével leválasztva.
Szigetelés- Fűtőlap - ALU lap-üveg vagy tükör elrendezésben. Sokkal gyorsabban fűt fel és nem terheli az Ramps-ot.
Egyre figyelj nagyon, hogy az üveg / tükör ne legyen nagyobb mint fűtött rész (200x200 a nyáknál) mert az üveg széle így hideg marad és az így keletkezett feszültség pókhálósodás formájában jelenik meg az üveg szerkezetében. Itt egy videó hova rakd a thermisztort úgyis kevesebbet lesz az asztal felületi hőmérséklete(kb. nállam 5 fok az eltérés üveg és kaptonnal) én ezért szoktam 70 fokra rakni PLA-hoz.(mivel a PLA-t hűteni kell ezért a ventik még jobban lehűtik a felületét ezért rakom magasabbra a hőfokot a javasolt 50-60 fok helyett.
Wiring the Heatbed
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2015 december 30, 08:07
Írta: ezsolt74 Dátum 2015 december 30, 08:07
A piros heatbed közepén van egy kis lyuk.
Na oda kell a thermisztort elhelyezni ,alulról bedugod ,majd kapton szalaggal rögzíted a vezetékeket a heatbed aljára.
Na oda kell a thermisztort elhelyezni ,alulról bedugod ,majd kapton szalaggal rögzíted a vezetékeket a heatbed aljára.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 30, 10:16
Írta: keri Dátum 2015 december 30, 10:16
Ne kombináld túl.
Én a heatbed közepén van helye a thermisztornak, és akkor nem ég el ;-)
Az üveg meg elég vékony, így elhanyagolható az amit befolyásol.
Én mértem kontakt hőmérővel. Elég pontosan tartja a felszín is a hőmérsékletet.
Hőszigetelést ne hagyd ki, mert ABS-hez másként nem tud felfűteni.
Kapton felesleges az üvegre. Azt csak zsírtalanítani kell.
És ha az alulap púposodása miatt deformálódik az üveg, akkor jusson eszedbe, kipróbálni azt amit én mondtam ;-)
Alu, parafa, heatbed a fűtőszálakkal lefelé, mert erre domborodik, 1-2tized légrés, üveg.
36V-ról hajtva 24V-os bekötésben fel tudom fűteni 135fokig is kényelmesen. Ez után már a hővédelem leold a Marlinban. Ráadásul 65 fokig annyi idő alatt melegszik fel mint a fej...és nem is mindig reped el közben az üveg :D
Én a heatbed közepén van helye a thermisztornak, és akkor nem ég el ;-)
Az üveg meg elég vékony, így elhanyagolható az amit befolyásol.
Én mértem kontakt hőmérővel. Elég pontosan tartja a felszín is a hőmérsékletet.
Hőszigetelést ne hagyd ki, mert ABS-hez másként nem tud felfűteni.
Kapton felesleges az üvegre. Azt csak zsírtalanítani kell.
És ha az alulap púposodása miatt deformálódik az üveg, akkor jusson eszedbe, kipróbálni azt amit én mondtam ;-)
Alu, parafa, heatbed a fűtőszálakkal lefelé, mert erre domborodik, 1-2tized légrés, üveg.
36V-ról hajtva 24V-os bekötésben fel tudom fűteni 135fokig is kényelmesen. Ez után már a hővédelem leold a Marlinban. Ráadásul 65 fokig annyi idő alatt melegszik fel mint a fej...és nem is mindig reped el közben az üveg :D
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2015 december 30, 10:53
Írta: ezsolt74 Dátum 2015 december 30, 10:53
Kíváncsi lennék hogy nekem a szilikon fűtőlap mekkora hőfokot tudna elérni, mert elvileg 200fokig lehet felfűteni.
Gondolom a 135 fok meg se kell hogy kottyannyon neki.
Ahogy néztem ,ezeket fémhordók felfűtéséhez is szokták használni, plusz szigetelés nélkül, ott meg rengeteg a hőveszteség.
Gondolom a 135 fok meg se kell hogy kottyannyon neki.
Ahogy néztem ,ezeket fémhordók felfűtéséhez is szokták használni, plusz szigetelés nélkül, ott meg rengeteg a hőveszteség.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 30, 11:50
Írta: sastas Dátum 2015 december 30, 11:50
Nem is tudom kinek válaszoljak, úgyhogy inkább senkinek :D
Szóval, a lefogatásnál akkor gyakorlatilag azt kell megoldani, hogy van egy hordozó, majd erre egy hőszigetelő, amire rámegy a nyák, úgy hogy a maratott oldal(ami elvileg melegszik), a hőszigetelő fele néz, amit lefogatok a négy sarkánál, a hőszigetelőn keresztül az alapra, és mindenképpen állítható kell hogy legyen. Az üveglap meg akkor a csavarfejek közé kéne, hogy befeküdjön, amit sima, írószerben kapható papírcsipeszekkel rögzíthetek?
Namármost akkor a hőszigetelőt mindenképpen át kell lyukasztani, hogy a thermistort berakjam, de gondolom az a 2-3 mm-nyi lyuk nem számít, ekkora felületen.
Próbálom nem túlkomplikálni, de nem szeretném elrontani, ezért próbálom minden irányból körüljárni a dolgot.
Szóval, a lefogatásnál akkor gyakorlatilag azt kell megoldani, hogy van egy hordozó, majd erre egy hőszigetelő, amire rámegy a nyák, úgy hogy a maratott oldal(ami elvileg melegszik), a hőszigetelő fele néz, amit lefogatok a négy sarkánál, a hőszigetelőn keresztül az alapra, és mindenképpen állítható kell hogy legyen. Az üveglap meg akkor a csavarfejek közé kéne, hogy befeküdjön, amit sima, írószerben kapható papírcsipeszekkel rögzíthetek?
Namármost akkor a hőszigetelőt mindenképpen át kell lyukasztani, hogy a thermistort berakjam, de gondolom az a 2-3 mm-nyi lyuk nem számít, ekkora felületen.
Próbálom nem túlkomplikálni, de nem szeretném elrontani, ezért próbálom minden irányból körüljárni a dolgot.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 30, 11:59
Írta: keri Dátum 2015 december 30, 11:59
Akár ki is lukaszthatod, nem számít semmit, de én a hőszigetelés és nyák között hoztam ki a drótot. Teflonos, vagy zománzozott huzal kényelmesen bírja ezt a meleget. De ha nincs más, csupasz rézdrót is megteszi, legfeljebb elkülönítve vezeted, a kapton úgy is szigeteli.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 31, 19:23
Írta: sastas Dátum 2015 december 31, 19:23
Hmm egy érdekes problémába futottam. A léptetőkből ki kéne tekerni a csavarokat, viszont olyan erővel fogja, hogy a teljesen illeszkedő csillagcsavarhúzó eldarálja a csavar fejét ahelyett, hogy kitekeredne(meg közben a tenyeremről a bőr letépődik). Mondhatni kicsit beragadtak. Valamiféle M3-as csavarok és valamiféle csavarrögzítő van rajtuk. 4 csavarból kijött 1, 2 eldarálódott, a 4-et már meg sem próbáltam... Bármi ötlet esetleg?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gg58bmmp2 Dátum 2015 december 31, 19:43
Írta: gg58bmmp2 Dátum 2015 december 31, 19:43
Válassz pontos bitet,
tedd gépbe.
Nyomd rá mint állat.
Gépet indít.
tedd gépbe.
Nyomd rá mint állat.
Gépet indít.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Csuhás Dátum 2015 december 31, 19:46
Írta: Csuhás Dátum 2015 december 31, 19:46
Használj ütvecsavarhúzót, egészen lehetetlen módon berohadt csavarokat lazítottam ki vele. Ha nem sikerül akkor óvatosan fúrd ki a csavart és használj újat helyette.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 31, 19:46
Írta: keri Dátum 2015 december 31, 19:46
Hozzávaló csavarhúzó?
Durvább esetben ütve csavarhúzó, de ha eldaráltad akkor annak már mindegy, max lefúrni tudod.
Durvább esetben ütve csavarhúzó, de ha eldaráltad akkor annak már mindegy, max lefúrni tudod.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 31, 19:46
Írta: sastas Dátum 2015 december 31, 19:46
Ez hasonlóan nézett ki, csak kézben. Satunak nekitámasztottam a motort, pontosan beleillő csavarhúzó, egyik kézzel és testsúllyal nyomtam, másikkal inkább csavartam, és lett egy szép negatív kúp a csavarfej helyén...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gg58bmmp2 Dátum 2015 december 31, 19:58
Írta: gg58bmmp2 Dátum 2015 december 31, 19:58
nem okoskodás, csak tapasztalatként mondom. ilyen esetben a pontosan beleillő csavarhúzón van a hangsúly.
Pontosan beleillő, ha szinte pattan a bit amikor kiveszed, illetve ilyen művelet után volt hogy fogóval kellet kivennem a bitet a csavarfejből.
Persze, ha a csavarfej szabványon kívüli ...
Kézzel nem tudsz olyan pontosan merőlegesen tartani és nyomni, mint géppel
Pontosan beleillő, ha szinte pattan a bit amikor kiveszed, illetve ilyen művelet után volt hogy fogóval kellet kivennem a bitet a csavarfejből.
Persze, ha a csavarfej szabványon kívüli ...
Kézzel nem tudsz olyan pontosan merőlegesen tartani és nyomni, mint géppel
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 31, 20:38
Írta: sastas Dátum 2015 december 31, 20:38
Csak egyet kellet szétbontani, az extruderhez. a 3. szétjött, szóval van két motorom, ami örökre össze van szerelve :D
Nem is szétjött, hanem a csavar jött ki belőle, szóval nem tettem törpre.
Maradt a heatbed felfogatás és a sín felfogatás illetve a hotend felfogatása. Arra már van ötletem, csak találni kéne valakit aki értelmes áron tud nekem alumíniumot megmunkálni. A két ünnep között erre nem nagyon volt lehetőség, illetve egy valakit találtam, aki a két 145x30mm-es alkatrészt legyártotta volna nekem majd 12 ezer Ftért.(plusz áfa). Most lehet nekem van elszállva az árérzékem, és ez ennyibe kerül, de remélem ennek az ellenkezőjét fogjátok nyilatkozni....
Nem is szétjött, hanem a csavar jött ki belőle, szóval nem tettem törpre.
Maradt a heatbed felfogatás és a sín felfogatás illetve a hotend felfogatása. Arra már van ötletem, csak találni kéne valakit aki értelmes áron tud nekem alumíniumot megmunkálni. A két ünnep között erre nem nagyon volt lehetőség, illetve egy valakit találtam, aki a két 145x30mm-es alkatrészt legyártotta volna nekem majd 12 ezer Ftért.(plusz áfa). Most lehet nekem van elszállva az árérzékem, és ez ennyibe kerül, de remélem ennek az ellenkezőjét fogjátok nyilatkozni....
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2015 december 31, 21:01
Írta: keri Dátum 2015 december 31, 21:01
Ebből 10ezer a műhely befűtése volt ;-)
Néha képesek vérszemet kapni, de ennyit nem ér. Ennyiért fogom a flexet és kivágom én. Márpedig ha egy munkát kézzel jobban megéri megcsinálni mint géppel, akkor ott a géppel, vagy az árképzéssel gond van.
Nem tudom, mit kellet volna csinálni.
Sima lézervágás alulemezből nem egy eget rengető összeg, és ilyen kicsi vackokat hozzá csapják nagyobb munkákhoz, szóval csak annyi szokott a gond lenni, hogy meg kell várni amíg valaki pont ilyen lemezből akar kivágatni.
Szerintem egy kis gravírozó géppel körbemarni sem nagy kunszt.
Sokan csinálnak itt ilyesmit, szerintem kérdezd meg.
Néha képesek vérszemet kapni, de ennyit nem ér. Ennyiért fogom a flexet és kivágom én. Márpedig ha egy munkát kézzel jobban megéri megcsinálni mint géppel, akkor ott a géppel, vagy az árképzéssel gond van.
Nem tudom, mit kellet volna csinálni.
Sima lézervágás alulemezből nem egy eget rengető összeg, és ilyen kicsi vackokat hozzá csapják nagyobb munkákhoz, szóval csak annyi szokott a gond lenni, hogy meg kell várni amíg valaki pont ilyen lemezből akar kivágatni.
Szerintem egy kis gravírozó géppel körbemarni sem nagy kunszt.
Sokan csinálnak itt ilyesmit, szerintem kérdezd meg.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2015 december 31, 21:04
Írta: Devecz Miklós Dátum 2015 december 31, 21:04
Ha elküldöd a rajzot, és a gépemmel ki tudom marni, és anyagom is van hozzá, akkor megcsinálom postaköltségért.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2015 december 31, 23:14
Írta: sastas Dátum 2015 december 31, 23:14
Majd jövőre.... :D
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 január 07, 18:25
Írta: sastas Dátum 2016 január 07, 18:25
Szóval. Vizsgák egy része pipa, újra van nyomtatóra idő. :)
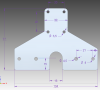
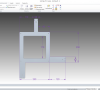
A sín kereszttartóit megterveztem, az egyik oldalra ovális furatokat pakoltam, mert van kb 1 mm bizonytalanságom a szerelésben, és mivel csak 150-es tolómérőm van, így tudok alkalmazkodni a mechanikához. A furatok egyébként 3.5mm-esek, az M3-as csavarokhoz alkalmazkodóan. Szóval a kép:
(//%3CA%20HREF=%22http://www.imgserv.com/MVG%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://www.imgserv.com/images/2016/01/07/5LG9gp.th.png%22%20border=0%3E%3C/A%3E)
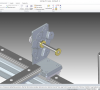
Az extrúdert(wade) nagyon állat dolog közvetlenül a lineáris kocsira feltenni? Egy ilyen elemmel gondoltam:
Aztán amivel most bajban vagyok, hogy hogy oldjam meg azt, mikor derékszögben kell fordulnom? Ugye ez a z irányban a trapézorsó, a lineárok és az asztal között. Illetve a szíjak felfogatásánál és az Y tengely motorfelfogatásánál kérdéses. Valamiféle alumínium L profil lenne erre alkalmas? Ki-mit tanácsol?
A sín kereszttartóit megterveztem, az egyik oldalra ovális furatokat pakoltam, mert van kb 1 mm bizonytalanságom a szerelésben, és mivel csak 150-es tolómérőm van, így tudok alkalmazkodni a mechanikához. A furatok egyébként 3.5mm-esek, az M3-as csavarokhoz alkalmazkodóan. Szóval a kép:
(//%3CA%20HREF=%22http://www.imgserv.com/MVG%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://www.imgserv.com/images/2016/01/07/5LG9gp.th.png%22%20border=0%3E%3C/A%3E)
Az extrúdert(wade) nagyon állat dolog közvetlenül a lineáris kocsira feltenni? Egy ilyen elemmel gondoltam:
Aztán amivel most bajban vagyok, hogy hogy oldjam meg azt, mikor derékszögben kell fordulnom? Ugye ez a z irányban a trapézorsó, a lineárok és az asztal között. Illetve a szíjak felfogatásánál és az Y tengely motorfelfogatásánál kérdéses. Valamiféle alumínium L profil lenne erre alkalmas? Ki-mit tanácsol?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 február 29, 16:16
Írta: sastas Dátum 2016 február 29, 16:16
Nos, újult erővel a nyomtatót csinálom. Sajnos volt/van némi magánéleti gond, ami viszi a pénzt erősen, így, mivel a nyomtató minőségén nem akartam leadni, na meg energiám sem volt gondolkodni, a hétvégén csináltam meg végül a terveket. A következő posztban lesznek a képek. Ha bárkinek bármi észrevétele lenne, kérem jelezze. Én így képzeltem el. Kicsit móricka ábrás, mármint az extrúdernek csak lemértem a külső méreteit és odahánytam egy téglatestet, de egyébként mindent próbáltam méret és alakhűre megcsinálni. Amint a csiga feltolja a bájtokat, jönnek a képek :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 február 29, 16:39
Írta: sastas Dátum 2016 február 29, 16:39
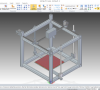
Szóval az ígért képek:
Maga a gép, mindenestől ahogyan elképzeltem:
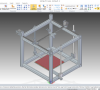
Ugyan az a kép, csak az extrúdert leszedtem, mert zavaró :)
Az x tengely motorfelfogatása:

Aztán ennek a tengelynek a szíjcsatlakozása, és az y tengely szíjfordítója:

Aztán, ugyanezen tengely motorfelfogatása:
Illetve "hátulról telibe":

Extruderfelfogatás és Y tengely szíjfelfogatás:

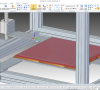
Asztal. Terveim szerint, az itt javasolt, alu hordozó, Parafa hőszigetelés, "fejjel lefele" fordított heatbed, és rajta 3-5mm-es üveg:
Az asztalfelfogatás, így álmodtam meg, de ebben igen bizonytalan vagyok, jól jönne pár kritika...
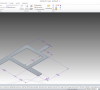
Másik szögből:
Maga a gép, mindenestől ahogyan elképzeltem:
Ugyan az a kép, csak az extrúdert leszedtem, mert zavaró :)
Az x tengely motorfelfogatása:
Aztán ennek a tengelynek a szíjcsatlakozása, és az y tengely szíjfordítója:
Aztán, ugyanezen tengely motorfelfogatása:
Illetve "hátulról telibe":
Extruderfelfogatás és Y tengely szíjfelfogatás:
Asztal. Terveim szerint, az itt javasolt, alu hordozó, Parafa hőszigetelés, "fejjel lefele" fordított heatbed, és rajta 3-5mm-es üveg:
Az asztalfelfogatás, így álmodtam meg, de ebben igen bizonytalan vagyok, jól jönne pár kritika...
Másik szögből:
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 február 29, 17:03
Írta: sastas Dátum 2016 február 29, 17:03
Persze, azok a csavarok amik be vannak tűzdelve mindenhova, csak jelképesek, illetve félig. A szíjjakat azon szeretném tényleg megfogatni(M8-as csavar), egy pár anya közé, kábelkötegelővel.
A fordítóknál egy 608-as csapágyat rakok majd rá, és azon fog átfordulni.
Végálláskapcsolóból 6ot szeretnék felapplikálni, nem vagyok a szoftveres biztonsági megoldások híve, fele mechanikus, fele optós. Ez van "raktáron" ;)
A lényeg: Az asztalfefogatással kapcsolatban szeretnék tanácsot kérni, jó lesz-e? Na meg hogy ehhez a lineráok jól vannak-e elosztva. A Z irányú mozgást SzJózsi féle TR10x2-es orsó oldja majd meg, ennek a motorja nincs még rajta, helykihasználási szempontból a szerkezet tetejére fogom felapplikálni.
A fordítóknál egy 608-as csapágyat rakok majd rá, és azon fog átfordulni.
Végálláskapcsolóból 6ot szeretnék felapplikálni, nem vagyok a szoftveres biztonsági megoldások híve, fele mechanikus, fele optós. Ez van "raktáron" ;)
A lényeg: Az asztalfefogatással kapcsolatban szeretnék tanácsot kérni, jó lesz-e? Na meg hogy ehhez a lineráok jól vannak-e elosztva. A Z irányú mozgást SzJózsi féle TR10x2-es orsó oldja majd meg, ennek a motorja nincs még rajta, helykihasználási szempontból a szerkezet tetejére fogom felapplikálni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 február 29, 17:47
Írta: Devecz Miklós Dátum 2016 február 29, 17:47
Észrevétel:
Már elfelejtettem, hogy milyen gépnek indult :-)
Ha 3D nyomtató, akkor 3 végállás kapcsoló bőven elég lesz. Ha emlékezetem nem csal, akkor a Marlin csak hármat kezel.
Az asztal tartó cikk-cakkos alkatrész túl van bonyolítva, sok lesz a kieső darab, másrészt meg nem a legjobb a szilárdsága, lehajlásra nagyon rosszul fog viselkedni.
Már elfelejtettem, hogy milyen gépnek indult :-)
Ha 3D nyomtató, akkor 3 végállás kapcsoló bőven elég lesz. Ha emlékezetem nem csal, akkor a Marlin csak hármat kezel.
Az asztal tartó cikk-cakkos alkatrész túl van bonyolítva, sok lesz a kieső darab, másrészt meg nem a legjobb a szilárdsága, lehajlásra nagyon rosszul fog viselkedni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 február 29, 17:50
Írta: Devecz Miklós Dátum 2016 február 29, 17:50
Még egy...
Én kerülném a hajlított alkatrészeket, nehéz pontosan kivitelezni.
Én kerülném a hajlított alkatrészeket, nehéz pontosan kivitelezni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 február 29, 17:52
Írta: sastas Dátum 2016 február 29, 17:52
Hogyan kéne megoldani Szerinted? Sejtettem hogy a lehajlással gondok lesznek, de mint 3D nyomtató, azt az 1-2 kilót(vagy legyen 10-20N), csak kibírja, komolyabb hajlás nélkül... Egyébként pont a kihulló darabok miatt arra gondoltam, hogy esetleg, több darabból megcsinálni(mondjuk3 ból), és utána összecsavarozni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 február 29, 17:53
Írta: sastas Dátum 2016 február 29, 17:53
Ötletem sincs, a hajlított alkatrészek elkerülésére :( Na arra esetleg ha valakinek lenne tippje...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 február 29, 17:59
Írta: Devecz Miklós Dátum 2016 február 29, 17:59
Még egy...
Mivel ennyire kivitted a csavarorsós hajtást a függőleges csúszkák sikjából, ennél a konstrukciónál majdnem biztos a befeszülési hajlandóság.
Mivel ennyire kivitted a csavarorsós hajtást a függőleges csúszkák sikjából, ennél a konstrukciónál majdnem biztos a befeszülési hajlandóság.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gaben Dátum 2016 február 29, 18:07
Írta: gaben Dátum 2016 február 29, 18:07
Szia,
sima üvegre gondoltál?
Azért kérdezem, mert én is kipróbáltam az egyik gépemen és abban a pillanatban eltört, ahogy egy erősebb hőmérséklet változás érte.
Lehet, hogy ez itt nem áll fenn.
Mindenesetre azóta hőálló kerámiát használok.
üdv, Gábor
sima üvegre gondoltál?
Azért kérdezem, mert én is kipróbáltam az egyik gépemen és abban a pillanatban eltört, ahogy egy erősebb hőmérséklet változás érte.
Lehet, hogy ez itt nem áll fenn.
Mindenesetre azóta hőálló kerámiát használok.
üdv, Gábor
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: t62d6ha2b Dátum 2016 február 29, 18:16
Írta: t62d6ha2b Dátum 2016 február 29, 18:16
Szia!
Zártszelvény-vasfűrész kombó...[#circling]
Zártszelvény-vasfűrész kombó...[#circling]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gg58bmmp2 Dátum 2016 február 29, 18:39
Írta: gg58bmmp2 Dátum 2016 február 29, 18:39
L alakú alu idom 2 darabból elforgatva bármelyiket összerakod.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 február 29, 22:17
Írta: vjanos Dátum 2016 február 29, 22:17
Pár gondolat, aztán vagy megfogadod, vagy nem :)
- Ahogy Miklós írta, az asztal be fog feszülni, nem lesz vízszintes... A TR anya annyira nem passzentos, gondold el, egy fél méteres erőkar tekeri lefelé...
- Ha már kockát csináltál, próbáld meg úgy elrendezni a dolgokat, hogy oldalról körbe lehessen burkolni. Heated chamber - jól fog az még jönni.
- Ebből következik, hogy az orsót, függőleges tengelyeket a profilok síkjába vagy a kockán belülre kéne tenni. Kevesebb anyag is kell.
- Jelen esetben nem tudod kihasználni a (400-as?) lineárok hosszát. Ha ez nem is cél, akkor mehetnek belülre a Z alkatrészei, meg amúgy is csak 200-as asztalod van.
Ha mégis a teljes hasznos elmozdulásra vágysz, akkor meg kéne hosszabbítani alattuk az alu profilt 5-10 centivel - persze így nagyobb lesz az egész cucc...
- A híd is ha jól látom egy oldalt van hajtva. Én tennék egy tengelyt keresztbe, hogy mindkét oldalán tudja vinni a szíj.
- A 6mm széles szíj le fog mászni a 6mm széles csapágyról. Rakj dupla csapágyat, de valami peremes megoldás még jobb lenne
- Még nem vagy elkésve, de próbálj minél komplettebb rajzot csinálni. Helyezd el a vezérlő dobozát, kijelzőt, home kapcsolót, egy tekercs filamentet... ez mind útban lesz, vagy lehetne kevésbé útban.
Gondolkozz a kábelek hozzávezetésén... még így is lesz sok meglepetés az összerakáskor :)
- Ahogy Miklós írta, az asztal be fog feszülni, nem lesz vízszintes... A TR anya annyira nem passzentos, gondold el, egy fél méteres erőkar tekeri lefelé...
- Ha már kockát csináltál, próbáld meg úgy elrendezni a dolgokat, hogy oldalról körbe lehessen burkolni. Heated chamber - jól fog az még jönni.
- Ebből következik, hogy az orsót, függőleges tengelyeket a profilok síkjába vagy a kockán belülre kéne tenni. Kevesebb anyag is kell.
- Jelen esetben nem tudod kihasználni a (400-as?) lineárok hosszát. Ha ez nem is cél, akkor mehetnek belülre a Z alkatrészei, meg amúgy is csak 200-as asztalod van.
Ha mégis a teljes hasznos elmozdulásra vágysz, akkor meg kéne hosszabbítani alattuk az alu profilt 5-10 centivel - persze így nagyobb lesz az egész cucc...
- A híd is ha jól látom egy oldalt van hajtva. Én tennék egy tengelyt keresztbe, hogy mindkét oldalán tudja vinni a szíj.
- A 6mm széles szíj le fog mászni a 6mm széles csapágyról. Rakj dupla csapágyat, de valami peremes megoldás még jobb lenne
- Még nem vagy elkésve, de próbálj minél komplettebb rajzot csinálni. Helyezd el a vezérlő dobozát, kijelzőt, home kapcsolót, egy tekercs filamentet... ez mind útban lesz, vagy lehetne kevésbé útban.
Gondolkozz a kábelek hozzávezetésén... még így is lesz sok meglepetés az összerakáskor :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 01, 09:19
Írta: keri Dátum 2016 március 01, 09:19
Juj, az a Z megoldás a létező legrosszabb, nem is nagyon lenne ötletem hogy lehetne rosszabbul megoldani.
Gondold végig az erőket!
Függőleges! És ebbe az irányba csak lapjával tart egy lemezke, a lehető legtávolabb a tömegközépponttól.
Akkor már jobb megoldás ha hagyományos 3D nyomtató asztal. Hátul két tengely, közte az orsó. Kocsiból használj duplát, mert így a forgató nyomaték 2centire koncentrálódik.
A kocsikról a tartó lemezek függőlegesen menjenek, ezek támasszák alá az asztalt, mert a lemez lapjára könnyen hajlik, de élire nagyon masszív.
Ha nem akarsz egyoldalas tartót és csak két kocsit, akkor középvonalban két szélén helyezd el a tengelyeket, így jelentősen csökken a rá ható forgatónyomaték, egyensúlyban van az asztal.
Ennek a hátránya hogy mindkét oldalra kell orsó lehetőleg a tengelyek közelében.
Gondold végig az erőket!
Függőleges! És ebbe az irányba csak lapjával tart egy lemezke, a lehető legtávolabb a tömegközépponttól.
Akkor már jobb megoldás ha hagyományos 3D nyomtató asztal. Hátul két tengely, közte az orsó. Kocsiból használj duplát, mert így a forgató nyomaték 2centire koncentrálódik.
A kocsikról a tartó lemezek függőlegesen menjenek, ezek támasszák alá az asztalt, mert a lemez lapjára könnyen hajlik, de élire nagyon masszív.
Ha nem akarsz egyoldalas tartót és csak két kocsit, akkor középvonalban két szélén helyezd el a tengelyeket, így jelentősen csökken a rá ható forgatónyomaték, egyensúlyban van az asztal.
Ennek a hátránya hogy mindkét oldalra kell orsó lehetőleg a tengelyek közelében.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 01, 09:21
Írta: keri Dátum 2016 március 01, 09:21
Kezeli mind a 6 végállást, csak épp felesleges.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 01, 09:23
Írta: keri Dátum 2016 március 01, 09:23
Ahogy elnézem itt nem kritikus a pontossága, elég ha egyformák, az meg nem lehet probléma.
Amúgy én sima alu L profilt használnék, vagy zártszelvényt, és akkor megúsznám a hajlítgatást.
Amúgy én sima alu L profilt használnék, vagy zártszelvényt, és akkor megúsznám a hajlítgatást.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 01, 09:50
Írta: keri Dátum 2016 március 01, 09:50
Az én asztalom így néz ki.
Nem volt olyan bonyolult lehajlítani a 3-as lemezt mint elsőre tűnik.
Pontosságát, illetve feszülés mentességet, utólagos kalapácsos korrekcióval oldottam meg, illetve a tengelyeket utólag rögzítettem ahova kijöttek, de pontosan a tervezett helyre kerültek.
Azért csináltam így mert a rendelkezésemre álló anyagokból ez volt a legegyszerűbb kivitelezés, de azért ez nem a legjobb konstrukció.
Nem volt olyan bonyolult lehajlítani a 3-as lemezt mint elsőre tűnik.
Pontosságát, illetve feszülés mentességet, utólagos kalapácsos korrekcióval oldottam meg, illetve a tengelyeket utólag rögzítettem ahova kijöttek, de pontosan a tervezett helyre kerültek.
Azért csináltam így mert a rendelkezésemre álló anyagokból ez volt a legegyszerűbb kivitelezés, de azért ez nem a legjobb konstrukció.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 01, 09:52
Írta: keri Dátum 2016 március 01, 09:52
3mm-esnél vastagabb üveget nem szabad használni, illetve az üveg teljes felületét kell fűteni. Ha nagyobb az üveg mint a fűtött rész akkor azonnal törik az első komolyabb felfűtésnél, de így ahogy mondom kényelmesen és gyorsan melegíthető bárhova, nem lesz gond a sima ablaküveggel sem.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 01, 09:55
Írta: keri Dátum 2016 március 01, 09:55
[#eljen]
Jó észrevételek.
Én is méret takarékosra akartam építeni, utólag azt gondolom inkább lenne nagyobb a kocka.
Szíjvezetésre én esztergáltam egy a csapágyakra egy peremes vezetőt, így nem kell dupla csapágy. De nyomtatni is lehet.
Jó észrevételek.
Én is méret takarékosra akartam építeni, utólag azt gondolom inkább lenne nagyobb a kocka.
Szíjvezetésre én esztergáltam egy a csapágyakra egy peremes vezetőt, így nem kell dupla csapágy. De nyomtatni is lehet.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 március 01, 17:12
Írta: sastas Dátum 2016 március 01, 17:12
Akkor haladjunk lépésről lépésre:

Mit szóltok ehhez? Az orsót szeretném kívül tartani a kockán, bár meggyőzhető vagyok az ellenkezőjéről.
Nincs több alu elemem, szóval a kocka nem tud nagyobb lenni...
L alakú aluidomra gondoltam. Lehet valahol reális áron kapni? Mondjuk 50x50x3-ast(ez lenne a legoptimálisabb)?
Mit szóltok ehhez? Az orsót szeretném kívül tartani a kockán, bár meggyőzhető vagyok az ellenkezőjéről.
Nincs több alu elemem, szóval a kocka nem tud nagyobb lenni...
L alakú aluidomra gondoltam. Lehet valahol reális áron kapni? Mondjuk 50x50x3-ast(ez lenne a legoptimálisabb)?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 március 01, 17:46
Írta: sastas Dátum 2016 március 01, 17:46
Illetve a csapágyak: Gondoltam a problémára, de úgy vélem, majd nyomtatok rá peremet ahogy működik a nyomtató :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 01, 20:05
Írta: keri Dátum 2016 március 01, 20:05
50*50*3as zártszelvényt tuti lehet kapni. 6 méteres szál sem túl drága.
L idomot nem tudom. Nem jellemző mert áltlános szerkezetileg ez nem jó semmire.
Ezeket ismerem, itt érdeklődj.
http://www.metalloglobus.hu/
http://www.bronzker.hu/
L idomot nem tudom. Nem jellemző mert áltlános szerkezetileg ez nem jó semmire.
Ezeket ismerem, itt érdeklődj.
http://www.metalloglobus.hu/
http://www.bronzker.hu/
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 01, 20:08
Írta: keri Dátum 2016 március 01, 20:08
mondjuk Miskolcon tuti vannak még ilyen boltok, csak azt a környéket nem ismerem
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 március 01, 20:14
Írta: vjanos Dátum 2016 március 01, 20:14
Ja... ha addig nem mászik le a szíj :P
Mekkora profilból is gründoljuk ezt a gépet egyébként?
Ahogy keri is írta, a környéken nézz körül, hol adnak szinesfémet darabolva... Antal Gábor pl tuti tudja.
Mekkora profilból is gründoljuk ezt a gépet egyébként?
Ahogy keri is írta, a környéken nézz körül, hol adnak szinesfémet darabolva... Antal Gábor pl tuti tudja.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 március 01, 21:25
Írta: sastas Dátum 2016 március 01, 21:25
Ha én ismerném..... Itt, tudod, a színesfémet a színesgyerekek szokták hurcolászni. ;)
Egéybként debreceni vagyok, Miskolcon "csak" az egyetemre járok. És nyílván itt vagyok kolis, szóval itt lakom életvitelszerűen most, de annyira nem ismerem a várost.
Meg szerinted hogy néznék ki a buszon egy 6 méteres aluszállal? :D (értem én, felvágatom, de akor is, képzeld el).
Egyébként 30x30-as aluprofil, 15x400-as LoneWolf féle sínekkel. azért csak 3 darab sín, mert ennyi volt LoneWolfnál, mástól meg sokkal drágább lett volna még ketőtt venni.
Illetve első gépem, ezért ilyen és ekkora. Persze, már agyalok a következőn, de most ezt kéne befejezni, hátha tudnék egy kis zsebpénzt összehozni vele. Sajnos, most elég rosszul állok anyagilag(sőtt, családilag állunk anyagilag rosszul, de maradjunk annyiban, hogy ez nem ennek a fórumnak a témája, nem is szeretnék a továbbiakban ezzel foglalkozni.) ezért, most ezt kéne kitalálni jól. És mondom, mindenféle kritikát kérek, pl ez az asztalos dolog is teljesen hasznos volt, nekem teljesen más szempont lebegett a szemem előtt.
Egéybként debreceni vagyok, Miskolcon "csak" az egyetemre járok. És nyílván itt vagyok kolis, szóval itt lakom életvitelszerűen most, de annyira nem ismerem a várost.
Meg szerinted hogy néznék ki a buszon egy 6 méteres aluszállal? :D (értem én, felvágatom, de akor is, képzeld el).
Egyébként 30x30-as aluprofil, 15x400-as LoneWolf féle sínekkel. azért csak 3 darab sín, mert ennyi volt LoneWolfnál, mástól meg sokkal drágább lett volna még ketőtt venni.
Illetve első gépem, ezért ilyen és ekkora. Persze, már agyalok a következőn, de most ezt kéne befejezni, hátha tudnék egy kis zsebpénzt összehozni vele. Sajnos, most elég rosszul állok anyagilag(sőtt, családilag állunk anyagilag rosszul, de maradjunk annyiban, hogy ez nem ennek a fórumnak a témája, nem is szeretnék a továbbiakban ezzel foglalkozni.) ezért, most ezt kéne kitalálni jól. És mondom, mindenféle kritikát kérek, pl ez az asztalos dolog is teljesen hasznos volt, nekem teljesen más szempont lebegett a szemem előtt.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 01, 21:56
Írta: keri Dátum 2016 március 01, 21:56
Nem azt mondtad hogy mindennapos a színesfém szállítás arra felé? Előtte befekszel a szoliba és nincs ott gond :)
De szerintem arra akart célozni vjános, hogy azt a két kis darabot lehet hogy Antal Gábor fórumtársunknál is megtalálod ;-) persze nem akarom más ...val verni a csalánt, de legrosszabb esetben tud egy helyet ahol a hulladékot neked adják.
De szerintem arra akart célozni vjános, hogy azt a két kis darabot lehet hogy Antal Gábor fórumtársunknál is megtalálod ;-) persze nem akarom más ...val verni a csalánt, de legrosszabb esetben tud egy helyet ahol a hulladékot neked adják.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gaben Dátum 2016 március 01, 22:05
Írta: gaben Dátum 2016 március 01, 22:05
Szia,
megnéztem az alus polcomat és találtam 50x50x4mm-es L idomot. Ha megadod a pontos furatokat és meneteket, megcsinálom neked azt a két darabot.
megnéztem az alus polcomat és találtam 50x50x4mm-es L idomot. Ha megadod a pontos furatokat és meneteket, megcsinálom neked azt a két darabot.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 március 01, 22:11
Írta: vjanos Dátum 2016 március 01, 22:11
Félreérted... csupán arra gondoltam, hogy Gábor is miskolci, és ismeri a helyi viszonyokat, hova érdemes menni egy kis darabért...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: TROMF22 Dátum 2016 március 01, 22:17
Írta: TROMF22 Dátum 2016 március 01, 22:17
Végül is hol építed a géped? Miskolc <-> Debrecen.
Sajnos én már elvesztettem a fonalat, hogy mire is lenne szükséged.
50x50 -es L profiljaim nincsenek, de bontott maradék darabkák négyzet 30x30, 40x40, 45x45 építő profilból akadnak.
Én is ezekből gazdálkodom, ha valami kis alkalmatosságot össze kell állítani.
A méretre vágás az nekem is gond, abban nem tudok segíteni.
Írj az adatlapomra pontosan mire is lenne szükséged, ha felsorolt alternatívákból van alkalmas.
Sajnos én már elvesztettem a fonalat, hogy mire is lenne szükséged.
50x50 -es L profiljaim nincsenek, de bontott maradék darabkák négyzet 30x30, 40x40, 45x45 építő profilból akadnak.
Én is ezekből gazdálkodom, ha valami kis alkalmatosságot össze kell állítani.
A méretre vágás az nekem is gond, abban nem tudok segíteni.
Írj az adatlapomra pontosan mire is lenne szükséged, ha felsorolt alternatívákból van alkalmas.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 március 01, 22:47
Írta: sastas Dátum 2016 március 01, 22:47
Miskolcon. Egy kolégiumi szobában. Gyarkolatilag egy csavarhúzúkészlettel(na jó, van pár imbusz is).
Egyébként 3-as, 4-es alulemezbe mennyire reális az M3-M5 ös menet? Én nem érzem megfelelőnek. Persze ez csak megérzés, semmilyen mögöttes tapasztalat nincs. Inkább egy biztonsági anyát raknék rá(vagy hogyafrancba hívják magyarul azt a műanyagbetétes anyát).
Devecz Miklósnak volt már egy felajánlása korábban, ha sikerül végleg elhelyezni mindent, akkor elsőkörben Vele beszélem meg, mit hogyan, meg akkor már most Aknai Gáborral is felveszem a kapcsolatot, és látjuk. Ezt előre is köszönöm, Gábor.
Szóval, a lineárokat elhelyeztem. A legutóbbi kép. Így jó, vagy forgassam be, úgy ahogy Keri-nél van?
Egyébként 3-as, 4-es alulemezbe mennyire reális az M3-M5 ös menet? Én nem érzem megfelelőnek. Persze ez csak megérzés, semmilyen mögöttes tapasztalat nincs. Inkább egy biztonsági anyát raknék rá(vagy hogyafrancba hívják magyarul azt a műanyagbetétes anyát).
Devecz Miklósnak volt már egy felajánlása korábban, ha sikerül végleg elhelyezni mindent, akkor elsőkörben Vele beszélem meg, mit hogyan, meg akkor már most Aknai Gáborral is felveszem a kapcsolatot, és látjuk. Ezt előre is köszönöm, Gábor.
Szóval, a lineárokat elhelyeztem. A legutóbbi kép. Így jó, vagy forgassam be, úgy ahogy Keri-nél van?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 március 01, 22:48
Írta: vjanos Dátum 2016 március 01, 22:48
Milyen érved van amellett, hogy kívül maradjon az orsó?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 március 01, 22:57
Írta: sastas Dátum 2016 március 01, 22:57
Mivel a Z motort felülre raknám, legalábbis a jelenlegi tervek így vannak, mert ekkor nem kell kiemelni a gépet, nem kell neki extra láb.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 02, 08:03
Írta: keri Dátum 2016 március 02, 08:03
Azért meg lehet oldani a menetet is bele. Ha megfogja akkor jó.
Ha megnézed a már linkelt fotót, akkor nekem az asztal felfogatásnál az első csavarok a 3-as lemezbe vannak behajtva a hátsónál megszakadt, ott anya van.
Az ökölszabály az hogy acélba 3-4 menet, aluba ~4-5, műanyagba legalább 7 menet kell a biztos rögzítéshez, ez M3-as esetén megvan, inkább itt az a gond hogy az alu könnyen beleragad a pici menetbe.
Máskülönben komolyabb szerkezeteknél acél csavarhoz aluba érdemes belehajtani egy Helicoil betétet és akkor nincs vele gond.
Pl. Az öreg Hondám hengerfejéből is elkezdtek kicsavarodni a menetek minden fakezűség nélkül is. Fogtam belefúrtam mindegyik menetbe egy ilyet, azóta nincs vele gondom.
Szóval lemezek összafogatására
Ha megnézed a már linkelt fotót, akkor nekem az asztal felfogatásnál az első csavarok a 3-as lemezbe vannak behajtva a hátsónál megszakadt, ott anya van.
Az ökölszabály az hogy acélba 3-4 menet, aluba ~4-5, műanyagba legalább 7 menet kell a biztos rögzítéshez, ez M3-as esetén megvan, inkább itt az a gond hogy az alu könnyen beleragad a pici menetbe.
Máskülönben komolyabb szerkezeteknél acél csavarhoz aluba érdemes belehajtani egy Helicoil betétet és akkor nincs vele gond.
Pl. Az öreg Hondám hengerfejéből is elkezdtek kicsavarodni a menetek minden fakezűség nélkül is. Fogtam belefúrtam mindegyik menetbe egy ilyet, azóta nincs vele gondom.
Szóval lemezek összafogatására
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 02, 08:04
Írta: keri Dátum 2016 március 02, 08:04
...vagy megpróbálkozol a metrikus menettel és ha szerencséd van akkor nem nyúlsz hozzá, mert a második összerakásra már nem biztos hogy marad menet benne, vagy lemezcsavart használsz, vagy anyával rakod össze.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 március 02, 08:34
Írta: keri Dátum 2016 március 02, 08:34
Orsót nyugodtan berakhatod a lineárok vonalába. A NEMA17-es motor kényelmesen elfér, nem lesz útban.
Gondolom lézer vágott alu lap az asztal.
Tehát ha egy ilyen síklapban, és L profilokban kell gondolkodnom akkor (pártállástól függetlenül) legalább az asztal 2/3-ig lógjon ki az L profil, és erre csavarozd az asztallapot, mert mint említettem a lemezek lapra nem terhelhetőek, csak élre.
Ha nem tudod hogy viselkedik egy szerkezet, akkor gondolkodj papírlapban! képzeld el mit csinálna ugyan ez papírból! Ha megfogsz egy A4-es lapot az lehajlik. De ha hajtogatsz alá egy egy L profilt papírból az már egész jól megáll.
Az hogy, hogyan forgatod a kocsit teljesen mindegy.
2 dologra kell odafigyelni. A két kocsi síkjában legyen egy merevítő lemez, meg az asztal alátámasztására.
Tehát csinálhatod úgy ahogy én, csak ne legyél lusta és tegyél be a két L profil alá keresztbe még egy harmadikat keresztbe a kocsik közé.
Gondolom lézer vágott alu lap az asztal.
Tehát ha egy ilyen síklapban, és L profilokban kell gondolkodnom akkor (pártállástól függetlenül) legalább az asztal 2/3-ig lógjon ki az L profil, és erre csavarozd az asztallapot, mert mint említettem a lemezek lapra nem terhelhetőek, csak élre.
Ha nem tudod hogy viselkedik egy szerkezet, akkor gondolkodj papírlapban! képzeld el mit csinálna ugyan ez papírból! Ha megfogsz egy A4-es lapot az lehajlik. De ha hajtogatsz alá egy egy L profilt papírból az már egész jól megáll.
Az hogy, hogyan forgatod a kocsit teljesen mindegy.
2 dologra kell odafigyelni. A két kocsi síkjában legyen egy merevítő lemez, meg az asztal alátámasztására.
Tehát csinálhatod úgy ahogy én, csak ne legyél lusta és tegyél be a két L profil alá keresztbe még egy harmadikat keresztbe a kocsik közé.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 18, 01:23
Írta: sastas Dátum 2016 április 18, 01:23
Szóval ismét van idő energia, stb.
Mennyire életszerű ez a megoldás az asztalhoz:
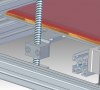
Konkrétan két 400 hosszű 30x30-as profilt fogatnék fel. Mondjuk így rögzítésbeli gondjaim lehetnek, nemtudom 4 darab m4-es csavar, megtartaná-e az asztalt.
Aztán egy kép aránylag "hátulról"
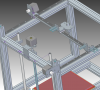
Na meg egy előről, a lineárt leszedtem, a jobb láthatóságért.
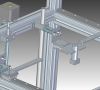
Mennyire életszerű ez a megoldás az asztalhoz:
Konkrétan két 400 hosszű 30x30-as profilt fogatnék fel. Mondjuk így rögzítésbeli gondjaim lehetnek, nemtudom 4 darab m4-es csavar, megtartaná-e az asztalt.
Aztán egy kép aránylag "hátulról"
Na meg egy előről, a lineárt leszedtem, a jobb láthatóságért.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2016 április 18, 07:25
Írta: ezsolt74 Dátum 2016 április 18, 07:25
Én ha a tökéletesre törekednék akkor felraknék még egy trapézmenetes orsót a másikkal szembe, és egy végtelenített GT2-es szíjjal kötném össze alul.
Így lenne a legmerevebb az asztalod, és biztos hogy nem tudna mozogni semmit se nyomtatás közben.
Én is gondolkodom rajta hogy felteszek egyet az enyémre.
Pedig nekem a Z lineáris sínen mozog ,nem rúdon.
Így lenne a legmerevebb az asztalod, és biztos hogy nem tudna mozogni semmit se nyomtatás közben.
Én is gondolkodom rajta hogy felteszek egyet az enyémre.
Pedig nekem a Z lineáris sínen mozog ,nem rúdon.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 április 18, 09:10
Írta: keri Dátum 2016 április 18, 09:10
Erőkar, erőkar, ERŐKAR!
Még mindig nem figyelsz rá.
A 4-es csavarok egy autót is megtartanak, ha jó irányból vannak terhelve, de itt túl közel vannak egymáshoz, ezért a kilógás/rögzítési távolság aránya is nagyra jön ki.
De nem is a csavarok a gyenge pont a rendszerben, hanem a lineáris csapágyak hibája és a vezeték rugalmassága fog 10*-esen jelentkezni az asztal végén.
Erre megoldás lehet Zsolt elképzelése a duplázott orsóval, és maximálisan egyetértek, vele. A következő gépemen nekem is az a megoldás lesz amit ő ajánlott.
De első gépre én is azt mondanám ne bonyolítsuk, csak működjön már.
Én két SC12LUU csapágyat használnék az asztalhoz, vagy Négy SC12UU-t.
Előbbi kicsit drágább, de mivel egyben van a merevítéssel neked már nem kell foglalkozni, a külön álló csapágyaknál kell egy összekötő lap, hogy egybe mozogjanak, ne feszüljenek, szóval én az egybe csapágyat sokkal jobbnak tartom.
Ja és oldalanként legalább 4 csavarral rögzíteném, vagy 4db derékszög idommal, vagy valami masszív acélbilinccsel.
Vagy a profilod alá csavarozol még egy egy darab profilt, és a kettőt összekötöd.
Ez még mindig nem olyan jó megoldás mint amit Zsolt mondott, de ez már használható...legalább is nálam működik.
Még mindig nem figyelsz rá.
A 4-es csavarok egy autót is megtartanak, ha jó irányból vannak terhelve, de itt túl közel vannak egymáshoz, ezért a kilógás/rögzítési távolság aránya is nagyra jön ki.
De nem is a csavarok a gyenge pont a rendszerben, hanem a lineáris csapágyak hibája és a vezeték rugalmassága fog 10*-esen jelentkezni az asztal végén.
Erre megoldás lehet Zsolt elképzelése a duplázott orsóval, és maximálisan egyetértek, vele. A következő gépemen nekem is az a megoldás lesz amit ő ajánlott.
De első gépre én is azt mondanám ne bonyolítsuk, csak működjön már.
Én két SC12LUU csapágyat használnék az asztalhoz, vagy Négy SC12UU-t.
Előbbi kicsit drágább, de mivel egyben van a merevítéssel neked már nem kell foglalkozni, a külön álló csapágyaknál kell egy összekötő lap, hogy egybe mozogjanak, ne feszüljenek, szóval én az egybe csapágyat sokkal jobbnak tartom.
Ja és oldalanként legalább 4 csavarral rögzíteném, vagy 4db derékszög idommal, vagy valami masszív acélbilinccsel.
Vagy a profilod alá csavarozol még egy egy darab profilt, és a kettőt összekötöd.
Ez még mindig nem olyan jó megoldás mint amit Zsolt mondott, de ez már használható...legalább is nálam működik.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 április 18, 09:14
Írta: keri Dátum 2016 április 18, 09:14
Másik az asztal kérdése.
Ha a két profilra rácsavarozol egy ilyen vastagabb alu lapot, az elég merev lesz a csavaró erőkre, de meg lehet egyszerűbben is oldani. Attól függ persze milyen anyagod van.
Az asztal szintezését úgy sem úszod meg, vagyis rugós-csavaros felfüggesztés kell neki. Azt az alulapot arra használnám, a két kilógó profilodat meg a tövében merevíteném egy keresztbe rárakott profillal.
Ha a két profilra rácsavarozol egy ilyen vastagabb alu lapot, az elég merev lesz a csavaró erőkre, de meg lehet egyszerűbben is oldani. Attól függ persze milyen anyagod van.
Az asztal szintezését úgy sem úszod meg, vagyis rugós-csavaros felfüggesztés kell neki. Azt az alulapot arra használnám, a két kilógó profilodat meg a tövében merevíteném egy keresztbe rárakott profillal.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 április 18, 09:20
Írta: keri Dátum 2016 április 18, 09:20
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 18, 11:04
Írta: sastas Dátum 2016 április 18, 11:04
Igen, a szintezésre gondoltam, mármint leginkább arra, hogy valahogy majd meg kell csinálni...
A profilokat majd a végükön összefogatom. Tudom az erő-erőkar dolgot, és hogy ezek a kínai vackok nem erre lettek kitalálva, de most így kéne működniük...
A profilokat majd a végükön összefogatom. Tudom az erő-erőkar dolgot, és hogy ezek a kínai vackok nem erre lettek kitalálva, de most így kéne működniük...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 18, 11:06
Írta: sastas Dátum 2016 április 18, 11:06
Ha lenne rá keret, hidd el, én is 3 linsint és 2 trapézorsót használnék, de örülnék, ha már mozogna. Engem is zavar már, hogy csak áll benne a pénz, és már a család is "rámszállt", hogy mivanmár azzal a "nyomóizével"... [#banplz]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 18, 17:18
Írta: sastas Dátum 2016 április 18, 17:18
Közben találtam rá egy módot, hogy egyszerűbb betekintést adjak Neketek.
Le kell tölteni, és az adobéval megnyitni, mert 3D-s PDF, szóval a böngészőbe épített nem szokta megjeleníteni...
Nyomiga
Le kell tölteni, és az adobéval megnyitni, mert 3D-s PDF, szóval a böngészőbe épített nem szokta megjeleníteni...
Nyomiga
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 április 19, 18:14
Írta: Devecz Miklós Dátum 2016 április 19, 18:14
Egy kicsit haladjunk :-)

Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2016 április 19, 18:44
Írta: ezsolt74 Dátum 2016 április 19, 18:44
Ha 2db trapézmenetes van a két végén akkor nincs is igazán szűkség a Z tengelynél a lineáris sínre, mert a 12mm-es rúd simán megtartja oldalirányban
Úgy is a trapézmenetes fogja tartani az asztal teljes súlyát.
Úgy is a trapézmenetes fogja tartani az asztal teljes súlyát.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 április 19, 19:47
Írta: keri Dátum 2016 április 19, 19:47
Tulajdonképen igazad van.
De akkor már az orsók mellé tennék 1-1 vezetéket, mert úgy távolabb van, még stabilabb az egész. És akkor már az egy egy rövid kocsi is kevesebb gondot okozna, mert csak oldalirányba tudna billegni, de arra meg lényegesen rövidebb az erőkar, és az erő sem akkora.
De akkor már az orsók mellé tennék 1-1 vezetéket, mert úgy távolabb van, még stabilabb az egész. És akkor már az egy egy rövid kocsi is kevesebb gondot okozna, mert csak oldalirányba tudna billegni, de arra meg lényegesen rövidebb az erőkar, és az erő sem akkora.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 április 19, 20:56
Írta: vjanos Dátum 2016 április 19, 20:56
Aztán ha kissé üt az az orsó, akkor mozgatja magával az asztalt is vízszintesen :(
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 április 19, 21:03
Írta: vjanos Dátum 2016 április 19, 21:03
Írtam Herzes filament ügyben, odaért?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 19, 21:09
Írta: sastas Dátum 2016 április 19, 21:09
Igen, meg is jött, mingyárt válaszolok is. Elbújt két péniszhosszabítás és egy mellnövelés között... :D
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 20, 02:14
Írta: sastas Dátum 2016 április 20, 02:14
Akkor szurkolj, hogy a debreceni talin én nyerjem meg a tombolán SzJózseftől a trapézorsót... [#taps]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: kaqkk007 Dátum 2016 április 20, 06:41
Írta: kaqkk007 Dátum 2016 április 20, 06:41
Ne várd a jószerencsét.. van egy 35cm es 12x3mm es orsóm pom anyával (és egy rövidebb is) ha kell keress mag mail-ben
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 20, 07:08
Írta: sastas Dátum 2016 április 20, 07:08
Köszi... :) Egyébként 360 kell, hogy legyen a két felfogatás között.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 22, 08:59
Írta: sastas Dátum 2016 április 22, 08:59
Haladás van :)
Köszönet Devecz Miklós-nak.

Utólag vettem észre, hogy egy furatot lehagytam, de pótlom valahogy... Fránya ctrl-z [#violent]
Köszönet Devecz Miklós-nak.
Utólag vettem észre, hogy egy furatot lehagytam, de pótlom valahogy... Fránya ctrl-z [#violent]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 29, 02:00
Írta: sastas Dátum 2016 április 29, 02:00
Szóval, most itt járok:

Ami működik: x, y, extruder, hotend, maga az arduino, pc kapcsolattal :)
Ami hiányzik: bekötni a heatbedet, a heatbed sensort, meg valami kinézetet adni a kábeleknek. Illetve ami a legnagyobb "gondom" most, az a Z-ben, kell egy tengelykapcsoló. Ezt tudtam, de eddig valahogy nem zavart, most jöttem rá, hogy azért ez problémás lehet.
2 verziót látok magam előtt. Vagy "tákolok" egyet, vagy veszek. Ha tákolok, az olyan lesz amilyen, bár ilyen "komoly" terhelsénél, valószínűleg egy darab locsolócső is elég(ahogy azt az internet is meséli...).
Ha veszek, akkor a fórumra gondoltam, Danibá, adott egy ajánlatot, amit magasnak tartok, bár az legalább úgy néz ki mint egy tengelykapcsoló... :). Bárkinek ötlet?
Ja igen, a Debreceni talin köszönöm Yeti ötletét a szíjfeszítésre, és Vernyul szoftveres segítségét, illetve Gyula bácsinak azt a 4 darab léptetőt amit adott. Apropó, róla valaki tudja, hogy itt a fórumon milyen néven rejtőzködik? Róla lenne szó:

Meg mindenki másét, akinek csak az arcára emlékszem, a nevére nem... :( :)
Ami működik: x, y, extruder, hotend, maga az arduino, pc kapcsolattal :)
Ami hiányzik: bekötni a heatbedet, a heatbed sensort, meg valami kinézetet adni a kábeleknek. Illetve ami a legnagyobb "gondom" most, az a Z-ben, kell egy tengelykapcsoló. Ezt tudtam, de eddig valahogy nem zavart, most jöttem rá, hogy azért ez problémás lehet.
2 verziót látok magam előtt. Vagy "tákolok" egyet, vagy veszek. Ha tákolok, az olyan lesz amilyen, bár ilyen "komoly" terhelsénél, valószínűleg egy darab locsolócső is elég(ahogy azt az internet is meséli...).
Ha veszek, akkor a fórumra gondoltam, Danibá, adott egy ajánlatot, amit magasnak tartok, bár az legalább úgy néz ki mint egy tengelykapcsoló... :). Bárkinek ötlet?
Ja igen, a Debreceni talin köszönöm Yeti ötletét a szíjfeszítésre, és Vernyul szoftveres segítségét, illetve Gyula bácsinak azt a 4 darab léptetőt amit adott. Apropó, róla valaki tudja, hogy itt a fórumon milyen néven rejtőzködik? Róla lenne szó:
Meg mindenki másét, akinek csak az arcára emlékszem, a nevére nem... :( :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 29, 02:02
Írta: sastas Dátum 2016 április 29, 02:02
Hmmm, nem szereti a cucc a driveos linkeket... Szóval akkor legyen itt a második kép csak linkként, ha már nemlehet képként... :)
Kép
Kép
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2016 április 29, 06:39
Írta: ezsolt74 Dátum 2016 április 29, 06:39
Szia.
Az Y-t csak egy oldalon hajtod?
Nem fog féloldalasan elcsavarodni nyomtatás közben a hirtelen nagy terhelésekre?
Próbáld ki hogy a hajtott oldalt lefogod ,és a másik oldali kocsit megmozgatod előre hátra,hogy
mennyit tud mozogni.
Az Y-t csak egy oldalon hajtod?
Nem fog féloldalasan elcsavarodni nyomtatás közben a hirtelen nagy terhelésekre?
Próbáld ki hogy a hajtott oldalt lefogod ,és a másik oldali kocsit megmozgatod előre hátra,hogy
mennyit tud mozogni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: korbendallas Dátum 2016 április 29, 08:30
Írta: korbendallas Dátum 2016 április 29, 08:30
Szia
Mkorra tengelykapcsolóra van szükséged?
Mkorra tengelykapcsolóra van szükséged?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 április 29, 09:33
Írta: vjanos Dátum 2016 április 29, 09:33
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 29, 09:34
Írta: sastas Dátum 2016 április 29, 09:34
A motor tengelye 5mm, az orsóé 6,35. A kettő között nagyjából 10 mm van. Az orsón 10 mm vég van, a motoron 15.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 29, 09:34
Írta: sastas Dátum 2016 április 29, 09:34
[#worship]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 április 29, 09:38
Írta: sastas Dátum 2016 április 29, 09:38
De, igen, erre fel is hívtá(to)k, a figyelmemet. Fogdostam, nyomkodtam, kb fél mm-t "érzek" benne.
A találkozón is arra jutottunk, hogy a pontosság növelése érdekében a másik oldalra is kellene rakni egy szíjat, ha nem is egy másik motorral, de a csapágyazott oldalon egy tengellyel átvive a dolgot.
Illetve a másik, hogy azt is javasolták, hogy egy 2-es lassító áttételt tegyek be.
A találkozón is arra jutottunk, hogy a pontosság növelése érdekében a másik oldalra is kellene rakni egy szíjat, ha nem is egy másik motorral, de a csapágyazott oldalon egy tengellyel átvive a dolgot.
Illetve a másik, hogy azt is javasolták, hogy egy 2-es lassító áttételt tegyek be.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 április 29, 11:09
Írta: keri Dátum 2016 április 29, 11:09
Tök felesleges CNC-s tengely kapcsoló ide.
Sima polietilén csővet ráhúzod a tengelyekre jó szorosan, és gyorskötözővel rátéped ;-)
Aztán később nyomtatsz egyet magadnak.
Sima polietilén csővet ráhúzod a tengelyekre jó szorosan, és gyorskötözővel rátéped ;-)
Aztán később nyomtatsz egyet magadnak.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 20:02
Írta: sastas Dátum 2016 május 02, 20:02
MOZGÁS van :D Elmondhatatlanul boldog vagyok :)
Mingyárt lövök egy videót is :)
Mingyárt lövök egy videót is :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 02, 20:04
Írta: keri Dátum 2016 május 02, 20:04
[#taps][#eljen]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 20:51
Írta: sastas Dátum 2016 május 02, 20:51
Csak elkiabáltam... :( a Zben a "tengelykapcsoló" megoldásom rossznak néz ki... De ma már nem igazán tudok rajta igazítani... bááár, még megpróbálok :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 21:02
Írta: sastas Dátum 2016 május 02, 21:02
Megzavarodik a stepper, mintha lépést vesztene, de egyhelyben rázkódik. Az meg megint érdekes, hogyha steppert cserélek, a Z-ben, akkor is a stepper cincog álló helyzetben, nagyon halkan, de irritál.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 21:05
Írta: Devecz Miklós Dátum 2016 május 02, 21:05
Állítottál áramerősséget?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 02, 21:12
Írta: vjanos Dátum 2016 május 02, 21:12
A hangjával barátkozz meg... ezekkel a körömnyi vezérlőkkel cicergős lesz...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 21:16
Írta: sastas Dátum 2016 május 02, 21:16
Semmit nem állítottam. Minden "gyári". Illetve, hogy pontos legyek, a step-eket és a gép fizikai méreteit beállítottam. De egyébként minden alaphelyzetben van. Egy darabig ment simán, most meg csak dadog a motor, ha rásegítek kézzel akkor fordul 1-et 1-et, de nagyrészt csak dadog.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 21:17
Írta: sastas Dátum 2016 május 02, 21:17
Már agyérgörcsöt kaptam tőle... Utálom a magas hangokat :(
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 21:24
Írta: Devecz Miklós Dátum 2016 május 02, 21:24
Pedig be kell állítani!
Kell hozzá egy voltmérő, egy csavarhuzó (lehetőleg műanyag).
Kell hozzá egy voltmérő, egy csavarhuzó (lehetőleg műanyag).
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 21:28
Írta: sastas Dátum 2016 május 02, 21:28
Okés, hol, hogyan? :)
Multiméter pipa, csavarhúzó pipa. az egész nem műanyag, de a nyele/fogója elvileg szilikon :)
Multiméter pipa, csavarhúzó pipa. az egész nem műanyag, de a nyele/fogója elvileg szilikon :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 21:42
Írta: sastas Dátum 2016 május 02, 21:42
Ohh, Arra gondolsz, mikor a kis potit csavargatni kell? Azt úgy lőttem be, hogy a mocik elvileg 1.5A-t bírnak, ugye R100 van az ellenállásokra írva, tehát a képletem: Fesz amit mérek a poti teteje és a GND pin között(Vref)/0.8=motoráram. Na ez most 0,666/0,8= 0.8325. Nem tudom miért ennyire állítottam, de a maximum fele szimpatikusnak tűnt.... :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 21:45
Írta: Devecz Miklós Dátum 2016 május 02, 21:45
Igen, erre gondoltam.
Akkor viszont forogni kellene a motorok
nak.
A mechanikába építés előtt nem forgattad meg a motorokat?
Akkor viszont forogni kellene a motorok
nak.
A mechanikába építés előtt nem forgattad meg a motorokat?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 21:46
Írta: Devecz Miklós Dátum 2016 május 02, 21:46
A vezetékek bekötése jó?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 21:50
Írta: sastas Dátum 2016 május 02, 21:50
Szabadon forognak, megforgattam őket, mielőtt beszereltem, ezért gondoltam mechanikai eredető gondra, mert a zben inkább tákolmányom van mint tengelykapcsolóm :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 21:52
Írta: Devecz Miklós Dátum 2016 május 02, 21:52
A többi motor megy rendesen a léptetőkkel?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 21:57
Írta: Devecz Miklós Dátum 2016 május 02, 21:57
#define HOMING_FEEDRATE {50*60, 50*60, 5*60, 0} // set the homing speeds (mm/min)
A configuration.h-ban állítsd a harmadik tagot kisebbre (5*60, 4*60, 3*60, stb.), javulni fog a z mozgatás.
A configuration.h-ban állítsd a harmadik tagot kisebbre (5*60, 4*60, 3*60, stb.), javulni fog a z mozgatás.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 21:58
Írta: sastas Dátum 2016 május 02, 21:58
Azthiszem sikeresen kinyírtam a rampsomat :( Vagy legalábbis egy részét. A GND és a VDD találkozott egy stepsticken.... Ha 12V-ra kötöm, a kijelző csak fehéren világít és a kimeneti sorkapcsok melletti led folyamatosan sárgán virít.
Ha PCre dugom, szépen végzi a dolgát, fut minden szépen... A kijelző is funkcionál. Mit tehettem tönkre?
Az elkövető egy tüsszentés volt...
Ha PCre dugom, szépen végzi a dolgát, fut minden szépen... A kijelző is funkcionál. Mit tehettem tönkre?
Az elkövető egy tüsszentés volt...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 22:01
Írta: sastas Dátum 2016 május 02, 22:01
Amugy a többi motor ment szépen. Nem tudom mit lehet "normális"nak nevezni, szerintem kicsit lassúcskák voltak, de viszonyításom nincs.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 22:04
Írta: Devecz Miklós Dátum 2016 május 02, 22:04
Vedd ki a "sérült" bélyeget, akkor lehet, hogy érzékeli a 12V-ot.
Ha nem, a kuka a ATmega. :-(
Ha nem, a kuka a ATmega. :-(
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d0b2zytp0 Dátum 2016 május 02, 22:12
Írta: d0b2zytp0 Dátum 2016 május 02, 22:12
szia.
ugyanígy jártam pár hete. Sajnos a ATmega feszültség szabályzója kuka..
Forraszd ki a diódát a Rampsból és külön adj USBről tápot a microkontrollernek.
ugyanígy jártam pár hete. Sajnos a ATmega feszültség szabályzója kuka..
Forraszd ki a diódát a Rampsból és külön adj USBről tápot a microkontrollernek.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 22:15
Írta: sastas Dátum 2016 május 02, 22:15
Tehát, szedjek ki mindent a rampsból, és nézzem meg úgy? Ez megvolt, ugyan azt csinálja:

Ezzel az arduinót sütöttem meg? Akkor hogy lehet, hogy PCről megy szépen:

???
Na meg a mega nehogy kuka legyen, nem olcsó dolog, meg nincs is másik, kína meg messze van. Szóval, ez nem lehet kuka...
Ezzel az arduinót sütöttem meg? Akkor hogy lehet, hogy PCről megy szépen:
???
Na meg a mega nehogy kuka legyen, nem olcsó dolog, meg nincs is másik, kína meg messze van. Szóval, ez nem lehet kuka...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d0b2zytp0 Dátum 2016 május 02, 22:19
Írta: d0b2zytp0 Dátum 2016 május 02, 22:19
pontosan, az van amit mondtam, ne nyesztesd sokáig 12v-ról, mert kinyírod az USB vezérlőt is és akkor tényleg kuka. A fesszabályzó ilyenkor ráengedi a 12v-ot a panelra, ezt nem sokáig viselik jól. A kijelződön ha állítasz fényerőt előbb utóbb látszódni fog, de NE próbáld ki!
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 22:19
Írta: sastas Dátum 2016 május 02, 22:19
Erről a diódáról beszélünk?

Nem lesz baj, hogy a táp nem ugyan abból a forrásból származik? Mármint az egyik 12V egy hekkelt ATX tápból a másik meg 5V a PCmből? Na meg ha 5V, akkor a hekkelt ATX 5V-tját, nem lehet valahogy ráerőszakolni a rampsra?
Nem lesz baj, hogy a táp nem ugyan abból a forrásból származik? Mármint az egyik 12V egy hekkelt ATX tápból a másik meg 5V a PCmből? Na meg ha 5V, akkor a hekkelt ATX 5V-tját, nem lehet valahogy ráerőszakolni a rampsra?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d0b2zytp0 Dátum 2016 május 02, 22:25
Írta: d0b2zytp0 Dátum 2016 május 02, 22:25
A D1 jelű dioda, elvileg ami az x-y driverek pinjei alatt van. Keress rá neten: RAMPS D1 diode.
Elvileg az ATXed 5v-át rákötheted a Mega Vin-jére is. Ott is a fesszabályzón keresztül megy, de az már nem szabályoz semmit. :(. Így viszont megszűnik minden védelmed az esetleges túlfeszültségtől. Szerintem már most rendelj Kínából egy új Mega-t, ha teheted.
Elvileg az ATXed 5v-át rákötheted a Mega Vin-jére is. Ott is a fesszabályzón keresztül megy, de az már nem szabályoz semmit. :(. Így viszont megszűnik minden védelmed az esetleges túlfeszültségtől. Szerintem már most rendelj Kínából egy új Mega-t, ha teheted.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 22:26
Írta: Devecz Miklós Dátum 2016 május 02, 22:26
Nem.
Az X-bélyeg alatt van, ha azt eltávolítod, akkor a 12V nem megy át a panelra, viszont csak PC-ről fog menni, vagy kell egy külön táp az atmeganak.
Az X-bélyeg alatt van, ha azt eltávolítod, akkor a 12V nem megy át a panelra, viszont csak PC-ről fog menni, vagy kell egy külön táp az atmeganak.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d0b2zytp0 Dátum 2016 május 02, 22:28
Írta: d0b2zytp0 Dátum 2016 május 02, 22:28

Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 22:29
Írta: Devecz Miklós Dátum 2016 május 02, 22:29
Nagy az elhalálozási rátája az ATmega-nak.
Legalább 2-3 darabnak mindig kell lennie a fiókban.
Legalább 2-3 darabnak mindig kell lennie a fiókban.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d0b2zytp0 Dátum 2016 május 02, 22:33
Írta: d0b2zytp0 Dátum 2016 május 02, 22:33
Ezt én is megtanultam, szerencsére még a nyomtató építése közben szétpukkantottam a Mega-t, így annyira nem evett meg a fene, mivel a gép még darabokban volt, ergó volt időn kivárni míg az új megérkezik, azóta van 1 komplett (ramps + mega) tartalékban.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 22:33
Írta: sastas Dátum 2016 május 02, 22:33
Igen látom. Veszem is ki...
A stepsticket gondolom visrosszakhatom, annak semmi baja...
Nemúj megát fogok venni, hanem egy bele való feszstabot rendelnék inkább, hátha csak az adta meg magát...
A stepsticket gondolom visrosszakhatom, annak semmi baja...
Nemúj megát fogok venni, hanem egy bele való feszstabot rendelnék inkább, hátha csak az adta meg magát...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 22:35
Írta: sastas Dátum 2016 május 02, 22:35
Ja, a csúnya az, hogy ezt a megát iszonyat olcsón vettem, ahhoz képest hogy eredeti... :(
Honnan vegyek? nem akarok 2-3 fajta kínai kipróbálni, ha valakinek van bevált...
Honnan vegyek? nem akarok 2-3 fajta kínai kipróbálni, ha valakinek van bevált...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d0b2zytp0 Dátum 2016 május 02, 22:37
Írta: d0b2zytp0 Dátum 2016 május 02, 22:37
sok sikert a kiszedéséhez, véső/csavarhúzó legyen nálad, mert - legalábbis az enyémen - nagyon oda van téve :)
Én a forrasztópákával semmire nem mentem, igaz az enyémnek már mindegy volt, így "levéstem" róla.
Én a forrasztópákával semmire nem mentem, igaz az enyémnek már mindegy volt, így "levéstem" róla.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 22:38
Írta: sastas Dátum 2016 május 02, 22:38
Már kint is van. Megmelegítettem, majd tűhegyes pákával keresztülnyomtam a lyukon. Volt egy kis ellenállása, de nem sok. Simán kicsúszott.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 22:38
Írta: Devecz Miklós Dátum 2016 május 02, 22:38
Nyugodtam megveheted a kinait is.
Az eredeti is gyorsan el tud szállni. [#wave]
Az eredeti is gyorsan el tud szállni. [#wave]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 02, 22:38
Írta: vjanos Dátum 2016 május 02, 22:38
Nekem eddig több féle is jól működött.
Max más drivert kell hozzá telepíteni, ha másfajta soros-usb csip van rajta.
Max más drivert kell hozzá telepíteni, ha másfajta soros-usb csip van rajta.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d0b2zytp0 Dátum 2016 május 02, 22:40
Írta: d0b2zytp0 Dátum 2016 május 02, 22:40
nekem a Fasttechről eddig csak jókat szállítottak:
Fasttech
de legutóbb az aliexpress-ről rendeltem kompletten:
aliexpress
Fasttech
de legutóbb az aliexpress-ről rendeltem kompletten:
aliexpress
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 22:46
Írta: sastas Dátum 2016 május 02, 22:46
Köszönöm a gyors segítséget... Gondolom a stepstickek ugyan úgy visszamehetnek, semmi bajt nem fognak mostmár okozni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 02, 22:56
Írta: Devecz Miklós Dátum 2016 május 02, 22:56
Vigyázz rá, nehogy fordítva tedd vissza!
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 23:01
Írta: sastas Dátum 2016 május 02, 23:01
Nem, olyat nem tennék :) Bár azthiszem az is pont ugyan ezen a diódán keresztül nyírja ki a megát...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 23:07
Írta: sastas Dátum 2016 május 02, 23:07
Apropó, Az áramot, ha a Z mocinak felveszem mondjuk 1.2A-re, akkor nem kéne, erősebbnek lennie, tehát normálisan működnie?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 02, 23:09
Írta: keri Dátum 2016 május 02, 23:09
Én már kétszer megsütöttem az ardu stabkockáját. Nincs semmi gond vele. Vettem egy maréknyit és kicserélem ilyenkor.
Nem az áramkör minősége a rossz, hanem én zárom rövidre néha, amikor turkálok benne.
Nem az áramkör minősége a rossz, hanem én zárom rövidre néha, amikor turkálok benne.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 23:49
Írta: sastas Dátum 2016 május 02, 23:49
Siker, működik! Felvettem a Z áramát 1.2 A-re, és nem is melegszik a moci. Cura-t prbálok használni. De ez a mocsok rosszul értelmezi a Z-met :D Vagy én gondolom rosszul. Ő olyan kinematikával próbál operálni, ami a hidat emeli, nekem meg ugye asztalt kéne süllyeszteni. Namármost ebből van egy konfliktus. Elmegy minimum végállásra, majd fogja és elindul végállás+15mm-re. Ezt hog kéne kiküszöbölni?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 02, 23:55
Írta: sastas Dátum 2016 május 02, 23:55
Ha nem lenne egyértelmű: az asztalt túl akarja emelni a max magasságán, mert ugye(legalábbis az én értelmezésemben(?)) A Z-m "min" végállása a tetején van, hiszen akkor van legközelebb a hotend az asztalhoz. Ez a mocsok meg mindenáron az én megközelítésemből -15-re akar menni...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 00:08
Írta: sastas Dátum 2016 május 03, 00:08
Ez bállításgond lesz firmware-ben. Meglátjuk :D Tippek? :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 01:51
Írta: sastas Dátum 2016 május 03, 01:51
Egy kis pihin után meg is van. Mozgunk yeeee. Mostmár simplify3Dvel nyomtatni is tudok. Ellenben a Z még mindig hibás. Egyszerűen nem annyit lép, vagy nem is igazán tudom. Ha jólsejtem valami apró beállításhiba, de már kavarognak a betűk a szemem előtt....
Arra rájöttem, hogy először az extrudert rosszul állítottam be, elfelejtettem a mikrostep-et. Mostmár csak 1-2% eltérés lehet benne. Most tényleg a Z a kérdés, de programoldali, mert az arduino remekül lekezeli, 50 mm elmozdulás Z-ben 50mm lett, már amennyire mérni tudtam. Erre van valami jó módszer? Mert ugye a tolómérő nem fér a hotend és a heatbed közé...
Arra rájöttem, hogy először az extrudert rosszul állítottam be, elfelejtettem a mikrostep-et. Mostmár csak 1-2% eltérés lehet benne. Most tényleg a Z a kérdés, de programoldali, mert az arduino remekül lekezeli, 50 mm elmozdulás Z-ben 50mm lett, már amennyire mérni tudtam. Erre van valami jó módszer? Mert ugye a tolómérő nem fér a hotend és a heatbed közé...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ezsolt74 Dátum 2016 május 03, 07:06
Írta: ezsolt74 Dátum 2016 május 03, 07:06
Indikátor órával lehet legpontosabban mérni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 03, 07:07
Írta: keri Dátum 2016 május 03, 07:07
Mivel kényszerkapcsolat, ezért simán ki lehet számolni a fordulatonkénti elmozdulást.
Extrudernél beküldök 10centi anyagot, megjelölöm filccel, visszahúzom, és azt mérem le.
Minél hosszabbat küldesz bele, annál pontosabb lesz a mérés, fejbe természetesen ilyenkor ne dugd be. Ez azért érdekes, mert a recés kerék mérete bármi lehet.
Szíjnál is ki lehet számolni az elmozdulást. Ott ha megfeszíted, akkor az okozhat pluszban némi eltérését a szíj rugalmassága miatt. Ha akarod korrigálhatod a beállításoknál, de nem szokott jelentős eltérés lenni.
A tolómérőt meg lehet használni a Z elmozdulás mérésére, hiszen van egy mélységmérő része.
Extrudernél beküldök 10centi anyagot, megjelölöm filccel, visszahúzom, és azt mérem le.
Minél hosszabbat küldesz bele, annál pontosabb lesz a mérés, fejbe természetesen ilyenkor ne dugd be. Ez azért érdekes, mert a recés kerék mérete bármi lehet.
Szíjnál is ki lehet számolni az elmozdulást. Ott ha megfeszíted, akkor az okozhat pluszban némi eltérését a szíj rugalmassága miatt. Ha akarod korrigálhatod a beállításoknál, de nem szokott jelentős eltérés lenni.
A tolómérőt meg lehet használni a Z elmozdulás mérésére, hiszen van egy mélységmérő része.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 03, 07:09
Írta: keri Dátum 2016 május 03, 07:09
Ne zavard össze, az már haladó :)
És főleg azzal meglátná azt is hogy az egy kocsi a Z-n mekkora hibát okoz :)
És főleg azzal meglátná azt is hogy az egy kocsi a Z-n mekkora hibát okoz :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 11:52
Írta: sastas Dátum 2016 május 03, 11:52
A koliban nem teremnek :(
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 13:49
Írta: sastas Dátum 2016 május 03, 13:49
Szóval A Z-t sikerült megmérni, csak este már a gondolkodás nem volt velem :)
A lineárhoz képest, az asztal közepén 0 állásban 37.2, 10mm-en, pedig 47,14.
A lineárhoz képest, az asztal közepén 0 állásban 37.2, 10mm-en, pedig 47,14.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 14:19
Írta: sastas Dátum 2016 május 03, 14:19
Extrudert is sikerült belőni, Keri útmutatása szerint :). Most már 10mm kiadására 10mm-t lép :)
És akkor most próba. 10x10-es kocka jólesz vagy nagyobbat nyomjak?
És akkor most próba. 10x10-es kocka jólesz vagy nagyobbat nyomjak?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 15:00
Írta: sastas Dátum 2016 május 03, 15:00
Kísérletezés... Nem tapad le a PLA :) HA 5össével emelgetem a hőfokot, akkor jobb lesz egy idő után? "gyárilag" 210 van belőve PLA-ra.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 03, 15:14
Írta: Devecz Miklós Dátum 2016 május 03, 15:14
Két lehetőséget javaslok.
Hajlakk, ebből több réteg kell mire eléri a megfelelő tapadást.
Festő maszkolószalag(festékboltban kapható)
A kettő kombinációja.
Nekem a hajlakk is megoldotta, még fűteni sem kell az asztalt.
Hajlakk, ebből több réteg kell mire eléri a megfelelő tapadást.
Festő maszkolószalag(festékboltban kapható)
A kettő kombinációja.
Nekem a hajlakk is megoldotta, még fűteni sem kell az asztalt.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 15:28
Írta: sastas Dátum 2016 május 03, 15:28
Festőszallag vagy ez a vastagabb, de ahhoz hasonló is jó?

Hajlakkom nincs. Párom nem használ, én meg nem tartok... :)
Hajlakkom nincs. Párom nem használ, én meg nem tartok... :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 03, 15:51
Írta: Devecz Miklós Dátum 2016 május 03, 15:51
Meg kell próbálni mind a kettőt.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 03, 16:06
Írta: vjanos Dátum 2016 május 03, 16:06
Valszinüleg nem mindegy milyen hajlakk, legalábbis én eddig két félét próbáltam, és egyik se nagyon akart működni :/
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 16:17
Írta: sastas Dátum 2016 május 03, 16:17
A vastagabb bejött. Úgy letapadt, a ragacsot csk úgy tépni kellet róla...
Volt pár lépésvesztésem, a szíjon lazítva, javult. hűtésem még nincs, gondolom azért nem tudta befedni a kockát.
AZt hogy kéne? gondolom tárgyat és exctrudert is, lehetőleg 2 külön ventivel...
Volt pár lépésvesztésem, a szíjon lazítva, javult. hűtésem még nincs, gondolom azért nem tudta befedni a kockát.
AZt hogy kéne? gondolom tárgyat és exctrudert is, lehetőleg 2 külön ventivel...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 03, 17:27
Írta: vjanos Dátum 2016 május 03, 17:27
Plahoz igencsak kéne a hűtés... meg a fejnek se árt.
Próbálj egyszerre 2-3 kockát egymástol messzebb nyomni, hogy legyen ideje hülni
Próbálj egyszerre 2-3 kockát egymástol messzebb nyomni, hogy legyen ideje hülni
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 17:39
Írta: sastas Dátum 2016 május 03, 17:39
Ventim épp lenne, csak nincs mivel odafogatni... Na mindjárt nyomtatok valamit... :D
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 03, 17:40
Írta: vjanos Dátum 2016 május 03, 17:40
Semmi drót vagy kábelkötegelő? Necsináld má... :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 03, 17:42
Írta: vjanos Dátum 2016 május 03, 17:42
Bár a nyomtatás is jó ötlet... ha azt az első tartót fujod végig tüdőből, emlékezeted darab lesz... :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 18:12
Írta: sastas Dátum 2016 május 03, 18:12
Vanni van... CSak furatja nincs :D
Meg nem ilyen apró ventijeim vannak, hanem inkább 8-12 centisek :D Tehát legalább valami légterelő kell neki :)
Meg nem ilyen apró ventijeim vannak, hanem inkább 8-12 centisek :D Tehát legalább valami légterelő kell neki :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 03, 18:57
Írta: sastas Dátum 2016 május 03, 18:57
Na, meg is van. Svejktől vettem tavaly debrecenben egy pár ventit. 12V 1.5A-es, cukiság :) 5V-ról, majd lefújja a hajamat, ami nagy szó... Azthiszem a célnak megfelel :D
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 04, 03:04
Írta: sastas Dátum 2016 május 04, 03:04
Haladás van. Hobbiból egy béka, mert párom ragaszkodott hozzá... :) Na meg egy 20-as kocka.
A békán nem volt hűtés, gondolom ez volt a baj. A kockánál nemtudom mi lehet...
Szemfülesek észrevehtnek egy layer eltólódást a kockán. Na igen... Nem kéne munkatérben nyulkálni, menet közben :)
A békán nem volt hűtés, gondolom ez volt a baj. A kockánál nemtudom mi lehet...
Szemfülesek észrevehtnek egy layer eltólódást a kockán. Na igen... Nem kéne munkatérben nyulkálni, menet közben :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 04, 05:08
Írta: sastas Dátum 2016 május 04, 05:08
Közben volt egy kis fűtés gondom. Folyton Heating failed-et dobott a hotend.. Googlizva, PID settings hiba, pronterface aututone- és meg is oldódott :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 04, 13:03
Írta: sastas Dátum 2016 május 04, 13:03
Száltovábbítás probléma volt :) Na majd az esztergályoson behajtom. A fél-egy mm-es barázda olyan 0.2 lett, amit a műanyag nagyon hamar eltöm. Most nyomatonként takarítom, hátha nem áll le menet közben...
Aztán az első érdemi nyomtatás:


Érdekesség, hogy a felületet hengernek definiáltam, a külső felület elliptikus lett, a belső kör, miközben a cura egyébként 14 szögnek rajzolta :D
Aztán az első érdemi nyomtatás:
Érdekesség, hogy a felületet hengernek definiáltam, a külső felület elliptikus lett, a belső kör, miközben a cura egyébként 14 szögnek rajzolta :D
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 04, 14:36
Írta: sastas Dátum 2016 május 04, 14:36
Ja, egyébként lehet nem az extrudercsavar, hanem a filament vacakol. Hol jó-hol nemjó, most pl 25 perc nyomtatásnál megállt a szál, és a filament oldala le van reszelve, szóval valószínűleg beragad a szál... Gondolom 215 foknál nem illene megállnia a szálnak csak úgy- szóval valszeg mérethiba...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 04, 16:22
Írta: vjanos Dátum 2016 május 04, 16:22
Az fasza... Ennek a tekercsnek a tesóját elnyomtattam gond nélkül...
Nem lehet, hogy túlextrudálsz, visszatorlódik az anyag a fejben, és ezért akad meg?
Nem lehet, hogy túlextrudálsz, visszatorlódik az anyag a fejben, és ezért akad meg?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 04, 17:01
Írta: sastas Dátum 2016 május 04, 17:01
De a 25 perces nyomtatásnál olyan 20 percnél? Meg egyébként tök random. Tényléeg olyan mintha akadna valami. Még azon gondolkoztam hogy lehet tényleg én vagyok balfasz és az extrudercsavarja rossz. Na az külön érdekesség lesz, ha tényleg....
Na meg ha túlextrudálok, akkor nem csak annyi lenne, hogy fogja és megakad az anyag, majd ahogy tud megy tovább?
Olyan jelenséget produkál mint egy posztal ezelőtt a kocka....
Na meg ha túlextrudálok, akkor nem csak annyi lenne, hogy fogja és megakad az anyag, majd ahogy tud megy tovább?
Olyan jelenséget produkál mint egy posztal ezelőtt a kocka....
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 05, 00:08
Írta: sastas Dátum 2016 május 05, 00:08
Erre van egy jó béka. Nem nyúltam semmihez...
Aztán mégegy, aminek a szeménél lett csak hiba...
Na mostmár tényleg felztaklat :D
Aztán mégegy, aminek a szeménél lett csak hiba...
Na mostmár tényleg felztaklat :D
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 05, 05:31
Írta: sastas Dátum 2016 május 05, 05:31
Okés, ez valami kombinált hiba lesz. A legutóbbi két békának csak a szemét rontotta el. Ahol tele van retractionnel.... Majd kipróbálom, mivan, hogyha kikapcsolom a retractot...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 05, 06:42
Írta: keri Dátum 2016 május 05, 06:42
Belesül az anyag a fejbe.
Túlmelegíted, túlhűtöd, visszaolvad, túl nagy a retrakt, vagy valami ilyesmi.
Szedd szét, pucold ki, és próbálkozz jóval alacsonyabb olyan hőmérsékleten ahol kézzel tudod tolni már. Ehhez tartozóan alacsony sebességgel 20-30-al.
Ja és hűtsed a fejet, mert anélkül 100% meg fog akadni.
Túlmelegíted, túlhűtöd, visszaolvad, túl nagy a retrakt, vagy valami ilyesmi.
Szedd szét, pucold ki, és próbálkozz jóval alacsonyabb olyan hőmérsékleten ahol kézzel tudod tolni már. Ehhez tartozóan alacsony sebességgel 20-30-al.
Ja és hűtsed a fejet, mert anélkül 100% meg fog akadni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 05, 18:52
Írta: sastas Dátum 2016 május 05, 18:52
215 fokon nyomtatom, ott kezdett el szépen kijönni. Hűtés van, igaz nincs felszerelve, csak szimplán odarakom a fej mellé, ahol nyomtatok. Egy 8 cm-es, duplavastag, szerverhűtőventi.
Szétszedtem. Miért érzem azt, hogy nem így kéne kinéznie?

Szétszedtem. Miért érzem azt, hogy nem így kéne kinéznie?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 05, 22:13
Írta: keri Dátum 2016 május 05, 22:13
Akkor csak a hideg végét hűtsed a fejnek, a hotend azaz a fűtött blokk ha túl nagy hűtést kap szintén meg tud akadni.
Ragasszál rá szigetelő szalaggal papírból valami terelőt. Maga a nyomat hűtése nem olyan fontos. bár a minőséget javítja de nem létkérdés.
Ragasszál rá szigetelő szalaggal papírból valami terelőt. Maga a nyomat hűtése nem olyan fontos. bár a minőséget javítja de nem létkérdés.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 május 05, 22:32
Írta: Devecz Miklós Dátum 2016 május 05, 22:32
Ez a jelenség akkor fordul elő, ha a teflon cső rövidebb, mint a rendelkezésre álló furat hossza.
Csak akkor müködik az extruder jól, ha a teflon feszül a furatban, úgy nem tud mellé folyni.
Csak akkor müködik az extruder jól, ha a teflon feszül a furatban, úgy nem tud mellé folyni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 06, 01:37
Írta: sastas Dátum 2016 május 06, 01:37
Igen, erre gondoltam énis,m úgyhogy 3-as alátéteket pakolok majd egymásra, hogy kitöltsék a teret. Sajnos nem mindennek olyan a geometriája, mint ahogy gondoltam, szóval egy kicsit gányolni kell :)
Konkrétan a furat végn, van egy menetelt rész, ami egy légcsőszerelvén fogadására alkalmas, de nem is gondoltam rá, hogy probléma lesz, hogy azt nem töltöttem ki. most majd jól betömöm. Azért 3-as alátéttel, mert az elég hogy átmenjen rajta a filament.
Konkrétan a furat végn, van egy menetelt rész, ami egy légcsőszerelvén fogadására alkalmas, de nem is gondoltam rá, hogy probléma lesz, hogy azt nem töltöttem ki. most majd jól betömöm. Azért 3-as alátéttel, mert az elég hogy átmenjen rajta a filament.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 06, 03:18
Írta: sastas Dátum 2016 május 06, 03:18
Ja, probléma megoldva, ez a kis "dugulás" felelt a dolgokért. Béka, remek lett :) kép holnap. Na meg csinálok majd egy rendes méretűt is 0.1-es rétegekkel., ez csak 70%-os, 0.2-es, a tesztek miatt.
Szóval, ami még megoldásra vár, a belső háló, amivel kitölti, néha fogja és megszakad, olyan darabos, mintha nem nyomna elég anyagot, vagy nem is tudom pontosan, mi lehet, majd egy képet feldobok róla.
Szóval, ami még megoldásra vár, a belső háló, amivel kitölti, néha fogja és megszakad, olyan darabos, mintha nem nyomna elég anyagot, vagy nem is tudom pontosan, mi lehet, majd egy képet feldobok róla.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 07, 15:42
Írta: sastas Dátum 2016 május 07, 15:42
Szóval itt a kép a háló-hibáról. Szerintem kicsit alacsonyabb a flow, mint kellene, lehet 103%-ra felveszem majd és megpróbálom úgy :)

Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 07, 15:51
Írta: vjanos Dátum 2016 május 07, 15:51
Nálam a s3d-ben 130%-ra van beállitva külön az infill...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 07, 15:54
Írta: sastas Dátum 2016 május 07, 15:54
A külsején is észrevettem, mármint nem ilyen mértékben, de mintha nagyon apró barázdák lennének rajta. Befotózni nem is nagyon tudom, de majd egy macro-t megpróbálok róla csinálni, szóval most kicsit alacsonynak érzem a flow-ot. Nemtudom CURA-ban lehet-e külön infill flow-t állítani.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 07, 16:02
Írta: sastas Dátum 2016 május 07, 16:02
Szóval itt a kép. NEm akarom széttolni az oldalt, úgyhogy a láthatóság kedvéért kattintásra nyílik.

Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 07, 21:20
Írta: keri Dátum 2016 május 07, 21:20
Saját topikodat úgy offolod szét ahogy jól esik :))
Hűtési elégtelenség.
Hűtési elégtelenség.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 07, 22:06
Írta: sastas Dátum 2016 május 07, 22:06
Biztos jól nézne ki egy 4000x3000-es kép :D
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 07, 23:07
Írta: sastas Dátum 2016 május 07, 23:07
Nemhiszem, hogy elégtelenség. A ventit le kellett ragasztanom picit, mert annyira hűtötte a fejet, hogy thermal runaway-el elszállt, mert túlhűlt. És pont ebből az irányból fújt.... Na mindegy is, majd kiderül... :) Most egy ventitartót kéne terveznem, légterelőt meg ilyeneket. Melyik programot ajánljátok? Amit a mechanika tervezéséhez használtam: Solid Edge, de ez nem szereti annyira ezeket a csőszerű, mindenfele tekergő testeket...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 09, 22:35
Írta: sastas Dátum 2016 május 09, 22:35
A mai napon a sikítófrász kerülget. A nyomtató reggel 8tól délig folyamatosan ment, hiba nélkül. Délben elkezdtem egy nyomtatást, és azóta folyamatosan y irányban, teljesen random idő és layer közönként lépést veszt. Mintha egy szíjosztás menne el, de ez teljesen random, hely és időfüggetlen :( Bármi ötlet?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 09, 22:41
Írta: vjanos Dátum 2016 május 09, 22:41
Forróak a motorok? Ha igen, vegyél vissza az áramból...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 09, 23:35
Írta: sastas Dátum 2016 május 09, 23:35
Nem, kézmeleg/langyosak.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 10, 09:50
Írta: vjanos Dátum 2016 május 10, 09:50
Akkor adj neki mèg àramot :))
Kèzzel mozgatva nem szorul, akad valahol?
Kèzzel mozgatva nem szorul, akad valahol?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 10, 09:51
Írta: vjanos Dátum 2016 május 10, 09:51
Gyorsulàst, sebessèget nem àllitgattàl?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: KBalázs Dátum 2016 május 10, 10:40
Írta: KBalázs Dátum 2016 május 10, 10:40
Retract nem lett állítva? Vagy a tárgyhûtôventi paramétere? Felkunkorodik az anyag, vagy kiáll egy pici többlet ami már nem képlékeny, és legközelebb beleakad a fej, amikor arra jár.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 10, 11:46
Írta: sastas Dátum 2016 május 10, 11:46
Ezeket átnéztem, a délelőtti, jó nyomtatásokhoz képest semmi nem lett állítva. Ma meg elindítom és a barkács-tengelykapcsolóm megadta magát, úgyhogy barkács 2.0 indul...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 10, 19:15
Írta: sastas Dátum 2016 május 10, 19:15
Barkács 2.0 működik. Az elején a háttérben látható... Mivel feltűnt, hogy elkezdett leolvadni a fej, most éppen a hűtésen dolgozok :D
Ja, itt még volt egy kis rétegmagasság hibám, de már megjavítottam :)
Nyomtató teszt
Ja, itt még volt egy kis rétegmagasság hibám, de már megjavítottam :)
Nyomtató teszt
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 május 10, 19:54
Írta: vjanos Dátum 2016 május 10, 19:54
Megy ez szépen...
A szobatársak a kóterban hogy értékelik a folyamatos nyávogást? :)
A szobatársak a kóterban hogy értékelik a folyamatos nyávogást? :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 10, 22:20
Írta: sastas Dátum 2016 május 10, 22:20
Párommal lakom egy szobában, ő meg jól viseli. Egyetlen kikötése, hogy akkor nem mehet mikor el akar aludni, de utána bekapcsolhatom :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 12, 00:03
Írta: sastas Dátum 2016 május 12, 00:03
Ha nyomtatok egy RAFT-ot akkor szép lesz a nyomat, nélküle silány. Nem igazán értem a dolgot. Az más kérdés, hogy a raft sarka néha felválik, de nem igazán érdekel, mert a nyomaton nem látszik. Érdekes módon a nyomat nem válik fel... Ki érti ezt?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 12, 01:49
Írta: keri Dátum 2016 május 12, 01:49
Már meg is magyaráztad.
Az alsó hideg rétegre rá nyomja a meleget. Kihűl és zsugorodik. Ez meg azt eredményezi hogy felhajlik mint a bimetál ami meg elrontja a nyomatot. A raft ezt akadályozza. Ha kihűlt akkor meg már megtartja a formáját.
Az alsó hideg rétegre rá nyomja a meleget. Kihűl és zsugorodik. Ez meg azt eredményezi hogy felhajlik mint a bimetál ami meg elrontja a nyomatot. A raft ezt akadályozza. Ha kihűlt akkor meg már megtartja a formáját.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 13, 02:11
Írta: sastas Dátum 2016 május 13, 02:11
Szóval, ameddig nem lesz újabb 30 ezer Ftom a gépre, addig minden marad így, kompromisszumosan. Ez ha jól sejtem szeptemberben fog eljönni :(
Addig pedig eggyüt élek a rezonanciával és a pontosság-hibákkal.
Mivel ez a fórummotor még mindig nem user-friendly, ezért a továbbiakban a "munkáimat", a következő FB albumban teszem közzé:
FB Album
Aztán ha bármi kérdés adódik, felteszem majd :)
Ugyan itt olcsón full metal hotendet és GT2-es szíjat vennék :D
Addig pedig eggyüt élek a rezonanciával és a pontosság-hibákkal.
Mivel ez a fórummotor még mindig nem user-friendly, ezért a továbbiakban a "munkáimat", a következő FB albumban teszem közzé:
FB Album
Aztán ha bármi kérdés adódik, felteszem majd :)
Ugyan itt olcsón full metal hotendet és GT2-es szíjat vennék :D
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: KBalázs Dátum 2016 május 13, 04:27
Írta: KBalázs Dátum 2016 május 13, 04:27
Kár hogy akinek nincs FB profilja az nem tudja megnézni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 13, 07:26
Írta: keri Dátum 2016 május 13, 07:26
A gond ezzel csak az, hogy az nem értek egyet az FB felhasználói szerződésével, mert abban durva kitételek vannak, amit nem akarok aláírni, így meg nem tudom megnézni a képeidet :)
Egyébként tényleg elavult ez a fórum, mert én sem tudok képet beszúrni a OneDrive tárhelyről....régen lehetett, de most már nem adnak közvetlen linket a képre sehol, csak a hasonló elavult helyeken.
Egyébként tényleg elavult ez a fórum, mert én sem tudok képet beszúrni a OneDrive tárhelyről....régen lehetett, de most már nem adnak közvetlen linket a képre sehol, csak a hasonló elavult helyeken.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 13, 07:29
Írta: keri Dátum 2016 május 13, 07:29
[#hehe]
Használj valami google tárhelyet.
Azokkal sem értek egyet de azt még meg lehet nézni regisztráció nélkül...többek között ezen aljas húzása miatt is kerülöm az FB-t.
Használj valami google tárhelyet.
Azokkal sem értek egyet de azt még meg lehet nézni regisztráció nélkül...többek között ezen aljas húzása miatt is kerülöm az FB-t.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d30xhrezp Dátum 2016 május 13, 11:39
Írta: d30xhrezp Dátum 2016 május 13, 11:39
Szia!
Ha küldesz egy rajzot méretekkel,akkor csinálok nem neked egyet ajándékba.
Ha küldesz egy rajzot méretekkel,akkor csinálok nem neked egyet ajándékba.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: KBalázs Dátum 2016 május 13, 11:52
Írta: KBalázs Dátum 2016 május 13, 11:52
Biztos nekem szántad? Nekem sincs FB profilom, azért írtam. Saját szerverre szoktam képelni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 13, 13:02
Írta: keri Dátum 2016 május 13, 13:02
nem, sastasnak
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 13, 18:21
Írta: sastas Dátum 2016 május 13, 18:21
Vicces, hogy ha képet linkelek, azt meg lehet nézni,de egy nyílvános albumot nem....
Google tárhelyen dolgozom, még szinkronizációs beállításokkal szenvedek, hogy gyorsan tudjak feltölteni...
Google tárhelyen dolgozom, még szinkronizációs beállításokkal szenvedek, hogy gyorsan tudjak feltölteni...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 13, 18:22
Írta: sastas Dátum 2016 május 13, 18:22
Azt elárulod, hogy miről? Szerintem a fáradtság jön ki rajtam, de nem értem ezt a mondatodat :(
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d30xhrezp Dátum 2016 május 13, 20:56
Írta: d30xhrezp Dátum 2016 május 13, 20:56
Hotendre gondoltam.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 14, 04:52
Írta: sastas Dátum 2016 május 14, 04:52
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d30xhrezp Dátum 2016 május 14, 10:51
Írta: d30xhrezp Dátum 2016 május 14, 10:51
Szia!
Ok,ha megvan küldöm!
Ok,ha megvan küldöm!
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 május 14, 10:58
Írta: keri Dátum 2016 május 14, 10:58
Ezt pár ezerért megkapod kínából kompletten.
Én is tudok gyártani de felesleges. Teljesen jó a kínai.
Én is tudok gyártani de felesleges. Teljesen jó a kínai.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d30xhrezp Dátum 2016 május 14, 18:07
Írta: d30xhrezp Dátum 2016 május 14, 18:07
Szia!
A hotend készen van.Ha kell,légy szíves a címed elküldeni.Itt van kép róla.
http://kepfeltoltes.hu/160514/IMG_2349_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/160514/IMG_2351_www.kepfeltoltes.hu_.jpg
Tesztelni nem tudtam,mert nekem más a felfogatása.Sajnos fűtőelem és érzékelőm nincs pluszba.Remélem használható lesz.
A hotend készen van.Ha kell,légy szíves a címed elküldeni.Itt van kép róla.
http://kepfeltoltes.hu/160514/IMG_2349_www.kepfeltoltes.hu_.jpg
http://kepfeltoltes.hu/160514/IMG_2351_www.kepfeltoltes.hu_.jpg
Tesztelni nem tudtam,mert nekem más a felfogatása.Sajnos fűtőelem és érzékelőm nincs pluszba.Remélem használható lesz.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 14, 19:47
Írta: sastas Dátum 2016 május 14, 19:47
Wooow. Ez gyors volt. Címet küldtem privátba.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 19, 17:41
Írta: sastas Dátum 2016 május 19, 17:41
Köszönöm, ma hozta a posta!. Jál néz ki, kipróbálni csak holnap este fogom tudni, épp csak átvettem.
A fényképet is csak futólag csináltam, holnap majd látjuk... :)

A fényképet is csak futólag csináltam, holnap majd látjuk... :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d30xhrezp Dátum 2016 május 19, 18:23
Írta: d30xhrezp Dátum 2016 május 19, 18:23
Szia!
Nincs mit,remélem használható lesz.
Nincs mit,remélem használható lesz.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 19, 20:03
Írta: sastas Dátum 2016 május 19, 20:03
Közben, egy előző nyomaton észrevettem azt, hogy a kör alakú dolgaim elliptikusak lesznek. Illetve igazából sokminden. De nem csak úgy "simán", hanem teljesen random irányban, minden nyomtaton máshogy. A legutóbbin például, az x és az y tengellyel is 45° ban volt elnyúlva a nyomat, tehát sréhen/keresztben volt elnyúlva. DE azelőtt például az x-el párhozamosan volt.
Remélem kapok valhol szíjat debrecenben/miskolcon, és akkor ezt a hibát is ki tudom majd zárni, illetve az egyik kocsiból elkezdett furcsa hang jönni, mintha egy golyó össze lenne benne törve, néha recseg-ropog. Szétszedem és megnézem majd a hétvégén. Viszont akkor ki is fogom takarítani... Gyárilag zsírozva voltak. Milyen zsír? Vagy olaj?
Remélem kapok valhol szíjat debrecenben/miskolcon, és akkor ezt a hibát is ki tudom majd zárni, illetve az egyik kocsiból elkezdett furcsa hang jönni, mintha egy golyó össze lenne benne törve, néha recseg-ropog. Szétszedem és megnézem majd a hétvégén. Viszont akkor ki is fogom takarítani... Gyárilag zsírozva voltak. Milyen zsír? Vagy olaj?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 23, 18:58
Írta: sastas Dátum 2016 május 23, 18:58
Páromnak készült :)

Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 május 23, 20:37
Írta: sastas Dátum 2016 május 23, 20:37
Köszönöm az admini segítséget :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: kaqkk007 Dátum 2016 május 23, 20:41
Írta: kaqkk007 Dátum 2016 május 23, 20:41
Nálam is előfordult ilyen hiba ! Azt a kuplungok csúszása okozta , nálad a szíj ugrása vagy a szíjtárcsák csúszása a tengelyen lehet szerintem a hiba forrása.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 június 01, 13:08
Írta: sastas Dátum 2016 június 01, 13:08
A szíj nem ugrál, szerintem azt hallanám. A szíjtárcsa meg 2 hernyúcsavarral van rögzítve, de ha ennél jobban meghúzom az 1-es(vagy 1.5-ös nemtudom) imbuszkulcs elszakad a csavaróerőtől.
Amint megtalálom a termisztoraimat, végre beüzemelem az asztalfűtést is. Remélem az megintcsak segíteni fog a nyomatokon.
Mostanában tapadási gondjaim vannak. Nem változtattam semmin, és valamelyik nyomat tapad, valamelyik nem. De ugyan az a nyomat, sem mindig ugyan ott nem tapad le... Ez talán a szeletelő hibája lesz? Ja aprobó szeletelő: A cura elég furcsa dolgokat művel, mármint néha olyan útvonalat generál, hogy annál szerintem bonyolultabban nem lehetne megoldani... Úgyérzem át kellene térnem S3d-re...
Amint megtalálom a termisztoraimat, végre beüzemelem az asztalfűtést is. Remélem az megintcsak segíteni fog a nyomatokon.
Mostanában tapadási gondjaim vannak. Nem változtattam semmin, és valamelyik nyomat tapad, valamelyik nem. De ugyan az a nyomat, sem mindig ugyan ott nem tapad le... Ez talán a szeletelő hibája lesz? Ja aprobó szeletelő: A cura elég furcsa dolgokat művel, mármint néha olyan útvonalat generál, hogy annál szerintem bonyolultabban nem lehetne megoldani... Úgyérzem át kellene térnem S3d-re...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: kaqkk007 Dátum 2016 június 02, 19:46
Írta: kaqkk007 Dátum 2016 június 02, 19:46
Akkor már csak a lépésvesztés marad mint hibalahetőség, nézd meg a motoráram-mikrolépés hogy áll és azokon próbálj módosítani
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 június 03, 07:16
Írta: keri Dátum 2016 június 03, 07:16
Na erről eszembe jutott, hogy nálam is volt hasonló. Ott a DRV meghajtó bélyeg melegedett túl és állt le időnként. Áram túl nagy volt neki. Illetve állítsad be, hogy 5 másodperc után kapcsolja le a motort, hogy álló helyzetbe ne melegedjen. Ez ha jól emlékszem a Marlinban a Config_adv fileban van valahol.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 június 03, 12:33
Írta: sastas Dátum 2016 június 03, 12:33
A meghajtóbélyegek túlmelegedésére már a kezdetektől gondoltam, ezért egy kis 60mm-es ventivel hűtöm őket. Hűtés nélkül 90°C ra felkúsztak egyszer, azóta 50-60°C között vannak.
@Kaqkk007: A mikrolépés az úgy áll, hogy az összes jumper be van dugva, ami ugye A4988-nál 16 mikrolépést jelent. Motoráramnak azthiszem olyan 0.8A van beállítva.
@Kaqkk007: A mikrolépés az úgy áll, hogy az összes jumper be van dugva, ami ugye A4988-nál 16 mikrolépést jelent. Motoráramnak azthiszem olyan 0.8A van beállítva.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: kaqkk007 Dátum 2016 június 03, 17:22
Írta: kaqkk007 Dátum 2016 június 03, 17:22
Vedd kisebbre a mikrolépést, akkor nő a motor ereje , ha a motor-és a meghajtó adatai engedik az áramot is növelheted (én a tb6560 as meghajtóval jártam úgy hogy 16 os-32 es mikrolépésen időnként elakadt , 4es -8as lépésen semmi probléma nem volt vele .)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gg58bmmp2 Dátum 2016 június 03, 23:31
Írta: gg58bmmp2 Dátum 2016 június 03, 23:31
Az elején én is a túlmelegedéssel küzdöttem - eredmény random lépésvesztés
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 június 05, 23:50
Írta: sastas Dátum 2016 június 05, 23:50
A "vicc" az, hogy olyan mintha nem lépést vesztene, hanem többet lépne. De csak bizonyos, körszelvényeknél. Ennek utána fogok mostmár járni egy-egy tesztdarabbal.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 június 06, 08:10
Írta: keri Dátum 2016 június 06, 08:10
Nyomtass egy kúpot, váza nyomtatással.
Elég jól kirajzolja mi lehet a hiba oka.
Elég jól kirajzolja mi lehet a hiba oka.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 június 06, 16:28
Írta: sastas Dátum 2016 június 06, 16:28
Egy "trafic cone"-t találtam, mondjuk ennek 2 rétegű a fala...
"video"
Egy pár képet meg felraktam a driveomba:
Drive
"video"
Egy pár képet meg felraktam a driveomba:
Drive
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gg58bmmp2 Dátum 2016 június 06, 21:10
Írta: gg58bmmp2 Dátum 2016 június 06, 21:10
Először is egy megjegyzés: Szerintem felesleges a szalag.
Itt talán valami mechanikai probléma is van.
(Vagy csak az.)
A hullámosodás miatt gondolom, és abból, hogy a hiba "csoportba rendeződve" jelentkezik.
A túlmelegedés miatti lépésvesztés, túl sok lépés az random.
Itt talán valami mechanikai probléma is van.
(Vagy csak az.)
A hullámosodás miatt gondolom, és abból, hogy a hiba "csoportba rendeződve" jelentkezik.
A túlmelegedés miatti lépésvesztés, túl sok lépés az random.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 augusztus 22, 19:32
Írta: sastas Dátum 2016 augusztus 22, 19:32
Vissza a géphez. Most jöttem össze úgy anyagilag, hogy sikerülni fog ezzel is foglalkozni. Szóval, a kérdés, hogy CoreXY vagy Hbot legyen? Azt mondtátok régebben, hogy ezek jobbak lennének mint a mostani xy hajtásom. Melyik kivitelt mi indokolja?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 augusztus 27, 01:24
Írta: sastas Dátum 2016 augusztus 27, 01:24
Szóval. CoreXY lesz ebből. Úgy olvastam, jobbak a mozgásviszonyok. Cáfolat/megerősítés?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 augusztus 27, 09:37
Írta: vjanos Dátum 2016 augusztus 27, 09:37
Gondolom ezt olvastad. (http://www.fabtotum.com/2014/04/04/belts-and-stuff-experiences-to-share/)
Én a helyedben tennék egy szijat az Y másik oldalára is, egy átvezető tengellyel, esetleg felező áttétellel.
Én a helyedben tennék egy szijat az Y másik oldalára is, egy átvezető tengellyel, esetleg felező áttétellel.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 augusztus 27, 10:51
Írta: sastas Dátum 2016 augusztus 27, 10:51
Nem, nem azt olvastam, hanem EZT (http://hackaday.com/2016/02/29/design-analysis-core-xy-vs-h-bot/).
Viszont abban amit adtál, mintha halottak lennének a hivatkozások. Legalábbis nálam egyik böngésző sem adja be a képeket.
Viszont abban amit adtál, mintha halottak lennének a hivatkozások. Legalábbis nálam egyik böngésző sem adja be a képeket.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 augusztus 27, 12:26
Írta: vjanos Dátum 2016 augusztus 27, 12:26
Hmm... most nekem se.
Mindegy. Én most nem csinálnék egy újabb corexyt.... a hosszu szij nagyon viszi a rezgést, nyúlik... persze ha az olcsó kinai gt2-t veszed.
Mindegy. Én most nem csinálnék egy újabb corexyt.... a hosszu szij nagyon viszi a rezgést, nyúlik... persze ha az olcsó kinai gt2-t veszed.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 augusztus 27, 13:47
Írta: sastas Dátum 2016 augusztus 27, 13:47
Kínait veszek, de a drágábbat, amilyen most is van, Acélszálas erősítésű, Keri-től van. Olyat vennék. Aránylag nagy ugye a gépem, 400x400, és tényleg hosszú lenne a szíj, Fene tudja. A "baj" az, hogyha így marad, kilépnék a RAMPS tudásából, tekintve, hogy a második Z motoromat is tervezem felpakolni, hogy az is egyenletesebb legyen, és akkor X+2Y+2Z+E, ennyit már nem bír a RAMPS 1.4. Vagy ugye, Y-ban csak átviszem/megosztom hajtást
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 augusztus 27, 16:47
Írta: vjanos Dátum 2016 augusztus 27, 16:47
Igen, az Yban átviszem megoldásra gondoltam... de természetesen ha corexyt akarsz, akkor az lesz :)
Miért kell 2 z motor? És ha a léptecset cserélnéd erősebbre?
Illetve a Znek a step dir jeleit ki tudod vezetni további léptecs meghajtóra, nem kell neki külön vezérlő logika
Miért kell 2 z motor? És ha a léptecset cserélnéd erősebbre?
Illetve a Znek a step dir jeleit ki tudod vezetni további léptecs meghajtóra, nem kell neki külön vezérlő logika
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 augusztus 28, 13:15
Írta: sastas Dátum 2016 augusztus 28, 13:15
Tök jó, hogy válaszírás közbe fogja és kidob timeouttal...
2Z motor azért, hogy csökkentsem a kihajlását az asztalnak, veszek SzJózsitól még 1 orsót és úgy.
A CoreXY-t pont a gyengébb motoraim miatt ajánlottátok, illetve az egyszerűbb megoldás miatt, ugye kevesebb súlyt kell elbírnia. Bár nemtudom a sebességviszonyok hogyan alakulnának.
2Z motor azért, hogy csökkentsem a kihajlását az asztalnak, veszek SzJózsitól még 1 orsót és úgy.
A CoreXY-t pont a gyengébb motoraim miatt ajánlottátok, illetve az egyszerűbb megoldás miatt, ugye kevesebb súlyt kell elbírnia. Bár nemtudom a sebességviszonyok hogyan alakulnának.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 szeptember 28, 16:41
Írta: sastas Dátum 2016 szeptember 28, 16:41
Szóval Egy kis áttervezgetés. Asztalfelfogatás 2 orsó Z-ben, 2 lincsapággyal.
(http://imgserv.com/images/2016/09/28/BXzqUA7I.th.png) (http://imgserv.com/xpL)
(http://imgserv.com/images/2016/09/28/jl049IN.th.png) (http://imgserv.com/xph)
(http://imgserv.com/images/2016/09/28/BXzqUA7I.th.png) (http://imgserv.com/xpL)
(http://imgserv.com/images/2016/09/28/jl049IN.th.png) (http://imgserv.com/xph)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 szeptember 28, 16:57
Írta: sastas Dátum 2016 szeptember 28, 16:57
Amin még gondolkozom: Ebben az állásban vagy "fordítva" legyenek a profilok? Mármint kívül-belül? Van ennek jelentősége?
Dobjam el ezt a profilos dolgot az asztalnál, és legyen inkább L idomokból alátámasztása? Ez a konstrukció egyáltalán életképes?
Aztán, hogy az asztal legyen aluból, és fűthető. Amiben gondolkodtam: 8mm parafa, majd rá 5mm alulemez. A kettő közé, pedig egy szilikon fűtőelem. Viszont ezt így simán instabilnak sejtem na meg akkor asztalszintezés nuku.
Dobjam el ezt a profilos dolgot az asztalnál, és legyen inkább L idomokból alátámasztása? Ez a konstrukció egyáltalán életképes?
Aztán, hogy az asztal legyen aluból, és fűthető. Amiben gondolkodtam: 8mm parafa, majd rá 5mm alulemez. A kettő közé, pedig egy szilikon fűtőelem. Viszont ezt így simán instabilnak sejtem na meg akkor asztalszintezés nuku.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: rtzu Dátum 2016 szeptember 28, 19:00
Írta: rtzu Dátum 2016 szeptember 28, 19:00
Szerintem ez így nem lesz jó.
Ha ilyen messze van a trapézorsó a lintengelytől, akkor be fog feszülni a lincsapágy. Ráadásul instabil is lesz.
Én hasonlót raktam össze, de van egy haramdik orsóm a lintengely felé az asztal hátsó oldalán is. Teljesen stabil és nem mozog.
Ha ilyen messze van a trapézorsó a lintengelytől, akkor be fog feszülni a lincsapágy. Ráadásul instabil is lesz.
Én hasonlót raktam össze, de van egy haramdik orsóm a lintengely felé az asztal hátsó oldalán is. Teljesen stabil és nem mozog.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 szeptember 28, 21:10
Írta: vjanos Dátum 2016 szeptember 28, 21:10
Nekem sem tetszik...
Így az anyán lóg az asztal, az asztalon meg lóg a kocsi.
finom beállíthatóság nélkül meg csak magadat szivatod ;)
Én is közelebb tenném oldalanként a tengelyt és az orsót, és a kocsit fixen összekötném az anyával. Még két rövid profilból csinálnék egy keretet amit fel lehet fogatni az anya-kocsi párosra, és erre a keretre tenném az asztalt menetes lábakra.
3-4mm alu elég, minél vastagabb annál nehezebben fűt fel.
A 8mm parafától még tehetsz több szigetelést. Nekem is kb ennyi volt először, de még elég jól átmelegedett.
Így az anyán lóg az asztal, az asztalon meg lóg a kocsi.
finom beállíthatóság nélkül meg csak magadat szivatod ;)
Én is közelebb tenném oldalanként a tengelyt és az orsót, és a kocsit fixen összekötném az anyával. Még két rövid profilból csinálnék egy keretet amit fel lehet fogatni az anya-kocsi párosra, és erre a keretre tenném az asztalt menetes lábakra.
3-4mm alu elég, minél vastagabb annál nehezebben fűt fel.
A 8mm parafától még tehetsz több szigetelést. Nekem is kb ennyi volt először, de még elég jól átmelegedett.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 szeptember 29, 12:17
Írta: sastas Dátum 2016 szeptember 29, 12:17
Értem. Következő lesz akkor(amint lesz 1 óra szabadidőm meg solid edge társaságom). Az anyát és a csapágyat kifele fordítom, 50 mm-re közelhozom egymáshoz(így még nem lesz minden-mindennek útban). Kifele, mármint a nyomtatási térből kifele. Erre rakok egy 200 hosszú, profilt, majd arra keresztbe a két hosszú profilt, amire felfogatom azasztalt.
Illetve akkor 3mm alulemez+több parafa.
A lábak kivitelezéséhez nincs még ötletem. Legyen rugós? akkor viszont csináltatni vagy csinálni kell rugókat. Szerencsére már utánanéztem a témának, nem vagyok teljesen elveszett, de nem biztos, hogy szépek lennének...
Illetve akkor 3mm alulemez+több parafa.
A lábak kivitelezéséhez nincs még ötletem. Legyen rugós? akkor viszont csináltatni vagy csinálni kell rugókat. Szerencsére már utánanéztem a témának, nem vagyok teljesen elveszett, de nem biztos, hogy szépek lennének...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 03, 09:25
Írta: sastas Dátum 2016 november 03, 09:25
Haladok szép lassan a tervezgetéssel, csak, ugye az a fránya időhiány...
Most jutottam el oda, hogy rájöttem, kell egy mérőóra, hogy értelmes gépem legyen. Ez a has/kb jellegő beállítás sokmindenre jó, de pontos munkára nem. Hol tudok kapni emberi áron mérőórát, tartóval/álvánnyal?
Most jutottam el oda, hogy rájöttem, kell egy mérőóra, hogy értelmes gépem legyen. Ez a has/kb jellegő beállítás sokmindenre jó, de pontos munkára nem. Hol tudok kapni emberi áron mérőórát, tartóval/álvánnyal?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 november 03, 09:47
Írta: vjanos Dátum 2016 november 03, 09:47
Hol máshol, mint PRC-ben :) (http://www.ebay.com/sch/i.html?_sacat=0&_sop=15&_nkw=dial+indicator&rt=nc&LH_BIN=1)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 03, 22:32
Írta: sastas Dátum 2016 november 03, 22:32
Ja, hogy ez az emberi ár... Sose vettem még mérőeszközt(a lengyelpiacos tolómérő nemszámít azthiszem). Azthiszem ez után sem fogok hobbyt csinálni belőle :/
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 november 04, 07:06
Írta: remrendes Dátum 2016 november 04, 07:06
$6-mal olcsobban meg a lengyelpiacon sem hiszem, hogy talalsz.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sanyi84 Dátum 2016 november 04, 17:37
Írta: sanyi84 Dátum 2016 november 04, 17:37
A melóhelyre vetettem mérőóra állványt. Központi rögzítésű és 50-60 ezer volt. Óra szögtapintós és 50-60 euró a hirdetőújságos sima no az enyém mitutoyo eredeti. Itthon kínai van. Majd újraépítem. 20 körül lehet venni noga állványt és talán jó a kínai sima óra. A kínai olcsó állvánnyal hobbizni kell hogy jó legyen. Kotyog lötyög instabilan rögzül M4 a finombeállító csavar menete.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 22, 09:48
Írta: sastas Dátum 2016 november 22, 09:48
Sikerült mérőórát vennem. Még nem ért ide, de a héten ittlesz. Viszont referenciaként sikerült 1 hétre kölcsön is kérnem egyet, rendesen álvánnyal, igaz ez olyan 10-15 éves darab, de egy normális, így legalább lesz összehasonlítási alapom egy kínai és egy nem kínai között. Erről majd beszámolok.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 22, 09:59
Írta: sastas Dátum 2016 november 22, 09:59
Más:
Egyetemen projektként többen arra gondoltunk, hogy kéne csinálni egy (főleg) műanyag aprításra/darálásra használható gépet. Ezzel kapcsolatban van valakinek tapasztalata? A netet már szétturtam, de hátha valaki csinált már ilyet a fórumon.
Méretügyileg, kb 200 mm széles, területre gondoltunk 100-140 közötti késátmérővel. A kések anyagával vagyunk bajban. Az egyetemről kapni fogunk előreláthatólag némi támogatást, viszont az első gondolatra az nem elég, ami a Hardox 400-as anyag volt.(viszont ebből egy 10mm vastag darab, amiből igazából csak kb 800x800 mm-t használnánk, egy egész táblát megvenni majd 100 000 ft, a megmunkálásról/logisztikáról nem is beszélve, és ennél olcsóbban kellene alapanyag)
Amit néztünk még edzhető anyagok terén az a C45 jött föl legkönyebben beszerezhető alternatívaként, viszont ennek a kopásállóságáról nincsen semmilyen infónk. Bírni fogja szerintetek? vagy halott ötlet?
Illetve megmunkálás terén, lézer, vízsugár, vagy maró? 10mm-es vastagságra talán a víz lenne a legjobb viszont ha jóltudom azt utána még meg kell munkálni, esetleg köszörülni.
Na ez jó hosszú lett. Remélem nem rémültök meg a felénél [#violent]
Egyetemen projektként többen arra gondoltunk, hogy kéne csinálni egy (főleg) műanyag aprításra/darálásra használható gépet. Ezzel kapcsolatban van valakinek tapasztalata? A netet már szétturtam, de hátha valaki csinált már ilyet a fórumon.
Méretügyileg, kb 200 mm széles, területre gondoltunk 100-140 közötti késátmérővel. A kések anyagával vagyunk bajban. Az egyetemről kapni fogunk előreláthatólag némi támogatást, viszont az első gondolatra az nem elég, ami a Hardox 400-as anyag volt.(viszont ebből egy 10mm vastag darab, amiből igazából csak kb 800x800 mm-t használnánk, egy egész táblát megvenni majd 100 000 ft, a megmunkálásról/logisztikáról nem is beszélve, és ennél olcsóbban kellene alapanyag)
Amit néztünk még edzhető anyagok terén az a C45 jött föl legkönyebben beszerezhető alternatívaként, viszont ennek a kopásállóságáról nincsen semmilyen infónk. Bírni fogja szerintetek? vagy halott ötlet?
Illetve megmunkálás terén, lézer, vízsugár, vagy maró? 10mm-es vastagságra talán a víz lenne a legjobb viszont ha jóltudom azt utána még meg kell munkálni, esetleg köszörülni.
Na ez jó hosszú lett. Remélem nem rémültök meg a felénél [#violent]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: TROMF22 Dátum 2016 november 22, 10:20
Írta: TROMF22 Dátum 2016 november 22, 10:20
Ez valami hulladék hasznosítás lenne?
Ajánlom figyelmedbe a következő hirdetésben az első második fotón az őrlődob kiképzését.
Őrlődob (http://resale.info/info-off.php?lang=en&item=9291922&beginn=1&gruppe=503&seite=1&preview=1&order=4&auk=&piconly=0&eintraege_pro_seite=20&angebotelinkstart=1&machine=Shredder)
Keményfém betétkések végzik a munkát.
Az OSMEKA GmbH. ennek nagy mestere. Biztosan kapsz rá sok találatot.
Ajánlom figyelmedbe a következő hirdetésben az első második fotón az őrlődob kiképzését.
Őrlődob (http://resale.info/info-off.php?lang=en&item=9291922&beginn=1&gruppe=503&seite=1&preview=1&order=4&auk=&piconly=0&eintraege_pro_seite=20&angebotelinkstart=1&machine=Shredder)
Keményfém betétkések végzik a munkát.
Az OSMEKA GmbH. ennek nagy mestere. Biztosan kapsz rá sok találatot.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: TROMF22 Dátum 2016 november 22, 10:26
Írta: TROMF22 Dátum 2016 november 22, 10:26
Ebben még jellemzőbbek a képek:
Őrlőgép (http://gromar.de/?product=shredder-osmeka-type-uz-1320-year-of-production-1994)
Figyeld a gép egyéb paramétereit is.
Ez egy eléggé teljesítmény igényes művelet.
Keresésre ez a pontosabb kifejezés: osmeka shredder
Őrlőgép (http://gromar.de/?product=shredder-osmeka-type-uz-1320-year-of-production-1994)
Figyeld a gép egyéb paramétereit is.
Ez egy eléggé teljesítmény igényes művelet.
Keresésre ez a pontosabb kifejezés: osmeka shredder
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 22, 10:42
Írta: sastas Dátum 2016 november 22, 10:42
Nem ilyen jellegűt, hanem nagyobb kinyúlású késekkel rendelkezőeket terveztünk. AZ SSI cég gyárt tipikusan ilyeneket, illetve amit hobby projektek között találtunk az a thymark youtube csatornán illetve a percious plastic projectben lévő shredder.
Egyfajta hullkadékhasznosítás. Főleg petpalack, illetve nálam 3d nyomtatásból adódó hulladék kezelhetőbb méretűre darálása.
Neadjisten jövőben egy olvasztóval kiegészülve, környezetbarát felkiáltással.(hátha valami kis pénzt a környezetvédelmi projekt felkiáltással is kaphatnánk.)
Egyfajta hullkadékhasznosítás. Főleg petpalack, illetve nálam 3d nyomtatásból adódó hulladék kezelhetőbb méretűre darálása.
Neadjisten jövőben egy olvasztóval kiegészülve, környezetbarát felkiáltással.(hátha valami kis pénzt a környezetvédelmi projekt felkiáltással is kaphatnánk.)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: TROMF22 Dátum 2016 november 22, 11:00
Írta: TROMF22 Dátum 2016 november 22, 11:00
Aha... Szóval olyan "kaszabolás" szerű aprításra gondoltatok.
Annak biztosan kisebb a teljesítmény igénye, de a végeredmény valószínűleg inkább kis műanyag cafatokból áll majd.
Persze az is jelentős térfogatcsökkenést ad.
Láttam nemrég, valamelyik hazai hirdetési oldalon (jófogás, szerszámpiac?) íves, kifli formájú húsipari aprító késeket, készre edzve, köszörülve, egészen olcsón.
Több darabos készlet volt, de nem érdekelt, nem jegyeztem meg.
A műanyag flakont szerintem az is vinné. Érdemes utána nézni.
Kísérletezésre biztos jó lenne.
Annak biztosan kisebb a teljesítmény igénye, de a végeredmény valószínűleg inkább kis műanyag cafatokból áll majd.
Persze az is jelentős térfogatcsökkenést ad.
Láttam nemrég, valamelyik hazai hirdetési oldalon (jófogás, szerszámpiac?) íves, kifli formájú húsipari aprító késeket, készre edzve, köszörülve, egészen olcsón.
Több darabos készlet volt, de nem érdekelt, nem jegyeztem meg.
A műanyag flakont szerintem az is vinné. Érdemes utána nézni.
Kísérletezésre biztos jó lenne.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 22, 11:04
Írta: sastas Dátum 2016 november 22, 11:04
10mm körüli/alatti részecskeméret a cél. Azt ítéltük meg kezelhetőnek. Kb 1-3 mm az lenne az optimális, de ahhoz már komolyabb masina vagy több fokozat kellene.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: jani300 Dátum 2016 november 22, 12:51
Írta: jani300 Dátum 2016 november 22, 12:51
Itt nézelődtél már ?
http://forum.index.hu/Article/showArticle?na_order=&na_start=60&na_step=30&t=9198137
Tudsz rendelni késeket is .
http://forum.index.hu/Article/showArticle?na_order=&na_start=60&na_step=30&t=9198137
Tudsz rendelni késeket is .
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ywathzay Dátum 2016 november 22, 19:47
Írta: ywathzay Dátum 2016 november 22, 19:47
NEm kell egész táblát venni, ha a Hardox 400 kevés, akkor a C45 sem elég. Hardox 500-as anyagból lézerrel kivágatni Lv10-nél még szépen vágják, a hajtásnál akár tengelyre hegeszteni, azt is bírja. 200mm-hez kell 20 lap, az semmi. A minap én is nézegettem ilyen masinákat, nagyon egyszerű kivitel.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ywathzay Dátum 2016 november 22, 19:50
Írta: ywathzay Dátum 2016 november 22, 19:50
De az ágaprítóhoz semmi köze....
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: 000000000 Dátum 2016 november 22, 20:24
Írta: 000000000 Dátum 2016 november 22, 20:24
Én anno a 70-es évek végén dolgoztam műanyagfeldolgozó üzemben a BVK-nál és a hulladékot vissza kellett darálni . Volt olyan daráló gép amiben 52 db kés is volt - valami hasonló mint ez :
(http://imgserv.com/images/2016/11/22/pi6EPOrHG.jpg)
(http://imgserv.com/images/2016/11/22/pi6EPOrHG.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 november 22, 20:36
Írta: ANTAL GÁBOR Dátum 2016 november 22, 20:36
Azt írod az adatlapodon hogy miskolci egyetemista vagy és a mechatronika szakon tanulsz : Érdemes lenne az egyetem műszaki karjainak többi tanszékeit is ismerni .
A műszaki Földtudományi karon van olyan hogy: Nyersanygelőkészítési tanszék . Azok foglalkoznak hulladékelőkészítéssel . . A leírásból nekem nem derül ki az elképzelt konstrukció ,de azt hiszem te egy tárcsás nyírógépet akarsz csinálni . Olyat élőben láthatsz ott de van másfajta késes aprítógép is ( az őrlőcsarnokban )
www.uni-miskolc on tájékozódhatsz a tanszékekről
A műszaki Földtudományi karon van olyan hogy: Nyersanygelőkészítési tanszék . Azok foglalkoznak hulladékelőkészítéssel . . A leírásból nekem nem derül ki az elképzelt konstrukció ,de azt hiszem te egy tárcsás nyírógépet akarsz csinálni . Olyat élőben láthatsz ott de van másfajta késes aprítógép is ( az őrlőcsarnokban )
www.uni-miskolc on tájékozódhatsz a tanszékekről
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vadember Dátum 2016 november 22, 20:40
Írta: vadember Dátum 2016 november 22, 20:40
Keresd Antal Gábort! Ő biztos tud segíteni az anyagválasztásban és az edzéshez is tud ajánlani céget.
Tavaly év végén készítettünk vele egy thermoadhéziós dobot, ami a pet palack darálékból volt hivatott kiszelektálni a PVC anyagot.
Az őrleményt a megrendelőtől kapta.
Tavaly év végén készítettünk vele egy thermoadhéziós dobot, ami a pet palack darálékból volt hivatott kiszelektálni a PVC anyagot.
Az őrleményt a megrendelőtől kapta.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vadember Dátum 2016 november 22, 20:41
Írta: vadember Dátum 2016 november 22, 20:41
Szia Gábor! Úgy látom egyszerre írtunk.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 november 22, 20:43
Írta: ANTAL GÁBOR Dátum 2016 november 22, 20:43
Pedig nem beszéltünk össze ( bizton állítom )
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: jani300 Dátum 2016 november 22, 20:56
Írta: jani300 Dátum 2016 november 22, 20:56
Ebben biztos vagy ? Mennyire olvastál bele ?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ywathzay Dátum 2016 november 22, 23:06
Írta: ywathzay Dátum 2016 november 22, 23:06
Teljen beleolvastam. Műanyag darálékot nem ágaprítóval készítenek. Azzal ágakat aprítanak:)) és erre a feladatra alkalmatlan.
Szerintem ilyesmire gondoltak mint a videón:
Ezen a videón (https://www.youtube.com/watch?v=TRPUUDS71gA) megtekintheted és kereshetsz továbbiakat (schredder a neve). A videó elején látható a végeredmény. A mai technika mellet az elkészítése nem feladat.
Ha tévedek a végcél tekintetében akkor tovább kár ragoznom.
Szerintem ilyesmire gondoltak mint a videón:
Ezen a videón (https://www.youtube.com/watch?v=TRPUUDS71gA) megtekintheted és kereshetsz továbbiakat (schredder a neve). A videó elején látható a végeredmény. A mai technika mellet az elkészítése nem feladat.
Ha tévedek a végcél tekintetében akkor tovább kár ragoznom.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: jani300 Dátum 2016 november 23, 00:37
Írta: jani300 Dátum 2016 november 23, 00:37
Van ott szó erről a típusról is.
Hatszögű tengelye van . az biztosítja az alakzárást .
Régóta olvasom .Ez a piros ász , mindent visz . .
Tudtam hogy erre gondolsz .
Az egytengelyes ellenkéses , behúzóhengerrel szerintem tudna kezdeni valamit a műanyaggal is . Szelektálni kell természetesen ott is , de sok jó ötletet szedtem össze ott is .
De ne itt vitázzunk .
Hatszögű tengelye van . az biztosítja az alakzárást .
Régóta olvasom .Ez a piros ász , mindent visz . .
Tudtam hogy erre gondolsz .
Az egytengelyes ellenkéses , behúzóhengerrel szerintem tudna kezdeni valamit a műanyaggal is . Szelektálni kell természetesen ott is , de sok jó ötletet szedtem össze ott is .
De ne itt vitázzunk .
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vadember Dátum 2016 november 23, 05:36
Írta: vadember Dátum 2016 november 23, 05:36
Ez a nyerő típus.
Láttam egyszer a Discovery egy műsort ahol ipari aprítókat fejlesztő cégnek kellett olyan gépet készíteni, ami 10 mm alá tudta őrölni a NYÁK hulladékot.
A fogak számának és a kés szélességének a változtatásával tudták elérni a kívánt eredményt.
Láttam egyszer a Discovery egy műsort ahol ipari aprítókat fejlesztő cégnek kellett olyan gépet készíteni, ami 10 mm alá tudta őrölni a NYÁK hulladékot.
A fogak számának és a kés szélességének a változtatásával tudták elérni a kívánt eredményt.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 23, 11:06
Írta: sastas Dátum 2016 november 23, 11:06
A karok közötti kommunikáció(sajnos) nem az igazi. Például erről a nyersanyagelőkészítésről nem is hallottam. Köszönöm az információt, ennek utánanézek.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 23, 11:08
Írta: sastas Dátum 2016 november 23, 11:08
A hardox400 nem kevés, sőtt. Csak drága. És eddig bármelyik céget megkerestük, csak egész táblát volt hajlandó eladni.
A kivitel egyszerű, több elképzelést is összeraktunk már, viszont az alapanyagbeszerzésnél elakadtunk.
A kivitel egyszerű, több elképzelést is összeraktunk már, viszont az alapanyagbeszerzésnél elakadtunk.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 november 23, 11:55
Írta: Devecz Miklós Dátum 2016 november 23, 11:55
Keress bányaipari céget, vagy esetleg kőbányát.
Ott mindig használnak Hardoxot, talán hajlandók eladni is belőle.
Nyugdíjbamenetel előtt a cégemnél sokat használtunk.
Ott mindig használnak Hardoxot, talán hajlandók eladni is belőle.
Nyugdíjbamenetel előtt a cégemnél sokat használtunk.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: wt8g4i4 Dátum 2016 november 23, 12:08
Írta: wt8g4i4 Dátum 2016 november 23, 12:08
Zalaegerszegen van egy cég aki vág is vízzel hardoxot, mi onnan vesszük országban a legolcsóbban marha nagy tételben használják
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 23, 12:45
Írta: sastas Dátum 2016 november 23, 12:45
Esetleg tudsz adni kontaktot(privátban)?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 november 23, 16:18
Írta: ANTAL GÁBOR Dátum 2016 november 23, 16:18
Én építettem már aprítógépet ( az igény : 16 mm vastagságú
üvegszálas poliészter lemezek aprítása volt . 10.000 Nm es( nem tévedés tízezer ! ) egyedi tervezésű hidrohajtással készült . Egy átlag turmixgépet motorostul nyugodtan beletehettél Gond nélkül leaprította ( czak und pakk )
Hardoxot igenis lehet venni. Tippek :
Zalaegerszeg 3B Hungária . De a Ferroglobus is vág vagy Szendi úrék Balmazújvároson is forgalmazzák ( szerintem )
Még mindig nem tiszta hogy te egy nagy nyomatékú nyírótárcsás aprítógépet akarsz csinálni Vagy egy nagy fordulatú több késes " abrichtert " ? Láttam egy videót ( de nem keresném vissza talán Kopirnyák küldte : ott egy tárcsás nyírógép "eszi" a miniatűr tankokat )
üvegszálas poliészter lemezek aprítása volt . 10.000 Nm es( nem tévedés tízezer ! ) egyedi tervezésű hidrohajtással készült . Egy átlag turmixgépet motorostul nyugodtan beletehettél Gond nélkül leaprította ( czak und pakk )
Hardoxot igenis lehet venni. Tippek :
Zalaegerszeg 3B Hungária . De a Ferroglobus is vág vagy Szendi úrék Balmazújvároson is forgalmazzák ( szerintem )
Még mindig nem tiszta hogy te egy nagy nyomatékú nyírótárcsás aprítógépet akarsz csinálni Vagy egy nagy fordulatú több késes " abrichtert " ? Láttam egy videót ( de nem keresném vissza talán Kopirnyák küldte : ott egy tárcsás nyírógép "eszi" a miniatűr tankokat )
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: TROMF22 Dátum 2016 november 23, 17:13
Írta: TROMF22 Dátum 2016 november 23, 17:13
Igazán nem akarlak megsérteni, de egy kialakuló glazbox szindrómát vélek felfedezni.
Csapongunk itt az ötlet ajánlatokkal, de ahogyan Gábor is írta, még mindig nem derült ki hogy milyen elven működő gépet akartok megvalósítani és mi a konkrétan elérendő cél.
Csapongunk itt az ötlet ajánlatokkal, de ahogyan Gábor is írta, még mindig nem derült ki hogy milyen elven működő gépet akartok megvalósítani és mi a konkrétan elérendő cél.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: jani300 Dátum 2016 november 23, 19:42
Írta: jani300 Dátum 2016 november 23, 19:42
http://forum.index.hu/Article/viewArticle?a=135203880&t=9198137&openwith=2
Ágaprítós fórumról ... Ez műanyagra készült a gyártója szerint .
Ágaprítós fórumról ... Ez műanyagra készült a gyártója szerint .
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 23, 19:47
Írta: sastas Dátum 2016 november 23, 19:47
Nem ismerem ezt a betegséget. A Gábor által felvetet Tárcsás aprítógépként említett szerkezet lenne a cél.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: d30xhrezp Dátum 2016 november 23, 19:55
Írta: d30xhrezp Dátum 2016 november 23, 19:55
Szia sastas .
Szeretnék egy tippet adni . Én is akarok majd csinálni egy aprítót . A tárcsás megoldáshoz én pl. 6 mm széles marótárcsákat akarok felhasználni,két tengelyre felfűzve távtartókkal és szembe a két tárcsa sor. Szerintem kezdetnek ez a legegyszerűbb és leggyorsabb megoldás. És ha a fogazat sűrű lenne ,egyszerűen kivágom pl.minden másodikat .
Üdv .
Szeretnék egy tippet adni . Én is akarok majd csinálni egy aprítót . A tárcsás megoldáshoz én pl. 6 mm széles marótárcsákat akarok felhasználni,két tengelyre felfűzve távtartókkal és szembe a két tárcsa sor. Szerintem kezdetnek ez a legegyszerűbb és leggyorsabb megoldás. És ha a fogazat sűrű lenne ,egyszerűen kivágom pl.minden másodikat .
Üdv .
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: PSoft Dátum 2016 november 23, 19:57
Írta: PSoft Dátum 2016 november 23, 19:57
Igen megnyerő,és látványos tud lenni egy ilyen monstrumról készült videó.:) (https://youtu.be/qGvyhQJA4EI?t=104)
Hasonló monstrummal, évekkel ezelőtt, volt dolgom.
Annyi, hogy az nem nyírótárcsás, hanem több késes/fogas abrichter volt.
(lentebb, valaki linkelt egy hasonlót)
Két, kb. 3m hosszú, olyan 4-500mm átmérőjű fogazott henger forgott szemben egymással.
(a gyakran hulló fogait is cserélgettem)
A két hengert, egy-egy 110kW-os villanymotor hajtotta, valami hydrós? megoldással.
Volt idő,(még az elején)hogy aggregátorról ment a daráló.
Amikor túletették, megszorult a henger, az 500A-os aggregátor, úgy megállt, mint a szög.:)
Mindjárt mutatok képeket a fogakról.
Szép darab, csak egy foga is.:)
Hasonló monstrummal, évekkel ezelőtt, volt dolgom.
Annyi, hogy az nem nyírótárcsás, hanem több késes/fogas abrichter volt.
(lentebb, valaki linkelt egy hasonlót)
Két, kb. 3m hosszú, olyan 4-500mm átmérőjű fogazott henger forgott szemben egymással.
(a gyakran hulló fogait is cserélgettem)
A két hengert, egy-egy 110kW-os villanymotor hajtotta, valami hydrós? megoldással.
Volt idő,(még az elején)hogy aggregátorról ment a daráló.
Amikor túletették, megszorult a henger, az 500A-os aggregátor, úgy megállt, mint a szög.:)
Mindjárt mutatok képeket a fogakról.
Szép darab, csak egy foga is.:)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: szf Dátum 2016 november 23, 20:51
Írta: szf Dátum 2016 november 23, 20:51
Azt miért nem írtad,hogy belehajtottàl a kocsival?
Szerencsére,hogy kimàsztàl belőle.[#wink]
Szerencsére,hogy kimàsztàl belőle.[#wink]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 november 23, 21:20
Írta: ANTAL GÁBOR Dátum 2016 november 23, 21:20
Mint említettem amit én csináltam az hidraulikus hajtású volt . Olyan egyedi hidromotor készült a mi közvetlenül ( minden hajtómű nélkül ) hajtotta a tengelyeket . Alkalmam volt egyszer Tiszavasváriban látni egy villanymotoros bolygóműves nyírógépet amibe a dolgozók beletettek egy nagyméretű saválló golyós csapot . A nemesített acél 90 mm es tengely mint a makaróni elcsavarodott . Aztán újra megcsinálták a tengelyt és a dolgozók újra "megetették "egy másik csappal .( újra elcsavarodott ) A villanymotor forgórészének és a bolygómű első fokozatának akkor volt az inerciája hogy nem is történhetett másképp .
Aztán a tanácsomra épült egy direkt hidrohajtás
Amikor az enyém készült már kitaposott úton haladtam ....
Aztán a tanácsomra épült egy direkt hidrohajtás
Amikor az enyém készült már kitaposott úton haladtam ....
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 24, 00:56
Írta: sastas Dátum 2016 november 24, 00:56
Talán ennyire durvát nem szeretnénk. Na jó, igen... Viszont az nem a mi költségvetésünk azthiszem :(
Tekintve, hogy műanyag(abból is inkább vékonyfalú) aprítás a cél, egy sima, 220 as motor a terv(mosógép, vagy valami ami éppen elég olcsó és lehetőleg halk) egy nagy lassítású áttételen(bolygóműre gondoltunk először, de szóba jött a csigahajtás is), 15-30 fordulat/perc-re szeretnénk redukálni a fordulatot.
Tekintve, hogy műanyag(abból is inkább vékonyfalú) aprítás a cél, egy sima, 220 as motor a terv(mosógép, vagy valami ami éppen elég olcsó és lehetőleg halk) egy nagy lassítású áttételen(bolygóműre gondoltunk először, de szóba jött a csigahajtás is), 15-30 fordulat/perc-re szeretnénk redukálni a fordulatot.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: jani300 Dátum 2016 november 24, 04:03
Írta: jani300 Dátum 2016 november 24, 04:03
Üdv !
Kíváncsi vagyok jól értem e a lényeget .
A hidraulikus hajtás ,az egyszerűségén kívül , azért van , mert a daráló nyomaték határolása elegánsan megoldható a hidraulikus rendszer nyomásának korlátozásával ?
Jó méretezéssel nem lehet túlterhelni ?
Kíváncsi vagyok jól értem e a lényeget .
A hidraulikus hajtás ,az egyszerűségén kívül , azért van , mert a daráló nyomaték határolása elegánsan megoldható a hidraulikus rendszer nyomásának korlátozásával ?
Jó méretezéssel nem lehet túlterhelni ?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: svager Dátum 2016 november 24, 07:48
Írta: svager Dátum 2016 november 24, 07:48
Csak kérdezem,szerinted ebben a projektben a villanymotor lesz a legnagyobb költség?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ebalint Dátum 2016 november 24, 08:01
Írta: ebalint Dátum 2016 november 24, 08:01
Nem a hossza a rémisztő.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 november 24, 08:05
Írta: ANTAL GÁBOR Dátum 2016 november 24, 08:05
Igen ! a nyomaték növekedésére a hidromotor nyomásnövekedéssel válaszol ( M = (Vg*p)/(2*pi) ) . Vagyis egy állandó nyelésű motor nyomatékát egyértelműen a nyomás határozza meg . A nyomáshullám a folyadékban hangsebességgel terjed , tehát gyakorlatilag azonnal jelzi ha túlterhelődik a gép. A nyomás határolása is nagyon gyorsan megoldható . Egy villanymotoros gépnél elvileg az áram jelezhet de a lendített tömegek jelenléte miatt kétszer megcsavarodik a tengely mire be lehetne avatkozni ( elég sok időmbe telt mire megmagyaráztam a Tiszavasváriban alkalmazott gép konstruktőrének hogy nem lehet az áramfigyeléssel megoldani a gép védelmét
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: fpd0kbd4 Dátum 2016 november 24, 08:10
Írta: fpd0kbd4 Dátum 2016 november 24, 08:10
Szia!
Ha ez a projekt,az ötlet szinten túlnő,és lesznek konkrétabb paraméterű alkatrész igényeid,legalább fórumos árszintű költségvetési háttér,keress föl privátban.Lehet hogy tudok segíteni,több alkatrész beszerzésében is (többek között hardox)
Ha ez a projekt,az ötlet szinten túlnő,és lesznek konkrétabb paraméterű alkatrész igényeid,legalább fórumos árszintű költségvetési háttér,keress föl privátban.Lehet hogy tudok segíteni,több alkatrész beszerzésében is (többek között hardox)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 24, 10:11
Írta: sastas Dátum 2016 november 24, 10:11
Nem, legalábbis nem gondolnám, főleg ha sikerül valami bontottat találni. A megmunkálási költségeket sejtem elég magasnak, főleg ha vágás után még fel is kell köszörülni. Bár nemtudom egy lézeres vágásnál mennyit lágyul az anyag. Esetleg a vízsugaras töblettköltsége(legalábbis ha jóltudom 10mm-es anyagnál a lézer olcsóbb mint a víz) ellensúlyozza-e a lézeres kilágyulás miatti többletmegmunkálást. Viszont ha jól sejtem a vízsugaras vágás felülete nem lesz közel sem merőleges a felületre, hanem a vízsugár esési szöge megjelenik a falfelületen.
Az anyagbeszerzés azért érdekes, mert amely cégeket felkerestünk csak táblában árultak volna alapanyagot, egy tábla hardox 400 meg ha jól emklékszem (melóhelyen nemmegy az email), majd 100 ezer ft.
Az anyagbeszerzés azért érdekes, mert amely cégeket felkerestünk csak táblában árultak volna alapanyagot, egy tábla hardox 400 meg ha jól emklékszem (melóhelyen nemmegy az email), majd 100 ezer ft.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 24, 10:12
Írta: sastas Dátum 2016 november 24, 10:12
Erre januárban lehet számítani, ekkor a melóhelyen és az egyetemen is pangás van, kevesebb a dolog, és lesz egy minimális pénztartalék, amivel lehet rendelkezni extrában. Addig is köszönöm a felajánlást.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 24, 10:14
Írta: sastas Dátum 2016 november 24, 10:14
Illetve a hidromotornál ha jóltudom a nagy nyomaték miatt megoldható a tengelyek közvetlen hajtása. Ez villanymotornál problémás és áttételezni szokták, viszont az áttétel is visz be tehetetlenséget a motor áramfigyeléses szabályozásába.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: fpd0kbd4 Dátum 2016 november 24, 11:08
Írta: fpd0kbd4 Dátum 2016 november 24, 11:08
Ha hidromotoros hajtásban gondolkozol,számíts rá hogy megdobja a költségvetést,még bontott alkatrészekből is.Villanymotor minden kép kell, + szivattyú, vezérműtömb, hidromotor, olajtartály, olaj,kevés olaj menyiséggel még hűtés is, csövek,csatlakozó elemek.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 24, 11:25
Írta: sastas Dátum 2016 november 24, 11:25
A hidromotor határozottan kilőve. Persze, sokkal jobb megoldás lenne(nagyobb nyomaték, Gábor által is említett szabályozhatóság), viszont több macera, nehezebb konstrukció. A hordozhatóság nem cél, de azért jó lenne, ha az egészet egyedül arrébb tudnám pakolni kézzel. A hidrohajtás ezt gyakorlatilag ki is lőné, mivel ha 5 kg a villanymotor ugyanennyi egy kis hidromotor+5-10 l hidrofolyadék(csak sacc), meg a szerelvények, máris 20kg felett vagyunk, de inkább 30 és a gépet is még olyan 10-15 kg-ra tippelem mindennel együtt. 40-45 kgot meg már nem szívesen emelget az ember.
A hidróval járó dolgokkal mint olaj, annak tisztítása, esetleges szivárgás esetén a takarítás stb meg nem is igazán szeretnénk szenvedni.
Szóval mindent egybevetve jobbnak értékeltük az elektromos hajtást.
A hidróval járó dolgokkal mint olaj, annak tisztítása, esetleges szivárgás esetén a takarítás stb meg nem is igazán szeretnénk szenvedni.
Szóval mindent egybevetve jobbnak értékeltük az elektromos hajtást.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Bicska Dátum 2016 november 24, 20:39
Írta: Bicska Dátum 2016 november 24, 20:39
Annyit tudnék ehhez hozzáfűzni, hogy dolgoztam értékesítés meg kicsit szervizelés területén is pl. ágaprító gépekkel. Ott is hidraulikus a meghajtása az aprító résznek (és a behordó hengereknek is), ami lehet dobkéses (késes és/vagy kalapácsos) vagy késtárcsa. A dob vagy tárcsa sebességét optikai szenzorok figyelik, ha drasztikusan csökken a sebesség, akkor megállítja a behordó hengereket (vagy irány vált).
u.i.: a hardox: már tegnap többen utaltak rá, hogy segítenek táblánál kisebb darabok beszerzésében, tettek ajánlásokat is. Ezt csak azért írom, mert ma ismét problémaként vetetted fel.
u.i.: a hardox: már tegnap többen utaltak rá, hogy segítenek táblánál kisebb darabok beszerzésében, tettek ajánlásokat is. Ezt csak azért írom, mert ma ismét problémaként vetetted fel.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 november 24, 21:11
Írta: ANTAL GÁBOR Dátum 2016 november 24, 21:11
Én dobtam be a hidrohajtást Természetesen villanymotor + hajtómű is hajthatja a tengelyeket ha Isten bizony nem kerül be a törőtérbe oda nem illő anyag . A példaképpen felhozott tiszavasváris gép lemezkannába tett aktív szenet aprított volna . Azt hogy miért tettek a szén közé Ko golyós csapot a dolgozók azt senki sem tudja . De rövid idő alatt kétszer is előfordult . A kár és az átépítés összköltsége több milla volt. Kis gépnél egy nyomatékkorlátozó tengelykapcsoló is védhet .
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 25, 09:03
Írta: sastas Dátum 2016 november 25, 09:03
Nem problémának szándékoztam újra felhozni, csak próbálok elmélkedni, hogyan smint kéne összehozni. Tegnap/tegnapelőtt volt egy kis extra időm, és készült néhány solid edge modell, azt majd ma délután felpakolom, mit is szolnátok hozzá.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 25, 09:05
Írta: sastas Dátum 2016 november 25, 09:05
Biztosan nem fog belekerülni semmi szükségtelen. Se csapágygolyót se rozsdamentes acélt nem tervezek vele darálni.
Amit 3D nyomtatok, abban biztosan nincs még fém se, a pet palacknak pedig szerintem a súlyából tudok következtetni, nem vicceskedik-e valaki. De egy nyomatékhatároló tengelykapcsoló is jó ötlet.
Amit 3D nyomtatok, abban biztosan nincs még fém se, a pet palacknak pedig szerintem a súlyából tudok következtetni, nem vicceskedik-e valaki. De egy nyomatékhatároló tengelykapcsoló is jó ötlet.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Rabb Ferenc Dátum 2016 november 25, 10:00
Írta: Rabb Ferenc Dátum 2016 november 25, 10:00
Csak egy ellenpélda a csodaanyagból készült, hidraulikus motorral hajtott, nyomatékhatárolós PET palack darálóhoz:
Igénytelenebb fröccsöntött műanyag alkatrészeknél max 20% darálék keverhető a friss granulátumba. Ezt egy megfelelő szitafuratú mezei kalapácsos darálóval állították elő. Olyannal, mint amilyennel a szemes takarmányt darálják az állatoknak... Tökéletes, de természetesen zajos
PET palack zömítőt ma már minden sarkon gyártanak és használnak. Az elsőket több mint tíz éve egyik kooperációs partnerünknél fejlesztették ki. A proto darabbal még én is "pusztítottam". Azóta jelentősen bővült a termékpaletta.
Igénytelenebb fröccsöntött műanyag alkatrészeknél max 20% darálék keverhető a friss granulátumba. Ezt egy megfelelő szitafuratú mezei kalapácsos darálóval állították elő. Olyannal, mint amilyennel a szemes takarmányt darálják az állatoknak... Tökéletes, de természetesen zajos
PET palack zömítőt ma már minden sarkon gyártanak és használnak. Az elsőket több mint tíz éve egyik kooperációs partnerünknél fejlesztették ki. A proto darabbal még én is "pusztítottam". Azóta jelentősen bővült a termékpaletta.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Rabb Ferenc Dátum 2016 november 25, 10:01
Írta: Rabb Ferenc Dátum 2016 november 25, 10:01
Ja, ők azok! (http://www.lancszem.shp.hu/hpc/web.php?a=lancszem&o=fotogaleria)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 november 25, 13:30
Írta: remrendes Dátum 2016 november 25, 13:30
Marmint itt a kesre gondolsz? Az utolagos hokezeles nem a legjobb. Ez egy kb 62HRC-s kes felszabalyzasa. Sajnos a hokezeles elhuzta.
https://youtu.be/-fn3igx_Rz4
Egy kettengelyes apritobol valo, 2db 32kNm-es hajtas van rajta. De ezt is le tudtam fogni :)
https://youtu.be/uIEObjLPbnk
Muanyag apritasra inkabb granulatort ajanlananak nalunk.
Egyebkent a muanyag eszi a legjobban a keseket.
https://youtu.be/-fn3igx_Rz4
Egy kettengelyes apritobol valo, 2db 32kNm-es hajtas van rajta. De ezt is le tudtam fogni :)
https://youtu.be/uIEObjLPbnk
Muanyag apritasra inkabb granulatort ajanlananak nalunk.
Egyebkent a muanyag eszi a legjobban a keseket.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 november 25, 14:22
Írta: remrendes Dátum 2016 november 25, 14:22
Bocs a linkekert, telefonrol szurtam csak be.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 november 25, 14:27
Írta: remrendes Dátum 2016 november 25, 14:27
Kb 1 eve helyeztunk uzembe 4db ilyen ket tengelyes tarcsas gepet. Ott talan kicsit alulmereteztek a dolgokat.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 25, 18:54
Írta: sastas Dátum 2016 november 25, 18:54
A késre gondolok. Konkrétan arra, hogyha ugye vízzel vágatnánk, akkor a vágott felület kúpos lenne. Azt viszont valahogyan le kell munkálni, legalább nagyjából egyenesre.
32kNm-t hogyan sikerült lefogni? :)
32kNm-t hogyan sikerült lefogni? :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 november 25, 21:58
Írta: vjanos Dátum 2016 november 25, 21:58
Okoz itt gondot a kúposság?
Nincs alapból némi távolság a kés hegye előtt?
Nincs alapból némi távolság a kés hegye előtt?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 25, 22:09
Írta: sastas Dátum 2016 november 25, 22:09
De van. Igazad van, ez inkább csak elméleti dolog lehet. Mélyebben belegondolva, talán nem is kéne törődni vele...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 november 25, 22:50
Írta: remrendes Dátum 2016 november 25, 22:50
Nehany kest elhuzott a hokezeles. Menet kozben szinte osszehegedt.
Nem lenyeg a kulso felulet, a mienk huzalszikraval van csak vagva. Csak amit a tengelyre huzol fel, az legyen jo.
Szerintem is egy kalapacsos toro alkalmasabb erre.
Nem lenyeg a kulso felulet, a mienk huzalszikraval van csak vagva. Csak amit a tengelyre huzol fel, az legyen jo.
Szerintem is egy kalapacsos toro alkalmasabb erre.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 25, 23:09
Írta: sastas Dátum 2016 november 25, 23:09
Apropó tengely. Az miből legyen? Oda elég a C45 vagy még sok is? 27mm-es 6szög profil elég lenne?
A kalapácsos törő lehet alkalmasabb, viszont a választás a nyírótárcsákra esett. Két tengely. A kérdés ezzel kapcsolatban az, hogy a két tengelynek azonos vagy különböző fordulattal érdemes forognia?
A kalapácsos törő lehet alkalmasabb, viszont a választás a nyírótárcsákra esett. Két tengely. A kérdés ezzel kapcsolatban az, hogy a két tengelynek azonos vagy különböző fordulattal érdemes forognia?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 november 26, 07:43
Írta: ANTAL GÁBOR Dátum 2016 november 26, 07:43
Megnézed az alkalmazott villanymotor billenő nyomatékát . Azt felszorzod a lassítás mértékével . Lesz egy nyomatékod . Kiszámolod a tengely poláris keresztmetszeti tényezőjét ( ha a hatszöget körrel helyettesíted akkor ( Kp = D ad3*Pi/16)
A nyomatékot osztod a Kp vel és megkapod a Tau t . Ha ez a tengely megengedett Tau ja alatt van akkor Ok . A tau közelítő értéke = szima megengedett /2 (3)
Nem vettük figyelembe azt hogy feltehetően egy fogaskerékáthajtással működik a másik tengely áthajtása . Nem is olyan baj mert a számításból kimaradt a biztonsági tényező Borítékolom hogy még mosógép motornál is vékony lesz a tengely( Persze azt nem tudom hogy milyen fordulatra tervezel )
A nyomatékot osztod a Kp vel és megkapod a Tau t . Ha ez a tengely megengedett Tau ja alatt van akkor Ok . A tau közelítő értéke = szima megengedett /2 (3)
Nem vettük figyelembe azt hogy feltehetően egy fogaskerékáthajtással működik a másik tengely áthajtása . Nem is olyan baj mert a számításból kimaradt a biztonsági tényező Borítékolom hogy még mosógép motornál is vékony lesz a tengely( Persze azt nem tudom hogy milyen fordulatra tervezel )
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 november 26, 08:31
Írta: ANTAL GÁBOR Dátum 2016 november 26, 08:31
Utánaszámoltam : 550w os motort feltételezve ( n kimenő = 60 1/min ) elég a 27 es tengely .
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 november 26, 12:38
Írta: remrendes Dátum 2016 november 26, 12:38
Kell, elegge igenybe tudja venni a kes a tengelyt. Mi haromszog poligont hasznalunk.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 26, 13:00
Írta: sastas Dátum 2016 november 26, 13:00
Köszönöm. Ez a csavarás igénybevétele ha jól tudom. Itt nem számít sokat a kör-hatszög különbség?
Illetve, a kések 10mm széles része, a 6 szögön kifejtett nyíróereje nem dominánsabb?
Illetve a nyomaték amit kiszámoltál, ha jól gondolom az, hogy a tengely csavarodik-e el hamarabb, vagy a motor fullad meg.
Egyébként inkább 20-30-as fordulattal lennénk kibékülve.
Ha ennyire igénybeveszi a gép a tengelyeket, akkor 4 szög alkalmasabb lehet rá? ugye ott nagyobb a körhöz képest a sarok
Illetve, a kések 10mm széles része, a 6 szögön kifejtett nyíróereje nem dominánsabb?
Illetve a nyomaték amit kiszámoltál, ha jól gondolom az, hogy a tengely csavarodik-e el hamarabb, vagy a motor fullad meg.
Egyébként inkább 20-30-as fordulattal lennénk kibékülve.
Ha ennyire igénybeveszi a gép a tengelyeket, akkor 4 szög alkalmasabb lehet rá? ugye ott nagyobb a körhöz képest a sarok
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 november 26, 20:43
Írta: ANTAL GÁBOR Dátum 2016 november 26, 20:43
Biztos hogy a hatszög poláris keresztmetszeti tényezője nagyobb mint a hatszögbe beleírható köré . Ha gondolod számolj azzal ! Ha egy 10 mm es tárcsára koncentrálod az összes nyomatékot akkor eléggé kritikussá válhat a dolog ( minthogy volt egy olyan megjegyzésem amiben borítékoltam hogy vékony az a 27 es tengely )
Létezik a sokszögkötéseknek is irodalma .
Nosza keresd meg hogy egy 27 es 10 mm vastag es sokszögkötéssel mekkora nyomatékot lehet átvinni ! A hüvelyt ebben az esetben igen vastagfalúnak lehet tekinteni
Dr Gubicza László foglalkozott a dologgal 1983 ban
Van háromszög négyszög ötszög hatszög kötésre is számolási metodika )
A motor lefulladásról : a javasolt méretezési szisztémánál vissza terheltem a motort a billenőpontig .(De nem vettem figyelembe az lendített tömegek káros hatását )
Létezik a sokszögkötéseknek is irodalma .
Nosza keresd meg hogy egy 27 es 10 mm vastag es sokszögkötéssel mekkora nyomatékot lehet átvinni ! A hüvelyt ebben az esetben igen vastagfalúnak lehet tekinteni
Dr Gubicza László foglalkozott a dologgal 1983 ban
Van háromszög négyszög ötszög hatszög kötésre is számolási metodika )
A motor lefulladásról : a javasolt méretezési szisztémánál vissza terheltem a motort a billenőpontig .(De nem vettem figyelembe az lendített tömegek káros hatását )
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: jani300 Dátum 2016 november 26, 23:24
Írta: jani300 Dátum 2016 november 26, 23:24
Üdv ! Én eddig úgy gondoltam azért is alkalmaznak hatszög profilt hogy egyforma tárcsákat lehessen elosztva használni . Biztos nem a tengely terhelhetősége indokolja .
Az egyszerű retesznél gondolom nagyobb nyomatékot is tud átvinni .
Az egyszerű retesznél gondolom nagyobb nyomatékot is tud átvinni .
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 26, 23:36
Írta: sastas Dátum 2016 november 26, 23:36
Az egyforma tárcsák igazából bármely egyenlő oldalú profilnál játszanak, például, ha a késeken 2 él van, 6 szög esetén az 3 különböző helyzet, négyszögnél csak kettő. érdekes módon háromszögnél megintcsak három. A tengely terhelhetősége minél alacsonyabb szögszámot indokol, mivel akkor nagyobb a profilméret. Éppen számolgatom a Gábor által felvetett esetet, ha készvagyok, leírom.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 27, 00:07
Írta: sastas Dátum 2016 november 27, 00:07
Értem. Ahogyan számoltam:
A felületi nyomást vettem alapul, tekintve, hogy nyírni akarok. Mivel az általad említett tanulmányt nem találtam, ezért a bordáskötésből indultam ki, szóval leginkább csak közelíteném az eredményemet a megfelelőhöz.
A számolási képletem: (2*M)/(dˇm*L*hˇeff*0,8*n)
ahol: M az átvivendő nyomaték
dˇm a közepes átmérő
L a kötés hossza
hˇeff a teherviselő fogmagasság((csúcstáv-laptáv)/2)
0,8 a pontatlanságból adódó tényező
n pedig a bordák száma
Mivel nem sok motor fordult meg a kezemben, ezért a neten túrtam és onnan vettem egy motor adatát ami 500 rpm mellett 8.5 Nm tud elvileg, ebből indultam ki. Ezt 20-al beosztva kaptam 170 Nm nyomatékot 25ös fordulat mellett.
Ami fix adat:
M=170 000 Nmm
L=10mm
0,8
ami változik:
27mm-es hatszögnél
n=6
dˇm=29,085((csúcstáv+laptáv)/2)
hˇeff=2
A fenti képletbe helyettesítve hatszögnél 121,769 MPa jött ki felületi nyomásra, ami egy nemesített C45 esetén túllépi a megengedettet, ami 80 MPa, hogyha megfelelő sort néztem(a táblázatban I,II és III adat szerepelt magyarázat nélkül, és a legkisebbet vettem alapul).
A változó adatok 27mm négyszögre:
n=4
dˇm=32,59
hˇeff=5,59
Itt 58,32 MPa jött ki, ami már megfelel, de azért ez szerintem túl közel van a 80 hoz, és akkor a biztonsági tényezőkről még szósem volt.
Hol hibás a gondolatmenetem? :)
A felületi nyomást vettem alapul, tekintve, hogy nyírni akarok. Mivel az általad említett tanulmányt nem találtam, ezért a bordáskötésből indultam ki, szóval leginkább csak közelíteném az eredményemet a megfelelőhöz.
A számolási képletem: (2*M)/(dˇm*L*hˇeff*0,8*n)
ahol: M az átvivendő nyomaték
dˇm a közepes átmérő
L a kötés hossza
hˇeff a teherviselő fogmagasság((csúcstáv-laptáv)/2)
0,8 a pontatlanságból adódó tényező
n pedig a bordák száma
Mivel nem sok motor fordult meg a kezemben, ezért a neten túrtam és onnan vettem egy motor adatát ami 500 rpm mellett 8.5 Nm tud elvileg, ebből indultam ki. Ezt 20-al beosztva kaptam 170 Nm nyomatékot 25ös fordulat mellett.
Ami fix adat:
M=170 000 Nmm
L=10mm
0,8
ami változik:
27mm-es hatszögnél
n=6
dˇm=29,085((csúcstáv+laptáv)/2)
hˇeff=2
A fenti képletbe helyettesítve hatszögnél 121,769 MPa jött ki felületi nyomásra, ami egy nemesített C45 esetén túllépi a megengedettet, ami 80 MPa, hogyha megfelelő sort néztem(a táblázatban I,II és III adat szerepelt magyarázat nélkül, és a legkisebbet vettem alapul).
A változó adatok 27mm négyszögre:
n=4
dˇm=32,59
hˇeff=5,59
Itt 58,32 MPa jött ki, ami már megfelel, de azért ez szerintem túl közel van a 80 hoz, és akkor a biztonsági tényezőkről még szósem volt.
Hol hibás a gondolatmenetem? :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 november 27, 07:05
Írta: ANTAL GÁBOR Dátum 2016 november 27, 07:05
Milyen a talált motor típusa ? Ez egy 12 pólusú aszinkron ?
Vagy valami szinkronmotor ? Ezt az alacsony alap fordulatszámot mi indokolja ? ( vagy közelíteni szeretnél a hidrohajtáshoz és nem akarsz nagy fordulaton mozgó
elemeket ? A méretezésnél mindenképpen a motor által leadott maximális nyomatékot kell figyelembe venned . Ez aszinronnál a billenőnyomaték ( ami 2.3-2.8 szorosa az üzemi nyomatéknak ) A szinkronmotorok is ( de a DC motorok is ) az üzemi nyomatékuk többszörösét képesek leadni . A legpesszimisztikusabb eset amikor egy beékelődéstől megáll a motor
Arra nem gondoltál hogy a kések mellett lévő (a kés vastagságával megegyező vastagságú )távtartókat is a késnél alkalmazott sokszögkötéssel illeszd a tengelyre ? Ha a távtartókat pl két( 2-6) csapszeggel ( csavarral ) egyesíted a késsel akkor a kapott agyad már 30 mm lesz . Természetesen az egyesítést a lehető legnagyobb kerületen csinálnám
A palástnyomásos méretezés valamelyest tájékoztat de szerintem a kötés belső erőinek irányai igencsak eltérnek egymástól.
Vagy valami szinkronmotor ? Ezt az alacsony alap fordulatszámot mi indokolja ? ( vagy közelíteni szeretnél a hidrohajtáshoz és nem akarsz nagy fordulaton mozgó
elemeket ? A méretezésnél mindenképpen a motor által leadott maximális nyomatékot kell figyelembe venned . Ez aszinronnál a billenőnyomaték ( ami 2.3-2.8 szorosa az üzemi nyomatéknak ) A szinkronmotorok is ( de a DC motorok is ) az üzemi nyomatékuk többszörösét képesek leadni . A legpesszimisztikusabb eset amikor egy beékelődéstől megáll a motor
Arra nem gondoltál hogy a kések mellett lévő (a kés vastagságával megegyező vastagságú )távtartókat is a késnél alkalmazott sokszögkötéssel illeszd a tengelyre ? Ha a távtartókat pl két( 2-6) csapszeggel ( csavarral ) egyesíted a késsel akkor a kapott agyad már 30 mm lesz . Természetesen az egyesítést a lehető legnagyobb kerületen csinálnám
A palástnyomásos méretezés valamelyest tájékoztat de szerintem a kötés belső erőinek irányai igencsak eltérnek egymástól.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 27, 10:21
Írta: sastas Dátum 2016 november 27, 10:21
Egy DC motor volt az áldozat, ebikehoz ajánlotta az oldal, de már szakadjak meg még az előzmények között sem találom.
Egyébként 20mm, de értem a logikát, nem is rossz ötlet, de az további megmunkálás, ugye ott süllyesztett fejű vagy hernyócsavarokat kellene akkor alkalmazni, a furatok pontos illeszkedését megoldani, stb. Szerintem ez túlbonyolítaná a megmunkálást.
Egyébként 20mm, de értem a logikát, nem is rossz ötlet, de az további megmunkálás, ugye ott süllyesztett fejű vagy hernyócsavarokat kellene akkor alkalmazni, a furatok pontos illeszkedését megoldani, stb. Szerintem ez túlbonyolítaná a megmunkálást.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 november 27, 11:13
Írta: remrendes Dátum 2016 november 27, 11:13
Ha a tavtarto es a kes azonos szelessegu, akkor szerintem meg fog szorulni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 27, 11:24
Írta: sastas Dátum 2016 november 27, 11:24
A kés és a távtartó közé mindenhova 0,1mm-es távtartókat tervezek tenni, ami így 0,2mm késenként. Vagy szimplán felcsiszolom a kések oldalát, bár kopásálló anyag esetén szerintem könyebb a távtartó
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 27, 12:32
Írta: sastas Dátum 2016 november 27, 12:32
A 20mm amúg is reaálisabb hiszen olyan eset remélhetőleg nemlesz, hogy csak egy kés szorul meg, mármint ha beékelődik valami az két kés közé teszi, tehát két kést blokkol ami már 20 mm.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 29, 10:12
Írta: sastas Dátum 2016 november 29, 10:12
Tegnap este egyébként a nyomtatóm egy nagy hibájára jöttem rá, és ezzel együtt arra, hogy miért is volt annyi Z-beli problémám. Ugye a 30-as rexroth profilt felfogattam Z-ben a lineárra de csak az egyik rögzítési pontnál. Ezzel azt értem el, hogy a profil nútjának széle kb 1-2mm el lógott rá a lineárra, és a csavar meghúzásától elcsavarodott a profil és ettől a két lineár A alakba próbált rendeződni és ettől elkezdett szorulni/ugrálni a tengelyen. Jelenleg azon gondolkozom, hogy hogyan lehetne ezt megoldani, úgy hogy ne kelljen sokat rákölteni.
10mm vastag alulapban az M5-ös menetet már el lehet képzelni? Mármint van erre valamilyen szabály, de már nem emlékszem, talán aluba 5 menet minimum az ajánlott?
Este ha nem leszek olyan feledékeny mint a napokban, akkor megpróbálom modellezni a fejemben lévő információt.
10mm vastag alulapban az M5-ös menetet már el lehet képzelni? Mármint van erre valamilyen szabály, de már nem emlékszem, talán aluba 5 menet minimum az ajánlott?
Este ha nem leszek olyan feledékeny mint a napokban, akkor megpróbálom modellezni a fejemben lévő információt.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 november 29, 10:19
Írta: vjanos Dátum 2016 november 29, 10:19
Nekem aluban 2D rémlik, azaz az 5-ös csavarod kétszerese pont jó a 10-es lapba.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 29, 11:50
Írta: sastas Dátum 2016 november 29, 11:50
Ebben a posztban az első képen látszik amiről beszélek. Ott mászik el a merőlegesség. Oda akarok a kocsi és a lineár közé egy 10mm vastag alulapot ami M5 bkny.sf. csavarokkal felfogatódik a linekre, illetve a középvonalába két M5-ös menet és arra menne rá a profil.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 november 29, 22:48
Írta: sastas Dátum 2016 november 29, 22:48
Szóval erről az elemről van szó:
(http://imgserv.com/images/2016/11/29/6syciH.png)
A lineár kocsi és a profil közé menne. Szerintetek ez javíthat a helyzeten?
(http://imgserv.com/images/2016/11/29/6syciH.png)
A lineár kocsi és a profil közé menne. Szerintetek ez javíthat a helyzeten?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 03, 00:30
Írta: sastas Dátum 2016 december 03, 00:30
Szóval, tervezgettem kicsit. Kezdek visrosszázódni ebbe.
Először is pár szó az elrendezésről illetve a képekről:
A fogaskerekek nem a ténylegesek, csak a helyzetüket akartam tisztázni, a méretük eltér, mert ilyet volt hajlandó a program generálni, én meg leokéztam.
A képeken a különböző anyagokat inkább a darabok megkülönböztetésére használtam.
Egy fényes
(http://imgserv.com/images/2016/12/02/N0HdW6cK98.png)
Meg egy matt render.
(http://imgserv.com/images/2016/12/02/8QTKJ.jpg)
Illetve ez render nélkül:
(http://imgserv.com/images/2016/12/02/v4eVC.jpg)
Ilyenre terveztem át a késeket.
A tengelytáv egyébként 92 mm, a távtartók külső átmérője 60 mm, amiből az adódik, hogy a kések és a távtartók között minimum 2mm rés van.
Csapágyakból 6205-öt terveztem be, az előlap 15mm széles acéllap az oldalak 5mm szélesek, és 6 darab M5-ös csavarral lennének felfogatva.
Ami még hiányzik: Az oldalakon nincsnek azok a háromszögalakú, betétek amik nem engedik alulról visszafordulni az anyagot. Nemtudom mi a szakmailag helyes megnevezésük [#miaz]
Először is pár szó az elrendezésről illetve a képekről:
A fogaskerekek nem a ténylegesek, csak a helyzetüket akartam tisztázni, a méretük eltér, mert ilyet volt hajlandó a program generálni, én meg leokéztam.
A képeken a különböző anyagokat inkább a darabok megkülönböztetésére használtam.
Egy fényes
(http://imgserv.com/images/2016/12/02/N0HdW6cK98.png)
Meg egy matt render.
(http://imgserv.com/images/2016/12/02/8QTKJ.jpg)
Illetve ez render nélkül:
(http://imgserv.com/images/2016/12/02/v4eVC.jpg)
Ilyenre terveztem át a késeket.
A tengelytáv egyébként 92 mm, a távtartók külső átmérője 60 mm, amiből az adódik, hogy a kések és a távtartók között minimum 2mm rés van.
Csapágyakból 6205-öt terveztem be, az előlap 15mm széles acéllap az oldalak 5mm szélesek, és 6 darab M5-ös csavarral lennének felfogatva.
Ami még hiányzik: Az oldalakon nincsnek azok a háromszögalakú, betétek amik nem engedik alulról visszafordulni az anyagot. Nemtudom mi a szakmailag helyes megnevezésük [#miaz]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2016 december 03, 08:17
Írta: Szalai György Dátum 2016 december 03, 08:17
Mi okból tartod szükségesnek, hogy a tengelyek mindkét vége fogaskerék párral kapcsolódjon egymáshoz?
Én csak a hajtott oldalra látom értelmét, de mit nem veszek figyelembe?
Én csak a hajtott oldalra látom értelmét, de mit nem veszek figyelembe?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: 2vkx6unz Dátum 2016 december 03, 10:14
Írta: 2vkx6unz Dátum 2016 december 03, 10:14
Szóval én nem értek a gépész dolgokhoz (sem), ezért inkább csak kiváncsiskodom.
Mi alapján van meghatározva, hogy mekkora legyen az aprítótárcsa fogának dölészöge? Van erre valamilyen tudományos eljárás. Biztosan mert egy esztergakés vagy egy maró élszögei sem a véletlenül vannak kitalálva...
A tárcsa belső sarka gondolom valmilyen lekerekítéssel készül majd. Ennen a sugarára van valamilyen szabály?
A tárcsák elrendzése is érdekes egy kicsit mert ahogy most van különböző számú fog dolgozna (2,3,vagy 4) nem célszerű úgy elrendezni, hogy azonos számú fog dolgozzon. Tudom a valóságban ez ritkán valósul meg, de legalább elméleti lehetőséget kellene adni.
Amúgy nagyon várom mi lesz az eredmény, milyen lesz a működő gép.
Mi alapján van meghatározva, hogy mekkora legyen az aprítótárcsa fogának dölészöge? Van erre valamilyen tudományos eljárás. Biztosan mert egy esztergakés vagy egy maró élszögei sem a véletlenül vannak kitalálva...
A tárcsa belső sarka gondolom valmilyen lekerekítéssel készül majd. Ennen a sugarára van valamilyen szabály?
A tárcsák elrendzése is érdekes egy kicsit mert ahogy most van különböző számú fog dolgozna (2,3,vagy 4) nem célszerű úgy elrendezni, hogy azonos számú fog dolgozzon. Tudom a valóságban ez ritkán valósul meg, de legalább elméleti lehetőséget kellene adni.
Amúgy nagyon várom mi lesz az eredmény, milyen lesz a működő gép.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 03, 11:14
Írta: remrendes Dátum 2016 december 03, 11:14
Szinte lenyegtelen. Nem a fog fogja vegezni az apritast.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 03, 12:39
Írta: sastas Dátum 2016 december 03, 12:39
A fogak leginkább annyit tesznek, hogy megragadják az anyagot. A szöget nem számoltam, itt nem a fog végzi az anyagleválasztást, hanem leginkább a nyíróerő a tárcsák között.
A belső sugár szerintem csak technológiai kérdés, persze egy nagy átmérőjű, nagyobb fogú tárcsa fogai lekerekítéssel készülnek, mert a sarkos felület feszültséggyűjtő pont, és több 10 kN-nál repedésekre adhat okot. Az én alkalmazásomban a kis fogméret miatt nem igazán látom értelmét, a lézer/vízsugár/szikra technológiai értéke fogja meghatározni. Aztán lehet valami kis R0.5 vagy R1 oda fog kerülni a végleges tervekbe, pont emiatt.
A fogak elrendezése nincs kőbe vésve, a dolog annyiól szól, hogy ebben az elrendezésben V alakzat van kirakva, így az anyagot amit nem tud megfogni mindig középső irányba tereli. Egyébként a legkedveltebb a sima spirál alakzat. Ott előfordulhat, hogy az anyag kisodródik az egyik szélre és a fal mellett nem darálódik be. Persze ritka eset, de lehet. A különböző dolgozó fogak inkább elméleti problémának látom, nemhinném, hogy bármikor 210 mm-es lemezdarabokat fogok vele darálni, amit szépen besorolok.
Igen, azt én is várom. Most hogy nincs rá anyagi keret nyugodtan lehet agyalni és gondolkozni :)
A belső sugár szerintem csak technológiai kérdés, persze egy nagy átmérőjű, nagyobb fogú tárcsa fogai lekerekítéssel készülnek, mert a sarkos felület feszültséggyűjtő pont, és több 10 kN-nál repedésekre adhat okot. Az én alkalmazásomban a kis fogméret miatt nem igazán látom értelmét, a lézer/vízsugár/szikra technológiai értéke fogja meghatározni. Aztán lehet valami kis R0.5 vagy R1 oda fog kerülni a végleges tervekbe, pont emiatt.
A fogak elrendezése nincs kőbe vésve, a dolog annyiól szól, hogy ebben az elrendezésben V alakzat van kirakva, így az anyagot amit nem tud megfogni mindig középső irányba tereli. Egyébként a legkedveltebb a sima spirál alakzat. Ott előfordulhat, hogy az anyag kisodródik az egyik szélre és a fal mellett nem darálódik be. Persze ritka eset, de lehet. A különböző dolgozó fogak inkább elméleti problémának látom, nemhinném, hogy bármikor 210 mm-es lemezdarabokat fogok vele darálni, amit szépen besorolok.
Igen, azt én is várom. Most hogy nincs rá anyagi keret nyugodtan lehet agyalni és gondolkozni :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 03, 12:44
Írta: sastas Dátum 2016 december 03, 12:44
Igazából csak azért, hogy legyen raja valami. Így szimmetrikusabbnak látszott, illetve egyenlőbbnek találtam az erők elosztását. Így a csavaróerőket szándékoztam csökkenteni, mert akkor a hajtáshoz képest a daráló középső pontja a legnagyobb csavarásnak kitett keresztmetszet, nem pedig a túlsó vége.
Más: Mennyire elszállt ötlet, a hajtást úgy megoldani, hogy a fogaskerékbe 3db M10-es menetet fúrva ráfogatnék egy lánckereket és oda hajtanék be? :)
Más: Mennyire elszállt ötlet, a hajtást úgy megoldani, hogy a fogaskerékbe 3db M10-es menetet fúrva ráfogatnék egy lánckereket és oda hajtanék be? :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2016 december 03, 14:41
Írta: Szalai György Dátum 2016 december 03, 14:41
Ha elfogadható együtt futással ki tudod vitelezni, szerintem lehet jó is.
De ha már ott a sok fogaskerék, nekem azon tűnik ésszerűbbnek behajtani, nem rászerelni még egy hibalehetőséget, kopó alkatrészt.
A jó megoldás módja függhet a behajtó gép tulajdonságaitól is. Hogy mekkora az alkalmazás fordulatszám és nyomaték igénye, mennyire áll ehhez közel a motor, milyen áttételi arányt kell beépíteni miféle nyomatékviszonyokkal.
Az megbízhatóan lánccal, vagy mással kivitelezhető.
Na, meg hogy mit lehet elfogadható áron beszerezni.
De ha már ott a sok fogaskerék, nekem azon tűnik ésszerűbbnek behajtani, nem rászerelni még egy hibalehetőséget, kopó alkatrészt.
A jó megoldás módja függhet a behajtó gép tulajdonságaitól is. Hogy mekkora az alkalmazás fordulatszám és nyomaték igénye, mennyire áll ehhez közel a motor, milyen áttételi arányt kell beépíteni miféle nyomatékviszonyokkal.
Az megbízhatóan lánccal, vagy mással kivitelezhető.
Na, meg hogy mit lehet elfogadható áron beszerezni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ebalint Dátum 2016 december 04, 09:03
Írta: ebalint Dátum 2016 december 04, 09:03
Én nem értek semmihez úgy igazán, ezért lenne egy kérdésem :
...az előlap 15mm széles acéllap az oldalak 5mm szélesek
Ezek a lapok a megadott mérettel ilyen szélesek, vagy ilyen vastagok?
...az előlap 15mm széles acéllap az oldalak 5mm szélesek
Ezek a lapok a megadott mérettel ilyen szélesek, vagy ilyen vastagok?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 04, 13:10
Írta: sastas Dátum 2016 december 04, 13:10
Szia!
Valóban, helytelenül fogalmaztam. A lemezvastagság 15 illetve 5 mm.
Valóban, helytelenül fogalmaztam. A lemezvastagság 15 illetve 5 mm.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ywathzay Dátum 2016 december 04, 16:25
Írta: ywathzay Dátum 2016 december 04, 16:25
MOst te megpróbálod feltalálni a spanyol viaszt.... az az érzésem. Műanyagot akarsz darálni, szerintem kissé elszálltak a gondolatok. A fog elrendezés érdekes. Pár videót megnéztem korábban, de ott mindegyik gép fog elrendezésében volt valami "rendszer". Itt összevisszaságot vélek felfedezni, ráadásul négyszögtengelyen 3 fog, még ha esetleg 4 van és van közötte 90 fokban elforgatott...
A lézervágástól nem fog lágyulni az anyag. Én eleve úgy terveznék, mivel gondolok PET palackra, egyéb vékony anyagra, az oldalsó felületeket köszörültetném vágás után, hogy távtartóval 0.1- től több tényleg ne maradjon el. A mindkét végére rátett fogaskeréknek nem sok értelme van, de nem ront rajta. Szerintem. A hajtással nem sokat görcsölnék, rátennék egy félméteres kurblit, aztán a kívánt anyagok darálása közben hamar kiderülne mekkora igénye van. Láncot semmiképp nem iktatnék bele, ha már úgyis hajtómű kell, egy csigahajtómű.... egyetlen fontos kritérium, ha valóban nagy erőt kell kifejteni, ne öntvény legyen az agy benne, és jól kell illeszteni mind a tengelyt, mind a reteszt ami átviszi a hajtást (kotyogás nem megengedett), és nem lesz vele gond.
A lézervágástól nem fog lágyulni az anyag. Én eleve úgy terveznék, mivel gondolok PET palackra, egyéb vékony anyagra, az oldalsó felületeket köszörültetném vágás után, hogy távtartóval 0.1- től több tényleg ne maradjon el. A mindkét végére rátett fogaskeréknek nem sok értelme van, de nem ront rajta. Szerintem. A hajtással nem sokat görcsölnék, rátennék egy félméteres kurblit, aztán a kívánt anyagok darálása közben hamar kiderülne mekkora igénye van. Láncot semmiképp nem iktatnék bele, ha már úgyis hajtómű kell, egy csigahajtómű.... egyetlen fontos kritérium, ha valóban nagy erőt kell kifejteni, ne öntvény legyen az agy benne, és jól kell illeszteni mind a tengelyt, mind a reteszt ami átviszi a hajtást (kotyogás nem megengedett), és nem lesz vele gond.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 04, 16:38
Írta: sastas Dátum 2016 december 04, 16:38
A spanyol viaszos dolgot nem értem, de lendüljünk(nem feltalálna akarom, hanem építeni egy sajátot).
A fogakat azért rendeztem el így, mert ebben a helyzetben 4 különböző helyzet van, ugyan azon fogakkal. Egyszerűbb tervezni, 22 ugyan olyan fogat talán gyártani is egyszerűbb(kevesebb hibalehetőség).
A tengelyt C45 ös anyagot néztem ki, arról beszéltünk itt pár posztal ezelőtt is. Aztán ha sikerül jobb anyagot beszerezni az lesz, ha nem, akkor ez.
A fogakat azért rendeztem el így, mert ebben a helyzetben 4 különböző helyzet van, ugyan azon fogakkal. Egyszerűbb tervezni, 22 ugyan olyan fogat talán gyártani is egyszerűbb(kevesebb hibalehetőség).
A tengelyt C45 ös anyagot néztem ki, arról beszéltünk itt pár posztal ezelőtt is. Aztán ha sikerül jobb anyagot beszerezni az lesz, ha nem, akkor ez.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 december 04, 17:02
Írta: ANTAL GÁBOR Dátum 2016 december 04, 17:02
Csináltam annó egy méretezési szisztémát az ilyen darálókra . Nem olyan ördöngösség mert egy körollónak lehet tekinteni a tárcsákat . Ha elég kicsi a " robbanási hézag " akkor gyakorlatilag nyírás lép fel . Drezdában egy nemzetközi konferencián előadta a volt főnököm . Az volt a munkamegosztás hogy én csináltam az anyagot és ő előadta . De legalább láttam Drezdát az egyesítés után ( is ) Addig nincs is baj amíg oda nem illő anyagokat ( 2 collos KO golyóscsap ) nem tesznek a gépbe.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 05, 07:06
Írta: remrendes Dátum 2016 december 05, 07:06
A haromszog tengely 4 fogas kesekkel nekem is szimpatiuksabb. Kerestem valamit es veletlen ratalaltam erre. (https://drive.google.com/open?id=0B5Q2OeXv4-eTMVVfOGZvT3ZoNVk)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 05, 09:01
Írta: sastas Dátum 2016 december 05, 09:01
Mint említettem a költséghatékonyság is szempont. Mivel hobby projektről beszélünk. Egy sokszögesztergálási művelet, igazából nemtudom mennyibe kerül, de ha jó a gondolatmenetem akkor eléggé drága mire 2db tengelyt 220mm hosszan megháromszögelnek.
Ugye a furattal(ezt még furatnak hívjuk?) nincs gond mert a lézert úgy kanyarítják.
Ugye a furattal(ezt még furatnak hívjuk?) nincs gond mert a lézert úgy kanyarítják.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 05, 11:18
Írta: remrendes Dátum 2016 december 05, 11:18
Ekkora meretre meg azert talalhatsz itt hobby CNC esztergast szerintem.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 05, 11:52
Írta: sastas Dátum 2016 december 05, 11:52
Lehet. Viszont ilyet még sose terveztem, a tanulmányaim során csak említést tettek rólka, hogy létezik olyan, hogy sokszögkötés. Ehhez valamiféle méretezési irányelvekkel tudtok segíteni?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 december 05, 14:00
Írta: ANTAL GÁBOR Dátum 2016 december 05, 14:00
Egy másik alternatíva : egy tengely amit marógéppel hosszirányban lelapolunk ( egy kör és annak egy húrja ) A tárcsákat úgyis a lézer csinálja aminek mint említetted mindegy az alak
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 05, 14:30
Írta: sastas Dátum 2016 december 05, 14:30
Ha már köralakot lapolunk, nemmindegy, hogyha a négyszögnél maradunk? :) Ha veszek egy 30-as négyszöget, az olyan mintha egy 42,5-es kört 4 irányból lelapolnánk, mondjuk a poláris keresztmetszet biztosan nagyobb az egyoldali lapolásnál.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 december 05, 14:41
Írta: ANTAL GÁBOR Dátum 2016 december 05, 14:41
Természetesen az is jó . A kereskedelemben a húzott négyszögek anyagminősége nem extra . ( úgy is mondhatnám : pucu ) Az én javaslatomat olyankor használják amikor pl nemesítik a tengelyt .
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: svejk Dátum 2016 december 05, 16:12
Írta: svejk Dátum 2016 december 05, 16:12
Ha ez tényleg műanyagdaráló lesz akkor én kardántengely profilcsövet használnék.
A Szlovén Cerjak (http://webshop.agroroll.hu/termekek/kat/cerjak-profilcsovek) cég csövei olcsón beszerezthetőek kis tételben is.
A két végébe csak dugót kel hegeszteni és csapágyméretre esztergálni.
A Szlovén Cerjak (http://webshop.agroroll.hu/termekek/kat/cerjak-profilcsovek) cég csövei olcsón beszerezthetőek kis tételben is.
A két végébe csak dugót kel hegeszteni és csapágyméretre esztergálni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 05, 17:12
Írta: remrendes Dátum 2016 december 05, 17:12
Ez nem rossz otlet.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 05, 19:17
Írta: sastas Dátum 2016 december 05, 19:17
Ezeknél meg van adva egy kW érték. Legalábbis ez szűrhető érték. Ezt hogyan kell érteni?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: svejk Dátum 2016 december 05, 19:24
Írta: svejk Dátum 2016 december 05, 19:24
Ezt kérdezd a forgalmazótól, vagy a gyártótól, de Neked mint egyetemi hallgatónak, nem okozhat gondot kiszámolni bármilyen hiányzó adatot.
Gondolom nem tévedsz nagyot ha csővel helyettesíted a profilt és annak veszed a másodrendű nyomatékát.
Gondolom nem tévedsz nagyot ha csővel helyettesíted a profilt és annak veszed a másodrendű nyomatékát.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: svejk Dátum 2016 december 05, 19:27
Írta: svejk Dátum 2016 december 05, 19:27
itt még találhatsz hozzá okkosságot magyar nyelven (http://www.cerjak.si/media/uploads/public/document/7-c_line_2015_hu_splet_hu.pdf)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 06, 00:04
Írta: sastas Dátum 2016 december 06, 00:04
Ennek a táblázatnak a 17-ik oldalán van egy érdekes grafikon. Azt, ha jól hámozom ki, a 170 Nm-es hajtásomra, több mint 2x-es túlméretezés csavarás tekintetében még a "2" típus is. Na őket megpróbálom megkeresni, hátha tudnak valami anyaginfó tekintetében. Ugyanis a nyírószilárdásgukat szeretném még ismerni. Ugye egy kardánnál a nyírás az nem egy üzemi körülmény, szóval meg sincs adva...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 december 06, 08:14
Írta: ANTAL GÁBOR Dátum 2016 december 06, 08:14
"Ugye egy kardánnál a nyírás az nem egy üzemi körülmény, szóval meg sincs adva..."
Gondolom más amit gondoltál de nem sikerült a fogalmazás . A névleges nyomatékot osztva az alakos tengely veszélyes keresztmetszetének poláris keresztmetszeti tényezőjével megkapjuk az ott ébredő nyírószilárdságot No azt vetjük össze az anyagra jellemző ( tau ) értékkel .
A katalógus nem foglalkozik a számítás metodikájával Egyszerűen megadja az átvihető nyomatékot . Aztán a fordulatszám és a hajlásszög függvényében pedig az élettartamot .
Tudom Svejk segíteni akart egy kereskedelmi eszközzel de miért nem építed a hajtóművet közvetlenül a tengelyre ? Aztán a hajtás a gyors fokozatú oldalon lehet rugalmas ( pl egy fogazott szíj ) De én 170 Nm re egy nagyobbacska oldham tengelykapcsolót sem tartanék eretnekségnek
Gondolom más amit gondoltál de nem sikerült a fogalmazás . A névleges nyomatékot osztva az alakos tengely veszélyes keresztmetszetének poláris keresztmetszeti tényezőjével megkapjuk az ott ébredő nyírószilárdságot No azt vetjük össze az anyagra jellemző ( tau ) értékkel .
A katalógus nem foglalkozik a számítás metodikájával Egyszerűen megadja az átvihető nyomatékot . Aztán a fordulatszám és a hajlásszög függvényében pedig az élettartamot .
Tudom Svejk segíteni akart egy kereskedelmi eszközzel de miért nem építed a hajtóművet közvetlenül a tengelyre ? Aztán a hajtás a gyors fokozatú oldalon lehet rugalmas ( pl egy fogazott szíj ) De én 170 Nm re egy nagyobbacska oldham tengelykapcsolót sem tartanék eretnekségnek
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: svejk Dátum 2016 december 06, 08:40
Írta: svejk Dátum 2016 december 06, 08:40
Hihi... nem kardánnal akartam hajtatni az úriemberrel, hanem a tárcsákat egy olyan profilcsőre húzni az alakos kötés miatt. :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: svejk Dátum 2016 december 06, 08:41
Írta: svejk Dátum 2016 december 06, 08:41
vagyis nem miatt, hanem érdekében.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 06, 14:01
Írta: sastas Dátum 2016 december 06, 14:01
Svejk, ahogy írja is, a tengelyek anyagára tett javaslatot, nem a hajtásra.
A hajtóművet, ahogy tanácsoltátok, az egyik oldaon fogaskerekes behajtással fogom megoldani. A motor és a gép közé pedig egy csigás hajtást képzeltem el a nagy lassítás miatt.
Úgy, hogy a hajtómű kimenete után, még egy 2-3 körüli lassítást betenni.
A hajtóművet, ahogy tanácsoltátok, az egyik oldaon fogaskerekes behajtással fogom megoldani. A motor és a gép közé pedig egy csigás hajtást képzeltem el a nagy lassítás miatt.
Úgy, hogy a hajtómű kimenete után, még egy 2-3 körüli lassítást betenni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2016 december 06, 17:46
Írta: Szalai György Dátum 2016 december 06, 17:46
Ha csigát teszel a hajtásláncba, akkor szerintem nehéz lesz plusz érzékelő nélkül megbízhatóan beállítani motoráram szabályozással a nyomatékhatárolást.
Kéne valami mechanikus nyomatékhatárolás a csiga utánra is. Vagy egy elektronikus nyomatékérzékelő, amit visszacsatolhatsz a motorvezérlésbe.
A többi szükséges védelmi rendszert is át kéne látni a tervezési fázisban.
Kéne valami mechanikus nyomatékhatárolás a csiga utánra is. Vagy egy elektronikus nyomatékérzékelő, amit visszacsatolhatsz a motorvezérlésbe.
A többi szükséges védelmi rendszert is át kéne látni a tervezési fázisban.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 06, 19:24
Írta: sastas Dátum 2016 december 06, 19:24
Nemtudom, lesz-e nyomatékhatárolásra szükség. Nem lesz bele oda nem illő anyag dobálva, Nem fogok, KO golyókat, HRC 62-es acélcsapokat, vagy 50-es acéldarabokat beledobálni. Illetve egy figyelő elektronika+motorvezérlés extra költség lenne.
Lehet, hogy februárra lesz halasztva és egy diplomamunka/projektfeladat lesz belőle, arra meg adnak támogatást. Azzal elég sok költséget megspórolnék.
Lehet, hogy februárra lesz halasztva és egy diplomamunka/projektfeladat lesz belőle, arra meg adnak támogatást. Azzal elég sok költséget megspórolnék.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2016 december 07, 07:12
Írta: Szalai György Dátum 2016 december 07, 07:12
Legalább egy erővel záró tengelykötést, ami megcsúszik durva túlterheléskor, vagy egy nyírószeget valamelyik kötésbe.
Főleg, ha diplomamunka.
Szerintem.
Főleg, ha diplomamunka.
Szerintem.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 07, 18:45
Írta: sastas Dátum 2016 december 07, 18:45
Nyíróelemes biztosítás jó ötlet. A kérdés az, hogy mekkora erőnél. Persze, gondolom ezt majd a motor megtalálása után lehet számolgatni... Majd a beszerzést azzal kell kezdeni, hogy lehessen pontosan számolni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Devecz Miklós Dátum 2016 december 13, 22:47
Írta: Devecz Miklós Dátum 2016 december 13, 22:47
Egy kis ötletadó:
Daráló fa minta (http://www.thingiverse.com/thing:1468596)
Daráló fa minta (http://www.thingiverse.com/thing:1468596)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: KoLa Dátum 2016 december 13, 22:59
Írta: KoLa Dátum 2016 december 13, 22:59
Ha forgásirányt váltana a gép túlterheléskor az is jó lenne!
Ekkor bekapcsolna egy időzítő, és ha letelt, megint irányt váltana, kidobná azt ami megfogta és egy másik pozícióból már lehet hogy megenné...
Ekkor bekapcsolna egy időzítő, és ha letelt, megint irányt váltana, kidobná azt ami megfogta és egy másik pozícióból már lehet hogy megenné...
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 14, 16:28
Írta: sastas Dátum 2016 december 14, 16:28
Ez is jó ötlet. Ez már vezérlés kérdése, ha elkészülés távlatában járunk, számításba fogjuk venni. Jó ötlet!
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 14, 16:30
Írta: sastas Dátum 2016 december 14, 16:30
Már sikerült némi tanári segítséghez is jutni az egyetemen. Jövőhéten tudok majd konzultálni, első ránézésre annyit mondott, hogy a 100-as átmérőhöz, a 30-as négystögtengely valósziüleg kevés lesz.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: PSoft Dátum 2016 december 14, 17:25
Írta: PSoft Dátum 2016 december 14, 17:25
Ez a túlterhelés/aut. irányváltás, majd mindegyik "gyári" darálón/tépőn ki van alakítva.
Sőt...
Van amelyiknél a ciklus, eleve egy "x" idejű aut. visszaforgatással indul.
Sőt...
Van amelyiknél a ciklus, eleve egy "x" idejű aut. visszaforgatással indul.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: designr Dátum 2016 december 24, 12:46
Írta: designr Dátum 2016 december 24, 12:46
Egy hasonló gépet képzelek egy ..a leirásaid alapján..
Daráló (http://www.jofogas.hu/zala/Daraloegyseg_elado_60203874.htm?first=1)
(http://img.jofogas.hu/images/Daraloegyseg_elado_74330697578372.jpg)
Daráló (http://www.jofogas.hu/zala/Daraloegyseg_elado_60203874.htm?first=1)
(http://img.jofogas.hu/images/Daraloegyseg_elado_74330697578372.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 24, 12:58
Írta: sastas Dátum 2016 december 24, 12:58
Így van. Nagyjából ez a cél. Konzultálva tanárokkal, az apróbb részecskeméret miatt 5 vágóélűre áttervezem.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 25, 07:51
Írta: remrendes Dátum 2016 december 25, 07:51
Ez a gep csikokat fog szeletelni barmennyi vagoellel. A kijovo anyag nem lesz kisebb.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: designr Dátum 2016 december 25, 10:14
Írta: designr Dátum 2016 december 25, 10:14
A csíkok hosszanti vágása nem oldható meg könnyen.Pl a 350 hsz-ben bemutatott terv sem tudja..de szerintem nem is cél.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: PSoft Dátum 2016 december 25, 11:27
Írta: PSoft Dátum 2016 december 25, 11:27
Én, nem mondanám, hogy csak csíkokat fog szeletelni. (https://youtu.be/TEoYCR6K9lo?t=102)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: svejk Dátum 2016 december 25, 11:35
Írta: svejk Dátum 2016 december 25, 11:35
Jól látom, hogy magyar kiosztású billentyű?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: designr Dátum 2016 december 25, 11:46
Írta: designr Dátum 2016 december 25, 11:46
Igen,magyar a feltöltő..
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: designr Dátum 2016 december 25, 11:50
Írta: designr Dátum 2016 december 25, 11:50
Vagy mégsem?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 25, 11:59
Írta: sastas Dátum 2016 december 25, 11:59
Igen, magyar. Láttam már pár videóját. Jó kis gépet rakott össze.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 25, 14:43
Írta: sastas Dátum 2016 december 25, 14:43
Csíkot csak lemezből vág. Egy alakos testből a fogak mindenképpen tépnek ki darabokat ahogy megfogják, illetve az anyag is törik, főleg ha rideg, miközben darálják.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 26, 00:50
Írta: remrendes Dátum 2016 december 26, 00:50
Az igaz, hogy ha ilyen rideg a bemeno anyag, akkor az ikabb torik. Amit eddig en daraltam ilyen geppel, az ennyire nem repedt, pl PET palack, autogumi, bigbag zsak.
Mondjuk a videon levo gep szerintem nem is tudna szeletelni, az utolso nehany masodpercben eleg nagynak tunik a tarcsak kozotti tavolsag.
Mondjuk a videon levo gep szerintem nem is tudna szeletelni, az utolso nehany masodpercben eleg nagynak tunik a tarcsak kozotti tavolsag.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: keri Dátum 2016 december 26, 13:58
Írta: keri Dátum 2016 december 26, 13:58
Én olyan gépet láttam amin a kívánt részecskeméretű szita volt alul a tárcsákat körbefogva, így ami nagyobb volt azt visszadobta a tetejére.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 26, 21:06
Írta: sastas Dátum 2016 december 26, 21:06
Közben. Az oldalára is kellene valami, hogy ne tudja visszaforgatni az anyagot. Így képzeltem el:
(http://imgserv.com/images/2016/12/26/DlRbXC2.th.jpg) (http://imgserv.com/1Q5)
Ezzel kapcsolatban vannak tippek?
Illetve ezt nem is igazán tudom hogyan rögzítsem. Elsőre hegesztésre gondoltam, viszont ugye az elhúzza, azt visszakalapálni talán nem a legjobb ötlet. Arra gondoltam még, hogy alul és felül teljesen átmenőben áttolok rajta egy-egy 10-es menetesszárat, és két oldalt rögzítem. Esetleg 2-3 M5 csavarral hozzárögzíteni az oldallaphoz, de ezt kevésnek érzem. Ami még eszembejutott ezeken túl, az, hogy egy 10mmes lemezt alul, felül rácsavarozok a lapolásra, csak 30mm-en, és így alul+felül lenne csak rögzítve és a lapok extrában tartanának.
(http://imgserv.com/images/2016/12/26/DlRbXC2.th.jpg) (http://imgserv.com/1Q5)
Ezzel kapcsolatban vannak tippek?
Illetve ezt nem is igazán tudom hogyan rögzítsem. Elsőre hegesztésre gondoltam, viszont ugye az elhúzza, azt visszakalapálni talán nem a legjobb ötlet. Arra gondoltam még, hogy alul és felül teljesen átmenőben áttolok rajta egy-egy 10-es menetesszárat, és két oldalt rögzítem. Esetleg 2-3 M5 csavarral hozzárögzíteni az oldallaphoz, de ezt kevésnek érzem. Ami még eszembejutott ezeken túl, az, hogy egy 10mmes lemezt alul, felül rácsavarozok a lapolásra, csak 30mm-en, és így alul+felül lenne csak rögzítve és a lapok extrában tartanának.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 27, 01:53
Írta: remrendes Dátum 2016 december 27, 01:53
Ilyen tarcsas apriton? Szerintem erre nem jellemzo, ezt inkabb eloapritasra hasznaljak.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 27, 02:02
Írta: remrendes Dátum 2016 december 27, 02:02
En nem hegesztenem, gyorsabban kopik, mint a kes.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 28, 10:25
Írta: sastas Dátum 2016 december 28, 10:25
Kivéve ha ugyan olyan anyagból van mint a kés. Most átgondolva, lehet sima 10-es lemezből csinálom meg, és mindegyiknek az aljára(ugye ezt ott éri terhelés?) mondjuk 5mm-es betéteket rögzítek, hogy kopásálló legyen. Ez járható út?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 28, 11:54
Írta: remrendes Dátum 2016 december 28, 11:54
Azonos anyag eseten is.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 28, 11:57
Írta: sastas Dátum 2016 december 28, 11:57
És ezt mi indokolja?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 29, 06:43
Írta: remrendes Dátum 2016 december 29, 06:43
Jo kerdes, nem tudom, nem is igazan foglalkoztam vele.
Az utolsot, amit karban tartottunk kb 800 uzemorat megy el a forgo kes, de 600-nal mar a fesu cserelheto lenne.
Az utolsot, amit karban tartottunk kb 800 uzemorat megy el a forgo kes, de 600-nal mar a fesu cserelheto lenne.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 29, 08:32
Írta: sastas Dátum 2016 december 29, 08:32
Szóval ez inkább gyakorlati tapasztalat. Értem, köszönöm.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2016 december 29, 14:47
Írta: remrendes Dátum 2016 december 29, 14:47
Gondolom amig a forgo kes kozel teljes keruleten dolgozik, addig az allo csak egy igen rovid szakaszon.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 29, 14:52
Írta: sastas Dátum 2016 december 29, 14:52
Igen, belegondolva ez lehet a háttérben, a forgó kés végülis a fogak számával dolgozik, az álló pedig minden fognál(rossz esetben).
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 30, 22:01
Írta: sastas Dátum 2016 december 30, 22:01
Szerintem felhegesztem az oldalára. Szimmetrikusra tervezem és ha elkopott, akkor az oldallapokat átfordítom és így megint mehet ugyan annyit.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2016 december 30, 22:25
Írta: vjanos Dátum 2016 december 30, 22:25
Mekkora kihasználtságra készül a gép?
Csak a saját selejt 3D nyomataidat akarod ledarálni vele, vagy a komplett egyetem összes műanyag hulladékát 7/24-ben? :)
Csak a saját selejt 3D nyomataidat akarod ledarálni vele, vagy a komplett egyetem összes műanyag hulladékát 7/24-ben? :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 31, 01:23
Írta: sastas Dátum 2016 december 31, 01:23
Leginkább saját, persze gondolom eleinte sok, aztán alkalomadtán lesznek még darálások másoknak is, mégiscsak látványos egy ilyen szerkezet. 24/7-ben meg csak nem mehet, aludnom is kell [#vigyor4]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Motoros Dátum 2016 december 31, 08:46
Írta: Motoros Dátum 2016 december 31, 08:46
Egy ilyen gép igen hasznos lehet háztartás szinten is. A manapság keletkezett napi hulladék mennyisége szinte exponenciálisan emelkedik. Csak egy példa: egy fő beteg nyugdíjas, ha készételt rendel házhoz szállítással akkor a heti keletkezett műanyag hulladék az egyéb hulladékokkal eléri a 110 litert ami már alig fér be a kukába---hihetetlen, de így van. Mindez gázfűtés esetén..tehát a fűtés miatt nincsen keletkezett hamu sem.
Persze ezáltal a hulladék nem lesz kevesebb[#rinya]
Viszont a bedarált műanyagot már a szelektív gyűjtő átveszi, akár fizethet is érte.
A műanyag hulladékhegy legfőbb okozója lehet az, hogy a vizet is már szinte mindenki palackból fogyasztja.
Persze ezáltal a hulladék nem lesz kevesebb[#rinya]
Viszont a bedarált műanyagot már a szelektív gyűjtő átveszi, akár fizethet is érte.
A műanyag hulladékhegy legfőbb okozója lehet az, hogy a vizet is már szinte mindenki palackból fogyasztja.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: svager Dátum 2016 december 31, 10:08
Írta: svager Dátum 2016 december 31, 10:08
Nem hiszem hogy sokáig így lesz,lassan mindenhol csak szelektíven viszik el a hulladékot.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2016 december 31, 15:18
Írta: sastas Dátum 2016 december 31, 15:18
Ez jelenleg nem tendencia felénk. 3-4 településen járok-kelek aránylag gyakran(Debrecen, Miskolc, Mikepércs, Békés), és itt az utcai gyűjtőkön kívül nem találkoztam más megoldással. Debrecenben egyedül a zöldhulladékot gyüjtik külön.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ANTAL GÁBOR Dátum 2016 december 31, 20:25
Írta: ANTAL GÁBOR Dátum 2016 december 31, 20:25
Oszt vetted már a fáradtságot hogy bemenjél az Egyetem Eljárástechnikai tanszékére egy kis szakmai infó gyűjtésre ?
(utaltam rá magánlevélben )
Van ott egy komplett - egyedi gyártású -igaz nagyobb )gép. A kollégák biztosan megmutatják ( akár rám is hivatkozhatsz ) .
Én már csak egyeztetett időben tudnék neked ott segíteni mert 5 éve nyugdíjba mentem onnan ..
Mint említettem a témában egy (BSC -s) kollégád diplomatervét bíráltam.. ( A védés publikus , date: 2017.jan .13 )
(utaltam rá magánlevélben )
Van ott egy komplett - egyedi gyártású -igaz nagyobb )gép. A kollégák biztosan megmutatják ( akár rám is hivatkozhatsz ) .
Én már csak egyeztetett időben tudnék neked ott segíteni mert 5 éve nyugdíjba mentem onnan ..
Mint említettem a témában egy (BSC -s) kollégád diplomatervét bíráltam.. ( A védés publikus , date: 2017.jan .13 )
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 január 01, 17:10
Írta: sastas Dátum 2017 január 01, 17:10
Arra az adott tanszékre még nem sikerült eljutnom. Bár már több tanárommal is egyeztettem ezügyben. Most januárban terveztem bemenni az említett tanszékre.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: u6p5jr23k Dátum 2017 január 01, 20:11
Írta: u6p5jr23k Dátum 2017 január 01, 20:11
Ha már szóba került Békés, itt a zöldhulladékon kívűl működik a házhoz menő szelektív hulladékgyűjtés. Külön meghatározott hulladékokat tehetsz egy erre rendszeresített hulladékgyűjtőbe. Egy platós kisteherre öntik fel. Saját szememmel láttam, ahogy a hulladékudvarban a perui indiánok a földön ültek és válogatták szét fajtánként.
A semminél jobb megoldás.
Furcsa módon a téli időszakban sokkal kevesebb szelektív kukát látok az utcán az ürítési napokon.
A semminél jobb megoldás.
Furcsa módon a téli időszakban sokkal kevesebb szelektív kukát látok az utcán az ürítési napokon.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 január 02, 23:23
Írta: sastas Dátum 2017 január 02, 23:23
Erről eddig nem hallottam, se én se az ismerősi kör.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 március 15, 23:59
Írta: sastas Dátum 2017 március 15, 23:59
Haladtam nyomtató fronton. Igaz, még új alkatrészeket nem sikerült hozzá készíteni/készíttetni, de néhány fórumot, meg az itteni főtémát olvasgatva, állítgattam ezt-azt. Most a képekben látható az első rétegem. Sajnos volt egy lépésvesztés saját hibából később, úgyhogy a túloldal az kuka. Viszont ami itt is látható, egyrészt nem érnek össze a rétegek, ezt gondolom némi extra flow-al ki tudom tölteni. Másrészt viszont a 3-4-5 mm es köröm, egy eléggé érdekes ellipszissé vált. A tárgy hoszabb oldala párhuzamos az X tengellyel.
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_7hecavhvkjuegit788yge_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/7hecavhvkjuegit788yge_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_3hbwdwf4hpq86mooe0nqe_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/3hbwdwf4hpq86mooe0nqe_2785.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/03/tn_7hecavhvkjuegit788yge_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/7hecavhvkjuegit788yge_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/tn_3hbwdwf4hpq86mooe0nqe_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/03/3hbwdwf4hpq86mooe0nqe_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 április 25, 15:33
Írta: sastas Dátum 2017 április 25, 15:33
Új szerzemény.
Illetve már a hajtásmegosztáshoz is sikerült 8as ezüstacélt beszerezni, mostmár egy esztergályos kell miskolcon és ez a fejlesztés is megvan.
Esetleg valaki tud javasolni miskolci esztergályost?
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_nx73x2phvjuvwvuj0bwq7_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/nx73x2phvjuvwvuj0bwq7_2785.jpg)
Illetve már a hajtásmegosztáshoz is sikerült 8as ezüstacélt beszerezni, mostmár egy esztergályos kell miskolcon és ez a fejlesztés is megvan.
Esetleg valaki tud javasolni miskolci esztergályost?
(https://hobbicncforum.hu/uploaded_images/2017/04/tn_nx73x2phvjuvwvuj0bwq7_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/04/nx73x2phvjuvwvuj0bwq7_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 12, 15:22
Írta: sastas Dátum 2017 december 12, 15:22
Egy "kis" szünet után újra itt.
Haladás volt bőven, a munka meg sok időt és energiát elvitt.
A saját otthoni nyomtatóm most pihen, a munkahelyen viszont készült egy, amiben a segítőkész fórumtársak segítségét mégegyszer köszönöm. Amit tudni kell róla: 550x550x800, dupla fej, 4 trapézorsó Zben, négy külön dirverrel, 45x45 és 45x90 es profilokból épült, 15mm-es lineárokkal, duet wifi+duex5+5" duet display. Este lesz pár kép róla.
Közben sikerülni fog egy EAN 1000 esztergát beszerezni, már régebbi vágyam volt és most elég olcsón hozzájutottam.
Közben a tárcsás nyírógép anyagbeszerzés alatt, szép lassan az is meglesz. Ebből biztosan 4-5 iteráció lesz, ugyanis szeretnék több verziót is kipróbálni, ez megdobja az anyagköltséget, de a 10-es meg 15-ös (bili)vaslemez annyira nem drága, főleg hogy hulladékdarabokból is tudok dolgozni(150mm a legnagyobb méret).
Másik dolog, hogy sikerült hozzájutnom némi 45x90 es építőprofilhoz sarokelemekkel és nútanyákkal illetve 15 ös lineárokat kocsival. Ebből szeretnék egy kis marógépet építeni. Minimális 3D tervezésem már van hozzá. Ehhez viszont szeretném a véleményeteket kikérni. A profilokon kívül a lapos anyagokat szeretném kimaratni valakivel, lv10-15-20 as alu anyaggal terveztem, mert úgy gondolom, hogy ez vasból megmunkálva aránytalanul drága lenne. Tudtok esetleg valakit a fórumon aki 20-as anyagot tud marni? Lehetőleg az anyagbeszerzéssel együtt kéne. A többi részt úgy gondoltam, hogy golyósorsó lesz, és AC servo-t használnék. Mivel 4(egy bls73 ketto bls72 meg egy bls55) mavlior AC servot vasárban meg tudtam szerezni, sajnos vezérlő nélkül, úgyhogy vagy kell vennem hozzá vezrlőt, vagy építenem egyet. Esetleg ezeket a servokat eladni és venni egy párat vezérlővel, de azt nem szeretném(jóval drágább lenne).
A főorsót egy ilyen servoval meghajtani nagyon vad lenne szerintetek? Illetve a hajtásnál le kellene-e áttételezni vagy nem(1:1 ben mindenképpen szíjjal hajtom majd az összes tengelyt, mert jobban kiadja a helyet, csak hogy megéri-e mondjuk 2-es lassítást beletenni)?
A tervezésről, nyomtatóról meg mindenről képek majd este.
Haladás volt bőven, a munka meg sok időt és energiát elvitt.
A saját otthoni nyomtatóm most pihen, a munkahelyen viszont készült egy, amiben a segítőkész fórumtársak segítségét mégegyszer köszönöm. Amit tudni kell róla: 550x550x800, dupla fej, 4 trapézorsó Zben, négy külön dirverrel, 45x45 és 45x90 es profilokból épült, 15mm-es lineárokkal, duet wifi+duex5+5" duet display. Este lesz pár kép róla.
Közben sikerülni fog egy EAN 1000 esztergát beszerezni, már régebbi vágyam volt és most elég olcsón hozzájutottam.
Közben a tárcsás nyírógép anyagbeszerzés alatt, szép lassan az is meglesz. Ebből biztosan 4-5 iteráció lesz, ugyanis szeretnék több verziót is kipróbálni, ez megdobja az anyagköltséget, de a 10-es meg 15-ös (bili)vaslemez annyira nem drága, főleg hogy hulladékdarabokból is tudok dolgozni(150mm a legnagyobb méret).
Másik dolog, hogy sikerült hozzájutnom némi 45x90 es építőprofilhoz sarokelemekkel és nútanyákkal illetve 15 ös lineárokat kocsival. Ebből szeretnék egy kis marógépet építeni. Minimális 3D tervezésem már van hozzá. Ehhez viszont szeretném a véleményeteket kikérni. A profilokon kívül a lapos anyagokat szeretném kimaratni valakivel, lv10-15-20 as alu anyaggal terveztem, mert úgy gondolom, hogy ez vasból megmunkálva aránytalanul drága lenne. Tudtok esetleg valakit a fórumon aki 20-as anyagot tud marni? Lehetőleg az anyagbeszerzéssel együtt kéne. A többi részt úgy gondoltam, hogy golyósorsó lesz, és AC servo-t használnék. Mivel 4(egy bls73 ketto bls72 meg egy bls55) mavlior AC servot vasárban meg tudtam szerezni, sajnos vezérlő nélkül, úgyhogy vagy kell vennem hozzá vezrlőt, vagy építenem egyet. Esetleg ezeket a servokat eladni és venni egy párat vezérlővel, de azt nem szeretném(jóval drágább lenne).
A főorsót egy ilyen servoval meghajtani nagyon vad lenne szerintetek? Illetve a hajtásnál le kellene-e áttételezni vagy nem(1:1 ben mindenképpen szíjjal hajtom majd az összes tengelyt, mert jobban kiadja a helyet, csak hogy megéri-e mondjuk 2-es lassítást beletenni)?
A tervezésről, nyomtatóról meg mindenről képek majd este.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2017 december 12, 15:33
Írta: vjanos Dátum 2017 december 12, 15:33
Fú, várom a képeket :)
Meg valmi infót, hogy miért láttad/láttátok célszerűnek négy motort és drivert használni a Z-hez :D
Meg valmi infót, hogy miért láttad/láttátok célszerűnek négy motort és drivert használni a Z-hez :D
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 12, 20:03
Írta: sastas Dátum 2017 december 12, 20:03
A 4 Z motor azért van, mert a súly és a méret miatt legalább 2 motor kellett volna, de a méretek miatt tartottunk a befeszüléstől. Így 4 motor+2 15 ös lineár 1-1 kocsival vezeti meg Zben.
Az ígért képek csatolva. A fejet holnap még lefotózom közelebbről.
+1 videó. Ez simán demonstráció célzattal. 100mm emelkedés F120-al. 90 kg műterhelés+kb 5-8 az asztal.
Video (https://drive.google.com/open?id=1g8tgfawr0c2YSYH81jO1e5f9i6KRG61R)
A vezérlés dobozban, a motorok csatlakozói kisorolva, élesztésnél jól jött, de okozott néhány bosszúságot is. 24V os táp, asztalfűtés szilikonos, SSR-el. Külső főkapcsoló, 230 és 24V visszajelző lámpa, ÉV-relé, kismegszakító külön a főtápnak, külön az asztalnak +1 a bentlévő szervízdugaljnak és világításnak.
0,5 nm-es motorok, 4 Z, 1x 1y, 2 extruder(flexion dual). Yban 1:2 lassítás.
A képeken az asztal teljesen le van engedve, és igen az egy 150mm-es tolómérő, mértéknek.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_tm95gjin57bjbud8wewm_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tm95gjin57bjbud8wewm_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_qpucg9nxse3q0vhsgwtt3_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/qpucg9nxse3q0vhsgwtt3_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_2km6285e7utvidbpph4_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/2km6285e7utvidbpph4_2785.jpg)
Az ígért képek csatolva. A fejet holnap még lefotózom közelebbről.
+1 videó. Ez simán demonstráció célzattal. 100mm emelkedés F120-al. 90 kg műterhelés+kb 5-8 az asztal.
Video (https://drive.google.com/open?id=1g8tgfawr0c2YSYH81jO1e5f9i6KRG61R)
A vezérlés dobozban, a motorok csatlakozói kisorolva, élesztésnél jól jött, de okozott néhány bosszúságot is. 24V os táp, asztalfűtés szilikonos, SSR-el. Külső főkapcsoló, 230 és 24V visszajelző lámpa, ÉV-relé, kismegszakító külön a főtápnak, külön az asztalnak +1 a bentlévő szervízdugaljnak és világításnak.
0,5 nm-es motorok, 4 Z, 1x 1y, 2 extruder(flexion dual). Yban 1:2 lassítás.
A képeken az asztal teljesen le van engedve, és igen az egy 150mm-es tolómérő, mértéknek.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_tm95gjin57bjbud8wewm_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tm95gjin57bjbud8wewm_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_qpucg9nxse3q0vhsgwtt3_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/qpucg9nxse3q0vhsgwtt3_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_2km6285e7utvidbpph4_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/2km6285e7utvidbpph4_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2017 december 12, 20:33
Írta: vjanos Dátum 2017 december 12, 20:33
Nade ha így a négyből egy motor eltéved, akkor megint csak befeszülhet [#nemtudom]
Persze normál üzemnél kicsi az esélye a lépésvesztésnek, de akkor is... Én a kényszerkapcsolatban levő orsókat kedvelem ilyen esetekre :)
Az asztal alulap milyen vastag?
Lehet megérné végigfúrkálni raszteresen...
Legalább lesz tapasztalat a flexionról meg a duetről is, majd ezekről írj már pár sort légyszi, ha rendesen üzemel a gép.
Mekkora fúvókával tervezed használni?
Tetszik egyébként, szépen összeraktad, a lefele lógó híd is ötletes, a villanydoboz is szép, még ha nem is értem mire kell az a sok sorkapocs :)
Persze normál üzemnél kicsi az esélye a lépésvesztésnek, de akkor is... Én a kényszerkapcsolatban levő orsókat kedvelem ilyen esetekre :)
Az asztal alulap milyen vastag?
Lehet megérné végigfúrkálni raszteresen...
Legalább lesz tapasztalat a flexionról meg a duetről is, majd ezekről írj már pár sort légyszi, ha rendesen üzemel a gép.
Mekkora fúvókával tervezed használni?
Tetszik egyébként, szépen összeraktad, a lefele lógó híd is ötletes, a villanydoboz is szép, még ha nem is értem mire kell az a sok sorkapocs :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: szf Dátum 2017 december 12, 20:33
Írta: szf Dátum 2017 december 12, 20:33
Ez nagyon király!
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 12, 21:13
Írta: sastas Dátum 2017 december 12, 21:13
Minden nyomtatás kezdetén megy az auto level, a duetnek van rá saját macro-ja. Gyorsjáratban meg lekorlátoztam 250-re, felette hajlamos befeszülni.
Az alulap 10-es, de ki lesz majd cserélve 8 as acélra, annak kisebb a torzulása hőhatásra, így kevésbé feszít. Erő meg van benne, a sújtól nem féltem.
Nem lesz raszteres. Sima PVA ragasztó legjobb.
Van már tapasztalat(kb augusztus óta megy), apróságok hiányoznak még kalibrációban
0.4 el ahol kell, de inkább 0.8-1.2 az ideális, még a 0.8 is lassan építkezik, hiába van meg stabilan is a 80 mm/s xy-ban( a 120-at is bírja, de akkor van minimális felületi romlás, és a flexion elkezd akadozni, 150-et pedig a flexion már nem bírja petgvel 235 fokon). Illetve még nincs tárgyhűtés, de ígyis elég jó, petgvel és PLA-val is megbírkózik kényelmesen. A flexionról az a tapsztalatom, hogy átlagos felhasználásra nem jó, mint írtam 60-80mm/sec felett már a 0.8 as fóvúka is sok neki. 0.4 et már 60 felett nem szereti, lekattog a 0.5 nm-es moci(2,8A-es, 2,4-en hajtva)Viszont a 60mm/sec a 0.8 as fejnél kényelmesen megy TPU-val is! 5mm retcart 2000mm/s-el.
Fúvókából kéne egy szett egyébként(.4, .8 1.2, edzett vagy rozsdamentes) de a cégnél börükrácia miatt komplikált megvenni, nyár óta még bonyolítottak rajta, hogy tuti szívás legyen, pedig pár hajszálamat már kitéptem amiatt is.
A lefele fordított híd igazából logikus, kb 100mm út a kocsinak pluszban. A sok sorkapocs meg így adta ki. előnye, hogy a kapocscsavaron tudsz mérni ha kell, nem kell bontani semmit hozzá. Hátránya hogy +szerelési pont, ami kilazulhat, kontaktos lehet stb..
Az alulap 10-es, de ki lesz majd cserélve 8 as acélra, annak kisebb a torzulása hőhatásra, így kevésbé feszít. Erő meg van benne, a sújtól nem féltem.
Nem lesz raszteres. Sima PVA ragasztó legjobb.
Van már tapasztalat(kb augusztus óta megy), apróságok hiányoznak még kalibrációban
0.4 el ahol kell, de inkább 0.8-1.2 az ideális, még a 0.8 is lassan építkezik, hiába van meg stabilan is a 80 mm/s xy-ban( a 120-at is bírja, de akkor van minimális felületi romlás, és a flexion elkezd akadozni, 150-et pedig a flexion már nem bírja petgvel 235 fokon). Illetve még nincs tárgyhűtés, de ígyis elég jó, petgvel és PLA-val is megbírkózik kényelmesen. A flexionról az a tapsztalatom, hogy átlagos felhasználásra nem jó, mint írtam 60-80mm/sec felett már a 0.8 as fóvúka is sok neki. 0.4 et már 60 felett nem szereti, lekattog a 0.5 nm-es moci(2,8A-es, 2,4-en hajtva)Viszont a 60mm/sec a 0.8 as fejnél kényelmesen megy TPU-val is! 5mm retcart 2000mm/s-el.
Fúvókából kéne egy szett egyébként(.4, .8 1.2, edzett vagy rozsdamentes) de a cégnél börükrácia miatt komplikált megvenni, nyár óta még bonyolítottak rajta, hogy tuti szívás legyen, pedig pár hajszálamat már kitéptem amiatt is.
A lefele fordított híd igazából logikus, kb 100mm út a kocsinak pluszban. A sok sorkapocs meg így adta ki. előnye, hogy a kapocscsavaron tudsz mérni ha kell, nem kell bontani semmit hozzá. Hátránya hogy +szerelési pont, ami kilazulhat, kontaktos lehet stb..
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2017 december 14, 00:39
Írta: vjanos Dátum 2017 december 14, 00:39
Bazi nagy lesz a lap hőtehetetlensége, lassan fog melegedni-kihülni.
Az acéllap aluprofil szendvics meg bimetálként vetemedik hőre.
A két oldalon gyárilag mart, fóliázott 5mm alulap elég jól bevált asztalnak egy 500x500-as gépen. Egy ekkora darab az alucut.hu-nál kb 10E Ft.
Egyébként mintha nem lenne hőszigetelve a fűtött asztal és a tartóváz aluprofil? Nem melegszik el a kocsikig?
Hogy szintezel, a négy Z-vel egyszer betekerted és onnan autolevel?
Az acéllap aluprofil szendvics meg bimetálként vetemedik hőre.
A két oldalon gyárilag mart, fóliázott 5mm alulap elég jól bevált asztalnak egy 500x500-as gépen. Egy ekkora darab az alucut.hu-nál kb 10E Ft.
Egyébként mintha nem lenne hőszigetelve a fűtött asztal és a tartóváz aluprofil? Nem melegszik el a kocsikig?
Hogy szintezel, a négy Z-vel egyszer betekerted és onnan autolevel?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 14, 06:38
Írta: sastas Dátum 2017 december 14, 06:38
Igen, nagy lesz, de nem érdekes, hogy 10 perc vagy 15 mire lehűl.
A marást meg lehetne oldani, de az aluval van baj, ami 700x700 ban 10 es vastagságban hőre olyat vetemedik, hogy ihajj. Konkrétan kimértük, a szenzorunk induktív, 20 fokon aránylag sík, kb 0,1 van benne összesen. na ez befűtve 100 fokra több mint 0,6 mm. Szép hullámos lesz az egész. A munkahelyen alulap van bőven, abból tudunk dolgozni de ezt figyelembe véve mégis csak az acélt választottuk hosszutávra.
Nincsne hőszigetelve és ez nem jelentett eddig problémát. elmelegszik az mindenhova, a 800W-os szilikonlap elég jól fűt, az oldalak 5mm makrolonnal burkoltak, amikor fűt, az egész tér át van melegítve egészen a vezérlőszekrényig(addig tartanak a burkolatok).
A szintezés úgy történik ahogy mondod. Orsók anyástól fel, aztán 2 le, mert rossz irányba álltak az anyák és a profiltol nem fordult át. Aztán akkus fúróval kényelmes magasságba tekertük az anyákat, majd asztal fel, a fejtől kimértük kb egyforma távolságra az anyákat, majd irány fel Zben szenzorra 0jó lassan, néha kézzel rásegítve mikor megfeszült. Aztán G32 és meg is volt a szint felül. Aztán alsó orsótartók kilazít, azok ugrottak egy jót a helyükre, G1 Z800 F100, elmegy kávéz. Alsó orsótartók meghúz, asztalbol anyál kilazít, azok is helyrementek. Alsó orsótartók lazít-húz, még picit megmocorogtak. G1 Z10 F100, elmegy beszélget a szomszéd műhelybe, felsó orsótartók lazít-húz, anyák lazít húz. kb így nézett ki az asztalbeállítás.
A marást meg lehetne oldani, de az aluval van baj, ami 700x700 ban 10 es vastagságban hőre olyat vetemedik, hogy ihajj. Konkrétan kimértük, a szenzorunk induktív, 20 fokon aránylag sík, kb 0,1 van benne összesen. na ez befűtve 100 fokra több mint 0,6 mm. Szép hullámos lesz az egész. A munkahelyen alulap van bőven, abból tudunk dolgozni de ezt figyelembe véve mégis csak az acélt választottuk hosszutávra.
Nincsne hőszigetelve és ez nem jelentett eddig problémát. elmelegszik az mindenhova, a 800W-os szilikonlap elég jól fűt, az oldalak 5mm makrolonnal burkoltak, amikor fűt, az egész tér át van melegítve egészen a vezérlőszekrényig(addig tartanak a burkolatok).
A szintezés úgy történik ahogy mondod. Orsók anyástól fel, aztán 2 le, mert rossz irányba álltak az anyák és a profiltol nem fordult át. Aztán akkus fúróval kényelmes magasságba tekertük az anyákat, majd asztal fel, a fejtől kimértük kb egyforma távolságra az anyákat, majd irány fel Zben szenzorra 0jó lassan, néha kézzel rásegítve mikor megfeszült. Aztán G32 és meg is volt a szint felül. Aztán alsó orsótartók kilazít, azok ugrottak egy jót a helyükre, G1 Z800 F100, elmegy kávéz. Alsó orsótartók meghúz, asztalbol anyál kilazít, azok is helyrementek. Alsó orsótartók lazít-húz, még picit megmocorogtak. G1 Z10 F100, elmegy beszélget a szomszéd műhelybe, felsó orsótartók lazít-húz, anyák lazít húz. kb így nézett ki az asztalbeállítás.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 18, 20:10
Írta: sastas Dátum 2017 december 18, 20:10
TPU 60mm/s, 0,8 fej, 0,4 réteg. 8 mm retractal. A sebesség miatt a felső rétegek csúnyák, de ez picit sem zavart ennél a sebességnél :)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_uqcqwh0v0mxqyp9q9fna0_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/uqcqwh0v0mxqyp9q9fna0_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_968jvkmy4genvsfhtwv_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/968jvkmy4genvsfhtwv_2785.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_uqcqwh0v0mxqyp9q9fna0_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/uqcqwh0v0mxqyp9q9fna0_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_968jvkmy4genvsfhtwv_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/968jvkmy4genvsfhtwv_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: kg0sy39yf Dátum 2017 december 18, 21:20
Írta: kg0sy39yf Dátum 2017 december 18, 21:20
Pedig ezzel a sebességgel is lehet szebbet elvárni.(készíteni)
Ha 200mm/s -nél lesz ilyen, majd akkor NEM kell további csodára várni![#wow1]
Amúgy meg [#taps] [#eljen]
Ha 200mm/s -nél lesz ilyen, majd akkor NEM kell további csodára várni![#wow1]
Amúgy meg [#taps] [#eljen]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 18, 21:34
Írta: sastas Dátum 2017 december 18, 21:34
TPU-nál szerintem azért elég jó, vagy tévedek? [#miaz]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: kg0sy39yf Dátum 2017 december 18, 21:55
Írta: kg0sy39yf Dátum 2017 december 18, 21:55
Igen ám! ha mindenűt repül a gép akkor ilyen.
De szeletelésnél a külső réteg kicsit lassabbra vehető és akkor szép!
Idő veszteség meg 1 pár perc!
(szerintem megéri)
Ha meg teszt darab akkor meg több mint jó!!!!
[#hawaii]
De szeletelésnél a külső réteg kicsit lassabbra vehető és akkor szép!
Idő veszteség meg 1 pár perc!
(szerintem megéri)
Ha meg teszt darab akkor meg több mint jó!!!!
[#hawaii]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 22, 21:00
Írta: sastas Dátum 2017 december 22, 21:00
Egy kis karácsonyi hangulat
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_9783ktz5n95s269925im3_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/9783ktz5n95s269925im3_2785.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_9783ktz5n95s269925im3_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/9783ktz5n95s269925im3_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 29, 21:14
Írta: sastas Dátum 2017 december 29, 21:14
Sziasztok!
Van egy kis időm most gépet tervezni, úgyhogy neki is láttam. 45x90-es rexroth profilok, 15mm-es rexroth lineárokkal(4 golyópályás kocsikkal), 10-15-20mm-es alulapokkal megtámogatva.
A profilokon a nútot majd meg szeretném maratni, hogy sík legyen és szépen belefeküdjön a lineár. Illetve a végeit síkba maratni, hogy szépen illeszkedjen az alulapokhoz.
Viszont picit megragadtam, az X tengelyem elrendezésével. Van három verzióm, A B és C. A lila vonal a Z tengely iránya lenne, a két kék négyszög a lineárokat szimbolizálja, míg a zöld kör a golyósorsót. Nekem személy szerint az A elrendezés tetszik, bár megmagyarázni nem tudom miért. A B elrendezést láttam nagyon sok gyári gépen, csak úgy, hogy az orsó a két sín között volt, nem hátul. Viszont több hobby gépen is láttam a C verziót, ezért ragadt meg a fejemben, hogy lehet így kéne csinálni, ennek talán annyi előnye van, hogy még pár mm-t nyer vele az ember Y-ban. Sőtt láttam olyat is, hogy olyan elrendezés mint a C, de még a lineárok is hátul vannak, de szerintem azzal a forgácsolóerők indokolatlanul terhelnék a kocsikat, és torzítanák a mechanikát.
A golyósorsót azért helyeztem a hátsó oldalra, mert ott talán jobban védve van a szennyeződésektől/forgácstól.
Gyakorlati szempontból melyik miért jó?
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_7pscg7qe8chhcj8pw5is4_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/7pscg7qe8chhcj8pw5is4_2785.jpg)
Van egy kis időm most gépet tervezni, úgyhogy neki is láttam. 45x90-es rexroth profilok, 15mm-es rexroth lineárokkal(4 golyópályás kocsikkal), 10-15-20mm-es alulapokkal megtámogatva.
A profilokon a nútot majd meg szeretném maratni, hogy sík legyen és szépen belefeküdjön a lineár. Illetve a végeit síkba maratni, hogy szépen illeszkedjen az alulapokhoz.
Viszont picit megragadtam, az X tengelyem elrendezésével. Van három verzióm, A B és C. A lila vonal a Z tengely iránya lenne, a két kék négyszög a lineárokat szimbolizálja, míg a zöld kör a golyósorsót. Nekem személy szerint az A elrendezés tetszik, bár megmagyarázni nem tudom miért. A B elrendezést láttam nagyon sok gyári gépen, csak úgy, hogy az orsó a két sín között volt, nem hátul. Viszont több hobby gépen is láttam a C verziót, ezért ragadt meg a fejemben, hogy lehet így kéne csinálni, ennek talán annyi előnye van, hogy még pár mm-t nyer vele az ember Y-ban. Sőtt láttam olyat is, hogy olyan elrendezés mint a C, de még a lineárok is hátul vannak, de szerintem azzal a forgácsolóerők indokolatlanul terhelnék a kocsikat, és torzítanák a mechanikát.
A golyósorsót azért helyeztem a hátsó oldalra, mert ott talán jobban védve van a szennyeződésektől/forgácstól.
Gyakorlati szempontból melyik miért jó?
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_7pscg7qe8chhcj8pw5is4_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/7pscg7qe8chhcj8pw5is4_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: svejk Dátum 2017 december 29, 21:21
Írta: svejk Dátum 2017 december 29, 21:21
Egy szálat varrjunk el...
Mi lett a sorsa az aprítónak?
Mi lett a sorsa az aprítónak?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2017 december 29, 21:29
Írta: remrendes Dátum 2017 december 29, 21:29
En nem ertem a kepeket. Illetve a linearok es az orso pozicioit.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 29, 22:26
Írta: sastas Dátum 2017 december 29, 22:26
Jódarabig nem nyúltam hozzá, ugyanis amelyik diáktársammal csináltuk(volna) holnaphoz egy éve elhunyt (https://scontent-vie1-1.xx.fbcdn.net/v/t34.0-12/15978441_1280733545318380_2015223686_n.jpg?oh=1fb3343d8b563fbbebc0b933625565a0&oe=5A482A92) , és rágondolnom is fájt.
Pár hete sikerült újra elővennem, Frédi-t megkerestem aki anno felajánlotta az anyagbeszerzési segítséget, de éppen akkor nem tudott hardoxot vagy hasonló kopásálló anyagot, és abban maradtunk, hogy szól, hogyha tud beszerezni.
Pár hete sikerült újra elővennem, Frédi-t megkerestem aki anno felajánlotta az anyagbeszerzési segítséget, de éppen akkor nem tudott hardoxot vagy hasonló kopásálló anyagot, és abban maradtunk, hogy szól, hogyha tud beszerezni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 29, 22:30
Írta: sastas Dátum 2017 december 29, 22:30
Az X tengely oldalnézetét rajzoltam fel. 45x90-es profil a fekete négyszög, az ugye ez:
(https://media.rs-online.com/t_line/L390013-12.jpg)
Namármost ezen a képen látható nútok valamelyikébe kellene rögzítenem a lineárokat, amik pedig ezek:
(https://ssli.ebayimg.com/images/g/X-QAAOSwP4FaKxE6/s-l1600.jpg)
a függőleges lilás vonal oldalán lesz a Z tengely a marómotorral. annak az ellentétes oldalára szeretném rakni a golyósorsót, a forgácstól védendő.
(https://media.rs-online.com/t_line/L390013-12.jpg)
Namármost ezen a képen látható nútok valamelyikébe kellene rögzítenem a lineárokat, amik pedig ezek:
(https://ssli.ebayimg.com/images/g/X-QAAOSwP4FaKxE6/s-l1600.jpg)
a függőleges lilás vonal oldalán lesz a Z tengely a marómotorral. annak az ellentétes oldalára szeretném rakni a golyósorsót, a forgácstól védendő.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: w0hgtwf3w Dátum 2017 december 29, 22:42
Írta: w0hgtwf3w Dátum 2017 december 29, 22:42
A kocsik szélessége miatt szerintem csak az A vagy a C lenne a jó.
De nem írtad le a kocsi szélességét. (vagy az én figyelmemet kerülte el.
A B megoldás az elkészítése szempontjából a legpraktikusabb.
Egy befogással el lehet végezni a megmunkálásokat, és a hibalehetőség is kevés.
A másik két megoldás vagy nagyon komoly gép (4 vagy több tengely) vagy nagyon sok újrapozicionálási munka kell hozzá.
De nem írtad le a kocsi szélességét. (vagy az én figyelmemet kerülte el.
A B megoldás az elkészítése szempontjából a legpraktikusabb.
Egy befogással el lehet végezni a megmunkálásokat, és a hibalehetőség is kevés.
A másik két megoldás vagy nagyon komoly gép (4 vagy több tengely) vagy nagyon sok újrapozicionálási munka kell hozzá.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 29, 22:49
Írta: sastas Dátum 2017 december 29, 22:49
A kocsik szélességébe bele sem gondoltam basszus :)
Valóban így a B kiesik. 47 a kocsik szélessége, mert 15mm-es FNS típusú kocsikat fogok használni
Valóban így a B kiesik. 47 a kocsik szélessége, mert 15mm-es FNS típusú kocsikat fogok használni
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2017 december 29, 22:53
Írta: remrendes Dátum 2017 december 29, 22:53
Megoldhato a masik ketto is 1 befogassal. Nem kell a linearoknak ketoldali megvezetes.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: w0hgtwf3w Dátum 2017 december 29, 23:11
Írta: w0hgtwf3w Dátum 2017 december 29, 23:11
Igaz.
De a 90 fokos elforgatásnál nem szedném le a vékony falat egyik felén végig.
Vagy szerszámcsere még megoldás.
A kéz szembe oldalas tényleg mehetne egybefogás egy szerszám megoldással.
De a 90 fokos elforgatásnál nem szedném le a vékony falat egyik felén végig.
Vagy szerszámcsere még megoldás.
A kéz szembe oldalas tényleg mehetne egybefogás egy szerszám megoldással.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: w0hgtwf3w Dátum 2017 december 29, 23:12
Írta: w0hgtwf3w Dátum 2017 december 29, 23:12
kéz = két
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2017 december 29, 23:22
Írta: remrendes Dátum 2017 december 29, 23:22
Van vastag falu ITEM profil? A lenti kepen levobol en sehonnan nem mernek leszedni. A linearnak is van 1-2mm letorese, attol melyebbre kellene ultetni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: hostya Dátum 2017 december 30, 00:21
Írta: hostya Dátum 2017 december 30, 00:21
Én a "C" megoldást választottam anno...
És nem bántam meg.. :)
A lin sínek alatt az aluprofil síkba marva.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_7bgvwitegbf222q8id9aw_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/7bgvwitegbf222q8id9aw_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_g4htb5tdt2inpfqtpqai_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/g4htb5tdt2inpfqtpqai_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_n4pg0wnhmx4x8kn7ngy_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/n4pg0wnhmx4x8kn7ngy_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_kxb0ysnzmn74mj2y3090u_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/kxb0ysnzmn74mj2y3090u_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_j6uh3j6ayj2abu9kgdvj8_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/j6uh3j6ayj2abu9kgdvj8_910.jpg)
És nem bántam meg.. :)
A lin sínek alatt az aluprofil síkba marva.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_7bgvwitegbf222q8id9aw_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/7bgvwitegbf222q8id9aw_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_g4htb5tdt2inpfqtpqai_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/g4htb5tdt2inpfqtpqai_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_n4pg0wnhmx4x8kn7ngy_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/n4pg0wnhmx4x8kn7ngy_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_kxb0ysnzmn74mj2y3090u_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/kxb0ysnzmn74mj2y3090u_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_j6uh3j6ayj2abu9kgdvj8_910.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/j6uh3j6ayj2abu9kgdvj8_910.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: svejk Dátum 2017 december 30, 07:01
Írta: svejk Dátum 2017 december 30, 07:01
Bocsi, nem tudhattam. :(
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2017 december 30, 08:57
Írta: Szalai György Dátum 2017 december 30, 08:57
Egy kósza gondolatmenet, csak a rajzaid alapján. Függetlenül attól, hogy ,,Gyakorlati szempontból melyik miért jó."
Forgácsoláskor az X-Y-ban ható erők, a leeresztett Z erőkaron át, csavarólag terhelik a két sínnel megerősített hídgerendát és erre kéne minél kevésbé deformálódnia.
Azt meg akkor teszi, ha a két sínt, a csavarás forgásközéppontjától, minél távolabb helyezed.
Akkor pedig egyedül a C megoldás a nyerő.
Még nem írtad, hogy mekkora lesz és mit fog dolgozni ez a szerkezet.
Nézd meg, (ha még nem nézted.) hogy melyik irányban menyire merev az alumínium szelvényed. (https://www.boschrexroth.com/ics/cat/content/assets/im/MT_19435.web.png)
Forgácsoláskor az X-Y-ban ható erők, a leeresztett Z erőkaron át, csavarólag terhelik a két sínnel megerősített hídgerendát és erre kéne minél kevésbé deformálódnia.
Azt meg akkor teszi, ha a két sínt, a csavarás forgásközéppontjától, minél távolabb helyezed.
Akkor pedig egyedül a C megoldás a nyerő.
Még nem írtad, hogy mekkora lesz és mit fog dolgozni ez a szerkezet.
Nézd meg, (ha még nem nézted.) hogy melyik irányban menyire merev az alumínium szelvényed. (https://www.boschrexroth.com/ics/cat/content/assets/im/MT_19435.web.png)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: w0hgtwf3w Dátum 2017 december 30, 08:57
Írta: w0hgtwf3w Dátum 2017 december 30, 08:57
Van vastag falu.
De itt most a meglévővel kell gazdálkodnia.
És így teljesen igazad van.
Én különben a saját gépemen nem készítettem külön helyet az item profilba a lineáris sínnek.
Csak simán felfogattam.
Évek óta működik.
De itt most a meglévővel kell gazdálkodnia.
És így teljesen igazad van.
Én különben a saját gépemen nem készítettem külön helyet az item profilba a lineáris sínnek.
Csak simán felfogattam.
Évek óta működik.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: jani300 Dátum 2017 december 30, 08:58
Írta: jani300 Dátum 2017 december 30, 08:58
Szia !
Írj méreteket . Mangánacél vagy hardox nem tudom , de nem rég elérhetők voltak hulladék darabok. A piros kopólemez .
Év elején szokott gond lenni a vásárlással .
De akarok én is beszerezni mert nem mindig van .
Írj méreteket . Mangánacél vagy hardox nem tudom , de nem rég elérhetők voltak hulladék darabok. A piros kopólemez .
Év elején szokott gond lenni a vásárlással .
De akarok én is beszerezni mert nem mindig van .
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 30, 10:28
Írta: sastas Dátum 2017 december 30, 10:28
Semmi probléma, ezért mondtam el.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 30, 10:30
Írta: sastas Dátum 2017 december 30, 10:30
Igazából 8-10 es vastagságban lenne a legjobb, de akár 15-ös is jó lehet. A lényeg, hogy 12 darab kb 100x100mm-es egyforma vastagságú darab legyen közte.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 30, 10:37
Írta: sastas Dátum 2017 december 30, 10:37
Én azért szeretném belemarni, mert a rexroth profilon a 10-es nút két szélén még van egy-egy 0,5x1,5-ös bemarás, gondolom hogy a profilzáró jobban fedjen, másra nem tudok gondolni, miért így csinálták. Ezzel rögtön 11-re nő meg a nút szélessége, a 15-ös lineáron van 1 mm letörés, azzal 13, így marad oldalanként 1-1 mm amin felfeküdhet a sín, a kialakított 3-3 helyett(ennyin van felköszörülve a sín alja). Ha belemarok, akkor nyerek 0,5-0,5mm, t amivel 50%-al nő az érintkező felület. De még gondolkozok más megoldáson,esetlegesen vékony köszörült lemezből csinálni a sínnek alátétet, de ez lehet hogy még bonyolultabb mint a belemarás.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: w0hgtwf3w Dátum 2017 december 30, 10:48
Írta: w0hgtwf3w Dátum 2017 december 30, 10:48
Igen igazad van.
Maga az egész profil nem igazán alkalmas erre.
Én vastag falu itemből építek és ott nincsenek ilyen problémák.
De itt mindenféle anyageltávolítás nagyon-nagyon gyengíteni a már alapban sem erős profilt.
Talán egy ilyen közbetét, akár aluból is.
Maga az egész profil nem igazán alkalmas erre.
Én vastag falu itemből építek és ott nincsenek ilyen problémák.
De itt mindenféle anyageltávolítás nagyon-nagyon gyengíteni a már alapban sem erős profilt.
Talán egy ilyen közbetét, akár aluból is.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: w0hgtwf3w Dátum 2017 december 30, 10:49
Írta: w0hgtwf3w Dátum 2017 december 30, 10:49
A kép nem sikerült:
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2017 december 30, 11:04
Írta: remrendes Dátum 2017 december 30, 11:04
Ez ertheto, csak ott sok falvastagsag nem fog maradni.
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_hx2y0a0pa2njxvgpuags0_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/hx2y0a0pa2njxvgpuags0_3133.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_hx2y0a0pa2njxvgpuags0_3133.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/hx2y0a0pa2njxvgpuags0_3133.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: w0hgtwf3w Dátum 2017 december 30, 11:07
Írta: w0hgtwf3w Dátum 2017 december 30, 11:07
Bakker nem szereti a 2 Mb Bmp-t
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_bkkjty6ws9wm5g6vtk7p_2285.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/bkkjty6ws9wm5g6vtk7p_2285.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_bkkjty6ws9wm5g6vtk7p_2285.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/bkkjty6ws9wm5g6vtk7p_2285.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: w0hgtwf3w Dátum 2017 december 30, 11:08
Írta: w0hgtwf3w Dátum 2017 december 30, 11:08
Látom mindenki rápörgött [#eljen]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 30, 11:13
Írta: sastas Dátum 2017 december 30, 11:13
Egy ilyen gondolatmenetre (is) vártam.
A méretekről:
Mivel alapvetően meglévő anyagokból dolgozok, amik: 1000mm 45x90, 600mm 45x90, 500mm 45x90-es profil, mindből 4-4 darab, és mindhez van 1-1 15 ös lineárom, 2-2 kocsival.
Ebből szeretnék egy 1000x690-es alapkeretet összerakni alapnak. És erre készíteni egy felépítményt. A híd alja és az asztal között 140mm hely lenne. Ebből 80-100mm hasznos Z-re számítok. 750 Y és 600 X hasznos hosszak mellett.
Leggyakrabban műanyagok(főleg PC és PVC) vagy keményfa marására használnám, esetenként réz/bronz/alu marására/gravírozására. A célom az volt, hogy a 600*400-as kisméretű táblák beférjenek a gép alá.
A méretekről:
Mivel alapvetően meglévő anyagokból dolgozok, amik: 1000mm 45x90, 600mm 45x90, 500mm 45x90-es profil, mindből 4-4 darab, és mindhez van 1-1 15 ös lineárom, 2-2 kocsival.
Ebből szeretnék egy 1000x690-es alapkeretet összerakni alapnak. És erre készíteni egy felépítményt. A híd alja és az asztal között 140mm hely lenne. Ebből 80-100mm hasznos Z-re számítok. 750 Y és 600 X hasznos hosszak mellett.
Leggyakrabban műanyagok(főleg PC és PVC) vagy keményfa marására használnám, esetenként réz/bronz/alu marására/gravírozására. A célom az volt, hogy a 600*400-as kisméretű táblák beférjenek a gép alá.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 30, 11:18
Írta: sastas Dátum 2017 december 30, 11:18
Ilyesmire is gondoltam, csak ebből kellene vagy 150 darab az anyákhoz, vagy ugye kb 3,5 folyóméter. Nem vagyok benne biztos, hogy gazdaságos lenne.
A JPG-t szereti a legjobban a fórum ;)
A JPG-t szereti a legjobban a fórum ;)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 30, 11:20
Írta: sastas Dátum 2017 december 30, 11:20
Aucs. Ezt ennyire közelről még nem figyeltem meg. Akkor ezt az öteltet elvetettem. Marad valamiféle alátét.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: w0hgtwf3w Dátum 2017 december 30, 11:32
Írta: w0hgtwf3w Dátum 2017 december 30, 11:32
Hát igen.
De talán kibírható +költség.
Alu lapos rúd (http://www.sapa-webshop.hu/hu/termekek/lapos-rudak/t:60/Sr%205746)
De talán kibírható +költség.
Alu lapos rúd (http://www.sapa-webshop.hu/hu/termekek/lapos-rudak/t:60/Sr%205746)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2017 december 30, 12:02
Írta: Szalai György Dátum 2017 december 30, 12:02
Ha ennyi anyagod van, akkor miért kell a hidat egyetlen szál profilra felépítened?
A gép lábait is ennek a mennyiségnek kell talán kiadnia?
A [448]-ban lévő linken láthatod, hogy Ix 82cm4 míg Iy csak 23,6cm4.
A szelvényed a vékonyabbik oldalára lényegesen ellenállóbb a hajlítással szemben.
Nem tudom, hogy ezt hányan hiszik el, (Pedig a gyártó honlapjáról származó adat.) de eddig hobby gépbe nem ez szerint építgették be az ilyen profilokat.
Ha megnézed a szelvényrajzot, a két Y irányú vége ,,csak lifeg ott a szélben".
A gép lábait is ennek a mennyiségnek kell talán kiadnia?
A [448]-ban lévő linken láthatod, hogy Ix 82cm4 míg Iy csak 23,6cm4.
A szelvényed a vékonyabbik oldalára lényegesen ellenállóbb a hajlítással szemben.
Nem tudom, hogy ezt hányan hiszik el, (Pedig a gyártó honlapjáról származó adat.) de eddig hobby gépbe nem ez szerint építgették be az ilyen profilokat.
Ha megnézed a szelvényrajzot, a két Y irányú vége ,,csak lifeg ott a szélben".
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 30, 12:42
Írta: sastas Dátum 2017 december 30, 12:42
Egy asztalra fogom feltenni, de azt nem akarom túlspirázni, 40x40-es zártszelvényből, hogy legyen némi súlya és kész.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: fpd0kbd4 Dátum 2017 december 30, 13:23
Írta: fpd0kbd4 Dátum 2017 december 30, 13:23
Szia!
A kérdésem az lenne,ha komplexen nézzük, akkor is a "c" megoldás a legmegfelelőbb. Gondolok itt főleg a lineáris kocsik terhelésének az irányára. A Lineárok szempontjából melyik sínpár elhelyezés az ideális,ha a híd keresztmetszete még tetszőlegesen méretezhető és ehhez alkalmazkodik a hajtás kialakítása?
A kérdésem az lenne,ha komplexen nézzük, akkor is a "c" megoldás a legmegfelelőbb. Gondolok itt főleg a lineáris kocsik terhelésének az irányára. A Lineárok szempontjából melyik sínpár elhelyezés az ideális,ha a híd keresztmetszete még tetszőlegesen méretezhető és ehhez alkalmazkodik a hajtás kialakítása?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2017 december 30, 14:05
Írta: Szalai György Dátum 2017 december 30, 14:05
Hát. . . A gyártó a megmondhatója, gondolom sin/kocsi típus függő lehet.
Megnézem ilyesmi típusra.
Azt írta a [435]-ben, hogy ,,15mm-es rexroth lineárokkal(4 golyópályás kocsikkal)"
Gondolom valami FNS-hez hasonló forma. (https://md.boschrexroth.com/modules/BRMV2PDFDownload-internet.dll/KSF_G2p_EN_R999000485_2014_12_16_01_2015_media.pdf?db=brmv2&lvid=1143634&mvid=13121&clid=20&sid=EB0CA94C3C22A8046D7E28D88A5C9702.borex-tc&sch=M&id=13121,20,1143634)
Olvasható a hatodik oldalon, hogy: ,,Ugyanaz a nagy teherbírás mind a négy fő terhelési irányban."
A 12. oldalon a standard FNS15-ös kocsinál látható, hogy a terhelhetősége 9860 N, vagyis rápakolhatsz úgy egy tonnát, bármely irányból, akár fejjel lefelé is.
Megnézem ilyesmi típusra.
Azt írta a [435]-ben, hogy ,,15mm-es rexroth lineárokkal(4 golyópályás kocsikkal)"
Gondolom valami FNS-hez hasonló forma. (https://md.boschrexroth.com/modules/BRMV2PDFDownload-internet.dll/KSF_G2p_EN_R999000485_2014_12_16_01_2015_media.pdf?db=brmv2&lvid=1143634&mvid=13121&clid=20&sid=EB0CA94C3C22A8046D7E28D88A5C9702.borex-tc&sch=M&id=13121,20,1143634)
Olvasható a hatodik oldalon, hogy: ,,Ugyanaz a nagy teherbírás mind a négy fő terhelési irányban."
A 12. oldalon a standard FNS15-ös kocsinál látható, hogy a terhelhetősége 9860 N, vagyis rápakolhatsz úgy egy tonnát, bármely irányból, akár fejjel lefelé is.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 30, 14:14
Írta: sastas Dátum 2017 december 30, 14:14
Így van, FNS típus, 165111322, hogyha pontos szeretnék lenni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: fpd0kbd4 Dátum 2017 december 30, 15:34
Írta: fpd0kbd4 Dátum 2017 december 30, 15:34
Köszönöm!
Ezek szerint, kocsiterhelés szempontjából,teljesen közömbös a sínek elhelyezkedése a hídon.(nem gondoltam volna)
Ezek szerint, kocsiterhelés szempontjából,teljesen közömbös a sínek elhelyezkedése a hídon.(nem gondoltam volna)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2017 december 30, 15:48
Írta: sastas Dátum 2017 december 30, 15:48
Pontosan emiatt választottam ezt a kocsi/sín kombinációt, hogyha az első elképzelésem nem jó, és át kell szerelni a sínt is megfeleljen.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2017 december 30, 16:04
Írta: Szalai György Dátum 2017 december 30, 16:04
Csak ugye a kieresztett Z kétkarú emelőként működik és nem lesz mindegy az erőkar : teherkar arány.
Ezért is jó szerintem, ha az X sínpár minél távolabb van egymástól és a távolságuk minél nagyobb a Z magassághoz képest.
Kis síntávolság és nagy Z esetén nagyon megnőhet a hidgerendára ható csavaróerő.
Az meg, ha nem acélöntvény, akkor tekeredni fog, a megmunkáló motor pedig fokokat kitér a függőlegesből.
Mivel ez nem statikus, hanem nagyon is ciklikus-dinamikus erő, vadrezgés lesz a vége.
Vagyis, mégsem ,,teljesen közömbös a sínek elhelyezkedése a hídon."[#nemtudom]
Ezért is jó szerintem, ha az X sínpár minél távolabb van egymástól és a távolságuk minél nagyobb a Z magassághoz képest.
Kis síntávolság és nagy Z esetén nagyon megnőhet a hidgerendára ható csavaróerő.
Az meg, ha nem acélöntvény, akkor tekeredni fog, a megmunkáló motor pedig fokokat kitér a függőlegesből.
Mivel ez nem statikus, hanem nagyon is ciklikus-dinamikus erő, vadrezgés lesz a vége.
Vagyis, mégsem ,,teljesen közömbös a sínek elhelyezkedése a hídon."[#nemtudom]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: fpd0kbd4 Dátum 2017 december 30, 16:17
Írta: fpd0kbd4 Dátum 2017 december 30, 16:17
Mint írtam is, kocsiterhelés szempontjából értettem a közömbösséget. A hidra ható csavaró igénybevétel az világos.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2018 április 28, 16:53
Írta: sastas Dátum 2018 április 28, 16:53
Nos, Azthiszem egyel kevesebb kifogásom lehet a gépépítéshez. Ez volt a debreceni találkozó fődíja [#taps]
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_e2ex57ac9pew43w57gh3z_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/e2ex57ac9pew43w57gh3z_2785.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/04/tn_e2ex57ac9pew43w57gh3z_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2018/04/e2ex57ac9pew43w57gh3z_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: ebalint Dátum 2018 április 28, 17:28
Írta: ebalint Dátum 2018 április 28, 17:28
[#eljen]
Neked és a felajánlónak is!
Neked és a felajánlónak is!
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gaben Dátum 2018 április 28, 17:44
Írta: gaben Dátum 2018 április 28, 17:44
Gratulálok ezekhez a szuper cuccokhoz![#eljen]
Nekem nagyon bejöttek ezek a magyar fejlesztésű CNC eszközök.
Jó gép építést. ;)
Nekem nagyon bejöttek ezek a magyar fejlesztésű CNC eszközök.
Jó gép építést. ;)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2018 október 13, 21:09
Írta: sastas Dátum 2018 október 13, 21:09
Üdv újra, "némi" kihagyás után. Először is, most sikerült némi pénzt elkülöníteni a hobbiknak, úgyhogy a CNC is újra előtérbe került. Először is, ami szempont: Legalább 600x400x200 mozgástér, aluminium és keményfa megmunkálás, lehetőleg meglévő anyagok felhasználásából(15-ös rexroth lineár, FNS rexroth kocsikkal; 45x90-es Rexroth installációs profil, 40x40-es és 40x80-as Item építőprofil), főleg lemezmegmunkálás 20-25mm alulemez, 15-50mm falemez, illetve 150-200mm-es polisztirol és egyéb hablemezek.
Meglévő anyagok alapján a kép szerint alakul a gépváz, a hossza kb 1m. A keresztösszekötő felül, csak elől és hátul lesz, alulra 30-as profilból fogok kereszteket rakni, és arra fog rámenni egy alulemez, asztal-alapnak.
Ami a rutinosabbaknak biztosan feltünt elsőre, az a relatív széles géphez mégiscsak 1 golyósorsó választása, ez konkrétan pénzügyi döntés volt, meg van tervezve a dupla golyósorsós Y is, ha meglesz hozzá a szükséges +70-ezer ft, akkor megvalósul.
A másik ami feltűnhet, az hogy a lineárok 40-es itemre vannak fogatva, ami pedig egy 45x90-es rexrothon nyugszik. A két profilokat átmenő csavaros, profilanyás megoldással tervezem összerögzíteni, így lesz elég jó Z magasságom, és a rexrothoz be tudom fogatni a keresztprofilokat, amire ugye az asztal megy, és ha hűtőfolyadékot alkalmazok, nem kell a külön folyadéktálcát kigondolni, hanem ez a keret megadja ennek is az elvezetését, mert csak a két végén fog tudni kifolyni.
Kíváncsi lennék az ötleteitekre, véleményekre, gondolatokra. Ezért raktam fel a tervek ilyen korai fázisában a dolgot, na meg mert most volt időm egy kicsit írni, tervezni viszont már fáradt vagyok.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_z53h5iatb8c0nvin4k6xt_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/z53h5iatb8c0nvin4k6xt_2785.jpg)
Meglévő anyagok alapján a kép szerint alakul a gépváz, a hossza kb 1m. A keresztösszekötő felül, csak elől és hátul lesz, alulra 30-as profilból fogok kereszteket rakni, és arra fog rámenni egy alulemez, asztal-alapnak.
Ami a rutinosabbaknak biztosan feltünt elsőre, az a relatív széles géphez mégiscsak 1 golyósorsó választása, ez konkrétan pénzügyi döntés volt, meg van tervezve a dupla golyósorsós Y is, ha meglesz hozzá a szükséges +70-ezer ft, akkor megvalósul.
A másik ami feltűnhet, az hogy a lineárok 40-es itemre vannak fogatva, ami pedig egy 45x90-es rexrothon nyugszik. A két profilokat átmenő csavaros, profilanyás megoldással tervezem összerögzíteni, így lesz elég jó Z magasságom, és a rexrothoz be tudom fogatni a keresztprofilokat, amire ugye az asztal megy, és ha hűtőfolyadékot alkalmazok, nem kell a külön folyadéktálcát kigondolni, hanem ez a keret megadja ennek is az elvezetését, mert csak a két végén fog tudni kifolyni.
Kíváncsi lennék az ötleteitekre, véleményekre, gondolatokra. Ezért raktam fel a tervek ilyen korai fázisában a dolgot, na meg mert most volt időm egy kicsit írni, tervezni viszont már fáradt vagyok.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_z53h5iatb8c0nvin4k6xt_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/z53h5iatb8c0nvin4k6xt_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2018 október 13, 21:23
Írta: sastas Dátum 2018 október 13, 21:23
Közben ezt a rektanciámat is törlesztem. Vélemény a Duet Wifiről és a Flexion extruderfejről.
Először is a Duet:
Nagyon jó alaplap, a fejlesztők kommunikatívak, forumon kb 1 napon belül válaszolnak mindenféle felvetésre, stb. Korrekt bekötési rajzokkal, és magyarázatokkal vannak felvértezve, kötéseknél mire figyelj, mely alkatrészek, csatlakozók érzékenyek a menetközbeni lehúzásra. A beépített webserver nekem kicsit fapados, hiányzik prá funkció, illetve néha elbugol, de a bugok része inkább a hálózatból adódik amire kötve van. A saját kiegészítőkártyáin kívül is hajlandó fogadni bármit, megfelelő protokol esetén, de ez már komoly tapasztalatot igényel. Kijelzőből is csak a sajátját kezeli natívan, de az nagyon király.
Ezek ellenére az ára egy igen komoly hátrány. Főleg ha kiegészítőkkel együtt figyeljük meg(kijelző, expansion board, stb).
Flexion:
Erről inkább negatívabb a véleményem. Ahhoz képest hogy milyen drága, folyamatosan találok benne tervezési hibákat. Az egyik legnagyobb pont a napokban jött ki, erről később.
Mindenféle anyagot jól kezel, PLA, PETG, TPU amivel hosszabban teszteltem, ezekkel nagyon szépen nyomtat. az állítócsavarjait én kicseréltem, mert fix fejes hernyók voltak benne, és a rugós-golyós végű hernyó számomra szimpatikusabb volt. Amit nem igazán szeret az a temperált munkatér, mivel aluból van, gyakorlatilag a hőt beviszi a filamenthez, ami olvad, torzul, stb.
A másik igen komoly gond az most jött ki pont. A támasztógörgő úgy van kialakítva, hogy egy alu csapra, ami a testből van kimunkálva, rá van préselve egy csapágy, arra rátéve egy gyűrű aminek a külső felülete vezeti a filamentet, és ezt egy seeger-gyűrű fogja. Namármost, az a gond, hogy a filamentből meg simán a levegőből származó por bemegy a seeger és a csapágy közé, és ahogy a filament húzása forgatja ezt az egészet, a portol a seeger befeszül és mivel ez rugóacél, szépen elforgácsolta az alucsapot. Egy kicsit bosszantó.
Először is a Duet:
Nagyon jó alaplap, a fejlesztők kommunikatívak, forumon kb 1 napon belül válaszolnak mindenféle felvetésre, stb. Korrekt bekötési rajzokkal, és magyarázatokkal vannak felvértezve, kötéseknél mire figyelj, mely alkatrészek, csatlakozók érzékenyek a menetközbeni lehúzásra. A beépített webserver nekem kicsit fapados, hiányzik prá funkció, illetve néha elbugol, de a bugok része inkább a hálózatból adódik amire kötve van. A saját kiegészítőkártyáin kívül is hajlandó fogadni bármit, megfelelő protokol esetén, de ez már komoly tapasztalatot igényel. Kijelzőből is csak a sajátját kezeli natívan, de az nagyon király.
Ezek ellenére az ára egy igen komoly hátrány. Főleg ha kiegészítőkkel együtt figyeljük meg(kijelző, expansion board, stb).
Flexion:
Erről inkább negatívabb a véleményem. Ahhoz képest hogy milyen drága, folyamatosan találok benne tervezési hibákat. Az egyik legnagyobb pont a napokban jött ki, erről később.
Mindenféle anyagot jól kezel, PLA, PETG, TPU amivel hosszabban teszteltem, ezekkel nagyon szépen nyomtat. az állítócsavarjait én kicseréltem, mert fix fejes hernyók voltak benne, és a rugós-golyós végű hernyó számomra szimpatikusabb volt. Amit nem igazán szeret az a temperált munkatér, mivel aluból van, gyakorlatilag a hőt beviszi a filamenthez, ami olvad, torzul, stb.
A másik igen komoly gond az most jött ki pont. A támasztógörgő úgy van kialakítva, hogy egy alu csapra, ami a testből van kimunkálva, rá van préselve egy csapágy, arra rátéve egy gyűrű aminek a külső felülete vezeti a filamentet, és ezt egy seeger-gyűrű fogja. Namármost, az a gond, hogy a filamentből meg simán a levegőből származó por bemegy a seeger és a csapágy közé, és ahogy a filament húzása forgatja ezt az egészet, a portol a seeger befeszül és mivel ez rugóacél, szépen elforgácsolta az alucsapot. Egy kicsit bosszantó.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2019 január 21, 21:30
Írta: sastas Dátum 2019 január 21, 21:30
Egyre magasabb a CNC maróm megvalósulásának realitása. Lassan oda jutok, hogy már minden ittlesz nálam, és csak össze kellene rakni. Namármost a hétvégén ismételten kegészültem némi alkotóelemmel. Az előző komment képeiben ecseteltem egy megoldást, amit pontosan ehét vasárnapig jónak is tartottam, hiszen senki nem szólta le/korrigált, úgyhogy annyira rosz nem lehet [#nemtudom].
A változást az adta, hogy Serif-nél voltam ezt-azt venni, és belefutottam 2x 1,2 m Ilyenbe (http://www.aluminium-profile.co.uk/acatalog/90X90-Heavy-Aluminium-Profile-KJN990500.html). Úgy döntöttem, hogy ezen fog szaladgálni az Y tengely 4 kocsija. Ehhez majd veszek, de szerintem inkább csináltatok nútanyát, valami acélból. Viszont kérdéses lesz, hogy mivel fogom összefogatni. Szerintem a végeken marad a 45x90-es Rexroth installációs profil, közé viszont az asztal alapjának lehet veszek egy szál 30-as/45-öset, neadjisten némi 40-es zártszelvényt. Mondjuk a zártszelvényt kicsit unortodox megoldásnak tartom, de kifejezetten költséghatékony.
Viszont ami érdekelne: Vettem főorsónak való orsót, de ehhez két dolgom nincs amiről éppen tudok. Az egyik egy motor amivel ezt meghajtanám. 750W-ig jóvagyok, egy J1000-es frekiváltó 1P->3Pvel. Viszont lövésem sincs milyen moci kéne. Aluhoz/Fáhhoz kb 8-ezres max fordulat szerintem jó, de javítsatok ki ha tévedek.
Valamint a főorsómhoz befogó. Namármost ez egy Ilyen (https://www.tacrockford.com/pdf/350.410/350410-din-spindles.pdf) orsó. Ehhez szerintetek lehet kapni "értelmes áron" befogót, patronosat, vagy sem, vagy felejtős, inkább hanyagoljam első körben, és vegyek egy ER16 os patronos befogós orsómotort? És akkor se befogóbal nem kell szívni, se a motorral.
A változást az adta, hogy Serif-nél voltam ezt-azt venni, és belefutottam 2x 1,2 m Ilyenbe (http://www.aluminium-profile.co.uk/acatalog/90X90-Heavy-Aluminium-Profile-KJN990500.html). Úgy döntöttem, hogy ezen fog szaladgálni az Y tengely 4 kocsija. Ehhez majd veszek, de szerintem inkább csináltatok nútanyát, valami acélból. Viszont kérdéses lesz, hogy mivel fogom összefogatni. Szerintem a végeken marad a 45x90-es Rexroth installációs profil, közé viszont az asztal alapjának lehet veszek egy szál 30-as/45-öset, neadjisten némi 40-es zártszelvényt. Mondjuk a zártszelvényt kicsit unortodox megoldásnak tartom, de kifejezetten költséghatékony.
Viszont ami érdekelne: Vettem főorsónak való orsót, de ehhez két dolgom nincs amiről éppen tudok. Az egyik egy motor amivel ezt meghajtanám. 750W-ig jóvagyok, egy J1000-es frekiváltó 1P->3Pvel. Viszont lövésem sincs milyen moci kéne. Aluhoz/Fáhhoz kb 8-ezres max fordulat szerintem jó, de javítsatok ki ha tévedek.
Valamint a főorsómhoz befogó. Namármost ez egy Ilyen (https://www.tacrockford.com/pdf/350.410/350410-din-spindles.pdf) orsó. Ehhez szerintetek lehet kapni "értelmes áron" befogót, patronosat, vagy sem, vagy felejtős, inkább hanyagoljam első körben, és vegyek egy ER16 os patronos befogós orsómotort? És akkor se befogóbal nem kell szívni, se a motorral.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: istvan3 Dátum 2019 január 22, 07:18
Írta: istvan3 Dátum 2019 január 22, 07:18
Szerintem vegyél inkább egy kínai vizes marómotort.
800w-os motort elvisz a frekvenciaváltód, és szinte minden hobbis marásra elég.
Ezek HSK-s szerszámbefogók arany áron mennek.
Nekem egy 1,5kw-os van, 4 éve hibátlanul üzemel, tökéletes alut marni is.
Ha szerszámcserélőst akarsz akkor SK15-ös orsókat lehet kapni, illetve kínai motorra feltét orsót.
De ezek is 1000 eurós költséggel járnak szerszámbefogókkal.
800w-os motort elvisz a frekvenciaváltód, és szinte minden hobbis marásra elég.
Ezek HSK-s szerszámbefogók arany áron mennek.
Nekem egy 1,5kw-os van, 4 éve hibátlanul üzemel, tökéletes alut marni is.
Ha szerszámcserélőst akarsz akkor SK15-ös orsókat lehet kapni, illetve kínai motorra feltét orsót.
De ezek is 1000 eurós költséggel járnak szerszámbefogókkal.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2019 január 23, 00:30
Írta: sastas Dátum 2019 január 23, 00:30
Ha szerszámcserélőset akarnék kifejezetten, akkor vennék egyet itt a fórumon mikor fel-fel bukkan egy.
Tudsz esetleg a kinaira valami megbízható(bb) forrást?
Tudsz esetleg a kinaira valami megbízható(bb) forrást?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: istvan3 Dátum 2019 január 23, 09:41
Írta: istvan3 Dátum 2019 január 23, 09:41
Innen vettem már, rendben volt:
Németből vám nélkül jön 1 hét alatt:
https://feedback.ebay.de/ws/eBayISAPI.dll?ViewFeedback2&userid=businessindustry&ftab=AllFeedback&myworld=true&rt=nc
Németből vám nélkül jön 1 hét alatt:
https://feedback.ebay.de/ws/eBayISAPI.dll?ViewFeedback2&userid=businessindustry&ftab=AllFeedback&myworld=true&rt=nc
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2019 február 15, 19:29
Írta: sastas Dátum 2019 február 15, 19:29
Sziasztok!
Tervezési fázis, sokadik lépése, de mivel van időm, így streamelem :) Lehet jönni, kérdezni, tippeket adni stb. Persze akár itt is ha nem akarsz regisztrálni :) Aztán meg utólag is vissza lehet nézni 15 napig, utána meg felkerül majd valahogyan YT-ra.
Twitch (https://www.twitch.tv/sastas)
Tervezési fázis, sokadik lépése, de mivel van időm, így streamelem :) Lehet jönni, kérdezni, tippeket adni stb. Persze akár itt is ha nem akarsz regisztrálni :) Aztán meg utólag is vissza lehet nézni 15 napig, utána meg felkerül majd valahogyan YT-ra.
Twitch (https://www.twitch.tv/sastas)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: vjanos Dátum 2019 február 15, 22:38
Írta: vjanos Dátum 2019 február 15, 22:38
Ma már mindent lehet sztrímelni :D
Vannak már CNC influencerek is talán?
Vannak már CNC influencerek is talán?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2019 február 15, 22:41
Írta: sastas Dátum 2019 február 15, 22:41
Bármit is!
NYCNC szerintem eléggé influencer szint ;)
NYCNC szerintem eléggé influencer szint ;)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2019 március 14, 20:02
Írta: sastas Dátum 2019 március 14, 20:02
Alalkulok. Fórumtárstól sikerült venni kínai 2,2kW-os főorsót, frekiváltóval, ER16 patronkészlettel, meg egy mechanikus élkeresőt. minden működik is szépen.
Ezzel kapcsolatban csak egy kérdésem maradt, a mechanikus élkeresőt maximum milyen fordulattal illik megforgatni? jelenleg a minimum amit tud az orsó 1200, de azt kicsit soknak érzem hozzá.
Illetve az orsónak kb 2200 as fordulaton van egy rezonancia pontja, ha jól sejtem ott nem kéne használni.
Ezzel kapcsolatban csak egy kérdésem maradt, a mechanikus élkeresőt maximum milyen fordulattal illik megforgatni? jelenleg a minimum amit tud az orsó 1200, de azt kicsit soknak érzem hozzá.
Illetve az orsónak kb 2200 as fordulaton van egy rezonancia pontja, ha jól sejtem ott nem kéne használni.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: kmajer Dátum 2019 március 14, 20:16
Írta: kmajer Dátum 2019 március 14, 20:16
500 rpm
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2019 március 14, 21:28
Írta: sastas Dátum 2019 március 14, 21:28
De ez ökölszabály, gyártói adat, vagy csak tapasztalat? :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: kmajer Dátum 2019 március 14, 21:56
Írta: kmajer Dátum 2019 március 14, 21:56
mindegyik
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2019 március 28, 23:15
Írta: sastas Dátum 2019 március 28, 23:15
Kb 12-16 óra modellezés után ide jutottam. Volt benne néhány áttervezés, meg 2D rajz készítés stb, de összességében kezdetnek elégedett vagyok. A későbbieket pedig majd meglátjuk :) Elvileg mindenhol lesz helye a kábelezésnek, stb, de ez mindig csak elmélet marad, arra ár nem volt energiám, hogy lemodellezzem, viszont szeretném a gépet legalább demonstrációs jelleggel a debreceni talin megjelentetni :)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_zid2dizub0ycb6kns7_2785.png) (https://hobbicncforum.hu/uploaded_images/2019/03/zid2dizub0ycb6kns7_2785.png)
(https://hobbicncforum.hu/uploaded_images/2019/03/tn_zid2dizub0ycb6kns7_2785.png) (https://hobbicncforum.hu/uploaded_images/2019/03/zid2dizub0ycb6kns7_2785.png)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2020 február 02, 00:47
Írta: sastas Dátum 2020 február 02, 00:47
Az élet mindig közbeszól. CNC még nincs, de energia ismét van. A változás alapvetően annyi, hogy az Y orsót eladtam jó áron és vettem helyette másikat párban. Kicsi szépséghiba hogy "csak" 5-ös a menetemelkedése, de igazából nem rohanok sehova, jólesz ez.
A különbség csak annyi, hogy így 1100 mm tud lenni az Y-om, ami még jól jöhet :) Az X marad 600 körül :)
Emiatt igazából teljesen újra kell rajzolni mindent, de ez nem tántoríít el. Megpróbálok mindent a lehető legjobban kitalálni, és végre összerakni a dolgokat.
Ehhez majd fogok keresni(akár itt a fórumon is) valakit aki tud alu alkatrészeket marni nekem. Tipikusan 15-20 as lemezből képzelek el első körben mindent ami nem profil.
A két orsóval együtt érkezett egy DC servo is. Namármost ennek a vezérlője megvan, de az én elektronika tudásom ennek az életre keltéséhez kevés. Ha jól gondolom ez így dobós és vennem kell egy másikat, vezérlővel együtt. Mondjuk van rajta egy 10-es lassítású csigahajtás, de annak van kottyanása, úgyhogy amúgy is le kéne venni és a motortengelyre felrakni a szíjtárcsát direktbe, és ott 1:2 vagy 1:3 lassítást megcsinálni szíjjal.
Most ebből ki is derült, hogy a két orsót egy motorral, összeszíjaznám, nem gondolom hogy ebből komoly gondom lenne első körben. Ha meg mégis, akkor kap később egy másik motort, hogy párban legyen.
Így összeszedve amúgy elég közel járok, néhány alulemez és kötőelem hegyek hiányoznak már "csak" :)
A különbség csak annyi, hogy így 1100 mm tud lenni az Y-om, ami még jól jöhet :) Az X marad 600 körül :)
Emiatt igazából teljesen újra kell rajzolni mindent, de ez nem tántoríít el. Megpróbálok mindent a lehető legjobban kitalálni, és végre összerakni a dolgokat.
Ehhez majd fogok keresni(akár itt a fórumon is) valakit aki tud alu alkatrészeket marni nekem. Tipikusan 15-20 as lemezből képzelek el első körben mindent ami nem profil.
A két orsóval együtt érkezett egy DC servo is. Namármost ennek a vezérlője megvan, de az én elektronika tudásom ennek az életre keltéséhez kevés. Ha jól gondolom ez így dobós és vennem kell egy másikat, vezérlővel együtt. Mondjuk van rajta egy 10-es lassítású csigahajtás, de annak van kottyanása, úgyhogy amúgy is le kéne venni és a motortengelyre felrakni a szíjtárcsát direktbe, és ott 1:2 vagy 1:3 lassítást megcsinálni szíjjal.
Most ebből ki is derült, hogy a két orsót egy motorral, összeszíjaznám, nem gondolom hogy ebből komoly gondom lenne első körben. Ha meg mégis, akkor kap később egy másik motort, hogy párban legyen.
Így összeszedve amúgy elég közel járok, néhány alulemez és kötőelem hegyek hiányoznak már "csak" :)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2020 február 02, 00:49
Írta: sastas Dátum 2020 február 02, 00:49
A motorról a képeket lehagytam...
Érdekes módon semmit nem találtam a neten róla.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_qnpbyycyn0q0hbp0p90mx_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/qnpbyycyn0q0hbp0p90mx_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_emfy95e457vwmc4hwm9xw_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/emfy95e457vwmc4hwm9xw_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_0hnusuzthxtnwn76jc4h_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/0hnusuzthxtnwn76jc4h_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_xgyjt7ts93v54zd36gkim_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/xgyjt7ts93v54zd36gkim_2785.jpeg)
Érdekes módon semmit nem találtam a neten róla.
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_qnpbyycyn0q0hbp0p90mx_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/qnpbyycyn0q0hbp0p90mx_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_emfy95e457vwmc4hwm9xw_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/emfy95e457vwmc4hwm9xw_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_0hnusuzthxtnwn76jc4h_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/0hnusuzthxtnwn76jc4h_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_xgyjt7ts93v54zd36gkim_2785.jpeg) (https://hobbicncforum.hu/uploaded_images/2020/02/xgyjt7ts93v54zd36gkim_2785.jpeg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gaben Dátum 2020 február 02, 10:00
Írta: gaben Dátum 2020 február 02, 10:00
Szia,
ha eljutsz odáig, szívesen segítek az alkatrészek marásában. ;)
Üdv, Gábor
ha eljutsz odáig, szívesen segítek az alkatrészek marásában. ;)
Üdv, Gábor
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2020 február 02, 18:01
Írta: sastas Dátum 2020 február 02, 18:01
Jól hangzik, kereslek a részletekkel ha eljutok odáig :) [#nezze][#gonosz1]
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2020 február 04, 00:08
Írta: sastas Dátum 2020 február 04, 00:08
Mondhatni rohamléptekkel haladok :) Ezt az előző poszt óra hoztam össze. Munka után "csak" ennyi telt :)
Hozott anyagból dolgozunk, meg ami van itthon. Így kicsit mixelt lesz a felhozatal, a golyósorsók fix hosszúak, az aluprofiljaim is, meg a lineárok is. Ezzel kicsit kísérletezni fogok, mi hogyan alakul, meg egy jó teszt saját magamnak hogy megtudom e valósítani ahogy elképzeltem.
Az első és hátsó részen így 100x100x8-as zártszelvényből egészítem ki a profilokat, így pont megfelelő hosszú lesz minden :) A 8-as falút úgy gondolom meg lehet úgy munkálni, hogy a csatlakozó felületek párhuzamossága és merőlegessége kielégítő legyen. Legalábbis ha a 100-as is annyira csodálatos minőségű lesz mint pár hónapja a 40-es amit vettem, gyarkolatilag a profil minden oldala görbékből állt, természetesen a merőlegesség és a párhuzamosság legcsekélyebb jeleit sem mutatva [#nemtudom].
Na mindegy. Jövőhétre szerintem minden tervel elkészülhetek és jöhet a munka és alapanyag szervezése
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_naa38eyjamuwy782jy06_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/naa38eyjamuwy782jy06_2785.jpg)
Hozott anyagból dolgozunk, meg ami van itthon. Így kicsit mixelt lesz a felhozatal, a golyósorsók fix hosszúak, az aluprofiljaim is, meg a lineárok is. Ezzel kicsit kísérletezni fogok, mi hogyan alakul, meg egy jó teszt saját magamnak hogy megtudom e valósítani ahogy elképzeltem.
Az első és hátsó részen így 100x100x8-as zártszelvényből egészítem ki a profilokat, így pont megfelelő hosszú lesz minden :) A 8-as falút úgy gondolom meg lehet úgy munkálni, hogy a csatlakozó felületek párhuzamossága és merőlegessége kielégítő legyen. Legalábbis ha a 100-as is annyira csodálatos minőségű lesz mint pár hónapja a 40-es amit vettem, gyarkolatilag a profil minden oldala görbékből állt, természetesen a merőlegesség és a párhuzamosság legcsekélyebb jeleit sem mutatva [#nemtudom].
Na mindegy. Jövőhétre szerintem minden tervel elkészülhetek és jöhet a munka és alapanyag szervezése
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_naa38eyjamuwy782jy06_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/naa38eyjamuwy782jy06_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: remrendes Dátum 2020 február 04, 07:47
Írta: remrendes Dátum 2020 február 04, 07:47
X iranyban nem sok merevitest hagytal. En a ket zartszelveny darabot meghagynam egynek.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2020 február 04, 08:25
Írta: Szalai György Dátum 2020 február 04, 08:25
A sin és az azonos oldali orsó távolságát áthidaló darabok együttes rugalmassága és kottyanása döntően fogja meghatározni, hogy az egész gép mire lesz használható.
Szerintem a konstrukció egyik gyenge pontja, hogy az a távolság a lehető legnagyobb, mert a sin az aluszelvény tetejére, az orsó pedig az aljára van tervezve.
Az összekötő darab akkor lehet a leg merevebb, ha minimális a hossza. Ezért szerintem a sínnek és az orsónak egymáshoz a leg közelebb (mellette) kéne lennie.
A két golyósanya blokkot összekötő vízszintes lemeznek nem látom a funkcióját. Annak mi a szerepe?
Szerintem a konstrukció egyik gyenge pontja, hogy az a távolság a lehető legnagyobb, mert a sin az aluszelvény tetejére, az orsó pedig az aljára van tervezve.
Az összekötő darab akkor lehet a leg merevebb, ha minimális a hossza. Ezért szerintem a sínnek és az orsónak egymáshoz a leg közelebb (mellette) kéne lennie.
A két golyósanya blokkot összekötő vízszintes lemeznek nem látom a funkcióját. Annak mi a szerepe?
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2020 február 04, 16:29
Írta: sastas Dátum 2020 február 04, 16:29
A keresztben merevítésre majd az asztal fog szolgálni, a két aluprofil nútjaihoz keresztirányban további profilokat(vagy zártszelvényt, eben még nem vagyok biztos) rögzítek, amire egy síklapot teszek, így lesz egy kvázi folyadékzárt tálcám, amiben így majd a hűtés később könnyen megoldható. Az szerintem tisztességesen megmerevíti a szerkezetet később.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2020 február 04, 16:49
Írta: sastas Dátum 2020 február 04, 16:49
Értem. Azért került alulra az orsó, mert oldalra nem kerülhet helyigényileg 800 volt az elképzelés, és már ígyis 840 széles. Felülre meg az előző konstrukció nem volt ok.
Erre nem is gondoltam, úgyhogy felrakom a sín fölé az orsót, az also összekötőt meg elhagyom. Így valóban egy sokkal merevebb konstrukciót kaphatok.
Ezzel hídrész azonos magasság mellett stabilitást nyer, köszönöm
Az also összekötő egyébként csak merevítési célokat szolgált volna ebben a konstrukcióban.
Erre nem is gondoltam, úgyhogy felrakom a sín fölé az orsót, az also összekötőt meg elhagyom. Így valóban egy sokkal merevebb konstrukciót kaphatok.
Ezzel hídrész azonos magasság mellett stabilitást nyer, köszönöm
Az also összekötő egyébként csak merevítési célokat szolgált volna ebben a konstrukcióban.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2020 február 12, 19:34
Írta: sastas Dátum 2020 február 12, 19:34
Gépasztal, és állvány még nincs, de elsődlegesen körvonalazódott a 3 tengely alapkoncepciója. Az elképzelésen van mit csiszolni, de első körben az adott anyagokból szerintem ez a legjobb ami kihozható. Véleményekre vevő vagyok, szokás szerint, hasznosak szoktak lenni [#eljen]
Szóval, az első képen a korábbihoz hasonlóan a izometrikus nézet.
A másodikon oldalról a híd, a golyósorsó por/forgácsvédelem és laposabb z konstrukció miatt hátra került.
A hídon a szabad oldali csapágyazás lesz érdekes, de azzal túl sokat nem akarok vacakolni, ott valami faék egyszerűségen gondolkodok.
Az utolsó kép, a 80x40-es profil, 920-as távon, középen 1 000N-al terhelve(a képen lévő adatok az item saját kalkulátorával jöttek ki) Alapvetően úgy gondolom, hogy a felfogatás milyensége inkább a 3-as esetet feltételezné, de a rugalmasságból adódóan inkább közelebb lesz az a 2-es esethez. Első körben ezzel elégedett tudnék lenni.
Egyébként a vázon még agyalok, nem akarom túllőni, 30x30x2-es zártszelvény körbehegesztve, a két oldalsó gerenda alatt pedig ezt több függőleges merevítőelemmel, esetleg egy felcsavarozott 5-ös acéllappal megtoldva. Még az asztallapot nem tudom hogyan kéne megkomponálni, az marad az egyik utolsó feladatnak majd :)
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_229s78jp7fxy5e7090uy_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/229s78jp7fxy5e7090uy_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_vx0jjsujjmgtic4kwzmne_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/vx0jjsujjmgtic4kwzmne_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_jx4d6qxbv0mnaa72c9j_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/jx4d6qxbv0mnaa72c9j_2785.jpg)
Szóval, az első képen a korábbihoz hasonlóan a izometrikus nézet.
A másodikon oldalról a híd, a golyósorsó por/forgácsvédelem és laposabb z konstrukció miatt hátra került.
A hídon a szabad oldali csapágyazás lesz érdekes, de azzal túl sokat nem akarok vacakolni, ott valami faék egyszerűségen gondolkodok.
Az utolsó kép, a 80x40-es profil, 920-as távon, középen 1 000N-al terhelve(a képen lévő adatok az item saját kalkulátorával jöttek ki) Alapvetően úgy gondolom, hogy a felfogatás milyensége inkább a 3-as esetet feltételezné, de a rugalmasságból adódóan inkább közelebb lesz az a 2-es esethez. Első körben ezzel elégedett tudnék lenni.
Egyébként a vázon még agyalok, nem akarom túllőni, 30x30x2-es zártszelvény körbehegesztve, a két oldalsó gerenda alatt pedig ezt több függőleges merevítőelemmel, esetleg egy felcsavarozott 5-ös acéllappal megtoldva. Még az asztallapot nem tudom hogyan kéne megkomponálni, az marad az egyik utolsó feladatnak majd :)
(https://hobbicncforum.hu/uploaded_images/2020/02/tn_229s78jp7fxy5e7090uy_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/229s78jp7fxy5e7090uy_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_vx0jjsujjmgtic4kwzmne_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/vx0jjsujjmgtic4kwzmne_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/tn_jx4d6qxbv0mnaa72c9j_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/02/jx4d6qxbv0mnaa72c9j_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2020 február 13, 17:01
Írta: Szalai György Dátum 2020 február 13, 17:01
Én úgy látom, hogy a kettes és a hármas deformáció között nem elvesztegethető a különbség.
Nálad inkább a kettes esetet tartom most megvalósulónak, mert a hídgerenda végeit tartó lemezek rugalmasak, a gerenda behajlása ellen szerintem majdnem semmit akadályoznak.
Ez akkor nem két végén befogott tartó, csak két végén feltámasztott.
Ha a hídtartó láb nem lemez volna, hanem hasáb, akkor inkább hasonlítana befogott tartósra a szerkezet.
Vagy, ha a mostani lemez tartót kiegészítenéd egy háromszögű (ötszögű) merevítővel.
Ha érthető ez így egyáltalán.
Nálad inkább a kettes esetet tartom most megvalósulónak, mert a hídgerenda végeit tartó lemezek rugalmasak, a gerenda behajlása ellen szerintem majdnem semmit akadályoznak.
Ez akkor nem két végén befogott tartó, csak két végén feltámasztott.
Ha a hídtartó láb nem lemez volna, hanem hasáb, akkor inkább hasonlítana befogott tartósra a szerkezet.
Vagy, ha a mostani lemez tartót kiegészítenéd egy háromszögű (ötszögű) merevítővel.
Ha érthető ez így egyáltalán.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2020 február 14, 08:35
Írta: sastas Dátum 2020 február 14, 08:35
Így-így. Szintén ezért gondoltam arra, hogy inkább a kettes eset, mint a hármas, hiába hajaz arra a felépítés.
Az ötszöget annyira nem értem, de igen, "van tervben". Igazából ki akarom tapasztalni milyen így, és milyen lesz úgy. Helyet hagytam neki. Legroszabb esetben az egyik első hasznos munkája lesz a gépnek :) Már nagyon várom.
Van még pár megoldatlan rejtély, meg mint kiderült vennem kell még legalább egy de inkább két motorvezérlőt is, léptetőim vannak. HDT5M-et néztem ki mint szimaptikus megoldás, bár lehet a Z-re sok lesz, ott kevés a hely.
Viszont van egy csomó dolog, amit már el tudok kezdeni összerakosgatni, hiszen a profilok és a lineárok már megvannak, úgyhogy valamelyik nap azokat már előszerelem.
Az ötszöget annyira nem értem, de igen, "van tervben". Igazából ki akarom tapasztalni milyen így, és milyen lesz úgy. Helyet hagytam neki. Legroszabb esetben az egyik első hasznos munkája lesz a gépnek :) Már nagyon várom.
Van még pár megoldatlan rejtély, meg mint kiderült vennem kell még legalább egy de inkább két motorvezérlőt is, léptetőim vannak. HDT5M-et néztem ki mint szimaptikus megoldás, bár lehet a Z-re sok lesz, ott kevés a hely.
Viszont van egy csomó dolog, amit már el tudok kezdeni összerakosgatni, hiszen a profilok és a lineárok már megvannak, úgyhogy valamelyik nap azokat már előszerelem.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2020 szeptember 17, 22:23
Írta: sastas Dátum 2020 szeptember 17, 22:23
Maradjunk annyiban, hogy nem minden hibát sikerült kijavítani, de azért néhány dolgot amit javasoltatok megcsináltam.
Még a szíjakat kell megrendeljem és mehet az építés. Persze ha lesz rá időm :)
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_9nypztsza2xkmdv5ncfw7_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/9nypztsza2xkmdv5ncfw7_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_nndfdpycgc4c5vqz2my28_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/nndfdpycgc4c5vqz2my28_2785.jpg)
Még a szíjakat kell megrendeljem és mehet az építés. Persze ha lesz rá időm :)
(https://hobbicncforum.hu/uploaded_images/2020/09/tn_9nypztsza2xkmdv5ncfw7_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/9nypztsza2xkmdv5ncfw7_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/tn_nndfdpycgc4c5vqz2my28_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2020/09/nndfdpycgc4c5vqz2my28_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2023 szeptember 11, 19:58
Írta: sastas Dátum 2023 szeptember 11, 19:58
Sikerült vennem egy pár nema34-et amit fel szeretnék tenni a CNC-re. Persze a csatiban 6 érintkező (plusz árnyékolás) volt, levágva a csatit 8 kábel állt velem szemben. Mivel nem vagyok hatalmas léptetőmotor szakértő, inkább kérdeznék mielőtt a léptetővezérlőimet leégetem... Fotóztam a csati végét meg egy neten talált képre felírtam, hogyan is értelmeztem a bekötést. (a fotón a csatiban közösített ereket bekarikáztam)
Ha jól olvastam, ilyenkor adott áram mellett nagyobb nyomaték adódik, persze a sebesség rovására. Helyes a gondolatmenetem vagy inkább sorba kössem a tekercseket?
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_aancsgaiw2uvqeepfs226_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/aancsgaiw2uvqeepfs226_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_8b00msm564ex3zt8ez3ux_2785.png) (https://hobbicncforum.hu/uploaded_images/2023/09/8b00msm564ex3zt8ez3ux_2785.png)
Ha jól olvastam, ilyenkor adott áram mellett nagyobb nyomaték adódik, persze a sebesség rovására. Helyes a gondolatmenetem vagy inkább sorba kössem a tekercseket?
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_aancsgaiw2uvqeepfs226_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/aancsgaiw2uvqeepfs226_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/tn_8b00msm564ex3zt8ez3ux_2785.png) (https://hobbicncforum.hu/uploaded_images/2023/09/8b00msm564ex3zt8ez3ux_2785.png)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: Szalai György Dátum 2023 szeptember 12, 08:31
Írta: Szalai György Dátum 2023 szeptember 12, 08:31
,,Az ötszöget annyira nem értem"
A derékszögű háromszög formájú oldalmerevítő lap itt valójában ötszögű lesz, hiszen a háromszög hegyes végei szinte semmi merevítő szerepet nem töltenének be, azokat levágod.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_vptjfg8g857i4hix3dya_415.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/vptjfg8g857i4hix3dya_415.jpg)
A derékszögű háromszög formájú oldalmerevítő lap itt valójában ötszögű lesz, hiszen a háromszög hegyes végei szinte semmi merevítő szerepet nem töltenének be, azokat levágod.
(https://hobbicncforum.hu/uploaded_images/2023/09/tn_vptjfg8g857i4hix3dya_415.jpg) (https://hobbicncforum.hu/uploaded_images/2023/09/vptjfg8g857i4hix3dya_415.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2024 január 28, 17:28
Írta: sastas Dátum 2024 január 28, 17:28
Nos, úgy néz ki a projekt elindult. Persze messze még a vége, stb. [#taps]
Jöhet vélemény, hideg, meleg, javasolt fordulatszám és sebességadatot, minden. [#vigyor]
A legelső próba, az UCCNC szerszámtartó mintaprogramja, egy 7-es maróval elkövetve. Azon kívül, hogy a szerszám túl nagy a programhoz, szerintem teljesen rendben volt. Az elején látszik, hogy a Z süllyedésektől paráztam ezért szépen levettem az előtolást, de a végére elengedtem 100%-on a dolgot.
Köszi mindenkinek aki segített eddig eljutni :) [#eljen]
A következő az elektronika dobozolása és a gép elszállítása a hálószobából [#vigyor2]
[yt]pnMn_J220mA[/yt]
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_t9v6dm2dnmpij74nzc9be_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/t9v6dm2dnmpij74nzc9be_2785.jpg)
Jöhet vélemény, hideg, meleg, javasolt fordulatszám és sebességadatot, minden. [#vigyor]
A legelső próba, az UCCNC szerszámtartó mintaprogramja, egy 7-es maróval elkövetve. Azon kívül, hogy a szerszám túl nagy a programhoz, szerintem teljesen rendben volt. Az elején látszik, hogy a Z süllyedésektől paráztam ezért szépen levettem az előtolást, de a végére elengedtem 100%-on a dolgot.
Köszi mindenkinek aki segített eddig eljutni :) [#eljen]
A következő az elektronika dobozolása és a gép elszállítása a hálószobából [#vigyor2]
[yt]pnMn_J220mA[/yt]
(https://hobbicncforum.hu/uploaded_images/2024/01/tn_t9v6dm2dnmpij74nzc9be_2785.jpg) (https://hobbicncforum.hu/uploaded_images/2024/01/t9v6dm2dnmpij74nzc9be_2785.jpg)
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gaben Dátum 2024 január 28, 19:07
Írta: gaben Dátum 2024 január 28, 19:07
Na ez már haladás, gratulálok!
Fához kell a nagy fordulat, és 1, max 2 élű baromi éles szerszám, úgy nem égeted meg az anyagot.
Ehhez mérten az előtolás is nagyobb lehet, persze ez rengeteg mindentől függhet: milyen a lefogatás, mekkora mélységben szántod az anyagot, stb.
Fához kell a nagy fordulat, és 1, max 2 élű baromi éles szerszám, úgy nem égeted meg az anyagot.
Ehhez mérten az előtolás is nagyobb lehet, persze ez rengeteg mindentől függhet: milyen a lefogatás, mekkora mélységben szántod az anyagot, stb.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: sastas Dátum 2024 január 28, 19:51
Írta: sastas Dátum 2024 január 28, 19:51
Igazából én meglepődtem, hogy egy d7-es 4 élűvel, 10k fordulaton, 1mm mélyen F900-al ilyen szépen és égés nélkül vitte.
Persze a maróim is ilyen nagyonkínai valamik. A főorsóval együtt vettem egy dobozzal, nem/alig használt. Úgy gondoltam hogy mire eltöröm őket, talán ráérzek.
Persze ez valami random fadarab, talán nyír vagy nyár vagy fenyő, udvaron találtam, talán raklap alkatrész volt.
Persze a maróim is ilyen nagyonkínai valamik. A főorsóval együtt vettem egy dobozzal, nem/alig használt. Úgy gondoltam hogy mire eltöröm őket, talán ráérzek.
Persze ez valami random fadarab, talán nyír vagy nyár vagy fenyő, udvaron találtam, talán raklap alkatrész volt.
Cím: Re:Épül a gépem ::: Sastas gépe
Írta: gaben Dátum 2024 január 29, 14:18
Írta: gaben Dátum 2024 január 29, 14:18
Háát egy puhafa nem jelenthet akadályt arra a maróra nézve. [#vigyor]
A következő már lehet valami komolyabb anyag is, mondjuk alu vagy egy vékonyabb vaslemez, aztán lehet kísérletezgetni a fordulatszámmal, előtolással, átmérőkkel, stb. [#papakacsint]
A következő már lehet valami komolyabb anyag is, mondjuk alu vagy egy vékonyabb vaslemez, aztán lehet kísérletezgetni a fordulatszámmal, előtolással, átmérőkkel, stb. [#papakacsint]