Cím: Épül a gépem ::: Farkas Ádám
Írta: gaben Dátum 2025 február 26, 08:00
Írta: gaben Dátum 2025 február 26, 08:00
.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 21, 22:53
Írta: Farkas Ádám Dátum 2010 november 21, 22:53
Üdvözlök mindenkit! Biztos sokan látták az előző gépkonstrukcióimat, melyekről mindenféle topikokban hintettem el képeket, És több találkozóra is elvittem.
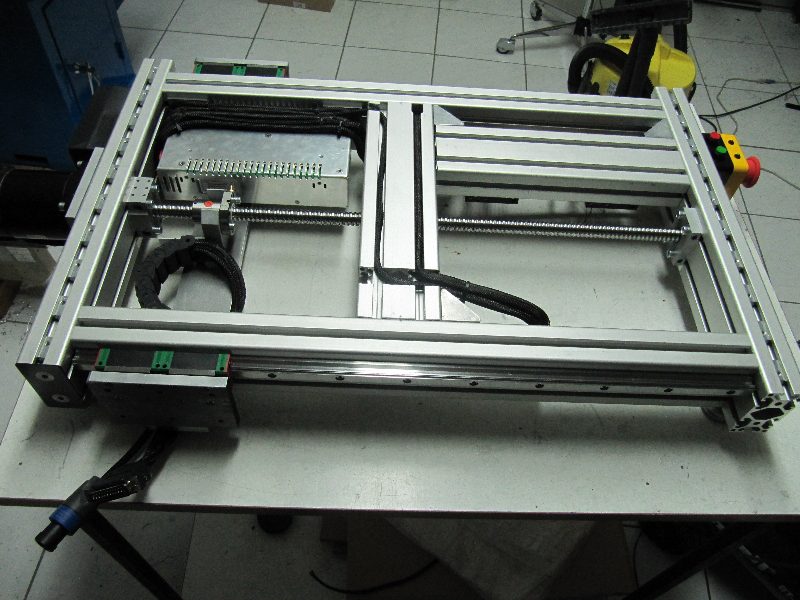
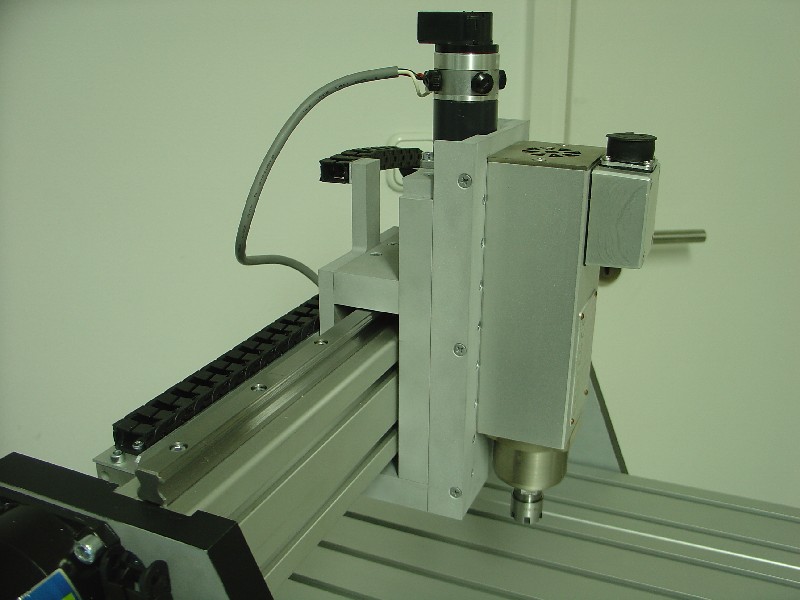
Most egy új konstrukció készül, és ezt szeretném rendesen publikálni. 350×500×80 -as mozgástérrel fog rendelkezni, nagyrészt profilból, és hengerelt vastagalulemezből készül. A gép (gépek) DC szervóval lesz felszerelve. Hiwin és THK lineárokon mozog golyósorsó segítségével. Különlegessége a "szuperlapos" Z kialakítás. Holnaptól rakosgatom a képeket...
Most egy új konstrukció készül, és ezt szeretném rendesen publikálni. 350×500×80 -as mozgástérrel fog rendelkezni, nagyrészt profilból, és hengerelt vastagalulemezből készül. A gép (gépek) DC szervóval lesz felszerelve. Hiwin és THK lineárokon mozog golyósorsó segítségével. Különlegessége a "szuperlapos" Z kialakítás. Holnaptól rakosgatom a képeket...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 21, 23:01
Írta: 000000000 Dátum 2010 november 21, 23:01
Sok sikert kívánok az újabb gépcsaládhoz.
Kíváncsian várom a publikációdat.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2010 november 22, 08:11
Írta: jv7pu3a5p Dátum 2010 november 22, 08:11
Kíváncsian várom! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sz.József Dátum 2010 november 22, 08:19
Írta: Sz.József Dátum 2010 november 22, 08:19
Érdeklődve várom.
Lényeg: minél több kép...
Lényeg: minél több kép...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 22, 14:44
Írta: 000000000 Dátum 2010 november 22, 14:44
Én is kiváncsian várom a publikációkat! Eddig is klassz képeket kontstruáltál, ráadásul CNC-vel gyártva sorozatban! Sok sikert az új szériához!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 17:23
Írta: Farkas Ádám Dátum 2010 november 22, 17:23
Köszönöm a bizalmat.
Még annyit a történethez, hogy az egész gép a Varsa által árult 5db Z-szetre épült, amit az egyik találkozóról hazafelé rám beszélt. Annyit mondott, hogy gyorsan összecsavarozok hozzá egy aluprofil vázat aztán kész.
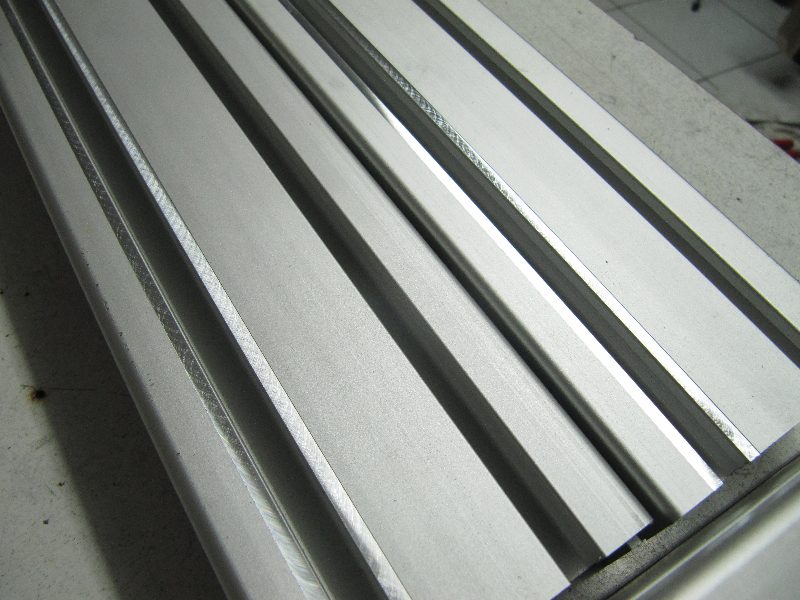
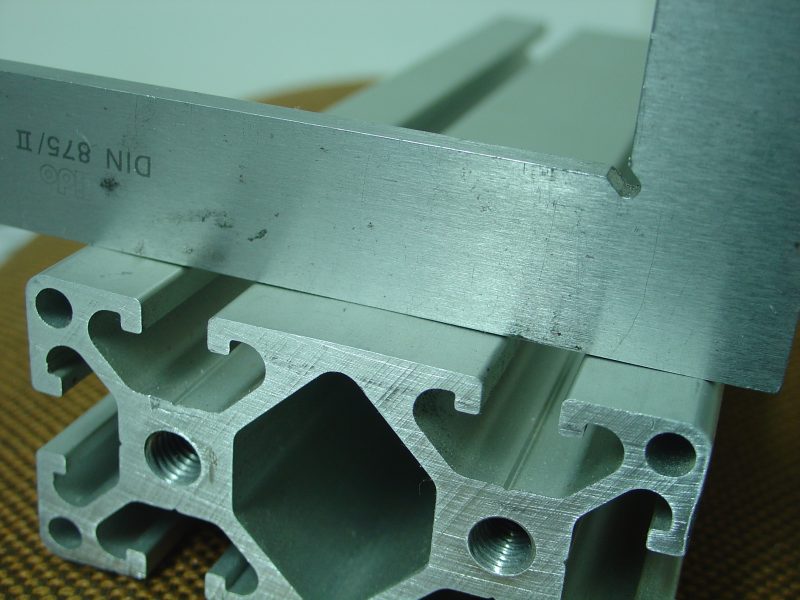
Na mondanom sem kell az Aluprofil nem is olyan egyszerű eset mint gondoltam. Nincsen rajta egyenes felület :( szóval minden csatlakozást, felfekvést síkba martam, a lineárok alatt is.
Még annyit a történethez, hogy az egész gép a Varsa által árult 5db Z-szetre épült, amit az egyik találkozóról hazafelé rám beszélt. Annyit mondott, hogy gyorsan összecsavarozok hozzá egy aluprofil vázat aztán kész.
Na mondanom sem kell az Aluprofil nem is olyan egyszerű eset mint gondoltam. Nincsen rajta egyenes felület :( szóval minden csatlakozást, felfekvést síkba martam, a lineárok alatt is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 17:26
Írta: Farkas Ádám Dátum 2010 november 22, 17:26
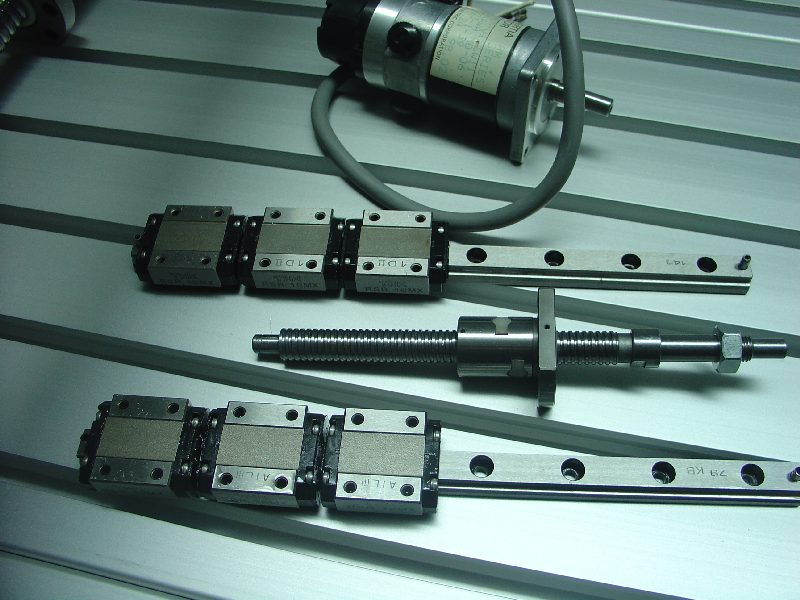
A Z szet:
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 17:28
Írta: Farkas Ádám Dátum 2010 november 22, 17:28
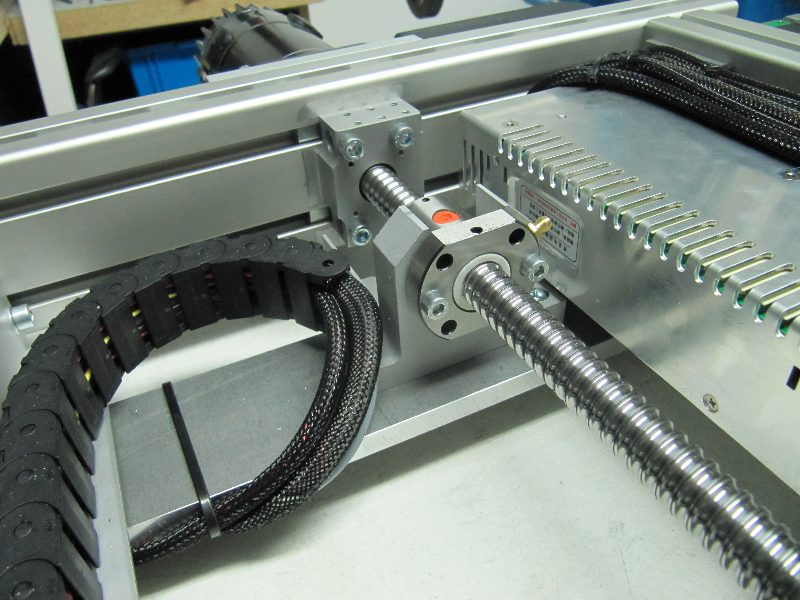
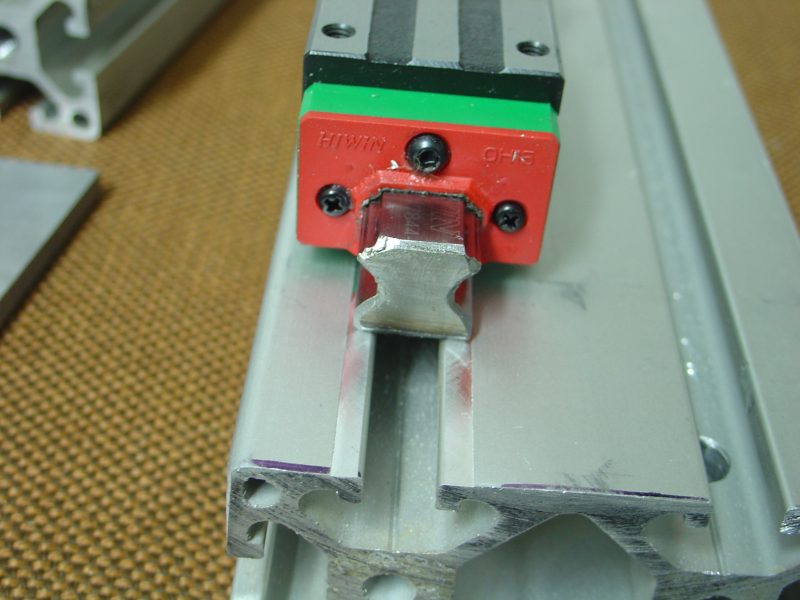
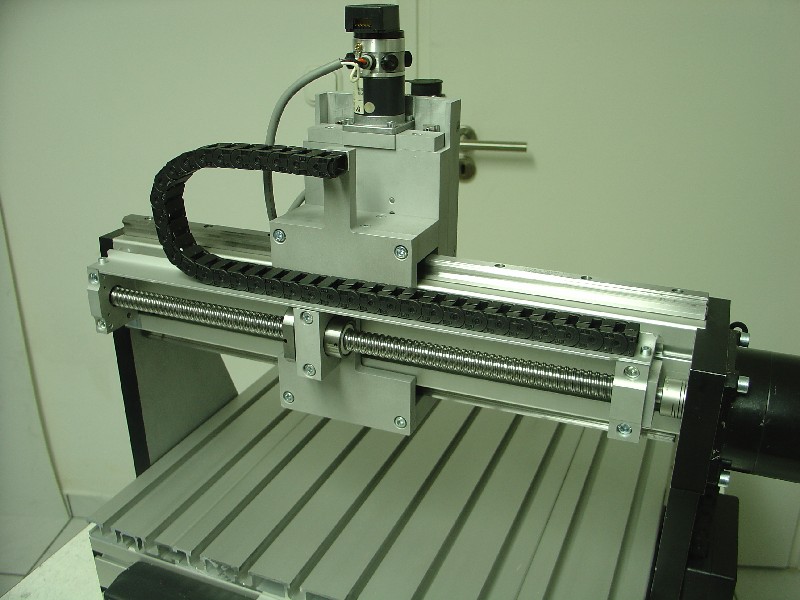
A lineárok három kocsival maradnak, az orsó: NSK köszörült 2-es emelkedéssel. (egy kincs:)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 17:30
Írta: Farkas Ádám Dátum 2010 november 22, 17:30
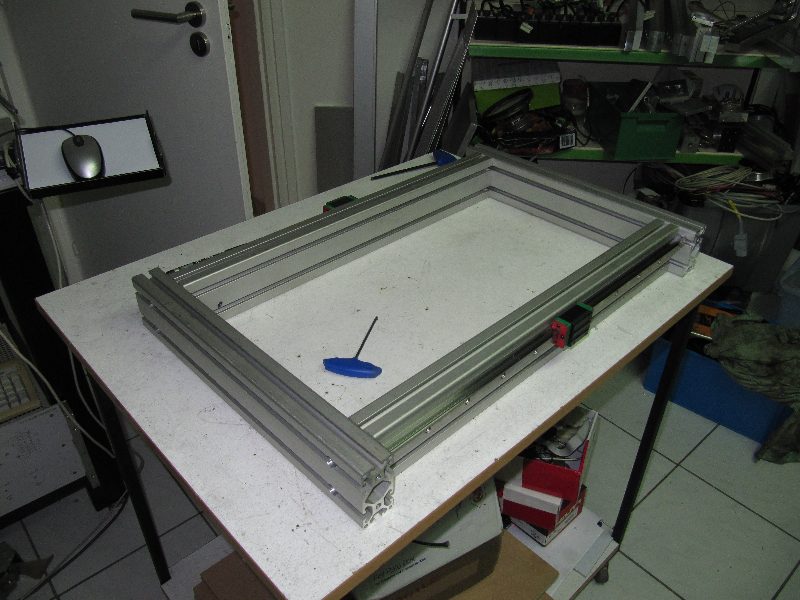
Az alapkeret 80*40-es ITEM profil

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 17:31
Írta: Farkas Ádám Dátum 2010 november 22, 17:31
A lineárok alatti síkba marás:
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 17:35
Írta: Farkas Ádám Dátum 2010 november 22, 17:35

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 17:36
Írta: Farkas Ádám Dátum 2010 november 22, 17:36
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Miki2 Dátum 2010 november 22, 18:17
Írta: Miki2 Dátum 2010 november 22, 18:17
Szia Ádám !
Bocs, hogy rákérdezek, de nem AC szervo lesz a "Z" tengelyen?
Bocs, hogy rákérdezek, de nem AC szervo lesz a "Z" tengelyen?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 18:22
Írta: Farkas Ádám Dátum 2010 november 22, 18:22
Nem! csak DC szervó
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 18:27
Írta: Farkas Ádám Dátum 2010 november 22, 18:27

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2010 november 22, 19:19
Írta: jv7pu3a5p Dátum 2010 november 22, 19:19
Látod, mentél volna külön autóval. Most nem kellene gépet építened! [#eplus2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2010 november 22, 19:20
Írta: jv7pu3a5p Dátum 2010 november 22, 19:20
Nagyon pöpec lesz. Szebbnek szebb lesz mint az enyém. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 19:20
Írta: Farkas Ádám Dátum 2010 november 22, 19:20
esélyem sem volt [#circling]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 19:23
Írta: Farkas Ádám Dátum 2010 november 22, 19:23
Köszönöm! A tiéd is komoly lesz, Gratulálok!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 19:28
Írta: Farkas Ádám Dátum 2010 november 22, 19:28
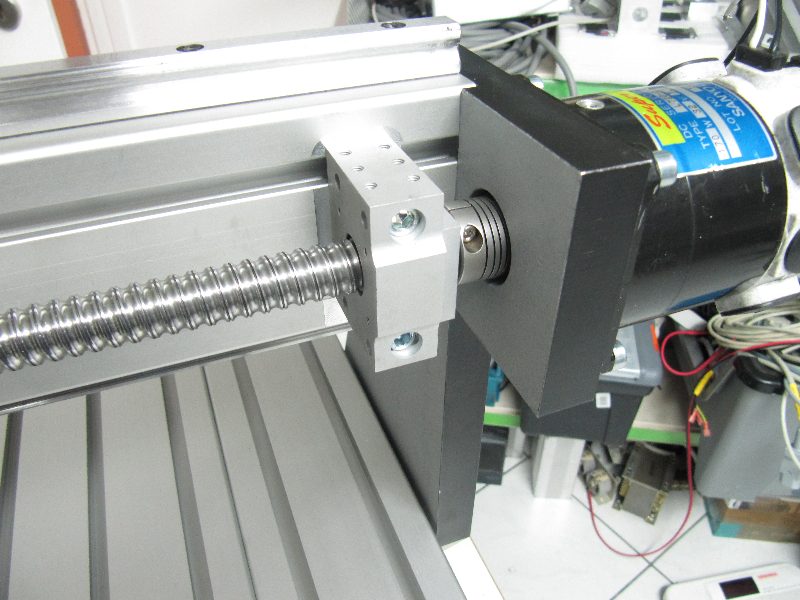
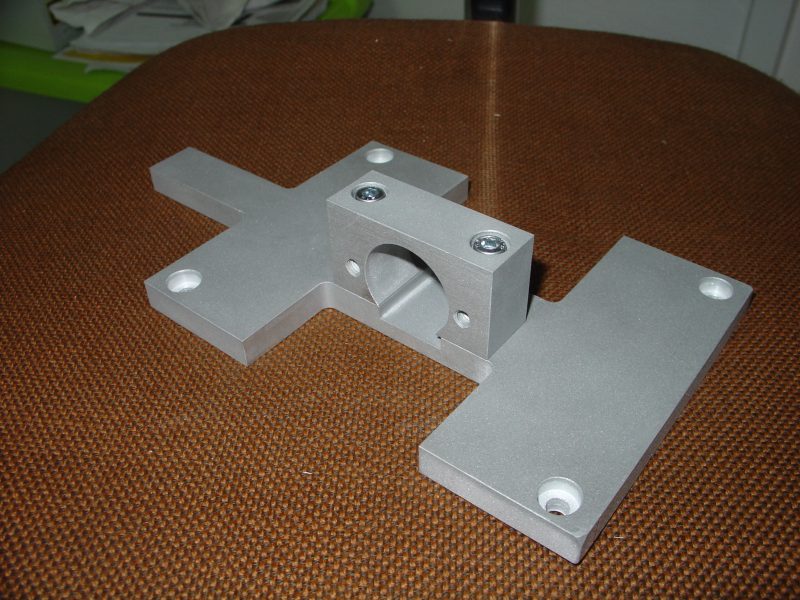
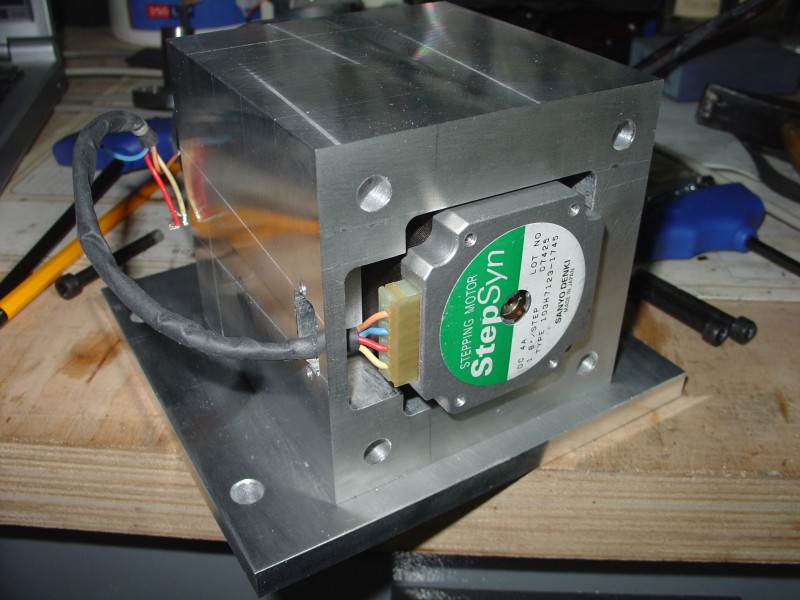
Most egy kis reklám a Varsa-féle csapágyházhoz:

Cím: Re:Épül a gépem ::: Farkas Ádám
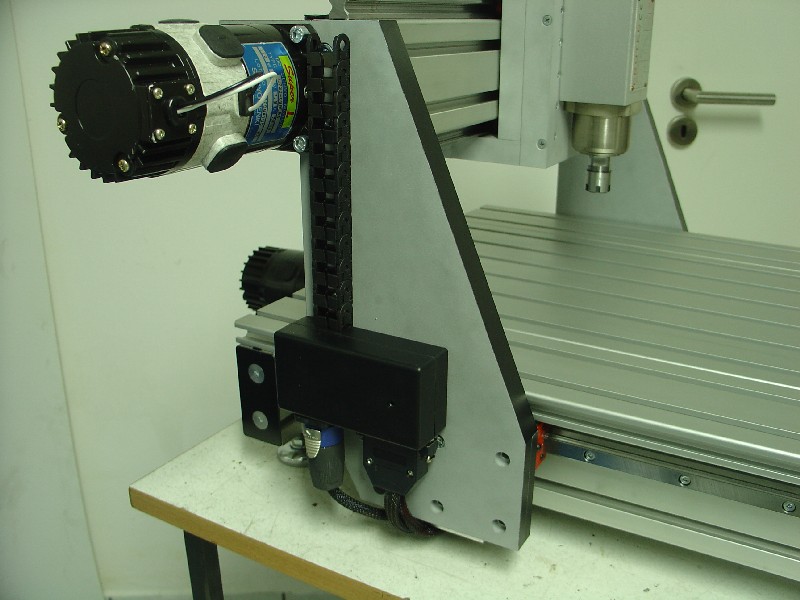
Írta: Farkas Ádám Dátum 2010 november 22, 19:33
Írta: Farkas Ádám Dátum 2010 november 22, 19:33
Sajnos a motorok kicsit nagynak tűnnek, biztos meg is fognak róni, de nem kaptam sehol sem 10db egyforma új 100W-körüli DC motort. Ezek meg kéznél voltak, olcsón jutottam hozzájuk. És zsír újak.

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 19:45
Írta: Farkas Ádám Dátum 2010 november 22, 19:45
Az alváz magába foglalja a tápot a vezérlőket és az energialáncot is, csak 230V kell neki, és számítógép, semmi külső doboz, egyéb kütyü.




Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Rabb Ferenc Dátum 2010 november 22, 19:54
Írta: Rabb Ferenc Dátum 2010 november 22, 19:54
Nem félsz attól, hogy a por, forgács és esetleg a hűtő-kenő folyadék ellepi az elektronikát?
Vagy csak "levegőszántásra" készíted? [#eplus2]
Vagy csak "levegőszántásra" készíted? [#eplus2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 22, 19:57
Írta: 000000000 Dátum 2010 november 22, 19:57
Nagyon klassz lesz! És teljesen kompakt. Az aluból mart alkatrészeid homok fúvottak?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2010 november 22, 20:00
Írta: jv7pu3a5p Dátum 2010 november 22, 20:00
Ezt én is így fogom elkövetni. Csak nekem a hídon lesznek a vezérlők, az úgysem mozog.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: v2vhwz32z Dátum 2010 november 22, 20:29
Írta: v2vhwz32z Dátum 2010 november 22, 20:29
Nagyon vagány!
És azt hiszem ehhez a mérethez elég masszív így is, a fix asztal is merevít rajta!
Köszi, hogy megosztod a receptet!
Kérdés: az asztal alatt az anya a keresztirányú merevítő alatt el tud menni, be van marva ugye?
És azt hiszem ehhez a mérethez elég masszív így is, a fix asztal is merevít rajta!
Köszi, hogy megosztod a receptet!
Kérdés: az asztal alatt az anya a keresztirányú merevítő alatt el tud menni, be van marva ugye?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 21:50
Írta: Farkas Ádám Dátum 2010 november 22, 21:50
Az asztal alá nem folyhat folyadék szilóval lesznek összetéve a lapok, a por sem nagyon, de arra nem kényes a vezérlő, sokkal inkább a golyósorsó [#vigyor3].
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 21:53
Írta: Farkas Ádám Dátum 2010 november 22, 21:53
Igen! Nagyon szeretem a homokszórót, nem bántam meg hogy beszereztem.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 21:57
Írta: Farkas Ádám Dátum 2010 november 22, 21:57
Igen be van marva. Én sem gondoltam volna de ez a profil nagyon erős. Na jó nem egy öntvényalap, de ebben a kategóriában nem is rossz. Tegnap ledobtam a negyedikről, és semmi baja.[#buck]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: may47wb Dátum 2010 november 22, 22:36
Írta: may47wb Dátum 2010 november 22, 22:36
Nagyon profi terv és kivitelezés!
De a mini a kedvencem marad! :)
De a mini a kedvencem marad! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 22, 22:42
Írta: Farkas Ádám Dátum 2010 november 22, 22:42
Köszönöm! Az nekem is a kedvencem!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 22, 22:47
Írta: 000000000 Dátum 2010 november 22, 22:47
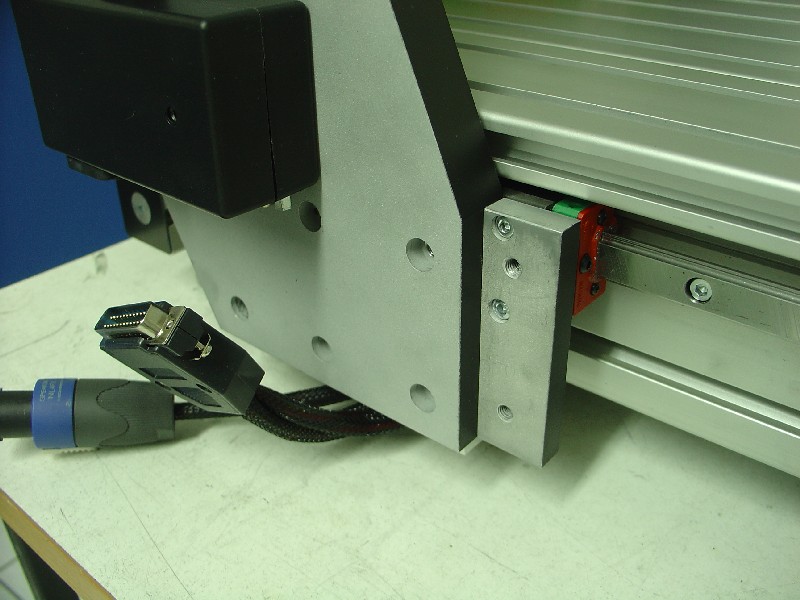
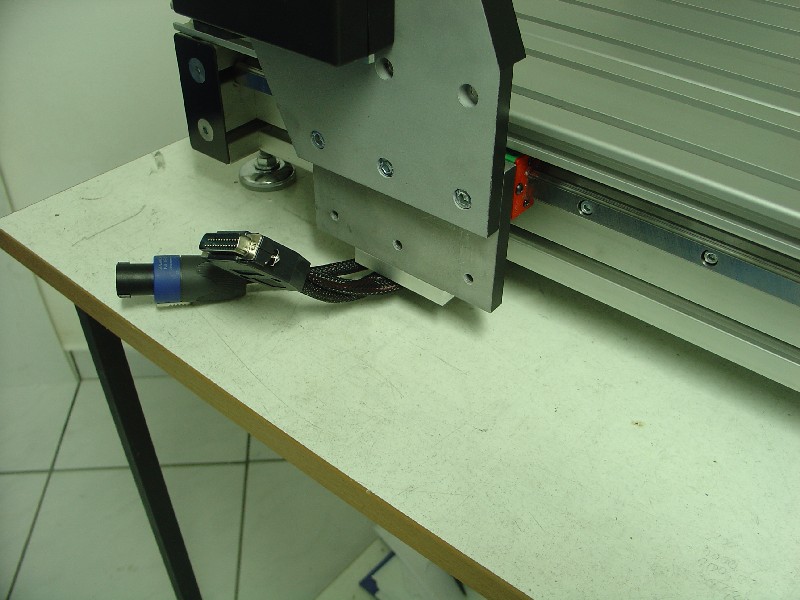
Miért vannak azok a csatlakozók oldalt?
egyébként nagyon tetszik [#eljen][#eljen][#eljen] A Z tengelyből nem látszik már valami?
egyébként nagyon tetszik [#eljen][#eljen][#eljen] A Z tengelyből nem látszik már valami?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2010 november 22, 22:52
Írta: 4um5b65d Dátum 2010 november 22, 22:52
"Az alváz magába foglalja a tápot a vezérlőket és az energialáncot is......"
= Farkompakt
[#buck][#nyes]
= Farkompakt
[#buck][#nyes]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2010 november 23, 17:12
Írta: Szalai György Dátum 2010 november 23, 17:12
Jó messze van tőlem a géped és még nem is zajos, mégsem birok aludni tőle.
Direkt vártam délutánig a kérdéseimmel, hátha valaki más is érdeklődik, és nekem nem kell ennyit. Úgy tűnhet, hogy túl kíváncsi vagyok, pedig tényleg. De zavar, ha úgy tűnik.
Érdekes, hogy senkit sem érdekelnek a részletek. Mindenki mindent tud, csak én nem?
1. Hogyan tudtad pontosra munkálni az építő profilok végeit?
2. Az Item profil oldalát, a sin alatt, menyivel tudtad pontosabbra munkálni, mint az eredeti felület volt?
3. Neked mekkora hibával terhelt a két X sin párhuzamossága?
4. Miért van az X kocsi és a hídláb között az a kis lemezke, ami az egy oldalon lévő két kocsit összetartja? Nem lehetett a hídlábat közvetlenül a kocsikra csavarozni? Talán cserélhető hidas gép lesz és az aljának egyben kell lennie a híd nélkül is?
Nagyon tetszik, hogy viszonylag védett helyre került a lin. megvezetés is és az orsó is.
Kitűnő megoldás, hogy a Ki Be és a vész Stop gombok közös kis dobozba kerültek.
Az egész nagyon egyben lévőnek látszik az egy vázépítő rendszerből való építkezés miatt.
Nem tetszik a direkt hajtás, mert ez miatt kiállnak a motorok a vázból. (Hogy a motor így mennyire illesztett a terheléshez arról még fogalmam sem lehet.)
A víz minden hová befolyik, különösen ahová nem kéne neki. Ezért a váz alatti szerelés esetén elkelne a védelem a vezérlőre és a tápra. Legalább a fentről csöpögő folyadék ellen, körben alányúló peremmel. Vagy ha nem, akkor minimálisan egy vízorr bemarva a munkalap alsó szélébe, körbe, hogy ne tudjon rajta alul visszafolyni.
A középső X orsós megoldás ellenére, a négy X kocsi által alkotott négyzet oldalainak aránya nagyon kedvezőtlen. Az orsóval párhuzamos oldal igen rövid, az orsóra merőlegeshez képest. Kíváncsi vagyok, menyi lesz ettől a híd keresztbe fordulása megmunkálás közben. Kis előtoló erő esetén is jelentősre tippelném. És ez az elfordulás, szélső megmunkáláskor, erősen igénybe veszi majd a golyós anya orsó kapcsolatot. Ezen kívül csak nagyon alacsony nyomaték igényű megmunkálást enged majd meg. Kicsit több nyomatéknál visszaesik az elvárható megmunkálási pontosság és az Y irányú egyenes vonalú oldalazó marásból parabola lesz. Értem én hogy ki kell használni az orsó munkaútját és mellé ekkora sin adódott, de szerintem nagyon sokkal jobb hasznát venné a felhasználó a legalább húsz centivel hosszabb síneknek és szélesebb hídlábaknak.
Direkt vártam délutánig a kérdéseimmel, hátha valaki más is érdeklődik, és nekem nem kell ennyit. Úgy tűnhet, hogy túl kíváncsi vagyok, pedig tényleg. De zavar, ha úgy tűnik.
Érdekes, hogy senkit sem érdekelnek a részletek. Mindenki mindent tud, csak én nem?
1. Hogyan tudtad pontosra munkálni az építő profilok végeit?
2. Az Item profil oldalát, a sin alatt, menyivel tudtad pontosabbra munkálni, mint az eredeti felület volt?
3. Neked mekkora hibával terhelt a két X sin párhuzamossága?
4. Miért van az X kocsi és a hídláb között az a kis lemezke, ami az egy oldalon lévő két kocsit összetartja? Nem lehetett a hídlábat közvetlenül a kocsikra csavarozni? Talán cserélhető hidas gép lesz és az aljának egyben kell lennie a híd nélkül is?
Nagyon tetszik, hogy viszonylag védett helyre került a lin. megvezetés is és az orsó is.
Kitűnő megoldás, hogy a Ki Be és a vész Stop gombok közös kis dobozba kerültek.
Az egész nagyon egyben lévőnek látszik az egy vázépítő rendszerből való építkezés miatt.
Nem tetszik a direkt hajtás, mert ez miatt kiállnak a motorok a vázból. (Hogy a motor így mennyire illesztett a terheléshez arról még fogalmam sem lehet.)
A víz minden hová befolyik, különösen ahová nem kéne neki. Ezért a váz alatti szerelés esetén elkelne a védelem a vezérlőre és a tápra. Legalább a fentről csöpögő folyadék ellen, körben alányúló peremmel. Vagy ha nem, akkor minimálisan egy vízorr bemarva a munkalap alsó szélébe, körbe, hogy ne tudjon rajta alul visszafolyni.
A középső X orsós megoldás ellenére, a négy X kocsi által alkotott négyzet oldalainak aránya nagyon kedvezőtlen. Az orsóval párhuzamos oldal igen rövid, az orsóra merőlegeshez képest. Kíváncsi vagyok, menyi lesz ettől a híd keresztbe fordulása megmunkálás közben. Kis előtoló erő esetén is jelentősre tippelném. És ez az elfordulás, szélső megmunkáláskor, erősen igénybe veszi majd a golyós anya orsó kapcsolatot. Ezen kívül csak nagyon alacsony nyomaték igényű megmunkálást enged majd meg. Kicsit több nyomatéknál visszaesik az elvárható megmunkálási pontosság és az Y irányú egyenes vonalú oldalazó marásból parabola lesz. Értem én hogy ki kell használni az orsó munkaútját és mellé ekkora sin adódott, de szerintem nagyon sokkal jobb hasznát venné a felhasználó a legalább húsz centivel hosszabb síneknek és szélesebb hídlábaknak.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: guliver83 Dátum 2010 november 23, 17:38
Írta: guliver83 Dátum 2010 november 23, 17:38
Arra én is kíváncsi lennék, hogy hogyan lehet levágni pontosan a profilokat, mert nekem is ilyen profilok vannak és fogalmam sincs, hogy hogyan kellene levágni pontosan.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 23, 18:03
Írta: 000000000 Dátum 2010 november 23, 18:03
Pontosan, úgy lehet pontosan levágni, hogy levágot jó közelítő méretre, majd, marógépen pontosra marod, maratod.
Én is így csinálom.
Majd megtudjuk az Ádám módszerét is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 23, 18:06
Írta: 000000000 Dátum 2010 november 23, 18:06
Ádám! Gratulálok a rengeteg ötletedért! Erősen látszik már a fejlődés, a rutin.
Jó, a logikai készséged!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Rinaldo Dátum 2010 november 23, 18:28
Írta: Rinaldo Dátum 2010 november 23, 18:28
Szia Ádám!
Gratulálok én is az új géphez! Szalai György #34-ben leírt utolsó gondolatait, észrevételét szeretném erősíteni... ha már mozgó híd akkor talán jobb lett volna két orsó két motor közel a kocsikhoz szinkronban hajtva s talán 1:2 áttétel a dinamika miatt..? Remélem a teszteket is bemutatod ! [#wave]
Gratulálok én is az új géphez! Szalai György #34-ben leírt utolsó gondolatait, észrevételét szeretném erősíteni... ha már mozgó híd akkor talán jobb lett volna két orsó két motor közel a kocsikhoz szinkronban hajtva s talán 1:2 áttétel a dinamika miatt..? Remélem a teszteket is bemutatod ! [#wave]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Rinaldo Dátum 2010 november 23, 18:31
Írta: Rinaldo Dátum 2010 november 23, 18:31
talán így helyesebb 2:1 áttétel![#vigyor2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 19:14
Írta: Farkas Ádám Dátum 2010 november 23, 19:14
Szia Gyuri Köszönöm az észrevételeket! Remélem azóta tudtál aludni!
Próbálok válaszolni a kérdéseidre:
1. Ahogy Danibá is írta: levágom körfűrésszel nagyobbra, utána marógépen beállított satukba befogom, és méretre marom. Még annyi, hogy a párhuzamos oldalakat együtt csinálom, akkor akár a méret sem kritikus:)
2. az item profilok púposak, nem tudom mennyivel lett pontosabb mert egyből lemartam.
3. Az X lineárok párhuzamosság teljes mértékben állítható, szinte "ideálisra állítottam" persze a lehetőségekhez mérten. Azért ne feledjük ez ALUMÍNIUM és nem vasöntvény.
4. ezt nemsokára megmagyarázom képekkel illusztrálom...
Igen én sem szeretem a egy orsós gépet, de ezeket eladásra szánom, és ilyenkor kompromisszumot kell keresni az eladhatóság és a merevség között. Egy alumínium profil gép, nem ezen fog elvérezni szerintem, hanem a Z-tengelyen. Végeztem mérőórás teszteket a kocsik távolabbra helyezésével, hidd el összekötöttem a négy kocsit úgy is hogy a kocsik között 100mm-t hagytam, betettem egy erőkart de nem volt jelentős különbség, szerintem nem is a lineáris kocsik hibáját mértem hanem az alu váz hajlását.
Az aluprofil asztal egy egységet képez folyadék nem folyhat át rajta, esetleg a nút marását megfontolom amit írtál. Viszont én sokkal nagyobb problémának látnám hogy a gépvázba nem szabadna melegítő alkatrészeket beépíteni. (ezt senki sem kritizálta:)
Próbálok válaszolni a kérdéseidre:
1. Ahogy Danibá is írta: levágom körfűrésszel nagyobbra, utána marógépen beállított satukba befogom, és méretre marom. Még annyi, hogy a párhuzamos oldalakat együtt csinálom, akkor akár a méret sem kritikus:)
2. az item profilok púposak, nem tudom mennyivel lett pontosabb mert egyből lemartam.
3. Az X lineárok párhuzamosság teljes mértékben állítható, szinte "ideálisra állítottam" persze a lehetőségekhez mérten. Azért ne feledjük ez ALUMÍNIUM és nem vasöntvény.
4. ezt nemsokára megmagyarázom képekkel illusztrálom...
Igen én sem szeretem a egy orsós gépet, de ezeket eladásra szánom, és ilyenkor kompromisszumot kell keresni az eladhatóság és a merevség között. Egy alumínium profil gép, nem ezen fog elvérezni szerintem, hanem a Z-tengelyen. Végeztem mérőórás teszteket a kocsik távolabbra helyezésével, hidd el összekötöttem a négy kocsit úgy is hogy a kocsik között 100mm-t hagytam, betettem egy erőkart de nem volt jelentős különbség, szerintem nem is a lineáris kocsik hibáját mértem hanem az alu váz hajlását.
Az aluprofil asztal egy egységet képez folyadék nem folyhat át rajta, esetleg a nút marását megfontolom amit írtál. Viszont én sokkal nagyobb problémának látnám hogy a gépvázba nem szabadna melegítő alkatrészeket beépíteni. (ezt senki sem kritizálta:)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 19:17
Írta: Farkas Ádám Dátum 2010 november 23, 19:17
Köszönöm! és még van pár ötlet amit nemsokára leírok.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 19:29
Írta: Farkas Ádám Dátum 2010 november 23, 19:29
Igen! Jobb lett volna a két orsó két motor két vezérlő, saját gépnél én is úgy csináltam. De nem lenne eladható, nem lenne rentábilis.Még egyszer mondom nem nyernék vele sokat. Az A300-as gépeim is így működnek, és ilyen panaszt sosem kaptam, sőt a Klavios gépek is ilyen elrendezésben működnek, van közöttük ami csak egy kocsin megy, és tökéletesen használható, EBBEN A KATEGÓRIÁBAN!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 19:33
Írta: Farkas Ádám Dátum 2010 november 23, 19:33
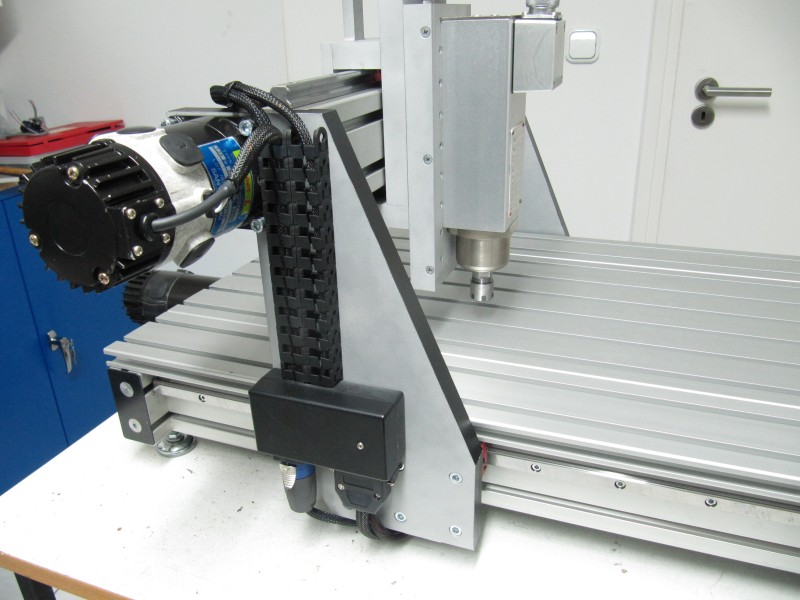
Ma végre elkészült az utolsó alkatrész is a géphez:
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 19:52
Írta: Farkas Ádám Dátum 2010 november 23, 19:52
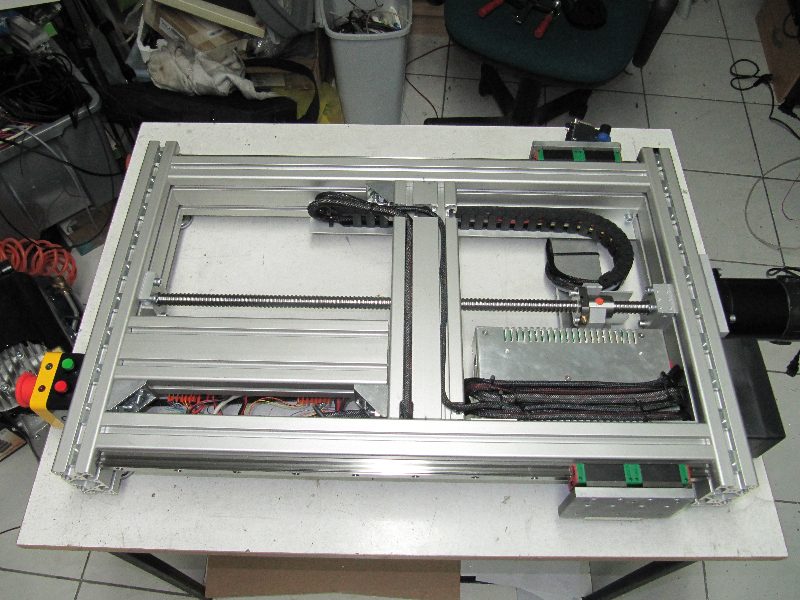
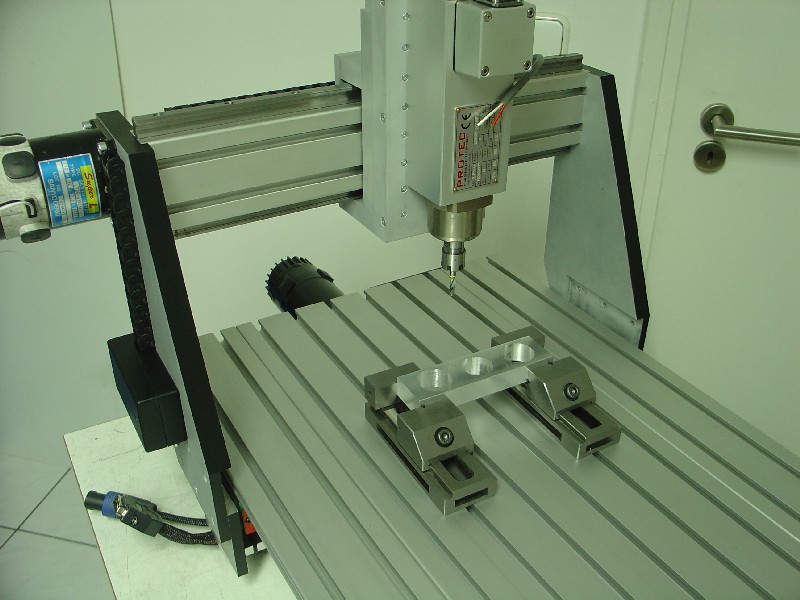
Íme a komplett mechanika:

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 23, 19:53
Írta: 000000000 Dátum 2010 november 23, 19:53
Szép munka gratulálok!
Mennyi lenne az ára?
Mennyi lenne az ára?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 19:57
Írta: Farkas Ádám Dátum 2010 november 23, 19:57
30
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 23, 20:00
Írta: 000000000 Dátum 2010 november 23, 20:00
30 ?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 20:01
Írta: Farkas Ádám Dátum 2010 november 23, 20:01
Köszönöm!
Még nem tudom, mennyi az ára. Most következnek még csak a tesztek, egy hónapig tesztelem. Csak azt tudom hogy sokba van[#szomoru1]
Még nem tudom, mennyi az ára. Most következnek még csak a tesztek, egy hónapig tesztelem. Csak azt tudom hogy sokba van[#szomoru1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 23, 20:03
Írta: 000000000 Dátum 2010 november 23, 20:03
Elhiszem!
Nekem nagyon tetszik ahogy a régi w300 is. [#eljen]
Majd tegyél fel videót is kíváncsi vagyok hogy dolgozik a gép.
Nekem nagyon tetszik ahogy a régi w300 is. [#eljen]
Majd tegyél fel videót is kíváncsi vagyok hogy dolgozik a gép.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 23, 20:04
Írta: svejk Dátum 2010 november 23, 20:04
Irigylem az ügyeskezűségedet.
De valamit csesszél a motorokkal mert az a kis Z a nagy böszmék mellett igen hülyén néz ki esztétikailag is :(
De valamit csesszél a motorokkal mert az a kis Z a nagy böszmék mellett igen hülyén néz ki esztétikailag is :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 20:07
Írta: Farkas Ádám Dátum 2010 november 23, 20:07
Ez nekem is szemet szúrt, még keresem a kisebb motorokat az X Y-ra. A Z 40W-os... 2-es orsóhoz pont jó.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 23, 20:09
Írta: svejk Dátum 2010 november 23, 20:09
Vegyél rá a farkas kománktól AC 100w-os Yaskawákat...megérdemelné.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 23, 20:10
Írta: svejk Dátum 2010 november 23, 20:10
Mármint a mechanika érdemelné meg...
1:2 ben világi lenne...
1:2 ben világi lenne...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 23, 20:11
Írta: svejk Dátum 2010 november 23, 20:11
Végre Te nagy tételben vásárolnál, úgy is azt szeretné a fickó.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 20:17
Írta: Farkas Ádám Dátum 2010 november 23, 20:17
de Ő most morci ránk
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 23, 20:18
Írta: svejk Dátum 2010 november 23, 20:18
én még olyan morcost embert nem láttam aki előtt ha meglobogtatnak 4-5 kilót nem vidulna fel :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2010 november 23, 20:19
Írta: Szalai György Dátum 2010 november 23, 20:19
Szerkesztgettem kicsit.
Nem ismerem az alapkereted külső méreteit.
Az #1-ben írott 350×500×80-as mozgástérből, a két X sin golyópályájának egymástól mért távolságát kb. 460mm körülire tippelem. A két egymás mellé tolt kocsi golyópályáinak hossza összesen 85mm körül lehet, beleszámolva a köztük lévő kocsi végeket is. Akkor a bezárt négyszög körülbelül egy 85 x 460mm méretű téglalap.
Hogy ez a téglalap a középpontja körül 0,1 fokkal elforduljon, ahhoz Y irányban mindössze csak 0,15mm-rel kell széjjelebb tolnia a síneket. Ekkor az X irányú hiba már 0,8mm. Az elkeserítő.
Ha az egy oldalt lévő kocsikat 100mm távolságra tolom egymástól, akkor ez a téglalap 185 x 460mm méretű lesz.
Hogy ez a téglalap a középpontja körül ugyan úgy 0,1 fokkal elforduljon, ahhoz Y irányban már 0,3mm-rel kell széjjelebb tolnia a síneket. Ekkor az X irányú hiba szintén 0,8mm.
Ha mindkét esetben ugyan akkora a szélső megmunkáláshoz szükséges előtoló erő, akkor a nagyobb téglalap is ugyan annyira kell hogy szétnyomja a síneket mint a kisebb. De mikor a nagyobb téglalap csak 0,15mm-rel tolja széjjelebb a síneket, akkor csak 0,05fokot fordul el a középpontja körül és ezzel csak 0,4mm X hibát produkál. Az csak a fele az előzőnek, de még mindég sok.
Nem ismerem az alapkereted külső méreteit.
Az #1-ben írott 350×500×80-as mozgástérből, a két X sin golyópályájának egymástól mért távolságát kb. 460mm körülire tippelem. A két egymás mellé tolt kocsi golyópályáinak hossza összesen 85mm körül lehet, beleszámolva a köztük lévő kocsi végeket is. Akkor a bezárt négyszög körülbelül egy 85 x 460mm méretű téglalap.
Hogy ez a téglalap a középpontja körül 0,1 fokkal elforduljon, ahhoz Y irányban mindössze csak 0,15mm-rel kell széjjelebb tolnia a síneket. Ekkor az X irányú hiba már 0,8mm. Az elkeserítő.
Ha az egy oldalt lévő kocsikat 100mm távolságra tolom egymástól, akkor ez a téglalap 185 x 460mm méretű lesz.
Hogy ez a téglalap a középpontja körül ugyan úgy 0,1 fokkal elforduljon, ahhoz Y irányban már 0,3mm-rel kell széjjelebb tolnia a síneket. Ekkor az X irányú hiba szintén 0,8mm.
Ha mindkét esetben ugyan akkora a szélső megmunkáláshoz szükséges előtoló erő, akkor a nagyobb téglalap is ugyan annyira kell hogy szétnyomja a síneket mint a kisebb. De mikor a nagyobb téglalap csak 0,15mm-rel tolja széjjelebb a síneket, akkor csak 0,05fokot fordul el a középpontja körül és ezzel csak 0,4mm X hibát produkál. Az csak a fele az előzőnek, de még mindég sok.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: guliver83 Dátum 2010 november 23, 20:20
Írta: guliver83 Dátum 2010 november 23, 20:20
Minden elismerésem! Nagyon szép munka! Mi az ára egy ilyen gépnek?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 20:29
Írta: Farkas Ádám Dátum 2010 november 23, 20:29
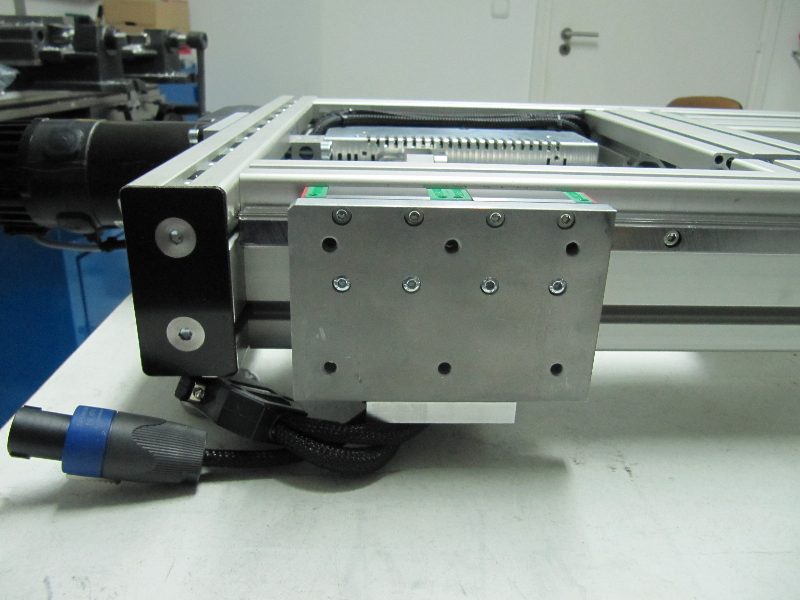
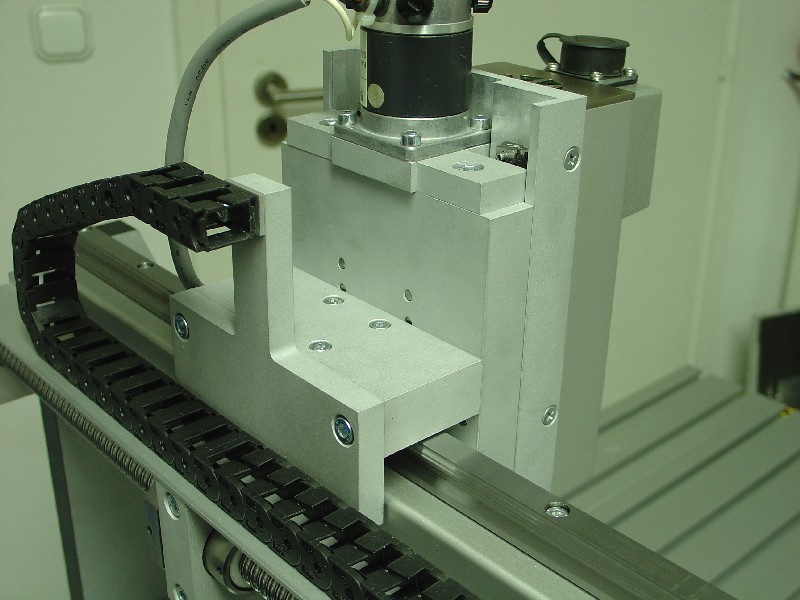
Akkor most leírom a hídláb és a kocsik közötti kis lemezke történetét:
1. A gép kettészedhetőre készült. Ugyanis postázáskor nem férne bele a súlyhatárba, másrészt jóval törékenyebb lenne. Ez egy sarkalatos pont volt.
Az oldalfal bemarása, és a kislemez is CNC-vel van készítve, és egymásba illik. a kislemez teteje a referenciafelület. A híd feltételével beáll pozícióba.

2. Másik dolog a híd megemelhető 50mm-el. Úgy hogy készítek két darab 50mm-es párhuzamos hasábot ami becsavarozható az oldallap felső három csavarhelyébe. Ekkor felültethető lesz a híd a másik három csavarhelyre.
igaz ilyenkor csak 3-3 csavar tartja a hidat, de a lehetőség megvan :)
1. A gép kettészedhetőre készült. Ugyanis postázáskor nem férne bele a súlyhatárba, másrészt jóval törékenyebb lenne. Ez egy sarkalatos pont volt.
Az oldalfal bemarása, és a kislemez is CNC-vel van készítve, és egymásba illik. a kislemez teteje a referenciafelület. A híd feltételével beáll pozícióba.
2. Másik dolog a híd megemelhető 50mm-el. Úgy hogy készítek két darab 50mm-es párhuzamos hasábot ami becsavarozható az oldallap felső három csavarhelyébe. Ekkor felültethető lesz a híd a másik három csavarhelyre.
igaz ilyenkor csak 3-3 csavar tartja a hidat, de a lehetőség megvan :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 23, 20:33
Írta: 000000000 Dátum 2010 november 23, 20:33
Igen, eggyet értek veled, a Z ügyében.
A legtöbb gép a rosz Z konstrukcióján vérzik el.
Ha ehhez még más baj is társul ...........
A legtöbb gép a rosz Z konstrukcióján vérzik el.
Ha ehhez még más baj is társul ...........
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 20:46
Írta: Farkas Ádám Dátum 2010 november 23, 20:46
A Z nálam is azon az elven működik mint nálad, a lineáris sínek mozognak a kocsik állnak. Sikerült kihoznom a minimális távolságot a híd és a főorsó között. Még a Z motor pereméből is le kellett faragnom :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 20:59
Írta: Farkas Ádám Dátum 2010 november 23, 20:59
Ha jól emlékszem a kocsik golyófelfekvő felülete 100mm a távolságuk 400mm, ugyanis az asztal alatt vannak bent(nincs jelentősége). Gyanítom elég nagy erő szükséges a keret szétnyomásához, meg fogom mérni pontosan a hibát. A keret középen össze van kötve a profilon végig van csavarozva a lineáris acél sín, és még a golyósorsó is besegít, de vajon mekkora erő keletkezik mondjuk egy 6-os maró hegyén alumíniumba ami megcsavarná a mechanikát? Amúgy igazad van a világ nem tökéletes én sem.[#worship][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 21:04
Írta: Farkas Ádám Dátum 2010 november 23, 21:04
Köszönöm szépen... még nincsen ára. ez még csak prototípus.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: robroy007 Dátum 2010 november 23, 21:11
Írta: robroy007 Dátum 2010 november 23, 21:11
mekkora ötlet volt ez a darabolása a gépnek
soha nem jutott volna eszembe, hogy akár így postázni is jó meg van pár centi plusz is
bár szerintem ezt a magasítósdit védeni kellene
soha nem jutott volna eszembe, hogy akár így postázni is jó meg van pár centi plusz is
bár szerintem ezt a magasítósdit védeni kellene
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 21:20
Írta: Farkas Ádám Dátum 2010 november 23, 21:20
Ez a magasítósdi csak később jutott eszembe, nincs jelentősége, habár hat db 6-os csavar is elbír egy trabantot :) a képen nincsen rajt a párhuzam amire ráül a híd. Mondom ez csak egy lehetőség...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 21:22
Írta: Farkas Ádám Dátum 2010 november 23, 21:22
...hát igen, nekem már törött össze gépem a postán, pedig jól be volt csomagolva [#confused]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 21:27
Írta: Farkas Ádám Dátum 2010 november 23, 21:27
csatlakozók:

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 23, 21:47
Írta: svejk Dátum 2010 november 23, 21:47
Az asztallap profiljai hogy néznek ki?
Három darabból és két fajtából áll össze?
Hol vetted , mennyiért, azt is síkba martad előre?
Három darabból és két fajtából áll össze?
Hol vetted , mennyiért, azt is síkba martad előre?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 23, 21:49
Írta: svejk Dátum 2010 november 23, 21:49
"a gépvázba nem szabadna melegítő alkatrészeket beépíteni. (ezt senki sem kritizálta:) "
Mert azt hittük ezzel lesz termosztálva a gépváz :))
Mert azt hittük ezzel lesz termosztálva a gépváz :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 23, 22:05
Írta: Farkas Ádám Dátum 2010 november 23, 22:05
Igen két fajtából van 90-es és 270-es méret van. az még nincsen síkba marva, még csak feldobtam hogy kinézzen[#lookaround]
Magyarországon vettem megkeresem majd a helyet a leveleim között fejből nem megy.
Magyarországon vettem megkeresem majd a helyet a leveleim között fejből nem megy.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2010 november 23, 22:45
Írta: Szalai György Dátum 2010 november 23, 22:45
„a világ nem tökéletes én sem”
Nem kis dolog ezt tudni. Én ehhez gratulálok neked.
De sokan hiszik magukról az ellenkezőjét.
Nem kis dolog ezt tudni. Én ehhez gratulálok neked.
De sokan hiszik magukról az ellenkezőjét.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2010 november 24, 17:30
Írta: Szalai György Dátum 2010 november 24, 17:30
„de vajon mekkora erő keletkezik mondjuk egy 6-os maró hegyén alumíniumba ami megcsavarná a mechanikát?”
Nem találok adatokat a PROTEC főmotorodra, megint találgatni kényszerülök.
Ha van vagy 1kW teljesítményű, forog kb. 24000-et percenként, és áll rá az M = P / 6,28 /n
képlet, akkor a billenő nyomatéka lehet talán 0,4Nm.
Az a forgásközépponttól 3mm távolságban kb. 13,5kg-al egyenlő, a VP féle igen hasznos digitális horgászmérlegen.
Ha a szélső helyzetben lévő Z-re ráakasztanád a horgászmérleget, meghúznád kb. 13,5kg-ig, akkor egy indikátor óra megmutatná az ehhez tartozó keresztbe fordulás okozta hibát. Vagy akár még a leeresztett Z max. elhajlását is bele megmutathatná egy ilyen szélsőséges terhelési körülmény hatására.
Nem találok adatokat a PROTEC főmotorodra, megint találgatni kényszerülök.
Ha van vagy 1kW teljesítményű, forog kb. 24000-et percenként, és áll rá az M = P / 6,28 /n
képlet, akkor a billenő nyomatéka lehet talán 0,4Nm.
Az a forgásközépponttól 3mm távolságban kb. 13,5kg-al egyenlő, a VP féle igen hasznos digitális horgászmérlegen.
Ha a szélső helyzetben lévő Z-re ráakasztanád a horgászmérleget, meghúznád kb. 13,5kg-ig, akkor egy indikátor óra megmutatná az ehhez tartozó keresztbe fordulás okozta hibát. Vagy akár még a leeresztett Z max. elhajlását is bele megmutathatná egy ilyen szélsőséges terhelési körülmény hatására.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: bmejdz9nu Dátum 2010 november 25, 20:28
Írta: bmejdz9nu Dátum 2010 november 25, 20:28
Adám ez jó gép lesz!!!... ehhez nem férhet kétség...Persze kellenek "kompromiszumok" mint mindenben az életben... azaz az értékarányosság fontos...
Sajnos most jól be vagyok havazva most sok más dolgom miatt (fontos és "nagyon költséges" döntéseket kell hoznom a cégemnél)...
Na de de majd letisztulnak a dolgaim... :)))
Sajnos most jól be vagyok havazva most sok más dolgom miatt (fontos és "nagyon költséges" döntéseket kell hoznom a cégemnél)...
Na de de majd letisztulnak a dolgaim... :)))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 25, 21:52
Írta: Farkas Ádám Dátum 2010 november 25, 21:52
Ma megcsináltam a tesztet amit kértél, és elégedett vagyok az eredménnyel. Sajnos halmérlegem nincsen (de már megrendeltem:). Egy 12Kg-os súllyal húzattam meg a főorsót, szélső állapotban, a híd középen állt. Mérőórával mértem a kocsik 0.12mm mozdultak el. Holnap megmérem a marómotor teljesítményét, de ha jól emlékszem 3-350W Alumaráskor. Azzal tudsz számolni. [#wave][#wave][#wave]
Meg vagyok elégedve, én is rosszabbra számítottam. [#worship]
Meg vagyok elégedve, én is rosszabbra számítottam. [#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 25, 21:55
Írta: Farkas Ádám Dátum 2010 november 25, 21:55
Na szép! Itt laksz egy kilométerre, és még meg sem nézted a gépet. [#gun]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2010 november 26, 05:50
Írta: Szalai György Dátum 2010 november 26, 05:50
Akkor úgy látszik feleslegesen aggódtam. Az jó.
A 350W-os motornak kevesebb lesz a nyomatéka, így kisebb erő hat a szerkezetre, még billenő nyomaték közelében végzett megmunkáláskor is.
Az még kevesebb deformáció.
A 350W-os motornak kevesebb lesz a nyomatéka, így kisebb erő hat a szerkezetre, még billenő nyomaték közelében végzett megmunkáláskor is.
Az még kevesebb deformáció.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 27, 20:28
Írta: Farkas Ádám Dátum 2010 november 27, 20:28
Bekábeleztem a "kicsinyt":

már mozog is :)
már mozog is :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 27, 20:55
Írta: 000000000 Dátum 2010 november 27, 20:55
Szerintem, ez egy esztétikus, jó gép lett!
A megoldásaid is jól sikerültek.
Ebből a konnstrukcióból sokkal többet nem lehetne kihozni.
Mindent tud ami elvárható tőle.
A Z is nagyon jó lett azokkal az orsókkal. Petinek vegyél egy üveg vörösset az erőszakosságáért:))
Biztosan sok öröme lessz benne a használójának.
Szerintem, a teszt eredmények csak jók lehetnek.
A megoldásaid is jól sikerültek.
Ebből a konnstrukcióból sokkal többet nem lehetne kihozni.
Mindent tud ami elvárható tőle.
A Z is nagyon jó lett azokkal az orsókkal. Petinek vegyél egy üveg vörösset az erőszakosságáért:))
Biztosan sok öröme lessz benne a használójának.
Szerintem, a teszt eredmények csak jók lehetnek.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 27, 21:13
Írta: svejk Dátum 2010 november 27, 21:13
Hol mozog?
Nekem csak álló kép jön be :)
Videózzál már hagy örüljünk egy kicsit!
Nekem csak álló kép jön be :)
Videózzál már hagy örüljünk egy kicsit!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: me3ua0a6 Dátum 2010 november 27, 21:20
Írta: me3ua0a6 Dátum 2010 november 27, 21:20
Nagyon durván néz ki!
Álmaimban látok ilyen gépeket!
[#taps]
Álmaimban látok ilyen gépeket!
[#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 27, 21:28
Írta: Farkas Ádám Dátum 2010 november 27, 21:28
Még elég szemérmes, még csak nekem rázza...
Nesze te kis telhetetlen: First test
Nesze te kis telhetetlen: First test
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 27, 21:33
Írta: Farkas Ádám Dátum 2010 november 27, 21:33
Köszönöm! Kár hogy nem jött össze "Hatvanra... "
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 27, 21:35
Írta: svejk Dátum 2010 november 27, 21:35
[#finom]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 27, 21:37
Írta: Farkas Ádám Dátum 2010 november 27, 21:37
jó tudom ez csak légszántás[#duhos2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: j3rx6bsjd Dátum 2010 november 27, 21:55
Írta: j3rx6bsjd Dátum 2010 november 27, 21:55
Szia,mesélj már valamit ezekről a motorokról,mit lehet belőlük kihozni?Mivel hajtod?Nekem még mindig csak pihennek,még mindig nem volt időm felrakni a gépre,és ha így haladok nem is lesz,még most is dolgozom,csak leültem olvasgatni egy kicsit.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 27, 22:07
Írta: Farkas Ádám Dátum 2010 november 27, 22:07
Még egy VIDEO Valami hulye relif, jó nagy Z mozgással. Holnap encodert cserélek a Z-be hogy tudja követni a tempót[#smile]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 27, 22:14
Írta: 000000000 Dátum 2010 november 27, 22:14
Hát még én mennyire:((
Ezzel a géppel biztosan beleszóltál volna a helyezettek listájába, pedig erős volt a mezőny.
De, még a márciusira benevezhetsz vele:))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: x4rhew5r3 Dátum 2010 november 27, 22:15
Írta: x4rhew5r3 Dátum 2010 november 27, 22:15
Gratulálok, igényes szép munka[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 27, 22:18
Írta: Farkas Ádám Dátum 2010 november 27, 22:18
Rakd csak fel a gépedre, azt gondoltam már régen hajtod őket. Nagyon jó motorok!!! Erre a kis gépre ezeket feltenni TÚLZÁS, de nem volt más (már írtam). Holnap finomhangolok, rámpákat sebességeket, felbontást.
200mm/s (12000mm/min)-el hajtottam max a gépet, de nem hiszem hogy ez számít, a golyósorsók sem hiszem hogy bírnák hosszútávon. Gecko van nekem bent, de te csak használd az A300-at (nekem az nem fért be).
200mm/s (12000mm/min)-el hajtottam max a gépet, de nem hiszem hogy ez számít, a golyósorsók sem hiszem hogy bírnák hosszútávon. Gecko van nekem bent, de te csak használd az A300-at (nekem az nem fért be).
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 27, 22:21
Írta: Farkas Ádám Dátum 2010 november 27, 22:21
Láttam a képeket, ritka-sok gép összejött, utólag is gratulálok a szervezéshez.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 27, 22:27
Írta: Farkas Ádám Dátum 2010 november 27, 22:27
[#worship][#worship]Köszönöm megtisztelsz! nekem is nagy öröm hogy végre mozogni látom.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: c2nsu773m Dátum 2010 november 27, 22:27
Írta: c2nsu773m Dátum 2010 november 27, 22:27
Ez a gép nagyon ott van!
Nem hiszem hogy ez az első, olyan kiforrot az egész, szinte kínálja magát a sorozatgyártásra!
Gratula!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Nem hiszem hogy ez az első, olyan kiforrot az egész, szinte kínálja magát a sorozatgyártásra!
Gratula!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 27, 22:32
Írta: 000000000 Dátum 2010 november 27, 22:32
Ádám! Lehet hogy furcsa kérdés. Nincsen a műhelyedről pár kép, nem lehet körülnézni? [#vigyor2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 28, 13:34
Írta: 000000000 Dátum 2010 november 28, 13:34
Klassz lett! Nagyon jól átgondolt,praktikus konstrukció.Meglátszik rajta, hogy már a sokadik gépedet építed. Gratulálok!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 28, 13:38
Írta: 000000000 Dátum 2010 november 28, 13:38
Mennyire combos a PC, amivel futtatod?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 28, 14:07
Írta: Farkas Ádám Dátum 2010 november 28, 14:07
Micsoda nekem ez a első :) P4-es laptop 3Ghz
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 28, 14:08
Írta: Farkas Ádám Dátum 2010 november 28, 14:08
de, vannak képeim amikor még rend volt, megkeresem.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 28, 14:37
Írta: Farkas Ádám Dátum 2010 november 28, 14:37
Ez a "tisztaszoba", a többi a garázsba: satupad, homokszóró, fűrészgépek, kompresszor, elszívó. (csupa olyan ami kellhet egy hobbi műhelybe[#vigyor2])






Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2010 november 28, 14:52
Írta: 000000000 Dátum 2010 november 28, 14:52
Mondjuk a bőség láttán én rögtön lesápadtam.
Az egy kicsit azért tetszett, hogy az asztali fúrógép teledobálja forgáccsal a monitort, meg az íróasztalt.
Az is lehet, hogy egy hosszabb zártszelvényt, vagy hasonlót nem tudsz vele fúrni, mert leversz vele valamit.
Az egy kicsit azért tetszett, hogy az asztali fúrógép teledobálja forgáccsal a monitort, meg az íróasztalt.
Az is lehet, hogy egy hosszabb zártszelvényt, vagy hasonlót nem tudsz vele fúrni, mert leversz vele valamit.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: hduf42fua Dátum 2010 november 28, 16:44
Írta: hduf42fua Dátum 2010 november 28, 16:44
Ádám!
Vakbélműtétet nem vállalsz? Vagy esetleg foghúzást?
Egyébként az álványos fúró csak parasztvakítás mert az a leg pontatlanabb a műhelyben,valószinű azért van telerakva bisz b...okkal a tárgyasztal.
Vakbélműtétet nem vállalsz? Vagy esetleg foghúzást?
Egyébként az álványos fúró csak parasztvakítás mert az a leg pontatlanabb a műhelyben,valószinű azért van telerakva bisz b...okkal a tárgyasztal.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 28, 17:19
Írta: Farkas Ádám Dátum 2010 november 28, 17:19
Hagyjátok már azt a fúrógépet(azt annak idején a feleségemtől kaptam, nem tehetem ki onnan [#ejnye1]). Az csak arra jó hogy valami haszontalan dolgot gyorsan átfúrjak.
Ott van mellette a nagy Fúró-maró a Bigbrther. Azt használom.
Zártszelvényt pedig a garázsban fúrok :)
Ott van mellette a nagy Fúró-maró a Bigbrther. Azt használom.
Zártszelvényt pedig a garázsban fúrok :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 28, 17:22
Írta: svejk Dátum 2010 november 28, 17:22
Olyan nagy kék láda nem kell még egy pár darab amilyen a fúrógép alatt van 3 db?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 28, 17:25
Írta: Farkas Ádám Dátum 2010 november 28, 17:25
Piros vagy zöld nincsen? Igaz a kék megy a gépekhez ...ha jössz erre hozhatsz még.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 28, 17:31
Írta: svejk Dátum 2010 november 28, 17:31
LED-ekben is kék a menő manapság...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2nbj3n5m Dátum 2010 november 28, 17:51
Írta: 2nbj3n5m Dátum 2010 november 28, 17:51
Tiszteletem.
Ez nem is mühely ez egy patika,látnád az én vagy
a Svejk kuckoját.
Janko
Ez nem is mühely ez egy patika,látnád az én vagy
a Svejk kuckoját.
Janko
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2010 november 28, 18:06
Írta: svejk Dátum 2010 november 28, 18:06
[#vigyor3]
A patika, vagy inkább etalon a Varsányié :)
A patika, vagy inkább etalon a Varsányié :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 7vpav5d32 Dátum 2010 november 28, 18:08
Írta: 7vpav5d32 Dátum 2010 november 28, 18:08
Ne csodálkozzatok! A tisztaszoba definíciója egyszerűsítva "Szülni, és meghalni mentek oda. Ott volt benn a sifon, ágy, több méter magas dunnával, meg ilyen féltett dolgok, fényképek porcelán ilyesmi." Ádám még nem is szült és él is (csak lassan mozog mert nyugodt és még a többi tartozékkal sem ért oda, pl: dunna, de folyamatban van :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 7vpav5d32 Dátum 2010 november 28, 18:18
Írta: 7vpav5d32 Dátum 2010 november 28, 18:18
A többi cuccot "anya" hordja le neki, ha mindig ott tölti az idejét.[#fogmosas]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sanka74 Dátum 2010 november 28, 18:33
Írta: sanka74 Dátum 2010 november 28, 18:33
Sziasztok! Ádám gratulálok a gépedhez, tetszik nagyon! Bár az enyém állna már igy...de talán lesz most már egy kis időm rá...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 28, 19:11
Írta: Farkas Ádám Dátum 2010 november 28, 19:11
Na most nem így néz ki, ez egy tavaszi nagytakarítás után volt fényképezve...
Ahogy mondod: szülni nem is szoktam de egy ágy jól jönne néha amikor az éjszakába belefelejtkezek idelent. De ezt gondolom megértitek.
Sokszor reklám alatt is lefutok fúrok egy kettőt, aztán kiabálnak: "APAAA MÁR MEGINT LENT RAGADTÁL..."
Ahogy mondod: szülni nem is szoktam de egy ágy jól jönne néha amikor az éjszakába belefelejtkezek idelent. De ezt gondolom megértitek.
Sokszor reklám alatt is lefutok fúrok egy kettőt, aztán kiabálnak: "APAAA MÁR MEGINT LENT RAGADTÁL..."
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: may47wb Dátum 2010 november 28, 20:08
Írta: may47wb Dátum 2010 november 28, 20:08
Hát így könnyű! [#wow1] Szép műhely!
Tolómérők mágnes segítségével maradnak a szekrény ajtón?
Tolómérők mágnes segítségével maradnak a szekrény ajtón?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 28, 21:56
Írta: Farkas Ádám Dátum 2010 november 28, 21:56
Köszönöm Sanka! A Te géped is nagyon precíz, sok munkád van benne. [#eljen][#eljen][#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 28, 22:00
Írta: Farkas Ádám Dátum 2010 november 28, 22:00
Köszönöm!
Először rágóval próbáltam felragasztani, de a mágnes jobb.[#buck]
Először rágóval próbáltam felragasztani, de a mágnes jobb.[#buck]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2010 november 29, 08:19
Írta: jv7pu3a5p Dátum 2010 november 29, 08:19
Szépen beharisnyáztad a kábeleket. [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2010 november 29, 18:26
Írta: Motoros Dátum 2010 november 29, 18:26
Ádám! Ez nem is műhely hanem műtő. :))
A készülő géped nagyon mutatós, rengeteg munkaóra van már most is benne...gratula..profi.
Szegény T45 a motorméretek miatt már lehet az intenzíven van.:))
A gép alá ha beteszed a vezérlőt akkor legalább rakd gumibakokra. A rezgések a csokikból (ha vannak) kirázzák a csavarokat...jártam így.A rezgéscsillapító gumibakok a modellboltokban kaphatók klf méretekben.
A készülő géped nagyon mutatós, rengeteg munkaóra van már most is benne...gratula..profi.
Szegény T45 a motorméretek miatt már lehet az intenzíven van.:))
A gép alá ha beteszed a vezérlőt akkor legalább rakd gumibakokra. A rezgések a csokikból (ha vannak) kirázzák a csavarokat...jártam így.A rezgéscsillapító gumibakok a modellboltokban kaphatók klf méretekben.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2010 november 29, 21:36
Írta: Farkas Ádám Dátum 2010 november 29, 21:36
Szia Misi! Köszönöm hogy benéztél, sajnos a motorokból csak ilyeneket tudtam beszerezni (újakat egyformákat)T45 remélem meg fogja érteni[#duma]. A rezgéscsillapítást megfogadom.[#worship]
Várom a fényképeidet az oldaladon, nekem a kis forgatód tetszett a múltkori tali képek közt.
Várom a fényképeidet az oldaladon, nekem a kis forgatód tetszett a múltkori tali képek közt.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 12, 18:54
Írta: Farkas Ádám Dátum 2011 február 12, 18:54
Ilyent találtam ma a fémtelepen. Jó sok volt belőle, egyet hazahoztam belőle (mi lehet ez??[#confused]) 1500.-ért odaadták. :)




Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: NewUser Dátum 2011 február 12, 19:00
Írta: NewUser Dátum 2011 február 12, 19:00
AH-s szállítással tudnál küldeni egyet Szentesre is :-)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2011 február 12, 19:01
Írta: HJózsi Dátum 2011 február 12, 19:01
Nem Te csináltad? Túl tiszta ... [#buck] Ilyet többet is hazahozhatsz, ha Ft volt a mértékegység ...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 12, 19:02
Írta: Farkas Ádám Dátum 2011 február 12, 19:02
Persze szerdán jön a kocsi... Beteszek neked kettőt [#beka2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2011 február 12, 19:03
Írta: HJózsi Dátum 2011 február 12, 19:03
Csak nem Varsa dobott ki egy szériát?!!! [#ijedt][#csodalk][#vigyor3]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 12, 19:03
Írta: 000000000 Dátum 2011 február 12, 19:03
Én vennék egyet.
Mi lenne az ára?
Köszi!
Mi lenne az ára?
Köszi!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: NewUser Dátum 2011 február 12, 19:04
Írta: NewUser Dátum 2011 február 12, 19:04
akkor már két hét múlva itt is van...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 12, 19:04
Írta: Farkas Ádám Dátum 2011 február 12, 19:04
Na jól van, mielőtt lehülyéztek... bevallom én csináltam. Egy órája lett kész. [#buck]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2011 február 12, 19:05
Írta: HJózsi Dátum 2011 február 12, 19:05
Léptetős?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 12, 19:06
Írta: Farkas Ádám Dátum 2011 február 12, 19:06
Nem eladó... A Varsának kivételesen semmi köze hozzá.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 12, 19:07
Írta: Farkas Ádám Dátum 2011 február 12, 19:07
33-as áttétel, 1,5Nm-es léptető motor. 80-as tokmány.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: guliver83 Dátum 2011 február 12, 19:12
Írta: guliver83 Dátum 2011 február 12, 19:12
Nagyon szép munka egy ilyet én is vennék 1500 ért!!![#wow1][#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 12, 19:16
Írta: 000000000 Dátum 2011 február 12, 19:16
Most látom, hogy nincsen hozzá se tokmánykulcs, se fordított pofa. [#vigyor4]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2011 február 12, 19:17
Írta: HJózsi Dátum 2011 február 12, 19:17
[#eljen] nagyon szép, por védett konstrukció !... Majd számolj be arról is hogy mik készülnek vele! [#wave]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 12, 19:45
Írta: 000000000 Dátum 2011 február 12, 19:45
Sziasztok!
Nekem meg az a gyönyörű rend teszik, ami Ádámnál "uralkodik". Mert én egy trehány disznó vagyok...
Nekem meg az a gyönyörű rend teszik, ami Ádámnál "uralkodik". Mert én egy trehány disznó vagyok...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 88nwcf22d Dátum 2011 február 12, 20:19
Írta: 88nwcf22d Dátum 2011 február 12, 20:19
És erről (ha publikus) tudnál feltenni műhelyrajzot, vagy robbantott ábrát hogy hogy néz ki belülről?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 6fabbzvm Dátum 2011 február 12, 21:20
Írta: 6fabbzvm Dátum 2011 február 12, 21:20
Jó kis forgatót kreáltál! [#eljen] Gondolom a HD miatt nem túl bonyolult a belseje, de azért én is belekukkantanék...[#buck] Írtam Neked mailt más ügyből kifolyólag![#smile]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: nmnrsytc Dátum 2011 február 12, 22:08
Írta: nmnrsytc Dátum 2011 február 12, 22:08
Szia Ádám !
Nagyon jó lett a HD-s forgatód, nekem ismerős valahonnan :)
Olyan műhelyt mint a tiéd szívesen elfogadnék .
Nagyon jó lett a HD-s forgatód, nekem ismerős valahonnan :)
Olyan műhelyt mint a tiéd szívesen elfogadnék .
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 12, 23:33
Írta: Farkas Ádám Dátum 2011 február 12, 23:33
Köszönöm mindenkinek! Nem bonyolult a forgató, még szét fogom szedni, akkor csinálok belső képet.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 12, 23:36
Írta: Farkas Ádám Dátum 2011 február 12, 23:36
Igen tőled van, jó sokára készült el, de most megvan.
...ha valakinek van valami látványos forgástest kódja , elküldhetné.
...ha valakinek van valami látványos forgástest kódja , elküldhetné.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Egyújabbgépépítő Dátum 2011 február 13, 15:03
Írta: Egyújabbgépépítő Dátum 2011 február 13, 15:03
Ugyan nem túl látványos, de ha érdekel szívesen elküldöm a G kódot.

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 13, 21:19
Írta: Farkas Ádám Dátum 2011 február 13, 21:19
Persze hogy érdekel. [#worship] adam623 (a) freemail.hu
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 13, 21:37
Írta: Farkas Ádám Dátum 2011 február 13, 21:37
ma sikerült a tokmányt középre tennem... 4 ezredre (jó tudom ez csak elvbe [#ijedt])VIDEO
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 13, 21:47
Írta: Farkas Ádám Dátum 2011 február 13, 21:47
Az ígért néhány kép:
A kiinduló alap ez volt, a gearhead, és egy 100W-os hibás AC motor.

nagy nehezen leszedtem róla a tengelyvéget, csináltam motortartót, és "tokmány interfészt"

Ezt később vasból fogom megcsinálni, csak nem volt itthon centi vastagságban.

utána a házat CNC-vel:

bepakoltam és kész:
A kiinduló alap ez volt, a gearhead, és egy 100W-os hibás AC motor.
nagy nehezen leszedtem róla a tengelyvéget, csináltam motortartót, és "tokmány interfészt"
Ezt később vasból fogom megcsinálni, csak nem volt itthon centi vastagságban.
utána a házat CNC-vel:
bepakoltam és kész:
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 14, 11:02
Írta: 000000000 Dátum 2011 február 14, 11:02
Klassz![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Egyújabbgépépítő Dátum 2011 február 14, 11:56
Írta: Egyújabbgépépítő Dátum 2011 február 14, 11:56
Feltettem hátha mást is érdekel.
Nagyolás 5mm -es maróval, simítás gravírtű.
Max. átmérő 75 mm, hossz 150mm.
Nagyolás 5mm -es maróval, simítás gravírtű.
Max. átmérő 75 mm, hossz 150mm.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ra8nsmk6w Dátum 2011 február 14, 12:20
Írta: ra8nsmk6w Dátum 2011 február 14, 12:20
Köszönöm! Most nekem is aktuális
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 18, 23:44
Írta: Farkas Ádám Dátum 2011 február 18, 23:44
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 279nwbpsa Dátum 2011 február 18, 23:48
Írta: 279nwbpsa Dátum 2011 február 18, 23:48
Szia!
Amit gravíroztál,az sárgaréz,vagy alu?
Amit gravíroztál,az sárgaréz,vagy alu?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 18, 23:50
Írta: Farkas Ádám Dátum 2011 február 18, 23:50
sárgaréz
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 18, 23:52
Írta: Farkas Ádám Dátum 2011 február 18, 23:52
csak ezüstözött, azért látszik alunak..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 19, 00:02
Írta: 000000000 Dátum 2011 február 19, 00:02
Nagyon szép a forgatód, Gratulálok! És profi a Videó!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 279nwbpsa Dátum 2011 február 19, 00:06
Írta: 279nwbpsa Dátum 2011 február 19, 00:06
Kétszer is megnéztem,de nem voltam benne biztos. :)
A forgatód nagyon jó lett![#eljen]
A forgatód nagyon jó lett![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 19, 11:50
Írta: 000000000 Dátum 2011 február 19, 11:50
Klassz a video és szépen dolgozik a géped! Valódi prezentáció![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 19, 11:54
Írta: 000000000 Dátum 2011 február 19, 11:54
szia Ádám!
szereted e a focit "sport"?
szereted e a focit "sport"?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 19, 12:58
Írta: 000000000 Dátum 2011 február 19, 12:58
....VB KUPA....
ha már forgatod van![#vigyor5]
ha már forgatod van![#vigyor5]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2011 február 19, 15:16
Írta: jv7pu3a5p Dátum 2011 február 19, 15:16
[#eljen]
Hatvanba jössz Ádám? Ha jössz, hozod az új gépet meg forgatót?
Hatvanba jössz Ádám? Ha jössz, hozod az új gépet meg forgatót?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 19, 20:48
Írta: Farkas Ádám Dátum 2011 február 19, 20:48
Köszönöm mindenkinek, Vbodi Te sokkal termékenyebb vagy nálam, nyomodba sem érek [#rinya]
Bedobozoltam a vezérlőt, a kábel felfűzhető bármelyik három tengelyes gép elé.

Bedobozoltam a vezérlőt, a kábel felfűzhető bármelyik három tengelyes gép elé.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 19, 20:50
Írta: Farkas Ádám Dátum 2011 február 19, 20:50
Hatvanba? Még az nagyon messze van, de van rá esély. És csak akkor viszem el ha te is hozod a gépedet!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 20, 06:59
Írta: 000000000 Dátum 2011 február 20, 06:59
Hozzad Varsát is, mostanában nagyon csendben van!
Klassz a vezérlő.[#eljen]
Klassz a vezérlő.[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2011 február 21, 19:59
Írta: jv7pu3a5p Dátum 2011 február 21, 19:59
Akkor mindketen üres kézzel megyünk.
Esélytelen, hogy felvigyem a lépcsőn egyben. :( A helyén lett összerakva.
Esélytelen, hogy felvigyem a lépcsőn egyben. :( A helyén lett összerakva.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: bmejdz9nu Dátum 2011 február 21, 20:34
Írta: bmejdz9nu Dátum 2011 február 21, 20:34
Még én tartom a "bejegyzési-irkálási" rekordot :) (= 16441) Sok hüleséggel csapom el napjaimat... de közbe egy kicsit "bütykölök" is :)
Ádám új gépét és "motyóit" remélem láthatjátok Hatvanban... Valószínűleg megyünk... mert már rég voltunk alapon :)
Ádám új gépét és "motyóit" remélem láthatjátok Hatvanban... Valószínűleg megyünk... mert már rég voltunk alapon :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 21, 23:08
Írta: 000000000 Dátum 2011 február 21, 23:08
Hová kellene lépcsőn felvinned a gépet?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 21, 23:15
Írta: 000000000 Dátum 2011 február 21, 23:15
Voltatok egyáltalán valamikor hatvaba?
Nem is emlékszem:)))
Jaaa, mintha valami régi fotón rajta lennétek.
Különben is, Ádám azt igérte, viszi az elsőnek következő talira.
Nem is emlékszem:)))
Jaaa, mintha valami régi fotón rajta lennétek.
Különben is, Ádám azt igérte, viszi az elsőnek következő talira.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 február 22, 07:22
Írta: Szalai György Dátum 2011 február 22, 07:22
A leesett tengelyvégnek mekkora a lyukkör mérete? Meg lehetne pályázni esetleg, ha már nálad feleslegessé vált?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 22, 07:37
Írta: Farkas Ádám Dátum 2011 február 22, 07:37
A tengelyvég 20-as, a felfogató lyukak 45mm-es köríven vannak, ha szükségét érzed akkor a tiéd lehet.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 22, 07:42
Írta: Farkas Ádám Dátum 2011 február 22, 07:42
Amit ígértem meg is tartottam, azóta már három talin is voltunk :)
Azt meg nem csodálom hogy nem emlékszel ránk Hatvanban, annyi pálinka után [#buck]
de látod LS-sem akarja hogy gépet vigyünk[#confused]
Azt meg nem csodálom hogy nem emlékszel ránk Hatvanban, annyi pálinka után [#buck]
de látod LS-sem akarja hogy gépet vigyünk[#confused]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 február 22, 10:08
Írta: Szalai György Dátum 2011 február 22, 10:08
Köszönöm, talán illeszkedik a hajtóművemre.
VII. hatvani hobby CNC találkozó, kiállítás és börze. 2011-március-26. szombaton helyet ad a találkozásra.
VII. hatvani hobby CNC találkozó, kiállítás és börze. 2011-március-26. szombaton helyet ad a találkozásra.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2011 február 22, 11:43
Írta: jv7pu3a5p Dátum 2011 február 22, 11:43
Föld alatt dolgozok. :) És itt van lent velem. 120kg saccolom, és még az ajtón sem fér ki, mint mondtam a helyén lett összerakva. Sajnos nem lett talikompatibilis... :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 február 22, 22:42
Írta: Farkas Ádám Dátum 2011 február 22, 22:42
találkozó előtt pár nappal írj egy emailt, de azért próbálom fejben tartani én is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 február 26, 14:49
Írta: 000000000 Dátum 2011 február 26, 14:49
Helló Ádám!
Kialakult már valami ár a gépeddel kapcsolatban?
Kialakult már valami ár a gépeddel kapcsolatban?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 09, 16:40
Írta: Farkas Ádám Dátum 2011 április 09, 16:40
Most kicsit nyugodtabb időszakom van, ezért elkezdtem tervezni az új (saját magamnak készülő) gépemet. Az ötletet tomktom gépe adta. A lényeg hogy van egy hatalmas Harmonicdrive-om (köszönet snecinek), és erre épül a gép, ugyanis egy öntvényasztalt fog mozgatni.

A többi X,Y,Z fekve helyezkedik el mellette.
A gépet célalkatrészek gyártására szánom amit egy oldalról nem elég megmunkálni. Ugyanis az asztal tud vízszintes függőleges vagy fejtetőn is állni, de akár 4. tengelynek is használható. A HD meghajtását most próbálgatom. Mindenképpen fékes motort igényel mert a nagy súly miatt kikapcsolt állapotban "lecsorog" az asztal.
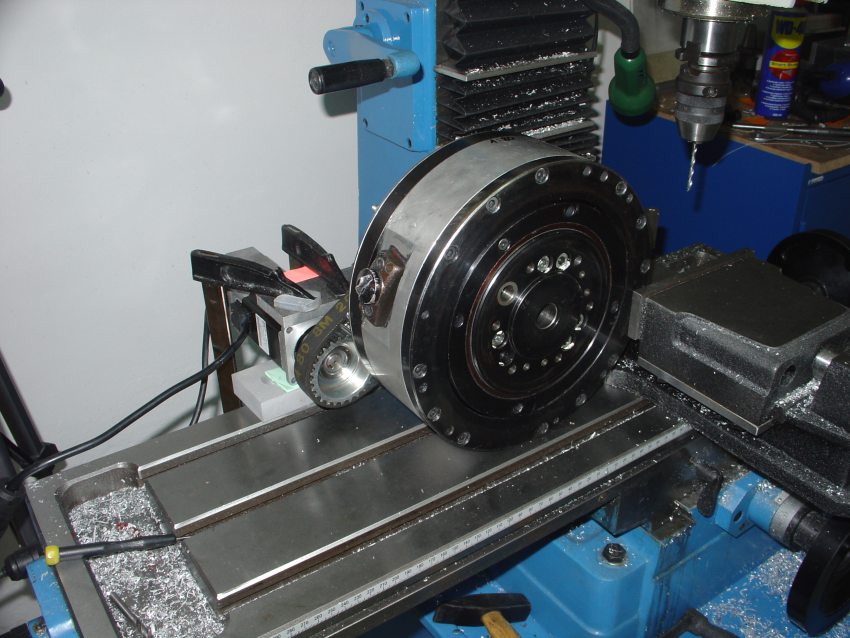
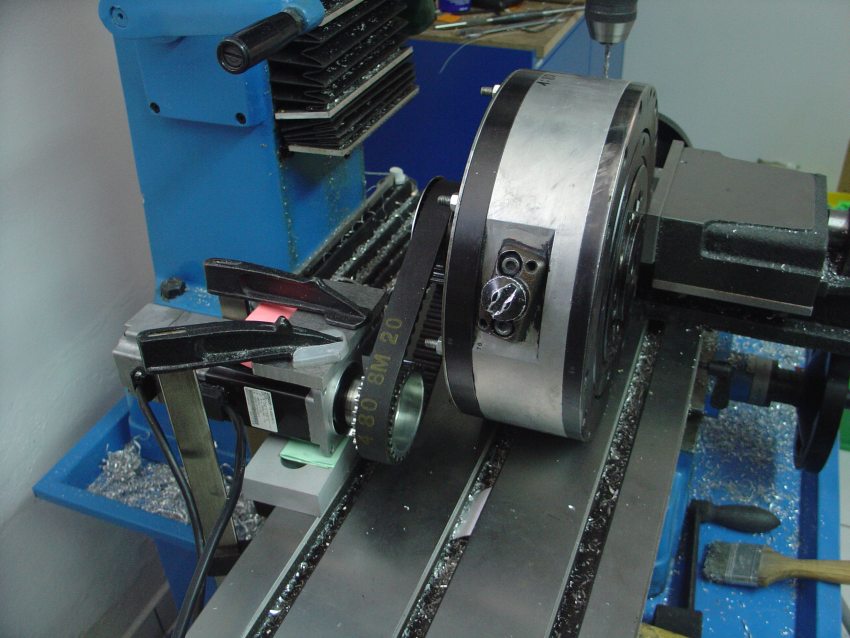
A HD 1:80-as a motor egy 400W-os fékes AC servo. Kicsit túlzottnak tűnik, de erre a motorra esett a választásom.
A gép "alváza" is vasszerkezet lesz. Most keresem a lézervágó helyet.
Az öntvényasztalt provizorice felfogattam:
VIDEO
meredekebb rámpát, és sebességet nem mertem mert leugrott volna.
Egyenlőre tervezési fázisban vagyok. Minden ötletet szívesen látok
A többi X,Y,Z fekve helyezkedik el mellette.
A gépet célalkatrészek gyártására szánom amit egy oldalról nem elég megmunkálni. Ugyanis az asztal tud vízszintes függőleges vagy fejtetőn is állni, de akár 4. tengelynek is használható. A HD meghajtását most próbálgatom. Mindenképpen fékes motort igényel mert a nagy súly miatt kikapcsolt állapotban "lecsorog" az asztal.
A HD 1:80-as a motor egy 400W-os fékes AC servo. Kicsit túlzottnak tűnik, de erre a motorra esett a választásom.
A gép "alváza" is vasszerkezet lesz. Most keresem a lézervágó helyet.
Az öntvényasztalt provizorice felfogattam:
VIDEO
meredekebb rámpát, és sebességet nem mertem mert leugrott volna.
Egyenlőre tervezési fázisban vagyok. Minden ötletet szívesen látok
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: t334wehtf Dátum 2011 április 09, 18:47
Írta: t334wehtf Dátum 2011 április 09, 18:47
Örülök, hogy gondolatébresztően hatott a gépem, sok sikert a tiédhez!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 április 09, 19:18
Írta: 000000000 Dátum 2011 április 09, 19:18
Félelmetes volt, ahogy azt a nagy asztalt mozgatta![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 április 09, 19:31
Írta: Szalai György Dátum 2011 április 09, 19:31
Ha vasban gondolkodol, akkor valószínűleg nem egy pilincka gépet szeretnél.
Csak egy észrevétel: Még tervezéskor jó átgondolni az egyensúly kérdését. (A munkadarab és tárgyasztal tömegközéppontjának elhelyezkedése a forgástengelyhez képest.)
A másik, ami eszembe jut a rajzod láttán, hogy a forgástengellyel párhuzamos merevséget is garantálnod kell megmunkálás közben. Ez a rajz ennek nem tesz eleget. (Kellenek a merevítések)
Nézzük meg a nagymenőket.
Csak egy észrevétel: Még tervezéskor jó átgondolni az egyensúly kérdését. (A munkadarab és tárgyasztal tömegközéppontjának elhelyezkedése a forgástengelyhez képest.)
A másik, ami eszembe jut a rajzod láttán, hogy a forgástengellyel párhuzamos merevséget is garantálnod kell megmunkálás közben. Ez a rajz ennek nem tesz eleget. (Kellenek a merevítések)
Nézzük meg a nagymenőket.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 09, 19:37
Írta: Farkas Ádám Dátum 2011 április 09, 19:37
Ezt a rajzot csak a mozgás megértése végett skicceltem. Ha lesz konkrét tervem fel fogom tenni. Benne teszem az anyagot [#eplus2] Ez nem hordozható kategória. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: x4rhew5r3 Dátum 2011 április 09, 20:09
Írta: x4rhew5r3 Dátum 2011 április 09, 20:09
[#eljen]
Tetszik a bölcsős modell. Nem biztos hogy sok a 400W. Milyen a tartónyomaték? Ha órát teszel oda, mennyit bírsz kézzel elnyomni?
(megérkezett a cucc még tegnap, köszi)
Tetszik a bölcsős modell. Nem biztos hogy sok a 400W. Milyen a tartónyomaték? Ha órát teszel oda, mennyit bírsz kézzel elnyomni?
(megérkezett a cucc még tegnap, köszi)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 április 09, 21:10
Írta: svejk Dátum 2011 április 09, 21:10
Van valami CAM progi kinézve a G-kód generálásra?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 09, 21:20
Írta: Farkas Ádám Dátum 2011 április 09, 21:20
Igen én is először 800W-osra áhítoztam... próbáltam 200-ast és most a 400-ast tettem fel, tegnap jött a motor és még ismerkedünk [#law] 1-2 századot tudtam elnyomni, de nem volt elég kemény a tartása, most már tudom azt is állítani. Jó lesz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 09, 21:32
Írta: Farkas Ádám Dátum 2011 április 09, 21:32
Ott még nem tartunk. Nem vagyok én olyan ügyes, egyenlőre azt szeretném egy alkatrész több oldalát kézzel írt G-kódokkal megdolgozzam. De......
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 április 09, 21:42
Írta: svejk Dátum 2011 április 09, 21:42
Ha csak 90 fokokat forgatsz akkor biztos jó a kézi üzemmód, de azért ekkora volumenű gépet nem szabad parlagon hagyni.
(magánban küldtem levelet)
(magánban küldtem levelet)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 09, 21:55
Írta: Farkas Ádám Dátum 2011 április 09, 21:55
Ha készen lesz. Meg fogom tanulmányozni a négy tengelyes technológiát, egyenlőre nem vagyok ráizgulva [#szomoru2] (írtam vissza)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 április 09, 22:06
Írta: svejk Dátum 2011 április 09, 22:06
Ha az eredeti motort és felhasználását nézzük a robot izületnek akkor biztos nem sok a 400 W.
A HD-ről van valami technikai iromány?
De itt a kartárs nem akar 100 kg-okat "lengetni" nagy sebességekkel.
A 400W-os AC alapnyomatéka 1,27Nm tehát a HD kimenetén kb. 100 Nm vehető le.
A HD-ről van valami technikai iromány?
De itt a kartárs nem akar 100 kg-okat "lengetni" nagy sebességekkel.
A 400W-os AC alapnyomatéka 1,27Nm tehát a HD kimenetén kb. 100 Nm vehető le.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 09, 22:17
Írta: Farkas Ádám Dátum 2011 április 09, 22:17
persze persze, miről is beszélünk, és még ha két oldalról meg van támasztva, akkor már nem is olyan nagy az a súly. A fontos valóban a tartáson van hogy ne mozduljon az asztal amikor nekimegyek a maróval, valszeg jobb lett volna egy izmosabb léptetőmotor is. Akkor viszont nincs sebesség.
Jó lett volna a te 200W-os mocid is, de fék az kell bele.
Jó lett volna a te 200W-os mocid is, de fék az kell bele.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 április 10, 06:38
Írta: Szalai György Dátum 2011 április 10, 06:38
Nem találok egyetlen gyárit sem, amiben hullámhajtómű volna.
Mindet féreghajtóval készítik. (Worm drive - Csiga áttétel.)
Nem sajnálod bekorlátozni erre a hullám hajtóművedet mikor csak ritkán fog többet mozogni mint száznyolcvan fok?
Elgondolkodtató, hogy inkább keresni kéne egy jó csigásat 5th axisnak, a hullámosból meg bütykölni rá egy forgatót. Mindjárt egyel kevesebb lenne a fék gondod is.
Mindet féreghajtóval készítik. (Worm drive - Csiga áttétel.)
Nem sajnálod bekorlátozni erre a hullám hajtóművedet mikor csak ritkán fog többet mozogni mint száznyolcvan fok?
Elgondolkodtató, hogy inkább keresni kéne egy jó csigásat 5th axisnak, a hullámosból meg bütykölni rá egy forgatót. Mindjárt egyel kevesebb lenne a fék gondod is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: x4rhew5r3 Dátum 2011 április 10, 07:43
Írta: x4rhew5r3 Dátum 2011 április 10, 07:43
Arra találtál valami utalást, hogy a hézagmentes csiga kapcsolatot hogyan oldják meg?
Dupla csiga, tengelytáv vagy tengelyszög állítás?
Dupla csiga, tengelytáv vagy tengelyszög állítás?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 április 10, 08:33
Írta: Szalai György Dátum 2011 április 10, 08:33
Nem törekszenek hézagmenetességre csak minimális holtjátékra. Precíziós megmunkálás, kottyanásmentes csapágyazás, beállíthatóság.
Kettős vezetésű kapcsolat, (Dual Lead Gears )
Ezen a képen figyeld meg az orsót!
„Egyszerű az elv, axiális irányban állítható csigatengely a holtjáték kiigazításra, hogy elérje az optimális állapotot.” (Lap alja.)
Kettős vezetésű kapcsolat, (Dual Lead Gears )
Ezen a képen figyeld meg az orsót!
„Egyszerű az elv, axiális irányban állítható csigatengely a holtjáték kiigazításra, hogy elérje az optimális állapotot.” (Lap alja.)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 április 10, 08:40
Írta: Szalai György Dátum 2011 április 10, 08:40
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 10, 08:45
Írta: Farkas Ádám Dátum 2011 április 10, 08:45
Igazad van de a hobbysta abból építkezik ami van :). Nekem meg csigám nincsen amire rábíznék egy öntvényasztal mozgatást. Forgatónak meg túl nagy ez a HD, nem férne be a gépeim alá :(
Egyébként voltam kiállításon és a "nagyok" HD-t használtak, még az Iselnek is van kis 5-6th tengelye ami HD-s.
HD
Egyébként voltam kiállításon és a "nagyok" HD-t használtak, még az Iselnek is van kis 5-6th tengelye ami HD-s.
HD
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 10, 08:50
Írta: Farkas Ádám Dátum 2011 április 10, 08:50
frankók ezek a cuccok, de itt a csapágyazás legalább akkora feladat, ha nem kétszer akkora... ha a kezembe adnának egy ilyen precíziós fogaskereket, és csigát, csak vakarnám a fejem, de ez a HD KÉSZEN VAN!!! telepakolva hengergörgős csapággyal [#circling] ne kérd hogy csináljak inkább fából vaskarikát [#beka2][#boxer]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 április 10, 08:52
Írta: 000000000 Dátum 2011 április 10, 08:52
Qrva jó, nagyon tetszik az a tekeredő energialánc![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 április 10, 09:09
Írta: Szalai György Dátum 2011 április 10, 09:09
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: x4rhew5r3 Dátum 2011 április 10, 09:09
Írta: x4rhew5r3 Dátum 2011 április 10, 09:09
Köszönöm, igen hasznos volt számomra....
De Ádámnak igaza van, HD-val egyszerűbbnek tűnik, csak a tartáshoz kell a nyomaték.
De Ádámnak igaza van, HD-val egyszerűbbnek tűnik, csak a tartáshoz kell a nyomaték.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: x4rhew5r3 Dátum 2011 április 10, 09:10
Írta: x4rhew5r3 Dátum 2011 április 10, 09:10
Sajnos nekem sincs adatlapom a HD-ről.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 április 10, 14:40
Írta: svejk Dátum 2011 április 10, 14:40
No, kb. a videón levőn van 750W-os motor és akkora HD mint a Tiéd:)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 április 10, 14:42
Írta: svejk Dátum 2011 április 10, 14:42
Abban azért igaz van Farkas Ádámnak, hogy mire Te azokból a csapágyakból bármit is csak megtervezel, addigra Ő már rég megunja a forgatóját és más érdekesség felé kacsint :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 április 10, 14:57
Írta: 000000000 Dátum 2011 április 10, 14:57
Ilyen csapágyat sem lát minden nap az ember!
Milyen anyagból csináltad a csapágyházat?
Milyen anyagból csináltad a csapágyházat?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 április 10, 15:13
Írta: Szalai György Dátum 2011 április 10, 15:13
Hát örültem is neki nagyon, mert egyedülálló lehetőség volt. Azóta se jött szembe velem a tesója.
Pont hogy nem nagyon kell hozzá csapágyház, hiszen tele van menetes lyukkal. Felsrófolom és kész.
Pont hogy nem nagyon kell hozzá csapágyház, hiszen tele van menetes lyukkal. Felsrófolom és kész.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 április 10, 15:23
Írta: Szalai György Dátum 2011 április 10, 15:23
Pedig lehet, hogy a tervezés az érdekesebb része, meg az alkatrész vadászat, és nem a megunás.
De Ádámnak természetesen szerintem is igaza van. Neki forgató kell, hát készít, abból, ami kéznél van.
Biztosan jó lesz, hiszen már többször bizonyította a rátermettségét. Érdeklődve figyelem, és örülök, hogy beledumálhatok néha.
(Míg ki nem rúg.)[#nevetes1]
De Ádámnak természetesen szerintem is igaza van. Neki forgató kell, hát készít, abból, ami kéznél van.
Biztosan jó lesz, hiszen már többször bizonyította a rátermettségét. Érdeklődve figyelem, és örülök, hogy beledumálhatok néha.
(Míg ki nem rúg.)[#nevetes1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 10, 16:15
Írta: Farkas Ádám Dátum 2011 április 10, 16:15
nem nem tőled elvárom, hogy ezután is csak "próbálkozzál", attól jutunk előre, nem azt kérem hogy simogassák a buksimat.. hanem kell a "sötét oldal is" (ezt most jó értelemben gondolom)[#boxer]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 10, 16:20
Írta: Farkas Ádám Dátum 2011 április 10, 16:20
Ma azon gondolkoztam hogy hogyan fogom pozicionálni az asztalt. Pl hogyan lesz merőleges a marómotorra, mint tudjuk ez nagyon kényes beállítás. (mi az a végálláskapcsoló ami ezt mindig tudja. Vagy egyszer beállítom és soha ki nem kapcsolom? vagy abszolút encoder?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 április 10, 17:02
Írta: svejk Dátum 2011 április 10, 17:02
Itt jó lenne használni az abszolut encoder előnyét, de a Mach-ba visszacsatolni közvetlen reménytelen.
De szerencsére az AC vezérlődnek van programozható szabványos A/B/Z encoder kimenete így az indexjelet és egy mezei induktív kapcsolót mixelve tudnál nagyon pontos pozíciójelet alkotni.
De szerencsére az AC vezérlődnek van programozható szabványos A/B/Z encoder kimenete így az indexjelet és egy mezei induktív kapcsolót mixelve tudnál nagyon pontos pozíciójelet alkotni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 április 10, 20:22
Írta: 000000000 Dátum 2011 április 10, 20:22
Szerintem optikai úton meg lehetne oldani. Ez milyen pontossággal kell működjön? Én tennék egy precíz felületi tükröt az asztalra, akárhova. Pl. alulra, és akkor a megvilágító LED és érzékelő nem zavar más elemet. A lényeg az lenne, hogy ha pl. vízszintes az asztal, akkor verődik teljes egészében a fény az érzékelőre. A pontos szöget akkor lehetne beállítani, ha egy kis szögtartományban a fénysugár érzékelhető lenne, de a vízszintestől eltérve egyre kisebb értékkel, így mozgással a maximumot megkeresve a vízszintes megtalálható. Ez szerintem ügyes árnyékolással biztosítható. Zavarvédettséghez érdemes pár 10 vagy 100 kHz-vel szaggatott fényt érzékelni. Az egész független is lehet a Machtól, bekapcs után kézi vezérléssel mutatós műszerrel vagy mikrovezérlővel is megkereshető a vízszintes.
szia: Balázs
szia: Balázs
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: x4rhew5r3 Dátum 2011 április 10, 21:27
Írta: x4rhew5r3 Dátum 2011 április 10, 21:27
Ezt kell csinálni. 3 hete előjött ez a probléma, hogy nagyon pontos home kell egy tengelyen. Én is így csináltam. A durva kapcsoló + enkóder index jele 1 enkóder osztás pontossággal adja a referenciát.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 10, 21:41
Írta: Farkas Ádám Dátum 2011 április 10, 21:41
Köszönöm nektek észben tartom. Ez ésszerű megoldásnak tűnik. beszélünk róla (ha ott tartok:)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 április 10, 21:43
Írta: svejk Dátum 2011 április 10, 21:43
A múltkor valakinek le is skicceltem az elvet...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 április 11, 06:34
Írta: Szalai György Dátum 2011 április 11, 06:34
A nagyon pontos jel mitől lesz pont derékszögnél nagyon pontos? Ott lesz nagyon pontos, ahol az érzékelő kimenő jele együtt van az encoder Z jelével.
Az egy ekkora áttétel esetén lehet akár többször, több encoder fordulaton is, hiszen a motoron lévő encoderről van szó. De hogyan garantálja ez a pontos derékszöget?
Szerintem a derékszöget csak az optikai, tárgyreflexiós érzékelés garantálná, a főmotor mellé szerelt adó-vevővel.
Az egy ekkora áttétel esetén lehet akár többször, több encoder fordulaton is, hiszen a motoron lévő encoderről van szó. De hogyan garantálja ez a pontos derékszöget?
Szerintem a derékszöget csak az optikai, tárgyreflexiós érzékelés garantálná, a főmotor mellé szerelt adó-vevővel.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: x4rhew5r3 Dátum 2011 április 11, 07:44
Írta: x4rhew5r3 Dátum 2011 április 11, 07:44
Feltesz egy vinkli etalont, és ahhoz állítja be. A "durva" érzékelőt oda tolja, hogy a referencia pont egy motor fordulaton belül, de kicsit túl legyen a kívánt ponton, és a szoftverben mondja meg, hogy az etalon vinklihez beállítva, ettől visszafelé hol van a tényleges gépi nulla.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ra8nsmk6w Dátum 2011 április 11, 08:29
Írta: ra8nsmk6w Dátum 2011 április 11, 08:29
Nem képzelhető el, hogy a gyári "mérleghintának" vannak mechanikus reteszei is, mondjuk 45 fokonként, Mint egy eszterga késtartónak. Ez bátrabbá és biztosabbá is tenné a forgácsolást. A müködtetése nem bonyolultabb mint egy féké. A mechanika viszont már nem olyan egyszerű
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: x4rhew5r3 Dátum 2011 április 11, 08:51
Írta: x4rhew5r3 Dátum 2011 április 11, 08:51
Ez is olyan, hogy ha már lúd, legyen kövér:)
Előbb utóbb igény lesz a bölcsőt teljes értékű 4. tengelynek használni.
Előbb utóbb igény lesz a bölcsőt teljes értékű 4. tengelynek használni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: x4rhew5r3 Dátum 2011 április 11, 09:01
Írta: x4rhew5r3 Dátum 2011 április 11, 09:01
Nem is kell egy fordulaton belül lenni lenni a durva home-nak. Akár hol van, ahhoz képest a szoftverben több motorfordulatnyit is vissza lehet állni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 április 11, 09:10
Írta: svejk Dátum 2011 április 11, 09:10
Egy gépezet pontosságát mindig a legpontatlanabb alkatrésze, vagy alkatrészeinek együttessége határozza meg.
A HD is csak elvileg kottyanás mentes. az AC szervo sem abszolut álló helyzetben tartja az asztalt.
A HD áttétele 1:80 tehát az encoderen az asztal minden 4,5 fok elmozdulásához tartozik 1 index jel. Ebbe a 4,5 fokba azért biztonságosan el lehet helyezni egy "durva" érzékelőt.
A HD is csak elvileg kottyanás mentes. az AC szervo sem abszolut álló helyzetben tartja az asztalt.
A HD áttétele 1:80 tehát az encoderen az asztal minden 4,5 fok elmozdulásához tartozik 1 index jel. Ebbe a 4,5 fokba azért biztonságosan el lehet helyezni egy "durva" érzékelőt.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 április 11, 17:35
Írta: Szalai György Dátum 2011 április 11, 17:35
Most, hogy már nincs annyira korán, persze hogy igazatok van.
80:1 arányú áttételnél a motor fordulatonkénti 4,5 fok elmozdulás már 100mm sugarú köríven is 7,85mm távolságot jelent. Abba tényleg szépen belefér egy érzékelő.
Meg ha még a szoftban is vannak lehetőségek…
80:1 arányú áttételnél a motor fordulatonkénti 4,5 fok elmozdulás már 100mm sugarú köríven is 7,85mm távolságot jelent. Abba tényleg szépen belefér egy érzékelő.
Meg ha még a szoftban is vannak lehetőségek…
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 11, 17:49
Írta: Farkas Ádám Dátum 2011 április 11, 17:49
Igen egy motorfordulatra szemmel láthatóan is nagyot fordul az asztal, főleg a HD körív szélén. Könnyedén meg lehet "szenzorozni" :) A leírt megoldást fogom használni. Persze itt nem ezredekben kell gondolkodni, hanem századokban, sőt... Azért akármit csinálok akkor is ez csak egy hobby kategória amit én földi halandó el tudok követni :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 11, 17:54
Írta: Farkas Ádám Dátum 2011 április 11, 17:54
Ez volt a másik ötletadó az Isel-től:
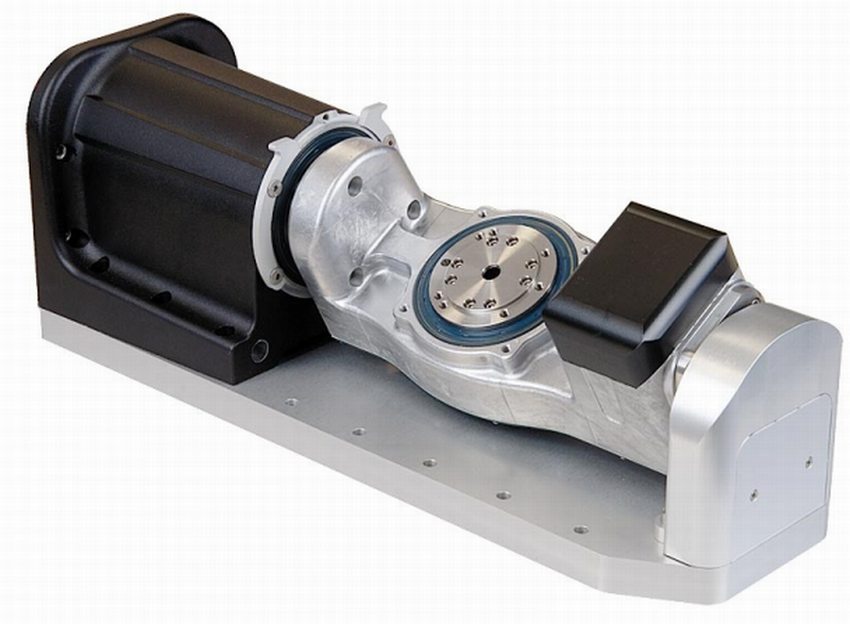
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 április 11, 18:09
Írta: svejk Dátum 2011 április 11, 18:09
de akkor a másik HD-t is rakd már bele, aztán majd ha nem tudod lekezelni szoftból vezérled kézzel.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: guliver83 Dátum 2011 április 11, 19:09
Írta: guliver83 Dátum 2011 április 11, 19:09
Egy kis videó! CNC
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 április 11, 19:42
Írta: 000000000 Dátum 2011 április 11, 19:42
Ha van az embernek egy ilyen forgatója akkor azzal gyakorlatilag egy 5tengelyes gépet lehet összehozni a marómotor forgatása nélkül?Ugyan ezt meg lehetne akkor csinálni vele?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 április 11, 19:49
Írta: 000000000 Dátum 2011 április 11, 19:49
#211 már elöny a nagyobb Z magaságu gép ez elfér alata......
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 11, 19:57
Írta: Farkas Ádám Dátum 2011 április 11, 19:57
Ilyen bénának néztek! Csakazértislekezelem! [#mf2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 11, 19:58
Írta: Farkas Ádám Dátum 2011 április 11, 19:58
...ha egyszer elkészül
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 április 11, 20:01
Írta: svejk Dátum 2011 április 11, 20:01
Én nem nézlek bénának csak mivel azt a buszma öntöttvasat forgattad azt hittem csak 1 tengely lesz.
De ha már ez is be volt tervezve akkor bocsi.
De ha már ez is be volt tervezve akkor bocsi.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 április 11, 20:04
Írta: Farkas Ádám Dátum 2011 április 11, 20:04
ja nem 5. egyenlőre nem, de már a negyediket sem nézitek ki belőlem [#rinya]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 június 25, 14:29
Írta: Farkas Ádám Dátum 2011 június 25, 14:29
Csicsa világ!!!
Új előlapot martam a vezérlőmre :) és egy kis csicsa is rákerült. (a nullázó gombol még nem jött meg)

Kézzel tekergélt VIDEO
Új előlapot martam a vezérlőmre :) és egy kis csicsa is rákerült. (a nullázó gombol még nem jött meg)
Kézzel tekergélt VIDEO
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 június 25, 15:12
Írta: svejk Dátum 2011 június 25, 15:12
Belekukkanthatnánk ennek a szép műszerdoboznak a belsejébe is?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s7manbs8 Dátum 2011 június 25, 15:40
Írta: s7manbs8 Dátum 2011 június 25, 15:40
Nagyon szép és nagyon jó, az különösen tetszik, hogy a youtube-ra teszed a videóidat mert rögtön nézhető nem kell töltikézni meg spec. telepíteni valamiket. Egy észrevételem lenne kritikai szempontból, ha a kijelző értéke 0.00000, akkor ott nem kellene a mínusz előjelnek megjelenni. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 június 25, 16:17
Írta: svejk Dátum 2011 június 25, 16:17
Egyébként ez milyen DRO is?
Ez kézi vezérlésű géphez kell?
Ez kézi vezérlésű géphez kell?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 június 26, 21:57
Írta: Farkas Ádám Dátum 2011 június 26, 21:57
Ez olyan "DRO" ami a vezérlőbe bejövő step-jeleket számolja és azt írja ki, természetesen beállítható a gép paramétereihez a szorzó... Csak azért tettem fel mert jól néz ki :). Persze ha a gép pontos, és nem téveszt lépést, még jó is lehet.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 június 27, 20:32
Írta: svejk Dátum 2011 június 27, 20:32
Ilyen számlálót kínlódtunk össze a múltkor Sz.Józsefnek.
Te honnan vetted? Kapcsolás? mikrovezérlő forráskód?
Te honnan vetted? Kapcsolás? mikrovezérlő forráskód?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 augusztus 10, 22:20
Írta: Farkas Ádám Dátum 2011 augusztus 10, 22:20
Mivel nem biztos hogy el tudok menni Székesfehérvárra, ezért pár képet felteszek a készülő kis gépemről.
Ez egy Pici "CNC eszterga" leginkább ALU és műanyag megmunkálásra. A különlegessége, hogy két külön vezérelhető keresztszánja van. A "Norton szekrény be lesz még burkolva és a vezérlés sincsen teljesen készen de már esztergáltam vele.
Képek:
A főorsó egy 300W-os DC szervo motor.

A tárcsa egész jó lett kiegyensúlyozási szempontból (ezt jól megaszontam)
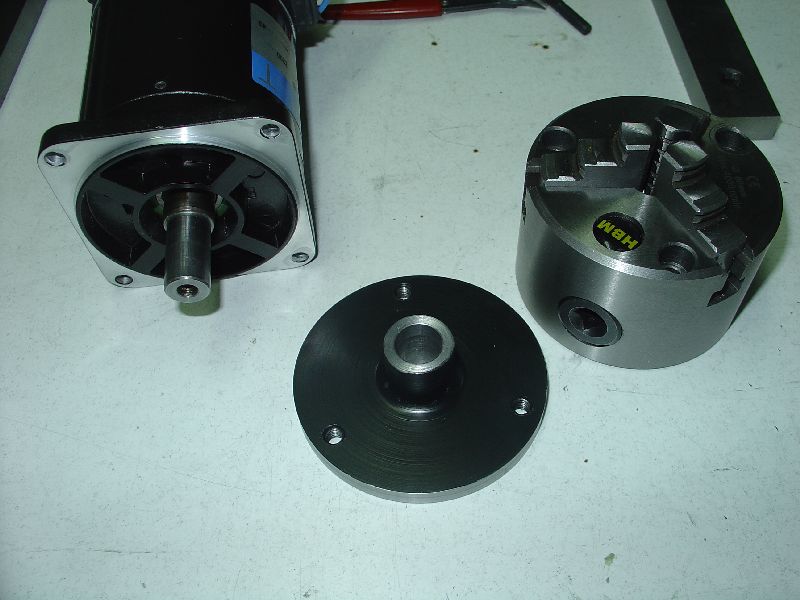
A föbb alkatrészeket természetesen a gépre bíztam
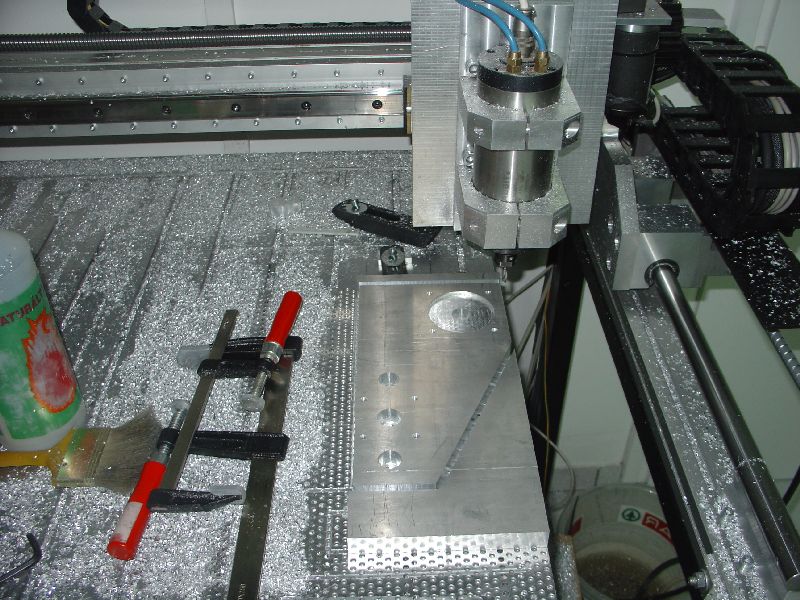
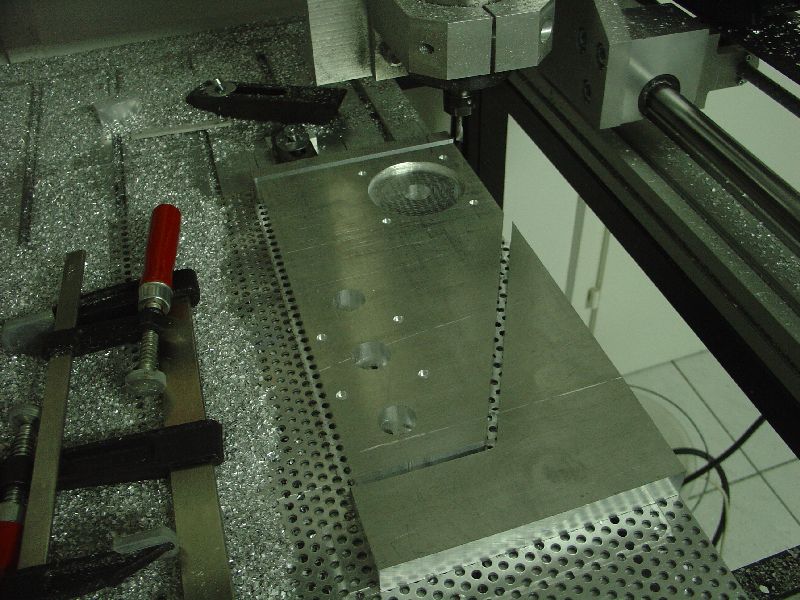
Ilyen elrendezés lesz:

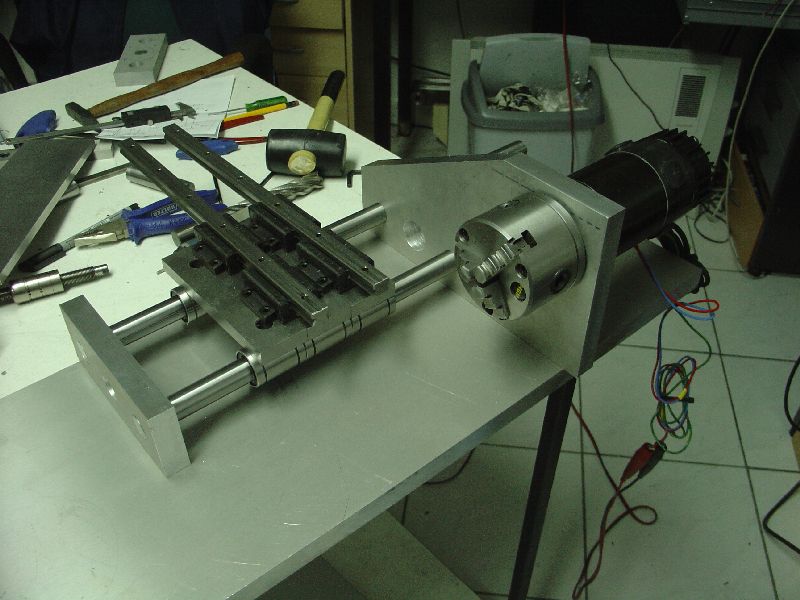
Mütyüri technika:
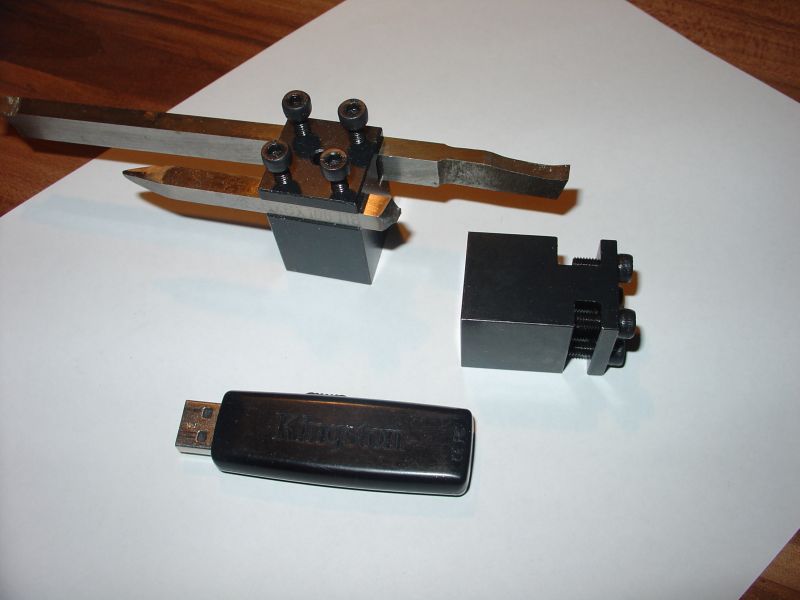
Épülés közben:
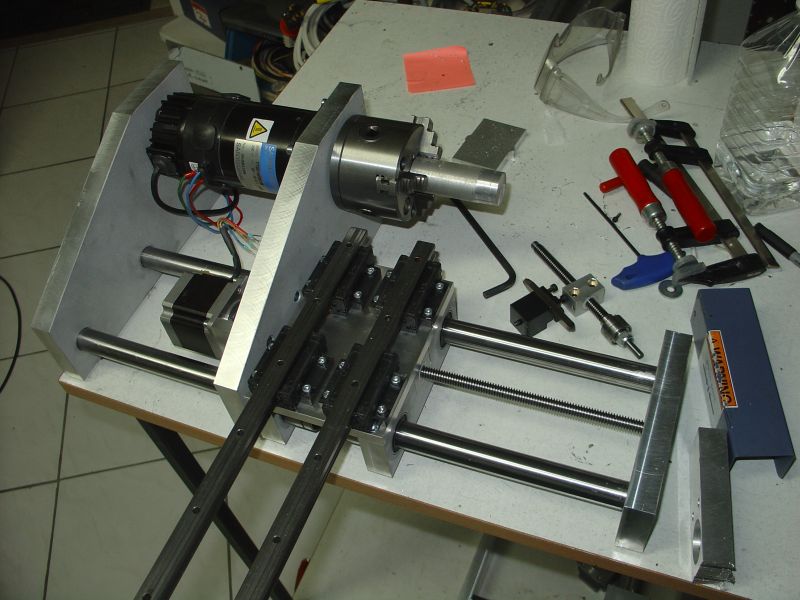
Itt már a sínre feltettem egy kést és kézi vezérléssel forgácsleválasztás történt :)

Az első "kés tengely"
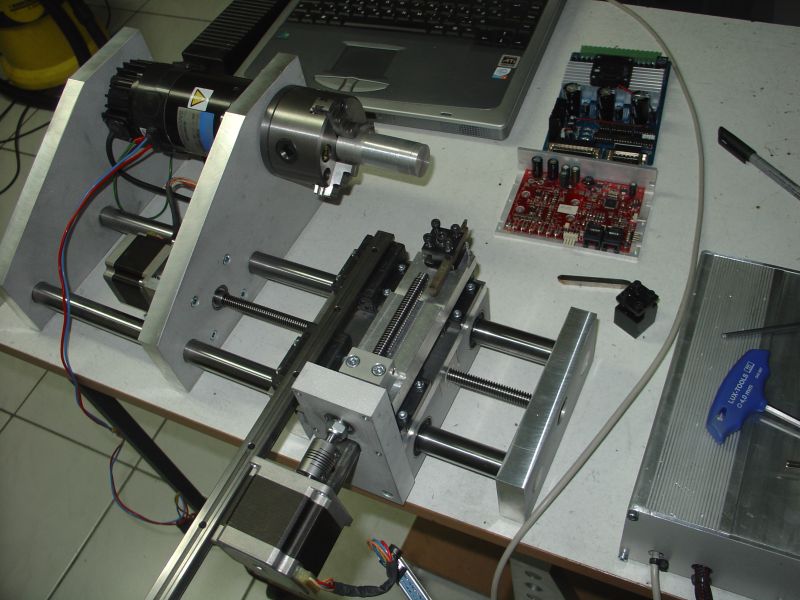
Most itt tartok:


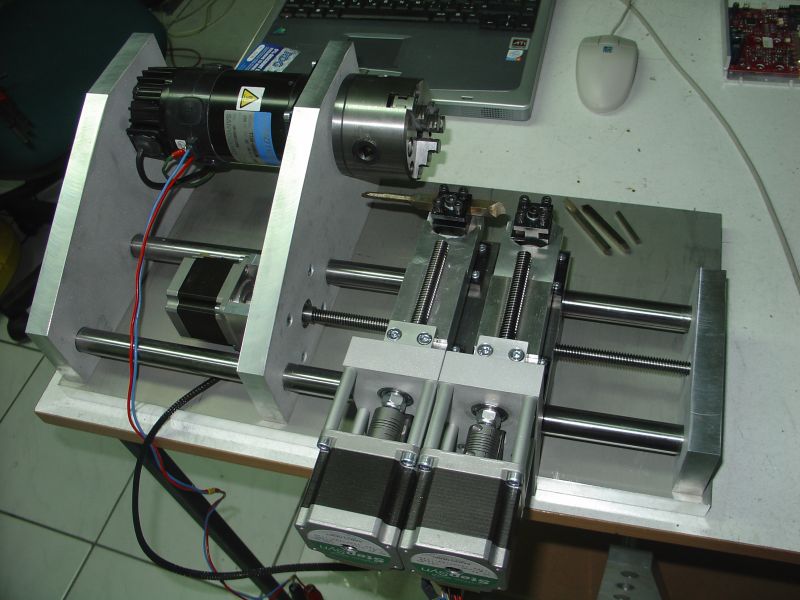
Ez egy Pici "CNC eszterga" leginkább ALU és műanyag megmunkálásra. A különlegessége, hogy két külön vezérelhető keresztszánja van. A "Norton szekrény be lesz még burkolva és a vezérlés sincsen teljesen készen de már esztergáltam vele.
Képek:
A főorsó egy 300W-os DC szervo motor.
A tárcsa egész jó lett kiegyensúlyozási szempontból (ezt jól megaszontam)
A föbb alkatrészeket természetesen a gépre bíztam
Ilyen elrendezés lesz:
Mütyüri technika:
Épülés közben:
Itt már a sínre feltettem egy kést és kézi vezérléssel forgácsleválasztás történt :)
Az első "kés tengely"
Most itt tartok:
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 augusztus 10, 22:21
Írta: svejk Dátum 2011 augusztus 10, 22:21
Te kivételesen fogsz kapni felmentést.
Egyébként jó cucc, de jobb lenne élőben látni.
Egyébként jó cucc, de jobb lenne élőben látni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2011 augusztus 10, 23:04
Írta: KoLa Dátum 2011 augusztus 10, 23:04
Ez egy eléggé érdekes gép lesz! de szépen meg van csinálva![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s7manbs8 Dátum 2011 augusztus 11, 00:47
Írta: s7manbs8 Dátum 2011 augusztus 11, 00:47
Hát ez piszok jó, az is ahogy a motorok el vannak helyezve, bal oldalon jobbon meg a munkatér, meg úgy az egész. :) [#eljen][#eljen][#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ra8nsmk6w Dátum 2011 augusztus 11, 07:33
Írta: ra8nsmk6w Dátum 2011 augusztus 11, 07:33
Egy hasonló gépet épitettem lényegesen kisebb méretben. Kizárólag játszani.
A 300W igy direkthajtásal kevés lesz szerintem amennyiben ki akarod használni a teljes megmunkálható átmérőt. Nem kis dilema. Én a 60W megmunkáló motort 1\3 áttételen használtam viszont igy elvesztettem a fordulatot ami sokszor jól jön 10mm alatti megmunkálásnál.
Egy ilyen kis gép nagyon szép érdekes feladat bizonyára sok örömet fog okozni. Gratulálok mert igényesen csinálod
A 300W igy direkthajtásal kevés lesz szerintem amennyiben ki akarod használni a teljes megmunkálható átmérőt. Nem kis dilema. Én a 60W megmunkáló motort 1\3 áttételen használtam viszont igy elvesztettem a fordulatot ami sokszor jól jön 10mm alatti megmunkálásnál.
Egy ilyen kis gép nagyon szép érdekes feladat bizonyára sok örömet fog okozni. Gratulálok mert igényesen csinálod
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 augusztus 11, 07:42
Írta: Farkas Ádám Dátum 2011 augusztus 11, 07:42
Köszönöm! A főosó motor is visszacsatolt (encoderes)lesz, ezért remélhetőleg kisebb fordulaton is tudom tartani a nyomatékot. És menetvágásra is ezáltal alkalmas.
Egyébként a méretéből adódóan csak kis fogásokra alkalmas, és a mechanika sem bírna többet.
Egyébként a méretéből adódóan csak kis fogásokra alkalmas, és a mechanika sem bírna többet.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2011 augusztus 11, 08:19
Írta: Motoros Dátum 2011 augusztus 11, 08:19
Szokás szerint nagyon precíz minden.!![#eljen]
Sajnos az esztergát nagyon nem értem. Vagy valami újszerű filozófiájú csodagép lesz, vagy majd át kell alakítanod. Itt a két késbefogó szánra gondolok. Egy szán elég lett volna a két egymás melletti helyett,...egymást fogják akadályozni...több lesz a hátránya mint az előnye. Arra az egy darab X szánra kellene pakolni a késeket..akár 5 befogó is jól jön néha. A menetes orsót pedig mellé tenni vagy alá hogy ne foglalja a helyet. De ez munka közben úgy is kiderűl majd. A két késbefogási lehetőség kevés, a kézi forgatás szinte lehetetlen illetve nehézkes, késbemérés után pontatlanságot okozhat. De persze lehet tévedek, és Neked valami egész más a stratégiád a megszokotthoz képest.
Sajnos az esztergát nagyon nem értem. Vagy valami újszerű filozófiájú csodagép lesz, vagy majd át kell alakítanod. Itt a két késbefogó szánra gondolok. Egy szán elég lett volna a két egymás melletti helyett,...egymást fogják akadályozni...több lesz a hátránya mint az előnye. Arra az egy darab X szánra kellene pakolni a késeket..akár 5 befogó is jól jön néha. A menetes orsót pedig mellé tenni vagy alá hogy ne foglalja a helyet. De ez munka közben úgy is kiderűl majd. A két késbefogási lehetőség kevés, a kézi forgatás szinte lehetetlen illetve nehézkes, késbemérés után pontatlanságot okozhat. De persze lehet tévedek, és Neked valami egész más a stratégiád a megszokotthoz képest.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 augusztus 11, 08:50
Írta: Farkas Ádám Dátum 2011 augusztus 11, 08:50
Persze igazad van.
A cél a következő volt:
Egy olyan pici eszterga ami teljesen számítógép vezérelt, "modellezők számára".
Nem is volt cél, és nincsen is sok értelme a két késnek, bármikor leszedhető, most csak érdekesség kedvéért csináltam kétkésesre.
Az egyik nagyol, a másik simít, vagy leszúr, vagy menetetvág. Ez a megrendelő dolga.
A lényeg volt az egyszerűség, de sajnos nem lett rentábilis a dolog, ezért lehetséges hogy csak ez az egy készül el belőle, saját használatra játszani :)
A cél a következő volt:
Egy olyan pici eszterga ami teljesen számítógép vezérelt, "modellezők számára".
Nem is volt cél, és nincsen is sok értelme a két késnek, bármikor leszedhető, most csak érdekesség kedvéért csináltam kétkésesre.
Az egyik nagyol, a másik simít, vagy leszúr, vagy menetetvág. Ez a megrendelő dolga.
A lényeg volt az egyszerűség, de sajnos nem lett rentábilis a dolog, ezért lehetséges hogy csak ez az egy készül el belőle, saját használatra játszani :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 augusztus 11, 09:08
Írta: 000000000 Dátum 2011 augusztus 11, 09:08
Nagyon szép munka![#eljen]
Én a főorsót a lin. kocsik fölé tettem volna.
Mivel fogatod le az alu lapot maráskor? Mekkora fordulattal marod az alut?
Én a főorsót a lin. kocsik fölé tettem volna.
Mivel fogatod le az alu lapot maráskor? Mekkora fordulattal marod az alut?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2011 augusztus 11, 09:58
Írta: Motoros Dátum 2011 augusztus 11, 09:58
A lényeg , hogy az XZ elhelyezése az jó...mármint alul a Z és felül az X , így tengely irányban támad. A főorsót nem nehéz áttenni középre ahogy Vbodi mondja főleg ha beraksz egy szíjáttételt ahogyan Gyula mondja. Mert akkor a tengely lehet csőtengely is patronokhoz és máris szálanyagból tudsz dolgozni. :)))
Azt a felesleges tengelyt meg leszedném és raknák rá egy hosszú asztalt sok késnek. Így már biztos lenne rá vevő. Hogyé adnád? [#wink]
Azt a felesleges tengelyt meg leszedném és raknák rá egy hosszú asztalt sok késnek. Így már biztos lenne rá vevő. Hogyé adnád? [#wink]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2011 augusztus 11, 10:42
Írta: Motoros Dátum 2011 augusztus 11, 10:42
Egyébként meg alapvetően tetszik a gép, nagyon ötletadó, egy-két dolgot koppintok róla. Kíváncsi vagyok mi lesz a tapasztalat a direkt tokmánnyal..stabilitás, berezgés, max átmérő, ami még jó ? Egy "modell" eszterga-maró hibridet én is terveztem, az alkatrészek már elkészültek, de nem tudom mikorra lesz belőle valami. A késtartó szán függőleges elrendezésű.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 augusztus 11, 16:04
Írta: Szalai György Dátum 2011 augusztus 11, 16:04
Nekem is nagyon tetszik, látványos darab lett, két dolgot nem értek csak.
Mi értelme a két késszánnak, ha az egyik nem tud a tokmány mellett dolgozni. (A második késtartónak az elsővel szemben van a helye általában, úgy akár egyetlen motor is mozgathatná a kettőt.)
Ha már a késszánok ilyen „rendes” kis talpas síneken közlekednek, akkor hogyan kerülhetett alájuk az az alátámasztatlan kerek vasrúd? (Így végül az esztergakés a levegőben áll, közte és a gépalap között nincsen alátámasztás.)
Gratulálok a bátorságodhoz, amivel rá merted bízni a tokmány nagy J értékét a motor tengelyére és csapágyazására, ekkora távolságra a mellső csapágytól.
Mi értelme a két késszánnak, ha az egyik nem tud a tokmány mellett dolgozni. (A második késtartónak az elsővel szemben van a helye általában, úgy akár egyetlen motor is mozgathatná a kettőt.)
Ha már a késszánok ilyen „rendes” kis talpas síneken közlekednek, akkor hogyan kerülhetett alájuk az az alátámasztatlan kerek vasrúd? (Így végül az esztergakés a levegőben áll, közte és a gépalap között nincsen alátámasztás.)
Gratulálok a bátorságodhoz, amivel rá merted bízni a tokmány nagy J értékét a motor tengelyére és csapágyazására, ekkora távolságra a mellső csapágytól.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 augusztus 11, 16:22
Írta: 000000000 Dátum 2011 augusztus 11, 16:22
Bocsi, nem kötekedni akarok, csak kérdezem.
Egy motor tengelyének csapágyazása alkalmas arra, hogy „főorsó” legyen?
Nem kellene egy főorsó, amit meghajt egy motor?
Egy motor tengelyének csapágyazása alkalmas arra, hogy „főorsó” legyen?
Nem kellene egy főorsó, amit meghajt egy motor?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2011 augusztus 11, 16:36
Írta: 4um5b65d Dátum 2011 augusztus 11, 16:36
Nekem is aggályaim vannak.
Ahogy Bódi mondja, az korrekt.
Gyakorlatilag 1db rúdon van a teljes terhelés.
Úgy működik, mint a játszótéren a döci. Nem is tudom mi a rendes neve: Libikóka ? Vagy libidó-ka :)
Ahogy Bódi mondja, az korrekt.
Gyakorlatilag 1db rúdon van a teljes terhelés.
Úgy működik, mint a játszótéren a döci. Nem is tudom mi a rendes neve: Libikóka ? Vagy libidó-ka :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Kristály Árpád Dátum 2011 augusztus 11, 16:41
Írta: Kristály Árpád Dátum 2011 augusztus 11, 16:41
Halihó Ádám!
Gratula!
Szerintem ebben az a jó, hogy mindenki tanulhat belőle....persze az egyéni vélemények is jók, mert biztos van benne sok ötlet illetve tapasztalatok, mint Motoros kollégájé...
[#wink][#worship][#eljen]
Gratula!
Szerintem ebben az a jó, hogy mindenki tanulhat belőle....persze az egyéni vélemények is jók, mert biztos van benne sok ötlet illetve tapasztalatok, mint Motoros kollégájé...
[#wink][#worship][#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 augusztus 11, 19:26
Írta: 000000000 Dátum 2011 augusztus 11, 19:26
Nyomhatna Misi egy pár képet a gépéről, hadd tanuljunk!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: besirkyjh Dátum 2011 augusztus 11, 20:25
Írta: besirkyjh Dátum 2011 augusztus 11, 20:25
Ááááá , tudod milyen kis visszahuzodo , szerényke :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2011 augusztus 11, 21:44
Írta: KoLa Dátum 2011 augusztus 11, 21:44
Kinek van cnc esztergája, Ádámnak vagy Misinek?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2011 augusztus 11, 22:02
Írta: Motoros Dátum 2011 augusztus 11, 22:02
Árpit megcsípte valami. Valamikor beszéltünk valamit egy esztergáról EZ böffent fel neki. Ádámnak viszont van esztergálya vagy esztergája.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Kristály Árpád Dátum 2011 augusztus 11, 22:22
Írta: Kristály Árpád Dátum 2011 augusztus 11, 22:22
Halihó Misisisi!
[#buck][#circling][#confused][#crazya][#ejnye1][#taps][#wow1][#nyes][#worship]
[#buck][#circling][#confused][#crazya][#ejnye1][#taps][#wow1][#nyes][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 augusztus 14, 07:17
Írta: Szalai György Dátum 2011 augusztus 14, 07:17
Találtam egy példát a két késes megmunkálásra.
Érdekes a gyűrű alakú vezető, (báb?) mert mentesíti a munkadarab befogó rendszert az eredő forgácsoló erő előtolás irányú komponensétől. Ezzel a megoldással (vagy hasonlóval) a Te kicsi, két késtartós esztergádon is kímélve volna a főmotor tengelye és csapágyazása.
Érdekes a gyűrű alakú vezető, (báb?) mert mentesíti a munkadarab befogó rendszert az eredő forgácsoló erő előtolás irányú komponensétől. Ezzel a megoldással (vagy hasonlóval) a Te kicsi, két késtartós esztergádon is kímélve volna a főmotor tengelye és csapágyazása.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2011 augusztus 14, 07:40
Írta: Motoros Dátum 2011 augusztus 14, 07:40
Tényleg érdekes megoldás, de talán nem is a futóbáb miatt hanem a két késes megoldással egy fogásból megy a nagyolás és simítás. Ha jól látom itt a két kés egy tengelyen van, ugyanazon a pályán mozog. Az alapos megfigyelő a késkialakítást is megcsodálhatja. Valaki már linkelt hasonlót.
Jó volna megkérdezni az ürgét, hogy ezt a förtelmes por mebnnyiséget meddig viselik el a nyitott golyós orsók?
Jó volna megkérdezni az ürgét, hogy ezt a förtelmes por mebnnyiséget meddig viselik el a nyitott golyós orsók?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 augusztus 14, 07:52
Írta: 000000000 Dátum 2011 augusztus 14, 07:52
Szerintem csak a prezentáció idejére vette le az elszívót. Ezt a port az embernek is nehéz elviselni maszk nélkül!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 augusztus 14, 08:32
Írta: 000000000 Dátum 2011 augusztus 14, 08:32
Valójában három késes,a báb előtti kés nagyolja a szögletes anyagot hengeresre.A nagyoló és a simító kés külön külön mozog.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: msas Dátum 2011 augusztus 14, 08:34
Írta: msas Dátum 2011 augusztus 14, 08:34
Ha jól látom ez nem is két késes, hanem három! A futóbábra is applikált egyet az csinálja az előnagyolást. Ötletes!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: msas Dátum 2011 augusztus 14, 08:35
Írta: msas Dátum 2011 augusztus 14, 08:35
Gyorsabb voltál!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 augusztus 14, 09:01
Írta: Szalai György Dátum 2011 augusztus 14, 09:01
„ezt a förtelmes por mebnnyiséget meddig viselik el a nyitott golyós orsók”
Erről tud mesélni © csiki. Fánál és MDF-nél kell a porvédelem az orsókra és vezetékekre. Ha nem is tömített, akkor legalább túlnyomásos.
Erről tud mesélni © csiki. Fánál és MDF-nél kell a porvédelem az orsókra és vezetékekre. Ha nem is tömített, akkor legalább túlnyomásos.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2011 augusztus 14, 09:24
Írta: Motoros Dátum 2011 augusztus 14, 09:24
Tényleg 3 késes. Erre jó a fórum. Több szem...
Viszont úgy látom hogy mind a 3 kés egy sinen mozog, kettő nagyol, egy simít.
De a sinek sem porvédettek, a futó báb csapágya sem meg az orsó sem. Egy profi ipari kivitel, apró szépséghibákkal.
Viszont úgy látom hogy mind a 3 kés egy sinen mozog, kettő nagyol, egy simít.
De a sinek sem porvédettek, a futó báb csapágya sem meg az orsó sem. Egy profi ipari kivitel, apró szépséghibákkal.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: D.Laci Dátum 2011 augusztus 14, 09:28
Írta: D.Laci Dátum 2011 augusztus 14, 09:28
"3 kés egy sinen mozog"
Ezt tesem gondolod komolyan???
Ezt tesem gondolod komolyan???
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: D.Laci Dátum 2011 augusztus 14, 09:36
Írta: D.Laci Dátum 2011 augusztus 14, 09:36
25. másodpercnél álisd meg és nézd meg jól a 3 kés helyzetét!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: besirkyjh Dátum 2011 augusztus 14, 10:19
Írta: besirkyjh Dátum 2011 augusztus 14, 10:19
Szia
Probáltam az MDF-nél az elszivást és a tulnyomásost de az sem segitett , a megoldás nálam a "V" csapágy ( görgö ) jelentette .
Probáltam az MDF-nél az elszivást és a tulnyomásost de az sem segitett , a megoldás nálam a "V" csapágy ( görgö ) jelentette .
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 augusztus 14, 10:20
Írta: Farkas Ádám Dátum 2011 augusztus 14, 10:20
Bocs eltűntem egy időre, sajnos mostantól kevesebb időm lesz a hobbycnc-re [#rinya]
Igazatok van sok mindenben, főleg a mechanika gyengeségében, hiszen ez csak egy alu szerkezet, nem való nagy fogások elérésére, nem is az volt a cél. Igen gondolkodtam a középen főorsó, és alatta mozgó hídon, is. Sajnos nagyon megbonyolítaná és megemelné a szerkezetet, főleg ezzel a köszörült rudas technikával. Nagyon nem magyarázkodom, mert már mindent kibeszéltetek [#buck] ..ha lesz videóm a működésről akkor felteszem.
A két keresztszánnal viszont szerintem semmi baj nincsen. És a szán felépítése is ideális. Keskeny és elég merev. Akartam rá még burkolatot, de nem kell, ez a trapézorsó, és ZX100-as anya nem kényes a forgácsra.
Vbodi-nak: Az alulapokat a leszorítókészlettel fogatom le, de ha van hely felrakok néhány pillanatszorítót is (ért már meglepetés). A marás 24000-es fordulaton folyik egyélűvel.
Ja ..mindenkit óva intek a Kínai egyélűtől, én teszteltem ég és föld. Hamar kimegy az éle, és utána csak túrja az ALU-t.
Nekem nincsen CNC esztergám, csak igényem lenne rá[#beka3] Motorosnál, viszont biztos van pár darab lezsírozva.
Igazatok van sok mindenben, főleg a mechanika gyengeségében, hiszen ez csak egy alu szerkezet, nem való nagy fogások elérésére, nem is az volt a cél. Igen gondolkodtam a középen főorsó, és alatta mozgó hídon, is. Sajnos nagyon megbonyolítaná és megemelné a szerkezetet, főleg ezzel a köszörült rudas technikával. Nagyon nem magyarázkodom, mert már mindent kibeszéltetek [#buck] ..ha lesz videóm a működésről akkor felteszem.
A két keresztszánnal viszont szerintem semmi baj nincsen. És a szán felépítése is ideális. Keskeny és elég merev. Akartam rá még burkolatot, de nem kell, ez a trapézorsó, és ZX100-as anya nem kényes a forgácsra.
Vbodi-nak: Az alulapokat a leszorítókészlettel fogatom le, de ha van hely felrakok néhány pillanatszorítót is (ért már meglepetés). A marás 24000-es fordulaton folyik egyélűvel.
Ja ..mindenkit óva intek a Kínai egyélűtől, én teszteltem ég és föld. Hamar kimegy az éle, és utána csak túrja az ALU-t.
Nekem nincsen CNC esztergám, csak igényem lenne rá[#beka3] Motorosnál, viszont biztos van pár darab lezsírozva.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Kristály Árpád Dátum 2011 augusztus 14, 12:33
Írta: Kristály Árpád Dátum 2011 augusztus 14, 12:33
"MOTOROS"...........[#buck][#circling][#crazya][#wave][#wink][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2011 augusztus 15, 08:12
Írta: Motoros Dátum 2011 augusztus 15, 08:12
Jó igazad van. A videón ugyan alig látni, de elvi képtelenség, hogy a kések egy pályán mozogjanak.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2011 augusztus 15, 08:22
Írta: Motoros Dátum 2011 augusztus 15, 08:22
Jó kis gép ez, ráadásul--ha nem tévedek-- Te vagy az első aki nulláról cnc esztergát épített idehaza. Meglévő gépet már többen cnc-sítettek, az sem kis feladat, de ez azért más.
Nincs nálam lezsírozott eszterga egy sem, de ha lesz szólok. :((
Nincs nálam lezsírozott eszterga egy sem, de ha lesz szólok. :((
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2011 augusztus 15, 08:23
Írta: Motoros Dátum 2011 augusztus 15, 08:23
A moderátorokat ki moderálja? Kéne egy főmoderátor már.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 augusztus 15, 09:09
Írta: Farkas Ádám Dátum 2011 augusztus 15, 09:09
Köszönöm! Egyébként gyűjtök én is egy megmunkáló központra! Nézegetem a gépfelszámolásokat. És még itthon is be kell majd adagolni :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 augusztus 15, 09:33
Írta: svejk Dátum 2011 augusztus 15, 09:33
Képes e-mailt megkaptad?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: may47wb Dátum 2011 augusztus 17, 19:45
Írta: may47wb Dátum 2011 augusztus 17, 19:45
Nagyon klassz! De még mindig a kis 100-as a kedvencem! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: urpwig5xe Dátum 2011 augusztus 18, 13:20
Írta: urpwig5xe Dátum 2011 augusztus 18, 13:20
Azért láttunk már minimum egyet, pl.: Varga István épül a gépem topicjában:
© Varga István 2010. máj. 02. 08:03 | Válasz | #26
Persze ez kicsit sem kisebbíti Ádám érdemeit, amit létrehozott (és fontos hogy képekkel dokumentált), az igazán szép munka.
© Varga István 2010. máj. 02. 08:03 | Válasz | #26
Persze ez kicsit sem kisebbíti Ádám érdemeit, amit létrehozott (és fontos hogy képekkel dokumentált), az igazán szép munka.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2011 augusztus 18, 13:50
Írta: Motoros Dátum 2011 augusztus 18, 13:50
Ez igaz. Mentségemre tudom felhozni, hogy István gépe már nem hobby kategória. De jó, hogy mondtad, mert most legalább megnéztem és megcsodáltam azt is...valahogyan elkerülte annakidején a figyelmemet.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 október 31, 11:24
Írta: Farkas Ádám Dátum 2011 október 31, 11:24
Készül öntvény gépem:
Hosszú idők gyűjtögetéséből elkezdtem összeállítani a gépemet. Íme:
Az alap egy síkba köszörült vas zsámoly ami hajdan egy gép alapja volt.

20-as anyagból van összerakva (gyári cucc)

Majd ITT jön a lényeg az öntvény nútos asztal, amit Svejktől sikerült megszereznem :)
Ilyen gyönyörűséget ritkán látni itt a fórumon.




Sikerült még beszereznem két darab öntvény gerendát ami egy SMD beültetőnek volt alkatrésze.

Mondhatni milliméter pontosan ráillenek az alapra (mázli)


A Varsa raktárából előkerült néhány zsírpappíros 30-as lineár (kicsit brutál, de ez van)


A híd alatt 200-220mm marad. A Z viszont 130mm (többet nem bír el a konstrukció[#ejnye1])

Z-orsók 16/4-es köszörült C3-as
 (akár kettő Z is lehetne, ha felférne. De nem.)
(akár kettő Z is lehetne, ha felférne. De nem.)

A Híd szintén egy öntvény gerendából készül. Az egyik oldalát le kell síkolni.


Gépkímélésből inkább le-flexeltem a peremeket:

A Hyundai és a Tesco-s flex 15-perc alatt kivérzett [#rinya]
Majd elfutottam, vettem egy Bosch-t. Na azzal órákig lehet dolgozni gond nélkül.

Utána jöhet a beállítás és a marás:

Ilyesmi lett:


Fúrom a lyukakat és a meneteket(nőnek a vízhólyagok):

Kezd összeállni az alap:

Felmennek rá a sínek:

Az öntvény talpa nem tart a végéig, de a híd által elfoglalt terület így ki is jön, és az egész asztal elérhető.

Itt tartok...
Most készülnek a híd és a kocsikat összekötő elemek.


Azon törpölök a hídra feltegyem-e a 30-as síneket vagy keressek 20-asokat. Mert a 30-as nagyon kilóg a tengelyvonalból (messze lesz a Z) Viszont előnye lenne hogy egy kocsi is elég lenne Z-t tartani.

Meghajtás: Yaskawa(omron) 400W-os AC rendszer.

A gép még meg lesz emelve +500mm-ert, hogy ne kelljen hajolgatnom, és beburkolva forgács és hűtőfolyadék ellen.
ennyi...
Hosszú idők gyűjtögetéséből elkezdtem összeállítani a gépemet. Íme:
Az alap egy síkba köszörült vas zsámoly ami hajdan egy gép alapja volt.
20-as anyagból van összerakva (gyári cucc)
Majd ITT jön a lényeg az öntvény nútos asztal, amit Svejktől sikerült megszereznem :)
Ilyen gyönyörűséget ritkán látni itt a fórumon.
Sikerült még beszereznem két darab öntvény gerendát ami egy SMD beültetőnek volt alkatrésze.
Mondhatni milliméter pontosan ráillenek az alapra (mázli)
A Varsa raktárából előkerült néhány zsírpappíros 30-as lineár (kicsit brutál, de ez van)
A híd alatt 200-220mm marad. A Z viszont 130mm (többet nem bír el a konstrukció[#ejnye1])
Z-orsók 16/4-es köszörült C3-as
(akár kettő Z is lehetne, ha felférne. De nem.) A Híd szintén egy öntvény gerendából készül. Az egyik oldalát le kell síkolni.
Gépkímélésből inkább le-flexeltem a peremeket:
A Hyundai és a Tesco-s flex 15-perc alatt kivérzett [#rinya]
Majd elfutottam, vettem egy Bosch-t. Na azzal órákig lehet dolgozni gond nélkül.
Utána jöhet a beállítás és a marás:
Ilyesmi lett:
Fúrom a lyukakat és a meneteket(nőnek a vízhólyagok):
Kezd összeállni az alap:
Felmennek rá a sínek:
Az öntvény talpa nem tart a végéig, de a híd által elfoglalt terület így ki is jön, és az egész asztal elérhető.
Itt tartok...
Most készülnek a híd és a kocsikat összekötő elemek.
Azon törpölök a hídra feltegyem-e a 30-as síneket vagy keressek 20-asokat. Mert a 30-as nagyon kilóg a tengelyvonalból (messze lesz a Z) Viszont előnye lenne hogy egy kocsi is elég lenne Z-t tartani.
Meghajtás: Yaskawa(omron) 400W-os AC rendszer.
A gép még meg lesz emelve +500mm-ert, hogy ne kelljen hajolgatnom, és beburkolva forgács és hűtőfolyadék ellen.
ennyi...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: u3xrz0cut Dátum 2011 október 31, 11:57
Írta: u3xrz0cut Dátum 2011 október 31, 11:57
HHÚÚÚ!!!!!!!! Vazzze ez tök jó lesz!! látom időd is van!![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: eivmhrm04 Dátum 2011 október 31, 12:04
Írta: eivmhrm04 Dátum 2011 október 31, 12:04
[#eljen] Ez nagyon profi lesz.Gratula hozzá
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2011 október 31, 12:06
Írta: KoLa Dátum 2011 október 31, 12:06
Ez igen![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: csizi Dátum 2011 október 31, 12:18
Írta: csizi Dátum 2011 október 31, 12:18
Látom nem papírból hajtogatod..
Telintélyes stabil darab lesz az biztos.[#eljen]
Ez az asztal már nem az első hobby gép építésénél asszisztál[#papakacsint]
Csak így tovább!
Telintélyes stabil darab lesz az biztos.[#eljen]
Ez az asztal már nem az első hobby gép építésénél asszisztál[#papakacsint]
Csak így tovább!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 október 31, 12:26
Írta: Farkas Ádám Dátum 2011 október 31, 12:26
Köszönöm!
időm az nincs :( este 7-re érek haza 8-ig dolgozhatok rajta.
Igen ez nem pappírból lesz, most látom csak milyen könnyű volt Aluval dolgozni. [#szomoru1]
időm az nincs :( este 7-re érek haza 8-ig dolgozhatok rajta.
Igen ez nem pappírból lesz, most látom csak milyen könnyű volt Aluval dolgozni. [#szomoru1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sz.József Dátum 2011 október 31, 12:32
Írta: Sz.József Dátum 2011 október 31, 12:32
Azt a krucifixomát...
Ez nem semmi ...
[#eljen]
Remélem tavasszal Hatvanba meg lehet tapogatni ...[#vigyor4]
Ez nem semmi ...
[#eljen]
Remélem tavasszal Hatvanba meg lehet tapogatni ...[#vigyor4]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: c2nsu773m Dátum 2011 október 31, 12:44
Írta: c2nsu773m Dátum 2011 október 31, 12:44
Óóóóó már megint kezded....
Ezek egyre jobbak!
Ezt kilóra simán megvenném!
Hol találsz ilyen jó kis öntvényeket?
Ezek egyre jobbak!
Ezt kilóra simán megvenném!
Hol találsz ilyen jó kis öntvényeket?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 október 31, 12:47
Írta: Farkas Ádám Dátum 2011 október 31, 12:47
[#crazya] Ezt csak akkor tapizhatjátok ha itthon tartanám a talit. Már most közel fél tonna. [#csodalk]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 október 31, 12:52
Írta: Farkas Ádám Dátum 2011 október 31, 12:52
Szinte mindent a fórumon. Itt hirdette kb 2 éve nyiszi és Gruber Máron is ezeket a beültetőket. Azóta érlelem [#bee1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 október 31, 13:03
Írta: 000000000 Dátum 2011 október 31, 13:03
(elnézést a vulgaritásért) de ahogy Csuja Imre mondta az Üvegtigrisben: Aztabüdöskurvafaszba
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 október 31, 13:34
Írta: 000000000 Dátum 2011 október 31, 13:34
gratulálok az elszántsághoz, amivel épül a gép. nekem volt szerencsém megnézni és megtapogatni a készülő gépet élőben is, hát ucccu neki, ezzel gránitot lehet törni, a felhasznált anyagok keresztmetszetét, a megvezetők teherbírását illetően.
A hídra tervezett lineár is meglátásom szerint erősen túlméretezett, de ha nem gond a Z-lap kilógása, ha nincs útban a széles kocsi, akkor miért ne abból építkezzünk, ami van...
Szép lett a mart felület, nem töredezett ki az öntvény éle, jó a szerszám!
A hídra tervezett lineár is meglátásom szerint erősen túlméretezett, de ha nem gond a Z-lap kilógása, ha nincs útban a széles kocsi, akkor miért ne abból építkezzünk, ami van...
Szép lett a mart felület, nem töredezett ki az öntvény éle, jó a szerszám!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 október 31, 14:55
Írta: 000000000 Dátum 2011 október 31, 14:55
Nagyon klassz![#eljen]
Ezen aztán majd termelheted az acél forgácsot.
De a AC servo kollekció sem semmi!
Ezen aztán majd termelheted az acél forgácsot.
De a AC servo kollekció sem semmi!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sanka74 Dátum 2011 október 31, 18:39
Írta: sanka74 Dátum 2011 október 31, 18:39
Szia! Gratulálok, nem semmi gép lesz...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 október 31, 18:47
Írta: Farkas Ádám Dátum 2011 október 31, 18:47
Majd megkérlek bejáratni [#finom]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 október 31, 18:47
Írta: Farkas Ádám Dátum 2011 október 31, 18:47
Köszönöm! már csak működe...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Varga István Dátum 2011 október 31, 19:05
Írta: Varga István Dátum 2011 október 31, 19:05
Gratulálok!
Úgy látom nem fog rezegni amikor a gravírtű eléri az anyagot.[#eljen]
Úgy látom nem fog rezegni amikor a gravírtű eléri az anyagot.[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: may47wb Dátum 2011 október 31, 19:34
Írta: may47wb Dátum 2011 október 31, 19:34
Ez is klassz lesz! [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 11, 22:53
Írta: Farkas Ádám Dátum 2011 november 11, 22:53
Sajnos most nem sokat haladtam a géppel de egy emelvény készült hozzá.
egy szál 80-as zártszelvény felszelve:

Amit édesapám "összeragasztott" spéci fémragasztóval :)


egy szál 80-as zártszelvény felszelve:
Amit édesapám "összeragasztott" spéci fémragasztóval :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2011 november 11, 23:25
Írta: Szedlay Pál Dátum 2011 november 11, 23:25
Ádám!
A második képen az munkavédelmi reklám vagy használni is fogod?[#hehe]
A második képen az munkavédelmi reklám vagy használni is fogod?[#hehe]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 12, 09:08
Írta: svejk Dátum 2011 november 12, 09:08
Így könnyű, van inasod! :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 12, 10:45
Írta: Farkas Ádám Dátum 2011 november 12, 10:45
Inas... az van itthon bőven


Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 november 12, 14:07
Írta: 000000000 Dátum 2011 november 12, 14:07
Aranyos a kislányod!
A géped meg atom stabil lesz![#eljen]
A géped meg atom stabil lesz![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 12, 15:20
Írta: Farkas Ádám Dátum 2011 november 12, 15:20
Köszi mind a két dologban igyekeztem :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ybm4ifb Dátum 2011 november 12, 18:02
Írta: ybm4ifb Dátum 2011 november 12, 18:02
Szia
A Mavilor kefe nélküli 200W-os szervo-motor szett vezérlőjénél a step dir melletti ERROR jelet hogy kell értelmezni? Ha letilt a vezérlő ott megjelenik valami? Fel akarnám használni mach3 hibabemeneti jelnek. Vagy mire való ez az error?
Köszi a segítséged!
A Mavilor kefe nélküli 200W-os szervo-motor szett vezérlőjénél a step dir melletti ERROR jelet hogy kell értelmezni? Ha letilt a vezérlő ott megjelenik valami? Fel akarnám használni mach3 hibabemeneti jelnek. Vagy mire való ez az error?
Köszi a segítséged!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: me3ua0a6 Dátum 2011 november 12, 18:05
Írta: me3ua0a6 Dátum 2011 november 12, 18:05
Jah, így könnyű, te csak sörözöl, míg a család összerakja a gépet? :D
Tetszik a gép vázelrendezése.
Hol lehet venni ilyen gép asztalt?
Tetszik a gép vázelrendezése.
Hol lehet venni ilyen gép asztalt?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 12, 18:32
Írta: Farkas Ádám Dátum 2011 november 12, 18:32
Az a négylábú opto a testre teszi le egy 100 ohmon keresztül, amikor hibára fut a vezérlő. Igen a mach3-ba fel tudod használni. (ez egy leválasztott rész tehát nincsen semmiféle tápfesz)
A párhuzamos port egyik bemenetét vezérelheted meg vele.
A párhuzamos port egyik bemenetét vezérelheted meg vele.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 12, 18:34
Írta: svejk Dátum 2011 november 12, 18:34
Egy nyitott kollektoros optocsatoló kimenet, arra a célra amit Te szeretnél.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 12, 18:57
Írta: Farkas Ádám Dátum 2011 november 12, 18:57
A gépasztalt Svejk rejtegette, dédelgette. Remélhetőleg jó helyre került :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 12, 19:05
Írta: svejk Dátum 2011 november 12, 19:05
Nem ismerős az Épül a gépem-Csizi topicból??

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 27, 20:09
Írta: Farkas Ádám Dátum 2011 november 27, 20:09
Még mindig az öntvényekkel bajlódom. Ma visszajött a gépműhelyből ahol a levágtak még róla a belső peremeket, és a golyósorsók helyét..
Majd homok-fújtam majd festettem, nézzen ki valahogy:


Majd homok-fújtam majd festettem, nézzen ki valahogy:
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 27, 20:10
Írta: Farkas Ádám Dátum 2011 november 27, 20:10
A köszörült felületek nincsenek festve.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 27, 20:26
Írta: Farkas Ádám Dátum 2011 november 27, 20:26
Közben drótozom a vezérlő panelt, vékonyka "ipari PC" beépített szünetmentes táppal.


Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2011 november 27, 20:32
Írta: KoLa Dátum 2011 november 27, 20:32
Ez nagyon tetszik![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2011 november 27, 20:34
Írta: KoLa Dátum 2011 november 27, 20:34
Szép munka!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 november 27, 20:47
Írta: Szalai György Dátum 2011 november 27, 20:47
Szeretnék kérni egy szívességet, ha nem kerül sokba.
Amikor majd felszereled rá a síneket és egymáshoz kiórázod őket, akkor mérd meg majd légy szíves, hogy menyi hibával tudtad őket egymáshoz képest párhuzamba állítani.
És hogy ha két kézzel kajakra összenyomod őket, (kb. 200Newton.) akkor menyit csökken köztük a távolság.
(Hű, ez már két kérés.)
Gondolom század milliméteres nagyságrend lesz, de nagyon érdekel, hogy egy ilyen masszív szerkezetnél mennyi?
Köszönöm.
Amikor majd felszereled rá a síneket és egymáshoz kiórázod őket, akkor mérd meg majd légy szíves, hogy menyi hibával tudtad őket egymáshoz képest párhuzamba állítani.
És hogy ha két kézzel kajakra összenyomod őket, (kb. 200Newton.) akkor menyit csökken köztük a távolság.
(Hű, ez már két kérés.)
Gondolom század milliméteres nagyságrend lesz, de nagyon érdekel, hogy egy ilyen masszív szerkezetnél mennyi?
Köszönöm.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 27, 20:50
Írta: Farkas Ádám Dátum 2011 november 27, 20:50
Köszönöm!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 27, 20:53
Írta: Farkas Ádám Dátum 2011 november 27, 20:53
Ezek az adatok engemet is érdekelnek. Meg fogom mérni.. de csak hét végén fog menni. Habár a beállítás szerintem egy két napot is elvisz :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: u3xrz0cut Dátum 2011 november 27, 21:04
Írta: u3xrz0cut Dátum 2011 november 27, 21:04
[#crazya][#mf3] irigy vagyok...[#wink]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2011 november 27, 22:48
Írta: Szedlay Pál Dátum 2011 november 27, 22:48
Ádám áruld már el nekik is, hogy készen vetted.[#dumcsi]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 27, 22:52
Írta: svejk Dátum 2011 november 27, 22:52
Ilyen hadititkokat csak a legvégső estben szabad elárulni. :)))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 27, 22:53
Írta: svejk Dátum 2011 november 27, 22:53
De úgy látom a monitor már nem az eredeti.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 27, 23:22
Írta: Farkas Ádám Dátum 2011 november 27, 23:22
A dobozt készen vettem, valami robotnak volt a kezelője. Volt benne egy 12"-os régi monitor, ennyi.
A számítógépet én fabrikáltam már bele, és fel martam 14"-os monitornak. A fóliatasztatúrát már én variáltam a mostani rendszerhez :)
De ha ezt így leírom akkor oda az illúzió [#buck]
A számítógépet én fabrikáltam már bele, és fel martam 14"-os monitornak. A fóliatasztatúrát már én variáltam a mostani rendszerhez :)
De ha ezt így leírom akkor oda az illúzió [#buck]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: D.Laci Dátum 2011 november 28, 08:22
Írta: D.Laci Dátum 2011 november 28, 08:22
[#eljen][#worship][#wow1][#taps][#integet2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2011 november 28, 08:50
Írta: Szedlay Pál Dátum 2011 november 28, 08:50
Tudom nem vagy illuzionista, mert amit itt tőled látunk az nem illúzió, hanem a kőkemény valóság.
Nagyon szép lett és valószínű jó is lesz a vezérlő doboz. A géped is nagyon szépen alakul.[#worship][#worship][#worship]
Nagyon szép lett és valószínű jó is lesz a vezérlő doboz. A géped is nagyon szépen alakul.[#worship][#worship][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2011 november 28, 08:59
Írta: Szedlay Pál Dátum 2011 november 28, 08:59
Ádám, ha benne van a számítógép, muti meg annak hogy oldottad meg a szellőzését, a hűtését.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: juh0557j0 Dátum 2011 november 28, 09:31
Írta: juh0557j0 Dátum 2011 november 28, 09:31
Ennek a monitornak a felbontása elég lesz neked?
Egy olyan gépet építettünk át nyáron aminek ez a kezelője ami a képen van. Monitort kellett cserélni, mert amellett, hogy rohadt lassú volt, nem voltak olvashatók a G kódok rajta a főképernyőn.
Egy olyan gépet építettünk át nyáron aminek ez a kezelője ami a képen van. Monitort kellett cserélni, mert amellett, hogy rohadt lassú volt, nem voltak olvashatók a G kódok rajta a főképernyőn.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: juh0557j0 Dátum 2011 november 28, 09:32
Írta: juh0557j0 Dátum 2011 november 28, 09:32
Bocs, már látom, csak nem olvastam végig mindent.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 november 28, 11:15
Írta: 000000000 Dátum 2011 november 28, 11:15
Jól haladsz,frankó lesz![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 28, 12:25
Írta: svejk Dátum 2011 november 28, 12:25
Kezdem sajnálni a rádtukmált alkatrészeket. :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 28, 20:21
Írta: Farkas Ádám Dátum 2011 november 28, 20:21
ha szétkapom legközelebb csinálok képet.. de meg van oldva a szellőzés, már ment vagy nyolc órát gond nélkül.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 28, 20:22
Írta: Farkas Ádám Dátum 2011 november 28, 20:22
Ami kell viheted. max csinálom megint alumíniumból :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 28, 20:30
Írta: Farkas Ádám Dátum 2011 november 28, 20:30
Egy gyors mérést csináltam ma. (csak neked) Mérési összeállítás:

A mérleget 54Kg-ra "tekertem ki" (nem hiteles így a mérleg, de majdhogynem) Az asztalhoz képest az öntvény 0,007mm -t tért ki.

A mérleget 54Kg-ra "tekertem ki" (nem hiteles így a mérleg, de majdhogynem) Az asztalhoz képest az öntvény 0,007mm -t tért ki.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 november 28, 21:40
Írta: Szalai György Dátum 2011 november 28, 21:40
Ó... ó... [#ejnye1]
Az öntvény függőleges közepét nyomod, nem a tetejét a sínnél?
Ami az asztalhoz képest 0,007mm, az a másik sínhez képest 0,014mm.
Csak a sínnél számit, és elég húsz kilóval.
De nagyon köszönöm, hogy fáradtál vele. [#worship]
Az öntvény függőleges közepét nyomod, nem a tetejét a sínnél?
Ami az asztalhoz képest 0,007mm, az a másik sínhez képest 0,014mm.
Csak a sínnél számit, és elég húsz kilóval.
De nagyon köszönöm, hogy fáradtál vele. [#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 28, 22:46
Írta: Farkas Ádám Dátum 2011 november 28, 22:46
A második képen megnézed az öntvény tetején van az emelő, nem a közepén. (javíthatom a festést [#circling] )
De belegondolva nincs értelme ilyen irányú erővel tesztelni, ilyen sosem lesz. főleg ha a híddal össze is kötöm a két öntvényt. Úgyis a Z lesz a leggyengébb láncszem :O
De belegondolva nincs értelme ilyen irányú erővel tesztelni, ilyen sosem lesz. főleg ha a híddal össze is kötöm a két öntvényt. Úgyis a Z lesz a leggyengébb láncszem :O
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2011 november 28, 22:53
Írta: KoLa Dátum 2011 november 28, 22:53
Ügyesen megoldottad ezt a mérést![#wave]
Ha keletkezik ebben az irányban erő az pont ennyi!
Ha keletkezik ebben az irányban erő az pont ennyi!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 28, 22:57
Írta: svejk Dátum 2011 november 28, 22:57
Lehet a csavarok nyúlását mérted???
Nem kevés az a 6-6 db M6-os(?) csavar?
Azért így elnézve lehet visszavonom amit Szalainak írtam valamelyik topicba, hogy a Tiéd is fog századokat engedni. :)
Nem kevés az a 6-6 db M6-os(?) csavar?
Azért így elnézve lehet visszavonom amit Szalainak írtam valamelyik topicba, hogy a Tiéd is fog századokat engedni. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 28, 22:59
Írta: svejk Dátum 2011 november 28, 22:59
Ugye a végére smile-t akartál tenni? :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 28, 23:14
Írta: Farkas Ádám Dátum 2011 november 28, 23:14
6db M10-es csavar, ..igen szmájli akart lenni, csak aztat akartam üzenni, hogy megint alu készült volna, ha nem ajánlod fel az asztalodat. [#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 november 29, 08:38
Írta: 000000000 Dátum 2011 november 29, 08:38
Klassz, erős gép lesz, faragja majd az acélt is![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Rabb Ferenc Dátum 2011 november 29, 09:04
Írta: Rabb Ferenc Dátum 2011 november 29, 09:04
Szerintem ekkora X irányú erő hatására a kitérés pont a fele lesz. Ha a híd is a helyére kerül, akkor a másik oszlop is ugyan ebben az irányban lesz terhelve.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 29, 13:51
Írta: Farkas Ádám Dátum 2011 november 29, 13:51
Köszönöm! Igen szeretnék vele acélt is marni :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 29, 14:00
Írta: Farkas Ádám Dátum 2011 november 29, 14:00
Szerintem itt megint elveszünk az "ezredekben". Fontosabb hogy ne rezonäljon a gép. Különben még a 10-es 16-os maró is elhajlik szäzadokat ekkora terhelés melett, a Z tengelyröl ne is beszéljünk és a HBM45-öm sem hiszem hogy mechanikailag pontosabb lenne. (bocs a karakter hibäkért Ausztriäbol irok)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 november 29, 14:34
Írta: Szalai György Dátum 2011 november 29, 14:34
Persze, hogy nem fog ennyit deformálódni munka közben. Én pusztán arra voltam kíváncsi, hogy egy ilyen U alakú cucc ezekkel a méretekkel és anyagokkal, így önmagában, menyit rugózik. Nem próbálok ebből a majdani kész gép tulajdonságaira következtetni, mert szerintem nem lehet.
Tudom, hogy a kész gép rugalmas változásaiba, merevségébe még nagyon sok minden belejátszik majd.
Tudom, hogy a kész gép rugalmas változásaiba, merevségébe még nagyon sok minden belejátszik majd.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 29, 15:23
Írta: svejk Dátum 2011 november 29, 15:23
És itt megint képbe jöhetne a nem szeretem nagy emelkedésű orsó...
A nagy menetemelkedésű egyáltalán nem önzáró, kicsi az áttétel,a visszaható erő csavarni akarja az orsót, azon keresztül nyújtja a szíjat, ki akarja mozdítani a servot vagy a léptetőt stabil helyzetéből. A felsorolásban nem egyenrangú hibák is szerepelnek, sok kicsi összeadódik.
A kis emelkedésű, nagyobb átmérőjű, legalább megpróbál önzáró lenni, de ugye a kis súrlódás miatt nem tud. A kis emelkedésű ellen szól, hogy nagyon kell pörgetni, rosszabb az inerciája.
Ember legyen a talpán aki ki tudja mondani hogy mi az ideális. Nem véletlen nem lehet JÓ univerzális gépek csinálni.
Csizi gépének a váza is már elég erős volt, nagyságrenddel kevesebb hibát vitt a rendszerbe, mint a 16x5-ös használt, 1:3-ban áttételezett golyósorsó-szíjáttétel-servo hármas.
Megkocáztatom, hogy a legelső DC servos 14x4-es trapézorsós műanyaganyás direkthajtású szerkezetem ezen része stabilabb volt. (és most lehet szörnyülködni :)) ott ugye a váz volt demonstrációs jellegű.
Szóval ha acél a cél :) akkor jól gondold át a hajtást...
A nagy menetemelkedésű egyáltalán nem önzáró, kicsi az áttétel,a visszaható erő csavarni akarja az orsót, azon keresztül nyújtja a szíjat, ki akarja mozdítani a servot vagy a léptetőt stabil helyzetéből. A felsorolásban nem egyenrangú hibák is szerepelnek, sok kicsi összeadódik.
A kis emelkedésű, nagyobb átmérőjű, legalább megpróbál önzáró lenni, de ugye a kis súrlódás miatt nem tud. A kis emelkedésű ellen szól, hogy nagyon kell pörgetni, rosszabb az inerciája.
Ember legyen a talpán aki ki tudja mondani hogy mi az ideális. Nem véletlen nem lehet JÓ univerzális gépek csinálni.
Csizi gépének a váza is már elég erős volt, nagyságrenddel kevesebb hibát vitt a rendszerbe, mint a 16x5-ös használt, 1:3-ban áttételezett golyósorsó-szíjáttétel-servo hármas.
Megkocáztatom, hogy a legelső DC servos 14x4-es trapézorsós műanyaganyás direkthajtású szerkezetem ezen része stabilabb volt. (és most lehet szörnyülködni :)) ott ugye a váz volt demonstrációs jellegű.
Szóval ha acél a cél :) akkor jól gondold át a hajtást...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 29, 15:37
Írta: svejk Dátum 2011 november 29, 15:37
Mármint Farkas Ádám gondolja jól át a hajtást.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 november 29, 19:54
Írta: Szalai György Dátum 2011 november 29, 19:54
„Nem véletlen nem lehet JÓ univerzális gépek csinálni.”
Egymásnak ellentmondó felhasználási igényekre, csak nagyon összetett rendszerű gép lehet JÓ.
De az univerzális gép, az lehet átépíthető is, erre sok barkács példa van. Így egy-egy felhasználási igénynek szerkezetileg egyszerűen is meg tudhat felelni.
A kis emelkedésű orsót sem muszáj nagyon pörgetni, mert nem egy szállító pálya része, hanem egy forgácsoló rendszer előtolása. Extrém magas fordulatszámú főorsó nélkül. nem indokolja semmi a nagy előtoló sebességet. Normális előtoló sebesség tartományban pedig nem zavaró a tehetetlenségi nyomatéka. Jól kell illeszteni a motor felé és nem kell a gyors „levegőszántásért” feláldozni sem dinamikát sem élettartamot.
Ideális az, amelyik a legjobban kielégíti a vele szemben támasztott követelményeket.
Ja.. Ha azt sem tudjuk, hogy mik a követelmények… Vagy csak azt, hogy lehetőleg mindent tudjon… Arra nehéz tervezni. Jóhoz sajnos nem elég a célszerűtlenül kiválogatott alkatrészek összecsavarozása.
De már tudjuk, érezzük a lényeget.
Egymásnak ellentmondó felhasználási igényekre, csak nagyon összetett rendszerű gép lehet JÓ.
De az univerzális gép, az lehet átépíthető is, erre sok barkács példa van. Így egy-egy felhasználási igénynek szerkezetileg egyszerűen is meg tudhat felelni.
A kis emelkedésű orsót sem muszáj nagyon pörgetni, mert nem egy szállító pálya része, hanem egy forgácsoló rendszer előtolása. Extrém magas fordulatszámú főorsó nélkül. nem indokolja semmi a nagy előtoló sebességet. Normális előtoló sebesség tartományban pedig nem zavaró a tehetetlenségi nyomatéka. Jól kell illeszteni a motor felé és nem kell a gyors „levegőszántásért” feláldozni sem dinamikát sem élettartamot.
Ideális az, amelyik a legjobban kielégíti a vele szemben támasztott követelményeket.
Ja.. Ha azt sem tudjuk, hogy mik a követelmények… Vagy csak azt, hogy lehetőleg mindent tudjon… Arra nehéz tervezni. Jóhoz sajnos nem elég a célszerűtlenül kiválogatott alkatrészek összecsavarozása.
De már tudjuk, érezzük a lényeget.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 29, 20:21
Írta: Farkas Ádám Dátum 2011 november 29, 20:21
Minden tanácsot szívesen veszek hajtás ügyben (tőled is Tibor45)
A cél: nagy pontosságú Alumínium megmunkálás. A golyós-orsókat még mindig keresem.
Valamiért hezitálok a szíj áttételtől. Úgy érzem hibát fog bevinni a rendszerbe. (A HBM45-ön is fém-fémnek feszül megmunkáláskor).
Szóval leginkább direktbe hajtanék kis emelkedésű orsót. Sajnos elég drága ajánlatokat kapok jó minőségű orsóra, vagy dupla feszítettre.
Ezen a tengelyen két oldalt lenne orsó két motorral.
Várom az ötleteket még nincsen lejátszva.
A cél: nagy pontosságú Alumínium megmunkálás. A golyós-orsókat még mindig keresem.
Valamiért hezitálok a szíj áttételtől. Úgy érzem hibát fog bevinni a rendszerbe. (A HBM45-ön is fém-fémnek feszül megmunkáláskor).
Szóval leginkább direktbe hajtanék kis emelkedésű orsót. Sajnos elég drága ajánlatokat kapok jó minőségű orsóra, vagy dupla feszítettre.
Ezen a tengelyen két oldalt lenne orsó két motorral.
Várom az ötleteket még nincsen lejátszva.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 29, 20:34
Írta: Farkas Ádám Dátum 2011 november 29, 20:34
Ja még annyit, valóban nem kell nagy sebesség. A régi gépem szépen dolgozott 2000mm/perc előtolással, annál gyorsabban nem nagyon fogok menni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wkbgzy80t Dátum 2011 november 29, 20:45
Írta: wkbgzy80t Dátum 2011 november 29, 20:45
Miért vitt nagy bizonytalanságot a servod a Csizi rendszerbe? Kotyogós volt az anya? Megütötte a fülemet a dolog, mivel ugyanolyan vezérlőim vannak, csak picit nagyobb motorokkal. Nekem eddig orsók közül csak a z van meg, ott egy ilyen "közkézen forgó" 16x5 orsót fogok felhasználni, de két anyával, összefeszítve.
A vezérlőnek és a motornak tudnia kell a dolgát, a szíjáttétel esetleges kotyogásával gondolom kell majd játszani, feltételezem, hogy meg lehet oldani... a(z érzéssel) megfeszített anyákkal remélem nem lesz gond. Az orsó gondolom T7 osztályba tartozik, de a z tengelyen ez max 5 század hibát okoz a teljes úton, emiatt nem idegesítem magam. Mit hagyok ki/miben tévedek?
->#334
Én is hasonló dolgokon töröm a fejem, pontos alu. marás. Szintén két oldalon két orsó, két servomotor. Én azt remélem, hogy össze lehet lőni két vezérlőt, úgy, hogy csak az egyik kapjon jelet.
Eszembe jutott még egy barbár dolog is, ne szúrjatok le azonnal:
Ha a két orsó simán össze van kötve egy közepes merevségű szíjjal, akkor az esetleges pontatlanságokat a hosszú szíj betárolja, és mikor a gépet kikapcsoljuk, és a servok elengednek, kiegyenlíti a hibát, mivel az várhatóan egy-egy ciklusban csak nagyon kicsi lesz... Csak attól félek, hogy berezonálnak egymáshoz képest a vezérlők (vagy ilyesmi...nem nagyon értek a lelkivilágukhoz)).
A vezérlőnek és a motornak tudnia kell a dolgát, a szíjáttétel esetleges kotyogásával gondolom kell majd játszani, feltételezem, hogy meg lehet oldani... a(z érzéssel) megfeszített anyákkal remélem nem lesz gond. Az orsó gondolom T7 osztályba tartozik, de a z tengelyen ez max 5 század hibát okoz a teljes úton, emiatt nem idegesítem magam. Mit hagyok ki/miben tévedek?
->#334
Én is hasonló dolgokon töröm a fejem, pontos alu. marás. Szintén két oldalon két orsó, két servomotor. Én azt remélem, hogy össze lehet lőni két vezérlőt, úgy, hogy csak az egyik kapjon jelet.
Eszembe jutott még egy barbár dolog is, ne szúrjatok le azonnal:
Ha a két orsó simán össze van kötve egy közepes merevségű szíjjal, akkor az esetleges pontatlanságokat a hosszú szíj betárolja, és mikor a gépet kikapcsoljuk, és a servok elengednek, kiegyenlíti a hibát, mivel az várhatóan egy-egy ciklusban csak nagyon kicsi lesz... Csak attól félek, hogy berezonálnak egymáshoz képest a vezérlők (vagy ilyesmi...nem nagyon értek a lelkivilágukhoz)).
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 november 29, 21:05
Írta: 000000000 Dátum 2011 november 29, 21:05
Ez már klassz megmunkálási sebesség fémbe.
Nagy munkaterületű gépekhez kell nagy utazósebesség.
A fogasszíjjak jó erősek,acélszálasok, nincs velük gond.
Gyurinak igaza van a #333-ban nem a száguldás, hanem a dinamika a lényeg megmunkáláskor!
Nagy fordulatú főorsót tervezel?
Nagy munkaterületű gépekhez kell nagy utazósebesség.
A fogasszíjjak jó erősek,acélszálasok, nincs velük gond.
Gyurinak igaza van a #333-ban nem a száguldás, hanem a dinamika a lényeg megmunkáláskor!
Nagy fordulatú főorsót tervezel?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 29, 21:38
Írta: svejk Dátum 2011 november 29, 21:38
Nem bizonytalan az, csak sok apró hiba összeadódhat.
Orsó csapágyazása, csavrodása, használt orsó, pontatlan szíjtárcsák, szíjnyúlás, szervo pozicionálása.
Persze az orsó csavarodás biztos mérhetetlen a java esetekben.
(a léptető motor sem beton stabil álló helyzetben, annak is van némi rugalmas szögelmozdulása, persze ezek az áttétellel csökkennek, de előjönnek más problémák)
Ezek mind a merevséget csökkentik, mintha kis mértékben a váz lenne rugalmas.
A Hobby Z egységekről nem is beszélve, szinte lehetetlen hobby mértekben stabil Z egységet csinálni, esetleg csak kis úthosszal.
Nem véletlen próbáltak meg már itt páran a kis Z úthossz mellé egy durva kézi beállítást is eszközölni.
Orsó csapágyazása, csavrodása, használt orsó, pontatlan szíjtárcsák, szíjnyúlás, szervo pozicionálása.
Persze az orsó csavarodás biztos mérhetetlen a java esetekben.
(a léptető motor sem beton stabil álló helyzetben, annak is van némi rugalmas szögelmozdulása, persze ezek az áttétellel csökkennek, de előjönnek más problémák)
Ezek mind a merevséget csökkentik, mintha kis mértékben a váz lenne rugalmas.
A Hobby Z egységekről nem is beszélve, szinte lehetetlen hobby mértekben stabil Z egységet csinálni, esetleg csak kis úthosszal.
Nem véletlen próbáltak meg már itt páran a kis Z úthossz mellé egy durva kézi beállítást is eszközölni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 november 29, 21:42
Írta: Szalai György Dátum 2011 november 29, 21:42
„Valamiért hezitálok a szíj áttételtől. Úgy érzem hibát fog bevinni a rendszerbe.”
Biztos, hogy visz is, de az nem biztos, hogy nálad zavaró lesz.
Még egy érv a kis emelkedésű orsó mellett: Amint azt valószínűleg magad is jól tudod, a fogasszíj és szíjtárcsa közötti szöghiba, kisebb emelkedésű orsó esetén kisebb lineáris hibát okoz.
Ezen kívül: Százados lineáris pontossági igény esetén kerüld a normál pontosságú, T profilú szíj és tárcsa alkalmazását, mert elavult konstrukció, és ott nem követelmény a kottyanásmentes átvitel. Használj korszerű, pontos, HTD fogazást, és lehetőleg PAZ bevonatos szíjat.
„Szóval leginkább direktbe hajtanék kis emelkedésű orsót.”
Annyira kicsi emelkedésű orsót (1-2mm) szerintem csak extrém drágán árulnak, ami jól illeszkedik egy nem nyomatékmotor jellegű meghajtáshoz. (Nyomatékmotor = max. párszáz fordulat percenként + iszonyatos nyomaték + nagyon kicsi tehetetlenség.)
Az öt milliméter körüli orsóemelkedés, pontos szíjáttétel és dinamikus normál fordulatú motor a megfizethető.
„Ezen a tengelyen két oldalt lenne orsó két motorral.”
Széles mozgó hídnál csak az a tuti. (Magam is arra gyúrok.) De az együttfutást ellenőrizni kell, (Vagy megkerülni a problémát.) másképp megint oda a pontosság.
Biztos, hogy visz is, de az nem biztos, hogy nálad zavaró lesz.
Még egy érv a kis emelkedésű orsó mellett: Amint azt valószínűleg magad is jól tudod, a fogasszíj és szíjtárcsa közötti szöghiba, kisebb emelkedésű orsó esetén kisebb lineáris hibát okoz.
Ezen kívül: Százados lineáris pontossági igény esetén kerüld a normál pontosságú, T profilú szíj és tárcsa alkalmazását, mert elavult konstrukció, és ott nem követelmény a kottyanásmentes átvitel. Használj korszerű, pontos, HTD fogazást, és lehetőleg PAZ bevonatos szíjat.
„Szóval leginkább direktbe hajtanék kis emelkedésű orsót.”
Annyira kicsi emelkedésű orsót (1-2mm) szerintem csak extrém drágán árulnak, ami jól illeszkedik egy nem nyomatékmotor jellegű meghajtáshoz. (Nyomatékmotor = max. párszáz fordulat percenként + iszonyatos nyomaték + nagyon kicsi tehetetlenség.)
Az öt milliméter körüli orsóemelkedés, pontos szíjáttétel és dinamikus normál fordulatú motor a megfizethető.
„Ezen a tengelyen két oldalt lenne orsó két motorral.”
Széles mozgó hídnál csak az a tuti. (Magam is arra gyúrok.) De az együttfutást ellenőrizni kell, (Vagy megkerülni a problémát.) másképp megint oda a pontosság.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 29, 21:50
Írta: svejk Dátum 2011 november 29, 21:50
Sajnos az elérhető HTD-k is csapnivalóak általában.
Mások az AT-re esküsznek, én még nem próbáltam.
Lassan már az AC direktdrivok is eljutnak a hobbystákhoz. (bár én még a katalógusadatait sem ismerem)
Mások az AT-re esküsznek, én még nem próbáltam.
Lassan már az AC direktdrivok is eljutnak a hobbystákhoz. (bár én még a katalógusadatait sem ismerem)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 november 29, 22:06
Írta: Farkas Ádám Dátum 2011 november 29, 22:06
Nekem is volt már rossz tapasztalatom HDT szíjjal.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 november 30, 06:36
Írta: Szalai György Dátum 2011 november 30, 06:36
Persze, hogy csapnivalóak. De miért? Mert túlképzettek vagyunk.
Megnézzük mi kell, megnézzük hol olcsóbb, és nem a felhasználás elvárásai döntenek, hanem a pénzügyi lehetőségeink. Feltételezzük, hogy az árkülönbséget egyedül a kereskedők profitéhsége okozza és nem az alkatrészek minőség szórása. Félgyártmányt veszünk és elvárjuk tőle a pontosságot. Nem kötjük a kereskedő orrára, hogy az alkatrészeket pontos pozicionáló szervóban használnánk, mert jól tudjuk, hogy akkor az szerint alakul az ár.
Csak a HTD meg az Omega profilú szíj tölti ki teljesen a tárcsa fogárkát, csak ez alkalmas a kottyanásmentes forgásirányváltásra. A T és AT az kottyan. Lehet javítgatni, de pontos és csendes az sose lesz.
Megnézzük mi kell, megnézzük hol olcsóbb, és nem a felhasználás elvárásai döntenek, hanem a pénzügyi lehetőségeink. Feltételezzük, hogy az árkülönbséget egyedül a kereskedők profitéhsége okozza és nem az alkatrészek minőség szórása. Félgyártmányt veszünk és elvárjuk tőle a pontosságot. Nem kötjük a kereskedő orrára, hogy az alkatrészeket pontos pozicionáló szervóban használnánk, mert jól tudjuk, hogy akkor az szerint alakul az ár.
Csak a HTD meg az Omega profilú szíj tölti ki teljesen a tárcsa fogárkát, csak ez alkalmas a kottyanásmentes forgásirányváltásra. A T és AT az kottyan. Lehet javítgatni, de pontos és csendes az sose lesz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: xkbv3nx0d Dátum 2011 november 30, 09:09
Írta: xkbv3nx0d Dátum 2011 november 30, 09:09
Mi HTD-3M-et használunk... szíj aszem continental a tárcsa meg nemtom, alu... de néha mintha úgy látszana nem tölti ki teljesen az árkot?! vagy mely pozíciókban kell 100%-os kitöltöttségnek fennállnia? Onnantól kezdve hogy a szíj érintkezik a kerékkel?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2vkx6unz Dátum 2011 november 30, 09:39
Írta: 2vkx6unz Dátum 2011 november 30, 09:39
Az első debreceni találkozón volt egy előadás a power belttől. Ott az hangzott el, hogy az AT fogazású alkalmas pozíció tartásra...
Ott az is kiderült, hogy nem feltétlenül jobb az a megoldás ahol a szíj teljesen kitölti az árkot. Remélem jól elmékszem...
Ott az is kiderült, hogy nem feltétlenül jobb az a megoldás ahol a szíj teljesen kitölti az árkot. Remélem jól elmékszem...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 november 30, 10:13
Írta: 000000000 Dátum 2011 november 30, 10:13
Én is hasonló szerkezetet tervezek.
Fenntartásaim vannak a bordásszijas meghajtással, de ugy gondolom, ha minimális lógásu ferdefogazásun áttételt rakok mindkét orsó végére, akkor a motorról a kisebb nyomaték miatt nem okoz jelentős hibát a szij használata.
Ebben az esetben egy motor is elegendő lehetne...feltéve, hogy a szükséges előtolási sebességhez a nagyobb fordulat elérhető a motoron.
Próbának régi skil furógép ferdefogazásu áttételét vettem.
Vagy nem jól spekulálok?
Fenntartásaim vannak a bordásszijas meghajtással, de ugy gondolom, ha minimális lógásu ferdefogazásun áttételt rakok mindkét orsó végére, akkor a motorról a kisebb nyomaték miatt nem okoz jelentős hibát a szij használata.
Ebben az esetben egy motor is elegendő lehetne...feltéve, hogy a szükséges előtolási sebességhez a nagyobb fordulat elérhető a motoron.
Próbának régi skil furógép ferdefogazásu áttételét vettem.
Vagy nem jól spekulálok?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 30, 14:16
Írta: svejk Dátum 2011 november 30, 14:16
Kár hogy ezeknek az előadásoknak az anyagai nincsenek rögzítve valamilyen formátumban, csak egy-két ember fejében.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2vkx6unz Dátum 2011 november 30, 15:35
Írta: 2vkx6unz Dátum 2011 november 30, 15:35
Egy rendes PPT előadás volt.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 30, 16:46
Írta: svejk Dátum 2011 november 30, 16:46
Kiállítóként nem nagyon lehet elmozdulni az asztalunktól. :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 november 30, 18:50
Írta: Szalai György Dátum 2011 november 30, 18:50
Igaz, én tudtam rosszul!
Az AT is kerek, pontosan illeszkedő profil, pontos lineáris pozicionáláshoz ajánlják. (Ahol nincsen golyósorsó.)
Az AT is kerek, pontosan illeszkedő profil, pontos lineáris pozicionáláshoz ajánlják. (Ahol nincsen golyósorsó.)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 november 30, 19:55
Írta: svejk Dátum 2011 november 30, 19:55
No meg az AT az asszimetrikus fogprofil miatt azonos méretben jóval nagyobb igénybevételt bír mint a T.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 02, 22:42
Írta: Farkas Ádám Dátum 2011 december 02, 22:42
A beállítással szerencsém volt, ugyanis az öntvények teteje köszörült, és egy 15-ös sín volt rajta eredetileg. Ezt a sínt szamárvezetőnek visszatettem.


Oldal irányból kis acél "izékkel" is neki lett nyomva egy köszörült vállnak.
Majd a felrakott sínhez húzattam neki az új sínt


Visszamérve a peremhez max 6 ezred hiba lett. (ez nem is rossz) persze ha a kocsit magába feszegetem akkor is nagyobb hibát tudok generálni pedig a lineárok újak.
A két sín párhuzamosságát "szinte" ezredre be lehetett húzni könnyedén... jó ha ezredre nem is de fél századon belül lett.
A két sín tetejének az együtt-futása már keményebb dió volt azzal elvoltam egy fél napot. Most ott tartok hogy szűken benne vagyok a két században. Holnap folytatom.

Egy század körül már elégedett leszek :)
Oldal irányból kis acél "izékkel" is neki lett nyomva egy köszörült vállnak.
Majd a felrakott sínhez húzattam neki az új sínt
Visszamérve a peremhez max 6 ezred hiba lett. (ez nem is rossz) persze ha a kocsit magába feszegetem akkor is nagyobb hibát tudok generálni pedig a lineárok újak.
A két sín párhuzamosságát "szinte" ezredre be lehetett húzni könnyedén... jó ha ezredre nem is de fél századon belül lett.
A két sín tetejének az együtt-futása már keményebb dió volt azzal elvoltam egy fél napot. Most ott tartok hogy szűken benne vagyok a két században. Holnap folytatom.
Egy század körül már elégedett leszek :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 02, 22:45
Írta: svejk Dátum 2011 december 02, 22:45
Ennyi pillanatszorító nincs is. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: guliver83 Dátum 2011 december 02, 22:48
Írta: guliver83 Dátum 2011 december 02, 22:48
Lehetséges, hogy ez még nem is mind! [#wow1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 02, 22:50
Írta: Farkas Ádám Dátum 2011 december 02, 22:50
Nálunk az a szabály, hogy mikor megy a család az Obi-ba mindig vehetek valami apróságot, ha mást nem pillanatszorítót :) és már ilyen sokszor voltunk[#hehe]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: juh0557j0 Dátum 2011 december 02, 23:01
Írta: juh0557j0 Dátum 2011 december 02, 23:01
Nem túlzás egy kicsit ez a százados tökölés??
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 02, 23:11
Írta: 000000000 Dátum 2011 december 02, 23:11
Milyen módszerrel kompenzálod a sínek közötti magasságkülönbséget?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 02, 23:14
Írta: 000000000 Dátum 2011 december 02, 23:14
Az szép és jó, hogy beállítottad a párhuzamosságot. De amikor a tetejét állítottad a sínnek, akkor a párhuzam nem ment el?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 02, 23:28
Írta: svejk Dátum 2011 december 02, 23:28
A magasságkülönbség beállítása előtt kiszintezted a "zöld" asztalt gépbeállító vízmértékkel?
Pár századot az is csavarodik attól függően hogy állnak a lábak.
Pár századot az is csavarodik attól függően hogy állnak a lábak.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 02, 23:30
Írta: svejk Dátum 2011 december 02, 23:30
No jó, lehet hogy csak pár ezredet...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 02, 23:39
Írta: svejk Dátum 2011 december 02, 23:39
Ezen a képen még nincsenek alatt a beállító lábak, de mi sokat tököltünk mire beállítottuk számunkra pontos etalon felületnek a bordák összecsavarozásához. A gépbeállító vízmérték szerint csavarodott az asztal a beállítás közben, értékére nem emlékszem.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 02, 23:46
Írta: svejk Dátum 2011 december 02, 23:46
Beállítás előtt pár napig igazodtak a papucsok a műanyag padló(ba)n. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 03, 00:01
Írta: svejk Dátum 2011 december 03, 00:01
Nem értem...ha az öntvények teteje köszörült akkor miért nem fogatod rá a sínt és inkább az öntvény és az asztal közt hézagolsz?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 04:31
Írta: 000000000 Dátum 2011 december 03, 04:31
Megadod a módját![#eljen]
Az első sínt órával is be tudtad volna állítani a peremhez.
Az első sínt órával is be tudtad volna állítani a peremhez.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 07:16
Írta: wcsxp0uxa Dátum 2011 december 03, 07:16
Jó reggelt kívánok.
Sajnálom ,hogy kora reggel károgok ,de miért jó az ,ha egy síkba köszörült felületbe nem bízunk ?
Arra a sínre rászorított profil ,akár 0.5mm is kottyanhat (feltételezem ,nem csomagoló ipar számára készült sín-szán kombinációt választottál ,mint itt legtöbben.
az alumínium profil lengedezése is .1 mm minimum). Már többször is írni akartam az órás beméréssel szembeni fenntartásaimról , a gép saját magát marta körbe ,síkba effektusok hibáiról . Én azt csinálnám :
-elfogadnám síknak a köszörült felületeket, tehát az egysíkúságát ellenőrizném , már egészen kis eltérést is észre lehet venni szemre is ekkora méreteknél . (csak egy pontos szál anyag kell hozzá ,és fény)
Amikor megvan az eltérés mértéke , a nem síkba köszörült felületeken korrigálnék .
Amennyiben érdekeltséged van a mérőóra bizniszben ,tekintsd tárgytalannak hozzászólásomat.
Sajnálom ,hogy kora reggel károgok ,de miért jó az ,ha egy síkba köszörült felületbe nem bízunk ?
Arra a sínre rászorított profil ,akár 0.5mm is kottyanhat (feltételezem ,nem csomagoló ipar számára készült sín-szán kombinációt választottál ,mint itt legtöbben.
az alumínium profil lengedezése is .1 mm minimum). Már többször is írni akartam az órás beméréssel szembeni fenntartásaimról , a gép saját magát marta körbe ,síkba effektusok hibáiról . Én azt csinálnám :
-elfogadnám síknak a köszörült felületeket, tehát az egysíkúságát ellenőrizném , már egészen kis eltérést is észre lehet venni szemre is ekkora méreteknél . (csak egy pontos szál anyag kell hozzá ,és fény)
Amikor megvan az eltérés mértéke , a nem síkba köszörült felületeken korrigálnék .
Amennyiben érdekeltséged van a mérőóra bizniszben ,tekintsd tárgytalannak hozzászólásomat.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: besirkyjh Dátum 2011 december 03, 07:55
Írta: besirkyjh Dátum 2011 december 03, 07:55
" Amikor megvan az eltérés mértéke "
Ezt hogy lehet a legegyszerübben meg állapitani ?
Mekkora az a " pontos szál anyag " és annak a pontosságát hogyan elenörzöd amit a fény utjába szeretnél tenni ?
Azért ennyire nem egyszerü ez a szál anyaggal szerintem .
Helyes méréssel , mérési sorrenddel a kivánt paraméterek hozhatoak viszonylag könnyen .
Ezt hogy lehet a legegyszerübben meg állapitani ?
Mekkora az a " pontos szál anyag " és annak a pontosságát hogyan elenörzöd amit a fény utjába szeretnél tenni ?
Azért ennyire nem egyszerü ez a szál anyaggal szerintem .
Helyes méréssel , mérési sorrenddel a kivánt paraméterek hozhatoak viszonylag könnyen .
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 08:17
Írta: wcsxp0uxa Dátum 2011 december 03, 08:17
Rá kell tenni mondjuk a síkba mart felületre ,ha egyenletes a fényszűrődés ,akkor sík a két felület. Tanítóim szerint 0.001mm pontosságot is érzékelni lehet.Ha pusztán ellenőrzésképpen a "mérő" anyagot 180 fokkal elfordítva is jó eredményt kapunk (kicsit mozgatva a lécet) ,biztosan mondhatjuk síkhoz közeli felülettel van dolgunk . Szerintem ide egy méteres darab "eszköz" elég . Persze előtte érdemes mintát venni ,mondjuk a HBM kereszt asztalán ,rá kell állni a szemnek ,mert itt nincsenek skálák ,és mutatók.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: besirkyjh Dátum 2011 december 03, 08:26
Írta: besirkyjh Dátum 2011 december 03, 08:26
Persze , tudom nagyon jol , csak igy átesünk a lo tuloldalára mert a rud ellenörzéséhez legalább egy nagyság renddel pontosabb " sik " szükséges .Vannak ilyenek de nem az Ádámnál a járolapon :)
Az ora tökéletes ide , lehet kicsit lassabb mit az általad emlitett modszer de ahoz sok feltételnek kel teljesülnie a vizsgálat elött :(
Lehet egy oskolába jártunk , vagy egy mesterünk volt ? Nekem is igy tanitották annak idején :)
[#eljen]
Az ora tökéletes ide , lehet kicsit lassabb mit az általad emlitett modszer de ahoz sok feltételnek kel teljesülnie a vizsgálat elött :(
Lehet egy oskolába jártunk , vagy egy mesterünk volt ? Nekem is igy tanitották annak idején :)
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 03, 08:33
Írta: Farkas Ádám Dátum 2011 december 03, 08:33
A helyzet a következő, lehet hogy az asztalban van a hiba, még az elején kaptam kölcsön egy gépbeállító vízmértéket, akkor beállítottam azóta viszont rákerült néhány mázsa.
Most hogy rá van csavarozva az asztalra a két öntvény a két köszörült felület között mérek 3 százas hullámosságot, vagyis hasa van az egyiknek a másikhoz képest.
Két dolog lehet: 1. vagy ilyenek, 2. vagy az asztal húzta el.
Ma felcsavarok minden csavart és ellenőrzöm.
Az Alu profilos mérés tökéletes, lehet hogy lehajlik a profil, de biztos hogy nem lengedezik, legalább is nem mérhető módon.
Vagy mondjátok hogy hagyjam a fenébe a két századot?
Most hogy rá van csavarozva az asztalra a két öntvény a két köszörült felület között mérek 3 százas hullámosságot, vagyis hasa van az egyiknek a másikhoz képest.
Két dolog lehet: 1. vagy ilyenek, 2. vagy az asztal húzta el.
Ma felcsavarok minden csavart és ellenőrzöm.
Az Alu profilos mérés tökéletes, lehet hogy lehajlik a profil, de biztos hogy nem lengedezik, legalább is nem mérhető módon.
Vagy mondjátok hogy hagyjam a fenébe a két századot?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 08:44
Írta: wcsxp0uxa Dátum 2011 december 03, 08:44
Itt a legnagyobb baj ,hogy .1mm-es hibákat is belemérhet .Pedig ott van egy olyan pontos felület aminél nem tud jobbat csinálni.
Ha a szánja előfeszített ,tőle 500mm -re a kilengés minimum .5mm . Nem kell ide ufó technika ,nekem is vannak alkalomszerűen kiválasztott darab anyagaim (pl 25-ös csiszolt ezüst acél).
De ennél az órás technikánál az is biztosabb ha távolról belenéz.
Ha a szánja előfeszített ,tőle 500mm -re a kilengés minimum .5mm . Nem kell ide ufó technika ,nekem is vannak alkalomszerűen kiválasztott darab anyagaim (pl 25-ös csiszolt ezüst acél).
De ennél az órás technikánál az is biztosabb ha távolról belenéz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 08:50
Írta: wcsxp0uxa Dátum 2011 december 03, 08:50
A .03 század az szerszám ipari minőség.
A HBM - marógéped pontossága min 0.05 (a mérési jegyzőkönyvbe meg tudod nézni)
A HBM - marógéped pontossága min 0.05 (a mérési jegyzőkönyvbe meg tudod nézni)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 03, 08:55
Írta: Farkas Ádám Dátum 2011 december 03, 08:55
No akkor azon még faragok [#smile]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 december 03, 10:03
Írta: Szalai György Dátum 2011 december 03, 10:03
Lehet, hogy ezt „benézted” szerintem.
Lehet, hogy így tanítják, de hogy így nem csinálják, azt biztosra veszem. Pár ezred milliméteres rést, két összefekvő anyag között nem veszel észre szemmel-fénnyel, mert nem megy át rajta a fény. Átmenne, ha két él között lenne pár ezred távolság. De több centiméter széles felületek között nem megy át, mert a diffrakció megtöri a sugár irányát, és az elnyelődik a párhuzamos felületeken. A mikrométeres méréstartományban, egyenesség és négyszögletes síklapúság mérésére, marad az órázgatás.
Míg nem építünk egy lézer autokollimátort is.
Lehet, hogy így tanítják, de hogy így nem csinálják, azt biztosra veszem. Pár ezred milliméteres rést, két összefekvő anyag között nem veszel észre szemmel-fénnyel, mert nem megy át rajta a fény. Átmenne, ha két él között lenne pár ezred távolság. De több centiméter széles felületek között nem megy át, mert a diffrakció megtöri a sugár irányát, és az elnyelődik a párhuzamos felületeken. A mikrométeres méréstartományban, egyenesség és négyszögletes síklapúság mérésére, marad az órázgatás.
Míg nem építünk egy lézer autokollimátort is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 10:14
Írta: wcsxp0uxa Dátum 2011 december 03, 10:14
Nem is állítottam ,hogy felületek közé kell nézni.
A pontosság terén nem velem van vitád .
Ezt a technikát mindenki ismeri aki reszelt kalapácsot ,vagy ovális peremet .
Az igazán precíz gépet így készítik.
Én csak jót akartam Ádámnak ,ez a mérés elvileg is több ponton rossz .Kár lenne ezért a jó kis "húsos" gépért kár..kár..kár
Vasi fecske viszont nem akarok lenni.
A pontosság terén nem velem van vitád .
Ezt a technikát mindenki ismeri aki reszelt kalapácsot ,vagy ovális peremet .
Az igazán precíz gépet így készítik.
Én csak jót akartam Ádámnak ,ez a mérés elvileg is több ponton rossz .Kár lenne ezért a jó kis "húsos" gépért kár..kár..kár
Vasi fecske viszont nem akarok lenni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sasi Dátum 2011 december 03, 11:32
Írta: sasi Dátum 2011 december 03, 11:32
Az egysíkúság ellenőrzésére a gépészetben alkalmazzák a fényréssel történő vizsgálatot, ennek viszont az elengedhetetlen eszköze a precíziós élvonalzó (meg némi gyakorlat), mely nem egy olcsó mulatság, különösen ekkora méretben.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 11:42
Írta: wcsxp0uxa Dátum 2011 december 03, 11:42
500mm hosszút kapásból találtam 30e + áfa.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 03, 12:22
Írta: svejk Dátum 2011 december 03, 12:22
Ne hagyd!
De én előtte tennék egy próbát.
A zártszelvény asztal egyik sarka alá beraknék egy hézagolót, hogy ekkor megváltozik-e a mért érték. Ha igen akkor utólag majd a helyén lehet valamelyest korrigálni.
Ha nem változik, akkor pedig mindenféleképpen az asztal és az öntvény közt hézagolnék valamilyen műgyantás kiöntéses, csavarmeghúzogatós technikával technikával.
Feltéve, ha az öntvény teteje,, ahova a sínek mennek tényleg etalon minőségű síknak tekinthető.
De én előtte tennék egy próbát.
A zártszelvény asztal egyik sarka alá beraknék egy hézagolót, hogy ekkor megváltozik-e a mért érték. Ha igen akkor utólag majd a helyén lehet valamelyest korrigálni.
Ha nem változik, akkor pedig mindenféleképpen az asztal és az öntvény közt hézagolnék valamilyen műgyantás kiöntéses, csavarmeghúzogatós technikával technikával.
Feltéve, ha az öntvény teteje,, ahova a sínek mennek tényleg etalon minőségű síknak tekinthető.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 03, 12:22
Írta: svejk Dátum 2011 december 03, 12:22
Hol?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 12:26
Írta: wcsxp0uxa Dátum 2011 december 03, 12:26
http://www.controlmax.hu/webshop/index.php?q=proddetails&prodID=940&title=%C9lvonalz%F3%20ac%E9lb%F3l%20DIN%20874-00%20szerint%20%20140280
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 december 03, 12:44
Írta: Szalai György Dátum 2011 december 03, 12:44
Ha jól értem, még egy DIN 874/00 hibaosztályú lécben is lehet egy méteren nyolc mikrométer hiba. Az ára meg… Akkor az még mindég csak egy szemre ellenőrzés és nem mérés.
Ádám mérése az elérhető pontosság határát feszegeti, és igen becsületére válik, hogy egyáltalán foglalkozik ezzel. Szerintem.
Legalább tudhatjuk, hogy mi az amit még lehet, és mi az ami reménytelen.
Ádám mérése az elérhető pontosság határát feszegeti, és igen becsületére válik, hogy egyáltalán foglalkozik ezzel. Szerintem.
Legalább tudhatjuk, hogy mi az amit még lehet, és mi az ami reménytelen.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 03, 13:08
Írta: Farkas Ádám Dátum 2011 december 03, 13:08
Ááá már el is ment a kedvem az egésztől, mi lesz ha még a közel száz kg-os hidat ráteszem. [#confused]
Most látom hátrányát annak hogy az alap az nem öntvény.
Holnap viszem is ki a MÉH-be :)
Most látom hátrányát annak hogy az alap az nem öntvény.
Holnap viszem is ki a MÉH-be :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 03, 13:11
Írta: Farkas Ádám Dátum 2011 december 03, 13:11
Már késő szétszedtem...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 03, 13:20
Írta: Farkas Ádám Dátum 2011 december 03, 13:20
Inkább írjatok a meghajtástól.
Adott:
DC servo 250W SanyoDenk (4db), vagy
AC servo 400W Yaskawa (3db),
AC servo 200W Yaskawa (1db),
X,Y Orsó 20/5 dupla anyával.
Z Orsó 16/4
A híd tömege kb 100kg,
A Z tengely kb 15kg
Adott:
DC servo 250W SanyoDenk (4db), vagy
AC servo 400W Yaskawa (3db),
AC servo 200W Yaskawa (1db),
X,Y Orsó 20/5 dupla anyával.
Z Orsó 16/4
A híd tömege kb 100kg,
A Z tengely kb 15kg
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 13:28
Írta: wcsxp0uxa Dátum 2011 december 03, 13:28
Szerintem a 0.03mm pontosság túlzás ,ezért most én is túlzásba fogok esni.
Tegyük fel ,felülsz a hullámvasútra a mérőóráddal , és ha a kocsi és a talpfák közötti távolságot egyformának méred , akkor sem egy síkban van a szerelvény ,csak ha a mese hajóra szálltál véletlenül.
Tegyük fel ,felülsz a hullámvasútra a mérőóráddal , és ha a kocsi és a talpfák közötti távolságot egyformának méred , akkor sem egy síkban van a szerelvény ,csak ha a mese hajóra szálltál véletlenül.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 13:32
Írta: wcsxp0uxa Dátum 2011 december 03, 13:32
Illetve az a túlzás ,hogy ez nem jó.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 03, 13:32
Írta: Farkas Ádám Dátum 2011 december 03, 13:32
Namost azt csinálom hogy a két öntvényt leszedem ráteszem a két sínt a tetejére hézagolás nélkül, majd az öntvényeket talpuknál összecsavarom. Ezután átórázom a síneket, na ha akkor jó akkor akkor nincs nagy baj, ha akkor sem az baj. Vihetem őket köszörültetni..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 13:43
Írta: wcsxp0uxa Dátum 2011 december 03, 13:43
Az a baj ,hogy így nem tudod meg hol a hiba.
Ilyen mértékű pontosságnál már az is számít ,ha csak rosszul sorjáztad a furatot.
Ilyen mértékű pontosságnál már az is számít ,ha csak rosszul sorjáztad a furatot.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 03, 14:01
Írta: Farkas Ádám Dátum 2011 december 03, 14:01
Valamit tennem kell, de valószínűleg az asztalban lesz a hiba. A sorjára nagyon ügyeltem :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 14:39
Írta: wcsxp0uxa Dátum 2011 december 03, 14:39
Azt könnyen ki lehet javítani.(ha van)
Én azt csinálnám:
-összeraknám csak a szerkezetet ,sín nélkül.
-szereznék egy pontos anyagot , a lehető legrövidebbet ami jó , nem kell méterenként 8 mikron pontosság ,ha van egy 50x10-15-ös lapos anyagod az Alcan -tól (pl) azzal már el lehet indulni.(.02-0.03mm /méter) Fontos ,hogy sarka legyen.(én kör keresztmetszettel is csinálom ha kell)
-Ráraknám a szerkezetre ahány verzió csak eszembe jut.
-megnézném egyezik -e a két oszlop periodikus hibái -ebből lehet következtetni összeadódik ,vagy kiegyenlítődik a hiba mértéke.
- párhuzamossági hibák ilyen távon csak úgy ordítanak (oszlopok függőleges)
Amikor már jól kijátszottam magamat ,és ellenőriztem mindent 3x ,akkor a hézagoló lemezzel próbálkozva lehet javítani a helyzeten.(én elővenném a csiszoló papírt is a végére a hiba mértékétől függ)
Csak türelem kérdése , az órás mérést dupla kocsival (x2 sínen próbálnám) ,de csak ha nem hullámvasút.
Én azt csinálnám:
-összeraknám csak a szerkezetet ,sín nélkül.
-szereznék egy pontos anyagot , a lehető legrövidebbet ami jó , nem kell méterenként 8 mikron pontosság ,ha van egy 50x10-15-ös lapos anyagod az Alcan -tól (pl) azzal már el lehet indulni.(.02-0.03mm /méter) Fontos ,hogy sarka legyen.(én kör keresztmetszettel is csinálom ha kell)
-Ráraknám a szerkezetre ahány verzió csak eszembe jut.
-megnézném egyezik -e a két oszlop periodikus hibái -ebből lehet következtetni összeadódik ,vagy kiegyenlítődik a hiba mértéke.
- párhuzamossági hibák ilyen távon csak úgy ordítanak (oszlopok függőleges)
Amikor már jól kijátszottam magamat ,és ellenőriztem mindent 3x ,akkor a hézagoló lemezzel próbálkozva lehet javítani a helyzeten.(én elővenném a csiszoló papírt is a végére a hiba mértékétől függ)
Csak türelem kérdése , az órás mérést dupla kocsival (x2 sínen próbálnám) ,de csak ha nem hullámvasút.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 december 03, 14:47
Írta: Szalai György Dátum 2011 december 03, 14:47
Szerencsére a hullámvasút egysíkúságát nem a kocsihoz képest mérem, hanem több, egyenként stabilnak tekintett viszonyítási ponthoz képest. (Pl. GPS műholdak.)
És akkor egyből rá is jövök, hogy annak csak + - 9m-en belül pontos az egysíkúsága. De az oda még pont jó. [#vigyor2]
És akkor egyből rá is jövök, hogy annak csak + - 9m-en belül pontos az egysíkúsága. De az oda még pont jó. [#vigyor2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2011 december 03, 14:56
Írta: jv7pu3a5p Dátum 2011 december 03, 14:56
Nekem most esett le, a hullámvasutas hasonlatoddal. :))
Teljesen igazad van.
Annak idején mielőtt elkezdtem órázni én is megnéztem egy HIWIN sín élével az alu szelvény síkját fénynél. Már nem is emlékszem, talán nem volt szembetűnő hiba, de a sín sem hibátlan.
Én mondjuk megelégedtem a 0.05 hibával, biztos vagyok benne a mechanikám se tudna többet.
Ádám csak így tovább, precízen, ahogy megszoktuk tőled! Marhára tetszik amúgy.
[#eljen]
Teljesen igazad van.
Annak idején mielőtt elkezdtem órázni én is megnéztem egy HIWIN sín élével az alu szelvény síkját fénynél. Már nem is emlékszem, talán nem volt szembetűnő hiba, de a sín sem hibátlan.
Én mondjuk megelégedtem a 0.05 hibával, biztos vagyok benne a mechanikám se tudna többet.
Ádám csak így tovább, precízen, ahogy megszoktuk tőled! Marhára tetszik amúgy.
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 14:56
Írta: 000000000 Dátum 2011 december 03, 14:56
Nekem a Makita akkusba mindig van egy kúpsülyesztő, az esztergánál, marógépnél és az oszlopos fúrónál van levegő pisztoly. Az éleket csiszoló vászonnal mindig végighúzom.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 14:59
Írta: wcsxp0uxa Dátum 2011 december 03, 14:59
Sajnálom ,hogy nem értjük egymást.[#nemtudom]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 15:01
Írta: 000000000 Dátum 2011 december 03, 15:01
Nekem van egy 300-as háromélű élvonalzóm és egy 1-es pontossági osztályú derékszögem.
Én is fénynél szoktam ellenőrizni. Kevés dolog, ami hibátlan.
Én is fénynél szoktam ellenőrizni. Kevés dolog, ami hibátlan.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2011 december 03, 15:13
Írta: jv7pu3a5p Dátum 2011 december 03, 15:13
Szükséged is van rájuk, ahogy szórod kifele a CNC gépeket. :)
Én meg ebben a hidegben repülőt készítek, lassan majd teszek fel képeket a topikomba. :)
Én meg ebben a hidegben repülőt készítek, lassan majd teszek fel képeket a topikomba. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 december 03, 15:21
Írta: Szalai György Dátum 2011 december 03, 15:21
Én nem sajnálom, hanem kíváncsi vagyok rá, hogy éppen mit nem értek.
Szerinted jó az úgy. (Ha jól értem.)
Szerintem akkor lesz pont jó, mikor az építőnek elfogy a türelme és nem finomítja tovább. Mert törekedni kell, a legjobbra, ami elérhető, hiszen erre fognak még halmozódni a többi hibák, és jó volna, ha minden hibák eredője még egy nagyságrendbe esne a szerkezet munka közbeni rugalmas változásával. Különben megkérdőjeleződik a bivaly erős alap szükségessége.
Szerinted jó az úgy. (Ha jól értem.)
Szerintem akkor lesz pont jó, mikor az építőnek elfogy a türelme és nem finomítja tovább. Mert törekedni kell, a legjobbra, ami elérhető, hiszen erre fognak még halmozódni a többi hibák, és jó volna, ha minden hibák eredője még egy nagyságrendbe esne a szerkezet munka közbeni rugalmas változásával. Különben megkérdőjeleződik a bivaly erős alap szükségessége.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 03, 15:35
Írta: wcsxp0uxa Dátum 2011 december 03, 15:35
Én úgy kezdtem a napot ,hogy így nem jó szerintem.
Legalább 3 példát mondtam ,hogy miért nem .
Ádám gépe kb 500x600 -as lesz ,a 0.03mm pontosság szerintem nagyon jó. Az én bf 16-osomnál a szán pontossága .02-0.03 között mozog ,de az 210x150-es munka területű. (kb 1/8)
Legalább 3 példát mondtam ,hogy miért nem .
Ádám gépe kb 500x600 -as lesz ,a 0.03mm pontosság szerintem nagyon jó. Az én bf 16-osomnál a szán pontossága .02-0.03 között mozog ,de az 210x150-es munka területű. (kb 1/8)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 03, 15:41
Írta: Farkas Ádám Dátum 2011 december 03, 15:41
Amikor a sínt ráteszem az öntvényre rögtön látható hogy görbének született(mármint a sin. De a legelején feltételeztem hogy a köszörült öntvény felülete etalonnak számít, az a visszamérés csak ellenőrzés volt, hogy jól tettem fel a vállhoz képest.
Sajnos a házban nincs más egyenes felület :(
Szegény degus az egyik öntvényemhez hántolta az esztergáját [#vigyor1]
Sajnos a házban nincs más egyenes felület :(
Szegény degus az egyik öntvényemhez hántolta az esztergáját [#vigyor1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 16:29
Írta: 000000000 Dátum 2011 december 03, 16:29
[#eljen][#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2011 december 03, 17:40
Írta: Szedlay Pál Dátum 2011 december 03, 17:40
György!
Neked igazad van, mindenhol ezt találtam ez a pontos eszköz.
http://sdt.sulinet.hu/Player/Default.aspx?g=33c8c7d2-a95a-4ef4-9f28-45d58e6445fe&cid=609f9d99-9ff0-4e7b-93a8-ecba95f09e28
Neked igazad van, mindenhol ezt találtam ez a pontos eszköz.
http://sdt.sulinet.hu/Player/Default.aspx?g=33c8c7d2-a95a-4ef4-9f28-45d58e6445fe&cid=609f9d99-9ff0-4e7b-93a8-ecba95f09e28
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sasi Dátum 2011 december 03, 18:30
Írta: sasi Dátum 2011 december 03, 18:30
[#confused]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 19:22
Írta: 000000000 Dátum 2011 december 03, 19:22
[#eljen]

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 19:23
Írta: 000000000 Dátum 2011 december 03, 19:23

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 december 03, 19:42
Írta: Szalai György Dátum 2011 december 03, 19:42
Mindjárt leugrok a sarki kölcsönzőbe és kiveszek egy ilyet.
Ja, ilyen ott nincsen. Kölcsönző sem. Sarok sem, csak mindenhol körforgalom.
Ja, ilyen ott nincsen. Kölcsönző sem. Sarok sem, csak mindenhol körforgalom.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 03, 20:00
Írta: svejk Dátum 2011 december 03, 20:00
Szerezd meg Danibától a 600x1000 mm-es tusírasztalt! Az 3 lábon áll, nem is billeg.
De az se nem azért tekeredik alapjában véve mert öntvény, hanem azért mert 200 kg és nem 70.
Ha a mostani asztalod ilyen kialakításban lenne öntvény az is tekeredne. Lásd eszterga ágyak.
De az se nem azért tekeredik alapjában véve mert öntvény, hanem azért mert 200 kg és nem 70.
Ha a mostani asztalod ilyen kialakításban lenne öntvény az is tekeredne. Lásd eszterga ágyak.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 03, 20:01
Írta: svejk Dátum 2011 december 03, 20:01
Nem is értem mit vitáztok, még az sem lett eldöntve hogy tényleg nem egyenes/sík valami, vagy csak vetemedik.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 december 03, 20:26
Írta: Szalai György Dátum 2011 december 03, 20:26
Miért vitázunk?
Miért? Vitázunk?
Miért? Vitázunk?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 20:32
Írta: 000000000 Dátum 2011 december 03, 20:32
Olyan gépvázat még nem követtek el a gravitáció világában ami ne vetemedne vagy ne csavarodna. Max, ha tömör 1000x túlméretezett vas tömbre építenek gravírozó gépet. Házi építésnél akár mit is csinálhat a koma, minél nehezebb, annál inkább csavarodik, vetemedik mihelyst áthelyezei egy másik helyre.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 december 03, 20:39
Írta: Szalai György Dátum 2011 december 03, 20:39
Tehát könnyűnek is kell lennie, nem csak merevnek? Hogy elbírja a saját súlyát kevés vetemedéssel?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 21:06
Írta: 000000000 Dátum 2011 december 03, 21:06
[#eplus2][#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 21:59
Írta: 000000000 Dátum 2011 december 03, 21:59
Nem azt mondtam, hogy könnyűnek kell lennie, hanem azt, hogy akár mit is csinálunk, az vetemedni fog. Kisebb nagyobb mértékben. Ez csak azon múlik, hogy kinek milyen igényei vannak, az felel meg neki.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2011 december 03, 22:02
Írta: Szedlay Pál Dátum 2011 december 03, 22:02
Gondoltam már én is erre, ezért néztem érdemes-e megvenni.
Csak olyan nehezen tudtam volna egyedül arrébb rakni.
http://www.ebay.de/itm/160658707884?ssPageName=STRK:MEWAX:IT&_trksid=p3984.m1423.l2649#ht_1026wt_1399
Csak olyan nehezen tudtam volna egyedül arrébb rakni.
http://www.ebay.de/itm/160658707884?ssPageName=STRK:MEWAX:IT&_trksid=p3984.m1423.l2649#ht_1026wt_1399
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: hostya Dátum 2011 december 03, 22:17
Írta: hostya Dátum 2011 december 03, 22:17
"Házi építésnél akár mit is csinálhat a koma, minél nehezebb, annál inkább csavarodik, vetemedik mihelyst áthelyezei egy másik helyre. "
Szerinted mennyit vetemedik ez a 20-as lemezből készült gépalap a saját súlya alatt, ha odébb tesszük 1 méterrel?
http://cnctar.hobbycnc.hu/Adam/Iron_man/DSC04227.JPG
Szerinted mennyit vetemedik ez a 20-as lemezből készült gépalap a saját súlya alatt, ha odébb tesszük 1 méterrel?
http://cnctar.hobbycnc.hu/Adam/Iron_man/DSC04227.JPG
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: hostya Dátum 2011 december 03, 22:18
Írta: hostya Dátum 2011 december 03, 22:18
(http://cnctar.hobbycnc.hu/Adam/Iron_man/DSC04227.JPG)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: hostya Dátum 2011 december 03, 22:22
Írta: hostya Dátum 2011 december 03, 22:22
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sasi Dátum 2011 december 03, 22:33
Írta: sasi Dátum 2011 december 03, 22:33
Az nagy baj lenne, ha egy mérőlap a saját súlya alatt deformálódna. Ezek ötvözete és maga az öntvény is csillapított, valamint a bordázatának kialakítása is a minimális deformáció ellen hat.
A mérőlapok egysíkúságának tűrései. A tűrési osztály a megmunkálás pontosságából adódik, a deformációra nem sok marad…
A mérőlapok egysíkúságának tűrései. A tűrési osztály a megmunkálás pontosságából adódik, a deformációra nem sok marad…
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 22:38
Írta: 000000000 Dátum 2011 december 03, 22:38
Egy gyári esztergapad el tud deformálódni, ha nem jó a szintezése?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: hostya Dátum 2011 december 03, 22:47
Írta: hostya Dátum 2011 december 03, 22:47
Egy gyári eszterga igen!
De a lenti képen látható vasdarab nem. -legalábbis hobby szinten mérhetően nem-
Vedd figyelembe a méreteket is.
De a lenti képen látható vasdarab nem. -legalábbis hobby szinten mérhetően nem-
Vedd figyelembe a méreteket is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 03, 22:50
Írta: 000000000 Dátum 2011 december 03, 22:50
De itt nem is a lenti vasdarab volt a téma, hanem egy gép váz, illetve a gép alatti keret deformációja.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: hostya Dátum 2011 december 03, 22:58
Írta: hostya Dátum 2011 december 03, 22:58
Nézd vissza ebben a topicban a #267-et.
Ez a vasdarab a gépváz alapja... [#integet2]
Ez a vasdarab a gépváz alapja... [#integet2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: besirkyjh Dátum 2011 december 04, 06:20
Írta: besirkyjh Dátum 2011 december 04, 06:20
Természetesen ez is tud " deformálodni " de nagyság rendileg szerintem az elvárt paraméterekhez képest elenyészö .Ha talál benne hibát az benne is marad , felesleges azért talpcsavarokkal az aljzathoz huzatni .Lehet korrigálni a pici hibákat akár hézagolással is ahogy a Svejk is mondja az asztal és az "Y" lábak között .
Szerintem ez a váz megérdemli hogy még meg lehet felezni azt a mért 0.02mm-t :)
Szerintem ez a váz megérdemli hogy még meg lehet felezni azt a mért 0.02mm-t :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 04, 08:12
Írta: svejk Dátum 2011 december 04, 08:12
Hátha kiméri Farkas Ádám.
Én úgy tapasztaltam, hogy az alátámasztástól függően változik a felület egysíkúsága, de nem volt megfelelő technikai hátterem a kiméréshez.
Én úgy tapasztaltam, hogy az alátámasztástól függően változik a felület egysíkúsága, de nem volt megfelelő technikai hátterem a kiméréshez.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 04, 12:10
Írta: Farkas Ádám Dátum 2011 december 04, 12:10
Közben eltűntem, de látom azért minden meg lett beszélve :) Kis türelmet kérek, újra állítom az asztalt és újrakezdem. Jövő héten folytatom addigra megjön az interferométerem :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sasi Dátum 2011 december 04, 12:27
Írta: sasi Dátum 2011 december 04, 12:27
Idézet Beer-Kiss-Párkányné, Fémismeret és gépgyártástechnológia 3. kötetből:
„Sík felületek, sík lapok pontatlanságát az elméleti síktól — a legmagasabb és a legmélyebb felületpontok közötti felezősíktól — való legnagyobb eltérésként adják meg.
Ez az eltérés meghatározható élvonalzóval. Az eljárásnál a vizsgált felület és az élvonalzó közötti fényrést vizsgálják. Az eljárás azon alapszik, hogy az emberi szem sötét alapon a világos fényrést nagyobbnak észleli, mint világos alapon a sötét foltokat. Célszerű a fényrés-vizsgálathoz háttérnek egyenletesen megvilágított papírlapot vagy homályos üveget használni.
A síkfelület vizsgálható tusírlap segítségével is. Ezt a módszert a 2.35. fejezetben ismer-tettük.
A síktól való eltérés meghatározása széles mérőfelületű vonalzóval és mérőhasábokkal is történhet (227. ábra). Ebben az esetben a bázisfelületre széles mérőfelületű vonalzót fektetnek, és azt a két végétől számított 2/9 vonalzóhossznál azonos magasságú mérőhasábokkal alátámasztják. A síktól való eltérést a vonalzó és a síkfelület közé csúsztatott mérőhasábokkal mérik. Így végigtapogatható az egész felület.
Hasonló módon végezhető el a mérés mérőórák vagy finomtapintók segítségével, amennyiben ezeket egy alkalmas készülékbe fogva vonalzón végigvezetik (228. ábra).”
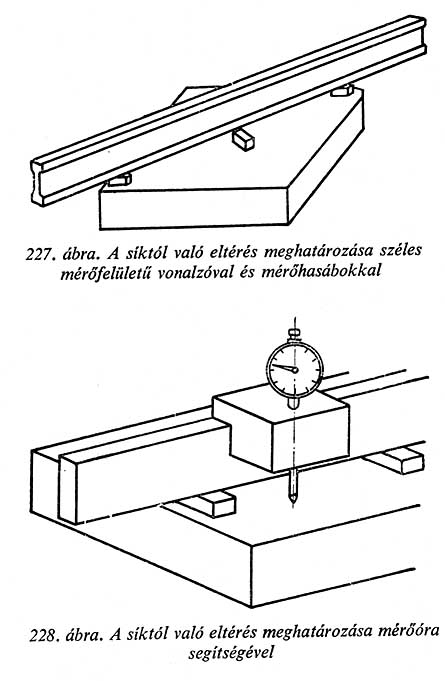
„Sík felületek, sík lapok pontatlanságát az elméleti síktól — a legmagasabb és a legmélyebb felületpontok közötti felezősíktól — való legnagyobb eltérésként adják meg.
Ez az eltérés meghatározható élvonalzóval. Az eljárásnál a vizsgált felület és az élvonalzó közötti fényrést vizsgálják. Az eljárás azon alapszik, hogy az emberi szem sötét alapon a világos fényrést nagyobbnak észleli, mint világos alapon a sötét foltokat. Célszerű a fényrés-vizsgálathoz háttérnek egyenletesen megvilágított papírlapot vagy homályos üveget használni.
A síkfelület vizsgálható tusírlap segítségével is. Ezt a módszert a 2.35. fejezetben ismer-tettük.
A síktól való eltérés meghatározása széles mérőfelületű vonalzóval és mérőhasábokkal is történhet (227. ábra). Ebben az esetben a bázisfelületre széles mérőfelületű vonalzót fektetnek, és azt a két végétől számított 2/9 vonalzóhossznál azonos magasságú mérőhasábokkal alátámasztják. A síktól való eltérést a vonalzó és a síkfelület közé csúsztatott mérőhasábokkal mérik. Így végigtapogatható az egész felület.
Hasonló módon végezhető el a mérés mérőórák vagy finomtapintók segítségével, amennyiben ezeket egy alkalmas készülékbe fogva vonalzón végigvezetik (228. ábra).”
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 04, 14:08
Írta: Farkas Ádám Dátum 2011 december 04, 14:08
Megállapítottam hogy az asztalnak ment el a felületi egyenessége. Valószínűleg nem jól sikerült a "hézagolás".
Sajnos nincsen ilyen nagy élvonalzóm, sem lézeres interferométerem.
Viszont a HBM marógép asztalát tekinthetném egyenesnek.. ha beállítanám a HBM-et és az asztalt "gépi vízmértékkel" majd mivel elég közel vannak egymáshoz az asztalból kihosszabbított mérőórával pásztáznám az asztalt, igaz, nem járja be teljesen de talán elég lenne.
Vagy a HBM sem elég pontos?
Sajnos nincsen ilyen nagy élvonalzóm, sem lézeres interferométerem.
Viszont a HBM marógép asztalát tekinthetném egyenesnek.. ha beállítanám a HBM-et és az asztalt "gépi vízmértékkel" majd mivel elég közel vannak egymáshoz az asztalból kihosszabbított mérőórával pásztáznám az asztalt, igaz, nem járja be teljesen de talán elég lenne.
Vagy a HBM sem elég pontos?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 04, 14:09
Írta: Farkas Ádám Dátum 2011 december 04, 14:09
Igaz a HBM-nek 5 századot adnak meg
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2011 december 04, 14:38
Írta: wcsxp0uxa Dátum 2011 december 04, 14:38
Ez nem azért nem jó ,mert nem elég jó.
Képzeld el :
Ha 0.05mm-t kottyan mondjuk 200mm (kereszt asztal)
,tőle 1000mm-re az 0.3mm már !
Szerintem ennek az interferométernek fakultatív a használhatósága ,és nem azért mert nem elég pontos . Hosszú anyagoknál biztos világbajnok ...
Képzeld el :
Ha 0.05mm-t kottyan mondjuk 200mm (kereszt asztal)
,tőle 1000mm-re az 0.3mm már !
Szerintem ennek az interferométernek fakultatív a használhatósága ,és nem azért mert nem elég pontos . Hosszú anyagoknál biztos világbajnok ...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 09, 23:41
Írta: Farkas Ádám Dátum 2011 december 09, 23:41
Így állok:
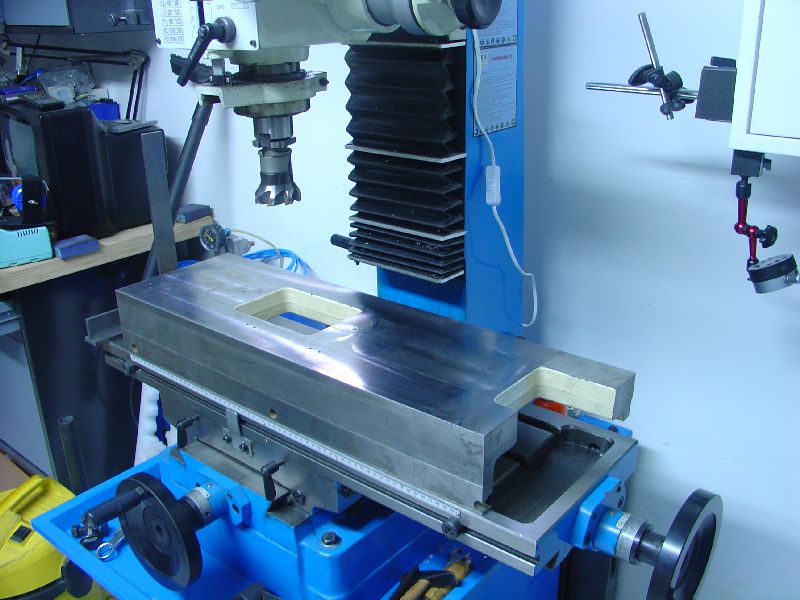

köszörült 2842-es szerszámacéllal dolgozom..


köszörült 2842-es szerszámacéllal dolgozom..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2011 december 09, 23:52
Írta: svejk Dátum 2011 december 09, 23:52
Hőhe!
Nem ér elhallgatni hogy mi lett az egysíkúsággal!
Nem ér elhallgatni hogy mi lett az egysíkúsággal!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 09, 23:55
Írta: Farkas Ádám Dátum 2011 december 09, 23:55
A köszörült gerendák egyenesek. Az asztal beállításában volt a hiba. De nem foglalkozom most vele, mert még nincsen a helyén a gép. Ha elkészül úgyis csak darabokban tudom helyretenni, és akkor újra kezdődik a játék.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 10, 07:20
Írta: 000000000 Dátum 2011 december 10, 07:20
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: kfhhyweby Dátum 2011 december 10, 08:04
Írta: kfhhyweby Dátum 2011 december 10, 08:04
1.2842???Az nem olcsó mulatság....
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2011 december 10, 08:53
Írta: Szalai György Dátum 2011 december 10, 08:53
Mi okból készítették 2842 szerszámacélból azt az alkatrészt? Él tartónak kellett lennie?
A híd felső szélének lesz-e hátramerevítése?
A híd felső szélének lesz-e hátramerevítése?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 10, 10:35
Írta: Farkas Ádám Dátum 2011 december 10, 10:35
Bizony nem olcsó a boltban(~6500/kg), de ilyen anyaghoz jutottam hozzá :) Az alkatrész már be van építve a kocsik és a híd közé. (a képen talán látszik). Most hogy megmunkáltam elküldhetném még hőkezelni, de nem hiszem hogy az még számít akkor tényleg kemény lenne.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 10, 11:18
Írta: 000000000 Dátum 2011 december 10, 11:18
Szerintem felesleges a hőkezelés.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 10, 11:19
Írta: Farkas Ádám Dátum 2011 december 10, 11:19
szerintem is :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: kfhhyweby Dátum 2011 december 10, 19:38
Írta: kfhhyweby Dátum 2011 december 10, 19:38
Nem csak kemény,de rideg is lenne,hőhekezéstől függően,valamint a belső feszültség miatt is alakváltozáson esne át.Nagyon nem ajánlatos a hőkezelése készremunkálás után.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: kfhhyweby Dátum 2011 december 10, 19:39
Írta: kfhhyweby Dátum 2011 december 10, 19:39
hőhekezéstől=hőkezeléstől[#wink]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 23, 20:12
Írta: Farkas Ádám Dátum 2011 december 23, 20:12
Ma készült pirinyó forgatócska (tokmány 45mm-es) 100-as HD áttétel, pici Yaskawa DC servo motor:



Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2011 december 23, 20:39
Írta: PSoft Dátum 2011 december 23, 20:39
Nagyon ariiii! [#eljen]
Nincs kéznél egy,....konzervnyitód?:)
Nincs kéznél egy,....konzervnyitód?:)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 23, 20:42
Írta: Farkas Ádám Dátum 2011 december 23, 20:42
Tessék:

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 23, 20:43
Írta: Farkas Ádám Dátum 2011 december 23, 20:43
Ha még mélyebbre akarsz nézni, szóljál, és mutatom :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2011 december 23, 20:48
Írta: PSoft Dátum 2011 december 23, 20:48
[#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2011 december 23, 20:56
Írta: 000000000 Dátum 2011 december 23, 20:56
Látni akarjuk a belét is [#guluszem1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2011 december 23, 21:03
Írta: Farkas Ádám Dátum 2011 december 23, 21:03


Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 január 06, 13:59
Írta: Farkas Ádám Dátum 2012 január 06, 13:59
A rohadt macska vagy a székembe ül, vagy a MDF lapra. Most rendeltem a macskaszőr tűrő golyós orsót.

vagy írhattam volna: ezt készítettem a CNC gépemmel...[#vigyor3]
vagy írhattam volna: ezt készítettem a CNC gépemmel...[#vigyor3]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: u3xrz0cut Dátum 2012 január 06, 14:04
Írta: u3xrz0cut Dátum 2012 január 06, 14:04
Marj az oldalára valami kutyás relief-et...[#violent]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: u3xrz0cut Dátum 2012 január 06, 14:05
Írta: u3xrz0cut Dátum 2012 január 06, 14:05
Vagy csak kedveled a kínai konyhát, de nem vallod be....
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 január 06, 14:06
Írta: 000000000 Dátum 2012 január 06, 14:06
Kristály gömb is van mellé meg varnyú is?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: D.Laci Dátum 2012 január 06, 14:06
Írta: D.Laci Dátum 2012 január 06, 14:06
"vagy írhattam volna: ezt készítettem a CNC gépemmel..."
Anyag, szerszám fordulatszám elötolás stb. ? :)
Anyag, szerszám fordulatszám elötolás stb. ? :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 január 07, 19:37
Írta: 000000000 Dátum 2012 január 07, 19:37
Ádám, szerintem nem lehet semmi panaszod a macskádra.
Hasonlóan az enyémhez, mindig ott szretne lenni ahol vagyok.
Ha éppen a gép előtt vagyok, akkor akár a billentyüzeten dorombolna..
Had kérdem, a picike forgatót miféle feladatra szánod?
Amiatt kérdem, mivel van hasonló áttételem, de nem tudom, mekkora nyomatékkal lehetne terhelni.
Hasonlóan az enyémhez, mindig ott szretne lenni ahol vagyok.
Ha éppen a gép előtt vagyok, akkor akár a billentyüzeten dorombolna..
Had kérdem, a picike forgatót miféle feladatra szánod?
Amiatt kérdem, mivel van hasonló áttételem, de nem tudom, mekkora nyomatékkal lehetne terhelni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 január 07, 20:10
Írta: 000000000 Dátum 2012 január 07, 20:10
Nálam a kutya csinálja ugyan ezt. Csak az 60 kilós és nem kell lehajolni, ha meg akarom símogatni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: besirkyjh Dátum 2012 január 07, 21:56
Írta: besirkyjh Dátum 2012 január 07, 21:56
Nehogy azt hidd hogy egyedi a "problémád" :))

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 január 07, 21:58
Írta: Farkas Ádám Dátum 2012 január 07, 21:58
A pici forgató Kanalashoz fog kerülni, gyűrű gravírozás céljából. Mivel elég "kicsi" dologról van szó nem hinném hogy nagy nyomatékokra szánták. Ugyanakkor 100-as áttétel simán kicsavarja magát a kezemből. Nem tudom lefogni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 január 07, 22:01
Írta: Farkas Ádám Dátum 2012 január 07, 22:01
[#taps][#taps]
Nagyobb gépeket kell készítenem. Az enyémről lelóg a macska feje. Nem EU szabvány.
Nagyobb gépeket kell készítenem. Az enyémről lelóg a macska feje. Nem EU szabvány.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 január 07, 22:14
Írta: 4um5b65d Dátum 2012 január 07, 22:14
Micsoda lusta, béna macskáitok vannak.....
Nálunk ki van adva nekik feladatba, hogy az összes egeret füleljék le. :)

Nálunk ki van adva nekik feladatba, hogy az összes egeret füleljék le. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2012 január 07, 22:48
Írta: 2dbfy8y Dátum 2012 január 07, 22:48
Ez jó!
Már csak egy kutya hiányzik a macska alól!
Már csak egy kutya hiányzik a macska alól!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 január 30, 00:20
Írta: Farkas Ádám Dátum 2012 január 30, 00:20
Egész jó ez az új Movie Maker könnyű összedobni vele egy kis videót micro 4th Axis
[#heureka][#smile]
[#heureka][#smile]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 január 30, 02:05
Írta: HJózsi Dátum 2012 január 30, 02:05
[#eljen] a befogott cucc ütése ( 0,005 mm) belül van a tűrésen ... :) gratulálok!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 január 30, 06:15
Írta: 000000000 Dátum 2012 január 30, 06:15
Klassz![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 január 30, 06:23
Írta: Szalai György Dátum 2012 január 30, 06:23
És a zene is milyen remek. Csak valami sajnos belezúg néha.
A tokmány pofák külön állíthatóak, vagy egyszerre?
Ennek milyen a tokmány felőli csapágyazása?
Szépre készült darab. [#worship]
A tokmány pofák külön állíthatóak, vagy egyszerre?
Ennek milyen a tokmány felőli csapágyazása?
Szépre készült darab. [#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 január 30, 21:19
Írta: Farkas Ádám Dátum 2012 január 30, 21:19
Ennél a forgatónál, külön állítható, de van belőle olyan is amit egyben. Szóval a videón az 5 ezred csak parasztvakítás, ha még szórakozok vele egy fél órát kihozhatnám nullára :). A csapágy párosított itt a kép a túloldalán van a kilógó tengelyvég:
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 25, 22:07
Írta: Farkas Ádám Dátum 2012 február 25, 22:07
Találtam a vaterán egy ilyent:




A lényeg az volt, hogy ISO30-as kúp van benne (ilyen befogóim vannak a HBM45 marógépemhez)
És mellesleg egy 80-as tokmányt is fel lehet rá biggyeszteni.
Ezek után szétkaptam (sajnáltam...):

A lényeg:

Csendélet egy 1,5KW-os motorral



A csapágyakat lecseréltem, és szimeringeket is tette bele, amit lehet hogy később megbánok (gondoltam feltöltöm hajtóműolajjal):



Összekábeleztem a szervót, faragtam hozzá szíjtárcsákat had szóljon :)
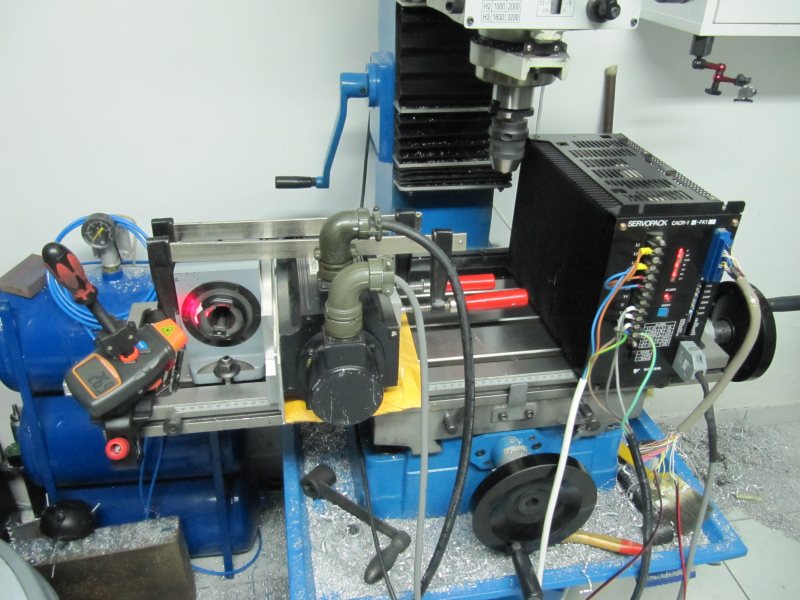
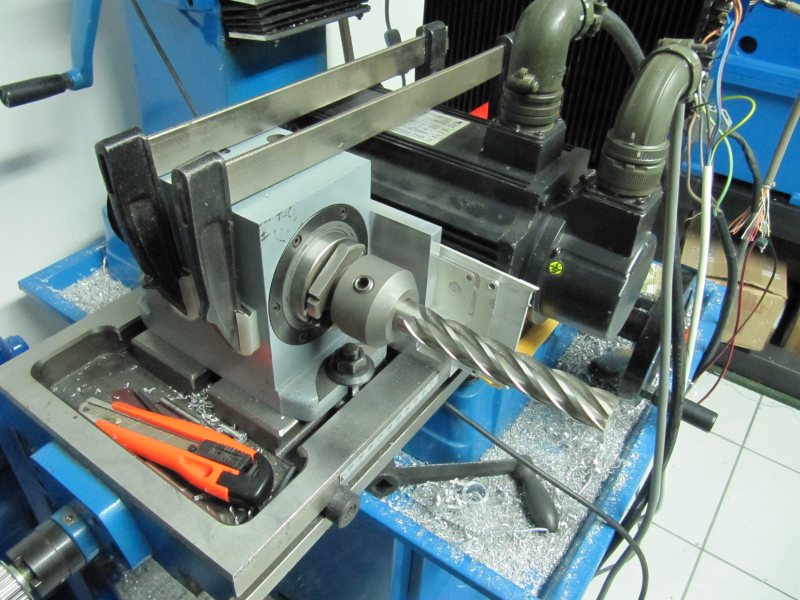
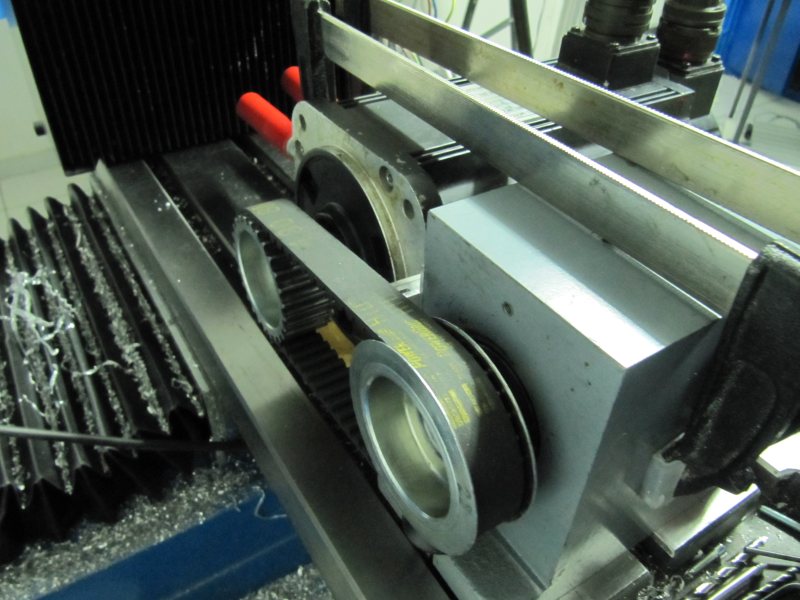
A lényeg az volt, hogy ISO30-as kúp van benne (ilyen befogóim vannak a HBM45 marógépemhez)
És mellesleg egy 80-as tokmányt is fel lehet rá biggyeszteni.
Ezek után szétkaptam (sajnáltam...):
A lényeg:
Csendélet egy 1,5KW-os motorral
A csapágyakat lecseréltem, és szimeringeket is tette bele, amit lehet hogy később megbánok (gondoltam feltöltöm hajtóműolajjal):
Összekábeleztem a szervót, faragtam hozzá szíjtárcsákat had szóljon :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 25, 22:16
Írta: Farkas Ádám Dátum 2012 február 25, 22:16
Ja a lényeget nem írtam egy egy osztófej volt, és szeretnék belőle marógép főorsót készíteni, 3-6000 fordulatra.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 25, 22:17
Írta: svejk Dátum 2012 február 25, 22:17
Nem apróztad el... :)
A motor még csak egy súlycsoport az orsóházzal, De hogy azok a buszma katonai csatlakozók hogy elrontják a látványt. :(
Én biztos leszerelném őket, és kitalálnék valami emberségesebbet, még a fix bekötéstől sem riadnék vissza.
A motor még csak egy súlycsoport az orsóházzal, De hogy azok a buszma katonai csatlakozók hogy elrontják a látványt. :(
Én biztos leszerelném őket, és kitalálnék valami emberségesebbet, még a fix bekötéstől sem riadnék vissza.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 25, 22:18
Írta: svejk Dátum 2012 február 25, 22:18
Mekkora az áttétel?
Másfél? Ez még így tudja akkor a 3000-et?
Másfél? Ez még így tudja akkor a 3000-et?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 25, 22:20
Írta: svejk Dátum 2012 február 25, 22:20
Hej, az én Jóska féle SK30-as tengelyemből mikor lesz ilyen készültségi fok? :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 25, 22:23
Írta: Farkas Ádám Dátum 2012 február 25, 22:23
nem majdhogynem 1:1 az áttétel 26:28 fogszám. igy most elmentem 4500-ig
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 25, 22:24
Írta: Farkas Ádám Dátum 2012 február 25, 22:24
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 február 25, 22:30
Írta: 000000000 Dátum 2012 február 25, 22:30
Csak Tibor45 meg ne tudja hogy step dir főorsót akarsz használni mert leszedi rólad is a keresztvizet ahogy velem is tette [#hehe]
Vagy ezt analógban hajtod?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 25, 22:32
Írta: Farkas Ádám Dátum 2012 február 25, 22:32
Ez nem step/dir -es, Ez analóg. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 25, 22:36
Írta: svejk Dátum 2012 február 25, 22:36
Nincs valakinek ezekhez a speedes analóg vezérlőkhöz egyszerű lineáris gyorsító-lassító kapcsolása kifejlesztve?
Ne kelljen már spanyolviaszt feltalálni.
Induláskor-leálláskor egyszerű áramgenerátorral kondit tölteni-kisütni vagy valami integrátor kimenetére kötni a potit, stb...
Ne kelljen már spanyolviaszt feltalálni.
Induláskor-leálláskor egyszerű áramgenerátorral kondit tölteni-kisütni vagy valami integrátor kimenetére kötni a potit, stb...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 február 25, 22:37
Írta: 000000000 Dátum 2012 február 25, 22:37
De kár!
Akkor csak én használok csak ilyen step dir főorsó hajtást?
Ha gondolod megcsináljuk pozíció szervónak és akkor használhatod forgatónak is.
Van egy Sneciféle analóg step dir előtétem hozzá [#awink]
Akkor csak én használok csak ilyen step dir főorsó hajtást?
Ha gondolod megcsináljuk pozíció szervónak és akkor használhatod forgatónak is.
Van egy Sneciféle analóg step dir előtétem hozzá [#awink]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Kristály Árpád Dátum 2012 február 26, 16:14
Írta: Kristály Árpád Dátum 2012 február 26, 16:14
Szia Ádám!
Megelőztél....
Nekem már vagy egy éve ott van a polcon...
Ha nem titok mennyiért vetted?
Engem is a ISO-30-as fogott meg mert van egy komplett szerszámkészletem A-Z-ig
Valószínű, hogy így eladó sorba kerül a másik ISO-30-as új.... gyorsítós Főorsóm..
Különben gratula!
Árpi
Megelőztél....
Nekem már vagy egy éve ott van a polcon...
Ha nem titok mennyiért vetted?
Engem is a ISO-30-as fogott meg mert van egy komplett szerszámkészletem A-Z-ig
Valószínű, hogy így eladó sorba kerül a másik ISO-30-as új.... gyorsítós Főorsóm..
Különben gratula!
Árpi
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 26, 16:15
Írta: svejk Dátum 2012 február 26, 16:15
Valami ilyesmi kellene:
(lehet már túlbonyolítottam és elég lenne egy R-C tag, de annak közel sem lineáris a karakterisztikája)

(lehet már túlbonyolítottam és elég lenne egy R-C tag, de annak közel sem lineáris a karakterisztikája)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 26, 16:16
Írta: svejk Dátum 2012 február 26, 16:16
Az a baj, ettől függetlenül még illene kezelni a SON bemenetet is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 26, 16:47
Írta: svejk Dátum 2012 február 26, 16:47
No ez már a SON-t is kezeli, igaz nem rögtön 0 fordulatnál kapcsolja be.

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 26, 16:48
Írta: svejk Dátum 2012 február 26, 16:48
Ha lesz egy kis időm előkotrok egy ilyen vezérlőt és kipróbálom élesben.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 február 26, 16:55
Írta: 000000000 Dátum 2012 február 26, 16:55
Nagyon frankó!
Szerintem jó főorsó lesz.
Szerintem jó főorsó lesz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 26, 17:35
Írta: Farkas Ádám Dátum 2012 február 26, 17:35
Én már régen keresek ISO30-as főorsót nagy véletlen hogy belebotlottam. Ha tudom hogy neked ilyen van akkor megkörnyékeztelek volna.
A motort pedig Svejk rejtegette.
A motort pedig Svejk rejtegette.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 26, 17:37
Írta: Farkas Ádám Dátum 2012 február 26, 17:37
Elég lett volna egy RC tag is[#circling][#crazya]
de ha már fáradtál vele...
de ha már fáradtál vele...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 26, 17:44
Írta: Farkas Ádám Dátum 2012 február 26, 17:44
Van nekem is step/dir előtétem, de nem terveztem rátenni.
Használhatnék egy egyszerű aszinkron motort is, de akkor mechanikus áttétel is kellene, vagy egy drága frekiváltó.
Esetleg akkor használnék step/dirt ha menetfúrás menne rajta (később, lehet)
Használhatnék egy egyszerű aszinkron motort is, de akkor mechanikus áttétel is kellene, vagy egy drága frekiváltó.
Esetleg akkor használnék step/dirt ha menetfúrás menne rajta (később, lehet)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 26, 17:45
Írta: Farkas Ádám Dátum 2012 február 26, 17:45
Köszönöm! és jobbulást!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 február 26, 17:57
Írta: 000000000 Dátum 2012 február 26, 17:57
Ezt a motort tartotta dugva? :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 február 26, 17:59
Írta: 000000000 Dátum 2012 február 26, 17:59
Kösz! Úgy néz ki, hogy megmaradok.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 26, 18:49
Írta: Farkas Ádám Dátum 2012 február 26, 18:49
Igen úgy kellett belőle kiimádkozni.
Most meg már szidja rajta a csatikat. Tegnap fél napig azt forrasztgattam [#wow1]
Most meg már szidja rajta a csatikat. Tegnap fél napig azt forrasztgattam [#wow1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 február 26, 19:18
Írta: Szalai György Dátum 2012 február 26, 19:18
Hű, de jó fogás volt.
Hát a kanyarcsati az szerintem is gáz. De attól az egész még remekül használható lesz.
Csak hármat hadd kérdezzek. Miért teszel rá fogas szíjat? És meddig bírja a kúpgörgős csapágy a fordulatszámot? Nem cseréled ferde hatásvonalúakra?
Hát a kanyarcsati az szerintem is gáz. De attól az egész még remekül használható lesz.
Csak hármat hadd kérdezzek. Miért teszel rá fogas szíjat? És meddig bírja a kúpgörgős csapágy a fordulatszámot? Nem cseréled ferde hatásvonalúakra?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 26, 19:19
Írta: svejk Dátum 2012 február 26, 19:19
Gyorsan bekötöttem egy vezérlőt, meg összeforrasztottam sündisznóba az áramkört.
Működik, bár tudnék rajta mit javítani, de már így is bonyolult.
Pál, ne fogd magad vissza, ugye neked is tetszik a kivitel! [#crazya]
Működik, bár tudnék rajta mit javítani, de már így is bonyolult.
Pál, ne fogd magad vissza, ugye neked is tetszik a kivitel! [#crazya]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 26, 19:20
Írta: svejk Dátum 2012 február 26, 19:20
Hopsz, a kép meg lemaradt. :(

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2012 február 26, 19:25
Írta: Szedlay Pál Dátum 2012 február 26, 19:25
Nem is tudom, ez nem patkányfészek, kíváncsi vagyok ezt már minek minősítené.[#confused]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 26, 19:25
Írta: svejk Dátum 2012 február 26, 19:25
Ráadásul milyen f@sza terméktámogatást kapsz!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 26, 19:28
Írta: svejk Dátum 2012 február 26, 19:28
5-6 IC-ig mindig kipróbálom légszereléssel mielőtt legyártom a protót.
Tudod két ember nem csinál ilyen cigány munkákat: Akit egyáltalán nem érdekel és a hazudós. :)
Tudod két ember nem csinál ilyen cigány munkákat: Akit egyáltalán nem érdekel és a hazudós. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2012 február 26, 19:32
Írta: Szedlay Pál Dátum 2012 február 26, 19:32
Bárcsak tudnék ilyet.[#rinya]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 február 26, 19:39
Írta: 000000000 Dátum 2012 február 26, 19:39
Svejk ez már súrolja a húúúú B...meg kategóriát , Ez még mindig bitang pusztulatosan fostos, de jó lesz az minnyá, csak hozzon bele kolbászokat
Aztán beleoktojálta a köcsögbe a két kolbászokat.
Akinek nem lenne tiszta mit is jelent ez akkor nézze meg a babi néni strandra megy cimű szöszenetet a juhtyúkon
ITT a link hozzá
Bocsi az agymenésért , de ti kérdeztetek ! [#idiota]
Aztán beleoktojálta a köcsögbe a két kolbászokat.
Akinek nem lenne tiszta mit is jelent ez akkor nézze meg a babi néni strandra megy cimű szöszenetet a juhtyúkon
ITT a link hozzá
Bocsi az agymenésért , de ti kérdeztetek ! [#idiota]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 26, 19:41
Írta: svejk Dátum 2012 február 26, 19:41
Ha a múltkor nem kötsz bele abba a másikba, fel nem raktam volna a képet! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2012 február 26, 19:48
Írta: Szedlay Pál Dátum 2012 február 26, 19:48
Az OSB is ezért volt nem másért.
De halottam másoktól, fanatikusan pontosan szerel , ha a derékszög a vezetéken 89fok akkor kiigazítja és ez valahol pozitívum, félre ismertem.
De halottam másoktól, fanatikusan pontosan szerel , ha a derékszög a vezetéken 89fok akkor kiigazítja és ez valahol pozitívum, félre ismertem.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: besirkyjh Dátum 2012 február 26, 20:17
Írta: besirkyjh Dátum 2012 február 26, 20:17
Egy kupgörgös csapágy még az alap is 5-6000-es fordulatot tud , axiállisan jobban tehelhetö mint a ferdehatásu ( bár én még egy sima mélyhornyut nyomtam volna elé ) .Ekkora méretben a ferdehatásvonalu surolja a "nem lehet megfizetni " kategoriát :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 26, 20:29
Írta: Farkas Ádám Dátum 2012 február 26, 20:29
A fogas szíj próbára van fent csak ilyen volt itthon, még az áttételen gondolkodom. 4500-ig toltam fel a fordulatszámot gond nélkül. a csapágyra 7000-et írtak, és ez volt a legegyszerűbb ha az eredetit teszem vissza. Nekem fordulatszám 3-5000 bőven elég.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 26, 20:40
Írta: Farkas Ádám Dátum 2012 február 26, 20:40
Ez jó sima borítékba el tudod küldeni [#nevetes1] rátaposol, én meg majd kiegyengetem.
egyébként elvártam volna hogy az IC-t is kirakod diszkrét elemekből, hogy átláthatóbb legyen.
egyébként elvártam volna hogy az IC-t is kirakod diszkrét elemekből, hogy átláthatóbb legyen.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 február 27, 07:06
Írta: 000000000 Dátum 2012 február 27, 07:06
Igazi provizórikus megoldás![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 február 27, 07:08
Írta: 000000000 Dátum 2012 február 27, 07:08
Jó a fogasszíj, nem kell agyon spanolni,nem melegszik a főorsó csapágy.
Egy sricc a teflon sprayből és el is csendesedik.
Egy sricc a teflon sprayből és el is csendesedik.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 27, 09:00
Írta: svejk Dátum 2012 február 27, 09:00
Farkas Ádám, ne csináld meg a #481-et, szépen indul-leáll egy RC taggal is.
Ha a SON bemenetet tudod külön kezelni akkor nem is kell más.
Hogy is szokta Vbodi és Sneci mondani? A tett halála az okoskodás? Meg hogy mindig az első gondolat a jó?
No én már az elején túlkomplikáltam :(
Ha a SON bemenetet tudod külön kezelni akkor nem is kell más.
Hogy is szokta Vbodi és Sneci mondani? A tett halála az okoskodás? Meg hogy mindig az első gondolat a jó?
No én már az elején túlkomplikáltam :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 február 27, 11:23
Írta: svejk Dátum 2012 február 27, 11:23
Ezt viszont nyugodtan összedrótozhatod. Kipróbáltam az itthon levő 750 W-os szetten.
Nem zavaró egyáltalán hogy nem lineárisan gyorsul.
Kézi üzemmódban a két tranyó sem kell, de így egyszerűbb a PWM-re átállítani.
Fontos, hogy a Mach3 Spindle setupban a PWM Base Frekit legalább 70 Hz-re állítsuk, mert a szervo leköveti a lüktetést.

Nem zavaró egyáltalán hogy nem lineárisan gyorsul.
Kézi üzemmódban a két tranyó sem kell, de így egyszerűbb a PWM-re átállítani.
Fontos, hogy a Mach3 Spindle setupban a PWM Base Frekit legalább 70 Hz-re állítsuk, mert a szervo leköveti a lüktetést.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 február 27, 19:00
Írta: Farkas Ádám Dátum 2012 február 27, 19:00
[#eljen] Minden van itthon hozzá. Megcsinálom... Ez belefér az IO csatlakozóba is [#circling]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 24, 19:29
Írta: Farkas Ádám Dátum 2012 március 24, 19:29
Néhány új kép a készülő gépről, ahogy időm engedi [#nemtudom]
Most a Z-t nyomom..
Z alap lemez öntvényből:



Egy hulladék darab vas megújul:




Z-elrendezés (természetesen még lesz egy 20-as lemez a fortuna alatt)


Most a Z-t nyomom..
Z alap lemez öntvényből:
Egy hulladék darab vas megújul:
Z-elrendezés (természetesen még lesz egy 20-as lemez a fortuna alatt)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: vjanos Dátum 2012 március 24, 19:40
Írta: vjanos Dátum 2012 március 24, 19:40
Jé, nekem is ilyen kisesztergám van :)
Látom a falig toltad... Hogy nyitogatod így a szíjakat takaró fedelet? Vagy átalakítottad?
Gondolom le van fogatva valami masszív asztalhoz, és szintbe van állítva... az enyém sana nem...
Látom a falig toltad... Hogy nyitogatod így a szíjakat takaró fedelet? Vagy átalakítottad?
Gondolom le van fogatva valami masszív asztalhoz, és szintbe van állítva... az enyém sana nem...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 24, 19:50
Írta: Farkas Ádám Dátum 2012 március 24, 19:50
Sajna nekem sincs lefogatva, olyankor izomból elhúzom. [#guluszem1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: vjanos Dátum 2012 március 24, 20:20
Írta: vjanos Dátum 2012 március 24, 20:20
Ehh... :)
Most készülök az enyémnek a fedelét átalakítani, hogy a külső síkjára kerüljenek a csuklópántok. Akkor a falig tolható lenne...
Ha jól látom az eredeti 370W motor van neked rajta, elbír az ekkora fúróval? Vagy csak csalós a kép?
Van valami amit átalakítottál a gyári állapotához képest?
Most készülök az enyémnek a fedelét átalakítani, hogy a külső síkjára kerüljenek a csuklópántok. Akkor a falig tolható lenne...
Ha jól látom az eredeti 370W motor van neked rajta, elbír az ekkora fúróval? Vagy csak csalós a kép?
Van valami amit átalakítottál a gyári állapotához képest?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 24, 20:37
Írta: Farkas Ádám Dátum 2012 március 24, 20:37
Nincs átalakítva.. 16-os a fúró, [#vigyor2] Amúgy gyűjtögetem a pénzt egy rendes esztergára.[#wow3]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 március 25, 06:45
Írta: 000000000 Dátum 2012 március 25, 06:45
Frankón épül a géped! [#eljen]
Ezeknél a bolti kisesztergáknál Te sokkal jobbat tudnál építeni, ráadásul CNC-t.
Ezeknél a bolti kisesztergáknál Te sokkal jobbat tudnál építeni, ráadásul CNC-t.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 március 25, 09:08
Írta: Szalai György Dátum 2012 március 25, 09:08
Eszterga nélkül is lehet esztergát épiteni?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 március 25, 09:12
Írta: Szalai György Dátum 2012 március 25, 09:12
Nagyon jó ez a Z lemezed! A látvány alapján nem feltételeztem volna, hogy ez öntvény. Mivel munkálod ilyen gyönyörűre a felületét? Olyan, mint ha finoman köszörült volna.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 március 25, 09:13
Írta: 000000000 Dátum 2012 március 25, 09:13
Van esztergája, de jobbat szeretne.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 március 25, 09:14
Írta: 000000000 Dátum 2012 március 25, 09:14
Van esztergája, de jobbat szeretne.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 25, 09:17
Írta: Farkas Ádám Dátum 2012 március 25, 09:17
Igen bevallom elvittem egy gépműhelybe és felköszörültettem.[#miaz]
Az X-tengely gerendából maradt egy ekkora darab abból éppen kijött.
Az X-tengely gerendából maradt egy ekkora darab abból éppen kijött.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 25, 09:21
Írta: Farkas Ádám Dátum 2012 március 25, 09:21
Igen jobbat szeretnék, de ódzkodom a használt gyárból levetett gépektől.
Nincs a környékemen olyan hobbitárs akinek rendes esztergája lenne. A Varsának le van zsírozva igaz az is csak egy kis pad. A Degus meg még folyamatosan építi regenerálja :)
Nincs a környékemen olyan hobbitárs akinek rendes esztergája lenne. A Varsának le van zsírozva igaz az is csak egy kis pad. A Degus meg még folyamatosan építi regenerálja :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2012 március 25, 09:39
Írta: jv7pu3a5p Dátum 2012 március 25, 09:39
Nagyon masszív lesz. [#eljen]
Nekem is 20as lemezekből van, csak az kicsit puhább. [#vigyor3]
Nekem is 20as lemezekből van, csak az kicsit puhább. [#vigyor3]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 március 25, 10:44
Írta: svejk Dátum 2012 március 25, 10:44
Kissé talán túlzás is a 20 mm, hiszen a 4 db X kocsi és a két Z sín egy szűk területen összpontosul, melyek vékonyabb anyagnak is nagy merevséget adnak.
De persze a süllyesztések alatt maradnia kell anyagnak.
De persze a süllyesztések alatt maradnia kell anyagnak.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 március 25, 10:48
Írta: svejk Dátum 2012 március 25, 10:48
A Z mozgó lapod ügyében küldtem ajánlást.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 25, 11:16
Írta: Farkas Ádám Dátum 2012 március 25, 11:16
Ide is írhattad volna az ajánlást:-)
ezt írtad:
"..a Z oldalán be kell erősíteni élben
Szalai-nak is tetszeni fog..."
Igen gondoltam rá hogy a Z platni széleit behajlítom, de az a gond hogy a Z szélessége már így is határeset. Azért hogy az asztalt síkba tudjam marni. (így is a 80-as tárcsával fog menni) Ha megnézed a képet a lineárok és a golyósorsó maximálisan össze van tolva. A széleire csak egy vékony lemez fér már el ami védne a forgácstól.
Esetleg azt lehet hogy azt a szélelemet csak síkba marás után szerelem fel a Z-re.
A jó hír viszont az hogy a főorsó (fortuna) kicsit még följebb kerül, így szinte a kocsi fölött lesz a munka 90%-ában
A Z mozgásom 120mm
Csizinél mekkora?
ezt írtad:
"..a Z oldalán be kell erősíteni élben
Szalai-nak is tetszeni fog..."
Igen gondoltam rá hogy a Z platni széleit behajlítom, de az a gond hogy a Z szélessége már így is határeset. Azért hogy az asztalt síkba tudjam marni. (így is a 80-as tárcsával fog menni) Ha megnézed a képet a lineárok és a golyósorsó maximálisan össze van tolva. A széleire csak egy vékony lemez fér már el ami védne a forgácstól.
Esetleg azt lehet hogy azt a szélelemet csak síkba marás után szerelem fel a Z-re.
A jó hír viszont az hogy a főorsó (fortuna) kicsit még följebb kerül, így szinte a kocsi fölött lesz a munka 90%-ában
A Z mozgásom 120mm
Csizinél mekkora?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 március 25, 11:50
Írta: svejk Dátum 2012 március 25, 11:50
A Z kocsijai és az X kocsin levő Z alaplemez széle közt van vagy 12 mm távolág. Ott szaladhat az erősítés.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 március 25, 12:07
Írta: svejk Dátum 2012 március 25, 12:07
ja, értem már a problémád miért nem fér.
Ez bizony tipikus amatőr hozzáállás, hogy minden mm-t kihasználunk :))
Ez bizony tipikus amatőr hozzáállás, hogy minden mm-t kihasználunk :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 március 25, 12:53
Írta: Szalai György Dátum 2012 március 25, 12:53
Az szerintem is úgy van, hogy kell az a „szoknya” a Z lemezre, de a Te esetedben szerintem nem a merevség fokozására, hanem a kosz ellen. A merevséget nem az egyedül álló lemezre célszerű vizsgálni szerintem, hanem az összeszerelt szerkezetre. A Te vasembered merevséget már a híd felső széle meghatározta. Annak a kitámasztás nélküli rugalmas elhajlása szerintem többszöröse, a rá szerelt Z konstrukció rugalmas elhajlásának. Ha egyáltalán beszélhetünk most gyenge pontról, akkor az a DSC04441.JPG-en látható hídalap kapcsolat szerintem. De ez is csak a gép többi részéhez képest gyenge, a felhasználás igényeihez képest az is bivaly erős.
Szerintem.
Szerintem.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 30, 18:05
Írta: Farkas Ádám Dátum 2012 március 30, 18:05
Ma a főorsót hozzáfaragtam a motorhoz:
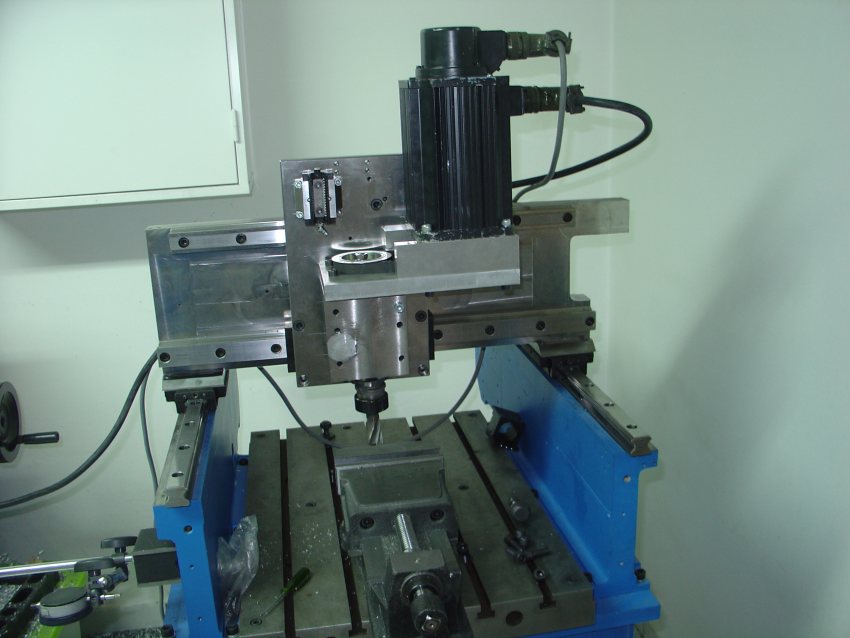
20Kg lett
még kerül rá egy porvédő lemez

feltettem a mechanikára provizórikusan (egy csavarral) [#buck]

Kézzel marás VIDEO
22-es maró van 1mm mélyre megy... többet nem mertem mert egy csavar tartotta, nehogy kicsavarja az egész kramancot
20Kg lett
még kerül rá egy porvédő lemez
feltettem a mechanikára provizórikusan (egy csavarral) [#buck]
Kézzel marás VIDEO
22-es maró van 1mm mélyre megy... többet nem mertem mert egy csavar tartotta, nehogy kicsavarja az egész kramancot
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ra8nsmk6w Dátum 2012 március 30, 19:25
Írta: ra8nsmk6w Dátum 2012 március 30, 19:25
Küldök hozzá még egy csavart. Hány W a moci?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 30, 19:54
Írta: Farkas Ádám Dátum 2012 március 30, 19:54
1500W-os YASKAWA
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 március 30, 20:11
Írta: 000000000 Dátum 2012 március 30, 20:11
Klaszul megy, jó az előtolásod![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ra8nsmk6w Dátum 2012 március 30, 20:12
Írta: ra8nsmk6w Dátum 2012 március 30, 20:12
Nem gondolkodtál a direkt hajtáson? Azért kérdezem mert a módosítás majdhogynem 1:1 Ha jól látom. Step-dir vezérlővel hajtod?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 30, 20:43
Írta: Farkas Ádám Dátum 2012 március 30, 20:43
Most majdnem 1:1 de megadtam a lehetőséget hogy gyorsító áttétellel felmenjek 8-10000 -ig
Nem step/dir-es csak sebesség szervó ez marónak tökéletes
Nem step/dir-es csak sebesség szervó ez marónak tökéletes
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 március 30, 22:24
Írta: Szalai György Dátum 2012 március 30, 22:24
Kézzel marás és nem húztad a horgász mérleggel, hogy mennyi erő az? Vagy nincs is horgász mérleged? Téged nem érdekel, hogy mennyi erő van ilyenkor a maró végén?
Nagyon klassz lett.
(2-5kg-ra tippelek.)
Nagyon klassz lett.
(2-5kg-ra tippelek.)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: MoparMan Dátum 2012 március 30, 22:31
Írta: MoparMan Dátum 2012 március 30, 22:31
a G kód fejből ment? [#smile]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 30, 22:59
Írta: Farkas Ádám Dátum 2012 március 30, 22:59
Nem horgászom :) Ha azt írnám hogy nem érdekel, sokan levennék a fejem[#kuss]
Az a helyzet hogy az új 30-as kocsik porvédője hatalmas ellenállást mutatnak. látni is úgy kell odébb klopfolnom.
Az a helyzet hogy az új 30-as kocsik porvédője hatalmas ellenállást mutatnak. látni is úgy kell odébb klopfolnom.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 30, 23:08
Írta: Farkas Ádám Dátum 2012 március 30, 23:08
Motorok nem lesznek rajta. Így ha megszületik az ötlet fejemben nem kell mindenféle csicsa szoftveren, G-kód, rajzprogramon átfuttatni, hanem egyből a vasba belegyúrom. [#nyes]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: MoparMan Dátum 2012 március 30, 23:37
Írta: MoparMan Dátum 2012 március 30, 23:37
[#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: keri Dátum 2012 március 31, 09:22
Írta: keri Dátum 2012 március 31, 09:22
Amikor nem volt beszerelve akkor is szorult?
Nem lehet hogy valami szennyeződés került a golyók közé és nem forognak, vagy valamiért feszül a kocsi?
Nem lehet hogy valami szennyeződés került a golyók közé és nem forognak, vagy valamiért feszül a kocsi?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Kristály Árpád Dátum 2012 március 31, 10:41
Írta: Kristály Árpád Dátum 2012 március 31, 10:41
Ádám!
[#eljen][#eljen][#eljen][#wave][#wink][#worship][#worship][#worship][#worship]
Apropó...szerszámcserén nem gondolkodsz, hiszen a főorsónál adott a lehetőség...
Az oldal lapok nem egy faipari gép oldala?
Mert, van nekem egy pont ilyen pár...az abrikter volt... de fülembe ültetted a bogarat...
Halihó!
[#eljen][#eljen][#eljen][#wave][#wink][#worship][#worship][#worship][#worship]
Apropó...szerszámcserén nem gondolkodsz, hiszen a főorsónál adott a lehetőség...
Az oldal lapok nem egy faipari gép oldala?
Mert, van nekem egy pont ilyen pár...az abrikter volt... de fülembe ültetted a bogarat...
Halihó!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 31, 12:59
Írta: Farkas Ádám Dátum 2012 március 31, 12:59
Nem szorul hanem szoros a porvédő, három brutális Rexroth új kocsi, vagyis hat porvédő, kivéve is ilyen. Kell neki a 400W-os AC :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 31, 13:04
Írta: Farkas Ádám Dátum 2012 március 31, 13:04
Nem hiszem hogy meg tudom oldani házilag a szerszámcserére átalakítást (nincs önbizalmam).
Viszont felfér a Z tengelyre egy 800W-os Protec HF főorsó is egy vékonyka +Z tengelyen. Így két szerszámot használhatok, és mindenféle igényt kielégíthetek :)
Viszont felfér a Z tengelyre egy 800W-os Protec HF főorsó is egy vékonyka +Z tengelyen. Így két szerszámot használhatok, és mindenféle igényt kielégíthetek :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 március 31, 13:05
Írta: Farkas Ádám Dátum 2012 március 31, 13:05
Az oldallapok szürkeöntvényből vannak, és egy SMD beültetőben voltak.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 március 31, 19:16
Írta: Szalai György Dátum 2012 március 31, 19:16
Nem is feltételezem, hogy elfelejtetted bekenni a sínek külsejét Mobil SHC 639-el.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 01, 09:31
Írta: svejk Dátum 2012 április 01, 09:31
Azt biza kenheted!
A gyári, új, szoros porvédő azt az első alkalommal le is tolja.
A kocsik gyárilag kenőanyaggal töltöttek annak elégnek kell lenni ami odakerül.
Én ezeket az ellenállásokat egyszer mértem is az 1W vita kapcsán, pedig azok nem is új cuccok voltak.
No de majd bejáródik az, nagyobb lesz a sírás-rívás amikor könnyen szalad a kocsi :)
A gyári, új, szoros porvédő azt az első alkalommal le is tolja.
A kocsik gyárilag kenőanyaggal töltöttek annak elégnek kell lenni ami odakerül.
Én ezeket az ellenállásokat egyszer mértem is az 1W vita kapcsán, pedig azok nem is új cuccok voltak.
No de majd bejáródik az, nagyobb lesz a sírás-rívás amikor könnyen szalad a kocsi :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 01, 10:31
Írta: Farkas Ádám Dátum 2012 április 01, 10:31
A kocsik még nincsenek feltöltve zsírral. Építés alatt többször még le-felkerülnek, és nem szeretném hogy minden zsíros legyen. Meg a koszt is vonzzák a zsíros sínek. Egyébként nem olyan vészes a helyzet mint a videón látszik. Előre kinyújtott kézzel nehéz mozgatni 100Kg-ot, oldalról azért könnyen megtolható.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 április 01, 10:41
Írta: Szalai György Dátum 2012 április 01, 10:41
Igen, tegnap elém tette a Google azt az írásodat-mérésedet. Addig olvastam, míg fel nem szállt a © Tibor45-el összerúgott por.
Csak kenjed be, és sisak is legyen a fejeden, meg az inged nyakig begombolva, mert így kell csinálni. [#vigyor4]
Amennyit akar, annyit letol, de nem lesz száraz.
Csak kenjed be, és sisak is legyen a fejeden, meg az inged nyakig begombolva, mert így kell csinálni. [#vigyor4]
Amennyit akar, annyit letol, de nem lesz száraz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 01, 10:49
Írta: svejk Dátum 2012 április 01, 10:49
Mentségemre életemben egyszer volt új lineár cuccom, de épp tegnap előtt eladtam :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 01, 15:10
Írta: Farkas Ádám Dátum 2012 április 01, 15:10
Azt mutatja hogy megszűnik a súrlódás és a lábamra esik.
HÁT KÖSZÖNÖM EBBŐL NEM KÉREK!! [#nevetes1]
HÁT KÖSZÖNÖM EBBŐL NEM KÉREK!! [#nevetes1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: VViktor Dátum 2012 április 02, 07:13
Írta: VViktor Dátum 2012 április 02, 07:13
Szia Ádám,bár tudom nem mai dolog,de tennél fel valami rajzot erről az esztergáról? Itt most gondolok a vázra. Mert ötletes egyszerű és nagyszerűnek néz ki.Igaz én kézi kivitelt szeretnék majd csinálni,de az alap váz tökéletes lenne. Előre is köszönöm Viktor.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 április 03, 18:43
Írta: Szalai György Dátum 2012 április 03, 18:43
Az nem csak akkor fordul elő, ha X-et rajzolsz a hasadra? Pedig a rajzon úgy van. [#vigyor2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 03, 18:54
Írta: Farkas Ádám Dátum 2012 április 03, 18:54
ha hazaérek írok privátban
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 03, 19:00
Írta: Farkas Ádám Dátum 2012 április 03, 19:00
Igaz ha le akarna esni, akkor alátenném a lábam :) Inkább a szemem folyjon ki.... [#vigyor3]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: VViktor Dátum 2012 április 03, 19:01
Írta: VViktor Dátum 2012 április 03, 19:01
Köszönöm előre is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 04, 20:50
Írta: 000000000 Dátum 2012 április 04, 20:50
Nagyon klassz gép lesz ez,a kézzel marás meg nemsemmi!Ezekkel a lineáris sínekkel sok tapasztalatod van?Nekem NSK LH15Z sínjeim vannak z tengelyhez és meg nem mondom milyen típusú kocsik,szerinted egy 8kg-os motort+egy kb 3kg-os fortunát+a szerelvényeit elbírná,ugyanez a konstrukció lenne a Z tengely mint a tied.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 04, 20:54
Írta: 000000000 Dátum 2012 április 04, 20:54
Most nézem,te az x tengelyre tetted most még csak ezt a főorsó részt,de szerinted elbírna kb 15kg-ot ez a vékonyka 15-ös sín úgy,hogy a kocsik vannak rögzítve,mint nálad is és a sínek mozognak,hogy ne kelljen végig alátámasztani a síneket?100mm mozgástartománya lenne nekem ezzel a megoldással a Z tengelyemnek.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 06, 08:40
Írta: Farkas Ádám Dátum 2012 április 06, 08:40
Lehet hogy a kép csalóka, ugyanis még nincsen rajt a mozgó Z lemez.
Nálam végig alátámasztott lesz a sín, A sínek felcsavarozás nélkül nem is egyenesek és "hajlonganak" ezért köszörültetem alattuk a felületet. Nálam a Z mozgás 120mm, és 400mm-es 20-as lineárok lesznek. A 15-ös kocsi is komoly terhet bír ha rendesen alá van támasztva. Tehát a válaszom igen a 15-ös kocsid bőven elég ahhoz a súlyhoz.
Nálam végig alátámasztott lesz a sín, A sínek felcsavarozás nélkül nem is egyenesek és "hajlonganak" ezért köszörültetem alattuk a felületet. Nálam a Z mozgás 120mm, és 400mm-es 20-as lineárok lesznek. A 15-ös kocsi is komoly terhet bír ha rendesen alá van támasztva. Tehát a válaszom igen a 15-ös kocsid bőven elég ahhoz a súlyhoz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: nt4ibi7x Dátum 2012 április 06, 09:31
Írta: nt4ibi7x Dátum 2012 április 06, 09:31
Szia!
Tetszik a géped. Hasonló projekten töröm a fejem. Érdekelne hogy mekkora lesz a legnagyob mozgó súly a gépen? Direkthajtassal vagy áttétellel fogod mozgatni?
Tetszik a géped. Hasonló projekten töröm a fejem. Érdekelne hogy mekkora lesz a legnagyob mozgó súly a gépen? Direkthajtassal vagy áttétellel fogod mozgatni?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 06, 16:33
Írta: 000000000 Dátum 2012 április 06, 16:33
Segítek most eltüntetni a "didkós lúrnyát"(bár engem nem zavar:-)).Ugyanígy szeretném a síneket rögzíteni,mint ha jól emlékszem akkor Szám Attila is tette.



Bár annyi különbség van,hogy nekem kisebbek a kocsijaim és nincs rajtuk ilyen rögzítő "fül" hanem csak ha jól emlékszem akkor m4 vagy m5 nem átmenő furat van rajtuk.Az egy oldalon lévő kocsikat teljesen is össze szabad tolni vagy valamekkora távolság azért legyen köztük,mint ahogy a képeken is látható?
Bár annyi különbség van,hogy nekem kisebbek a kocsijaim és nincs rajtuk ilyen rögzítő "fül" hanem csak ha jól emlékszem akkor m4 vagy m5 nem átmenő furat van rajtuk.Az egy oldalon lévő kocsikat teljesen is össze szabad tolni vagy valamekkora távolság azért legyen köztük,mint ahogy a képeken is látható?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 06, 16:37
Írta: 000000000 Dátum 2012 április 06, 16:37
Azt elfelejtettem megkérdezni,hogy ennek a kialakításnak nem árt az hogy egy kb 8kg-os motor fogja elhúzni az egyik oldalán?Nem fognak nagyon kopni a golyók meg a sín?Hogyha lefelé mozog majd a z akkor nem fogja oldalirányba elhajlítani a síneket a nehéz motor vagy tegyek egy ugyanolyan nehéz ellensúlyt a másik oldalára is és akkor nem húzza majd el?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 06, 16:59
Írta: 000000000 Dátum 2012 április 06, 16:59
A második képen, ahol mérsz, az alulapnak mekkora az egyenetlensége?
Mert mást nem mérsz így!
Ha a merőlegességet szeretted volna mérni, akkor azt nem így kell.
Mert mást nem mérsz így!
Ha a merőlegességet szeretted volna mérni, akkor azt nem így kell.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 06, 19:51
Írta: 000000000 Dátum 2012 április 06, 19:51
Nem az én képem/gépem ez,amúgy hogyan lehetne a merőlegességét megmérni?Bár ha síkbamaratom saját magával a gép asztalát akkor is szükséges ezt megmérni?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 06, 20:44
Írta: Farkas Ádám Dátum 2012 április 06, 20:44
A képeken csak azt a "hibát" látom hogy össze vannak tolva a kocsik. Minél távolabb kerülnek (bizonyos határok között) annál kisebb a feszítő erő ami a kocsikat terheli forgácsoláskor.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: juh0557j0 Dátum 2012 április 06, 22:06
Írta: juh0557j0 Dátum 2012 április 06, 22:06
De ismerős képek [#smile]
Azért lettek ennyire összetolva, mert így lesz meg a tervezett Z mozgás. Ha lettek volna hosszabb sínek, akkor lehetett volna távolabb tenni őket. Volt ugyan hosszabb sínem, de az 15-ös volt, ami szerintem gyenge lett volna.
Azért lettek ennyire összetolva, mert így lesz meg a tervezett Z mozgás. Ha lettek volna hosszabb sínek, akkor lehetett volna távolabb tenni őket. Volt ugyan hosszabb sínem, de az 15-ös volt, ami szerintem gyenge lett volna.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: nt4ibi7x Dátum 2012 április 06, 22:09
Írta: nt4ibi7x Dátum 2012 április 06, 22:09
A didkós lúnya miat a "558" hozzászóláshoz már em is jutottál? [#nyes]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: juh0557j0 Dátum 2012 április 06, 22:15
Írta: juh0557j0 Dátum 2012 április 06, 22:15
Miért is?
A kérdés nekem szólt?
A kérdés nekem szólt?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: nt4ibi7x Dátum 2012 április 06, 22:19
Írta: nt4ibi7x Dátum 2012 április 06, 22:19
A kérdés Ádámnak szól!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 06, 22:32
Írta: Farkas Ádám Dátum 2012 április 06, 22:32
Igazad van bocs nem vettem észre!
Már pontosan nem emlékszem, A mozgó X híd (Z nélkül) kb 80Kg
A Z kb. 30-40Kg
Áttétel lesz de még nincsen meg minden golyósorsó, azután tudom a pontos adatokat.
Már pontosan nem emlékszem, A mozgó X híd (Z nélkül) kb 80Kg
A Z kb. 30-40Kg
Áttétel lesz de még nincsen meg minden golyósorsó, azután tudom a pontos adatokat.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 06, 23:33
Írta: 000000000 Dátum 2012 április 06, 23:33
Igazad van Ádám!
Mondta is az "anyukám". Te Piszok disznó, azt mondtad, rá nézel a CNC fórumra. Közben a riszatyúkokat stírölöd. NA, MAJD ADOK ÉN NEKED CNC RISZATYÚKOT MINDJÁRT, AZ ANYÁD......................... !
Szóval, tessék rendet tartani!
Mondta is az "anyukám". Te Piszok disznó, azt mondtad, rá nézel a CNC fórumra. Közben a riszatyúkokat stírölöd. NA, MAJD ADOK ÉN NEKED CNC RISZATYÚKOT MINDJÁRT, AZ ANYÁD......................... !
Szóval, tessék rendet tartani!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wkbgzy80t Dátum 2012 április 07, 07:56
Írta: wkbgzy80t Dátum 2012 április 07, 07:56
Szia!
Én nem akarom senkinek sem a tanait népszerűsíteni, de...
Próbáltál már utána számolni, hogy éredemes-e áttételezni? 400w szervóid vannak ha jól emlékszem 4db, gondolom 2 darabbal mozgatnád az x-z egységet (~150kg a végére).
Ez direkt hajtásban is, vagy 5m/s2 körüli gyorsulás 16x5 vagy 16x10 orsókkal (érdekes alig van különbség gyorsulásban) bőven tizedmásodpercen belül eléri a gyorsjárati sebességet.
Én nem akarom senkinek sem a tanait népszerűsíteni, de...
Próbáltál már utána számolni, hogy éredemes-e áttételezni? 400w szervóid vannak ha jól emlékszem 4db, gondolom 2 darabbal mozgatnád az x-z egységet (~150kg a végére).
Ez direkt hajtásban is, vagy 5m/s2 körüli gyorsulás 16x5 vagy 16x10 orsókkal (érdekes alig van különbség gyorsulásban) bőven tizedmásodpercen belül eléri a gyorsjárati sebességet.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 07, 10:18
Írta: Farkas Ádám Dátum 2012 április 07, 10:18
Sajnos a Z-re csak 200W-os van de törekszem rá hogy jusson a 400-asból akkor direktbe is mehet.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 április 07, 12:21
Írta: Szalai György Dátum 2012 április 07, 12:21
Mehet… Mehet…
De MITŐL JOBB az ha direktben megy?
De MITŐL JOBB az ha direktben megy?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 12:39
Írta: svejk Dátum 2012 április 07, 12:39
Libresse. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 07, 13:04
Írta: 000000000 Dátum 2012 április 07, 13:04
Tisztább szárazabb érzés ? [#vigyor5]
De egy áttétellel azért kicsit jobb gyorsítások érhetőek el.
És ha 5mm-es emelkedésű orsót veszünk akkor 15000mm/perc sebesség azért kicsit túlzás, hacsak nem levegőt szeretnénk szántani.
Végül is mindenkinek saját szíve joga hogyan építi vagy szúrja el a gépét.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 13:16
Írta: svejk Dátum 2012 április 07, 13:16
Nem feltétlen!
Egy túlzó áttétellel szerencstlen esetben rosszabb is lehet a gyorsulásod.
Emlékez a a görbe hosszan elnyúló jobb oldalára!
Arról nem is beszélve hogy a gépépítés még az iparban sem megy kompromisszumok nélkül.
Egy túlzó áttétellel szerencstlen esetben rosszabb is lehet a gyorsulásod.
Emlékez a a görbe hosszan elnyúló jobb oldalára!
Arról nem is beszélve hogy a gépépítés még az iparban sem megy kompromisszumok nélkül.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 13:18
Írta: svejk Dátum 2012 április 07, 13:18
Mindig kérjetek tanácsot Tibor45-től, vagy higgyetek a közzétett excel kalkulátoromnak.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 13:19
Írta: svejk Dátum 2012 április 07, 13:19
Azt írta, még nincs neki meg a golyósorsója!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 07, 13:23
Írta: HJózsi Dátum 2012 április 07, 13:23
És nem beszélve arról, hogy nem a Singer varrógépversenyre készül 40 kg tömegű Z-vel és nem is relief maró versenyre ...
Ha belegondolunk pl. egy egységugrás tesztbe a Z-re, nem biztos, hogy a lábazati beton szilárdsága kibírná ... :D
Áttétellel persze takarékosabb lenne a megoldás... Érdemes lenne Tibor45-öt megkérdezni, ha megvannak a bemenő paraméterek...
Ha belegondolunk pl. egy egységugrás tesztbe a Z-re, nem biztos, hogy a lábazati beton szilárdsága kibírná ... :D
Áttétellel persze takarékosabb lenne a megoldás... Érdemes lenne Tibor45-öt megkérdezni, ha megvannak a bemenő paraméterek...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 07, 13:34
Írta: 000000000 Dátum 2012 április 07, 13:34
Azt azért megcáfolnám mert a gépemen kb 30-40kg ami mozog Z-ben (BF20 Z tengely, aki mérte annak megköszönném ezt az adatot )
10000mm-perces előtolással 5000mm/s2 gyorsulással tépkedi ezt a tömeget.
Mikor csináltam egy egység ugrás tesztet akkor az egész gép ugrált állvánnyal együtt (kb 150-160kg) [#wow1]
Szerencsére gumi kerekek vannak alatta és bírta a beton is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 07, 13:43
Írta: HJózsi Dátum 2012 április 07, 13:43
Gumival könnyű! ... :D
Én csak azt szerettem volna jelezni, hogy egy ilyen jellegű gép nem dinamika bajnokságra készül, hanem, hogy pl. acélt is meg tudjon munkálni. Acél esetében nem biztos, hogy szükséges az általad említett max sebeség és gyorsulás ... a szerszám nem "ócó" ... ;)
Én csak azt szerettem volna jelezni, hogy egy ilyen jellegű gép nem dinamika bajnokságra készül, hanem, hogy pl. acélt is meg tudjon munkálni. Acél esetében nem biztos, hogy szükséges az általad említett max sebeség és gyorsulás ... a szerszám nem "ócó" ... ;)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 07, 13:45
Írta: 000000000 Dátum 2012 április 07, 13:45
Ok hogy nincs orsója ,de 5mm-es emelkedés alatt mi van ami bármikor leakasztható a boltok polcairól ?
Mikor csináltam a gépem külön meg kellet rendelni a 4-est mert nem volt sehol.
Viszont direkt hajtással az is 12000mm/perc ha a motor 3000RPM-es.
Ekkora gyorsjárat nagyon jól mutat, de létjogosultsága csak is lézer gravírozó gépeknél van.
Mellesleg néztem az excel táblázatod szerint a masinám.
Az szerint is majdnem ideális ahogy össze hoztam józan paraszti eszem szerint. [#integet2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 07, 13:49
Írta: HJózsi Dátum 2012 április 07, 13:49
Úgy tudom a Klaviónál kapsz 2,5-öset is...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 07, 13:51
Írta: 000000000 Dátum 2012 április 07, 13:51
Eddig csak egy 3 maróm bánja a dolgot, de már megszoktam hogy ilyen a kicsike és nem szoktam lekoccolni a satut.
A sebesség meg azért ennyi mert nem volt kedvem léptető motor után újabb bordás szíj tárcsát venni és átdobtam az AC szervóra ahogy volt.
De így tökéletes a hajtás méretezése ahogy van.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 07, 13:51
Írta: HJózsi Dátum 2012 április 07, 13:51
A valóságban is annyi volt, vagy ezek a beállított értékek voltak?... Tudod, lehet eltérés ... ;)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 07, 13:52
Írta: Farkas Ádám Dátum 2012 április 07, 13:52
A Z orsó megvan 4-es emelkedésű..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 07, 13:57
Írta: HJózsi Dátum 2012 április 07, 13:57
Persze, a megmunkáláskor nyilván nem rongyolsz az anyagba, még szerencse, hogy nem csak max sebességet lehet programozni ... A léptetőnek jó a kis fordulatszám, a szervóknál már nem szerencsés...
Tibor45 említette egyszer, hogy végsősoron a motorfordulatra jutó elmozdulás számít, csak nem emléxem mi a jó érték tartomány... :x
Tibor45 említette egyszer, hogy végsősoron a motorfordulatra jutó elmozdulás számít, csak nem emléxem mi a jó érték tartomány... :x
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 07, 14:01
Írta: 000000000 Dátum 2012 április 07, 14:01
A mai napig ezekkel az értékekkel megy a masina Z-ben, de ha nem hiszed akkor megnézheted élőben is.
Szívesen látlak ha a Dunakanyar felé jársz.
Egy biztos hogy aki nem szokta hogy így ugrik a gép annak kicsit ijesztő lehet, meg a szerszámokra nézve is veszélyes [#csodalk]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 07, 14:03
Írta: HJózsi Dátum 2012 április 07, 14:03
Rendben, köszönöm a meghívást! [#wave] Szívesen megnézem!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 14:03
Írta: svejk Dátum 2012 április 07, 14:03
És mit ír a fáma erre az esetre?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 14:05
Írta: svejk Dátum 2012 április 07, 14:05
Átmérő, hossz, anyja neve két példányban?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 07, 14:53
Írta: Farkas Ádám Dátum 2012 április 07, 14:53
16/4-es, anyja neve: Orsós Bolárka
teljes hossz 250mm, kuplung:alu fémmembrános átm:32 hossz:60
(másodpéldány)
16/4-es, anyja neve: Orsós Bolárka
teljes hossz 250mm, kuplung:alu fémmembrános átm:32 hossz:60
teljes hossz 250mm, kuplung:alu fémmembrános átm:32 hossz:60
(másodpéldány)
16/4-es, anyja neve: Orsós Bolárka
teljes hossz 250mm, kuplung:alu fémmembrános átm:32 hossz:60
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 15:06
Írta: svejk Dátum 2012 április 07, 15:06
[#vigyor2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 15:13
Írta: svejk Dátum 2012 április 07, 15:13
Akkor "hegymenet" 200 W-os Yaskawával 1:1,5 lassító.
400 W-ossal 1:1,1 lassító, tehát mehetne direktbe.
400 W-ossal 1:1,1 lassító, tehát mehetne direktbe.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sz.József Dátum 2012 április 07, 15:15
Írta: Sz.József Dátum 2012 április 07, 15:15
Lakhelye, hol született, évi fizetése...
De ki az az Évi?...
De ki az az Évi?...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 15:15
Írta: svejk Dátum 2012 április 07, 15:15
Nem jó, elb@sztam, vedd semmisnek az #598-at.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 15:28
Írta: svejk Dátum 2012 április 07, 15:28
Tehát "hegymenetben" 200 W-os Yaskawával 20 mm széles, átm. 20 és 36 mm-s kerekekkel 1:1,6 -os áttétel kellene, így közel 7m/s2 gyorsulás érhető el.
Ugyanilyen kiskerékkel 400 W-os motorral a nagykerék 26 mm-re adódik, tehát az áttétel 1:1,3, de a gyorsulás 13 m/s2-re növekszik.
(meglehet irreálisan kicsik a kerekek átmérője újra kell számolni nagyobb kerekekkel, hogy nagyobb legyen a szíjsebesség)
400 W-ossal direkthajtásban a gyorsulás ismét 7 m/s2-re adódna.
Ugyanilyen kiskerékkel 400 W-os motorral a nagykerék 26 mm-re adódik, tehát az áttétel 1:1,3, de a gyorsulás 13 m/s2-re növekszik.
(meglehet irreálisan kicsik a kerekek átmérője újra kell számolni nagyobb kerekekkel, hogy nagyobb legyen a szíjsebesség)
400 W-ossal direkthajtásban a gyorsulás ismét 7 m/s2-re adódna.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: besirkyjh Dátum 2012 április 07, 16:09
Írta: besirkyjh Dátum 2012 április 07, 16:09
Szia
Ezzel a mozgatott tömeggel és gyorsulással a kuplung és a golyosorso foglya birni ?
Gondolom ki lesz egyensulyozva .
Tudunk olyanrol hogy kisebb orso már szakadt át kisebb terheléstöl :)
Ezzel a mozgatott tömeggel és gyorsulással a kuplung és a golyosorso foglya birni ?
Gondolom ki lesz egyensulyozva .
Tudunk olyanrol hogy kisebb orso már szakadt át kisebb terheléstöl :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 április 07, 16:21
Írta: Szalai György Dátum 2012 április 07, 16:21
Azt jól gondolom-e, hogy megmunkáláskor, egy helyesen felépített Hobbyista mellékhajtás rendszerben, a motor forgórésze az, ami a leg tehetetlenebb, a maga 1000n/min. körüli fordulatszámával?
(Nem gondolok most a nyomaték motorokkal, a lineárisokkal és a piezókkal sem, mert az szerintem jelenleg még nem hobby téma.)
Mert ha az a leg tehetetlenebb, akkor annak a (szög) sebesség változtatásához szükséges a legtöbb energia a rendszerben. Vagyis törekedni illik a lehető leg kisebb szükséges motort használni, és áttételt, mert sok lesz a villanyszámla, és kevés a megmunkálás.
Vagy nem?
De hát erről annyi szó esett már.
(Nem gondolok most a nyomaték motorokkal, a lineárisokkal és a piezókkal sem, mert az szerintem jelenleg még nem hobby téma.)
Mert ha az a leg tehetetlenebb, akkor annak a (szög) sebesség változtatásához szükséges a legtöbb energia a rendszerben. Vagyis törekedni illik a lehető leg kisebb szükséges motort használni, és áttételt, mert sok lesz a villanyszámla, és kevés a megmunkálás.
Vagy nem?
De hát erről annyi szó esett már.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 16:35
Írta: svejk Dátum 2012 április 07, 16:35
Hobby-ban villanyszámla nem számít! :)
FarkasCNC esetében:
200 W-os motor 0,123 kgcm2
400 W-os 0,192
Átm 16 os orsó 250 mm hosszban 0,125
40 kg-os tömeg 4-es emelkedés esetén az orsóra redukálva : 0.162
jön még a tárcsák vagy kuplung.
Persze ha van áttétel akkor az orsó a nagy kerék és a tömeg leredukálódik az áttételen keresztül a motorra nézve.
FarkasCNC esetében:
200 W-os motor 0,123 kgcm2
400 W-os 0,192
Átm 16 os orsó 250 mm hosszban 0,125
40 kg-os tömeg 4-es emelkedés esetén az orsóra redukálva : 0.162
jön még a tárcsák vagy kuplung.
Persze ha van áttétel akkor az orsó a nagy kerék és a tömeg leredukálódik az áttételen keresztül a motorra nézve.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 16:37
Írta: svejk Dátum 2012 április 07, 16:37
Az excel-ben minden inercia eredmény látható.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wkbgzy80t Dátum 2012 április 07, 17:31
Írta: wkbgzy80t Dátum 2012 április 07, 17:31
Szerintem a direkt hajtás előnyei nagyon is kézzelfoghatók, még ha kicsik is:
Nem kell kiépíteni a szíjhajtáshoz szüks. konzolokat, feszítési lehetőséget, nincs probléma a szíjak és tárcsák minőségével kompatibilitásával (túl sok a fogak játéka, túl kevés a fogak játéka stb.), merevebb a hajtásrendszer, ami -szerintem- motor-encoderes rendszernél előny, meg úgy általában, eggyel kevesebb hibalehetőség.
400w motorokkal amúgy nem nagyon kell optimumot keresni, inkább az egész konstrukció optimumát, szóval hogy ne csak az elméleti maximum jöjjön ki a motorokból egy számok formájában létező hajtásrendszerben, hanem a legmasszívabb értelmes konstrukció jöjjön létre, amivel még épp megfelel a gyorsulás az igényeknek - úgy sem lesz 0,7G re beállítva.
(fél-kérdés:) A villanyszámla pedig csak akkor magas, ha ki vannak hajtva a nagy motorok, nem? Amúgy "csak" annyi energiát eresztenek el, amennyit kell. Igaz, nagyobb forgórészt nehezebb megpörgetni.. Nem tudom, hogy vajon ebből jön-e a pazarlás túlméretes motorok esetén...
Nálam egyébként érdekes eredmény jött ki, ugyanazon paraméterek mellett a 10es orsóval számottevően jobban gyorsul a cucc, mint 5ös emelkedéssel. De mivel mindkét esetben az önkényesen kitűzött 0,3-0,5G fölött van az érték, olyan orsót fogok keresni, ami jobban illik a gépbe.
Nem kell kiépíteni a szíjhajtáshoz szüks. konzolokat, feszítési lehetőséget, nincs probléma a szíjak és tárcsák minőségével kompatibilitásával (túl sok a fogak játéka, túl kevés a fogak játéka stb.), merevebb a hajtásrendszer, ami -szerintem- motor-encoderes rendszernél előny, meg úgy általában, eggyel kevesebb hibalehetőség.
400w motorokkal amúgy nem nagyon kell optimumot keresni, inkább az egész konstrukció optimumát, szóval hogy ne csak az elméleti maximum jöjjön ki a motorokból egy számok formájában létező hajtásrendszerben, hanem a legmasszívabb értelmes konstrukció jöjjön létre, amivel még épp megfelel a gyorsulás az igényeknek - úgy sem lesz 0,7G re beállítva.
(fél-kérdés:) A villanyszámla pedig csak akkor magas, ha ki vannak hajtva a nagy motorok, nem? Amúgy "csak" annyi energiát eresztenek el, amennyit kell. Igaz, nagyobb forgórészt nehezebb megpörgetni.. Nem tudom, hogy vajon ebből jön-e a pazarlás túlméretes motorok esetén...
Nálam egyébként érdekes eredmény jött ki, ugyanazon paraméterek mellett a 10es orsóval számottevően jobban gyorsul a cucc, mint 5ös emelkedéssel. De mivel mindkét esetben az önkényesen kitűzött 0,3-0,5G fölött van az érték, olyan orsót fogok keresni, ami jobban illik a gépbe.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 07, 17:46
Írta: svejk Dátum 2012 április 07, 17:46
Az a lényeg hogy a bemenő adatok megváltozása után mindig nézzétek meg a gyorsulás abszolute értékét is, ne csak azt hogy hol a "púp" azaz az optimális áttétel.
Ahogy írod is másik orsóval más lesz az áttétel, de biztos hogy jobb vagy rosszabb lesz a gyorsulás maximuma is számszerűen.
Ahogy írod is másik orsóval más lesz az áttétel, de biztos hogy jobb vagy rosszabb lesz a gyorsulás maximuma is számszerűen.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wkbgzy80t Dátum 2012 április 07, 18:42
Írta: wkbgzy80t Dátum 2012 április 07, 18:42
Ja, már értem ezt miért írtad. Én csakis áttétel nélküli megoldásban gondolkodtam magamnál, de így is (és opt. áttétel mellett is (ami persze más a két esetben)) jobban gyorsul a 10es orsó (400w - és kb 80 kg). Valami 5-6 m/s2 direktben optimális áttételben 7-8 körül lenne. De megfelel így is, magam részéről inkább elhagyom az áttételt.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 07, 21:12
Írta: Farkas Ádám Dátum 2012 április 07, 21:12
Kis türelmet, ma is egész nap a Z tengelyen dolgoztam, még a hétvégén befejezem. Próbára felteszem a 400-ast direktbe (az úgyis fékes).
Nem akarok nagy kapkodást a géppel, mert odébb megy mint a mosógép, aztán oda a pontosság [#idiota]
Egyébként én sem vagyok nagy híve a szíj áttételnek, ha lehet kihagynám... Nagyon megbonyolítja, és megdrágítja egy jó minőségű szíjtájtétel a gépet.
Ja a vitát lehet azért folytatni [#boxer][#violent][#gun][#boxer]
Nem akarok nagy kapkodást a géppel, mert odébb megy mint a mosógép, aztán oda a pontosság [#idiota]
Egyébként én sem vagyok nagy híve a szíj áttételnek, ha lehet kihagynám... Nagyon megbonyolítja, és megdrágítja egy jó minőségű szíjtájtétel a gépet.
Ja a vitát lehet azért folytatni [#boxer][#violent][#gun][#boxer]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2012 április 07, 22:24
Írta: Szedlay Pál Dátum 2012 április 07, 22:24
Ez egy olyan nehéz kérdés.
Itt többen azt mondják, hogy pontatlanságot visz a rendszerbe, de olyan sok helyen alkalmazzák ipari konstruktőrök, a marógépeken. Nagy, neves gyártók is.
Ezért nem kéne annyira idegenkednünk tőle, de mégis, mindenki inkább kerüli.
Itt járt nálam a GO98 kft vezetője aki a Heidenhain vezérlők hivatalos forgalmazója.
Neki is az volt a véleménye, hogy a gyorsjárati max. sebességre kell a servó max. sebességét áttétellel beállítani. Tibor45 is mindig ezt mondja nekünk, vagy hasonlót.
Egyszer kifogom próbálni azt az áttételt, bár én is idegenkedem tőle.
Az is igaz, hogy egy új komplett szerszámgép árában egy pontos jó minőségű szíj és kerék elenyésző a költségvetés szempontjából.
Ami a hobby kategóriában viszont már számottevő összeg.
Itt többen azt mondják, hogy pontatlanságot visz a rendszerbe, de olyan sok helyen alkalmazzák ipari konstruktőrök, a marógépeken. Nagy, neves gyártók is.
Ezért nem kéne annyira idegenkednünk tőle, de mégis, mindenki inkább kerüli.
Itt járt nálam a GO98 kft vezetője aki a Heidenhain vezérlők hivatalos forgalmazója.
Neki is az volt a véleménye, hogy a gyorsjárati max. sebességre kell a servó max. sebességét áttétellel beállítani. Tibor45 is mindig ezt mondja nekünk, vagy hasonlót.
Egyszer kifogom próbálni azt az áttételt, bár én is idegenkedem tőle.
Az is igaz, hogy egy új komplett szerszámgép árában egy pontos jó minőségű szíj és kerék elenyésző a költségvetés szempontjából.
Ami a hobby kategóriában viszont már számottevő összeg.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wkbgzy80t Dátum 2012 április 08, 08:39
Írta: wkbgzy80t Dátum 2012 április 08, 08:39
Igen, tény, hogy használják (példa) .
Sajnos nem értek a dologhoz kellő mélységben, de azt tudni vélem, hogy egy lényeges különbség azért van a gyárilag áttételezett megoldásokhoz képest, mégpedig az útmérés kivitelezése. Magam részéről úgy gondolom, hogy ezeken a gépeken nem a szíjon keresztül van megfigyelve a szán mozgása. Persze ha "nagyon rossz" lenne az áttétel, rákompenzálni sem lehetne, útmérő ide vagy oda. Passz...
Bár hallottam nagy lézergépről, ahol motor encoder volt, utána többlépcsős precíziós fogaskerék hajtás, végül fogasléces mozgatás, de azért az más tészta...
Már nagyon várom, hogy mit mutat a gyakorlat... [#vigyor2]
Sajnos nem értek a dologhoz kellő mélységben, de azt tudni vélem, hogy egy lényeges különbség azért van a gyárilag áttételezett megoldásokhoz képest, mégpedig az útmérés kivitelezése. Magam részéről úgy gondolom, hogy ezeken a gépeken nem a szíjon keresztül van megfigyelve a szán mozgása. Persze ha "nagyon rossz" lenne az áttétel, rákompenzálni sem lehetne, útmérő ide vagy oda. Passz...
Bár hallottam nagy lézergépről, ahol motor encoder volt, utána többlépcsős precíziós fogaskerék hajtás, végül fogasléces mozgatás, de azért az más tészta...
Már nagyon várom, hogy mit mutat a gyakorlat... [#vigyor2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 08, 22:12
Írta: Farkas Ádám Dátum 2012 április 08, 22:12
Elkészült a Z. Két ujjal könnyedén tudom tekerni. Igaz még felkerül a marómotor. Próbára felteszem a 400-ast direktbe.
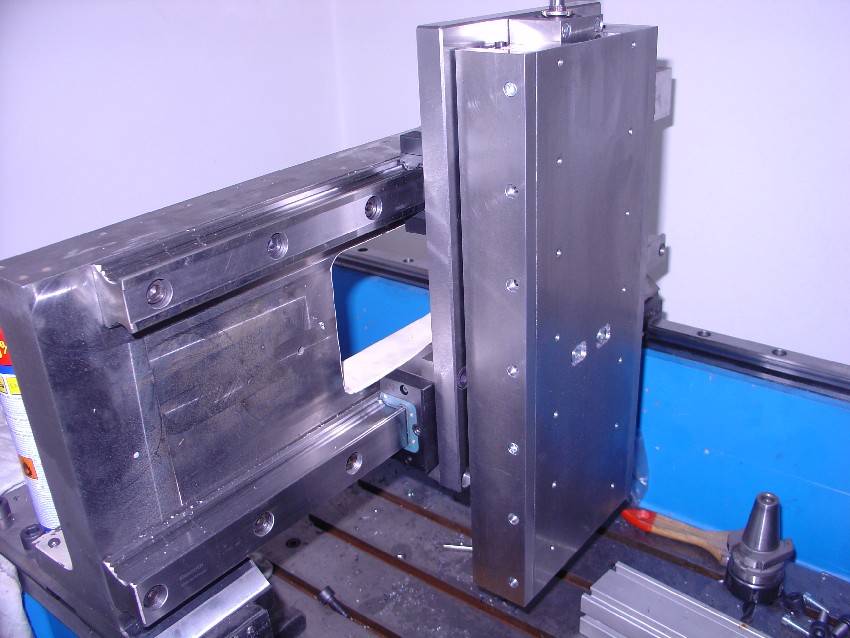
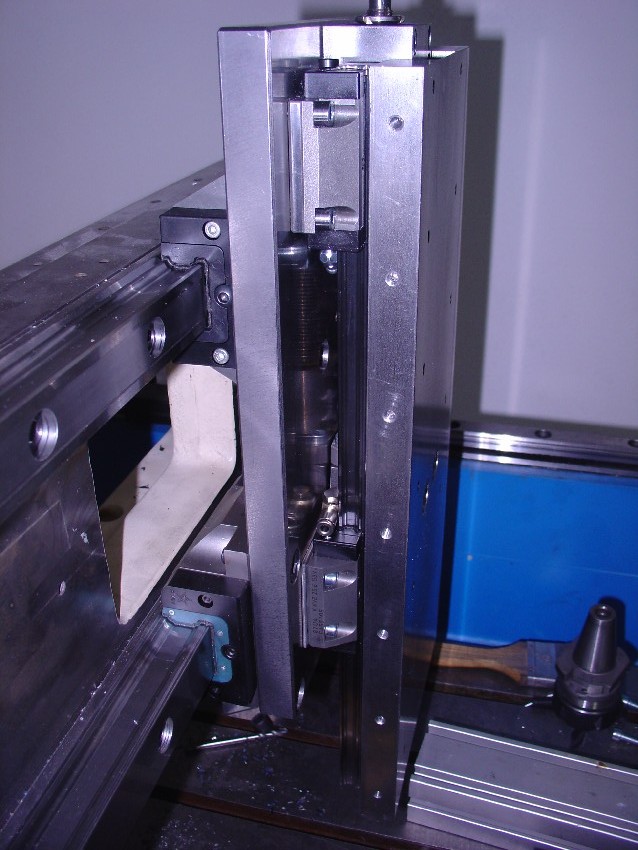

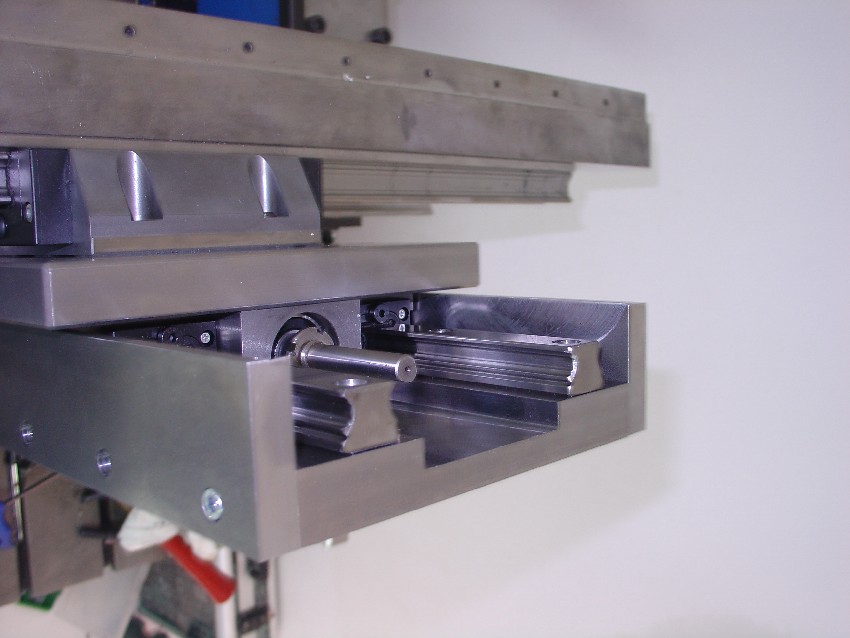
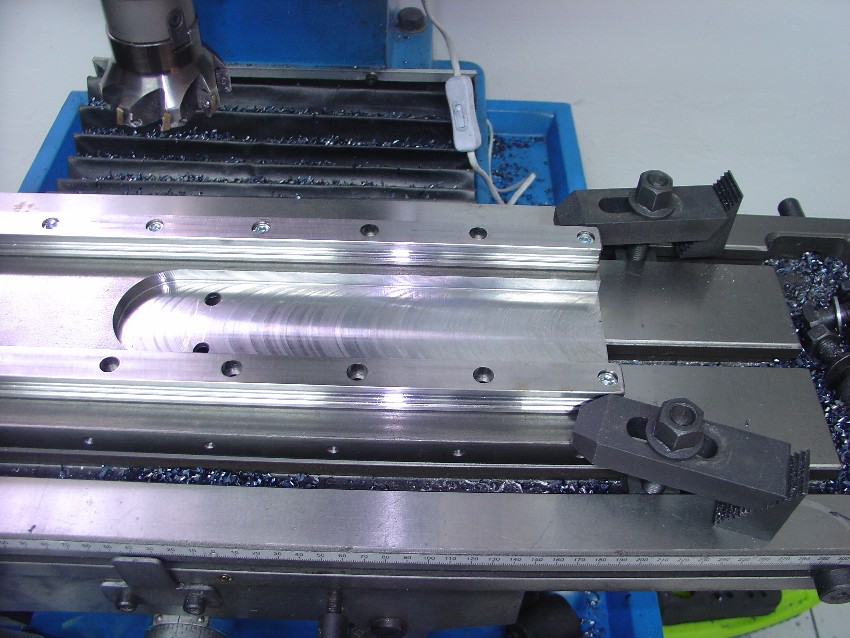
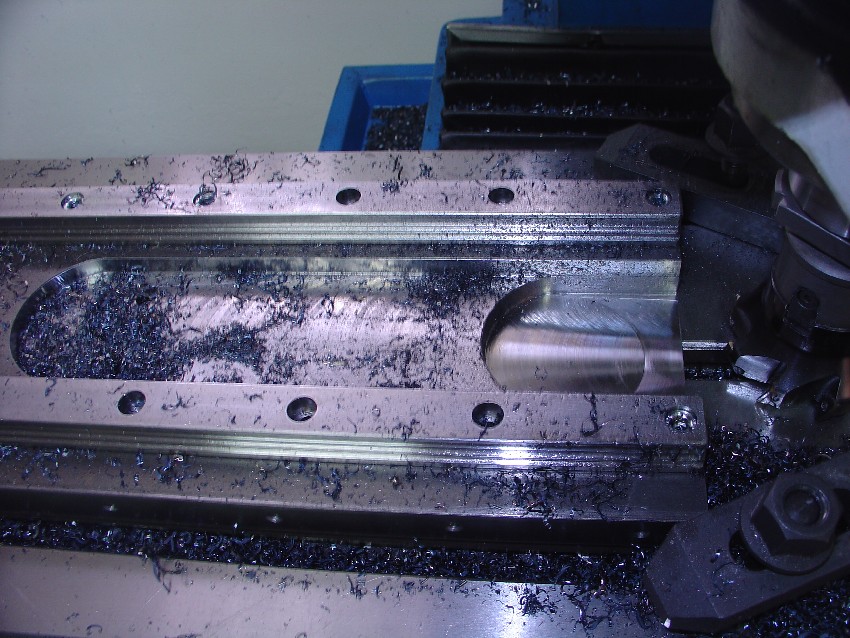

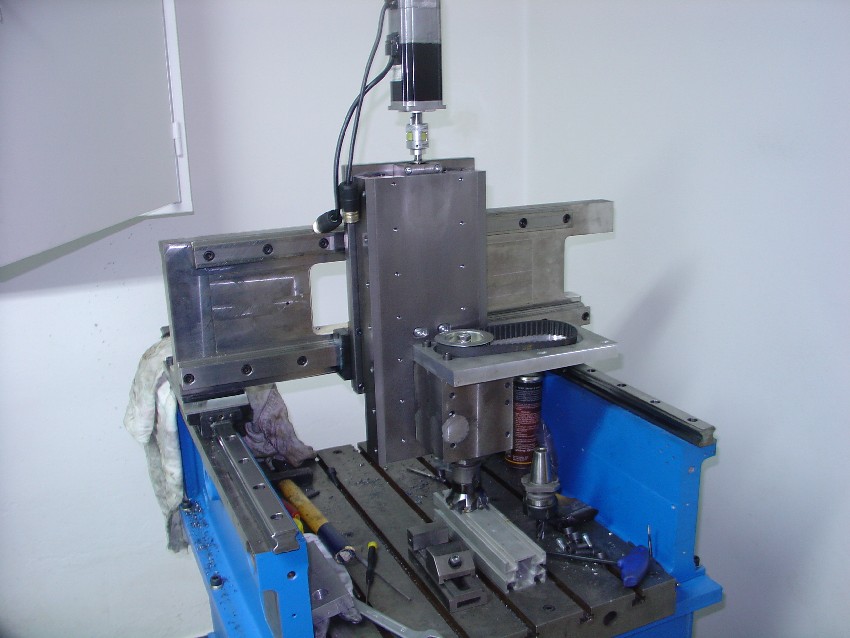
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: c2nsu773m Dátum 2012 április 08, 22:19
Írta: c2nsu773m Dátum 2012 április 08, 22:19
Nagyon jó!
Ajánlom most jó erősen kétkézzel fogjad a motort!
Ajánlom most jó erősen kétkézzel fogjad a motort!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 07:37
Írta: svejk Dátum 2012 április 09, 07:37
A Z lapján az oldalsó "szoknyák" ebben a formában tényleg csak burkolatként funkcionálnak, így kár volt ilyen vastagot választani. :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 09, 07:43
Írta: 000000000 Dátum 2012 április 09, 07:43
Svejk ajánlanám figyelmedbe a #612 bejegyzés 3. képét.
Vékonyabból nem lehetett volna kikönnyíteni hogy nem érjen hozzá a kocsi oldalához mert eltűnik az anyag. [#wink]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 07:45
Írta: svejk Dátum 2012 április 09, 07:45
Látom én, de így meg értelmetlen és felesleges plusz munka volt.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 09, 07:54
Írta: 000000000 Dátum 2012 április 09, 07:54
Ádám nem tudod mit tettél , de majd az első gyorsjáratnál vegyél fel liberót. [#vigyor5]
Ezek a motorok hiába hogy 3000RPM-et tudnak maximum, simán fel lehet vinni 4000-ig.
Tehát a sebességed így 16000mm/perc lehet és 7000mm/s2 gyorsítás mellet.
Ha össze akarod szedni a családtagjaidat akkor ajánlok egy 1-2mm egység ugrás tesztet.
Pillanatok alatt ott lesz mindenki a házból [#hehe]
a csukló törés elkerülés végett nem ajánlanám hogy lerögzített motor nélkül elindítsad.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 09, 08:01
Írta: 000000000 Dátum 2012 április 09, 08:01
Svejk ízlések és pofonok, neki így tetszik és kész.
Mellesleg azzal a jó kis 63-as marófejjel 2 fogásból meg lehet csinálni azt az oldalsó könnyítést, de ha siet akkor egyből is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 április 09, 08:22
Írta: Szalai György Dátum 2012 április 09, 08:22
Hi… hííí…
Hát az a motor ott a tetején… Pláne, hogy még fékes is, tehát hosszú.
Minden műszaki indokot félre téve, a szépérzék is azért ordít, hogy be legyen fordítva a híd mögé és egy szíjon keresztül hajtson.
Vagy, ha már a púpot púpozza, akkor legalább legyen palacsinta motor.
Azt hiszem, nekem most megtanítottad, hogy a motort be kell tenni a két sin közé.
Köszi.
Hát az a motor ott a tetején… Pláne, hogy még fékes is, tehát hosszú.
Minden műszaki indokot félre téve, a szépérzék is azért ordít, hogy be legyen fordítva a híd mögé és egy szíjon keresztül hajtson.
Vagy, ha már a púpot púpozza, akkor legalább legyen palacsinta motor.
Azt hiszem, nekem most megtanítottad, hogy a motort be kell tenni a két sin közé.
Köszi.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 09, 08:34
Írta: Farkas Ádám Dátum 2012 április 09, 08:34
Pont ezt mondtam neked, hogy a Z alá nem férnek be a szoknyák, ezért elég lett volna egy alulemez. Viszont két dolgon gondolkodtam 1. bemarok egy nútot az oldalába és az ellenpárját a szoknyába. 2. megkenem ragasztóval és felcsavarozom.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 április 09, 08:35
Írta: Szalai György Dátum 2012 április 09, 08:35
Az számit, hogy a motor alatt marad-e anyag vagy nem?
Nem oda rögzül a motor. Lehetne ott éppen lyuk is.
De ha neki így tetszik…
Nem oda rögzül a motor. Lehetne ott éppen lyuk is.
De ha neki így tetszik…
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 09, 08:44
Írta: 000000000 Dátum 2012 április 09, 08:44
Szerintem is takaró lemez tekintetében ez volt a jobb megoldás mint hogy lemarod a kocsi oldalát.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 09, 08:46
Írta: Farkas Ádám Dátum 2012 április 09, 08:46
Nem indítom be így a levegőbe bármennyire szeretnétek [#eplus2][#mf2]
Nem értem mi értelme van egy 500Kg-os gépeket egységugrással gyötörni. A golyós-orsók sem biztos hogy túlélnék azt a sebességet ekkora tömegeknél.. [#confused]
Nem értem mi értelme van egy 500Kg-os gépeket egységugrással gyötörni. A golyós-orsók sem biztos hogy túlélnék azt a sebességet ekkora tömegeknél.. [#confused]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 április 09, 08:50
Írta: Szalai György Dátum 2012 április 09, 08:50
Csak egy gyanú, de az az érzésem, hogy akkor megkenhetnéd baracklekvárral is, az legalább finom. Mert a ragasztó az szerintem rugalmasabb attól, hogy pár mikronos elhajlásokat megtartson.
Az össze nútoláshoz is trapéz nútot kéne marnod, hogy tartson. És felesleges szerintem, mert az a lap szoknya nélkül sem hajlik annyit hogy számítson, hiszen merevítik még a sínek is.
Vagy ívesek a sínek, ezért hozzá kéne feszítened egy etalon felülethez, és ezért akarod annyira merevíteni a lemezt?
Az össze nútoláshoz is trapéz nútot kéne marnod, hogy tartson. És felesleges szerintem, mert az a lap szoknya nélkül sem hajlik annyit hogy számítson, hiszen merevítik még a sínek is.
Vagy ívesek a sínek, ezért hozzá kéne feszítened egy etalon felülethez, és ezért akarod annyira merevíteni a lemezt?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 09, 08:52
Írta: Farkas Ádám Dátum 2012 április 09, 08:52
Mondom hogy csak próbára teszem fel így a motort addig a tengelyből sem vágok le. Ha mégis direkt hajtás lesz akkor csak ez a motor fér el a tömzsi nem. Azt a vékony anyagot azért hagytam meg a motor mellett, hogy valamit takarjon amikor alsó pozícióban van a Z. különben előbukkanna az orsó.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 09, 08:55
Írta: 000000000 Dátum 2012 április 09, 08:55
Ha ezt nem bírja ki akkor már most kidobhatod a kukába azt az orsót.
Mellesleg a mozgatott tömeget kell itt figyelembe venni, vagy a Z csak 500 kg?
Egy ilyen tesztnél azonnal kiderülnek a gyenge láncszemek.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 08:55
Írta: svejk Dátum 2012 április 09, 08:55
A sok kimarástól nem vetemedett el a húzott anyag?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wkbgzy80t Dátum 2012 április 09, 08:56
Írta: wkbgzy80t Dátum 2012 április 09, 08:56
A marómotor azért jócskán be fog takarni a 400 wattosba, így azért "kompaktabbnak" fog tűnni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 április 09, 09:02
Írta: Szalai György Dátum 2012 április 09, 09:02
Ja, hogy az oldalsó takarólap van kikönnyítve. Most értettem meg, amit írtál.
Bocsánat, ennek semmi köze a motorhoz. (Én azt gondoltam, hogy a síneket tartó lap könnyítéséről van szó.)
Bocsánat, ennek semmi köze a motorhoz. (Én azt gondoltam, hogy a síneket tartó lap könnyítéséről van szó.)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 09, 09:05
Írta: Farkas Ádám Dátum 2012 április 09, 09:05
Héló Pál nem kéne elvenned a kedvem [#crazya] hiszen én egy új első gépes, fórumtag vagyok, építő jellegű hozzászólásokat várok tőled [#circling].
Persze hogy vannak gyenge láncszemek, ezek az anyagok nem (pl golyósorsó szervómotorok) nem számolt dolog. Ilyent sikerült vennem, egy hobby géphez. Nem a 400W-os motorhoz kell visszakövetkeztetni az egész gépet. Ilyenekhez jutottam hozzá. 200W-os jobb lett volna akkor most egyértelműen áttételezném.[#nezze]
Persze hogy vannak gyenge láncszemek, ezek az anyagok nem (pl golyósorsó szervómotorok) nem számolt dolog. Ilyent sikerült vennem, egy hobby géphez. Nem a 400W-os motorhoz kell visszakövetkeztetni az egész gépet. Ilyenekhez jutottam hozzá. 200W-os jobb lett volna akkor most egyértelműen áttételezném.[#nezze]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 09:06
Írta: svejk Dátum 2012 április 09, 09:06
Farkas Ádámnak jól kezdődik a napja :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 09, 09:11
Írta: Farkas Ádám Dátum 2012 április 09, 09:11
A két oldalszoknya egy keveset, de az nem számít. A középsó 20-as az meg nem, köszörültetni sem kellett. Tényleg jó anyagot küldtél.
Ja itt had Köszönjem meg a családomnak, az anyukámnak. ÉS Svejknek!!
Megírnám milyen segítőkész gyerek ez a Svejk,
Nálunk nem lehet ilyen vasanyagokat kapni. (csak kb. 100Km-re)
Erre bement Kecskeméten a bótba, onnan felhívott levágatta, becsomagolta még aznap feladta nekem. [#worship][#worship]
Ja itt had Köszönjem meg a családomnak, az anyukámnak. ÉS Svejknek!!
Megírnám milyen segítőkész gyerek ez a Svejk,
Nálunk nem lehet ilyen vasanyagokat kapni. (csak kb. 100Km-re)
Erre bement Kecskeméten a bótba, onnan felhívott levágatta, becsomagolta még aznap feladta nekem. [#worship][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 09, 09:14
Írta: Farkas Ádám Dátum 2012 április 09, 09:14
hát ja így tegyen fel nektek az ember képeket. [#boxer]
nemám akkor meg mi értelme ha nincs építő jellegű kritika.
Azért nem csodálom ha az újak nem tesznek fel képeket az építésről [#beka2]
nemám akkor meg mi értelme ha nincs építő jellegű kritika.
Azért nem csodálom ha az újak nem tesznek fel képeket az építésről [#beka2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 09, 09:20
Írta: Farkas Ádám Dátum 2012 április 09, 09:20
Még csak annyit a baracklekvárhoz. Ha nekihúzatom azzal a 7db csavarral szárazon az is akkora tapadást biztosít hogy jóval többet jelent mint nélküle. (ja nem ezekkel a krómozott csavarokkal hanem rendes gépcsavarokkal. Azt is meg kellett rendelnem, nem tartanak Sopronban)[#szomoru1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 09, 09:34
Írta: 000000000 Dátum 2012 április 09, 09:34
Ne vedd baxogatásnak , de ennyit simán ki kell bírnia.
Bizonyára pofásabb lenne ha a 200wattost motort befordítanád a Z mögé áttétellel. ( nem lenne Eiffel hatása )
Ahogy írod a hobbysta abból építkezik amit be tud szerezni, ha 400-as van akkor azt kell használni.
Viszont ha így tetszik akkor maradjon a direkt hajtás.
Mellesleg sokan Z-re csak fékes motort tudnak elképzelni. Ez oltári nagy tévedés !
Az egyik gépemen se volt fékes Z motorom , és meg se mozdult.
Motor nélkül viszont leszalad, tehát nem a szorulástól marad pozícióban.
Az motor vezérlője kikapcsolva is fogja a tengelyt annyira hogy nem szabadul el, sőt úgy kell izmozni ha odébb akarom tekerni.
Pedig nekem is van némi tömeg rajta (kb 30-40kg)
Viszont az érdekes hogy Sopronban szinte semmit nem lehet kapni pedig jóval nagyobb a népessége mint Vácnak.
Itt szinte mindent be tudtam szerezni eddig ami kellet, vagy itt van egy köpésre Pest ha akad olyan ami itt nem kapható.
Ennek ellenére frankó masina lesz belőle.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 09, 09:41
Írta: 000000000 Dátum 2012 április 09, 09:41
Barack lekvárt inkább kenyérre vagy fánkra kend, ne arra a gépre.
Illesztőszeggel többre mennél ha a csavarok mellé fúrnád be.
Az masszívabb lenne mint a ragasztás vagy a szimpla csavarozás.
De az a vasdarabnak ez ugyan mindegy hogy rajta van , vagy nincs ez a takaró lemez.
Annyira elenyésző a merevítése hogy felesleges szőrszál hasogatás.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2012 április 09, 09:44
Írta: jv7pu3a5p Dátum 2012 április 09, 09:44
Nekem csorog a nyálam. :)
Vaze, egész meghozod az ember kedvet egy jó kis gépépítéshez. :))
Vaze, egész meghozod az ember kedvet egy jó kis gépépítéshez. :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 április 09, 09:48
Írta: Szalai György Dátum 2012 április 09, 09:48
Pedig szerintem nagyon jó, hogy felteszed ezeket a képeket. Köszönöm is. Az újaknak is jó, hogy felteszed ezeket a képeket. Gép építés terén magam is új vagyok, és sokat tanulok ezekből. Ha sikerül látnom valami tanulságot, abból okulok, de amin nem lehet fogást találni, azt csak nézem üres tekintettel.
Az egységugrás tesztet én is fontosnak tartom, de nem úgy, ahogy a talikon láttuk. Az nem egységugrás teszt volt szerintem, hanem szinusz tesztbe hajló egységugrás tesztek hosszú sora. (rezgetés) Digit tároló szkóppal felvéve az egységugró alapjelet és mellette egy analóg útadóról az elmozdulást, pár ugrás is elég. Abból is megállapíthatóak a határok, és nem rongálja az erőátviteli láncot határérték közelében sokáig.
Az egységugrás tesztet én is fontosnak tartom, de nem úgy, ahogy a talikon láttuk. Az nem egységugrás teszt volt szerintem, hanem szinusz tesztbe hajló egységugrás tesztek hosszú sora. (rezgetés) Digit tároló szkóppal felvéve az egységugró alapjelet és mellette egy analóg útadóról az elmozdulást, pár ugrás is elég. Abból is megállapíthatóak a határok, és nem rongálja az erőátviteli láncot határérték közelében sokáig.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 10:00
Írta: svejk Dátum 2012 április 09, 10:00
Elég oda egy Magi féle quantum IC meg a Sentinel progija. Kirajzolja az is a hibajelet kalibráltan,
csak a step-dir és az encoder jelet kell hozzá megcsapolni.
De ha ilyeneket akarsz mérni akkor sosem lesz géped... ez olyan mint az ezredes mérőóra a hobbysta birtokában :(
csak a step-dir és az encoder jelet kell hozzá megcsapolni.
De ha ilyeneket akarsz mérni akkor sosem lesz géped... ez olyan mint az ezredes mérőóra a hobbysta birtokában :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 10:00
Írta: svejk Dátum 2012 április 09, 10:00
Gondolhatod hogy a többiekből -belőlem is- csak az irigység beszél :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 09, 10:09
Írta: Farkas Ádám Dátum 2012 április 09, 10:09
ezután is lesznek képek [#bee1] nem vagyok sértődős, aki ismer az tudja.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 09, 10:10
Írta: Farkas Ádám Dátum 2012 április 09, 10:10
Te csak ne beszélj! .. ha látnátok milyen CNC-je áll otthon [#rinya]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 10:16
Írta: svejk Dátum 2012 április 09, 10:16
Azzal nem kérkedhetek, azt nem én készítettem. :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2012 április 09, 10:16
Írta: PSoft Dátum 2012 április 09, 10:16
Köszi!!!
Te,tényleg tudsz lendíteni az emberen.:)))
Boncolás #857.
Te,tényleg tudsz lendíteni az emberen.:)))
Boncolás #857.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 10:35
Írta: svejk Dátum 2012 április 09, 10:35
Nekem is van ezredes órám töb is..no azóta semmi sem egyenes meg párhuzamos. :(
Csak bosszantja az embert amikor 20-30 fokokat tér ki a mutató. :))
Csak bosszantja az embert amikor 20-30 fokokat tér ki a mutató. :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 09, 11:24
Írta: Farkas Ádám Dátum 2012 április 09, 11:24
Detto!. Az utolsó számot le kell ragasztani. [#eplus2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 09, 12:18
Írta: 000000000 Dátum 2012 április 09, 12:18
Ezt másként oldottam meg.
Kiszedtem az elemeket az ezredes órából és úgy elástam hogy még én se tudom hol van.
Csak a százados Mitutoyo órát használom.
Azt sajnálom hogy ezen nincs analóg skála meg tűrés beállítási lehetőség is mint a nagyobb felbontásún.
Most nézem hogy az összes mérő eszközöm ugyan abból a márkából valóak. [#circling]
Biztos ez tudat alatt jött össze, mert ennyire nem törekszem a márka hűségre, csak szeretem a jó szerszámokat.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 09, 12:31
Írta: HJózsi Dátum 2012 április 09, 12:31
Amit Tibor45-től ismertünk meg, annak az az előnye, hogy nem kell hozzá semmi külső műszer, hanem úgy ahogy van a hajtáslánc, lehet tesztelni és "optikailag" meg lehet állapítani a gép határait. Cserébe robusztusabb gépeknél fellép némi légkalapács effektus, azaz nem kis megrázkódtatása a gépnek...
Svejk közben le is írta milyen, könnyen elérhető eszközökkel lehet az általad leírt rövidebb idejű bemérést elvégezni ha valaki felszereli ezeket a gépére.
Most készül a Kiseszterga 3.0 változatom, a mellékhajtások 63W-os BLDC motorokkal, a vezérlőjük a finn VSD-E-k lesznek. Ezeknek az az előnyük többek között, hogy a tuning sw-jük tartalmazza az általad említett rövid, egy oda-vissza mozgás vezérlést ( pl motor fél fordulat ) és kirajzolja a gerjesztő jel mellett a válaszjelet. Így kíméletesen és gyorsan mehet a behangolás. Külön csatisoron levehető a motor encoder jele is a vezérlőről, ha valaki ezt is szeretné vizsgálni.
Ádámtól én is kedvet kaptam egy hasonló, de kisebb gép építésére, Nyiszinek voltak is hozzá való vasai valamikor. Az asztal már megvan, 140mm mozgástartománnyal... :)
Svejk közben le is írta milyen, könnyen elérhető eszközökkel lehet az általad leírt rövidebb idejű bemérést elvégezni ha valaki felszereli ezeket a gépére.
Most készül a Kiseszterga 3.0 változatom, a mellékhajtások 63W-os BLDC motorokkal, a vezérlőjük a finn VSD-E-k lesznek. Ezeknek az az előnyük többek között, hogy a tuning sw-jük tartalmazza az általad említett rövid, egy oda-vissza mozgás vezérlést ( pl motor fél fordulat ) és kirajzolja a gerjesztő jel mellett a válaszjelet. Így kíméletesen és gyorsan mehet a behangolás. Külön csatisoron levehető a motor encoder jele is a vezérlőről, ha valaki ezt is szeretné vizsgálni.
Ádámtól én is kedvet kaptam egy hasonló, de kisebb gép építésére, Nyiszinek voltak is hozzá való vasai valamikor. Az asztal már megvan, 140mm mozgástartománnyal... :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 12:36
Írta: svejk Dátum 2012 április 09, 12:36
Én anno az "optikában" nem hittem, elő is hozakodtam az fps-al, de aztán ti felvilágosítottatok hogy már pedig jó az szemre.
Aztán később kiderült nálam mégsem jó, a szemem becsapott, kell valamilyen műszer a korrekt méréshez.
Aztán később kiderült nálam mégsem jó, a szemem becsapott, kell valamilyen műszer a korrekt méréshez.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 12:41
Írta: svejk Dátum 2012 április 09, 12:41
Egyszer majdnem vettem egy nagy sebességű kamerát emiatt :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 09, 12:42
Írta: HJózsi Dátum 2012 április 09, 12:42
Persze, jó a műszer és "ojjektívebb" ... :)
Esetenként egy határ(egységugrás) freki azért megállapítható. Viszont az is érthető, hogy Varsának borsózott a háta a megrázkódtató próbától, mert lehet tényleg repkedtek volna a csavarok az erős motorjai miatt .. :D ( remélem nem olvassa ... ;) )
Esetenként egy határ(egységugrás) freki azért megállapítható. Viszont az is érthető, hogy Varsának borsózott a háta a megrázkódtató próbától, mert lehet tényleg repkedtek volna a csavarok az erős motorjai miatt .. :D ( remélem nem olvassa ... ;) )
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 09, 12:46
Írta: HJózsi Dátum 2012 április 09, 12:46
Húha! Az pedig jó dolog... Ha a konstrukció megengedi, a tengelyre egy nagyobb könnyű tárcsát fogatva, felét feketére befestve látható a változás... nem rossz ez a teszt. Legközelebbi talin Tibor45-öt megkérjük demonstráljon újból, az újak ( és az öregek ) számára ...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 09, 12:46
Írta: 000000000 Dátum 2012 április 09, 12:46
Ezzel arra célzol hogy széttépte volna mint üzbég paraszt a tangóharmonikát ? [#hehe]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 12:58
Írta: svejk Dátum 2012 április 09, 12:58
Hidd el hogy nem működik vagy az én szemem hülye.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 13:03
Írta: svejk Dátum 2012 április 09, 13:03
Ja, high speed-es kamerával lehet, de úgy emlékszem az 1000 fps is kevés lett volna, azért nem erőltettem.
Egy igen jó gyors, könnyű mechanika tudhatja a 30 Hz-et. Ha egy egy motor fordulatra vesszük az amplitúdót akkor ez azt jelenti hogy egy 1000 fps-os kamera egy fordulat alatt 33 képet készít. Ez csak megint saccolás...
Egy igen jó gyors, könnyű mechanika tudhatja a 30 Hz-et. Ha egy egy motor fordulatra vesszük az amplitúdót akkor ez azt jelenti hogy egy 1000 fps-os kamera egy fordulat alatt 33 képet készít. Ez csak megint saccolás...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 13:05
Írta: svejk Dátum 2012 április 09, 13:05
Én láttam azt a gépet élőben, nincs azzal semmi baj, tudja a dolgát.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 09, 13:23
Írta: HJózsi Dátum 2012 április 09, 13:23
:DDD
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 09, 13:30
Írta: HJózsi Dátum 2012 április 09, 13:30
Tibor45 Hatvanban esztergált a kis könnyű demó esztergájával, és azt látnod kellet volna, hogy nem látszott az X mozgása..., olyan gyors volt !!!... szóval van van igazság abban amit mondasz, de a változást kell észre venni annál a tesztnél, az talán már megy... Reméljük hozni fogja a többi talira is amire el tud jönni...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 április 09, 18:27
Írta: svejk Dátum 2012 április 09, 18:27
Próbáltad már?
Én igen. A szemem teljesen mást mondott mint a műszerek mutattak. 10-15 fok eltérés is volt a szemmértékem és a műszer közt.
Én igen. A szemem teljesen mást mondott mint a műszerek mutattak. 10-15 fok eltérés is volt a szemmértékem és a műszer közt.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 13, 23:09
Írta: Farkas Ádám Dátum 2012 április 13, 23:09
Feltettem próbára 400-ast direktbe... csak kézzel mozgatva ..mint Katiban a gyerek.
VIGYEJÓ
VIGYEJÓ
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 április 13, 23:42
Írta: HJózsi Dátum 2012 április 13, 23:42
JÓ bizony! [#eljen] Jó a felvétel, a hang is egész hifi! :) Elég virgoncan mozog!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 14, 07:39
Írta: 000000000 Dátum 2012 április 14, 07:39
Klassz!
Fékes a moci?
Fékes a moci?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 14, 09:06
Írta: Farkas Ádám Dátum 2012 április 14, 09:06
Fékes. Nélküle lemegy az asztalba a maró 40Kg húzza.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 április 14, 10:33
Írta: 000000000 Dátum 2012 április 14, 10:33
Ez nagyon faja![#eljen][#eljen][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Gordon54 Dátum 2012 április 14, 13:03
Írta: Gordon54 Dátum 2012 április 14, 13:03
Hogy is van?
A fékmágnes a vezérlő bekapcsolásakor kap pl. DC 24V-os feszültséget, amikor egyidejűleg a léptetőmotorra is kimegy a léptető fesz (de még nem léptet, viszont a tartóáram már megfogja a motort és így a Z ten gelyt is. A működés végén a vezérlő kikapcsolásakor pedig lényegében fordított a sorrend: a feszültségek megszűnésével a léptető a tartóáram megszűnésével már nem fejt ki semmilyen fékező hatást az orsóra (ezért a Z tengely kellő súly és a kis gördülési ellenállás miatt belecsúszna az asztalba), viszont a kikapcsolódó fék ekkor már ismét megtartja.
A fékmágnes a vezérlő bekapcsolásakor kap pl. DC 24V-os feszültséget, amikor egyidejűleg a léptetőmotorra is kimegy a léptető fesz (de még nem léptet, viszont a tartóáram már megfogja a motort és így a Z ten gelyt is. A működés végén a vezérlő kikapcsolásakor pedig lényegében fordított a sorrend: a feszültségek megszűnésével a léptető a tartóáram megszűnésével már nem fejt ki semmilyen fékező hatást az orsóra (ezért a Z tengely kellő súly és a kis gördülési ellenállás miatt belecsúszna az asztalba), viszont a kikapcsolódó fék ekkor már ismét megtartja.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 április 14, 13:53
Írta: Farkas Ádám Dátum 2012 április 14, 13:53
Ez nem léptető motor hanem AC setvo motor. Egy léptető motor talán még meg is tartaná fék nélkül. Akkor kapcsol ki a fék amikor a SERVO ON parancsot megkapja a vezérlő. Ez a fék sajnos teljes pozícióhűséget nem ad, lehet egy kis elcsúszás, késés,(pár fok) de arra jó hogy ne zuhanjon le a tengely. Ezért minden bekapcsoláskor fel kell venni a kezdőpozíciót.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Gordon54 Dátum 2012 április 14, 14:27
Írta: Gordon54 Dátum 2012 április 14, 14:27
Elsiklottam azon, hogy nem léptető, de a mágnesfék működése (beavatkozási időrendje) ebben a kiépítésben is lényegében hasonló. A mechanikai csúszás persze a 40kg súly (tömeg) és a fék mérete (nyomatéka) alapján lehetséges, pláne mivel a motor és a fék aktiválódása között valamennyi időbeli eltolódás is van (ez jelentkezik pár fokos szögelfordulásként, amit korrigálni kell az újra pozícionálással.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 július 23, 20:49
Írta: 000000000 Dátum 2012 július 23, 20:49
Ádám,régen hallottunk már felőled,mivel foglalkozol mostanság?Ez a nagy masszív cnc géped azért épülget?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 július 23, 23:12
Írta: Farkas Ádám Dátum 2012 július 23, 23:12
Köszönöm hogy gondoltál rám. Sajnos esténként érek haza, csak annyi időm van hogy végigolvassak pár topicot. írni már nincs erőm. Minden alkatrész elkészült a géphez. Hétvégén nekilátok az összerakásnak. Jelentkezni fogok. Még egyszer köszi.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 augusztus 10, 21:10
Írta: Farkas Ádám Dátum 2012 augusztus 10, 21:10
Összerakás:














Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: c2nsu773m Dátum 2012 augusztus 10, 21:13
Írta: c2nsu773m Dátum 2012 augusztus 10, 21:13
[#wow1][#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2012 augusztus 10, 22:10
Írta: 2dbfy8y Dátum 2012 augusztus 10, 22:10
Szép munka![#eljen]
De azért kell beszerezned egy jobb mágnestalpas órát![#nevetes1] Már csak pillanatszorítóval áll meg?[#nemtudom]
Nem értem, hogy az alut mért nem fogja meg![#nevetes1]
Az anyagot azért bele raktad, nem fog odébb menni!
De azért kell beszerezned egy jobb mágnestalpas órát![#nevetes1] Már csak pillanatszorítóval áll meg?[#nemtudom]
Nem értem, hogy az alut mért nem fogja meg![#nevetes1]
Az anyagot azért bele raktad, nem fog odébb menni!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: juh0557j0 Dátum 2012 augusztus 10, 23:16
Írta: juh0557j0 Dátum 2012 augusztus 10, 23:16
Ezt nagyon hamar összeraktad. [#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 augusztus 11, 00:08
Írta: HJózsi Dátum 2012 augusztus 11, 00:08
[#eljen][#eljen][#eljen][#wave] SZUPER!
Közben megvannak a festék kódok, ha a kék nagyon eltérne...
Blue RAL 5015
White RAL 7035
;)
Közben megvannak a festék kódok, ha a kék nagyon eltérne...
Blue RAL 5015
White RAL 7035
;)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 augusztus 11, 05:59
Írta: 000000000 Dátum 2012 augusztus 11, 05:59
Frankón összehoztad![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 3vv2btrhv Dátum 2012 augusztus 11, 08:47
Írta: 3vv2btrhv Dátum 2012 augusztus 11, 08:47
Várjuk az elsö megmunkálási videot !!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: u3xrz0cut Dátum 2012 augusztus 11, 16:04
Írta: u3xrz0cut Dátum 2012 augusztus 11, 16:04
Besárgulok wazze...!! Tök jó lett!![#eljen]
Használd egészséggel!!
Használd egészséggel!!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 9hntvxya5 Dátum 2012 augusztus 14, 21:07
Írta: 9hntvxya5 Dátum 2012 augusztus 14, 21:07
A kanalas vagyok ! Gratulálok ! A nagy darab vasban látott lehetőség az alkatrészek levadászása és a szorgos profi munka hihetetlen értéket teremtett ! Ez már termelő kategória ! Legyen mindannyiunknak követendő példa ! Sok sikert a továbbiakban !
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 23, 17:04
Írta: Farkas Ádám Dátum 2012 szeptember 23, 17:04


Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: kfhhyweby Dátum 2012 szeptember 23, 17:07
Írta: kfhhyweby Dátum 2012 szeptember 23, 17:07
[#eljen][#taps]Gratt!!!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: fa_kukac Dátum 2012 szeptember 23, 17:19
Írta: fa_kukac Dátum 2012 szeptember 23, 17:19
Hát nem semmi, igazi fémhez való stabil szerkezet! Meg sem kérdezem, hogy mennyire zezeg a szerkezet egy 1/8 -ad -os gravírtűvel?[#buck]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dw0x9awk Dátum 2012 szeptember 23, 17:53
Írta: 2dw0x9awk Dátum 2012 szeptember 23, 17:53
Profi mua, elismerésem!
[#eljen][#taps][#worship]
[#eljen][#taps][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dw0x9awk Dátum 2012 szeptember 23, 17:54
Írta: 2dw0x9awk Dátum 2012 szeptember 23, 17:54
mua=munka
már írni sem tudok :-)
már írni sem tudok :-)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Kristály Árpád Dátum 2012 szeptember 23, 18:02
Írta: Kristály Árpád Dátum 2012 szeptember 23, 18:02
[#confused][#eljen][#eljen][#eljen][#eljen][#wow1][#wave][#wink][#worship][#worship][#worship][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: bmejdz9nu Dátum 2012 szeptember 23, 18:50
Írta: bmejdz9nu Dátum 2012 szeptember 23, 18:50
Ha látnátok élőben ezt a gépet... Még a "bekapcsolás nélkül" is látni, hogy ... = Ez igen. Ott van a szeren - tökéletesen ki van találva és persze kivitelezve:)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2012 szeptember 23, 19:38
Írta: 2dbfy8y Dátum 2012 szeptember 23, 19:38
Szép munka Ádám!
Talán még a cégnél a 20 millás gépem sincs ilyen!
[#eljen]
Talán még a cégnél a 20 millás gépem sincs ilyen!
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 23, 22:48
Írta: Farkas Ádám Dátum 2012 szeptember 23, 22:48
Köszönöm mindenkinek!! Örülök is neki[#finom]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 szeptember 24, 06:19
Írta: Szalai György Dátum 2012 szeptember 24, 06:19
Benne van az acél, a jó vezetékek-orsók-csapágyazások, a profi motorok-vezérlők, alapos tapasztalattal összeépítve.
Csatlakozom a gratulálókhoz.
A laminált kábel mandzsetták miatt külön is felnézek rád, mert az már az alaposság magasiskolája Hobbyista szerkezeteken.
Csatlakozom a gratulálókhoz.
A laminált kábel mandzsetták miatt külön is felnézek rád, mert az már az alaposság magasiskolája Hobbyista szerkezeteken.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 szeptember 24, 08:37
Írta: Motoros Dátum 2012 szeptember 24, 08:37
[#eljen][#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: v2vhwz32z Dátum 2012 szeptember 24, 08:48
Írta: v2vhwz32z Dátum 2012 szeptember 24, 08:48
Szép dinamikus mozgása van! Frankó lett![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wkbgzy80t Dátum 2012 szeptember 24, 09:57
Írta: wkbgzy80t Dátum 2012 szeptember 24, 09:57
Ez tényleg fantasztikus.
Mellesleg mérted a furatátmérőket meg körkörösségeket, amiket mart? Milyen felületet csinál síkon, próbálgattál ilyesmiket is?
Mellesleg mérted a furatátmérőket meg körkörösségeket, amiket mart? Milyen felületet csinál síkon, próbálgattál ilyesmiket is?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: u3xrz0cut Dátum 2012 szeptember 24, 11:27
Írta: u3xrz0cut Dátum 2012 szeptember 24, 11:27
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sz.József Dátum 2012 szeptember 24, 11:46
Írta: Sz.József Dátum 2012 szeptember 24, 11:46
Gratulálok Ádám, ez nagyon f@sza lett...
[#eljen]
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2012 szeptember 24, 11:56
Írta: jv7pu3a5p Dátum 2012 szeptember 24, 11:56
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 24, 14:04
Írta: Farkas Ádám Dátum 2012 szeptember 24, 14:04
Mégegyszer köszönöm mindenkinek! Cserébe sok videót fogok feltenni, legyen mit nézni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 szeptember 24, 14:16
Írta: 000000000 Dátum 2012 szeptember 24, 14:16
Gratula, ha majd "megnövok"
én is ilyet csinálok.
Azt hiszema filmmel meg sokan ugy vagyunk, jobb lenne "élőben" látni.
Mivel Soproni tali tervekről nem tudok...?....
én is ilyet csinálok.
Azt hiszema filmmel meg sokan ugy vagyunk, jobb lenne "élőben" látni.
Mivel Soproni tali tervekről nem tudok...?....
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 24, 15:33
Írta: svejk Dátum 2012 szeptember 24, 15:33
Természetesen én is gratulálok, bár én biztos voltam a sikerben, hisz a gép fele alkatrésze tőlem származik :))
Végül is mi lett a két Y tengely szinkronizálására a megoldás?
Végül is mi lett a két Y tengely szinkronizálására a megoldás?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s5f8tmfv3 Dátum 2012 szeptember 24, 17:46
Írta: s5f8tmfv3 Dátum 2012 szeptember 24, 17:46
Fantasztikus gép, gratulálok hozzá!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sanyi84 Dátum 2012 szeptember 24, 20:10
Írta: sanyi84 Dátum 2012 szeptember 24, 20:10
Nagyon szépen muzsikál a masinád! Le a kalappal előtte. Jó kis gép lett, sok iparban használt gépet (nézd meg a kínai főorsós cég honlapján a gépparkot- amivel a csapágyház vagy burkolat furatait fúrják) bőven lealáz. Én nagyon félteném, ezért ugye felöltözteted ?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 24, 22:23
Írta: Farkas Ádám Dátum 2012 szeptember 24, 22:23
A körkörösség és a furatátmérő is "tökéletes". A főorsó merőlegességét, ha lehet így mondani maximálisra állítottam. Közel egy hónapja állítgatom, órázom, hézagolok, megint órázom...
A videón látható egyélű ilyen nagy sebességű előtolás mellett sokkal nagyobb főorsó fordulatot kívánna, de egy rendes többélű maró tükör sima felületet készített.. azt viszont hűteni kell, mert beletapadnak a forgácsok.
A videón látható egyélű ilyen nagy sebességű előtolás mellett sokkal nagyobb főorsó fordulatot kívánna, de egy rendes többélű maró tükör sima felületet készített.. azt viszont hűteni kell, mert beletapadnak a forgácsok.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 24, 22:39
Írta: Farkas Ádám Dátum 2012 szeptember 24, 22:39
Pont azok miatt az alkatrészek miatt volt kétséges a siker :))[#beka2]
Még egyszer köszönöm, főleg ezt a csodaszép öntvény asztalt.
hosszú történet, de nagy vonalakban...
A hiba az volt hogy a zsámoly amin minden fent van, nem volt síkba állítva és a gerendák lehúzatásakor "rágörbültek a felületre". Mivel nem volt beállítva, Először gépbeállító vízmértékkel, majd élvonalzóval maximálisra "tököltem". Utána egymás mellé tettem a két oldalsó gerendát lefogatás nélkül és két századon belül egymáshoz képest futottak. ezért ezeket elfogadtam referenciának. Az egyiket felcsavaroztam majd hasonlítottam a másikhoz, majd némi hézagolás után véglegesítettem. Azután a másik gerendát is feltettem és az előzőhöz óráztam.. Sokat játszottam vele, ennél többet nem kívánok.. Bőven megfelel már az igényeimnek. Legvégén a gép síkba-marta a saját asztalát
Még egyszer köszönöm, főleg ezt a csodaszép öntvény asztalt.
hosszú történet, de nagy vonalakban...
A hiba az volt hogy a zsámoly amin minden fent van, nem volt síkba állítva és a gerendák lehúzatásakor "rágörbültek a felületre". Mivel nem volt beállítva, Először gépbeállító vízmértékkel, majd élvonalzóval maximálisra "tököltem". Utána egymás mellé tettem a két oldalsó gerendát lefogatás nélkül és két századon belül egymáshoz képest futottak. ezért ezeket elfogadtam referenciának. Az egyiket felcsavaroztam majd hasonlítottam a másikhoz, majd némi hézagolás után véglegesítettem. Azután a másik gerendát is feltettem és az előzőhöz óráztam.. Sokat játszottam vele, ennél többet nem kívánok.. Bőven megfelel már az igényeimnek. Legvégén a gép síkba-marta a saját asztalát
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 27, 16:18
Írta: Farkas Ádám Dátum 2012 szeptember 27, 16:18
Egy kis acél marás videó.
először 1mm majd 2mm mélyen és kb 6mm széles fogással.
1.2842-es szerszámacél az áldozat.
VIDEO
először 1mm majd 2mm mélyen és kb 6mm széles fogással.
1.2842-es szerszámacél az áldozat.
VIDEO
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: D.Laci Dátum 2012 szeptember 27, 16:22
Írta: D.Laci Dátum 2012 szeptember 27, 16:22
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: csizi Dátum 2012 szeptember 27, 16:24
Írta: csizi Dátum 2012 szeptember 27, 16:24
Ez azért odever!!!! [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: RogerCo Dátum 2012 szeptember 27, 16:26
Írta: RogerCo Dátum 2012 szeptember 27, 16:26
Nem semmi !!![#eljen]
A főorsód fordulatáról, teljesítményéről lehet tudni valamit ? Mondjuk amit most acélba műveltél ?:)
A főorsód fordulatáról, teljesítményéről lehet tudni valamit ? Mondjuk amit most acélba műveltél ?:)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 27, 16:37
Írta: Farkas Ádám Dátum 2012 szeptember 27, 16:37
Fordulatszám 3800rpm, Egy 1,5KW-os Yaskawa szervómotor hajtja a főorsót. A forgácsok szép kékek lettek. Napersze a szerszám sem kutya,,
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: RogerCo Dátum 2012 szeptember 27, 16:46
Írta: RogerCo Dátum 2012 szeptember 27, 16:46
A 3.800 még menne :) Az 1.5KW már nem :)
Gratulálok összességében a géphez, a szerszámokhoz ! [#worship][#taps]
Gratulálok összességében a géphez, a szerszámokhoz ! [#worship][#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 szeptember 27, 17:27
Írta: Motoros Dátum 2012 szeptember 27, 17:27
Számold ki mibe van Neked ez a lila forgács.Mutass inkább egy olyan tesztet ahol hagyományos (HSS) maróval 5 mm fogásmélységgel haladsz egy normál vasban (A40) nem kell a tüzijáték, nem kell a 3800-as fordulat...tudod: lassan járj tovább érsz! [#violent]
Erről a videóról eszembejut amikor a fiatal meg az öreg bika beszélget a dombtetőn. :)))
Erről a videóról eszembejut amikor a fiatal meg az öreg bika beszélget a dombtetőn. :)))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: hostya Dátum 2012 szeptember 27, 17:38
Írta: hostya Dátum 2012 szeptember 27, 17:38
[#eljen][#wave][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 27, 18:27
Írta: svejk Dátum 2012 szeptember 27, 18:27
Ez a beszéd!! [#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 27, 18:31
Írta: svejk Dátum 2012 szeptember 27, 18:31
Hmm.. gondolod Farkas Ádám akarna pancsolni emulzióval abban a patika műhelyben?
Anélkül a HSS pedig felejtős. :(
Ma már a keményesztergálás és társai a divat.
Hogy mennyibe van Neki? Lehet kevesebbe mint egy új bolti HSS maró. :))
Anélkül a HSS pedig felejtős. :(
Ma már a keményesztergálás és társai a divat.
Hogy mennyibe van Neki? Lehet kevesebbe mint egy új bolti HSS maró. :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 27, 18:40
Írta: Farkas Ádám Dátum 2012 szeptember 27, 18:40
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 27, 19:03
Írta: svejk Dátum 2012 szeptember 27, 19:03
No akármi is legyen a vége a megmunkálásnak, az biztos hogy prezentációban a legjobb vagy!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 27, 19:04
Írta: svejk Dátum 2012 szeptember 27, 19:04
Egyébként fortunás a főorsód ugye?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 27, 19:05
Írta: svejk Dátum 2012 szeptember 27, 19:05
Ja, nem. :(
De az lesz, ugye?
De az lesz, ugye?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 27, 19:05
Írta: svejk Dátum 2012 szeptember 27, 19:05
Miféle az kis panelkamera?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 27, 19:07
Írta: Farkas Ádám Dátum 2012 szeptember 27, 19:07
Szia Misi
Meghajlok a te szakértelmed előtt. Én nem vagyok forgácsoló szakember ezért kis megértést kérek tőled ha nagy hülyeséget csinálok. Esetleg tanító hozzászólásokkal terelgessél, nem mindjárt leharapod a fejem. [#duma] Tényleg nem sokban van nekem, és van hozzá egy rakat lapkám is.
Viszont azt észrevettem rajtad hogy ritkán szólsz, de akkor a sötét oldalt képviseled [#nyes]
A gép leginkább ALU-hoz készült nem nagyon fogok "vasat" megmunkálni, ezt a tesztet csak kérésre csináltam, meg kíváncsi voltam nem-e esik szét a gép. De nem! [#circling]
Meghajlok a te szakértelmed előtt. Én nem vagyok forgácsoló szakember ezért kis megértést kérek tőled ha nagy hülyeséget csinálok. Esetleg tanító hozzászólásokkal terelgessél, nem mindjárt leharapod a fejem. [#duma] Tényleg nem sokban van nekem, és van hozzá egy rakat lapkám is.
Viszont azt észrevettem rajtad hogy ritkán szólsz, de akkor a sötét oldalt képviseled [#nyes]
A gép leginkább ALU-hoz készült nem nagyon fogok "vasat" megmunkálni, ezt a tesztet csak kérésre csináltam, meg kíváncsi voltam nem-e esik szét a gép. De nem! [#circling]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 27, 19:08
Írta: Farkas Ádám Dátum 2012 szeptember 27, 19:08
A panelkamera az a mobiltelefonom :)))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 27, 19:22
Írta: svejk Dátum 2012 szeptember 27, 19:22
Ugyan tekerd már lejjebb a potit úgy 600-1000 fordulatra!
Lesz még ott is vagy 300-400 W-od és nézzük mit zenél akkor a váz ezalatt a négyélű maró alatt.
Attól hátha Motoros is jobb kedvre derül majd. :)
Lesz még ott is vagy 300-400 W-od és nézzük mit zenél akkor a váz ezalatt a négyélű maró alatt.
Attól hátha Motoros is jobb kedvre derül majd. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 27, 19:23
Írta: svejk Dátum 2012 szeptember 27, 19:23
[#wow1] más meg a széltől is óvja a mobilját :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 27, 19:23
Írta: Farkas Ádám Dátum 2012 szeptember 27, 19:23
máris..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 27, 19:27
Írta: svejk Dátum 2012 szeptember 27, 19:27
No most hátha megfogunk! :)
Szurkolok...de nem mondom meg miért. [#crazya]
Szurkolok...de nem mondom meg miért. [#crazya]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 27, 19:53
Írta: Farkas Ádám Dátum 2012 szeptember 27, 19:53
Itt van ne 1000-es fordulat. a képen az alsó lépcső..
Video
Video
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 27, 20:08
Írta: svejk Dátum 2012 szeptember 27, 20:08
Úgy látom beállhatsz az öreg bikák, de legalább a középkorúak sorába! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 szeptember 27, 20:14
Írta: 4um5b65d Dátum 2012 szeptember 27, 20:14
Ádám bátyám nem ütötte le a vasat mielőtt marta, ezért fordulhatott elő, hogy a rezonanciától kimászott az alátét a munkadarab alól.
De ez nem az Ádám hibája, hisz belerakta a vasat a gépbe szépen, egyszerűen a fizika ki akar babrálni vele.
Tanulság: Nincs az a vasmennyiség ami sok lenne egy forgácsoló géphez.
De ez nem az Ádám hibája, hisz belerakta a vasat a gépbe szépen, egyszerűen a fizika ki akar babrálni vele.
Tanulság: Nincs az a vasmennyiség ami sok lenne egy forgácsoló géphez.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: csizi Dátum 2012 szeptember 27, 20:26
Írta: csizi Dátum 2012 szeptember 27, 20:26
Ha az én gépem így marná az acélt, már rég megépítettem volna svejk gépét.....[#eljen][#vigyor3]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 27, 20:40
Írta: Farkas Ádám Dátum 2012 szeptember 27, 20:40
Azért mászott ki mert kiemel egy kicsit a satu.
Ezek szerint lehet hogy csak műanyagot tudok marni a géppel [#nemtudom]
Ezek szerint lehet hogy csak műanyagot tudok marni a géppel [#nemtudom]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: csizi Dátum 2012 szeptember 27, 20:43
Írta: csizi Dátum 2012 szeptember 27, 20:43
Meghúzás után üsd le a munkadarabot.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: csizi Dátum 2012 szeptember 27, 20:44
Írta: csizi Dátum 2012 szeptember 27, 20:44
Természetesen valamilyen gumikalapáccsal.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 szeptember 28, 08:55
Írta: Motoros Dátum 2012 szeptember 28, 08:55
Húha ez még szikrázik is. Köszörű ez vagy maró? Nekem csak a szivem fáj, hogy ezt a kis ékszer cuki gépet (amihez gratuláltam) vassal gyilkolod.
Üdv:Darth Vader
Üdv:Darth Vader
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 szeptember 28, 09:01
Írta: Motoros Dátum 2012 szeptember 28, 09:01
Vagy réz dornival. Van aki az anyag alá betesz egy köszörült HSS késszárat és addig ütögeti...huzogatja amíg a szár már nem mozdul.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 szeptember 28, 09:20
Írta: 4um5b65d Dátum 2012 szeptember 28, 09:20
Nálunk ez úgy megy, hogy fogsz egy műanyag tégladarabot (pl: 50x30x20mm) aztán ráteszed a vasra és bronzkalapáccsal rányomsz egy megfelelőt.
Aztán megoldódott a kiemelés.
Aztán megoldódott a kiemelés.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wcsxp0uxa Dátum 2012 szeptember 28, 09:26
Írta: wcsxp0uxa Dátum 2012 szeptember 28, 09:26
Én a satu éklécét(vagy mi) szoktam állítani.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 szeptember 28, 09:43
Írta: Motoros Dátum 2012 szeptember 28, 09:43
Svejk:Emulzió nélkül is lehet marni HSS maróval. A hobby gépek amúgy sem szeretik az emulziót.
A "régifajta" marásnak (alacsony fordulat, kis előtolás, HSS maró) van egy nagy előnye: nem keletkezik apró beedződött forgács amivel megtelik az egész műhely. Sokkal tisztább szárazabb érzés, nem beszélve a halálfélelem hiányáról...mikor pattan ki a lapka és áll bele az agyamba.:((
A marási felület is sokkal homogénebb, nincsennek kemény szemcsék amik végighúznak a felületen (lsd első video)
Egyébként nekem ezekkel a fényes felületekkel bajom van, szerintem ilyenkor valami nem stimmel.
De tudom ez csak egy demonstráció volt Ádámtól.
A "régifajta" marásnak (alacsony fordulat, kis előtolás, HSS maró) van egy nagy előnye: nem keletkezik apró beedződött forgács amivel megtelik az egész műhely. Sokkal tisztább szárazabb érzés, nem beszélve a halálfélelem hiányáról...mikor pattan ki a lapka és áll bele az agyamba.:((
A marási felület is sokkal homogénebb, nincsennek kemény szemcsék amik végighúznak a felületen (lsd első video)
Egyébként nekem ezekkel a fényes felületekkel bajom van, szerintem ilyenkor valami nem stimmel.
De tudom ez csak egy demonstráció volt Ádámtól.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 szeptember 28, 09:54
Írta: Motoros Dátum 2012 szeptember 28, 09:54
Jut eszembe: van ez a ködölős Noga cucc ami nem veri össze az egész gépet, csak helyileg érzéstelenít. Megérne egy próbát, lehet csodákat művelne. Bár a vizes emulziót kerulném mert a pára..gőz megkapná a sineket. Van olyan is ami csak híg olajat nyom.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 28, 11:01
Írta: Farkas Ádám Dátum 2012 szeptember 28, 11:01
Igen ez csak próba volt.
Van Noga, fel fog kerülni, és még ezer más dolog ami sokkal fontosabb, pl az ikertengelyek refereniafutása, a végálláskapcsolók, ütközők, a porvédelem, a főorsó vezérlés. Még kis türelmet kérek Misi.. és lesz HSS maró teszt is :)
Van Noga, fel fog kerülni, és még ezer más dolog ami sokkal fontosabb, pl az ikertengelyek refereniafutása, a végálláskapcsolók, ütközők, a porvédelem, a főorsó vezérlés. Még kis türelmet kérek Misi.. és lesz HSS maró teszt is :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 szeptember 28, 11:13
Írta: Motoros Dátum 2012 szeptember 28, 11:13
Várjuk a fejleményeket. Remélem lesz mit leugatni, mivel a Te esetedben igen nehéz bármibe belekötni. Leginkább a sárga irígység faktor dominál.:))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: bmejdz9nu Dátum 2012 szeptember 28, 12:03
Írta: bmejdz9nu Dátum 2012 szeptember 28, 12:03
Nagyon jó lett ez a masina... De még fejleszteni kell :) Pl. egy kisebb de fekvő főorsóval a végén meg is lehetne köszörülni az acélt :)
Azt látjuk, hogy bika lett és szuperul működik - most talán kellenének az adatok, hogy számításokkal alátámasszuk, hogy mégsem olyan jó :)
Azt látjuk, hogy bika lett és szuperul működik - most talán kellenének az adatok, hogy számításokkal alátámasszuk, hogy mégsem olyan jó :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 28, 12:07
Írta: Farkas Ádám Dátum 2012 szeptember 28, 12:07
Úgyis mindent megosztok veletek, mert én ilyen megosztó személyiség vagyok[#csodalk]
Tudom hogy nem rosszaságból kötözködsz, csak ki akarod ugrasztani a nyulat.. Nagyon helyesen [#wave]
Legközelebb csak annyit írj, hogy: Kis lépés ez egy szakembernek, de nagy lépés egy hobbystának [#ejnye1]
És akkor tudom hol a helyem[#kuss][#eplus2][#eplus2]
Tudom hogy nem rosszaságból kötözködsz, csak ki akarod ugrasztani a nyulat.. Nagyon helyesen [#wave]
Legközelebb csak annyit írj, hogy: Kis lépés ez egy szakembernek, de nagy lépés egy hobbystának [#ejnye1]
És akkor tudom hol a helyem[#kuss][#eplus2][#eplus2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 28, 12:10
Írta: Farkas Ádám Dátum 2012 szeptember 28, 12:10
Jó de hogy mindenkinek örüljön, az Y tengely szíj áttételes, de van direkt hajtás is a gépen..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 szeptember 28, 12:33
Írta: Motoros Dátum 2012 szeptember 28, 12:33
Hogy hol a helyed? Megmondom: nevek említése nélkül van itt a fórumon egy pár született őstehetség akik bár nem tanulták de valahogy ráéreznek a konstrukciós lehetőségekre és meg is tudják az elgondolásaikat valósítani. De ez az amit nem is lehet tanulni, ez nem szakemberség kérdése. Sajnos,hogy én nem tartozok ebbe a csapatba, de Te igen...a fenébe is.[#confused] Persze azért még kritizálni azt tudok.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Kristály Árpád Dátum 2012 szeptember 28, 13:09
Írta: Kristály Árpád Dátum 2012 szeptember 28, 13:09
Halihó Misi!
[#confused][#nemtudom][#nemtudom][#nemtudom]
Pedig a tehetséged megvan.... csak hát..."úgysem lesz jóóóó"[#wave][#wink][#worship][#taps]
[#confused][#nemtudom][#nemtudom][#nemtudom]
Pedig a tehetséged megvan.... csak hát..."úgysem lesz jóóóó"[#wave][#wink][#worship][#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 28, 20:53
Írta: svejk Dátum 2012 szeptember 28, 20:53
Hát tudod jól, hogy én sem vagyok szaki, de nekem a HSS-el még nem sikerült a fúráson kívül semmi a BF20-on. :((
Elárulhatnál egy két titkot mondjuk 6 mm-es 4 élű HSS maróval milyen forgácsolási tulajdonságokkal lehet dolgozni hűtés-kenés nélkül.
Nekem még öntvényben is pár cm volt az élete. :(
Abban igazad van hogy hagyományos, nem stabil gépen a keményfém törik mint a ropi, de olyan olcsón lehet hozzájutni...szemüveg meg kötelező.
Az is igaz, hogy ezek a nagyon vékony forgácsok olyanok mint az üvegszál, fájdalmasan tudnak behatolni.
Szóval majdnem mindenben igazad van :)
Elárulhatnál egy két titkot mondjuk 6 mm-es 4 élű HSS maróval milyen forgácsolási tulajdonságokkal lehet dolgozni hűtés-kenés nélkül.
Nekem még öntvényben is pár cm volt az élete. :(
Abban igazad van hogy hagyományos, nem stabil gépen a keményfém törik mint a ropi, de olyan olcsón lehet hozzájutni...szemüveg meg kötelező.
Az is igaz, hogy ezek a nagyon vékony forgácsok olyanok mint az üvegszál, fájdalmasan tudnak behatolni.
Szóval majdnem mindenben igazad van :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 szeptember 28, 21:21
Írta: s2k5ycubj Dátum 2012 szeptember 28, 21:21
Akkor egy kis segítség: próbáld ki
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 28, 21:43
Írta: svejk Dátum 2012 szeptember 28, 21:43
Köszi a segítséget, de nem műxik nálam a link. :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: hostya Dátum 2012 szeptember 28, 21:46
Írta: hostya Dátum 2012 szeptember 28, 21:46
Nálam se.. :((
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: RogerCo Dátum 2012 szeptember 28, 21:51
Írta: RogerCo Dátum 2012 szeptember 28, 21:51
Próbáljátok igy
Link
Link
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 szeptember 28, 21:56
Írta: s2k5ycubj Dátum 2012 szeptember 28, 21:56
Köszi! Nem tudom mi nem sikerült,de már segítettél. Máskor pedig ment így.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 28, 22:00
Írta: svejk Dátum 2012 szeptember 28, 22:00
RogerCo segítségével már megy, de ebből hogy is tudom meg hogy a 6-os 4 élű HSS marómat hűtés nélkül mekkora fordulaton, mekkora fogásmélységgel és előtolással használhatom úgy hogy ne végezze pár percen belül a kukában?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 szeptember 28, 22:11
Írta: s2k5ycubj Dátum 2012 szeptember 28, 22:11
Szerintem 20-as vágósebesség általában 0,1D fogásmélység és az előtolást M/percben nem tudom,de a forgács szélessége ne lépje túl szintén a 0,1D-t. Tehát lassan marj tovább érsz az anyagban... Ezek általános gyári ajánlások,ha régi(békebeli) maróid vannak akkor vagy még türelmesebb,leszel ennél vagy egy csomó maróval szegényebb.A program 1061-es fordulatot és 382 mm/perces előtolást ír.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 28, 22:18
Írta: svejk Dátum 2012 szeptember 28, 22:18
Köszönöm szépen az útmutatót, van még pár darab HSS maróm legközelebb ki fogom próbálni! [#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 28, 22:19
Írta: svejk Dátum 2012 szeptember 28, 22:19
Mondjuk az 1000-es fordulat nekem biztos halálnak tűnik. :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2012 szeptember 28, 22:24
Írta: 2dbfy8y Dátum 2012 szeptember 28, 22:24
Én 800-nál többet nem adnák neki hűtés nélkül, 2mm fogásmélység, esetleg 3mm, előtolás max 50-60mm/min, vagyis élenként 0,02mm közben meg lehet neki egy kis vindola, vagy levegő hűtés se rossz! [#nevetes1] Aztán mindenki maga döntheti el, hogyan bírja a pénztárcája!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 szeptember 28, 22:27
Írta: s2k5ycubj Dátum 2012 szeptember 28, 22:27
Nekem is de függ a maró fajtájától is. Van egy kis proxxon marógépem és ott éppen ez a legkisebb fordulat és a normális marókkal bírja a vasat is,de csak kis fogásokkal. Ha nagyobb fogásmélységre vágysz legalább felezd el a fordulatot és az előtolást negyedeld,akkor talán menni fog. A 8-as keményfám maróval 6000-es max fordulaton szoktam vasat marni csak kesztyű mindenképpen kell hozzá...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 szeptember 29, 09:44
Írta: Motoros Dátum 2012 szeptember 29, 09:44
Sajnos hivatalos adatokkal nem szolgálhatok, de azért: pont a multkor martam egy kis ékpályát 6-os négyélűvel vasba, hűtés nélkül hagyományos gépen, tudod.. amit kézzel kell tekerni.A fordulat azt hiszem 600 volt, a fogásmélység 0.5 mm. Az előtolás sebessége: meg hát ...izé... úgy fülre hogy ne csikorogjon, szépen jöjjön a forgács. Kb a 20 mm megtételéhez kell vagy fél perc. Legközelebb megmérem.
Tudom te precíz ember vagy és ez a válasz nem fog kielégíteni, de hát csak ezt tudom mondani.
Ja és még ehhez jön az hogy azt a fél mm fogást is zárt ékpályánál be kell hintáztatni, vagy elő kell fúrni ha a maró nem az a fajta ami középen is visz.
Tudom te precíz ember vagy és ez a válasz nem fog kielégíteni, de hát csak ezt tudom mondani.
Ja és még ehhez jön az hogy azt a fél mm fogást is zárt ékpályánál be kell hintáztatni, vagy elő kell fúrni ha a maró nem az a fajta ami középen is visz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 szeptember 30, 11:05
Írta: svejk Dátum 2012 szeptember 30, 11:05
Kielégít a válasz, köszönöm.
Ki fogom próbálni , bár emlékeim szerint ilyesmi adatokkal próbálkoztam de igen gyorsan elégett a szerszám.
Persze a szerszám minőségéről nem volt infóm, ránézésre és súlyra HSS-volt.
Egyébként én úgy vettem észre, hogy 4 élűvel nem jó reteszhornyot marni, mert be-begyűri maga alá a forgácsot. Később írta is itt valaki, -talán Laslie- hogy ilyenkor inkább a 2 élű az ajánlott.
Ki fogom próbálni , bár emlékeim szerint ilyesmi adatokkal próbálkoztam de igen gyorsan elégett a szerszám.
Persze a szerszám minőségéről nem volt infóm, ránézésre és súlyra HSS-volt.
Egyébként én úgy vettem észre, hogy 4 élűvel nem jó reteszhornyot marni, mert be-begyűri maga alá a forgácsot. Később írta is itt valaki, -talán Laslie- hogy ilyenkor inkább a 2 élű az ajánlott.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 szeptember 30, 11:31
Írta: Farkas Ádám Dátum 2012 szeptember 30, 11:31
Bocsánat, hogy bezavarok de a videók nagyon elvesztek. Felteszem újra hátha valaki még...[#kuss]
Alu marás
Szerszám acél marás.
Acél 1000-es fordulaton
Alu marás
Szerszám acél marás.
Acél 1000-es fordulaton
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 88nwcf22d Dátum 2012 szeptember 30, 12:50
Írta: 88nwcf22d Dátum 2012 szeptember 30, 12:50
Azt had kérdezzem meg hogy az oldalsó két golyósorsot egy egy szervóval külön hajtottad meg és szoftveresen van szinkronizálva?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 október 01, 07:33
Írta: Motoros Dátum 2012 október 01, 07:33
Akkor ebből az következik, hogy mindenki másképpen csinálja, és lehet, hogy több jó megoldás is van.
Viszont ebből meg az a tanulság számomra, hogy semmi közöm ahhoz, hogy Ádám mit és hogyan mar a szupi kis gépén, úgyhogy ezúton kérek elnézést a sötét és nem építő jellegű belevau miatt.Lehet, hogy nekem sem esne jól ha a frissen elkészült gépem demonstrációját leszólná bárki is.
Bocs Ádám! és mégegyszer gratula a géphez[#eljen]
Viszont ebből meg az a tanulság számomra, hogy semmi közöm ahhoz, hogy Ádám mit és hogyan mar a szupi kis gépén, úgyhogy ezúton kérek elnézést a sötét és nem építő jellegű belevau miatt.Lehet, hogy nekem sem esne jól ha a frissen elkészült gépem demonstrációját leszólná bárki is.
Bocs Ádám! és mégegyszer gratula a géphez[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Kristály Árpád Dátum 2012 október 01, 07:57
Írta: Kristály Árpád Dátum 2012 október 01, 07:57
[#eljen][#eljen][#eljen][#eljen][#wave][#worship][#worship][#worship][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 08:52
Írta: 4um5b65d Dátum 2012 október 01, 08:52
Hát azért is az a neve a két élűnek, hogy hosszlyukmaró (horonymaró).
A többélű meg csak oldalazásra való. (ujjmaró)
A 3 élű még úgy ahogy jó horonymarásra...
A fogásmélység meg az előtolás azért jócskán anyagfüggő.
Röviden kilógatott 10-es kétélűvel, 10mm mélyen, automata acélban, bő hűtéssel fogsz tudni dolgozni. (nagyolás)
A többélű meg csak oldalazásra való. (ujjmaró)
A 3 élű még úgy ahogy jó horonymarásra...
A fogásmélység meg az előtolás azért jócskán anyagfüggő.
Röviden kilógatott 10-es kétélűvel, 10mm mélyen, automata acélban, bő hűtéssel fogsz tudni dolgozni. (nagyolás)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 01, 11:19
Írta: Farkas Ádám Dátum 2012 október 01, 11:19
Neeeem ilyen könnyen nem ällhatsz ät a napos oldalra:)) Azért köszönöm a gratuläciot a géphez, de a megmunkäläsi kritikäkat elvärom töled ezutän is. Különben én is sötét maradok[#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 október 01, 12:07
Írta: HJózsi Dátum 2012 október 01, 12:07
Én úgy látom kezded megvalósítani Varsa álmát, hogy úgy 'gyalogolsz' acélban mint a profi gépek a Youtube-on! ... :) Gratulálok! [#wave][#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ks46twg3x Dátum 2012 október 01, 15:11
Írta: ks46twg3x Dátum 2012 október 01, 15:11
Ádám!
Érdekelne, hogy a főorsód milyen fordulatszámon megy? (-tól, -ig)
Érdekelne, hogy a főorsód milyen fordulatszámon megy? (-tól, -ig)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 15:17
Írta: svejk Dátum 2012 október 01, 15:17
Alapvetően a HSS szerszám hűtés nélküli használhatóságáról ment a kérdéssor.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 15:19
Írta: svejk Dátum 2012 október 01, 15:19
0-4000 1/min AC sebesség szervo, 1,5kW 3000-es fordulaton.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 15:48
Írta: 4um5b65d Dátum 2012 október 01, 15:48
Ismered a volt oktatóm mondását ?
Szárazon még baszni sem lehet, nem hogy forgácsolni ? :)
Szárazon még baszni sem lehet, nem hogy forgácsolni ? :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 15:54
Írta: 4um5b65d Dátum 2012 október 01, 15:54
Egyébként nem is igazán értem, hogy hogy merül fel ez a szárazon marni kérdéskör.
Senkinek sem jutna eszébe egy csapágyat kenőanyag nélkül üzemeltetni.
Egy hajtóművet sem pörgetünk olaj nélkül.
A Verhovina váltójába is betöltöttük anno az oil-t...
stb...stb...
Mindegyik működik egy darabig olaj nélkül is, de aztán...
A mai szerszám árak mellett luxus hűtés nélkül dolgozni...
Senkinek sem jutna eszébe egy csapágyat kenőanyag nélkül üzemeltetni.
Egy hajtóművet sem pörgetünk olaj nélkül.
A Verhovina váltójába is betöltöttük anno az oil-t...
stb...stb...
Mindegyik működik egy darabig olaj nélkül is, de aztán...
A mai szerszám árak mellett luxus hűtés nélkül dolgozni...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ks46twg3x Dátum 2012 október 01, 16:47
Írta: ks46twg3x Dátum 2012 október 01, 16:47
Úgy értsem az áttételezés után 0-4000 rpm?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 01, 16:57
Írta: s73tgf9vg Dátum 2012 október 01, 16:57
1:1 az áttétel, szóval nem, alapból 0-4000.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 01, 16:58
Írta: s73tgf9vg Dátum 2012 október 01, 16:58
Engem inkább az érdekelne, hogy 3000-en ténylegesen le is tudja adni azt az 1.5Kw-ot?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 17:45
Írta: svejk Dátum 2012 október 01, 17:45
Az áttétel most a képekről látszólag 1:1, vagy közeli, amúgy meg "az kizárt dolog, mert nem tudom". :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 17:47
Írta: svejk Dátum 2012 október 01, 17:47
Ezt viszont tudom, igen!
a motor névleges fordulata: 3000 1/min (4000-ig lehet pörgetni)
a névleges teljesítménye: 1,54 kW
nyomatéka:4,9 Nm
a motor névleges fordulata: 3000 1/min (4000-ig lehet pörgetni)
a névleges teljesítménye: 1,54 kW
nyomatéka:4,9 Nm
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 17:48
Írta: svejk Dátum 2012 október 01, 17:48
Ezekben az adatokban azért vagyok biztos, mert testvére itt hever az asztalomon.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 01, 17:53
Írta: s73tgf9vg Dátum 2012 október 01, 17:53
És volt már mérve, hogy az itt látott videók közben (engem inkább az alu érdekel) ténylegesen mennyit fogyaszt a motor? Úgy látom eléggé túl van méretezve.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 18:23
Írta: svejk Dátum 2012 október 01, 18:23
Annyit fogyaszt, amennyi a forgácsolási igény, plusz a vezérlőelektronika fogyasztása + a motor vesztesége.
(Ezek a szerkezetek elég jó hatásfokkal rendelkeznek, köszönhetően a visszacsatolásnak és a jó minőségű anyagoknak. Nem véletlen kerülnek egy kisebb vagyonba)
(Ezek a szerkezetek elég jó hatásfokkal rendelkeznek, köszönhetően a visszacsatolásnak és a jó minőségű anyagoknak. Nem véletlen kerülnek egy kisebb vagyonba)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 18:24
Írta: svejk Dátum 2012 október 01, 18:24
Kérd meg Farkas Ádámot szerezzen egy LIDL-s fogyasztásmérőt, vagy ugorjon el Varsányihoz kölcsön kérni :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 október 01, 18:31
Írta: s2k5ycubj Dátum 2012 október 01, 18:31
Az,ha egy hajtás túl van méretezve általában csak a pénztárcára nézve káros,sőt később majdnem mindig jól jön.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 01, 18:42
Írta: s73tgf9vg Dátum 2012 október 01, 18:42
A servo motor is meg a vezérlése is elég drága, azért kérdeztem, hogy megérte-e ekkorát beépíteni. Egyébként akkor ez a gép így is tud menetet fúrni?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 01, 18:43
Írta: s73tgf9vg Dátum 2012 október 01, 18:43
Lemaradt, hogy a jobb oldalira gondolok.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 18:45
Írta: svejk Dátum 2012 október 01, 18:45
Nem tud, nem szinkronizált a főorsó.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 október 01, 19:08
Írta: s2k5ycubj Dátum 2012 október 01, 19:08
Csak tudnám miért ilyen k. drágák a menetmarók?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 október 01, 19:26
Írta: 000000000 Dátum 2012 október 01, 19:26
Te ebben biztos vagy? Szerintem meg tudna a marógépén ilyen menetmarást csinálni, ehhez nem kell a főorsót szinkronozni, elég X, Y, Z szinkron.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 01, 19:53
Írta: s73tgf9vg Dátum 2012 október 01, 19:53
Ez szerintem is csak szoftver kérdése.
Áts László Hát igen, tényleg nagyon drágák, pedig szerintem nem annyira bonyolult gyártani őket.
Áts László Hát igen, tényleg nagyon drágák, pedig szerintem nem annyira bonyolult gyártani őket.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 19:54
Írta: svejk Dátum 2012 október 01, 19:54
Nem vagyok én már semmiben sem biztos.
Én ugye Mach3-ban gondolkodom, azaz néha nem jól gondolkodom.
Én ugye Mach3-ban gondolkodom, azaz néha nem jól gondolkodom.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 01, 20:07
Írta: s73tgf9vg Dátum 2012 október 01, 20:07
Mert a Mach3 nem képes erre? Vagy mi az akadálya? Úgy látom, hogy a hardver adott hozzá.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 október 01, 20:10
Írta: 000000000 Dátum 2012 október 01, 20:10
A lassú marásnak is meg van a szépsége, nem csak a száguldásnak![#eljen]
Én annak idején próbálltam mindkettőt.Az is igaz, hogy mindkettőt élveztem!
Én annak idején próbálltam mindkettőt.Az is igaz, hogy mindkettőt élveztem!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: nyiszi Dátum 2012 október 01, 20:17
Írta: nyiszi Dátum 2012 október 01, 20:17
Nem lehet, hogy Svejknek mégiscsak igaza van?
Mivel Lovi a jobb oldali, hagyományos menetfúrásra kérdezte.
Mivel Lovi a jobb oldali, hagyományos menetfúrásra kérdezte.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2012 október 01, 20:25
Írta: Szedlay Pál Dátum 2012 október 01, 20:25
Nagyon szuper lett a géped gratulálok én is, merev erős jószág lett.
Egy kis szikra meg belefér az acél marásba.
Van aki ennél sokkal jobban nyomja.
Videó
Egy kis szikra meg belefér az acél marásba.
Van aki ennél sokkal jobban nyomja.
Videó
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 20:35
Írta: 4um5b65d Dátum 2012 október 01, 20:35
Most lehet hogy én nem vagyok képben, de a menetmaráshoz nem kell főorsó szinkron, mivel a szerszám fogaknak nincs menetemelkedési szögük.
De ezt csak gondolom alapján mondom, mivel még nem volt a kezemben ilyen.
A logika viszont azt mondja, hogy nem lehet ez másképp.
Ugyanazzal a szerszámmal tudni kell marni különböző átmérőjű és vele együtt különböző menetemelkedési szögű meneteket.
Vagyis a fogak külön külön alá vannak csak köszörülve a maximálisan várható menetemelkedési szögnek megfelelően.
De ezt csak gondolom alapján mondom, mivel még nem volt a kezemben ilyen.
A logika viszont azt mondja, hogy nem lehet ez másképp.
Ugyanazzal a szerszámmal tudni kell marni különböző átmérőjű és vele együtt különböző menetemelkedési szögű meneteket.
Vagyis a fogak külön külön alá vannak csak köszörülve a maximálisan várható menetemelkedési szögnek megfelelően.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: nyiszi Dátum 2012 október 01, 20:42
Írta: nyiszi Dátum 2012 október 01, 20:42
Ezt értem.
De mint írtam, Lovi a videón látható jobb oldali, hagyományos menetfúrásra kérdezte.
De mint írtam, Lovi a videón látható jobb oldali, hagyományos menetfúrásra kérdezte.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 20:43
Írta: svejk Dátum 2012 október 01, 20:43
Akkor meg mi a gond? :)
Én még képről sem láttam ilyen menetmarót.
D.Laci szokott ilyenekkel bűvészkedni, majd Ő megmondaná.
Én még képről sem láttam ilyen menetmarót.
D.Laci szokott ilyenekkel bűvészkedni, majd Ő megmondaná.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 20:47
Írta: 4um5b65d Dátum 2012 október 01, 20:47
Akkor bocsi, azt nem láttam. Hol volt az ?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: nyiszi Dátum 2012 október 01, 20:49
Írta: nyiszi Dátum 2012 október 01, 20:49
A 780. hozzászólás.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 20:54
Írta: 4um5b65d Dátum 2012 október 01, 20:54
Ja, meglett közben. Ahhoz biztosan kell valami szinkron. Még ha valami ötletes közmechanika is van a főorsó és a szerszám közt ami távolodni engedi a szerszámot a főorsótól akkor is kell a szinkron legalább addig, míg a menetfúró bele nem kap az anyagba és el nem kezdi húzni magát befelé.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 október 01, 20:56
Írta: s2k5ycubj Dátum 2012 október 01, 20:56
Szerintem ehhez is hosszkiegyenlítős menetfúrótartó kell mint az esztergán és akkor nem feltétlenül kell a szinkron.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 01, 21:00
Írta: Farkas Ádám Dátum 2012 október 01, 21:00
Közben hazaértem én is..
Pont most jutottam hozzá a talin pár darab ilyen Datron menetmaróhoz.. Hétvégén csinálok vele próbamarást

Pont most jutottam hozzá a talin pár darab ilyen Datron menetmaróhoz.. Hétvégén csinálok vele próbamarást
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 21:00
Írta: 4um5b65d Dátum 2012 október 01, 21:00
Sajna nem dolgoztam még ilyennel, de sántít valahol a dolog.
A kiegyenlítés nem csak akkor kezd működni, ha már húzza bele magát a menetfúró ?
A kiegyenlítés nem csak akkor kezd működni, ha már húzza bele magát a menetfúró ?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 21:02
Írta: svejk Dátum 2012 október 01, 21:02
Valóban! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 21:03
Írta: svejk Dátum 2012 október 01, 21:03
Fogyasztásmérőt is rendeltél? :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 21:07
Írta: 4um5b65d Dátum 2012 október 01, 21:07
Mi van ennek az elején, a fogak előtt ?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 01, 21:09
Írta: Farkas Ádám Dátum 2012 október 01, 21:09
mingyá lemegyek lefotózom
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 01, 21:09
Írta: s73tgf9vg Dátum 2012 október 01, 21:09
Ennyire azért nem lényeges, csak úgy körülbelül érdekelt volna. 100-500-1000 watt?
Egy ilyen szerszámot már én is régóta szerezni akarok. Mekkora a legkisebb marható méret?
Egy ilyen szerszámot már én is régóta szerezni akarok. Mekkora a legkisebb marható méret?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 01, 21:09
Írta: svejk Dátum 2012 október 01, 21:09
Összeállítottam az én ugyanolyan AC szervo szettemet mint amilyen Farkas Ádám főorsóját hajtja.
A hálózatból felvett teljesítményt LIDL-s fogyasztásmérővel mértem. (a nevével elentétben meglepően pontosan mér nem Ohmos terhelés esetén is)
Csak a motor van szabadon áttétel orsó nélkül.
A servo drive üresjárati teljesítményfelvétele: 23 W
Bekapcsolt servo 60 1/perces motorfordulatszámnál: 38 W
3000 1/perces fordulatszámnál 85 W
4000 1/perces fordulatszámnál 95 W
A hálózatból felvett teljesítményt LIDL-s fogyasztásmérővel mértem. (a nevével elentétben meglepően pontosan mér nem Ohmos terhelés esetén is)
Csak a motor van szabadon áttétel orsó nélkül.
A servo drive üresjárati teljesítményfelvétele: 23 W
Bekapcsolt servo 60 1/perces motorfordulatszámnál: 38 W
3000 1/perces fordulatszámnál 85 W
4000 1/perces fordulatszámnál 95 W
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 01, 21:16
Írta: Farkas Ádám Dátum 2012 október 01, 21:16
Szóval a lényeg az volt hogy tudjam használni az ISO30-as befogóimat. most 1:1,2 -es áttétel van és tudja a 4500-as fordulatot, az ékszíj lecserélhető 6 perc alatt, de ez nem gravírozó gép, nem fogom bántani, a HB45-ös marógépem is csak 3200-ig megy és azt a sebességet szinte még nem is használtam. Az egész marófeltét kb 8-90eFt -ba volt ami szerintem nem sok. egy Klavios 800W-os HF főorsó ára.

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 október 01, 21:21
Írta: s2k5ycubj Dátum 2012 október 01, 21:21
Éppen ez a lényege!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 október 01, 21:23
Írta: s2k5ycubj Dátum 2012 október 01, 21:23
Nagyon jól néz ki! A szerszámbefogó gyári?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 01, 21:25
Írta: Farkas Ádám Dátum 2012 október 01, 21:25

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 01, 21:26
Írta: Farkas Ádám Dátum 2012 október 01, 21:26
Olvass vissza #467 egy gyári osztófej volt a Vaterán találtam
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sanyi Bá Dátum 2012 október 01, 21:27
Írta: Sanyi Bá Dátum 2012 október 01, 21:27
Ezeket a menet marókat csak aluhoz és műanyaghoz használd és alunal alkoholos hűtéssel és 15000 fordulat felett, előtolás 200-300 körül legyen.
A kisebbik maróval M6x1es menetet lehet vágni, maró átmérő 4.8mm. A nagyobbal 1.5mm-es menetet tudsz vágni bármilyen átmérővel, a maró átmérője 5.8mm.
A kisebbik maróval M6x1es menetet lehet vágni, maró átmérő 4.8mm. A nagyobbal 1.5mm-es menetet tudsz vágni bármilyen átmérővel, a maró átmérője 5.8mm.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 október 01, 21:28
Írta: s2k5ycubj Dátum 2012 október 01, 21:28
Ilyet még nem láttam,kimarja az anyagot magának előre,vagy mi ez a három vágóél az elején? Esetleg "borotválja" a menet belsejét mint a menetlapka az esztergán?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 október 01, 21:30
Írta: w987wzmm Dátum 2012 október 01, 21:30
Nagyon jó a szerszámbefogód!
Van rajta valami domb, amivel ki lehet oldani? Lehetne automatizálni a kioldást?
Osztófejnek nevezik ezt a befogót? Lehet így kapni?
Van rajta valami domb, amivel ki lehet oldani? Lehetne automatizálni a kioldást?
Osztófejnek nevezik ezt a befogót? Lehet így kapni?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sanyi Bá Dátum 2012 október 01, 21:30
Írta: Sanyi Bá Dátum 2012 október 01, 21:30
Ez a három él készíti a furatot a menethez.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 01, 21:31
Írta: Farkas Ádám Dátum 2012 október 01, 21:31
Köszönöm már régen ki akartam próbálni egy ilyent, de iszonyt drága a boltban :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 01, 21:37
Írta: Farkas Ádám Dátum 2012 október 01, 21:37
Nem tudom mi volt ez pontosan (nem értek hozzá) de valami osztófeltét vagy csak kézi forgató.. Volt benne egy kioldható csigaáttétel, osztás, és kézi tekerő. Majd az egészet le lehetett fixálni.
A lényeg az ISO30-as kúp volt, ja és van hozzá egy tokmányfeltét is 100-as tokmányhoz:) Azt is fel tudom tenni a CNC-re :)
A lényeg az ISO30-as kúp volt, ja és van hozzá egy tokmányfeltét is 100-as tokmányhoz:) Azt is fel tudom tenni a CNC-re :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 01, 21:38
Írta: s73tgf9vg Dátum 2012 október 01, 21:38
Köszönöm a válaszokat és Svejk-nek is a mérést.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 01, 21:39
Írta: Farkas Ádám Dátum 2012 október 01, 21:39
Ez egy gyári CNC szerszámtárából kivett befogótartók van rajta egy kis rugós lemez ami benntartja, könnyen automatizálható.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 október 01, 21:43
Írta: w987wzmm Dátum 2012 október 01, 21:43
Tokmány! Az már durva... [#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 21:48
Írta: 4um5b65d Dátum 2012 október 01, 21:48
Hát ez az ami sántít....
Esztergán hogy nyomod bele ?
1 - Szegnyereggel , kézzel , érzésből...
2 - késtartóból, kézzel , érzésből
3 - késtartóból , vonóorsóval, a gépet kisebb előtolásra állítva mint a menetemelkedés.
4 -késtartóból , vezérorsóval, kisebb menetemelkedésre állítva mint a készítendő menetemelkedés.
A CNC-n melyik módot tudnád szimulálni főórsó szinkron nélkül. Minimálisan az kell, hogy a főorsó fordulatát precízen tartani tudd.
Persze ezt jobban végig kellene gondolni, de most hirtelen ez jutott eszembe...
Esztergán hogy nyomod bele ?
1 - Szegnyereggel , kézzel , érzésből...
2 - késtartóból, kézzel , érzésből
3 - késtartóból , vonóorsóval, a gépet kisebb előtolásra állítva mint a menetemelkedés.
4 -késtartóból , vezérorsóval, kisebb menetemelkedésre állítva mint a készítendő menetemelkedés.
A CNC-n melyik módot tudnád szimulálni főórsó szinkron nélkül. Minimálisan az kell, hogy a főorsó fordulatát precízen tartani tudd.
Persze ezt jobban végig kellene gondolni, de most hirtelen ez jutott eszembe...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 21:51
Írta: 4um5b65d Dátum 2012 október 01, 21:51
Jaj, de fasza.
Kitisztázza a magfuratot...
Kíváncsian várjuk a próbát....
Rá van írva a menetemelkedés a szerszámra ?
Kitisztázza a magfuratot...
Kíváncsian várjuk a próbát....
Rá van írva a menetemelkedés a szerszámra ?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 október 01, 21:52
Írta: w987wzmm Dátum 2012 október 01, 21:52
Ha, kiegyenlítő betétet használsz, sem tudna menetet vágni. A menetfúró, saját magát vezeti bele az anyagba.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 október 01, 21:52
Írta: s2k5ycubj Dátum 2012 október 01, 21:52
Menjünk át az esztergálásba,ne szemeteljük ide az Ádámhoz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sanyi Bá Dátum 2012 október 01, 21:53
Írta: Sanyi Bá Dátum 2012 október 01, 21:53
Írtam a menet emelkedést.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 október 01, 21:54
Írta: w987wzmm Dátum 2012 október 01, 21:54
A menet maró, viszont egy jó dolog. Spirálisan kell lefelé haladni egy fordulatot, meg két negyed fordulat a ráálláshoz, illetve a kiálláshoz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 október 01, 21:57
Írta: w987wzmm Dátum 2012 október 01, 21:57
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 01, 22:01
Írta: s73tgf9vg Dátum 2012 október 01, 22:01
Amit belinkeltem videót 779-ben abban látszik a különbség. Örülök, hogy Ádám most ki tudja próbálni, remélem tesz fel róla videót!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 4um5b65d Dátum 2012 október 01, 22:04
Írta: 4um5b65d Dátum 2012 október 01, 22:04
Én is erről beszélek...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 október 03, 21:14
Írta: s73tgf9vg Dátum 2012 október 03, 21:14
Sikerült kipróbálni a menetmarót? Azóta várom, hogy láthassam :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 03, 21:23
Írta: Farkas Ádám Dátum 2012 október 03, 21:23
hétvégét írtam, hét közben későn érek haza, kis türelmet
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 október 05, 09:33
Írta: 000000000 Dátum 2012 október 05, 09:33
Gratulálok a géphez, a fotók és videók alapján nagyon megnyerő.
Meg lehet tekinteni esetleg közelről is a hét végén? Üdv. Dani
Meg lehet tekinteni esetleg közelről is a hét végén? Üdv. Dani
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 05, 09:43
Írta: Farkas Ádám Dátum 2012 október 05, 09:43
Persze gyere csak, ma már otthon vagyok.
Nagyon eltűntél mostanában. Vége a biciklizős időnek. [#kacsint]
Nagyon eltűntél mostanában. Vége a biciklizős időnek. [#kacsint]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 06, 17:21
Írta: Farkas Ádám Dátum 2012 október 06, 17:21
Kipróbáltam ma a Datron menetmarót. Először műfába, majd aluba. M10-es csak elírtam a videóban
VIDEO

VIDEO
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s2k5ycubj Dátum 2012 október 06, 17:32
Írta: s2k5ycubj Dátum 2012 október 06, 17:32
Ez nagyon komoly! Nagyon teszik![#worship][#worship][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: csizi Dátum 2012 október 06, 18:41
Írta: csizi Dátum 2012 október 06, 18:41
BigLike![#eljen]
Elkápráztattál!
De amikor a műfába próbáltad a csavart becsavarni, elég nehezen találtál lyukra....iszol te rendesen?
[#eplus2]
Elkápráztattál!
De amikor a műfába próbáltad a csavart becsavarni, elég nehezen találtál lyukra....iszol te rendesen?
[#eplus2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 06, 18:47
Írta: Farkas Ádám Dátum 2012 október 06, 18:47
jaj gondoltam hogy észlelitek, azért mert a kamera elém állt és a keresőjén láttam csak ki és nem volt térlátásom [#mf2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: D.Laci Dátum 2012 október 06, 18:58
Írta: D.Laci Dátum 2012 október 06, 18:58
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s69skz0ve Dátum 2012 október 06, 19:16
Írta: s69skz0ve Dátum 2012 október 06, 19:16
Szuper Ádám a menetmaród ami nekem különösen ismerős! :D
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: may47wb Dátum 2012 október 06, 19:24
Írta: may47wb Dátum 2012 október 06, 19:24
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s69skz0ve Dátum 2012 október 06, 19:27
Írta: s69skz0ve Dátum 2012 október 06, 19:27
Nagyon sorjázódik a menet széle Ádám?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sanyi Bá Dátum 2012 október 06, 19:29
Írta: Sanyi Bá Dátum 2012 október 06, 19:29
Örülök hogy ilyen jól sikerült a menet marás és nem akarok vitát generálni, de ezt a menetet 2.5D-és marógépen (X Y tengely egyszerre vezérelhető a Z tengely külön programozható) gyártottuk. Következő hétvégén teszek fel videót a menet marásról.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s5f8tmfv3 Dátum 2012 október 06, 19:32
Írta: s5f8tmfv3 Dátum 2012 október 06, 19:32
Szép munka!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 06, 19:51
Írta: Farkas Ádám Dátum 2012 október 06, 19:51
közelről megnézve az alut nem tökéletes, de így is nagyon jó lett, Sajnos a kívánt 15000-es fordulatot nem tudtam most teljesíteni, és a hűtés is csak szakaszos volt. Készül a második Z tengely a gépre ami tudni fogja ezt a tempót.. [#finom]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 október 06, 19:56
Írta: KoLa Dátum 2012 október 06, 19:56
Szia Ádám![#eljen]precízen megoldottad![#wave]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 06, 19:56
Írta: Farkas Ádám Dátum 2012 október 06, 19:56
Mi a probléma, írd meg mert érdekel a dolog. A G-kódot csak 2-3 perc alatt írtam, szerintem jó lett. Hihetetlen hogy előfúrás nélkül ilyen szépen megcsinálta a menetet, habár úgy gondolom ez a maró csak M8-ig használatos. (a nagyobbik amit adtál)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 október 06, 19:58
Írta: KoLa Dátum 2012 október 06, 19:58
Na persze! én az esztergán 'vágom' a menetet'[#wink]
Itt hogyan néz ki a kód?
Itt hogyan néz ki a kód?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 06, 20:00
Írta: Farkas Ádám Dátum 2012 október 06, 20:00
Köszi mindenkinek!! [#worship] Kola hol vagyok én hozzád képest[#circling] A marót Sanyi Bá-tól kaptam, én csak kipróbáltam[#wink]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 06, 20:19
Írta: Farkas Ádám Dátum 2012 október 06, 20:19
Most nem megyek le a kódért de gyorsan megírtam:
G0x0Y0Z0
F500
G1z0
G2I2.2z-1.5
G2I2.2z-3
G2I2.2z-4.5
G2I2.2z-6
G2I2.2z-7.5
G2I2.2z-9
G2I2.2z-10.5
G2I2.2z-12
G1x2.2
G0z20
G0x0y0
ha jól emlékszem..
G0x0Y0Z0
F500
G1z0
G2I2.2z-1.5
G2I2.2z-3
G2I2.2z-4.5
G2I2.2z-6
G2I2.2z-7.5
G2I2.2z-9
G2I2.2z-10.5
G2I2.2z-12
G1x2.2
G0z20
G0x0y0
ha jól emlékszem..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 október 06, 20:21
Írta: 000000000 Dátum 2012 október 06, 20:21
Qrva jó![#eljen]
Nagyon tetszik a géped is, le a kalappal!
Nagyon tetszik a géped is, le a kalappal!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 október 06, 20:24
Írta: KoLa Dátum 2012 október 06, 20:24
Ezt Mach3-alatt sikerült létrehozni?
A G212.2 kódot nem ismerem!
A G212.2 kódot nem ismerem!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 október 06, 20:26
Írta: KoLa Dátum 2012 október 06, 20:26
Magyarország másik felében!
[#eljen]
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 06, 20:29
Írta: Farkas Ádám Dátum 2012 október 06, 20:29
Az I-betű középen, nem 1
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Béni Dátum 2012 október 06, 20:31
Írta: Béni Dátum 2012 október 06, 20:31
:)
G2 I2.2
(Bocs)
G2 I2.2
(Bocs)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 06, 20:32
Írta: Farkas Ádám Dátum 2012 október 06, 20:32
Köszi köszi!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2012 október 06, 20:34
Írta: jv7pu3a5p Dátum 2012 október 06, 20:34
Berosszás, de tényleg. :)
NAgyon tecc...
NAgyon tecc...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 06, 20:38
Írta: Farkas Ádám Dátum 2012 október 06, 20:38
áá csak azért tetszik mert dizájnos a videó[#buck]
Egyébként újra kell csinálnom a videót, mert a Youtube kiszúrta hogy szerzői jog alatt áll a dal amit alátettem, és néhány országban és mobiltelefonon, nem nézhető..
Egyébként újra kell csinálnom a videót, mert a Youtube kiszúrta hogy szerzői jog alatt áll a dal amit alátettem, és néhány országban és mobiltelefonon, nem nézhető..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sanyi Bá Dátum 2012 október 06, 20:43
Írta: Sanyi Bá Dátum 2012 október 06, 20:43
Ez így tökéletes ahogy csináltad, ez a maró nem M8-ig tud, ez 1.5mm-es emelkedést tud amit bármilyen átmérőbe vághatsz természetesen átmérő 10mm-től felfelé. Amit írtam a 2.5D maró programozásról az egy 1990-es évekbeli CNC-ről szol amit majd következő hétvégén próbálok feltenni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 06, 20:55
Írta: Farkas Ádám Dátum 2012 október 06, 20:55
[#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 október 07, 07:21
Írta: 000000000 Dátum 2012 október 07, 07:21
Ne hasznélj konzerv zenét!
Tudsz Te pengetni a gitárodon különbet , ha kell zenei aláfestés.
Bár én legjobban a gép hangját szeretem.
Tudsz Te pengetni a gitárodon különbet , ha kell zenei aláfestés.
Bár én legjobban a gép hangját szeretem.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: lari Dátum 2012 október 07, 11:32
Írta: lari Dátum 2012 október 07, 11:32
Ez nagyon jól sikerült gratulálok!
Foglalkoztam már én is menetmarás gondolatával, de én úgy gondoltam, hogy készítek egy ütőkés szerű egyfogmarót. Ennek ugyan elő kell fúrni de nem csak egyféle menetemelkedéshez lenne használható.
Amit Te a videón használsz kereskedelmi szinten beszerezhető valahol?
Foglalkoztam már én is menetmarás gondolatával, de én úgy gondoltam, hogy készítek egy ütőkés szerű egyfogmarót. Ennek ugyan elő kell fúrni de nem csak egyféle menetemelkedéshez lenne használható.
Amit Te a videón használsz kereskedelmi szinten beszerezhető valahol?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 07, 13:38
Írta: svejk Dátum 2012 október 07, 13:38
Szédületes!!
Főleg a videó vége. :))
Milyen tartó az eredetileg?
Főleg a videó vége. :))
Milyen tartó az eredetileg?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 október 07, 14:12
Írta: KoLa Dátum 2012 október 07, 14:12
Na ezt jól benéztem!
Szóval I, ez a marógépen, G2 mondatban, a középpont távolsága a kezdőponttól inkrementális módban? a z adja a menetemelkedést!
Az I2.2 hogyan is adódott? sugár vagy átmérő módban?mekkora a szerszám átmérő?
Szóval I, ez a marógépen, G2 mondatban, a középpont távolsága a kezdőponttól inkrementális módban? a z adja a menetemelkedést!
Az I2.2 hogyan is adódott? sugár vagy átmérő módban?mekkora a szerszám átmérő?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 október 07, 14:19
Írta: KoLa Dátum 2012 október 07, 14:19
Az nekem is nagyon teccik!kiváló megoldás!
Vajon hová bújt Ádám a forgás alatt!?[#nevetes1]
Vajon hová bújt Ádám a forgás alatt!?[#nevetes1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: u3xrz0cut Dátum 2012 október 07, 18:18
Írta: u3xrz0cut Dátum 2012 október 07, 18:18
[#eljen][#eplus2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 07, 19:48
Írta: Farkas Ádám Dátum 2012 október 07, 19:48
Igen beszerezhető akár a Klavio-nál, most kerestem rá hát nem hobbi áron van. Ami a videómon van az 20000Ft 32.oldal a katalógusban Datron 0068 457
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sanyi84 Dátum 2012 október 07, 20:35
Írta: sanyi84 Dátum 2012 október 07, 20:35
Ez odavág! Egy élű előmarósba még ilyet nem láttam. Frankó a géped! Csak így tovább (lehet még ennél is tovább?) .
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 október 08, 09:47
Írta: HJózsi Dátum 2012 október 08, 09:47
63.o a katalógus oldalszámozása szerint
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 21, 21:06
Írta: Farkas Ádám Dátum 2012 október 21, 21:06
A hétvégén volt időm megcsinálni két Harmonic Drive áttételt forgatónak.. pár kép a tervezéstől az összerakásig. 
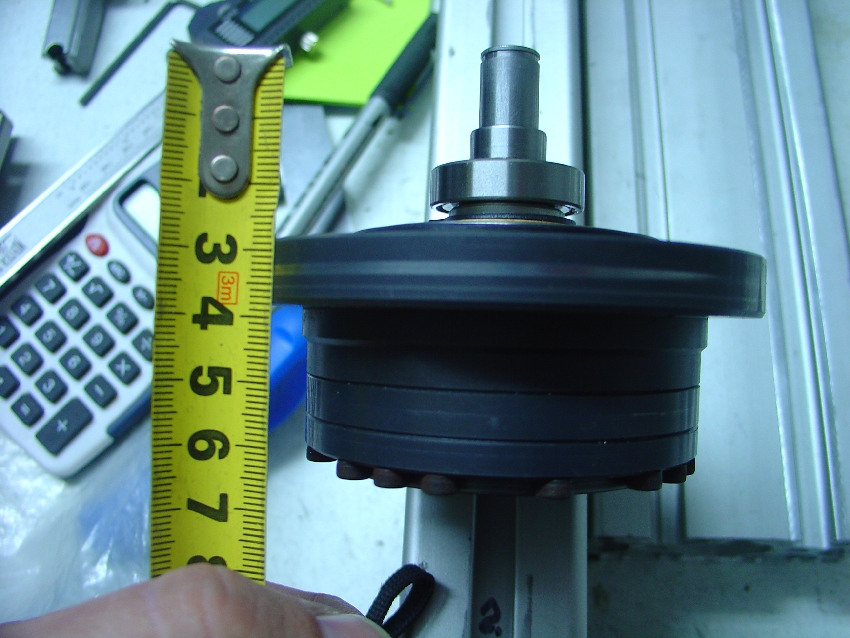

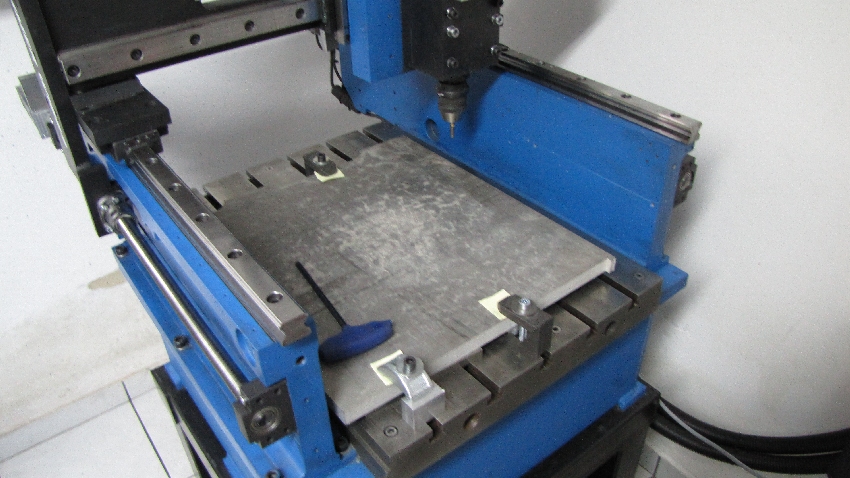
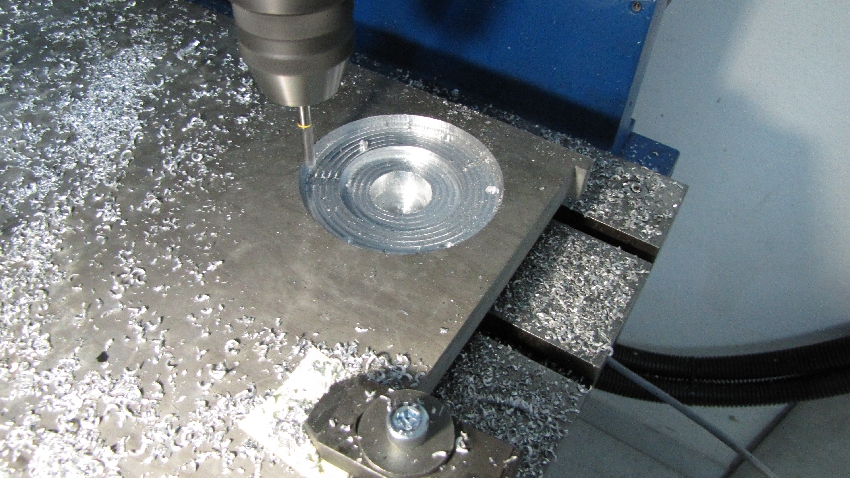
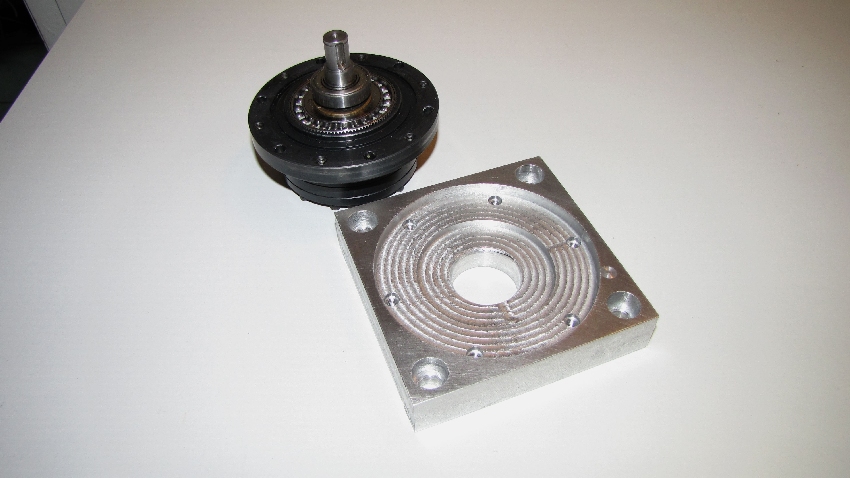


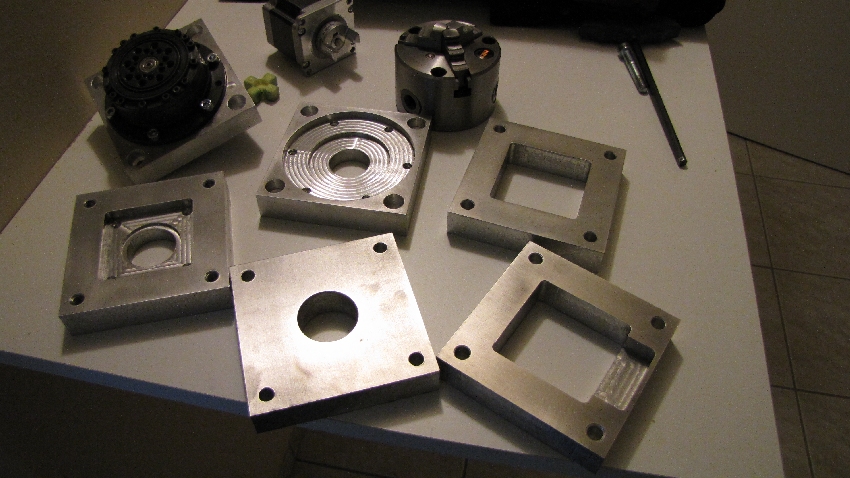
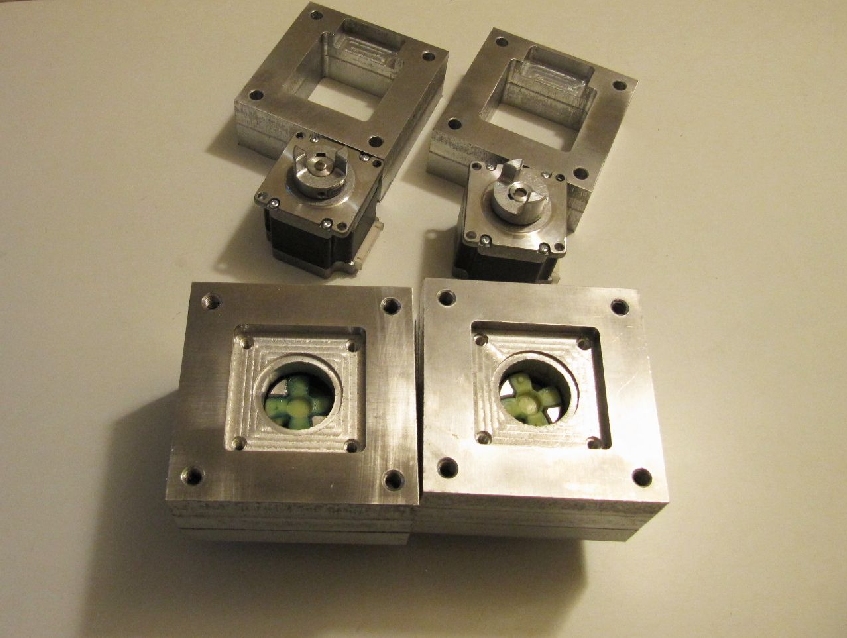

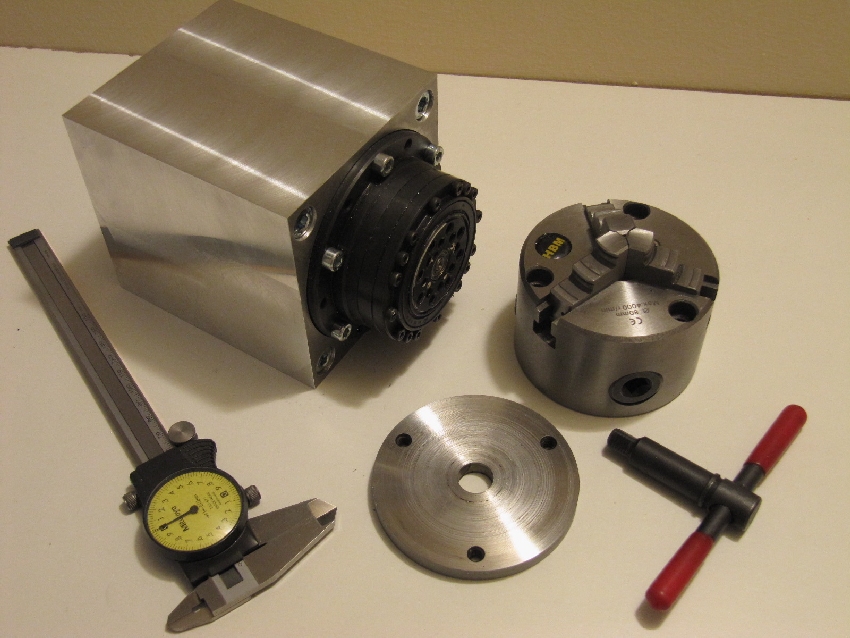
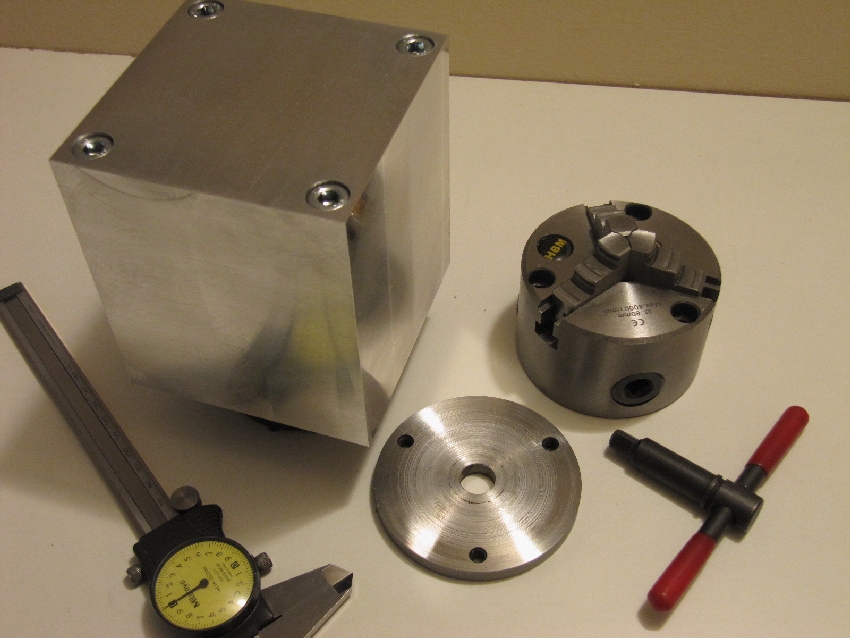
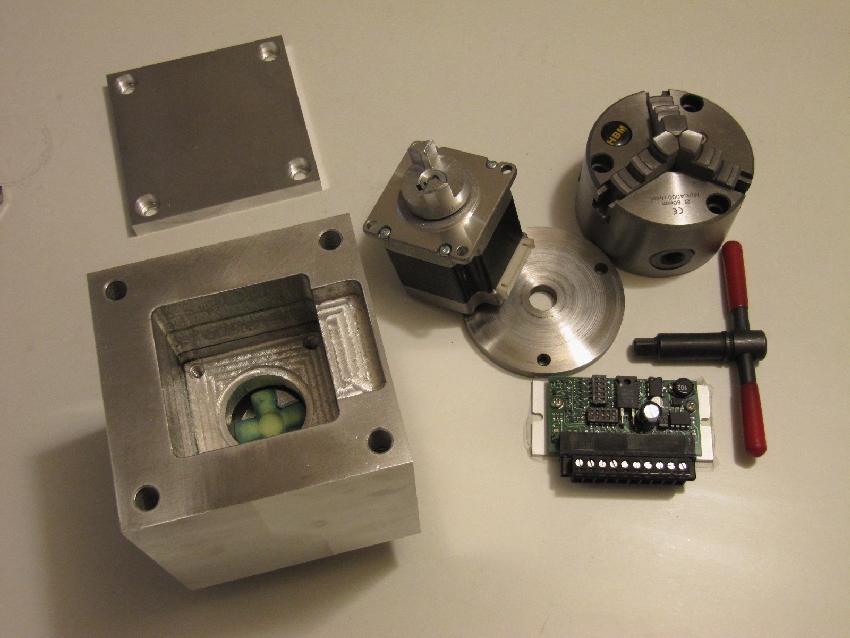
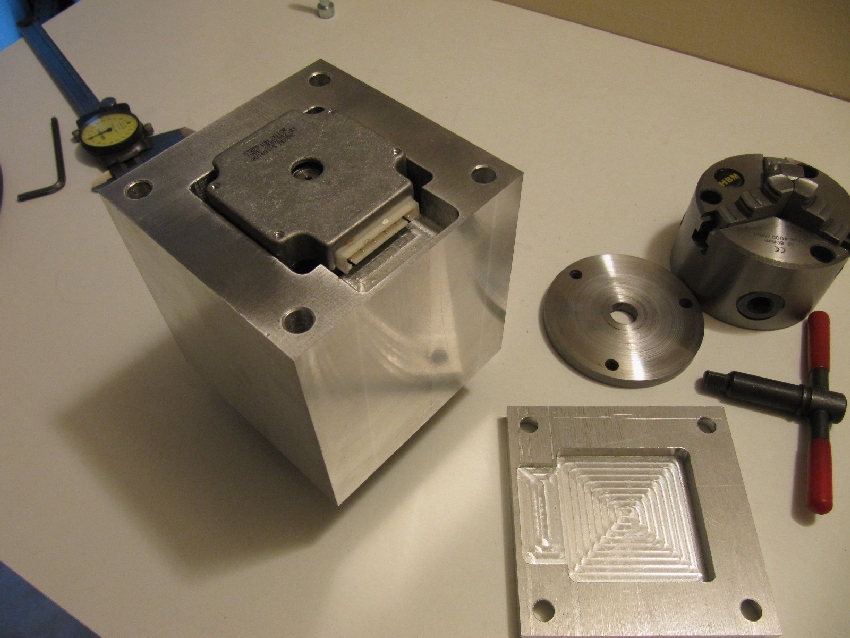
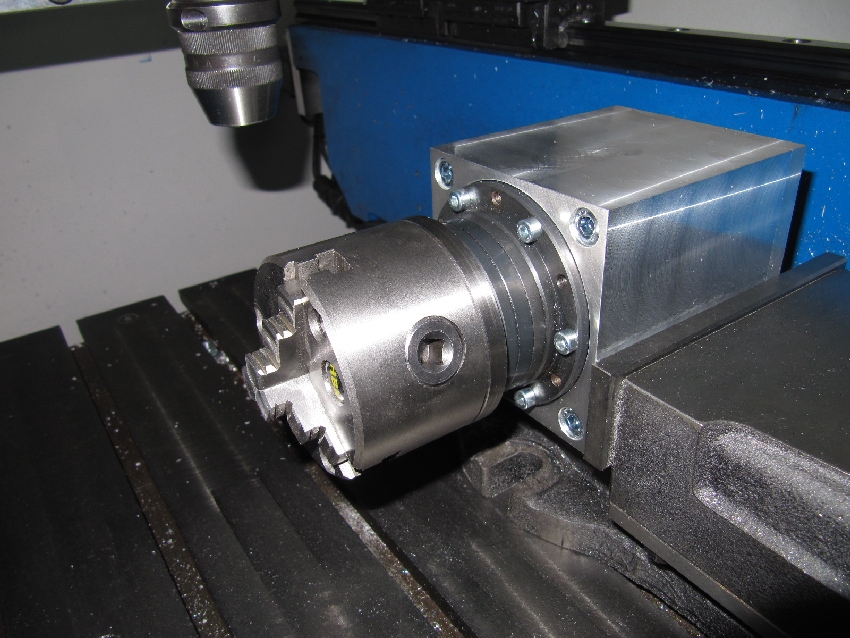
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: c2nsu773m Dátum 2012 október 21, 21:11
Írta: c2nsu773m Dátum 2012 október 21, 21:11
Az enyémet nem akarnád megcsinálni?
Én már 3 éve készülök rá!
Én már 3 éve készülök rá!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: robroy007 Dátum 2012 október 21, 21:18
Írta: robroy007 Dátum 2012 október 21, 21:18
milyen szépen is néz ki a végén és még az se látszik, hogy hány darabból van valójában az alu
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 21, 22:02
Írta: Farkas Ádám Dátum 2012 október 21, 22:02
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: u3xrz0cut Dátum 2012 október 21, 22:28
Írta: u3xrz0cut Dátum 2012 október 21, 22:28
[#duhos2] alig vagyok irigy...[#eljen]de azéééé[#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: u3xrz0cut Dátum 2012 október 21, 22:29
Írta: u3xrz0cut Dátum 2012 október 21, 22:29
[#eljen][#wink]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 október 21, 22:41
Írta: w987wzmm Dátum 2012 október 21, 22:41
[#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: frob Dátum 2012 október 21, 22:49
Írta: frob Dátum 2012 október 21, 22:49
Először is gratula nagyon szép lett!
Látom, hogy ez sorozat termék, mit kóstál egy ilyen összeállítás készen?
Látom, hogy ez sorozat termék, mit kóstál egy ilyen összeállítás készen?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 október 22, 06:18
Írta: 000000000 Dátum 2012 október 22, 06:18
Nagyon frankón összehoztad![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 22, 15:53
Írta: Farkas Ádám Dátum 2012 október 22, 15:53
Ez nem sorozat termék. Két ilyen HD-m volt az egyiknek mär megvan a gazdija a mäsik az enyém. Sajnos ilyen ättételeket nem lehet nagy tételbe beszerezni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 október 22, 16:25
Írta: Motoros Dátum 2012 október 22, 16:25
élveztem a videót, kösz!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Kristály Árpád Dátum 2012 október 22, 17:33
Írta: Kristály Árpád Dátum 2012 október 22, 17:33
[#circling][#eljen][#eljen][#eljen][#wave][#wink][#worship][#worship][#worship][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: vadember Dátum 2012 október 22, 17:47
Írta: vadember Dátum 2012 október 22, 17:47
Mennyit kóstál egy ilyen motor a szabadpiacon?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: cu05ic9nw Dátum 2012 október 22, 19:53
Írta: cu05ic9nw Dátum 2012 október 22, 19:53
Ádám szeretnék csinálni egy 5 tengelyes gépet és kéne 2 db HD ami a képen volt menyiért lehet be szerezi? írd meg magánba!!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: cu05ic9nw Dátum 2012 október 22, 19:54
Írta: cu05ic9nw Dátum 2012 október 22, 19:54
egyébként ötletes és nagyon jó!!
[#eljen]
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 22, 20:12
Írta: Farkas Ádám Dátum 2012 október 22, 20:12
Szia!
Sajnos nem tudok segíteni, én is barter útján jutottam hozzá néhány HD-hoz. Esetleg az ebayon kéne vadásznod. De nem olcsó mostanság még használtan sem eBay
Sajnos nem tudok segíteni, én is barter útján jutottam hozzá néhány HD-hoz. Esetleg az ebayon kéne vadásznod. De nem olcsó mostanság még használtan sem eBay
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 október 22, 20:39
Írta: 000000000 Dátum 2012 október 22, 20:39
Nagyon szép munka[#eljen] És mi van a fekete áttételben? nincs róla fényképed?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Lőrincz Tibor Dátum 2012 október 22, 20:51
Írta: Lőrincz Tibor Dátum 2012 október 22, 20:51
Nagyon precízen összehoztad! Gratula.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 22, 21:07
Írta: Farkas Ádám Dátum 2012 október 22, 21:07
Köszönöm mindenkinek!!





Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: pbalazs Dátum 2012 október 22, 22:02
Írta: pbalazs Dátum 2012 október 22, 22:02
Kicsit utánaolvastam, mi is ez a harmonic drive.
Miért is kell egy ilyen precíz cucc egy forgatóhoz? A motor tartó nyomatéka nem elég? Gondolom, a sebesség csökkentésre nincs szükség, vagy igen?
Lehet, hogy butaságot kérdezek, de nemigen értek hozzá, nézzétek el nekem.
Miért is kell egy ilyen precíz cucc egy forgatóhoz? A motor tartó nyomatéka nem elég? Gondolom, a sebesség csökkentésre nincs szükség, vagy igen?
Lehet, hogy butaságot kérdezek, de nemigen értek hozzá, nézzétek el nekem.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 22, 22:50
Írta: Farkas Ádám Dátum 2012 október 22, 22:50
Sajnos nem elég egy ilyen kicsi (1Nm)-es motor tartónyomatéka. Valóban nem a lassítás a cél hanem a kottyanásmentes stabil "pozícióban tartás". Elég lenne egy csigaáttétel is, de azt is nehéz beszerezni kottyanásmentes kivitelben. Na meg hát ez volt otthon :) Ennek az áttételnek az előnye még a kis helyigény. Ugyanezt az áttételt szíjjal vagy fogaskerékkel, sokkal hátrányosabb méretben és módon lehetne megépíteni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: pbalazs Dátum 2012 október 23, 00:24
Írta: pbalazs Dátum 2012 október 23, 00:24
Köszönöm a magyarázatot, így már világosabb. Egy erősebb motor sem volna jó direktben? Mégiscsak olcsóbb, mint egy harmonic drive...
Egyébként csuda dolgokat művelsz, minden elismerésem.
Egyébként csuda dolgokat művelsz, minden elismerésem.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: adamant Dátum 2012 október 23, 13:13
Írta: adamant Dátum 2012 október 23, 13:13
Hello!
Ha nem vagyok indiszkrét egy ilyen kis motyó milyen áron megy??
Üdv!
Ha nem vagyok indiszkrét egy ilyen kis motyó milyen áron megy??
Üdv!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 23, 22:48
Írta: Farkas Ádám Dátum 2012 október 23, 22:48
Nem tudom [#nemtudom] nem eladásra ment..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: may47wb Dátum 2012 október 25, 20:26
Írta: may47wb Dátum 2012 október 25, 20:26
Nagyon szuper! Gratula!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 27, 19:37
Írta: Farkas Ádám Dátum 2012 október 27, 19:37
Sajnos rá kellett jönnöm, hogy néha szükségem van a nagyobb 20000-es fordulatszámra, és az is előfordul hogy két szerszámmal kellene dolgoznom. Na ez most megoldódni látszik, ugyanis felszereltem egy második Z-tengelyt a gépre.
Sajnos elég keskenyke helyem maradt a Z platformon 60mm-er amire a marómotor is csak keresztbe fér el :) Ezért normál lineár pár sem fért volna el. Szerencsére találtam a vaterán egy új dobozos acéltestű hengergörgős lineáris egységet ami pont befért. A kincses-fiókból előkerült egy 2mm emelkedésű C3-as golyósorsó, ezt csak a lineár fölé tudtam felszerelni..

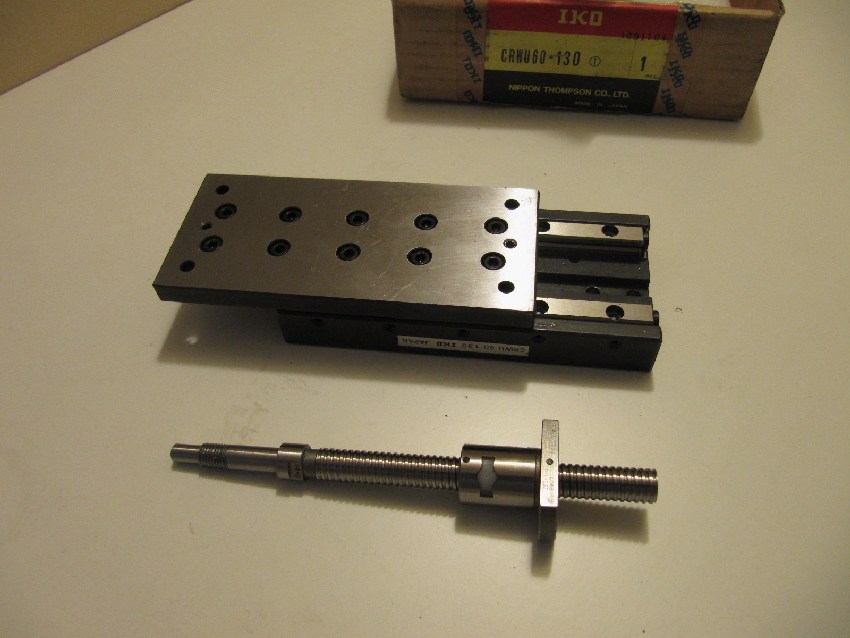
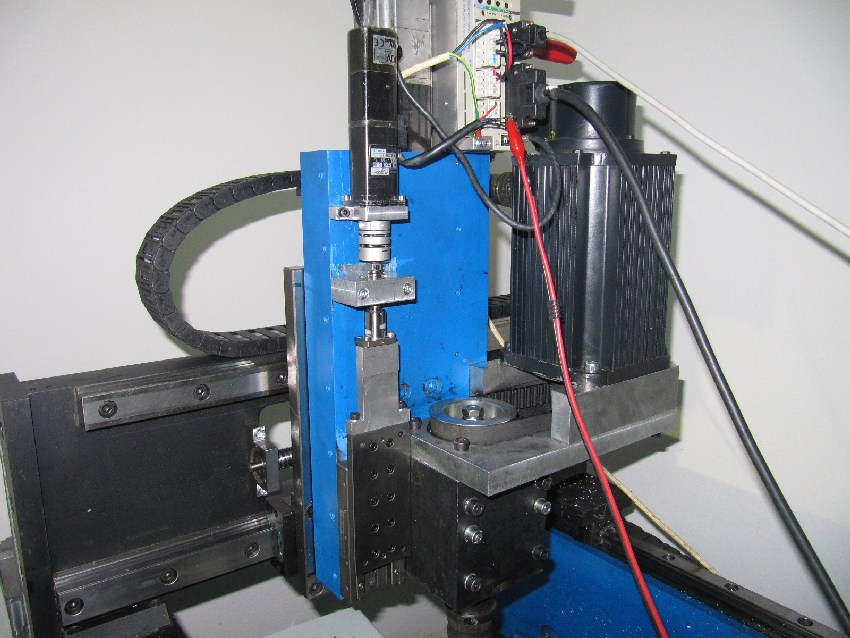
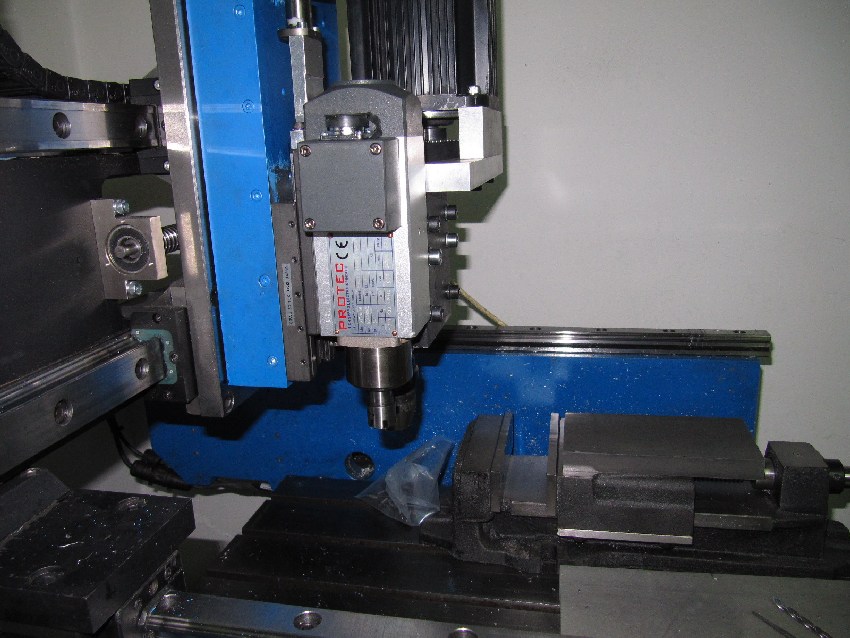
Ez a lineár nem nagyon tűri a port és a forgácsot, ezért nagy gondot kell fordítanom még a porvédelemnek. ha más nem ráhúzok egy Tescos táskát:)
Sajnos elég keskenyke helyem maradt a Z platformon 60mm-er amire a marómotor is csak keresztbe fér el :) Ezért normál lineár pár sem fért volna el. Szerencsére találtam a vaterán egy új dobozos acéltestű hengergörgős lineáris egységet ami pont befért. A kincses-fiókból előkerült egy 2mm emelkedésű C3-as golyósorsó, ezt csak a lineár fölé tudtam felszerelni..
Ez a lineár nem nagyon tűri a port és a forgácsot, ezért nagy gondot kell fordítanom még a porvédelemnek. ha más nem ráhúzok egy Tescos táskát:)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2012 október 27, 19:57
Írta: jv7pu3a5p Dátum 2012 október 27, 19:57
NAgyon tuti. Pont ilyen megoldáson gondolkodom én is egy ideje. Ugyanis ezzel a megoldással sok munkánál össze lehet hozni a 2 szerszámmal való marást is. És megússza az ember a szerszámcserét.
[#vigyor3]
Ja és jó lapos lett :)
[#vigyor3]
Ja és jó lapos lett :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 27, 19:58
Írta: Farkas Ádám Dátum 2012 október 27, 19:58
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 27, 20:21
Írta: svejk Dátum 2012 október 27, 20:21
Az az orsóválasztás nekem első ránézésre sántít.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 27, 20:24
Írta: svejk Dátum 2012 október 27, 20:24
Biztos hiányzik már az adótorony...látom kikötötted a Z egységet 3 irányba is :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 27, 20:26
Írta: Farkas Ádám Dátum 2012 október 27, 20:26
Fejtsd ki..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 október 27, 20:31
Írta: 000000000 Dátum 2012 október 27, 20:31
Svejk szerintem a Z egység tetején lévő vezérlőből szembe kilógó 3 vezetékre gondol :D.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 27, 20:35
Írta: Farkas Ádám Dátum 2012 október 27, 20:35
Azt értem nem arra írtam, hanem az orsóválasztásra.. Azért a sók derót, mert ez csak próba mielőtt befűzök az energialáncba..[#beka2][#schmoll2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 27, 20:36
Írta: svejk Dátum 2012 október 27, 20:36
Sok méretet nem tudok :(
Csak megérzés...
Csak megérzés...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 27, 20:58
Írta: Farkas Ádám Dátum 2012 október 27, 20:58
Mire vagy kíváncsi kiscsillag? [#buck]
Orsó átmérő 10mm emelkedés 2mm teljes hossz:100mm
Kuplung szélessége 20mm hossz 25mm
Motor 100W Yaskawa fékes.
Anyja neve két példányban..
A táblázatod 1:1 áttételt hoz ki. 6000m/perc, és 6,6m/sec2
Orsó átmérő 10mm emelkedés 2mm teljes hossz:100mm
Kuplung szélessége 20mm hossz 25mm
Motor 100W Yaskawa fékes.
Anyja neve két példányban..
A táblázatod 1:1 áttételt hoz ki. 6000m/perc, és 6,6m/sec2
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 október 27, 21:05
Írta: 000000000 Dátum 2012 október 27, 21:05
Nem mm/perc?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 27, 21:12
Írta: Farkas Ádám Dátum 2012 október 27, 21:12
de elírtam[#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2012 október 27, 21:17
Írta: PSoft Dátum 2012 október 27, 21:17
Ádámnál,még az se lenne csoda,ha 360Km/órával száguldana az a "Z" tengely.:))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 27, 21:24
Írta: Farkas Ádám Dátum 2012 október 27, 21:24
Ha belegondolok ez egy Z tengely egy Z tengelyen [#vigyor3] Mi van ha mindkét tengely egyszerre indulna lefelé [#idiota] akkor meglenne a 360Km/h [#hehe][#hehe][#hehe]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2012 október 27, 22:00
Írta: PSoft Dátum 2012 október 27, 22:00
Épp erre gondoltam én is.:)
Főleg most,....hogy mondod.[#crazya][#nevetes1]
Főleg most,....hogy mondod.[#crazya][#nevetes1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 október 27, 23:24
Írta: svejk Dátum 2012 október 27, 23:24
Akkó' jól van! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: xfg6v697j Dátum 2012 október 28, 06:25
Írta: xfg6v697j Dátum 2012 október 28, 06:25
Hogy hivatkozol a második Z tengelyedre a G code-ban?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 október 28, 14:11
Írta: Farkas Ádám Dátum 2012 október 28, 14:11
Ott még nem tartok, de kiosztom 4. tengelynek és én beleírom a G kódba, a másik lehetőség egy szerszámváltás és akkor egy külső áramkör átvált a másik Z-re persze pontosan meg kell adnom az ofszetet.
de még nem tudom, majd hátha jön még valami ötlet.. egyenlőre kézzel megírom 4. tengelynek
de még nem tudom, majd hátha jön még valami ötlet.. egyenlőre kézzel megírom 4. tengelynek
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2012 október 29, 19:29
Írta: jv7pu3a5p Dátum 2012 október 29, 19:29
Kellene írni rá egy progit, ami összefésül két G kódot és automatikusan megcsinálja az offset-et is. Legalábbis én így képzeltem el...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 04, 19:08
Írta: Farkas Ádám Dátum 2012 november 04, 19:08
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2012 november 04, 19:21
Írta: 2dbfy8y Dátum 2012 november 04, 19:21
[#eljen]
Szép munka Ádám!
Szerintem sokan szeretnénk ilyen gépet, olyan lett akár a 20 millás gépek! [#nevetes1]
Már csak egy szerszámcserélő kell rá![#nevetes1]
Szép munka Ádám!
Szerintem sokan szeretnénk ilyen gépet, olyan lett akár a 20 millás gépek! [#nevetes1]
Már csak egy szerszámcserélő kell rá![#nevetes1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: csizi Dátum 2012 november 04, 19:40
Írta: csizi Dátum 2012 november 04, 19:40
Ez igen! [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2012 november 04, 19:46
Írta: jv7pu3a5p Dátum 2012 november 04, 19:46
[#eljen]
És az a megmunkált felület...
Nálam csak álom. :))
És az a megmunkált felület...
Nálam csak álom. :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 november 04, 20:08
Írta: 000000000 Dátum 2012 november 04, 20:08
Ez nemsemmi![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 november 04, 20:11
Írta: w987wzmm Dátum 2012 november 04, 20:11
Szép! Szép! Nagyon is szép! [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: may47wb Dátum 2012 november 04, 20:27
Írta: may47wb Dátum 2012 november 04, 20:27
Nagyon profi![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: NewUser Dátum 2012 november 04, 20:56
Írta: NewUser Dátum 2012 november 04, 20:56
Beindult a hazai profi gépgyártás... F.Á. Gépipari Művek Sopron [#eljen] Szép, csak igy tovább!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 04, 21:02
Írta: Farkas Ádám Dátum 2012 november 04, 21:02
Köszönöm mindenkinek!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 04, 21:03
Írta: Farkas Ádám Dátum 2012 november 04, 21:03
Áááá most szétszedem az egészet. inkább csinálok belőle szecskavágót [#vigyor2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Lőrincz Tibor Dátum 2012 november 04, 21:04
Írta: Lőrincz Tibor Dátum 2012 november 04, 21:04
Annyit szeretnék (halkan) megjegyezni, hogy a HD tudtommal nem önzáró hajtás, tehát tartónyomatékot kell kifejtenie a léptecsnek ami meghajtja.(de nem kötekedni akarok)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 04, 21:13
Írta: Farkas Ádám Dátum 2012 november 04, 21:13
Ez pontosan így is van. Pont ezért csináltam lépteccsel :) habár olyan nagy az áttétel hogy szervó-motornál sem lenne észrevehető a kibillentés.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2012 november 04, 21:24
Írta: PSoft Dátum 2012 november 04, 21:24
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Lőrincz Tibor Dátum 2012 november 04, 21:50
Írta: Lőrincz Tibor Dátum 2012 november 04, 21:50
Értem. Tehát a léptecs álló helyzetében gerjeszted az állórészt tartónyomaték létrehozása céljából?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: r2u4n063m Dátum 2012 november 04, 21:51
Írta: r2u4n063m Dátum 2012 november 04, 21:51
Ha az uraknak ilyen jellegű indíttatása lenne, van egy szekcsavágóm feleslegbe [#wink]
Egyébként remek gépet építettél, csak ámulok [#eljen]
Egyébként remek gépet építettél, csak ámulok [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 november 04, 22:00
Írta: KoLa Dátum 2012 november 04, 22:00
Mindíg okozol valami meglepetést számomra!
Legutóbb Székesfehérváron, amikor beültél gitározni a trióba!
De most ez!hát nagyon szép!ez már kezd profi lenni!Gratulálok!
Gondolom egy 'kézzelírt' kód ez, amit bemutattál!
A második z hogyan van megkülönböztetve?
Legutóbb Székesfehérváron, amikor beültél gitározni a trióba!
De most ez!hát nagyon szép!ez már kezd profi lenni!Gratulálok!
Gondolom egy 'kézzelírt' kód ez, amit bemutattál!
A második z hogyan van megkülönböztetve?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: xsugix Dátum 2012 november 04, 22:42
Írta: xsugix Dátum 2012 november 04, 22:42
[#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 04, 22:52
Írta: Farkas Ádám Dátum 2012 november 04, 22:52
Igen olyan vezérlőm van amin be lehet kapcsolni a pihentetés, vagy pedig marad a gerjesztés..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 04, 23:03
Írta: Farkas Ádám Dátum 2012 november 04, 23:03
Igen kézzel írtam a kódot. Egyenlőre úgy oldottam meg, hogy a Mach3-ban be lehet kapcsolni még A, B, C, tengelyeket, Az A már foglalt mert Slave módban együtt megy az Y tengelyemmel.
A B-t kiosztottam a második Z-nek. a C-t pedig a "forgatóasztalnak".
A kódban így szerepel a második Z:
G1 B-10 (a második Z lemegy 10mm-t)
A forgatót egyenlőre úgy paramétereztem hogy 100mm legyen egy körbefordulás (360°)
Tehát:
G0 C25 (negyed fordulat)
G0 C50 (fél fordulat)
stb..
jah kicsit pengetek néha a gitáron, egyre kevesebbet.. fél éve Ukulelén, és pár hónapja hegedűn is próbálkozom [#vigyor3]
A B-t kiosztottam a második Z-nek. a C-t pedig a "forgatóasztalnak".
A kódban így szerepel a második Z:
G1 B-10 (a második Z lemegy 10mm-t)
A forgatót egyenlőre úgy paramétereztem hogy 100mm legyen egy körbefordulás (360°)
Tehát:
G0 C25 (negyed fordulat)
G0 C50 (fél fordulat)
stb..
jah kicsit pengetek néha a gitáron, egyre kevesebbet.. fél éve Ukulelén, és pár hónapja hegedűn is próbálkozom [#vigyor3]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sz.József Dátum 2012 november 05, 06:06
Írta: Sz.József Dátum 2012 november 05, 06:06
Gratulálok a precizitásodhoz, kreativitásodhoz, kitartásodhoz... [#eljen]
Csak azon gondolkodom, hogy a fenébe jut még erre is időd az ukulele a hegedű és a gitár mellett...(?) [#fejvakaras][#vigyor0]
Csak azon gondolkodom, hogy a fenébe jut még erre is időd az ukulele a hegedű és a gitár mellett...(?) [#fejvakaras][#vigyor0]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: u3xrz0cut Dátum 2012 november 05, 06:23
Írta: u3xrz0cut Dátum 2012 november 05, 06:23
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ggdr57dg Dátum 2012 november 05, 10:28
Írta: ggdr57dg Dátum 2012 november 05, 10:28
Ez a vezérlő valóban *****
Már én is tesztelem őket :-)
Már én is tesztelem őket :-)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 05, 14:22
Írta: svejk Dátum 2012 november 05, 14:22
Biztos nem tart ebédszünetet és így 25 órából áll neki egy nap :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 november 05, 14:33
Írta: s73tgf9vg Dátum 2012 november 05, 14:33
Szia Ádám!
Érdekel, hogy miért Harmonic drive-t használsz az áttételezéshez, mondjuk bolygómű helyett.
Úgy tudom ez elég költséges szerkezet, de az előnyeit még nem ismerem.
Érdekel, hogy miért Harmonic drive-t használsz az áttételezéshez, mondjuk bolygómű helyett.
Úgy tudom ez elég költséges szerkezet, de az előnyeit még nem ismerem.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 05, 18:58
Írta: Farkas Ádám Dátum 2012 november 05, 18:58
Van ebédszünet úgyhogy 26 óra egy nap, egyébként négy napot dolgozom, péntek, szombat, vasárnap marad a CNC és a család számára(egyik a másik rovására)[#hamm]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 05, 19:13
Írta: Farkas Ádám Dátum 2012 november 05, 19:13
Azért mert ez volt itthon, bolygómű viszont nem :) Ilyen a hobbysta válasz [#finom]
háát a mi szempontunkból előny most nem is jut eszembe a bolygómű és a HD között..
Talán a nagyobb nyomatékátvitel hasonló méretben??
Egy kottyanásmentes bolygómű sem olcsó talán meg is közelíti a HD árát. Amiket itt árultak a fórumon planet-driveket azok egyik sem volt még teljesen kottyanásmentes.
háát a mi szempontunkból előny most nem is jut eszembe a bolygómű és a HD között..
Talán a nagyobb nyomatékátvitel hasonló méretben??
Egy kottyanásmentes bolygómű sem olcsó talán meg is közelíti a HD árát. Amiket itt árultak a fórumon planet-driveket azok egyik sem volt még teljesen kottyanásmentes.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 november 06, 03:19
Írta: s73tgf9vg Dátum 2012 november 06, 03:19
Olvasgattam kicsit és állítólag a HD-nek jóval nagyobb az élettartama és kottyanás mentesebb is. Viszont elég drágák. De ha ilyen holmik vannak otthon a polcaidon.. Tényleg nem semmi!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wkbgzy80t Dátum 2012 november 06, 07:54
Írta: wkbgzy80t Dátum 2012 november 06, 07:54
Nagyon szép lett ez a gép, és öröm volt nézni ahogy ezek az innen-onnan öszeszedett alkatrészek ilyen álomszerűen összepasszoltak/összeálltak szal ahogy összeraktad... megérte az a 4db flex is [#smile]
Kérdés: Ténylegesen volt olyan tapasztalatod, hogy a HD (becsületes nevén hullámhajtómű) nem önzáró? Nagyon, de nagyon meglepődtem, azt hittem ez az egyik fő előnye. El sem tudom képzelni, hogyan hajt vissza a kihajtó oldal, ott ugye nincs (mechanikai) gerjesztés sem, pedig attól megy az egész.
Kérdés: Ténylegesen volt olyan tapasztalatod, hogy a HD (becsületes nevén hullámhajtómű) nem önzáró? Nagyon, de nagyon meglepődtem, azt hittem ez az egyik fő előnye. El sem tudom képzelni, hogyan hajt vissza a kihajtó oldal, ott ugye nincs (mechanikai) gerjesztés sem, pedig attól megy az egész.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Lőrincz Tibor Dátum 2012 november 06, 09:01
Írta: Lőrincz Tibor Dátum 2012 november 06, 09:01
Én emlékeztem úgy hogy a HD nem önzáró, de lehet hogy mégis:
http://www.inf.unideb.hu/kmitt/konvkmitt/alkalmazott_mesterseges_intelligencia/book.xml.html
Akkor talán a cyclo drive nem önzáró?
http://www.inf.unideb.hu/kmitt/konvkmitt/alkalmazott_mesterseges_intelligencia/book.xml.html
Akkor talán a cyclo drive nem önzáró?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 06, 09:28
Írta: svejk Dátum 2012 november 06, 09:28
A HD nem önzáró nem is írják sehol.
Varsányi videójára nem emlékszel? Ja , még fiatal fórumozó vagy :))
Varsányi videójára nem emlékszel? Ja , még fiatal fórumozó vagy :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 06, 09:31
Írta: svejk Dátum 2012 november 06, 09:31
Jut eszembe Ádám bátyám pávát látván... ja ez nem arról szól. :)
Szóval végül is mikor, honnét, milyen LPT 2 kártyát szereztél és volt-e gond a beüzemeléssel?
Szóval végül is mikor, honnét, milyen LPT 2 kártyát szereztél és volt-e gond a beüzemeléssel?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 06, 09:52
Írta: Farkas Ádám Dátum 2012 november 06, 09:52
Talältam egy új drivert azzal meg ment.. úgyhogy én voltam a B.F.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: wkbgzy80t Dátum 2012 november 06, 11:01
Írta: wkbgzy80t Dátum 2012 november 06, 11:01
Arra videóra bár emlékezhetnék, de sajnos mégsem.
Viszont a weblapon ki van emelve, hogy a harmonic drive hajtóművek vészhelyzetben hajthatók visszafelé. Pedig nincs benne semmi speciális elem, ami ne lenne benne egy hagyományos hullámhajtóműben.
El sem tudom képzelni, hogyan foroghat visszafelé... Meg vagyok lőve...
Mekkora a lassítása egyébként?
Viszont a weblapon ki van emelve, hogy a harmonic drive hajtóművek vészhelyzetben hajthatók visszafelé. Pedig nincs benne semmi speciális elem, ami ne lenne benne egy hagyományos hullámhajtóműben.
El sem tudom képzelni, hogyan foroghat visszafelé... Meg vagyok lőve...
Mekkora a lassítása egyébként?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 08, 18:42
Írta: Farkas Ádám Dátum 2012 november 08, 18:42
Ezt a videót nem akartam mutatni, mert nevetni fogtok rajtam, de nem érdekel [#mf2]
Volt a főorsóhoz egy tokmánytárcsa, felraktam... rátettem egy 100-as tokmányt.. és bekapcsoltam :))
Íme a Video

Volt a főorsóhoz egy tokmánytárcsa, felraktam... rátettem egy 100-as tokmányt.. és bekapcsoltam :))
Íme a Video
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Antal Sándor Dátum 2012 november 08, 18:47
Írta: Antal Sándor Dátum 2012 november 08, 18:47
Izééé....
Akkor most ez egy vertikális eszterga,vagy marógép vagy miacsuda?[#taps]
Akkor most ez egy vertikális eszterga,vagy marógép vagy miacsuda?[#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 08, 18:54
Írta: Farkas Ádám Dátum 2012 november 08, 18:54
Nem tudom, még hogy mi lesz a vége.
Ja továbbgondolva az asztalra akár 100 szerszámot is felpakolhatok és kész a szerszámcserélős CNC eszterga [#buck]
Ja továbbgondolva az asztalra akár 100 szerszámot is felpakolhatok és kész a szerszámcserélős CNC eszterga [#buck]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Antal Sándor Dátum 2012 november 08, 18:55
Írta: Antal Sándor Dátum 2012 november 08, 18:55
Jaa!
És tényleg! [#wilting]
És tényleg! [#wilting]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2012 november 08, 19:00
Írta: PSoft Dátum 2012 november 08, 19:00
Odamegy a főorsó a szerszámhoz,...ez jóóó!
A hegy,...meg Mohamed esete.:)))
[#eljen][#eljen][#eljen]
A hegy,...meg Mohamed esete.:)))
[#eljen][#eljen][#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sanyi84 Dátum 2012 november 08, 19:01
Írta: sanyi84 Dátum 2012 november 08, 19:01
Erről ez: videó jutott eszembe. Szóval már esztergál is a kicsike :). Teletűzdeled szerszámmal az asztalt és lehet sorozatgyártani :) . Már csak a tokmány nyitást zárást kell megoldani (meg a forgácskihordást) .
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 08, 19:48
Írta: Farkas Ádám Dátum 2012 november 08, 19:48
a lehetőségek tárháza végtelen :) akár eloxáló fürdőbe is belógathatja, vagy ékpályát véset magára, vagy csak egyszerűen megtör néhány szem mogyorót két esztergálás között [#smile]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 08, 20:03
Írta: svejk Dátum 2012 november 08, 20:03
Mi ebben a nevetséges?
Én már eleve a BT40-es végű tokmánytárcsát a marógépen eszetergáltam a kúp pontossága miatt.
Én már eleve a BT40-es végű tokmánytárcsát a marógépen eszetergáltam a kúp pontossága miatt.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sz.József Dátum 2012 november 08, 20:03
Írta: Sz.József Dátum 2012 november 08, 20:03
Ha a főorsód átmenő furatos, akkor kipróbálnám egy 3m-es szálanyaggal is,
csak akkor a munkaterületnek megfelelő méretű nyílás kell a felette lévő nappali padlózatába... [#nevetes1]
Vagy netán a fürdőkád van éppen felette? Akkor a mindjárt a hűtés is megoldva...[#wink]
A viccet félre téve, nagyon szuper szerkezet. [#eljen]
csak akkor a munkaterületnek megfelelő méretű nyílás kell a felette lévő nappali padlózatába... [#nevetes1]
Vagy netán a fürdőkád van éppen felette? Akkor a mindjárt a hűtés is megoldva...[#wink]
A viccet félre téve, nagyon szuper szerkezet. [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 08, 20:17
Írta: Farkas Ádám Dátum 2012 november 08, 20:17
Mert ilyent még nem láttam, hobby fórumokon, ilyen is csak nekem jut eszembe [#nemtudom]
Csak ültem a gép előtt a gondolkodó pamlagomon és mindenféle bűnös gondolataim vannak [#wilting]
Csak ültem a gép előtt a gondolkodó pamlagomon és mindenféle bűnös gondolataim vannak [#wilting]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 08, 20:18
Írta: Farkas Ádám Dátum 2012 november 08, 20:18
Ráhibáztál, pont a fürdőkád van felette..
Abit fórumtársnál láttam olyant hogy ki van véve egy béléstest a gép fölött és oda be-belóg a Z szervómotor.
Abit fórumtársnál láttam olyant hogy ki van véve egy béléstest a gép fölött és oda be-belóg a Z szervómotor.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: xfg6v697j Dátum 2012 november 08, 20:24
Írta: xfg6v697j Dátum 2012 november 08, 20:24
Az ötlet jó ,és a kivitelezés hibátlan,de megnyugtatlak,hogy nem csak neked jut eszedbe ilyen elvetemült ötle,mert már az én fejemben is megfordult,és tudok még mást is ,akinek szintén.
De én nem jutottam el a kivitelezésig.
Mit is esztergálhatnék egy ER11-es patronban.
De én nem jutottam el a kivitelezésig.
Mit is esztergálhatnék egy ER11-es patronban.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 08, 20:56
Írta: Farkas Ádám Dátum 2012 november 08, 20:56
írtam mélt
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 08, 21:16
Írta: svejk Dátum 2012 november 08, 21:16
Baszki én a BF20-al is esztergáltam :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: xfg6v697j Dátum 2012 november 08, 21:22
Írta: xfg6v697j Dátum 2012 november 08, 21:22
Ment a válasz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ywathzay Dátum 2012 november 08, 21:24
Írta: ywathzay Dátum 2012 november 08, 21:24
Hogyan készítettél marógépen precíz bt40-es kúpot? Ez nagyon érdekel, de szerintem mást is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 08, 21:31
Írta: Farkas Ádám Dátum 2012 november 08, 21:31
Baszki én meg forrasztópákával fúrtam műanyagba! mégsem vagyok rá büszke [#wave]
na jó de ez most számítógép-vezérelt, minek esztergálnék a BF20-al amikor ott az eszterga a sarokban :)
na jó de ez most számítógép-vezérelt, minek esztergálnék a BF20-al amikor ott az eszterga a sarokban :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 november 08, 21:33
Írta: KoLa Dátum 2012 november 08, 21:33
Kiváló próbálkozás! [#eljen]
Itt aztán lehetne több szerszámot is használni!
Egyszerűbben, négy irányban!
bonyolultabban, bárhová tudsz egy szerszámot felfogatni a cél érdekében!
Érthetőbben, ez lehet egy kifordított revolverfej is, elméletben!
[#wave][#worship]
Itt aztán lehetne több szerszámot is használni!
Egyszerűbben, négy irányban!
bonyolultabban, bárhová tudsz egy szerszámot felfogatni a cél érdekében!
Érthetőbben, ez lehet egy kifordított revolverfej is, elméletben!
[#wave][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sastas Dátum 2012 november 08, 21:35
Írta: sastas Dátum 2012 november 08, 21:35
És, ha pl egy fúrót felfog az asztalra akkor már forgó szerszáma is van, egy revolverfejes esztergán :)
Érdekes elképzelés, és szerintem még életképes is.
Érdekes elképzelés, és szerintem még életképes is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 08, 21:38
Írta: svejk Dátum 2012 november 08, 21:38
No ugye hogy univerzálisabb a marógép ha cnc? :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 08, 21:40
Írta: svejk Dátum 2012 november 08, 21:40
Jó ötlet!
Fejesztergának tökéletes, egyet nem szeretek benne, hogy ki akar tekeredni a nyakam ha nézem.
Mindenáron jobbra billen a fejem :)
Fejesztergának tökéletes, egyet nem szeretek benne, hogy ki akar tekeredni a nyakam ha nézem.
Mindenáron jobbra billen a fejem :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 08, 21:41
Írta: Farkas Ádám Dátum 2012 november 08, 21:41
Azért ezt egy alumechanikán hiába próbáltam volna
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 08, 21:42
Írta: Farkas Ádám Dátum 2012 november 08, 21:42
Viszont ha a gépet felfogatom a falra akkor már nincs probléma, és a forgács is lehullik..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 08, 21:43
Írta: svejk Dátum 2012 november 08, 21:43
Én is az 1 tonnással csináltam :)
Majd belinkelem a képeket, mert csináltam, csak olyan "belekötősek" lettek.
Majd belinkelem a képeket, mert csináltam, csak olyan "belekötősek" lettek.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 november 08, 21:43
Írta: KoLa Dátum 2012 november 08, 21:43
Na várjál effendi!
Próbáld ki csak a garázsban![#nevetes1][#wave]
Próbáld ki csak a garázsban![#nevetes1][#wave]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sastas Dátum 2012 november 08, 21:51
Írta: sastas Dátum 2012 november 08, 21:51
Hidd el egy idő után nem fog tovább tekeredni ;), vagy ha igen az nagyon fájni fog.
Igaz a forgó szerszám helyett pontosabb lett volna hajtottam mondani :)
Igaz a forgó szerszám helyett pontosabb lett volna hajtottam mondani :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 november 08, 21:57
Írta: KoLa Dátum 2012 november 08, 21:57
Egyébként! a marógéped merevsége és a megmunkált alu átmérője nincs arányban egymással!
Erre az átmérőre próbáld ki hogy 1200rpm, F 0.15 f/rev, és 2mm fogásmélységgel mi lesz!
Erre az átmérőre próbáld ki hogy 1200rpm, F 0.15 f/rev, és 2mm fogásmélységgel mi lesz!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 november 08, 22:00
Írta: KoLa Dátum 2012 november 08, 22:00
Persze elírtam! egyszerűbb lett volna fordulatonkénti előtolást írni!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: robroy007 Dátum 2012 november 09, 20:10
Írta: robroy007 Dátum 2012 november 09, 20:10
szerintem Vboldi is csinált már ilyet [#nezze]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 10:27
Írta: Farkas Ádám Dátum 2012 november 10, 10:27
Már régen tettem fel videót..
Tegnap 20-as lyukakat martam két Z tengellyel azt kell mondjam nagyon meg kellett tornásztatnom az agyam mire az eltolásokat beleszőttem, pedig ez csak egy egyszerű mozgás volt:)
A lényeg az volt hogy egyélű maró kikapkodja az anyagot, viszont nem szép felületet csinál, és mivel az egyélű maró nem szimmetrikus ezért a kilengése enyhén kúpos lyukat eredményez. Ezért utána a felületet a 12-es négy-élűvel helyrehozom. (hűtéssel elég lenne csak a nagy szerszám is, ez most csak teszt volt!)
VIDEO
Tegnap 20-as lyukakat martam két Z tengellyel azt kell mondjam nagyon meg kellett tornásztatnom az agyam mire az eltolásokat beleszőttem, pedig ez csak egy egyszerű mozgás volt:)
A lényeg az volt hogy egyélű maró kikapkodja az anyagot, viszont nem szép felületet csinál, és mivel az egyélű maró nem szimmetrikus ezért a kilengése enyhén kúpos lyukat eredményez. Ezért utána a felületet a 12-es négy-élűvel helyrehozom. (hűtéssel elég lenne csak a nagy szerszám is, ez most csak teszt volt!)
VIDEO
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 10:30
Írta: Farkas Ádám Dátum 2012 november 10, 10:30
ja és most kaptam csewe fórumtárstól egy makrót, ami megoldhatja a két Z problémámat Ha sikerül beapplikálnom bemutatom az eredményt. [#worship][#worship][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 3vv2btrhv Dátum 2012 november 10, 11:03
Írta: 3vv2btrhv Dátum 2012 november 10, 11:03
Zseniális !!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: fektiforg Dátum 2012 november 10, 12:53
Írta: fektiforg Dátum 2012 november 10, 12:53
Szerintem, próbálj mindig G41 irányban marni, ha be van kapcsolva a sugárkorrekció, ha nincs, és
simítsad fel akár ugyanazzal a fogással.
- A szerszám kihajlás kiküszöbölésere gondoltam az ellőbb.
simítsad fel akár ugyanazzal a fogással.
- A szerszám kihajlás kiküszöbölésere gondoltam az ellőbb.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 november 10, 15:02
Írta: w987wzmm Dátum 2012 november 10, 15:02
Szia, Ádám!
Ha használod ezeket a G kódokat G41 szerszámsugár-korrekció számítás balról
G42 jobbról
Elvileg a Mach-nak is tudnia kell a szerszámtár kezelését... Nem csak a D1 D2... átmérő, hanem az X Y eltolást is tudnia kell. Tehát a kódban, ha beírod, hogy G41 D2, akkor a szerszámtárban lévő X vagy Y eltolást is figyelembe veszi. G43 pedig a hosszkorrekció hozzáadása (+ -) G43 H20...
Még egy gondolat. Nem mindegy, melyik irányba marsz. Simítás, vagy nagyolás a cél...

Ha használod ezeket a G kódokat G41 szerszámsugár-korrekció számítás balról
G42 jobbról
Elvileg a Mach-nak is tudnia kell a szerszámtár kezelését... Nem csak a D1 D2... átmérő, hanem az X Y eltolást is tudnia kell. Tehát a kódban, ha beírod, hogy G41 D2, akkor a szerszámtárban lévő X vagy Y eltolást is figyelembe veszi. G43 pedig a hosszkorrekció hozzáadása (+ -) G43 H20...
Még egy gondolat. Nem mindegy, melyik irányba marsz. Simítás, vagy nagyolás a cél...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 november 10, 16:09
Írta: s73tgf9vg Dátum 2012 november 10, 16:09
Ez nekem is hasznos volt! A bal a nagyolás a jobb meg a simítás?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: pbalazs Dátum 2012 november 10, 16:11
Írta: pbalazs Dátum 2012 november 10, 16:11
Miért kell az összes eltávolítandó anyagot "ledarálni"? Nem lenne elég csak "körbemarni", és a közepe pedig kiesne?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 november 10, 16:18
Írta: s73tgf9vg Dátum 2012 november 10, 16:18
Nem kötelező szétforgácsolni, sokan nem is szokták.
http://www.youtube.com/watch?v=ozmoJIQyAUQ&feature=plcp
http://www.youtube.com/watch?v=ozmoJIQyAUQ&feature=plcp
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: fektiforg Dátum 2012 november 10, 16:23
Írta: fektiforg Dátum 2012 november 10, 16:23
Általában egyen-irányú marás javasolt, kotty mentes gépeken !
Egyenirányú marás
Egyenirányú marás
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 16:38
Írta: Farkas Ádám Dátum 2012 november 10, 16:38
Nem a forgácsolás volt a lényeg [#gun] terelitek a szót , hanem a szerszámváltás, és a gépbeállítás. Ha csak úgy körbemarom az anyagot és kiesik, eltöri a marót. Én inkább beleteszek a kódba pár 1*1mm es fülecset amit a végén egy csípőfogóval elcsípek, majd elköszörülöm.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 16:46
Írta: Farkas Ádám Dátum 2012 november 10, 16:46
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: xfg6v697j Dátum 2012 november 10, 17:31
Írta: xfg6v697j Dátum 2012 november 10, 17:31
Egész jól megy.
Ment egy másik verzió is.
Ment egy másik verzió is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2012 november 10, 17:42
Írta: jv7pu3a5p Dátum 2012 november 10, 17:42
Alakul. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2012 november 10, 17:50
Írta: PSoft Dátum 2012 november 10, 17:50
Ádám!
Az előbb tettem az "adok/veszek"-be képeket 3db. 2sec-os időkapcsolóról.
Igaz,hogy 100VAC táp kell nekik,de ha megoldás lehet a "lágyindítós" problémádra jelezzél,visszaveszem a hirdetést,és "postáért":)) a Tied.
Az előbb tettem az "adok/veszek"-be képeket 3db. 2sec-os időkapcsolóról.
Igaz,hogy 100VAC táp kell nekik,de ha megoldás lehet a "lágyindítós" problémádra jelezzél,visszaveszem a hirdetést,és "postáért":)) a Tied.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 18:44
Írta: Farkas Ádám Dátum 2012 november 10, 18:44
Köszönöm, de Sneci felhívott hogy van egy egyszerű lágy indító áramköre 4-5 alkatrész, már meg is csináltam. Probléma megoldva[#worship]
Azért köszönöm hogy gondoltál rám!!
Azért köszönöm hogy gondoltál rám!!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 november 10, 19:17
Írta: 000000000 Dátum 2012 november 10, 19:17
Klasszul megcsináltad![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 10, 19:23
Írta: svejk Dátum 2012 november 10, 19:23
Írd már át hogy a Z visszahúzása és a "szerszámcsere" G0-al történjen, mert azt hiszem lassított felvételt látok :(
Vagy direkt csináltad a demonstráció miatt? :)
Vagy direkt csináltad a demonstráció miatt? :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 10, 19:28
Írta: svejk Dátum 2012 november 10, 19:28
Úgy van!
Ádám, estedben ha a "lyuk" kell akkor az óramutató járásával ellentétesen haladj a maróval.
Ádám, estedben ha a "lyuk" kell akkor az óramutató járásával ellentétesen haladj a maróval.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 20:33
Írta: Farkas Ádám Dátum 2012 november 10, 20:33
direkt, direkt :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 20:37
Írta: Farkas Ádám Dátum 2012 november 10, 20:37
Még egy videó a "szerszámcserélésről" most már a Mach3 képernyő sincsen elcsúszva Köszönöm csewe!!
VIDEO
VIDEO
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 20:41
Írta: Farkas Ádám Dátum 2012 november 10, 20:41
Megígérem [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Bencze András Dátum 2012 november 10, 20:44
Írta: Bencze András Dátum 2012 november 10, 20:44
[#worship][#wow1] Azért mégis csak jobb ha nem kell spekulálni az eltoláson.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 november 10, 20:53
Írta: KoLa Dátum 2012 november 10, 20:53
[#eljen]Ez igen!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 10, 20:55
Írta: svejk Dátum 2012 november 10, 20:55
Ezek a videók haláliak.
Mintha egy komplett stáb lenne mögöttük! :)
Mintha egy komplett stáb lenne mögöttük! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: xfg6v697j Dátum 2012 november 10, 20:57
Írta: xfg6v697j Dátum 2012 november 10, 20:57
Szivesen.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: v2vhwz32z Dátum 2012 november 10, 21:06
Írta: v2vhwz32z Dátum 2012 november 10, 21:06
Király ez a dupla Z tengely!
Műfát marsz?
Egész csendesek a főorsóid.
Műfát marsz?
Egész csendesek a főorsóid.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: KoLa Dátum 2012 november 10, 21:09
Írta: KoLa Dátum 2012 november 10, 21:09
A stáb: Piroska és a Farkas
Ádám és _Éva! [#nevetes1][#nevetes1][#nevetes1]
Ádám és _Éva! [#nevetes1][#nevetes1][#nevetes1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 10, 21:16
Írta: svejk Dátum 2012 november 10, 21:16
Most már jöhetne egy kis soft pornó is. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Béni Dátum 2012 november 10, 21:21
Írta: Béni Dátum 2012 november 10, 21:21
Mindkettőtöknek gratulálok! Magyon szépen összehoztátok.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 21:21
Írta: Farkas Ádám Dátum 2012 november 10, 21:21
De csak egyedül vagyok, az elég soft lenne [#gunyos1][#nyes]
Az úgy van hogy lemegyek a műhelybe viszem a fényképezőt, meg a telefonom is előkerül, az is tud HD felvételt. Aztán felmegyek és felhányom a videókat, egy kicsit tologatom a csíkokat, aztán megy a tecsőre. :) sokak örömére[#love12]
Az úgy van hogy lemegyek a műhelybe viszem a fényképezőt, meg a telefonom is előkerül, az is tud HD felvételt. Aztán felmegyek és felhányom a videókat, egy kicsit tologatom a csíkokat, aztán megy a tecsőre. :) sokak örömére[#love12]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 21:22
Írta: Farkas Ádám Dátum 2012 november 10, 21:22
Köszönöm! én csak belefaragtam...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 21:36
Írta: Farkas Ádám Dátum 2012 november 10, 21:36
Igen műfa asszem, habár jobb az alu mert ez nagyon összeporoz mindent :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2012 november 10, 21:46
Írta: 2dbfy8y Dátum 2012 november 10, 21:46
Én is had szóljak be Ádámnak! [#nevetes1]
Nagyon szupi, gratula, igen királyul összehoztad! [#eljen]
Nagyon szupi, gratula, igen királyul összehoztad! [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 10, 22:18
Írta: Farkas Ádám Dátum 2012 november 10, 22:18
Köszi Pabló, nem is tudtam hogy ilyen közel laksz, benézek majd ha arra járok!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2012 november 13, 08:32
Írta: Szalai György Dátum 2012 november 13, 08:32
Körülbelül hány C fokon állandósul a szekrényed belső hőmérséklete?
Bezárt ajtóval természetesen.
Bezárt ajtóval természetesen.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: eivmhrm04 Dátum 2012 november 13, 08:42
Írta: eivmhrm04 Dátum 2012 november 13, 08:42
Nagyon jóóóóóóóóóó[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2012 november 13, 16:16
Írta: 2dbfy8y Dátum 2012 november 13, 16:16
Várni foglak! [#nevetes1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 13, 21:27
Írta: Farkas Ádám Dátum 2012 november 13, 21:27
megmérem majd intenzív munka közben, A vezérlők szinte gyújtó-lángon üzekednek kb 30-35 fok lehet most bent. Beszereztem már hozzá egy Ritall szekrénybe való szűrőbetétes ventilátort, de még nem volt égető befűrészelni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 21, 18:31
Írta: Farkas Ádám Dátum 2012 november 21, 18:31
Rendeltem egy Noga hűtőt ma megjött, gyorsan felraktam, felnyomtam a falra 60liter légtartályt és próbára rátettem egy membrános kompresszort. Jóóóól működik[#pias][#taps][#taps]
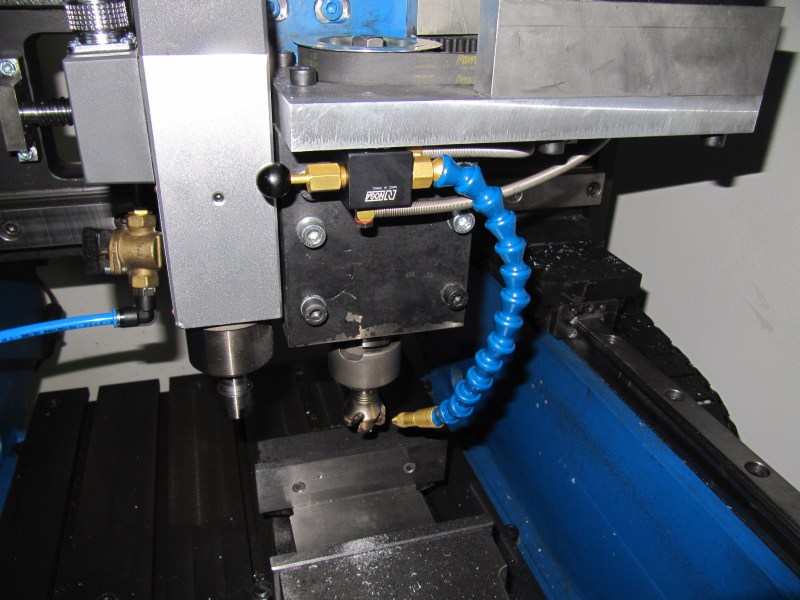
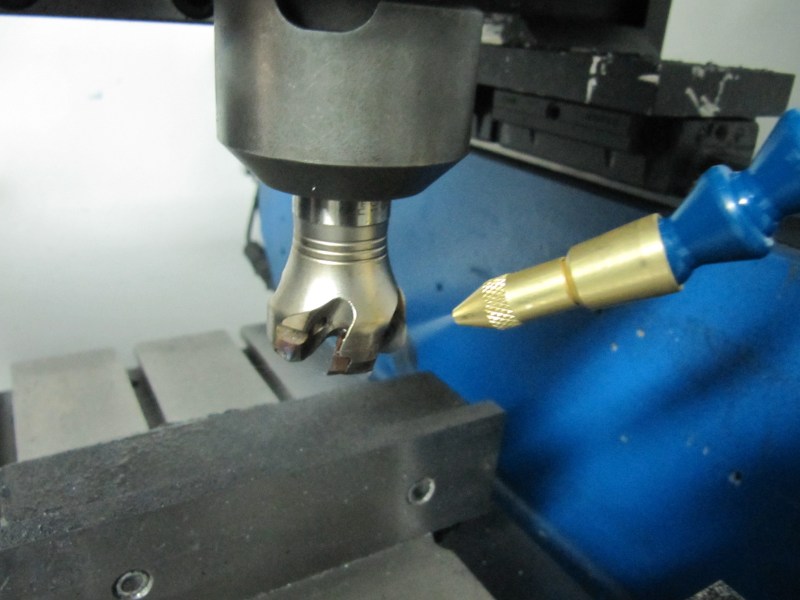

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s73tgf9vg Dátum 2012 november 21, 18:58
Írta: s73tgf9vg Dátum 2012 november 21, 18:58
Nagyon jó! Folyadékot is tervezel rajta fújni?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: icmatyi Dátum 2012 november 21, 19:17
Írta: icmatyi Dátum 2012 november 21, 19:17
Szia!
Nagyon profi! Ha megkérdezhetem a Noga hűtőt honnan sikerült beszerezni, és mennyiért?
Nagyon profi! Ha megkérdezhetem a Noga hűtőt honnan sikerült beszerezni, és mennyiért?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 21, 19:29
Írta: Farkas Ádám Dátum 2012 november 21, 19:29
Persze ami a képen látszik az éppen alkohol, úgy be lehet állítani hogy szinte elpárolog becsapódás után. Felszívja egy tartályból, ha lekapcsolom a levegőt egy csepp sem jön ki több. De még kísérletezek a folyadékokkal, mert megfulladok az alkoholgőzben:)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 21, 19:42
Írta: Farkas Ádám Dátum 2012 november 21, 19:42
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 21, 19:42
Írta: Farkas Ádám Dátum 2012 november 21, 19:42
Az ebay-on vettem 79 EUR

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ANTAL GÁBOR Dátum 2012 november 21, 19:46
Írta: ANTAL GÁBOR Dátum 2012 november 21, 19:46
Nagyon fontos hogy etilalkohollal dolgozzál mert komplex a hatása ( hűt és javítja a kedélyállapotot ) A metil is hűt és javítja a kedélyállapotot csak sajna vakságot is okoz [#circling]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 november 21, 19:55
Írta: 000000000 Dátum 2012 november 21, 19:55
Csak azért NE feledkezz meg arról se, hogy az alkohol igencsak robbanásveszélyes cucc!
Nehogy a következő videó a marsról jöjjön!
Porlasztod ki a szabad levegőbe, aztán meg csak szaporodik a koncentráció. És ez nem vicc.
Nehogy a következő videó a marsról jöjjön!
Porlasztod ki a szabad levegőbe, aztán meg csak szaporodik a koncentráció. És ez nem vicc.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 21, 20:06
Írta: Farkas Ádám Dátum 2012 november 21, 20:06
Etilt használok, azaz denaturált szeszt, de ahogy Varsa mondta anno Valami jófajta Skót whiskey, az élvezet kedvéért :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: csizi Dátum 2012 november 21, 20:08
Írta: csizi Dátum 2012 november 21, 20:08
Jujj, ez nagyon profi, csak hát az ára.... Én is hasonlót építettem házilag, de még most sem tökéletes.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 21, 20:26
Írta: Farkas Ádám Dátum 2012 november 21, 20:26
jó tudom, én 2 éve spórolok rá, de már most látom hogy megérte [#eljen]
nyolc méter mélyről felszívja a folyadékot és lágyítja a vizet is.. na jó ez nem igaz.
nyolc méter mélyről felszívja a folyadékot és lágyítja a vizet is.. na jó ez nem igaz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 november 21, 20:35
Írta: HJózsi Dátum 2012 november 21, 20:35
Jól vetted! Itt a hazai forgalmazó, én náluk vettem tavasszal : NOGA minimálkenő
Jól bepufferelted magad! :)
[#eljen][#wave]
Jól bepufferelted magad! :)
[#eljen][#wave]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 21, 21:59
Írta: Farkas Ádám Dátum 2012 november 21, 21:59
Én nem tudom mi történt Nogáéknál mert az ebayon is 100EUR-al megugrott az ára: ITT vettem Ha ráböksz a 219 eladásra láthatod hogy eddig mindenki 79-ért kapta.. én voltam az utolsó :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 november 21, 22:44
Írta: HJózsi Dátum 2012 november 21, 22:44
Elírták az árat! :)... Te még a "rossz" áron kaptad! :D ... "sajnos"...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 21, 22:53
Írta: Farkas Ádám Dátum 2012 november 21, 22:53
ááá nem! két éve szemezek vele, és az ára ennyi volt régóta. Nézd az eladásokat 2011-óta megy ennyiért. És van egy másik cég az is annyiét adta egészen a múlt hétig: Másik cég aztán ott is felment az ár..
Lehet hogy csak rám vártak évek óta :)
Lehet hogy csak rám vártak évek óta :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 november 21, 22:57
Írta: HJózsi Dátum 2012 november 21, 22:57
Én ezt vettem, de még nem próbáltam :NICRO 870 Aluminium vágóolaj
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 november 21, 23:09
Írta: HJózsi Dátum 2012 november 21, 23:09
Egyértelmű, hogy rád vártak, legközelebb szólj mielőtt leütsz valamit! :D ;)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 21, 23:10
Írta: Farkas Ádám Dátum 2012 november 21, 23:10
Jól hangzik, azt írja:
Növeli a szerszámomat
és a termékenységemet,
és sokáig fogok élni ha ilyent használok [#buck]
Növeli a szerszámomat
és a termékenységemet,
és sokáig fogok élni ha ilyent használok [#buck]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: HJózsi Dátum 2012 november 21, 23:19
Írta: HJózsi Dátum 2012 november 21, 23:19
Akkor épp ideje kipróbálnom! ... :D
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2012 november 22, 01:10
Írta: Szedlay Pál Dátum 2012 november 22, 01:10
Most háború van abban az országban, vagy állítólag megállapodtak, kell a zsozsó.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sanyi Bá Dátum 2012 november 22, 13:32
Írta: Sanyi Bá Dátum 2012 november 22, 13:32
Alumínium, műanyag és plexi hűtésére a legjobb az ALKONEK elektronikai mosó és tisztító etanol. A forgalmazót megtalálod a "cnctar.hunbay.com" oldalon a könyvtáramba.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 22, 16:09
Írta: Farkas Ádám Dátum 2012 november 22, 16:09
Köszönöm a megerősítést! Pont ilyent használok ettől a cégtől :) Ma martam 4-élűvel klasszisokkal szebb lett a felület is és a pontosság és nem tapadt bele az alumínium, és a forgácsot is kifújta :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2012 november 22, 16:35
Írta: 2dbfy8y Dátum 2012 november 22, 16:35
Ezt jól összehoztad! [#eljen]
Egyszer meg kell látogatnom téged!
De előtte majd fel kell, hogy hívjalak!
Nehogy kifogyj az alkoholból, és nem lesz hangulat! [#nevetes1][#pias]
Infúziónak is használható? Lassabban fogy el az anyag![#nevetes1]
Még egyszer gratula! [#eljen]
Egyszer meg kell látogatnom téged!
De előtte majd fel kell, hogy hívjalak!
Nehogy kifogyj az alkoholból, és nem lesz hangulat! [#nevetes1][#pias]
Infúziónak is használható? Lassabban fogy el az anyag![#nevetes1]
Még egyszer gratula! [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2012 november 23, 10:37
Írta: jv7pu3a5p Dátum 2012 november 23, 10:37
[#eljen]
Ezt nekem is meg kell csinálnom. :)
Ádám! Most már ne csinálj semmi újat, mert már ezeket se lesz időm megcsinálni, kevés lesz a karácsonyi szünet. [#vigyor3]
Ezt nekem is meg kell csinálnom. :)
Ádám! Most már ne csinálj semmi újat, mert már ezeket se lesz időm megcsinálni, kevés lesz a karácsonyi szünet. [#vigyor3]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: keri Dátum 2012 november 23, 10:49
Írta: keri Dátum 2012 november 23, 10:49
Vagy te voltál a második vevő, és mivel megduplázták az eladásokat itt volt az ideje árat emelni :D
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 25, 15:01
Írta: Farkas Ádám Dátum 2012 november 25, 15:01
Nem lett egy nagy durranás, nem szeretek reliefeket készíteni, de a videó szerintem jól sikerült:)
VIDEO

VIDEO
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 november 25, 15:15
Írta: w987wzmm Dátum 2012 november 25, 15:15
[#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: RogerCo Dátum 2012 november 25, 15:19
Írta: RogerCo Dátum 2012 november 25, 15:19
[#taps][#worship][#taps][#wow1]
Fantasztikus lett! A videó is [#eljen]
Fantasztikus lett! A videó is [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 25, 15:38
Írta: svejk Dátum 2012 november 25, 15:38
Csak nem saját pengetés a zenei aláfestés!!??
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 25, 15:39
Írta: svejk Dátum 2012 november 25, 15:39
Ugye a kész videóra pengettél? :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 25, 15:53
Írta: Farkas Ádám Dátum 2012 november 25, 15:53
szerinted?
képzeld ez ne is gitár, hanem egy szintetizátor, az asszony Roland PA500
képzeld ez ne is gitár, hanem egy szintetizátor, az asszony Roland PA500
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2012 november 25, 15:56
Írta: svejk Dátum 2012 november 25, 15:56
[#nemtudom] ennyit a zenei szakértelmemről. :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Kristály Árpád Dátum 2012 november 25, 18:23
Írta: Kristály Árpád Dátum 2012 november 25, 18:23
[#eljen][#eljen][#eljen][#wave][#wink][#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 november 26, 06:39
Írta: 000000000 Dátum 2012 november 26, 06:39
Aranyos a kislányod, szép lett a relief, fantasztikusan jó a zene(annak idején modtam, hogy ne konzerv zenét használj),szuperűl megy a géped! Le a kalappal! Gratulálok!
Példa értékű, így kell ezt csinálni![#eljen]
Példa értékű, így kell ezt csinálni![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Motoros Dátum 2012 november 26, 08:28
Írta: Motoros Dátum 2012 november 26, 08:28
12 évet lehúztam a királyi televíziónál (akkor még csak két program volt) de ott sem montírozták volna jobban össze ezt a videót.
A műszaki tartalomhoz nincsen hozzáfűzni valóm, mert ezt Tőled alapból elvárt minőség :))
A műszaki tartalomhoz nincsen hozzáfűzni valóm, mert ezt Tőled alapból elvárt minőség :))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: csizi Dátum 2012 november 26, 19:59
Írta: csizi Dátum 2012 november 26, 19:59
Jól belehúztál mostanság....[#eljen]
Csak ámulok-bámulok...[#wow1]
Csak ámulok-bámulok...[#wow1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: robroy007 Dátum 2012 november 26, 20:24
Írta: robroy007 Dátum 2012 november 26, 20:24
a denszeszt mi is használtuk egy darabig aztán áttértünk a propanolra
szaga van ennek is de kellemesebb valamivel, és elszívó ventilátor is volt a gépre pakolva
denszeszbe is van metil alkohol!! meg ki is ülepszik belőle egy kis takonyszerű rész ami bekocsonyásodik aztán persze nem fér át a fúvókán
szaga van ennek is de kellemesebb valamivel, és elszívó ventilátor is volt a gépre pakolva
denszeszbe is van metil alkohol!! meg ki is ülepszik belőle egy kis takonyszerű rész ami bekocsonyásodik aztán persze nem fér át a fúvókán
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 28, 20:05
Írta: Farkas Ádám Dátum 2012 november 28, 20:05
Köszönöm Robi ki fogom próbálni! [#worship]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2012 november 28, 20:37
Írta: Szedlay Pál Dátum 2012 november 28, 20:37
Hol és mennyiért lehet megvásárolni?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 november 28, 20:49
Írta: Farkas Ádám Dátum 2012 november 28, 20:49
első körben én sem találtam
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: robroy007 Dátum 2012 november 28, 21:57
Írta: robroy007 Dátum 2012 november 28, 21:57
más propanol 2 néven izo propil alkohol
nálunk labor vegyszer és hasonló eszközök forgalmazójától
VWR International laboreszközök
2 propanol (nem vagyok 100%-ig biztos benne de ez az, azt hiszem)
nálunk labor vegyszer és hasonló eszközök forgalmazójától
VWR International laboreszközök
2 propanol (nem vagyok 100%-ig biztos benne de ez az, azt hiszem)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2012 november 28, 22:55
Írta: Szedlay Pál Dátum 2012 november 28, 22:55
Szerintem azért nekünk nem kell folyadékkromatográfiás felhasználású tisztaság az alumínium maráshoz, ahhoz ez a minőség egy kicsit drága.
De, köszönöm az infót.
De, köszönöm az infót.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 november 29, 04:35
Írta: 000000000 Dátum 2012 november 29, 04:35
Úgy tudom, hogy az izopropil alkohol káros az egészségre, elszívó kell!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 6fabbzvm Dátum 2012 november 29, 05:38
Írta: 6fabbzvm Dátum 2012 november 29, 05:38
Elfogyasztva, bőrön át felszívódva, belélegezve is mérgezést okozhat. Kevésbé mérgező, mint a metanol, vagy az etilénglikol. Átlagos testsúlyú embernél (kb. 70 kg) a toxikus hatása 15 g-nál jelentkezik. A májban acetonná alakul át. Mérgezési tünetek: fejfájás, kábaság, hányinger, hányás, acetonszagú lehelet, nagy mennyiségben eszméletvesztés, kóma.
F o r r á s
F o r r á s
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 november 29, 10:39
Írta: 000000000 Dátum 2012 november 29, 10:39
Azért a porlasztott alkohol robbanásveszélyéről se feletkezzünk meg!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ebalint Dátum 2012 november 29, 11:11
Írta: ebalint Dátum 2012 november 29, 11:11
Egyszer valamikor már én isleírtam a véleményem az alkoholos hűtésről, de ha már ilyen szépen előkerült :
Az egészséügyi határérték metilalkoholra és izopropil-alkoholra 200 ppm, az etilalkoholra 500 ppm. / Bár az utóbbit iszogatjuk /
Az eltérés nem jelentős...
Amint Karasz kolléga írja, mindegyik tűz- és robbanásveszélyes.
Az alsó/felső robbanási határkoncentráció a mérvadó.
Néhány anyag táblázatban.
Az egészséügyi határérték metilalkoholra és izopropil-alkoholra 200 ppm, az etilalkoholra 500 ppm. / Bár az utóbbit iszogatjuk /
Az eltérés nem jelentős...
Amint Karasz kolléga írja, mindegyik tűz- és robbanásveszélyes.
Az alsó/felső robbanási határkoncentráció a mérvadó.
Néhány anyag táblázatban.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 november 29, 11:18
Írta: 000000000 Dátum 2012 november 29, 11:18
Így van. Pont olyan, mintha benzinnel hűtene. Csak idő kérdése a koncentráció kialakulása. És semmi előjele.
De ha "úgyse történik baj", akkor csak bátran az alkohollal.
De ha "úgyse történik baj", akkor csak bátran az alkohollal.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 november 29, 11:22
Írta: 000000000 Dátum 2012 november 29, 11:22
És ennek az ARH-nak a 20%-nál előjelzés, 40%-nál lekapcsolás!
De honnan tudja a felhasználó?
Sehonnan, mert nem izgatja.
De honnan tudja a felhasználó?
Sehonnan, mert nem izgatja.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Sanyi Bá Dátum 2012 november 29, 14:09
Írta: Sanyi Bá Dátum 2012 november 29, 14:09
Nem kell ijesztgetni az alkohollal senkit, mert nem olyan mint a benzin. Én 14 évet dolgoztam alkohollal (ETANOL B) CNC marógépen, ami 3 műszakba ment és 20 liter alkohol fogyott el hetente. Hidd el volt olyan meló amit satu mellett még kézzel is kellett fogni hogy ne rezonáljon be, így nagyon közel kerültem az alkohol porlasztáshoz, de nem lett semmi bajom tőle, sőt még alkoholista sem lettem. Baleset, vagy tűz sem keletkezett, pedig volt olyan munkatárs aki ott dohányzott, persze azért ha észrevettük lebeszéltük a gép melletti cigizésről. Ennyit az alkoholról, bővebben magánba szivesen válaszolok.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: robroy007 Dátum 2012 november 29, 14:42
Írta: robroy007 Dátum 2012 november 29, 14:42
van technikai és nem analitikai minőségű változatban is
és még mindig olcsóbb mint a tiszta etil alkohol
és még mindig olcsóbb mint a tiszta etil alkohol
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: robroy007 Dátum 2012 november 29, 14:46
Írta: robroy007 Dátum 2012 november 29, 14:46
nálunk napi 6-8 liter volt műszakonként a fogyasztás belőle egy 100m3-as helységben
igaz ment egy kis elszívó ami a gép fölötti ernyő közepéről szívott de az ernyő és gép között volt 6-8 centi szünet körben
egyáltalán nem lehetett légtömörnek mondani
a legrosszabb az volt mikor hirtelen behajolt ajtó nyitás után az ember a gépbe és szívott egy takaros slukkot a levegőből, na az egy kicsit az orromat csavarta de semmi több
(4 évig csináltam)
igaz ment egy kis elszívó ami a gép fölötti ernyő közepéről szívott de az ernyő és gép között volt 6-8 centi szünet körben
egyáltalán nem lehetett légtömörnek mondani
a legrosszabb az volt mikor hirtelen behajolt ajtó nyitás után az ember a gépbe és szívott egy takaros slukkot a levegőből, na az egy kicsit az orromat csavarta de semmi több
(4 évig csináltam)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 november 29, 15:00
Írta: 000000000 Dátum 2012 november 29, 15:00
Igen, csak ne felejtsük el, hogy elég kis térfogatszázalék az alsó robbanási határértéke. 3% körüli. Jól átszellőztetve nem gond, de egy téli időszakban hobby műhey csukott ajtóval meg ablakkal gondot okozhat!
Az ipari felhasználás egészen más tészta.
Ott a technológiai utasításban benne van a felhasználás feltétele. A légköbméter, az elszívás stb.
Az ipari felhasználás egészen más tészta.
Ott a technológiai utasításban benne van a felhasználás feltétele. A légköbméter, az elszívás stb.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 december 03, 15:42
Írta: w987wzmm Dátum 2012 december 03, 15:42
Szia, Ádám!
A főorsó hajtásod, valami szervós megoldású? Lehet vele pozicionálni is a szerszámot?
A főorsó hajtásod, valami szervós megoldású? Lehet vele pozicionálni is a szerszámot?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 december 03, 21:28
Írta: Farkas Ádám Dátum 2012 december 03, 21:28
Szia Servo
Hogy micsodálni lehet a micsodát? [#eplus2]
Szóval a főorsót egy Yaskawa 1,5KW-os szervó hajtja. Analóg bemenetű (+-10V-os) De "Sneci féle" előtétpanellal step/dir -re alakítható..
Hogy micsodálni lehet a micsodát? [#eplus2]
Szóval a főorsót egy Yaskawa 1,5KW-os szervó hajtja. Analóg bemenetű (+-10V-os) De "Sneci féle" előtétpanellal step/dir -re alakítható..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2012 december 16, 19:41
Írta: Farkas Ádám Dátum 2012 december 16, 19:41
Amióta fönt van az érintőképernyő, nem jutok a géphez
[#circling]

[#circling]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2012 december 16, 19:50
Írta: 000000000 Dátum 2012 december 16, 19:50
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2012 december 16, 20:33
Írta: PSoft Dátum 2012 december 16, 20:33
Ügyes a csajszi!
Mint a,...papája.:)))
Mint a,...papája.:)))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2012 december 17, 12:32
Írta: w987wzmm Dátum 2012 december 17, 12:32
Építettél a leányzónék egy gépet. Tanítsd meg neki hogyan lehet G-kódba konvertálni a rajzait.
Szerintem, jobban jársz, ha csinálsz magadnak egy másikat. [#eplus2]
Szerintem, jobban jársz, ha csinálsz magadnak egy másikat. [#eplus2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 január 16, 11:37
Írta: Farkas Ádám Dátum 2013 január 16, 11:37
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: kr97pwss2 Dátum 2013 január 16, 11:45
Írta: kr97pwss2 Dátum 2013 január 16, 11:45
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 január 16, 13:14
Írta: 000000000 Dátum 2013 január 16, 13:14
Nagy mágus vagy![#eljen]
Tetszett a videó!
Tetszett a videó!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2013 január 16, 14:27
Írta: jv7pu3a5p Dátum 2013 január 16, 14:27
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2013 január 16, 14:30
Írta: jv7pu3a5p Dátum 2013 január 16, 14:30
Hallod Ádám, nagyon jó videókat csinálsz...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: adamant Dátum 2013 január 16, 18:34
Írta: adamant Dátum 2013 január 16, 18:34
Hello!
Egy olyan kérdésem lehet hogy milyen léptecset használsz és milyen vezérlőt hozzá? És nagyon profi a videóó!!![#ijedt][#wow3][#eljen]
Egy olyan kérdésem lehet hogy milyen léptecset használsz és milyen vezérlőt hozzá? És nagyon profi a videóó!!![#ijedt][#wow3][#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: keri Dátum 2013 január 16, 19:09
Írta: keri Dátum 2013 január 16, 19:09
Nagyon jó [#eljen]
Ez az az ötlet ami az orosz moduláris CNC-ből jött?
Ez az az ötlet ami az orosz moduláris CNC-ből jött?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 január 16, 20:28
Írta: Farkas Ádám Dátum 2013 január 16, 20:28
Köszönöm mindenkinek!
adamant: ezek nem léptecsek.. Yaskawa AC szervó.
keri: ezt a fajta Z tengelyt kb. 4 éve használom..
adamant: ezek nem léptecsek.. Yaskawa AC szervó.
keri: ezt a fajta Z tengelyt kb. 4 éve használom..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: adamant Dátum 2013 január 16, 20:37
Írta: adamant Dátum 2013 január 16, 20:37
Mármint az a kis CNC ami a videón végén van azt szervo motor hajtja a Z tengelyt? [#wow3] legalábbis én arra gondoltam
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 január 16, 21:15
Írta: 000000000 Dátum 2013 január 16, 21:15
Végül is ez is hobby csak szériás tételben.
Gondolom hobby és vatikáni áron.
Jó cuccokat használsz! Tetszenek!
Gondolom hobby és vatikáni áron.
Jó cuccokat használsz! Tetszenek!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 január 16, 21:38
Írta: Farkas Ádám Dátum 2013 január 16, 21:38

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 február 01, 11:56
Írta: Farkas Ádám Dátum 2013 február 01, 11:56
Kedvcsinálónak mert mostanában kevés gépet készítetek!!!
Néhány kép egy épülő gépről.. (yaskawa AC szervókkal)
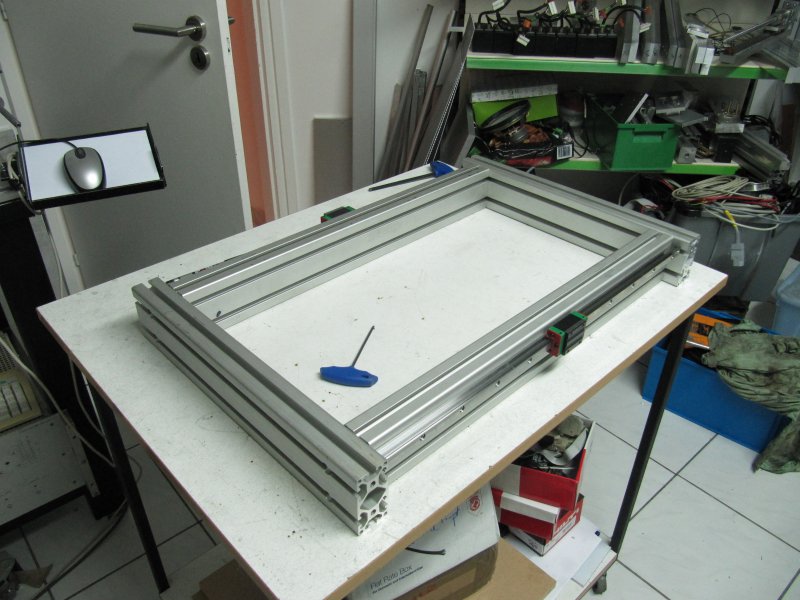

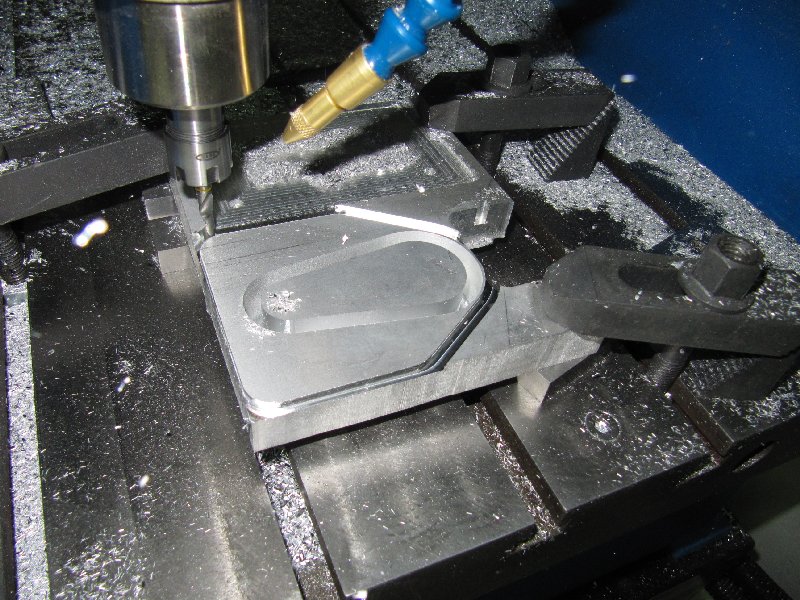


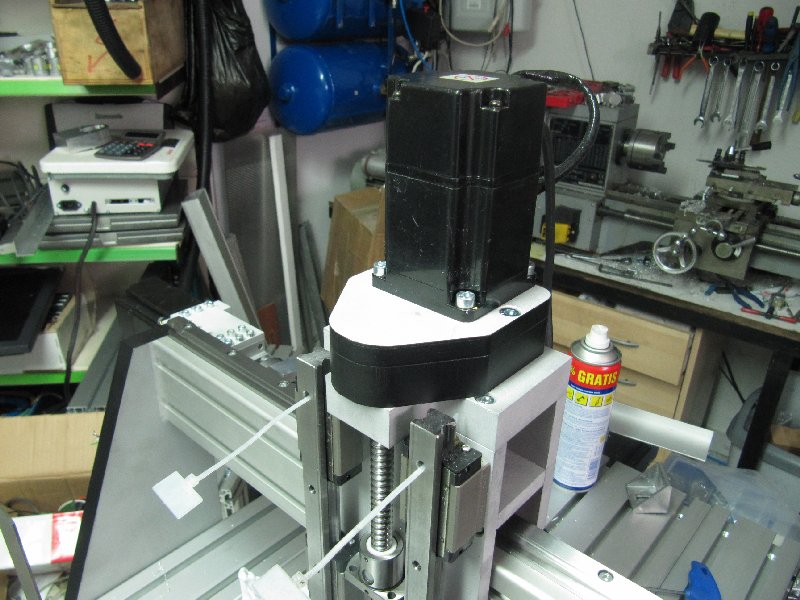
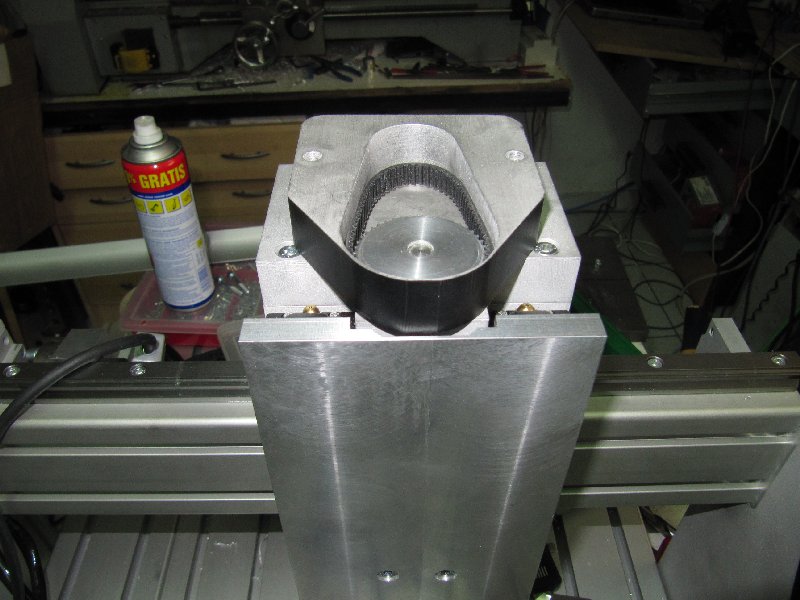





Néhány kép egy épülő gépről.. (yaskawa AC szervókkal)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: motion Dátum 2013 február 01, 12:48
Írta: motion Dátum 2013 február 01, 12:48
Ez a zárt áttétel megoldás nagyon szemrevaló.[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 február 01, 13:05
Írta: 000000000 Dátum 2013 február 01, 13:05
Szép lett, gratula! Tetszenek a fekete felületek valamint a bordásszíj védelme :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 február 01, 13:17
Írta: 000000000 Dátum 2013 február 01, 13:17
És hogy lehet a szíjat feszíteni ?
Én is évek óta tervezem hogy a BöFi 20-ast(BF20) megcsinálom így zárt áttételesre.
Van néhányszor 10kg alu vastag lemezem, csak nem szeretem vagdosni a 20-40-100mm vastag anyagokat.
Mellesleg nekem is ilyen kis AC-k tekergetik a gépet, de látom te se merted direkt meghajtással összekötni.
Igaz felesleges 20,000mm/perces levegő szántás. [#vigyor5]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 február 01, 13:23
Írta: 000000000 Dátum 2013 február 01, 13:23
Észre se vettem hogy lejjebb az X és az Y meg direkt összeköttetésben van a motorral.
Ez a könnyű gép le fog repülni az asztalról így !
És ez nem vicc.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 február 01, 13:33
Írta: 000000000 Dátum 2013 február 01, 13:33
Nagyon frankó, tetszik![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 február 01, 13:43
Írta: Farkas Ádám Dátum 2013 február 01, 13:43
az semmi, de szét is szabná a gépet, és kirángatná a csapágyakat a csapágyfészekből, de vissza lesznek szabályozva normális "teljesítményre".
Ezekhez a 200W-os hajtásokhoz jobb áron jutottam mintha léptetőmotoros, vagy DC szervó rendszert vettem volna hozzá.. És ez mégis csak egy ipari cucc!
Ezekhez a 200W-os hajtásokhoz jobb áron jutottam mintha léptetőmotoros, vagy DC szervó rendszert vettem volna hozzá.. És ez mégis csak egy ipari cucc!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 február 01, 14:16
Írta: 000000000 Dátum 2013 február 01, 14:16
Ennyire nem akartam részletezni mit tudna művelni a géppel. [#idiota]
Egy viszont biztos hogy soha többet nem építek gépet léptetőmotorral, maximum játékot!
Sokan köpködtek rám, de látom más is ezt a szemléletet vallja mint én.
"Ezekhez a 200W-os hajtásokhoz jobb áron jutottam mintha léptetőmotoros, vagy DC szervó rendszert vettem volna hozzá.. És ez mégis csak egy ipari cucc!"
De nem csodálkozok hogy sokan nem mernek AC szervó rendszerben gondolkodni, mikor egy mezei léptetős rendszer is annyira kevesek mint madártejben az ornitológia.
Először be voltam tojva tőle, de annyira egyszerűek legalább is számomra ezek a Sigma 1-2-3 vezérlők mint a faszög.
Múlt héten sikeresen beakadtam és kiszakítottam az összes enkóder kábelt az egyik ilyen motorból.
Meghűlt bennem még az a bizonyos salakanyag is mikor megláttam hogy tőből jött ki az össze kábel.
Ez egy régebbi motor amin nem csatlakozóval van összekötve a kábel.
Paraszt logika szerint visszakötöztem azt a 9 vezetéket és láss csodát elsőre működött.
Végszóként egy kérdés.
Elárulod hogy lehet feszíteni a szíjat, mert a képek szerint nem látok ilyen lehetőséget?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 február 01, 14:24
Írta: Farkas Ádám Dátum 2013 február 01, 14:24
A képeken nem látszik de oválisra van marva a "szíjház" felfogató csavarja és a sűlyesztése, és 1mm-t hátrafelé tolható... de alapból is feszesre van felfúrva.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 február 01, 15:08
Írta: 000000000 Dátum 2013 február 01, 15:08
"De nem csodálkozok hogy sokan nem mernek AC szervó rendszerben gondolkodni, mikor egy mezei léptetős rendszer is annyira kevesek mint madártejben az ornitológia" [#confused]
Ez nem kicsit nagyképű kijelentés egy hobby fórumon!
Ez nem kicsit nagyképű kijelentés egy hobby fórumon!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2013 február 01, 15:36
Írta: jv7pu3a5p Dátum 2013 február 01, 15:36
Nekem az X szán megoldása jön be. Alul, felül a lin hátul pedig az orsó, még viszonylag védett helyen is van a forgácstól.
[#eljen]
A Z dobozolást meg rólad másoltam. [#vigyor3]
[#eljen]
A Z dobozolást meg rólad másoltam. [#vigyor3]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2013 február 01, 15:39
Írta: jv7pu3a5p Dátum 2013 február 01, 15:39
Na kezdődik,
Gyere el hozzám, ha akarsz látni egy gyors léptetős gépet. [#wink]
Minek rémisztgetni itt az új gépépítőket... [#shakehead]
Gyere el hozzám, ha akarsz látni egy gyors léptetős gépet. [#wink]
Minek rémisztgetni itt az új gépépítőket... [#shakehead]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: t62d6ha2b Dátum 2013 február 01, 16:19
Írta: t62d6ha2b Dátum 2013 február 01, 16:19
Szia Ádám!
Szeretnék neked írni egy e-mailt, a fórumon keresztül nem megy. Légyszíves írj a zoltan kukac kezsmarki pont hu címre (akár csak 1 szót). Kösz!
Szeretnék neked írni egy e-mailt, a fórumon keresztül nem megy. Légyszíves írj a zoltan kukac kezsmarki pont hu címre (akár csak 1 szót). Kösz!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szalai György Dátum 2013 február 01, 16:34
Írta: Szalai György Dátum 2013 február 01, 16:34
Szép estét Ádám!
Jó, hogy megint építesz.
Mi az oka annak, hogy nem fordítod vissza a motorokat, hogy ne lógjanak ki a konstrukcióból.
Direkt így tetszik neked, vagy műszaki oka van?
Nagyon szép lesz ez a gép is, mint a többi, amit építettél. Tisztelet érte.
Jó, hogy megint építesz.
Mi az oka annak, hogy nem fordítod vissza a motorokat, hogy ne lógjanak ki a konstrukcióból.
Direkt így tetszik neked, vagy műszaki oka van?
Nagyon szép lesz ez a gép is, mint a többi, amit építettél. Tisztelet érte.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 február 01, 16:52
Írta: 000000000 Dátum 2013 február 01, 16:52
Lehet hogy nagyképű kijelentés, de ha tudom hogy nincs érzékem valamihez akkor hiába feszegetem a határokat abból nem fog semmi jó kisülni.
Például a főzéshez se érzékem se affinitásom ezért nem is szólok bele max azt tudom megmondani hogy jó vagy nem jó a végtermék.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 február 01, 16:55
Írta: 000000000 Dátum 2013 február 01, 16:55
Zoli a te léptetős géped nem lehet egy lapon említeni a többivel.
Remélem érted a burkolt célzást [#awink]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 február 01, 17:00
Írta: Farkas Ádám Dátum 2013 február 01, 17:00
Most volt két hét szabim amikor rászántam magam.
Az az oka hogy így nekem a legegyszerűbb!! (legegyszerűbb a legjobb jeligével)
A másik hogy utálom ezeket a gagyi kotyogós szíjakat amik csak a hibát :) és a súrlódást viszik a rendszerbe.
A Z szíj csak azért került bele mert nem férne el másként a motor, és az áttétel miatt nem csorog le a motor kikapcsolt állapotban.. (ez a szíj nem kotyog).
Szóval lehetne beforgatni a motorokat, ha kiállításra készülne biztos meg is tenném, de használatra szerintem így is tökéletes, és hibát sem okoz.
[#buck]
Az az oka hogy így nekem a legegyszerűbb!! (legegyszerűbb a legjobb jeligével)
A másik hogy utálom ezeket a gagyi kotyogós szíjakat amik csak a hibát :) és a súrlódást viszik a rendszerbe.
A Z szíj csak azért került bele mert nem férne el másként a motor, és az áttétel miatt nem csorog le a motor kikapcsolt állapotban.. (ez a szíj nem kotyog).
Szóval lehetne beforgatni a motorokat, ha kiállításra készülne biztos meg is tenném, de használatra szerintem így is tökéletes, és hibát sem okoz.
[#buck]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: s7manbs8 Dátum 2013 február 01, 17:09
Írta: s7manbs8 Dátum 2013 február 01, 17:09
Most már nem csak jó gépek születnek, hanem szépek is amellett. :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2013 február 01, 17:23
Írta: 2dbfy8y Dátum 2013 február 01, 17:23
Nagyon jó és tökéletes ez Ádám![#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 február 01, 17:25
Írta: Farkas Ádám Dátum 2013 február 01, 17:25
Nem tökéletes, de a célnak megfelel [#smile]
Köszönöm a gratulációkat!!
Köszönöm a gratulációkat!!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2013 február 01, 17:28
Írta: 2dbfy8y Dátum 2013 február 01, 17:28
Szia!
Én nem akarok senkivel kötekedni!
De valamilyen szinten, igazat adok LZ-nek is!
Mért ne lehetne gyors léptetős gép!?
Az enyém is tudja hiba nélkül a 15-20m/min gyorsjáratot! Jó áttétel és jó meghajtás, és század pontosságban vissza is pozicionál gyorsjárattal is! Hobby szinten meg bőven elég a század pontosság szerintem! [#nevetes1]
Ez nem kötekedés akar lenni!
Én nem akarok senkivel kötekedni!
De valamilyen szinten, igazat adok LZ-nek is!
Mért ne lehetne gyors léptetős gép!?
Az enyém is tudja hiba nélkül a 15-20m/min gyorsjáratot! Jó áttétel és jó meghajtás, és század pontosságban vissza is pozicionál gyorsjárattal is! Hobby szinten meg bőven elég a század pontosság szerintem! [#nevetes1]
Ez nem kötekedés akar lenni!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PITU Dátum 2013 február 01, 17:30
Írta: PITU Dátum 2013 február 01, 17:30
szia Ádám
nagyon jókat és tetszetőseket csinálsz , de ezt már hallhattad sokszor, de még fogod is !!! :)
egy kérdésem lenne az asztalról.
milyen profil ? hol ? és menyiért ? ...3 lett :)
nagyon jókat és tetszetőseket csinálsz , de ezt már hallhattad sokszor, de még fogod is !!! :)
egy kérdésem lenne az asztalról.
milyen profil ? hol ? és menyiért ? ...3 lett :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 február 01, 17:34
Írta: 000000000 Dátum 2013 február 01, 17:34
Szia Ádám!
Nagyon jó kis gép lett!
Olyan kérdésem lenne kb menyibe kerül egy ilyen gép meg építése?
válaszod köszönöm előre is !
Nagyon jó kis gép lett!
Olyan kérdésem lenne kb menyibe kerül egy ilyen gép meg építése?
válaszod köszönöm előre is !
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 február 01, 18:33
Írta: Farkas Ádám Dátum 2013 február 01, 18:33
Én nem is írtam hogy LZ-nek nincs igaza! Olvass vissza. Csak annyit hogy olcsóbban jöttem ki vele mint egy 2Nm-es léptetős szet, digitális vezérlővel, és tápokkal. Amúgy a gépeim 90%-át léptetőmotorral csináltam(om)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 február 01, 18:42
Írta: Farkas Ádám Dátum 2013 február 01, 18:42
www.mayer.hu nem emlékszem mennyi de nem olcsó 20-30e.. 270, és 90mm széles darabokból van
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2dbfy8y Dátum 2013 február 01, 20:59
Írta: 2dbfy8y Dátum 2013 február 01, 20:59
Nem is akartam beléd veszni!
Én Pál üzenetére írtam!
Én Pál üzenetére írtam!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 február 01, 21:45
Írta: Farkas Ádám Dátum 2013 február 01, 21:45
Bocs elnéztem! már azt hittem lesz egy kis [#boxer][#hehe]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2013 február 02, 03:45
Írta: Szedlay Pál Dátum 2013 február 02, 03:45
[#csodalk][#csodalk][#csodalk][#csodalk][#csodalk][#csodalk]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: krnj79r9n Dátum 2013 február 05, 22:26
Írta: krnj79r9n Dátum 2013 február 05, 22:26
Szervusz Ádám,
Éredeklődnék a kék géped felől, ami nagyon tetszik, jól sikerült masszív kis darab. :-)
Hasonló kialakításút tervezek most építeni, de az Y tengely ikerórsós meghajtásától tartok, ez az egyetlen ami kicsit visszatart ettől a mozgó hidas konstrukciotól.
Te alkalmaztál bármiféle, akár mechanikus vagy főként elektronikai, vezérlésbeli trükköt a két oldali (két motoros) meghajtás szinkronizálására?
Milyen megoldások léteznek, kell-e feltétlen alkalmazni, elképzelhető-e nélküle? Tudom, hogy volt ez már téma több topikban is talán és hogy vannak is rá megoldások elektronikai is, de a fene se tudja hol olvastam már.
Egy motorral hajtani a két órsót hosszú szíjjakkal nem szeretném.
Előre is köszi.
Éredeklődnék a kék géped felől, ami nagyon tetszik, jól sikerült masszív kis darab. :-)
Hasonló kialakításút tervezek most építeni, de az Y tengely ikerórsós meghajtásától tartok, ez az egyetlen ami kicsit visszatart ettől a mozgó hidas konstrukciotól.
Te alkalmaztál bármiféle, akár mechanikus vagy főként elektronikai, vezérlésbeli trükköt a két oldali (két motoros) meghajtás szinkronizálására?
Milyen megoldások léteznek, kell-e feltétlen alkalmazni, elképzelhető-e nélküle? Tudom, hogy volt ez már téma több topikban is talán és hogy vannak is rá megoldások elektronikai is, de a fene se tudja hol olvastam már.
Egy motorral hajtani a két órsót hosszú szíjjakkal nem szeretném.
Előre is köszi.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 március 05, 06:53
Írta: Farkas Ádám Dátum 2013 március 05, 06:53
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: rx80bs30x Dátum 2013 március 05, 08:03
Írta: rx80bs30x Dátum 2013 március 05, 08:03
A géped szuper, a videó meg jó lett mint mindig. [#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: zozo Dátum 2013 március 05, 08:51
Írta: zozo Dátum 2013 március 05, 08:51
Nekem az a rádiuszos tetejű leszorító papucs maradt ki az eddigi életemből :)
A gép meg profi.
Debrecenben mivel lepsz meg minket? -Építő kit?
A gép meg profi.
Debrecenben mivel lepsz meg minket? -Építő kit?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 69iejf00t Dátum 2013 március 05, 19:01
Írta: 69iejf00t Dátum 2013 március 05, 19:01
Jó lett a videó, szuper a gép.Alig várom, hogy láthassam![#wink][#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: n2m4zws6 Dátum 2013 március 18, 17:27
Írta: n2m4zws6 Dátum 2013 március 18, 17:27
Jó nézni a profik profi gépét...
Léptecsekkel építem én is a kis relief-maráshoz szánt gépem mint a legtöbb kezdő. Az viszont nekem is piszkálja a csőrömet, hogy pl. a kissebbik marómotor mozgató elektromos része kb. mennyiből jön ki?
Mert ugye ha erről beszélek valakivel az mindjárt avval jön hogy a szervó drága. De mennyivel is drágább? A Z esetében szerintem látványos lehet a javulás relief marásnál.
Léptecsekkel építem én is a kis relief-maráshoz szánt gépem mint a legtöbb kezdő. Az viszont nekem is piszkálja a csőrömet, hogy pl. a kissebbik marómotor mozgató elektromos része kb. mennyiből jön ki?
Mert ugye ha erről beszélek valakivel az mindjárt avval jön hogy a szervó drága. De mennyivel is drágább? A Z esetében szerintem látványos lehet a javulás relief marásnál.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Karácsony Sándor Dátum 2013 március 23, 09:00
Írta: Karácsony Sándor Dátum 2013 március 23, 09:00
Egyáltalán nem unalmas,profi videokat is készítesz.Összhangban vannak a gépeiddel.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 április 26, 09:18
Írta: Farkas Ádám Dátum 2013 április 26, 09:18
Volt egy kis átalakítás a gépen.. Az Y ikertengelyt ékszíjjal összekötöttem, és felkerült egy 750W-os AC motor.

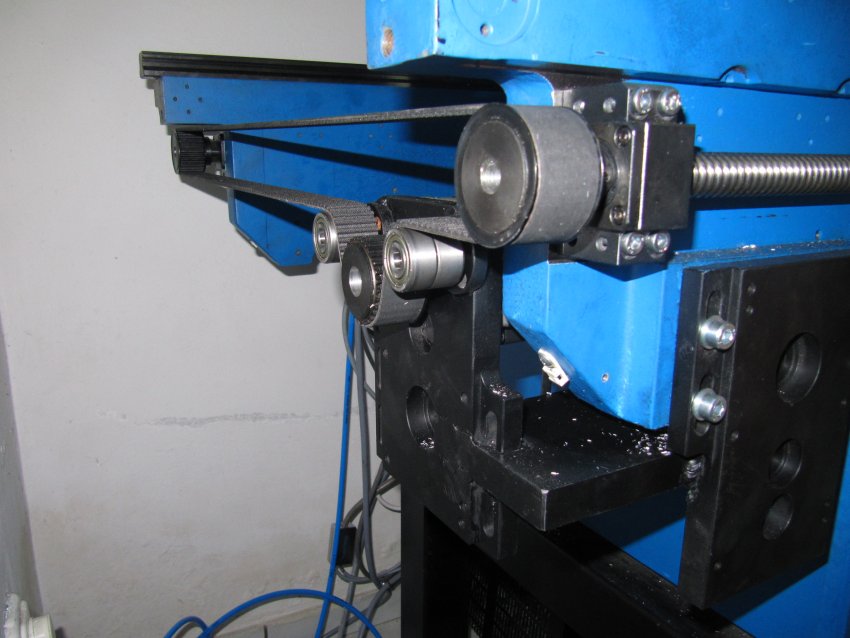

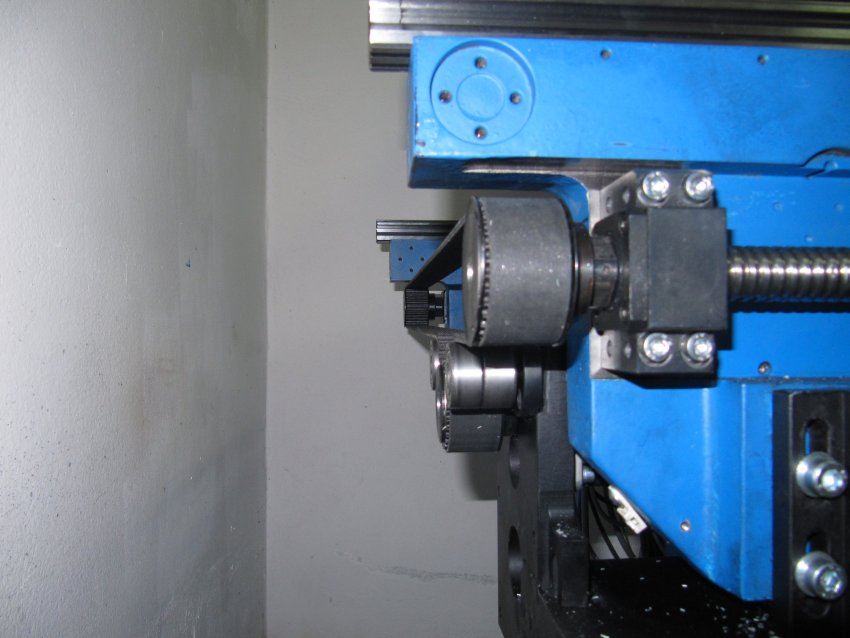
ha lesz rá időm beburkolom...
ha lesz rá időm beburkolom...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2013 április 26, 10:31
Írta: svejk Dátum 2013 április 26, 10:31
Mesélj!!
M mi lett az oka a változásnak?
Lett-e előnye/hátránya a két kisebb motorossal szemben?
M mi lett az oka a változásnak?
Lett-e előnye/hátránya a két kisebb motorossal szemben?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2013 április 26, 10:33
Írta: svejk Dátum 2013 április 26, 10:33
Technikai adatok?
Szíjprofil:
szíjszélesség:
fogszámok:
tengelytáv:
Ne kelljen már harapófogóval kihúzni belőled! :)
Szíjprofil:
szíjszélesség:
fogszámok:
tengelytáv:
Ne kelljen már harapófogóval kihúzni belőled! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 április 26, 11:42
Írta: Farkas Ádám Dátum 2013 április 26, 11:42
Az volt a fő szempont, hogy a mechanika védelmében már régebben össze akartam kötni a két tengelyt, és erre hozzám került ez a szép nagy motor, adta magát hogy levegyem a két 400W-ost. Ezzel megoldódott a két tengely külön home pzicióra futásának problémája, és felszabadult egy port is. Teljesítményben talán nincs változás, szépen dolgozik egy motorral is, nem értem a kérdést :)
Áttétel nincs, Szijprofil HDT5 szélesség:25 hosszúság:1500 hajóvonták találkozása tilos!! tengelytáv: kb650mm
Hátrány: nagyobb a súrlódás és inercia.
Előny: egyszerűbb vezérlés, mechanikus védelem
Áttétel nincs, Szijprofil HDT5 szélesség:25 hosszúság:1500 hajóvonták találkozása tilos!! tengelytáv: kb650mm
Hátrány: nagyobb a súrlódás és inercia.
Előny: egyszerűbb vezérlés, mechanikus védelem
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 április 26, 11:55
Írta: Farkas Ádám Dátum 2013 április 26, 11:55
Még valami!!
Első megoldásban úgy szerettem volna összekötni, hogy az egyik orsót meghajtom direktbe, és csak egy szíjjal összekötöm a két orsóvéget, viszont ezt az orsóvég rövidsége miatt nem tudtam megcsinálni, ezt a szokványos megoldást választottam..
De szerintem ez nem jó!!
Ugyanis ha a szíj "megnyúlna" akkor csak úgy tudok feszíteni rajta ha az egyik orsó kerekét oldom a tengelyről, különben elmegy a két tengely pozícióhűsége.
Vagy be kell építenem a felső részbe is egy szíjfeszítőt és azzal korrigálni az eltérést?
Hogy csinálják ezt gyárilag?
Első megoldásban úgy szerettem volna összekötni, hogy az egyik orsót meghajtom direktbe, és csak egy szíjjal összekötöm a két orsóvéget, viszont ezt az orsóvég rövidsége miatt nem tudtam megcsinálni, ezt a szokványos megoldást választottam..
De szerintem ez nem jó!!
Ugyanis ha a szíj "megnyúlna" akkor csak úgy tudok feszíteni rajta ha az egyik orsó kerekét oldom a tengelyről, különben elmegy a két tengely pozícióhűsége.
Vagy be kell építenem a felső részbe is egy szíjfeszítőt és azzal korrigálni az eltérést?
Hogy csinálják ezt gyárilag?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2013 április 26, 12:03
Írta: svejk Dátum 2013 április 26, 12:03
Ezeket a fogazott szíjakat nem szokták utánállítani, hanem cserélni. ha már nyúlik akkor ott alapvető tervezési hiba van.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2013 április 26, 12:03
Írta: svejk Dátum 2013 április 26, 12:03
Az Y tengely merevségén nem éreztél változást?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2013 április 26, 12:06
Írta: svejk Dátum 2013 április 26, 12:06
Az orsókra a szíjtárcsát ilyen esetekben különösen célszerű KLCC vagy hasonló kúpos tengelykötéssel rögzíteni már a szinkron első finombeállíthatósága miatt is.
Nálad hogy rögzülnek a tárcsák?
Nálad hogy rögzülnek a tárcsák?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 április 26, 12:15
Írta: Farkas Ádám Dátum 2013 április 26, 12:15
Ezt úgy hogy beállítottam a két tengelyt órázással, majd mindkét oldalon nekitettem egy mérőórát lenulláztam. A kerekeket ráragasztottam a tengelyvégre, képlékeny állapotban behúztam nullára az óráknak megfelelően.. jó ötlet a KLCC nem jutott eszembe.. (na persze tudom hogy nem lesz gond a szíjal)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ra8nsmk6w Dátum 2013 április 26, 12:40
Írta: ra8nsmk6w Dátum 2013 április 26, 12:40
Gondolom a motort feszítik. Én is úgy csináltam. A gépemen ugyanez a megoldás van 1méter feletti orsótávolsággal kb 2x mozgatott tömeggel 400W ac szervóval. 4-ik éve megy. A tempóval dinamikával semmi gond nincs sőt.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2013 április 26, 13:11
Írta: svejk Dátum 2013 április 26, 13:11
Ej-ej...[#ejnye1]
Egy ilyen méretű KLCC 1500-2000 Ft körül van.
Tudod , szárazabb tisztább érzés, ráadásul olyan "gépes" kinézetű.
No de még nem késő legalább az egyikre rakni.
Egy ilyen méretű KLCC 1500-2000 Ft körül van.
Tudod , szárazabb tisztább érzés, ráadásul olyan "gépes" kinézetű.
No de még nem késő legalább az egyikre rakni.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2013 április 26, 13:15
Írta: svejk Dátum 2013 április 26, 13:15
Farkas Ádám szerintem arra gondol, hogy ha a motort is állítod, akkor a két orsón levő két kerék egy hangyafasznyit ellenkező irányba fordul el, tehát elmegy a beállítás és valamekkora torzítás keletkezik az X-Y tengely derékszögelésén.
Ki kellene számolni mennyire indokolt ez a félelem.
Ki kellene számolni mennyire indokolt ez a félelem.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 április 26, 13:44
Írta: Farkas Ádám Dátum 2013 április 26, 13:44
pont erre gondoltam!! na majd berendelek egy ilyen kereket, habár egy lemelegítés újraragasztás kb negyed óra..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ra8nsmk6w Dátum 2013 április 26, 15:15
Írta: ra8nsmk6w Dátum 2013 április 26, 15:15
Te mondtad, hogy a szijjat egyszer kell beállitani és majd valamikor cserélni. Nekem hasonló tengelykötésem van. Igaz 6000 plussz áfa áron volt akkor. Azóta egyszer kellett újra állitanom mikor a kenhetetlen és porvédő nélküli golyósanyákat tisztitottam.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ks46twg3x Dátum 2013 május 02, 09:22
Írta: ks46twg3x Dátum 2013 május 02, 09:22
Ádám!
Mi az oka, hogy a kétmotoros tengelymozgatást átalakítottad egy motorosra?
Mi az oka, hogy a kétmotoros tengelymozgatást átalakítottad egy motorosra?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: besirkyjh Dátum 2013 május 02, 11:22
Írta: besirkyjh Dátum 2013 május 02, 11:22
Szia Ádám
Most olvasom a szíj feszités problémát .
Ha a két hajtott kerék közé teszel feszitöt akkor a kerekek ellenkezö irányban mozdulnak el ( a feszités nagyságátol függöen ) , de ha az egyik hajtott és a motor közé teszel egy feszitöt akkor ( mivel a két hajtott kerék közt maradt a fix kapcsolat ) igy a két kerék csak egyirányban tud elmozdulni .
Most olvasom a szíj feszités problémát .
Ha a két hajtott kerék közé teszel feszitöt akkor a kerekek ellenkezö irányban mozdulnak el ( a feszités nagyságátol függöen ) , de ha az egyik hajtott és a motor közé teszel egy feszitöt akkor ( mivel a két hajtott kerék közt maradt a fix kapcsolat ) igy a két kerék csak egyirányban tud elmozdulni .
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 június 22, 11:05
Írta: Farkas Ádám Dátum 2013 június 22, 11:05
Huh ezt nem értem!! vagyis értem, de akkor hogyan állítom be a két hajtott kerék közti feszítést, és az együtt futást? Szerintem is csak a kúpos tengelykötésű kerék a megoldás.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 június 22, 11:07
Írta: Farkas Ádám Dátum 2013 június 22, 11:07
nincs semmi oka, csak egyszerűsítettem az életem, mivel még hátra volt a két tengely külön külön home pozícióba hozása, és amúgy is biztonságosabb így, is ez így, meg port is szabadult fel, nem beszélve egy szervóhajtásról...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: besirkyjh Dátum 2013 június 25, 08:06
Írta: besirkyjh Dátum 2013 június 25, 08:06
Szia Ádám
Valamiért ez a topick kimaradt az olvasásbol :(
Bocsánat .
Az együtt futást természetesen a fogazott kerék vagy az orso anya állításával oldod meg és ezzel egy időben az "elsö" szijfeszitést is.
Ahhoz viszont hogy a késöbbi szij feszités ezt ne rontsa el a feszitöt a motor és annak valamelyik oldali kereke közzé kel tenni .
( Adok-veszek # 58847 ) , nagyon jol látszik az elhelyezés , a két feszitö kerék nem feltétel , az csak a szij és kerék jobb átfedését biztositja .Itt 4 orsot kel mozgatnia .
Valamiért ez a topick kimaradt az olvasásbol :(
Bocsánat .
Az együtt futást természetesen a fogazott kerék vagy az orso anya állításával oldod meg és ezzel egy időben az "elsö" szijfeszitést is.
Ahhoz viszont hogy a késöbbi szij feszités ezt ne rontsa el a feszitöt a motor és annak valamelyik oldali kereke közzé kel tenni .
( Adok-veszek # 58847 ) , nagyon jol látszik az elhelyezés , a két feszitö kerék nem feltétel , az csak a szij és kerék jobb átfedését biztositja .Itt 4 orsot kel mozgatnia .
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 augusztus 17, 13:38
Írta: Farkas Ádám Dátum 2013 augusztus 17, 13:38
Hozzám került egy kis munkaterű gyári gép, amit üzembe fogok helyezni. A tengelyek 100-120mm-t tudnak bejárni, készültem hogy az X tengelyt megnövelem 200-ra de egyenlőre kár vele vesződni, sok sok alkatrész belefér ebbe a méretbe. Az egész mechanika vastag saválló lemezből van hegesztve, a munkatér pedig le van választva így lehet "nyomatni" neki a hűtő folyadékot. Elsősorban ALU marásra használnám, egy 330W-os Tekno-motorral. A tengelyek léptető motoros hajtással vannak ellátva, minden orsó, és lineár márkás, és még újszerű állapotban van Üzemóra számláló 3000-en áll, ami nem csak a marási időt mérte ;)
A "munkaasztal" érdekessé még hogy egy főorsó hengerből áll ami 360° levegővel volt forgatható, amit egy HD-val akarok kiváltani. A hengeren egy levegővel nyitható csukható patron van plusz 8db Weldon szerű befogó. A terv hogy egy feltehető T-nut asztal is legyen a gépen ami forgatható, vagy tokmány hengeres tárgyak befogására..


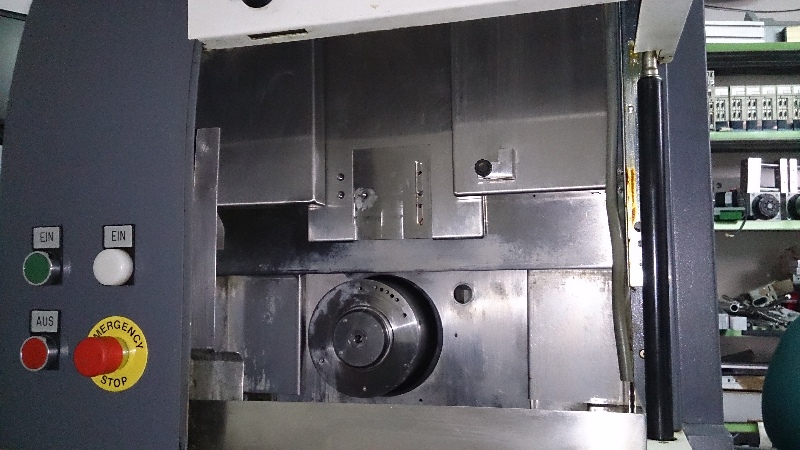

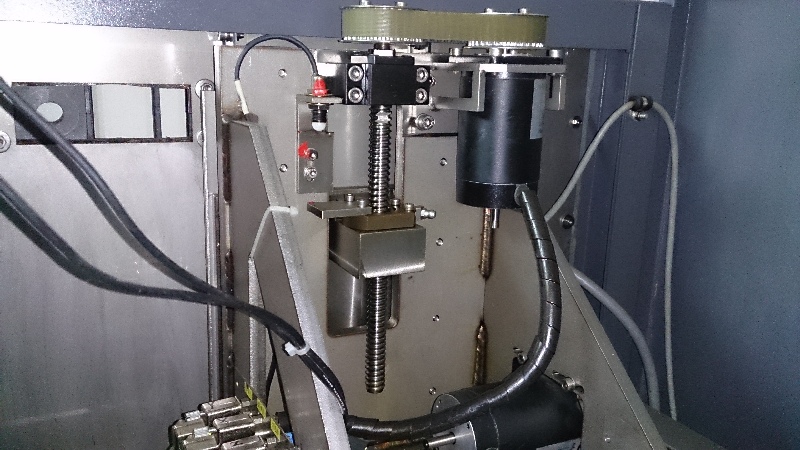
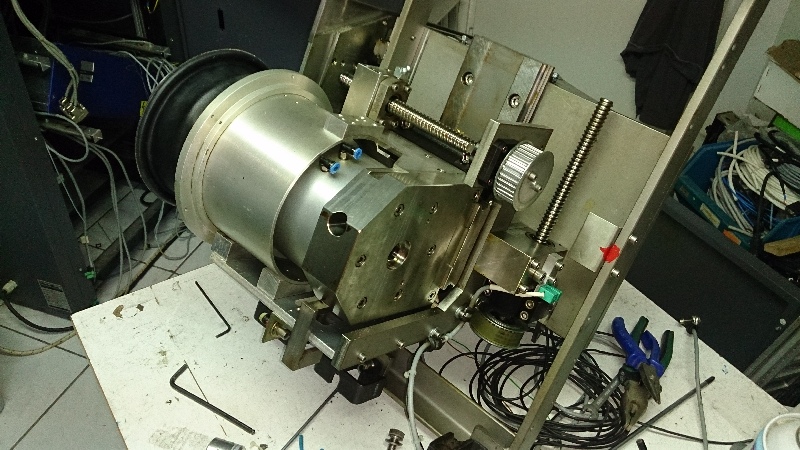
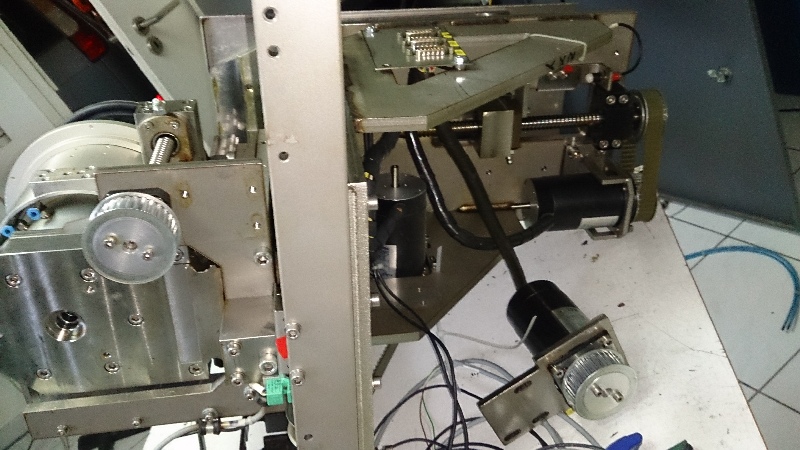
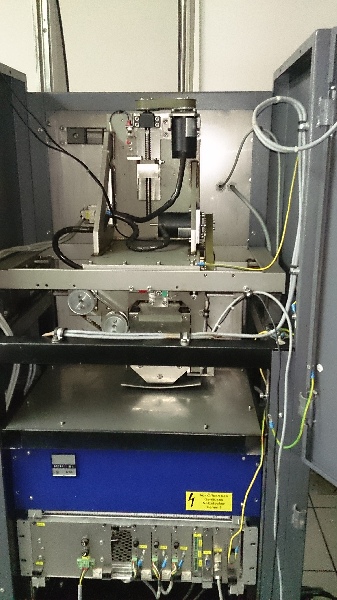
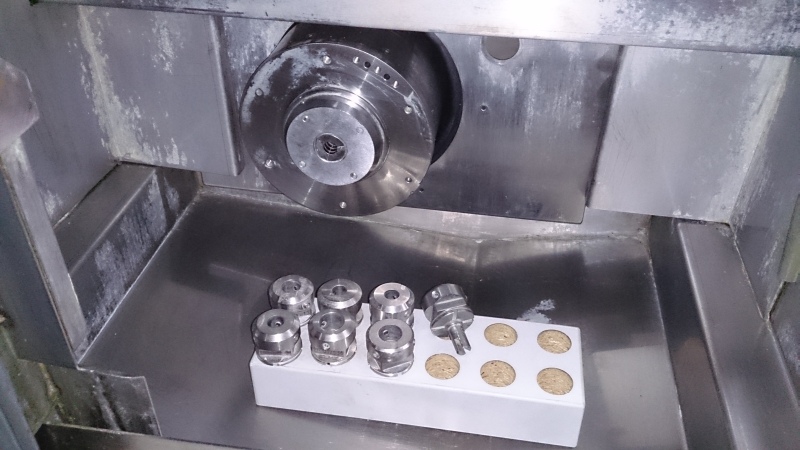
A "munkaasztal" érdekessé még hogy egy főorsó hengerből áll ami 360° levegővel volt forgatható, amit egy HD-val akarok kiváltani. A hengeren egy levegővel nyitható csukható patron van plusz 8db Weldon szerű befogó. A terv hogy egy feltehető T-nut asztal is legyen a gépen ami forgatható, vagy tokmány hengeres tárgyak befogására..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2013 augusztus 17, 19:09
Írta: svejk Dátum 2013 augusztus 17, 19:09
Csatlakozom az irigyeid közé! :))
Ez egy magyar gyártmányú gép?
Gondolom ezé a gépé a másik topicban kérdezett vezérlőegység.
Ez egy magyar gyártmányú gép?
Gondolom ezé a gépé a másik topicban kérdezett vezérlőegység.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: vjanos Dátum 2013 augusztus 17, 22:18
Írta: vjanos Dátum 2013 augusztus 17, 22:18
Nagyon klassz, micsoda szörnyeteg lesz ebből a kezeid között... :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 augusztus 18, 08:27
Írta: Farkas Ádám Dátum 2013 augusztus 18, 08:27
A gép mechanikailag Német, a vezérlő magyar.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 augusztus 18, 08:28
Írta: Farkas Ádám Dátum 2013 augusztus 18, 08:28
köszi.. még alakul;-)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: dravecz Dátum 2013 augusztus 18, 23:54
Írta: dravecz Dátum 2013 augusztus 18, 23:54
Kedves Ádám!
Írtam neked a fórumon keresztül egy mailt.
Megkaptad?
Írtam neked a fórumon keresztül egy mailt.
Megkaptad?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2nbj3n5m Dátum 2013 augusztus 21, 15:08
Írta: 2nbj3n5m Dátum 2013 augusztus 21, 15:08
Igen a vezérlés magyar. Az Xfer nevezetű cég gyártja.Szerintem mivel kis munkaterű,inkább fogtechnikusok használhatták.A vezérlés nagyon jó! A rajzoló Softwer látta a gép munkaterét!
Rajz darabokat is átlehet küldeni a gép memoriájába.Mig dolgozik,lehet a következő fázist rajzolni a Pc-én. Kiváncsi vagyok ,hogy mit hozol ki belöle?
Rajz darabokat is átlehet küldeni a gép memoriájába.Mig dolgozik,lehet a következő fázist rajzolni a Pc-én. Kiváncsi vagyok ,hogy mit hozol ki belöle?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 augusztus 21, 16:56
Írta: Farkas Ádám Dátum 2013 augusztus 21, 16:56
igen így van. van hozzá pc, szoftver, hardverkulcs. Lan-on tölthető bele a kód... de azt szeretném kihagyni...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2013 augusztus 21, 17:07
Írta: Szedlay Pál Dátum 2013 augusztus 21, 17:07
Szuper gép!
Mint ha már láttam volna valahol ilyet.
Mint ha már láttam volna valahol ilyet.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2nbj3n5m Dátum 2013 augusztus 21, 17:44
Írta: 2nbj3n5m Dátum 2013 augusztus 21, 17:44
Az ISEL-nek vannak ilyen forma gépei. Bp-en Meta-MIX cégnek(József utca )volt,ISEL gépe amely ilyen vezérlést kapott.A gravotrade gépei is igy müködnek. Egy kis pletya...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2013 augusztus 21, 18:55
Írta: Szedlay Pál Dátum 2013 augusztus 21, 18:55
Ezt nem tudom, de ezt a gépet én hoztam be Németországból, azért volt ismerős.[#smile]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 2nbj3n5m Dátum 2013 augusztus 21, 19:18
Írta: 2nbj3n5m Dátum 2013 augusztus 21, 19:18
Akkor Jó,hogy feismered. De jól nézd meg mert az átalakítás után lehet,hogy 5 tengelyes gép lesz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Szedlay Pál Dátum 2013 augusztus 21, 21:55
Írta: Szedlay Pál Dátum 2013 augusztus 21, 21:55
Én is szeretném ha így lenne, drukkolok Ádámnak!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PITU Dátum 2013 augusztus 26, 14:49
Írta: PITU Dátum 2013 augusztus 26, 14:49
szia Ádám írtam 1 mail-t
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 november 08, 12:42
Írta: Farkas Ádám Dátum 2013 november 08, 12:42
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: adamant Dátum 2013 november 08, 16:07
Írta: adamant Dátum 2013 november 08, 16:07
És pozzicióba is tudod állítani? pl mach3 al? :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2013 november 08, 16:26
Írta: svejk Dátum 2013 november 08, 16:26
De én majdnem biztos, hogy holnap látni fogok. :))
Mesélj róla egy kicsit!!!
Mesélj róla egy kicsit!!!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 november 08, 16:31
Írta: Farkas Ádám Dátum 2013 november 08, 16:31
Akkor ez most a kész átverés :)
Ma kaptam kézhez, csak annyit tudtam egyenlőre hogy szoftverrel vezéreltem, JOG módban soroson..[#nevetes2]
Ma kaptam kézhez, csak annyit tudtam egyenlőre hogy szoftverrel vezéreltem, JOG módban soroson..[#nevetes2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ANTAL GÁBOR Dátum 2013 november 08, 21:01
Írta: ANTAL GÁBOR Dátum 2013 november 08, 21:01
Ádám ez Esztergomból származik ? ( a közös ismerősünktől ?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 november 09, 13:15
Írta: Farkas Ádám Dátum 2013 november 09, 13:15
ez nem onnan.. ;-)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 november 10, 18:26
Írta: 000000000 Dátum 2013 november 10, 18:26
Szia Ádám!
Ma értettem meg ezt a fél mondatod "Ezzel megoldódott a két tengely külön home pozícióra futásának problémája", mivel épp ismerkedek a Mach-ban a limit/home kapcsolók bekötésével. A hidat nekem is két motor mozgatja és ugyan a Z még a Holdba van, de már megbántam, hogy nem egymotorosra terveztem. Az Y és tengelyt ugye közösítettem, mozgatás rendben is megy, de pont ma az első Home pozícióra álláskor jött elő a probléma. A két motor, aminek elvileg szinkronban kellene mozognia, külön, egymás után akarja felvenni a Home pozíciót. :(
Ma értettem meg ezt a fél mondatod "Ezzel megoldódott a két tengely külön home pozícióra futásának problémája", mivel épp ismerkedek a Mach-ban a limit/home kapcsolók bekötésével. A hidat nekem is két motor mozgatja és ugyan a Z még a Holdba van, de már megbántam, hogy nem egymotorosra terveztem. Az Y és tengelyt ugye közösítettem, mozgatás rendben is megy, de pont ma az első Home pozícióra álláskor jött elő a probléma. A két motor, aminek elvileg szinkronban kellene mozognia, külön, egymás után akarja felvenni a Home pozíciót. :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 november 10, 18:39
Írta: Farkas Ádám Dátum 2013 november 10, 18:39
én a helyedben valami külső megoldáson gondolkodnék,valami logikai kapuson.. esetleg közös step/dir-ről hajtsd a két motort és akkor szerintem egyszerűbb a megoldás..
nem bíznám a Mach-ra :( szerencsére nekem már almás :)
nem bíznám a Mach-ra :( szerencsére nekem már almás :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: barhz9bni Dátum 2013 november 10, 18:45
Írta: barhz9bni Dátum 2013 november 10, 18:45
Valaki árulja el, hogy hogyan lehet ilyen épül a gépem topicot kikönyörögni? Mi az admin címe? :) Köszi :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 november 10, 18:48
Írta: 000000000 Dátum 2013 november 10, 18:48
Így van, ahogy írod!
A közös step-dír vezérlés tökéletes.
Én a Mach3-ra az életemet is rábízom!
Kb 4-éve megy hibátlanúl.[#eljen]
A közös step-dír vezérlés tökéletes.
Én a Mach3-ra az életemet is rábízom!
Kb 4-éve megy hibátlanúl.[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2013 november 10, 19:03
Írta: svejk Dátum 2013 november 10, 19:03
a párhuzamos tengelyt slave-nek kell definiálni, ilyenkor jól működik a home funkció is.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 november 10, 19:11
Írta: Farkas Ádám Dátum 2013 november 10, 19:11
Gondolom most is slave-ben használja, máshogy talán nem is lehet [#nemtudom]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: barhz9bni Dátum 2013 november 10, 19:13
Írta: barhz9bni Dátum 2013 november 10, 19:13
[#rinya]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Miki2 Dátum 2013 november 10, 19:22
Írta: Miki2 Dátum 2013 november 10, 19:22
"nem bíznám a Mach-ra :( szerencsére nekem már almás :) "
És az almás jobb mint a mach3? [#eplus2]
És az almás jobb mint a mach3? [#eplus2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2013 november 10, 19:24
Írta: Farkas Ádám Dátum 2013 november 10, 19:24
Írj Varsányi Péternek, és nyit neked :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Miki2 Dátum 2013 november 10, 19:24
Írta: Miki2 Dátum 2013 november 10, 19:24
Bocsánat, a válasz gomb lemaradt.
Válasz a #1161-re
Válasz a #1161-re
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 november 10, 19:46
Írta: 000000000 Dátum 2013 november 10, 19:46
Kevéske elektronikai tudásommal jobban járok, ha inkább átalakítom egy motorosra. Pedig mennyit agyaltam rajta már az elején és végül mégis a rosszabb, bonyolultabb megoldást választottam. :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2013 november 10, 19:46
Írta: 000000000 Dátum 2013 november 10, 19:46
de még nem késő... :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: barhz9bni Dátum 2013 november 10, 19:54
Írta: barhz9bni Dátum 2013 november 10, 19:54
Köszi!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 február 07, 12:51
Írta: Farkas Ádám Dátum 2014 február 07, 12:51
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: w987wzmm Dátum 2014 február 07, 13:35
Írta: w987wzmm Dátum 2014 február 07, 13:35
Szép gép!
Mekkora a lineáris tengely átmérője?
Mekkora a lineáris tengely átmérője?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 február 07, 15:24
Írta: Farkas Ádám Dátum 2014 február 07, 15:24
20mm
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: rgh0guz5 Dátum 2014 június 29, 22:53
Írta: rgh0guz5 Dátum 2014 június 29, 22:53
Szia Ádám,
Nincs véletlenül egy eladó komplett CNC mechanikád? 4 tengelyes vezérlőm van, csak a mechanika kellene, esetleg marómotorral...
Köszönöm.
Üdv, Zoltán
Nincs véletlenül egy eladó komplett CNC mechanikád? 4 tengelyes vezérlőm van, csak a mechanika kellene, esetleg marómotorral...
Köszönöm.
Üdv, Zoltán
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: istvan58 Dátum 2014 július 03, 10:18
Írta: istvan58 Dátum 2014 július 03, 10:18
huuu te aztán ugy írsz a CNC gép mechanikárol mintha egy 8-as anya lenne. Már mindened megvan csak a nechanika kell..:)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: LittleSV Dátum 2014 július 03, 10:46
Írta: LittleSV Dátum 2014 július 03, 10:46
Miért? A kínai 10e ft-os vezérlő mellé már "csak" 3-400e ft-ot kell tennie a mechanikára, meg esetleg 40-100e ft-ot a marómotorra. [#wave]
Vagy bútorlap, menetsszár, 8as anya, modellmotor és akkor kijön tized annyiból.
Vagy bútorlap, menetsszár, 8as anya, modellmotor és akkor kijön tized annyiból.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2014 július 03, 15:36
Írta: 000000000 Dátum 2014 július 03, 15:36
Az elektronika a lényeg!
Az a lelke mindennek és tiszteletet parancsol.
A mechanika csak úgy van.
Az a lelke mindennek és tiszteletet parancsol.
A mechanika csak úgy van.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 július 03, 15:42
Írta: Farkas Ádám Dátum 2014 július 03, 15:42
én meg egyikhez sem értek :( Amúgy szerintem az életérzés a lényeg, vagyis a működő "Robot" [#wink]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 július 03, 15:52
Írta: Farkas Ádám Dátum 2014 július 03, 15:52
a vezérlővel az a gond hogy legtöbb esetben, most már szinte minden esetben: megvesszük. Nem hobbyzzuk mint az elején..
Sokaknak ott a vezérlő a polcon a léptetőmotorokkal. Leveszik, leporolják, szigszalag a tengelyen, forog jobbra forog balra.
De ha már van egy mozgatható mechanika sokkal közelebb a cél :) azért legtöbbünknek köztük nekem is a jó mechanika a kihívás.
Sokaknak ott a vezérlő a polcon a léptetőmotorokkal. Leveszik, leporolják, szigszalag a tengelyen, forog jobbra forog balra.
De ha már van egy mozgatható mechanika sokkal közelebb a cél :) azért legtöbbünknek köztük nekem is a jó mechanika a kihívás.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 augusztus 16, 15:08
Írta: Farkas Ádám Dátum 2014 augusztus 16, 15:08
A Német Rexroth golyós-orsókkal úgy megy mint kés a vajban.. dicsekedős VIDEO :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: guliver83 Dátum 2014 augusztus 16, 19:31
Írta: guliver83 Dátum 2014 augusztus 16, 19:31
Nagyon szépen megy az tény!!!
Tudnál egy pár dolgot írni róla, előtolás, fordulat, fogásmélység.
Tudnál egy pár dolgot írni róla, előtolás, fordulat, fogásmélység.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: istvan3 Dátum 2014 augusztus 16, 20:16
Írta: istvan3 Dátum 2014 augusztus 16, 20:16
Megkérdezhetem, hogy mekkora emelkedésű golyós orsókat használsz ezen a gépen?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PITU Dátum 2014 augusztus 17, 19:33
Írta: PITU Dátum 2014 augusztus 17, 19:33
szia Ádám
gratulálok !
ez nagyon tuti
a titkos adatokat is megosztanád velünk ?
maró átmérő , hány élű
fordulat, előtolás
kenőanyag..... meg ilyesmi :)
gratulálok !
ez nagyon tuti
a titkos adatokat is megosztanád velünk ?
maró átmérő , hány élű
fordulat, előtolás
kenőanyag..... meg ilyesmi :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: remrendes Dátum 2014 augusztus 31, 07:22
Írta: remrendes Dátum 2014 augusztus 31, 07:22
Hello!
Megkerdezhetem milyen tipusu, mekkora meretu sinek vannak/voltak rajta?
Megkerdezhetem milyen tipusu, mekkora meretu sinek vannak/voltak rajta?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 augusztus 31, 10:49
Írta: Farkas Ádám Dátum 2014 augusztus 31, 10:49
4-maró 1mm és fogás, egyélű (hűtés nélkül, ami nem helyes) a sebességet folyamatosan tekertem fel úgy 100mm/sec körül van. A főorsó 18000-et tud, de a videó kedvéért 22000-re felvittem ;-) csak a Klavio meg ne tudja.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 augusztus 31, 10:50
Írta: Farkas Ádám Dátum 2014 augusztus 31, 10:50
Hiwin 15-ös, a Z nél pedig Thk 15-ös
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: remrendes Dátum 2014 augusztus 31, 13:24
Írta: remrendes Dátum 2014 augusztus 31, 13:24
Koszonom! Hiwinnel gondolom az EG sorozat?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 szeptember 26, 12:25
Írta: Farkas Ádám Dátum 2014 szeptember 26, 12:25
Építési ötlet:
1. felhasználandó alkatrészek: 90X90 profil, Hepco linear:

2. emeljük meg provizórikusan a két oldalsó profilt, és így szereljük össze a keretet..


3. Szerezzünk be 270X19-es Minitec Aluprofilt a megfelelő hosszban. (ugyan ez a mintázat) T-nut asztalnak

4. És egy pofás, és merev gápalapot kapunk:

5. Mivel az oldalprofilok 19mm megemelkedtek, alatta összeköthetjük a két oldalfalat akár egy 15mm vastag lemezzel..

6. Jöhet az oldalfal, híd, blablabla..

1. felhasználandó alkatrészek: 90X90 profil, Hepco linear:
2. emeljük meg provizórikusan a két oldalsó profilt, és így szereljük össze a keretet..
3. Szerezzünk be 270X19-es Minitec Aluprofilt a megfelelő hosszban. (ugyan ez a mintázat) T-nut asztalnak
4. És egy pofás, és merev gápalapot kapunk:
5. Mivel az oldalprofilok 19mm megemelkedtek, alatta összeköthetjük a két oldalfalat akár egy 15mm vastag lemezzel..
6. Jöhet az oldalfal, híd, blablabla..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2014 szeptember 27, 11:04
Írta: svejk Dátum 2014 szeptember 27, 11:04
A Minitec profilt hol és mennyiért tudják beszerezni a vevők?
Nem hiszem, hogy a magyar forgalmazó levág nekik 690 mm-t. :(
Nem hiszem, hogy a magyar forgalmazó levág nekik 690 mm-t. :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: pisti73 Dátum 2014 szeptember 27, 11:27
Írta: pisti73 Dátum 2014 szeptember 27, 11:27
Szia!
Akár kevesebbet is levágnak. Nekem nagyon pozitív tapasztalataim vannak velük!
Akár kevesebbet is levágnak. Nekem nagyon pozitív tapasztalataim vannak velük!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 szeptember 27, 11:27
Írta: Farkas Ádám Dátum 2014 szeptember 27, 11:27
Pedig de :)Mayer Kft Gyöngyös, megírod emailba, és küldik az ajánlatot, rábólintasz és két nap múlva csenget a futár. (két centit is elküldenek+vágás+posta) Árat nem tudok most pontosan, nem olcsó az Alu, de sokkal olcsóbb mint egy tömör T-nut asztal az ebayon.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2014 szeptember 27, 11:29
Írta: svejk Dátum 2014 szeptember 27, 11:29
Ez nagyon jó hír!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 szeptember 27, 11:29
Írta: Farkas Ádám Dátum 2014 szeptember 27, 11:29
Ja és még sosem kellet kp fizetni, még az első alkalommal sem, hanem egy hét múlva jön egy levélben a számla, hogy legyek szíves utaljam el a vételárat 8 napon belül..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2014 szeptember 27, 11:30
Írta: svejk Dátum 2014 szeptember 27, 11:30
Nohát!?
Egy perc alatt két jó hír is... :)
De mégis kb. mennyi? 10 ezer? 30 ezer?
Egy perc alatt két jó hír is... :)
De mégis kb. mennyi? 10 ezer? 30 ezer?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 szeptember 27, 11:34
Írta: Farkas Ádám Dátum 2014 szeptember 27, 11:34
megkerestem egy számlát Ez a 270x19-es 500mm hosszban 7700+áfa
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2014 szeptember 27, 11:34
Írta: svejk Dátum 2014 szeptember 27, 11:34
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2014 szeptember 27, 11:35
Írta: svejk Dátum 2014 szeptember 27, 11:35
Az annyiért ajándék...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 szeptember 27, 11:35
Írta: Farkas Ádám Dátum 2014 szeptember 27, 11:35
ja és 90mm-ig a vágás 310Ft fölötte 620Ft
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: pisti73 Dátum 2014 szeptember 27, 11:38
Írta: pisti73 Dátum 2014 szeptember 27, 11:38
Küldj egy mail címet, és küldöm az árjegyzéket...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2014 szeptember 27, 11:39
Írta: svejk Dátum 2014 szeptember 27, 11:39
A nevemre kattintva jöhet.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: pisti73 Dátum 2014 szeptember 27, 11:41
Írta: pisti73 Dátum 2014 szeptember 27, 11:41
Hogyan tudok file-t csatolni?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2014 szeptember 27, 11:49
Írta: svejk Dátum 2014 szeptember 27, 11:49
Ment mail a nevedre kattintva, arra válaszolhatsz.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: pisti73 Dátum 2014 szeptember 27, 11:54
Írta: pisti73 Dátum 2014 szeptember 27, 11:54
Elküldve...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 szeptember 27, 11:57
Írta: Farkas Ádám Dátum 2014 szeptember 27, 11:57
most nézem a listán az aluprofil többe kerül mint amennyiért az egész szetet árulom, de "senki" nem épít már gépet :(
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: pisti73 Dátum 2014 szeptember 27, 12:02
Írta: pisti73 Dátum 2014 szeptember 27, 12:02
Sajnos újonnan nem a legolcsóbb, viszont minőségi anyag! Azért még így is megfizethető. Ha nincs más lehetőség még akkor is megéri, én tőlük vettem mindent a gépemhez.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2014 szeptember 27, 12:05
Írta: svejk Dátum 2014 szeptember 27, 12:05
Akkor ezt a 20.1077/0 tételszámú profilból kell 690 mm.
A lista szerint ~45 Euró/m, tényleg megfizethető.
A lista szerint ~45 Euró/m, tényleg megfizethető.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: pisti73 Dátum 2014 szeptember 27, 12:13
Írta: pisti73 Dátum 2014 szeptember 27, 12:13
Nekem is ilyen van, kiegészítve a 90 mm-essel...



Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: iiidyyiy3 Dátum 2014 október 02, 17:22
Írta: iiidyyiy3 Dátum 2014 október 02, 17:22
Szia!
Ez idáig tetszik, de hogyan tovább? Hova kerül a golyósorsó és a léptecs?
A W300-as gépedről oly kíváncsi lennék alulról is, hogy van megoldva a végállás kérdés, kábelezés.
Ez idáig tetszik, de hogyan tovább? Hova kerül a golyósorsó és a léptecs?
A W300-as gépedről oly kíváncsi lennék alulról is, hogy van megoldva a végállás kérdés, kábelezés.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 október 02, 18:41
Írta: Farkas Ádám Dátum 2014 október 02, 18:41
Azért nem tudod mert nem olvasol vissza [#beka2] 22-es bejegyzés
És pont azért írtam hogy összekötöd alul a két oldalt benne meg a golyósorsó hozzákapcsolódik az összekötéssel.
És pont azért írtam hogy összekötöd alul a két oldalt benne meg a golyósorsó hozzákapcsolódik az összekötéssel.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: iiidyyiy3 Dátum 2014 október 03, 08:39
Írta: iiidyyiy3 Dátum 2014 október 03, 08:39
Hopp! Lebuktam!
Viszont az a megoldás jobbnak tűnik, hogy a rövidebb oldal nem a hosszabb oldalak közé, hanem a végéhez csatlakozik. Úgy nem veszik 2x90mm hasznos hossz.
Másrészt ha ezeket a profilokat a közepén megfúrod nem gyöngül meg túlságosan?
Szénási József gyárt trapézmenetes orsókat, Tr12x3 orsó, ZX100-as anyával szerinted mennyire lenne jól működő konstrukció ezzel a gépalappal?
Viszont az a megoldás jobbnak tűnik, hogy a rövidebb oldal nem a hosszabb oldalak közé, hanem a végéhez csatlakozik. Úgy nem veszik 2x90mm hasznos hossz.
Másrészt ha ezeket a profilokat a közepén megfúrod nem gyöngül meg túlságosan?
Szénási József gyárt trapézmenetes orsókat, Tr12x3 orsó, ZX100-as anyával szerinted mennyire lenne jól működő konstrukció ezzel a gépalappal?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 október 03, 09:14
Írta: Farkas Ádám Dátum 2014 október 03, 09:14
Már miért veszne el 2X90mm akkor annyira vágod a hosszú oldalt amekkora asztalméretet akarsz, és abban az esetben a lineárt nem tudod egy anyagra végigfektetni.. Nem muszáj megfúrni ha nem akarod, lehet hozzá kapni olyan profilanyát ami derékszögbe összehúzza a két profilt, és azonkívül belső sarokösszekötő elemet is lehet még betenni.
A Józsi orsója szerintem tökéletes választás hobby célra, és olyan olcsó hogy akár a két oldalra is tehetsz ha úgy szeretnéd :)
A Józsi orsója szerintem tökéletes választás hobby célra, és olyan olcsó hogy akár a két oldalra is tehetsz ha úgy szeretnéd :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 55xuwevre Dátum 2014 október 03, 22:53
Írta: 55xuwevre Dátum 2014 október 03, 22:53
Beszerzési hely?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: istvan3 Dátum 2014 október 03, 23:55
Írta: istvan3 Dátum 2014 október 03, 23:55
1208-ban írta Ádám.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 55xuwevre Dátum 2014 október 04, 21:30
Írta: 55xuwevre Dátum 2014 október 04, 21:30
Köszi, bocs.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: iiidyyiy3 Dátum 2014 október 05, 23:11
Írta: iiidyyiy3 Dátum 2014 október 05, 23:11
Küldtem levelet, remélem megkaptad.
Várható az ötleted további bemutatása? Most már hogy váztulaj lettem, felettébb érdekelne!
Várható az ötleted további bemutatása? Most már hogy váztulaj lettem, felettébb érdekelne!
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: dravecz Dátum 2014 október 17, 11:22
Írta: dravecz Dátum 2014 október 17, 11:22
Szia Ádám.
Küldtem neked egy levelet magánba. Érdeklődnék, hogy megkaptad-e, és hogy mikor tudnál rá válaszolni.
Mail cím amiről ment: dr.avecz@citromail.hu
Küldtem neked egy levelet magánba. Érdeklődnék, hogy megkaptad-e, és hogy mikor tudnál rá válaszolni.
Mail cím amiről ment: dr.avecz@citromail.hu
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 december 05, 12:16
Írta: Farkas Ádám Dátum 2014 december 05, 12:16
Készülő gépről pár fotó..
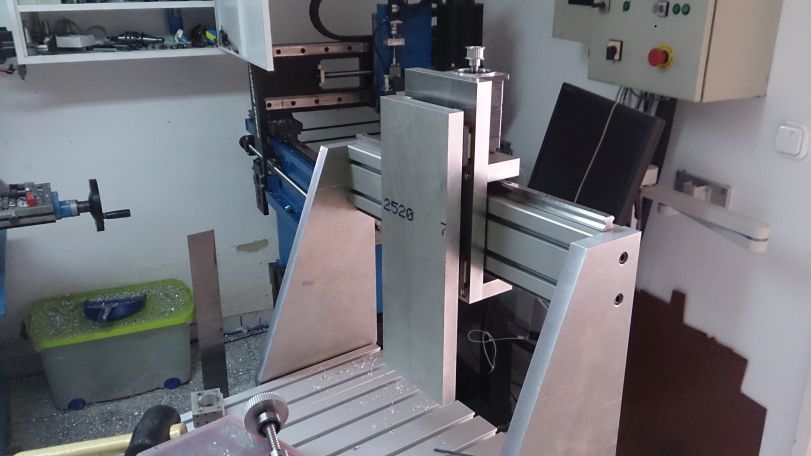



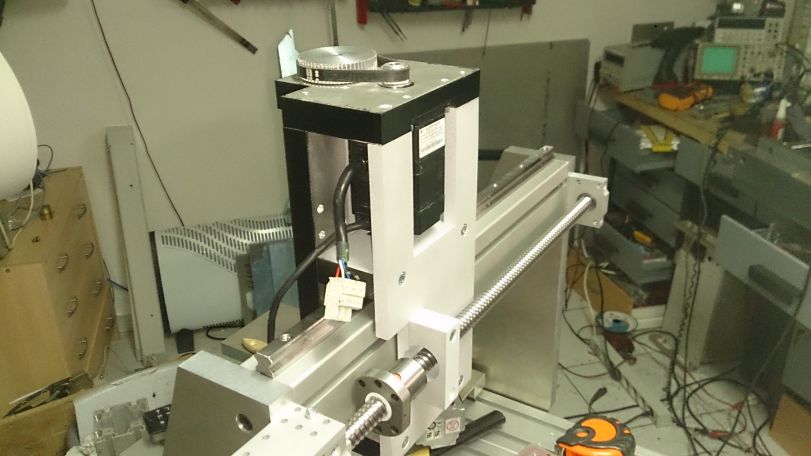
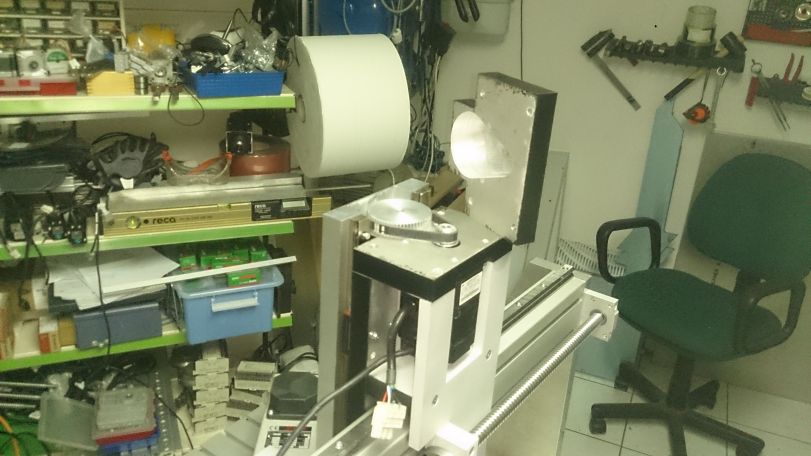
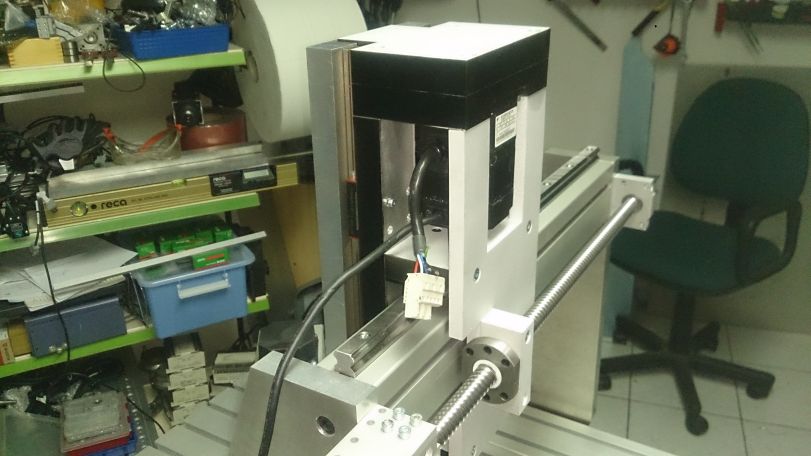
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: iiidyyiy3 Dátum 2014 december 05, 14:20
Írta: iiidyyiy3 Dátum 2014 december 05, 14:20
Ez már valami! Mégmégmég jöjjenek a képek!
Ez arra a gépvázra épül, amit hirdettél, vagy az előző projektben is látható Item profilból?
Milyen vastag alu lemezből dolgozol? Anyaga? AlSiMg7?
Lineáris vezetékek mekkorák? Hepco lesz-e benne?
A Z-nek miért kell ekkora áttétel? Tibor biztos szóvá teszi a gyorsulást!
A motorok AC v BLCD szervók jól látom?
Ez arra a gépvázra épül, amit hirdettél, vagy az előző projektben is látható Item profilból?
Milyen vastag alu lemezből dolgozol? Anyaga? AlSiMg7?
Lineáris vezetékek mekkorák? Hepco lesz-e benne?
A Z-nek miért kell ekkora áttétel? Tibor biztos szóvá teszi a gyorsulást!
A motorok AC v BLCD szervók jól látom?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2014 december 05, 14:47
Írta: svejk Dátum 2014 december 05, 14:47
Ejnye Ádám, mi ez a kupi!?
Nem ezt szoktuk meg a soproni csapattól![#vigyor2]
Nem ezt szoktuk meg a soproni csapattól![#vigyor2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2014 december 05, 15:07
Írta: PSoft Dátum 2014 december 05, 15:07
Jártál már nálam?!
Jártál...hát!:)
No...nem is csinálok képeket a "műhelyről"!:)))
Igaz,én...nem is vagyok soproni!
[#vigyor2]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2014 december 05, 15:11
Írta: PSoft Dátum 2014 december 05, 15:11
Ez is tetszik!
Mint eddig a többi is![#worship][#wave]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: sanyi84 Dátum 2014 december 05, 17:15
Írta: sanyi84 Dátum 2014 december 05, 17:15
Csak én látom rosszul vagy a golyósorsó tartó lemez egy komolyabb géppel készült? Mert ugye mindent megtud egy ehhez hasonló de azt a szép bemarást amit az anya igényel azt nem.
Tetszik, jó kis gép.
Tetszik, jó kis gép.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 december 05, 17:57
Írta: Farkas Ádám Dátum 2014 december 05, 17:57
"ne a nőt nézze.." [#buck]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 december 05, 18:02
Írta: Farkas Ádám Dátum 2014 december 05, 18:02
Ez nem az a projekt, ebbe nincs hepkó, 15-ös HIWIN sinek, 20-as ALU oldalfal, AC servo. A Z-ben 100W-os a motor 3X áttétel. AZ X, Y-ban 200W-os motorokat terveztem de a megrendelő kérésére 400W-re cseréltem, ami szerintem túlzás, de csereszavatos a felfogatása..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 december 05, 18:05
Írta: Farkas Ádám Dátum 2014 december 05, 18:05
Az is "kézi marógép" gyümölcse.. a bemarásnál oldalra fordítottam. Régebben azt is géppel csináltam, van is arrol videóm
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: iiidyyiy3 Dátum 2014 december 05, 21:31
Írta: iiidyyiy3 Dátum 2014 december 05, 21:31
Mer a megrendelő nem olvas hobbyCNC fórumot! :D
Tetszetős kis masina lesz! Gratula hozzá! Jól sejtettem, nagy a csend, tehát készül valami.
Az alu anyagát lehet tudni? Miből érdemes építkezni? Úgy is vennem kell, akkor meg olyanért érdemes pénzt adni, amilyet megkövetel az alkalmazás.
A Minitec-Hepco párosításból várható masina?
Tetszetős kis masina lesz! Gratula hozzá! Jól sejtettem, nagy a csend, tehát készül valami.
Az alu anyagát lehet tudni? Miből érdemes építkezni? Úgy is vennem kell, akkor meg olyanért érdemes pénzt adni, amilyet megkövetel az alkalmazás.
A Minitec-Hepco párosításból várható masina?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: jv7pu3a5p Dátum 2014 december 06, 08:11
Írta: jv7pu3a5p Dátum 2014 december 06, 08:11
Szép darab. A 400W valóban túlzás egy kicsit, szegény gép :D
Csak nem ez készül Gézáéknak? :)
Csak nem ez készül Gézáéknak? :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2014 december 07, 20:14
Írta: 000000000 Dátum 2014 december 07, 20:14
Meg azért is, mert a megrendelőnek porosodott a polcon két Omron SmartStep 400W-os pakkja :-)
Sziasztok!
Jól néz ki. Lassan elkezdjük akkor összerakni hozzá a vezérlőt is...
Üdv.: Géza
Sziasztok!
Jól néz ki. Lassan elkezdjük akkor összerakni hozzá a vezérlőt is...
Üdv.: Géza
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: iiidyyiy3 Dátum 2014 december 07, 22:47
Írta: iiidyyiy3 Dátum 2014 december 07, 22:47
Jól sejtem, hogy nyugodtan lehet a pontos méretet rendelni a Mayer Kft-től, akkorát is fognak vágni? Tehát nem kell ráhagyással számolni + utána méretre marni?
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2014 december 08, 17:52
Írta: Farkas Ádám Dátum 2014 december 08, 17:52
Körfűrésszel vágják, elég szépen, 2-4tized hibával..
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: iiidyyiy3 Dátum 2014 december 22, 08:16
Írta: iiidyyiy3 Dátum 2014 december 22, 08:16
A hiba stimmel, de hiába írtam elő 1mm-es tűrésmezőt, 2 tizeddel csak kisebbre sikerült...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ANTAL GÁBOR Dátum 2014 december 22, 16:41
Írta: ANTAL GÁBOR Dátum 2014 december 22, 16:41
A hiba oka : a te acélmérődet ShenZen- ben gyártották, a Mayernél a fűrészesét pedig Pekingben. [#wink][#wink]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: iiidyyiy3 Dátum 2014 december 23, 06:59
Írta: iiidyyiy3 Dátum 2014 december 23, 06:59
Igen, erre is gondoltam, de hitelesített, 750-es Mitutolyónak talán lehet hinni. Már csak a hőmérsékletre tudnám fogni, mert szerintem nálunk nem volt meg 24 fok, csak 16-18, de 690mm-en ez meg kb 0,1mm-t jelenthet.
Végül is nem kritikus, majd azon az végén hagyom a hibát, amelyiket kevesebbszer látom...
Végül is nem kritikus, majd azon az végén hagyom a hibát, amelyiket kevesebbszer látom...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2015 május 03, 14:10
Írta: Farkas Ádám Dátum 2015 május 03, 14:10
Ezért van ilyen patika rend a műhelyben :)

Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: designr Dátum 2015 május 03, 15:26
Írta: designr Dátum 2015 május 03, 15:26
Hibátlan kép,és még az aktuális munkavédelmi szabályzatban szereplő zajvédő fültokot is használja..::))
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: gaben Dátum 2015 szeptember 05, 22:45
Írta: gaben Dátum 2015 szeptember 05, 22:45
Szia Ádám!
Privátban tudnánk beszélni CNC marógépekkel kapcsolatban?
gabben76@gmail.com
Előre is köszi, Gábor
Privátban tudnánk beszélni CNC marógépekkel kapcsolatban?
gabben76@gmail.com
Előre is köszi, Gábor
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: ftibor Dátum 2016 február 02, 10:40
Írta: ftibor Dátum 2016 február 02, 10:40
Szia Ádám!
Kérlek küldj egy elérhetőséget, egy Szabadka-i
ismerősöm szeretne egy marógépet.
ftibor@ptt.rs
Elöre is köszönöm.
Üdv, Tibor.
Kérlek küldj egy elérhetőséget, egy Szabadka-i
ismerősöm szeretne egy marógépet.
ftibor@ptt.rs
Elöre is köszönöm.
Üdv, Tibor.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: keri Dátum 2017 december 02, 08:51
Írta: keri Dátum 2017 december 02, 08:51
Nekem úgy tűnik kerül arra egy asztal, az meg elég jól védi felülről.
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: keri Dátum 2017 december 02, 08:52
Írta: keri Dátum 2017 december 02, 08:52
bocs, megzavartak az előzmény funkció...
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2017 december 14, 20:16
Írta: Farkas Ádám Dátum 2017 december 14, 20:16
Végre eldobhatom a seprűt :)
(http://cnctar.hobbycnc.hu/Adam/W300/20171204_185151.jpg)
(http://cnctar.hobbycnc.hu/Adam/W300/20171204_185159.jpg)
(http://cnctar.hobbycnc.hu/Adam/W300/20171204_185239.jpg)
(http://cnctar.hobbycnc.hu/Adam/W300/20171204_185151.jpg)
(http://cnctar.hobbycnc.hu/Adam/W300/20171204_185159.jpg)
(http://cnctar.hobbycnc.hu/Adam/W300/20171204_185239.jpg)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2017 december 14, 20:18
Írta: PSoft Dátum 2017 december 14, 20:18
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: 000000000 Dátum 2017 december 14, 20:27
Írta: 000000000 Dátum 2017 december 14, 20:27
A Z tengely motorját egy borsás szíjas hajtással be kellene fordítani mögé és nem nyitogatná a gép tetejét ha felmegy kopra. [#papakacsint]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2017 december 14, 20:33
Írta: Farkas Ádám Dátum 2017 december 14, 20:33
És tényleg azt csináltam vele ma, csak a szíj nem érkezett meg ;)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2017 december 14, 20:35
Írta: svejk Dátum 2017 december 14, 20:35
Azt lehet, de a kanálra vigyázz! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2017 december 14, 20:35
Írta: svejk Dátum 2017 december 14, 20:35
Azt lehet, de a kanálra vigyázz! :)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: PSoft Dátum 2017 december 14, 20:37
Írta: PSoft Dátum 2017 december 14, 20:37
Végül is, két keze van...kell a két kanál![#nevetes1]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: iv43r83d Dátum 2017 december 14, 20:53
Írta: iv43r83d Dátum 2017 december 14, 20:53
Szia!Frankón sikerült! [#taps]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: VViktor Dátum 2017 december 14, 20:53
Írta: VViktor Dátum 2017 december 14, 20:53
Pedig a műhelyre ráférne egy seprés [#buck] Jól néz ki a gép ;)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: gaben Dátum 2017 december 14, 21:03
Írta: gaben Dátum 2017 december 14, 21:03
Grat Ádám, szép lett a házasítás. [#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: svejk Dátum 2017 december 14, 21:14
Írta: svejk Dátum 2017 december 14, 21:14
Ez nem is az Ő műhelye, ott mindig rend és pedantéria van/ (volt? :) )
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: Farkas Ádám Dátum 2020 március 08, 20:43
Írta: Farkas Ádám Dátum 2020 március 08, 20:43
Volt egy kis időm kipróbálni a Prcise főorsó szerszám cserélőjét
Video itt (https://www.youtube.com/watch?v=50LueMVBU84)
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_q2a6kdj2h4dmu5zk7v0v_439.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/q2a6kdj2h4dmu5zk7v0v_439.jpg)
Video itt (https://www.youtube.com/watch?v=50LueMVBU84)
(https://hobbicncforum.hu/uploaded_images/2020/03/tn_q2a6kdj2h4dmu5zk7v0v_439.jpg) (https://hobbicncforum.hu/uploaded_images/2020/03/q2a6kdj2h4dmu5zk7v0v_439.jpg)
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: D.Laci Dátum 2020 március 08, 20:46
Írta: D.Laci Dátum 2020 március 08, 20:46
[#eljen]
Cím: Re:Épül a gépem ::: Farkas Ádám
Írta: istvan3 Dátum 2020 március 10, 22:40
Írta: istvan3 Dátum 2020 március 10, 22:40
Nálam is megfordult már ilyen és más hasonló Precise orsó. Nagy kár, hogy csak 1/8" átmérőig tud befogni. :/
Mach3-al van a gép vezérelve?
Mach3-al van a gép vezérelve?