Cím: Épül a gépem ::: NG
Írta: gaben Dátum 2025 február 26, 08:05
Írta: gaben Dátum 2025 február 26, 08:05
.
Cím: Re:Épül a gépem ::: NG
Írta: 887uiwjpw Dátum 2011 október 03, 13:12
Írta: 887uiwjpw Dátum 2011 október 03, 13:12
Sok sikert hozzá. Várjuk a terveket, képeket.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 14, 13:42
Írta: wkbgzy80t Dátum 2011 október 14, 13:42
Kedves Sporttársak!
Sajnos pont okt3-án utaztam el, de ez a állapot tegnapra teljesen elmúlt, így tudom tölteni a topicot.
Mielőtt bármit is írnék, köszönetet szeretnék mondani elsősorban Svejk, Sneci és Tibor45 Uraknak, akik meglepően készségesek voltak a segítségnyújtásban, annak ellenére, hogy idegenként kerestem meg őket.
Le a kalappal...
Benéztem két találkozóra is (Leányfalu, Hatvan), amik szintén mély benyomást tettek rám.
Világos tehát, hogy ezt a fórumot táplálni kell, ezért gondoltam én is fölpakolászom ide az eddigi terveimet meg dilemmáimat, remélem be tudok kapcsolódni az ötletfolyamba...
Sajnos pont okt3-án utaztam el, de ez a állapot tegnapra teljesen elmúlt, így tudom tölteni a topicot.
Mielőtt bármit is írnék, köszönetet szeretnék mondani elsősorban Svejk, Sneci és Tibor45 Uraknak, akik meglepően készségesek voltak a segítségnyújtásban, annak ellenére, hogy idegenként kerestem meg őket.
Le a kalappal...
Benéztem két találkozóra is (Leányfalu, Hatvan), amik szintén mély benyomást tettek rám.
Világos tehát, hogy ezt a fórumot táplálni kell, ezért gondoltam én is fölpakolászom ide az eddigi terveimet meg dilemmáimat, remélem be tudok kapcsolódni az ötletfolyamba...
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 14, 13:56
Írta: wkbgzy80t Dátum 2011 október 14, 13:56
Dióhéjban az eddigiekről:
Kb 4-5 éve kezdtem foglalkozni komolyabban a gépépítés gondolatával, a terveket is azóta pofozgatom, kvázi folyamatosan. Eddig szinte kizárólag a mechanika résszel foglalkoztam, ehez is értek inkább. Az elektronikához sajnos nem nagyon konyítok, a cnc hajtástechnikában is csak a konyhanyelvet tudtam fölszedni, részben innen a fórumról.
Sajnos még mindig nem érzem úgy, hogy eléggé átlátnám egy marógép tervezése során jelentkező statikai/dinamikai ügyeket, de nem akarok tovább szöszölni, lassan tényleg szükségem lesz a gépre, és most már némi reményt is látok arra, hogy össze sikerül hozni valami működőt.
A cél szerencsére mit sem változott egész idő alatt... Egy kb 500*800*250 munkaterű masinára van szükségem, amivel mindenek előtt magabiztosan és persze minél gyorsabban szét lehet marni nagyobb alumínium tömböket.
Egy habvágót már csináltam régebben (édesapámmal közösen a dekorvállakozásunk számára):
Ennek a tapasztalataira persze semmilyen mértékben sem kívánok most támaszkodni, csupán az érdekesség kedvéért mutatom...
Minimális költséggel szerettük volna megcsinálni. minden 40x40 alu zártszelvényből van, a görgőket epoxiból öntöttem. Egész jól megy.



Kb 4-5 éve kezdtem foglalkozni komolyabban a gépépítés gondolatával, a terveket is azóta pofozgatom, kvázi folyamatosan. Eddig szinte kizárólag a mechanika résszel foglalkoztam, ehez is értek inkább. Az elektronikához sajnos nem nagyon konyítok, a cnc hajtástechnikában is csak a konyhanyelvet tudtam fölszedni, részben innen a fórumról.
Sajnos még mindig nem érzem úgy, hogy eléggé átlátnám egy marógép tervezése során jelentkező statikai/dinamikai ügyeket, de nem akarok tovább szöszölni, lassan tényleg szükségem lesz a gépre, és most már némi reményt is látok arra, hogy össze sikerül hozni valami működőt.
A cél szerencsére mit sem változott egész idő alatt... Egy kb 500*800*250 munkaterű masinára van szükségem, amivel mindenek előtt magabiztosan és persze minél gyorsabban szét lehet marni nagyobb alumínium tömböket.
Egy habvágót már csináltam régebben (édesapámmal közösen a dekorvállakozásunk számára):
Ennek a tapasztalataira persze semmilyen mértékben sem kívánok most támaszkodni, csupán az érdekesség kedvéért mutatom...
Minimális költséggel szerettük volna megcsinálni. minden 40x40 alu zártszelvényből van, a görgőket epoxiból öntöttem. Egész jól megy.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 15, 20:20
Írta: wkbgzy80t Dátum 2011 október 15, 20:20
Végre sikerült összehozni néhány képet a tervezett gépről meg a jelen állapot előzményeiről.
Röviden a terv eddigi lefolyása: Sok meddő próbálkozás után kb a 13. koncepció kezdett először hasonlítani a jelenlegi tervváltozatra, ezért innen kezdve teszek képet, ebből is, a későbbiekből is 1-2-t.
Az alapkoncepció majdnem végig az volt, hogy emelhető hidas gépet készítek, mivel úgy érzem, hogy a híd megfelelő súlyú lehet (~120 kg körül lesz), hogy már elnyeljen valami rezgést is, pláne hogy jól tölthető polimerbetonnal, jó erős alapokat lehet csinálni a síneknek stb. Nem hiszem, hogy olyan feszes és precíz szerkezetet tudnék készíteni, hogy a híd súlya "két sínpár távolságból" is megfelelően tudjon érvényesülni, és valóban csillapítsa a rezgést egy lenyúló z tengely esetén. Ugyanakkor ezt jóval egyszerűbb konstrukciónak érzem, amellett, hogy pontosabban gyárthatónak is találom. A lenyúló z-tengely gondolata elsősorban ezek miatt kezdettől fogva kívül esett az elképzeléseimen.
Ennél, a 13. változatnál amit most mutatok, éppen ott tartottam, hogy beton alapot akartam önteni az egésznek, majd a megfelelő mérőeszközökkel kialakítani a peremén két szintben lévő sík felületet, amire az egész masina rákerült volna.
Aztán ezt később több dolog miatt is elvetettem.
Mozgó asztalost eredetileg nem szerettem volna, mert egyrészt nem gondoltam, hogy lenne elég helyem, másrészt nem gondoltam azt sem, hogy képes lennék 2m-es síneket beszerezni, és azoknak megfelelően sík alapot készíteni.
Szintén ennél a 13. változatnál gondolkodtam utoljára gránitporos epoxi polimerbetonban alapanyagul egy-két helyben bővelkedő, jól hízlalható teherviselő elem számára. Később ezt elvetettem, csak kitöltésre akarom használni az anyagot. Fene tudja hogy jó lenne-e, és épp ez a gond :)
Itt vannak a képek:
(Sok dolog hiányzik róla, dehát ez csak korai koncepció)
13 beton+fortuna
13 beton+fortuna 2
13 X tengely
Röviden a terv eddigi lefolyása: Sok meddő próbálkozás után kb a 13. koncepció kezdett először hasonlítani a jelenlegi tervváltozatra, ezért innen kezdve teszek képet, ebből is, a későbbiekből is 1-2-t.
Az alapkoncepció majdnem végig az volt, hogy emelhető hidas gépet készítek, mivel úgy érzem, hogy a híd megfelelő súlyú lehet (~120 kg körül lesz), hogy már elnyeljen valami rezgést is, pláne hogy jól tölthető polimerbetonnal, jó erős alapokat lehet csinálni a síneknek stb. Nem hiszem, hogy olyan feszes és precíz szerkezetet tudnék készíteni, hogy a híd súlya "két sínpár távolságból" is megfelelően tudjon érvényesülni, és valóban csillapítsa a rezgést egy lenyúló z tengely esetén. Ugyanakkor ezt jóval egyszerűbb konstrukciónak érzem, amellett, hogy pontosabban gyárthatónak is találom. A lenyúló z-tengely gondolata elsősorban ezek miatt kezdettől fogva kívül esett az elképzeléseimen.
Ennél, a 13. változatnál amit most mutatok, éppen ott tartottam, hogy beton alapot akartam önteni az egésznek, majd a megfelelő mérőeszközökkel kialakítani a peremén két szintben lévő sík felületet, amire az egész masina rákerült volna.
Aztán ezt később több dolog miatt is elvetettem.
Mozgó asztalost eredetileg nem szerettem volna, mert egyrészt nem gondoltam, hogy lenne elég helyem, másrészt nem gondoltam azt sem, hogy képes lennék 2m-es síneket beszerezni, és azoknak megfelelően sík alapot készíteni.
Szintén ennél a 13. változatnál gondolkodtam utoljára gránitporos epoxi polimerbetonban alapanyagul egy-két helyben bővelkedő, jól hízlalható teherviselő elem számára. Később ezt elvetettem, csak kitöltésre akarom használni az anyagot. Fene tudja hogy jó lenne-e, és épp ez a gond :)
Itt vannak a képek:
(Sok dolog hiányzik róla, dehát ez csak korai koncepció)
13 beton+fortuna
13 beton+fortuna 2
13 X tengely
Cím: Re:Épül a gépem ::: NG
Írta: Messer Dátum 2011 október 15, 20:55
Írta: Messer Dátum 2011 október 15, 20:55
Nagyon komoly. [#eljen]
Kíváncsian várom a fejleményeket.
Kiszámoltad már a súlyát?
Kíváncsian várom a fejleményeket.
Kiszámoltad már a súlyát?
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 15, 21:07
Írta: wkbgzy80t Dátum 2011 október 15, 21:07
A legutóbbi változat ami egy kb 400kg-os mérőasztalra épült volna az kb 820 kg körül lett volna. Arról is csinálom a képeket nemsokára.
Ennek a betonnak ki sem számoltam a súlyát, de mivel nincs rendes saját műhelyem, ezért szétszedhetőre/szállíthatóra kell csinálni, bármi készüljön is. Kínomban gondolkodtam csak ebben a házalapban :) Még most sincs épkézláb ötletem, hogy mire ültessem a kicsikét.
Ennek a betonnak ki sem számoltam a súlyát, de mivel nincs rendes saját műhelyem, ezért szétszedhetőre/szállíthatóra kell csinálni, bármi készüljön is. Kínomban gondolkodtam csak ebben a házalapban :) Még most sincs épkézláb ötletem, hogy mire ültessem a kicsikét.
Cím: Re:Épül a gépem ::: NG
Írta: Messer Dátum 2011 október 16, 00:05
Írta: Messer Dátum 2011 október 16, 00:05
Már csak az a kérdés mivel akarod szállítani? :)
Nálam hibernál egy gépalap. 2 tonna betonon van
3 tonnás gránit gépasztal. A gránit 3db csavaron ül amivel szintezhető. Jó megoldás lehet a beton "magasítás". Ha külön van az asztaltól könnyebb szállítani.
Nálam hibernál egy gépalap. 2 tonna betonon van
3 tonnás gránit gépasztal. A gránit 3db csavaron ül amivel szintezhető. Jó megoldás lehet a beton "magasítás". Ha külön van az asztaltól könnyebb szállítani.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 16, 02:04
Írta: wkbgzy80t Dátum 2011 október 16, 02:04
Én eredetileg erre készültem építkezni:

Kb fél éve került a látóterembe. 700*1050-es öntöttvas mérőasztal. Kaptam egy gyors ígéretet a cégtől (ahol dolgozom), hogy "vihetem", nekik nem kell... Mondanom sem kell, baromira megörültem, gondoltam magamban, hogy végre meg van oldva a "hordozható" alap kérdése.
Aztán eltelt pár hét, és legközelebb mikor mondtam, hogy na akkor szállítom, jött a meglepett kérdés, hogy miért akarom elvinni, csináljam meg a céges műhelyemben a gépemet, merthogy akkor még tudják használni az asztalt mérésre, ha esetleg mégis kellene később... na bumm... Szal kiesni látszik ez a gyöngyszem..
Azt hiszem le is mondok róla. Egy picit kicsi is volt egyébként is...
A legfrissebb és legkészebb változatomat erre az asztalra terveztem:
22 meroaszt+fortuna 1
22 meroaszt+fortuna 2
22 meroasztal+fortuna Y tengely
Szal most kutatok valami alap után...
használt dolgokat neten eddig nem találtam, majd kérdezgetek is...
A legolcsóbb új pedig 1000x630x100 as gránit mérőlap 350 bruttóért. De ez sok, és túl precíz is.
Lehet hogy fölhívom a Böllert, hogy mennyiért csinálnak szerszámlapot.
Vagy megkeresek egy sírkövest, azoknak van 10 centis anyaga. Csak ott meg a furatok és mentek problémásak...
Kb fél éve került a látóterembe. 700*1050-es öntöttvas mérőasztal. Kaptam egy gyors ígéretet a cégtől (ahol dolgozom), hogy "vihetem", nekik nem kell... Mondanom sem kell, baromira megörültem, gondoltam magamban, hogy végre meg van oldva a "hordozható" alap kérdése.
Aztán eltelt pár hét, és legközelebb mikor mondtam, hogy na akkor szállítom, jött a meglepett kérdés, hogy miért akarom elvinni, csináljam meg a céges műhelyemben a gépemet, merthogy akkor még tudják használni az asztalt mérésre, ha esetleg mégis kellene később... na bumm... Szal kiesni látszik ez a gyöngyszem..
Azt hiszem le is mondok róla. Egy picit kicsi is volt egyébként is...
A legfrissebb és legkészebb változatomat erre az asztalra terveztem:
22 meroaszt+fortuna 1
22 meroaszt+fortuna 2
22 meroasztal+fortuna Y tengely
Szal most kutatok valami alap után...
használt dolgokat neten eddig nem találtam, majd kérdezgetek is...
A legolcsóbb új pedig 1000x630x100 as gránit mérőlap 350 bruttóért. De ez sok, és túl precíz is.
Lehet hogy fölhívom a Böllert, hogy mennyiért csinálnak szerszámlapot.
Vagy megkeresek egy sírkövest, azoknak van 10 centis anyaga. Csak ott meg a furatok és mentek problémásak...
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 19, 18:56
Írta: wkbgzy80t Dátum 2011 október 19, 18:56
Sajnos tutira nem lesz mérőasztalom, de nem is bánom igazán, kicsit pazarlásnak éreztem egyébként is...
Ezért hát a B tervhez nyúlok, megpróbálok egy 10cm gránitlapot szerválni (ez a legnagyobb járatos vastagság).
Meglátogattam néhány sírkövest, és két dolog derült ki: 1, erezetmentes fekete gránitot (nem kínai) 10cm vastagságban még éppen élhető áron lehet kapni. átlag 100e/nm rendelve, ami sok, de ha van nekik elfekvő darab, az csak a töredéke.
2, szinte semmit sem tudnak a gránitok fajtáiról, csak annyit, hogy az egyik kicsit gyengébb, másik erősebb, és néhány típus napon hagyva is megreped (sírokon pl.) :), tehát sajnos nem sok infót tudtam az áron kívül begyűjteni. A polírozott oldal síklapúságáról sem nagyon tudtak mit mondani.
A másik dolog, amin gondolkozom, hogy vajon szemre mennyire lehet a síklapúságot megállapítani egy szépen tükröződő felületnél?
A módszer a következő: Egészen kis szögben (amennyire csak lehet) belenézek a kb. egy méteres táblába. aztán kicsit változtatom a nézőpontomat ide-oda, és közben figyelem, hogy mennyi "torzulást" látok a táblán tükröződő háttérben. Eddig néhány üvegtáblán, drága polírozott greslapon az áruházban, ill. gránittáblán próbáltam, némely gránit kivételével (amik tényleg makulátlanul síknak tűntek, és nem torzítottak észrevehető mértékben) mindegyikben fel lehetett fedezni kisebb nagyobb egyenetlenséget.
Szerintetek mekkora hibákat lehet így kiszűrni?
A másik meg, hogy ha netán valaki tud valamit a gránitokról ill. alkalmazhatóságukról, vagy van tapasztalata, netán tudja, hogy milyet keressek a "boltban" kérem ne tartsa vissza.
Ezért hát a B tervhez nyúlok, megpróbálok egy 10cm gránitlapot szerválni (ez a legnagyobb járatos vastagság).
Meglátogattam néhány sírkövest, és két dolog derült ki: 1, erezetmentes fekete gránitot (nem kínai) 10cm vastagságban még éppen élhető áron lehet kapni. átlag 100e/nm rendelve, ami sok, de ha van nekik elfekvő darab, az csak a töredéke.
2, szinte semmit sem tudnak a gránitok fajtáiról, csak annyit, hogy az egyik kicsit gyengébb, másik erősebb, és néhány típus napon hagyva is megreped (sírokon pl.) :), tehát sajnos nem sok infót tudtam az áron kívül begyűjteni. A polírozott oldal síklapúságáról sem nagyon tudtak mit mondani.
A másik dolog, amin gondolkozom, hogy vajon szemre mennyire lehet a síklapúságot megállapítani egy szépen tükröződő felületnél?
A módszer a következő: Egészen kis szögben (amennyire csak lehet) belenézek a kb. egy méteres táblába. aztán kicsit változtatom a nézőpontomat ide-oda, és közben figyelem, hogy mennyi "torzulást" látok a táblán tükröződő háttérben. Eddig néhány üvegtáblán, drága polírozott greslapon az áruházban, ill. gránittáblán próbáltam, némely gránit kivételével (amik tényleg makulátlanul síknak tűntek, és nem torzítottak észrevehető mértékben) mindegyikben fel lehetett fedezni kisebb nagyobb egyenetlenséget.
Szerintetek mekkora hibákat lehet így kiszűrni?
A másik meg, hogy ha netán valaki tud valamit a gránitokról ill. alkalmazhatóságukról, vagy van tapasztalata, netán tudja, hogy milyet keressek a "boltban" kérem ne tartsa vissza.
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2011 október 19, 19:30
Írta: 000000000 Dátum 2011 október 19, 19:30
Miért nem csinálod epoxy granite-ból?
Erről nagyon sok infó van a neten és az egyik legjobb gépépítő elem rezgés szempontjából.
Erről nagyon sok infó van a neten és az egyik legjobb gépépítő elem rezgés szempontjából.
Cím: Re:Épül a gépem ::: NG
Írta: ra8nsmk6w Dátum 2011 október 19, 19:31
Írta: ra8nsmk6w Dátum 2011 október 19, 19:31
Meg kellene lesni hogyan csinálják. A gyártástechnológia sokat elárulna.
Cím: Re:Épül a gépem ::: NG
Írta: 279nwbpsa Dátum 2011 október 19, 19:35
Írta: 279nwbpsa Dátum 2011 október 19, 19:35
Pontosan nem értem,hogy mire számítasz a gránit felhasználásától?
Szerintem drága,pontatlan felületű(géphez)
,nagyon könnyen berezeghet.A megmunkálásához szükséges alap szerszámok több ilyen kőlap árába kerülnek és a rögzítésre szánt furatok elhelyezését nagyon korlátozottá teszi maga az anyag.
Szerintem drága,pontatlan felületű(géphez)
,nagyon könnyen berezeghet.A megmunkálásához szükséges alap szerszámok több ilyen kőlap árába kerülnek és a rögzítésre szánt furatok elhelyezését nagyon korlátozottá teszi maga az anyag.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 19, 19:47
Írta: wkbgzy80t Dátum 2011 október 19, 19:47
Megmondom őszintén, hogy nem merem :) Pedig biztos jó lenne, ha jól meg tudnám csinálni.
Elég sokat dolgozom epoxival, de jobbára csak kisebb dolgokat csinálok, és ott is sokszor beütnek "dolgok" félek, hogy mi lenne egy ilyen hatalmas "öntvénnyel" vibráltatni sem nagyon tudnám, max vmi. házi botvibrátorral, az meg nem tudom milyen eredményt hoz. Ha kiszámolom, hogy mennyibe kerülne vmi jobb gyanta, nem is áll olyan messze a dolog.
Zártszelvényeket ki mernék tölteni vele, de egy ekkora teherviselő elemet, aminek ráadásul síknak is kellene lennie (etalonsík probléma, nagyméretű mérőeszközök hiánya), a fene tudja...
Olvastam is róla elég sokat, formula is van. Az avatottak azt mondják, hogy 13-18 súlyszázalék körül van a jó epoxi arány, ami baromira kevés, biztos vagyok, hogy hatásos módon kell tömöríteni. Továbbá különböző adalékok és megfelelő méretű tűzön szárított meg mittudomén milyen kavics méretsorozat kell bele, szóval megijedtem, inamba szállt a bátorságom. Ahhoz meg drága, hogy kísérletezzek.
Vannak cégek, akik ilyen gránit alapokra specializálódtak , komolyan mondom, öröm nézni amiket csinálnak, na de a szerszámozás... az űrkorszaki.
Nézzétek meg ezt: német epoxi gránit gép
eszméletlen jó, na dehát ez egy kicsi gép, és nagyon tömbszerű az alap, nekem meg kvázi egy lap kell.
ez is érdekes sztem:
wikipédia
Elég sokat dolgozom epoxival, de jobbára csak kisebb dolgokat csinálok, és ott is sokszor beütnek "dolgok" félek, hogy mi lenne egy ilyen hatalmas "öntvénnyel" vibráltatni sem nagyon tudnám, max vmi. házi botvibrátorral, az meg nem tudom milyen eredményt hoz. Ha kiszámolom, hogy mennyibe kerülne vmi jobb gyanta, nem is áll olyan messze a dolog.
Zártszelvényeket ki mernék tölteni vele, de egy ekkora teherviselő elemet, aminek ráadásul síknak is kellene lennie (etalonsík probléma, nagyméretű mérőeszközök hiánya), a fene tudja...
Olvastam is róla elég sokat, formula is van. Az avatottak azt mondják, hogy 13-18 súlyszázalék körül van a jó epoxi arány, ami baromira kevés, biztos vagyok, hogy hatásos módon kell tömöríteni. Továbbá különböző adalékok és megfelelő méretű tűzön szárított meg mittudomén milyen kavics méretsorozat kell bele, szóval megijedtem, inamba szállt a bátorságom. Ahhoz meg drága, hogy kísérletezzek.
Vannak cégek, akik ilyen gránit alapokra specializálódtak , komolyan mondom, öröm nézni amiket csinálnak, na de a szerszámozás... az űrkorszaki.
Nézzétek meg ezt: német epoxi gránit gép
eszméletlen jó, na dehát ez egy kicsi gép, és nagyon tömbszerű az alap, nekem meg kvázi egy lap kell.
ez is érdekes sztem:
wikipédia
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2011 október 19, 20:00
Írta: 000000000 Dátum 2011 október 19, 20:00
Ez a német epoxi gránit gép nagyon bejön nekem.Nem semmi lehet egy ilyet megtervezni/kivitelezni.Azt valaki véletlenül nem tudja,hogy hogy hívják azt a részét a főorsónak,amibe pl az sk vagy mk kúpos tokmányt,patrontartót teszem,amibe általában be van építve egy pneumatikus záró-nyitó "3 pofás karom"?
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2011 október 19, 20:02
Írta: 000000000 Dátum 2011 október 19, 20:02
Ennél profibb gépet még ipari kivitelben sem láttam.Ez az epoxi-gránit "kiöntőgyanta" drága lehet?Nehéz megmunkálni ezt a "gyantát"(olyan keménységű is lesz,mint a gránit vagy csak a súly miatt alkalmazzák)?
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 19, 20:07
Írta: wkbgzy80t Dátum 2011 október 19, 20:07
Ezt ki kell keverni. Nehéz megmunkálni, formára kell önteni. És könnyű elrontani. kicst roszabb a belső csillapítása csak, mint a valódi kőnek, emiatt használják, nameg a szabad formai kialakíthatóság miatt.
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2011 október 19, 20:48
Írta: Szalai György Dátum 2011 október 19, 20:48
Azért ennek a „műgránitnak” van még pár gyengesége az igazihoz képest, amiről nem esik szó.
A műgyanta szilárdsága jóval kisebb mint a gránité, ezért a műgyanta gránit szilárdsága is messze alatta marad a természetes grániténak.
A hőállósága szinte nincsen is, a hő okozta öregedése pedig borzasztó.
Ultraviola sugárzás hatására egyszerűen szétporlik.
Otthoni körülmények között, (kísérleti testek készítése és mérése nélkül) valószínűleg messze kerül a szemcseszerkezet az ideálistól, az pedig katasztrofálisan gyenge szilárdságot és ugyanolyan rezgésállóságot eredményez.
Egészségre ártalmas, környezetszennyező anyag van jelen a gyártáskor, felhasználáskor és megsemmisítésekor is.
Én sem értem, hogy miért kéne forgácsoló gépet gránitból építeni, az a mérőgépek anyaga, a kicsi hő tágulás miatt. Más előnye szerintem nincsen. A műgyantás cucc meg egy jó alumíniumtól is gyengébb szerintem. Egyetlen előnye lenne, hogy hidegen önthető, de ez is csak akkor számítana, ha sikerülne összehozni egy jó szemcseszerkezetet, esetleg irányított szálerősítéssel megtámogatva. De nagyon kétesélyes.
Szerintem.
A műgyanta szilárdsága jóval kisebb mint a gránité, ezért a műgyanta gránit szilárdsága is messze alatta marad a természetes grániténak.
A hőállósága szinte nincsen is, a hő okozta öregedése pedig borzasztó.
Ultraviola sugárzás hatására egyszerűen szétporlik.
Otthoni körülmények között, (kísérleti testek készítése és mérése nélkül) valószínűleg messze kerül a szemcseszerkezet az ideálistól, az pedig katasztrofálisan gyenge szilárdságot és ugyanolyan rezgésállóságot eredményez.
Egészségre ártalmas, környezetszennyező anyag van jelen a gyártáskor, felhasználáskor és megsemmisítésekor is.
Én sem értem, hogy miért kéne forgácsoló gépet gránitból építeni, az a mérőgépek anyaga, a kicsi hő tágulás miatt. Más előnye szerintem nincsen. A műgyantás cucc meg egy jó alumíniumtól is gyengébb szerintem. Egyetlen előnye lenne, hogy hidegen önthető, de ez is csak akkor számítana, ha sikerülne összehozni egy jó szemcseszerkezetet, esetleg irányított szálerősítéssel megtámogatva. De nagyon kétesélyes.
Szerintem.
Cím: Re:Épül a gépem ::: NG
Írta: xr54ua7n2 Dátum 2011 október 19, 20:49
Írta: xr54ua7n2 Dátum 2011 október 19, 20:49
Miért nem gondolkozol a klasszikus megoldásról? Öntöttvas gépágy. Szerintem nem drágább mint a márvány és műmárvány stb. Öntöttvasnak megvan az a jó tulajdonsága, hogy nagyon sok rezgést eltud nyelni és tömege is van. Persze egy jó öntvény konstrukciót kell kialakítani. Példaként tudom említeni Petrence kolléga topikját.
Tudom, hogy a gyártóeszköz elkészítése is szaktudást és költséget igényel.
Tudom, hogy a gyártóeszköz elkészítése is szaktudást és költséget igényel.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 19, 21:20
Írta: wkbgzy80t Dátum 2011 október 19, 21:20
Pontosan két dolgot várok el a gránittól:
1. Hogy rabolhassam az anyagot a géppel
2. Hogy életet leheljen a topicomba
Eddig egész jól működik a kő, nagy boldogság [#circling]
1. Hogy rabolhassam az anyagot a géppel
2. Hogy életet leheljen a topicomba
Eddig egész jól működik a kő, nagy boldogság [#circling]
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2011 október 19, 21:59
Írta: Szalai György Dátum 2011 október 19, 21:59
Hol láttál hatékonyabb forgácsoló gépet gránitból, mint acélból?
Csavarozása problémás az ébredő helyi feszültségek miatt, amiket rosszul visel.
Jó ragasztásához megfelelően megmunkált felület kell, mert a ragasztás szilárdsága sajnos a ragasztóréteg vastagodásával rohamosan romlik.
Vibrációtűrése kritikus, (főleg ha még nem is válogatottan homogén az anyaga) anélkül meg nincsen forgácsolás.
Minimális deformáció hatására, előjel nélkül eltörik.
Talán precíziós csiszológépnek, vagy extra magas fordulatszámú megmunkálásban el tudom képzelni, de ott nem a rablás a jellemző, hanem a precizitás.
Csavarozása problémás az ébredő helyi feszültségek miatt, amiket rosszul visel.
Jó ragasztásához megfelelően megmunkált felület kell, mert a ragasztás szilárdsága sajnos a ragasztóréteg vastagodásával rohamosan romlik.
Vibrációtűrése kritikus, (főleg ha még nem is válogatottan homogén az anyaga) anélkül meg nincsen forgácsolás.
Minimális deformáció hatására, előjel nélkül eltörik.
Talán precíziós csiszológépnek, vagy extra magas fordulatszámú megmunkálásban el tudom képzelni, de ott nem a rablás a jellemző, hanem a precizitás.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 19, 22:10
Írta: wkbgzy80t Dátum 2011 október 19, 22:10
Nade komolyan:
Legalább 600x800x250 hasznos munkatér kell. Nem akarnék én formabontó elképzelésekkel operálni, de ekkora öntvényt sem beszerezni, sem legyártatni nem nagyon tudok. Úgy vettem észre, hogy az öntött sík dolgokban, mint pl tusír- vagy mérőasztalok, ilyen 500-700 körüli méretek is ritkák, ezután viszont van egy nagy méret és súly ugrás, és ilyen egy tonnás másfél méteres darabok vannak csak, vagy még nagyobbak. 1100x900 körülire (ami az ideális lenne) nem látok sok esélyt, nagyon nagyot meg végképp nem tudnék kezelni, asszem anyagilag sem.
Gondold el továbbá, hogy mennyiből jönne ki bármilyen 1100x900 körüli, merev és sík gépasztal/ágyazat. Szerintem a gránit 100e alatti árával nehéz versenyezni. Nagyon jó lenne néhány elemet öntetni, de az alap nekem nem fér bele sajna. Szerintem ez az okfejtés megáll, nem?
A gránitlap továbbá 250 kiló körül lenne, ami nekem tetszik, még éppen mozgatható. 6an gurtnival rányulnak, kis gurulós kocsi, a padló sem szakad be...
Itt egy kép a jelenlegi állapotról, így jobban láthatók az arányok:
23 granit+fortuna
Ezen kívül nem csak a mérőgépek anyaga a gránit, nagyon jó rezgéscsillapító, nem pendül, mint a fémek, és övidebb idő alatt le is cseng, jóval gyorsabban, mint akár az öntöttvas. Komplett hiwin lineármotoros mechanikát is árulnak gránitlapra építve (lehet h itt tévedek, és az nem maró, de arányait tekintve annak is tökéletesen megfelelne)
A műgyantás témához: a mai epoxik többnyire uv stabilak.
itt egy érdekes pdf:
polimer gépvázak
Legalább 600x800x250 hasznos munkatér kell. Nem akarnék én formabontó elképzelésekkel operálni, de ekkora öntvényt sem beszerezni, sem legyártatni nem nagyon tudok. Úgy vettem észre, hogy az öntött sík dolgokban, mint pl tusír- vagy mérőasztalok, ilyen 500-700 körüli méretek is ritkák, ezután viszont van egy nagy méret és súly ugrás, és ilyen egy tonnás másfél méteres darabok vannak csak, vagy még nagyobbak. 1100x900 körülire (ami az ideális lenne) nem látok sok esélyt, nagyon nagyot meg végképp nem tudnék kezelni, asszem anyagilag sem.
Gondold el továbbá, hogy mennyiből jönne ki bármilyen 1100x900 körüli, merev és sík gépasztal/ágyazat. Szerintem a gránit 100e alatti árával nehéz versenyezni. Nagyon jó lenne néhány elemet öntetni, de az alap nekem nem fér bele sajna. Szerintem ez az okfejtés megáll, nem?
A gránitlap továbbá 250 kiló körül lenne, ami nekem tetszik, még éppen mozgatható. 6an gurtnival rányulnak, kis gurulós kocsi, a padló sem szakad be...
Itt egy kép a jelenlegi állapotról, így jobban láthatók az arányok:
23 granit+fortuna
Ezen kívül nem csak a mérőgépek anyaga a gránit, nagyon jó rezgéscsillapító, nem pendül, mint a fémek, és övidebb idő alatt le is cseng, jóval gyorsabban, mint akár az öntöttvas. Komplett hiwin lineármotoros mechanikát is árulnak gránitlapra építve (lehet h itt tévedek, és az nem maró, de arányait tekintve annak is tökéletesen megfelelne)
A műgyantás témához: a mai epoxik többnyire uv stabilak.
itt egy érdekes pdf:
polimer gépvázak
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 19, 22:24
Írta: wkbgzy80t Dátum 2011 október 19, 22:24
Igen a válogatás a kritikus, szerintem is. Utána kell olvasni, hogy külső alapján mit lehet megtudni az anyagról.
Egyébként teljesen egyetértek mindenkivel. Eszem ágában sincs erősen rezgő elemeket belecsavarozni, el akarom osztani a terhet a lapon, és jól alá is támasztani az egészet - lesz a sínek alatt 100x20 húzott anyag, két sor csavarral rögzítve.
A lyukak: 10e forintért lehet 13as gyémánt koronafúrót kapni, gránit fúrásához. Fúrógéppel megfúrható a cucc, csak víz alatt kell lennie, és gyakran ki kell emelni a fúrót. Ezt be merem vállalni. Utána esztergálok menetes betétet, epoxi.
Ti egyébként hogyan oldanátok meg egy ilyen méretű asztalt? Vevő vagyok jobbnak tűnő megoldásra..
Egyébként teljesen egyetértek mindenkivel. Eszem ágában sincs erősen rezgő elemeket belecsavarozni, el akarom osztani a terhet a lapon, és jól alá is támasztani az egészet - lesz a sínek alatt 100x20 húzott anyag, két sor csavarral rögzítve.
A lyukak: 10e forintért lehet 13as gyémánt koronafúrót kapni, gránit fúrásához. Fúrógéppel megfúrható a cucc, csak víz alatt kell lennie, és gyakran ki kell emelni a fúrót. Ezt be merem vállalni. Utána esztergálok menetes betétet, epoxi.
Ti egyébként hogyan oldanátok meg egy ilyen méretű asztalt? Vevő vagyok jobbnak tűnő megoldásra..
Cím: Re:Épül a gépem ::: NG
Írta: 279nwbpsa Dátum 2011 október 19, 23:32
Írta: 279nwbpsa Dátum 2011 október 19, 23:32
Időnként van dolgom gránittal...Nem vagyok meggyőződve róla,hogy az általad készítendő géphez megfelelő anyag.Talán egy picivel kisebb géphez jó lehetne.
Azzal is vitatkoznék,hogy nem pendül,mint a fémek.Igenis gyönyörű szép csilingelő hangja van egy ekkora méretű kőnek... :(
Hogyan lehetne még megoldani?
Egy dobozszerűen elkészített "lemez" vázat kellene csinálni,megfelelő merevítésekkel,aztán kitölteni megfelelő minőségű betonnal.Én így csinálnám.Olcsó,gyors,könnyen szerelvényezhető...
Meg persze nem is túl elegáns.Cserébe nem érnek meglepetések...
Azzal is vitatkoznék,hogy nem pendül,mint a fémek.Igenis gyönyörű szép csilingelő hangja van egy ekkora méretű kőnek... :(
Hogyan lehetne még megoldani?
Egy dobozszerűen elkészített "lemez" vázat kellene csinálni,megfelelő merevítésekkel,aztán kitölteni megfelelő minőségű betonnal.Én így csinálnám.Olcsó,gyors,könnyen szerelvényezhető...
Meg persze nem is túl elegáns.Cserébe nem érnek meglepetések...
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 19, 23:56
Írta: wkbgzy80t Dátum 2011 október 19, 23:56
Hát igen. Így valóban megmaradhatnának a meglepetések karácsonyra.
Jól meg lehetne vasalni, ill gyakorlatilag majd' minden problémát viszonylag könnyen meg lehetne oldani, menetes betétek eleve benne lehetnének tuti lenne, csak azt nem tudtam eddig kitalálni ehhez a verzióhoz, hogy hogyan csináljam meg pontosan szintbe az y síneket. Elég messze vannak meg miegymás.
Ráadásul a betonhoz egyáltalán nem értek, nem tudom mitől lesz sima, erős szívós stb. annyiban kimerülnek az ismereteim, hogy kevés vízzel erősebb, meg hogy egy pici perlit jót tesz a repedésmegelőzésnek... És kéremszépen ennyi :)
A nyaralós kerítésépítős betonkeverést nem sorolnám a hasznos tapasztalatok közé.
Jól meg lehetne vasalni, ill gyakorlatilag majd' minden problémát viszonylag könnyen meg lehetne oldani, menetes betétek eleve benne lehetnének tuti lenne, csak azt nem tudtam eddig kitalálni ehhez a verzióhoz, hogy hogyan csináljam meg pontosan szintbe az y síneket. Elég messze vannak meg miegymás.
Ráadásul a betonhoz egyáltalán nem értek, nem tudom mitől lesz sima, erős szívós stb. annyiban kimerülnek az ismereteim, hogy kevés vízzel erősebb, meg hogy egy pici perlit jót tesz a repedésmegelőzésnek... És kéremszépen ennyi :)
A nyaralós kerítésépítős betonkeverést nem sorolnám a hasznos tapasztalatok közé.
Cím: Re:Épül a gépem ::: NG
Írta: 279nwbpsa Dátum 2011 október 20, 00:10
Írta: 279nwbpsa Dátum 2011 október 20, 00:10
A perlitet nyugodtan elhagyhatod.A többi meg kicsi odafigyeléssel már nem olyan lehetetlen dolog. :)
Az Y-tengely gondodat megértem.Eléggé behatárolja a lehetőségeidet a "rendhagyó" Z konstrukció...
Az Y-tengely gondodat megértem.Eléggé behatárolja a lehetőségeidet a "rendhagyó" Z konstrukció...
Cím: Re:Épül a gépem ::: NG
Írta: 279nwbpsa Dátum 2011 október 20, 00:12
Írta: 279nwbpsa Dátum 2011 október 20, 00:12
Milyen méretű sínekkel építenéd a gépedet?
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 20, 00:37
Írta: wkbgzy80t Dátum 2011 október 20, 00:37
30asok vannak rajzolva Z és Y-ra. két 25 már megvan, azok mennek az X irányra a hídra.
Cím: Re:Épül a gépem ::: NG
Írta: 279nwbpsa Dátum 2011 október 20, 00:53
Írta: 279nwbpsa Dátum 2011 október 20, 00:53
Na,az már jó combos. :)
A beállításhoz lenne ötletem.
Fogsz két 40×40mm,vagy 60×60mm négyzetvasat.Hosszirányban készítesz rá megfelelő számú átmenő furatot felülről.(A csavaroknál a furatok bővebbek legyenek.)
A négyzetvasak oldalaira pedig menetes furatokat csinálsz.
Ráteszed az asztal két szélére ezeket,majd beállítod síkban a párhuzamot.
Ezek után másik két négyzetvasat,vagy lapos acélt látsz el átmenő furatokkal.
Ráteszed az előzőleg párhuzamba állított vasak külső oldalára ezeket és beállítod a síkot függőleges irányban.
Az anyagokat előzőleg vagy lemaratod,vagy húzott anyagot használsz.Ez már rajtad áll...
Nem tudom érthető-e amit megpróbáltam elmondani?
A beállításhoz lenne ötletem.
Fogsz két 40×40mm,vagy 60×60mm négyzetvasat.Hosszirányban készítesz rá megfelelő számú átmenő furatot felülről.(A csavaroknál a furatok bővebbek legyenek.)
A négyzetvasak oldalaira pedig menetes furatokat csinálsz.
Ráteszed az asztal két szélére ezeket,majd beállítod síkban a párhuzamot.
Ezek után másik két négyzetvasat,vagy lapos acélt látsz el átmenő furatokkal.
Ráteszed az előzőleg párhuzamba állított vasak külső oldalára ezeket és beállítod a síkot függőleges irányban.
Az anyagokat előzőleg vagy lemaratod,vagy húzott anyagot használsz.Ez már rajtad áll...
Nem tudom érthető-e amit megpróbáltam elmondani?
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 október 20, 07:05
Írta: wkbgzy80t Dátum 2011 október 20, 07:05
Azt hiszem sejtem, és jó. Nekem is megfogalmazódott a fejemben egy terv, nemsokára csinálok vmi. vázlatot.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 november 22, 21:23
Írta: wkbgzy80t Dátum 2011 november 22, 21:23
Sziasztok!
Gondoltam megmutatom a terv aktuális állapotát.
Lassan majdnem minden energiám ebbe a témába megy, megszállott módon :). Most anyagi okok miatt kis szünet lesz, de a lényeg, hogy innen már nincs visszaút :). Viszonylag sok alkatrész megvan már, (remélem) nemsokára már csak a legyártandók maradnak.
Naszóval: Eddig sok "alternatív" (rossz, vagy háilag kivitelezhetetlen, vagy értelmetlenül bonyolult) megoldást levetkőztem, mostanra kvázi teljesen hagyományos lett a terv. Ezt persze nagyban befolyásolták a beszerzett alkatrészek is.
Végül ismét előkerült a kompozit beton elemek felhasználásának ötlete, annak hatására, hogy időközben találtam egy topic részt a cnczone fórumon amit még nem láttam, és azt taglalja, hogy egy házilag öntött elem erősebbre sikerült, mint a hivatásosak által készített kompozit gránit minta. Pedig semmi beszerezhetetlen alkotó nincs benne. Így a híd, és az Y sínek magasításai/alapjai epoxi betonból lesznek.
Precíz öntőmintára is van már ötlet.
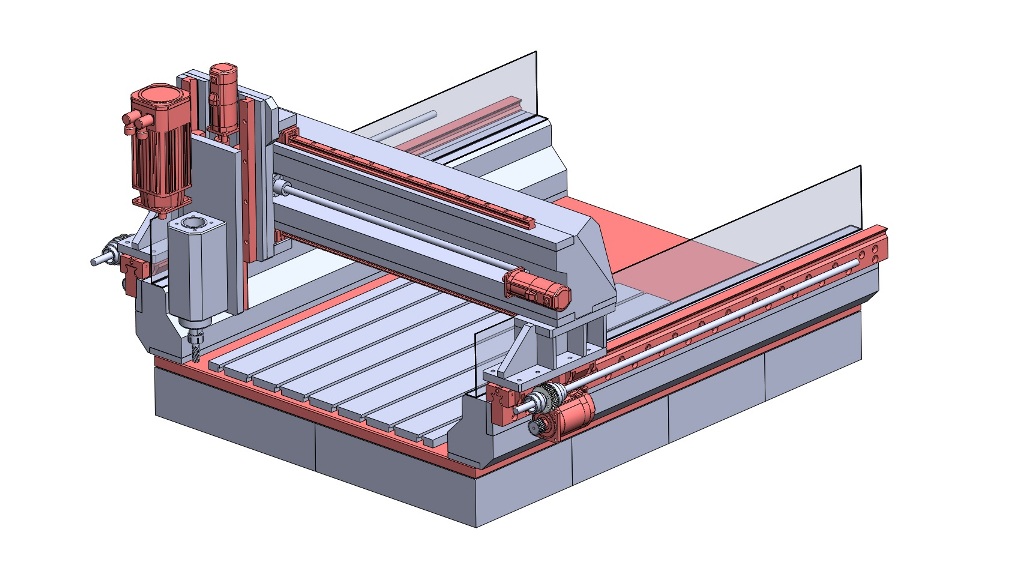
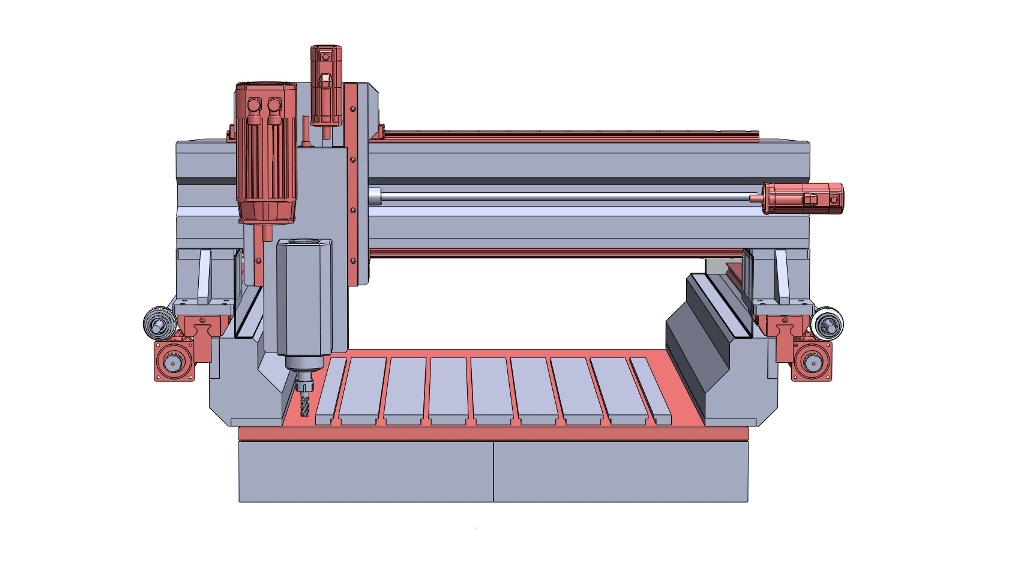
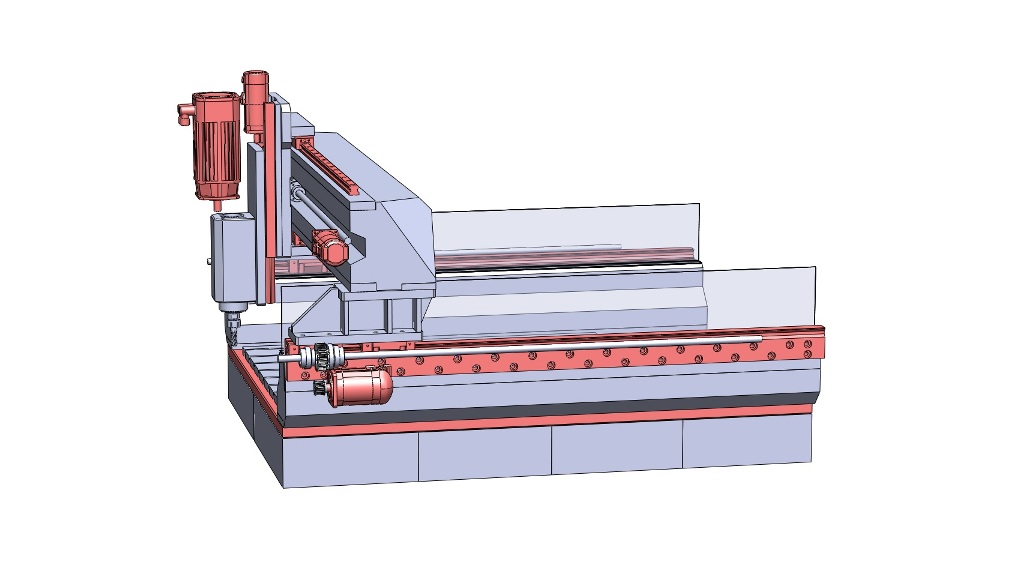
Sok beszéd után képek: Halvány pirossal vannak színezve a meglévő cumók - sok dolog csak lóg a levegőben, és az asztal nincs rajta (az asztal tetején lesz kiöntve a sima beton alap):
Gondoltam megmutatom a terv aktuális állapotát.
Lassan majdnem minden energiám ebbe a témába megy, megszállott módon :). Most anyagi okok miatt kis szünet lesz, de a lényeg, hogy innen már nincs visszaút :). Viszonylag sok alkatrész megvan már, (remélem) nemsokára már csak a legyártandók maradnak.
Naszóval: Eddig sok "alternatív" (rossz, vagy háilag kivitelezhetetlen, vagy értelmetlenül bonyolult) megoldást levetkőztem, mostanra kvázi teljesen hagyományos lett a terv. Ezt persze nagyban befolyásolták a beszerzett alkatrészek is.
Végül ismét előkerült a kompozit beton elemek felhasználásának ötlete, annak hatására, hogy időközben találtam egy topic részt a cnczone fórumon amit még nem láttam, és azt taglalja, hogy egy házilag öntött elem erősebbre sikerült, mint a hivatásosak által készített kompozit gránit minta. Pedig semmi beszerezhetetlen alkotó nincs benne. Így a híd, és az Y sínek magasításai/alapjai epoxi betonból lesznek.
Precíz öntőmintára is van már ötlet.
Sok beszéd után képek: Halvány pirossal vannak színezve a meglévő cumók - sok dolog csak lóg a levegőben, és az asztal nincs rajta (az asztal tetején lesz kiöntve a sima beton alap):
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2011 november 24, 09:19
Írta: Szalai György Dátum 2011 november 24, 09:19
Úgy látszik ez a terv annyira jól sikerült, hogy két napja semelyik tapasztalt gépépítő nem akar hozzátenni egy értékes gondolatot. Hmm…
Az első kérdésem az lett volna, hogy honnan veszel majd ilyen kialakítású X síneket. De látom, halvány piros.
Most azt találtam ki, hogy: Hogyan képzeled jól megoldani a kompozit beton, mechanikai összeszerelését az alumínium és acél elemekkel. Tekintettel a csavarozás és hőtágulás okozta mechanikai feszültségekre.
Meg hogy: A kompozit beton, (Főleg a híd.) az teljesen tömör lesz-e vagy üreges, esetleg üreges és merevítő bordás.
Az első kérdésem az lett volna, hogy honnan veszel majd ilyen kialakítású X síneket. De látom, halvány piros.
Most azt találtam ki, hogy: Hogyan képzeled jól megoldani a kompozit beton, mechanikai összeszerelését az alumínium és acél elemekkel. Tekintettel a csavarozás és hőtágulás okozta mechanikai feszültségekre.
Meg hogy: A kompozit beton, (Főleg a híd.) az teljesen tömör lesz-e vagy üreges, esetleg üreges és merevítő bordás.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 november 24, 11:15
Írta: wkbgzy80t Dátum 2011 november 24, 11:15
Szia!
Kösz az érdeklődést!
Alu elem nem lesz benne. A kompozit beton hőtágulása nem áll messze az acél ht tényezőjétől, nagyon durván 9-12 (acélok) illetve 13-14 (kbeton) (asszem), tehát ezt a párosítást meg merem kockáztatni, főleg mivel nem lesz nagy hőingadozásnak kitéve a dolog, a főorsó szerintem nem fog nagy hőt termelni.
A terv úgy néz ki, hogy veszek meleg hengerelt laposvasat, kifurkálom, megnézem mennyire lett íves. Remélem nem ugrik el sokat. Eztán beleteszek rengeteg csavart és spec. beönthető betondübelt gumialátéttel, és úgy teszem be az öntőformákba a vasakat. Ha kikeményedik, megy köszörű vagy maró alá az egész. Ezért is kerültek a sínek és megmunkálandó felületek egymással szembe. A híd oldalán látni, hol lesznek a vasak és kb. mekkorák (asszem 100x15 és 2db 60x20). Ha mindez megvan, fölfurkálom a síneket.
Az x vezetékek alapjainál elképzelhető, hogy nem lesz megmunkálás, elképzelhető, hogy azokat a szép nagy síneket használom majd öntősablonnak, és direktben a komp betonra fogom őket csavarozni. Még az is lehet, hogy in-situ lesz öntve az egész, az alaplapon. Az x síneket ezalatt talán derékszögekkel tartom meg, ide még nem alakult ki teljesen az elképzelésem. Az is lehet, hogy csináltatok néhány pontos konzolt, amiket beöntök a végén.
Szerencsére az x sínek pontosnak tűnnek, fényréssel nem tudtam hibát találni az egyenességükben egymáshoz képest.
A híd teljesen tömör lesz. Így most robusztusnak tűnik, de valójában csak 200x210 a keresztmetszete, és kb 140 kiló vasakkal együtt. Elképzelhető, hogy még hízni fog.
Eddig ugyanis az volt a fő akadály, hogy kézi mozgatásra volt kitalálva a dolog... Viszont úgy néz ki, hogy talán lesz normális helye, és akkor építek egy futómacskás felső darut zárszelvényből meg I vasból. Csak ugye megint az idő meg az anyagiak... De asszem nem szabadna elsietni vagy elspórolni ha jót szeretnék...
Mit gondoltok a főorsó véghelyzetéről? Nincs nagyon közel az asztal széléhez/sínek alapjaihoz szal. vajon elég neki ennyi hely? Nincs nagy tapasztalatom marásban, jó lenne valami autentikus vélemény erről a kérdésről.
Kösz az érdeklődést!
Alu elem nem lesz benne. A kompozit beton hőtágulása nem áll messze az acél ht tényezőjétől, nagyon durván 9-12 (acélok) illetve 13-14 (kbeton) (asszem), tehát ezt a párosítást meg merem kockáztatni, főleg mivel nem lesz nagy hőingadozásnak kitéve a dolog, a főorsó szerintem nem fog nagy hőt termelni.
A terv úgy néz ki, hogy veszek meleg hengerelt laposvasat, kifurkálom, megnézem mennyire lett íves. Remélem nem ugrik el sokat. Eztán beleteszek rengeteg csavart és spec. beönthető betondübelt gumialátéttel, és úgy teszem be az öntőformákba a vasakat. Ha kikeményedik, megy köszörű vagy maró alá az egész. Ezért is kerültek a sínek és megmunkálandó felületek egymással szembe. A híd oldalán látni, hol lesznek a vasak és kb. mekkorák (asszem 100x15 és 2db 60x20). Ha mindez megvan, fölfurkálom a síneket.
Az x vezetékek alapjainál elképzelhető, hogy nem lesz megmunkálás, elképzelhető, hogy azokat a szép nagy síneket használom majd öntősablonnak, és direktben a komp betonra fogom őket csavarozni. Még az is lehet, hogy in-situ lesz öntve az egész, az alaplapon. Az x síneket ezalatt talán derékszögekkel tartom meg, ide még nem alakult ki teljesen az elképzelésem. Az is lehet, hogy csináltatok néhány pontos konzolt, amiket beöntök a végén.
Szerencsére az x sínek pontosnak tűnnek, fényréssel nem tudtam hibát találni az egyenességükben egymáshoz képest.
A híd teljesen tömör lesz. Így most robusztusnak tűnik, de valójában csak 200x210 a keresztmetszete, és kb 140 kiló vasakkal együtt. Elképzelhető, hogy még hízni fog.
Eddig ugyanis az volt a fő akadály, hogy kézi mozgatásra volt kitalálva a dolog... Viszont úgy néz ki, hogy talán lesz normális helye, és akkor építek egy futómacskás felső darut zárszelvényből meg I vasból. Csak ugye megint az idő meg az anyagiak... De asszem nem szabadna elsietni vagy elspórolni ha jót szeretnék...
Mit gondoltok a főorsó véghelyzetéről? Nincs nagyon közel az asztal széléhez/sínek alapjaihoz szal. vajon elég neki ennyi hely? Nincs nagy tapasztalatom marásban, jó lenne valami autentikus vélemény erről a kérdésről.
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2011 november 24, 13:43
Írta: 000000000 Dátum 2011 november 24, 13:43
Cím: Re:Épül a gépem ::: NG
Írta: 3vv2btrhv Dátum 2011 november 24, 17:18
Írta: 3vv2btrhv Dátum 2011 november 24, 17:18
Trapista (Nagykáta ) forumtársunk épített polimerbetonos gépet . Probáld megkeresni .
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2011 november 25, 12:48
Írta: 000000000 Dátum 2011 november 25, 12:48

Cím: Re:Épül a gépem ::: NG
Írta: Rabb Ferenc Dátum 2011 november 25, 13:47
Írta: Rabb Ferenc Dátum 2011 november 25, 13:47
Ez egy igazi kőműves CNC! Ez nem fog berezonálni, csak a Richter skála szerinti 6-os földrengés felett...
Cím: Re:Épül a gépem ::: NG
Írta: 2vkx6unz Dátum 2011 november 25, 15:23
Írta: 2vkx6unz Dátum 2011 november 25, 15:23
Erre azért nem vennék mérget. Egy korábban linkelt gépgyártásról szóló tanulmányban nem ez votl. Én nem látok itt semmilyen csillapító, energiaelnyelő anyagot. Szerintem ez a váz egy adott vibráció felett repedni/törni fog.
Cím: Re:Épül a gépem ::: NG
Írta: v2vhwz32z Dátum 2011 november 25, 15:30
Írta: v2vhwz32z Dátum 2011 november 25, 15:30
Én meg arra lennék kíváncsi, hogy itt ha a két sík nem teljesen merőleges egymásra hogy lehet megfelelően korrigálni? Pontos sablon kell hozzá, az biztos..
Cím: Re:Épül a gépem ::: NG
Írta: spgkgiiaa Dátum 2011 november 25, 15:49
Írta: spgkgiiaa Dátum 2011 november 25, 15:49
Én is pont ezt akartam kérdezni: nem fog eltörni? Arra még a betonvas sem orvosság, mert minden meg fog mozdulni. Esetleg, ha üzem közben minden ok, mi van egy ütközésnél? Az még odafigyelés mellett is benne van a pakliban. Érdekes, sok sikert hozzá!
Cím: Re:Épül a gépem ::: NG
Írta: 2vkx6unz Dátum 2011 november 25, 16:04
Írta: 2vkx6unz Dátum 2011 november 25, 16:04
Nem is szoktak így építeni. Inkább több darabból építik meghagyva az állíthatóságot.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 november 26, 09:23
Írta: wkbgzy80t Dátum 2011 november 26, 09:23
Köszönöm!
Abban a topicban valóban nagyon sok jó infó van, csak gondosan ki kell gyűjteni.. nem kis feladat :)
#35 - >
de legalább látszik, hogy alaposan túlméretezte. Biztos nem lenne rossz a sima beton, ára nincs, a súly sem számít (ha irreálisan sok is) mivel telepítve van a cucc, állóhidas, csak hát a precizitás... Na abból ebben tuti nem lesz - legalábbis szerintem.
Egyébként öröm nézni. Volt erről összeszerelt kép is, egész komolynak tűnt!
Abban a topicban valóban nagyon sok jó infó van, csak gondosan ki kell gyűjteni.. nem kis feladat :)
#35 - >
de legalább látszik, hogy alaposan túlméretezte. Biztos nem lenne rossz a sima beton, ára nincs, a súly sem számít (ha irreálisan sok is) mivel telepítve van a cucc, állóhidas, csak hát a precizitás... Na abból ebben tuti nem lesz - legalábbis szerintem.
Egyébként öröm nézni. Volt erről összeszerelt kép is, egész komolynak tűnt!
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2011 november 26, 10:04
Írta: 000000000 Dátum 2011 november 26, 10:04
Cím: Re:Épül a gépem ::: NG
Írta: yuagaci9g Dátum 2011 november 26, 12:06
Írta: yuagaci9g Dátum 2011 november 26, 12:06
Talaltam ott egy erdekes tablazatot;
.
.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 november 26, 12:44
Írta: wkbgzy80t Dátum 2011 november 26, 12:44
Az biztos.
Érdekes, hogy ennyire porózus az anyaga.. Valószínűleg nem nagyon tömörítette a fazon. Az rendben van, hogy kívül letömítette a végén, de biztos, hogy belül is ilyen. Lehet, hogy nem nagyon árt egyébként... Csak a csavarbetétek méretéhez képest meg úgy általában, az arányokat nézve, kicsit durvának tűnik az anyag szerkezete meg porozitása..
Fene tudja, az biztos, hogy én megrezegtetem valahogy ill. le is döngölöm a rétegeket.
Mellesleg ez a szín azért meglepett rendesen :)
A "tolólapos" forgácseltávolítás az asztalán tetszik.
Én is gondolkodom, hogy kéne még hely másik főorsónak... ezt a fortunás cuccot nem szívesen rakosgatnám föl-le..
Érdekes, hogy ennyire porózus az anyaga.. Valószínűleg nem nagyon tömörítette a fazon. Az rendben van, hogy kívül letömítette a végén, de biztos, hogy belül is ilyen. Lehet, hogy nem nagyon árt egyébként... Csak a csavarbetétek méretéhez képest meg úgy általában, az arányokat nézve, kicsit durvának tűnik az anyag szerkezete meg porozitása..
Fene tudja, az biztos, hogy én megrezegtetem valahogy ill. le is döngölöm a rétegeket.
Mellesleg ez a szín azért meglepett rendesen :)
A "tolólapos" forgácseltávolítás az asztalán tetszik.
Én is gondolkodom, hogy kéne még hely másik főorsónak... ezt a fortunás cuccot nem szívesen rakosgatnám föl-le..
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 december 06, 10:50
Írta: wkbgzy80t Dátum 2011 december 06, 10:50
Kulcsár Zoltán/ROBSY --
Nem, első körben tutira encoderes motor lesz, aztán meglátjuk. Amúgy nem is nagyon láttam még mérőlécet errefelé, nameg azt elektronikailag összehozni, az jelen pillanatban nem az én hatásköröm.
Amiatt van egy kicsi félelmem ekörül a téma körül, mert jelen pillanatban egyetlen kvázi biztos meló van a gépre (szerencsére határozatlan idejű:) ), egy kb 800x100mm alapterületű szerszámlap. Namost a "könnyen beszerezhető" orsók tudnak 5 század linearitási pontosságot 300mm-en, ha éppen olyan orsót fogok ki, akkor már csak 1,5 tizedes tűréssel tudnék a lap két végébe illesztőcsapokat tenni? Na azzal tuti nem megy össze a két fele... Jó, persze lehet utólag is befúrni ilyesmiket, de máshol is gond lehet ebből...
-> dinamika veszteség merev áthajtásnál:
Jó, hogy szóba került, valóban... mondjuk egy elemi fogazatnak van alapból mondjuk kb 95-6-7-8% hatásfoka, ha megduplázom, és elfeszítem a két kereket tutira leesik 90 körülire...
Nem, első körben tutira encoderes motor lesz, aztán meglátjuk. Amúgy nem is nagyon láttam még mérőlécet errefelé, nameg azt elektronikailag összehozni, az jelen pillanatban nem az én hatásköröm.
Amiatt van egy kicsi félelmem ekörül a téma körül, mert jelen pillanatban egyetlen kvázi biztos meló van a gépre (szerencsére határozatlan idejű:) ), egy kb 800x100mm alapterületű szerszámlap. Namost a "könnyen beszerezhető" orsók tudnak 5 század linearitási pontosságot 300mm-en, ha éppen olyan orsót fogok ki, akkor már csak 1,5 tizedes tűréssel tudnék a lap két végébe illesztőcsapokat tenni? Na azzal tuti nem megy össze a két fele... Jó, persze lehet utólag is befúrni ilyesmiket, de máshol is gond lehet ebből...
-> dinamika veszteség merev áthajtásnál:
Jó, hogy szóba került, valóban... mondjuk egy elemi fogazatnak van alapból mondjuk kb 95-6-7-8% hatásfoka, ha megduplázom, és elfeszítem a két kereket tutira leesik 90 körülire...
Cím: Re:Épül a gépem ::: NG
Írta: besirkyjh Dátum 2011 december 06, 21:42
Írta: besirkyjh Dátum 2011 december 06, 21:42
A "Robsy " topickbol át hozom ide a választ , ha sikerül .
A Szalai Gyuri kérdéséére .
„a tul merev forgás kapcsolat miatt dinamika veszteséged lehet”
Ez az összefüggés hogyan alakul ki?
Számokkal nem fogom tudni leirni , inkább egy hasonlatot irnék erre . Vannak a rövid táv futok . Ök használnak start lécet ( azt hiszem ez a neve , aminek a lábukat támasszák ) ahoz hogy minél gyorsabban elérjék a kivánt sebességüket . Eddig rendben van . De pont a startolással fejtik ki a legnagyobb eröt és utánna már kissebb teljesitményre van szükségük a gyorsuláshoz és a végsebesség eléréséhez , de vannal olyan start lécek is amibe egy rugo van épitve pont azért hogy a lábnak legyen egy kis szabadsága terheletlenül vagy kis terheléssel megmozdulni .
Mi köze van ennek a motorhoz ? annyi hogy a motor szempontjábol nem mindegy hogy max telheléssel mozditjuk meg vagy kicsi esetleg terheletlenül a forgorészét .Ha a mozditáshoz a max nyomatékra van szükség akkor rossz a hatásfokunk mert a mozgásban lévö motor már kisebb teljesitmény igénnyel is megy . Nem a rámpárol beszélek hanem a forgorész megmozditásárol .0-rol megmozditani valamit ahoz kel a legnagyobb teljesitmény , ha már mozgásban van kisebb erövel lehet annak a sebességét növeli és tartani azt .
Nem tudom érthetö e ? Volt már erröl szo régebben .A lényeg az hogy a motor forgo rész a lehetö legkisebb terheléssel kel megmozditani és ehhez ad szabadságot a fogas szij " felexibilitása " .
A Szalai Gyuri kérdéséére .
„a tul merev forgás kapcsolat miatt dinamika veszteséged lehet”
Ez az összefüggés hogyan alakul ki?
Számokkal nem fogom tudni leirni , inkább egy hasonlatot irnék erre . Vannak a rövid táv futok . Ök használnak start lécet ( azt hiszem ez a neve , aminek a lábukat támasszák ) ahoz hogy minél gyorsabban elérjék a kivánt sebességüket . Eddig rendben van . De pont a startolással fejtik ki a legnagyobb eröt és utánna már kissebb teljesitményre van szükségük a gyorsuláshoz és a végsebesség eléréséhez , de vannal olyan start lécek is amibe egy rugo van épitve pont azért hogy a lábnak legyen egy kis szabadsága terheletlenül vagy kis terheléssel megmozdulni .
Mi köze van ennek a motorhoz ? annyi hogy a motor szempontjábol nem mindegy hogy max telheléssel mozditjuk meg vagy kicsi esetleg terheletlenül a forgorészét .Ha a mozditáshoz a max nyomatékra van szükség akkor rossz a hatásfokunk mert a mozgásban lévö motor már kisebb teljesitmény igénnyel is megy . Nem a rámpárol beszélek hanem a forgorész megmozditásárol .0-rol megmozditani valamit ahoz kel a legnagyobb teljesitmény , ha már mozgásban van kisebb erövel lehet annak a sebességét növeli és tartani azt .
Nem tudom érthetö e ? Volt már erröl szo régebben .A lényeg az hogy a motor forgo rész a lehetö legkisebb terheléssel kel megmozditani és ehhez ad szabadságot a fogas szij " felexibilitása " .
Cím: Re:Épül a gépem ::: NG
Írta: 3ihs2v23 Dátum 2011 december 07, 00:26
Írta: 3ihs2v23 Dátum 2011 december 07, 00:26
Én is akkor áthoztam "Robsy" topicból a többi kérdésemet. Szóval tényleg nagyon tetszenek a szilárdsági elemzéseid, és köszönöm a választ. SolidWorks-öt én is újból elkezdtem használni és jó régen még a Cosmost is használtam. Nem hittem volna, hogy idáig fejlődtek.
SolidWorks-be ezek a vizsgálatok alapból benne vannak vagy külön fel kell tenni hozzá kiegészítőt? Ha meg van rajzolva egy acél váz nagy munka ilyen elemzést készíteni vele?
SolidWorks-be ezek a vizsgálatok alapból benne vannak vagy külön fel kell tenni hozzá kiegészítőt? Ha meg van rajzolva egy acél váz nagy munka ilyen elemzést készíteni vele?
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2011 december 07, 00:51
Írta: wkbgzy80t Dátum 2011 december 07, 00:51
Attól függ milyen verzió van telepítve, de a neten többnyire fullosak szoktak úszkálni.
-Ha egy szelvényekből hegesztett vázat szeretnél elemezni, azt vagy héj modellként, vagy gerenda(beam) elemekből érdemes összerakni. A Solidworks-cosmos párost azért nem szeretem, mert legutóbb mikor próbáltam, nem nagyon engedett belenyúlni a hálóba -szerintem most sem-, és egy kicsit bonyolultabb modellből -még ha felületként modellezed eleve, akkor sem- nem fog hibátlan végeselem modellt csinálni. Beam-es részét nem próbálgattam túl sokat, de algorban bármit meg lehet oldani, az egy speckó program, tavalytól autodesk tulajdonban...Ha komoly a szándék, azzal csináld.
-Ha jól előkészíted a modellt, és nem túl bonyolult, nem nagy munka átrakni, de kell hozzá némi tapasztalat, nagyon nagy a teljesen fals eredmények kockázata. Ha motivál a gépépítés, akkor használd ki ezt a hajtóerőt, és szerezd meg most ezt a nehéz tapasztalatot -de csak ha más területeken is szeretnéd alkalmazni a végeselemet.
Nem akarom az egészet lelőni így a végére, de szerintem -feltéve, hogy nem valami sosem látott, egzotikus konstrukciót szeretnél- marógép építéshez nincs szükség ilyen vizsgálatra, ez tiszta empíria, és szemrevételezéssel el lehet dönteni, hogy elég-e az anyag.
Esetleg nagyon nagy blokkokat csinálhatsz, hogy lásd milyen irányba akarnak kitérni az egyes részek.
-Ha egy szelvényekből hegesztett vázat szeretnél elemezni, azt vagy héj modellként, vagy gerenda(beam) elemekből érdemes összerakni. A Solidworks-cosmos párost azért nem szeretem, mert legutóbb mikor próbáltam, nem nagyon engedett belenyúlni a hálóba -szerintem most sem-, és egy kicsit bonyolultabb modellből -még ha felületként modellezed eleve, akkor sem- nem fog hibátlan végeselem modellt csinálni. Beam-es részét nem próbálgattam túl sokat, de algorban bármit meg lehet oldani, az egy speckó program, tavalytól autodesk tulajdonban...Ha komoly a szándék, azzal csináld.
-Ha jól előkészíted a modellt, és nem túl bonyolult, nem nagy munka átrakni, de kell hozzá némi tapasztalat, nagyon nagy a teljesen fals eredmények kockázata. Ha motivál a gépépítés, akkor használd ki ezt a hajtóerőt, és szerezd meg most ezt a nehéz tapasztalatot -de csak ha más területeken is szeretnéd alkalmazni a végeselemet.
Nem akarom az egészet lelőni így a végére, de szerintem -feltéve, hogy nem valami sosem látott, egzotikus konstrukciót szeretnél- marógép építéshez nincs szükség ilyen vizsgálatra, ez tiszta empíria, és szemrevételezéssel el lehet dönteni, hogy elég-e az anyag.
Esetleg nagyon nagy blokkokat csinálhatsz, hogy lásd milyen irányba akarnak kitérni az egyes részek.
Cím: Re:Épül a gépem ::: NG
Írta: 3ihs2v23 Dátum 2011 december 07, 05:15
Írta: 3ihs2v23 Dátum 2011 december 07, 05:15
Köszönöm a részletes választ! Úgy tűnik az Autodesk komolyan gondolja. Már korábban kinéztem az autodesk inventort, mert lehet velük mozgó gépeket is modellezni.
Az Autodesk-ben már benne van Algor vagy ez egy külön program? 3D-és modellt is meg lehet rajzolni az Algorban vagy azt más programmal kell és utána importálni?
Úgy döntöttem megtanulom, szükségem lesz rá sokszor.
Az Autodesk-ben már benne van Algor vagy ez egy külön program? 3D-és modellt is meg lehet rajzolni az Algorban vagy azt más programmal kell és utána importálni?
Úgy döntöttem megtanulom, szükségem lesz rá sokszor.
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2011 december 07, 07:55
Írta: 000000000 Dátum 2011 december 07, 07:55
"De pont a startolással fejtik ki a legnagyobb eröt és utánna már kissebb teljesitményre van szükségük a gyorsuláshoz és a végsebesség eléréséhez ,"
".0-rol megmozditani valamit ahoz kel a legnagyobb teljesitmény , ha már mozgásban van kisebb erövel lehet annak a sebességét növeli és tartani azt ."
Bocs, de ezek totális sületlenségek, és pont fordítva van, 0 sebességről történő induláshoz kell a legkisebb teljesítmény, majd ez egyre nő, ahogyan a sebesség is nő!
".0-rol megmozditani valamit ahoz kel a legnagyobb teljesitmény , ha már mozgásban van kisebb erövel lehet annak a sebességét növeli és tartani azt ."
Bocs, de ezek totális sületlenségek, és pont fordítva van, 0 sebességről történő induláshoz kell a legkisebb teljesítmény, majd ez egyre nő, ahogyan a sebesség is nő!
Cím: Re:Épül a gépem ::: NG
Írta: besirkyjh Dátum 2011 december 07, 08:25
Írta: besirkyjh Dátum 2011 december 07, 08:25
Szia Tibor
Lehet én nem értek valamit ? Vagy rossz a példa
Tehát azt mondod hogy egy vasuti kocsit elkezdek huzni és köztem és a kocsi közt van egy huzo mérleg akkor az nagyobb értéket fog mutatni ha már mozgásba hoztam a kocsit mint amikor az meg indul ?
Ha egy 3.1Nm-es léptetöt ennyivel tehelve elakarsz inditani akkor az elfog indulni ? Tartani fogja de el nem indul az biztos , de ha már megmozdul akkor lefogja adni ezt a nyomatékot ( lin görbétöl függöen persze ) .
Lehet én nem értek valamit ? Vagy rossz a példa
Tehát azt mondod hogy egy vasuti kocsit elkezdek huzni és köztem és a kocsi közt van egy huzo mérleg akkor az nagyobb értéket fog mutatni ha már mozgásba hoztam a kocsit mint amikor az meg indul ?
Ha egy 3.1Nm-es léptetöt ennyivel tehelve elakarsz inditani akkor az elfog indulni ? Tartani fogja de el nem indul az biztos , de ha már megmozdul akkor lefogja adni ezt a nyomatékot ( lin görbétöl függöen persze ) .
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2011 december 07, 08:36
Írta: 000000000 Dátum 2011 december 07, 08:36
Te teljesítményről is írtál.
Nem jól látod a dolgokat....
Képletek mellőzése nélkül is belátható egy kis műszaki érzékkel, hogy pl. egy autót 0-ról 30 km/h-ra felgyorsítani sokkal kisebb teljesítmény kell, mint 100-ról 130-ra.
Tehát nem igaz, amit írtál.
Ha nem hiszed, kiszámolom Neked Wattokra is.
Nem jól látod a dolgokat....
Képletek mellőzése nélkül is belátható egy kis műszaki érzékkel, hogy pl. egy autót 0-ról 30 km/h-ra felgyorsítani sokkal kisebb teljesítmény kell, mint 100-ról 130-ra.
Tehát nem igaz, amit írtál.
Ha nem hiszed, kiszámolom Neked Wattokra is.
Cím: Re:Épül a gépem ::: NG
Írta: besirkyjh Dátum 2011 december 07, 13:04
Írta: besirkyjh Dátum 2011 december 07, 13:04
Nem jo az egész ! Rosszul irtam a példát és a jelenséget is ! Bocsánat :)
Tehát : a lényeg hogy a léptetö ( eddig nem irtam ) egész lépésben kapcsol be .Ahoz hogy a következö lépésre tudjon menni vagy a névlegesnél nagyobb nyomatékkal vagy némi " holtjátékkal " kel hogy rendelkezzen , hisz két egész lépés között nincs névleges nyomaték a mágneses tér miatt .A névlegesnél nagyobb nyomaték nem járhato mert akkor mindig azon táncolna .Ha fix ez a kapcsolat a mellék hajtással akkor nem tud oda lépni a következö egészhez ( mondjuk lényeges hogy a léptetö határain vagyunk ) .
Azt hiszem igy már jo .
Tehát : a lényeg hogy a léptetö ( eddig nem irtam ) egész lépésben kapcsol be .Ahoz hogy a következö lépésre tudjon menni vagy a névlegesnél nagyobb nyomatékkal vagy némi " holtjátékkal " kel hogy rendelkezzen , hisz két egész lépés között nincs névleges nyomaték a mágneses tér miatt .A névlegesnél nagyobb nyomaték nem járhato mert akkor mindig azon táncolna .Ha fix ez a kapcsolat a mellék hajtással akkor nem tud oda lépni a következö egészhez ( mondjuk lényeges hogy a léptetö határain vagyunk ) .
Azt hiszem igy már jo .
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2011 december 07, 20:25
Írta: 000000000 Dátum 2011 december 07, 20:25
Nem egészen értem ezen gondolataidat sem. Fura lenne, ha azt javasolnád, legyen mindig szándékosan kotyogósan illesztve egy léptetőmotor a hajtásmechanikához, mert attól működik jól.:)
Cím: Re:Épül a gépem ::: NG
Írta: besirkyjh Dátum 2011 december 07, 20:48
Írta: besirkyjh Dátum 2011 december 07, 20:48
0.0001% kotyogás 1000mm-en ?!
Hagyjuk Tibor , maradok a szijaknál a direkt fogaskerék helyett .
Hagyjuk Tibor , maradok a szijaknál a direkt fogaskerék helyett .
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 április 16, 23:23
Írta: wkbgzy80t Dátum 2012 április 16, 23:23
Sziasztok!
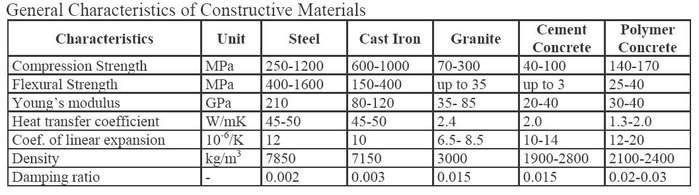
Nemrég szert tettem a jövendőbeli főorsó tengelyemre, Svejk jóvoltából. SK30-as, szal elvben szerszámcserélős is lehetne. Csakhogy...
A belső geometriát nem ismertük, egyedileg lett gyártatva rajz nélkül :) , továbbá nem volt hozzá behúzó patron.
Szeretném ha pneumatikával lehetne rögzíteni a szerszámot, egy esetleges későbbi szerszámcserélő lehetőségét nyitva hagyván. Ehhez viszont vagy szereznem, vagy csinálni kell valamit. Behúzó patront nem tudtam eddig szerválni, de nem is hiszem, hogy passzolna bele (amihez esetlegesen hozzá jutnék). Én golyós megoldásra gondoltam, ez megvalósíthatónak tűnik.
Erről van szó:

Meg kellett valahogy mérni a belsejét, elvben behúzóhoz való fészek van benne, fogalmam sem volt hogy kéne, aztán simán kiöntöttem, és átmérőlépcsőkből szépen kijöttek a méretek:

Így néz ki (belső alkatrészek nincsenek meg, csak a befogók):
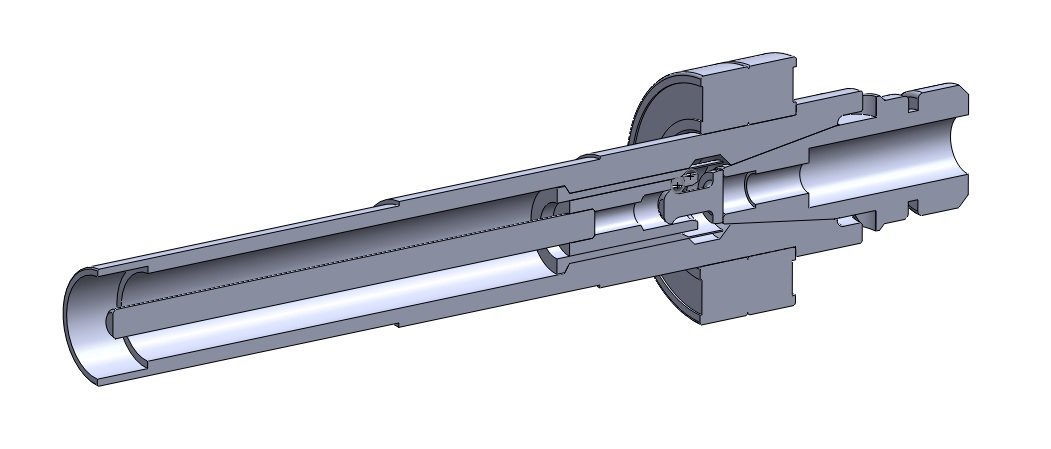
A behúzó mechanizmus koncepciója:
Kicsit nehezen fér el a dolog... A belső csőszerű alkatrész mozog a golyókkal együtt axiálisan, a golyók furatai nincsenek teljesen átfúrva, hogy a golyók ne tudjanak beesni. A külső, álló persely, amiben a (golyókat befelé kényszerítő) kúp van, 2,5mm falvastagságú lenne, a 0,5mm falvastagságú része csak a golyókat tartja a helyükön, a golyók 5mm átmérőjűek (gondoltam hasonló méret biztos létezik).
Mindent nitridáltatnék, talán elejét veszi a rágódásnak.
Vélemény? Én attól félek, hogy a golyók szétnyomják a külső perselyt, de jobb "ötletem" nincs.
Nemrég szert tettem a jövendőbeli főorsó tengelyemre, Svejk jóvoltából. SK30-as, szal elvben szerszámcserélős is lehetne. Csakhogy...
A belső geometriát nem ismertük, egyedileg lett gyártatva rajz nélkül :) , továbbá nem volt hozzá behúzó patron.
Szeretném ha pneumatikával lehetne rögzíteni a szerszámot, egy esetleges későbbi szerszámcserélő lehetőségét nyitva hagyván. Ehhez viszont vagy szereznem, vagy csinálni kell valamit. Behúzó patront nem tudtam eddig szerválni, de nem is hiszem, hogy passzolna bele (amihez esetlegesen hozzá jutnék). Én golyós megoldásra gondoltam, ez megvalósíthatónak tűnik.
Erről van szó:
Meg kellett valahogy mérni a belsejét, elvben behúzóhoz való fészek van benne, fogalmam sem volt hogy kéne, aztán simán kiöntöttem, és átmérőlépcsőkből szépen kijöttek a méretek:
Így néz ki (belső alkatrészek nincsenek meg, csak a befogók):
A behúzó mechanizmus koncepciója:
Kicsit nehezen fér el a dolog... A belső csőszerű alkatrész mozog a golyókkal együtt axiálisan, a golyók furatai nincsenek teljesen átfúrva, hogy a golyók ne tudjanak beesni. A külső, álló persely, amiben a (golyókat befelé kényszerítő) kúp van, 2,5mm falvastagságú lenne, a 0,5mm falvastagságú része csak a golyókat tartja a helyükön, a golyók 5mm átmérőjűek (gondoltam hasonló méret biztos létezik).
Mindent nitridáltatnék, talán elejét veszi a rágódásnak.
Vélemény? Én attól félek, hogy a golyók szétnyomják a külső perselyt, de jobb "ötletem" nincs.
Cím: Re:Épül a gépem ::: NG
Írta: s2k5ycubj Dátum 2012 április 16, 23:32
Írta: s2k5ycubj Dátum 2012 április 16, 23:32
Szia! Hát ennek a megvalósításáért nem irigyellek.[#csodalk][#csodalk][#csodalk]
Cím: Re:Épül a gépem ::: NG
Írta: t334wehtf Dátum 2012 április 17, 10:05
Írta: t334wehtf Dátum 2012 április 17, 10:05
Precíz munkát fog igényelni, de működőképes ötlet! Várjuk a fejleményeket.[#eljen]
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 április 19, 08:56
Írta: wkbgzy80t Dátum 2012 április 19, 08:56
A furatok miatt mondjátok? Mert ettől eltekintve viszonylag egyszerű daraboknak tűnnek.
Annyi könnyítés van a dologban, hogy az íves felület miatt a furat körül csak két ponton csökken le a metszetben látható miniatűr méretűre a "váll". Egyébként ha a ezen részén át is megy teljesen a fúró, a többi részén +-90°nál még simán maradhat egy jelentős méretű perem, ami kint tartja a golyót. Csak a dörzsárazás lesz gond...
Nem tudjátok, hogy mekkora behúzóerő kell a 30 as kúpokhoz? A katalógusokban mindíg csak a maxot találom meg, amit a mechanizmus tud, kb. 5-6-7 ezer N... Gondolom ennek a fele is elég lehet...
Annyi könnyítés van a dologban, hogy az íves felület miatt a furat körül csak két ponton csökken le a metszetben látható miniatűr méretűre a "váll". Egyébként ha a ezen részén át is megy teljesen a fúró, a többi részén +-90°nál még simán maradhat egy jelentős méretű perem, ami kint tartja a golyót. Csak a dörzsárazás lesz gond...
Nem tudjátok, hogy mekkora behúzóerő kell a 30 as kúpokhoz? A katalógusokban mindíg csak a maxot találom meg, amit a mechanizmus tud, kb. 5-6-7 ezer N... Gondolom ennek a fele is elég lehet...
Cím: Re:Épül a gépem ::: NG
Írta: kmajer Dátum 2012 április 19, 09:03
Írta: kmajer Dátum 2012 április 19, 09:03
A szerszám oldás lehet pneu,vagy hidaraulika, a
rögzítés tányérrugócsoport, behúzó erő, ha jól
emléxem 2500-3300N közötti.
Behúzó gombát tudok adni egy rakással, vannak
rajzaim az egész szerkezetről, ha kéred, kapod,
ha nem, sok sikert.
rögzítés tányérrugócsoport, behúzó erő, ha jól
emléxem 2500-3300N közötti.
Behúzó gombát tudok adni egy rakással, vannak
rajzaim az egész szerkezetről, ha kéred, kapod,
ha nem, sok sikert.
Cím: Re:Épül a gépem ::: NG
Írta: D.Laci Dátum 2012 április 19, 09:10
Írta: D.Laci Dátum 2012 április 19, 09:10
"álló persely, amiben a (golyókat befelé kényszerítő"
Azt szerintem el is hagyhatod, és nagyobb golyó elférne, a "belső csőszerű alkatrész" is vastagabb falú lenne.
Azt szerintem el is hagyhatod, és nagyobb golyó elférne, a "belső csőszerű alkatrész" is vastagabb falú lenne.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 április 19, 09:19
Írta: wkbgzy80t Dátum 2012 április 19, 09:19
Köszi, asszem úgyis nemsokára meglátogatlak!
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 április 19, 09:23
Írta: wkbgzy80t Dátum 2012 április 19, 09:23
Azt elfelejtettem mondani, hogy a kúp még köszörülve van, de a mögötte lévő részek felülete kvázi egy nagyolt felület, és szerintem akkor lett utoljára hozzányúlva. Az edzés sem tette simábbá :) Szóval ez a fekete színű, durva felület. A rugók helyénél még nem gond, de golyók szerintem hamar belekapnának. Lehet, hogy a "legkisebb átmérőt" felhúzatom valami szupportköszörű szerűséggel, és akkor talán elmaradhat a külső persely. Köszi az ötletet!
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2012 április 19, 10:04
Írta: svejk Dátum 2012 április 19, 10:04
Arra a külső perselyre semmi szükség nincs.
Ha Jóska jól edzette le akkor nem lesz a golyóknak semmi baja. A gyáriak is így működnek.
Ha Jóska jól edzette le akkor nem lesz a golyóknak semmi baja. A gyáriak is így működnek.
Cím: Re:Épül a gépem ::: NG
Írta: kmajer Dátum 2012 április 19, 12:52
Írta: kmajer Dátum 2012 április 19, 12:52
Várlak. A perselyt hagyd ki.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 június 15, 09:28
Írta: wkbgzy80t Dátum 2012 június 15, 09:28
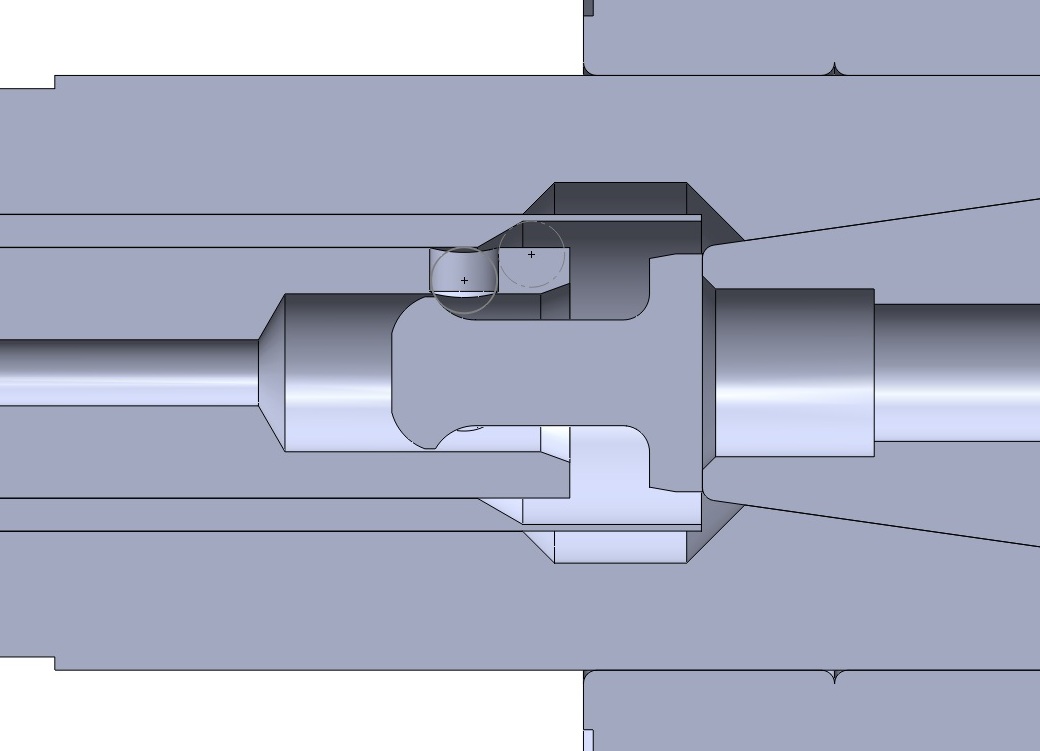
Tisztelt Mesterek!
Az a helyzet, hogy képességeimet és gépi lehetőségeimet is meghaladó problémába ütköztem. Az említett problémát a következőképpen tudnám megfogalmazni képi formában [#smile] :
CSAPÁGYHÁZ
Szóval ennek a darabnak az elkészítésében szeretnék segítséget kérni, természetesen nem ingyen.
Néhány fontosabb részlet:
A rendkívül precízen "finom"-nak (szal nem túl durva... mérni úgysem tudom, minek írjak elő számot...) előírt felületi érdességű részre jönnek az orsócsapágyak, a másik, egytengelyűségi tűréssel ellátott fészekbe a hátsó csapágy. Vannak még itt ott tűrések, ezek kérem tisztelettel nem véletlenek.
Az anyagot nem hiszem, hogy be tudom szerezni, bár még nem próbáltam, ezért ha nem jelent gondot, az árat ezzel együtt szeretném kérni. Akinek vannak kapcsolatai és rendszeres vásárló biztos le tud vágatni egy ilyen kis darabot egy ekkora böhöm csőből is.
Nincsenek szilárdsági követelmények.
Üdv,NG
Az a helyzet, hogy képességeimet és gépi lehetőségeimet is meghaladó problémába ütköztem. Az említett problémát a következőképpen tudnám megfogalmazni képi formában [#smile] :
CSAPÁGYHÁZ
Szóval ennek a darabnak az elkészítésében szeretnék segítséget kérni, természetesen nem ingyen.
Néhány fontosabb részlet:
A rendkívül precízen "finom"-nak (szal nem túl durva... mérni úgysem tudom, minek írjak elő számot...) előírt felületi érdességű részre jönnek az orsócsapágyak, a másik, egytengelyűségi tűréssel ellátott fészekbe a hátsó csapágy. Vannak még itt ott tűrések, ezek kérem tisztelettel nem véletlenek.
Az anyagot nem hiszem, hogy be tudom szerezni, bár még nem próbáltam, ezért ha nem jelent gondot, az árat ezzel együtt szeretném kérni. Akinek vannak kapcsolatai és rendszeres vásárló biztos le tud vágatni egy ilyen kis darabot egy ekkora böhöm csőből is.
Nincsenek szilárdsági követelmények.
Üdv,NG
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2012 június 15, 09:39
Írta: 000000000 Dátum 2012 június 15, 09:39
Végső esetben nekem haverom az esztergályosom,a fortunám csapágyházát is ő csinálta,csak cégnél dolgozik ezért ha nincs főnök akkor tudja megcsinálni az meg ki tudja mennyi idő.De nagyon jó áron és pontosan dolgozik!
Cím: Re:Épül a gépem ::: NG
Írta: mxjj54gxi Dátum 2012 június 15, 10:48
Írta: mxjj54gxi Dátum 2012 június 15, 10:48
Le kéne önteni egy nyers darabot acélból, mint furkodni ilyen bazi méreteket, nem?
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 június 15, 11:09
Írta: wkbgzy80t Dátum 2012 június 15, 11:09
Lehet kapni csövet, de az öntött anyag sem rossz ötlet
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 június 19, 20:45
Írta: wkbgzy80t Dátum 2012 június 19, 20:45
Nagyon lassan, de igen bizonytalanul haladok...
Sokaknak biztos nem mondok újdonságot, de szerencsére sok szöveg elfér itt:
Legutóbbi probléma: Van két csapágyam - príma kis csapágyak, ferde hvonal, nagy fordulatra, P4, made in Czechoslovakia, imádom őket.
Egy gond van velük, hogy nem párosítottak. Most még helyzetileg nagyon az elején járok (szinte a marószerszámnál...), ezért ennyire közel a tűzhöz nem szívesen helyeznék el azonnal különféle bizonytalanságokat.
Szóval ki kell őket távtartózni, előfeszítés céljából. Ez egyébként is jó, mert kicsit távolabb kerülnek egymástól, így merevebb és szakszerűbb is lesz a dolog.
Csakhogy ezeknek a távtartóknak edzett, minimum század mm pontosságúnak kell lenniük még ennél is pontosabb homlokütéssel, ha nem akarom fölöslegesen csinálni az egészet, vagy hamar kidobni a csapágyakat... na bumm. Elméletileg az ilyen távtartók katalógustermékek az skf-nél, gyakorlatilag 3 boltban azt mondták, tegyek le róla, hogy ilyenhez hozzájutok [#schmoll2] ...
Ekkor jutott eszembe, hogy bizony tudtukon kívül mégis van ezeknek a boltoknak ilyen távtartójuk, méghozzá csapágyak formájában. Sikerült is beszerezni pont a kívánt szélességű, 10mm es csapágyakat. Sajna kettőt kellett venni, 45ös belső, és 85 ös külső méret miatt... (ezeket majd szétberhelem természetese n, hiszen az egyiknek csak a belseje kell, a másiknak meg a külseje) 3200 Ft volt az egész...
És csodák csodája, pont úgy b*szták el mind a két csapágyat, hogy az nekem jó legyen, ugyanis köszörülés nélkül az egyik 9,985 széles, a másik 9,960 ez a kb két század pont jól előfeszíti a csapágyakat - ez orbitális mázli, Hurrá.
Sikerült újítanom két csapágyanyát is, 400Ft darabja, itt még el kell gondolkodnom, mi legyen, mert van 6-7 század homlokütésük (nem tudom, ez mekkora gond..)
Úgy megörültem ennek az egésznek, gondoltam felteszek egy képet a majdani szereplőkkel (és áldozatokkal):

Sokaknak biztos nem mondok újdonságot, de szerencsére sok szöveg elfér itt:
Legutóbbi probléma: Van két csapágyam - príma kis csapágyak, ferde hvonal, nagy fordulatra, P4, made in Czechoslovakia, imádom őket.
Egy gond van velük, hogy nem párosítottak. Most még helyzetileg nagyon az elején járok (szinte a marószerszámnál...), ezért ennyire közel a tűzhöz nem szívesen helyeznék el azonnal különféle bizonytalanságokat.
Szóval ki kell őket távtartózni, előfeszítés céljából. Ez egyébként is jó, mert kicsit távolabb kerülnek egymástól, így merevebb és szakszerűbb is lesz a dolog.
Csakhogy ezeknek a távtartóknak edzett, minimum század mm pontosságúnak kell lenniük még ennél is pontosabb homlokütéssel, ha nem akarom fölöslegesen csinálni az egészet, vagy hamar kidobni a csapágyakat... na bumm. Elméletileg az ilyen távtartók katalógustermékek az skf-nél, gyakorlatilag 3 boltban azt mondták, tegyek le róla, hogy ilyenhez hozzájutok [#schmoll2] ...
Ekkor jutott eszembe, hogy bizony tudtukon kívül mégis van ezeknek a boltoknak ilyen távtartójuk, méghozzá csapágyak formájában. Sikerült is beszerezni pont a kívánt szélességű, 10mm es csapágyakat. Sajna kettőt kellett venni, 45ös belső, és 85 ös külső méret miatt... (ezeket majd szétberhelem természetese n, hiszen az egyiknek csak a belseje kell, a másiknak meg a külseje) 3200 Ft volt az egész...
És csodák csodája, pont úgy b*szták el mind a két csapágyat, hogy az nekem jó legyen, ugyanis köszörülés nélkül az egyik 9,985 széles, a másik 9,960 ez a kb két század pont jól előfeszíti a csapágyakat - ez orbitális mázli, Hurrá.
Sikerült újítanom két csapágyanyát is, 400Ft darabja, itt még el kell gondolkodnom, mi legyen, mert van 6-7 század homlokütésük (nem tudom, ez mekkora gond..)
Úgy megörültem ennek az egésznek, gondoltam felteszek egy képet a majdani szereplőkkel (és áldozatokkal):
Cím: Re:Épül a gépem ::: NG
Írta: PSoft Dátum 2012 június 19, 21:45
Írta: PSoft Dátum 2012 június 19, 21:45
Úgy látom,a "piros sipkás kollega" nem véletlen van a képen.
Éberen vigyáz a minőségre,és az igényességre.
[#wink][#eljen][#eljen][#eljen]
Éberen vigyáz a minőségre,és az igényességre.
[#wink][#eljen][#eljen][#eljen]
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2012 június 19, 22:01
Írta: 000000000 Dátum 2012 június 19, 22:01
Nekem is van egy ilyen föorsó... nagy fejtörést okoz a belseje, amiröl eddig csak 1 méretet tudok...
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 június 19, 22:32
Írta: wkbgzy80t Dátum 2012 június 19, 22:32
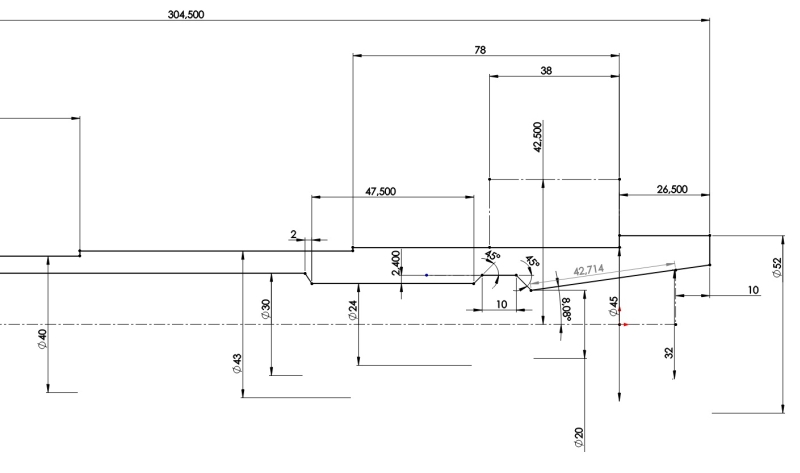
Lejjebb vannak képek, hogy hogyan mértem meg a belsejét. Nem igazán pontos, de talán egy-két tizedre jó. Az pedig (remélem...) elég, hogy a belső mechanizmus működjön. Ha biztos vagy benne, hogy ugyanaz, megspórolom neked a mérést, bocs a hülye méretháló miatt:
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2012 június 19, 22:46
Írta: svejk Dátum 2012 június 19, 22:46
Ez a két csapágy ki lett tárgyalva itt a fórumon is, illetve az eladóval is futottam pár kört.
Állítólag univerzálisan párosíthatóak, azért nincs rajta jelölés.
(én mondjuk nem voltam teljesen meggyőződve a többiek igazáról)
Kimérted, hogy biztos nem párosított, vagy csak sejted?
Állítólag univerzálisan párosíthatóak, azért nincs rajta jelölés.
(én mondjuk nem voltam teljesen meggyőződve a többiek igazáról)
Kimérted, hogy biztos nem párosított, vagy csak sejted?
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2012 június 19, 23:04
Írta: 000000000 Dátum 2012 június 19, 23:04
Köszi, majd összehasonlítom az enyémmel. Elvileg ugyan annak kellene lennie, mert a Svejkével készült egy idöben. Az enyém jelenleg egy mérölaborban van, hátha onnan kapok majd valami adatokat...
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 június 19, 23:12
Írta: wkbgzy80t Dátum 2012 június 19, 23:12
Még nem mértem, de rajta kéne lenni O,X,vagy T jelöléseknek, azok jelölik a dupla párosíthatókat, illetve még több betű, a három v több összetartozót. Ez a típus pontosan azonosítható, stimmel minden (B7209CATB P4) A dobozon több van, mint a csapágyon, én arra alapoztam. Egyébként így is, úgy is eltávolítanám őket, így legalább még kényszerítve is vagyok :)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 december 12, 23:10
Írta: wkbgzy80t Dátum 2012 december 12, 23:10
Terveim szerint januárban végre elkészítem a vertikálfejet a majdani gépre. Borzasztó izgatott vagyok, hogy majd' egy év után végre történik valami, gondoltam megosztom a fejleményeket ill. az időközben kiötlött megoldásaim.
A szerszámcserélő rugói nagy fejtörést okoztak.. . Történt ugyanis, hogy a rendelkezésre álló helyen, a tengely belsejében (ami amúgy elég nagy), a kapható katalógusokban szereplő tányérrugókkal max 30
A szerszámcserélő rugói nagy fejtörést okoztak.. . Történt ugyanis, hogy a rendelkezésre álló helyen, a tengely belsejében (ami amúgy elég nagy), a kapható katalógusokban szereplő tányérrugókkal max 30
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 december 12, 23:14
Írta: wkbgzy80t Dátum 2012 december 12, 23:14
szal ott tartottam mikor mellényomtam és véletlenül elment az üzenet, hogy max 300 kilót lehet kifejteni, azt is csak tandem elrendezéssel, és így is alig jön ki a szüks. munkaút... nem értem, de tény...
Viszont szerencsére ki tudtam váltani őket, egy minden szempontból jobbnak látszó megoldással: Találtam ugyanis ezt az ijesztően kemény rugót:

250N/mm rugóállandó, ezzel gond nélkül megvan a 400 kiló behúzóerő. pont pipecül elfér, munkaút szuper.
Viszont szerencsére ki tudtam váltani őket, egy minden szempontból jobbnak látszó megoldással: Találtam ugyanis ezt az ijesztően kemény rugót:
250N/mm rugóállandó, ezzel gond nélkül megvan a 400 kiló behúzóerő. pont pipecül elfér, munkaút szuper.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 december 12, 23:18
Írta: wkbgzy80t Dátum 2012 december 12, 23:18
Így fog kinézni a holmi:
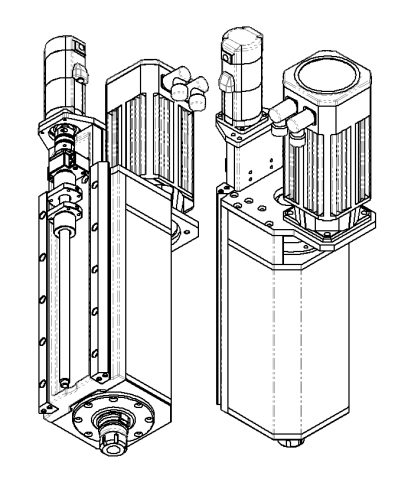
Az alapul szolgáló öntvény mintáját is kifaragtam éppen ma, persze nem bírtam ki, hogy ne próbáljam rá a sínt (már amennyire a megmunkálási ráhagyástól odaillik..):

Az alapul szolgáló öntvény mintáját is kifaragtam éppen ma, persze nem bírtam ki, hogy ne próbáljam rá a sínt (már amennyire a megmunkálási ráhagyástól odaillik..):
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 december 19, 17:23
Írta: wkbgzy80t Dátum 2012 december 19, 17:23
Ma talán a legérzékenyebb alkatrészt sikerült elkészíteni, a szerszámbehúzó szerkezetben lévő golyós perselyt (vagy mit..). Kicsit sportolni kellett, mert a furatok mélységét kvázi szemre kellett belőni, de szépen sikerült. Az utolsó 1-2 tizedet már a golyó nyomta bele a belső vállba egy satu és az egyik kezem közreműködésével, ici-picit elítélhető módon, de legalább nagyon gyorsan és biztonságosan - félő volt hogy átszalad a fúró, és akkor kuka az egész [#ejnye1].
Nagyon fain módon sikerült, a golyók szépen járnak a tizeddel nagyobb furatokban (7,6), és érdekes módon bepattantak a helyükre, nem is akarnak kiesni, pedig a zsírt amivel beragasztottam őket kifújtam levegővel. Mindegy, így még jobb is.
A szerkezet amúgy megfeelően működik, szép koppanósan ütközik föl a behelyezett befogó gombájára behúzáskor. Ici picit nehezen jár az egész, de sztem ez a szöghiba miatt van, mivel csak kézben próbáltam.
Tehát ha valakinek van még ilyen tengelye, szívesen elküldöm a rajzot a belsejéről.
-Ha valaki egyáltalán figyelte-, a kitoló/behúzó rúd problematikája is megoldódott, mivel amit terveztem majdnem megegyezik egy csavarral, és láss csodát, valóban kaptam M12x200-as részmenetes csavart, ami tökéletesen illik a dologba, és még 12.9-ben is van... jobb nem is kell, sőt [#wow2]
A Z alapjának öntvénye is kész, sajna a megmunkálás jövőre csúszik (hacsak nem enged be vki. a műhelyébe előbb). Kicsit rozsdás meg koszos, gondoltam addig az udvaron tárolom amíg sorra nem kerül, had relaxáljon vmennyit [#hawaii]
Egyébként kezdem látni, hogy hiába van mögöttem meglehetősen sok megvalósult számítógépes terv, és hiába figyeltem oda, meg raktam be tárgyakat a modelltérbe viszonyítás miatt, megint megtréfált a képernyő... Ez a cucc ugyanis rohadt nagy lesz. Ezt az öntvényt kézben tartva, hát... tuti hogy a Z tengelyt sem fogom kézzel mozgatni...[#zavart2]



Nagyon fain módon sikerült, a golyók szépen járnak a tizeddel nagyobb furatokban (7,6), és érdekes módon bepattantak a helyükre, nem is akarnak kiesni, pedig a zsírt amivel beragasztottam őket kifújtam levegővel. Mindegy, így még jobb is.
A szerkezet amúgy megfeelően működik, szép koppanósan ütközik föl a behelyezett befogó gombájára behúzáskor. Ici picit nehezen jár az egész, de sztem ez a szöghiba miatt van, mivel csak kézben próbáltam.
Tehát ha valakinek van még ilyen tengelye, szívesen elküldöm a rajzot a belsejéről.
-Ha valaki egyáltalán figyelte-, a kitoló/behúzó rúd problematikája is megoldódott, mivel amit terveztem majdnem megegyezik egy csavarral, és láss csodát, valóban kaptam M12x200-as részmenetes csavart, ami tökéletesen illik a dologba, és még 12.9-ben is van... jobb nem is kell, sőt [#wow2]
A Z alapjának öntvénye is kész, sajna a megmunkálás jövőre csúszik (hacsak nem enged be vki. a műhelyébe előbb). Kicsit rozsdás meg koszos, gondoltam addig az udvaron tárolom amíg sorra nem kerül, had relaxáljon vmennyit [#hawaii]
Egyébként kezdem látni, hogy hiába van mögöttem meglehetősen sok megvalósult számítógépes terv, és hiába figyeltem oda, meg raktam be tárgyakat a modelltérbe viszonyítás miatt, megint megtréfált a képernyő... Ez a cucc ugyanis rohadt nagy lesz. Ezt az öntvényt kézben tartva, hát... tuti hogy a Z tengelyt sem fogom kézzel mozgatni...[#zavart2]
Cím: Re:Épül a gépem ::: NG
Írta: Miki2 Dátum 2012 december 19, 17:56
Írta: Miki2 Dátum 2012 december 19, 17:56
Gábor!
Arugót Te csináltad, vagy készen vetted valahol?
Ha Te készítetted, milyen módszerrel sikerült.
Esztergáltad, vagy hajtottad?
Arugót Te csináltad, vagy készen vetted valahol?
Ha Te készítetted, milyen módszerrel sikerült.
Esztergáltad, vagy hajtottad?
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2012 december 19, 18:25
Írta: wkbgzy80t Dátum 2012 december 19, 18:25
Szevasz!
Rendszerrugó néven futnak, több helyen is lehet kapni. Ez a legerősebb fajta, van kb 3-4 kategória, nagy méretválasztékkal. Én webshopból vettem, 3 ropi volt.
Rendszerrugó néven futnak, több helyen is lehet kapni. Ez a legerősebb fajta, van kb 3-4 kategória, nagy méretválasztékkal. Én webshopból vettem, 3 ropi volt.
Cím: Re:Épül a gépem ::: NG
Írta: Miki2 Dátum 2012 december 19, 18:34
Írta: Miki2 Dátum 2012 december 19, 18:34
Köszönöm a választ.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 január 05, 12:07
Írta: wkbgzy80t Dátum 2013 január 05, 12:07
Jó reggelt!
Van egy kis problémám, amin egy ideje morfondírozok, de elég sok a bizonytalanság, ezért nagyon jó lenne, ha valami tapasztalatot is be tudnánk iktatni, de nekem az nincs.
Persze számolni is lehetne, meg katalógusadatok meg ilyesmi, de az rengeteg energia, és bizonytalannak is érzem, tehát maximum a tapasztalat alátámasztására jó.
Szal: sok duma után a probléma a következő:
Testközelbe került a majdani főorsóm házának az elkészítése.
Alul két darab O elrendezésű fh csapágy van, 45x85 (asszem) méretűek, tehát "nem olyan kicsik". Az orsó elvileg 6000 fordulatra is képes lehet (egyelőre max 3000 az áttétel miatt, de ugye az is viszonylag sok). Az orsóház ugyanakkor nagyrészben kompozit-betonból lesz, ami nagyon jó hőszigetelő. Ezért a csapágyak belső fém házára, ahol a kompozittal találkozik, hűtőcsatornát akarok építeni. Valahogy így:
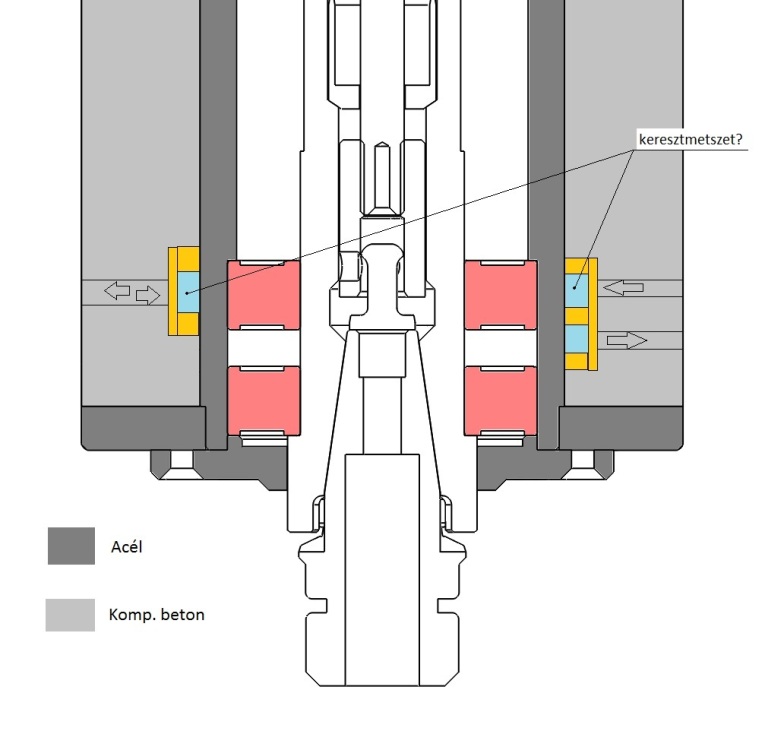
A két oldal a két ötletemet külön-külön mutatja, egyiknél egyszerűbb, egy nagyobb keresztmetszetű csatorna, de csak egy kör, vmelyik oldalon egy vékony fallal elválasztva, melynek két oldalán a ki/be csövek vannak, végül fallal befedve a másiknál feltekernék egy sárgaréz hasábot, hogy spirál/menet alakuljon ki, így kisebb keresztmetszet lehetne, de többmenetes, erre is szalagfedél, hogy zárttá váljon.
Sem a jobbik megoldást, sem a hűtési igényt (csatorna-keresztmetszetet) nem igazán tudom eldönteni.
Arra is gondoltam, hogy egy vaskosabb profilú zsinórmenetet esztergáltatok a csapágyaknál a házba, de úgy már lehet, hogy vékony lenne a fala (vastagabb csövet nem tudok venni)
Köszönöm az észrevételeket!
Van egy kis problémám, amin egy ideje morfondírozok, de elég sok a bizonytalanság, ezért nagyon jó lenne, ha valami tapasztalatot is be tudnánk iktatni, de nekem az nincs.
Persze számolni is lehetne, meg katalógusadatok meg ilyesmi, de az rengeteg energia, és bizonytalannak is érzem, tehát maximum a tapasztalat alátámasztására jó.
Szal: sok duma után a probléma a következő:
Testközelbe került a majdani főorsóm házának az elkészítése.
Alul két darab O elrendezésű fh csapágy van, 45x85 (asszem) méretűek, tehát "nem olyan kicsik". Az orsó elvileg 6000 fordulatra is képes lehet (egyelőre max 3000 az áttétel miatt, de ugye az is viszonylag sok). Az orsóház ugyanakkor nagyrészben kompozit-betonból lesz, ami nagyon jó hőszigetelő. Ezért a csapágyak belső fém házára, ahol a kompozittal találkozik, hűtőcsatornát akarok építeni. Valahogy így:
A két oldal a két ötletemet külön-külön mutatja, egyiknél egyszerűbb, egy nagyobb keresztmetszetű csatorna, de csak egy kör, vmelyik oldalon egy vékony fallal elválasztva, melynek két oldalán a ki/be csövek vannak, végül fallal befedve a másiknál feltekernék egy sárgaréz hasábot, hogy spirál/menet alakuljon ki, így kisebb keresztmetszet lehetne, de többmenetes, erre is szalagfedél, hogy zárttá váljon.
Sem a jobbik megoldást, sem a hűtési igényt (csatorna-keresztmetszetet) nem igazán tudom eldönteni.
Arra is gondoltam, hogy egy vaskosabb profilú zsinórmenetet esztergáltatok a csapágyaknál a házba, de úgy már lehet, hogy vékony lenne a fala (vastagabb csövet nem tudok venni)
Köszönöm az észrevételeket!
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 január 10, 10:06
Írta: wkbgzy80t Dátum 2013 január 10, 10:06
Senki?
Nem tudom mi a gond, a többi helyen sok hozzászólás születik. Én nem számokat szeretnék, hanem kb hogy:
"hé te marha, minek akarod azt hűteni", vagy "ha rosszul építed be úgyis elfülstöl, ha meg jól tök mind", bármit.
Nem fogok azonnal szaladni, és beszerezni az első hozzászólásban felvetett dolgokat...
Azt viszont nem szeretném, hogy a "szerencsésen" (köszönet Svejknek) beszerzett orsócsapágyaimat pótolni kelljen
egy hónap gyakorlás után, mert az félő, hogy nem menne egyhamar...
Biztos vagyok, hogy vannak itt olyanok akiknek van (talán nem is kevés) gyakorlati tapasztalatuk csapágymelegedéssel... Nekem nincs, NULLA.
Én csak most tanulom ezeket a dolgokat. A precíz dolgokkal kapcsolatos számolás és elmélet mit sem ér, ha az ember nem szuper precíz
dolgokat gyárt/gyártat... Bárminek örülnék, ha már közzéteszem a megoldásaim.
----
Nemrég beszéltem valakivel, aki azt mesélte, hogy a nagy gépeken a hűtőfolyadék direktben a csapágyakon keresztül áramlik,
hogy a csapágyhézag nehogy lecsökkenjen a meleg hatására (->berágódás). Ez nagyon megtetszett, egyszerűen meg is tudnám oldani.
Csak az a kérdés, hogy mi lehet az a folyadék, ami ken is, és hűti is ezeket a csapágyakat??? Bármi input?
G
Nem tudom mi a gond, a többi helyen sok hozzászólás születik. Én nem számokat szeretnék, hanem kb hogy:
"hé te marha, minek akarod azt hűteni", vagy "ha rosszul építed be úgyis elfülstöl, ha meg jól tök mind", bármit.
Nem fogok azonnal szaladni, és beszerezni az első hozzászólásban felvetett dolgokat...
Azt viszont nem szeretném, hogy a "szerencsésen" (köszönet Svejknek) beszerzett orsócsapágyaimat pótolni kelljen
egy hónap gyakorlás után, mert az félő, hogy nem menne egyhamar...
Biztos vagyok, hogy vannak itt olyanok akiknek van (talán nem is kevés) gyakorlati tapasztalatuk csapágymelegedéssel... Nekem nincs, NULLA.
Én csak most tanulom ezeket a dolgokat. A precíz dolgokkal kapcsolatos számolás és elmélet mit sem ér, ha az ember nem szuper precíz
dolgokat gyárt/gyártat... Bárminek örülnék, ha már közzéteszem a megoldásaim.
----
Nemrég beszéltem valakivel, aki azt mesélte, hogy a nagy gépeken a hűtőfolyadék direktben a csapágyakon keresztül áramlik,
hogy a csapágyhézag nehogy lecsökkenjen a meleg hatására (->berágódás). Ez nagyon megtetszett, egyszerűen meg is tudnám oldani.
Csak az a kérdés, hogy mi lehet az a folyadék, ami ken is, és hűti is ezeket a csapágyakat??? Bármi input?
G
Cím: Re:Épül a gépem ::: NG
Írta: 2mhkh08yk Dátum 2013 január 10, 10:19
Írta: 2mhkh08yk Dátum 2013 január 10, 10:19
"mi lehet az a folyadék, ami ken is, és hűti is ezeket a csapágyakat"
Szerintem olaj. Tribológussal meg tudod terveztetni, hogy milyen olaj kell oda.
Szerintem olaj. Tribológussal meg tudod terveztetni, hogy milyen olaj kell oda.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 január 10, 10:31
Írta: wkbgzy80t Dátum 2013 január 10, 10:31
Ja igen, ez kézenfekvő, de a nagyobb fordulat vajon nem habosítja föl? Mondjuk biztos van olyan adalék, ami ezt gátolja. Azon morfondírozom, hogy vajon nem ront-e a helyzeten, ha teljesen el vannak lepve a csapágyak, mert így ugye elég nagy energia olyan gyorsan keverni az olajat. Bár nem muszály ellepetni, az is lehet, hogy egy határozott sugárban folyik be a cucc, aztán alulról el van szívva. Csak mi van ha mégis megtelik a "csapágytér"? :)
Cím: Re:Épül a gépem ::: NG
Írta: adamant Dátum 2013 január 10, 15:04
Írta: adamant Dátum 2013 január 10, 15:04
Hello!
Így olvasva a dolgokat talán olyan észrevételem lenne hogy nem muszály oda az a hütés és bele gondolok abba hogy nálunk vannak elég nagy CNC masinák amik 15000 pörögnek és nincs semmi plusz hütése se kenése csak a gyári zsír vagy ha a kínai motorokra gondolok az is szépeket pörög semmi extrémebb beavatkozás nélkül
Kenésre gondolva esetleg a motor olaj nem lehetne jó? Autokban elég jó kenést tud biztosítani és csak ilyen csepp olajzásra gondoltam nem olaj fürdőre
Cím: Re:Épül a gépem ::: NG
Írta: 2mhkh08yk Dátum 2013 január 10, 15:23
Írta: 2mhkh08yk Dátum 2013 január 10, 15:23
inkább valami hajtóműolaj lenne jobb, a motorolaj nem erre való
ja, és könyörgöm, nem muszály, hanem muszáj :D elnézést
ja, és könyörgöm, nem muszály, hanem muszáj :D elnézést
Cím: Re:Épül a gépem ::: NG
Írta: adamant Dátum 2013 január 10, 15:43
Írta: adamant Dátum 2013 január 10, 15:43
Sorry!!![#idiota]
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 január 11, 08:14
Írta: wkbgzy80t Dátum 2013 január 11, 08:14
Igen, ha normál fém csapágyház lenne itt, én sem gondolnám szükségesnek, de ez az epoxy-s cucc ami majd vastagon körbeveszi, jobban szigetel mint sok hőszigetelőanyag, szóval onnan ami hő eljön, az a csőfalon keresztül tud csak eljönni. Illetve azt is olvastam vhol, hogy a kompozit csapágyházaknak ez az egyik komoly hátránya. Belgondolva, a csapágy tuti h hőt termel, jelentős mennyiségűt. Ha az nem tud elmenni, felgyülemlik, csapágyhézag lecsökken, mivel ezek ferdehatásvonalúak megfeszítve, így sztem lényegesen gyorsabban teszi ezt, és akkor még több hő, és készen vagyunk.
Az olajkenést biztosan megvalósítom, bár eddig csak olajozott levegőt akartam rajtuk átfújni. Kell még egy cső meg egy szimmering, az nem olyan nagy wasistdas.
Illetve most végül úgy döntöttem, hogy az orsó fém házát kicsit kilógatom a kompozit betonból, és így szinte biztosan elég lesz egy viszonylag kis volumenű olajmennyiség is, amit még lehet fokozni, meg esetleg jobban hűteni ha valami gáz van.
Isteni szerencse, hogy 30 centis darabot vágattam abból a csőből, pedig csak 27 kell terv szerint [#nemtudom]
Az olajkenést biztosan megvalósítom, bár eddig csak olajozott levegőt akartam rajtuk átfújni. Kell még egy cső meg egy szimmering, az nem olyan nagy wasistdas.
Illetve most végül úgy döntöttem, hogy az orsó fém házát kicsit kilógatom a kompozit betonból, és így szinte biztosan elég lesz egy viszonylag kis volumenű olajmennyiség is, amit még lehet fokozni, meg esetleg jobban hűteni ha valami gáz van.
Isteni szerencse, hogy 30 centis darabot vágattam abból a csőből, pedig csak 27 kell terv szerint [#nemtudom]
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2013 január 11, 08:40
Írta: 000000000 Dátum 2013 január 11, 08:40
Szerintem ha az orsó háza kilóg, ezen a viszonylag kis fordulaton nem lesz gond.
Frankón bezsírozod a csapágyakat és mehet!
Frankón bezsírozod a csapágyakat és mehet!
Cím: Re:Épül a gépem ::: NG
Írta: adamant Dátum 2013 január 11, 14:34
Írta: adamant Dátum 2013 január 11, 14:34
Szerintem is ha drasztikus melegedés képne fel ekkora fordulatnál ott komolyabb gond van meg persze hondolom a gép nem napi 24 órába menne maximumra hajtva vagy tévedek??
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 január 11, 17:21
Írta: wkbgzy80t Dátum 2013 január 11, 17:21
Hát, előfordulhat, hogy megy majd egy-egy napig folyamatosan, főleg ha simít, de arra lehet, h felteszek majd egy gyorsabb főorsót. Ez vszleg. csak nagyolni fog.
Konklúzió: Asszem nyitva hagyom a lehetőséget, hogy "átfolyásos" olajkenése legyen, mondjuk 8mm átmérőjű vezetéken keresztül, az könnyen elfér, Egyelőre viszont nem küzdök olajtartállyal meg szivattyúval stb, kap vmi egyszerű hőmérőt, meg egy jó hosszú tesztüzemet üresjáratban... És kicsit kilógatom a csapágyházat lefelé.
Konklúzió: Asszem nyitva hagyom a lehetőséget, hogy "átfolyásos" olajkenése legyen, mondjuk 8mm átmérőjű vezetéken keresztül, az könnyen elfér, Egyelőre viszont nem küzdök olajtartállyal meg szivattyúval stb, kap vmi egyszerű hőmérőt, meg egy jó hosszú tesztüzemet üresjáratban... És kicsit kilógatom a csapágyházat lefelé.
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2013 január 11, 18:55
Írta: svejk Dátum 2013 január 11, 18:55
Én nem erőltetném a 6000-et.
Elég nagyok azok a csapágyak, no meg kiegyensúlyozva sincsenek az alkatrészek.
A jó öreg 3000-es fordulat, nagyobbhoz meg másik marómotor.
Egyébként érdekes ez a hűtéskérdés is, sokszor a gyártókat sem érti az ember.
Pár embernek már meséltem egy mori-seiki hajtott szerszám motorjának az esetét.
a motor a revolverfejben van kb. egy 5 kilós dinnye méretű 6000 max fordulat, talán 4 kW.
a motor vasteste egy nagyobb hüvelyben van és az körül olaj áramlik illetve ez az olaj oda van vezetve a csapágyházakhoz is, kb. úgy ahogy rajzoltad. Elöl-hátul szuper perecíziós párosított csapágyak.
No ez a motor egy mezei lapoláson keresztül hajtja az éppen beváltott szerszámot. Hogy minek ehhez ilyen komoly csapágyazás?
Elég nagyok azok a csapágyak, no meg kiegyensúlyozva sincsenek az alkatrészek.
A jó öreg 3000-es fordulat, nagyobbhoz meg másik marómotor.
Egyébként érdekes ez a hűtéskérdés is, sokszor a gyártókat sem érti az ember.
Pár embernek már meséltem egy mori-seiki hajtott szerszám motorjának az esetét.
a motor a revolverfejben van kb. egy 5 kilós dinnye méretű 6000 max fordulat, talán 4 kW.
a motor vasteste egy nagyobb hüvelyben van és az körül olaj áramlik illetve ez az olaj oda van vezetve a csapágyházakhoz is, kb. úgy ahogy rajzoltad. Elöl-hátul szuper perecíziós párosított csapágyak.
No ez a motor egy mezei lapoláson keresztül hajtja az éppen beváltott szerszámot. Hogy minek ehhez ilyen komoly csapágyazás?
Cím: Re:Épül a gépem ::: NG
Írta: kmajer Dátum 2013 január 11, 19:15
Írta: kmajer Dátum 2013 január 11, 19:15
Elég gáz lenne, ha csak mezei mélyhornyú
csapágyakon futna. Pont most említetted, mekkora
gondot jelent, ha vmi nincs teljesen kiegyensúlyozva.
Rezonáló revolverfej nem tenne jót a márkának.
csapágyakon futna. Pont most említetted, mekkora
gondot jelent, ha vmi nincs teljesen kiegyensúlyozva.
Rezonáló revolverfej nem tenne jót a márkának.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 január 11, 21:01
Írta: wkbgzy80t Dátum 2013 január 11, 21:01
Igen a kiegyensúlyozás nekem is fejtörést jelent, nemigen tudom mit kezdjek vele... de azt remélem, hogy 3000 körül még nem jelentős probléma ez, a rugó a legpontatlanabb forgó elem, azt lazán illesztett vezetőperselyekbe tettem, talán egy-két tized excentricitása lehet, durván 150-200 gramm tömeg. Remélem egy-két hónapon belül forogni fog ez az izé, akkor majd megint szétszedem [#wave]
(Rugó: azóta láttam gyári megoldásokat, ahol 3 darabonként voltak tandembe rakva a tányérugók... érthetetlen. Amúgy még így sem jött ki a szüks. erő-munkaút "anno")
Ami nincs kiegyensúlyozva, vagy aszimmetrikus, az egy egész kicsi alkatrész csak (két db asszem 5x15 reteszhorony). Meglátjuk, ha gond van a másik oldalára is vágok egyet :)
(Rugó: azóta láttam gyári megoldásokat, ahol 3 darabonként voltak tandembe rakva a tányérugók... érthetetlen. Amúgy még így sem jött ki a szüks. erő-munkaút "anno")
Ami nincs kiegyensúlyozva, vagy aszimmetrikus, az egy egész kicsi alkatrész csak (két db asszem 5x15 reteszhorony). Meglátjuk, ha gond van a másik oldalára is vágok egyet :)
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2013 január 13, 09:12
Írta: Szalai György Dátum 2013 január 13, 09:12
Mi a csapágyak pontos típusa?
Sok bajod lesz még ezzel a polimer beton főorsó tartó bak (vagymiez) megoldással. Szerintem ezt kerülnöd kéne, mert több problémát okoz, mit-amennyit megold. A tartó baknak fémből kéne lennie, legalább is ott ahol a főorsó egységet tartja. Azután azt már csavarozhatnád, amire akarod.
Miért ilyen hasábokból akarod összeállítani a hűtőfolyadék csatornát és miért sárgarézből? Egyszerűbb lehetne egy vörösréz csövet, meglapítva rágörbíteni egy kisebb átmérőjű hengerpalástra, és a csőből készült rugót ráhúzni az orsód külsejére.
A hűtőfolyadék csatornát a főorsó egység külső palástjába is lehetne marni, nem a tartóbak belsejében kialakítani.
Ezt találtam, hátha hasznát veszed.
http://rogercortesi.com/portf/spindle/spindle.html
Sok bajod lesz még ezzel a polimer beton főorsó tartó bak (vagymiez) megoldással. Szerintem ezt kerülnöd kéne, mert több problémát okoz, mit-amennyit megold. A tartó baknak fémből kéne lennie, legalább is ott ahol a főorsó egységet tartja. Azután azt már csavarozhatnád, amire akarod.
Miért ilyen hasábokból akarod összeállítani a hűtőfolyadék csatornát és miért sárgarézből? Egyszerűbb lehetne egy vörösréz csövet, meglapítva rágörbíteni egy kisebb átmérőjű hengerpalástra, és a csőből készült rugót ráhúzni az orsód külsejére.
A hűtőfolyadék csatornát a főorsó egység külső palástjába is lehetne marni, nem a tartóbak belsejében kialakítani.
Ezt találtam, hátha hasznát veszed.
http://rogercortesi.com/portf/spindle/spindle.html
Cím: Re:Épül a gépem ::: NG
Írta: PSoft Dátum 2013 január 13, 09:54
Írta: PSoft Dátum 2013 január 13, 09:54
Tényleg hasznos az oldal,amit linkeltél![#eljen]
Ha a lap tetején egyet visszalépek, ott is sok hasznos okosság van a .ppt-k ben.
Köszi![#worship]
Ha a lap tetején egyet visszalépek, ott is sok hasznos okosság van a .ppt-k ben.
Köszi![#worship]
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 január 14, 20:34
Írta: wkbgzy80t Dátum 2013 január 14, 20:34
csaopágyak: B7209CATB P4
Elvileg marható, kb 30Mpa szakítószilárdságú anyag lesz ez polimer. Valójában másból nem tudok emberi áron ilyen nagy tömör és pontos csapágyházat csinálni, ráadásul a rezgéscsillapító képessége kiváló. Komoly gépeken hasonlóból építenek gépvázat. Ez nem lesz egy komoly gép, az ára és hozzáférhetősége miatt csinálom ebből az anyagból az alkatrészt. A beton kiöntés csak a legvégső fázis, merevítés. Már előtte egyben lesz az egész. Vaslemezekkel pozicionálom az acél csapágyházat, és ha minden pontos, akkor töltöm ki az "űr"-t ezzel az anyaggal.
A hűtőcsatornákat nem szeretném belemarni a csapágyház fém részébe, mert csak kb 8-8,5 mm fala van ott a csapágyak alatt, nem akarom tovább vékonyítani. A csatornákat azért akartam körbe hajlított hasábokból ráépíteni, hogy maximális felületen érintkezzen a folyadék a csapházzal, de azóta eszembe jutott, hogy félkör profil is jó körbe tekerve, utólag tömítve.
Viszont ez az egész hűtőcsatorna aktualitását vesztette azóta. A hűtőfolyadék olaj lesz, amit akár nagyobb mennyiségen is be lehet majd engedni a csapágyak közé, ha a szükség úgy hozza. Ezen kívül a fém rész annyira ki lesz lógatva, hogy az alsó csapágy körül mindenhol fém lesz. A fölső sem lesz messze a tiszta fém környezettől.
Majd teszek fel metszetet. Már majdnem minden kész, csak a nagy cső áll készenlétben, emiatt a hűtés probléma miatt, de már ez is elhárulni látszik. Remélem...
Elvileg marható, kb 30Mpa szakítószilárdságú anyag lesz ez polimer. Valójában másból nem tudok emberi áron ilyen nagy tömör és pontos csapágyházat csinálni, ráadásul a rezgéscsillapító képessége kiváló. Komoly gépeken hasonlóból építenek gépvázat. Ez nem lesz egy komoly gép, az ára és hozzáférhetősége miatt csinálom ebből az anyagból az alkatrészt. A beton kiöntés csak a legvégső fázis, merevítés. Már előtte egyben lesz az egész. Vaslemezekkel pozicionálom az acél csapágyházat, és ha minden pontos, akkor töltöm ki az "űr"-t ezzel az anyaggal.
A hűtőcsatornákat nem szeretném belemarni a csapágyház fém részébe, mert csak kb 8-8,5 mm fala van ott a csapágyak alatt, nem akarom tovább vékonyítani. A csatornákat azért akartam körbe hajlított hasábokból ráépíteni, hogy maximális felületen érintkezzen a folyadék a csapházzal, de azóta eszembe jutott, hogy félkör profil is jó körbe tekerve, utólag tömítve.
Viszont ez az egész hűtőcsatorna aktualitását vesztette azóta. A hűtőfolyadék olaj lesz, amit akár nagyobb mennyiségen is be lehet majd engedni a csapágyak közé, ha a szükség úgy hozza. Ezen kívül a fém rész annyira ki lesz lógatva, hogy az alsó csapágy körül mindenhol fém lesz. A fölső sem lesz messze a tiszta fém környezettől.
Majd teszek fel metszetet. Már majdnem minden kész, csak a nagy cső áll készenlétben, emiatt a hűtés probléma miatt, de már ez is elhárulni látszik. Remélem...
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 június 06, 21:02
Írta: wkbgzy80t Dátum 2013 június 06, 21:02
Bár nem látszik, de még élek:
Továbbra is állnak a zalkatrészek. Ennek szerencsére előnye is van, ugyanis állóhelyzetben könnyebben le lehet őket fényképezni.
Frissebb (egy éves) terv is van. Hihetetlen, hogy már 2011 novemberben is megvolt az alkatrészek nagy része...
A (nagy) terv (The Grand Design):
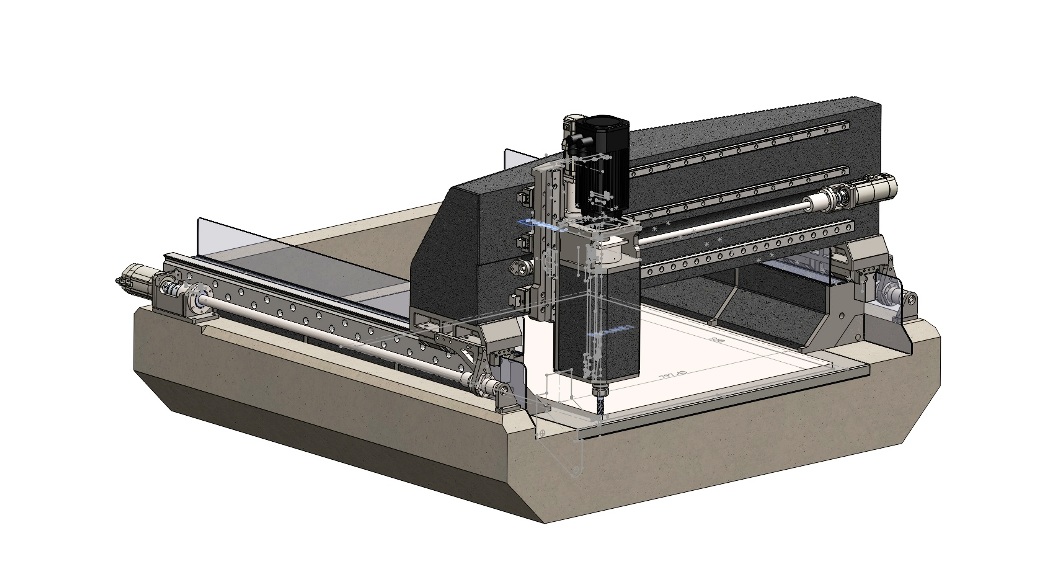
Csapágyház (végül elkészült, kb az eredeti ár 20ad részéért:)...csak sikerült kiötleni a tutit):

A Z öntvénye (ez nagyon jól sikerült, 2-3 századon belül vannak a sínek felfekvő felületei egymáshoz képest - marással):
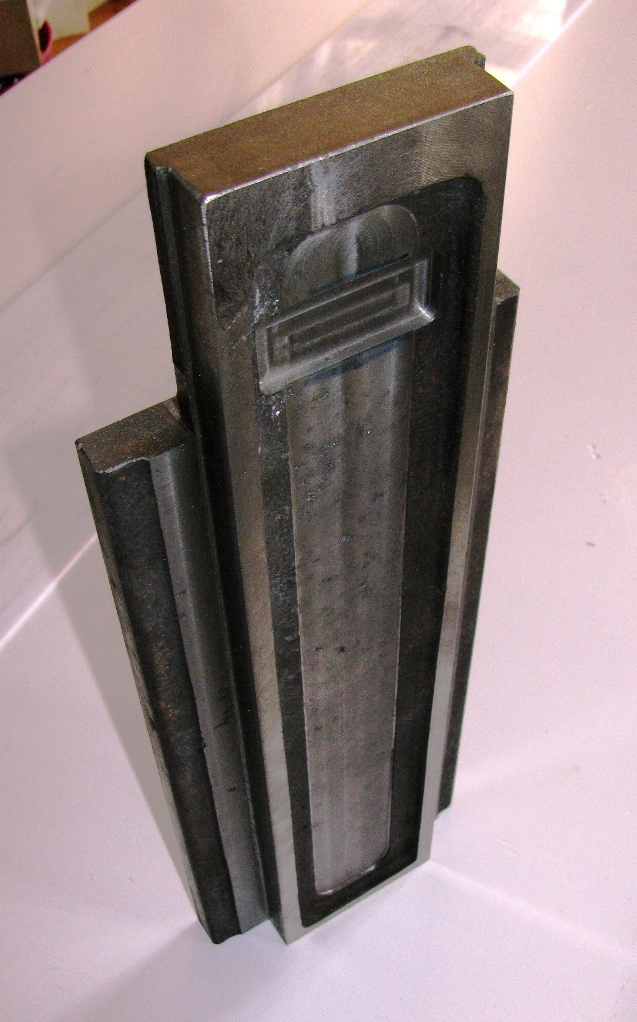
Egymásra pakolva (ennek a képnek tulajdonképpen semmi értelme):
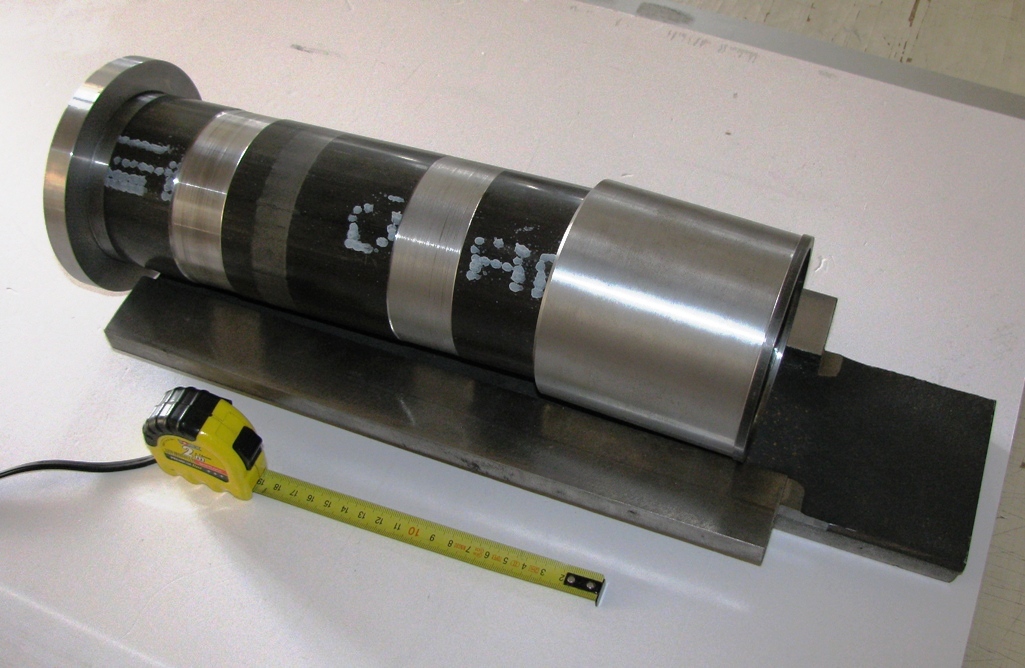
Egyéb alkatrészekkel megrakva:

Ilyen lesz a Z kocsi ( a hűtés kérdést végül sikerült megoldani, a képen felfedezehtők az olaj -vagy olajozott levegő- befúvó és elszívó járatai):
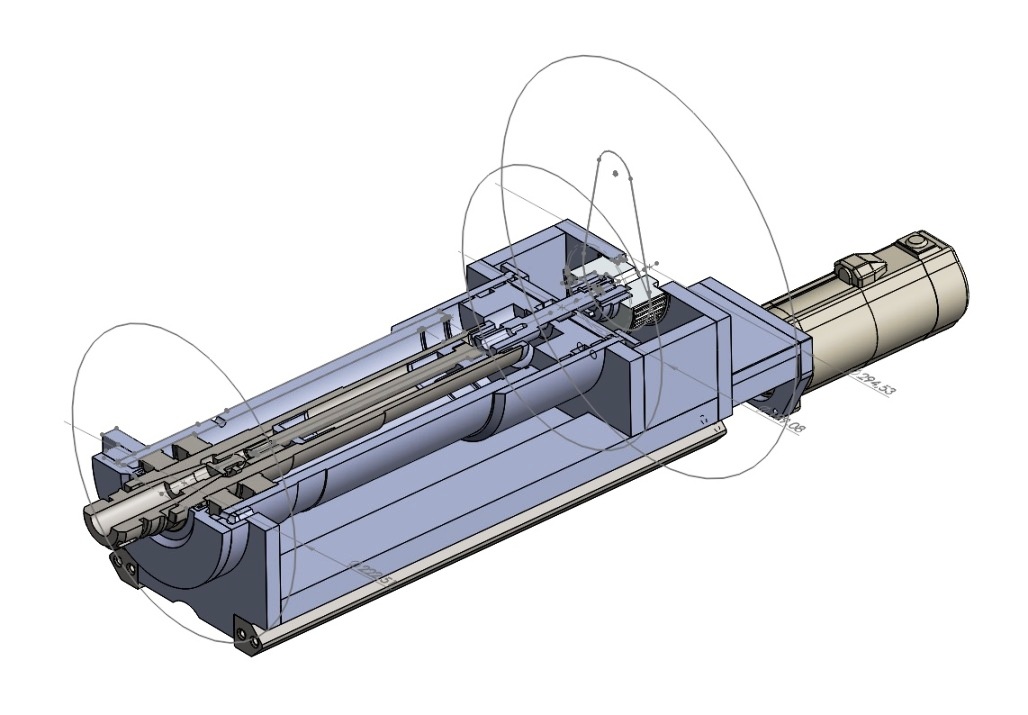
És nem metszve a második öntés (átlátszó) után:
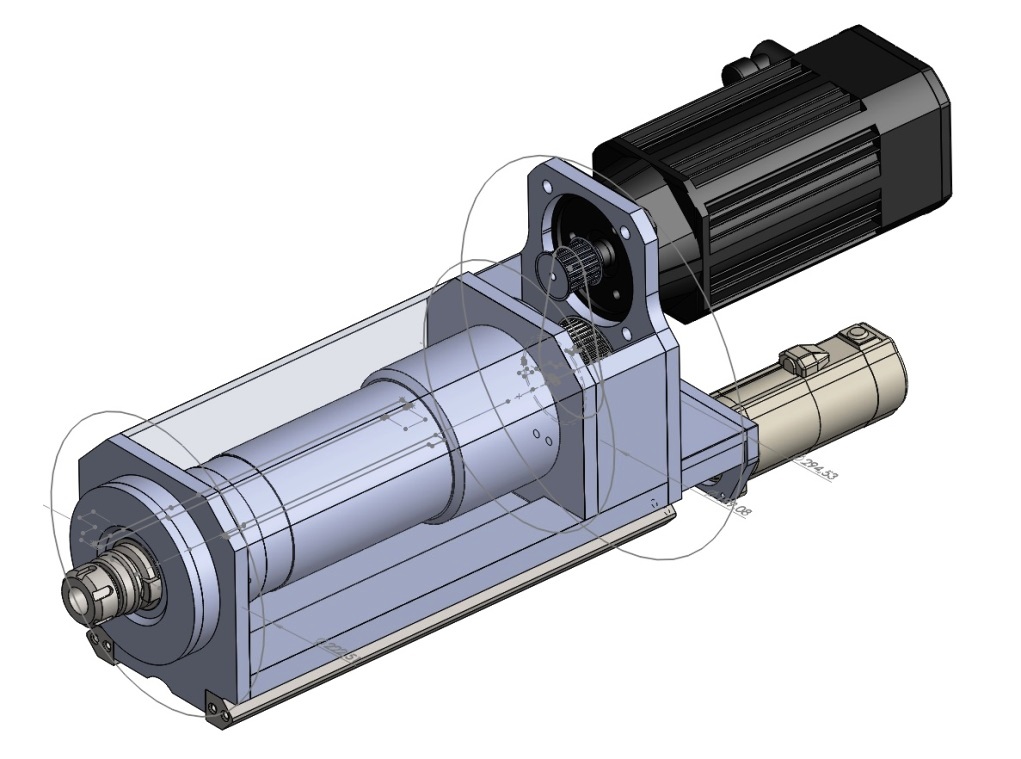
Továbbra is állnak a zalkatrészek. Ennek szerencsére előnye is van, ugyanis állóhelyzetben könnyebben le lehet őket fényképezni.
Frissebb (egy éves) terv is van. Hihetetlen, hogy már 2011 novemberben is megvolt az alkatrészek nagy része...
A (nagy) terv (The Grand Design):
Csapágyház (végül elkészült, kb az eredeti ár 20ad részéért:)...csak sikerült kiötleni a tutit):
A Z öntvénye (ez nagyon jól sikerült, 2-3 századon belül vannak a sínek felfekvő felületei egymáshoz képest - marással):
Egymásra pakolva (ennek a képnek tulajdonképpen semmi értelme):
Egyéb alkatrészekkel megrakva:
Ilyen lesz a Z kocsi ( a hűtés kérdést végül sikerült megoldani, a képen felfedezehtők az olaj -vagy olajozott levegő- befúvó és elszívó járatai):
És nem metszve a második öntés (átlátszó) után:
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 június 06, 21:06
Írta: wkbgzy80t Dátum 2013 június 06, 21:06
Meg majd valami karton borítást ráragasztok, vagy amit a szél erre fúj.
Cím: Re:Épül a gépem ::: NG
Írta: adamant Dátum 2013 június 06, 21:47
Írta: adamant Dátum 2013 június 06, 21:47
Porfekt egy munka az már biztos :) a képzelő erővel nálam sincs baj inkább csak a pénztálca szab határt a dolognak mert szívesen bonyolítanám én is a kis masinámat de az szép plusz költséggel járna de még egyszer le a kalappal a géped előtt mindig is csodáltam ezt a masinát :)
A Z sin az nagyon tetszik láttam is mikor az egyik kolega hirdetett ilyeneket a fórumon nem rég és fájlaltam a szívem hogy nem vettem meg... és várom/várjuk a további képeket!!! [#gonosz1]
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2013 június 06, 21:54
Írta: svejk Dátum 2013 június 06, 21:54
Nem kolléga volt az, hanem utoljára én. :)
Az biztos hogy az egyik legmerevebb megoldás ez, csak kissé munkás...
Míg mai sín-kocsikat csak felhányja és lecsavarozza az ember.
Az biztos hogy az egyik legmerevebb megoldás ez, csak kissé munkás...
Míg mai sín-kocsikat csak felhányja és lecsavarozza az ember.
Cím: Re:Épül a gépem ::: NG
Írta: adamant Dátum 2013 június 06, 22:11
Írta: adamant Dátum 2013 június 06, 22:11
Ez a fórum egy nagy kollegialitás :) ha fogalmazhatok így
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 június 07, 06:34
Írta: wkbgzy80t Dátum 2013 június 07, 06:34
Azok az egis vezetékek kincset értek, majdnem meg is vettem őket, pusztán betárazás céljával.
De aztán mégse... :)
Ezek csak 400 hosszúak, viszont 5mm-el combosabbak.
Félek hogy az a 2-3 század párhuzam hiba (egyik vége kontra másik a 400mm-es fészeknek) pont elég lesz, hogy nem fussanak könnyen. Lehet meg kell majd tusírozni.
Na persze mire az Y öntvény elkészül... lehet magától is helyrejön...
De aztán mégse... :)
Ezek csak 400 hosszúak, viszont 5mm-el combosabbak.
Félek hogy az a 2-3 század párhuzam hiba (egyik vége kontra másik a 400mm-es fészeknek) pont elég lesz, hogy nem fussanak könnyen. Lehet meg kell majd tusírozni.
Na persze mire az Y öntvény elkészül... lehet magától is helyrejön...
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 június 30, 19:05
Írta: wkbgzy80t Dátum 2013 június 30, 19:05
Egy jóideje már halogattam, hogy kiszámoljam az orsók kritikus fordulatszámát. Volt egy-két hely, ahol bizonytalannak tűnt a dolog. Ma rávettem magam, és most be is igazolódott a félelmem.
Az Y tengelyem a leggyengébb, ott kb 75-80 kg-ot kellene mozgatnia egy 400W motornak, durván 1,3-1,4m hosszú orsóval.
Eredetileg az egyszerűség és megbízhatóság kedvéért minden tengelyt direktben akartam hajtani, és még a 400w motorral is, 20/5 orsóval egész elfogadható gyorsulást produkált volna direktben (~3,8m/s^2 - kb az optimum 2/3-a). A motor 3000-et forog maximum.
Az orsó kritikus fordulatszáma viszont kétoldali merev megfogással is durván 2800-4000 között lenne, így gyorsjáratban elképzelhető, hogy berezgett volna. 25ös orsóval már nagyon gyengén muzsikálna a motor, 16os orsó pedig túl vékony ide.
Így hát kényszerűségből be kell tenni egy felező áttételt, és 20/10 kínai orsót használni, így max 1500at pöröghet a cucc, cserébe a gyorsulás elméletileg majdnem 7 m/s^2 lehetne (ha kéne).
Feltettem az excelt amit rajzoltam hozzá, elég egyszerű, de közelítésre jó, pontosat amúgy sem lehet számolni, ha valaki esetleg eljátszadozna vele:
Excel - Krit fordulat
Az Y tengelyem a leggyengébb, ott kb 75-80 kg-ot kellene mozgatnia egy 400W motornak, durván 1,3-1,4m hosszú orsóval.
Eredetileg az egyszerűség és megbízhatóság kedvéért minden tengelyt direktben akartam hajtani, és még a 400w motorral is, 20/5 orsóval egész elfogadható gyorsulást produkált volna direktben (~3,8m/s^2 - kb az optimum 2/3-a). A motor 3000-et forog maximum.
Az orsó kritikus fordulatszáma viszont kétoldali merev megfogással is durván 2800-4000 között lenne, így gyorsjáratban elképzelhető, hogy berezgett volna. 25ös orsóval már nagyon gyengén muzsikálna a motor, 16os orsó pedig túl vékony ide.
Így hát kényszerűségből be kell tenni egy felező áttételt, és 20/10 kínai orsót használni, így max 1500at pöröghet a cucc, cserébe a gyorsulás elméletileg majdnem 7 m/s^2 lehetne (ha kéne).
Feltettem az excelt amit rajzoltam hozzá, elég egyszerű, de közelítésre jó, pontosat amúgy sem lehet számolni, ha valaki esetleg eljátszadozna vele:
Excel - Krit fordulat
Cím: Re:Épül a gépem ::: NG
Írta: adamant Dátum 2013 június 30, 21:45
Írta: adamant Dátum 2013 június 30, 21:45
Nem semmi kis kalkulátorod van ez saját vagy valahonnan beszerezted?? :) Szívesen kölcsönkérném de a kérdésem az lenne hogy kell ekkora sebesség? Legyen az bármennyire nagy és merev és profi gép és a tied tényleg az lesz de idővel szétszedheti magát
nézelődtem picit a mappádba és ez nagyon tetszett [#idiota]
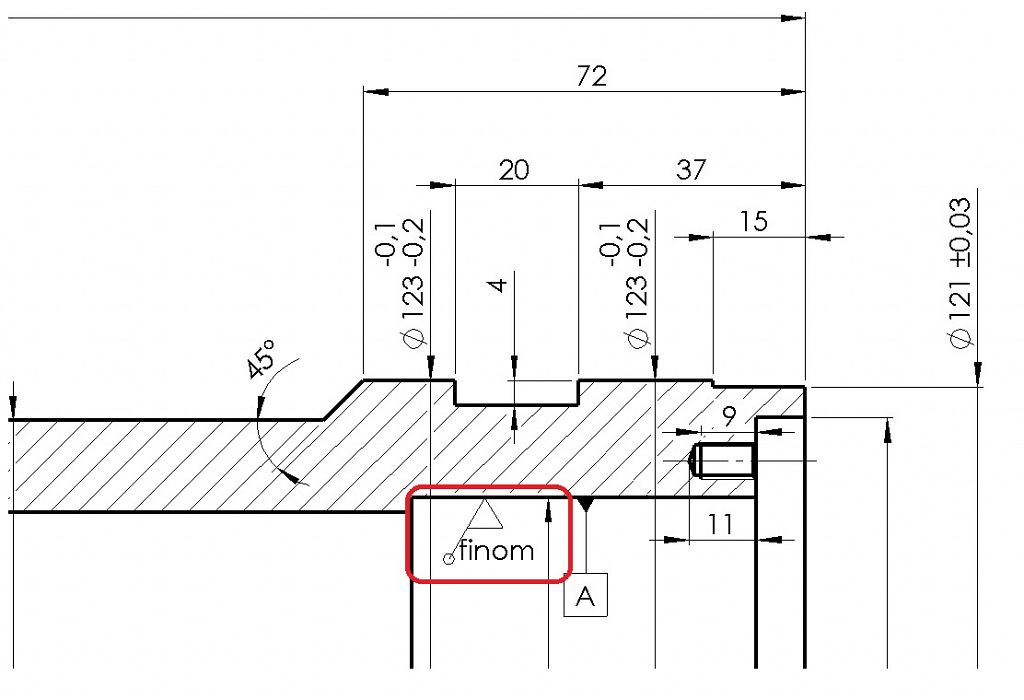
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 június 30, 22:47
Írta: wkbgzy80t Dátum 2013 június 30, 22:47
Á, ez csak egy vázlat, azóta megoldottam a dolgot másképp. Egy ilyen csapágyfészket köszörülni szoktak, ezzel akartam emlékeztetni anno azt aki csinálta volna, hogy finom fogásokkal fejezze be azt a részt. Megadhattam volna érdességet, vagy hogy köszörült stb, de minek, azt akartam hogy olcsó legyen.
Nem akarom ilyen nagyon hajtani ezt a gépet, csak azt, hogy kb. egyenletes legyen a teljesítmény a tengelyeken, és ha esetleg valamikor elkészül, és esetleg valamit meg kell rajta csinálni határidőre, akkor meglegyen a lehetőség, hogy picit gyorsuljon.
Nem akarom ilyen nagyon hajtani ezt a gépet, csak azt, hogy kb. egyenletes legyen a teljesítmény a tengelyeken, és ha esetleg valamikor elkészül, és esetleg valamit meg kell rajta csinálni határidőre, akkor meglegyen a lehetőség, hogy picit gyorsuljon.
Cím: Re:Épül a gépem ::: NG
Írta: s2k5ycubj Dátum 2013 június 30, 23:17
Írta: s2k5ycubj Dátum 2013 június 30, 23:17
Ez egy sima cnc esztergás meló és még csak nem is durva megcsinálni. Szerintem ez pont az alkatrész amivel meg kell találni egy cnc-s gépműhelyt. Ha sok pénzt akarnak kérni érte menni kell a következőhöz.
Cím: Re:Épül a gépem ::: NG
Írta: s2k5ycubj Dátum 2013 június 30, 23:18
Írta: s2k5ycubj Dátum 2013 június 30, 23:18
Hopsz egy az lemaradt.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 július 01, 07:16
Írta: wkbgzy80t Dátum 2013 július 01, 07:16
Csak később esett le, hogy milyen kalkulátorra gondolsz. Ez saját, de azóta többen is feldolgozták, előfordulhat, hogy jobb eredménnyel, de mindenképpen igényesebben. Svejknek és Szalai-nak is megvan a saját verziója. Azért feltettem oda a másik mellé az exc mappába, használd nyugodtan.
Ezt a rajzot meg végre legyalultam, ahelyett a két nagy cső helyett kellett volna amik lejjebb be vannak téve. Azokkal nagyon elégedett vagyok.
Ezt a rajzot meg végre legyalultam, ahelyett a két nagy cső helyett kellett volna amik lejjebb be vannak téve. Azokkal nagyon elégedett vagyok.
Cím: Re:Épül a gépem ::: NG
Írta: v2vhwz32z Dátum 2013 október 20, 23:22
Írta: v2vhwz32z Dátum 2013 október 20, 23:22
Sok más topikot is fel lehetne, kellene hozni a "süllyesztőből" de személyes ismeretségünk okán először Hozzád fordulnék. Kérlek ha keveset is, de valami pozitívat mondj: mi a helyzet?[#lookaround]
Nekem is sok időbe került az alkatrészek gyűjtésétől a gép használatba vételéig..
Nekem is sok időbe került az alkatrészek gyűjtésétől a gép használatba vételéig..
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2013 október 23, 11:36
Írta: wkbgzy80t Dátum 2013 október 23, 11:36
Szia!
Köszönöm az érdeklődést, nagyon lelkesítő!
Igazából eljutottam arra a pontra, ahol már nagyobb, felszereltebb, és elsősorban dedikált hely kéne a folytatáshoz. Ez jelen pillanatban nem áll rendelkezésre, talán pár hónap múlva. A dolog csak látszólag állt le, de ha belerokkanok, akkor is befejezem.
A problémák zöme elméletben meg van oldva, a pénzt is félretettem. Egy-két alkatrész hiányzik még, hogy a tervet is teljesen be tudjam fejezni a nagyobb alkatrészekhez, de azt hiszem ezeket majd megrendelem keletről.
Most külföldön vagyok, teljesen elhavazva, kb. az év végéig. Utána remélem lesz hely/tudom folytatni. Következő lépésben már hegeszteni és önteni kell, azt is dokumentálni fogom.
Amik az utolsó képeken vannak, most is ott tart az ügy.
Köszönöm az érdeklődést, nagyon lelkesítő!
Igazából eljutottam arra a pontra, ahol már nagyobb, felszereltebb, és elsősorban dedikált hely kéne a folytatáshoz. Ez jelen pillanatban nem áll rendelkezésre, talán pár hónap múlva. A dolog csak látszólag állt le, de ha belerokkanok, akkor is befejezem.
A problémák zöme elméletben meg van oldva, a pénzt is félretettem. Egy-két alkatrész hiányzik még, hogy a tervet is teljesen be tudjam fejezni a nagyobb alkatrészekhez, de azt hiszem ezeket majd megrendelem keletről.
Most külföldön vagyok, teljesen elhavazva, kb. az év végéig. Utána remélem lesz hely/tudom folytatni. Következő lépésben már hegeszteni és önteni kell, azt is dokumentálni fogom.
Amik az utolsó képeken vannak, most is ott tart az ügy.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2014 július 14, 20:24
Írta: wkbgzy80t Dátum 2014 július 14, 20:24
Üdv,
Jelen pillanatban éppen a leendő gép helyét készítem elő, könnyen lehet, hogy nemsokára komolyabb munkák is elkezdődhetnek, és a munka megkezdésének valószínűségének növekedésével egyenes arányban nő a gépre fordított gondolataim hányada...
Egy népszerű probléma nálam is kinéz, konkrétan a két orsóval hajtott tengely kérdése--
Arra gondoltam, mint szervohajtások terén laikus, hogy """mi lenne ha""" a két tengelyen rajta lenne a két motor master slave üzemben, vagy mach3 ból megoldva, vagy a vezérlőbe épített funkcióval kivitelezve, csak éppen emellett a két tengely még össze is lenne kötve egy fogasszíjjal aminek így gyakorlatilag csak a szinkronizálás lenne a funkciója.
Azon próbáltam eltöprengeni, hogy elméletileg ez mit okozhat, illetve hogyan lenne érdemes beállítani a vezérlőket...
Okozhat ez vajon valamiféle rezonanciát (úgy értem gerjedést) elég merev a szíj, hogy összebalhézzanak a motorok? Lehet-e direkt úgy paraméterezni a vezérlőket (egymástól akár eltérő módon), hogy segítsen az ügynek? Esetleg valami kis filigrán szíjat lehetne használni, amiben kvázi felgyűlhet egy hoszabb munka során létrejött eltérés, ami kikapcsoláskor (vagy egy beépített rutin alkalmával) kiegyenlítődik...
Pusztán álmodozás szintjén van ez a kérdés... Lehet, hogy trágárság a hozzáértők szemében, de én mechanikával foglalkozom, és tudjátok, akinek kalapács van a kezében, mindent szögnek néz...
Sajna egy 750w motor kevés a két orsóhoz, ezt kiszámoltam.
Jelen pillanatban éppen a leendő gép helyét készítem elő, könnyen lehet, hogy nemsokára komolyabb munkák is elkezdődhetnek, és a munka megkezdésének valószínűségének növekedésével egyenes arányban nő a gépre fordított gondolataim hányada...
Egy népszerű probléma nálam is kinéz, konkrétan a két orsóval hajtott tengely kérdése--
Arra gondoltam, mint szervohajtások terén laikus, hogy """mi lenne ha""" a két tengelyen rajta lenne a két motor master slave üzemben, vagy mach3 ból megoldva, vagy a vezérlőbe épített funkcióval kivitelezve, csak éppen emellett a két tengely még össze is lenne kötve egy fogasszíjjal aminek így gyakorlatilag csak a szinkronizálás lenne a funkciója.
Azon próbáltam eltöprengeni, hogy elméletileg ez mit okozhat, illetve hogyan lenne érdemes beállítani a vezérlőket...
Okozhat ez vajon valamiféle rezonanciát (úgy értem gerjedést) elég merev a szíj, hogy összebalhézzanak a motorok? Lehet-e direkt úgy paraméterezni a vezérlőket (egymástól akár eltérő módon), hogy segítsen az ügynek? Esetleg valami kis filigrán szíjat lehetne használni, amiben kvázi felgyűlhet egy hoszabb munka során létrejött eltérés, ami kikapcsoláskor (vagy egy beépített rutin alkalmával) kiegyenlítődik...
Pusztán álmodozás szintjén van ez a kérdés... Lehet, hogy trágárság a hozzáértők szemében, de én mechanikával foglalkozom, és tudjátok, akinek kalapács van a kezében, mindent szögnek néz...
Sajna egy 750w motor kevés a két orsóhoz, ezt kiszámoltam.
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2014 július 14, 20:30
Írta: svejk Dátum 2014 július 14, 20:30
Jól is néznénk ki, ha a szervo eltévedne...
Az összekötésnek egyetlen okát látom miszerint aki majd megnézi a gépedet rögtön elkezdi tekergetni valamelyik orsót kikapcsolt állapotban.
És ez nem vicc, majd mindenki belefutott ebbe.
Erre ellenszer lehet a fékes motorok alkalmazása, de azok sem szöghibamentesen fognak.
Az összekötésnek egyetlen okát látom miszerint aki majd megnézi a gépedet rögtön elkezdi tekergetni valamelyik orsót kikapcsolt állapotban.
És ez nem vicc, majd mindenki belefutott ebbe.
Erre ellenszer lehet a fékes motorok alkalmazása, de azok sem szöghibamentesen fognak.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2014 július 14, 20:37
Írta: wkbgzy80t Dátum 2014 július 14, 20:37
A hosszabb munkát a következőképpen értem:
Ez inkább tapasztalati dolog, azt hiszem. Az orsók kézzel történő forgatását kizárnám elméletben (amúgy jó gondolat ez a "tekergetés-védelem")- Viszont - elkezdesz valamit csinálni, közben nullpontra állások sora, szerzámcserék, egyszer itt dolgozik, egyszer ott, beáll ide, oda kézi vezérléssel stb stb. Azt mondod, hogy ez alatt nem keletkezik eltérés? Tehát nem kifejezetten egy szakadatlan vezérelt ciklusra gondolok, hanem egy hoszabb "bruttó" tevékenységre, a fenti műveletekkel és még ki tudja mivel. Mivel nincs nagyon tapasztalatom, ezt nem tudom egyelőre megítélni. Viszont azt látom, hogy rendre megépülnek kétmotoros gépek, és végül szíjjal fejeződnek be.
Ez inkább tapasztalati dolog, azt hiszem. Az orsók kézzel történő forgatását kizárnám elméletben (amúgy jó gondolat ez a "tekergetés-védelem")- Viszont - elkezdesz valamit csinálni, közben nullpontra állások sora, szerzámcserék, egyszer itt dolgozik, egyszer ott, beáll ide, oda kézi vezérléssel stb stb. Azt mondod, hogy ez alatt nem keletkezik eltérés? Tehát nem kifejezetten egy szakadatlan vezérelt ciklusra gondolok, hanem egy hoszabb "bruttó" tevékenységre, a fenti műveletekkel és még ki tudja mivel. Mivel nincs nagyon tapasztalatom, ezt nem tudom egyelőre megítélni. Viszont azt látom, hogy rendre megépülnek kétmotoros gépek, és végül szíjjal fejeződnek be.
Cím: Re:Épül a gépem ::: NG
Írta: adamant Dátum 2014 július 14, 21:06
Írta: adamant Dátum 2014 július 14, 21:06
Hello! :)
Lehet erről én is tudok neked mesélni nekem mi a tapasztalatom tegyük fel hogy meg a gép és egyik motor valami miatt letilt mert miért ne ami mozog az meg is áll egyszer na megállt és a másik meg még megy akkor mit lehet tenni? mert hiába avagy a gép közelébe akkor se tudsz elég gyorsan oda nyúlni vagy ha fékes akkor igen szépet tud tekerni a gépen:) vagy tegyük fel hogy valami miatt ez egyik motor elkezd menni a másik irányba mert ami működik az el is romlik:)
De ha mondjuk agy jó ipari szervót használsz ott meg lehet azt csinálni hogy az egyik vezérlőt rákötöd a másikra és meglesz a két motor pálya hű követése iparba is van ilyen és működik de szerintem jobb egy szíj mert sokkal kisebb hiba jelenséget lehetősége szerintem de van az a táv amit már biztos nem hidalnék át
Nekem 1220mm a tengely távom és az is elég kritikus már szerintem de lás csodát működik de egy 2000mm et tuti nem hidalnék át szíjjal
Eddig teljesen Mach3 ellenes voltam mert minden hiba ami létezhet az nálam kijött és nem mernék ilyen feladatot rábízni de nálam is csoda történt mert rávettem magam a hiba forrás keresésére és meg is lett egy kínai hosszabbító miném volt földelve és a földnél tombolt a 220 :) és 2 napja csodásan muzsikál a gépem
Cím: Re:Épül a gépem ::: NG
Írta: designr Dátum 2014 július 14, 21:29
Írta: designr Dátum 2014 július 14, 21:29
Erre a problémára én is kíváncsi vagyok..hasonló..két tengelyes gépet szeretnék,két motorral..a tengelyek összekötése szerintem már azért is praktikus..mint ahogy adamant irta..mi van ha valami hiba miatt elkezd elcsúszni..vagy drasztikusan elmenni a két tengely egymástól..tehát én bízom az együtt futásban,,de az ilyen malőr miatti géptöréstől-torzulástól szeretném megóvni a gépet az összekötéssel..Anno Varsányi írta..akinek egy ugyanilyen kéttengelyes léptetőmotoros német gépe volt, hogy időnként ütköztetni kellett a tengelyt hogy teljesen szinkronba jöjjenek..
Én a két tengely összekötését vagy szíjjal,vagy pedig két egymással szembefordított lassító csigajtással képzelem el..utóbbi egy könnyű csőtengellyel kötné össze a két orsót,egy -egy csigahajtőművön keresztül..igaz nem kottymentes..de megóv egy befeszüléstől..és ha van egy kis kotty nem is baj..a két hajtás ilyenkor nincs hatással egymásra..gondolj például két szervo motorra amit kottymentesen összekötsz..szerintem egy pár encodernyi kotty szerencsésebb..Ezek természetesen elméleti elképzelések..a gyakorlat még előttem van..
De majd figyelem a topicot..
Én a két tengely összekötését vagy szíjjal,vagy pedig két egymással szembefordított lassító csigajtással képzelem el..utóbbi egy könnyű csőtengellyel kötné össze a két orsót,egy -egy csigahajtőművön keresztül..igaz nem kottymentes..de megóv egy befeszüléstől..és ha van egy kis kotty nem is baj..a két hajtás ilyenkor nincs hatással egymásra..gondolj például két szervo motorra amit kottymentesen összekötsz..szerintem egy pár encodernyi kotty szerencsésebb..Ezek természetesen elméleti elképzelések..a gyakorlat még előttem van..
De majd figyelem a topicot..
Cím: Re:Épül a gépem ::: NG
Írta: designr Dátum 2014 július 14, 21:30
Írta: designr Dátum 2014 július 14, 21:30
Természetesen két orsós gépre gondoltam..nem két tengelyesre..
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2014 július 14, 22:25
Írta: wkbgzy80t Dátum 2014 július 14, 22:25
Vannak ezek az uretán szíjak amik végteleníthetők. Mondjuk egy 10mm széles talán nyúlik is jelentős mértékben. Nálam kb 1200 lenne a tengelytáv. Kicsi tárcsákkal egészen "rugalmasra" lehetne csinálni az egészet (persze pontosan be kellene állítania dolgot megfelelő választásokkal, hogy megfelelő sebességgel rántsa (tized fokok...) a tengelyt szinkronba, de ne is akadályozza a motort jelentős mértékben stb, ne okozzon lengéseket). Az volt az eredeti gondolatom, hogy X időnként az egyik szervót egy pillanatra kikapcsolja a program... És csak az egyik orsón lennének végállások...
Ha szépen együtt dolgoznak a motorok, nem látom okát, hogy miért akadályoznák egymást, ha megfelelő időközönként ki van "nullázva" az egyik... Megint csak laikusként mondom...
Svejk szerint nem tévesztenek üzemszerűen, ez megnyugtató, és magával hozza a következtetést, hogy a szíj gyakorlatilag majdnem mindíg üresjáratban megy, az encoderek osztása vszleg kisebb, mint a szíj holtjátéka. Most így mondva lehet hogy vmi htd szerű szíj lenne a jobb...
Na mind1, bár már ott tartana az ügy...
Ha szépen együtt dolgoznak a motorok, nem látom okát, hogy miért akadályoznák egymást, ha megfelelő időközönként ki van "nullázva" az egyik... Megint csak laikusként mondom...
Svejk szerint nem tévesztenek üzemszerűen, ez megnyugtató, és magával hozza a következtetést, hogy a szíj gyakorlatilag majdnem mindíg üresjáratban megy, az encoderek osztása vszleg kisebb, mint a szíj holtjátéka. Most így mondva lehet hogy vmi htd szerű szíj lenne a jobb...
Na mind1, bár már ott tartana az ügy...
Cím: Re:Épül a gépem ::: NG
Írta: PSoft Dátum 2014 július 14, 22:49
Írta: PSoft Dátum 2014 július 14, 22:49
Egyre jobban belegabalyodsz!:))
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2014 július 15, 08:17
Írta: svejk Dátum 2014 július 15, 08:17
Bele...
Ahelyett hogy ezt a két 750-eset elpasszolná és venne egy nagyobbat ami aztán elhajtaná szíjjal mind a két orsót.
Ahelyett hogy ezt a két 750-eset elpasszolná és venne egy nagyobbat ami aztán elhajtaná szíjjal mind a két orsót.
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2014 július 15, 08:59
Írta: 000000000 Dátum 2014 július 15, 08:59
Nemááááá!!! Rosssz ötletnek tartom...
Inkább számolja át megint a hajtáshoz szükséges teljesítményt, mert nekem nagyon gyanús, hogy ha jó képleteket alkalmazott (optimalizált a hajtása), akkor egy ilyen gép mellékhajtásához ugyan miért nem elég 750 W AC szervo !!!, hiszen ettől zömében kevesebb lesz a forgácsolási teljesítménye is, pedig az ugye főhajtás. Valami nem stimmel itt.[#conf]
Inkább számolja át megint a hajtáshoz szükséges teljesítményt, mert nekem nagyon gyanús, hogy ha jó képleteket alkalmazott (optimalizált a hajtása), akkor egy ilyen gép mellékhajtásához ugyan miért nem elég 750 W AC szervo !!!, hiszen ettől zömében kevesebb lesz a forgácsolási teljesítménye is, pedig az ugye főhajtás. Valami nem stimmel itt.[#conf]
Cím: Re:Épül a gépem ::: NG
Írta: krnj79r9n Dátum 2014 július 15, 09:16
Írta: krnj79r9n Dátum 2014 július 15, 09:16
Hát szerintem az elvárásaihoz képest tartja kicsinek a 750 W-os szervót. Nyilván arra a motorra is ki lehet számolni az ideális áttételt, ahol a legjobb a gyorsulás, de lehet, hogy NG azt kevesli.
Vagy a sebességet kevesli.
Azért a 2 db 25 mm-es átmérőjű órsó (bár hosszat nem látok), de saccra 1 m hosszú körüliek lehetnek. Plusz még vonszolni azt a kompozit beton hidat.
Minden csak viszonyítás kérdése, NG igen komoly gépet épít, (egyébként le a kalappal előtte), valószínűleg vannak minimum értékek amit elvárna tőle sebesség és gyorsulás terén, lehet erre nem elég neki a 750 W. Bár az tény, hogy az azért nem csekély AC szervóból.
Nekem eddig csak egy 400 W-ossal volt dolgom rövid ideig, az is tudott durva dolgokat, bár az áttétel nem volt ideális.
Vagy a sebességet kevesli.
Azért a 2 db 25 mm-es átmérőjű órsó (bár hosszat nem látok), de saccra 1 m hosszú körüliek lehetnek. Plusz még vonszolni azt a kompozit beton hidat.
Minden csak viszonyítás kérdése, NG igen komoly gépet épít, (egyébként le a kalappal előtte), valószínűleg vannak minimum értékek amit elvárna tőle sebesség és gyorsulás terén, lehet erre nem elég neki a 750 W. Bár az tény, hogy az azért nem csekély AC szervóból.
Nekem eddig csak egy 400 W-ossal volt dolgom rövid ideig, az is tudott durva dolgokat, bár az áttétel nem volt ideális.
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2014 július 15, 09:50
Írta: svejk Dátum 2014 július 15, 09:50
Nem ismerem a gépét, de mivel iskolát végzett ember, gondolom utánaszámolt. [#nemtudom]
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2014 július 15, 09:57
Írta: svejk Dátum 2014 július 15, 09:57
Visszaolvasva a #101-et és #107-et valóban elégnek kellene lennie a 750W-nak ránézésre.
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2014 július 15, 10:02
Írta: svejk Dátum 2014 július 15, 10:02
NG!
Ha jól olvasom az írásokból akkor 20/10-es orsók 1400 mm-hosszban 80 kg körüli tömeggel?
Ha jól olvasom az írásokból akkor 20/10-es orsók 1400 mm-hosszban 80 kg körüli tömeggel?
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2014 július 15, 10:08
Írta: svejk Dátum 2014 július 15, 10:08
Ezen adatok szerint az 1 db 750w-os motorral 1:2,5-ös áttétellel durván 10 m/perc, 7 m/s2.
Azért ez mégsem egy ipari gép, ezeket az értékeket el lehet bőven fogadni.
Azért ez mégsem egy ipari gép, ezeket az értékeket el lehet bőven fogadni.
Cím: Re:Épül a gépem ::: NG
Írta: 000000000 Dátum 2014 július 15, 10:21
Írta: 000000000 Dátum 2014 július 15, 10:21
A 400 W is túlzás lehet....
Tudod, a forgácsoláshoz előtolási P-ként tized wattok kellenek. NG elég precíz, kis súrlódási veszteségű gépet épített, aminek nem hinném hogy a maradék ~750 W állandó P kell a veszteségekre + dinamikai jelenségekre működés közben. Arról nem is beszélek most, hogy a szervóhajtás néhány 10 ms-ra akár 5 szörös névleges nyomatékot is lead, ha kellene, tehát hatalmas tartalékok is vannak.
Persze lehet, hogy szeretne "levegőt szántani" valami eszeveszett gyorsulással, de ennek meg nem látom értelmét, hiszen nem SMD beültetőt akar, hanem olyan gépet ami forgácsol működési idejének nagy részében. Anyagban meg tehát max. pár tized watt hasznos előtoló P kell, és a kör bezárult.
Tudod, a forgácsoláshoz előtolási P-ként tized wattok kellenek. NG elég precíz, kis súrlódási veszteségű gépet épített, aminek nem hinném hogy a maradék ~750 W állandó P kell a veszteségekre + dinamikai jelenségekre működés közben. Arról nem is beszélek most, hogy a szervóhajtás néhány 10 ms-ra akár 5 szörös névleges nyomatékot is lead, ha kellene, tehát hatalmas tartalékok is vannak.
Persze lehet, hogy szeretne "levegőt szántani" valami eszeveszett gyorsulással, de ennek meg nem látom értelmét, hiszen nem SMD beültetőt akar, hanem olyan gépet ami forgácsol működési idejének nagy részében. Anyagban meg tehát max. pár tized watt hasznos előtoló P kell, és a kör bezárult.
Cím: Re:Épül a gépem ::: NG
Írta: adamant Dátum 2014 július 15, 11:52
Írta: adamant Dátum 2014 július 15, 11:52
Én azt mondom inkább több mint kevesebb mert kevésből nem lehet többek kihozni te többől még mindig lehet vissza venni
De ez lehet hogy csak az én buta véleményem
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2014 július 15, 19:50
Írta: wkbgzy80t Dátum 2014 július 15, 19:50
Köszönöm!
Valóban ez egy jó nagy gé...öö akarom mondani TERV :) egyelőre. Aztán hogy mi lesz belőle.. kérdés. A nagy dolgokhoz még nem kezdtem hozzá, a kisebb részek vannak meg.
Gyorsulás stb:
Hát igen, leporoltam kicsit a hajtásméretezőt. Régen volt elővéve azóta kicsit emésztettem az elvárásaimat, amik dióhéjban a következők voltak:
-Munkatér fix min. 1000x700x250.
-Minél nagyobb gyorsulás, szoborfelületek marásához, ha esetleg el akar menni 1500 alkalommal ide-oda (Na ez egy sötét pont ezzel együtt is, hogy mennyi kellene...)
-Minimum alu marás, szép felületeket adó merevséggel és pontossággal
-Kisebb fogásokkal acél
-Köszörű feltét eseti dolgokhoz egyszer-egyszer finoman használva - erősen túlméretezett sínekkel - (ezt talán nem is kéne leírnom, nincs nálam esernyő)
-Szíj mellőzése (nem bízom a hosszú szíjakban, de nincs cnc-s tapasztalatom velük)
-Direkt hajtás, a nagyobb merevség és egyszerűség érdekében (akár az optimális hajtásparaméterek feláldozása árán is)
A 80 kiló 20 as orsóval az az x tengely, a híd kocsival kb. 350 kg, ezt két 1400 bruttó hosszúságú 25x5-10 orsó hajtja majd.
Most átszámolva egy darab 750 es motor ezt a súlyt 25x10x2800 hosszú orsóval 1,7 m/s2 el tudná gyorsítani, direktben. Ez távol van az optimumtól ami 4-5 közötti áttételnél van, aholis 5 m/s2 körüli gyorsulás adódna.
Nekem nem tűnik élhetetlennek az 1,7 m/s2 sem, persze a szíj tovább rontana a dolgon... Két motor pedig javítana. Persze ha szíjazás van, akkor már lehet rá áttételt is rakni.
Az a furcsa, hogy megnéztem kb 3218 darab ipari cnc-t, és ekkora vontatmányhoz jóval nagyobb fizikai méretű motorok szoktak tartozni. Láttam továbbá nct által átalakított/épített gépeket is, amik viszont elég csigán mozogtak (nem kritika), de a motorok ott is hatalmasak voltak arányaikban az én esetemhez képest.
Kérdés, hogy a nyilvánvaló időveszteségen kívűl mit veszítek, ha a hajtás áttételezése távol van az optimumtól?
Valóban ez egy jó nagy gé...öö akarom mondani TERV :) egyelőre. Aztán hogy mi lesz belőle.. kérdés. A nagy dolgokhoz még nem kezdtem hozzá, a kisebb részek vannak meg.
Gyorsulás stb:
Hát igen, leporoltam kicsit a hajtásméretezőt. Régen volt elővéve azóta kicsit emésztettem az elvárásaimat, amik dióhéjban a következők voltak:
-Munkatér fix min. 1000x700x250.
-Minél nagyobb gyorsulás, szoborfelületek marásához, ha esetleg el akar menni 1500 alkalommal ide-oda (Na ez egy sötét pont ezzel együtt is, hogy mennyi kellene...)
-Minimum alu marás, szép felületeket adó merevséggel és pontossággal
-Kisebb fogásokkal acél
-Köszörű feltét eseti dolgokhoz egyszer-egyszer finoman használva - erősen túlméretezett sínekkel - (ezt talán nem is kéne leírnom, nincs nálam esernyő)
-Szíj mellőzése (nem bízom a hosszú szíjakban, de nincs cnc-s tapasztalatom velük)
-Direkt hajtás, a nagyobb merevség és egyszerűség érdekében (akár az optimális hajtásparaméterek feláldozása árán is)
A 80 kiló 20 as orsóval az az x tengely, a híd kocsival kb. 350 kg, ezt két 1400 bruttó hosszúságú 25x5-10 orsó hajtja majd.
Most átszámolva egy darab 750 es motor ezt a súlyt 25x10x2800 hosszú orsóval 1,7 m/s2 el tudná gyorsítani, direktben. Ez távol van az optimumtól ami 4-5 közötti áttételnél van, aholis 5 m/s2 körüli gyorsulás adódna.
Nekem nem tűnik élhetetlennek az 1,7 m/s2 sem, persze a szíj tovább rontana a dolgon... Két motor pedig javítana. Persze ha szíjazás van, akkor már lehet rá áttételt is rakni.
Az a furcsa, hogy megnéztem kb 3218 darab ipari cnc-t, és ekkora vontatmányhoz jóval nagyobb fizikai méretű motorok szoktak tartozni. Láttam továbbá nct által átalakított/épített gépeket is, amik viszont elég csigán mozogtak (nem kritika), de a motorok ott is hatalmasak voltak arányaikban az én esetemhez képest.
Kérdés, hogy a nyilvánvaló időveszteségen kívűl mit veszítek, ha a hajtás áttételezése távol van az optimumtól?
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2014 július 15, 20:19
Írta: svejk Dátum 2014 július 15, 20:19
Ej basszus, az nagyon nagy tömeg a mozgatáshoz!
Akkor miért nem inkább mozgó asztalost csináltál, Jó példa erre a Varga István gépei Székesfehérváron.
Hogy a túróba akarod a 350 kg-ot meglendíteni és leállítani?
Nincs az az asztal ami ezt elbírja...
Van a látókörömben Mori-Seiki 800x500-as munkaterületű hagyományos felépítésű mindkét irányban mozgóasztalaos gép a következőket tudja:
G0 és G1-ben: 42 m/perc
gyorsulás:
x-ben 4,2 m/s2
Y-ban 3,8 m/s2
Z-ben 7 m/s2
Az X és Y motorja 4 kW-os a Z-t pedig 7,5 kW-os rángatja
De ez egy 7 tonnás gép.
Akkor miért nem inkább mozgó asztalost csináltál, Jó példa erre a Varga István gépei Székesfehérváron.
Hogy a túróba akarod a 350 kg-ot meglendíteni és leállítani?
Nincs az az asztal ami ezt elbírja...
Van a látókörömben Mori-Seiki 800x500-as munkaterületű hagyományos felépítésű mindkét irányban mozgóasztalaos gép a következőket tudja:
G0 és G1-ben: 42 m/perc
gyorsulás:
x-ben 4,2 m/s2
Y-ban 3,8 m/s2
Z-ben 7 m/s2
Az X és Y motorja 4 kW-os a Z-t pedig 7,5 kW-os rángatja
De ez egy 7 tonnás gép.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2014 július 15, 20:29
Írta: wkbgzy80t Dátum 2014 július 15, 20:29
A képeken látni az arányokat, azóta csak minimálisan változtak. Az a híd biza 300 kg, mire minden kész lehet lesz 350... Ekkora mozgó asztalt nem tudok/merek elképzelni. Az 1300mm es schneeberger sínek ( a sok furattal) adják az egész koncepció alapját, mert nagyon vastagok, kompozitbeton gépekre vannak tervezve. Azok lesznek az etalonok. Ha azokhoz nem jutok hozzá szerencsésen, nem is tudom hogy lehetne megcsinálni. Viszont kell ekkora munkatér, mert amit marni szeretnék, kb ebbe fér bele.
Lehet hébe hóba kapni ugyan nagyon hosszú és vatag görgős síneket, de akkora betont amire azok kényelmesen ráférnek már nem tudok/merek önteni, nem tudnám megemelni sem.
Ezért a mozgó híd.
Lehet, hogy faragni kéne belőle, de szerintem elég masszív lesz az alapja. Eddig azért is nem tudtam belekezdeni, mert nem volt elég masszív padló :)
Lehet hébe hóba kapni ugyan nagyon hosszú és vatag görgős síneket, de akkora betont amire azok kényelmesen ráférnek már nem tudok/merek önteni, nem tudnám megemelni sem.
Ezért a mozgó híd.
Lehet, hogy faragni kéne belőle, de szerintem elég masszív lesz az alapja. Eddig azért is nem tudtam belekezdeni, mert nem volt elég masszív padló :)
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2014 július 15, 20:37
Írta: svejk Dátum 2014 július 15, 20:37
Eddig egy beton gépet láttam, Messer szomszédjában, de Ő nem vacakolt a földről indította a betonozást, a munkatér olyan 2800x2000 lehet.
Azt a gépet csak házastól, műhelyestől lehet elvinni. :))
Azt a gépet csak házastól, műhelyestől lehet elvinni. :))
Cím: Re:Épül a gépem ::: NG
Írta: PSoft Dátum 2014 július 15, 20:42
Írta: PSoft Dátum 2014 július 15, 20:42
Cím: Re:Épül a gépem ::: NG
Írta: PSoft Dátum 2014 július 15, 20:44
Írta: PSoft Dátum 2014 július 15, 20:44
Noh,megint elszöszöltem a billentyűn!:)
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2014 július 15, 20:47
Írta: svejk Dátum 2014 július 15, 20:47
Ez lenne az? Nekem nagyobbnak tűntm meg mintha nem lett volna lába. De már rég volt...
Cím: Re:Épül a gépem ::: NG
Írta: PSoft Dátum 2014 július 15, 20:54
Írta: PSoft Dátum 2014 július 15, 20:54
Igen,ez az!
Tényleg csalókák a képek,monumentális egy "masina".:)
Volt szerencsém,kézzel arrébb tolni a hidat...
Hát...van lendülete,ha kimozdul!:)
"...meg mintha nem lett volna lába."
Pedig,van neki.
"Lábas jószág" az!
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2014 július 15, 20:59
Írta: wkbgzy80t Dátum 2014 július 15, 20:59
Hú de fain kis gép :)
Bírom az ilyen bevállalós dolgokat mint ez a beton híd :)
Egyik oldalon még ott figyel egy deszka :)
Bírom az ilyen bevállalós dolgokat mint ez a beton híd :)
Egyik oldalon még ott figyel egy deszka :)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 július 14, 08:42
Írta: wkbgzy80t Dátum 2018 július 14, 08:42
Műhelydaru:
Egyre többször kellett egy ilyen, de mindig halogattam, áthidaló megoldásokkal... Most sorra került egy projekt amihez elengedhetetlen lett, rászántam magam... jobban mondva rá lettem kényszerítve...
Hála a jófogásnak, és az osztályos vas csodálatos intézményének, kb. 80 ból megvolt tokkal vonóval beleszámítva a csörlőt meg a két 3t spanifert...
100x100x4es szelvényekből meg 120x10 laposvasakból van, lengyel csapágyak, csavarok, miegymás. Futómacska fixálható, ez nagyon jól jött. A lábak helye állítható a hídon, mert huzamosabb ideig lesz a vasasztal fölött, amihez kisebb fesztáv kell, ne lógjanak a lábak a szoba közepére...
Talpak egyik fele is teleszkópos lesz, fenti okból, majd egy-két hét múlva. Talpak kapnak még egy-egy sarokmerevítést is, de most tempó van...
Egyre többször kellett egy ilyen, de mindig halogattam, áthidaló megoldásokkal... Most sorra került egy projekt amihez elengedhetetlen lett, rászántam magam... jobban mondva rá lettem kényszerítve...
Hála a jófogásnak, és az osztályos vas csodálatos intézményének, kb. 80 ból megvolt tokkal vonóval beleszámítva a csörlőt meg a két 3t spanifert...
100x100x4es szelvényekből meg 120x10 laposvasakból van, lengyel csapágyak, csavarok, miegymás. Futómacska fixálható, ez nagyon jól jött. A lábak helye állítható a hídon, mert huzamosabb ideig lesz a vasasztal fölött, amihez kisebb fesztáv kell, ne lógjanak a lábak a szoba közepére...
Talpak egyik fele is teleszkópos lesz, fenti okból, majd egy-két hét múlva. Talpak kapnak még egy-egy sarokmerevítést is, de most tempó van...
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 július 14, 08:44
Írta: wkbgzy80t Dátum 2018 július 14, 08:44
Osztályos vas: keresztvarratos darabok nyilván csak lábnak használhatók... Persze szépen újra hegesztve
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_w8ijethcmedkfeh4naxug_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/w8ijethcmedkfeh4naxug_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_40imd0w5my7g6ce0hdi_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/40imd0w5my7g6ce0hdi_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_qs0uspyhw07wv6jg06ye_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/qs0uspyhw07wv6jg06ye_445.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_w8ijethcmedkfeh4naxug_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/w8ijethcmedkfeh4naxug_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_40imd0w5my7g6ce0hdi_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/40imd0w5my7g6ce0hdi_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_qs0uspyhw07wv6jg06ye_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/qs0uspyhw07wv6jg06ye_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 július 14, 08:46
Írta: wkbgzy80t Dátum 2018 július 14, 08:46
Lábak tetejére kerülő villák.
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_y5k5sncbv0y7u25t50fbt_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/y5k5sncbv0y7u25t50fbt_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_u49fby89ydv5vdzv67_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/u49fby89ydv5vdzv67_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_ii02enu8cx4c3psi0z9e_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/ii02enu8cx4c3psi0z9e_445.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_y5k5sncbv0y7u25t50fbt_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/y5k5sncbv0y7u25t50fbt_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_u49fby89ydv5vdzv67_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/u49fby89ydv5vdzv67_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_ii02enu8cx4c3psi0z9e_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/ii02enu8cx4c3psi0z9e_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 július 14, 08:49
Írta: wkbgzy80t Dátum 2018 július 14, 08:49
Villák szárai közé hegesztendő párnalemezes leszorítók, vagy mik... Ezek rögzítik a lábakat állítható módon, anélkül, hogy a csavrok (4xM12 oldalanként) belevájnának a szelvényekbe
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_qq7qc5ewiyfdqnxi0e52_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/qq7qc5ewiyfdqnxi0e52_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_kvs202wawp5kghbz9dksc_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/kvs202wawp5kghbz9dksc_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_ycz0ep9f7e4p5pm6ntv_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/ycz0ep9f7e4p5pm6ntv_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_nxkgefy9dj28kxf69szyf_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/nxkgefy9dj28kxf69szyf_445.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_qq7qc5ewiyfdqnxi0e52_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/qq7qc5ewiyfdqnxi0e52_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_kvs202wawp5kghbz9dksc_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/kvs202wawp5kghbz9dksc_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_ycz0ep9f7e4p5pm6ntv_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/ycz0ep9f7e4p5pm6ntv_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_nxkgefy9dj28kxf69szyf_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/nxkgefy9dj28kxf69szyf_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 július 14, 08:51
Írta: wkbgzy80t Dátum 2018 július 14, 08:51
Talpak. Kicsit nehéz volt ezt egyedül logisztikázni, egyre nehezebbek lettek a cuccok...
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_iq6iyk76bbqazevb_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/iq6iyk76bbqazevb_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_w4kmcdwv4m50bqpptqkh_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/w4kmcdwv4m50bqpptqkh_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_tsyi3d7mp8v2xjehbihg_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tsyi3d7mp8v2xjehbihg_445.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_iq6iyk76bbqazevb_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/iq6iyk76bbqazevb_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_w4kmcdwv4m50bqpptqkh_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/w4kmcdwv4m50bqpptqkh_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_tsyi3d7mp8v2xjehbihg_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tsyi3d7mp8v2xjehbihg_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 július 14, 08:53
Írta: wkbgzy80t Dátum 2018 július 14, 08:53
Függőlegesbe már nem tudtam egyedül, kellett hozzá 5 ember...
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_da3tkcm40gvpghbqiiw0_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/da3tkcm40gvpghbqiiw0_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_9ykuc760ie4y7s6ibfp_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/9ykuc760ie4y7s6ibfp_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_ayjcifcb560gkmsb2wfzy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/ayjcifcb560gkmsb2wfzy_445.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_da3tkcm40gvpghbqiiw0_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/da3tkcm40gvpghbqiiw0_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_9ykuc760ie4y7s6ibfp_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/9ykuc760ie4y7s6ibfp_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_ayjcifcb560gkmsb2wfzy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/ayjcifcb560gkmsb2wfzy_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 július 14, 08:57
Írta: wkbgzy80t Dátum 2018 július 14, 08:57
Futómacska végül nagyon jó lett, nagyon szépen fut. A résbe benézve látni lehet az 50x5 ös laposvasakat amiket a fixáló csavarok oldalról nekinyomnak a hídnak, ha rögzíteni kell a macskát.
A lábakat tartó szorítók hegesztését fönt kellett megcsinálni, csak sajna kevesebb hely volt mint szerettem volna.. Azok a varratok jó rondák lettek vakon...
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_ntfz7deza63n0zwp307ix_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/ntfz7deza63n0zwp307ix_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_uif6hcs2vx7hg9py9xaky_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/uif6hcs2vx7hg9py9xaky_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_9pqhua8fakh24vgkcuf_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/9pqhua8fakh24vgkcuf_445.jpg)
A lábakat tartó szorítók hegesztését fönt kellett megcsinálni, csak sajna kevesebb hely volt mint szerettem volna.. Azok a varratok jó rondák lettek vakon...
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_ntfz7deza63n0zwp307ix_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/ntfz7deza63n0zwp307ix_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_uif6hcs2vx7hg9py9xaky_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/uif6hcs2vx7hg9py9xaky_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_9pqhua8fakh24vgkcuf_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/9pqhua8fakh24vgkcuf_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 július 14, 09:03
Írta: wkbgzy80t Dátum 2018 július 14, 09:03
Emelődik a tartály, hurrá! Vicces, hogy mennyi pénz és energia lefektetni egy darab vasat :)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_6ed3e03f2227kpftd89p9_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/6ed3e03f2227kpftd89p9_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_iqp95h3um6xfuwxwpj4sy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/iqp95h3um6xfuwxwpj4sy_445.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/07/tn_6ed3e03f2227kpftd89p9_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/6ed3e03f2227kpftd89p9_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/tn_iqp95h3um6xfuwxwpj4sy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/07/iqp95h3um6xfuwxwpj4sy_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: jani300 Dátum 2018 július 14, 09:13
Írta: jani300 Dátum 2018 július 14, 09:13
Jó lett !
Hasonlóval az a tapasztalatom , hogy nagyobb súly magasra emelésekor már nem biztonságos .
Szélesebb talpak , és háromszögű kitámasztók nem ártanak .
A szélesítés és a talpak hosszabbítása akár külön csavarozható is lehet .
Persze nem csináltam meg még én sem a plusz merevítéseket , De így tartani kell oldalra az állványt nálam .
Ha egyedül kell emelnem akkor majd lesznek plusz csavarozható támasztékok .
Hasonlóval az a tapasztalatom , hogy nagyobb súly magasra emelésekor már nem biztonságos .
Szélesebb talpak , és háromszögű kitámasztók nem ártanak .
A szélesítés és a talpak hosszabbítása akár külön csavarozható is lehet .
Persze nem csináltam meg még én sem a plusz merevítéseket , De így tartani kell oldalra az állványt nálam .
Ha egyedül kell emelnem akkor majd lesznek plusz csavarozható támasztékok .
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 15, 20:51
Írta: wkbgzy80t Dátum 2018 október 15, 20:51
A szent küldetés folytatódik!
Még 10 év sem kellett hozzá, és máris kezdenek lekonkretizálódni a dolgok! [#eljen]
A kezeletlen megszállottságnak, gyűjtőszenvedélynek illetve természetesen a Hobbycnc fórum pótolhatatlan intézményének köszönhetően fölhalmozódott közel egy maróra való cucc.
Ezeket a vastag síneket a képen, meg a 25ös-t (amik a hídon vannak) nem fogom használni azok helyett van egy kosárra való rexroth 25ös. Bírom az O elredezést ez utóbbiakban. Görgőst nem tudtam szerezni kis méretben, de talán nem is kell.
Két láda sör illetve egy nap keresgélés árán sikerült visszaszereznem a Nyiszi féle 30as sík vaslapomat, amit szerencsére elvesztettek, így vagy hat évig porosodhatott egy csepeli raktárban... Most egy furgonban várja, hogy felszabdalják szóval most meg hirtelen sietni kell [#rolleyes]
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_sba6dvg4y0jveidg7u73b_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/sba6dvg4y0jveidg7u73b_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_82ififyjapyyfstzkec5y_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/82ififyjapyyfstzkec5y_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_ga46fcx0kes52b3t2qx_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/ga46fcx0kes52b3t2qx_445.jpg)
Még 10 év sem kellett hozzá, és máris kezdenek lekonkretizálódni a dolgok! [#eljen]
A kezeletlen megszállottságnak, gyűjtőszenvedélynek illetve természetesen a Hobbycnc fórum pótolhatatlan intézményének köszönhetően fölhalmozódott közel egy maróra való cucc.
Ezeket a vastag síneket a képen, meg a 25ös-t (amik a hídon vannak) nem fogom használni azok helyett van egy kosárra való rexroth 25ös. Bírom az O elredezést ez utóbbiakban. Görgőst nem tudtam szerezni kis méretben, de talán nem is kell.
Két láda sör illetve egy nap keresgélés árán sikerült visszaszereznem a Nyiszi féle 30as sík vaslapomat, amit szerencsére elvesztettek, így vagy hat évig porosodhatott egy csepeli raktárban... Most egy furgonban várja, hogy felszabdalják szóval most meg hirtelen sietni kell [#rolleyes]
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_sba6dvg4y0jveidg7u73b_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/sba6dvg4y0jveidg7u73b_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_82ififyjapyyfstzkec5y_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/82ififyjapyyfstzkec5y_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_ga46fcx0kes52b3t2qx_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/ga46fcx0kes52b3t2qx_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 15, 21:00
Írta: wkbgzy80t Dátum 2018 október 15, 21:00
Az az érdekes helyzet állt elő, hogy bár a híd alatt kb 270 mm fér el, mégis a Z tengely konstrukciója során a kitűzött 300mm hasznos utat nehézkesnek tűnik megvalósítani.
A két lehetséges megközelítés, ami nekem eszembe jut:
1, Kocsik mozognak (összes kép kivéve az utolsót)
2, Sínek mozognak (utolsó kép)
Az érdekes az, hogy egyik változattal sem tűnik "arányosnak" a gép merevség szempontjából.
Amikor hosszú a Z mozgás olyankor szokták a síneket mozgatni, de ebben az esetben az nagyon rosszul jön ki, viszont a mozgó kocsis verzió sem az igazi a fölsőhöz közeli állásban.
Bár elhelyeztem két merevítő bordát (a síneket nem számolva) a mozgó kocsis verzión, mégis valahogy kicsit kompromisszumosnak tűnik ez a felfelé kiálló lemez.
Köszörülés után kb 29mm vastagok maradnak a lapok, minden (asztal, Z tengely elemei) a 30 as lapból lesznek kiszabdalva.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_pe7km04zsn6ggm8kbwnd_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/pe7km04zsn6ggm8kbwnd_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_7zhmcasb95xgjxqnxx0zy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/7zhmcasb95xgjxqnxx0zy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_zctkjgabvbs5jezetks9i_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/zctkjgabvbs5jezetks9i_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_ddpf8h2efsm05jc9zz7bt_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/ddpf8h2efsm05jc9zz7bt_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_0x9fappanukafcd96n33t_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/0x9fappanukafcd96n33t_445.jpg)
A két lehetséges megközelítés, ami nekem eszembe jut:
1, Kocsik mozognak (összes kép kivéve az utolsót)
2, Sínek mozognak (utolsó kép)
Az érdekes az, hogy egyik változattal sem tűnik "arányosnak" a gép merevség szempontjából.
Amikor hosszú a Z mozgás olyankor szokták a síneket mozgatni, de ebben az esetben az nagyon rosszul jön ki, viszont a mozgó kocsis verzió sem az igazi a fölsőhöz közeli állásban.
Bár elhelyeztem két merevítő bordát (a síneket nem számolva) a mozgó kocsis verzión, mégis valahogy kicsit kompromisszumosnak tűnik ez a felfelé kiálló lemez.
Köszörülés után kb 29mm vastagok maradnak a lapok, minden (asztal, Z tengely elemei) a 30 as lapból lesznek kiszabdalva.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_pe7km04zsn6ggm8kbwnd_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/pe7km04zsn6ggm8kbwnd_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_7zhmcasb95xgjxqnxx0zy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/7zhmcasb95xgjxqnxx0zy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_zctkjgabvbs5jezetks9i_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/zctkjgabvbs5jezetks9i_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_ddpf8h2efsm05jc9zz7bt_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/ddpf8h2efsm05jc9zz7bt_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_0x9fappanukafcd96n33t_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/0x9fappanukafcd96n33t_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 15, 21:08
Írta: wkbgzy80t Dátum 2018 október 15, 21:08
Itt van nagyítva a Z ill. merevítései... Gondolkodtam még egy harmadik sín + egy hátsó merevítés odarakásán, de valahogy az sem tetszik. Ez amúgy még kijönne a 30as anyagból. Meg persze az asztal merevítései is.
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_mu0cbki6hn6hqe4iyzy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/mu0cbki6hn6hqe4iyzy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_6857p276usuzaguf6e5_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/6857p276usuzaguf6e5_445.jpg)
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_mu0cbki6hn6hqe4iyzy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/mu0cbki6hn6hqe4iyzy_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_6857p276usuzaguf6e5_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/6857p276usuzaguf6e5_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2018 október 16, 06:04
Írta: Szalai György Dátum 2018 október 16, 06:04
Nincs kérdőjel.
Cím: Re:Épül a gépem ::: NG
Írta: ajpwg6jrn Dátum 2018 október 18, 20:17
Írta: ajpwg6jrn Dátum 2018 október 18, 20:17
Ez egy jól átgondolt konstrukció. És a merevséggel sem igazán lesz gond. Várjuk a továbblépést. [#taps]
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 18, 22:56
Írta: wkbgzy80t Dátum 2018 október 18, 22:56
?
Most már van! [#wilting]
Most már van! [#wilting]
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 18, 22:58
Írta: wkbgzy80t Dátum 2018 október 18, 22:58
Kösz!
Ma kaptam egy 215.000+Áfa-s ajánlatot a vaslemez feldarabolására...
Csak én érzem úgy, hogy le akarnak pattintani?...
Így akartam megszabdalni:
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_8up5etftzwdnae25icqq_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/8up5etftzwdnae25icqq_445.jpg)
Ma kaptam egy 215.000+Áfa-s ajánlatot a vaslemez feldarabolására...
Csak én érzem úgy, hogy le akarnak pattintani?...
Így akartam megszabdalni:
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_8up5etftzwdnae25icqq_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/8up5etftzwdnae25icqq_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: TROMF22 Dátum 2018 október 19, 11:59
Írta: TROMF22 Dátum 2018 október 19, 11:59
Azért ha összeadod, elég nagy vágási hossz adódik ki Lv. 30 mm lemezből.
Lehet, hogy nem is akartak nagyon lehúzni.
Viszont a tábla felosztást nézve valószínűleg jobban járnál, ha csak a kimondottan lapszerű idomokat vágatnád táblából.
Azok a hosszú, kis keresztmetszetű sávok inkább melegen-hengerelt laposacél vagy szélesacél után kiáltanak.
Ha esetleg több ráhagyást kell lemunkálni, azt az elmaradó hossz oldali lángvágási költség bőven kompenzálja.
(Egyébként sem nagy élvezet lángvágott élt forgácsolni.)
Lehet, hogy nem is akartak nagyon lehúzni.
Viszont a tábla felosztást nézve valószínűleg jobban járnál, ha csak a kimondottan lapszerű idomokat vágatnád táblából.
Azok a hosszú, kis keresztmetszetű sávok inkább melegen-hengerelt laposacél vagy szélesacél után kiáltanak.
Ha esetleg több ráhagyást kell lemunkálni, azt az elmaradó hossz oldali lángvágási költség bőven kompenzálja.
(Egyébként sem nagy élvezet lángvágott élt forgácsolni.)
Cím: Re:Épül a gépem ::: NG
Írta: TROMF22 Dátum 2018 október 19, 12:06
Írta: TROMF22 Dátum 2018 október 19, 12:06
Aha! Most látom, hogy az a sok apró furatos, meglévő tábla (hozott anyag) lenne a vágás tárgya.
Talán itt van a kutya elhantolva....
Talán itt van a kutya elhantolva....
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 19, 13:19
Írta: wkbgzy80t Dátum 2018 október 19, 13:19
Gondolom, meg én vízzel kértem, pont hogy kellemesebb egyen megmunkálni, meg nem másszon el.
Azóta egyébként változott a koncepció, azt hiszem én fogom felvágni körfűrésszel... Nem lesz nagyon kellemes, de megéri az az egy-két nap azt hiszem...
Azóta egyébként változott a koncepció, azt hiszem én fogom felvágni körfűrésszel... Nem lesz nagyon kellemes, de megéri az az egy-két nap azt hiszem...
Cím: Re:Épül a gépem ::: NG
Írta: TROMF22 Dátum 2018 október 19, 13:36
Írta: TROMF22 Dátum 2018 október 19, 13:36
Továbbra is az Lv. 30-as lemezről beszélünk?
Szereted a kihívásokat... [#lookaround]
Szereted a kihívásokat... [#lookaround]
Cím: Re:Épül a gépem ::: NG
Írta: ajpwg6jrn Dátum 2018 október 19, 14:48
Írta: ajpwg6jrn Dátum 2018 október 19, 14:48
Én is vágtam már 30-as kazánlemezt. Igaz csak egy 30x40cm-es darabot, de nagyflexxel viszonylag gyorsan meg lehet oldani. :) (Igaz kell pár vágókorong.)
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 19, 15:58
Írta: wkbgzy80t Dátum 2018 október 19, 15:58
Éppen van is egy fémvágó tárcsám befogva egy sima 1xxx wattos fűrészbe, meg 25 ös lemezdarab kéznél... PRÓBA
Remélem nem fog fájni...
Remélem nem fog fájni...
Cím: Re:Épül a gépem ::: NG
Írta: jani300 Dátum 2018 október 19, 16:04
Írta: jani300 Dátum 2018 október 19, 16:04
Én meg sem próbálnám ...
De gyalugéppel igen jól lehet leszúrni .
A méreteket nem találtam hirtelen .
De gyalugéppel igen jól lehet leszúrni .
A méreteket nem találtam hirtelen .
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 19, 16:10
Írta: wkbgzy80t Dátum 2018 október 19, 16:10
sajna elég nagy, 1000*1300 mm a tábla
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 19, 16:15
Írta: wkbgzy80t Dátum 2018 október 19, 16:15
Ez a gyalulás szuper ötlet [#eljen]
Cím: Re:Épül a gépem ::: NG
Írta: jani300 Dátum 2018 október 19, 16:17
Írta: jani300 Dátum 2018 október 19, 16:17
Hát ,ja ! Nem egyszerű .
Nem biztos hogy sokat mondtak ...
30 as anyag még lángvágóval sem kutyafüle .
Nem biztos hogy sokat mondtak ...
30 as anyag még lángvágóval sem kutyafüle .
Cím: Re:Épül a gépem ::: NG
Írta: jani300 Dátum 2018 október 19, 16:20
Írta: jani300 Dátum 2018 október 19, 16:20
Ugyan már , mindenki (szinte) ,lenézi a gyalukat .
Pedig egy forgácsolónak ez nem újdonság .
Pedig egy forgácsolónak ez nem újdonság .
Cím: Re:Épül a gépem ::: NG
Írta: designr Dátum 2018 október 19, 16:20
Írta: designr Dátum 2018 október 19, 16:20
Nagyflex vagy benzines flex.
Pár óra,jópár korong,de szuper órabér ha a bérvágást megspórolod.
Két márkás flex ára összejön.
Pár óra,jópár korong,de szuper órabér ha a bérvágást megspórolod.
Két márkás flex ára összejön.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 19, 16:24
Írta: wkbgzy80t Dátum 2018 október 19, 16:24
Youtubeon úgy szelik a colos vaslemezeket körfűrésszel, mint a vajat.
a vágás összegének kevesebb mint feléért kapok milwaukee fémvágó körfűrészt, tárcsával az biztos jó lenne, de még jobb lenne, ha semmit sem kéne költeni.
A logika a következő, jól követhető:
Ha 25mm-t elvág egy 1800 wattos 4000es fordulatú fűrész (fémvágó), akkor az én 6000 es ford. 1100 wattosom is elvágja a 30-as lemezt :) ebben ugyan van 3 elvi ugrás, de nem "olyan" nagyok [#csodalk]
Azért elmélkedem ezen, mert kénytelen vagyok még egy órát itthon ülni, különben rég belemártottam volna szegény fűrészt a vasba.
a vágás összegének kevesebb mint feléért kapok milwaukee fémvágó körfűrészt, tárcsával az biztos jó lenne, de még jobb lenne, ha semmit sem kéne költeni.
A logika a következő, jól követhető:
Ha 25mm-t elvág egy 1800 wattos 4000es fordulatú fűrész (fémvágó), akkor az én 6000 es ford. 1100 wattosom is elvágja a 30-as lemezt :) ebben ugyan van 3 elvi ugrás, de nem "olyan" nagyok [#csodalk]
Azért elmélkedem ezen, mert kénytelen vagyok még egy órát itthon ülni, különben rég belemártottam volna szegény fűrészt a vasba.
Cím: Re:Épül a gépem ::: NG
Írta: designr Dátum 2018 október 19, 16:43
Írta: designr Dátum 2018 október 19, 16:43
Próbáld ki,de szerintem leamortizálod a fűrészt a végére,mig a nagyfexnek ez nem nagy szám.
Fűrész csapágya nem fogja birni..
De majd beszámolsz.
Fűrész csapágya nem fogja birni..
De majd beszámolsz.
Cím: Re:Épül a gépem ::: NG
Írta: remrendes Dátum 2018 október 19, 16:48
Írta: remrendes Dátum 2018 október 19, 16:48
1 tabla (2000x1000mm) LV30-as lemez 175000ft. Annyira nincs az elrugaszkodva. En megkerdeznem meg 1-2 helyen.
Cím: Re:Épül a gépem ::: NG
Írta: jani300 Dátum 2018 október 19, 16:53
Írta: jani300 Dátum 2018 október 19, 16:53
Ez pedig nekem újdonság .
Várom én is a beszámolót , hogyan ment a dolog :)
Várom én is a beszámolót , hogyan ment a dolog :)
Cím: Re:Épül a gépem ::: NG
Írta: ajpwg6jrn Dátum 2018 október 19, 17:37
Írta: ajpwg6jrn Dátum 2018 október 19, 17:37
Én mondok még egy tippet. Kicsit talán tovább tart, de jó lehet. Ha van horonymaró géped vagy horonymaró feltéted, azzal lehet a vágásmélységet állítani. Ha ilyen géppel vágnád mondjuk mindig 2mm-rel mélyebben, akkor a gépnek sem lenne megerőltető és talán a vágás is szebb lenne, mivel közel merőlegesen haladna mindig a korong a lemezre.
Makita horonymaró feltéte sarokcsiszolóra kb. 20e Ft-ért lehet venni.
Azt áruljátok el nekem hogy lehet gyalugéppel leszúrni? (A gyalugép végére kell rögzíteni a vágókorongot?) Nem vagyok biztos benne hogy én is olyan gyalugépre gondolok, mint ti.
Makita horonymaró feltéte sarokcsiszolóra kb. 20e Ft-ért lehet venni.
Azt áruljátok el nekem hogy lehet gyalugéppel leszúrni? (A gyalugép végére kell rögzíteni a vágókorongot?) Nem vagyok biztos benne hogy én is olyan gyalugépre gondolok, mint ti.
Cím: Re:Épül a gépem ::: NG
Írta: svejk Dátum 2018 október 19, 17:40
Írta: svejk Dátum 2018 október 19, 17:40
A hozott anyag átka... senki sem szereti.
Én azért mindenképp elküldeném a rajzokat a Sebestyén lángvágósnak (http://langvago.com/)
Eddig még mindig nagyon jó árakat kaptunk.
Egy barátom amikor ment az anyagért azt hitte csak a vágásról kapott árajánlatot és megdöbbenéssel tapasztalta, hogy az anyagár is benne van. :)
Én azért mindenképp elküldeném a rajzokat a Sebestyén lángvágósnak (http://langvago.com/)
Eddig még mindig nagyon jó árakat kaptunk.
Egy barátom amikor ment az anyagért azt hitte csak a vágásról kapott árajánlatot és megdöbbenéssel tapasztalta, hogy az anyagár is benne van. :)
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2018 október 19, 17:43
Írta: Szalai György Dátum 2018 október 19, 17:43
Laassan megyünk messzire. (Én meg különösen.)
Ezért vettem ennek egy régebbi változatát a Jófogáson. (Vagy a Vaterán, már nem emlékszem)
Nem siet sehova, de azt jó sokáig bírja.
BAIER EHS (http://www.mconintertrade.com/product/electric-metal-saw-ehs-2l/)
Ezért vettem ennek egy régebbi változatát a Jófogáson. (Vagy a Vaterán, már nem emlékszem)
Nem siet sehova, de azt jó sokáig bírja.
BAIER EHS (http://www.mconintertrade.com/product/electric-metal-saw-ehs-2l/)
Cím: Re:Épül a gépem ::: NG
Írta: TROMF22 Dátum 2018 október 19, 18:11
Írta: TROMF22 Dátum 2018 október 19, 18:11
Nagyon szép, hasznos gép.
Sokáig fájt a fogam egy ilyenre, de már lemaradtam róla.
Azért valld be őszintén, neki tolnád egy 30 mm vastag acéllemez táblának azzal a tudattal, hogy min. 4-5 méter vágási hossz az elvárás?
Sokáig fájt a fogam egy ilyenre, de már lemaradtam róla.
Azért valld be őszintén, neki tolnád egy 30 mm vastag acéllemez táblának azzal a tudattal, hogy min. 4-5 méter vágási hossz az elvárás?
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 19, 18:11
Írta: wkbgzy80t Dátum 2018 október 19, 18:11
Hát ez valami szuper. A szerszámfil énem most alig bír magával...
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 19, 18:26
Írta: wkbgzy80t Dátum 2018 október 19, 18:26
Isten hozott mindenkit egy szép új világban!
A setup a következő:
-A kínzóeszköz - egy 4100as fordulatú, asszem 180 as sűrű fogú, váltakozó élű tárcsával, asszem hátra csiszolt fogakkal, de nem biztos. mind1. 1200 watt. Teát egy sima mezei fafűrész, lomtalanítás közben találtam.
-Ívgyújtó vasdarab rajta 25 ös, kilógó lemez darabbal
Az eredmény:
Én is attól féltem, hogy minden szét akar majd repülni, ugrál, csikorog stb. Ehhez képest azt kell mondjam, hogy szinte nem is éreztem, hogy vágok vele! Olyannyira, hogy nagy biztonsággal tudtam fél kézzel tolni, hogy közben fényképezni is tudjak egyet... Eszméletlenül simán és gyorsan ment. Kb 5 centi vágás kevesebb mint egy perc volt, és nem toltam nagyon.
Nem tudom, hogy a tárcsa meddig fogja bírni a 30as anyagban, de a fűrésznek abszolut a komfortzónáján belül van az ügy.
Azt hiszem, hogy a 30as vasnál használni fogom a magasság állítást, és pár mm mély csíkokat fogok húzni vezető sín mellett.
Kicsit barázdás lett, mert nem nagyon lehetett feltámasztani a fűrészt, billegett össze vissza...
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_m48phz6sskyn5akq09m2_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/m48phz6sskyn5akq09m2_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_t22nesmjgh5skume32hz_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/t22nesmjgh5skume32hz_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_gbnnh29t9hqa4fxnw3nxg_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/gbnnh29t9hqa4fxnw3nxg_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_z0044ihvvcsz0cq472mm9_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/z0044ihvvcsz0cq472mm9_445.jpg)
A setup a következő:
-A kínzóeszköz - egy 4100as fordulatú, asszem 180 as sűrű fogú, váltakozó élű tárcsával, asszem hátra csiszolt fogakkal, de nem biztos. mind1. 1200 watt. Teát egy sima mezei fafűrész, lomtalanítás közben találtam.
-Ívgyújtó vasdarab rajta 25 ös, kilógó lemez darabbal
Az eredmény:
Én is attól féltem, hogy minden szét akar majd repülni, ugrál, csikorog stb. Ehhez képest azt kell mondjam, hogy szinte nem is éreztem, hogy vágok vele! Olyannyira, hogy nagy biztonsággal tudtam fél kézzel tolni, hogy közben fényképezni is tudjak egyet... Eszméletlenül simán és gyorsan ment. Kb 5 centi vágás kevesebb mint egy perc volt, és nem toltam nagyon.
Nem tudom, hogy a tárcsa meddig fogja bírni a 30as anyagban, de a fűrésznek abszolut a komfortzónáján belül van az ügy.
Azt hiszem, hogy a 30as vasnál használni fogom a magasság állítást, és pár mm mély csíkokat fogok húzni vezető sín mellett.
Kicsit barázdás lett, mert nem nagyon lehetett feltámasztani a fűrészt, billegett össze vissza...
(https://hobbicncforum.hu/uploaded_images/2018/10/tn_m48phz6sskyn5akq09m2_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/m48phz6sskyn5akq09m2_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_t22nesmjgh5skume32hz_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/t22nesmjgh5skume32hz_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_gbnnh29t9hqa4fxnw3nxg_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/gbnnh29t9hqa4fxnw3nxg_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/tn_z0044ihvvcsz0cq472mm9_445.jpg) (https://hobbicncforum.hu/uploaded_images/2018/10/z0044ihvvcsz0cq472mm9_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: TROMF22 Dátum 2018 október 19, 18:57
Írta: TROMF22 Dátum 2018 október 19, 18:57
Eddig csak a negatív kisugárzást kaptad tőlem.
Viszont ha a "KINZO"-nak van egy csepp üzleti érzéke,
elkunyerálja kizárólagos reklám használatra a fotóidat, és
megkínál egy szekérderék új masinával. [#taps]
Viszont ha a "KINZO"-nak van egy csepp üzleti érzéke,
elkunyerálja kizárólagos reklám használatra a fotóidat, és
megkínál egy szekérderék új masinával. [#taps]
Cím: Re:Épül a gépem ::: NG
Írta: xt79ipd3 Dátum 2018 október 19, 20:13
Írta: xt79ipd3 Dátum 2018 október 19, 20:13
Ez igen! A fene sem gondolta volna... [#taps] Azért nyugtass meg, hogy használatban voltak az egyéni védőeszközök. A tárcsát én si negatív homlokszögűnek látom.
(Ámulok, mert engem mindenki lebeszélt a 20mm vastag alulapok asztali körfűrészen való leszabásáról. Borzasztó balesetveszélyt emlegettek... [#wilting] )
(Ámulok, mert engem mindenki lebeszélt a 20mm vastag alulapok asztali körfűrészen való leszabásáról. Borzasztó balesetveszélyt emlegettek... [#wilting] )
Cím: Re:Épül a gépem ::: NG
Írta: jani300 Dátum 2018 október 19, 21:01
Írta: jani300 Dátum 2018 október 19, 21:01
Mivel acél megmunkálásáról van szó , hosszgyalu vagy harántgyalu a gép .
A szerszám majdnem ugyanolyan mint az eszterga leszúrókése .
Oda nem igen tudom hova lehetne tenni a korongot :)
A szerszám majdnem ugyanolyan mint az eszterga leszúrókése .
Oda nem igen tudom hova lehetne tenni a korongot :)
Cím: Re:Épül a gépem ::: NG
Írta: jani300 Dátum 2018 október 19, 21:05
Írta: jani300 Dátum 2018 október 19, 21:05
Rendben , gratulálok ! [#eljen]
Annyit tudok csak kukacoskodni ,hogy a próbadarab öntvénynek
látszik . Az kérdés hogy acél vagy vasöntvény .
A forgács hogy nézett ki ?
Annyit tudok csak kukacoskodni ,hogy a próbadarab öntvénynek
látszik . Az kérdés hogy acél vagy vasöntvény .
A forgács hogy nézett ki ?
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 19, 21:56
Írta: wkbgzy80t Dátum 2018 október 19, 21:56
Én 3 mm alu lemezekhez vettem ezt a tárcsát, azokat szabogattam, és ott a spén nagyon ütött, szabályosan fájt a kézfejemen meg mindenhol ahol bőrt ért, szóval szemüveg az elengedhetetlen... Lehet, hogy erre gondoltak a 20mm lapoknál... Itt érdekes nem tűnt ez fel, de lehet, hogy csak nem figyeltem erre. Vszleg sokkal kisebbek a forgácsok, nem ütnek.
Valóban öntvénynek néz ki, de amúgy hengerelt anyag, csak nagyon sokáig rohadt. Földben volt, el volt temetve. Csatornaásás közben akadt a kezembe. Szegény elöregedett, elvesztette egykori csillogását, élei lekerekedtek. Barna piskótához vált hasonlatossá.
A forgácsok kicsik, 1-2 mm, az alakjukat sajna nem figyeltem meg tüzetesebben, de kicsit csillogtak a földön, szóval szerintem ici-pici kurflik...
Valóban öntvénynek néz ki, de amúgy hengerelt anyag, csak nagyon sokáig rohadt. Földben volt, el volt temetve. Csatornaásás közben akadt a kezembe. Szegény elöregedett, elvesztette egykori csillogását, élei lekerekedtek. Barna piskótához vált hasonlatossá.
A forgácsok kicsik, 1-2 mm, az alakjukat sajna nem figyeltem meg tüzetesebben, de kicsit csillogtak a földön, szóval szerintem ici-pici kurflik...
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2018 október 20, 07:20
Írta: Szalai György Dátum 2018 október 20, 07:20
[#rinya] Láncfűrésszel még nem próbáltad !!!
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2018 október 20, 16:00
Írta: Szalai György Dátum 2018 október 20, 16:00
Szerencsére ez pusztán pénz kérdése.
Ha kell, körbe perforálom valami hasznavehetetlen méretű fúróval és hidegvágóval szétütöm.
Ha kell, körbe perforálom valami hasznavehetetlen méretű fúróval és hidegvágóval szétütöm.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2018 október 20, 17:55
Írta: wkbgzy80t Dátum 2018 október 20, 17:55
Röögtem, mikor ezt olvastam, ugyanis az is eszembe jutott, alut már vágtam vele. Dehát a 30mm vas és láncfűrész gondolata mégis arcpirító..
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2018 október 21, 12:07
Írta: Szalai György Dátum 2018 október 21, 12:07
Az a felülre rakott sin nem is annyira borzasztó gondolat, mint amilyennek elsőre tűnt.
Távolabb kerülnek a sínek, javulnak az arányok. (https://sc01.alicdn.com/kf/HTB1_Zn9KpXXXXciXFXXq6xXFXXXt/CNC-machine-frame-body-BMC1502.jpg)
De három sin biztos nem kell.
Távolabb kerülnek a sínek, javulnak az arányok. (https://sc01.alicdn.com/kf/HTB1_Zn9KpXXXXciXFXXq6xXFXXXt/CNC-machine-frame-body-BMC1502.jpg)
De három sin biztos nem kell.
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2018 október 21, 21:05
Írta: Szalai György Dátum 2018 október 21, 21:05
Hát szerinted ez normális? (https://www.csunitec.com/saws/chain-saws/pipe-cutting-chain-saws) [#nemtudom]
Cím: Re:Épül a gépem ::: NG
Írta: PSoft Dátum 2018 október 22, 09:04
Írta: PSoft Dátum 2018 október 22, 09:04
Eszembe juttatod a '70-es évek villanyászát...
Aki, egy szem 3-as, 4-es fúróval, gyakorlatilag bármekkora 'likat képes volt produkálni.
Ha ügyes volt, még hidegvágó se kellett, elég volt egy jól irányzott koppintás a kalapáccsal.:)
(vagy, elég volt csak ügyesen 'billegtetni a fúrót)
Utána pár tolás a félgömbölyűvel, és mehet is a lyukba a belevaló.
Persze, volt aki már akkor is, csapos kővel reszelt.:)
Aki, egy szem 3-as, 4-es fúróval, gyakorlatilag bármekkora 'likat képes volt produkálni.
Ha ügyes volt, még hidegvágó se kellett, elég volt egy jól irányzott koppintás a kalapáccsal.:)
(vagy, elég volt csak ügyesen 'billegtetni a fúrót)
Utána pár tolás a félgömbölyűvel, és mehet is a lyukba a belevaló.
Persze, volt aki már akkor is, csapos kővel reszelt.:)
Cím: Re:Épül a gépem ::: NG
Írta: gaben Dátum 2018 október 22, 09:31
Írta: gaben Dátum 2018 október 22, 09:31
A szomorú az, hogy amikor én voltam ipari tanuló 1990-93-ig, az alu tokozott szekrények furatait ugyanezzel a módszerrel kellett kilyuggatnunk.
Persze volt már dekopírfűrész, de a kisebb tömszelencékhez nem volt más alternatíva.
Illetve lett volna, csak hát drága volt a lépcsős fúró.
Mindezektől függetlenül szép időszak volt, sok szép dolgot csináltunk. :)
Persze volt már dekopírfűrész, de a kisebb tömszelencékhez nem volt más alternatíva.
Illetve lett volna, csak hát drága volt a lépcsős fúró.
Mindezektől függetlenül szép időszak volt, sok szép dolgot csináltunk. :)
Cím: Re:Épül a gépem ::: NG
Írta: PSoft Dátum 2018 október 22, 09:39
Írta: PSoft Dátum 2018 október 22, 09:39
Ahahhh!
Szóval...innen a fúró, meg a "lyukimádatod".[#nyes]
[#wave]
Szóval...innen a fúró, meg a "lyukimádatod".[#nyes]
[#wave]
Cím: Re:Épül a gépem ::: NG
Írta: gaben Dátum 2018 október 22, 10:05
Írta: gaben Dátum 2018 október 22, 10:05
Nabammeg, kellett nekem szólnom. [#vigyor][#nyes]
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2021 március 15, 09:50
Írta: wkbgzy80t Dátum 2021 március 15, 09:50
A szent küldetés ismét folytatódik, egy kicsit. Azt már nem merem írni, hogy hamarosan sikeres véget fog érni... mindenesetre 12-t ütött az óra (mármint években), ideje kicsit előrelépni. 40 éves korom előtt jó lenne marni látni...
A géphez már minden megvan, szal nem rossza helyzet, épp megkoronáztam az alkatrészlistát egy szerszámcserélős főorsóval, lassan annyit költöttem, mint egy használható, használt cnc ára, ráadásul mivel nem lett kész sose, azóta vettünk más cnc gépeket is, de ez mind nem érdekes, mert az öröm és a régi álmok, csupa szentimentális megfontolás stb... ezeket úgy érzem nem szabad kútba ejteni.
Lényeg:
Egy ötletet szeretnék vitára bocsátani:
Probléma:
Azt tapasztaltam, hogy szuper porvédelemre van szükségem, mivel többnyire MDF-et, illetve ALU-t marunk, előbbit jó lenne rendesen elszívni, utóbbit lemosni és lefolyatni.
MDF hez kézenfekvőnek tűnhet a faipari gépek marómotorján előforduló szoknya/köpeny, de eddig ezt nem sikerült alkalmazni, mert legtöbbször viszonylag mély zsebeket csinálok, egszerűen útban van.
Tehát arra jutottam, hogy MDF-nél teljesen be kell borítani az egészet, és átöblíteni valami nagy porelszívóval. Alunál a burkolat a fröccsenő folyadékot terelné. A szánok így is az MDF porban lennének, tehát ezek védelmére tláltam ki egy ötletet. Kicsit otromba, de olcsó, és szerintem elég hatékony:
Megoldási ötlet:
Kb. 3mm gumiszalagokat vinnék körbe burkolaton kívül, illetve a gép alatt. Pár ezer Ft métere ezeknek a gumi szalagoknak, azonnal lehet kapni.
A gumiszalagok csúsznának, sőt talán enyhén rá is lennének nyomva az őket vezető profilokra. Beszéljenek a képek:
(Most csak a levegőben lógnak a dolgok, de alapvetően a szalagok a burkolaton kívül mennének.)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_c37mtgs5p8eb2tm0zt26_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/c37mtgs5p8eb2tm0zt26_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_zi92yce2bf4mh3tnsnzih_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/zi92yce2bf4mh3tnsnzih_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_nxgj9g2g8finaidq3aq8_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/nxgj9g2g8finaidq3aq8_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_4wgzhvjfg24udgiw9yjp_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/4wgzhvjfg24udgiw9yjp_445.jpg)
A géphez már minden megvan, szal nem rossza helyzet, épp megkoronáztam az alkatrészlistát egy szerszámcserélős főorsóval, lassan annyit költöttem, mint egy használható, használt cnc ára, ráadásul mivel nem lett kész sose, azóta vettünk más cnc gépeket is, de ez mind nem érdekes, mert az öröm és a régi álmok, csupa szentimentális megfontolás stb... ezeket úgy érzem nem szabad kútba ejteni.
Lényeg:
Egy ötletet szeretnék vitára bocsátani:
Probléma:
Azt tapasztaltam, hogy szuper porvédelemre van szükségem, mivel többnyire MDF-et, illetve ALU-t marunk, előbbit jó lenne rendesen elszívni, utóbbit lemosni és lefolyatni.
MDF hez kézenfekvőnek tűnhet a faipari gépek marómotorján előforduló szoknya/köpeny, de eddig ezt nem sikerült alkalmazni, mert legtöbbször viszonylag mély zsebeket csinálok, egszerűen útban van.
Tehát arra jutottam, hogy MDF-nél teljesen be kell borítani az egészet, és átöblíteni valami nagy porelszívóval. Alunál a burkolat a fröccsenő folyadékot terelné. A szánok így is az MDF porban lennének, tehát ezek védelmére tláltam ki egy ötletet. Kicsit otromba, de olcsó, és szerintem elég hatékony:
Megoldási ötlet:
Kb. 3mm gumiszalagokat vinnék körbe burkolaton kívül, illetve a gép alatt. Pár ezer Ft métere ezeknek a gumi szalagoknak, azonnal lehet kapni.
A gumiszalagok csúsznának, sőt talán enyhén rá is lennének nyomva az őket vezető profilokra. Beszéljenek a képek:
(Most csak a levegőben lógnak a dolgok, de alapvetően a szalagok a burkolaton kívül mennének.)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_c37mtgs5p8eb2tm0zt26_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/c37mtgs5p8eb2tm0zt26_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_zi92yce2bf4mh3tnsnzih_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/zi92yce2bf4mh3tnsnzih_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_nxgj9g2g8finaidq3aq8_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/nxgj9g2g8finaidq3aq8_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/tn_4wgzhvjfg24udgiw9yjp_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/4wgzhvjfg24udgiw9yjp_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: gaben Dátum 2021 március 15, 11:39
Írta: gaben Dátum 2021 március 15, 11:39
Szia,
az ötlet remek. Na de most már inkább építs valamit a rajzolás helyett. [#kacsint][#nyes]
az ötlet remek. Na de most már inkább építs valamit a rajzolás helyett. [#kacsint][#nyes]
Cím: Re:Épül a gépem ::: NG
Írta: Szalai György Dátum 2021 március 15, 18:43
Írta: Szalai György Dátum 2021 március 15, 18:43
Magát a gumiszalagot én használható porvédelemnek gondolom, bár a széleit is jó volna zárni és valami kis pormentes levegővel öblíteni. De lehet, hogy az megint ,,ágyúval verébre" lenne.
A gumiszalag megvezetését érzem átgondolandónak.
Minél többször szenved iránytörést, minél kisebb rádiuszon, annál előbb tönkremegy és annál nehezebb mozgatni.
Ezért a mozgáspálya két végén, egy-egy nagy átmérőjű görgőn fordítanám meg.
Gumiszalag helyett, a pneu hajtású lineáris vezetékekről ismerős, csúszó acélszalagos védelem lehetőségét nem említem. Az nagyon más.
,,régi álmok"
Én szeretem a régi álmaimat. Ha teljesülnének újakat kéne keresnem helyettük és nem biztos, hogy azokat is szeretném.
A gumiszalag megvezetését érzem átgondolandónak.
Minél többször szenved iránytörést, minél kisebb rádiuszon, annál előbb tönkremegy és annál nehezebb mozgatni.
Ezért a mozgáspálya két végén, egy-egy nagy átmérőjű görgőn fordítanám meg.
Gumiszalag helyett, a pneu hajtású lineáris vezetékekről ismerős, csúszó acélszalagos védelem lehetőségét nem említem. Az nagyon más.
,,régi álmok"
Én szeretem a régi álmaimat. Ha teljesülnének újakat kéne keresnem helyettük és nem biztos, hogy azokat is szeretném.
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2021 március 15, 19:23
Írta: wkbgzy80t Dátum 2021 március 15, 19:23
Igen, igazad van az élei vszinű, hogy figyelmet kívánnak. Esetleg lehetne, szövetbetétes a szalag, az kevésbé nyúlik.
Közben kitaláltam, hogy nem is kell körbe mennie, hanem a nem dolgozó részeken lehet két vékony sodronnyal helyettesíteni, ezeknek ráadásul lenne olyan szakasza, ami sosem megy keresztül görgőn, oda be lehet iktatni egy rugós feszítést, és akkor kevesebb a görgő is. Összvissz két hengeres görgő kellene csak tengelyenként, a többi kötélkorong ami vezet is plusszba.
Amúgy gondolkodtam 3d nyomtatott lamellákon, de nincs hely neki, a problémát a gerenda fölé nyúló z tengely jelenti, nincs hely vezető profilnak. Erre ezt az ötletet tláltam ami tetszik, csupa egyenes lemez, korlátlanul sok hellyel hogy meg legyenek vezetve, erre még lehet, hogy lövök egyet...:
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_6k9ktxt4y6stsaxckkk8_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/6k9ktxt4y6stsaxckkk8_445.jpg)
Közben kitaláltam, hogy nem is kell körbe mennie, hanem a nem dolgozó részeken lehet két vékony sodronnyal helyettesíteni, ezeknek ráadásul lenne olyan szakasza, ami sosem megy keresztül görgőn, oda be lehet iktatni egy rugós feszítést, és akkor kevesebb a görgő is. Összvissz két hengeres görgő kellene csak tengelyenként, a többi kötélkorong ami vezet is plusszba.
Amúgy gondolkodtam 3d nyomtatott lamellákon, de nincs hely neki, a problémát a gerenda fölé nyúló z tengely jelenti, nincs hely vezető profilnak. Erre ezt az ötletet tláltam ami tetszik, csupa egyenes lemez, korlátlanul sok hellyel hogy meg legyenek vezetve, erre még lehet, hogy lövök egyet...:
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_6k9ktxt4y6stsaxckkk8_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/6k9ktxt4y6stsaxckkk8_445.jpg)
Cím: Re:Épül a gépem ::: NG
Írta: Rabb Ferenc Dátum 2021 március 15, 19:27
Írta: Rabb Ferenc Dátum 2021 március 15, 19:27
A gumi(k)ra nem igazán jellemző a jó siklási tulajdonság. Inkább tapad a vele érintkező felületre, mint csúszik. Ha ezt a szalagos megoldást választod használj a sarkokon hengeres görgőket. A gördülő ellenállás mindig sokkal kisebb mint a csúszó ellenállás.
A közelmúltban kínáltak ide talán használhatót [#t19p136940#] de régebben is voltak hasonlók ugyanebben a topikban
A közelmúltban kínáltak ide talán használhatót [#t19p136940#] de régebben is voltak hasonlók ugyanebben a topikban
Cím: Re:Épül a gépem ::: NG
Írta: wkbgzy80t Dátum 2021 március 15, 19:29
Írta: wkbgzy80t Dátum 2021 március 15, 19:29
Na hát ritkán akarok valamit rendesen megtervezni, erre tessék [#nemtudom] Kicsi lehet h túllőttem a célon [#hehe]