Cím: Épül a gépem ::: Kicsa
Írta: gaben Dátum 2025 február 26, 08:02
Írta: gaben Dátum 2025 február 26, 08:02
.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 július 20, 21:23
Írta: Kicsa Dátum 2010 július 20, 21:23
Sziasztok!
Varsányi Péter közreműködésre révén jött létre ez a topic,melyben a leendő gépemmel kapcsolatos kérdéseket vitatnánk meg. Feltéve ha hajlandóak vagytok segíteni ebben... [#worship]
Magamról annyit mondanék hogy 21 éves vagyok,gépészmérnöknek tanulok..Székersfehérvárom lakom egy egy kezdetleges Hobby géppel rendelkezem,melyet szintén én magam készítettem.
Most szeretnék majd összehozni egy második gépet,úgy néz ki hogy itt már komolyabb technika illetve alapanyagok fognak dobimálni.
A gépről egyenlőre 3D-s terv van,Catiában rajzoltam meg. Az alapanyagok beszerzése folyamatban van,egyenlőre a Z tengely lineáris csapágya van meg illetve köszörült acél rúd+lineáris csapágyak hozzá házban.
Mára ennyit,holnap csinálok képeket a tervekről,feltöltöm valahova és akkor szívesen fogadok észrevételeket,ötleteket,javaslatokat,tippeket!
Előre is köszönöm szépen mindenkinek!
Jóéjt sziasztok!
Varsányi Péter közreműködésre révén jött létre ez a topic,melyben a leendő gépemmel kapcsolatos kérdéseket vitatnánk meg. Feltéve ha hajlandóak vagytok segíteni ebben... [#worship]
Magamról annyit mondanék hogy 21 éves vagyok,gépészmérnöknek tanulok..Székersfehérvárom lakom egy egy kezdetleges Hobby géppel rendelkezem,melyet szintén én magam készítettem.
Most szeretnék majd összehozni egy második gépet,úgy néz ki hogy itt már komolyabb technika illetve alapanyagok fognak dobimálni.
A gépről egyenlőre 3D-s terv van,Catiában rajzoltam meg. Az alapanyagok beszerzése folyamatban van,egyenlőre a Z tengely lineáris csapágya van meg illetve köszörült acél rúd+lineáris csapágyak hozzá házban.
Mára ennyit,holnap csinálok képeket a tervekről,feltöltöm valahova és akkor szívesen fogadok észrevételeket,ötleteket,javaslatokat,tippeket!
Előre is köszönöm szépen mindenkinek!
Jóéjt sziasztok!
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2010 július 20, 21:55
Írta: hostya Dátum 2010 július 20, 21:55
Szia!
Nem vagy már Te itt újonc...[#wave]
Azt javaslom hogy a tervekről készült képeket a http://cnctar.hobbycnc.hu/ -ra tedd fel. (a fórumozók többsége ezt használja)
A hozzáféréshez Varsányitól kérj (és kapsz) jelszót.
Nem vagy már Te itt újonc...[#wave]
Azt javaslom hogy a tervekről készült képeket a http://cnctar.hobbycnc.hu/ -ra tedd fel. (a fórumozók többsége ezt használja)
A hozzáféréshez Varsányitól kérj (és kapsz) jelszót.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2010 július 20, 22:28
Írta: besirkyjh Dátum 2010 július 20, 22:28
Ok jöhetnek a képek .
Megint a Péter aki segiteni fogg ( ftp jelsot kell ) a hunbay-hoz .
Elöre annyit hogy várj kicsit a beszerzéssel ne hogy csereberélgetni kelljen .
Ha jol selytem golyos perselyes lessz a gép linearja .Hanyas átmérö és mekkora munkaterülethez .
Holnap a képekkel eggyüt irj méreteket is .
Itt leszünk , sok sikert hozzá .
[#eljen]
Megint a Péter aki segiteni fogg ( ftp jelsot kell ) a hunbay-hoz .
Elöre annyit hogy várj kicsit a beszerzéssel ne hogy csereberélgetni kelljen .
Ha jol selytem golyos perselyes lessz a gép linearja .Hanyas átmérö és mekkora munkaterülethez .
Holnap a képekkel eggyüt irj méreteket is .
Itt leszünk , sok sikert hozzá .
[#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 július 21, 20:45
Írta: Kicsa Dátum 2010 július 21, 20:45
Sziasztok!
Köszönöm,eddig igazából csak 'csendes szemlélőként' voltam jelen,próbáltam tanulni a sok sok információból.
A képeket feltettem a Hunbay-re,Hála ismét Varsányi Petinek ;) ,kaptam jelszót úgyhogy létrehoztam egy külön mappát a nevemmel 'fémjelezve'.
Benne van egy fénykép a jelenleg meglévő lin. sínről illetve 3 kép a tervekről.
Elég elnagyoltak,az anyás megoldáson még gondolkozom,elképzelhető hogy golyósorsó lesz helyette.
EBay-en van nagyon jó áron...csak a postaköltség! [#ijedt]
Ahol free ship van,ott pedig nagyon drága sajnos.
A lin. rúd átmérője 12 mm,590 mm hosszú. A csapágyház hossza 60 mm,ezzel az elrendezéssel az X munkaterület koppanástól koppanásig ~380 mm,ha 300 mm felett lesz a végére,én nagyon elégedett leszek.
A lineáris sínek pedig 15*15 mm keresztmetszetűen,39 mm hosszú és 34 mm széles kocsikkal. Ezeket itt vettem egy kedves fórumtársunktól,csak már a felhasználónevére nem emlékszem... [#rolleyes]
Kicsa
Köszönöm,eddig igazából csak 'csendes szemlélőként' voltam jelen,próbáltam tanulni a sok sok információból.
A képeket feltettem a Hunbay-re,Hála ismét Varsányi Petinek ;) ,kaptam jelszót úgyhogy létrehoztam egy külön mappát a nevemmel 'fémjelezve'.
Benne van egy fénykép a jelenleg meglévő lin. sínről illetve 3 kép a tervekről.
Elég elnagyoltak,az anyás megoldáson még gondolkozom,elképzelhető hogy golyósorsó lesz helyette.
EBay-en van nagyon jó áron...csak a postaköltség! [#ijedt]
Ahol free ship van,ott pedig nagyon drága sajnos.
A lin. rúd átmérője 12 mm,590 mm hosszú. A csapágyház hossza 60 mm,ezzel az elrendezéssel az X munkaterület koppanástól koppanásig ~380 mm,ha 300 mm felett lesz a végére,én nagyon elégedett leszek.
A lineáris sínek pedig 15*15 mm keresztmetszetűen,39 mm hosszú és 34 mm széles kocsikkal. Ezeket itt vettem egy kedves fórumtársunktól,csak már a felhasználónevére nem emlékszem... [#rolleyes]
Kicsa
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 július 21, 20:57
Írta: svejk Dátum 2010 július 21, 20:57
Közel 60 centi hosszon azok a 12-es pálcikák nem fogják teljesíteni az elvárásodat.
Próbálj szerezni legalább alátámasztott rudat, vagy spórolj rendes sínrendszerre.
Próbálj szerezni legalább alátámasztott rudat, vagy spórolj rendes sínrendszerre.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 július 21, 21:00
Írta: svejk Dátum 2010 július 21, 21:00
Írod a bevezetőben hogy gépészmérnöknek tanulsz, és a korod alapján nem is az első évfolyamod lehet.
Kicsit kotorássz utána a mechanikai jegyzeteidnek és bizonyára ki fogod tudni számolni amit én csak gyanítok.
Kicsit kotorássz utána a mechanikai jegyzeteidnek és bizonyára ki fogod tudni számolni amit én csak gyanítok.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2010 július 21, 21:15
Írta: Révész Richárd Dátum 2010 július 21, 21:15
Nekem az első gépen 20-as lineáris rudak voltak de az is hajlott 1-2 mm.A hossza 600 mm volt,alátámasztás nélkül.
Holnap csinálok pár fotót egy sínről és ha érdekel ajándékba Neked adom ha látsz benne fantáziát.Hosszát nem tudom de kb 500-600 mm.
Itt van róla PDF
Holnap csinálok pár fotót egy sínről és ha érdekel ajándékba Neked adom ha látsz benne fantáziát.Hosszát nem tudom de kb 500-600 mm.
Itt van róla PDF
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2010 július 21, 21:17
Írta: Révész Richárd Dátum 2010 július 21, 21:17
Ja a mérete 15-ös
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2010 július 21, 21:19
Írta: besirkyjh Dátum 2010 július 21, 21:19
Jogos , bár van rá ellen példa is .
A 12-es golyosperselyt max 150mm munkaterületig lehet használni ( szerintem ).16mm-es rudakra épitettem 220mm-es munkaterületü gépet és lehetne jobb is .
300mm-es munkaterülethez 20-25mm-alá ne menj , dolgozni fog csak tulsok lessz a kompromisszum .
Több mint biztos hogy lin sinekkel jobban jársz .Ha ezek már meg vannak akkor inkább mondj le pár mm munkárol és számolj 2/3-os alátámasztást .
Itt van mellettem 2m 12-es és 2m 10-es rud de csak picike géphez fogom használni vagy csak rövidnek ( pl: Z nek ) .
A 12-es golyosperselyt max 150mm munkaterületig lehet használni ( szerintem ).16mm-es rudakra épitettem 220mm-es munkaterületü gépet és lehetne jobb is .
300mm-es munkaterülethez 20-25mm-alá ne menj , dolgozni fog csak tulsok lessz a kompromisszum .
Több mint biztos hogy lin sinekkel jobban jársz .Ha ezek már meg vannak akkor inkább mondj le pár mm munkárol és számolj 2/3-os alátámasztást .
Itt van mellettem 2m 12-es és 2m 10-es rud de csak picike géphez fogom használni vagy csak rövidnek ( pl: Z nek ) .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 július 21, 22:41
Írta: Kicsa Dátum 2010 július 21, 22:41
Sziasztok!
Remélem nem baj hogy mindenkinek így egy HSZ-ben válaszolok,csak sajnos nem tudom elég sűrűn nézni a fórumot hogy mindenkinek azonnal válaszolni tudjak.
svejk felvetése felmerült benne is de gyorsan el is hessegettem,miszerint vékonyka lesz. Először úgy szerettem volna hogy alul 2 rúd,míg felül 1 (X tengelyről beszélek most) de azárt letettem róla : Mint kiderült,az egész megoldásról is. Valóban merev,masszív gépet szeretnék,szerintem akkor meg is fogok válni ezektől a rudaktól,másnak jó lehet egy kisebb gépre/gravírozóra.
Egyébként Bánkis vagyok,most következik majd a 7. félévem. Közel már a vége... [#vigyor0]
( Komolyan megfontolásra vettem Petya lineáris szánjait memphis kocsijaival...csak a probléma ott kezdődik hogy 5 kocsi van összesen.
(1300 mm félbevágva [#vigyor2...pont jó az X és Y szánhoz. Csak nincs hozzá elég kocsi. Meg hát kicsit azért erősnek érzem a méretei miatt,bár akkor a merevséggel nem lenne gond,az tuti! )
Révész Richárd!
Köszönöm szépen a nagylelkű felajánlásod,megnézném képen,hogy is néz ki valójában. (A pdf alapján elég ígéretes )
Kulcsar Zoltan!
Mostmár célom tényleg valami erősebb mechanika...egyre inkább azon vagyok hogy eladom/cserélem őket.
Újabb fejlemény a meghajtást illetően : THK BTK1404C KX-3F07 jelzésű használt,de jó állapotú golyósorsót találtam Vaterán
Ő az!
Én szívem szerint lecsapnék rá,még a hossza is jó lenne. Mi a véleményetek?
Remélem nem baj hogy mindenkinek így egy HSZ-ben válaszolok,csak sajnos nem tudom elég sűrűn nézni a fórumot hogy mindenkinek azonnal válaszolni tudjak.
svejk felvetése felmerült benne is de gyorsan el is hessegettem,miszerint vékonyka lesz. Először úgy szerettem volna hogy alul 2 rúd,míg felül 1 (X tengelyről beszélek most) de azárt letettem róla : Mint kiderült,az egész megoldásról is. Valóban merev,masszív gépet szeretnék,szerintem akkor meg is fogok válni ezektől a rudaktól,másnak jó lehet egy kisebb gépre/gravírozóra.
Egyébként Bánkis vagyok,most következik majd a 7. félévem. Közel már a vége... [#vigyor0]
( Komolyan megfontolásra vettem Petya lineáris szánjait memphis kocsijaival...csak a probléma ott kezdődik hogy 5 kocsi van összesen.
(1300 mm félbevágva [#vigyor2...pont jó az X és Y szánhoz. Csak nincs hozzá elég kocsi. Meg hát kicsit azért erősnek érzem a méretei miatt,bár akkor a merevséggel nem lenne gond,az tuti! )
Révész Richárd!
Köszönöm szépen a nagylelkű felajánlásod,megnézném képen,hogy is néz ki valójában. (A pdf alapján elég ígéretes )
Kulcsar Zoltan!
Mostmár célom tényleg valami erősebb mechanika...egyre inkább azon vagyok hogy eladom/cserélem őket.
Újabb fejlemény a meghajtást illetően : THK BTK1404C KX-3F07 jelzésű használt,de jó állapotú golyósorsót találtam Vaterán
Ő az!
Én szívem szerint lecsapnék rá,még a hossza is jó lenne. Mi a véleményetek?
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2010 július 22, 05:26
Írta: besirkyjh Dátum 2010 július 22, 05:26
Szia
Jo hirem van : van 2db ugyanilyen golyosorsom és ha Neked jo ebben az árban +posta küldöm is .
Használtak de kifogástalanok .
A többit magánban .
45-ös sin?! 20-as 25-ös elég lessz böven de már ezekhez is kell komoly massziv vázat épiteni és sporolsz egy csomo pénzt ( motorokra csapágyakra stb ) .
Jo hirem van : van 2db ugyanilyen golyosorsom és ha Neked jo ebben az árban +posta küldöm is .
Használtak de kifogástalanok .
A többit magánban .
45-ös sin?! 20-as 25-ös elég lessz böven de már ezekhez is kell komoly massziv vázat épiteni és sporolsz egy csomo pénzt ( motorokra csapágyakra stb ) .
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 július 22, 16:56
Írta: 000000000 Dátum 2010 július 22, 16:56
Szia Kicsa! A Cathiás fáljokat is el lehet kérni? Prgoramban megnyitva többet mutatna. A tengelyeket méretezted lehajlásra?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2010 július 22, 17:42
Írta: Révész Richárd Dátum 2010 július 22, 17:42
Itt vannak a képek a sínről.
Elég rosszul sikerült,de csak telefonnal tudok fotózni.
Elég rosszul sikerült,de csak telefonnal tudok fotózni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 július 22, 19:07
Írta: Kicsa Dátum 2010 július 22, 19:07
Szép estét Mindenkinek!
Kulcsár Zolinak ill. Révész Ricsinek küldtem levelet.
nappeti!
Természetesen,bár egyre inkább csak tervecskéknek tűnnek a fájlok,elég szépen halad a fent említett kollégáknak hála az anyagbeszerzés : úgy néz most ki hogy a felépítése hasonló lesz ugyan,de például a lineáris rudak helyett lineráis szánok lesznek,a menetes szárat pedig golyósorsó fogja leváltani.
Viszont ilyen építőelemek mellett valószínű eggyel nagyobb zártszelvény is (most 40*40 mm ),illetve a fa,mint építőanyag 100 %-os száműzése is.
Jah igen, a tervek fent vannak a mappában ,Tervek.zip. Az 'X szán mozog' fájlt megnyitod és akkor ott tudod mozgatni,lehet hogy egy update-t rá kell nyomni,az asztal nálam pirosan jött most be. (V5R18-cal készült)
Kulcsár Zolinak ill. Révész Ricsinek küldtem levelet.
nappeti!
Természetesen,bár egyre inkább csak tervecskéknek tűnnek a fájlok,elég szépen halad a fent említett kollégáknak hála az anyagbeszerzés : úgy néz most ki hogy a felépítése hasonló lesz ugyan,de például a lineáris rudak helyett lineráis szánok lesznek,a menetes szárat pedig golyósorsó fogja leváltani.
Viszont ilyen építőelemek mellett valószínű eggyel nagyobb zártszelvény is (most 40*40 mm ),illetve a fa,mint építőanyag 100 %-os száműzése is.
Jah igen, a tervek fent vannak a mappában ,Tervek.zip. Az 'X szán mozog' fájlt megnyitod és akkor ott tudod mozgatni,lehet hogy egy update-t rá kell nyomni,az asztal nálam pirosan jött most be. (V5R18-cal készült)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2010 július 22, 20:20
Írta: Révész Richárd Dátum 2010 július 22, 20:20
Ment válasz.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 július 23, 21:13
Írta: Kicsa Dátum 2010 július 23, 21:13
Sziasztok!
Alakul az alkatrész beszerzés,hála NEKTEK!
Sajnos is meg nem is de vasárnap nyaralni indulok egy hétre így nem tudok gépközelben sem lenni,sem érdemben haladni a gép tervezéssel. Viszont legalább megérkezik minden csomag,kicsit karácsony lesz mikor hazaérek! :)
Szóval köszönöm szépen mindenkinek az eddigi segítséget,mindenféle formában!
Ha minden jól megy,bő egy hét múlva itt leszek ismét!
Kicsa
Alakul az alkatrész beszerzés,hála NEKTEK!
Sajnos is meg nem is de vasárnap nyaralni indulok egy hétre így nem tudok gépközelben sem lenni,sem érdemben haladni a gép tervezéssel. Viszont legalább megérkezik minden csomag,kicsit karácsony lesz mikor hazaérek! :)
Szóval köszönöm szépen mindenkinek az eddigi segítséget,mindenféle formában!
Ha minden jól megy,bő egy hét múlva itt leszek ismét!
Kicsa
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 03, 21:07
Írta: Kicsa Dátum 2010 augusztus 03, 21:07
Sziasztok Ismét!
Hazaértem! Bár ez a nyaralás,na mindegy... [#pardon1]
Szóval a gép,megérkeztek a csomagok,ahogy vártam. Kibontottam mindent és összeszedtem a dolgokat : A nevem alatt található mappában fent vannak az eddigi alkotóelemek. Már csak egy Z golyósorsó hiányzik,ha a többi így összeállt,ott sem lesz mostmár menetes szár.
Sajnos most elég sok dolgom van,de a következő lépés,ahogy időm engedi,a tervek kiigazítása. Sokkal egyszerűbb lesz a meghajtás is illetve minden más is.
Közben úgy néz ki hogy megoldható vastag alumínium beszerzése is : első problémám az X - Y szán lineáris vezetékeinek alátámasztása : : Acél vagy alumínium legyen-e.
No meg milyen vastagságú,nem akarok alá méretezni de nagyon elszállni sem.
Tudok ebben segíteni nekem?
Iletve szeretnék már most köszönetet mondani minden segítőkész Fórumtársnak,akik nélkül a profi alkotóelemek beszerzése nem jöhetett volna létre!
Köszönöm Nektek! [#worship]
Hazaértem! Bár ez a nyaralás,na mindegy... [#pardon1]
Szóval a gép,megérkeztek a csomagok,ahogy vártam. Kibontottam mindent és összeszedtem a dolgokat : A nevem alatt található mappában fent vannak az eddigi alkotóelemek. Már csak egy Z golyósorsó hiányzik,ha a többi így összeállt,ott sem lesz mostmár menetes szár.
Sajnos most elég sok dolgom van,de a következő lépés,ahogy időm engedi,a tervek kiigazítása. Sokkal egyszerűbb lesz a meghajtás is illetve minden más is.
Közben úgy néz ki hogy megoldható vastag alumínium beszerzése is : első problémám az X - Y szán lineáris vezetékeinek alátámasztása : : Acél vagy alumínium legyen-e.
No meg milyen vastagságú,nem akarok alá méretezni de nagyon elszállni sem.
Tudok ebben segíteni nekem?
Iletve szeretnék már most köszönetet mondani minden segítőkész Fórumtársnak,akik nélkül a profi alkotóelemek beszerzése nem jöhetett volna létre!
Köszönöm Nektek! [#worship]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 15, 14:06
Írta: Kicsa Dátum 2010 augusztus 15, 14:06
Sziasztok!
Kicsit eltűntem mostanában de igyekszem folytatni a dolgokat...Szóval egy lényeges kérdés : A golyósorsókat elő kell feszíteni? Ha igen,milyen megoldással?
Iletve ugyan ez a kérdés a lineáris szánokkal...Gondolom hogy a Révész Richárd féle szánokat mindenképpen kell (#7),de a többit is?
Köszönöm Szépen!
Péter
Kicsit eltűntem mostanában de igyekszem folytatni a dolgokat...Szóval egy lényeges kérdés : A golyósorsókat elő kell feszíteni? Ha igen,milyen megoldással?
Iletve ugyan ez a kérdés a lineáris szánokkal...Gondolom hogy a Révész Richárd féle szánokat mindenképpen kell (#7),de a többit is?
Köszönöm Szépen!
Péter
Cím: Re:Épül a gépem ::: Kicsa
Írta: v2vhwz32z Dátum 2010 augusztus 17, 13:17
Írta: v2vhwz32z Dátum 2010 augusztus 17, 13:17
Szia Kicsa!
Ha a golyósorsók csapágyazásának feszítése jó lesz (?), akkor a "Golyós lineáris vezetők" topikban érdemes olvasgatni, talán a #188-tól felfelé.
Ha a golyósorsók csapágyazásának feszítése jó lesz (?), akkor a "Golyós lineáris vezetők" topikban érdemes olvasgatni, talán a #188-tól felfelé.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 17, 21:49
Írta: Kicsa Dátum 2010 augusztus 17, 21:49
Szia!
Megmondom őszintén,nem értem hogy mit értesz jó alatt...
Eddig nem volt dolgom golyós orsóval,menetes szárral hajtottam a gépet. Most viszont van lehetőség,de egyenlőre ez a 'technológia' ismeretlen számomra.
Áttanulmányozom az általad ajánlott topicot...aztán kérdezek! :)
Kicsa
Megmondom őszintén,nem értem hogy mit értesz jó alatt...
Eddig nem volt dolgom golyós orsóval,menetes szárral hajtottam a gépet. Most viszont van lehetőség,de egyenlőre ez a 'technológia' ismeretlen számomra.
Áttanulmányozom az általad ajánlott topicot...aztán kérdezek! :)
Kicsa
Cím: Re:Épül a gépem ::: Kicsa
Írta: v2vhwz32z Dátum 2010 augusztus 17, 22:08
Írta: v2vhwz32z Dátum 2010 augusztus 17, 22:08
Tudod Kicsa, én is őszintén szólva még tapogatózom a témában.. tehát a golyósorsók csapágyazásáról volt szó ott és a csapágyak feszítéséről.. elvileg ez az, amit tudni érdemes.
Magát az orsót ha minden igaz, nem kell feszíteni. De majd kijavítanak a többiek, ha nem így van. Köszönöm előre is.
Magát az orsót ha minden igaz, nem kell feszíteni. De majd kijavítanak a többiek, ha nem így van. Köszönöm előre is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 43pbwjg8s Dátum 2010 augusztus 18, 09:08
Írta: 43pbwjg8s Dátum 2010 augusztus 18, 09:08
A lineáris szánok és csapágyak beépítési módjáról a HIWIN-nek van valahol egy nagyon jó beépítési segédlete.
Ha jól emléxem a T2CNC.hu-n Gyuriéknál, de most hiába keresem nem találom.... :(
Hátha valaki tudja!
Ha jól emléxem a T2CNC.hu-n Gyuriéknál, de most hiába keresem nem találom.... :(
Hátha valaki tudja!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 43pbwjg8s Dátum 2010 augusztus 18, 09:14
Írta: 43pbwjg8s Dátum 2010 augusztus 18, 09:14
De itt van a katalógus!
Ebben is találsz a beépítésről példákat és előírásokat.
Csak belelapoztam de pl. a 46. oldal környékén van a síneknek egy beépítési módja.
Lehet hátrébb kiemelten foglalkozik ez a katalógus is a leggyakoribb beépítési módokkal.
A mód örökérvényű és univerzális más gyártótól származó típusokra is igaz.
HIWIN katalógus
Ebben is találsz a beépítésről példákat és előírásokat.
Csak belelapoztam de pl. a 46. oldal környékén van a síneknek egy beépítési módja.
Lehet hátrébb kiemelten foglalkozik ez a katalógus is a leggyakoribb beépítési módokkal.
A mód örökérvényű és univerzális más gyártótól származó típusokra is igaz.
HIWIN katalógus
Cím: Re:Épül a gépem ::: Kicsa
Írta: 43pbwjg8s Dátum 2010 augusztus 18, 09:16
Írta: 43pbwjg8s Dátum 2010 augusztus 18, 09:16
A 62. oldal környékétől a golyósorsók csapágyazásával kapcsolatban is találsz megoldásokat, az orsók végkialakításáról is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 18, 17:23
Írta: Kicsa Dátum 2010 augusztus 18, 17:23
Sziasztok!
cncvikto! Értem,én is így vagyok ezzel.Most fogtam a kezemben először olyan golyósorsót,amit a magaménak tudhatok : jó érzés de nem szeretném barkács módszerekkel megépíteni a gépet. Az már egyszer megvolt,mmost szeretném feljebb tenni a lécet...
KisKZ!
Nagyon szépen köszönöm a katalógust,az hogy magyar,külön öröm!
Áttanulmányozom és akkor lassan neki is állok Catiázni.
Ha van eredmény,képet rakok majd fel mindenképp!
Köszönöm szépen mindkettőtöknek!
cncvikto! Értem,én is így vagyok ezzel.Most fogtam a kezemben először olyan golyósorsót,amit a magaménak tudhatok : jó érzés de nem szeretném barkács módszerekkel megépíteni a gépet. Az már egyszer megvolt,mmost szeretném feljebb tenni a lécet...
KisKZ!
Nagyon szépen köszönöm a katalógust,az hogy magyar,külön öröm!
Áttanulmányozom és akkor lassan neki is állok Catiázni.
Ha van eredmény,képet rakok majd fel mindenképp!
Köszönöm szépen mindkettőtöknek!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 18, 17:42
Írta: Kicsa Dátum 2010 augusztus 18, 17:42
Szerintetek a 70. oldalon kezdődő kompakt lineáris egységek (Z tengelynek) mennyibe kerülhetnek? Körülbelüli árra lennék kíváncsi csupán..de gonodlom nem olcsó... :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: 43pbwjg8s Dátum 2010 augusztus 18, 17:47
Írta: 43pbwjg8s Dátum 2010 augusztus 18, 17:47
www.t2CNC.hu
Tibor Gyurinál (Klavio) érdeklődhetsz az árak iránt.
Egyébként a katalógusról annyit, hogy ez nem az amit a beépítési lehetőségekkel kapcsolatban mutatni akartam.
megtaláltam de innen bentről nem tudom feltölteni.
Ha hazaérek kiteszem a könyvtáramba azt az anyagot, ami kifejezetten a beépítési lehetőségeket tárgyalja.
Tibor Gyurinál (Klavio) érdeklődhetsz az árak iránt.
Egyébként a katalógusról annyit, hogy ez nem az amit a beépítési lehetőségekkel kapcsolatban mutatni akartam.
megtaláltam de innen bentről nem tudom feltölteni.
Ha hazaérek kiteszem a könyvtáramba azt az anyagot, ami kifejezetten a beépítési lehetőségeket tárgyalja.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 18, 17:50
Írta: Kicsa Dátum 2010 augusztus 18, 17:50
Jézusom!
egvan az árlista...inkább hagyom! :O:O
Építem magam a Z tengelyt...
:)
Rendben,előre is köszönöm szépen!
egvan az árlista...inkább hagyom! :O:O
Építem magam a Z tengelyt...
:)
Rendben,előre is köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 augusztus 18, 18:20
Írta: 000000000 Dátum 2010 augusztus 18, 18:20
szia!
valoban joban jársz ha te rakod ösze olcsobb is!
De a HIWIN az jo választás lin csapágyazásnak!
golyos orsoba egy vagyon!
de szoktak leni adok veszekbe jo áron kisebb golyos orsok de csak ujat vegyél meg!
valoban joban jársz ha te rakod ösze olcsobb is!
De a HIWIN az jo választás lin csapágyazásnak!
golyos orsoba egy vagyon!
de szoktak leni adok veszekbe jo áron kisebb golyos orsok de csak ujat vegyél meg!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 18, 18:39
Írta: Kicsa Dátum 2010 augusztus 18, 18:39
Szia!
Tudom hogy jó márka de hát Aston Martint sem tudok venni,hiába jó... :):)
Hát nagyon régen volt több db is,kis golyósorsó Z tengelynek...de bánom...de nem is nagyon találom,annyi hirdetés van...
115 mm körülbelül a lineáris sín mozgása ami a Z tengely alapja lesz,ehez pedig nehezn találok orsót. EBayen van jó áron de a posta horor valamiért :(
Egyébként Kulcsár Zolitól vettem két darab használt orsót,szerintem nem kell elzárkózni a használt dolgoktól sem,ilyen kategóriában az is majdnemcsak örökéletű.
Tudom hogy jó márka de hát Aston Martint sem tudok venni,hiába jó... :):)
Hát nagyon régen volt több db is,kis golyósorsó Z tengelynek...de bánom...de nem is nagyon találom,annyi hirdetés van...
115 mm körülbelül a lineáris sín mozgása ami a Z tengely alapja lesz,ehez pedig nehezn találok orsót. EBayen van jó áron de a posta horor valamiért :(
Egyébként Kulcsár Zolitól vettem két darab használt orsót,szerintem nem kell elzárkózni a használt dolgoktól sem,ilyen kategóriában az is majdnemcsak örökéletű.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 augusztus 18, 19:09
Írta: 000000000 Dátum 2010 augusztus 18, 19:09
Szia!
Nem tudom milyen orsot keresel, de van 2 új!
Az eggyik HIWIN 14-es 10-es emelkedésű, 510 hosszú, végmegmunkált.Száma S09B169-1 002
A másik az REXROTH 19-es, 5-ös menetemelkedés,680 hossz, végmegmunkált. Száma MNR:R151014751
Nem tudom milyen orsot keresel, de van 2 új!
Az eggyik HIWIN 14-es 10-es emelkedésű, 510 hosszú, végmegmunkált.Száma S09B169-1 002
A másik az REXROTH 19-es, 5-ös menetemelkedés,680 hossz, végmegmunkált. Száma MNR:R151014751
Cím: Re:Épül a gépem ::: Kicsa
Írta: 43pbwjg8s Dátum 2010 augusztus 18, 19:11
Írta: 43pbwjg8s Dátum 2010 augusztus 18, 19:11
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 augusztus 18, 19:22
Írta: 000000000 Dátum 2010 augusztus 18, 19:22
sajnos ha jo gépet akarsz és gond mentest áldozni kell![#pias]
persze bizonyos határokon belül![#guluszem1]
persze bizonyos határokon belül![#guluszem1]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 18, 20:16
Írta: Kicsa Dátum 2010 augusztus 18, 20:16
Nagyon szépen köszönöm de Z tengelynek kellene az orsó : A lineáris egységem mozgása kb 115 mm,ehez kellene egy orsó ami kb 120-130 mm hasznos úttal rendelkezik.
Azért köszönöm szépen!
Azért köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 18, 20:18
Írta: Kicsa Dátum 2010 augusztus 18, 20:18
KisKZ!
Hú ez aztán a beépítési útmutató!
Máris kezdek ötletetlni..mi lesz fix,mit mivel feszítek egymáshoz... :)
Köszönöm szépen!
mambablack2009!
Ez így van,de azért jó lenne minnél kevesebből kijönni. Mindenki ezt akarja,én sem vagyok másképp...de azért itt már komolyabb szerkezetről lesz szó,remélem... :)
Hú ez aztán a beépítési útmutató!
Máris kezdek ötletetlni..mi lesz fix,mit mivel feszítek egymáshoz... :)
Köszönöm szépen!
mambablack2009!
Ez így van,de azért jó lenne minnél kevesebből kijönni. Mindenki ezt akarja,én sem vagyok másképp...de azért itt már komolyabb szerkezetről lesz szó,remélem... :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 22, 15:08
Írta: Kicsa Dátum 2010 augusztus 22, 15:08
Sziasztok!
Feltettem a mappámba a Tervek/V3 mappába egy képet,a leendő Y szánt így képzelem el. Örülnék hogyha véleményeznétek,mi jó-mi nem.
Elég amatőr vagyok még... :)
Kicsa
Feltettem a mappámba a Tervek/V3 mappába egy képet,a leendő Y szánt így képzelem el. Örülnék hogyha véleményeznétek,mi jó-mi nem.
Elég amatőr vagyok még... :)
Kicsa
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 augusztus 22, 16:10
Írta: 000000000 Dátum 2010 augusztus 22, 16:10
Sziasztok.
Én az e-bay ről vettem a lineáris vezetékeimet.
Baromi jók és olcsók.3-om pár 80.000Huf
X:670mm 2db , y 550mm 2db , Z 350mm 2 db (IKO)
Hajtómotorok. 2,2Nm Nema 23 3 db uj szintén e-bay ről. 30.000Huf . Kuplung 3 db 5000Huf szállítási költség benne van.Érdemes körbenézni.
Én az e-bay ről vettem a lineáris vezetékeimet.
Baromi jók és olcsók.3-om pár 80.000Huf
X:670mm 2db , y 550mm 2db , Z 350mm 2 db (IKO)
Hajtómotorok. 2,2Nm Nema 23 3 db uj szintén e-bay ről. 30.000Huf . Kuplung 3 db 5000Huf szállítási költség benne van.Érdemes körbenézni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 22, 16:59
Írta: Kicsa Dátum 2010 augusztus 22, 16:59
Szia!
Köszönöm a tippet,de a motorokat+vezetékeket megvettem már. Viszont a kupplungok...kérhetnék egy linket róluk?
Köszönöm!
Köszönöm a tippet,de a motorokat+vezetékeket megvettem már. Viszont a kupplungok...kérhetnék egy linket róluk?
Köszönöm!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 augusztus 22, 18:27
Írta: 000000000 Dátum 2010 augusztus 22, 18:27
Szia.
http://shop.ebay.com/i.html?_nkw=cnc+coupling&_sacat=0&_odkw=cnc+kit&_osacat=0&_trksid=p3286.c0.m270.l1313
Ez pedig a gépemről a képek.
Meg sok érdekes dolog.:))Amiket csináltam.
Remélem tudtam segíteni.
http://xplodrocket.gportal.hu/gindex.php?pg=33221023
http://shop.ebay.com/i.html?_nkw=cnc+coupling&_sacat=0&_odkw=cnc+kit&_osacat=0&_trksid=p3286.c0.m270.l1313
Ez pedig a gépemről a képek.
Meg sok érdekes dolog.:))Amiket csináltam.
Remélem tudtam segíteni.
http://xplodrocket.gportal.hu/gindex.php?pg=33221023
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 22, 20:03
Írta: Kicsa Dátum 2010 augusztus 22, 20:03
Szia!
Köszönöm szépen,megnéztem...valóban segítettél!
Már ki is néztem egy eladót...
Egyébként meg a rakétákhoz gratulálok,szép és érdekes téma!
Üdv Kicsa
Köszönöm szépen,megnéztem...valóban segítettél!
Már ki is néztem egy eladót...
Egyébként meg a rakétákhoz gratulálok,szép és érdekes téma!
Üdv Kicsa
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 23, 18:44
Írta: Kicsa Dátum 2010 augusztus 23, 18:44
A mappámban még egy kép a tervek/V3 mappában,most az X szánról. Hasonló mint az Y száné,a fő különbség hogy a motor az asztal alá megy,véghelyzetben pedig az asztal rácsúszik a motorra.
Véleményeket várok róla..kicsit a méretezéssel szerintem elszálltam...így kb 20 kg alumínium/szán..azért az kicsit sok,nem? [#circling]
Lehet hogy elég lenne az alapnak 10 v 15 mm is? (jelenleg 20as)
Kicsa
Véleményeket várok róla..kicsit a méretezéssel szerintem elszálltam...így kb 20 kg alumínium/szán..azért az kicsit sok,nem? [#circling]
Lehet hogy elég lenne az alapnak 10 v 15 mm is? (jelenleg 20as)
Kicsa
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 augusztus 23, 20:53
Írta: 000000000 Dátum 2010 augusztus 23, 20:53
Hol tudom megnézni az oldalad?
Hátha tudok valami tanácsot adni.
Hátha tudok valami tanácsot adni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 23, 21:47
Írta: Kicsa Dátum 2010 augusztus 23, 21:47
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2010 augusztus 23, 21:55
Írta: sanka74 Dátum 2010 augusztus 23, 21:55
Sza! Sok sikert a géped építéséhez!!!Moatantól talán többet leszek internet előtt, a nyáron nem sokat voltam. Engem most vettek fel gépészmérnöknek a GAMF-ra.
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2010 augusztus 23, 21:56
Írta: sanka74 Dátum 2010 augusztus 23, 21:56
Én is hasonlóan oldottam meg a szánokat mint Te.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 24, 06:57
Írta: Kicsa Dátum 2010 augusztus 24, 06:57
Szia!
Sok sikert a Sulihoz!
A szánokkal mik a tapasztalatok? Láttam a mappádban a képeket...milyen vastag az 'alaplap' neked?
Sok sikert a Sulihoz!
A szánokkal mik a tapasztalatok? Láttam a mappádban a képeket...milyen vastag az 'alaplap' neked?
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2010 augusztus 24, 07:15
Írta: sanka74 Dátum 2010 augusztus 24, 07:15
Köszi! 8 mm az a része amire a kocsik mennek.Nekem bejött ez a konstrukció, egyszerű.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 24, 18:48
Írta: Kicsa Dátum 2010 augusztus 24, 18:48
Szia!
Esetleg kérhetnék nagyobb felbontású képeket? Érdekelnének a részletek...Jól látom hogy neked acél az egész? Milyen súlya van kb a Z tengelynek? Illetve körülbelül milyen anyagi vonzata volt a fém építőelemeknek?
(Inkább átmenjek a te topicodba ezekkel? :)
Esetleg kérhetnék nagyobb felbontású képeket? Érdekelnének a részletek...Jól látom hogy neked acél az egész? Milyen súlya van kb a Z tengelynek? Illetve körülbelül milyen anyagi vonzata volt a fém építőelemeknek?
(Inkább átmenjek a te topicodba ezekkel? :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 25, 07:52
Írta: Kicsa Dátum 2010 augusztus 25, 07:52
Szerintetek a golyósorsó hegeszthető? Meg kellene toldanom az egyik végét,van benne egy M8-as menet. Ebbe gondoltam esztergáltatni egy 'csapot' aminek az egyik végén menet van,a másik pedig simán 8as átmérő. Ha behajtom ütközésig,szerintetek hegeszteni kellene vagy inkább keressek valami jó erős ragasztót? Nem szeretném ha majd kilazulna...ez egy toldás a kupplung és az orsó közé.
Illetve ma megrendeltem a kupplungokat : Vaterán 9e Ft+posta lett volna,ugyan ezt EBayen 4200 Ftból megúsztam,postával.
Szóval megérte! [#bee1]
Illetve ma megrendeltem a kupplungokat : Vaterán 9e Ft+posta lett volna,ugyan ezt EBayen 4200 Ftból megúsztam,postával.
Szóval megérte! [#bee1]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2010 augusztus 25, 08:09
Írta: Rabb Ferenc Dátum 2010 augusztus 25, 08:09
Még véletlenül sem hegesszed! Biztosan eldeformálódik, és javíthatatlan lesz. Zsírtalanítás után használj menetragasztót, vagy sima kétkomponensű epoxit. Örökre vasalva! De ha nem bízol benne, egy vékony (max 1,6-2mm-es) illesztőszeggel kereszben átfúrva lebiztosíthatod. És ha nagyon kell, még bontható is mindkettő (a brezont kiütöd, a ragasztó pedig melegítésre meglágyul)
Célszerű volna az anyamenet belső végénél sugár irányban egy 1mm-es furatot készíteni. Itt a ragaccsal bekent menet behajtásakor távozni tud a levegő és a felesleges ragasztó
Célszerű volna az anyamenet belső végénél sugár irányban egy 1mm-es furatot készíteni. Itt a ragaccsal bekent menet behajtásakor távozni tud a levegő és a felesleges ragasztó
Cím: Re:Épül a gépem ::: Kicsa
Írta: ra8nsmk6w Dátum 2010 augusztus 25, 08:12
Írta: ra8nsmk6w Dátum 2010 augusztus 25, 08:12
A ragasztást tanácsolom és ha van rá mód, a stiftet. Megfelelő átmérőben persze. A hegesztés útán már visszafordithatatlan problémák keletkeznek
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 25, 08:15
Írta: Kicsa Dátum 2010 augusztus 25, 08:15
Köszönöm szépen mindkettőtöknek!
Akkor szerintem maradok az epoxinál,illetve lehetséges hogy kap egy illesztőszeget is. Úgy is meg van lapolva egy részen az orsó,még megfúrni is könnyű lesz.
Akkor szerintem maradok az epoxinál,illetve lehetséges hogy kap egy illesztőszeget is. Úgy is meg van lapolva egy részen az orsó,még megfúrni is könnyű lesz.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2010 augusztus 25, 08:21
Írta: Rabb Ferenc Dátum 2010 augusztus 25, 08:21
Még egy tipp: a csap sima végét elsőre készítsd nagyobb átmérőre. Aztán a végleges rögzítés után patronnal megfogva ( és a behúzószárban is központosítva) esztergáld a pontos méretre. Különben biztosan ütni fog.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 25, 08:29
Írta: Kicsa Dátum 2010 augusztus 25, 08:29
Szia!
Köszönöm szépen a tippet,de félek hogy erre nem lesz lehetőségem. Ugyanis a terveket most készítem...talán egyik ismerősömön keresztül tudok venni alumínium alapanyagot is.
Onnan viszont kifújt a dolog,bár csak már ott lennék hogy minden ittvan,és csak megmunkáló segítséget kell keresnem.
Ugyanis sajnos nekem a legkomolyabb szerkezet ami rendelkezésre áll,az a menetfúró/metsző klt; se oszlopos fúró,se eszterga,se maró.
ui.:patronnal megfogva...tehát kellene készíteni egy patront amit felhasítok és azzal fogom meg az orsót a tokmányban?
Köszönöm szépen a tippet,de félek hogy erre nem lesz lehetőségem. Ugyanis a terveket most készítem...talán egyik ismerősömön keresztül tudok venni alumínium alapanyagot is.
Onnan viszont kifújt a dolog,bár csak már ott lennék hogy minden ittvan,és csak megmunkáló segítséget kell keresnem.
Ugyanis sajnos nekem a legkomolyabb szerkezet ami rendelkezésre áll,az a menetfúró/metsző klt; se oszlopos fúró,se eszterga,se maró.
ui.:patronnal megfogva...tehát kellene készíteni egy patront amit felhasítok és azzal fogom meg az orsót a tokmányban?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2010 augusztus 25, 08:34
Írta: Rabb Ferenc Dátum 2010 augusztus 25, 08:34
A patronos megfogást nem egészen így gondoltam, hanem a tokmányt leszerelve feltenni a megfelelő méretű patront. De valahol valaki leírt egy nagyon praktikus golyósorsó végmegmunkálást. Talán Motoros? utána nézek...
Cím: Re:Épül a gépem ::: Kicsa
Írta: ra8nsmk6w Dátum 2010 augusztus 25, 08:43
Írta: ra8nsmk6w Dátum 2010 augusztus 25, 08:43
Eben az esetben az egész történetet jobb ha egy ebben járatos szakemberre bizod. Nem sokan fognak tolongani.
Nagyon fontos az illesztett átmérő megválasztása. A lényeg az összeszoritott felület, átmérő és a rá merőleges homlok optimális megválasztása.
Nagyon fontos az illesztett átmérő megválasztása. A lényeg az összeszoritott felület, átmérő és a rá merőleges homlok optimális megválasztása.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 25, 09:46
Írta: Kicsa Dátum 2010 augusztus 25, 09:46
Hát igen,erre gondoltam én is!
Ebben a szellemben tervezem a gépet is,minnél kevesebb marós-esztergályos munka legyen...
Rabb Ferenc!
Azt hiszem,tudom melyikről beszélsz..mintha múltkor láttam volna,külön oldalon volt,képekkel illusztrálva. Bal oldalt voltak menük,és ott volt egy két jó ötlet külön fülön,mintha ott láttam volna. De kinek is az oldala volt..nemtudom [#nemtudom]
Ebben a szellemben tervezem a gépet is,minnél kevesebb marós-esztergályos munka legyen...
Rabb Ferenc!
Azt hiszem,tudom melyikről beszélsz..mintha múltkor láttam volna,külön oldalon volt,képekkel illusztrálva. Bal oldalt voltak menük,és ott volt egy két jó ötlet külön fülön,mintha ott láttam volna. De kinek is az oldala volt..nemtudom [#nemtudom]
Cím: Re:Épül a gépem ::: Kicsa
Írta: yuagaci9g Dátum 2010 augusztus 25, 09:59
Írta: yuagaci9g Dátum 2010 augusztus 25, 09:59
Ha mar szakemberre bizod, szerintem a dorzshegesztes a nyero.
Regen hasznaltam ezt a modszert nagy csapagygolyok
sza`rra hegesztesere
Itt egy kis video; nem kell, csak egy eros esztergapad.
Regen hasznaltam ezt a modszert nagy csapagygolyok
sza`rra hegesztesere
Itt egy kis video; nem kell, csak egy eros esztergapad.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ra8nsmk6w Dátum 2010 augusztus 25, 11:13
Írta: ra8nsmk6w Dátum 2010 augusztus 25, 11:13
Ismersz olyan vállalkozót aki ezt egy darabnál bevállalja? A hegesztés útán még igy is kell esztergálni, pontosabban simitani mert a hossz méretek igy egy darabnál esetlegesek.
Cím: Re:Épül a gépem ::: Kicsa
Írta: yuagaci9g Dátum 2010 augusztus 25, 11:33
Írta: yuagaci9g Dátum 2010 augusztus 25, 11:33
Ha`a`t, ha valaki szereti a kihivasokat...[#confused][#finom]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 25, 11:52
Írta: Kicsa Dátum 2010 augusztus 25, 11:52
Hát biztos jó dolog ez a dörzshegesztés..de inkább maradnék a viszonylag egyszerűbb és könnyebben megvalósítható dolgoknál.
Szóval szerintem menetes stift ragasztva lesz a megoldás...de köszönöm szépen az ötletet!
Egyébként a suliban tanultam róla valamennyit de például hogy ezt hol csinálják,nem tudom.
Szóval szerintem menetes stift ragasztva lesz a megoldás...de köszönöm szépen az ötletet!
Egyébként a suliban tanultam róla valamennyit de például hogy ezt hol csinálják,nem tudom.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 augusztus 26, 14:13
Írta: 000000000 Dátum 2010 augusztus 26, 14:13
Elnézést de ma hegesztettük össze a gépem vázát ,és állati jó lett a hegesztés sokat mondok ha 1 mm-ert elmászott egyszóval ha sík asztalon lefogatod és X ben hegeszted akkor megoldható a dolog.Én se akartam elhinni de az öreg esztergályosom megmutatta .Képek hétvégén lesznek , amit meg is mutatok.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 augusztus 26, 14:15
Írta: 000000000 Dátum 2010 augusztus 26, 14:15
Még annyit hozzá fűznék hogy pillanat szorítókkal össze lett fogatva minden irányból , és az összes alkatrész össze lett marva , ez nagyon lényeges dolog mert ha nincs az illesztéseknél rés a hegesztés nem tudja elhúzni semelyik irányba.Természetesen zárt szelvényről beszélünk , ami 60X40 4mm falvastagságú.
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2010 augusztus 27, 07:31
Írta: sanka74 Dátum 2010 augusztus 27, 07:31
Szia! Bocs, csak most láttalak meg hogy írtál. Délután küldök képeket, az egész bekerülési költsége kb 500 ezer Huf volt, mindennel együtt.40 x40 x 2 zártszelvényből lett hegesztve, a mostanit pedig aluból építem.A Z tengelyem kb 14 kg, de a hétvégén megmérem mert a mostani is ugyan olyan.
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2010 augusztus 27, 14:18
Írta: sanka74 Dátum 2010 augusztus 27, 14:18
Vasárnap vagy hétfőn tudom átküldeni a képeket.409 mega...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 27, 18:22
Írta: Kicsa Dátum 2010 augusztus 27, 18:22
Szia!
Semmi baj!
Köszönöm az információkat,várom majd a képeket. De hogyan tudod átküldeni? Tárhelyre rakod fel majd?
Kicsa
Semmi baj!
Köszönöm az információkat,várom majd a képeket. De hogyan tudod átküldeni? Tárhelyre rakod fel majd?
Kicsa
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2010 augusztus 30, 15:26
Írta: sanka74 Dátum 2010 augusztus 30, 15:26
Szia!Vacakol a rendszer,de rajta vagyok a dolgon.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 augusztus 30, 18:39
Írta: Kicsa Dátum 2010 augusztus 30, 18:39
Szia!
Semmi baj,nem sürgős..mostanában úgy sem tudok foglalkozni vele sajnos,felköltöztem kollégiumba és még nincs netem kb. két hétig.
[#nemtudom]
Üdv
Semmi baj,nem sürgős..mostanában úgy sem tudok foglalkozni vele sajnos,felköltöztem kollégiumba és még nincs netem kb. két hétig.
[#nemtudom]
Üdv
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 11, 22:19
Írta: Kicsa Dátum 2010 október 11, 22:19
Sziasztok ismét!
Eléggé eltűntem mostanában,időközben nekiálltam a Z tengely tervezésének,megérkezett hozzá minden alkatrész.
Támadt egy problémám,és sajnos sehol nem találtam rá megoldást.
Itt van 3 kép a problémámról : A lineáris síneket kb 70 mm-rel kellene feljebb emelnem a Z alaplapjától hogy az orsó síkjából kitűnjenek. Van erre valami ötletetek,hogyan tudnám ezt kiváltani?
Ezen agyalok de nem jutottam előrébb...
Köszönöm szépen előre is!
Eléggé eltűntem mostanában,időközben nekiálltam a Z tengely tervezésének,megérkezett hozzá minden alkatrész.
Támadt egy problémám,és sajnos sehol nem találtam rá megoldást.
Itt van 3 kép a problémámról : A lineáris síneket kb 70 mm-rel kellene feljebb emelnem a Z alaplapjától hogy az orsó síkjából kitűnjenek. Van erre valami ötletetek,hogyan tudnám ezt kiváltani?
Ezen agyalok de nem jutottam előrébb...
Köszönöm szépen előre is!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 október 12, 19:28
Írta: 000000000 Dátum 2010 október 12, 19:28
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 12, 21:03
Írta: Kicsa Dátum 2010 október 12, 21:03
Szia!
Köszönöm szépen az ötletet,megfontolandó. Sok jó gépet találok itt,úgy látom! :)
Köszönöm szépen az ötletet,megfontolandó. Sok jó gépet találok itt,úgy látom! :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 13, 21:33
Írta: Kicsa Dátum 2010 október 13, 21:33
Köszönöm az ötletadó linket,első körben megcsináltam simán alátámasztással. Szerintem nem lóg ki annyira vészesen de inkább véleményezzétek ti. Apróságok hiányoznak róla még : pl X és Z orsónál az anyarögzítő lap..Illetve pár kisebb módosítás is :
Első körben az Y lineáris sín 'feszítőlécét' cserélem le szerintem,4 kis tömbre. Felesleges teljes hosszban,ha jobban belegondolok...
Kicsa
3 Kép
Első körben az Y lineáris sín 'feszítőlécét' cserélem le szerintem,4 kis tömbre. Felesleges teljes hosszban,ha jobban belegondolok...
Kicsa
3 Kép
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2010 október 13, 22:04
Írta: Révész Richárd Dátum 2010 október 13, 22:04
Szia.
Gondolom azért kell kiemelni a Z síneket ennyire mert már megvan az orsó csapágyháza vagy az orsón lévő anya ilyen nagy?
Az Y "feszítőlécet" ne cseréld tömbökre mert megtud hajolni ez a sín.Az úgy sem mozgó tömeg,meg nem baj ha nehezebb a gép.
Gondolom azért kell kiemelni a Z síneket ennyire mert már megvan az orsó csapágyháza vagy az orsón lévő anya ilyen nagy?
Az Y "feszítőlécet" ne cseréld tömbökre mert megtud hajolni ez a sín.Az úgy sem mozgó tömeg,meg nem baj ha nehezebb a gép.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 13, 22:10
Írta: Kicsa Dátum 2010 október 13, 22:10
Szia! Valóban,megvan a Z orsó-anya illetve az orsóház is.
A feszítőlécet akkor hagyom,viszont első tervek szerint így is csak 4-5 ponton lenne támasztva teljesen hosszon. (A feszítőlécbe menetet fúrnék és csavarral lehetne feszíteni)
Akkor ez az elképzelés sem helytálló?
A feszítőlécet akkor hagyom,viszont első tervek szerint így is csak 4-5 ponton lenne támasztva teljesen hosszon. (A feszítőlécbe menetet fúrnék és csavarral lehetne feszíteni)
Akkor ez az elképzelés sem helytálló?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2010 október 13, 22:18
Írta: Révész Richárd Dátum 2010 október 13, 22:18
Mivel nem millimétereket kell feszíteni rajta ezért jó lesz szerintem.
De inkább fúrj bele többet,az nem árt.
Ez csak az én véleményem majd az okosabbak biztosan mondanak rá valamit.
De inkább fúrj bele többet,az nem árt.
Ez csak az én véleményem majd az okosabbak biztosan mondanak rá valamit.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 október 13, 23:04
Írta: 000000000 Dátum 2010 október 13, 23:04
Z kilogás kompenzálása az oldal tarto lemezen eltolás a maromotor tengelyvonalához képestés az oldal csapágyazás középvonalába esik a maromotor tengelyvonala! az A és B egyenes jol láthato amit szeretnék érzékeltetni !

Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 13, 23:22
Írta: Kicsa Dátum 2010 október 13, 23:22
Sziasztok!
Jelenleg az X alaplap síkja és a marómotor tengelye közötti távolság 150 mm. Félek hogy ez túl sok...minimális távolságokat tudnék faragni (pl lapvastagság csökkentés),ha kevés akkor más konstrukcióra van szükségem.
Bár ha arra gondolok hogy alu-ból lesz elméletileg a gép,elég merevnek kell lenni ezzel a felépítéssel,pont a sok 'merevítés' miatt...
A kilógásos dolgot értem,mire szeretnél kilyukadni,és mivel nekem az asztal mozog Y irányban-e miatt nem is törtem a fejem. Az egész X konzolt oda helyezem,ahova jól esik.
Egyébként most megnéztem,jelen állás szerint körülbelül 70 mm-t kell a sarokponttól előrébb hozni a szánrendszert hogy a maró középvonala a teljes megmunkálási asztalrészt beérje.
Jelenleg az X alaplap síkja és a marómotor tengelye közötti távolság 150 mm. Félek hogy ez túl sok...minimális távolságokat tudnék faragni (pl lapvastagság csökkentés),ha kevés akkor más konstrukcióra van szükségem.
Bár ha arra gondolok hogy alu-ból lesz elméletileg a gép,elég merevnek kell lenni ezzel a felépítéssel,pont a sok 'merevítés' miatt...
A kilógásos dolgot értem,mire szeretnél kilyukadni,és mivel nekem az asztal mozog Y irányban-e miatt nem is törtem a fejem. Az egész X konzolt oda helyezem,ahova jól esik.
Egyébként most megnéztem,jelen állás szerint körülbelül 70 mm-t kell a sarokponttól előrébb hozni a szánrendszert hogy a maró középvonala a teljes megmunkálási asztalrészt beérje.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 október 13, 23:34
Írta: 000000000 Dátum 2010 október 13, 23:34
jo az a Z magaság szt is számold mi van ha beraksz egy gépsatut anak is kell hely a Z alat + megmunkálási mozgás a satu magaság felet!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 14, 07:45
Írta: Kicsa Dátum 2010 október 14, 07:45
Gondoltam rá,már be is van rajzolva Catiába a satu. Viszont tanulva az előző gondokból,azért is raktam még egy lapot a Z és X közé : 2-3 pozícióban emelhető süllyeszthető a teljes Z tengely.
Furatok még nincsenek de ez a legalsó pozíció,és feljebb lehet emelni még,ha szükséges.
Ezért is van ilyen magas X tartólap,szeretném használni majd nyák maráshoz illetve reliefekhez (töröm a fejem egy nagysebességű fortuna megoldáson) illetve egy jelen pillanatban felsómarónak kinéző maró amivel lehet dolgozgatni például fába.
Furatok még nincsenek de ez a legalsó pozíció,és feljebb lehet emelni még,ha szükséges.
Ezért is van ilyen magas X tartólap,szeretném használni majd nyák maráshoz illetve reliefekhez (töröm a fejem egy nagysebességű fortuna megoldáson) illetve egy jelen pillanatban felsómarónak kinéző maró amivel lehet dolgozgatni például fába.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 14, 12:42
Írta: Kicsa Dátum 2010 október 14, 12:42
Nagyjából kezd alakulni a gép terv része,eddig a főorsó amiről nem esett szó. Első elképzelésem egy felsőmaró felapplikálása de úgy néz ki hogy nyílt egy lehetőség : 72 V-os Rava motor beszerzésére, Egyújabbgépépítő személyében. (Adok Veszek)
Van-e valakinek tapasztalata a motor patronos befogatásúvá alakításában? Vagy marási műveletkhez is maradhatna a 'fúró'tokmány?
Direktben gondoltam felrakni,illetve egy ER szárat megcsinálni később gravírozáshoz,áttétellel pedig ez forgatná.
Utánanézek hogy hogy lehetne ezt Mach alól vezérleni,csak elég tanácstalan vagyok így hirtelenjében.
Mindenjellegű bíztatás szívesen várok [#kacsint]
Van-e valakinek tapasztalata a motor patronos befogatásúvá alakításában? Vagy marási műveletkhez is maradhatna a 'fúró'tokmány?
Direktben gondoltam felrakni,illetve egy ER szárat megcsinálni később gravírozáshoz,áttétellel pedig ez forgatná.
Utánanézek hogy hogy lehetne ezt Mach alól vezérleni,csak elég tanácstalan vagyok így hirtelenjében.
Mindenjellegű bíztatás szívesen várok [#kacsint]
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 október 14, 12:53
Írta: 000000000 Dátum 2010 október 14, 12:53
szia!
a furotokmány hoszirányu terhelésre van inkább kitalálva maronak a háron szoritásos megfogás oldal terhelésnél nemfog müködni sajnos !
az az oldal irányu terhelésre patronos megoldás a biztos!
a furotokmány hoszirányu terhelésre van inkább kitalálva maronak a háron szoritásos megfogás oldal terhelésnél nemfog müködni sajnos !
az az oldal irányu terhelésre patronos megoldás a biztos!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 14, 16:29
Írta: Szalai György Dátum 2010 október 14, 16:29
A mozgó asztalt megvezető két sin távolságát csökkenteném a teljes asztalszélesség felére. A híd síntávolságát szintén csökkenteném a rajta futó platform magasságának felére. (De a hídlemez saját magasságát, azt nem.) A hídlemez háta mögé is tennék két vízszintes alumínium sínt, akkorát, mint a lin. vezetők alatt van, ezekkel pont átellenesen. (H szerkezet.) A marómotort tartó karima és az őt tartó lemez találkozását az egyik oldalon megerősíteném egy derékszögű háromszög formájú merevítővel.
A „Z” golyósorsóját kitenném a marómotor mellé, így fele annyira állna el a hídon lévő vízszintes vezetőtől, mint most.
A „Z” egység miért van önálló doboz szerkezetként kialakítva? Talán cserélhető egységnek kell lennie?
A „Z” golyósorsóját kitenném a marómotor mellé, így fele annyira állna el a hídon lévő vízszintes vezetőtől, mint most.
A „Z” egység miért van önálló doboz szerkezetként kialakítva? Talán cserélhető egységnek kell lennie?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 14, 16:52
Írta: Kicsa Dátum 2010 október 14, 16:52
A Z golyósorsóval a problémám az hogy nagyon magas a felső csapágytartó (71 mm mélységű) illetve a golyós anya pereme is átmérő 70 mm.
A többi gondolom a kihajlás miatt fontos,valóban jobb az elrendezés úgy,nemsokára alakítom is őket! :)
A Z egységet 2-3 pozícióban szeretném mozgatni az X asztalon függőleges irányban,bár lehetséges hogy ez még változni fog. Kb 115 mm hasznos mozgása van a lineáris vezetőknek,azon gondolkozom hogy ennél magasabb alapanyaggal úgysem fogok találkozni. Akkor meg fölösleges ez a megoldás,lehet hogy keresek egy fix pozíciót neki és akkor kiveszem a Z 'doboz' hátulját is. Az is 20 mm távolság.
Köszönöm szépen!
A többi gondolom a kihajlás miatt fontos,valóban jobb az elrendezés úgy,nemsokára alakítom is őket! :)
A Z egységet 2-3 pozícióban szeretném mozgatni az X asztalon függőleges irányban,bár lehetséges hogy ez még változni fog. Kb 115 mm hasznos mozgása van a lineáris vezetőknek,azon gondolkozom hogy ennél magasabb alapanyaggal úgysem fogok találkozni. Akkor meg fölösleges ez a megoldás,lehet hogy keresek egy fix pozíciót neki és akkor kiveszem a Z 'doboz' hátulját is. Az is 20 mm távolság.
Köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 14, 18:15
Írta: Szalai György Dátum 2010 október 14, 18:15
Ennek mi a jelentősége, miért jó ez?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 15, 07:21
Írta: Kicsa Dátum 2010 október 15, 07:21
Nem nekem címezted ugyan de válaszolhatok én is : Ha megnézed a képeket,láthatod hogy igen nagy kinyúlással sikerült egyenlőre megtervezni a Z tengelyt. Ezt kinyúlást lehet ezzel kompenzálni,hogy az egész X hidat Z-stül 'hátrébbiszem',így a maró tengelyvonala (B) metszi az Y szán felfüggesztésének középvonalát (A)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 15, 07:22
Írta: Kicsa Dátum 2010 október 15, 07:22
Hogy miért küldte el....:) na ennek szerintem az a jelentősége hogy bizonyos forgácsolás közben erők káros hatásait mérsékli,kisebb lesz a lehajlás...szerintem :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: yuagaci9g Dátum 2010 október 15, 09:15
Írta: yuagaci9g Dátum 2010 október 15, 09:15
A Z erokart kell csokkenteni, roviditeni.
Ezert csinaltam en igy a Z-t... A kinyulas 2.5cm.

.jpg)
Ezert csinaltam en igy a Z-t... A kinyulas 2.5cm.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 október 15, 13:26
Írta: svejk Dátum 2010 október 15, 13:26
Ügyes!
Talán még ilyet sem láttunk más gépén...
Talán még ilyet sem láttunk más gépén...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 15, 15:47
Írta: Szalai György Dátum 2010 október 15, 15:47
Köszönöm a válaszod.
Megnéztem a képeket, én is azt látom, amit Te.
Csakhogy szerintem a nagy kinyúlásúra tervezett (elfuserált) Z tengely okozta problémán semmit nem javít az, hogy „az egész X hidat Z-stül 'hátrébbiszem',így a maró tengelyvonala (B) metszi az Y szán felfüggesztésének középvonalát (A)”
Mert a marószerszámon kialakuló erő, a nagy erőkaron attól még ugyan úgy csavargatja a hídlemezt, ami zavaró rezgéseket eredményez.
Az egész ferde hídláb megoldás szerintem mindössze annyival jobb egy egyenes megoldástól, hogy a Z kiállásnyival rövidebb lehet a gép alapzata, mint egyenes tartó esetén. Annyival meg rosszabb, hogy a ferde hídlábtól oldalirányba még hajlékonyabb a hídszerkezet.
Azt gondoltam, talán valaki tud egy jó érvet ez mellett a műszaki ferdeség mellett, túl azon, hogy az organikushoz közel álló hajladozó motívum az élhető környezet iránti ősi emberi igényt elégíti ki.
Megnéztem a képeket, én is azt látom, amit Te.
Csakhogy szerintem a nagy kinyúlásúra tervezett (elfuserált) Z tengely okozta problémán semmit nem javít az, hogy „az egész X hidat Z-stül 'hátrébbiszem',így a maró tengelyvonala (B) metszi az Y szán felfüggesztésének középvonalát (A)”
Mert a marószerszámon kialakuló erő, a nagy erőkaron attól még ugyan úgy csavargatja a hídlemezt, ami zavaró rezgéseket eredményez.
Az egész ferde hídláb megoldás szerintem mindössze annyival jobb egy egyenes megoldástól, hogy a Z kiállásnyival rövidebb lehet a gép alapzata, mint egyenes tartó esetén. Annyival meg rosszabb, hogy a ferde hídlábtól oldalirányba még hajlékonyabb a hídszerkezet.
Azt gondoltam, talán valaki tud egy jó érvet ez mellett a műszaki ferdeség mellett, túl azon, hogy az organikushoz közel álló hajladozó motívum az élhető környezet iránti ősi emberi igényt elégíti ki.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 15, 15:55
Írta: Szalai György Dátum 2010 október 15, 15:55
Ez egy példa értékű megoldás.
Mondhatnám „frappáns” ha nem utálnám annyira az idegen kifejezéseket.
Be kéne pakolni a Mechanikai ötletek-be is.
Mondhatnám „frappáns” ha nem utálnám annyira az idegen kifejezéseket.
Be kéne pakolni a Mechanikai ötletek-be is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 18, 17:50
Írta: Kicsa Dátum 2010 október 18, 17:50
Valóban,kicsit félreértettem a kérdésed lényegét. Kapkodás,elnézést érte!
Mostmár én is átlátom a hasznát ennek,nagyon jó ötlet...
Lampas-tól kérdem én,szerzői jogok meg ilyesmi? Mi a helyzet e téren? [#hehe]
Mostmár én is átlátom a hasznát ennek,nagyon jó ötlet...
Lampas-tól kérdem én,szerzői jogok meg ilyesmi? Mi a helyzet e téren? [#hehe]
Cím: Re:Épül a gépem ::: Kicsa
Írta: yuagaci9g Dátum 2010 október 18, 18:57
Írta: yuagaci9g Dátum 2010 október 18, 18:57

Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 18, 20:12
Írta: Kicsa Dátum 2010 október 18, 20:12
Köszönöm szépen!
Más : Úgy néz ki a helyzet hogy sikerül új megmunkálómotort vennem a gépre. Mi a véleményetek arról hogy a Z szánt megcsinálom 'Hátra' is és a kettőt összekötöm fent. Tehát amikor elöl süllyed a Z,akkor az X konzol mögött is lenne egy lab ami úgyan úgy lineáris szánon süllyed vele együtt. Erre lenne rögzítve a marómotor,szíjas hajtással. A Szíj mindenképp kell majd,ezért is gondoltam rá hogy mi lenne ha 'eldugnám a motort'. Szerintetek kivitelezhető?
Más : Úgy néz ki a helyzet hogy sikerül új megmunkálómotort vennem a gépre. Mi a véleményetek arról hogy a Z szánt megcsinálom 'Hátra' is és a kettőt összekötöm fent. Tehát amikor elöl süllyed a Z,akkor az X konzol mögött is lenne egy lab ami úgyan úgy lineáris szánon süllyed vele együtt. Erre lenne rögzítve a marómotor,szíjas hajtással. A Szíj mindenképp kell majd,ezért is gondoltam rá hogy mi lenne ha 'eldugnám a motort'. Szerintetek kivitelezhető?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 18, 22:17
Írta: Szalai György Dátum 2010 október 18, 22:17
Ha a híd profilja nem fektetett H, hanem csak egy vékony I, akkor az elképzelt fordított U alakú első-hátsó Z két szára közel kerül egymáshoz, és mert a két szárát összekötő szakasz rövid, nem akar eltekeredni. Akkor jó ötletnek tűnik a két szárat lineáris sínekkel és kocsikkal, a híd közbeiktatásával egymáshoz rögzíteni.
Sajnos az I profilú híd zavaróan csavarodik.
Ha a hidat nem csavarodóan, merevre készíted, akkor a fordított U-d két szárát összekötő szakasz hosszú lesz. Hajlik. Akkor már mindegy, hogy van-e hátul vezető sin vagy nincsen, mert az U két szára Z irányban külön életet él.
Én a vastag, merev hídszerkezetet választanám, hátra nem tennék síneket, mert szerintem akkor felesleges. Viszont azt a fordított U alakot jó merevre készíteném.
Bivaly merev U alakra jó példa a patkó szerszám, ami egyes présgépek jellegzetes formája is.
Látható, hogy az U merevségét, a platformokat összekapcsoló két oldalsó lemez adja.
1. 2.
Sajnos az I profilú híd zavaróan csavarodik.
Ha a hidat nem csavarodóan, merevre készíted, akkor a fordított U-d két szárát összekötő szakasz hosszú lesz. Hajlik. Akkor már mindegy, hogy van-e hátul vezető sin vagy nincsen, mert az U két szára Z irányban külön életet él.
Én a vastag, merev hídszerkezetet választanám, hátra nem tennék síneket, mert szerintem akkor felesleges. Viszont azt a fordított U alakot jó merevre készíteném.
Bivaly merev U alakra jó példa a patkó szerszám, ami egyes présgépek jellegzetes formája is.
Látható, hogy az U merevségét, a platformokat összekapcsoló két oldalsó lemez adja.
1. 2.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 18, 22:34
Írta: Kicsa Dátum 2010 október 18, 22:34
Nem mondom hogy minden világos de a lényeget értem! :)
El is vetem az ötletet,jobban belegondolva elég problémás lenne a hajtást hátulról előre hozni illetve tényleg mereven mozgatni a motort függőleges irányban a Z-vel együtt.
Most azon agyalok hogy találjak valami jó kis szíjat : Bírja a sebességet is és a teljesítményt is.
A tervem : Tuba Istvántól megveszem a Rava motort marási munkákra illetve sanka74-től úton van már a Varsa féle Fortuna szett,nyák gravírhoz,reliefekhez.
Kap a fortuna egy 3 lépcsős szíjtárcsát és előre pedig lehetne felrakni a két motort,természetesen egyszerre egyet. Kérdés hogy van-e ilyen szíj ami elviseli a 15-20e f/percet illetve amivel komolyabb fogással lehetne marni pl fát is. Több szíjat nem szeretnék,nehéz a jó együtt futást biztosítani érzésem szerint,illetve egyszerűbb is és kevesebb helyet is foglal egy db szíj.
El is vetem az ötletet,jobban belegondolva elég problémás lenne a hajtást hátulról előre hozni illetve tényleg mereven mozgatni a motort függőleges irányban a Z-vel együtt.
Most azon agyalok hogy találjak valami jó kis szíjat : Bírja a sebességet is és a teljesítményt is.
A tervem : Tuba Istvántól megveszem a Rava motort marási munkákra illetve sanka74-től úton van már a Varsa féle Fortuna szett,nyák gravírhoz,reliefekhez.
Kap a fortuna egy 3 lépcsős szíjtárcsát és előre pedig lehetne felrakni a két motort,természetesen egyszerre egyet. Kérdés hogy van-e ilyen szíj ami elviseli a 15-20e f/percet illetve amivel komolyabb fogással lehetne marni pl fát is. Több szíjat nem szeretnék,nehéz a jó együtt futást biztosítani érzésem szerint,illetve egyszerűbb is és kevesebb helyet is foglal egy db szíj.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 19, 11:25
Írta: Szalai György Dátum 2010 október 19, 11:25
Tegnap meglátogattam Power Belt-éket. Mert új szíjacskákat teszek az esztergácskámra.
A főmotortól az első áttétel fogasszíjas kialakítású. (Hogy ezt miért így kellett kitalálni a konstruktőrnek, azt el nem tudom képzelni.) Még csak nem is HTD szíj, hanem valami kockás. Annyira zajos, hogy komolyan zavar. Ha megtanulok esztergálni, egyszer átalakítom poli-V szíjasra. (Mikrobordás szíj.) A fogasszíj csak oda való, ahol elengedhetetlen a szinkron kapcsolat, ide meg nem kell. Ennek az esztergának több ponton is problémás a felépítése, gyanítom, hogy ezek a hibák más gyártmányú kisesztergákra is igazak.
Nálad is fontos, hogy a szíj minél kisebb nyúlású mellett, minél laposabb legyen. Ebből a laposszíj adódik. Ha nagy áttételi arányra törekszel, akkor is a minél laposabb szíj az ideális. Ha fordulatszámban lefelé is áttételezel, megnőnek az erők, és a poli-V megoldás marad. Ha megírod nekik, hogy mik az igényeid, (erő, kerületi sebesség, tengelytáv) akkor ajánlanak jó megoldást. Abból már tudsz viszonyítani.
Ha felteszed a Rava motort, hajthatnád vele a kis gravírozó fortunát is, hosszútávon mechanikailag megbízhatóbb, mint a kis DC motoros meghajtás. Csak tokmány helyett akkor egy acél szíjtárcsa kéne rá. A kis DC motort a gyenge csapágyazása miatt alkalmatlannak tartom szíjáttételhez, mert a szíjfeszítés nehéz feladatot ró a csapágyakra, akkor is, ha az átvitt teljesítmény jelentéktelen.
A főmotortól az első áttétel fogasszíjas kialakítású. (Hogy ezt miért így kellett kitalálni a konstruktőrnek, azt el nem tudom képzelni.) Még csak nem is HTD szíj, hanem valami kockás. Annyira zajos, hogy komolyan zavar. Ha megtanulok esztergálni, egyszer átalakítom poli-V szíjasra. (Mikrobordás szíj.) A fogasszíj csak oda való, ahol elengedhetetlen a szinkron kapcsolat, ide meg nem kell. Ennek az esztergának több ponton is problémás a felépítése, gyanítom, hogy ezek a hibák más gyártmányú kisesztergákra is igazak.
Nálad is fontos, hogy a szíj minél kisebb nyúlású mellett, minél laposabb legyen. Ebből a laposszíj adódik. Ha nagy áttételi arányra törekszel, akkor is a minél laposabb szíj az ideális. Ha fordulatszámban lefelé is áttételezel, megnőnek az erők, és a poli-V megoldás marad. Ha megírod nekik, hogy mik az igényeid, (erő, kerületi sebesség, tengelytáv) akkor ajánlanak jó megoldást. Abból már tudsz viszonyítani.
Ha felteszed a Rava motort, hajthatnád vele a kis gravírozó fortunát is, hosszútávon mechanikailag megbízhatóbb, mint a kis DC motoros meghajtás. Csak tokmány helyett akkor egy acél szíjtárcsa kéne rá. A kis DC motort a gyenge csapágyazása miatt alkalmatlannak tartom szíjáttételhez, mert a szíjfeszítés nehéz feladatot ró a csapágyakra, akkor is, ha az átvitt teljesítmény jelentéktelen.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 19, 11:41
Írta: Kicsa Dátum 2010 október 19, 11:41
Köszönöm a címet!
Az a probléma hogy még nem tudok ilyen adatokat :
Valószínűleg akkor a kis motort tárcsásra alakítását elvetem.
Van egy olyan lehetőség hogy csinálok Lampas kialakítása szerint egy fortunát,az ER szárra rakok egy szíjtárcsát illeve a kuplunggal ráakasztom a dc motort is.
Mind a kettő motor fixen lenne rögzítve,ha gravírozok akkor egyszerűen a Rava motorról leakasztom a szíjat és a dc pörögne.
Ha marok,akor pedig egyszerűen felakasztom a szíjat és a kupplung két csavarját oldom és feljebb tolom : így megszakad a kapcsolat és mind a kettő megoldás használható. Végső esetben pedig használhatnám a kis motort generátorként is,esetleges ledes munkafényt táplálva :D:D
Ekkor elég egy szíj áthajtás is,valamelyik topicban láttam olyat hogy lépcsős tárcsa van a fortunán és a motoron is. El tudnám képzelni nekem is, a motor forog max 6.000-et :
és 3 lépcsővel lenne 1:2 ; 1:1 ; 2:1-es áttétel is. Plusz még ugye a fokozatmentes fordulatszámszabályzás a frekvenciaváltóval...szerintem elég jó kis főorsó lenne belőle.
A motorról mindenképp szeretném levenni a tokmányt,első nekifutásra patronosra szerettem volna alakítani de szíjhajtás lesz belőle,úgy néz ki.
Az a probléma hogy még nem tudok ilyen adatokat :
Valószínűleg akkor a kis motort tárcsásra alakítását elvetem.
Van egy olyan lehetőség hogy csinálok Lampas kialakítása szerint egy fortunát,az ER szárra rakok egy szíjtárcsát illeve a kuplunggal ráakasztom a dc motort is.
Mind a kettő motor fixen lenne rögzítve,ha gravírozok akkor egyszerűen a Rava motorról leakasztom a szíjat és a dc pörögne.
Ha marok,akor pedig egyszerűen felakasztom a szíjat és a kupplung két csavarját oldom és feljebb tolom : így megszakad a kapcsolat és mind a kettő megoldás használható. Végső esetben pedig használhatnám a kis motort generátorként is,esetleges ledes munkafényt táplálva :D:D
Ekkor elég egy szíj áthajtás is,valamelyik topicban láttam olyat hogy lépcsős tárcsa van a fortunán és a motoron is. El tudnám képzelni nekem is, a motor forog max 6.000-et :
és 3 lépcsővel lenne 1:2 ; 1:1 ; 2:1-es áttétel is. Plusz még ugye a fokozatmentes fordulatszámszabályzás a frekvenciaváltóval...szerintem elég jó kis főorsó lenne belőle.
A motorról mindenképp szeretném levenni a tokmányt,első nekifutásra patronosra szerettem volna alakítani de szíjhajtás lesz belőle,úgy néz ki.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 19, 13:27
Írta: Szalai György Dátum 2010 október 19, 13:27
Ez a Rava motor nekem is felkeltette a kíváncsiságomat annak idején.
© svejk mester képén jól látszik, hogy az első csapágyhelyet leszúrva a tengelyről, a 24,15mm átmérőjű részbe éppen beleesztergálható volna egy D20 ER16 patronos befogó 20mm átmérőjű szára, és rögzíthető hőzsugor kötéssel. Persze megfelelő precizitással. Ez után a 6004 csapágy helyett elölről rátolható egy 7004C most már a befogószárra. A hátsó 6200 csapágyat 7200C-re cserélve, a rendszert pontosan kihézagolva nagyon pontos futást ad és a határfordulatszám is szépen megemelkedik. A tengely faragás miatt felléphet apró balansz hiba, ez könnyen ellenőrizhető és korrigálható. 10mm átmérőjű szerszámnyélig megoldott volna a pontos befogás.
Nekem a motor teljesítménye volt kevés, ahhoz, hogy belevágjak.
© svejk mester képén jól látszik, hogy az első csapágyhelyet leszúrva a tengelyről, a 24,15mm átmérőjű részbe éppen beleesztergálható volna egy D20 ER16 patronos befogó 20mm átmérőjű szára, és rögzíthető hőzsugor kötéssel. Persze megfelelő precizitással. Ez után a 6004 csapágy helyett elölről rátolható egy 7004C most már a befogószárra. A hátsó 6200 csapágyat 7200C-re cserélve, a rendszert pontosan kihézagolva nagyon pontos futást ad és a határfordulatszám is szépen megemelkedik. A tengely faragás miatt felléphet apró balansz hiba, ez könnyen ellenőrizhető és korrigálható. 10mm átmérőjű szerszámnyélig megoldott volna a pontos befogás.
Nekem a motor teljesítménye volt kevés, ahhoz, hogy belevágjak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 19, 13:42
Írta: Kicsa Dátum 2010 október 19, 13:42
Valóban erről a motorról van szó.
Nem semmi elképzelés ez az átalakítás,én szerintem ennyire nem merném átalakítani. [#smile]
Most keresek valami megoldást a szíjtárcsa tokmány helyére történő rögzítésére : Sajnos ha mégis megpróbálnám ezt az általad leírt átalakítást,nem hinném hogy elférne a motor a Z tengelyen. Így is elég rázós,viszonylag kicsire rajzoltam a Z 'platformot'. De mivel úgy is át kell tervezni...
Illetve a gravírozó szett is meg van már,nagyon tetszenek ezek a kis fortunák nomeg a sebesség...ezért is szeretném megvalósítani ezt a két motoros hajtást.
Egy gakorlati kérdés : A B12 jelöléssel elátott tengelyrész kúpos? Ha igen,van olyan mértékű kúpossága hogy egy megfelelően kialakított furatú szíjtárcsát ráhúzva képes lenne nyomatékot átvinni? Vagy mindenképp kellene oda valami nyomatékátadó elem is még? Gondolok itt reteszhoronyra...
A teljesítményen gondolkoztam én is de szerintem nekem elég lesz,mégiscsak egy Hobby gép... :)
Te főként mit marsz a gépeddel? Milyen főorsód van?
Nem semmi elképzelés ez az átalakítás,én szerintem ennyire nem merném átalakítani. [#smile]
Most keresek valami megoldást a szíjtárcsa tokmány helyére történő rögzítésére : Sajnos ha mégis megpróbálnám ezt az általad leírt átalakítást,nem hinném hogy elférne a motor a Z tengelyen. Így is elég rázós,viszonylag kicsire rajzoltam a Z 'platformot'. De mivel úgy is át kell tervezni...
Illetve a gravírozó szett is meg van már,nagyon tetszenek ezek a kis fortunák nomeg a sebesség...ezért is szeretném megvalósítani ezt a két motoros hajtást.
Egy gakorlati kérdés : A B12 jelöléssel elátott tengelyrész kúpos? Ha igen,van olyan mértékű kúpossága hogy egy megfelelően kialakított furatú szíjtárcsát ráhúzva képes lenne nyomatékot átvinni? Vagy mindenképp kellene oda valami nyomatékátadó elem is még? Gondolok itt reteszhoronyra...
A teljesítményen gondolkoztam én is de szerintem nekem elég lesz,mégiscsak egy Hobby gép... :)
Te főként mit marsz a gépeddel? Milyen főorsód van?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 4um5b65d Dátum 2010 október 19, 14:16
Írta: 4um5b65d Dátum 2010 október 19, 14:16
B12 képes átvinni nyomatékot, hisz a fúrás is nyomatékot igényel.
Ellenben a fúrótokmánnyal itt radiális erő van jelen, tehát a szíjtárcsát egy axiális csavarral hozzá kell húzatnod a kúphoz.
Ha felfelé néz a kúp akkor talán elmegy csavar nélkül is.
Ellenben a fúrótokmánnyal itt radiális erő van jelen, tehát a szíjtárcsát egy axiális csavarral hozzá kell húzatnod a kúphoz.
Ha felfelé néz a kúp akkor talán elmegy csavar nélkül is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 19, 14:16
Írta: Szalai György Dátum 2010 október 19, 14:16
A B12 az egy DIN 238 szabvány szerinti rövid kúp. Önmagában is képes a forgató nyomaték átvitelére, de a rázkódó igénybevételtől lelazul.
(Elég durva volna, ha egy 100mm átmérőjű, 1kg tömegű acél szíjtárcsa 4000n/min fordulatnál lerázódna neked. A betárolt lendületi energia végezne némi átalakítást a környéken. Tehát a tárcsa tervezésekor figyelembe kell venni, hogy ezen a fordulatszámon már nagyúr a tehetetlenségi nyomaték.)
Egy tengelyirányban befúrt M6 menet, egy nagyalátét és egy M6 8.8 csavar megoldaná a lerázkódás problémát. A befúrás megint csak esztergapadon, mert ha nem pontosan centrikus, akkor balanszhiba, rázkódás az eredmény.
(Elég durva volna, ha egy 100mm átmérőjű, 1kg tömegű acél szíjtárcsa 4000n/min fordulatnál lerázódna neked. A betárolt lendületi energia végezne némi átalakítást a környéken. Tehát a tárcsa tervezésekor figyelembe kell venni, hogy ezen a fordulatszámon már nagyúr a tehetetlenségi nyomaték.)
Egy tengelyirányban befúrt M6 menet, egy nagyalátét és egy M6 8.8 csavar megoldaná a lerázkódás problémát. A befúrás megint csak esztergapadon, mert ha nem pontosan centrikus, akkor balanszhiba, rázkódás az eredmény.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 2vkx6unz Dátum 2010 október 19, 14:18
Írta: 2vkx6unz Dátum 2010 október 19, 14:18
A B12 egy szabvány kúpméret ;)
pl. egy csomó fúrógéptokmánynak ilyen az illesztő felülete. Ha ezek a tokmányok alkalmasak 13-as fúrót meghajtani akkor elegendő lesz egy szíjtárcsához is ;)
pl. egy csomó fúrógéptokmánynak ilyen az illesztő felülete. Ha ezek a tokmányok alkalmasak 13-as fúrót meghajtani akkor elegendő lesz egy szíjtárcsához is ;)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 19, 14:26
Írta: Kicsa Dátum 2010 október 19, 14:26
Elnézést a tájékozatlanságom miatt illetve hogy nem is néztem utána.
Az axiális rögzítést mindenképp gondoltam min. egy csavarral : Mivel fix lesz,ezért a csavar kap valami biztosítást is majd : Valószínűleg menetrögzítő formájában.
Ha a sejtésem nem csal,akkor a tokány is egy csavarral van rögzítve talán,tehát ha szerencsém van akkor megvan már a menet is a tengelyen.
Köszönöm szépen mindenkinek a felvilágosítást! [#circling]
Az axiális rögzítést mindenképp gondoltam min. egy csavarral : Mivel fix lesz,ezért a csavar kap valami biztosítást is majd : Valószínűleg menetrögzítő formájában.
Ha a sejtésem nem csal,akkor a tokány is egy csavarral van rögzítve talán,tehát ha szerencsém van akkor megvan már a menet is a tengelyen.
Köszönöm szépen mindenkinek a felvilágosítást! [#circling]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 19, 14:51
Írta: Szalai György Dátum 2010 október 19, 14:51
Szerintem ezzel nincsen szerencséd.
Ezen a képen nem látható, hogy volna tokmányrögzítő csavar, ha volna, biztosan rajta lenne a képen.
Ha lenne a tengelyben belső menet, itt biztosan jelölve lenne, de nincsen jelölve.
Ezen a képen nem látható, hogy volna tokmányrögzítő csavar, ha volna, biztosan rajta lenne a képen.
Ha lenne a tengelyben belső menet, itt biztosan jelölve lenne, de nincsen jelölve.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 19, 15:40
Írta: Kicsa Dátum 2010 október 19, 15:40
De akkor a tokány hogy van rögztítve? Egyszerűen rá van 'ütve' a kúpra és kész? Leszereleés ez esetben feszegetés? [#conf]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 19, 18:28
Írta: Szalai György Dátum 2010 október 19, 18:28
Rá van ütve és kész. Fúráskor nincsen oldalirányú erő, ami lefeszegetné. Ha mégis leesik, akkor visrosszakják.
Leszerelés kopogtatás. Villáskulcs a tokmány fölé a tengelyre és kalapáccsal kocc a kulcsra. Leesik. Csapágy bírja. Egy darabig.
Ha nagyon ráérett, (rohadt) akkor motort tokmányostul levenni a gépről, kézben tartani a nyitott tokmánynál fogva, motort lógatva és a tokmány aljában lévő lyukon át egy lazán befogott fúróval, kalapáccsal kiütni a tokmányból a motor tengelyét.
Nincs baj.
Leszerelés kopogtatás. Villáskulcs a tokmány fölé a tengelyre és kalapáccsal kocc a kulcsra. Leesik. Csapágy bírja. Egy darabig.
Ha nagyon ráérett, (rohadt) akkor motort tokmányostul levenni a gépről, kézben tartani a nyitott tokmánynál fogva, motort lógatva és a tokmány aljában lévő lyukon át egy lazán befogott fúróval, kalapáccsal kiütni a tokmányból a motor tengelyét.
Nincs baj.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 19, 19:30
Írta: Kicsa Dátum 2010 október 19, 19:30
Köszönöm szépen a szakszerű leírást!
Sajnos most Zh időszak közeleg,nem nagyon tudok foglalkozni a tervezéssel de szabadidőben azért ráálltam a Fortunára,jópár részlet még hiányzik de a fő vonalak kezdenek alakot ölteni :)
Sajnos most Zh időszak közeleg,nem nagyon tudok foglalkozni a tervezéssel de szabadidőben azért ráálltam a Fortunára,jópár részlet még hiányzik de a fő vonalak kezdenek alakot ölteni :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: 4um5b65d Dátum 2010 október 19, 21:24
Írta: 4um5b65d Dátum 2010 október 19, 21:24
Ha a motort gyárilag ezzel a tokmánnyal szállították akkor nem is lehet menet a tengelyben, mert ezt a tokmány fajtát nem lehet átfúrni, illetve nem lehet csavarozni mivel a belső rendszeréből adódóan a csavar helye környékén egy mozgó alkatrész van.
Igazság szerint marásra nem is szabadna használni ezt a tokmányt.
Esetleg csak felragasztott állapotban.
Igazság szerint marásra nem is szabadna használni ezt a tokmányt.
Esetleg csak felragasztott állapotban.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 20, 09:47
Írta: Kicsa Dátum 2010 október 20, 09:47
Én azt hittem hogy ez a tokmány is olyasmi mint a fúrógépeken. Ha jól tudom,ott egy süllyesztett fejű csavarral van rögzítve a tengelyre.
Ezzel nem is szeretnék marni,helyette lesz szíjtárcsa. Csak kérdés az hogy hogy megy a méretezése.
Megvan mondjuk az áttételigény,keresek valami szíjat amire van egy körübelüli határadat szíjsebességre. És innentől a tárcsákat tetszőleges átmérerőre csinálom (bizonyos határ alá nem megyek azért) de például ilyen szíjfrekvencia határadatot honnan tudok meg?
Köszönöm!
Ezzel nem is szeretnék marni,helyette lesz szíjtárcsa. Csak kérdés az hogy hogy megy a méretezése.
Megvan mondjuk az áttételigény,keresek valami szíjat amire van egy körübelüli határadat szíjsebességre. És innentől a tárcsákat tetszőleges átmérerőre csinálom (bizonyos határ alá nem megyek azért) de például ilyen szíjfrekvencia határadatot honnan tudok meg?
Köszönöm!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2010 október 20, 20:19
Írta: Révész Richárd Dátum 2010 október 20, 20:19
Szia.
Mondjuk itt
Mondjuk itt
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 20, 21:01
Írta: Kicsa Dátum 2010 október 20, 21:01
Köszönöm szépen,ezt nem vettem észre.
Még egy kérdés : SKF katalógusban nézem a csapágy adatokat : A fordulatszámnál két érték van megadva : Reference speed és Limiting speed.
Eléggé különböznek egymástól,például egy 608ZZ-s csapágynál (8*22*7) az első érték 75.000 fordulat/perc,míg a második 38.000. Mi a műszaki tartalma ezeknek illetve a második érték mennyire reális? Mert ezke szeirnt akkor könnyne lehetne készíteni nagy sebességű fortunát,de mégsem?
[#integet2]
Még egy kérdés : SKF katalógusban nézem a csapágy adatokat : A fordulatszámnál két érték van megadva : Reference speed és Limiting speed.
Eléggé különböznek egymástól,például egy 608ZZ-s csapágynál (8*22*7) az első érték 75.000 fordulat/perc,míg a második 38.000. Mi a műszaki tartalma ezeknek illetve a második érték mennyire reális? Mert ezke szeirnt akkor könnyne lehetne készíteni nagy sebességű fortunát,de mégsem?
[#integet2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2010 október 20, 21:10
Írta: Révész Richárd Dátum 2010 október 20, 21:10
Hát ez a fordulatszám érték nem tudom,hogy mi.
Nekem magyar katalógus azt mondja zsírkenésnél 32.000 1/perc olajnál pedig 38.000 1/perc.
Nekem magyar katalógus azt mondja zsírkenésnél 32.000 1/perc olajnál pedig 38.000 1/perc.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 20, 21:29
Írta: Kicsa Dátum 2010 október 20, 21:29
Rendben van,köszönöm szépen!
Közben rájöttem hogy mi a nagy probléma áttétel esetén : a szíjtárcsa átmérője szab határt. Megcélzom a 25.000 f/percet,számolgatok kicsit tárcsaátmérők ügyében.
Közben rájöttem hogy mi a nagy probléma áttétel esetén : a szíjtárcsa átmérője szab határt. Megcélzom a 25.000 f/percet,számolgatok kicsit tárcsaátmérők ügyében.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 20, 22:34
Írta: Kicsa Dátum 2010 október 20, 22:34
Szerintetek a gyártó oldalán lévő legkisebb ajánlott tárcsaátmérőt mennyire kell 'komolyan' venni?
A Motor felfogató átmérője 60 mm. Ez lenne a hajtott tengely,gyorsító áttételre lenne szükségem. Ajánlott legkisebb tárcsaátmérő a honalpon a hosszbordás szíjra 45 mm. Kívánt áttétel olyan 1:4. Kényelmesen körülbelül 80-as tárcsát tudnék felrakni a motorra,így ehez olyan 22 mm körüli kis tárcsa szükségeltetik. Ez viszont elég nagy eltérés az ajánlott a honlapi ajánláshoz képest: Szerintetek ez még belefér?
Vagy forduljak ilyen kérdésekkel a gyártóhoz? [#vigyor2]
A Motor felfogató átmérője 60 mm. Ez lenne a hajtott tengely,gyorsító áttételre lenne szükségem. Ajánlott legkisebb tárcsaátmérő a honalpon a hosszbordás szíjra 45 mm. Kívánt áttétel olyan 1:4. Kényelmesen körülbelül 80-as tárcsát tudnék felrakni a motorra,így ehez olyan 22 mm körüli kis tárcsa szükségeltetik. Ez viszont elég nagy eltérés az ajánlott a honlapi ajánláshoz képest: Szerintetek ez még belefér?
Vagy forduljak ilyen kérdésekkel a gyártóhoz? [#vigyor2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2010 október 20, 22:42
Írta: Révész Richárd Dátum 2010 október 20, 22:42
Melyik szíjat nézted?Ez 20 mm-t ad meg.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 4um5b65d Dátum 2010 október 20, 22:42
Írta: 4um5b65d Dátum 2010 október 20, 22:42
Szembenézel a tokmány pofáival és kézzel megforgatod a tokmány recézett felületét.
Ha a pofák a forgatás hatására csak ki-be járnak akkor átfúrható axiálisan, de ha a pofák forognak is akkor nem lehetséges,mert más a tokmány rendszere.
Az a rész ahol a csavar feje feküdne ott ez utóbbi tokmánynál egy ki-be járó alkatrész van.
Ezek a profi gyorsszorító tokmányok. A forgásirányuk is kötött. Balos fúró esetén enged a tokmány szorítása. Persze kicsi fúrónál és nagy szorító erőnél el fogja viselni.
Ha a pofák a forgatás hatására csak ki-be járnak akkor átfúrható axiálisan, de ha a pofák forognak is akkor nem lehetséges,mert más a tokmány rendszere.
Az a rész ahol a csavar feje feküdne ott ez utóbbi tokmánynál egy ki-be járó alkatrész van.
Ezek a profi gyorsszorító tokmányok. A forgásirányuk is kötött. Balos fúró esetén enged a tokmány szorítása. Persze kicsi fúrónál és nagy szorító erőnél el fogja viselni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 4um5b65d Dátum 2010 október 20, 22:44
Írta: 4um5b65d Dátum 2010 október 20, 22:44
Nem veheted kisebbre a legkisebb gördülési sugarat.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 20, 22:51
Írta: Kicsa Dátum 2010 október 20, 22:51
Sziasztok!
Kicsit elnéztem,én az autós részlegnél jártam.
Autóipari hosszbordás szíj
Ha forgatom a pofát akkor forog vele a tengely,szorosabb tokmány ez mint pl egy sima fúrógépé. Precízebb is ahogy látom...viszont a tokányon van egy tangenciális irányú csavar amivel szerintem rögzítve van a pofa.
Egyébként én nem a tokányt szeretném átfúrni hanem levenni és a csonkot megfúrni majd a helyére egy szíjtárcsát szerelni.
Kicsit elnéztem,én az autós részlegnél jártam.
Autóipari hosszbordás szíj
Ha forgatom a pofát akkor forog vele a tengely,szorosabb tokmány ez mint pl egy sima fúrógépé. Precízebb is ahogy látom...viszont a tokányon van egy tangenciális irányú csavar amivel szerintem rögzítve van a pofa.
Egyébként én nem a tokányt szeretném átfúrni hanem levenni és a csonkot megfúrni majd a helyére egy szíjtárcsát szerelni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 21, 19:02
Írta: Kicsa Dátum 2010 október 21, 19:02
Sziasztok!
Azthiszem,kitaláltam a tárcsaátmérőket.
3 lépcsőben gondolkoztam,ez még kezelhető,nem foglal el túl sok helyet de mégis elég nagy a variálhatóság.
A Motoron lévő tárcsák átmérője 80mm ; 65mm és 50 mm. A fortunára pedig egy 50 mm-es, egy 35 mm és egy 20 mm-es tárca menne.
A párosítások :
80-20 (1:4es)
65-35 (1:2es)
50-50 (1:1es)
Azon gondolkoztam hogy a tárcsákat akár lehetne egy anyagból is kimunkálni,a lépcsők szélességében nem vagyok biztos,nem tudom a szíj szélességet. Érdeklődöm eziránt a cégnél...
Két kép végezetül
Azthiszem,kitaláltam a tárcsaátmérőket.
3 lépcsőben gondolkoztam,ez még kezelhető,nem foglal el túl sok helyet de mégis elég nagy a variálhatóság.
A Motoron lévő tárcsák átmérője 80mm ; 65mm és 50 mm. A fortunára pedig egy 50 mm-es, egy 35 mm és egy 20 mm-es tárca menne.
A párosítások :
80-20 (1:4es)
65-35 (1:2es)
50-50 (1:1es)
Azon gondolkoztam hogy a tárcsákat akár lehetne egy anyagból is kimunkálni,a lépcsők szélességében nem vagyok biztos,nem tudom a szíj szélességet. Érdeklődöm eziránt a cégnél...
Két kép végezetül
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 október 21, 19:13
Írta: svejk Dátum 2010 október 21, 19:13
Olyan tokmány van rajta mint amiről Laslie beszél.
megfelelő hosszú tengelyvégnél akár le is tudná lökni magát a B12 kúpról.
megfelelő hosszú tengelyvégnél akár le is tudná lökni magát a B12 kúpról.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 21, 19:32
Írta: Kicsa Dátum 2010 október 21, 19:32
Értem!
De akkor az általam elképzelt tárcsával (ha kap egy csavart axiálisan) nem lesz baj? Lehet majd így használni biztonságosan?
De akkor az általam elképzelt tárcsával (ha kap egy csavart axiálisan) nem lesz baj? Lehet majd így használni biztonságosan?
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 október 21, 20:12
Írta: svejk Dátum 2010 október 21, 20:12
Nem igazán vagyok képben mit akarsz vele, de ha a tárcsa agya is B12-es kúpos lesz és plusz egy rögzítőcsavar ragasztva akkor tuti...
Így vedd le az eredeti tokmányt:
(nem lesz a tengely vállának semmi baja, f@sza anyagból van)
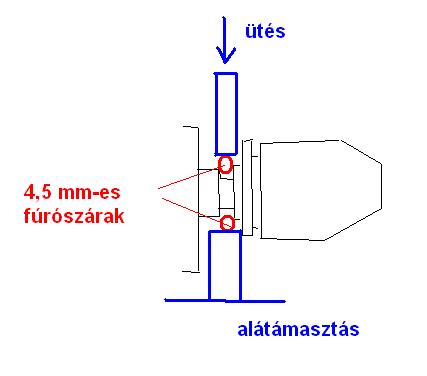
Így vedd le az eredeti tokmányt:
(nem lesz a tengely vállának semmi baja, f@sza anyagból van)
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 október 21, 20:27
Írta: svejk Dátum 2010 október 21, 20:27
Hmmm... a zárójeles rész miatt nem is biztos hogy egyszerű lesz a menetfúrás... :(
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 21, 20:30
Írta: Kicsa Dátum 2010 október 21, 20:30
Köszönöm szépen a rajzos megértést segítő magyarázatot,így már világos a levétel menete.
Igen,a tárcsát alumíniumból gondoltam majd készítni,kúposra.
Rendben,akkor a ragasztást is felírom még... a menetvágástól pedig én is félek kicsit. Az a baj hogy ekkora furatot esztergálni nem lehet,maximum esztergán fúrni. Így viszont félek hogy nem lesz majd könnyű 'menet'...
Igen,a tárcsát alumíniumból gondoltam majd készítni,kúposra.
Rendben,akkor a ragasztást is felírom még... a menetvágástól pedig én is félek kicsit. Az a baj hogy ekkora furatot esztergálni nem lehet,maximum esztergán fúrni. Így viszont félek hogy nem lesz majd könnyű 'menet'...
Cím: Re:Épül a gépem ::: Kicsa
Írta: 4um5b65d Dátum 2010 október 21, 20:32
Írta: 4um5b65d Dátum 2010 október 21, 20:32
Ha nem tudsz menetet fúrni bele akkor valahonnan a gép váztól hozol egy 3-4mm es lemezt amit ráhajlítasz az ékszíjtárcsára (1mm légréssel).
Ez nem engedi elszállni a tárcsát ha lelazul.
Ha a lemezt elektromosan elszigeteled a váztól akkor kikapcsoltathatod vele a gépet amint a megmozduló tárcsa hozzáér a lemezhez és zárja az áramkört a B12-es kúppal.
Ez nem engedi elszállni a tárcsát ha lelazul.
Ha a lemezt elektromosan elszigeteled a váztól akkor kikapcsoltathatod vele a gépet amint a megmozduló tárcsa hozzáér a lemezhez és zárja az áramkört a B12-es kúppal.
Cím: Re:Épül a gépem ::: Kicsa
Írta: doil Dátum 2010 október 21, 20:32
Írta: doil Dátum 2010 október 21, 20:32
Sziasztok !
Van vagy 25 db Fúrógép tokmányom vegyes fajták , ha jól értelmezem marószár befogására akarjátok használni ? mekkora fordulatot bír 1 ijen tokmány ? annélkül hogy széttrepülne , gondolom 28000 ret nem bír :(
Van vagy 25 db Fúrógép tokmányom vegyes fajták , ha jól értelmezem marószár befogására akarjátok használni ? mekkora fordulatot bír 1 ijen tokmány ? annélkül hogy széttrepülne , gondolom 28000 ret nem bír :(
Cím: Re:Épül a gépem ::: Kicsa
Írta: 4um5b65d Dátum 2010 október 21, 20:34
Írta: 4um5b65d Dátum 2010 október 21, 20:34
Milyen tokmányok, kulcsosak, vagy kézi szorítású akkus fúrógépesek ?
Milyen állapotúak, mekkorák ?
Milyen állapotúak, mekkorák ?
Cím: Re:Épül a gépem ::: Kicsa
Írta: doil Dátum 2010 október 21, 20:38
Írta: doil Dátum 2010 október 21, 20:38
pontosan nem tudom mert melózok de holnap de ezt is meg fogom nézni , amit így fejből tudok ,
Tehát van gyorsszorítós , tokmánykulcsos , meg ojan is ami aksis fúrón volt :) van ami ujj és van használt is de nem agyonhasznált végül is hibátlanok , menetzárlatos fúrókról szedtem le :)
Tehát van gyorsszorítós , tokmánykulcsos , meg ojan is ami aksis fúrón volt :) van ami ujj és van használt is de nem agyonhasznált végül is hibátlanok , menetzárlatos fúrókról szedtem le :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 21, 21:09
Írta: Kicsa Dátum 2010 október 21, 21:09
Szia!
Én pont azon fáradozom hogy leváltsam a tokányt és helyette ékszíjtárcsát fogok hajtani reményeim szerint.
Laslie!
Ez jó ötlet de első körben megpróbálunk majd menetet fúrni a kúpba. Mondjuk nemtudom hogy esztergán ekkora menetet (Szerintem M6-M8 maximum)nem is lehet vágni késsel,csak metszővel. Azzal pedig gondolom reménytelen...
Én pont azon fáradozom hogy leváltsam a tokányt és helyette ékszíjtárcsát fogok hajtani reményeim szerint.
Laslie!
Ez jó ötlet de első körben megpróbálunk majd menetet fúrni a kúpba. Mondjuk nemtudom hogy esztergán ekkora menetet (Szerintem M6-M8 maximum)nem is lehet vágni késsel,csak metszővel. Azzal pedig gondolom reménytelen...
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 október 21, 21:12
Írta: svejk Dátum 2010 október 21, 21:12
A fúrásnál már kiderül hogy tudsz-e vajon menetet vágni bele.
Cím: Re:Épül a gépem ::: Kicsa
Írta: doil Dátum 2010 október 21, 21:15
Írta: doil Dátum 2010 október 21, 21:15
Szia azt tudom hogy elég kemény anyag :( nehéz lenne menetet furni bele :( Azt nem tudod mekkora fordulatot bírnak ezek , Hatvani talira vigyek néhányat , majd válogatsz :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 21, 22:34
Írta: Szalai György Dátum 2010 október 21, 22:34
Nézem a rajzodat. Miért tervezed a tárcsát ennyire a tengely végére?
Minél lejjebb van, annál stabilabb. A kúpnak lehetőleg a teljes felületén be kell feküdnie a tárcsába.
Akár annyira, hogy a motor csapágyházát már bele kelljen süllyeszteni a tárcsa aljába. Az alsó, legnagyobb átmérőjű szíjpálya már a csapággal egyvonalban lehetne.
Rövidebb, könnyebb szerkezet, jobb szerkezet.
Minél lejjebb van, annál stabilabb. A kúpnak lehetőleg a teljes felületén be kell feküdnie a tárcsába.
Akár annyira, hogy a motor csapágyházát már bele kelljen süllyeszteni a tárcsa aljába. Az alsó, legnagyobb átmérőjű szíjpálya már a csapággal egyvonalban lehetne.
Rövidebb, könnyebb szerkezet, jobb szerkezet.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 21, 23:02
Írta: Kicsa Dátum 2010 október 21, 23:02
Azért terveztem ilyenre mert ott kezdődik a kúp. Így az egész kúpon felfekszik a nagy átmérőjű rész,a vége viszont levegőben van.
Most hogy mondod,tényleg sokkal jobb lenne ha közelebb raknám,csak még nem tudom a szíj szélességet. Most hasraütészerűen 10 mm a tárcsaszélesség,a valós adatra várok a cégtől választ. Viszont ha beljebb tervezem akkor a tárcsa vége a kúpra fekszik fel,a belsejét meg ha jól értem,lehet passzentosra csinálni hogy rámenjen a kilógó szárra.
Köszönöm szépen az észrevételt,nagyon örülök hogy ilyenekért szóltok!
Elég sok dolog van ami valahogy 'egyértelmű' nekem,de a végén kiderül hogy nem a jó/legjobb gondolatmenet.
Most hogy mondod,tényleg sokkal jobb lenne ha közelebb raknám,csak még nem tudom a szíj szélességet. Most hasraütészerűen 10 mm a tárcsaszélesség,a valós adatra várok a cégtől választ. Viszont ha beljebb tervezem akkor a tárcsa vége a kúpra fekszik fel,a belsejét meg ha jól értem,lehet passzentosra csinálni hogy rámenjen a kilógó szárra.
Köszönöm szépen az észrevételt,nagyon örülök hogy ilyenekért szóltok!
Elég sok dolog van ami valahogy 'egyértelmű' nekem,de a végén kiderül hogy nem a jó/legjobb gondolatmenet.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 22, 18:09
Írta: Kicsa Dátum 2010 október 22, 18:09
Sziasztok!
Szerintetek ezt a peremes részt az anyáról leszedhetem?
Két kép
3 csavarral volt összefogva de ha jól látom akkor ez simán rá van húzva csak? Mert nem nagyon akarja elengedni. A másik fele egyszerűen 'lecsúszott' róla...
Illetve hála svejk-nek,sikerült leszednem a tokányt is a motorról : Köszönöm!
[#worship]
Szerintetek ezt a peremes részt az anyáról leszedhetem?
Két kép
3 csavarral volt összefogva de ha jól látom akkor ez simán rá van húzva csak? Mert nem nagyon akarja elengedni. A másik fele egyszerűen 'lecsúszott' róla...
Illetve hála svejk-nek,sikerült leszednem a tokányt is a motorról : Köszönöm!
[#worship]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 22, 21:01
Írta: Szalai György Dátum 2010 október 22, 21:01
Szerintem azért nem akarja elengedni, mert menettel van rátekerve. Nem lepne meg, ha biztosítaná egy stift, vagy hernyócsavar. Akkor pedig a perem az nem a golyósanya része.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 24, 10:45
Írta: Kicsa Dátum 2010 október 24, 10:45
Valóban van rajta két stift. De nem menetes stiftek,mintha az anya házából lennének kiképezve : így akkor elméletileg nem lehet menetes. Akkor marad az ütögetés? Illetve az normális hogy az anyának kézzel érezhető kotyogása van? (mikor az orsón lévő anyát megpróbálom 'billegteni')
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 24, 12:14
Írta: Szalai György Dátum 2010 október 24, 12:14
„Akkor marad az ütögetés?” Csővel az anyát alulról feltámasztva, másik csővel fentről a karimát ütögetve. Ne a golyókon csattanjon a kalapácsütés.
Kotyogás. Előfordul. Nem jelent jót. Két ok jut eszembe.
Az egyik, hogy ha oldalra kotyog, az minimum a szennylehúzó kopását jelzi. Van ennek egyáltalán? Akkor pedig becsúszik a piszok. Segíthetsz is ezen egy külön odapasszintott olajos filckarikával. Trükkösen kell kialakítani, hogy a menetárokban is zárjon. Próbáltam saját szennylehúzót rákenni szilikonból, (FBS menettömítő volt a legkeményebb.) de nem lett elég szoros. Ha egy fedő karikával rá tudtam volna szorítani, akkor összenyomódik, befelé is rugalmasan tágul és jól zár. Nem került rá sor, inkább félre tettem azt az orsót. Ettől még lehet jó tengely irányban.
A másik baj, hogy ha oldalra kotyog, akkor kevés (1) menetet fognak át a golyók. Kisebb a terhelhetőség. Persze így is sokáig kibír pár kilót, csak a sarkos pályakövetésnél, gyors irányváltásnál, hamar kalapácsütés szerűre nő a terhelés. (Csillag teszt.) Ez többször jobban igénybe veszi, mint a több menetes golyósort. Majd ezt is megoldja a gyorsítási rámpa.
Kotyogás. Előfordul. Nem jelent jót. Két ok jut eszembe.
Az egyik, hogy ha oldalra kotyog, az minimum a szennylehúzó kopását jelzi. Van ennek egyáltalán? Akkor pedig becsúszik a piszok. Segíthetsz is ezen egy külön odapasszintott olajos filckarikával. Trükkösen kell kialakítani, hogy a menetárokban is zárjon. Próbáltam saját szennylehúzót rákenni szilikonból, (FBS menettömítő volt a legkeményebb.) de nem lett elég szoros. Ha egy fedő karikával rá tudtam volna szorítani, akkor összenyomódik, befelé is rugalmasan tágul és jól zár. Nem került rá sor, inkább félre tettem azt az orsót. Ettől még lehet jó tengely irányban.
A másik baj, hogy ha oldalra kotyog, akkor kevés (1) menetet fognak át a golyók. Kisebb a terhelhetőség. Persze így is sokáig kibír pár kilót, csak a sarkos pályakövetésnél, gyors irányváltásnál, hamar kalapácsütés szerűre nő a terhelés. (Csillag teszt.) Ez többször jobban igénybe veszi, mint a több menetes golyósort. Majd ezt is megoldja a gyorsítási rámpa.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 24, 14:12
Írta: Kicsa Dátum 2010 október 24, 14:12
Rendben van,megpróbálom úgy. Az hogy van-e rajta szennylehúzó,megmondom őszintén nem tudom. Jobban belegondolva nem is lenne muszáj levenni,be lehet ezt így is fogni satuba a marás idejére. Lehet hogy nem szenvedek vele,le lesz marva,visszacsavarozom a gyűrűt és kész is.
A kotyogásról annyit hogy lesz hozzá egy kis bátorságom,szétszedem és megnézem belülről hogy milyen állapotban van.
Ahogy kézzel érzékelem,axiális irányban nem kotyog,remélhetőleg ha meg lesz fogva az anya,akkor nem lesz vele gond. Olyan nagy igénybevétel talán nem fogja érni.
Más kérdés : Az ER11es szárba nektek mennyire szorulósan lehet befogni szerszámokat?
Mert nekem ha a szerszám bent van a patronban,nem kap rá az anya. Ha az anyát kapatom rá,akkor pedig annyira összehúzza a patront hogy nem fér bele a szerszám.
Ennyire szorulós lenne a dolog? Ha nagyon erőltetem akkor bele tudom tolni a szerszámot de érzésem szerint ennek nem így kellene járnia.
Csatolok két képet,elsősorban az érdekelne hogy a patron nektek is kilóg ennyire?
Képek
A kotyogásról annyit hogy lesz hozzá egy kis bátorságom,szétszedem és megnézem belülről hogy milyen állapotban van.
Ahogy kézzel érzékelem,axiális irányban nem kotyog,remélhetőleg ha meg lesz fogva az anya,akkor nem lesz vele gond. Olyan nagy igénybevétel talán nem fogja érni.
Más kérdés : Az ER11es szárba nektek mennyire szorulósan lehet befogni szerszámokat?
Mert nekem ha a szerszám bent van a patronban,nem kap rá az anya. Ha az anyát kapatom rá,akkor pedig annyira összehúzza a patront hogy nem fér bele a szerszám.
Ennyire szorulós lenne a dolog? Ha nagyon erőltetem akkor bele tudom tolni a szerszámot de érzésem szerint ennek nem így kellene járnia.
Csatolok két képet,elsősorban az érdekelne hogy a patron nektek is kilóg ennyire?
Képek
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 24, 14:20
Írta: Kicsa Dátum 2010 október 24, 14:20
ER11 befogó kérdés megoldva : rájöttem hogy a patront az anyába kell pattintani majd úgy már olyan,amilyennek elképzeltem.
[#circling]
[#circling]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 24, 14:48
Írta: Szalai György Dátum 2010 október 24, 14:48
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2010 október 24, 18:49
Írta: sanka74 Dátum 2010 október 24, 18:49
Szia! Ezek szerint megkaptad....és meg is oldottad a patron behelyezését..ezen én is töprengtem egy kicsit...ennek az a lényege hogy lazításkor ki jöjjön a patron is..
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2010 október 24, 20:12
Írta: sanka74 Dátum 2010 október 24, 20:12
Nem jól fogalmaztam, meglazuljon a patron.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 24, 21:37
Írta: Kicsa Dátum 2010 október 24, 21:37
Szia!
Valóban,ne haragudj hogy az 'azt hiszem hogy megjött' levél után nem küldtem választ.
Igen,megjött,minden a legnagyobb rendben volt vele : Remek ötlet volt a forgács bélés! :)
Én is erre gyanakodom egyébként,ez tűnik a legkézenfekvőbb megoldásnak.
Ja és nem csak a befogót köszönöm szépen hanem marókat is! [#worship]
Valóban,ne haragudj hogy az 'azt hiszem hogy megjött' levél után nem küldtem választ.
Igen,megjött,minden a legnagyobb rendben volt vele : Remek ötlet volt a forgács bélés! :)
Én is erre gyanakodom egyébként,ez tűnik a legkézenfekvőbb megoldásnak.
Ja és nem csak a befogót köszönöm szépen hanem marókat is! [#worship]
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2010 október 24, 23:17
Írta: sanka74 Dátum 2010 október 24, 23:17
Én köszönöm!A forgács szakmai ártalom...meg jó töltelék sérülékeny csomagoknál....
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 26, 19:20
Írta: Kicsa Dátum 2010 október 26, 19:20
Volt egy kis időm,az új ötletek-tervek alapján kezd összeállni a Z tengely.
Még ki kell vágni a Fortuna szíjának a helyet,kell keresnem egy 1:1es bordás áttételt szíjjal az orsó meghajtásnak.
Hiányzik még az orsó végcsapágya is illetve az anya és a Z kapcsolata is hiányos.
De azért alakul,szívesen fogadok minden ötletet,ne kíméljetek!
Képek
Még ki kell vágni a Fortuna szíjának a helyet,kell keresnem egy 1:1es bordás áttételt szíjjal az orsó meghajtásnak.
Hiányzik még az orsó végcsapágya is illetve az anya és a Z kapcsolata is hiányos.
De azért alakul,szívesen fogadok minden ötletet,ne kíméljetek!
Képek
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 26, 19:46
Írta: Szalai György Dátum 2010 október 26, 19:46
Kompakt.
Engem már csak az zavar benne, hogy a sínek rövidsége miatt a két kocsit muszáj egymás fölé nyomni, és hogy a platform épp ott nincsen alátámasztva, ahol a fortuna van.
A persp1.JPG-en azt látom, hogy a kocsikat le lehetne hozni a fortuna magasságába. Akkor merevebb volna a szerkezet, mert nem lógna a levegőbe a platform fortunás alsó vége. Ezzel együtt az anya függőleges pozícióját is módosítani lehet és akkor alacsonyabb platformlemez is elég.
Attól már csak úgy lehetne merevebb, ha a sínek kocsistul a fortuna két oldalára kerülnének, az orsó-anya pedig valamelyik sin túloldalára, ki a platform szélére.
Engem már csak az zavar benne, hogy a sínek rövidsége miatt a két kocsit muszáj egymás fölé nyomni, és hogy a platform épp ott nincsen alátámasztva, ahol a fortuna van.
A persp1.JPG-en azt látom, hogy a kocsikat le lehetne hozni a fortuna magasságába. Akkor merevebb volna a szerkezet, mert nem lógna a levegőbe a platform fortunás alsó vége. Ezzel együtt az anya függőleges pozícióját is módosítani lehet és akkor alacsonyabb platformlemez is elég.
Attól már csak úgy lehetne merevebb, ha a sínek kocsistul a fortuna két oldalára kerülnének, az orsó-anya pedig valamelyik sin túloldalára, ki a platform szélére.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 26, 19:55
Írta: Kicsa Dátum 2010 október 26, 19:55
Sajnos a kocsik távolságát nem tudom megnövelni : Ha a kettő között kb 5 mm van,akkor tudom kihasználni mind az orsó,mind a kocsik hasznos mozgásterét.
A számomra rossz hír az hogy itt a kocsik még nincsenek 'pozícióba állítva' ,jelenleg a fortuna kb a maximum állásban van,tehát a kocsik is koppanásig fel lennének tolva a sínen. Még rosszabb az alátámasztás...
Viszont ha számottevő 'merevségi' problémát nem okoz,akkor kirakhatom az orsót kívülre,a léptetőmotort pedig berakom a fortuna tengelyével egyvonalba. Így a támaszközt le lehetne csökkeneteni akár 60 mm körülire,ennyi a léptetőmotor szélessége.
Viszont az hogy a fortunától messze lesznek a kocsik...esetleg megfordíthatom őket : a sínt rögzíteném a mozgó lapra,a kocsikat pedig az állóra. Ekkor lehetne úgy hogy az egyik pár kocsit egysíkba a fortuna aljával,a másikat pedig ugyan úgy ~ 5 mm-rel fölé. Ha belegondolok,120 mm a sín mozgása...ha nagyon muszáj,szétrakom a kocsikat 20-30 mm-re,merevségben sokat nyernék vele? Mert a 85-99 mm mozgás is szép eredmény lenne szerintem...
A számomra rossz hír az hogy itt a kocsik még nincsenek 'pozícióba állítva' ,jelenleg a fortuna kb a maximum állásban van,tehát a kocsik is koppanásig fel lennének tolva a sínen. Még rosszabb az alátámasztás...
Viszont ha számottevő 'merevségi' problémát nem okoz,akkor kirakhatom az orsót kívülre,a léptetőmotort pedig berakom a fortuna tengelyével egyvonalba. Így a támaszközt le lehetne csökkeneteni akár 60 mm körülire,ennyi a léptetőmotor szélessége.
Viszont az hogy a fortunától messze lesznek a kocsik...esetleg megfordíthatom őket : a sínt rögzíteném a mozgó lapra,a kocsikat pedig az állóra. Ekkor lehetne úgy hogy az egyik pár kocsit egysíkba a fortuna aljával,a másikat pedig ugyan úgy ~ 5 mm-rel fölé. Ha belegondolok,120 mm a sín mozgása...ha nagyon muszáj,szétrakom a kocsikat 20-30 mm-re,merevségben sokat nyernék vele? Mert a 85-99 mm mozgás is szép eredmény lenne szerintem...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 26, 20:25
Írta: Kicsa Dátum 2010 október 26, 20:25
Így gondoltam,a kocsikat lehetne még kicsit széthúzni,ha kell. Illetve meg csökkenetni majd a méreteket...
Kép
Kép
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 26, 22:00
Írta: Szalai György Dátum 2010 október 26, 22:00
Mozgó sin vagy mozgó kocsi?
Ez a szerkezeted, most oldal irányban is stabilabbnak tűnik, mint az előző. Nem keskeny alucsík van a sin alatt, hanem egy masszív széles tömb a kocsi alatt. Tömegre meg szerintem nem több a tömb, mint a csík volt.
Most még mi volna, ha az elől lévő lemezből, a ball oldali sin ball oldalán túlnyúló sávot levágnád? Azon már úgy sincsen semmi. Jól szolgálna viszont, ha a levágott darabot betennéd a ball sin és a fortuna közé, függőlegesen. Mintegy T alakot formálva az elől lévő lemezből.
Azért gondolom ezt jónak, mert leeresztett első lemez esetén megnő a távolság a fortuna és a kocsik között. Akkor számítani fog, hogy menyi az első lemez és a rászerelt sínek rugalmas hajlása.
A T profilé sokkal kedvezőbb és a tömeget még mindég nem növeltük, az eredeti elképzeléshez képest.
Ez a szerkezeted, most oldal irányban is stabilabbnak tűnik, mint az előző. Nem keskeny alucsík van a sin alatt, hanem egy masszív széles tömb a kocsi alatt. Tömegre meg szerintem nem több a tömb, mint a csík volt.
Most még mi volna, ha az elől lévő lemezből, a ball oldali sin ball oldalán túlnyúló sávot levágnád? Azon már úgy sincsen semmi. Jól szolgálna viszont, ha a levágott darabot betennéd a ball sin és a fortuna közé, függőlegesen. Mintegy T alakot formálva az elől lévő lemezből.
Azért gondolom ezt jónak, mert leeresztett első lemez esetén megnő a távolság a fortuna és a kocsik között. Akkor számítani fog, hogy menyi az első lemez és a rászerelt sínek rugalmas hajlása.
A T profilé sokkal kedvezőbb és a tömeget még mindég nem növeltük, az eredeti elképzeléshez képest.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 26, 22:36
Írta: Kicsa Dátum 2010 október 26, 22:36
Rendben.
Mi lenne ha levágnám azt az egész darabot,illetve a jobb oldalról az anya rögzítése alatti darabot is : és mind a kettőt beraknám a fortuna két felére. Így nem T alak lenne a vége hanem egyből U alak.
Tömegre valóban a rövidebb,vaskosabb tömb még kisebb súlyú is.
Ja és azt elfelejtettem mondani hogy most még nincs is teljesen minimálisra véve a magasság.
Mi lenne ha levágnám azt az egész darabot,illetve a jobb oldalról az anya rögzítése alatti darabot is : és mind a kettőt beraknám a fortuna két felére. Így nem T alak lenne a vége hanem egyből U alak.
Tömegre valóban a rövidebb,vaskosabb tömb még kisebb súlyú is.
Ja és azt elfelejtettem mondani hogy most még nincs is teljesen minimálisra véve a magasság.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 27, 05:33
Írta: Szalai György Dátum 2010 október 27, 05:33
Ráaludtam erre a T vagy U merevítés dologra.
Oda lyukadtam ki, hogy a fele nem működik, holt teher. Akkor meg minek oda.
Szóval, ez az alsó merevítő lap akkor az ideális, ha átlósan ketté van vágva. Így kialakul belőle két darab derékszögű háromszög alakú lemez. Azokat kellene felcsavarozni, a leghosszabb oldalukkal az elülső lemez hátuljára, a fortuna két oldalára. A hegyesszögű végük lefelé néz és túlnyúlik az elülső lemez alján. A túlnyúló hegye levágható, így ott is elég vastag lesz már a felrögzitéshez.
Oda lyukadtam ki, hogy a fele nem működik, holt teher. Akkor meg minek oda.
Szóval, ez az alsó merevítő lap akkor az ideális, ha átlósan ketté van vágva. Így kialakul belőle két darab derékszögű háromszög alakú lemez. Azokat kellene felcsavarozni, a leghosszabb oldalukkal az elülső lemez hátuljára, a fortuna két oldalára. A hegyesszögű végük lefelé néz és túlnyúlik az elülső lemez alján. A túlnyúló hegye levágható, így ott is elég vastag lesz már a felrögzitéshez.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 27, 05:40
Írta: Szalai György Dátum 2010 október 27, 05:40
Ha teljesen le van eresztve a Z, akkor a háromszögek derékszögű csúcsának éppen a két kocsi közötti magasságban kéne lennie.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 27, 06:00
Írta: Szalai György Dátum 2010 október 27, 06:00
Hű… Kiestem a ritmusból.
A persp3.JPG-en elöl lévő lemez kapcsolódik a hídhoz, vagy a hátul lévő? Nehogy nagyon elkeskenyítsük a hídhoz kapcsolódó lemezt! Mert nem lesz hová tenni a hídhoz kapcsolódó kocsikat.
A persp3.JPG-en elöl lévő lemez kapcsolódik a hídhoz, vagy a hátul lévő? Nehogy nagyon elkeskenyítsük a hídhoz kapcsolódó lemezt! Mert nem lesz hová tenni a hídhoz kapcsolódó kocsikat.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 27, 06:11
Írta: Szalai György Dátum 2010 október 27, 06:11
Más még gyorsan. A bordásszíj, erővel záródó átvitel. Feszíteni kell.
Hogyan fogod feszíteni a mostani motortartó bakkal?
Ha hazajöttem fényképezek egy feszítésre alkalmas bakot.
Hogyan fogod feszíteni a mostani motortartó bakkal?
Ha hazajöttem fényképezek egy feszítésre alkalmas bakot.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 27, 08:39
Írta: Kicsa Dátum 2010 október 27, 08:39
Köszönöm szépen hogy még hajnalban is foglalkozol ezzel! [#worship]
Jelenleg a kisebbik lap lesz fix,az megy az X-re és az egész mrgmunkálómotor a fortunával utazni fog.
A feszítésen nem gondolkoztam még,egyenlőre a motor felfogatáson sem. Körülbelülre odaraktam a végleges helyére...De gondolom vagy a bakot kellene hátrahúzni és rögzíteni,vagy a fix orsó és a fix motor közé valami csapágyas megoldással nyomni a szíjat befele.
Nekem az első egyszerűbbnek tűnik úgyhogy várom majd a képet.
A háromszög miért lenne előnyösebb egy hasábnál?
A másodrendű nyomaték miatt? Mert ha felrakom a derékszögű szárat,akkor fent lesz a legnagyobb Ired.
Délután rajzolok arra amire gondolok és meglátjuk hogy jól értelmeztem-e az írásod. [#circling]
Jelenleg a kisebbik lap lesz fix,az megy az X-re és az egész mrgmunkálómotor a fortunával utazni fog.
A feszítésen nem gondolkoztam még,egyenlőre a motor felfogatáson sem. Körülbelülre odaraktam a végleges helyére...De gondolom vagy a bakot kellene hátrahúzni és rögzíteni,vagy a fix orsó és a fix motor közé valami csapágyas megoldással nyomni a szíjat befele.
Nekem az első egyszerűbbnek tűnik úgyhogy várom majd a képet.
A háromszög miért lenne előnyösebb egy hasábnál?
A másodrendű nyomaték miatt? Mert ha felrakom a derékszögű szárat,akkor fent lesz a legnagyobb Ired.
Délután rajzolok arra amire gondolok és meglátjuk hogy jól értelmeztem-e az írásod. [#circling]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 27, 09:03
Írta: Kicsa Dátum 2010 október 27, 09:03
Ezen a képen ami zöld,az fog mozogni,a fehér részek pedig a fehér laphoz lesznek rögzítve,fixen.
Közelebb vittem egymáshol a támaszokat,hátha az jelent még valamit. Viszont így akkor már nem fér oda a hármszög. Maradjon így van rakjam vissza és akkor 3szög..csak nem nagyon értem azt a mondatod hogy
"Ha teljesen le van eresztve a Z, akkor a háromszögek derékszögű csúcsának éppen a két kocsi közötti magasságban kéne lennie."
Mert ha a mozgó lapra szerelem a merevítőket,akkor a Z állásától függetlenül mindig ott lesz a két kocsi közt.
Közelebb vittem egymáshol a támaszokat,hátha az jelent még valamit. Viszont így akkor már nem fér oda a hármszög. Maradjon így van rakjam vissza és akkor 3szög..csak nem nagyon értem azt a mondatod hogy
"Ha teljesen le van eresztve a Z, akkor a háromszögek derékszögű csúcsának éppen a két kocsi közötti magasságban kéne lennie."
Mert ha a mozgó lapra szerelem a merevítőket,akkor a Z állásától függetlenül mindig ott lesz a két kocsi közt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 27, 11:23
Írta: Szalai György Dátum 2010 október 27, 11:23
Amikor a Z fel van húzva, akkor ugye nincsen baj a merevséggel, mert a fortuna pont bent van a négy kocsi között. Szuper!
A baj akkor kezdődhet, mikor lent van a Z, mert akkor rugózhat a fortunát tartó lemez, a sínekkel együtt, a fortuna és a kocsik között.
Hajlító igénybevétel hatására a szerkezet egyik oldala rugalmasan nyúlik, a másik meg tömörödni próbál. A merevség annál nagyobb, minél távolabb van egymástól a nyúló és tömörödő oldal. (Minél vastagabb a szerkezet.)
Azért, hogy a lemeznek mégse kelljen piszok vastagnak lennie, és a szerkezet mégis eléggé merev legyen, tehetünk rá merevítő lapot. (Kék) Úgy már a nyúló oldal jó messze kerül a tömörödőtől. Csakhogy a merevítő lap két alsó sarka, nem vesz részt a merevítésben. Ha ezeket levágjuk, az eredmény egy háromszög formájú merevítő, aminek minden része dolgozik. (Piros)
Kép.
A motorra egy excenteres nyakat csavarozott és ezt fogja be a szorító gyűrűbe. Így az excenteres nyakú motor tekergetésével beállítható a szíj feszessége. Közben a szíjtárcsák együttfutása is megmarad. A fortuna meghajtó motort is elég a nyakcsapágynál megrögzíteni.
Kép.
A baj akkor kezdődhet, mikor lent van a Z, mert akkor rugózhat a fortunát tartó lemez, a sínekkel együtt, a fortuna és a kocsik között.
Hajlító igénybevétel hatására a szerkezet egyik oldala rugalmasan nyúlik, a másik meg tömörödni próbál. A merevség annál nagyobb, minél távolabb van egymástól a nyúló és tömörödő oldal. (Minél vastagabb a szerkezet.)
Azért, hogy a lemeznek mégse kelljen piszok vastagnak lennie, és a szerkezet mégis eléggé merev legyen, tehetünk rá merevítő lapot. (Kék) Úgy már a nyúló oldal jó messze kerül a tömörödőtől. Csakhogy a merevítő lap két alsó sarka, nem vesz részt a merevítésben. Ha ezeket levágjuk, az eredmény egy háromszög formájú merevítő, aminek minden része dolgozik. (Piros)
Kép.
A motorra egy excenteres nyakat csavarozott és ezt fogja be a szorító gyűrűbe. Így az excenteres nyakú motor tekergetésével beállítható a szíj feszessége. Közben a szíjtárcsák együttfutása is megmarad. A fortuna meghajtó motort is elég a nyakcsapágynál megrögzíteni.
Kép.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 27, 16:55
Írta: Kicsa Dátum 2010 október 27, 16:55
Megrajzoltam,azt hiszem hogy lassan értem a pontos célját ennek.
Itt van az általad megrajzolt kivitel
Felhúzott
illetve
Leengedettállapotban ,illetve mivel a legvégét nem nagyon tudom csavarozni mert olyan vékonyka,megrajzoltam rövidített változatban is. :
Fent és Lent .
Sajnos a bakokat fel kellett vinnem,nem is gondoltam arra hogy milyen mozgástér lesz : Az előző verzióban sajnos csak fel tudtam volna húzni a szánt,le nem. Így körülbelül jó a mozgási tere.
Melyik megoldás a stabilabb? A támasz vastagsága jó lesz így? 18 mm vastag. Sajnos az orsó nem fog elférni,úgyhogy szélesíteni kell majd a lapot,így akár 20-25 mm vastag merevítőt is be tudok rakni. Szükséges szerinted?
Itt van az általad megrajzolt kivitel
Felhúzott
illetve
Leengedettállapotban ,illetve mivel a legvégét nem nagyon tudom csavarozni mert olyan vékonyka,megrajzoltam rövidített változatban is. :
Fent és Lent .
Sajnos a bakokat fel kellett vinnem,nem is gondoltam arra hogy milyen mozgástér lesz : Az előző verzióban sajnos csak fel tudtam volna húzni a szánt,le nem. Így körülbelül jó a mozgási tere.
Melyik megoldás a stabilabb? A támasz vastagsága jó lesz így? 18 mm vastag. Sajnos az orsó nem fog elférni,úgyhogy szélesíteni kell majd a lapot,így akár 20-25 mm vastag merevítőt is be tudok rakni. Szükséges szerinted?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 27, 17:23
Írta: Szalai György Dátum 2010 október 27, 17:23
Na, most meg, ahogy a leengedett.JPG-et nézem, feleslegesnek látom azt a két zöldet.
Beugrott, hogy miért látom annak. Mert ott van mellette a bak, ami a kocsikat tartja.
Az merevít, csak nem végig. Ha hagynál a bakoknak egy lecsapott végű „farkát” a fortuna irányába, akkor felesleges volna a zöld és ki lenne pipálva a merevítés, egyben.
Beugrott, hogy miért látom annak. Mert ott van mellette a bak, ami a kocsikat tartja.
Az merevít, csak nem végig. Ha hagynál a bakoknak egy lecsapott végű „farkát” a fortuna irányába, akkor felesleges volna a zöld és ki lenne pipálva a merevítés, egyben.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 27, 17:54
Írta: Kicsa Dátum 2010 október 27, 17:54
Egy darabból a bak és a toldás. Megmunkálás szempontjából rém egyszerű és 'van benne anyag is' rendesen
Erre gondoltál?
Erre gondoltál?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 27, 19:02
Írta: Szalai György Dátum 2010 október 27, 19:02
Szerintem ez az, amin már nem lehet javítani.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 27, 19:24
Írta: Kicsa Dátum 2010 október 27, 19:24
Egy ötlet még esetleg : A mostani bakra merőlegesen betenni egy merevítőt a fortuna szíjtárcsa és a léptetőmotor közé? Jelentene ez plusz merevséget?
Akkor ha nagyvonalakban jó ez,elkezdem 'szépítgetni'..minden beméretezni,stb.
Akkor ha nagyvonalakban jó ez,elkezdem 'szépítgetni'..minden beméretezni,stb.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ra8nsmk6w Dátum 2010 október 27, 19:44
Írta: ra8nsmk6w Dátum 2010 október 27, 19:44
Kompromisszum készségből, jeles
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 27, 19:45
Írta: Szalai György Dátum 2010 október 27, 19:45
Ahová az kerülne, körülbelül ott lesz a fortuna-meghajtó motor tartója. Az a lemez túloldaláról ugyan úgy merevít keresztbe. Ha lehet, készítsd azt akkorára, hogy átfedje a két bak közötti távolságot. De a sarkait annak is csapd le, mint a bakoknak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 27, 19:53
Írta: Kicsa Dátum 2010 október 27, 19:53
Köszönöm szépen! Mostmár kezd alakulni a végleges felépítés...
György!
A sarkait nem tudom lecsapni,mivel oda megy majd a csavar ami rögzíti a motort.
Így néz ki jelenleg,ha két háromszöget 'odavarázsolok',az megfelelő merevséget biztosít majd?
György!
A sarkait nem tudom lecsapni,mivel oda megy majd a csavar ami rögzíti a motort.
Így néz ki jelenleg,ha két háromszöget 'odavarázsolok',az megfelelő merevséget biztosít majd?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 27, 20:12
Írta: Kicsa Dátum 2010 október 27, 20:12
Úgylátom,megvan a legnagyonn probléma jelenleg a Z tengellyel : Ha így helyezem ez a síneket,nem nagyon fogk elférni a fogasszíjhajtás. Megkora a legkisebb fogaskerék amit fel lehetne használni?
PowerBeltnél nem adnak meg ajánlott minimális átmérőt. Akkor esszerű határok közt tetszőleges lehet?
PowerBeltnél nem adnak meg ajánlott minimális átmérőt. Akkor esszerű határok közt tetszőleges lehet?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 27, 21:39
Írta: Szalai György Dátum 2010 október 27, 21:39
Igen, a háromszögeket megfelelőnek, illetve az elérhető legmerevebbnek tartom.
Lesz faragni valód azokon a fél bilincseken, ha ez a forma marad.
Csak érdekesség képen mutatom, hogy ennyire sikerült leegyszerűsítenem a Precise motorom tartóbilincsét.
Persze az nem egy kategória a Te géped feladatával. Ennek 45000 körül várom munka közben a fordulatszámát, csak 3mm-es maró megy bele. Kicsik rajta az erők.
Lesz faragni valód azokon a fél bilincseken, ha ez a forma marad.
Csak érdekesség képen mutatom, hogy ennyire sikerült leegyszerűsítenem a Precise motorom tartóbilincsét.
Persze az nem egy kategória a Te géped feladatával. Ennek 45000 körül várom munka közben a fordulatszámát, csak 3mm-es maró megy bele. Kicsik rajta az erők.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 27, 21:54
Írta: Szalai György Dátum 2010 október 27, 21:54
A fogasszíj tárcsa minimális átmérőjét és vele a fogszámát meghatározza a tengely és a tengelykötés mérete, és hogy legalább 6db fognak kell kapaszkodnia, hogy egyenszilárdság legyen a fogak és a szíj terhelhetősége között. Ha hattól kevesebb fog kapaszkodik, akkor előfordulhat, hogy határterhelés közelében leszakad a fog a szíjról.
Én még nem tudok fogasszíj áttételt forgató nyomatékra és szíjsebességre méretezni. Szíjat, szélességet, fogtípust kiválasztani.
Én még nem tudok fogasszíj áttételt forgató nyomatékra és szíjsebességre méretezni. Szíjat, szélességet, fogtípust kiválasztani.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 27, 22:04
Írta: Kicsa Dátum 2010 október 27, 22:04
Szép ez a tartószerkezet.
Viszont most hogy rajzolgatom,úgy érzem hogy 'különösen szép're sikeredett,valahogy megragadott a forma. Szóval ha sikerül hozzá alapanyagot venni,valószínűleg meghagyom ezt.
Szíjat méretezni én sem tudok viszont van ami adott : Léptetőmotoros hajtás,viszonylag kis kategóriájú léptecsek. Az áttétel 1:1 tehát igzából olyan nagy terhelésre én nem számítok itt. Bár még nem volt dolgom szíjjal. Holnap írok egy emailt a Bánki Sós Hajtástechnikának (remélem jól írtam a nevüket),a Powerbelt ilyen szempomtból nem túl készséges. (Múlt heti levelemre sem válaszoltak)
Viszont ez a 6 fog már egy kiinduló adat,köszönöm szépen.
Egyébként úgy tűnik hogy egyenlőre nekem is 3 mm-es szerszámok fognak belemenni,max fordulat mondjuk 'csak' 24e körülire várható. [#vigyor2]
Viszont most hogy rajzolgatom,úgy érzem hogy 'különösen szép're sikeredett,valahogy megragadott a forma. Szóval ha sikerül hozzá alapanyagot venni,valószínűleg meghagyom ezt.
Szíjat méretezni én sem tudok viszont van ami adott : Léptetőmotoros hajtás,viszonylag kis kategóriájú léptecsek. Az áttétel 1:1 tehát igzából olyan nagy terhelésre én nem számítok itt. Bár még nem volt dolgom szíjjal. Holnap írok egy emailt a Bánki Sós Hajtástechnikának (remélem jól írtam a nevüket),a Powerbelt ilyen szempomtból nem túl készséges. (Múlt heti levelemre sem válaszoltak)
Viszont ez a 6 fog már egy kiinduló adat,köszönöm szépen.
Egyébként úgy tűnik hogy egyenlőre nekem is 3 mm-es szerszámok fognak belemenni,max fordulat mondjuk 'csak' 24e körülire várható. [#vigyor2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 október 27, 23:42
Írta: svejk Dátum 2010 október 27, 23:42
Szíjak...
Nem egyszerű...
A napokban én is újra futottam egy pár kört megint, beszéltem nagyon segítőkész, okos, magas pozíciójú emberekkel, és persze volt cég aki válaszra sem méltatott.
Egy már biztos:
(sajnos annak idején nem hittem el Kulcsár Zoltánnak)
Nekünk a kommerszek közül T vagy inkább AT sorozat a legjobb, poliuretán szíjjal.
A komoly válaszadók azonban beismerték hogy ezek a kereskedelemben, polcról kapható szíjkerekek nem alkalmasak precíz hajtás megvalósítására, ezek hagyományos erőátvitelre valók.
Itt, a B204-ben elég jól le van írva a méretezés de sajnos ezek is mind erőátvitelre vonatkoznak.
A fentiek alapján már kiszámítható a kívánt szíjszélesség az adott profilból, de a szíjsebesség/szíjra ható erők optimalizálásának módját még nem találtam meg.
Nézzünk egy példát:
A maximális sebességet is elég tág, 15-30 m/s-ban határozzák meg a különféle források.
Nagy szíjsebesség jól jönne mert akkor kis húzóerők hatnak a szíjra a forgatónyomatékból származtatva és biztos nem lenne semennyi nyúlás, keskenyebb szíj elég lenne.
De nagy szíjsebességet csak nagy átmérőjű tárcsákkal érhetünk el, ami egyrészt drága, másrészt rontja a dinamikát.
Kis tárcsákkal nagyobb szíjerők hatnak, ami a csapágyazást is jobban igénybe veszi, ráadásul a kis kerekek szintén nagyobb hibával dolgoznak.
És még lehetne sorolni az ok-okozatot napestig...
Nem egyszerű...
A napokban én is újra futottam egy pár kört megint, beszéltem nagyon segítőkész, okos, magas pozíciójú emberekkel, és persze volt cég aki válaszra sem méltatott.
Egy már biztos:
(sajnos annak idején nem hittem el Kulcsár Zoltánnak)
Nekünk a kommerszek közül T vagy inkább AT sorozat a legjobb, poliuretán szíjjal.
A komoly válaszadók azonban beismerték hogy ezek a kereskedelemben, polcról kapható szíjkerekek nem alkalmasak precíz hajtás megvalósítására, ezek hagyományos erőátvitelre valók.
Itt, a B204-ben elég jól le van írva a méretezés de sajnos ezek is mind erőátvitelre vonatkoznak.
A fentiek alapján már kiszámítható a kívánt szíjszélesség az adott profilból, de a szíjsebesség/szíjra ható erők optimalizálásának módját még nem találtam meg.
Nézzünk egy példát:
A maximális sebességet is elég tág, 15-30 m/s-ban határozzák meg a különféle források.
Nagy szíjsebesség jól jönne mert akkor kis húzóerők hatnak a szíjra a forgatónyomatékból származtatva és biztos nem lenne semennyi nyúlás, keskenyebb szíj elég lenne.
De nagy szíjsebességet csak nagy átmérőjű tárcsákkal érhetünk el, ami egyrészt drága, másrészt rontja a dinamikát.
Kis tárcsákkal nagyobb szíjerők hatnak, ami a csapágyazást is jobban igénybe veszi, ráadásul a kis kerekek szintén nagyobb hibával dolgoznak.
És még lehetne sorolni az ok-okozatot napestig...
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 október 28, 00:07
Írta: svejk Dátum 2010 október 28, 00:07
A 6 fog való igaz, ekkor lehet 1-es szorzóval számolni.
5-nél 0,8
4-nél 0,6
3-nál 0,4
2-nél 0,2-es szorzót kell alkalmazni.
(a két fog nekem azért kicsit bizarr, de harmadik keréknek hajtás "megcsapolás" esetén kis terhelésre biztos működik)
Sokszor az is gond a kis kerék kiválasztásánál hogy a tengelyméret korlátozza lefelé a kiválasztást.
Nem utolsó sorban még ott van a szíjhajtás saját frekvenciája, mely a tengelytáv növelésével csökken és igen megkeserítheti pl. a servo beállítását.
5-nél 0,8
4-nél 0,6
3-nál 0,4
2-nél 0,2-es szorzót kell alkalmazni.
(a két fog nekem azért kicsit bizarr, de harmadik keréknek hajtás "megcsapolás" esetén kis terhelésre biztos működik)
Sokszor az is gond a kis kerék kiválasztásánál hogy a tengelyméret korlátozza lefelé a kiválasztást.
Nem utolsó sorban még ott van a szíjhajtás saját frekvenciája, mely a tengelytáv növelésével csökken és igen megkeserítheti pl. a servo beállítását.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2010 október 28, 00:22
Írta: 000000000 Dátum 2010 október 28, 00:22
szia!
én ano ugyanigy indultam szinkron szijhajtásnak két golyosotso szinkronba hajtásnak egy motoral a nagy gép asztal miat!
Ahogy precizios hajtás után kutatva AT5..10 széria javasolták ilyen precizios hajtásra legtöbb cégnél powebel... bánki hasonlo válaszal szolgált!
nagysebeségnél kitérnék a szij vibráciora mindenféleképen vezetö görgös vagy feszitögörgös megoldás kell ha hosszab szijal nagy sebeség a cél !
powerbelné van külön hajtásteknikával foglalkozo emberke Vida Krisztián néven öt kérdezd meg elsönek!:)
én ano ugyanigy indultam szinkron szijhajtásnak két golyosotso szinkronba hajtásnak egy motoral a nagy gép asztal miat!
Ahogy precizios hajtás után kutatva AT5..10 széria javasolták ilyen precizios hajtásra legtöbb cégnél powebel... bánki hasonlo válaszal szolgált!
nagysebeségnél kitérnék a szij vibráciora mindenféleképen vezetö görgös vagy feszitögörgös megoldás kell ha hosszab szijal nagy sebeség a cél !
powerbelné van külön hajtásteknikával foglalkozo emberke Vida Krisztián néven öt kérdezd meg elsönek!:)
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 október 28, 08:39
Írta: svejk Dátum 2010 október 28, 08:39
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 28, 10:10
Írta: Kicsa Dátum 2010 október 28, 10:10
Sziasztok!
Köszönöm szépen a segítséget mindkettőtöknek,ezen már talán el tudok indulni. Bár hirtelen elég bonyolultá vált az általam elképzelt hajtás.
Mivel léptetőmotorról van szó,nem szeretnék túl nagy fordulatszámot. Minnél kisebb tárcsaátmérő lenne jó,illetve nyilván a pontosság a fontos.
A tengelytávam visznylag kicsike,100 mm környékére fog beállni. Remélem nme lesz vele gond így...a feszítést szeretném megoldani tisztán a motor 'hátrahúzásával',nem szeretnék külön feszítőgörgőt berakni. Rajzolok egy elképzelést és feltöltöm,lássátok az elképzelésem.
Köszönöm szépen a segítséget mindkettőtöknek,ezen már talán el tudok indulni. Bár hirtelen elég bonyolultá vált az általam elképzelt hajtás.
Mivel léptetőmotorról van szó,nem szeretnék túl nagy fordulatszámot. Minnél kisebb tárcsaátmérő lenne jó,illetve nyilván a pontosság a fontos.
A tengelytávam visznylag kicsike,100 mm környékére fog beállni. Remélem nme lesz vele gond így...a feszítést szeretném megoldani tisztán a motor 'hátrahúzásával',nem szeretnék külön feszítőgörgőt berakni. Rajzolok egy elképzelést és feltöltöm,lássátok az elképzelésem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 28, 10:23
Írta: Kicsa Dátum 2010 október 28, 10:23
Egyszerűen így gondoltam
Kép
Kerekek még nincsenek fent,nem tudom a méreteket de ez egyszerűnek tűnik. Az álló lap két fix csavart,amit ha fellazítok akkor a motor bizonyos határok között eltolható.
Lazít,szíjat megfeszít,csavarokat meghúz és örül.
[#vigyor2]
Amint látom a méretezésben,annyiból jó dolgom van hogy 1:1 áttételnél sokminden leegyszerűsödik. Viszont kiinduló adatokat nem tudok,még egy árva nyomatéki értéket sem. Se fordulat,se teljesítmény,semmi.
Na csinálok egy kis leadandó feladatot,addig töprengek illetőleg írok egy emailt az említett Vida Krisztiánnak is.
[#worship]
Kép
Kerekek még nincsenek fent,nem tudom a méreteket de ez egyszerűnek tűnik. Az álló lap két fix csavart,amit ha fellazítok akkor a motor bizonyos határok között eltolható.
Lazít,szíjat megfeszít,csavarokat meghúz és örül.
[#vigyor2]
Amint látom a méretezésben,annyiból jó dolgom van hogy 1:1 áttételnél sokminden leegyszerűsödik. Viszont kiinduló adatokat nem tudok,még egy árva nyomatéki értéket sem. Se fordulat,se teljesítmény,semmi.
Na csinálok egy kis leadandó feladatot,addig töprengek illetőleg írok egy emailt az említett Vida Krisztiánnak is.
[#worship]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 28, 12:53
Írta: Kicsa Dátum 2010 október 28, 12:53
Ez gyorsan ment,válaszoltak is a Power Belt-től.
Leírtam az igényeket : maximum 2-3 Nm,maximum 1500-2000 f/perc.Tengelytáv kb 110 mm,tárcsa átmérő maximum 40 mm.
Erre kaptam válaszként :
AT5 Z=025/27 F=16 tárcsa és AT 5- 340/16mm Optibelt szíj. A tárcsa átmérője 39.8 mm,tengelytáv 107,48 mm.
A tárcsa ára 861+Áfa,a szíjé 2016 + Áfa.
Még megkérdezem egy helyen de ez igen szimpatikus így...
Leírtam az igényeket : maximum 2-3 Nm,maximum 1500-2000 f/perc.Tengelytáv kb 110 mm,tárcsa átmérő maximum 40 mm.
Erre kaptam válaszként :
AT5 Z=025/27 F=16 tárcsa és AT 5- 340/16mm Optibelt szíj. A tárcsa átmérője 39.8 mm,tengelytáv 107,48 mm.
A tárcsa ára 861+Áfa,a szíjé 2016 + Áfa.
Még megkérdezem egy helyen de ez igen szimpatikus így...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 28, 13:53
Írta: Szalai György Dátum 2010 október 28, 13:53
Léptetőmotor tartó. Egy vastag anyagból ki kell munkálni a tömege javát. Ez sok meló, sok vesztesség.
Nem lehetne annyival hosszabb az elülső lemez? (Amelyik a motortartót tartja.) Bár az meg kissé tömegnövelő megoldás.
Függőleges irányban nem is muszáj nagyon merevnek lennie. Elég, ha vízszintesen merev, amerre húzza a szíj.
Nem volna elég helyette egy lemezből hajlított motortartó?
Nem lehetne annyival hosszabb az elülső lemez? (Amelyik a motortartót tartja.) Bár az meg kissé tömegnövelő megoldás.
Függőleges irányban nem is muszáj nagyon merevnek lennie. Elég, ha vízszintesen merev, amerre húzza a szíj.
Nem volna elég helyette egy lemezből hajlított motortartó?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 28, 14:45
Írta: Kicsa Dátum 2010 október 28, 14:45
Ha csak egy lemez tartja és a hátulsó fix lap annyival hosszabb,az pont 3x akkora tömeget jelent. Ha meg a két szélés lemarom és középen meghagyom a kinyúlását,az pont ugyan akkora munka.
Viszont lemezből...nem tudom hogy meg lehet-e hajlítani pontosan,elég merevre. Azt szeretném hogy ne legyen olyan probléma hogy rugózik meg nem tart rendesen.
Viszont ha kicsit lejjebb viszem a motort,akkor a szíjtárcsák is lejjebb kerülnek ugyan,de az nem baj. Annyi hely még van. Így egyébként most 107 gr a tartó program szerint,megpróbálok akkor vékonyabb anyagból,esetleges könnyítésekben is gondolkozni.
Ezen amúgy is gondolkoztam,mi lenne ha a kész váz sok helyen nem tömör anyagból lenne hanem rendelkezne könnyítő furatokkal-marásokkal? A hajtás biztos örülne neki.Megéri?
Viszont lemezből...nem tudom hogy meg lehet-e hajlítani pontosan,elég merevre. Azt szeretném hogy ne legyen olyan probléma hogy rugózik meg nem tart rendesen.
Viszont ha kicsit lejjebb viszem a motort,akkor a szíjtárcsák is lejjebb kerülnek ugyan,de az nem baj. Annyi hely még van. Így egyébként most 107 gr a tartó program szerint,megpróbálok akkor vékonyabb anyagból,esetleges könnyítésekben is gondolkozni.
Ezen amúgy is gondolkoztam,mi lenne ha a kész váz sok helyen nem tömör anyagból lenne hanem rendelkezne könnyítő furatokkal-marásokkal? A hajtás biztos örülne neki.Megéri?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 28, 15:46
Írta: Szalai György Dátum 2010 október 28, 15:46
Ezeken a könnyítéseken én is törtem a fejem. Azt hiszem, csak finom munkát végző versenygépnél érdemes foglalkozni a kikönnyítéssel. Marógép esetében ahhoz először nagy fordulatú marómotor kell. Esetedben szerintem, nem hoz olyan sokat fürgeségben, mint amennyi meló hibátlanul megtervezni és elkészíteni. Lehet, jobb hasznát vennéd egy lassító áttételnek, mint amennyit a könnyítéseknek vennéd.
(Vastag anyagból marva, rengeteg meló és anyag vesztesség. Öntéshez sok felszerelés kell, sok energia és veszélyes. Ezért kezdtem barátkozni az alumínium lemezből hajlított merev szerkezetek összefüggéseivel. Azután ott vannak még a szálerősítésű kompozit anyagok, amik hidegen készülhetnek egyedi formájúra. Csak hát forma kell nekik. Ez meg oda vezet, hogy alumínium lemezből hajlított vázszerkezetre feszített, irányított szál erősítésű kompozit.)
(Vastag anyagból marva, rengeteg meló és anyag vesztesség. Öntéshez sok felszerelés kell, sok energia és veszélyes. Ezért kezdtem barátkozni az alumínium lemezből hajlított merev szerkezetek összefüggéseivel. Azután ott vannak még a szálerősítésű kompozit anyagok, amik hidegen készülhetnek egyedi formájúra. Csak hát forma kell nekik. Ez meg oda vezet, hogy alumínium lemezből hajlított vázszerkezetre feszített, irányított szál erősítésű kompozit.)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 28, 16:17
Írta: Kicsa Dátum 2010 október 28, 16:17
Hát igazából a lassító áttétel is megoldható. Bár csak a Z-nél,nem utodm hogy szükség lenne-e rá.
Lehet tudni tájékoztató adat szintjén hogy egy X kg tömegű golyósorsós mozgatáshoz megkora nyomaték kell? Gondolom függ az orsó emelkedéstől,bekezdéeszámtól...súrlódás adott,mi kellhet még? Fordulatszám? Vagy ez a méretezés nem ilyen egyszerű?
Lehet tudni tájékoztató adat szintjén hogy egy X kg tömegű golyósorsós mozgatáshoz megkora nyomaték kell? Gondolom függ az orsó emelkedéstől,bekezdéeszámtól...súrlódás adott,mi kellhet még? Fordulatszám? Vagy ez a méretezés nem ilyen egyszerű?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2010 október 28, 17:32
Írta: Szalai György Dátum 2010 október 28, 17:32
Nem olyan rettenetes, ha látja az ember leírva a példát. Csak behelyettesíti a saját adataival.
Foglalkoztunk valaha ezzel a motortengelyre redukált tehetetlenségi nyomatékkal. Volt egy „Képletek és számítások” topic, de nem találom. Helyette most a „Hajtáslánc méretezés” van, abban találsz módszert erre. De úgy látom sok minden (© svejk számításai) elveszett.
Foglalkoztunk valaha ezzel a motortengelyre redukált tehetetlenségi nyomatékkal. Volt egy „Képletek és számítások” topic, de nem találom. Helyette most a „Hajtáslánc méretezés” van, abban találsz módszert erre. De úgy látom sok minden (© svejk számításai) elveszett.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 28, 18:10
Írta: Kicsa Dátum 2010 október 28, 18:10
Megtaláltam a "Képletek és számítások" topicot,ott van a 2. oldal végefele.
Megtaláltam ott a Cap 6.0 szíjszámító programot,amit az Optibelt szíjakra terveztek,valószínűleg a PowerBelt is ezt használja. Csak nem megy az ingyenes regisztráció,üres emailt kaptam kód nélkül. Na nem baj,elvileg már kiszámolták nekem amit kell.
(én pedig a Hajtáslánc méretezést nem találom [#merges2]
Megtaláltam ott a Cap 6.0 szíjszámító programot,amit az Optibelt szíjakra terveztek,valószínűleg a PowerBelt is ezt használja. Csak nem megy az ingyenes regisztráció,üres emailt kaptam kód nélkül. Na nem baj,elvileg már kiszámolták nekem amit kell.
(én pedig a Hajtáslánc méretezést nem találom [#merges2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2010 október 28, 18:36
Írta: svejk Dátum 2010 október 28, 18:36
A CAP/ progit direkt nem említettem, mert amíg nem érted meg a számolás lényegét úgy elvezet a málnásba hogy ihaj.. ez jellemző minden könnyítésre való kalkulációs progira.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2010 október 28, 18:52
Írta: Kicsa Dátum 2010 október 28, 18:52
Értem!
Akkor keresek valami anyagot amiből megértem,az a baj hogy az angol oldalon sok minden homályos,elsősorban a nyelv miatt.
De nem adom fel... [#hehe]
Akkor keresek valami anyagot amiből megértem,az a baj hogy az angol oldalon sok minden homályos,elsősorban a nyelv miatt.
De nem adom fel... [#hehe]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 február 14, 16:04
Írta: Kicsa Dátum 2011 február 14, 16:04
Sziasztok!
Új év,új tervek...de a gép építés folytatódik...egyenlőre csak elméleti síkon,nem sikerült első nekifutásra meglépni a 'határt'. Hogy miről is beszélek? Kértem árajánlatot a lakhelyemen levő általam ismert legnagyobb acéltermékekkel foglalkozó cégtől : kicsit elszomorodtam.Kérdezném tőletek hogy ez kb reális árfekvés-e,ezzel kell számolnom...avagy van olcsóbb beszerzési forrás is?
Amire árajánlatot kértem :
M.H.LEMEZ 20X1000X2000 S235JRG2
320kg/tábla
265.-Ft/kg+Áfa
NÉGYZETVAS 40X40 S235JRG2
13kg/Fm
260.-Ft/kg+Áfa
HÚZOTT NÉGYZETACÉL 40-ES S235
13kg/Fm
395.-Ft/kg+Áfa
Hirtelen utánaszámoltam az egész tábla árának,kicsit megingatott...Az alumínium alapanyagról lemondtam,ezért néztem utána az acélnak...
Köszönöm szépen!
Új év,új tervek...de a gép építés folytatódik...egyenlőre csak elméleti síkon,nem sikerült első nekifutásra meglépni a 'határt'. Hogy miről is beszélek? Kértem árajánlatot a lakhelyemen levő általam ismert legnagyobb acéltermékekkel foglalkozó cégtől : kicsit elszomorodtam.Kérdezném tőletek hogy ez kb reális árfekvés-e,ezzel kell számolnom...avagy van olcsóbb beszerzési forrás is?
Amire árajánlatot kértem :
M.H.LEMEZ 20X1000X2000 S235JRG2
320kg/tábla
265.-Ft/kg+Áfa
NÉGYZETVAS 40X40 S235JRG2
13kg/Fm
260.-Ft/kg+Áfa
HÚZOTT NÉGYZETACÉL 40-ES S235
13kg/Fm
395.-Ft/kg+Áfa
Hirtelen utánaszámoltam az egész tábla árának,kicsit megingatott...Az alumínium alapanyagról lemondtam,ezért néztem utána az acélnak...
Köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 február 14, 16:22
Írta: 000000000 Dátum 2011 február 14, 16:22
>>>>madarvas<<<<
ár visszonyitásra jó...
ár visszonyitásra jó...
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 február 14, 16:28
Írta: 000000000 Dátum 2011 február 14, 16:28
látom a 20mm acélemzt hogy tervbe veted gondolom aztalnak lene az alap anyagja olyan helyet érdemes keresni ahol le is darabolják modjuk lézer vagy plazma az nem huza el a hö...
lemez sikot csak hogy szálitás sem olcso és egy helyen meg csináltatni pénztálca kimélöbb...
hasonlo cipöben járok én is épen..
lemez sikot csak hogy szálitás sem olcso és egy helyen meg csináltatni pénztálca kimélöbb...
hasonlo cipöben járok én is épen..
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 február 14, 16:31
Írta: 000000000 Dátum 2011 február 14, 16:31
milyen lefogatási modszert tervezel az acél aztalra?
furatháló vagy profilhornyos....mágneses?
furatháló vagy profilhornyos....mágneses?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 február 14, 16:41
Írta: Kicsa Dátum 2011 február 14, 16:41
Igen tervbe vettem,de nem csak asztalnak.Terveim szerint ebből lenne az X híd lineárjainak az alapja is,illetve az egész hidat tartó két oldalsó lemez is ebből lenne. Illetve a Z tengely 'szerelőlapja' is ilyen lett volna...viszont így hogy ilyen ára van,azt hiszem alaposan át kell gondolnom a konstrukciót...
A lefogatási módszerem valószínűleg furathálós lesz,,ezt meg tudom csinálni majd talán a géppel,önmagát síkbamarva előtte.
A lefogatási módszerem valószínűleg furathálós lesz,,ezt meg tudom csinálni majd talán a géppel,önmagát síkbamarva előtte.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 február 14, 16:49
Írta: 000000000 Dátum 2011 február 14, 16:49
szervos lesz?
milyen lineáris megvezetése lesz?
mekora lesz a géped munkaterülete?
milyen lineáris megvezetése lesz?
mekora lesz a géped munkaterülete?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 február 14, 17:02
Írta: Kicsa Dátum 2011 február 14, 17:02
Léptetőmotoros lesz. Kb 1 Nm-es léptecsek vannak hozzá,golyós orsókkal. Megvezetésre lineáris sín+kocsi,a Z és X tengelyen a 'jól megszokott' kocsis típus,az Y tengelyen pedig V alakú a sín és a hozzávaló kocsi.
Munkaterülete X - Y irányban kb 300 mm lesz,Z irányban pedig kb 100 mm.
Munkaterülete X - Y irányban kb 300 mm lesz,Z irányban pedig kb 100 mm.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 február 14, 17:22
Írta: 279nwbpsa Dátum 2011 február 14, 17:22
Szia Kicsa!
Én most lettem készen az új gépem X-Z tengelyeivel.30-as és 20-as anyagokat használtam.(Mondjuk az orsók még nem lettek beszerelve.)
Minden az ócskavastelepről van,mert az általad is említett céget nem nagyon lehet megfizetni...
Fehérváron és környékén van rá lehetőség,hogy ilyen helyeken vásárolj.Az Áfás ár általában 90-130Ft között van.Csak aránylag gyakran ki kell látogatni,nehogy elvigyék a jobb darabokat az orrod elől. :)
Én most lettem készen az új gépem X-Z tengelyeivel.30-as és 20-as anyagokat használtam.(Mondjuk az orsók még nem lettek beszerelve.)
Minden az ócskavastelepről van,mert az általad is említett céget nem nagyon lehet megfizetni...
Fehérváron és környékén van rá lehetőség,hogy ilyen helyeken vásárolj.Az Áfás ár általában 90-130Ft között van.Csak aránylag gyakran ki kell látogatni,nehogy elvigyék a jobb darabokat az orrod elől. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 február 14, 18:08
Írta: Szalai György Dátum 2011 február 14, 18:08
Hát mit fogsz munkálni ezzel a géppel a 20x1000x2000mm-es acéllemez asztalon?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 február 14, 18:42
Írta: Kicsa Dátum 2011 február 14, 18:42
Szia!
Engem mindenhonnan elhajtanak,van ahova be sem engedtek. :) Melyik Méh-telepen érdemes keresgélni? Tudnál adni tippet? :) Illetve ha jól emlékszem,veled beszéltem Rava motor átalakítással kapcsolatban,a tieddel van már valami fejlemény/eredmény/tapasztalat?
Szalai György! Nem ekkora asztalom lesz,csupán ilyen anyagból gondoltam.A vastagság a lényeg,az asztal mérete jóval kisebb lesz : kb 250*300 mm. Viszont mást is szerettem volna ilyen vastagságú anyagból építeni,de kicsit elbizonytalanodtam,az árakat látván. Viszont ez a Méh-telepi ár jóval szebben néz ki... :)
Engem mindenhonnan elhajtanak,van ahova be sem engedtek. :) Melyik Méh-telepen érdemes keresgélni? Tudnál adni tippet? :) Illetve ha jól emlékszem,veled beszéltem Rava motor átalakítással kapcsolatban,a tieddel van már valami fejlemény/eredmény/tapasztalat?
Szalai György! Nem ekkora asztalom lesz,csupán ilyen anyagból gondoltam.A vastagság a lényeg,az asztal mérete jóval kisebb lesz : kb 250*300 mm. Viszont mást is szerettem volna ilyen vastagságú anyagból építeni,de kicsit elbizonytalanodtam,az árakat látván. Viszont ez a Méh-telepi ár jóval szebben néz ki... :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 február 14, 19:50
Írta: Szalai György Dátum 2011 február 14, 19:50
Megnyugodtam.
Igen, a hulladék vas ára az jóval kedvezőbb. A hulladék alumíniumé is. Van még egy jó tulajdonsága az árán kívül is. Kifoghatók olyan darabok, amiken már csak alig kell utó munkálni. Ezzel együtt a hulladéktelep már verhetetlen forrás, ha egyedi, hobby géphez kell az anyag. Legtöbbször az jelent problémát, hogy a kívánt darabot a nem kívántból, csak nagyon körültekintően összeválogatott szerszámkészlettel lehet elfogadható minőségben kibontani. És egy ember sokszor kevés hozzá.
Igen, a hulladék vas ára az jóval kedvezőbb. A hulladék alumíniumé is. Van még egy jó tulajdonsága az árán kívül is. Kifoghatók olyan darabok, amiken már csak alig kell utó munkálni. Ezzel együtt a hulladéktelep már verhetetlen forrás, ha egyedi, hobby géphez kell az anyag. Legtöbbször az jelent problémát, hogy a kívánt darabot a nem kívántból, csak nagyon körültekintően összeválogatott szerszámkészlettel lehet elfogadható minőségben kibontani. És egy ember sokszor kevés hozzá.
Cím: Re:Épül a gépem ::: Kicsa
Írta: D.Laci Dátum 2011 február 14, 19:54
Írta: D.Laci Dátum 2011 február 14, 19:54
Nyíregyházán Kállói uti MÉH telepen ma láttam ~20-60mm vastag anyagokat. Ha stépen megkérad őket lángvágóval el vágják neked. ~100ft/kg.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 február 14, 19:56
Írta: Kicsa Dátum 2011 február 14, 19:56
Értem! Akkor ez mindenképp jó alternatíva az anyagbeszerzésre,viszont egyedül biztos hogy kevés vagyok hozzá : Semmilyen géppark nem áll a rendelkezésemre. De ez a következő 'lépcső' lesz,ha megvan az alapanyag,keresni olyan forgácsolós embert aki segít létrehozni a gépet. Vagy lehet hogy sorrendi csere kellene? Ez most jutott eszembe...hmmm...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 február 14, 19:58
Írta: Kicsa Dátum 2011 február 14, 19:58
Köszönöm de azt hiszem hogy ez nekem messze van,én Székesfehérváron lakom. Ha lehetőségem van rá,mindenképp valami közeli helyről szeretném beszerezni az alapanyagot.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 február 14, 20:26
Írta: 279nwbpsa Dátum 2011 február 14, 20:26
Az a vastelep,ami az állatkórház mögött van?
Vagy esetleg a Polgárdi?Bár ott most utoljára nem volt túl sok érdemleges cucc.
A Rava motorral nem foglalkoztam.Az a gravírozóhoz kell majd,de az most nem annyira lényeges számomra,mint egy,a mostaninál normálisabban használható kis marógép.
Vagy esetleg a Polgárdi?Bár ott most utoljára nem volt túl sok érdemleges cucc.
A Rava motorral nem foglalkoztam.Az a gravírozóhoz kell majd,de az most nem annyira lényeges számomra,mint egy,a mostaninál normálisabban használható kis marógép.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 február 14, 20:36
Írta: Szalai György Dátum 2011 február 14, 20:36
A telepi durva kaszabolásra szoktak ott lenni lángvágósok, a trógerolásra meg markológép, vagy targonca. Ezek az eszközök, eseti megállapodás alapján, többnyire működnek. De kulcsokat, csavarhúzókat, csapágylehúzót, kalapácsot, stb. azt vinni kell. Nem kevés. Megélhetne egy helyi szerszámkölcsönző vállalkozás.
Vasalkatrész gubizásnál a súlyt nem lehet győzni, hamar összejön pár száz kiló. Ahhoz másképpen kell táplálkozni, ezért maradtam az üreges alunál. Igaz, hogy a vas kilója olcsóbb, de nehéz. Aluval is fel kell kötni a gatyát és nem csak a zsebre vágott csavarok miatt.
Vasalkatrész gubizásnál a súlyt nem lehet győzni, hamar összejön pár száz kiló. Ahhoz másképpen kell táplálkozni, ezért maradtam az üreges alunál. Igaz, hogy a vas kilója olcsóbb, de nehéz. Aluval is fel kell kötni a gatyát és nem csak a zsebre vágott csavarok miatt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 február 14, 20:42
Írta: Kicsa Dátum 2011 február 14, 20:42
Állatkórház? Ott nem voltam...azt nem ismerem. Amit én tudok,az kint van a Farkasvermi út végén.Illetve volt egy a Balatoni úton a felüljáró mellett (hak ifelé mész a városból-jobbra lent),de az már megszűnt.
Hát ez a világ nekem teljesen ismeretlen,lehet hogy hozzá kéne csapódnom egy ilyen portyákban járatos emberkéhez,aki beavatna a rejtelmekbe. (22 éves vagyok... )
Hát ez a világ nekem teljesen ismeretlen,lehet hogy hozzá kéne csapódnom egy ilyen portyákban járatos emberkéhez,aki beavatna a rejtelmekbe. (22 éves vagyok... )
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 február 14, 21:30
Írta: 279nwbpsa Dátum 2011 február 14, 21:30
Foci pályával majdnem szemben,Homoksori temető mellett,állatkórház mögött.Így már nem lehet eltéveszteni. :)
Nincsen ebben a dologban semmi különös.Csak némi szabadidő,valamennyi pénz és ha lehet,akkor szerszám kell hozzá.Ja,meg türelem. :)Mert nem mindig találsz amit éppen szeretnél.Ezért célszerű időről időre körülnézni...
Nincsen ebben a dologban semmi különös.Csak némi szabadidő,valamennyi pénz és ha lehet,akkor szerszám kell hozzá.Ja,meg türelem. :)Mert nem mindig találsz amit éppen szeretnél.Ezért célszerű időről időre körülnézni...
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2011 február 14, 21:59
Írta: 88nwcf22d Dátum 2011 február 14, 21:59
Győr vagy környékén nem tud valaki ilyen telepet?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 február 14, 22:47
Írta: 000000000 Dátum 2011 február 14, 22:47
NY
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 február 14, 22:48
Írta: 000000000 Dátum 2011 február 14, 22:48
NyariG levél ment.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 február 24, 14:14
Írta: Kicsa Dátum 2011 február 24, 14:14
Sziasztok!
Voltak kint a Méh telepen,a Homoksorit vettem célba. Nem sok minden,egyáltalán elgondolásra érdemes dolgot láttam,csupán egy 'tábla' lemez volt : Kb 10-15 mm vastag lehetett,méretre pedig olyan 800*500-as kb. Azt mondta ott egy emberke,kb 1 mázsa lehet. Az átvételi ár 60-70 Ft,gondolom olyan 100 körül tovább is adják. Sajnos a telep hátsó résézre nem jutottam be,épp raktak ki egy konténert,a darus rámpirított hogy ne keverjek ott,így eljöttem. Viszonyt láttam ott sok sok vilanymotort,kis és nagyteljesítményűt is. Eszterga főhajtásnak pont jók lennének...csak nemtudom,van-e valami bajuk. Na de ez mellékes,legközelebbi ilyen túrám a feketehegyi telepre vzeet majd. Közben viszont kicsit elgondolkoztam a kész anyag méretre vágatásáról is. Mert mint említettem,megmunkálni nem tudom a nyersanyagot sem...[#lookaround]
Voltak kint a Méh telepen,a Homoksorit vettem célba. Nem sok minden,egyáltalán elgondolásra érdemes dolgot láttam,csupán egy 'tábla' lemez volt : Kb 10-15 mm vastag lehetett,méretre pedig olyan 800*500-as kb. Azt mondta ott egy emberke,kb 1 mázsa lehet. Az átvételi ár 60-70 Ft,gondolom olyan 100 körül tovább is adják. Sajnos a telep hátsó résézre nem jutottam be,épp raktak ki egy konténert,a darus rámpirított hogy ne keverjek ott,így eljöttem. Viszonyt láttam ott sok sok vilanymotort,kis és nagyteljesítményűt is. Eszterga főhajtásnak pont jók lennének...csak nemtudom,van-e valami bajuk. Na de ez mellékes,legközelebbi ilyen túrám a feketehegyi telepre vzeet majd. Közben viszont kicsit elgondolkoztam a kész anyag méretre vágatásáról is. Mert mint említettem,megmunkálni nem tudom a nyersanyagot sem...[#lookaround]
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 február 24, 14:27
Írta: xfg6v697j Dátum 2011 február 24, 14:27
én a feketehegyi méh közelében lakom régebben én is túrtam jó dolgokat , de már pár éve nem engedik meg,legalábbis nekem nem sikerült bejutnom turkálni, peig több kísérletet is tettem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 február 24, 15:05
Írta: 279nwbpsa Dátum 2011 február 24, 15:05
Kb. egy órája értünk haza a Homoksoriból.
Az eladási 120Ft+Áfa.Egy db 1000×550×15mm lemezt vett egy fórumtársunk,akivel ott voltam.Én meg találtam egy léptetőmotort. :)
A darut meg kell várni,míg kirakodik,meg eleve figyelni is kell ilyen helyen,nehogy baj érjen!
Amúgy van néhány 80×80×900,100×100×900mm méretű négyszög anyag,meg 30-50mm vastagságú anyagok is.Ja,meg kallódik ott néhány golyós anya,a lánggal vágott orsókkal együtt,az egyik fejre fordított konténer tetején.
Csak jól körül kell nézni és nem kell kapkodni...
A polgárdi telep meg felejtős,megint kitalálták,hogy nem lehet bemenni... :(
Az eladási 120Ft+Áfa.Egy db 1000×550×15mm lemezt vett egy fórumtársunk,akivel ott voltam.Én meg találtam egy léptetőmotort. :)
A darut meg kell várni,míg kirakodik,meg eleve figyelni is kell ilyen helyen,nehogy baj érjen!
Amúgy van néhány 80×80×900,100×100×900mm méretű négyszög anyag,meg 30-50mm vastagságú anyagok is.Ja,meg kallódik ott néhány golyós anya,a lánggal vágott orsókkal együtt,az egyik fejre fordított konténer tetején.
Csak jól körül kell nézni és nem kell kapkodni...
A polgárdi telep meg felejtős,megint kitalálták,hogy nem lehet bemenni... :(
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 február 24, 15:10
Írta: 279nwbpsa Dátum 2011 február 24, 15:10
Ja,az ottani villanymotorok állapotáról nem tudok mit mondani.Elképzelhetőnek tartom,hogy kipróbálás után fizeted ki és viszed haza.
Viszont,ha villanymotor kell,azt nálam is gubizhatsz. :)Van 5-6db.Cserebere simán beleférhet.Úgy sem fogom mindet használni.
Tulajdonképpen marót,vagy esztergát akarsz készíteni?Vagy mindegyiket?
Viszont,ha villanymotor kell,azt nálam is gubizhatsz. :)Van 5-6db.Cserebere simán beleférhet.Úgy sem fogom mindet használni.
Tulajdonképpen marót,vagy esztergát akarsz készíteni?Vagy mindegyiket?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 február 24, 15:35
Írta: Kicsa Dátum 2011 február 24, 15:35
A fene egye meg! Pont elkerültük egymást akkor...Ha ilyen nagy szaki vagy ebben a témában,esetleg a legközelebbi portyád alkalmával hozzád verődhetnék? Amolyan tanuló körútnak gondoltam,sajnos nem jártam ilyen helyen,nem tudom hogy hol-mit érdemes/lehet/szabad.
Lehet hogy azt a lemezt láttam én is,egy raklapon volt,akkor vitték oda. Volt még ott nagyobb tábla de jóval vékonyabb lemez,3-5 mm-es táblamaradékok,illetve a legalján valami kis kontúrvágott alkatrészeket tartalmazó hulladék darab. Mennyibe került az a lemez?
A motort csak felvetettem,egyenlőre egy marót szeretnék összerakni.Ha készen vagyok vele,utána kezdek gondolkozni esztergában,úgy érzem azt könnyebb lesz kivitelezni. Viszont most teljes erővel marógép...
A feketehegyin voltam egyszer régen,akkor engem sem engedtek be,viszont zárás előtt 10 perccel voltam,ekkora erre fogtam. Ezekszerint nem csak ez volt az ok? Nem értem,akkor ők csak felvásárolnak?
Lehet hogy azt a lemezt láttam én is,egy raklapon volt,akkor vitték oda. Volt még ott nagyobb tábla de jóval vékonyabb lemez,3-5 mm-es táblamaradékok,illetve a legalján valami kis kontúrvágott alkatrészeket tartalmazó hulladék darab. Mennyibe került az a lemez?
A motort csak felvetettem,egyenlőre egy marót szeretnék összerakni.Ha készen vagyok vele,utána kezdek gondolkozni esztergában,úgy érzem azt könnyebb lesz kivitelezni. Viszont most teljes erővel marógép...
A feketehegyin voltam egyszer régen,akkor engem sem engedtek be,viszont zárás előtt 10 perccel voltam,ekkora erre fogtam. Ezekszerint nem csak ez volt az ok? Nem értem,akkor ők csak felvásárolnak?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 február 24, 16:41
Írta: 279nwbpsa Dátum 2011 február 24, 16:41
Az új nick nevem ezentúl Gubiszaki!
Jobb,ha gyorsan helyesbítem is az adatlapomon.[#nyes]
Ha priviben cserélünk telefonszámot,akkor tudok szólni,ha megyek körülnézni...Bár elég ötletszerűen szokott alakulni az ilyesmi...
Jobb,ha gyorsan helyesbítem is az adatlapomon.[#nyes]
Ha priviben cserélünk telefonszámot,akkor tudok szólni,ha megyek körülnézni...Bár elég ötletszerűen szokott alakulni az ilyesmi...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 február 25, 18:03
Írta: Kicsa Dátum 2011 február 25, 18:03
Remélem nem sértettelek meg vele! [#integet2]
Én életemben először jártam ilyen helyen,nem is túl sok sikerrel,ezért írtam hogy te ezek szerint szaki vagy.
Azért majd kérek egy árajánlatot olyan cégtől,aki esetleg készre vágná a darabokat,nem tudom hogy milyen árfekvéssel dolgoznak.
Én életemben először jártam ilyen helyen,nem is túl sok sikerrel,ezért írtam hogy te ezek szerint szaki vagy.
Azért majd kérek egy árajánlatot olyan cégtől,aki esetleg készre vágná a darabokat,nem tudom hogy milyen árfekvéssel dolgoznak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 01, 16:05
Írta: Kicsa Dátum 2011 március 01, 16:05
Egyre közelebb vagyok a gép építésének gyakorlati megvalósításához,egy újabb ötletet vetnék fel : Ha az X és Y híd lineáris vezetőit egy kb 60*40-es,vastag falú (3-5 mm)harmatára csavaroznám fel,szerintetek megfelelő lenne? Egy kb 700mm*180 mm-es külméretekkel rendelkező keretet szeretnék csinálni belőle,a keret kapna minimum egy merevítést a hosszabbik oldallal párhuzamosan. (Ez tartaná az órsót illetve a léptetőmotort is)
Felcsavaroznám a linerási vezetőket,majd kiöntetném sima zsákos betonnal.
Időközben sikerült beszereznem 70*10-es laposacélt,2 szálat illetve egy kb 80*80-as négyzetacél darabot,mintegy 180 mm hosszút. Jó nehéz...[#beka2]
Mindkettő édesapám jóvoltából érkezett...
Ha ez jó ötlet,akkor további kérdés : síkba kellene-e marni a zártszelvényt,mielőtt csavarozom a vezetőket? Milyen felületi minőségük lehet?
Felcsavaroznám a linerási vezetőket,majd kiöntetném sima zsákos betonnal.
Időközben sikerült beszereznem 70*10-es laposacélt,2 szálat illetve egy kb 80*80-as négyzetacél darabot,mintegy 180 mm hosszút. Jó nehéz...[#beka2]
Mindkettő édesapám jóvoltából érkezett...
Ha ez jó ötlet,akkor további kérdés : síkba kellene-e marni a zártszelvényt,mielőtt csavarozom a vezetőket? Milyen felületi minőségük lehet?
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2011 március 01, 18:15
Írta: sanka74 Dátum 2011 március 01, 18:15
Szia! Én ezt ugy csináltam hogy lapos alu rudat vásároltam, 60x20-ast illetve 50x30-ast. Ebbe mertam bele egy 2 mm mély és a lin vezeték szélességének megfelelő árkot, majd rögzítettem a lin vezetékekekt. Utána ezt az alu + lin vezetéket tettem az állványra illetve a keresztgerendára ami nálam 100 x 50-es alu gépépítő elem. A fotóimon láthatod. A zártszelvénnyel az a baj hogy síkba kell marnod, (pláne ha a keretet ugy akarod összehegeszteni), mivel nem igazán egyenesek, a lapos alu egyenesebb és jobban meg is van munkálva.Ezt tapasztalatból mondom, az első gépemen én is zártszszelvényekre tettem a lin vezetékeket, nem martam síkba, jó lett, nem szorúlt, könnyen pontosan járt, de ahogy most csinláltam ugy jobb.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 01, 18:36
Írta: Kicsa Dátum 2011 március 01, 18:36
Szia!
Megnéztem a topicodban a képeket és minden világos. Viszont az aluba is bele kell marni az árkot,amibe a sín beleül. Ha síkba marnám a zártszelvényt úgy gondolom jó lenne : viszont ha a zártszelvényt 'békénhagyom' és még arra csavarozok egy laposacélt (10 mm vastag) ,az síkbamarva megfelelő lenne szerinted?
A laposacél megvan,ezért szeretném mindenképp felhasználni. A zártszelvény pedig olcsó...ezért gondoltam rá. Gondolom az alu elég drága,tudsz körübelüli árat mondani hogy mennyiért vetted? Elég idegesítő hogy minden 'apróságra' külön árajánlatot kell kérni a cégektől...
Megnéztem a topicodban a képeket és minden világos. Viszont az aluba is bele kell marni az árkot,amibe a sín beleül. Ha síkba marnám a zártszelvényt úgy gondolom jó lenne : viszont ha a zártszelvényt 'békénhagyom' és még arra csavarozok egy laposacélt (10 mm vastag) ,az síkbamarva megfelelő lenne szerinted?
A laposacél megvan,ezért szeretném mindenképp felhasználni. A zártszelvény pedig olcsó...ezért gondoltam rá. Gondolom az alu elég drága,tudsz körübelüli árat mondani hogy mennyiért vetted? Elég idegesítő hogy minden 'apróságra' külön árajánlatot kell kérni a cégektől...
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2011 március 01, 19:20
Írta: sanka74 Dátum 2011 március 01, 19:20
A 50x30-as 2,2 méter volt 12 ezer,kb 1400 Ft/kg. 2700kg/m3-el lehet számolni.Ugy is jó lehet,ahogy Te mondod, csak az a baj a 10 mm laposacélt ha görbe a zártszelvényed akkor elhuzza.De nem hiszem hogy 2-3 tizeden felül van a zártszelvény görbesége, akkor az már szerintem jó, bár nem tudom mihez építed a géped.Én az alut a Vasex-től vettem, igaz orosházán, de sztem ez országos hálózat.Külön kellett lekérnem, az 50x30-as és a 60x20-as nem egy járatos méret volt. A ferropont-nál is be lehet szerezni, bár ott nem nagyon örülnek a kis mennyiségeknek.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ra8nsmk6w Dátum 2011 március 01, 20:24
Írta: ra8nsmk6w Dátum 2011 március 01, 20:24
Ha nem bizol a zártszelvény sikjában ( én nem tenném) akkor használhatsz "beágyazó" műgyantát.
Loktite termék, A száma most nem ugrik be. Én azt használtam, nekem bevált. 24 órás, van idő közben a beállitásra és pozicionálásra. Késöbb már olyan mint a beton. Talán 6500 ft volt a két flakon, de egy nagy gépre is bőven elég
Loktite termék, A száma most nem ugrik be. Én azt használtam, nekem bevált. 24 órás, van idő közben a beállitásra és pozicionálásra. Késöbb már olyan mint a beton. Talán 6500 ft volt a két flakon, de egy nagy gépre is bőven elég
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 02, 06:36
Írta: Kicsa Dátum 2011 március 02, 06:36
A zártszelvényben akkor nem bízok,viszont mellette szól a olcsóság és a merevség.
Ezt a műgyantát nem értem,azzal ragasszam rá a laposacélt? Ha igen,mi lenne ha az is hegesztett lenne? Csavarozni nagyon nem tudom a vastagság miatt,viszont ha ráhegeszteném,és utána lenne síkbamarva... ?Vagy akkor már túl sok a hegesztés?
A gép olyan univerzális lenne,tervben van fémmegmunkálás is. Viszont ahogy nézegetem itt az adatokat,a mozgó tömeget csökkentenem kell,nem lesznek megfelelőek a léptetőmotork,ha így haladok...
Ezt a műgyantát nem értem,azzal ragasszam rá a laposacélt? Ha igen,mi lenne ha az is hegesztett lenne? Csavarozni nagyon nem tudom a vastagság miatt,viszont ha ráhegeszteném,és utána lenne síkbamarva... ?Vagy akkor már túl sok a hegesztés?
A gép olyan univerzális lenne,tervben van fémmegmunkálás is. Viszont ahogy nézegetem itt az adatokat,a mozgó tömeget csökkentenem kell,nem lesznek megfelelőek a léptetőmotork,ha így haladok...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 17, 10:05
Írta: Kicsa Dátum 2011 március 17, 10:05
Sziasztok!
Megkaptam az első alkatrészt a leendő géphez. Vízzel lett kivágva,remélem sikerül a kép linkelés,először csinálom... [#bohoc]


A furatok mindenhol átmérő 3-asok lettek,ezeket fúrom majd fel a megfelelő átmérőkre. Tudtok ötletet adni,hogy a belső kulcsnyílású csavaroknak hogyan süllyesszem be a fejét? Nem szeretném csak simán fúróval megfúrni mert ugye annak az alja kúpos,amire nem fekszik fel a csavar feje / alátét.
Köszönöm
Megkaptam az első alkatrészt a leendő géphez. Vízzel lett kivágva,remélem sikerül a kép linkelés,először csinálom... [#bohoc]
A furatok mindenhol átmérő 3-asok lettek,ezeket fúrom majd fel a megfelelő átmérőkre. Tudtok ötletet adni,hogy a belső kulcsnyílású csavaroknak hogyan süllyesszem be a fejét? Nem szeretném csak simán fúróval megfúrni mert ugye annak az alja kúpos,amire nem fekszik fel a csavar feje / alátét.
Köszönöm
Cím: Re:Épül a gépem ::: Kicsa
Írta: neduddgi Dátum 2011 március 17, 10:16
Írta: neduddgi Dátum 2011 március 17, 10:16
Lehet kapni, ilyen süllyesztőt, úgy néz ki mint egy felköszörült marószár.
... vagy köszörülhetsz is magadnak, ha van hozzá eszközöd.
... vagy köszörülhetsz is magadnak, ha van hozzá eszközöd.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 17, 11:13
Írta: Szalai György Dátum 2011 március 17, 11:13
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 17, 11:19
Írta: Szalai György Dátum 2011 március 17, 11:19
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 március 17, 11:24
Írta: 000000000 Dátum 2011 március 17, 11:24
A furatokat is vízzel fújták (fúrták) ki? Milyen pontosság érhető így el?
Cím: Re:Épül a gépem ::: Kicsa
Írta: neduddgi Dátum 2011 március 17, 11:42
Írta: neduddgi Dátum 2011 március 17, 11:42
Kb. ilyen:
"A furatok mindenhol átmérő 3-asok lettek,ezeket fúrom majd fel a megfelelő átmérőkre." #219
Tudtommal nem szokták kész méretre kérni a furatokat, "csíkos" lesz belül, viszont pozícióban vannak.
"A furatok mindenhol átmérő 3-asok lettek,ezeket fúrom majd fel a megfelelő átmérőkre." #219
Tudtommal nem szokták kész méretre kérni a furatokat, "csíkos" lesz belül, viszont pozícióban vannak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2011 március 17, 11:43
Írta: Rabb Ferenc Dátum 2011 március 17, 11:43
Te nem olvasod a fórumot? Másfél hónapja volt téma...
Mechanikai ötletek: #8733 #8736 #8773 #8782 #8789
Mechanikai ötletek: #8733 #8736 #8773 #8782 #8789
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 március 17, 11:50
Írta: 000000000 Dátum 2011 március 17, 11:50
Köszönöm. A pozícióra gondoltam, a pontosság tudom, hogy nem lesz elég.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2011 március 17, 11:53
Írta: Rabb Ferenc Dátum 2011 március 17, 11:53
A javasolt furatméreteket megtalálod Sasi weblapján
Cím: Re:Épül a gépem ::: Kicsa
Írta: t334wehtf Dátum 2011 március 17, 12:19
Írta: t334wehtf Dátum 2011 március 17, 12:19
Hehe, a pdf-ek egy részét még én rajzoltam egyetemista koromban... :D
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 17, 15:48
Írta: Kicsa Dátum 2011 március 17, 15:48
Sziasztok!
Megpróbálok mindenkinek egyszerre válaszolni,remélem nem hagyok ki senki sem a sorból.
Köszönöm szépen a linkeléseket illetve a felvilágosítást,csapos süllyesztő néven találtam jópárat,de ahogy említettétek,elég drágák.
A furatok is vízzel lettek 'vágva',először naívan mindenhova a kész méretet adtam meg de felesleges lett volna. A névleges méretük 3 mm,a belépő oldalon (kínai tolómérővel mérve) eggyezik,viszont a kilépő oldalon 3.3-3.4 mm.
Elsősorban a pozíció volt fontos,kézi fúrógéppel fogom kifurkálni őket a m,egfelelő méretre.
Ezekben menet nem lesz,csak a csavarfejek süllyesztve,a menet majd a tartókonzolban illetve a 4zetes hasábokban lesznek. Szép lesz azokat átfúrni pontosan...[#circling]
A mechanikai ötletekben lévő süllyesztő elkerülte a figyelmem,mostanában nincs túl sok időm fórumozni sajnos [#nemtudom]
Megpróbálok mindenkinek egyszerre válaszolni,remélem nem hagyok ki senki sem a sorból.
Köszönöm szépen a linkeléseket illetve a felvilágosítást,csapos süllyesztő néven találtam jópárat,de ahogy említettétek,elég drágák.
A furatok is vízzel lettek 'vágva',először naívan mindenhova a kész méretet adtam meg de felesleges lett volna. A névleges méretük 3 mm,a belépő oldalon (kínai tolómérővel mérve) eggyezik,viszont a kilépő oldalon 3.3-3.4 mm.
Elsősorban a pozíció volt fontos,kézi fúrógéppel fogom kifurkálni őket a m,egfelelő méretre.
Ezekben menet nem lesz,csak a csavarfejek süllyesztve,a menet majd a tartókonzolban illetve a 4zetes hasábokban lesznek. Szép lesz azokat átfúrni pontosan...[#circling]
A mechanikai ötletekben lévő süllyesztő elkerülte a figyelmem,mostanában nincs túl sok időm fórumozni sajnos [#nemtudom]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 22, 15:43
Írta: Kicsa Dátum 2011 március 22, 15:43
Sziasztok ismét!
Alakul minden szépen,már csak egy nagy kérdés van : hogyan kapcsoljam össze az X-Z tengelyt az Y tengellyel.
Van két kép róla,hogy is néz ki most : A magasság még nem végleges de a pozíciók körülbelül stimmelnek szerintem. Volna valakinek valami jó kis ötlete? Napok óta agyalok ezen...Köszönöm szépen!


Alakul minden szépen,már csak egy nagy kérdés van : hogyan kapcsoljam össze az X-Z tengelyt az Y tengellyel.
Van két kép róla,hogy is néz ki most : A magasság még nem végleges de a pozíciók körülbelül stimmelnek szerintem. Volna valakinek valami jó kis ötlete? Napok óta agyalok ezen...Köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 22, 16:30
Írta: 279nwbpsa Dátum 2011 március 22, 16:30
Az Y-tengelyt ráteszed egy kazánlemezre,az X két végéhez meg vágsz két darab "háromszöget".
Ez nem túl eredeti ötlet,de merevíteni is lehet még utólag és elég egyszerű.A későbbi állítgatást is viszonylag könnyen meg tudod valósítani.
Ez nem túl eredeti ötlet,de merevíteni is lehet még utólag és elég egyszerű.A későbbi állítgatást is viszonylag könnyen meg tudod valósítani.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 22, 16:31
Írta: 279nwbpsa Dátum 2011 március 22, 16:31
Az Y tengely sínjeit nem teszed picit szélesebbre?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 22, 16:40
Írta: Szalai György Dátum 2011 március 22, 16:40
Hogy is lesz ez? Mozgó asztal, álló híd? Már annyi sok gép épül itt, hogy nekem már igazán nem is kéne építeni egyet.
Hát, a főmotort tartó két bilincsed, az elég barocco-sra sikerült, tele van kanyarral, mint huszármentén a zsinórozás.
Gyönyörűen letisztult az elképzelésed. Nem lógnak ki a motorok, minden pont ott vastag ahol kell,
„A magasság még nem végleges”
De! Te határoztad meg véglegesen, a Z golyósorsó választásakor. Most már a golyósorsó munkaútja meghatározza a Z mozgástartományt, az pedig a szükséges keret magasságot. Ha nem ehhez igazodsz, akkor vagy nem ér majd le a marószerszám a munkatér aljáig, vagy nem tudod kihasználni az orsó teljes munkaútját. Akkor volna épp jó, ha a befogható legvastagabb marószár érne le pont a munkatér aljára. Kisebb átmérőjű, rövidebb szerszám használatakor szerintem kedvezőbb alápakolni a munkadarabot, mint vastagabb és hosszabb szerszámnál alacsonyabb munkatérre korlátozódni.
Azt nagyon vedd figyelembe a keret tervezésekor, hogy az lesz a megmunkálásban résztvevő leg nagyobb méretű alkatrész. Ezért a leg rezgésképesebb is. Hibába volt az eddigi sok fejtörés, ha a keret gyenge, akkor majd az egészet viszi az ördög.
Állítsd be légy szíves a rajzon a hidat a megfelelő magasságra és tegyél fel nekem egy pont oldalnézeti meg egy pont elölnézeti képet. Esetleg egy felülnézetit is. Hadd rajzolgathassak kedvemre, azután majd eldöntöd, hogy hasznát veszed-e. Lehet, hogy magad is épp arra a megoldásra jutsz.
Hát, a főmotort tartó két bilincsed, az elég barocco-sra sikerült, tele van kanyarral, mint huszármentén a zsinórozás.
Gyönyörűen letisztult az elképzelésed. Nem lógnak ki a motorok, minden pont ott vastag ahol kell,
„A magasság még nem végleges”
De! Te határoztad meg véglegesen, a Z golyósorsó választásakor. Most már a golyósorsó munkaútja meghatározza a Z mozgástartományt, az pedig a szükséges keret magasságot. Ha nem ehhez igazodsz, akkor vagy nem ér majd le a marószerszám a munkatér aljáig, vagy nem tudod kihasználni az orsó teljes munkaútját. Akkor volna épp jó, ha a befogható legvastagabb marószár érne le pont a munkatér aljára. Kisebb átmérőjű, rövidebb szerszám használatakor szerintem kedvezőbb alápakolni a munkadarabot, mint vastagabb és hosszabb szerszámnál alacsonyabb munkatérre korlátozódni.
Azt nagyon vedd figyelembe a keret tervezésekor, hogy az lesz a megmunkálásban résztvevő leg nagyobb méretű alkatrész. Ezért a leg rezgésképesebb is. Hibába volt az eddigi sok fejtörés, ha a keret gyenge, akkor majd az egészet viszi az ördög.
Állítsd be légy szíves a rajzon a hidat a megfelelő magasságra és tegyél fel nekem egy pont oldalnézeti meg egy pont elölnézeti képet. Esetleg egy felülnézetit is. Hadd rajzolgathassak kedvemre, azután majd eldöntöd, hogy hasznát veszed-e. Lehet, hogy magad is épp arra a megoldásra jutsz.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 22, 17:20
Írta: Kicsa Dátum 2011 március 22, 17:20
Szalai György!
Igen,ez mozgó asztalos,fix hidas verzió lesz,jól látod. A tartó bilincsekbe egy picikét szabadjára engedtem a 'design-vénámat',úgy gondoltam hogy itt lehet szépet (számomra szépet [#circling] )alkotni,úgy hogy nem megy a célszerűség rovására.
Elég jól terpeszt,masszívan megtartja a Rava motorom.
Köszönöm a dícsértetet,remélem a valóságban sem fogok csalódni.
A magasság kérdésében természetesen úgy értettem hogy megvan a végleges magasság az orsó miatt,ahogy írod. Csupán az a helyzet hogy a 4 lineár kocsira nem mehet közvetlenül az asztal (beleérne a léptetőmotorba),így arra megy még egy ~ 20 mm-es alu lap,ami a 4 kocsit fixen összekötni. Méretügyileg nem nagyobb ez a lap,mint a 4 kocsi befoglaló mérete. A végleges munkaasztal pedig majd erre lesz rácsavarozva.
VTamás!
50 mm-rel növeltem meg köztük a távolságot. Sokkal jobban néz ki így!
[#vigyor0]

Felülről
Oldalról
Szemből
Sajnos kicsit 'csámpásak' lettek a képek,a koordináta rendszerrel van egy kis gondom,valamiért kicsit elforgatva sikerült szerkeszteni és ezért nem 'működik' a beépített nézetválasztó megfelelően.
Igen,ez mozgó asztalos,fix hidas verzió lesz,jól látod. A tartó bilincsekbe egy picikét szabadjára engedtem a 'design-vénámat',úgy gondoltam hogy itt lehet szépet (számomra szépet [#circling] )alkotni,úgy hogy nem megy a célszerűség rovására.
Elég jól terpeszt,masszívan megtartja a Rava motorom.
Köszönöm a dícsértetet,remélem a valóságban sem fogok csalódni.
A magasság kérdésében természetesen úgy értettem hogy megvan a végleges magasság az orsó miatt,ahogy írod. Csupán az a helyzet hogy a 4 lineár kocsira nem mehet közvetlenül az asztal (beleérne a léptetőmotorba),így arra megy még egy ~ 20 mm-es alu lap,ami a 4 kocsit fixen összekötni. Méretügyileg nem nagyobb ez a lap,mint a 4 kocsi befoglaló mérete. A végleges munkaasztal pedig majd erre lesz rácsavarozva.
VTamás!
50 mm-rel növeltem meg köztük a távolságot. Sokkal jobban néz ki így!
[#vigyor0]
Felülről
Oldalról
Szemből
Sajnos kicsit 'csámpásak' lettek a képek,a koordináta rendszerrel van egy kis gondom,valamiért kicsit elforgatva sikerült szerkeszteni és ezért nem 'működik' a beépített nézetválasztó megfelelően.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 22, 21:29
Írta: Szalai György Dátum 2011 március 22, 21:29
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 23, 05:59
Írta: Szalai György Dátum 2011 március 23, 05:59
Aludtam rá egyet. Az előre-hátra merevítés szerintem már túl is lő a célon ezért anyagpocsékolás.
Megteszi a csak előre irányú is.
Megteszi a csak előre irányú is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 március 23, 08:34
Írta: 000000000 Dátum 2011 március 23, 08:34
Ezzel a megoldással biztosan nem lesz gond.[#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 március 23, 09:24
Írta: svejk Dátum 2011 március 23, 09:24
És a hatvani péntek estére mikor alszol egyet? :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 23, 09:35
Írta: 279nwbpsa Dátum 2011 március 23, 09:35
Ilyenre gondoltam én is,illetve ilyet készítek.
Ez egyszerű és jól kimerevíthető.
Ez egyszerű és jól kimerevíthető.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 23, 15:51
Írta: Szalai György Dátum 2011 március 23, 15:51
Hát a péntek estére majd szombaton. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 23, 16:16
Írta: Szalai György Dátum 2011 március 23, 16:16
Merevítés gond talán nem lesz vele, csak szegény orra bukik, mikor elől van az asztal, és rajta a munkadarab.
Valami tuti befutó láb kell még neki.
Valami tuti befutó láb kell még neki.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 23, 17:35
Írta: Kicsa Dátum 2011 március 23, 17:35
Nagyon szépen köszönöm a tervet,ahogy látom,minden szakember csakis dícsérni tudja : Nem is keresek más megoldást.
Lábnak mondjuk lehetne 2 db szintezőláb a középvonalban,egyik elöl,másik hátul.
Megemelni úgy sem akarom velük,csupán egy stabilabb állapotot létrehozni.
Na megyek,el is kezdem rajzolgatni,köszönöm szépen!
Lábnak mondjuk lehetne 2 db szintezőláb a középvonalban,egyik elöl,másik hátul.
Megemelni úgy sem akarom velük,csupán egy stabilabb állapotot létrehozni.
Na megyek,el is kezdem rajzolgatni,köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 7vpav5d32 Dátum 2011 március 24, 07:21
Írta: 7vpav5d32 Dátum 2011 március 24, 07:21
Stabil kis dög lesz! [#worship]
(Végre van valaki akit lehet a catiával
kapcsolatban kérdezgetni)
(Végre van valaki akit lehet a catiával
kapcsolatban kérdezgetni)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 24, 19:58
Írta: Kicsa Dátum 2011 március 24, 19:58
Szia!
Nem vagyok benne profi,de ha valami kérdésed van,nyugodtan jöhet!
Nem vagyok benne profi,de ha valami kérdésed van,nyugodtan jöhet!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2011 március 25, 22:47
Írta: 88nwcf22d Dátum 2011 március 25, 22:47
Én már kb 5 éve a Catiával keresem a kenyerem. Szóval Part disign, Assemby disign, drawtingban tudsz akár tőlem is kérdezni
generativ sape dising az annyira nem megy de egykét dolog oké.
A CAM-os részét meg most tanulom :D
generativ sape dising az annyira nem megy de egykét dolog oké.
A CAM-os részét meg most tanulom :D
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2011 március 25, 22:51
Írta: 88nwcf22d Dátum 2011 március 25, 22:51
Kicsa segítségével :D
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 26, 15:20
Írta: Kicsa Dátum 2011 március 26, 15:20
Szevasztok!
Catia..a legjobbkor! Kicsit zsákbamacska ugyan de kaptam egy levelet az Egyetemről : miszerint Catia kézikönyvet lehet vásárolni. Érdekelne itt valakit? Ha már így szóba került...sajnos nem tudok róla semmit sem még,majd szerdán v csütörtökön tudok mondani többet,bemegyek és megkérdem a részleteket.
Catia..a legjobbkor! Kicsit zsákbamacska ugyan de kaptam egy levelet az Egyetemről : miszerint Catia kézikönyvet lehet vásárolni. Érdekelne itt valakit? Ha már így szóba került...sajnos nem tudok róla semmit sem még,majd szerdán v csütörtökön tudok mondani többet,bemegyek és megkérdem a részleteket.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Torro60 Dátum 2011 március 26, 17:22
Írta: Torro60 Dátum 2011 március 26, 17:22
Szia Kicsa!
A legjobbkor!Pont most keresek Catia könyveket.
Ha tudsz részleteket akkor irj!
Egyébkét a gépépitéshez kitartás!
Megtudod csinálni!
Aki,Catia-ban ilyen jó mint Te,az képes rá!
A legjobbkor!Pont most keresek Catia könyveket.
Ha tudsz részleteket akkor irj!
Egyébkét a gépépitéshez kitartás!
Megtudod csinálni!
Aki,Catia-ban ilyen jó mint Te,az képes rá!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 26, 17:36
Írta: Kicsa Dátum 2011 március 26, 17:36
Szia!
Rendben van,utánakérdezek és mindenképpen írok!
Köszönöm szépen,jelenleg akadtak kisebb gondok de igyekszem!
A végére Diplomamunka is lesz belőle,eldőlt!
Tehát szeptemberre jó lenne ha kész gép lenne,működőképes állapotban.
(hmm...hát nem pont szeptemberben lesz egy találkozó,pont ahol lakom?[#vigyor2] )

Rendben van,utánakérdezek és mindenképpen írok!
Köszönöm szépen,jelenleg akadtak kisebb gondok de igyekszem!
A végére Diplomamunka is lesz belőle,eldőlt!
Tehát szeptemberre jó lenne ha kész gép lenne,működőképes állapotban.
(hmm...hát nem pont szeptemberben lesz egy találkozó,pont ahol lakom?[#vigyor2] )
Cím: Re:Épül a gépem ::: Kicsa
Írta: Torro60 Dátum 2011 március 26, 18:09
Írta: Torro60 Dátum 2011 március 26, 18:09
Ha ez a gép a diploma munkád és addira elkészül,nagyjövő vár Rád!
Ebben, biztos vagyok!
A talin meg lehet,hogy ez lesz a nyertes gép!
Ebben, biztos vagyok!
A talin meg lehet,hogy ez lesz a nyertes gép!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 26, 19:11
Írta: Szalai György Dátum 2011 március 26, 19:11
Na, most lapíthatok, mert ebbe jócskán belefér két méretes belső merevítő háromszög is.
Akkor meg kívülre nem is kell a merevítő. Belül van jobb helye a merevítésnek, mert úgy nem foglal plusz térfogatot. Miért nem vettem észre ezt előbb…
Ezt gondolom.
Akkor meg kívülre nem is kell a merevítő. Belül van jobb helye a merevítésnek, mert úgy nem foglal plusz térfogatot. Miért nem vettem észre ezt előbb…
Ezt gondolom.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 26, 19:20
Írta: Kicsa Dátum 2011 március 26, 19:20
Köszönöm szépen!
Egyébként ha a talira elkészül,én már nyertem...[#eljen]
Szalai György!
Már készítem is...a belső háromszögeket nem szedtem még ki,de azon gondolkozom hogy azokat egy az egyben be lehetne rakni belülre. Át is rajzolom...így viszont egy apró baj van : az asztalra ez esetben a nála nagyobb darabokat nem lehet felfogni.
Végülis elenyésző probléma...viszont ha a dőlés meredekebb,már ez sem okoz gondot.
Csinálom... [#wave]
Egyébként ha a talira elkészül,én már nyertem...[#eljen]
Szalai György!
Már készítem is...a belső háromszögeket nem szedtem még ki,de azon gondolkozom hogy azokat egy az egyben be lehetne rakni belülre. Át is rajzolom...így viszont egy apró baj van : az asztalra ez esetben a nála nagyobb darabokat nem lehet felfogni.
Végülis elenyésző probléma...viszont ha a dőlés meredekebb,már ez sem okoz gondot.
Csinálom... [#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 26, 19:37
Írta: Kicsa Dátum 2011 március 26, 19:37
Megrajzoltam. Kitettem a szélére,illetve fent is hagytam neki egy kis lapolást : így a lenti 40*40-es alumíniumhoz is lehet csavarozni 2-3 csavarral,az oldallemezhez is illetve a fenti lineárok alátétjeihez is. Így gondoltad?

Még persze az oldallemezből ki kell vágni valami könnyítést...ismét lehetőség nyílik egy kis designfogásra. Valami egyszerűbb mintát szeretnék kiszabni belőle,de ha nem száll meg az ihlet,marad a háromszög.
Még persze az oldallemezből ki kell vágni valami könnyítést...ismét lehetőség nyílik egy kis designfogásra. Valami egyszerűbb mintát szeretnék kiszabni belőle,de ha nem száll meg az ihlet,marad a háromszög.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 26, 22:02
Írta: 279nwbpsa Dátum 2011 március 26, 22:02
Na,most már csak az Y-tengelyt kell fejre fordítanod.
Meg talán egyszerűbb az összeállítás,ha a két alsó
négyzetacél összekötő helyett egy vastag kazánlemezre teszed az egész kócerájt.
A háromszög merevítés ettől még maradhat.
A végén már egészen olyan külleme lesz,mint annak a gépnek,amit magamnak fabrikálgatok. :)
Meg talán egyszerűbb az összeállítás,ha a két alsó
négyzetacél összekötő helyett egy vastag kazánlemezre teszed az egész kócerájt.
A háromszög merevítés ettől még maradhat.
A végén már egészen olyan külleme lesz,mint annak a gépnek,amit magamnak fabrikálgatok. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 március 27, 09:03
Írta: 000000000 Dátum 2011 március 27, 09:03
Klassz ez a progi, csuda dolgokat rajzolsz vele.[#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 27, 13:34
Írta: Kicsa Dátum 2011 március 27, 13:34
Az Y-t? Miért? A kazánlemez nem rossz ötlet,jótékony tömegnövelés lenne.
Tudtok olyasmi információt adni,hogy egy 20-as alumínium lemez kiváltása (600*200 mm) milyen vastagságú acél lemezzel lehetséges,mechanikai tulajdonság rontás nélkül?
Egyáltalán milyen anyagtulajdonságot kell itt nézni,ilyen összetett terhelésnél? A rugalmassági modulusz megfelelő lenne?
vbodi! Köszönöm szépen az elismerő szavakat! Viszont ez 'csak' rajzolás,te viszont ugyan ilyen csuda dolgokat műveelsz a műhelyben!
Tudtok olyasmi információt adni,hogy egy 20-as alumínium lemez kiváltása (600*200 mm) milyen vastagságú acél lemezzel lehetséges,mechanikai tulajdonság rontás nélkül?
Egyáltalán milyen anyagtulajdonságot kell itt nézni,ilyen összetett terhelésnél? A rugalmassági modulusz megfelelő lenne?
vbodi! Köszönöm szépen az elismerő szavakat! Viszont ez 'csak' rajzolás,te viszont ugyan ilyen csuda dolgokat műveelsz a műhelyben!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 27, 16:31
Írta: 279nwbpsa Dátum 2011 március 27, 16:31
Ha jobban szemügyre veszed a terveidet,akkor látod,hogy az Y sínek két helyen fekszenek fel a négyzetacélon.Kazán lemez aljat használva is csak egy szakaszon.A többi rész meg a levegőben lóg.
Ha fejre fordítod az egész Y-tengelyt,akkor a kocsik teljes egészében felfekszenek,a megmunkálás pedig mindig a kocsik "középpontjában" történik.Ez megint csak stabilabb megmunkáláshoz vezethet talán.
Ha a terveid szerint hagyod,az is teljesen rendben van,csak akkor nagyobb méretű alaplap dukál a sínek felfekvése miatt.Viszont annyi anyagot meg felesleges(vagy inkább költséges) beszerezni,Ha csak nem az a cél,hogy még nehezebb legyen az egész kütyü.
Ha fejre fordítod az egész Y-tengelyt,akkor a kocsik teljes egészében felfekszenek,a megmunkálás pedig mindig a kocsik "középpontjában" történik.Ez megint csak stabilabb megmunkáláshoz vezethet talán.
Ha a terveid szerint hagyod,az is teljesen rendben van,csak akkor nagyobb méretű alaplap dukál a sínek felfekvése miatt.Viszont annyi anyagot meg felesleges(vagy inkább költséges) beszerezni,Ha csak nem az a cél,hogy még nehezebb legyen az egész kütyü.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 27, 16:49
Írta: Kicsa Dátum 2011 március 27, 16:49
Azthiszem értem már!
Viszont ha fejrefordítom így ahogy van : akkor a kis lap lesz fix és a nagy alaplap mozogna.
Ha variálnék-változtatnék a terven az Y felépítését illetően : Ugye a Te verziódban a kocsik állnak és a sin mozog. A sínem 630 mm hosszú,ez esetben elég hosszú asztalom lenne,ami súlyos is.
Úgy érzem,a kazánlemez alulra jobban járható út.
A túlnyúlás 180 ill. 200 mm,ami lelógna a kazánlemeről.
Jaj de nehéz a legjobb és kivitelezhető terv elkészítése...[#lookaround]
Viszont ha fejrefordítom így ahogy van : akkor a kis lap lesz fix és a nagy alaplap mozogna.
Ha variálnék-változtatnék a terven az Y felépítését illetően : Ugye a Te verziódban a kocsik állnak és a sin mozog. A sínem 630 mm hosszú,ez esetben elég hosszú asztalom lenne,ami súlyos is.
Úgy érzem,a kazánlemez alulra jobban járható út.
A túlnyúlás 180 ill. 200 mm,ami lelógna a kazánlemeről.
Jaj de nehéz a legjobb és kivitelezhető terv elkészítése...[#lookaround]
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 27, 17:31
Írta: 279nwbpsa Dátum 2011 március 27, 17:31
Nem hiszem,hogy gondot jelentene a nehéz asztal,kivéve,ha fán,meg hasonló anyagokon szeretnél jobbára dolgozni,ahhoz valóban indokolatlan és lassúvá teszi a megmunkálást.
Ha acélhoz kéne inkább a gép,akkor a súlyos asztal inkább előny,mint hátrány,mert egyébként sem fog a maró rohangálni a munka darabban,a rezonanciát viszont célszerű elkerülni.
Ha be tudsz szerezni megfelelő méretű kazánlemezt,akkor persze nem kell átvariálnod a terveidet,csak ne lógjon semmi a levegőben,ha lehet.
Ha acélhoz kéne inkább a gép,akkor a súlyos asztal inkább előny,mint hátrány,mert egyébként sem fog a maró rohangálni a munka darabban,a rezonanciát viszont célszerű elkerülni.
Ha be tudsz szerezni megfelelő méretű kazánlemezt,akkor persze nem kell átvariálnod a terveidet,csak ne lógjon semmi a levegőben,ha lehet.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 27, 18:33
Írta: Kicsa Dátum 2011 március 27, 18:33
Univerzális gép lesz. [#circling]
Nem szeretnék túl nehéz asztalt,mivel mozgó tömeg és félek hogy a léptetőmotorok így is soványkák lesznek ide.
Megpróbálok kazánlemezt keresni,illetve kérek árajánlatot az AutoPresstől.
Kicsit úgy érzem hogy túlságosan lelassult az építkezés menete,és hogy nem is tudok ellene tenni semmit sem. Nem lesz ez így jó...
Nem szeretnék túl nehéz asztalt,mivel mozgó tömeg és félek hogy a léptetőmotorok így is soványkák lesznek ide.
Megpróbálok kazánlemezt keresni,illetve kérek árajánlatot az AutoPresstől.
Kicsit úgy érzem hogy túlságosan lelassult az építkezés menete,és hogy nem is tudok ellene tenni semmit sem. Nem lesz ez így jó...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 09:14
Írta: Kicsa Dátum 2011 március 29, 09:14
Sziasztok!
Gyors kérdésem lenne a gépvázzal kapcsolatban :
Lehetőségem van 20-as illetve 25ös aluból kiszabatni a X 'alapját',a két oldaltartót illetve az Y alaplapját is. Kérdésem hogy jobb-e az alumínium,mint az acél? Acélból szerintem 15-ös lenne a maximum vastagság.
Tehát összevetve : 25-ös alu vs. 15-ös acél...a beszerzés miatt az alunak 1 pont,nincs szállítás...
Köszönöm szépen!
Gyors kérdésem lenne a gépvázzal kapcsolatban :
Lehetőségem van 20-as illetve 25ös aluból kiszabatni a X 'alapját',a két oldaltartót illetve az Y alaplapját is. Kérdésem hogy jobb-e az alumínium,mint az acél? Acélból szerintem 15-ös lenne a maximum vastagság.
Tehát összevetve : 25-ös alu vs. 15-ös acél...a beszerzés miatt az alunak 1 pont,nincs szállítás...
Köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 29, 09:20
Írta: 279nwbpsa Dátum 2011 március 29, 09:20
Ár?Gondolom az alu jóval drágább...
Egyébként én kicsit "alumíniumellenes" vagyok gépépítés esetén,de a 15mm acél/25mm alu esetén azt hiszem,hogy az utóbbit választanám.
Egyébként én kicsit "alumíniumellenes" vagyok gépépítés esetén,de a 15mm acél/25mm alu esetén azt hiszem,hogy az utóbbit választanám.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 09:50
Írta: Kicsa Dátum 2011 március 29, 09:50
Ár...az acélét nem tudom,'hivatalos' árlistával lehet számolni. Az alu má tészte,megkapom 'baráti' kapcolatok révén egész jó árban.
Most tekintsünk el az ártól,nézzük úgy hogy egál,különbség nincs köztük.
Most tekintsünk el az ártól,nézzük úgy hogy egál,különbség nincs köztük.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 09:57
Írta: Kicsa Dátum 2011 március 29, 09:57
Ebben gondolkozom most,a 'ne lógjon semmi sem a levegőben' elvet követve.

Az a baj hogy az otthoni gépen rajzoltam most az utolsó terveket,én most a koliban lévő gép nem hajlandó megnyitni őket. Elég bosszantó,próbálok fejből,elküldött képek alapján egy korábbi verziót 'szintre' hozni.
Az a baj hogy az otthoni gépen rajzoltam most az utolsó terveket,én most a koliban lévő gép nem hajlandó megnyitni őket. Elég bosszantó,próbálok fejből,elküldött képek alapján egy korábbi verziót 'szintre' hozni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 29, 15:19
Írta: 279nwbpsa Dátum 2011 március 29, 15:19
Hiszen az egyik fele a levegőben lóg most is. :))[#nyes]
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 29, 15:24
Írta: 279nwbpsa Dátum 2011 március 29, 15:24
Viccet félretéve,ha mindenképpen szabadulni igyekszel tőlük,akkor azokat a sarkokat vágasd inkább 45°-ban.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 15:36
Írta: Kicsa Dátum 2011 március 29, 15:36
Való igaz... [#vigyor2]
Azon gondolkoztam én is(ha egyre gondolunk),most próbálkoztam lekerekítéssel is...mert ugye éles sarok=kezdő törés.
Lehet hogy 45 fok és a két sarkánál pedig kerekítem...hogy néz ki szebben? [#kacsint]
Illetve az oldalfal...muszáj abból kivágni valamit? Vagy maradhat így is,tömör változatban?
Nomeg még valami zavar,nemtudom mennyire korrekt ez így:Az orsók csapágyazása.
A Z tengelyen érzem szabályosnak a dolgot,felül egy csapággyal fixen megfogva,alul pedig úszó csapágyazás van. Viszont az X-Y nem ilyen : Ott a két végén lévő csapágy két oldalról összeszorítja az orsót,nem lesz ezzel gond a gyakorlatban?
Azon gondolkoztam én is(ha egyre gondolunk),most próbálkoztam lekerekítéssel is...mert ugye éles sarok=kezdő törés.
Lehet hogy 45 fok és a két sarkánál pedig kerekítem...hogy néz ki szebben? [#kacsint]
Illetve az oldalfal...muszáj abból kivágni valamit? Vagy maradhat így is,tömör változatban?
Nomeg még valami zavar,nemtudom mennyire korrekt ez így:Az orsók csapágyazása.
A Z tengelyen érzem szabályosnak a dolgot,felül egy csapággyal fixen megfogva,alul pedig úszó csapágyazás van. Viszont az X-Y nem ilyen : Ott a két végén lévő csapágy két oldalról összeszorítja az orsót,nem lesz ezzel gond a gyakorlatban?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 15:47
Írta: Kicsa Dátum 2011 március 29, 15:47

Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 29, 15:55
Írta: 279nwbpsa Dátum 2011 március 29, 15:55
Így jobban mutat.Én nem könnyíteném az oldalfalat.
A csapágyazásnál pedig ne két oldalról feszítsd össze az orsót.Egyik fele legyen előfeszített,a másik meg csak támasztva,ha ez szükséges.Z esetén sem muszáj támasztani feltétlenül.
A csapágyazásnál pedig ne két oldalról feszítsd össze az orsót.Egyik fele legyen előfeszített,a másik meg csak támasztva,ha ez szükséges.Z esetén sem muszáj támasztani feltétlenül.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 16:14
Írta: Kicsa Dátum 2011 március 29, 16:14
A Z esetén fent van megfogva mereven,lent pedig csak támasztva van.
Akkor ez mehet a másik két tengelyre is így?
Csak azt nem tudom hirtelen,hogyan tudom rögzíteni az orsóra a csapágyakat. Majd a hétvégén kitalálok valami megoldást rá.
Akkor ez mehet a másik két tengelyre is így?
Csak azt nem tudom hirtelen,hogyan tudom rögzíteni az orsóra a csapágyakat. Majd a hétvégén kitalálok valami megoldást rá.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 29, 16:15
Írta: Szalai György Dátum 2011 március 29, 16:15
„Illetve az oldalfal...muszáj abból kivágni valamit?” Nem muszáj, de a közepe nem dolgozik semmit, viszont van mikor pénzbe kerül. Ha a kivágott darab, vagy a helye, szolgálhat valamilyen esztétikai vagy gépészeti vélt, akkor ki kell vágni, mert ki van fizetve. Ha nem kell sehová és nem is szebb tőle semmi, akkor akár otthagyható.
„Az orsók csapágyazása.” Az úgy nem korrekt, de attól még működhet akár jól is.
Kis sebességen szinte tökéletes, mert nem melegszik az orsó, nem is hőtágul, nem feszíti túl a nullára állított hézagú csapágyakat. Nagy sebességen az orsó melegszik, a két végcsapágy közötti jelentős hossz, jelentősen megnő, a csapágyak befeszülnek. Utána, ha az orsó visszahűl, marad a csapágyhézag, vagy akár a sérült csapágy. Nagyon nagy erő a hő tágulás.
Mereven feszített csapágyazásban korrekt egymás mellé tenni a két feszített csapágyat, hogy a köztük lévő tengelydarab hő tágulása nagyon közel nulla lehessen csak. A túlsó végére pedig úszó csapágyazást, ami engedi hő tágulni az orsót.
Ha nem tudod egymás mellé szerkeszteni a két feszített csapágyat, akkor inkább ne feszítsd mereven őket. Valamelyik végén a csapágy mellé tegyél tányérrugót, (akár többet) az nem deformálódik még a megmunkálás közben, de engedi az orsó hő tágulását.
„Az orsók csapágyazása.” Az úgy nem korrekt, de attól még működhet akár jól is.
Kis sebességen szinte tökéletes, mert nem melegszik az orsó, nem is hőtágul, nem feszíti túl a nullára állított hézagú csapágyakat. Nagy sebességen az orsó melegszik, a két végcsapágy közötti jelentős hossz, jelentősen megnő, a csapágyak befeszülnek. Utána, ha az orsó visszahűl, marad a csapágyhézag, vagy akár a sérült csapágy. Nagyon nagy erő a hő tágulás.
Mereven feszített csapágyazásban korrekt egymás mellé tenni a két feszített csapágyat, hogy a köztük lévő tengelydarab hő tágulása nagyon közel nulla lehessen csak. A túlsó végére pedig úszó csapágyazást, ami engedi hő tágulni az orsót.
Ha nem tudod egymás mellé szerkeszteni a két feszített csapágyat, akkor inkább ne feszítsd mereven őket. Valamelyik végén a csapágy mellé tegyél tányérrugót, (akár többet) az nem deformálódik még a megmunkálás közben, de engedi az orsó hő tágulását.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 29, 16:30
Írta: Szalai György Dátum 2011 március 29, 16:30
Az összefekvő felületek mérete alapján a vastagabb anyagra szavazok.
De ha nem ide való alumínium ötvözet (Vagy ötvözetlen alumínium.) akkor meg bár mi, csak az nem.
De ha nem ide való alumínium ötvözet (Vagy ötvözetlen alumínium.) akkor meg bár mi, csak az nem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 16:49
Írta: Kicsa Dátum 2011 március 29, 16:49
Ennek a csapágyazásnak utánanézek,azthittem hogy ennél sokkal egyszerűbb lesz a dolog. Nem gondoltam volna hogy ekkora hosszban is jelentős problémákat okozhat a hőtágulás.
Alumíniumnak elvileg AlMgSi ötvözet az eddigi lemezalkatrész is,azért utánakérdezek hogy a nagyobb darabok is ebből lesznek-e de szerintem igen.
Alumíniumnak elvileg AlMgSi ötvözet az eddigi lemezalkatrész is,azért utánakérdezek hogy a nagyobb darabok is ebből lesznek-e de szerintem igen.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 29, 16:53
Írta: Szalai György Dátum 2011 március 29, 16:53
Csak ha van hő.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 17:04
Írta: Kicsa Dátum 2011 március 29, 17:04
Hmm.Milyen hőre kell gondolni? Például a 8 fokban is működik a gép illetve a 40-ben is? Reálisan nézve : a gép egy garázsban lesz,ahol télen 10 fok van,nyáron max 35. Esetleg köztes megoldásnak : A motor felöli oldalra fixen rögzítek egy darab golyóscsapágyat,anyával-távtartó csővel vagy esetleg ragasztással. Ennek a csapágynak a külső gyűrűjét fixen megfogom egy házban,az orsó másik végén pedig szintén egy db csapágy,csak a külső gyűrűnek engedek játékot axiális irányban.
Itt találtam beépítési példát is.
Ez megfelelő lenne?
Itt találtam beépítési példát is.
Ez megfelelő lenne?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 29, 17:37
Írta: 279nwbpsa Dátum 2011 március 29, 17:37
A motor felőli oldalon 2db csapágyat szükséges mértékben összefeszítesz,a másik oldalon pedig 1db csapágyat szerelsz csak be.Utóbbi csapágynál a tengely végmegmunkálása lehet-legyen picit kevésbé "húzós".
Ha a gépet pl.28 fokos hőmérsékleten építed,akkor csak ezen a hőmérsékleten is szabad majd használni!Mindenki így jár el.Te ezt nem tudtad? :)[#vigyor]
Ha a gépet pl.28 fokos hőmérsékleten építed,akkor csak ezen a hőmérsékleten is szabad majd használni!Mindenki így jár el.Te ezt nem tudtad? :)[#vigyor]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 29, 17:48
Írta: Szalai György Dátum 2011 március 29, 17:48
„A motor felöli oldalra fixen rögzítek egy darab golyóscsapágyat,anyával-távtartó csővel vagy esetleg ragasztással. Ennek a csapágynak a külső gyűrűjét fixen megfogom egy házban,az orsó másik végén pedig szintén egy db csapágy,csak a külső gyűrűnek engedek játékot axiális irányban.”
Ez nem feszített csapágyazás. Tengely irányban nem kottyanásmentes. A csapágyhézagon belül kottyan. A kishézagú csapágy meg ritka kincs.
Nem, nem…
Két végén mereven feszített csapágyazás esetén az orsó és a gépváz közötti hőfok változása lehetne, ami számit.
Mert nem dolgozó gépen beállítod nullára a csapágyhézagot és lezárod a lakatanyát. Munka közben pedig melegszik az orsó, de a gépváz nem. Egy méteres acél orsó pedig kb. 0,12mm-t hosszabbodik 10C fok melegedés hatására. Ha jól számolom. Ezt kéne felvennie egy tányérrugónak.
Ez nem feszített csapágyazás. Tengely irányban nem kottyanásmentes. A csapágyhézagon belül kottyan. A kishézagú csapágy meg ritka kincs.
Nem, nem…
Két végén mereven feszített csapágyazás esetén az orsó és a gépváz közötti hőfok változása lehetne, ami számit.
Mert nem dolgozó gépen beállítod nullára a csapágyhézagot és lezárod a lakatanyát. Munka közben pedig melegszik az orsó, de a gépváz nem. Egy méteres acél orsó pedig kb. 0,12mm-t hosszabbodik 10C fok melegedés hatására. Ha jól számolom. Ezt kéne felvennie egy tányérrugónak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 17:54
Írta: Kicsa Dátum 2011 március 29, 17:54
A két csapágy összefeszítése nem teljesen egyértelmű egyenlőre.
Két csapágy közé felrakok egy kis távtartó gyűrűt,és a két csapágy külső gyűrűjét pedig egymás felé feszítem a házban?
Két csapágy közé felrakok egy kis távtartó gyűrűt,és a két csapágy külső gyűrűjét pedig egymás felé feszítem a házban?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 29, 18:03
Írta: 279nwbpsa Dátum 2011 március 29, 18:03
Igen.Illetve a két csapágy közé helyezendő távtartó gyűrű,már magából a csapágyházból van kialakítva.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 29, 18:06
Írta: 279nwbpsa Dátum 2011 március 29, 18:06
Hopp,bocs!A belső gyűrűket egyszerűbb ilyenkor előfeszíteni.A csapágyházban lévő váll a csapágy külsőnek fekszik neki,a belső gyűrűk pedig mennek egymás felé.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 18:14
Írta: Kicsa Dátum 2011 március 29, 18:14
Azthiszem hogy többszöri olvasásra sikerült felfognom,amit üzenni szeretnél nekem... [#nevetes1]
Ahogy belegondolok,nem lesz nehéz ekkora a csapágyház elkészítése sem,mostmár csak otthon kell megnéznem hogy az orsón hogyan lehet a csapágyak feszítését megoldani. Legjobb lenne egy megfelelő átmérő és hossz kész menettel de hát nem hinném hogy ekkora szerencsém lenne...
Ahogy belegondolok,nem lesz nehéz ekkora a csapágyház elkészítése sem,mostmár csak otthon kell megnéznem hogy az orsón hogyan lehet a csapágyak feszítését megoldani. Legjobb lenne egy megfelelő átmérő és hossz kész menettel de hát nem hinném hogy ekkora szerencsém lenne...
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 29, 18:22
Írta: 279nwbpsa Dátum 2011 március 29, 18:22
Hát igen,azt olvastam ki a kérdésedből,amit akartam és nem azt amit te tudni szerettél volna.
A válaszomat is ennek függvényében írtam...[#vigyor2]
A válaszomat is ennek függvényében írtam...[#vigyor2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 29, 18:25
Írta: 279nwbpsa Dátum 2011 március 29, 18:25
Elég lenne tudni,hogy milyen átmérőjűek az orsók és milyen csapágyak lesznek rajta,meg,hogy mekkora csapágyház fér el.Ebből már adódik a többi...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 18:27
Írta: Kicsa Dátum 2011 március 29, 18:27
Hiába,egy rajz itt tényleg többet ér 1000 szónál. De mostmár megvan...azért szerintem rajzolok majd egyet,ha hétvégén megnézegettem az orsókat.
Juteszembe...te használsz a Rava motorhoz illesztő áramkört illetve automata (Mach 3 által irányított) fordulatszámszabályozást? Nem találom svejk mappájában a szükséges rajzokat...nincsenek meg neked esetleg?
Juteszembe...te használsz a Rava motorhoz illesztő áramkört illetve automata (Mach 3 által irányított) fordulatszámszabályozást? Nem találom svejk mappájában a szükséges rajzokat...nincsenek meg neked esetleg?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 március 29, 19:24
Írta: 279nwbpsa Dátum 2011 március 29, 19:24
Saját gyártmányú Mk kúpos fortunát használok,ER25 patronbefogóval.A Rava csak pihen egy ideje már a szekrényben,nem használom pillanatnyilag.
Egyébként meg egy böhöm frekiváltó van hozzá beállítva,egy potival,meg egy be-ki kapcsolóval. :)
Egyébként meg egy böhöm frekiváltó van hozzá beállítva,egy potival,meg egy be-ki kapcsolóval. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 29, 19:57
Írta: Kicsa Dátum 2011 március 29, 19:57
Értem! Akkor keresgélek még,legfeljebb felkeresem az illetékeseket és tőlük megpróbálok információt kérni.
Egyébként most kaptam a hírt,egy újabb adag alkatrész készen van : ezzel a Z tengely majdnem össze is állhatna. Hétvégére rakok fel képet is majd... [#wave]
Egyébként most kaptam a hírt,egy újabb adag alkatrész készen van : ezzel a Z tengely majdnem össze is állhatna. Hétvégére rakok fel képet is majd... [#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 30, 08:54
Írta: Kicsa Dátum 2011 március 30, 08:54
CATIA KÖNYVEK!!!
Akit érdekel az említett könyvrendelés,kérem sürgősen jelezze felém e-mailen.
Amit tudok : A könyv 3 kötetes : egy vékonyka parancsösszeoglalás illetve két olyan könyv amiben a szerkesztés -modellezés menete van leírva.
Sajnos a héten jó lenne leadni az igényket,én pedig holnap jövök csak be a suliba.
Mindjárt megpróbálok utánanézni,belenézni hogy hogy is néz ki,mi van bent a könyvekben,az ára pedig 3500 Ft a 3 kötet.
Kicsa
Akit érdekel az említett könyvrendelés,kérem sürgősen jelezze felém e-mailen.
Amit tudok : A könyv 3 kötetes : egy vékonyka parancsösszeoglalás illetve két olyan könyv amiben a szerkesztés -modellezés menete van leírva.
Sajnos a héten jó lenne leadni az igényket,én pedig holnap jövök csak be a suliba.
Mindjárt megpróbálok utánanézni,belenézni hogy hogy is néz ki,mi van bent a könyvekben,az ára pedig 3500 Ft a 3 kötet.
Kicsa
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szedlay Pál Dátum 2011 március 30, 15:34
Írta: Szedlay Pál Dátum 2011 március 30, 15:34
György!
Lenne egy kérdésem.
Itt sok az alu gép és a lineáris vezetők anyaga acél. Mondjuk a garázsban télen 10C fok nyáron 30C fok van. A két anyag hőtágulása nagyon különböző.
Hogyan fognak viselkedni a köszörült acélvezetők az alumíniumhoz csavarozva?
Lenne egy kérdésem.
Itt sok az alu gép és a lineáris vezetők anyaga acél. Mondjuk a garázsban télen 10C fok nyáron 30C fok van. A két anyag hőtágulása nagyon különböző.
Hogyan fognak viselkedni a köszörült acélvezetők az alumíniumhoz csavarozva?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 30, 16:16
Írta: Szalai György Dátum 2011 március 30, 16:16
Az alumínium lineáris hőtágulási együtthatója kb. kétszerese az acélénak.
Ha összerögzítem őket, akkor készítettem egy jó kis bimetál-t. Hőmérsékletváltozás hatására a szerkezet görbülni fog, az acél lesz a belső íven, az alumínium a külsőn. Nem tudom kiszámolni, hogy 30 – 10 = 20C fok hőmérséklet változás hatására 1m hosszon menyi lesz a görbület rádiusza, pedig abból tudnám, hogy mekkora elvárt pontosság esetén zavaró ez. Szerintem függ a rétegek vastagságától is, nem csak a hossztól.
Azt gondolom, hogy alumíniumból épült gépváz esetén nem lehet akkora a méret is és az elvárt pontosság is egyszerre, hogy ez a görbület, zavaró legyen.
Ha mégis akkora és olyan pontos gépet kell alumíniumból építeni, akkor a formai kialakítással megkerülhető szerintem ez a probléma.
Ha összerögzítem őket, akkor készítettem egy jó kis bimetál-t. Hőmérsékletváltozás hatására a szerkezet görbülni fog, az acél lesz a belső íven, az alumínium a külsőn. Nem tudom kiszámolni, hogy 30 – 10 = 20C fok hőmérséklet változás hatására 1m hosszon menyi lesz a görbület rádiusza, pedig abból tudnám, hogy mekkora elvárt pontosság esetén zavaró ez. Szerintem függ a rétegek vastagságától is, nem csak a hossztól.
Azt gondolom, hogy alumíniumból épült gépváz esetén nem lehet akkora a méret is és az elvárt pontosság is egyszerre, hogy ez a görbület, zavaró legyen.
Ha mégis akkora és olyan pontos gépet kell alumíniumból építeni, akkor a formai kialakítással megkerülhető szerintem ez a probléma.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 30, 16:18
Írta: Szalai György Dátum 2011 március 30, 16:18
Pontosabban pozitív hőmérsékletváltozás hatására az acél lesz a belső íven, az alumínium a külsőn.
Fordítva meg fordítva.
Fordítva meg fordítva.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 március 30, 17:11
Írta: Kicsa Dátum 2011 március 30, 17:11
Ez nagyon érdekes,amit írsz!
Viszont azt nem értem,hogy az acél sín mereven csavarozva van. Vajon enged ennyit? Érzésem szerint az alumínium sokkal inkább hajlik,az acél pedig törne. Ugye az alu ötvözött,az acél pedig edzett. (mivel futófelület és köszörült,gondolom martenzites és nem szferoidites,azaz rideg)
Viszont azt nem értem,hogy az acél sín mereven csavarozva van. Vajon enged ennyit? Érzésem szerint az alumínium sokkal inkább hajlik,az acél pedig törne. Ugye az alu ötvözött,az acél pedig edzett. (mivel futófelület és köszörült,gondolom martenzites és nem szferoidites,azaz rideg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Torro60 Dátum 2011 március 30, 17:33
Írta: Torro60 Dátum 2011 március 30, 17:33
Szia Kicsa!
Küldtem mailt!
Küldtem mailt!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 7vpav5d32 Dátum 2011 március 30, 18:15
Írta: 7vpav5d32 Dátum 2011 március 30, 18:15
Ez már valamikor a Szobrász topikjában ki lett vesézve.
"A Pügmalión projekt A-tól Z-ig (lezárva)" 359-től.
"A Pügmalión projekt A-tól Z-ig (lezárva)" 359-től.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 március 30, 19:26
Írta: Szalai György Dátum 2011 március 30, 19:26
2007. okt. 28. !!! Jól működnek az agysejtjeid. [#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 április 04, 11:09
Írta: Kicsa Dátum 2011 április 04, 11:09
Sziasztok!
Újabb alkatrészek készültek el,ezzel a Z tengely építőelemei majdnem teljesen összeálltak. Még egy felfogó lap hiányzik illetve egy golyósanya rögzítő.Látszik hogy azért van még vele utómunka,de remélem ezeket egyszerű lesz kivitelezni.

Újabb alkatrészek készültek el,ezzel a Z tengely építőelemei majdnem teljesen összeálltak. Még egy felfogó lap hiányzik illetve egy golyósanya rögzítő.Látszik hogy azért van még vele utómunka,de remélem ezeket egyszerű lesz kivitelezni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 április 07, 09:09
Írta: Kicsa Dátum 2011 április 07, 09:09
Üdv Mindenkinek!
Újabb fejlemény,tegnap megérkeztek a váz elemei. Kicsit masszívabbak lettek mint vártam,de hát ez ugye csak előny... [#bee1]
Az oldallapok és az X-et tartó hátlap 30as,az alaplap és a merevítők pedig 25ös lemezből vannak.

http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%f5elemek/vaz2.jpg
Illettve kellene valami jó ötlet elektornika dobozolásra,adott jelenleg ez :

Jó lenne átépíteni más dobozba,ahol befér mellé még egy közepes trafót a Rava motornak,illetve a fordulatszabályzó áramkör,amit Svejk mappájában találtam anno. Gondoltam ilyen nagyobb műanyag szerelvényes dobozra de nem találtam megfelelőt,néztem Vaterán meg társain...
Újabb fejlemény,tegnap megérkeztek a váz elemei. Kicsit masszívabbak lettek mint vártam,de hát ez ugye csak előny... [#bee1]
Az oldallapok és az X-et tartó hátlap 30as,az alaplap és a merevítők pedig 25ös lemezből vannak.
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%f5elemek/vaz2.jpg
Illettve kellene valami jó ötlet elektornika dobozolásra,adott jelenleg ez :
Jó lenne átépíteni más dobozba,ahol befér mellé még egy közepes trafót a Rava motornak,illetve a fordulatszabályzó áramkör,amit Svejk mappájában találtam anno. Gondoltam ilyen nagyobb műanyag szerelvényes dobozra de nem találtam megfelelőt,néztem Vaterán meg társain...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Sanyi Bá Dátum 2011 április 07, 14:59
Írta: Sanyi Bá Dátum 2011 április 07, 14:59
Műanyag és alu dobozok kaphatók:Budapest Gyömrői út 86, Tel:(1)260 77 30, (1)262 45 29
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 április 07, 18:02
Írta: 000000000 Dátum 2011 április 07, 18:02
Klassz lett a gépvázad. Egy PC-házba minden kényelmesen elfér és nagyon olcsó is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 07, 19:06
Írta: Szalai György Dátum 2011 április 07, 19:06
Hát nem gyenge!
Ja. Számítógépház. Kell egy COMPACT Proliant doboz? Kerülgetem csak. Sok minden belefér.
Valahogy így nézett ki, mielőtt kibeleztem.
Ja. Számítógépház. Kell egy COMPACT Proliant doboz? Kerülgetem csak. Sok minden belefér.
Valahogy így nézett ki, mielőtt kibeleztem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Sz.József Dátum 2011 április 07, 19:34
Írta: Sz.József Dátum 2011 április 07, 19:34
Ez a váz szerintem nagyon masszív lesz.
Egyszerűen tetszik ...
Egyszerűen tetszik ...
Cím: Re:Épül a gépem ::: Kicsa
Írta: 69sevc9a5 Dátum 2011 április 07, 20:40
Írta: 69sevc9a5 Dátum 2011 április 07, 20:40
Szia Kicsa!Végre valaki,aki hasonló masszív gépet épít,mint amit én szeretnék.A lemezeket laserrel vágattad?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 69sevc9a5 Dátum 2011 április 07, 20:49
Írta: 69sevc9a5 Dátum 2011 április 07, 20:49
Amúgy a gép szuper!!!!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2011 április 07, 21:10
Írta: 88nwcf22d Dátum 2011 április 07, 21:10
[#eljen]
Amúgy ez alu?
Amúgy ez alu?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 április 07, 23:15
Írta: Kicsa Dátum 2011 április 07, 23:15
Sziasztok!
Köszönöm szépen a szép szavakat! [#worship]
Sanyi Bá! Köszönöm szépen a tippet,ha arra járok,benézek majd de minnél költséghatékonyabban szeretném megúszni a dobozolást.Remek ötletnek tartom a gépházat,mint többet is írtátok.
Szalai György!Tetszik ez a ház,viszont szerintem a postával bajba lennék. Mekkora az alapterülete körülbelül?
Az alapanyagot tekintve igen,alumínium. Összetételét tekintve ha minden igaz,egy része Certal,egy része pedig AlMgSi,de hogy pontosan milyen,azt nem tudom.
Nem lézerrel lettek vágva hanem vízzel. A legtöbb elemen a be-kilépési pontnál ezért maradt egy 'hullám',van ahol le lesz marva az egész,de van ahol csak reszelővel meghúzom és készen is van.
Bízom benne én is hogy masszív lesz,még jó sok csavart kell belepakolni addig...[#circling]
Köszönöm szépen a szép szavakat! [#worship]
Sanyi Bá! Köszönöm szépen a tippet,ha arra járok,benézek majd de minnél költséghatékonyabban szeretném megúszni a dobozolást.Remek ötletnek tartom a gépházat,mint többet is írtátok.
Szalai György!Tetszik ez a ház,viszont szerintem a postával bajba lennék. Mekkora az alapterülete körülbelül?
Az alapanyagot tekintve igen,alumínium. Összetételét tekintve ha minden igaz,egy része Certal,egy része pedig AlMgSi,de hogy pontosan milyen,azt nem tudom.
Nem lézerrel lettek vágva hanem vízzel. A legtöbb elemen a be-kilépési pontnál ezért maradt egy 'hullám',van ahol le lesz marva az egész,de van ahol csak reszelővel meghúzom és készen is van.
Bízom benne én is hogy masszív lesz,még jó sok csavart kell belepakolni addig...[#circling]
Cím: Re:Épül a gépem ::: Kicsa
Írta: guliver83 Dátum 2011 április 08, 00:10
Írta: guliver83 Dátum 2011 április 08, 00:10
Nagyon jól néz ki!!!
Mennyiért vágták ez így ki? Te adtad az anyagot hozzá?
Mennyiért vágták ez így ki? Te adtad az anyagot hozzá?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 08, 06:10
Írta: Szalai György Dátum 2011 április 08, 06:10
Szerintem pont ekkora.
Méretek a lap vége felé. (TechSpecs)
Méretek a lap vége felé. (TechSpecs)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 08, 06:12
Írta: Szalai György Dátum 2011 április 08, 06:12
Merre élsz?
lecsosjoghurt [#csodalk]
lecsosjoghurt [#csodalk]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 április 08, 09:42
Írta: Kicsa Dátum 2011 április 08, 09:42
Szép nagy,ebben tényleg minden elférne!
Székesfehérváron lakom...[#vigyor]
guliver83!
Az anyagot nem én adtam,csak a terveket. Küldtem levelet...
Székesfehérváron lakom...[#vigyor]
guliver83!
Az anyagot nem én adtam,csak a terveket. Küldtem levelet...
Cím: Re:Épül a gépem ::: Kicsa
Írta: may47wb Dátum 2011 április 08, 10:47
Írta: may47wb Dátum 2011 április 08, 10:47
Nagyon tuti gép lesz! [#taps]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 08, 16:08
Írta: Szalai György Dátum 2011 április 08, 16:08
15.-én, pénteken, estefelé, megyek majd az M7-en Alsóörsre. Összefuthatnánk valahol Fehérvár szélibe.
Vagy ha az nem megy, akkor írj egy pontos címet meg egy telefonszámot magánban, oszt beviszem.
Vagy ha az nem megy, akkor írj egy pontos címet meg egy telefonszámot magánban, oszt beviszem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2011 április 08, 20:09
Írta: sanka74 Dátum 2011 április 08, 20:09
Szia! Javaslom ezt a dobozt, én is ilyenbe tettem bele. Pont beleér minden, és az ára is elég korrekt.Én is nagy gondba voltam a dobozolással, a bolti kapcsolószekrényekért egy kisebb vagyont kérnek.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2011 április 08, 20:54
Írta: 88nwcf22d Dátum 2011 április 08, 20:54
HA csavarozod akkor vigyázz nehogy túl húzd mert könnyen kiszakadhat a menet. Esetleg ajánlom ezt Mi a cégnél minden egyes alumínium cuccba ilyent csavarunk.
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 április 08, 21:10
Írta: xfg6v697j Dátum 2011 április 08, 21:10
klasszak lettek az alkatrészek.
fehérváron sikerült elkészíttetni?
mert a környéken nekem is kellene vágatnom alut.
fehérváron sikerült elkészíttetni?
mert a környéken nekem is kellene vágatnom alut.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szedlay Pál Dátum 2011 április 08, 22:53
Írta: Szedlay Pál Dátum 2011 április 08, 22:53
Ez nagyon jó termék. Hol veszitek?
A Certált azért elég nehéz megszakítani.
A Certált azért elég nehéz megszakítani.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 április 09, 06:30
Írta: 000000000 Dátum 2011 április 09, 06:30
Klassz megoldás! Aluba is önmetsző?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 50vczszyp Dátum 2011 április 09, 07:38
Írta: 50vczszyp Dátum 2011 április 09, 07:38
Mi is használunk Ensat-ot a cégnél, de csak aluöntvényekhez, mert azok nem olyan kemények mint az AlMg4,5 vagy a Certal. Szerszámalumíniumba csak akkor használjuk, ha azt a csavarkötést gyakran kell bontani.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 április 09, 09:59
Írta: Kicsa Dátum 2011 április 09, 09:59
Szép napot mindenkinek!
sanka74! Néztem a dobozodat már,csak nem találtam meg Vaterán. Nem tudtam hogy milyen néven is keressem...viszont félek hogy ebbe pont nem férnék be : a képen látható elektronikához jön még egy frekiváltó + tápja + kiegészítő elektronika.Ezért maradok Szalai György ajánlatánál,ott biztos nem lesz gond. [#vigyor2]
A csavarozást tekintve pedig utánakérdezek hogy pontosan mi milyen összetevőjű,azért feltétlenül érdekelne ennek a menetes perselynek a beszerzési helye és ára.
Most hogy átfutottam a pdf-en,beugrott : láttam már ilyet,csak annak Helicoil volt a neve. Spéci szárra kellett kézzel feltekerni ütközésig majd bele a furatba. Ha jól emlékszem,ott nem volt menet metszve,csak simán furatba ment...
csewe-nek pedig írtam levelet!
sanka74! Néztem a dobozodat már,csak nem találtam meg Vaterán. Nem tudtam hogy milyen néven is keressem...viszont félek hogy ebbe pont nem férnék be : a képen látható elektronikához jön még egy frekiváltó + tápja + kiegészítő elektronika.Ezért maradok Szalai György ajánlatánál,ott biztos nem lesz gond. [#vigyor2]
A csavarozást tekintve pedig utánakérdezek hogy pontosan mi milyen összetevőjű,azért feltétlenül érdekelne ennek a menetes perselynek a beszerzési helye és ára.
Most hogy átfutottam a pdf-en,beugrott : láttam már ilyet,csak annak Helicoil volt a neve. Spéci szárra kellett kézzel feltekerni ütközésig majd bele a furatba. Ha jól emlékszem,ott nem volt menet metszve,csak simán furatba ment...
csewe-nek pedig írtam levelet!
Cím: Re:Épül a gépem ::: Kicsa
Írta: mxjj54gxi Dátum 2011 április 09, 21:09
Írta: mxjj54gxi Dátum 2011 április 09, 21:09
Szerintem a helicoilhoz is kell a spéci menetvágó, ami megvágja a menetet, amibe betekerhető a betét.
http://www.rdgtools.co.uk/acatalog/Thread_repair_kits.html
http://www.rdgtools.co.uk/acatalog/Thread_repair_kits.html
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2011 április 10, 15:45
Írta: 88nwcf22d Dátum 2011 április 10, 15:45
Igen, és be is szoktuk ragasztani biztos ami biztos alapon.
Cím: Re:Épül a gépem ::: Kicsa
Írta: f35ezvjs Dátum 2011 április 10, 15:55
Írta: f35ezvjs Dátum 2011 április 10, 15:55
Szia!
Egy jó tanács!
A frekiváltót és a vezérlőt nem lehet egydobozba tenni!! Nagyon nagy zűröket is előidézhet.
A frekiváltót teljesen bezárva egy fémdobozba szabad csak tenni. A frekiváltót a marómotorral csak árnyékolt vezetékkel szabad összekötni és földelni az árnyákolást. Ha analóg vezérlést alkalmazol /külön potméter és külön kapcsoló/ szintén árnyékolt vezeték, és akkor azt is ajánlott leföldelni. A számítógépet mind két egységtől a lehető legtávolabb helyezd el. Voltak már galibák a közelségből is.
Egy jó tanács!
A frekiváltót és a vezérlőt nem lehet egydobozba tenni!! Nagyon nagy zűröket is előidézhet.
A frekiváltót teljesen bezárva egy fémdobozba szabad csak tenni. A frekiváltót a marómotorral csak árnyékolt vezetékkel szabad összekötni és földelni az árnyákolást. Ha analóg vezérlést alkalmazol /külön potméter és külön kapcsoló/ szintén árnyékolt vezeték, és akkor azt is ajánlott leföldelni. A számítógépet mind két egységtől a lehető legtávolabb helyezd el. Voltak már galibák a közelségből is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 április 10, 18:04
Írta: Kicsa Dátum 2011 április 10, 18:04
Könnyen lehet,nem most volt a dolog.
Deák Úrnak köszönöm a javaslatot,úgy érzem hogy mostmár vázolni tudom az elképzeléseimet elektronika terén,ezek szerint szükség is van rá.
Fő elemek :
-H1 vezérlő+táp lágyindítóval.
-Tuba István féle PIC-es frekvenciaváltó + Rava motor + táp,ami jelenleg hiányzik.
Eddigi elképzelés szerint a Szalai György által felajánlott gépvázba lenne szerelve minden fő egység,a gép pedig kapna egy kis vezérlődobozt az oldalára : Ebben lenne egy főkapcsoló,néhány visszajelző led,egy választó kapcsoló(kézi fordulatszámállítás vagy Mach általi) illetve az E-Stop gomb.
E szerint akkor minden mehet bele a Pc házba,kivéve a frekiváltó : ez kapna egy külön fém dobozt,földelve. E külön doboz akár helyet kaphatna a gépváz X híd hátulján is,elég közel is lenne a motorhoz. (kb 30 cm-es vezeték elég)
Kérdések :
-Ez esetben a főorsó tápot hol helyezzem el?A Frekiváltó mellett a hátoldalon vagy lent a dobozban?
-Így megfelelően zavarvédett lenne az egész?
-Milyen megoldással lehetne azt megcsinálni hogy a gépen elhelyezett 'Főkapcsoló' az egész elektronikát lekapcsolja? Esetleg a fő betápot egy relével szakítani? Ekkor a relé honnan kap állandó áramot?
-Szeretnék oldható csatlakozókat mindenképpen úgy,hogy a vezérlőegységet és a gépet külön lehessen mozgatni : Van valakinek jó ötlete erre? Vagy inkább bent a dobozban legyen minden sorkapcsos,10 perc alatt úgyis szétszerelhető?
Köszönöm szépen mindenkinek a véleményezést!
Deák Úrnak köszönöm a javaslatot,úgy érzem hogy mostmár vázolni tudom az elképzeléseimet elektronika terén,ezek szerint szükség is van rá.
Fő elemek :
-H1 vezérlő+táp lágyindítóval.
-Tuba István féle PIC-es frekvenciaváltó + Rava motor + táp,ami jelenleg hiányzik.
Eddigi elképzelés szerint a Szalai György által felajánlott gépvázba lenne szerelve minden fő egység,a gép pedig kapna egy kis vezérlődobozt az oldalára : Ebben lenne egy főkapcsoló,néhány visszajelző led,egy választó kapcsoló(kézi fordulatszámállítás vagy Mach általi) illetve az E-Stop gomb.
E szerint akkor minden mehet bele a Pc házba,kivéve a frekiváltó : ez kapna egy külön fém dobozt,földelve. E külön doboz akár helyet kaphatna a gépváz X híd hátulján is,elég közel is lenne a motorhoz. (kb 30 cm-es vezeték elég)
Kérdések :
-Ez esetben a főorsó tápot hol helyezzem el?A Frekiváltó mellett a hátoldalon vagy lent a dobozban?
-Így megfelelően zavarvédett lenne az egész?
-Milyen megoldással lehetne azt megcsinálni hogy a gépen elhelyezett 'Főkapcsoló' az egész elektronikát lekapcsolja? Esetleg a fő betápot egy relével szakítani? Ekkor a relé honnan kap állandó áramot?
-Szeretnék oldható csatlakozókat mindenképpen úgy,hogy a vezérlőegységet és a gépet külön lehessen mozgatni : Van valakinek jó ötlete erre? Vagy inkább bent a dobozban legyen minden sorkapcsos,10 perc alatt úgyis szétszerelhető?
Köszönöm szépen mindenkinek a véleményezést!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 10, 20:26
Írta: Szalai György Dátum 2011 április 10, 20:26
A Proli doboznak vannak vaslemez szerelőlapjai, amik ki-be csavarozhatóak. Egymástól elválasztva, mágnesesen is árnyékolva pakolhatók be a panelek.
Mindég ajánlom árnyékolásra a „Sólet pácolt libahússal” konzerv dobozának anyagát. (Vigyázat a csípős kolbászos nem jó!) Ezzel minden szétárnyékolható elektromosan és mágnesesen is.
A masinára Emergency Stop kapcsoló vagy nyomógomb dukál, ami a főtáp kimeneteket kéne hogy lekapcsolja egy kicsi mágnes kapcsolón keresztül. A segédtáp ilyenkor bekapcsolva marad, az csak a doboz áramtalanításakor kapcsolódik ki.
A jó minőségű, véletlen kihúzás-biztos csatlakozó drága, a hitvány kirázódós meg mindég bajt okoz. Jó és olcsó megoldás lenne a dobozban, érintésvédett helyre szerelt összedugható sorkapocs, ha a belekötött vezetékeket jól tartja egy csavarozható bilincs. A gép felőli vezetékvégek meg fixen bekötve, bilincsel rögzítve.
Mindég ajánlom árnyékolásra a „Sólet pácolt libahússal” konzerv dobozának anyagát. (Vigyázat a csípős kolbászos nem jó!) Ezzel minden szétárnyékolható elektromosan és mágnesesen is.
A masinára Emergency Stop kapcsoló vagy nyomógomb dukál, ami a főtáp kimeneteket kéne hogy lekapcsolja egy kicsi mágnes kapcsolón keresztül. A segédtáp ilyenkor bekapcsolva marad, az csak a doboz áramtalanításakor kapcsolódik ki.
A jó minőségű, véletlen kihúzás-biztos csatlakozó drága, a hitvány kirázódós meg mindég bajt okoz. Jó és olcsó megoldás lenne a dobozban, érintésvédett helyre szerelt összedugható sorkapocs, ha a belekötött vezetékeket jól tartja egy csavarozható bilincs. A gép felőli vezetékvégek meg fixen bekötve, bilincsel rögzítve.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 április 10, 20:30
Írta: svejk Dátum 2011 április 10, 20:30
Szabályos szerelés esetén jól megfér minden egy dobozon belül.
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 április 10, 20:58
Írta: PSoft Dátum 2011 április 10, 20:58
Többször szereltem már elektronikát,PLC-t,frekiváltót közösen fém,lemezszekrénybe (pl.Rittal).
Volt,hogy a "panelPC" is be volt szerelve az ajtóra.
Sose vesztek össze egymással.
Ha mindent a gyártók ajánlásai alapján szerelsz,nem lehet probléma.
Volt,hogy a "panelPC" is be volt szerelve az ajtóra.
Sose vesztek össze egymással.
Ha mindent a gyártók ajánlásai alapján szerelsz,nem lehet probléma.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Egyújabbgépépítő Dátum 2011 április 11, 08:45
Írta: Egyújabbgépépítő Dátum 2011 április 11, 08:45
Megfelelő elhelyezéssel és kábelezéssel lehet minden egy dobozban.
Nekem volt olyan hogy 2 frekvenciaváltó és a CNC vezérlés is egy dobozban kapott helyet.
Semmi gond nem volt az összeállítással.
Nekem volt olyan hogy 2 frekvenciaváltó és a CNC vezérlés is egy dobozban kapott helyet.
Semmi gond nem volt az összeállítással.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 április 11, 15:25
Írta: Kicsa Dátum 2011 április 11, 15:25
Köszönöm nektek,akkor megpróbálkozom első körben az egy dobozos szereléssel.
Közben megtudtam a gépváz elemek anyagait :
Az X hátlap és az alaplap MgSi1,az oldallapok anyaga Zn7075(certál),a merevítők pedig Duralból készültek.
Közben megtudtam a gépváz elemek anyagait :
Az X hátlap és az alaplap MgSi1,az oldallapok anyaga Zn7075(certál),a merevítők pedig Duralból készültek.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 13, 06:22
Írta: Szalai György Dátum 2011 április 13, 06:22
Milyen messze kerülne a vezérlős doboz a gépváztól?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 április 13, 06:29
Írta: Kicsa Dátum 2011 április 13, 06:29
A vezérlő doboz a földön lenne,a gép pedig egy kb 80 cm magas asztalon kapna helyet,pont fölötte.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ht0cjk58i Dátum 2011 április 13, 08:19
Írta: ht0cjk58i Dátum 2011 április 13, 08:19
Hát igen mehet minden 1-be, jó kis vegyes vágott.A gyári gépekben pl:SCM-ROVER 2db számitógép, 5db freki váltó,PLC,elktonika,speckó célirányú vezérlő panelek,mágnes kapcsolók,táp,monitor,stb... van 1 vezérlő házba építve.Sőt a gép törzs és a vezérlö közti kábel köteg van 5m is,na persze némelyik gépen a föleg az SCM-nél optikai kábel is van vezérlésre.Rengeteg kábelt meg spórolnak vele,de nem olcsó.Van szerencsém hozzá minden nap.PLC gyanánt 1 számitógép speckó PCI kártyákkal látja el a tengely vezérlést,innen megy a jel a freki váltóba majd a géptörzsbe.Az optikai jelek meg a pneumakikus szelepeknek viszik a jelet.Szóval minden mehet 1-be,de a kábelezésre figyelni kell.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 13, 14:43
Írta: Szalai György Dátum 2011 április 13, 14:43
Ettől alakult ki az a nézetem, hogy tenyérben már nem elférő gépek esetében, amit csak lehet, be kell passzírozni a gépvázba. Tápokat, motorvezérlőket, frekiváltót, stb.
Ha erre megfelelően, dobozszerűen vannak kialakítva a gépváz álló és lassan mozgó elemei, akkor az a merevségnek is javára válik, a zavartatás is kedvezőbb és a költségen is csökkent.
Ha erre megfelelően, dobozszerűen vannak kialakítva a gépváz álló és lassan mozgó elemei, akkor az a merevségnek is javára válik, a zavartatás is kedvezőbb és a költségen is csökkent.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ht0cjk58i Dátum 2011 április 13, 16:53
Írta: ht0cjk58i Dátum 2011 április 13, 16:53
Hobby gépeken persze a gépvázba kell importálni amit csak lehet.De törekedni kell a pormentességről és néha a vízmentességet is figyelembe kell venni(gránit-plexi hűtővíz) és a jó szellőzésről is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 13, 17:32
Írta: Szalai György Dátum 2011 április 13, 17:32
A léptető motoroknak 3db ötösével csavart érköteg. (MkhCu 0,75mm2. 31Ft/m.)
3db vékony két erű árnyékolt a végállásoknak. (2x0,22mm2 árnyékolt hangtechnikai kábel. 300Ft/m.)
Négy erű köteg, szintén alapos árnyékolással, a frekvenciaváltó és a főmotor közé. (YSLCY 300/500V 4x0,5mm2 300Ft/m.)
Egy külön érpár, a vészstop nyomógombnak. (YSLY 300/500V 2x0,50mm2 55Ft/m.)
És egy frankó érintésvédelmi vezető. (MkhCu 1,5mm2 ZÖLD-SÁRGA 45Ft/m.)
Például így állhatna össze a köldökzsinór. Nem is túl összetett struktúra és szépen beférne egy Univolt MV 19mm horganyzott acél gégecsőbe.
3db vékony két erű árnyékolt a végállásoknak. (2x0,22mm2 árnyékolt hangtechnikai kábel. 300Ft/m.)
Négy erű köteg, szintén alapos árnyékolással, a frekvenciaváltó és a főmotor közé. (YSLCY 300/500V 4x0,5mm2 300Ft/m.)
Egy külön érpár, a vészstop nyomógombnak. (YSLY 300/500V 2x0,50mm2 55Ft/m.)
És egy frankó érintésvédelmi vezető. (MkhCu 1,5mm2 ZÖLD-SÁRGA 45Ft/m.)
Például így állhatna össze a köldökzsinór. Nem is túl összetett struktúra és szépen beférne egy Univolt MV 19mm horganyzott acél gégecsőbe.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 13, 19:04
Írta: Szalai György Dátum 2011 április 13, 19:04
A három léptetőmotornak. (Ha nincs jobb.)
Találtam itthon kb. 2m-es darab 7x0,2mm2 flexi árnyékoltat a végállásoknak. Beraktam a Proli házba.
Találtam itthon kb. 2m-es darab 7x0,2mm2 flexi árnyékoltat a végállásoknak. Beraktam a Proli házba.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 április 13, 22:13
Írta: Kicsa Dátum 2011 április 13, 22:13
Nagyon szépen köszönöm a tanácsokat,mindennemű segítséget,amit Tőletek kapok!!! [#worship]
Próbáltam én is gondolkozni,mit hogy lehetne megoldani,és a következőre jutottam:
Elég bonyolultra sikeredett a 'logikai felépítés',megpróbálom egyszerűen,lépésről lépésre leírni,mi is lenne a dobozban.A hálózati csatlakozás felöl nézve...
Bejön a hálózati 230 a dobozba.Kétsarkú leválasztás egy mágneskapcsoló személyében : Ennek a behúzótekercsa kisfeszültségű,amit a Charge Pump áramkör kapcsol. A Behúzótekerccsel sorban van bekötve egy 'Főkapcsoló' is:Ha a Mach adja a jelet és a főkapocsoló bekapcsolva,akkor lehet áram alá helyezni az egészet.
Innen a hálózati feszültség egyfelől a digitális tápokba közvetlenül megy,a két torroid lágyindítójához pedig a VészStopon keresztül:Ha E-stop van,akkor csak a digitális tápok élnek,fizikai mozgás nem lehetséges. Az E-stop záró érintekzőpárja pedig H1-en kerseztül jelez a Pc felé.
A fordulatszámszabályzó részt még bűvölöm,de kezd alakulni az is.
Szeretnék néhány visszajelző ledet a 'Kezelőpanelra' (mágneskapcsoló - digit tápok - motortápok megléte),A marómotor kézi kapcsolója,fordulatszámszabályzó illetve a VészStop gomb is itt kapna helyet.
Szalai György!
Nagyon szépen köszönöm a kedvességed és a segítőkészséged! Egy valami nem teljesen világos : A védővezetőt rá kell kötnöm a készülékházra is,illetve a gépvázra is közvetlenül?
Próbáltam én is gondolkozni,mit hogy lehetne megoldani,és a következőre jutottam:
Elég bonyolultra sikeredett a 'logikai felépítés',megpróbálom egyszerűen,lépésről lépésre leírni,mi is lenne a dobozban.A hálózati csatlakozás felöl nézve...
Bejön a hálózati 230 a dobozba.Kétsarkú leválasztás egy mágneskapcsoló személyében : Ennek a behúzótekercsa kisfeszültségű,amit a Charge Pump áramkör kapcsol. A Behúzótekerccsel sorban van bekötve egy 'Főkapcsoló' is:Ha a Mach adja a jelet és a főkapocsoló bekapcsolva,akkor lehet áram alá helyezni az egészet.
Innen a hálózati feszültség egyfelől a digitális tápokba közvetlenül megy,a két torroid lágyindítójához pedig a VészStopon keresztül:Ha E-stop van,akkor csak a digitális tápok élnek,fizikai mozgás nem lehetséges. Az E-stop záró érintekzőpárja pedig H1-en kerseztül jelez a Pc felé.
A fordulatszámszabályzó részt még bűvölöm,de kezd alakulni az is.
Szeretnék néhány visszajelző ledet a 'Kezelőpanelra' (mágneskapcsoló - digit tápok - motortápok megléte),A marómotor kézi kapcsolója,fordulatszámszabályzó illetve a VészStop gomb is itt kapna helyet.
Szalai György!
Nagyon szépen köszönöm a kedvességed és a segítőkészséged! Egy valami nem teljesen világos : A védővezetőt rá kell kötnöm a készülékházra is,illetve a gépvázra is közvetlenül?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 14, 06:15
Írta: Szalai György Dátum 2011 április 14, 06:15
Védő vezető útja a villásdugóból a hálózati betáp kábelen végig, a Proli dobozban, a fő biztosító mellett kialakított gyűjtőcsavarra vezet. A gyűjtőcsavarról ágazik szét külön-külön ággal, a Proli dobozban lévő összes védendő alkatrészre, és innen megy a köldökzsinóron keresztül a gépvázon kialakított gyűjtőcsavarra, onnan pedig a gépvázra szerelt védendő alkatrészekre külön-külön ággal.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 április 14, 06:19
Írta: Szalai György Dátum 2011 április 14, 06:19
A színe végig zöld-sárga, a keresztmetszete pedig minimum a védett alkatrész fázisvezetőjével megegyező keresztmetszetű.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2011 május 08, 19:47
Írta: 88nwcf22d Dátum 2011 május 08, 19:47
Épül a gép?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 09, 15:21
Írta: Kicsa Dátum 2011 május 09, 15:21
Hát fejben egyenlőre. A suli elég sok időt lefoglalt a múlt heti 'erőpróbák' miatt,a héten is még lesz egy nekifutás és utána állok neki a tevékenykedéseknek.
Ez az idő viszont jó volt arra,hogy beszerezzek minden,még szükséges alapanyagot. Megérkezett a váz összes eleme,illetve sikerült az elektronikai alkatrészek nagy részét is megvennem.
(Frekiváltó trafó - VészStop - Kulcsos kapcsoló - Szilárdtest relé stb.)
Ez az idő viszont jó volt arra,hogy beszerezzek minden,még szükséges alapanyagot. Megérkezett a váz összes eleme,illetve sikerült az elektronikai alkatrészek nagy részét is megvennem.
(Frekiváltó trafó - VészStop - Kulcsos kapcsoló - Szilárdtest relé stb.)
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 május 17, 17:56
Írta: 000000000 Dátum 2011 május 17, 17:56
Csak nem érettségiztél te is?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 18, 11:29
Írta: Kicsa Dátum 2011 május 18, 11:29
Nem! :)
Fősulira járok,vizsgaidőszak van/volt illetve részmunkaidőben dolgozom is.
Viszont a héten meglett az utolsó eredményem,megvan a félév,úgyhogy...tegnap neki is álltam az elektronika résznek,egyenlőre nyáktervezésnél tartok.
Felraktam a fényképezőt tölteni,le fogom fotózni az alapanyagokat,amiből építkezni fogok. (teljes vázanyag,kapcsolók stb.)
Illetve amint van eredmény a vezérlés terén,azt is megmutatom nektek!
Fősulira járok,vizsgaidőszak van/volt illetve részmunkaidőben dolgozom is.
Viszont a héten meglett az utolsó eredményem,megvan a félév,úgyhogy...tegnap neki is álltam az elektronika résznek,egyenlőre nyáktervezésnél tartok.
Felraktam a fényképezőt tölteni,le fogom fotózni az alapanyagokat,amiből építkezni fogok. (teljes vázanyag,kapcsolók stb.)
Illetve amint van eredmény a vezérlés terén,azt is megmutatom nektek!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 18, 11:36
Írta: Kicsa Dátum 2011 május 18, 11:36
Egy képet tudtam csinálni gyorsan a kapcsolókról :
VészStop egyértlemű , a kulcsos kapcsoló amolyan főkapcsoló lesz,anélkül mindennemű mozgás blokkolt lesz. A Telemechanique 3 állású lesz a főorsó választókapcsolója : Kézi illetve automata fordulatszám állítás - középállásban pedig kikapcsolva. A relé pedig az egész tápot kapcsolja majd,a meghúzótekercsébe lesz sorbakötve a kulcsos kapcsoló.

VészStop egyértlemű , a kulcsos kapcsoló amolyan főkapcsoló lesz,anélkül mindennemű mozgás blokkolt lesz. A Telemechanique 3 állású lesz a főorsó választókapcsolója : Kézi illetve automata fordulatszám állítás - középállásban pedig kikapcsolva. A relé pedig az egész tápot kapcsolja majd,a meghúzótekercsébe lesz sorbakötve a kulcsos kapcsoló.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 12:17
Írta: svejk Dátum 2011 május 18, 12:17
Na de hol van ott relé?
A FOTEK ugyan egy a szakzsargonban un. szilárdtest relé, mely gyakorlatilag egy galvanikusan leválasztott vezérlésű TRIAC.
Főkapcsolói, áramtalanítói feladatot ilyenre nem szabad bízni!!
A FOTEK ugyan egy a szakzsargonban un. szilárdtest relé, mely gyakorlatilag egy galvanikusan leválasztott vezérlésű TRIAC.
Főkapcsolói, áramtalanítói feladatot ilyenre nem szabad bízni!!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 18, 12:22
Írta: Kicsa Dátum 2011 május 18, 12:22
Igen,a szilárdtest relére gondoltam. A terv az volt hogy sorba kötöm a betáppal,így egysarkú leválasztás jönne létre. Ha megszűnik a behúzótekercsen a táp,megszakítja az áramkört.
Azt nem írtam,hogy a behúótekercset a kulcsos kapcsoló illetve egy Charge Pump áramkör sorbakapcsolás kapcsolná : Csak akkor mehet a gép,ha a kulcsos kapcs. ON,illetve a Mach fut.
Ezen felül a Motorok (főorsó - léptecsek) tápja az E-Stop bontó érintkezőn is keresztülfut,tehát ha be van nyomva,akkor a motortápok lekapcsolnak,csak a Digitális tápok maradnak üzemben.
Ez így nem jó felépítés?Azt hittem hogy a SSR még jobb is mint a sima relé,ilyen célra,mert nincs benne mozgó alkatrész és elég nagy áramot képes kapcsolni.
Azt nem írtam,hogy a behúótekercset a kulcsos kapcsoló illetve egy Charge Pump áramkör sorbakapcsolás kapcsolná : Csak akkor mehet a gép,ha a kulcsos kapcs. ON,illetve a Mach fut.
Ezen felül a Motorok (főorsó - léptecsek) tápja az E-Stop bontó érintkezőn is keresztülfut,tehát ha be van nyomva,akkor a motortápok lekapcsolnak,csak a Digitális tápok maradnak üzemben.
Ez így nem jó felépítés?Azt hittem hogy a SSR még jobb is mint a sima relé,ilyen célra,mert nincs benne mozgó alkatrész és elég nagy áramot képes kapcsolni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 12:41
Írta: svejk Dátum 2011 május 18, 12:41
Nem ajánlott és nem is szakszerű.
Eleve mivel nem fixen telepített berendezés (villásdugóval csatlakozik a hálózathoz) csak kétsarkú leválasztás az ajánlott.
Azonkívül egy ilyen szilárdtest relének kikapcsolt állapotában van szivárgó árama, bekapcsolt állapotában pedig az átfolyó áramtól függően vesztesége, mely hővé alakul.
Én mindenki számára hagyományos 24V-os behúzótekercsű mágneskapcsolót ajánlok, melyet egy biztonságos készenléti tápegységről lehet működtetni. Ez a tápegység az egyéb vezérléshez szükséges feszültséget is adhatja.
Eleve mivel nem fixen telepített berendezés (villásdugóval csatlakozik a hálózathoz) csak kétsarkú leválasztás az ajánlott.
Azonkívül egy ilyen szilárdtest relének kikapcsolt állapotában van szivárgó árama, bekapcsolt állapotában pedig az átfolyó áramtól függően vesztesége, mely hővé alakul.
Én mindenki számára hagyományos 24V-os behúzótekercsű mágneskapcsolót ajánlok, melyet egy biztonságos készenléti tápegységről lehet működtetni. Ez a tápegység az egyéb vezérléshez szükséges feszültséget is adhatja.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 12:51
Írta: svejk Dátum 2011 május 18, 12:51
Igazából egy igazi E-stop-nak sokkal komolyabbnak kellene lennie mint egy egyszerű hálózati kikapcsolás.
A tápegységek pufereiben bőven van annyi energia hogy adott estben a hálózati leválasztás után még pár mm-et mozdul a gép, mely szerencsétlen esetben végzetes lehet egy maróra, de akár írhatnánk egy ujjpercet is :(
Ilyen esetben szükséges lenne a szekunder oldali egyenáram megszakítása, vagy akár rövidrezárása is.
Frekvenciaváltóknál, szervovezérlőknél hasonló a helyzet, ott általában külön lehet konfigurálni egy bemenetet vészstop funkcióra mely a lehető legrövidebb idő alatt leállítja a motort, függetlenül attól hogy az erősáramú betáplálást is megszakítottuk.
A fentiek túlzott óvatoskodásnak tűnnek, de nekem már szorította oda a csuklómat hobby gép, pedig csak kis vacak léptetőmotoros volt.
A tápegységek pufereiben bőven van annyi energia hogy adott estben a hálózati leválasztás után még pár mm-et mozdul a gép, mely szerencsétlen esetben végzetes lehet egy maróra, de akár írhatnánk egy ujjpercet is :(
Ilyen esetben szükséges lenne a szekunder oldali egyenáram megszakítása, vagy akár rövidrezárása is.
Frekvenciaváltóknál, szervovezérlőknél hasonló a helyzet, ott általában külön lehet konfigurálni egy bemenetet vészstop funkcióra mely a lehető legrövidebb idő alatt leállítja a motort, függetlenül attól hogy az erősáramú betáplálást is megszakítottuk.
A fentiek túlzott óvatoskodásnak tűnnek, de nekem már szorította oda a csuklómat hobby gép, pedig csak kis vacak léptetőmotoros volt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 18, 13:13
Írta: Kicsa Dátum 2011 május 18, 13:13
Először az EStopra reagálnék : Nem tűnik túlzott óvatoskodásnak,erre gondoltam én is. Csak úgy éreztem hogy ennyire nem kell belemenni,a lényeg hogy a táp megszűnjön. Viszont az EStop gombomnak van 1 záró és 1 bontóérintkezője is : A bontó megszakítja a tápot,a záró pedig akkor esetleg kapcsolhatna szintén egy mágneskapcsolót :
Egyik pólusa adná a Mach számára a végálláskapcsolókon keresztüli szoftveres Állj! parancsot,a másik két pólusa pedig rövidrezárhatná a H1 vezérlő illetve a Frekvenciaváltó betápját. Csak mi van akkor,ha a rövidrezárás előbb megtörténik mint a hálózati leválasztás? "Füst és lábdob'? :(
(Ha lassan nyomom a gombot,hallhatóan nem egyszerre kapcsol a két érintkező :( )
Illetve a SSR relé...Átgondolva bátran kicserélhető a dolog,az is hasonló elven működik,nem? Csupán a behúzó feszültség más,de mivel a kulcsos kapcsolón illetve a Charge Pump relén keresztül lenne ez is kapcsolva (ez az elképzelés így maradhatna ? ) ,csak ki kell cserélni.
Egyik pólusa adná a Mach számára a végálláskapcsolókon keresztüli szoftveres Állj! parancsot,a másik két pólusa pedig rövidrezárhatná a H1 vezérlő illetve a Frekvenciaváltó betápját. Csak mi van akkor,ha a rövidrezárás előbb megtörténik mint a hálózati leválasztás? "Füst és lábdob'? :(
(Ha lassan nyomom a gombot,hallhatóan nem egyszerre kapcsol a két érintkező :( )
Illetve a SSR relé...Átgondolva bátran kicserélhető a dolog,az is hasonló elven működik,nem? Csupán a behúzó feszültség más,de mivel a kulcsos kapcsolón illetve a Charge Pump relén keresztül lenne ez is kapcsolva (ez az elképzelés így maradhatna ? ) ,csak ki kell cserélni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 13:56
Írta: svejk Dátum 2011 május 18, 13:56
Igazán bombabiztos megoldás nincs.
Itt pedig csak általánosságokról lehet írni mert a gép konkrét kivitele sokban befolyásolhatja a tervet is, ezért a géped ismerete nélkül konkrét tanácsokat is hiába vársz.
Egy E-Stop gomb érintkezőin nem vihetsz át esetenként több 10 A áramot és főleg nem zárhatsz rövidre vele több ezer uF-os kondibankot.
Igen rakhatsz helyette mágneskapcsolót.
Irányelvek amiket lehetne sokáig sorolni:
-Hálózati vagy nagyfeszültségű elemeknél lehetőleg kétsarkú leválasztás.
-Minden védelmi funkció bontásra aktiválódjon.
(beleértve a végállásokat is)
-Védelem esetén minél rövidebb idejű megállások
Itt pedig csak általánosságokról lehet írni mert a gép konkrét kivitele sokban befolyásolhatja a tervet is, ezért a géped ismerete nélkül konkrét tanácsokat is hiába vársz.
Egy E-Stop gomb érintkezőin nem vihetsz át esetenként több 10 A áramot és főleg nem zárhatsz rövidre vele több ezer uF-os kondibankot.
Igen rakhatsz helyette mágneskapcsolót.
Irányelvek amiket lehetne sokáig sorolni:
-Hálózati vagy nagyfeszültségű elemeknél lehetőleg kétsarkú leválasztás.
-Minden védelmi funkció bontásra aktiválódjon.
(beleértve a végállásokat is)
-Védelem esetén minél rövidebb idejű megállások
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 18, 14:18
Írta: Kicsa Dátum 2011 május 18, 14:18
Az első mondatod egyszerre szomorított el és meg is könnyebbültem tőle.
Az előbbieket figyelembe véve :
Egy mágneskapcsoló,ami kétsarkú leválasztással kapcsolja az egész betápot. Ez lenne a főkapcsoló,a behúzótekerccsel sorban a kulcsos kapcsolóval és Charge Pumppal.
Ezek kimenetén lennének a digitális tápegységek primer sorkapcsai,majd utánuk sorbakötve egy 2. mágneskapcsoló,ami a lágyindító tápját kapcsolja. Erre lenne kötve a két motortáp.
Behúzótekercsével sorban az EStop gomb bontó érintkezője...körülbelül ennyiből állna a dolog. Így már azért elfogadható szerinted?
Létezik mágneskapcsolóból olyan,ami simán beszerelhető egy sík felületre,mindenféle sín és egyéb dolog nélkül?
Az előbbieket figyelembe véve :
Egy mágneskapcsoló,ami kétsarkú leválasztással kapcsolja az egész betápot. Ez lenne a főkapcsoló,a behúzótekerccsel sorban a kulcsos kapcsolóval és Charge Pumppal.
Ezek kimenetén lennének a digitális tápegységek primer sorkapcsai,majd utánuk sorbakötve egy 2. mágneskapcsoló,ami a lágyindító tápját kapcsolja. Erre lenne kötve a két motortáp.
Behúzótekercsével sorban az EStop gomb bontó érintkezője...körülbelül ennyiből állna a dolog. Így már azért elfogadható szerinted?
Létezik mágneskapcsolóból olyan,ami simán beszerelhető egy sík felületre,mindenféle sín és egyéb dolog nélkül?
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 15:15
Írta: svejk Dátum 2011 május 18, 15:15
Első olvasatra majdnem jó, de mivel húzatod meg a mágneskapcsolót ha minden táp primerjét megszakítja? [#circling]
Rajzold le magadnak és megtalálod az anomáliákat.
Egy jó rajz többet ér száz szónál...
Rajzold le magadnak és megtalálod az anomáliákat.
Egy jó rajz többet ér száz szónál...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 18, 15:27
Írta: Kicsa Dátum 2011 május 18, 15:27
Valóban,ezt nem írtam. Mivel mindenhol 24 Vos mágneskapcsolókat találok csak,így kell még beszereznem a sokadik segéd és főtáp mellé egy 24 Vos tápot is,direkt a 2 mágneskapcsolónak. Ez mindentől függetlenül lenne hálózatra kötve,ez lenne a "legfölsőbb szinten" [#vigyor2]
A rajzokkal próbálkozom de kicsit össze vagyok kuszálódva,elég sok cucc lesz,amit össze kellene egymással hozni.
Érdeklődnék,szerinted ebből 2 db megfelelő lenne számomra?
Mágneskapcsolók
Kicsit nagy nmind a 20 A,mind a 4 pólus de legalább olcsó...így is félek hogy nem tudom eladni az SSR-eket...[#smile]
Illetve ezt hogyan tudom rögzíteni,jól látom hogy ez ilyen sines megoldású?
A rajzokkal próbálkozom de kicsit össze vagyok kuszálódva,elég sok cucc lesz,amit össze kellene egymással hozni.
Érdeklődnék,szerinted ebből 2 db megfelelő lenne számomra?
Mágneskapcsolók
Kicsit nagy nmind a 20 A,mind a 4 pólus de legalább olcsó...így is félek hogy nem tudom eladni az SSR-eket...[#smile]
Illetve ezt hogyan tudom rögzíteni,jól látom hogy ez ilyen sines megoldású?
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 15:33
Írta: svejk Dátum 2011 május 18, 15:33
Igen tudnád használni.
Kis méretűek, halkak de polarizált a behúzótekercsük és a használtak egy idő után szeretnek szorulni, nem minden kontaktust zárni.
De én is szoktam ilyeneket használni.
természetesen mint majd mindegyiknek, ennek is van átlósan két csavaros rögzítőfüle.
Kis méretűek, halkak de polarizált a behúzótekercsük és a használtak egy idő után szeretnek szorulni, nem minden kontaktust zárni.
De én is szoktam ilyeneket használni.
természetesen mint majd mindegyiknek, ennek is van átlósan két csavaros rögzítőfüle.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 15:36
Írta: svejk Dátum 2011 május 18, 15:36
Mivel "össze vagy kuszálódva" még inkább érdemes rajzolni, majd egy két nap múlva elővenni és a hibákat kijavítani.
Jellemzően az ember hajlamos arra hogy egy adott rajzot egymás után akár százszor is átnézve helyesnek véljen, holott kapitális hiba van benne.
Jellemzően az ember hajlamos arra hogy egy adott rajzot egymás után akár százszor is átnézve helyesnek véljen, holott kapitális hiba van benne.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 18, 15:40
Írta: Kicsa Dátum 2011 május 18, 15:40
Rendben van,köszönöm szépen!
Még annyit kérdeznék hogy itt a 24V-ot egyszerű kis trafó+egyenirányítással elő lehet állítani? Tehát mennyire érzékeny a pontos feszültségre? Kérdeztem az eladót is,de bennetek megbízom...
Még annyit kérdeznék hogy itt a 24V-ot egyszerű kis trafó+egyenirányítással elő lehet állítani? Tehát mennyire érzékeny a pontos feszültségre? Kérdeztem az eladót is,de bennetek megbízom...
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 16:31
Írta: svejk Dátum 2011 május 18, 16:31
Igen, elég egy 24-30 V közti pár W-os táp.
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 május 18, 16:35
Írta: xfg6v697j Dátum 2011 május 18, 16:35
esetleg használhatna AC 230V behúzótekercses relét is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 18, 18:27
Írta: Szalai György Dátum 2011 május 18, 18:27
„Igazából egy igazi E-stop-nak sokkal komolyabbnak kellene lennie mint egy egyszerű hálózati kikapcsolás.”
Osztom a véleményed. De mi kéne még bele és mikor?
A mellékhajtás motorvezérlőt nem lehet felkészíteni rá, hogy egy vészstop bemenet inaktív állapotba kerülése esetén, a teljesítmény fokozata válassza le a motort a tápról és zárja is rövidre a motor kapcsait? Vagy célszerűbb volna ezt a funkciót egy külön FET áramkörre bízni, ami egyszerűen rövidre zárná a motor kapcsait, a vezérlő meg ettől úgyis letilt?
Szerintem inkább az önálló rövidzár áramkör, külön segédtápról, volna a jobban adoptálható megoldás. Figyelhetné a biztonsági véghelyzet érzékelőket, benyúlás érzékelőt, program lefagyást, több nem jut eszembe. Csonttörésre is alkalmas gépeken indokoltnak gondolom. (100Nm lineáris nyomaték környékén húznám a határt.)
Van erre ipari megoldás? Milyen munkavédelmi szabvány vonatkozhat erre?
Osztom a véleményed. De mi kéne még bele és mikor?
A mellékhajtás motorvezérlőt nem lehet felkészíteni rá, hogy egy vészstop bemenet inaktív állapotba kerülése esetén, a teljesítmény fokozata válassza le a motort a tápról és zárja is rövidre a motor kapcsait? Vagy célszerűbb volna ezt a funkciót egy külön FET áramkörre bízni, ami egyszerűen rövidre zárná a motor kapcsait, a vezérlő meg ettől úgyis letilt?
Szerintem inkább az önálló rövidzár áramkör, külön segédtápról, volna a jobban adoptálható megoldás. Figyelhetné a biztonsági véghelyzet érzékelőket, benyúlás érzékelőt, program lefagyást, több nem jut eszembe. Csonttörésre is alkalmas gépeken indokoltnak gondolom. (100Nm lineáris nyomaték környékén húznám a határt.)
Van erre ipari megoldás? Milyen munkavédelmi szabvány vonatkozhat erre?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 18, 19:10
Írta: Szalai György Dátum 2011 május 18, 19:10
MSZ EN ISO 13850:2007 Gépek biztonsága. Vészkikapcsolás. Tervezési alapelvek
Felhajtani, elolvasni.
Felhajtani, elolvasni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 19:27
Írta: svejk Dátum 2011 május 18, 19:27
Direkt meg sem említettem :(
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 19:29
Írta: svejk Dátum 2011 május 18, 19:29
A gyári vezérlőkön minden van ilyen bemenet, még a léptetősökön is egy tiltás.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 18, 19:29
Írta: svejk Dátum 2011 május 18, 19:29
Linkeld inkább.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 18, 21:57
Írta: Kicsa Dátum 2011 május 18, 21:57
Köszönöm szépen mindenkinek! Úgy érzem,ez azért mégiscsak egy Hobby gép lesz,tehát ha ezt a tápleválasztás dolgot meg tudom oldani,én már örülni fogok.
A 230-as behúzótekercses mágneskapcsolóhoz pedig valószínűleg nem lenne jó a kulcsos kapcsoló,ez egy kis fémházas 'játékszer'. Így maradnék minnél alacsonyabb feszültségen,egyébként csak szépség miatt került bele a tervbe.
A vázlatos rajz készül egyébként,ha megleszek vele,akkor feltöltöm.
A 230-as behúzótekercses mágneskapcsolóhoz pedig valószínűleg nem lenne jó a kulcsos kapcsoló,ez egy kis fémházas 'játékszer'. Így maradnék minnél alacsonyabb feszültségen,egyébként csak szépség miatt került bele a tervbe.
A vázlatos rajz készül egyébként,ha megleszek vele,akkor feltöltöm.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2011 május 18, 22:07
Írta: Révész Richárd Dátum 2011 május 18, 22:07
Szia Kicsa.
Írj egy címet és küldök Neked 2DB mágnes kapcsolót.
Csak a postát kell állnod.
Írj egy címet és küldök Neked 2DB mágnes kapcsolót.
Csak a postát kell állnod.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 18, 22:14
Írta: Kicsa Dátum 2011 május 18, 22:14
Szia Ricsi!
Kedvességed nagyon szépen köszönöm,de sajnos 10 perce leütöttem Vaterán a lentebb linkelt 2 Omront.
[#pardon1]
Kedvességed nagyon szépen köszönöm,de sajnos 10 perce leütöttem Vaterán a lentebb linkelt 2 Omront.
[#pardon1]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 18, 22:49
Írta: Kicsa Dátum 2011 május 18, 22:49
Készen vagyok a vázlatos rajzzal.

Remélem látszódik minden...sajnos egyenlőre csak így papíron van meg.
Remélem látszódik minden...sajnos egyenlőre csak így papíron van meg.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 19, 06:30
Írta: Szalai György Dátum 2011 május 19, 06:30
A kulcsos kapcsoló érintkezőjét miért nem kötöd a MágnesII vezérlő áramkörébe?
És az egész MágnesII szerkezetet a MágneskI helyére.
Két mágnes kapcsolót egymás után kötni. . .
És az egész MágnesII szerkezetet a MágneskI helyére.
Két mágnes kapcsolót egymás után kötni. . .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 19, 10:11
Írta: Kicsa Dátum 2011 május 19, 10:11
Mert azt szeretném hogy a kulcsos kapcsoló lesz a főkapcsoló. Ha az be van kapcsolva,akkor a digitális tápok kapnak feszültséget,működnek a vezérlők,végállások stb. A második mágneskapcsoló pedig a motortápokért felelős,ezt szakítja meg a VészStop gomb.
Igazából sorba lesznek kötve csak a két külön funkció is megmarad.
Igazából sorba lesznek kötve csak a két külön funkció is megmarad.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 19, 10:45
Írta: Kicsa Dátum 2011 május 19, 10:45
Közben alakul a nyákterv,ami a főorsó vezérlésére irányul : A kézi fordulatállításhoz a rajzot a Hobbielektronika fórumról köszönöm proli007-nek!
Az automata állítás pedig a E1-es bővítőkártyáról származik,köszönet a szabad kapcsolási rajzért Magi Istvánnak!


Az automata állítás pedig a E1-es bővítőkártyáról származik,köszönet a szabad kapcsolási rajzért Magi Istvánnak!
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 19, 20:09
Írta: svejk Dátum 2011 május 19, 20:09
Honnan kapja az első mágneskapcsoló a tápot?
Erre már figyelmeztettelek hogy anomáliák lesznek.
Erre már figyelmeztettelek hogy anomáliák lesznek.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 19, 20:12
Írta: svejk Dátum 2011 május 19, 20:12
Mit akarsz ennek a kimenetére kötni?
Ha csak voltmérőt akkor jó is lehet.
Ha csak voltmérőt akkor jó is lehet.
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 május 19, 20:15
Írta: xfg6v697j Dátum 2011 május 19, 20:15
a 350-ben leírta.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2011 május 19, 20:42
Írta: 88nwcf22d Dátum 2011 május 19, 20:42
Mennyire jó dolog az, hogy vészstop esetén levesszük az áramot a motorról?
Én úgy gondolnám hogy vészstop esetén nem levenni kellene a meghajtást hanem a motort megállítani. Elektronikusan is ill mechanikusan.
Tehát fékezzen a motor, ne csak elengedjük azt had guruljon míg meg nem áll és ha van akkor fogjanak be a mechanikus fékek is.
Én úgy gondolnám hogy vészstop esetén nem levenni kellene a meghajtást hanem a motort megállítani. Elektronikusan is ill mechanikusan.
Tehát fékezzen a motor, ne csak elengedjük azt had guruljon míg meg nem áll és ha van akkor fogjanak be a mechanikus fékek is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 május 19, 20:51
Írta: xfg6v697j Dátum 2011 május 19, 20:51
igazad lehet a step jelet lehetne még elvenni, akkor a motor megál, de tart.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 19, 21:06
Írta: svejk Dátum 2011 május 19, 21:06
Ez megint bonyi kérdés és adott környezetben érdemes rá választ keresni.
Léptetőnél ha leveszed az áramot, netán rövidrezárnád a kivezetést hatásos lenne a megállás, de javarészt elég az enble-jellel a vezérlőjén keresztül megállítani.
Gyári szervoknál szintén megtalálható az enable és a vészstop bemenet.
Egyszerű hobby servo vezérlőknél encoder kábel szakadásnál pl. megindul a motor mint a bolond, itt nincs mit tenni mint az áramot megszakítani, a puffer után is.
Azonkívül ne csak mozgási problémákra gondolj, lehet tűz vagy akár érintésvédelmi feladata is a vészstopnak.
Vészstop esetén a betáplálás megszakítása és a vezérlők tiltása nálam alapkövetelmény.
Léptetőnél ha leveszed az áramot, netán rövidrezárnád a kivezetést hatásos lenne a megállás, de javarészt elég az enble-jellel a vezérlőjén keresztül megállítani.
Gyári szervoknál szintén megtalálható az enable és a vészstop bemenet.
Egyszerű hobby servo vezérlőknél encoder kábel szakadásnál pl. megindul a motor mint a bolond, itt nincs mit tenni mint az áramot megszakítani, a puffer után is.
Azonkívül ne csak mozgási problémákra gondolj, lehet tűz vagy akár érintésvédelmi feladata is a vészstopnak.
Vészstop esetén a betáplálás megszakítása és a vezérlők tiltása nálam alapkövetelmény.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 május 19, 21:08
Írta: 000000000 Dátum 2011 május 19, 21:08
Mach3-ban benne van a vészstop, ha ezt a programot használod.
Sőt nem is tudod elindítani a progamot addig ameddig a 10-es LPT bemenetet le nem húzod alacsony szintre.
A vészkör mindig bontó kapcsolókat tartalmaz a gyári gépeknél mert így az összeset fel lehet sorolni.
Sőt nem is tudod elindítani a progamot addig ameddig a 10-es LPT bemenetet le nem húzod alacsony szintre.
A vészkör mindig bontó kapcsolókat tartalmaz a gyári gépeknél mert így az összeset fel lehet sorolni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 19, 21:10
Írta: svejk Dátum 2011 május 19, 21:10
Írod a féket.
Ez megint kétélű dolog, pl odaszorította a kezed a gép, ha még mechanikusan is befékez még ki sem tudsz szabadulni.
Tudod, szép lehetsz, de okos nem :(
Ez megint kétélű dolog, pl odaszorította a kezed a gép, ha még mechanikusan is befékez még ki sem tudsz szabadulni.
Tudod, szép lehetsz, de okos nem :(
Cím: Re:Épül a gépem ::: Kicsa
Írta: mxjj54gxi Dátum 2011 május 19, 21:12
Írta: mxjj54gxi Dátum 2011 május 19, 21:12
És mi van ha a vészstop előbb mindent megfog, majd azonnal levesz minden feszkót mindenhonnan?
Akkor előbb leállt baromi gyorsan, majd utána meg már mozdítható minden.Kezedbe nem mászik bele jobban, de leállás után ki tudod feszíteni a kezedről a gépet.
Akkor előbb leállt baromi gyorsan, majd utána meg már mozdítható minden.Kezedbe nem mászik bele jobban, de leállás után ki tudod feszíteni a kezedről a gépet.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 19, 21:13
Írta: svejk Dátum 2011 május 19, 21:13
Apró helyesbítés, nem a sorolhatóság miatt vannak bontóérintkezők hanem a biztonság miatt.
pl szakadt vezeték, kontakthibás nyomógomb esete.
inkább ne induljon a gép, minthogy ne lehessen megállítani.
Szoftverre meg elvből nem bízunk vészfunkciót.
pl szakadt vezeték, kontakthibás nyomógomb esete.
inkább ne induljon a gép, minthogy ne lehessen megállítani.
Szoftverre meg elvből nem bízunk vészfunkciót.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 19, 21:17
Írta: svejk Dátum 2011 május 19, 21:17
Adott esetben ez lehet a helyes, a gyári szervokat én is erre programozom.
De a betápot is szakítom, a pufferek energiája elég a vészfékezésre.
De a betápot is szakítom, a pufferek energiája elég a vészfékezésre.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 19, 21:18
Írta: svejk Dátum 2011 május 19, 21:18
De szerintem ne ragozzuk ezt tovább és bízzunk benne hogy csak nagyon ritkán kell majd használni, akkor is csak a szerszámunk védelmében.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 május 19, 21:30
Írta: 000000000 Dátum 2011 május 19, 21:30
Becsípődés elleni védelemre a legjobb a teljes burkolat, hogy meg se lehessen érinteni a mozgó részeket.
Természetesen a stop körben a burkolat ajtói is benne vannak amik plusz elektromos reteszel záródnak mikor a gép elindul.
Itt egy példa ilyen biztonsági kütyüröl:

Természetesen a stop körben a burkolat ajtói is benne vannak amik plusz elektromos reteszel záródnak mikor a gép elindul.
Itt egy példa ilyen biztonsági kütyüröl:
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2011 május 19, 21:33
Írta: 88nwcf22d Dátum 2011 május 19, 21:33
Tűz illetve érintésvédelemre lehet sima kapcsolót tenni. Ha annyira rángat az áram hogy nem tudod elengedni a gépet le sem tudod kapcsolni marad a fi relé.Gondolom ha egy fék befog akkor azt valahogy ki is lehet engedni. Arra ott a másik kezed, azt nem tudom hogy ezeknek a gépeknek a hajtásai mennyire önzárók de szerintem csak a motor forgatásával lehet megmozdítani a tengelyeket.Tehát nem fogod tudni csak úgy eltolni a kezedtől a főorsót.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2011 május 19, 21:35
Írta: 88nwcf22d Dátum 2011 május 19, 21:35
De akkor ezt meg gépbeállítás idejére ki kell kapcsolni.Mert akkor nyúlkáni kell a gépbe.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 19, 21:37
Írta: Szalai György Dátum 2011 május 19, 21:37
„odaszorította a kezed a gép”
Ezért gondlom ideális vész stopnak a motorkapcsok rövidre zárását. A motor fordulatszámával arányos a fékhatás. Mire megáll a motor, már nincs fékhatás sem.
Ezért gondlom ideális vész stopnak a motorkapcsok rövidre zárását. A motor fordulatszámával arányos a fékhatás. Mire megáll a motor, már nincs fékhatás sem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 19, 21:43
Írta: svejk Dátum 2011 május 19, 21:43
Azt írod, hogy "gondolod", meg "nem tudom"...
Én meg maradok hű a #379-hez.
Én meg maradok hű a #379-hez.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 május 19, 21:47
Írta: 000000000 Dátum 2011 május 19, 21:47
Miért is?
Befogod az anyagot meg a szerszámot addig nem kell mozgatni a gépet.
Aztán rázárod a burkolatot és már is rá állhatsz az anyagra.
Mozgás közben minek kellene belenyúlkálni?
Mellesleg nagyon nehéz igazi hülye biztos gépet építeni.
8 évet melóztam gyári cnc gépeken és azokon így oldották meg ahol becsípődés veszélye állt fent
Befogod az anyagot meg a szerszámot addig nem kell mozgatni a gépet.
Aztán rázárod a burkolatot és már is rá állhatsz az anyagra.
Mozgás közben minek kellene belenyúlkálni?
Mellesleg nagyon nehéz igazi hülye biztos gépet építeni.
8 évet melóztam gyári cnc gépeken és azokon így oldották meg ahol becsípődés veszélye állt fent
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 19, 23:45
Írta: Kicsa Dátum 2011 május 19, 23:45
Szép Jóestét Mindenkinek!
A mágneskapcsoló tápját írtam már,közben meg is találtam : Egy AC17 V-os kis trafó,200 mA terhelhetőséggel. Szerintem a két mágneskapcsolóhoz elég lesz,de ha megérkeznek,természetesen lemérem az áramfelvételüket.
A szabályzót a Frekvenciaváltó bemenetére szeretném kötni. Célom a 0-10 V elérése potméterrel. Erre ez az áramkör nem alkalmas? Gondolkoztam LM317-ben,viszont az nem megy le 0 V-ig.
Mondjuk utólag belegondolva teljesen felesleges is lenne 0V.
A biztonság kérdése pedig igen érdekes. Tudom,ELSŐ! Viszont ez csupán egy Hobby gép,nem ipari alkalmazás. Van szerencsém CNC marógépek közelében dolgozni,nem is akármilyenekek látok működés közben,de az más lapra tartozik.
A másik véglet a régi kis gépem : nemhogy Vészstop,még végálláskapcsolók sem voltak/vannak rajta.Igaz hogy fa gép,de nem egyszer kellett már at Esc után kapnom. Szerencsére anyagi veszély állt fenn,de egy megfelelő leállásra szükség van. És ez alatt én is svejk véleményét ossztom : nekem Vész esetén minden mozgás leállítása a fontos. Mivel a gép 'nyitott terű' lesz,így nincs olyan burkolati elem aminek kinyitása esetén meg kell hogy álljon.
Léptecsek lesznek,új ötletként felmerült a step jel elvétel is.Ehhez viszont akkor be kellene rakni 3 relét a 3 tengelyhez? Mivel egy db bontó érintkező van kéznél a 3 tengely step jeleinek. Vagy ide is mágneskapcsoló esetleg?
Illetve a motorkapcsok rövidrezárása : mind a 6 vvezetéket össze kellene zárni ? Ehez viszont gondolom le kellene választani a vezérlőről : milyen módon lehet egyáltalán ilyet kivitelezni?
Köszönöm szépen Mindenkinek!
A mágneskapcsoló tápját írtam már,közben meg is találtam : Egy AC17 V-os kis trafó,200 mA terhelhetőséggel. Szerintem a két mágneskapcsolóhoz elég lesz,de ha megérkeznek,természetesen lemérem az áramfelvételüket.
A szabályzót a Frekvenciaváltó bemenetére szeretném kötni. Célom a 0-10 V elérése potméterrel. Erre ez az áramkör nem alkalmas? Gondolkoztam LM317-ben,viszont az nem megy le 0 V-ig.
Mondjuk utólag belegondolva teljesen felesleges is lenne 0V.
A biztonság kérdése pedig igen érdekes. Tudom,ELSŐ! Viszont ez csupán egy Hobby gép,nem ipari alkalmazás. Van szerencsém CNC marógépek közelében dolgozni,nem is akármilyenekek látok működés közben,de az más lapra tartozik.
A másik véglet a régi kis gépem : nemhogy Vészstop,még végálláskapcsolók sem voltak/vannak rajta.Igaz hogy fa gép,de nem egyszer kellett már at Esc után kapnom. Szerencsére anyagi veszély állt fenn,de egy megfelelő leállásra szükség van. És ez alatt én is svejk véleményét ossztom : nekem Vész esetén minden mozgás leállítása a fontos. Mivel a gép 'nyitott terű' lesz,így nincs olyan burkolati elem aminek kinyitása esetén meg kell hogy álljon.
Léptecsek lesznek,új ötletként felmerült a step jel elvétel is.Ehhez viszont akkor be kellene rakni 3 relét a 3 tengelyhez? Mivel egy db bontó érintkező van kéznél a 3 tengely step jeleinek. Vagy ide is mágneskapcsoló esetleg?
Illetve a motorkapcsok rövidrezárása : mind a 6 vvezetéket össze kellene zárni ? Ehez viszont gondolom le kellene választani a vezérlőről : milyen módon lehet egyáltalán ilyet kivitelezni?
Köszönöm szépen Mindenkinek!
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 május 20, 06:19
Írta: xfg6v697j Dátum 2011 május 20, 06:19
a végfokfetekben lévő dióda, (mert valószínűleg van benne(.
szerintem jórészt megoldja a fékezést, mer az épp olyan mintha egyik irányba rövidre zárnánk a tekercset.
szerintem jórészt megoldja a fékezést, mer az épp olyan mintha egyik irányba rövidre zárnánk a tekercset.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 május 20, 07:16
Írta: 000000000 Dátum 2011 május 20, 07:16
Ez a tuti megoldás![#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 május 20, 10:03
Írta: 000000000 Dátum 2011 május 20, 10:03
Nem értem minek ez az LM ic-s megoldás a frekvencia váltóhoz?
Csak felesleges hiba lehetőség, mert alapból lekezeli a potmétert az eszköz.
Ezt valakinek rajzoltam anno J7-hez, talán segít.

Neked a potméter bekötése a lényeges ebből.
Csak felesleges hiba lehetőség, mert alapból lekezeli a potmétert az eszköz.
Ezt valakinek rajzoltam anno J7-hez, talán segít.
Neked a potméter bekötése a lényeges ebből.
Cím: Re:Épül a gépem ::: Kicsa
Írta: t334wehtf Dátum 2011 május 20, 11:42
Írta: t334wehtf Dátum 2011 május 20, 11:42
Ha már így szóba került a biztonság:
Az "Épül a gépem ::: tomktom" témában látható gép az alábbi módon lett biztonságossá téve:
1: Teljes munkatérburkolat, pneumatikusan működtetett, hermetikusan záró ajtóval (az orsónál "szoknyával")
2: Teljes gépburkolat, ami persze körbezárja a munkatér burkolatot is, ezen belülről kongásgátló, zajelnyelő anyag.
3: A munkatérajtó kétkezes működtetésű, ezt egy PIC vezérli. A PIC Resetben tarja a vezérlőt (jelen esetben MACH3-at) amíg az ajtó nyitva van.
4: Ha program fut, a vezérlő blokkolja az ajtó nyitását. Nyitáshoz előbb le kell állítani a programot, vagy vészgombot nyomni, ezek persze az orsót is leállítják.
5: Az ajtót bistabil szelepek működtetik, ha elmegy az áram is zárva marad, ha elmegy a levegő, akkor meg az egész rendszer vészstopba megy.
6: A burkolat 2mm alu (belső) + 2 mm rozsdamentes acél (külső), az ajtó ablaka 10mm nagy ütőszilárdságú plexi.
Az "Épül a gépem ::: tomktom" témában látható gép az alábbi módon lett biztonságossá téve:
1: Teljes munkatérburkolat, pneumatikusan működtetett, hermetikusan záró ajtóval (az orsónál "szoknyával")
2: Teljes gépburkolat, ami persze körbezárja a munkatér burkolatot is, ezen belülről kongásgátló, zajelnyelő anyag.
3: A munkatérajtó kétkezes működtetésű, ezt egy PIC vezérli. A PIC Resetben tarja a vezérlőt (jelen esetben MACH3-at) amíg az ajtó nyitva van.
4: Ha program fut, a vezérlő blokkolja az ajtó nyitását. Nyitáshoz előbb le kell állítani a programot, vagy vészgombot nyomni, ezek persze az orsót is leállítják.
5: Az ajtót bistabil szelepek működtetik, ha elmegy az áram is zárva marad, ha elmegy a levegő, akkor meg az egész rendszer vészstopba megy.
6: A burkolat 2mm alu (belső) + 2 mm rozsdamentes acél (külső), az ajtó ablaka 10mm nagy ütőszilárdságú plexi.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 20, 11:44
Írta: Kicsa Dátum 2011 május 20, 11:44
Azért mert nekem Tuba István által tervezett frekvenciaváltóm van. Ha jól tudom,itt egy sorkapocs van,ami 0-10 V feszültséget vár,ezért gondoltam külön áramkörre.
(Mostmár szabad feltölteni pdf-et? Mert ha igen,felrakom a bekötését a tárhelyre)
(Mostmár szabad feltölteni pdf-et? Mert ha igen,felrakom a bekötését a tárhelyre)
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 május 20, 11:48
Írta: xfg6v697j Dátum 2011 május 20, 11:48
szerintem nem lehet feltenni.
de nyisd meg a gépeden és amikor a képernyőn van myomj egy CTRL+printscreen-t illeszd be a paintba mentsd el JPG-nek és tedd fel.
de nyisd meg a gépeden és amikor a képernyőn van myomj egy CTRL+printscreen-t illeszd be a paintba mentsd el JPG-nek és tedd fel.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 20, 12:03
Írta: Kicsa Dátum 2011 május 20, 12:03
Remélem látszik minden. A kártyán lévő fordulatszámszabályzó azért nem jó mert automatikus állásban a Mach vezérli a PWM-mel,és váltásnál még ezt is át kellene jumperolni. Ezért gondolkoztam manuális álításnál is a 0-10 Vban.



Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 május 20, 13:18
Írta: 000000000 Dátum 2011 május 20, 13:18
Itt egy egyszerű megoldás.
Az egyes számú trimmel beállítod a 10 voltot a kettes számú potméterrel pedig a sebességet szabályozod
Ettől komolyabb frekvencia váltóknál is így oldják meg ahol 10 voltnál nagyobb a feszültség

Az egyes számú trimmel beállítod a 10 voltot a kettes számú potméterrel pedig a sebességet szabályozod
Ettől komolyabb frekvencia váltóknál is így oldják meg ahol 10 voltnál nagyobb a feszültség
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 20, 23:05
Írta: Kicsa Dátum 2011 május 20, 23:05
Ez valóban egyszerű megoldás!
Köszönöm szépen!
Akkor szerintem maradok ennél,a legegyszerűbb általában egyenlő a legkevesebb hibalehetőséggel. :)
Köszönöm szépen!
Akkor szerintem maradok ennél,a legegyszerűbb általában egyenlő a legkevesebb hibalehetőséggel. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 20, 23:08
Írta: Kicsa Dátum 2011 május 20, 23:08
Még egy kérdés : A frekvenciaváltó 0-10 V bementén megkora áram folyik ?Mekkora potmétert tegyek be?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 május 20, 23:34
Írta: 000000000 Dátum 2011 május 20, 23:34
Passz, még sosem mértem.
ebben a felállásban kb 1-2mA lehet.
ebben a felállásban kb 1-2mA lehet.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 20, 23:39
Írta: Szalai György Dátum 2011 május 20, 23:39
Lehet, hogy ettől van még egyszerűbb megoldás is, de kérdezd meg a készítőt, hogy mit szól hozzá.
Szerintem R36-4,7K ellenállás átkötése és R18-4,7kOhm ellenállás eltávolítása után a P9 csatlakozó 1 és 3 szegmensére kivezetett +5V és GND közé kötött egy darab 5kOhm értékű potméterrel is teljes fordulatig szabályozható a P9/3 bemenet.
Szerintem R36-4,7K ellenállás átkötése és R18-4,7kOhm ellenállás eltávolítása után a P9 csatlakozó 1 és 3 szegmensére kivezetett +5V és GND közé kötött egy darab 5kOhm értékű potméterrel is teljes fordulatig szabályozható a P9/3 bemenet.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 május 20, 23:56
Írta: 000000000 Dátum 2011 május 20, 23:56

R26-ot átkötni mint a bekarikázott részen, vagy kicserélni egy átköre
Az R28 pedig nem sok vizet fog zavarni, tehát maradhat is.
Mellesleg kicsit benézted a számokat mert az R36 csak R26 az R18 pedig R28 [#circling]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 20, 23:59
Írta: Kicsa Dátum 2011 május 20, 23:59
Sziasztok!
Köszönöm az ötleteket,de a kész-élesztett frekvenciaváltóhoz nem szeretnék nyúlni. Így maradnék a potméteres változatnál,az nagyon szimpatikus másodszori olvasatra is!
[#worship]
Köszönöm az ötleteket,de a kész-élesztett frekvenciaváltóhoz nem szeretnék nyúlni. Így maradnék a potméteres változatnál,az nagyon szimpatikus másodszori olvasatra is!
[#worship]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 21, 07:39
Írta: Szalai György Dátum 2011 május 21, 07:39
Hát. . . Van már egy szemüvegem, de nem használom, mert azzal sem úgy látom a dolgokat, ahogy én szeretném.
Azért kivenném az R28-at, ne terheljen, ha nincs rá szükség. Köszönöm a helyreigazítást.
Azért kivenném az R28-at, ne terheljen, ha nincs rá szükség. Köszönöm a helyreigazítást.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 23, 18:42
Írta: Kicsa Dátum 2011 május 23, 18:42
Egy picikét félretettem az elektronikai részét,uganis hétvégén ha minden jól megy,megkezdődik a gépváz elemeinek marása.
A #296-os HSZben lévő elrendezés a végleges : M8-as kötőelemeket tervezek szinte mindenhova.
Kérdésem : Szükséges-e a 'gépalap-két oldalsó tartó' találkozáshoz M10 esetleg M12? Az gépalap 25 mm vastag...
És két kép,az összes alkatrész 'kéznél' van :


A #296-os HSZben lévő elrendezés a végleges : M8-as kötőelemeket tervezek szinte mindenhova.
Kérdésem : Szükséges-e a 'gépalap-két oldalsó tartó' találkozáshoz M10 esetleg M12? Az gépalap 25 mm vastag...
És két kép,az összes alkatrész 'kéznél' van :
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 23, 19:14
Írta: Szalai György Dátum 2011 május 23, 19:14
Szerintem nálad, az ügyes tervezés eredménye képen, minden csavar, közvetlen kötéssel, csak húzásra lesz igénybe véve, nyírásra és hajlításra nem.
M8 menetű, 8.8 szilárdságú csavar, 4d behajtási hosszal, a Te gépeden szerintem mindenre elég.
Nem pilótavizsgás iránymutatás.
M8 menetű, 8.8 szilárdságú csavar, 4d behajtási hosszal, a Te gépeden szerintem mindenre elég.
Nem pilótavizsgás iránymutatás.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 23, 19:43
Írta: Kicsa Dátum 2011 május 23, 19:43
A 4d hossz sajnos nem mindenhol tartható de igyekszem. Viszont ahogy átolvastam a dokumentumot,a műanyagra írja a 4d-t : Tehát ha ezt sikerül betartani/megközelíteni,talán nem lesz baj.
Persze mindenhova rakok majd alátétet is,illetve a menetrögzítő folyadékon gondolkozom még.
Köszönöm szépen!
Persze mindenhova rakok majd alátétet is,illetve a menetrögzítő folyadékon gondolkozom még.
Köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 23, 22:02
Írta: Szalai György Dátum 2011 május 23, 22:02
Azért 4d, mert ha jól emlékszem nem ismert az alumíniumod szilárdsága, de biztosan elég a kevesebb is, csak ne szakítsd meg a befogadó menetet. Azért legalább 8.8 szilárdságú csavar, mert annak már normális, (Ra=0,5um körüli) az átlagos felületi érdessége. A puha csavarok menetfelülete is kaki, az pedig nem mindegy, hogy mekkora csavaró nyomaték hatására ékelődik be, és akkor mekkora húzóerőt produkál. Főleg esetleg egy puha anyagban.
De hát ezt csak én gondolom.
De hát ezt csak én gondolom.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 23, 22:32
Írta: Kicsa Dátum 2011 május 23, 22:32
Hát a főbb dolgok anyaga ismert : Dural ill. Certal. Nem a puha fajta,de azért törekszem a jó hosszú menetek fúrására és a hosszú csavarok alkalmazására.
Illetve még az elektronikával kapcsolatban lenne kérdésem,ha lehet [#smile] :
Vennék kábeleket a PC házon belüli kábelezéshez is illetve a 'kapcsolószekrény' és a pc ház összekötéséhez is : Utóbbi feladatra lenne 7eres(7X1mm2)-es és 18eres(18x0,5mm2) kábel. Ezek gondolom megfelelőek lennének led viszajelzőkhöz,kisfeszültségű táp hozzávezetéshez,stb...Viszont a házon belüli kábelezéshez rendelkezésre állna 2.5 mm^2 keresztmetszetű (kék) tömör illetve szintén ekkora keresztmetszetű sodrott (fekete) vezeték.
Ezekkel oldanám meg a 230-as kábelezést,ez megfelelő keresztmetszet lenne erre a feladatra? Nem okoz problémát hogy 'vegyesen' lenne sodrott és tömör kábel?
Illetve még az elektronikával kapcsolatban lenne kérdésem,ha lehet [#smile] :
Vennék kábeleket a PC házon belüli kábelezéshez is illetve a 'kapcsolószekrény' és a pc ház összekötéséhez is : Utóbbi feladatra lenne 7eres(7X1mm2)-es és 18eres(18x0,5mm2) kábel. Ezek gondolom megfelelőek lennének led viszajelzőkhöz,kisfeszültségű táp hozzávezetéshez,stb...Viszont a házon belüli kábelezéshez rendelkezésre állna 2.5 mm^2 keresztmetszetű (kék) tömör illetve szintén ekkora keresztmetszetű sodrott (fekete) vezeték.
Ezekkel oldanám meg a 230-as kábelezést,ez megfelelő keresztmetszet lenne erre a feladatra? Nem okoz problémát hogy 'vegyesen' lenne sodrott és tömör kábel?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 24, 06:20
Írta: Szalai György Dátum 2011 május 24, 06:20
Vezeték keresztmetszet dolgában tudni kéne, hogy mekkora motortekercs áramokkal és mekkora tápárammal kell számolni. Méghozzá nem ártana csúcsáramot és átlagáramot is tudni. Jól emlékszem, hogy léptető motorjaid vannak?
Ha a léptetőmotor kiválasztásakor törekedtél a kicsi impedanciás típusra, (mert azzal kedvezőbb működési paramétereket érhetsz el) akkor a vezetékezésnél is törekedni kell a kicsi körimpedanciákra, másképp hamar oda veszhet a motor előnye. Ez indokolhatja nagyobb keresztmetszetű vezeték választását, attól, amit az átlagáramra méretezés egyébként megkívánna.
Az áramok és a motorellenállásod ismeretében innen választhatsz keresztmetszetet.
A sodrott és tömör vezeték keveredése semmilyen elektromos problémát nem okoz, csak a szerelhetőség terén van köztük különbség. Puffer kondenzátor utáni áramkörökben törekednék a csúcsáramra méretezett keresztmetszetre, és az összetartozó érpárok sodrására. Az összes léptetőmotorokat tápláló vezetéket közös árnyékolásba tenném. A jelvezetékeket a motorkábelek árnyékolásán kívül, külön árnyékolnám.
Ha a léptetőmotor kiválasztásakor törekedtél a kicsi impedanciás típusra, (mert azzal kedvezőbb működési paramétereket érhetsz el) akkor a vezetékezésnél is törekedni kell a kicsi körimpedanciákra, másképp hamar oda veszhet a motor előnye. Ez indokolhatja nagyobb keresztmetszetű vezeték választását, attól, amit az átlagáramra méretezés egyébként megkívánna.
Az áramok és a motorellenállásod ismeretében innen választhatsz keresztmetszetet.
A sodrott és tömör vezeték keveredése semmilyen elektromos problémát nem okoz, csak a szerelhetőség terén van köztük különbség. Puffer kondenzátor utáni áramkörökben törekednék a csúcsáramra méretezett keresztmetszetre, és az összetartozó érpárok sodrására. Az összes léptetőmotorokat tápláló vezetéket közös árnyékolásba tenném. A jelvezetékeket a motorkábelek árnyékolásán kívül, külön árnyékolnám.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 24, 09:55
Írta: Kicsa Dátum 2011 május 24, 09:55
Igen,léptetőmotorok lesznek. A választásnál nem törekedtem ilyen dolgokra sajnos,akkor még az ára volt nagyon szimpatikus.
Sajnos nem tudom fejből a felvett áramot,de tekercsnként olyan 1.4 Are saccolom körülbelül. Persze othon meg tudom nézni pontosan.
A bejövő fő tápvezetéken átfolyó áram is saccolható : A léptetőmotor táp 400 W-os,a főorsóé is olyan 350 W körüli. Ehhez jönnek még kiegészítő segédtápok meg egyéb dolgok,szerintem 30-50 W mindennel. Persze ezek a trafók névleges teljesítményei...
Sajnos nem tudom fejből a felvett áramot,de tekercsnként olyan 1.4 Are saccolom körülbelül. Persze othon meg tudom nézni pontosan.
A bejövő fő tápvezetéken átfolyó áram is saccolható : A léptetőmotor táp 400 W-os,a főorsóé is olyan 350 W körüli. Ehhez jönnek még kiegészítő segédtápok meg egyéb dolgok,szerintem 30-50 W mindennel. Persze ezek a trafók névleges teljesítményei...
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 május 24, 10:14
Írta: xfg6v697j Dátum 2011 május 24, 10:14
2.5 mm^2 tömör vezetéket villanyszerelésné AC 230V 25A-hez hastnálják, az az 5.75 KW-ot bír.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 május 24, 13:27
Írta: 000000000 Dátum 2011 május 24, 13:27
Az a kérdés, milyen környezetben. Ha eléggé hőszigetelt helyen fut, és/vagy több hasonlóan terhelt társával együtt, jóval kevesebbet szabad beleengedni, mert megolvad a szigetelés. Vannak erre ökölszabályok, de pontosan is számítható a körülmények ismeretében.
szia: Balázs
szia: Balázs
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 24, 15:56
Írta: Szalai György Dátum 2011 május 24, 15:56
Egy-két méter hosszon, egy négyzetmilliméter vezeték keresztmetszetre tíz amper csúcsáram erősséget szerintem megengedhetsz. Akár sok eres kábel, akár csőbe húzott bármi esetén.
De légy szíves nézd meg a léptetőmotorod tekercsellenállását. (Hány Ohm.)
De légy szíves nézd meg a léptetőmotorod tekercsellenállását. (Hány Ohm.)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 24, 21:04
Írta: Kicsa Dátum 2011 május 24, 21:04
Megnézem mindenképpen. Bár ha a kábel ilyen terhelést is elvisel,szerintem nem lesz probléma.
Holnap este már tudok biztosat mondani...
Holnap este már tudok biztosat mondani...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 26, 11:38
Írta: Kicsa Dátum 2011 május 26, 11:38
Megnéztem a léptecseket : 1 db Vexta PH268L-01-es és 2 db PH268-21 -es típusú motorokról van szó.
Mindhárom motor 5.4 V,1.5 A áramfelvétel,3.7 Ohm tekercsellenálással.
(Kapva kapnék az alkalmon,esetleg nem tud valaki hozzájuk hivatalos adatlapot? Egy kis papírfecnit találtam csak neten,ahol megtudtam hogy NEMA23-as méretek illetve kicsivel kevesebb mint 1 Nm-es darabokról van szó)
Mindhárom motor 5.4 V,1.5 A áramfelvétel,3.7 Ohm tekercsellenálással.
(Kapva kapnék az alkalmon,esetleg nem tud valaki hozzájuk hivatalos adatlapot? Egy kis papírfecnit találtam csak neten,ahol megtudtam hogy NEMA23-as méretek illetve kicsivel kevesebb mint 1 Nm-es darabokról van szó)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 26, 18:11
Írta: Szalai György Dátum 2011 május 26, 18:11
A H1 vezérlőd gyártója szerint, az 5,4V alapfeszültségű motorra kb. 5-ös tuningtényező alakul. A vezérlő ajánlott motortáp feszültsége ehhez a motorhoz 5,4 x 5 = 27V
Átlag (nem csúcs) motor tápáram számításra a névleges motoráram kétszerese, szorozva a motorok számával, és osztva kettővel módszert adja. Nálad ez (1,5 x 2 x 3) / 2 = 4,5A átlagáram. Ez az áram kb. 0,5mm2 vezeték keresztmetszetet indokolna a tápegységed puffer kondenzátora és a motorvezérlő közötti párszor 10cm szakaszra.
Ugyanezzel a módszerrel számolva a motorvezérlő és a motor közötti kb. 2 x 1,5m (oda vissza) vezeték szakaszra az (1,5 x 2) / 2 = 1,5A átlagáram adódik, ami 0,2mm2 vezeték keresztmetszetet indokol. Az így létrejövő rézvezeték hurok ellenállása 0,255 Ohm, a 3,7 Ohmos motortekercs ellenálláshoz képest elhanyagolható érték. Ezen a fenti áram hatására 0,38V feszültség esik, az sem zavaró. A keletkező 0,57W teljesítmény veszteség nem fogja a PVC szigetelésű vezetékekre megengedett max.70C fok közelébe melegíteni a kábelt, még akkor sem, ha mindhárom motor átlagáramon dolgozik.
A 0,2mm2 annyira vékony kábelér, hogy szerintem ettől csak vastagabbat fogsz használni, már csak a mechanikai ellenállóság okán is. Vastagabb vezeték az kisebb áramsűrűséget, kisebb veszteséget jelent, de a 3A / mm2 az már tekercsekre is megfelelő áramsűrűség.
Átlag (nem csúcs) motor tápáram számításra a névleges motoráram kétszerese, szorozva a motorok számával, és osztva kettővel módszert adja. Nálad ez (1,5 x 2 x 3) / 2 = 4,5A átlagáram. Ez az áram kb. 0,5mm2 vezeték keresztmetszetet indokolna a tápegységed puffer kondenzátora és a motorvezérlő közötti párszor 10cm szakaszra.
Ugyanezzel a módszerrel számolva a motorvezérlő és a motor közötti kb. 2 x 1,5m (oda vissza) vezeték szakaszra az (1,5 x 2) / 2 = 1,5A átlagáram adódik, ami 0,2mm2 vezeték keresztmetszetet indokol. Az így létrejövő rézvezeték hurok ellenállása 0,255 Ohm, a 3,7 Ohmos motortekercs ellenálláshoz képest elhanyagolható érték. Ezen a fenti áram hatására 0,38V feszültség esik, az sem zavaró. A keletkező 0,57W teljesítmény veszteség nem fogja a PVC szigetelésű vezetékekre megengedett max.70C fok közelébe melegíteni a kábelt, még akkor sem, ha mindhárom motor átlagáramon dolgozik.
A 0,2mm2 annyira vékony kábelér, hogy szerintem ettől csak vastagabbat fogsz használni, már csak a mechanikai ellenállóság okán is. Vastagabb vezeték az kisebb áramsűrűséget, kisebb veszteséget jelent, de a 3A / mm2 az már tekercsekre is megfelelő áramsűrűség.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 május 26, 19:16
Írta: besirkyjh Dátum 2011 május 26, 19:16
Szia
Az ilyen léptetökhöz én a Liycy 4X 0.34 es vezetéket szoktam használni ( kb 130ft/m ) .
Az ilyen léptetökhöz én a Liycy 4X 0.34 es vezetéket szoktam használni ( kb 130ft/m ) .
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanyi84 Dátum 2011 május 26, 20:26
Írta: sanyi84 Dátum 2011 május 26, 20:26
Szia Kicsa! Mérd ki a léptetőd nyomatékát, adsz neki 1.5 A vagy labortápról vagy a vezérlőről és álló helyzetben 100 mm es erőkarra teszel egy 2 l es üveget, addig töltsd míg nem kezd el megugrani. Mérlegen megméred és megkapod hány Nm, 0.5 Kg közelítőleg 100 mm erőkaron 0.5 Nm.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 26, 23:15
Írta: Kicsa Dátum 2011 május 26, 23:15
Hú de szép levezetés,köszönöm szépen! Viszont ismét akadt egy kis 'gond',a torroid trafó 32 V-os szekunderrel rendelkezik. Nem félek tőle,mivel a másik léptecseket is ez a trafó vitte,ami 5.2 V-osak voltak. Melegedtek is,viszont ha visszaveszek az áramból a vezérlőn,akkor nem is fog melegedni majd. Más baj történhet?
Zoli! Köszönöm szépen neked is az ajánlást,esetleg valami beszerzési forrást tudnál mondani?
sanyi84! Ha jól emlékszem,0.89 Nm. Az adatlapot nem a nyomaték miatt kerestem,hanem jó volna több adatot megtudni róla.
Zoli! Köszönöm szépen neked is az ajánlást,esetleg valami beszerzési forrást tudnál mondani?
sanyi84! Ha jól emlékszem,0.89 Nm. Az adatlapot nem a nyomaték miatt kerestem,hanem jó volna több adatot megtudni róla.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 27, 06:20
Írta: Szalai György Dátum 2011 május 27, 06:20
32VAC esetén sem éred el H1-re megengedett max.50V motortáp feszültséget. De minél jobban megközelíted annál erősebben melegednek a Fet-ek szupresszorai.
A némileg magasabb feszültségű motortápod hátránya, hogy alacsony fordulatszámú üzemben intenzívebben melegszik a motor, mert a szabályzó nem képes leszabályozni a motoráramot az alacsony fordulatnak megfelelő kicsi motor impedanciához. Előnye pedig egy magasabb fordulatszámú üzem lehetősége, mert nagyobb feszültséggel nagyobb fordulatig, nagyobb motor impedanciáig tartható a Chopperes, szabályozott működés.
A némileg magasabb feszültségű motortápod hátránya, hogy alacsony fordulatszámú üzemben intenzívebben melegszik a motor, mert a szabályzó nem képes leszabályozni a motoráramot az alacsony fordulatnak megfelelő kicsi motor impedanciához. Előnye pedig egy magasabb fordulatszámú üzem lehetősége, mert nagyobb feszültséggel nagyobb fordulatig, nagyobb motor impedanciáig tartható a Chopperes, szabályozott működés.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 május 27, 08:02
Írta: besirkyjh Dátum 2011 május 27, 08:02
Probáld ezt .
Lehet csak nagyban adnak ennyiért de valamennyire én is vevö lennék .
Egyébbként én itt veszem Debrecenben a Modul boltban .
Kábel
Lehet csak nagyban adnak ennyiért de valamennyire én is vevö lennék .
Egyébbként én itt veszem Debrecenben a Modul boltban .
Kábel
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 27, 10:50
Írta: Kicsa Dátum 2011 május 27, 10:50
Annak én csak örülök ha nagyobb fordulatról mehetnek. Viszont félek hogy a motorok így is kevesek lesznek ide. Az a lényeg hogy akkor ezeket is rá lehet kötni nyugodtan,maximum melegedni fognak. A másik gépen kaptak ventillátoros hűtést...a vezérlő is. Utóbbira tervezek most is akasztani egyet,úgy nincs vele baj. Viszont a motorokat egyenlőre békén hagyom,mivel alumíniumhoz lesz csavarozva mindegyik. Na majd a tesztek alatt kiderül [#smile]
Zoli!
Kérek akkor árajánlatot,viszont az 5*0.34-esre. 4 tekercskivezetés plusz közösítve a találkozások,így 5 ér szükséges. Illetve kérek árajánlatot MKH vezetékre is...a másik srác nem nagyon akar velem foglalkozni.
Kértem árajánlatot,meglátjuk hogy mit válaszolnak majd. (Nekem igazából 10-12m kábelre lenne szükséges,összesen.)
Zoli!
Kérek akkor árajánlatot,viszont az 5*0.34-esre. 4 tekercskivezetés plusz közösítve a találkozások,így 5 ér szükséges. Illetve kérek árajánlatot MKH vezetékre is...a másik srác nem nagyon akar velem foglalkozni.
Kértem árajánlatot,meglátjuk hogy mit válaszolnak majd. (Nekem igazából 10-12m kábelre lenne szükséges,összesen.)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 27, 12:00
Írta: Kicsa Dátum 2011 május 27, 12:00
Kicsit ugrálok itt a részegységek megvalósítása közt,de hát nem tudok most mit tenni :
Van egy Laptop : 1200 Mhz Celeron - 10 Gb winyóval és 128 mb rammal. A gond itt csak a Ram lenne? Ha jól látom,1 Ghzes procc és 512 Ram az ajánlott...Érdemes szerinteek ezzel foglalkozni? A bajom hogy a Ram SD,egyszerűen horror ára van mindenhol,ahol nézem.
Van egy Laptop : 1200 Mhz Celeron - 10 Gb winyóval és 128 mb rammal. A gond itt csak a Ram lenne? Ha jól látom,1 Ghzes procc és 512 Ram az ajánlott...Érdemes szerinteek ezzel foglalkozni? A bajom hogy a Ram SD,egyszerűen horror ára van mindenhol,ahol nézem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2011 május 27, 13:12
Írta: sanka74 Dátum 2011 május 27, 13:12
Szia! Egy olyan gépet amin elfut a mach 10-15 között már tudsz szerezni, gyakorlatilag a RAM ár töredékéért,monitort meg ingyé..igaz az képcsöves..Arról meg nem is beszélve ha nincs LTP csati a laptopon..
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 május 27, 15:41
Írta: besirkyjh Dátum 2011 május 27, 15:41
Szia
5-eres , jo az nekem ? árátol is függ .
Szolj ha már van ajánlat és Neked sok a minimum m .
5-eres , jo az nekem ? árátol is függ .
Szolj ha már van ajánlat és Neked sok a minimum m .
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 27, 22:15
Írta: svejk Dátum 2011 május 27, 22:15
Én azért egy ilyen volumenű léptetőknél egy laza mozdulattal rádobnám a +tápfeszt az árnyékra...
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 május 27, 22:58
Írta: besirkyjh Dátum 2011 május 27, 22:58
Én is , még attol is lazábban , de hát nem vagyunk egyformák :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 27, 23:11
Írta: Kicsa Dátum 2011 május 27, 23:11
LPT csati van. Viszont a bővítés horror ár,még EBayről is. Valószínűleg akkor asztali gép marad...csak újabb megoldandó probléma : van két fél LCD monitorom. Egyik vezérlő hibás (not optimum mode,a neten talált gyógymódok nem segítenek),a másik szervíz által bevizsgált táphibás. Össze kéne hozni belőlük egy működőt,már kitaláltam a helyét is! :)
Akkor gép kérdés egyenlőre letudva!
Zoli! Nem tudom hogy milyen árat kapok,egyenlőre az ajánlatkérő e-mail jött vissza egyből.
Amit svejk ír,arra nem is gondoltam. Pedig milyen jó ötlet is...[#wave]
Akkor gép kérdés egyenlőre letudva!
Zoli! Nem tudom hogy milyen árat kapok,egyenlőre az ajánlatkérő e-mail jött vissza egyből.
Amit svejk ír,arra nem is gondoltam. Pedig milyen jó ötlet is...[#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 27, 23:21
Írta: svejk Dátum 2011 május 27, 23:21
A Samsung710N-t megjavítják, kb. 4 ezerből, keress rá a vaterán.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 27, 23:24
Írta: svejk Dátum 2011 május 27, 23:24
A másik, táp hibás meg gyanús.
A táp az esetek 99%-ban javítható, inkább inverter trafó az ami nyűgös ha nincs alkatrész.
A táp az esetek 99%-ban javítható, inkább inverter trafó az ami nyűgös ha nincs alkatrész.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 27, 23:26
Írta: svejk Dátum 2011 május 27, 23:26
De ha költesz monitorra, próbálj touch-os felé menni, hasznos segítség.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 27, 23:44
Írta: Kicsa Dátum 2011 május 27, 23:44
Azzal az a baj hogy már bütyköltem : kapott plusz hűtést és ellenállást. Egy darabig jó volt,a hűtés megadta magát és elszállt,onnantól se kép se hang.
Igen,úgy emlékszem hogy nagyfesz hibás a tápja a másiknak.
Azért megkérdezem Vaterán a chipcserét...
Igen,úgy emlékszem hogy nagyfesz hibás a tápja a másiknak.
Azért megkérdezem Vaterán a chipcserét...
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 május 28, 06:41
Írta: besirkyjh Dátum 2011 május 28, 06:41
Szia
Lehet nemérnek rá Veled foglalkozni , láttunk már ilyet , tul jo árak stb .
Itt egy másik link .
Ez jo öreg cég .
Árlista - kábelek vezetékek .
Váczi-vill
Lehet nemérnek rá Veled foglalkozni , láttunk már ilyet , tul jo árak stb .
Itt egy másik link .
Ez jo öreg cég .
Árlista - kábelek vezetékek .
Váczi-vill
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 május 28, 06:44
Írta: besirkyjh Dátum 2011 május 28, 06:44
Egyébbként jol bevált trükk ha telefonon zaklatod Öket mert az email tul kényelmes ( Nekik )nagyon szelektálnak .[#phone]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 28, 07:11
Írta: Szalai György Dátum 2011 május 28, 07:11
Melegedés, feszültségesés szempontjából az is lehet működő megoldás, ha az árnyékolás megfelelő keresztmetszetet képvisel.
De akkor minek egyáltalán az árnyékolt vezeték?
Ha az árnyékoló harisnyán egy tranziensekkel vastagon telepakolt áramot vezetsz, (ráadásul a legnagyobbat a motorkörben) akkor az ugyan úgy teleszórja a környezetét zavarral, mint egy közönséges darab drót.
Táplálhatnád akkor a motort öt szál árnyékolatlan vezetéken is, az sem okoz nagyobb zavartatást.
Az is igaz, hogy a zavarkeresés-elhárítás szintén érdekes feladat, jó hobby lehet.
Önkínzásban kéjelgő mazochistáknak.
De akkor minek egyáltalán az árnyékolt vezeték?
Ha az árnyékoló harisnyán egy tranziensekkel vastagon telepakolt áramot vezetsz, (ráadásul a legnagyobbat a motorkörben) akkor az ugyan úgy teleszórja a környezetét zavarral, mint egy közönséges darab drót.
Táplálhatnád akkor a motort öt szál árnyékolatlan vezetéken is, az sem okoz nagyobb zavartatást.
Az is igaz, hogy a zavarkeresés-elhárítás szintén érdekes feladat, jó hobby lehet.
Önkínzásban kéjelgő mazochistáknak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 május 28, 07:30
Írta: besirkyjh Dátum 2011 május 28, 07:30
Szia Gyuri
Irja a Svejk hogy " ilyen volumenü léptetönél " és itt gondolom az áramra is célzott .
Az igényelt Liycy kábel hosszábol én arra gondolok hogy a vezérlö és a gép nem több mint 3m távolságra lehet , a gyakorlat azt igazolja hogy nem igazán indokolt az árnyékolt vezeték ( léptetömotorhoz ) ilyen távolságonkon .E fölött már érdemes vele foglalkozni de ez függ a vezérlötöl is .
Ez elsö gépemben (2005 ) 37m UTP kábel volt ( 8-eres merev ) és nem volt vele problémám addig mig a haverom egy külsöfalon nem furt egy jukat Hiltivel na ettöl a CNC szinkronba került vele és szintén elkezdett lefelé furni ( pedig nem is mondtam neki ) de még igy sem biztos hogy a motor vezetéken szedte a zavart higy egy tengely és egy irányban csinált gebaszt .Egyáltalán ne örültem neki mikor a 200 000ft-os roulette mahagoni tálcámat szét furta 30-as maroval .
Persze cserélve lett minden vezeték Liycy-re .
Azt vallom hogy minden vezetéket árnyékoltra de még most is van hogy a motoron nem kötöm sehova az árnyékolást ( nem lustaságbol ) .
Irja a Svejk hogy " ilyen volumenü léptetönél " és itt gondolom az áramra is célzott .
Az igényelt Liycy kábel hosszábol én arra gondolok hogy a vezérlö és a gép nem több mint 3m távolságra lehet , a gyakorlat azt igazolja hogy nem igazán indokolt az árnyékolt vezeték ( léptetömotorhoz ) ilyen távolságonkon .E fölött már érdemes vele foglalkozni de ez függ a vezérlötöl is .
Ez elsö gépemben (2005 ) 37m UTP kábel volt ( 8-eres merev ) és nem volt vele problémám addig mig a haverom egy külsöfalon nem furt egy jukat Hiltivel na ettöl a CNC szinkronba került vele és szintén elkezdett lefelé furni ( pedig nem is mondtam neki ) de még igy sem biztos hogy a motor vezetéken szedte a zavart higy egy tengely és egy irányban csinált gebaszt .Egyáltalán ne örültem neki mikor a 200 000ft-os roulette mahagoni tálcámat szét furta 30-as maroval .
Persze cserélve lett minden vezeték Liycy-re .
Azt vallom hogy minden vezetéket árnyékoltra de még most is van hogy a motoron nem kötöm sehova az árnyékolást ( nem lustaságbol ) .
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 május 28, 08:17
Írta: svejk Dátum 2011 május 28, 08:17
"De akkor minek egyáltalán az árnyékolt vezeték? "
Körülbelül én is ezt kérdezem...
Elég sok léptetős cuccot szétszedtem már a mikro nyomtatóktól a 10Nm-es ipari cuccokig, egyiken sem volt árnyékolt vezeték a motornál.
De tény hogy az árnyékolás jó dolog, - én is mindig azt hangoztatom hagy a zavart ki sem kell sugározni és akkor nincs mit szűrni - csak észnél kell lenni mit hova köt az ember, mert visszájára is fordulhat a dolog.
Kedvencem még a frekiváltók gépkönyveinek ajánlása.
Csak szigorúan egy pontban csillagszerűen földelni a frekiváltók házát.
Valószínűtlen, hogy az ajánlóknál a levegőben lógnak a frekiváltók, vagy csak műanyag dobozokat használnak.
Körülbelül én is ezt kérdezem...
Elég sok léptetős cuccot szétszedtem már a mikro nyomtatóktól a 10Nm-es ipari cuccokig, egyiken sem volt árnyékolt vezeték a motornál.
De tény hogy az árnyékolás jó dolog, - én is mindig azt hangoztatom hagy a zavart ki sem kell sugározni és akkor nincs mit szűrni - csak észnél kell lenni mit hova köt az ember, mert visszájára is fordulhat a dolog.
Kedvencem még a frekiváltók gépkönyveinek ajánlása.
Csak szigorúan egy pontban csillagszerűen földelni a frekiváltók házát.
Valószínűtlen, hogy az ajánlóknál a levegőben lógnak a frekiváltók, vagy csak műanyag dobozokat használnak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 28, 08:46
Írta: Szalai György Dátum 2011 május 28, 08:46
Elektromos és elektromágneses zaj szempontjából sajnos nem csak a volumennek, nem csak a motoráramnak van jelentősége. Számit a vezetésen kívül a jelmeredekség, ezzel együtt a felharmonikus tartalom, induktiv-kapacitiv-csatolások, sugárzások, távolságok, még az egymásra bezárt szögek is.
Ezek miatt a digitális működésű, induktív fogyasztót tápláló, hobbyépítésű eszközök, árnyékolás híján, széles sávú és többszörösen hatékony zavarforrásokká válnak.
A keltett zaj, más, szintén hobbyépítésű, hiányos védelmű digitális készülékekben (működésükből következően) egy billenési szintig nem okoz változást, de az fölött megzavarja a működést. Hogy ez a szint, több és ismeretlen zavarforrás esetén mikor áll össze, arra csak a káosz elmélet biztosit némi kiszámíthatóságot.
Összehasonlíthatatlanul egyszerűbb, kiszámíthatóbb, jobban kézben tartható egy megfelelő árnyékolás elkészítése, mint a kiszámíthatatlanság bevállalása. Részemről fel sem merül, hogy ne ezt az utat válasszam, ne ezt ajánljam.
Ezek miatt a digitális működésű, induktív fogyasztót tápláló, hobbyépítésű eszközök, árnyékolás híján, széles sávú és többszörösen hatékony zavarforrásokká válnak.
A keltett zaj, más, szintén hobbyépítésű, hiányos védelmű digitális készülékekben (működésükből következően) egy billenési szintig nem okoz változást, de az fölött megzavarja a működést. Hogy ez a szint, több és ismeretlen zavarforrás esetén mikor áll össze, arra csak a káosz elmélet biztosit némi kiszámíthatóságot.
Összehasonlíthatatlanul egyszerűbb, kiszámíthatóbb, jobban kézben tartható egy megfelelő árnyékolás elkészítése, mint a kiszámíthatatlanság bevállalása. Részemről fel sem merül, hogy ne ezt az utat válasszam, ne ezt ajánljam.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 május 28, 09:05
Írta: Szalai György Dátum 2011 május 28, 09:05
Nyomtató: Persze, hogy nincsen árnyékolás a motorkábelen, mert az megdrágijja. (Ipari gyártásban húsz fillér is számit.)
De van más megoldás: Rövid távolságok, motoráram szűrés, panelárnyékolás, stb.
Muszáj lenni valaminek, mert van típusvizsgálat, megfelelőségi nyilatkozat, MEEI vagy TÜV tanúsítvány, CE jelölés, CCA EMC jelölés.
Mi van ebből a Hobby cuccokon??? Csak a minimál költségvetés, minimál ismeret, minimál műszerezettség, maximális önhit, és bizodalom a teremtőben.
Hát legalább árnyékolás az legyen. (A frekiváltós problémát nem értem.)
De van más megoldás: Rövid távolságok, motoráram szűrés, panelárnyékolás, stb.
Muszáj lenni valaminek, mert van típusvizsgálat, megfelelőségi nyilatkozat, MEEI vagy TÜV tanúsítvány, CE jelölés, CCA EMC jelölés.
Mi van ebből a Hobby cuccokon??? Csak a minimál költségvetés, minimál ismeret, minimál műszerezettség, maximális önhit, és bizodalom a teremtőben.
Hát legalább árnyékolás az legyen. (A frekiváltós problémát nem értem.)
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 május 28, 09:06
Írta: besirkyjh Dátum 2011 május 28, 09:06
Ebben mid igazad van .
Itt inkább az árnyékolt vezeték hellye most a téma .Az hogy a léptetömotorig kell az árnyékolás az nem kérdés ( én sem ajánlom máskép ) de hogy mekkora jelentösége van a léptetö és a vezérlö közt az adott helyzettöl is függ ( és ezért szoktuk árnyékolni mert nem tugyjuk mi kerül a közelébe késöbb , jobb a békesség alapon ) .Tény és valo hogy amit a Svejk ir azt én is tapasztaltam , cégek elöszerettel használnak vastag lapkábeleket a motorok bekötéséhez ( még olyan hellyen is mint pl: liftek ) minden hiba nélkül .Nem vitatom az árnyékolás hellyességét inkább a fontossági sorrend a lényeg .
Itt inkább az árnyékolt vezeték hellye most a téma .Az hogy a léptetömotorig kell az árnyékolás az nem kérdés ( én sem ajánlom máskép ) de hogy mekkora jelentösége van a léptetö és a vezérlö közt az adott helyzettöl is függ ( és ezért szoktuk árnyékolni mert nem tugyjuk mi kerül a közelébe késöbb , jobb a békesség alapon ) .Tény és valo hogy amit a Svejk ir azt én is tapasztaltam , cégek elöszerettel használnak vastag lapkábeleket a motorok bekötéséhez ( még olyan hellyen is mint pl: liftek ) minden hiba nélkül .Nem vitatom az árnyékolás hellyességét inkább a fontossági sorrend a lényeg .
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 május 28, 09:14
Írta: besirkyjh Dátum 2011 május 28, 09:14
Láthato a publikált projektekböl hogy ott azért terelve van az illetö a jo irány felé , ettöl persze lehet máskép is csinálni .
Csak feltételezés hogy aki elektronikát épit van annyi rálátása az érintés védelemre meg a zavarokra hogy biztonságossá tugyja tenni a masináját , ha nem akkor kérdez vagy kérdezzen .
Láttunk már TÜV meg CE minösitést ujra ragaszthato matricákban , sajnos ezekben sem tudunk már megbizni ( inkább ez a félelmetes hogy ezek forgalomba kerülhetnek " legálisan " de ez egy másik topick téma ) .
Csak feltételezés hogy aki elektronikát épit van annyi rálátása az érintés védelemre meg a zavarokra hogy biztonságossá tugyja tenni a masináját , ha nem akkor kérdez vagy kérdezzen .
Láttunk már TÜV meg CE minösitést ujra ragaszthato matricákban , sajnos ezekben sem tudunk már megbizni ( inkább ez a félelmetes hogy ezek forgalomba kerülhetnek " legálisan " de ez egy másik topick téma ) .
Cím: Re:Épül a gépem ::: Kicsa
Írta: s7manbs8 Dátum 2011 május 28, 09:37
Írta: s7manbs8 Dátum 2011 május 28, 09:37
Ha tudjuk, hogy a szomszéd 5 ház sugarú körzetben nincs még egy ilyen hasonló elvetemült hobbista, mint ami , akkor nem kell árnyékolni, meg ha nekünk is csak egy gépünk van. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 május 28, 10:01
Írta: besirkyjh Dátum 2011 május 28, 10:01
Ki nyirjuk a konkurenciát , nem használunk árnyékolást :)
Kikapunk a topick gazdátol ha tovább szemetelünk .
Kikapunk a topick gazdátol ha tovább szemetelünk .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 29, 20:01
Írta: Kicsa Dátum 2011 május 29, 20:01
Sziasztok! Hát milyen vita sarjadt itt meg...csak nézek! [#wave] . Egyébként az ilyen eszmefuttatások érdekelnek,szóval ha valami ilyesmi van,nyugodtan tárgyaljátok csak ki.
Az elmúlt két nap megkezdődtek a gépépítési munkák,hála VTamás forumtársunknak illetve édesapjának! [#worship]
Az első fázisról mutatnék 4 képet illetve egy rövid szösszenet videó formában :
X lineár alatti sínek egyik oldalának síkbamarása :
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/1.jpg
X lineár alátétek csavarfuratai készülnek itt :
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/2.jpg
X lineár alátétek csavarozva,ütőkéssel történő síkbamaráshoz éppen kész a beállás :
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/3.jpg
Síkbamarás után : Lineáris sínek rögzítőfuratai lesznek majd :
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/4.jpg
Illetve itt található egy 10 másodperces videó az ütőkéses marásról :
Videó
Jó érzés fogott el,mikor felpróbáltuk a lineáris sínt a helyére,végre láthatom ahogy a tervekből gép születik! Szerintem ez legalább akkora öröm,mint amikor az ember a saját gépével dolgozik...
VTamás! Köszönöm szépen mégegyszer! [#integet2]
Az elmúlt két nap megkezdődtek a gépépítési munkák,hála VTamás forumtársunknak illetve édesapjának! [#worship]
Az első fázisról mutatnék 4 képet illetve egy rövid szösszenet videó formában :
X lineár alatti sínek egyik oldalának síkbamarása :
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/1.jpg
X lineár alátétek csavarfuratai készülnek itt :
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/2.jpg
X lineár alátétek csavarozva,ütőkéssel történő síkbamaráshoz éppen kész a beállás :
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/3.jpg
Síkbamarás után : Lineáris sínek rögzítőfuratai lesznek majd :
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/4.jpg
Illetve itt található egy 10 másodperces videó az ütőkéses marásról :
Videó
Jó érzés fogott el,mikor felpróbáltuk a lineáris sínt a helyére,végre láthatom ahogy a tervekből gép születik! Szerintem ez legalább akkora öröm,mint amikor az ember a saját gépével dolgozik...
VTamás! Köszönöm szépen mégegyszer! [#integet2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 május 29, 20:04
Írta: Kicsa Dátum 2011 május 29, 20:04
"Houston, we have a problem!"
Megkérnék egy moderátort,segítsen helyrehozni a linkeléseket. Nem értem mi a baj,eddig jó volt így...nem szereti a fórum az ékezetes mappanevet talán?
Köszönöm
Megkérnék egy moderátort,segítsen helyrehozni a linkeléseket. Nem értem mi a baj,eddig jó volt így...nem szereti a fórum az ékezetes mappanevet talán?
Köszönöm
Cím: Re:Épül a gépem ::: Kicsa
Írta: e7c897sd8 Dátum 2011 május 29, 21:19
Írta: e7c897sd8 Dátum 2011 május 29, 21:19
Bizony! A fájl és könyvtárneveket jobb, ha az alap angol betűkészlettel írjátok. [#integet2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 02, 11:25
Írta: Kicsa Dátum 2011 június 02, 11:25
Eddig viszont működött,megnéztem..az összes eddigi kép jóformán ékezetes mappából lett linkelve. Na megpróbálom megint,két új képpel,hátha sikerül :
Oldallapok fúrása :

Jelenleg így áll most,csak oda vannak támasztva az oldallapok :

Oldallapok fúrása :
Jelenleg így áll most,csak oda vannak támasztva az oldallapok :
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 június 02, 13:10
Írta: 000000000 Dátum 2011 június 02, 13:10
http vagy ftp link utvonalba sem müxik az ékezetes betü azt inteligenseb forum motorok be helyeiti % karakterekel....
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 június 02, 13:11
Írta: 000000000 Dátum 2011 június 02, 13:11
ilesztéseket ragasztod+csavarozd?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 02, 16:48
Írta: Szalai György Dátum 2011 június 02, 16:48
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 június 02, 17:10
Írta: svejk Dátum 2011 június 02, 17:10
Határozott kinézetű darab lesz :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 június 02, 17:13
Írta: svejk Dátum 2011 június 02, 17:13
Vass Tamás gépein készültek a kontúrmarások?
Írhatnátok arról a masináról is.
Írhatnátok arról a masináról is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 június 02, 19:15
Írta: 279nwbpsa Dátum 2011 június 02, 19:15
Vízvágással lettek az alumínium lapok kivágva.
Nálam csak némely felület síkolgatása,meg furkálás készül.
A gépem pedig egy rusnya,ideiglenes tákolmány.
Kizárólag azért dobtam csak össze,hogy gépépítéskor a cuccaimat ne kelljen idegen műhelyekbe hordanom.Ha az elképzeléseimet megvalósítottam vele,akkor bontásra kerül...
Petit külön kértem,hogy ha fényképezi a munkálatokat,akkor a gépem ne is látszódjon,ha lehetséges,mert körberöhögtök miatta. :)
Nálam csak némely felület síkolgatása,meg furkálás készül.
A gépem pedig egy rusnya,ideiglenes tákolmány.
Kizárólag azért dobtam csak össze,hogy gépépítéskor a cuccaimat ne kelljen idegen műhelyekbe hordanom.Ha az elképzeléseimet megvalósítottam vele,akkor bontásra kerül...
Petit külön kértem,hogy ha fényképezi a munkálatokat,akkor a gépem ne is látszódjon,ha lehetséges,mert körberöhögtök miatta. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 június 02, 19:35
Írta: svejk Dátum 2011 június 02, 19:35
Nehogy azt hidd!
Akik röhögnének azok komolytalanok, vagy sok pénzük van.
Légy rá nyugodtan büszke és arra is hogy önzetlenül segítettél az ifjoncnak!
Ezek után már kimondottan követelem hogy tessék megmutatni!!!
Akik röhögnének azok komolytalanok, vagy sok pénzük van.
Légy rá nyugodtan büszke és arra is hogy önzetlenül segítettél az ifjoncnak!
Ezek után már kimondottan követelem hogy tessék megmutatni!!!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Csaby Dátum 2011 június 02, 19:40
Írta: Csaby Dátum 2011 június 02, 19:40
Szerintem sem csúnya az a gép. Csak Tomi túl szerény.
Ezen a gépen készültek a tavalyi szépségversenyen első helyezést elért Csfk_1 motortartó konzoljai.
Ezen a gépen készültek a tavalyi szépségversenyen első helyezést elért Csfk_1 motortartó konzoljai.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 június 02, 19:45
Írta: 000000000 Dátum 2011 június 02, 19:45
Jó masszívnak látszik![#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: guliver83 Dátum 2011 június 02, 19:50
Írta: guliver83 Dátum 2011 június 02, 19:50
Engem is érdekelne a gép kinézete!!! Mivel nekem sincs gépem és máshoz kell vinnem az alkatrészeket megmunkálni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 június 02, 20:48
Írta: 279nwbpsa Dátum 2011 június 02, 20:48
Nos,ez a masina tényleg csak egy összedobott "valami".Ami alkatrészeket sarokcsiszolóval szabtam hozzá,azt csak annyira sorjáztam le,hogy ne vágja el a kezemet munka közben. :)
Itt-ott még lehetne bele pakolni "nehezéknek" némi anyagot,de mivel úgy is szétszedem nemsokára,ezért sajnálom rá az időt,hogy tovább bíbelődjek vele...
Az Y-tengely sínjei 25-ös méretűek,2750mm hosszúak,de rövidke orsó van beépítve,meg az asztal is kicsike,így csak 1020mm a hasznos elmozdulás.
A sínek 20mm falvastagságú,hegesztett/mart "gerendára" vannak csavarozva.Az X-sínek 30-as méretűek,hasznos mozgás 370mm.160-as acél U profilra lettek szerelve.
A Z-tengely egy kakukktojás,mert csak 15-ös sínekkel készült,80mm hasznos mozgással.
Eredetileg az volt a tervem,hogy egy léptetőmotorral hajtom az Y-tengelyt és az X-Z irányú fogásokat manuálisan veszem majd.
Ezen megoldással szerettem volna a gravírozóm sínjeinek helyét síkba marni.
Csak aztán volt még léptetőmotorom,így megspóroltam velük a tekergetést. :)
Főorsó motornak egy 750W-os(talán szivattyú)motort tettem fel.A fortuna saját gyártmány.Mk2 kúp van benne,amibe Er25-ös patronbefogót használok.
Dióhéjban ennyit a gépről.
Fényképet normális minőségben most nem tudok csinálni,viszont,ha Kicsa legközelebb jön,akkor biztosan csinál néhány fotót a kedvetekért.
Itt-ott még lehetne bele pakolni "nehezéknek" némi anyagot,de mivel úgy is szétszedem nemsokára,ezért sajnálom rá az időt,hogy tovább bíbelődjek vele...
Az Y-tengely sínjei 25-ös méretűek,2750mm hosszúak,de rövidke orsó van beépítve,meg az asztal is kicsike,így csak 1020mm a hasznos elmozdulás.
A sínek 20mm falvastagságú,hegesztett/mart "gerendára" vannak csavarozva.Az X-sínek 30-as méretűek,hasznos mozgás 370mm.160-as acél U profilra lettek szerelve.
A Z-tengely egy kakukktojás,mert csak 15-ös sínekkel készült,80mm hasznos mozgással.
Eredetileg az volt a tervem,hogy egy léptetőmotorral hajtom az Y-tengelyt és az X-Z irányú fogásokat manuálisan veszem majd.
Ezen megoldással szerettem volna a gravírozóm sínjeinek helyét síkba marni.
Csak aztán volt még léptetőmotorom,így megspóroltam velük a tekergetést. :)
Főorsó motornak egy 750W-os(talán szivattyú)motort tettem fel.A fortuna saját gyártmány.Mk2 kúp van benne,amibe Er25-ös patronbefogót használok.
Dióhéjban ennyit a gépről.
Fényképet normális minőségben most nem tudok csinálni,viszont,ha Kicsa legközelebb jön,akkor biztosan csinál néhány fotót a kedvetekért.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 03, 06:15
Írta: Szalai György Dátum 2011 június 03, 06:15
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 03, 10:53
Írta: Kicsa Dátum 2011 június 03, 10:53
Sziasztok! Nem is tudom,kinek címezzem az üzenetet,megpróbálok szépen sorban haladni :
A kép linkelés mostmár megy az ékeetes mappából is,valamit elronthattam. Talán sima linként tettem csak be,nem tudom...
Csavar az lesz benne bőven,ragasztani nem tervezem egyenlőre.
Igen,Tomi gépén lettek megmunkálva a darabok. Nagyon jó kis szerkezet,szerintem is kicsit szerény a gazdája... [#circling]
A fúrásnál az első kb 5 mm-en folytonos forgácsot adott,ám ahogy lejjebb ért a fúró,már csak ilyet tört forgács jött ki. 28 mm mélyen fúrtunk vele...én szerintem kemény az anyag,fúróciklust nem állítottunk be (nem volt Z irányú kiemelgetés,1 lépésben ment le) és rezonancia sem volt. Nagyon szépen vitte a fúró...
És végül egy kép,ami nem túl szép de amíg jobbat nem csinálok majd :

A kép linkelés mostmár megy az ékeetes mappából is,valamit elronthattam. Talán sima linként tettem csak be,nem tudom...
Csavar az lesz benne bőven,ragasztani nem tervezem egyenlőre.
Igen,Tomi gépén lettek megmunkálva a darabok. Nagyon jó kis szerkezet,szerintem is kicsit szerény a gazdája... [#circling]
A fúrásnál az első kb 5 mm-en folytonos forgácsot adott,ám ahogy lejjebb ért a fúró,már csak ilyet tört forgács jött ki. 28 mm mélyen fúrtunk vele...én szerintem kemény az anyag,fúróciklust nem állítottunk be (nem volt Z irányú kiemelgetés,1 lépésben ment le) és rezonancia sem volt. Nagyon szépen vitte a fúró...
És végül egy kép,ami nem túl szép de amíg jobbat nem csinálok majd :
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 június 03, 11:20
Írta: svejk Dátum 2011 június 03, 11:20
Ej de sokan összetennék a két kezüket ha ilyen gépük lenne legalább!
A gumipók is bekerülhetne az univerzális építőelemek sorába.
A gumipók is bekerülhetne az univerzális építőelemek sorába.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2011 június 03, 11:47
Írta: 279nwbpsa Dátum 2011 június 03, 11:47
Az nem gumipók,hanem egy antigravitációs kompenzátor! :))[#nevetes1]
Bár már selejtezni kéne,mert lefutotta a maga kis üzemóráját...
Bár már selejtezni kéne,mert lefutotta a maga kis üzemóráját...
Cím: Re:Épül a gépem ::: Kicsa
Írta: s7manbs8 Dátum 2011 június 03, 16:45
Írta: s7manbs8 Dátum 2011 június 03, 16:45
Ilyenhez jó az a gumipók, mert ha nem sok mozgás van, ott kb. azonos a felfele húzó ereje, a munkatartományban, sok ilyen szükségmegoldással elkerülhető néha iszonyatos pénzbefektetés. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 18, 14:59
Írta: Kicsa Dátum 2011 június 18, 14:59
Ismét egy kis folytatás következik,jövő héten úgy néz ki hogy a mechanika folytatódik,addig viszont elkészítettem a segédtápot,ami a két mágneskapcsolóé lesz.




Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 18, 16:45
Írta: Szalai György Dátum 2011 június 18, 16:45
Jól néz ki. A hosszú csavarok végét gondolom, levágod majd.
A panel mintázatra nem mondok semmit, mert előbb kellett volna. A nyákos felét le kéne fújni lakkal, az védi a portól, nedvességtől a vékony szigetelő sávjaidat. Vághatsz alá egy prespán lapot is, vagy akár lakkozott karton lapot.
A panel mintázatra nem mondok semmit, mert előbb kellett volna. A nyákos felét le kéne fújni lakkal, az védi a portól, nedvességtől a vékony szigetelő sávjaidat. Vághatsz alá egy prespán lapot is, vagy akár lakkozott karton lapot.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 június 18, 18:10
Írta: 000000000 Dátum 2011 június 18, 18:10
Alakul ez frankón![#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 18, 18:51
Írta: Kicsa Dátum 2011 június 18, 18:51
A csavarokat nem gondoltam levágni,úgy sem látszanak. De aztán lehet hogy veszek rövideket és kicserélem,meglátom még. Lakkal le van 'kenve',Wolf féle lakk,csak ecsettel lett felvíve.
Mi a baj a mintázattal? Érdekel mindenképpen,a többi panelt a vélemények figyelembevételével tervezem majd...
Mi a baj a mintázattal? Érdekel mindenképpen,a többi panelt a vélemények figyelembevételével tervezem majd...
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 június 18, 19:32
Írta: PSoft Dátum 2011 június 18, 19:32
Hoppá!
A francba...
Most akko,... mi van???
Omron.... vagy Klöckner...
Vagy... egyik se???


Érdekes dolog ez a címkeragasztgatás.:-)))
A francba...
Most akko,... mi van???
Omron.... vagy Klöckner...
Vagy... egyik se???
Érdekes dolog ez a címkeragasztgatás.:-)))
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 június 18, 19:44
Írta: PSoft Dátum 2011 június 18, 19:44
"A csavarokat nem gondoltam levágni,úgy sem látszanak."
Mikor kollegámnak szóvátettem,hogy a Rital-szekrény bekötésénél ne hagyjon a tömszelencén belül kábelcsonkokat,mert RONDA....
Az volt a válasza,hogy ha be van csukva az ajtó úgyse látszik.
Csak,hosszas vita után volt hajlandó tömszelencesíkban blankolni a kábelvégeket.
Én is azt mondom,vágd csak le azokat a "kabátakasztókat",vagy...
Cseréld ki rövidebbre.
Legyél igényes a munkádra,A-tól Z-ig.
[#wink][#wave]
Mikor kollegámnak szóvátettem,hogy a Rital-szekrény bekötésénél ne hagyjon a tömszelencén belül kábelcsonkokat,mert RONDA....
Az volt a válasza,hogy ha be van csukva az ajtó úgyse látszik.
Csak,hosszas vita után volt hajlandó tömszelencesíkban blankolni a kábelvégeket.
Én is azt mondom,vágd csak le azokat a "kabátakasztókat",vagy...
Cseréld ki rövidebbre.
Legyél igényes a munkádra,A-tól Z-ig.
[#wink][#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 18, 20:12
Írta: Szalai György Dátum 2011 június 18, 20:12
Hát az a baj a mintával, hogy innen veszed a módszert a HobbyCNC példakörből.
Felszórják az alkatrészeket egy paneltervezőbe, egy gondolom szélességgel megrajzolják, azután körbemarják egy vékony maróval, a többi meg ott marad.
Áramkörileg és ergonómiailag nem optimalizálják az alkatrész elrendezést, nem alkalmazzák az elektromos jellegnek leginkább megfelelő mintázatot, nem illesztik a paneltervet a befogadó készülékbe, nem használják ki a rendelkezésre álló nyákfelületet, rengeteg felesleges vonalat marnak végig, keskenyek a szigetelő sávok.
Más baj, szinte már nincs is. De el lehet intézni azzal, hogy ez csak hobby. Vagy meg lehet csinálni rendesen.
Felszórják az alkatrészeket egy paneltervezőbe, egy gondolom szélességgel megrajzolják, azután körbemarják egy vékony maróval, a többi meg ott marad.
Áramkörileg és ergonómiailag nem optimalizálják az alkatrész elrendezést, nem alkalmazzák az elektromos jellegnek leginkább megfelelő mintázatot, nem illesztik a paneltervet a befogadó készülékbe, nem használják ki a rendelkezésre álló nyákfelületet, rengeteg felesleges vonalat marnak végig, keskenyek a szigetelő sávok.
Más baj, szinte már nincs is. De el lehet intézni azzal, hogy ez csak hobby. Vagy meg lehet csinálni rendesen.
Cím: Re:Épül a gépem ::: Kicsa
Írta: neduddgi Dátum 2011 június 18, 20:34
Írta: neduddgi Dátum 2011 június 18, 20:34
Van ugyanez Siemens-ben is. :-)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 18, 20:38
Írta: Kicsa Dátum 2011 június 18, 20:38
PSoft! Ez tényleg érdekes! Ezekszerint ugyan az lehet belül,csak máshogy híjják? Mindenesetre kísértetiesen haosnlítanak...a Tiéden a zöld 'bigyók' az filctollas rajzolás? Vagy rajta volt?
Szalai György!
A teliföldet direkt hagytam rajta,ne kelljen olyan sokat marni. (Vas kloriddal csintáltam)Másrészt nekem tetszik ez a teliföld...gondolkoztam azon is hogy GNDre kötöm,de mondom nem jó mert akkor az egész ház is azon lenne. . A szigetelő távolság 0.7 mm mindenhol. Igazából nem tudom,ez a kis 'áramkör' hogyan lehetett volna jobb,ahogy írod. Mivel egy egyenirányítás csak,azt gondoltam,így fog a legkevesebb helyet elfoglalni. Ilyen nyák csíkom pedig volt itthon, Sir-Nyetegtől kaptam a múltkori talin.
Elég sokat gondolkoztam ezen,hogyan lehetne 'széppé és jóvá' tenni,helyelrendezésben - szépségben,mindenhogyan. Mivel ez tényleg csak a segédtápegység,így nem variáltam a különböző vezetősávokkal sem szélességben,gondoltam minek.
(A csavarokat felírom a többihez,következő vásárlásnál gondom lesz rájuk. :) )
Szalai György!
A teliföldet direkt hagytam rajta,ne kelljen olyan sokat marni. (Vas kloriddal csintáltam)Másrészt nekem tetszik ez a teliföld...gondolkoztam azon is hogy GNDre kötöm,de mondom nem jó mert akkor az egész ház is azon lenne. . A szigetelő távolság 0.7 mm mindenhol. Igazából nem tudom,ez a kis 'áramkör' hogyan lehetett volna jobb,ahogy írod. Mivel egy egyenirányítás csak,azt gondoltam,így fog a legkevesebb helyet elfoglalni. Ilyen nyák csíkom pedig volt itthon, Sir-Nyetegtől kaptam a múltkori talin.
Elég sokat gondolkoztam ezen,hogyan lehetne 'széppé és jóvá' tenni,helyelrendezésben - szépségben,mindenhogyan. Mivel ez tényleg csak a segédtápegység,így nem variáltam a különböző vezetősávokkal sem szélességben,gondoltam minek.
(A csavarokat felírom a többihez,következő vásárlásnál gondom lesz rájuk. :) )
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 19, 08:09
Írta: Szalai György Dátum 2011 június 19, 08:09
Úgy, lehetett volna célszerűbb, ha a biztosíték, meg a panelen lévő összes csavarkötés egy irányból hozzáférhető és a panel beszerelt állapotában is jól kezelhető. Ez most sem a nála magasabb alkatrészek közé helyezett biztosítékról, sem a minden irányba álló csavarokról nem mondható el.
Az elektromosan lebegő, semmilyen potenciálra nem kötött vezető felületek felesleges hibaforrások, csökkentik az értékes rézfelület kihasználtságát. Célszerű lehetőség szerint szélesíteni a szigetelő sávokat, a többi rezet pedig felhasználni vezető felületnek. Ami végképp nem kell, azt lemaratni, vagy táp negatív potenciálon rögzíteni hurokmentesen.
De ezekről utólag papolni már hiábavaló.
Az elektromosan lebegő, semmilyen potenciálra nem kötött vezető felületek felesleges hibaforrások, csökkentik az értékes rézfelület kihasználtságát. Célszerű lehetőség szerint szélesíteni a szigetelő sávokat, a többi rezet pedig felhasználni vezető felületnek. Ami végképp nem kell, azt lemaratni, vagy táp negatív potenciálon rögzíteni hurokmentesen.
De ezekről utólag papolni már hiábavaló.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 2vkx6unz Dátum 2011 június 19, 10:51
Írta: 2vkx6unz Dátum 2011 június 19, 10:51
Még annyit jegyeznék meg, hogy a csavarok alatt vagy az alkalmazott alátétnél nagyobb átmérőben én vagy levenném a rezet vagy ha ez cél volt akkor ott nem lakkoznám. Így bizonytalan, hogy szigetelt vagy nem az adott pozíció.
A másik, hogy a panel szélénél én hagynék 1-3 mm szigetelő távolságot vagyis a rézfólia ennél nem kerülhet közelebb a panel széléhez.
A legtöbb nyáktervezőben van erre ellenőrző funkció, csak egyszer kell a paramétereket az adott elektromos feltételeknek megfelelően beállítani.
A másik, hogy a panel szélénél én hagynék 1-3 mm szigetelő távolságot vagyis a rézfólia ennél nem kerülhet közelebb a panel széléhez.
A legtöbb nyáktervezőben van erre ellenőrző funkció, csak egyszer kell a paramétereket az adott elektromos feltételeknek megfelelően beállítani.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 19, 18:37
Írta: Kicsa Dátum 2011 június 19, 18:37
Köszönöm szépen! Erre van szükségem! Ezért kértelek benneteket,írjátok le a gondokat,mivel a következő panelnél ezeket már figyelembe tudom venni.
A sorkapcsok lehet hogy cserélve lesznek,mivel tényleg nehézkes a szerelésük,de a panelt így hagyom.
iszont a tapasztalatokat tudom kamatoztatni,mivel lesz még egy relés panel,egy táppanel illetve még két kisebb panel is.
A sorkapcsok lehet hogy cserélve lesznek,mivel tényleg nehézkes a szerelésük,de a panelt így hagyom.
iszont a tapasztalatokat tudom kamatoztatni,mivel lesz még egy relés panel,egy táppanel illetve még két kisebb panel is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 19, 20:10
Írta: Szalai György Dátum 2011 június 19, 20:10
Az miért célszerű, hogy több kisebb panel lesz, egyetlen nagyobb helyett? Pár sorkapcsot spórolhatnál, (meg a praktikus elhelyezésükkel járó tervezési nehézségeket) és sok vezetékezést is be lehetne integrálni egy komplex panelbe. Máshol is használod majd a kis paneleket külön?
Vagy esetleg egyforma méretűre és egymás mellé sorolhatóra készíted őket?
Talán a gépházban gyárilag kialakított felfogató rendszerre lesznek rögzítve?
Jó lenne, ha közzétennéd a tervet megépítés előtt, hogy kedvünkre okoskodhassunk.
Azután úgyis olyanra készíted, amilyenre akarod.
Vagy esetleg egyforma méretűre és egymás mellé sorolhatóra készíted őket?
Talán a gépházban gyárilag kialakított felfogató rendszerre lesznek rögzítve?
Jó lenne, ha közzétennéd a tervet megépítés előtt, hogy kedvünkre okoskodhassunk.
Azután úgyis olyanra készíted, amilyenre akarod.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 június 19, 20:33
Írta: besirkyjh Dátum 2011 június 19, 20:33
Szia Gyuri
Hogy mennyire igazad van ezzel a huzalozással .Viszonylag kis méretben szoktam vezérlöt épiteni de a 4 tengely és az LPT kártya külön van éez addig szép is mig a vezetékek ( táp és jel ) a hellyükre nem kerülnek (olyan mint a golyafészek ) , teszenis rá egyböl a tetejét .
Azért a nyákra is oda kell figyelni mert a vezetékeken könnyebb ampert vinni meg mehet keresztbe is .
Hogy mennyire igazad van ezzel a huzalozással .Viszonylag kis méretben szoktam vezérlöt épiteni de a 4 tengely és az LPT kártya külön van éez addig szép is mig a vezetékek ( táp és jel ) a hellyükre nem kerülnek (olyan mint a golyafészek ) , teszenis rá egyböl a tetejét .
Azért a nyákra is oda kell figyelni mert a vezetékeken könnyebb ampert vinni meg mehet keresztbe is .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 19, 20:57
Írta: Kicsa Dátum 2011 június 19, 20:57
Igazából kész tervek nincsenek még. A gépházban különböző helyeken lesznek az áramköri lapok.
A táppanel megy a gépházba,alulra a trafók után. A vezérlő másik része a gépen lesz,mármint a megmunkálógépen. Amolyan vezérlőfajta lesz...az azért megy külön panelra.
Ami a gépházba megy még kis panel,az elég érzékeny véleményem szerint (Charge Pump),ezért nem raktam rá a táppanelekre : Ez közvetlenül a H1 mellett foglal helyet majd.
Ha lesznek tervek,akkor felrakom őket legyártás előtt.
Egyébként a betáp 'elejét' direkt nem terveztem nyákokra (mágneskapcsolók - trafó) egyszerűbb vezetékezni szerintem. Na de majd jövök a tervekkel...
[#integet2]
A táppanel megy a gépházba,alulra a trafók után. A vezérlő másik része a gépen lesz,mármint a megmunkálógépen. Amolyan vezérlőfajta lesz...az azért megy külön panelra.
Ami a gépházba megy még kis panel,az elég érzékeny véleményem szerint (Charge Pump),ezért nem raktam rá a táppanelekre : Ez közvetlenül a H1 mellett foglal helyet majd.
Ha lesznek tervek,akkor felrakom őket legyártás előtt.
Egyébként a betáp 'elejét' direkt nem terveztem nyákokra (mágneskapcsolók - trafó) egyszerűbb vezetékezni szerintem. Na de majd jövök a tervekkel...
[#integet2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 20, 16:15
Írta: Kicsa Dátum 2011 június 20, 16:15
Itt is vagyok,ez a lágyindító terve. Külön nyáknak tervezem,ez megkapja a 230-at betápnak,a kimenetére pedig lehetne kötni a két nagy trafót. A vezetősávok a nyáktervező szerint így 9.3 A-t viselnének el,ennek a töredéke fog folyni szerintem.
Ezután lenne még egy panel,egyenirányítás és puffer...szerintetek azt erre pakoljam még rá vagy külön nyákot neki? A csatlakozók miatt vagyok bajban,,nemtudom hogy a trafók Primer - Szekunder csatlakozóit hogyan/hova vezessem el. Ezért gondoltam másik panelra...
Ezután lenne még egy panel,egyenirányítás és puffer...szerintetek azt erre pakoljam még rá vagy külön nyákot neki? A csatlakozók miatt vagyok bajban,,nemtudom hogy a trafók Primer - Szekunder csatlakozóit hogyan/hova vezessem el. Ezért gondoltam másik panelra...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 20, 18:06
Írta: Kicsa Dátum 2011 június 20, 18:06
Itt volna a Charge Pump áramkör,mely a H1 mellett kap majd helyet.
A kimenete sorba lesz kötve a mágneskapcsoló tápjával,így ha ez nem aktív,semmit nem lehet elindítani.
A kimenete sorba lesz kötve a mágneskapcsoló tápjával,így ha ez nem aktív,semmit nem lehet elindítani.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 2vkx6unz Dátum 2011 június 20, 19:05
Írta: 2vkx6unz Dátum 2011 június 20, 19:05
Szerintem sok a feleslegesen meghagyott, lebegő potenciálon levő fólia. Ha már ennyi hely van még akkor én szélesebbre venném a vezetősávokat.
Bizonyos helyeken szellős, talán túlzottan szétterített máshol csak ikább fúrcsa a rajzolat. Pl a két 470k-s ellenállás szépen elférne a kondi mellett anélkül, hogy így elhúznád lefelé.
A második képen is megszüntetném a lebegő fóliát. Inkább kösd a földre, pesze az olyan kis sallangok nélkül mint ami a Ki sorkapocs vezetősávjai között van ;)
A rögzítéshez a furatok már rendben vannak, csak a szigetelőtávolságot ellenőrizd, hogy elég-e. A 12V - elg kacifántos utat jár be. Szükséges ez így? Az is lehetne egy nagyobb egybefüggő terület is.
Persze egy nyákterv sosem tökéletes. Én sem szeretem megnyitni egy régebbi tervemet mert tutu, hogy nekiálok átrajzolni mert nem tetszik...
Bizonyos helyeken szellős, talán túlzottan szétterített máshol csak ikább fúrcsa a rajzolat. Pl a két 470k-s ellenállás szépen elférne a kondi mellett anélkül, hogy így elhúznád lefelé.
A második képen is megszüntetném a lebegő fóliát. Inkább kösd a földre, pesze az olyan kis sallangok nélkül mint ami a Ki sorkapocs vezetősávjai között van ;)
A rögzítéshez a furatok már rendben vannak, csak a szigetelőtávolságot ellenőrizd, hogy elég-e. A 12V - elg kacifántos utat jár be. Szükséges ez így? Az is lehetne egy nagyobb egybefüggő terület is.
Persze egy nyákterv sosem tökéletes. Én sem szeretem megnyitni egy régebbi tervemet mert tutu, hogy nekiálok átrajzolni mert nem tetszik...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 21, 06:16
Írta: Szalai György Dátum 2011 június 21, 06:16
„Ezután lenne még egy panel,egyenirányítás és puffer...szerintetek azt erre pakoljam még rá vagy külön nyákot neki?”
Három egységet tartanék elegáns megoldásnak, egymás mellett.
Téglalap alakú lágyindító panelt, és külön egy ugyanakkora egyenirányító panelt a pufferekkel. Mindkettő a toroid vetületével megegyező oldalméretű és a toroid két oldalán, függőlegesen foglal helyet.
A toroid vezetékei a panelokba forrasztva. Sorkapocs csak a lágyindító 230VAC betápjának és az egyenirányító panel DC kitápnak kéne. Oda viszont emeletes sorkapcsokból egy sor, hogy szétágazhass belőle. Minden sorkapocs a panelek felső szélén helyezkedik el és a csavarjai a szerelés irányába állnak. Teljesítmény ellenállások függőlegesen és felül, elektrolit kondenzátorok vízszintesen és alul.
A lágyindító panelednek hol lesznek a felfogató csavarjai?
Milyen forrszem az, ami nem csatlakozik sehová?
Három egységet tartanék elegáns megoldásnak, egymás mellett.
Téglalap alakú lágyindító panelt, és külön egy ugyanakkora egyenirányító panelt a pufferekkel. Mindkettő a toroid vetületével megegyező oldalméretű és a toroid két oldalán, függőlegesen foglal helyet.
A toroid vezetékei a panelokba forrasztva. Sorkapocs csak a lágyindító 230VAC betápjának és az egyenirányító panel DC kitápnak kéne. Oda viszont emeletes sorkapcsokból egy sor, hogy szétágazhass belőle. Minden sorkapocs a panelek felső szélén helyezkedik el és a csavarjai a szerelés irányába állnak. Teljesítmény ellenállások függőlegesen és felül, elektrolit kondenzátorok vízszintesen és alul.
A lágyindító panelednek hol lesznek a felfogató csavarjai?
Milyen forrszem az, ami nem csatlakozik sehová?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 21, 06:30
Írta: Szalai György Dátum 2011 június 21, 06:30
Ha az LPT kártya és a táp sínek egy anyapanelen kapnának helyet, amibe csatlakozhatnak a tengelymeghajtó kártyák, akkor rend lenne és örömmel nyitogatnád a tetejét.
Lehet nyákon is keresztbe meg kasul. Átkötéssel vagy kétoldalassal, akár egyik oldalt függő, másikon vízszintes sávszakaszok és furatokon át össze mátrixolva. A két nyákréteg közötti átkötés megvalósítja akár egy minkét oldalon beforrasztott alkatrész láb is.
Lehet nyákon is keresztbe meg kasul. Átkötéssel vagy kétoldalassal, akár egyik oldalt függő, másikon vízszintes sávszakaszok és furatokon át össze mátrixolva. A két nyákréteg közötti átkötés megvalósítja akár egy minkét oldalon beforrasztott alkatrész láb is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 június 21, 07:46
Írta: besirkyjh Dátum 2011 június 21, 07:46
Szia
Ezen dolgozom gözerövel ,de ahoz hogy ez meg valosuljon "beállt" nyák terveknek kell lenni ( most zajlanak a tesztelések ) .
Ezen dolgozom gözerövel ,de ahoz hogy ez meg valosuljon "beállt" nyák terveknek kell lenni ( most zajlanak a tesztelések ) .
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 június 21, 09:30
Írta: 000000000 Dátum 2011 június 21, 09:30
menyire meg bizhatok ezek a mágnes kapcsolok?
gondolkodok én is ilyesmi be épitésén de nem nagyon találkoztam még minöségi mágnes kapcsoloval ami jo áron is lene valamelyik érinkezöje mindig ki hagyot ha nem volt hasznáva egy ideig ez igen nagy probléma ha meg bizhatoság lene a lényege!
gondolkodok én is ilyesmi be épitésén de nem nagyon találkoztam még minöségi mágnes kapcsoloval ami jo áron is lene valamelyik érinkezöje mindig ki hagyot ha nem volt hasznáva egy ideig ez igen nagy probléma ha meg bizhatoság lene a lényege!
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 június 21, 09:44
Írta: besirkyjh Dátum 2011 június 21, 09:44
Szia
Valami jo nagy szilárdtest relé ( 25 - 40A ) ?
Valami jo nagy szilárdtest relé ( 25 - 40A ) ?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 június 21, 09:52
Írta: 000000000 Dátum 2011 június 21, 09:52
azt hüteni kell nem is kicsit......!
nincs helyem a dobozban sajna + hütésnek akor az is jolet volna!
nincs helyem a dobozban sajna + hütésnek akor az is jolet volna!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 21, 10:41
Írta: Kicsa Dátum 2011 június 21, 10:41
Hát nem mondom hogy minden teljesen világos,de próbálkozom. A gond az hogy a trafó egymás mellett fér el,a ház hátuljában,a panel pedig (táppanel) a gépház elejében lenne,lent.
Raknék egy képet is,csak nekem nem megy most a HunBay.
A lágyindítón még nincsenek rögzítő fülek,az egy forrszem,amire gondolsz,az a relé váltóérintkezője. Arra nincs szükségem,ezért nincs kötve sehova sem. (ilyen relém van itthon)
mambablack! Nem tudom,mennyire megbízhatóak...először SSR relével terveztem,meg is vettem a 2 db-ot, #341. Ezek helyett vettem a mágneskapcsolókat,még nem használtam őket.
ui.:a nickedből hova tűnt a 2009? :)
Raknék egy képet is,csak nekem nem megy most a HunBay.
A lágyindítón még nincsenek rögzítő fülek,az egy forrszem,amire gondolsz,az a relé váltóérintkezője. Arra nincs szükségem,ezért nincs kötve sehova sem. (ilyen relém van itthon)
mambablack! Nem tudom,mennyire megbízhatóak...először SSR relével terveztem,meg is vettem a 2 db-ot, #341. Ezek helyett vettem a mágneskapcsolókat,még nem használtam őket.
ui.:a nickedből hova tűnt a 2009? :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 21, 10:42
Írta: Kicsa Dátum 2011 június 21, 10:42
Itt az ígért kép,mostmár megy nekem is a szerver. Bent van már a H1 is illetve a frekvenciaváltó is...

Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 június 21, 10:53
Írta: 000000000 Dátum 2011 június 21, 10:53
értem! bár ez omron nem lehet olyan rosz meg bizhatoságra!:)
mekora a toroid hogy lágyinditod?
nálam is van egy 500W kicsike vezérlöbe de 25A kis megszakito nem reagál rá egyszer sem inditáskor...!
mekora a toroid hogy lágyinditod?
nálam is van egy 500W kicsike vezérlöbe de 25A kis megszakito nem reagál rá egyszer sem inditáskor...!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 június 21, 10:54
Írta: 000000000 Dátum 2011 június 21, 10:54
ja ez ez régi nic nevem.....
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 21, 11:08
Írta: Kicsa Dátum 2011 június 21, 11:08
A torroid 500 VA-es,a EI magos ? pedig jó kérdés.
Ahol ez üzemeltetve lesz,ott 16 A-es a kismegszakító,és nemtudom hogy mit produkál ha egyszerre indulnak. Ezért szeretnék belerakni lágyindítást,így a biztos.
Közben módosítottam a CP panelt,úgy érzem hogy ez már gyártható is. De azért még várok a véleményekre-ötletekre... [#worship]
Ahol ez üzemeltetve lesz,ott 16 A-es a kismegszakító,és nemtudom hogy mit produkál ha egyszerre indulnak. Ezért szeretnék belerakni lágyindítást,így a biztos.
Közben módosítottam a CP panelt,úgy érzem hogy ez már gyártható is. De azért még várok a véleményekre-ötletekre... [#worship]
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 június 21, 11:40
Írta: besirkyjh Dátum 2011 június 21, 11:40
Arra a cigis doboz nagyságura gondoltam .
A roulett betápját szakitottam vele ( csak PC-röl lehetett kikapcsolni a regisztrácio miatt ) 9PC , 9 LCD , 220Voltos 120W-os motor , kis Omron J3-as meg a kijelzök mentek rola évekig , az igaz hogy meg se néztem hogy melegszik-e .
A roulett betápját szakitottam vele ( csak PC-röl lehetett kikapcsolni a regisztrácio miatt ) 9PC , 9 LCD , 220Voltos 120W-os motor , kis Omron J3-as meg a kijelzök mentek rola évekig , az igaz hogy meg se néztem hogy melegszik-e .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 21, 13:19
Írta: Kicsa Dátum 2011 június 21, 13:19
Gyorsan átgondoltam,mi is kellhet a puffer panelre,erre jutottam. A felső rész a léptecs táp,az alsó a Frekvenciaváltóé.
Mivel a FV panelen van egy 200 V-os puffer,így a táp részről lehagytam a pufferelést...de azon tűnődöm,ennyi alkatrésznek kell-e nyák?
A graetz felcsavarozva a gépház oldalához,adatlap szerint szigetelt. A pufferkondik tápsines módszerrel forrasztva,vagy egy kis nyák csík és a többit vezetékezni.
Ez így járható út lenne?
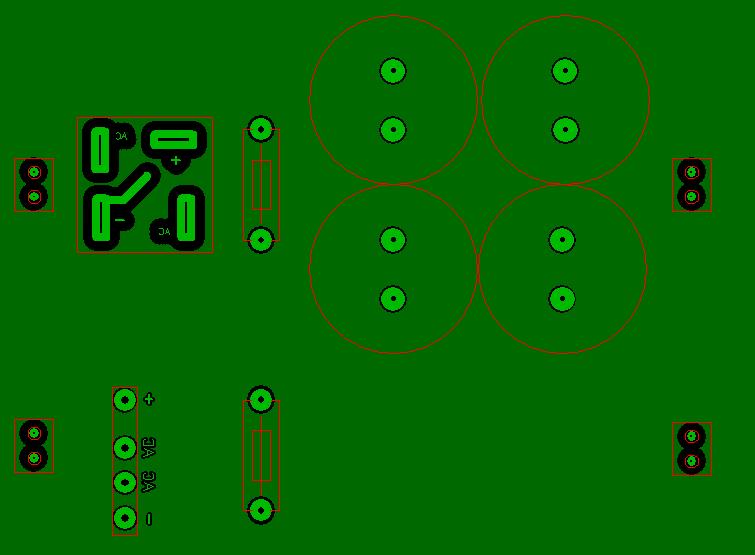
Mivel a FV panelen van egy 200 V-os puffer,így a táp részről lehagytam a pufferelést...de azon tűnődöm,ennyi alkatrésznek kell-e nyák?
A graetz felcsavarozva a gépház oldalához,adatlap szerint szigetelt. A pufferkondik tápsines módszerrel forrasztva,vagy egy kis nyák csík és a többit vezetékezni.
Ez így járható út lenne?
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 június 21, 13:24
Írta: besirkyjh Dátum 2011 június 21, 13:24
Szia
Hát ? a nyákon jobban fog kinézni az egész mint ha vezetékelnéd , végül is indult az egész a design és a szerelhetöség miatt .
Mi lenne ha tömör vezetékkel huzaloznád az egészet ? Mint a régi kapcsolo szekrényekben volt .
Hát ? a nyákon jobban fog kinézni az egész mint ha vezetékelnéd , végül is indult az egész a design és a szerelhetöség miatt .
Mi lenne ha tömör vezetékkel huzaloznád az egészet ? Mint a régi kapcsolo szekrényekben volt .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 21, 13:25
Írta: Kicsa Dátum 2011 június 21, 13:25
(Van itt hely szerintem bőven egy biztosítéknak illetve egy Graetznek...esetleges kondinak is még)
És így akkor az egyik szekunder jöhet 'fel' egyből.könnyebb lenne a szerelés is.

És így akkor az egyik szekunder jöhet 'fel' egyből.könnyebb lenne a szerelés is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 június 21, 17:59
Írta: svejk Dátum 2011 június 21, 17:59
Egy hozzá nem értő azt gondolná írásod láttán, hogy: hű, de vérprofi szakember, ez aztán tudja a dolgát.
Aki csinált már hasonlót az tudja hogy úgy kellene de az úgysem fog sikerülni elsőre, de még 3.-ra sem. Főleg nem egy kezdőnek.
Akármit kitalál az ember másnap legszívesebben újrakezdené.
Abba a koszmó PC-házba nem is lehet normálisan szerelni.
Ha lenne mondjuk egy normális szekrény- ami egyébként nem is olyan drága, pl. egy Rittal AE 1038.500 szekrény ára 18.890,-/db - akkor talán megérné tervezni.
Emeletes sorkapocs...he-he...Tudod Te mennyi annak az ára?
Aki csinált már hasonlót az tudja hogy úgy kellene de az úgysem fog sikerülni elsőre, de még 3.-ra sem. Főleg nem egy kezdőnek.
Akármit kitalál az ember másnap legszívesebben újrakezdené.
Abba a koszmó PC-házba nem is lehet normálisan szerelni.
Ha lenne mondjuk egy normális szekrény- ami egyébként nem is olyan drága, pl. egy Rittal AE 1038.500 szekrény ára 18.890,-/db - akkor talán megérné tervezni.
Emeletes sorkapocs...he-he...Tudod Te mennyi annak az ára?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 21, 18:27
Írta: Szalai György Dátum 2011 június 21, 18:27
Egy ekkora sem fér be?
Vagy ez?
Keress valami jobb teljesítmény relét. Kisebb is, halkabb is, kontakt biztosabb is, mint a mágneskapcsoló.
Vagy ez?
Keress valami jobb teljesítmény relét. Kisebb is, halkabb is, kontakt biztosabb is, mint a mágneskapcsoló.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 21, 18:54
Írta: Szalai György Dátum 2011 június 21, 18:54
Az ám, osztom az észt. Bezzeg programozásból Ő mondaná nekem.
Csak nekem (vagy bárki másnak) összesen 1550Ft volt 11db bontott, emeletes, 2010. október 18.-án, postával együtt. Ébren vagyok.
Háromemeleteseim is vannak, ha szükségem lenne rájuk, azt csak úgy bontottam ráadásnak.
Aki nem keres, az nem talál. Aki meg nem tudja mit keressen, annak jó, ha valaki megmondja. Lehetnél Te is aki megmondod.
Neked is voltak príma összedugható sorkapcsaid. Nincsen már?
Fázisjavító kondi: KELL NENKELL ALSZOMRÁ
(A megfelelő jelölendő. Hordom az autóban, de elfér.)
Csak nekem (vagy bárki másnak) összesen 1550Ft volt 11db bontott, emeletes, 2010. október 18.-án, postával együtt. Ébren vagyok.
Háromemeleteseim is vannak, ha szükségem lenne rájuk, azt csak úgy bontottam ráadásnak.
Aki nem keres, az nem talál. Aki meg nem tudja mit keressen, annak jó, ha valaki megmondja. Lehetnél Te is aki megmondod.
Neked is voltak príma összedugható sorkapcsaid. Nincsen már?
Fázisjavító kondi: KELL NENKELL ALSZOMRÁ
(A megfelelő jelölendő. Hordom az autóban, de elfér.)
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 június 21, 19:02
Írta: svejk Dátum 2011 június 21, 19:02
KELL (nem tom' hogy kell aláhúzni)
Sok kis 1550 Ft sokra megy...amid neked van az egy élet műve.
A Te pincéd legalább 5-ször nagyobb alapterületre mint az én garázsom. Van még egy klassz udvarod is.
Én is gyűjtögetek, de nincs hova. Mindig az kellene ami épp nincs vagy nem kapható a Vaterán.
Sok kis 1550 Ft sokra megy...amid neked van az egy élet műve.
A Te pincéd legalább 5-ször nagyobb alapterületre mint az én garázsom. Van még egy klassz udvarod is.
Én is gyűjtögetek, de nincs hova. Mindig az kellene ami épp nincs vagy nem kapható a Vaterán.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 június 21, 20:12
Írta: Szalai György Dátum 2011 június 21, 20:12
Ja, csak hogy ez nem ám egy „koszmó PC-ház” hanem egy remek szerver ház.
Meg merem kockáztatni a kijelentést, hogy megfelelő panel kialakítások mellett jól szerelhető, praktikusan szekcionált, jól szellőző és ráadásul meg ingyen van.
És amikor felajánlottam még nem volt felesleges Rittal szekrényem. :)
Meg merem kockáztatni a kijelentést, hogy megfelelő panel kialakítások mellett jól szerelhető, praktikusan szekcionált, jól szellőző és ráadásul meg ingyen van.
És amikor felajánlottam még nem volt felesleges Rittal szekrényem. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 június 21, 21:01
Írta: svejk Dátum 2011 június 21, 21:01
Hijnye basszus, elnézést kell kérnem Tőled és a Szerver házadtól hogy lealacsonyító jelzővel illetem illetlenül :)
No látod, olcsó kellett hogy legyen, szinte ingyen. Ezért nem mernék én ajánlani emeletes csokit.
No látod, olcsó kellett hogy legyen, szinte ingyen. Ezért nem mernék én ajánlani emeletes csokit.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 28, 12:39
Írta: Kicsa Dátum 2011 június 28, 12:39
Készen vagyok a táppanel rész tervezésével. Kisebb módosítások lesznek még (pl vezetékvastagság növelés a kritikus helyeken) de alapvetően ez a terv. Szeretném kikérni a véleményeteket,szerelés szempontjából nekem így jók a sorkapcsok. Illetve egy technikai kérdés : A BE sorkapocs (bal oldalon) 3as lába a Zöld-sárga védőföld. Ez az egyik trafó szigeteléséhez megy majd. Kérdésem hogy készíthetek-e megfelelő szigeteléssel ellátott rézfelületeket (autognd) amit rákötnék erre?
Egyébként ez a szerver ház tényleg remek ötlet volt Gyuri,köszönöm szépen! Nagyon jól szerelhető tényleg...
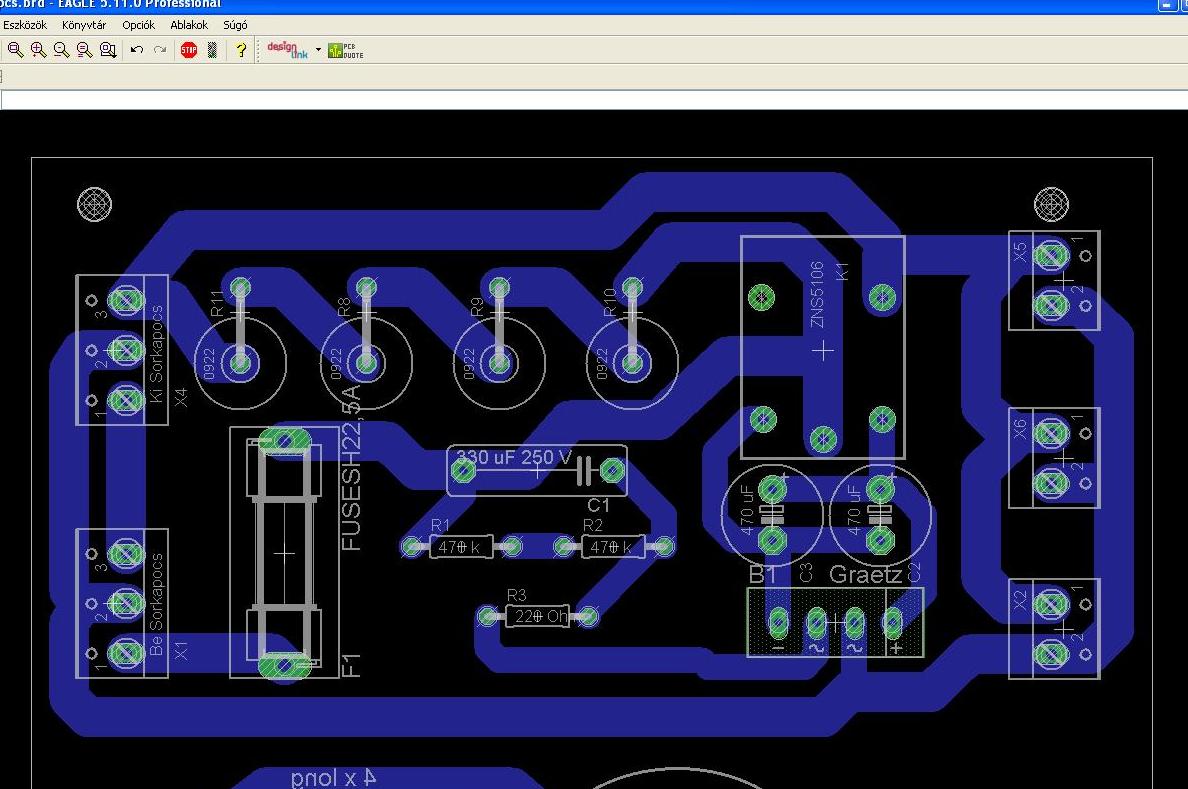
Egyébként ez a szerver ház tényleg remek ötlet volt Gyuri,köszönöm szépen! Nagyon jól szerelhető tényleg...
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 június 28, 14:25
Írta: xfg6v697j Dátum 2011 június 28, 14:25
tennél fel egy kapcsrajzot is?
Mert ez e kapcsolás nem egészen tiszta.
Mert ez e kapcsolás nem egészen tiszta.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 28, 23:30
Írta: Kicsa Dátum 2011 június 28, 23:30
Persze! Egyébként ez a rajz Innen származik,egy az egyben utánépítve van. Csak a nyákrajz saját.
Illetve kiegészítettem egy kis egyenirányításos táp résszel,de annak nincs hozzá köze,csupán egy nyákon vannak.
Igazából az Eagle-s tudományom jelenleg ennyi,most kezdtem el használni,azért ilyen kesze kusza a rajz. Elsősorban a nyákrajzra figyeltem. Csupán érintésvédelmileg - szigetelésileg -egyébileg nem tudom,hogy a védőföldd rákötés korrekt- biztonságos dolog-e.
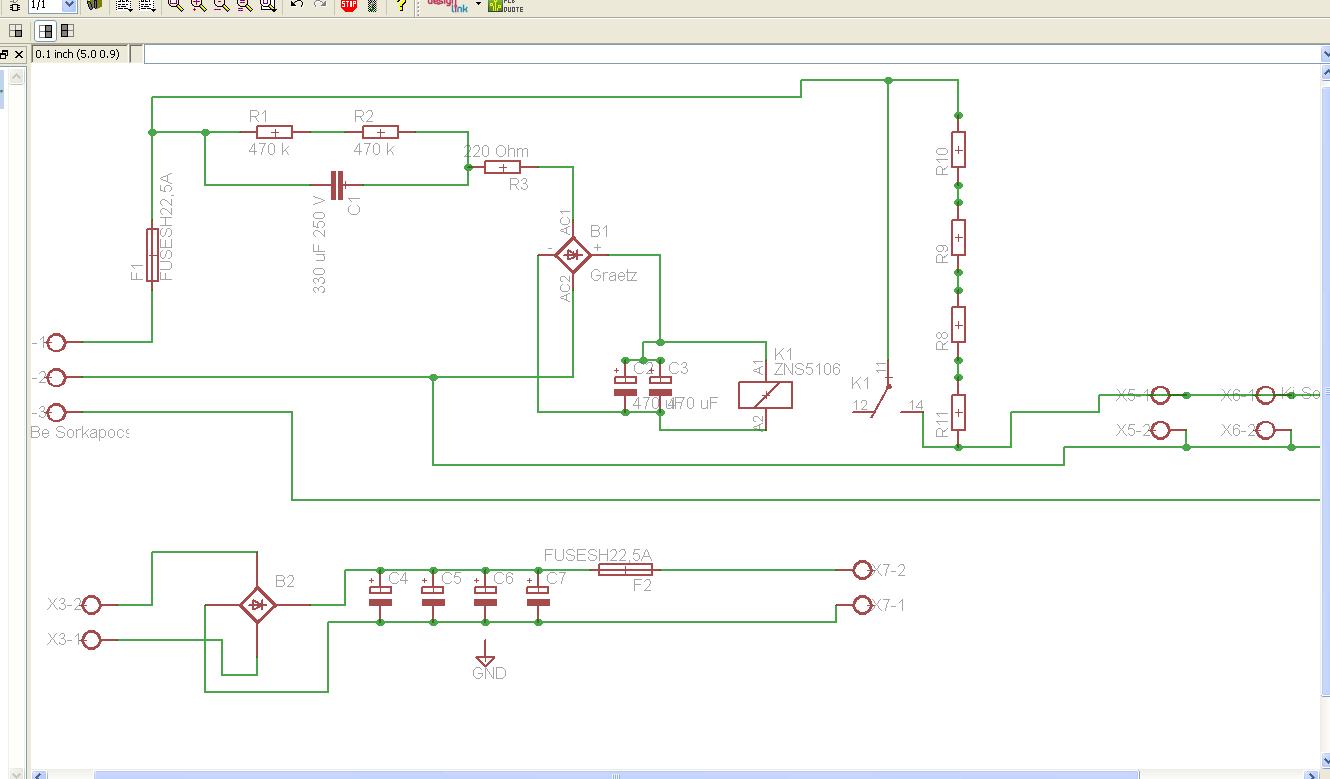
Illetve kiegészítettem egy kis egyenirányításos táp résszel,de annak nincs hozzá köze,csupán egy nyákon vannak.
Igazából az Eagle-s tudományom jelenleg ennyi,most kezdtem el használni,azért ilyen kesze kusza a rajz. Elsősorban a nyákrajzra figyeltem. Csupán érintésvédelmileg - szigetelésileg -egyébileg nem tudom,hogy a védőföldd rákötés korrekt- biztonságos dolog-e.
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 június 29, 10:39
Írta: xfg6v697j Dátum 2011 június 29, 10:39
A relét kapcsolónak gondoltam, így nem láttam át , hogy mi mivel lessz összekötve.
íyg már tiszta.
A védőföldet a trafó vasmagjára kötik.
Toroid esetében a vasmag nem hozzáférhető, szerintem a toroid rögzítését szolgáló szerelvényre kellene kötni.
íyg már tiszta.
A védőföldet a trafó vasmagjára kötik.
Toroid esetében a vasmag nem hozzáférhető, szerintem a toroid rögzítését szolgáló szerelvényre kellene kötni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 június 29, 10:55
Írta: Kicsa Dátum 2011 június 29, 10:55
Értem én,az egyik trafónak megvan a 'földelőkábele'. A torroidnál akkor rakom a rögzítő csavarra...csak azt nem tudom még mindig,hogy a nyákon kialakított 'autognd-t' rákössem-e. De szerintem hagyom így,ahogy van.
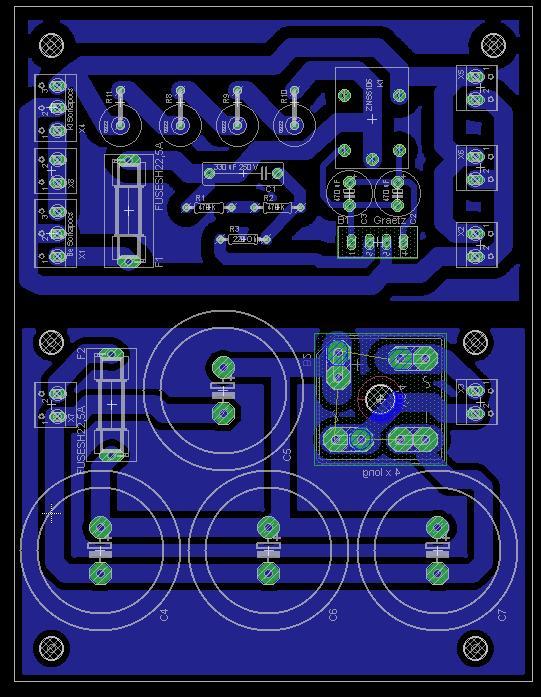
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 június 29, 11:03
Írta: xfg6v697j Dátum 2011 június 29, 11:03
Én a tápnyákokon ha nem akarok sokat maratni, akkor vagy a gnd-re kötöm a felesleget, vagy ha lehet elosztom a nagyobb áramot vezető fóliák között (megszélesítem őket)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 02, 18:41
Írta: Kicsa Dátum 2011 július 02, 18:41
Sziasztok!
Elékszült a Charge Pump panel illetve a táppanel is. Illetve túlzás hogy elkészült,sajnos hiányzik néhány alkatrész mindegyikből..sorkapocs,ilyesmi. Még az ónozás sincs kész teljesen a tápon,de alakulgatnak azért. Néhány kép :





Elékszült a Charge Pump panel illetve a táppanel is. Illetve túlzás hogy elkészült,sajnos hiányzik néhány alkatrész mindegyikből..sorkapocs,ilyesmi. Még az ónozás sincs kész teljesen a tápon,de alakulgatnak azért. Néhány kép :
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 július 02, 18:51
Írta: xfg6v697j Dátum 2011 július 02, 18:51
klasz lett [#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 július 02, 19:11
Írta: Szalai György Dátum 2011 július 02, 19:11
Szépek a feliratok, van már a szélén biztonsági sáv és megvannak a mechanikai rögzítés helyei.
A szigetelő sáv szélessége négy helyen a zéróhoz konvergál és még mindég nem martad le, sem nem osztottad el a felesleges rezet.
A szigetelő sáv szélessége négy helyen a zéróhoz konvergál és még mindég nem martad le, sem nem osztottad el a felesleges rezet.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 02, 19:23
Írta: Kicsa Dátum 2011 július 02, 19:23
A Cp panelen látod gondolom a kis szigetelősávokat : már a terven változtattam,viszont a nyák készen van így,beültetve,működik szépen. Így azt nem piszkálom már. Megcsináltam hozzá a 'kábelherélést' is, a rögzítési helye is megvan szépen,a H1 mellett. (felső szerelőlapon kaptak helyet)
A rézréteg szintén zenész,a táppanelen a lágyindítónál (230) szinte sehol sincs ilyen réz,a motortápnál pedig nagy szigetelési távolságot hagytam a vezető mellett. De ha ez kevés így,a következő nyákon még nagyobbat hagyok majd.
Nem tehetek róla,nekem tetszik ez az Autognd rész,még ha nem is gnd potenciálra kötöm.
[#vigyor0]
A rézréteg szintén zenész,a táppanelen a lágyindítónál (230) szinte sehol sincs ilyen réz,a motortápnál pedig nagy szigetelési távolságot hagytam a vezető mellett. De ha ez kevés így,a következő nyákon még nagyobbat hagyok majd.
Nem tehetek róla,nekem tetszik ez az Autognd rész,még ha nem is gnd potenciálra kötöm.
[#vigyor0]
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 július 02, 23:40
Írta: 000000000 Dátum 2011 július 02, 23:40
jo irányba halad a meglátásod áramkör tervezésel kapcsolatban az az full árnyékolás...
eböl még nem volt gond énis ezt a stratégiai stilust vetem át a nyák kivitelezésben!
de nagy feszültségnél észen kel vele lenni az az csak földre kell kötni az árnyékolt rész!
fotozod vagy vasalod?
eböl még nem volt gond énis ezt a stratégiai stilust vetem át a nyák kivitelezésben!
de nagy feszültségnél észen kel vele lenni az az csak földre kell kötni az árnyékolt rész!
fotozod vagy vasalod?
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 július 03, 06:46
Írta: besirkyjh Dátum 2011 július 03, 06:46
Szia
Ez foto szerintem mert ekkora egybefüggö felületet vasalással átmarás nélkül nem igazán lehet megcsinálni ( én vasalni szoktam ) .
Ez foto szerintem mert ekkora egybefüggö felületet vasalással átmarás nélkül nem igazán lehet megcsinálni ( én vasalni szoktam ) .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 03, 15:20
Írta: Kicsa Dátum 2011 július 03, 15:20
Igyekszem fejlődni,haladni a jó irányban.
A nyák pedig vasalt...[#wave]
A nyák pedig vasalt...[#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: s7manbs8 Dátum 2011 július 03, 15:26
Írta: s7manbs8 Dátum 2011 július 03, 15:26
Akkor elég jó a vasaló nénid.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 július 03, 15:40
Írta: svejk Dátum 2011 július 03, 15:40
Szerintem meg a nyomtatója/tonerje.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 03, 17:12
Írta: Kicsa Dátum 2011 július 03, 17:12
A vasalós néni is én vagyok,anyutól kérem el mindig a 'gépet' egy egy használatra!
[#wink]
A nyomtató egy Samsung SCX4200-as lézer,multifunkciós gép. Egyetlen hibája hogy egyszer megetettem vele egy fóliát,ami elvileg lézerhez készült,de megolvadt. Ráolvadt a festékbeégető hengerre,és károsította : Így nyomtatás után néhány függőleges csíkban nem olvad rá a tonerpor. Ezért mint a hímestojás,nem szabad hozzáérnem a felülethez,különben letörlöm és ugrott az egész. (Papírpozícionálás sem egyszerű,mivel nem csúsztathatom a nyákon,akkor is sérül)
Szóval nem is olyan egyszerű a dolog... [#integet2]
[#wink]
A nyomtató egy Samsung SCX4200-as lézer,multifunkciós gép. Egyetlen hibája hogy egyszer megetettem vele egy fóliát,ami elvileg lézerhez készült,de megolvadt. Ráolvadt a festékbeégető hengerre,és károsította : Így nyomtatás után néhány függőleges csíkban nem olvad rá a tonerpor. Ezért mint a hímestojás,nem szabad hozzáérnem a felülethez,különben letörlöm és ugrott az egész. (Papírpozícionálás sem egyszerű,mivel nem csúsztathatom a nyákon,akkor is sérül)
Szóval nem is olyan egyszerű a dolog... [#integet2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Antal Sándor Dátum 2011 július 03, 19:02
Írta: Antal Sándor Dátum 2011 július 03, 19:02
Baromi jó aMagictouchfólia de a samsungok nem szeretik,túl forró a fixáló hengere.
Az enyémet is megetettem vele CLP310-es,iszonyat nehéz volt kiszedni belőle.
Már azzal is próbálkoztam hogy lehet külsőleg hőfokot állítani rajta,de még nem sok sikerrel.
Az enyémet is megetettem vele CLP310-es,iszonyat nehéz volt kiszedni belőle.
Már azzal is próbálkoztam hogy lehet külsőleg hőfokot állítani rajta,de még nem sok sikerrel.
Cím: Re:Épül a gépem ::: Kicsa
Írta: MoparMan Dátum 2011 július 03, 19:11
Írta: MoparMan Dátum 2011 július 03, 19:11
bocs az off-ért...
van egy garnitúra eredeti bontatlan színes tonerem a CLP-310-hez ha érdekel
van egy garnitúra eredeti bontatlan színes tonerem a CLP-310-hez ha érdekel
Cím: Re:Épül a gépem ::: Kicsa
Írta: Antal Sándor Dátum 2011 július 03, 19:22
Írta: Antal Sándor Dátum 2011 július 03, 19:22
Köszi,de még bírja.Meg pénzem se nagyon van. [#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 július 03, 19:27
Írta: svejk Dátum 2011 július 03, 19:27
Mostanában hol szerzed be?
A Canon-os főnöknek a Szimferopol téren elfogyott. Utoljára Debrecenből kértem csomagban, de elveszett a cég címe :(
A Canon-os főnöknek a Szimferopol téren elfogyott. Utoljára Debrecenből kértem csomagban, de elveszett a cég címe :(
Cím: Re:Épül a gépem ::: Kicsa
Írta: Antal Sándor Dátum 2011 július 03, 19:29
Írta: Antal Sándor Dátum 2011 július 03, 19:29
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 július 03, 19:37
Írta: svejk Dátum 2011 július 03, 19:37
Basszus, én meg azt hittem kihalófélben van :)
Látom már a választék is bővült többféle alapanyagokhoz?
Melyiket használod? CPM, ORD?
Látom már a választék is bővült többféle alapanyagokhoz?
Melyiket használod? CPM, ORD?
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 július 03, 19:38
Írta: svejk Dátum 2011 július 03, 19:38
Dobj egy árat és továbbítom a kollégámnak holnap!
Cím: Re:Épül a gépem ::: Kicsa
Írta: MoparMan Dátum 2011 július 03, 19:42
Írta: MoparMan Dátum 2011 július 03, 19:42
10k/db
ha viszi mindet, kap még egy garnitúra megkezdettet
kihalt alóla a nyomtató
ha viszi mindet, kap még egy garnitúra megkezdettet
kihalt alóla a nyomtató
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 július 03, 19:48
Írta: svejk Dátum 2011 július 03, 19:48
Köszi, továbbítom.
Cím: Re:Épül a gépem ::: Kicsa
Írta: MoparMan Dátum 2011 július 03, 19:52
Írta: MoparMan Dátum 2011 július 03, 19:52
énköszi
Cím: Re:Épül a gépem ::: Kicsa
Írta: Antal Sándor Dátum 2011 július 03, 19:55
Írta: Antal Sándor Dátum 2011 július 03, 19:55
Az a helyzet hogy a magictouch sajna nem vált be a nyomtatómhoz,találtam másik fajta fóliát Forever ebből is van mintám,az árak is hasonlóak.
Nemsokára kész a hőprés,addig nem vásárolok be belőle amíg le nem teszteltem.
Nemsokára kész a hőprés,addig nem vásárolok be belőle amíg le nem teszteltem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 04, 09:34
Írta: Kicsa Dátum 2011 július 04, 09:34
Én nem tudom,nekem milyen fólia volt de megette rendesen. Úgy kellett 'lefaragnom' a hengerről...azótas én nem fóliázok. A fotózáshoz sikerült nyomtatni sima papírra+étolaj...de nem vált be sajnos.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 július 04, 09:56
Írta: svejk Dátum 2011 július 04, 09:56
A Magictouch-al sincs semmi gond, ha rá van ragasztva egy másik A4-es lapra.
Én kinyomtatom a rajzolatot mezei lapra, majd 1-1cm nagyobb Magictouch-ot ráragasztok etikett címke csíkkal. És együtt vissza a nyomtatóba még egyszer.
Én kinyomtatom a rajzolatot mezei lapra, majd 1-1cm nagyobb Magictouch-ot ráragasztok etikett címke csíkkal. És együtt vissza a nyomtatóba még egyszer.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 július 04, 11:22
Írta: 000000000 Dátum 2011 július 04, 11:22
Nekem annak idején a műnyomó papír jött be legjobban. Te próbáltad már?
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 július 04, 12:19
Írta: svejk Dátum 2011 július 04, 12:19
Anno 8-10 éve akartam, de nem tudott senki adni:(
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 04, 13:28
Írta: Kicsa Dátum 2011 július 04, 13:28
n is műnyomópárti vagyok,mostmár hogy látom,mennyivel jobb mint az eddig használt 'fotópapír'.
Fehérvárra szívesen hozok neked néhány ívet belőle (A5) hogy ki tudd próbálni.
Fehérvárra szívesen hozok neked néhány ívet belőle (A5) hogy ki tudd próbálni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 július 04, 14:23
Írta: svejk Dátum 2011 július 04, 14:23
Köszi, én most már fotózom az előre laminált lapot, mint pl. ami Nejkoff Istvánnál kapható.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2011 július 04, 20:21
Írta: besirkyjh Dátum 2011 július 04, 20:21
Amatör :)
A profik ( mint és is ) Aldis vagy Profis reklám ujságra nyomtatnak ( tényleg nagyon jo de válogatni kel kicsit köztük ) OKI B4100 leddes lett a jo de a HP-val nemsikerült normális minöségben nyomtanom .
A profik ( mint és is ) Aldis vagy Profis reklám ujságra nyomtatnak ( tényleg nagyon jo de válogatni kel kicsit köztük ) OKI B4100 leddes lett a jo de a HP-val nemsikerült normális minöségben nyomtanom .
Cím: Re:Épül a gépem ::: Kicsa
Írta: s7manbs8 Dátum 2011 július 04, 20:41
Írta: s7manbs8 Dátum 2011 július 04, 20:41
Nálam a Rossmann-os reklámlapjuk volt jó, mikor csináltam ezzel a technikával régebben.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 27, 17:38
Írta: Kicsa Dátum 2011 július 27, 17:38
Sziasztok!
Elég rég írtam,gondoltam most mutaok pár képet az elektornikáról,jelenleg itt tartok. A mai nap megjött pár alkatrész,így a paneleket készre tudtam szerelni,elkezdtem a végleges bekábelezést is.
Ime néhány fotó...





Elég rég írtam,gondoltam most mutaok pár képet az elektornikáról,jelenleg itt tartok. A mai nap megjött pár alkatrész,így a paneleket készre tudtam szerelni,elkezdtem a végleges bekábelezést is.
Ime néhány fotó...
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 július 27, 18:27
Írta: 000000000 Dátum 2011 július 27, 18:27
Klassz lett![#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 27, 19:29
Írta: Kicsa Dátum 2011 július 27, 19:29
Köszönöm!
Még nincsenek tesztelve,remélem nem lesz velük gond. Azért mire összeáll az egész vezérlő,igencsak félve fogom felkapcsolni a főkapcsolót.
Még nincsenek tesztelve,remélem nem lesz velük gond. Azért mire összeáll az egész vezérlő,igencsak félve fogom felkapcsolni a főkapcsolót.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s7manbs8 Dátum 2011 július 27, 19:31
Írta: s7manbs8 Dátum 2011 július 27, 19:31
Külön külön nézzél meg mindent előtte, zárlat mérés, közé izzólámpa, stb. úgy nem tudsz kárt tenni, ha már ilyen szépen összeraktad !!!
Cím: Re:Épül a gépem ::: Kicsa
Írta: s7manbs8 Dátum 2011 július 27, 19:32
Írta: s7manbs8 Dátum 2011 július 27, 19:32
Távtartót se láttam még ilyen jót ! [#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 július 27, 19:52
Írta: xfg6v697j Dátum 2011 július 27, 19:52
Én is azt javaslom, hogy mielőtt használatba vennéd őket mindent alaposan nézz át szakadásvizsgálóval.
Mert érhetnek meglepetések.
Mert érhetnek meglepetések.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 27, 19:55
Írta: Kicsa Dátum 2011 július 27, 19:55
Köszönöm a tanácsotokat,megfogadom. Most próbáltam ki,a betáp csatlakozótól a mágneskapcsolókon keresztül 'simán' vezet az út. Holnap a lágyindító teszje következik...ha az is átmegy a 'próbán',akkor nagy előrelépés lesz.
Az izzót hova kell kötni? Gondolom a betáphoz de sorban vagy párhuzamosan? Pontosan mi a szerepe,áramkorlátozás?
Az izzót hova kell kötni? Gondolom a betáphoz de sorban vagy párhuzamosan? Pontosan mi a szerepe,áramkorlátozás?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Antal Sándor Dátum 2011 július 27, 20:00
Írta: Antal Sándor Dátum 2011 július 27, 20:00
Az izzót sorba kösd!
Ha bármi gebasz van max az izzó kezd világítani,és nem a panel füstölni.
Ha bármi gebasz van max az izzó kezd világítani,és nem a panel füstölni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 29, 16:51
Írta: Kicsa Dátum 2011 július 29, 16:51
Sziasztok!
Odáig jutottam hogy teszteltem a Frekvenciaváltót a Rava motorral. Az izzót bekötöttem sorba,előtte teszteltem a lágyindítót,nincs semmi gond. Utána a frekiváltó elég csináltam egy kis panelt : Sorkapocs - Graetz - Biztosíték - Sorkapocs.
Bekötöttem a motort,bekapcs,az izzó világít. A motor nagyon lassan elkezdett pörögni. Azoonnal lenyomtam,nehogy gond legyen.
A kérdés : Az izzó a motor áramfelvétele miatt kezdett el világítani vagy valami gond van az elektronikával?
Odáig jutottam hogy teszteltem a Frekvenciaváltót a Rava motorral. Az izzót bekötöttem sorba,előtte teszteltem a lágyindítót,nincs semmi gond. Utána a frekiváltó elég csináltam egy kis panelt : Sorkapocs - Graetz - Biztosíték - Sorkapocs.
Bekötöttem a motort,bekapcs,az izzó világít. A motor nagyon lassan elkezdett pörögni. Azoonnal lenyomtam,nehogy gond legyen.
A kérdés : Az izzó a motor áramfelvétele miatt kezdett el világítani vagy valami gond van az elektronikával?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 július 29, 17:10
Írta: Szalai György Dátum 2011 július 29, 17:10
Ha a motor forog, akkor az elektronika (frekvenciaváltó) működik. A motoron áram folyik, amit a világító izzó korlátoz.
Engedj folyni nagyobb áramot azzal, hogy nagyobb teljesítményűre cseréled az izzót. (Vagy a mostani izzóval párhuzamosan kötsz egy ugyan akkora teljesítményűt. Esetleg egy kétszer akkorát.)
Ha szemre jól működik is, pár másodperc után kapcsold le, HÚZD KI A KONNEKTORBÓL és ellenőrizd, hogy nem melegszik-e valami rendellenesen. Többször próbáld, hosszabb-hosszabb időkkel, és a teljeshez egyre közelebbi áramokkal.
Engedj folyni nagyobb áramot azzal, hogy nagyobb teljesítményűre cseréled az izzót. (Vagy a mostani izzóval párhuzamosan kötsz egy ugyan akkora teljesítményűt. Esetleg egy kétszer akkorát.)
Ha szemre jól működik is, pár másodperc után kapcsold le, HÚZD KI A KONNEKTORBÓL és ellenőrizd, hogy nem melegszik-e valami rendellenesen. Többször próbáld, hosszabb-hosszabb időkkel, és a teljeshez egyre közelebbi áramokkal.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 július 29, 17:11
Írta: 000000000 Dátum 2011 július 29, 17:11
rakjal termetesebbb izot a motor teljesitményéhez ha nem vagy biztos a teljesen jo eletronikába az az pl 150...500W vonalozot!
mivel az izon keresztül folyik az motor áram de a fekiválton meg közben feszültség esés van fent ami lehet a küszöbb áramot sem éri el hogy a frekivátod el induljon a vezérlése!
mivel az izon keresztül folyik az motor áram de a fekiválton meg közben feszültség esés van fent ami lehet a küszöbb áramot sem éri el hogy a frekivátod el induljon a vezérlése!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Antal Sándor Dátum 2011 július 29, 17:16
Írta: Antal Sándor Dátum 2011 július 29, 17:16
Mekkora a frekiváltó?
Mekkora a motor?
Jaaa,és mekkora izzót tettél elé?
Ha elindult akkor túl nagy gond nem lehet.
Az izzó (hacsak nem valami 1000wattos példány) persze világít ha terheled a frekiváltót.
Mekkora a motor?
Jaaa,és mekkora izzót tettél elé?
Ha elindult akkor túl nagy gond nem lehet.
Az izzó (hacsak nem valami 1000wattos példány) persze világít ha terheled a frekiváltót.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 29, 17:18
Írta: Kicsa Dátum 2011 július 29, 17:18
60 W-os izzót raktam bele. Ha a motor elindul,nagyon halványas pislákol az izzó. Ahogy feljebb tekerem,egyre jobban világít...max fordulaton pedig elég szép fénye van. Ha visszaveszem a fordulatot,a fény is esik. A magyarázatod után mostmár az okát is értem teljesen. 1 perc járatás után minden 'hűvös',semmi rendellenes melegedés. Hirtelen másik izzó foglalatot nem találok. De gondolom ha minden rendben tűnik,akkor mehet közvetlenül a hálózatra ? (Fordulat érték minimumon,mivel ekkor az izzó alig pislákol,tehát kis áram folyik át amúgy is?)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 29, 17:19
Írta: Kicsa Dátum 2011 július 29, 17:19
Tuba István féle frekvenciaváltó Rava motorral.
300 Hz-es frekiváltó,a motor pedig 152 V egyenfeszültséget kap.Ennyi a betápja a frekvenciaváltónak.
300 Hz-es frekiváltó,a motor pedig 152 V egyenfeszültséget kap.Ennyi a betápja a frekvenciaváltónak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Antal Sándor Dátum 2011 július 29, 17:24
Írta: Antal Sándor Dátum 2011 július 29, 17:24
Ha tényleg semmi rendellenes (hang,fény ,netán füst vagy melegedés) akkor szerintem nyugodtan direktre kötheted. Ha a 60w-os izzó alaphelyzetben mármint álló motornál nem világít,vagy csak halványan akkor szerintem rendben lesz.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 július 29, 17:31
Írta: Kicsa Dátum 2011 július 29, 17:31
Köszönöm szépen mindenkinek,kicsit úgy érzem hogy túlóvatoskodtam a dolgot. Bekötöttem direktbe és szépen pörög a motor,egyenlőre nincsen semmi gond.
Köszönöm szépen mindenkinek!
Közben felraktam két képet,az egyenirányító panelról is.


Köszönöm szépen mindenkinek!
Közben felraktam két képet,az egyenirányító panelról is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 július 29, 17:39
Írta: Szalai György Dátum 2011 július 29, 17:39
A semmi melegedés és forgó motor, az helyes működést mutat. Azért csak óvatosan, lépésről lépésre. Vigyázz, mikor mihez nyúlsz.
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2011 július 29, 17:40
Írta: xfg6v697j Dátum 2011 július 29, 17:40
szerintem nem voltál túl óvatos.
Éppen úgy csináltad ahogy kell.
Éppen úgy csináltad ahogy kell.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 augusztus 31, 11:26
Írta: Kicsa Dátum 2011 augusztus 31, 11:26
Isméát itt vagyok,mostanában úgy halad is a gép meg nem is...a halad is része a képen látható,a nem halad része pedig az elektronika...a marómotor táp megviccelt,a trafó nem volt megfelelő,voltak ebből problémák de talán mostanra működik az is szépen. Egyenlőre egy kép van,az sem túl jó de azért valamit mutat már.

Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 augusztus 31, 13:41
Írta: PSoft Dátum 2011 augusztus 31, 13:41
Szia!
Megkaptam mindkét leveled,kis türelmet kérek.:)
Megkaptam mindkét leveled,kis türelmet kérek.:)
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 szeptember 18, 22:25
Írta: PSoft Dátum 2011 szeptember 18, 22:25
Elkészült(részben,merthogy a zsebmarások még nincsenek meg)a kisebbik előlapod gravírozása.
Hát,...ilyen lett:

A sas-on nem kell aggódnod,az is frankó:

A fotók nem a legjobbak(most,este lámpánál fotóztam).
Ha így megfelel,dobj egy email-t.
Igyekszem szombatra a másikat is megcsinálni,és viszem mindkettőt Fehérvárra.:)
Hát,...ilyen lett:
A sas-on nem kell aggódnod,az is frankó:
A fotók nem a legjobbak(most,este lámpánál fotóztam).
Ha így megfelel,dobj egy email-t.
Igyekszem szombatra a másikat is megcsinálni,és viszem mindkettőt Fehérvárra.:)
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 szeptember 18, 22:28
Írta: svejk Dátum 2011 szeptember 18, 22:28
Jókor jöttél!
Épp most akartam írni a találkozó topicba, hogy biztos készülsz valamivel Fehérvárra, hogy nem látunk mostanában. :)
Épp most akartam írni a találkozó topicba, hogy biztos készülsz valamivel Fehérvárra, hogy nem látunk mostanában. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 szeptember 18, 22:40
Írta: PSoft Dátum 2011 szeptember 18, 22:40
Itt vagyok én,minden nap.:))
Óóóvasok,óóóvasok,..... aztán sokszor elmegy a kedvem az írástól(is).:(
Fehérvárra megyek,megyünk(szombaton,nyitásra) a haverral,de semmi különös....
Talán Neked viszek egy pici kis csomagot,ha meglesz addigra,(nem csak rajtam múlik)ígéret van rá.:)
Na,meg kicsának az előlapjait.:))
Óóóvasok,óóóvasok,..... aztán sokszor elmegy a kedvem az írástól(is).:(
Fehérvárra megyek,megyünk(szombaton,nyitásra) a haverral,de semmi különös....
Talán Neked viszek egy pici kis csomagot,ha meglesz addigra,(nem csak rajtam múlik)ígéret van rá.:)
Na,meg kicsának az előlapjait.:))
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 szeptember 18, 22:43
Írta: svejk Dátum 2011 szeptember 18, 22:43
Akkor írd meg péntek reggelig mennyi optikát vigyek.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 szeptember 19, 16:59
Írta: Kicsa Dátum 2011 szeptember 19, 16:59
Megfelel-e? Tökéletes!!!
Gyönyörű lett!
Írok emailt...
Gyönyörű lett!
Írok emailt...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 szeptember 21, 13:30
Írta: Kicsa Dátum 2011 szeptember 21, 13:30
Szia! Írtam emailt,visszadobta a freemail,elküldtem mégegyszer és akkor már nem jött vissza. Megkaptad így végülis?
Köszönöm szépen!
Köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 szeptember 21, 15:24
Írta: PSoft Dátum 2011 szeptember 21, 15:24
Igen,megkaptam,olvastam.
Legkésőbb holnap a másik(nagy)előlapod gravírozása is elkészül.
Majd mutatok képet.
Viszont a zsebmarások,már nem biztos,hogy beleférnek szombatig.:(
Valószínű,hogy csak kontúrjelölve lesznek.
Legyen nálad sokminden szombaton,..... aztán,majd "csemegézek".:))
Legkésőbb holnap a másik(nagy)előlapod gravírozása is elkészül.
Majd mutatok képet.
Viszont a zsebmarások,már nem biztos,hogy beleférnek szombatig.:(
Valószínű,hogy csak kontúrjelölve lesznek.
Legyen nálad sokminden szombaton,..... aztán,majd "csemegézek".:))
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 szeptember 21, 15:58
Írta: 000000000 Dátum 2011 szeptember 21, 15:58
Szia Kicsa!
ha jól emlékszem,akkor te mondtad,hogy csak félig van kész a géped,és azt szeretném megkérdezni,hogy azért elhozod a talira?Legalább nem leszek egyedül a félkész gépemmel.
ha jól emlékszem,akkor te mondtad,hogy csak félig van kész a géped,és azt szeretném megkérdezni,hogy azért elhozod a talira?Legalább nem leszek egyedül a félkész gépemmel.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 szeptember 21, 16:15
Írta: Kicsa Dátum 2011 szeptember 21, 16:15
Rendben van,örülök ha odaért a levél. Ha nem készülnek el a kontúrmarások,nem baj!
Hát ez az...nem nagyon terveztem vinni semmi mást,mivel nem sok minden van,ami oda illő dolog lenne. Ezért kérdeztem... :)
richy92! Igen én mondtam,működni nem fog a kicsike,kézzel lehet toligálni a szánokat. De azért ott lesz a gép...talán az elektronika is félkészen velem fog jönni...
Hát ez az...nem nagyon terveztem vinni semmi mást,mivel nem sok minden van,ami oda illő dolog lenne. Ezért kérdeztem... :)
richy92! Igen én mondtam,működni nem fog a kicsike,kézzel lehet toligálni a szánokat. De azért ott lesz a gép...talán az elektronika is félkészen velem fog jönni...
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 szeptember 22, 21:10
Írta: PSoft Dátum 2011 szeptember 22, 21:10
Elkészült a "nagy" előlapod gravírozása is.
Az ígért képek:








Az ígért képek:
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 szeptember 22, 22:04
Írta: svejk Dátum 2011 szeptember 22, 22:04
Ez a HobbyCNC gép egyben MókaCNC is lesz. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 szeptember 22, 22:15
Írta: PSoft Dátum 2011 szeptember 22, 22:15
Az előlapot Kicsa álmodta meg nem én terveztem,én,csak "kőbe(aluba)véstem".:)
A "Malacka" nekem is tetszik a vészstop-pal a pocakján,az MPEG-nél,jobbra alul,... tán még a Micimackó is elfért volna.:))
A "Malacka" nekem is tetszik a vészstop-pal a pocakján,az MPEG-nél,jobbra alul,... tán még a Micimackó is elfért volna.:))
Cím: Re:Épül a gépem ::: Kicsa
Írta: 4um5b65d Dátum 2011 szeptember 22, 22:19
Írta: 4um5b65d Dátum 2011 szeptember 22, 22:19
Én meg aszittem, hogy ez egy fingó nyúl a seglyukkal.
[#falbav][#nevetes1]
[#falbav][#nevetes1]
Cím: Re:Épül a gépem ::: Kicsa
Írta: 4um5b65d Dátum 2011 szeptember 22, 22:20
Írta: 4um5b65d Dátum 2011 szeptember 22, 22:20
Csak azért írtam 1 "g"-vel a seglyuk, mert csak 1 lyuk van, nem pedig azért mert elbakteroltam. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: 4um5b65d Dátum 2011 szeptember 22, 22:21
Írta: 4um5b65d Dátum 2011 szeptember 22, 22:21
Ezt a sort is elcsesztem... :(
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 szeptember 22, 22:32
Írta: PSoft Dátum 2011 szeptember 22, 22:32
Így jár az aki mérték nélkül issza a tejet.:((:)
Fuss neki mégegyszer!:)
Fuss neki mégegyszer!:)
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 szeptember 22, 22:48
Írta: 000000000 Dátum 2011 szeptember 22, 22:48
Rohadjak meg, én is nyúlnak néztem!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 4um5b65d Dátum 2011 szeptember 22, 22:56
Írta: 4um5b65d Dátum 2011 szeptember 22, 22:56
Hát az is...
Ott van a lyuk, fölötte meg az a felhőcske , az meg a puki.... :)
Ott van a lyuk, fölötte meg az a felhőcske , az meg a puki.... :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2011 szeptember 22, 22:58
Írta: PSoft Dátum 2011 szeptember 22, 22:58
Mostmár ketten mondjátok,... hogy nyúl.
Én már nem is ragaszkodom a "malackához".:(
De,... valami állat,az biztos.:)
Majd jön a Kicsa,azt megmondja a tutit.:))
Én már nem is ragaszkodom a "malackához".:(
De,... valami állat,az biztos.:)
Majd jön a Kicsa,azt megmondja a tutit.:))
Cím: Re:Épül a gépem ::: Kicsa
Írta: may47wb Dátum 2011 szeptember 22, 22:58
Írta: may47wb Dátum 2011 szeptember 22, 22:58
[#taps] frankó!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2011 szeptember 23, 06:19
Írta: 000000000 Dátum 2011 szeptember 23, 06:19
Nekem is ez jött be![#eplus2]
De nagyon klasszul meg lett csinálva![#eljen]
De nagyon klasszul meg lett csinálva![#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: u3xrz0cut Dátum 2011 szeptember 23, 07:01
Írta: u3xrz0cut Dátum 2011 szeptember 23, 07:01
Mindegy hogy nyúl vagy m,alac, a lényeg hogy nem "OFF, ON és ENTER" van ráírva!!!!!!!!!Szép munka!![#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2011 szeptember 23, 08:33
Írta: svejk Dátum 2011 szeptember 23, 08:33
Az ipari gépeken csiga és nyuszi szokott lenni a lassú és gyors előtolás gombján.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 szeptember 23, 11:34
Írta: Kicsa Dátum 2011 szeptember 23, 11:34
Igen tetszetős lett,nagyon ügyes vagy! Köszönöm szépen,a többit magánban,délután írok emailt...
És akkor a részletek :
- Valóban,ez egy nyuszi,úgy néz ki a dolog,hogy 'Ha gáz van,csapj a nyuszi seggére! ' [#vigyor2]
- A feedrate potikhoz az ötlet először a nyuszi-csiga volt...aztán a fűnyíró szemügyrevételezése után teknőc-nyúl...de mivel nagyon nehéz volt a döntés,így egy 3. verzió lett a végleges.
- A magyar feliratokat szeretem egyébként,gondolkoztam a Start Stop lecserélésen is,de átírva nagyon furának tűnt.
És akkor a részletek :
- Valóban,ez egy nyuszi,úgy néz ki a dolog,hogy 'Ha gáz van,csapj a nyuszi seggére! ' [#vigyor2]
- A feedrate potikhoz az ötlet először a nyuszi-csiga volt...aztán a fűnyíró szemügyrevételezése után teknőc-nyúl...de mivel nagyon nehéz volt a döntés,így egy 3. verzió lett a végleges.
- A magyar feliratokat szeretem egyébként,gondolkoztam a Start Stop lecserélésen is,de átírva nagyon furának tűnt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2011 november 13, 17:01
Írta: Kicsa Dátum 2011 november 13, 17:01
Sziasztok!
Mostanában nem nagyon írtam semmit,képeket sem raktam fel...most pótolom egy kép erejéig a hiányt. A Z orsó a helyén,a kerekek és a szíj is beépíthető. Az Y orsó is hamarosan a helyén,egy motortartó szükséges még és akkor jöhet az X tengely.
Kérdeznék is egyet : Tuba István féle frekviáltó+Rava...mint már mondtam párszor. Mi a maximális kábelhossz ami használható a FV. és a
motor közé? Kb 2.5 m alá nem nagyon tudnék meni,szerintetek mit tegyek?

Mostanában nem nagyon írtam semmit,képeket sem raktam fel...most pótolom egy kép erejéig a hiányt. A Z orsó a helyén,a kerekek és a szíj is beépíthető. Az Y orsó is hamarosan a helyén,egy motortartó szükséges még és akkor jöhet az X tengely.
Kérdeznék is egyet : Tuba István féle frekviáltó+Rava...mint már mondtam párszor. Mi a maximális kábelhossz ami használható a FV. és a
motor közé? Kb 2.5 m alá nem nagyon tudnék meni,szerintetek mit tegyek?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2011 november 13, 19:33
Írta: Szalai György Dátum 2011 november 13, 19:33
Majd István megmondja, de szerintem két-három méter jól árnyékolt motorkábel az nem hosszú.
(Hosszú motorkábelek elé, nagy teljesítményre, szinusz szűrőt alkalmaz az ipar. Fázisvezetékenként egy soros fojtótekercs, meg egy kondenzátor a virtuális nulla felé.)
(Hosszú motorkábelek elé, nagy teljesítményre, szinusz szűrőt alkalmaz az ipar. Fázisvezetékenként egy soros fojtótekercs, meg egy kondenzátor a virtuális nulla felé.)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 január 09, 10:54
Írta: Kicsa Dátum 2012 január 09, 10:54
Sziasztok!
A frekvenciaváltó kérdést lehet hogy rövidrezárom,beépítem az X híd mögé.Ezáltal 300 mm-es kábel is elég lesz. Na de egy kis 'képmutogatás' következik,a jelenlegi állapotról. Mind a három tengely mozgatható, az Y szán ki is van próbálva.A héten elektronikus formában haladok tovább...




A frekvenciaváltó kérdést lehet hogy rövidrezárom,beépítem az X híd mögé.Ezáltal 300 mm-es kábel is elég lesz. Na de egy kis 'képmutogatás' következik,a jelenlegi állapotról. Mind a három tengely mozgatható, az Y szán ki is van próbálva.A héten elektronikus formában haladok tovább...
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2012 január 09, 19:37
Írta: svejk Dátum 2012 január 09, 19:37
Egész pofásan néz már ki! [#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 január 09, 22:09
Írta: Szalai György Dátum 2012 január 09, 22:09
Hát nem gyenge váz, ahhoz a főmotorhoz. Masszív lett.
Egyedül a nov13.jpg-en látható golyósorsó végcsapágy háza ellenszenves. De attól még biztos jó az is.
Egyedül a nov13.jpg-en látható golyósorsó végcsapágy háza ellenszenves. De attól még biztos jó az is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 január 31, 20:03
Írta: Kicsa Dátum 2012 január 31, 20:03
Sziasztok!
Szalai Györgynek lassan kezd igaza lenni a csapágyházzal kapcsolatban,úgy néz ki hogy szükségessé válik a cseréje. Raknék fel egy képet,jelenleg ez az elképzelés vezeti a listát nálam,a kezelőpultot tekintve.
Kezd kialakulni a főorsó is,ismét Vass Tamásnak köszönhetem a helyreigazításokat!
[#worship]

Szalai Györgynek lassan kezd igaza lenni a csapágyházzal kapcsolatban,úgy néz ki hogy szükségessé válik a cseréje. Raknék fel egy képet,jelenleg ez az elképzelés vezeti a listát nálam,a kezelőpultot tekintve.
Kezd kialakulni a főorsó is,ismét Vass Tamásnak köszönhetem a helyreigazításokat!
[#worship]
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2012 január 31, 21:14
Írta: 279nwbpsa Dátum 2012 január 31, 21:14
Juhé!Már lehet vele gravírozni rongyot! :)[#hehe]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 január 31, 22:14
Írta: Kicsa Dátum 2012 január 31, 22:14
Bezony ám! [#integet2]
Mondjuk nem volt egyszerű a felcincálása,magamra maradtam a nagy feladatban,így csak le kellett bontani a két oldalát.[#nemtudom]
Mondjuk nem volt egyszerű a felcincálása,magamra maradtam a nagy feladatban,így csak le kellett bontani a két oldalát.[#nemtudom]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 február 01, 16:06
Írta: Szalai György Dátum 2012 február 01, 16:06
Jól néz ki a doboz, a gép mellett, majdnem mintha a mechanika része lenne.
Megint arra gondolok, hogy ha a vezérlő doboza valami fémből volna, akkor tényleg lehetne a hídszerkezet egyik lába is. Vagy mindkettő.
A hegyes fülű háziállatnak van neve?
(Amelyik a gyűrűs záróizmával kénytelen szorítani a vészgombot. Szegény.)
A felső kezelőelem sorban ballról a második egy főorsó fordulatszám szabályozó tengely.
Az alatta lévő sorban meg jobbra az utolsó is annak néz ki. Miért van kettő?
Azért a traktor és a versenymotor jelképeket kegyes csalásnak érzem. Mert a traktor többszörte erősebb is, mint a versenymotor, de azzal a gombbal nyomatékot nem tudsz többszörözni. A bevált nyúl és csiga jelképet érzem fedni leginkább a valóságot. De ez csak ízlés dolga.
Milyen technológiával készültek a minták és feliratok?
Megint arra gondolok, hogy ha a vezérlő doboza valami fémből volna, akkor tényleg lehetne a hídszerkezet egyik lába is. Vagy mindkettő.
A hegyes fülű háziállatnak van neve?
(Amelyik a gyűrűs záróizmával kénytelen szorítani a vészgombot. Szegény.)
A felső kezelőelem sorban ballról a második egy főorsó fordulatszám szabályozó tengely.
Az alatta lévő sorban meg jobbra az utolsó is annak néz ki. Miért van kettő?
Azért a traktor és a versenymotor jelképeket kegyes csalásnak érzem. Mert a traktor többszörte erősebb is, mint a versenymotor, de azzal a gombbal nyomatékot nem tudsz többszörözni. A bevált nyúl és csiga jelképet érzem fedni leginkább a valóságot. De ez csak ízlés dolga.
Milyen technológiával készültek a minták és feliratok?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 február 01, 16:16
Írta: Kicsa Dátum 2012 február 01, 16:16
Szeretem a fát,mint építőanyag. Dekoratív,jól megunkálható és szerintem szép is. Ezért is lett fa a doboz,nem fém.
A kis nyuszinak neve még nincsen,de lassan ideje lesz megkeresztelkednie...
A gombok közül a felső sor valóban a főorsó fordulatszámszabályzója,manuális állásban adja a frekvenciaváltó bementére a 0-10 V közti feszültségtartományt. Az alatta lévő sorban az LCD kijelző mellett pedig az overdrive tekerők vannak,az előtolásra és a főorsóra vonatkozóan.
Tudom,hogy az iparban a nyúl és csiga a bevált módszer. Viszont szerettem volna egyedit...csupán a sebesség szemléltetése végett.
A minták és feliratok Photoshoppal készültek illetve Front Designerrel,onnantől pedig Puskás Bélának (PSoft) kell köszönetet mondani! Nagyon jól sikerült a lézergravírozás... (kapott 3 réteg akryl lakkot)
(Egyébként annyit változott a dolog hogy az egész 'cucc' a jobb oldalra lett felrakva végülis...nem is tudom,miért gondolkoztam annyira a bal oldalban,hiszen jobb kezes vagyok. Így esik majd kézre...
A kis nyuszinak neve még nincsen,de lassan ideje lesz megkeresztelkednie...
A gombok közül a felső sor valóban a főorsó fordulatszámszabályzója,manuális állásban adja a frekvenciaváltó bementére a 0-10 V közti feszültségtartományt. Az alatta lévő sorban az LCD kijelző mellett pedig az overdrive tekerők vannak,az előtolásra és a főorsóra vonatkozóan.
Tudom,hogy az iparban a nyúl és csiga a bevált módszer. Viszont szerettem volna egyedit...csupán a sebesség szemléltetése végett.
A minták és feliratok Photoshoppal készültek illetve Front Designerrel,onnantől pedig Puskás Bélának (PSoft) kell köszönetet mondani! Nagyon jól sikerült a lézergravírozás... (kapott 3 réteg akryl lakkot)
(Egyébként annyit változott a dolog hogy az egész 'cucc' a jobb oldalra lett felrakva végülis...nem is tudom,miért gondolkoztam annyira a bal oldalban,hiszen jobb kezes vagyok. Így esik majd kézre...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 február 03, 11:43
Írta: Kicsa Dátum 2012 február 03, 11:43
Sziasztok!
Egy villámfotó,jelenleg itt tartok most. A főorsó kezelőszervei elindultak,egy apró hibát leszámítva a kézi főorsóvezérlés működik. A frekvenciaváltó a végleges helyén van,így minimális lesz a marómotor kábelének hossza.

http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/Elektronika/eled2.jpg
Egy villámfotó,jelenleg itt tartok most. A főorsó kezelőszervei elindultak,egy apró hibát leszámítva a kézi főorsóvezérlés működik. A frekvenciaváltó a végleges helyén van,így minimális lesz a marómotor kábelének hossza.
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/Elektronika/eled2.jpg
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 február 03, 11:44
Írta: Kicsa Dátum 2012 február 03, 11:44

Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 04, 16:31
Írta: Kicsa Dátum 2012 március 04, 16:31
Sziasztok!
Rég nem írtam sajnos,de azért nem állt le az építés.
Jövő hét végén tudok képeket mutatni a gravírozáshoz szánt főorsóról : többlépcsős szíjhajtás,ER11 fortuna + E240-es motor.
Jelenleg a végálláskapcsolókat kezdtem el szerelni,illetve a Liycy kábeleket próbálom szépen/védve elhelyezni a léptetőkhöz.
Ma volt egy pici időm,így készreszereltem a Modbus panelt is : ezt meg is mutatom most. Egyik a saját panel,másik pedig egy kedves fórumtársunké. Ami nincs beültetve,az is saját,gondolva arra,hogy mi lesz akkor,ha készen lesz a gép... [#email]

Rég nem írtam sajnos,de azért nem állt le az építés.
Jövő hét végén tudok képeket mutatni a gravírozáshoz szánt főorsóról : többlépcsős szíjhajtás,ER11 fortuna + E240-es motor.
Jelenleg a végálláskapcsolókat kezdtem el szerelni,illetve a Liycy kábeleket próbálom szépen/védve elhelyezni a léptetőkhöz.
Ma volt egy pici időm,így készreszereltem a Modbus panelt is : ezt meg is mutatom most. Egyik a saját panel,másik pedig egy kedves fórumtársunké. Ami nincs beültetve,az is saját,gondolva arra,hogy mi lesz akkor,ha készen lesz a gép... [#email]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 12, 16:17
Írta: Kicsa Dátum 2012 március 12, 16:17
Készül a grvírozó feltétem...Sajnos a nagy áttétel miatt az E240-es motor kb 4 A-t vesz fel 'üresjáratban',így ez a része még nem teljesen tökéletes.

Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2012 március 12, 16:36
Írta: 000000000 Dátum 2012 március 12, 16:36
A hosszbordás szíjjad PJ-s?
A fortunára kellene egy lehető legkissebb szíjtárcsa , a motorra meg egy nagy tárcsa. Egy lépcsőben.
A fortunára kellene egy lehető legkissebb szíjtárcsa , a motorra meg egy nagy tárcsa. Egy lépcsőben.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 12, 17:16
Írta: Kicsa Dátum 2012 március 12, 17:16
Igen PJ profilosak a szíjjak.
A motorra kb. 50 mm-esnél nagyobb tárcsát nem tudok rakni,nem fér el. A fortunára pedig 15 mm-es körüli lenne a minimum,hogy a rögzítés megfelelő legyen. Sajnos ez egy lépcsőben kevés lenne,minimum 30.000 1/percet szeretnék elérni.
A motorra kb. 50 mm-esnél nagyobb tárcsát nem tudok rakni,nem fér el. A fortunára pedig 15 mm-es körüli lenne a minimum,hogy a rögzítés megfelelő legyen. Sajnos ez egy lépcsőben kevés lenne,minimum 30.000 1/percet szeretnék elérni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2012 március 12, 17:45
Írta: xfg6v697j Dátum 2012 március 12, 17:45
Ez nagyon durva.
Sok lessz a surlódás miatti üresjárati terhelés.
Sok lessz a surlódás miatti üresjárati terhelés.
Cím: Re:Épül a gépem ::: Kicsa
Írta: hyuekyh7a Dátum 2012 március 12, 17:53
Írta: hyuekyh7a Dátum 2012 március 12, 17:53
mihez kell neked ekkora fordulat?
Nekem van egy virutex 700W os maróm ami 30.000-et forog, de még soha nem használtam csak max 15-18000. fordulaton.
Nekem van egy virutex 700W os maróm ami 30.000-et forog, de még soha nem használtam csak max 15-18000. fordulaton.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2012 március 12, 17:54
Írta: besirkyjh Dátum 2012 március 12, 17:54
Már az is ( 4A ) .
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2012 március 12, 18:00
Írta: besirkyjh Dátum 2012 március 12, 18:00
Érdekes megoldás de ettöl most egy 130W-os Dremel többet tud és 35 000 fordul .
Igaz nincs rajta ER11 de a Dremel jo ugy is ha azzal hajtod 1:1 ben a kis föorsodat .
Probálj meg keresni ( nem egyszerü ) Ferm FOS 500-as masinát ( nem szabályzos de van olyan is ) azzal jo nagy fordulatot át lehet fogni kétlépcsös tárcsával , a teljesitménye meg böven elég mindenre és kis csinos masina .15 000 alatt van a szabályzos ( ha találsz ) nekem van kettö belöle , pöpec kis motor .
Igaz nincs rajta ER11 de a Dremel jo ugy is ha azzal hajtod 1:1 ben a kis föorsodat .
Probálj meg keresni ( nem egyszerü ) Ferm FOS 500-as masinát ( nem szabályzos de van olyan is ) azzal jo nagy fordulatot át lehet fogni kétlépcsös tárcsával , a teljesitménye meg böven elég mindenre és kis csinos masina .15 000 alatt van a szabályzos ( ha találsz ) nekem van kettö belöle , pöpec kis motor .
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2012 március 12, 18:04
Írta: besirkyjh Dátum 2012 március 12, 18:04
Szia
Szükség lehet rá bár nem jellemzö itt .
Olyan helyen ahhol fémben ( szines , nemes vagy vas ) gravirozol piciben ott nagyon jol jöhet pl ékszerészek szivesen használják sött mér e fölött is jovan .
Függ az elötolástol is hogy mekkora fordulaton tud járni a maromotor .
Nálam sem ment még 25 fölé a marom :)
Szükség lehet rá bár nem jellemzö itt .
Olyan helyen ahhol fémben ( szines , nemes vagy vas ) gravirozol piciben ott nagyon jol jöhet pl ékszerészek szivesen használják sött mér e fölött is jovan .
Függ az elötolástol is hogy mekkora fordulaton tud járni a maromotor .
Nálam sem ment még 25 fölé a marom :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 12, 18:19
Írta: Kicsa Dátum 2012 március 12, 18:19
A helyzet az,hogy kicsit túllőttem a célon. A tervezett áttétel olyan 30-35e 1/perchez volt,de aztán menet közben összeadódtak az eltérések,meglehet hogy el is számoltam magam és ez lett belőle.
Próbáltam kicsit játszani a szíjakkal de számottevő eredményt nem értem el. A magas fordulat egyébként nyák gravírhoz illetve relief maráshoz lenne,szeretnék előtolást is adni az X tengelynek. (jó lenne 2-2.5 m/perc)
Megnézem majd,hogy megkora az áramfelvétel úgy,ha az utolsó áttételt 'leakasztom'...
Egyébként minden részegység nagyon könnyen,szépen jár...csak összességében van vele egy kis probléma.
Próbáltam kicsit játszani a szíjakkal de számottevő eredményt nem értem el. A magas fordulat egyébként nyák gravírhoz illetve relief maráshoz lenne,szeretnék előtolást is adni az X tengelynek. (jó lenne 2-2.5 m/perc)
Megnézem majd,hogy megkora az áramfelvétel úgy,ha az utolsó áttételt 'leakasztom'...
Egyébként minden részegység nagyon könnyen,szépen jár...csak összességében van vele egy kis probléma.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 12, 18:21
Írta: Kicsa Dátum 2012 március 12, 18:21
Köszönöm szépen a tippet,de az az igazság hogy nem nagyon tudok már költeni újabb motorra. A szíjak is megvannak,jó lenne ezzel kezdeni valamit.
Cím: Re:Épül a gépem ::: Kicsa
Írta: hyuekyh7a Dátum 2012 március 12, 18:35
Írta: hyuekyh7a Dátum 2012 március 12, 18:35
Mekkora feszültséget adtál a motorra?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 12, 18:36
Írta: Kicsa Dátum 2012 március 12, 18:36
64 V-os Dc feszültség...leesett 57-58 V közé. A trafó 350 VA-es.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 március 12, 18:40
Írta: Szalai György Dátum 2012 március 12, 18:40
Ez aztán az áttételmű!
Mivel lehetne javítani az áttétel hatásfokán, hogy kevesebb legyen a veszteség, és a motor üresjárati áramfelvétele?
Ha a csapágyaid nem érintkező porvédősek, akkor gondolom, hogy a szíjak hajlítgatására megy most el az energia. A motortól az orsó felé haladva, mindegyik szíjon egyre több, ahogy növekszik a szíjsebesség. Ráadásul a fordulatszám emelkedésével, fokozatonként csökkennek a szíjak hosszában ható erők, tehát egyre keskenyebb, könnyebben hajlítható szíj is elég volna. (Vágható hosszában?)
Azt a tapasztalatot vonom le a példádból, hogy számolni kell. A megmunkáláshoz szükséges forgatónyomaték igényt és annak az átvitelére alkalmas leglaposabb és leg keskenyebb szíjat.
Törekedni kell a minél laposabb profilú szíj használatára, mert annak kisebb a hajlítással szembeni ellenállása. (A PJ vastagsága 3,5-4mm, a PH csak 2,5mm)
Sokat segítene a motornak, ha három szíj helyett csak egyet kéne hajtogatni. Kár, hogy nem fér el akkora kerék a motoron. Minek lenne útjában?
Mivel lehetne javítani az áttétel hatásfokán, hogy kevesebb legyen a veszteség, és a motor üresjárati áramfelvétele?
Ha a csapágyaid nem érintkező porvédősek, akkor gondolom, hogy a szíjak hajlítgatására megy most el az energia. A motortól az orsó felé haladva, mindegyik szíjon egyre több, ahogy növekszik a szíjsebesség. Ráadásul a fordulatszám emelkedésével, fokozatonként csökkennek a szíjak hosszában ható erők, tehát egyre keskenyebb, könnyebben hajlítható szíj is elég volna. (Vágható hosszában?)
Azt a tapasztalatot vonom le a példádból, hogy számolni kell. A megmunkáláshoz szükséges forgatónyomaték igényt és annak az átvitelére alkalmas leglaposabb és leg keskenyebb szíjat.
Törekedni kell a minél laposabb profilú szíj használatára, mert annak kisebb a hajlítással szembeni ellenállása. (A PJ vastagsága 3,5-4mm, a PH csak 2,5mm)
Sokat segítene a motornak, ha három szíj helyett csak egyet kéne hajtogatni. Kár, hogy nem fér el akkora kerék a motoron. Minek lenne útjában?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 12, 18:52
Írta: Kicsa Dátum 2012 március 12, 18:52
Hát igen,a számolgatás szükségszerű lett volna. Ezen törtem én is a fejemet,mi viszi el a teljesítményt.
A csapágyak fém porvédősek,számottevően nem változik az áramfelvétel 1-1 csapágy kivételével illetve az előfeszítő erő növelésével sem.
Egy tesztet csináltam,de majd jobban ki kell 'elemezni' a hajtást. Csak az első lépcső volt rajta,és a szíj kipakolásával szélre (először 3 borda fogott,aztán kettő majd egy) szépen csökkent a felvett áram,de nem drasztikusan. (Attól hogy 'nem fog' a keréken a szíj,attól még hajlítani kell)
A szíjak vághatóak hosszában.
A motor a Z lap mögött van,a Z és az X szán közrefogja. Az E240 is alig fér el,kb 2-2 mm a szabad hely a motor és a lapok között.Ezért nem tudok rakni nagyobbat. Tehát ennél az elhelyezésnél minimum 2 szíj szükséges lenne.
A csapágyak fém porvédősek,számottevően nem változik az áramfelvétel 1-1 csapágy kivételével illetve az előfeszítő erő növelésével sem.
Egy tesztet csináltam,de majd jobban ki kell 'elemezni' a hajtást. Csak az első lépcső volt rajta,és a szíj kipakolásával szélre (először 3 borda fogott,aztán kettő majd egy) szépen csökkent a felvett áram,de nem drasztikusan. (Attól hogy 'nem fog' a keréken a szíj,attól még hajlítani kell)
A szíjak vághatóak hosszában.
A motor a Z lap mögött van,a Z és az X szán közrefogja. Az E240 is alig fér el,kb 2-2 mm a szabad hely a motor és a lapok között.Ezért nem tudok rakni nagyobbat. Tehát ennél az elhelyezésnél minimum 2 szíj szükséges lenne.
Cím: Re:Épül a gépem ::: Kicsa
Írta: keri Dátum 2012 március 12, 19:15
Írta: keri Dátum 2012 március 12, 19:15
Gravírozótűre kell ennyi, de még több is, csak többet már nem bírnak a kommersz csapágyak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: keri Dátum 2012 március 12, 19:24
Írta: keri Dátum 2012 március 12, 19:24
Pont ez jutott eszembe, bár a Dremmel precizitása azért nem üti meg a fortunát, de tényleg egy 5000forintos FERM gravírozó motorral direktbe meghajtva ezt is tudna 30ezret.
Végleges megoldásom nekem is egy lekukázott szervó lesz fortunával és egyettlen 1/6 arányú áttétellel, de kezdésnek egy KRESS kerül fel a gépre. Azt is ki lehet órázni elég pontosra és az alapból forog ennyit.
Végleges megoldásom nekem is egy lekukázott szervó lesz fortunával és egyettlen 1/6 arányú áttétellel, de kezdésnek egy KRESS kerül fel a gépre. Azt is ki lehet órázni elég pontosra és az alapból forog ennyit.
Cím: Re:Épül a gépem ::: Kicsa
Írta: keri Dátum 2012 március 12, 19:27
Írta: keri Dátum 2012 március 12, 19:27
Nembaj, próbára jó ez.
Apámnak 20 éve működik egy körfűrésze mosógép motorral és kb, ennyi áttételel :D
Apámnak 20 éve működik egy körfűrésze mosógép motorral és kb, ennyi áttételel :D
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2012 március 12, 19:37
Írta: besirkyjh Dátum 2012 március 12, 19:37
Valahol olvastam hogy a PJ szij legkisebb hajlithato rádiusza 14mm .
Tudom hogy melo de kiforditott fogazott szij pl : T3 vagy XL 10mm széles a két utolso kerékre ?
Ezek kb 2mm vastagok de a fogárkokban még vékonyabbak .
Tudom hogy melo de kiforditott fogazott szij pl : T3 vagy XL 10mm széles a két utolso kerékre ?
Ezek kb 2mm vastagok de a fogárkokban még vékonyabbak .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 12, 19:38
Írta: Kicsa Dátum 2012 március 12, 19:38
Egy 130 W-os dremmelem van nekem is. Szét is van már szegényke...a bajom az vele hogy nagyon hangos. A szabályzó szerint kb 10.000 felett már szétreznonál és visít. Ezt (is) szeretném kiküszöbölni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 12, 19:42
Írta: Kicsa Dátum 2012 március 12, 19:42
Itt átmérő 20 mm-et ad meg.
A gond hogy más szíjam nincs...próbára megpróbálhatok esetleg befőttes gumit vagy valami madzagot ráakasztani.
A gond hogy más szíjam nincs...próbára megpróbálhatok esetleg befőttes gumit vagy valami madzagot ráakasztani.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2012 március 12, 19:46
Írta: besirkyjh Dátum 2012 március 12, 19:46
Két dolgon lepödtem meg nem régen .Az egyik a 15 éves Dremel ütése és hossz mozgása .Ütés 0.02mm volt ( kézzel forgatva ) hoszban nincs mérhetö elmozdulása ( persze a motornak megfelelö terheléssel mérve :) .
A másik ami meg lepett a Kress , elég elfogult vagyok ezekkel a tul misztifikált dolgokkal kapcsolatban de tetszik a finom járása és hogy 18 - 19 fordulatig nem igazán van hangja és a minimumon is jo a nyomatéka ( 800-as 10 és 30000 közötti fordulattal ) .ER11 hajtásra használva 1:1 ben .
A másik ami meg lepett a Kress , elég elfogult vagyok ezekkel a tul misztifikált dolgokkal kapcsolatban de tetszik a finom járása és hogy 18 - 19 fordulatig nem igazán van hangja és a minimumon is jo a nyomatéka ( 800-as 10 és 30000 közötti fordulattal ) .ER11 hajtásra használva 1:1 ben .
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2012 március 12, 19:49
Írta: besirkyjh Dátum 2012 március 12, 19:49
Nem tudom melyik van Neked ( én a régit hajtom , nem a kéket ) .35 000nél elviselhetetlenül visit de 20 000nél halkabb mint egy uj Proxxon .
Az a baj hogy nem uszod meg anélkül hogy a tárcsákat ne cseréld vagy ne alakitsd ( utobbit nem ajánlom , ismerve a PJ szij kerék méreteit és profilját ) .
Az a baj hogy nem uszod meg anélkül hogy a tárcsákat ne cseréld vagy ne alakitsd ( utobbit nem ajánlom , ismerve a PJ szij kerék méreteit és profilját ) .
Cím: Re:Épül a gépem ::: Kicsa
Írta: hyuekyh7a Dátum 2012 március 12, 19:50
Írta: hyuekyh7a Dátum 2012 március 12, 19:50
Sárgarézbe (rúd) gravíroztam olyan 15000-18000 körüli fordulattal, de ha 800mm felett volt az előtolás mindig kipattant a hegye a gravír tűnek.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 12, 19:53
Írta: Kicsa Dátum 2012 március 12, 19:53
Szerintem fordulatnöveléssel még emelhettél is volna az előtoláson.
Nekem egy Noname van,az sajnos elég hangos alacsonyabb fordulaton is. Alakítani ugyan úgy lehet,mint ahogy legyártani...nem gyári tárcsáim vannak.
Nekem egy Noname van,az sajnos elég hangos alacsonyabb fordulaton is. Alakítani ugyan úgy lehet,mint ahogy legyártani...nem gyári tárcsáim vannak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2012 március 12, 20:03
Írta: besirkyjh Dátum 2012 március 12, 20:03
El is hiszem .
Nagyon sok mindentöl függhet ez , élszög marés mélysége , lépés köz , hütés anyag minöség gép merevség , maro kilogása a patronbol , marohegy és az also csapágy távolsága , mikrosztepp ( rezonancia ) stb stb .
Ezeknél a kis mütyür masináknál ( ékszerész gép ) nem ritka a 60 - 80 000 fordulat sem de van 120-as is biztos van valami oka , sebesség , gravirozott felület minösége stb .
Fordulat
MInden mindennel összefügg :(
Nagyon sok mindentöl függhet ez , élszög marés mélysége , lépés köz , hütés anyag minöség gép merevség , maro kilogása a patronbol , marohegy és az also csapágy távolsága , mikrosztepp ( rezonancia ) stb stb .
Ezeknél a kis mütyür masináknál ( ékszerész gép ) nem ritka a 60 - 80 000 fordulat sem de van 120-as is biztos van valami oka , sebesség , gravirozott felület minösége stb .
Fordulat
MInden mindennel összefügg :(
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2012 március 12, 20:12
Írta: besirkyjh Dátum 2012 március 12, 20:12
Ne értsd félre , hobbi szintem tökéletes a 800mm sebesség .
Gomdolj bele egy pl nyomoformába ami 200x200mm és 5-6mm mélyen kel benne gravirozni .A nagyolás 4-5 ora és a simitást 0,6mm-es kétélüvel csinálják 4-6000mm/min sebeséggel és kb 60 000-es fordulattal és még igy is van vagy 6 ora mire készen van és lehet nem is egy darab kel belöle ( ez más ipar és nem hobbi gépek területe ) .
Gomdolj bele egy pl nyomoformába ami 200x200mm és 5-6mm mélyen kel benne gravirozni .A nagyolás 4-5 ora és a simitást 0,6mm-es kétélüvel csinálják 4-6000mm/min sebeséggel és kb 60 000-es fordulattal és még igy is van vagy 6 ora mire készen van és lehet nem is egy darab kel belöle ( ez más ipar és nem hobbi gépek területe ) .
Cím: Re:Épül a gépem ::: Kicsa
Írta: hyuekyh7a Dátum 2012 március 12, 21:10
Írta: hyuekyh7a Dátum 2012 március 12, 21:10
Na ennek nem hiszem hogy kipattan a hegye:-)
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2012 március 12, 21:48
Írta: besirkyjh Dátum 2012 március 12, 21:48
A kup után van még ott valami :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: keri Dátum 2012 március 13, 08:26
Írta: keri Dátum 2012 március 13, 08:26
Mert alacsony volt a fordulat [#crazya]
Itt az elvárt szint. Sajnos fordulatot nem ír hozzá, de láttam már hasonlót egyik fórumtársunknál és ott 60ezret pörgött.
Sárgarézben Vbodi mart nagy sebességgel, gravírtűvel, ha jól tudom ott is 30ezer körül pörgette.
De könnyű belátni hogy kell a nagy fordulat ha nagyobb előtolást akarsz. Csak el kell osztani az előtolást a fordulatszámmal, a munkaélek számával, és kiderül, hogy mekkora anyagot fog kiharapni egy fordulat alatt. A te esetedben, 800/18000=0,0444mm ami így ránézésre jó érték, de ha te nagyobb sebességet akarsz, mondjuk 2000mm/perc akkor 2000/0,0444=45000 f/perc
És nyilvánvaló, hogy ha kétszer gyorsabban hajtod azonos fordulatnál, akkor már 0,1mm harapása lesz a 0,2mm-es gravírtűnek amit egész biztosan nem tolerál.
Néha érdemes számolni, mert sok kellemetlenségtől mentjük meg magunkat :)
Megjegyzem néha az is elég ha megnézzük az adott marónak a gyári ajánlását.
Itt az elvárt szint. Sajnos fordulatot nem ír hozzá, de láttam már hasonlót egyik fórumtársunknál és ott 60ezret pörgött.
Sárgarézben Vbodi mart nagy sebességgel, gravírtűvel, ha jól tudom ott is 30ezer körül pörgette.
De könnyű belátni hogy kell a nagy fordulat ha nagyobb előtolást akarsz. Csak el kell osztani az előtolást a fordulatszámmal, a munkaélek számával, és kiderül, hogy mekkora anyagot fog kiharapni egy fordulat alatt. A te esetedben, 800/18000=0,0444mm ami így ránézésre jó érték, de ha te nagyobb sebességet akarsz, mondjuk 2000mm/perc akkor 2000/0,0444=45000 f/perc
És nyilvánvaló, hogy ha kétszer gyorsabban hajtod azonos fordulatnál, akkor már 0,1mm harapása lesz a 0,2mm-es gravírtűnek amit egész biztosan nem tolerál.
Néha érdemes számolni, mert sok kellemetlenségtől mentjük meg magunkat :)
Megjegyzem néha az is elég ha megnézzük az adott marónak a gyári ajánlását.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2012 március 13, 09:19
Írta: 000000000 Dátum 2012 március 13, 09:19
Sárgarézbe és acélba nekem jobban bevált a HSS-Co
marótű, minimum 30-fokos.
A 800mm/min sebesség jó.
0.1mm-es max fogásszélesség!
marótű, minimum 30-fokos.
A 800mm/min sebesség jó.
0.1mm-es max fogásszélesség!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 18, 18:53
Írta: Kicsa Dátum 2012 március 18, 18:53
A hét végi fejlemény : elkészült az Y orsó új csapágyháza. Még egy csavar illetve egy tárvtartó hiányzik még a csapágyházból,ezzel a 3 szán elkészültnek tekinthető. Hamarosan következnek a pontossági mérések...

Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2012 március 18, 19:06
Írta: 000000000 Dátum 2012 március 18, 19:06
Szép munka! [#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 március 18, 19:19
Írta: Szalai György Dátum 2012 március 18, 19:19
Jó tömörre sikerült ez a szerkezet. Tecccik.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 18, 20:41
Írta: Kicsa Dátum 2012 március 18, 20:41
Köszönjük szépen! (Természetesen,mint az eddigi 'fémes munkák',ez sem saját érdem : VTamás közreműködése is szükséges volt hozzá.)
Úgyhogy igazából a köszönet őt illeti,részemről is!
Igyekeztünk stabillá kialakítani,a korábban György általemlített gyengeséget teljes mértében száműzni. [#wave]
Így hiányosan is,de az első mozgásteszt megvolt az új házzal,órás beállítás nélkül kb 3 m/percig stabil a teljes mozgástartományban. A 4m/perc megfogja az egyik végállás közelében, 3.5 m/percnél bizonytalan a dolog.
Ha a beállítással a 3.5 m/perc maradhat,én már maximálisan meg lennék elégedve vele.
Úgyhogy igazából a köszönet őt illeti,részemről is!
Igyekeztünk stabillá kialakítani,a korábban György általemlített gyengeséget teljes mértében száműzni. [#wave]
Így hiányosan is,de az első mozgásteszt megvolt az új házzal,órás beállítás nélkül kb 3 m/percig stabil a teljes mozgástartományban. A 4m/perc megfogja az egyik végállás közelében, 3.5 m/percnél bizonytalan a dolog.
Ha a beállítással a 3.5 m/perc maradhat,én már maximálisan meg lennék elégedve vele.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 27, 20:38
Írta: Kicsa Dátum 2012 március 27, 20:38
Újabb fejlemény : Az ER 16-os szár 'dobozolásra' került. Még a szíjtárcsák hiányoznak,aztán már lehet vele marni is.
Illetve egy videó is volna itt az X szán pontosságáról. (Apropó,videót hogyan lehet átkonvertálni? Elég nagy lett.. )
Az óra százados csak a videó minősége nem túl jó.



Videó
Illetve egy videó is volna itt az X szán pontosságáról. (Apropó,videót hogyan lehet átkonvertálni? Elég nagy lett.. )
Az óra százados csak a videó minősége nem túl jó.
Videó
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 március 27, 21:06
Írta: s2k5ycubj Dátum 2012 március 27, 21:06
Szia! Csak érdeklődnék,hogy a maráshoz nem kéne axiális csapágy is? Vagy bírja a sima csapágy,mindenkinél így láttam ezért kérdezem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 27, 21:11
Írta: Kicsa Dátum 2012 március 27, 21:11
Szia!
Én úgy tudom,hobbi körökben elégségesnek bizonyult a mélyhornyú golyóscsapágy is.
Marásnál inkább radiális erő ébred főként,az axiális erőkkel pedig megbirkóznak talán ezek a csapágyak is.
Én úgy tudom,hobbi körökben elégségesnek bizonyult a mélyhornyú golyóscsapágy is.
Marásnál inkább radiális erő ébred főként,az axiális erőkkel pedig megbirkóznak talán ezek a csapágyak is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 március 27, 21:15
Írta: s2k5ycubj Dátum 2012 március 27, 21:15
Azért kérdezem mert a gyári marógépen amit láttam ott kúpgörgős csapágyak voltak,mint az esztergákon. Viszont esztergán láttam kúpos helyett axiál és golyós csapágy párosítást is.Sőt a nagy esztergámon bronz és axiál párosítás van.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 27, 21:19
Írta: Kicsa Dátum 2012 március 27, 21:19
Igen,gyári alkalmazásokban szükséges a nagy erők felvételére. Viszont szerintem egy bizonyos határig (ezt megszablja a forgácsolás jellege,motorteljesítmények,gépmerevség stb.) nem keletkezik akkora erő,amivel a mélyhornyú golyós ne bírkózna meg.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 március 27, 21:23
Írta: s2k5ycubj Dátum 2012 március 27, 21:23
És állítható a csapágyhézag,vagy a gyári "lógás" jó?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 március 27, 21:30
Írta: Kicsa Dátum 2012 március 27, 21:30
Állítható lesz. Kap egy szíjtárcsát,majd egy távtartó hüvelyt,amiket a szár végében lévő,a menetbe tekert csavarral lehet előfeszíteni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2012 március 28, 04:41
Írta: 000000000 Dátum 2012 március 28, 04:41
Én a Hamster video convertert használom.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 12, 18:10
Írta: Kicsa Dátum 2012 április 12, 18:10
Elnézésedet kérem a késői reagálás miatt,meg is feledkeztem a videóról.
Köszönöm szépen,ki fogom próbálni. Már töltöm is...
Köszönöm szépen,ki fogom próbálni. Már töltöm is...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 12, 18:23
Írta: Kicsa Dátum 2012 április 12, 18:23
Nem tudom hogy ide írjam-e a kérdésem...hátha kapok valami ötletet itt is.
Lassan elérkezik a gép olyan fázisba,hogy a felületkezelés időszerű probléma lett.
Két részre bontanám a dolgokat : Az összes acél alkatrész (összekötő lapok , csapágyház fedelek,csapágytartók) le lesz festve valami szolid színre.
Restellem de hirtelen nem is tudom,hogy álljak neki a műveletnek. Durva dörzspapírral csiszoljam meg az enyhén rozsdás felületet,és utána alapozó festék + fedő szín?
Milyen festéket ajánlotok,ami lehetőleg olajálló? Spray vagy 'vödrös' lenne jobb?
A húzósabb téma pedig az alumínium : az egyik legkisebb elemet megpróbáltam megcsiszolni,hogy homogén felületet kapjak. 150-es, 280-as és 800-as papírt használtam,egész jó felületet kaptam,de piszok nagy munka lenne minden alkatrészt így kezelni. Szalagcsiszoló híján lehet valami gépesített eljárást véghezvinni,amivel szép felületet lehet elérni?
(Nem tükörre szeretném polírozni - elég érdekesen nézne ki,eloxáltatni nem tudom elvinni anyagi okok miatt. Egyenlőre a homokszórás jönne szóba de az sem könnyen kivitelezhető...)
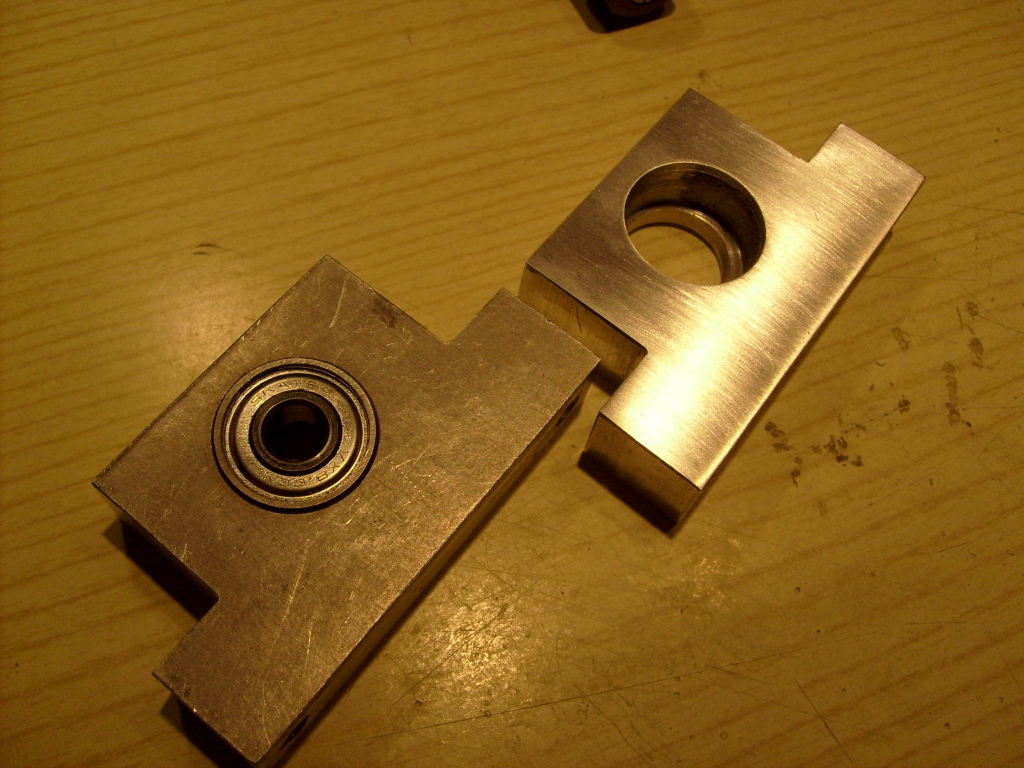
Lassan elérkezik a gép olyan fázisba,hogy a felületkezelés időszerű probléma lett.
Két részre bontanám a dolgokat : Az összes acél alkatrész (összekötő lapok , csapágyház fedelek,csapágytartók) le lesz festve valami szolid színre.
Restellem de hirtelen nem is tudom,hogy álljak neki a műveletnek. Durva dörzspapírral csiszoljam meg az enyhén rozsdás felületet,és utána alapozó festék + fedő szín?
Milyen festéket ajánlotok,ami lehetőleg olajálló? Spray vagy 'vödrös' lenne jobb?
A húzósabb téma pedig az alumínium : az egyik legkisebb elemet megpróbáltam megcsiszolni,hogy homogén felületet kapjak. 150-es, 280-as és 800-as papírt használtam,egész jó felületet kaptam,de piszok nagy munka lenne minden alkatrészt így kezelni. Szalagcsiszoló híján lehet valami gépesített eljárást véghezvinni,amivel szép felületet lehet elérni?
(Nem tükörre szeretném polírozni - elég érdekesen nézne ki,eloxáltatni nem tudom elvinni anyagi okok miatt. Egyenlőre a homokszórás jönne szóba de az sem könnyen kivitelezhető...)
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2012 április 12, 18:31
Írta: 88nwcf22d Dátum 2012 április 12, 18:31
Eloxáld le magad. Kisebb darabokat szerintem nem nagy kunszt (hozzáteszem megint csak a szám jár mert én sosem csináltam csak olvastam olyanról aki látott ilyent...)
A Festés előtt meg fontos a zsírtalanítás!
Én a helyedben a mozgó meg az álló részeket külön színnel jelölném így elősegítve hogy véletlenül se nyúlj oda ahova nem kellene.
A Festés előtt meg fontos a zsírtalanítás!
Én a helyedben a mozgó meg az álló részeket külön színnel jelölném így elősegítve hogy véletlenül se nyúlj oda ahova nem kellene.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 12, 18:42
Írta: Kicsa Dátum 2012 április 12, 18:42
Eloxálás otthon? Eszembe nem jutna. Na de rákerestem,és nem is tűnik vészesnek.
Elox otthon
Az igazság az,hogy a gép nagy része alumínium. Elég nagy darabok is vannak,amiket szinte biztosra veszek,hogy nem tudok leeloxálni. De kisebb darabokra jó lehet ez az otthoni kísérletezés...
Elox otthon
Az igazság az,hogy a gép nagy része alumínium. Elég nagy darabok is vannak,amiket szinte biztosra veszek,hogy nem tudok leeloxálni. De kisebb darabokra jó lehet ez az otthoni kísérletezés...
Cím: Re:Épül a gépem ::: Kicsa
Írta: xfg6v697j Dátum 2012 április 12, 19:42
Írta: xfg6v697j Dátum 2012 április 12, 19:42
fehérváron lehet eloxáltatni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: besirkyjh Dátum 2012 április 12, 20:25
Írta: besirkyjh Dátum 2012 április 12, 20:25
A legtartosabb és szép felületet a porszorásos festéssel éred el .( olcsobb mint a spray ) .
Az eloxot én probáltam de nekem nem sikerült , volt valami keménység de a szint egy papirzsebkendövel letudtam dörzsölni rola .
Valamit rosszul csináltam és elég veszélyes is .
Az eloxot én probáltam de nekem nem sikerült , volt valami keménység de a szint egy papirzsebkendövel letudtam dörzsölni rola .
Valamit rosszul csináltam és elég veszélyes is .
Cím: Re:Épül a gépem ::: Kicsa
Írta: u3xrz0cut Dátum 2012 április 12, 20:55
Írta: u3xrz0cut Dátum 2012 április 12, 20:55
hol?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 12, 20:55
Írta: Kicsa Dátum 2012 április 12, 20:55
Hát ez nagyon jól hangzik! A kereső annyit segített,hogy a cég neve Konstrual Kft, valahol a Repülőtér fele. Írok nekik egy levelet,az pénzbe nem kerül. Félek hogy nem a pénztárcámhoz lesznek szabva az árak.
Zoltán!
A porszórásos festés gondolom ugyan úgy cég végzi:utánanézek ennek is,hol és mennyiért csinálják a közelemben. Ahogy olvastam,a végén ki kell főzni az eloxált darabot,ami bezárja a pórusait,és így színtartó lesz.
Eloxáláshoz vagy bármi felületkezeléshez az alapfelületet mennyire kell előkészíteni? Egyik esetben sem úszom meg a karcok felcsiszolását szép egyenletesre? Lehet hogy ez kicsit buta kérdés...
Zoltán!
A porszórásos festés gondolom ugyan úgy cég végzi:utánanézek ennek is,hol és mennyiért csinálják a közelemben. Ahogy olvastam,a végén ki kell főzni az eloxált darabot,ami bezárja a pórusait,és így színtartó lesz.
Eloxáláshoz vagy bármi felületkezeléshez az alapfelületet mennyire kell előkészíteni? Egyik esetben sem úszom meg a karcok felcsiszolását szép egyenletesre? Lehet hogy ez kicsit buta kérdés...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szedlay Pál Dátum 2012 április 12, 20:59
Írta: Szedlay Pál Dátum 2012 április 12, 20:59
Cím: Re:Épül a gépem ::: Kicsa
Írta: u3xrz0cut Dátum 2012 április 12, 21:01
Írta: u3xrz0cut Dátum 2012 április 12, 21:01
[#worship][#wink][#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: spgkgiiaa Dátum 2012 április 12, 21:47
Írta: spgkgiiaa Dátum 2012 április 12, 21:47
Mivel nem vagy messze tőlünk, hozd be az öntödébe. Van homokszórónk, épp ma használtam. Valami kis próbadarabon megnézheted, hogy milyen lesz, és akár az egészet elintézzük. Szerintem egy órán belül mindent le is tudnánk fújni. Ha ki szeretnéd próbálni, nyugodtan írj egy e-mailt nekem. Berakod a kocsiba, 10 perc alatt itt vagy.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 13, 06:50
Írta: Szalai György Dátum 2012 április 13, 06:50
Kis alumínium darabok esetében, az acél drótkorongozás, majdnem olyan felületet ad, mint a homokfújás. Lakkal lefújva tartós is.
A rezgő csiszoló is érdekes, apró karikás felületet ad.
Azt nem mondom, hogy pikkelyezd, mert valószínűleg nem élsz örökké, hogy a végére érj. [#nyes]
A rezgő csiszoló is érdekes, apró karikás felületet ad.
Azt nem mondom, hogy pikkelyezd, mert valószínűleg nem élsz örökké, hogy a végére érj. [#nyes]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 13, 09:45
Írta: Kicsa Dátum 2012 április 13, 09:45
A rezgő csiszolót próbáltam már,csak valahogy nem lett egyenletes a dolog. Biztos ide is rutin meg gyakorlott kéz szükséges.
Megnéztem ezt a pikkelyezést,ha ez az amire gondolok (állványos fúróba fogott hengeres (csiszolószerszám) ,akkor erre tényleg egy egész élet kellene! [#wave]
A korongozás eszembe sem jutott,elvileg van itthon drótkorong,fúrógépbe fogható. Meg is nézem...
Viszont hála Petinek,úgy néz ki hogy a homokszórásra lehetőség nyílik.
Megnéztem ezt a pikkelyezést,ha ez az amire gondolok (állványos fúróba fogott hengeres (csiszolószerszám) ,akkor erre tényleg egy egész élet kellene! [#wave]
A korongozás eszembe sem jutott,elvileg van itthon drótkorong,fúrógépbe fogható. Meg is nézem...
Viszont hála Petinek,úgy néz ki hogy a homokszórásra lehetőség nyílik.
Cím: Re:Épül a gépem ::: Kicsa
Írta: wzc80zbf7 Dátum 2012 április 13, 11:41
Írta: wzc80zbf7 Dátum 2012 április 13, 11:41
A drótkorongos kivitelre kíváncsi vagyok én is :). Kérek majd képeket! :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 21, 20:41
Írta: Kicsa Dátum 2012 április 21, 20:41
Sziasztok! Eddig Épül a gépem volt a topic címe,most pedig inkább Szétszedtem projekt lenne a helyes! [#nyes]
A viccet félre téve,jelenleg így áll a helyzet :
A hét végén petrence nagylelkű felajánlásának köszönhetően sikerült a felülettisztítás. Remélhetőleg ez már a végleges összerakás lesz,mindent szépen sorjában. A tisztított darabnál az összes menetet újra igazítottam,higítóval mindent áttöröltem és kapott egy réteg Maestro Akrylan szintelen lakkot is. Elkezdtem a házi eloxáláshoz szükséges 'alkatrészek' beszerzését is,a táp kivételével mindennek megvan a forrása.
atideath! drótkorongot sajnos nem találtam,csak drótkefét. Azzal pedig szerintem csak összekarmolnám az alkatrészeket,így inkább marad a lakk. (Összerakás után,összekenés előtt szerintem a kész gép kap még egy,olaj és benzinálló keréktárcsa lakkot. Úgy lesz tuti a védelem,félek hogy ez a 'dekorlakk' nem túl tartós.

http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/szorva2.jpg
Hamarosan kezdem az acél alkatrészek végleges formára hozását is,glettel és festékkel. Csak azt nem tudom,publikáljak-e minden eredményt,avagy majd egyszerre a kész gépet,forgácsokal együtt? [#nemtudom]
Ezúton köszönöm szépen petrencének és VTamásnak az eddigi segítséget!!
A viccet félre téve,jelenleg így áll a helyzet :
A hét végén petrence nagylelkű felajánlásának köszönhetően sikerült a felülettisztítás. Remélhetőleg ez már a végleges összerakás lesz,mindent szépen sorjában. A tisztított darabnál az összes menetet újra igazítottam,higítóval mindent áttöröltem és kapott egy réteg Maestro Akrylan szintelen lakkot is. Elkezdtem a házi eloxáláshoz szükséges 'alkatrészek' beszerzését is,a táp kivételével mindennek megvan a forrása.
atideath! drótkorongot sajnos nem találtam,csak drótkefét. Azzal pedig szerintem csak összekarmolnám az alkatrészeket,így inkább marad a lakk. (Összerakás után,összekenés előtt szerintem a kész gép kap még egy,olaj és benzinálló keréktárcsa lakkot. Úgy lesz tuti a védelem,félek hogy ez a 'dekorlakk' nem túl tartós.
http://cnctar.hobbycnc.hu/Kicsa/%c9p%edt%e9s%20folyamata/szorva2.jpg
Hamarosan kezdem az acél alkatrészek végleges formára hozását is,glettel és festékkel. Csak azt nem tudom,publikáljak-e minden eredményt,avagy majd egyszerre a kész gépet,forgácsokal együtt? [#nemtudom]
Ezúton köszönöm szépen petrencének és VTamásnak az eddigi segítséget!!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 21, 20:41
Írta: Kicsa Dátum 2012 április 21, 20:41

Cím: Re:Épül a gépem ::: Kicsa
Írta: t334wehtf Dátum 2012 április 21, 22:52
Írta: t334wehtf Dátum 2012 április 21, 22:52
Fura egy szerzet a bicajod...
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2012 április 21, 23:21
Írta: 000000000 Dátum 2012 április 21, 23:21
Igencsak kikoptatja az ember seggét.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2012 április 21, 23:28
Írta: 88nwcf22d Dátum 2012 április 21, 23:28
A jelenlegi eloxréteget mivel szándékozod eltávolítani és azt hol tudod beszerezni?
Én Nátrium-hidroxiddal gondoltam, de nem tudtam beszerezni, lehet csak én voltam a béna.
Én Nátrium-hidroxiddal gondoltam, de nem tudtam beszerezni, lehet csak én voltam a béna.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2012 április 22, 07:55
Írta: 000000000 Dátum 2012 április 22, 07:55
Ez egy triál bringa nagyon komoly ügyesség,egyensúly érzék kell különböző akadályok leküzdésére. Ülés azért nincs, mert ülni nem szoktak rajta:)
Cím: Re:Épül a gépem ::: Kicsa
Írta: VighLajos Dátum 2012 április 22, 08:40
Írta: VighLajos Dátum 2012 április 22, 08:40
A nátrium-hidroxiddal óvatosan: ebben való fürdetés az egyik eloxálási módszer.
Szerintem csak mechanikus úton: csiszolás, polírozás, stb.
Az alu-vegyületek vizes közegben a keletkezésük pillanatában hidrolizálnak, Al-hidroxid keletkezik, ami az eloxálás egyik lépcsője.
Szerintem csak mechanikus úton: csiszolás, polírozás, stb.
Az alu-vegyületek vizes közegben a keletkezésük pillanatában hidrolizálnak, Al-hidroxid keletkezik, ami az eloxálás egyik lépcsője.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 22, 09:49
Írta: Kicsa Dátum 2012 április 22, 09:49
A kép érdekessége hogy egyben így a bringa nem volt még fotózva. Most sem ő volt a célpont,csak így sikeredett. [#wave]
Nem űztem ezt a sportot versenyszerűen,nem is ment úgy illetve egyéb dolgok miatt is sajnos többet van a garázsban,mint a szabad levegőn.[#rinya]
Jelenleg nincsen eloxálva egyik alkatrész sem,csupán a légköri korróziónak hála,illetve a lakkréteg. Megpróbálom követni majd a linket leírást,ott trisós forróvízben való kifőzést taglalják : zsírtalanít,tisztít és előkészíti a felületet az eloxra. A folyamathoz pedig kénsav+víz szükségeltetik elméletileg elektrolitként.
Színezni is szeretném majd,most viszont kapóra jön a bringás kép [#smile] : A hajtókar,a kerékagy és a felnik is alumíniumból vannak,ha jól emlékszem 7075-ös ötvözet. Ezek is eloxálva vannak,nagyon tetszik a felület is illetve a védelem is megfelelő.
Nem űztem ezt a sportot versenyszerűen,nem is ment úgy illetve egyéb dolgok miatt is sajnos többet van a garázsban,mint a szabad levegőn.[#rinya]
Jelenleg nincsen eloxálva egyik alkatrész sem,csupán a légköri korróziónak hála,illetve a lakkréteg. Megpróbálom követni majd a linket leírást,ott trisós forróvízben való kifőzést taglalják : zsírtalanít,tisztít és előkészíti a felületet az eloxra. A folyamathoz pedig kénsav+víz szükségeltetik elméletileg elektrolitként.
Színezni is szeretném majd,most viszont kapóra jön a bringás kép [#smile] : A hajtókar,a kerékagy és a felnik is alumíniumból vannak,ha jól emlékszem 7075-ös ötvözet. Ezek is eloxálva vannak,nagyon tetszik a felület is illetve a védelem is megfelelő.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 22, 10:24
Írta: Szalai György Dátum 2012 április 22, 10:24
Az összefekvő felületeket nem takarod ki festés előtt, hogy ott ne fedje a festék? Utólag még meg lesznek munkálva? Hátrányos, ha a festéken fekszik majd a másik gépelem.
(Alumínium festés előtti tisztítás, zsírtalanítás, oxidréteg oldáshoz nekem bejött a vell done hideg zsíroldó. A bőrömet is eltávolította.)
(Alumínium festés előtti tisztítás, zsírtalanítás, oxidréteg oldáshoz nekem bejött a vell done hideg zsíroldó. A bőrömet is eltávolította.)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 22, 10:26
Írta: Szalai György Dátum 2012 április 22, 10:26
A táppal mi a baj? Autóakksi nincsen?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 22, 12:15
Írta: Kicsa Dátum 2012 április 22, 12:15
Festésre csak az acél elemeket szántam. Elméletileg minden szükséges felület meg van munkálva,készre. Az kisméretű alu alkatrészek remélhetőleg eloxálva lesznek,ha nem akkor így maradnak,lakkozva. Az autóakksival az a gond,hogy nem szabályozható. De nézek valami szabályzót hozzá,hátha létezik efféle kapcsolás.
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2012 április 22, 12:57
Írta: PSoft Dátum 2012 április 22, 12:57
Miért nem "barnítasz/feketítesz"?
Az acél alkatrészeken megvalósítható házilag is,az olajfürdős barnítás.
Tetszetős a felület.

Az acél alkatrészeken megvalósítható házilag is,az olajfürdős barnítás.
Tetszetős a felület.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 22, 13:04
Írta: Szalai György Dátum 2012 április 22, 13:04
Külső szabályzó nélkül, a kialakult áramfelvétel, (meghatározott elektrolit mellett) a belógatott tárgy felületi méretétől fog függeni. Nagyobb felületű tárgy nagyobb áramot enged.
Ha az így kialakult áramerősség, az előírthoz képest túl sok, akkor külső, soros szabályozó ellenállással szokás beállítani a megfelelő galván áramot. Háztájiban a káddal sorosan, de egymáshoz képest párhuzamosan kötött autóizzók adódnak.
Ha mégis a 230V hálózati táplálás és a biztonsági leválasztó 230/12V-os trafós megoldás mellett döntesz, akkor a 12V AC szakaszban használható egy sós vizes előtét ellenállás is.
Ha az így kialakult áramerősség, az előírthoz képest túl sok, akkor külső, soros szabályozó ellenállással szokás beállítani a megfelelő galván áramot. Háztájiban a káddal sorosan, de egymáshoz képest párhuzamosan kötött autóizzók adódnak.
Ha mégis a 230V hálózati táplálás és a biztonsági leválasztó 230/12V-os trafós megoldás mellett döntesz, akkor a 12V AC szakaszban használható egy sós vizes előtét ellenállás is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 22, 13:07
Írta: Szalai György Dátum 2012 április 22, 13:07
És ez a barna/fekete réteg véd a korrózió ellen? Vagy minden nap pucolgatni és olajozni kell, mint egy fegyvert?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 22, 13:11
Írta: Kicsa Dátum 2012 április 22, 13:11
Tényleg tetszetős a felület,ráadásul a szín is oké lenne. (Semmi extra,csak korrózióvédő,fekete felületet szeretnék elérni) Pontosan milyen technológiával készült ez a csapágyház-kerék feketítés? Te készítetted?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 22, 13:14
Írta: Kicsa Dátum 2012 április 22, 13:14
Én csupán attól félek,hogy szabályzó nélkül az áram megszaladhat,egyszerűen nincs kézben tartva. Soha nem csináltam még ilyesmit,nem tudom hogy mire számítsak. Első körben miniatűrben fogom kipróbálni a dolgot,egy ki alumínium darabon. Itt ellenőrizni tudom a különböző felületek bevonását (1000-es papírral csiszolt,2000-res vizessel,esetleg csiszolás nélkül...bár gondolom hogy az alap minden hibája látszik majd ugyan úgy.) Ezt a szobában meg tudom tenni labortáppal,2 A-es áramkorláttal. Ha Kicsiben beválik a dolog,akkor megpróbálkozok majd nagyobb alkatrészekkel is,bár a legnagyobb is talán elfér majd a tenyeremben.
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2012 április 22, 13:19
Írta: PSoft Dátum 2012 április 22, 13:19
Ha fújsz rá egy akril lakk réteget,akkor igen.
A pucolgatás meg,...
Egy saját építésű gép,a gazdája szemében képvisel akkora értéket,hogy munka végeztével nem hagyja ott dzsuvásan.
Kicsa,nemhiszem,hogy pucolt olajozott volna fegyvert,velünk ellentétben.:)
Őneki a gépe lesz a fegyvere,és biztos hogy nagy becsben tartja majd,legalább annyira,mint mi annak idején ha kényszerből is a fegyvert.
A pucolgatás meg,...
Egy saját építésű gép,a gazdája szemében képvisel akkora értéket,hogy munka végeztével nem hagyja ott dzsuvásan.
Kicsa,nemhiszem,hogy pucolt olajozott volna fegyvert,velünk ellentétben.:)
Őneki a gépe lesz a fegyvere,és biztos hogy nagy becsben tartja majd,legalább annyira,mint mi annak idején ha kényszerből is a fegyvert.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2012 április 22, 13:28
Írta: 88nwcf22d Dátum 2012 április 22, 13:28
Itt elég alaposan leirják mi merre hány...
Olvasd át szerintem menni fog, az eloxált darabon minden ugyan úgy meglátszik mint az alapfémen.
Olvasd át szerintem menni fog, az eloxált darabon minden ugyan úgy meglátszik mint az alapfémen.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 88nwcf22d Dátum 2012 április 22, 13:31
Írta: 88nwcf22d Dátum 2012 április 22, 13:31
Én terveztem az autóaksihoz egy szabályzót.
Be lehet állítani rajta hogy mennyi max áramot és hány percig engedje át, csak hát nem sikerült :D
Legalábbis az árammerőmodulja, így még fejlesztés alatt van. Igy hogy nem értek az elektronikához kicsit nehéz.
Be lehet állítani rajta hogy mennyi max áramot és hány percig engedje át, csak hát nem sikerült :D
Legalábbis az árammerőmodulja, így még fejlesztés alatt van. Igy hogy nem értek az elektronikához kicsit nehéz.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 22, 15:15
Írta: Szalai György Dátum 2012 április 22, 15:15
Kiszámoltad már az eloxálandó munkadarabok felületét?
Tenyérben elférő 10x10x10cm es munkadarab felülete, ha még nyílások is vannak rajta, akkor hamar lehet 1000cm2. Az pedig az ajánlott 2-2,5A/dm2 áramsűrűség esetén nagyjából 20-25A maximális áramigényt jelent.
A minimális 12V feszültség esetén a teljesítmény igény 250W. Az nem egy nagy trafó. Egy egyszerű triakos fényerő szabályozóval, 230V-os oldalon szabályozható.
Tenyérben elférő 10x10x10cm es munkadarab felülete, ha még nyílások is vannak rajta, akkor hamar lehet 1000cm2. Az pedig az ajánlott 2-2,5A/dm2 áramsűrűség esetén nagyjából 20-25A maximális áramigényt jelent.
A minimális 12V feszültség esetén a teljesítmény igény 250W. Az nem egy nagy trafó. Egy egyszerű triakos fényerő szabályozóval, 230V-os oldalon szabályozható.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 22, 17:08
Írta: Kicsa Dátum 2012 április 22, 17:08
Nem számoltam még,mostanában elég sok 'felesleges' dolgot számolok,így elment a kedvem tőle. Viszont mivel programban meg van tervezve szinte az egész gép,könnyebb dolgom van. A legnagyobb eloxálni tervezett darab elméletben 0.05 m^2 ami olyan 10-12 A árammal véghez vihető lenne. Ezt tudja akár egy nagyobb számítógéptáp is. Bár nem tudom,hogyan bírná,nem oldana-e le. A minimális feszültség hol van megadva? Ilyennel nem találkoztam ezidáig...vagy csak átsiklottam felette.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 22, 17:26
Írta: Szalai György Dátum 2012 április 22, 17:26
A minimális feszültség az, ami 0 Ohm szabályozó ellenállással is még éppen képes áthajtani a kellő áramsűrűséget. Ennek a feszültségnek a használata eredményezi a leg kisebb teljesítmény igényt és a leg kevesebb energia felhasználást is. Általában 12V környezetében írják rá az alsó határt, de nem kritikus, mert a galván folyamat „áramvezérelt”.
www.sasovits.hu/cnc/irodalom/eloxalas.pdf
Manapság mindenki mindenre ezt a számítógép tápot akarja használni. Miért akkora varázslat az? Én kerülném, főleg vizes lucskos környezetben.
Egy rendes Hobbyistának legyen már egy rendes mestertrafója!
www.sasovits.hu/cnc/irodalom/eloxalas.pdf
Manapság mindenki mindenre ezt a számítógép tápot akarja használni. Miért akkora varázslat az? Én kerülném, főleg vizes lucskos környezetben.
Egy rendes Hobbyistának legyen már egy rendes mestertrafója!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 22, 17:29
Írta: Kicsa Dátum 2012 április 22, 17:29
Valóban nem volt dolgom fegyverekkel,de a gépet elég nagy becsben tartom most is,és szerintem ha készen lesz,akkor is. Saját magamnak csinálom,tudom hogy mennyi idő-pénz-energia van benne,számomra ez több egy kicsit egy sima szerszámgépnél.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 22, 17:31
Írta: Kicsa Dátum 2012 április 22, 17:31
Ez esetben akkor lehetne használni egy 24Vos transzformátort is,egyenirányítás után?
Azért gondoltam a pc tápra,mivel nagy terhelhetőség,kis feszültség és kéznél van.
Azért gondoltam a pc tápra,mivel nagy terhelhetőség,kis feszültség és kéznél van.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 22, 18:34
Írta: Szalai György Dátum 2012 április 22, 18:34
A #670-ben linkelt dokumentum értelmében „Eloxálni akár egyen-, akár váltakozó árammal lehet.” tehát trafóról, egyenirányítás nélkül is. Ez engem is meglepett.
Lehet használni 24V-os trafót is, de minél magasabbra emeled a feszültséget, annál nagyobb Ohm értékű szabályozó ellenállást szükséges beiktatnod, hogy ne legyen több az áramsűrűség a kellő 2-2,5A/dm2 értéknél. Az ellenállás pedig egyszerűen elfűti a felesleges teljesítményt, tehát minél nagyobb Ohm értékű, annál több energiát emészt haszontalanul.
Itthon úgy szoktam kikerülni a hőtermelés problémát, hogy a trafó 230V-os primer oldalán, egy triakos fázisszög szabályozóval a folyásszöget úgy állítom be, hogy a törpe feszültségű szekunder oldalon épp akkora feszültség keletkezzen, ami a terhelésen pont a nekem tetsző áramot hajtja át. Egyszerű esetekben, mikor a terhelés ellenállása nagyjából állandó, ez beválik nekem. Természetesen a trafó törpe feszültségű szekunder tekercselésének el kell tudnia viselni a szükséges áramerősséget. Tehát minél nagyobb feszültségről szabályozok lefelé a kívánt értékre, annál nagyobb teljesítményű trafó szükséges.
Na erre jó a mestertrafó.
Lehet használni 24V-os trafót is, de minél magasabbra emeled a feszültséget, annál nagyobb Ohm értékű szabályozó ellenállást szükséges beiktatnod, hogy ne legyen több az áramsűrűség a kellő 2-2,5A/dm2 értéknél. Az ellenállás pedig egyszerűen elfűti a felesleges teljesítményt, tehát minél nagyobb Ohm értékű, annál több energiát emészt haszontalanul.
Itthon úgy szoktam kikerülni a hőtermelés problémát, hogy a trafó 230V-os primer oldalán, egy triakos fázisszög szabályozóval a folyásszöget úgy állítom be, hogy a törpe feszültségű szekunder oldalon épp akkora feszültség keletkezzen, ami a terhelésen pont a nekem tetsző áramot hajtja át. Egyszerű esetekben, mikor a terhelés ellenállása nagyjából állandó, ez beválik nekem. Természetesen a trafó törpe feszültségű szekunder tekercselésének el kell tudnia viselni a szükséges áramerősséget. Tehát minél nagyobb feszültségről szabályozok lefelé a kívánt értékre, annál nagyobb teljesítményű trafó szükséges.
Na erre jó a mestertrafó.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 26, 11:42
Írta: Kicsa Dátum 2012 április 26, 11:42
Sziasztok! Mielőtt az utam levezet a garázsba a gép összerakása okán,engednem kellett a csábításnak : birizgálta a fantáziámat ez az eloxálás téma. Mivel sikerült minden kelléket beszereznem,így jöhetett a próba,alaposan dokumentálva az ismételhetőség kedvéért!
Remélem nem szúrom el a képeket... [#vigyor2]
Először a negatív pólusra kapcsolt katódot zsírtalanítottam : ez nem volt a receptben de gondoltam,nem árt neki. Elég hevesen kezdett reagálni,ezért ki-ki emeltem,nehogy kifusson az egész.

Ezután az anód következett,ami a tulajdonképpeni próbadarab. Előtte mindkettő felét megcsiszoltam,a végeredményen látszik a különbség. 15 mm-enként karcokat húztam rá,a területek eltérő időt töltöttek az eloxáló 'fürdőben'. Végeredmény ezt is tükrözi...


Ezt követően behelyeztem a katódot,majd feltöltöttem kénsavval.


Először kb. 15 mm lógott a savba,a feszültség és áram értékek látszódnak :


Menet közben a hidrogén-képződés :

A folyamat végeztével Szódabikarbónás vízben ázott kb. 5 percig,amíg a következő fázis előkészítettem :

Színezésre por alakú ételfetéket használtam,1 kávéskanyálnyit raktam majdnem 1 liter desztillált vízhez :


Színezés után így nézett ki : (A színezőfürdőt igyekeztem 60 fok körül tartani)

Ezután lobogó vízben főztem fél órát,ez az idő arra volt elég hogy megreggelizzek illetve utánajárjak az itteni porfesték-lelőhelynek [#smile]

Öblítés és szárítás után a végeredmény,először a 180-as papírral csiszolva,másodszor pedig jóval finomabbal. (Nincs rajta hogy milyen,érzésem szerint 500-600 körüli lehet)


Meg vagyok elégedve az eredménnyel,azt hiszem,hogy nem marad ennyiben a kísérletezés!
Remélem nem szúrom el a képeket... [#vigyor2]
Először a negatív pólusra kapcsolt katódot zsírtalanítottam : ez nem volt a receptben de gondoltam,nem árt neki. Elég hevesen kezdett reagálni,ezért ki-ki emeltem,nehogy kifusson az egész.
Ezután az anód következett,ami a tulajdonképpeni próbadarab. Előtte mindkettő felét megcsiszoltam,a végeredményen látszik a különbség. 15 mm-enként karcokat húztam rá,a területek eltérő időt töltöttek az eloxáló 'fürdőben'. Végeredmény ezt is tükrözi...
Ezt követően behelyeztem a katódot,majd feltöltöttem kénsavval.
Először kb. 15 mm lógott a savba,a feszültség és áram értékek látszódnak :
Menet közben a hidrogén-képződés :
A folyamat végeztével Szódabikarbónás vízben ázott kb. 5 percig,amíg a következő fázis előkészítettem :
Színezésre por alakú ételfetéket használtam,1 kávéskanyálnyit raktam majdnem 1 liter desztillált vízhez :
Színezés után így nézett ki : (A színezőfürdőt igyekeztem 60 fok körül tartani)
Ezután lobogó vízben főztem fél órát,ez az idő arra volt elég hogy megreggelizzek illetve utánajárjak az itteni porfesték-lelőhelynek [#smile]
Öblítés és szárítás után a végeredmény,először a 180-as papírral csiszolva,másodszor pedig jóval finomabbal. (Nincs rajta hogy milyen,érzésem szerint 500-600 körüli lehet)
Meg vagyok elégedve az eredménnyel,azt hiszem,hogy nem marad ennyiben a kísérletezés!
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 április 26, 12:24
Írta: s2k5ycubj Dátum 2012 április 26, 12:24
Ez nagyon jó! Amit nem értek,a végén miért csiszoltad meg az eloxált felületet,a kopásállóság miatt? Én csináltam régen készülék előlapokat aluból és azt trisós vízben kellet főzni,szalagcsiszolóval durva felületet kellet csinálni,minél durvább volt a felület főzés előtt annál szebb lett utána,ránézésre olyan karcos volt,hogy reménytelennek tünt,de azok lettek a legszebbek. Volt egy nagy saválló kád fűtőbetétekkel és bojlerbe való hőfokszabályozóval,80 fokon már szépen "forrt" ha benne volt az anyag,de ha kivetted akkor csak gőzölt,ezért nem is tekertem feljebb a hőfokot.Egy régi bojler alkatrészeiből könnyen lehet építeni ilyet.És végül a főzés után vizes öblítés és kézzel érintés nélkül alfaset feliratozás,majd akril lakk 3x. Sajnos hajthatatlanok voltak a technológiát illetően,szemellenzősen ezt csak így lehet és kell is csinálni.Hát elég hamar rosszul nézett ki,de ez senkit nem érdekelt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 26, 12:29
Írta: Kicsa Dátum 2012 április 26, 12:29
Nem csiszoltam meg,csak a művelet előtt. Egyik felét ilyennel,másikat olyannal,majd eloxáltam. Kíváncsi voltam,élesben majd mennyire kell 'előkészíteni' a felületet a jó eredményhez. Lakkozni nem tervezem,bár valami teszt alá kéne vetnem,'mit is bír' ez a felület.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 26, 17:02
Írta: Szalai György Dátum 2012 április 26, 17:02
Hát, ez tök jó lett!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 26, 18:29
Írta: Kicsa Dátum 2012 április 26, 18:29
Nekem is tetszik az eredmény! [#kacsint]
Viszont felmerült egyből egy kérdés bennem : Az alu lemez,amit katódként kapcsolok,mit csinál pontosan?
Valahol olvastam ugyanis,hogy ha két egyforma darabunk van,akkor azt egyszerre is bel lehet rakni eloxálni,egyiket anódnak,másikat katódnak kötve. Elvileg ugyan olyan jó lesz az eredmény? Illetve ekkor a felület egy darab felülete vagy mindkettő egyszerre? (gondolom utóbbi de nem értem a katód szerepét) Eddig azt hittem,a katódról válnak le 'szemcsék',amik 'kiülnek' az anódra és ott épül belőlük a bevonat.
Viszont felmerült egyből egy kérdés bennem : Az alu lemez,amit katódként kapcsolok,mit csinál pontosan?
Valahol olvastam ugyanis,hogy ha két egyforma darabunk van,akkor azt egyszerre is bel lehet rakni eloxálni,egyiket anódnak,másikat katódnak kötve. Elvileg ugyan olyan jó lesz az eredmény? Illetve ekkor a felület egy darab felülete vagy mindkettő egyszerre? (gondolom utóbbi de nem értem a katód szerepét) Eddig azt hittem,a katódról válnak le 'szemcsék',amik 'kiülnek' az anódra és ott épül belőlük a bevonat.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 26, 18:54
Írta: Szalai György Dátum 2012 április 26, 18:54
Kémiából sohasem voltam jó, de ez azért egy kicsit villany dolog is. Az irodalom azt mondja, hogy az alumínium eloxálás során, az egyenáram hatására, az elektrolitban vízbontás történik.
„Az anódon oxigén fejlődik, a katódon hidrogén. A fejlődő oxigén azonnal reagál az alumíniummal és porózus oxidréteget hoz létre.”
„Az elektrolitban külső áramforrás hatására megindul az ionok adott irányú mozgása ellentétes töltésű pólus felé mozognak. Kationok a negatív pólus (katód) felé – itt redukció játszódik le. Anionok a pozitív pólus (anód) felé – itt oxidáció történik.”
„Az anódon oxigén fejlődik, a katódon hidrogén. A fejlődő oxigén azonnal reagál az alumíniummal és porózus oxidréteget hoz létre.”
„Az elektrolitban külső áramforrás hatására megindul az ionok adott irányú mozgása ellentétes töltésű pólus felé mozognak. Kationok a negatív pólus (katód) felé – itt redukció játszódik le. Anionok a pozitív pólus (anód) felé – itt oxidáció történik.”
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 26, 19:12
Írta: Kicsa Dátum 2012 április 26, 19:12
Ez érdekes. Elvileg ugye akkor az anód oxidálódik,ami rendben is van. Na de ha bekötök egy ugyan akkora munkadarabot a negatív pólusnak,ott nem oxidáció lép fel hanem redukció. Akkor az hogyan fog ugyan úgy oxidálódni? Sehogy? [#hehe]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 26, 19:26
Írta: Szalai György Dátum 2012 április 26, 19:26
Igen, azt gondolom, hogy sehogy. Viszont akkor ott meg lehet oxidréteget lebontani. (Ha mindkét pólusra szeretnél munkadarabot kötni.)
Ezektől csak még jobban furcsállom a #670-ben linkelt dokumentum állítását, hogy: „Eloxálni akár egyen-, akár váltakozó árammal lehet.”
Hiszen akkor az az oxidréteg, ami az egyik fél periódusban felépül, az a másikban lebomlik.
Ezektől csak még jobban furcsállom a #670-ben linkelt dokumentum állítását, hogy: „Eloxálni akár egyen-, akár váltakozó árammal lehet.”
Hiszen akkor az az oxidréteg, ami az egyik fél periódusban felépül, az a másikban lebomlik.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 április 26, 19:31
Írta: s2k5ycubj Dátum 2012 április 26, 19:31
Az nem lehet,hogy a negatív polusnál lévő munkadarab nem lép reakcióba a keletkező hidrogénnel és az szabadon távozik.Na most megvan az évszázad üzlete:eloxálót és hidrogénautó tankolót kell nyitni és meg is van a dupla haszon.[#nyes][#nyes][#nyes][#taps][#taps][#taps]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Farkas Ádám Dátum 2012 április 26, 19:34
Írta: Farkas Ádám Dátum 2012 április 26, 19:34
Gratula! Mindent fotózz és dokumentálj, ilyenek kellenek a fórumnak!
Kapsz tőlem egy piros pontot: [#merges3]
Kapsz tőlem egy piros pontot: [#merges3]
Cím: Re:Épül a gépem ::: Kicsa
Írta: spgkgiiaa Dátum 2012 április 26, 19:42
Írta: spgkgiiaa Dátum 2012 április 26, 19:42
Szép színe lett a +40% paprikától :) Szuper!
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 április 26, 19:47
Írta: s2k5ycubj Dátum 2012 április 26, 19:47
Mi ezt azért csináltuk így mert ez csak egy fél megoldás,bár szép volt.Nekem a trisós főzés után nagyon szép selyemfényű felület lett csak a legkisebb zsír,kosz,bármi látszik rajta.Nagyon kellet figyelni erre,ja és 2-3 tized mm-ert fogyott az anyag a főzéstől.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 26, 19:57
Írta: Kicsa Dátum 2012 április 26, 19:57
A helyzet az,hogy már nem is tudom,hol olvastam ezt a két darabot-egyszerre dolgot. Szívesen mutatnám de nem lelem...
Egyébként a trisózás után nekem is szép selymes fényű,homogén lett. Kicsit a homokszórásra emlékeztet a felülete. Kéne csinálni egy olyan tesztet is,amikor csak kifőzöm trisóban,majd szárítás és lakkozás. (Szigorúan nitrolakkal. Acryl lakkas csináltam eddig,kb. annyira lesz tartós ez,amíg összerakom a gépet.)
A nagy sikeren felbuzdulva könnyen lehet,hogy az összes szíjkerék ilyen kezelés fog kapni...a motortartó bilincsekkel egyetemben. Viszont a szín...nekem tetszik ez a piros. Illetve ilyen festék most van is itthon. Megkérdeztem,a kék vagy fekete festéknek 8e Ft/150 gr az ára,a legolcsóbb 2400 Ft/150 gr áron van (málna-piros ; citrom) Ha különböző színek lennének,félek hogy 'bazári majom' kinézet lenne a vége az alu vázzal valamint a fekete csapágyházakkal. Szívesen fogadnék véleményeket ezzel kapcsolatban is!
Kedves Ádám! Köszönöm szépen,erről a műveletről van egy rahedli kép és információ. A következő éles darabnál is hasonlóan fogok tenni,hiszen érzésem szerint csak így lehet biztosítani a 'tökéletes hasonlóságot' a darabok közt.
Egyébként a trisózás után nekem is szép selymes fényű,homogén lett. Kicsit a homokszórásra emlékeztet a felülete. Kéne csinálni egy olyan tesztet is,amikor csak kifőzöm trisóban,majd szárítás és lakkozás. (Szigorúan nitrolakkal. Acryl lakkas csináltam eddig,kb. annyira lesz tartós ez,amíg összerakom a gépet.)
A nagy sikeren felbuzdulva könnyen lehet,hogy az összes szíjkerék ilyen kezelés fog kapni...a motortartó bilincsekkel egyetemben. Viszont a szín...nekem tetszik ez a piros. Illetve ilyen festék most van is itthon. Megkérdeztem,a kék vagy fekete festéknek 8e Ft/150 gr az ára,a legolcsóbb 2400 Ft/150 gr áron van (málna-piros ; citrom) Ha különböző színek lennének,félek hogy 'bazári majom' kinézet lenne a vége az alu vázzal valamint a fekete csapágyházakkal. Szívesen fogadnék véleményeket ezzel kapcsolatban is!
Kedves Ádám! Köszönöm szépen,erről a műveletről van egy rahedli kép és információ. A következő éles darabnál is hasonlóan fogok tenni,hiszen érzésem szerint csak így lehet biztosítani a 'tökéletes hasonlóságot' a darabok közt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 27, 14:04
Írta: Kicsa Dátum 2012 április 27, 14:04
Ismét jelentkezem,immáron egy 'éles' munkadarab eloxálásával. A gravírozó motor tengelyén lévő tárcsát szerettem volna leeloxálni.
Ő volna az :

Látszik hogy picit karcos,így hát nekiestem kis köszörűfejjel,illetve polírpapírokkal.


Ezt követően ment a szokásos trisós fürdőbe,ahol jött a meglepetés.

Azt olvastam,hogy ilyen jelenségnél nem lehet eloxálni ezt az összetételű anyagot. Így hát reménykedve felfűztem a maró orsó tárcsáját,hátha :

Ez sem lett olyan,mint a tegnapi próbánál,de azért bízva a sikerben,folytattam a munkát.

A felület itt sokkalta nagyobb,mint a tegnapi kísérleti darab. Összeállítottam a fürdőt,bekapcsoltam a tápot : áramkorlát nélkül felvett 1.55 A-t. Igen heves volt a reakció,buborékozott is rendesen,valamint gőzök is szálltak fel az üvegből. Behoztam egy üveg edényt hideg vízzel,valamint időnként megmértem a sav hőmérsékletét közvetlenül,a multiméter szondájával. (Utána egyből semlegesítettem szódabikarbónás vízbe,nehogy eltűnjön a végére a mérőke)
Kb 900 mA értéknél állandósult a fürdő hőmérséklete,1.5 A áramnál kb. 10 perc alatt 30 fokos lett. Az érdekesség az,hogy eleve kb. 22-23 fokról indultam...
Tudja valaki,hogy miért lényeges ez a 25 fok korlát?
Szóval a fürdő :

Mivel az átfolyó áramot változtattam állandóan,így kb. 60 percet töltött a fürdőben a darab,átlagban ~ 800-900 mA mellett. Az eredmény meggyőző :

Ezt követően a már megismert festés :

Itt beiktattam egy kis kísérletet,mivel úgy éreztem,hogy a szín mélysége az eloxálástól függ,nem a színezési időtől. Meg szerettem volna győződni erről...Egy kevés vízben feloldottam kb. annyi festéket,mint tegnap az ~1 liter vízben.

40 perc ázás után (tegnapi színező) így nézett ki a darab :

Majd áttettem a töményebb színezőbe 10 percig. Miután lecsöpögött,nem sok különbség volt :


Ezt követően gyorsan kifőztem :

Majd lencsevégre kaptam a kész darabot :


Ő volna az :
Látszik hogy picit karcos,így hát nekiestem kis köszörűfejjel,illetve polírpapírokkal.
Ezt követően ment a szokásos trisós fürdőbe,ahol jött a meglepetés.
Azt olvastam,hogy ilyen jelenségnél nem lehet eloxálni ezt az összetételű anyagot. Így hát reménykedve felfűztem a maró orsó tárcsáját,hátha :
Ez sem lett olyan,mint a tegnapi próbánál,de azért bízva a sikerben,folytattam a munkát.
A felület itt sokkalta nagyobb,mint a tegnapi kísérleti darab. Összeállítottam a fürdőt,bekapcsoltam a tápot : áramkorlát nélkül felvett 1.55 A-t. Igen heves volt a reakció,buborékozott is rendesen,valamint gőzök is szálltak fel az üvegből. Behoztam egy üveg edényt hideg vízzel,valamint időnként megmértem a sav hőmérsékletét közvetlenül,a multiméter szondájával. (Utána egyből semlegesítettem szódabikarbónás vízbe,nehogy eltűnjön a végére a mérőke)
Kb 900 mA értéknél állandósult a fürdő hőmérséklete,1.5 A áramnál kb. 10 perc alatt 30 fokos lett. Az érdekesség az,hogy eleve kb. 22-23 fokról indultam...
Tudja valaki,hogy miért lényeges ez a 25 fok korlát?
Szóval a fürdő :
Mivel az átfolyó áramot változtattam állandóan,így kb. 60 percet töltött a fürdőben a darab,átlagban ~ 800-900 mA mellett. Az eredmény meggyőző :
Ezt követően a már megismert festés :
Itt beiktattam egy kis kísérletet,mivel úgy éreztem,hogy a szín mélysége az eloxálástól függ,nem a színezési időtől. Meg szerettem volna győződni erről...Egy kevés vízben feloldottam kb. annyi festéket,mint tegnap az ~1 liter vízben.
40 perc ázás után (tegnapi színező) így nézett ki a darab :
Majd áttettem a töményebb színezőbe 10 percig. Miután lecsöpögött,nem sok különbség volt :
Ezt követően gyorsan kifőztem :
Majd lencsevégre kaptam a kész darabot :
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 27, 14:11
Írta: Kicsa Dátum 2012 április 27, 14:11
Egy képet sikerült kétszer beszúrnom,így hát itt a javítás : A 40 perces színező fürdő után így nézett ki a darab

Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 27, 16:09
Írta: Szalai György Dátum 2012 április 27, 16:09
„Tudja valaki,hogy miért lényeges ez a 25 fok korlát?”
Szerintem nincsen korlát. De töményebb oldatban, vagy magasabb hőmérsékleten, vagy nagyobb áramsűrűség esetén felgyorsul a folyamat, az oxidréteg pedig használhatatlanul porózus lesz.
Lassabb folyamatban tömörebb oxidréteg épül.
Szerintem nincsen korlát. De töményebb oldatban, vagy magasabb hőmérsékleten, vagy nagyobb áramsűrűség esetén felgyorsul a folyamat, az oxidréteg pedig használhatatlanul porózus lesz.
Lassabb folyamatban tömörebb oxidréteg épül.
Cím: Re:Épül a gépem ::: Kicsa
Írta: u3xrz0cut Dátum 2012 április 27, 16:15
Írta: u3xrz0cut Dátum 2012 április 27, 16:15
ügyes!![#eljen][#taps]
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2012 április 27, 22:42
Írta: svejk Dátum 2012 április 27, 22:42
Olyan jó képeket csinálsz, hogy az embernek szinte kedvet kap a mókára!
Csak így tovább, hasznos dolgokat művelsz! [#eljen]
Csak így tovább, hasznos dolgokat művelsz! [#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2012 április 27, 22:43
Írta: svejk Dátum 2012 április 27, 22:43
-nek nélkül :(
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 29, 07:02
Írta: Szalai György Dátum 2012 április 29, 07:02
Arra lettem kíváncsi, hogy eloxfestés után, most hogy illeszkedik arra a tengelyre, amire illesztve volt a furata.
Lehet, hogy a furatot le kell zárni eloxáláskor, vagy az után kell pontosra dörzsárazni?
Lehet, hogy a furatot le kell zárni eloxáláskor, vagy az után kell pontosra dörzsárazni?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 29, 08:23
Írta: Szalai György Dátum 2012 április 29, 08:23
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 29, 17:56
Írta: Kicsa Dátum 2012 április 29, 17:56
Sziasztok!
Eszerint a 25 fok nem valami kémiai határ,csak ajánlott nem túllépni. Ez jó hír,újabb dolog,amivel kísérletezni lehet. A pontosságról nem tudok nyilatkozni egyenlőre : ez a tárcsa a Rava motor B12es kúpjára megy. Előtte is szépen illeszkedett,és most is. Viszont a pártárcsája (de szép szó [#hehe] ) az ER16-os szárra megy,a folyamat után megvizsgálom. Csak azt nem tudom,mikor is csinálom...
Örülök ha kedvet kap más is effajta kísérletezéshez,tényleg nem olyan nagy ördöngősség sikert elérni.
Eszerint a 25 fok nem valami kémiai határ,csak ajánlott nem túllépni. Ez jó hír,újabb dolog,amivel kísérletezni lehet. A pontosságról nem tudok nyilatkozni egyenlőre : ez a tárcsa a Rava motor B12es kúpjára megy. Előtte is szépen illeszkedett,és most is. Viszont a pártárcsája (de szép szó [#hehe] ) az ER16-os szárra megy,a folyamat után megvizsgálom. Csak azt nem tudom,mikor is csinálom...
Örülök ha kedvet kap más is effajta kísérletezéshez,tényleg nem olyan nagy ördöngősség sikert elérni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2012 április 29, 18:16
Írta: Rabb Ferenc Dátum 2012 április 29, 18:16
A 25 fok valóban nem kémiai, hanem technológiai határ. A részletes indokolását a #689-ben olvashattad...
Szerintem nem érdemes olyasmivel kísérletezni, aminek közel száz éve kiforrott technológiája van.
Szerintem nem érdemes olyasmivel kísérletezni, aminek közel száz éve kiforrott technológiája van.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 29, 18:47
Írta: Szalai György Dátum 2012 április 29, 18:47
Azért 25C fok alatt maradni nem egyszerű házilag, egy erősen hő termelő folyamattal.
Dupla falú, hűthető edény, vagy saválló vegyszerhűtő hiányában, amikor még a környezeti levegő is harminc fok meleg. Egy befőttes üvegben, amiből elég lassan távozik a hő.
De lassabb reakció lassabban termeli a hőt, egy saválló lábos meg csak akad a konyhában.
Szerintem kevesebb árammal és a hőt gyorsabban leadni képes edénnyel könnyebben tartható a 25C fok környéke, és a réteg is keményebb lesz.
Esetleg rozsdamentes acél edény a hidegvízzel teli műanyag lavórban? [#vigyor2]
Dupla falú, hűthető edény, vagy saválló vegyszerhűtő hiányában, amikor még a környezeti levegő is harminc fok meleg. Egy befőttes üvegben, amiből elég lassan távozik a hő.
De lassabb reakció lassabban termeli a hőt, egy saválló lábos meg csak akad a konyhában.
Szerintem kevesebb árammal és a hőt gyorsabban leadni képes edénnyel könnyebben tartható a 25C fok környéke, és a réteg is keményebb lesz.
Esetleg rozsdamentes acél edény a hidegvízzel teli műanyag lavórban? [#vigyor2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 29, 19:39
Írta: Kicsa Dátum 2012 április 29, 19:39
Az igazság az,hogy nem vagyok eléggé jártas kémiában. De valóban,eszerint akkor nem próbálkozom effajta kísérletekkel,nincs értelme. A mostani 'eszközpark' a próbákhoz volt alkalmas,sajnos a sav mennyisége és a hűthetőség miatt,de véleményem szerint érdemes ezzel foglalkozni házi körülmények között is.
Jó ötlet a fém edény,a savállót gondolom nem eszi meg,de már gondolom,főzésre sem célszerű használni utána?
Tervben van még több alkatrész eloxálása is,de félek hogy az összetétel miatt meggyűlik a bajom velük.
Kicsit más téma : Egy bizonyos határidő szorítása miatt muszáj volt 'működő' gépet varázsolnom. Külön külön működik ugyan minden,de a homokszórás miatt szét volt szedve,semmi beállítás nem történt azóta.
Az elektronika is 95 % körüli értéken van,a Modbus kábelezést kell befejeznem illetve a végálláskapcsolók vannak hátra. Vennem kell egy új 5 bordás szíjat is,valamint sok helyen nincs még csavar. A gravírozó egységre is egy szíj szükséges még,aztán arra is azt mondhatom hogy készen van. Sok finomítás van még rajta azért,de ezek után már használható lesz a kicsike!
Szerencsére nem nagyon látszik,de a festésre nem vagyok büszke. Azt hittem menni fog,de nem sikerült úgy,ahogy elterveztem. Sok helyen egyszerűen ráfújást követően felbuborékosodott a festés,és nem tudom,hogy mitől. A glettelés is kiválni valót hagy maga után,először csináltam efféle munkát,ráadásul sietősre fogva.
Na nem baj,a mostani állapota :
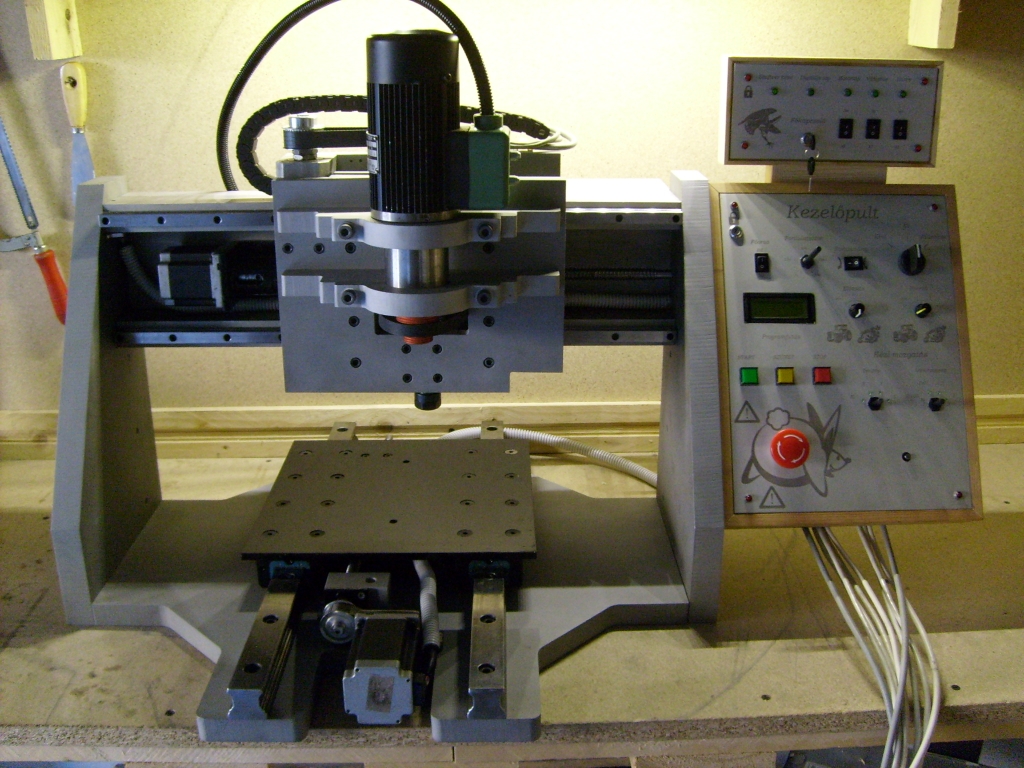
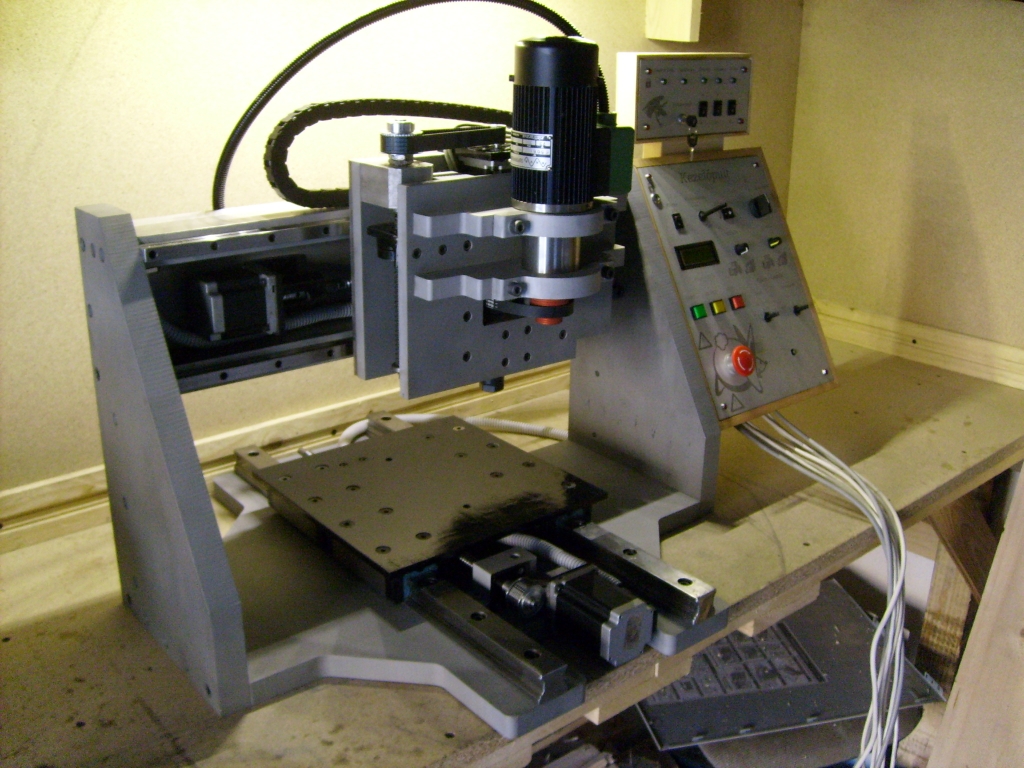
Jó ötlet a fém edény,a savállót gondolom nem eszi meg,de már gondolom,főzésre sem célszerű használni utána?
Tervben van még több alkatrész eloxálása is,de félek hogy az összetétel miatt meggyűlik a bajom velük.
Kicsit más téma : Egy bizonyos határidő szorítása miatt muszáj volt 'működő' gépet varázsolnom. Külön külön működik ugyan minden,de a homokszórás miatt szét volt szedve,semmi beállítás nem történt azóta.
Az elektronika is 95 % körüli értéken van,a Modbus kábelezést kell befejeznem illetve a végálláskapcsolók vannak hátra. Vennem kell egy új 5 bordás szíjat is,valamint sok helyen nincs még csavar. A gravírozó egységre is egy szíj szükséges még,aztán arra is azt mondhatom hogy készen van. Sok finomítás van még rajta azért,de ezek után már használható lesz a kicsike!
Szerencsére nem nagyon látszik,de a festésre nem vagyok büszke. Azt hittem menni fog,de nem sikerült úgy,ahogy elterveztem. Sok helyen egyszerűen ráfújást követően felbuborékosodott a festés,és nem tudom,hogy mitől. A glettelés is kiválni valót hagy maga után,először csináltam efféle munkát,ráadásul sietősre fogva.
Na nem baj,a mostani állapota :
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2012 április 29, 19:57
Írta: Rabb Ferenc Dátum 2012 április 29, 19:57
Alakul ez rendesen! Csak az a bizonyos utolsó 5% szokott sokáig tartani :) Húzzál bele, aztán hagy lássuk mire képes a gép és az alkotója [#taps]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 április 30, 08:25
Írta: Szalai György Dátum 2012 április 30, 08:25
Ha ez a gép dolgozni kezd, akkor lehet, hogy a kezelő paneled elé fel fogsz szerelni egy átlátszó polikarbonát ajtót hamarosan. Azután a teljes gép köré egy polikarbonát szekrényt, azután meg alá egy folyadék felfogó tálcát. Az asztal alá pedig egy multiciklonos elszívót.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 30, 10:20
Írta: Kicsa Dátum 2012 április 30, 10:20
Igen,igyekszem belehúzni de sajnos van más elfoglaltságom is. Most is mennem kell,nem tudok foglalkozni ezzel az ünnepek alatt sem.
A polikarbonát ajtó azért nem tetszik,mert akkor mindig ki kell nyitni,mielőtt nyomkodni kezdek. Ez beállásnál még jó,de Vész-Gomb keresésnél már nyűgös. Ott meg kivágni...inkább kap egy réteg nitro-lakkot védelemnek. Kültérre is ajánlották,elég tartós is...
Viszont szivattyúm sincsen még,nem is gondolkoztam rajta. A kapcsoló be van építve de annyi egyenlőre.
A polikarbonát ajtó azért nem tetszik,mert akkor mindig ki kell nyitni,mielőtt nyomkodni kezdek. Ez beállásnál még jó,de Vész-Gomb keresésnél már nyűgös. Ott meg kivágni...inkább kap egy réteg nitro-lakkot védelemnek. Kültérre is ajánlották,elég tartós is...
Viszont szivattyúm sincsen még,nem is gondolkoztam rajta. A kapcsoló be van építve de annyi egyenlőre.
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2012 április 30, 10:39
Írta: PSoft Dátum 2012 április 30, 10:39
Ha,esetleg mégis kellene a későbbiekben az a polikarbonát,vagy plexi,keressél!:))
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 április 30, 13:10
Írta: Kicsa Dátum 2012 április 30, 13:10
Köszönöm szépen!
Keresni foglak mivel : továbbgondolva az ajtót,lehet hogy el elválasztó lapot is lehetne csavarozni a jobb oldali láb élére. Az is védene.
Illetve szeretnék majd vételezni alapanyagot is,gravírozási célból.
Köszönöm előre is!
Keresni foglak mivel : továbbgondolva az ajtót,lehet hogy el elválasztó lapot is lehetne csavarozni a jobb oldali láb élére. Az is védene.
Illetve szeretnék majd vételezni alapanyagot is,gravírozási célból.
Köszönöm előre is!
Cím: Re:Épül a gépem ::: Kicsa
Írta: t334wehtf Dátum 2012 április 30, 14:48
Írta: t334wehtf Dátum 2012 április 30, 14:48
Csinos gépecske lett!
Cím: Re:Épül a gépem ::: Kicsa
Írta: may47wb Dátum 2012 május 02, 11:22
Írta: may47wb Dátum 2012 május 02, 11:22
Nagyon szuper gép! [#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: u3xrz0cut Dátum 2012 május 02, 11:23
Írta: u3xrz0cut Dátum 2012 május 02, 11:23
[#eljen]
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2012 május 02, 12:30
Írta: sanka74 Dátum 2012 május 02, 12:30
Tök jó lett! Gratulálok!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 02, 12:43
Írta: Kicsa Dátum 2012 május 02, 12:43
Köszönöm szépen mindenkinek! Bár nincs még kész,jól esik a dicséret.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 02, 12:44
Írta: Kicsa Dátum 2012 május 02, 12:44
Írtam neked egy email-t is...[#law]
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2012 május 02, 12:50
Írta: sanka74 Dátum 2012 május 02, 12:50
Nem kaptam e-mailt...[#confused][#pardon1]
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2012 május 02, 17:11
Írta: sanka74 Dátum 2012 május 02, 17:11
Megjött!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 02, 20:18
Írta: Kicsa Dátum 2012 május 02, 20:18
Mutatnék két képet a festésről,egy jobban sikerültet és egy kevésbé jót. Mitől lehet ez szerintetek? Már bánom hogy nem vettem én is kalapácslakkot meg alapozót ,mint sanka74! Mit lehet ezzel kezdeni szerintetek?
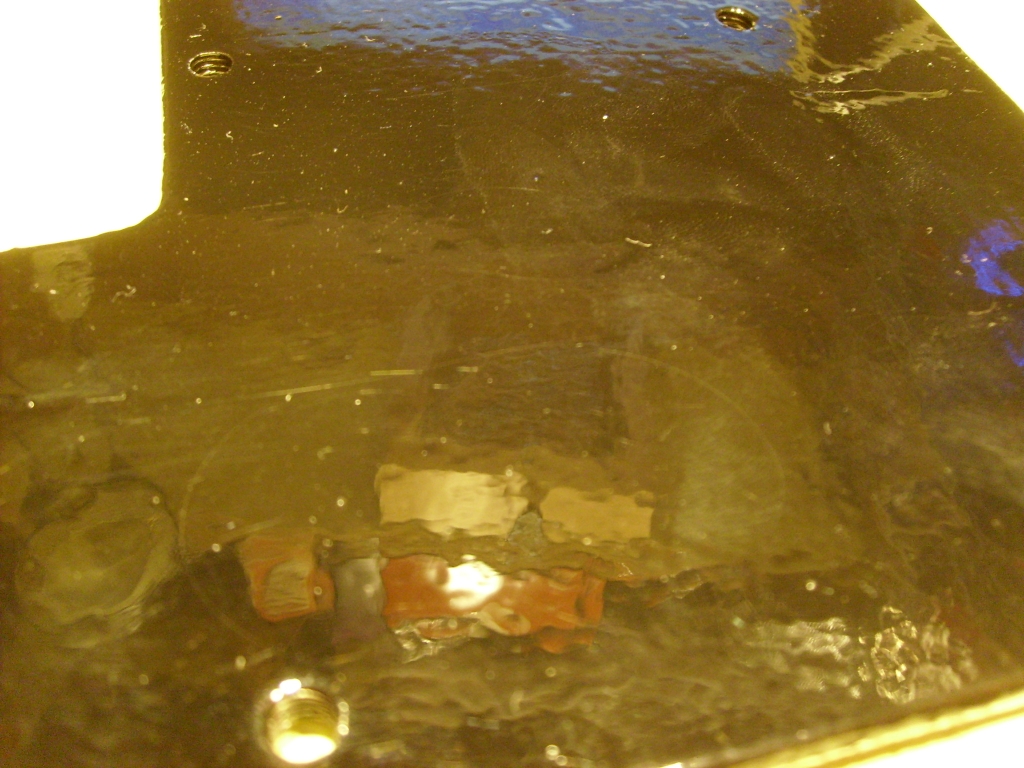

(A nem túl profi glettelés is látszik...se tudás,se idő. Így aztán nehéz jót csinálni..[#rinya] )
(A nem túl profi glettelés is látszik...se tudás,se idő. Így aztán nehéz jót csinálni..[#rinya] )
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2012 május 02, 20:21
Írta: 000000000 Dátum 2012 május 02, 20:21
Kromofág? :D
Cím: Re:Épül a gépem ::: Kicsa
Írta: s7manbs8 Dátum 2012 május 02, 20:21
Írta: s7manbs8 Dátum 2012 május 02, 20:21
Nem véletlen, hogy a festő is egy szakma ... :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: spgkgiiaa Dátum 2012 május 02, 21:03
Írta: spgkgiiaa Dátum 2012 május 02, 21:03
Kalapácslakkal festettem és is az öntvényeket. Alapozást nem használtam, simán lefestettem. Tapasztalatom csak annyi, hogy ahol nem festettem elég vastagon, ott nem "kalapácsosodott" be annyira, mint ahol vastag volt. Ez a buborékosodás előkészítetlen felületre utal. Ezek homokszórt alkatrészek? Ha le kell szedni, átjössz :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 02, 21:12
Írta: s2k5ycubj Dátum 2012 május 02, 21:12
Mivel festetted,szerintem hőfokkal lesz a baj.Ezen még lehet segíteni,ha megszáradt vizesen meg kell csiszolni 1000-es papírral és átfújni mégegyszer.Javaslom melegítsd fel az anyagot és a festéket is minimum 30 C°-osra.
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2012 május 02, 21:28
Írta: sanka74 Dátum 2012 május 02, 21:28
Ez fel van hólyagosodva? Ha igen, akkor semmit nem tudsz már ezzel kezdeni, spaklival le kell tolnod. Egy kérdés: Nem sziloplasztoztál véletlenül festés előtt valamit, és a szilos kézzel összefogdostad a felületet? Ekkor is előfordul az ilyesmi.Vagy festés után kitetted a napra, a felülete gyorsan bebőrösödött, az alsóbb rétegekből pedig elkezdett volna párologni az oldószer. Mivel a felső réteg zárt volt, így felhólyagozhat a felület.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 02, 22:12
Írta: Kicsa Dátum 2012 május 02, 22:12
Nem is tudom,kinek válaszoljak... :)
A felület nem homokszórt...durván megcsiszolt,majd glettelt. Trinát mestertapaszt használtam,kicsit visszacsiszoltam,de több rétegben kellett volna. Festési hőmérséklet nem volt túl alacsony : pont akkor volt szép napsütéses idő kint,mikor a garázsban festettem.
Előtte szintetikus higítóval letöröltem a felületet,szilónak a közelében sem jártam. :) Letolni nem tudom,mivel szépen hozzátapadt,csak a felületet lett ilyen. Már teljesen megszáradt...kb 1 nap kellett hozzá. Érdekes egyébként minden meglátszik a felületén...
A festék egyébként olaj és benzinálló motorzománc festék azthiszem,holnap megnézem pontosan.
sanka74! Ez a kalapácslakk,amit látok a topicodban is : ugyebár spray. Az alapozót gondolom ecsettel vitted fel : a spray után nem lett csíkos a felület? Mert így összképben nagyon jól mutat!
A felület nem homokszórt...durván megcsiszolt,majd glettelt. Trinát mestertapaszt használtam,kicsit visszacsiszoltam,de több rétegben kellett volna. Festési hőmérséklet nem volt túl alacsony : pont akkor volt szép napsütéses idő kint,mikor a garázsban festettem.
Előtte szintetikus higítóval letöröltem a felületet,szilónak a közelében sem jártam. :) Letolni nem tudom,mivel szépen hozzátapadt,csak a felületet lett ilyen. Már teljesen megszáradt...kb 1 nap kellett hozzá. Érdekes egyébként minden meglátszik a felületén...
A festék egyébként olaj és benzinálló motorzománc festék azthiszem,holnap megnézem pontosan.
sanka74! Ez a kalapácslakk,amit látok a topicodban is : ugyebár spray. Az alapozót gondolom ecsettel vitted fel : a spray után nem lett csíkos a felület? Mert így összképben nagyon jól mutat!
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 02, 22:52
Írta: s2k5ycubj Dátum 2012 május 02, 22:52
Alapozó spray-vel,főleg az első rétegnél csak ködölni szabad és melegíteni kell a flakon,rengeteg rázással,nem baj ha elsőre nem takar.Amikor pont úgy néz ki,mintha még kéne egy kicsit fújni,pont akkor jó! Különben könnyen megfolyik! És nem szabad sz@r sprayt venni,nem éri meg.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 02, 22:57
Írta: s2k5ycubj Dátum 2012 május 02, 22:57
Ja és még egy:a szintetikus hígító nem túl jól zsírtalanít,inkább a nitró de gyors legyél vele a glettelés után,inkább előtte kell lemosni.A csiszolás pedig finom papírral(400)vizesen.Ha ezeket betartod meglátod mennyivel szebb lesz a felület.
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanka74 Dátum 2012 május 03, 07:43
Írta: sanka74 Dátum 2012 május 03, 07:43
Az alapozó után 400-as vízpapírral visszacsiszoltam, így nem látszanak az ecsetnyomok.A kalapácslakk amivel szórtam az spray,a topicomban lentebb láthatsz is róla képet. Igaz nem a legjobb fajta,de szerintem ár/érték arányban megfelelő.
A trinát mestertapasz az nem kétkomponensű ugye? Nem lehet hogy a zománcnak nem tetszett a mestertapasz, és az miatt hólyagosította fel.
A trinát mestertapasz az nem kétkomponensű ugye? Nem lehet hogy a zománcnak nem tetszett a mestertapasz, és az miatt hólyagosította fel.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 09:09
Írta: Kicsa Dátum 2012 május 03, 09:09
Akkor beszerzek nitrohigítót is. A mestertapasz elvileg műgyanta alapú : kinyitottam a tubust,folyt ki a sárga cucc,a fehér anyagot pedig utána kellett nyomni. Majd összekeverni...nem tudom,hogy ez mennyire gond. Elvileg festhető mindenfélével : azért egy próbát kéne csinálni előtte.
Érdekes,mert van ahol tisztán a glettre ment a festék,ott még szeb is let,mint ahol simán csak a fémre. Például az asztal teljes egészében glettelve lett,ott nem tapasztaltam szinte semmi hólyagosodást. Amúgy nem is hólyagnak nevezném,inkább buborékoknak : olyan mintha felúsznának a felszínre és nem akarnának kidurranni.
Érdekes,mert van ahol tisztán a glettre ment a festék,ott még szeb is let,mint ahol simán csak a fémre. Például az asztal teljes egészében glettelve lett,ott nem tapasztaltam szinte semmi hólyagosodást. Amúgy nem is hólyagnak nevezném,inkább buborékoknak : olyan mintha felúsznának a felszínre és nem akarnának kidurranni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 09:16
Írta: Kicsa Dátum 2012 május 03, 09:16
Lenne még kérdésem : Az illeszkedő felületeket le szoktátok festeni? Illetve a 'sima' festékek mennyire strababíróak vagyi anyagokkal szemben? Pl.: hűtőfolyadék vagy olaj...nem folyás szinten,csak például ha ráfröccsen és letörlöm,akkor lejön a festék is?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2012 május 03, 09:20
Írta: 000000000 Dátum 2012 május 03, 09:20
Én az illeszkedő felületeket nem festeném le,szerintem vegyél valami kalapácslakkot ha jól emlékszem én is azzal festettem le a gépet és rohadtul strapabíró egy festék,igaz megdrótkorongoztam előtte a felületet,ha nagyon sima az sem jó,mert nem tapad a festék.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 11:49
Írta: Kicsa Dátum 2012 május 03, 11:49
Egyre inkább hajlok a kalapácslakk felé. Itt a festékboltban csak Hammerite volt,jó drágán és vödrösben,amit kenni kell. Tudok egy boltot,ahol elvileg van spray-s kalapácslakk : délután elnézek oda. Vettem Nitrohigító extra fedőnevű higítót,remélem jó lesz. Illetve akkor nézek a festékboltban valami korróziógátló alapozót is,a spray alá.
Most felhoztam a komplett Z tengelyt kábelezésre-ledezésre, stb...remélhetőleg ezek után már nem kell többet szétszedni.
Most felhoztam a komplett Z tengelyt kábelezésre-ledezésre, stb...remélhetőleg ezek után már nem kell többet szétszedni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 03, 11:51
Írta: s2k5ycubj Dátum 2012 május 03, 11:51
Ezért muszáj alapozni,mert különben nem biztos a festék tapadása.A dunaplaszt primert és a fexi primert nagyon tudom ajánlani,nitrós mindkettő és könnyen fújható.Ecsettel ezekkel is szenvedni kell a szép felületért.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 11:54
Írta: Kicsa Dátum 2012 május 03, 11:54
Még nem vettem alapozót. Eszerint akkor érdemes abból is spray kivitelűt venni? Kicsit kezdek összezavarodni. [#wave]
Van a festékboltban is valami spray kivitel,azthiszem a festék márkájával megegyező,vörös és talán szürke színű. A vörös egy sötét szín alatt nem látszik át? Mert múltkor csak az volt nekik.
1 vagy 2 réteg kell ezekből az alapozókból? És ha ecsetelek,akkor egy jó vastag vagy 2 vékony?
Van a festékboltban is valami spray kivitel,azthiszem a festék márkájával megegyező,vörös és talán szürke színű. A vörös egy sötét szín alatt nem látszik át? Mert múltkor csak az volt nekik.
1 vagy 2 réteg kell ezekből az alapozókból? És ha ecsetelek,akkor egy jó vastag vagy 2 vékony?
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 03, 12:23
Írta: s2k5ycubj Dátum 2012 május 03, 12:23
Amit ajánlottam nincsen spray kivitelben sajnos,nekem a spray-kel elégé negatív tapasztalataim vannak,akril festékkelés alapozóval ne is próbálkozz,szép lehet,de nagyon nem tartós!Vettem egy kis méretű festékszórót kb 4ezer forintért,autót fújni nem lehet vele,de ecsettel,spray-vel soha nem olyan szép a felület.Az akril festék ér a nyomába egyedül,ha nagyon jól tudsz fújni spray-vel,de mint írtam nem sokáig szép.Ha igazán szépet akarsz egyszerűen és viszonylag olcsón,autófényezős festékboltban töltenek spray-t alapozót és 2komponensű készre kevert fedőfestéket is.A kétkomponensűre 3 napot mondanak szobahőmérsékleten,de hűtőszekrényben 2hónapig is eláll.Fontos! Fújáskor min30c°ra melegíteni a spray-t!Alapozóból a szórógittes verziót kérd,több kell belőle,de megéri,mert sokkat szebb lesz a felület.Ilyen festékboltot újpesten ismerek a víztoronynál,biztos van máshol is.És a boltba ne hagyd magad rábeszélni másra(akril,vízbázisú,stb),ha nincs odébb kell állni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 03, 12:26
Írta: s2k5ycubj Dátum 2012 május 03, 12:26
Ja és a töltött spray nagyon más mint az egyszerű boltos olcsó,használhatatlan sz@rok.Sajnos az ára sem ugyan az,utoljára egy éve vettem 3500-körül volt,most már lehet több is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 03, 12:28
Írta: s2k5ycubj Dátum 2012 május 03, 12:28
Ezeknél hamar rájöttem,hogy nem én festek sz@rúl hanem a festék nem az igazi.Na azóta nem használok bolti olcsó spray-t...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 12:33
Írta: Kicsa Dátum 2012 május 03, 12:33
Nekem nincs festékszóróm,de akkor maradnék a spray mellett. Van egy elég profinak kinéző bolt nem is olyan messze,voltam már ott egyszer. Ahogy az autófestékeket említetted,egyből be is ugrott :
Pinke
Mindjárt telefonálok is egyet!
Pinke
Mindjárt telefonálok is egyet!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 12:44
Írta: Kicsa Dátum 2012 május 03, 12:44
Na most kérnék még segítséget!Felhívtam őket és van mindenféle.
Van alapozó sprayben : korróziógátló alapozó 1590 Ft-ért, szórógittes pedig 1490-ért. Mindkettő 400 ml-es flakon.
Festékből van töltött spray 400 ml-es 2300 Ftért de egy órán belül el kell használni,azt mondták.
Van ugyanakkor jó minőségű,autós felhasználásra is alkalmas flakonos festék 400 ml-es (1420) és 600 ml-es (1750) kiszerelésben.
A szórógittes alapozó mit takar pontosan? Ezzel lefújom és a hibákat is kitölti-eltünteti? Vagy ez olyan mint a glett csak szóróm és visszacsiszolom ugyan úgy?
Illetve akkor a fedőfesték : ez az egy óra elég kevés.Viszont ha minden alkatrész alapozva van és elő van készítve,akkor jó lehet még ez is.
Van alapozó sprayben : korróziógátló alapozó 1590 Ft-ért, szórógittes pedig 1490-ért. Mindkettő 400 ml-es flakon.
Festékből van töltött spray 400 ml-es 2300 Ftért de egy órán belül el kell használni,azt mondták.
Van ugyanakkor jó minőségű,autós felhasználásra is alkalmas flakonos festék 400 ml-es (1420) és 600 ml-es (1750) kiszerelésben.
A szórógittes alapozó mit takar pontosan? Ezzel lefújom és a hibákat is kitölti-eltünteti? Vagy ez olyan mint a glett csak szóróm és visszacsiszolom ugyan úgy?
Illetve akkor a fedőfesték : ez az egy óra elég kevés.Viszont ha minden alkatrész alapozva van és elő van készítve,akkor jó lehet még ez is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 13:02
Írta: Kicsa Dátum 2012 május 03, 13:02
Neolux zománcfesték volt,amivel próbálkoztam. Így néz ki :

Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 03, 13:06
Írta: s2k5ycubj Dátum 2012 május 03, 13:06
Megnéztem a honlapjukat,sajnos nekem ismeretlenek ezek a termékek.Valószínűleg sokkal jobbak az átlagos festékeknél,mindenesetre túl olcsónak tűnik,de lehet,hogy náluk fog vastagon a ceruza a boltban.A szórógittes alapozó az apróbb csiszolási hibákat hivatott kitölteni,ha szépen gitteltél és csiszoltál nem feltétlen szükséges,de szebb lesz.Ha alapozás után látsz még hibát egy picit lehet vizesen csiszolni rajta még,nagyon sok múlik a felület előkészítésén,amit látsz a fedőfesték előtt olyan vagy egy kicsit esetleg csúnyább lesz a felület.Alapozás után egy selyemfényű hibamentes felületet kell,hogy láss és egyszínűt,ha ez megvan nehéz mellé nyúlni... Az egy órán belüli felhasználást nehéz elhinni egy kicsit,de lehet,hogy így van. A gyári töltésű spray-k közelítik a töltött minőségét,de még nem láttam olyan jót ilyenből.És a legtöbbje akrilbázisú,ami nem túl szerencsés .Egy gépen nagyobb igénybevételnek vak kitéve a festés mint egy autón!
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 03, 13:09
Írta: s2k5ycubj Dátum 2012 május 03, 13:09
Ez tipikusan az a festék amivel nagyon nehéz szépen és jól dolgozni,viszont az ára és a minősége jó.De ettől biztos lesz egy-két plusz ősz hajszálad.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2012 május 03, 13:09
Írta: 279nwbpsa Dátum 2012 május 03, 13:09
Szia!
Ez egy nagyon strapa festék.Én a motorom blokkját fújtam vele.Némi rutint igényel,cserébe viszont szép és tartós felületet ad...
Normális gitt,esetleg szórógitt,finom papírral csiszolás kell a jó alaphoz.Fújni pedig vékonyabb rétegekben,(az előző kiszáradását megvárva)jól felrázott flakonból,nem túl közelről illik...
Ez egy nagyon strapa festék.Én a motorom blokkját fújtam vele.Némi rutint igényel,cserébe viszont szép és tartós felületet ad...
Normális gitt,esetleg szórógitt,finom papírral csiszolás kell a jó alaphoz.Fújni pedig vékonyabb rétegekben,(az előző kiszáradását megvárva)jól felrázott flakonból,nem túl közelről illik...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 13:19
Írta: Kicsa Dátum 2012 május 03, 13:19
Akkor a végső kérdés : mi legyen szerintetek? [#bee1]
Visszacsiszolom-reszelem a festéket hogy fém-tiszta felületet kapjak. Nitrohigítóval zsírtalanítok,ezután Trinát mestertapasszal megpróbálom szép egyenletesre,több vékony rétegben kijavítani a hibákat. Ha ez megszáradt,visszacsiszolom vizes papírral...utána megfújom szórógittes alapozóval. Ha szükséges,ezt is finoman megcsiszolom vizes papírral,majd portalanítás után kap egy színt. Valószínűleg akkor minden elem elő lesz készítve,és beruházok egy flakon töltött sprayre. A 200 ml-es festékkel is majdnem mindent le tudtam festeni,1 flakon festék így bőven elég. Ha minden igaz,akkor ez kétkomponensű,tartós festék,ami lakkozást sem igényel.?
Így megfelelő szerintetek a sorrend?
Lehet hogy sok a kérdés,ne haragudjatok érte,de nem szeretnék mégegyszer belefutni ilyen hibákba.
Visszacsiszolom-reszelem a festéket hogy fém-tiszta felületet kapjak. Nitrohigítóval zsírtalanítok,ezután Trinát mestertapasszal megpróbálom szép egyenletesre,több vékony rétegben kijavítani a hibákat. Ha ez megszáradt,visszacsiszolom vizes papírral...utána megfújom szórógittes alapozóval. Ha szükséges,ezt is finoman megcsiszolom vizes papírral,majd portalanítás után kap egy színt. Valószínűleg akkor minden elem elő lesz készítve,és beruházok egy flakon töltött sprayre. A 200 ml-es festékkel is majdnem mindent le tudtam festeni,1 flakon festék így bőven elég. Ha minden igaz,akkor ez kétkomponensű,tartós festék,ami lakkozást sem igényel.?
Így megfelelő szerintetek a sorrend?
Lehet hogy sok a kérdés,ne haragudjatok érte,de nem szeretnék mégegyszer belefutni ilyen hibákba.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2012 május 03, 13:34
Írta: 279nwbpsa Dátum 2012 május 03, 13:34
Az imént írtam,hogy normális gitt(pl. Neoplast) + csiszolás és esetleg szórógitt +csiszolás(ez utóbbihoz kb. 360-as papír jó).A Trinát mestertapasz szerintem felejtős...
Ez után fújod Néhány vékony rétegben.A rétegeket várd meg,míg megszáradnak.
Az utolsó előtti réteget 500-800-as vizes papírral finoman át is "törölgetheted".
Ne kapkodj vele és hidd el szép lesz... :)
Ez után fújod Néhány vékony rétegben.A rétegeket várd meg,míg megszáradnak.
Az utolsó előtti réteget 500-800-as vizes papírral finoman át is "törölgetheted".
Ne kapkodj vele és hidd el szép lesz... :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 03, 14:00
Írta: s2k5ycubj Dátum 2012 május 03, 14:00
Meg van a válasz.[#eljen][#eljen][#eljen]
És,hogy ne kelljen [#falbav] ezt csinálnod semmi kapkodás.Még a rezgőcsiszolót is tudnám javasolni szinte rányomás nélkül,finom papírral és sokszori sűrített levegős fújással,máskülönben beleragad a papírba.A gittelésre én is a két komponensű autós gittet javaslom.
És,hogy ne kelljen [#falbav] ezt csinálnod semmi kapkodás.Még a rezgőcsiszolót is tudnám javasolni szinte rányomás nélkül,finom papírral és sokszori sűrített levegős fújással,máskülönben beleragad a papírba.A gittelésre én is a két komponensű autós gittet javaslom.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 17:50
Írta: Kicsa Dátum 2012 május 03, 17:50
Akkor értem most már,mi lenne a jó sorrend. Veszek rendes gittet is,illetve szórógittet,valamint az időt is rászánom.
A tudatlanságom és sok kérdésem közepette pihenésképp bekábeleztem a 2 ledet. Elég sokat törtem a fejem,miként lehetne megoldani a mozgó részre felszerelt 2 led kábelét,ez lett belőle. Első ránézésre kiválóan teljesít,már csak valami kisméretű csatlakozó kell a végére,mert ez így nem a legjobb.
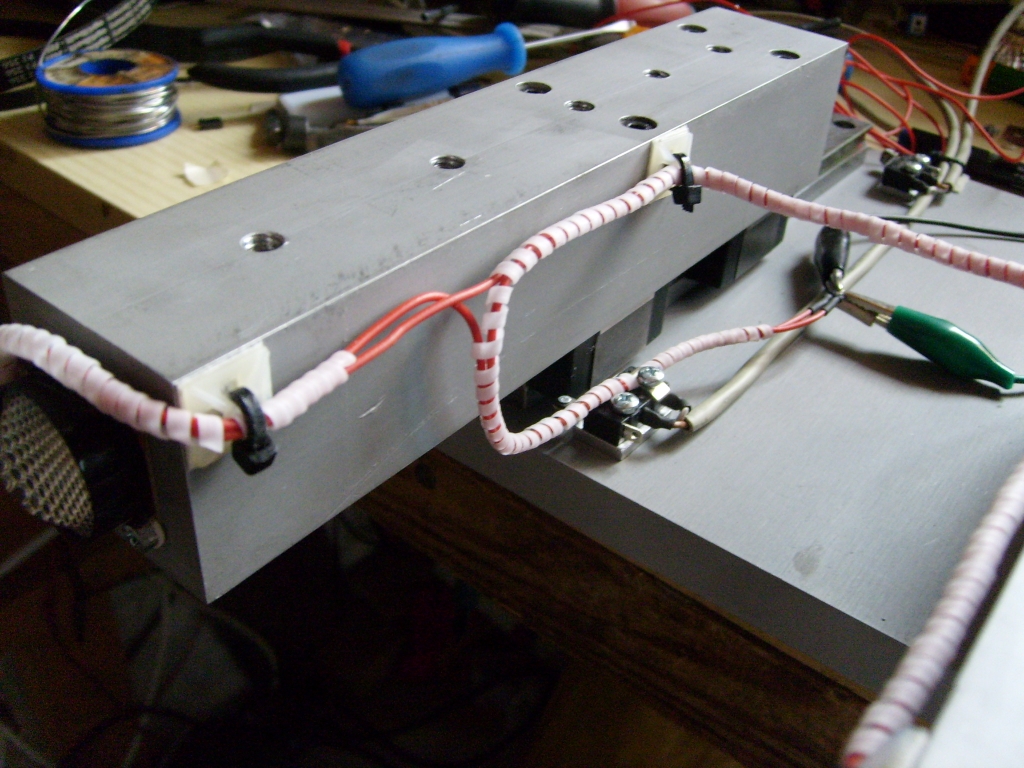
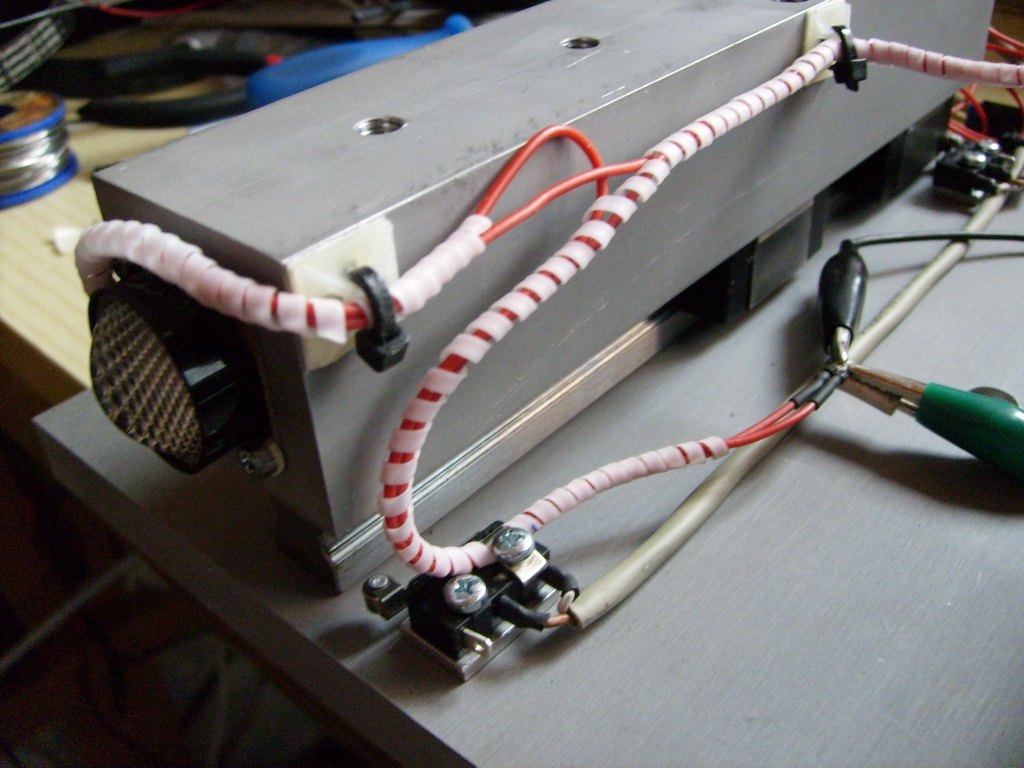
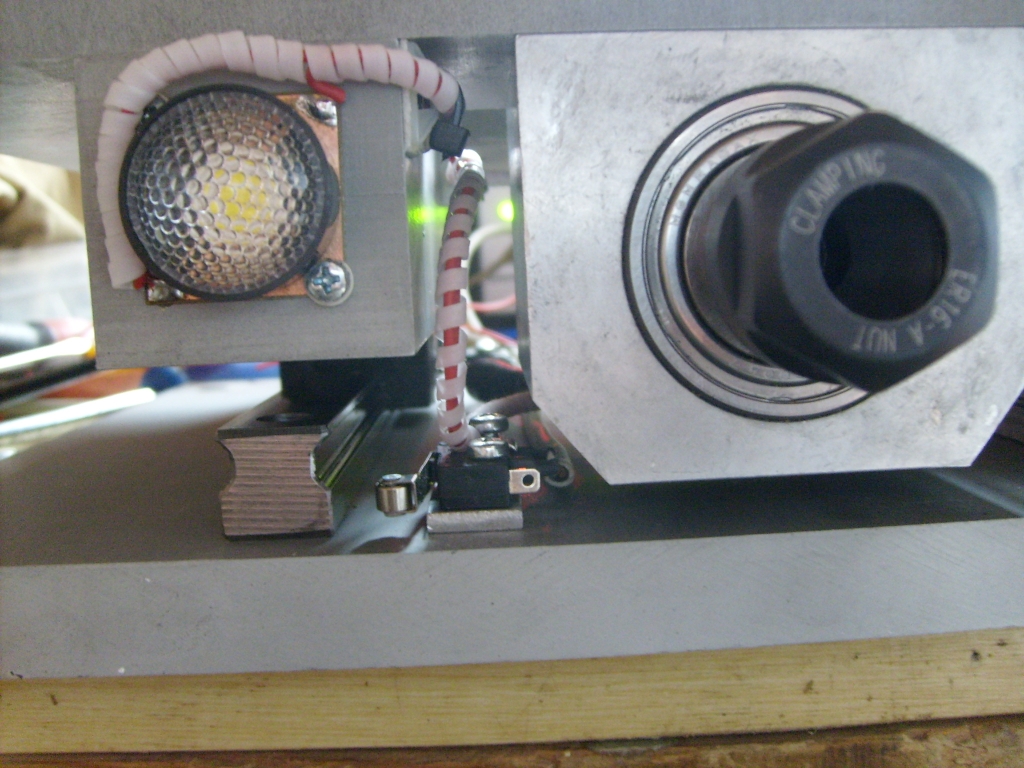
(Ha kedvet éreztek,lehet találgatni a 'kábelspirál' lelőhelyére... Tomi! Nem ér súgni... [#crazya] )
A tudatlanságom és sok kérdésem közepette pihenésképp bekábeleztem a 2 ledet. Elég sokat törtem a fejem,miként lehetne megoldani a mozgó részre felszerelt 2 led kábelét,ez lett belőle. Első ránézésre kiválóan teljesít,már csak valami kisméretű csatlakozó kell a végére,mert ez így nem a legjobb.
(Ha kedvet éreztek,lehet találgatni a 'kábelspirál' lelőhelyére... Tomi! Nem ér súgni... [#crazya] )
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 03, 18:25
Írta: Szalai György Dátum 2012 május 03, 18:25
Ha elfogadsz egy tanácsot egy olyantól, aki már sokat szívott a hitvány spray festékekkel, akkor mondok egyet ingyen.
Két okból trágya, amelyik az. Nem, három.
Lassan szárad, ezért nem fújható vastagon, mert megfolyik.
Kicsi a nyomás a palackban, ezért nem porlaszt rendesen, csak köpköd.
Rosszul takar, átlátszik, ezért vastagabb réteg kell, hogy szép legyen.
Az én megoldásom az, hogy egy fazék forró vízbe állítom a palackot, míg olyan meleg lesz, hogy csak bőrkesztyűvel tudom megfogni, és a festendő tárgyat is felmelegítem vagy 40C fok köré, ha tudom. A palackban meleg a hajtógáz, nagyobb a nyomás. Meleg a festék, ettől hígabb. Hígabb festék nagyobb nyomáson sokkal jobban porlik. A meleg festék a meleg felületre szórva gyorsan szárad, vastagabb rétegben fújható megfolyás nélkül. Szép lesz a felület.
Fújás közben egyébként minden hűl. A palackban esik a nyomás, ettől hűl a festék is. A festett felület erősen párolog, attól hűl gyorsan.
Csak óvatosan! A munkadarabot nem nagyon szabad negyven fok fölé melegíteni, mert akkor már a kiszórt festék alsó rétegéből olyan gyorsan távozik az oldószer, hogy a buborékai tűlyukakat fúrnak a festékrétegbe. A meleg hajtógáz és meleg festékpor fokozottabban tűz és robbanás veszélyes. Nagyon kell szellőztetni.
Láttam autófényezőt, aki villanyrezsón melegítette a kilós dobozos festéket, rotyogásig, úgy öntötte a fényező pisztolyba. Rég volt, ma már ő is kétkomponensűt használ.
Két okból trágya, amelyik az. Nem, három.
Lassan szárad, ezért nem fújható vastagon, mert megfolyik.
Kicsi a nyomás a palackban, ezért nem porlaszt rendesen, csak köpköd.
Rosszul takar, átlátszik, ezért vastagabb réteg kell, hogy szép legyen.
Az én megoldásom az, hogy egy fazék forró vízbe állítom a palackot, míg olyan meleg lesz, hogy csak bőrkesztyűvel tudom megfogni, és a festendő tárgyat is felmelegítem vagy 40C fok köré, ha tudom. A palackban meleg a hajtógáz, nagyobb a nyomás. Meleg a festék, ettől hígabb. Hígabb festék nagyobb nyomáson sokkal jobban porlik. A meleg festék a meleg felületre szórva gyorsan szárad, vastagabb rétegben fújható megfolyás nélkül. Szép lesz a felület.
Fújás közben egyébként minden hűl. A palackban esik a nyomás, ettől hűl a festék is. A festett felület erősen párolog, attól hűl gyorsan.
Csak óvatosan! A munkadarabot nem nagyon szabad negyven fok fölé melegíteni, mert akkor már a kiszórt festék alsó rétegéből olyan gyorsan távozik az oldószer, hogy a buborékai tűlyukakat fúrnak a festékrétegbe. A meleg hajtógáz és meleg festékpor fokozottabban tűz és robbanás veszélyes. Nagyon kell szellőztetni.
Láttam autófényezőt, aki villanyrezsón melegítette a kilós dobozos festéket, rotyogásig, úgy öntötte a fényező pisztolyba. Rég volt, ma már ő is kétkomponensűt használ.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 03, 18:43
Írta: Szalai György Dátum 2012 május 03, 18:43
„valami kisméretű csatlakozó”
Talikon elő szoktak kerülni az induktív közelítés érzékelők, M12 csatlakozós, poliuretán szigetelésű kábelei. Létezik apás és anyás is, némelyikben még beépített Led-ek is vannak. Az király ilyesmire és bontottban olcsó is. Hátha küld neked valaki párat.
Talikon elő szoktak kerülni az induktív közelítés érzékelők, M12 csatlakozós, poliuretán szigetelésű kábelei. Létezik apás és anyás is, némelyikben még beépített Led-ek is vannak. Az király ilyesmire és bontottban olcsó is. Hátha küld neked valaki párat.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2012 május 03, 18:44
Írta: 279nwbpsa Dátum 2012 május 03, 18:44
Dehogy súgok!Ez ipari titok! :)[#circling]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 19:04
Írta: Kicsa Dátum 2012 május 03, 19:04
Köszönöm szépen a tanácsot,természetesen meghallgatom,sőt! Ezért is örülök annyira a fórum közösségének,szeretek új dolgokat tanulni!
A több réteggel nem is lenne semmi bajom,ha szép lenne. Lassan kezd összeállni a kép a folyamatról : még egy homályos rész van : a maszkolás. Pontosan mit is kell festenem és mit nem? Vannak illeszkedő felületek,csavaroknak hely stb.
Példának okáért az #593-as hozzászólásban a gravírozó feltét. Ahol az L alakú szíjkeréktartó csatlakozik az alaplaphoz,ott mindkettő elemet fújhatom 'telibe' És akkor festék a festékkel találkozik...vagy mindkettőt ki kell maszkolni hogy a fém felületek érintkezzenek?
Esetleg köztes fázisban maszkolni,hogy szórógittes felületek illeszkedjenek? Nyilván nem kényes a pontosságra az az elem,csupán technikailag érdekelne a dolog.
A csatlakozóból nem találok olyat,amit mondasz. Hirtelen nem is tudom hogy hogyan keressek rá...
Egyébként túl nagy ügyet nem csinálok belőle,végső esetben vagy összeforrasztom a két-két kábelt,vagy kap egy rca aljaztot.
A több réteggel nem is lenne semmi bajom,ha szép lenne. Lassan kezd összeállni a kép a folyamatról : még egy homályos rész van : a maszkolás. Pontosan mit is kell festenem és mit nem? Vannak illeszkedő felületek,csavaroknak hely stb.
Példának okáért az #593-as hozzászólásban a gravírozó feltét. Ahol az L alakú szíjkeréktartó csatlakozik az alaplaphoz,ott mindkettő elemet fújhatom 'telibe' És akkor festék a festékkel találkozik...vagy mindkettőt ki kell maszkolni hogy a fém felületek érintkezzenek?
Esetleg köztes fázisban maszkolni,hogy szórógittes felületek illeszkedjenek? Nyilván nem kényes a pontosságra az az elem,csupán technikailag érdekelne a dolog.
A csatlakozóból nem találok olyat,amit mondasz. Hirtelen nem is tudom hogy hogyan keressek rá...
Egyébként túl nagy ügyet nem csinálok belőle,végső esetben vagy összeforrasztom a két-két kábelt,vagy kap egy rca aljaztot.
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2012 május 03, 19:23
Írta: PSoft Dátum 2012 május 03, 19:23
Pár éve mikor a kicsi gravírgépet csináltam,én a Hammerite középzöld kalapácslakkot használtam.
Cink-spray alapozó után ecsettel festettem a színt.
Ha jól emlékszem két,vagy három rétegben.
0,25L-es kis dobozzal vettem a Hammerite-ből.
Kb. 1/4-ed része megmaradt a festés után.
Itt van előttem a doboz,akkor 1250Ft volt az ára a 0,25L-es doboznak.
Még örültem is,hogy maradt belőle,a későbbi esetleges sérüléseket javítani.
Jól takaró,tartós,kemény réteget adó festék.
Ecsettel is szépen festhető.
Javítani,még nem kellett,pedig kap rendesen a gépváz hűtőfolyadékot/olajat amikor dolgozik.

Cink-spray alapozó után ecsettel festettem a színt.
Ha jól emlékszem két,vagy három rétegben.
0,25L-es kis dobozzal vettem a Hammerite-ből.
Kb. 1/4-ed része megmaradt a festés után.
Itt van előttem a doboz,akkor 1250Ft volt az ára a 0,25L-es doboznak.
Még örültem is,hogy maradt belőle,a későbbi esetleges sérüléseket javítani.
Jól takaró,tartós,kemény réteget adó festék.
Ecsettel is szépen festhető.
Javítani,még nem kellett,pedig kap rendesen a gépváz hűtőfolyadékot/olajat amikor dolgozik.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 03, 20:16
Írta: Szalai György Dátum 2012 május 03, 20:16
M12 csatlakozó.
Most már biztos nem adja oda akinek van.
Most már biztos nem adja oda akinek van.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 03, 20:19
Írta: s2k5ycubj Dátum 2012 május 03, 20:19
Igen ez még jó volt,de korszerűsítették az összetételt és azóta nem olyan jó volt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 20:51
Írta: Kicsa Dátum 2012 május 03, 20:51
Jól néznek ki,az biztos. De ilyen komolyságú csatlakozóra nem gondoltam,csak valami sima,egyszerűre volna szükségem. Ha jobban belegondolok,lehet hogy nem is lesz,a helyszínen összeforrasztom majd a kábeleket és kész.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 20:57
Írta: Kicsa Dátum 2012 május 03, 20:57
Néztem már a gépedet,tetszik ez a megoldás is. A felület jellege érdekes,de jobban megnézve simán el tudnám én is képzelni,sötétszürkében például.
Ez alá megfelelő előkészítés lenne a gitt illetve a szórógitt? Vagy gitt és cink kromátos alapozó? Az a gond,hogy a felületem nem olyan jó,hogy előkészítés nélkül Hammerite kalapácslakkal kenjem le.
Ez alá megfelelő előkészítés lenne a gitt illetve a szórógitt? Vagy gitt és cink kromátos alapozó? Az a gond,hogy a felületem nem olyan jó,hogy előkészítés nélkül Hammerite kalapácslakkal kenjem le.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2012 május 03, 21:14
Írta: 279nwbpsa Dátum 2012 május 03, 21:14
Én amennyire ismerem a nálad lévő alkatrészeket,úgy tippelem,hogy kb.evőkanálnyi gitt elég lenne.
Szórógittből pedig lehet kapni kisebb kiszerelésű ecsetelőst.Ezekhez meg csak nitróhigító kell,meg csiszoló papír...
A Hammerit festéken pedig meglepődnél,hogy mennyire jól takar.Még a nagyon ronda felületet is elfogadhatóvá teszi.
Szórógittből pedig lehet kapni kisebb kiszerelésű ecsetelőst.Ezekhez meg csak nitróhigító kell,meg csiszoló papír...
A Hammerit festéken pedig meglepődnél,hogy mennyire jól takar.Még a nagyon ronda felületet is elfogadhatóvá teszi.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 03, 22:23
Írta: Kicsa Dátum 2012 május 03, 22:23
Valóban,nem sok gittelés szükséges. Ha érti a dolgát az ember,valószínűleg elég az evőkanálnyi...én azért többre számolok.
Megnézem a festékboltban ezt az ecsetelős változatot is,gondolom ez akkor csak sima oldószeres (nitrós) gitt. A kétkomponensű,műgyantás (Neoplaszt) előnye a gyorsabb kötés?
Érdekes kérdés,látszik a hozzá nem értésem. Gittelés (és esetleges szórógittelés után) kell még külön valami kémiai alapozó? Pl cink-kromátos, cink vagy akár sima alapozófesték?
Illetve a Hammerite festéknek az előkészítés 'árt'? Mivel úgy olvastam,az tartalmaz alapozófestéket is illetve a fedőréteg.
Megnézem a festékboltban ezt az ecsetelős változatot is,gondolom ez akkor csak sima oldószeres (nitrós) gitt. A kétkomponensű,műgyantás (Neoplaszt) előnye a gyorsabb kötés?
Érdekes kérdés,látszik a hozzá nem értésem. Gittelés (és esetleges szórógittelés után) kell még külön valami kémiai alapozó? Pl cink-kromátos, cink vagy akár sima alapozófesték?
Illetve a Hammerite festéknek az előkészítés 'árt'? Mivel úgy olvastam,az tartalmaz alapozófestéket is illetve a fedőréteg.
Cím: Re:Épül a gépem ::: Kicsa
Írta: spgkgiiaa Dátum 2012 május 03, 22:28
Írta: spgkgiiaa Dátum 2012 május 03, 22:28
A gittre simán rá szoktam festeni. Nem volt bajom vele eddig. Ha emlékszel a zártszelvényes gépemre, azon sima kék Hammerite van. Letöröltem, lefestettem a nyers acélt 1 rétegben. Semmi baja.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2012 május 03, 22:35
Írta: 279nwbpsa Dátum 2012 május 03, 22:35
A gitt(pl.Neoplast)a durva,mély hibák javítására szolgál és két komponensű.
A szórógitt,amire azt írtam,hogy "ecsetelős",az valójában az,amit a fényezők tesznek a festékszóró pisztolyba.Valóban nitróval hígítható.Jó gyorsan is szárad.
Utóbbi a kisebb hibákat hivatott eltüntetni.
Ezek már megfelelő felületet adnak a festésedhez.Hagyd az alapozót.
Ha nem boldogulsz,akkor ugorj át...aztán összecsapjuk gyorsan. :)
A szórógitt,amire azt írtam,hogy "ecsetelős",az valójában az,amit a fényezők tesznek a festékszóró pisztolyba.Valóban nitróval hígítható.Jó gyorsan is szárad.
Utóbbi a kisebb hibákat hivatott eltüntetni.
Ezek már megfelelő felületet adnak a festésedhez.Hagyd az alapozót.
Ha nem boldogulsz,akkor ugorj át...aztán összecsapjuk gyorsan. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 04, 06:16
Írta: Szalai György Dátum 2012 május 04, 06:16
Nézegetem a képeidet kávé közben. (led2.jpg) Csak egy észrevétel. A végállás kapcsolók alá, (majd ha végleg kerülnek a helyükre) vághatnál valami prespán, vagy esetleg karton téglalapokat. Lógjon túl a széle a kapcsoló körvonalán minden irányban pár milliméterrel és fedje a vezeték csatlakozások alatti alumíniumot is. Esetleg fel is lehet hajtva a széle, hogy védje a csatlakozásokat. A lefogató csavarok feje alá pedig alátétet és rugósat is. És jó volna szigetelést zsugorítani a kapcsoló nem használt lábára is, mert bizonyos helyzetekben az sem potenciál független.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 04, 08:28
Írta: Kicsa Dátum 2012 május 04, 08:28
A karton/prespán szigetelőt nem teljesen értem. Mitől kellene elszigetelni a kapcsoló testet? Magától a váztól? Mert ahhoz nem ér hozzá sehol sem. A 3. lábra én is gondoltam szigetelésre,de majd csak a végén.
Az alátétekre gondoltam,de mivel a csavar most kelően hosszú,nem raktam be őket. Így viszont akkor kell mindenhova új csavar...de biztosabb a rögzítés. Köszönöm az észrevételt!
Közben elkezdtem levakarni a festéket a gravíregység alaplemezéről : ahol sok volt a mestertapasz,könnyebben eljön a festék. Ahol szerényen volt,ott küzdök vele elég rendesen. Összességében azért spaklival és reszelővel levakarható csak nem gyors meló.
Az alátétekre gondoltam,de mivel a csavar most kelően hosszú,nem raktam be őket. Így viszont akkor kell mindenhova új csavar...de biztosabb a rögzítés. Köszönöm az észrevételt!
Közben elkezdtem levakarni a festéket a gravíregység alaplemezéről : ahol sok volt a mestertapasz,könnyebben eljön a festék. Ahol szerényen volt,ott küzdök vele elég rendesen. Összességében azért spaklival és reszelővel levakarható csak nem gyors meló.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 04, 19:18
Írta: Szalai György Dátum 2012 május 04, 19:18
Á… dehogy kell elszigetelni a műanyagot az alumíniumtól.
De most két választásod van: Meghúzod a csavart tökig, akkor az összeszorítja a kapcsolót, az meg majd szépen megreped. Vagy előbb lelazul a csavar a rezgéstől.
Vagy, éppen alig hogy húzod meg a csavart, akkor még hamarabb kilazul, nem tart rendesen, lötyög a kapcsoló. (Már így is kispóroltál egy csavart, mert sajnos ugyan az rögzíti a kapcsolót is, és a vezetéktartó bilincset is.)
Az SS xxGL2 kapcsolók házának anyaga természetesen nem puha, hőre lágyuló műanyag, hanem merev, kemény.
A prespán arra való, hogy rugalmasan eloszlassa a csavar által képzett nyomóerőt a kapcsoló háza és az alumínium között. Ha meg már ott van, és benyúlik az elektromos kötések alá, akkor vezeték letörés esetén, az elszabadult vezetékvég nem ér az alumíniumhoz. (Esetleg a prespánon elhelyezhető a csatlakozópontok tervrajz szerinti jelölése.)
A kapcsolót rögzítő csavarodat sem esztergálták, hanem mángorolt technológiával készült, a feje pedig egy zömítési folyamat következménye. Ettől van, hogy a csavarfej alsó síkja nem teljesen sík, hanem íves, és nem teljesen derékszögű a csavarszárra. Az alatta képződő nyomóerő nem oszlik meg egyenletesen a felületen és nem egyenletesen gyomja a kapcsolót. Ez megint idő előtti műanyag elrepedéshez vezet. Tehát kell a csavarfej és a műanyag kapcsolótest közé egy lapos alátét. Arra meg egy rugós, hogy a rezgéstől ne lazuljon le a pont kellő nyomatékkal meghúzott csavar. Ha a csavarod hossza ezt nem engedi meg, akkor most szerintem nem „kelően hosszú” hanem épp hogy rövid.
Az ilyen, csak a profik által alkalmazott apróságok hiánya miatt is Hobby egy hobbygép.
De most két választásod van: Meghúzod a csavart tökig, akkor az összeszorítja a kapcsolót, az meg majd szépen megreped. Vagy előbb lelazul a csavar a rezgéstől.
Vagy, éppen alig hogy húzod meg a csavart, akkor még hamarabb kilazul, nem tart rendesen, lötyög a kapcsoló. (Már így is kispóroltál egy csavart, mert sajnos ugyan az rögzíti a kapcsolót is, és a vezetéktartó bilincset is.)
Az SS xxGL2 kapcsolók házának anyaga természetesen nem puha, hőre lágyuló műanyag, hanem merev, kemény.
A prespán arra való, hogy rugalmasan eloszlassa a csavar által képzett nyomóerőt a kapcsoló háza és az alumínium között. Ha meg már ott van, és benyúlik az elektromos kötések alá, akkor vezeték letörés esetén, az elszabadult vezetékvég nem ér az alumíniumhoz. (Esetleg a prespánon elhelyezhető a csatlakozópontok tervrajz szerinti jelölése.)
A kapcsolót rögzítő csavarodat sem esztergálták, hanem mángorolt technológiával készült, a feje pedig egy zömítési folyamat következménye. Ettől van, hogy a csavarfej alsó síkja nem teljesen sík, hanem íves, és nem teljesen derékszögű a csavarszárra. Az alatta képződő nyomóerő nem oszlik meg egyenletesen a felületen és nem egyenletesen gyomja a kapcsolót. Ez megint idő előtti műanyag elrepedéshez vezet. Tehát kell a csavarfej és a műanyag kapcsolótest közé egy lapos alátét. Arra meg egy rugós, hogy a rezgéstől ne lazuljon le a pont kellő nyomatékkal meghúzott csavar. Ha a csavarod hossza ezt nem engedi meg, akkor most szerintem nem „kelően hosszú” hanem épp hogy rövid.
Az ilyen, csak a profik által alkalmazott apróságok hiánya miatt is Hobby egy hobbygép.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 05, 09:16
Írta: Kicsa Dátum 2012 május 05, 09:16
Erre megmondom őszintén,nem gondoltam. Úg éreztem,a kapcsoló testje elég merev és strababíró ahhoz,hogy az M3-as csavart finoman meghúzva (kb 10 mm menethossz van vágva az alaplapba) elég tartása legyen hosszútávon is.
Esetleg vághatnék kerékpár-belsőből is alá egy darabot,vagy marad a karton. Utóbbi kicsit rontja számomra az összehatást,megiscsak egy papírdarab. Gondolom azért nem kell pizzásdobozból vagdosni,megfelelne egy vastagabb A4-es papaír-pl fotópapír darab is? Prespán sajnos nincs elérhető közelésgben.
A csavar valóban rövid ebben a felfogásban. Márpedig úgy érzem,ez a helyes! Köszönöm szépen a figyelemfelhívást az ilyen dolgokra is : a lehetőségekhez mérten a legjobb hobbygépet gépet szeretném építeni. És az ilyen apróságok a végén sokat dobnak rajta!
[#worship]
Esetleg vághatnék kerékpár-belsőből is alá egy darabot,vagy marad a karton. Utóbbi kicsit rontja számomra az összehatást,megiscsak egy papírdarab. Gondolom azért nem kell pizzásdobozból vagdosni,megfelelne egy vastagabb A4-es papaír-pl fotópapír darab is? Prespán sajnos nincs elérhető közelésgben.
A csavar valóban rövid ebben a felfogásban. Márpedig úgy érzem,ez a helyes! Köszönöm szépen a figyelemfelhívást az ilyen dolgokra is : a lehetőségekhez mérten a legjobb hobbygépet gépet szeretném építeni. És az ilyen apróságok a végén sokat dobnak rajta!
[#worship]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 05, 10:20
Írta: Szalai György Dátum 2012 május 05, 10:20
A prespán ez egy papírdarab, csak kicsit más.
Biztosan akad a környezetedben is valami szép színű, ami passzol az esztétikai elképzeléseidhez.
Biztosan akad a környezetedben is valami szép színű, ami passzol az esztétikai elképzeléseidhez.
Cím: Re:Épül a gépem ::: Kicsa
Írta: zotykó Dátum 2012 május 06, 00:51
Írta: zotykó Dátum 2012 május 06, 00:51
Hello
Olvastam az oxálásról. Grat.
Megkérhetlek, hogy írd le milyen anyag összetételt használtál a folyamatok során?
Arra gondolok, hogy a mennyi vízhez mennyi trisó kell? Azután meg jól olvastam, hogy kénsav kell? Az milyen sűrű? Egyáltalán honnan lehet beszerezni? Utána láttam, hogy ételfestékes vízben fürdetted. Milyen hőfokon is? Aztán miben főzte ki a végén? Sima vízben?
Én is ki szeretném próbálni.
Bocs ha már le írtad.
Olvastam az oxálásról. Grat.
Megkérhetlek, hogy írd le milyen anyag összetételt használtál a folyamatok során?
Arra gondolok, hogy a mennyi vízhez mennyi trisó kell? Azután meg jól olvastam, hogy kénsav kell? Az milyen sűrű? Egyáltalán honnan lehet beszerezni? Utána láttam, hogy ételfestékes vízben fürdetted. Milyen hőfokon is? Aztán miben főzte ki a végén? Sima vízben?
Én is ki szeretném próbálni.
Bocs ha már le írtad.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 06, 09:56
Írta: Kicsa Dátum 2012 május 06, 09:56
Köszönöm szépen a linket,bár még így sem oldódott meg a problémám. A héten benézek papír-írószerbe,hátha tudnak nekem adni egy lapot. Ha mást nem,szétvágok egy dossziét... [#bohoc]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 06, 10:07
Írta: Kicsa Dátum 2012 május 06, 10:07
Szia!
Köszönöm szépen!
Természetesen,ahogyan tudok,segítek.
1. 1 liter csapvízhez 1 evőkanál trisó : ebben főztem kb 5 percig mind az anódot,mind a katódot. Vigyázz mert pezseg,ki ne fusson.
2. Boltban akkumulátorsav néven keresd,én 230 Ft-ért vettem egy litert. Ez 37 tömeg%-os kénsav : valahol hígítást írnak valahol nem. Én ezt hígítás nélkül használtam fel.
3. Eloxálás után kb. 5 percig áztattam csapvíz + szódabikarbónában.
4. Színezéshez deszillált víz + ételfesték : 1 liter vízhez kb 1 kávéskanálnyit. Hőfok 60 fok körüli érték.
5. Kifőzés sima vízben (ajánlom a desztvizet itt is) kb 60 percig,lobogó vízben! Fontos!
Ez volt az első próba,ezzel készült a lemezcsík. Érzésem szerint az időkön lehet változtatni,de ez még nincs tesztelve : 5 perc trsiózás..eloxálás,utána szódabikarbóna szintén 5 perc. Színezés szerintem 10-15 perc, utána a főzés szintén 10-15 perc. De mondom,ez még csak elképzelés...
Köszönöm szépen!
Természetesen,ahogyan tudok,segítek.
1. 1 liter csapvízhez 1 evőkanál trisó : ebben főztem kb 5 percig mind az anódot,mind a katódot. Vigyázz mert pezseg,ki ne fusson.
2. Boltban akkumulátorsav néven keresd,én 230 Ft-ért vettem egy litert. Ez 37 tömeg%-os kénsav : valahol hígítást írnak valahol nem. Én ezt hígítás nélkül használtam fel.
3. Eloxálás után kb. 5 percig áztattam csapvíz + szódabikarbónában.
4. Színezéshez deszillált víz + ételfesték : 1 liter vízhez kb 1 kávéskanálnyit. Hőfok 60 fok körüli érték.
5. Kifőzés sima vízben (ajánlom a desztvizet itt is) kb 60 percig,lobogó vízben! Fontos!
Ez volt az első próba,ezzel készült a lemezcsík. Érzésem szerint az időkön lehet változtatni,de ez még nincs tesztelve : 5 perc trsiózás..eloxálás,utána szódabikarbóna szintén 5 perc. Színezés szerintem 10-15 perc, utána a főzés szintén 10-15 perc. De mondom,ez még csak elképzelés...
Cím: Re:Épül a gépem ::: Kicsa
Írta: 9pk59nuy Dátum 2012 május 06, 10:11
Írta: 9pk59nuy Dátum 2012 május 06, 10:11
És hányas pont az eloxálás?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 06, 10:35
Írta: Kicsa Dátum 2012 május 06, 10:35
A 2. :)
Erről láthatsz leírást,tájékoztató adatokat lejjebb.
Áramérték : 1.5-2 A/dm^2. Alá-fölé menni nem érdemes mert vagy nem lesz elég a rétegvastagság,vagy túl nagy kárterek lesznek és a végén kimossa az összes festéket a víz.
A sav hőfoka ne menjen 25 fok fölé,ez még fontos : vagy több sav kell,vagy hűteni.
Elméletben ha a megfelelő áramerősséget biztosítani tudod (van akkora táp,nem melegszik fel a sav) akkor a folyamat 20-30 perc. A szíjtárcsát kb 60 percig eloxáltam a névleges áram 60 %-án (1.55 A helyett 900 mA),így is kicsit kevés volt neki. Vagy tovább kellett volna benthagyni,vagy nagyobb árammal végezni a műveletet.
Erről láthatsz leírást,tájékoztató adatokat lejjebb.
Áramérték : 1.5-2 A/dm^2. Alá-fölé menni nem érdemes mert vagy nem lesz elég a rétegvastagság,vagy túl nagy kárterek lesznek és a végén kimossa az összes festéket a víz.
A sav hőfoka ne menjen 25 fok fölé,ez még fontos : vagy több sav kell,vagy hűteni.
Elméletben ha a megfelelő áramerősséget biztosítani tudod (van akkora táp,nem melegszik fel a sav) akkor a folyamat 20-30 perc. A szíjtárcsát kb 60 percig eloxáltam a névleges áram 60 %-án (1.55 A helyett 900 mA),így is kicsit kevés volt neki. Vagy tovább kellett volna benthagyni,vagy nagyobb árammal végezni a műveletet.
Cím: Re:Épül a gépem ::: Kicsa
Írta: zotykó Dátum 2012 május 06, 14:19
Írta: zotykó Dátum 2012 május 06, 14:19
Köszi szépen.
Még azt meg kérdezhetem, hogy öblítéshez mennyi vít + szódabikarbónát használsz? Vagy csak érzésre?
Még azt meg kérdezhetem, hogy öblítéshez mennyi vít + szódabikarbónát használsz? Vagy csak érzésre?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 06, 14:36
Írta: Kicsa Dátum 2012 május 06, 14:36
Nagyon szívesen!
Kb 1 liter vízbe rakok egy kávéskanálnyit. Nem egy nagy összeg,étkezi szódabikarbónát használok. Ez csak arra való,hogy semlegesítse a kénsavat. Nem kritikus a töménység...illetve az idő sem.
Kb 1 liter vízbe rakok egy kávéskanálnyit. Nem egy nagy összeg,étkezi szódabikarbónát használok. Ez csak arra való,hogy semlegesítse a kénsavat. Nem kritikus a töménység...illetve az idő sem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 06, 14:54
Írta: s2k5ycubj Dátum 2012 május 06, 14:54
Szia! Én csináltam egy próbát,harmadszorra már egész jól néz ki,majd fényképezek is.De a lényeg,hogy én kihagytam a semlegesítést,mert nem volt szódabikarbónám és sajnos színezőanyagom se.De azt már tudom,hogy a festékboltban kapható vasoxid nevezetű színezőpor nem jó,sajnos ez is kiderült.És nekem is csak a higítatlan akkusav vállt be.De a végén egész jól néz ki a próba darabom.
Cím: Re:Épül a gépem ::: Kicsa
Írta: zotykó Dátum 2012 május 06, 14:59
Írta: zotykó Dátum 2012 május 06, 14:59
Tegyél be képet te is. Hagy lássuk milyen lett. :-)
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 06, 16:49
Írta: s2k5ycubj Dátum 2012 május 06, 16:49
Nem a legjobbak,de mégiscsak képek...
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/120506/002_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/120506/002_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/120506/818605580003_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/120506/818605580003_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/120506/257350738004_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/120506/257350738004_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/120506/002_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/120506/002_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/120506/818605580003_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/120506/818605580003_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
(//%3CA%20HREF=%22http://kepfeltoltes.hu/view/120506/257350738004_www.kepfeltoltes.hu_.jpg%22%20TARGET=_fnew%3E%3CIMG%20SRC=%22http://kepfeltoltes.hu/thumb/120506/257350738004_www.kepfeltoltes.hu_.jpg%22%20border=0%3E%3C/A%3E%20A%20k%C3%A9pet%20a%20K%C3%A9pfelt%C3%B6lt%C3%A9s.hu%20t%C3%A1rolja.%20%3CA%20HREF=%22http://www.kepfeltoltes.hu%22%20TARGET=_fnew%3Ehttp://www.kepfeltoltes.hu%3C/A%3E)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 06, 18:13
Írta: Kicsa Dátum 2012 május 06, 18:13
Szia!
Szerintem teljesen jó lett! Eszerint kísérleteztél higítással is? A szódabikarbóna nem muszáj,valamelyik 'recept' nem is említi,csak csapvíz alatti öblítést. Színezőanyagnak meg tudom ajánlani a cukrászdákat,ott szoktak ételfestéket használni. Illetve én Pesten,az Azúr vegyszerboltban vettem. Van mindenféle szín...
Illetve a témához kötve lenne még kérdésem : Ma kipróbáltam a Nátrim-hidroxidos zsírtalanítást is,hátha nem feketedik be az alapanyag. Sajnos ami trisózással beszürkült,itt most olyan gyönyörű fekete lett,hogy ihaj! Akár így is jó lenne a dolog,csak simán le lehet törölni róla,kis vizes sikamika után.
Tehát a kérdés : az ilyen összetételű alumíniumot egyáltalán nem lehet eloxálni? És ha nem,akkor van-e valami más módszer rá,hogy masszív,erős és színes bevonatot hozzunk létre rajta? A szín most másodlagos...
Szerintem teljesen jó lett! Eszerint kísérleteztél higítással is? A szódabikarbóna nem muszáj,valamelyik 'recept' nem is említi,csak csapvíz alatti öblítést. Színezőanyagnak meg tudom ajánlani a cukrászdákat,ott szoktak ételfestéket használni. Illetve én Pesten,az Azúr vegyszerboltban vettem. Van mindenféle szín...
Illetve a témához kötve lenne még kérdésem : Ma kipróbáltam a Nátrim-hidroxidos zsírtalanítást is,hátha nem feketedik be az alapanyag. Sajnos ami trisózással beszürkült,itt most olyan gyönyörű fekete lett,hogy ihaj! Akár így is jó lenne a dolog,csak simán le lehet törölni róla,kis vizes sikamika után.
Tehát a kérdés : az ilyen összetételű alumíniumot egyáltalán nem lehet eloxálni? És ha nem,akkor van-e valami más módszer rá,hogy masszív,erős és színes bevonatot hozzunk létre rajta? A szín most másodlagos...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 06, 19:35
Írta: Szalai György Dátum 2012 május 06, 19:35
„van-e valami más módszer rá,hogy masszív,erős és színes bevonatot hozzunk létre rajta”
Kétkomponensű színtelen gépjármű lakkok felső HS (high solid) osztálya nagyon karcálló, fényálló, mindenálló.
Nano méretű fémoxid (titándioxid, krómoxid alumíniumoxid,) kerámia szemcséket kevernek bele, attól lesz nagyon ellenálló.
Nézd meg az árát és eloxálj tovább. (12. oldal.)
https://update.eurotaxglass.hu/upd/ftanacs/2012I/Autocolor_Kft_arlista_20120206_v1.1.pdf
Kétkomponensű színtelen gépjármű lakkok felső HS (high solid) osztálya nagyon karcálló, fényálló, mindenálló.
Nano méretű fémoxid (titándioxid, krómoxid alumíniumoxid,) kerámia szemcséket kevernek bele, attól lesz nagyon ellenálló.
Nézd meg az árát és eloxálj tovább. (12. oldal.)
https://update.eurotaxglass.hu/upd/ftanacs/2012I/Autocolor_Kft_arlista_20120206_v1.1.pdf
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 06, 19:57
Írta: Kicsa Dátum 2012 május 06, 19:57
Húha! Egyrészt ez annak szól,hogy nem is tudtam,léteznek ilyenek. Másrészt a végén lévő listaárnak is jut belőle eggyel...
Hát ilyet sem fogok venni,viszont az eloxálás sem jó. Olyan megoldást keresek,ami a nem eloxálható (?!) alumínium kerekekre jó.
A trisós főzés után nem szép egyenletes tiszta a felület,hanem egy fekete összefüggő oxidréteg alakul ki rajta,ami lemosható ugyan : viszont az összetétel miatt ez nem eloxálható anyag. (Ezt olvastam róla...) Két féle zsírtalanítás hatására is ez a fekete réteg megjelenik...és ezekre a darabokra kerestem volna valami megoldást.Amit lehet,azt le is eloxálom : Ilyen a főorsó szíjtárcsája,a rögzítőtárcsa...illetve a gravíregység két csapágyháza.
Viszont az ER16 tárcsa illetve a bordáskerekek is feketednek. Ha egyszerű dolog nincs á,végülis így maradnak...csak fura hogy bizonyos ötvözetet nem lehet eloxálni így.?
Hát ilyet sem fogok venni,viszont az eloxálás sem jó. Olyan megoldást keresek,ami a nem eloxálható (?!) alumínium kerekekre jó.
A trisós főzés után nem szép egyenletes tiszta a felület,hanem egy fekete összefüggő oxidréteg alakul ki rajta,ami lemosható ugyan : viszont az összetétel miatt ez nem eloxálható anyag. (Ezt olvastam róla...) Két féle zsírtalanítás hatására is ez a fekete réteg megjelenik...és ezekre a darabokra kerestem volna valami megoldást.Amit lehet,azt le is eloxálom : Ilyen a főorsó szíjtárcsája,a rögzítőtárcsa...illetve a gravíregység két csapágyháza.
Viszont az ER16 tárcsa illetve a bordáskerekek is feketednek. Ha egyszerű dolog nincs á,végülis így maradnak...csak fura hogy bizonyos ötvözetet nem lehet eloxálni így.?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 07, 05:41
Írta: Szalai György Dátum 2012 május 07, 05:41
Ha már így jártál ezzel a nem eloxálható alumíniummal, legalább azt jó lenne kitudni, hogy miért nem eloxálható, melyik ötvözet csoport az, és miért.
Cím: Re:Épül a gépem ::: Kicsa
Írta: VighLajos Dátum 2012 május 07, 05:47
Írta: VighLajos Dátum 2012 május 07, 05:47
Ha jól emlékszem, a Metalloglobus honlapján olvastam, hogy a Cu-(réz)tartalmú Al-ötvözet nem eloxálható, viszont a réztartalom a forgácsolhatóságát javítja.
Lehet, hogy ez is ilyen?
Lehet, hogy ez is ilyen?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 07, 08:13
Írta: Kicsa Dátum 2012 május 07, 08:13
Elég sok ötvözet létezik,viszont több darabbal is így jártam. Az egyikről tudom biztosan,hogy nagyon jól forgácsolható anyagból van...a többiről fogalmam sincs. Szerintem az összetételük örök rejtély marad...
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 07, 12:52
Írta: s2k5ycubj Dátum 2012 május 07, 12:52
Az amari-nál találsz részletes leírást az ötvözetekről.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 07, 12:54
Írta: s2k5ycubj Dátum 2012 május 07, 12:54
Na még egyszer:amari
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 08, 20:19
Írta: Kicsa Dátum 2012 május 08, 20:19
Köszönöm szépen,most jutottam oda,hogy tanulmányozzam őket. Viszont van olyan anyag,amiről nem tudom az összetételt,csak hogy nem eloxálható házilag. Viszont a kérdés : iparilag sem? Tehát ha egy eloxáló céghez elvinném,ők is hasonló eredményre jutnának,vagy ők más technológiával dolgoznak?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 10, 12:16
Írta: Kicsa Dátum 2012 május 10, 12:16
Sikerült vennem ruhafestéket,teljesen véletlenül. Nem volt drága,így gondoltam kipróbálom...Teljesen más vele a színezés. Megcsináltam töményre az oldatot,és fél perc után már majdnem fekete volt a darab. Eredetileg sötétzöld a szín...
A felület is más tapintásra,kicsit csúszósabb,mintha 'zsíros' lenne. Kifőzés után törölgetve kicsit megszínezte a zsebkendőt,de utána hiába dörzsölöm,nem hagy nyomot. Van még belőle itthon kék szín...Még egy próba,aztán megy élesben a dolog.
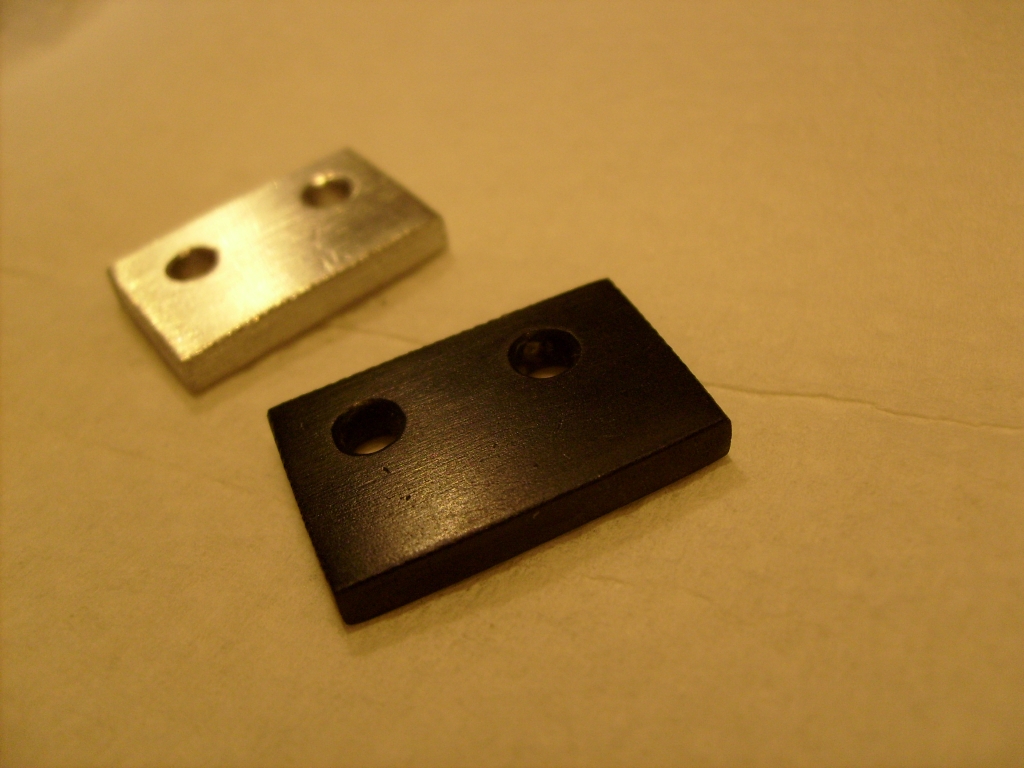
A felület is más tapintásra,kicsit csúszósabb,mintha 'zsíros' lenne. Kifőzés után törölgetve kicsit megszínezte a zsebkendőt,de utána hiába dörzsölöm,nem hagy nyomot. Van még belőle itthon kék szín...Még egy próba,aztán megy élesben a dolog.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 10, 13:29
Írta: Kicsa Dátum 2012 május 10, 13:29
Mintha kék lenne ráírva a zacskóra...na nem baj. A végeredmény : Elég teszetős,de lila színű a felület.
[#beka2]
Mindjárt 'átépítem' az eloxálóberendezést egy nagyobb edénybe - hűtve,és nekiveselkedem az első komoly munkadarabnak : a gravírozó szár csapágyházának.

[#beka2]
Mindjárt 'átépítem' az eloxálóberendezést egy nagyobb edénybe - hűtve,és nekiveselkedem az első komoly munkadarabnak : a gravírozó szár csapágyházának.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 10, 16:37
Írta: Kicsa Dátum 2012 május 10, 16:37
Rá kell szánni az időt,én mindenre odafigyelni. Majdnem kész volt az első csapágyház : a kifőzéshez sima csapvizet használtam. Tiszta fehér foltos lett,gondolom a vízkő miatt. Kezdhettem újra...na nem baj,a végeredmény majdnem tökéletes! Nagyon tetszik a felület minősége,egy két apróságot leszámítva. Most készül a 2...fél óra elox és pár perc festés.

Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 10, 17:13
Írta: hostya Dátum 2012 május 10, 17:13
A vízkő foltosság miatt ne kezd újra!
Én színezés, ill. tömörítés után megszárítom, olajjal bőven átitatott rongyal áttörlöm az egészet, vagy bemártom olajba.
Utána száraz ronggyal többször áttörlöm,(esetleg mosogatószeres vízben átmosom) és a foltosság eltűnik, a szin pedig megélénkül.
Én színezés, ill. tömörítés után megszárítom, olajjal bőven átitatott rongyal áttörlöm az egészet, vagy bemártom olajba.
Utána száraz ronggyal többször áttörlöm,(esetleg mosogatószeres vízben átmosom) és a foltosság eltűnik, a szin pedig megélénkül.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 10, 17:21
Írta: Szalai György Dátum 2012 május 10, 17:21
Hát ez már megint nagyon tetszetős lett!
Már készítettél egy szép pirosat, most egy szép feketét, legközelebb legyen kockás. [#wilting]
(Hű, de irigy vagyok.)
Már készítettél egy szép pirosat, most egy szép feketét, legközelebb legyen kockás. [#wilting]
(Hű, de irigy vagyok.)
Cím: Re:Épül a gépem ::: Kicsa
Írta: s7manbs8 Dátum 2012 május 10, 17:31
Írta: s7manbs8 Dátum 2012 május 10, 17:31
Előtte bevonni kockásra valamivel, majd kimarni ilyen és olyan színnel nem is hülyeség legyen, Piros pöttyös, mint a túró rudi. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 10, 18:08
Írta: s2k5ycubj Dátum 2012 május 10, 18:08
Szerintem ugyanígy csinálják a nagyok is,legfeljebb más savat használnak.Van egy eloxos a környéken,sok vasat eloxáltattam velük,csinálnak alut is,de az eloxos részre nem engednek be a savkádakhoz még egy pillanatra sem.Mutatott egyszer a tulaj mindenféle vegyszereket és annyit kiszedtem belőle,hogy Németországból hozzák neki.De ehhez meg kellet vennie a technológiai liszencet jó pénzért az anyag szállítójától.Na azóta csinál sárga eloxot vasra ami gyönyörű szerintem.Van egy (kádanként) profi inverter ami programozható és tele van minden szenzorokkal.Érdekes,hogy a vashoz nem hűteni,hanem melegíteni kell a savat.Talán a Sasi mester többet tud erről,úgy látom nagyon otthon van a vegyi dolgok körül is,nem lennék meglepve egy vegyipari diplomán sem a részéről.Szépek lettek a darabok,ezekről a festékekről tennél fel valami infót?
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 10, 18:26
Írta: hostya Dátum 2012 május 10, 18:26
"[...sok vasat eloxáltattam velük,csinálnak alut is,...]
Vasat eloxálni.. [#wow1]
Akkor vagy Ők nagyon ügyesek, vagy Te nem vagy képben.. [#nyes][#nyes]
Vasat eloxálni.. [#wow1]
Akkor vagy Ők nagyon ügyesek, vagy Te nem vagy képben.. [#nyes][#nyes]
Cím: Re:Épül a gépem ::: Kicsa
Írta: v2vhwz32z Dátum 2012 május 10, 18:32
Írta: v2vhwz32z Dátum 2012 május 10, 18:32
Kicsit (? [#buck]) offtopiknak tűnik majd az eleje, de azért leírom [#eplus2]
Szóval új fekete farmerjaimat mostanában néhány mosás után nem merem felvenni. A ruhafestékkel való festés után -úgy olvastam fórumokon- célszerű ecetes vízbe kell öblíteni. (Az időzítés nem teljesen egyértelmű számomra.)
Nem tudom Nálad fogja-e víz érni az alkatrészeket, ha igen, esetleg javasolnék ilyesmi fürdőt is.
Vagy lakkot teszel rá, azt írtad korábban?
Szóval új fekete farmerjaimat mostanában néhány mosás után nem merem felvenni. A ruhafestékkel való festés után -úgy olvastam fórumokon- célszerű ecetes vízbe kell öblíteni. (Az időzítés nem teljesen egyértelmű számomra.)
Nem tudom Nálad fogja-e víz érni az alkatrészeket, ha igen, esetleg javasolnék ilyesmi fürdőt is.
Vagy lakkot teszel rá, azt írtad korábban?
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 10, 18:54
Írta: s2k5ycubj Dátum 2012 május 10, 18:54
Miért minek nevezed az áram által elbontott vízből nyert oxigén vegyi reakcióját egy reagens vegyszerrel a vason amiből valamilyen,nyilván oxid réteg keletkezik? Annyi tudok,hogy valamilyen uniós szabályra hivatkozva 6 vegyérték mentes 3-asxvegyártékű bevonat jön létre a felületen,amit az autós ipar is használ.Elvileg már csak ezt a bevonatot szabad a régi galván helyett használni,de azt is savfürdőben csinálták árammal,tehát ezért gondolom,hogy elox a neve.De kíváncsian várom hátha van valaki,aki jobban képben van és felvilágosít.Te tudsz erről valamit? [#conf][#conf][#conf]
Ha igen ne tartsd magadban,hátha tanulunk valamit és akkor:[#worship][#worship][#worship][#taps][#taps][#taps]
Ha igen ne tartsd magadban,hátha tanulunk valamit és akkor:[#worship][#worship][#worship][#taps][#taps][#taps]
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 10, 18:55
Írta: s2k5ycubj Dátum 2012 május 10, 18:55
Ezt egy kicsit elnagyoltam,bocsi.
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 10, 19:00
Írta: hostya Dátum 2012 május 10, 19:00
(OFF)
Jaajj... Gyözö!
Azért jó a ruhafesték az eloxréteg színezésére, mert az eredeti 'elox festékek(legalábbis egy részük)' is anilin alapúak,+ a ruhafestékek is...
Estünkben nem textilt festünk, ezért az ecetsavat jobb ha kihagyjuk... (textilnél a fixáláshoz kell az ecet)
Ha így haladunk, a folt eltávolításhoz még valaki az ecetes ollót fogja javasolni..[#ejnye1]
(ON)
Jaajj... Gyözö!
Azért jó a ruhafesték az eloxréteg színezésére, mert az eredeti 'elox festékek(legalábbis egy részük)' is anilin alapúak,+ a ruhafestékek is...
Estünkben nem textilt festünk, ezért az ecetsavat jobb ha kihagyjuk... (textilnél a fixáláshoz kell az ecet)
Ha így haladunk, a folt eltávolításhoz még valaki az ecetes ollót fogja javasolni..[#ejnye1]
(ON)
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 10, 19:16
Írta: hostya Dátum 2012 május 10, 19:16
Nem is kicsit...
Ne szemeteljünk ide, a csevegőben a helye.
Ne szemeteljünk ide, a csevegőben a helye.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 11, 08:12
Írta: Kicsa Dátum 2012 május 11, 08:12
Szép reggelt mindenkinek!
A vízkő miatt újrakezdtem,elölről az egészet,mivel azt hittem,nem menthető. Legközelebb már tudom,mit kell tenni.
Az olaj - mosogatószer próbát megejtem így is,mivel sajnos nem sikerült eltalálni a színegyezést. A 2. egy picit sötétebb lett...pedig csak pár másodperc különbség volt érzésem szerint. A felület előkészítése nagyon fontos,ha lenne polírozóeszközöm....gyönyörű munkát lehetne készíteni. Az érdekesség az,hogy a 2. darabon a furatok nem lettek színezve. Úgy látszik,oda vagy elox réteg,vagy festék nem jutott. Elég hihetetlen mindegyik állítás...
Festéknek ilyet használtam. Tengerészkék és sötétzöld néven fut a 2 szín...ennyiért vettem én is.
A mai nap megcsinálom a szíjtárcsát (ami volt de utómunkálatok voltak rajta) illetve a felffogó tárcsáját...csak nemtudom,hogy zöld vagy piros legyen! [#wave]
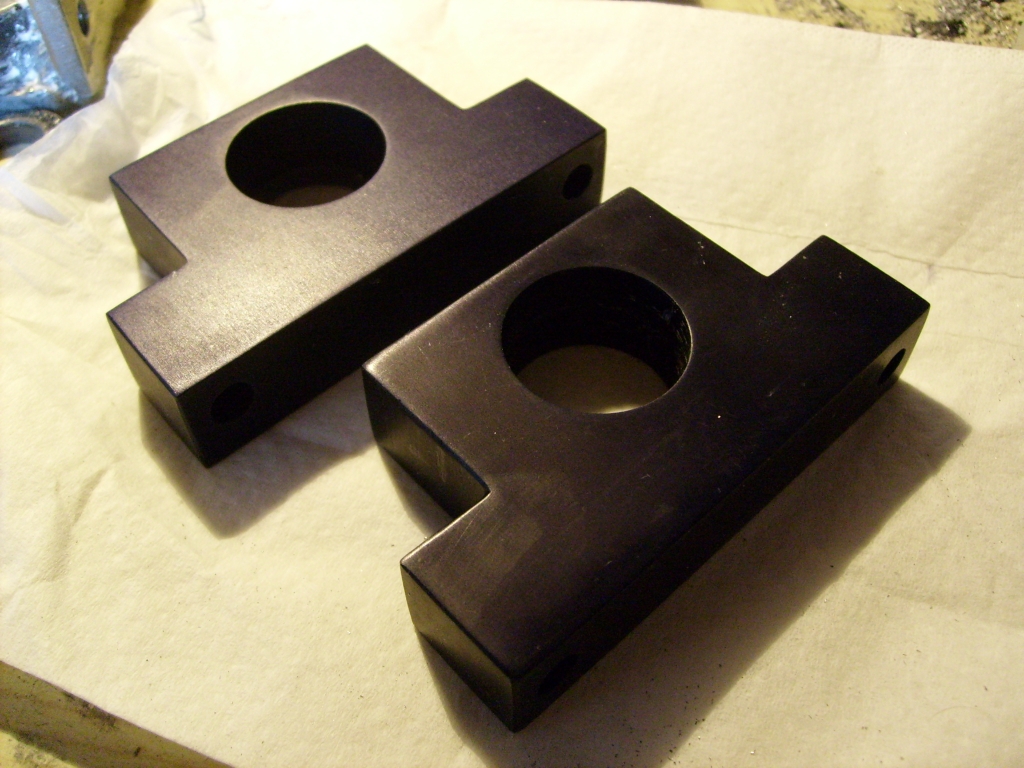
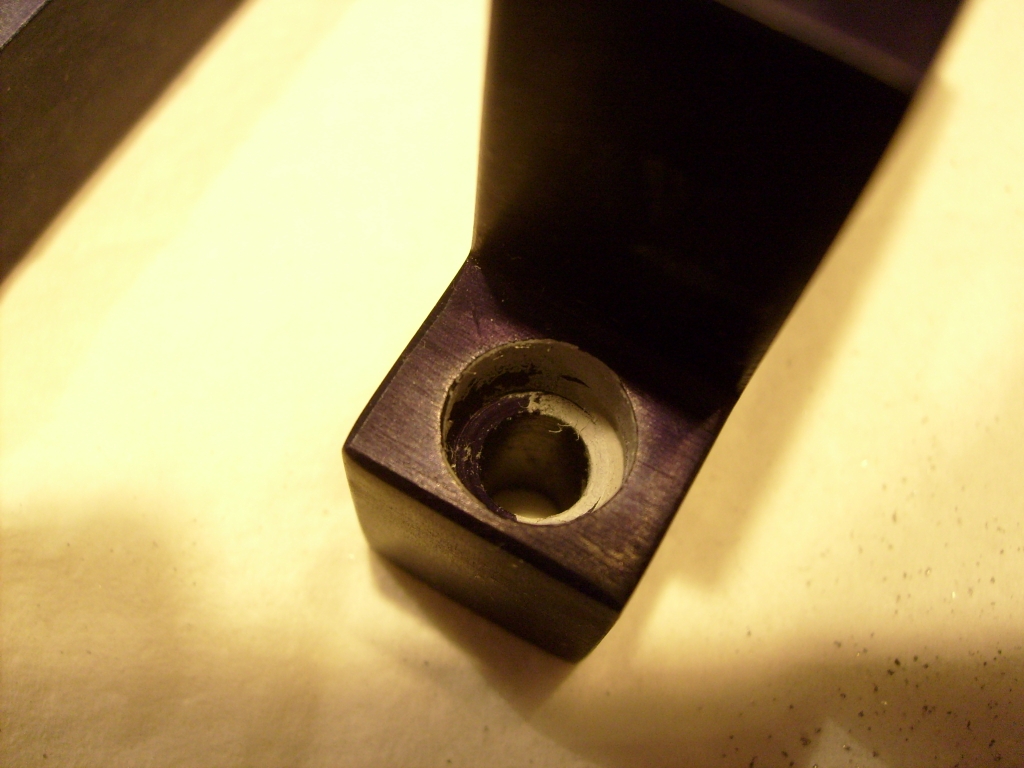
A vízkő miatt újrakezdtem,elölről az egészet,mivel azt hittem,nem menthető. Legközelebb már tudom,mit kell tenni.
Az olaj - mosogatószer próbát megejtem így is,mivel sajnos nem sikerült eltalálni a színegyezést. A 2. egy picit sötétebb lett...pedig csak pár másodperc különbség volt érzésem szerint. A felület előkészítése nagyon fontos,ha lenne polírozóeszközöm....gyönyörű munkát lehetne készíteni. Az érdekesség az,hogy a 2. darabon a furatok nem lettek színezve. Úgy látszik,oda vagy elox réteg,vagy festék nem jutott. Elég hihetetlen mindegyik állítás...
Festéknek ilyet használtam. Tengerészkék és sötétzöld néven fut a 2 szín...ennyiért vettem én is.
A mai nap megcsinálom a szíjtárcsát (ami volt de utómunkálatok voltak rajta) illetve a felffogó tárcsáját...csak nemtudom,hogy zöld vagy piros legyen! [#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2012 május 11, 10:17
Írta: Rabb Ferenc Dátum 2012 május 11, 10:17
Nagyon klassz lett !!! A kisebb átmérőjű vagy mélyebb furatokban ez elox réteg nem tud kialakulni, mert az elektromosan "árnyékban" van.
Próbáld a színezést kevésbé tömény festékoldattal készíteni. Így lehetőséged nyílik az idővel variálni. Nem kell a másodpercekkel kapkodni.
Próbáld a színezést kevésbé tömény festékoldattal készíteni. Így lehetőséged nyílik az idővel variálni. Nem kell a másodpercekkel kapkodni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 11, 11:53
Írta: hostya Dátum 2012 május 11, 11:53
Nagyon jó lett !
Rabb Ferenc hozzászólását kiegészítem azzal, hogy a lépcsős furatokban kialakulhat a képen látható 'jelenség'.
Ennek az a magyarázata, hogy a fürdőben keletkező gáz nem tud eltávozni, és egy bezárt 'buborék' alakul ki, ebből következik hogy az adott felületen nem érintkezik a sav a felülettel, tehát az oxid réteg nem tud kialakulni megfelelő vastagságban a buborék által "leárnyékolt" felületen.
Úgy lehet elkerülni hogy a tárgyat úgy merítjük a fürdőbe, (ha ez lehetséges)hogy a felületen keletkező gázbuborékok el tudjanak távozni.
Rabb Ferenc hozzászólását kiegészítem azzal, hogy a lépcsős furatokban kialakulhat a képen látható 'jelenség'.
Ennek az a magyarázata, hogy a fürdőben keletkező gáz nem tud eltávozni, és egy bezárt 'buborék' alakul ki, ebből következik hogy az adott felületen nem érintkezik a sav a felülettel, tehát az oxid réteg nem tud kialakulni megfelelő vastagságban a buborék által "leárnyékolt" felületen.
Úgy lehet elkerülni hogy a tárgyat úgy merítjük a fürdőbe, (ha ez lehetséges)hogy a felületen keletkező gázbuborékok el tudjanak távozni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 11, 12:00
Írta: Kicsa Dátum 2012 május 11, 12:00
Köszönöm szépen! A higítást meg fogom próbálni,bár most van egyéb érdekesség is.Fél óra elox után lett festve a két darab. Eloxálás külön külön,festés pedig egyszerre,a színárnyalat egyezése miatt.


A festék zöld! színű,sajnos képet nem készítettem róla,de gyönyörű!!!Erre főzés után kivettem és jött a meglepetés,szép kék! [#conf]
Pedig az a zöld...szóval érdekesek ezek a ruhafestékek. Sokkal intenzívebb a színűk,mint az ételfestéknek...de vannak érdekességek! Sajnos erős törölgetéssel le tudom halványítani a nagy tárcsáról...lehet hogy tovább kéne eloxálni is meg főzni is a végén.
A festék zöld! színű,sajnos képet nem készítettem róla,de gyönyörű!!!Erre főzés után kivettem és jött a meglepetés,szép kék! [#conf]
Pedig az a zöld...szóval érdekesek ezek a ruhafestékek. Sokkal intenzívebb a színűk,mint az ételfestéknek...de vannak érdekességek! Sajnos erős törölgetéssel le tudom halványítani a nagy tárcsáról...lehet hogy tovább kéne eloxálni is meg főzni is a végén.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 11, 12:02
Írta: Kicsa Dátum 2012 május 11, 12:02
hostya!
Köszönöm az ötletet,valahol mélyen ilyen jelenségre gyanakodtam én is. A nagy tárcsa a kis átmérőjével lefele úszott,5-10 percenként megmozgattam a buborékok szabad áramlása miatt. Itt nem is találok egy olyan területet sem,ahol ilyen kialakult volna,csak a rögzítési pontnál.
Lassan összeáll a jó kis recept,minden apró részletével együtt...csak azt tudnám,mi történik a trisós vízben kifőzött,fekete darabbal : ha nemes egyszerűséggel tovább folytatom a technológiát?
Köszönöm az ötletet,valahol mélyen ilyen jelenségre gyanakodtam én is. A nagy tárcsa a kis átmérőjével lefele úszott,5-10 percenként megmozgattam a buborékok szabad áramlása miatt. Itt nem is találok egy olyan területet sem,ahol ilyen kialakult volna,csak a rögzítési pontnál.
Lassan összeáll a jó kis recept,minden apró részletével együtt...csak azt tudnám,mi történik a trisós vízben kifőzött,fekete darabbal : ha nemes egyszerűséggel tovább folytatom a technológiát?
Cím: Re:Épül a gépem ::: Kicsa
Írta: juh0557j0 Dátum 2012 május 11, 13:07
Írta: juh0557j0 Dátum 2012 május 11, 13:07
Zöld festékkel kékre festeni?? Ügyes!
Próbáld meg a kéket. Lehet, hogy az lesz zöld [#hehe]
Próbáld meg a kéket. Lehet, hogy az lesz zöld [#hehe]
Cím: Re:Épül a gépem ::: Kicsa
Írta: juh0557j0 Dátum 2012 május 11, 13:09
Írta: juh0557j0 Dátum 2012 május 11, 13:09
Tetszenek ezek a színezések. Csak nehogy a végén olyan legyen a gép, mint egy papagáj!
Kár, hogy nincs időm ilyenekkel játszadozni. Szívesen kipróbálnám. Bár a gépet most már nem fogom szétbontani
azért, hogy megszínezzem az alkatrészeket, pedig van rajta rengeteg alu alkatrész.
Kár, hogy nincs időm ilyenekkel játszadozni. Szívesen kipróbálnám. Bár a gépet most már nem fogom szétbontani
azért, hogy megszínezzem az alkatrészeket, pedig van rajta rengeteg alu alkatrész.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 11, 13:35
Írta: Kicsa Dátum 2012 május 11, 13:35
Vigyázok rá! Érdekes hogy a kékből lett lila,a zöldből meg kék...
A valós színek a tervek szerint : a maróorsó tárcsája és rögzítője lesz ilyen kék. A gravírozó egység (külön leszerelhető) alkatrészei - 3 db szíjtárcsa illetve a 2 csapágyház - lila. A legnagyobb falat a Marómotor bilincsei...megpróbálkoznék azokkal is. Irány majd a zöld festék,de ha akkor nem kékül be,akkor a fejem fog kékülni,az biztos! [#wave]
Az acél alkatrészek újra lesznek festve valami sötét színnel...a többi alu alkatrész pedig csak lakkot kap. Terveim szerint így jól kinéző gép lesz a végén. Ha mégsem,az eloxált felületekről pillanatok alatt l lehet kapni a réteget,egy trisós főzéssel.
Egyébként a marómotor összerakva nekem nagyon tetszik!
Meg is mutatom... itt van ni! :

A valós színek a tervek szerint : a maróorsó tárcsája és rögzítője lesz ilyen kék. A gravírozó egység (külön leszerelhető) alkatrészei - 3 db szíjtárcsa illetve a 2 csapágyház - lila. A legnagyobb falat a Marómotor bilincsei...megpróbálkoznék azokkal is. Irány majd a zöld festék,de ha akkor nem kékül be,akkor a fejem fog kékülni,az biztos! [#wave]
Az acél alkatrészek újra lesznek festve valami sötét színnel...a többi alu alkatrész pedig csak lakkot kap. Terveim szerint így jól kinéző gép lesz a végén. Ha mégsem,az eloxált felületekről pillanatok alatt l lehet kapni a réteget,egy trisós főzéssel.
Egyébként a marómotor összerakva nekem nagyon tetszik!
Meg is mutatom... itt van ni! :
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 11, 13:42
Írta: hostya Dátum 2012 május 11, 13:42
Az természetes hogy a festő fürdő után halványodik a szín.
Próbáld ki a következőt: (lehetőleg egy próba darabbal) -én így csinálom-
1. Az elox után alaposan öblítsd le a darabot desztillált/ioncserélt vízben. (a függesztéknél fogva, kézzel ne érj hozzá)
2.Gáztűzhely lángrózsája felett szárítsd meg,egyenletesen forgatva.
Arra ügyelj, hogy olyan láng fölött csináld amelyik teljesen kék, mert amelyiknél a lángvégek sárgák, azok kormoznak!!
Amikor a felületen felforr a víz, és elpárolgott, utána még kb. fél percig hevítsd tovább. (150-200 fok)
3.A felforrósított darabot tedd a festék oldatba, közben a függesztéknél fogva intenzíven mozgasd, majd hagyd benne 3-5 percig.
(Ha a konyhában csinálod vigyázz mert a festék a forró anyagtól szét fröcsenhet mély edényben csináld)
4.Folyó meleg csapvízben leöblíted, szárítod, olajozod, mosogatószeres vízzel lemosod, és örülsz.. :)
A trisós vízben megfeketedett darabot is lehet eloxálni, csak a kialakult eloxréteg sokkal vékonyabb, és ezzel együtt nem kézben tartható a színezése. (furcsa színek lehetnek a festék színétől eltérően)
A feketedést az alumíniumötvözet réztartalma okozza.
Egy bizonyos réztartalom fölött nem eloxálható az alu.
Próbáld ki a következőt: (lehetőleg egy próba darabbal) -én így csinálom-
1. Az elox után alaposan öblítsd le a darabot desztillált/ioncserélt vízben. (a függesztéknél fogva, kézzel ne érj hozzá)
2.Gáztűzhely lángrózsája felett szárítsd meg,egyenletesen forgatva.
Arra ügyelj, hogy olyan láng fölött csináld amelyik teljesen kék, mert amelyiknél a lángvégek sárgák, azok kormoznak!!
Amikor a felületen felforr a víz, és elpárolgott, utána még kb. fél percig hevítsd tovább. (150-200 fok)
3.A felforrósított darabot tedd a festék oldatba, közben a függesztéknél fogva intenzíven mozgasd, majd hagyd benne 3-5 percig.
(Ha a konyhában csinálod vigyázz mert a festék a forró anyagtól szét fröcsenhet mély edényben csináld)
4.Folyó meleg csapvízben leöblíted, szárítod, olajozod, mosogatószeres vízzel lemosod, és örülsz.. :)
A trisós vízben megfeketedett darabot is lehet eloxálni, csak a kialakult eloxréteg sokkal vékonyabb, és ezzel együtt nem kézben tartható a színezése. (furcsa színek lehetnek a festék színétől eltérően)
A feketedést az alumíniumötvözet réztartalma okozza.
Egy bizonyos réztartalom fölött nem eloxálható az alu.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 11, 13:50
Írta: Kicsa Dátum 2012 május 11, 13:50
Tehát itt a festés és oxid bezárás a forró alunak köszönhetően egyszerre megy végbe?
Egyébként nem az a bajom,hogy halványodik. Hanem hogy más színt ad! [#kacsint]
Egyébként nekem az ételfestékes próba nem sokat világosodott,a ruhafestékesek meg szinte semmit.
Azt a bizonyos réztartalmat honnan tudom meg? A művelet közben történik valami,vagy csak a végeredmény nem lesz szép?
Egyébként nem az a bajom,hogy halványodik. Hanem hogy más színt ad! [#kacsint]
Egyébként nekem az ételfestékes próba nem sokat világosodott,a ruhafestékesek meg szinte semmit.
Azt a bizonyos réztartalmat honnan tudom meg? A művelet közben történik valami,vagy csak a végeredmény nem lesz szép?
Cím: Re:Épül a gépem ::: Kicsa
Írta: fektiforg Dátum 2012 május 11, 14:13
Írta: fektiforg Dátum 2012 május 11, 14:13
Sasolom a lassan eloxálás topicot.. :)
Kérdésem lenne a hozzáértökhöz - 5 V -os 100 A es
Kapcsolóüzemű táp elegendő elegendő feszültségű ?
Még max 1 Voltot lehet emelni a kimeneten azaz
6 Volttal lehet eloxálni ?
Kérdésem lenne a hozzáértökhöz - 5 V -os 100 A es
Kapcsolóüzemű táp elegendő elegendő feszültségű ?
Még max 1 Voltot lehet emelni a kimeneten azaz
6 Volttal lehet eloxálni ?
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 11, 14:51
Írta: hostya Dátum 2012 május 11, 14:51
Helyesbítem az előbb leírtakat, tehát nem csak a réz, hanem a szilícium tartalom is befolyásolja az eloxálhatóságot.

És a forrás:

==============
Amelyik alu feketedik a pácoláskor, azt én nem szinezném, csak meghagynám a natur eloxot.
És a forrás:
==============
Amelyik alu feketedik a pácoláskor, azt én nem szinezném, csak meghagynám a natur eloxot.
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 11, 15:14
Írta: hostya Dátum 2012 május 11, 15:14
Ha már a kezemben van a könyv akkor neked is egy részlet.. :)


A táblázatok szerint 10V alatt nem igazán jó..
A táblázatok szerint 10V alatt nem igazán jó..
Cím: Re:Épül a gépem ::: Kicsa
Írta: fektiforg Dátum 2012 május 11, 16:27
Írta: fektiforg Dátum 2012 május 11, 16:27
Kösz, okosabb lettem !
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 11, 16:32
Írta: s2k5ycubj Dátum 2012 május 11, 16:32
Így könnyű ha van az embernek könyve és ezáltal háttértudása.[#ravasz1][#ravasz1][#ravasz1]
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 11, 16:48
Írta: hostya Dátum 2012 május 11, 16:48
Nem csak könyvem van, hanem egy kis tapasztalatom is... :)
Tudod én még akkortájt jártam iskolába amikor ilyenek mentek:

[#wave]
Tudod én még akkortájt jártam iskolába amikor ilyenek mentek:
[#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 11, 16:49
Írta: Szalai György Dátum 2012 május 11, 16:49
Nem lehetne átkötni .pdf formátumba? Nagyon hasznos közkincs lehetne.
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 11, 17:03
Írta: hostya Dátum 2012 május 11, 17:03
Az a baj hogy se scannerem, se időm nincs.
Tényleg jó könyv.
Tényleg jó könyv.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 11, 17:56
Írta: s2k5ycubj Dátum 2012 május 11, 17:56
Egyetértek teljesen![#worship][#worship][#worship]
Amíg él az ember addig tanulni kell,mert különben elmegy mellette az élet és sok mindenről lemarad!
Amíg él az ember addig tanulni kell,mert különben elmegy mellette az élet és sok mindenről lemarad!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 11, 19:09
Írta: Szalai György Dátum 2012 május 11, 19:09
Nekem meg könyvem nincsen. Még.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2012 május 11, 19:28
Írta: svejk Dátum 2012 május 11, 19:28
Van a városodban egy fórumtárs, aki lehet elvállalná a szkennelést. A hegesztőset is Ő csinálta, és a könyv is egyben maradt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 11, 19:57
Írta: hostya Dátum 2012 május 11, 19:57
Nocsak.!
Ki az? Ha nem titok.
Megmondom őszintén csak megbízható embernek adok oda műszaki könyvet.
Pontosan ezzel a könyvvel történt, hogy kölcsön kérték néhány napra, aztán majd 3év után sikerült vissza könyörögnöm, már-már anyázási szintű társalgási hangnemben.. :((
Ki az? Ha nem titok.
Megmondom őszintén csak megbízható embernek adok oda műszaki könyvet.
Pontosan ezzel a könyvvel történt, hogy kölcsön kérték néhány napra, aztán majd 3év után sikerült vissza könyörögnöm, már-már anyázási szintű társalgási hangnemben.. :((
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2012 május 11, 22:08
Írta: svejk Dátum 2012 május 11, 22:08
Nem titok, de nem akarok másnak munkát adni, majd jelentkezik az illető ha úgy gondolja, hogy el tudja vállalni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 12, 00:23
Írta: Kicsa Dátum 2012 május 12, 00:23
Nagyon jók a kiemelt részletek!
Köszönöm a tippet a feketedő alura,ki fogom próbálni. A semminél szebb a sima elox felület is,sőt! A lényeg az,hogy ki tud-e alakulni a réteg,vagy sem.
Érdekes,hogy mindenhol 10 percet írnak expozíciós időre : ez a tényleges időtartam lenne?
Illetve ahogy nézem,érdemes kísérletezni különféle higítással - hőmérséklettel és sok mással is...Ami szimpatikus,az a keménység növelése higítással illetve nagyobb áramsűrűséggel.
Köszönöm a tippet a feketedő alura,ki fogom próbálni. A semminél szebb a sima elox felület is,sőt! A lényeg az,hogy ki tud-e alakulni a réteg,vagy sem.
Érdekes,hogy mindenhol 10 percet írnak expozíciós időre : ez a tényleges időtartam lenne?
Illetve ahogy nézem,érdemes kísérletezni különféle higítással - hőmérséklettel és sok mással is...Ami szimpatikus,az a keménység növelése higítással illetve nagyobb áramsűrűséggel.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 14, 10:53
Írta: Szalai György Dátum 2012 május 14, 10:53
Cím: Re:Épül a gépem ::: Kicsa
Írta: hostya Dátum 2012 május 14, 11:00
Írta: hostya Dátum 2012 május 14, 11:00
[#taps] Akkor mehet az átkötés .djvu-ba vagy .pdf-be.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 14, 12:04
Írta: Szalai György Dátum 2012 május 14, 12:04
Ígen.. ígen… Bár még olyat sem készítettem eddig.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2012 május 14, 14:23
Írta: Rabb Ferenc Dátum 2012 május 14, 14:23
Ez nem lehet kifogás :) De szigorúan csak saját használatra teheted [#ejnye1]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 14, 15:12
Írta: Kicsa Dátum 2012 május 14, 15:12
Gratulálok hozzá! Én is szívesen lapozgatnám virtuálisan...[#vigyor2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 20, 14:58
Írta: Kicsa Dátum 2012 május 20, 14:58
Az utóbbi pár napban tettem-vettem,a festeni váró alkatrészekkel foglalatoskodtam. Csiszoltam - gitteltem egy picit,nem könnyű szépet készíteni,az biztos! Mindent összevetve én meg vagyok elégedve a végeredménnyel,illetve majd meg leszek : pár alkatrész festése még hiányos,sajnos elég nehezen is szárad.
Képet,gondolom majd akkor lesz érdemes feltenni,ha a festés készen lesz mindenhol. [#bohoc]
Képet,gondolom majd akkor lesz érdemes feltenni,ha a festés készen lesz mindenhol. [#bohoc]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 20, 16:53
Írta: Szalai György Dátum 2012 május 20, 16:53
Szívesen látnék egy gittelés előtti, egy gittelt-csiszolt, és egy festett állapotot is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 20, 17:33
Írta: Kicsa Dátum 2012 május 20, 17:33
A helyzet az,hogy nem csináltam képeket. Egyszerűen elfelejtettem...annyira összpontosítottam hogy szép legyen. [#smile]
Közben szinte mindenhova kentem festéket is...úgyhogy a kész állapotról lesz majd kép,szerintem holnap. Remélem megszárad addigra a festék...
Közben szinte mindenhova kentem festéket is...úgyhogy a kész állapotról lesz majd kép,szerintem holnap. Remélem megszárad addigra a festék...
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 20, 17:54
Írta: s2k5ycubj Dátum 2012 május 20, 17:54
Miért,ha nem száraz a festék tilos fotózni?[#integet2][#integet2][#integet2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 20, 18:01
Írta: Kicsa Dátum 2012 május 20, 18:01
Nem tilos,de mire feltölt az akkumulátor a gépbe,addig meg is szárad! [#taps]
Azért festek több darabban,mert a végére kezdek rájönni,mit lehet és mit nem. Ha nem sík felületen van a festék,viszonylag hosszú száradás után is képes megfolyni. Ezért inkább kis területeket csinálok és hagyok kellő száradási időt is. Tudom,ez alapvető dolog lenne,de hát eddig nem volt ilyennel dolgom...
Azért festek több darabban,mert a végére kezdek rájönni,mit lehet és mit nem. Ha nem sík felületen van a festék,viszonylag hosszú száradás után is képes megfolyni. Ezért inkább kis területeket csinálok és hagyok kellő száradási időt is. Tudom,ez alapvető dolog lenne,de hát eddig nem volt ilyennel dolgom...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 21, 09:51
Írta: Kicsa Dátum 2012 május 21, 09:51
Ahogy tegnap említettem,pár kép a mostani állásról. Először is,kijavítottam a Z tengely végálláskapcsolóinál tapasztalt hiányosságokat. Jelenleg így néz ki,ezt már a végleges állapotnak gondolom.
Festéshez végülis a szükséges helyeken Neoplastot használtam,visszacsiszolva. Utána vettem egy fekete szórógittet,azzal lett lefújva minden. Ránézésre egyébként olyan,mint ha matt fekete festék lenne,én másra számítottam. Erre pedig ment a Hammerite kalapácslakk - sötétkék. A felülettel nincs is gondom,néhol picit megfolyt,de üsse kavics. Szerintem szép lett,a képek nem teljesen adják vissza a látványt...viszont sajnon nincs kikeményedve a festék. Nem ragad,de ha erősebben megfogom,az ujjlenyomatom ottmarad. Körömmel is minden erőfeszítés nélkül fel tudom sérteni...mit lehet tenni ellene? Van ami már szárad pár napja...esetleg berakni a sütőbe? kb. 130 °C minimum állásban.


Festéshez végülis a szükséges helyeken Neoplastot használtam,visszacsiszolva. Utána vettem egy fekete szórógittet,azzal lett lefújva minden. Ránézésre egyébként olyan,mint ha matt fekete festék lenne,én másra számítottam. Erre pedig ment a Hammerite kalapácslakk - sötétkék. A felülettel nincs is gondom,néhol picit megfolyt,de üsse kavics. Szerintem szép lett,a képek nem teljesen adják vissza a látványt...viszont sajnon nincs kikeményedve a festék. Nem ragad,de ha erősebben megfogom,az ujjlenyomatom ottmarad. Körömmel is minden erőfeszítés nélkül fel tudom sérteni...mit lehet tenni ellene? Van ami már szárad pár napja...esetleg berakni a sütőbe? kb. 130 °C minimum állásban.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 21, 12:54
Írta: s2k5ycubj Dátum 2012 május 21, 12:54
Nagyon jól néznek ki és a szín is tetszik,a sütő jó ötlet de szerintem csak max 60-70 fokon.Viszont nehéz úgy letenni,hogy ne érjen le a festett része a sütőrácshoz vagy bárhova,mert egyből oda ragad.A légkeveréses elektromos sütő csak a nyerő!És figyelj a hőfokra mert nem mindig pontosak a sütők.Szerintem a valós 40-50 fokon egy óra alatt száraznak kell lennie a festéknek.Furcsa ez a lassú száradás,bár már régen használtam,de a sima hammerite nagyon hamar száradt,talán már ez is uekonform lett?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2012 május 21, 13:21
Írta: Rabb Ferenc Dátum 2012 május 21, 13:21
Mivel higítottad a Hammerite-ot és mennyire?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 21, 13:58
Írta: Kicsa Dátum 2012 május 21, 13:58
Köszönöm szépen,remélem jól fog mutatni majd.
Több mint egy órája van bent a sütőben,kb 130 °C-on. A festék nem folyik meg egy picit sem..a darab olyan meleg,hogy nem tudom megfogni kézzel. Viszont semmi megfolyás,hólyagosodást nem tapasztaltam. Most lezártam a sütőt,hagyom,hadd hűljön ki a helyén.
A festéket nem hígítottam semmivel,felnyitottam és ment fel. Azt írja,hogy 2 vastag réteg szükséges. Én csavarhúzó hegyével 'pakoltam' fel a festéket,így lett egy vastag réteg,ami elég jól fed. Ha mégegyszer átkentem, (betartva a 4 órát a rétegek közt),olyan 'narancsbőrős' lett a felület. Így maradtam az egy rétegnél...ahol nem folyt meg,tökéletes lett a felület így.
Több mint egy órája van bent a sütőben,kb 130 °C-on. A festék nem folyik meg egy picit sem..a darab olyan meleg,hogy nem tudom megfogni kézzel. Viszont semmi megfolyás,hólyagosodást nem tapasztaltam. Most lezártam a sütőt,hagyom,hadd hűljön ki a helyén.
A festéket nem hígítottam semmivel,felnyitottam és ment fel. Azt írja,hogy 2 vastag réteg szükséges. Én csavarhúzó hegyével 'pakoltam' fel a festéket,így lett egy vastag réteg,ami elég jól fed. Ha mégegyszer átkentem, (betartva a 4 órát a rétegek közt),olyan 'narancsbőrős' lett a felület. Így maradtam az egy rétegnél...ahol nem folyt meg,tökéletes lett a felület így.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 21, 14:15
Írta: s2k5ycubj Dátum 2012 május 21, 14:15
A saját hígítóján kívül semmi nem jó hozzá! De ha szép és tartós felületet akarsz akkor semmiképp ne hígítsd!
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2012 május 21, 15:24
Írta: svejk Dátum 2012 május 21, 15:24
A mezei nitro is tökéletesen hígítja.
Először mintha betúrósodna, de normálisan fel kell keverni.
Először mintha betúrósodna, de normálisan fel kell keverni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 21, 16:41
Írta: Szalai György Dátum 2012 május 21, 16:41
Szép lett, jó a szín és ha jól feltapadt akkor tartós is lesz. Nem hiába dolgoztál ennyit vele.
Ha melegben, vastagon kented a festéket, akkor a felszíne hamarabb szárad meg, mint az alja és alul beszorul az oldószer a felső megszáradt réteg alá. Alul lágy marad, de az idő megteszi a dolgát. Türelem. Lesz az még keményebb is, ha kiteszed a napra. Egy-két napra.
De karcolható marad. HAMMERITE nem ugyan az, mint a régi égetett kalapácslakk.
Ez már annak csak az árnyéka.
Ha melegben, vastagon kented a festéket, akkor a felszíne hamarabb szárad meg, mint az alja és alul beszorul az oldószer a felső megszáradt réteg alá. Alul lágy marad, de az idő megteszi a dolgát. Türelem. Lesz az még keményebb is, ha kiteszed a napra. Egy-két napra.
De karcolható marad. HAMMERITE nem ugyan az, mint a régi égetett kalapácslakk.
Ez már annak csak az árnyéka.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s7manbs8 Dátum 2012 május 21, 18:55
Írta: s7manbs8 Dátum 2012 május 21, 18:55
Régebben a tél is keményebb volt ... :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 21, 19:27
Írta: Szalai György Dátum 2012 május 21, 19:27
Cím: Re:Épül a gépem ::: Kicsa
Írta: Rabb Ferenc Dátum 2012 május 21, 19:59
Írta: Rabb Ferenc Dátum 2012 május 21, 19:59
Azért javasolnám, hogy legközelebb ecsettel fessél és ne csavarhúzóval.[#ejnye1] Az egészen másra való. Festésnél max a dobozfedél nyitására használható [#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 21, 20:39
Írta: Kicsa Dátum 2012 május 21, 20:39
Az igazság az,hogy nagyon kis összefüggő felületek voltak,ezért 'találtam ki' ezt a módszert. Nagyon bevált,bár gondoltam hogy nem szakszerű. A végére egész szép,egyenletes felületet tudtam létrehozni... [#wave]
A sütés,úgy néz ki,hogy bevált. A legnagyobb,'legrizikósabb' darab majdnem két órát volt a sütőben,utána lekapcsoltam és ott hűlt ki. Tapintásra teljesen száraz,ahogy néztem,jóval keményebb is lett.
Most jöttem fel a garázsból,a végálláskapcsolókkal foglalatoskodtam főként. Nomeg az Y szán csapágyházát összeraktam,beállítottam a sínek párhuzamosságát (~ 0.05 mm van benne) ,valamint az orsót is próbáltam beállítani. Utóbbi görbesége miatt nem nagyon ment...
A sütés,úgy néz ki,hogy bevált. A legnagyobb,'legrizikósabb' darab majdnem két órát volt a sütőben,utána lekapcsoltam és ott hűlt ki. Tapintásra teljesen száraz,ahogy néztem,jóval keményebb is lett.
Most jöttem fel a garázsból,a végálláskapcsolókkal foglalatoskodtam főként. Nomeg az Y szán csapágyházát összeraktam,beállítottam a sínek párhuzamosságát (~ 0.05 mm van benne) ,valamint az orsót is próbáltam beállítani. Utóbbi görbesége miatt nem nagyon ment...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 22, 20:26
Írta: Kicsa Dátum 2012 május 22, 20:26
Sziasztok! A mai napom sem telt el tétlenül : Pár apróság készült el,illetve befejeztem a végálláskapcsolók bekötését. Mind a három tengelyen fent vannak,holnap jöhet a Z tengely helyreillesztése,beállítása valamint az energialánc rögzítés.
Igyekeztem szépen,esztétikusan és védve szerelni őket...most ma estére 2 kép jutott,az is elég gyatra minőségben. Már sötétedett...
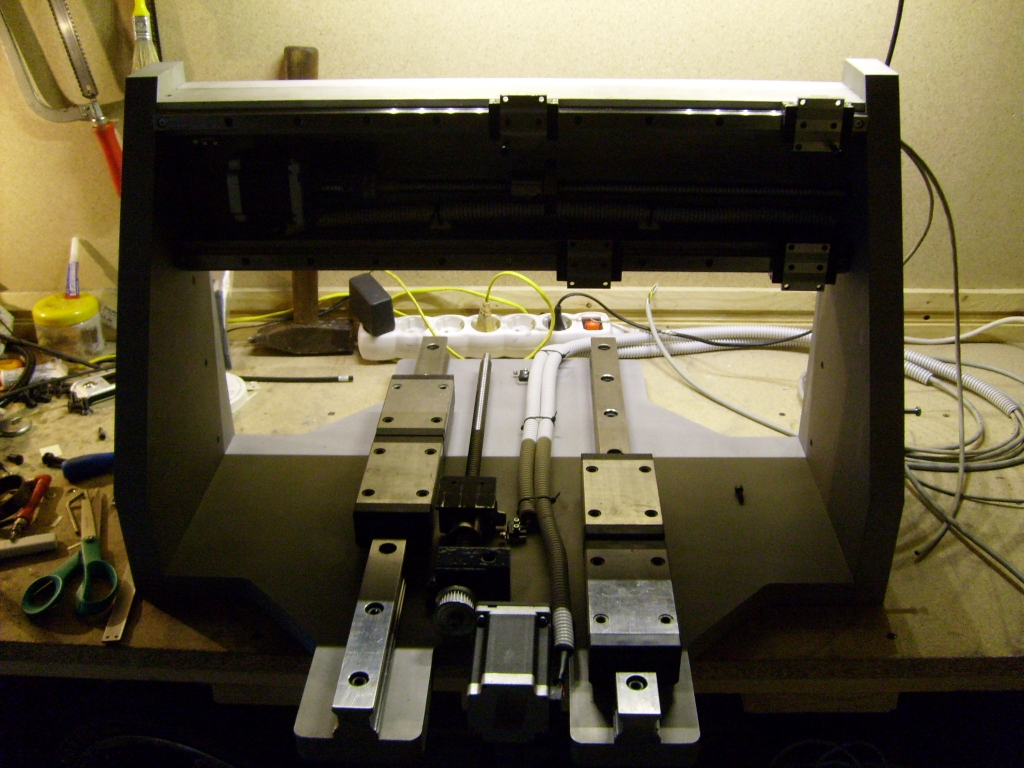
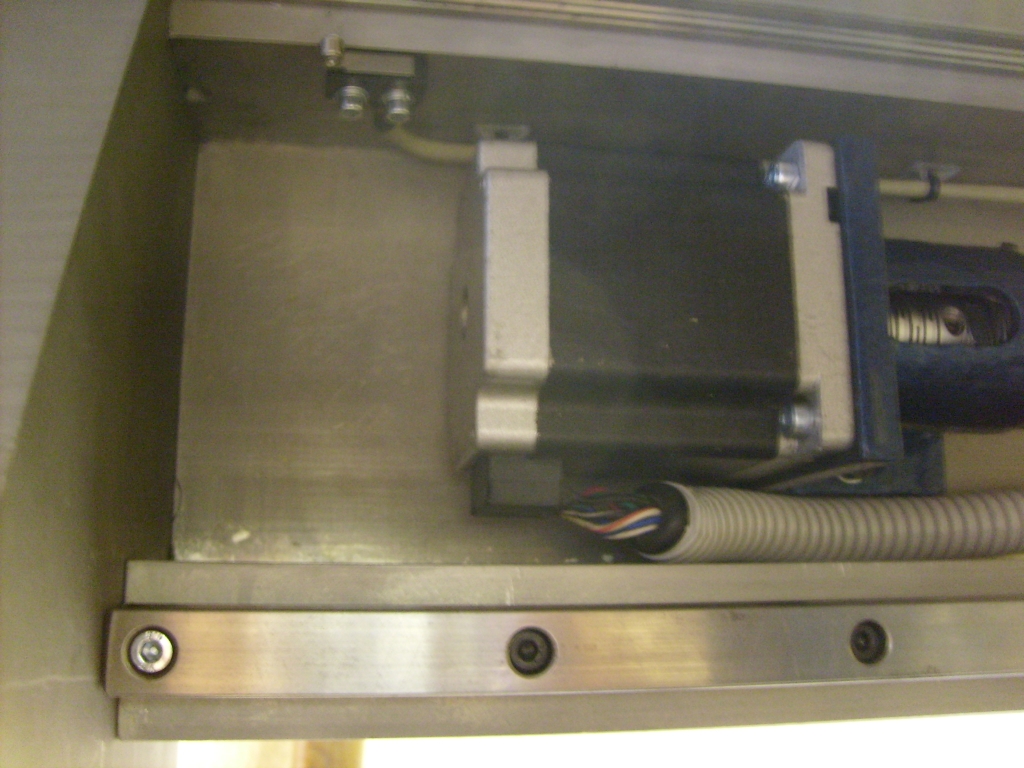
Igyekeztem szépen,esztétikusan és védve szerelni őket...most ma estére 2 kép jutott,az is elég gyatra minőségben. Már sötétedett...
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 22, 20:54
Írta: s2k5ycubj Dátum 2012 május 22, 20:54
Te,ebből a végén még egy szuper cnc marógép lesz!
[#nyes][#nyes][#nyes][#eplus2][#eplus2][#eplus2]
[#nyes][#nyes][#nyes][#eplus2][#eplus2][#eplus2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2012 május 22, 22:04
Írta: svejk Dátum 2012 május 22, 22:04
Szépen dolgozol! [#eljen]
Megmondom őszintén, -közel két éve- amikor hozzáfogtál nem néztem volna ki belőled.
Hiába, jó munkához idő kell...de én már beleőrültem volna :(
Megmondom őszintén, -közel két éve- amikor hozzáfogtál nem néztem volna ki belőled.
Hiába, jó munkához idő kell...de én már beleőrültem volna :(
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 23, 05:55
Írta: Szalai György Dátum 2012 május 23, 05:55
Mostanában nem látom a helyén a vaz1.jpg képen még ott lévő két darab, merevítő ötszöget. Vagy legalább az egyiket.
Az már a múlté?
Az már a múlté?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 279nwbpsa Dátum 2012 május 23, 07:57
Írta: 279nwbpsa Dátum 2012 május 23, 07:57
Mert az még itt van nálam a műhelyben a kazán mögött. :)
Kicsit porosak,de nem vesztek el... :)[#wave]
Kicsit porosak,de nem vesztek el... :)[#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 23, 09:20
Írta: Kicsa Dátum 2012 május 23, 09:20
Köszönöm! Megmondom őszintén,lassan kezdek én is beleőrülni! [#smile]
Mostmár látom a végét,és ez ad erőt,meg mindent lebíró akaratot! No meg a Puffin lekvár...[#wave]
Nem a múlté,csak parkolópályán van. Terveim szerint saját magának fogja méretre marni...
Mostmár látom a végét,és ez ad erőt,meg mindent lebíró akaratot! No meg a Puffin lekvár...[#wave]
Nem a múlté,csak parkolópályán van. Terveim szerint saját magának fogja méretre marni...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 23, 13:25
Írta: Szalai György Dátum 2012 május 23, 13:25
„Puffin lekvár...”
Hol kapható az a csodálatos marmaládé?
Hol kapható az a csodálatos marmaládé?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 23, 18:40
Írta: Kicsa Dátum 2012 május 23, 18:40
Szerintem ez nem létező márka,Bud Spencer dobálta a cápáknak. [#wave]
Azt hittem,hogy a Z tengelyen nincs több hely. Elsőre úgy tűnt,ám aztán sikerült alkotni vele valamit.
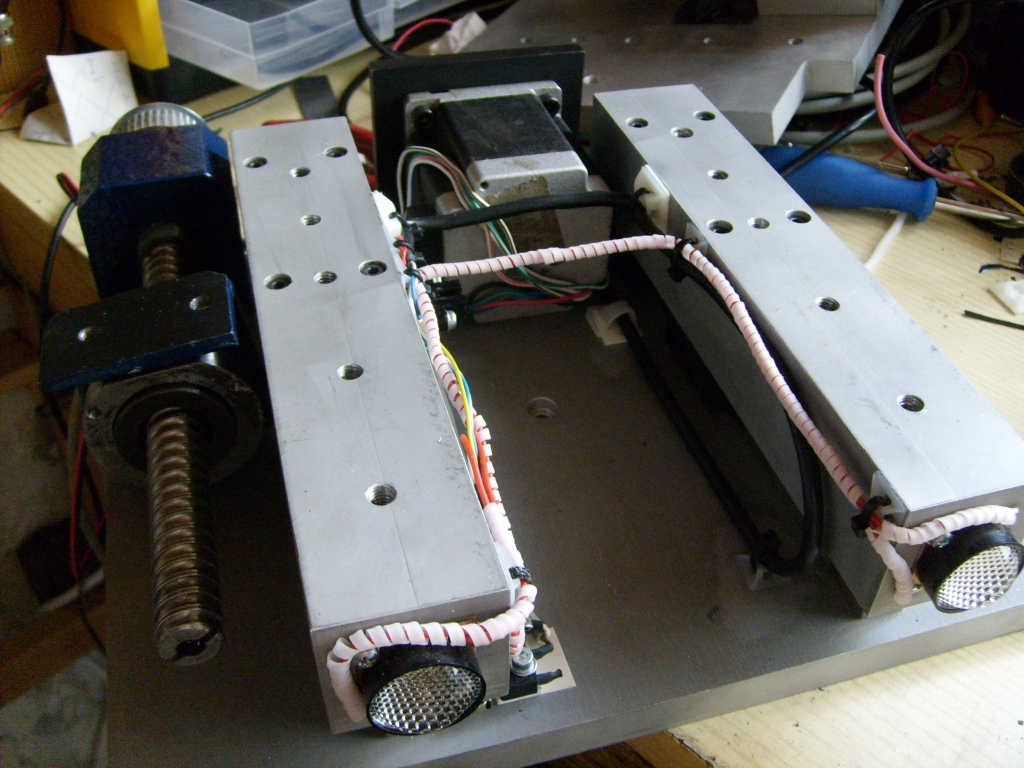
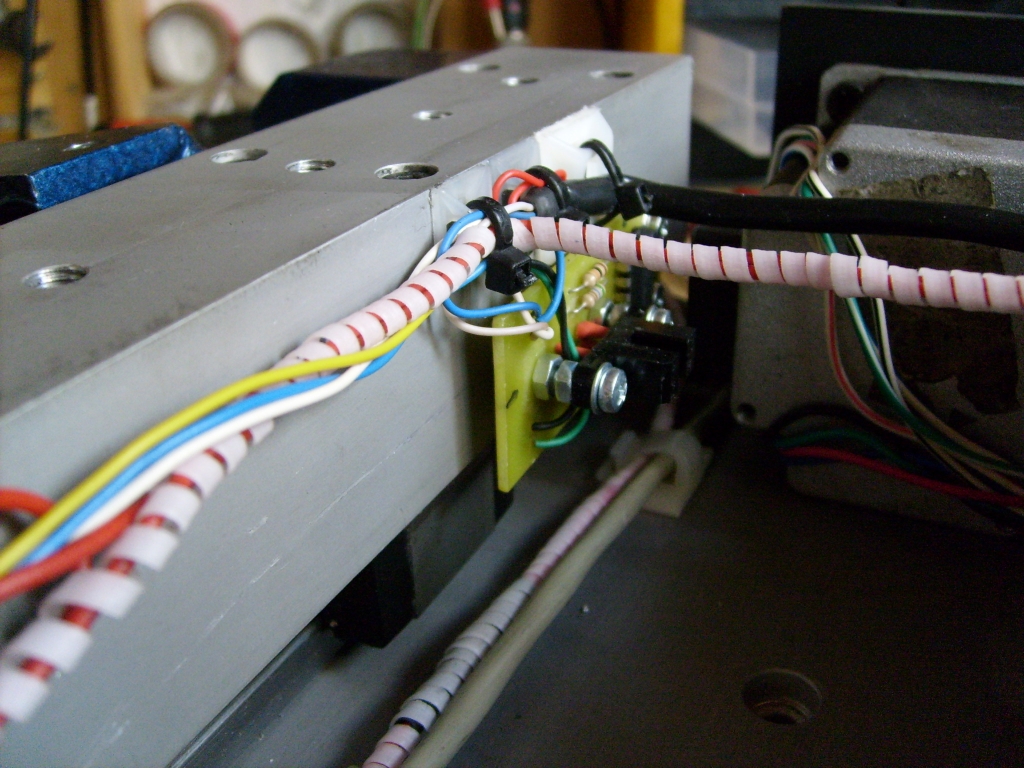
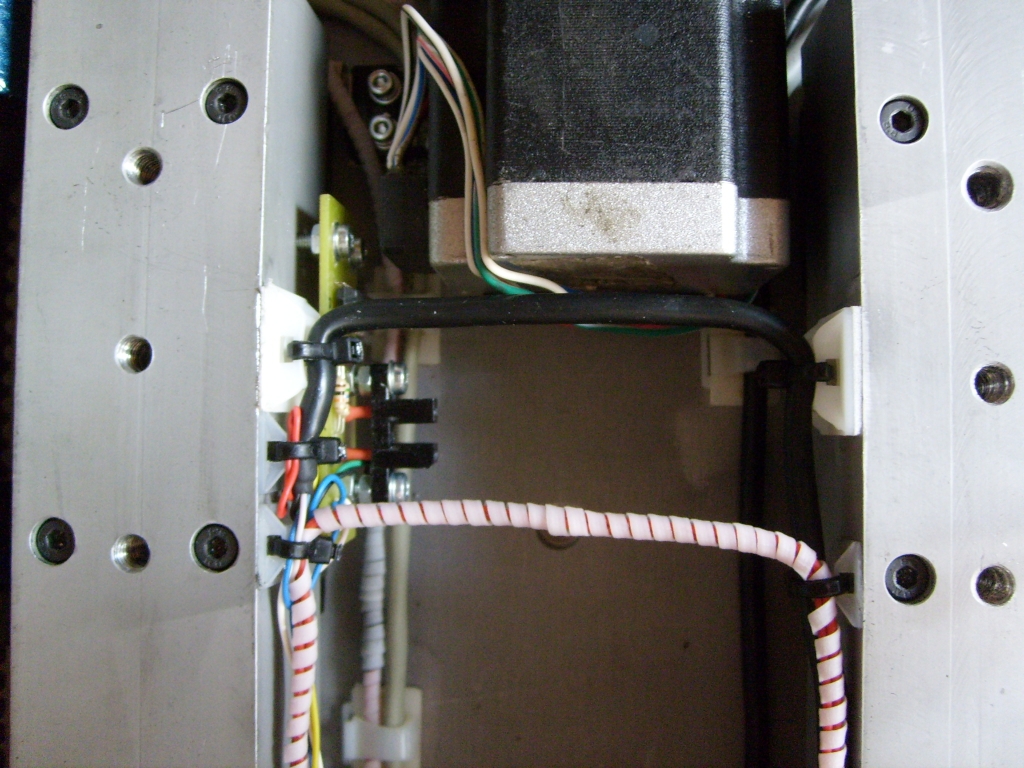
Most már tényleg nincs több hely. Ez egyébként egy főorsó fordulatszám-jeladó,valamint egy hőmérséklet szenzor. A jelet a kelleténél hosszabb ER-16-os száron rögzített tárcsa fogja adni,a hőmérsékletszenzor pedig a főorsóházra lesz rögzítve.
Tovább nem tudtam haladni,mivel sajnos az energialáncom a plusz kábelek miatt kicsinek bizonyult. Több 'remek' ötletet nem szándékozok beépíteni... [#crazya]
Azt hittem,hogy a Z tengelyen nincs több hely. Elsőre úgy tűnt,ám aztán sikerült alkotni vele valamit.
Most már tényleg nincs több hely. Ez egyébként egy főorsó fordulatszám-jeladó,valamint egy hőmérséklet szenzor. A jelet a kelleténél hosszabb ER-16-os száron rögzített tárcsa fogja adni,a hőmérsékletszenzor pedig a főorsóházra lesz rögzítve.
Tovább nem tudtam haladni,mivel sajnos az energialáncom a plusz kábelek miatt kicsinek bizonyult. Több 'remek' ötletet nem szándékozok beépíteni... [#crazya]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 23, 19:34
Írta: Szalai György Dátum 2012 május 23, 19:34
„az energialáncom a plusz kábelek miatt kicsinek bizonyult”
Vékonyabb jelvezetékek (kevesebb műanyag) esetleg segíthetnének, hogy elég legyen?
Vékonyabb jelvezetékek (kevesebb műanyag) esetleg segíthetnének, hogy elég legyen?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 23, 20:23
Írta: Kicsa Dátum 2012 május 23, 20:23
Sajnos nem. A jeladó miatt be kellett húznom egy újabb kábelt,de alaposan megnézve a Z motor illetve a két végálláslapcsoló vezetékei összefogva is bajosan férnének el. Erőszakolni kellene úgy is...de úgy néz ki,hamarosan megoldódik a problémám,hála Kristály Árpinak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 23, 21:13
Írta: s2k5ycubj Dátum 2012 május 23, 21:13
Azt a panelt,a szabadon lévő ic-lábakkal,remélem nem hagyod burkolatlanul!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 23, 21:30
Írta: Kicsa Dátum 2012 május 23, 21:30
Pontosan mire gondolsz? Alulról kéne burkolni,vagy az egészet dobozba zárni? Elég védett helyen van,nem kaphat forgácsot sem,majdani hűtőfolyadékot sem. A panel lakozva van,és elég 'lehetetlen' helyen van,burkolat szempontjából.
[#nemtudom]
[#nemtudom]
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 23, 21:45
Írta: s2k5ycubj Dátum 2012 május 23, 21:45
A forgács és a hűtőfolyadék nagyon sok olyan helyre "bejut" ahová nem is sejtenéd,főleg az aluforgács.És ha bent van megteszi a dolgát... Egyébként a panelra gondoltam,úgy van lelakkozva,hogy a kábel is,meg az ic is be volt forrasztva?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 23, 22:00
Írta: Kicsa Dátum 2012 május 23, 22:00
Most hogy mondod...a panel korábban készült. Az átalakítás után (ic foglalatban volt,a kábelek helyén csatlakozók voltak,valamint eredetileg hosszabb is volt a nyák) nem lakkoztam le. Sőt,még le sem takarítottam a gyantás forrasztószert...
Holnapi első dolgom lesz!
Eszerint akkor esetleg 2-3 jó vastag lakkréteg megteszi védelemnek? Felülről akkor még mindig nyitott...esetleg innen is lakozzam le? Nitrolakk vagy sima akryl lakk lenne jó ide?
Holnapi első dolgom lesz!
Eszerint akkor esetleg 2-3 jó vastag lakkréteg megteszi védelemnek? Felülről akkor még mindig nyitott...esetleg innen is lakozzam le? Nitrolakk vagy sima akryl lakk lenne jó ide?
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 23, 23:33
Írta: s2k5ycubj Dátum 2012 május 23, 23:33
Szerinte inkább valamilyen elektronikai szigetelő lakk kéne rá,mert ha valamiért forrasztani kell (pl kábelszakadás) vét fogsz izzadni vele.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 24, 06:01
Írta: Szalai György Dátum 2012 május 24, 06:01
Mit csinál az a kis optovillás panel? Volt már szó róla régebben?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 24, 08:58
Írta: Kicsa Dátum 2012 május 24, 08:58
Van ilyen forrasztólakkom. Akkor lekenem ezzel,iletve gondolkozom valami szigetelő lap felragasztásán is az aljára.
A panelról még nem volt szó. Megfelelő tárcsát kap az ER-16,az LM35 pedig a főorsóházra megy. Az egész egy PIC-es elektronikában ér véget,mely LC kijelzőn hivatott megjeleníteni a Főorsó fordulatszámot, 1/percben illetve két darab hőmérsékletszenzor értékét °C-ban. (A másik szerintem környezeti hőmérsékletet fog mérni)
Eredetileg az LC kijelző ezért lett betervezve a kezelőpultba. Kiderült hogy a Modbus-nak is van kimenete,amin a koordinátákat küldi ki : így majd választanom kell. A jó az,hogy egy mozdulattal cserélhető.
A panelról még nem volt szó. Megfelelő tárcsát kap az ER-16,az LM35 pedig a főorsóházra megy. Az egész egy PIC-es elektronikában ér véget,mely LC kijelzőn hivatott megjeleníteni a Főorsó fordulatszámot, 1/percben illetve két darab hőmérsékletszenzor értékét °C-ban. (A másik szerintem környezeti hőmérsékletet fog mérni)
Eredetileg az LC kijelző ezért lett betervezve a kezelőpultba. Kiderült hogy a Modbus-nak is van kimenete,amin a koordinátákat küldi ki : így majd választanom kell. A jó az,hogy egy mozdulattal cserélhető.
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 24, 12:19
Írta: s2k5ycubj Dátum 2012 május 24, 12:19
Szerintem ez jobb lenne,mert erre való.Ami neked van azt forrasztás előtt kell használni,ezt pedig utána.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 25, 06:42
Írta: Szalai György Dátum 2012 május 25, 06:42
Nem sok ismeretem van a PIC-ek bemeneteiről, ezért nem kockáztatnám, hogy elektromos és elektromágneses zavarokat szedjen össze. (Van annak hatékony belső ESD védelme?) Itt pedig van meredek impulzusokat szállító vezeték a környezetében bőven. Biztos, hogy a kis panelt betenném egy kis bádogból hajlított tokba, hogy csak az optó rosszvai látszanak ki belőle. Az LM35 vezetékeit, ha nem is árnyékolnám, de nagyon szűrném, és a jelét integrálnám vagy 2-3 másodpercre.
A MODBUS kábel az nem csavart érpárú és fóliaárnyékolású szokott lenni?
A MODBUS kábel az nem csavart érpárú és fóliaárnyékolású szokott lenni?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 25, 08:17
Írta: Kicsa Dátum 2012 május 25, 08:17
A PIC-ekről túl sok információm nekem sincs. A vezeték 6 eres,árnyékolt kivitel. Így árnyékolás nélkül csak a vége lesz...ráadásul az árnyékoló szövet minden ér köré külön van csavarva. A bádog dobozt esetleg nyák-ból összeforrasztott dobozzal helyettesíteni? Nincs bádogom...
A Modbus kábel alatt a kommunikációs kábelt érted? Ha igen,ez esetben szabványos USB kábel szükséges neki.
Magát a panelt pedig valószínűleg akryl lakkal fogom lefújni. Igaz hogy nem forrasztható,de hígítóval könnyen lemosható Remélhetőleg nem kell sokat bütykölni a panelen...
A Modbus kábel alatt a kommunikációs kábelt érted? Ha igen,ez esetben szabványos USB kábel szükséges neki.
Magát a panelt pedig valószínűleg akryl lakkal fogom lefújni. Igaz hogy nem forrasztható,de hígítóval könnyen lemosható Remélhetőleg nem kell sokat bütykölni a panelen...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 25, 10:27
Írta: Szalai György Dátum 2012 május 25, 10:27
Hogy ne volna bádogod. (0,45mm fehérbádog, ónozott acéllemez)
Szerintem kész dobozt is találsz, amilyen csak kell.
Szerintem kész dobozt is találsz, amilyen csak kell.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 25, 10:31
Írta: Szalai György Dátum 2012 május 25, 10:31
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 25, 10:37
Írta: Szalai György Dátum 2012 május 25, 10:37
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 25, 14:33
Írta: Kicsa Dátum 2012 május 25, 14:33
Erre nem gondoltam! Körbenézek,melyik konzervet ürítsem ki...csak félek hogy nem tudom szépen formára hajtani. Ha összeónozott nyák lemezeket rakok rá,amit földre kötök,az is megfelelő lenne? Azt könnyen tudom méretre igazítani...
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 május 25, 15:23
Írta: s2k5ycubj Dátum 2012 május 25, 15:23
A legjobb választás a nyák doboz, a pic-ről csak annyit nagyon zavarérzékeny a bemenete és könnyen átveri már kis zavarjel is,nagyon ki van hegyezve 2,5V-os "billenésre" a bemenete,nekünk mindenféle szűrőket kell használni,hogy pontosan mérjen frekvenciát és csökkenteni kell a bemeneti ellenállását.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 május 30, 13:15
Írta: Kicsa Dátum 2012 május 30, 13:15
Köszönöm szépen,hamarosan nekilátok a nyák doboz készítésének. Kismértékű kényszerpihenő után,a jövő heti vizsgámra készülve félig elkészült a szíjfeszítőm. Kérdésem : Szerintetek hogyan tovább? Vágjam le simán a végét és kész? Vagy kéne rá valami fogantyú esetleg a könnyebb mozgathatóságért? Egyébiránt jól teszi a dolgát,ahogy elképzeltem. A marómotor alatt még kireszelem szép ívesre...
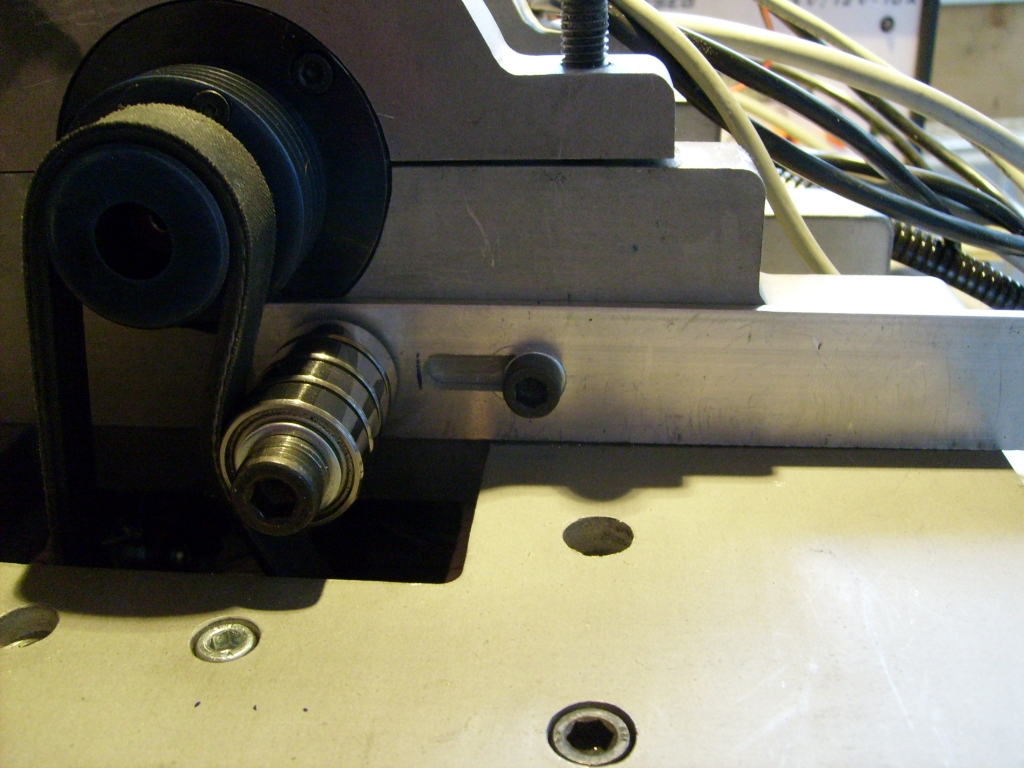
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 május 31, 21:51
Írta: Szalai György Dátum 2012 május 31, 21:51
Azt az alumínium lemezt, amiből a szíjfeszítő lapját készítetted, a színe alapján puha alumíniumnak gondolom. Ha tényleg puha, nem kemény ötvözet, akkor mechanikai terhelés hatására hidegfolyásra hajlamos. Ezért vastagabb, és nagyobb átmérőjű, „fakötésű” alátétet tennék az imbusz csavar feje alá, ami nagyobb felületen osztja el a csavar által képzett nyomóerőt. Így csökken az egységnyi felületre eső nyomóerő és hosszú idő alatt sem kúszik ki az alumínium a csavar feje alól. Nem „szopósodik” ki az alu.
Cím: Re:Épül a gépem ::: Kicsa
Írta: wcsxp0uxa Dátum 2012 június 01, 07:45
Írta: wcsxp0uxa Dátum 2012 június 01, 07:45
Szerintem nincs igazad , szinte akármit bír ha nincs túlbonyolítva.
hirtelen eszembe jutó hibák :
- nem megfelelő felhúzó ellenállás
- láttam olyan megoldást is ahol ugyanazon a panelen ,ugyanaz a láb lehetett ki és bemenet , nekem ez sem vált be.
- analóg lekérdezésnél is inkább az olcsó potméter "zaja" ami játszik velem.
- nem megfelelő prell mentesítés
hirtelen eszembe jutó hibák :
- nem megfelelő felhúzó ellenállás
- láttam olyan megoldást is ahol ugyanazon a panelen ,ugyanaz a láb lehetett ki és bemenet , nekem ez sem vált be.
- analóg lekérdezésnél is inkább az olcsó potméter "zaja" ami játszik velem.
- nem megfelelő prell mentesítés
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 június 01, 13:11
Írta: Kicsa Dátum 2012 június 01, 13:11
Valóban elég puha alumínium,könnyen tudtam forgácsolni,reszelővel is.
Kerítek egy nagy alátétet,és a végleges beépítésnél kicserélem.
Tegnap majdnem készen lettem az elektronika borításával is,szerintem elég jól takar. Nyákból készítettem el végülis,még két rögzítőfurat szükséges,amikhez csavarozni tudom. Egyedül az optó lóg ki,körülötte valószínűleg tömíteni fogom valami ragasztóanyaggal. De csak üzembehelyezés után...
Teszek fel róla képet hamarosan...
Kerítek egy nagy alátétet,és a végleges beépítésnél kicserélem.
Tegnap majdnem készen lettem az elektronika borításával is,szerintem elég jól takar. Nyákból készítettem el végülis,még két rögzítőfurat szükséges,amikhez csavarozni tudom. Egyedül az optó lóg ki,körülötte valószínűleg tömíteni fogom valami ragasztóanyaggal. De csak üzembehelyezés után...
Teszek fel róla képet hamarosan...
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 június 01, 14:18
Írta: s2k5ycubj Dátum 2012 június 01, 14:18
Én kamionra szerelek üzemanyag szondát és 7 Méterre van a pic a kábel végén,még tesztelés közben a műhelyben is komoly zavarokat szedett össze,de érdekes,hogy nem mindegyik.A szondában egy egyszerű oszcillátor van és a kábelre zavaró zajokat(mobil,gépek) nem mindig tudta legyőzni,ilyenkor persze hamis volt a mérés.Érdekes a multiméter bemenete mindig jól mér,de az nem ilyen elven működik.Azért szerintem egy impulzus üzemben több ampert felvevő motor kábelei körül és a motor körül nem kevés zaj lehet,még ha árnyékolt a kábelezés akkor is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: wcsxp0uxa Dátum 2012 június 01, 14:54
Írta: wcsxp0uxa Dátum 2012 június 01, 14:54
Úgy gondolom ez a téma kimeríthetetlen ,nem akarok belemenni egy "kinek nehezebb a dolga" című versengésbe . Nem is ismerem az "üzemanyag szondák" lelkivilágát ,tehát nem tudok mit mondani . Amit leírtam ,azok az első dolgok amit nézni szoktam ilyen esetben . A most kapható digitális multiméterekben is mikró van , minden mennyiségben . Ha "labor" körülmények között is gond van vele("de érdekes ,hogy nem mindegyik") ,az már intő jel ,hogy valami nem jó . Azért merem ezt mondani ,mert az autóipar (talán) nem a legmostohább üzem . Szerintem amit írtam nem olyan ördöngös dolog ,hogy nem érne meg egy próbát .
Cím: Re:Épül a gépem ::: Kicsa
Írta: s2k5ycubj Dátum 2012 június 01, 15:01
Írta: s2k5ycubj Dátum 2012 június 01, 15:01
Igazad van meg kell nézni és ha jól működik akkor kész,ha nem ráér az ember törni a fejét. Szép napot.[#integet2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 június 01, 18:47
Írta: Szalai György Dátum 2012 június 01, 18:47
Azért az nagy mutatvány volna, ha az imbusz csavar helyére beragasztanál például egy DIN 938 ászok csavart, arra meg egy DIN 440 fakötésű alátétet meg egy DIN 6798 J belsőfogazású alátétet és egy szép DIN 6335 kereszt fogantyút.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 június 02, 22:35
Írta: Kicsa Dátum 2012 június 02, 22:35
Remek ötlet,csak van vele egy kis bökkenő. Az alumínium csík 25 mm széles,a DIN 6335 szabvány szerinti tekerő pedig min. 32 mm átmérőjű. Sajnos nem férne el...ezen a vonalon elindulva most valami olyasmi kart keresek,amibe anyát lehetne ragasztani. Sajnos nem tudok képet mutatni,nem találok sehol sem..pedig rém egyszerű.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2012 június 03, 09:49
Írta: svejk Dátum 2012 június 03, 09:49
Pár napja valaki keresett gép karokra "gombócokat".
A segítő linkben szereplő boltban láttam szorító fogantyúkat, melyek 60 fokonként reteszelhetőek.
A segítő linkben szereplő boltban láttam szorító fogantyúkat, melyek 60 fokonként reteszelhetőek.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 június 03, 12:25
Írta: Kicsa Dátum 2012 június 03, 12:25
Budapesten található az a bolt? Sajnos nem tudom,melyik linkről van szó,megköszönném,ha be tudnád másolni ide.
Nem nagyon tudom nyomon követni a történteket kb 1 hete...
Nem nagyon tudom nyomon követni a történteket kb 1 hete...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 június 03, 14:42
Írta: Kicsa Dátum 2012 június 03, 14:42
Ahogy ígértem,itt a félkész 'védőfelszerelés' az elektronika számára. Két rögzítőfurat hiányzik még,illetve valami felületkezelés : valószínűleg le fogom festeni. No meg a szabadon maradt kábelt rákötöm a belső réz felületre (lehetséges,hogy alátéttel saruzni fogom az egyik rögzítőfurathoz) ,árnyékolás gyanánt. Elég jól fed,takarja a lényegi részeket.
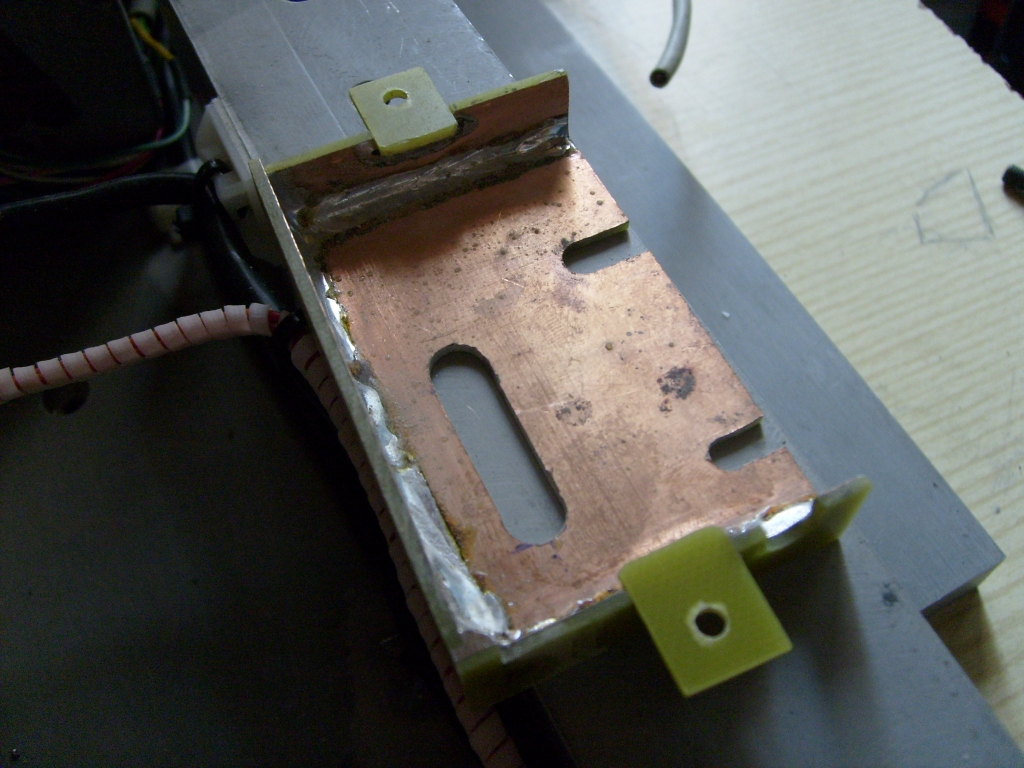
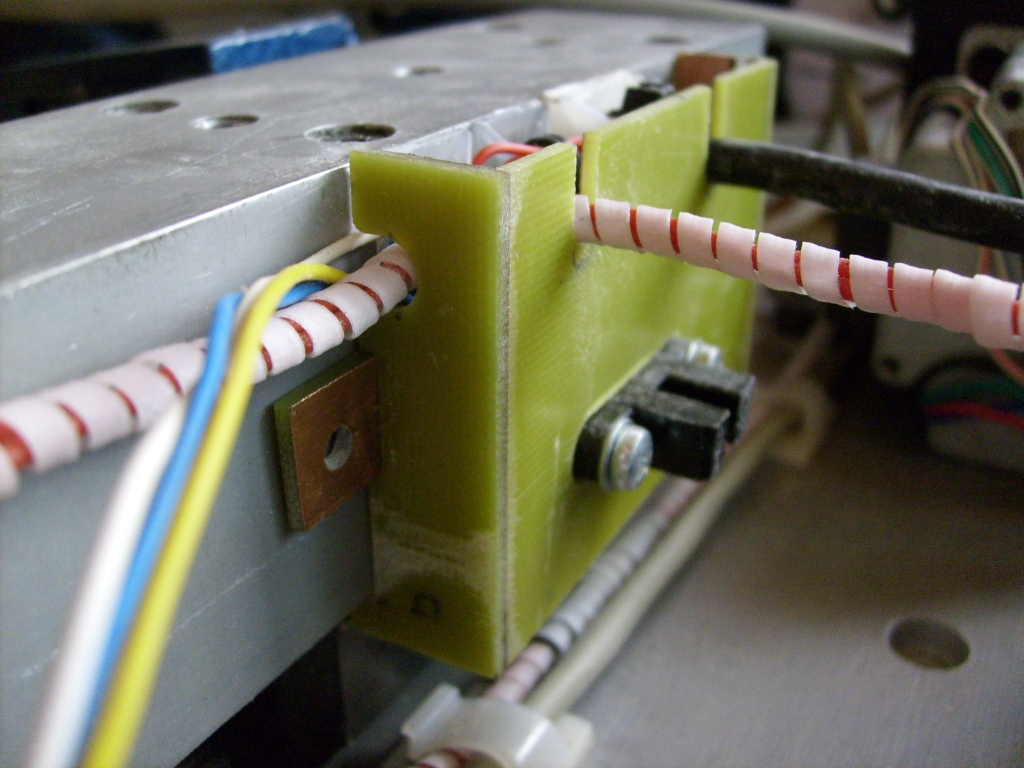
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2012 június 03, 17:23
Írta: Szalai György Dátum 2012 június 03, 17:23
Akkor hasznát vennéd egy excenteres szorító karnak.
Az is nagyon elegáns megoldás, de egy imbusz csavartól biztosan nem olcsóbb.
Bringákon láttam ilyesmiket.
Az is nagyon elegáns megoldás, de egy imbusz csavartól biztosan nem olcsóbb.
Bringákon láttam ilyesmiket.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2012 június 03, 17:38
Írta: svejk Dátum 2012 június 03, 17:38
Nem emlékszem, most volt a napokban, Rferi írta a bolt címét.
Ha a rugó ellenében kihúzod magad felé akkor a hatszögleten elfordítható 60 fokban a kar.

Ha a rugó ellenében kihúzod magad felé akkor a hatszögleten elfordítható 60 fokban a kar.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 június 03, 18:06
Írta: Kicsa Dátum 2012 június 03, 18:06
Gyors-zárnak hívják, az én bringámon is így van rögzítve az első-hátsó kerékagy. (általában a nyereg is ilyen módon van,de nekem az nincs [#beka2] )
svejk!
Tetszik ez a megoldás,ilyesmi lenne a legjobb szerintem. Utánaolvasgatok akkor a topicoknak,így már könnyebb lesz.
Köszönöm szépen!
svejk!
Tetszik ez a megoldás,ilyesmi lenne a legjobb szerintem. Utánaolvasgatok akkor a topicoknak,így már könnyebb lesz.
Köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 június 03, 18:15
Írta: Kicsa Dátum 2012 június 03, 18:15
www.gmuvegezok.hu
Ezt a címet találtam,de ez üvegezéssel foglalkozik. Erre gondoltál? Ha nem,keresek tovább [#nemtudom]
Ezt a címet találtam,de ez üvegezéssel foglalkozik. Erre gondoltál? Ha nem,keresek tovább [#nemtudom]
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2012 június 03, 18:31
Írta: svejk Dátum 2012 június 03, 18:31
Cím: Re:Épül a gépem ::: Kicsa
Írta: Bicska Dátum 2012 június 03, 21:55
Írta: Bicska Dátum 2012 június 03, 21:55
Ez volt az egyik.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2012 augusztus 16, 15:52
Írta: Kicsa Dátum 2012 augusztus 16, 15:52
Sziasztok! Eléggé eltűntem mostanában,ennek több örömteli oka is volt. Időközben sikeres Államvizsgát tettem,hivatalosan is vége a sulinak. Ezen felül 'elkészült' a gépem is. Az idézőjel természetes,sosem lesz kész... [#nyes]
Szóval a jelenlegi állásról lesznek hamarosan képek,a 3 tengely működik.
Az elektronika összeállt,a kezelőpult tökéletesen működik,hála csewe-nek!
Próbamarások már voltak,de a főorsóm még nem tökéletes : A korábban bemutatott szíjfeszítő nem úgy teszi a dolgát,ahogy szeretném. Tervezés alatt a 2.0-s verzió...
Ezen felül az Y szán igen rejtélyes viselkedése is javítandó,valami nincs rendben a léptetőmotorommal. Alacsony sebességen (4-es orsó 1:2-es lassítással 1000 mm/perc) fut szépen,innen felfele egész nagy tartományban is használható lenne érzésem szerint (kb 4 m/percig) de rezonancia lép fel és kiesik a szinkronból. Motor hibára gyanakszom: első pajzsot forgattam már,belenézve nem látok rendellenességet,kap áramot is...szóval ez még problémás.
Ezeket leszámítva már többször takarítottam a forgácsot,jó érzés volt! Illetve 3 maró törött el 3 nap alatt...mindegyik 4 mm alatti.
Szóval a jelenlegi állásról lesznek hamarosan képek,a 3 tengely működik.
Az elektronika összeállt,a kezelőpult tökéletesen működik,hála csewe-nek!
Próbamarások már voltak,de a főorsóm még nem tökéletes : A korábban bemutatott szíjfeszítő nem úgy teszi a dolgát,ahogy szeretném. Tervezés alatt a 2.0-s verzió...
Ezen felül az Y szán igen rejtélyes viselkedése is javítandó,valami nincs rendben a léptetőmotorommal. Alacsony sebességen (4-es orsó 1:2-es lassítással 1000 mm/perc) fut szépen,innen felfele egész nagy tartományban is használható lenne érzésem szerint (kb 4 m/percig) de rezonancia lép fel és kiesik a szinkronból. Motor hibára gyanakszom: első pajzsot forgattam már,belenézve nem látok rendellenességet,kap áramot is...szóval ez még problémás.
Ezeket leszámítva már többször takarítottam a forgácsot,jó érzés volt! Illetve 3 maró törött el 3 nap alatt...mindegyik 4 mm alatti.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2016 május 18, 19:22
Írta: Kicsa Dátum 2016 május 18, 19:22
Sziasztok!
Nem publikáltma mostanában semmi sem,de több oka is van ennek.
Azonban most,mutatnék néhány képet az új szerzeményemről,a fórumon jól bevált kis 2W-os kékségről,pontosabban a fúvóka részéről.
PSoft leírása alapján kicsit alakítottam rajta,és az elérhető eszközeimmel le is gyártottam.
Az elektronika sajnos még csak "kézzel kapcsolgatós",de az elfújás így már rendben van.
3 mm-es rétegelt lemezt vágtam vele,nem túl nagy sebességgel. (Fontos volt,hogy ne kelljen kézzel kitördelni a kieső darabot,elfújás nélkül nem sikerült sehogyan sem.)
A terv,metszetben :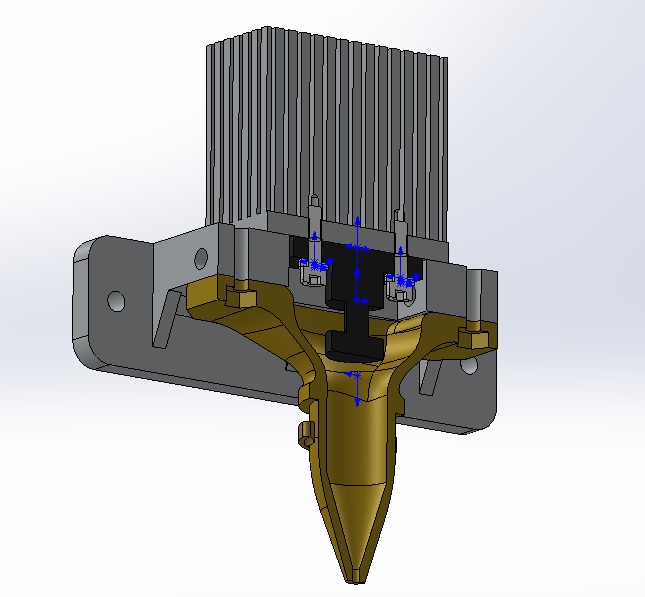
Az alkatrészek :

A gépre felszerelve :
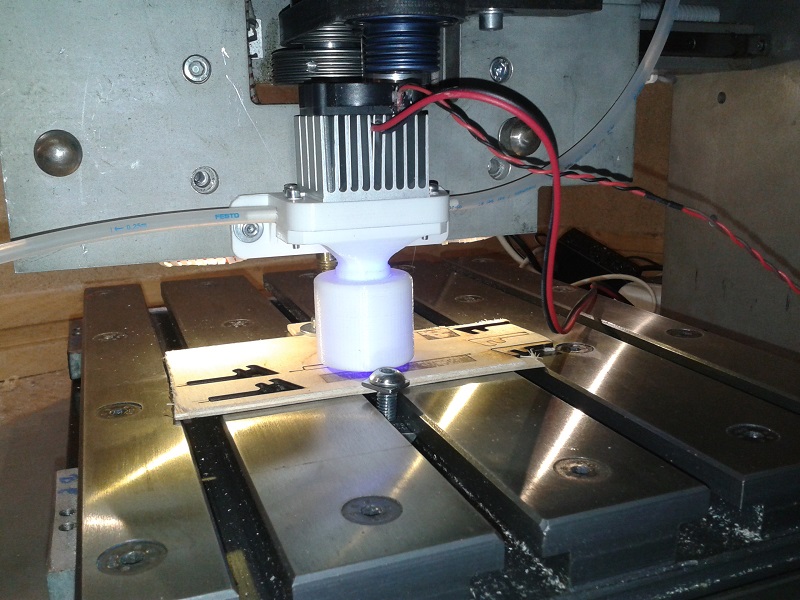
Nem publikáltma mostanában semmi sem,de több oka is van ennek.
Azonban most,mutatnék néhány képet az új szerzeményemről,a fórumon jól bevált kis 2W-os kékségről,pontosabban a fúvóka részéről.
PSoft leírása alapján kicsit alakítottam rajta,és az elérhető eszközeimmel le is gyártottam.
Az elektronika sajnos még csak "kézzel kapcsolgatós",de az elfújás így már rendben van.
3 mm-es rétegelt lemezt vágtam vele,nem túl nagy sebességgel. (Fontos volt,hogy ne kelljen kézzel kitördelni a kieső darabot,elfújás nélkül nem sikerült sehogyan sem.)
A terv,metszetben :
Az alkatrészek :
A gépre felszerelve :
Cím: Re:Épül a gépem ::: Kicsa
Írta: KBalázs Dátum 2016 május 18, 19:30
Írta: KBalázs Dátum 2016 május 18, 19:30
Ismét öröm látni, ahogy a 3D nyomtatott tárgyak életre kelnek, és nem csak oktalan díszek! [#taps]
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanyi84 Dátum 2016 május 18, 21:00
Írta: sanyi84 Dátum 2016 május 18, 21:00
Hol hol hol lehet rendelni ?
Nagyon jó lett. Gratulálok az államvizsgádhoz és ehhez a fejhez is.
Az 1 m/perc kevés, Nem akad a mechanika valahol?
Másik motorra ideiglenesen cserélni tudod?
Nagyon jó lett. Gratulálok az államvizsgádhoz és ehhez a fejhez is.
Az 1 m/perc kevés, Nem akad a mechanika valahol?
Másik motorra ideiglenesen cserélni tudod?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2016 május 19, 09:52
Írta: Kicsa Dátum 2016 május 19, 09:52
Köszönöm mindkettőtöknek!
A korábbi posztban említett hiba megoldódott. Sejtésem beigazolódott,darabokra volt törve a léptetőmotor mágnese. Kiszerelés után egyértelműen látszott...
Azóta kapott új motort-vezérlővel,csereorsót is az Y szán,valamint a szíjfeszítő is elkészült.
sanyi84!
Ha a fej tetszik,szívesen készítek neked is egyet. Módosítások is eszközölhetőek,ha szükséges.Egy oldali levegőbevezetés (nem kaptam pneu csatit az Y toldáshoz),rögzítő furatok módosítása,vagy amire szükség van.
Ha gondolod,keress meg e-mailben a részletek miatt!
A korábbi posztban említett hiba megoldódott. Sejtésem beigazolódott,darabokra volt törve a léptetőmotor mágnese. Kiszerelés után egyértelműen látszott...
Azóta kapott új motort-vezérlővel,csereorsót is az Y szán,valamint a szíjfeszítő is elkészült.
sanyi84!
Ha a fej tetszik,szívesen készítek neked is egyet. Módosítások is eszközölhetőek,ha szükséges.Egy oldali levegőbevezetés (nem kaptam pneu csatit az Y toldáshoz),rögzítő furatok módosítása,vagy amire szükség van.
Ha gondolod,keress meg e-mailben a részletek miatt!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2016 július 24, 14:36
Írta: Kicsa Dátum 2016 július 24, 14:36
Üdv Mindenkinek!
A korábban mutatott fej a lézerre remekül szuperál,a legutóbi égetésről mutatnék egy képet :
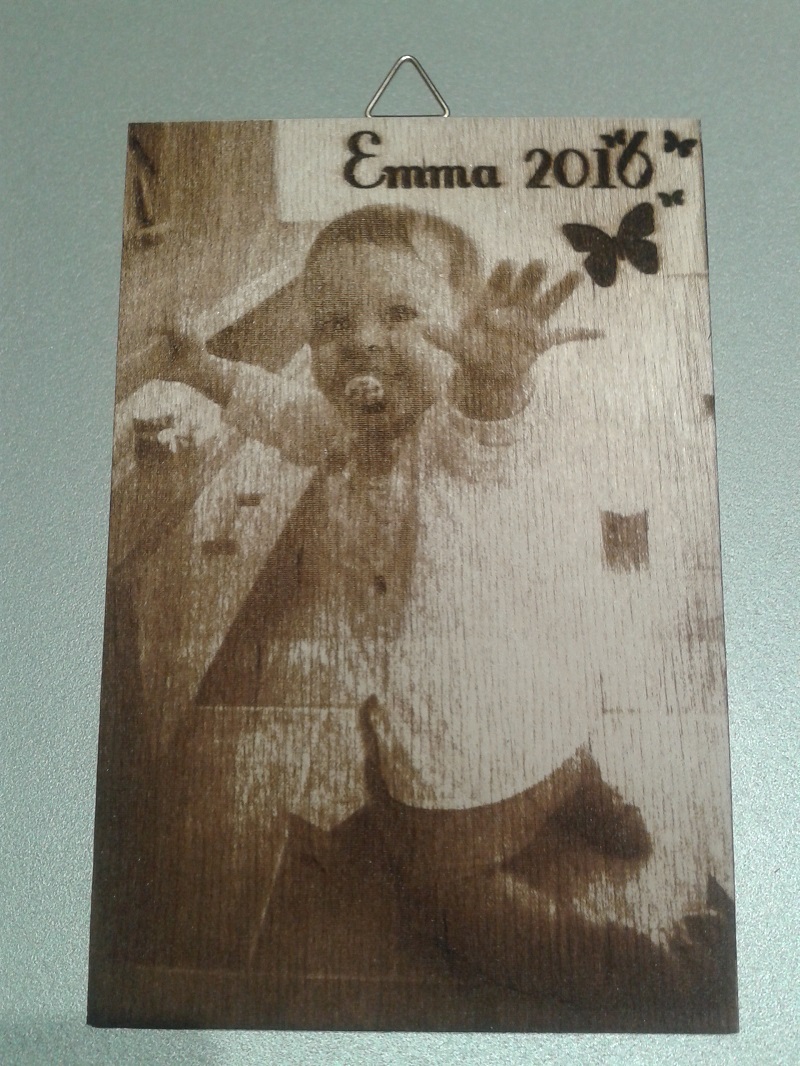
Nemrégiben kerestem oszlopos fúrógépet az Adok-Veszek-ben,és sikerült is elhoznom a kiválasztott példányt. Nekiálltam egy kis felújításnak,illetve szeretném lecserélni a rajta lévő picike tokmányt egy nagyobbra. A kérdésem : hogy kell ennek innen lejönnie? Feltételezem,hogy szabvány kúpon van fent (talán B16) ,a tokmány közepében nem látok biztosító csavart. Szétverni nem akarom,féltem a tengelyt...
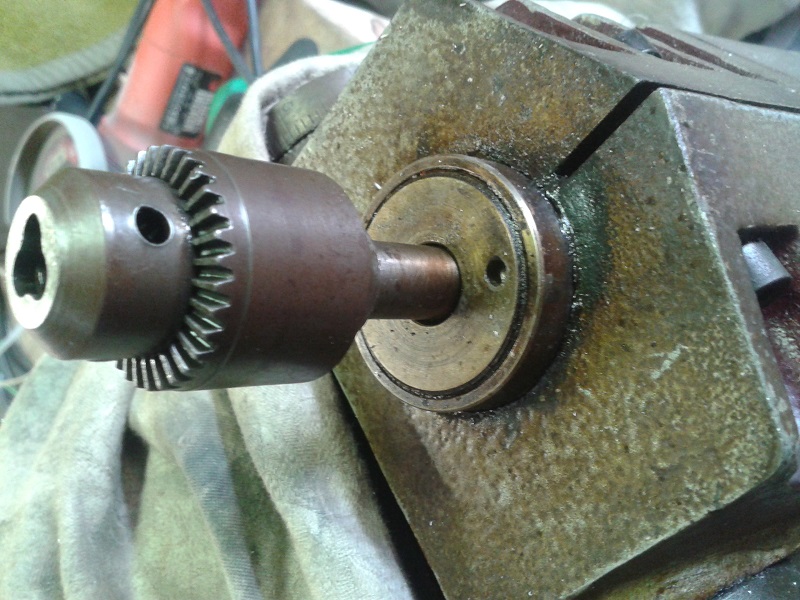


A korábban mutatott fej a lézerre remekül szuperál,a legutóbi égetésről mutatnék egy képet :
Nemrégiben kerestem oszlopos fúrógépet az Adok-Veszek-ben,és sikerült is elhoznom a kiválasztott példányt. Nekiálltam egy kis felújításnak,illetve szeretném lecserélni a rajta lévő picike tokmányt egy nagyobbra. A kérdésem : hogy kell ennek innen lejönnie? Feltételezem,hogy szabvány kúpon van fent (talán B16) ,a tokmány közepében nem látok biztosító csavart. Szétverni nem akarom,féltem a tengelyt...
Cím: Re:Épül a gépem ::: Kicsa
Írta: jani300 Dátum 2016 július 24, 14:45
Írta: jani300 Dátum 2016 július 24, 14:45
Üdv ! Valóban B16 os kúpja lehet .
Vannak fúrótokmányok amelyekben van lehúzómenet .
Ha kifúrod a tokmányt , le lehet húzni, erre gyártott (egyedileg) lehúzóval , vagy kenyérbéllel kitömve leütni esetleg .
Vannak fúrótokmányok amelyekben van lehúzómenet .
Ha kifúrod a tokmányt , le lehet húzni, erre gyártott (egyedileg) lehúzóval , vagy kenyérbéllel kitömve leütni esetleg .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2016 július 24, 15:56
Írta: Szalai György Dátum 2016 július 24, 15:56
Próbáld szakemberesen. Üssed. Lefelé.
A tengelyre tégy egy villáskulcsot.
Lapjával, hogy a villa a tokmány tetején felfeküdjön és a tengely a villában legyen.
Azután a kalapács smoljával, fentről lefele, püff a villáskulcs nyakára, jó közel a felfekvő felülethez.
A tengelyre tégy egy villáskulcsot.
Lapjával, hogy a villa a tokmány tetején felfeküdjön és a tengely a villában legyen.
Azután a kalapács smoljával, fentről lefele, püff a villáskulcs nyakára, jó közel a felfekvő felülethez.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svager Dátum 2016 július 24, 16:42
Írta: svager Dátum 2016 július 24, 16:42
Pörköld meg egy kicsit [#wink]
Természetesen csak a tokmányt...
Természetesen csak a tokmányt...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2016 július 24, 18:44
Írta: Kicsa Dátum 2016 július 24, 18:44
Befújtam egy kis WD40-nel,mondván,az mindenre jó.
Az ütlegelés ilyen fajtáját próbáltam,egy laposvasat raktam oda,amibe középen tengelyméretet flexeltem. (A laposvas másik végébe készítettem el az oszlop tetején lévő záródugóhoz a célszerszámot szétszedéshez,ezért volt kéznél )
Szétfúrni nem szeretném a tokmányt,ha ne muszáj. Akkor a következővel fogok próbálkozni,az ötleteket kombinálva : Letakarítom a WD40 maradékát (mielőtt még felgyújtok valamit ),nyílt lánggal felhevítem a tokmányt,majd gyorsan melegében,ráütök párat.
Hamarosan jelentkezem a fejleményekkel...
Köszönöm szépen!
ui.: Erről a kenyérbéllel kitömve leütni technikáról olvasnék még pár sort,hogy is kell ezt elképzelni a gyakorlatban.
Az ütlegelés ilyen fajtáját próbáltam,egy laposvasat raktam oda,amibe középen tengelyméretet flexeltem. (A laposvas másik végébe készítettem el az oszlop tetején lévő záródugóhoz a célszerszámot szétszedéshez,ezért volt kéznél )
Szétfúrni nem szeretném a tokmányt,ha ne muszáj. Akkor a következővel fogok próbálkozni,az ötleteket kombinálva : Letakarítom a WD40 maradékát (mielőtt még felgyújtok valamit ),nyílt lánggal felhevítem a tokmányt,majd gyorsan melegében,ráütök párat.
Hamarosan jelentkezem a fejleményekkel...
Köszönöm szépen!
ui.: Erről a kenyérbéllel kitömve leütni technikáról olvasnék még pár sort,hogy is kell ezt elképzelni a gyakorlatban.
Cím: Re:Épül a gépem ::: Kicsa
Írta: szf Dátum 2016 július 24, 21:22
Írta: szf Dátum 2016 július 24, 21:22
Ha találkozunk akkor tartok egy kis gyorstalpaló,hozzàl magadal kenyeret,szalonnàt,hagymàt.....
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2016 július 24, 21:29
Írta: PSoft Dátum 2016 július 24, 21:29
A kenyeret értem...
Még, a szalonnát is, hiszen be kell kenni valamivel a kúpot az új tokmány felrakása előtt!:)
No de...minek a hagyma, azzal, mit csinálsz!?
Talán...könnyeket fakasztasz Kicsa szeméből?:))
[#nevetes1][#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Csuhás Dátum 2016 július 24, 21:35
Írta: Csuhás Dátum 2016 július 24, 21:35
Egy satuba fogott kb 6..8-as álló fúróval belefúrsz a forgó tokmány közepébe a tengelyig. A furatot alaposan kitöltöd színültig kenyérbéllel vagy gyurmával. Végül a furatba pontosan illeszkedő tüskét dugsz és kalapáccsal megütöd. A kialakuló nagynyomású kenyér letolja a tokmányt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: szf Dátum 2016 július 24, 21:42
Írta: szf Dátum 2016 július 24, 21:42
A műhely előtt tűzet rakok,szalonnàt sütünk és van nàlam mindig egy karton közös nevező, megisszuk
Azt mesélek.....
Azt mesélek.....
Cím: Re:Épül a gépem ::: Kicsa
Írta: 55xuwevre Dátum 2016 július 24, 21:47
Írta: 55xuwevre Dátum 2016 július 24, 21:47
Ha a biztosító csavar helyére befúrsz, ahogy jani300 javasolta és menetet vágsz bele, csavarral simán lenyomathatod.(fogod érezni amikor átmegy a tokmányon)
Ez nem szétfúrás semmi baja nem lesz, az ütésektől inkább, elhajolhat a tengely, mert a kúp után a csapágynál még vékonyabb.
Ez nem szétfúrás semmi baja nem lesz, az ütésektől inkább, elhajolhat a tengely, mert a kúp után a csapágynál még vékonyabb.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2016 július 25, 18:32
Írta: Kicsa Dátum 2016 július 25, 18:32
Köszönöm szépen mindenkinek a segítséget,az eredmény az alábbi képeken láthatóak.
Egy szépséghibája van a dolognak,az 'új' tokmány B16-os kúppal rendelkezik,ami ráesik a gép tengelyvégződésén található talán B12) kúpra. Ennek a problémának a megoldása a következő lépés...[#email]


Egy szépséghibája van a dolognak,az 'új' tokmány B16-os kúppal rendelkezik,ami ráesik a gép tengelyvégződésén található talán B12) kúpra. Ennek a problémának a megoldása a következő lépés...[#email]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2016 július 25, 18:33
Írta: Kicsa Dátum 2016 július 25, 18:33
Ja igen,hogy hogyan is jött le?
A kenyérbél kivételével minden úton,egyszerre járva jött el a várvavárt eredmény. Nem volt egyszerű...
A kenyérbél kivételével minden úton,egyszerre járva jött el a várvavárt eredmény. Nem volt egyszerű...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2016 november 10, 20:54
Írta: Kicsa Dátum 2016 november 10, 20:54
Sziasztok!
A háttérben készült egy saját tervezésű és építésű (főként 3D nyomtatott alkatrészekből) picike lézer gravírozó mechanika a 2W-os lézernek. Ne a marófejjel rohangáljon a másik gép,így is megszenvedte a nagy tömeg rángatását a golyósorsó.
Az első próbák a géppel,némi elektronikai és szoftveres problémák után :
(http://cnctar.hobbycnc.hu/Kicsa/Lezer/20161110_Laser%20gep%20elso%20proba/1.jpg)
(http://cnctar.hobbycnc.hu/Kicsa/Lezer/20161110_Laser%20gep%20elso%20proba/2.jpg)
(http://cnctar.hobbycnc.hu/Kicsa/Lezer/20161110_Laser%20gep%20elso%20proba/3.jpg)
Egy kép saját fénykép lett volna,előkészítés hiányában nem is sikerült.A másik két képért pedig PSoft-nak mondok köszönetet,a minap linkelt saját mappájában találtam rájuk.
Látszanak az legelső sikertelen próbák is,az a bizonyos Look ahead érték viccelt meg többet között.
A képek Mach3-mal készültek egyenlőre, az MCNC kirpóbálása folyamatban van. A képek g-kódját pedig csewe-nek köszönöm szépen! (G-ray)
A háttérben készült egy saját tervezésű és építésű (főként 3D nyomtatott alkatrészekből) picike lézer gravírozó mechanika a 2W-os lézernek. Ne a marófejjel rohangáljon a másik gép,így is megszenvedte a nagy tömeg rángatását a golyósorsó.
Az első próbák a géppel,némi elektronikai és szoftveres problémák után :
(http://cnctar.hobbycnc.hu/Kicsa/Lezer/20161110_Laser%20gep%20elso%20proba/1.jpg)
(http://cnctar.hobbycnc.hu/Kicsa/Lezer/20161110_Laser%20gep%20elso%20proba/2.jpg)
(http://cnctar.hobbycnc.hu/Kicsa/Lezer/20161110_Laser%20gep%20elso%20proba/3.jpg)
Egy kép saját fénykép lett volna,előkészítés hiányában nem is sikerült.A másik két képért pedig PSoft-nak mondok köszönetet,a minap linkelt saját mappájában találtam rájuk.
Látszanak az legelső sikertelen próbák is,az a bizonyos Look ahead érték viccelt meg többet között.
A képek Mach3-mal készültek egyenlőre, az MCNC kirpóbálása folyamatban van. A képek g-kódját pedig csewe-nek köszönöm szépen! (G-ray)
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2016 november 10, 21:15
Írta: PSoft Dátum 2016 november 10, 21:15
Óóóó!
A hálás, Monroe kép. (http://cnctar.hobbycnc.hu/PSoft/Vegyes/Kepek/monroe.jpg)
Ezt, igazából...elrontani se lehet:)
[#eljen] [#wave]
A hálás, Monroe kép. (http://cnctar.hobbycnc.hu/PSoft/Vegyes/Kepek/monroe.jpg)
Ezt, igazából...elrontani se lehet:)
[#eljen] [#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2016 november 14, 08:00
Írta: Kicsa Dátum 2016 november 14, 08:00
Ismét Tőled merítve,elkészült egy picit nagyobb kép,mint a bélyegméret.
Van egy kis probléma az általam generált kóddal vektoros kép gravírozásánál,így teszteletem a mechanikát. Ez a fajta égetés szépen lement,szóval egyenlőre tanácstalan vagyok a hibát tekintve.
Ez még mindig a Mach3 - G-Ray,az MCNC-vel egyenlőre küzdök még.
(http://cnctar.hobbycnc.hu/Kicsa/Lezer/20161111_Laser%20gep%20masodik%20proba/20161111.jpg)
Van egy kis probléma az általam generált kóddal vektoros kép gravírozásánál,így teszteletem a mechanikát. Ez a fajta égetés szépen lement,szóval egyenlőre tanácstalan vagyok a hibát tekintve.
Ez még mindig a Mach3 - G-Ray,az MCNC-vel egyenlőre küzdök még.
(http://cnctar.hobbycnc.hu/Kicsa/Lezer/20161111_Laser%20gep%20masodik%20proba/20161111.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 19, 08:52
Írta: Kicsa Dátum 2017 október 19, 08:52
Üdv Mindenkinek!
Elég rég jelentkeztem már fejleményekkel,bár azért folyamatos az "ügyködés" a háttérben. Múltkori (majd' 1 éves [#vigyor2] ) hozzászólás lézergravír témájú volt,most pedig inkább egy kis alkatrész készítés a téma,alumíniumból.
Képregény-szerűen megmutatnám egy ER11-es fortuna házának készülését,mely marógép-eszterga kombó végeredménye. Ezután még marógépre ment,a rögzítő furatok elkészítéséhez,valamint kapott a hátára egy csapágyfedelet is. Szíjtárcsa is van hozzá. Kipróbálom a 'tömeges' képfeltöltés,limitáció miatt,több hozzászólásba rakom őket. Ha így nem jó,akkor visszatérek a jól megszokott tárhelyre töltéshez.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_itahkctah8c3y50t4eywf_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/itahkctah8c3y50t4eywf_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_m3da6bzmuhvm9yevxm2f2_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/m3da6bzmuhvm9yevxm2f2_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_gzie6g2xfmx38kwjbczj_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/gzie6g2xfmx38kwjbczj_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_qx65wsdm5709aucwa45ie_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/qx65wsdm5709aucwa45ie_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_ctz8yqhy5jm7igqxpuzac_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/ctz8yqhy5jm7igqxpuzac_427.jpg)
Elég rég jelentkeztem már fejleményekkel,bár azért folyamatos az "ügyködés" a háttérben. Múltkori (majd' 1 éves [#vigyor2] ) hozzászólás lézergravír témájú volt,most pedig inkább egy kis alkatrész készítés a téma,alumíniumból.
Képregény-szerűen megmutatnám egy ER11-es fortuna házának készülését,mely marógép-eszterga kombó végeredménye. Ezután még marógépre ment,a rögzítő furatok elkészítéséhez,valamint kapott a hátára egy csapágyfedelet is. Szíjtárcsa is van hozzá. Kipróbálom a 'tömeges' képfeltöltés,limitáció miatt,több hozzászólásba rakom őket. Ha így nem jó,akkor visszatérek a jól megszokott tárhelyre töltéshez.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_itahkctah8c3y50t4eywf_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/itahkctah8c3y50t4eywf_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_m3da6bzmuhvm9yevxm2f2_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/m3da6bzmuhvm9yevxm2f2_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_gzie6g2xfmx38kwjbczj_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/gzie6g2xfmx38kwjbczj_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_qx65wsdm5709aucwa45ie_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/qx65wsdm5709aucwa45ie_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_ctz8yqhy5jm7igqxpuzac_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/ctz8yqhy5jm7igqxpuzac_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 19, 08:53
Írta: Kicsa Dátum 2017 október 19, 08:53
Az előző képek az előgyártmány elkészültét mutatják,a következő pár pedig már az eszterga rész...
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_wjxydxacifxxeufn9q6ce_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/wjxydxacifxxeufn9q6ce_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_bmz26j4905acs3qzkk5bn_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/bmz26j4905acs3qzkk5bn_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_q2xvd48njwvbqtigdn40v_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/q2xvd48njwvbqtigdn40v_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_bbpsghyit47ij9xthceij_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/bbpsghyit47ij9xthceij_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_c3m2dk7utwfc3kheh9s3s_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/c3m2dk7utwfc3kheh9s3s_427.jpg)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_wjxydxacifxxeufn9q6ce_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/wjxydxacifxxeufn9q6ce_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_bmz26j4905acs3qzkk5bn_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/bmz26j4905acs3qzkk5bn_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_q2xvd48njwvbqtigdn40v_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/q2xvd48njwvbqtigdn40v_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_bbpsghyit47ij9xthceij_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/bbpsghyit47ij9xthceij_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_c3m2dk7utwfc3kheh9s3s_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/c3m2dk7utwfc3kheh9s3s_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 19, 08:55
Írta: Kicsa Dátum 2017 október 19, 08:55
Eszterga, 2. felvonás
Azt látom,hogy ha a képekhez írnék valamit,na azt így nem olyan könnyű...
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_hnvqgf9vi5zz4bxxe7xq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/hnvqgf9vi5zz4bxxe7xq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_csptds6s6e70xkng0hm_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/csptds6s6e70xkng0hm_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_yq3f7nugcejapu3indcj9_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/yq3f7nugcejapu3indcj9_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_u2jauhhmmzzbdbyw750n3_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/u2jauhhmmzzbdbyw750n3_427.jpg)
Azt látom,hogy ha a képekhez írnék valamit,na azt így nem olyan könnyű...
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_hnvqgf9vi5zz4bxxe7xq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/hnvqgf9vi5zz4bxxe7xq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_csptds6s6e70xkng0hm_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/csptds6s6e70xkng0hm_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_yq3f7nugcejapu3indcj9_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/yq3f7nugcejapu3indcj9_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_u2jauhhmmzzbdbyw750n3_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/u2jauhhmmzzbdbyw750n3_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 20, 08:51
Írta: Kicsa Dátum 2017 október 20, 08:51
Újabb alkatrész,ezúttal egy Z tengelyt tartó alaplap készülése,képekben.
1. Lefogás ideiglenesen 2 csavarral,a központfúrás idejére.
2. Változatlan nullponttal,a rögzítőfuratok kifúrása kézi fúrógéppel,majd 6 db csavarral az alaplaphoz rögzítés.
3. Mivel nem mozdult el a darab az "átfogás" közben (ráellenőriztem a nullpontra),szerszámcsere után indulhat is a nagyolóprogram. Paraméterek:
0,2 mm oldalráhagyás a kész kontúrhoz képest
ae= 4-5 mm (változó az előgyártmány darabolása miatt)
ap= 1 mm
f=350 mm/perc
S=Jókérdés [#vigyor4] Rava fúrómotor a főorsó. Maximum közeli fordulat,áttételezve kb. 6000 1/perc.
A mechanika bírná még az iramot,a szerszám is,viszont a főorsó teljesítmény kezd elfogyni. Próbálok majd valamit számolgatni,mennyi is lehet a teljesítményigény ilyen forgácsolási paraméterek esetében.
(Az anyagminőség, AlMg4,5Mn0,7 fóliás lemez)
4. Golyósorsó háznak férőhely marása.
5. Simított oldalfal. 0,1 mm-es oldalfogással,2 lépésből, 300 mm/perc. Teljes fogásmélység,D6 4 élű HSS maróval. Fordulat,szintén maximum közeli érték.
Készül több ilyen alkatrész a leendő gravírozógéphez,hasonló megmunkálással.
(Fóliás lemez körbemarva,kis kibontások-furatok-menetek.)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_3pkg9kw9y6jdwksgadkd5_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/3pkg9kw9y6jdwksgadkd5_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_8stkhi5s68jznsz8ydik_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/8stkhi5s68jznsz8ydik_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_vtibtdicyt6vt8taybgei_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/vtibtdicyt6vt8taybgei_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_s7b8qymba5ipguaee26_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/s7b8qymba5ipguaee26_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_2hi8ykij6yvywzhbksy3w_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/2hi8ykij6yvywzhbksy3w_427.jpg)
1. Lefogás ideiglenesen 2 csavarral,a központfúrás idejére.
2. Változatlan nullponttal,a rögzítőfuratok kifúrása kézi fúrógéppel,majd 6 db csavarral az alaplaphoz rögzítés.
3. Mivel nem mozdult el a darab az "átfogás" közben (ráellenőriztem a nullpontra),szerszámcsere után indulhat is a nagyolóprogram. Paraméterek:
0,2 mm oldalráhagyás a kész kontúrhoz képest
ae= 4-5 mm (változó az előgyártmány darabolása miatt)
ap= 1 mm
f=350 mm/perc
S=Jókérdés [#vigyor4] Rava fúrómotor a főorsó. Maximum közeli fordulat,áttételezve kb. 6000 1/perc.
A mechanika bírná még az iramot,a szerszám is,viszont a főorsó teljesítmény kezd elfogyni. Próbálok majd valamit számolgatni,mennyi is lehet a teljesítményigény ilyen forgácsolási paraméterek esetében.
(Az anyagminőség, AlMg4,5Mn0,7 fóliás lemez)
4. Golyósorsó háznak férőhely marása.
5. Simított oldalfal. 0,1 mm-es oldalfogással,2 lépésből, 300 mm/perc. Teljes fogásmélység,D6 4 élű HSS maróval. Fordulat,szintén maximum közeli érték.
Készül több ilyen alkatrész a leendő gravírozógéphez,hasonló megmunkálással.
(Fóliás lemez körbemarva,kis kibontások-furatok-menetek.)
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_3pkg9kw9y6jdwksgadkd5_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/3pkg9kw9y6jdwksgadkd5_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_8stkhi5s68jznsz8ydik_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/8stkhi5s68jznsz8ydik_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_vtibtdicyt6vt8taybgei_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/vtibtdicyt6vt8taybgei_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_s7b8qymba5ipguaee26_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/s7b8qymba5ipguaee26_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_2hi8ykij6yvywzhbksy3w_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/2hi8ykij6yvywzhbksy3w_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 20, 09:01
Írta: Kicsa Dátum 2017 október 20, 09:01
Készült még egy motor felfogó alkatrész is a Z tengelyhez,megmutatom nektek ezt is!
1. kép : Az alapanyag,LV12-es alumínium, fóliás lemez.
2. kép : 1. oldal marás közben. Kontúr kb fél mélységben készül,valamint a kibontások a motor számára.
3. kép : Nagyolás utolsó lépése.
4. kép : Nagyolás kész. Simítás + központfúrás következik!
5. kép : első oldal kész,fordítás!
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_5ntq29ma2ji8zygv37u6_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/5ntq29ma2ji8zygv37u6_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_cc5ftb09xp49jwck252q9_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/cc5ftb09xp49jwck252q9_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_bfmey76uj2jnxsbpbki3_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/bfmey76uj2jnxsbpbki3_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_kmb0mkx9fhut28v72m442_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/kmb0mkx9fhut28v72m442_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_7j00xws28t83bfcevuva_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/7j00xws28t83bfcevuva_427.jpg)
1. kép : Az alapanyag,LV12-es alumínium, fóliás lemez.
2. kép : 1. oldal marás közben. Kontúr kb fél mélységben készül,valamint a kibontások a motor számára.
3. kép : Nagyolás utolsó lépése.
4. kép : Nagyolás kész. Simítás + központfúrás következik!
5. kép : első oldal kész,fordítás!
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_5ntq29ma2ji8zygv37u6_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/5ntq29ma2ji8zygv37u6_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_cc5ftb09xp49jwck252q9_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/cc5ftb09xp49jwck252q9_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_bfmey76uj2jnxsbpbki3_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/bfmey76uj2jnxsbpbki3_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_kmb0mkx9fhut28v72m442_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/kmb0mkx9fhut28v72m442_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_7j00xws28t83bfcevuva_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/7j00xws28t83bfcevuva_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 20, 09:08
Írta: Kicsa Dátum 2017 október 20, 09:08
Második felfogás!
1. kép : Átfordítás után,kinullázva,épp a Z nullpont fevétele utáni állapot.
2. kép : Kontúrmarás folyamatban. Szigorúan,ráhagyással...
3. kép : Szükség volt egy férőhelyre a szíjkerék hozzáférhetősége miatt. Gondoltam,letesztelem a kínai gömbmarókat. Bevált!
4.-5. kép : Az alkatrész a gépről lekerült,oszlopos fúrón folytatódik vele a munka. 2 felfogó furat lesz DIN 912 csavarfej süllyesztéssel,2 db menet a szíjfeszítő számára,valamint 4 db M3 a motor felfogáshoz. A peremet sikerült úgy kimarni,hogy a motor összerakás után,csavar nélkül sem esik ki a helyéről.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_035hafxzkk2dhmgu42z0_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/035hafxzkk2dhmgu42z0_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_5g8pu9u6iwx7mbenanup_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/5g8pu9u6iwx7mbenanup_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_4uhvtvggy0n2knp5icn06_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/4uhvtvggy0n2knp5icn06_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_bdgeaxadju0f5ccxf5fda_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/bdgeaxadju0f5ccxf5fda_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_583zjnq6bm4xvhx6gqsw9_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/583zjnq6bm4xvhx6gqsw9_427.jpg)
1. kép : Átfordítás után,kinullázva,épp a Z nullpont fevétele utáni állapot.
2. kép : Kontúrmarás folyamatban. Szigorúan,ráhagyással...
3. kép : Szükség volt egy férőhelyre a szíjkerék hozzáférhetősége miatt. Gondoltam,letesztelem a kínai gömbmarókat. Bevált!
4.-5. kép : Az alkatrész a gépről lekerült,oszlopos fúrón folytatódik vele a munka. 2 felfogó furat lesz DIN 912 csavarfej süllyesztéssel,2 db menet a szíjfeszítő számára,valamint 4 db M3 a motor felfogáshoz. A peremet sikerült úgy kimarni,hogy a motor összerakás után,csavar nélkül sem esik ki a helyéről.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_035hafxzkk2dhmgu42z0_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/035hafxzkk2dhmgu42z0_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_5g8pu9u6iwx7mbenanup_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/5g8pu9u6iwx7mbenanup_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_4uhvtvggy0n2knp5icn06_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/4uhvtvggy0n2knp5icn06_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_bdgeaxadju0f5ccxf5fda_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/bdgeaxadju0f5ccxf5fda_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_583zjnq6bm4xvhx6gqsw9_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/583zjnq6bm4xvhx6gqsw9_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: vjanos Dátum 2017 október 20, 09:47
Írta: vjanos Dátum 2017 október 20, 09:47
Haladnak itt a dolgok kérem! [#eljen]
Mivel rajzolsz és mivel generálsz pályát?
A fóliás lemez valami gyárilag mart, pontos vastagságú cucc?
Mivel rajzolsz és mivel generálsz pályát?
A fóliás lemez valami gyárilag mart, pontos vastagságú cucc?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 20, 11:54
Írta: Kicsa Dátum 2017 október 20, 11:54
Gyárilag síkramart lemez. Ha jól emlékszem, +-0,1 mm vastagsági tűréssel,kitűnő felületi érdességgel. Ilyen jellegű alkatrészeknél sokat lehet spórolni,hogy nem kell az öntött/húzott anyagot síkramarni. Pláne,hogy nincs ütőkésem,így max D10-es szerszámmal tudnék dolgozni. [#vigyor3]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 20, 15:55
Írta: Kicsa Dátum 2017 október 20, 15:55
Számolgattam egy kicsit az előző példa kapcsán.
Hangsúlyozom,kerekített/egyszerűsített/rövidített számolgatás,amolyan profibb saccolás volt a cél.
Bemenő adatok :
ae oldalfogás : 4 mm
ap tengelyirányú fogás : 1 mm
vf=350 mm/perc
s=6000 1/min
Alapanyag :AlMg4,5Mn0,7
kc fajlagos forgácsolóerő értéke : 400 N/mmˇ2
Vágósebesség :
vc = (d x PI x n) / 1000 = 113 m/perc
Fogankénti előtolás :
vf = fz x z x n ,átrendezve fz = vf / z x n = 350 / (3 x 6000) = 0,02 mm/fordulat
h átl. átlagos forgácskeresztmetszet :
h átl közelítve = fz x GYÖK(ae / d) = 0,02 x GYÖK(4/6) = 0,016 mm
Fc1 egy élre eső forgácsolási erőszükséglet :
Fc1 = kc x ae x h átl = 25,6 N
Kapcsolószám = ( z / PI ) x GYÖK( ae / d) = 0,79
Fc = Fc1 x kapcsolószám = 25,6 x 0,79 = 21 N
Pc = (Fc x vc)/60 = (21 N x 150 m/perc)/60 = 53 W
Most leülök,végiggondolom az eredményt. Reális-e...elvi hiba/gyakorlati hiba van-e...Hangsúlyozom,pontosabb becslés a cél.
A főorsó motor (Rava fúrómotor) emlékeim szerint kb 380 W-os és gyorsító áttétellel üzemel. 2x-s gyorsítás is be van iktatva a hajtásba.
Lehet véleményt mondani,előjeltől függetlenül. [#wave]
Hangsúlyozom,kerekített/egyszerűsített/rövidített számolgatás,amolyan profibb saccolás volt a cél.
Bemenő adatok :
ae oldalfogás : 4 mm
ap tengelyirányú fogás : 1 mm
vf=350 mm/perc
s=6000 1/min
Alapanyag :AlMg4,5Mn0,7
kc fajlagos forgácsolóerő értéke : 400 N/mmˇ2
Vágósebesség :
vc = (d x PI x n) / 1000 = 113 m/perc
Fogankénti előtolás :
vf = fz x z x n ,átrendezve fz = vf / z x n = 350 / (3 x 6000) = 0,02 mm/fordulat
h átl. átlagos forgácskeresztmetszet :
h átl közelítve = fz x GYÖK(ae / d) = 0,02 x GYÖK(4/6) = 0,016 mm
Fc1 egy élre eső forgácsolási erőszükséglet :
Fc1 = kc x ae x h átl = 25,6 N
Kapcsolószám = ( z / PI ) x GYÖK( ae / d) = 0,79
Fc = Fc1 x kapcsolószám = 25,6 x 0,79 = 21 N
Pc = (Fc x vc)/60 = (21 N x 150 m/perc)/60 = 53 W
Most leülök,végiggondolom az eredményt. Reális-e...elvi hiba/gyakorlati hiba van-e...Hangsúlyozom,pontosabb becslés a cél.
A főorsó motor (Rava fúrómotor) emlékeim szerint kb 380 W-os és gyorsító áttétellel üzemel. 2x-s gyorsítás is be van iktatva a hajtásba.
Lehet véleményt mondani,előjeltől függetlenül. [#wave]
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2017 október 21, 08:34
Írta: 000000000 Dátum 2017 október 21, 08:34
"Reális-e..?"
Nem az. A helyes forgácsolási teljesítmény esetedben 10 W alatti, az 53 W "picit" több.
Nem az. A helyes forgácsolási teljesítmény esetedben 10 W alatti, az 53 W "picit" több.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 21, 14:40
Írta: Kicsa Dátum 2017 október 21, 14:40
A levezetés esetleg megvan becsatolható formában is,vagy a méretező program a bemenő adatok függvényében egy véderedményt ad csak ki?
Tényleg érdekelne a számolás menete,hogy hol is rontottam el.
Közben gondolkoztam "józan parasztival" is,de egy valami utólag esett csak le.A Z irányú fogásvétel nem is szerepel a képleteimben sehol sem.Márpedig nem mindegy,hogy 1 mm vgy 10mm...
Tényleg érdekelne a számolás menete,hogy hol is rontottam el.
Közben gondolkoztam "józan parasztival" is,de egy valami utólag esett csak le.A Z irányú fogásvétel nem is szerepel a képleteimben sehol sem.Márpedig nem mindegy,hogy 1 mm vgy 10mm...
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2017 október 21, 15:38
Írta: 000000000 Dátum 2017 október 21, 15:38
Egészen más módszerrel számol a programom.
A hibáid pedig abból adódnak, hogy elvileg is csak megközelítő a közepes forgácsvastagság számító képleted, és több helyen rosszul helyettesítettél be.
A Z irányú fogásmélységet (ap) pedig 1 mm-nek adtad meg.
A hibáid pedig abból adódnak, hogy elvileg is csak megközelítő a közepes forgácsvastagság számító képleted, és több helyen rosszul helyettesítettél be.
A Z irányú fogásmélységet (ap) pedig 1 mm-nek adtad meg.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 21, 18:04
Írta: Kicsa Dátum 2017 október 21, 18:04
A Z irányú fogásmélység 1 mm volt. Én a képletekben kerestem (utólag) azt a helyet,ahol ez az érték szerepel. Mert amíg 1 mm és szorozni kell vele,addig "nem befolyásol". Ha viszont 2 lenne,az eredményt is változtatnia kell.
A képletek egy része fejből jött (nyilván az egyszerűbbje [#vigyor5] ),a többi pedig neten fellelhető 2-3 irányból jött jegyzetekből ollózás volt.
Azon gondolkozom még,hogy a marószerszám tengelyén,a veszteségeket is figyelembevéve,rendelkezésemre áll kb. 150 W teljesítmény.
A gondom az,hogy forgácsolás közben,mikor a maró szélesebbet fog,lehet hallani a hangján,hogy visszaesik a fordulat. Sőt,a sarkokon (előgyártmány darabolt,a kész alkatrészen pedig rádiuszolt) nagyobb előtolásnál a főorsómotor kiesik a "vezérlet körből". Ilyenkor a fordulat nulla közelire esik,az előtolást ha nem húzom 0-ra,törik a szerszám. A motor ilyenkor sípol csupán.
Kikapcs-bekapcs és ismét mehet a munka...
Ezt sajnos elő tudom idézni az előtolás kb. 15-20 %-os növelésével is már,csak azt nem tudom,akkor hol a teljesítmény? Ebből az irányból gondolkozva,még az 50-60 W érték is kevésnek tűnt volna.
A képletek egy része fejből jött (nyilván az egyszerűbbje [#vigyor5] ),a többi pedig neten fellelhető 2-3 irányból jött jegyzetekből ollózás volt.
Azon gondolkozom még,hogy a marószerszám tengelyén,a veszteségeket is figyelembevéve,rendelkezésemre áll kb. 150 W teljesítmény.
A gondom az,hogy forgácsolás közben,mikor a maró szélesebbet fog,lehet hallani a hangján,hogy visszaesik a fordulat. Sőt,a sarkokon (előgyártmány darabolt,a kész alkatrészen pedig rádiuszolt) nagyobb előtolásnál a főorsómotor kiesik a "vezérlet körből". Ilyenkor a fordulat nulla közelire esik,az előtolást ha nem húzom 0-ra,törik a szerszám. A motor ilyenkor sípol csupán.
Kikapcs-bekapcs és ismét mehet a munka...
Ezt sajnos elő tudom idézni az előtolás kb. 15-20 %-os növelésével is már,csak azt nem tudom,akkor hol a teljesítmény? Ebből az irányból gondolkozva,még az 50-60 W érték is kevésnek tűnt volna.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 21, 18:14
Írta: Kicsa Dátum 2017 október 21, 18:14
Ha az idetévedők nem unják még nagyon,tennék fel képeket a mai délelőttről is.A munka végeztével konstatáltam,hogy a múltkor tesztelt gömbmaró után a kínaiktól érkezett 90 fokos (eredetileg talán faipari) letörőmaró is jól vizsgázott.
1. kép : szokásos megfogás,itt már kontúrmaráshoz előkészülve
2. kép : az első fogás. Nem tudom hogy vagytok vele,de én szeretem elnézegetni az ilyen képeket...
3. kép : nagyolás kész!
4. kép : a felső síkon levő kontúrra 1,5x45°. Több fogásból készült el. Paraméterek :
Oldalfogás : 0,5 mm-es lépésekben
Előtolás : 300 mm/perc
Főorsó fordulat : Fülre,kb. 3500-4000 1/perc környékén.
Két élű a szerszám. A felület igen szépre sikerült,legközelebb ilyen oldallépés mellett 350-400 mm/perc lesz a célérték.
5. kép : Az eddig elkészült alkatrészek kezdenek összeállni egy egységgé...
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_vmk0s27hyjx0t8d72v9wq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/vmk0s27hyjx0t8d72v9wq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_uc36dzmd7w3ungyp8uhib_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/uc36dzmd7w3ungyp8uhib_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_myuy4gcfap0m97z5e4vms_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/myuy4gcfap0m97z5e4vms_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_ewcjqjjs2awbksbjhgsin_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/ewcjqjjs2awbksbjhgsin_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_xkt058t9ctp5kcqb3baq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/xkt058t9ctp5kcqb3baq_427.jpg)
1. kép : szokásos megfogás,itt már kontúrmaráshoz előkészülve
2. kép : az első fogás. Nem tudom hogy vagytok vele,de én szeretem elnézegetni az ilyen képeket...
3. kép : nagyolás kész!
4. kép : a felső síkon levő kontúrra 1,5x45°. Több fogásból készült el. Paraméterek :
Oldalfogás : 0,5 mm-es lépésekben
Előtolás : 300 mm/perc
Főorsó fordulat : Fülre,kb. 3500-4000 1/perc környékén.
Két élű a szerszám. A felület igen szépre sikerült,legközelebb ilyen oldallépés mellett 350-400 mm/perc lesz a célérték.
5. kép : Az eddig elkészült alkatrészek kezdenek összeállni egy egységgé...
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_vmk0s27hyjx0t8d72v9wq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/vmk0s27hyjx0t8d72v9wq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_uc36dzmd7w3ungyp8uhib_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/uc36dzmd7w3ungyp8uhib_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_myuy4gcfap0m97z5e4vms_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/myuy4gcfap0m97z5e4vms_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_ewcjqjjs2awbksbjhgsin_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/ewcjqjjs2awbksbjhgsin_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_xkt058t9ctp5kcqb3baq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/xkt058t9ctp5kcqb3baq_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2017 október 21, 19:24
Írta: 000000000 Dátum 2017 október 21, 19:24
"A motor ilyenkor sípol csupán."
Érdekes jelenség .... Nem lehet, hogy az áramvédelem kisebb értéken már működésbe lép, mint a névleges áram 1.5 - 2-szerese?
Kicsit a helyeben kimérném azt a főorsó motorhajtást, tényleg ott van-e a tengelyen a névlges fordulatszámnál a 150 W hasznos P.
Érdekes jelenség .... Nem lehet, hogy az áramvédelem kisebb értéken már működésbe lép, mint a névleges áram 1.5 - 2-szerese?
Kicsit a helyeben kimérném azt a főorsó motorhajtást, tényleg ott van-e a tengelyen a névlges fordulatszámnál a 150 W hasznos P.
Cím: Re:Épül a gépem ::: Kicsa
Írta: sanyi84 Dátum 2017 október 22, 09:18
Írta: sanyi84 Dátum 2017 október 22, 09:18
Adj neki vizet/nagyobb fordulatot. Tapadt a forgács a letörésre. Ezt a folyamatos felkenődés/leválás okozza, vagy rossz irányba marás. Ha hűtöd/kened ilyen kevésbé van mert nem tud feltapadni a forgács a szerszámra. Persze ha megoldható. Az "alu" víz nélkül szerszámgyilkos.
Cím: Re:Épül a gépem ::: Kicsa
Írta: izbeki Dátum 2017 október 22, 11:08
Írta: izbeki Dátum 2017 október 22, 11:08
[#taps] Szupi lesz!
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 22, 16:13
Írta: Kicsa Dátum 2017 október 22, 16:13
Köszönöm szépen,legközelebb kipróbálom a nagyobb fordulatot is.
Az alu egyébként jól marható összetételű,nem kenődő fajta.
Az alu egyébként jól marható összetételű,nem kenődő fajta.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 23, 13:18
Írta: Kicsa Dátum 2017 október 23, 13:18
Egy kis mellék szál,mivel a nemrég megmutatott gravírozó parkolópályára került. Az Y szánnal lesz egy kis problémám,a lineáris megvezetés/kialakítás miatt. Elszámoltam magam a tervezett sínekkel kapcsolatban,amiket időközben másra használtam fel. Amíg keresek megfelelő síneket / kitalálom a folytatását,addig nem készítek alkatrészt hozzá,mivel vátlozhatnak a dolgok.
Addig is,egy másik projekt is alakulóban van,mutatok róla 1 képet!
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_tmw9gke572egpc634xk_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tmw9gke572egpc634xk_427.jpg)
Addig is,egy másik projekt is alakulóban van,mutatok róla 1 képet!
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_tmw9gke572egpc634xk_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tmw9gke572egpc634xk_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: szf Dátum 2017 október 23, 13:22
Írta: szf Dátum 2017 október 23, 13:22
Mi lesz?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 23, 15:06
Írta: Kicsa Dátum 2017 október 23, 15:06
Habvágó lesz,amolyan alacsony költségvetésű. Ide használtam el a lineárokat,valamint nagyrésze bontott aluprofil és 3D nyomtatott alkatrészek. Már látom,hogy ha beválik ez,akkor néhány alkatrésznél szükség lesz újragyártásra,alumíniumból...de próbának jó lesz így is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: vjanos Dátum 2017 október 23, 20:59
Írta: vjanos Dátum 2017 október 23, 20:59
Alacsony költségvetésű habvágó ennyi drága sínnel, dupla kocsikkal? :D
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 24, 08:00
Írta: Kicsa Dátum 2017 október 24, 08:00
Bezony!
A sínek-kocsik már-már mondhatni,hogy 2. osztályú termékek. Nem a legszebb a járásuk,a nézésükkel nincs baj [#vigyor3]
A jobb oldali sínen azért van dupla kocsi,mert nem akartam lehúzni még,az eredeti tervek tengelyenként 1 kocsiról szólnak. Nem olyan rég kerestem csapágygolyókat,azok ehhez a sínekhez-kocsikhoz kellettek. Nem lett a legjobb a kocsi újragolyózás után,szóval lehet,hogy a fentlévő kocsit rakom át az újragolyózott helyére.
Időközben a mechanika az első tesztekre készen lett,kezdődhet az elektronika. 'Kiborítottam' a fiókból a szükséges dolgokat,körülbelül ezek szükségesek az élesztéshez.Tervezgetés ,ötletelés folyik a beépítésről,van is egy jó tervem a "deszkamodellhez".
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_386vpj2d2txxqnq6wgp7_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/386vpj2d2txxqnq6wgp7_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_yg6n9ce9ff2xf0kgf2he5_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/yg6n9ce9ff2xf0kgf2he5_427.jpg)
A sínek-kocsik már-már mondhatni,hogy 2. osztályú termékek. Nem a legszebb a járásuk,a nézésükkel nincs baj [#vigyor3]
A jobb oldali sínen azért van dupla kocsi,mert nem akartam lehúzni még,az eredeti tervek tengelyenként 1 kocsiról szólnak. Nem olyan rég kerestem csapágygolyókat,azok ehhez a sínekhez-kocsikhoz kellettek. Nem lett a legjobb a kocsi újragolyózás után,szóval lehet,hogy a fentlévő kocsit rakom át az újragolyózott helyére.
Időközben a mechanika az első tesztekre készen lett,kezdődhet az elektronika. 'Kiborítottam' a fiókból a szükséges dolgokat,körülbelül ezek szükségesek az élesztéshez.Tervezgetés ,ötletelés folyik a beépítésről,van is egy jó tervem a "deszkamodellhez".
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_386vpj2d2txxqnq6wgp7_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/386vpj2d2txxqnq6wgp7_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_yg6n9ce9ff2xf0kgf2he5_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/yg6n9ce9ff2xf0kgf2he5_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: guliver83 Dátum 2017 október 24, 08:43
Írta: guliver83 Dátum 2017 október 24, 08:43
Mennyivel jobb ennyi motort elhasználni a helyett hogy egy tengelyel össze lenne kötve a két oldal?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 24, 09:08
Írta: Kicsa Dátum 2017 október 24, 09:08
A kérdés jó,ezen gondolkoztam tegnap este én is.
A koncepció először az volt,hogy az egység viszonylag hamar szétbontható legyen és minél kevesebb fajta alkatrészből épüljön össze.
A két torony és a keret szétszedve sokkal kevesebb helyet foglal. (A kábeleknek tervezek valami oldható csatlakozót tenni a talphoz)
Ha nincs összekötve felül,annyi előnye van,hogy állítva is be lehet tenni a táblát vágáshoz.
A hosszirányú mozgáshoz persze,egy közös tengellyel simán megoldható,csak akkor két kivezetéses motor lenne célszerű,ami középen hajtana.
Meglátjuk előny-hátrány oldalról közelítve : Az előny rögtön az,hogy ez így készen van. Tesztek után kiderül, hogy kell-e valamit módosítani rajta.
A koncepció először az volt,hogy az egység viszonylag hamar szétbontható legyen és minél kevesebb fajta alkatrészből épüljön össze.
A két torony és a keret szétszedve sokkal kevesebb helyet foglal. (A kábeleknek tervezek valami oldható csatlakozót tenni a talphoz)
Ha nincs összekötve felül,annyi előnye van,hogy állítva is be lehet tenni a táblát vágáshoz.
A hosszirányú mozgáshoz persze,egy közös tengellyel simán megoldható,csak akkor két kivezetéses motor lenne célszerű,ami középen hajtana.
Meglátjuk előny-hátrány oldalról közelítve : Az előny rögtön az,hogy ez így készen van. Tesztek után kiderül, hogy kell-e valamit módosítani rajta.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2017 október 24, 09:29
Írta: Révész Richárd Dátum 2017 október 24, 09:29
Ha a két függőlegest összekötöd, akkor pl. nem tudsz kúpot vágni vagy szárnyprofilt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: guliver83 Dátum 2017 október 24, 09:47
Írta: guliver83 Dátum 2017 október 24, 09:47
[#hehe][#nyes]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 24, 09:47
Írta: Kicsa Dátum 2017 október 24, 09:47
Szerintem ez amúgy is lehetetlen lenne az eredeti elképzelés szerint. Azt terveztem,hogy az X és az Z irányú motorokat is közös step/dir jelekre kötöm,a szinkron biztosítása érdekében. Így egymástól függetlenül nem is tudnának mozogni a tengelyek.
Na de ha külön kötöm...akkor pedig előjön a vágószál hosszkompenzációja...
Még a fix megoldás sincs meg,így még simán fejleszthető.
Utánanézek a Machban,a master/slave tengelyeknek,nem használtam még ilyet. Ezért gondoltam a közös step/dir jelek használatára...
Na de ha külön kötöm...akkor pedig előjön a vágószál hosszkompenzációja...
Még a fix megoldás sincs meg,így még simán fejleszthető.
Utánanézek a Machban,a master/slave tengelyeknek,nem használtam még ilyet. Ezért gondoltam a közös step/dir jelek használatára...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Révész Richárd Dátum 2017 október 24, 12:12
Írta: Révész Richárd Dátum 2017 október 24, 12:12
A mach tudja a 2+2D-t
Ha lesz egy kis időm lerajzolom, hogy old meg a hosszkompenzációt.
Ha lesz egy kis időm lerajzolom, hogy old meg a hosszkompenzációt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: guliver83 Dátum 2017 október 24, 12:48
Írta: guliver83 Dátum 2017 október 24, 12:48
Nem tudom mit szeretnél vele vágni de van hajvágó program kimondottan azzal lehet több mindent lehet csinálni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 24, 13:03
Írta: Kicsa Dátum 2017 október 24, 13:03
Rendben van,köszönöm előre is!
Az biztos akkor,a későbbi bővítést elősegítően,mind a 4 tengely külön step/dir jeleket kap. Napokban nekiállok az elektronika összerakásának és a Mach konfigurálásnak.
Az biztos akkor,a későbbi bővítést elősegítően,mind a 4 tengely külön step/dir jeleket kap. Napokban nekiállok az elektronika összerakásának és a Mach konfigurálásnak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: kaqkk007 Dátum 2017 október 25, 19:26
Írta: kaqkk007 Dátum 2017 október 25, 19:26
"de van hajvágó program" [#vigyor3] Az érdekelne engem is mindig kócos vagyok[#nevetes1]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 26, 08:14
Írta: Kicsa Dátum 2017 október 26, 08:14
Első körben egyszerűbb 2D-s alakzatokat vágni. Dekor szöveg falra,motívumok,ilyesmik.
Repülőgépszárnyat nem fogok vele vágni,az biztos. (Na jó,ha valaki másnak kell,akkor lehet,de saját részre tuti nem! )
Ezért gondolkoztam először a vezérlők párhuzamosításában fizikailag is. Viszont már,elkezdtem a kötögetést,tengelyenkénti step-dir jelekkel...
Repülőgépszárnyat nem fogok vele vágni,az biztos. (Na jó,ha valaki másnak kell,akkor lehet,de saját részre tuti nem! )
Ezért gondolkoztam először a vezérlők párhuzamosításában fizikailag is. Viszont már,elkezdtem a kötögetést,tengelyenkénti step-dir jelekkel...
Cím: Re:Épül a gépem ::: Kicsa
Írta: NagyZé Dátum 2017 október 26, 19:58
Írta: NagyZé Dátum 2017 október 26, 19:58
Szőrös nem vagy? Az oroszok feltalálták a borotváló gépet. Kérdik a feltalálótól:
- De hát ilyent! Fantasztikus! Mondja, hogy sikerült megalkotni hiszen minden ember arcformája más és más.
- Eleinte...
- De hát ilyent! Fantasztikus! Mondja, hogy sikerült megalkotni hiszen minden ember arcformája más és más.
- Eleinte...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 október 27, 08:14
Írta: Kicsa Dátum 2017 október 27, 08:14
Sziasztok!
Tegnap esti állapot,a 4 db motorvezérlő bekötése készen van.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_yzivjvsigukf28qvikguv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/yzivjvsigukf28qvikguv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_zzb3cat5b3mvs653zjpss_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/zzb3cat5b3mvs653zjpss_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_qei2vsz4mhqzjdzfwfmuv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/qei2vsz4mhqzjdzfwfmuv_427.jpg)
Tegnap esti állapot,a 4 db motorvezérlő bekötése készen van.
(https://hobbicncforum.hu/uploaded_images/2017/10/tn_yzivjvsigukf28qvikguv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/yzivjvsigukf28qvikguv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_zzb3cat5b3mvs653zjpss_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/zzb3cat5b3mvs653zjpss_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/tn_qei2vsz4mhqzjdzfwfmuv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/10/qei2vsz4mhqzjdzfwfmuv_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 november 03, 07:55
Írta: Kicsa Dátum 2017 november 03, 07:55
Megtörtént a próbaüzem!
Két helyen kell módosítani,neki is álltam a tervek módosításának. Ezek leszámítva üzemel szép,majd rá kell jönnöm 1-2 dologban a Machhal kapcsolatban is még.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_2n4d724mg2tkdx8bvq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/2n4d724mg2tkdx8bvq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_xtgq5f3skxmbwwtdf5bwt_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/xtgq5f3skxmbwwtdf5bwt_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_0ni3hhdea0yfiit3fy_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/0ni3hhdea0yfiit3fy_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_cie3npxbiegmk27y9p3b_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/cie3npxbiegmk27y9p3b_427.jpg)
Két helyen kell módosítani,neki is álltam a tervek módosításának. Ezek leszámítva üzemel szép,majd rá kell jönnöm 1-2 dologban a Machhal kapcsolatban is még.
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_2n4d724mg2tkdx8bvq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/2n4d724mg2tkdx8bvq_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_xtgq5f3skxmbwwtdf5bwt_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/xtgq5f3skxmbwwtdf5bwt_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_0ni3hhdea0yfiit3fy_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/0ni3hhdea0yfiit3fy_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_cie3npxbiegmk27y9p3b_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/cie3npxbiegmk27y9p3b_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 november 13, 15:33
Írta: Kicsa Dátum 2017 november 13, 15:33
Ha még nem unjátok nagyon... [#vigyor3]
Említettem a múltkor,hogy tervmódosítás szükséges.
Ez kimerült annyiban,hogy a talplemezeket,amik a két tornyot tartják,alumíniumra cseréltem nyomtatott műanyag helyett.
Álljon erről a folyamatról néhány kép itt,bizonyítéknak...
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_aqz4e6awu7whmtitpsgdv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/aqz4e6awu7whmtitpsgdv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_s3060cbnbcecz8neh9y3w_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/s3060cbnbcecz8neh9y3w_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_ppj08jsmvt5g5d68a3y4y_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ppj08jsmvt5g5d68a3y4y_427.jpg)
Említettem a múltkor,hogy tervmódosítás szükséges.
Ez kimerült annyiban,hogy a talplemezeket,amik a két tornyot tartják,alumíniumra cseréltem nyomtatott műanyag helyett.
Álljon erről a folyamatról néhány kép itt,bizonyítéknak...
(https://hobbicncforum.hu/uploaded_images/2017/11/tn_aqz4e6awu7whmtitpsgdv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/aqz4e6awu7whmtitpsgdv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_s3060cbnbcecz8neh9y3w_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/s3060cbnbcecz8neh9y3w_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/tn_ppj08jsmvt5g5d68a3y4y_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/11/ppj08jsmvt5g5d68a3y4y_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2017 december 15, 09:35
Írta: Kicsa Dátum 2017 december 15, 09:35
Kis kihagyás után,újabb alu alkatrész készült el.
A folyamatról néhány kép...
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_shmfgpydm7datv3iuchp_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/shmfgpydm7datv3iuchp_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_339gpf6bg0xid4h3imxqk_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/339gpf6bg0xid4h3imxqk_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_8j46n96kg50v5fquaxxkv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/8j46n96kg50v5fquaxxkv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_p0xzdknxb9592sfd433z0_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/p0xzdknxb9592sfd433z0_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_n6h7zudvtj7tqifhmxf77_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/n6h7zudvtj7tqifhmxf77_427.jpg)
A folyamatról néhány kép...
(https://hobbicncforum.hu/uploaded_images/2017/12/tn_shmfgpydm7datv3iuchp_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/shmfgpydm7datv3iuchp_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_339gpf6bg0xid4h3imxqk_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/339gpf6bg0xid4h3imxqk_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_8j46n96kg50v5fquaxxkv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/8j46n96kg50v5fquaxxkv_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_p0xzdknxb9592sfd433z0_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/p0xzdknxb9592sfd433z0_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/tn_n6h7zudvtj7tqifhmxf77_427.jpg) (https://hobbicncforum.hu/uploaded_images/2017/12/n6h7zudvtj7tqifhmxf77_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2019 február 07, 13:14
Írta: Kicsa Dátum 2019 február 07, 13:14
Készítettem a napokban néhány alu alkatrészt,az eddig dobozban pihenő főorsóhoz. A Rava motor nyaka 58 mm,a Perske motoré pedig 62 mm. Kellett új felfogóbilincs,ami el is készült.
A technológia hasonló a korábbiakhoz.
Nagyolás 0,2 mm ráhagyással és simítás két lépcsőben.
Két felfogás- köztük sok sok marócsere,minden esetben Z irányú nullpont-beméréssel. Szerencsére,egyszer sem maradt ki. [#circling]
A 62-es átmérő 0,1 mm-rel nagyobb a névlegesnél,szépen passzol bele a motortest.
A felszerelés még várat magára,de hamarosan tesztüzem következik.
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_hd765zhcpnpftggspaa2z_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/hd765zhcpnpftggspaa2z_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_ienb6z4ekgif5vp3b_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/ienb6z4ekgif5vp3b_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_tqyejqm944idve0p87utm_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tqyejqm944idve0p87utm_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_79nqvmfk0vmpy993if38x_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/79nqvmfk0vmpy993if38x_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_93mx82thp6wfa5hpcs8ue_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/93mx82thp6wfa5hpcs8ue_427.jpg)
A technológia hasonló a korábbiakhoz.
Nagyolás 0,2 mm ráhagyással és simítás két lépcsőben.
Két felfogás- köztük sok sok marócsere,minden esetben Z irányú nullpont-beméréssel. Szerencsére,egyszer sem maradt ki. [#circling]
A 62-es átmérő 0,1 mm-rel nagyobb a névlegesnél,szépen passzol bele a motortest.
A felszerelés még várat magára,de hamarosan tesztüzem következik.
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_hd765zhcpnpftggspaa2z_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/hd765zhcpnpftggspaa2z_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_ienb6z4ekgif5vp3b_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/ienb6z4ekgif5vp3b_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_tqyejqm944idve0p87utm_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tqyejqm944idve0p87utm_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_79nqvmfk0vmpy993if38x_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/79nqvmfk0vmpy993if38x_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_93mx82thp6wfa5hpcs8ue_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/93mx82thp6wfa5hpcs8ue_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2019 február 07, 13:17
Írta: Kicsa Dátum 2019 február 07, 13:17
Még néhány kép és ezúttal megpróbálkozok két picinyke videó beillesztésével is.
[yt]ZZ2HuCj_gPY[/yt]
[yt]e3ty7EjPvHI[/yt]
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_50x3fhppddfe8q7yx3jp2_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/50x3fhppddfe8q7yx3jp2_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_i5m7ytfmnf74y6q7cs7j_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/i5m7ytfmnf74y6q7cs7j_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_f58sz29kwjj4sc432yq8_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/f58sz29kwjj4sc432yq8_427.jpg)
[yt]ZZ2HuCj_gPY[/yt]
[yt]e3ty7EjPvHI[/yt]
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_50x3fhppddfe8q7yx3jp2_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/50x3fhppddfe8q7yx3jp2_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_i5m7ytfmnf74y6q7cs7j_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/i5m7ytfmnf74y6q7cs7j_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/tn_f58sz29kwjj4sc432yq8_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/f58sz29kwjj4sc432yq8_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2019 február 08, 10:06
Írta: Kicsa Dátum 2019 február 08, 10:06
Hát senki nem szól,hogy nem Perske az a motor,hanem Precise? [#nemtudom]
Na jó,csak viccelek... [#kacsint]
Elkészült a felfogóbilincs a motorhoz,már csak fel kellene szerelni a másik helyére.
Ez a tokmány milyen fordulatszámra lehet alkalmas? Nem találok róla leírást. A géphez kaptam,így ahogy van,tehát elvileg működőképes a max. fordulatszámon is,de azért örülnék valami írásos bizonyítéknak róla.
Hartfordt tokmány,0-5/32 col befogási kapacitással.
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_ymtfvzsnuy2qf5jv8qi4a_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/ymtfvzsnuy2qf5jv8qi4a_427.jpg)
Na jó,csak viccelek... [#kacsint]
Elkészült a felfogóbilincs a motorhoz,már csak fel kellene szerelni a másik helyére.
Ez a tokmány milyen fordulatszámra lehet alkalmas? Nem találok róla leírást. A géphez kaptam,így ahogy van,tehát elvileg működőképes a max. fordulatszámon is,de azért örülnék valami írásos bizonyítéknak róla.
Hartfordt tokmány,0-5/32 col befogási kapacitással.
(https://hobbicncforum.hu/uploaded_images/2019/02/tn_ymtfvzsnuy2qf5jv8qi4a_427.jpg) (https://hobbicncforum.hu/uploaded_images/2019/02/ymtfvzsnuy2qf5jv8qi4a_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2020 november 26, 11:51
Írta: Kicsa Dátum 2020 november 26, 11:51
Sziasztok,rég nem volt itt bejegyzés,de azért ténykedek folyamatosan. Az Elektronika topicból áthozva,illesztenék be néhány képet a gravírozógép vezérléséről.
Zavarvédelmi gondok vannak illetve szoftveres hibák akadnak sajnos,de remélem,hogy hamarosan megoldódnak ezek.
Mechanikailag a gép összeállt,felkerült az asztal,elkészült a főorsó és a 3. tengely is.
A képeket a tárhelyre tettem fel (https://cnctar.hobbycnc.hu/Kicsa/Gravirgep_elektronika/20201126/)
Zavarvédelmi gondok vannak illetve szoftveres hibák akadnak sajnos,de remélem,hogy hamarosan megoldódnak ezek.
Mechanikailag a gép összeállt,felkerült az asztal,elkészült a főorsó és a 3. tengely is.
A képeket a tárhelyre tettem fel (https://cnctar.hobbycnc.hu/Kicsa/Gravirgep_elektronika/20201126/)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 13, 18:58
Írta: Kicsa Dátum 2021 március 13, 18:58
Sziasztok,
egy újabb projekt indult útjára,melyet szeretnék nektek megmutatni: egy nagyméretű marógép tervezése és építése,melynek főbb paraméterei az alábbiak :
A gép és a váz is acélból készül,előbbi főként lézervágott lemezekből,utóbbi pedig zártszelvényből.
3 tengelyes gép,mozgó X-Y asztallal. (úgynevezett C-vázas megoldás)
Tervezett mozgástartomány :
X - 600 mm
Y - 400 mm
Z - 500 mm
Meghajtás : minden tengelyen 750 W körüli AC servo motor
Főorsó : Jelenleg BT30-as,automata szerszámcserére alkalmas főorsó van tervben.
Minden tengelyen lineáris vezetékek (X-Y - 25-ös méret,Z - 45-ös méret) és dupla anyás,előfeszített golyósorsók D25-ös méretben.
Az érdekesség nem csupán a gép mérete,hanem az is,hogy 2 db egyforma gép készül,egy jó barátommal közösen.
Először, az egész alapját,a vázat mutatom meg. 80x80x4-es zártszelvény az alap,néhány helyre pedig 60x60x3-as méretű merevítés került be.
Befoglaló méretei : 1200 x 770 x 600.
A szerkezet jelenleg úgy van tervezve,hogy ez nem lesz megmunkálva hegesztés után. Bízunk benne,hogy sikerül viszonylag sík felső részel elkészíteni,ami fogadni tudja majd a többi részegységet.
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210313/Base_frame_1.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210313/Base_frame_2.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210313/Base_frame_3.jpg)
Véleményeket,kérdéseket és javaslatokat természetesen szívesen fogadok,ezért is mutatom be többek között itt,nektek is!
egy újabb projekt indult útjára,melyet szeretnék nektek megmutatni: egy nagyméretű marógép tervezése és építése,melynek főbb paraméterei az alábbiak :
A gép és a váz is acélból készül,előbbi főként lézervágott lemezekből,utóbbi pedig zártszelvényből.
3 tengelyes gép,mozgó X-Y asztallal. (úgynevezett C-vázas megoldás)
Tervezett mozgástartomány :
X - 600 mm
Y - 400 mm
Z - 500 mm
Meghajtás : minden tengelyen 750 W körüli AC servo motor
Főorsó : Jelenleg BT30-as,automata szerszámcserére alkalmas főorsó van tervben.
Minden tengelyen lineáris vezetékek (X-Y - 25-ös méret,Z - 45-ös méret) és dupla anyás,előfeszített golyósorsók D25-ös méretben.
Az érdekesség nem csupán a gép mérete,hanem az is,hogy 2 db egyforma gép készül,egy jó barátommal közösen.
Először, az egész alapját,a vázat mutatom meg. 80x80x4-es zártszelvény az alap,néhány helyre pedig 60x60x3-as méretű merevítés került be.
Befoglaló méretei : 1200 x 770 x 600.
A szerkezet jelenleg úgy van tervezve,hogy ez nem lesz megmunkálva hegesztés után. Bízunk benne,hogy sikerül viszonylag sík felső részel elkészíteni,ami fogadni tudja majd a többi részegységet.
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210313/Base_frame_1.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210313/Base_frame_2.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210313/Base_frame_3.jpg)
Véleményeket,kérdéseket és javaslatokat természetesen szívesen fogadok,ezért is mutatom be többek között itt,nektek is!
Cím: Re:Épül a gépem ::: Kicsa
Írta: remrendes Dátum 2021 március 13, 20:26
Írta: remrendes Dátum 2021 március 13, 20:26
Szerintem kicsit kevesebbet kolts a motorokra es a hajtasra es tobbet a vazra.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Vetesi75 Dátum 2021 március 13, 21:41
Írta: Vetesi75 Dátum 2021 március 13, 21:41
Sokallom a 400mm Y-t - ahhoz már kell anyagot belepakolni rendesen.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ywathzay Dátum 2021 március 13, 22:21
Írta: ywathzay Dátum 2021 március 13, 22:21
Nem biztos hogy erre vagy kíváncsi, de én egyszer elkezdtem rajzolni egy gépet, meg sem fordult a fejemben a zártszelvény. Én a mellékelt képen lévő alapból indultam volna.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_wanvievpi3supij7y7ha8_891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/wanvievpi3supij7y7ha8_891.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_wanvievpi3supij7y7ha8_891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/wanvievpi3supij7y7ha8_891.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 14, 06:33
Írta: Szalai György Dátum 2021 március 14, 06:33
Amit elsőre gondolok: Sok láb, sok billegés lehetőség.
Szerintem ez az asztal az átlós merevítők miatt nagyon alkalmas lesz. A kész gép használhatóságának korlátait mostmár a C felépítmény fogja meghatározni.
BT-30 befogóval valószínűleg nem fát akartok megmunkálni harmincezres fordulaton kis nyomatékkal, hanem vasat ezer alatti fordulatszámon, nagy dinamikus nyomatékcsúcsokkal. Akkor a C felépítmény úgy fog viselkedni, mintha három kovácssegéd kalapácsokkal ütné egy oldalról.
Kíváncsian várom, miből lesz a felépítmény, de az asztal tetejébe is elkelne még egy jó adag tehetetlen tömeg.
Ha jól gondolom.
Szerintem ez az asztal az átlós merevítők miatt nagyon alkalmas lesz. A kész gép használhatóságának korlátait mostmár a C felépítmény fogja meghatározni.
BT-30 befogóval valószínűleg nem fát akartok megmunkálni harmincezres fordulaton kis nyomatékkal, hanem vasat ezer alatti fordulatszámon, nagy dinamikus nyomatékcsúcsokkal. Akkor a C felépítmény úgy fog viselkedni, mintha három kovácssegéd kalapácsokkal ütné egy oldalról.
Kíváncsian várom, miből lesz a felépítmény, de az asztal tetejébe is elkelne még egy jó adag tehetetlen tömeg.
Ha jól gondolom.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 14, 06:40
Írta: Szalai György Dátum 2021 március 14, 06:40
Az asztallábak között az alsó vízszintes összekötőknek szerintem jelentéktelen a merevítő szerepe.
Cím: Re:Épül a gépem ::: Kicsa
Írta: jani300 Dátum 2021 március 14, 07:57
Írta: jani300 Dátum 2021 március 14, 07:57
Hogy is mondjam , ezt a megállapítást kissé furcsának találom .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 14, 08:51
Írta: Szalai György Dátum 2021 március 14, 08:51
Akkor talán jó lesz vitaindítónak.
Szerinted miért szükségesek azok oda?
Szerinted miért szükségesek azok oda?
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2021 március 14, 08:54
Írta: PSoft Dátum 2021 március 14, 08:54
Tarthatnák pld. a beépített polc/szekrény fenéklemezét. :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: jani300 Dátum 2021 március 14, 09:31
Írta: jani300 Dátum 2021 március 14, 09:31
Most ez tényleg komoly kérdés ?
A felső hossztartónál vannak sarokmerevítések .
A sarokmerevítések közti résznél viszont csak a hossztartó zártszelvény saját merevségével tart ellen a hajlító rezgető erőknek .
A rácsszerkezetű tartókat kellene tanulmányozni !
Ha az alsó lábak nincsenek összekötve , akkor nem rácsszerkezetű a rendszer .
De tényleg furcsállom hogy ezt magyaráznom kellene .
Ha be lennének betonozva a lábak ,vagy ledübelezve akkor az felvenné az alsó bekötők szerepét .
De lehet ezt nem itt kellene kitárgyalni .
A felső hossztartónál vannak sarokmerevítések .
A sarokmerevítések közti résznél viszont csak a hossztartó zártszelvény saját merevségével tart ellen a hajlító rezgető erőknek .
A rácsszerkezetű tartókat kellene tanulmányozni !
Ha az alsó lábak nincsenek összekötve , akkor nem rácsszerkezetű a rendszer .
De tényleg furcsállom hogy ezt magyaráznom kellene .
Ha be lennének betonozva a lábak ,vagy ledübelezve akkor az felvenné az alsó bekötők szerepét .
De lehet ezt nem itt kellene kitárgyalni .
Cím: Re:Épül a gépem ::: Kicsa
Írta: Vetesi75 Dátum 2021 március 14, 09:38
Írta: Vetesi75 Dátum 2021 március 14, 09:38
Alkalmas, pl.120mm magasságba van téve és ha a lábak köze több mint 550mm, akkor jelentősen megkönnyítheti a mozgatást, mert simán alá lehet nyúlni egy villás raklapemelővel (békával). Ha körbe van lemezelve szekrénynek, akkor még az inogást is jelentősen csökkenti - önmagában a vékony lemez nem, csak ha ki van merevítve az éle, arra pedig jó az alsó átkötés.
Cím: Re:Épül a gépem ::: Kicsa
Írta: jani300 Dátum 2021 március 14, 09:48
Írta: jani300 Dátum 2021 március 14, 09:48
De kicsit tovább gondolva a dolgot ...
Ha arra célzol hogy még 3 darab hiányzik ezekből és azért , akkor egyetértünk :)
Ha arra célzol hogy még 3 darab hiányzik ezekből és azért , akkor egyetértünk :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: PSoft Dátum 2021 március 14, 10:11
Írta: PSoft Dátum 2021 március 14, 10:11
Annak a "harmadnak" a sarokmerevítői is úgy vannak elhelyezve, hogy ne nyúljanak be a feltehetőleg szerszámos, vagy más egyéb célra tervezett -szekrény, fiókok, elektromos részek stb.- térbe.
A békás emelés/mozgatás is egy jó gondolat, de akkor kellene az alsó összekötő a váz többi részein is.
De majd [#427@Kicsa] biztos elmondja hogy miért így...
A békás emelés/mozgatás is egy jó gondolat, de akkor kellene az alsó összekötő a váz többi részein is.
De majd [#427@Kicsa] biztos elmondja hogy miért így...
Cím: Re:Épül a gépem ::: Kicsa
Írta: jani300 Dátum 2021 március 14, 10:26
Írta: jani300 Dátum 2021 március 14, 10:26
De bocsi !
Gondolom ez olyan tanáros hozzáállás , jöjjön rá a nebuló magától a hibára ...
Kicsit elszálltam másodszorra ,nem kellett volna :)
Gondolom ez olyan tanáros hozzáállás , jöjjön rá a nebuló magától a hibára ...
Kicsit elszálltam másodszorra ,nem kellett volna :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 14, 12:34
Írta: Kicsa Dátum 2021 március 14, 12:34
Sziasztok,először is köszönöm szépen a sok tanácsot-javaslatot és a kérdéseket. Megpróbálok mindenkinek egyben válaszolni,talán így átláthatóbb lesz.
Jelenleg ez a zártszelvény egy váz csupán,ami arra szolgál,hogy összefogja a tengelyeket és felemelje a földről. Az Y szánszerkezet kísértetiesen hasonlít [#891@Kopirnyák] kialakítására,erről hamarosan hozok képeket.
A gép alumínium és acél maráshoz készül,a tervezett főorsó maximális fordulata 6.000-8.000 1/min.
A lábak összekötői szerintem fontos szerepet töltenek be a merevségben : ha nincs összekötve,akkor részben egy oldalon befalazott tartóként viselkednek (most eltekintek a leendő állítható láb és a padló közti súrlódástól,így jó irányba tévedek) Így közelebb áll a két oldalon befalazott tartóhoz,de persze nem egyenértékű azzal.
A gépváz hátsó része tartja majd a Z tornyot illetve a Z távtartó tömböt,itt a váz teljes szélessége ki van használva. Elöl az Y rész pedig 500 mm széles lesz,ez fontos a hegesztés utáni megmunkálhatóság miatt.
A Z torony alatt (ahova bekerültek a 60x60-as vízszintes merevítők),oda két oldalról Rittal(szerű) szekrényeket tervezek oldalanként egyet,az elektronikának. Elöl az Y szán alatt pedig forgácsgyűjtő és emulziógyűjtő "doboz" lenne,ez még nincsen megtervezve.
A váz és a gépelemek mozgatása egyelőre még nincsen megoldva,teljesen kigondolva. Egy motoremelő zsiráf lesz a segítség,de azért még vannak képlékeny részek. A váz is maga,kb 150 kg lesz. Az Y szán is 100 kg körüli,a Z torony a kiemelővel együtt jelenlegi tervek szerint,kb 250-300 kg. A Z szán főorsó és főorsó motor nélkül is kb 70 kg.
A Z toronynál a nagy mozgó tömeg miatt terveztem egy ellensúly rendszert is,az egyszerűség kedvéért láncos megoldással. Ötletként felmerült a gázrugó is,de forgalmazóval egyeztetve elvetettem ezt a megoldást.
Még a mai nap igyekszem az Y tengelyt "körbefotózni virtuálisan" és jövök a képekkel.
Jelenleg ez a zártszelvény egy váz csupán,ami arra szolgál,hogy összefogja a tengelyeket és felemelje a földről. Az Y szánszerkezet kísértetiesen hasonlít [#891@Kopirnyák] kialakítására,erről hamarosan hozok képeket.
A gép alumínium és acél maráshoz készül,a tervezett főorsó maximális fordulata 6.000-8.000 1/min.
A lábak összekötői szerintem fontos szerepet töltenek be a merevségben : ha nincs összekötve,akkor részben egy oldalon befalazott tartóként viselkednek (most eltekintek a leendő állítható láb és a padló közti súrlódástól,így jó irányba tévedek) Így közelebb áll a két oldalon befalazott tartóhoz,de persze nem egyenértékű azzal.
A gépváz hátsó része tartja majd a Z tornyot illetve a Z távtartó tömböt,itt a váz teljes szélessége ki van használva. Elöl az Y rész pedig 500 mm széles lesz,ez fontos a hegesztés utáni megmunkálhatóság miatt.
A Z torony alatt (ahova bekerültek a 60x60-as vízszintes merevítők),oda két oldalról Rittal(szerű) szekrényeket tervezek oldalanként egyet,az elektronikának. Elöl az Y szán alatt pedig forgácsgyűjtő és emulziógyűjtő "doboz" lenne,ez még nincsen megtervezve.
A váz és a gépelemek mozgatása egyelőre még nincsen megoldva,teljesen kigondolva. Egy motoremelő zsiráf lesz a segítség,de azért még vannak képlékeny részek. A váz is maga,kb 150 kg lesz. Az Y szán is 100 kg körüli,a Z torony a kiemelővel együtt jelenlegi tervek szerint,kb 250-300 kg. A Z szán főorsó és főorsó motor nélkül is kb 70 kg.
A Z toronynál a nagy mozgó tömeg miatt terveztem egy ellensúly rendszert is,az egyszerűség kedvéért láncos megoldással. Ötletként felmerült a gázrugó is,de forgalmazóval egyeztetve elvetettem ezt a megoldást.
Még a mai nap igyekszem az Y tengelyt "körbefotózni virtuálisan" és jövök a képekkel.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ywathzay Dátum 2021 március 14, 13:39
Írta: ywathzay Dátum 2021 március 14, 13:39
Keserítselek el? Nézd meg a mellékelt gép paramétereit. Ez alu, acél, alapvetően fém megmunkálásra készült. Én addig tervezgettem, rajzolgattam a gépemet, hogy vettem egy ilyet, "csak" 2000-ben készült, plc-je alapján nem hajtották ki a belét, és ha elmondanám mennyibe került, lehet egy- két gépépítő sírva fakadna. Igaz nem játszós gép, de jobb előre kalkulálnod, és rengeteg előre nem látható költsége is van ennek a technikának.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ywathzay Dátum 2021 március 14, 13:39
Írta: ywathzay Dátum 2021 március 14, 13:39
Ja, a gép:
FNG (https://www.nzh.be/en/freesmachines/cnc-freesmachines/milling-machine-tos-fng-40-cnc)
FNG (https://www.nzh.be/en/freesmachines/cnc-freesmachines/milling-machine-tos-fng-40-cnc)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 14, 16:49
Írta: Kicsa Dátum 2021 március 14, 16:49
Ahogy ígértem,következő néhány kép : Az Y tengelyt és a Z kiemelő hasábot mutatja.
Az Y egység 800x500 mm befoglaló méretű,Z irányban pedig 96 mm a talptól a lineáris sínek talpáig mérve. Laposabb azért nem lehet,mivel el kell férnie a meghajtó motornak is,melynek pajzsmérete 80x80 mm. LV 8-12 mm-es lemezekből áll az egész,a talp pedig egy lángvágott LV25-ös kazánlemez lenne. A lemezek fésűszerűen kapcsolódnak egymásba extra tartást és merevséget biztosítva.
A Z kiemelő tömb a váz teljes szélességén végigfut,a lehető legnagyobb merevség érdekében. 380 mm magas az egész,a talpa pedig 770x390 mm. Mindkét egység csavarokkal rögzül a vázon. LV 10-15 mm-es lemezekből épül fel,szintén fésűszerűen összetolva. Hegesztés után az alsó és a felső sík is meg lenne marva.
Az egységek fogadására a csavarozási pontokon menetes köracél betétek lennének behegesztve.
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210314/Y_1.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210314/Y_2.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210314/Y_3.jpg)
Az Y egység 800x500 mm befoglaló méretű,Z irányban pedig 96 mm a talptól a lineáris sínek talpáig mérve. Laposabb azért nem lehet,mivel el kell férnie a meghajtó motornak is,melynek pajzsmérete 80x80 mm. LV 8-12 mm-es lemezekből áll az egész,a talp pedig egy lángvágott LV25-ös kazánlemez lenne. A lemezek fésűszerűen kapcsolódnak egymásba extra tartást és merevséget biztosítva.
A Z kiemelő tömb a váz teljes szélességén végigfut,a lehető legnagyobb merevség érdekében. 380 mm magas az egész,a talpa pedig 770x390 mm. Mindkét egység csavarokkal rögzül a vázon. LV 10-15 mm-es lemezekből épül fel,szintén fésűszerűen összetolva. Hegesztés után az alsó és a felső sík is meg lenne marva.
Az egységek fogadására a csavarozási pontokon menetes köracél betétek lennének behegesztve.
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210314/Y_1.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210314/Y_2.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210314/Y_3.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 14, 17:28
Írta: Szalai György Dátum 2021 március 14, 17:28
Dehogy tanáros. Kevés vagyok én ahhoz, hogy bárkit is tanítsak bármire. Inkább én is tanulok itt a többiek hozzászólásaiból. Viszont, ha nincsenek provokálva, képesek nem hozzászólni. Sajnálatomra.
Szerintem a sarokmerevítések közti résznél a zártszelvény saját merevsége is több mint elég. Úgy gondolom, a lenti összekötőkre ilyen arányok mellett, merevség szempontjából nincs szükség.
,,Tapasztalatból láttam", hogy a merev rácsszerkezetű rendszer háromszögekre bontható. Az alsó összekötők ebben a rendszerben nem képezik merev háromszögek részeit.
Feltételezem, ha az asztal és a rajta lévő gép tömege a talpaival támaszkodik az aljzaton, dűbelezés nélkül sem mozdul el egyik talp külön. Amelyik talp majd nem támaszkodik az aljzaton, (mert a túl sok láb közül valamelyik nem ér le odáig) az rezegni fog, mint a kocsonya.
Szerintem a sarokmerevítések közti résznél a zártszelvény saját merevsége is több mint elég. Úgy gondolom, a lenti összekötőkre ilyen arányok mellett, merevség szempontjából nincs szükség.
,,Tapasztalatból láttam", hogy a merev rácsszerkezetű rendszer háromszögekre bontható. Az alsó összekötők ebben a rendszerben nem képezik merev háromszögek részeit.
Feltételezem, ha az asztal és a rajta lévő gép tömege a talpaival támaszkodik az aljzaton, dűbelezés nélkül sem mozdul el egyik talp külön. Amelyik talp majd nem támaszkodik az aljzaton, (mert a túl sok láb közül valamelyik nem ér le odáig) az rezegni fog, mint a kocsonya.
Cím: Re:Épül a gépem ::: Kicsa
Írta: remrendes Dátum 2021 március 14, 17:46
Írta: remrendes Dátum 2021 március 14, 17:46
A motornak nem lenne jobb helye hátul a vázban? Így a hűtőfolyadékban és a forgácsban fog ázni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 14, 18:04
Írta: Szalai György Dátum 2021 március 14, 18:04
A gyári öntvény megoldásokra emlékeztető forma.
A félkörvégű kivágásoknak, lemez szerkezet esetén, mi a szerepük? Hiszen itt nem okoznak anyagmegtakarítást és a kieső részeket sem hasznosítod máshol. Vagy azokból lesznek pl. a talpak?
Ha a fésűszerűen kapcsolódó lemezek hegesztve is lesznek, akkor is jelentősen kedvezőbb lesz a szerkezet merevsége, egy nem fésűszerűen kapcsolódó megoldáshoz képest?
Esetleg nem lesznek összehegesztve? [#csodalk]
A félkörvégű kivágásoknak, lemez szerkezet esetén, mi a szerepük? Hiszen itt nem okoznak anyagmegtakarítást és a kieső részeket sem hasznosítod máshol. Vagy azokból lesznek pl. a talpak?
Ha a fésűszerűen kapcsolódó lemezek hegesztve is lesznek, akkor is jelentősen kedvezőbb lesz a szerkezet merevsége, egy nem fésűszerűen kapcsolódó megoldáshoz képest?
Esetleg nem lesznek összehegesztve? [#csodalk]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 14, 18:12
Írta: Kicsa Dátum 2021 március 14, 18:12
Ha ebben a formában az Y szerkezet hátsó felébe teszem,akkor kb. ugyan ott vagyok ebből a szempontból. A Z kiemelő tömbbe nem szeretném berakni,mivel akkor a szíjhajtás nem egyszerűen kialakítható. Tervezve van az egység burkolása is forgács és hűtőfolyadék ellen,viszont még ez sincs kialakítva.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 14, 18:16
Írta: Kicsa Dátum 2021 március 14, 18:16
Köszönöm,igyekeztem abba az irányba mozdulni. Jelenleg a szerepük közös a kiemelő tömb és az Y szerkezet esetében is.
Általuk sokkal könnyebb a kábeleket elfűzni a vázban,emeléshez kötözési pontokat nyújtanak és bizonyos helyenként a meglétük segíti a hegesztést majd,jobban hozzáférhető 1-2 varrat így.
Természetesen hegesztve lesznek,viszont bízom abban,hogy nem kell mindent mindenhol elvarrni. A fésűszerű kapcsolódás az összeállításnál is nagy segítség lesz.
A kieső részekre pedig lenne egy alternatív ötletem,ami még szintén nincs kidolgozva : lehetne belőlük akár ellensúly is. [#kacsint]
Általuk sokkal könnyebb a kábeleket elfűzni a vázban,emeléshez kötözési pontokat nyújtanak és bizonyos helyenként a meglétük segíti a hegesztést majd,jobban hozzáférhető 1-2 varrat így.
Természetesen hegesztve lesznek,viszont bízom abban,hogy nem kell mindent mindenhol elvarrni. A fésűszerű kapcsolódás az összeállításnál is nagy segítség lesz.
A kieső részekre pedig lenne egy alternatív ötletem,ami még szintén nincs kidolgozva : lehetne belőlük akár ellensúly is. [#kacsint]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 14, 18:34
Írta: Szalai György Dátum 2021 március 14, 18:34
A hegesztős rovatban láthattunk modern, keskeny hőhatás övezetű, kevés vetemedést okozó hegesztési technológiákat.
Te hogyan fogod ezt a sok méter hegesztést kivitelezni, kevés deformációval?
Te hogyan fogod ezt a sok méter hegesztést kivitelezni, kevés deformációval?
Cím: Re:Épül a gépem ::: Kicsa
Írta: zozo Dátum 2021 március 14, 18:34
Írta: zozo Dátum 2021 március 14, 18:34
IdézAz Y tengelyt és a Z kiemelő hasábot mutatja.
Na, ennek a két résznek egy egységnek kellene lennie, különben a váz rugalmassága semmissé teszi a két egység saját merevségét.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2021 március 14, 18:36
Írta: svejk Dátum 2021 március 14, 18:36
"Ötletként felmerült a gázrugó is,de forgalmazóval egyeztetve elvetettem ezt a megoldást."
Elmondod a részleteket?
Elmondod a részleteket?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 14, 18:48
Írta: Kicsa Dátum 2021 március 14, 18:48
AWI hegesztés a terv illetve átgondolt varratsorrend.
A fésűs lemezek találkozási is ezt segíti elő,remélhetőleg rövid varratokkal lehet majd operálni,ami csökkenti a hőbevitelt és a deformációt. Illetve a zártszelvény váz kivételével az egységek hegesztés után lesznek készremunkálva, legalábbis ami a fontos felületeket érinti.
Illetve,megnézem a hegesztős rovatban látható modern,keskeny hőhatás övezetű megoldásokat is.
A fésűs lemezek találkozási is ezt segíti elő,remélhetőleg rövid varratokkal lehet majd operálni,ami csökkenti a hőbevitelt és a deformációt. Illetve a zártszelvény váz kivételével az egységek hegesztés után lesznek készremunkálva, legalábbis ami a fontos felületeket érinti.
Illetve,megnézem a hegesztős rovatban látható modern,keskeny hőhatás övezetű megoldásokat is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: remrendes Dátum 2021 március 14, 18:49
Írta: remrendes Dátum 2021 március 14, 18:49
Direkt rajzolod egyebkent forditott sorrendben? Ertem ez alatt, hogy elobb a vazat, aztan a rafogatando alkatreszeket.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 14, 18:50
Írta: Kicsa Dátum 2021 március 14, 18:50
Igen,emiatt szeretnék a lehető legmerevebb vázszerkezetet kialakítani. Felmerült a zártszelvények töltése betonnal/homokkal is,bár sejtésem szerint ez inkább a rezgéselnyelésben segítene. Fokozzák még a merevséget a zártszelvénybe beépített D20-as köracélok is,esetleg lehetne tenni még bele ilyen merevítéseket pluszban menet nélkül,ha van értelme.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 14, 18:55
Írta: Kicsa Dátum 2021 március 14, 18:55
Persze,szívesen. Felvettem a kapcsolatot hazai forgalmazóval,ahol egy műszaki kollégával sikerült megvitatni az elképzelésemet. 1 v. 2 db hosszú löketű gázrugót szerettem volna először felszerelni a Z mozgó egységre de hosszútávon nem tűnik jó ötletnek. 100-130 bar a töltési nyomása egy ilyen rugónak és speciális szimmeringgel van lezárva a rúd-ház kapcsolata. Ez a tömítés 50.000-80.000 ciklust bír ki,ami a lökethossztól függetlenül számolódik. Ha az árát is figyelembe veszem,részben új-részben használt alkatrészekből a láncos megoldás kevesebb mint egy szett gázrugó árából kijön,ami pedig szinte "örök élet".
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 14, 19:00
Írta: Kicsa Dátum 2021 március 14, 19:00
Nem teljesen,ráadásul a képek közlése,nem a rajzolás sorrendjében történik. [#kacsint]
Azért indultam lentről felfelé,mert azok az egyszerűbb,biztosabb részek. Jelenleg ezek az egységek vannak kidolgozva a legjobban,gondoltam,ezek jöjjenek először.
Néhány napon belül tudok mutatni teljes modellt,ugyan még nem 100 %-ig kidolgozott állapotban,de látszik majd egyben az egész.
Kezdetben fontos volt egy-egy egység max. befoglaló mérete,amit igyekeztem tartani a megmunkálhatóság miatt. Ám később kiderült,hogy a tervezett mozgástartományhoz sajnos át kell lépni ezt a határt,de ezt majd később... [#kacsint]
Azért indultam lentről felfelé,mert azok az egyszerűbb,biztosabb részek. Jelenleg ezek az egységek vannak kidolgozva a legjobban,gondoltam,ezek jöjjenek először.
Néhány napon belül tudok mutatni teljes modellt,ugyan még nem 100 %-ig kidolgozott állapotban,de látszik majd egyben az egész.
Kezdetben fontos volt egy-egy egység max. befoglaló mérete,amit igyekeztem tartani a megmunkálhatóság miatt. Ám később kiderült,hogy a tervezett mozgástartományhoz sajnos át kell lépni ezt a határt,de ezt majd később... [#kacsint]
Cím: Re:Épül a gépem ::: Kicsa
Írta: zozo Dátum 2021 március 14, 19:03
Írta: zozo Dátum 2021 március 14, 19:03
Mondjuk arra gondoltam, hogy a két egységnek legyen közös az alaplapja, (egy nagy T forma) majd bordákkal kösd össze az Y-t és Z-t
(Ha már ezt az alapot álmodtad meg...)
(Ha már ezt az alapot álmodtad meg...)
Cím: Re:Épül a gépem ::: Kicsa
Írta: ywathzay Dátum 2021 március 14, 19:03
Írta: ywathzay Dátum 2021 március 14, 19:03
CO2 hegesztéssel kell, az AWI fog a legtöbb hőt bevinni, és "pazarló" ide, az KO-hoz, aluhoz kiváló. Szénacélhoz más az ideális. Szerintem.
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2021 március 14, 19:08
Írta: svejk Dátum 2021 március 14, 19:08
Ez a számszerűség hasznos infó, köszönöm!
Két faipari hobby gépen alkalmaztam, ott még nem volt gond.
Két faipari hobby gépen alkalmaztam, ott még nem volt gond.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 16, 10:21
Írta: Kicsa Dátum 2021 március 16, 10:21
Az a baj,hogy akkor a kezelhetőség és megmunkálhatóság bukik sajnos. Az lenne a legjobb persze,ha egy lap lenne az egész,illetve akár öntvény,de ezek nem elérhetőek jelenleg.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 16, 10:26
Írta: Kicsa Dátum 2021 március 16, 10:26
Az AWI hegesztés azért jött szóba,mert arra van "kéznél" eszköz,CO gépem sajnos nincsen. A bevont fogyóelektródás verziót mindenképpen kerülném,ilyen szempontból az a legrosszabb.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 16, 10:28
Írta: Kicsa Dátum 2021 március 16, 10:28
Ígértem a többi képet,mutatom is a részleteket.
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210316/Chipmaker_1.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210316/Chipmaker_2.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210316/Chipmaker_3.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210316/X_1.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210316/Z_1.jpg)
A tervek nem 100%-osak,változhatnak és változnak is még,de a lényeg látszik : melyik résznél mi az elképzelés.
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210316/Chipmaker_1.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210316/Chipmaker_2.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210316/Chipmaker_3.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210316/X_1.jpg)
(https://cnctar.hobbycnc.hu/Kicsa/Chipmaker/20210316/Z_1.jpg)
A tervek nem 100%-osak,változhatnak és változnak is még,de a lényeg látszik : melyik résznél mi az elképzelés.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2021 március 16, 10:52
Írta: 000000000 Dátum 2021 március 16, 10:52
Ez a konstrukció ekkora konzol kinyúlással silány Z merevséget fog adni, hiszen köbös hatással rontja el a géped ezen fő jellemzőjét.
Sajnos ugye kénytelen vagy nagyobb kinyúlással dolgozni, hiszen ettől függ az Y elmozdulási tartományod. Ez a fő baja ennek a konstrukciónak, szerintem így ne valósítsad meg, tervezd át az egészet, hiszen acélt is szeretnél marni.
Sajnos ugye kénytelen vagy nagyobb kinyúlással dolgozni, hiszen ettől függ az Y elmozdulási tartományod. Ez a fő baja ennek a konstrukciónak, szerintem így ne valósítsad meg, tervezd át az egészet, hiszen acélt is szeretnél marni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: wkbgzy80t Dátum 2021 március 16, 14:48
Írta: wkbgzy80t Dátum 2021 március 16, 14:48
Szerintem is gyenge a kapcsolat az asztal szánjai és a Z kiemelő között. Egybe kellene szerkeszteni és arcpirítóan vastag lemezekből megcsinálni.
Én vágattam plazmával 30mm lemezből darabokat, nem volt horror és szépen megtartották az alakjukat. Pl. Terkimpex kft. anyagot is adnak szuper kényelmes... Csak elő kell melegíteni hegesztéshez.
Én vágattam plazmával 30mm lemezből darabokat, nem volt horror és szépen megtartották az alakjukat. Pl. Terkimpex kft. anyagot is adnak szuper kényelmes... Csak elő kell melegíteni hegesztéshez.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 16, 16:42
Írta: Szalai György Dátum 2021 március 16, 16:42
Nekem két dolog nagyon tetszik ebben a tervben. (Bárcsak én is tudnék ilyesmiket rajzolni.
Hogy a motor és orsó között van szíj, tehát áttételi viszony is lehet.
Meg hogy ez lehetővé teszi a motorok belső elhelyezését, így nem lógnak ki a szerkezetből.
Gondolkodnék rajta, hogy a vezérlők is a motorjaik mellett lehetnek-e. Védett hely, jó hőelvezetés.
Mi akadálya?
A főorsó motorja hol lesz? Vagy ez már egy motororsó a rajzon?
Hogy a motor és orsó között van szíj, tehát áttételi viszony is lehet.
Meg hogy ez lehetővé teszi a motorok belső elhelyezését, így nem lógnak ki a szerkezetből.
Gondolkodnék rajta, hogy a vezérlők is a motorjaik mellett lehetnek-e. Védett hely, jó hőelvezetés.
Mi akadálya?
A főorsó motorja hol lesz? Vagy ez már egy motororsó a rajzon?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 16, 16:45
Írta: Szalai György Dátum 2021 március 16, 16:45
,,Ez a konstrukció ekkora konzol kinyúlással silány Z merevséget fog adni"
Mi lehet a gyenge láncszem? A főorsót tartó konzol gyönge, vagy a konzolt futtató torony csavarodik?
Mi lehet a gyenge láncszem? A főorsót tartó konzol gyönge, vagy a konzolt futtató torony csavarodik?
Cím: Re:Épül a gépem ::: Kicsa
Írta: ra8nsmk6w Dátum 2021 március 16, 16:57
Írta: ra8nsmk6w Dátum 2021 március 16, 16:57
A "Z" felépitmény alaplemezének min a duplája, de a 3x sem lenne sok. Ugyan így a sinek alaplapjainak is. A sok bordának akkor lenne valódi szerepe ha az alapjai valóban alapok lennének
Cím: Re:Épül a gépem ::: Kicsa
Írta: TROMF22 Dátum 2021 március 16, 16:59
Írta: TROMF22 Dátum 2021 március 16, 16:59
Érdekesen kezdtél!
Bedobtál először egy "hokedlit" hogy csámcsogjunk rajta.
Aztán kiderült, hogy már nagyon sok munkát fektettél a gép érdemi részeibe és most ezt is láthatjuk.
Minden elismerésem ... Végre ismét épít valaki.
De, fém (acél) megmunkálási cél, és az alábbi mozgástartomány:
X - 600 mm
Y - 400 mm
Z - 500 mm
Ez a felépítés hobbi körülmények között nem ideális.
A megmunkálási korlátok miatt olyan részekre bontásra kényszerülsz ami a merevséget és a rezgési hajlamot is károsan befolyásolja.
[#4936@Robsy] és [#445@NG] az előbb pontosan rámutatott a fő gondokra.
Sok munkád van már benne, de szerintem még érdemes volna ezt a konzolos szisztémát átgondolni.
Ha mindenáron megszeretnéd tartani a megmunkálási cél és mozgástartomány kettősét, akkor és javasolom, hogy tanulmányozd [#439@Farkas Ádám] mederágyas, öntvénylapokból összeállított gépét.
Szerintem az a konstrukció hobbi viszonyok között reálisabban kivitelezhető. Zártabb felépítés.
Ha jól emlékszem hasonló felépítésű gépet készített [#66@svejk] és "haverja" (bocs. de ő így emlegette)
Ez lemezből hegesztett kivitel volt, hasonló elven mint a te terved.
Bedobtál először egy "hokedlit" hogy csámcsogjunk rajta.
Aztán kiderült, hogy már nagyon sok munkát fektettél a gép érdemi részeibe és most ezt is láthatjuk.
Minden elismerésem ... Végre ismét épít valaki.
De, fém (acél) megmunkálási cél, és az alábbi mozgástartomány:
X - 600 mm
Y - 400 mm
Z - 500 mm
Ez a felépítés hobbi körülmények között nem ideális.
A megmunkálási korlátok miatt olyan részekre bontásra kényszerülsz ami a merevséget és a rezgési hajlamot is károsan befolyásolja.
[#4936@Robsy] és [#445@NG] az előbb pontosan rámutatott a fő gondokra.
Sok munkád van már benne, de szerintem még érdemes volna ezt a konzolos szisztémát átgondolni.
Ha mindenáron megszeretnéd tartani a megmunkálási cél és mozgástartomány kettősét, akkor és javasolom, hogy tanulmányozd [#439@Farkas Ádám] mederágyas, öntvénylapokból összeállított gépét.
Szerintem az a konstrukció hobbi viszonyok között reálisabban kivitelezhető. Zártabb felépítés.
Ha jól emlékszem hasonló felépítésű gépet készített [#66@svejk] és "haverja" (bocs. de ő így emlegette)
Ez lemezből hegesztett kivitel volt, hasonló elven mint a te terved.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ezsolt74 Dátum 2021 március 16, 16:59
Írta: ezsolt74 Dátum 2021 március 16, 16:59
A hűtővíz elvezetését hogy oldod meg?
Cím: Re:Épül a gépem ::: Kicsa
Írta: TROMF22 Dátum 2021 március 16, 17:04
Írta: TROMF22 Dátum 2021 március 16, 17:04
Bocsánat! Természetesen [#427@Kicsa] fórumtársnak szántam, csak nem léptem ki [#445@NG] hozzászólásából. Elnézést.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 16, 18:11
Írta: Kicsa Dátum 2021 március 16, 18:11
Megpróbálok ismét mindenkihez szólni,kérdéseket feltenni vagy épp megválaszolni.
Ez a fajta konzolos kialakítás és a kinyúlás szükséges az Y mozgás miatt. Ötletadó volt többek között ipari gép konstrukciója is,ott persze öntvény konzolokkal,sok tonnás tömegekkel. Persze ez más kategória,de az elvárt végső paraméterek sem egyeznek meg.
Videón láttam hasonló méretű epoxy alapra épített gépet is,a tervezéshez is segítséget nyújtott ez a megoldás.Itt ugye más a váz,más méretűek a lineárok és kisebb az Y mozgástartomány is. (ha jól emlékszem Y - 300 X - 600 mm)
A videóban látható eredmény számomra meggyőző,valami ilyesmi lenne a cél itt is,alumíniumban.
DIY Epoxy granite first test (https://www.youtube.com/watch?v=vvh2v1rE8iM)
Van egyébként elég részletes 3D modell is,ami letölthető,én is megtettem.
Ötletadónak nagyon jó volt,annak ellenére a modelltérben látható elemek mind saját tervezés,jobban módosítható és átláthatóbb nekem így,ha az elejétől saját modellekkel dolgozom.Saját ötletek is vannak bőven illetve az elérhető elemekhez is hozzá lehet igazítani mindent. (Ha jól emlékszem,itt a srác 25-ös Z sínt használ,nekem pedig 45-ös van)
Az asztal és a torony kapcsolatát egy összefüggő lemezzel meg tudnám erősíteni,akár még plusz merevítésekkel is. A gondom az,hogy akkor már nem megoldható a lemez síkramarása. (Gondolkozok valami "házi" megoldáson : a meglévő,váznál hosszabb 45-ös lineárokból egy ideiglenes mozgatható feltét,amivel saját magát hegesztés után síkra lehetne húzni,akár egy flex+lamellás korong kombóval)
A főorsó motor jelenleg a Z szánra van "odaképzelve" a lineáris síneknél lévő alaplap és a BT30-as orsó közé. Ez utóbbi "csak" egy rugós behúzószárral rendelkező csapágyazott egység meghajtás és kioldószerkezet nélkül.
A motorokat szerettem volna eldugni én is,védett burkolt helyre. A vezérlőt nem tudom,hogy érdemes lenne-e felrakni a motor mellé a vázra. Mi előnye-hátránya volna?
Jelenleg az enkóder és a tápkábel az,amit végig kell fűzni energialáncban. Ha felkerül a vezérlő is,akkor pedig 230V-os tápkábel és a vezérlőjelek kábelei mennének szintén. Nem tudom,hogy melyik lenne a jobb megoldás,eddig én mindenhol az előbbit láttam.
A hűtővíz és hasonló dolgok még odébb vannak. Az lenne tervben,hogy a szánok kapnának harmonika burkolatot,az egész gép pedig be lenne burkolva kívülről. A gép alatt lenne egy gyűjtőedény,hasonlóan a videón látottakhoz.
Ez a fajta konzolos kialakítás és a kinyúlás szükséges az Y mozgás miatt. Ötletadó volt többek között ipari gép konstrukciója is,ott persze öntvény konzolokkal,sok tonnás tömegekkel. Persze ez más kategória,de az elvárt végső paraméterek sem egyeznek meg.
Videón láttam hasonló méretű epoxy alapra épített gépet is,a tervezéshez is segítséget nyújtott ez a megoldás.Itt ugye más a váz,más méretűek a lineárok és kisebb az Y mozgástartomány is. (ha jól emlékszem Y - 300 X - 600 mm)
A videóban látható eredmény számomra meggyőző,valami ilyesmi lenne a cél itt is,alumíniumban.
DIY Epoxy granite first test (https://www.youtube.com/watch?v=vvh2v1rE8iM)
Van egyébként elég részletes 3D modell is,ami letölthető,én is megtettem.
Ötletadónak nagyon jó volt,annak ellenére a modelltérben látható elemek mind saját tervezés,jobban módosítható és átláthatóbb nekem így,ha az elejétől saját modellekkel dolgozom.Saját ötletek is vannak bőven illetve az elérhető elemekhez is hozzá lehet igazítani mindent. (Ha jól emlékszem,itt a srác 25-ös Z sínt használ,nekem pedig 45-ös van)
Az asztal és a torony kapcsolatát egy összefüggő lemezzel meg tudnám erősíteni,akár még plusz merevítésekkel is. A gondom az,hogy akkor már nem megoldható a lemez síkramarása. (Gondolkozok valami "házi" megoldáson : a meglévő,váznál hosszabb 45-ös lineárokból egy ideiglenes mozgatható feltét,amivel saját magát hegesztés után síkra lehetne húzni,akár egy flex+lamellás korong kombóval)
A főorsó motor jelenleg a Z szánra van "odaképzelve" a lineáris síneknél lévő alaplap és a BT30-as orsó közé. Ez utóbbi "csak" egy rugós behúzószárral rendelkező csapágyazott egység meghajtás és kioldószerkezet nélkül.
A motorokat szerettem volna eldugni én is,védett burkolt helyre. A vezérlőt nem tudom,hogy érdemes lenne-e felrakni a motor mellé a vázra. Mi előnye-hátránya volna?
Jelenleg az enkóder és a tápkábel az,amit végig kell fűzni energialáncban. Ha felkerül a vezérlő is,akkor pedig 230V-os tápkábel és a vezérlőjelek kábelei mennének szintén. Nem tudom,hogy melyik lenne a jobb megoldás,eddig én mindenhol az előbbit láttam.
A hűtővíz és hasonló dolgok még odébb vannak. Az lenne tervben,hogy a szánok kapnának harmonika burkolatot,az egész gép pedig be lenne burkolva kívülről. A gép alatt lenne egy gyűjtőedény,hasonlóan a videón látottakhoz.
Cím: Re:Épül a gépem ::: Kicsa
Írta: remrendes Dátum 2021 március 16, 18:16
Írta: remrendes Dátum 2021 március 16, 18:16
A frocsogo hutoviz szerintem nem tenne jot a motorvezerloknek.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 16, 19:23
Írta: Szalai György Dátum 2021 március 16, 19:23
Ahogy a motoroknak, szíjaknak sem használ. Azok mégis ott vannak. Védeni kell őket.
Tervezési fázisban nem késő kialakítani a vezérlők helyét a motorokhoz közel akár sújtólég mentesre.
A vezérlőjével gyárilag egybeépített motor már nagyon nem példa nélküli.
Egyszerűsíti a kábelezést és a zavarvédelmet, ha minimális hosszúságúak a jelvezetékek és főleg a motor munkakábelek.
De ez szerintem is hátrább való a fontossági sorrendben, mint a merevség és rezgéselnyelés.
Tervezési fázisban nem késő kialakítani a vezérlők helyét a motorokhoz közel akár sújtólég mentesre.
A vezérlőjével gyárilag egybeépített motor már nagyon nem példa nélküli.
Egyszerűsíti a kábelezést és a zavarvédelmet, ha minimális hosszúságúak a jelvezetékek és főleg a motor munkakábelek.
De ez szerintem is hátrább való a fontossági sorrendben, mint a merevség és rezgéselnyelés.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 16, 19:25
Írta: Szalai György Dátum 2021 március 16, 19:25
Az epoxigránit nem cintányér. A vaslemez sajnos az. [#vigyor2]
Cím: Re:Épül a gépem ::: Kicsa
Írta: wkbgzy80t Dátum 2021 március 16, 19:37
Írta: wkbgzy80t Dátum 2021 március 16, 19:37
Na figyelj ha te is ilyen hosszúkat írsz akkor...! (ezt az első sort utólag szúrtam be: Vigyázat, túlszaladt a dolog, menekülök egyéb teendőim elől, így 20 perceket cs*szek el irogatással. Roszabb, előfordulhatnak szentimentális részek, továbbá valótlanságok is...)
A videón látható gépváz merevsége köszönőviszonyban sincs azzal amit a rajzon szereplő lemezekből hegesztett konstrukció adhat. Ráadásul ez a motor a videón pörög vagy 18 ezret, az megint más, mint egy max 8000es orsó, utóbbinál nagyobbak az erők.
Az asztal és a torony lehet két darab, mint ahogy a videón is, sőt, még a zártszelvényen is maradhat ugyanúgy mint ahogy van, egyszerűen arról van szó, hogy a jelenleg rajzolt, síkban elhelyezkedő két darab (vagy 4, mind1) szelvény hajlik. Már az is sokkal jobb lenne, ha függőlegesen lennének duplázva a szelvények hogy nőjön az inercia a két fő darab között.
Amúgy vannak kicsi, hidas gépek is a youtubeon durva zárszelvényekből (úgy értem hogy kb. 500x100x100x8 duplázva agyonmerevítve) pl:https://www.youtube.com/watch?v=YZ5lA_7lysg meg lemezekből hegesztve, és még ezeka tömzsi darabok is nagyon rezegnek. Ez a faszi akit linkeltem szintén egy beton gépet csinál, mert elégedetlen az első acéllal.
A sínek méretének a növelése hamis biztonságérzet, nem a sín a szűk keresztmetszet, a nagy ipari gépeken szinte vonalszerűnek tűnnek a sínek olyan vékonyak a bazi nagy öntvényeken.
Én azt gondolom, hogy minél nagyobb súlyt kell beletenni, minél közelebb a maróhoz, és akkor lehet vele alut karcolgatni. Acél marásra meg kell egy átalakított egyetemes gép vagy egy gyári cnc.
A gyári cnckben olyan technika van ami hobbiban nem elérhető, ez legalább annyit hozzátesz, mint a bazi erős gépváz. Szal ezeknek a gépeknek még a vázát sem lehet otthon reprodukálni, az elektronikájukat és spéci alkatrészeket meg még annyira sem.
Nem azért van a nagy különbség mert varázsolnak, hanem mert egy olyan bonyolultságú gép gazdaságos előállításához szükség van egy többszáz emberes infrastruktúrára, meg 50 év tapasztalatra, és még így is 50 misibe kerül egy termék...
Néha fel fel bukkan egy normális golyósorsó itt a fórumon de még a földből kifordított állapotban is 100.000-et kér érte az eladó, nem alaptalanul.
A sínek, orsók, motorok stb nagyrésze, amiket hobbiban használnak az emberek nem szerszámgépekbe vannak kitalálva, hanem kis terhelésű célgépekbe meg dobozrakodó automatákba... (nem kritika, az enyémek is...) alaposan túlméretezve, sok vassal megtámogatva jó lesz alura, meg örömet okoz az építése mint fő funkció...
Én 12 évig tervezgettem a gépem (oké, nem éjjel nappal...) hasonló alapokról indulva, és annyit nézegettem meg tanulmányoztam hogy végül rájöttem, hogy minden gyenge amit házilag el tudok érni, lehetőleg semmilyen alkatrészt nem érdemes legyártani, inkább minimális módosítással összerakosgatni, vagy nagyon olcsó anyagból hatalmas mennyiségben alkalmazni, (mint pl beton gépek). A meglévő 2,5 tonnás, hidas rendszerű gránit alap is mindössze egy tetves smd beültető volt légcspágyakkal, 20 cm vastag alu öntvény volt az asztala. jó hogy rángatták, meg pontos volt stb, mindezektől függetlenül vélelmezem hogy ők sem pocsékolták az anyagot... ennyit a szükséges merevség kérdéséről...
Na ez megint egy olyan okos hozzászólás lett amit legszívesebben el sem küldenék, de mind. Bocs ha szennyzem a topikod - már bepötyögtem, most vágjam pofán magam azzal hogy kitörlöm, na nem - Úgy kell a gépet csinálni, hogy az elvárásaink a helyükön maradjanak, és akkor nem ér csalódás.
A videón látható gépváz merevsége köszönőviszonyban sincs azzal amit a rajzon szereplő lemezekből hegesztett konstrukció adhat. Ráadásul ez a motor a videón pörög vagy 18 ezret, az megint más, mint egy max 8000es orsó, utóbbinál nagyobbak az erők.
Az asztal és a torony lehet két darab, mint ahogy a videón is, sőt, még a zártszelvényen is maradhat ugyanúgy mint ahogy van, egyszerűen arról van szó, hogy a jelenleg rajzolt, síkban elhelyezkedő két darab (vagy 4, mind1) szelvény hajlik. Már az is sokkal jobb lenne, ha függőlegesen lennének duplázva a szelvények hogy nőjön az inercia a két fő darab között.
Amúgy vannak kicsi, hidas gépek is a youtubeon durva zárszelvényekből (úgy értem hogy kb. 500x100x100x8 duplázva agyonmerevítve) pl:https://www.youtube.com/watch?v=YZ5lA_7lysg meg lemezekből hegesztve, és még ezeka tömzsi darabok is nagyon rezegnek. Ez a faszi akit linkeltem szintén egy beton gépet csinál, mert elégedetlen az első acéllal.
A sínek méretének a növelése hamis biztonságérzet, nem a sín a szűk keresztmetszet, a nagy ipari gépeken szinte vonalszerűnek tűnnek a sínek olyan vékonyak a bazi nagy öntvényeken.
Én azt gondolom, hogy minél nagyobb súlyt kell beletenni, minél közelebb a maróhoz, és akkor lehet vele alut karcolgatni. Acél marásra meg kell egy átalakított egyetemes gép vagy egy gyári cnc.
A gyári cnckben olyan technika van ami hobbiban nem elérhető, ez legalább annyit hozzátesz, mint a bazi erős gépváz. Szal ezeknek a gépeknek még a vázát sem lehet otthon reprodukálni, az elektronikájukat és spéci alkatrészeket meg még annyira sem.
Nem azért van a nagy különbség mert varázsolnak, hanem mert egy olyan bonyolultságú gép gazdaságos előállításához szükség van egy többszáz emberes infrastruktúrára, meg 50 év tapasztalatra, és még így is 50 misibe kerül egy termék...
Néha fel fel bukkan egy normális golyósorsó itt a fórumon de még a földből kifordított állapotban is 100.000-et kér érte az eladó, nem alaptalanul.
A sínek, orsók, motorok stb nagyrésze, amiket hobbiban használnak az emberek nem szerszámgépekbe vannak kitalálva, hanem kis terhelésű célgépekbe meg dobozrakodó automatákba... (nem kritika, az enyémek is...) alaposan túlméretezve, sok vassal megtámogatva jó lesz alura, meg örömet okoz az építése mint fő funkció...
Én 12 évig tervezgettem a gépem (oké, nem éjjel nappal...) hasonló alapokról indulva, és annyit nézegettem meg tanulmányoztam hogy végül rájöttem, hogy minden gyenge amit házilag el tudok érni, lehetőleg semmilyen alkatrészt nem érdemes legyártani, inkább minimális módosítással összerakosgatni, vagy nagyon olcsó anyagból hatalmas mennyiségben alkalmazni, (mint pl beton gépek). A meglévő 2,5 tonnás, hidas rendszerű gránit alap is mindössze egy tetves smd beültető volt légcspágyakkal, 20 cm vastag alu öntvény volt az asztala. jó hogy rángatták, meg pontos volt stb, mindezektől függetlenül vélelmezem hogy ők sem pocsékolták az anyagot... ennyit a szükséges merevség kérdéséről...
Na ez megint egy olyan okos hozzászólás lett amit legszívesebben el sem küldenék, de mind. Bocs ha szennyzem a topikod - már bepötyögtem, most vágjam pofán magam azzal hogy kitörlöm, na nem - Úgy kell a gépet csinálni, hogy az elvárásaink a helyükön maradjanak, és akkor nem ér csalódás.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 16, 19:56
Írta: Szalai György Dátum 2021 március 16, 19:56
Találtam egy képet, hátha érdekel. A 6. lapon. (https://www.matec-conferences.org/articles/matecconf/pdf/2018/16/matecconf_mms2018_01003.pdf)
Ha ilyesmi kialakítású volna az asztalod teteje, akkor már nem csak egy asztal volna, hanem stabil alapként összetartaná a felépítményeket, akár három lábon is.
Ha ilyesmi kialakítású volna az asztalod teteje, akkor már nem csak egy asztal volna, hanem stabil alapként összetartaná a felépítményeket, akár három lábon is.
Cím: Re:Épül a gépem ::: Kicsa
Írta: jani300 Dátum 2021 március 16, 20:10
Írta: jani300 Dátum 2021 március 16, 20:10
Én már csak nézek mint a moziban :)
"Szerintem a sarokmerevítések közti résznél a zártszelvény saját merevsége is több mint elég. Úgy gondolom, a lenti összekötőkre ilyen arányok mellett, merevség szempontjából nincs szükség."
Erre most itt a másik véglet :)
De ez azért már alakulgat :)
"Szerintem a sarokmerevítések közti résznél a zártszelvény saját merevsége is több mint elég. Úgy gondolom, a lenti összekötőkre ilyen arányok mellett, merevség szempontjából nincs szükség."
Erre most itt a másik véglet :)
De ez azért már alakulgat :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: TROMF22 Dátum 2021 március 16, 20:20
Írta: TROMF22 Dátum 2021 március 16, 20:20
[#eljen]
Az ötödik ábrán lévő kialakítás nagy előrelépés lenne.
Ezzel az alappal nagyon mereven összekapcsolható a Z torony.
Mellesleg megmaradhat az a koncepció is, hogy lemezekből, fésűszerűen kapcsolódhatnak az elemek, amit fórumtársunk eddig is szívesen alkalmazott.
Ez a példa szerintem eddig a legnagyobb segítség úgy, hogy ne kelljen mindet teljesen elölről kezdeni.
Az ötödik ábrán lévő kialakítás nagy előrelépés lenne.
Ezzel az alappal nagyon mereven összekapcsolható a Z torony.
Mellesleg megmaradhat az a koncepció is, hogy lemezekből, fésűszerűen kapcsolódhatnak az elemek, amit fórumtársunk eddig is szívesen alkalmazott.
Ez a példa szerintem eddig a legnagyobb segítség úgy, hogy ne kelljen mindet teljesen elölről kezdeni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: jani300 Dátum 2021 március 16, 20:45
Írta: jani300 Dátum 2021 március 16, 20:45
Azt leírta már Kicsa hogy a megmunkálási lehetőségek végett tervezte a fura ,gyengének tűnő zártszelvény alapot .
Amit én el tudnák képzelni két derékszögben megmunkált ,a felépítményhez hasonló "doboz" ,összecsavarozása .
Így bent maradhatna a lehetséges megmunkálási méretekben .
Maga a felépítmény nekem tetszik .
Amit én el tudnák képzelni két derékszögben megmunkált ,a felépítményhez hasonló "doboz" ,összecsavarozása .
Így bent maradhatna a lehetséges megmunkálási méretekben .
Maga a felépítmény nekem tetszik .
Cím: Re:Épül a gépem ::: Kicsa
Írta: remrendes Dátum 2021 március 16, 20:54
Írta: remrendes Dátum 2021 március 16, 20:54
Valami ilyesmivel szimpatizalnek en is inkabb.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_efq85x9cwzmxettnfiqqm_3133.png) (https://hobbicncforum.hu/uploaded_images/2021/03/efq85x9cwzmxettnfiqqm_3133.png)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_efq85x9cwzmxettnfiqqm_3133.png) (https://hobbicncforum.hu/uploaded_images/2021/03/efq85x9cwzmxettnfiqqm_3133.png)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Vetesi75 Dátum 2021 március 16, 21:53
Írta: Vetesi75 Dátum 2021 március 16, 21:53
Kb. második hozzászólás volt a témában: sok az Y elmozdulás/kinyúlás. A függőleges oszlop csavarodása miatt kocsonyaként fog viselkedni az egész cucc. Ritkaság, de most én is egyetértek Robsival...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 17, 05:44
Írta: Szalai György Dátum 2021 március 17, 05:44
Milyen merevítők beépítésével lehetne csökkenteni a függőleges oszlop csavarodását?
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2021 március 17, 06:59
Írta: 000000000 Dátum 2021 március 17, 06:59
Mindig a végeredmény számít. Ennek a konstrukciónak a 3 fő eleme (torony, sín/kocsi, konzol) a legkedvezőtlenebb tartó szerkezetet valósítja meg (egyoldalon befogott típus). Erre alapesetben az f=F*l*l*l*/3/I/E lehajlási méretezési képlet az érvényes, ez azt jelenti az l köbös hatása miatt, hogy adott konstrukció esetén ha pl. a konzol kinyúlása 100 mm és csak a marómotor súlya miatt ez lehajlik x mm-t, akkor 300 mm-es kinyúláskor ez már 27-SZERES lehajlás lesz! [#felkialtas]
Lehet a gyakorlatban mindenféle tervet, ötletet megvalósítani (a csicsa monitor meg a papír mindent elbír), de ha tudjuk az elvi alap összefüggéseket, ráadásul köbös függvénnyel van dolgunk, akkor nagyon észnél kell lennünk, és kellő műszaki alázattal az álmainkat, téves hitünket fel kell adni, mert szembejön a valóság velünk. Ha hobbysták vagyunk, ha nem, ha tetszik ez nekünk, ha nem, ha érdekelnek minket ezek az összefüggések, ha nem. PONT.
Lehet a gyakorlatban mindenféle tervet, ötletet megvalósítani (a csicsa monitor meg a papír mindent elbír), de ha tudjuk az elvi alap összefüggéseket, ráadásul köbös függvénnyel van dolgunk, akkor nagyon észnél kell lennünk, és kellő műszaki alázattal az álmainkat, téves hitünket fel kell adni, mert szembejön a valóság velünk. Ha hobbysták vagyunk, ha nem, ha tetszik ez nekünk, ha nem, ha érdekelnek minket ezek az összefüggések, ha nem. PONT.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2021 március 17, 07:32
Írta: 000000000 Dátum 2021 március 17, 07:32
Elnézést, most látom, a képletet elírtam, van egy felesleges * a / jel előtt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: remrendes Dátum 2021 március 17, 07:44
Írta: remrendes Dátum 2021 március 17, 07:44
Azért nem elhanyagolható, hogy mekkora az "x". Van az a méret, aminek a 27-szerese is elhanyagolható.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2021 március 17, 08:22
Írta: 000000000 Dátum 2021 március 17, 08:22
Persze, hiszen a nullát a végtelennel is megszorozhatjuk, akkor is nulla lesz a végeredmény.:) De te is tudod, még a profi szerszámgépeknél is messze vagyunk a végtelen nagy merevségtől.
Hobby gépekre ökölszabály: az már egy nagyon merev és elég jó konstrukció, ha 100 mm kinyúlás esetén 20 N terhelő erő (ez a tesztelési erő kézzel is simám létrehozható) hatására 0.001 mm vagy attól kisebb az elmozdulása az X, Y, és Z irányban is.
És ekkor ez csak egy mezei statikus terhelés volt, és sehol nincsenek a maráskor keletkező több komponensű, váltakozó gerjesztő hatású nagyobb forgácsolási erők! [#conf][#csodalk] Ha meg még ezt nagyobb kinyúlásoknál ~ 30 ... 100 közötti számmal meg kell szorozni, könnyen a tized mm-es deformációs tartományokba kerülünk.
Egyébként meg aki rossz napot akar magának és sírni szeretne a hobby CNC gépének a merevségi adatán [#rinya], az kapja elő a mikronos mérőóráját, és csinálja meg ezt a tanulságos mérést.
Hobby gépekre ökölszabály: az már egy nagyon merev és elég jó konstrukció, ha 100 mm kinyúlás esetén 20 N terhelő erő (ez a tesztelési erő kézzel is simám létrehozható) hatására 0.001 mm vagy attól kisebb az elmozdulása az X, Y, és Z irányban is.
És ekkor ez csak egy mezei statikus terhelés volt, és sehol nincsenek a maráskor keletkező több komponensű, váltakozó gerjesztő hatású nagyobb forgácsolási erők! [#conf][#csodalk] Ha meg még ezt nagyobb kinyúlásoknál ~ 30 ... 100 közötti számmal meg kell szorozni, könnyen a tized mm-es deformációs tartományokba kerülünk.
Egyébként meg aki rossz napot akar magának és sírni szeretne a hobby CNC gépének a merevségi adatán [#rinya], az kapja elő a mikronos mérőóráját, és csinálja meg ezt a tanulságos mérést.
Cím: Re:Épül a gépem ::: Kicsa
Írta: wkbgzy80t Dátum 2021 március 17, 08:40
Írta: wkbgzy80t Dátum 2021 március 17, 08:40
Namost ez a német figura akit linkeltem, megcsinálta ezt a tesztet, és egy tizedet bele tudott húzni x irányban kb. 250N erővel. Y irányban sokkal jobb volt, kb a tizede. Pedig ez egy tusírlapra épített, vastag tömzsi, híd rendszerű acél konstrukció. Amúgy szerintem a z tengelyt b.ta el, az aluból volt nem túl vastag darabokból.
Tanulságos.
Tanulságos.
Cím: Re:Épül a gépem ::: Kicsa
Írta: wkbgzy80t Dátum 2021 március 17, 08:43
Írta: wkbgzy80t Dátum 2021 március 17, 08:43
Bocs, még a hídlábak is rosszak abban a gépben sztem. Nyitott szelvény csavarodik hiába van kettő oldalanként...
Cím: Re:Épül a gépem ::: Kicsa
Írta: wkbgzy80t Dátum 2021 március 17, 09:37
Írta: wkbgzy80t Dátum 2021 március 17, 09:37
Ez egy másik csatorna amit néztem, szintén német:
https://www.youtube.com/results?search_query=brockard
Ő mar acélt is kicsi fogásokkal, viszont a gépváz egy térhálós zártszelvény konstrukció, szerintem elég átgondolt.
Ehhez viszonyítva pl. az előzőleg linkelt gép (a tusírlapos) nem csoda, hogy nem boldogult olyan jól.
Hozzáteszem a z tengely itt is aluból van, de azért masszívabb.
Szerintem ezekből sok infót le lehet szűrni.
https://www.youtube.com/results?search_query=brockard
Ő mar acélt is kicsi fogásokkal, viszont a gépváz egy térhálós zártszelvény konstrukció, szerintem elég átgondolt.
Ehhez viszonyítva pl. az előzőleg linkelt gép (a tusírlapos) nem csoda, hogy nem boldogult olyan jól.
Hozzáteszem a z tengely itt is aluból van, de azért masszívabb.
Szerintem ezekből sok infót le lehet szűrni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: wkbgzy80t Dátum 2021 március 17, 09:37
Írta: wkbgzy80t Dátum 2021 március 17, 09:37
Kép elmaradt...
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_g0my2iyxtj58vjupik_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/g0my2iyxtj58vjupik_445.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_g0my2iyxtj58vjupik_445.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/g0my2iyxtj58vjupik_445.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 17, 11:32
Írta: Kicsa Dátum 2021 március 17, 11:32
Semmi baj a hosszú hozzászólásokkal,legalább ki lehet fejteni a véleményt rendesen. A felhasznált lineáris vezetékek és orsók állapotával szerintem nem lesz baj. Ezek egy része új termék,egy része pedig ipari gépből bontott,használt darab,jó állapotban. Érdekesek ezek a linkek,lehet tanulni belőlük.Nyilván az ember ha tehetné,venne egy gyári gépet és meg lenne oldva a probléma. Itt most a lényeg,hogy ár-érték arányban sikerüljön egy jól használható gépet építeni,de ez sem lesz olcsó,az biztos.
Nézegetem a [#415@Szalai György] által linkelt gépet,nem semmi konstrukció,kár hogy többet nem lehet megtudni róla a pár oldalas pdf-nél.
Nyilván tisztában vagyok azzal,hogy rugalmas deformáció nélküli gép nem létezik iparban sem,hobbiban pedig végképp. Nem is ez a cél,hanem egy hasonló konstrukció lehető legjobb kialakítása.
A tervezést illetően most a lehetőségekből úgy látom,hogy a következő irányba kell indulnom :
1. A zártszelvény váz külső peremén lévő elemeket élére állított 120x80-ra cserélem és a belső részen kiveszek néhány "felesleges" profilt. A zártszelvények közti üres részt élére állított laposvasakból egy rácsos szerkezetet alakítok mint,mint a lenti linken. Ezzel bízom abban,hogy megnövelem annyira a merevségét az asztalnak,hogy az alatta levő részt szabadon hagyhatom,nem kell a lemezeket leengednem a földig.
Milyen profilból kellene ezeket a merevítéseket elkészíteni? 60x20 körülre gondolnám...
2. Az így keletkezett asztal tetejét lefedném egy ráhegesztett LV 20-25 vastag lemezzel,ami egyben az Y szán és a Z kiemelő lapja
3. A két egység közé élére állított masszívabb vasakat csavaroznék,amivel össze lenne kötve a 3 egység.
4. A Z egységen lévő kocsik távolságát mindkét irányban kicsit megnövelném,a kinyúláson pedig csökkentenék egy minimálisat. (30-40 mm)
Szívesen veszek minden javaslatot továbbra is,köszönöm szépen!
Nézegetem a [#415@Szalai György] által linkelt gépet,nem semmi konstrukció,kár hogy többet nem lehet megtudni róla a pár oldalas pdf-nél.
Nyilván tisztában vagyok azzal,hogy rugalmas deformáció nélküli gép nem létezik iparban sem,hobbiban pedig végképp. Nem is ez a cél,hanem egy hasonló konstrukció lehető legjobb kialakítása.
A tervezést illetően most a lehetőségekből úgy látom,hogy a következő irányba kell indulnom :
1. A zártszelvény váz külső peremén lévő elemeket élére állított 120x80-ra cserélem és a belső részen kiveszek néhány "felesleges" profilt. A zártszelvények közti üres részt élére állított laposvasakból egy rácsos szerkezetet alakítok mint,mint a lenti linken. Ezzel bízom abban,hogy megnövelem annyira a merevségét az asztalnak,hogy az alatta levő részt szabadon hagyhatom,nem kell a lemezeket leengednem a földig.
Milyen profilból kellene ezeket a merevítéseket elkészíteni? 60x20 körülre gondolnám...
2. Az így keletkezett asztal tetejét lefedném egy ráhegesztett LV 20-25 vastag lemezzel,ami egyben az Y szán és a Z kiemelő lapja
3. A két egység közé élére állított masszívabb vasakat csavaroznék,amivel össze lenne kötve a 3 egység.
4. A Z egységen lévő kocsik távolságát mindkét irányban kicsit megnövelném,a kinyúláson pedig csökkentenék egy minimálisat. (30-40 mm)
Szívesen veszek minden javaslatot továbbra is,köszönöm szépen!
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2021 március 17, 12:48
Írta: 000000000 Dátum 2021 március 17, 12:48
Ha ez sikerül így akkor szerintem nagyon jó lesz. Csak egy valamit nem értek, nem csak te terveiden, de másokén sem...
Miért hagyja ki a legtöbb ember a tervezésből azt a tényt, hogy ezek a gépek NAGY rendetlenséget okoznak használatakor? Úgy értem, hogy a védelemnek a kezdeti tervezés részénél kell lennie, a forgács mindenhova megy, gyűjtését és a biztonságot NEM szabad kihagyni, arra már kezdéskor kell gondolkozni és betervezni. Ha nem lesz, akkor a gép használata során minden egyes alkalommal rengeteg extra erőfeszítést kell fordítania a rendetlenség tisztítására, azon kívül, hogy a forgácsot is megmarja, ami rontja az készített termékek minőségét. Valóban szép gép lesz szerintem, de ezekre a dolgokra is gondolj mert utólag nehezebb lesz megoldani. Biztonság szempontjából a repülő forgács veszélyes, nem is beszélve arról, hogy mi történik, amikor egy lepattintott maró darabja az arcod felé repül...
Ezeket a dolgokat sokan elhagyják, nem gondolnak rá, vagy arra gondolnak hogy "később" (=soha) lesz megoldva.
Miért hagyja ki a legtöbb ember a tervezésből azt a tényt, hogy ezek a gépek NAGY rendetlenséget okoznak használatakor? Úgy értem, hogy a védelemnek a kezdeti tervezés részénél kell lennie, a forgács mindenhova megy, gyűjtését és a biztonságot NEM szabad kihagyni, arra már kezdéskor kell gondolkozni és betervezni. Ha nem lesz, akkor a gép használata során minden egyes alkalommal rengeteg extra erőfeszítést kell fordítania a rendetlenség tisztítására, azon kívül, hogy a forgácsot is megmarja, ami rontja az készített termékek minőségét. Valóban szép gép lesz szerintem, de ezekre a dolgokra is gondolj mert utólag nehezebb lesz megoldani. Biztonság szempontjából a repülő forgács veszélyes, nem is beszélve arról, hogy mi történik, amikor egy lepattintott maró darabja az arcod felé repül...
Ezeket a dolgokat sokan elhagyják, nem gondolnak rá, vagy arra gondolnak hogy "később" (=soha) lesz megoldva.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 17, 14:56
Írta: Kicsa Dátum 2021 március 17, 14:56
A forgácsvédelem,a burkolatok és hasonló apróságok nálam későbbi témák lesznek. Szeretnék az alapokkal rendben lenni,azután pedig az ilyen részleteket is kidolgozni. Van két kisebb területű gépem amiknél hasonló dolgokkal küzdök. Ezekből tanulva itt szeretnék kialakítani egy szánburkolatot,ezzel védve majd a lineáris síneket-orsókat és motorokat. Ezen felül pedig szeretném kívülről majd körbeburkolni a gépet,ezáltal kialakítva egy belső teret,ahol repkedhet a forgács. De ezek tervezése később következik,ha van egy olyan alap,aminek a gyártása akár kezdhető is.
Hoznék is egy képet véleményezésre,a részletek még nincsenek kidolgozva: A merevítők 70x20 melegen hengerelt laposvas élére állítva,kb 6 fm a teljes anyagszükséglet. A 120x80-as zártszelvényből is kiadja így az egy szál,bekerült középre is egy végigfutó gerenda. Ez így önmagában 210 kg körül jár,a tetejére pedig kapna egy 20-as lángvágott lemezt,csavarozva/hegesztve. Ezzel így a teljes össztömeg 340 kg körüli lenne.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_jnc0k787kzukswu8ks2q_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/jnc0k787kzukswu8ks2q_427.jpg)
Hoznék is egy képet véleményezésre,a részletek még nincsenek kidolgozva: A merevítők 70x20 melegen hengerelt laposvas élére állítva,kb 6 fm a teljes anyagszükséglet. A 120x80-as zártszelvényből is kiadja így az egy szál,bekerült középre is egy végigfutó gerenda. Ez így önmagában 210 kg körül jár,a tetejére pedig kapna egy 20-as lángvágott lemezt,csavarozva/hegesztve. Ezzel így a teljes össztömeg 340 kg körüli lenne.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_jnc0k787kzukswu8ks2q_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/jnc0k787kzukswu8ks2q_427.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: TROMF22 Dátum 2021 március 17, 16:25
Írta: TROMF22 Dátum 2021 március 17, 16:25
No, egyre kedvezőbb anyagkihasználás.
Kezd hasonlítani (lefedés után) az öntvény tusirlapok, mérőlapok kialakítására. Nem véletlenül olyanok azok amilyenek.
A Z kiemelő alatti részt kár bonyolítani, szerintem itt is maradhat egyszerű átlós bordapár, mint máshol.
Viszont a 70x20 borda keresztmetszet helyett 100x10 kevesebb anyag felhasználásával azonos merevséget adna. Vagy ha a tömeget is kb. meg akarod tartani, akkor előnyösebb a 100x12.
Személy szerint én a 120 vagy 110x8 mm-t választanám.
Kisebb a tömege és jóval nagyobb a keresztmetszeti tényezője, mint a tervezett 70x20-nak, és jobban illeszkedik a keretező zártszelvények falvastagságához. (hegesztés)
Kezd hasonlítani (lefedés után) az öntvény tusirlapok, mérőlapok kialakítására. Nem véletlenül olyanok azok amilyenek.
A Z kiemelő alatti részt kár bonyolítani, szerintem itt is maradhat egyszerű átlós bordapár, mint máshol.
Viszont a 70x20 borda keresztmetszet helyett 100x10 kevesebb anyag felhasználásával azonos merevséget adna. Vagy ha a tömeget is kb. meg akarod tartani, akkor előnyösebb a 100x12.
Személy szerint én a 120 vagy 110x8 mm-t választanám.
Kisebb a tömege és jóval nagyobb a keresztmetszeti tényezője, mint a tervezett 70x20-nak, és jobban illeszkedik a keretező zártszelvények falvastagságához. (hegesztés)
Cím: Re:Épül a gépem ::: Kicsa
Írta: TROMF22 Dátum 2021 március 17, 16:32
Írta: TROMF22 Dátum 2021 március 17, 16:32
Az X bordákat nem akarod "fésűzni"?
Annyi lemezt vágatsz, nem biztos, hogy érdemes külön vásárolni 6 fm. szálban szélsacélt.
Ha lemész a vastagsággal 8-10 mm-re, ahogyan ajánlottam, még költségben is jobban járhatsz, és a kereszt-illesztésed is megvan középen, ha a bordákat is vágatod.
Annyi lemezt vágatsz, nem biztos, hogy érdemes külön vásárolni 6 fm. szálban szélsacélt.
Ha lemész a vastagsággal 8-10 mm-re, ahogyan ajánlottam, még költségben is jobban járhatsz, és a kereszt-illesztésed is megvan középen, ha a bordákat is vágatod.
Cím: Re:Épül a gépem ::: Kicsa
Írta: vadember Dátum 2021 március 17, 16:39
Írta: vadember Dátum 2021 március 17, 16:39
Sokkal jobban jársz a csavarodási merevség szempontjából, ha egy egyszerűbb aztalszerkezetre ráraksz egy gránitlapot és ahhoz rögzíted a marógéped vázát.
A millió hegesztés miatt nagyon rossz síkfelületet fogsz kapni amiben bennemarad a feszültség,ezért az évek alatt fokozatosan idomul majd jobbra-balra ha nem rögzíted a talajhoz.
Az asztalt is síkba kell munkálnod mielőtt ráteszed a síkba mart lemezt. Hol fogod ezt megtenni és mennyi pénzért?
Ennél egy-két nagyságrenddel egyenletesebben sík felületet vehetsz akár egy sírkövesnél vásárolt gránitlappal. Leellenőriztem egyszer egy 600-as síkvonalzóval. Gyakorlatilag alig volt fényrés akkora szakaszokon. Az pedig csak század mm-eket jelent. A hegesztett vázad ezt meg sem fogja ezt közelíteni. A rezgéscsillapítás hatásáról már ne is beszéljünk.
A millió hegesztés miatt nagyon rossz síkfelületet fogsz kapni amiben bennemarad a feszültség,ezért az évek alatt fokozatosan idomul majd jobbra-balra ha nem rögzíted a talajhoz.
Az asztalt is síkba kell munkálnod mielőtt ráteszed a síkba mart lemezt. Hol fogod ezt megtenni és mennyi pénzért?
Ennél egy-két nagyságrenddel egyenletesebben sík felületet vehetsz akár egy sírkövesnél vásárolt gránitlappal. Leellenőriztem egyszer egy 600-as síkvonalzóval. Gyakorlatilag alig volt fényrés akkora szakaszokon. Az pedig csak század mm-eket jelent. A hegesztett vázad ezt meg sem fogja ezt közelíteni. A rezgéscsillapítás hatásáról már ne is beszéljünk.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 17, 17:02
Írta: Szalai György Dátum 2021 március 17, 17:02
Nem tudom ez a Te gépedet hogy érinti, de olvastam egy érdekeset. (https://kimla.pl/en/guide/steel-or-cast-iron)
,,az öntöttvas sokkal gyengébb és sokkal kevésbé merev, mint az acél."
,,Az öntöttvasból és acélból készült, hasonló méretű és szerkezetű keretek hasonló merevségének eléréséhez az öntöttvas keret tömegének több mint kétszer nagyobbnak kell lennie."
,,ugyanazon húzóerő alkalmazása az öntöttvas esetében háromszor nagyobb megnyúlást okoz, mint az acélnál."
Ez lehet még boldogító is.
Nem tudná valaki meg FEA-zni ezt a modelledet?
,,az öntöttvas sokkal gyengébb és sokkal kevésbé merev, mint az acél."
,,Az öntöttvasból és acélból készült, hasonló méretű és szerkezetű keretek hasonló merevségének eléréséhez az öntöttvas keret tömegének több mint kétszer nagyobbnak kell lennie."
,,ugyanazon húzóerő alkalmazása az öntöttvas esetében háromszor nagyobb megnyúlást okoz, mint az acélnál."
Ez lehet még boldogító is.
Nem tudná valaki meg FEA-zni ezt a modelledet?
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 18, 11:28
Írta: Kicsa Dátum 2021 március 18, 11:28
Köszönöm az ötletet,akkor a teljes asztal alatt elkészítem simán,keresztből a merevítőket. A tömeg itt csak előnyt jelent szerintem,a kérdés az ára lesz majd. Gondolkoztam lézervágatva is,de szerintem a szálban vett melegen hengerelt laposvas jóval olcsóbbra jön ki (ha szabványos méretből készül) és a középső bevágást meg tudom ejteni én is sarokcsiszolóval.
Ez a gránit lap nagyon jó ötlet,tetszik. Akár úgy,hogy zsákfuratokat készítek rá gyémántfúróval és perselyt beragasztva alulról fogatom az asztalhoz,akár úgy hogy átmenő furatokkal az egységek lennének lecsavarozva a zártszelvényben lévő perselyekhez.
Az öntöttvas gépágyaknak eszerint a tömeg és a kialakítás a nagyon nagy előnyük illetve többek között a jó rezgéscsillapító tulajdonság is. Véges-elemhez ez a modell nem teljesen jó így,mivel alkatrészekből áll,azok pedig össze lesznek hegesztve. Modell szempontjából ezt egy darabként kéne kezelni,hogy analizálható legyen. Már próbálkozok egy másik szoftver telepítésével,amivel eddig egyszerű idomok tesztjét én magam is meg tudtam csinálni. Az informatikai háttéren kell alakítanom,hogy működjön a dolog és szeretnék én is csinálni ilyen számításokat.
Eszemben volt már ez is,illetve kicsinyített modell 3D nyomtatása is,a kézzelfoghatóság miatt.
Ez a gránit lap nagyon jó ötlet,tetszik. Akár úgy,hogy zsákfuratokat készítek rá gyémántfúróval és perselyt beragasztva alulról fogatom az asztalhoz,akár úgy hogy átmenő furatokkal az egységek lennének lecsavarozva a zártszelvényben lévő perselyekhez.
Az öntöttvas gépágyaknak eszerint a tömeg és a kialakítás a nagyon nagy előnyük illetve többek között a jó rezgéscsillapító tulajdonság is. Véges-elemhez ez a modell nem teljesen jó így,mivel alkatrészekből áll,azok pedig össze lesznek hegesztve. Modell szempontjából ezt egy darabként kéne kezelni,hogy analizálható legyen. Már próbálkozok egy másik szoftver telepítésével,amivel eddig egyszerű idomok tesztjét én magam is meg tudtam csinálni. Az informatikai háttéren kell alakítanom,hogy működjön a dolog és szeretnék én is csinálni ilyen számításokat.
Eszemben volt már ez is,illetve kicsinyített modell 3D nyomtatása is,a kézzelfoghatóság miatt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: 000000000 Dátum 2021 március 18, 12:12
Írta: 000000000 Dátum 2021 március 18, 12:12
A gépednek az eddigiek után is az Y mozgás tartománya 500 mm (piros vonal hossza) lesz?
Azon elgondolkodtál, hogy ha egy maximális méretű (tömegű) acél munkadarbot szeretnél megmunbkálni ezen a gépen, akkor az X és Y is mozgatja majd a munkadarabodat, mi lesz a dinamikával + 100-200 kg többlet tömeg terheléskor? A szervó hajtásod se fog neki örülni, ha a motor érzékeli ezt a többlet J-t a motor tengelyen, akár új beállításokra is szükség lehet majd ilyenkor a lengések elkerülése érdekében.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_p3pwah24x2y32u4nunhn3_4936.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/p3pwah24x2y32u4nunhn3_4936.jpg)
Azon elgondolkodtál, hogy ha egy maximális méretű (tömegű) acél munkadarbot szeretnél megmunbkálni ezen a gépen, akkor az X és Y is mozgatja majd a munkadarabodat, mi lesz a dinamikával + 100-200 kg többlet tömeg terheléskor? A szervó hajtásod se fog neki örülni, ha a motor érzékeli ezt a többlet J-t a motor tengelyen, akár új beállításokra is szükség lehet majd ilyenkor a lengések elkerülése érdekében.
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_p3pwah24x2y32u4nunhn3_4936.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/p3pwah24x2y32u4nunhn3_4936.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 18, 14:02
Írta: Kicsa Dátum 2021 március 18, 14:02
400 mm volt a maximális elmozdulás,eddig a tervben. Egy pici kozmetikával (vastagabb kiemelők használata a Z tengelyen) és munkaút rövidítéssel ez a piros vonal hossza "lecsökken" kb 350-360 mm-re. Az eddig felrakott modellen a 400 mm-t az Y szán ráhagyásokkal tudta,az elméleti mozgás 420 mm volt.
a tervem az,hogy szépen sorban haladok lentről felfelé.
Átalakítom az asztal tervét a 120 mm-es élére állított szelvényekkel és a felső összekötő alaplappal. (most nagyon szimpatizálok a 20 - 30 mm vastag gránit lappal)
Ezután felteszem a Z kiemelőt és az Y szánt,amiket összekötök elemekkel,akár a 3 egységet egymáshoz csavarozva. (Y szán hátsó része,a Z kiemelő és az asztallap)
Ha ez kész,akkor pedig megnézem,hogy mennyit tudok rövidíteni a Z tengely kinyúlásán.
Kész vagyok valamennyi munkaút feláldozására a használhatóságot figyelembevéve,de persze a mennyiség kérdéses. Szerintem senki nem fogja tudni számszerűsíteni azt,hogy 380 , 360 vagy 340 mm kinyúlással pontosan mire lesz képes a szerkezet,mivel nagyon sok dolgon fog ez múlni.
Jelen állás szerint 100-200 kg tömegű darabok nem fognak felkerülni rá,itt inkább a munkaút-pontosság az,ami fontos. Ha csökkentek az Y irányú mozgáson,akkor pedig az Y szán kocsijait is szét tudom húzni,ami tovább növeli a merevséget. Talán,ez is segít majd. Ezt meg fogom ejteni a Z kocsik esetében is : mind oldalirányban megnövelem a sínek távolságát,mind a kocsikat széthúzom egy kicsit. (A Z torony nem lesz ettől magasabb,ezt a Z munkaút rovására teszem)
a tervem az,hogy szépen sorban haladok lentről felfelé.
Átalakítom az asztal tervét a 120 mm-es élére állított szelvényekkel és a felső összekötő alaplappal. (most nagyon szimpatizálok a 20 - 30 mm vastag gránit lappal)
Ezután felteszem a Z kiemelőt és az Y szánt,amiket összekötök elemekkel,akár a 3 egységet egymáshoz csavarozva. (Y szán hátsó része,a Z kiemelő és az asztallap)
Ha ez kész,akkor pedig megnézem,hogy mennyit tudok rövidíteni a Z tengely kinyúlásán.
Kész vagyok valamennyi munkaút feláldozására a használhatóságot figyelembevéve,de persze a mennyiség kérdéses. Szerintem senki nem fogja tudni számszerűsíteni azt,hogy 380 , 360 vagy 340 mm kinyúlással pontosan mire lesz képes a szerkezet,mivel nagyon sok dolgon fog ez múlni.
Jelen állás szerint 100-200 kg tömegű darabok nem fognak felkerülni rá,itt inkább a munkaút-pontosság az,ami fontos. Ha csökkentek az Y irányú mozgáson,akkor pedig az Y szán kocsijait is szét tudom húzni,ami tovább növeli a merevséget. Talán,ez is segít majd. Ezt meg fogom ejteni a Z kocsik esetében is : mind oldalirányban megnövelem a sínek távolságát,mind a kocsikat széthúzom egy kicsit. (A Z torony nem lesz ettől magasabb,ezt a Z munkaút rovására teszem)
Cím: Re:Épül a gépem ::: Kicsa
Írta: TROMF22 Dátum 2021 március 18, 15:06
Írta: TROMF22 Dátum 2021 március 18, 15:06
Idéz(most nagyon szimpatizálok a 20 - 30 mm vastag gránit lappal)Szerintem ezt nagyon félreértetted.
[#2308@vadember] nem írta ki konkrétan, de mint más példák is mutatták, szerintem minimum 100(!) mm de inkább vastagabb gránitlapra (tömbre) gondolt.
Ezzel sem egyszerű az élet. Furkálni, dűbeleket ragasztani, egyáltalán mozgatni.
Vannak ilyen videók a neten. Mielőtt jobban belelkesülsz érdemes nézegetni. Sőt azt hiszem a Fórumon is van példa.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ANTAL GÁBOR Dátum 2021 március 18, 15:46
Írta: ANTAL GÁBOR Dátum 2021 március 18, 15:46
Küldtem egy üzenetet 3 fotóval . A gránit eltörhet , amit én javasoltam az gyári és örök . Én megfontolnám ....
Cím: Re:Épül a gépem ::: Kicsa
Írta: remrendes Dátum 2021 március 18, 16:00
Írta: remrendes Dátum 2021 március 18, 16:00
Miért titok? :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: vjanos Dátum 2021 március 18, 16:05
Írta: vjanos Dátum 2021 március 18, 16:05
Ha még egy kicsit leadsz a munkaútból, vehetsz egy gyári huzalszikra gépvázat, ami kb ugyanez a mechanika, csak öntvényből [#kacsint]
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 18, 16:23
Írta: Szalai György Dátum 2021 március 18, 16:23
Ők meg FEA-ztak egy hasonló formájú marógép konstrukciót. Leszűrhető pár tanulság belőle. (https://journals.sagepub.com/doi/pdf/10.1177/1687814016656533)
Table 1.-ből látszik, hogy a gránit menyivel érzékenyebb a deformáló igénybevételekre még az öntöttvastól is.
8. lap Orsófej forma vizsgálatából pedig, hogy nagyon nem mindegy, milyen alkotók milyen szögben vannak egymáshoz képest.
Hátha tudsz ebből valamit profitálni.
Table 1.-ből látszik, hogy a gránit menyivel érzékenyebb a deformáló igénybevételekre még az öntöttvastól is.
8. lap Orsófej forma vizsgálatából pedig, hogy nagyon nem mindegy, milyen alkotók milyen szögben vannak egymáshoz képest.
Hátha tudsz ebből valamit profitálni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 19, 08:15
Írta: Kicsa Dátum 2021 március 19, 08:15
Nagyon tetszik ez a tanulmány,hasznos lesz mindenképpen,köszönöm szépen!
A Z fej kialakításnál érdekesek a merevítések,tetszik az ötlet és a számok is alátámasztják.
A vastag gránit tömb nem jön szóba az ár miatt,elég borsos áron adnák a vastagabb tömböket,az biztos. 30 mm vastagot találtam helyben elérhető áron,egy ide méretben illő darab kb 60.000 Ft lenne. Ha ezzel nem lennénk előrébb,akkor valószínűleg marad a lángvágott lemez,asztalfedésnek. A gránittal a síkmarást szerettem volna megspórolni.
Nézegetem a kész gépváz megoldásokat is,amik elérhetőek lennének,Antal Gábor X-Y keresztasztala is egy opció lenne de még nem tiszta az irány,melyik úton kéne indulni.
A Z fej kialakításnál érdekesek a merevítések,tetszik az ötlet és a számok is alátámasztják.
A vastag gránit tömb nem jön szóba az ár miatt,elég borsos áron adnák a vastagabb tömböket,az biztos. 30 mm vastagot találtam helyben elérhető áron,egy ide méretben illő darab kb 60.000 Ft lenne. Ha ezzel nem lennénk előrébb,akkor valószínűleg marad a lángvágott lemez,asztalfedésnek. A gránittal a síkmarást szerettem volna megspórolni.
Nézegetem a kész gépváz megoldásokat is,amik elérhetőek lennének,Antal Gábor X-Y keresztasztala is egy opció lenne de még nem tiszta az irány,melyik úton kéne indulni.
Cím: Re:Épül a gépem ::: Kicsa
Írta: istvan3 Dátum 2021 március 19, 08:18
Írta: istvan3 Dátum 2021 március 19, 08:18
Sírköves gránit nem lenne garancia a síklapúságra. Nekem is volt hasonló tervem, de ami gránitokkal találkoztam azokban tizedek voltak.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 21, 06:55
Írta: Szalai György Dátum 2021 március 21, 06:55
Mekkora távolságon?
Cím: Re:Épül a gépem ::: Kicsa
Írta: wkbgzy80t Dátum 2021 március 21, 07:34
Írta: wkbgzy80t Dátum 2021 március 21, 07:34
Ez az ember becsiszolgatja magának a gránit tömbjeit, meglepően pontosra, mikronos síklapúság szintjére. Ahogy nézem fényes a gránitdarabjainak a felülete, szóval még azt is el tudom képzelni, hogy a kisebb darabok sírköves alapanyagok. Az alaplemez vszleg mérőasztal lehetett.
https://www.youtube.com/results?search_query=piotr+fox+wysocki
Gránit mérőasztalokat online aukciókon lehet venni párszáz euróért németből, állvánnyal (plusz szállítás de az sem a világ vége, nekem egy-két éve ~150.000-es ajánlatot adtak hagyományos maró (~2t) behozatalára az ország közepéről).
https://www.youtube.com/results?search_query=piotr+fox+wysocki
Gránit mérőasztalokat online aukciókon lehet venni párszáz euróért németből, állvánnyal (plusz szállítás de az sem a világ vége, nekem egy-két éve ~150.000-es ajánlatot adtak hagyományos maró (~2t) behozatalára az ország közepéről).
Cím: Re:Épül a gépem ::: Kicsa
Írta: istvan3 Dátum 2021 március 21, 07:36
Írta: istvan3 Dátum 2021 március 21, 07:36
Az alap amit használt egy merő gránit volt. Azt használta bázisnak a csiszoláshoz.
Cím: Re:Épül a gépem ::: Kicsa
Írta: istvan3 Dátum 2021 március 21, 07:37
Írta: istvan3 Dátum 2021 március 21, 07:37
6-700 mm-en.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 21, 16:35
Írta: Kicsa Dátum 2021 március 21, 16:35
Köszönöm az infókat és a linket,megnéztem az összes ilyen videóját az illetőnek. Én ennyire nem akarok/tudok belemenni a gránit rejtelmeibe,nincs hozzá semmi eszközöm.
Abban gondolkoztam eddig,hogy a megvásárolt sírköves gránit felülete kellően sík ahhoz,hogy egyből építkezni lehessen rá,kihagyva ezzel a váz megmunkálógépre kerülését. Egy mérőgépről vagy más precíziós eszközről származó kellően vastag lap pedig már árba nem nagyon érné meg szerintem.
Kicsit foglalkozok még a váz illetve az Y tengely szerkezetével és jelentkezem a fejleményekkel.
Abban gondolkoztam eddig,hogy a megvásárolt sírköves gránit felülete kellően sík ahhoz,hogy egyből építkezni lehessen rá,kihagyva ezzel a váz megmunkálógépre kerülését. Egy mérőgépről vagy más precíziós eszközről származó kellően vastag lap pedig már árba nem nagyon érné meg szerintem.
Kicsit foglalkozok még a váz illetve az Y tengely szerkezetével és jelentkezem a fejleményekkel.
Cím: Re:Épül a gépem ::: Kicsa
Írta: wkbgzy80t Dátum 2021 március 22, 09:16
Írta: wkbgzy80t Dátum 2021 március 22, 09:16
Szívesen,
Egyébként most hirtelen néztem, hogy azért itthon is vannak mindenféle referencia gránitlapok, neked lehet, hogy előnyös lenne tényleg egy ilyen, mert mire minden vas le van vágva összehegesztve megmunkálva stb. vszleg simán belekerülne egy lap árába a művelet. Érdemes átszámolni...
Egyébként most hirtelen néztem, hogy azért itthon is vannak mindenféle referencia gránitlapok, neked lehet, hogy előnyös lenne tényleg egy ilyen, mert mire minden vas le van vágva összehegesztve megmunkálva stb. vszleg simán belekerülne egy lap árába a művelet. Érdemes átszámolni...
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 22, 15:03
Írta: Kicsa Dátum 2021 március 22, 15:03
Nézegetve az árakat,új ilyen gránitlap nem jön szóba. A legolcsóbb helyen is 500.000+Áfa körül találtam. Keresgélem a használt verziókat is,de számomra megfelelőt egyelőre nem találtam. Egyre inkább acéllemezben gondolkozom,elvégre minden hegesztve van. Úgy látom,hogy a megmunkálást nem fogom megúszni,ha az egész váz össze van rakva és a végén síkmarva, szerintem hozni fogja a kívánt eredményt.
Futok néhány kört hamarosan elérhető cégeknél,hogy milyen költség lenne egy ekkora,ilyen tömegű váz marása.
Futok néhány kört hamarosan elérhető cégeknél,hogy milyen költség lenne egy ekkora,ilyen tömegű váz marása.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Vetesi75 Dátum 2021 március 22, 16:32
Írta: Vetesi75 Dátum 2021 március 22, 16:32
Szia! Egy zártszelvény keret szerű szerkezetet eléggé nehéz teliben síkba marni (néhány századon belül). (A probléma már ott kezdődik, hogy zártszelvény, a hegesztés meg csak hozzátesz.) Szinte reménytelen eset az összefüggő pontos sík létrehozása, amin a feszültségmentesítés valamennyit ugyan segít, de még rendszerint úgy sem hozza a kívánt eredményt. Ahogy marjuk, úgy görbül, ebből kifolyólag többszöri ellenőrzést, átfogást és nekifutást igénylő művelet. Ezen úgy a legkönnyebb segíteni, ha az egybefüggőséget feláldozzuk és csak relatíve kis felületű, a keret felületéből kiemelkedő szigetek vannak közös síkra hozva.
Ezt elsősorban azért írom, mert a kevésbé macerás síkmarás jelentős árcsökkentő tényező lehet a gépi megmunkálásnál.
Ezt elsősorban azért írom, mert a kevésbé macerás síkmarás jelentős árcsökkentő tényező lehet a gépi megmunkálásnál.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 22, 18:28
Írta: Kicsa Dátum 2021 március 22, 18:28
Szia,
első ötlet az volt,hogy a zártszelvény csak tartó szerepet tölt majd be és erre rakom fel az Y és a Z kiemelő egységet. A merevség növelése céljából kezdtem el a vastaglemez / gránit felé menni,valószínűleg a vastaglemez lesz a befutó. Úgy van kialakítva a szerkezet jelenleg,hogy a lehető legnagyobb felfekvő felületet tudja átadni egy-egy részegység a terhelést a váznak. Nem tudom,hogy ha meg van hegesztve az egész és van a felső síkban mondjuk 2 mm hullámosság,akkor ha 2,5 mm-t lemarnak belőle 2 fogással,mi marad a végén? Persze,a kérdés sok dologtól függ,kezdve a hegesztéstől,az anyagtól egészen a marásnál történő leszorításig (hézagolás) de nagyságrendileg jó lenne tudni,mit is írjak majd a rajzra.
első ötlet az volt,hogy a zártszelvény csak tartó szerepet tölt majd be és erre rakom fel az Y és a Z kiemelő egységet. A merevség növelése céljából kezdtem el a vastaglemez / gránit felé menni,valószínűleg a vastaglemez lesz a befutó. Úgy van kialakítva a szerkezet jelenleg,hogy a lehető legnagyobb felfekvő felületet tudja átadni egy-egy részegység a terhelést a váznak. Nem tudom,hogy ha meg van hegesztve az egész és van a felső síkban mondjuk 2 mm hullámosság,akkor ha 2,5 mm-t lemarnak belőle 2 fogással,mi marad a végén? Persze,a kérdés sok dologtól függ,kezdve a hegesztéstől,az anyagtól egészen a marásnál történő leszorításig (hézagolás) de nagyságrendileg jó lenne tudni,mit is írjak majd a rajzra.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 22, 18:58
Írta: Szalai György Dátum 2021 március 22, 18:58
A fröccsgépek mozgó szerszámfelfogó lapja ilyen brutális vastaglemez. (https://images.maxapro.hu/classified-images/001/091/311/4731414/photo_elado-hasznalt-froccsonto-gepek_39072673.jpg)
Nem bontanak feléd ilyesmit?
Nem bontanak feléd ilyesmit?
Cím: Re:Épül a gépem ::: Kicsa
Írta: svejk Dátum 2021 március 22, 20:31
Írta: svejk Dátum 2021 március 22, 20:31
Én is azt mondom elsőre, vegyél egy hagyományos gépet vagy hibás vezérléssel régebbi CNC-t.
Akármit is találsz ki közelébe sem fogsz érni egy olyan váznak.
Már írták hogy a megmunkálási tartományodhoz irdatlan komoly Z felépítmény kellene.
Nem a kereted/asztalod síkja lesz a gyenge pontod.
De ragaszkodsz a hobbyzáshoz akkor esetleg egy 600x600-as öntvény tusírasztal nem lehetne kiindulópont?
Persze ez inkább mozgóhidashoz adja magát.
40-60 ezer közt kapsz ilyet használtsági foktól függően.
Akármit is találsz ki közelébe sem fogsz érni egy olyan váznak.
Már írták hogy a megmunkálási tartományodhoz irdatlan komoly Z felépítmény kellene.
Nem a kereted/asztalod síkja lesz a gyenge pontod.
De ragaszkodsz a hobbyzáshoz akkor esetleg egy 600x600-as öntvény tusírasztal nem lehetne kiindulópont?
Persze ez inkább mozgóhidashoz adja magát.
40-60 ezer közt kapsz ilyet használtsági foktól függően.
Cím: Re:Épül a gépem ::: Kicsa
Írta: ywathzay Dátum 2021 március 22, 23:09
Írta: ywathzay Dátum 2021 március 22, 23:09
Na ugye, én ezt már egy hete mondtam neked, Svejknek igaza van!
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_q54fxhsis6fjgpkksjwp_891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/q54fxhsis6fjgpkksjwp_891.jpg)
(https://hobbicncforum.hu/uploaded_images/2021/03/tn_q54fxhsis6fjgpkksjwp_891.jpg) (https://hobbicncforum.hu/uploaded_images/2021/03/q54fxhsis6fjgpkksjwp_891.jpg)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 23, 05:53
Írta: Szalai György Dátum 2021 március 23, 05:53
Olcsó vaslap. (https://www.jofogas.hu/pest/Egyengetolap_Platni_116821437.htm)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 23, 07:54
Írta: Kicsa Dátum 2021 március 23, 07:54
A hely,a hálózat és a körülmények nem teszik lehetővé egy hagyományos gép vagy egy régi CNC beüzemelését. A gép egy garázsban fog ténykedni,a másik kettő kicsi társa mellett. 1x32 A a hálózat és beton padló. Daruzásra,emelésre nem igazán van lehetőség,egy zsiráf a segítség ennek a gépnek az összeépítésében is. Agyalok valami 4 lábon álló emelő készségen is,mert valószínűleg szükség lesz rá.
Időközben a Z kinyúlást igyekszem csökkenteni,a megmunkálási tartomány csökkentésével és egy kicsit a Y kocsik eltolásával is. Hamarosan teszek fel képeket erről.
Fröccsgépet és hasonlókat nem bontanak itt nálunk,vagy nem tudok róla. Ráadásul kapcsolat sincs megszerezni őket,a MÉH telepről pedig nem lehet kihozni semmit sem. Tegnap voltam a nálunk lévő legnagyobb telepen érdeklődni de be sem engedtek körülnézni. Nem adnak el semmit sem,csak bevinni lehet. :(
Van árajánlat két lézerestől és van még egy a tarsolyban. Nekilátok a számolásnak,hogy kb mi mennyibe kerülne a vágás tekintetében. Néhány alkatrész már meg van vásárolva,ami ehhez a felépítményhez passzol. Szeretnék ennél maradni,ezt tökéletesíteni. Kihozni először a tervek szintjén a maximumot,aztán pedig a gyártásnál. Ezt követően összeszerelni és a teszteredmények figyelembevételével használni a továbbiakban.
Illetve mint írtam is,ugye két gép készül,tehát gondolni kell a másik gépre is anyagbeszerzés tekintetében. (a lineáris sínek vásárlása is így történt,elég sikeresen :) )
Úgy érzem a mostani állás szerint,hogy a zártszelvény vázon merevségét sikerül felhozni a kellő szintre. Még 1-2 apró kérdés maradt (üregek kitöltése homokkal vagy betonnal? ; mi lesz a tetején?) és az gyártható fázisba került. Véleményem szerint az Y egység és a Z kiemelő is közel készen van,apró finomítások kellenek még és mehet a dolog. (Ezekről lesz hamarosan újabb kép)
Azután már "csak" a Z torony a kérdés,oda gondolkozok tovább,hogy esetleg más felépítésű torony lenne a jó.
Időközben a Z kinyúlást igyekszem csökkenteni,a megmunkálási tartomány csökkentésével és egy kicsit a Y kocsik eltolásával is. Hamarosan teszek fel képeket erről.
Fröccsgépet és hasonlókat nem bontanak itt nálunk,vagy nem tudok róla. Ráadásul kapcsolat sincs megszerezni őket,a MÉH telepről pedig nem lehet kihozni semmit sem. Tegnap voltam a nálunk lévő legnagyobb telepen érdeklődni de be sem engedtek körülnézni. Nem adnak el semmit sem,csak bevinni lehet. :(
Van árajánlat két lézerestől és van még egy a tarsolyban. Nekilátok a számolásnak,hogy kb mi mennyibe kerülne a vágás tekintetében. Néhány alkatrész már meg van vásárolva,ami ehhez a felépítményhez passzol. Szeretnék ennél maradni,ezt tökéletesíteni. Kihozni először a tervek szintjén a maximumot,aztán pedig a gyártásnál. Ezt követően összeszerelni és a teszteredmények figyelembevételével használni a továbbiakban.
Illetve mint írtam is,ugye két gép készül,tehát gondolni kell a másik gépre is anyagbeszerzés tekintetében. (a lineáris sínek vásárlása is így történt,elég sikeresen :) )
Úgy érzem a mostani állás szerint,hogy a zártszelvény vázon merevségét sikerül felhozni a kellő szintre. Még 1-2 apró kérdés maradt (üregek kitöltése homokkal vagy betonnal? ; mi lesz a tetején?) és az gyártható fázisba került. Véleményem szerint az Y egység és a Z kiemelő is közel készen van,apró finomítások kellenek még és mehet a dolog. (Ezekről lesz hamarosan újabb kép)
Azután már "csak" a Z torony a kérdés,oda gondolkozok tovább,hogy esetleg más felépítésű torony lenne a jó.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 23, 07:56
Írta: Kicsa Dátum 2021 március 23, 07:56
Igen,ezzel találkoztam én is,de itt valami bűzlik ezzel kapcsolatban. Ezt néhány hete vette meg az illető,előtte hibásként árulva,ha jól tudom.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 23, 07:57
Írta: Kicsa Dátum 2021 március 23, 07:57
Ez tetszik,árban is jó csak a méret... :)
Asztalnak tudnám elképzelni,csak hát ha ezt valaki kimarja T-nútosra... :)
Asztalnak tudnám elképzelni,csak hát ha ezt valaki kimarja T-nútosra... :)
Cím: Re:Épül a gépem ::: Kicsa
Írta: zozo Dátum 2021 március 23, 14:15
Írta: zozo Dátum 2021 március 23, 14:15
-Asztalnak? Gondolj bele, azon a szerencsétlen Y mechanikán mozgatnál 400 kg-nyi súlyt, mindezt egy rugalmas zártszelvény vázon.
X irányú végállásból feldől a géped ha a szervó megindítja ezt a tömeget.
Hát nem tudom, nekem nem nagyon tetszik ez az egész konstrukció, de ez csak az én bajom, nem kell rám hallgatnod.
Ekkora munkaterületű, fém megmunkáló gépet nem építenék szerkezeti anyagokból. Ez már igencsak igényli az ipari megoldású, öntvényvázas szerkezetet.
Miért vetetted el pl. az állóhidas gépet? Megoszlana az X-Y irányú lineárok terhelése. Most az Y cipeli, az X mechanika, asztal és munkadarab súlyát. Másfél KW-os szervó izzadni fog vele. Ahogyan elnézem, 2 milla hobbiköltsége lesz egy bizonytalan használhatóságú monstrumnak, amit ha nem tetszik, soha nem tudsz árában eladni, kinyerni belőle pedig csak a hajtásláncot. Ha megveszel egy használt ipari gépet, vagy csak vázat, azon nem fogsz veszíteni, mindig kiszállhatsz belőle. Bocsi, ez is csak egy vélemény, a döntés joga a tiéd.
X irányú végállásból feldől a géped ha a szervó megindítja ezt a tömeget.
Hát nem tudom, nekem nem nagyon tetszik ez az egész konstrukció, de ez csak az én bajom, nem kell rám hallgatnod.
Ekkora munkaterületű, fém megmunkáló gépet nem építenék szerkezeti anyagokból. Ez már igencsak igényli az ipari megoldású, öntvényvázas szerkezetet.
Miért vetetted el pl. az állóhidas gépet? Megoszlana az X-Y irányú lineárok terhelése. Most az Y cipeli, az X mechanika, asztal és munkadarab súlyát. Másfél KW-os szervó izzadni fog vele. Ahogyan elnézem, 2 milla hobbiköltsége lesz egy bizonytalan használhatóságú monstrumnak, amit ha nem tetszik, soha nem tudsz árában eladni, kinyerni belőle pedig csak a hajtásláncot. Ha megveszel egy használt ipari gépet, vagy csak vázat, azon nem fogsz veszíteni, mindig kiszállhatsz belőle. Bocsi, ez is csak egy vélemény, a döntés joga a tiéd.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 23, 16:53
Írta: Szalai György Dátum 2021 március 23, 16:53
Én egy kicsit mást tennék hozzá.
Egy hete, gab27-től kapott személyes üzenettől indíttatva ,,megtanulmányoztam" pár tanulmányt a CNC világ rezgéscsillapítása témakörben.
Mások tudományos megállapításai alapján arra a cseppet sem tudományos megállapításra jutottam, hogy mechanikus rezgéseknek kitett szerkezetek esetében, a hegesztett acél vázszerkezet (célszerű tervezés és kivitelezés mellett) hatékonyabb az öntöttvas vázszerkezetnél.
Szerintem ez okot ad a hobbyista bizakodásra, ha nem is a vak ló bátorságával.
A kutya ott van elásva, hogy az acél, kisebb nyúlása okán, kisebb tömeg mellett lehet merevebb az öntöttvasnál. De épp ezért hajlamosabb is a rezgésekre. Vagy merev és rezeg, vagy kevésbé rezeg, mert kevésbé merev és jobban elnyeli a rezgéseket. Tervezési zsákutcának tűnik, de nem muszáj belemenni. Mert itt jön képbe a rezgéscsillapítás, ami ugyanolyan fontos, mint a merevség.
Az erre tervezett acél rácsszerkezet a műgyanta gránittal kompozitot alkot. Az acélváz adja a merevséget, a műgránit végzi az acél rezgéscsillapítását. Ez a titok, ami már nem az.
Hobby szemmel nézve ez jó. Az acél váz otthon, kis darabokból összeállítható és még mindig kezelhető tömegű marad. A kritikus helyeken csavarozva, nem is vetemedik.
Azután ráönthető hidegen a műgránit, amitől minimális a hőbevitel, megint nincs vetemedés és működik a rezgéscsillapítás.
Szóval szerintem az a lemezelt váz nem is reménytelen. Vagy nem attól, hogy lemezelt.
Egy hete, gab27-től kapott személyes üzenettől indíttatva ,,megtanulmányoztam" pár tanulmányt a CNC világ rezgéscsillapítása témakörben.
Mások tudományos megállapításai alapján arra a cseppet sem tudományos megállapításra jutottam, hogy mechanikus rezgéseknek kitett szerkezetek esetében, a hegesztett acél vázszerkezet (célszerű tervezés és kivitelezés mellett) hatékonyabb az öntöttvas vázszerkezetnél.
Szerintem ez okot ad a hobbyista bizakodásra, ha nem is a vak ló bátorságával.
A kutya ott van elásva, hogy az acél, kisebb nyúlása okán, kisebb tömeg mellett lehet merevebb az öntöttvasnál. De épp ezért hajlamosabb is a rezgésekre. Vagy merev és rezeg, vagy kevésbé rezeg, mert kevésbé merev és jobban elnyeli a rezgéseket. Tervezési zsákutcának tűnik, de nem muszáj belemenni. Mert itt jön képbe a rezgéscsillapítás, ami ugyanolyan fontos, mint a merevség.
Az erre tervezett acél rácsszerkezet a műgyanta gránittal kompozitot alkot. Az acélváz adja a merevséget, a műgránit végzi az acél rezgéscsillapítását. Ez a titok, ami már nem az.
Hobby szemmel nézve ez jó. Az acél váz otthon, kis darabokból összeállítható és még mindig kezelhető tömegű marad. A kritikus helyeken csavarozva, nem is vetemedik.
Azután ráönthető hidegen a műgránit, amitől minimális a hőbevitel, megint nincs vetemedés és működik a rezgéscsillapítás.
Szóval szerintem az a lemezelt váz nem is reménytelen. Vagy nem attól, hogy lemezelt.
Cím: Re:Épül a gépem ::: Kicsa
Írta: zozo Dátum 2021 március 23, 17:14
Írta: zozo Dátum 2021 március 23, 17:14
IdézAzután ráönthető hidegen a műgránit, amitől minimális a hőbevitel, megint nincs vetemedés és működik a rezgéscsillapítás.
Szimpatikus is lenne, nem tudom, hogy hogyan viselkedik ez az együttes, amikor egy hobbi garázsban 0 és +30 C fok hőmérséklet különbségek is előfordulhatnak. Ennek utánaolvasnék azért, mielőtt belekezdenék.
Lehet túl óvatos vagyok, de engem sokat szivatott már a különböző anyagok hőtágulása.
Cím: Re:Épül a gépem ::: Kicsa
Írta: jani300 Dátum 2021 március 23, 17:17
Írta: jani300 Dátum 2021 március 23, 17:17
Beton ? Egyből az jutott eszembe ,és olcsóbb is .
Cím: Re:Épül a gépem ::: Kicsa
Írta: zozo Dátum 2021 március 23, 17:22
Írta: zozo Dátum 2021 március 23, 17:22
Az közel együtt fut az acéllal, csak olyan idegennek tűnik egy cnc gépben [#kacsint]
Cím: Re:Épül a gépem ::: Kicsa
Írta: onagy Dátum 2021 március 23, 21:57
Írta: onagy Dátum 2021 március 23, 21:57
Beton?
Műgyantakötésű beton kompozit gépággyal épített megmunkálóközpontot gyártanak már a kínaiak is, pl Deed. Pontosságban, rezgésmentességben kiemelkedőek, kettőt telepítettem már az országban. Ha voltatok a korábbi években Mach-tech vagy Ipar napjai kiállításon, láthattátok, p!naszőr vékony alumínium tüske marásával demózták. Jó a beton a gépbe...
O.
Műgyantakötésű beton kompozit gépággyal épített megmunkálóközpontot gyártanak már a kínaiak is, pl Deed. Pontosságban, rezgésmentességben kiemelkedőek, kettőt telepítettem már az országban. Ha voltatok a korábbi években Mach-tech vagy Ipar napjai kiállításon, láthattátok, p!naszőr vékony alumínium tüske marásával demózták. Jó a beton a gépbe...
O.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 március 24, 08:09
Írta: Kicsa Dátum 2021 március 24, 08:09
A betont/homokot eddig is fejben tartottam,a zártszelvény váz kitöltésére. Fokozza a gép stabilitását és talán rezgéselnyelésben is jobb lenne így. Van valakinek tapasztalata ilyen téren azzal,hogy melyik lenne a jobb? Első körben a zártszelvény belső része lenne így kitöltve de akár a Z torony részen is ki tudok alakítani ilyen zsebeket,amik feltölthetőek lesznek.
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 március 24, 09:40
Írta: Szalai György Dátum 2021 március 24, 09:40
Úgy gondolom a rezgéscsillapítóként működő műgránitnak nem a gép alatt lévő asztalban (zártszelvényben) van a feladata és helye.
Hanem esetedben a gép C vázában, annak is főleg a rezgést gerjesztő forráshoz legközelebbi részeiben.
Egy másik érdekesség nálad, (is) hogy a vázakat alkotó lemezeid egymásra derékszöget zárnak be.
Így minden elemi lemez szakasz hajlításra van igénybe véve, aminek kevéssé ellenálló.
Ideális esetben a rácselemeknek csak húzásra kéne terhelődniük. (https://www.matec-conferences.org/articles/matecconf/pdf/2017/18/matecconf_ic4m2017_01001.pdf)
Hanem esetedben a gép C vázában, annak is főleg a rezgést gerjesztő forráshoz legközelebbi részeiben.
Egy másik érdekesség nálad, (is) hogy a vázakat alkotó lemezeid egymásra derékszöget zárnak be.
Így minden elemi lemez szakasz hajlításra van igénybe véve, aminek kevéssé ellenálló.
Ideális esetben a rácselemeknek csak húzásra kéne terhelődniük. (https://www.matec-conferences.org/articles/matecconf/pdf/2017/18/matecconf_ic4m2017_01001.pdf)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Szalai György Dátum 2021 április 01, 09:56
Írta: Szalai György Dátum 2021 április 01, 09:56
Süllyed a topic.
Az arányokra vonatkozó fejlesztéseiket hobbyban is lehetne kamatoztatni. (https://www.awea.com/awea_en/milling/vertical/bm/construction.htm)
Az arányokra vonatkozó fejlesztéseiket hobbyban is lehetne kamatoztatni. (https://www.awea.com/awea_en/milling/vertical/bm/construction.htm)
Cím: Re:Épül a gépem ::: Kicsa
Írta: Kicsa Dátum 2021 április 05, 11:26
Írta: Kicsa Dátum 2021 április 05, 11:26
Kicsit eltűntem mostanában de azért történtek előrelépések a géppel kapcsolatban. Az első nagy eredmény az,hogy sikerült beszerzési forrást találnom LV20-as lemez vágásra,így nem szükséges külön vastaglemezeket keresnem az építéshez. Így adódik is a lehetőség,hogy a gépasztal és az Y alaplap is két db,élében összehegesztett és csavarozott LV20-as lapból álljon.
Ezen felül sikerült vételeznem LV10-es táblalemezt is jó áron,amiből ki tudom vágatni az asztal alján lévő merevítéseket,az Y szánszerkezet lemezeit és jut belőle a X szánba valamint a Z toronyba is majd.
Két darabban tudtuk csak elhozni : mindkettő 1,5 méter széles,a rövidebbik 3 méter,a hosszabbik pedig 3,7 méter.
Úgy néz ki,hogy sikerült megoldani a szoftveres gondot is,így már kompromisszumokkal ugyan,de egyszerűbb végelemes futtatásokat meg tudok oldani magamnak.
Ezen felül,megérkezett a rendelt dupla anyás golyósorsó is,mérni viszont még nem tudom : a csapágyház még nem ért ide.
A lemezek találkozásának kérdését meg fogom vizsgálni a Toronynál és az X résznél is,olyan formában mint ahogy az asztal alján van most. Az Y egységnél dilemmázok,hogy ott is érdemes-e átterveznem,vagy ott az oldalirányú erőknek ez a legjobb konstrukció?
Ez a Bessel arány jól fog jönni az X tengelynél,bár ahogy utánaszámoltam,a tökéletes aránypárt nem fogom tudni elérni. Viszont,amennyivel a teljes X híd hosszán rövidítek,annyival csúsznak összébb az X kocsik is,mivel ez az arány ott is fennáll. (Tehát nem az a leghatékonyabb,hogy a mozgó asztal négy sarkán van a 4 kocsi,hanem annál beljebb.)
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_n0y8gnq5mnjg02ea2ut3n_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/n0y8gnq5mnjg02ea2ut3n_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_mw7zcpgsbxahgwb03qpip_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/mw7zcpgsbxahgwb03qpip_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_av7cn9sattnmf5eade3q_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/av7cn9sattnmf5eade3q_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_66bufk2d7g6e4m4hhua2f_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/66bufk2d7g6e4m4hhua2f_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_i0bdxv5td2ihfn8hvqam_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/i0bdxv5td2ihfn8hvqam_427.jpg)
Ezen felül sikerült vételeznem LV10-es táblalemezt is jó áron,amiből ki tudom vágatni az asztal alján lévő merevítéseket,az Y szánszerkezet lemezeit és jut belőle a X szánba valamint a Z toronyba is majd.
Két darabban tudtuk csak elhozni : mindkettő 1,5 méter széles,a rövidebbik 3 méter,a hosszabbik pedig 3,7 méter.
Úgy néz ki,hogy sikerült megoldani a szoftveres gondot is,így már kompromisszumokkal ugyan,de egyszerűbb végelemes futtatásokat meg tudok oldani magamnak.
Ezen felül,megérkezett a rendelt dupla anyás golyósorsó is,mérni viszont még nem tudom : a csapágyház még nem ért ide.
A lemezek találkozásának kérdését meg fogom vizsgálni a Toronynál és az X résznél is,olyan formában mint ahogy az asztal alján van most. Az Y egységnél dilemmázok,hogy ott is érdemes-e átterveznem,vagy ott az oldalirányú erőknek ez a legjobb konstrukció?
Ez a Bessel arány jól fog jönni az X tengelynél,bár ahogy utánaszámoltam,a tökéletes aránypárt nem fogom tudni elérni. Viszont,amennyivel a teljes X híd hosszán rövidítek,annyival csúsznak összébb az X kocsik is,mivel ez az arány ott is fennáll. (Tehát nem az a leghatékonyabb,hogy a mozgó asztal négy sarkán van a 4 kocsi,hanem annál beljebb.)
(https://hobbicncforum.hu/uploaded_images/2021/04/tn_n0y8gnq5mnjg02ea2ut3n_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/n0y8gnq5mnjg02ea2ut3n_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_mw7zcpgsbxahgwb03qpip_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/mw7zcpgsbxahgwb03qpip_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_av7cn9sattnmf5eade3q_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/av7cn9sattnmf5eade3q_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_66bufk2d7g6e4m4hhua2f_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/66bufk2d7g6e4m4hhua2f_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/tn_i0bdxv5td2ihfn8hvqam_427.jpg) (https://hobbicncforum.hu/uploaded_images/2021/04/i0bdxv5td2ihfn8hvqam_427.jpg)